СПРАВКА
Источник публикации
М., "Экономика", 1988
Примечание к документу
Документ утратил силу на территории Российской Федерации в связи с изданием Приказа Минтруда России от 03.12.2020 N 850.
Документ повторно признан утратившим силу на территории Российской Федерации Приказом Минтруда России от 28.12.2020 N 963.
Название документа
"Общемашиностроительные укрупненные нормативы времени на работы, выполняемые на металлорежущих станках. Единичное, мелкосерийное и среднесерийное производство. Часть III. Сверлильные станки"
(утв. Госкомтрудом СССР)
"Общемашиностроительные укрупненные нормативы времени на работы, выполняемые на металлорежущих станках. Единичное, мелкосерийное и среднесерийное производство. Часть III. Сверлильные станки"
(утв. Госкомтрудом СССР)
Содержание
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ЕДИНИЧНОЕ, МЕЛКОСЕРИЙНОЕ И СРЕДНЕСЕРИЙНОЕ ПРОИЗВОДСТВО
ЧАСТЬ III
СВЕРЛИЛЬНЫЕ СТАНКИ
Сборник содержит нормативы подготовительно-заключительного времени, времени на установку и снятие детали, укрупненные нормативы неполного штучного времени на проход для условий единичного и мелкосерийного производства и нормативы времени на обработку единицы длины поверхности для участков со среднесерийным типом производства на работы, выполняемые на вертикально- и радиально-сверлильных станках.
Настоящий сборник является переработанным и дополненным изданием ранее выпущенных общемашиностроительных нормативов того же наименования и предназначен для нормировщиков, технологов и других инженерно-технических работников, занятых разработкой технически обоснованных норм времени на станочные работы в условиях единичного, мелкосерийного и на участках со среднесерийным типом производства.
Нормативы рекомендованы для применения на предприятиях машиностроения и металлообработки.
Настоящие нормативы разработаны ЦПКТБ "Системпроект" Минлегпищемаша под методическим руководством Центрального бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам при участии нормативно-исследовательских организаций и предприятий машиностроительных министерств.
С введением в действие данных нормативов отменяются "Общемашиностроительные укрупненные нормативы времени на работы, выполняемые на металлорежущих станках. Единичное и мелкосерийное производство. Часть II. Сверлильные и фрезерные станки", 1972 г., 1974 г., 1975 г.
Срок действия нормативов - до 1993 г.
1.1. Укрупненные нормативы времени разработаны для нормирования станочных работ в условиях единичного, мелкосерийного и на участках со среднесерийным типом производства.
1.2. При внедрении бригадной организации труда нормативы могут быть использованы для расчета комплексных норм в соответствии с "Методическими рекомендациями по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования", разработанными НИИ труда (М.: Экономика, 1987).
1.3. Сборник содержит нормативы подготовительно-заключительного времени, на установку и снятие детали, укрупненные нормативы неполного штучного времени на рабочий ход, а для развертывания и нарезания резьбы - на обработку поверхности для условий единичного и мелкосерийного производства и нормативы времени на обработку единицы длины поверхности для участков со среднесерийным типом производства, выполняемую на сверлильных станках.
1.4. В сборник включен ряд приложений, содержащих справочный материал:
выбор марок инструментального материала в зависимости от вида, характера, условий обработки и обрабатываемого материала;
числовые величины вспомогательного времени, связанного с переходом, включенного в состав нормативов неполного штучного времени;
величины врезания и перебега инструмента;
механические свойства основных конструкционных углеродистых и легированных сталей;
механические свойства чугуна и медных сплавов;
механические свойства жаропрочных сталей и сплавов.
1.5. При разработке нормативов в качестве исходных данных были использованы следующие материалы:
Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Мелкосерийное и единичное производство;
Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Среднесерийное и крупносерийное производство;
Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть I;
данные фотохронометража;
паспортные данные металлорежущих станков;
результаты анализа трудового процесса, рациональных методов труда и организации рабочего места;
техническая литература по теме.
1.6. Нормативы рассчитаны на использование их в основных и вспомогательных цехах машиностроительных и металлообрабатывающих заводов по различным типам производств.
Тип производства характеризуется коэффициентом закрепления операции (Кз.о) в соответствии с ГОСТ 3.1108-74.
Коэффициент закрепления операций определяется по формуле

где О - число различных операций, выполненных или подлежащих выполнению в течение месяца;
Р - число рабочих мест, выполняющих различные операции.
В соответствии с указанным ГОСТом этот коэффициент принимается равным
20 < Кз.о < 40 - мелкосерийное производство
10 < Кз.о < 20 - среднесерийное производство.
Кз.о не регламентируется - единичное производство.
Мелкосерийное и единичное производство характеризуется широкой номенклатурой изготовляемых изделий и малым объемом выпуска изделий.
Обработка деталей производится преимущественно на универсальном оборудовании с применением универсальных, нормализованных и специальных приспособлений и инструментов.
Наряды на работу, технологическую документацию получает сам рабочий.
Заготовки на рабочее место доставляются вспомогательными рабочими.
Заточка инструмента централизована, получает и доставляет инструмент на рабочее место сам рабочий.
Станки, обрабатывающие тяжелые детали, оборудованы подъемно-транспортными средствами.
Среднесерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями и сравнительно большим объемом выпуска.
Обработка деталей производится преимущественно на универсальном оборудовании с применением универсальных нормализованных и специальных приспособлений и инструментов.
Детали, сходные по конструктивным и технологическим признакам, закреплены за группой станков, имеющих одинаковые эксплуатационные характеристики.
Продолжительность цикла работы станка между двумя переналадками при обработке партии деталей средних размеров составляет по времени 0,25 - 4 рабочие смены. За рабочим местом закреплено 11 - 20 операций.
Обработка на станках выполняется на основании подробно разработанных технологических карт с указанием режимов работы оборудования, времени выполнения каждого перехода и нормы штучного времени.
Наряды на работу, технологическая документация, заготовки, предусмотренные технологией инструменты и приспособления доставляются к рабочему месту рабочими, обслуживающими производство.
Инструмент затачивается в централизованном порядке.
Станки, обрабатывающие тяжелые детали, оборудованы подъемно-транспортными средствами.
Рабочее место обеспечено необходимым комплектом приспособлений, способствующих сокращению вспомогательного времени.
1.7. Норма времени и ее составляющие
Норма времени на выполнение станочной операции (Нвр) определяется по формуле
 (1)
(1)где Tш - норма штучного времени, мин.;
tп.з - подготовительно-заключительное время, мин.;
q - число деталей в партии, шт.
Для единичного и мелкосерийного типа производства норма штучного времени (Tш) при пользовании настоящими нормативами определяется путем суммирования времени на установку и снятие детали и неполного штучного времени на обработку поверхностей с учетом числа проходов
 (2)
(2)Для среднесерийного типа производства норма штучного времени (Tш) определяется по формуле
 (3)
(3)где  - неполное штучное время на обработку поверхности, мин.;
- неполное штучное время на обработку поверхности, мин.;
- неполное штучное время на обработку поверхности, мин.;tву - норматив вспомогательного времени на установку и снятие детали, мин.;
 - нормативы вспомогательного времени, связанного с переходом, мин.;
- нормативы вспомогательного времени, связанного с переходом, мин.; - основное время на обработку 100 (10) мм длины обрабатываемой поверхности, мин.;
- основное время на обработку 100 (10) мм длины обрабатываемой поверхности, мин.;L1, L2, Ln - расчетная длина обрабатываемой поверхности, мм;
i1, i2, in - число проходов;
Ktш - коэффициент к норме штучного времени в зависимости от партии деталей в единичном и мелкосерийном производстве;
Ktв - коэффициент к вспомогательному времени в зависимости от характера серийности работ в среднесерийном производстве;
aобс - время на обслуживание рабочего места, % от оперативного времени;
aотл - время на отдых и личные потребности, % от оперативного времени.
Необходимым условием, определяющим возможность расчета технически обоснованных норм времени по данным нормативам, является наличие предварительно разработанного маршрутного технологического процесса по операциям с указанием в нем обрабатываемых поверхностей, их размеров и характера обработки.
Нормативы подготовительно-заключительного времени предусматривают выполнение следующих работ:
получение наряда и технической документации;
ознакомление с работой, чертежом и получение инструктажа;
получение недостающих на рабочем месте инструментов и приспособлений;
подготовка рабочего места, наладка и переналадка оборудования, инструментов и приспособлений;
снятие инструментов и приспособлений по окончании обработки партии деталей и другие подготовительно-заключительные работы, связанные с изготовлением данной партии деталей.
Нормативы подготовительно-заключительного времени приведены в виде укрупненных комплексов приемов работы.
Кроме этого, в картах приведены нормативы времени на выполнение отдельных приемов подготовительно-заключительной работы, не включенных в комплексы, но которые могут иметь место в отдельных случаях.
В качестве основных факторов, определяющих продолжительность подготовительно-заключительного времени, в нормативах учтены:
тип и основные размерные характеристики станков;
способ установки детали и характер применяемых приспособлений;
число инструментов, участвующих в работе;
необходимость замены установочных приспособлений.
Кроме перечисленных выше факторов продолжительности, учтена также степень сложности подготовки к работе: простая, средней сложности и сложная.
При простой подготовке требуется беглое изучение чертежей и технологического процесса, работа выполняется без частичных переналадок.
При подготовке средней сложности требуется изучение чертежа и технологического процесса; необходимо получение краткого инструктажа от мастера; производится одна частичная переналадка оборудования в процессе обработки партии деталей.
При сложной подготовке требуется тщательное изучение чертежа и технологического процесса; необходим подробный инструктаж мастера; производятся две - три частичные переналадки оборудования.
В случае, когда на станке систематически выполняются однотипные операции по обработке конструктивно-сходных деталей, подготовительно-заключительное время должно быть уменьшено по сравнению с нормативным на 30 - 50%.
В нормативах вспомогательного времени на установку и снятие детали (карты 3, 33) предусмотрены все типовые способы установки, выверки и крепления детали. В качестве главного фактора продолжительности времени установки принимается масса детали.
Кроме этого фактора, учтен способ крепления, тип приспособления, характер выверки, характер установочной поверхности и др.
Время на установку приведено укрупненно на комплексы приемов.
Например, при работе с заготовками в комплексы включены приемы: установить деталь, выверить и закрепить ее, включить и выключить станок, открепить деталь, снять ее, очистить приспособление от стружки.
Кроме перечисленных основных приемов, в состав комплексов включены также приемы: при работе с краном - вызвать кран, застропить деталь и отстропить деталь.
Нормативами предусматривается установка и снятие детали массой до 20 кг вручную и свыше 20 кг с помощью подъемных механизмов.
Установка вручную деталей массой свыше 20 кг приведена в нормативах для использования в отдельных случаях при обработке на участках, где отсутствуют подъемно-транспортные средства.
Для работ, выполняемых с помощью подъемных механизмов, в нормативах предусматривается применение двух видов подъемных устройств:
подъемник при станке (или группе станков), обслуживаемый самим исполнителем работы;
мостовой кран (нормативами учтено время на вызов крана в размере 1 - 5 мин.).
В целях упрощения расчетов время на установку и снятие детали для мелкосерийного и единичного производства (карта 3) приведено с учетом времени на обслуживание рабочего места, перерывов на отдых и личные потребности.
Нормативы неполного штучного времени включают:
основное время;
вспомогательное время, связанное с переходом;
вспомогательное время на изменение режима работы станка и смену инструмента;
время на обслуживание рабочего места, перерывы на отдых и личные потребности.
Основное время рассчитывалось на основе режимов резания, установленных по общемашиностроительным нормативам режимов резания с учетом технологических факторов, влияющих на режим и время обработки (размеры обработки).
Принятые при расчете основного времени режимы резания приведены в картах нормативов.
Режимы резания были установлены применительно к условиям обработки универсальными режущими инструментами из наиболее часто применяемых марок инструментальных материалов на распространенном в мелкосерийном, единичном и среднесерийном производстве оборудовании. При этом учитывались мощность оборудования, прочность режущего инструмента, прочность и жесткость системы "станок - приспособление - инструмент - деталь" и другие факторы.
Неполное штучное время на обработку поверхности в нормативах приведено на один рабочий ход применительно к различным значениям глубины резания.
При развертывании отверстий и нарезании резьбы неполное штучное время дано на поверхность с учетом числа рабочих ходов.
Вспомогательное время, связанное с переходом, принятое при расчете неполного штучного времени, установлено по Общемашиностроительным нормативам времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках, единичное и мелкосерийное производство.
При определении числовых величин наряду с приемами, повторяющимися с каждым переходом, были учтены приемы, не вошедшие в комплекс вспомогательного времени (изменение режима работы, смена инструмента и т.д.).
Время на обслуживание рабочего места, перерывы на отдых и личные потребности включено в неполное штучное время в соответствии с табл. 1.
Таблица 1
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА,
ОТДЫХ И ЛИЧНЫЕ ПОТРЕБНОСТИ
Наименование станков | Время, % от оперативного времени | |
на обслуживание рабочего места | на отдых и личные потребности | |
Вертикально- и радиально-сверлильные станки | 4 | 4 |
Неполное штучное время в картах нормативов рассчитано для определенных технологических условий выполнения работы.
Для случаев обработки, отличных от принятых при расчете нормативов, в картах приводятся поправочные коэффициенты на неполное штучное время, учитывающие другие условия выполнения работ.
Норма штучного времени, установленная по настоящим нормативам, принимается с коэффициентом (Кtш) в зависимости от партии деталей в единичном и мелкосерийном производстве.
Поправочные коэффициенты приведены в карте 1.
Время на обработку единицы длины поверхности включает в себя основное время на обработку 100 мм расчетной длины обрабатываемой поверхности.
Нормативы предусматривают обработку деталей из стали, чугуна и медных сплавов различных марок на станках различной мощности.
Режущий инструмент для обработки деталей - сверла, зенкеры, развертки, цековки с пластинками Т15К6, Т5К10, ВК6, ВК8 и другие, а также из стали Р6М5.
Особое внимание уделено выбору рациональной глубины резания, величине подачи и частоте вращения.
Глубина резания принята с учетом припуска на обработку соответственно ГОСТ 1855-55 на литье и ГОСТ 7062-79 и ГОСТ 7872-75 на поковки и прокат.
В картах нормативов для каждого параметра обрабатываемой поверхности приводятся различные значения глубины резания, что дает возможность рассчитать норму времени при оптимальном числе проходов.
Вспомогательное время, связанное с переходом, и вспомогательное время, связанное с переходом, не включенное в комплексы, приведены отдельно (карты 34, 35).
Вспомогательное время при расчете нормы штучного времени принимается с коэффициентом (Кtв) в зависимости от характера серийности работ в среднесерийном производстве.
При внедрении на предприятиях более прогрессивной, чем это предусмотрено в настоящем сборнике, организации труда, технологии выполнения работ, более эффективного оборудования, механизмов, оснастки и т.п. следует разрабатывать и вводить в установленном порядке местные нормативы времени, соответствующие более высокой производительности труда.
1.8. Примеры расчета нормы времени.
1.8.1. Пример расчета нормы времени на радиально-сверлильном станке. Единичное и мелкосерийное производство.
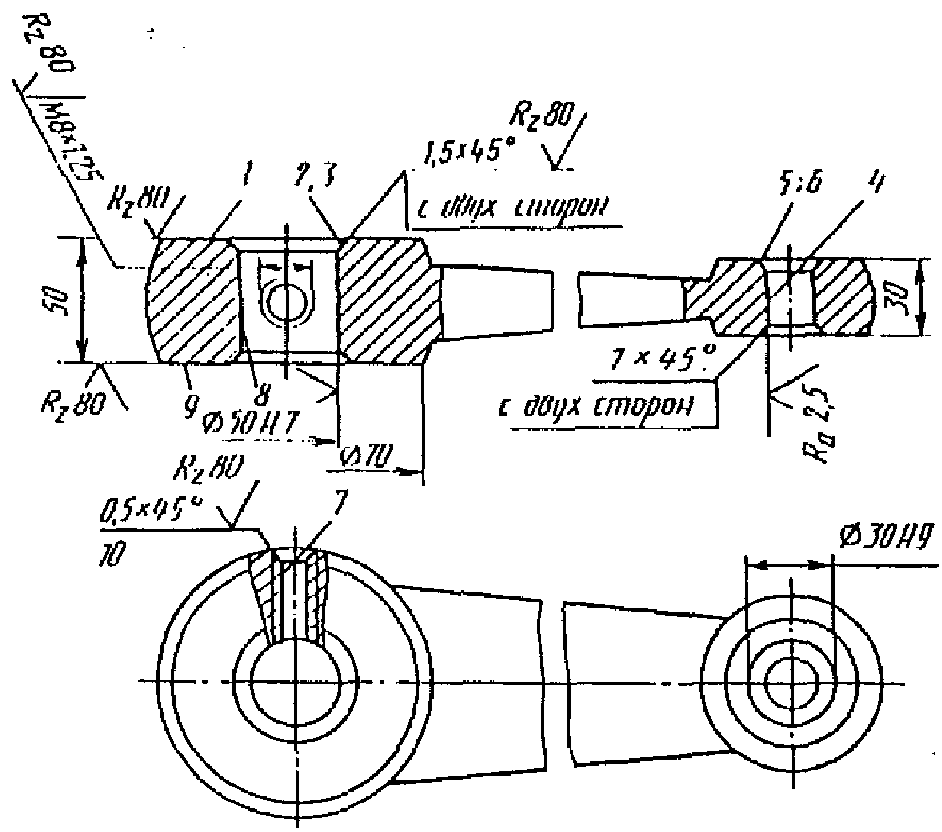
Рис. 1.1
1.8.1.1. Исходные данные:
1. Станок радиально-сверлильный 2А55; Nд = 4,5 кВт.
2. Деталь - рычаг.
3. Обрабатываемый материал - серый чугун HB = 1,75...2,15 ГПа.
4. Масса заготовки - 7 кг.
5. Заготовка - отливка.
6. Припуск на обработку - 5 мм на сторону.
7. Операция - обработка отверстий диаметрами 50 Н7 и 30 Н9. Сверление и нарезание резьбы М8x1,25. Зенкование торцов отверстия диаметром 50 Н7.
8. Способ установки детали - в тисках с винтовым зажимом, со специальными сменными губками.
9. Режущий инструмент из стали Р6М5: сверло  8, метчик М8x1,25, зенкеры
8, метчик М8x1,25, зенкеры  50 и
50 и  30, развертки
30, развертки  50 Н7 и
50 Н7 и  30 Н9, зенковка
30 Н9, зенковка  80.
80.
10. Число деталей в партии - 12 шт.
1.8.1.2. Расчет подготовительно-заключительного времени.
Подготовительно-заключительное время определяется по карте 2.
По технологическому процессу работа выполняется за пять установок детали с дополнительной переналадкой тисок (пропустить всю партию, снять специальные губки), со сменой 10 инструментов в быстросменном патроне и с изменением режимов работы.
Подготовительно-заключительное время на наладку средней сложности принимается равным 25 мин. на всю партию деталей. Данные расчета сведены в табл. 2.
1.8.1.3. Пример расчета нормы времени на радиально-сверлильном станке. Единичное и мелкосерийное производство
Содержание работы | Параметр шероховатости | Длина обработки l, мм | Глубина резания t, мм, до | Диаметр обрабатываемой поверхности D, мм, до | Время по карте, мин. | Поправочные коэффициенты в зависимости от | Время с учетом коэффициента, мин. | N карты | ||
партии деталей | твердости | |||||||||
А. | Установить деталь в тиски и снять | - | - | - | - | 0,75 | - | - | 0,75 | |
1. | Зенковать поверхность 1 в размер 55 | Rz80 | 5 | 5,0 | 70 | 0,42 | - | - | 0,42 | |
2. | Зенкеровать поверхность 8 до | Rz40 | 60 | 1,25 | 49,5 | 0,69 | - | - | 0,69 | |
3. | Зенковать поверхность 2 | Rz80 | 1,5 | 1,5 | 49,5 | 0,30 | - | - | 0,30 | |
4. | Зенкеровать поверхность 4 | Rz40 | 40 | 0,75 | 29,7 | 0,36 | - | - | 0,36 | |
5. | Зенковать поверхность 5 | Rz80 | 1,0 | 1,0 | 29,7 | 0,30 | - | - | 0,30 | |
Б. | Переустановить | - | - | - | - | - | - | - | 0,75 | |
6. | Зенковать поверхность 9 в размер 50 | Rz80 | 5 | 5,0 | 70 | 0,42 | - | - | 0,42 | |
7. | Зенковать поверхность 3 | Rz80 | 1,5 | 1,5 | 49,5 | 0,30 | - | - | 0,30 | |
8. | Развернуть поверхность 8 | Ra2,5 | 60 | 0,05 | 49,5 | 3,6 | - | - | 3,6 | |
9. | Зенковать поверхность 6 | Rz80 | 1,0 | 1,0 | 29,7 | 0,30 | - | - | 0,30 | |
10. | Развернуть поверхность 4 до | Ra2,5 | 40 | 0,15 | 30,0 | 0,6 | - | - | 0,6 | |
В. | Переустановить | - | - | - | - | 0,75 | - | - | 0,75 | |
11. | Сверлить поверхность 7 до | Rz80 | 10 | 3,35 | 6,7 | 0,17 | - | - | 0,17 | |
12. | Зенковать поверхность 10 | Rz80 | 0,50 | 0,50 | 7,0 | 0,25 | - | - | 0,25 | |
13. | Нарезать резьбу М8x1,25 поверхности 7 | Rz80 | 10 | 1,25 | 8,0 | 0,43 | - | - | 0,43 | |
Всего | - | - | - | - | - | - | - | 10,39 | - | |
Итого (с учетом коэффициентов) | - | - | - | - | - | 1,0 | - | 10,39 | - | |
Tш = 10,39 · 1,0= 10,39 мин.,
где 1,0 - коэффициент на партию деталей;

1.8.2. Расчет нормы времени. Радиально-сверлильные станки.
Среднесерийное производство.
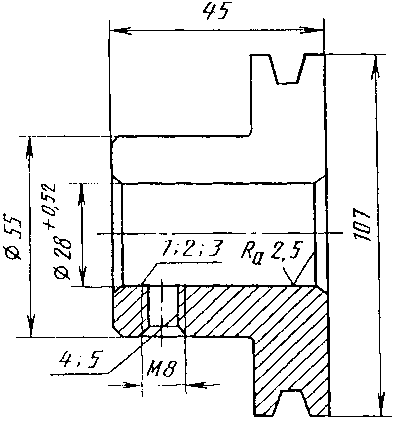
Рис. 1.2
1.8.2.1. Исходные данные:
Станок - радиально-сверлильный 2А55, Nд = 4,5 кВт.
Деталь - шкив.
Обрабатываемый материал - чугун серый СУ 15-32, HB = 1,86, ГПа.
Масса детали - 1,7 кг.
Масса заготовки - 2,5 кг.
Операция - сверлильная.
Заготовка - отливка.
Приспособление - пневмотиски, кондуктор, быстросменный патрон. Режущий инструмент - сверло  26, Р6М5; зенкер
26, Р6М5; зенкер  27,6, Р6М5; развертка
27,6, Р6М5; развертка  28, Р6М5; сверло
28, Р6М5; сверло  7,2, Р6М5; метчик М8.
7,2, Р6М5; метчик М8.
Число деталей в партии - 150 шт.
1.8.2.2. Определение подготовительно-заключительного времени.
Подготовительно-заключительное время определяется по карте 32. По технологическому процессу работа выполняется за 2 установки и в наладке находится пять инструментов. Подготовительно-заключительное время при наладке средней сложности равно 14 мин.
К подготовительно-заключительному времени добавляется время из той же карты (6 мин.) на получение инструмента и приспособлений и сдачу их после окончания обработки партий деталей.
Данные расчета сведены в табл. 3.
Таблица 3
Номер перехода | Наименование переходов | Приспособление | Инструмент | Размеры обработки, мм | Припуск на сторону | Число проходов i | Режим обработки | Время, мин. | |||||||||
режущий | измерительный | длина | врезание и перебег | расчетная длина | глубина резания t, мм, до | подача Sо, мм/об. | скорость резания v, м/мин. | частота вращения n, об./мин. | основное | вспомогательное | дополнительное | номер карты | |||||
А | Установить деталь и снять | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,24 | - | |
Сверлить отверстие | Тиски | Сверло | - | 45 | 12 | 57 | 13 | 1 | 13 | 0,67 | 18,8 | 200 | 0,42 | 0,08 | 0,06 | ||
0,02 | |||||||||||||||||
2 | Зенкеровать отверстие | Быстросменный патрон | Зенкер | - | 45 | 4 | 49 | 1 | 1 | 1 | 1,2 | 18,5 | 200 | 0,20 | 0,08 | 0,06 | |
3 | Развернуть отверстие | Развертка | Калибр-пробка | 45 | 19 | 64 | 0,25 | 1 | 0,25 | 3,1 | 4,7 | 50 | 0,41 | 0,08 | 0,15 | ||
0,06 | |||||||||||||||||
Б | Переустановить деталь | - | - | - | - | - | - | - | - | - | - | - | 0,19 | - | |||
4 | Сверлить отверстие | Сверло | - | 13,5 | 5 | 18,5 | 3,5 | 1 | 3,5 | 0,26 | 21,1 | 960 | 0,07 | 0,05 | 0,06 | ||
Снять фаску. Нарезать резьбу М8x0,75 | Метчик М8x0,75 | - | 13,5 | 6 | 19,5 | 0,75 | 2 | 0,75 | 0,75 | 8,5 | 300 | 0,17 | 0,08 | 0,08 | |||
0,04 | |||||||||||||||||
0,02 | |||||||||||||||||
1,27 | 0,80 | 0,55 | |||||||||||||||
Tв · Ktв = (0,80 + 0,4 + 0,15) · 0,87 = 1,17 мин.;


Обработка производится инструментами из стали Р6М5 с режимами резания, приведенными в технологической карте.
Определение основного (технологического) времени приводится для каждого перехода в отдельности согласно наименованию переходов, приведенных в карте расчета нормы времени.
1.8.2.3. Основное (технологическое) время определяется по формуле
где l - длина обрабатываемой поверхности (определяется по чертежу), мм;
l1 - величина врезания и перебега инструмента, мм;
i - число проходов;
Tо100 - основное время на обработку 100 мм длины, мин.
Для каждой обрабатываемой поверхности в соответствии с условиями работы величина врезания и перебега инструмента l1 будет равна (см. приложение 3):
для поверхности | 1 l1 = 12 мм; |
" | 2 l1 = 4 мм; |
" | 3 l1 = 19 мм; |
" | 4 l1 = 5 мм; |
" | 5 l1 = 6 мм |
Тогда основное время обработки для переходов 1 - 5 составит:





Основное (технологическое) время на операцию равно:
Tо = t01 + t02 + t03 + t04 + t05 =
= 0,42 + 0,20 + 0,41 + 0,07 + 0,17 = 1,27 мин.
1.8.2.4. Время на установку и снятие заготовки в пневмотисках массой 2,5 кг - 0,24 мин., карта 33.
На переустановку детали tв2уст. = 0,19 мин.
1.8.2.5. Вспомогательное время, связанное с переходом, берется из карты 34 с учетом времени на дополнительные приемы, изменение частоты вращения, подачи и т.п. Вспомогательное время равно:
переход | 1 tв.п = 0,08 мин. + 0,06 + 0,02; |
" | 2 tв.п = 0,08 мин. + 0,06; |
" | 3 tв.п = 0,08 мин. + 0,06 + 0,15; |
" | 4 tв.п = 0,05 мин. + 0,06; |
" | 5 tв.п = 0,08 мин. + 0,08 + 0,04 + 0,02, |
где 0,06 - установка и снятие инструмента - 4 раза;
0,04 - смазка метчика;
0,02 - включение и выключение вращения шпинделя;
0,08 - установка метчика.
1.8.2.6. Вспомогательное время на контрольные измерения tизм.
Вспомогательное время на контрольные измерения определяется только для перехода 3 - 0,15 мин. (карта 36, позиция 7).
Таким образом, вспомогательное время для перехода 3 составит:
0,14 + 0,15 = 0,29 мин.
Вспомогательное время на операцию составит:
Tв = tв1уст. + tв2уст. + tв.пер. + tв.доп.пр. + tв.изм. =
= 0,24 + 0,19 + 0,37 + 0,4 + 0,15 = 1,35 мин.
По карте 1 определяется поправочный коэффициент на вспомогательное время в зависимости от суммарной продолжительности обработки партии деталей по трудоемкости.
При трудоемкости обработки партии деталей в 1 смену этот коэффициент равен 0,87.
С учетом поправочного коэффициента вспомогательное время на операцию составит
Tв · Ktв = 1,35 · 0,87 = 1,17 мин.
1.8.2.7. Определение времени на обслуживание рабочего места, отдых и личные потребности.
Время на обслуживание рабочего места определяется по карте 32. Для станков II группы с наибольшим диаметром обработки D = 35 мм оно составит 4% оперативного времени.
Время перерывов на отдых и личные потребности при работе на станке с механической подачей (карта 31) составляет 4% оперативного времени.
1.8.2.8. Определение нормы штучного времени.
Норма штучного времени определяется по формуле



И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Нормативы времени рассчитаны для применения при нормировании работ, выполняемых на оборудовании широко распространенных на предприятиях конструкций отечественного производства.
К числу распространенных конструкций относятся станки: вертикально-сверлильные - 2А125; 2А135 и др.;
радиально-сверлильные - 2А55, 257 и др.
Технической и технологической характеристиками этих моделей станков является то, что они имеют полный набор подач, частот вращения и достаточную мощность.
Тип станка | Модель | Основные размеры, мм | Мощность, кВт | Частота вращения n, об./мин. |
Вертикально-сверлильный | 2А125 | 2,8 | n = 97 - 1360 | |
2А135 | 4,5 | n = 68 - 1100 | ||
Радиально-сверлильный | 2А55 | 4,5 | n = 50 - 1700 | |
257 | 7,0 | n = 12,5 - 1600 |
Приведенные в сборнике нормативы времени на выполнение технологических операций рассчитаны на характерную для единичного, мелкосерийного и среднесерийного производства организацию труда и рабочих мест.
Уровень режимов резания был установлен с учетом использования режущих свойств инструмента для обработки на современном, наиболее распространенном оборудовании.
При этом учитывались также возможности инструмента по его прочности и мощности станка.
3.1. На участке станочных работ рабочее место должно быть оснащено всем необходимым в соответствии с требованиями производственного процесса и условиями выполнения работы с соблюдением правил санитарной гигиены и техники безопасности.
Расположение оборудования на рабочем месте, инвентаря, производственной мебели, тары, стеллажей для заготовок и готовой продукции планируется с таким расчетом, чтобы не создавалось стесненных условий работы, лишних затрат времени на хождение и поиски.
При рациональной организации рабочих мест рекомендуется придерживаться существующих общих положений ("Типовые проекты организации труда на рабочих местах станочников". Оргстанкинпром).
Освещение рабочего места должно быть достаточным и правильным. Требуемая освещенность определяется характером выполняемой работы и действующими санитарными нормами. При местном освещении свет не должен слепить глаза, тень не должна падать на обрабатываемую деталь.
На рабочем месте имеется инструкционно-эксплуатационная карта для выбора режимов резания.
Инструменты и приспособления располагаются на рабочем месте в определенном, удобном для пользования порядке.
Участок обработки тяжелых деталей оснащен подъемно-транспортными устройствами.
3.2. Ниже приведены примеры типовой планировки рабочих мест станочников.
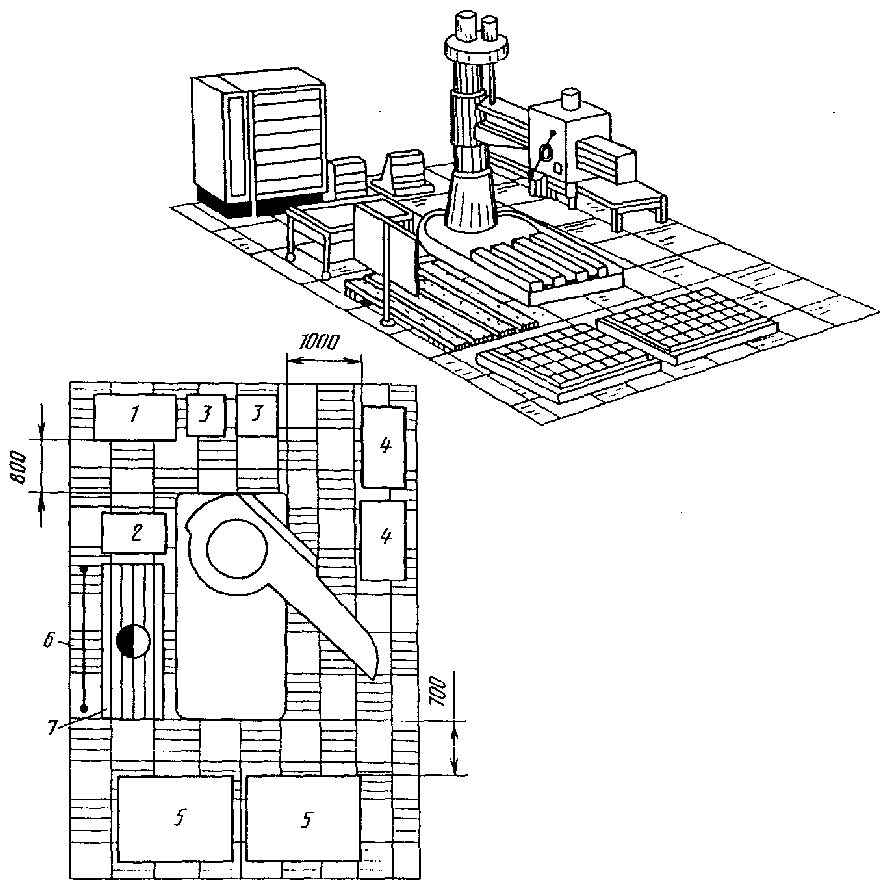
3.3. Рабочее место сверловщика на вертикально-сверлильном станке (рис. 3.1).
Рабочее место сверловщика оснащается установленным справа от него столиком с инструментальными ящиками, в каждом отделении которых хранится набор нужного инструмента, и приемным столом, стоящим слева. На нижней полке приемного стола хранятся небольшие приспособления и кондукторы.
Необходимый для непосредственной работы инструмент рабочий раскладывает на верхней полке столика с инструментальными ящиками. Дополнительный запас обрабатываемых деталей, размещенных в стеллажируемой таре, может быть установлен с задней стороны станка. Подача деталей на рабочее место производится внутрицеховым транспортом.
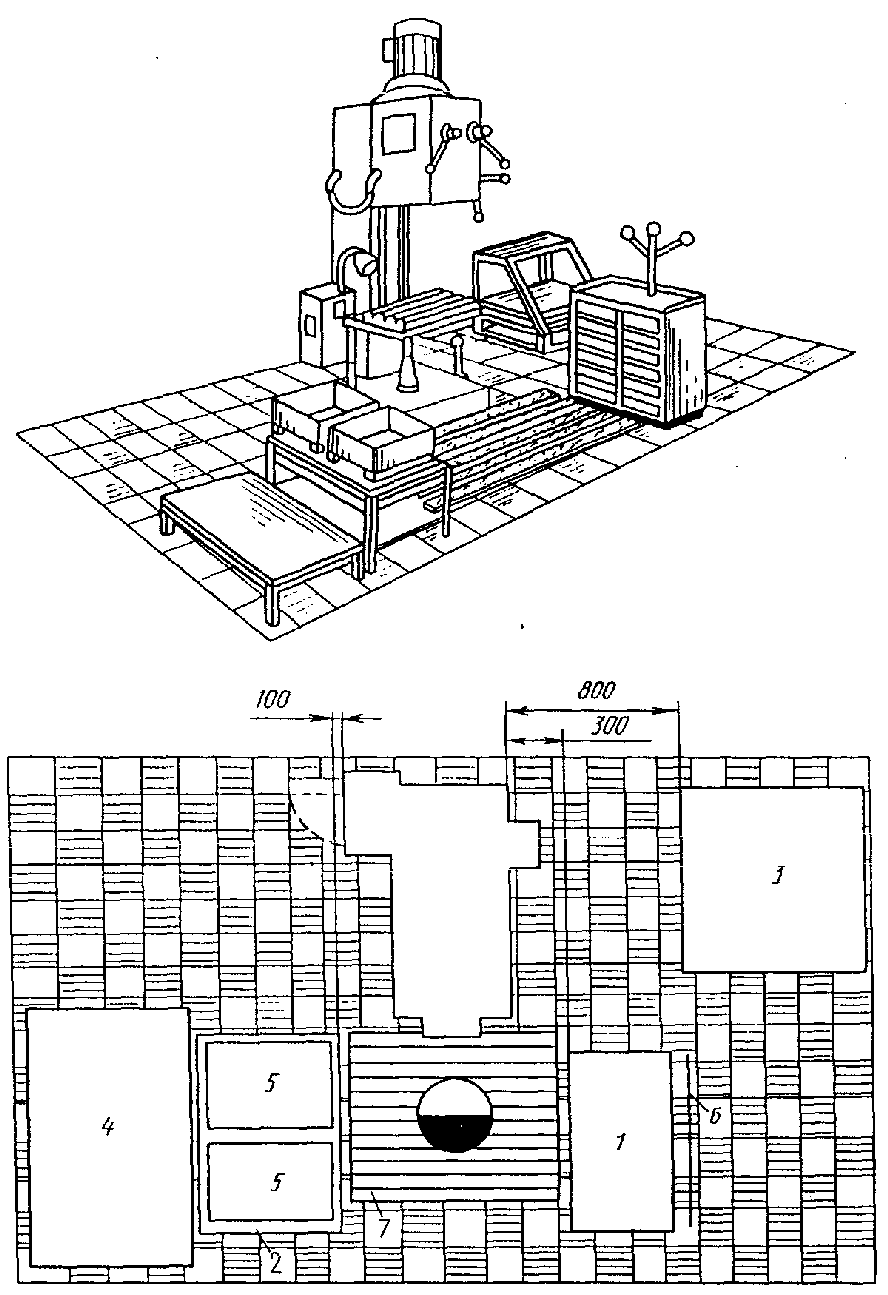
3.4. Рабочее место сверловщика на радиально-сверлильном станке (рис. 3.2).
Рабочее место оснащается шкафом инструментальным, устанавливаемым слева от рабочего. Необходимый для непосредственной работы инструмент раскладывается на верхней полке неподвижного столика, располагаемого в наиболее удобном месте. На нижней полке этого столика могут размещаться накладные кондукторы.
