СПРАВКА
Источник публикации
В данном виде документ опубликован не был.
Первоначальный текст документа опубликован в издании
М.: НИИ Труда, 1984.
Информацию о публикации документов, создающих данную редакцию, см. в справке к этим документам.
Примечание к документу
Взамен "Общемашиностроительных нормативов времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство", М.: Машиностроение, 1974; "Общемашиностроительных нормативов времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Крупносерийное производство", М.: Машиностроение, 1975; "Общемашиностроительных нормативов времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполняемые на малогабаритных металлорежущих ставках. Мелкосерийное, серийное и крупносерийное производство", М.: Машиностроение, 1974; "Общемашиностроительных нормативов времени и режимов резания на токарно-автоматные работы", М.: Машиностроение, 1959, 1962, 1970 гг.
Название документа
"Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполняемые на металлорежущих станках. Среднесерийное и крупносерийное производство"
(утв. Госкомтрудом СССР)
(ред. от 01.01.1989)
"Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполняемые на металлорежущих станках. Среднесерийное и крупносерийное производство"
(утв. Госкомтрудом СССР)
(ред. от 01.01.1989)
Содержание
Карта 14. Вспомогательное время на установку и снятие детали. Установка в сепараторе на круглом столе вертикально-доводочного станка
Карта 52. Подготовительно-заключительное время на партию деталей. Вертикально- и радиально-сверлильные станки
Карта 65. Подготовительно-заключительное время на партию деталей. Токарные многорезцовые, многорезцовые копировальные - полуавтоматы
VII. Нормативы вспомогательного времени, подготовительно-заключительного, времени оранизационного обслуживания рабочего места, на отдых и личные надобности для токарных и токарно-револьверных автоматов
Приложение 16. Данные для определения вспомогательного времени на установку и снятие детали в самоцентрирующем патроне при работе из прутка
Приложение 22. Данные для определения вспомогательного времени на установку и снятие детали в тисках
Приложение 23. Данные для определения вспомогательного времени на установку и снятие детали на столе
Приложение 30. Данные для определения вспомогательного времени на кантовку и перемещение детали подъемником
Приложение 39. Данные для определения вспомогательного времени, связанного с переходом. Станки для глубокого сверления и растачивания
Утверждены
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ
ВСПОМОГАТЕЛЬНОГО, НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
И ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО НА РАБОТЫ,
ВЫПОЛНЯЕМЫЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
СРЕДНЕСЕРИЙНОЕ И КРУПНОСЕРИЙНОЕ ПРОИЗВОДСТВО
Список изменяющих документов |
Нормативы времени разработаны Центральным бюро нормативов по труду с участием научно-исследовательских институтов и нормативно-исследовательских организаций предприятий машиностроения.
Сборник содержит нормативы вспомогательного времени, времени на обслуживание рабочего места, времени перерывов на отдых и личные надобности и подготовительно-заключительного времени при работе на наиболее распространенных видах универсального и специализированного оборудования, применяемого в машиностроении в условиях среднесерийного и крупносерийного производства.
Издание рассчитано на нормировщиков и технологов, а также других инженерно-технических работников, занятых расчетом технически обоснованных норм времени, на станочную обработку деталей в механических цехах машиностроительных предприятий, имеющих среднесерийный и крупносерийный характер производства.
Нормативы времени рассмотрены, одобрены и рекомендованы для применения в машиностроении и металлообработке секцией по нормированию труда в машиностроении Экспертно-методического совета ЦБНТ.
Настоящий сборник является пересмотренным и переработанным изданием ранее выпущенных нормативов того же наименования, выпуска 1974 г. и 1975 г., и объединяет нормативы среднесерийного и крупносерийного производства, включая нормативы для малогабаритных станков, в одном сборнике.
С выходом из печати настоящего сборника отменяются: "Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство", М., Машиностроение, 1974; "Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Крупносерийное производство", М., Машиностроение, 1975; "Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполняемые на малогабаритных металлорежущих ставках. Мелкосерийное, серийное и крупносерийное производство", М., Машиностроение, 1974; "Общемашиностроительные нормативы времени и режимов резания на токарно-автоматные работы", М., Машиностроение, 1959, 1962, 1970 гг.
Приведенные в сборнике нормативы времени предназначены для технического нормирования станочных работ в среднесерийном и крупносерийном производстве. Одной из основных характеристик типа производства является коэффициент закрепления операций в соответствии с ГОСТ 3.1108-74. Коэффициент закрепления операций есть отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест и определяется по формуле:

где О - число различных операций;
Р - число рабочих мест, выполняющих различные операции.
В соответствии с указанным ГОСТом этот коэффициент принимают равным:
- для среднесерийного производства - свыше 10 до 20 включительно;
- для крупносерийного производства - свыше 1 до 10 включительно.
Значение коэффициента закрепления операции принимается для планового периода, равного одному месяцу.
За основу в сборнике принято среднесерийное производство, наиболее распространенное на предприятиях машиностроения.
Для предприятий крупносерийного типа производства или для отдельных участков в среднесерийном производстве, работающих в условиях крупносерийного производства, применяются поправочные коэффициенты на норму времени.
Объединение двух типов производства в один сборник нормативов дает возможность точно рассчитать норму времени для измененных условий серийности в пределах одного предприятия, одного цеха, так как в действительности на большинстве предприятий (как среднесерийного, так и крупносерийного производства) серийность имеет смешанный характер, т.е. в крупносерийном производстве имеются участки (цехи) среднесерийного производства, а в среднесерийном - участки крупносерийного производства.
В основу разработки указанного сборника положены хронометражные наблюдения, фотографии рабочего дня ряда машиностроительных предприятий, результаты изучения организации труда, кроме того, были использованы действующие нормативы вспомогательного времени, на обслуживание рабочего места и подготовительно-заключительного для станочных работ крупносерийного и среднесерийного типов производства (изд. 1968 - 1974), а также нормативы для малогабаритного оборудования (изд. 1970 - 1974), и нормативы на токарно-автоматные работы (изд. 1970), отраслевые нормативы времени.
Сборник содержит нормативы времени:
- на установку и снятие детали;
- вспомогательного времени, связанного с переходом;
- вспомогательного времени на контрольные измерения;
- на обслуживание рабочего места, отдых и личные надобности;
- подготовительно-заключительного времени на партию деталей;
- приложения.
Нормативы вспомогательного времени для каждого типа оборудования разработаны на комплексы приемов, составленные по технологическим признакам и видам работ, встречающимся при обработке деталей на станках.
При расчете норм штучного времени определение вспомогательного времени на операцию заключается в нахождении по соответствующим картам и последующем суммировании времени на установку и снятие детали; времени на проход (или обработку поверхности), определяемого для каждого перехода в операции отдельно; времени на изменение режима работы оборудования, смену инструмента и перемещения частей станка, на совмещение осей при растачивании, на выводы сверла для удаления стружки; времени на контрольные измерения обрабатываемой поверхности.
Исключение составляют отдельные типы станков, как резьбонакатные полуавтоматы, для которых вспомогательное время дано в виде укрупненного комплекса приемов на операцию и определяется по карте без последующего суммирования отдельных слагаемых, а также нормативы для токарных и токарно-револьверных автоматов, которые помещены в отдельном разделе с методическими указаниями по их нормированию.
Приведенные в сборнике нормативы времени рассчитаны для нормирования работ при обслуживании рабочим одного станка (работа на одном станке). При нормирования многостаночных работ для расчета нормы времени, кроме приведенных нормативов времени, необходимо пользоваться "Межотраслевыми методическими рекомендациями и научно обоснованными нормативными материалами по развитию многостаночного (многоагрегатного) обслуживания и расширению зон обслуживания в промышленности", М., НИИ труда, 1983.
При расчете нормы штучного времени необходимо учитывать условия, влияющие на изменение темпа работы и производительность труда станочника. Темп работы зависит от масштаба производства.
При существующих организационно-технических условиях на продолжительность обработки оказывают существенное влияние трудоемкость операции и величина партии деталей.
В среднесерийном производстве размеры партии деталей непостоянны и изменяются в широких пределах в зависимости от числа машин, выпускаемых предприятием.
При крупносерийном производстве размеры партий стабильно постоянные, но в зависимости от числа выпускаемой продукции для разных предприятий могут меняться.
Нормативное время в сборнике рассчитано на среднюю суммарную продолжительность обработки партии деталей по трудоемкости операции в среднесерийном производстве.
Для учета различной серийности, как фактора специализации производства, в нормативах предусмотрены поправочные коэффициенты (см. карту 1) на время обработки, применяемые при расчете вспомогательного времени на операцию.
При разработке технологических процессов и расчете норм штучного времени заранее уточняется с плановыми органами предприятия, какие средние величины партий изделий будут запускаться в производство. В соответствии с установленными средними партиями и продолжительностью операции определяется суммарная продолжительность обработки партии деталей и выбираются поправочные коэффициенты, приведенные в карте 1, по которым корректируется вспомогательное время, рассчитанное по нормативам.
И СНЯТИЕ ДЕТАЛИ
Нормативы времени на установку и снятие детали даны по видам приспособлений вне зависимости от типов станков.
Нормативами (карты 2 - 19) предусмотрены наиболее распространенные типовые способы установки, выверки и крепления деталей в универсальных и специальных зажимных приспособлениях. В качестве главного фактора продолжительности принята масса детали. При определении tуст на детали массой до 0,08 кг по хронометражным наблюдениям графо-аналитическим методом была получена обратная зависимость, т.е. чем меньше масса, тем больше время. Главная причина такого положения возникает из-за неудобства взятия в руки и крепления деталей маленьких размеров, что и сказалось на времени.
Кроме фактора массы, учтены способ крепления детали и тип приспособления; наличие и характер выверки; характер установочной поверхности; число одновременно устанавливаемых деталей и др.
Нормативное время на установку и снятие детали предусматривает выполнение следующей работы: установить и закрепить деталь, включить и выключить станок, открепить и снять деталь, очистить приспособление от стружки.
Время на приемы "включить и выключить станок" дано вместе с установкой и снятием детали в целях укрупнения нормативов.
В отдельных случаях при работе на сверлильных станках на столе без закрепления детали или при установке в передвижных кондукторах (если представляется возможным производить установку и снятие детали на станке без выключения вращения шпинделя станка) и при условии соблюдения правил техники безопасности нормативное время должно уменьшаться в соответствии с указаниями, приведенными в картах нормативов.
При работе в специальных приспособлениях вспомогательное время определяется как сумма времени: на установку и снятие одной детали; на установку каждой последующей детали свыше одной при работе в многоместных приспособлениях; на закрепление детали с учетом числа зажимов; времени на очистку приспособления от стружки.
Нормативами предусматривается установка и снятие деталей массой до 20 кг вручную и свыше 20 кг с помощью подъемных механизмов.
Установка вручную деталей массой свыше 20 кг дана в нормативах для использования в отдельных случаях при обработке на участках, где отсутствуют подъемно-транспортные средства. Не допускается установка вручную деталей массой свыше 15 кг мужчинам, не достигшим 18 лет, и женщинам.
Для работ, выполняемых с помощью подъемных механизмов, в нормативах предусматривается применение двух видов подъемных устройств: подъемника при станке (или при группе станков), обслуживаемого самим исполнителем работы; мостового крана.
В последнем случае нормативами учтено время на вызов крана в размере 1,5 мин.
С ПЕРЕХОДОМ ИЛИ ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТЬЮ
Для оборудования, рассчитанного на выполнение многопереходных работ, нормативы вспомогательного времени, связанного с переходом или обрабатываемой поверхностью (карты 20 - 42), даны по типам станков и рассчитаны по приложениям 5, 6 на выполнение укрупненных комплексов приемов, составленных по технологическим признакам и видам работ, встречающихся в среднесерийном и крупносерийном производстве.
Карты нормативов этого раздела содержат:
время, связанное с проходом (или обрабатываемой поверхностью);
время на приемы, связанные с переходом, не вошедшие в комплекс времени на проход (или поверхность);
время на выводы сверла для удаления стружки при работе сверлами;
время на совмещение оси шпинделя с осью обрабатываемого отверстия (для расточных станков);
время на снятие детали для измерения в процессе обработки (для плоскошлифовальных станков).
Комплекс приемов вспомогательного времени, связанного с переходом или проходом (или обрабатываемой поверхностью), предусматривает выполнение следующей работы:
подвод инструмента (резца, сверла, фрезы и др.) к детали;
включение и выключение подачи;
пробные измерения детали, производимые в процессе обработки поверхности;
отвод инструмента в исходное положение.
При этом учитываются факторы, влияющие на продолжительность: размер станка; размер обрабатываемой поверхности; точность обработки; способ измерения. Для крупносерийного производства пробные измерения размеров детали в процессе обработки в комплексе времени на проход (или обрабатываемую поверхность) предусматриваются только для шлифовальных работ и на многопереходных операциях на карусельных и продольно-фрезерных станках. На других видах станочных работ в крупносерийном производстве достижение необходимых размеров при наличии соответствующей специализации обеспечивается без измерений в процессе обработки инструментом, установленным на размер, или при выдерживании размеров по лимбу с последующими контрольными измерениями обработанной поверхности.
В целях укрупнения нормативов, сокращения объема нормативного материала и облегчения пользования им при нормировании, а также для обеспечения единообразия результатов расчетов норм времени из карт нормативов исключены графы, учитывающие применение различных измерительных инструментов и разные длины обрабатываемой поверхности. В нормативах времени на проход для этого принято время на измерение наиболее распространенным измерительным инструментом и одна длина обрабатываемой поверхности. Время на дополнительные приемы включает время на перемещение частей станка для любой другой длины, учитываемое в тех случаях, когда длина обрабатываемой поверхности превышает расчетную, принятую в комплексе нормативного времени на проход. Время на перемещение частей станка дано без разделения на перемещение ручное и перемещение с механической ускоренной подачей.
По результатам хронометражных наблюдений и исследований было установлено, что скорости перемещения частей станков при работе с ускоренной механической и ручной подачей на универсальном оборудовании в большинстве случаев одинаковы или отличаются незначительно, поэтому помещать их в отдельные таблицы нецелесообразно.
При расчете нормативов времени на проход для работ с пробными стружками (или пробными измерениями) число пробных стружек установлено переменным в зависимости от точности обработки и размера обрабатываемой поверхности.
По материалам наблюдений и анализа затрат времени на работах, производимых с пробными стружками, было установлено, что число пробных стружек является величиной переменной и, кроме точности обработки, зависит также от размеров обрабатываемой поверхности, возрастая с увеличением размеров обработки.
Для оборудования, рассчитанного на выполнение однопереходных работ с постоянными режимами резания в одной операции (станки многорезцовые, зубообрабатывающие, резьбообрабатывающие, протяжные и т.п.), вспомогательное время также дано на переход (карта 33) с учетом имеющегося в промышленности оборудования, в том числе станков с полуавтоматическим циклом и станков с ручным управлением.
При расчете нормы штучного времени для работ на карусельно-фрезерных станках, работающих по принципу непрерывного фрезерования, вспомогательное время на переход, на установку и снятие детали не нормируется, так как оно перекрывается машинным временем. Время на загрузку стола в начале и разгрузку в конце смены, а также на включение вращения фрезы, подачу стола в начале смены и выключение в конце смены вошло во время на обслуживание рабочего места.
Для станков с полуавтоматическим циклом (полуавтоматы) в состав времени на переход включено время на пуск станка. Время на подводы и установку инструмента на размер обработки, на включение и выключение подачи, на холостые ходы для этих станков учитывается по паспортным данным станка и включается в норму штучного времени как отдельное слагаемое.
При расчете нормы штучного времени на работы, выполняемые на многошпиндельных токарных полуавтоматах, вспомогательное время на переход устанавливается по паспортным данным станка при определении времени цикла. В состав времени цикла включается время на подводы инструмента на размер обработки, на холостые ходы и время на переключение шпинделя на следующую позицию.
Время на установку и снятие детали в норме штучного времени на этих станках не учитывается. Это время является перекрываемым временем цикла работы станка.
При расчете нормы штучного времени для работ на агрегатных многоинструментных сверлильных и расточных полуавтоматах в состав вспомогательного времени, связанного с операцией, включается время на установку и снятие детали, определяемое по картам нормативов в соответствии со способом установки детали на станке, и время на подводы и отводы инструмента, определяемое по паспортным данным станка.
Время на измерения обрабатываемой поверхности, производимые в процессе обработки детали на станках для однопереходной обработки (карта 33), в нормативы времени на переход не включено. Достижение необходимых размеров обработки на станках этой группы обеспечивается конструкцией станка или режущего инструмента автоматически. Для отдельных типов станков, при работе на которых для получения необходимых размеров требуется измерение детали в процессе обработки (например, на станках резьбошлифовальных, шлицешлифовальных), в карте предусмотрено время на измерение в виде дополнительных приемов, которое добавляется ко времени на переход в необходимых размерах в зависимости от вида измеряемого инструмента.
ИЗМЕРЕНИЯ ОБРАБОТАННОЙ ПОВЕРХНОСТИ
Нормативами вспомогательного времени на измерения (карта 43) следует пользоваться только для определения времени на контрольные измерения после окончания обработки поверхности.
Время на контрольные измерения, производимые в процессе обработки детали (например, измерения при взятии пробных стружек на токарных станках или пробные измерения на шлифовальных станках), учтено в необходимых размерах в зависимости от точности обработки в картах вспомогательного времени, связанного с переходом или обрабатываемой поверхностью, по типам оборудования.
Время на измерение предусматривает выполнение работ, типичных для обработки на станках, включая время на взятие инструмента, установку размера измерения и очистку (в необходимых случаях) измеряемой поверхности.
Нормативами не предусмотрены отдельные, редко встречаемые виды работ при измерениях, например, ожидание остывания детали на шлифовальных работах, промывка загрязненных деталей перед измерением и т.п. Время на такие работы устанавливается с учетом фактических условий обработки по местным нормативам.
При выполнении работ на шлифовальных станках с приспособлением для автоматического измерения в процессе обработки детали вспомогательное время на поверхность следует принимать по картам времени на обработку без измерения детали.
При расчете нормы штучного времени время на контрольные измерения определяется с учетом необходимой периодичности таких измерений в процессе работы.
Периодичность контрольных измерений зависит от стабильности получаемых при обработке размеров, обуславливаемой технологическим процессом, конструкцией режущего инструмента, методом выполнения работы, от допуска на обработку, точности станка, размеров обработки и т.п. Периодичность измерений для каждого вида работы определяется с учетом перечисленных факторов по карте 44.
Следует иметь в виду, что время на контрольные измерения должно включаться в норму времени только в тех случаях, если оно не может быть перекрыто основным (технологическим) временем.
Время на обслуживание рабочего места (карта 45) дано по типам станков в процентах от оперативного времени.
Приведенное в карте время рассчитано на обслуживание рабочим одного станка и включает время на техническое и организационное обслуживание рабочего места.
Нормативами предусматривается время на выполнение следующей работы.
смена инструмента вследствие затупления (для станков, работающих лезвийными инструментами), периодическая правка шлифовального круга и смена его вследствие износа (для шлифовальных станков);
регулировка и подналадка станка в процессе работы;
сметание и периодическая уборка стружки в процессе работы.
осмотр и опробование оборудования;
раскладка инструмента в начале и уборка его в конце смены;
смазка и чистка станка в течение рабочего дня;
получение инструктажа в течение рабочего дня;
уборка рабочего места в конце смены, сбор стружки и отходов в зоне рабочих мест. (Рабочее место включает в себя основное и вспомогательное оборудование, технологическую и организационную оснастку, тару.)
В зависимости от типа станка и выполняемой на нем работы в нормативах предусматривается два способа расчета времени на обслуживание рабочего места.
1. Для станков, работающих лезвийными инструментами, время на обслуживание рабочего места (техническое и организационное) установлено в виде постоянной величины, которая начисляется при расчете нормы штучного времени процентной надбавкой к оперативному времени.
2. Для шлифовальных станков это время разделяется на время технического обслуживания и время организационного обслуживания рабочего места и подсчитывается при расчете нормы штучного времени отдельно. Время на техническое обслуживание для этой группы станков определяется расчетным путем с учетом периода стойкости шлифовального круга, времени на его правку и основного времени обработки детали. Время на организационное обслуживание рабочего места установлено в виде постоянной величины, начисляемой процентной надбавкой к оперативному времени.
Время на смену инструмента вследствие затупления и на последующую регулировку и подналадку станка установлено в нормативах расчетным путем с учетом баланса оперативного времени (доля основного времени в оперативном), определенного по фотографиям рабочего дня и хронометражным наблюдениям, времени работы инструмента до затупления (период стойкости), принятого по нормативам режимов резания. На станках, работающих лезвийными инструментами, это время занимает небольшой удельный вес, мало влияет на точность нормы штучного времени и установлено в виде укрупненного комплекса времени в процентах.
На шлифовальных станках время на техническое обслуживание, связанное с правкой шлифовального круга, в норме штучного времени занимает значительное место. В зависимости от характера выполняемой работы и точности шлифования это время изменяется в широких пределах и поэтому должно рассчитываться отдельно на каждую операцию.
Время перерывов на отдых и личные надобности (карта 46) дано в процентах от оперативного времени. Это время устанавливается дифференцированно в зависимости от занятости рабочего и интенсивности труда. Для работ с механической подачей предусмотрено время на личные надобности и физкультпаузы, а для работ с ручной подачей учитывается дополнительно время перерывов на отдых, устанавливаемое для каждой операции в зависимости от интенсивности труда.
ВРЕМЕНИ НА ОБРАБОТКУ ПАРТИИ ДЕТАЛЕЙ
Нормативами подготовительно-заключительного времени (карты 47 - 76) предусматривается выполнение следующей работы:
получение на рабочем месте наряда, технической документации и необходимого инструктажа;
ознакомление с заданием и чертежами;
подготовка рабочего места, наладка оборудования, инструмента и приспособлений;
пробная обработка детали на станках, работающих на однопроходных операциях инструментом, установленным на размер;
снятие инструмента и приспособлений после окончания обработки партии деталей.
Подготовительно-заключительное время определяется как сумма времени на наладку станка, зависящего от вида наладки и числа инструментов, участвующих в операции, времени, затрачиваемого в случаях работы с каким-либо дополнительным, не регулярно встречающимся в работе приспособлением или устройством, предусмотренным технологическим процессом на операцию, и времени на пробную обработку детали (инструментом, установленным на размер).
Подготовительно-заключительное время дано в зависимости от вида наладки, размера станка и рассчитано на организационные условия производства, при которых доставка технической документации, нарядов, инструмента и приспособлений к рабочему месту производится обслуживающим персоналом.
Вместе с этим нормативы учитывают имеющиеся на отдельных заводах условия организации труда, когда доставка инструмента, приспособлений в начале и сдача их после окончания обработки партии деталей производится самим исполнителем работы. Для этих условий в нормативах в соответствующих разделах на выполнение такой работы предусматривается дополнительное время.
Для работ, выполняемых на участках групповой обработки деталей, подготовительно-заключительное время рассчитано отдельно и учитывает выполнение работы с частичной наладкой станка, при которой зажимное приспособление для крепления детали не меняется, а режущие инструменты заменяются частично.
В приложениях приведены расчетные величины, наиболее часто встречающиеся и применяемые при расчете нормы штучного времени: величины врезания и перебега инструмента, дополнительные данные на взятие пробных стружек и др.
Все оборудование в сборнике классифицировано по размерным группам.
Распределение станков по размерным группам приведено в приложении 14. Такое распределение позволило унифицировать нормативы времени на приемы управления станком и на смену инструмента. Время на эти приемы дано в зависимости от размерных групп оборудования с учетом способов выполнения их.
В условиях технического прогресса значительно повышаются требования к качеству норм труда, что усложняет их расчет и повышает трудоемкость работы нормировщиков. Большие возможности для повышения качества и сокращения трудоемкости расчета норм для механической обработки деталей имеет использование в этих целях ЭВМ при проведении вычислительных работ расчета норм.
Впервые все нормативы вспомогательного времени апроксимированы формулами, которые приведены в приложениях 15 - 55, для использования их при расчете норм на ЭВМ. Формулы приведены для основных способов обработки. В случае несоответствия условий выполнения работы к рекомендуемым формулам необходимо применять поправочные коэффициенты, приведенные в примечаниях к каждой карте вспомогательного времени на установку и снятие детали, связанного с переходом или обрабатываемой поверхностью, на контрольные измерения, а также в карте 1. Точность расчета вспомогательного времени по формулам по отношению приведенного в картах сборника для ручного расчета и установленного по приемам работы составит +/- 5%, что вполне допустимо. Для определения режимов резания и расчета основного (технологического) времени на ЭВМ необходимо применять "Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1, 2, 3" (изд. 1974 - 1978), а также расчетные зависимости режимов резания, которые помещены в методических рекомендациях "Применение ЭВМ для расчета норм труда. Выпуск 2" (М., НИИ труда, 1979).
Для пояснения порядка пользования нормативами ниже приводятся примеры расчета нормы времени.
НА ТОКАРНО-ВИНТОРЕЗНОМ СТАНКЕ
Завод | Цех | Подготовительно-заключительное время, мин. | 16 | Операция N | Изделие | ||||||||||||||||||||
 | Оперативное время, мин. | 8,04 | Наименование операции: токарная чистовая Станок: токарно-винторезный Модель 1К62 Инвентарный N Число станков, обслуживаемых рабочим, - 1 Число одновременно устанавливаемых деталей - 1 | Наименование детали: кольцо лабиринтное N детали N чертежа Число деталей на одно изделие - 1 Род и размер заготовки; отливка, сталь жаропрочная ЭИ415, нормализованная, предварительно обработанная Масса детали - 4,5 кг Суммарная продолжительность обработки партии деталей по трудоемкости - 5 смен | |||||||||||||||||||||
Время на обслуживание рабочего места, отдых, и личные надобности, мин. | 0,64 | ||||||||||||||||||||||||
Штучное время, мин. | 8,68 | ||||||||||||||||||||||||
Разряд работы | 3 | ||||||||||||||||||||||||
N перехода | Наименование переходов | Приспособление | Инструмент | Расчетные размеры обработки, мм | Припуск на сторону, мм | Число проходов | Режим обработки | Основное (технологическое) время, мин. | Вспомогательное время, мин. | Всего | |||||||||||||||
режущий | измерительный | Длина | Врезание и перебег | На пробную стружку | Расчетная длина | Глубина резания, мм | Подача мм/об. | Подача м/мин. | Скорость резания м/мин. | Частота вращения шпинделя, об./мин. | I | II | III | IV | V | ||||||||||
Установка и снятие детали | Связанное с переходом | Перемещение частей станка | Смена инструмента | Изменение | Контрольные измерения | ||||||||||||||||||||
подачи | оборотов | ||||||||||||||||||||||||
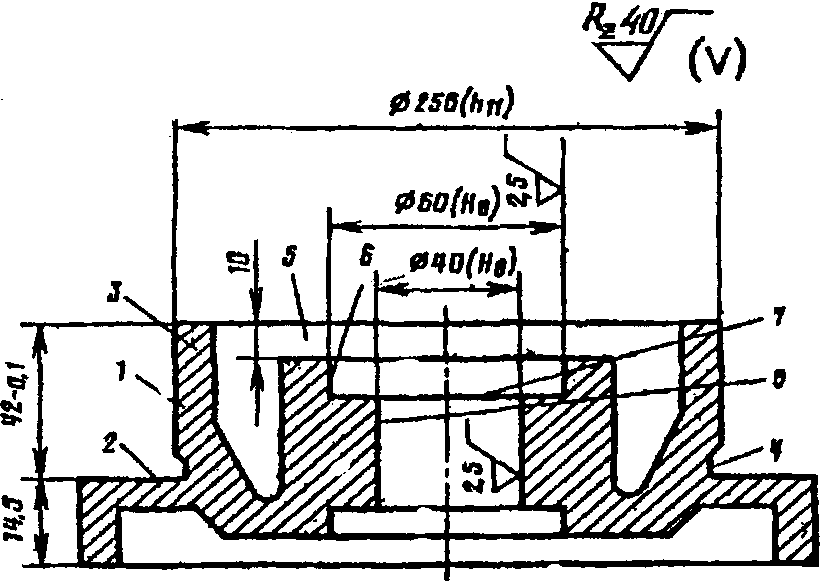
1 | Обточить по наружному диаметру 1 до | Патрон пневматический | Резец | Штангенциркуль, калибр, пробка гладкая D = 60 мм и D = 40 мм, шаблон | 42 | 3 | 5 | 50 | 1,5 | 1 | 1,5 | 0,3 | - | 104 | 125 | 1,34 | 0,19 | 0,55 | - | 0,07 | 0,06 | 0,08 | 0,18 | 1,13 | |
2 | Обточить торец 2 до размера 14,5 мм | " | 27 | 3 | - | 30 | 1,0 | 1 | 1,0 | 0,3 | - | 122 | 125 | 0,8 | - | 0,20 | - | - | - | - | 0,06 | 0,26 | |||
3 | Обточить торец 3 до размера 42-0,1 мм | Резец ВК8 | 8 | 3 | 5 | 16 | 1,0 | 1 | 1,0 | 0,3 | - | 104 | 125 | 0,43 | - | 0,36 | - | - | - | - | 0,08 | 6,44 | |||
4 | Проточить паз 4 | Резец ВК8 | 2 | 2 | - | 4 | - | 1 | 3,0 | 0,28 (ручная) | - | 104 | 125 | 0,11 | - | 0,11 | - | 0,07 | - | - | - | 0,18 | |||
5 | Обточить торец 5 до размера 10-0,6 мм | То же | 10 | 3 | - | 13 | 1,0 | 1 | 1,0 | 0,3 | - | 125 | 500 | 0,09 | - | 0,20 | - | 0,07 | - | 0,08 | 0,06 | 0,41 | |||
6 | Расточить отверстие 6 | " | 16 | 3 | 5 | 24 | 1,5 | 2 | 1,2 0,3 | 0,11 | - | 123 | 690 | 0,7 | - | 1,1 | - | - | 0,06 | 0,08 | 0,18 | 1,42 | |||
7 | Обточить торец 7 до размера 10-0,5 мм | " | 10 | 3 | - | 13 | 1,0 | 1 | 1,0 | 0,3 | - | 123 | 690 | 0,06 | - | 0,20 | - | - | 0,06 | - | 0,06 | 0,32 | |||
8 | Расточить отверстие 8 | " | 20 | 3 | 5 | 28 | 1,5 | 2 | 1,2 0,3 | 0,11 | - | 125 | 1000 | 0,51 | - | 0,84 | - | - | 0,06 | 0,08 | 0,13 | 1,11 | |||
Всего | 4,04 | 0,19 | 0,75 | 5,27 · 0,76 = 4,0 | |||||||||||||||||||||
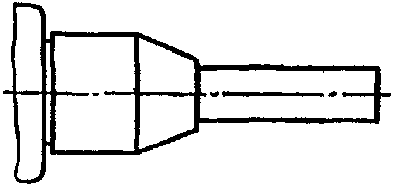
Деталь - кольцо лабиринтное.
Операция - токарная обработка чистовая.
Обрабатываемый материал - сталь жаропрочная ЭИ415, нормализованная.
Характер заготовки - предварительно обработана с припуском 1 - 1,5 мм.
Масса заготовки - 4,5 кг.
Станок - токарно-винторезный, модель 1К62.
Инструмент - резец проходной  резец расточной, резец прорезной.
резец расточной, резец прорезной.
резец расточной, резец прорезной.Приспособление - патрон самоцентрирующий пневматический.
Частота вращения шпинделя в минуту n <*> | 50 | 63 | 80 | 100 | 125 | 160 | 200 |
250 | 315 | 400 | 500 | 530 | 690 | 800 | |
1000 | |||||||
Подачи (продольные и поперечные) S <*>, мм/об. | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | 0,17 | 0,19 |
0,21 | 0,23 | 0,26 | 0,28 | 0,30 | 0,34 | 0,39 | |
0,43 | 0,47 | 0,52 | 0,57 | 0,61 | 0,70 | 0,78 | |
0,87 | 0,95 | 1,04 |
--------------------------------
Наибольшая сила, допускаемая механизмом продольной подачи, - 360 кг.
Мощность электродвигателя - 10 кВт.
Мощность на шпинделе по приводу (для n = 80...800 об./мин.) - 7,6...8,5 кВт.
Мощность на шпинделе, допускаемая прочностью слабых звеньев кинематической цепи (для n = 80...800 об./мин.), - 7,6...8,5 кВт.
Слабое звено - клиноременная передача.
Обработка производится резцами ВК8 с режимами резания приведенными в технологической карте. <*>
--------------------------------
<*> Режимы резания в примере установлены по "Общемашиностроительным нормативам режимов резания для технического нормирования работ на металлорежущих станках. Часть I". М., Машиностроение, 1974.
Основное (технологическое) время определяется по формуле:

где l - длина обрабатываемой поверхности (определяется по чертежу), мм;
l1 - величина врезания и перебега резца, мм;
l2 - дополнительная длина на взятие пробной стружки, мм;
n - частота вращения шпинделя, об./мин.;
S - подача на один оборот шпинделя, мм/об.;
i - число проходов.
Согласно приложениям 1 и 3 устанавливаются величины врезания и перебега инструмента l1 и величины на взятие пробной стружки l2. Для каждой обрабатываемой поверхности в соответствии с условиями работы они равны:
для | поверхности | 1 | l1 = 3 | мм | l2 = 5 | мм | |
" | " | 2 | l1 = 3 | " | l2 = 0 | ||
" | " | 3 | l1 = 3 | " | l2 = 5 | " | |
" | " | 4 | l1 = 2 | " | l2 = 0 | ||
" | " | 5 | l1 = 3 | " | l2 = 0 | ||
" | " | 6 | l1 = 3 | " | l2 = 5 | " | |
" | " | 7 | l1 = 3 | " | l2 = 0 | ||
" | " | 8 | l1 = 3 | " | l2 = 5 | " | |
тогда | для | поверхности | 1 |  | мин. | ||
" | " | " | 2 |  | " | ||
" | " | " | 3 |  | " | ||
" | " | " | 4 |  | " | ||
" | " | " | 5 |  | " | ||
" | " | " | 6 |  | " | ||
" | " | " | 7 |  | " | ||
" | " | " | 8 |  | мин. | ||
Основное (технологическое) время на операцию равно

Вспомогательное время на установку и снятие детали, tуст
Время на установку и снятие детали массой 4,5 кг в самоцентрирующем патроне с пневматическим зажимом без выверки равно 0,19 мин. (карта 2, л. 1, поз. 5и).
Вспомогательное время, связанное с переходом, tпер
Вспомогательное время, связанное с переходом, устанавливается по карте 20. Для чистовой обработки с пробными стружками или при установке резца по лимбу время на проход равно:
для поверхности 1 - 0,55 мин. (поз. 5в);
для поверхности 2 - 0,20 мин. (поз. 8в);
для поверхности 3 - 0,36 мин. (поз. 10в);
для поверхности 4 - 0,11 мин. (поз. 17в);
для поверхности 5 - 0,20 мин. (поз. 8в);
для поверхности 6 - 0,55 мин. (поз. 6в);
для поверхности 7 - 0,20 мин. (поз. 8в);
для поверхности 8 - 0,42 мин. (поз. 6в)
Для обработки поверхности 6 и 8 в два прохода время на проход удваивается.
По карте 20, лист 4 устанавливается время на смену резца поворотом резцовой головки; для поверхности 1, 4 и 5 оно равно 0,07 мин. на один переход (поз. 82в); время на изменение величины подачи для переходов 1, 6, 7, 8 равно 0,06 мин. на один переход (поз. 81в); время на изменение числа оборотов шпинделя для переходов 1, 5, 6 и 8 равно 0,08 мин. на один переход (поз. 80в).
Вспомогательное время на контрольные измерения, tизм
Вспомогательное время на контрольные измерения обработанной поверхности устанавливается по карте 43. При измерении штангенциркулем поверхности 1 время на измерение равно 0,18 мин. (поз. 178); при измерении линейным шаблоном поверхностей 2, 5 и 7 оно равно 0,06 мин., а для поверхности 3 - 0,08 мин. на один переход (поз. 5а и 6а); при измерении гладким калибром-пробкой поверхностей 6 и 8 время, на измерение равно 0,18 и 0,13 мин. на одни переход (поз. 84а и 85а).
По карте 44 устанавливается величина периодичности контрольных измерений. Для обрабатываемого размера свыше 200 мм принимается коэффициент периодичности, равный 1,0.
Вспомогательное время на операцию составит:
Tв = tуст + tпер + tизм = 0,19 + 4,33 + 0,75 = 5,27 мин.
По карте 1 определяется поправочный коэффициент на вспомогательное время в зависимости от суммарной продолжительности обработки партии деталей по трудоемкости. При трудоемкости обработки партии деталей в 5 смен этот коэффициент равен 0,76.
С учетом поправочного коэффициента вспомогательное время на операцию составит:

места, отдых и личные надобности
Время на обслуживание рабочего места (организационное и техническое) определяется по карте 45. Для станков с наибольшим диаметром изделия, устанавливаемого над станиной, 400 мм оно составляет 4,0% от оперативного времени.
Время перерывов на отдых и личные надобности при работе на станке с механической подачей (карта 46) составляет 4,0% от оперативного времени.
Норма штучного времени определяется по формуле:


Подготовительно-заключительное время определяется по карте 47.
При обработке цилиндрических поверхностей тремя режущими инструментами, участвующими в операции, подготовительно-заключительное время на партию деталей равно 16 мин.
ПРИ РАБОТЕ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ
Завод | Цех | Число станков, обслуживаемых рабочим | 1 | 1 | Операция N | Изделие | |||||||||||||||||||
m = 4 | z = 40 | Наименование операции: фрезерование зубьев черновое Станок: зубофрезерный, модель 5Д32 Инвентарный N Паспорт N Число станков, обслуживаемых рабочим, - 4 Число одновременно устанавливаемых деталей - 5 | Наименование детали: зубчатое колесо m = 4, z = 40 N детали: N чертежа: Число деталей на одно изделие - 1 Род и размер заготовки: сталь 45; НВ 1,85 ГПа Масса детали - 4,4 кг Суммарная продолжительность обработки партии деталей по трудоемкости - 1 смена | ||||||||||||||||||||||
 | Подготовитель-заключительное время, мин. | 31,5 | 31,5 | ||||||||||||||||||||||
Оперативное время, мин. | 5,07 | 1,69 | |||||||||||||||||||||||
Время на обслуживание рабочего места, мин. | 0,43 | 0,27 | |||||||||||||||||||||||
Штучное время, мин. | 5,5 | 1,96 | |||||||||||||||||||||||
Разряд работы | 2 | 2 | |||||||||||||||||||||||
N перехода | Наименование переходов | Приспособление | Инструмент | Расчетные размеры обработки, мм | Припуск на сторону, мм | Число проходов | Режим обработки | Основное (технологическое) время, мин. | Вспомогательное время, мин. | Всего | |||||||||||||||
режущий | измерительный | Длина | Врезание в перебег | На пробную стружку | Расчетная длина | Глубина резания, мм | Подача мм/об. | Подача м/мин. | Скорость резания м/мин. | Частота вращения шпинделя, об./мин. | I | II | III | IV | V | ||||||||||
Установка и снятие детали | Связанное с переходом | Перемещение частей станка | Смена инструмента | Изменение | контрольные измерения | ||||||||||||||||||||
подачи | оборотов | ||||||||||||||||||||||||
1 | Фрезеровать зубья с припуском 0,5 мм на чистовую обработку | Оправка с гайкой | Фреза модульная червячная, однозаходная m = 4, Dк = 80 мм, сталь Р6М5 | Зубомер | 32 x 5 | 28 | - | 188 --- 5 | - | 1 | - | 2,67 | - | 31 <*> x 22,6 | 123 90 | 22,9 --- 5 | 1,69 --- 5 | 0,47 --- 5 | - | - | - | - | - |  | |
- | 31,3 --- 5 | ||||||||||||||||||||||||
--------------------------------
Деталь - зубчатое колесо с прямым зубом, m = 4, z = 40.
Операция - фрезерование зубьев черновое.
Обрабатываемый материал - сталь 45; НВ 1,85 ГПа
Характер заготовки - после токарной обработки.
Масса заготовки - 4,4 кг.
Станок - зубофрезерный, модель 5Д32.
Инструмент - фреза модульная червячная, однозаходная, m = 4 мм, Dв = 80 мм, из стали Р6М5.
Приспособление - оправка с гайкой.
Число одновременно устанавливаемых деталей - 5.
Число станков, обслуживаемых рабочим, - 4.
Наибольший нарезаемый модуль по стали m, мм | 8 |
Частота вращения шпинделя n, об./мин. | 154, 123, 103, 90, 73, 5, 60 |
Подача на один оборот заготовки S, мм/об. | 0,22; 0,44; 0,89; 1,0; 1,33; 1,78; 2,14; 2,4; 2,67; 3,11; 3,56; 4,0 |
Мощность электродвигателя главного привода станка, кВт | 3,7 |
Для обработки зубьев m = 4 по сплошному металлу модульной червячной фрезой на заготовке из стали 45, HB 1,85 ГПа устанавливаются по нормативам скорректированные по паспортным данным режимы резания <*>: Sо = 2,67 мм/об.; V = 31 м/мин.; n = 123 об./мин. при работе на одном станке.
--------------------------------
<*> Режимы резания в примере установлены по "Общемашиностроительным режимам резания для технического нормирования работ на металлорежущих станках. Часть II", М., Машиностроение, 1974.
При многостаночном обслуживании (для работы на 4 станках) выбирается поправочный коэффициент на скорость резания  = 0,75 и устанавливаются скорректированные по паспортным данным режимы резания: Sо = 2,67 мм/об.; V = 22,6 м/мин.; n = 90 об./мин.
= 0,75 и устанавливаются скорректированные по паспортным данным режимы резания: Sо = 2,67 мм/об.; V = 22,6 м/мин.; n = 90 об./мин.
Основное (технологическое) время определяется по формуле:
где l - длина обрабатываемой поверхности, мм (в данном примере при ширине венца B = 32 мм, для одновременно устанавливаемых пяти деталей i = 160 мм);
l1 = величина врезания и перебега фрезы, мм;
z = число зубьев нарезаемого зубчатого колеса;
n - число оборотов шпинделя фрезы, мин.;
Sо - подача на один оборот нарезаемого колеса, мм/об.;
k - число заходов фрезы.
Согласно приложению 1 величина на врезание и перебег фрезы для нарезания зубьев прямозубых зубчатых колес m = 4 в один проход равна 28 мм.
Основное время при обслуживании рабочим одного станка составляет:

при многостаночном обслуживании:

Вспомогательное время на установку и снятие детали, tуст
Время на установку и снятие детали массой 4,4 кг на оправке с гайкой равно 0,65 мин. (карта 16, поз. 1и). При одновременной установке на оправке пяти деталей на каждую последующую добавляется 0,26 мин. (поз. 5и).
Вспомогательное время, связанное с переходом, tпер
Вспомогательное время, связанное с переходом, устанавливается по карте 33, поз. 13; при обработке зубчатого колеса m = 4, L = 160 мм время, связанное с переходом, составляет 0,47 мин.
Вспомогательное время на операцию составляет:
Tв = (0,65 + 1,04 + 0,47) · Ktв = 2,16 · 1,15 = 2,48 мин. на 5 деталей
Вспомогательное время на контрольные измерения при обработке фрезой, установленной на размер, на зубофрезерных станках не учитывается.
По карте 1 определяется поправочный коэффициент на вспомогательное время в зависимости от суммарной продолжительности обработки партии деталей по трудоемкости. При трудоемкости обработки партии деталей в одну смену этот коэффициент равен 1,15.
Для многостаночного обслуживания вспомогательное время на операцию определяется без изменений, как для работы на одном станке.
рабочего места, отдых и личные надобности
Время на обслуживание рабочего места (организационное и техническое) при обслуживании рабочим одного станка определяется по карте 45. Для станков с наибольшим нарезаемым модулем 8 мм оно составляет 4,5% от оперативного времени.
Время перерывов на отдых и личные надобности при работе на станках с механической подачей (карта 46) составляет 4% от оперативного времени.
При многостаночном обслуживании (для работы на 4 станках) время на обслуживание рабочего места (техническое и организационное), отдых и личные надобности определяется по нормативам для многостаночного обслуживания в следующей последовательности.
1. Определяется коэффициент занятости рабочего на операции Kзан, зависящий от величины основного, вспомогательного времени и времени активного наблюдения, включая переходы от одного станка к другому. При величине Tо = 31,3 мин. и Tв = 2,48 мин. и расстоянии между станками 3 м коэффициент занятости Kзан = 0,12.
2. Определяется коэффициент, учитывающий совпадение окончания машинной работы на одном из станков с занятостью рабочего на других станках (Kс). Для настоящего примера при обслуживании 4 станков-дублеров Kс = 1,0.
3. Определяется время на техническое и организационное обслуживание, при осуществлении подналадки станка рабочим оно составит 10% от оперативного времени.
4. Определяется время перерывов на отдых и личные надобности, при установке детали массой 4,4 кг и занятости рабочего на рабочем месте 48% оно составит 6% от оперативного времени.
а) при обслуживании рабочим одного станка норма штучного времени определяется по формуле:


или
Tшт. = 27,54:5 = 5,5 мин. на 1 деталь;
б) при многостаночном обслуживании - для работы на 4 станках норма штучного времени при многостаночном обслуживании определяется по формуле:


или

Подготовительно-заключительное время определяется по карте 67.
1. Время на наладку станка, инструмента и приспособлений при обработке на оправке для зубофрезерного станка при наибольшем нарезаемом модуле 8 мм составляет 29 мин.
2. Время на пробную обработку зубьев для зубчатого колеса m = 4, z = 40 составляет 2,5 мин.
Общее подготовительно-заключительное время на партию деталей равно 31,5 мин.
При наладке станка самим рабочим-оператором норма подготовительно-заключительного времени для многостаночного обслуживания устанавливается без изменений.
В нормативах предусмотрены следующие организационно-технические условия, характеризующие среднесерийное производство.
В производстве находятся одновременно несколько наименований машин, изделий, освоенных предприятием и выпускаемых в течение длительного времени средними сериями.
Обработка деталей производится преимущественно на универсальном оборудовании с применением универсальных, нормализованных и специальных приспособлений и инструментов.
Детали, сходные по конструктивным и технологическим признакам, закреплены за группой станков, имеющих одинаковые эксплуатационные характеристики.
Продолжительность цикла работы станка между двумя переналадками при обработке партий деталей средних размеров составляет по времени 0,25...4 рабочих смен; за рабочим местом закреплено 11...20 операций.
Обработка на станках выполняется на основании подробно разработанных технологических карт с указанием режимов работы оборудования, времени выполнения каждого перехода и нормы штучного времени на операцию.
Наряды на работу, технологическая документация, заготовки, предусмотренные технологией инструменты и приспособления доставляются к рабочему месту вспомогательным персоналом.
Инструмент затачивается в централизованном порядке; станки, обрабатывающие тяжелые детали, оборудованы подъемно-транспортными средствами.
Рабочее место обеспечено необходимым комплектом приспособлений, способствующих сокращению вспомогательного времени и перекрытиям времени ручной работы временем машинной работы станка (наличие комплекта двух оправок, двух хомутиков, поворотных столов, быстродействующих пневматических устройств, многоместных приспособлений и приспособлений, применяемых на участках групповой обработки деталей, и др.).
В нормативах предусмотрены следующие организационно-технические условия, характеризующие крупносерийное производство.
Предприятие в течение длительного времени выпускает изделия крупными сериями ограниченной и устойчивой номенклатуры.
Предприятие имеет высокий уровень специализации производства, большой удельный вес специализированного оборудования, специального инструмента и приспособлений, предназначенных для выполнения определенной операции при обработке однотипных деталей узкой номенклатуры, закрепленных за данным оборудованием.
На станках выполняются однородные операции и к каждому станку прикреплено ограниченное число однотипных деталей.
Продолжительность цикла работы станка между двумя переналадками при обработке партии деталей составляет по времени 1...15 смен, за рабочим местом закреплено 2...10 операций.
Обработка деталей на станках производится, как правило, инструментами, установленными на размер без пробных стружек.
Обработка на станках выполняется на основании карт технологических процессов, подробно разработанных по операциям и переходам, с указанием режимов работы оборудования, времени выполнения каждого перехода и нормы штучного времени на операцию.
Наряды на работу, технологическая документация, заготовки, предусмотренные технологией инструменты и приспособления доставляются к рабочему месту вспомогательным персоналом.
Инструмент затачивается в централизованном порядке.
Станки, обрабатывающие тяжелые детали, оборудованы подъемно-транспортными средствами (подъемниками, рольгангами, склизами).
Рабочее место обеспечено необходимым комплектом приспособлений, способствующих сокращению вспомогательного времени и перекрытиям времени ручной работы временем машинной работы станка (наличие комплекта двух оправок, двух хомутиков, поворотных столов, быстродействующих пневматических устройств, многоместных приспособлений и приспособлений, применяемых на участках групповой обработки деталей, и др.).
Заготовки находятся на расстоянии 1 м от рабочего места при установке вручную и на расстоянии 3 м - при установке с помощью подъемника.
Основными факторами, влияющими на организацию рабочего места, являются степень детализации технологического процесса и организации производства. Они определяют операции на рабочем месте, систему обеспечения заданием, технической и другой рабочей документацией, систему обеспечения рабочего места материалами и заготовками, порядок передачи готовых деталей после данной операции на следующее рабочее место, систему сигнализации и связи.
Расположение оборудования на рабочем месте, инвентаря, производственной мебели, тары, стеллажей для заготовок и готовой продукции планируется с таким расчетом, чтобы не создавалось стесненных условий работы, лишних затрат времени на хождение и поиски.
Освещение рабочего места должно быть достаточным и правильным. Требуемая освещенность определяется в зависимости от характера и точности работы, размеров объекта различения, контраста рассматриваемого объекта различения, контраста рассматриваемого объекта с фоном, а также действующими санитарными нормами.
При естественном и искусственном освещении рекомендуется так размещать рабочие места, чтобы свет падал слева и спереди.
При наличии местного освещения свет не должен слепить глаза, тень не должна падать на обрабатываемую деталь.
Рекомендуется принимать нормы освещенности в соответствии с выпуском ЭР-85-1-72 "Светильники люминесцентные" (М., ЭНИМС, 1972). Норма освещенности металлорежущих станков приведена ниже.
Наименование группы станков | Разряды работ, по проекту СН и П ПА-9-69 | Нормы освещенности от системы комбинированного освещения (местное + общее), лк, не менее | Местное освещение | |
Нормы освещенности рабочей поверхности, лк | Источники света | |||
Токарные, фрезерные, координатно-расточные | II в | 1500 | 1200 | Лампы накаливания, люминесцентные лампы |
2000 | 1700 | |||
Сверлильные, строгальные, долбежные, расточные | III б | 1000 | 700 | Люминесцентные лампы, лампы накаливания |
750 | 450 | |||
Шлифовальные <*> | - | 700 | 400 | Люминесцентные лампы |
--------------------------------
<*> Местное освещение для шлифовальных станков может быть принято при условии применения светильников, перекрытых светорассеивающими стеклами, яркость которых находится в пределах 2500 - 4000 нт.
Внешнее оформление рабочих мест и производственных помещений должно соответствовать требованиям технической эстетики.
Число инструмента и приспособлений на рабочем месте должно быть минимально необходимым, обеспечивающим бесперебойную работу в течение смены с наименьшими затратами времени на получение и замену их.
В набор инструмента, который постоянно хранится на рабочем месте, должен включаться только нормализованный инструмент. Специальный инструмент хранится только во время пользования им. При определении набора инструмента, предназначенного для постоянного хранения, должно устанавливаться не только минимально необходимое его число, но и максимально допустимое.
Инструменты и приспособления должны располагаться на рабочем месте в определенном, удобном для пользования порядке, чтобы быстро, без дополнительных потерь времени найти их, взять, установить и затем уложить после окончания работ.
Число обрабатываемых деталей, заготовок на рабочем месте должно обеспечивать непрерывную работу в течение смены.
Все обрабатываемые детали, заготовки должны храниться на рабочем месте в таре.
В МЕХАНИЧЕСКИХ ЦЕХАХ СРЕДНЕСЕРИЙНОГО
И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА <*>
--------------------------------
<*> См.: "Типовые проекты организации труда на рабочих местах станочников". Государственный проектно-технологический и экспериментальный институт "Оргстанкинпром", Минский филиал. М., 1977.
Инструментообслуживание рабочего места в механических цехах среднесерийного и крупносерийного производства не требует больших постоянных наборов инструментария, какие имеются в единичном и мелкосерийном производстве. Система инструментообслуживания должна обеспечить подачу рабочему набора инструментария (или выдачу ему в ИРК), необходимого для обработки партии деталей.
Если партия деталей обрабатывается в течение более чем одной смены, то набор инструментария передается рабочим другой смены.
Замена изношенного и вышедшего из строя инструмента производится на рабочей месте по вызову рабочего (или самим рабочим в ИРК).
При данной системе инструментообслуживания в большинстве случаев отпадает необходимость оснащать рабочие места инструментальными тумбочками, предназначенными для хранения довольно большого постоянного набора инструментария.
Рабочие места в среднесерийном и крупносерийном производстве следует оснащать приемными столиками с двумя или четырьмя инструментальными ящиками. Такое число ящиков вполне достаточно для хранения инструмента, предназначенного для обработки партии деталей, а также для небольшого набора постоянно хранимых на рабочем месте средств по уходу за оборудованием (гаечных ключей, универсального измерительного инструмента, масленки и др.).
Ниже приведены примеры планировки отдельных рабочих мест станочников: токаря, токаря-карусельщика, токаря-расточника, фрезеровщика, шлифовальщика, зуборезчика, зубошлифовальщика, строгальщика, протяжчика, резчика - с учетом требований, предъявляемых к организации рабочих мест в среднесерийном и крупносерийном производстве.
При разработке планировок учитывались: характер выполняемых работ, габариты обрабатываемых деталей, трудовые движения рабочего. Взаимное расположение оборудования и оргоснастки определено необходимыми габаритами.
Местоположение оргоснастки может быть изменено против типовых решений с учетом конкретных условий производства, при этом размещение на рабочем месте основного, вспомогательного оборудования и оргоснастки должно обеспечивать:
подъезд средств внутрицехового и межоперационного транспорта;
свободный доступ к зонам, требующим профилактического осмотра и ремонта;
хороший обзор шкал и приборов, досягаемость органов управления;
возможность организации многостаночного обслуживания.
Рабочее место токаря


Токарно-винторезные станки
(наибольший диаметр обрабатываемого изделия x межцентровое
расстояние 320 x 710...630 x 1400 мм):
1 - столик с инструментальными ящиками; 2 - стол приемный
С3705.23; 3 - стеллаж-подставка СД3702.10А <*>; 4 - тара
производственная; 5 - планшет для чертежей СД3750.04;
6 - решетка под ноги рабочему
--------------------------------
<*> Здесь и далее: предназначен для складирования крупногабаритных деталей или тары с деталями для второй смены. Местоположение определяется конкретными условиями.
Рабочее место токаря-карусельщика


1 - шкаф инструментальный СМ3712.09; 2 - стеллаж-подставка
СД3702.10А; 3 - подставка под корпусные детали СД3738.05;
4 - стул подъемно-поворотный С3741.01А; 5 - планшет
для чертежей СМ3799.05; 6 - решетка под ноги рабочему
Рабочее место токаря-расточника


Горизонтально-расточные станки:
1 - шкаф инструментальный СМ3712.09; 2 - столик приемный
передвижной СД3705.02А; 3 - стеллаж для вертикального
хранения СМ3721.16; 4 - стеллаж-подставка СД3702.10А;
5 - подставка под корпусные детали СД3738.05;
6 - стул подъемно-поворотный С3741.10А; 7 - планшет
для чертежей СМ3799.05; 8 - решетка под ноги рабочему
Рабочее место фрезеровщика


Вертикально-фрезерные станки:
1 - столик с инструментальными ящиками; 2 - стол
производственный С3702.51; 3 - стеллаж для приспособлений
СД3725.01А; 4 - стеллаж-подставка СД3702.10А; 5 - тара
производственная; 6 - планшет для чертежей СД3750.04;
7 - щит экранный; 8 - решетка под ноги рабочему


Универсально-фрезерные станки:
1 - столик с инструментальными ящиками; 2 - стол
производственный С3702.51; 3 - стеллаж для приспособлений
СД3735.01А; 4 - стеллаж для вертикального хранения
СМ3721.16; 5 - стеллаж-подставка СД3702.10А;
6 - тара производственная; 7 - планшет для чертежей
СД3750.04; 8 - решетка под ноги рабочему
Рабочее место сверловщика


Вертикально-сверлильные станки:
1 - столик с инструментальными ящиками; 2 - стол приемный
С3705.23; 3 - стеллаж для приспособлений СД3725.01А;
4 - стеллаж-подставка СД3702.10А <*>; 5 - тара
производственная; 6 - планшет для чертежей СД3750.04;
7 - решетка под ноги рабочему


Радиально-сверлильные станки:
1 - шкаф инструментальный СМ3712.09; 2 - столик приемный
передвижной СД3705.02А; 3 - стеллаж для вертикального
хранения СМ3721.16; 4 - стеллаж-подставка СД3702.10А;
5 - подставка под корпусные детали СД3738.05; 6 - планшет
для чертежей СМ3799.05; 7 - решетка под ноги рабочему
Рабочее место шлифовальщика


Круглошлифовальные станки:
1 - столик с инструментальными ящиками;
2 - стол производственный С3702.51; 3 - стеллаж
елочный С3729.14; 4 - стеллаж-подставка СД3702.10А;
5 - тара производственная; 6 - планшет для чертежей
СД3750.04; 7 - решетка под ноги рабочему


Плоскошлифовальные станки:
1 - столик с инструментальными ящиками; 2 - стол
производственный С3702.51; 3 - стеллаж-подставка СД3702.10;
4 - тара производственная; 5 - планшет для чертежей
СД3750.01; 6 - решетка под ноги рабочему
Рабочее место зуборезчика


1 - столик с инструментальными ящиками; 2 - стол приемный
СД3702.13А; 3 - столик приемный передвижной СД3705.02А;
4 - стеллаж для хранения оправок и сменных шестерен
СМ3721.12; 5 - стеллаж-подставка СД3702.10А <*>;
6 - тара производственная; 7 - планшет для чертежей
СД3750.04; 8 - решетка под ноги рабочему
Рабочее место зубошлифовщика


1 - столик с инструментальными ящиками; 2 - стол
производственный С3702.51; 3 - столик приемный передвижной
СД3705.02А; 4 - стеллаж для хранения оправок и сменных
шестерен СМ3721.12; 5 - стеллаж-подставка СД3702.10А <*>;
6 - тара производственная; 7 - планшет для чертежей
СД3750.04; 8 - решетка под ноги рабочему
Рабочее место строгальщика


Поперечно-строгальные станки:
1 - столик с инструментальными ящиками; 2 - стол
производственный С3702.51; 3 - стеллаж-подставка СД3702.10А
<*>; 4 - тара производственная; 5 - планшет для чертежей
СД3750.04; 6 - решетка под ноги рабочему


Продольно-строгальные станки:
1 - шкаф инструментальный СМ3712.09; 2 - площадка к станку
СМ.3744.11; 3 - стеллаж-подставка СД3702.10А; 4 - подставка
под корпусные детали СД3738.05; 5 - планшет для чертежей
СМ3799.05; 6 - решетка под ноги рабочему
Рабочее место протяжчика


1 - стол с инструментальными ящиками; 2 - стол
производственный С3702.51; 3 - стеллаж для хранения
протяжек СД3726.02А; 4 - стеллаж-подставка СД3702.10А <*>;
5 - тара производственная; 6 - планшет для чертежей
СД3750.04; 7 - решетка под ноги рабочему
Рабочее место резчика


Пилы, ножовки и станки:
1 - столик с инструментальными ящиками (показан
условно, ставится для трех - пяти станков); 2 - стеллаж
для хранения дисковых пил С3722.04 (показан условно,
ставится для трех - пяти станков); 3 - стеллаж
елочный С3729.14 (показан условно, ставится для трех -
пяти станков); 4 - стеллаж-подставка СД3702.10А; 5 - тара
производственная; 6 - решетка под ноги рабочему
--------------------------------
<*> См.: "Типовые проекты организации труда на рабочих местах станочников". Государственный проектно-технологический и экспериментальный институт "Оргстанкикпром", Минский филиал. М., 1977.
Оснащение - рабочих мест станочников оргоснасткоЙ должно производиться на основе типовых конструкций.
Специальная оргоснастка проектируется в исключительных случаях, если по тем или иным причинам не подходит типовая.
Ниже в качестве примера приведены отдельные конструкции типовой оргоснастки.
Шкаф инструментальный СМ3712.09
Предназначен для оснащения рабочих мест станочников
Грузоподъемность ящиков, кг - 100
Габарит, мм - 1100 x 650 x 1600
Масса, кг - 200
Калькодержатель - филиал института "Оргстанкинпром", г. Минск. Чертеж N СМ3712.09.
Столик с инструментальными ящиками

Собирается из унифицированных элементов. Предназначен для оснащения рабочих мест станочников
Габарит, мм - 900 x 500 x 1000
Масса, кг - 80
Стол производственный С3702.51

Предназначен для оснащения рабочих мест станочников
Грузоподъемность, Т - 2
Габарит, мм - 1250 x 750 x 600
Калькодержатель - институт "Оргстанкинпром", Москва, чертеж N 3702.51
Стол приемный С3705.23

Предназначен для оснащения рабочих мест станочников
Габарит, мм - 960 x 650 x 800
Масса, кг - 40
Изготовитель - Кувандыкский завод механических прессов. Чертеж N 3705.23
Стол приемный СД3702.13А

Предназначен для оснащения рабочих мест зуборезчиков
Габарит, мм - 850 x 630 x 820
Масса, кг - 60
Изготовитель - Кувандыкский завод механических прессов. Чертеж N СД3702.13А
Столик приемный передвижной СД3705.02А

Предназначен для размещения деталей, легких приспособлений, тары с заготовками
Грузоподъемность, кг 300
Габарит, мм - 850 x 630 x 820
Изготовитель - Кувандыкский завод механических прессов. Чертеж N СД3705.02А
Стеллаж для приспособлений
(с выдвижной платформой) СД3725.01А

Предназначен для хранения приспособлений
Грузоподъемность, кг:
на нижней полке - до 300
на верхней полке - до 100
Масса, кг - 65
Габарит, мм - 800 x 750 x 820
Изготовитель - Одесский завод прессов. Чертеж N СД3725.01А
Стеллаж для вертикального хранения СМ3721.16

Предназначен для вертикального хранения оправок
Габарит, мм - 600 x 600 x 990
Число мест - 12 или 18
Масса, кг - 65
Калькодержатель - филиал института "Оргстанкинпром", г. Минск. Чертеж N СМ3721.16
Стеллаж для дисковых пил С3722.04

Предназначен для хранения дисковых пил к фрезерно-отрезным станкам
Габарит, мм - 1080 x 514 x 1200
Масса, кг - 157
Калькодержатель - институт "Оргстанкинпром", Москва. Чертеж N С3722.04
Стеллаж елочный С3729.14

Предназначен для складирования длинномерных деталей
Габарит, мм - 2600 x 800 x 1500
Масса, кг - 120
Калькодержатель - институт "Оргстанкинпром". Москва.
Чертеж N С3729.14
Стеллаж для хранения оправок
и сменных шестерен СМ3721.12

Предназначен для хранения отливок и сменных шестерен
Габарит, мм - 700 x 450 x 1300
Калькодержатель - филиал института "Оргстанкинпром". г. Минск.
Чертеж N СМ3721.12
Стеллаж для хранения протяжек СД3726.02А

Предназначен для хранения протяжек диаметром до 60 мм и длиной до 1500 мм в подвешенном состоянии
Габарит, мм - 1000 x 500 x 1700
Число мест - 7
Масса, кг - 50
Калькодержатель - институт "Оргстанкинпром", Москва. Чертеж N СД3726.02А
Стеллаж-подставка СД3702.10А

Предназначен для хранения деталей, узлов, приспособлений массой до 2000 кг
Габарит, мм - 1250 x 750 x 300
Изготовитель - Иркутский станкостроительный завод. Чертеж N СД3702.10А
Подставка под корпусные детали СД3738.06

Предназначен для складирования корпусных и базовых деталей
Грузоподъемность, т - 2
Габарит, мм - 1600 x 1200 x 100
Масса, кг - 138
Калькодержатель - институт "Оргстанкинпром", Москва. Чертеж N СД3738.05
Планшет для чертежей СМ3799.05

Предназначен для подвешивания чертежей в зоне работы
Высота подвешивания, мм - 1800 - 2600
Масса, кг - 5
Калькодержатель - филиал института "Оргстанкинпром", г. Минск. Чертеж N СМ3799.05
Планшет для чертежей СД3750.04

Предназначен для подвешивания чертежей.
Высота подвешивания, мм - до 520
Масса, кг - 1,1
Калькодержатель - институт Оргстанкинпром", Москва. Чертеж N СД3750.04
Решетка под ноги рабочему

Размеры решетки под ноги рабочему определяются размерами рабочей зоны
Собственного изготовления
Щит экранный