Подача деталей на рабочее место осуществляется внутрицеховым транспортом. Для хранения деталей у станка устанавливается подставка произвольной конструкции.
1 - столик с инструментальными ящиками; 2 - стол
приемный; 3 - стеллаж для приспособлений СД3725.01А;
4 - стеллаж-подставка СД3750.10А <*>; 5 - тара
производственная; 6 - планшет для чертежей
СД3750.04; 7 - решетка под ноги рабочему
--------------------------------
<*> Предназначен для складирования крупногабаритных деталей или тары с деталями для второй смены. Местоположение определяется конкретными условиями.
1 - шкаф инструментальный СМ3712.09; 2 - столик приемный
передвижной СД3705.02А; 3 - стеллаж для вертикального
хранения СМ3721.16; 4 - стеллаж-подставка СД3702.10А;
5 - подставка под коробчатые детали; 6 - планшет
для чертежей; 7 - решетка под ноги рабочему
3.5. Оргоснастка рабочих мест.
Оснащение рабочих мест станочников оргоснасткой (инструментальными тумбочками, приемными столиками и т.д.) должно производиться на основе типовых конструкций.
Специальная оргоснастка проектируется в исключительных случаях, если по тем или иным причинам не подходит типовая.
Ниже в качестве примера приведены отдельные конструкции типовой оргоснастки.
3.5.1. Тумбочка инструментальная двухсекционная С3746.05 (рис. 3.3).
Рис. 3.3
Тумбочка предназначена для хранения необходимого инструмента на рабочих местах станочников, документации и средств по уходу за оборудованием. Каждая отдельная тумбочка закрывается дверцей и закрепляется за одним рабочим. В каждом отделении имеются ящики для инструмента и полки для хранения документации, небольших принадлежностей и приспособлений, масленок, обтирочных материалов и др. Верхняя полка тумбочки может быть покрыта пластиком. Съемный планшет для крепления чертежей, изготовляемый из декоративного древесно-волокнистого пластика, закрепляется в кронштейнах.
3.5.2. Стол производственный С.3702.51.
На верхней полке стола размещаются тара с обрабатываемыми деталями или сами детали. При необходимости на нижней полке могут храниться приспособления и принадлежности.
На отдельных рабочих местах стол может быть использован для раскладки на нем непосредственно используемого в работе инструмента.
Рис. 3.4
Все типы станков | ||||||||||
Карта 1, лист 1 | ||||||||||
I. Поправочные коэффициенты на штучное время в зависимости от размера партии обрабатываемых деталей и единичном и мелкосерийном производстве (Кtш) | ||||||||||
N позиции | Штучное время, мин., до | Число деталей в партии, шт., до | ||||||||
3 | 6 | 10 | 15 | 20 | 30 | 40 | > 40 | |||
Коэффициент на штучное время Кtш | ||||||||||
1 | 3 | 1,4 | 1,2 | 1,1 | 1,05 | 0,95 | 0,9 | 0,85 | ||
2 | 15 | 1,2 | 1,1 | 1,05 | 0,95 | 0,9 | 0,85 | - | ||
3 | 60 | 1,1 | 1,05 | 0,95 | 0,9 | 0,85 | - | - | ||
4 | Свыше 60 | 1,05 | 0,95 | 0,9 | 0,85 | - | - | - | ||
II. Поправочные коэффициенты на вспомогательное время в зависимости от характера серийности работ в среднесерийном производстве (Кtв) | ||||||||||
N позиции | Наименование оборудования | Суммарная продолжительность обработки партии деталей по трудоемкости операции рабочих смен, до | ||||||||
<= 0,25 | 0,5 | 1,0 | 2,0 | |||||||
Коэффициент на вспомогательное время (Кtв) | ||||||||||
5 | Вертикально-сверлильные станки с диаметром сверления D до 25 мм и радиально-сверлильные с D до 35 мм | 1,15 | 0,87 | 0,76 | ||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ШТУЧНОЕ ВРЕМЯ В ЗАВИСИМОСТИ ОТ РАЗМЕРА ПАРТИИ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ В ЕДИНИЧНОМ И МЕЛКОСЕРИЙНОМ ПРОИЗВОДСТВЕ И НА ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ В СРЕДНЕСЕРИЙНОМ ПРОИЗВОДСТВЕ | Все типы станков | ||||
Карта 1, лист 2 | |||||
II. Поправочные коэффициенты на вспомогательное время в зависимости от характера серийности работ в среднесерийном производстве (Кtв) | |||||
N позиции | Наименование оборудования | Суммарная продолжительность обработки партии деталей по трудоемкости операции рабочих смен, до | |||
<= 0,25 | 0,5 | 1,0 | 2,0 | ||
Коэффициент на вспомогательное время (Кtв) | |||||
Вертикально-сверлильные станки с D до 50 мм, радиально-сверлильные станки с диаметром сверления D до 75 мм | 1,52 | 1,32 | 1,15 | ||
Примечания:
1. Поправочные коэффициенты на штучное время в единичном и мелкосерийном производстве (Кtш) и на вспомогательное время (Кtв) в среднесерийном производстве следует применять при расчете норм штучного времени в процессе подготовки производства с учетом серийности работ.
Тип производства характеризуется коэффициентом закрепления операций (Кз.о). Серийность работы внутри типа производства как фактор специализации производства измеряется и нормативах в продолжительности времени обработки партии одинаковых деталей на станке.
2. Продолжительность работы станка по обработке партии деталей рассчитывается с учетом трудоемкости операции и числа деталей в партии и устанавливается по согласованию с плановыми органами завода как средняя величина для всех запусков изделий в производство в течение года.
Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки | ||||||||||||
Карта 2 | |||||||||||||
I. Подготовительно-заключительное время на партию | |||||||||||||
N позиции | Способ установки детали | Сложность подготовки к работе | Число инструментов в наладке | Наибольший диаметр сверления, мм, до | |||||||||
12 | 25 | 35 | 50 | 75 | 12 | 25 | 35 | 50 | 75 | ||||
с заменой установочных приспособлений | без замены установочных приспособлений | ||||||||||||
Время, мин. | |||||||||||||
1 | На столе или в приспособлении | Простая | 1...3 | 8 | 10 | 12 | 14 | 16 | 6 | 7 | 10 | 12 | 14 |
2 | 4...6 | 10 | 12 | 14 | 16 | 18 | 8 | 10 | 12 | 14 | 16 | ||
3 | Средней сложности | 2...4 | 13 | 15 | 17 | 19 | 21 | 8 | 10 | 12 | 14 | 16 | |
4 | 5...7 | 15 | 18 | 19 | 21 | 23 | 10 | 12 | 14 | 16 | 18 | ||
5 | 8...10 | 17 | 20 | 22 | 23 | 25 | 12 | 14 | 16 | 18 | 20 | ||
6 | Сложная | 3...5 | 20 | 22 | 23 | 26 | 28 | 12 | 14 | 16 | 18 | 20 | |
7 | 6...8 | 22 | 23 | 25 | 28 | 31 | 14 | 16 | 18 | 20 | 22 | ||
8 | 9...12 | 25 | 27 | 30 | 32 | 35 | 15 | 18 | 20 | 22 | 25 | ||
II. Время на дополнительные элементы подготовительно-заключительной работы, не включенные в комплексы | |||||||||||||
N позиции | Наименование работы | Группа станков с наибольшим диаметром сверления, мм, до | |||||||||||
12 | 35 | 75 | |||||||||||
Время, мин. | |||||||||||||
1 | Установить и снять | тиски или патрон | 1,5 | 2,0 | 3,0 | ||||||||
2 | упор | 0,8 | 1,0 | 1,2 | |||||||||
3 | дополнительный стол | - | 4,0 | 5,0 | |||||||||
4 | Повернуть стол на угол | 2 | 2,0 | 2,0 | |||||||||
Примечания:
1. При работе с многошпиндельной головкой к подготовительно-заключительному времени следует добавить 25 мин. на установку и снятие головки.
2. Характеристика сложности подготовки к работе приведена в общей части выше.
Единичное и мелкосерийное производство | Сверлильные станки | ||||||||||||||||||
Карта 3 | |||||||||||||||||||
N позиции | Способ установки детали и характер выверки | Вручную | Мостовым краном | ||||||||||||||||
Масса детали, кг, до | |||||||||||||||||||
0,3 | 1 | 3 | 5 | 10 | 20 | 30 | 50 | 100 | 200 | 400 | 800 | 1500 | 3000 | ||||||
Время, мин. | |||||||||||||||||||
1 | На столе или плите без крепления (с упором) | без выверки | 0,12 | 0,18 | 0,27 | 0,32 | 0,41 | 0,53 | 3,35 | 3,65 | 4,2 | 4,75 | 5,5 | 6,25 | 7,0 | 8,0 | |||
2 | с выверкой | 0,23 | 0,36 | 0,54 | 0,55 | 0,8 | 1,05 | 4,6 | 5,2 | 5,9 | 6,7 | 7,7 | 8,7 | 9,8 | 10,8 | ||||
3 | На столе или плите с пневматическим прихватом | 0,22 | 0,3 | 0,4 | 0,47 | 0,57 | 0,7 | 3,55 | 3,9 | 4,5 | 5,2 | 5,9 | 6,8 | 7,65 | 8,9 | ||||
На столе или плите с креплением болтами и планками | без выверки | 0,75 | 0,78 | 1,1 | 1,2 | 1,4 | 1,7 | 4,5 | 5,2 | 5,9 | 6,9 | 7,9 | 9,4 | 10,6 | 12,4 | ||||
5 | с выверкой | 1,3 | 1,5 | 2,0 | 2,25 | 2,7 | 3,2 | 7,8 | 8,7 | 9,3 | 11,9 | 13,7 | 16,2 | 18,4 | 21,6 | ||||
6 | Сбоку стола с креплением болтами и планками | на опоре | с выверкой | в одной плоскости | - | - | 1,7 | 2,05 | 2,6 | 3,2 | 8,0 | 8,9 | 10 | 11,6 | 13,2 | 15 | 16,8 | 19,2 | |
7 | в двух плоскостях | - | - | 2,25 | 2,6 | 3,15 | 3,9 | 8,5 | 9,5 | 11 | 12,7 | 14,8 | 17 | 19,4 | 22,7 | ||||
8 | на весу | в одной плоскости | - | - | 2,5 | 2,9 | 3,45 | 4,2 | 9,8 | 10,4 | 11,3 | 12,3 | 13,4 | 14,5 | 15,7 | - | |||
в двух плоскостях | - | - | 2,9 | 3,3 | 4,1 | 5,0 | 11,7 | 12,4 | 13,3 | 14,3 | 15,2 | 16,3 | 17,4 | - | |||||
10 | В тисках | С зажимом детали | винтом | без выверки | 0,32 | 0,43 | 0,56 | 0,63 | 0,75 | 0,88 | - | - | - | - | - | - | - | - | |
11 | с выверкой | 0,65 | 0,86 | 1,1 | 1,3 | 1,5 | 1,8 | - | - | - | - | - | - | - | - | ||||
12 | эксцентриком | без выверки | 0,22 | 0,32 | 0,45 | 0,52 | 0,64 | 0,79 | - | - | - | - | - | - | - | - | |||
13 | с выверкой | 0,45 | 0,64 | 0,88 | 1,05 | 1,3 | 1,6 | - | - | - | - | - | - | - | - | ||||
14 | пневмогидравлическим цилиндром | без выверки | 0,19 | 0,27 | 0,38 | 0,44 | 0,54 | 0,66 | - | - | - | - | - | - | - | - | |||
15 | В тисках с зажимом пневмогидравлическим цилиндром | с выверкой | 0,37 | 0,54 | 0,76 | 0,9 | 1,08 | 1,32 | - | - | - | - | - | - | - | - | |||
16 | В кулачках самоцентрирующего патрона | 0,22 | 0,35 | 0,54 | 0,64 | 0,84 | 1,08 | 4,2 | 4,55 | 4,95 | 5,4 | 5,9 | - | - | - | ||||
17 | В универсальном скальчатом кондукторе с зажимом | пневматическим | 0,16 | 0,23 | 0,33 | 0,38 | 0,48 | 0,6 | - | - | - | - | - | - | - | - | |||
18 | ручным | 0,24 | 0,37 | 0,54 | 0,65 | 0,78 | 1,08 | - | - | - | - | - | - | - | - | ||||
19 | В яме с креплением болтами и планками | без выверки | - | - | - | - | - | - | - | - | - | 8,0 | 9,5 | 11,5 | 13,5 | 16 | |||
20 | с выверкой | - | - | - | - | - | - | - | - | - | 9,5 | 11,5 | 14 | 16 | 19,5 | ||||
21 | 2 | 4 | |||||||||||||||||
Добавлять (отнимать) на каждый болт сверх (менее) предусмотренных | 0,32 | 0,43 | 0,54 | 0,76 | |||||||||||||||
Установка накладного кондуктора
N позиции | Способ установки кондуктора | Масса кондуктора, кг, до | ||||
3 | 10 | 20 | 50 | 100 | ||
Время, мин. | ||||||
22 | Без крепления | 0,22 | 0,36 | 0,48 | 1,85 | 2,15 |
23 | Фиксатором по отверстию | 0,25 | 0,4 | 0,55 | 2,0 | 2,35 |
24 | Винтом | 0,27 | 0,45 | 0,6 | 2,1 | 2,5 |
25 | Болтами и планками | 0,43 | 0,73 | 0,97 | 2,55 | 3,0 |
26 | В приспособлении с центровкой по отверстию с креплением болтами и планками | 0,89 | 1,05 | 1,2 | 2,65 | 3,0 |
Примечания: 1 При установке деталей с необработанной установочной поверхностью время по карте принимать с коэффициентом К = 1,2.
2. При установке нежестких деталей сварной конструкции и крупногабаритных деталей из легких сплавов время по карте принимать с коэффициентом К = 1,2.
3. При креплении деталей гидрошайбами и гидро- и пневмоподставками время по карте принимать с коэффициентом К = 0,8.
4. При переустановке деталей вручную время по карте принимать без изменений, при переустановке деталей с применением мостового крана без выверки время по карте принимать с коэффициентом К = 0,65; с выверкой в одной плоскости - К = 0,8; с выверкой в двух плоскостях - К = 0,95.
5. При обработке деталей с накладным кондуктором ко времени по карте добавлять время на установку и снятие кондуктора.
6. При работе с местным подъемником время по карте, приведенное для мостового крана, уменьшать на 1,5 мин.
Сверление отверстий, Rz80, 14...12 квалитет Чугун серый, HB = 1,76...2,15 ГПа Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||||||
Сверла спиральные из стали Р6М5 | ||||||||||||||||||||||
Карта 4 | ||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Длина отверстия, мм, до | Режимы резания | |||||||||||||||||||
10 | 15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v <*>, м/мин. | n, об./мин. | Nр, кВт | ||
Время на рабочий ход, мин. | ||||||||||||||||||||||
1 | 2 | 0,22 | 0,48 | 0,58 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,08 | 12,6 | 2000 | < 1 |
2 | 3 | 0,2 | 0,45 | 0,48 | 0,52 | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,13 | 19...17 | 2000...1800 | |
3 | 5 | 0,16 | 0,24 | 0,26 | 0,46 | 0,53 | 0,58 | - | - | - | - | - | - | - | - | - | - | - | 0,2 | 22...15,5 | 1400...1000 | |
4 | 6 | 0,15 | 0,17 | 0,19 | 0,31 | 0,37 | 0,48 | 0,58 | - | - | - | - | - | - | - | - | - | - | 0,24 | 20,5...13,5 | 1100...710 | |
5 | 8 | 0,17 | 0,2 | 0,22 | 0,35 | 0,47 | 0,55 | 0,7 | 0,93 | - | - | - | - | - | - | - | - | - | 0,27 | 23...12,5 | 800...500 | 1 |
6 | 10 | 0,17 | 0,19 | 0,21 | 0,32 | 0,41 | 0,5 | 0,71 | 0,98 | 1,15 | - | - | - | - | - | - | - | - | 0,35 | 22,2...11,1 | 700...355 | |
7 | 12 | 0,22 | 0,26 | 0,27 | 0,34 | 0,39 | 0,54 | 0,71 | 0,86 | 1,05 | 1,2 | - | - | - | - | - | - | - | 0,39 | 22,05...13 | 540...350 | |
8 | 16 | 0,23 | 0,26 | 0,29 | 0,36 | 0,42 | 0,48 | 0,66 | 0,94 | 1,15 | 1,65 | 2,1 | - | - | - | - | - | - | 0,46 | 19...10 | 380...196 | |
9 | 20 | 0,27 | 0,3 | 0,35 | 0,42 | 0,5 | 0,57 | 0,67 | 0,86 | 1,25 | 1,55 | 2,1 | 2,5 | 2,8 | - | - | - | - | 0,52 | 17...11,5 | 270... 180 | 1,1 |
10 | 25 | 0,28 | 0,32 | 0,36 | 0,41 | 0,48 | 0,57 | 0,65 | 0,78 | 1,15 | 1,5 | 1,8 | 2,75 | 3,2 | 3,65 | 4,0 | - | - | 0,58 | 19,5...11 | 250...136 | 2,0 |
11 | 30 | 0,31 | 0,35 | 0,39 | 0,45 | 0,58 | 0,62 | 0,72 | 0,86 | 1,05 | 1,35 | 2,05 | 2,45 | 3,1 | 3,55 | 3,9 | 4,3 | 4,7 | 0,67 | 18,5...12 | 196...125 | 2,0 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | |||||
--------------------------------
<*> Большие пределы значений скоростей резания приведены для обработки отверстий l <= 3D; меньшие пределы соответствуют длинам l > 3D.
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ВРЕМЯ ОБРАБОТКИ
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
Твердости чугуна | Твердость чугуна, HB, ГПа | До 2,15 | Свыше 2,15 | ||
Коэффициент | 1,1 | ||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | 11...25 | Свыше 2,5 |
Коэффициент | 0,9 | 0,85 | 0,8 | ||
Жесткости детали или крепления (для D свыше 12 мм) | Условия обработки | Деталь и установка жесткие | Неустойчивые или тонкостенные детали | ||
Коэффициент | 1,2 | ||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 и т.п. | ||
Коэффициент | 0,85 | ||||
Примечания:
1. Неполное штучное время предусматривает сверление отверстий без выдерживания размера по длине, в случаях необходимости выдерживания размера к времени по карте добавлять время на измерение 0,15...0,2 мин.
2. При сверлении глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Рассверливание отверстий, Rz80, 14...12 квалитет Чугун серый, HB = 1,76...2,15 ГПа | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||||||||||||||
Сверла спиральные из стали Р6М5 | |||||||||||||||||||||||
Единичное и мелкосерийное производство | Карта 5 | ||||||||||||||||||||||
N позиции | Диаметр сверла D, мм, до | Диаметр предварительно обработанного отверстия d, мм | Длина отверстия l, мм, до | Режимы резания | |||||||||||||||||||
15 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | |||||||||||||||||||||||
1 | 25 | 10 | 0,21 | 0,25 | 0,26 | 0,29 | 0,34 | 0,38 | 0,45 | 0,51 | 0,57 | - | - | - | - | - | - | - | - | 1,3 | 15,4 | 195 | 2,3 |
2 | 15 | 0,17 | 0,2 | 0,23 | 0,23 | 0,25 | 0,31 | 0,34 | 0,39 | 0,45 | - | - | - | - | - | - | - | - | 1,4 | 195 | 1,7 | ||
3 | 30 | 10 | 0,2 | 0,24 | 0,26 | 0,29 | 0,34 | 0,41 | 0,46 | 0,53 | 0,63 | - | - | - | - | - | - | - | - | 1,2 | 18 | 200 | 3,1 |
4 | 15 | 0,2 | 0,23 | 0,25 | 0,27 | 0,31 | 0,38 | 0,42 | 0,48 | 0,57 | - | - | - | - | - | - | - | - | 1,3 | 18,8 | 200 | 2,9 | |
5 | 20 | 0,18 | 0,22 | 0,24 | 0,26 | 0,3 | 0,35 | 0,41 | 0,46 | 0,56 | - | - | - | - | - | - | - | - | 1,4 | 17,5 | 185 | 1,9 | |
6 | 40 | 15 | 0,3 | 0,4 | 0,42 | 0,50 | 0,60 | 0,70 | 0,75 | 0,9 | 1,1 | 1,3 | 1,5 | - | - | - | - | - | - | 1,4 | 12 | 100 | 3,1 |
7 | 20 | 0,25 | 0,3 | 0,38 | 0,4 | 0,5 | 0,6 | 0,65 | 0,75 | 0,9 | 1,1 | 1,25 | - | - | - | - | - | - | 1,4 | 12 | 100 | 2,3 | |
8 | 30 | 0,2 | 0,25 | 0,31 | 0,31 | 0,4 | 0,45 | 0,51 | 0,60 | 0,72 | 0,85 | 1,0 | - | - | - | - | - | - | 1,5 | 15,7 | 125 | 1,9 | |
9 | 50 | 20 | 0,29 | 0,35 | 0,42 | 0,44 | 0,52 | 0,63 | 0,71 | 0,83 | 1,0 | 1,20 | 1,40 | 1,60 | 1,80 | 2,00 | 2,20 | 2,65 | 2,80 | 1,5 | 14,8 | 95 | 4,4 |
10 | 30 | 0,25 | 0,31 | 0,38 | 0,39 | 0,46 | 0,56 | 0,63 | 0,74 | 0,86 | 1,05 | 1,25 | 1,40 | 1,60 | 1,80 | 2,00 | 2,20 | 2,40 | 1,65 | 14 | 90 | 3,3 | |
11 | 40 | 0,23 | 0,29 | 0,36 | 0,36 | 0,44 | 0,54 | 0,61 | 0,72 | 0,84 | 1,00 | 1,20 | 1,40 | 1,60 | 1,80 | 2,00 | 2,15 | 2,35 | 1,65 | 14 | 90 | 1,9 | |
12 | 60 | 30 | 0,45 | 0,55 | 0,63 | 0,65 | 0,80 | 0,90 | 1,00 | 1,20 | 1,45 | 1,70 | 2,00 | 2,30 | 2,60 | 2,90 | 3,20 | 3,50 | 3,80 | 1,5 | 11,5 | 60 | 3,3 |
13 | 40 | 0,40 | 0,50 | 0,56 | 0,60 | 0,70 | 0,80 | 0,90 | 1,10 | 1,30 | 1,50 | 1,80 | 2,20 | 2,30 | 2,60 | 2,90 | 3,20 | 3,40 | 1,65 | 11,5 | 60 | 2,5 | |
14 | 50 | 0,30 | 0,40 | 0,45 | 0,50 | 0,55 | 0,65 | 0,70 | 0,85 | 1,00 | 1,20 | 1,40 | 1,60 | 1,80 | 2,00 | 2,20 | 2,40 | 2,60 | 1,65 | 15 | 80 | 1,9 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | ||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ВРЕМЯ ОБРАБОТКИ ДЛЯ ИЗМЕНЕННЫХ
УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
Твердости чугуна | Твердость чугуна HB, ГПа | До 2,15 | Свыше 2,15 | |
Коэффициент | 1,1 | |||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | Свыше 10 |
Коэффициент | 0,9 | 0,85 | ||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | |
Коэффициент | 0,85 | |||
Примечание. При рассверливании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Зенкерование отверстий, Rz40, 11 квалитет Чугун серый, HB = 1,76...2,15 ГПа Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||||||||
Зенкеры из стали Р6М5 | ||||||||||||||||||||||||
Карта 6 | ||||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Глубина резания t, мм, до | Длина отверстия l, мм, до | Режимы резания | ||||||||||||||||||||
10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||||||||||||
1 | 5 | 0,3 | 0,17 | 0,18 | 0,18 | 0,19 | 0,20 | 0,21 | - | - | - | - | - | - | - | - | - | - | - | - | 0,7 | 21 | 1350 | < 1 |
2 | 8 | 0,18 | 0,18 | 0,19 | 0,20 | 0,21 | 0,22 | 0,23 | 0,27 | 0,29 | - | - | - | - | - | - | - | - | - | 0,7 | 24 | 950 | ||
3 | 10 | 0,18 | 0,19 | 0,20 | 0,21 | 0,22 | 0,24 | 0,26 | 0,30 | 0,33 | 0,37 | - | - | - | - | - | - | - | - | 0,75 | 21 | 676 | ||
4 | 15 | 0,5 | 0,20 | 0,21 | 0,23 | 0,25 | 0,27 | 0,30 | 0,33 | 0,39 | 0,44 | 0,51 | 0,60 | 0,68 | - | - | - | - | - | - | 0,8 | 18 | 380 | |
5 | 20 | 0,20 | 0,22 | 0,24 | 0,26 | 0,28 | 0,31 | 0,35 | 0,41 | 0,47 | 0,55 | 0,64 | 0,74 | 0,84 | 0,94 | - | - | - | - | 1,0 | 17 | 270 | ||
6 | 25 | 0,21 | 0,24 | 0,26 | 0,28 | 0,31 | 0,35 | 0,39 | 0,46 | 0,54 | 0,62 | 0,75 | 0,87 | 0,97 | 1,10 | 1,25 | 1,35 | - | - | 1,1 | 15,5 | 200 | ||
7 | 30 | 0,75 | 0,22 | 0,24 | 0,27 | 0,29 | 0,32 | 0,36 | 0,41 | 0,48 | 0,55 | 0,65 | 0,76 | 0,89 | 1,00 | 1,15 | 1,25 | 1,40 | 1,50 | 1,65 | 1,2 | 17 | 180 | |
8 | 35 | 0,23 | 0,26 | 0,29 | 0,31 | 0,34 | 0,39 | 0,45 | 0,53 | 0,62 | 0,73 | 0,87 | 1,00 | 1,15 | 1,30 | 1,45 | 1,60 | 1,75 | 1,9 | 1,35 | 15 | 135 | ||
9 | 40 | 0,31 | 0,34 | 0,38 | 0,41 | 0,45 | 0,50 | 0,57 | 0,64 | 0,75 | 0,89 | 1,05 | 1,25 | 1,40 | 1,60 | 1,75 | 1,95 | 2,1 | 2,3 | 1,55 | 12,5 | 100 | ||
10 | 50 | 1,0 | 0,34 | 0,38 | 0,41 | 0,45 | 0,49 | 0,54 | 0,62 | 0,69 | 0,80 | 0,96 | 1,15 | 1,30 | 1,50 | 1,70 | 1,90 | 2,05 | 2,25 | 2,45 | 1,8 | 12,5 | 80 | |
11 | 60 | 1,1 - 2,0 | 0,35 | 0,39 | 0,44 | 0,48 | 0,52 | 0,59 | 0,67 | 0,76 | 0,88 | 1,05 | 1,25 | 1,45 | 1,70 | 1,90 | 2,1 | 2,30 | 2,55 | 2,75 | 2,0 | 12 | 63 | |
12 | 70 | 0,37 | 0,42 | 0,47 | 0,52 | 0,57 | 0,64 | 0,74 | 0,84 | 0,98 | 1,20 | 1,40 | 1,65 | 1,90 | 2,15 | 2,40 | 2,65 | 2,90 | 3,15 | 2,2 | 11 | 50 | ||
13 | 80 | > 2,0 | 0,38 | 0,43 | 0,48 | 0,53 | 0,58 | 0,66 | 0,76 | 0,86 | 1,00 | 1,20 | 1,50 | 1,75 | 2,00 | 2,25 | 2,50 | 2,75 | 3,00 | 3,25 | 2,2 | 12 | 47,5 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | ||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ВРЕМЯ ОБРАБОТКИ ДЛЯ ИЗМЕНЕННЫХ
УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
Твердости чугуна | Твердость чугуна HB, ГПа | До 2,15 | Свыше 2,15 | ||
Коэффициент | 1,1 | ||||
Состояния поверхности | Поверхность | Без корки | С литейной коркой | ||
Коэффициент | 1,1 | ||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | 11...25 | Свыше 25 |
Коэффициент | 0,9 | 0,85 | 0,8 | ||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | ||
Коэффициент | 0,85 | ||||
Примечание. При зенкеровании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Развертывание цилиндрических отверстий, Rz20...Ra2,5, 9...8 квалитет; Ra2,5...Ra1,25, 7...6 квалитет Чугун серый, HB = 1,76...2,15 ГПа Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||||||||||||
Развертки из стали Р6М5 | |||||||||||||||||||||
Карта 7 | |||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Глубина резания t, мм, до | Длина отверстия l, мм, до | Режимы резания | |||||||||||||||||
15 | 20 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | |||||||||||||||||||||
1 | Обработка одной разверткой, Rz20...Ra2,5, 9...8 квалитет | 5 | 0,20 | 0,20 | 0,25 | 0,25 | 0,30 | - | - | - | - | - | - | - | - | - | - | 1,5 | 7,0 | 450 | < 1 |
2 | 8 | 0,20 | 0,23 | 0,25 | 0,30 | 0,30 | 0,35 | - | - | - | - | - | - | - | - | - | 1,5 | 7,0 | 280 | ||
3 | 10 | 0,20 | 0,23 | 0,25 | 0,30 | 0,30 | 0,35 | 0,45 | - | - | - | - | - | - | - | - | 1,7 | 6,5 | 215 | ||
4 | 15 | 0,25 | 0,30 | 0,35 | 0,35 | 0,40 | 0,50 | 0,60 | 0,70 | - | - | - | - | - | - | - | 1,9 | 6,0 | 125 | ||
5 | 20 | 0,30 | 0,35 | 0,40 | 0,45 | 0,55 | 0,65 | 0,80 | 0,95 | 1,1 | - | - | - | - | - | - | 2,0 | 6,0 | 95 | ||
6 | 25 | 0,30 | 0,40 | 0,45 | 0,50 | 0,60 | 0,7 | 0,85 | 1,1 | 1,2 | 1,4 | - | - | - | - | - | 2,2 | 5,5 | 75 | ||
7 | 30 | - | 0,45 | 0,50 | 0,60 | 0,7 | 0,85 | 1,05 | 1,3 | 1,5 | 1,7 | 1,9 | - | - | - | - | 2,4 | 5,0 | 55 | ||
8 | 35 | - | 0,50 | 0,6 | 0,7 | 0,8 | 0,95 | 1,2 | 1,4 | 1,7 | 1,9 | 2,2 | 2,4 | - | - | - | 2,6 | 4,6 | 45 | ||
9 | 40 | - | - | 0,7 | 0,85 | 0,95 | 1,1 | 1,45 | 1,8 | 2,0 | 2,3 | 2,6 | 2,9 | 3,2 | 3,5 | 3,8 | 2,7 | 43 | 35 | ||
10 | 50 | - | - | 0,85 | 1,0 | 1,15 | 1,4 | 1,75 | 2,1 | 2,5 | 2,9 | 3,2 | 3,6 | 3,9 | 43 | 4,6 | 3,1 | 4,2 | 25 | ||
11 | 60 | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,4 | 2,8 | 3,2 | 3,6 | 4,0 | 4,4 | 4,8 | 5,0 | 3,4 | 4,1 | 20 | ||
12 | 70 | - | - | - | 1,2 | 1,4 | 1,6 | 2,1 | 2,6 | 3,0 | 3,4 | 3,9 | 4,3 | 4,7 | 5,1 | 5,5 | 3,6 | 3,9 | 18 | ||
13 | 80 | - | - | - | 1,4 | 1,6 | 2,0 | 2,5 | 3,0 | 3,5 | 4,1 | 4,6 | 5,1 | 54 | 6,0 | 6,5 | 3,8 | 3,6 | 14 | ||
14 | Обработка двумя развертками, Ra2,5...Ra1,25, 7...6 квалитет | 5 | 0,45 | 0,5 | 0,65 | 0,7 | 0,85 | - | - | - | - | - | - | - | - | - | - | 1,5/0,8 | 7,0/3,6 | 450/190 | < 1 |
15 | 8 | 0,5 | 0,6 | 0,7 | 0,85 | 0,95 | 1,2 | - | - | - | - | - | - | - | - | - | 1,5/0,8 | 7,0/3,7 | 280/150 | ||
16 | 10 | 0,5 | 0,6 | 0,7 | 0,85 | 0,95 | 1,2 | 1,5 | - | - | - | - | - | - | - | - | 1,7/1,0 | 6,5/3,7 | 215/118 | ||
17 | 15 | 0,6 | 0,7 | 0,95 | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | - | - | - | - | - | - | - | 1,9/1,2 | 6,0/4,0 | 125/85 | ||
18 | 20 | 0,75 | 0,95 | 1,1 | 1,3 | 1,5 | 1,8 | 2,3 | 2,8 | 3,3 | - | - | - | - | - | - | 2,0/1,4 | 6,0/3,8 | 95/60 | ||
19 | 25 | 0,8 | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,6 | 3,3 | 3,7 | 4,3 | - | - | - | - | - | 2,2/1,5 | 5,5/4,0 | 75/50 | ||
20 | 30 | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,9 | 3,6 | 4,2 | 4,9 | 5,5 | - | - | - | - | 2,4/1,5 | 5,0/4,2 | 55/45 | ||
21 | 35 | - | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,3 | 4,2 | 5,0 | 5,5 | 6,5 | 7,0 | - | - | - | 2,6/1,5 | 4,6/4,1 | 45/37,5 | ||
22 | 40 | - | - | 1,8 | 2,1 | 2,5 | 3,0 | 3,8 | 4,8 | 5,5 | 6,5 | 7,0 | 8,0 | 8,5 | 9,5 | 10,5 | 2,7/1,7 | 4,3/4,0 | 35/32 | ||
23 | 50 | - | - | 2,1 | 2,5 | 3,0 | 3,6 | 4,5 | 5,5 | 6,5 | 7,5 | 8,5 | 9,5 | 10,0 | 11,0 | 12,0 | 3,1/1,9 | 4,2/3,9 | 25 | ||
24 | 60 | - | - | - | 2,7 | 3,2 | 3,9 | 4,9 | 6,0 | 7,0 | 8,0 | 9,0 | 10,0 | 11,0 | 12,0 | 13,0 | 3,4/2,2 | 4,1 | 20 | ||
25 | 70 | - | - | - | 2,9 | 3,3 | 4,0 | 5,1 | 6,5 | 7,5 | 8,5 | 9,5 | 10,6 | 11,6 | 12,5 | 14,0 | 3,6/2,4 | 3,9 | 18 | ||
26 | 80 | - | - | - | 3,1 | 3,6 | 4,5 | 5,5 | 7,0 | 8,0 | 9,5 | 10,5 | 11,5 | 13,0 | 14,0 | 15,0 | 3,8/2,6 | 3,6 | 15 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ВРЕМЯ ОБРАБОТКИ
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
Твердости чугуна | Твердость чугуна HB, ГПа | До 2,15 | Свыше 2,15 | |
Коэффициент | 1,1 | |||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | Свыше 10 |
Коэффициент | 0,9 | 0,85 | ||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5; Р6М3 | Р10К5Ф5 |
Коэффициент | 0,85 | |||
Примечание. При развертывании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Развертывание конических отверстий, Rz20, 9...8 квалитет Чугун серый HB = 1,76...2,15 ГПа Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||
Развертки конические из стали Р6М5 | ||||||||||||||
Карта 8 | ||||||||||||||
N позиции | Диаметр предварительно обработанного отверстия D, мм, до | Припуск на диаметр под конус, мм | Конусность | Режимы резания | ||||||||||
1:3 | 1:5 | 1:7 | 1:10 | 1:15 | 1:20 | 1:30 | 1:50 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||
1 | 10 | 0,8 | 0,28 | 0,32 | 0,41 | 0,56 | 0,7 | 0,86 | 1,25 | 1,95 | 0,12 | 6 | 190 | < 1 |
2 | 1,6 | 0,38 | 0,52 | 0,65 | 0,97 | 1,25 | 1,6 | 2,3 | 3,7 | |||||
3 | 15 | 0,8 | 0,26 | 0,32 | 0,4 | 0,54 | 0,67 | 0,84 | 1,19 | 1,9 | 0,17 | 7 | 150 | |
4 | 1,6 | 0,38 | 0,48 | 0,65 | 0,92 | 1,19 | 1,5 | 2,2 | 3,7 | |||||
5 | 20 | 0,8 | 0,25 | 0,32 | 0,38 | 0,48 | 0,6 | 0,75 | 1,05 | 1,65 | 0,30 | 6 | 95 | |
6 | 1,6 | 0,35 | 0,45 | 0,6 | 0,86 | 1,1 | 1,4 | 2,0 | 3,2 | |||||
7 | 25 | 0,8 | 0,25 | 0,32 | 0,35 | 0,48 | 0,6 | 0,75 | 1,05 | 1,55 | 0,4 | 6 | 75 | |
8 | 1,6 | 0,32 | 0,43 | 0,56 | 0,8 | 1,05 | 1,3 | 1,9 | 3,0 | |||||
9 | 30 | 1,0 | 0,27 | 0,36 | 0,43 | 0,59 | 0,76 | 0,92 | 1,3 | 2,1 | 0,45 | 6 | 63 | |
10 | 1,6 | 0,35 | 0,47 | 0,6 | 0,86 | 1,1 | 1,4 | 2,0 | 3,2 | |||||
11 | 2,0 | 0,39 | 0,54 | 0,86 | 1,05 | 1,3 | 1,7 | 2,5 | 4,05 | |||||
12 | 40 | 1,0 | 0,31 | 0,4 | 0,5 | 0,7 | 0,86 | 1,1 | 1,55 | 2,45 | 0,5 | 6 | 48 | |
13 | 1,6 | 0,4 | 0,54 | 0,65 | 0,97 | 1,25 | 1,6 | 2,3 | 3,8 | |||||
14 | 2,0 | 0,45 | 0,62 | 1,0 | 1,15 | 1,55 | 2,0 | 2,9 | 4,65 | |||||
15 | 50 | 1,0 | 0,33 | 0,44 | 0,54 | 0,76 | 0,95 | 1,2 | 1,75 | 2,75 | 0,55 | 6 | 38 | |
16 | 1,6 | 0,43 | 0,6 | 0,76 | 1,15 | 1,4 | 1,85 | 2,7 | 4,3 | |||||
17 | 2,0 | 0,49 | 0,65 | 1,15 | 1,3 | 1,7 | 2,25 | 3,2 | 5,5 | |||||
18 | 60 | 1,0 | 0,49 | 0,69 | 0,89 | 1,3 | 1,65 | 2,1 | - | - | 0,6 | 5,7 | 30 | |
19 | 1,6 | 0,54 | 0,78 | 1,25 | 1,5 | 2,0 | 2,6 | - | - | |||||
20 | 2,0 | 0,76 | 1,1 | 1,45 | 2,2 | 2,9 | 3,8 | - | - | |||||
21 | 70 | 1,0 | 0,52 | 0,72 | 0,93 | 1,35 | 1,7 | - | - | - | 0,65 | 5,7 | 26 | |
22 | 1,6 | 0,6 | 0,86 | 1,35 | 1,6 | 2,1 | - | - | - | |||||
23 | 2,0 | 0,79 | 1,2 | 1,5 | 2,4 | 3,0 | - | - | - | |||||
24 | 80 | 1,0 | 0,54 | 0,78 | 1,0 | 1,5 | - | - | - | - | 0,7 | 5,5 | 29 | |
25 | 1,6 | 0,65 | 0,92 | 1,5 | 1,75 | - | - | - | - | |||||
26 | 2,0 | 0,86 | 1,3 | 1,65 | 2,6 | - | - | - | - | |||||
27 | 100 | 1,0 | 0,6 | 0,86 | 1,15 | 1,65 | - | - | - | - | 0,8 | 6,0 | 19 | |
28 | 1,6 | 0,7 | 1,05 | 1,65 | 2,0 | - | - | - | - | |||||
29 | 2,0 | 0,94 | 1,4 | 1,9 | 2,9 | - | - | - | - | |||||
Индекс | а | б | в | г | д | е | ж | з | ||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ВРЕМЯ ОБРАБОТКИ
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
Твердости чугуна | Твердость чугуна HB, ГПа | До 2,15 | Свыше 2,15 | |
Коэффициент | 1,1 | |||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | Свыше 10 |
Коэффициент | 0,9 | 0,85 | ||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | |
Коэффициент | 0,85 | |||
Развертывание конических отверстий. Ra2,5...Ra1,25, 8...7 квалитет Чугун серый HB = 1,76...2,15 ГПа Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||
Развертки конические из стали Р6М5 | ||||||||||||||
Карта 9 | ||||||||||||||
N позиции | Диаметр предварительно обработанного отверстия D, мм, до | Припуск на диаметр под конус, мм | Конусность | Режимы резания | ||||||||||
1:3 | 1:5 | 1:7 | 1:10 | 1:15 | 1:20 | 1:30 | 1:50 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||
1 | 10 | 0,8 | 0,49 | 0,58 | 0,71 | 0,94 | 1,15 | 1,45 | 2,0 | 3,0 | 0,12 | 6 | 190 | < 1 |
2 | 1,6 | 0,59 | 0,78 | 0,95 | 1,35 | 1,7 | 2,15 | 3,1 | 4,9 | 0,1 | 5 | 160 | ||
3 | 15 | 0,8 | 0,49 | 0,59 | 0,71 | 0,95 | 1,15 | 1,45 | 2,0 | 3,1 | 0,17 | 7 | 150 | |
4 | 1,6 | 0,6 | 0,76 | 0,96 | 1,35 | 1,65 | 2,1 | 3,0 | 5,0 | 0,15 | 4,7 | 100 | ||
5 | 20 | 0,8 | 0,47 | 0,59 | 0,69 | 0,9 | 1,1 | 1,35 | 1,85 | 2,95 | 0,3 | 6 | 95 | |
6 | 1,6 | 0,57 | 0,73 | 0,91 | 1,25 | 1,6 | 2,0 | 2,8 | 4,45 | 0,18 | 5 | 80 | ||
7 | 25 | 0,8 | 0,49 | 0,63 | 0,71 | 0,92 | 1,1 | 1,4 | 1,9 | 2,9 | 0,4 | 6 | 75 | |
8 | 1,6 | 0,56 | 0,71 | 0,89 | 1,25 | 1,55 | 1,95 | 2,75 | 4,3 | 0,22 | 5 | 63 | ||
9 | 30 | 1,0 | 0,52 | 0,66 | 0,78 | 1,05 | 1,3 | 1,6 | 2,25 | 3,55 | 0,45 | 6 | 63 | |
10 | 1,6 | 0,6 | 0,77 | 0,94 | 1,3 | 1,6 | 2,1 | 2,95 | 4,65 | 0,25 | 4,7 | 50 | ||
11 | 2,0 | 0,64 | 0,81 | 1,2 | 1,5 | 1,85 | 2,4 | 3,4 | 5,5 | |||||
12 | 40 | 1,0 | 0,57 | 0,71 | 0,86 | 1,2 | 1,45 | 1,8 | 2,55 | 3,95 | 0,5 | 6 | 48 | |
13 | 1,6 | 0,65 | 0,85 | 1,0 | 1,45 | 1,85 | 2,35 | 3,3 | 5,5 | 0,3 | 5 | 40 | ||
14 | 2,0 | 0,71 | 0,95 | 1,35 | 1,65 | 2,1 | 2,7 | 3,9 | 6,0 | |||||
15 | 50 | 1,0 | 0,61 | 0,77 | 0,96 | 1,25 | 1,55 | 2,0 | 2,8 | 4,4 | 0,55 | 6 | 38 | |
16 | 1,6 | 0,71 | 0,92 | 1,2 | 1,65 | 2,05 | 2,6 | 3,75 | 6,0 | 0,35 | 5 | 31,5 | ||
17 | 2,0 | 0,77 | 0,97 | 1,55 | 1,8 | 2,35 | 3,05 | 4,3 | 7,0 | |||||
18 | 60 | 1,0 | 0,79 | 1,05 | 1,3 | 1,85 | 2,3 | 2,95 | - | - | 0,4 | 5,7 | 30 | < 1 |
19 | 1,6 | 0,84 | 1,1 | 1,65 | 2,05 | 2,65 | 3,4 | - | - | 5,0 | 26,5 | |||
20 | 2,0 | 1,05 | 1,45 | 1,85 | 2,75 | 3,55 | 4,6 | - | - | |||||
21 | 70 | 1,0 | 0,82 | 1,2 | 1,35 | 1,95 | 2,3 | - | - | - | 0,45 | 5,7 | 26 | |
22 | 1,6 | 0,9 | 1,25 | 1,8 | 2,2 | 2,8 | - | - | - | 5,0 | 23 | |||
23 | 2,0 | 1,1 | 1,55 | 1,95 | 2,95 | 3,7 | - | - | - | |||||
24 | 80 | 1,0 | 0,85 | 1,15 | 1,45 | 2,1 | - | - | - | - | 0,5 | 5,5 | 22 | |
25 | 1,6 | 0,96 | 1,3 | 1,95 | 2,3 | - | - | - | - | 5,0 | 20 | |||
26 | 2,0 | 1,2 | 1,65 | 2,1 | 3,2 | - | - | - | - | |||||
27 | 100 | 1,0 | 0,94 | 1,3 | 1,6 | 2,35 | - | - | - | - | 0,5 | 6,0 | 19 | |
28 | 1,6 | 1,05 | 1,45 | 2,25 | 2,7 | - | - | - | - | 5,0 | 16 | |||
29 | 2,0 | 1,25 | 1,8 | 2,4 | 3,6 | - | - | - | - | |||||
Индекс | а | б | в | г | д | е | ж | з | ||||||
Поправочные коэффициенты на время обработки для измененных
условий работы в зависимости от:
Твердости чугуна | Твердость чугуна HB, ГПа | До 2,15 | Свыше 2,15 | |
Коэффициент | 1,1 | |||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | Свыше 10 |
Коэффициент | 0,9 | 0,85 | ||
Марки материала режущего инструмента | Марки материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | |
Коэффициент | 0,85 | |||
Цекование и зенкование отверстий, Rz = 80, 14...12 квалитет Чугун серый, HB = 1,76...2,15 ГПа Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||
Цековки и зенковки из стали Р6М5 и с пластинками ВК8 | |||||||||||
Карта 10, лист 1 | |||||||||||
N позиции | Вид обработки | Материал режущей части | Диаметр обрабатываемой поверхности D, мм, до | Снимаемый припуск, мм | Режимы резания | ||||||
5 | 10 | 15 | 20 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | ||||
Время, мин. | |||||||||||
1 | Цекование наружное  | ВК8 | 50 | 0,26 | 0,4 | - | - | 0,2 | 31 | 200 | < 1 |
2 | 75 | 0,3 | 0,47 | 0,65 | - | 0,25 | 30 | 125 | |||
3 | 100 | 0,34 | 0,56 | 0,78 | - | 0,25 | 31,5 | 100 | |||
4 | Р6М5 | 15 | 0,29 | 0,44 | - | - | 0,09 | 18 | 380 | ||
5 | 30 | 0,37 | 0,6 | - | - | 0,12 | 190 | ||||
6 | 50 | 0,4 | 0,67 | 0,94 | - | 0,2 | 100 | ||||
7 | 75 | 0,42 | 0,7 | 0,98 | - | 0,25 | 75 | ||||
8 | Зенкование под гайку или головку винта  | Р6М5 | 15 | 0,22 | 0,32 | - | - | 0,12 | 18 | 475 | < 1 |
9 | 30 | 0,3 | 0,48 | 0,68 | 0,84 | 0,16 | 190 | ||||
10 | 50 | 0,4 | 0,67 | 0,94 | 1,2 | 0,2 | 100 | ||||
11 | Зенкование фасом в отверстиях  | Р6М5 | 20 | 0,25 | 0,1 | 12 | 190 | < 1 | |||
12 | > 20 | 0,3 | 0,13 | > 190 | |||||||
Индекс | а | б | в | г | |||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Цекование и зенкование отверстий, Rz = 80, 14...12 квалитет Чугун серый, HB = 1,76...2,15 ГПа Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||
Цековки и зенковки из стали Р6М5 и с пластинками ВК8 | |||||
Карта 10, лист 2 | |||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||
Твердости чугуна | Твердость HB, ГПа | До 2,15 | Свыше 2,15 | ||
Коэффициент | 1,1 | ||||
Числа одинаковых отверстий в одной детали | Число отверстий | До 3 | 4...10 | 11...25 | Свыше 25 |
Коэффициент | 0,85 | 0,8 | 0,7 | ||
Примечания:
1. Неполное штучное время предусматривает обработку без выдерживания размера по длине. В случаях необходимости выдерживания размера к времени по карте следует добавлять время на измерение 0,15...0,2 мин.
2. При обработке отверстий обратной зенковкой под головку болта время по карте принимать с коэффициентом К = 1,3.
Нарезание резьбы на 9 квалитет Чугун и сталь Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||||
Метчики машинные из стали Р6М5 | |||||||||||||
Карта 11, лист 1 | |||||||||||||
N позиции | Обрабатываемый материал | Номинальный диаметр, мм | Шаг резьбы P, мм | Длина отверстия l, мм, до | Режимы резания | ||||||||
10 | 15 | 20 | 25 | 30 | 40 | 50 | v, м/мин. | n, об./мин. | Nр, кВт | ||||
Время на рабочий ход, мин. | |||||||||||||
1 | Чугун серый HB = 1,76...2,15 ГПа | 4...10 | 1,5...0,75 | 0,43 | 0,47 | 0,50 | 0,54 | - | - | - | 4...6 | 180...280 | 0,3 |
2 | 12 | 1,75...1,25 | 0,44 | 0,48 | 0,52 | 0,55 | 0,60 | - | - | 5,5...7,5 | 150...190 | 0,6 | |
3 | 16 | 2,0...1,5 | 0,45 | 0,49 | 0,52 | 0,56 | 0,61 | 0,62 | - | 7...10 | 140...190 | 0,8 | |
4 | 20 | 2,5...1,5 | 0,44 | 0,47 | 0,50 | 0,52 | 0,55 | 0,59 | 0,64 | 8,5...12 | 140...190 | 1,1 | |
5 | 24 | 3,0...1,5 | 0,45 | 0,48 | 0,51 | 0,54 | 0,57 | 0,61 | 0,66 | 9...10 | 130...118 | 2,1 | |
6 | 30 | 3,5...1,5 | 0,48 | 0,53 | 0,57 | 0,59 | 0,63 | 0,67 | 0,73 | 8...12,5 | 130...85 | 2,9 | |
7 | 36...48 | 4,0...3,0 | 0,57 | 0,62 | 0,66 | 0,70 | 0,74 | 0,79 | 0,88 | 8,5...14 | 105...60 | 5,0 | |
8 | Сталь конструкционная  | 4...10 | 1,5...0,75 | 0,39 | 0,41 | 0,43 | 0,46 | 0,48 | - | - | 5,3...8,3 | 280...380 | 0,4 |
9 | 12 | 1,75...1,25 | 0,40 | 0,43 | 0,46 | 0,48 | 0,50 | 0,53 | - | 8,2...11 | 220...300 | 0,7 | |
10 | 16 | 2,0...1,5 | 0,41 | 0,44 | 0,47 | 0,50 | 0,52 | 0,55 | 0,61 | 9,5...12 | 190...240 | 1,0 | |
11 | 20 | 2,5...1,5 | 0,41 | 0,43 | 0,46 | 0,48 | 0,50 | 0,52 | 0,57 | 11,3...15 | 180...240 | 1,3 | |
12 | 24 | 3,0...1,5 | 0,41 | 0,43 | 0,46 | 0,48 | 0,50 | 0,52 | 0,57 | 11,3...18 | 150...240 | 2,5 | |
13 | 30 | 3,5...1,5 | 0,43 | 0,45 | 0,47 | 0,49 | 0,51 | 0,53 | 0,58 | 13...18 | 118...190 | 3,5 | |
14 | 36...48 | 4,0...2,0 | 0,46 | 0,49 | 0,50 | 0,52 | 0,53 | 0,57 | 0,60 | 14,8...19,5 | 95...150 | 6,5 | |
Индекс | а | б | в | г | д | е | ж | ||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Нарезание резьбы на 9 квалитет Чугун и сталь Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||
Метчики машинные из стали Р6М5 | |||||
Карта 11, лист 2 | |||||
Число рабочих ходов, рекомендуемое при нарезании резьбы | |||||
Обрабатываемый материал | Чугун серый | Сталь конструкционная углеродистая | Стали вязкие | ||
Диаметр нарезаемой резьбы | <= 20 | >= 20 | <= 16 | >= 16 | <= 36 |
Число рабочих ходов | 1 | 2 | 1 | 2 | 2 |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна HB, ГПа | До 2,15 | Свыше 2,15 | |||||
Коэффициент | 1,1 | |||||||
Обрабатываемой стали и предела прочности | Группа стали и предел прочности  | Углеродистые | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||
До 0,59 | 0,59...0,74 | Свыше 0,74 | До 0,59 | 0,59...0,74 | Свыше 0,74 | |||
Коэффициент | 0,9 | 1,1 | 1,1 | 1,2 | ||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | 11...25 | Свыше 25 | |||
Коэффициент | 0,9 | 0,85 | 0,8 | |||||
Примечания:
1 При нарезании резьбы в 2 рабочих хода время по карте для диаметров ниже жирной черты удваивается.
2. Неполное штучное время предусматривает нарезание крепежной резьбы без измерений. При нарезании резьбы повышенной точности и необходимости измерений к времени по карте добавлять время на измерение, приведенное ниже.
Диаметр резьбы, мм | 10 | 20 | Свыше 20 | |||
Длина резьбы, мм | 10 | Свыше 10 | 20 | Свыше 20 | 20 | Свыше 20 |
Время на измерение, мин. | 0,3 | 0,4 | 0,5 | 0,7 | 0,6 | 0,9 |
Сверление отверстий, Rz80, 14...12 квалитет Чугун серый, HB = 1,76...2,15 ГПа Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||
Сверла спиральные с пластинками ВК8 | ||||||||||||||||
Карта 12 | ||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Длина отверстия l, мм, до | Режимы резания | |||||||||||||
20 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | Sо, мм/об. | v <*>, м/мин. | n, об./мин. | Nр, кВт | ||
Время на рабочий ход, мин. | ||||||||||||||||
1 | 8 | 0,16 | 0,27 | 0,33 | 0 39 | 0,55 | 0,60 | - | - | - | - | - | 0,2 | 57...50 | 2000 | 1,0 |
2 | 10 | 0,21 | 0,24 | 0,32 | 0,40 | 0,44 | 0,49 | 0,60 | - | - | - | - | 0,2 | 62...51 | 2000...1600 | 1,1 |
3 | 12 | 0,21 | 0,26 | 0,29 | 0,34 | 0,45 | 0,52 | 0,68 | 0,9 | - | - | - | 0,25 | 60...38 | 1600...1000 | 1,4 |
4 | 16 | 0,23 | 0,27 | 0,30 | 0,36 | 0,5 | 0,58 | 0,73 | 0,88 | 1,15 | 1,45 | - | 0,27 | 60 | 1200...810 | 2,3 |
5 | 20 | 0,24 | 0,28 | 0,32 | 0,38 | 0,42 | 0,57 | 0,71 | 0,87 | 1,15 | 1,35 | 1,55 | 0,3 | 59...47 | 950...750 | 3,3 |
6 | 25 | 0,27 | 031 | 0,34 | 0,40 | 0,44 | 0,51 | 0,74 | 0,87 | 1,05 | 1,25 | 1,45 | 0,4 | 61...45 | 750...560 | 3,9 |
7 | 30 | 0,28 | 0,33 | 0,36 | 0,40 | 0,44 | 0,52 | 0,61 | 0,85 | 1,0 | 1,15 | 1,4 | 0,45 | 58...47 | 620...500 | 5,5 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
--------------------------------
<*> Большие пределы значений скоростей резания приведены для обработки отверстий l <= 3D меньшие пределы соответствуют длинам l > 3D.
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна HB, ГПа | До 2,15 | Свыше 2,15 | ||
Коэффициент | 1,1 | ||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | 11...25 | Свыше 25 |
Коэффициент | 0,9 | 0,85 | 0,8 | ||
Жесткости детали или крепления (для D свыше 12 мм) | Условия обработки | Деталь и установка жесткие | Неустойчивые или тонкостенные детали | ||
Коэффициент | 1,2 | ||||
Примечания:
1. Неполное штучное время предусматривает сверление отверстий без выдерживания размера по длине. В случаях необходимости выдерживания размера к времени по карте добавлять время на измерение 0,15...0,2 мин.
2. При сверлении глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Зенкерование отверстий. Rz80, 14...12 квалитет Чугун серый, HB = 1,76...2.15 ГПа Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||||||||
Зенкеры с пластинками ВК8 | ||||||||||||||||||||||||
Карта 13 | ||||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Глубина резания t, мм, до | Длина отверстия l, мм, до | Режим резания | ||||||||||||||||||||
10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||||||||||||
1 | 10 | 3,0 | 0,16 | 0,17 | 0,18 | 0,18 | 0,18 | 0,19 | 0,2 | 0,22 | 0,24 | 0,25 | - | - | - | - | - | - | - | - | 0,8 | 63 | 2000 | 5,0 |
2 | 15 | 0,17 | 0,18 | 0,18 | 0,18 | 0,19 | 0,2 | 0,21 | 0,33 | 0,36 | 0,27 | 0,28 | 0,31 | - | - | - | - | - | - | 0,85 | 66 | 1400 | ||
3 | 20 | 0,18 | 0,18 | 0,19 | 0,19 | 0,2 | 0,31 | 0,32 | 0,25 | 0,37 | 0,29 | 0,32 | 0,35 | 0,38 | 0,41 | - | - | - | - | 0,9 | 63 | 1000 | ||
4 | 25 | 0,18 | 0,18 | 0,19 | 0,2 | 0,21 | 0,32 | 0,33 | 0,26 | 0,38 | 0,31 | 0,34 | 0,38 | 0,41 | 0,45 | 0,48 | 0,52 | - | - | 1,0 | 60 | 765 | 6,0 | |
5 | 30 | 0,18 | 0,19 | 0,2 | 0,21 | 0,21 | 0,23 | 0,24 | 0,28 | 0,3 | 0,33 | 0,37 | 0,41 | 0,45 | 0,49 | 0,53 | 0,57 | 0,61 | 0,65 | 1,1 | 57 | 600 | ||
6 | 35 | 0,18 | 0,19 | 0,2 | 0,31 | 0,22 | 0,33 | 0,25 | 0,3 | 0,32 | 0,35 | 0,39 | 0,44 | 0,48 | 0,53 | 0,57 | 0,62 | 0,66 | 0,71 | 1,2 | 55 | 500 | ||
7 | 40 | 6,0 | 0,19 | 0,2 | 0,21 | 0,32 | 0,23 | 0,24 | 0,26 | 0,3 | 0,33 | 0,36 | 0,41 | 0,46 | 0,5 | 0,55 | 0,6 | 0,64 | 0,69 | 0,74 | 1,4 | 50 | 400 | |
8 | 50 | 0,26 | 0,28 | 0,29 | 0,3 | 0,31 | 0,32 | 0,34 | 0,36 | 0,4 | 0,44 | 0,5 | 0,55 | 0,6 | 0,65 | 0,71 | 0,76 | 0,81 | 0,86 | 1,6 | 49 | 315 | ||
9 | 60 | 0,27 | 0,28 | 0,29 | 0,31 | 0,32 | 0,33 | 0,36 | 0,38 | 0,42 | 0,47 | 0,53 | 0,59 | 0,65 | 0,71 | 0,77 | 0,83 | 0,89 | 0,95 | 1,8 | 47 | 250 | 8,5 | |
10 | 70 | 0,28 | 0,29 | 0,3 | 0,31 | 0,33 | 0,35 | 0,38 | 0,4 | 0,44 | 0,5 | 0,57 | 0,64 | 0,7 | 0,77 | 0,84 | 0,9 | 0,97 | 1,05 | 2,0 | 44 | 200 | ||
11 | 80 | 0,28 | 0,29 | 0,3 | 0,32 | 0,33 | 0,35 | 0,38 | 0,41 | 0,45 | 0,51 | 0,58 | 0,65 | 0,72 | 0,79 | 0,86 | 0,92 | 1,0 | 1,1 | 2,0 | 48 | 190 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | ||||||
Поправочные коэффициенты на время обработки для измененных
условий работы в зависимости от:
Твердости чугуна | HB, ГПа | До 2,15 | Свыше 2,15 | |
Коэффициент | 1,1 | |||
Состояния поверхности | Поверхность | Без корки | С литейной коркой | |
Коэффициент | 1,1 | |||
Числа одинаковых отверстий в одной детали | Число отверстий | До 3 | 4...10 | Свыше 10 |
Коэффициент | 0,9 | 0,85 | ||
Примечание. При зенкеровании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Развертывание отверстий, Ra2,5, 9...8 квалитет Чугун серый, HB = 1,76...2,15 ГПа Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||||||||||||||
Развертки с пластинками ВК8 | |||||||||||||||||||||||
Карта 14 | |||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Длина отверстия l, мм, до | Режимы резания | ||||||||||||||||||||
10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | ||
Время на рабочий ход, мин. | |||||||||||||||||||||||
1 | 10 | 0,14 | 0,15 | 0,16 | 0,16 | 0,17 | 0,17 | 0,18 | 0,21 | 0,23 | 0,25 | - | - | - | - | - | - | - | - | 0,8 | 44 | 1400 | <= 1 |
2 | 15 | 0,15 | 0,16 | 0,16 | 0,17 | 0,17 | 0,18 | 0,19 | 0,22 | 0,23 | 0,26 | 0,27 | 0,3 | - | - | - | - | - | - | 0,9 | 51 | 1100 | |
3 | 20 | 0,16 | 0,16 | 0,17 | 0,17 | 0,18 | 0,19 | 0,2 | 0,23 | 0,25 | 0,27 | 0,29 | 0,32 | 0,35 | 0,37 | - | - | - | - | 1,0 | 59 | 950 | |
4 | 25 | 0,16 | 0,17 | 0,18 | 0,18 | 0,19 | 0,2 | 0,21 | 0,25 | 0,27 | 0,29 | 0,32 | 0,35 | 0,38 | 0,42 | 0,45 | 0,48 | - | - | 1,2 | 56 | 710 | |
5 | 30 | 0,17 | 0,18 | 0,19 | 0,2 | 0,2 | 0,21 | 0,23 | 0,27 | 0,29 | 0,32 | 0,36 | 0,4 | 0,44 | 0,48 | 0,52 | 0,56 | 0,6 | 0,64 | 1,2 | 51 | 540 | |
6 | 35 | 0,18 | 0,19 | 0,2 | 0,21 | 0,22 | 0,23 | 0,25 | 0,28 | 0,31 | 0,34 | 0,38 | 0,42 | 0,46 | 0,51 | 0,55 | 0,6 | 0,64 | 0,68 | 1,3 | 55 | 500 | |
7 | 40 | - | - | - | 0,23 | 0,24 | 0,25 | 0,27 | 0,3 | 0,34 | 0,4 | 0,43 | 0,49 | 0,54 | 0,6 | 0,65 | 0,7 | 0,75 | 0,8 | 1,3 | 50 | 400 | |
8 | 50 | - | - | - | 0,28 | 0,29 | 0,31 | 0,33 | 0,34 | 0,39 | 0,43 | 0,52 | 0,58 | 0,64 | 0,7 | 0,75 | 0,81 | 0,87 | 0,93 | 1,5 | 49 | 315 | |
9 | 60 | - | - | - | - | - | 0,32 | 0,34 | 0,35 | 0,4 | 0,45 | 0,54 | 0,6 | 0,66 | 0,72 | 0,78 | 0,84 | 0,9 | 1,0 | 1,8 | 47 | 250 | |
10 | 80 | - | - | - | - | - | 0,33 | 0,36 | 0,41 | 0,43 | 0,48 | 0,58 | 0,65 | 0,72 | 0,79 | 0,86 | 0,92 | 1,0 | 1,05 | 2,0 | 50 | 200 | |
Индекс | а | б | в | г | д | е | ж | з | к | к | л | м | н | о | п | р | с | т | |||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | HB, ГПа | До 2,15 | Свыше 2,15 | |
Коэффициент | 1,1 | |||
Числа одинаковых отверстий в одной детали | Число отверстий | До 3 | 4...10 | Свыше 10 |
Коэффициент | 0,9 | 0,85 | ||
Примечание. При развертывании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Сверление отверстий, Rz80, 14...12 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||||||
Сверла спиральные из стали Р6М5 | ||||||||||||||||||||||
Карта 15, лист 1 | ||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Длина отверстия l, мм, до | Режимы резания | |||||||||||||||||||
10 | 15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v <*>, м/мм | n, об./мин. | Nр, кВт | ||
Время на рабочий ход, мин. | ||||||||||||||||||||||
1 | 2 | 0,26 | 0,5 | 0,56 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,05 | 13 | 2000 | < 1,0 |
2 | 3 | 0,22 | 0,45 | 0,48 | 0,58 | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,08 | 18,8 | 2000 | |
3 | 5 | 0,17 | 0,28 | 0,31 | 0,56 | 0,64 | 0,75 | - | - | - | - | - | - | - | - | - | - | - | 0,13 | 23...15,5 | 1400...1000 | |
4 | 6 | 0,16 | 0,19 | 0,21 | 037 | 0,44 | 0,51 | 0,63 | - | - | - | - | - | - | - | - | - | - | 0,15 | 26,5...12,8 | 1400...1000 | |
5 | 8 | 0,19 | 0,22 | 0,26 | 0,44 | 0,56 | 0,66 | 1,0 | 1,3 | - | - | - | - | - | - | - | - | - | 0,17 | 24...12,5 | 950...500 | |
6 | 10 | 0,21 | 0,24 | 0,28 | 0,42 | 0,59 | 0,73 | 0,89 | 1,4 | 1,7 | - | - | - | - | - | - | - | - | 0,2 | 22,3...12 | 710...380 | |
7 | 12 | 0,26 | 0,31 | 0,35 | 0,49 | 0,57 | 0,7 | 0,99 | 1,25 | 1,6 | 2,0 | - | - | - | - | - | - | - | 0,13 | 20,5...13,5 | 540...350 | |
8 | 16 | 0,29 | 0,34 | 0,39 | 0,51 | 0,61 | 0,71 | 0,88 | 1,35 | 1,65 | 2,2 | 2,7 | - | - | - | - | - | - | 0,27 | 19...123 | 380...250 | 1,1 |
9 | 20 | 0,34 | 0,41 | 0,46 | 0,59 | 0,7 | 0,84 | 0,98 | 1,3 | 1,95 | 2,35 | 3,15 | 3,75 | 4,2 | - | - | - | - | 0,32 | 17...114 | 270...180 | 1,3 |
10 | 25 | 0,36 | 0,43 | 0,49 | 0,59 | 0,72 | 0,83 | 0,98 | 1,25 | 1,8 | 2,35 | 2,8 | 3,75 | 4,4 | 5,0 | 5,5 | - | - | 0,35 | 19,5...12,5 | 250...160 | 2,2 |
11 | 30 | 0,41 | 0,48 | 0,55 | 0,64 | 0,78 | 0,91 | 1,05 | 1,35 | 1,6 | 23 | 3,45 | 4,1 | 4,75 | 5,5 | 6,0 | 6,5 | 7,0 | 0,41 | 18,5...12 | 196...125 | 2,9 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий, Rz80, 14...12 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||
Сверла спиральные из стали Р6М5 | ||||||||
Карта 15, лист 2 | ||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||
Обрабатываемой стали и предела прочности | Группа стали и предел прочности | Углеродистые вязкие | Углеродистые, хромистые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||
До 0,59 | 0,59...0,74 | Св. 0,74 | До 0,59 | 0,59...0,74 | Св. 0,74 | |||
Коэффициент | 0,9 | 1,1 | 1,1 | 1,2 | ||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | 11...25 | Св. 25 | |||
Коэффициент | 0,9 | 0,85 | 0,8 | |||||
Жесткости детали или крепления (для D свыше 12 мм) | Условия обработки | Деталь и установка жесткие | Обработка неустойчивых или тонкостенных деталей | |||||
Коэффициент | 1,2 | |||||||
Марки режущего инструмента | Марка инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | |||||
Коэффициент | 0,85 | |||||||
Примечания:
1. Неполное штучное время предусматривает сверление отверстий без выдерживания размера по длине. В случаях необходимости выдерживания размера к времени по карте добавлять время на измерение 0,15...0,2 мин.
2. При сверлении глухих отверстий время по карте принимать с коэффициентом К = 1,1.
--------------------------------
<*> Большие пределы значений скоростей резания приведены для обработки отверстий l < 3D; меньшие пределы соответствуют длинам l > 3D.