Устанавливается у вертикально-фрезерных станков для предотвращения разлета стружки
Габарит, мм - 1500 x 1500
Собственного изготовления
Карта 1 | ||||||||||
N позиции | Характер выполняемой работы | Тип производства | ||||||||
среднесерийный | крупносерийный | |||||||||
Суммарная продолжительность обработки партии деталей по трудоемкости операций, рабочих смен, H | ||||||||||
< 0,25 | 0,26...0,5 | 0,51...1,0 | 1...2 | 2,1...4 | 4,1...6 | 6,1...10 | 10,1...15 | Св. 15 | ||
Коэффициент на вспомогательное время, Ktв | ||||||||||
Мелкие станки I - II группа | ||||||||||
1 | Обработка крепежных деталей, нормалей, арматуры и других деталей мелких размеров | 1,15 | 0,87 | 0,76 | 0,66 | 0,57 | 0,5 | 0,5 | 0,5 | |
Средние станки III - IV группа | ||||||||||
2 | Обработка деталей повторяющихся конструкций и средних размеров | 1,52 | 1,32 | 1,15 | 0,87 | 0,76 | 0,66 | 0,57 | 0,5 | |
Крупные станки V - VI группа | ||||||||||
3 | Обработка корпусных и оригинальных деталей | - | - | 1,52 | 1,32 | 1,15 | 0,87 | 0,76 | 0,66 | |
Индекс | а | б | в | г | д | е | ж | з | и | |
Примечания:
1. Поправочные коэффициенты на вспомогательное время следует применять при расчетах норм штучного времени в процессе подготовки производства с учетом серийности работ. Серийность работы как фактор специализации производства измеряется в нормативах в продолжительности времени обработки партии одинаковых деталей на станке, а также коэффициента закрепления операций.
2. Продолжительность работы станка по обработке партии деталей рассчитывается с учетом трудоемкости операции и числа деталей в партии или как средняя величина, учитывающая число операций, выполняемых рабочим или группой рабочих при обработке однородных деталей в течение месяца.
Например:
1) Действующая норма времени на операцию равна 3,5 мин., месячный запуск деталей 200 шт., что отражено в наряде, продолжительность рабочей смены 480 мин., тогда 
2) На токарном участке зубчатых колес в течение месяца проходит 50 наименований деталей и имеется 5 рабочих мест, работающих в две смены, в течение месяца в среднем 22 рабочих дня, тогда 
Установка в самоцентрирующем патроне | ||||||||||||||||
Карта 2, лист 1 | ||||||||||||||||
 |  | |||||||||||||||
I. Установить деталь и снять вручную | ||||||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Масса детали, m, кг, до | |||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1,0 | 3 | 5 | 8 | 12 | 20 | 30 | ||||
Время, t, мин. | ||||||||||||||||
1 | Черные металлы и медные сплавы | В бесключевом патроне без выверки | 0,12 | 0,10 | 0,09 | 0,08 | 0,08 | 0,10 | 0,12 | 0,16 | 0,18 | 0,21 | - | - | - | |
2 | В патроне с креплением ключом | без выверки | 0,24 | 0,19 | 0,17 | 0,15 | 0,15 | 0,18 | 0,23 | 0,32 | 0,37 | 0,43 | 0,48 | 0,56 | 0,80 | |
3 | с выверкой на биение мелом | 0,41 | 0,36 | 0,34 | 0,32 | 0,38 | 0,43 | 0,48 | 0,55 | 0,00 | 0,65 | 0,75 | 1,0 | 1,15 | ||
4 | с выверкой индикатором | 0,85 | 0,75 | 0,70 | 0,65 | 0,75 | 0,85 | 0,95 | 1,15 | 1,25 | 1,35 | 1,55 | 1,95 | 2,3 | ||
5 | В патроне с креплением пневматическим зажимом | без выверки | 0,19 | 0,13 | 0,12 | 0,10 | 0,10 | 0,12 | 0,13 | 0,17 | 0,23 | 0,28 | 0,34 | 0,40 | ||
6 | с выверкой на биение мелом | 0,31 | 0,28 | 0,26 | 0,25 | 0,25 | 0,26 | 0,31 | 0,40 | 0,45 | 0,50 | 0,60 | 0,80 | 0,95 | ||
7 | В патроне на столе станка (вертикальная ось патрона) | 0,17 | 0,14 | 0,13 | 0,12 | 0,12 | 0,15 | 0,18 | 0,24 | 0,27 | 0,32 | 0,36 | 0,43 | 0,49 | ||
8 | В патроне с разрезной втулкой | 0,24 | 0,21 | 0,19 | 0,17 | 0,17 | 0,21 | 0,25 | 0,35 | 0,40 | - | - | - | - | ||
9 | В патроне с центром задней бабки при подводе пиноли | вращением маховичка | - | - | 0,25 | 0,22 | 0,22 | 0,26 | 0,31 | 0,40 | 0,48 | 0,55 | 0,65 | 0,80 | 0,95 | |
10 | пневматическим устройством или отводной рукояткой | - | - | 0,21 | 0,19 | 0,19 | 0,23 | 0,27 | 0,36 | 0,43 | 0,55 | 0,60 | 0,75 | 0,90 | ||
11 | звездочкой | - | - | 0,27 | 0,24 | 0,24 | 0,28 | 0,33 | 0,43 | 0,55 | 0,65 | 0,75 | 0,90 | 1,05 | ||
12 | В патроне с центром задней бабки | с люнетом | - | - | - | - | - | - | 0,50 | 0,65 | 0,70 | 0,85 | 0,95 | 1,10 | 1,20 | |
13 | с подпором домкратиком | - | - | - | - | - | - | - | 0,60 | 0,65 | 0,75 | 0,85 | 1,00 | 1,15 | ||
14 | Легкие сплавы | В патроне и неподвижном люнете | - | - | - | - | - | - | 0,35 | 0,45 | 0,55 | 0,60 | 0,70 | 0,85 | 1,05 | |
15 | В бесключевом патроне без выверки | 0,13 | 0,11 | 0,10 | 0,09 | 0,09 | 0,11 | 0,13 | 0,18 | 0,20 | 0,23 | - | - | - | ||
16 | В патроне с креплением ключом | без выверки | 0,26 | 0,21 | 0,19 | 0,16 | 0,16 | 0,20 | 0,25 | 0,35 | 0,41 | 0,47 | 0,55 | 0,60 | 0,90 | |
17 | с выверкой на биение мелом | 0,45 | 0,40 | 0,37 | 0,35 | 0,42 | 0,47 | 0,55 | 0,60 | 0,65 | 0,70 | 0,80 | 1,10 | 1,25 | ||
18 | с выверкой индикатором | 0,95 | 0,80 | 0,75 | 0,70 | 0,80 | 0,95 | 1,05 | 1,25 | 1,40 | 1,50 | 1,70 | 2,10 | 2,5 | ||
19 | В патроне с креплением пневматическим зажимом | без выверки | 0,21 | 0,14 | 0,13 | 0,11 | 0,11 | 0,12 | 0,14 | 0,19 | 0,21 | 0,25 | - | - | - | |
20 | с выверкой на биение мелом | 0,34 | 0,31 | 0,29 | 0,28 | 0,28 | 0,29 | 0,34 | 0,44 | 0,50 | 0,55 | - | - | - | ||
21 | вращением маховичка | - | - | 0,41 | 0,24 | 0,24 | 0,29 | 0,34 | 0,44 | 0,55 | 0,60 | 0,70 | 0,90 | 1,05 | ||
22 | В патроне с центром задней бабки | пневматическим устройством или отводной рукояткой | - | - | 0,23 | 0,21 | 0,21 | 0,25 | 0,30 | 0,40 | 0,47 | 0,60 | 0,65 | 0,85 | 1,0 | |
23 | при подводе пиноли | звездочкой | - | - | 0,30 | 0,26 | 0,26 | 0,31 | 0,36 | 0,47 | 0,60 | 0,70 | 0,85 | 1,00 | 1,2 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка в самоцентрирующем патроне | ||||||||||||
Карта 2, лист 2 | |||||||||||||
II. Установить деталь и снять подъемником, краном | |||||||||||||
N позиции | Способ установки детали | Подъемником при столе | Мостовым краном | ||||||||||
Масса детали, m, кг, до | |||||||||||||
30 | 80 | 200 | 500 | 1000 | 30 | 80 | 200 | 800 | 1000 | 3000 | |||
Время, t, мин. | |||||||||||||
24 | В патроне с креплением, ключом | 2,2 | 2,6 | 3,2 | - | - | 3,7 | 4,1 | 4,7 | - | - | - | |
25 | В патроне с креплением пневматическим зажимом | 1,7 | 2,2 | 2,6 | - | - | 3,2 | 3,7 | 4,1 | - | - | - | |
26 | В патроне с центром задней бабки при подводе пиноли | вращением маховичка | 2,5 | 3,1 | 3,5 | 4,1 | 4,6 | 4,0 | 4,6 | 5,0 | 5,6 | 6,1 | 7,0 |
27 | пневматическим устройством или отводной рукояткой | 2,4 | 2,9 | 3,3 | 3,9 | 4,4 | 3,9 | 4,4 | 4,8 | 5,4 | 5,9 | 6,7 | |
28 | В патроне с центром задней бабки и люнете при подводе пиноли | вращением маховичка | 2,8 | 3,4 | 3,8 | 4,5 | 5,1 | 4,3 | 4,9 | 5,3 | 6,0 | 6,6 | 7,5 |
29 | пневматическим устройством или отводной рукояткой | 2,7 | 3,2 | 3,6 | 4,3 | 4,8 | 4,2 | 4,7 | 5,1 | 5,8 | 6,3 | 7,1 | |
30 | В патроне и неподвижном люнете | 2,5 | 3,1 | 3,5 | 4,1 | 4,6 | 4,0 | 4,6 | 5,0 | 5,6 | 6,1 | 7,0 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
Примечания:
1. При переустановке детали время по карте применять с коэффициентом 0,8.
2. При работе с подъемником или краном время дано на установку и снятие детали с захватом ее клещами. При установке детали с захватом ее тросом или цепью время по карте следует увеличивать: для детали массой до 300 кг на 0,2 мин., выше 300 кг - на 0,3 мин.
Установка в самоцентрирующем патроне при работе из прутка | |||||||||
Карта 3 | |||||||||
 | |||||||||
N позиции | Способ установки детали | Способ установки на длину | Длина выдвижения прутка, l, мм, до | Диаметр прутка, d, мм, до | |||||
5 | 10 | 20 | 40 | 60 | |||||
Время, t, мин. | |||||||||
1 | В патроне с креплением | ключом | По упору | 25 | 0,12 | 0,14 | 0,18 | 0,22 | - |
2 | 50 | 0,14 | 0,16 | 0,20 | 0,24 | - | |||
3 | 100 | 0,15 | 0,18 | 0,22 | 0,27 | - | |||
4 | 200 | - | - | 0,25 | 0,31 | - | |||
5 | По линейке | 25 | 0,13 | 0,16 | 0,23 | 0,26 | - | ||
6 | 50 | 0,16 | 0,19 | 0,26 | 0,29 | - | |||
7 | 100 | 0,19 | 0,23 | 0,28 | 0,32 | - | |||
8 | 200 | - | - | 0,31 | 0,34 | - | |||
9 | пневматическим зажимом | По упору | 50 | 0,06 | 0,08 | 0,10 | 0,13 | - | |
10 | 100 | 0,08 | 0,10 | 0,12 | 0,16 | 0,21 | |||
11 | 200 | - | - | 0,15 | 0,22 | 0,26 | |||
12 | 300 | - | - | 0,17 | 0,27 | 0,32 | |||
13 | По линейке | 50 | 0,12 | 0,14 | 0,18 | 0,22 | - | ||
14 | 100 | 0,14 | 0,16 | 0,20 | 0,25 | 0,30 | |||
15 | 200 | - | - | 0,23 | 0,25 | 0,32 | |||
16 | 300 | - | - | 0,24 | 0,31 | 0,37 | |||
Индекс | а | б | в | г | д | ||||
Установка в цанговом патроне | |||||||||
Карта 4, лист 1 | |||||||||
 | |||||||||
I. В патроне при работе из прутка | |||||||||
N позиции | Способ установки детали | Длина выдвигаемого прутка, l, мм, до | Диаметр прутка, d, мм, до | ||||||
5 | 10 | 20 | 40 | 50 | Св. 50 | ||||
Время, t, мин. | |||||||||
1 | В патроне с креплением | рукояткой рычага | 25 | 0,07 | 0,08 | 0,10 | 0,17 | 0,21 | 0,26 |
2 | 50 | 0,08 | 0,10 | 0,13 | 0,19 | 0,22 | 0,29 | ||
3 | 100 | 0,10 | 0,13 | 0,16 | 0,21 | 0,25 | 0,33 | ||
4 | 200 | - | - | 0,20 | 0,27 | 0,29 | 0,37 | ||
5 | 300 | - | - | 0,24 | 0,33 | 0,36 | 0,45 | ||
6 | пневматическим зажимом | 25 | 0,04 | 0,06 | 0,09 | 0,12 | 0,14 | 0,19 | |
7 | 50 | 0,05 | 0,08 | 0,11 | 0,15 | 0,17 | 0,23 | ||
8 | 100 | 0,07 | 0,09 | 0,13 | 0,18 | 0,19 | 0,25 | ||
9 | 200 | - | - | 0,16 | 0,22 | 0,25 | 0,33 | ||
10 | 300 | - | - | 0,18 | 0,25 | 0,28 | 0,36 | ||
11 | ключом | 25 | 0,10 | 0,12 | 0,16 | 0,18 | - | - | |
12 | 50 | 0,12 | 0,14 | 0,18 | 0,22 | - | - | ||
13 | 100 | 0,14 | 0,17 | 0,21 | 0,26 | - | - | ||
14 | 200 | - | - | 0,25 | 0,31 | - | - | ||
15 | При установке с поджатием центром добавлять | - | - | 0,06 | 0,1 | 0,12 | 0,15 | ||
Индекс | а | б | в | г | д | е | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка в цанговом патроне | ||||||||||||||
Карта 4, лист 2 | |||||||||||||||
II. В патроне по одной детали | |||||||||||||||
N позиции | Способ установки детали | Масса детали, m, кг, до | |||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1,0 | 3 | 6 | 8 | 12 | 20 | 30 | |||
Время, t, мин. | |||||||||||||||
В патроне с креплением | рукояткой рычага | 0,11 | 0,10 | 0,09 | 0,08 | 0,10 | 0,11 | 0,13 | 0,16 | - | - | - | - | - | |
17 | пневматическим зажимом | - | - | - | - | 0,09 | 0,11 | 0,12 | 0,15 | - | - | - | - | - | |
18 | ключом | - | - | - | - | 0,14 | 0,17 | 0,20 | 0,25 | - | - | - | - | - | |
19 | маховиком через шпиндель | 0,14 | 0,13 | 0,12 | 0,11 | 0,13 | 0,14 | 0,15 | 0,17 | - | - | - | - | - | |
20 | В патроне с поджатием центром и креплением | рукояткой рычага | - | - | - | - | - | - | - | 0,26 | 0,30 | 0,35 | 0,40 | 0,55 | 0,65 |
21 | пневматическим зажимом | - | - | - | - | - | - | - | 0,24 | 0,28 | 0,33 | 0,37 | 0,50 | 0,60 | |
22 | ключом | - | - | - | - | - | - | - | 0,36 | 0,43 | 0,50 | 0,55 | 0,75 | 0,95 | |
маховиком через шпиндель | - | - | - | - | - | - | - | 0,28 | 0,32 | 0,38 | 0,44 | 0,50 | 0,60 | ||
Индексы | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
Установка в четырехкулачковом патроне | ||||||||||||
Карта 5, лист 1 | ||||||||||||
 | ||||||||||||
I. Установить деталь и снять вручную | ||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Состояние установочной поверхности | Характер выверки | Масса детали, m, кг | |||||||
1 | 3 | 5 | 8 | 12 | 20 | 30 | ||||||
Время, t, мин. | ||||||||||||
1 | Черные металлы и медные сплавы | В патроне | Необработанная | По контуру поверхности | 0,90 | 1,15 | 1,35 | 1,55 | 1,80 | 2,3 | 2,7 | |
2 | По разметочной риске | детали цилиндрической формы | 1,50 | 1,90 | 2,15 | 2,5 | 2,9 | 3,3 | 3,8 | |||
3 | детали фасонной или коробчатой формы | 2,6 | 2,9 | 3,2 | 3,7 | 4,1 | 4,8 | 5,3 | ||||
4 | Обработанная | Без выверки | 0,35 | 0,40 | 0,50 | 0,55 | 0,65 | 0,75 | 0,90 | |||
5 | С выверкой | рейсмусом | 0,90 | 1,05 | 1,10 | 4,25 | 1,50 | 1,80 | 2,0 | |||
6 | индикатором | 1,80 | 2,2 | 2,4 | 2,9 | 3,2 | 3,9 | 4,4 | ||||
7 | В патроне с центром задней бабки | - | Без выверки | 0,5 | 0,6 | 0,65 | 0,70 | 0,90 | 1,10 | 1,3 | ||
8 | По контуру необработанной поверхности | 1,3 | 1,5 | 1,6 | 1,70 | 2,1 | 3,0 | 3,6 | ||||
9 | В патроне и неподвижном люнете | - | С выверкой | рейсмусом, резцом, мелом на глаз | 1,0 | 1,2 | 1,30 | 1,55 | 1,80 | 2,2 | 2,6 | |
10 | индикатором | 1,4 | 1,7 | 1,90 | 2,2 | 2,5 | 3,1 | 3,6 | ||||
11 | Легкие сплавы | В патроне | Необработанная | По контуру поверхности | 1,00 | 1,25 | 1,50 | 1,70 | 2,0 | 2,5 | 3,0 | |
12 | По разметочной риске | детали цилиндрической формы | 1,65 | 2,1 | 2,4 | 2,8 | 3,2 | 3,6 | 4,2 | |||
13 | детали фасонной или коробчатой формы | 2,9 | 3,2 | 3,5 | 4,1 | 4,5 | 5,3 | 5,8 | ||||
14 | Обработанная | Без выверки | 0,38 | 0,44 | 0,55 | 0,60 | 0,70 | 0,80 | 1,0 | |||
15 | С выверкой | рейсмусом | 1,00 | 1,15 | 1,20 | 1,40 | 1,65 | 2,0 | 2,2 | |||
16 | индикатором | 2,0 | 2,4 | 2,6 | 3,2 | 3,5 | 4,3 | 4,8 | ||||
Индекс | а | б | в | г | д | е | ж | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка в четырехкулачковом патроне | ||||||||||||||
Карта 5, лист 2 | |||||||||||||||
II. Установить деталь и снять подъемником, краном | |||||||||||||||
N позиции | Способ установки детали | Состояние установочной поверхности | Характер выверки | Подъемником при станке | Мостовым краном | ||||||||||
Масса детали, m, кг, до | |||||||||||||||
30 | 80 | 200 | 500 | 1000 | 30 | 80 | 200 | 500 | 1000 | 1500 | |||||
Время, t, мин. | |||||||||||||||
17 | В патроне | Необработанная | По контуру поверхности | 3,6 | 4,8 | 5,8 | 8,4 | 10,9 | 5,1 | 6,3 | 7,3 | 9,9 | 12,4 | - | |
18 | По разметочной риске | детали цилиндрической формы | 4,8 | 6,3 | 8,2 | 11,5 | 14,9 | 6,3 | 7,8 | 9,7 | 13,0 | 16,4 | - | ||
19 | детали фасонной или коробчатой формы | 6,3 | 8,4 | 11,3 | - | - | 7,8 | 9,9 | 12,8 | - | - | - | |||
20 | Обработанная | Без выверки | 2,7 | 3,1 | 3,6 | 4,6 | 5,4 | 4,2 | 4,6 | 5,1 | 6,1 | 6,9 | |||
21 | С выверкой | рейсмусом | 3,6 | 4,6 | 5,6 | 7,1 | 8,4 | 5,1 | 6,1 | 7,1 | 8,6 | 9,0 | - | ||
22 | индикатором | 5,5 | 6,4 | 7,3 | 8,7 | 10,2 | 7,0 | 7,9 | 8,8 | 10,2 | 11,7 | - | |||
23 | В патроне с центром задней бабки | - | По контуру необработанной поверхности | 4,5 | 5,9 | 7,7 | 10,6 | 13,7 | 6,0 | 7,4 | 9,2 | 12,1 | 15,2 | 17,7 | |
24 | В патроне и неподвижном люнете | - | С выверкой | рейсмусом, резцом, мелом на глаз | 3,9 | 4,9 | 6,2 | 8,9 | - | 5,4 | 6,4 | 7,7 | 10,4 | - | - |
25 | индикатором | 5,7 | 7,2 | 8,9 | 11,0 | - | 7,2 | 8,7 | 10,4 | 12,5 | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||||
Примечание. При переустановке детали время по карте применять с коэффициентом 0,8.
Установка в центрах | ||||||||||||||||
Карта 6, лист 1 | ||||||||||||||||
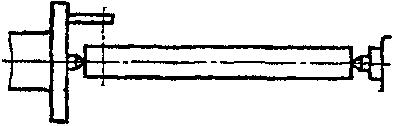 | ||||||||||||||||
I. Установить и снять деталь вручную | ||||||||||||||||
N позиции | Способ установки детали | Способ подвода пиноли задней бабки | Масса детали, m, кг, до | |||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1,0 | 3 | 5 | 8 | 12 | 20 | 30 | ||||
Время, t, мин. | ||||||||||||||||
1 | В центрах | с надеванием хомутика | Вращением маховичка | 0,21 | 0,19 | 0,18 | 0,17 | 0,21 | 0,23 | 0,26 | 0,31 | 0,37 | 0,44 | 0,55 | 0,65 | 0,75 |
2 | Пневматическим устройством или отводной рукояткой | 0,18 | 0,17 | 0,16 | 0,15 | 0,18 | 0,20 | 0,23 | 0,26 | 0,33 | 0,41 | 0,48 | 0,60 | 0,70 | ||
3 | Звездочкой | 0,26 | 0,23 | 0,22 | 0,21 | 0,26 | 0,28 | 0,31 | 0,36 | 0,45 | 0,55 | 0,65 | 0,70 | 0,90 | ||
4 | без надевания хомутика | Вращением маховичка | 0,13 | 0,12 | 0,12 | 0,11 | 0,13 | 0,14 | 0,16 | 0,19 | 0,23 | 0,28 | 0,32 | 0,40 | 0,47 | |
5 | Пневматическим устройством или отводной рукояткой | 0,11 | 0,09 | 0,09 | 0,08 | 0,10 | 0,12 | 0,13 | 0,16 | 0,19 | 0,23 | 0,28 | 0,34 | 0,41 | ||
6 | Звездочкой | 0,17 | 0,16 | 0,15 | 0,14 | 0,18 | 0,20 | 0,22 | 0,25 | 0,29 | 0,34 | 0,40 | 0,48 | 0,55 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка в центрах | |||||||||||||||
Карта 6, лист 2 | ||||||||||||||||
N позиции | Способ установки детали | Способ подвода пиноли задней бабки | Масса детали, m, кг, до | |||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,3 | 1,0 | 3 | 5 | 8 | 12 | 20 | 30 | ||||
Время, t, мин. | ||||||||||||||||
7 | В центрах с самозажимным поводковым патроном | Вращением маховичка | - | - | - | - | - | - | 0,22 | 0,26 | 0,28 | 0,32 | 0,35 | 0,43 | 0,49 | |
8 | Пневматическим устройством | - | - | - | - | - | - | 0,19 | 0,22 | 0,24 | 0,28 | 0,33 | 0,39 | 0,46 | ||
9 | В центрах с самозажимным хомутиком | Вращением маховичка | - | - | - | - | - | - | 0,24 | 0,28 | 0,31 | 0,36 | 0,40 | 0,46 | 0,50 | |
10 | Пневматическим устройством | - | - | - | - | - | - | 0,21 | 0,25 | 0,27 | 0,30 | 0,35 | 0,42 | 0,48 | ||
11 | В центрах и неподвижном люнете | с надеванием хомутика | Вращением маховичка | - | - | - | - | 0,38 | 0,42 | 0,47 | 0,56 | 0,60 | 0,65 | 0,70 | 0,85 | 1,0 |
12 | Пневматическим устройством: | - | - | - | - | 0,35 | 0,39 | 0,43 | 0,50 | 0,55 | 0,60 | 0,70 | 0,80 | 0,95 | ||
13 | без надевания хомутика | Вращением маховичка | - | - | - | - | 0,32 | 0,34 | 0,36 | 0,40 | 0,43 | 0,49 | 0,55 | 0,60 | 0,70 | |
14 | Пневматическим устройством | - | - | - | - | 0,29 | 0,31 | 0,33 | 0,36 | 0,39 | 0,44 | 0,48 | 0,55 | 0,60 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
II. Установить деталь и снять подъемником, краном
N позиции | Способ установки детали | Способ подвода пиноли задней бабки | Подъемником при станке | Мостовым краном | ||||||||||
Масса, m, кг, до | ||||||||||||||
30 | 80 | 200 | 500 | 1000 | 30 | 80 | 200 | 500 | 1000 | 1800 | ||||
Время, t, мин. | ||||||||||||||
15 | В центрах | с надеванием хомутика | Вращением маховичка | 2,1 | 2,5 | 3,0 | 3,5 | 4,0 | 3,6 | 4,0 | 4,5 | 5,0 | 5,5 | 5,8 |
16 | Пневматическим устройством или отводной рукояткой | 2,0 | 2,4 | 2,9 | 3,4 | 3,9 | 3,5 | 3,9 | 4,4 | 4,9 | 5,4 | 5,6 | ||
17 | без надевания хомутика | Вращением маховичка | 1,70 | 2,1 | 2,5 | 2,9 | 3,3 | 3,2 | 3,6 | 4,0 | 4,4 | 4,8 | 5,1 | |
18 | Пневматическим устройством или отводной рукояткой | 1,60 | 2,0 | 2,4 | 2,8 | 3,2 | 3,1 | 3,5 | 3,9 | 4,3 | 4,7 | 5,0 | ||
19 | В центрах и неподвижном люнете | с надеванием хомутика | Вращением маховичка | 2,5 | 3,1 | 3,7 | 4,5 | 5,2 | 4,0 | 4,6 | 5,2 | 6,0 | 6,7 | 7,2 |
20 | Пневматическим устройством или отводной рукояткой | 2,4 | 3,0 | 3,6 | 4,4 | 5,1 | 3,9 | 4,5 | 5,1 | 5,9 | 6,6 | 7,0 | ||
21 | без надевания хомутика | Вращением маховичка | 2,3 | 2,8 | 3,4 | 4,2 | 4,8 | 3,8 | 4,3 | 4,9 | 5,7 | 6,3 | 6,7 | |
22 | Пневматическим устройством или отводной рукояткой | 2,2 | 2,7 | 3,3 | 4,1 | 4,7 | 3,7 | 4,2 | 4,8 | 5,6 | 6,2 | 6,6 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
Примечания:
1. В тех случаях, когда время на надевание и снятие хомутика перекрывается основным (машинным) временем, работу следует вести с двумя хомутиками, и время на установку к снятие детали брать по позициям "без надевания хомутика".
2. При переустановке детали время по карте применять с коэффициентом 0,8.
Установка на центровой оправке | |||||||||||||||||||
Карта 7, лист 1 | |||||||||||||||||||
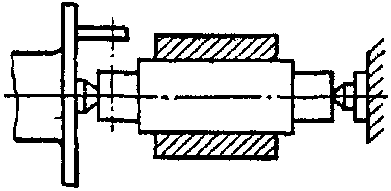 | |||||||||||||||||||
Установить и снять деталь вручную или подъемником | |||||||||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Способ подвода пиноли задней бабки | Вручную | Подъемником | ||||||||||||||
Масса детали, m, кг, до | |||||||||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1,0 | 3 | 5 | 8 | 12 | 20 | 30 | 30 | 50 | |||||
Время, t, мин. | |||||||||||||||||||
1 | Черные металлы и медные сплавы | На центровой гладкой или шлицевой оправке | при свободном одевании детали | Вращением маховичка | 0,19 | 0,17 | 0,16 | 0,15 | 0,19 | 0,22 | 0,23 | 0,27 | 0,33 | 0,40 | 0,50 | 0,60 | 0,75 | 1,90 | 2,2 |
2 | Пневматическим устройством | 0,16 | 0,14 | 0,13 | 0,12 | 0,15 | 0,17 | 0,20 | 0,24 | 0,30 | 0,37 | 0,43 | 0,55 | 0,65 | 1,8 | 2,1 | |||
3 | при тугом одевании детали под прессом | Вращением маховичка | 0,30 | 0,27 | 0,26 | 0,25 | 0,30 | 0,33 | 0,37 | 0,44 | 0,55 | 0,65 | 0,75 | 0,90 | 1,10 | 2,2 | 2,5 | ||
4 | Пневматическим устройством или отводной рукояткой | 0,27 | 0,24 | 0,23 | 0,22 | 0,26 | 0,30 | 0,33 | 0,40 | 0,45 | 0,60 | 0,65 | 0,85 | 1,20 | 2,1 | 2,4 | |||
5 | Звездочкой | 0,32 | 0,29 | 0,27 | 0,26 | 0,32 | 0,36 | 0,40 | 0,50 | 0,60 | 0,70 | 0,80 | 1,0 | 1,15 | 2,3 | - | |||
6 | На центровой оправке с креплением гайкой и шайбой | быстросъемной | Вращением маховичка | 0,32 | 0,29 | 0,27 | 0,26 | 0,29 | 0,32 | 0,36 | 0,43 | 0,45 | 0,60 | 0,70 | 0,85 | 1,0 | 2,2 | 2,4 | |
7 | Пневматическим устройством или отводной рукояткой | 0,27 | 0,24 | 0,23 | 0,22 | 0,25 | 0,29 | 0,32 | 0,31 | 0,42 | 0,60 | 0,65 | 0,75 | 0,90 | 2,1 | 2,3 | |||
8 | Звездочкой | 0,32 | 0,29 | 0,28 | 0,27 | 0,31 | 0,35 | 0,40 | 0,50 | 0,55 | 0,65 | 0,75 | 0,95 | 1,1 | 2,2 | - | |||
9 | простой | Вращением маховичка | 0,43 | 0,37 | 0,34 | 0,32 | 0,39 | 0,44 | 0,50 | 0,60 | 0,65 | 0,75 | 0,90 | 1,10 | 1,3 | 2,5 | 2,7 | ||
10 | Пневматическим устройством или отводной рукояткой | 0,35 | 0,32 | 0,31 | 0,30 | 0,35 | 0,40 | 0,45 | 0,55 | 0,60 | 0,70 | 0,85 | 1,15 | 1,25 | 2,4 | 2,6 | |||
11 | Звездочкой | 0,41 | 0,38 | 0,37 | 0,35 | 0,41 | 0,45 | 0,55 | 0,60 | 0,70 | 0,80 | 0,95 | 1,2 | 1,35 | 2,6 | - | |||
12 | На центровой разжимной оправке | Вращением маховичка | 0,32 | 0,28 | 0,26 | 0,25 | 0,31 | 0,34 | 0,38 | 0,45 | 0,55 | 0,65 | - | - | - | - | |||
13 | Пневматическим устройством | 0,28 | 0,24 | 0,23 | 0,22 | 0,27 | 0,31 | 0,33 | 0,40 | - | - | - | - | - | - | - | |||
14 | На центровой оправке с роликовым замком | Вращением маховичка | 0,21 | 0,19 | 0,17 | 0,16 | 0,20 | 0,22 | 0,23 | 0,26 | 0,36 | 0,44 | - | - | - | - | - | ||
15 | Пневматическим устройством или отводной рукояткой | 0,18 | 0,16 | 0,15 | 0,14 | 0,18 | 0,19 | 0,21 | - | - | - | - | - | - | - | - | |||
Установить и снять деталь с оправкой (при работе с двумя оправками) | Вращением маховичка | 0,13 | 0,12 | 0,11 | 0,10 | 0,12 | 0,13 | 0,14 | 0,16 | 0,21 | 0,25 | 0,29 | 0,36 | 0,45 | 1,6 | 1,8 | |||
17 | Пневматическим устройством или отводной рукояткой | 0,10 | 0,09 | 0,08 | 0,07 | 0,09 | 0,11 | 0,12 | 0,13 | 0,18 | 0,22 | 0,24 | 0,31 | 0,40 | 1,5 | 1,7 | |||
Звездочкой | 0,15 | 0,14 | 0,13 | 0,12 | 0,14 | 0,16 | 0,17 | 0,21 | 0,27 | 0,32 | 0,38 | 0,45 | 0,55 | 1,7 | - | ||||
19 | Установка на оправке каждой последующей детали свыше одной | 0,09 | 0,07 | 0,65 | 0,06 | 0,07 | 0,08 | 0,09 | 0,11 | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка по центровой оправке | |||||||||||||||||
Карта 7, лист 2 | ||||||||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Способ подвода пиноли задней бабки | Вручную | Подъемником | |||||||||||||
Масса детали, m, кг, до | ||||||||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1,0 | 3 | 5 | 8 | 12 | 20 | 30 | 30 | 50 | ||||
Время, t, мин. | ||||||||||||||||||
20 | Легкие сплавы | На центровой гладкой оправке при тугом одевании детали | Вращением маховичка | 0,33 | 0,30 | 0,29 | 0,28 | 0,33 | 0,36 | 0,41 | 0,48 | 0,60 | 0,70 | 0,80 | 1,00 | 1,3 | 2,4 | 2,8 |
21 | Пневматическим устройством или отводной рукояткой | 0,30 | 0,26 | 0,25 | 0,24 | 0,29 | 0,33 | 0,36 | 0,44 | 0,50 | 0,65 | 0,70 | 0,95 | 1,25 | 2,3 | 2,6 | ||
22 | Звездочкой | 0,35 | 0,32 | 0,30 | 0,29 | 0,35 | 0,40 | 0,44 | 0,55 | 0,65 | 0,75 | 0,90 | 1,1 | 1,3 | - | - | ||
23 | На центровой оправке с креплением гайкой и быстросъемной шайбой | Вращением маховичка | 0,35 | 0,32 | 0,30 | 0,29 | 0,32 | 0,3 | 0,40 | 0,47 | 0,50 | 0,65 | 0,75 | 0,95 | 1,1 | 2,4 | 2,6 | |
24 | Пневматическим устройством или отводной рукояткой | 0,30 | 0,26 | 0,25 | 0,24 | 0,28 | 0,32 | 0,35 | 0,43 | 0,46 | 0,60 | 0,70 | 0,90 | 1,0 | 2,3 | 2,5 | ||
25 | Звездочкой | 0,35 | 0,32 | 0,31 | 0,30 | 0,34 | 0,38 | 0,44 | 0,55 | 0,60 | 0,70 | 0,80 | 1,05 | 1,2 | - | - | ||
26 | На центровой разжимной оправке | Вращением маховичка | 0,35 | 0,31 | 0,29 | 0,28 | 0,34 | 0,37 | 0,42 | 0,50 | 0,60 | 0,70 | - | - | - | - | - | |
27 | Пневматическим устройством | 0,31 | 0,26 | 0,25 | 0,24 | 0,30 | 0,34 | 0,36 | 0,44 | - | - | - | - | - | - | - | ||
28 | На центровой оправке с роликовым замком | Вращением маховичка | 0,23 | 0,21 | 0,19 | 0,18 | 0,22 | 0,24 | 0,25 | 0,29 | 0,40 | 0,48 | - | - | - | - | - | |
29 | Пневматическим устройством | 0,20 | 0,18 | 0,17 | 0,15 | 0,20 | 0,21 | 0,23 | - | - | - | - | - | - | - | - | ||
Установить и снять деталь с оправкой (при работе с двумя оправками) | Вращением маховичка | 0,14 | 0,13 | 0,12 | 0,11 | 0,13 | 0,14 | 0,15 | 0,18 | 0,23 | 0,28 | 0,32 | 0,40 | 0,50 | 1,8 | 2,0 | ||
31 | Пневматическим устройством или отводной рукояткой | 0,11 | 0,10 | 0,09 | 0,08 | 0,10 | 0,12 | 0,13 | 0,14 | 0,20 | 0,24 | 0,25 | 0,34 | 0,45 | 1,7 | 1,9 | ||
Звездочкой | 0,16 | 0,15 | 0,14 | 0,13 | 0,15 | 0,18 | 0,19 | 0,23 | 0,30 | 0,35 | 0,42 | 0,50 | 0,60 | - | - | |||
33 | Установка на оправке каждой последующей детали свыше одной | 0,10 | 0,08 | 0,075 | 0,07 | 0,08 | 0,09 | 0,10 | 0,12 | - | - | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
Примечание. В тех случаях, когда время на установку детали на оправку и снятие ее с оправки перекрывается основным (машинным) временем, работу следует вести с двумя оправками и время принимать по позициям 16...18 и 30...32.
Установка на концевой оправке | |||||||||||||||||
Карта 8 | |||||||||||||||||
Установить и снять деталь вручную или подъемником | |||||||||||||||||
 | |||||||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Вручную | Подъемником | |||||||||||||
Масса детали, m, кг, до | |||||||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1,0 | 3 | 5 | 8 | 12 | 20 | 30 | 30 | ||||
Время, t, мин. | |||||||||||||||||
1 | Черные металлы и медные сплавы | На концевой гладкой шлицевой оправке без крепления или центрирующей оправке на протяжных станках | 0,14 | 0,13 | 0,12 | 0,11 | 0,10 | 0,13 | 0,14 | 0,18 | 0,22 | 0,28 | 0,32 | 0,40 | - | - | |
2 | На концевой оправке, с креплением | гайкой и быстросъемной шайбой | 0,20 | 0,19 | 0,18 | 0,17 | 0,16 | 0,20 | 0,23 | 0,31 | 0,38 | 0,44 | 0,50 | 0,60 | 0,80 | 2,6 | |
3 | гайкой и простой шайбой | 0,30 | 0,28 | 0,27 | 0,26 | 0,25 | 0,30 | 0,35 | 0,46 | 0,55 | 0,60 | 0,70 | 0,85 | 1,05 | 2,9 | ||
4 | гайкой и быстросъемной шайбой с поджатием центром | - | - | 0,26 | 0,25 | 0,24 | 0,28 | 0,31 | 0,39 | 0,47 | 0,50 | 0,60 | 0,70 | 0,90 | 2,7 | ||
5 | гайкой и простой шайбой с поджатием центром | - | - | 0,34 | 0,32 | 0,30 | 0,36 | 0,40 | 0,55 | 0,65 | 0,70 | 0,80 | 0,95 | 1,2 | 3,0 | ||
6 | роликовым зажимом | - | - | - | - | 0,14 | 0,15 | 0,18 | 0,23 | 0,28 | 0,33 | - | - | - | - | ||
7 | На концевой разжимной оправке с креплением | пневматическим зажимом | - | - | - | - | 0,13 | 0,15 | 0,18 | 0,22 | 0,27 | 0,33 | 0,39 | 0,50 | 0,55 | - | |
8 | гайкой | 0,23 | 0,22 | 0,21 | 0,20 | 0,19 | 0,22 | 0,26 | 0,33 | 0,40 | 0,48 | 0,55 | 0,70 | 0,95 | - | ||
9 | маховичком через шпиндель | 0,20 | 0,19 | 0,18 | 0,17 | 0,16 | 0,17 | 0,21 | 0,29 | 0,32 | 0,39 | 0,46 | - | - | - | ||
10 | На концевой резьбовой оправке | 0,21 | 0,19 | 018 | 0,17 | 0,16 | 0,14 | 0,22 | 0,28 | 0,34 | 0,42 | - | - | - | - | ||
11 | Установка на оправке каждой последующей детали свыше одной | 0,08 | 0,07 | 0,065 | 0,06 | 0,07 | 0,075 | 0,08 | 0,09 | 0,11 | - | - | - | - | - | ||
12 | Легкие сплавы | На концевой гладкой или шлицевой оправке без крепления | 0,15 | 0,14 | 0,13 | 0,12 | 0,12 | 0,14 | 0,15 | 0,20 | 0,24 | - | - | - | - | - | |
13 | На концевой оправке с креплением | гайкой и быстросъемной шайбой | 0,22 | 0,21 | 0,20 | 0,19 | 0,18 | 0,22 | 0,25 | 0,34 | 0,42 | - | - | - | - | - | |
14 | гайкой и простой шайбой | 0,33 | 0,31 | 0,30 | 0,29 | 0,28 | 0,33 | 0,38 | 0,50 | 0,60 | - | - | - | - | - | ||
15 | гайкой и быстросъемной шайбой с поджатием центром | - | - | 0,29 | 0,28 | 0,26 | 0,31 | 0,34 | 0,43 | 0,50 | - | - | - | - | - | ||
16 | гайкой и простой шайбой с поджатием центром | - | - | 0,37 | 0,35 | 0,33 | 0,38 | 0,44 | 0,60 | 0,70 | - | - | - | - | - | ||
17 | роликовым зажимом | - | - | - | - | 0,15 | 0,16 | 0,20 | 0,25 | 0,31 | - | - | - | - | - | ||
18 | На концевой разжимной оправке с креплением | пневматическим зажимом | - | - | - | - | 0,14 | 0,16 | 0,20 | 0,24 | 0,30 | - | - | - | - | - | |
19 | гайкой | 0,25 | 0,24 | 0,23 | 0,22 | 0,21 | 0,24 | 0,29 | 0,36 | 0,44 | - | - | - | - | - | ||
20 | маховичком через шпиндель | 0,22 | 0,21 | 0,20 | 0,19 | 0,18 | 0,19 | 0,23 | 0,32 | 0,35 | - | - | - | - | - | ||
21 | На концевой резьбовой оправке | 0,23 | 0,21 | 0,20 | 0,19 | 0,18 | 0,21 | 0,24 | 0,31 | 0,37 | - | - | - | - | - | ||
22 | Установка на оправке каждой последующей детали свыше одной | 0,09 | 0,08 | 0,07 | 0,065 | 0,08 | 0,085 | 0,09 | 0,1 | 0,12 | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||
Установка в тисках | ||||||||||||||||||
Карта 9, лист 1 | ||||||||||||||||||
 | ||||||||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Состояние установочной поверхности | Характер выверки | Число одновременно устанавливаемых деталей, n, шт. | Масса детали, m, кг, до | ||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1,0 | 3 | 5 | 8 | 12 | 20 | 30 | ||||||
Время, t, мин. (на комплект устанавливаемых деталей) | ||||||||||||||||||
1 | Черные металлы и медные сплавы | В тисках с винтовым зажимом | Обработанная (или необработанная из проката) | Без выверки | 1 | 0,14 | 0,10 | 0,09 | 0,12 | 0,20 | 0,21 | 0,22 | 0,23 | 0,29 | 0,32 | 0,35 | 0,40 | 0,44 |
2 | 2 | 0,20 | 0,15 | 0,14 | 0,18 | 0,31 | 0,32 | 0,33 | 0,37 | 0,44 | 0,50 | 0,54 | - | - | ||||
3 | 3 | 0,26 | 0,20 | 0,19 | 0,23 | 0,39 | 0,40 | 0,43 | 0,50 | 0,00 | 0,65 | - | - | - | ||||
4 | 4 | 0,32 | 0,23 | 0,22 | 0,28 | 0,47 | 0,49 | 0,50 | 0,55 | 0,70 | 0,80 | - | - | - | ||||
5 | 6 | 0,40 | 0,30 | 0,29 | 0,36 | 0,60 | 0,65 | 0,70 | 0,75 | 0,90 | - | - | - | - | ||||
6 | 8 | 0,49 | 0,36 | 0,34 | 0,43 | 0,70 | 0,75 | 0,80 | 0,90 | 1,06 | - | - | - | - | ||||
7 | 10 | 0,55 | 0,41 | 0,40 | 0,50 | 0,80 | 0,85 | 0,90 | 1,0 | 1,20 | - | - | - | - | ||||
8 | Необработанная (отливка) | 1 | - | - | - | - | 0,24 | 0,26 | 0,28 | 0,31 | 0,32 | 0,36 | 0,41 | 0,46 | 0,50 | |||
9 | С выверкой рейсмусом | 1 | - | - | - | - | 0,60 | 0,65 | 0,70 | 0,80 | 0,85 | 1,0 | 1,1 | 1,3 | 1,4 | |||
10 | В тисках с пневматическим зажимом | Обработанная (или необработанная из проката) | Без выверки | 1 | 1 | 1 | 1 | 1 | 0,11 | 0,12 | 0,13 | 0,15 | 0,22 | 0,26 | 0,30 | 0,36 | 0,4 | |
11 | 2 | 1 | 1 | 1 | 1 | 0,18 | 0,20 | 0,22 | 0,26 | 0,37 | 0,44 | 0,50 | - | - | ||||
12 | 3 | 1 | 1 | 1 | 1 | 0,24 | 0,27 | 0,30 | 0,35 | 0,50 | 0,60 | - | - | - | ||||
13 | 4 | 1 | 1 | 1 | 1 | 0,30 | 0,34 | 0,37 | 0,43 | 0,60 | 0,85 | - | - | - | ||||
14 | 6 | 1 | 1 | 1 | 1 | 0,4 | 0,45 | 0,50 | 0,60 | 0,85 | - | - | - | - | ||||
15 | 8 | 1 | 1 | 1 | 1 | 0,5 | 0,55 | 0,60 | 0,75 | 1,05 | - | - | - | - | ||||
16 | 10 | 1 | 1 | 1 | 1 | 0,60 | 0,65 | 0,75 | 0,85 | 1,25 | - | - | - | - | ||||
17 | Необработанная (отливка) | 1 | - | - | - | - | 0,18 | 0,19 | 0,21 | 0,24 | 0,27 | 0,31 | 0,35 | 0,41 | 0,45 | |||
18 | С выверкой рейсмусом | 1 | - | - | - | - | 0,60 | 0,65 | 0,70 | 0,75 | 0,85 | 0,95 | 1,1 | 1,3 | 1,45 | |||
19 | В тисках с эксцентриковым зажимом | Обработанная (или необработанная из проката) | Без выверки | 1 | 0,08 | 0,06 | 0,08 | 0,1 | 0,13 | 0,14 | 0,15 | 0,18 | 0,22 | 0,25 | 0,29 | 0,34 | 0,4 | |
20 | 2 | 0,12 | 0,09 | 0,12 | 0,15 | 0,19 | 0,21 | 0,23 | 0,27 | 0,32 | 0,38 | 0,43 | - | - | ||||
21 | 3 | 0,15 | 0,12 | 0,15 | 0,19 | 0,24 | 0,26 | 0,30 | 0,35 | 0,41 | 0,49 | - | - | - | ||||
22 | 4 | 0,18 | 0,14 | 0,18 | 0,23 | 0,29 | 0,31 | 0,35 | 0,41 | 0,50 | 0,60 | - | - | - | ||||
23 | В самоцентрирующих призматических тисках | 1 | - | - | - | - | 0,10 | 0,11 | 0,12 | 0,14 | 0,15 | 0,18 | 0,21 | 0,27 | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка в тисках | |||||||||||||
Карта 9, лист 2 | ||||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Состояние установочной поверхности | Характер выверки | Число одновременно устанавливаемых деталей, n, шт. | Масса детали, m, кг, до | ||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1,0 | 3 | 5 | ||||||
Время, t, мин. (на комплект устанавливаемых деталей) | ||||||||||||||
24 | Легкие сплавы | В тисках с винтовым зажимом | Обработанная | Без выверки | 1 | 0,15 | 0,11 | 0,10 | 0,13 | 0,22 | 0,23 | 0,24 | 0,25 | 0,32 |
25 | 2 | 0,22 | 0,17 | 0,15 | 0,20 | 0,34 | 0,35 | 0,36 | 0,41 | 0,48 | ||||
26 | 3 | 0,29 | 0,22 | 0,21 | 0,25 | 0,43 | 0,44 | 0,47 | 0,55 | 0,65 | ||||
27 | 4 | 0,35 | 0,25 | 0,24 | 0,31 | 0,47 | 0,50 | 0,55 | 0,60 | 0,75 | ||||
28 | 6 | 0,44 | 0,33 | 0,32 | 0,40 | 0,65 | 0,70 | 0,75 | 0,85 | 1,0 | ||||
29 | Необработанная (отливка) | 1 | - | - | - | - | 0,26 | 0,29 | 0,31 | 0,34 | 0,35 | |||
30 | С выверкой рейсмусом | 1 | - | - | - | - | 0,65 | 0,70 | 0,75 | 0,90 | 0,95 | |||
31 | В тисках с пневматическим зажимом | Обработанная | Без выверки | 1 | - | - | - | - | 0,12 | 0,13 | 0,14 | 0,16 | 0,24 | |
32 | 2 | - | - | - | - | 0,20 | 0,22 | 0,24 | 0,29 | 0,41 | ||||
33 | 3 | - | - | - | - | 0,26 | 0,30 | 0,33 | 0,39 | 0,55 | ||||
34 | 4 | - | - | - | - | 0,33 | 0,37 | 0,41 | 0,47 | 0,65 | ||||
35 | 6 | - | - | - | - | 0,44 | 0,50 | 0,55 | 0,65 | 0,95 | ||||
36 | Необработанная (отливка) | 1 | - | - | - | - | 0,20 | 0,21 | 0,23 | 0,26 | 0,30 | |||
37 | С выверкой рейсмусом | 1 | - | - | - | - | 0,65 | 0,70 | 0,75 | 0,80 | 0,95 | |||
38 | В тисках с эксцентриковым зажимом | Обработанная | Без выверки | 1 | 0,09 | 0,07 | 0,09 | 0,11 | 0,14 | 0,15 | 0,16 | 0,20 | 0,24 | |
34 | 2 | 0,13 | 0,10 | 0,13 | 0,16 | 0,21 | 0,23 | 0,25 | 0,30 | 0,35 | ||||
40 | 3 | 0,16 | 0,13 | 0,16 | 0,21 | 0,26 | 0,29 | 0,33 | 0,39 | 0,45 | ||||
41 | 4 | 0,20 | 0,15 | 0,20 | 0,25 | 0,32 | 0,34 | 0,39 | 0,45 | 0,55 | ||||
42 | В самоцентрирующих призматических тисках | 1 | - | - | - | - | 0,11 | 0,12 | 0,13 | 0,15 | 0,16 | |||
43 | При установке деталей свыше указанного числа на каждую последующую деталь добавлять | 0,08 | 0,05 | 0,07 | 0,08 | 0,09 | 0,1 | 0,11 | 0,13 | 0,14 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | |||||
Примечание. При переустановке детали время по карте применять с коэффициентом 0,8.
Установка на столе | ||||||||||||||
Карта 10, лист 1 | ||||||||||||||
I. Установить деталь и снять вручную | ||||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Состояние установочной поверхности | Характер выверки | Число одновременно устанавливаемых деталей | Масса детали, m, кг, до | ||||||||
0,25 | 0,5 | 1,0 | 3 | 5 | 8 | 12 | 20 | 30 <*> | ||||||
Время, t, мин. (на комплект устанавливаемых деталей) | ||||||||||||||
1 | Без крепления | Обработанная или необработанная (отливка) | Без выверки | 1 | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 014 | 0,16 | 0,20 | 0,25 | |
2 | Черные металлы и медные сплавы | С креплением одним болтом с планкой | 1 | 0,31 | 0,34 | 0,38 | 0,44 | 0,48 | 0,50 | 0,55 | 0,60 | 0,70 | ||
3 | На столе с креплением 2-мя болтами и планками | 1 | 0,43 | 0,46 | 0,5 | 0,55 | 0,65 | 0,70 | 0,75 | 0,85 | 1,7 | |||
4 | 2 | 0,8 | 0,85 | 0,90 | 1,0 | 1,25 | 1,35 | 1,45 | 1,6 | 2,9 | ||||
5 | 3 | 1,15 | 1,2 | 1,3 | 1,5 | 1,8 | 1,95 | 2,1 | 2,3 | 3,9 | ||||
6 | 4 | 1,5 | 1,6 | 1,7 | 1,95 | 2,3 | 2,5 | 2,8 | 3,0 | 4,9 | ||||
7 | 6 | 2,15 | 2,3 | 2,5 | 2,8 | 3,3 | 3,6 | 4,0 | 4,4 | 6,6 | ||||
8 | 8 | 2,8 | 3,0 | 3,2 | 3,7 | 4,3 | 4,7 | 5,1 | 5,7 | 8,2 | ||||
9 | Необработанная (отливка) | Выверка простая (по контуру, неразмеченной поверхности) | 1 | 0,8 | 0,85 | 0,9 | 1,0 | 1,2 | 1,4 | 1,65 | 2,1 | 2,9 | ||
10 | 2 | 1,5 | 1,6 | 1,7 | 1,8 | 2,2 | 2,7 | 3,1 | 3,7 | 5,0 | ||||
11 | 3 | 2,2 | 2,3 | 2,4 | 2,6 | 3,2 | 3,8 | 4,5 | 5,4 | 7,0 | ||||
12 | 4 | 2,8 | 3,0 | 3,1 | 3,4 | 4,2 | 5,0 | 5,8 | 7,0 | 8,9 | ||||
13 | 6 | 4,0 | 4,3 | 4,5 | 4,9 | 6,0 | 7,1 | 8,3 | 10,0 | 12,4 | ||||
14 | 8 | 5,2 | 5,5 | 5,8 | 6,3 | 7,8 | 9,2 | 10,8 | 13,0 | 15,8 | ||||
15 | 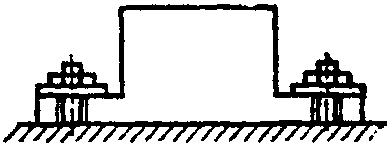 | Обработанная | 1 | 0,6 | 0,65 | 0,70 | 0,75 | 0,9 | 1,1 | 1,25 | 1,5 | 2,2 | ||
16 | 2 | 1,15 | 1,2 | 1,3 | 1,4 | 1,7 | 2,1 | 9,4 | 2,8 | 3,8 | ||||
17 | 3 | 1,7 | 1,75 | 1,8 | 2,0 | 2,5 | 2,9 | 3,4 | 4,2 | 5,4 | ||||
18 | 4 | 2,2 | 2,3 | 2,4 | 2,6 | 3,2 | 3,8 | 4,6 | 5,4 | 6,8 | ||||
14 | 6 | 3,0 | 3,3 | 3,5 | 3,8 | 4,6 | 5,5 | 6,4 | 7,7 | 9,5 | ||||
20 | 8 | 4,0 | 4,2 | 4,5 | 4,8 | 6,0 | 7,1 | 8,3 | 10,0 | 12,2 | ||||
21 | Необработанная (отливка) | Выверка сложная (по разметочной поверхности) | 1 | 1,2 | 1,3 | 1,4 | 1,6 | 1,9 | 2,1 | 2,3 | 2,6 | 3,6 | ||
22 | 2 | 2,2 | 2,4 | 2,6 | 3,0 | 3,5 | 3,9 | 4,3 | 4,8 | 6,3 | ||||
23 | 3 | 3,2 | 3,5 | 3,8 | 4,3 | 5,1 | 5,6 | 6,2 | 7,0 | 8,9 | ||||
24 | 4 | 4,1 | 4,5 | 4,9 | 5,6 | 6,6 | 7,3 | 830 | 9,0 | 11,2 | ||||
25 | 6 | 5,9 | 6,5 | 7,0 | 8,0 | 9,5 | 10,5 | 11,5 | 13,0 | 15,7 | ||||
26 | Обработанная | 1 | 0,85 | 0,90 | 1,0 | 1,15 | 1,35 | 1,5 | 1,65 | 1,9 | 2,6 | |||
27 | 2 | 1,5 | 1,7 | 1,8 | 2,1 | 2,5 | 2,8 | 3,0 | 3,4 | 4,5 | ||||
28 | 3 | 2,2 | 2,5 | 2,7 | 3,0 | 3,6 | 4,0 | 4,4 | 5,0 | 6,5 | ||||
29 | 4 | 2,9 | 3,2 | 3,5 | 4,0 | 4,7 | 5,2 | 5,7 | 6,4 | 8,0 | ||||
30 | 6 | 4,2 | 4,6 | 5,0 | 5,7 | 6,8 | 7,5 | 8,2 | 9,3 | 11,2 | ||||
31 | На столе пакетом с креплением болтами и планками | Обработанная или необработанная (отливка) | Без выверки | 2 | 0,47 | 0,55 | 0,65 | 0,85 | 0,95 | 1,5 | 2,1 | 3,5 | - | |
32 | 3 | 0,60 | 0,70 | 0,80 | 1,0 | 1,3 | 2,0 | - | - | - | ||||
33 | 4 | 0,70 | 0,80 | 0,90 | 1,2 | 1,6 | 2,6 | - | - | - | ||||
34 | 6 | 0,85 | 1,0 | 1,2 | 1,5 | 2,3 | 3,6 | - | - | - | ||||
35 | 8 | 0,95 | 1,1 | 1,4 | 1,8 | 2,9 | 4,4 | - | - | - | ||||
36 | Легкие сплавы | Без крепления | 1 | 0,06 | 0,09 | 0,10 | 0,11 | 0,12 | 0,15 | 0,18 | 0,22 | 0,28 | ||
37 | С креплением одним болтом с планкой | Без выверки | 1 | 0,34 | 0,37 | 0,42 | 0,48 | 0,50 | 0,55 | 0,60 | 0,65 | 0,75 | ||
38 | На столе с креплением 2-мя болтами и планками | 1 | 0,45 | 0,50 | 0,55 | 0,60 | 0,70 | 0,75 | 0,80 | 0,90 | 1,85 | |||
39 | 2 | 0,90 | 0,95 | 1,0 | 1,1 | 1,35 | 1,5 | 1,6 | 1,75 | 3,2 | ||||
40 | 3 | 1,25 | 1,3 | 1,4 | 1,7 | 2,0 | 2,2 | 2,3 | 2,5 | 4,3 | ||||
41 | 4 | 1,6 | 1,8 | 1,9 | 2,1 | 2,5 | 2,8 | 3,1 | 3,3 | 5,4 | ||||
42 | 6 | 2,4 | 2,5 | 2,8 | 3,1 | 3,6 | 4,0 | 4,4 | 4,8 | 7,3 | ||||
43 | Обработанная | Выверка простая (по контуру неразмеченной поверхности) | 1 | 0,65 | 0,70 | 0,75 | 0,80 | 1,0 | 1,2 | 1,35 | 1,6 | 2,4 | ||
44 | 2 | 1,2 | 1,3 | 1,4 | 1,5 | 1,9 | 2,3 | 2,6 | 3,1 | 4,2 | ||||
45 | 3 | 1,8 | 1,9 | 2,0 | 2,2 | 2,8 | 3,2 | 3,7 | 4,6 | 5,9 | ||||
46 | 4 | 2,4 | 2,5 | 2,6 | 2,9 | 3,5 | 4,2 | 5,0 | 5,9 | 7,5 | ||||
47 | 6 | 3,3 | 3,6 | 3,8 | 4,2 | 5,1 | 6,1 | 7,0 | 8,5 | 10,4 | ||||
48 | Выверка сложная (на разметочной риске) | 1 | 1,3 | 1,4 | 1,5 | 1,8 | 2,1 | 2,3 | 2,5 | 2,9 | 4,0 | |||
49 | 2 | 2,4 | 2,6 | 2,9 | 3,3 | 3,9 | 4,3 | 4,7 | 5,3 | 6,9 | ||||
50 | 3 | 3,5 | 3,8 | 4,2 | 4,7 | 5,6 | 6,2 | 6,8 | 1,1 | 9,8 | ||||
51 | 4 | 4,5 | 5,0 | 5,4 | 6,2 | 7,3 | 8,0 | 8,8 | 9,9 | 12,3 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | |||||
--------------------------------
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка на столе | ||||||||||||||||
Карта 10, лист 2 | |||||||||||||||||
II. Установить деталь и снять подъемником, краном | |||||||||||||||||
N позиции | Способ установки детали | Состояние установочной поверхности | Характер выверки | Число одновременно устанавливаемых деталей | Подъемником при станке | Мостовым краном | |||||||||||
Масса детали, m, кг, до | |||||||||||||||||
30 | 80 | 200 | 500 | 1000 | 30 | 80 | 200 | 500 | 1000 | 2000 | 3000 | 5000 | |||||
Время, t, мин. (на комплект устанавливаемых деталей) | |||||||||||||||||
52 | Без крепления | 1 | 0,85 | 1,1 | 1,4 | 1,8 | 2,1 | 2,4 | 2,6 | 2,9 | 3,3 | 3,6 | 4,1 | 4,4 | 4,8 | ||
53 | С креплением одним болтом с планкой | Обработанная или необработанная (отлив ка) | Без выверки | 1 | 1,25 | 1,4 | - | - | - | - | - | - | - | - | - | - | - |
54 | С креплением 2-мя болтами с планками | 1 | 1,9 | 2,3 | - | - | - | - | - | - | - | - | - | - | - | ||
55 | На столе с креплением 4-мя болтами с планками | 1 | 2,4 | 3,0 | 3,6 | 4,4 | 5,0 | 3,9 | 4,5 | 5,1 | 5,9 | 6,5 | 7,3 | 7,8 | 8,6 | ||
56 | 2 | 3,9 | 4,8 | 5,9 | 7,1 | 8,2 | 5,4 | 6,3 | 7,4 | 8,6 | 9,7 | - | - | - | |||
57 | 3 | 5,3 | 6,5 | 7,8 | 9,5 | 10,9 | 6,8 | 8,0 | 9,3 | 11,0 | 12,4 | - | - | - | |||
58 | 4 | 6,4 | 7,9 | 9,6 | 11,0 | - | 7,9 | 9,4 | 11,1 | 12,5 | - | - | - | - | |||
59 | 6 | 8,6 | 10,6 | 12,8 | 15,5 | - | 10,1 | 12,1 | 14,3 | 17,0 | - | - | - | - | |||
60 | 8 | 10,6 | 13,0 | 15,7 | 19,0 | - | 12,1 | 14,5 | 17,2 | 20,5 | - | - | - | - | |||
61 | Необработанная (отливка) | Выверка простая (по контуру неразмеченной поверхности) | 1 | 3,5 | 4,3 | 5,1 | 6,2 | 7,1 | 5,0 | 5,8 | 6,6 | 7,7 | 8,6 | 9,6 | 10,3 | 11,3 | |
62 | 2 | 6,1 | 7,4 | 8,9 | 10,7 | 12,3 | 7,6 | 8,9 | 10,4 | 12,2 | 13,8 | - | - | - | |||
63 | 3 | 8,4 | 10,2 | 12,2 | 14,7 | 16,8 | 9,9 | 11,7 | 13,7 | 16,2 | 18,3 | - | - | - | |||
64 | 4 | 10,5 | 12,7 | 15,3 | 18,4 | - | 12,0 | 14,2 | 16,8 | 19,9 | - | - | - | - | |||
65 | 6 | 14,5 | 17,6 | 21,0 | 25,4 | - | 16,0 | 19,1 | 22,5 | 26,9 | - | - | - | - | |||
66 | 8 | 18,2 | 22,0 | 26,5 | 31,9 | - | 19,7 | 23,5 | 28,0 | 33,4 | - | - | - | - | |||
67 | Обработанная | 1 | 3,0 | 3,6 | 4,3 | 5,2 | 6,0 | 4,5 | 5,1 | 5,8 | 6,7 | 7,5 | 8,3 | 8,9 | 9,7 | ||
68 | 2 | 5,0 | 6,1 | 7,3 | 8,7 | 10,0 | 6,5 | 7,6 | 8,8 | 10,2 | 11,5 | - | - | - | |||
69 | 3 | 6,8 | 8,2 | 9,9 | 11,8 | 13,6 | 8,3 | 9,7 | 11,4 | 13,3 | 15,1 | - | - | - | |||
70 | 4 | 8,4 | 10,2 | 12,2 | 14,7 | - | 9,9 | 11,7 | 13,7 | 16,2 | - | - | - | - | |||