Рассверливание отверстий, Rz80, 14...12 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||||||||||||||
Сверла спиральные из стали Р6М5 | |||||||||||||||||||||||
Карта 16, лист 1 | |||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Диаметр предварительно обработанного отверстия d, мм, до | Длина отверстия l, мм, до | Режимы резания | |||||||||||||||||||
10 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | |||||||||||||||||||||||
1 | 25 | 10 | 0,23 | 0,3 | 0,35 | 0,35 | 0,4 | 0,47 | 0,55 | 0,65 | 0,75 | - | - | - | - | - | - | - | - | 0,9 | 15 | 190 | 2,1 |
2 | 15 | 0,2 | 0,24 | 0,28 | 0,28 | 0,32 | 0,38 | 0,42 | 0,48 | 0,6 | - | - | - | - | - | - | - | - | 1,0 | 18,5 | 235 | 1,7 | |
3 | 30 | 10 | 0,28 | 0,34 | 0,4 | 0,44 | 0,5 | 0,6 | 0,7 | 0,8 | 0,96 | 1,15 | - | - | - | - | - | - | - | 0,9 | 14 | 150 | 2,1 |
4 | 15 | 0,25 | 0,32 | 0,4 | 0,4 | 0,48 | 0,65 | 0,7 | 0,75 | 0,93 | 1,1 | - | - | - | - | - | - | - | 0,9 | 14 | 150 | 1,9 | |
5 | 20 | 0,2 | 0,25 | 0,32 | 0,32 | 0,4 | 0,43 | 04 | 0,6 | 0,7 | 0,9 | - | - | - | - | - | - | - | 1,0 | 16,5 | 175 | 1,7 | |
6 | 40 | 15 | 0,35 | 0,45 | 0,47 | 0,53 | 0,65 | 0,73 | 0,8 | 0,95 | 1,1 | 1,35 | 1,55 | - | - | - | - | - | - | 1,0 | 14,7 | 118 | 3,3 |
7 | 20 | 0,3 | 0,4 | 0,41 | 0,47 | 0,55 | 0,65 | 0,7 | 0,85 | 1,0 | 1,2 | 1,4 | - | - | - | - | - | - | 1,05 | 15,5 | 125 | 2,9 | |
8 | 30 | 0,27 | 0,33 | 0,34 | 0,4 | 0,45 | 0,55 | 0,6 | 0,7 | 0,85 | 1,0 | 1,15 | - | - | - | - | - | - | 1,1 | 18,7 | 150 | 2,2 | |
9 | 50 | 20 | 0,45 | 0,6 | 0,65 | 0,75 | 0,9 | 1,0 | 1,2 | 1,4 | 1,65 | 2,0 | 2,4 | 2,7 | 3,1 | 3,4 | 3,8 | - | - | 1,0 | 11,8 | 75 | 3,4 |
10 | 30 | 0,38 | 0,5 | 0,55 | 0,6 | 0,75 | 0,85 | 1,0 | 1,2 | 1,4 | 1,65 | 2,0 | 2,3 | 2,6 | 2,9 | 3,2 | - | - | 1,1 | 12,5 | 80 | 2,7 | |
11 | 40 | 0,3 | 0,4 | 0,43 | 0,5 | 0,6 | 0,7 | 0,8 | 0,95 | 1,15 | 1,35 | 1,55 | 1,8 | 2,05 | 2,25 | 2,5 | - | - | 1,2 | 15 | 95 | 1,8 | |
12 | 60 | 30 | 0,5 | 0,7 | 0,84 | 0,9 | 1,05 | 1,25 | 1,4 | 1,7 | 2,05 | 2,45 | 2,9 | 3,4 | 3,8 | 4,2 | 4,6 | 5,0 | 5,6 | 1,0 | 11,5 | 60 | 3,1 |
13 | 40 | 0,4 | 0,55 | 0,65 | 0,7 | 0,85 | 1,0 | 1,1 | 1,35 | 1,6 | 1,9 | 2,3 | 2,65 | 3,0 | 3,3 | 3,7 | 4,1 | 4,4 | 1,1 | 13,3 | 70 | 2,9 | |
14 | 50 | 0,35 | 0,45 | 0,56 | 0,6 | 0,7 | 0,85 | 0,95 | 1,1 | 1,35 | 1,6 | 1,9 | 2,2 | 2,55 | 2,8 | 3,15 | 3,4 | 3,7 | 1,2 | 14 | 75 | 1,6 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | ||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Рассверливание отверстий, Rz80, 14...12 квалитет Сталь конструкционная углеродистая  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||
Сверла спиральные из стали Р6М5 | ||||||||
Карта 16, лист 2 | ||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||
Обрабатываемой стали и предела прочности | Группа стали и предел прочности | Углеродистые вязкие | Углеродистые, хромистые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||
До 0,59 | 0,59...0,74 | Св. 0,74 | До 0,59 | 0,59...0,74 | Св. 0,74 | |||
Коэффициент | 0,9 | 1,1 | 1,1 | 1,2 | ||||
Числа одинаковых отверстий в одной детали | Число отверстий | До 3 | 4...10 | Св. 10 | ||||
Коэффициент | 0,9 | 0,85 | ||||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | |||||
Коэффициент | 0,85 | |||||||
Примечание. При рассверливании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Зенкерование отверстий, Rz40, 11 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные ставки Nд = 2,8...10 кВт | |||||||||||||||||||||||
Зенкеры из стали Р6М5 | ||||||||||||||||||||||||
Карта 17, лист 1 | ||||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Глубина резания t, мм, до | Длина отверстия l, мм, до | Режимы резания | ||||||||||||||||||||
10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||||||||||||
1 | 5 | 0,3 | 0,18 | 0,18 | 0,19 | 0,2 | 0,21 | 0,22 | 0,23 | - | - | - | - | - | - | - | - | - | - | - | 0,5 | 21 | 1350 | |
2 | 8 | 0,18 | 0,19 | 0,2 | 0,22 | 0,23 | 0,25 | 0,26 | 0,31 | 0,35 | - | - | - | - | - | - | - | - | - | 0,5 | 24 | 950 | ||
3 | 10 | 0,19 | 0,2 | 0,22 | 0,24 | 0,25 | 0,28 | 0,31 | 0,36 | 0,41 | 0,47 | - | - | - | - | - | - | - | - | 0,5 | 21 | 676 | ||
4 | 15 | 0,5 | 0,21 | 0,24 | 0,26 | 0,29 | 0,32 | 0,35 | 0,4 | 0,47 | 0,55 | 0,65 | 0,75 | 0,9 | - | - | - | - | - | - | 0,55 | 18 | 380 | |
5 | 20 | 0,22 | 0,25 | 0,28 | 0,31 | 0,35 | 0,39 | 0,45 | 0,53 | 0,62 | 0,75 | 0,89 | 1,05 | 1,2 | 1,35 | - | - | - | - | 0,65 | 17 | 270 | ||
6 | 25 | 0,23 | 0,26 | 0,3 | 0,33 | 0,36 | 0,41 | 0,48 | 0,57 | 0,67 | 0,8 | 0,96 | 1,1 | 1,3 | 1,45 | 1,6 | 1,8 | - | - | 0,8 | 15,5 | 200 | ||
7 | 30 | 0,75 | 0,24 | 0,27 | 0,31 | 0,34 | 0,37 | 0,43 | 0,49 | 0,58 | 0,68 | 0,82 | 0,98 | 1,15 | 1,3 | 1,5 | 1,65 | 1,85 | 2,0 | 2,15 | 0,9 | 17 | 180 | <= 1,0 |
8 | 35 | 0,25 | 0,29 | 0,33 | 0,37 | 0,41 | 0,47 | 0,55 | 0,65 | 0,77 | 0,93 | 1,1 | 1,3 | 1,5 | 1,7 | 1,9 | 2,1 | 2,3 | 2,5 | 1,0 | 15 | 135 | ||
9 | 40 | 0,27 | 0,32 | 0,37 | 0,42 | 0,47 | 0,54 | 0,64 | 0,76 | 0,9 | 1,1 | 1,3 | 1,55 | 1,8 | 1,95 | 2,3 | 2,55 | 2,8 | 3,0 | 1,1 | 12,5 | 100 | ||
10 | 50 | 1,0 | 0,4 | 0,45 | 0,51 | 0,57 | 0,63 | 0,72 | 0,84 | 0,96 | 1,15 | 1,35 | 1,8 | 1,95 | 2,2 | 2,5 | 2,8 | 3,1 | 3,4 | 3,7 | 1,15 | 12,5 | 80 | |
11 | 60 | 1,0... 2,0 | 0,43 | 0,5 | 0,57 | 0,65 | 0,72 | 0,83 | 0,96 | 1,1 | 1,3 | 1,6 | 1,95 | 2,3 | 2,65 | 3,0 | 3,35 | 3,7 | 4,05 | 4,4 | 1,2 | 12 | 63 | |
12 | 70 | 0,47 | 0,55 | 0,63 | 0,72 | 0,8 | 0,93 | 1,1 | 1,25 | 1,5 | 1,85 | 2,25 | 2,65 | 3,05 | 3,45 | 3,9 | 4,3 | 4,7 | 5,0 | 1,3 | 11 | 50 | ||
13 | 80 | > 2,0 | 0,52 | 0,63 | 0,73 | 0,83 | 0,94 | 1,1 | 1,3 | 1,4 | 1,5 | 2,2 | 2,7 | 3,2 | 3,7 | 4,2 | 4,75 | 5,0 | 5,5 | 6,0 | 1,4 | 9,5 | 37,5 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | ||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Зенкерование отверстий, Rz40, 11 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||
Зенкеры из стали Р6М5 | ||||||||
Карта 17, лист 2 | ||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||
Обрабатываемой стали и предела прочности | Группа стали и предел прочности | Углеродистые вязкие | Углеродистые, хромистые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||
0,59 | 0,59...0,74 | Св. 0,74 | До 0,59 | 0,59...0,74 | Св. 0,74 | |||
Коэффициент | 0,9 | 1,1 | 1,1 | 1,2 | ||||
Состояния поверхности | Поверхность | Без корки | С литейной коркой | |||||
Коэффициент | 1,1 | |||||||
Числа одинаковых отверстий | Число одинаковых отверстий в детали | До 3 | 4...10 | 11...25 | Св. 25 | |||
Коэффициент | 0,9 | 0,85 | 0,8 | |||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | |||||
Коэффициент | 0,85 | |||||||
Примечание. При зенкеровании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Зенкерование отверстий, Rz40, 11 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||
Зенкеры с пластинками Т15К6 | ||||||||||||||||||
Карта 18, лист 1 | ||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Глубина резания t, мм, до | Длина отверстия l, мм, до | Режимы резания | ||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||||||
1 | 20 | 1 | 0,15 | 0,19 | 0,26 | 0,30 | 0,38 | 0,43 | 0,47 | - | - | - | - | - | 0,6 | 60 | 960 | 3,5 |
2 | 3 | 0,16 | 0,22 | 0,30 | 0,35 | 0,43 | 0,50 | 0,55 | - | - | - | - | - | 0,6 | 47 | 750 | 6,5 | |
3 | 25 | 1 | 0,15 | 0,20 | 0,27 | 0,31 | 0,38 | 0,45 | 0,50 | 0,55 | - | - | - | - | 0,7 | 59 | 750 | 4,1 |
4 | 3 | 0,18 | 0,26 | 0,35 | 0,43 | 0,55 | 0,65 | 0,70 | 0,80 | - | - | - | - | 0,7 | 37,5 | 475 | 6,1 | |
5 | 30 | 1 | 0,16 | 0,23 | 0,30 | 0,35 | 0,45 | 0,50 | 0,60 | 0,65 | 0,70 | - | - | - | 0,7 | 56 | 600 | 4,0 |
6 | 3 | 0,19 | 0,29 | 0,40 | 0,50 | 0,65 | 0,75 | 0,85 | 0,95 | 1,05 | - | - | - | 0,7 | 35 | 375 | 5,9 | |
7 | 35 | 1 | 0,17 | 0,25 | 0,33 | 0,40 | 0,50 | 0,60 | 0,68 | 0,75 | 0,80 | 0,90 | - | - | 0,7 | 55 | 500 | 4,0 |
8 | 3 | 0,22 | 0,33 | 0,50 | 0,60 | 0,75 | 0,9 | 1,05 | 1,15 | 1,3 | 1,4 | - | - | 0,7 | 33 | 300 | 5,5 | |
9 | 40 | 1 | 0,25 | 0,33 | 0,43 | 0,50 | 0,60 | 0,70 | 0,80 | 0,85 | 0,95 | 1,03 | 1,1 | - | 0,8 | 50 | 400 | 4,2 |
10 | 3 | 0,3 | 0,45 | 0,60 | 0,75 | 0,9 | 1,05 | 1,2 | 1,35 | 1,45 | 1,6 | 1,7 | - | 0,8 | 29,5 | 235 | 6,0 | |
11 | 50 | 1 | 0,25 | 0,35 | 0,45 | 0,55 | 0,65 | 0,73 | 0,80 | 0,90 | 1,0 | 1,08 | 1,15 | 1,25 | 0,8 | 59 | 375 | 4,9 |
12 | 3 | 0,33 | 0,50 | 0,70 | 0,90 | 1,07 | 1,25 | 1,4 | 1,6 | 1,75 | 2,0 | 2,1 | 2,3 | 0,8 | 30 | 190 | 6,0 | |
13 | 60 | 1 | 0,3 | 0,40 | 0,53 | 0,65 | 0,77 | 0,87 | 1,0 | 1,1 | 1,2 | 1,3 | 1,4 | 1,6 | 0,8 | 57 | 300 | 4,9 |
14 | 3 | 0,38 | 0,60 | 0,85 | 1,08 | 1,3 | 1,55 | 1,75 | 2,0 | 2,2 | 2,5 | 2,6 | 2,9 | 0,8 | 28,5 | 150 | 5,9 | |
15 | 80 | 1 | 0,30 | 0,45 | 0,60 | 0,75 | 0,9 | 1,05 | 1,2 | 1,3 | 1,5 | 1,7 | 1,8 | 1,9 | 08 | 59 | 235 | 4,9 |
16 | 3 | 0,42 | 0,7 | 1,05 | 1,3 | 1,6 | 1,9 | 2,2 | 2,5 | 2,7 | 3,0 | 3,3 | 3,6 | 0,8 | 29,5 | 118 | 6,0 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Зенкерование отверстий, Rz40, 11 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||
Зенкеры с пластинками Т15К6 | ||||
Карта 18, лист 2 | ||||
Поправочные коэффициенты на время обработки для измененных условий обработки в зависимости от: | ||||
Предела прочности стали | Предел прочности стали | До 0,59 | 0,59...0,74 | Свыше 0,74 |
Коэффициент | 0,9 | 1,1 | ||
Состояния поверхности | Поверхность | Без корки | С литейной коркой | |
Коэффициент | 1,1 | |||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | Свыше 10 |
Коэффициент | 0,9 | 0,85 | ||
Примечание. При зенкеровании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Развертывание отверстий, Rz20...Ra1,25, 9...7 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||||||||||||
Развертки из стали Р6М5 | |||||||||||||||||||||
Карта 19, лист 1 | |||||||||||||||||||||
N позиции | Параметр шероховатости, квалитет | Диаметр обрабатываемой поверхности D, мм, до | Длина отверстия l, мм, до | Режимы резания | |||||||||||||||||
15 | 20 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на поверхность, мин. | |||||||||||||||||||||
1 | Обработка одной разверткой; Rz 20...Ra 2,5, 9...8 квалитет | 5 | 0,2 | 0,22 | 0,25 | 0,27 | 0,3 | - | - | - | - | - | - | - | - | - | - | 0,6 | 12,5 | 800 | До 1 |
2 | 8 | 0,22 | 0,26 | 0,31 | 0,35 | 0,40 | 0,47 | - | - | - | - | - | - | - | - | - | 0,7 | 9,5 | 375 | ||
3 | 10 | 0,24 | 0,3 | 0,34 | 0,4 | 0,45 | 0,55 | 0,7 | - | - | - | - | - | - | - | - | 0,7 | 9,5 | 300 | ||
4 | 15 | 0,3 | 0,35 | 0,42 | 0,47 | 055 | 0,65 | 0,8 | 1,05 | 1,2 | - | - | - | - | - | - | 0,8 | 10,3 | 225 | ||
5 | 20 | 0,35 | 0,42 | 0,5 | 0,57 | 0,65 | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | - | - | - | - | - | 0,8 | 11,3 | 180 | ||
6 | 25 | 0,42 | 0,52 | 0,63 | 0,73 | 0,85 | 1,02 | 1,25 | 1,55 | 1,85 | 2,1 | 2,3 | - | - | - | - | 0,9 | 9,3 | 118 | ||
7 | 30 | - | 0,65 | 0,83 | 0,97 | 1,15 | 1,4 | 1,75 | 2,1 | 2,5 | 2,8 | 3,3 | - | - | - | - | 1,0 | 7,0 | 75 | ||
8 | 35 | - | 0,78 | 0,93 | 1,1 | 1,25 | 1,55 | 2,0 | 2,4 | 2,8 | 3,3 | 3,6 | 4,1 | - | - | - | 1,1 | 7,5 | 60 | ||
9 | 40 | - | - | 1,05 | 1,2 | 1,5 | 1,7 | 2,2 | 2,7 | 3,1 | 3,6 | 4,0 | 4,5 | 4,9 | - | - | 1,2 | 6,3 | 50 | ||
10 | 50 | - | - | 1,15 | 1,3 | 1,55 | 1,9 | 2,4 | 2,9 | 3,4 | 3,9 | 4,4 | 4,8 | 5,5 | 6,0 | - | 1,4 | 6,3 | 40 | ||
11 | 60 | - | - | - | 1,45 | 1,65 | 1,8 | 2,6 | 3,1 | 3,6 | 4,2 | 4,7 | 5,0 | 6,5 | 6,5 | 7,0 | 1,5 | 6,6 | 35 | ||
12 | 70 | - | - | - | 1,6 | 1,8 | 2,2 | 2,8 | 3,4 | 3,9 | 4,5 | 5,1 | 5,5 | 6,5 | 7,0 | 7,5 | 1,6 | 6,6 | 30 | ||
13 | 80 | - | - | - | 1,8 | 2,0 | 2,5 | 3,2 | 3,8 | 4,4 | 5,0 | 6,0 | 6,5 | 7,0 | 7,5 | 8,5 | 1,7 | 6,3 | 25 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий, Rz20...Ra1,25, 9...7 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||||||||||||
Развертки из стали Р6М5 | |||||||||||||||||||||
Карта 19, лист 2 | |||||||||||||||||||||
N позиции | Параметр шероховатости, квалитет | Диаметр обрабатываемой поверхности D, мм, до | Длина отверстия l, мм, до | Режимы резания | |||||||||||||||||
15 | 20 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на поверхность, мин. | |||||||||||||||||||||
14 | Обработка двумя развертками; Ra2,5...Ra1,25, 8...7 квалитет | 5 | 0,45 | 0,55 | 0,70 | 0,80 | 0,90 | - | - | - | - | - | - | - | - | - | - | 0,6/0,5 | 12,5/4 | 800/250 | До 1 |
15 | 8 | 0,55 | 0,75 | 0,95 | 1,1 | 1,3 | 1,6 | - | - | - | - | - | - | - | - | - | 0,7/0,5 | 9,5/4 | 375/160 | ||
16 | 10 | 0,65 | 0,9 | 1,1 | 1,4 | 1,6 | 2,0 | 2,5 | - | - | - | - | - | - | - | - | 0,7/0,5 | 9,5/4 | 300/125 | ||
17 | 15 | 0,9 | 1,2 | 1,5 | 1,7 | 1,9 | 2,4 | 3,3 | 3,9 | 4,7 | - | - | - | - | - | - | 0,8/0,6 | 10,3/4 | 225/85 | ||
18 | 20 | 1,1 | 1,3 | 1,7 | 2,0 | 2,3 | 3,0 | 3,8 | 4,4 | 5,3 | 6,0 | - | - | - | - | - | 0,8/0,7 | 11,3/4 | 180/65 | ||
19 | 25 | 1,3 | 1,6 | 2,0 | 2,4 | 2,7 | 3,4 | 4,3 | 5,5 | 6,5 | 7,5 | 8,0 | - | - | - | - | 0,9/0,8 | 9,3/4 | 118/50 | ||
20 | 30 | - | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,9 | 6,0 | 7,0 | 8,0 | 9,5 | - | - | - | - | 1,0/0,8 | 7,0/4 | 75/45 | ||
21 | 35 | - | 2,1 | 2,6 | 3,1 | 3,6 | 4,3 | 6,0 | 7,0 | 8,0 | 9,5 | 10,5 | 12 | - | - | - | 1,1/0,9 | 7,5/4 | 60/37,5 | ||
22 | 40 | - | - | 3,0 | 3,6 | 4,1 | 5,1 | 6,5 | 8,0 | 9,0 | 10,5 | 12 | 13,5 | 14,5 | - | - | 1,2/1,0 | 6,3/4 | 50/30 | ||
23 | 50 | - | - | 3,1 | 3,6 | 4,2 | 5,5 | 6,5 | 8,0 | 9,5 | 11 | 12,5 | 13,5 | 15 | 16,5 | 18 | 1,4/1,2 | 6,3/4 | 40/25 | ||
24 | 60 | - | - | - | 4,0 | 4,6 | 5,5 | 7,5 | 8,5 | 10,5 | 12 | 13,5 | 15 | 16,5 | 18 | 20 | 1,5/1,4 | 6,6/4 | 35/20 | ||
25 | 70 | - | - | - | 4,1 | 4,8 | 6,0 | 7,5 | 9,0 | 10,5 | 12,5 | 14 | 15,5 | 17,5 | 18,5 | 21 | 1,6/1,5 | 6,6/4 | 30/18 | ||
26 | 80 | - | - | - | 4,7 | 5,4 | 6,5 | 8,5 | 10,5 | 12 | 14,0 | 16 | 17,5 | 19,5 | 21 | 23 | 1,7/1,5 | 6,3/4 | 25/16 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Группа стали и предел прочности | Углеродистые вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||
До 0,59 | 0,59...0,74 | Св. 0,74 | До 0,59 | 0,59...0,74 | Св. 0,74 | |||
Коэффициент | 0,9 | 1,1 | 1,1 | 1,2 | ||||
Числа одинаковых отверстий в одной детали | Число отверстий | До 3 | 4...10 | Св. 10 | ||||
Коэффициент | 0,9 | 0,85 | ||||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | |||||
Коэффициент | 0,85 | |||||||
Примечание. При развертывании отверстий время по карте принимать с коэффициентом К = 1,1.
Развертывание конических отверстий, Rz20, 9...8 квалитет Сталь конструкционная  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||
Развертки конические из стали Р6М5 | ||||||||||||||
Карта 20 | ||||||||||||||
N позиции | Диаметр предварительно обработанного отверстия D, мм, до | Припуск на диаметр под конус, мм | Конусность | Режимы резания | ||||||||||
1:3 | 1:5 | 1:7 | 1:10 | 1:15 | 1:20 | 1:30 | 1:50 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||
1 | 10 | 0,8 | 0,27 | 0,35 | 0,45 | 0,62 | 0,78 | 1,0 | 1,4 | 2,35 | 0,1 | 6,0 | 190 | < 1 |
2 | 1,6 | 0,4 | 0,55 | 0,73 | 1,1 | 1,4 | 1,85 | 2,65 | 4,35 | |||||
3 | 15 | 0,8 | 0,25 | 0,32 | 0,40 | 0,55 | 0,68 | 0,85 | 1,2 | 1,9 | 0,15 | 150 | ||
4 | 1,6 | 0,35 | 0,50 | 0,65 | 0,95 | 1,2 | 1,55 | 2,3 | 3,7 | |||||
5 | 20 | 0,8 | 0,25 | 0,30 | 0,38 | 0,5 | 0,65 | 0,8 | 1,15 | 1,8 | 0,25 | 95 | ||
6 | 1,6 | 0,35 | 0,5 | 0,6 | 0,9 | 1,15 | 1,5 | 2,15 | 3,4 | |||||
7 | 25 | 0,8 | 0,25 | 0,32 | 0,4 | 0,55 | 0,68 | 0,85 | 1,2 | 1,9 | 0,3 | 75 | ||
8 | 1,6 | 0,35 | 0,5 | 0,65 | 0,95 | 1,2 | 1,55 | 2,3 | 3,7 | |||||
9 | 30 | 1,0 | 0,3 | 0,4 | 0,5 | 0,7 | 0,85 | 1,05 | 1,55 | 2,4 | 0,35 | 63 | ||
10 | 1,6 | 0,37 | 0,5 | 0,7 | 0,95 | 1,25 | 1,6 | 2,35 | 3,8 | |||||
11 | 2,0 | 0,45 | 0,6 | 1,0 | 1,2 | 1,5 | 2,0 | 2,9 | 4,7 | |||||
12 | 40 | 1,0 | 0,32 | 0,43 | 0,53 | 0,77 | 0,95 | 1,2 | 1,85 | 2,8 | 0,4 | 48 | ||
13 | 1,6 | 0,42 | 0,6 | 0,75 | 1,1 | 1,4 | 1,85 | 2,7 | 4,4 | |||||
14 | 2,0 | 0,48 | 0,7 | 1,1 | 1,3 | 1,7 | 2,25 | 3,3 | 5,5 | |||||
15 | 50 | 1,0 | 0,35 | 0,45 | 0,58 | 0,85 | 1,05 | 1,35 | 1,95 | 3,1 | 0,45 | 38 | ||
16 | 1,6 | 0,45 | 0,65 | 0,8 | 1,2 | 1,6 | 2,0 | 3,0 | 4,9 | |||||
17 | 2,0 | 0,5 | 0,75 | 1,2 | 1,45 | 1,9 | 2,5 | 3,7 | 6,0 | |||||
18 | 60 | 1,6 | 0,5 | 0,63 | 0,93 | 1,4 | 1,8 | 2,3 | 3,4 | 5,5 | 0,5 | 30 | ||
19 | 2,0 | 0,6 | 0,85 | 1,4 | 1,7 | 2,2 | 2,8 | 4,2 | 6,85 | |||||
20 | 3,0 | 0,8 | 1,2 | 1,6 | 2,45 | 3,2 | 4,2 | 6,0 | 10 | |||||
21 | 70 | 1,6 | 0,55 | 0,75 | 1,0 | 1,5 | 1,9 | 2,5 | 3,6 | 6,0 | 0,5 | 28 | ||
22 | 2,0 | 0,65 | 0,9 | 1,4 | 1,8 | 2,3 | 3,0 | 4,5 | 7,5 | |||||
23 | 3,0 | 0,85 | 1,25 | 1,7 | 2,6 | 3,4 | 4,5 | 6,5 | 11 | |||||
24 | 80 | 1,6 | 0,6 | 0,8 | 1,05 | 1,6 | 2,0 | 2,65 | 3,9 | 6,5 | 0,55 | 24 | ||
25 | 2,0 | 0,65 | 0,95 | 1,5 | 1,9 | 2,5 | 3,3 | 4,8 | 8,0 | |||||
26 | 3,0 | 0,9 | 1,35 | 1,8 | 2,8 | 3,6 | 4,8 | 7,0 | 11,5 | |||||
27 | 100 | 1,6 | 0,6 | 0,85 | 1,15 | 1,7 | 2,2 | 2,85 | 4,2 | 6,5 | 0,65 | 19 | ||
28 | 2,0 | 0,7 | 1,0 | 1,7 | 2,0 | 2,7 | 3,5 | 5,0 | 8,5 | |||||
29 | 3,0 | 0,95 | 1,45 | 1,95 | 3,0 | 3,9 | 5,0 | 7,5 | 12,5 | |||||
Индекс | а | б | в | г | д | е | ж | з | ||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Группа стали и предел прочности | Углеродистые вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||
До 0,59 | 0,59...0,74 | Св. 0,74 | До 0,59 | 0,59...0,74 | Св. 0,74 | |||
Коэффициент | 0,9 | 1,1 | 1,1 | 1,2 | ||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | Св. 10 | ||||
Коэффициент | 0,9 | 0,85 | ||||||
Марки материала режущего инструмента | Марки материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | |||||
Коэффициент | 0,85 | |||||||
Развертывание конических отверстий, Ra2,5...Ra1,25, 8...7 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||
Развертки конические из стали Р6М5 | ||||||||||||||
Карта 21 | ||||||||||||||
N позиции | Диаметр предварительно обработанного отверстия D, мм, до | Припуск на диаметр под конус, мм | Конусность | Режимы резания | ||||||||||
1:3 | 1:5 | 1:7 | 1:10 | 1:15 | 1:20 | 1:30 | 1:50 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||
1 | 10 | 0,8 | 0,51 | 0,65 | 0,81 | 1,1 | 1,4 | 1,75 | 2,5 | 4,05 | 0,1 | 6 | 190 | < 1 |
2 | 1,6 | 0,65 | 0,85 | 1,1 | 1,6 | 2,05 | 2,65 | 3,7 | 6,0 | |||||
3 | 15 | 0,8 | 0,5 | 0,64 | 0,78 | 1,1 | 1,35 | 1,7 | 2,35 | 3,75 | 0,15 | 150 | ||
4 | 1,6 | 0,6 | 0,82 | 1,05 | 1,5 | 1,85 | 2,4 | 3,45 | 5,55 | |||||
5 | 20 | 0,8 | 0,5 | 0,63 | 0,78 | 1,05 | 1,35 | 1,7 | 2,4 | 3,8 | 0,25 | 95 | ||
6 | 1,6 | 0,55 | 0,83 | 1,0 | 1,45 | 1,85 | 2,4 | 3,4 | 5,5 | |||||
7 | 25 | 0,8 | 0,51 | 0,66 | 0,83 | 1,15 | 1,45 | 1,8 | 2,55 | 4,05 | 0,3 | 75 | ||
8 | 1,6 | 0,61 | 0,84 | 1,1 | 1,55 | 1,95 | 2,5 | 3,65 | 6,0 | |||||
9 | 30 | 1,0 | 0,57 | 0,75 | 0,95 | 1,3 | 1,65 | 2,05 | 2,95 | 4,65 | 0,35 | 63 | ||
10 | 1,6 | 0,64 | 0,85 | 1,15 | 1,55 | 2,05 | 2,6 | 3,75 | 6,0 | |||||
11 | 2,0 | 0,72 | 0,95 | 1,45 | 1,8 | 2,3 | 3,0 | 4,3 | 7,0 | |||||
12 | 40 | 1,0 | 0,61 | 0,8 | 1,0 | 1,4 | 1,8 | 2,25 | 3,35 | 5,0 | 0,4 | 48 | ||
13 | 1,6 | 0,71 | 0,97 | 1,1 | 1,75 | 2,15 | 2,9 | 4,2 | 7,0 | |||||
14 | 2,0 | 0,77 | 1,05 | 1,55 | 1,95 | 2,55 | 3,3 | 4,8 | 8,0 | |||||
15 | 50 | 1,0 | 0,66 | 0,85 | 1,1 | 1,55 | 1,9 | 2,45 | 3,5 | 5,5 | 0,45 | 38 | ||
16 | 1,6 | 0,76 | 1,05 | 1,3 | 1,9 | 2,45 | 3,1 | 4,55 | 7,5 | |||||
17 | 2,0 | 0,81 | 1,15 | 1,7 | 2,15 | 2,75 | 3,6 | 5,5 | 8,5 | |||||
18 | 60 | 1,0 | 0,83 | 1,05 | 1,45 | 2,15 | 2,7 | 3,45 | 5,0 | 8,05 | 0,5 | 30 | ||
19 | 1,6 | 0,93 | 1,3 | 1,95 | 2,45 | 3,1 | 3,95 | 6,0 | 9,5 | |||||
20 | 2,0 | 1,15 | 1,65 | 2,15 | 3,2 | 4,1 | 5,5 | 8,0 | 13 | |||||
21 | 70 | 1,0 | 0,9 | 1,2 | 1,55 | 2,55 | 2,85 | 3,7 | 5,5 | 8,5 | 0,5 | 22 | ||
22 | 1,6 | 1,0 | 1,35 | 1,95 | 2,55 | 3,25 | 4,2 | 6,0 | 10 | |||||
23 | 2,0 | 1,2 | 1,7 | 2,25 | 3,35 | 4,35 | 5,5 | 8,5 | 13,5 | |||||
24 | 80 | 1,0 | 0,95 | 1,3 | 1,65 | 2,4 | 3,0 | 4,0 | 6,0 | 9,0 | 0,55 | 24 | ||
25 | 1,6 | 1,01 | 1,45 | 2,1 | 2,7 | 3,5 | 4,65 | 6,65 | 10,5 | |||||
26 | 2,0 | 1,25 | 1,85 | 2,4 | 3,6 | 4,6 | 6,0 | 9,0 | 14,5 | |||||
27 | 100 | 1,0 | 0,97 | 1,35 | 1,75 | 2,6 | 3,2 | 4,3 | 6,9 | 10 | 0,65 | 19 | ||
28 | 1,6 | 1,05 | 1,5 | 2,3 | 2,9 | 3,7 | 4,95 | 7,0 | 11,5 | |||||
29 | 2,0 | 1,3 | 1,95 | 2,55 | 3,9 | 4,9 | 6,5 | 9,5 | 15,5 | |||||
Индекс | а | б | в | г | д | е | ж | з | ||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Группа стали и предел прочности, | Углеродистые вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||||
До 0,59 | 0,59...0,74 | Свыше 0,74 | До 0,59 | 0,59...0,74 | Свыше 0,74 | |||||
Коэффициент | 0,9 | 1,1 | 1,1 | 1,2 | ||||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | Свыше 10 | ||||||
Коэффициент | 0,9 | 0,85 | ||||||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | |||||||
Коэффициент | 0,85 | |||||||||
Цекование и зенкование отверстий, Rz80, 14...12 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||
Инструмент из стали Р6М5 | |||||||||
Карта 22, лист 1 | |||||||||
N позиции | Вид обработки | Диаметр обрабатываемой поверхности D, мм, до | Снимаемый припуск, мм, до | Режимы резания | |||||
1 | 3 | 5 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время, мин. | |||||||||
1 | Цекование наружное 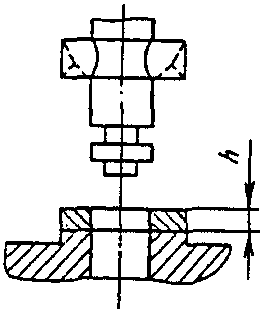 | 15 | 0,3 | 0,4 | 0,5 | 0,08 | 12 | 250 | < 1 |
2 | 30 | 0,35 | 0,5 | 0,7 | 0,10 | 125 | |||
3 | 50 | 0,38 | 0,58 | 0,8 | 0,14 | 75 | |||
4 | 75 | 0,42 | 0,67 | 0,93 | 0,17 | 50 | |||
Индекс | а | б | в | ||||||
N позиции | Вид обработки | Диаметр обрабатываемой поверхности D, мм, до | Снимаемый припуск, мм, до | Режимы резания | |||||
5 | 10 | 15 | 20 | Sо, мм/об. | v, м/мин. | Nр, кВт | |||
Время, мин. | |||||||||
5 | Зенкование под гайку или головку винта 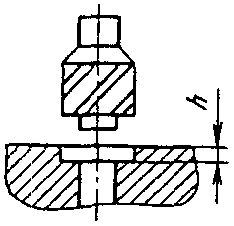 | 15 | 0,7 | 0,8 | 1,0 | - | 0,06 | 9,5 | < 1 |
6 | 30 | 0,8 | 1,1 | 1,3 | 1,6 | 0,8 | |||
7 | 50 | 1,0 | 1,4 | 1,8 | 2,0 | 0,12 | |||
8 | Зенкование фасок в отверстии  | 20 | 0,25 | 0,08 | |||||
9 | Свыше 20 | 0,3 | 0,12 | ||||||
Индекс | а | б | в | г | |||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Цекование и зенкование отверстий, Rz80, 14...12 квалитет Сталь конструкционная углеродистая,  Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||
Инструмент из стали Р6М5 | ||||||||
Карта 22, лист 2 | ||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||
Обрабатываемой стали и предела прочности | Группа стали и предел прочности | Углеродистые вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||
До 0,59 | 0,59...0,74 | Свыше 0,74 | До 0,59 | 0,59...0,74 | Свыше 0,74 | |||
Коэффициент | 0,9 | 1,1 | 1,1 | 1,2 | ||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | 11...25 | Свыше 25 | |||
Коэффициент | 0,85 | 0,8 | 0,7 | |||||
Примечания:
1. Неполное штучное время предусматривает обработку без выдерживания размера по длине. В случае необходимости выдерживания размера к времени по карте следует добавлять время на измерение 0,15...0,2 мин.
2. При обработке отверстий под головку болта обратными зенковками время по карте принимать с коэффициентом К = 1,3.
Сверление отверстий, Rz80, 14...12 квалитет Сталь жаропрочная 12Х18Н9Т Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||||||
Сверла спиральные из стали Р6М5 | ||||||||||||||||||||||
Карта 23, лист 1 | ||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Длина отверстия l, мм, до | Режимы резания | |||||||||||||||||||
10 | 15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v <*>, м/мин. | n, об./мин. | Nр, кВт | ||
Время на рабочий ход, мин. | ||||||||||||||||||||||
1 | 2 | 0,3 | 0,65 | 0,75 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,04 | 9,5 | 1500 | < 1 |
2 | 3 | 0,28 | 0,60 | 0,65 | 0,75 | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,05 | 14 | 1500 | |
3 | 5 | 0,25 | 0,45 | 0,60 | 0,93 | 1,15 | - | - | - | - | - | - | - | - | - | - | - | - | 0,07 | 15,7...11,7 | 1000...750 | |
4 | 6 | 0,26 | 0,45 | 0,55 | 0,85 | 1,0 | 1,2 | - | - | - | - | - | - | - | - | - | - | - | 0,08 | 14...10 | 750...500 | |
5 | 8 | 0,30 | 0,45 | 0,6 | 0,95 | 1,1 | 1,3 | 1,6 | - | - | - | - | - | - | - | - | - | - | 0,1 | 14...9 | 560...355 | |
6 | 10 | 0,35 | 0,5 | 0,6 | 0,85 | 1,3 | 1,56 | 1,8 | 2,4 | - | - | - | - | - | - | - | - | - | 0,14 | 12...9.5 | 375...300 | |
7 | 12 | 0,44 | 0,6 | 0,7 | 0,95 | 1,2 | 1,7 | 2,05 | 2,6 | 3,15 | 4,0 | 4,9 | 6,0 | - | - | - | - | - | 0,16 | 11,3...8,8 | 300...235 | |
8 | 16 | 0,5 | 0,7 | 0,85 | 1,05 | 1,4 | 1,6 | 2,7 | 3,4 | 4,2 | 5,0 | 6,5 | 7,5 | 9,0 | 10 | 11 | - | - | 0,18 | 11...7,5 | 220...150 | |
9 | 20 | 0,65 | 0,9 | 1,05 | 1,35 | 1,6 | 1,8 | 2,4 | 4,0 | 4,8 | 6,0 | 7,5 | 8,5 | 10 | 11,5 | 12,5 | 14 | - | 0,20 | 10...7,5 | 160...118 | |
10 | 25 | 0,85 | 1,15 | 1,4 | 1,65 | 2,05 | 2,5 | 3,0 | 3,7 | 6,0 | 7,5 | 8,5 | 10,5 | 12 | 13,5 | 14,5 | 16,5 | 18 | 0,22 | 9,3...7,0 | 118...90 | 1,0 0,8 |
11 | 30 | 1,0 | 1,35 | 1,6 | 1,9 | 2,3 | 2,8 | 3,3 | 4,0 | 4,9 | 8,0 | 9,5 | 11 | 12,5 | 14,5 | 16 | 17,5 | 19 | 0,3 | 7,5...5,6 | 80...60 | 1,0 0,8 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | |||||
--------------------------------
<*> Большие пределы значений скоростей резания приведены для обработки отверстий l < 3D, меньшие пределы соответствуют длинам l > 3D.