71 | 6 | 11,4 | 13,8 | 16,6 | 19,9 | - | 12,9 | 15,3 | 18,1 | 21,4 | - | - | - | - | |||
72 | 8 | 14,1 | 17,1 | 20,5 | 24,7 | - | 15,6 | 18,6 | 22,0 | 26,2 | - | - | - | - | |||
73 | Необработанная (отливка) | Выверка сложная (по разметочной риске) | 1 | 4,5 | 5,7 | 7,1 | 8,9 | 10,5 | 6,0 | 7,2 | 8,6 | 10,4 | 12,0 | 13,9 | 16,9 | 19,0 | |
74 | 2 | 8,7 | 11,1 | 13,7 | 17,2 | 20,3 | 10,2 | 12,6 | 15,2 | 18,7 | 21,8 | - | - | - | |||
75 | 3 | 12,8 | 16,2 | 20,0 | 25,0 | 29,8 | 14,3 | 17,7 | 21,5 | 26,5 | 31,3 | - | - | - | |||
76 | 4 | 16,9 | 21,5 | 26,5 | 33,2 | - | 18,4 | 23,0 | 28,0 | 34,7 | - | - | - | - | |||
77 | 6 | 25,0 | 31,5 | 39,0 | 48,8 | - | 26,5 | 33,0 | 40,5 | 50,3 | - | - | - | - | |||
78 | Обработанная | 1 | 4,0 | 4,9 | 6,0 | 7,3 | 8,5 | 5,5 | 6,4 | 7,5 | 8,8 | 10,0 | 11,4 | 12,4 | 13,7 | ||
79 | 2 | 7,1 | 8,8 | 10,8 | 13,2 | 15,4 | 8,6 | 10,3 | 12,3 | 14,7 | 16,9 | - | - | - | |||
80 | 3 | 10,0 | 12,5 | 15,3 | 18,7 | 21,7 | 11,5 | 14,0 | 16,8 | 20,0 | 23,2 | - | - | - | |||
81 | 4 | 12,8 | 15,9 | 19,5 | 23,8 | - | 14,3 | 17,4 | 21,0 | 25,3 | - | - | - | - | |||
82 | 6 | 18,1 | 22,5 | 27,5 | 33,6 | - | 19,6 | 24,0 | 29,0 | 35,1 | - | - | - | - | |||
83 | В случаях крепления деталей большим (или меньшим) числом болтов на каждый последующий болт прибавить (или вычитать) | 0,4 | |||||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||||
Примечания:
1. В случае необходимости дополнительного крепления детали расклиниванием или струбциной к времени по карте следует добавлять время в размере 0,15 мин. на каждый клин или 0,5 мин. на каждую струбцину.
2. Если при работе на сверлильных станках по условиям техники безопасности допускается установка и снятие детали без выключения вращения, время в позициях 1, 36, 52 уменьшать на 0,04 мин.
Установка на планшайбе карусельного, лоботокарного и токарного станка | ||||||||||||
Карта 11, лист 1 | ||||||||||||
I. Установить и снять деталь вручную | ||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Станки | Состояние установочной поверхности | Характер выверки | Масса детали, m, кг, до | ||||||
5 | 8 | 12 | 20 | 30 | ||||||||
Время, t, мин. | ||||||||||||
1 | Черные металлы и медные сплавы | В самоцентрирующем патроне (крепление ключом) | Карусельные | - | Без выверки | 0,27 | 0,32 | 0,36 | 0,43 | 0,49 | ||
2 | На столе в четырех кулачках | Необработанная (отливка) | Без выверки | - | 0,65 | 0,75 | 0,95 | 1,1 | ||||
3 | С выверкой по контуру необработанной поверхности | - | 1,6 | 1,8 | 2,1 | 2,3 | ||||||
4 | 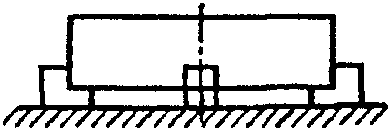 | По разметочной риске | детали цилиндрической формы | - | 2,5 | 2,7 | 2,9 | 3,1 | ||||
5 | детали фасонной или коробчатой формы | - | 3,2 | 3,5 | 4,0 | 4,4 | ||||||
6 | Обработанная | Без выверки | - | 0,65 | 0,75 | 0,95 | 1,1 | |||||
7 | С выверкой рейсмусом | - | 1,6 | 1,8 | 2,1 | 2,3 | ||||||
8 | С выверкой индикатором | - | 2,3 | 2,7 | 3,2 | 3,6 | ||||||
9 | На столе с креплением болтами и планками | Необработанная (отливка) | Без выверки | - | 1,1 | 1,3 | 1,5 | 1,8 | ||||
10 | С выверкой по контуру необработанной поверхности | - | 2,2 | 2,3 | 2,5 | 2,7 | ||||||
11 | 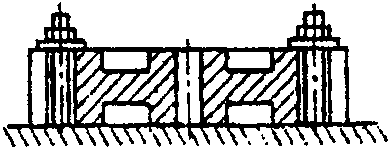 | По разметочной риске | детали цилиндрической формы | - | 3,1 | 3,3 | 3,7 | 4,0 | ||||
12 | детали фасонной или коробчатой формы | - | 3,8 | 4,2 | 4,7 | 5,0 | ||||||
13 | На столе с креплением в четырех кулачках и болтами с планками | Обработанная | Без выверки | - | 1,1 | 1,3 | 1,5 | 1,8 | ||||
14 | С выверкой рейсмусом | - | 2,2 | 2,3 | 2,5 | 2,7 | ||||||
15 | Необработанная (отливка) | Без выверки | - | 1,7 | 1,9 | 2,1 | 2,3 | |||||
16 | С выверкой по контуру необработанной поверхности | - | 2,4 | 2,6 | 3,0 | 3,3 | ||||||
17 | По разметочной риске | детали цилиндрической формы | - | 3,5 | 3,6 | 3,9 | 4,1 | |||||
18 | детали фасонной или коробчатой формы | - | 4,0 | 4,3 | 4,8 | 5,2 | ||||||
Индекс | а | б | в | г | д | |||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка на планшайбе карусельного, лоботокарного и токарного станка | |||||||||||
Карта 11, лист 2 | ||||||||||||
N позиции | Обрабатываемый материал | Способ установки детали | Станки | Состояние установочной поверхности | Характер выверки | Масса детали, m, кг, до | ||||||
5 | 8 | 12 | 20 | 30 | ||||||||
Время, t, мин. | ||||||||||||
19 | Черные металлы и медные сплавы | На планшайбе с креплением болтами и прижимными планками | Лоботокарные и токарные | Необработанная (отливка), или обработанная | с центрированием | Без выверки | 0,47 | 0,50 | 0,70 | 0,90 | 1,0 | |
20 | С выверкой рейсмусом | 1,1 | 1,2 | 1,45 | 1,8 | 2,2 | ||||||
21 |  | Обработанная | С выверкой индикатором | 1,9 | 2,0 | 2,3 | 2,6 | 2,9 | ||||
22 | Необработанная (отливка) или обработанная | без центрирования | Без выверки | 0,65 | 0,70 | 0,90 | 1,1 | 1,3 | ||||
23 | С выверкой рейсмусом | 1,3 | 1,4 | 1,65 | 2,0 | 2,4 | ||||||
24 | Обработанная | С выверкой индикатором | 2,0 | 2,2 | 2,5 | 2,9 | 3,2 | |||||
Индекс | а | б | в | г | д | |||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка на планшайбе карусельного, лоботокарного и токарного станка | ||||||||||||||||
Карта 11, лист 3 | |||||||||||||||||
II. Установить деталь и снять подъемником, краном | |||||||||||||||||
N позиции | Способ установки детали | Состояние установочной поверхности | Станки | Характер выверки | Подъемником при станке | Мостовым краном | |||||||||||
Масса детали, m, кг, до | |||||||||||||||||
30 | 80 | 200 | 500 | 1000 | 30 | 80 | 200 | 500 | 1000 | 2000 | 3000 | ||||||
Время, t, мин. | |||||||||||||||||
25 | В самоцентрирующем патроне (крепление ключом) | - | Карусельные | Без выверки | 1,4 | 2,1 | 2,9 | - | - | 2,9 | 3,6 | 4,4 | - | - | - | - | |
26 | На столе в четырех кулачках | Необработанная (отливка) | Без выверки | 2,3 | 2,8 | 3,5 | 4,3 | 5,0 | 3,8 | 4,3 | 5,0 | 5,8 | 6,5 | 7,5 | 8,1 | ||
27 | С выверкой по контуру необработанной поверхности | 3,1 | 4,2 | 5,3 | 6,9 | 8,4 | 4,6 | 5,6 | 6,7 | 8,4 | 9,9 | 11,7 | 12,8 | ||||
28 | По разметочной риске | детали цилиндрической формы | 4,0 | 5,4 | 7,0 | 9,1 | 10,6 | 5,5 | 6,9 | 8,5 | 10,6 | 12,1 | 14,3 | 16,8 | |||
29 | детали фасонной или коробчатой формы | 6,2 | 8,0 | 10,2 | - | - | 7,7 | 9,5 | 11,7 | - | - | - | - | ||||
30 | Обработанная | Без выверки | 2,3 | 2,8 | 3,5 | 4,3 | 5,0 | 3,8 | 4,3 | 5,0 | 5,6 | 6,5 | 7,5 | 8,1 | |||
31 | С выверкой рейсмусом | 3,2 | 4,4 | 6,6 | 7,2 | 9,3 | 4,7 | 5,9 | 8,1 | 8,7 | 10,8 | 12,3 | 14,5 | ||||
32 | С выверкой индикатором | 6,5 | 8,0 | 9,7 | 11,8 | 13,7 | 8,0 | 9,5 | 11,2 | 13,3 | 15,3 | 17,2 | 18,6 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка на планшайбе карусельного, лоботокарного и токарного станка | ||||||||||||||||
Карта 11, лист 4 | |||||||||||||||||
N позиции | Способ установки детали | Состояние установочной поверхности | Станки | Характер выверки | Подъемником при станке | Мостовым краном | |||||||||||
Масса детали, m, кг, до | |||||||||||||||||
30 | 80 | 200 | 500 | 1000 | 30 | 80 | 200 | 500 | 1000 | 2000 | 3000 | ||||||
Время, t, мин. | |||||||||||||||||
33 | На столе с креплением болтами и планками | Необработанная (отливка) | Карусельные | Без выверки | 2,9 | 3,5 | 4,2 | 5,1 | 5,8 | 4,4 | 5,0 | 5,7 | 6,6 | 7,3 | 8,2 | 8,8 | |
34 | С выверкой по контуру необработанной поверхности | 3,7 | 4,8 | 6,3 | 8,1 | 9,8 | 5,2 | 6,3 | 7,8 | 9,6 | 11,3 | 13,4 | 14,9 | ||||
35 | По разметочной риске | детали цилиндрической формы | 4,8 | 6,2 | 7,9 | 10,1 | 12,1 | 6,3 | 7,7 | 9,4 | 11,6 | 13,6 | 15,9 | 17,5 | |||
36 | детали фасонной или коробчатой формы | 6,5 | 8,4 | 10,7 | - | - | 8,0 | 9,9 | 12,2 | - | - | - | - | ||||
37 | Обработанная | Без выверки | 2,9 | 3,5 | 4,2 | 5,1 | 5,8 | 4,4 | 5,0 | 5,7 | 6,6 | 7,3 | 8,2 | 8,8 | |||
38 | С выверкой рейсмусом | 3,6 | 4,9 | 6,5 | 8,8 | 10,9 | 5,1 | 6,4 | 8,0 | 10,3 | 12,4 | 14,6 | 17,0 | ||||
39 | На столе с креплением в четырех кулачках и болтами с планками | Необработанная (отливка) | Без выверки | 3,0 | 3,7 | 4,5 | 5,5 | 6,5 | 4,5 | 5,2 | 6,0 | 7,0 | 8,0 | 9,5 | 10,2 | ||
40 | С выверкой по контуру необработанной поверхности | 4,1 | 5,3 | 6,6 | 8,3 | 9,9 | 5,6 | 6,8 | 8,1 | 9,8 | 11,4 | 13,3 | 14,5 | ||||
41 | По разметочной риске | детали цилиндрической формы | 5,1 | 6,6 | 8,3 | 10,4 | 12,4 | 6,6 | 8,1 | 9,8 | 11,9 | 13,9 | 16,2 | 17,8 | |||
42 | детали фасонной или коробчатой формы | 7,0 | 9,0 | 11,3 | - | - | 8,5 | 10,5 | 12,8 | - | - | - | - | ||||
43 | На планшайбе с креплением болтами и прижимными планками | Необработанная (отливка) или обработанная | Лоботокарные и токарные | Без выверки | 2,7 | 2,8 | 2,9 | 3,1 | 3,2 | 4,2 | 4,3 | 4,4 | 4,6 | 4,7 | 4,8 | 4,9 | |
44 | С выверкой рейсмусом | 3,8 | 4,6 | 5,6 | 6,8 | 7,8 | 5,3 | 6,1 | 7,1 | 8,3 | 9,3 | 10,6 | 11,4 | ||||
45 | С выверкой индикатором | 4,6 | 5,4 | 6,7 | 8,1 | 9,3 | 6,1 | 6,9 | 8,2 | 9,6 | 10,8 | 12,1 | 13,1 | ||||
Обработанная | |||||||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||||
Примечания:
1. Время в карте дано на крепление детали тремя болтами. В случаях необходимости крепления детали большим числом болтов на каждый последующий болт к времени следует добавлять 0,4 мин.
2. При установке детали с подпором домкратиками к времени по карте следует добавлять время на каждый домкратик в размере 1 мин.
Установка на угольнике, опорной плите или сбоку стола станка | |||||||||||||||||||||
Карта 12, лист 1 | |||||||||||||||||||||
N позиции | Обрабатываемый материал | Станки | Способ установки детали | Состояние установочной поверхности | Характер выверки | Вручную | Подъемником при станке | Мостовым краном | |||||||||||||
Масса детали, m, кг, до | |||||||||||||||||||||
1 | 3 | 5 | 8 | 12 | 20 | 30 | 30 | 80 | 30 | 80 | 200 | ||||||||||
Время, t, мин. | |||||||||||||||||||||
1 | Черные металлы и медные сплавы | Карусельные | На угольнике с креплением болтами и планками | Обработанная | С выверкой | по контуру необработанной поверхности | - | - | 1,6 | 1,8 | 2,0 | 2,3 | 2,6 | 3,7 | 4,9 | 5,2 | 6,4 | - | |||
2 | 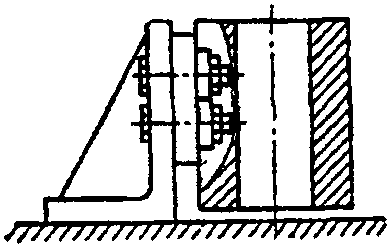 | по разметочной риске | - | - | 2,1 | 2,4 | 2,7 | 3,1 | 3,5 | 5,4 | 6,7 | 6,9 | 8,2 | - | |||||||
3 | Без выверки по фиксатору | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,4 | 2,4 | 2,9 | 3,9 | 4,4 | - | ||||||||
4 | Лоботокарные | На планшайбе с угольником и креплением болтами | Без выверки | - | - | 0,75 | 0,80 | 0,90 | 1,1 | 1,3 | 2,5 | 2,7 | 4,0 | 4,3 | 4,4 | ||||||
5 | С выверкой рейсмусом | - | - | 1,4 | 1,5 | 1,6 | 1,8 | 2,0 | 3,6 | 4,5 | 5,1 | 6,0 | 6,2 | ||||||||
6 | С выверкой индикатором | - | - | 2,1 | 2,3 | 2,5 | 2,8 | 3,0 | 4,4 | 5,3 | 5,9 | 6,8 | 7,0 | ||||||||
7 | Сверлильные, строгальные, фрезерные, расточные | На угольнике или сбоку стола с креплением болтами и планками | на опоре | при числе деталей | 1 | С выверкой | по контуру необработанной поверхности | 0,65 | 0,90 | 1,0 | 1,1 | 1,3 | 1,4 | 1,6 | 3,0 | 3,7 | 4,5 | 5,2 | - | ||
8 | 2 | 1,15 | 1,5 | 1,7 | 1,95 | 2,2 | - | - | - | - | - | - | - | ||||||||
9 | 3 | 1,6 | 2,1 | 2,4 | 2,7 | 3,0 | - | - | - | - | - | - | - | ||||||||
10 | 4 | 2,0 | 2,7 | 3,0 | 3,4 | 3,6 | - | - | - | - | - | - | - | ||||||||
11 | 1 | по разметочной риске | 0,7 | 0,95 | 1,05 | 1,2 | 1,4 | 1,8 | 2,0 | - | - | - | - | - | |||||||
12 | 2 | 1,2 | 1,6 | 1,85 | 2,1 | 2,3 | - | - | - | - | - | - | - | ||||||||
13 | 3 | 1,7 | 2,2 | 2,6 | 2,9 | 3,2 | - | - | - | - | - | - | - | ||||||||
14 | 4 | 2,1 | 2,8 | 3,2 | 3,6 | 4,0 | - | - | - | - | - | - | - | ||||||||
15 | на весу | Без выверки по фиксатору или направляющей | 0,60 | 0,75 | 0,80 | 0,90 | 1,0 | 1,1 | 1,2 | 2,3 | 2,9 | 3,8 | 4,4 | - | |||||||
16 | С выверкой | по контуру необработанной поверхности | 0,7 | 1,0 | 1,2 | 1,3 | 1,5 | 1,8 | 2,0 | 3,5 | 4,1 | 3,8 | 5,6 | - | |||||||
17 | по разметочной риске | 0,85 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 3,8 | 4,6 | 5,3 | 6,1 | - | ||||||||
18 | Протяжные | На опорной плите с креплением планками | на опоре | Без выверки | - | - | - | 0,6 | 0,9 | 1,05 | 1,2 | 1,8 | 2,0 | - | - | - | |||||
19 | Легкие сплавы | Карусельные | На угольнике с креплением болтами и планками | С выверкой | по контуру необработанной поверхности | - | - | 1,8 | 2,0 | 2,2 | 2,5 | 2,9 | 4,1 | 5,4 | 5,7 | 7,8 | - | ||||
20 | по разметочной риске | - | - | 2,3 | 2,6 | 3,0 | 3,4 | 4,8 | 5,9 | 6,4 | 7,6 | 9,0 | - | ||||||||
21 | Без выверки по фиксатору | - | - | 0,9 | 1,0 | 1,2 | 1,4 | 1,5 | 2,6 | 3,2 | 4,3 | 4,8 | - | ||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка на угольнике, опорной плите или сбоку стола станка | |||||||||||||||||
Карта 12, лист 2 | ||||||||||||||||||
N позиции | Обрабатываемый материал | Станки | Способ установки детали | Состояние установочной поверхности | Характер выверки | Вручную | Подъемником при станке | Мостовым краном | ||||||||||
Масса детали, m, кг, до | ||||||||||||||||||
1 | 3 | 5 | 8 | 12 | 20 | 30 | 30 | 80 | 30 | 80 | ||||||||
Время, t, мин. | ||||||||||||||||||
22 | Легкие сплавы | Сверлильные, строгальные, фрезерные, расточные | На угольнике или сбоку стола с креплением болтами и планками | на опоре | Обработанная | С выверкой | по контуру необработанной поверхности | 0,70 | 1,0 | 1,1 | 1,2 | 1,4 | 1,5 | 1,8 | 3,3 | 4,1 | 5,6 | 5,7 |
23 | по разметочной риске | 0,75 | 1,11 | 1,2 | 1,3 | 1,5 | 2,0 | 2,2 | - | - | - | - | ||||||
24 | на весу | Без выверки по фиксатору или направляющей | 0,65 | 0,80 | 0,90 | 1,0 | 1,1 | 1,2 | 1,3 | 2,5 | 3,2 | 4,2 | 4,8 | |||||
25 | С выверкой | по контуру необработанной поверхности | 0,75 | 1,1 | 1,3 | 1,4 | 1,65 | 2,0 | 2,2 | 3,8 | 4,5 | 5,5 | 6,2 | |||||
26 | по разметочной риске | 0,95 | 1,3 | 1,5 | 1,8 | 2,0 | 2,3 | 2,6 | 3,6 | 5,1 | 5,8 | 6,7 | ||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||||
Примечание. Время по карте дано на крепление и открепление детали двумя болтами. В случаях крепления детали большим числом болтов на каждый последующий болт к времени следует добавлять 0,4 мин.
Установка на магнитном столе или планшайбе | ||||||||||||||||
Карта 13, лист 1 | ||||||||||||||||
I. Установить и снять деталь вручную | ||||||||||||||||
N позиции | Способ установки детали | Характер обработки | Число одновременно устанавливаемых деталей | Масса детали, m, кг, до | ||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1 | 3 | 5 | 8 | 12 | 20 | 30 | ||||
Время, t, мин. (на комплект устанавливаемых деталей) | ||||||||||||||||
1 | На магнитном столе | Черновое или чистовое неточное шлифование | 1 | - | - | - | - | - | 0,12 | 0,14 | 0,19 | 0,22 | 0,24 | 0,27 | 0,31 | 0,40 |
2 |  | 3 | - | - | - | - | 0,20 | 0,25 | 0,30 | 0,40 | 0,45 | 0,55 | 0,60 | 0,70 | - | |
3 | 5 | - | - | - | 0,22 | 0,30 | 0,36 | 0,45 | 0,60 | 0,70 | 0,75 | 0,85 | - | - | ||
4 | 10 | - | - | 0,38 | 0,36 | 0,48 | 0,60 | 0,70 | 0,95 | 1,1 | 1,25 | - | - | - | ||
5 | 25 | - | 0,8 | 0,75 | 0,70 | 0,90 | 1,1 | 1,3 | 1,8 | 2,0 | - | - | - | - | ||
6 | 50 | 1,5 | 1,3 | 1,25 | 1,2 | 1,5 | 1,8 | 2,2 | 2,9 | - | - | - | - | - | ||
7 | 75 | 2,0 | 1,8 | 1,7 | 1,6 | 2,0 | 2,4 | 2,8 | - | - | - | - | - | - | ||
8 | 100 | 2,5 | 2,2 | 2,1 | 2,0 | 2,4 | 2,9 | - | - | - | - | - | - | - | ||
9 | 150 | - | - | - | - | 3,2 | 3,9 | - | - | - | - | - | - | |||
10 | 200 | - | - | - | - | 3,9 | 4,7 | - | - | - | - | - | - | - | ||
11 | Чистовое шлифование точное <= 0,02 мм | 1 | - | - | - | - | - | 0,17 | 0,21 | 0,28 | 0,38 | 0,46 | 0,55 | 0,65 | 0,75 | |
12 | 3 | - | - | - | - | 0,28 | 033 | 0,39 | 0,50 | 0,70 | 0,90 | 1,0 | 1,25 | - | ||
13 | 5 | - | - | - | 0,33 | 0,37 | 0,45 | 0,50 | 0,70 | 0,95 | 1,15 | 1,35 | 1,65 | - | ||
14 | 10 | - | - | 0,60 | 0,50 | 0,55 | 0,65 | 0,80 | 1,0 | 1,45 | 1,75 | - | - | - | ||
15 | 15 | - | 0,80 | 0,75 | 0,70 | 0,75 | 0,95 | 1,2 | 1,8 | 2,1 | - | - | - | - | ||
16 | 25 | - | 1,15 | 1,1 | 1,0 | 1,1 | 1,4 | 1,75 | 2,6 | 3,0 | - | - | - | - | ||
17 | 35 | - | 1,45 | 1,35 | 1,95 | 1,35 | 1,75 | 2,2 | 3,2 | - | - | - | - | - | ||
18 | 50 | 2,2 | 1,9 | 1,75 | 1,6 | 1,75 | 2,2 | 2,8 | 4,1 | - | - | - | - | - | ||
19 | 60 | 2,5 | 2,1 | 1,95 | 1,8 | 2,0 | 2,5 | 3,2 | - | - | - | - | - | - | ||
20 | 75 | 2,9 | 2,5 | 2,3 | 2,2 | 2,3 | 3,0 | 3,7 | - | - | - | - | - | - | ||
21 | 85 | 3,2 | 2,7 | 2,5 | 2,4 | 2,6 | 3,2 | - | - | - | - | - | - | - | ||
22 | 100 | 3,6 | 3,0 | 2,8 | 2,7 | 2,9 | 3,6 | - | - | - | - | - | - | - | ||
23 | 125 | - | - | - | - | 3,3 | 4,2 | - | - | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка на магнитном столе или планшайбе | |||||||||||||||
Карта 13, лист 2 | ||||||||||||||||
N позиции | Способ установки детали | Характер обработки | Число одновременно устанавливаемых деталей | Масса детали, m, кг, до | ||||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1 | 3 | 5 | 8 | 12 | 20 | 30 | ||||
Время, t, мин. (на комплект устанавливаемых деталей) | ||||||||||||||||
24 | На магнитной планшайбе с горизонтальной поверхностью | - | 1 | - | - | - | - | 0,18 | 0,20 | 0,23 | 0,28 | - | - | - | - | - |
25 | Закрыть и открыть оградительный кожух (по необходимости) | Шарнирный | 0,06 | |||||||||||||
26 | Съемный | 0,13 | ||||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
II. Установить и снять деталь
подъемником или мостовым краном
N позиции | Способ установки детали | Подъемником при станке | Мостовым краном | ||||||||||
Масса детали, m, кг, до | |||||||||||||
30 | 80 | 200 | 500 | 1000 | 30 | 80 | 200 | 500 | 1000 | ||||
Время, t, мин. | |||||||||||||
27 | На магнитном столе | 0,90 | 1,15 | 1,4 | 1,75 | - | 2,4 | 2,6 | 2,9 | 3,2 | 3,5 | ||
28 | На столе с креплением болтами и планками | двумя | без выверки | 1,8 | 2,2 | 2,6 | 3,1 | 3,5 | 3,3 | 3,7 | 4,1 | 4,6 | 5,0 |
29 | с выверкой индикатором | 4,5 | 5,7 | 7,0 | 8,9 | 10,5 | 6,0 | 7,2 | 8,5 | 10,4 | 12,0 | ||
30 | четырьмя | без выверки | 2,7 | 3,2 | 3,8 | 4,6 | 5,2 | 4,2 | 4,7 | 5,3 | 6,1 | 6,7 | |
31 | с выверкой индикатором | 5,4 | 6,6 | 8,0 | 9,8 | 11,4 | 6,9 | 8,1 | 9,5 | 11,3 | 12,9 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
Примечание. При переустановке деталей время по карте применять с коэффициентом 0,8.
Установка в сепараторе на круглом столе вертикально-доводочного станка | ||||||||||
Карта 14 | ||||||||||
N позиции | Способ установки детали | Число одновременно устанавливаемых деталей, n, шт., до | Диаметр (или ширина) детали, D, мм, до | |||||||
6 | 10 | 16 | 25 | 40 и более | ||||||
Длина детали (отношение Z:D) | ||||||||||
<= 5 | > 5 | <= 5 | > 5 | <= 5 | > 5 | <= 4 | <= 3 | |||
Время, t, мин. (на комплект устанавливаемых деталей) | ||||||||||
В гнездо сепаратора без крепления | ||||||||||
1 | 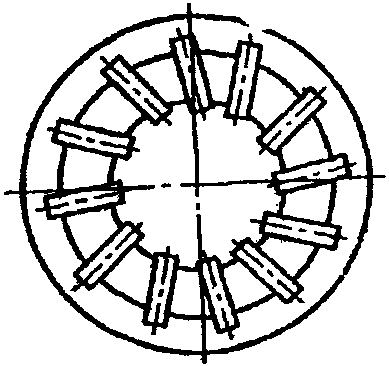 | 10 | 0,80 | 0,85 | 1,00 | 1,05 | 1,15 | 1,20 | 1,35 | 1,55 |
2 | 12 | 0,90 | 0,95 | 1,10 | 1,15 | 1,20 | 1,30 | 1,45 | 1,65 | |
3 | 16 | 1,00 | 1,05 | 1,20 | 1,30 | 1,40 | 1,50 | 1,65 | 1,90 | |
4 | 20 | 1,10 | 1,15 | 1,35 | 1,45 | 1,55 | 1,60 | 1,85 | 2,10 | |
5 | 25 | 1,20 | 1,30 | 1,50 | 1,55 | 1,70 | 1,80 | 2,00 | - | |
6 | 30 | 1,40 | 1,45 | 1,70 | 1,80 | 1,90 | 2,0 | 2,5 | - | |
7 | 40 | 1,65 | 1,80 | 9,0 | 2,2 | 2,30 | 2,5 | - | - | |
8 | 50 | 1,95 | 2,1 | 2,4 | 2,50 | 2,70 | 2,8 | - | - | |
9 | 60 | 2,2 | 2,3 | 2,6 | 2,8 | 3,0 | 3,2 | - | - | |
10 | 80 | 2,6 | 2,8 | 3,2 | 3,4 | 3,6 | 3,9 | - | - | |
11 | 100 | 3,0 | 3,2 | 3,7 | 3,9 | 4,2 | 4,5 | - | - | |
В гнездо сепаратора с креплением в центрах или по отверстию штифтом | ||||||||||
12 | 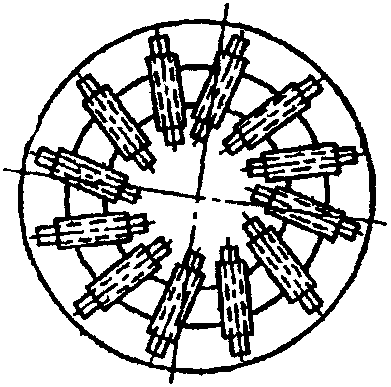 | 5 | - | - | - | - | - | - | 0,95 | 1,05 |
13 | 8 | - | - | - | - | - | - | 1,55 | 1,7 | |
14 | 10 | - | - | - | 1,65 | 1,70 | 1,8 | 1,95 | 2,1 | |
15 | 12 | - | - | 1,9 | 1,95 | 2,0 | 2,1 | 2,3 | 2,6 | |
16 | 16 | 2,2 | 2,3 | 2,5 | 2,6 | 2,7 | 2,9 | 3,1 | 3,4 | |
17 | 20 | 2,7 | 2,8 | 3,1 | 3,3 | 3,4 | 3,6 | 3,9 | 4,2 | |
18 | 25 | 3,4 | 3,6 | 3,9 | 4,1 | 4,3 | 4,5 | 4,9 | - | |
19 | 30 | 4,1 | 4,3 | 4,7 | 4,9 | 5,1 | 5,4 | 5,8 | - | |
20 | 40 | 5,5 | 5,7 | 6,3 | 6,5 | 6,8 | 7,1 | - | - | |
21 | 50 | 6,8 | 7,1 | 7,8 | 8,2 | 8,6 | 8,9 | - | - | |
Индекс | а | б | в | г | д | е | ж | з | ||
Установка на станках для глубокого сверления и растачивания | |||||||||||||||
Карта 15 | |||||||||||||||
N позиции | Способ установки детали <*> | Наибольший наружный диаметр устанавливаемого изделия, D, мм, до | Число люнетов | Вручную | Мостовым краном | ||||||||||
Масса детали, m, кг, до | Масса детали, m, кг, до | ||||||||||||||
8 | 12 | 20 | 30 | 0,1 | 0,3 | 1 | 3 | 7,5 | 15 | 30 | 50 | ||||
Время, t, мин. | |||||||||||||||
1 | В четырехкулачковом патроне и люнетах | 200 | 1 | 1,4 | 1,6 | 1,9 | 2,2 | 5,6 | 7,2 | 9,6 | 12,3 | - | - | - | - |
2 | 2 | - | 2,1 | 2,5 | 2,9 | 7,4 | 9,6 | 12,6 | 16,2 | - | - | - | - | ||
3 | 3 | - | - | - | - | 8,7 | 11,2 | 14,8 | 19,1 | - | - | - | - | ||
4 | 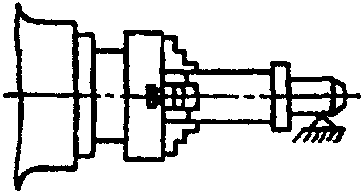 | 500 | 1 | 1,9 | 2,2 | 2,6 | 2,9 | 7,6 | 9,8 | 13 | 17 | 21 | - | - | - |
5 | 2 | - | 2,9 | 3,4 | 3,9 | 10 | 13 | 17 | 22 | 27 | - | - | - | ||
6 | 3 | - | - | - | - | 12 | 15 | 20 | 26 | 32 | - | - | - | ||
7 | 1000 | 1 | 2,4 | 2,7 | 3,2 | 3,7 | 9,6 | 12 | 16 | 21 | 26 | 30 | 36 | - | |
8 | 2 | - | 3,6 | 4,3 | 4,9 | 13 | 16 | 22 | 28 | 34 | 40 | 47 | - | ||
9 | 3 | - | - | - | - | 15 | 19 | 25 | 32 | 40 | 47 | 55 | - | ||
10 | 1200 | 1 | - | - | - | - | - | 13 | 17 | 22 | 28 | 32 | 38 | 42 | |
11 | 2 | - | - | - | - | - | 17 | 23 | 29 | 36 | 42 | 50 | 56 | ||
12 | 3 | - | - | - | - | - | 20 | 27 | 34 | 43 | 50 | 59 | 66 | ||
13 | В вертлюге с односторонним креплением кулачками и люнетах | 50 | 1 | 1,2 | 1,35 | 1,6 | 1,8 | 4,7 | 6,1 | - | - | - | - | - | - |
14 | 100 | 1 | 1,5 | 1,7 | 2,0 | 2,3 | 5,9 | 7,8 | - | - | - | - | - | - | |
15 | 2 | 2,0 | 2,2 | 2,6 | 3,0 | 7,8 | 10,0 | - | - | - | - | - | - | ||
16 |  | 200 | 1 | 1,9 | 2,15 | 2,5 | 2,9 | 7,4 | 9,6 | 12,7 | 16,3 | - | - | - | - |
17 | 2 | 2,5 | 2,8 | 3,3 | 3,8 | 9,8 | 12,7 | 16,7 | 21,5 | - | - | - | - | ||
18 | 500 | 1 | 2,5 | 2,9 | 3,4 | 3,9 | 10,1 | 13,0 | 17,1 | 22,1 | 27,2 | - | - | - | |
19 | 2 | - | 3,8 | 4,5 | 5,1 | 13,3 | 17,2 | 22,6 | 29,2 | 35,9 | - | - | - | ||
20 | 3 | - | - | - | - | 15,7 | 20,2 | 26,5 | 34,3 | 42,2 | - | - | - | ||
21 | 1000 | 1 | - | - | - | - | 13 | 16 | 22 | 28 | 34 | 40 | 47 | - | |
22 | 2 | - | - | - | - | 17 | 22 | 28 | 37 | 45 | 53 | 62 | - | ||
23 | 3 | - | - | - | - | 20 | 25 | 33 | 43 | 53 | 62 | 73 | - | ||
24 | 1200 | 1 | - | - | - | - | - | 17 | 23 | 29 | 36 | 43 | 50 | 56 | |
25 | 2 | - | - | - | - | - | 23 | 30 | 39 | 48 | 56 | 66 | 74 | ||
26 | 3 | - | - | - | - | - | 27 | 36 | 46 | 56 | 66 | 78 | 87 | ||
27 | В вертлюге с двусторонним креплением кулачками и люнете | 200 | 1 | 4,0 | 4,6 | 5,4 | 6,2 | 16,0 | 20,7 | 27,3 | 35,1 | 43,4 | 50,9 | - | - |
28 | 500 | 1 | 5,4 | 6,2 | 7,3 | 8,4 | 21,7 | 28,0 | 36,9 | 47,5 | 58,7 | 68,8 | - | - | |
29 |  | 1000 | 1 | - | - | - | - | 27 | 35 | 46 | 60 | 74 | 87 | 102 | - |
30 | 1200 | 1 | - | - | - | - | 49 | 63 | 78 | 92 | 108 | 121 | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
--------------------------------
<*> В карте предусмотрена выверка с точностью 0,1...0,2 мм, при необходимости более точной выверки время по карте применять с коэффициентом 1,3.
Установка на круглом столе зубофрезерного станка | |||||||||||||
Карта 16 | |||||||||||||
 | |||||||||||||
Установить в снять деталь вручную | |||||||||||||
N позиции | Способ установки детали | Масса детали, m, кг, до | |||||||||||
0,01 | 0,03 | 0,05 | 0,08 | 0,25 | 0,5 | 1,0 | 3,0 | 8,0 | 20 | 30 | |||
Время, t, мин. | |||||||||||||
1 | На концевой оправке с гайкой | 0,36 | 0,31 | 0,30 | 0,27 | 0,23 | 0,29 | 0,36 | 0,50 | 0,9 | 1,0 | ||
2 | На концевой оправке с поджатием центром | - | - | - | - | - | 0,30 | 0,40 | 0,55 | 0,70 | 0,95 | 1,1 | |
3 | В центрах с поджатием вращением маховичка | - | - | 0,13 | 0,12 | 0,11 | 0,13 | 0,15 | 0,19 | 0,29 | 0,41 | 0,48 | |
4 | На оправке с подставками | с выверкой индикатором | - | - | - | - | - | - | - | - | 2,0 | 2,7 | 3,0 |
5 | На подставках | - | - | - | - | - | - | - | - | 3,2 | 3,8 | ||
6 | При установке на оправке нескольких деталей добавлять на каждую последующую | 0,1 | 0,09 | 0,085 | 0,08 | 0,09 | 0,11 | 0,14 | 0,19 | 0,26 | 0,33 | 0,38 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
Установить и снять деталь подъемником
N позиции | Способ установки детали | Масса детали, m, кг, до | |||||
30 | 80 | 120 | 200 | 300 | |||
Время, t, мин. | |||||||
7 | На концевой оправке | 2,9 | 3,1 | 3,3 | 3,6 | 3,8 | |
8 | В центрах с поджатием вращением маховичка | 1,8 | 2,1 | 2,3 | 2,5 | 2,7 | |
9 | На оправке с подставками | с выверкой индикатором | 6,4 | 7,1 | 7,9 | 9,1 | 10,2 |
10 | На подставках | 7,1 | 7,9 | 8,7 | 9,9 | 11,0 | |
Индекс | а | б | в | г | д | ||
Кантовка и перемещение детали подъемником | ||||||||||
Карта 17 | ||||||||||
N позиции | Угол поворота при кантовке, град. | Характер застропки | Расстояние до места расположения или места кантовки детали, L, мм, до | Масса детали, m, кг, до | ||||||
80 | 200 | 500 | 1000 | 2000 | 3000 | |||||
Время, t, мин. | ||||||||||
1 | 90 | Удобная застропка при наличии у деталей просветов и выступов для захвата стропами | 5 | 0,9 | 1,1 | 1,4 | 1,9 | 2,6 | 3,0 | |
2 | 10 | 1,2 | 1,4 | 1,7 | 2,3 | 3,1 | 3,7 | |||
3 | 20 | 1,4 | 1,7 | 2,1 | 2,9 | 3,9 | 4,6 | |||
4 | 180 | 5 | 1,4 | 1,7 | 2,1 | 2,8 | 3,8 | 4,5 | ||
5 | 10 | 1,6 | 2,0 | 2,5 | 3,2 | 4,3 | 5,1 | |||
6 | 20 | 1,8 | 2,3 | 2,8 | 3,8 | 5,0 | 6,0 | |||
7 | 90 | Неудобная застройка на сплошных деталях с захватом снаружи петлей | 5 | 2,2 | 2,7 | 3,3 | 4,4 | 5,9 | 6,9 | |
8 | 10 | 2,4 | 3,0 | 3,7 | 4,9 | 6,5 | 7,6 | |||
9 | 20 | 2,8 | 3,4 | 4,2 | 5,5 | 7,2 | 8,5 | |||
10 | 180 | 5 | 2,9 | 3,7 | 4,7 | 6,7 | 9,2 | 11 | ||
11 | 10 | 3,0 | 3,9 | 5,1 | 7,2 | 9,8 | 11,8 | |||
12 | 20 | 3,3 | 4,2 | 5,4 | 7,8 | 10,6 | 12,7 | |||
13 | Транспортировка детали подъемником (к станку при установке и от станка при снятии) на расстоянии более 5 м при длине перемещения, l, м, до | 10 | - | 0,25 | 0,35 | |||||
14 | 20 | - | 0,45 | 0,55 | ||||||
Индекс | а | б | в | г | д | е | ||||
Примечания:
1. Время на кантовку добавляется к времени на установку и снятие детали в тех случаях, когда в процессе выполнения операции имеет место переустановка детали.
2. Время на транспортировку детали добавляется к времени на установку и снятие в тех случаях, когда детали находятся на расстоянии более 5 м от станка.
Установка в специальных приспособлениях | |||||||||||||||
Карта 18, лист 1 | |||||||||||||||
I. Установить деталь и снять вручную | |||||||||||||||
N позиции | Основные элементы приспособления | Установочная плоскость. | Тип приспособления | Масса детали, m, кг, до | |||||||||||
0,01 | 0,03 | 0,05 | 0,1 | 0,25 | 0,5 | 1,0 | 3 | 8 | 12 | 20 | 30 | ||||
Время, t, мин. | |||||||||||||||
1 | Плоскость, призма | Горизонтальная | Открытый | 0,09 | 0,07 | 0,06 | 0,05 | 0,07 | 0,08 | 0,09 | 0,11 | 0,14 | 0,15 | 0,18 | 0,22 |
2 |  | Закрытый (типа кондуктора) | 0,10 | 0,08 | 0,07 | 0,06 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 | 0,17 | 0,20 | 0,23 | |
3 | Вертикальная | Открытый | 0,10 | 0,08 | 0,07 | 0,06 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 | 0,17 | 0,20 | 0,23 | |
4 | Закрытый (типа кондуктора) | 0,12 | 0,09 | 0,08 | 0,07 | 0,09 | 0,10 | 0,11 | 0,14 | 0,16 | 0,18 | 0,22 | 0,29 | ||
5 | Палец, отверстие | Горизонтальная | Открытый | 0,10 | 0,08 | 0,07 | 0,06 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 | 0,17 | 0,20 | 0,23 |
6 |  | Закрытый (типа кондуктора) | 0,12 | 0,09 | 0,08 | 0,07 | 0,09 | 0,10 | 0,11 | 0,14 | 0,16 | 0,18 | 0,22 | 0,29 | |
7 | Вертикальная | Открытый | 0,12 | 0,09 | 0,08 | 0,07 | 0,09 | 0,10 | 0,11 | 0,14 | 0,16 | 0,18 | 0,22 | 0,29 | |
8 | Закрытый (типа, кондуктора) | 0,13 | 0,10 | 0,08 | 0,07 | 0,09 | 0,11 | 0,12 | 0,15 | 0,18 | 0,20 | 0,24 | 0,31 | ||
9 | Два пальца | Горизонтальная | Открытый | 0,13 | 0,10 | 0,08 | 0,07 | 0,09 | 0,10 | 0,12 | 0,15 | 0,18 | 0,20 | 0,24 | 0,31 |
10 |  | Закрытый (типа кондуктора) | 0,14 | 0,11 | 0,09 | 0,08 | 0,10 | 0,11 | 0,13 | 0,16 | 0,20 | 0,22 | 0,26 | 0,33 | |
11 | Вертикальная | Открытый | 0,14 | 0,11 | 0,09 | 0,08 | 0,10 | 0,11 | 0,13 | 0,16 | 0,20 | 0,22 | 0,26 | 0,33 | |
12 | Закрытый (типа кондуктора) | 0,15 | 0,12 | 0,10 | 0,09 | 0,11 | 0,12 | 0,14 | 0,17 | 0,21 | 0,24 | 0,28 | 0,34 | ||
13 | Центровые пробки | Горизонтальная | - | 0,13 | 0,10 | 0,08 | 0,07 | 0,09 | 0,11 | 0,12 | 0,15 | 0,21 | 0,23 | 0,27 | 0,31 |
 | |||||||||||||||
14 | Удлиненный палец | Горизонтальная | - | 0,14 | 0,11 | 0,09 | 0,08 | 0,10 | 0,12 | 0,15 | 0,20 | 0,30 | 0,35 | 0,43 | 0,50 |
 | |||||||||||||||
15 | При установке детали в многоместном приспособлении на каждую последующую деталь добавлять с базированием на: | плоскость, призму | 0,07 | 0,05 | 0,04 | 0,04 | 0,05 | 0,06 | 0,07 | 0,09 | 0,11 | 0,12 | 0,15 | 0,17 | |
16 | палец, отверстие | 0,08 | 0,06 | 0,05 | 0,05 | 0,06 | 0,07 | 0,08 | 0,10 | 0,12 | 0,15 | 0,17 | 0,19 | ||
17 | два пальца | 0,11 | 0,08 | 0,06 | 0,06 | 0,07 | 0,09 | 0,10 | 0,13 | 0,15 | 0,17 | 0,21 | 0,24 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка в специальных приспособлениях | |||||||
Карта 18, лист 2 | ||||||||
II. Установить деталь и снять подъемником, краном | ||||||||
N позиции | Основные элементы приспособления | Тип подъемника | Установочная плоскость | Масса детали, m, кг, до | ||||
30 | 80 | 200 | 300 | 600 | ||||
Время, t, мин. | ||||||||
18 | Плоскость, призма | Подъемник при станке | Горизонтальная | 0,7 | 0,9 | 1,1 | 1,2 | 1,8 |
19 | 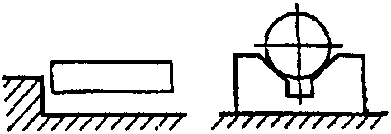 | Вертикальная | 0,8 | 1,0 | 1,2 | 1,4 | - | |
20 | Мостовой кран | Горизонтальная | 2,2 | 2,4 | 2,6 | 2,7 | - | |
21 | Вертикальная | 2,3 | 2,5 | 2,7 | 2,9 | - | ||
22 | Палец | Подъемник при станке | Горизонтальная | 0,8 | 1,0 | 1,2 | 1,4 | - |
23 | 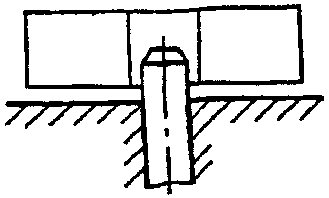 | Вертикальная | 0,9 | 1,1 | 1,3 | - | - | |
24 | Мостовой кран | Горизонтальная | 2,3 | 2,5 | 2,7 | 2,9 | - | |
25 | Вертикальная | 2,4 | 2,6 | 2,8 | 3,0 | - | ||
26 | Два выдвижных или утопающих пальца | Подъемник при станке | Горизонтальная | 0,9 | 1,1 | 1,3 | 1,4 | - |
27 | 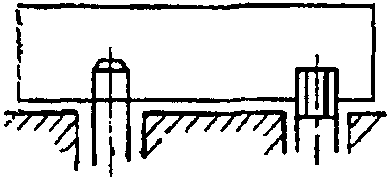 | Мостовой кран | 2,4 | 2,6 | 2,8 | 2,9 | - | |
Индекс | а | б | в | г | д | |||
III. Очистка приспособления от стружки
N позиции | Наименование приемов | Размер очищаемой поверхности, мм | |||||
100 x 100 | 200 x 300 | 300 x 400 | 300 x 600 | 500 x 1000 | |||
Время, t, мин. | |||||||
28 | Очистка приспособления от стружки | сжатым воздухом | 0,05 | 0,06 | 0,07 | 0,08 | 0,1 |
29 | щеткой (или концами) | 0,06 | 0,09 | 0,10 | 0,11 | 0,13 | |
30 | кантованием приспособления | 0,04 | 0,05 | - | - | - | |
Индекс | а | б | в | г | д | ||
Примечания:
1. При установке деталей из легких сплавов время по карте принимать с коэффициентом 1,1.
2. При работе с накладным кондуктором время на установку кондуктора принимать равным времени на установку детали в соответствии со способом базирования и закрепления и прибавлять к времени на установку и снятие детали.
3. Если при работе на сверлильных станках по условиям техники безопасности допускается установка и снятие детали без выключения станка (при работе без крепления детали или в подвижном кондукторе), то время по карте уменьшать на 0,03 мин.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка в специальных приспособлениях | ||||||||||||
Карта 18, лист 3 | |||||||||||||
IV. Закрепление и открепление детали | |||||||||||||
N позиции | Способ крепления | Число зажимов | Масса детали, m, кг, до | ||||||||||
0,01 | 0,03 | 0,05 | 0,1 | 0,25 | 1,0 | 8 | 20 | Св. 20 | |||||
Время, t, мин. | |||||||||||||
31 | Рукояткой пневматического или гидравлического зажима | 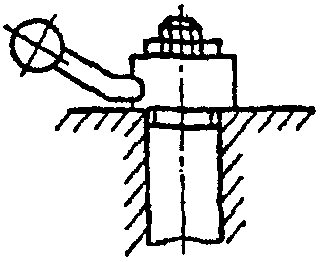 | 1 | - | - | - | - | 0,03 | |||||
32 | Рукояткой эксцентрикового или роликового зажима | 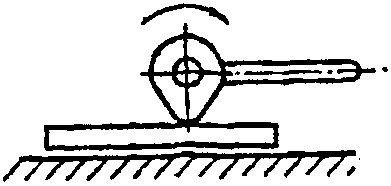 | 1 | 0,04 | 0,04 | 0,03 | 0,03 | 0,03 | 0,03 | 0,03 | 0,04 | 0,08 | |
33 | 2 | 0,08 | 0,08 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,08 | 0,13 | |||
34 | 3 | 0,12 | 0,12 | 0,09 | 0,09 | 0,09 | 0,09 | 0,09 | 0,11 | 0,17 | |||
35 | Винтовым или гаечным зажимом | фасонной гайкой или вручную |  | 1 | 0,05 | 0,04 | 0,03 | 0,03 | 0,04 | 0,05 | 0,07 | 0,08 | 0,18 |
36 | 2 | 0,08 | 0,06 | 0,05 | 0,05 | 0,07 | 0,08 | 0,12 | 0,14 | 0,28 | |||
37 | 3 | 6,11 | 0,09 | 0,06 | 0,06 | 0,09 | 0,11 | 0,16 | 0,18 | 0,36 | |||
38 | 4 | - | - | - | - | 0,11 | 0,14 | 0,20 | 0,23 | 0,46 | |||
39 | гайкой с помощью гаечного ключа | 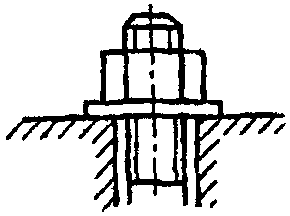 | 1 | 0,08 | 0,08 | 0,07 | 0,06 | 0,12 | 0,14 | 0,19 | 0,23 | 0,26 | |
40 | 2 | 0,14 | 0,14 | 0,12 | 0,10 | 0,21 | 0,24 | 0,32 | 0,39 | 0,47 | |||
41 | 3 | 0,18 | 0,18 | 0,16 | 0,14 | 0,28 | 0,32 | 0,44 | 0,55 | 0,68 | |||
42 | 4 | - | - | - | - | 0,35 | 0,40 | 0,55 | 0,65 | 0,83 | |||
43 | Скользящей или поворотной планкой, быстросъемной шайбой | рукояткой пневматического зажима | 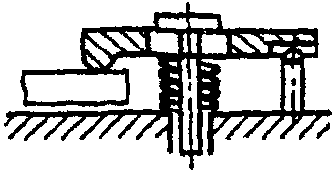 | 1 | - | - | - | - | 0,04 | 0,04 | 0,05 | 0,06 | 0,08 |
44 | 2 | - | - | - | - | 0,05 | 0,05 | 0,06 | 0,07 | 0,09 | |||
45 | рукояткой эксцентрикового зажима | 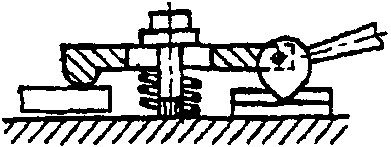 | 1 | 0,04 | 0,04 | 0,03 | 0,03 | 0,03 | 0,04 | 0,06 | 0,07 | 0,11 | |
46 | 2 | 0,07 | 0,07 | 0,05 | 0,05 | 0,05 | 0,06 | 0,09 | 0,11 | 0,17 | |||
47 | 3 | 0,09 | 0,09 | 0,07 | 0,07 | 0,07 | 0,08 | 0,12 | 0,14 | 0,22 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка в специальных приспособлениях | ||||||||||||
Карта 18, лист 4 | |||||||||||||
IV. Закрепление и открепление детали | |||||||||||||
N позиции | Способ крепления | Число зажимов | Масса детали, m, кг, до | ||||||||||
0,01 | 0,03 | 0,05 | 0,1 | 0,25 | 1,0 | 8 | 20 | Св. 20 | |||||
Время, t, мин. | |||||||||||||
48 | Скользящей или поворотной планкой, быстросъемной шайбой | гайкой с помощью гаечного ключа | 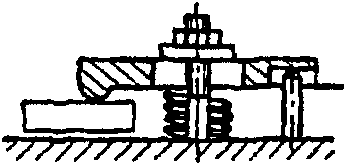 | 1 | 0,07 | 0,06 | 0,06 | 0,05 | 0,10 | 0,13 | 0,16 | 0,18 | 0,25 |
49 | 2 | 0,12 | 0,10 | 0,10 | 0,08 | 0,17 | 0,21 | 0,27 | 0,31 | 0,45 | |||
50 | 3 | 0,16 | 0,14 | 0,14 | 0,11 | 0,24 | 0,28 | 0,37 | 0,42 | 0,63 | |||
51 | 4 | - | - | - | - | 0,29 | 0,35 | 0,46 | 0,50 | 0,78 | |||
52 | Накидной крышкой | рукояткой эксцентрикового зажима |  | 1 | - | - | - | - | 0,05 | 0,06 | 0,09 | 0,11 | - |
53 | винтовым зажимом или фасонной гайкой вручную |  | 1 | 0,05 | 0,05 | 0,05 | 0,06 | 0,06 | 0,08 | 0,13 | 0,16 | - | |
54 | гайкой с помощью гаечного ключа |  | 1 | 0,12 | 0,11 | 0,11 | 0,12 | 0,12 | 0,15 | 0,23 | 0,28 | - | |
55 | защелкой |  | 1 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,06 | - | - | |
56 | Гидропластом с помощью винта и гаечного ключа | 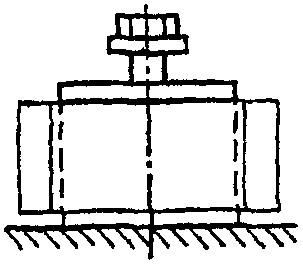 | 1 | 1 | - | - | - | - | 0,15 | 0,20 | 0,23 | 0,27 | |
57 | Пальцевым фиксатором или шпилькой | 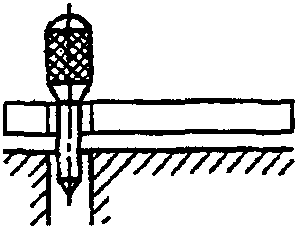 | 1 | - | - | - | - | - | 0,03 | 0,05 | 0,06 | 0,08 | |
58 | 2 | - | - | - | - | - | 0,05 | 0,08 | 0,10 | 0,15 | |||
Индекс | а | б | в | г | д | е | ж | з | и | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка в специальных приспособлениях | ||||||||
Карта 18, лист 5 | |||||||||
N позиции | Способ крепления | Число зажимов | Масса детали, m, кг, до | ||||||
0,25 | 1,0 | 8 | 20 | Св. 20 | |||||
Время, t, мин. | |||||||||
59 | Клином | 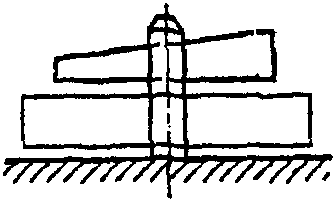 | 1 | - | 0,12 | 0,16 | 0,18 | - | |
60 | Струбцинами | 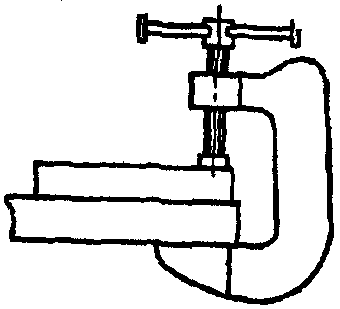 | 2 | - | - | - | - | 06 | |
61 | 3 | - | - | - | - | 0,8 | |||
62 | 4 | - | - | - | - | 1,3 | |||
63 | Подбивка молотком при установке детали в многоместном приспособлении | Число деталей | До 5 шт. | - | 0,02 | 0,03 | 0,05 | - | - |
64 | Св. 5 шт. | - | 0,03 | 0,04 | 0,06 | - | - | ||
Индекс | а | б | в | г | д | ||||
Установка в специальных патронах | |||||||||
Карта 19, лист 1 | |||||||||
N позиции | Способ установки детали | Способ крепления | Масса детали, m, кг, до | ||||||
0,25 | 0,5 | 1 | 3 | 8 | 12 | 20 | |||
Время, t, мин. | |||||||||
1 | Патрон мембранный для тонкостенных деталей | Рукояткой рычага | 0,11 | 0,12 | 0,13 | 0,14 | - | - | - |
 | |||||||||
Индекс | а | б | в | г | д | е | ж | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ | Установка в специальных патронах | ||||||||
Карта 19, лист 2 | |||||||||
N позиции | Способ установки детали | Способ крепления | Масса детали, m, кг, до | ||||||
0,25 | 0,5 | 1 | 3 | 8 | 12 | 20 | |||
Время, t, мин. | |||||||||
2 | Патрон для шлифования отверстий цилиндрических зубчатых колес с фиксацией роликом по зубу | Рукояткой пневматического зажима | - | 0,15 | 0,18 | 0,24 | 0,31 | 0,34 | 0,4 |
3 |  | Скользящими планками и болтами | - | 0,47 | 0,60 | 0,75 | 1,05 | 1,2 | 1,35 |
4 | Патрон для шлифования отверстий цилиндрических зубчатых колес с фиксацией по отверстию | Рукояткой пневматического зажима и планками | - | 0,12 | 0,14 | 0,20 | 0,25 | 0,28 | 0,32 |
5 |  | Скользящими планками и болтами | - | 0,36 | 0,44 | 0,60 | 0,80 | 0,90 | 1,05 |
6 | Патрон для шлифования отверстий конических зубчатых колес | Рукояткой пневматического зажима | - | 0,12 | 0,14 | 0,19 | 0,24 | 0,27 | 0,31 |
7 |  | Скользящими планками с болтами | - | 0,42 | 0,50 | 0,70 | 0,95 | 1,05 | 1,20 |
Индекс | а | б | в | г | д | е | ж | ||
Токарно-винторезные станки | ||||||||||
Карта 20, лист 1 | ||||||||||
Время на проход | ||||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измерительный размер, И, мм, до | Наибольший диаметр изделия, устанавливаемого над станиной, D, мм, до | |||||||
160 | 250 | 400 | 690 | 1000 | Св. 1000 | |||||
Время, t, мин. | ||||||||||
1 | Обработка на станках с полуавтоматическим циклом или программным управлением | - | - | 0,03 | 0,04 | - | - | - | ||
2 | Продольное точение или растачивание | резцом, установленным на размер (черновой или чистовой проход при однопроходных операциях) | 25 | 0,06 | 0,08 | 0,10 | - | - | - | |
3 |  | 100 | 0,07 | 0,09 | 0,11 | 0,15 | - | - | ||
4 | Св. 100 | 0,085 | 0,10 | 0,12 | 0,17 | - | - | |||
5 | с установкой резца по лимбу <*> или упору (черновой проход или чистовой проход грубее 1Т8 - 1Т9 квалитета) | 25 | 0,10 | 0,11 | - | - | - | |||
6 | 100 | 0,12 | 0,14 | 0,26 | - | - | ||||
7 | Св. 100 | 0,14 | 0,16 | 0,19 | 0,27 | 0,31 | 0,39 | |||
8 | с предварительным промером (черновой проход) | 10 | 0,22 | 0,26 | - | - | - | |||
9 | 25 | 0,24 | 0,27 | 0,30 | - | - | - | |||
10 | 100 | 0,28 | 0,31 | 0,44 | 0,48 | 0,60 | ||||
11 | 300 | 0,34 | 0,38 | 0,41 | 0,50 | 0,55 | 0,65 | |||
12 | 500 | - | - | 0,49 | 0,60 | 0,65 | 0,75 | |||
13 | Св. 500 | - | - | - | 0,65 | 0,70 | 0,80 | |||
14 |  | со взятием пробных стружек (чистовой проход) | 1Т11 - 1Т13 (4 - 5 кл.) | 10 | 0,22 | 0,27 | - | - | - | - |
15 | 150 | 0,23 | 0,29 | 0,31 | - | - | - | |||
16 | 100 | 0,31 | 0,37 | 0,42 | 0,55 | 0,60 | 0,75 | |||
17 | 300 | 0,43 | 0,50 | 0,70 | 0,75 | 0,90 | ||||
18 | 500 | - | - | 0,65 | 0,80 | 0,85 | 1,0 | |||
19 | Св. 500 | - | - | - | 0,95 | 1,05 | 1,20 | |||
20 | 1Т8 - 1Т9 (3 кл.) | 10 | 0,27 | 0,33 | - | - | - | - | ||
21 | 25 | 0,28 | 0,34 | 0,38 | - | - | - | |||
22 | 50 | 0,31 | 0,38 | 0,42 | - | - | - | |||
23 | 100 | 0,42 | 0,50 | 0,55 | 0,75 | 0,80 | 0,95 | |||
24 | 300 | 0,55 | 0,65 | 0,75 | 0,90 | 0,95 | 1,15 | |||
25 | 500 | - | - | 0,95 | 1,16 | 1,20 | 1,45 | |||
26 | Св. 500 | - | - | - | 1,35 | 1,45 | 1,65 | |||
27 | 1Т7 (2 кл.) | 10 | 0,35 | 0,43 | - | - | - | - | ||
28 | 25 | 0,36 | 0,44 | 0,49 | - | - | - | |||
29 | 50 | 0,40 | 0,49. | 0,55 | - | - | - | |||
30 | 100 | 0,50 | 0,60 | 0,70 | 0,85 | 0,95 | 1,15 | |||
31 | 300 | 0,70 | 0,80 | 0,90 | 1,10 | 1,20 | 1,4 | |||
32 | 500 | - | - | 1,25 | 1,50 | 1,60 | 1,85 | |||
33 | Св. 500 | - | - | - | 1,90 | 2,00 | 2,3 | |||
34 | Поперечное точение | с установкой резца по лимбу или упору (черновой проход или чистовой проход грубее 0,2 мм) | - | 0,15 | 0,17 | 0,20 | 0,27 | 0,32 | 0,40 | |
35 |  | с предварительным промером (черновой приход) | 50 | 0,25 | 0,30 | - | - | - | - | |
36 | 100 | 0,28 | 0,32 | 0,35 | 0,45 | - | - | |||
37 | 300 | 0,34 | 0,39 | 0,42 | 0,50 | 0,55 | 0,70 | |||
38 | Св. 300 | - | - | 0,50 | 0,60 | 0,65 | 0,75 | |||
39 | со взятием пробной стружки чистовой проход) | 50 | 0,26 | 0,31 | 0,36 | - | - | - | ||
40 | 100 | 0,32 | 0,38 | 0,43 | 0,55 | - | - | |||
41 | 300 | 0,44 | 0,50 | 0,55 | 0,70 | 0,75 | 0,95 | |||
42 | Св. 300 | - | - | 0,65 | 0,80 | 0,85 | 1.0 | |||
Индекс | а | б | в | г | д | е | ||||
--------------------------------
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Токарно-винторезные станки | ||||||||||
Карта 20, лист 2 | |||||||||||
N позиции | Характер обработки, Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Наибольший диаметр изделия, устанавливаемого над станиной, D, мм, до | ||||||||
160 | 250 | 400 | 630 | 1000 | Св. 1000 | ||||||
Время, t, мин. | |||||||||||
43 | Обработка конуса (от верхней части суппорта, установленного на угол) | без измерения | - | 0,13 | 0,14 | 0,17 | 0,23 | 0,28 | 0,33 | ||
44 |  | с измерением | - | 0,25 | 0,27 | 0,33 | 0,41 | 0,49 | 0,55 | ||
45 | Точение или растачивание с одновременной проточкой торца | по упору или лимбу грубо | - | 0,15 | 0,18 | 0,21 | - | - | - | ||
46 |  | по лимбу с точностью <= 0,2 мм | - | 0,16 | 0,20 | 0,24 | - | - | - | ||
47 | Внутренняя подрезка торца | без измерения | - | 0,16 | 0,18 | 0,21 | 0,30 | 0,34 | 0,43 | ||
48 |  | с измерением длины расположения размера | - | 0,26 | 0,30 | 0,34 | 0,46 | 0,50 | 0,65 | ||
49 | Проточка пазов, канавок, отрезка | наружных | без измерения | - | 0,08 | 0,09 | 0,11 | 0,14 | 0,17 | 0,21 | |
50 |  | с измерением длины расположения размера | - | 0,18 | 0,21 | 0,24 | 0,30 | 0,35 | 0,42 | ||
51 | внутренних | без измерения | - | 0,14 | 0,16 | 0,19 | 0,27 | 0,31 | 0,39 | ||
52 | с измерением длины расположения размера | - | 0,24 | 10,28 | 0,32 | 0,43 | 0,50 | 0,60 | |||
53 | Нарезание резьбы резцом | черновой проход | 25 | 0,09 | 0,12 | 0,14 | - | - | - | ||
54 |  | св. 25 | 0,10 | 0,13 | 0,15 | 0,20 | - | - | |||
55 | чистовой проход | 1Т8 - 1Т9 (3 кл.) | 25 | 0,17 | 0,21 | 0,23 | - | - | - | ||
56 | 50 | 0,22 | 0,26 | 0,30 | 0,34 | - | - | ||||
57 | 100 | 0,30 | 0,34 | 0,37 | 0,42 | - | - | ||||
58 | св. 100 | 0,45 | 0,49 | 0,50 | 0,55 | - | - | ||||
59 | 1Т7 (2. кл.) | 25 | 0,22 | 0,26 | 0,28 | - | - | - | |||
60 | 50 | 0,28 | 0,32 | 0,35 | 0,40 | - | - | ||||
61 | 100 | 0,36 | 0,40 | 0,43 | 0,48 | - | - | ||||
62 | св. 100 | 0,60 | 0,65 | 0,70 | 0,75 | - | - | ||||
Индекс | а | б | в | г | д | е | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Токарно-винторезные станки | ||||||||||||
Карта 20, лист 3 | |||||||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Наибольший диаметр изделия, устанавливаемого над станиной, D, мм, до | ||||||||||
160 | 250 | 400 | 630 | 1000 | Св. 1000 | ||||||||
Время, t, мин. | |||||||||||||
63 | Нарезание резьбы метчиком, плашкой от задней бабки или роликами | - | 0,12 | 0,15 | 0,19 | 0,21 | - | - | |||||
 | |||||||||||||
64 | Сверление | Диаметр сверла, d, мм, до | 5 | Длина отверстия, l, в диаметрах сверла | 3 d | - | 0,11 | 0,13 | 0,16 | - | - | - | |
65 |  | 5 d | - | 0,17 | 0,21 | 0,26 | - | - | - | ||||
66 | 8 d | - | 0,23 | 0,29 | 0,36 | - | - | - | |||||
67 | Св. 8 d | - | 0,35 | 0,45 | 0,56 | - | - | - | |||||
68 | 10 | 5 d | - | 0,11 | 0,13 | 0,16 | 0,19 | - | - | ||||
69 | 8 d | - | 0,17 | 0,21 | 0,26 | 0,31 | - | - | |||||
70 | Св. 8 d | - | 0,23 | 0,29 | 0,36 | 0,43 | - | - | |||||
71 | 30 | 3 d | - | 0,11 | 0,13 | 0,16 | 0,19 | - | |||||
72 | 5 d | - | 0,17 | 0,21 | 0,26 | 0,31 | - | - | |||||
73 | Св. 5 d | - | - | - | 0,46 | 0,55 | - | - | |||||
74 | Рассверливание, зенкерование, зенкование, развертывание 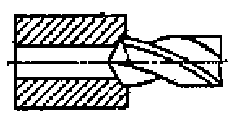 | - | 0,08 | 0,09 | 0,11 | 0,13 | - | - | |||||
75 | Обточка профильная, обточка фасок или галтелей  | без измерения | - | 0,07 | 0,08 | 0,10 | 0,14 | 0,16 | 0,20 | ||||
76 | с измерением с точностью | > 0,15 мм | - | 0,18 | 0,20 | 0,22 | 0,28 | 0,30 | 0,36 | ||||
77 | <= 0,15 мм | - | 0,21 | 0,23 | 0,25 | 0,31 | 0,33 | 0,39 | |||||
78 | Накатывание рифлений | с продольной подачей | - | 0,14 | 0,17 | 0,21 | 0,27 | 0,33 | 0,41 | ||||
79 | 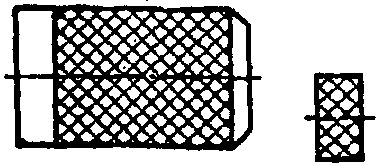 | с поперечной подачей | - | 0,10 | 0,12 | 0,15 | 0,20 | 0,25 | 0,31 | ||||
Индекс | а | б | в | г | д | е | |||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Токарно-винторезные станки | ||||||||||
Карта 20, лист 4 | |||||||||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||||||||||
N позиции | Наименование приемов | Наибольший диаметр изделия, устанавливаемого над станиной, D, мм, до | |||||||||
160 | 250 | 400 | 630 | 1000 | Св. 1000 | ||||||
Время, t, мин. | |||||||||||
80 | Изменить частоту вращения шпинделя | 0,06 | 0,07 | 0,09 | 0,10 | 0,12 | |||||
81 | Изменить величину или направление подачи | 0,04 | 0,05 | 0,07 | 0,08 | 0,09 | |||||
82 | Сменить резец поворотом резцовой головки | 0,06 | 0,07 | 0,08 | 0,10 | 0,12 | |||||
83 | Установить и снять инструмент | резец | проходной, подрезной, расточной | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | 1,0 | ||
84 | резьбовой, отрезной, фасонный | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,5 | ||||
85 | сверло, зенкер, развертку | 0,07 | 0,10 | 0,12 | 0,14 | - | - | ||||
86 | метчик или плашку в державке | 0,09 | 0,11 | 0,14 | 0,15 | - | - | ||||
87 | Закрепить или открепить каретку суппорта | 0,025 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | ||||
88 | Включить гайку ходового винта в начале и выключить по окончании нарезания резьбы | - | 0,04 | 0,04 | 0,06 | - | - | ||||
89 | Произвести деление на другой заход при нарезании многозаходной резьбы специальным делительным приспособлением | 0,05 | 0,05 | 0,07 | 0,08 | - | - | ||||
90 | Повернуть верхнюю часть суппорта с возвратом в первоначальное положение | 1,0 | 1,2 | 1,2 | 1,4 | 1,6 | 1,8 | ||||
91 | Включить тормоз шпинделя | - | - | 0,02 | 0,03 | 0,03 | 0,04 | ||||
92 | Поставить или снять вкладыш упора | 0,045 | 0,05 | 0,06 | 0,065 | - | - | ||||
93 | Закрыть или открыть щиток ограждения от стружки | 0,02 | 0,02 | 0,03 | 0,03 | 0,04 | 0,04 | ||||
Переместить каретку суппорта в продольном направлении на длину свыше 200 мм (а для станков I, II группы на длину свыше 50 мм) | Длина перемещения, l, мм, до | 100 | 0,005 | 0,005 | - | - | - | - | |||
95 | 200 | 0,01 | 0,015 | - | - | - | - | ||||
96 | 300 | 0,03 | 0,045 | 0,03 | 0,03 | 0,4 | 0,05 | ||||
97 | 500 | - | 0,075 | 0,08 | 0,08 | 0,11 | 0,14 | ||||
98 | 750 | - | - | 0,15 | 0,15 | 0,22 | 0,23 | ||||
99 | 1000 | - | - | 0,22 | 0,23 | 0,33 | 0,34 | ||||
Индекс | а | б | в | г | д | е | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Токарно-винторезные станки | ||||||||
Карта 20, лист 5 | |||||||||
N позиции | Наименование приемов | Наибольший диаметр изделия, устанавливаемого над станиной, D, мм, до | |||||||
160 | 250 | 400 | 630 | 1000 | Св. 1000 | ||||
Время, t, мин. | |||||||||
100 | Переместить каретку суппорта в продольном направлении на длину свыше 200 мм (а для станков I, II группы на длину свыше 50 мм) | Длина перемещения, l, мм, до | 1500 | - | - | 0,33 | 0,36 | 0,50 | 0,55 |
101 | 2000 | - | - | 0,50 | 0,50 | 0,70 | 0,75 | ||
3000 | - | - | - | 0,80 | 1,1 | 1,2 | |||
Переместить суппорт в поперечном направлении на длину свыше 100 мм (а для станков I, II группы на длину свыше 25 мм) | 50 | 0,005 | 0,005 | 0,005 | - | - | - | ||
104 | 75 | 0,015 | 0,015 | - | - | - | - | ||
105 | 100 | - | 0,02 | - | - | - | - | ||
106 | 150 | - | - | 0,03 | 0,04 | 0,04 | 0,05 | ||
107 | 200 | - | - | 0,07 | 0,09 | 0,10 | 0,13 | ||
108 | 300 | - | - | - | 0,17 | 0,18 | 0,19 | ||
109 | 400 | - | - | - | 0,27 | 0,29 | 0,33 | ||
110 | 500 | - | - | - | - | 0,40 | 0,50 | ||
600 | - | - | - | - | - | 0,60 | |||
Индекс | а | б | в | г | д | е | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Токарно-винторезные станки | ||||||||||||||||
Карта 20, лист 6 | |||||||||||||||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||||||||||||||||
N позиции | Наименование приемов | Время, t, мин. | |||||||||||||||
112 | Включить или выключить пульт лентопротяжного механизма | 0,02 | |||||||||||||||
113 | Продвинуть перфоленту в исходное положение | 0,25 | |||||||||||||||
114 | Установить координаты x, y (на 100 мм) | 0,15 | |||||||||||||||
115 | Ввести коррекцию (на 1 корректор) | 0,04 | |||||||||||||||
Перемотать магнитную ленту со скоростью перемотки 300 м/мин. | |||||||||||||||||
Скорость воспроизведения программы, v, м/мин. | Время автоматической работы станка, Tавт, мин. | ||||||||||||||||
2 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | ||
Время на перемотку ленты, t, мин. | |||||||||||||||||
116 | 12 | 0,08 | 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,4 | 2,8 | 3,2 | 3,6 | 4,0 | 4,8 |
117 | 3 | 0,02 | 0,05 | 0,1 | 0,15 | 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |
Перемотать перфорированную ленту | |||||||||||||||||
Вид перемотки | Длина ленты, l, м | ||||||||||||||||
2 | 4 | 6 | 8 | 10 | 15 | На каждые последующие 10 м добавлять | |||||||||||
Время на перемотку ленты, t, мин. | |||||||||||||||||
118 | Автоматическая | 0,045 | 0,09 | 0,13 | 0,18 | 0,22 | 0,33 | 0,18 | |||||||||
119 | Ручная | 0,8 | 1,0 | 1,3 | 1,5 | 1,8 | - | - | |||||||||
Индекс | а | б | в | г | д | е | ж | ||||||||||
Лоботокарные станки | |||||||
Карта 21, лист 1 | |||||||
Время на проход | |||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Наибольший диаметр обрабатываемого изделия, D, мм, до | ||||
800 | 1250 | 2000 | |||||
Время, t, мин. | |||||||
1 | Продольное точение или растачивание | резцом, установленным на размер | - | 0,25 | 0,30 | 0,36 | |
2 | 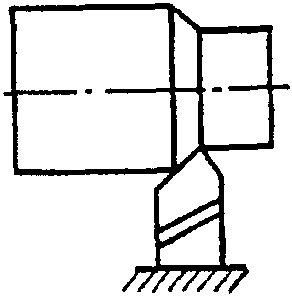 | с установкой резца по лимбу (черновой проход) | - | 0,35 | 0,42 | 0,50 | |
3 | с предварительным промером (черновой проход) | 300 | 0,60 | 0,65 | 0,75 | ||
4 | 500 | 0,70 | 0,75 | 0,85 | |||
5 | 1000 | 0,80 | 0,85 | 0,95 | |||
6 | 1600 | 0,90 | 0,95 | 1,05 | |||
7 | 2000 | 0,95 | 1,05 | 1,15 | |||
8 | со взятием пробных стружек (чистовой проход) | 1Т7 (2 кл.) | 500 | 1,35 | 1,45 | 1,70 | |
9 | 1000 | 1,85 | 1,95 | 2,2 | |||
10 | 1500 | 2,4 | 2,6 | 2,9 | |||
11 | 2000 | 3,1 | 3,2 | 3,5 | |||
12 | 1Т8 - 1Т9 (3 кл.) | 300 | 0,75 | 0,85 | 1.00 | ||
13 | 500 | 1,10 | 1,20 | 1,40 | |||
14 | 1000 | 1,45 | 1,55 | 1,75 | |||
15 | 1500 | 1,75 | 1,85 | 2,1 | |||
16 | 2000 | 2,1 | 2,2 | 2,5 | |||
17 | 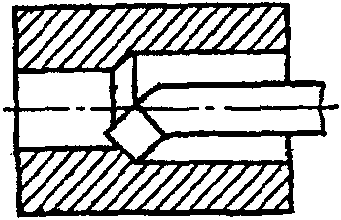 | 1Т11 - 1Т13 (4 - 5 кл.) | 300 | 0,65 | 0,75 | 0,90 | |
18 | 500 | 0,85 | 0,95 | 1,10 | |||
19 | 1000 | 1,10 | 1,20 | 1,35 | |||
21 | 1500 | 1,40 | 1,50 | 1,70 | |||
2000 | 1,50 | 1,60 | 1,80 | ||||
Индекс | а | б | в | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Лоботокарные станки | ||||||
Карта 21, лист 2 | |||||||
Время на проход | |||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, км, до | Наибольший диаметр обрабатываемого изделия, D, км, до | ||||
800 | 1250 | 2000 | |||||
Время, t, мин. | |||||||
22 | Поперечное точение | с установкой резца по лимбу (черновой проход) | - | 0,36 | 0,42 | 0,55 | |
23 |  | с предварительным промером (черновой проход) | 300 | 0,60 | 0,65 | 0,80 | |
24 | 500 | 0,70 | 0,75 | 0,90 | |||
25 | 1000 | 0,80 | 0,85 | 1,00 | |||
26 | со взятием пробных стружек (чистовой проход) | 500 | 0,85 | 0,95 | 1,10 | ||
27 | 1000 | 1,10 | 1,20 | 1,40 | |||
28 | Обработка конуса | без измерения | - | 0,32 | 0,38 | 0,46 | |
29 |  | с измерением | - | 0,55 | 0,60 | 0,70 | |
30 | Внутренняя подрезка торца |  | без измерения | - | 0,46 | 0,55 | 0,65 |
31 | с измерением длины расположения размера | - | 0,65 | 0,75 | 0,90 | ||
32 | Проточка пазов, канавок, отрезка | наружных | без измерения | - | 0,22 | 0,27 | 0,32 |
33 | с измерением длины расположения размера | - | 0,40 | 0,46 | 0,55 | ||
34 |  | внутренних | без измерения | - | 0,43 | 0,55 | 0,65 |
35 | с измерением длины расположения размера | - | 0,60 | 0,70 | 0,85 | ||
Индекс | а | б | в | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Лоботокарные станки | |||||||
Карта 21, лист 3 | ||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Наибольший диаметр обрабатываемого изделия, D, км, до | |||||
800 | 1250 | 2000 | ||||||
Время, t, мин. | ||||||||
36 | Обточка профильная, обточка фасок или галтелей | без измерения | - | 0,22 | 0,27 | 0,32 | ||
37 |  | с измерением с точностью | <= 0,15 мм | - | 0,39 | 0,44 | 0,50 | |
38 | > 0,15 мм | - | 0,36 | 0,41 | 0,48 | |||
Время на приемы, связанные с переходом, не вошедшие в комплексы | ||||||||
39 | Изменить число оборотов планшайбы или величину подачи | - | 0,09 | 0,10 | 0,12 | |||
40 | Сменить инструмент поворотом резцовой головки | - | 0,10 | 0,12 | 0,14 | |||
41 | Установить и снять резец | проходной, подрезной, расточной | - | 0,9 | 1,0 | 1,2 | ||
42 | прорезной, широкий, фасонный | - | 1,0 | 1,5 | 2,0 | |||
43 | Повернуть суппорт на угол с возвратом в первоначальное положение | грубо | - | 1,5 | 2,2 | 3,0 | ||
44 | точно | - | 3,0 | 4,0 | 5,0 | |||
Переместить каретку суппорта в продольном направлении на длину свыше 500 мм | 750 | - | 0,07 | 0,11 | 0,12 | |||
46 | 1000 | - | 0,15 | 0,22 | 0,23 | |||
47 | 1500 | - | 0,28 | 0,40 | 0,45 | |||
48 | 2000 | - | 0,44 | 0,60 | 0,70 | |||
3000 | - | 0,75 | 1,00 | 1,05 | ||||
Переместить суппорт в поперечном направлении на длину свыше 200 мм | 300 | - | 0,08 | 0,09 | 0,10 | |||
51 | 400 | - | 0,18 | 0,19 | 0,20 | |||
500 | - | - | 0,30 | 0,35 | ||||
Индекс | а | б | в | |||||
Токарно-карусельные станки | |||||||
Карта 22, лист 1 | |||||||
Время на проход | |||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Наибольший диаметр обрабатываемого изделия, D, мм, до | ||||
800 | 1600 | 2500 | |||||
Время, t, мин. | |||||||
1 | Продольное или поперечное точение и растачивание | с установкой резца по лимбу (черновой проход) | - | 0,33 | 0,37 | 0,45 | |
2 |  | с предварительным промером (черновой проход) | 500 | 0,65 | 0,70 | 0,80 | |
3 | 1000 | 0,75 | 0,80 | 0,90 | |||
4 | 1500 | - | 0,90 | 1,0 | |||
5 | 2000 | - | 1,0 | 1,1 | |||
6 | 2500 | - | - | 1,2 | |||
7 | со взятием пробных стружек (чистовой проход) | 1Т11 - 1Т13 (4 - 5 кл.) или <= 0,5 <*> мм | 100 | 0,65 | 0,70 | 0,85 | |
8 | 250 | 0,70 | 0,80 | 0,90 | |||
9 | 500 | 0,90 | 1,00 | 1,05 | |||
10 | 1000 | 1,2 | 1,25 | 1,45 | |||
11 | 1500 | - | 1,60 | 1,80 | |||
12 | 2000 | - | - | 1,9 | |||
13 | 2500 | - | - | 2,0 | |||
14 |  | 1Т8 - 1Т9 (3 кл.) | 100 | 0,75 | 0,80 | 1,00 | |
15 | 250 | 0,80 | 0,90 | 1,05 | |||
16 | 500 | 1,2 | 1,3 | 1,5 | |||
17 | 1000 | 1,55 | 1,65 | 1,9 | |||
18 | 1500 | - | 2,0 | 2,2 | |||
19 | 2000 | - | 2,4 | 2,7 | |||
20 | 2500 | - | - | 3,1 | |||
21 | 1Т7 (2 кл.) | 500 | 1,4 | 1,60 | 1,85 | ||
22 | 1000 | 2,0 | 2,2 | 2,4 | |||
23 | 1500 | - | 2,8 | 3,1 | |||
24 | 2000 | - | 3,5 | 3,8 | |||
25 | 2500 | - | 4,3 | 4,7 | |||
26 | Проточка пазов | без измерения | 0,31 | 0,33 | 0,38 | ||
27 |  | с измерением длины расположения размера | 0,50 | 0,55 | 0,75 | ||
28 | Проточка профильная, проточка фасок или галтелей | без измерения | 0,13 | 0,15 | 0,17 | ||
29 | с измерением с точностью | <= 0,15 мм | 0,32 | 0,34 | 0,38 | ||
30 |  | > 0,15 мм | 0,28 | 0,30 | 0,34 | ||
31 | Сверление, зенкерование, развертывание | 0,32 | 0,36 | 0,44 | |||
 | |||||||
Индекс | а | б | в | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Токарно-карусельные станки | ||||||
Карта 22, лист 2 | |||||||
Время на примеры, связанные с переходом, не вошедшие в комплексы | |||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Наибольший диаметр обрабатываемого изделия, D, мм, до | ||||
800 | 1600 | 2500 | |||||
Время, t, мин. | |||||||
32 | Изменить число оборотов планшайбы или величину подачи | 0,08 | 0,10 | 0,13 | |||
33 | Сменить инструмент поворотом резцовой головки | 0,10 | 0,12 | 0,14 | |||
34 | Установить и снять инструмент | резец | проходной, подрезной, расточной | 0,8 | 1,0 | 1,2 | |
35 | прорезной, широкий, фасонный | 1,0 | 1,5 | 2,0 | |||
36 | сверло, зенкер, развертку | 0,23 | 0,31 | 0,4 | |||
37 | Повернуть суппорт на угол с возвратом в первоначальное положение | грубо | 1,15 | 2,2 | 3,0 | ||
38 | точно | 3,0 | 4,0 | 5,0 | |||
39 | Переместить резцовую головку на длину св. 200 мм при длине перемещения, мм, до | 300 | 0,04 | 0,04 | 0,04 | ||
40 | 500 | 0,10 | 0,10 | 0,11 | |||
41 | 750 | 0,19 | 0,19 | 0,21 | |||
42 | 1000 | - | - | 0,33 | |||
Индекс | а | б | в | ||||
--------------------------------
Горизонтально-расточные станки с неподвижной стойкой и поворотным столом | |||||||||||||
Карта 23, лист 1 | |||||||||||||
N позиции | База для совмещения оси шпинделя с осью обрабатываемого отверстия | Способ совмещения и измерения | Перемещение шпинделя и стола в плоскостях | Точность межцентрового расстояния, | Диаметр шпинделя, D, мм, до | ||||||||
65 | 110 | 160 | |||||||||||
Длина перемещения частей станка, l, мм, до | |||||||||||||
300 | 600 | 1000 | 300 | 600 | 1000 | 300 | 600 | 1000 | |||||
Время, t, мин. | |||||||||||||
Время на совмещение оси шпинделя с осью обрабатываемого отверстия | |||||||||||||
1 | Отверстие кондуктора | По индикатору | Одной | - | 3,0 | 3,2 | 3,4 | 3,8 | 4,0 | 4,2 | 4,4 | 4,6 | 4,9 |
2 | Двух | 3,9 | 4,2 | 4,4 | 4,9 | 5,2 | 5,5 | 5,7 | 6,0 | 6,3 | |||
3 | По кондукторной втулке и контрольной оправке | Одной | - | 1,6 | 1,8 | 2,0 | 1,9 | 2,1 | 2,3 | 2,2 | 2,4 | 2,6 | |
4 | Двух | 2,2 | 2,5 | 2,7 | 2,6 | 2,9 | 3,2 | 2,9 | 3,3 | 3,6 | |||
5 | Борштанга, установленная в кондукторе на опорах | Соединение шпинделя станка с борштангой | Одной | - | 0,4 | 0,6 | - | 0,5 | 0,7 | - | 0,60 | 0,80 | - |
6 | Двух | 0,55 | 0,8 | - | 0,6 | 0,9 | - | 0,80 | 1,15 | - | |||
7 | Размеченная окружность необработанного отверстия | Иглой в шпинделе по размеченной окружности | Одной | 1,0 | 1,7 | 1,9 | 2,0 | 2,0 | 2,3 | 2,5 | 2,5 | 2,7 | 2,9 |
8 | Двух | 2,1 | 2,5 | 2,8 | 2,6 | 3,1 | 3,5 | 3,1 | 3,6 | 4,1 | |||
Индекс | а | б | в | г | д | е | ж | з | и | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Горизонтально-расточные станки с неподвижной стойкой и поворотным столом | ||||||||||||
Карта 23, лист 2 | |||||||||||||
N позиции | База для совмещения оси шпинделя с осью обрабатываемого отверстия | Способ совмещения и измерения | Перемещение шпинделя и стола в плоскостях | Точность межцентрового расстояния, | Диаметр шпинделя, D, мм, до | ||||||||
65 | 110 | 160 | |||||||||||
Длина перемещения частей станка, l, мм, до | |||||||||||||
300 | 600 | 1000 | 300 | 600 | 1000 | 300 | 600 | 1000 | |||||
Время, t, мин. | |||||||||||||
Время на совмещение оси шпинделя с осью обрабатываемого отверстия | |||||||||||||
9 | Обработанное отверстие | По нониусной или масштабной линейке | Одной | 0,3 | 1,15 | 1,4 | 1,6 | 1,4 | 1,7 | 2,0 | 1,6 | 2,0 | 2,3 |
10 | Двух | 1,75 | 2,0 | 2,3 | 2,2 | 2,5 | 2,8 | 2,5 | 2,9 | 3,3 | |||
11 | Одной | 1,0 | 0,33 | 0,50 | 0,75 | 0,38 | 0,6 | 0,85 | 0,48 | 0,75 | 1,05 | ||
12 | Двух | 0,4 | 0,7 | 1,0 | 0,47 | 0,8 | 1,25 | 0,55 | 0,9 | 1,3 | |||
13 | По консольной оправке | Одной | - | 0,33 | 0,50 | 0,75 | 0,38 | 0,6 | 0,85 | 0,48 | 0,75 | 1,05 | |
14 | Двух | 0,4 | 0,7 | 1,0 | 0,47 | 0,8 | 1,15 | 0,55 | 0,9 | 1,3 | |||
15 | Наружная боковая плоскость детали | По нониусной или масштабной линейке | Одной | - | 1,15 | 1,35 | 1,5 | 1,35 | 1,6 | 1,8 | 1,55 | 1,85 | 2,1 |
16 | Двух | 1,7 | 2,0 | 2,3 | 2,0 | 2,4 | 2,70 | 2,3 | 2,8 | 3,1 | |||
17 | Одной | 1,0 | 0,33 | 0,50 | 0,75 | 0,38 | 0,6 | 0,85 | 0,48 | 0,75 | 1,05 | ||
18 | Двух | 0,4 | 0,7 | 1,0 | 0,47 | 0,8 | 1,15 | 0,55 | 0,9 | 1,3 | |||
19 | Повернуть стол на угол при совмещении осей в другой плоскости с откреплением и закреплением, град. | 90° | - | 1,1 | 1,3 | 1,7 | |||||||
20 | 180° | - | 1,7 | 2,0 | 2,4 | ||||||||
21 | Закрепить или открепить шпиндельную бабку | рычагом | - | 0,06 | 0,07 | 0,08 | |||||||
22 | гайкой | - | 0,14 | 1,19 | 0,25 | ||||||||
Индекс | а | б | в | г | д | е | ж | з | и | ||||
Примечание. При автоматическом совмещении осей по упорам время устанавливается по паспортным данным станка с прибавлением времени на включение подачи.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Горизонтально-расточные станки с неподвижной стойкой и поворотным столом | ||||||
Карта 23, лист 3 | |||||||
Время на проход | |||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Диаметр шпинделя, D, мм, до | ||||
65 | 110 | 160 | |||||
Время, t, мин. | |||||||
23 | Растачивание отверстий | резцом, установленным на размер по шаблону (черновой проход) | - | 0,46 | 0,55 | 0,66 | |
24 |  | резцом со взятием дробной стружки (предчистовой проход) 1Т11 - 1Т13 (4 - 5 кл.) | 100 | 1,0 | 1,2 | 1,66 | |
25 | 300 | 1,2 | 1,5 | 1,4 | |||
26 | Св. 300 | 1,5 | 1,80 | 2,0 | |||
27 | мерной расточной пластиной или двусторонним резцам (чистовой проход) | - | 0,17 | 0,20 | 0,23 | ||
28 | Прорезка торцов | расточной пластиной, зенковкой | - | 0,15 | 0,17 | 0,20 | |
29 |  | резцом в резцедержателе на планшайбе | по лимбу или разметке | - | 0,38 | 0,46 | 0,55 |
30 | со взятием пробной стружки | 300 | 0,80 | 1,0 | 1,15 | ||
31 | Св. 300 | 0,90 | 1,1 | 1,25 | |||
Индекс | а | б | в | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Горизонтально-расточные станки с неподвижной стойкой и поворотным столом | ||||||||
Карта 23, лист 4 | |||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Диаметр шпинделя, D, мм, до | ||||||
65 | 110 | 160 | |||||||
Время, t, мин. | |||||||||
32 | Прорезка пазов | без измерения | - | 0,35 | 0,40 | 0,47 | |||
33 |  | с измерением длины расположения размера | - | 0,55 | 0,70 | 0,80 | |||
34 | Сверление отверстий | Обрабатываемый материал | сталь | Длина отверстия, l, в диаметрах сверла | 5 d | - | 0,33 | 0,41 | 0,48 |
35 |  | 8 d | 0,47 | 0,60 | 0,70 | ||||
36 | Св. 8 d | 0,60 | 0,75 | 0,90 | |||||
37 | чугун | 5 d | - | 0,19 | 0,23 | 0,26 | |||
38 | Св. 5 d | 0,33 | 0,41 | 0,47 | |||||
39 | Рассверливание, зенкерование; развертывание | - | 0,17 | 0,20 | 0,23 | ||||
40 | Фрезерование плоскостей и пазов | по разметке | - | 0,49 | 0,60 | 0,70 | |||
41 |  | со взятием пробной стружки | 300 | 0,80 | 1,05 | 1,20 | |||
42 | Св. 300 | 0,90 | 1,15 | 1,30 | |||||
Индекс | а | б | в | ||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Горизонтально-расточные станки с неподвижной стойкой и поворотным столом | ||||||||
Карта 23, лист 5 | |||||||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||||||||
N позиции | Наименование приемов | Диаметр шпинделя, D, мм, до | |||||||
65 | 110 | 160 | |||||||
Время, t, мин. | |||||||||
43 | Изменить число оборотов шпинделя | 0,09 | 0,10 | 0,12 | |||||
44 | Изменить величину подачи | 0,07 | 0,08 | 0,09 | |||||
45 | Изменить направление вращения шпинделя | 0,04 | 0,04 | 0,05 | |||||
46 | Изменить направление подачи | 0,04 | 0,04 | 0,05 | |||||
47 | Установить и снять борштангу | в конус шпинделя | без крепления | 0,45 | 0,65 | 0,85 | |||
48 | с креплением | 1,1 | 1,3 | 1,8 | |||||
49 | в конус шпинделя и подшипник задней стойки | вручную | 4,9 | 5,8 | 6,8 | ||||
50 | краном | - | - | 11 | |||||
51 | в конус шпинделя и втулку кондуктора | вручную | 2,4 | 3,4 | 4,3 | ||||
52 | краном | 5,0 | 7,0 | 9,0 | |||||
53 | Установить и снять инструмент | резец с установкой на размер по шаблону или линейке | 0,6 | 0,7 | 0,8 | ||||
54 | в борштанге | расточная пластина, резец мерный двусторонний | Диаметр отверстия, d, мм, до | 100 | 0,5 | 0,6 | 0,7 | ||
55 | 200 | 0,6 | 0,7 | 0,8 | |||||
56 | 350 | 1,0 | 1,1 | 1,2 | |||||
57 | зенкер, развертка, расточная резцовая головка | 100 | 0,3 | 0,4 | 0,5 | ||||
58 | 200 | 0,9 | 1,1 | 1,3 | |||||
59 | расточная резцовая головка разъемная | вручную | 0,7 | 0,8 | 1,0 | ||||
60 | краном | - | 2,8 | 3,0 | |||||
61 | в конус шпинделя | без крепления | 0,3 | 0,4 | 0,5 | ||||
62 | с креплением | 0,4 | 0,6 | 0,7 | |||||
63 | в резцедержателе на планшайбе - резец | проходной | 1,0 | 1,1 | 1,2 | ||||
64 | подрезной | 1,2 | 1,3 | 1,4 | |||||
65 | Установить и снять кондукторную втулку | Диаметр отверстия втулки, d, мм | <= 80 | 0,12 | 0,17 | 0,26 | |||
66 | > 80 | 0,19 | 0,26 | 0,35 | |||||
67 | Переместить (выдвинуть) шпиндель на длину свыше 200 мм | Длина перемещения, l, мм, до | 300 | 0,03 | 0,03 | 0,03 | |||
68 | 500 | 0,08 | 0,08 | 0,08 | |||||
69 | 800 | - | 1,16 | 1,16 | |||||
70 | Переместить стол станка на длину свыше 200 мм | 300 | 0,04 | 0,04 | 0,07 | ||||
71 | 500 | 0,10 | 0,10 | 0,16 | |||||
72 | 750 | 0,19 | 0,19 | 0,30 | |||||
73 | 1000 | - | 0,29 | 0,47 | |||||
Индекс | а | б | в | ||||||
Токарно-револьверные станки | |||||||||
Карта 24, лист 1 | |||||||||
 | 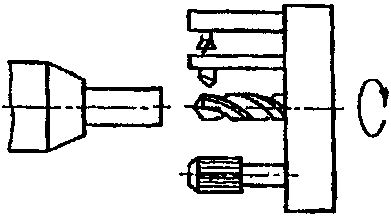 | ||||||||
Время на проход | |||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Вид подачи | Наибольший диаметр обрабатываемого прутка, d, мм, до | ||||||
10...25 | 40 | 80 | 125 | ||||||
Время, t, мин. | |||||||||
I. Станки с вертикальной осью револьверной головки | |||||||||
1 | Обработка на станках с полуавтоматическим циклом | - | 0,02 | 0,03 | 0,04 | 0,06 | |||
2 | Работа револьверной головкой | обработка с продольной подачей | Механическая | 0,09 | 0,11 | 0,14 | 0,17 | ||
3 | Ручная | 0,07 | 0,09 | 0,12 | 0,14 | ||||
4 | обработка с продольной подачей и предварительным врезанием | Механическая | - | 0,18 | 0,21 | 0,26 | |||
5 | Ручная | - | 0,16 | 0,18 | - | ||||
6 | Работа суппортом | обработка с продольной или поперечной подачей | с установкой резца | по упору или без выдерживания размера | Механическая | 0,12 | 0,14 | 0,17 | 0,23 |
7 | Ручная | 0,10 | 0,12 | 0,15 | 0,20 | ||||
8 | по лимбу | Механическая | - | 0,16 | 0,19 | 0,25 | |||
9 | Ручная | - | 0,14 | 0,17 | 0,22 | ||||
10 | с пробной стружкой (для обработки по 1Т9 - 1Т11) при диаметре, мм | 100...200 | Механическая | - | - | 0,46 | 0,60 | ||
11 | св. 200 | - | - | 0,50 | 0,65 | ||||
Индекс | а | б | в | г | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Токарно-револьверные ставки | ||||||
Карта 24, лист 2 | |||||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Вид подачи | Наибольший диаметр обрабатываемого прутка, d, мм, до | ||||
10...25 | 40 | 80 | 125 | ||||
Время, t, мин. | |||||||
12 | Нарезание крепежной резьбы | резьбонарезной самооткрывающейся головкой | - | 0,11 | 0,14 | 0,18 | 0,21 |
13 | метчиком или плашкой | - | 0,13 | 0,18 | 0,23 | 0,26 | |
II. Станки с горизонтальной осью револьверной головки | |||||||
14 | Обработка с продольной подачей | Механическая | 0,09 | 0,11 | 0,14 | - | |
15 | Ручная | 0,07 | 0,09 | 0,12 | - | ||
16 | Обработка с продольной подачей и предварительным врезанием | Механическая | 0,13 | 0,17 | 0,21 | - | |
17 | Ручная | 0,11 | 0,15 | - | - | ||
18 | Обработка с поперечной подачей | с подводом револьверной головки | Механическая | 0,13 | 0,17 | 0,21 | - |
19 | Ручная | 0,11 | 0,15 | - | - | ||
20 | без подвода револьверной головки | Механическая | 0,07 | 0,10 | 0,12 | - | |
21 | Ручная | 0,05 | 0,08 | 0,10 | - | ||
22 | Нарезание крепежной резьбы | резьбонарезной самооткрывающейся головкой | - | 0,11 | 0,14 | 0,18 | - |
23 | метчиком или плашкой | - | 0,13 | 0,18 | 0,23 | - | |
24 | Нарезание конической резьбы резцом с копирным устройством | первый проход | - | 0,08 | 0,11 | 0,14 | - |
25 | каждый последующий проход | - | 0,02 | 0,03 | 0,03 | - | |
Индекс | а | б | в | г | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Токарно-револьверные станки | ||||||
Карта 24, лист 3 | |||||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||||||
N позиции | Наименование приемов | Наибольший диаметр обрабатываемого прутка, d, мм, до | |||||
10...25 | 40 | 80 | 125 | ||||
Время, t, мин. | |||||||
26 | Изменить число оборотов шпинделя | 0,04 | 0,05 | 0,06 | 0,07 | ||
27 | Изменить величину подачи | 0,03 | 0,04 | 0,05 | 0,06 | ||
28 | Сменить резец поворотом резцовой головки суппорта | - | 0,04 | 0,06 | 0,07 | ||
29 | Повернуть ручной упор | - | 0,02 | 0,02 | 0,02 | ||
30 | Закрепить или открепить каретку от продольного перемещения | - | 0,03 | 0,04 | 0,05 | ||
31 | Закрепить или открепить револьверную головку от продольного перемещения | - | 0,03 | 0,04 | - | ||
32 | Смазать деталь, развертку, метчик | 0,03 | 0,04 | 0,04 | 0,05 | ||
Переместить каретку суппорта в продольном направлении на длину свыше 100 мм | Длина перемещения, l, мм, до | 200 | - | 0,02 | 0,03 | 0,03 | |
300 | - | - | 0,04 | 0,04 | |||
Переместить суппорт в поперечном направлении на длину свыше 50 мм | 100 | 0,02 | 0,03 | 0,03 | 0,04 | ||
200 | - | - | - | 0,11 | |||
Индекс | а | б | в | г | |||
Время на вводы и выводы сверла для удаления стружки
N позиции | Обрабатываемый материал | Вид подачи | Диаметр сверла, d, мм, до | Длина сверления, l, в диаметрах сверла | |||
3d | 5d | 8d | 10d | ||||
Время, t, мин. | |||||||
Стали углеродистые вязкие, стали жаропрочные | Ручная | 10 | 0 | 0,04 | 0,08 | 0,12 | |
38 | Механическая | 10 | 0 | 0,07 | 0,14 | 0,21 | |
39 | 30 | 0 | 0,14 | 0,21 | 0,28 | ||
40 | Стали конструкционные, латунь, алюминий | Ручная | 10 | 0 | 0,04 | 0,04 | 0,08 |
41 | Механическая | 10 | 0 | 0,07 | 0,07 | 0,14 | |
42 | 30 | 0 | 0,07 | 0,14 | 0,21 | ||
43 | Чугун, бронза | Ручная | 10 | 0 | 0,04 | 0,04 | 0,04 |
44 | Механическая | 10 | 0 | 0,07 | 0,07 | 0,07 | |
30 | 0 | 0,07 | 0,07 | 0,07 | |||
Индекс | а | б | в | г | |||
Вертикально- и радиально-сверлильные станки | ||||||||||||||||
Карта 25, лист 1 | ||||||||||||||||
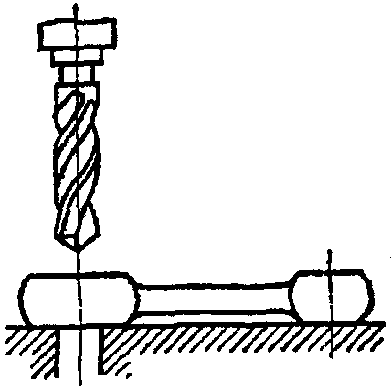 | ||||||||||||||||
Время на проход | ||||||||||||||||
N позиции | Характер обработки | Вид подачи | Наибольшие диаметр сверления, d, мм, до | |||||||||||||
6...12 | 35 | 50 | 75 | 100 | ||||||||||||
Длина горизонтального перемещения инструмента для обработки следующего отверстия, l, мм, до | ||||||||||||||||
0 | 0 | 200 | 500 | 0 | 200 | 500 | 1000 | 0 | 500 | 1000 | 0 | 500 | 1000 | |||
Время, t, мин. | ||||||||||||||||
1 | Обработка на станках с полуавтоматическим циклом или программным управлением | - | 0,02 | 0,03 | 0,04 | 0,06 | - | |||||||||
Индекс | а | б | в | г | д | |||||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Вертикально- и радиально-сверлильные станки | ||||||||||||||||
Карта 25, лист 2 | |||||||||||||||||
N позиции | Характер обработки | Вид подачи | Наибольший диаметр сверления, d, мм, до | ||||||||||||||
6...12 | 35 | 50 | 75 | 100 | |||||||||||||
Длина горизонтального перемещения инструмента для обработки следующего отверстия, l, мм, до | |||||||||||||||||
0 | 0 | 200 | 500 | 0 | 200 | 500 | 1000 | 0 | 500 | 1000 | 0 | 500 | 1000 | ||||
Время, t, мин. | |||||||||||||||||
2 | Сверление по разметке | Механическая | 0,06 | 0,09 | 0,11 | 0,14 | 0,11 | 0,14 | 0,17 | 0,20 | 0,13 | 0,20 | 0,23 | 0,16 | 0,25 | 0,28 | |
3 | Ручная | 0,05 | 0,07 | 0,09 | 0,12 | 0,09 | 0,12 | 0,15 | 0,18 | 0,10 | 0,17 | 0,20 | 0,12 | 0,21 | 0,24 | ||
Сверление по кондуктору, рассверливание, зенкерование, развертывание, растачивание | Механическая | 0,05 | 0,08 | 0,10 | 0,13 | 0,09 | 0,12 | 0,15 | 0,18 | 0,11 | 0,18 | 0,21 | 0,14 | 0,23 | 0,26 | ||
Ручная | 0,04 | 0,06 | 0,08 | 0,11 | 0,07 | 0,10 | 0,13 | 0,16 | 0,08 | 0,15 | 0,18 | 0,10 | 0,19 | 0,22 | |||
6 | Зенкование, цекование | верхней плоскости | Ручная | 0,04 | 0,06 | 0,08 | 0,11 | 0,07 | 0,10 | 0,13 | 0,16 | 0,08 | 0,15 | 0,18 | 0,11 | 0,20 | 0,23 |
7 | нижней плоскости | - | 0,34 | 0,36 | 0,39 | 0,36 | 0,39 | 0,42 | 0,45 | 0,39 | 0,46 | 0,49 | 0,43 | 0,50 | 0,55 | ||
8 | Нарезание резьбы машинными метчиками | без реверса | - | 0,04 | 0,06 | 0,08 | 0,11 | 0,07 | 0,10 | 0,13 | 0,16 | 0,08 | 0,15 | 0,18 | 0,11 | 0,20 | 0,23 |
9 | с реверсом | - | 0,08 | 0,12 | 0,14 | 0,17 | 0,15 | 0,18 | 0,21 | 0,24 | 0,16 | 0,23 | 0,26 | 0,21 | 0,30 | 0,33 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||
Примечания:
1. При сверлении с предварительной засверловкой отверстия по кондукторной втулке и последующем сверлении без втулки время по поз. 4, 5 удваивается.
2. Время на проход вертикально-сверлильных станков нормируется по горизонтальному перемещению инструмента, равному 0.
Время на приемы, связанные в переходом,
не вошедшие в комплексы
N позиции | Наименование приемов | Наибольший диаметр сверления, d, мм, до | |||||
6...12 | 38 | 50 | 75 | 100 | |||
Время, t, мин. | |||||||
Включить или выключить вращение шпинделя | кнопкой | 0,015 | 0,02 | 0,02 | 0,03 | 0,03 | |
11 | рычагом | 0,615 | 0,02 | 0,03 | 0,04 | 0,04 | |
12 | Изменить число оборотов шпинделя или величину подачи | рычагами | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 |
13 | перекидкой ремня | 0,08 | - | - | - | - | |
14 | Поставить и снять кондукторную втулку при внутреннем диаметре втулки, мм, до | 20 | - | 0,07 | 0,07 | 0,07 | - |
15 | 40 | - | 0,09 | 0,09 | 0,09 | - | |
16 | св. 40 | - | - | 0,12 | 0,12 | - | |
Индекс | а | б | в | г | д | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Вертикально- и радиально-сверлильные станки | |||||||||||||||||||
Карта 25, лист 3 | ||||||||||||||||||||
N позиции | Наименование приемов | Время, t, мин. | ||||||||||||||||||
17 | Установить и снять инструмент | в быстросменном патроне | без выключения вращения шпинделя <*> | Диаметр инструмента, d, мм, до | <= 15 | 0,05 | ||||||||||||||
25 | 0,06 | |||||||||||||||||||
18 | с выключением вращения шпинделя | <= 30 | 0,09 | |||||||||||||||||
> 30 | 0,12 | |||||||||||||||||||
19 | в кулачковом патроне | 0,17 | ||||||||||||||||||
20 | в цанговом патроне | 0,12 | ||||||||||||||||||
21 | в конус шпинделя при конусе Морзе N | 2 | 0,12 | |||||||||||||||||
22 | 3 | 0,15 | ||||||||||||||||||
23 | 4 | 0,18 | ||||||||||||||||||
24 | 5 | 0,20 | ||||||||||||||||||
25 | 6 | 0,24 | ||||||||||||||||||
26 | в державку | для зенковки, цековки или подрезного ножа | 0,22 | |||||||||||||||||
27 | для метчика | 0,08 | ||||||||||||||||||
28 | Смазать деталь, инструмент | 0,04 | ||||||||||||||||||
29 | Повернуть деталь с приспособлением на угол с фиксацией при размере приспособления, мм, до | 300 x 500 | 0,09 | |||||||||||||||||
30 | 500 x 1000 | 0,11 | ||||||||||||||||||
31 | св. 500 x 100,0 | 0,14 | ||||||||||||||||||
32 | Закрепить, открепить шпиндельную головку или рукав колонны | 0,03 | ||||||||||||||||||
33 | Обработка с выдерживанием длины по лимбу (при работе с механической подачей) | 0,03 | ||||||||||||||||||
34 | Переместить деталь или деталь с приспособлением на длину, мм | 150...400 | при массе, m, кг, до | 5 | 0,015 | |||||||||||||||
35 | 15 | 0,02 | ||||||||||||||||||
36 | 30 | 0,055 | ||||||||||||||||||
37 | св. 400 | 5 | 0,03 | |||||||||||||||||
38 | 15 | 0,04 | ||||||||||||||||||
39 | 30 | 0,075 | ||||||||||||||||||
40 | Кантовать приспособление | 15 | 0,06 | |||||||||||||||||
41 | 30 | 0,12 | ||||||||||||||||||
42 | Включить или выключить пульт лентопротяжного механизма | 0,03 | ||||||||||||||||||
43 | Продвинуть перфоленту в исходное положение | 0,25 | ||||||||||||||||||
44 | Установить координаты x, y (на 100 мм) | 0,1 | ||||||||||||||||||
Ввести коррекцию (на 1 корректор) | 0,04 | |||||||||||||||||||
Перемотать магнитную ленту со скоростью перемотки 300 м/мин. | ||||||||||||||||||||
Скорость воспроизведения программы, v, м/мин. | Время автоматической работы станка, Tавт, мин. | |||||||||||||||||||
2 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | |||||
Время на перемотку ленты, t, мин. | ||||||||||||||||||||
46 | 12 | 0,08 | 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,4 | 2,8 | 3,2 | 3,6 | 4,0 | 4,8 | |||
47 | 3 | 0,02 | 0,05 | 0,1 | 0,15 | 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||||
Перемотать перфорированную ленту
Вид перемотки | Длина ленты, l1, м | |||||||
2 | 4 | 6 | 8 | 10 | 15 | на каждые последующие 10 м добавлять | ||
Время на перемотку ленты, t, мин. | ||||||||
48 | Автоматическая | 0,045 | 0,09 | 0,13 | 0,18 | 0,22 | 0,33 | 0,18 |
49 | Ручная | 0,8 | 1,0 | 1,3 | 1,5 | 1,8 | - | - |
Индекс | а | б | в | г | д | е | ж | |
--------------------------------
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Вертикально- и радиально-сверлильные станки | |||||||
Карта 25, лист 4 | ||||||||
Время на выводы сверла при сверлении для удаления стружки <*> | ||||||||
N позиции | Обрабатываемый материал | Диаметр сверла, d, мм, до | Длина сверления в диаметрах сверла, l | |||||
3 d | 4 d | 6 d | 8 d | 10 d | Св. 10 d | |||
Время, t, мин. | ||||||||
Стали углеродистые вязкие, стали жаропрочные | 1...3 | 0,03 | 0,06 | 0,12 | 0,18 | 0,27 | 0,40 | |
51 | 10 | - | 0,05 | 0,07 | 0,11 | 0,18 | 0,28 | |
52 | 20 | - | 0,07 | 0,14 | 0,24 | 0,35 | 0,50 | |
53 | 30 | - | 0,07 | 0,16 | 0,30 | 0,49 | 0,70 | |
54 | Стали конструкционные, латунь и алюминий | 1...3 | 0.03 | 0,05 | 0,10 | 0,15 | 0,25 | 0,36 |
55 | 10 | - | 0,04 | 0,06 | 0,10 | 0,15 | 0,22 | |
56 | 20 | - | 0,07 | 0,13 | 0,20 | 0,28 | 0,40 | |
57 | 30 | - | 0,07 | 0,15 | 0,27 | 0,42 | 0,60 | |
58 | Чугун, бронза | 3...10 | 0,03 | 0,05 | 0,07 | 0,09 | 0,13 | |
59 | 20 | 0,07 | 0,11 | 0,16 | 0,21 | 0,32 | ||
30 | - | 0,07 | 0,15 | 0,27 | 0,42 | 0,60 | ||
Индекс | а | б | в | г | д | е | ||
--------------------------------
<*> Время на выводы сверла для удаления стружки рассчитано для работы сверлами до 10 мм с ручной подачей и сверлами свыше 10 мм, с механической подачей.
Время, связанное операцией при нарезании резьбы
в гайках гаечными метчиками
N позиции | Способ установки и базирования детали | Способ крепления метчика | Квалитет (класс точности) | Диаметр резьбы, d, мм, до | ||||
5 | 8 | 16 | 24 | 30 | ||||
Время, t, мин. | ||||||||
В паз приспособления без крепления | В быстросменном патроне | 1Т5 - 1Т6 (1 кл.) | 0,06 | 0,06 | 0,07 | 0,09 | 0,10 | |
62 | 1Т7 - 1Т9 (2 - 3 кл.) | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | ||
63 | 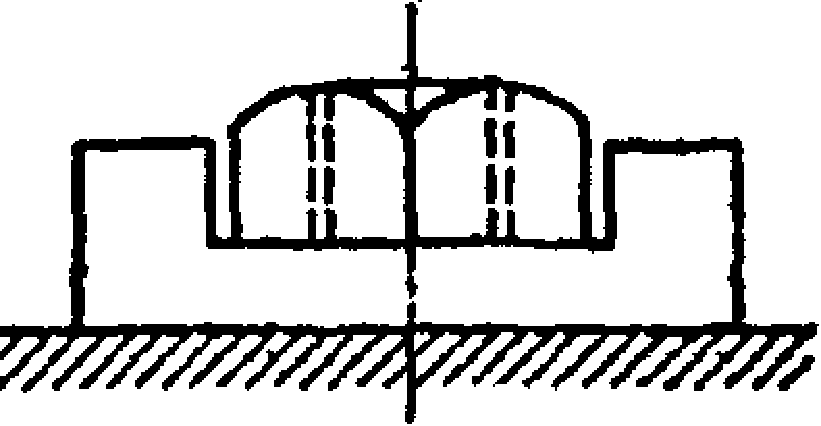 | В патроне с ключом | 1Т5 - 1Т6 (1 кл.) | 0,06 | 0,06 | 0,08 | 0,10 | 0,11 |
64 | 1Т7 - 1Т9 (2 - 3 кл.) | 0,06 | 0,06 | 0,08 | 0,09 | 0,10 | ||
Индекс | а | б | в | г | д | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Вертикально- и радиально-сверлильные станки | ||||||||
Карта 25, лист 5 | |||||||||
N позиции | Способ установки и базирования детали | Способ крепления метчика | Квалитет (класс точности) | Диаметр резьбы, d, мм, до | |||||
5 | 8 | 16 | 24 | 30 | |||||
Время, t, мин. | |||||||||
65 | В гнездо без крепления | В быстросменном патроне | 1Т5 - 1Т6 (1 кл.) | 0,08 | 0,09 | 0,12 | 0,15 | 0,17 | |
66 |  | 1Т7 - 1Т9 (2 - 3 кл.) | 0,08 | 0,09 | 0,11 | 0,14 | 0,16 | ||
67 | В патроне с ключом | 1Т5 - 1Т6 (1 кл.) | 0,08 | 0,10 | 0,13 | 0,16 | 0,19 | ||
68 | 1Т7 - 1Т9 (2 - 3 кл.) | 0,08 | 0,09 | 0,13 | 0,15 | 0,18 | |||
69 | В патроне с закреплением рукояткой | - | 1Т5 - 1Т6 (1 кл.) | - | - | - | 0,18 | 0,20 | |
 | 1Т7 - 1Т9 (2 - 3 кл.) | - | - | - | 0,17 | 0,19 | |||
Индекс | а | б | в | г | д | ||||
Число гаек, n, допускаемое по длине хвостовой части метчика
Диаметр резьбы, d, мм, до | 5 | 8 | 16 | 24 | 30 | |
71 | Число гаек, n, допускаемое по длине хвостовой части метчика | 20 | 16 | 8 | 8 | 7 |
Индекс | а | б | в | г | д | |
Станки для глубокого сверления и растачивания | ||||||||||||||||||||
Карта 26, лист 1 | ||||||||||||||||||||
N позиции | Характер обработки | Длина отверстия, м, до | Наибольший наружный диаметр устанавливаемого изделия, D, мм, до | |||||||||||||||||
200 | 500 | 1000 | 1200 | |||||||||||||||||
Диаметр обрабатываемого отверстия, d, мм, до | ||||||||||||||||||||
10 | 20 | 50 | 100 | 50 | 100 | 200 | 50 | 100 | 200 | 400 | 100 | 200 | 600 | 800 | 1000 | |||||
Время, t, мин. | ||||||||||||||||||||
1 | Кольцевое сверление | При наличии захода | Без замены головки | 0,5 | 0,7 | 0,8 | 1,0 | 1,1 | 1,5 | 1,7 | 1,95 | 2,0 | 2,4 | 2,7 | 3,0 | 2,5 | 2,9 | 3,3 | - | - |
2 | 1,0 | - | 0,95 | 1,15 | 1,3 | 1,7 | 2,0 | 2,2 | 2,4 | 2,7 | 3,1 | 3,5 | 2,9 | 3,3 | 3,8 | - | - | |||
3 | 2,0 | - | - | 1,3 | 1,5 | 2,0 | 2,3 | 2,6 | 2,7 | 3,1 | 3,6 | 4,1 | 3,4 | 3,9 | 4,4 | - | - | |||
4 | 5,0 | - | - | 1,6 | 1,8 | 2,4 | 2,8 | 3,1 | 3,3 | 3,8 | 4,3 | 4,9 | 4,1 | 4,7 | 5,4 | - | - | |||
5 | > 5 | - | - | - | 2,3 | - | 3,5 | 4,0 | - | 4,8 | 5,4 | 6,2 | 5,2 | 5,9 | 6,8 | - | - | |||
6 | С засверливанием захода | 0,5 | 0,95 | 1,0 | 1,25 | 1,45 | 1,85 | 2,1 | 2,4 | 2,5 | 2,9 | 3,3 | 3,7 | 3,1 | 3,5 | 4,0 | - | - | ||
7 | 1,0 | - | 1,15 | 1,4 | 1,6 | 2,1 | 2,4 | 2,7 | 2,8 | 3,2 | 3,6 | 4,1 | 3,4 | 3,9 | 4,5 | - | - | |||
8 | 2,0 | - | - | 1,55 | 1,75 | 2,3 | 2,6 | 3,0 | 3,1 | 3,5 | 4,0 | 4,6 | 3,8 | 4,3 | 5,0 | - | - | |||
9 | 5,0 | - | - | 1,8 | 2,0 | 2,6 | 3,0 | 3,4 | 3,5 | 4,0 | 4,6 | 5,3 | 4,4 | 5,0 | 5,7 | - | - | |||
10 | > 5 | - | - | - | 2,6 | - | 3,9 | 4,4 | - | 5,3 | 6,1 | 7,0 | 5,8 | 6,6 | 7,6 | - | - | |||
11 | Замена головки | - | 1,7 | 1,9 | 2,3 | 2,6 | 3,4 | 3,9 | 4,2 | 4,6 | 5,2 | 5,7 | 6,9 | 5,7 | 6,2 | 7,5 | - | - | ||
12 | С засверливанием и растачиванием захода | Без замены головки | 0,5 | 2,6 | 3,0 | 3,6 | 4,2 | - | 6,4 | 7,4 | 7,6 | 8,8 | 10,1 | 11,7 | 9,5 | 11 | 12,7 | - | - | |
13 | 1,0 | - | 3,3 | 4,0 | 4,7 | 5,5 | 7,1 | 8,2 | 8,4 | 9,8 | 11,3 | 13,1 | 10,6 | 12,3 | 14,2 | - | - | |||
14 | 2,0 | - | - | 4,5 | 5,2 | 6,2 | 7,9 | 9,2 | 9,4 | 10,9 | 12,6 | 14,6 | 11,8 | 13,7 | 16,9 | - | - | |||
15 | 5,0 | - | - | 5,2 | 6,0 | 6,9 | 9,2 | 10,6 | 10,9 | 12,6 | 14,6 | 16,9 | 13,8 | 15,9 | 18,4 | - | - | |||
16 | > 5 | - | - | - | 6,9 | 8 | 10,6 | 12,4 | - | 14,5 | 17 | 20 | 15,8 | 18,5 | 21,5 | - | - | |||
17 | С заменой головки | 0,5 | 3,3 | 3,9 | 4,7 | 5,5 | 7,4 | 8,6 | 10 | 10,3 | 12 | 13,9 | 16,2 | 13 | 15,2 | 17,7 | - | - | ||
18 | 1,0 | - | 4,3 | 5,3 | 6,2 | 8,2 | 9,6 | 11,1 | 11,5 | 13,3 | 15,6 | 18,1 | 14,6 | 17 | 19,8 | - | - | |||
19 | 2,0 | - | - | 5,9 | 6,9 | 9,2 | 10,7 | 12,4 | 12,8 | 14,9 | 17,4 | 20 | 16,3 | 19 | 22 | - | - | |||
20 | 5,0 | - | - | 6,9 | 8 | 10,6 | 12,4 | 14,4 | 14,8 | 17,3 | 20 | 23,51 | 18,8 | 22 | 25,5 | - | - | |||
21 | > 5 | - | - | - | 9,0 | - | 13,8 | 16,3 | - | 19,5 | 22,5 | 26,5 | 21,5 | 25 | 30 | - | - | |||
22 | Сверление без удаления стержня | Без замены головки | 0,5 | 0,85 | 0,95 | 1,1 | 1,25 | 1,75 | 1,95 | 2,2 | 2,5 | 2,8 | 3,1 | 3,5 | 3,0 | 3,4 | 3,8 | 4,4 | 4,5 | |
23 | 1,0 | - | 1,05 | 1,25 | 1,4 | 1,95 | 2,2 | 2,5 | 2,8 | 3,1 | 3,5 | 3,9 | 3,4 | 3,8 | 4,4 | 4,9 | 5,0 | |||
24 | 2,0 | - | - | 1,4 | 1,55 | 2,2 | 2,5 | 2,8 | 3,1 | 3,5 | 3,9 | 4,4 | 3,8 | 4,3 | 4,9 | 5,5 | 5,7 | |||
25 | 5,0 | - | - | 1,65 | 1,85 | 2,6 | 2,9 | 3,3 | 3,6 | 4,1 | 4,6 | 5,2 | 4,5 | 5,0 | 5,7 | 6,4 | 6,6 | |||
26 | > 5 | - | - | - | 3,2 | 4 | 4,7 | 5,2 | - | 6,3 | 6,9 | 7,6 | 6,9 | 7,5 | 3,2 | 9,0 | 9,3 | |||
27 | С заменой головки | 0,5 | 2,7 | 3,2 | 4,1 | 4,8 | 5,5 | 6,5 | 7,8 | 6,9 | 8,2 | 9,8 | 11,6 | 11 | 13,9 | 17,6 | 22,3 | 24,1 | ||
28 | 1,0 | - | 3,6 | 4,6 | 5,4 | 6,2 | 7,4 | 8,8 | 7,8 | 9,3 | 11 | 13,1 | 12 | 15,4 | 19,2 | 24,5 | 26 | |||
29 | 2,0 | - | - | 5,2 | 6,1 | 7,0 | 8,3 | 9,9 | 8,8 | 10,4 | 12,4 | 14,8 | 13 | 16,4 | 21 | 26,5 | 28,5 | |||
30 | 5,0 | - | - | 6,0 | 7,2 | 8,2 | 9,7 | 11,5 | 10,2 | 12,2 | 14,5 | 17,2 | 14,5 | 18,4 | 23 | 29,5 | 32 | |||
31 | > 5 | - | - | - | 7,8 | - | 10,6 | 12,6 | - | 13,3 | 5,8 | 18,8 | 15,8 | 20 | 25,5 | 32 | 34,5 | |||
32 | Удаление стержня при сквозном сверлении | 5 | - | - | 9,1 | 10,2 | 12,8 | 14,4 | 16,1 | 16,8 | 18,7 | 21 | 23,5 | 24 | 29 | 35,5 | 43 | 45,5 | ||