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Сверление отверстий, Rz80, 14...12 квалитет Сталь жаропрочная 12Х18Н9Т Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||
Сверла спиральные из стали Р6М5 | |||||||||
Карта 23, лист 2 | |||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||||||
Обрабатываемой стали | Группа стали | 12Х18Н9Т | Х23Н18 (ЭИ417), 1Х18Н12Т-Л | ЭИ-481 | ЦЖ5-Л | ЭИ-607А | ЭИ-766 | ||
Коэффициент | 1,1 | 1,2 | 1,35 | 2,1 | 3,7 | ||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий | До 3 | 4...10 | 11...25 | Свыше 25 | ||||
Коэффициент | 0,9 | 0,85 | 0,8 | ||||||
Жесткости детали или крепления (для D свыше 12 мм) | Условия обработки | Деталь и установка жесткие | Неустойчивые или тонкостенные детали | ||||||
Коэффициент | 1,2 | ||||||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | ||||||
Коэффициент | 0,85 | ||||||||
Примечание. При сверлении глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Рассверливание отверстий, Rz80, 14...12 квалитет Сталь жаропрочная 12Х18Н9Т Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||||||
Сверла спиральные из стали Р6М5 | ||||||||||||||||||||||
Карта 24, лист 1 | ||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Диаметр предварительно обработанного отверстия, d, мм, до | Длина отверстия l, мм, до | Режимы резания | ||||||||||||||||||
10 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||||||||||
1 | 25 | 10 | 0,55 | 0,73 | 0,98 | 1,25 | 1,5 | 1,8 | 2,15 | 2,65 | 3,2 | - | - | - | - | - | - | - | 0,43 | 8,0 | 100 | < 1 |
2 | 15 | 0,4 | 0,54 | 0,73 | 0,92 | 1,1 | 1,3 | 1,6 | 1,95 | 2,4 | - | - | - | - | - | - | - | 0,57 | 8,0 | 100 | ||
3 | 30 | 30 | 0,55 | 0,74 | 1,0 | 1,25 | 1,5 | 1,75 | 2,15 | 2,65 | 3,25 | 3,85 | 4,5 | - | - | - | - | - | 0,57 | 7,0 | 75 | |
4 | 15 | 0,53 | 0,71 | 0,95 | 1,19 | 1,43 | 1,69 | 2,05 | 2,55 | 3,1 | 3,7 | 4,3 | - | - | - | - | - | 0,60 | 7,0 | 75 | ||
5 | 20 | 0,41 | 0,56 | 0,76 | 0,96 | 1,15 | 1,4 | 1,7 | 2,1 | 2,55 | 3,05 | 4,05 | - | - | - | - | - | 0,72 | 7,0 | 75 | ||
6 | 40 | 15 | 0,83 | 1,1 | 1,45 | 1,8 | 2,2 | 2,55 | 3,1 | 3,8 | 4,65 | 5,55 | 6,45 | 7,35 | 8,25 | - | - | - | 0,6 | 6,5 | 50 | 1,2 |
7 | 20 | 0,72 | 1,0 | 1,35 | 1,7 | 2,05 | 2,45 | 3,0 | 3,7 | 4,55 | 5,5 | 6,5 | 7,0 | 8,0 | - | - | - | 0,6 | 6,5 | 50 | < 1 | |
8 | 30 | 0,5 | 0,7 | 1,0 | 1,25 | 1,5 | 1,8 | 2,2 | 2,75 | 3,35 | 4,0 | 4,7 | 5,5 | 6,0 | - | - | - | 0,8 | 6,5 | 50 | ||
9 | 50 | 20 | 0,95 | 1,2 | 1,55 | 1,9 | 2,3 | 2,65 | 3,2 | 3,9 | 4,75 | 5,5 | 6,5 | 7,5 | 8,5 | 9,0 | 10 | - | 0,8 | 6,0 | 37,5 | 1,9 |
10 | 30 | 0,82 | 1,1 | 1,45 | 1,8 | 2,15 | 2,55 | 3,05 | 3,8 | 4,65 | 5,5 | 6,5 | 7,5 | 8,0 | 9,0 | 10 | - | 0,8 | 6,0 | 37,5 | 1,2 | |
11 | 40 | 0,58 | 0,78 | 1,05 | 13 | 1,55 | 1,8 | 22 | 2,75 | 3,35 | 4,0 | 4,65 | 5,5 | 6,0 | 6,5 | 7,5 | - | 1,1 | 6,0 | 37,5 | < 1 | |
12 | 60 | 30 | 1,05 | 1,3 | 1,7 | 2,1 | 2,5 | 2,9 | 3,5 | 4,3 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10 | 11 | 12 | 0,9 | 5,5 | 30 | 2,5 |
13 | 40 | 0,77 | 1,0 | 1,35 | 1,65 | 2,0 | 2,3 | 2,8 | 3,45 | 4,25 | 5,0 | 6,0 | 6,5 | 7,5 | 8,5 | 9,0 | 10 | 1,1 | 5,5 | 30 | 1,6 | |
14 | 50 | 0,67 | 0,92 | 1,25 | 1,6 | 1,9 | 2,2 | 2,7 | 3,35 | 4,15 | 4,95 | 5,5 | 6,5 | 7,5 | 8,0 | 9,0 | 10 | 1,1 | 5,5 | 30 | < 1 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Рассверливание отверстий, Rz80, 14...12 квалитет Сталь жаропрочная 12Х18Н9Т Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||
Сверла спиральные из стали Р6М5 | ||||||||||
Карта 24, лист 2 | ||||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||||
Обрабатываемой стали | Группа стали | 12Х18Н9Т | Х23Н18 (ЭИ417), Х18Н12Т-Л | ЭИ-481 | ЦЖ 5-Л | ЭИ-607А | ЭИ-766 | |||
Коэффициент | 1,1 | 1,2 | 1,35 | 2,1 | 3,7 | |||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий | До 3 | 4...10 | 11...25 | Свыше 25 | |||||
Марки материала режущего инструмента | Коэффициент | 0,9 | 0,85 | 0,8 | ||||||
Марка материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | ||||||||
Коэффициент | 0,85 | |||||||||
Примечание. При рассверливании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Зенкерование отверстий, Rz80, 14...12 квалитет Сталь жаропрочная 12Х18Н9Т Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||||||||
Зенкеры из стали Р6М5 | ||||||||||||||||||||||||
Карта 25, лист 1 | ||||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Глубина резания t, мм, до | Длина отверстия l, мм, до | Режимы резания | ||||||||||||||||||||
10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||||||||||||
1 | 5 | 0,3 | 0,19 | 0,21 | 0,22 | 0,24 | 0,26 | 0,28 | 0,32 | - | - | - | - | - | - | - | - | - | - | - | 0,45 | 11,2 | 710 | <= 1,0 |
2 | 8 | 0,3 | 0,2 | 0,22 | 0,24 | 0,26 | 0,28 | 0,32 | 0,36 | 0,43 | 0,49 | - | - | - | - | - | - | - | - | - | 0,5 | 12,6 | 500 | <= 1,0 |
3 | 10 | 0,3 | 0,21 | 0,23 | 0,26 | 0,28 | 0,31 | 0,35 | 0,4 | 0,47 | 0,55 | 0,66 | - | - | - | - | - | - | - | - | 0,55 | 12 | 380 | <= 1,0 |
4 | 15 | 0,5 | 0,22 | 0,25 | 0,28 | 0,31 | 0,34 | 0,39 | 0,45 | 0,53 | 0,62 | 0,74 | 0,9 | 1,05 | - | - | - | - | - | - | 0,6 | 14 | 300 | 1,0 |
5 | 20 | 0,5 | 0,74 | 0,78 | 0,32 | 0,37 | 0,4 | 0,46 | 0,55 | 0,65 | 0,77 | 0,93 | 0,97 | 1,15 | 1,3 | 1,7 | - | - | - | - | 0,7 | 12 | 190 | 1,2 |
6 | 25 | 0,5 | 0,75 | 0,3 | 0,34 | 0,39 | 0,43 | 0,5 | 0,59 | 0,7 | 0,83 | 1,0 | 1,25 | 1,5 | 1,75 | 1,95 | 2,15 | 2,35 | - | - | 0,8 | 12 | 150 | 1,4 |
7 | 30 | 0,75 | 0,77 | 0,33 | 0,37 | 0,47 | 0,47 | 0,55 | 0,65 | 0,77 | 0,92 | 1,1 | 1,4 | 1,65 | 1,9 | 2,15 | 2,4 | 2,65 | 2,15 | 3,2 | 0,9 | 11 | 118 | 1,6 |
8 | 35 | 0,75 | 0,3 | 0,36 | 0,43 | 0,49 | 0,55 | 0,65 | 0,78 | 0,92 | 1,1 | 1,35 | 1,65 | 2,0 | 2,3 | 2,6 | 2,9 | 3,2 | 3,6 | 4,0 | 0,9 | 10,5 | 95 | 1,8 |
9 | 40 | 1,0 | 0,32 | 0,4 | 0,45 | 0,54 | 061 | 0,72 | 0,86 | 1,0 | 1,25 | 1,55 | 1,9 | 2,25 | 2,6 | 2,95 | 3,3 | 3,7 | 4,05 | 4,4 | 1,0 | 9,5 | 75 | 2,0 |
10 | 50 | 1,25 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,05 | 1,25 | 1,45 | 1,75 | 2,15 | 2,6 | 2,85 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | 6,0 | 1,15 | 7,5 | 475 | 2,3 |
11 | 60 | 1,5 | 0,58 | 0,7 | 0,8 | 0,94 | 1,05 | 1,25 | 1,5 | 1,7 | 2,05 | 2,55 | 3,1 | 3,7 | 4,3 | 4,9 | 5,5 | 6,0 | 6,5 | 7,0 | 1,2 | 7,2 | 375 | 2,5 |
12 | 70 | 1,75 | 0,6 | 0,75 | 0,88 | 1,0 | 1,15 | 1,35 | 1,6 | 1,9 | 2,3 | 2,8 | 3,4 | 4,0 | 4,7 | 5,5 | 6,0 | 6,5 | 7,5 | 8,0 | 1,35 | 6,5 | 30 | 2,6 |
13 | 80 | 2,0 | 0,75 | 0,93 | 1,1 | 1,3 | 1,45 | 1,75 | 2,1 | 2,45 | 3,0 | 3,7 | 4,5 | 5,5 | 6,5 | 7,0 | 8,0 | 9,0 | 10 | 11 | 1,5 | 5,0 | 20 | 2,8 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | ||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Зенкерование отверстий, Rz80, 14...12 квалитет Сталь жаропрочная 12Х18Н9Т Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||
Зенкеры из стали Р6М5 | |||||||||
Карта 25, лист 2 | |||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | |||||||||
Обрабатываемой стали | Группа стали | 12Х18Н9Т | Х23Н18 (ЭИ417), Х18Н12Т-А | ЭИ-481 | ЦЖ5-Л | ЭИ-607А | ЭИ-766 | ||
Коэффициент | 1,1 | 1,2 | 1,35 | 2,1 | 3,7 | ||||
Жесткости детали или крепления (для D свыше 12 мм) | Условия обработки | Деталь и установка жесткие | Неустойчивые или тонкостенные детали | ||||||
Коэффициент | 1,2 | ||||||||
Числа одинаковых отверстий в детали | Число одинаковых отверстий | До 3 | 4...10 | 11...25 | Свыше 25 | ||||
Коэффициент | 0,9 | 0,85 | 0,8 | ||||||
Марки материала режущего инструмента | Марка материала | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | ||||||
Коэффициент | 0,85 | ||||||||
Примечание. При зенкеровании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Развертывание отверстий, Rz20...Ra1,25; 9...8, 7...6 квалитет Сталь жаропрочная 12Х18Н9Т Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||||||||
Развертки из стали Р6М5 | ||||||||||||||||||||||||
Карта 26, лист 1 | ||||||||||||||||||||||||
N позиции | Квалитет и параметр шероховатости | Диаметр обрабатываемой поверхности D, мм, до | Длина отверстия l, мм, до | Режимы резания | ||||||||||||||||||||
10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 220 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nд, кВт | |||
Время на поверхность, мин. | ||||||||||||||||||||||||
1 | Обработка одной разверткой; 9...8 квалитет, Rz 20...Ra 2,5 | 5 | 0,59 | 0,73 | 0,87 | 1,0 | 1,15 | 1,35 | 1,65 | - | - | - | - | - | - | - | - | - | - | - | 0,1 | 3,7 | 235 | < 1 |
2 | 8 | 0,76 | 0,94 | 1,15 | 1,3 | 1,5 | 1,75 | 2,15 | 2,5 | 3,0 | - | - | - | - | - | - | - | - | - | 0,15 | 4,5 | 180 | ||
3 | 10 | 0,93 | 1,15 | 1,4 | 1,65 | 1,8 | 2,25 | 2,7 | 3,2 | 3,9 | 4,8 | 6 | - | - | - | - | - | - | - | 0,15 | 4,4 | 140 | ||
4 | 15 | 1,4 | 1,65 | 1,95 | 2,25 | 2,5 | 2,9 | 3,5 | 4,0 | 4,9 | 6,0 | 7,5 | 9,0 | - | - | - | - | - | - | 0,2 | 4,2 | 90 | ||
5 | 20 | 1,65 | 1,95 | 2,25 | 2,5 | 2,85 | 3,25 | 3,85 | 4,5 | 5,5 | 6,5 | 8 | 10 | 11,5 | - | - | - | - | - | 0,25 | 4.3 | 68 | ||
6 | 25 | 1,9 | 2,25 | 2,6 | 2,95 | 3,25 | 3,75 | 4,45 | 5,0 | 6,0 | 7,5 | 9,5 | 11 | 13 | 15 | - | - | - | - | 0,25 | 4,7 | 60 | ||
7 | 30 | - | 2,3 | 2,65 | 3,0 | 3,35 | 3,85 | 4,6 | 5,5 | 6,5 | 7,5 | 9,5 | 11,5 | 13,5 | 15,5 | 17,5 | - | - | - | 0,25 | 5,4 | 58 | ||
8 | 35 | - | 2,85 | 3,2 | 3,55 | 3,95 | 4,5 | 5,0 | 6,0 | 7,0 | 8,5 | 10,5 | 12,5 | 14,5 | 16,5 | 18,5 | 20,5 | - | - | 0,3 | 5,0 | 45 | ||
9 | 40 | - | - | 3,65 | 4,0 | 4,45 | 5,0 | 6,0 | 6,5 | 8,0 | 9,5 | 12 | 14,5 | 16,7 | 19 | 21 | 23 | 26 | - | 0,3 | 5,0 | 40 | ||
10 | 50 | - | - | 4,2 | 4,7 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 11 | 14 | 165 | 19 | 20,5 | 24 | 27 | 29 | 32 | 0,3 | 5,5 | 35 | ||
11 | 60 | - | - | - | 5,0 | 5,5 | 6,5 | 7,5 | 8,5 | 10 | 12 | 15,5 | 18 | 21 | 24 | 26 | 29 | 32 | 35 | 0,3 | 6,1 | 32 | ||
12 | 70 | - | - | - | 5,5 | 6,0 | 7,0 | 8,0 | 9,5 | 11 | 13,5 | 17,7 | 20 | 23 | 26 | 29 | 32 | 35 | 38 | 0,4 | 4,8 | 22 | ||
13 | 80 | - | - | - | 7,0 | 7,5 | 8,5 | 10 | 11,5 | 13,5 | 16 | 20,5 | 24 | 28 | 32 | 36 | 39 | 43 | 46 | 0,4 | 4,5 | 18 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | ||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий, Rz20...Ra1,25, 9...8,7...6 квалитет Сталь жаропрочная 12Х18Н9Т Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||||||||
Развертки из стали Р6М5 | ||||||||||||||||||||||||
Карта 26, лист 2 | ||||||||||||||||||||||||
N позиции | Квалитет и параметр шероховатости | Диаметр обрабатываемой поверхности D, мм, до | Длина отверстия l, мм, до | Режимы резания | ||||||||||||||||||||
10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 220 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на поверхность, мин. | ||||||||||||||||||||||||
14 | Обработка двумя развертками; 7...6 квалитет, Ra2,5... Ra1,25 | 5 | 0,8 | 0,97 | 1,15 | 1,3 | 1,4 | 1,7 | 2,5 | - | - | - | - | - | - | - | - | - | - | - | 0,25 - 0,4 | 2,4 | 150 | <1 |
15 | 8 | 1,5 | 1,3 | 1,55 | 1,75 | 2,0 | 2,35 | 2,8 | 3,3 | 4,0 | - | - | - | - | - | - | - | - | - | 0,3 - 0,45 | 2,9 | 118 | ||
16 | 10 | 1,1 | 1,3 | 1,65 | 1,9 | 2,15 | 2,55 | 3,0 | 3,55 | 4,3 | 5,5 | 7,0 | - | - | - | - | - | - | - | 0,35 - 0,5 | 3,0 | 95 | ||
17 | 15 | 1,5 | 1,8 | 2,1 | 2,4 | 2,65 | 3,0 | 3,65 | 4,2 | 5,0 | 6,0 | 8,0 | 9,5 | - | - | - | - | - | - | 0,4 - 0,6 | 3,5 | 75 | ||
18 | 20 | 2,5 | 2,45 | 2,8 | 3,15 | 3,5 | 4,0 | 4,7 | 5,5 | 6,5 | 8,0 | 10 | 12 | 14 | - | - | - | - | - | 0,4 - 0,6 | 3,8 | 60 | ||
19 | 25 | 2,3 | 2,65 | 3,0 | 3,4 | 3,8 | 4,35 | 5,0 | 6,0 | 7,0 | 8,5 | 11 | 13 | 15 | 17 | - | - | - | - | 0,4 - 0,6 | 2,5 | 55 | ||
20 | 30 | - | 2,9 | 3,3 | 3,75 | 4,15 | 4,8 | 5,5 | 6,5 | 7,5 | 9,5 | 12 | 14,5 | 16,5 | 18,5 | 21 | 23 | - | - | 0,4 - 0,6 | 4,7 | 50 | ||
21 | 35 | - | 3,8 | 4,3 | 4,8 | 5,5 | 6,0 | 7,0 | 8,0 | 9,5 | 11,5 | 14 | 17 | 19,5 | 22 | 25 | 27 | - | - | 0,45 - 0,6 | 3,5 | 40 | ||
22 | 40 | - | - | 4,75 | 5,0 | 6,0 | 6,5 | 7,5 | 8,5 | 10 | 12,5 | 16 | 19 | 21,5 | 24 | 27,5 | 29,5 | 33 | - | 0,45 - 0,6 | 4,6 | 375 | ||
23 | 50 | - | - | 6,0 | 6,5 | 7,0 | 8,0 | 9,5 | 10,5 | 12,5 | 15,5 | 19,5 | 23 | 26,5 | 30,5 | 34 | 37 | 40 | 43 | 0,45 - 0,6 | 4,6 | 30 | ||
24 | 60 | - | - | - | 8,0 | 8,5 | 10 | 11,5 | 13 | 15,5 | 18,5 | 23,5 | 28 | 32 | 36 | 40 | 44 | 49 | 53 | 0,45 - 0,6 | 4,2 | 25 | ||
25 | 70 | - | - | - | 8,2 | 9,0 | 10 | 12 | 13,5 | 16 | 19 | 25 | 28,5 | 32 | 36 | 40 | 46 | 49 | 54 | 0,5 - 0,65 | 4,9 | 22 | ||
26 | 80 | - | - | - | 10 | 11 | 12,5 | 14,5 | 16 | 19 | 23 | 29 | 35 | 40 | 45 | 51 | 56 | 61 | 66 | 0,5 - 0,65 | 4,5 | 18 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | ||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали | Группа стали | 12Х18Н9Т | Х23Н18 (ЭИ 417), Х18Н12Т-А | ЭИ-481 | ЦЖ5-Л | ЭИ-607А | ЭИ-766 | ||
Коэффициент | 1,1 | 1,2 | 1,35 | 2,1 | 3,7 | ||||
Числа одинаковых отверстий в детали | Число одинаковых отверстий | До 3 | 4...10 | 11...25 | Свыше 25 | ||||
Коэффициент | 0,9 | 0,85 | 0,8 | ||||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5; Р6М3; Р10К5Ф5 | ||||||
Коэффициент | 0,85 | ||||||||
Примечание. При развертывании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Сверление отверстий, Rz80, 14...12 квалитет Медные сплавы, HB = 0,98...1,37 ГПа и алюминиевые Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||||||
Сверла спиральные из стали Р6М5 | ||||||||||||||||||||||
Карта 27 | ||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Длина отверстия l, мм, до | Режимы резания | |||||||||||||||||||
10 | 15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v <*>, м/мин. | n, об./мин. | Nр, кВт | ||
Время на рабочий ход, мин. | ||||||||||||||||||||||
1 | 2 | 0,18 | 0,4 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,09 | 12.5 | 2000 | < 1 |
2 | 3 | 0,16 | 0,35 | 0,40 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,20...0,15 | 19...11,5 | 2000...1200 | |
3 | 5 | 0,12 | 0,2 | 0,3 | 0,5 | 0,55 | 0,6 | - | - | - | - | - | - | - | - | - | - | - | 0,3...0,2 | 23.5...14 | 1500...900 | |
4 | 6 | 0,13 | 0,15 | 0,16 | 0,4 | 0,45 | 0,55 | 0,65 | - | - | - | - | - | - | - | - | - | - | 0,3...0,2 | 23...14 | 1200...750 | |
5 | 8 | 0,13 | 0,15 | 0,16 | 0,25 | 0,45 | 0,5 | 0,65 | 0,8 | - | - | - | - | - | - | - | - | - | 0,4...0,3 | 28...14 | 1120...560 | |
6 | 10 | 0,13 | 0,15 | 0,16 | 0,25 | 0,45 | 0,5 | 0,65 | 0,8 | 0,9 | - | - | - | - | - | - | - | - | 0,5...0,4 | 30...15 | 950...475 | |
7 | 12 | 0,18 | 0,20 | 0,21 | 0,28 | 0,3 | 0,5 | 0,65 | 0,8 | 0,9 | 1,1 | - | - | - | - | - | - | - | 0,6...0,43 | 30...19 | 800...500 | |
8 | 16 | 0,18 | 0,20 | 0,22 | 0,28 | 0,3 | 0,31 | 0,60 | 0,7 | 0,85 | 1,1 | 1,3 | 1,6 | - | - | - | - | - | 0,7...0,5 | 30...17,5 | 600...355 | 1,3...0,5 |
9 | 20 | 0,18 | 0,20 | 0,23 | 0,28 | 0,3 | 0,33 | 0,37 | 0,73 | 0,85 | 1,04 | 1,3 | 1,6 | 1,95 | - | - | - | - | 0,8...0,6 | 30...19 | 475...300 | 1,7...0,9 |
10 | 25 | 0,19 | 0,22 | 0,24 | 0,28 | 0,28 | 0,32 | 0,37 | 0,46 | 0,85 | 1,0 | 1,2 | 1,45 | 1,8 | 2,1 | 2,3 | - | - | 1,0...0,75 | 29,5...18,5 | 375..235 | 2,6...1,3 |
11 | 30 | 0,25 | 0,26 | 0,28 | 0,30 | 0,34 | 0,38 | 0,43 | 0,50 | 0,6 | 1,25 | 1,3 | 1,6 | 1,85 | 2,3 | 2,5 | 2,8 | 3,0 | 1,0...0,8 | 28...18 | 300...190 | 3,0...1,5 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | |||||
--------------------------------
<*> Большие пределы значений скоростей резания приведены для обработки отверстий l <= 3D; меньшие пределы соответствуют длинам l > 3D.
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Материал | Медные сплавы | Алюминиевые сплавы | ||||||
Твердости обрабатываемого материала | Твердость материала, HB, ГПа, | HB <= 137 ГПа | HB > 1,37 ГПа | Силумин и литейные сплавы,  HB >= 0,64 ГПа (закаленный) HB >= 0,64 ГПа (закаленный)Дюралюмин,  HB >= 0,98 ГПа (закаленный) HB >= 0,98 ГПа (закаленный) | Силумин и литейные сплавы.  HB < 0,64 ГПа. HB < 0,64 ГПа.Дюралюмин,  HB < 0,98 ГПа HB < 0,98 ГПа | Дюралюмин,  | |||
Коэффициент | 1,25 | 0,8 | 0,7 | 0,6 | |||||
Числа одинаковых отверстий | Число отверстий | До 3 | 4...10 | 11...25 | Свыше 25 | ||||
Коэффициент | 0,9 | 0,9 | 0,85 | 0,8 | |||||
Жесткости детали или крепления (для D свыше 12 мм) | Условия обработки | Деталь и установка жесткие | Неустойчивые или тонкостенные детали | ||||||
Коэффициент | 1,2 | ||||||||
Примечания:
1. Неполное штучное время предусматривает сверление отверстий без выдерживания размера по длине. В случаях необходимости выдерживания размера к времени по карте добавлять время на измерение в размере 0,15...0,2 мин.
2. При сверлении глухих отверстий время по карте принимать с коэффициентом К = 1,1.
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Медные сплавы, HB = 0,98...1,37 ГПа и алюминиевые Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||||||
Сверла спиральные из стали Р6М5 | ||||||||||||||||||||||
Карта 28 | ||||||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Диаметр предварительно обработанного отверстия d, мм, до | Длина отверстия l, мм, до | Режимы резания | ||||||||||||||||||
20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||||||||||
1 | 25 | 10 | 0,15 | 0,18 | 0,20 | 0,23 | 036 | 029 | 0,34 | 0,40 | - | - | - | - | - | - | - | - | 0,7 | 47,5 | 600 | 1,1 |
2 | 15 | 0,14 | 0,16 | 0,18 | 0,30 | 0,23 | 027 | 0,30 | 0,35 | - | - | - | - | - | - | - | - | 0,8 | ||||
3 | 30 | 10 | 0,22 | 0,25 | 0,29 | 0,33 | 0,37 | 0,43 | 0,50 | 0,57 | 0,65 | 0,75 | - | - | - | - | - | - | 0,7 | 37,5 | 400 | 1,3 |
4 | 15 | 0,21 | 0,24 | 0,27 | 0,30 | 033 | 0,40 | 0,45 | 0,51 | 0,58 | 0,67 | - | - | - | - | - | - | 0,8 | ||||
5 | 20 | 0,19 | 0,22 | 0,25 | 037 | 0,30 | 036 | 0,39 | 0,45 | 0,51 | 0,58 | - | - | - | - | - | - | 0,95 | ||||
6 | 40 | 15 | 0,23 | 0,27 | 0,31 | 0,36 | 0,41 | 0,47 | 0,55 | 0,63 | 0,72 | 0,83 | 0,95 | 1,05 | 1,15 | - | - | - | 0,8 | 37,5 | 300 | 1,5 |
7 | 20 | 0,21 | 0,25 | 0,29 | 0,32 | 036 | 0,42 | 0,47 | 0,35 | 0,65 | 0,73 | 0,83 | 0,93 | 1,0 | - | - | - | 0,95 | ||||
8 | 30 | 0,19 | 0,23 | 0,26 | 0,29 | 0,32 | 0,38 | 0,42 | 0,50 | 0,56 | 0,66 | 0,72 | 0,80 | 0,90 | - | - | - | - | ||||
9 | 50 | 20 | 0,27 | 0,32 | 0,38 | 0,43 | 0,50 | 0,57 | 0,67 | 0,78 | 0,90 | 1,05 | 1,20 | 1,40 | 1,50 | 1,70 | - | - | 0,8 | 37 | 235 | 2,0 |
10 | 30 | 0,22 | 0,28 | 0,37 | 0,38 | 0,42 | 0,50 | 0,56 | 0,67 | 0,78 | 0,90 | 1,00 | 1,15 | 130 | 1,40 | - | - | 0,95 | ||||
11 | 40 | 0,21 | 0,25 | 0,29 | 0,34 | 0,38 | 0,44 | 0,51 | 0,60 | 0,68 | 0,80 | 0,90 | 1,00 | 1,10 | 130 | - | - | 1,1 | ||||
12 | 60 | 30 | 0,32 | 0,40 | 0,46 | 0,54 | 0,62 | 0,70 | 0,80 | 1,00 | 1,10 | 1,30 | 1,50 | 1,60 | 1,80 | 2,00 | 2,20 | - | 0,8 | 36 | 190 | 2,6 |
13 | 40 | 0,29 | 0,35 | 0,41 | 0,46 | 0,53 | 0,60 | 0,70 | 0,80 | 0,93 | 1,10 | 1,25 | 1,40 | 1,50 | 1,70 | 1,80 | - | 0,95 | ||||
14 | 50 | 0,26 | 0,31 | 0,37 | 0,42 | 0,46 | 0,53 | 0,60 | 0,70 | 0,83 | 0,95 | 1,10 | 120 | 1,40 | 130 | 1,60 | - | 1,1 | ||||
15 | 80 | 40 | 0,35 | 0,42 | 0,50 | 0,57 | 0,64 | 0,72 | 0,83 | 0,97 | 1,15 | 1,30 | 1,50 | 1,70 | 1,90 | 2,10 | 2,20 | 2,40 | 1,0 | 37,5 | 150 | 3,0 |
16 | 50 | 0,25 | 0,37 | 0,43 | 0,49 | 0,55 | 0,63 | 0,70 | 0,82 | 0,97 | 1,10 | 1,30 | 1,40 | 1,60 | 1,70 | 1,90 | 2,00 | 1,2 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Материал | Медные сплавы | Алюминиевые сплавы | ||||||
Твердости обрабатываемого материала | Твердость материала, HB, ГПа; | HB <= 137 ГПа | HB > 1,37 ГПа | Силумин и литейные сплавы,  HB >= 0,64 ГПа (закаленные) HB >= 0,64 ГПа (закаленные)Дюралюмин,  HB >= 0,98 ГПа (закаленный) HB >= 0,98 ГПа (закаленный) | Силумин и литейные сплавы,  HB <= 0,64 ГПа. HB <= 0,64 ГПа.Дюралюмин,  HB <= 0,64 ГПа HB <= 0,64 ГПа | Дюралюмин,  | |||
Коэффициент | 1,25 | 0,8 | 0.7 | 0,6 | |||||
Числа одинаковых отверстий в одной детали | Число отверстий | До 3 | 4...10 | 11...25 | Свыше 25 | ||||
Коэффициент | 0,9 | 0,85 | 0,8 | ||||||
Примечание. При рассверливании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Зенкерование отверстий, Rz40, 11 квалитет Медные сплавы, HB = 0,98...1,37 ГПа и алюминиевые Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||||||
Зенкеры из стали Р6М5 | ||||||||||||||||||
Карта 29 | ||||||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Глубина резания t, мм, до | Длина отверстия l, мм, до | Режимы резания | ||||||||||||||
25 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на рабочий ход, мин. | ||||||||||||||||||
1 | 15 | 1...2 | 0,2 | 0,25 | 0,35 | 0,4 | 0,45 | 0,6 | - | - | - | - | - | - | 0,7 | 30 | 600 | 1,1 |
2 | 20 | 0,2 | 0,25 | 0,35 | 0,4 | 0,45 | 0,6 | 0,65 | 0,75 | 0,8 | - | - | - | 0,9 | 28 | 450 | ||
3 | 25 | 0,25 | 0,3 | 0,35 | 0,45 | 0,5 | 0,65 | 0,75 | 0,8 | 0,9 | 1,05 | - | - | 1,0 | 27 | 345 | ||
4 | 30 | 0,25 | 0,3 | 0,4 | 0,5 | 0,65 | 0,75 | 0,8 | 0,9 | 1,0 | 1,15 | 1,25 | - | 1,1 | 26 | 275 | ||
5 | 35 | 0,25 | 0,35 | 0,43 | 0,55 | 0,65 | 0,8 | 0,9 | 0,97 | 1,15 | 1,25 | 1,35 | 1,45 | 1,2 | 25 | 230 | ||
6 | 40 | 0,3 | 0,38 | 0,5 | 0,6 | 0,7 | 0,85 | 0,95 | 1,05 | 1,2 | 1,35 | 1,45 | 1,55 | 1,4 | 22 | 180 | ||
7 | 45 | 0,3 | 0,4 | 0,53 | 0,65 | 0,8 | 0,9 | 1,0 | 1,15 | 1,35 | 1,45 | 1,6 | 1,7 | 1,5 | 22 | 150 | ||
8 | 50 | 0,32 | 0,43 | 0,55 | 0,7 | 0,85 | 0,95 | 1,1 | 1,2 | 1,4 | 1,55 | 1,7 | 1,8 | 1,6 | 20,5 | 130 | ||
9 | 60 | 0,35 | 0,47 | 0,6 | 0,75 | 0,9 | 1,0 | 1,15 | 1,3 | 1,5 | 1,65 | 1,8 | 1,9 | 1,8 | 20,5 | 110 | ||
10 | 70 | 0,35 | 0,5 | 0,65 | 0,85 | 1,0 | 1,15 | 1,3 | 1,45 | 1,6 | 1,85 | 2,0 | 2,15 | 1,9 | 19,5 | 90 | ||
11 | 80 | 0,4 | 0,55 | 0,7 | 0,9 | 1,1 | 1,3 | 1,45 | 1,65 | 1,9 | 2,1 | 2,25 | 2,4 | 2,0 | 19 | 75 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Материал | Медные сплавы | Алюминиевые сплавы | |||||
Твердости обрабатываемого материала | Твердость материала, HB, ГПа; | HB <= 1,37 ГПа | HB > 1,37 ГПа | Силумин и литейные сплавы,  HB > 0,64 ГПа. HB > 0,64 ГПа.Дюралюмин,  HB >= 0,98 ГПа (закаленные) HB >= 0,98 ГПа (закаленные) | Силумин и литейные сплавы,  HB < 0,64 ГПа. HB < 0,64 ГПа.Дюралюмин,  HB < 0,98 ГПа HB < 0,98 ГПа | Дюралюмин,  | ||
Коэффициент | 1,25 | 0,8 | 0,7 | 0,6 | ||||
Числа одинаковых отверстий в одной детали | Число отверстий | До 3 | 4...10 | 11...25 | Свыше 25 | |||
Коэффициент | 0,9 | 0,85 | 0,8 | |||||
Состояния поверхности | Поверхность | Без корки | С литейной коркой | |||||
Коэффициент | 1,1 | |||||||
Примечание. При зенкеровании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Развертывание отверстий, Rz20...Ra2,5, 9...8 квалитет; Ra2,5...Ra1,25, 7...6 квалитет Медные сплавы, HB = 0,98...1,37 ГПа и алюминиевые Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||||||||||||
Развертки из стали Р6М5 | |||||||||||||||||||||
Карта 30, лист 1 | |||||||||||||||||||||
N позиции | Характер обработки, параметр шероховатости, квалитет | Диаметр обрабатываемой поверхности D, мм, до | Длина отверстий 1, мм, до | Режимы резания | |||||||||||||||||
10 | 20 | 30 | 40 | 50 | 75 | 100 | 125 | 150 | 175 | 200 | 225 | 250 | 275 | 300 | Sо, мм/об. | v, м/мин. | n, об./мин. | Nр, кВт | |||
Время на поверхность, мин. | |||||||||||||||||||||
1 | Обработка одной разверткой; Rz20...Ra2,5, 9...8 квалитет | 5 | 0,15 | 0,16 | 0,18 | 0,19 | 0,2 | - | - | - | - | - | - | - | - | - | - | 1,5 | 8,0 | 500 | <1,0 |
2 | 8 | 0,16 | 0,18 | 0,2 | 0,22 | 0,24 | 0,29 | - | - | - | - | - | - | - | - | - | 1,5 | 9,0 | 350 | ||
3 | 10 | 0,17 | 0,19 | 0,21 | 0,24 | 0,26 | 0,32 | 0,38 | - | - | - | - | - | - | - | - | 1,7 | 8,5 | 270 | ||
4 | 15 | 0,2 | 0,22 | 0,25 | 0,28 | 0,32 | 0,39 | 0,47 | 0,55 | - | - | - | - | - | - | - | 1,9 | 8,5 | 180 | ||
5 | 20 | 0,24 | 0,27 | 0,31 | 0,36 | 0,4 | 0,5 | 0,6 | 0,71 | 0,82 | - | - | - | - | - | - | 2,0 | 8,0 | 125 | ||
6 | 25 | 0,27 | 0,31 | 0,37 | 0,42 | 0,48 | 0,59 | 0,73 | 0,86 | 1,0 | 1,15 | - | - | - | - | - | 2,2 | 7,0 | 90 | ||
7 | 30 | 0,32 | 0,37 | 0,44 | 0,51 | 0,58 | 0,73 | 0,91 | 1,1 | 1,25 | 1,45 | 1,6 | - | - | - | - | 2,4 | 6,0 | 63 | ||
8 | 35 | 0,39 | 0,45 | 0,53 | 0,62 | 0,7 | 0,87 | 1,1 | 1,3 | 1,5 | 1,7 | 1,9 | 2,1 | - | - | - | 2,6 | 5,5 | 50 | ||
9 | 40 | 0,45 | 0,52 | 0,62 | 0,72 | 0,82 | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 | 2,25 | 2,5 | 2,75 | 3,0 | 3,25 | 2,7 | 5,0 | 40 | ||
10 | 50 | 0,53 | 0,61 | 0,72 | 0,83 | 0,94 | 1,15 | 1,4 | 1,75 | 2,0 | 2,25 | 2,55 | 2,8 | 3,1 | 3,35 | 3,65 | 3,1 | 4,9 | 31,5 | ||
11 | 60 | 0,6 | 0,69 | 0,8 | 0,94 | 4,05 | 1,3 | 1,6 | 1,95 | 2,3 | 2,6 | 2,9 | 3,25 | 3,55 | 3,9 | 4,2 | 3,4 | 4,7 | 25 | ||
12 | 70 | 0,62 | 0,72 | 0,85 | 0,99 | 1,1 | 1,35 | 1,7 | 2,05 | 2,4 | 2,75 | 3,05 | 3,4 | 3,75 | 4,1 | 4,4 | 3,6 | 4,4 | 22,5 | ||
13 | 80 | 0,65 | 0,75 | 0,89 | 1,05 | 1,2 | 1,45 | 1,8 | 2,2 | 2,5 | 2,9 | 3,25 | 3,6 | 3,95 | 4,3 | 4,65 | 3,8 | 5,0 | 20 | ||
14 | Обработка двумя развертками; Ra2,5...Ra1,25, 7...6 квалитет | 5 | 0,36 | 0,4 | 0,47 | 0,53 | 0,6 | - | - | - | - | - | - | - | - | - | - | 1,5/0,8 | 8,0/4,2 | 500/270 | < 1,0 |
15 | 8 | 0,41 | 0,49 | 0,58 | 0,68 | 0,77 | 0,98 | - | - | - | - | - | - | - | - | - | 1,5/0,8 | 9,0/4,5 | 350/180 | ||
16 | 10 | 0,44 | 0,52 | 0,63 | 0,74 | 0,85 | 1,1 | 1,35 | - | - | - | - | - | - | - | - | 1,7/1,0 | 8,5/3,9 | 270/125 | ||
17 | 15 | 0,55 | 0,65 | 0,78 | 0,91 | 1,05 | 1,3 | 1,65 | 1,95 | - | - | - | - | - | - | - | 1,9/1,2 | 8,5/4,2 | 180/90 | ||
18 | 20 | 0,68 | 0,8 | 0,97 | 1,15 | 1,3 | 1,65 | 2,05 | 2,45 | 2,85 | - | - | - | - | - | - | 2,0/1,4 | 8,0/4,0 | 125/63 | ||
19 | 25 | 0,78 | 0,93 | 1,15 | 1,35 | 1,55 | 1,9 | 2,4 | 2,9 | 3,4 | 3,9 | - | - | - | - | - | 2,2/1,5 | 7,0/3,9 | 90/50 | ||
20 | 30 | 0,92 | 1,1 | 1,35 | 1,6 | 1,85 | 2,35 | 3,0 | 3,6 | 4,2 | 4,85 | 5,5 | - | - | - | - | 2,4/1,5 | 6,0/3,8 | 63/40 | ||
21 | 35 | 1,15 | 1,35 | 1,6 | 1,9 | 2,2 | 2,7 | 3,4 | 4,1 | 4,8 | 5,5 | 6,0 | 7,0 | - | - | - | 2,6/1,5 | 5,5/4,1 | 50/37,5 | ||
22 | 40 | 1,2 | 1,45 | 1,75 | 2,05 | 2,35 | 2,9 | 3,65 | 4,4 | 5,0 | 6,0 | 6,5 | 7,5 | 8,0 | 9,0 | 9,5 | 2,7/1,7 | 5,0/3,9 | 40/31,5 | ||
23 | 50 | 1,45 | 1,7 | 2,0 | 2,35 | 2,7 | 3,3 | 4,15 | 5,0 | 6,0 | 6,5 | 7,5 | 8,5 | 9,0 | 10,0 | 11,0 | 3,1/1,9 | 4,9/3,9 | 31,5/25 | ||
24 | 60 | 1,6 | 1,85 | 2,25 | 2,6 | 3,0 | 3,65 | 4,6 | 5,5 | 6,5 | 7,5 | 8,5 | 9,5 | 10,0 | 11,0 | 12,0 | 3,4/2,2 | 4,7/3,8 | 25/20 | ||
25 | 70 | 1,65 | 1,9 | 2,3 | 2,7 | 3,05 | 3,75 | 4,7 | 6,0 | 6,5 | 7,5 | 8,5 | 10,0 | 10,5 | 11,5 | 12,5 | 3,6/2,4 | 4,4/3,9 | 22,5/18 | ||
26 | 80 | 1,75 | 2,05 | 2,5 | 2.9 | 3.3 | 4,0 | 5,0 | 6,5 | 7,5 | 8,5 | 9,5 | 10,5 | 11,5 | 12,5 | 13.5 | 3,8/2,6 | 5,0/3,8 | 20/15 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||||||
НЕПОЛНОЕ ШТУЧНОЕ ВРЕМЯ Развертывание отверстий, Rz20...Ra2,5, 9...8 квалитет; Ra2,5...Ra1,25, 7...6 квалитет Медные сплавы, HB = 0,98...1,37 ГПа и алюминиевые Единичное и мелкосерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||
Развертки из стали Р6М5 | ||||||||
Карта 30, лист 2 | ||||||||
Поправочные коэффициенты на время обработки для измененных условий работы в зависимости от: | ||||||||
Обрабатываемого материала | Материал | Медные сплавы | Алюминиевые сплавы | |||||
Твердости обрабатываемого материала | Твердость обрабатываемого материала, HB, ГПа, | HB <= 1,37 ГПа | HB > 1,37 ГПа | Силумин и литейные сплавы,  HB >= 0,64 ГПа (закаленные). HB >= 0,64 ГПа (закаленные).Дюралюмин  HB >= 0,98 ГПа (закаленный) HB >= 0,98 ГПа (закаленный) | Силумин и литейные сплавы,  HB < 0,64 ГПа. HB < 0,64 ГПа.Дюралюмин,  HB < 0,98 ГПа HB < 0,98 ГПа | Дюралюмин,  | ||
Коэффициент | 1,25 | 0,8 | 0,7 | 0,6 | ||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий | До 3 | 4...10 | 11...25 | Свыше 25 | |||
Коэффициент | 0,9 | 0,85 | 0,8 | |||||
Примечание. При развертывании глухих отверстий время по карте принимать с коэффициентом К = 1,1.