33 | > 5 | - | - | - | 11,1 | - | 15,7 | 17,6 | - | 20,5 | 23 | 25,5 | 28 | 34 | 41 | 50 | 53,5 | |||
34 | Расширение паза с заменой головки | 5 | - | - | 4,3 | 5,4 | 6 | 7,4 | 9,1 | 7,6 | 9,4 | 11,6 | 14,3 | 11 | 14,8 | 20 | 27 | 29,5 | ||
35 | > 5 | - | - | - | 6,2 | - | 8,6 | 10,6 | - | 10,9 | 13,5 | 16,6 | 11,7 | 15,8 | 21,5 | 28,5 | 31,5 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Станки для глубокого сверления и растачивания | |||||||||||||||||||||
Карта 26, лист 2 | ||||||||||||||||||||||
N позиции | Характер обработки | Длина отверстия, мм, до | Наибольший наружный диаметр устанавливаемого изделия, D, мм, до | |||||||||||||||||||
200 | 500 | 1000 | 1200 | |||||||||||||||||||
Диаметр обрабатываемого отверстия, d, мм, до | ||||||||||||||||||||||
10 | 20 | 50 | 100 | 50 | 100 | 200 | 50 | 100 | 200 | 400 | 100 | 200 | 600 | 800 | 1000 | |||||||
Время, t, мин. | ||||||||||||||||||||||
36 | Кольцевое сверление | Обработка дна с заменой | Одной головки | 0,5 | - | - | 2,7 | 3,4 | 4,7 | 5,8 | 7,2 | 7,2 | 8,8 | 10,9 | 13,4 | 9,8 | 12,1 | 14,9 | 18,4 | 19,6 | ||
37 | 1,0 | - | - | 3,0 | 3,7 | 5,2 | 6,5 | 8,0 | 8,0 | 9,8 | 12,1 | 14,8 | 3,0 | 2,9 | 16,6 | 20,5 | 22 | |||||
38 | 2,0 | - | - | 3,4 | 4,1 | 5,8 | 7,2 | 8,8 | 8,8 | 1,3 | 13,4 | 16,5 | 12,1 | 14,9 | 3,9 | 2,4 | 24,2 | |||||
39 | 5,0 | - | - | 3,9 | 4,8 | 6,7 | 8,2 | 10,1 | 10,1 | 12,5 | 15,3 | 2,7 | 4,1 | 17,1 | 21 | 26 | 28 | |||||
40 | > 5 | - | - | - | 5,2 | - | 9,5 | 11,5 | - | 14,9 | 18 | 22 | 16,7 | 20,5 | 24,5 | 30 | 32 | |||||
41 | Двух головок | 0,5 | - | - | - | - | - | - | 10,2 | 10,6 | 12,6 | 15 | 17,8 | 18,1 | 22 | 27,5 | 33,5 | 36 | ||||
42 | 1,0 | - | - | - | - | - | - | 12,4 | 13 | 15,4 | 18,3 | 22 | 21,5 | 26,5 | 32,5 | 40 | 43 | |||||
43 | 2,0 | - | - | - | - | - | - | 15,2 | 15,9 | 18,9 | 22,5 | 26,5 | 25,5 | 31,5 | 38,5 | 47,5 | 51 | |||||
44 | 5,0 | - | - | - | - | - | - | 19,9 | 20,5 | 24,6 | 29,5 | 35 | 32 | 3,2 | 48,5 | 60 | 64 | |||||
45 | > 5 | - | - | - | - | - | - | 24 | - | - | 35,5 | 40 | - | 44 | 53,5 | 65 | 69 | |||||
46 | Растачивание <*> | Без замены головки | 1Т12 - 1Т14 | Число проходов | 1 | 0,5 | 1,2 | 1,4 | 1,9 | 2,2 | 2,5 | 2,7 | 3,1 | 3,6 | 4,2 | 9,4 | 4,0 | 4,7 | 5,4 | 5,7 | ||
47 | 1,0 | - | 1,3 | 1,6 | 2,2 | 2,5 | 2,9 | 3,1 | 3,6 | 4,2 | 4,9 | 3,9 | 4,6 | 8,2 | 6,2 | 6,6 | ||||||
48 | 2,0 | - | - | 1,5 | 1,8 | 2,5 | 2,9 | 4,2 | 3,5 | 4,1 | 4,8 | 5,6 | 4,5 | 5,3 | 6,2 | 7,2 | 7,5 | |||||
49 | 5,0 | - | - | 1,8 | 2,2 | 3,0 | 3,5 | 4,0 | 4,3 | 5,0 | 5,8 | 6,7 | 5,5 | 6,4 | 7,4 | 8,6 | 9,1 | |||||
50 | > 5 | - | - | - | 3,1 | - | 4,9 | 5,5 | - | 6,9 | 7,8 | 8,8 | 7,5 | 8,5 | 9,7 | 11 | 11,4 | |||||
51 | 2 | 0,5 | 2,1 | 2,4 | 19,8 | 3,9 | 4,6 | 4,9 | 5,6 | 6,6 | 7,7 | 6,2 | 7,2 | 8,4 | 9,8 | 10,3 | ||||||
52 | 1,0 | - | 2,4 | 2,8 | 3,9 | 4,5 | 5,3 | 5,6 | 6,5 | 7,6 | 8,8 | 7,1 | 8,3 | 9,7 | 11,3 | 11,8 | ||||||
53 | 2,0 | - | - | 2,8 | 9,2 | 19,8 | 5,2 | 6,1 | 6,4 | 7,4 | 8,7 | 10,1 | 8,2 | 9,5 | 11,1 | 12,9 | 13,6 | |||||
54 | 5,0 | - | - | 3,3 | 3,9 | 5,4 | 6,2 | 7,3 | 7,7 | 9,0 | 10,4 | 12,1 | 9,8 | 11,5 | 13,4 | 15,6 | 16,3 | |||||
55 | > 5 | - | - | - | 5,2 | - | 8,3 | 9,4 | - | 11,7 | 13,3 | 15,1 | 12,8 | 14,6 | 16,5 | 18,7 | 19,5 | |||||
56 | 3 | 0,5 | 3,0 | 3,4 | 4,8 | 5,6 | 6,5 | 6,8 | 8,0 | 9,3 | 10,8 | 8,8 | 10,2 | 11,9 | 13,8 | 14.6 | ||||||
57 | 1,0 | - | 3,4 | 4,0 | 5,5 | 6,4 | 7,4 | 7,9 | 9,2 | 10,7 | 12,4 | 10,1 | 11,7 | 13,7 | 15,9 | 16,7 | ||||||
58 | 2,0 | - | - | 3,9 | 4,5 | 6,3 | 7,3 | 8,5 | 9,0 | 10,5 | 12,2 | 14,3 | 11,6 | 13,5 | 15,7 | 18,3 | 19,2 | |||||
59 | 5,0 | - | - | 4,7 | 5,5 | 7,6 | 8,8 | 10,3 | 10,8 | 12,5 | 14,7 | 17,1 | 13,9 | 16,2 | 18,8 | 22 | 23 | |||||
60 | > 5 | - | - | 7,2 | - | 11,3 | 12,8 | - | 16 | 18 | 20,5 | 17,5 | 19,9 | 22,5 | 25,5 | 26,5 | ||||||
61 | 1Т8 - 1Т11 | 2 | 0,5 | 3,6 | 4,2 | 5,8 | 6,8 | 7,9 | 8,4 | 9,7 | 11,4 | 13,2 | 10,7 | 12,5 | 14,5 | 16,9 | 17,8 | |||||
62 | 1,0 | - | 3,9 | 4,5 | 6,3 | 7,3 | 8,5 | 9,0 | 10,5 | 12,3 | 14,3 | 11,6 | 13,5 | 15,7 | 18,3 | 19,2 | ||||||
63 | 2,0 | - | - | 4,2 | 4,9 | 6,8 | 7,9 | 9,2 | 9,8 | 11,4 | 13,2 | 15,4 | 12,5 | 14,5 | 16,9 | 19,7 | 21 | |||||
64 | 5,0 | - | - | 4,7 | 5,4 | 7,5 | 8,8 | 7,4 | 10,8 | 12,5 | 14,6 | 17 | 13,8 | 16,1 | 18,7 | 22 | 23 | |||||
65 | > 5 | - | - | 6,2 | - | 10 | 11,7 | - | 14,4 | 16,8 | 19,5 | 15,8 | 18,4 | 21,5 | 25 | 26,5 | ||||||
66 | 3 | 0,5 | 4,7 | 5,4 | 7,5 | 8,8 | 10,2 | 10,8 | 12,6 | 14,7 | 17,1 | 13,8 | 16,1 | 18,8 | 22 | 23 | ||||||
67 | 1,0 | - | 5,0 | 5,9 | 8,1 | 9,5 | 11,0 | 11,7 | 13,6 | 15,8 | 18,4 | 14,9 | 17,4 | 20,5 | 23,5 | 24 | ||||||
68 | 2,0 | - | - | 5,5 | 6,4 | 8,8 | 10,2 | 11,9 | 12,6 | 14,7 | 17,1 | 19,9 | 16,1 | 18,8 | 22 | 25,5 | 27 | |||||
69 | 5,0 | - | - | 6,0 | 7,0 | 9,7 | 11,3 | 13,2 | 13,9 | 16,2 | 18,9 | 22 | 17,8 | 21 | 24 | 28 | 29,5 | |||||
70 | > 5 | - | - | - | 8,0 | - | 13 | 15,1 | - | 18,6 | 21,5 | 25 | 20,5 | 24 | 27,5 | 32,5 | 34 | |||||
71 | 4 | 0,5 | 5,6 | 6,5 | 9,0 | 10,5 | 12,2 | 12,9 | 15,1 | 17,6 | 20,5 | 16,6 | 19,3 | 22,5 | 26 | 27,5 | ||||||
72 | 1,0 | - | 6,0 | 7,0 | 9,8 | 11,3 | 13,2 | 14 | 16,3 | 19 | 22 | 17,9 | 21 | 24,5 | 28,5 | 30 | ||||||
73 | 2,0 | - | - | 6.5 | 7,6 | 10,5 | 12,2 | 14,3 | 15,1 | 17,6 | 20,5 | 24 | 19,3 | 22,5 | 26 | 30,5 | 32 | |||||
74 | 5,0 | - | - | 7,2 | 8,4 | 11,6 | 13,5 | 15,8 | 16,7 | 19,4 | 22,5 | 26,5 | 21,5 | 25 | 29 | 34 | 35,5 | |||||
75 | > 5 | - | - | - | 9,6 | - | 15,5 | 18,1 | - | 22,5 | 26 | 30 | 24,5 | 28,5 | 33 | 38,5 | 40,5 | |||||
76 | 5 | 0,5 | 6,4 | 7,5 | 10,4 | 12,1 | 14,1 | 14,9 | 17,4 | 20 | 23,5 | 19,1 | 22 | 26 | 30 | 31,5 | ||||||
77 | 1,0 | - | 7,0 | 8,1 | 11,2 | 13,1 | 15,2 | 16,1 | 18,7 | 22 | 25,5 | 20,5 | 24 | 28 | 32,5 | 34 | ||||||
78 | 2,0 | - | - | 7,5 | 8,8 | 12,1 | 14,1 | 16,4 | 17,4 | 20 | 23,5 | 27,5 | 22 | 26 | 30 | 35 | 37 | |||||
79 | 5,0 | - | - | 8,3 | 9,7 | 13,4 | 15,6 | 18,2 | 19,2 | 22,5 | 26 | 30,5 | 24,5 | 28,5 | 33,5 | 39 | 41 | |||||
80 | > 5 | - | - | - | 11,1 | - | 17,9 | 21 | - | 25,5 | 30 | 35 | 28 | 33 | 38 | 44.5 | 47 | |||||
81 | Замена головки | - | - | - | 1,3 | 1,7 | 3,2 | 4,1 | 5,1 | 6,0 | 7,6 | 9,5 | 11,9 | 8,9 | 11,2 | 14,1 | 17,7 | 19 | ||||
82 | Подналадка комплекта деревянных направляющих | - | - | - | 2,7 | 3,1 | 4,7 | 5,5 | 6,3 | 7,3 | 8,4 | 9,7 | 11 | 9,5 | 10,8 | 12,4 | 14,3 | 15 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Станки для глубокого сверления и растачивания | ||||||||||||||||||||
Карта 26, лист 3 | |||||||||||||||||||||
N позиции | Характер обработки | Длина отверстия, мм, до | Наибольший наружный диаметр устанавливаемого изделия, D, мм, до | ||||||||||||||||||
200 | 500 | 1000 | 1200 | ||||||||||||||||||
Диаметр обрабатываемого отверстия, d, мм, до | |||||||||||||||||||||
10 | 20 | 50 | 100 | 50 | 100 | 200 | 50 | 100 | 200 | 400 | 100 | 200 | 600 | 800 | 1000 | ||||||
Время, t, мин. | |||||||||||||||||||||
83 | Развертывание плавающей пластиной | С заменой головки | Число проходов | 1 | 0,5 | 2,6 | 2,9 | 4,2 | 4,8 | 5,5 | 6,2 | 7,1 | 8,1 | 9,2 | 7,8 | 8,9 | 10,2 | 11,6 | - | ||
84 | 1,0 | - | 2,9 | 3,4 | 4,9 | 5,6 | 6,3 | 7,1 | 8,1 | 9,3 | 10,6 | 9,0 | 10,3 | 11,7 | 13,4 | - | |||||
85 | 2,0 | - | - | 3,4 | 3,9 | 5,6 | 6,4 | 1,3 | 8,2 | 9,4 | 10,7 | 12,2 | 10,3 | 11,8 | 13,5 | 15,4 | - | ||||
86 | 5,0 | - | - | 4,1 | 4,7 | 6,7 | 7,7 | 8,8 | 9,8 | 11,2 | 12,8 | 14,6 | 12,4 | 14,2 | 16,2 | 18,4 | - | ||||
87 | > 5 | - | - | - | 5,7 | - | 9,5 | 10,8 | - | 13,9 | 15,9 | 18,1 | 15,4 | 17,6 | 20 | 23 | - | ||||
88 | 2 | 0,5 | 3,9 | 4,4 | 6,4 | 7,3 | 8,3 | 9,4 | 10,7 | 12,2 | 13,9 | 11,8 | 13,4 | 15,3 | 17,5 | - | |||||
89 | 1,0 | - | 4,4 | 5,0 | 7,3 | 8,4 | 9,5 | 10,7 | 12,2 | 13,9 | 16,0 | 13,5 | 15,4 | 17,6 | 20 | - | |||||
90 | 2,0 | - | - | 5,0 | 5,8 | 3,2 | 9,6 | 11 | 12,3 | 14,1 | 16,1 | 18,3 | 15,7 | 17,8 | 20,5 | 23,5 | - | ||||
91 | 5,0 | - | - | 6,1 | 7,0 | 10,1 | 11,5 | 13,2 | 14,8 | 16,9 | 19,3 | 22 | 18,7 | 21,5 | 24,5 | 28 | - | ||||
92 | > 5 | - | - | - | 8,6 | - | 14,3 | 16,3 | - | 21 | 34 | 27,5 | 23 | 26,5 | 30 | 34,5 | - | ||||
93 | 3 | 0,5 | 4,9 | 5,6 | 8,1 | 9,2 | 10,1 | 11,9 | 13,5 | 15,5 | 17,6 | 15 | 17,1 | 19,5 | 22 | - | |||||
94 | 1,0 | - | 5,6 | 6,4 | 9,3 | 10,6 | 12,1 | 13,6 | 15,6 | 17,8 | 20,5 | 17,2 | 19,6 | 22,5 | 25,5 | - | |||||
95 | 2,0 | - | - | 6,5 | 9,2 | 10,7 | 12,2 | 13,9 | 15,7 | 17,9 | 20,5 | 23,5 | 19,8 | 22,5 | 25,5 | 29,5 | - | ||||
96 | 5,0 | - | - | 7,7 | 8,8 | 12,9 | 14,7 | 16,7 | 18,8 | 21,5 | 24,5 | 28 | 23,5 | 27 | 31 | 35,5 | - | ||||
97 | > 5 | - | - | - | 11 | - | 18,1 | 20,5 | - | 26,5 | 30,5 | 34,5 | 29,5 | 33,5 | 38,5 | 43,5 | - | ||||
98 | Раскатывание | 1 | 0,5 | 2,0 | 2,2 | 3,2 | 3,7 | 4,3 | 4,7 | 5,4 | 6,3 | 7,3 | 6,0 | 7,0 | 8,1 | 9,3 | - | ||||
99 | 1,0 | - | 2,2 | 2,6 | 3,7 | 4,3 | 4,9 | 5,4 | 6,2 | 7,2 | 8,3 | 6,9 | 8,0 | 9,2 | 10,6 | - | |||||
100 | 2,0 | - | - | 2,5 | 2,9 | 4,2 | 4,9 | 5,6 | 6,1 | 7,1 | 8,2 | 9,5 | 7,8 | 9,1 | 10,5 | 12,2 | - | ||||
101 | 5,0 | - | - | 3,0 | 3,5 | 5,0 | 5,7 | 7,6 | 7,3 | 8,5 | 9,8 | 11,3 | 9,3 | 10,8 | 22,5 | 14,4 | - | ||||
102 | > 5 | - | - | - | 4,7 | - | 7,8 | 9,0 | - | 11,4 | 13,2 | 15,2 | 12,6 | 14,6 | 16,8 | 19,5 | - | ||||
103 | 2 | 0,5 | 2,9 | 3,4 | 4,9 | 5,6 | 6,5 | 7,1 | 8,2 | 9,5 | 11 | 9,1 | 10,5 | 12,1 | 14 | - | |||||
104 | 1,0 | - | 3,3 | 3,9 | 5,5 | 6,4 | 7,4 | 8,1 | 9,4 | 10,8 | 12,5 | 10,4 | 12 | 13,9 | 16 | - | |||||
105 | 2,0 | - | - | 3,8 | 4,4 | 6,4 | 7,3 | 8,5 | 9,2 | 10,1 | 10,7 | 14,3 | 11,9 | 13,7 | 15,8 | 18,3 | - | ||||
106 | 5,0 | - | - | 4,5 | 5,3 | 7,5 | 8,7 | 10,1 | 11 | 12,7 | 14,7 | 17 | 14,1 | 16,3 | 18,8 | 22 | - | ||||
107 | > 5 | - | - | - | 7,1 | - | 11,7 | 13,6 | - | 17,2 | 19,8 | 23 | 19 | 21 | 25,5 | 29,5 | - | ||||
108 | 3 | 0,5 | 3,7 | 4,3 | 6,2 | 7,1 | 8,2 | 9,0 | 10,4 | 12,1 | 14 | 11,5 | 13,3 | 15,4 | 17,8 | - | |||||
109 | 1,0 | - | 4,2 | 4,9 | 7,0 | 8,1 | 9,4 | 10,3 | 11,9 | 13,8 | 15,9 | 13,2 | 15,2 | 17,6 | 20,5 | - | |||||
110 | 2,0 | - | - | 4,8 | 5,6 | 8,0 | 9,3 | 10,7 | 11,7 | 13,6 | 15,7 | 18,2 | 15 | 17,4 | 20 | 23,5 | - | ||||
111 | 5,0 | - | - | 5,7 | 6,6 | 9,5 | 11 | 12,8 | 14 | 16,2 | 18,7 | 21,5 | 17,9 | 20,5 | 24 | 27,5 | - | ||||
112 | > 5 | - | - | - | 9 | - | 14,9 | 17,2 | - | 21,8 | 25 | 29 | 24 | 28 | 32 | 37,5 | - | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |||||
--------------------------------
Примечание. Время в карте дано на обработку  одной стороны. При одновременной обработке детали с двух сторон время по карте применять с коэффициентом 1,7.
одной стороны. При одновременной обработке детали с двух сторон время по карте применять с коэффициентом 1,7.
Горизонтально-, вертикально- и универсально-фрезерные станки | |||||||||||
Карта 27, лист 1 | |||||||||||
Время на проход | |||||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Длина стола, L, мм, до | |||||||||
500 | 800 | 1250 | 1600 | 2500 | |||||||
Время, t, мин. | |||||||||||
1 | Фрезерование на станках с полуавтоматическим циклом или программным управлением | 0,02 | 0,03 | 0,04 | 0,06 | 0,08 | |||||
2 | Фрезерование плоскостей фасонных поверхностей в пазов | фрезой, установленной на размер | 0,12 | 0,14 | 0,17 | 0,21 | 0,22 | ||||
3 | с установкой фрезы | по лимбу | 0,26 | 0,30 | 0,38 | 0,46 | 0,50 | ||||
4 | по разметке | 0,45 | 0,55 | 0,65 | 0,80 | 0,90 | |||||
5 | по шаблону приспособления | 0,32 | 0,37 | 0,45 | 0,54 | 0,60 | |||||
 | со взятием одной пробной стружки | универсальные инструменты | Измеряемый размер, И, мм | <= 100 | 0,49 | 0,55 | 0,70 | 0,80 | 0,90 | ||
7 | > 100 | 0,55 | 0,65 | 0,75 | 0,90 | 0,95 | |||||
8 | шаблоны | <= 100 | 0,45 | 0,50 | 0,65 | 0,75 | 0,85 | ||||
9 | > 100 | 0,48 | 0,55 | 0,70 | 0,80 | 0,90 | |||||
10 | Фрезерование криволинейных поверхностей и пазов по копиру | наружных | с установкой фрезы | по лимбу | 0,26 | 0,30 | 0,38 | 0,46 | 0,50 | ||
по упору копира | 0,24 | 0,28 | 0,35 | 0,44 | 0,47 | ||||||
12 | закрытых | ||||||||||
по лимбу | 0,42 | 0,46 | 0,60 | 0,70 | 0,75 | ||||||
13 | по упору копира | 0,40 | 0,44 | 0,55 | 0,65 | 0,70 | |||||
14 | Фрезерование шлиц, винтов, граней болтов и гаек | 0,03 | 0,04 | 0,06 | - | - | |||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||||||||||
15 | Изменить число оборотов шпинделя | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | |||||
16 | Изменить величину или направление подачи | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | |||||
17 | Повернуть делительную головку или делительное приспособление на одну позицию | 0,04 | 0,04 | 0,04 | 0,04 | - | |||||
18 | Повернуть приспособление с рабочей позиции на загрузочную | - | - | 0,09 | 0,09 | 0,11 | |||||
19 | Поставить и снять щиток ограждения от стружки | шарнирный | 0,05 | 0,05 | 0,06 | 0,07 | 0,09 | ||||
20 | съемочный | 0,16 | 0,16 | 0,18 | 0,20 | 0,25 | |||||
21 | Переместить стол в продольном направлении на длину свыше 200 мм при длине перемещения, мм, до | 300 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | ||||
22 | 500 | 0,07 | 0,09 | 0,09 | 0,10 | 0,10 | |||||
23 | 750 | - | - | 0,20 | 0,21 | 0,21 | |||||
24 | 1000 | - | - | - | 0,31 | 0,31 | |||||
25 | 1500 | - | - | - | - | 0,47 | |||||
Индекс | а | б | в | г | д | ||||||
Примечания:
1. Время на проход с пробной стружкой по поз. 6...11 устанавливается на многопроходных работах; при обработке одной фрезой нескольких поверхностей в операции, при фрезеровании закрытых плоскостей и выдерживании в таких случаях точных размеров по обрабатываемой поверхности (допуск <= 0,2 мм).
2. При выполнении работы с установкой фрезы в двух направлениях к времени по карте следует добавлять 0,10 мин.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Горизонтально-, вертикально- и универсально-фрезерные станки | ||
Карта 27, лист 2 | |||
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||
N позиции | Наименование приемов | Время, t, мин. | |
26 | Включить или выключить пульт лентопротяжного механизма | 0,02 | |
27 | Продвинуть перфоленту в исходное положение | 0,5 | |
28 | Установить координаты x, y (на 100 мм) | 0,25 | |
29 | Ввести коррекцию (на 1 корректор) | 0,05 | |
Перемотать магнитную ленту со скоростью перемотки 300 м/мин.
Скорость воспроизведения программы, v, м/мин. | Время автоматической работы станка, Tавт, мин. | ||||||||||||||||
2 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | ||
Время на перемотку ленты, t, мин. | |||||||||||||||||
30 | 12 | 0,08 | 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,4 | 2,8 | 3,2 | 3,6 | 4,0 | 4,8 |
31 | 3 | 0,02 | 0,05 | 0,1 | 0,15 | 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |
Перемотать перфорированную ленту
Вид перемотки | Длина ленты, l, м | |||||||
2 | 4 | 6 | 8 | 10 | 15 | На каждые последующие 10 м добавлять | ||
Время на перемотку ленты, t, мин. | ||||||||
32 | Автоматическая | 0,045 | 0,09 | 0,13 | 0,18 | 0,22 | 0,33 | 0,18 |
33 | Ручная | 0,8 | 1,0 | 1,3 | 1,5 | 1,8 | - | - |
Индекс | а | б | в | г | д | е | ж | |
Продольно-фрезерные станки | |||||||||||
Карта 28 | |||||||||||
Время на проход | |||||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Число фрез (шпинделей), устанавливаемых на размер, n, шт. | Измерительный инструмент | Измеряемый размер, И, мм, до | Длина стола, L, мм, до | ||||||
1600 | 3000 | 6300 | |||||||||
Время, t, мин. | |||||||||||
1 | Фрезерование плоскостей, фасонных поверхностей и пазов | фрезами, установленными на размер | - | - | - | 0,28 | 0,29 | 0,33 | |||
2 |  | с установкой фрезы | по разметке | 1 | - | - | 0,85 | 0,95 | 1,15 | ||
3 | 2 | - | - | 1,25 | 1,40 | 1,65 | |||||
4 | 3 | - | - | 1,60 | 1,85 | 2,2 | |||||
5 | 4 | - | - | - | 2,3 | 2,7 | |||||
6 | по лимбу | 1 | - | - | 0,50 | 0,55 | 0,65 | ||||
7 | 2 | - | - | 0,70 | 0,80 | 0,95 | |||||
8 | 3 | - | - | 0,90 | 1,0 | 1,2 | |||||
9 | 4 | - | - | - | 1,2 | 1,75 | |||||
10 | по шаблону приспособления и щупу | в одном направлении | 1 | - | - | 0,60 | 0,65 | 0,80 | |||
2 | - | - | 0,90 | 0,95 | 1,15 | ||||||
3 | - | - | 1,15 | 1,25 | 1,50 | ||||||
13 | 4 | - | - | - | 1,55 | 1,90 | |||||
14 | в двух направлениях | 1 | - | - | 0,80 | 0,85 | 1,05 | ||||
15 | 2 | - | - | 1,20 | 1,35 | 1,65 | |||||
16 | 3 | - | - | 1,65 | 1,85 | 2,3 | |||||
17 | 4 | - | - | - | 2,4 | 2,9 | |||||
18 | со взятием пробных стружек с точностью обработки | 0,2...0,5 мм | 1 | Универсальные многомерные | 300 | 0,95 | 1,0 | 1,2 | |||
19 | 500 | 1,05 | 1,1 | 1,25 | |||||||
20 | Св. 500 | 1,1 | 1,15 | 1,30 | |||||||
21 | Шаблоны | 500 | 0,85 | 0,90 | 1,1 | ||||||
22 | Св. 500 | 0,90 | 0,95 | 1,15 | |||||||
23 | < 0,2 мм | 1 | Универсальные, многомерные | 300 | 1,35 | 1,45 | 1,70 | ||||
24 | 500 | 1,55 | 1,65 | 1,85 | |||||||
25 | Св. 500 | 1,65 | 1,75 | 1,95 | |||||||
Индекс | а | б | в | ||||||||
Время на приемы, связанные с переходом,
не вошедшие в комплексы
26 | Изменить число оборотов шпинделя | - | 0,09 | 0,10 | 0,12 |
27 | Изменить величину подачи | - | 0,08 | 0,09 | 0,11 |
28 | Переместить стол на длину свыше 500 мм при длине перемещения, мм, до | 1000 | 0,13 | 0,13 | 0,13 |
29 | 2000 | - | 0,37 | 0,39 | |
30 | 3000 | - | 0,7 | 0,7 | |
31 | 4000 | - | - | 1,05 | |
32 | 5000 | - | - | 1,40 | |
33 | Св. 5000 | - | - | 1,75 | |
34 | Переместить шпиндельную головку (верхнего или бокового шпинделя) на длину свыше 100 мм при длине перемещения, мм, до | 200 | 0,07 | 0,07 | 0,07 |
33 | 400 | 0,17 | 0,17 | 0,17 | |
36 | 600 | 0,28 | 0,28 | ||
Индекс | а | б | в | ||
Примечание. При выполнении работы с установкой фрезы в двух направлениях к времени по карте следует добавлял 0,18 мин. на одну фрезу.
Копировально-фрезерные станки | |||||
Карта 29, лист 1 | |||||
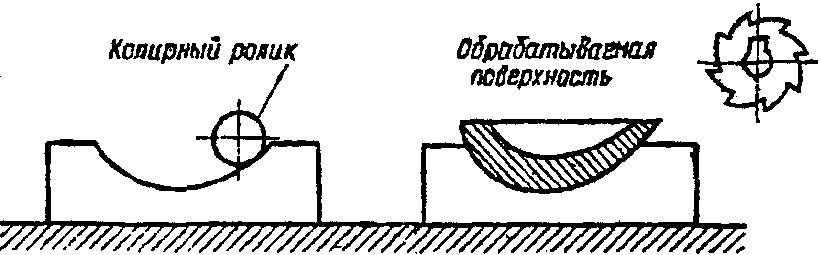 | |||||
Время на проход | |||||
N позиции | Характер обработки | Длина стола, L, мм, до | |||
1260 | 1600 | 2500 | |||
Время, t, мин. | |||||
1 | Копирное фрезерование на станках с полуавтоматическим циклом или программным управлением | 0,04 | 0,06 | 0,08 | |
2 | Фрезерование криволинейных поверхностей и пазов по плоским копирам | наружных | 0,22 | 0,27 | 0,29 |
3 | закрытых | 0,42 | 0,50 | 0,55 | |
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||||
4 | Повернуть копир для обработки следующей поверхности при многопереходных операциях | 0,12 | 0,15 | 0,20 | |
5 | Повернуть фрезерную головку для обработки вторым шпинделем | 0,05 | - | - | |
6 | Изменить число оборотов шпинделя | 0,08 | 0,09 | 0,10 | |
7 | Изменить величину или направление подачи | 0,07 | 0,08 | 0,09 | |
Индекс | а | б | в | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Копировально-фрезерные станки | ||||||||||||||||
Карта 29, лист 2 | |||||||||||||||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||||||||||||||||
N позиции | Наименование приемов | Время, t, мин. | |||||||||||||||
8 | Включить или выключить пульт лентопротяжного механизма | 0,02 | |||||||||||||||
9 | Продвинуть перфоленту в исходное положение | 0,5 | |||||||||||||||
10 | Установить координаты x, y (на 100 мм) | 0,25 | |||||||||||||||
11 | Ввести коррекцию (на 1 корректор) | 0,05 | |||||||||||||||
Перемотать магнитную ленту со скоростью перемотки 300 м/мин. | |||||||||||||||||
Скорость воспроизведения программ, v, м/мин. | Время автоматической работы станка, Tавт, мин. | ||||||||||||||||
2 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 80 | 100 | 120 | ||
Время на перемотку ленты, t, мин. | |||||||||||||||||
12 | 12 | 0,08 | 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,4 | 2,8 | 3,2 | 3,6 | 4,0 | 4,8 |
13 | 3 | 0,02 | 0,05 | 0,1 | 0,15 | 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | л | о | п | р | |
Перемотать перфорированную ленту
Вид перемотки | Длина ленты, l, м | |||||||
1 | 4 | 6 | 8 | 10 | 15 | На каждые последующие 10 м добавлять | ||
Время на перемотку ленты, t, мин. | ||||||||
14 | Автоматическая | 0,045 | 0,09 | 0,13 | 0,18 | 0,22 | 0,33 | 0,18 |
15 | Ручная | 0,8 | 1,0 | 1,3 | 1,5 | 1,8 | - | - |
Индекс | а | б | в | г | д | е | ж | |
Продольно-строгальные станки | |||||||
Карта 30, лист 1 | |||||||
Время на проход | |||||||
N позиции | Характер обработан. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Длина рабочей поверхности стола. L, мм, до | ||||
3000 | 6000 | 12000 | |||||
Время, t, мин. | |||||||
1 | Строгание плоскостей | С установкой резца (черновой проход). | по разметке | - | 0,55 | 0,65 | 0,75 |
2 | по лимбу | - | 0,27 | 0,32 | 0,37 | ||
3 | по мерным плиткам | - | 0,45 | 0,50 | 0,60 | ||
4 | 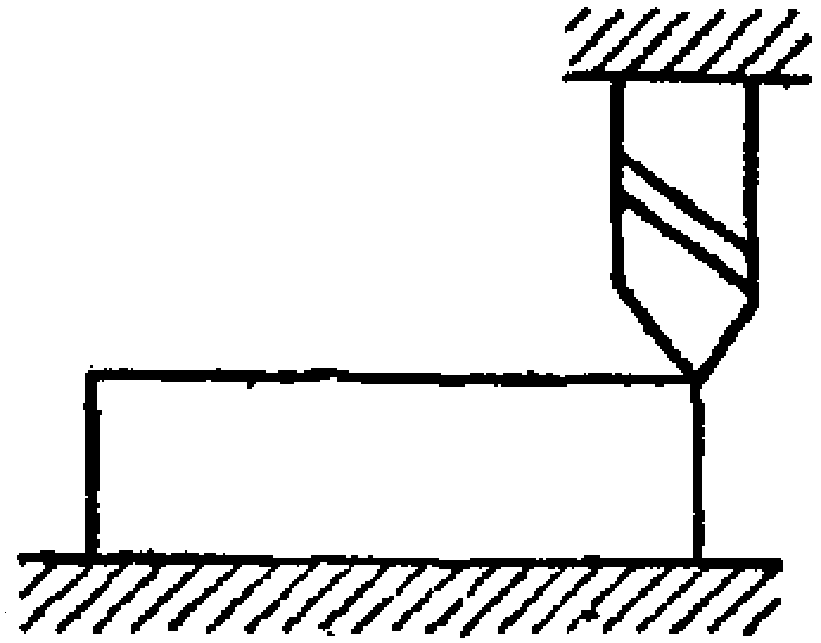 | С предварительным промером (черновой проход) | - | 0,45 | 0,50 | 0,60 | |
5 | Со взятием пробных стружек при чистовом проходе с точностью обработки | 0,5...0,2 мм | 100 | 0,60 | 0,70 | 0,80 | |
6 | 300 | 0,70 | 0,75 | 0,90 | |||
7 | Св. 300 | 0,80 | 0,85 | 1,0 | |||
8 | < 0,2 мм | 100 | 0,95 | 1,05 | 1,25 | ||
9 | 300 | 1,10 | 1,20 | 1,40 | |||
10 | Св. 300 | 1,30 | 1,40 | 1,60 | |||
11 | Строгание пазов, скосов, отрезка | Без измерения | - | 0,29 | 0,33 | 0,37 | |
12 | 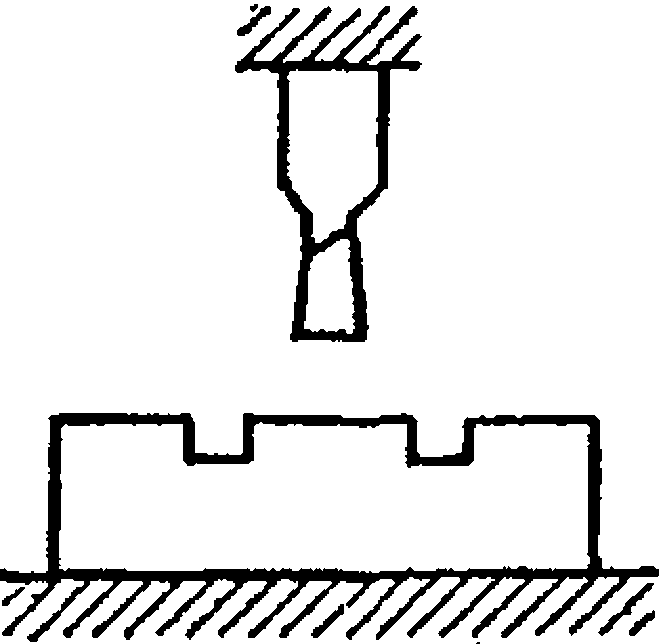 | С измерением длины расположения размера | - | 0,55 | 0,60 | 0,70 | |
Индекс | а | б | в | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Продольно-строгальные станки | ||||||
Карта 30, лист 2 | |||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Длина рабочей поверхности стола, L, мм, до | ||||
2500 | 6000 | 12000 | |||||
Время, t, мин. | |||||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||||||
13 | Изменить скорость движения стола | 0,09 | 0,10 | 0,12 | |||
14 | Изменить длину хода стола перемещением упоров | 0,25 | 0,3 | 0,4 | |||
15 | Изменить величину подачи | 0,08 | 0,09 | 0,11 | |||
16 | Повернуть резцедержатель на угол с возвратом в первоначальное положение | 1,0 | 1,3 | 1,6 | |||
17 | Повернуть суппорт на угол с возвратов в первоначальное положение | 1,6 | 2,2 | 3,0 | |||
18 | Установить и снять резец | проходной или подрезной | 0,9 | 1,0 | 1,2 | ||
19 | широкий или фасонный | 1,1 | 1,4 | 2,0 | |||
20 | Установить резец в державку и снять его | 0,4 | 0,5 | 0,6 | |||
21 | Установить и снять державку с резцом в резцедержатель | 0,8 | 1,0 | 1,2 | |||
22 | Переместить суппорт в горизонтальном направлении на длину свыше 200 мм при длине перемещения, мм, до | 300 | 0,03 | 0,05 | 0,5 | ||
23 | 500 | 0,08 | 0,11 | 0,11 | |||
24 | 1000 | - | 0,29 | 0,29 | |||
Индекс | а | б | в | ||||
Примечание. При строгании несколькими суппортами одновременно следует учитывать возможность перекрытия времени работы суппортов. Перекрываемое время в норму штучного времени не включается.
Поперечно-строгальные станки | ||||||||
Карта 31, лист 1 | ||||||||
Время на проход | ||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Наибольшая длина хода ползуна, L, мм, до | |||||
200 | 500 | 1000 | ||||||
Время, t, мин. | ||||||||
1 | Строгание плоскостей и поверхностей по фасонному контуру | резцом, установленным на размер (черновой или чистовой проход) | - | 0,16 | 0,19 | 0,25 | ||
2 | 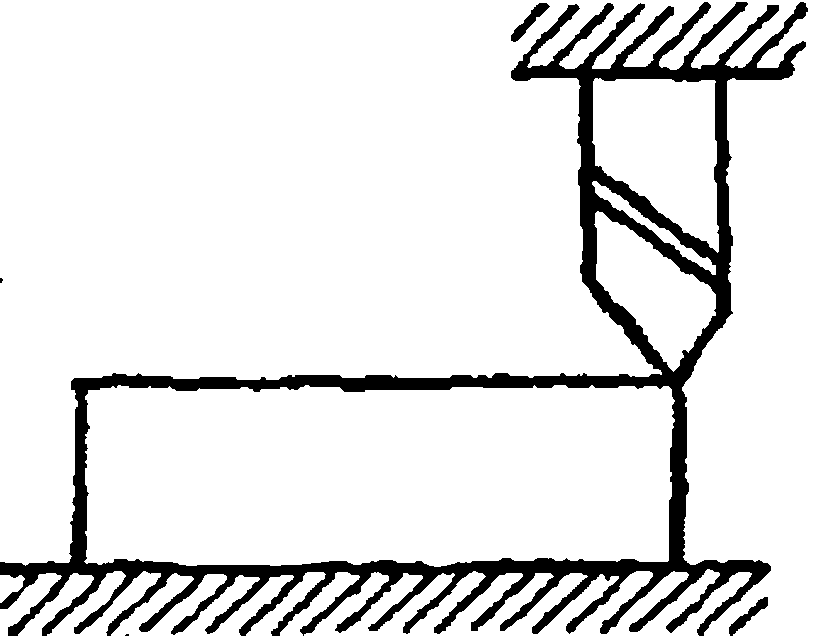 | с установкой резца (черновой проход) | по разметке | - | 0,37 | 0,44 | 0,55 | |
3 | по лимбу | - | 0,21 | 0,25 | 0,33 | |||
4 | по шаблону или мерным плиткам | - | 0,31 | 0,37 | 0,46 | |||
5 | с предварительным промером (черновой проход) | - | 0,31 | 0,37 | 0,46 | |||
6 | со взятием пробных стружек при чистовом проходе с точностью обработки | 0,5...0,2 мм | 100 | 0,45 | 0,55 | 0,65 | ||
7 | 300 | 0,50 | 0,60 | 0,70 | ||||
8 | Св. 300 | 0,55 | 0,65 | 0,75 | ||||
9 | < 0,2 мм | 100 | 0,70 | 0,80 | 0,95 | |||
10 | 300 | 0,85 | 0,95 | 1,1 | ||||
11 | Св. 300 | 0,9 | 1,5 | 1,15 | ||||
12 | Строгание пазов, скосов, отрезка | без измерения | - | 0,28 | 0,34 | 0,46 | ||
13 |  | с измерением длины расположения размера | - | 0,45 | 0,55 | 0,65 | ||
Индекс | а | б | в | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Поперечно-строгальные станки | ||||||
Карта 31, лист 2 | |||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Наибольшая длина хода ползуна, L, мм, до | ||||
200 | 600 | 1000 | |||||
Время, t, мин. | |||||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||||||
14 | Изменить число двойных ходов ползуна | 0,05 | 0,06 | 0,07 | |||
15 | Изменить длину хода ползуна | 0,1 | 0,15 | 0,20 | |||
16 | Изменить величину подачи | 0,04 | 0,05 | 0,06 | |||
17 | Установить и снять резец | проходной или подрезной | 0,7 | 0,8 | 0,9 | ||
18 | шпоночный или широкий | 0,8 | 1,0 | 1,1 | |||
19 | Повернуть суппорт на угол с возвратом в первоначальное положение | 1,2 | 1,2 | 1,4 | |||
20 | Переместить стол на длину свыше 200 мм | Длина перемещения, l, мм, до | 300 | 0,05 | 0,06 | 0,06 | |
21 | 500 | 0,12 | 0,14 | 0,15 | |||
22 | Переместить суппорт вертикально на длину свыше 100 мм | 150 | 0,05 | 0,06 | 6,07 | ||
23 | 200 | 0,08 | 0,10 | 0,13 | |||
Индекс | а | б | в | ||||
Долбежные станки | |||||||
Карта 32, лист 1 | |||||||
Время на проход | |||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Наибольшая длина хода долбяка, L, мм, до | ||||
200 | 600 | 1000 | |||||
Время, t, мин. | |||||||
1 | Обработка плоскостей и поверхностей по фасонному контуру | с установкой резца (черновой проход) | по разметке по лимбу | - | 0,32 | 0,38 | 0,47 |
2 | 0,18 | 0,22 | 0,28 | ||||
3 | 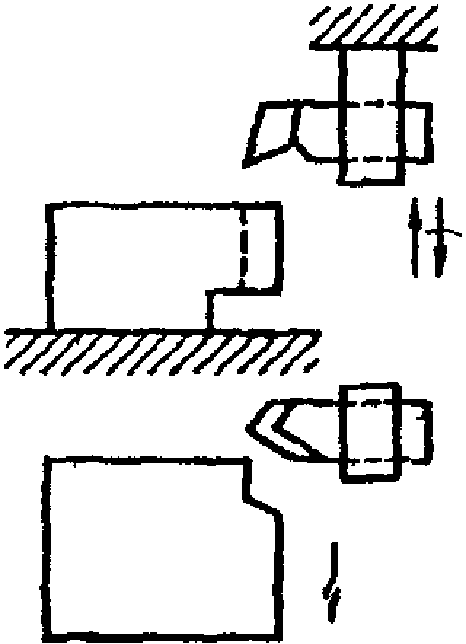 | с предварительным промером (черновой проход) | - | 0,18 | 0,22 | 0,28 | |
4 | со взятием пробных стружек при чистовом проходе с точностью обработки | 0,5...0,3 мм | 100 | 0,4 | 0,47 | 0,55 | |
5 | 300 | 0,47 | 0,55 | 0,65 | |||
6 | <0,3 мм | 100 | 0,60 | 0,70 | 0,85 | ||
7 | 300 | 0,75 | 0,85 | 1,00 | |||
8 | Обработка пазов | без измерения | - | 0,036 | 0,04 | 0,06 | |
9 |  | с измерением размера расположения паза | - | 0,39 | 0,47 | 0,55 | |
Индекс | а | б | в | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Долбежные станки | |||||
Карта 32, лист 2 | ||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Наибольшая длина хода долбяка, L, | |||
200 | 500 | 1000 | ||||
Время, t, мин. | ||||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | ||||||
10 | Изменить число двойных ходов долбяка | 0,05 | 0,06 | 0,07 | ||
11 | Изменить длину хода долбяка | 0,1 | 0,15 | 0,20 | ||
12 | Изменить величину подачи | 0,04 | 0,05 | 0,06 | ||
13 | Установить и снять резец | проходной или подрезной | 0,7 | 0,8 | 0,9 | |
14 | шпоночный или широкий | 0,8 | 1,0 | 1,1 | ||
15 | Установить и снять державку для резца | 1,0 | 1,3 | 1,5 | ||
16 | Повернуть круглый стол на оси на угол | 30 | 0,07 | 0,08 | 0,10 | |
17 | 60 | 0,10 | 0,12 | 0,15 | ||
18 | 120 | 0,16 | 0,20 | 0,24 | ||
19 | 180 | 0,22 | 0,28 | 0,35 | ||
20 | Переместить стол на длину свыше 200 мм, при длине перемещения, мм, до | 400 | 0,07 | 0,08 | 0,09 | |
21 | 600 | 0,14 | 0,16 | 0,20 | ||
Индекс | а | б | в | |||
Станки для однопереходной обработки | ||||
Карта 33, лист 1 | ||||
N позиции | Тип станка | Характер обработки. Способ выполнения работы | Время, t, мин. | |
1 | Токарные многорезцовые, токарные многорезцовые копировальные | полуавтоматы | Точение и растачивание черновое и чистовое | 0,02 |
2 | 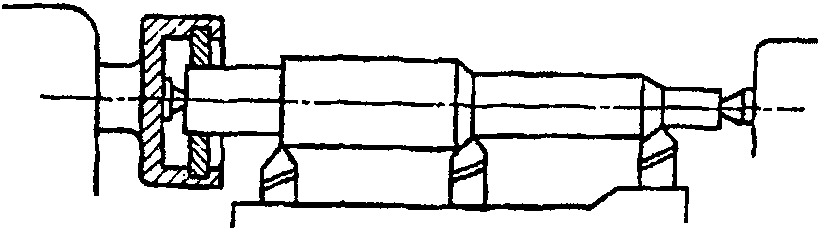 | с ручным управлением | 0,18 | |
3 | Карусельно-фрезерные | Фрезерование поверхностей (см. примечание 1) | - | |
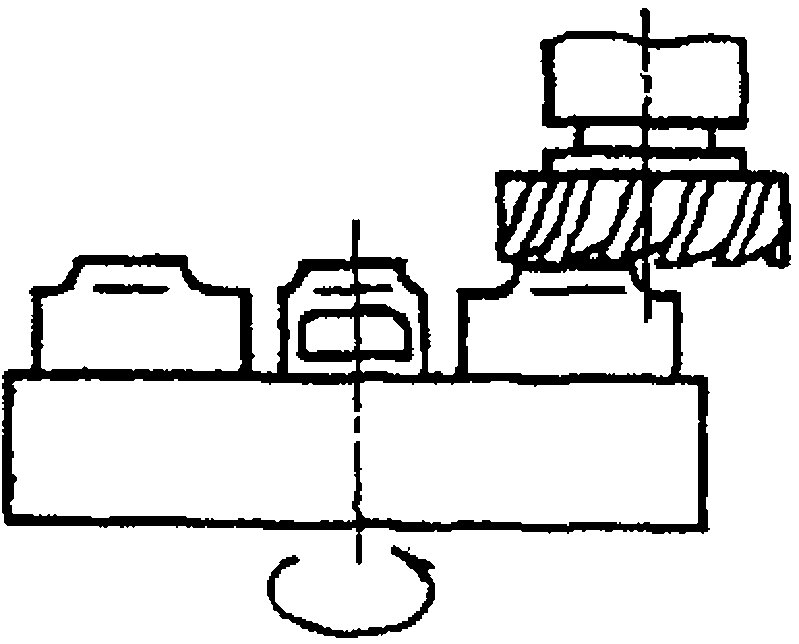 | ||||
4 | Токарно-револьверные патронные полуавтоматы | Точение, растачивание, обработка отверстий | 0,02 | |
5 | Резьботокарные с вихревой головкой | полуавтоматы | Нарезание коротких и длинных (крепежных трапецеидальных) резьб | 0,02 |
6 |  | с ручным управлением | 0,15 | |
7 | Резьботокарные для коротких резьб | полуавтоматы | Нарезание крепежной резьбы | 0,02 |
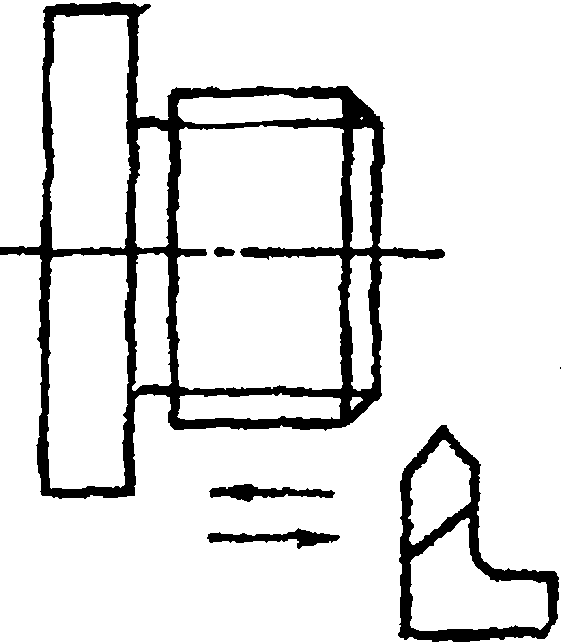 | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Станки для однопереходной обработки | |||||||||
Карта 33, лист 2 | ||||||||||
N позиции | Тип станка | Характер обработки. Способ выполнения работы | Время, t, мин. | |||||||
8 | Токарные многошпиндельные горизонтальные и вертикальные | полуавтоматы | Точение, растачивание, обработка отверстий (см. примечание 2) | - | ||||||
9 | Зубофрезерные | полуавтоматы | Обработка зубьев колес | 0,02 | ||||||
10 | 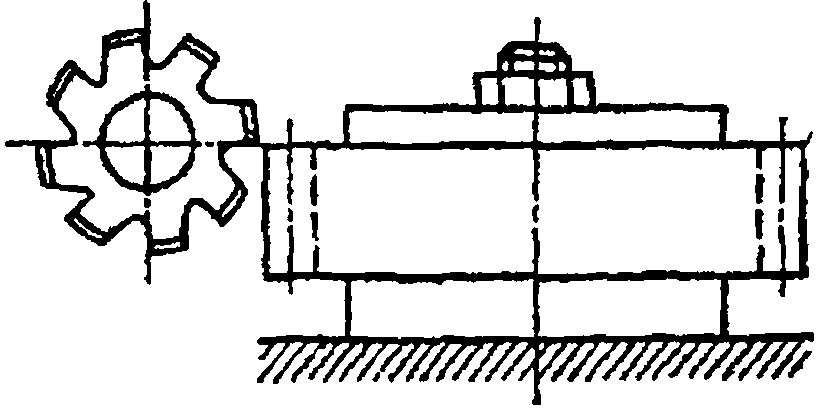 | с ручным управлением | Обработка цилиндрических колес | Модуль m, мм, до | 1 | Длина обработки, L, мм, до | 50 | 0,20 | ||
11 | 100 | 0,28 | ||||||||
12 | 6 | 100 | 0,31 | |||||||
200 | 0,47 | |||||||||
14 | 12 | 100 | 0,35 | |||||||
15 | 200 | 0,55 | ||||||||
16 | св. 12 | 100 | 0,45 | |||||||
17 | 200 | 0,70 | ||||||||
1 | ||||||||||
18 | Обработка червячных колес | подача радиальная | 6 | - | 0,22 | |||||
19 | 12 | - | 0,25 | |||||||
20 | св. 12 | - | 0,28 | |||||||
21 | - | 0,37 | ||||||||
22 | 6 | - | 0,43 | |||||||
23 | подача тангенциальная | 12 | - | 0,50 | ||||||
24 | Обработка колес по предварительно прорезанному зубу | 3 | 0,60 | |||||||
25 | 8 | 0,75 | ||||||||
26 | 18 | 0,90 | ||||||||
27 | Добавлять к времени на переход при обработке в два прохода | 0,55 | ||||||||
28 | Зубодолбежные | полуавтоматы | Обработка зубьев колес | 0,02 | ||||||
29 | 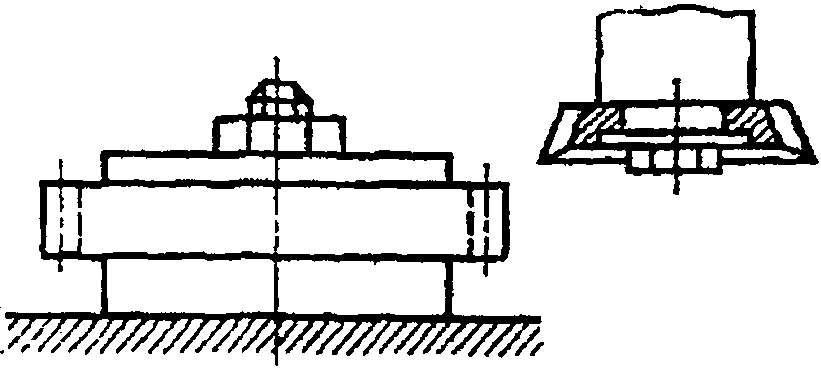 | с ручным управлением | Обработка зубьев цилиндрических колес | зуб предварительно прорезан | Модуль зуба, m, мм | 3 | 0,3 | |||
30 | 6 | 0,35 | ||||||||
31 | > 8 | 0,40 | ||||||||
32 | без предварительной прорезки зуба | 0,15 | ||||||||
33 | Обработка колес с внутренним зубом | 0,30 | ||||||||
34 | Добавлять к времени на переход | при изменении режима работы | подачи двойных ходов | 0,3 | ||||||
35 | 0,3 | |||||||||
36 | при работе на станках с поворотным столом | 0,4 | ||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Станки для однопереходной обработки | |||||
Карта 33, лист 3 | ||||||
N позиции | Тип станка | Характер обработки. Способ выполнения работы | Время, t, мин. | |||
37 | Зубошевинговальные | полуавтоматы | Шевингование зубьев колбе | 0,02 | ||
38 |  | с ручным управлением | 0,12 | |||
39 | Зубозакругляющие | полуавтоматы | Обработка закруглений, фасок на торцах зубьев | 0,02 | ||
40 |  | с ручным управлением | 0,10 | |||
41 | Зубострогальные для прямозубых конических колес | полуавтоматы | Обработка зубьев колес | 0,02 | ||
42 |  | с ручным управлением | Обработка зубьев конических колес | в один проход | 0,17 | |
43 | в два прохода | 0,45 | ||||
44 | Обработка колес по предварительно прорезанному зубу | Модуль, m, мм | 3 | 0,55 | ||
45 | > 3 | 0,70 | ||||
46 | Зубофрезерные для прорезания зубьев конических колес | полуавтоматы | Прорезание зубьев колес предварительное | 0,02 | ||
 | ||||||
47 | Зуборезные для конических колес с круговым зубом | полуавтоматы | Обработка зубьев колес | 0,02 | ||
48 | 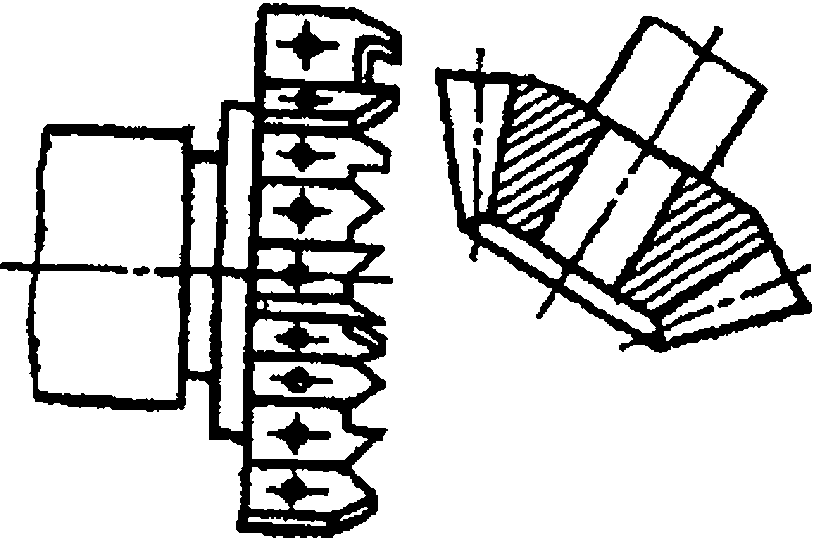 | Обработка колес по предварительно прорезанному зубу при модуле, m, мм, до | 3 | 0,09 | ||
49 | 8 | 0,10 | ||||
50 | 12 | 0,12 | ||||
51 | > 12 | 0,14 | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Станки для однопереходной обработки | ||||||
Карта 33, лист 4 | |||||||
N позиции | Тип станка | Характер обработки. Способ выполнения работы | Время, t, мин. | ||||
52 | Шлицефрезерные | полуавтоматы | Обработка шлиц или зубьев на валах | 0,02 | |||
53 | 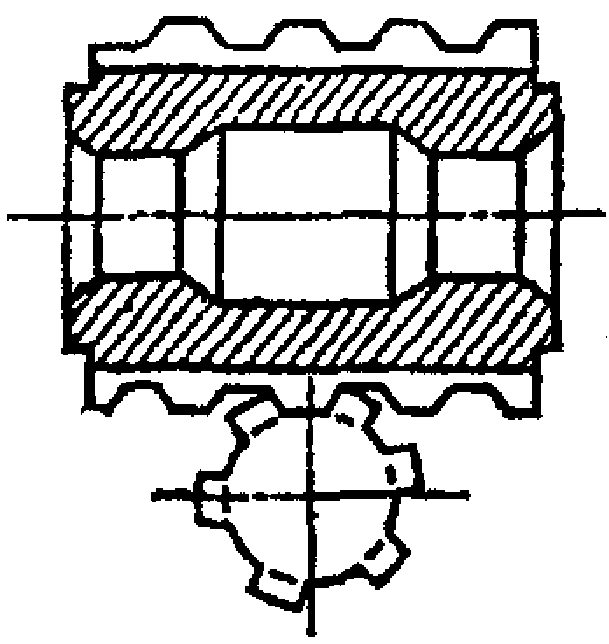 | с ручным управлением | Обработка шлиц или зубьев на валах | Длина обработки, L, мм, до | 300 | 0,17 | |
54 | > 300 | 0,25 | |||||
55 | Обработка шлиц или зубьев по предварительно прорезанному профилю | 300 | 0,47 | ||||
56 | > 300 | 0,55 | |||||
57 | Шпоночно-фрезерные | с ручным управлением | Обработка пазов для шпонок | призматических | 0,24 | ||
 | |||||||
58 | Резьбофрезерные работающие гребенчатой фрезой | полуавтоматы | Фрезерование крепежной резьбы | 0,02 | |||
59 |  | с ручным управлением | Фрезерование крепежной резьбы | наружной | 0,20 | ||
60 | внутренней | 0,29 | |||||
61 | Резьбофрезерные, работающие дисковой фрезой | с ручным управлением | Фрезерование резьбы винтов и червяков предварительное | Длина обработки, L, мм, до | 500 | 0,34 | |
62 |  | 1000 | 0,44 | ||||
63 | > 1000 | 0,70 | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Станки для однопереходной обработки | |||||||||
Карта 33, лист 5 | ||||||||||
N позиции | Тип станка | Характер обработки. Способ выполнения работы | Время, t, мин. | |||||||
64 | Горизонтально-протяжные для внутреннего протягивания | с ручным управлением | Протягивание цилиндрических многошлицевых и фасонных отверстий | без снятия протяжки | Число проходов, n, шт. | 1 | Диаметр протяжки, d, мм, до | 40 | 0,18 | |
65 | 80 | 0,23 | ||||||||
66 |  | св. 80 | 0,28 | |||||||
67 | со снятием протяжки | 1 | 20 | 0,21 | ||||||
68 | 40 | 0,23 | ||||||||
69 | 80 | 0,30 | ||||||||
70 | св. 80 | 0,44 | ||||||||
71 | 2 | 20 | 0,45 | |||||||
72 | 40 | 0,49 | ||||||||
73 | 80 | 0,65 | ||||||||
74 | св. 80 | 0,80 | ||||||||
75 | 3 | 20 | 0,65 | |||||||
76 | 40 | 0,70 | ||||||||
77 | 80 | 0,90 | ||||||||
78 | св. 80 | 0,95 | ||||||||
79 | Протягивание пазов или рифлений в пазах | без снятия протяжки | 1 | - | 0,12 | |||||
80 | 2 | - | 0,26 | |||||||
81 | 3 | - | 0,40 | |||||||
82 | со снятием протяжки | 1 | - | 0,13 | ||||||
83 | 2 | - | 0,28 | |||||||
84 | 3 | - | 0,43 | |||||||
85 | Добавлять к времени на переход на поворот делительного приспособления на следующую позицию | 0,04 | ||||||||
86 | Вертикально-протяжные для наружного протягивания | с ручным управлением | Протягивание плоскостей, пазов в один проход | 0,04 | ||||||
87 |  | Добавлять к времени на переход | на последующий проход при многопроходной обработке | 0,15 | ||||||
88 | на поворот делительного приспособления на следующую позицию | 0,04 | ||||||||
89 | на смену протяжки при работе в несколько проходов | 0,16 | ||||||||
90 | Зубошлифовальные | с ручным управлением | Шлифование зубьев | методом обкатки | одним дисковым кругом | 1,10 | ||||
91 |  | двумя тарельчатыми кругами | 1,55 | |||||||
92 | образивным червяком | 0,44 | ||||||||
93 | методом копирования | 1,10 | ||||||||
94 | Добавлять к времени на переход | на одно пробное измерение детали в процессе шлифования | 0,55 | |||||||
95 | на последующий проход при многопроходной обработке методом копирования | 0,18 | ||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Станки для однопереходной обработки | ||||||||
Карта 33, лист 6 | |||||||||
N позиции | Тип станка | Характер обработки. Способ выполнения работы | Время, t, мин. | ||||||
96 | Зубошлифовальные для конических колес с круговым зубом | полуавтоматы | Шлифование зубьев | Нарезаемый модуль, m, мм, до | 2,5 | 0,10 | |||
97 | 8 | 0,11 | |||||||
98 | 12 | 0,13 | |||||||
99 | Шлицешлифовальные | полуавтоматы | Шлифование шлиц на валах | 0,05 | |||||
100 |  | с ручным управлением | Шлифование шлиц на валах | 0,32 | |||||
101 | Добавлять к времени на переход на одно пробное измерение в процессе обработки | микрометром | 0,19 | ||||||
102 | скобой | 0,12 | |||||||
103 | калибр-кольцом шлицевым | 0,27 | |||||||
104 | Резьбошлифовальные | полуавтоматы | Шлифование треугольной резьбы | 0,09 | |||||
105 | 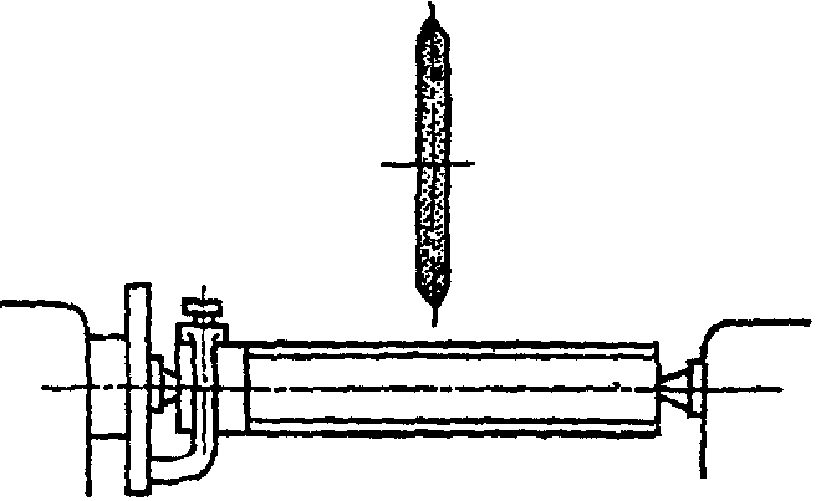 | с ручным управлением | Шлифование треугольной резьбы | профиль резьбы предварительно прорезан | первый проход | 0,30 | |||
106 | каждый последующий проход | 0,15 | |||||||
107 | без предварительной нарезки профиля по сплошному металлу | первый проход | 0,15 | ||||||
108 | каждый последующий проход | 0,15 | |||||||
109 | Добавлять к времени на. переход на одно пробное измерение в процессе обработки | скобой резьбовой | 0,12 | ||||||
микрометром резьбовым | 0,28 | ||||||||
111 | Центровальные, фрезерно-центровальные | полуавтоматы | Центрование отверстий, фрезерование торцов и центрование отверстий | 0,02 | |||||
112 |  | с ручным управлением | Центрование одного отверстия на одношпиндельном или двух отверстий на двустороннем станке | 0,04 | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ПЕРЕХОДОМ | Станки для однопереходной обработки | ||||
Карта 33, лист 7 | |||||
N позиции | Тип станка | Характер обработки. Способ выполнения работы | Время, t, мин. | ||
113 | Резьбонарезные | полуавтоматы | Нарезание крепежной резьбы вращающимися головками с тангенциальными плашками | 0,02 | |
114 | 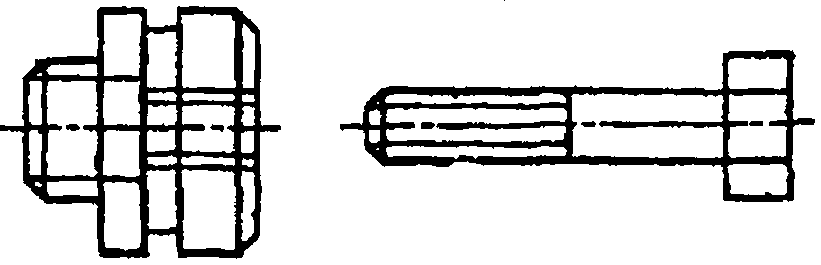 | с ручным управлением | Нарезание крепежной резьбы | резьбонарезными самооткрывающимися головками | 0,07 |
115 | круглыми плашками | 0,08 | |||
116 | Резьбонакатные, работающие плоскими плашками | автоматы | Накатывание крепежной резьбы на винтах, болтах (см. примечание 3) | - | |
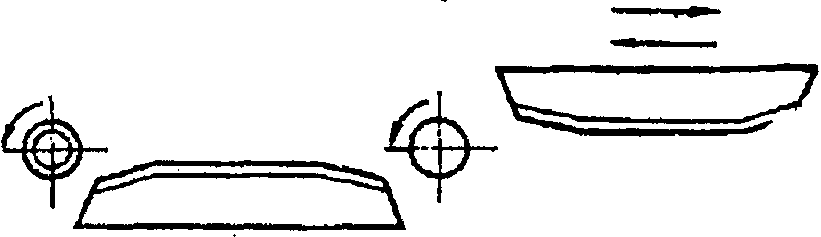 | |||||
117 | Многошпиндельные вертикально-сверлильные агрегаты | полуавтоматы | Сверление одновременно нескольких отверстий (см. примечание 4) | - | |
118 | Фрезерно-отрезные и отрезные круглопильные | полуавтоматы | Отрезка заготовок | 0,02 | |
Примечания:
1. Для карусельно-фрезерных станков, работающих по принципу непрерывного фрезерования, вспомогательное время не нормируется, так как оно перекрывается машинным временем. Время на загрузку стола в начале и разгрузку в конце смены, а также на включение вращения фрез, подачи стола в начале смены и выключение в конце смены вошло во время на обслуживание рабочего места.
2. Для токарных многошпиндельных полуавтоматов по паспортным данным устанавливается вспомогательное время на подводы инструмента на размер обработки, холостые ходы и время на переключение шпинделя на следующую позицию.
3. Для резьбонакатных станков-автоматов, работающих плоскими плашками, вспомогательное время не рассчитывается.
4. Для многошпиндельных вертикально-сверлильных станков с полуавтоматическим циклом по картам нормативов определяется вспомогательное время на установку и снятие детали и устанавливается по паспортным данным станка время на подводы и отводы инструмента.
ПОВЕРХНОСТИ, ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ОПЕРАЦИЮ
Круглошлифовальные станки | ||||||||||||||
Карта 34, лист 1 | ||||||||||||||
N позиции | Характер обработки | Измерительный инструмент | Квалитет (класс точности) | Диаметр обрабатываемой поверхности, d, мм, до | Наибольший диаметр устанавливаемого изделия, D, мм, до | |||||||||
200 | 360 | 560 | ||||||||||||
Длина обрабатываемой поверхности, l, мм, до | ||||||||||||||
50 | 100 | 100 | 200 | 500 | 1000 | 100 | 200 | 500 | 1000 | |||||
Время, t, мин. | ||||||||||||||
I. Обработка цилиндрических поверхностей с продольной подачей | ||||||||||||||
1 | Шлифование поверхности без измерения | - | - | - | 0,11 | 0,15 | 0,21 | |||||||
2 | Шлифование поверхности с измерением | Универсальные многомерные | 1Т5 - 1Т6 (1 кл.) | 10 | 0,33 | 0,36 | 0,42 | 0,47 | - | - | 0,55 | 0,60 | - | - |
3 | 25 | 0,38 | 0,41 | 0,47 | 0,50 | - | - | 0,60 | 0,65 | - | - | |||
4 | 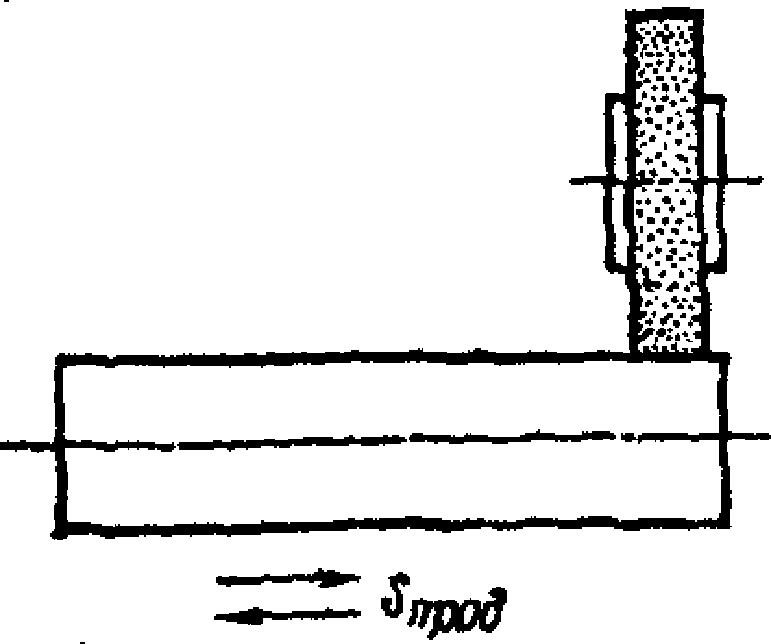 | 50 | 0,50 | 0,60 | 0,65 | 0,70 | 0,85 | 1,05 | 0,80 | 0,85 | 1,05 | 1,20 | ||
5 | 100 | 0,85 | 0,95 | 1,05 | 1,15 | 1,40 | 1,70 | 1,25 | 1,35 | 1,60 | 1,90 | |||
6 | 200 | 1,3 | 1,4 | 1,50 | 1,65 | 2,1 | 2,6 | 1,80 | 1,90 | 2,40 | 2,9 | |||
7 | 300 | - | - | - | - | - | - | 2,4 | 2,7 | 3,2 | 3,8 | |||
8 | 500 | - | - | - | - | - | - | 3,1 | 3,3 | 4,1 | 4,6 | |||
9 | 1Т7 (2 кл.) | 10 | 0,20 | 0,21 | 0,26 | 0,28 | - | - | 0,34 | 0,36 | - | - | ||
10 | 25 | 0,22 | 0,23 | 0,28 | 0,30 | - | - | 0,36 | 0,38 | - | - | |||
11 | 50 | 0,30 | 0,33 | 0,38 | 0,41 | 0,49 | 0,60 | 0,48 | 0,50 | 0,60 | 0,70 | |||
12 | 100 | 0,47 | 0,50 | 0,55 | 0,60 | 0,75 | 0,90 | 0,70 | 0,75 | 0,90 | 1,05 | |||
13 | 200 | 0,70 | 0,75 | 0,80 | 0,85 | 1,1 | 1,35 | 0,95 | 1,05 | 1,30 | 1,50 | |||
14 | 300 | - | - | 1,1 | 1,2 | 1,5 | 1,8 | 1,25 | 1,40 | 1,70 | 1,95 | |||
15 | 500 | - | - | - | - | - | - | 1,9 | 2,0 | 2,5 | 2,8 | |||
16 | 1Т8 - 1Т9 (3 кл.) | 10 | 0,13 | 0,14 | 0,17 | 0,18 | - | - | 0,23 | 0,24 | - | - | ||
17 | 25 | 0,14 | 0,15 | 0,18 | 0,19 | - | - | 0,24 | 0,25 | - | - | |||
18 | 50 | 0,19 | 0,21 | 0,24 | 0,26 | 0,30 | 0,34 | 0,32 | 0,33 | 0,37 | 0,42 | |||
19 | 100 | 0,26 | 0,28 | 0,33 | 0,35 | 0,41 | 0,48 | 0,41 | 0,43 | 0,50 | 0,55 | |||
20 | 200 | 0,38 | 0,41 | 0,45 | 0,49 | 0,60 | 0,75 | 0,55 | 0,60 | 0,70 | 0,85 | |||
21 | 300 | - | - | 0,60 | 0,70 | 0,85 | 1,0 | 0,75 | 0,80 | 0,95 | 1,11 | |||
22 | 500 | - | - | - | - | - | - | 1,05 | 1,10 | 1,30 | 1,50 | |||
23 | Скоба жесткая | 1Т5 - 1Т6 (1 кл.) | 10 | 0,50 | 0,55 | - | - | - | - | - | - | - | - | |
24 | 25 | 0,55 | 0,60 | 0,70 | 0,80 | 0,90 | - | 0,85 | 0,95 | 1,10 | - | |||
25 | 50 | 0,70 | 0,75 | 0,85 | 1,0 | 1,25 | - | 1,10 | 1,25 | 1,45 | - | |||
26 | 100 | 1,0 | 1,1 | 1,20 | 1,40 | 1,75 | - | 1,45 | 1,65 | 2,0 | - | |||
27 | 1Т7 (2 кл.) | 10 | 0,24 | 0,25 | 0,3 | 0,31 | - | - | 0,4 | 0,41 | - | - | ||
28 | 25 | 0,25 | 0,26 | 0,31 | 0,34 | - | - | 0,41 | 0,44 | - | - | |||
29 | 50 | 0,35 | 0,38 | 0,44 | 0,49 | 0,55 | 0,60 | 0,55 | 0,65 | 0,70 | 0,75 | |||
30 | 100 | 0,63 | 0,65 | 0,75 | 0,80 | 0,95 | 1,05 | 0,90 | 1,0 | 1,10 | 1,20 | |||
31 | 200 | 0,75 | 0,85 | 0,90 | 1,05 | 1,20 | 1,30 | 1,15 | 1,30 | 1,40 | 1,55 | |||
32 | 300 | - | 0,90 | 1,25 | 1,50 | 1,70 | 1,85 | 1,50 | 1,80 | 2,0 | 2,2 | |||
33 | 500 | - | - | - | - | - | - | 1,95 | 2,4 | 2,6 | 2,9 | |||
34 | 1Т8 - 1Т9 (3 кл.) | 10 | 0,16 | 0,17 | 0,20 | 0,21 | - | - | 0,27 | 0,28 | - | - | ||
35 | 25 | 0,17 | 0,18 | 0,21 | 0,22 | - | - | 0,28 | 0,30 | - | - | |||
36 | 50 | 0,21 | 0,22 | 0,26 | 0,29 | 0,31 | 0,34 | 0,35 | 0,37 | 0,40 | 0,42 | |||
37 | 100 | 0,30 | 0,31 | 0,36 | 0,39 | 0,44 | 0,48 | 0,46 | 0,49 | 0,55 | 0,60 | |||
38 | 200 | 0,43 | 0,46 | 0,50 | 0,60 | 0,65 | 0,70 | 0,65 | 0,70 | 0,80 | 0,85 | |||
39 | 300 | - | - | 0,60 | 0,70 | 0,80 | 0,85 | 0,75 | 0,85 | 0,95 | 1,00 | |||
40 | 500 | - | - | - | - | - | - | 0,85 | 1,05 | 1,15 | 1,25 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Круглошлифовальные станки | ||||||||||
Карта 34, лист 2 | |||||||||||
N позиции | Характер обработки | Измерительный инструмент | Точность измерения, | Наибольший диаметр устанавливаемого изделия, D, мм, до | |||||||
200 | 360 | 560 | |||||||||
Измеряемая длина, l, мм, до | |||||||||||
50 | 100 | 100 | 200 | 500 | 100 | 200 | 500 | ||||
Время, t, мин. | |||||||||||
II. Обработка торцовых поверхностей | |||||||||||
41 | Шлифование торцов без измерения | - | - | 0,05 | 0,07 | 0,09 | |||||
42 | Шлифование торцов с измерением | Универсальные многомерные | 0,03 | 0,85 | 1,15 | 1,20 | 1,55 | - | 1,40 | 1.75 | - |
43 | 0,05 | 0,6 | 0,85 | 0,90 | 1,20 | 1,60 | 1,00 | 1,30 | 1,75 | ||
44 | 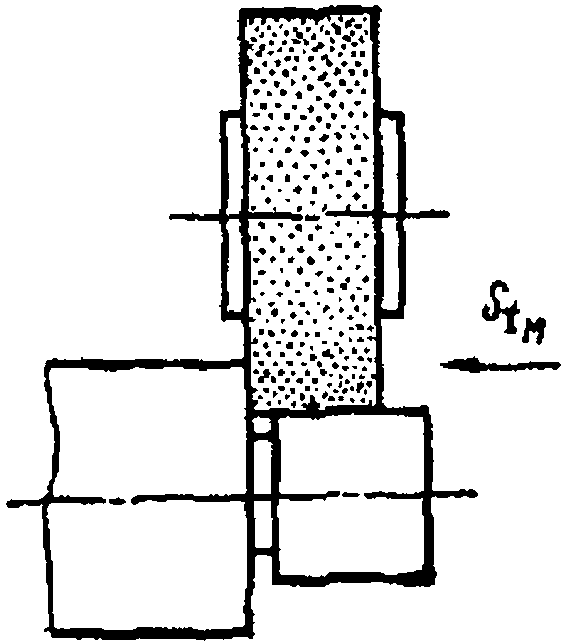 | 0,07 | 0,45 | 0,65 | 0,75 | 1,00 | 1,40 | 0,85 | 1,10 | 1,55 | |
45 | 0,10 | 0,24 | 0,36 | 0,42 | 0,60 | 0,80 | 0,50 | 0,65 | 0,90 | ||
46 | Св. 10 | 0,14 | 0,22 | 0,26 | 0,32 | 0,65 | 0,31 | 0,38 | 0,75 | ||
47 | Калибры и шаблоны | 0,03 | 0,55 | 0,70 | 0,80 | 1,00 | - | 0,95 | 1,15 | - | |
48 | 0,05 | 0,39 | 0,50 | 0,60 | 0,75 | 1,00 | 0,70 | 0,90 | 1,15 | ||
49 | 0,07 | 0,31 | 0,43 | 0,49 | 0,65 | 0,85 | 0,60 | 0,75 | 1.0 | ||
50 | 0,10 | 0,22 | 0,34 | 0,38 | 0,55 | 0,70 | 0,46 | 0,65 | 0,85 | ||
51 | Св. 0,10 | 0,14 | 0,20 | 0,24 | 0,30 | 0,60 | 0,29 | 0,36 | 0,70 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Круглошлифовальные станки | |||||||||
Карта 34, лист 3 | ||||||||||
N позиции | Характер обработки | Измерительный инструмент | Квалитет (класс точности) | Диаметр обрабатываемой поверхности. d, мм, до | Наибольший диаметр устанавливаемого изделия, D, мм, до | |||||
200 | 380 | 500 | ||||||||
Длина обрабатываемой поверхности или ширина шлифовального круга, l, мм, до | ||||||||||
25 | 50 | 50 | 100 | 150 | 100 | |||||
Время, t, мин. | ||||||||||
III. Обработка цилиндрических поверхностей с радиальной подачей | ||||||||||
52 | Шлифование поверхности без измерения (за одно врезание) | - | - | - | 0,05 | 0,07 | 0,09 | |||
53 | Шлифование поверхности без измерения (за одно врезание) | Универсальные многомерные | 1Т5 - 1Т6 (1 кл.) | 10 | 0,27 | 0,29 | 0,34 | 0,37 | 0,42 | 0,47 |
54 | 25 | 0,32 | 0,34 | 0,38 | 0,42 | 0,46 | 0,50 | |||
55 |  | 50 | 0,45 | 0,47 | 0,55 | 0,60 | 0,65 | 0,70 | ||
56 | 100 | 0,75 | 0,80 | 0,90 | 0,95 | 1,00 | 1,10 | |||
57 | 200 | 1,15 | 1,20 | 1,30 | 1,45 | 1,50 | 1,60 | |||
58 | 300 | - | - | 1,80 | 1,95 | 2,0 | 2,2 | |||
59 | 1Т7 (2 кл.) | 10 | 0,15 | 0,16 | 0,20 | 0,21 | 0,24 | 0,26 | ||
60 | 25 | 0,17 | 0,18 | 0,22 | 0,23 | 0,26 | 0,28 | |||
61 | 50 | 0,25 | 0,26 | 0,30 | 0,33 | 0,36 | 0,39 | |||
62 | 100 | 0,41 | 0,43 | 0,48 | 0,52 | 0,55 | 0,60 | |||
63 | 200 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | |||
64 | 300 | - | - | 0,95 | 1,0 | 1,05 | 1,15 | |||
65 | 1Т8-1Т9 (3 кл.) | 10 | 0,09 | 0,10 | 0,12 | 0,13 | 0,15 | 0,16 | ||
66 | 25 | 0,10 | 0,11 | 0,13 | 0,14 | 0,16 | 0,17 | |||
67 | 50 | 0,15 | 0,16 | 0,18 | 0,20 | 0,22 | 0,24 | |||
68 | 100 | 0,22 | 0,23 | 0,26 | 0,28 | 0,31 | 0,33 | |||
Индекс | а | б | в | г | д | е | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Круглошлифовалыше станки | |||||||||
Карта 34, лист 4 | ||||||||||
N позиции | Характер обработки | Измерительный инструмент | Квалитет (класс точности) | Диаметр обрабатываемой поверхности, d, мм, до | Наибольший диаметр устанавливаемого изделия, D, мм, до | |||||
200 | 360 | 550 | ||||||||
Длина обрабатываемой поверхности или ширина шлифовального круга, l, мм, до | ||||||||||
25 | 50 | 60 | 100 | 50 | 100 | |||||
Время, t, мин. | ||||||||||
69 | Шлифование поверхности с измерением (за одно врезание) | Универсальн. многомерные | 1Т8 - 1ТБ (3 кл.) | 200 | 0,33 | 0,34 | 0,38 | 0,41 | 0,44 | 0,47 |
70 | 300 | - | - | 0,55 | 0,60 | 0,60 | 0,65 | |||
71 | Скоба жесткая | 1Т5 - 1Т6 (1 кл.) | 10 | 0,45 | 0,50 | - | - | - | - | |
72 | 25 | 0,48 | 0,55 | 0,60 | - | 0,70 | - | |||
73 | 50 | 0,60 | 0,70 | 0,75 | 0,80 | 0,90 | 0,95 | |||
74 | 100 | 0,85 | 0,95 | 1,05 | 1,10 | 1,20 | 1,30 | |||
76 | 10 | 0,19 | 0,20 | - | - | - | - | |||
76 | 25 | 0,20 | 0,21 | 0,25 | - | 0,31 | - | |||
77 | 1Т7 (2 кл.) | 50 | 0,30 | 0,31 | 0,36 | 0,38 | 0,44 | 0,46 | ||
78 | 100 | 0,50 | 0,55 | 0,35 | 0,70 | 0,75 | 0,80 | |||
79 | 200 | 0,60 | 0,70 | 0,80 | 0,85 | 0,95 | 1,00 | |||
80 | 300 | - | - | 1,10 | 1,15 | 1,30 | 1,35 | |||
81 | 1Т8 - 1Т9 (3 кл.) | 10 | 0,12 | 0,13 | - | - | - | - | ||
82 | 25 | 0,13 | 0,14 | 0,16 | - | 0,20 | - | |||
83 | 50 | 0,16 | 0,17 | 0,20 | 0,22 | 0,25 | 0,27 | |||
84 | 100 | 0,24 | 0,26 | 0,30 | 0,31 | 0,36 | 0,37 | |||
85 | 200 | 0,33 | 0,38 | 0,43 | 0,46 | 0,50 | 0,55 | |||
86 | 300 | - | - | 0,50 | 0,55 | 0,60 | 0,65 | |||
87 | Черновое шлифование длинных - поверхностей без измерения (за несколько врезаний с ручным перемещением стола) при числе врезаний, n | 2 | - | - | 0,16 | 0,18 | 0,22 | 0,24 | 0,28 | 0,30 |
88 | 3 | - | - | 0,24 | 0,27 | 0,33 | 0,36 | 0,42 | 0,45 | |
89 | 4 | - | - | 0,32 | 0,36 | 0,44 | 0,48 | 0,55 | 0,60 | |
90 | 5 | - | - | 0,40 | 0,45 | 0,55 | 0,60 | 0,70 | 0,75 | |
Индекс | а | б | в | г | д | е | ||||
Внутришлифовальные станки | ||||||||||||||
Карта 35, лист 1 | ||||||||||||||
N позиции | Характер обработки | Измерительный инструмент | Квалитет (класс точности) | Диаметр обрабатываемой поверхности, d, мм, до | Наибольший диаметр шлифуемого отверстия, D, мм, до | |||||||||
100 | 200 | 400 | ||||||||||||
Длина отверстия или измеряемая длина, l, мм, до | ||||||||||||||
50 | 100 | 200 | 50 | 100 | 200 | св. 200 | 100 | 200 | св. 200 | |||||
Время, t, мин. | ||||||||||||||
1 | Работа на станках с полуавтоматическим циклом | - | - | - | 0,02 | 0,08 | 0,04 | |||||||
2 | Шлифование отверстий без измерения | - | - | - | 0,10 | 0,11 | 0,15 | |||||||
3 | Шлифование цилиндрических отверстий с измерением | Универсальные многомерные | 1Т5 - ТТ6 (1 кл.) | 25 | 0,65 | 0,75 | - | 0,70 | 0,75 | 0,90 | - | 0,80 | 0,95 | - |
4 | 50 | 0,85 | 0,95 | 1,10 | 0,90 | 1,0 | 1,15 | 1,45 | 1,10 | 1,25 | 1,55 | |||
5 |  | 100 | 1,20 | 1,30 | 1,50 | 1,25 | 1,35 | 1,55 | 2,05 | 1,45 | 1,65 | 2,2 | ||
6 | 200 | - | - | - | 1,60 | 1,80 | 2,1 | 2,7 | 1,95 | 2,2 | 2,8 | |||
7 | 300 | - | - | - | - | - | - | - | 2,5 | 2,9 | 3,8 | |||
8 | 1Т7 (2 кл.) 1 | 25 | 0,32 | 0,35 | - | 0,34 | 0,37 | 0,42 | - | 0,43 | 0,48 | - | ||
9 | 50 | 0,48 | 0,50 | 0,60 | 0,50 | 0,55 | 0,60 | 0,75 | 0,60 | 0,70 | 0,85 | |||
10 | 100 | 0,65 | 0,70 | 0,80 | 0,65 | 0,75 | 0,85 | 1,05 | 0,80 | 0,90 | 1,15 | |||
11 | 200 | - | - | - | 1,00 | 1,15 | 1,30 | 1,65 | 1,25 | 1,40 | 1,75 | |||
12 | 300 | - | - | - | - | - | - | - | 1,65 | 1,85 | 2,45 | |||
13 | 1Т8 - 1Т9 (3 кл.) | 25 | 0,25 | 0,28 | - | 0,27 | 0,29 | 0,35 | - | 0,35 | 0,38 | - | ||
14 | 50 | 0,35 | 0,38 | 0,43 | 0,37 | 0,40 | 0,45 | 0,55 | 0,46 | 0,50 | 0,60 | |||
15 | 100 | 0,45 | 0,49 | 0,55 | 0,47 | 0,50 | 0,60 | 0,75 | 0,60 | 0,65 | 0,80 | |||
16 | 200 | - | - | - | 0,55 | 0,60 | 0,70 | 0,90 | 0,70 | 0,75 | 0,95 | |||
17 | 300 | - | - | - | 0,5 | - | - | - | 0,80 | 0,90 | 1,1 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ, СВЯЗАННОЕ С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Внутришлифовальные станки | |||||||||||||
Карта 35, лист 2 | ||||||||||||||
N позиции | Характер обработки | Измерительный инструмент | Квалитет (класс точности) | Диаметр обрабатываемой поверхности, d, мм, до | Наибольший диаметр шлифуемого отверстия, D, мм, до | |||||||||
100 | 200 | 400 | ||||||||||||
Длина отверстия или измеряемая длина, l, мм, до | ||||||||||||||
50 | 100 | 200 | 50 | 100 | 200 | св. 200 | 100 | 200 | св. 200 | |||||
Время, t, мин. | ||||||||||||||
18 | Шлифование цилиндрических отверстий с измерением | Калибр-пробка гладкая | 1Т5 - 1Т6 (1 кл.) | 25 | 1,15 | 1,20 | 1,30 | |||||||
19 | 50 | 1,40 | 1,45 | 1,60 | ||||||||||
20 | 100 | 2,5 | 2,6 | 2,7 | ||||||||||
21 | 1Т7 (2 кл.) | 25 | 0,5 | 0,55 | 0,60 | |||||||||
22 | 50 | 0,65 | 0,70 | 0,80 | ||||||||||
23 | 100 | 1,0 | 1,05 | 1,15 | ||||||||||
24 | 200 | - | 1,80 | 1,90 | ||||||||||
25 | 1Т8 - 1Т9 (3 кл.) | 25 | 0,3 | 0,32 | 0,38 | |||||||||
26 | 50 | 0,43 | 0,46 | 0,55 | ||||||||||
27 | 100 | 0,65 | 0,70 | 0,75 | ||||||||||
28 | 200 | - | 1,15 | 1,25 | ||||||||||
29 | Шлифование конических отверстий с измерением | Калибр - пробка конусная | - | 50 | 0,60 | 0,65 | 0,75 | |||||||
30 | - | 100 | 0,90 | 0,95 | 1,05 | |||||||||
31 | Шлифование торцов без измерения | - | - | - | 0,15 | 0,19 | 0,23 | |||||||
Индекс | а | б | в | |||||||||||
32 | Шлифование торцов с измерением | Универсальные многомерные | 0,02 | - | - | 1,10 | - | - | 1,25 | - | - | 1,35 | - | - |
33 | 0,03 | - | - | 1,00 | 1,1 | - | 1,10 | 1,30 | - | 1,20 | 1,45 | - | ||
34 | 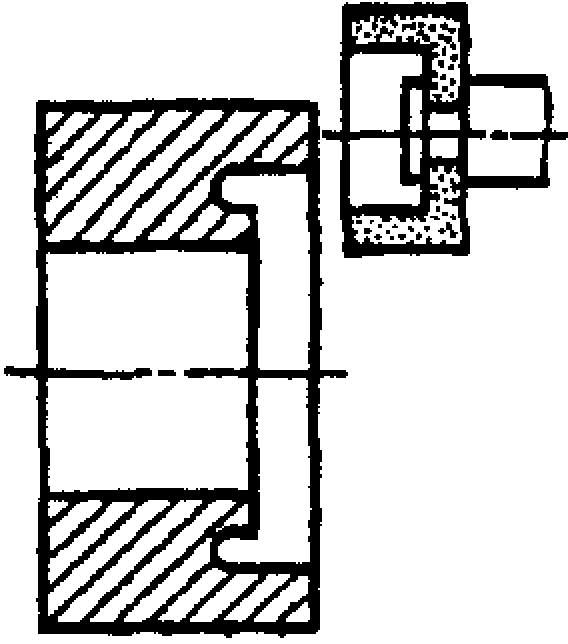 | 3,05 | - | - | 0,75 | 0,95 | - | 0,85 | 1,05 | 1,20 | 0,95 | 1,15 | 1,30 | |
35 | 3,07 | - | - | 0,65 | 0,80 | - | 0,70 | 0,90 | 1,05 | 0,80 | 1,00 | 1,15 | ||
36 | 0,10 | - | 0,33 | 0,44 | 0,55 | 0,39 | 0,50 | 0,65 | 0,75 | 0,55 | 0,70 | 0,85 | ||
37 | Св. 0,10 | - | 0,24 | 0,30 | 0,35 | 0,29 | 0,36 | 0,41 | 0,55 | 0,41 | 0,47 | 0,60 | ||
38 | Калибры и шаблоны | 3,03 | 0,65 | 0,85 | 0,95 | 0,75 | 0,90 | 1,05 | - | 1,00 | 0,51 | - | ||
39 | 3,05 | - | 0,47 | 0,60 | 0,75 | 0,55 | 0,70 | 0,85 | 1,00 | 0,80 | 0,95 | 1,15 | ||
40 | 0,07 | - | 0,39 | 0,50 | 0,65 | 0,46 | 0,60 | 0,75 | 0,90 | 0,65 | 0,85 | 1,00 | ||
41 | 3,10 | - | 0,31 | 0,42 | 0,65 | 0,37 | 0,49 | 0,65 | 0,80 | 0,65 | 0,70 | 0,90 | ||
42 | Св. 0,10 | 0,23 | 0,29 | 0,35 | 0,28 | 0,35 | 0,41 | 0,60 | 0,41 | 0,47 | 0,65 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||
Примечание. При шлифовании отверстий длиной до 50 мм с радиальной подачей время по карте применять с коэффициентом 1,2.
Плоскошлифовальные станки с прямоугольным столом | ||||||||||||||
Карта 36 | ||||||||||||||
N позиции | Характер обработки | Измерительный инструмент | Точность измерения, | Длина стола, L, мм, до | ||||||||||
630 | 1000 | 2000 | ||||||||||||
Измерительный размер, И, мм, до | ||||||||||||||
25 | 50 | 100 | 50 | 100 | 200 | 300 | 50 | 100 | 200 | 500 | ||||
Время, t, мин. | ||||||||||||||
I. Станки с вертикальным шпинделем | ||||||||||||||
1 | Шлифование поверхности <*> без измерения | - | - | 0,09 | 0,11 | 0,14 | ||||||||
2 | Шлифование поверхности с измерением | Универсальные многомерные | 0,02 | 0,70 | 0,80 | 1,10 | 0,90 | 1,20 | - | - | 1,10 | 1,40 | - | - |
3 | 0,03 | 0,65 | 0,70 | 0,95 | 0,80 | 1,05 | 1,36 | - | 0,95 | 1,20 | 1,55 | - | ||
4 | 0,05 | 0,37 | 0,55 | 0,65 | 0,60 | 0,75 | 0,90 | 1,05 | 0,70 | 0,85 | 1,05 | 1,35 | ||
5 | 0,07 | - | 0,42 | 0,55 | 0,47 | 0,60 | 0,80 | 0,95 | 0,55 | 0,70 | 0,90 | 1,15 | ||
6 | 6,10 | - | 0,31 | 0,43 | 0,35 | 0,48 | 0,65 | 0,80 | 0,42 | 0,55 | 0,75 | 1,00 | ||
7 | 0,15 | - | 0,20 | 0,27 | 0,23 | 0,31 | 0,38 | 0,55 | 0,28 | 0,37 | 0,45 | 0,80 | ||
8 | Калибры и шаблоны | 0,02 | 0,55 | 0,60 | 0,75 | 0,65 | 0,85 | - | - | 0,85 | 1,00 | - | - | |
9 | 0,03 | 0,48 | 0,50 | 0,65 | 0,60 | 0,75 | 0,90 | - | 0,75 | 0,90 | 1,10 | - | ||
10 | 0,05 | 0,35 | 0,37 | 0,49 | 0,43 | 0,55 | 0,70 | 0,85 | 0,55 | 0,70 | 0,85 | 1,10 | ||
11 | 0,07 | 0,28 | 0,30 | 0,41 | 0,35 | 0,47 | 0,60 | 0,75 | 0,44 | 0,60 | 0,75 | 0,95 | ||
12 | 0,10 | 0,22 | 0,23 | 0,33 | 0,27 | 0,38 | 0,50 | 0,65 | 0,34 | 0,47 | 0,60 | 0,80 | ||
13 | 0,15 | 0,15 | 0,16 | 0,22 | 0,19 | 0,25 | 0,31 | 0,46 | 0,24 | 0,32 | 0,38 | 0,70 | ||
14 | 0,20 | - | 0,10 | 0,12 | 0,12 | 0,14 | 0,19 | 0,25 | 0,16 | 0,18 | 0,24 | 0,36 | ||
II. Станки с горизонтальным шпинделем
15 | Работа на станках с полуавтоматическим циклом | - | - | 0,03 | 0,04 | 0,06 | ||||||||
16 | Шлифование поверхности <*> без измерения | - | - | 0,14 | 0,18 | 0,23 | ||||||||
17 | Шлифование поверхности <*> с измерением | Универсальные многомерные | 0,02 | 0,75 | 0,85 | 1,15 | 1,00 | 1,25 | - | - | 1,15 | 1,45 | - | - |
18 | 0,03 | 0,70 | 0,75 | 1,00 | 0,85 | 1,15 | 1,40 | - | 1,05 | 1,30 | 1,65 | - | ||
19 | 0,05 | 0,42 | 0,60 | 0,70 | 0,65 | 0,80 | 1,00 | 1,15 | 0,80 | 0,95 | 1,15 | 1,40 | ||
20 | 0,07 | - | 0,47 | 0,60 | 0,55 | 0,70 | 0,85 | 1,00 | 0,65 | 0,80 | 1,30 | 1,25 | ||
21 | 0,10 | - | 0,36 | 0,48 | 0,42 | 0,55 | 0,70 | 0,85 | 0,50 | 0,65 | 0,85 | 1,10 | ||
22 | 0,15 | - | 0,25 | 0,32 | 0,30 | 0,38 | 0,45 | 0,60 | 0,37 | 0,46 | 0,55 | 0,90 | ||
23 | Калибры и шаблоны | 0,02 | 0,60 | 0,65 | 0,80 | 0,75 | 0,90 | - | - | 0,95 | 1,10 | - | - | |
24 | 0,03 | 0,55 | 0,60 | 0,70 | 0,65 | 0,80 | 1,00 | - | 0,85 | 1,00 | 1,20 | - | ||
25 | 0,05 | 0,40 | 0,42 | 0,55 | 0,50 | 0,60 | 0,80 | 0,90 | 0,65 | 0,80 | 0,95 | 1,20 | ||
26 | 0,07 | 0,34 | 0,35 | 0,46 | 0,42 | 0,55 | 0,70 | 0,85 | 0,55 | 0,65 | 0,85 | 1,05 | ||
27 | 0,10 | 0,27 | 0,28 | 0,38 | 0,34 | 0,45 | 0,60 | 0,70 | 0,43 | 0,55 | 0,70 | 0,90 | ||
28 | 0,15 | 0,20 | 0,21 | 0,27 | 0,26 | 0,32 | 0,38 | 0,50 | 0,33 | 0,41 | 0,47 | 0,75 | ||
29 | 0,20 | - | 0,15 | 0,17 | 0,19 | 0,21 | 0,26 | 0,32 | 0,25 | 0,27 | 0,33 | 0,45 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
--------------------------------
Примечание. В случаях выполнения работы со снятием детали (массой до 5 кг) со станка для измерений, производимых в процессе шлифования, к времени по карте следует добавить приведенное ниже время на снятие и последующую установку детали.
Время на снятие детали для измерения
Содержание работы | Допуск на измеряемый размер, | |||
0,02 | 0,03 | 0,05 | св. 0,05 | |
Время, t, мин. | ||||
Выключить магнит, снять деталь со стола, протереть стол, установить деталь, включить магнит (с учетом числа промеров) | 0,65 | 0,55 | 0,38 | 0,28 |
Индекс | а | б | в | г |
Плоскошлифовальные станки с круглым столом | ||||||||||||
Карта 37 | ||||||||||||
N позиции | Характер обработки | Измерительный инструмент | Точность измерения, | Диаметр стола, D, мм, до | ||||||||
400 | 800 | 1600 | ||||||||||
Измеряемый размер, И, мм, до | ||||||||||||
50 | 100 | св. 100 | 50 | 100 | св. 100 | 50 | 100 | св. 100 | ||||
Время, t, мин. | ||||||||||||
I. Станки с вертикальным шпинделем | ||||||||||||
1 | Шлифование поверхности без измерения <*> | - | - | 0,14 | 0,18 | 0,23 | ||||||
2 | Шлифование поверхности с измерением <*> | Универсальные многомерные | 0,02 | 1,00 | 1,25 | - | 1,10 | 1,40 | - | 1,30 | 1,60 | - |
3 | 0,03 | 0,85 | 1,10 | 1,40 | 0,95 | 1,25 | 1,55 | 1,15 | 1,40 | 1,75 | ||
4 | 0,05 | 0,65 | 0,80 | 1,00 | 0,70 | 0,90 | 1,10 | 0,85 | 1,05 | 1,25 | ||
5 | 0,07 | 0,50 | 0,65 | 0,85 | 0,60 | 0,75 | 0,95 | 0,70 | 0,85 | 1,10 | ||
6 | 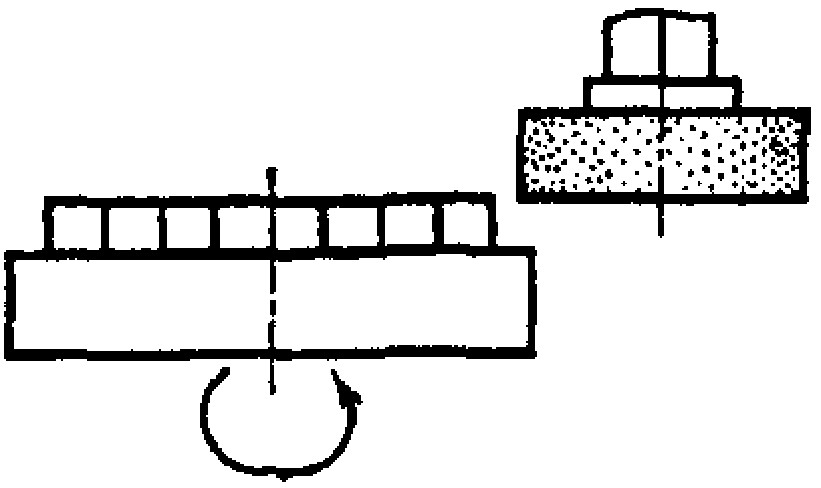 | 0,10 | 0,39 | 0,55 | 0,70 | 0,45 | 0,60 | 0,80 | 0,55 | 0,70 | 0,90 | |
7 | 0,15 | 0,26 | 0,35 | 0,42 | 0,32 | 0,40 | 0,48 | 0,38 | 0,49 | 0,55 | ||
8 | Калибры и шаблоны | 0,02 | 0,75 | 0,90 | - | 0,85 | 1,00 | - | 1,05 | 1,25 | - | |
9 | 0,03 | 0,65 | 0,80 | 1,00 | 0,75 | 0,90 | 1,10 | 0,90 | 1,10 | 1,30 | ||
10 | 0,05 | 0,48 | 0,60 | 0,75 | 0,55 | 0,70 | 0,85 | 0,70 | 0,85 | 1,05 | ||
11 | 0,07 | 0,40 | 0,50 | 0,65 | 0,46 | 0,60 | 0,75 | 0,60 | 0,75 | 0,90 | ||
12 | 0,10 | 0,31 | 0,42 | 0,55 | 0,37 | 0,50 | 0,65 | 0,46 | 0,60 | 0,75 | ||
13 | 0,15 | 0,22 | 0,29 | 0,35 | 0,28 | 0,35 | 0,41 | 0,35 | 0,43 | 0,50 | ||
14 | 0,20 | 0,16 | 0,17 | 0,22 | 0,20 | 0,22 | 0,28 | 0,25 | 0,27 | 0,35 | ||
II. Станки с горизонтальным шпинделем | ||||||||||||
15 | Шлифование поверхности без измерения <*> | - | - | 0,15 | 0,17 | - | ||||||
16 | Шлифование поверхности с измерением <*> | Универсальные многомерные | 0,02 | 0,95 | 1,20 | - | 1,00 | 1,25 | - | - | - | - |
17 | 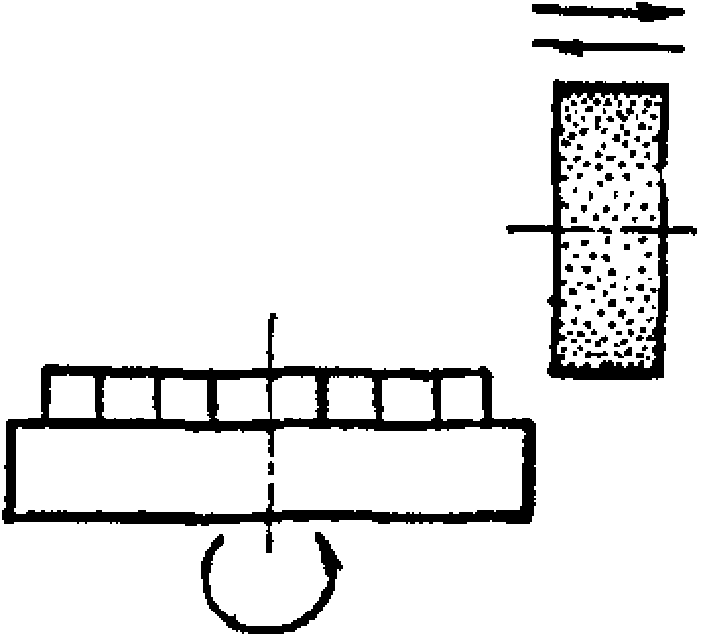 | 0,03 | 0,80 | 1,1 | 1,40 | 0,85 | 1,15 | 1,45 | - | - | - | |
18 | 0,05 | 0,60 | 0,80 | 0,95 | 0,65 | 0,85 | 1,00 | - | - | - | ||
19 | 0,07 | 0,50 | 0,65 | 0,80 | 0,55 | 0,70 | 0,85 | - | - | - | ||
20 | 0,10 | 0,39 | 0,50 | 0,70 | 0,41 | 0,55 | 0,75 | - | - | - | ||
21 | 0,15 | 0,27 | 0,35 | 0,42 | 0,29 | 0,37 | 0,44 | - | - | - | ||
22 | Калибры и шаблоны | 0,02 | 0,70 | 0,85 | - | 0,75 | 0,90 | - | - | - | - | |
23 | 0,03 | 0,60 | 0,75 | 0,95 | 0,65 | 0,80 | 1,00 | - | - | - | ||
24 | 0,05 | 0,47 | 0,60 | 0,75 | 0,49 | 0,65 | 0,80 | - | - | - | ||
25 | 0,07 | 0,39 | 0,50 | 0,65 | 0,41 | 0,55 | 0,70 | - | - | - | ||
26 | 0,10 | 0,31 | 0,43 | 0,55 | 0,33 | 0,45 | 0,60 | - | - | - | ||
27 | 0,15 | 0,23 | 0,29 | 0,35 | 0,25 | 0,31 | 0,37 | - | - | - | ||
28 | 0,20 | 0,16 | 0,18 | 0,23 | 0,18 | 0,20 | 0,25 | - | - | - | ||
29 | Шлифование деталей типа колец кругом, установленным на размер без измерения (по одной детали на столе) | - | 0,02...0,05 | 0,05 | 0,07 | - | ||||||
Индекс | а | б | в | г | д | е | ж | з | и | |||
--------------------------------
Примечание. В случаях выполнения работы со снятием детали (массой до 5 кг) со станка для измерений, производимых в процессе шлифования, к времени по карте следует добавлять приведенное ниже время на снятие и последующую установку детали.
Время на снятие детали для измерения
Содержание работы | Допуск на измеряемый размер, | ||||
0,03 | 0,03 | 0.05 | св. 0,05 | ||
Время, t, мин. | |||||
30 | Включить магнит, снять деталь со стола, протереть стол, установить деталь, включить магнит (с учетом числа промеров) | 0,65 | 0,55 | 0,38 | 0,28 |
Индекс | а | б | в | г | |
Бесцентровошлифовальные станки | |||||||||
Карта 38 | |||||||||
I. Время на установку и снятие детали | |||||||||
N позиции | Характер обработки. Способ установки детали | Длина детали, L, мм, до | Диаметр детали, D, мм, до | ||||||
10 | 20 | 35 | 50 | 100 | св. 100 | ||||
Время, t, мин. | |||||||||
С продольной подачей на проход | установить деталь в лоток | 50 | 0,018 | 0,025 | 0,031 | 0,036 | 0,048 | 0,060 | |
2 |  | установить деталь на опорный нож | 50 | 0,019 | 0,025 | 0,034 | 0,040 | 0,055 | 0,070 |
3 | 100 | 0,021 | 0,029 | 0,038 | 0,045 | 0,060 | 0,080 | ||
4 | 300 | 0,026 | 0,036 | 0,047 | 0,06 | 0,080 | 0,090 | ||
5 | 500 | 0,029 | 0,040 | 0,052 | - | - | - | ||
1000 | 0,11 | 0,15 | 0,20 | - | - | - | |||
С радиальной подачей в упор | установить деталь на опорный нож | - | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,09 | |
установить деталь на опорный нож и снять ее | - | 0,04 | 0,05 | 0,06 | 0,07 | 0,09 | 0,11 | ||
Индекс | а | б | в | г | д | е | |||
II. Время на обработку поверхности
N позиции | Содержание работы | Характер обработки | Процент от основного времени |
9 | Внешний осмотр и измерение шлифуемой поверхности в процессе работы, укладка деталей в тару, перемещение деталей с тарой | работа с продольной подачей | 3,3 |
10 | работа с радиальной подачей | 4,7 |
Примечание. Когда время на установку детали для работы с продольной подачей (поз. 1...6) не превышает основного (технологического) времени, оно считается перекрываемым машинным временем и в норму штучного времени не включается. Время на установку и снятие детали при работе в упор (поз. 7...8) является неперекрываемым и учитывается при счете нормы штучного времени на каждую деталь.
Хонинговальные станки | |||||||
Карта 39 | |||||||
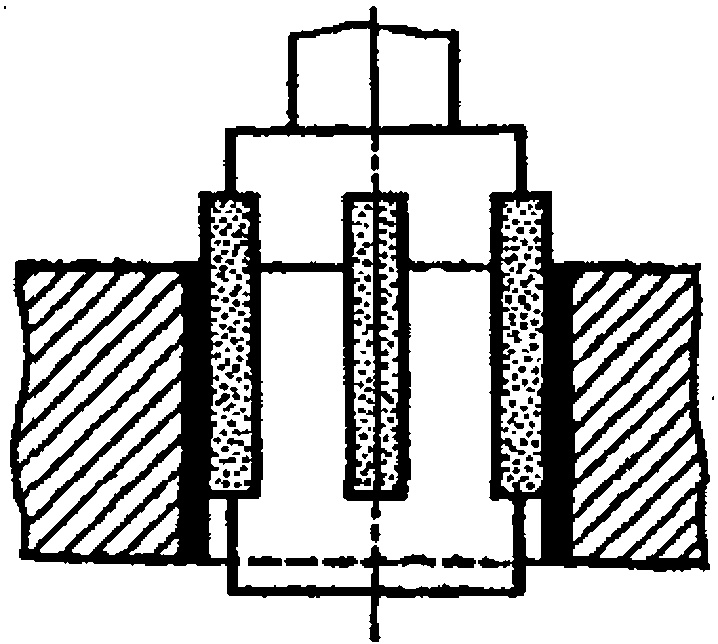 | |||||||
Вспомогательное время, связанное с обработкой поверхности | |||||||
N позиции | Характер обработки | Измерительный инструмент | Квалитет (класс точности) | Диаметр хонингования, d, мм, до | Длина обрабатываемого отверстия, l, мм, до | ||
200 | 500 | св. 500 | |||||
Время, t, мин. | |||||||
1 | Обработка отверстия без измерения | - | - | 130 | 0,12 | ||
2 | 260 | 0,14 | |||||
3 | 500 | 0,17 | |||||
4 | Обработка отверстия с измерением | Нутромер индикаторный | 1Т5 - 1Т6 (1 кл.) | 50 | 0,85 | - | - |
5 | 100 | 1,05 | 1,35 | 1,60 | |||
6 | 200 | 1,40 | 1,80 | 1,95 | |||
7 | 300 | 1,45 | 1,85 | 2,30 | |||
8 | 500 | - | 2,60 | 3,00 | |||
9 | 1Т7 (2 кл.) | 50 | 0,65 | - | - | ||
10 | 100 | 0,70 | 0,85 | 1,05 | |||
11 | 200 | 1,00 | 1,25 | 1,50 | |||
12 | 300 | 1,05 | 1,30 | 1,60 | |||
13 | 500 | - | 1,95 | 2,2 | |||
14 | Пробка пневматическая (солекс) | 1Т5 - 1Т6 (1 кл.) | 50 | 0,75 | - | - | |
15 | 100 | 1,00 | - | - | |||
16 | 1Т7 (2 кл.) | 50 | 0,60 | - | - | ||
17 | 100 | 0,65 | - | - | |||
18 | Калибр-пробка | 1Т7 (2 кл.) | 50 | 0,60 | - | - | |
19 | гладкая | 100 | 0,70 | - | - | ||
Индекс | а | б | в | ||||
Станки для суперфиниша | ||||
Карта 40 | ||||
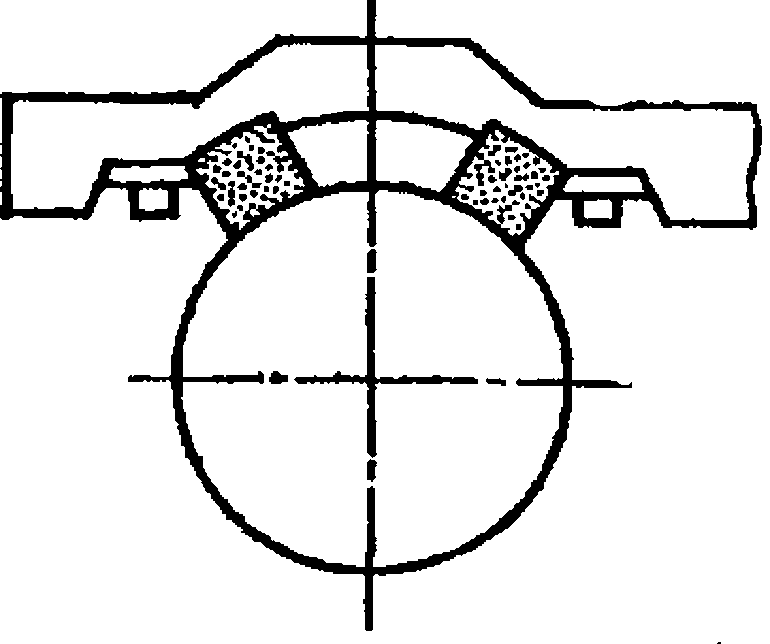 | ||||
Вспомогательное время, связанное с обработкой поверхности | ||||
N позиции | Характер обработки | Способ подвода брусков | Наибольший диаметр устанавливаемого изделия, D, мм, до | |
280 | 560 | |||
Время, t, мин. | ||||
1 | Обработка одной или нескольких поверхностей без измерения | ручной | 0,27 | 0,43 |
2 | механический | 0,21 | 0,32 | |
Индекс | а | б | ||
Примечание. Бремя на обработку поверхности в нормативах дано без измерения детали на станке. Контрольные измерения детали должны проводиться во время машинной обработки следующей детали. Если время на контрольные измерения не может быть перекрыто машинным временем, то следует это время прибавлять ко времени на обработку поверхности.
Вертикально-доводочные станки | ||||||||||||
Карта 41 | ||||||||||||
 | ||||||||||||
Вспомогательное время, связанное с обработкой поверхности | ||||||||||||
N позиции | Характер обработки | Способ установки детали | Квалитет (класс точности) | Число одновременно обрабатываемых деталей, n, шт., до | Диаметр или ширина детали, D, мм, до | |||||||
6 | 10 | 16 | 25 | 40 и более | ||||||||
Длина детали (отношение L:D) | ||||||||||||
<= 5 | > 5 | <= 5 | > 5 | <= 5 | > 5 | > 4 | > 3 | |||||
Время, t, мин. (на комплект обрабатываемых деталей). | ||||||||||||
1 | Обработка цилиндрической поверхности или плоскости без измерения | - | - | - | 0,24 | |||||||
2 | Обработка цилиндрической поверхности или плоскости с измерением | В гнездо сепаратора без крепления | 1Т5 - 1Т6 (1 кл.) | 20 | 2,2 | 3,2 | 2,3 | 3,4 | 2,9 | 4,4 | 4,6 | 7,7 |
3 | 40 | 3,7 | 5,4 | 3,6 | 5,6 | 4,7 | 7,7 | - | - | |||
4 | 60 | 4,7 | 7,5 | 4,9 | 7,8 | 6,5 | 10,9 | - | - | |||
5 | 100 | 7,1 | 11,6 | 7,4 | 11,9 | 10,0 | 17,2 | - | - | |||
6 | 1Т7 (2 кл.) | 20 | 1,20 | 1,70 | 1,25 | 1,80 | 1,55 | 2,3 | 2,4 | 5,2 | ||
7 | 40 | 1,85 | 2,8 | 1,90 | 2,9 | 2,5 | 4,0 | - | - | |||
8 | 60 | 2,5 | 3,9 | 2,6 | 4,0 | 3,4 | 5,6 | - | - | |||
9 | 100 | 3,7 | 5,9 | 3,8 | 6,1 | 5,1 | 8,7 | - | - | |||
10 | В гнездо сепаратора с креплением | 1Т5 - 1Т6 (1 кл.) | 8 | - | - | - | - | - | - | 2,7 | 4,3 | |
11 | 12 | - | - | 1,85 | 2,6 | 2,4 | 3,6 | 3,7 | 6,0 | |||
12 | 20 | 2,9 | 4,3 | 3,0 | 4,5 | 3,6 | 5,6 | 5,8 | 9,7 | |||
13 | 30 | 4,0 | 6,3 | 4,3 | 6,5 | 5,2 | 8,2 | 8,6 | - | |||
14 | 50 | 5,7 | 10,0 | 6,8 | 10,7 | 8,3 | 13,5 | - | - | |||
15 | 1Т7 (2 кл.) | 8 | - | - | - | - | - | - | 1,45 | 2,9 | ||
16 | 12 | - | - | 1,05 | 1,45 | 1,35 | 1,95 | 1,95 | 3,3 | |||
17 | 20 | 1,55 | 2,2 | 1,65 | 2,4 | 1,95 | 2,9 | 3,0 | 6,5 | |||
18 | 30 | 2,1 | 3,3 | 2,3 | 3,4 | 2,7 | 4,2 | 4,4 | - | |||
19 | 50 | 3,0 | 5,1 | 3,5 | 5,5 | 4,3 | 6,9 | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | ||||
Резьбонакатные полуавтоматы, работающие круглыми роликами | |||||||||
Карта 42 | |||||||||
 | |||||||||
Вспомогательное время на операцию | |||||||||
N позиции | Способ установки детали | Способ подачи роликов | Длина детали, L, мм, до | Диаметр резьбы, d, мм, до | |||||
8 | 12 | 16 | 20 | 24 | 30 | ||||
Время, t, мин. | |||||||||
1 | На направляющем ноже | Ручной | 100 | 0,045 | 0,050 | 0,055 | 0,060 | 0,065 | 0,070 |
2 | 500 | 0,050 | 0,055 | 0,060 | 0,065 | 0,070 | 0,080 | ||
3 | Св. 500 | - | - | 0,065 | 0,070 | 0,080 | 0,090 | ||
Автоматический | - | 0,028 | 0,030 | 0,032 | 0,035 | 0,037 | 0,040 | ||
Индекс | а | б | в | г | д | е | |||
Примечания:
1. Вспомогательное время, приведенное в поз. 4 для работы с автоматической подачей, следует считать перекрываемым машинным временем и в норму штучного времени не включать. Значения величин этого времени используются при назначении режима резания и определении числа двойных ходов.
2. При работе на станках с бункерным устройством для подачи детали на направляющий нож вспомогательное время не рассчитывается.
Измерения | ||||||||
Карта 43, лист 1 | ||||||||
N позиции | Измерительный инструмент | Точность намерения | Измеряемый размер, И, мм, до | |||||
50 | 100 | 200 | 500 | 1000 | 2000 | |||
Время, t, мин. | ||||||||
1 | Линейка масштабная | - | 0,055 | 0,06 | 0,07 | 0,10 | 0,13 | 0,17 |
 | ||||||||
2 | Угольник | - | 0,09 | 0,12 | 0,15 | 0,28 | - | - |
 | ||||||||
3 | Угломер универсальный | До 5' | 0,23 | - | - | - | - | |
4 |  | Св. 5' | 0,20 | - | - | - | - | |
5 | Шаблон или скоба линейная односторонняя | 0,2...0,5 мм | 0,07 | 0,08 | 0,10 | 0,12 | 0,15 | |
6 |  | < 0,2 мм | 0,10 | 0,12 | 0,15 | 0,17 | - | |
7 | Шаблон линейный двусторонний | 0,2...0,5 мм | 0,07 | 0,08 | 0,10 | 0,12 | 0,15 | - |
8 | 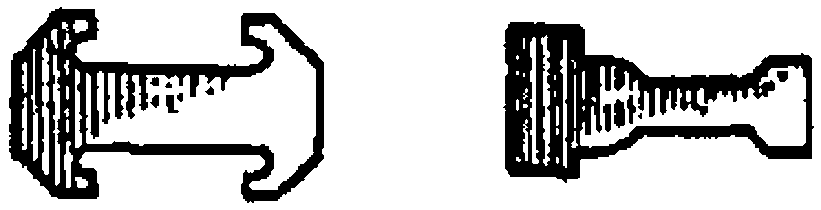 | < 0,2 мм | 0,09 | 0,11 | 0,13 | 0,17 | 0,21 | - |
9 | Шаблон фасонный простой | 0,15...0,25 мм | 0,08 | 0,09 | 0,11 | 0,14 | - | - |
10 |  | < 0,15 мм | 0,11 | 0,13 | 0,16 | 0,20 | - | - |
11 | Шаблон фасонный сложного профиля | 0,15...0,25 мм | 0,11 | 0,13 | 0,14 | 0,17 | - | - |
12 | 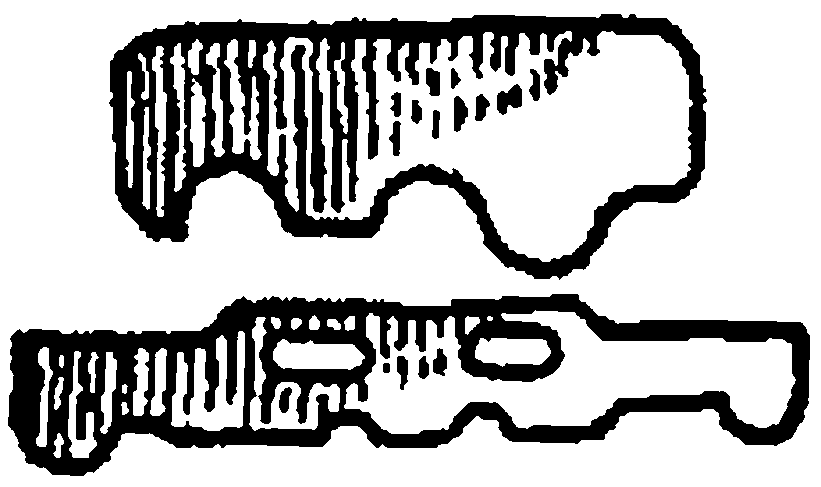 | < 0,15 мм | 0,20 | 0,23 | 0,26 | 0,31 | - | - |
13 | Шаблон на симметрию | 0,15...0,25 мм | 0,12 | 0,14 | 0,17 | 0,22 | - | - |
14 | 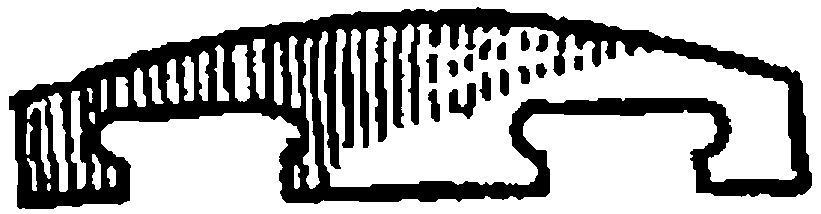 | < 0,15 мм | 0,19 | 0,23 | 0,27 | 0,34 | - | - |
Индекс | а | б | в | г | д | е | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | |||||||||||
Карта 43, лист 2 | ||||||||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер, И, мм, до | Длина измеряемой поверхности, l, мм, до | ||||||||
10 | 25 | 60 | 100 | 200 | 600 | 1000 | 200 | |||||
Время, t, мин. | ||||||||||||
15 | Скоба односторонняя предельная | 1Т11 - 1Т13 (4 - 5 кл.) | 10 | 0,025 | 0,030 | 0,035 | 0,040 | 0,05 | - | - | - | |
16 |  | 25 | 0,030 | 0,035 | 0,040 | 0,045 | 0,06 | - | - | - | ||
17 | 50 | 0,035 | 0,040 | 0,045 | 0,050 | 0,07 | 0,10 | 0,15 | 0,20 | |||
18 | 100 | 0,040 | 0,045 | 0,050 | 0,06 | 0,08 | 0,11 | 0,17 | 0,23 | |||
19 | 200 | - | - | 0,065 | 0,07 | 0,10 | 0,15 | 0,20 | 0,26 | |||
20 | 300 | - | - | 0,08 | 0,09 | 0,11 | 0,16 | 0,21 | - | |||
21 | 500 | А | - | - | 0,10 | 0,11 | 0,12 | 0,18 | 0,24 | - | ||
22 | Б | - | - | 0,16 | 0,18 | 0,19 | 0,29 | 0,38 | - | |||
23 | 800 | А | - | - | 0,13 | 0,14 | 0,16 | 0,20 | 0,26 | - | ||
24 | Б | - | - | 0,21 | 0,22 | 0,26 | 0,32 | 0,42 | - | |||
25 | 1000 | А | - | - | 0,14 | 0,16 | 0,17 | 0,21 | 0,27 | - | ||
26 | Б | - | - | 0,22 | 0,26 | 0,27 | 0,34 | 0,43 | - | |||
27 | 1Т7 - 1Т9 (2 - 3 кл.) | 10 | 0,045 | 0,055 | 0,06 | 0,07 | 0,08 | - | - | - | ||
28 | 25 | 0,055 | 0,06 | 0,07 | 0,08 | 0,11 | - | - | - | |||
29 | 50 | 0,06 | 0,075 | 0,08 | 0,10 | 0,13 | 0,17 | 0,21 | 0,25 | |||
30 | 100 | 0,09 | 0,10 | 0,12 | 0,13 | 0,16 | 0,21 | 0,25 | 0,31 | |||
31 | 200 | - | - | 0,13 | 0,15 | 0,20 | 0,24 | 0,28 | - | |||
32 | 300 | - | - | 0,15 | 0,16 | 0,23 | 0,28 | 0,32 | - | |||
33 | 500 | А | - | - | 0,16 | 0,18 | 0,27 | 0,34 | 0,37 | - | ||
34 | Б | - | - | 0,26 | 0,29 | 0,43 | 0,50 | 0,60 | - | |||
35 | 800 | А | - | - | 0,18 | 0,20 | 0,31 | 0,37 | 0,43 | - | ||
36 | Б | - | - | 0,29 | 0,32 | 0,50 | 0,60 | 0,70 | - | |||
37 | 1000 | А | - | - | 10,19 | 0,21 | 0,33 | 0,40 | 0,46 | - | ||
38 | Б | - | - | 10,30 | 0,34 | 0,55 | 0,65 | 0,75 | - | |||
39 | 1Т5 - 1Т6 (1 кл.) | 50 | - | - | 0,12 | 0,13 | 0,18 | 0,26 | - | - | ||
40 | 100 | - | - | 0,13 | 0,15 | 0,20 | 0,29 | - | - | |||
41 | Скоба двусторонняя предельная | 1Т11 - 1Т13 (4 - 5 кл.) | 10 | 0,040 | 0,045 | 0,050 | 0,06 | 0,07 | - | - | - | |
42 |  | 25 | 0,045 | 0,055 | 0,06 | 0,07 | 0,08 | - | - | - | ||
43 | 50 | 0,05 | 0,06 | 0,08 | 0,09 | 0,10 | 0,12 | 0,17 | - | |||
44 | 100 | 0,06 | 0,08 | 0,09 | 0,10 | 0,12 | 0,14 | 020 | - | |||
45 | 1Т7 - 1Т9 (2 - 3 кл.) | 10 | 0,06 | 0,07 | 0,08 | 0,10 | 0,11 | - | - | - | ||
46 | 25 | 0,07 | 0,09 | 0,10 | 0,12 | 0,14 | - | - | - | |||
47 | 50 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,26 | 0,32 | - | |||
48 | 100 | 0,10 | 0,12 | 10,14 | 0,17 | 0,19 | 0,30 | 0,38 | - | |||
49 | 1Т5 - 1Т6 (1 кл.) | 50 | - | - | 0,20 | 0,22 | 0,25 | 0,35 | - | - | ||
50 | 100 | - | - | 10,22 | 0,25 | 0,28 | 0,40 | - | - | |||
51 | Скоба индикаторная | 0,01 мм | 50 | 0,08 | 0,09 | 0,095 | 6,10 | 0,12 | 0,21 | 0,29 | 0,40 | |
52 |  | 100 | 0,11 | 0,12 | 0,13 | 0,14 | 0,16 | 0,25 | 0,35 | 0,48 | ||
53 | 200 | 0,14 | 0,16 | 0,17 | 0,18 | 0,21 | 0,29 | 0,41 | 0,56 | |||
54 | 300 | - | - | 1020 | 0,22 | 0,25 | 0,32 | 0,44 | - | |||
55 | 400 | А | - | - | 0,23 | 0,25 | 0,29 | 0,34 | 0,48 | - | ||
56 | Б | - | - | 0,37 | 0,40 | 0,46 | 0,55 | 0,75 | - | |||
57 | 600 | А | - | - | 0,27 | 0,29 | 0,34 | 0,38 | 0,50 | - | ||
58 | Б | - | - | 0,43 | 0,46 | 0,55 | 0,60 | 0,85 | - | |||
59 | 800 | А | - | - | 0,30 | 0,33 | 0,38 | 0,40 | 0,55 | - | ||
60 | Б | - | - | 0,48 | 0,50 | 0,60 | 6,65 | 0,90 | - | |||
61 | 1000 | А | - | - | 0,33 | - | - | - | - | - | ||
62 | Б | - | - | 0,55 | - | - | - | - | - | |||
63 | 1500 | А | - | - | 0,40 | - | - | - | - | - | ||
64 | Б | - | - | 0,65 | - | - | - | - | - | |||
65 | 2000 | А | - | - | 0,44 | - | - | - | - | - | ||
66 | Б | - | - | 0,70 | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | |||||||||||
Карта 43, лист 3 | ||||||||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер, И, мм, до | Длина измеряемой поверхности, l, мм, до | ||||||||
10 | 25 | 50 | 100 | 200 | 500 | 1000 | 2000 | |||||
Время, t, мин. | ||||||||||||
67 | Скоба индикаторная | 0,01 мм | 2500 | А | - | - | 0,49 | - | - | - | - | - |
68 | Б | - | - | 0,80 | - | - | - | - | - | |||
69 | 3000 | А | - | - | 0,55 | - | - | - | - | - | ||
70 | Б | - | - | 0,85 | - | - | - | - | - | |||
71 | Скоба рычажная | 0,002 мм | 10 | 0,11 | 0,12 | 0,13 | - | - | - | - | - | |
72 |  | 25 | 0,12 | 0,13 | 0,14 | - | - | - | - | - | ||
73 | 50 | 0,13 | 0,14 | 0,15 | 0,17 | 0,18 | 0,20 | 0,22 | - | |||
74 | 100 | - | - | 0,19 | 0,20 | 0,22 | 0,26 | 0,28 | - | |||
75 | 150 | - | - | 0,21 | 0,23 | 0,25 | 0,30 | 0,33 | - | |||
76 | Скоба пневматическая | 0,002 мм | 50 | - | - | 0,17 | 0,22 | 0,30 | - | - | - | |
77 |  | 100 | - | - | 0,21 | 0,28 | 0,38 | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | |||||
Карта 43, лист 4 | ||||||
N позиции | Измерительный инструмент | Точность намерения | Измеряемый размер, D, мм, до | Длина измеряемой поверхности, l, км, до | ||
1D | 2D | 4D | ||||
Время, t, мин. | ||||||
78 | Калибр-пробка гладкая двусторонняя | 1Т11 - 1Т13 (4 - 5 кл.) | 10 | 0,045 | 0,050 | 0,055 |
79 |  | 25 | 0,07 | 0,08 | 0,09 | |
80 | 50 | 0,09 | 0,10 | 0,15 | ||
81 | 100 | 0,12 | 0,18 | - | ||
82 | 1Т7 - 1Т9 (2 - 3 кл.) | 10 | 0,07 | 0,08 | 0,09 | |
83 | 25 | 0,10 | 0,11 | 0,13 | ||
84 | 50 | 0,15 | 0,22 | |||
85 | 100 | 0,27 | - | |||
86 | 1Т5 - 1Т6 (1 кл.) | 10 | 0,13 | 0,15 | 0,17 | |
87 | 25 | 0,18 | 0,21 | 0,24 | ||
88 | 50 | 0,24 | 0,27 | 0,37 | ||
89 | 100 | 0,35 | 0,48 | - | ||
90 | Калибр-пробка неполная (плоская) | 1Т11 - 1Т13 (4 - 5 кл.) | 50 | 0,10 | 0,11 | 0,17 |
91 |  | 100 | 0,15 | 0,23 | - | |
92 | 200 | 0,30 | - | - | ||
93 | 300 | 0,43 | - | - | ||
94 | 1Т7 - 1Т9 (2 - 3 кл:). | 50 | 0,16 | 0,19 | 0,28 | |
95 | 100 | 0,25 | 0,38 | 0,50 | ||
96 | 200 | 0,50 | - | - | ||
97 | 300 | 0,70 | - | - | ||
Индекс | а | б | в | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | ||||||
Карта 43, лист 5 | |||||||
N позиция | Измерительный инструмент | Точность измерения | Измеряемый размер, D, мм, до | Длина измеряемой поверхности, l, мм, до | |||
1D | 2D | 4D | |||||
Время, t, мин. | |||||||
98 | Пробка пневматическая | 0,002 мм | 50 | 0,12 | 0,15 | 0,20 | |
99 |  | 100 | 0,18 | 0,24 | - | ||
100 | Калибр плоский для измерения пазов | 1Т11 - 1Т13 (4 - 5 кл.). | 25 | - | 0,14 | - | |
101 | 50 | - | 0,16 | - | |||
102 |  | 1Т7 - 1Т9 (2 - 3 кл.) | 26 | - | 0,20 | - | |
103 | 10 | - | 0,22 | - | |||
104 | Пробка-лекало для проверки соосности | 1Т11 - 1Т13 (4 - 5 кл) | 50 | 0,11 | 0,14 | - | |
105 | 100 | 0,17 | - | - | |||
106 |  | 1Т7 - 1Т9 (2 - 3 кл.) | 50 | 0,16 | 0,21 | - | |
107 | 100 | 0,25 | - | - | |||
108 | Калибр-пробка односторонняя для проверки взаимного положения оси отверстия и торца | - | 25 | 0,20 | - | - | |
109 | 50 | 0,24 | - | - | |||
110 |  | 100 | 0,30 | - | - | ||
111 | Калибр-пробка конусная | По риске с проверкой конусности | на качку | 10 | 0,06 | 0,07 | 0,08 |
112 |  | 25 | 0,09 | 0,10 | 0,11 | ||
113 | 50 | 0,12 | 0,13 | - | |||
114 | 100 | 0,15 | - | - | |||
115 | по краске | 10 | 0,18 | 0,21 | 0,31 | ||
116 | 25 | 0,31 | 0,36 | 0,41 | |||
117 | 50 | 0,47 | 0,55 | - | |||
118 | 100 | 0,70 | - | - | |||
119 | Калибр-пробка шлицевая | 1Т7 - 1Т9 (2 - 3 кл.) | 25 | 0,09 | 0,12 | 0,15 | |
120 |  | 50 | 0,16 | 0,20 | 0,26 | ||
121 | 75 | 0,22 | 0,28 | - | |||
122 | 100 | 0,27 | 0,35 | - | |||
123 | Калибр-втулка конусная | По риске с проверкой конусности | на качку | 10 | - | 0,07 | - |
124 |  | 25 | - | 0,09 | - | ||
125 | 50 | - | 0,11 | - | |||
126 | 100 | 0,14 | |||||
127 | по краске | 10 | - | 0,24 | - | ||
128 | 25 | - | 0,31 | - | |||
129 | 50 | - | 0,37 | - | |||
130 | 100 | 0,45 | |||||
Индекс | а | б | в | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | |||||||||
Карта 43, лист 6 | ||||||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер, И, мм, до | Длина измеряемой поверхности, l, мм, до | ||||||
50 | 100 | 200 | 800 | 1000 | 2000 | |||||
Время, t, мин. | ||||||||||
131 | Калибр-кольцо шлицевое | 1Т7 - 1Т9 (2 - 3 кл.) | 25 | 0,15 | 0,17 | 0,20 | 0,23 | - | - | |
132 |  | 50 | 0,24 | 0,27 | 0,31 | 0,37 | - | - | ||
133 | 100 | 0,28 | 0,32 | - | - | - | - | |||
134 | 200 | 0,33 | 0,38 | - | - | - | - | |||
135 | Нутромер или штихмас индикаторный | 0,01 мм | 50 | 0,16 | 0,19 | 0,24 | 0,34 | 0,44 | - | |
136 | 100 | 0,18 | 0,21 | 0,26 | 0,38 | 0,49 | - | |||
137 |  | 200 | 0,20 | 0,24 | 0,29 | 0,42 | 0,55 | - | ||
138 | 300 | 0,21 | 0,25 | 0,31 | 0,45 | 0,60 | - | |||
139 | 500 | А | 0,35 | 0,40 | 0,46 | 0,55 | 0,65 | - | ||
140 | Б | 0,50 | 0,60 | 0,70 | 0,80 | 0,95 | - | |||
141 | 1000 | А | 0,50 | 0,55 | 0,65 | 0,80 | 0,90 | - | ||
142 | Б | 0,75 | 0,85 | 1,00 | 1,15 | 1,35 | - | |||
143 | 1500 | А | 0,60 | 0,70 | 0,80 | 1,0 | 1,1 | - | ||
144 | Б | 0,9 | 1,05 | 1,2 | 1,45 | 1,65 | - | |||
145 | Штихмас микрометрический | 0,01 мм | 100 | 0,22 | 0,26 | 0,31 | - | - | - | |
146 | 200 | 0,26 | 0,31 | 0,36 | 0,44 | - | - | |||
147 |  | 300 | 0,28 | 0,33 | 0,39 | 0,48 | - | - | ||
148 | 500 | А | 0,37 | 0,41 | 0,46 | 0,70 | 1.1 | |||
149 | Б | 0,48 | 0,55 | 0,60 | 0,90 | 1,4 | - | |||
150 | 750 | А | 0,45 | 0,50 | 0,55 | 0,90 | 1,35 | - | ||
151 | Б | 0,60 | 0,65 | 0,70 | 1,15 | 1,75 | - | |||
152 | 1000 | А | 0,50 | 0,55 | 0,65 | 1,05 | 1,6 | - | ||
153 | Б | 0,65 | 0,70 | 0,85 | 1,35 | 2,1 | - | |||
154 | Штихмас нераздвижной | 1Т11 - 1Т13 (4 - 5 кл.) | 100 | 0,09 | 0,10 | 0,12 | - | - | - | |
155 |  | 200 | 0,10 | 0,12 | 0,14 | 0,17 | - | - | ||
156 | 300 | 0,11 | 0,13 | 0,15 | 0,19 | - | - | |||
157 | 500 | 0,15 | 0,17 | 0,19 | 0,29 | 0,45 | - | |||
158 | 750 | 0,18 | 0,20 | 0,23 | 0,36 | 0,55 | - | |||
159 | 1000 | 0,21 | 0,23 | 0,26 | 0,43 | 0,65 | - | |||
160 | 1500 | 0,26 | 0,29 | 0,32 | 0,55 | 0,80 | - | |||
Индекс | а | б | в | г | д | е | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕНЕНИЯ | Измерения | |||||||||
Карта 43, лист 7 | ||||||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер, И, мм, до | Длина измеряемой поверхности, l, мм, до | ||||||
50 | 100 | 200 | 800 | 1000 | 2000 | |||||
Время, t, мин. | ||||||||||
161 | Микрометр | 0,01 мм | 10 | 0,09 | 0,12 | - | - | - | ||
162 |  | 25 | 0,12 | 0,15 | 0,22 | 0,29 | - | |||
163 | 50 | 0,15 | 0,18 | 0,26 | 0,35 | - | ||||
164 | 100 | 0,19 | 0,22 | 0,31 | 0,41 | - | ||||
165 | 200 | 0,23 | 0,26 | 0,38 | 0,50 | - | ||||
165 | 300 | 0,27 | 0,32 | 0,43 | 0,55 | - | ||||
167 | 400 | 0,32 | 0,35 | 0,47 | 0,60 | - | ||||
168 | 600 | А | 0,41 | 0,44 | 0,60 | 0,70 | - | |||
169 | Б | 0,50 | 0,55 | 0,75 | 0,90 | - | ||||
170 | 800 | А | 0,49 | 0,60 | 0,80 | 1,0 | - | |||
171 | Б | 0,60 | 0,75 | 1,0 | 1,2 | - | ||||
172 | Микрометр рычажный | 0,02 мм | 50 | 0,27 | 0,29 | 0,43 | 0,60 | - | ||
 | ||||||||||
173 | Штангенциркуль | 0,1 мм | 10 | 0,07 | 0,08 | 0,10 | - | - | ||
174 |  | 25 | 0,08 | 0,10 | 0,12 | 0,17 | - | |||
175 | 50 | 0,10 | 0,12 | 0,14 | 0,18 | 0,22 | 0,28 | |||
176 | 100 | 0,11 | 0,14 | 0,16 | 0,24 | 0,29 | 0,37 | |||
177 | 200 | 0,13 | 0,16 | 0,19 | 0,31 | 0,38 | 0,48 | |||
300 | 0,18 | - | - | - | - | |||||
179 | 400 | 0,21 | - | - | - | - | ||||
180 | 600 | А | 0,28 | - | - | - | - | |||
181 | Б | 0,34 | - | - | - | - | ||||
182 | 800 | А | 0,33 | - | - | - | - | |||
183 | Б | 0,40 | - | - | - | - | ||||
184 | 1000 | А | 0,38 | - | - | - | - | |||
185 | Б | 0,46 | - | - | - | - | ||||
186 | 1500 | А | 0,48 | - | - | - | - | |||
187 | Б | 0,60 | - | - | - | - | ||||
188 | 2000 | А | 0,55 | - | - | - | - | |||
189 | Б | 0,65 | - | - | - | - | ||||
190 | ||||||||||
191 | ||||||||||
192 | 0,05 мм | 10 | 0,13 | 0,15 | 0,18 | - | - | - | ||
193 | 25 | 0,16 | 0,19 | 0,23 | 0,25 | 0,30 | - | |||
194 | 50 | 0,18 | 0,22 | 0,26 | 0,33 | 0,70 | 0,78 | |||
195 | 100 | 0,21 | 0,26 | 0,31 | 0,43 | 0,50 | 0,65 | |||
196 | 200 | 0,26 | - | - | - | - | ||||
197 | 300 | 0,34 | ||||||||
Индекс | а | б | в | г | д | е | ||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕНЕНИЯ | Измерения | |||||||||
Карта 43, лист 8 | ||||||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер, И, мм, до | Длина измеряемой поверхности, l, мм, до | ||||||
10 | 26 | 50 | 100 | 200 | 500 | 1000 | ||||
Время, t, мин. | ||||||||||
198 | Штангенглубиномер | 0,1 мм | - | 0,08 | 0,10 | 0,11 | 0,12 | 0,13 | 0,15 | - |
199 | 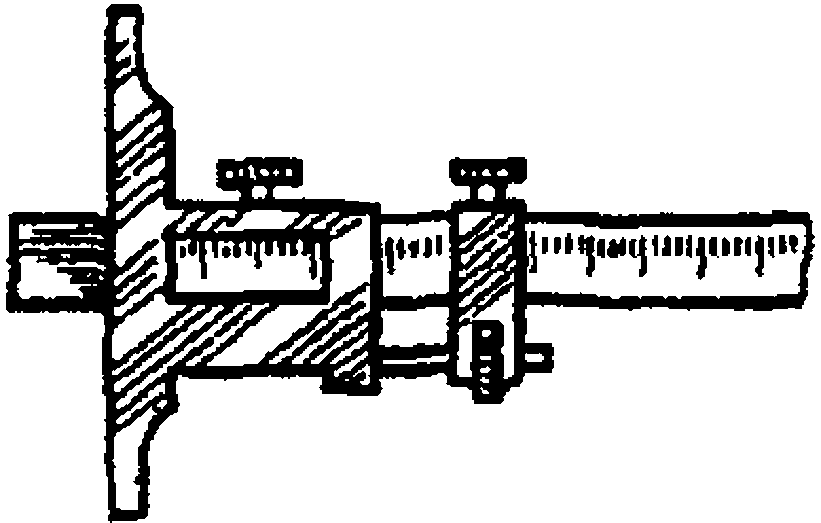 | 0,05 мм | - | 0,12 | 0,14 | 0,16 | 0,17 | 0,19 | 0,22 | - |
200 | Глубиномер микрометрический | 0,01 мм | - | 0,22 | - | - | - | |||
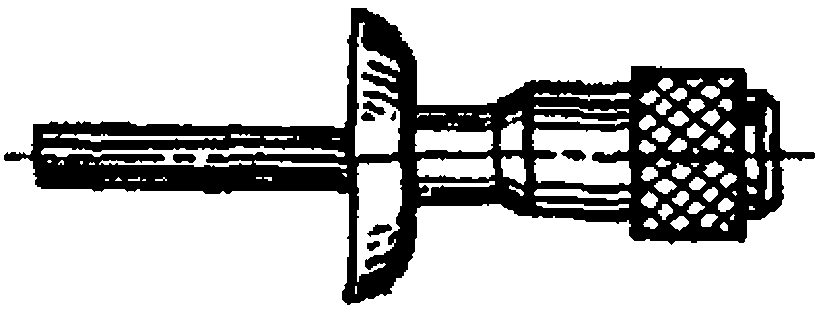 | ||||||||||
201 | Глубиномер индикаторный | 0,01 мм | - | 0,04 | 0,06 | 0,07 | 0,09 | 0,10 | - | - |
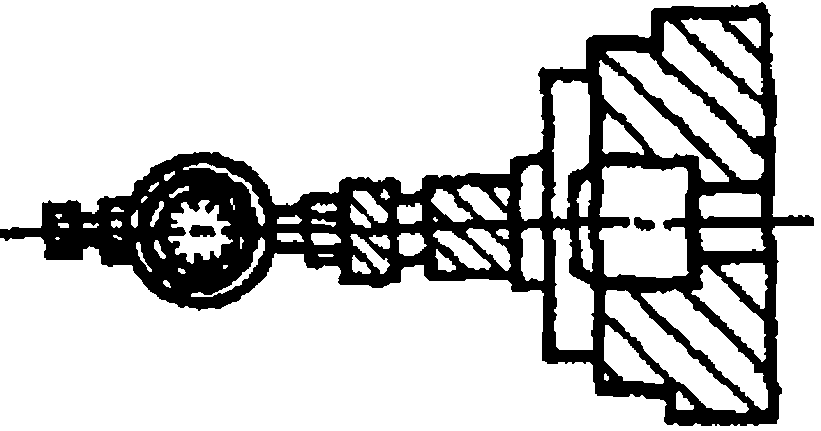 | ||||||||||
202 | Стенкомер индикаторный | 0,01 мм | - | 0,12 | - | - | - | |||
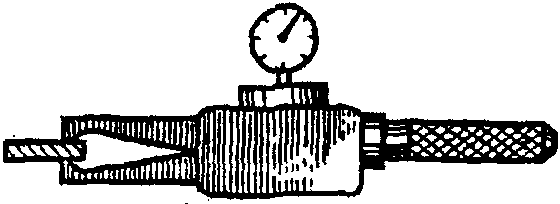 | ||||||||||
203 | Индикатор для измерения отклонений от геометрической формы | 0,01 мм | 10 | 0,075 | 0,085 | 0,095 | 0,11 | 0,12 | - | - |
204 | 25 | 0,08 | 0,095 | 0,105 | 0,12 | 0,13 | - | - | ||
205 |  | 50 | 0,09 | 0,10 | 0,11 | 0,13 | 0,14 | 0,19 | - | |
206 | 100 | 0,095 | 0,11 | 0,12 | 0,14 | 0,15 | 0,20 | - | ||
207 | 200 | - | - | 0,13 | 0,15 | 0,16 | 022 | |||
208 | 300 | - | - | 0,17 | 0,19 | 0,21 | 0,27 | 0,35 | ||
209 | 500 | - | - | 0,22 | 0,24 | 0,27 | 0,34 | 0,42 | ||
210 | 1000 | - | - | 0,31 | 0,34 | 0,38 | 0,45 | 0,57 | ||
211 | Миниметр или микрокатор | 0,001 мм | 10 | 0,10 | 0,13 | 0,15 | 0,18 | - | - | - |
212 |  | 25 | 0,13 | 0,16 | 0,19 | 0,23 | - | - | - | |
213 | 50 | 0,15 | 0,19 | 0,23 | 0,27 | - | - | - | ||
214 | 100 | 0,18 | 0,23 | 0,27 | 0,32 | - | - | - | ||
215 | 150 | 0,20 | 0,25 | 0,30 | 0,35 | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕНЕНИЯ | Измерения | |||||||||||||||
Карта 43, лист 9 | ||||||||||||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер | Длина измеряемой поверхности, l, мм, до | ||||||||||||
D | S | 5 | 10 | 15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | 150 | ||||
Время, t, мин. | ||||||||||||||||
216 | Калибр-кольцо резьбовое проходное | 1Т7 - 1Т9 (2 - 3 кл.) | 10 | 0,5 | 0,20 | 0,36 | 0,50 | 0,65 | - | - | - | - | - | - | - | |
217 | 1,0 | 0,11 | 0,19 | 0,27 | 0,35 | 0,50 | 0,64 | 0,78 | - | - | - | - | ||||
218 |  | 1,5 | 0,07 | 0,13 | 0,19 | 0,24 | 0,35 | 0,45 | 0,55 | 0,65 | - | - | - | |||
219 | 20 | 1,0 | 0,12 | 0,22 | 0,32 | 0,41 | 0,60 | 0,75 | 0,90 | - | - | - | - | |||
220 | 1,5 | 0,085 | 0,15 | 0,22 | 0,28 | 0,40 | 0,50 | 0,65 | 0,75 | - | - | - | ||||
221 | 2,0 | 0,07 | 0,12 | 0,17 | 0,22 | 0,31 | 0,40 | 0,48 | 0,55 | 0,70 | 0,90 | 1,25 | ||||
222 | 2,5 | 0,05 | 0,10 | 0,14 | 0,18 | 0,25 | 0,33 | 0,40 | 0,46 | 0,60 | 0,70 | 1,00 | ||||
223 | 40 | 1,0 | 0,14 | 0,26 | 0,37 | 0,47 | 0,65 | 0,86 | 1,05 | - | - | - | - | |||
224 | 1,5 | 0,10 | 0,18 | 0,25 | 0,33 | 0,46 | 0,60 | 0,70 | 0,85 | - | - | - | ||||
225 | 2,0 | 0,08 | 0,14 | 0,20 | 0,25 | 0,36 | 0,46 | 0,55 | 0,65 | 0,85 | 1,00 | 1,45 | ||||
226 | 2,5 | 0,06 | 0,11 | 0,15 | 0,21 | 0,29 | 0,38 | 0,46 | 0,55 | 0,70 | 0,85 | 1,20 | ||||
227 | 3,0 | - | 0,10 | 0,14 | 0,17 | 0,25 | 0,32 | 0,39 | 0,46 | 0,58 | 0,70 | 1,00 | ||||
228 | 3,5 | - | 0,08 | 0,12 | 0,15 | 0,22 | 0,28 | 0,34 | 0,40 | 0,50 | 0,60 | 0,90 | ||||
229 | 4,5 | - | 0,07 | 0,09 | 0,12 | 0,17 | 0,22 | 0,27 | 0,31 | 0,41 | 050 | 0,70 | ||||
230 | 60 | 1,0 | 0,15 | 0,28 | 0,40 | 0,50 | 0,75 | 0,95 | 1,15 | - | - | - | - | |||
231 | 1,5 | 0,11 | 0,19 | 0,28 | 0,36 | 0,50 | 0,65 | 0,80 | 0,90 | - | - | - | ||||
232 | 2,0 | 0,08 | 0,15 | 0,21 | 057 | 0,39 | 0,50 | 0,60 | 0,70 | 0,90 | 1,10 | 1,60 | ||||
233 | 3,0 | - | 0,10 | 0,15 | 0,19 | 0,27 | 0,35 | 0,40 | 0,50 | 0,65 | 0,75 | 1,10 | ||||
234 | 5,0 | - | - | 0,09 | 0,12 | 0,17 | 0,22 | 0,27 | 0,31 | 0,40 | 0,49 | 0,70 | ||||
235 | 5,5 | - | - | - | 0,11 | 0,16 | 0,20 | 0,24 | 0,29 | 0,37 | 0,45 | 0,65 | ||||
236 | 80 | 1,0 | 0,16 | 0,30 | 0,42 | 0,55 | 0,75 | 1,00 | 1,20 | - | - | - | - | |||
237 | 15 | 0,11 | 0,21 | 0,29 | 0,38 | 0,55 | 0,70 | 0,85 | 1,00 | - | - | - | ||||
238 | 2,0 | - | 0,16 | 0,23 | 0,29 | 0,41 | 0,53 | 0,65 | 0,75 | 1,00 | 1,20 | 1,70 | ||||
239 | 3,0 | - | 0,11 | 0,16 | 0,20 | 0,29 | 0,37 | 0,45 | 0,55 | 0,70 | 0,80 | 1,15 | ||||