Среднесерийное производство | Все типы станков | |||||
Карта 31 | ||||||
N позиции | Характер подачи | Масса детали, кг, до | Машинно-ручное время в оперативном, % | Оперативное время операции, мин., до | ||
0,2 | 0,5 | 1,0 и выше | ||||
Время, % от оперативного | ||||||
1 | Ручная | 1 | 20 | 6 | 5 | 4 |
2 | 40 | 6 | 6 | 5 | ||
3 | 80 | 7 | 7 | 7 | ||
4 | 5 | 20 | 7 | 6 | 5 | |
5 | 40 | 7 | 6 | 6 | ||
6 | 80 | 7 | 7 | 8 | ||
7 | 10 | 20 | - | 7 | 5 | |
8 | 40 | - | 7 | 6 | ||
9 | 80 | - | 8 | 8 | ||
10 | 20 и выше | 20 | - | 8 | 7 | |
11 | 40 | - | 8 | 8 | ||
12 | 80 | - | 8 | 9 | ||
13 | Механическая | - | - | 4 | 4 | 4 |
Индекс | а | б | в | |||
Время на обслуживание рабочего места Среднесерийное производство | Вертикально- и радиально-сверлильные станки | ||||||||
Карта 32 | |||||||||
I. На наладку станка, инструмента и приспособлений | |||||||||
N позиции | Вид обработки и наладки | Число режущих инструментов в наладке, шт., до | Наибольший диаметр сверления, мм, до | ||||||
6...12 | 33 | 50 | 75 | 100 | |||||
Время, мин. | |||||||||
1 | Обработка отверстий | 3 | 10 | 12 | 12 | 14 | 15 | ||
6 | 11 | 14 | 14 | 16 | 17 | ||||
Свыше 6 | 12 | 15 | 15 | 18 | 20 | ||||
2 | Групповая обработка деталей (с частичной подналадкой станка без смены зажимного приспособления) | 3 | 8 | 9 | 9 | 10 | 11 | ||
6 | 9 | 11 | 11 | 12 | 13 | ||||
Свыше 6 | 10 | 12 | 12 | 14 | 16 | ||||
II. На получение инструмента и приспособлений до начала и сдачу их после окончания обработки | |||||||||
3 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 5...7 | |||||||
III. Добавлять к времени на наладку станка | |||||||||
4 | При установке зажимного приспособления на стол станка подъемником | 3 | |||||||
5 | При обработке с дополнительным столом | 3 | |||||||
6 | При обработке с многошпиндельной сверлильной головкой | 20 | |||||||
7 | Установить программоноситель в считающее устройство и снять | 1,0 | |||||||
Время на обслуживание рабочего места, % от оперативного | |||||||||
Наибольший диаметр сверления, мм, до | Время, % от оперативного | ||||||||
6...12 | 3,5 | ||||||||
35 | 4,0 | ||||||||
50 | 4,0 | ||||||||
75 | 4,5 | ||||||||
100 | 5,0 | ||||||||
Среднесерийное производство | Вертикально- и радиально-сверлильные станки | |||||||||||||
Карта 33, лист 1 | ||||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Состояние установочной поверхности | Характер выверки | Число одновременно устанавливаемых деталей | Масса детали, кг, до | ||||||||
0,25 | 0,5 | 1,0 | 3 | 5 | 8 | 12 | 20 | 30 <*> | ||||||
Время, мин. (на комплект устанавливаемых деталей) | ||||||||||||||
Черные металлы | Без крепления | - | - | 1 | 0,07 | 0,08 | 0,09 | 0,1 | 0,11 | 0,14 | 0,16 | 0,2 | 0,25 | |
2 | С креплением одним болтом и планкой | Обработанная или необработанная (отливка) | Без выверки | 1 | 0,31 | 0,34 | 0,38 | 0,44 | 0,48 | 0,5 | 0,55 | 0,6 | 0,7 | |
На столе с креплением двумя болтами и планками | 1 | 0,43 | 0,46 | 0,5 | 0,55 | 0,65 | 0,7 | 0,75 | 0,85 | 1,7 | ||||
4 | 2 | 0,8 | 0,85 | 0,9 | 1,0 | 1,25 | 1,35 | 1,45 | 1,6 | 2,9 | ||||
5 | 3 | 1,5 | 1,2 | 1,3 | 1,5 | 1,8 | 1,95 | 2,1 | 1,3 | 3,9 | ||||
6 | 4 | 1,5 | 1,6 | 1,7 | 1,95 | 2,3 | 2,5 | 2,8 | 3,0 | 1,3 | ||||
7 | 6 | 2,5 | 2,3 | 2,5 | 2,8 | 3,3 | 3,6 | 4,0 | 4,3 | 6,6 | ||||
8 | 8 | 2,8 | 3,0 | 3,2 | 3,7 | 4,3 | 4,7 | 5,1 | 5,7 | 8,2 | ||||
9 | Необработанная (отливка) | Выверка простая (по контуру неразмеченной поверхности) | 1 | 0,8 | 0,85 | 0,9 | 1,0 | 1,2 | 1,4 | 1,65 | 2,1 | 2,9 | ||
10 | 2 | 1,5 | 1,6 | 1,7 | 1,8 | 2,2 | 2,7 | 3,1 | 3,7 | 5,0 | ||||
11 | 3 | 2,2 | 3,4 | 8,0 | 2,6 | 3,2 | 3,8 | 4,5 | 5,4 | 7,0 | ||||
12 | 4 | 2,8 | 3,0 | 3,1 | 3,4 | 4,2 | 5,0 | 1,4 | 7,0 | 2,15 | ||||
13 | 6 | 4,0 | 4,3 | 4,5 | 4,9 | 6,0 | 7,1 | 8,3 | 10 | 12,4 | ||||
14 | 8 | 5,2 | 5,3 | 5,8 | 6,3 | 7,8 | 9,2 | 10,8 | 13 | 15,8 | ||||
15 | Обработанная | 1 | 0,6 | 0,65 | 0,7 | 0,75 | 0,9 | 1,1 | 1,25 | 1,5 | 2,2 | |||
16 | 2 | 1,15 | 1,2 | 9,0 | 1,4 | 1,7 | 2,1 | 2,4 | 2,8 | 3,8 | ||||
17 | 3 | 1,7 | 1,75 | 1,8 | 2,0 | 2,5 | 2,9 | 3,4 | 4,2 | 5,4 | ||||
18 | 4 | 2,2 | 2,3 | 2,4 | 2,6 | 3,2 | 3,8 | 2,5 | 5,4 | 6,8 | ||||
19 | 6 | 3,0 | 5,5 | 3,5 | 3,8 | 6,5 | 5,5 | 6,4 | 7,7 | 3,0 | ||||
20 | 8 | 4,0 | 4,2 | 4,5 | 4,8 | 6,0 | 7,1 | 8,3 | 10 | 12,2 | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Среднесерийное производство | Вертикально- и радиально-сверлильные станки | |||||||||||||
Карта 33, лист 2 | ||||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Состояние установочной поверхности | Характер выверки | Число одновременно устанавливаемых деталей | Масса детали, кг, до | ||||||||
0,25 | 0,5 | 1,0 | 3 | 5 | 8 | 12 | 20 | 30 <*> | ||||||
Время, мин. (на комплект устанавливаемых деталей) | ||||||||||||||
21 | Черные металлы | На столе с креплением двумя болтами и планками | Необработанная (отливка) | Выверка сложная (по разметочной риске) | 1 | 1,2 | 1,3 | 1,4 | 1,6 | 1,9 | 2,1 | 2,3 | 2,6 | 3,6 |
22 | 2 | 2,2 | 2,4 | 2,6 | 3,0 | 3,5 | 3,9 | 4,3 | 4,8 | 6,3 | ||||
23 | 3 | 3,2 | 3,5 | 3,8 | 4,3 | 5,1 | 5,6 | 6,2 | 7,0 | 8,9 | ||||
24 | 4 | 4,1 | 4,5 | 4,9 | 5,6 | 6,6 | 7,3 | 8,0 | 9,0 | 11,2 | ||||
25 | 6 | 5,9 | 6,5 | 7,0 | 8,0 | 9,5 | 10,5 | 11,5 | 13 | 15,7 | ||||
26 | Обработанная | 1 | 0,85 | 0,9 | 1,0 | 1,15 | 1,35 | 1,5 | 1,65 | 1,9 | 2,6 | |||
27 | 2 | 1,5 | 1,7 | 1,8 | 2,1 | 2,5 | 2,8 | 3,0 | 3,4 | 4,5 | ||||
28 | 3 | 2,2 | 2,5 | 2,7 | 3,0 | 3,6 | 4,0 | 4,4 | 5,0 | 6,5 | ||||
29 | 4 | 2,9 | 3,2 | 3,5 | 4,0 | 4,7 | 5,2 | 5,7 | 6,4 | 8,0 | ||||
6 | 4,2 | 4,6 | 5,0 | 5,7 | 6,8 | 7,5 | 8,2 | 9,3 | 11,2 | |||||
31 | На столе пакетом с креплением болтами и планками | Обработанная или необработанная (отливка) | Без выверки | 2 | 0,47 | 0,56 | 0,66 | 0,86 | 0,95 | 1,5 | 2,1 | 3,5 | - | |
32 | 3 | 0,6 | 0,7 | 0,8 | 1,0 | 1-3 | 2,0 | - | - | - | ||||
33 | 4 | 0,7 | 0,8 | 0,9 | 1,2 | 1,6 | 2,6 | - | - | - | ||||
34 | 6 | 0,85 | 1,0 | 1,2 | 1,5 | 2,3 | 3,6 | - | - | - | ||||
35 | 8 | 0,95 | 1,1 | 1,4 | 1,8 | 2,9 | 4,4 | - | - | - | ||||
Легкие сплавы | Без крепления | - | 1 | 0,08 | 0,09 | 0,1 | 0,11 | 0,12 | 0,15 | 0,18 | 0,22 | 0,28 | ||
37 | С креплением одним болтом и одной планкой | 1 | 0,34 | 0,37 | 0,42 | 0,48 | 0,5 | 0,55 | 0,6 | 0,65 | 0,75 | |||
38 | На столе с креплением двумя болтами и планками | Без выверки | 1 | 0,45 | 0,5 | 0,55 | 0,6 | 0,7 | 0,75 | 0,8 | 0,9 | 1,85 | ||
39 | 2 | 0,9 | 0,95 | 1,0 | 1,1 | 1,35 | 1,5 | 1,6 | 1,75 | 3,2 | ||||
40 | 3 | 1,25 | 1,3 | 1,4 | 1,7 | 2,0 | 2,2 | 2,3 | 2,5 | 4,3 | ||||
41 | 4 | 1,6 | 1,8 | 1,9 | 2,1 | 2,5 | 2,8 | 3,1 | 3,3 | 5,4 | ||||
42 | 6 | 2,4 | 2,5 | 2,8 | 3,1 | 3,6 | 4,0 | 4,4 | 4,8 | 7,3 | ||||
43 | Обработанная | Выверка простая (по контуру неразмеченной поверхности) | 1 | 0,65 | 0,7 | 0,75 | 0,8 | 1,0 | 1,2 | 1,35 | 1,6 | 2,4 | ||
44 | 2 | 1,2 | 1,3 | 1,4 | 1,5 | 1,9 | 2,3 | 2,6 | 3,1 | 4,2 | ||||
45 | 3 | 1,8 | 1,9 | 2,0 | 2,2 | 2,8 | 3,2 | 3,7 | 4,6 | 5,9 | ||||
46 | 4 | 2,4 | 2,5 | 2,6 | 2,9 | 3,5 | 4,2 | 5,0 | 5,9 | 7,5 | ||||
47 | 6 | 3,3 | 3,6 | 3,8 | 4,2 | 5,1 | 6,2 | 7,0 | 8,5 | 10,4 | ||||
48 | Выверка сложная (по разметочной риске) | 1 | 1,3 | 1,4 | 1,5 | 1,8 | 2,1 | 2,3 | 2,5 | 2,9 | 4,0 | |||
49 | 2 | 2,4 | 2,6 | 2,9 | 3,3 | 3,9 | 4,3 | 4,7 | 5,3 | 6,9 | ||||
50 | 3 | 3,5 | 3,8 | 4,2 | 4,7 | 5,6 | 6,2 | 6,8 | 7,7 | 9,8 | ||||
4 | 4,5 | 5,0 | 5,4 | 6,2 | 7,3 | 8,0 | 8,8 | 9,9 | 12,3 | |||||
--------------------------------
N позиции | Способ установки детали | Состояние установочной поверхности | Характер выверки | Число одновременно устанавливаемых деталей | Подъемником | Мостовым краном | ||||||||||
Масса детали, кг, до | ||||||||||||||||
30 | 80 | 200 | 500 | 1000 | 30 | 80 | 200 | 500 | 1000 | 2000 | 3000 | |||||
Время, мин. (на комплект устанавливаемых деталей) | ||||||||||||||||
Установить и снять деталь подъемником, краном | ||||||||||||||||
Без крепления | - | - | 1 | 0,85 | 1,1 | 1,4 | 1,8 | 2,1 | 2,4 | 2,6 | 2,9 | 3,3 | 3,6 | 4,1 | 4,4 | |
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Среднесерийное производство | Вертикально- и радиально-сверлильные станки | |||||||||||||||
Карта 33, лист 3 | ||||||||||||||||
N позиции | Способ установки детали | Состояние установочной поверхности | Характер выверки | Число одновременно устанавливаемых деталей | Подъемником | Мостовым краном | ||||||||||
Масса детали, кг, до | ||||||||||||||||
30 | 80 | 200 | 500 | 1000 | 30 | 80 | 200 | 500 | 1000 | 2000 | 3000 | |||||
Время, мин. (на комплект устанавливаемых деталей) | ||||||||||||||||
53 | С креплением одним болтом и планкой | 1 | 1,25 | 1,4 | - | - | - | - | - | - | - | - | - | - | ||
54 | С креплением двумя болтами и планками | Обработанная или необработанная (отливка) | Без выверки | 1 | 1,9 | 2,3 | - | - | - | 3,4 | 3,8 | - | - | - | - | - |
55 | 1 | 2,4 | 3,0 | 3,6 | 4,4 | 5,0 | 3,9 | 4,5 | 5,1 | 5,9 | 6,5 | 7,3 | 7,8 | |||
56 | 2 | 3,9 | 4,8 | 5,9 | 7,1 | 8,2 | 5,4 | 6,3 | 7,4 | 8,6 | 9,7 | - | - | |||
57 | 3 | 5,3 | 6,5 | 7,8 | 9,5 | 10,9 | 6,8 | 8,0 | 9,3 | 11 | 12,4 | - | - | |||
58 | 4 | 6,4 | 7,9 | 9,6 | 11 | - | 7,9 | 9,4 | 11,1 | 12,5 | - | - | - | |||
59 | 6 | 8,6 | 10,6 | 12,8 | 15,5 | - | 10,1 | 12,1 | 14,3 | 17 | - | - | - | |||
60 | 8 | 10,6 | 13 | 15,7 | 19 | - | 12,1 | 14,5 | 17,2 | 20,5 | - | - | ||||
61 | На столе с креплением четырьмя болтами и планками | Необработанная (отливка) | Выверка простая (по контуру неразмеченной поверхности) | 1 | 3,5 | 4,3 | 5,1 | 6,2 | 7,1 | 5,0 | 5,8 | 6,6 | 7,7 | 8,6 | 9,6 | 10,3 |
62 | 2 | 6,1 | 7,4 | 8,9 | 10,7 | 12,3 | 7,6 | 8,9 | 10,4 | 12,2 | 13,8 | - | - | |||
63 | 3 | 8,4 | 10,2 | 12,2 | 14,7 | 16,8 | 9,9 | 11,7 | 13 | 16,2 | 18,3 | - | - | |||
64 | 4 | 10,5 | 12,7 | 15,3 | 18,4 | - | 12 | 14,2 | 16,8 | 19,9 | - | - | - | |||
65 | 6 | 14,5 | 17,6 | 21 | 25,4 | - | 16 | 19,1 | 22,5 | 26,9 | - | - | - | |||
66 | 8 | 18,2 | 22 | 26,5 | - | - | 19,7 | 23,5 | 28 | - | - | - | ||||
67 | Обработанная | 1 | 3,0 | 3,6 | 4,3 | 5,2 | 6,0 | 4,5 | 5,1 | 5,8 | 6,7 | 7,5 | 8,3 | 8,9 | ||
68 | 2 | 5,0 | 6,1 | 7,3 | 8,7 | 10 | 6,5 | 7,6 | 8,8 | 10,2 | 11,5 | - | - | |||
69 | 3 | 6,8 | 8,2 | 9,9 | 11,8 | 13,6 | 8,3 | 9,7 | 11,4 | 13,3 | 15,1 | - | - | |||
70 | 4 | 8,4 | 10,2 | 12,2 | 14,7 | - | 9,9 | 11,7 | 13,7 | 16,2 | - | - | - | |||
71 | 6 | 11,4 | 13,8 | 16,6 | 19,9 | - | 12,9 | 15,3 | 18,1 | 21,4 | - | - | - | |||
72 | 8 | 14,1 | 17,1 | 20,5 | 24,7 | - | 15,6 | 18,6 | 22 | 26,2 | - | - | - | |||
73 | Необработанная (отливка) | Выверка сложная (по разметочной риске) | 1 | 4,5 | 5,7 | 7,1 | 8,9 | 10,5 | 6,0 | 7,2 | 8,6 | 10,4 | 12 | 13,9 | 16,9 | |
74 | 7 | 8,7 | 11,1 | 13,7 | 17,2 | 20,3 | 10,2 | 12,6 | 15,2 | 18,7 | 21,8 | - | - | |||
75 | 3 | 12,8 | 16,2 | 20 | 25 | 29,8 | 14,3 | 17,7 | 21,5 | 26,5 | 31,3 | - | - | |||
76 | 4 | 16,9 | 21,5 | 26,5 | 33,2 | - | 18,4 | 23 | 28 | 34,7 | - | - | - | |||
77 | 6 | 25 | 31,5 | 39 | 48,8 | - | 26,5 | 33 | 40,5 | 50,3 | - | - | - | |||
78 | Обработанная | 1 | 4,0 | 4,9 | 6,0 | 7,3 | 8,5 | 5,5 | 6,4 | 7,5 | 8,8 | 10 | 11,4 | 12,4 | ||
79 | 2 | 7,1 | 8,8 | 10,8 | 13,2 | 15,4 | 8,6 | 10,3 | 12,3 | 14,7 | 16,9 | - | - | |||
80 | 3 | 10 | 12,5 | 15,3 | 18,7 | 21,7 | 11,5 | 14 | 16,8 | 20 | 23,2 | - | - | |||
81 | 4 | 12,8 | 15,9 | 19,5 | 23,8 | - | 14,3 | 17,4 | 21 | 25,3 | - | - | - | |||
82 | 6 | 18,1 | 22,5 | 27,5 | 33,6 | - | 19,6 | 24 | 29 | 35,1 | - | - | - | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Среднесерийное производство | Вертикально- и радиально-сверлильные станки | |||||||||||||
Карта 33, лист 4 | ||||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Состояние установочной поверхности | Характер выверки | Число одновременно устанавливаемых деталей | Масса детали, кг, до | ||||||||
0,25 | 0,5 | 1,0 | 3,0 | 5,0 | 8,0 | 12 | 20 | 30 | ||||||
Время, мин. (на комплект устанавливаемых деталей) | ||||||||||||||
83 | Черные металлы и медные сплавы | В тисках с винтовым зажимом | Обработанная (или необработанная из проката) | Без выверки | 1 | 0,2 | 0,21 | 0,22 | 0,23 | 0,29 | 0,32 | 0,35 | 0,4 | 0,44 |
84 | 2 | 0,31 | 0,32 | 0,33 | 0,37 | 0,44 | 0,50 | 0,54 | - | - | ||||
85 | 3 | 0,39 | 0,40 | 0,43 | 0,50 | 0,6 | 0,65 | - | - | - | ||||
86 | 4 | 0,47 | 0,49 | 0,50 | 0,55 | 0,7 | 0,8 | - | - | - | ||||
87 | 6 | 0,6 | 0,65 | 0,7 | 0,75 | 0,90 | - | - | - | - | ||||
88 | 8 | 0,7 | 0,75 | 0,8 | 0,9 | 1,05 | - | - | - | - | ||||
89 | 10 | 0,8 | 0,85 | 0,9 | 1,0 | 1,2 | - | - | - | - | ||||
90 | Необработанная (отливка) | 1 | 0,24 | 0,26 | 0,28 | 0,31 | 0,32 | 0,36 | 0,41 | 0,46 | 0,50 | |||
91 | С выверкой | 1 | 0,60 | 0,65 | 0,7 | 0,8 | 0,85 | 1,0 | 1,1 | 1,3 | 1,4 | |||
92 | В тисках с пневматическим зажимом | Обработанная (или необработанная из проката) | Без выверки | 1 | 0,11 | 0,12 | 0,13 | 0,15 | 0,22 | 0,26 | 0,3 | 0,36 | 0,4 | |
93 | 2 | 0,18 | 0,20 | 0,22 | 0,26 | 0,37 | 0,44 | 0,5 | - | - | ||||
94 | 3 | 0,24 | 0,27 | 0,3 | 0,35 | 0,50 | 0,60 | - | - | - | ||||
95 | 4 | 0,30 | 0,34 | 0,37 | 0,43 | 0,60 | 0,85 | - | - | - | ||||
96 | 6 | 0,40 | 0,45 | 0,50 | 0,60 | 0,85 | - | - | - | - | ||||
97 | 8 | 0,5 | 0,55 | 0,6 | 0,75 | 1,05 | - | - | - | - | ||||
98 | 10 | 0,6 | 0,65 | 0,75 | 0,85 | 1,25 | - | - | - | - | ||||
99 | Необработанная (отливка) | 1 | 0,18 | 0,19 | 0,21 | 0,24 | 0,27 | 0,31 | 0,35 | 0,41 | 0,45 | |||
100 | С выверкой рейсмусом | 1 | 0,6 | 0,65 | 0,7 | 0,75 | 0,85 | 0,95 | 1,1 | 1,3 | 1,45 | |||
101 | В тисках с эксцентриковым зажимом | Обработанная (или необработанная из проката) | Без выверки | 1 | 0,13 | 0,14 | 0,15 | 0,18 | 0,22 | 0,25 | 0,29 | 0,34 | 0,4 | |
102 | 2 | 0,19 | 0,21 | 0,23 | 0,27 | 0,32 | 0,38 | 0,43 | - | - | ||||
103 | 3 | 0,24 | 0,26 | 0,3 | 0,35 | 0,41 | 0,49 | - | - | - | ||||
104 | 4 | 0,29 | 0,31 | 0,35 | 0,41 | 0,5 | 0,6 | - | - | - | ||||
105 | В самоцентрирующих призматических тисках | Без выверки | 1 | 0,1 | 0,11 | 0,12 | 0,14 | 0,15 | 0,18 | 0,21 | 0,27 | - | ||
N позиции | Обрабатываемый материал | Способ установки детали | Состояние установочной поверхности | Характер выверки | Число одновременно устанавливаемых деталей | Масса детали, кг, до | ||||
0,25 | 0,50 | 1,0 | 3,0 | 5,0 | ||||||
Время, мин. | ||||||||||
106 | Легкие сплавы | В тисках с винтовым зажимом | Обработанная | Без выверки | 1 | 0,22 | 0,23 | 0,24 | 0,25 | 0,32 |
107 | 2 | 0,34 | 0,35 | 0,36 | 0,41 | 0,48 | ||||
108 | 3 | 0,43 | 0,44 | 0,47 | 0,55 | 0,65 | ||||
109 | 4 | 0,47 | 0,50 | 0,55 | 0,6 | 0,75 | ||||
110 | 6 | 0,65 | 0,7 | 0,75 | 0,85 | 1,0 | ||||
111 | Необработанная (отливка) | 1 | 0,26 | 0,29 | 0,31 | 0,34 | 0,35 | |||
112 | С выверкой рейсмусом | 1 | 0,65 | 0,7 | 0,75 | 0,9 | 0,95 | |||
113 | В тисках с пневматическим зажимом | Обработанная | Без выверки | 1 | 0,12 | 0,13 | 0,14 | 0,16 | 0,24 | |
114 | 2 | 0,2 | 0,22 | 0,24 | 0,29 | 0,41 | ||||
115 | 3 | 0,26 | 0,3 | 0,33 | 0,39 | 0,55 | ||||
116 | 4 | 0,33 | 0,37 | 0,41 | 0,47 | 065 | ||||
117 | 6 | 0,44 | 0,5 | 0,55 | 0,65 | 0,95 | ||||
118 | Необработанная (отливка) | 1 | 0,2 | 0,21 | 0,23 | 0,26 | 0,3 | |||
119 | С выверкой рейсмусом | 1 | 0,65 | 0,7 | 0,75 | 0,8 | 0,95 | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Среднесерийное производство | Вертикально- и радиально-сверлильные станки | |||||||||
Карта 33, лист 5 | ||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Состояние установочной поверхности | Характер выверки | Число одновременно устанавливаемых деталей | Масса детали, кг, до | ||||
0,25 | 0,50 | 1,0 | 3,0 | 5,0 | ||||||
Время, мин. | ||||||||||
120 | Легкие сплавы | В тисках с эксцентриковым зажимом | Обработанная | Без выверки | 1 | 0,14 | 0,15 | 0,16 | 0,2 | 0,24 |
121 | 2 | 0,21 | 0,23 | 0,25 | 0,3 | 0,35 | ||||
122 | 3 | 0,26 | 0,29 | 0,33 | 0,39 | 0,45 | ||||
123 | 4 | 0,32 | 0,34 | 0,39 | 0,45 | 0,55 | ||||
124 | В самоцентрирующих призматических тисках | 1 | 0,11 | 0,12 | 0,13 | 0,15 | 0,16 | |||
125 | При установке деталей свыше указанного числа на каждую последующую деталь добавлять, мин. | 0,03 | 0,1 | 0,4 | 0,13 | 0,14 | ||||
Примечания:
1. В случаях крепления деталей большим (меньшим) числом болтов на каждый последующий болт добавлять (отнимать) 0,4 мин.
2. В случае необходимости дополнительного крепления детали расклиниванием или струбциной к времени по карте добавлять время в размере 0,15 мин. на каждый клин или 0,5 мин. на каждую струбцину.
3. Если при работе на сверлильных станках по условиям техники безопасности допускается установка и снятие детали без выключения вращения, время в позициях 1, 36, 52 уменьшать на 0,04 мин.
4. При перестановке деталей время по карте принимать с коэффициентом К = 0,8.
Среднесерийное производство | Вертикально- и радиально-сверлильные станки | ||||||||||||||||
Карта 34, лист 1 | |||||||||||||||||
N позиции | Характер обработки | Вид подачи | Наибольший диаметр сверления, мм, до | ||||||||||||||
6...12 | 35 | 50 | 75 | 100 | |||||||||||||
Длина горизонтального перемещения инструмента для обработки следующего отверстия, мм, до | |||||||||||||||||
0 | 0 | 200 | 500 | 0 | 200 | 500 | 1000 | 0 | 500 | 1000 | 0 | 500 | 1000 | ||||
Время на рабочий ход, мм | |||||||||||||||||
1 | Обработка на станках с полуавтоматическим циклом | - | 0,02 | 0,03 | 0,03 | 0,03 | 0,04 | 0,04 | 0,04 | 0,04 | 0,06 | 0,06 | 0,06 | - | - | - | |
2 | Сверление по разметке | Механическая | 0,06 | 0,09 | 0,11 | 0,14 | 0,11 | 0,14 | 0,17 | 0,20 | 0,13 | 0,20 | 0,23 | 0,16 | 0,25 | 0,28 | |
3 | Ручная | 0,05 | 0,07 | 0,09 | 0,12 | 0,09 | 0,12 | 0,15 | 0,18 | 0,10 | 0,17 | 0,20 | 0,12 | 0,21 | 0,24 | ||
Сверление по кондуктору, рассверливание, зенкерование, развертывание | Механическая | 0,05 | 0,08 | 0,10 | 0,13 | 0,09 | 0,12 | 0,15 | 0,18 | 0,11 | 0,18 | 0,21 | 0,14 | 0,23 | 0,26 | ||
Ручная | 0,04 | 0,06 | 0,08 | 0,11 | 0,07 | 0,10 | 0,13 | 0,16 | 0,08 | 0,15 | 0,18 | 0,10 | 0,19 | 0,22 | |||
6 | Зенкование, цекование | Верхней плоскости | Ручная | 0,04 | 0,06 | 0,08 | 0,11 | 0,07 | 0,10 | 0,13 | 0,16 | 0,08 | 0,15 | 0,18 | 0,11 | 0,20 | 0,23 |
7 | Нижней плоскости | - | 0,34 | 0,36 | 0,39 | 0,36 | 0,39 | 0,42 | 0,45 | 0,39 | 0,46 | 0,49 | 0,43 | 0,50 | 0,55 | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ Среднесерийное производство | Вертикально- и радиально-сверлильные станки | ||||||||||||||||
Карта 34, лист 2 | |||||||||||||||||
N позиции | Характер обработки | Вид подачи | Наибольший диаметр сверления, мм, до | ||||||||||||||
6...12 | 35 | 50 | 75 | 100 | |||||||||||||
Длина горизонтального перемещения инструмента для обработки следующего отверстия, мм, до | |||||||||||||||||
0 | 0 | 200 | 500 | 0 | 200 | 500 | 1000 | 0 | 500 | 1000 | 0 | 500 | 1000 | ||||
Время на рабочий ход, мм | |||||||||||||||||
8 | Нарезание резьбы машинными метчиками | Без реверса | - | 0,04 | 0,06 | 0,08 | 0,11 | 0,07 | 0,10 | 0,13 | 0,16 | 0,08 | 0,15 | 0,18 | 0,11 | 0,20 | 0,23 |
С реверсом | 0,08 | 0,12 | 0,14 | 0,17 | 0,15 | 0,18 | 0,21 | 0,24 | 0,16 | 0,23 | 0,26 | 0,21 | 0,30 | 0,33 | |||
Примечания:
1. При сверлении с предварительной засверловкой отверстия по кондукторной втулке и последующем сверлении без втулки время по поз. 4 и 5 удваивается.
2. Время на проход для вертикально-сверлильных станков нормируется по горизонтальному перемещению инструмента, равному "0".
Среднесерийное производство | Вертикально- и радиально-сверлильные станки | |||||||||
Карта 35, лист 1 | ||||||||||
N позиции | Наименование приемов | Наибольший диаметр сверления, мм, до | ||||||||
12 | 35 | 50 | 75 | |||||||
Время, мин. | ||||||||||
1 | Включить или выключить вращение шпинделя | Кнопкой или рычагом | 0,015 | 0,02 | 0,02 | 0,03 | ||||
2 | Изменить частоту вращения шпинделя или величину подачи | Рычагом | 0,06 | 0,07 | 0,08 | 0,09 | ||||
3 | Поставить и снять кондукторную втулку при внутреннем замере втулки, мм, до | 20 | - | 0,07 | ||||||
4 | 40 | - | 0,09 | |||||||
5 | Свыше 40 | - | 0,12 | |||||||
6 | Установить и снять инструмент | В быстросменном патроне | Без выключения вращения шпинделя | Диаметр инструмента, мм, до | =< 15 | 0,05 | ||||
7 | <= 25 | 0,06 | ||||||||
8 | ||||||||||
9 | С выключением вращения шпинделе | <= 30 | 0,09 | |||||||
> 30 | 0,12 | |||||||||
10 | В кулачковом патроне | 0,17 | ||||||||
11 | В цанговом патроне | 0,12 | ||||||||
12 | В конус шпинделя при конусе Морзе N | 2 | 0,12 | |||||||
13 | 3 | 0,15 | ||||||||
14 | 4 | 0,18 | ||||||||
15 | 5 | 0,20 | ||||||||
16 | 6 | 0,24 | ||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ, НЕ ВКЛЮЧЕННОЕ В КОМПЛЕКС Среднесерийное производство | Вертикально- и радиально-сверлильные станки | |||||||
Карта 35, лист 2 | ||||||||
17 | Установить и снять инструмент | В державку | Для цековки, зенковки или подрезного ножа | 0,22 | ||||
18 | Для метчика | 0,08 | ||||||
19 | Смазать деталь, инструмент | 0,04 | ||||||
20 | Повернуть деталь с приспособлением на угол | 300 x 500 | 0,09 | |||||
21 | 500 x 1000 | 0,11 | ||||||
22 | Свыше 500 x 1000 | 0,14 | ||||||
23 | Закрепить, открепить шпиндельную головку или рукав колонны | 0,03 | ||||||
24 | Обработка с выдерживанием длины по лимбу при работе с механической подачей | 0,03 | ||||||
25 | Переместить деталь или деталь с приспособлением на длину, мм | 150 - 400 | При массе, кг, до | 5 | 0,015 | |||
26 | 15 | 0,02 | ||||||
27 | 30 | 0,055 | ||||||
28 | Свыше 400 | 5 | 0,03 | |||||
29 | 15 | 0,04 | ||||||
30 | 30 | 0,075 | ||||||
31 | Кантовать приспособление | 15 | 0,06 | |||||
32 | 30 | 0,12 | ||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ, НЕ ВКЛЮЧЕННОЕ В КОМПЛЕКС Среднесерийное производство | Вертикально- и радиально-сверлильные станки | |||||||
Карта 35, лист 3 | ||||||||
N позиции | Время на выводы сверла при сверлении для удаления стружка | |||||||
Обрабатываемый материал | Диаметр сверла D, мм, до | Длина сверления в диаметрах сверла l, мм, до | ||||||
3d | 4d | 6d | 8d | 10d | свыше 10d | |||
Время, мин. | ||||||||
33 | Стали углеродистые вязкие, стали жаропрочные | 1...3 | 0,03 | 0,06 | 0,12 | 0,18 | 0,27 | 0,40 |
34 | 10 | - | 0,05 | 0,07 | 0,11 | 0,18 | 0,23 | |
35 | 20 | - | 0,07 | 0,14 | 0,24 | 0,35 | 0,50 | |
36 | 30 | - | 0,07 | 0,16 | 0,30 | 0,49 | 0,70 | |
37 | Стали конструкционные, латунь и алюминий | 1...3 | 0,03 | 0,05 | 0,10 | 0,15 | 0,25 | 0,36 |
38 | 10 | - | 0,04 | 0,06 | 0,10 | 0,15 | 0,22 | |
39 | 20 | - | 0,07 | 0,13 | 0,20 | 0,28 | 0,40 | |
40 | 30 | - | 0,07 | 0,15 | 0,27 | 0,42 | 0,60 | |
41 | Чугун, бронза | 3...10 | - | 0,03 | 0,05 | 0,07 | 0,09 | 0,13 |
42 | 20 | - | 0,07 | 0,11 | 0,16 | 0,21 | 0,32 | |
43 | 30 | - | 0,07 | 0,15 | 0,27 | 0,42 | 0,60 | |
Среднесерийное производство | Вертикально- и радиально-сверлильные станки | ||||||
Карта 36, лист 1 | |||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер D, мм, до | Длина измеряемой поверхности, мм, до | |||
1D | 2D | 4D | |||||
Время, мин. | |||||||
1 | Калибр-пробка гладкая двусторонняя | 13...11 квалитет | 10 | 0,045 | 0,050 | 0,055 | |
2 | 25 | 0,07 | 0,08 | 0,09 | |||
3 | 50 | 0,09 | 0,10 | 0,15 | |||
4 | 100 | 0,12 | 0,18 | - | |||
5 | 11...7 квалитет | 10 | 0,07 | 0,08 | 0,09 | ||
6 | 25 | 0,10 | 0,11 | 0,13 | |||
50 | 0,13 | 0,15 | 0,22 | ||||
8 | 100 | 0,18 | 0,27 | - | |||
9 | Калибр-пробка односторонняя для проверки взаимного положения оси отверстия и торца | - | 25 | 0,20 | - | - | |
10 | 50 | 0,24 | - | - | |||
11 | 100 | 0,30 | - | - | |||
12 | Калибр-пробка конусная | По риске с проверкой конусности | На качку | 10 | 0,06 | 0,07 | 0,08 |
13 | 25 | 0,09 | 0,10 | 0,11 | |||
14 | 50 | 0,12 | 0,13 | - | |||
15 | 100 | 0,15 | - | - | |||
16 | По краске | 10 | 0,18 | 0,21 | 0,31 | ||
17 | 25 | 0,31 | 0,36 | 0,41 | |||
18 | 50 | 0,47 | 0,55 | - | |||
19 | 100 | 0,70 | - | - | |||
20 | Калибр-втулка конусная | На качку | 10 | - | 0,07 | - | |
21 | 25 | - | 0,09 | - | |||
22 | 50 | - | 0,11 | - | |||
23 | 100 | - | 0,14 | - | |||
24 | По краске | 10 | - | 0,24 | - | ||
25 | 25 | - | 0,31 | - | |||
26 | 50 | - | 0,37 | - | |||
27 | 100 | - | 0,45 | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ Среднесерийное производство | Вертикально- и радиально-сверлильные станки | |||||||||||
Карта 36, лист 2 | ||||||||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер, мм, до | Длина измеряемой поверхности, мм, до | ||||||||
5 | 10 | 15 | 20 | 30 | 40 | 50 | 60 | |||||
D | P | Время, мин. | ||||||||||
28 | Калибр-пробка резьбовая двусторонняя | 9...7 квалитет | 5 | 0,5 | 0,25 | 0,45 | 0,65 | 0,85 | - | - | - | - |
29 | 10 | 0,5 | 0,28 | 0,50 | 0,70 | 0,90 | - | - | - | - | ||
30 | 1,0 | 0,15 | 0,28 | 0,40 | 0,50 | 0,70 | - | - | - | |||
31 | 1,5 | 0,11 | 0,20 | 0,28 | 0,36 | 0,50 | - | - | - | |||
32 | 20 | 1,0 | 0,17 | 0,31 | 0,44 | 0,55 | 0,80 | - | - | - | ||
33 | 1,5 | 0,12 | 0,22 | 0,31 | 0,40 | 0,57 | 0,73 | 0,89 | - | |||
34 | 2,0 | 0,09 | 0,17 | 0,24 | 0,31 | 0,45 | 0,55 | 0,70 | - | |||
35 | 2,5 | 0,08 | 0,14 | 0,20 | 0,26 | 0,37 | 0,47 | 0,55 | - | |||
36 | 40 | 1,0 | 0,19 | 0,35 | 0,49 | 0,64 | 0,90 | 1,15 | 1,4 | - | ||
37 | 1,5 | 0,13 | 0,24 | 0,35 | 0,45 | 0,65 | 0,80 | 1,00 | - | |||
38 | 2,0 | 0,10 | 0,19 | 0,27 | 0,35 | 0,50 | 0,64 | 0,78 | - | |||
39 | 2,5 | 0,09 | 0,16 | 0,23 | 0,29 | 0,41 | 0,55 | 0,65 | - | |||
40 | 3,0 | - | 0,14 | 0,19 | 0,25 | 0,35 | 0,45 | 0,55 | - | |||
41 | 3,5 | - | 0,12 | 0,17 | 0,22 | 0,31 | 0,40 | 0,48 | - | |||
42 | 4,5 | - | 0,10 | 0,14 | 0,17 | 0,25 | 0,32 | 0,39 | - | |||
43 | 60 | 1,0 | 0,20 | 0,37 | 0,55 | 0,70 | 1,0 | 1,25 | 1,50 | - | ||
44 | 1,5 | 0,14 | 0,26 | 0,37 | 0,48 | 0,70 | 0,85 | 1,05 | 1,25 | |||
45 | 2,0 | 0,11 | 0,20 | 0,29 | 0,37 | 0,55 | 0,70 | 0,83 | 0,97 | |||
46 | 3,0 | - | 0,14 | 0,21 | 0,26 | 0,38 | 0,48 | 0,60 | 0,70 | |||
47 | 5,0 | - | - | 0,13 | 0,17 | 0,24 | 0,31 | 0,38 | 0,44 | |||
48 | 5,5 | - | - | - | 0,16 | 0,22 | 0,29 | 0,35 | 0,41 | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ Среднесерийное производство | Вертикально- и радиально-сверлильные станки | |||||||
Карта 36, лист 3 | ||||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер, мм, до | Длина измеряемой поверхности, мм, до | ||||
50 | 100 | 200 | 500 | |||||
D | P | Время, мин. | ||||||
49 | Штангенциркуль | 0,1 мм | 10 | - | 0,07 | 0,07 | 0,08 | 0,1 |
50 | 25 | - | 0,08 | 0,08 | 0,1 | 0,12 | ||
51 | 50 | - | 0,10 | 0,12 | 0,14 | 0,18 | ||
52 | 100 | - | 0,11 | 0,14 | 0,16 | 0,24 | ||
Среднесерийное производство | Вертикально- и радиально-сверлильные ставки | ||
Карта 37 | |||
Характер обработки | Точность измерения | Измеряемый размер d, мм, до | Размеры обработки обеспечиваются конструктивными размерами режущего инструмента |
коэффициент периодичности промеров | |||
Развертывание отверстий | 13... 11 квалитет | 50 | 0,3 |
Свыше 50 | 0,4 | ||
9...7 квалитет | 50 | 0,4 | |
Свыше 50 | 0,5 | ||
Резьба метрическая | 9...7 квалитет | 10 | 0,01 |
25 | 0,02 | ||
50 | 0,03 | ||
Свыше 50 | 0,04 | ||
Примечания:
1. Периодичность промеров выражена коэффициентами ко времени на контрольные измерения деталей, подвергающихся измерениям.