240 | 4,0 | - | - | 0,12 | 0,16 | 0,22 | 0,28 | 0,35 | 0,41 | 0,52 | 0,63 | 0,90 | ||||
241 | 6,0 | - | - | - | 0,11 | 0,15 | 0,20 | 0,24 | 0,28 | 0,36 | 0,44 | 0,65 | ||||
242 | 100 | 1,5 | 0,12 | 0,22 | 0,3 | 0,40 | 0,55 | 0,70 | 0,90 | 1,05 | 1,30 | 1,60 | 2,3 | |||
243 | 2,0 | - | 0,17 | 0,24 | 0,31 | 0,43 | 0,55 | 0,70 | 0,80 | 1,00 | 1,25 | 1,75 | ||||
244 | 3,0 | - | 0,12 | 0,17 | 0,21 | 0,30 | 0,39 | 0,47 | 0,55 | 0,70 | 0,85 | 1,2 | ||||
245 | 4,0 | - | - | 0,13 | 0,16 | 0,23 | 0,30 | 0,36 | 0,43 | 0,55 | 0,65 | 0,95 | ||||
246 | 5,0 | - | - | - | 0,13 | 0,19 | 0,24 | 0,30 | 0,35 | 0,45 | 0,55 | 0,75 | ||||
247 | Калибр-кольцо резьбовое непроходное | 1Т7 - 1Т9 (2 - 3 кл.). | 20 | 0,5...1,5 | 0,05 | |||||||||||
40 | 1...4,5 | 0,07 | ||||||||||||||
60 | 1...5,5 | 0,08 | ||||||||||||||
100 | 1,5...6,0 | 0,10 | ||||||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Примечание. При измерении по 1Т5 - 1Т6 (1-му кл.) время по карте применять с коэффициентом 1,2.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | |||||||||||||
Карта 43, лист 10 | ||||||||||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер, мм, до | Длина измеряемой поверхности, l, мм, до | ||||||||||
5 | 10 | 15 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | |||||
D | S | |||||||||||||
Время, t, мин. | ||||||||||||||
251 | Калибр-пробка резьбовая двусторонняя | 1Т7 - 1Т9 (2 - 3 кл.) | 5 | 0,5 | 0,25 | 0,45 | 0,65 | 0,85 | - | - | - | - | - | - |
252 | 10 | 0,5 | 0,28 | 0,50 | 0,70 | 0,90 | - | - | - | - | - | - | ||
253 |  | 1,0 | 0,15 | 0,28 | 0,40 | 0,50 | 0,70 | - | - | - | - | - | ||
254 | 1,5 | 0,11 | 0,20 | 0,28 | 0,36 | 0,50 | - | - | - | - | - | |||
255 | 1,0 | 0,17 | 0,31 | 0,44 | 0,55 | 0,80 | - | - | - | - | - | |||
256 | 20 | 1,5 | 0,12 | 0,22 | 0,31 | 0,40 | 0,57 | 0,73 | 0,89 | - | - | - | ||
257 | 2,0 | 0,09 | 0,17 | 0,24 | 0,31 | 0,45 | 0,55 | 0,70 | - | - | - | |||
258 | 25 | 0,08 | 0,14 | 0,20 | 0,26 | 0,37 | 0,47 | 0,55 | - | - | - | |||
259 | 40 | 1,0 | 0,19 | 0,35 | 0,49 | 0,64 | 0,90 | 1,15 | 1,4 | - | - | - | ||
260 | 1,5 | 0,13 | 0,24 | 0,35 | 0,45 | 0,65 | 0,80 | 1,00 | - | - | - | |||
261 | 2,0 | 0,10 | 0,19 | 0,27 | 0,35 | 0,50 - | 0,64 | 0,78 | - | - | - | |||
262 | 2,5 | 0,09 | 0,16' | 0,23 | 0,29 | 0,41 | 0,55 | 0,65 | - | - | - | |||
268 | 3,0 | - | 0,14 | 0,19 | 0,25 | 0,35 | 0,45 | 0,55 | - | - | - | |||
264 | 3,5 | - | 0,12 | 0,17 | 0,22 | 0,31 | 0,40 | 0,48 | - | - | - | |||
265 | 4,5 | - | 0,10 | 0,14 | 0,17 | 0,25 | 0,32 | 0,39 | - | - | - | |||
266 | 60 | 1,0 | 0,20 | 0,37 | 0,55 | 0,70 | 1,00 | 1,25 | 1,50 | - | - | - | ||
267 | 1,5 | 0,14 | 0,26 | 0,37 | 0,48 | 0,70 | 0,85 | 1,05 | 1,25 | - | - | |||
268 | 2,0 | 0,11 | 0,20 | 0,29 | 0,37 | 0,55 | 0,70 | 0,83 | 0,97 | - | - | |||
269 | 3,0 | - | 0,14 | 0,21 | 0,26 | 0,38 | 0,48 | 0,60 | 0,70 | - | - | |||
270 | 5,0 | - | - | 0,13 | 0,17 | 0,24 | 0,31 | 0,38 | 0,44 | - | - | |||
271 | 5,5 | - | - | - | 0,16 | 0,22 | 0,29 | 0,35 | 0,41 | - | - | |||
272 | 80 | 1,0 | 0,21 | 0,39 | 0,55 | 0,71 | 1,00 | 1,30 | 1,60 | - | - | - | ||
273 | 1,5 | 0,15 | 0,27 | 0,39 | 0,50 | 0,70 | 0,90 | 1,10 | 1,3 | 1,65 | - | |||
274 | 2,0 | - | 0,21 | 0,30 | 0,39 | 0,55 | 0,70 | 0,85 | 1,00 | - | - | |||
275 | 3,0 | - | 0,15 | 0,21 | 0,28 | 0,39 | 0,50 | 0,60 | 0,70 | - | - | |||
276 | 4,0 | - | - | 0,17 | 0,22 | 0,31 | 0,39 | 0,48 | 0,55 | - | - | |||
277 | 6,0 | - | - | - | 0,15 | 0,22 | 0,28 | 0,34 | 0,40 | 0,50 | - | |||
278 | 100 | 1,5 | 0,15 | 0,28 | 0,40 | 0,50 | 0,75 | 0,95 | 1,15 | 1,35 | 1,75 | - | ||
279 | 2,0 | - | 0,22 | 0,32 | 0,41 | 0,60 | 0,75 | 0,90 | 1,05 | 1,35 | 1,65 | |||
280 | 3,0 | - | 0,16 | 0,22 | 0,29 | 0,41 | 0,50 | 0,65 | 0,75 | 0,95 | 1,15 | |||
281 | 4,0 | - | - | 0,17 | 0,23 | 0,32 | 0,41 | 0,50 | 0,60 | 0,75 | 0,90 | |||
282 | 6,0 | - | - | 0,16 | 0,22 | 0,29 | 0,35 | 0,41 | 0,55 | 0,65 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер, И (D) мм, до | Длина измеряемой поверхности, l, мм, до | ||||
25 | 50 | 100 | 200 | 300 | ||||
Время, t, мин. | ||||||||
283 | Скоба резьбовая | 1Т7 - 1Т9 (2 - 3 кл.) | 25 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 |
284 |  | 50 | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | |
285 | 75 | 0,11 | 0,12 | 0,13 | 0,15 | 0,16 | ||
286 | 100 | 0,12 | 0,13 | 0,15 | 0,16 | 0,17 | ||
287 | 200 | 0,14 | 0,16 | 0,18 | 0,20 | 0,21 | ||
Примечание. При измерении по 1Т5 - 1Т6 (1-му кл.) время по карте применять с коэффициентом 1,2.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | |||||||
Карта 43, лист 11 | ||||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер, И (D), мм, до | Длина, измеряемой поверхности, l, мм, до, | ||||
25 | 50 | 100 | 200 | 300 | ||||
Время, t, мин. | ||||||||
288 | Скоба резьбовая индикаторная | 0,01 мм | 25 | 0,16 | 0,18 | 0,20 | 0,22 | 0,24 |
289 |  | 50 | 0,20 | 0,22 | 0,24 | 0,26 | 0,28 | |
290 | 75 | 0,22 | 0,24 | 0,26 | 0,30 | 0,32 | ||
291 | 100 | 0,24 | 0,26 | 0,30 | 0,32 | 0,34 | ||
292 | 200 | 0,28 | 0,32 | 0,36 | 0,40 | 0,42 | ||
293 | Микрометр резьбовой | 0,01 мм | 50 | 0,24 | 0,25 | 0,27 | 0,29 | 0,30 |
294 |  | 100 | 0,26 | 0,27 | 0,29 | 0,31 | 0,32 | |
295 | 150 | 0,28 | 0,29 | 0,31 | 0,34 | 0,35 | ||
296 | 200 | 0,30 | 0,32 | 0,34 | 0,36 | 0,38 | ||
297 | 350 | 0,35 | 0,37 | 0,39 | 0,42 | 0,44 | ||
298 | Штангензубомер | 0,02 мм | m = 5 | 0,55 | ||||
299 |  | m = 10 | 0,70 | |||||
300 | m св. 10 | 0,90 | ||||||
301 | Оптический зубомер | 0,02 мм | m = 5 | 0,70 | ||||
302 |  | m = 10 | 0,90 | |||||
303 | m св. 10 | 1,15 | ||||||
Индекс | а | б | в | г | д | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | ||||||||||
Карта 43, лист 12 | |||||||||||
N позиции | Измерительный инструмент | Характер измерения | Длина измеряемой поверхности, l, мм, до | Число измеряемых точек, n, шт. | Точность измерения, | ||||||
0,05 | 0,15 | 0,30 | св. 0,30 | ||||||||
Время, t, мин. | |||||||||||
304 | Щуп | Прерывистое измерение величины зазора по прямой и кривой (в нескольких точках) | без определения величины зазора ("проходит" или "не проходит") | - | 1 | 0,09 | 0,07 | 0,045 | 0,035 | ||
305 | - | 2 | 0,12 | 0,09 | 0,07 | 0,05 | |||||
306 | - | 4 | 0,17 | 0,13 | 0,09 | 0,07 | |||||
307 | - | 6 | 0,21 | 0,16 | 0,11 | 0,09 | |||||
308 | с определением величины зазора (подбор определенной пластинки) | - | 1 | 0,11 | 0,08 | 0,06 | 0,045 | ||||
309 | - | 2 | 0,15 | 0,12 | 0,08 | 0,07 | |||||
310 | - | 4 | 0,21 | 0,16 | 0,12 | 0,09 | |||||
311 | - | 6 | 0,25 | 0,20 | 0,14 | 0,11 | |||||
312 | Измерение величины зазора по длине (без отрыва щупа) | по прямой | без определения величины зазора ("проходит" или "не проходит") | 120 | - | 0,10 | 0,08 | 0,07 | 0,05 | ||
313 | 300 | - | 0,14 | 0,10 | 0,09 | 0,07 | |||||
314 | 650 | - | 0,17 | 0,13 | 0,11 | 0,09 | |||||
315 | с определением величины зазора (подбор определенной пластинки) | 120 | - | 0,20 | 0,17 | 0,15 | 0,08 | ||||
316 | 300 | - | 0,23 | 0,19 | 0,17 | 0,10 | |||||
317 | 650 | - | 0,26 | 0,22 | 0,19 | 0,11 | |||||
318 | по кривой | без определения величины зазора ("проходит" или "не проходит") | 120 | - | 0,16 | 0,12 | 0,10 | 0,07 | |||
319 | 300 | - | 0,21 | 0,15 | 0,13 | 0,09 | |||||
320 | 650 | - | 0,27 | 0,19 | 0,16 | 0,11 | |||||
321 | с определением величины зазора (подбор определенной пластинки) | 120 | - | 0,26 | 0,21 | 0,19 | 0,14 | ||||
322 | 300 | - | 0,29 | 0,24 | 0,22 | 0,17 | |||||
323 | 650 | - | 0,33 | 0,27 | 0,24 | 0,20 | |||||
324 | Визуальный контроль чистоты поверхности | одной плоскости | Масса детали, m, кг, до | <= 3 | - | - | 0,07 | ||||
325 | > 3 | - | - | 0,11 | |||||||
326 | в нескольких плоскостях | <= 3 | - | - | 0,14 | ||||||
327 | > 3 | - | - | 0,18 | |||||||
Индекс | а | б | в | г | |||||||
Примечание. Время, приведенное в карте, соответствует следующим условиям работы:
1. Измерение универсальным инструментом производится с установкой его на размер в процессе измерения.
2. При измерении микрометром нескольких поверхностей при разнице в размерах от 10 мм и выше к времени по карте следует добавлять 0,2 мин. на установку инструмента.
3. При проверке плоскостей измерение линейных размеров производится в одной точке по ширине или высоте без учета длины обрабатываемой детали.
4. При измерении скобами нескольких поверхностей одинаковых размеров одной детали на каждую следующую поверхность время по карте следует принимать с коэффициентом 0,6.
5. При измерении в неудобном положении время по карте следует принимать с коэффициентом 1,3.
6. При очистке отверстия от стружки сжатым воздухом для измерения к времени по карте следует добавлять 0,05 мин. (по необходимости).
7. Время на измерение не предусматривает перехода исполнителя. При переходе исполнителя для выполнения контрольных измерений к времени по карте следует добавлять 0,01 мин. на каждый шаг (0,7 м) исполнителя.
8. А-измерение детали жесткой конструкции, Б-измерение тонкостенных деталей, включая проверку на элептичность.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Станки для глубокого сверления и растачивания | |||||||||||||||||
Карта 43, лист 13 | ||||||||||||||||||
Вспомогательное время на контрольные измерения на станке и сдачу детали ОТК в присутствии рабочего | ||||||||||||||||||
N позиции | Проверяемые параметры обработанного отверстия | Характер измерения | Точность измерения | Диаметр измеряемого отверстия, d, мм, до | ||||||||||||||
50 | 200 | 500 | 1000 | |||||||||||||||
Длина измеряемого отверстия, l, мм, до | ||||||||||||||||||
2 | 5 | 2 | 5 | 8 | 10 | 2 | 5 | 8 | 10 | 2 | 5 | 8 | 10 | |||||
Время, t, мин. | ||||||||||||||||||
328 | Ось отверстия | Проверка биения индикатором | Точно | 3 | 3,8 | 4 | 5,1 | 6,5 | 7 | 4,9 | 6,2 | 7,9 | 8,5 | 5,6 | 7,2 | 9,1 | 9,9 | |
329 | Измерение толщины стенок детали на выходе инструмента | Грубо | 1,8 | 2,3 | 2,4 | 3,1 | 3,9 | 4,2 | 2,9 | 3,7 | 4,7 | 5,1 | 3,4 | 4,3 | 5,5 | 5,9 | ||
330 | Измерение прямолинейности оптическим прибором | по двум концам детали | Грубо | 3,2 | 4,6 | 4,5 | 6,5 | 7,8 | 8,7 | 5,7 | 6,9 | 9,9 | 10,8 | 6,8 | 9,8 | 11,7 | 13 | |
331 | Точно | 5,1 | 7,4 | 7,2 | 10,5 | 12,6 | 14 | 9,1 | 13,3 | 15,9 | 17,6 | 10,8 | 15,8 | 18,9 | 21 | |||
332 | по всей длине детали | Грубо | 7,9 | 11,5 | 11,1 | 16,2 | 19,4 | 21,5 | 14 | 20,4 | 24,4 | 27,1 | 16,7 | 24,2 | 29 | 32,2 | ||
333 | Точно | 11,3 | 16,5 | 16 | 23 | 28 | 31 | 20 | 29,5 | 35 | 39 | 24 | 35 | 42 | 46 | |||
334 | Проверка разностенности рычажным или оптическим прибором по всей длине отверстия | Грубо | 6,7 | 9,8 | 9,5 | 13,8 | 16,5 | 18,4 | 11,9 | 17,4 | 21 | 23 | 14 | 21 | 24,5 | 27,5 | ||
335 | Точно | 9,7 | 14,1 | 13,7 | 19,9 | 24 | 26,5 | 17,2 | 25 | 30 | 33,5 | 20,5 | 30 | 35,5 | 39,5 | |||
336 | Точность обработки отверстия | Измерение диаметров двух концов отверстия штангенциркулем, штихмасом | Грубо | 1,35 | 1,95 | 1,9 | 2,8 | 3,3 | 3,7 | 2,4 | 3,5 | 4,2 | 4,6 | 2,8 | 4,1 | 4,9 | 5,5 | |
337 | Точно | 1,7 | 2,5 | 2,4 | 3,5 | 4,2 | 4,6 | 3,0 | 4,4 | 5,2 | 5,8 | 3,6 | 5,2 | 6,2 | 6,9 | |||
338 | Измерение звездкой по всей длине отверстия отклонений от геометрической формы | Грубо | 7,9 | 11,5 | 11,1 | 16,2 | 19,4 | 21,5 | 14 | 20,4 | 24,5 | 27 | 16,7 | 24 | 29 | 32 | ||
339 | Точно | 11 | 17 | 16 | 24,5 | 31 | 34,5 | 20,5 | 31,5 | 39,5 | 44,5 | 24,5 | 38,5 | 43 | 53,5 | |||
340 | Измерение глубины глухих отверстий | Грубо | 1,6 | 2,2 | 2,2 | 3,1 | 3,7 | 4,1 | 2,7 | 3,9 | 4,7 | 5,2 | 3,2 | 4,7 | 5,6 | 6,2 | ||
341 | Точно | 1,95 | 2,8 | 2,7 | 4,6 | 4,8 | 5,3 | 3,4 | 5 | 6 | 6,7 | 4,1 | 6 | 7,2 | 7,9 | |||
342 | Качество и чистота поверхности | Визуальный контроль чистоты поверхности | - | 1,6 | 2,3 | 2,2 | 3,2 | 3,9 | 4,3 | 2,8 | 4,1 | 4,9 | 5,5 | 3,4 | 4,9 | 5,9 | 6,5 | |
343 | Контроль через оптический прибор | пороков металла то же с проверкой требуемой чистоты | 6,7 | 9,8 | 9,5 | 13,8 | 16,5 | 18,4 | 11,9 | 17,4 | 21 | 23 | 14 | 21 | 24,5 | 27,5 | ||
344 | - | 9,7 | 14,1 | 13,7 | 19,9 | 24 | 26,5 | 17,2 | 25 | 30 | 33,5 | 20,5 | 30 | 35,5 | 39,5 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||||
Примечания:
1. Время на контрольные измерения и сдачу детали в ОТК на станке включается в норму времени станочника в тех случаях, когда оно не перекрывается другими работами и присутствие станочника при приемке предусмотрено технологическим процессом.
2. Точными измерениями следует считать измерения с допусками в пределах 1Т7 - 1Т9, измерения с большими допусками относить к грубым.
3. При измерении в неудобном положении время по карте следует принимать с коэффициентом 1,3.
Измерения | |||||||
Карта 44, лист 1 | |||||||
N позиции | Виды обрабатываемых поверхности. Характер обработки | Квалитет (класс точности) | Измеряемый размер, И, мм, до | Способ достижения размеров обработки | |||
обеспечивается конструктивными размерами режущего инструмента | работа инструментом, установленным на размер | работа с пробными стружками или по лимбу | |||||
Периодичность промеров - коэффициенты | |||||||
1 | Цилиндрические | Точение, растачивание, развертывание, наружное шлифование и внутреннее протягивание | 1Т11 - 1Т13 (4 - 5 кл.) | 50 | 0,3 | 0,4 | 0,8 |
2 | 200 | 0,4 | 0,5 | 0,9 | |||
3 | Св. 200 | 0,5 | 0,6 | 1,0 | |||
4 | 1Т7 - 1Т9 (2 - 3 кл:) | 50 | 0,4 | 0,5 | 1,0 | ||
5 | 200 | 0,5 | 0,6 | 1,0 | |||
6 | Св. 200 | 0,6 | 0,7 | 1,0 | |||
7 | 1Т5 - 1Т6 (1 кл.) | 100 | 1,0 | 1,0 | 1,0 | ||
8 | Бесцентровое шлифование | 1Г11 - 1Т13 (4 - 5 кл.) | 100 | - | 0,01 | - | |
9 | 1Г7 - 1Т9 (2 - 3 кл.) | - | 0,02 | - | |||
10 | 1Т5 - 1Т6 (1 кл.) | - | 0,03 | - | |||
11 | Хонингование, суперфиниширование | 1Т5 - 1Т7 (1 - 2 кл.) | - | - | 1 | - | |
12 | Цилиндрические плоскости | Лапингование | 1Т5 - 1Т7 (1 - 2 кл.) | - | - | 1 | - |
13 | Плоскости | Шлифование | 0,01 мм | 200 | - | - | 1,0 |
14 | 0,05 мм | 50 | - | - | 0,8 | ||
15 | 200 | - | - | 0,9 | |||
16 | Св. 200 | - | - | 1,0 | |||
17 | 0,10 мм | 50 | - | - | 0,7 | ||
18 | 200 | - | - | 0,8 | |||
19 | Св. 200 | - | - | 0,9 | |||
20 | 0,20 мм | 50 | - | - | 0,4 | ||
21 | 200 | - | - | 0,6 | |||
22 | Св. 200 | - | - | 0,8 | |||
23 | Фрезерование, строгание | 0,10 мм | 50 | - | 0,3 | 0,8 | |
24 | 200 | - | 0,4 | 0,9 | |||
25 | Св. 200 | - | 0,5 | 1,0 | |||
26 | 0,20 мм | 50 | - | 0,2 | 0,7 | ||
27 | 200 | - | 0,3 | 0,8 | |||
28 | Св. 200 | - | 0,4 | 0,9 | |||
29 | 0,50 мм | 50 | - | 0,1 | 0,5 | ||
30 | 200 | - | 0,2 | 0,6 | |||
31 | Св. 200 | - | 0,3 | 0,7 | |||
Индекс | а | б | в | ||||
ПЕРИОДИЧНОСТЬ КОНТРОЛЬНЫХ ИЗМЕРЕНИЙ ДЕТАЛИ НА ОПЕРАЦИЮ | Измерения | ||||||
Карта 44, лист 2 | |||||||
N позиции | Виды обрабатываемых поверхности. Характер обработки | Квалитет (класс точности) | Измеряемый размер, И, мм, до | Способ достижения размеров обработки | |||
обеспечивается конструктивными размерами режущего инструмента | работа инструментом, установленным на размер | работа с пробными стружками или по лимбу | |||||
Периодичность промеров - коэффициенты | |||||||
32 | Плоскости | Фрезерование | Св. 0,50 мм | 50 | - | 0,1 | 0,4 |
33 | строгание | 200 | - | 0,1 | 0,5 | ||
34 | Св. 200 | - | 0,2 | 0,6 | |||
35 | Цилиндрические | Обработка на токарных автоматах | - | - | 0,02...0,04 | ||
N позиции | Виды обрабатываемых поверхностей. Характер обработки | Станки | Квалитет (класс точности) | Измеряемый размер, И, мм, до | Способ достижения размеров обработки | |||
обеспечивается конструктивными размерами режущего инструмента | работа инструментом, установленным на размер | работа с пробными стружками или по лимбу | ||||||
Периодичность промеров - коэффициенты | ||||||||
36 | Зубчатое колесо | Предварительная | - | 7 - 5 степень | m = 1...10 | - | 0,1 | - |
37 | 3 степень | - | 0,3 | - | ||||
38 | Окончательная | - | 6 - 11 степень | - | 0,1 | - | ||
39 | 4 - 5 степень | - | 0,4 | - | ||||
40 | 3 степень | - | 1,0 | - | ||||
41 | Резьба крепежная | Токарные и токарно-револьверные | 1Т7 - 1Т9 (2 - 3 кл.) | 50 | 0,2 | - | 1,0 | |
43 | Св. 50 | 0,3 | - | 1,0 | ||||
1Т5 - 1Т6 (1 кл.) | 50 | - | - | 1,0 | ||||
44 | Сверлильные | 1Т7 - 1Т9 (2 - 3 кл.) | 10 | 0,01 | - | - | ||
45 | 25 | 0,02 | - | - | ||||
46 | 50 | 0,03 | - | - | ||||
47 | Св. 50 | 0,04 | - | - | ||||
Индекс | а | б | в | |||||
ПЕРИОДИЧНОСТЬ КОНТРОЛЬНЫХ ИЗМЕРЕНИЙ ДЕТАЛИ НА ОПЕРАЦИЮ | Измерения | ||||||
Карта 44, лист 3 | |||||||
N позиции | Виды обрабатываемых поверхностей. Характер обработки | Станки | Квалитет (класс точности) | Измеряемый размер, И, мм, до | Способ достижения размеров обработки | ||
обеспечивается конструктивными размерами режущего инструмента | работа инструментом, установленным на размер | работа с пробными стружками или по лимбу | |||||
Периодичность промеров - коэффициенты | |||||||
48 | Резьба крепежная | Резьбонакатные | 1Т7 - 1Т9 (2 - 3 кл.) | 10 | - | 0,01 | - |
49 | 25 | - | 0,02 | - | |||
50 | 50 | - | 0,03 | - | |||
51 | 1Т5 - 1Т6 (1 кл.) | 10 | - | 0,03 | - | ||
52 | 25 | - | 0,04 | - | |||
53 | 50 | - | 0,05 | - | |||
54 | Болторезные и гайкорезные | 1Т7 - 1Т9 (2 - 3 кл.) | 10 | 0,01 | - | - | |
55 | 25 | 0,02 | - | - | |||
56 | 50 | 0,03 | - | - | |||
57 | Св. 50 | 0,04 | - | - | |||
58 | Резьбофрезерные | - | 100 | - | 0,02 | - | |
59 | Резьбошлифовальные | Предварительная | 50 | - | 0,33 | - | |
60 | Окончательная | 50 | - | 1.0 | - | ||
Индекс | а | б | в | ||||
Примечания:
1. Периодичность размеров выражена коэффициентами ко времени на контрольные измерения деталей, подвергающихся измерениям.
2. Карты, взятое из карты 43, следует умножать на коэффициенты данной карты.
3. Указанная периодичность промеров при обработке плоскостей относится к случаям, когда на столе измеряется одна деталь. При измерении на столе одновременно нескольких деталей промерять следует одну или несколько деталей из общего числа в зависимости от точности обработки.
4. Периодичность промеров для лапингования относится к каждой детали из партии, одновременно измеряемых на столе.
ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ
Все станки | ||||
Карта 45, лист 1 | ||||
N позиции | Тип и характеристика станка | Время на обслуживание рабочего места в процентах от оперативного времени - aобс | ||
1 | Токарно-винторезные | Наибольший диаметр изделия, устанавливаемого над станиной, мм, до | 160 | 2,5 |
2 | 250 | 3,0 | ||
3 | 400 | 4,0 | ||
4 | 630 | 5,0 | ||
5 | 1000 | 5,5 | ||
6 | Св. 1000 | 6,0 | ||
7 | Токарные станки с программным управлением | Наибольший диаметр изделия, устанавливаемого над станиной, мм, до | 250 | 6,0 |
8 | 400 | 8,0 | ||
9 | Лоботокарные | Наибольший диаметр обрабатываемого изделия, мм, до | 800 | 5,5 |
10 | 1250 | 6,0 | ||
11 | Токарно-карусельные | Наибольший диаметр обрабатываемого изделия, мм, до | 800 | 5,5 |
12 | 1600 | 6,0 | ||
13 | 2500 | 6,5 | ||
14 | Горизонтально-расточные с неподвижной стойкой и поворотным столом | Диаметр шпинделя, мм, до | 65 | 4,0 |
15 | 110 | 4,5 | ||
16 | 160 | 5,5 | ||
17 | Токарно-револьверные | Наибольший диаметр обрабатываемого прутка, мм, до | 10...25 | 4,0 |
18 | 40 | 4,5 | ||
19 | 80 | 5,0 | ||
20 | 125 | 5,5 | ||
21 | Вертикально- и радиально-сверлильные | Наибольший диаметр сверления, мм, до | 6...12 | 3,5 |
22 | 35 | 4,0 | ||
23 | 50 | 4,0 | ||
24 | 75 | 4,5 | ||
25 | 100 | 5,0 | ||
26 | Сверлильные станки с программным управлением | Наибольший диаметр сверления, мм, до | 12 | 6,0 |
27 | 35 | 6,0 | ||
28 | 50 | 6,0 | ||
29 | 75 | 8,0 | ||
30 | Для глубокого сверления и растачивания | Наибольший наружный диаметр устанавливаемого изделия, мм, до | 200 | 6,0 |
31 | 500 | 7,0 | ||
32 | 1000 | 8,0 | ||
33 | 1200 | 9,0 | ||
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА | Все станки | |||
Карта 45, лист 2 | ||||
N позиции | Тип и характеристика станка | Время на обслуживание рабочего места в процентах от оперативного времени - aобс | ||
34 | Горизонтально-, вертикально-, универсально- и копировально-фрезерные | Длина стола, мм, до | 500 | 2,5 |
35 | 800 | 3,0 | ||
36 | 1250 | 3,5 | ||
37 | 1600 | 4,0 | ||
38 | 2500 | 4,5 | ||
39 | Фрезерные станки с программным управлением | Длина стола, мм, до | 1250 | 6,0 |
40 | 1600 | 6,0 | ||
41 | 2500 | 8,0 | ||
42 | Продольно-фрезерные | Длина стола, мм, до | 1600 | 4,0 |
43 | 3000 | 4.5 | ||
44 | 6300 | 5,0 | ||
45 | Карусельно-фрезерные | Диаметр стола, мм, до | 1000 | 5,5 |
46 | 1600 | 6,5 | ||
47 | 2000 | 7,5 | ||
48 | Поперечно-строгальные, долбежные | Наибольшая длина хода ползуна, мм, до | 200 | 2,5 |
49 | 500 | 3,5 | ||
50 | 1000 | 4,5 | ||
51 | Продольно-строгальные | Длина рабочей поверхности стола, мм, до | 3000 | 4,0 |
52 | 6000 | 5,5 | ||
53 | 12000 | 6,5 | ||
54 | Хонинговальные, суперфинишные и вертикально-доводочные | 7,0 | ||
55 | Токарные многорезцовые, многорезцовые копировальные полуавтоматы | Число резцов в наладке | 5 | 6,0 |
56 | 12 | 7,0 | ||
57 | св. 12 | 8,0 | ||
58 | Токарно-револьверные патронные полуавтоматы | 6,0 | ||
59 | Токарные многошпиндельные горизонтальные и вертикальные полуавтоматы | Число шпинделей | 4 | 8,0 |
60 | 6 | 9,0 | ||
61 | 8 | 10,0 | ||
62 | Резьботокарные полуавтоматы | 4,0 | ||
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА | Все станки | ||||||
Карта 45, лист 3 | |||||||
N позиции | Тип и характеристика станка | Время на обслуживание рабочего места в процентах от оперативного времени - aобс | |||||
63 | Зубофрезерные | Наибольший нарезаемый модуль, мм, до | 1,0 | 3,5 | |||
64 | 6 - 12 | 4,0 | |||||
65 | 12 | 4,5 | |||||
66 | Св. 12 | 5,0 | |||||
67 | Зубодолбежные | Наибольший нарезаемый модуль, мм, до | 6 | 4,6 | |||
68 | 12 | 4,5 | |||||
69 | Зубошевинговальные | 4,0 | |||||
70 | Зубозакругляющие | 4,0 | |||||
71 | Зубострогальные, для прямозубых конических колес | Наибольший нарезаемый модуль, мм, до | 2,5 | 4,5 | |||
72 | 8 | 5,0 | |||||
73 | 16 | 5,5 | |||||
74 | Зубофрезерные для прорезывания зубьев конических колес | 4,0 | |||||
75 | Зуборезные полуавтоматы для конических колес с круговым зубом | Наибольший нарезаемый модуль, мм, до | 2,5 | 4,0 | |||
76 | 8 | 5,0 | |||||
77 | 15 | 5,5 | |||||
78 | Шлицефрезерные | 4,0 | |||||
79 | Шпоночно-фрезерные для обработки пазов для шпонок | призматических | 3,0 | ||||
81 | Резьбонарезные и резьбонакатные | 3,5 | |||||
82 | Протяжные станки | внутреннего протягивания | 3,5 | ||||
83 | наружного протягивания | 4,0 | |||||
84 | Зубошлифовальные | работающие методом обкатки | одним или двумя кругами | 9,0 | |||
85 | абразивным червяком | 12,0 | |||||
86 | работающие методом копирования | 9.0 | |||||
87 | Шлицешифовальные и резьбошлифовальные | 10,0 | |||||
88 | Фрезерно-отрезные полуавтоматы | 5,5 | |||||
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА | Все станки | ||||||
Карта 45, лист 4 | |||||||
N позиции | Тип и характеристика станка | Время на обслуживание рабочего места в процентах от оперативного времени - aобс | |||||
89 | Центровальные станки и фрезерно-центровальные полуавтоматы | 3,5 | |||||
90 | Многошпиндельные вертикально-сверлильные и расточные агрегатные полуавтоматы | Наибольший диаметр просверливаемого отверстия, мм, до | 10 | Число инструментов в наладке | 3 | 4,6 | |
91 | 6 | 4,5 | |||||
92 | 18 | 5,0 | |||||
93 | св. 18 | 5,5 | |||||
35 | - | ||||||
94 | 3 | 4,5 | |||||
95 | 6 | 5,0 | |||||
96 | 18 | 5,5 | |||||
97 | св. 18 | 6,0 | |||||
98 | св. 35 | 3 | 5,0 | ||||
99 | 6 | 5,5 | |||||
100 | св. 6 | 6,5 | |||||
Примечание. Если производственной инструкцией предусматривается разогрев станков с программным управлением на холостом ходу, ко времени по карте следует добавлять 2%.
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА | Круглошлифовальные станки | ||||||||||
Карта 45, лист 5 | |||||||||||
I. ВРЕМЯ НА ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА | |||||||||||
I. Время на правку шлифовального круга - Tп | |||||||||||
Правка по периферии круга | Правка по радиусу и торцу круга | ||||||||||
 |  | ||||||||||
N позиции | Характер правки | Наименование правящего инструмента | Поверхность правки | Ширина круга или радиус, мм, до | Наибольший диаметр устанавливаемого изделия, мм, до | ||||||
200 | 360 | 560 | |||||||||
Шероховатость поверхности | |||||||||||
 |  |  | |||||||||
Время на одну правку, Tп, мин. | |||||||||||
1 | С установкой правящего инструмента на станке | Алмаз, алмазно-металлический карандаш, твердосплавные диски и ролики | Периферия круга | <= 20 | 1,5 | 1,6 | 1,5 | 1,6 | 1,6 | 1,7 | |
2 | 40 | 1,8 | 2,0 | 1,8 | 2,0 | 1,9 | 2,1 | ||||
3 | 60 | - | - | 2,0 | 2,3 | 2,2 | 2,4 | ||||
4 | 80 | - | - | 2,3 | 2,6 | 2,5 | 2,7 | ||||
5 | Торец | <= 10 | 1,5 | 1,6 | 1,5 | 1,6 | 1,6 | 1,7 | |||
6 | Шлифовальный круг, металлические диски | Периферия круга | <= 20 | 1,3 | 1,5 | 1,3 | 1,5 | 1,4 | 1,7 | ||
7 | 40 | - | - | 1,6 | 1,9 | 1,7 | 2,0 | ||||
8 | 60 | - | - | 1,8 | 2,2 | 1,9 | 2,3 | ||||
9 | 80 | - | - | 2,1 | 2,5 | 2,2 | 2,5 | ||||
Индекс | а | б | в | г | д | е | |||||
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА | Круглошлифовальные станки | ||||||||||
Карта 45, лист 6 | |||||||||||
N позиции | Характер правки | Наименование правящего инструмента | Поверхность правки | Ширина круга или радиус, мм, до | Наибольший диаметр устанавливаемого изделия, мм, до | ||||||
200 | 360 | 560 | |||||||||
Шероховатость поверхности | |||||||||||
 |  |  | |||||||||
Время на одну правку, Tп, мин. | |||||||||||
10 | С установкой правящего инструмента на станке | Шлифовальный круг, металлические диски | Торец | <= 10 | 1,3 | 1,5 | 1,3 | 1,5 | 1,4 | 1,6 | |
11 | Без установки правящего инструмента на станке | Алмаз, алмазно-металлический карандаш, твердосплавные, диски и ролики | Периферия круга | <= 20 | 1,1 | 1,2 | 1,1 | 1,25 | 1,2 | 1,3 | |
12 | 40 | 1,4 | 1,6 | 1,4 | 1,6 | 1,5 | 1,7 | ||||
13 | 60 | - | - | 1,6 | 1,9 | 1,8 | 2,0 | ||||
14 | 80 | - | - | 1,8 | 2,2 | 2,1 | 2,3 | ||||
15 | Торец | <= 18 | 1,1 | 1,2 | 1,1 | 1,2 | 1,2 | 1,3 | |||
16 | В державке в руках | Алмазно-металлический карандаш, брусок шлифовальный при допуске на радиус круга, мм, до | Торец | <= 10 | 0,2 | 0,25 | 0,2 | 0,25 | 0,25 | 0,3 | |
17 | 0,2 | Радиус и торец | 1 | 0,49 | 0,49 | 0,55 | |||||
18 | 0,5 | 0,45 | 0,45 | 0,49 | |||||||
19 | 0,2 | 2 | 0,60 | 0,60 | 0,65 | ||||||
0,5 | 0,45 | 0,45 | 0,50 | ||||||||
20 | |||||||||||
21 | 1,0 | - | 0,30 | 0,33 | |||||||
22 | 0,2 | 5 | - | 0,75 | 0,80 | ||||||
23 | 0,5 | - | 0,60 | 0,60 | |||||||
24 | 1,0 | - | 0,46 | 0,50 | |||||||
25 | 0,5 | 10 | - | 0,60 | 0,60 | ||||||
26 | 1,0 | - | 0,48 | 0,50 | |||||||
Индекс | а | б | в | г | д | е | |||||
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА | Внутришлифовальные станки | |||||||||
Карта 45, лист 7 | ||||||||||
1. Время на правку шлифовального круга - Tп | ||||||||||
Правка по периферии круга | Правка по радиусу и торцу | |||||||||
 |  | |||||||||
N позиции | Характер правки | Наименование правящего инструмента | Поверхность правки | Ширина круга или радиус, мм, до | Наибольший диаметр шлифуемого отверстия, мм, до | |||||
100 | 200 | 400 | ||||||||
Шероховатость поверхности | ||||||||||
 |  |  | ||||||||
Время на одну правку, Tп, мин. | ||||||||||
1 | С установкой правящего инструмента на станке | Алмаз, алмазно-металлический карандаш | Периферия круга | <= 20 | 1,6 | 1,7 | 1,7 | 1,9 | 2,1 | 2,2 |
2 | 30 | 1,7 | 1,8 | 1,8 | 2,0 | 2,2 | 2,3 | |||
3 | 40 | 1,8 | 1,9 | 1,98 | 2,1 | 2,2 | 2,4 | |||
4 | 60 | 2,1 | 2,2 | 2,2 | 2,4 | 2,5 | 2,7 | |||
5 | Твердосплавные диски и ролики | <= 20 | 2,2 | 2,4 | 2,4 | 2,6 | 2,7 | 2,9 | ||
6 | 30 | 2,4 | 2,8 | 2,6 | 2,8 | 2,9 | 3,1 | |||
7 | 40 | 2,7 | 3,0 | 2,8 | 3,1 | 3,1 | 3,4 | |||
8 | 60 | 3,1 | 3,4 | 3,3 | 3,6 | 3,6 | 4,0 | |||
9 | Без установки правящего инструмента на станке | Алмаз, алмазно-металлический карандаш | Периферия круга | <= 20 | 1,1 | 1,2 | 1,8 | 1,4 | 1,6 | 1,7 |
10 | 30 | 1,2 | 1,3 | 1,4 | 1,5 | 1,7 | 1,8 | |||
40 | 1,4 | 1,5 | 1,5 | 1,6 | 1,8 | 1,9 | ||||
11 | ||||||||||
12 | 60 | 1,5 | 1,7 | 1,7 | 1,9 | 2,0 | 2,2 | |||
Индекс | а | б | в | г | д | е | ||||
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА | Внутришлифовальные станки | ||||||||||
Карта 45, лист 8 | |||||||||||
N позиции | Характер правки | Наименование правящего инструмента | Поверхность правки | Ширина круга или радиус, мм, до | Наибольший диаметр шлифуемого отверстия, мм, до | ||||||
100 | 200 | 400 | |||||||||
Шероховатость поверхности | |||||||||||
 |  |  | |||||||||
Время на одну правку, Tп, мин. | |||||||||||
13 | Без установки правящего инструмента на станке | Твердосплавные диски и ролики | Периферия круга | <= 20 | 1,6 | 1,8 | 1,70 | 2,0 | 2,1 | 2,3 | |
14 | 30 | 1,8 | 2,1 | 2,0 | 2,2 | 2,2 | 2,6 | ||||
15 | 40 | 2,1 | 2,4 | 2,2 | 2,5 | 2,5 | 2,8 | ||||
16 | 60 | 2,5 | 2,9 | 2,6 | 3,0 | 2,9 | 3,3 | ||||
17 | В державке, в руках | Алмазно-металлический карандаш, брусок шлифовальный при допуске на радиус круга, мм, до | - | Периферия круга | <= 20 | 0,40 | 0,45 | 0,45 | 0,55 | 0,45 | 0,55 |
18 | 30 | 0,50 | 0,60 | 0,55 | 0,70 | 0,60 | 0,70 | ||||
19 | 40 | 0,65 | 0,75 | 0,70 | 0,85 | 0,75 | 0,85 | ||||
20 | 60 | 0,90 | 1,05 | 0,95 | 1,10 | 1,00 | 1,10 | ||||
21 | 0,2 | Радиус и торец | 1,0 | 0,50 | 0,55 | 0,55 | |||||
22 | 0,5 | 0,45 | 0,45 | 0,50 | |||||||
23 | 0,2 | 2,0 | 0,60 | 0,65 | 0,70 | ||||||
24 | 0,5 | 0,45 | 0,55 | 0,55 | |||||||
25 | 0,2 | 3,0 | 0,65 | 0,70 | 0,70 | ||||||
26 | 0,5 | 0,50 | 0,55 | 0,55 | |||||||
27 | 1,0 | 0,30 | 0,36 | 0,38 | |||||||
28 | 0,2 | 5,0 | 0,75 | 0,80 | 0,85 | ||||||
29 | 0,5 | 0,60 | 0,65 | 0,65 | |||||||
30 | 1,0 | 0,45 | 0,50 | 0,55 | |||||||
31 | 0,2 | 10,0 | 0,80 | 0,85 | 0,85 | ||||||
32 | 0,5 | 0,60 | 0,65 | 0,70 | |||||||
33 | 1,0 | 0,50 | 0,55 | 0,55 | |||||||
Индекс | а | б | в | г | д | е | |||||
Время на обслуживание рабочего места | Плоскошлифовальные станки с вертикальным и горизонтальным шпинделем, прямоугольным и круглым столом | |||||
Карта 45, лист 9 | ||||||
а) Для станков с горизонтальным шпинделем | ||||||
1. Время на правку шлифовального круга - Tп | ||||||
Правка по периферии круга | Правка по радиусу и торцу круга | |||||
 |  | |||||
N позиции | Характер правки | Наименование правящего инструмента | Поверхность правки | Ширина круга или радиус, мм, до | Шероховатость поверхности | |
 | ||||||
Время на одну правку, Tп, мин. | ||||||
1 | С установкой правящего инструмента на станке | Алмаз, алмазно-металлический карандаш, твердосплавные ролики, шлифовальный круг, металлические диски | Периферия круга | <= 20 | 1,2 | 1,4 |
2 | 40 | 1,4 | 1,6 | |||
3 | 60 | 1,7 | 1,9 | |||
4 | Торец | <= 10 | 1,3 | 1,4 | ||
5 | > 10 | 1,1 | 1,2 | |||
Индекс | а | б | ||||
Время на обслуживание рабочего места | Плоскошлифовальные станки с вертикальным и горизонтальным шпинделем, прямоугольным и круглым столом | |||||||
Карта 45, лист 10 | ||||||||
N позиции | Характер правки | Наименование правящего инструмента | Поверхность правки | Ширина круга или радиус, мм, до | Шероховатость поверхности | |||
 | ||||||||
Время на одну правку, Tп, мин. | ||||||||
6 | В державке в руках | Алмазно-металлический карандаш, брусок шлифовальный | Периферия круга | <= 20 | 0,44 | 0,55 | ||
7 | 40 | 0,70 | 0,85 | |||||
8 | 60 | 0,95 | 1,1 | |||||
9 | Торец | <= 10 | 0,26 | 0,26 | ||||
10 | Брусок шлифовальный | Допуск на радиус круга, мм, до | 0,2 | Радиус и торец | 1 | 0,55 | ||
11 | 0,5 | 0,50 | ||||||
12 | 0,2 | 2 | 0,65 | |||||
13 | 0,5 | 0,55 | ||||||
14 | 1,0 | 0,35 | ||||||
15 | 0,2 | 5 | 0,80 | |||||
16 | 0,5 | 0,65 | ||||||
17 | 1,0 | 0,50 | ||||||
18 | 0,5 | 10 | 0,70 | |||||
19 | 1,0 | 0,55 | ||||||
Индекс | а | б | ||||||
б) Для станков с вертикальным шпинделем
Ширина шлифуемой поверхности B или приведенная ширина шлифования Bпр, мм, до | <= 100 | 200 | 300 | ||
20 | Процент от основного времени | Черновое шлифование | 3,0 | 4,0 | 5,0 |
21 | Чистовое шлифование | - | 2,0 | 3,0 | |
Примечание. Время на правку для станков с вертикальным шпинделем, работающих торцом круга, в нормативах не предусматривается ввиду того, что на этих станках шлифовальный круг правится в процессе шлифования путем самозатачивания.
Время на обслуживание рабочего места | Бесцентрово-шлифовальные станки | ||||||
Карта 45, лист 11 | |||||||
1. Время на правку шлифовального круга - Tп | |||||||
Правка по периферии круга | Правка по радиусу и торцу | ||||||
 |  | ||||||
N позиции | Характер правки | Наименование правящего инструмента | Поверхность правки | Ширина круга или радиус, мм, до | Шероховатость поверхности | ||
 | |||||||
Время на одну правку, Tп, мин. | |||||||
1 | С установкой правящего инструмента на станке | Алмаз, алмазно-металлический карандаш | Периферия круга | 60 | 1,9 | 2,2 | |
2 | 100 | 2,6 | 3,0 | ||||
3 | 150 | 2,9 | 4,0 | ||||
4 | 200 | 4,2 | 4,8 | ||||
5 | Твердосплавные ролики | 60 | 1,6 | 1,9 | |||
6 | 100 | 2,1 | 2,6 | ||||
7 | 150 | 2,7 | 3,3 | ||||
8 | 200 | 3,3 | 4,0 | ||||
9 | Металлические диски, шарошки | 60 | 1,4 | - | |||
10 | 100 | 1,8 | - | ||||
11 | 150 | 2,3 | - | ||||
12 | 200 | 2,8 | - | ||||
13 | В державке в руках | Алмазно-метаталлический карандаш, брусок шлифовальный | - | Торец | - | 0,4 | |
14 | 0,2 | Радиус и торец | 1 | 0,7 | |||
15 | 0,5 | 0,6 | |||||
16 | 0,2 | 2 | 0,95 | ||||
17 | 0,5 | 0,65 | |||||
18 | 1,0 | 0,4 | |||||
19 | 0,2 | 5 | 1,2 | ||||
20 | 0,5 | 0,85 | |||||
21 | 1,0 | 0,6 | |||||
22 | 0,5 | 10 | 0,9 | ||||
23 | 1,0 | 0,6 | |||||
Индекс | а | б | |||||
Время на обслуживание рабочего места | Круглошлифовальные, внутришлифовальные, плоскошлифовальные бесцентровошлифовальные станки | |||||
Карта 45, лист 12 | ||||||
2. Время на обслуживание рабочего места - Tтех | ||||||
 где Tп - время на одну правку, мин.; Tо - основное время операции, мин.; T - период стойкости шлифовального круга, мин. (устанавливается по нормативам режимов резания) | ||||||
3. Время на организационное обслуживание рабочего места - Tорг | ||||||
Наибольший диаметр устанавливаемого изделия, мм, до | Круглошлифовальные | 200 | 360 | 560 | ||
Процент от оперативного времени | 1,0 | 1,0 | 1,5 | |||
Наибольший диаметр шлифуемого отверстия, мм, до | Внутришлифовальные станки | 1,00 | 200 | 400 | ||
Процент от оперативного времени | 1,5 | 2,5 | 3,0 | |||
Длина (диаметр стола), мм | Плоскошлифовальные станки с прямоугольным столом и с круглым, столом с горизонтальным шпинделем | 1000 | 2000 | |||
(400) | (800) | |||||
Процент от оперативного времени, мин. | 1,5 | 2,5 | ||||
Диаметр стола, мм | Плоскошлифовальные станки с круглым столом и вертикальным шпинделем | 800 | 1600 | |||
Процент от оперативного времени, мин. | 1,0 | 1,5 | ||||
Процент от оперативного времени | для работы с продольной подачей | Бесцентровошлифовальные | 3,0 | |||
5,0 | ||||||
для работы с радиальной подачей | ||||||
Карта 46 | |||||||
N позиции | Характер подачи | Масса детали, кг, до | Машинно-ручное время в оперативном, % | Оперативное время операции, мин., до | |||
0,1 | 0,2 | 0,5 | 1,0 и выше | ||||
Время, %, от оперативного времени | |||||||
1 | Ручная | 1 | 20 | 7 | 6 | 5 | 4 |
2 | 40 | 7 | 6 | 6 | 5 | ||
3 | 80 | 7 | 7 | 7 | 7 | ||
4 | 5 | 20 | - | 7 | 6 | 5 | |
5 | 40 | - | 7 | 6 | 6 | ||
6 | 80 | - | 7 | 7 | 8 | ||
7 | 10 | 20 | - | - | 7 | 5 | |
8 | 40 | - | - | 7 | 6 | ||
9 | 80 | - | - | 8 | 8 | ||
10 | 20 и более | 20 | - | - | 8 | 7 | |
11 | 40 | - | - | 8 | 8 | ||
12 | 80 | - | - | 8 | 9 | ||
13 | Механическая | - | 4 | 4 | 4 | 4 | |
Индекс | а | б | в | г | |||
Токарно-винторезные станки | ||||||||
Карта 47 | ||||||||
I. На наладку станка, инструмента и приспособлений | ||||||||
N позиции | Вид обработки и наладки | Число режущих инструментов в наладке, до | Наибольший диаметр изделия, устанавливаемого над станиной, мм, до | |||||
160 | 250 | 400 | 630 | 100 | св. 1000 | |||
Время, мин. | ||||||||
1 | Обработка цилиндрических поверхностей | 2 | 9 | 10 | 14 | 16 | 19 | 21 |
2 | 4 | 10 | 11 | 16 | 18 | 21 | 24 | |
3 | 6 | - | - | 20 | 23 | 27 | 31 | |
4 | Групповая обработка деталей (с частичной подналадкой станка без смены зажимного приспособления) | 2 | - | - | 9 | 10 | 11 | 12 |
5 | 4 | - | - | 11 | 13 | 14 | 16 | |
6 | 6 | - | - | 15 | 18 | 20 | 23 | |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
7 | Получение инструмента и приспособлений исполнителем работы до начала и сдачу их после окончания обработки партии деталей | 7...8 | 8...10 |
III. Добавлять к времени на наладку станка
8 | При обработке конических поверхностей | 2,0 | 2,5 | 3 | 3 | 4 | 4 |
9 | При обработке резьбы | - | - | 4 | 5 | 6 | 6 |
10 | При обработке с люнетом | - | - | 4 | 5 | 5 | 5 |
11 | При обработке цилиндрических или фасонных поверхностей с гидрокопировальным суппортом | - | - | 10 | 10 | 10 | 10 |
12 | При растачивании кулачков патрона | 3,5 | 4,0 | 6 | 8 | 8 | 8 |
13 | При установке исходных координат x и y на станках с программным управлением | - | - | 1,3 | 1,3 | - | - |
14 | При установке программоносителя в считывающее устройство и снятии | - | - | 1,0 | 1,0 | - | - |
15 | При наборе программы переключателями на пульте управления станка (на 1 размер) | - | - | 0,4 | 0,4 | - | - |
16 | При установке упора в цанговом патроне | 0,25 | 0,3 | - | - | - | - |
Индекс | а | б | в | г | д | е | |
Лоботокарные станки | |||||
Карта 48 | |||||
I. На наладку станка, инструмента и приспособлений | |||||
N позиции | Вид обработки и наладки | Число режущих инструментов в наладке, до | Наибольший диаметр изделия, устанавливаемого над станиной, мм, до | ||
800 | 1200 | 2000 | |||
Время, мин. | |||||
1 | Обработка цилиндрических поверхностей | 2 | 18 | 21 | 24 |
2 | 4 | 21 | 24 | 28 | |
3 | 6 | 26 | 30 | 35 | |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
4 | Получение инструмента и приспособлений исполнителем работы и сдача их после окончания обработки партии деталей | 8...10 |
III. Добавлять к времени на наладку станка
5 | При обработке конических поверхностей | 3 | 4 | 5 |
Индекс | а | б | в | |
Токарно-карусельные станки | |||||
Карта 49 | |||||
I. На наладку станка, инструмента и приспособлений | |||||
N позиции | Вид обработки и наладки | Число режущих инструментов в наладке, до | Наибольший диаметр обрабатываемого изделия, мм, до | ||
800 | 1600 | 2500 | |||
Время, мин. | |||||
1 | Обработка цилиндрических поверхностей | 3 | 18 | 22 | 25 |
2 | 6 | 23 | 27 | 32 | |
3 | Св. 6 | 27 | 33 | 39 | |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
4 | Получение инструмента и приспособлений исполнителем работы и сдача их после окончания обработки партии деталей | 10 | 10 | 10 |
III. Добавлять к времени на наладку станка
5 | При обработке конических поверхностей | 3 | 4 | 5 |
6 | При обработке с дополнительными упорами для крепления детали - на каждый упор | 2 | 3 | 4 |
Индекс | а | б | в | |
Горизонтально-расточные станки с неподвижной стойкой и поворотным столом | ||||||
Карта 50 | ||||||
I. На наладку станка, инструмента и приспособлений | ||||||
N позиции | Вид обработки и наладки | Число переходов в операции, до | Диаметр шпинделя станка, мм, до | |||
65 | 110 | 169 | ||||
Время, мин. | ||||||
1 | Обработка отверстий, торцов и плоскостей | 15 | 17 | 19 | 22 | |
2 | 30 | 23 | 25 | 28 | ||
3 | Св. 30 | 20 | 31 | 34 | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
4 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7 - 10 |
III. Добавлять к времени на наладку станка
5 | При обработке торцовых плоскостей с резцедержателем на планшайбе с установкой резцедержателя | 4,0 | 5,0 | 6.0 |
6 | При обработке с угольником с его установкой | 6,0 | 6,0 | 7,5 |
7 | При обработке под углом с поворотом стола | 2,5 | 2,0 | 2,5 |
8 | При установке зажимного приспособления на стол станка подъемником | 3,0 | 3,0 | 3,0 |
Индекс | а | б | в | |
Токарно-револьверные станки и полуавтоматы | ||||||
Карта 51 | ||||||
I. На наладку станка, инструмента и приспособлений | ||||||
N позиции | Вид обработки и наладки | Число режущих инструментов наладке, до | Наибольший диаметр обрабатываемого прутка, мм, до | |||
10...25 | 40 | 80 | 125 | |||
Время, мин. | ||||||
1 | Обработка цилиндрических поверхностей | 2 | 11 | - | - | - |
2 | 4 | 12 | 17 | 21 | 23 | |
3 | 8 | 15 | 24 | 30 | 34 | |
4 | 12 | 20 | 33 | 42 | 49 | |
5 | 16 | 25 | 42 | 54 | 64 | |
6 | Групповая обработка деталей (с частичной подналадкой станка без смены зажимного приспособления) | 4 | - | 11 | 13 | 14 |
7 | 8 | - | 15 | 19 | 22 | |
8 | 12 | - | 22 | 26 | 32 | |
9 | 16 | - | 28 | 31 | 39 | |
Индекс | а | б | в | г | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
10 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7...10 |
III. Добавлять к времени на наладку станка
11 | При обработке с роликовым люнетом | - | 2 | 2 | 2,5 | |
12 | При нарезании резьбы резцом с накидным приспособлением | - | 9 | 9 | 10 | |
13 | Расточить кулачки патрона | сырые | - | 5 | 5 | - |
14 | закаленные | - | 7 | 7 | 8 | |
Индекс | а | б | в | г | ||
IV. На пробную обработку деталей
N позиции | Число резцов, устанавливаемых на размер для обработки с допуском <= 0,1 м | Оперативное время обработки, мин., до | ||||||
1 | 2 | 3 | 5 | 10 | 16 | св. 15 | ||
Время, мин. | ||||||||
15 | 1 | 2 | 3 | - | - | - | - | - |
16 | 2 | 3 | 4 | 6 | 8 | 12 | 14 | 17 |
17 | 5 | - | - | 9 | 11 | 15 | 17 | 20 |
Индекс | а | б | в | г | д | е | ж | |
Вертикально- и радиально-сверлильные станки | |||||||
Карта 52 | |||||||
I. На наладку станка, инструмента и приспособлений | |||||||
N позиции | Вид обработки и наладки | Число режущих инструментов в наладке, до | Наибольший диаметр сверления, им, до | ||||
6...12 | 35 | 50 | 75 | 100 | |||
Время, мин. | |||||||
1 | Обработка отверстий | 3 | 10 | 12 | 12 | 14 | 15 |
2 | 6 | 11 | 14 | 14 | 16 | 17 | |
3 | Св. 6 | 12 | 45 | 15 | 18 | 20 | |