2. Время, взятое из карты 36, следует умножать на коэффициенты данной карты.
Сверление и рассверливание отверстий, Rz80, 14...12 квалитет Чугун серый, HB = 1,76...2,15 ГПа Среднесерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||
Сверла спиральные из стали Р6М5 | ||||||||||||||
Карта 38 | ||||||||||||||
Сверление | Рассверливание | |||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Sо, мм/об. | v <*>, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт | N позиции | Диаметр обрабатываемой поверхности D, мм, до | Диаметр предварительно обработанного отверстия d, мм | Sо, мм/об. | v <*>, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт |
1 | 2 | 0,08 | 12,6 | 2000 | 0,63 | <= 1 | 16 | 25 | 10 | 1,3 | 15,7 | 200 | 0,38 | 2,2 |
17 | 15 | 1,4 | 0,35 | 1,5 | ||||||||||
2 | 3 | 0,13 | 18,8 | 2000 | 0,38 | |||||||||
18 | 28 | 10 | 1,2 | 18,8 | 200 | 0,41 | 2,2 | |||||||
3 | 4 | 0,17 | 24 ---- 18,8 | 1900 ----- 1500 | 0,31 ----- 0,39 | |||||||||
19 | 15 | 1,3 | 20,7 | 235 | 0,32 | |||||||||
4 | 5 | 0,2 | 23,5 ----- 18,8 | 1500 ----- 1200 | 0,33 ----- 0,42 | 20 | 20 | 1,4 | 0,30 | 1,7 | ||||
21 | 30 | 10 | 1,2 | 18,8 | 200 | 0,41 | 2,2 | |||||||
5 | 6 | 0,24 | 22,6 ----- 14,1 | 1200 ----- 750 | 0,35 ----- 0,55 | |||||||||
22 | 15 | 1,3 | 22 | 235 | 0,32 | |||||||||
6 | 7 | 0,26 | 21,1 ----- 13,2 | 960 ---- 600 | 0,4 ----- 0,64 | 23 | 20 | 1,4 | 0,30 | 1,7 | ||||
24 | 35 | 10 | 1,3 | 17,5 | 160 | 0,48 | 2,9 | |||||||
25 | 15 | 1,4 | 0,44 | |||||||||||
7 | 8 | 0,3 | 18,8 ---- 12,1 | 750 ---- 480 | 0,44 ----- 0,69 | |||||||||
26 | 25 | 1,5 | 0,41 | 1,9 | ||||||||||
27 | 40 | 15 | 1,4 | 15,7 | 125 | 0,57 | 2,9 | |||||||
8 | 9 | 0,35 | 20 ----- 11,3 | 710 ---- 400 | 0,4 ----- 0,71 | 28 | 20 | 1,5 | 0,53 | |||||
29 | 30 | 1,6 | 18,8 | 150 | 0,42 | 2,2 | ||||||||
9 | 10 | 0,40 | 21,2 ----- 11 | 600 ---- 350 | 0,42 ----- 0,71 | <1 | 30 | 15 | 1,5 | 17 | 120 | 0,55 | 2,9 | |
31 | 45 | 20 | 1,6 | 0,52 | ||||||||||
10 | 12 | 0,43 | 20,3 --- 11,3 | 540 --- 300 | 0,43 --- 0,77 | 32 | 30 | 1,6 | 17,7 | 125 | 0,50 | 2,5 | ||
11 | 14 | 0,46 | 17,6 ----- 10,5 | 400 ---- 240 | 0,54 ----- 0,9 | 33 | 50 | 20 | 1,6 | 15,7 | 100 | 0,62 | 3,3 | |
34 | 30 | 1,7 | 0,58 | 2,5 | ||||||||||
12 | 16 | 0,50 | 17,6 ----- 10 | 350 ---- 200 | 0,57 ----- 1,0 | 35 | 40 | 1,7 | 18,5 | 118 | 0,49 | 1,7 | ||
36 | 55 | 25 | 1,6 | 16,4 | 95 | 0,65 | 3,3 | |||||||
13 | 20 | 0,53 | 18,8 --- 11,3 | 300 --- 180 | 0,63 --- 1,05 | |||||||||
37 | 35 | 1,7 | 0,61 | 2,5 | ||||||||||
14 | 25 | 0,59 | 19,6 ----- 11,8 | 250 ---- 150 | 0,68 ----- 1,13 | 38 | 45 | 1,7 | 17,3 | 100 | 0,58 | 1,7 | ||
39 | 60 | 30 | 1,65 | 15,1 | 80 | 0,75 | 3,3 | |||||||
40 | 40 | 1,75 | 0,71 | 2,5 | ||||||||||
15 | 30 | 0,67 | 18,8 ----- 11,3 | 200 ---- 120 | 0,75 ----- 1,24 | |||||||||
41 | 50 | 1,75 | 18,8 | 100 | 0,6 | 1,7 | ||||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость HB, ГПа | До 2,15 | Свыше 2,15 |
Коэффициент | 1,1 | ||
Жесткости детали или крепления (для d свыше 12) | Условия обработки | Деталь и установка жесткие | Неустойчивые и тонкостенные детали |
Коэффициент | 1,2 | ||
Марки материала режущего инструмента | Марка материала - инструмента | Р6М5 | Р6К5, Р6М3, Р10К5Ф5 |
Коэффициент | 0,85 |
--------------------------------
<*> Большие пределы значений скоростей резания приведены для обработки отверстий l <= 3D, меньшие пределы соответствуют длинам l > 3D.
Зенкерование отверстий, Rz40, 11 квалитет Нарезание резьбы, 9...8 квалитет Чугун серый, HB = 1,76...2,15 ГПа Среднесерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||||||
Инструмент из стали Р6М5 | |||||||||||||||
Карта 39 | |||||||||||||||
Зенкерование | Нарезание резьбы метчиком | ||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Глубина резания t, мм, до | Sо, мм/об. | v, <*>, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт | N позиции | Диаметр обрабатываемой поверхности D, мм, до | Sо, мм/об. | v, м/мин. | n, об./мин. | i | Tо100, мин. | Nр, кВт |
1 | 15 | 0,5 | 0,8 | 19 | 400 | 0,31 | До 1 | 12 | 10 | 0,75 | 8,5 | 300 | 1 | 0,44 | До 1 |
2 | 20 | 1,0 | 18,5 | 300 | 0,33 | 13 | 1,25 | 6,0 | 160 | 0,5 | |||||
3 | 25 | 1,1 | 19,5 | 250 | 0,36 | 14 | 12 | 1,0 | 10,5 | 250 | 0,4 | ||||
4 | 30 | 1,2 | 18,5 | 200 | 0,41 | 15 | 1,5 | 6,5 | 160 | 0,42 | |||||
5 | 35 | 1,35 | 16,5 | 150 | 0,50 | 16 | 16 | 1,5 | 10,5 | 200 | 0,33 | ||||
17 | 2,0 | 8,0 | 125 | 0,4 | |||||||||||
6 | 40 | 1,0 | 1,55 | 15,5 | 125 | 0,52 | 0,9 | 18 | 20 | 1,5 | 13,5 | 200 | 2 | 0,66 | |
7 | 45 | 1,7 | 14 | 100 | 0,59 | 1,0 | 19 | 2,5 | 8,5 | 118 | 0,68 | ||||
8 | 50 | 1,5 | 1,8 | 12,5 | 80 | 0,69 | 1,5 | 20 | 24 | 2,0 | 16,5 | 160 | 0,62 | ||
9 | 60 | 2,0 | 13 | 70 | 0,71 | 21 | 3,0 | 9,0 | 118 | 0,73 | |||||
10 | 70 | 2 | 2,2 | 14 | 63 | 0,72 | 2,1 | 22 | 30 | 2,0 | 11 | 118 | 0,84 | ||
11 | 80 | 2,2 | 12,5 | 50 | 0,90 | 23 | 3,5 | 10 | 0,70 | ||||||
24 | 36 | 3,0 | 10 | 80 | 0,84 | ||||||||||
25 | 4,5 | 10,5 | 0,74 | ||||||||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна HB, ГПа | До 2,15 | Свыше 2,15 |
Коэффициент | 1,1 | ||
Состояния поверхности | Поверхность | Без корки | С литейной коркой |
Коэффициент | 1,1 | ||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5, Р6М3, Р10К5Ф5 |
Коэффициент | 0,85 |
Развертывание отверстий, Rz20...Ra2,5, 9...8 квалитет; Ra2,5...Ra1,25, 8...7 квалитет Чугун серый, HB = 1,76...2,15 ГПа Среднесерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||
Развертки из стали Р6М5 | ||||||||||||
Карта 40 | ||||||||||||
Rz20...Ra2,5, 9...8 квалитет | Ra2,5...Ra1,25, 8...7 квалитет | |||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Sо, мм/об. | v, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт | N позиции | S, мм/об. | v, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт |
1 | 5 | 2,0 | 5,6 | 360 | 0,14 | <1 | 18 | 1,25 | 6,3 | 400 | 0,20 | <1 |
2 | 8 | 2,1 | 6,2 | 250 | 0,19 | 19 | 1,6 | 6,2 | 250 | 0,27 | ||
3 | 10 | 2,2 | 5,5 | 175 | 0,26 | 20 | 1,7 | 6,3 | 200 | 0,31 | ||
4 | 12 | 2,3 | 5,1 | 135 | 0,32 | 21 | 1,8 | 6,1 | 160 | 0,35 | ||
5 | 14 | 2,4 | 5,0 | 115 | 0,36 | 22 | 1,9 | 5,9 | 135 | 0,39 | ||
6 | 17 | 2,5 | 5,0 | 95 | 0,42 | 23 | 2,0 | 5,8 | 110 | 0,45 | ||
7 | 22 | 2,6 | 5,5 | 80 | 0,48 | 24 | 2,3 | 5,8 | 85 | 0,51 | ||
8 | 25 | 2,6 | 5,5 | 70 | 0,55 | 25 | 2,5 | 5,5 | 70 | 0,57 | ||
9 | 30 | 3,1 | 4,7 | 50 | 0,64 | 26 | 2,5 | 5,6 | 60 | 0,67 | ||
10 | 35 | 3,1 | 4,9 | 45 | 0,72 | 27 | 2,6 | 5,5 | 50 | 0,77 | ||
11 | 40 | 3,5 | 4,4 | 35 | 0,81 | 28 | 2,8 | 5,0 | 40 | 0,89 | ||
12 | 45 | 3,6 | 3,8 | 30 | 0,93 | 29 | 2,8 | 4,9 | 35 | 1,02 | ||
13 | 50 | 3,8 | 3,9 | 25 | 1,05 | 30 | 3,0 | 4,7 | 30 | 1,18 | ||
14 | 55 | 4,0 | 3,6 | 21 | 1,2 | 31 | 3,0 | 4,3 | 25 | 1,33 | ||
15 | 60 | 4,3 | 3,3 | 17,5 | 1,33 | 32 | 3,1 | 4,1 | 22 | 1,45 | ||
16 | 70 | 4,6 | 3,3 | 15 | 1,45 | 33 | 3,3 | 3,9 | 18 | 1,67 | ||
17 | 80 | 5,0 | 3,1 | 12,5 | 1,6 | 34 | 3,8 | 3,0 | 12 | 1,85 | ||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость чугуна HB, ГПа | До 2,15 | Свыше 2,15 | ||
Коэффициент | 1,1 | ||||
Числа одинаковых отверстий в одной детали | Число одинаковых отверстий в детали | До 3 | 4...10 | Свыше 10 | |
Коэффициент | 0,9 | 0,85 | |||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5, Р6М3, Р10К5Ф5 | ||
Коэффициент | 0,85 | ||||
Примечание. При обработке отверстий по 8...7 квалитету за два прохода приведенное в карте время для 9...8 квалитета и 8...7 суммировать.
Сверление и зенкерование отверстий, Rz80, 14...12 квалитет Чугун серый, HB = 1,76...2,15 ГПа Среднесерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||
Сверла и зенкеры с пластинками ВК8 | ||||||||||||
Карта 41 | ||||||||||||
Сверление | Зенкерование | |||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Режимы резания | Tо100, мин. | N позиции | Диаметр обрабатываемой поверхности D, мм, до | Глубина резания t, мм | Режимы резания | Tо100, мин. | ||||
Sо, мм/об. | v <*>, м/мин. | n, об./мин. | Sо, мм/об. | v, м/мин. | n, об./мин. | |||||||
1 | 8 | 0,2 | 50 -- 45 | 2000 ----- 1800 | 0,25 ----- 0,28 | 8 | 10 | 3 | 0,8 | 63 | 2000 | 0,06 |
9 | 15 | 3 | 0,85 | 66 | 1400 | 0,08 | ||||||
2 | 10 | 0,2 | 63 -- 50 | 2000 ----- 1600 | 0,25 ----- 031 | |||||||
10 | 20 | 3 | 0,9 | 62 | 1000 | 0,11 | ||||||
11 | 25 | 3 | 1,0 | 60 | 765 | 0,13 | ||||||
3 | 12 | 0,25 | 60 -- 38 | 1600 ----- 1000 | 0,25 ----- 0,40 | |||||||
12 | 30 | 3 | 1,1 | 56 | 600 | 0,15 | ||||||
4 | 15 | 0,27 | 56 -- 40 | 1200 ----- 850 | 0,31 ----- 0,43 | |||||||
13 | 35 | 3 | 1,2 | 55 | 500 | 0,17 | ||||||
5 | 20 | 0,3 | 62 -- 47 | 1000 ----- 750 | 0,33 ----- 0,44 | 14 | 40 | 6 | 1,4 | 50 | 400 | 0,18 |
15 | 50 | 6 | 1,6 | 49 | 315 | 0,20 | ||||||
6 | 25 | 0,4 | 59 -- 44 | 750 ---- 560 | 0,33 ----- 0,45 | |||||||
16 | 60 | 6 | 1,8 | 47 | 250 | 0,22 | ||||||
7 | 30 | 0,45 | 59 -- 47 | 630 ---- 500 | 0,35 ----- 0,45 | 17 | 70 | 6 | 2,0 | 44 | 200 | 0,25 |
18 | 80 | 6 | 2,0 | 48 | 190 | 0,26 | ||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Твердости чугуна | Твердость HB, ГПа | До 2,15 | Свыше 2,15 |
Коэффициент | 1,1 | ||
Жесткости детали или крепления (для D свыше 12 мм) | Условия обработки | Деталь жесткая | Деталь неустойчивая, тонкостенная |
Коэффициент | 1,2 |
--------------------------------
<*> Большие пределы значений скоростей резания приведены для обработки отверстий l <= 3D, меньшие пределы соответствуют длинам l > 3D.
Сверление и рассверливание отверстий, Rz80, 14...12 квалитет Сталь конструкционная углеродистая,  Среднесерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||||
Сверла спиральные из стали Р6М5 | ||||||||||||||
Карта 42 | ||||||||||||||
Сверление | Рассверливание | |||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Sо, мм/об. | v <*>, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт | N позиции | Диаметр обрабатываемой поверхности D, мм, до | Диаметр предварительно просверленного отверстия d, мм, до | Sо, мм/об. | v, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт |
1 | 2 | 0,05 | 13 | 2000 | 1,0 | < 1,0 | 16 | 25 | 10 | 0,9 | 15 | 190 | 0,58 | 2,2 |
2 | 3 | 0,08 | 18,8 | 2000 | 0,63 | 17 | 15 | 1,0 | 18,8 | 240 | 0,42 | 2,2 | ||
3 | 4 | 0,1 | 23,8 | 1900 | 0,53 | 18 | 28 | 10 | 0,95 | 15 | 160 | 0,65 | 2,9 | |
18,8 | 1500 | 0,67 | 19 | 15 | 1,0 | 0,62 | 1,9 | |||||||
4 | 5 | 0,13 | 23,6 | 1500 | 0,51 | 20 | 20 | 1,0 | 17,6 | 200 | 0,50 | 2,9 | ||
18,8 | 1200 | 0,64 | 21 | 30 | 10 | 0,95 | 14,1 | 150 | 0,7 | 2,5 | ||||
5 | 6 | 0,15 | 28,5 | 1400 | 0,50 | 22 | 15 | 1,0 | 0,67 | 1,9 | ||||
18 | 850 | 0,69 | 23 | 20 | 1,05 | 17,9 | 190 | 0,5 | 1,4 | |||||
6 | 7 | 0,18 | 21,1 | 960 | 0,58 | 24 | 35 | 10 | 1,0 | 14,8 | 135 | 0,74 | 3,3 | |
16,5 | 750 | 0,74 | 25 | 15 | 1,05 | 0,7 | 2,9 | |||||||
7 | 8 | 0,2 | 23,9 | 950 | 0,53 | 26 | 25 | 1,1 | 16,5 | 150 | 0,6 | 2,2 | ||
15,1 | 600 | 0,83 | 27 | 40 | 15 | 1,05 | 15 | 120 | 0,79 | 3,3 | ||||
8 | 9 | 0,22 | 20 | 710 | 0,64 | 28 | 20 | 1,1 | 0,76 | 3,3 | ||||
13,6 | 480 | 0,94 | 29 | 30 | 1,15 | 17 | 135 | 0,64 | 1,9 | |||||
9 | 10 | 0,25 | 21,2 ---- 12 | 676 ---- 380 | 0,60 ---- 1,05 | 30 | 45 | 15 | 1,1 | 14,1 | 100 | 0,9 | 4,3 | |
31 | 20 | 1,15 | 0,87 | 3,3 | ||||||||||
32 | 30 | 1,2 | 17 | 120 | 0,69 | 2,9 | ||||||||
10 | 12 | 0,28 | 20,3 ---- 14,3 | 540 ---- 380 | 0,66 ---- 0,94 | 33 | 50 | 20 | 1,15 | 14,1 | 90 | 0,97 | 4,3 | |
34 | 30 | 1,2 | 0,93 | 2,9 | ||||||||||
11 | 14 | 0,3 | 17,6 ---- 13,2 | 400 ---- 300 | 0,83 ---- 1,1 | 1,0 | ||||||||
35 | 40 | 1,3 | 15,5 | 100 | 0,77 | 2,2 | ||||||||
12 | 16 | 0,32 | 19,1 ---- 12,6 | 380 ---- 250 | 0,82 ---- 1,25 | 1,1 | 36 | 55 | 25 | 1,15 | 13,8 | 80 | 1,09 | 4,3 |
37 | 35 | 1,2 | 1,04 | 2,9 | ||||||||||
13 | 20 | 0,35 | 18,8 ---- 11,9 | 300 ---- 190 | 0,95 ---- 1,5 | 1,3 | ||||||||
38 | 45 | 1,3 | 16,4 | 95 | 0,81 | 2,5 | ||||||||
14 | 25 | 0,39 | 19,6 ---- 12,6 | 250 ---- 160 | 1,02 ---- 1,6 | 1,7 | 39 | 60 | 30 | 1,2 | 13,2 | 70 | 1,2 | 4,3 |
40 | 40 | 1,25 | 1,14 | 3,3 | ||||||||||
15 | 30 | 0,45 | 18,5 ---- 11,8 | 196 ---- 125 | 1,13 ---- 1,78 | 1,9 | ||||||||
41 | 50 | 1,35 | 15,1 | 80 | 0,92 | 2,2 | ||||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Группа стали и предел прочности, | Углеродистые вязкие | Углеродистые, хромистые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||
До 0,59 | 0,59...0,74 | Св. 0,74 | До 0,59 | 0,59...0,74 | Св. 0,74 | |||
Коэффициент | 0,9 | 1,1 | 1,1 | 1,2 | ||||
Жесткости детали или крепления (для D свыше 12 мм) | Условия обработки | Деталь и установка жесткие | Неустойчивые или тонкостенные детали | |||||
Коэффициент | 1,2 | |||||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5, Р6М3, Р10К5Ф5 | |||||
Коэффициент | 0,85 | |||||||
--------------------------------
<*> Большие пределы значений скоростей резания приведены для обработки отверстий l <= 3D, меньшие пределы соответствуют длинам l > 3D.
Зенкерование отверстий, Rz40, 11 квалитет Нарезание резьбы, 9 квалитет Сталь конструкционная углеродистая,  Среднесерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||||||
Зенкеры и метчики машинные из стали Р6М5 | |||||||||||||||
Карта 43 | |||||||||||||||
Зенкерование | Нарезание резьбы метчиком | ||||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Глубина резания t, мм, до | Sо, мм/об. | v, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт | N позиции | Диаметр обрабатываемой поверхности D, мм, до | P, мм | n, об./мин. | v, м/мин. | i | Tо100, мин. | Nр, кВт |
1 | 10 | 0,5 | 0,5 | 22 | 700 | 0,29 | До 1 | 13 | 6...10 | 0,75 | 470 | 11,8 | 1 | 0,28 | 0,3 |
2 | 15 | 0,6 | 23,6 | 500 | 0,33 | 14 | 1,5 | 260 | 8,2 | 0,25 | 0,4 | ||||
3 | 20 | 0,7 | 23,9 | 380 | 0,38 | 15 | 12 | 1,0 | 375 | 14 | 1 | 0,27 | 0,4 | ||
4 | 25 | 0,8 | 23,6 | 300 | 0,42 | 16 | 1,75 | 235 | 9,0 | 0,24 | 0,5 | ||||
5 | 30 | 0,9 | 22,6 | 240 | 0,46 | 17 | 16 | 1,5 | 290 | 14,5 | 1 | 0,23 | 0,7 | ||
6 | 35 | 0,75 | 1,0 | 20,9 | 190 | 0,52 | 18 | 2,0 | 220 | 11 | 0,23 | 0,9 | |||
19 | 20 | 1,5 | 300 | 19 | 2 | 0,45 | 1,0 | ||||||||
7 | 40 | 1,0 | 1,1 | 18,8 | 150 | 0,61 | |||||||||
20 | 2,5 | 190 | 12 | 0,42 | 1,4 | ||||||||||
8 | 45 | 1,2 | 17 | 120 | 0,69 | ||||||||||
21 | 24 | 1,5 | 300 | 22,5 | 2 | 0,45 | 1,4 | ||||||||
9 | 50 | 1,5 | 1,25 | 15,7 | 100 | 0,8 | |||||||||
22 | 3,0 | 150 | 11,5 | 0,44 | 2,1 | ||||||||||
10 | 60 | 1,35 | 15,1 | 80 | 0,92 | ||||||||||
23 | 30 | 2,0 | 250 | 23,5 | 2 | 0,40 | 2,5 | ||||||||
11 | 70 | 2,0 | 1,4 | 13,8 | 63 | 1,13 | |||||||||
24 | 3,5 | 150 | 14 | 0,38 | 3,4 | ||||||||||
12 | 80 | 1,5 | 12,6 | 50 | 1,3 | ||||||||||
25 | 36 | 3,0 | 190 | 22 | 2 | 0,35 | 4,0 | ||||||||
26 | 4,5 | 125 | 14 | 0,35 | 4,8 | ||||||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Группа стали и предел прочности, | Углеродистые вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||
До 0,59 | 0,59...0,74 | Свыше 0,74 | До 0,59 | 0,59...0,74 | Свыше 0,74 | |||
Коэффициент | 0,9 | 1,1 | 1,1 | 1,2 | ||||
Состояния поверхности | Поверхность | Без корки | С литейной коркой | |||||
Коэффициент | 1,1 | |||||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5, Р6М3, Р10К5Ф5 | |||||
Коэффициент | 0,85 | |||||||
Развертывание отверстий, Rz20...Ra2,5, 9...8 квалитет; Ra2,5...Ra1,25, 8...7 квалитет Сталь конструкционная углеродистая,  Среднесерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||
Развертки из стали Р6М5 | ||||||||||||
Карта 44 | ||||||||||||
Rz20...Ra2,5, 9...8 квалитет | Ra2,5...Ra1,25, 8...7 квалитет | |||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Sо, мм/об. | v, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт | N позиции | Sо, мм/об. | v, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт |
1 | 5 | 0,7 | 9,4 | 600 | 0,24 | < 1 | 18 | 0,6 | 3,5 | 220 | 0,77 | < 1 |
2 | 8 | 0,75 | 10 | 400 | 0,33 | 19 | 0,6 | 4,7 | 190 | 0,87 | ||
3 | 10 | 0,8 | 10,2 | 325 | 0,38 | 20 | 0,7 | 4,5 | 145 | 1,0 | ||
4 | 12 | 0,9 | 10 | 250 | 0,44 | 21 | 0,7 | 4,5 | 120 | 1,13 | ||
5 | 14 | 0,9 | 9,4 | 215 | 0,51 | 22 | 0,8 | 4,4 | 100 | 1,25 | ||
6 | 17 | 1,0 | 9,4 | 175 | 0,57 | 23 | 0,9 | 4,3 | 80 | 1,4 | ||
7 | 22 | 1,1 | 9,5 | 140 | 0,65 | 24 | 0,9 | 4,8 | 70 | 1,57 | ||
8 | 25 | 1,2 | 9,8 | 125 | 0,75 | 25 | 0,9 | 4,4 | 55 | 2,02 | ||
9 | 30 | 1,3 | 8,5 | 90 | 0,85 | 26 | 1,0 | 4,2 | 45 | 2,22 | ||
10 | 35 | 1,4 | 8,2 | 75 | 0,95 | 27 | 1,0 | 4,4 | 40 | 2,5 | ||
11 | 40 | 1,4 | 8,1 | 65 | 1,09 | 28 | 1,0 | 4,5 | 36 | 2,78 | ||
12 | 45 | 1,5 | 7,7 | 55 | 1,2 | 29 | 1,1 | 4,0 | 29 | 3,1 | ||
13 | 50 | 1,6 | 7,0 | 45 | 1,4 | 30 | 1,2 | 3,8 | 24 | 3,48 | ||
14 | 55 | 1,6 | 6,9 | 40 | 1,57 | 31 | 1,3 | 3,4 | 20 | 3,8 | ||
15 | 60 | 1,85 | 5,9 | 31,5 | 1,7 | 32 | 1,4 | 3,0 | 16 | 4,45 | ||
16 | 70 | 2,0 | 5,9 | 27 | 1,85 | 33 | 1,5 | 3,0 | 13,5 | 4,9 | ||
17 | 80 | 2,0 | 5,0 | 24 | 2,1 | 34 | 1,6 | 2,9 | 11,5 | 5,4 | ||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали и предела прочности | Группа стали и предел прочности, | Углеродистые вязкие | Углеродистые, хромистые, никелевые, хромоникелевые | Марганцовистые, хромомарганцовистые, хромомолибденовые и близкие к ним | ||||
До 0,59 | 0,59...0,74 | Св. 0,74 | До 0,59 | 0,59...0,74 | Св. 0,74 | |||
Коэффициент | 0,9 | 1,1 | 1,1 | 1,2 | ||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5, Р6М3, Р10К5Ф5 | |||||
Коэффициент | 0,85 | |||||||
Примечание. При развертывании отверстий по 8...7 квалитету за два рабочих хода время по 9...8 и 8...7 квалитету - суммировать.
Сверление и рассверливание отверстий, Rz80, 14...12 квалитет Сталь жаропрочная 12Х18Н9Т Среднесерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||||||||||
Сверла спиральные из стали Р6М5 | |||||||||||||
Карта 45 | |||||||||||||
Сверление | Рассверливание | ||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Sо, мм/об. | v <*>, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт | N позиции | Диаметр обрабатываемой поверхности D, мм, до | Диаметр предварительно просверленного отверстия d, мм, до | Sо, мм/об. | v, м/мин. | n, об./мин. | Tо100, мин. |
1 | 2 | 0,04 | 12 | 1900 | 1,31 | < 1,0 | 16 | 25 | 10 | 0,45 | 9,4 | 120 | 1,85 |
2 | 3 | 0,06 | 14,1 ---- 11,3 | 1500 ---- 1200 | 1,11 ---- 1,39 | 17 | 15 | 0,6 | 1,39 | ||||
18 | 28 | 10 | 0,5 | 8,8 | 100 | 2,0 | |||||||
3 | 4 | 0,08 | 15,1 ---- 12 | 1200 ----- 960 | 1,04 ---- 1,3 | 19 | 15 | 0,6 | 1,67 | ||||
20 | 20 | 0,7 | 1,43 | ||||||||||
4 | 5 | 0,11 | 15,1 ---- 11,8 | 960 ---- 750 | 0,95 ---- 1,21 | 21 | 30 | 10 | 0,55 | 9,0 | 96 | 1,9 | |
22 | 15 | 0,65 | 1,6 | ||||||||||
5 | 6 | 0,12 | 14,1 ---- 11,3 | 750 ---- 600 | 1,11 ---- 1,38 | ||||||||
23 | 20 | 0,75 | 1,4 | ||||||||||
6 | 7 | 0,13 | 13,2 ---- 10,6 | 600 ---- 480 | 1,28 ---- 1,6 | 24 | 35 | 10 | 0,6 | 8,9 | 80 | 2,08 | |
25 | 15 | 0,7 | 1,78 | ||||||||||
26 | 25 | 0,8 | 1,56 | ||||||||||
7 | 8 | 0,15 | 12,1 ---- 9,5 | 480 ---- 380 | 1,39 ---- 1,75 | ||||||||
27 | 40 | 15 | 0,65 | 8,8 | 70 | 2,2 | |||||||
28 | 20 | 0,75 | 1,9 | ||||||||||
8 | 9 | 0,16 | 11,3 ---- 8,5 | 400 --- 300 | 1,56 ---- 2,08 | 29 | 30 | 0,8 | 1,79 | ||||
30 | 45 | 15 | 0,7 | 8,5 | 60 | 2,38 | |||||||
9 | 10 | 0,18 | 11,9 ---- 9,5 | 350 ---- 240 | 1,6 --- 2,3 | 31 | 20 | 0,8 | 2,08 | ||||
32 | 30 | 0,85 | 1,96 | ||||||||||
10 | 12 | 0,19 | 11,3 ---- 7,5 | 300 ---- 200 | 1,75 ---- 2,63 | < 1,0 | 33 | 50 | 20 | 0,8 | 7,5 | 48 | 2,6 |
34 | 30 | 0,85 | 2,45 | ||||||||||
11 | 14 | 0,21 | 10,6 ---- 7,9 | 240 ---- 180 | 1,98 ---- 2,65 | 35 | 40 | 1,0 | 2,08 | ||||
36 | 55 | 25 | 0,85 | 6,6 | 38 | 3,09 | |||||||
12 | 16 | 0,25 | 10 --- 7,5 | 200 ---- 150 | 2,0 --- 2,7 | 37 | 35 | 0,9 | 2,92 | ||||
38 | 45 | 1,0 | 2,63 | ||||||||||
13 | 20 | 0,28 | 10 --- 7,5 | 160 ---- 120 | 2,33 ----- 2,98 | 1,0 | 39 | 60 | 30 | 0,95 | 5,7 | 30 | 3,5 |
40 | 40 | 1,1 | 3,63 | ||||||||||
14 | 25 | 0,3 | 10,6 ---- 7,9 | 135 ---- 100 | 2,47 ----- 3,33 | 1,2 | 41 | 50 | 1,1 | 3,03 | |||
15 | 30 | 0,35 | 9,4 --- 7,0 | 100 ---- 75 | 2,85 ----- 3,8 | 1,4 | |||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали | Группа стали | 12Х18Н9Т | Х23Н18 (ЭИ-417), 1Х18Н12ТП | ЭИ-481 | ЦЖ5-Л | ЭИ-607А | ЭИ-766 |
Коэффициент | 1,1 | 1,2 | 1,35 | 2,1 | 3,7 | ||
Жесткости детали или крепления (для d > 12 мм) | Условия установки | Жесткая | Неустойчивые или тонкостенные детали | ||||
Коэффициент | 1,2 | ||||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5, Р6М3, Р10К5Ф5 | ||||
Коэффициент | 0,85 | ||||||
--------------------------------
<*> Большие пределы значений скоростей резания приведены для обработки отверстий l <= 3D, меньшие пределы соответствуют длинам l > 3D.
Зенкерование отверстий, Rz80, 14...12 квалитет Сталь жаропрочная 12Х18Н9Т Среднесерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | ||||
Зенкеры из стали Р6М5 | |||||
Карта 46 | |||||
Диаметр обрабатываемой поверхности D, мм, до | Sо, мм/об. | v, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт |
10...15 | 0,6 | 11,3 | 240 | 0,69 | 1,2 |
20 | 0,7 | 12 | 190 | 0,75 | 1,4 |
25 | 0,9 | 12 | 150 | 0,74 | 1,6 |
30 | 1,0 | 11,3 | 120 | 0,83 | 1,7 |
35 | 1,1 | 10,6 | 96 | 0,94 | 1,8 |
40 | 1,15 | 9,4 | 75 | 1,16 | 2,2 |
45 | 1,2 | 8,5 | 60 | 1,39 | 2,0 |
50 | 1,15 | 7,5 | 48 | 1,67 | 2,2 |
60 | 1,3 | 7,1 | 37,5 | 2,05 | 2,0 |
70 | 1,4 | 6,6 | 30 | 2,38 | 2,1 |
80 | 1,5 | 6,0 | 24 | 2,78 | 2,1 |
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали | Группа стали | 12Х18Н9Т | Х23Н18 (ЭИ-417), Х18Н12Т-А | ЭИ481 | ЦЖ5-Л | ЭИ-607А | ЭИ-766 | |
Коэффициент | 1,1 | 1,2 | 1,35 | 2,1 | 3,7 | |||
Жесткости детали или крепления (для d > 12 мм) | Условия обработки | Деталь и установка жесткие | Неустойчивые или тонкостенные детали | |||||
Коэффициент | 1,2 | |||||||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5, Р6М3, Р10К5Ф5 | |||||
Коэффициент | 0,85 | |||||||
Развертывание отверстий, Rz20...Ra2,5, 9...8 квалитет и Ra2,5...Ra1,25, 7...6 квалитет Сталь жаропрочная 12Х18Н9Т Среднесерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||
Развертки из стали Р6М5 | ||||||||||||
Карта 47 | ||||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Rz20...Ra2,5, 9...8 квалитет | N позиции | Ra2,5...Ra1,25, 7...6 квалитет | ||||||||
Sо, мм/об. | v, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт | Sо, мм/об. | v, м/мин. | n, об./мин. | Tо100, мин. | Nр, кВт | |||
1 | 5 | 0,15 | 7,5 | 480 | 1,4 | < 1 | 15 | 0,3...0,45 | 3,9 | 250 | 2,2 | < 1 |
2 | 8 | 0,2 | 7,5 | 300 | 1,7 | 16 | 0,35...0,5 | 4,0 | 160 | 3,0 | ||
3 | 10 | 0,2 | 7,5 | 240 | 2,1 | 17 | 0,4...0,55 | 4,0 | 125 | 3,45 | ||
4 | 15 | 0,3 | 7,0 | 150 | 2,2 | 18 | 0,45...0,6 | 3,8 | 80 | 4,86 | ||
5 | 20 | 0,35 | 7,5 | 120 | 2,4 | 19 | 0,45...0,6 | 4,0 | 63 | 6,3 | ||
6 | 25 | 0,4 | 7,5 | 96 | 2,6 | 20 | 0,45...0,65 | 4,0 | 50 | 7,5 | ||
7 | 30 | 0,4 | 7,0 | 75 | 3,3 | 21 | 0,45...0,65 | 3,8 | 40 | 9,4 | ||
8 | 35 | 0,4 | 6,6 | 60 | 4,2 | 22 | 0,5...0,65 | 4,1 | 37,5 | 9,45 | ||
9 | 40 | 0,45 | 6,0 | 48 | 4,6 | 23 | 0,5...0,65 | 4,0 | 31,5 | 11,2 | ||
10 | 45 | 0,45 | 5,4 | 38 | 5,8 | 24 | 0,5...0,65 | 4,2 | 30 | 11,8 | ||
11 | 50 | 0,45 | 4,7 | 30 | 7,4 | 25 | 0,5...0,65 | 4,0 | 25 | 14,2 | ||
12 | 60 | 0,45 | 4,5 | 24 | 9,2 | 26 | 0,55...0,7 | 3,8 | 20 | 16,2 | ||
13 | 70 | 0,5 | 4,2 | 19 | 10,5 | 27 | 0,55...0,7 | 4,0 | 18 | 17,2 | ||
14 | 80 | 0,5 | 3,8 | 15 | 13,3 | 28 | 0,55...0,7 | 4,0 | 16 | 20,3 | ||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемой стали | Группа стали | 12Х18Н9Т | Х23Н18 (ЭИ-417), Х18Н12Т-А | ЭИ-481 | ЦЖ5-Л | ЭИ-607А | ЭИ-766 |
Коэффициент | 1,1 | 1,2 | 1,35 | 2,1 | 3,7 | ||
Марки материала режущего инструмента | Марка материала инструмента | Р6М5 | Р6К5, Р6М3, Р10К5Ф5 | ||||
Коэффициент | 0,85 | ||||||
Сверление и рассверливание, Rz80, 14...12 квалитет Медные сплавы, HB = 0,98...1,37 ГПа и алюминиевые Среднесерийное производство | Вертикально- и радиально-сверлильные станки Nд = 2,8...10 кВт | |||||||||||
Сверла спиральные из стали Р6М5 | ||||||||||||
Карта 48 | ||||||||||||
Сверление Rz80, 14...12 квалитет | Рассверливание Rz80, 14...12 квалитет | |||||||||||
N позиции | Диаметр обрабатываемой поверхности D, мм, до | Sо, мм/об. | v <*>, м/мин. | n, об./мин. | Tо100, мин. | N позиции | Диаметр обрабатываемой поверхности D, мм, до | Диаметр предварительно обработанного отверстия d, мм, до | S, мм/об. | v, м/мин. | n, об./мин. | Tо100, мин. |
1 | 2 | 0,09 ---- 0,06 | 12,5 ----- 8,0 | 2100 ----- 1250 | 0,53 ---- 1,33 | 11 | 25 | 10 | 0,7 | 47 | 600 | 0,24 |
12 | 15 | 0,8 | 0,21 | |||||||||
2 | 4 | 0,25 ---- 0,15 | 19 ----- 11,5 | 1600 ----- 900 | 0,25 ---- 0,74 | 13 | 30 | 10 | 0,7 | 38 | 400 | 0,36 |
14 | 20 | 0,9 | 0,28 | |||||||||
3 | 6 | 0,3 --- 0,2 | 23 -- 14 | 1250 ---- 750 | 0,27 ---- 0,66 | |||||||
15 | 40 | 15 | 0,8 | 38 | 300 | 0,42 | ||||||
16 | 30 | 1,1 | 0,30 | |||||||||
4 | 8 | 0,4 --- 0,3 | 27,6 ---- 15,1 | 1100 ----- 600 | 0,23 ---- 0,55 | |||||||
17 | 50 | 20 | 0,8 | 39 | 250 | 0,5 | ||||||
18 | 40 | 1,1 | 0,36 | |||||||||
5 | 10 | 0,5 --- 0,4 | 28 -- 19 | 950 ---- 500 | 0,21 ---- 0,50 | |||||||
19 | 60 | 30 | 0,8 | 38 | 200 | 0,63 | ||||||
20 | 50 | 1,1 | 0,45 | |||||||||
6 | 12 | 0,6 ---- 0,45 | 30 --- 19 | 800 ---- 500 | 0,21 ---- 0,44 | |||||||
21 | 80 | 30 | 1,0 | 38 | 150 | 0,67 | ||||||
22 | 50 | 1,2 | 0,56 | |||||||||
7 | 16 | 0,7 --- 0,5 | 30 --- 20 | 600 ---- 300 | 0,24 ---- 0,57 | |||||||
8 | 20 | 0,8 ---- 0,6 | 31 --- 19 | 500 ---- 300 | 0,25 ---- 0,56 | |||||||
9 | 25 | 1,0 ---- 0,75 | 29 --- 19 | 375 ---- 250 | 0,26 ---- 0,53 | |||||||
10 | 30 | 1,0 ---- 0,8 | 28 --- 19 | 300 ---- 200 | 0,33 ----- 0,62 | |||||||
Поправочные коэффициенты на время обработки
для измененных условий работы в зависимости от:
Обрабатываемого материала | Обрабатываемый материал | Медные сплавы | Алюминиевые сплавы | |||
Твердости обрабатываемого материала | Твердость материала HB, ГПа; | HB <= 1,37 ГПа | HB > 1,37 ГПа | Силумин и литейные сплавы,  HB >= 0,64 ГПа (закаленные). Дюралюмин, HB >= 0,64 ГПа (закаленные). Дюралюмин,  HB > 0,98 ГПа (закаленный) HB > 0,98 ГПа (закаленный) | Силумин и литейные сплавы,  HB < 0,64 ГПа. Дюралюмин, HB < 0,64 ГПа. Дюралюмин,  HB < 0,98 ГПа HB < 0,98 ГПа | Дюралюмин,  |
Коэффициент | 1,25 | 0,8 | 0,7 | 0,6 | ||
Жесткости детали или крепления (для D свыше 12 мм) | Условия обработки | Деталь и установка жесткие | Неустойчивые или то детали тонкостенные | |||
Коэффициент | 1,2 | |||||
--------------------------------
<*> Большие пределы значений скоростей резания приведены для обработки отверстий l <= 3D, меньшие пределы соответствуют длинам l > 3D.
Снятие фасок и заусенцев, центрование отверстий Чугун, сталь, медные сплавы Среднесерийное производство | Вертикально- и радиально-сверлильные станки | ||||||||
Инструмент из стали Р6М5 | |||||||||
Карта 49 | |||||||||
Снятие фасок и заусенцев | Центрование отверстий | ||||||||
 | 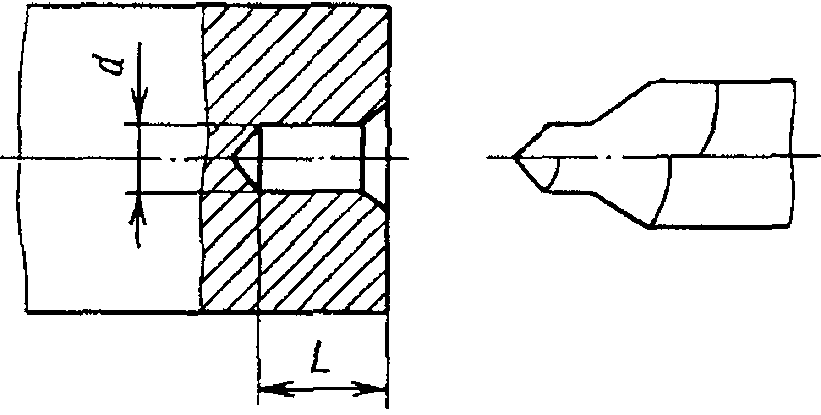 | ||||||||
Размер фаски а, мм | Размеры центрового отверстия | ||||||||
0,5 | 1,0 | 2 | 3 | 1,0 --- 2,5 | 1,5...2,0 -------- 5,0 | 2,5 --- 6,0 | 3...4 ----- 7,5 | 5...6 ----- 15 | 8 --- 20 |
Оперативное время, мин. | |||||||||
0,06 | 0,07 | 0,09 | 0,11 | 0,11 | 0,15 | 0,17 | 0,20 | 0,25 | 0,3 |
Примечание. При центровании отверстий в деталях из медных сплавов время по карте принимать с коэффициентом К = 0,6.
ОТ ВИДА, ХАРАКТЕРА, УСЛОВИЙ ОБРАБОТКИ
И ОБРАБАТЫВАЕМОГО МАТЕРИАЛА
Вид обработки | Жесткость системы "станок - приспособление - инструмент - деталь" | Сравнительная оценка марок инструментального материала по производительности | Рекомендуемые марки инструментальных материалов для обработки | |||||
углеродистой и легированной стали | специальной труднообрабатываемой стали | закаленной стали | чугуна | цветных металлов и их сплавов | неметаллических материалов | |||
1. Сверление отверстий | ||||||||
Сверление | Повышенная | Наивысшая | Т14К8, Р6М5 <*> | ВК8, Р6М5 <*> | ВК6 | ВК6, Р6М5 <*> | Р6М5 | ВК2, Р6М5 |
Нормальная | Средняя | Т5К10, Р6М5 <*> | ВК8, Р6М5 <*> | ВК6 | ВК6, Р6М5 | ВК6, Р6М5 | ||
Недостаточная | Пониженная | ВК8, Р6М5 <*> | Р6М5 | ВК8 | ВК8, Р6М5 | ВК8, Р6М5 | ||
Рассверливание | Повышенная | Наивысшая | Т15К6, Р6М5 <*> | Т15К10, Р6М5 <*> | ВК2 | ВК2, ВК3, Р6М5 | Р6М5 | ВК2, ВК3, Р6М5 |
Нормальная | Средняя | Т15К6, Р6М5 <*> | ВК6, Р6М5 <*> | ВК3 | ВК6, Р6М5 | ВК6, Р6М5 | ||
Недостаточная | Пониженная | Т14К6, Р6М5 <*> | ВК6, Р6М5 | ВК6 ВК8 | ВК8, Р6М5 | ВК6, Р6М5 | ||
2. Зенкерование отверстий | ||||||||
Черновое зенкерование | Повышенная | Наивысшая | Т14К8, Р6М5 <*> | Т5К10, Р6М5 <*> | - | ВК2, Р6М5 <*> | Р6М5 | ВК2, ВК3, Р6М5 |
Нормальная | Средняя | Т5К10, Р6М5 <*> | ВК6, Р6М5 <*> | - | ВК3, ВК6, Р6М5 <*> | ВК6, Р6М5 | ||
Недостаточная | Пониженная | ВК8, Р6М5 <*> | ВК6, Р6М5 <*> | - | ВК8, Р6М5 <*> | ВК6, Р6М5 | ||
Чистое зенкерование | Повышенная | Наивысшая | Т30К4, Р6М5 <*> | Т15К6, Р6М5 <*> | Т15К6 | ВК2, ВК3, Р6М5 <*> | Р6М5 | ВК2, ВК3, Р6М5 <*> |
Нормальная | Средняя | Т15К6, Р6М5 <*> | Т14К8, Р6М5 <*> | Т14К8 | ВК6, Р6М5 | ВК6, Р6М5 <*> | ||
Недостаточная | Пониженная | Т15К6, Р6М5 <*> | Т5К10, Р6М5 <*> | Т14К8 | ВК6, Р6М5 <*> | ВК6, Р6М5 <*> | ||
3. Развертывание отверстий | ||||||||
Развертывание отверстий | Повышенная | Наивысшая | Т60К6, Р6М5 <*> | Т30К4, Р6М5 <*> | Т30К4 | ВК2, ВК3, Р6М5 <*> | Р6М5 | ВК2, ВК3, Р6М5 <*> |
Нормальная | Средняя | Т30К4, Р6М5 <*> | Т15К6, Р6М5 | Т15К6 | ВК6, Р6М5 <*> | ВК6, Р6М5 <*> | ||
Недостаточная | Пониженная | Т15К6, Р6М5 <*> | Т15К6, Р6М5 <*> | Т15К6 | ВК6, Р6М5 <*> | ВК6, Р6М5 <*> | ||
--------------------------------
<*> Быстрорежущий инструмент применяется в случаях, когда на данном оборудовании нельзя обеспечить необходимую скорость резания для твердосплавного инструмента.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ,
ВКЛЮЧЕННОЕ В СОСТАВ НЕПОЛНОГО ШТУЧНОГО ВРЕМЕНИ
N позиции | Вид обработки | Наибольший диаметр обработки, мм, до | |||||
25 | 50 | 75 | |||||
Длина обрабатываемой поверхности, мм, до | |||||||
<= 50 | > 50 | <= 50 | > 50 | <= 50 | > 50 | ||
1 | Рассверливание, зенкерование, развертывание | 0,10 | 0,11 | 0,13 | 0,15 | 0,16 | 0,18 |
2 | Зенкерование, цекование | 0,11 | 0,12 | 0,13 | 0,15 | 0,16 | 0,18 |
3 | Нарезание резьбы метчиком (время на один метчик) | 0,22 | - | 0,27 | - | 0,32 | - |
N позиции | Обрабатываемый материал | Вид обработки | Длина сверления, мм, до | Наибольший диаметр сверления, мм, до | |||
25 | |||||||
Диаметр сверла, мм, до | |||||||
10 | 15 | 20 | 25 | ||||
Время на одно отверстие (с учетом вывода сверла), мин. | |||||||
1 | Сталь | Сверление | 25 | 0,14 | 0,15 | 0,15 | 0,15 |
2 | 50 | 0,25 | 0,22 | 0,18 | 0,15 | ||
3 | 70 | 0,33 | 0,24 | 0,19 | 0,18 | ||
4 | 100 | 0,45 | 0,34 | 0,25 | 0,23 | ||
5 | 125 | 0,65 | 0,43 | 0,31 | 0,26 | ||
6 | 150 | 0,76 | 0,59 | 0,43 | 0,31 | ||
7 | 175 | 1,0 | 0,75 | 0,59 | 0,43 | ||
8 | 200 | 1,3 | 1,1 | 0,95 | 0,59 | ||
9 | Чугун, медные сплавы | 25 | 0,14 | 0,15 | 0,15 | 0,15 | |
10 | 50 | 0,23 | 0,18 | 0,17 | 0,15 | ||
11 | 70 | 0,29 | 0,23 | 0,18 | 0,17 | ||
12 | 100 | 0,41 | 0,25 | 0,23 | 0,19 | ||
13 | 125 | 0,56 | 0,41 | 0,27 | 0,23 | ||
14 | 150 | 0,70 | 0,54 | 0,41 | 0,27 | ||
15 | 175 | 0,92 | 0,70 | 0,54 | 0,41 | ||
16 | 200 | 1,20 | 0,97 | 0,70 | 0,54 | ||
ВРЕМЕНИ, СВЯЗАННОГО С ОБРАБОТКОЙ ПОВЕРХНОСТИ
N позиции | Наименование приемов |
I. Сверление | |
1 | Подвести сверло к детали |
2 | Совместить оси инструмента и детали (с перемещением незакрепленной детали) |
3 | Включить вращение шпинделя |
4 | Включить подачу |
5 | Выводы и вводы сверла для удаления стружки |
6 | Выключить подачу (перекрывается машинным временем) |
7 | Переместить сверло в исходное положение или вывести сверло |
8 | Выключить вращение шпинделя |
II. Рассверливание, зенкерование, развертывание | |
9 | Поднести инструмент к детали |
10 | Совместить оси инструмента и детали (с перемещением незакрепленной детали) |
11 | Включить вращение шпинделя |
12 | Включить подачу |
13 | Выключить подачу (перекрывается машинным временем) |
14 | Вывести инструмент |
15 | Выключить вращение шпинделя |
III. Нарезание резьбы метчиком | |
16 | Взять метчик, установить в державку и снять его |
17 | Подвести метчик к детали |
18 | Установить заборную часть метчика в отверстие (с перемещением незакрепленной детали) |
19 | Смазать метчик маслом |
20 | Включить вращение шпинделя |
21 | Изменить направление вращения шпинделя |
22 | Отвести метчик от детали |
23 | Выключить вращение шпинделя |
Инструменты для обработки отверстий | |||||||||||||||
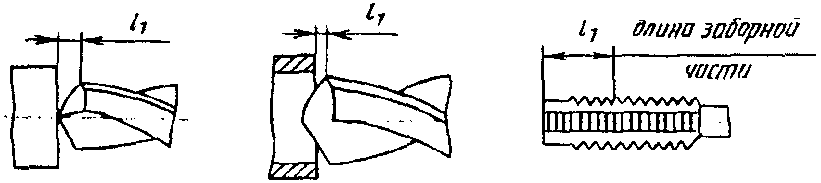 | |||||||||||||||
Вид обработки | Диаметр инструмента, мм, до | ||||||||||||||
3 | 5 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 и бол. | ||||||
Врезание и перебег l1, мм | |||||||||||||||
Сверление на проход | С одинарной заточкой | 2 | 2,5 | 5 | 6 | 8 | 10 | 12 | 15 | 18 | 23 | ||||
С двойной заточкой | - | - | 6 | 8 | 10 | 15 | 16 | 18 | 22 | 27 | |||||
Сверление в упор | 1,5 | 2 | 4 | 6 | 7 | 9 | 11 | 14 | 17 | 21 | |||||
Рассверливание при глубине резания t, мм, до | 5 | - | - | - | 4 | 4 | 5 | 5 | 5 | 6 | 6 | ||||
10 | - | - | - | - | 1 | 8 | 8 | 8 | 9 | 9 | |||||
15 | - | - | - | - | - | - | 11 | 11 | 12 | 12 | |||||
20 | - | - | - | - | - | - | - | 14 | 15 | 15 | |||||
30 | - | - | - | - | - | - | - | - | 18 | 18 | |||||
Зенкерование | На проход | Глубина резания t, мм, до | 1 | - | - | - | 3 | 3 | 3 | 4 | 4 | 5 | 5 | ||
3 | - | - | - | 5 | 5 | 5 | 6 | 6 | 7 | 7 | |||||
5 | - | - | - | - | 7 | 7 | 8 | 8 | 9 | 9 | |||||
10 | - | - | - | - | - | 12 | 13 | 13 | 14 | 15 | |||||
В упор | - | - | - | 2 | 2 | 2 | 3 | 3 | 4 | 4 | |||||
Развертывание цилиндрических отверстий | На проход | - | 8 | 9 | 15 | 18 | 19 | 19 | 24 | 25 | 26 | ||||
В упор | - | 2 | 3 | 3 | 3 | 3 | 4 | 4 | 4 | 5 | |||||
Развертывание конических отверстий | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | |||||
Центрование отверстий | 1 - 2 | 2 | - | - | - | - | - | - | - | - | |||||
Зенкование коническими зенковками | 0,5 | 0,5 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | |||||
Зенкование и цекование облицовочными инструментами | 0,5 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | ||||||
Метчики машинные | На проход | Длина заборной части 3...6 ниток + 1...2 калибрующие нитки | |||||||||||||
В упор | (2,5 - 3) · р | ||||||||||||||
МЕХАНИЧЕСКИЕ СВОЙСТВА ОСНОВНЫХ
КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
Группа стали | Марка | Механические свойства | |||||
в состоянии поставки по ГОСТу | после термической обработки | ||||||
ГОСТ | Состояние | Типовая термическая обработка | HB, ГПа | ||||
Углеродистая обыкновенного качества | Ст. 0 | 380-71 | Г |  | - | - | - |
Ст. 1 | 0,31...0.39 | - | - | - | |||
Ст. 2 | 0,33...0,41 | - | - | - | |||
Ст. 3 | 0,37...0,46 | - | - | - | |||
Ст. 4 | 0,41...0,5 | - | - | - | |||
Ст. 5 | 0,49...0,6 | - | - | - | |||
Ст. 6 | 0,59...0,7 | - | - | - | |||
Ст. 7 | 0,69...0,74 | - | - | - | |||
Углеродистая качественная | 08 | 1050-74 | Г | HB <= 1,28 | - | - | - |
10 | 1050-74 | Г | 1,34 | Нормализация 910...930° | >= 0,33 | <= 1,4 | |
Н | 1,83 | ||||||
О | 1,4 | ||||||
15 | 1050-74 | Г | 1,4 | Нормализация 910...930° | >= 0,36 | <= 1,53 | |
Н | 1,93 | ||||||
О | 1,46 | ||||||
20 | 1050-74 | Г | 1,53 | Нормализация 900...920° | >= 0,4 | 1,34...1,71 | |
Н | 2,03 | ||||||
О | 1,6 | ||||||
25 | 1050-74 | Г | 1,67 | - | - | - | |
Н | 2,13 | - | - | - | |||
О | 1,67 | - | - | - | |||
30 | 1050-74 | Г | 1,75 | - | - | - | |
Н | 2,24 | - | - | - | |||
О | 1,75 | - | - | - | |||
35 | 1050-74 | Г | 2,02 | Нормализация 860...880° | >= 0,51 | 1,53...1,92 | |
Н | 2,24 | Закалка 880, отпуск 600° | - | 1,83 | |||
О | 1,83 | ||||||
40 | 1050-73 | Г | 2,13 | Нормализация 860...880° | >= 0,56 | 1,53...2,03 | |
О | 1,83 | ||||||
Н | 2,36 | Отпуск 550...620° | >= 0,69 | 1,88...2,23 | |||
О | 1,93 | ||||||
45 | 1050-74 | Г | 2,36 | Нормализация 850...870° или отжиг 840...860° | >= 0,59 | 1,67...2,13 | |
О | 1,93 | ||||||
Н | 2,36 | ||||||
Углеродистая качественная с повышенным содержанием марганца | 50 | 1050-74 | Г | 2,36 | Нормализация 840...860° | >= 0,63 | 1,75...2,24 |
О | 2,03 | ||||||
Н | 2,5 | Закалка 840° | - | 2,13 | |||
О | 2,15 | Отпуск 600° | |||||
Углеродистая качественная с повышенным содержанием марганца | 55 | 1050-74 | Г | 2,5 | Нормализация 810° | 0,68 | 2,24 |
О | 2,13 | ||||||
60 | 1050-74 | Г | 2,5 | - | - | - | |
О | 2,24 | ||||||
65 | 1050-74 | Г | 2,21 | - | - | - | |
О | 2,24 | ||||||
15Г | 1050-74 | Г | 1,6 | Нормализация 920° | 0,39 | <= 1,6 | |
Н | 2,03 | ||||||
О | 1,6 | ||||||
20Г | 1050-74 | Г | 1,93 | Нормализация 900° | 0,42 | <= 1,93 | |
30Г | 1050-74 | Г | 2,13 | Нормализация 880° | 0,54 | 1,83 | |
О | 1,83 | ||||||
40Г | 1050-74 | Г | 2,24 | Нормализация 860° | 0,59 | <= 2,24 | |
О | 2,03 | <= 2,03 | |||||
50Г | 1050-74 | Г | 2,5 | Нормализация 840° | 0,64 | 2,24 | |
О | 2,13 | ||||||
Н | 2,64 | Закалка 850° | |||||
О | 2,24 | Отпуск 600° | |||||
Углеродистая качественная с повышенным содержанием марганца | 60Г | 1050-74 | Г | 2,64 | Отжиг 800...830° | - | 1,92...2,24 |
О | 2,24 | Нормализация 840° | >= 0,69 | <= 2,24 | |||
65Г | 1050-74 | Г | 2,79 | Отжиг 790...810° | 0,64 | 1,92...2,24 | |
О | 2,24 | Нормализация | >= 0,74 | <= 2,36 | |||
70Г | 1050-74 | Г | 2,79 | Отжиг 790...810° | - | 1,98...2,3 | |
О | 2,24 | Нормализация | >= 0,79 | <= 2,36 | |||
Автоматная | А12 | Х | 1,64...2,13 | - | - | - | |
А20 | Х | 1,64...2,13 | - | - | - | ||
А30 | Х | 1,71...2,19 | - | - | - | ||
А40Г | Х | 1,67...2,24 | - | - | - | ||
Хромистая | 15Х | ОП | 1,75 | Нормализация 890...910° | 0,69 | 1,4...1,75 | |
20Х | ОП | 1,75 | Нормализация 890...910° | 0,79 | 1,43...2,08 | ||
30Х | ОП | 1,83 | Закалка 860° Отпуск 500° | 0,89 | 1,82 | ||
35Х | ОП | 1,93 | Закалка 860° Отпуск 500° | 0,93 | <= 1,93 | ||
Отжиг 880...900° Закалка 860° Отпуск 550° | 0,93 | 1,67...2,24 | |||||
38ХА | ОП | 2,03 | |||||
40Х | ОП | 2,03 | Отжиг 860...900° Закалка 850° Отпуск 500° | 0,99 | 1,75...2,24 | ||
45Х | ОП | 2,03 | Отжиг 840...870° Закалка 840° Отпуск 520° | 1,03 | 1,75...2,24 | ||
50Х | 4533-71 | ОП | 2,24 | Закалка 830° Отпуск 520° | 1,08 | 2,24 | |
Хромованадиевая | 15ХФ | ОП | 1,83 | - | - | - | |
20ХФ | ОП | 1,83 | Нормализация 880 ...900° | >= 0,79 | 1,67...2,13 | ||
40ХФА | ОП | 1,93 | Отпуск 650° | 0,83 | 2,46 | ||
Хромомолибденовая | 30ХМ | ОП | 2,24 | Закалка 880° Отпуск 540° | 0,73 | 2,89 | |
35ХМ | ОП | 2,36 | Отжиг 840...860° Закалка 850° Отпуск 560° | 0,97 | 1,83...2,24 | ||
Хромокремнистая | 33ХС | ОП | 2,36 | Закалка 920° Отпуск 630° | 0,89 | 2,72 | |
38ХС | ОП | 2,5 | Закалка 900° Отпуск 630° | 0,93 | 2,89 | ||
40ХС | ОП | - | Закалка 900 Отпуск 540° | 1,23 | - | ||
Хромомарганцевая | 20ХГ | ОП | 1,38 | Закалка 880° Отпуск 180° | 0,89 | 2,61 | |
40ХГ | ОП | 2,24 | Закалка 840° Отпуск 520° | 0,99 | 2,89 | ||
35ХГ2 | ОП | - | Закалка 860° Отпуск 600° | 0,83 | - | ||
Кремнемарганцевая | 27СГ | ОП | 2,13 | Закалка 920° Отпуск 420° | 0,99 | 1,25 | |
35СГ | ОП | 2,24 | Закалка 900° Отпуск 590° | 0,89 | 2,61 | ||
36Г2С | ОП | 2,24 | Закалка 880° | 0,74 | 2,29 | ||
Хромокремнемарганцевая | 25ХГСА | ОП | 2,13 | Закалка 880° Отпуск 480° | 1,08 | 2,3 | |
20ХГСА | ОП | 2,03 | Закалка 880° Отпуск 500° | 0,74 | 2,03 | ||
30ХГС | ОП | 2,24 | Закалка 880° Отпуск 540° | 1,08 | 3,19 | ||
35ХГСА | ОП | 2,24 | Закалка 950° Отпуск 700° | 1,08 | - | ||
Хромоникелевая | 12ХН2 | ОП | 2,03 | Закалка 760...810° Отпуск 180° | 0,79 | 1,6...2,03 | |
12Х2НЧ | ОП | 2,5 | Закалка 760...810° Отпуск 180° | 0,93 | 1,83...2,5 | ||
13Н2ХН | ОП | 2,03 | Закалка 770...810° Отпуск 180° | 0,59 | - | ||
40ХН | ОП | 2,03 | Закалка 820...500° Отпуск 500° | 0,99 | 1,75...2,13 | ||
20ХН | ОП | 1,93 | Закалка 860...810° Отпуск 180° | 0,79 | 1,6...2,03 | ||
Хромоникелевая | 30ХН3А | ОП | 2,36 | Закалка 820° Отпуск 530° | 0,99 | 3,19 | |
45ХН | ОП | 2,03 | Отжиг 830...850° Закалка 820° | - | 1,83...2,24 | ||
50ХН | ОП | 2,03 | Отпуск 530° | 1,03 | 3,03 | ||
Отжиг 830...850° | 1,83...2,24 | ||||||
Хромомарганцевая с титаном | 18ХГТ | ОП | 2,13 | Нормализация 920...950° | 0,99 | 1,54...2,03 | |
39ХГТ | ОП | 2,24 | Отжиг 870...890° | 1,47 | 1,75...2,24 | ||
Борсодержащая | 20ХГР | ОП | - | Отжиг 860...880° | 0,99 | 1,53...1,93 | |
40ХГР | ОП | 2,36 | Закалка 850° Отпуск 550...600° | 0,99 | 2,89 | ||
Хромоникельмарганцевая | 38ХГН | ОП | 2,24 | Закалка 850° Отпуск 510° | 0,89 | 2,61 | |
30ХГНА | ОП | 2,24 | Закалка 880° Отпуск 500° | 1,08 | 3,19 | ||
Хромоникельмолибденовая | 40ХНМА | ОП | 2,64 | Отжиг 840...880° | 1,08 | 1,75...2,24 | |
Закалка 850° | 2,89 | ||||||
Отпуск 620° | |||||||
Хромомолибденлюминиевая | 38ХНЮА | ОП | 2,64 | Отжиг 930...950° | - | 1,83...2,24 | |
Хромовольфрамоалюминиевая с ванадием | 38ХВЮФ | ОП | 2,24 | Закалка 930° Отпуск 640° | 0,99 | 2,89 | |
Нержавеющая | 2Х13 | Г | 1,24...1,93 | Закалка 1000...1500° | - | <= 1,83 | |
Отпуск 660...770° | 0,65 | 1,91 | |||||
4Х13 | Г | - | Закалка 1000...1050° Отпуск 200...300° | - | 0,49 | ||
Х18Н9 | Г | - | Закалка 1050...1100° | 0,49 | - | ||
Х18Н9Т | Г | - | Закалка 1050...1100° | 0,54 | - | ||
--------------------------------
<*> Условные обозначения состояний стали: Г - горячекатаная; О - отожженная; Н - нагортованная холоднотянутая; Х - холоднотянутая; ОП - отожженная или отпущенная.
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА И МЕДНЫХ СПЛАВОВ
Серый чугун (ГОСТ 1412-79) | Ковкий чугун (ГОСТ 1215-79) | ||
Марка отливки | HB, ГПа | Марка отливки | HB, ГПа |
СЧ 00 | Испытанию на твердость не подвергается | КЧ 30-3 | 1,97 |
СЧ 12-28 | 1,4...2,24 | КЧ 35-4 | 1,97 |
СЧ 15-32 | 1,59...2,24 | КЧ 40-3 | 1,97 |
СЧ 18-36 | 1,67...2,24 | КЧ 30-6 | 1,59 |
СЧ 21-40 | 1,67...2,36 | КЧ 38-8 | 1,46 |
СЧ 24-44 | 1,67...2,36 | КЧ 35-10 | 1,46 |
СЧ 28-48 | 1,67...2,36 | КЧ 37-12 | 1,46 |
СЧ 32-53 | 1,83...2,5 | ПФКЧ 40-2 | 1,59...2,24 |
СЧ 35-56 | 1,93...2,63 | ПФКЧ 40-5 | 1,59...2,24 |
СЧ 38-60 | 2,02...2,63 | ПФКЧ 50-3 | 1,59...2,24 |
Примечание. Перлигоферритный ковкий чугун (ПФ) в ГОСТ не входит.
Группы сплавов | Марки | HB, ГПа | |
Гетерогенные | Высокой твердости | Бр АЖН11-6-6 | 2,45 |
Бр АЖН10-4-4л | 1,67 | ||
Средней твердости | Бр АЖц 10-3-1,5 | 1,18 | |
Бр АЖ 9-4 | 1,07...1,76 | ||
Бр АМц 9-2л | 0,78 | ||
ЛМцЖ 52-4-1 | 0,98 | ||
Бр ОУСН 3-7-5-1 | 0,59 | ||
ЛА 67-2,5 | 0,88 | ||
ЛК-80-3Л | 0,98... 1,08 | ||
Бр ОФ 6,5-0,15 | 0,78...0,88 | ||
Свинцовистые при основной гетерогенной структуре | Бр ОУС 3-12-5 | 0,59 | |
Бр ОУС 3,5-7-5 | 0,59 | ||
ЛКС 80-33 | 0,88...0,98 | ||
ЛМцС 58-22 | 0,69...0,78 | ||
ЛМц ОС58-2-2-2 | 0,88...0,98 | ||
Гомогенные сплавы | Бр КМц 3-1 | 0,69...0,88 | |
1,67...1,86 | |||
Бр А7 | 0,64...0,74 | ||
1,96...2,15 | |||
Бр ОФ 4-0,25 | 0,69...0,88 | ||
1,57... 1,96 | |||
Бр ОЦ4-3 | 0,49...0,69 | ||
1,47...1,67 | |||
Бр КН1-3 | 0,78...0,98 | ||
1,47...1,96 | |||
С содержанием свинца < 10% при основной гомогенной структуре | Бр ОЦС 5-5-5 | 0,59 | |
Бр ОЦС 4-4-2,5 | 0,49...0,69 | ||
1,47...1,67 | |||
Медь | М3, М4 | 0,34 | |
С содержанием свинца > 15% | Бр ОЦС 4-4-17 | 0,59 | |
Бр СН 60-2,5 | 0,19 | ||
Бр С30 | 0,24 | ||
Примечание. Для деформируемых бронз в числителе приведена твердость для мягкого состояния, в знаменателе - для твердого состояния.
МЕХАНИЧЕСКИЕ СВОЙСТВА ЖАРОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ
Марка стали или сплава | Механические свойства | Марка резца | Рекомендуемый диапазон подач, мм/об. | Усредненный поправочный коэффициент Км V | |
HB, ГПа | |||||
12Х18Н9Т | <= 0,54 | 1,38 | ВК8 | 0,12...1,0 | |
0,55...0,59 | 1,2 | ||||
0,64...0,74 | 0,9 | ||||
1Х12Н2ВМФ (ЭИ961) | 1,08...1,18 | - | Т15К6 | 0,1...0,94 | |
1,18...1,42 | 6,75 | ||||
> 1,42 | 0,38 | ||||
1,08... 1,18 | ВК8 | 0,80 | |||
1,19...1,42 | 0,60 | ||||
> 1,42 | 0,30 | ||||
20Х15НЗМА (ДИ1) | 1,08...1,18 | - | Т15К6 | 0,1...0,94 | 1,3 |
1,19...1,42 | |||||
> 1,42 | <1,5 | ||||
25Х2МФА | 0,74...0,88 | - | Т15К6 | 0,1...0,94 | 0,93 |
ВК8 | 0,75 | ||||
30ХН2МФА (ЭИ961Ф) | 1,08...1,18 | - | Т15К6 | 0,1...0,94 | 0,50 |
1,19...1,42 | 0,38 | ||||
> 1,42 | 0,20 | ||||
1,08...1,18 | ВК8 | 0,40 | |||
1,19...1,42 | 0,20 | ||||
> 1,42 | 0,15 | ||||
1Х17Н2 (ЭИ268) | 0,78...0,93 | - | ВК8 | 0,1...0,5 | |
1,08...1,27 | 0,75 | ||||
1Х12ВН (ЭИ802) | 0,64 | - | Т15К6 | 0,4...2,1 | 2,0 |
13Х14НВФРА (ЭИ736) | 0,69...0,88 | - | Т15К6 | 0,1...0,5 | |
0,93...1,18 | 0,8 | ||||
20Х3МВФ (ЭИ415) | - | 1,57...1,66 | 0,1...1,4 | 2,1 | |
>= 2,55 | Т15К10 | 1,6 | |||
1,57...1,66 | Т15К6 | 2,9 | |||
>= 2,55 | 2,2 | ||||
1,57...2,66 | ВК8 | 1,5 | |||
>= 2,55 | 1,1 | ||||
4Х12Н8Г8МФБ (ЭИ481) | - | 1,96.. .2,15 | ВК8, Т5К10 | 0,13...1,40 | 0,95 |
2,16...2,54 | 0,80 | ||||
> 2,55 | 0,72 | ||||
4Х14Н14В2М (ЭИ69) | 0,69 | - | ВК8 | 0,13...0,86 | 1,06 |
Х12Н20ТЗР (ЭИ696А, ЭИ696М) | 0,70...0,78 | 0,85 | |||
1Х21Н5Т (ЭИ811) | 0,80...0,98 | 0,65 | |||
Х23Н18 (ЭИ417) | 0,59...0,60 | - | ВК8 | 0,11...0,72 | 0,8 |
ЗХ19Н9МВБТ (ЭИ572, ЭИ405) | 0,59...0,60 | 0,4 | |||
ЭИ654 | 0,71 | - | Т15К6, ВК8 | 0,04...0,43 | 0,65 |
0,50 | |||||
0Х14Н28В3Т3ЮР (ЭИ786) | 0,88 | - | ВК8 | 0,13...0,85 | 0,20 |
ЭИ812 | 0,88 | 0,35 | |||
СН3 | 1,27 | ВК8, Т5К10 | 1,30 | ||
СН2 | 1,27 | 0,1...0,29 | 0,75 | ||
ХН78 (ЭИ435) | 0,76 | ВК8 | 0,1...0,43 | 0,75 | |
Х1175МВТ1ЦЭИ602) | - | 0,53 | |||
ХН6ОИ (ЭИ868) | 0,74 | 0,48 | |||
ХН77ТЮ (ЭИ437А) | 0,83...0,98 | - | ВК8 | 0,1...0,78 | 0,40 |
ХН77ТЮР (ЭИ437Б) | 0,83...0,98 | ВК6М | 0,50 | ||
ХН35ВТ (ЭИ612) | 0,93 | ВК8 | 0,2...1,5 | 0,50 | |
ХН70ВМТЮ (ЭИ617) | 0,98... 1,23 | 0,15...0,98 | 0,25 | ||
ХН70ВМЮТ (ЭИ765) | - | 2,74...2,34 | 0,2...1,0 | 0,23 | |
ЭИ929 | 0,98...1,23 | - | ВК8 | 0,15...0,98 | 0,25 |
ЭИ893 | 1,03 | 0,15...1,0 | 0,20 | ||
ЭИ766 | 0,88...0,98 | 0,18...0,55 | 0,20 | ||
ЭИ767 | 0,93...1,13 | 0,15...0,40 | 0,10 | ||
ХН5ВТЮ (ЭИ787) | 0,88...0,93 | 0,13...0,50 | 0,22 | ||
ЖС3Д | 0,98 | - | ВК8 | 0,1...0,3 | 0,15 |
ВЛ7-45У | 0,49...0,59 | - | Т15К6 | 0,1...0,48 | 0,55 |
ВТ3-1, ВТЗ | 0,93...1,18 | - | ВК8 | 0,08...0,48 | 0,40 |
ВТ5, ОТ4 | 0,74...0,93 | ВК6М | 0,70 | ||
ВТ6 | 0,88...0,98 | - | ВК6М | 0,07...0,5 | 0,42 |
ВТ8 | 0,98...1,18 | 0,42 | |||
ВТ14 | 0,88...0,98 | - | ВК6М | 0,16...0,5 | 0,65 |
1,13...1,37 | 0,52 | ||||
1Х13, 2Х13 3Х13, 4Х13 | <= 0,59 | - | ВК8, Т15К6 | 0,2...0,27 | 1,5 |
0,93...1,08 | 1,2 | ||||
<= 0,83 | 1,3 | ||||
0,93...1,98 | 1,2 | ||||
> 1,08 | 0,9 | ||||
Условные обозначения | Размерность | Обозначаемые параметры и величины |
1. Размеры обработки | ||
D, d, | мм | Обрабатываемый диаметр |
L1, L2..., Ln | " | Расчетная длина обрабатываемой поверхности |
l | " | Длина обрабатываемой поверхности |
l1 | " | Врезание и перебег |
p | мм | Шаг нарезаемой резьбы |
a | " | Размер фаски |
2. Время | ||
Нвр | мин. | Норма времени |
Tш | " | Штучное время |
Tо100(10) | " | Основное время на обработку 100 мм (10 мм) длины обрабатываемой поверхности |
tп.з. | " | Подготовительно-заключительное время |
tнш1 | " | Неполное штучное время на обработку поверхности |
 | " | |
tву | " | Вспомогательное время на установку и снятие детали |
tвп | % | Вспомогательное время, связанное с переходом |
аtв | % | Время на обслуживание рабочего места в процентах от оперативного времени |
аотл | - | Время на отдых и личные потребности в процентах от оперативного |
Кtш | - | Коэффициент на штучное время в зависимости от партии деталей в единичном и мелкосерийном производстве |
Кtв | - | Коэффициент на вспомогательное время в зависимости от характера и серийных работ в среднесерийном производстве |
q | шт. | Число деталей в партии |
3. Режим резания | ||
v | м/мин. | Скорость резания |
So | мм/об. | Подача на один оборот шпинделя |
n | об./мин. | Частота вращения |
Nо | кВт | Эффективная мощность на шпинделе станка |
Nр | " | Мощность резания |
Nд | " | Мощность электродвигателя станка |
Рz | кг | Тангенциальная сила резания |
t | мм | Глубина резания |
i | - | Число рабочих ходов |
4. Характеристика обрабатываемого материала | ||
ГПа | Предел прочности обрабатываемого материала при растяжении | |
HB | ГПа | Твердость обрабатываемого материала по Бринелю |
5. Характеристика и параметры режущего инструмента | ||
град | Угол наклона режущей части | |
" | Задний угол | |
D, d | мм | Диаметр инструмента |
1. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть I (токарные, карусельные, токарно-револьверные, алмазно-расточные, долбежные, сверлильные, строгальные и фрезерные станки). М.: Машиностроение, 1974.
2. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Мелкосерийное и единичное производство. М.: НИИ труда, 1982.
3. Изучение затрат рабочего времени и разработка нормативных материалов по труду (методические рекомендации). М.: НИИ труда, 1966.
4. Паспортные данные металлорежущих станков.
5. Техническая литература по теме.