4 | Групповая обработка деталей (с частичной подналадкой станка без смены зажимного приспособления) | 3 | 8 | 9,0 | 9,0 | 10 | 11 |
5 | 6 | 9 | 11 | 11 | 12 | 13 | |
6 | Св. 6 | 10 | 12 | 12 | 14 | 16 | |
Индекс | а | б | в | г | д | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
7 | Получение инструмента и приспособлений исполнителем работы, до начала и сдача их после окончания обработки партии деталей | 5...7 |
III. Добавлять к времени на наладку станка
8 | При установке зажимного приспособления на стол станка подъемником | 3 |
9 | При обработке с дополнительным столом | 3 |
10 | При обработке с многошпиндельной сверлильной головкой | 20 |
11 | Установить программоноситель в считывающее устройство и снять | 1,0 |
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ НА ПАРТИЮ ДЕТАЛЕЙ | Станки для глубокого сверления и растачивания | |||||
Карта 53 | ||||||
I. На наладку станка, инструмента и приспособлений | ||||||
N позиции | Вид обработки и наладки | Число люнетов | Наибольший наружный диаметр устанавливаемого изделия, мм | |||
200 | 500 | 1000 | 1200 | |||
Время, мин. | ||||||
1 | Обработка отверстий | 1 | 12 | 15 | 20 | 27 |
2 | 2 | 15 | 19 | 25 | 33 | |
3 | 3 | 19 | 23 | 29 | 39 | |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
4 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7 |
III. Добавлять к времени на наладку станка
5 | При работе с борштангой с установкой и снятием ее | при одной стойке | 8 | 11 | 14 | 19 | |
6 | при двух стойках | 18 | 22 | 27 | 33 | ||
7 | при трех стойках | 25 | 32 | 40 | 50 | ||
8 | При работе сверлильной расточной или раскатной головкой с ее установкой и снятием | Диаметр головки, мм, до | 100 | 3,0 | 4,5 | 6,0 | 7,0 |
9 | 200 | 4,5 | 6,0 | 7,0 | 10 | ||
10 | 400 | - | 7,0 | 10 | 14 | ||
11 | 600 | - | - | 14 | 20 | ||
12 | При обработке головкой для отрезки стержня с ее установкой и снятием | Диаметр головки, мм, до | 200 | 7,0 | 8,5 | 11 | 14 |
13 | 400 | - | 12 | 16 | 21 | ||
14 | 600 | - | - | 23 | 30 | ||
Индекс | а | б | в | г | |||
Горнзонтально-, вертикально- и универсально-фрезерные станки | |||||||
Карта 54 | |||||||
I. На наладку станка, инструмента и приспособлений | |||||||
N позиции | Вид обработки и наладки | Число устанавливаемых фрез <*> | Длина стола, мм, до | ||||
500 | 800 | 1250 | 1600 | 2500 | |||
Время, мин. | |||||||
1 | Обработка плоскостей, пазов, фасонных поверхностей | - | 10 | 11 | 12 | 14 | 15 |
2 | 1...2 | - | 15 | 17 | 19 | 22 | |
3 | Св. 2 | - | 17 | 19 | 22 | 25 | |
4 | Групповая обработка деталей (с частичной подналадкой станка без смены зажимного приспособления) | - | - | 5 | 8 | 9 | 10 |
5 | 1...2 | - | 10 | 11 | 13 | 14 | |
6 | Св. 2 | - | 12 | 13 | 16 | 17 | |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
7 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7 | 10 |
III. Добавлять к времени на наладку станка
8 | При обработке на круглом столе | 6 | 7 | 8 | 9 | 10 |
9 | При обработке с копиром | - | 7 | 8 | 9 | 10 |
10 | При обработке с делительной головкой | 5 | 6 | 6 | 8 | 8 |
11 | При обработке с поворотом шпиндельной бабки на угол | 4 | 4 | 4 | 4 | 6 |
12 | При обработке с поддерживающей стойкой на каждую стойку | 7 | 2 | 2 | 2 | 3 |
13 | При обработке с установочными домкратиками иля распорками на каждый домкратик (распорку) | - | 2 | 2 | 2 | 3 |
14 | При установке исходных координат x, y, z на станках с программным управлением | 1,5 | ||||
15 | При установке программоносителя в считывающее устройство и снятии | 1,0 | ||||
16 | При наборе программы переключателями на пульте управления станком (на 1 размер) | 0,5 | ||||
17 | При установке зажимного приспособления на стол станка подъемником | 2 | ||||
Индекс | а | б | в | г | д | |
--------------------------------
<*> При наладке станка с установкой набора фрез, предварительно скомплектованных на оправке, время определять по позиции для установки одной - двух фрез.
Продольно-фрезерные станки | |||||
Карта 55 | |||||
I. На наладку станка, инструмента и приспособлений | |||||
N позиции | Вид обработки и наладки | Число устанавливаемых фрез <*> | Длина стола, мм, до | ||
1600 | 3000 | 6300 | |||
Время, мин. | |||||
1 | Обработка плоскостей, пазов, фасонных поверхностей | 1...2 | 22 | 25 | 29 |
2 | Св. 2 | 30 | 36 | 43 | |
Индекс | а | б | в | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
3 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7 | 10 |
III. Добавлять к времени на наладку станка
4 | При обработке плоскостей под углом с поворотом шпиндельной головки | 6 | 7 | 8 |
5 | При установке зажимного приспособления на стол станка подъемником | 5 | 5 | 5 |
Индекс | а | б | в | |
--------------------------------
<*> При наладке станка с установкой набора фрез, предварительно скомплектованных на оправке, время определять по позиции как для установки одной - двух фрез.
Копировально-фрезерные станки | ||||
Карта 56 | ||||
I. На наладку станка, инструмента и приспособлений | ||||
N позиции | Вид обработки и наладки | Длина стола, мм, до | ||
1250 | 1600 | 2500 | ||
Время, мин. | ||||
1 | Обработка плоскостей, пазов, фасонных поверхностей по копиру | 21 | 23 | 25 |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
2 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7 | 10 |
III. Добавлять к времени на наладку станка
3 | При установке зажимного приспособления на стол станка подъемником | - | - | 3 |
Индекс | а | б | в | |
Карусельно-фрезерные станки | ||||||
Карта 57 | ||||||
I. На наладку станка, инструмента и приспособлений | ||||||
N позиции | Вид обработки и наладки | Число устанавливаемых фрез | Длина стола, мм, до | |||
1000 | 1600 | 2000 | ||||
Время, мин. | ||||||
1 | Обработка плоскостей при установке деталей в приспособление в количестве до | 4 | - | 18 | 21 | 25 |
2 | 1...2 | 29 | 35 | 42 | ||
3 | 3 | - | 48 | 58 | ||
4 | 8 | - | 22 | 26 | 30 | |
5 | 1...2 | 33 | 39 | 46 | ||
6 | 3 | - | 53 | 63 | ||
7 | Групповая обработка деталей (частичная) наладка станка без смены зажимного приспособления); | - | 8 | 9 | 10 | |
8 | 1...2 | 19 | 23 | 27 | ||
9 | 3 | - | 36 | 43 | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
10 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7 | 10 | |
Индекс | а | б | в | |
Продольно-строгальные станки | ||||||
Карта 58 | ||||||
I. На наладку станка, инструмента и приспособлений | ||||||
N позиции | Вид обработки и наладки | Число работающих суппортов, до | Число крепежных болтов в наладке, до | Длина рабочей поверхности стола, мм, до | ||
3000 | 6000 | 12000 | ||||
Время, мин. | ||||||
1 | Обработка плоскостей, пазов, уступов | 1...2 | 4 | 16 | 18 | 21 |
2 | 8 | 19 | 22 | 26 | ||
3 | 12 | 23 | 27 | 32 | ||
4 | 3...4 | 4 | 19 | 23 | 28 | |
5 | 8 | 22 | 27 | 32 | ||
6 | 12 | 26 | 32 | 38 | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
7 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7,0 |
III. Добавлять к времени на наладку станка
8 | При обработке плоскостей под углом с поворотом суппорта | 2,0 | 2,5 | 3,5 | |||
9 | При обработке с многорезцовым блоком, с установкой резцов на сопряженный размер | 2 резца | 8,0 | 11 | 14 | ||
10 | 3 резца | 10 | 14 | 18 | |||
11 | 4 резца | 12 | 17 | 22 | |||
12 | При обработке с угольником | 4,0 | 6,0 | 9,0 | |||
13 | При обработке с установочными домкратиками или распорками на каждый домкратик (или распорку) | 1,0 | 1,0 | 2,0 | |||
14 | При установке зажимного приспособления на стол станка подъемником | с креплением болтами в числе | 4 | 2,0 | 3,0 | 4,0 | |
15 | 6 | 3,0 | 4,0 | 6,0 | |||
Индекс | а | б | в | ||||
Поперечно-строгальные и долбежные станки | |||||
Карта 59 | |||||
I. На наладку станка, инструмента и приспособлений | |||||
N позиции | Вид обработки и наладки | Наибольшая длина хода ползуна, мм, до | |||
200 | 500 | 1000 | |||
Время, мин. | |||||
1 | Обработка плоскостей, пазов, уступов | 11,0 | 12,0 | 13,0 | |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
2 | Получение инструмента и приспособлений исполнителем работы до начала их сдача их после окончания обработки партии деталей | 5 |
III. Добавлять к времени на наладку станка
3 | При обработке плоскостей под углом с поворотом суппорта | 2,0 | 2,5 | |
4 | При обработке с угольником | 2,5 | 3,0 | |
Индекс | а | б | в | |
Круглошлифовальные станки | ||||
Карта 60 | ||||
I. На наладку станка, инструмента и приспособлений | ||||
N позиции | Вид обработки и наладки | Наибольший диаметр устанавливаемого изделия, мм, до | ||
200 | 360 | 560 | ||
Время, мин. | ||||
1 | Круглое наружное шлифование | 9 | 10 | 12 |
2 | Групповая обработка деталей (с частичной подналадкой станка без смены зажимного приспособления) | - | 8 | 9 |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
3 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7,0 |
III. Добавлять к времени на наладку станка
4 | При обработке конических поверхностей с поворотом стола на угол | 2,5 | 3,0 | 4,0 |
5 | При обработке с люнетом | 1,5 | 2,0 | 3,0 |
6 | При обработке с приспособлением автоматического измерения в процессе шлифования | 10,0 | 10,0 | 10,0 |
7 | При установке шлифовального круга | 5,0 | 6,0 | 8,0 |
Индекс | а | б | в | |
Внутришлифовальные станки | ||||
Карта 61 | ||||
I. На наладку станка, инструмента и приспособлений | ||||
N позиции | Вид обработки и наладки | Наибольший диаметр шлифуемого отверстия, мм, до | ||
100 | 200 | 400 | ||
Время, мин. | ||||
1 | Шлифование отверстий | 12 | 13 | 16 |
2 | Групповая обработка деталей (с частичной подналадкой станка без смены зажимного приспособления) | 8 | 9 | 10 |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
3 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7 |
III. Добавлять к времени на наладку станка
4 | При обработке конических отверстий с поворотом шлифовальной головки | 2 | 3 | 4 |
5 | При обработке с приспособлением автоматического измерения в процессе шлифования | 10 | 10 | 10 |
6 | При наладке станка с выверкой зажимного приспособления по индикатору | 6 | 8 | 8 |
7 | Шлифовать кулачки патрона | 4 | 5 | 6 |
8 | При установке зажимного приспособления на стол станка подъемником | 4 | 4 | 4 |
Индекс | а | б | в | |
Плоскошлифовальные станки | ||||
Карта 62 | ||||
I. На наладку станка, инструмента и приспособлений | ||||
N позиции | Вид обработки и наладки | Длина (или диаметр) стола, мм, до | ||
630 | 1000 | 2000 | ||
(400) | (800) | (1600) | ||
Время, мин. | ||||
1 | Шлифование плоскостей | 6,5 | 7 | 8 |
II. На получение инструмента и приспособлений исполнителем
работы до начала и сдачу их после окончания обработки
2 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7,0 |
III. Добавлять к времени на наладку станка
3 | При обработке в тисках или специальном приспособлении | 1,3 | 1,5 | 2,0 | |
4 | При обработке с приспособлением автоматического измерения в процессе шлифования | 10 | 10 | 10 | |
5 | При установке и снятии шлифовального круга | дискового | 5,0 | 5,5 | 7,5 |
6 | чашечного | 6,0 | 6,5 | 8,5 | |
7 | сегментного | 7,0 | 7,5 | 9,5 | |
Индекс | а | б | в | ||
Бесцентровошлифовальные станки | ||||
Карта 63 | ||||
I. На наладку станка, инструмента и приспособлений | ||||
N позиции | Вид обработки и наладки | Время, мин. | ||
1 | Шлифование с продольной подачей | 13 | ||
2 | Шлифование с радиальной подачей | без упора по длине | 13 | |
3 | с упором по длине | 15 | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
4 | Получение инструмента и приспособлений исполнителем работы до начала и сдача после окончания обработки партии деталей | 7,0 |
III. Добавлять к времени на наладку станка
5 | При обработке в несколько проходов (операций) на каждый последующий проход (изменение наладочных размеров и режимов резания) | 3,0 |
6 | При установке и снятии шлифующего или ведущего круга | 7,0 |
7 | При установке и снятии выталкивателя | 5,0 |
IV. На пробную обработку деталей
N позиции | Вид обработки | Диаметр детали, мм | Допуск на обработку, мм | ||
0,015 | 0,05 | св. 0,05 | |||
Время, мин. | |||||
8 | Шлифование с продольной подачей | 50 | 5,0 | 3,0 | 2,0 |
9 | 100 | 8,0 | 5,0 | 3,0 | |
10 | Шлифование с радиальной подачей | - | 3,5 | 3,0 | 2,5 |
Индекс | а | б | в | ||
Хонинговальные, суперфинишные и доводочные станки | |||
Карта 64 | |||
I. На наладку станка, инструмента и приспособлений | |||
N позиции | Тип станка | Вид обработки и наладки | Время, мин. |
1 | Горизонтально-хонинговальные | Хонингование отверстий | 16 |
2 | Вертикально-хонинговальные | 20 | |
3 | Станки для суперфиниша | Суперфиниш цилиндрических поверхностей | 11 |
4 | Вертикально-доводочные (лапинговальные) | Доводка цилиндрических поверхностей или плоскостей | 12 |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
5 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 5 |
Токарные многорезцовые, многорезцовые копировальные полуавтоматы | ||||||||
Карта 65 | ||||||||
I. На наладку станка, инструмента и приспособлений | ||||||||
N позиции | Вид обработки и наладки | Число резцов, устанавливаемых с точностью обработки <= 0,2 мм | ||||||
0 | 1 | 2 | 4 | 8 | 8 | |||
Время, мин. | ||||||||
1 | Наладка с индивидуальной установкой резцов при числе резцов в операции, до | 5 | 17 | 22 | 27 | - | - | - |
2 | 8 | 23 | 28 | 33 | 43 | 53 | - | |
3 | 10 | 27 | 32 | 37 | 47 | 57 | 67 | |
4 | 12 | 33 | 38 | 43 | 53 | 63 | 73 | |
5 | 16 | 39 | 44 | 49 | - | - | - | |
6 | Св. 16 | 43 | - | - | - | - | - | |
7 | Наладка с установкой сменных резцедержателей с резцами <*> | одного | 15 | |||||
8 | двух | 19 | ||||||
Индекс | а | б | в | г | д | е | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
9 | Получение инструмента и приспособлений до начала и сдачу их после окончания обработки партии деталей | 10 |
III. Добавлять к времени на наладку станка
10 | При обработке с люнетом | 3 | |
11 | При обработке фасонных поверхностей с копиром | 4 | |
12 | На растачивание кулачков патрона | сырые | 5 |
13 | закаленные | 7 | |
--------------------------------
<*> Время дано с учетом наличия на станке сменных резцедержателей с резцами, предварительно установленными на размер.
Резьботокарные полуавтоматы | ||||
Карта 66 | ||||
I. На наладку станка, инструмента и приспособлений | ||||
N позиции | Тип станка | Вид обработки и наладки | Время, мин. | |
1 | Резьботокарный полуавтомат для коротких резьб | Нарезание крепежной резьбы | 24 | |
2 | Резьботокарный полуавтомат | Нарезание крепежной, трапецеидальной резьбы | наружной | 15 |
3 | с вихревой головкой | внутренней | 11 | |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
4 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7,0 |
III. На пробную обработку детали
- | Оперативное время изготовления детали, мин., до | 0,5 | 1,0 | 2.0 | 3,0 |
5 | Время на пробную обработку деталей, мин. | 2,0 | 3,0 | 5,0 | 6,0 |
Индекс | а | б | в | г | |
Зубофрезерные станки | ||||||
Карта 67 | ||||||
I. На наладку станка, инструмента и приспособлений | ||||||
N позиции | Вид обработки и наладки | Наибольший нарезаемый модуль, мм, до | ||||
1 | 6 | 12 | св. 12 | |||
Время, мин. | ||||||
1 | Обработка зубьев колес | на оправке с подставками | 18 | 23 | 29 | 36 |
2 | - | 30 | 39 | 48 | ||
Индекс | а | б | в | г | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
3 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7,0 |
III. Добавлять к времени на наладку станка
4 | Для обработки зубчатых колес с косым зубом | - | 3,0 | 3,5 | 4,0 |
5 | Для обработки червячных колес с тангенциальной подачей | - | 4,0 | 5,0 | - |
6 | На выверку оправки для детали по индикатору | 2,5 | 3,0 | 5,0 | - |
Индекс | а | б | в | г | |
IV. На пробную обработку деталей
N позиции | Число зубьев нарезаемого колеса | Нарезаемый модуль, мм до | |||||
1 | 3 | 5 | 8 | 12 | св. 12 | ||
Время, мин. | |||||||
7 | 20 | 1,0 | 1,5 | 2,0 | 3,0 | 3,5 | 4,0 |
8 | 40 | 1,5 | 2,0 | 2,5 | 4,5 | 5,0 | 6,0 |
9 | 80 и выше | 2,0 | 2,5 | 3,5 | 7,0 | 8,0 | 10,0 |
Индекс | а | б | в | г | д | е | |
Зубодолбежные, зубошевинговальные - и зубозакругляющие станки | |||||
Карта 68 | |||||
I. На наладку станка, инструмента и приспособлений | |||||
N позиции | Тип станка | Вид обработки и наладки | Наибольший нарезаемый модуль, мм, до | ||
6 | 12 | ||||
Время, мин. | |||||
1 | Зубодолбежные | Обработка зубьев колес | 24 | 28 | |
2 | Обработка колес с наклонным зубом | 25 | 29 | ||
3 | Обработка колес с внутренним зубом | 26 | 31 | ||
4 | Зубошевинговальные | Обработка зубьев колес | 13 | ||
5 | Зубозакругляющие | Обработка закруглений и фасок на торцах зубьев | 13 | ||
Индекс | а | б | |||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
6 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7 |
III. На пробную обработку деталей
Нарезаемый модуль, мм, до | 3 | 5 | 8 | 12 | ||
7 | Время на пробную обработку деталей, мин. | на зубодолбежном станке | 2,5 | 6,0 | 12 | 15 |
8 | на зубошевинговальном станке | 3,0 | 4,0 | 6,0 | - | |
Индекс | а | б | в | г | ||
Зуборезные станки для конических колес | ||||||
Карта 69 | ||||||
I. На наладку станка, инструмента и приспособлений | ||||||
N позиции | Тип станка | Вид обработки и наладки | Наибольший нарезаемый модуль, мм, до | |||
2,5 | 8 | 16 | ||||
Время, мин. | ||||||
1 | Зубострогальные для прямозубых конических колес | Обработка зубьев конических колес зубострогальными резцами | 25 | 34 | 45 | |
2 | Зуборезные для конических колес с круговым зубом | Нарезание круговых зубьев конических колес зуборезными головками | 37 | 45 | 60 | |
3 | Зубофрезерные для прорезания зубьев конических колес | Предварительное прорезание зубьев конических колес дисковой фрезой | 26 | |||
Индекс | а | б | в | |||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
4 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7 | ||
Шлицефрезерные станки | ||||
Карта 70 | ||||
I. На наладку станка, инструмента и приспособлений | ||||
N позиции | Тип станка | Вид обработки и наладки | Время, мин. | |
1 | Шлицефрезерные | Обработка шлиц многошлицевых валов червячной фрезой | 23 | |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
2 | Получение инструмента и приспособлений исполнителем работы до начала и сдачу их после окончания обработки партии деталей | 7,0 |
III. На пробную обработку детали
Число шлиц шлицевого вала | 6 | 10 | 15 | 20 | |
3 | Время на пробную обработку детали, мин. | 2,5 | 3,0 | 3,5 | 4,0 |
Индекс | а | б | в | г | |
Резьбофрезерные станки | ||||
Карта 71 | ||||
I. На наладку станка, инструмента и приспособлений | ||||
N позиции | Тип станка | Вид обработки и наладки | Время, мин. | |
1 | Резьбофрезерные работающие гребенчатой фрезой | Фрезерование наружной резьбы | 19 | |
2 | Фрезерование внутренней резьбы | 27 | ||
3 | Резьбофрезерные работающие дисковой фрезой | Фрезерование наружной резьбы | 16 | |
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
4 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 7,0 |
III. На пробную обработку детали
Диаметр нарезаемой резьбы, мм, до | 20 | 40 | 80 | св. 80 | |||
5 | Время на пробную обработку деталей, мин. | фреза | гребенчатая | 3,0 | 4,0 | 5,0 | - |
6 | дисковая | - | 1,5 | 3,0 | 5,0 | ||
Индекс | а | б | в | г | |||
Протяжные станки | |||||
Карта 72 | |||||
I. На наладку станка, инструмента и приспособлений | |||||
N позиции | Тип станка | Вид обработки и наладки | Время, мин. | ||
1 | Горизонтально-протяжные для внутреннего протягивания | Протягивание цилиндрических, многошлицевых и фасонных отверстий и пазов | без снятия протяжки | 8 | |
2 | со снятием протяжки | 12 | |||
3 | Вертикалъно-протяжные для наружного протягивания | Протягивание наружных плоскостей в пазов | без смены зажимного приспособления | 10 | |
4 | со сменой зажимного | 15 | |||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
5 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 5 |
Зубошлифовальные и шлицешлифовальные станки | |||||
Карта 73 | |||||
I. На наладку станка, инструмента и приспособлений | |||||
N позиции | Тип станка | Вид обработки и наладки | Время, мин. | ||
1 | Зубошлифовальные | Шлифование зубьев методом обкатки | одним дисковым кругом | 24 | |
2 | двумя тарельчатыми кругами | 29 | |||
3 | абразивным червяком | 13 | |||
4 | Шлифование зубьев методом кодирования | 18 | |||
5 | Шлифовальные | Шлифовальние шлиц шлицевых валов | одним кругом | 22 | |
6 | двумя кругами | 23 | |||
7 | тремя кругами | 25 | |||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
8 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки партии деталей | 5 |
Резьбошлифовальные станки | ||||
Карта 74 | ||||
I. На наладку станка, инструмента и приспособлений | ||||
N позиции | Вид обработки и наладки | Время, мин. | ||
1 | Шлифование резьбы на станках | с полуавтоматическим циклом | 15 | |
2 | с ручным управлением | 21 | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
3 | Получение инструмента и приспособлений исполнителем работы до начала и сдача их после окончания обработки | 5 |
III. Добавлять к времени на наладку станку
4 | При шлифовании с затылованием резьбы | 7 |
5 | При шлифовании с проверкой профиля на оптической приборе (компоратор) в лаборатории | 10 |
6 | При установке шлифовального круга | 6 |
7 | При накатывании профиля многониточного круга | 25 |
Резьбонакатные и резьбонарезные станки | ||||
Карта 75 | ||||
I. На наладку станка, инструмента и приспособлений | ||||
N позиции | Тип станка | Вид обработки и наладки | Время, мин. | |
1 | Резьбонакатные полуавтоматы, работающие круглыми роликами | Накатывание крепежной резьбы | со сменой резьбонакатных роликов | 17 |
2 | без смены резьбонакатных роликов | 7 | ||
3 | Резьбонарезные полуавтоматы с вращающейся головкой | Нарезание крепежной резьбы тангенциальными плашками | 14 | |
4 | Болторезные | Нарезание крепежной резьбы | Самооткрывающимися резьбонарезными головками | 9 |
5 | круглыми плашками | 6 | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
6 | Получение инструмента и приспособлений исполнителем работы до начала и сдачу их после окончания обработки партии деталей | 5,0 |
III. На пробную обработку деталей
Квалитет (класс точности) | ||||||||
1Т8 - 1Т9 (3) | 1Т7 (2) | |||||||
Диаметр резьбы, мм, до | ||||||||
10 | 20 | св. 20 | 10 | 20 | св. 20 | |||
7 | Время на пробную обработку деталей, мин. | круглые ролики | 3,0 | 3,5 | 4,0 | 3,5 | 4,0 | 5,0 |
8 | плашки | 2,0 | 3,0 | 4,0 | 3,0 | 4,0 | 5,0 | |
Индекс | а | б | в | г | д | е | ||
Шпоночно-фрезерные, фрезерно-отрезные и центровальные станки | ||||
Карта 76 | ||||
I. На наладку станка, инструмента и приспособлений | ||||
N позиции | Тип станка | Вид обработки и наладки | Время, мин. | |
1 | Шпоночно-фрезерные | Обработка призматических пазов методом маятниковой подачи | 12 | |
2 | Обработка призматических пазов методом однопроходной работы | 8 | ||
3 | Фрезерно-отрезные | Отрезка заготовок дисковыми пилами | 5 | |
4 | Центровальные | Центрование торцов на станках с ручным управлением | 5 | |
5 | Фрезерование и центрование торцов на полуавтоматах | 10 | ||
II. На получение инструмента и приспособлений до начала
и сдачу их после окончания обработки
6 | Получение инструмента и приспособлений исполнителем работы до начала и сдачу их после окончания обработки партии деталей | 5 |
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО, ВРЕМЕНИ ОРАНИЗАЦИОННОГО
ОБСЛУЖИВАНИЯ РАБОЧЕГО МЕСТА, НА ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ
ДЛЯ ТОКАРНЫХ И ТОКАРНО-РЕВОЛЬВЕРНЫХ АВТОМАТОВ
Утратил силу. - Общемашиностроительные нормативы
от 01.01.1989
Резцы | |||||||||||||
Приложение 1, лист 1 | |||||||||||||
1. Обработка одним резцом | |||||||||||||
 | |||||||||||||
Тип резцов и характер обработки | Способ врезания | Угол резца, в плане, | Глубина резания, t, мм | ||||||||||
1 | 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | |||||
Врезание и перебег, l1, мм | |||||||||||||
Резцы проходные, подрезные и расточные | - | 45 | 2 | 3,5 | 6 | 8 | 11 | 13 | 15 | 18 | 24 | ||
60 | 2 | 2,5 | 4 | 5 | 7 | 8 | 9 | 11 | 16 | ||||
75 | 2 | 2,5 | 3 | 4 | 5 | 6 | 6 | 7 | 10 | ||||
90 | 3...5 | ||||||||||||
Резцы отрезные и прорезные | - | - | 2...5 | ||||||||||
2. Многорезцовая обработка | |||||||||||||
а) врезание прямое | б) врезание косое | в) врезание радиальное | |||||||||||
 |  |  | |||||||||||
Резцы проходные Поверхность заготовки обработанная или из проката | точение на проход | Прямое, а также косое при свободном резании | 45 | 4 | 5 | 7 | 9 | 11 | 13 | - | - | - | |
60 | 4,5 | 4 | 6 | 7 | 8 | 9 | 10 | 12 | - | ||||
90 | 2,5 | 2,5 | 2,5 | 3 | 3 | 3 | 3 | 3 | - | ||||
Косое при несвободном резании под углом, град. | 26 | 45...90 | 6 | 8 | 12 | 17 | 20 | 25 | 30 | 34 | - | ||
30 | 6 | 7 | 11 | 15 | 18 | 21 | 25 | 30 | - | ||||
точение в упор | Прямое, а также косое при свободном резании | 45 | 2 | 3 | 5 | 7 | 9 | 12 | - | - | - | ||
60 | 2 | 2 | 4 | 6 | 7 | 8 | - | 11 | - | ||||
90 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | - | ||||
Косое при несвободном резании под углом, град. | 26 | 45...90 | 4 | 6 | 10 | 15 | 18 | 23 | 28 | 32 | - | ||
30 | 4 | 5 | 9 | 13 | 16 | 19 | 23 | 28 | - | ||||
Добавлять при обточке поверхности из | штамповки | - | 1 | 1 | 2 | - | |||||||
отливки, поковки | - | 1 | 2 | 3 | - | ||||||||
Примечание. Для станков, работающих с радиальным врезанием переднего суппорта, величина врезания равна
l1 = t + lподв, где lподв = 1...2 мм
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Инструменты для обработки отверстий | ||||||||||||
Приложение 1, лист 2 | |||||||||||||
 |  | ||||||||||||
Характер обработки | Диаметр инструмента, мм, до | ||||||||||||
3 | 5 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 и более | ||||
Врезание и перебег, l1, мм | |||||||||||||
Сверление на проход | с одинарной заточкой | 2 | 2,5 | 5 | 6 | 8 | 10 | 12 | 15 | 18 | 23 | ||
с двойной заточкой | 1 | - | 6 | 8 | 10 | 15 | 16 | 18 | 22 | 27 | |||
Сверление в упор | 1,5 | 2 | 4 | 6 | 7 | 9 | 11 | 14 | 17 | 21 | |||
Рассверливание | Глубина резания, t, мм, до | 5 | - | - | - | 4 | 4 | 5 | 5 | 5 | 6 | 6 | |
10 | - | - | - | - | 7 | 8 | 8 | 8 | 9 | 9 | |||
15 | - | - | - | - | - | - | 11 | 11 | 12 | 12 | |||
20 | - | - | - | - | - | - | - | 14 | 15 | 15 | |||
30 | - | - | - | - | - | - | - | - | 18 | 18 | |||
Зенкерование | на проход | 1 | - | - | - | 4 | 4 | 5 | 5 | 5 | 6 | 6 | |
3 | - | - | - | - | 7 | 8 | 8 | 8 | 9 | 9 | |||
5 | - | - | - | - | - | - | 11 | 11 | 12 | 12 | |||
10 | - | - | - | - | - | - | - | 14 | 15 | 15 | |||
в упор | - | - | - | - | - | - | - | - | - | 18 | 18 | ||
Развертывание цилиндрических отверстий | на проход | - | 8 | 9 | 15 | 18 | 19 | 19 | 24 | 25 | 26 | ||
в упор | - | 2 | 3 | 3 | 3 | 3 | 4 | 4 | 4 | 5 | |||
Развертывание конических отверстий | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | |||
Центрование отверстий | 1...2 | 2 | - | - | - | - | - | - | - | - | |||
Зенкование коническими зенковками | 0,5 | 0,5 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | |||
Зенкование и цекование облицовочными инструментами | - | 0,5 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | |||
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы цилиндрические, дисковые, прорезные и фасонные | |||||||||||||
Приложение 1, лист 3 | ||||||||||||||
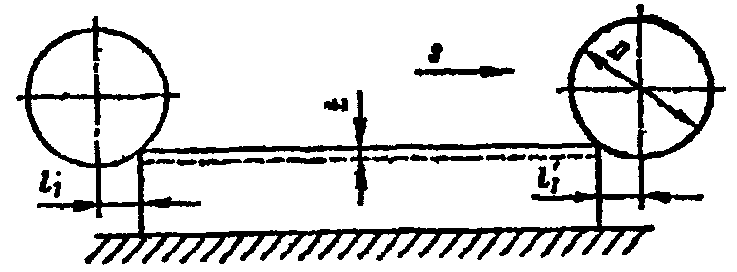 | ||||||||||||||
Глубина резания, t, мм | Диаметр фрезы, D, мм | |||||||||||||
10 | 16 | 20 | 26 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | |
Врезание и перебег, l1, мм | ||||||||||||||
0,5 | 3 | 4 | 4 | 5 | 5.5 | 6,5 | 7 | 8 | 9 | 10 | 12 | 12 | 14 | 15 |
1,0 | 4 | 5 | 6,5 | 6,5 | 7 | 8,5 | 9 | 10 | 11 | 13 | 15 | 16 | 18 | 20 |
1,5 | 4,5 | 5,5 | 6,5 | 7,5 | 8,5 | 9,5 | 11 | 12 | 13 | 15 | 17 | 19 | 21 | 23 |
2 | 5 | 6,5 | 7 | 8,5 | 9,5 | 11 | 12 | 14 | 15 | 17 | 19 | 21 | 24 | 26 |
3 | 5,5 | 7,5 | 8 | 9,5 | 11 | 13 | 14 | 16 | 18 | 20. | 22 | 25 | 27 | 31 |
4 | 6 | 8 | 9 | 11 | 12 | 14 | 16 | 18 | 20 | 23 | 26 | 29 | 32 | 35 |
5 | - | 8,5 | 9,5 | 12 | 13 | 15 | 17 | 20 | 22 | 25 | 28 | 31 | 35 | 39 |
6 | - | - | 10 | 12 | 14 | 16 | 18 | 21 | 24 | 27 | 30 | 34 | 38 | 42 |
7 | - | - | 11 | 13 | 15 | 17 | 19 | 22 | 25 | 29 | 32 | 36 | 41 | 45 |
8 | - | - | - | 13 | 15 | 18 | 20 | 24 | 27 | 30 | 34 | 38 | 43 | 48 |
9 | - | - | - | - | 16 | 19 | 21 | 25 | 28 | 32 | 35 | 40 | 46 | 51 |
10 | - | - | - | - | 16 | 19 | 22 | 26 | 29 | 33 | 38 | 42 | 48 | 53 |
11 | - | - | - | - | - | 20 | 23 | 27 | 30 | 34 | 39 | 44 | 50 | 55 |
12 | - | - | - | - | - | 20 | 23 | 27 | 31 | 35 | 40 | 46 | 52 | 58 |
13 | - | - | - | - | - | 21 | 24 | 28 | 32 | 37 | 42 | 47 | 53 | 60 |
14 | - | - | - | - | - | - | 24 | 29 | 33 | 38 | 43 | 49 | 55 | 62 |
15 | - | - | - | - | - | - | 25 | 29 | 34 | 39 | 44 | 50 | 57 | 63 |
16 | - | - | - | - | - | - | 25 | 30 | 35 | 40 | 45 | 52 | 58 | 65 |
18 | - | - | - | - | - | - | - | 31 | 36 | 42 | 47 | 54 | 61 | 69 |
20 | - | - | - | - | - | - | - | 32 | 38 | 43 | 50 | 57 | 64 | 72 |
22 | - | - | - | - | - | - | - | 33 | 39 | 44 | 51 | 59 | 67 | 75 |
25 | - | - | - | - | - | - | - | - | 40 | 46 | 54 | 62 | 70 | 78 |
28 | - | - | - | - | - | - | - | - | 41 | 48 | 56 | 65 | 74 | 83 |
30 | - | - | - | - | - | - | - | - | - | 49 | 57 | 66 | 76 | 85 |
35 | - | - | - | - | - | - | - | - | - | 51 | 60 | 70 | 80 | 91 |
40 | - | - | - | - | - | - | - | - | - | - | 62 | 73 | 84 | 96 |
50 | - | - | - | - | - | - | - | - | - | - | - | 78 | 91 | 104 |
60 | - | - | - | - | - | - | - | - | - | - | - | 81 | 96 | 111 |
Примечание. При чистовой обработке в целях обеспечения чистой поверхности при выходе фрезы величину врезания и перебега для дисковых фрез, приведенную в карте, следует увеличивать вдвое.
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы торцовые и концевые (для пазов) | |||||||||||||||
Приложение 1, лист 4 | ||||||||||||||||
Схема установки фрезы | ||||||||||||||||
1. Симметричная | 2. Смещение | |||||||||||||||
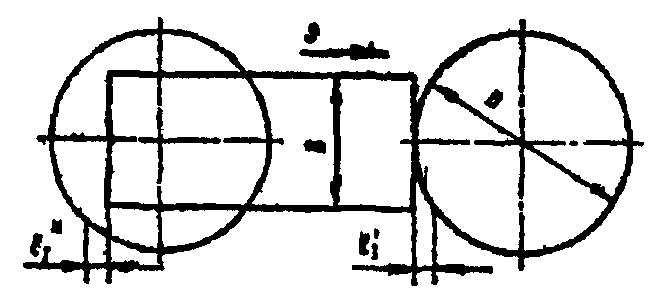 | 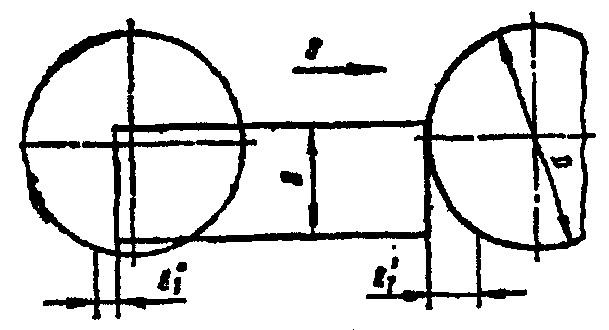 | |||||||||||||||
Установка фрезы | Ширина фрезерования или ширина паза, B, мм | Диаметр фрезы, мм | ||||||||||||||
16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | ||
Врезание и перебег, l1, мм | ||||||||||||||||
Симметричная | 10 | 3,0 | 2,5 | 2,5 | 2,5 | - | - | - | - | - | - | - | - | - | - | - |
15 | - | 4,5 | 4,0 | 3,5 | 3,5 | 3,5 | 3,5 | 3,5 | - | - | - | - | - | - | - | |
20 | - | - | 6,5 | 5,0 | 4,5 | 4,0 | 4,0 | 4,0 | 4,0 | - | - | - | - | - | - | |
25 | - | - | - | 7,5 | 6,0 | 5,0 | 5,0 | 5,0 | 5,0 | 5,0 | - | - | - | - | - | |
30 | - | - | - | 12 | 8,5 | 7,0 | 6,5 | 5,5 | 5,5 | 5,5 | - | - | - | - | - | |
40 | - | - | - | - | - | 12 | 10 | 8 | 7,5 | 6,5 | - | - | - | - | - | |
60 | - | - | - | - | - | - | 25 | 13 | 13 | 11 | 9,5 | 8,5 | 7,5 | - | - | |
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы, торцовые и концевые (для пазов) | |||||||||||||||
Приложение 1, лист 5 | ||||||||||||||||
Установка фрезы | Ширина фрезерования или ширина паза, B, мм | Диаметр фрезы, мм | ||||||||||||||
16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 180 | 200 | 250 | 320 | 400 | ||
Врезание и перебег, l1, мм | ||||||||||||||||
Симметричная | 80 | - | - | - | - | - | - | - | - | 23 | 18 | 15 | 13 | 11 | 10 | - |
100 | - | - | - | - | - | - | - | - | - | 29 | 21 | 18 | 15 | 13 | 12 | |
120 | - | - | - | - | - | - | - | - | - | 49 | 31 | 24 | 20 | 17 | 14 | |
140 | - | - | - | - | - | - | - | - | - | - | 45 | 33 | 26 | 22 | 18 | |
160 | - | - | - | - | - | - | - | - | - | - | - | 44 | 33 | 27 | 24 | |
180 | - | - | - | - | - | - | - | - | - | - | - | 61 | 43 | 33 | 26 | |
200 | - | - | - | - | - | - | - | - | - | - | - | - | 54 | 40 | 32 | |
220 | - | - | - | - | - | - | - | - | - | - | - | - | 70 | 49 | 38 | |
240 | - | - | - | - | - | - | - | - | - | - | - | - | 94 | 61 | 45 | |
260 | - | - | - | - | - | - | - | - | - | - | - | - | - | 72 | 53 | |
280 | - | - | - | - | - | - | - | - | - | - | - | - | - | 88 | 62 | |
300 | - | - | - | - | - | - | - | - | - | - | - | - | - | 109 | 73 | |
320 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 85 | |
340 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 100 | |
Смещенная | B > 0,3 D | - | - | - | - | - | - | - | - | 33 | 42 | 52 | 65 | 80 | 103 | 127 |
B <= 0,3 D | - | - | - | - | - | - | - | - | 31 | 38 | 48 | 60 | 74 | 94 | 117 | |
Примечание. При чистовой обработке в целях обеспечения чистой поверхности при выходе фрезы величину врезания и перебега следует брать равной диаметру фрезы.
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Резьбонарезной инструмент | ||||
Приложение 1, лист 6 | |||||
Режущий инструмент и характер обработки | Врезание и перебег, l1, мм | ||||
Резцы резьбовые | на станках с полуавтоматическим циклом | 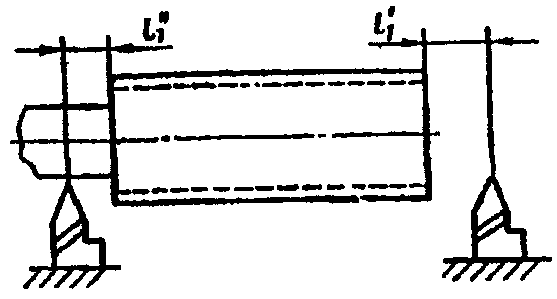 | (3...4) S | ||
на токарно-винторезных станках | на проход | (5...8) S | |||
в упор | (3...4) S | ||||
на токарных станках вихревым методом | (1,5...4) S | ||||
Метчики | машинные | на проход |  | Длина заборной части (3...6 ниток) плюс 1...2 калибрующие нитки (2,5...3) S | |
в упор | |||||
гаечные | на проход | 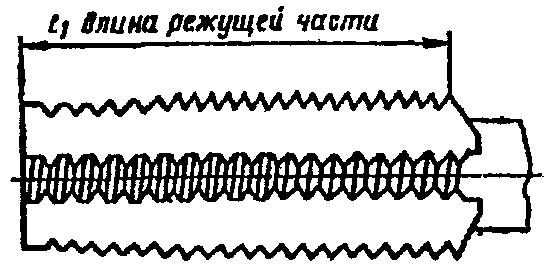 | Длина режущей части метчика | ||
Плашки | круглые | 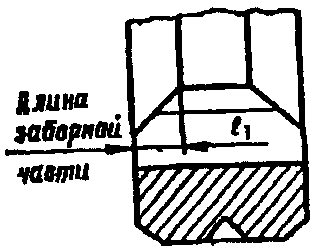 | Длина заборной части (1,5...2) S | ||
тангенцальные |  | Длина заборной части (1,5...2) S | |||
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Резьбонарезной инструмент | |||
Приложение 1, лист 7 | ||||
Режущий инструмент и характер обработки | Врезание и перебег, l1, мм | |||
Резьбонарезные круглые гребенки для винторезных головок | 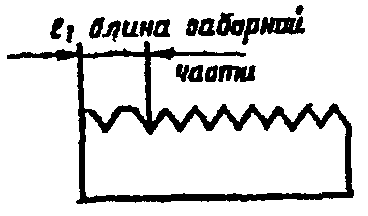 | Длина заборной части (2...3) S | ||
Фрезы резьбовые гребенчатые | 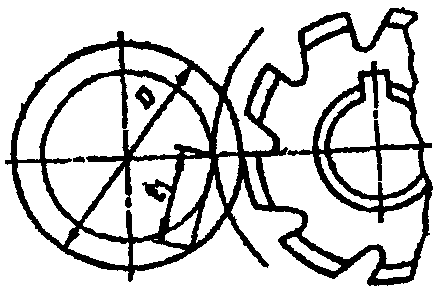 |  | ||
Фрезы резьбовые дисковые с шагом резьбы, S, мм, до | 6 |  | 2 S | |
10 | 1,5 S | |||
св. 10 | 1,0 S | |||
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы червячные модульные для цилиндрических зубчатых колес | |||||||||||||
Приложение 1, лист 8 | ||||||||||||||
Обработка в один проход | ||||||||||||||
 | ||||||||||||||
Характер обработки | Глубина резания | Угол наклона зуба, | Число зубьев зубчатого колеса | Модуль нарезаемого колеса, m, мм | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | ||||||
Диаметр фрезы, мм | ||||||||||||||
50 | 55 | 70 | 80 | 90 | 125 | 145 | 164 | 171 | ||||||
Врезание и перебег, l1, мм | ||||||||||||||
Угол наклона зуба зубчатого колеса и угол наклона витка фрезы | одноименные | обработка по сплошному металлу | 2,2 m | 0 | - | 10 | 18 | 24 | 28 | 33 | 41 | 50 | 59 | 65 |
15 | 20 | 12 | 20 | 27 | 33 | 39 | 45 | 56 | 67 | 76 | ||||
40 | 12 | 20 | 28 | 34 | 40 | 47 | 58 | 69 | 79 | |||||
80 | 12 | 21 | 29 | 36 | 42 | 49 | 61 | 72 | 82 | |||||
120 | 13 | 21 | 29 | 37 | 43 | 50 | 63 | 75 | 86 | |||||
30 | 20 | 14 | 24 | 33 | 42 | 50 | 58 | 73 | 87 | 100 | ||||
40 | 14 | 26 | 35 | 45 | 54 | 62 | 78 | 95 | 110 | |||||
80 | 15 | 26 | 38 | 48 | 58 | 68 | 88 | 109 | 125 | |||||
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы червячные модульные для цилиндрических зубчатых колес | |||||||||||||
Приложение 1, лист 9 | ||||||||||||||
Характер обработки | Глубина резания | Угол наклона зуба, | Число зубьев зубчатого колеса | Модуль нарезаемого колеса, m, мм | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | ||||||
Диаметр фрезы, мм | ||||||||||||||
50 | 55 | 70 | 80 | 90 | 125 | 145 | 164 | 171 | ||||||
Врезание и перебег, l1, мм | ||||||||||||||
Угол наклона зуба зубчатого колеса и угол наклона витка фрезы | одноименные | обработка по сплошному металлу | 2,2 m | 45 | 20 | 17 | 31 | 43 | 54 | 66 | 76 | 98 | 119 | 136 |
40 | 19 | 34 | 48 | 61 | 74 | 86 | 111 | 135 | 157 | |||||
80 | 21 | 39 | 56 | 72 | 87 | 102 | 132 | 161 | 190 | |||||
обработка по предварительно прорезанному зубу | 1,2...1,6 мм | 0 | - | - | - | - | 14 | 14 | 16 | 17 | 18 | 19 | ||
15 | 20 | - | - | - | 17 | 19 | 20 | 22 | 24 | 26 | ||||
80 | - | - | - | 18 | 19 | 21 | 23 | 25 | 27 | |||||
30 | 20 | - | - | - | 22 | 25 | 27 | 31 | 34 | 37 | ||||
80 | - | - | - | 25 | 28 | 30 | 35 | 39 | 42 | |||||
45 | 20 | - | - | - | 29 | 33 | 36 | 42 | 47 | 52 | ||||
80 | - | - | - | 36 | 40 | 44 | 51 | 57 | 63 | |||||
разноименные | обработка по сплошному металлу | 2,2 m | 15 | 20 | 12 | 22 | 29 | 37 | 43 | 50 | 63 | 76 | 88 | |
40 | 12 | 22 | 30 | 38 | 46 | 53 | 67 | 81 | 94 | |||||
80 | 13 | 23 | 32 | 40 | 48 | 56 | 72 | 88 | 103 | |||||
120 | 13 | 23 | 33 | 42 | 51 | 60 | 78 | 95 | 112 | |||||
30 | 20 | 14 | 26 | 36 | 45 | 54 | 63 | 80 | 97 | 115 | ||||
40 | 15 | 27 | 39 | 50 | 61 | 71 | 91 | 112 | 132 | |||||
80 | 16 | 31 | 44 | 58 | 70 | 82 | 108 | 132 | 158 | |||||
45 | 20 | 18 | 34 | 48 | 62 | 76 | 90 | 116 | 140 | 170 | ||||
40 | 20 | 38 | 54 | 70 | 86 | 100 | 131 | 168 | 193 | |||||
80 | 23 | 44 | 64 | 83 | 102 | 120 | 159 | 199 | 237 | |||||
обработка по предварительно прорезанному зубу | 1,2...1,6 мм | 15 | 20 | - | - | - | 19 | 21 | 23 | 26 | 29 | 32 | ||
80 | - | - | - | 20 | 23 | 25 | 28 | 31 | 35 | |||||
30 | 20 | - | - | - | 25 | 27 | 30 | 35 | 40 | 45 | ||||
80 | - | - | - | 29 | 32 | 36 | 42 | 47 | 54 | |||||
45 | 20 | - | - | - | 33 | 37 | 40 | 47 | 54 | 60 | ||||
80 | - | - | - | 41 | 46 | 51 | 60 | 69 | 78 | |||||
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы червячные модульные для цилиндрических зубчатых колес | |||||||||
Приложение 1, лист 10 | ||||||||||
Черновая обработка в два прохода | ||||||||||
Характер обработки | Глубина резания | Угол наклона зуба, | Число зубьев зубчатого колеса | Модуль нарезаемого колеса, m, мм | ||||||
8 | 10 | 12 | 14 | 16 | ||||||
Диаметр фрезы D, мм | ||||||||||
145 | 164 | 171 | 184 | 199 | ||||||
Врезание и перебег, l1, мм | ||||||||||
Угол наклона зуба зубчатого колеса и угол наклона витка фрезы | одноименные | первый проход | 1,4 m | 0 | - | 42 | 49 | 54 | 58 | 66 |
15 | 20 | 46 | 57 | 63 | 70 | 76 | ||||
40 | 47 | 58 | 64 | 72 | 78 | |||||
80 | 49 | 60 | 67 | 74 | 82 | |||||
120 | 51 | 62 | 70 | 77 | 85 | |||||
30 | 20 | 61 | 73 | 83 | 93 | 103 | ||||
40 | 64 | 79 | 90 | 102 | 112 | |||||
80 | 72 | 89 | 103 | 115 | 128 | |||||
45 | 20 | 83 | 100 | 117 | 133 | 147 | ||||
40 | 92 | 113 | 131 | 150 | 168 | |||||
80 | 110 | 134 | 156 | 178 | 198 | |||||
второй проход | 0,7 m | 0 | - | 31 | 36 | 40 | 43 | 49 | ||
15 | 20 | 36 | 43 | 49 | 55 | 60 | ||||
40 | 37 | 44 | 50 | 56 | 62 | |||||
80 | 38 | 45 | 52 | 58 | 64 | |||||
120 | 39 | 47 | 53 | 60 | 66 | |||||
30 | 20 | 48 | 57 | 65 | 74 | 82 | ||||
40 | 50 | 61 | 70 | 79 | 88 | |||||
80 | 56 | 68 | 78 | 88 | 98 | |||||
45 | 20 | 64 | 77 | 89 | 100 | 113 | ||||
40 | 72 | 86 | 100 | 115 | 130 | |||||
80 | 82 | 101 | 17 | 133 | 150 | |||||
разноименные | 15 | 20 | 53 | 64 | 75 | 85 | 96 | |||
40 | 56 | 67 | 78 | 90 | 100 | |||||
80 | 60 | 73 | 86 | 99 | 113 | |||||
120 | 64 | 78 | 92 | 107 | 122 | |||||
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы червячные модульные для цилиндрических зубчатых колес | |||||||||
Приложение 1, лист 11 | ||||||||||
Характер обработки | Глубина резания | Угол наклона зуба, | Число зубьев зубчатого колеса | Модуль нарезаемого колеса, m, мм | ||||||
8 | 10 | 12 | 14 | 16 | ||||||
Диаметр фрезы D, мм | ||||||||||
145 | 164 | 171 | 184 | 199 | ||||||
Врезание и перебег, l1, мм | ||||||||||
Угол наклона зуба зубчатого колеса и угол наклона витка фрезы | разноименные | первый проход | 1,4 m | 30 | 20 | 71 | 86 | 100 | 115 | 130 |
40 | 76 | 93 | 110 | 127 | 145 | |||||
80 | 87 | 109 | 128 | 148 | 170 | |||||
второй проход | 0,7 m | 45 | 20 | 96 | 117 | 140 | 160 | 184 | ||
40 | 108 | 135 | 160 | 186 | 213 | |||||
80 | 124 | 154 | 190 | 222 | 258 | |||||
15 | 20 | 41 | 49 | 58 | 66 | 74 | ||||
40 | 43 | 52 | 60 | 68 | 77 | |||||
80 | 46 | 56 | 66 | 75 | 86 | |||||
120 | 49 | 59 | 70 | 82 | 93 | |||||
30 | 20 | 54 | 66 | 77 | 88 | 100 | ||||
40 | 59 | 73 | 84 | 96 | 110 | |||||
80 | 68 | 83 | 99 | 115 | 131 | |||||
45 | 20 | 74 | 91 | 108 | 125 | 142 | ||||
40 | 90 | 114 | 131 | 150 | 170 | |||||
80 | 100 | 123 | 149 | 175 | 200 | |||||
Примечания:
1. Величина врезания и перебега инструмента, указанная в таблице, рассчитана исходя из получения теоретически точного профиля зубьев нарезаемого колеса по всей длине зуба.
2. При черновом зубонарезании колес с косыми зубьями табличную величину врезания и перебега инструмента можно уменьшить при нарезании колес с углом наклона зубьев  на 0,7 m; с углом наклона зубьев
на 0,7 m; с углом наклона зубьев  - на 1,3 m и с углом наклона зубьев
- на 1,3 m и с углом наклона зубьев  - на 1,9 m.
- на 1,9 m.
- на 1,3 m и с углом наклона зубьев - на 1,9 m.ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы червячные для шлицевых валов | |||||||||||
Приложение 1, лист 12 | ||||||||||||
 | ||||||||||||
Глубина шлицев, h, мм | Диаметр фрезы, мм | |||||||||||
50 | 55 | 60 | 65 | 70 | 75 | 80 | 85 | 90 | 100 | 110 | 120 | |
Врезание и перебег, l1, мм | ||||||||||||
1,5 | 12 | 12 | 12 | 13 | 13 | 14 | 14 | 14 | 15 | 15 | 16 | 16 |
2 | 13 | 13 | 14 | 14 | 15 | 15 | 16 | 16 | 16 | 17 | 18 | 18 |
3 | 15 | 16 | 16 | 17 | 17 | 18 | 18 | 19 | 19 | 20 | 21 | 22 |
4 | 17 | 17 | 18 | 19 | 19 | 20 | 20 | 21 | 22 | 23 | 24 | 25 |
5 | 18 | 19 | 20 | 20 | 21 | 22 | 22 | 23 | 24 | 25 | 26 | 27 |
6 | 19 | 20 | 21 | 22 | 23 | 23 | 24 | 25 | 26 | 27 | 28 | 29 |
7 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 26 | 27 | 29 | 30 | 31 |
8 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 28 | 30 | 32 | 33 |
Все типы станков | |||
Приложение 2, лист 1 | |||
Станки | Длина обрабатываемой поверхности, lx, мм | Перебег инструмента в направления главного движения, | |
Продольно-строгальные |  | 2000 | 200 |
4000 | 315 | ||
6000 | 400 | ||
Св. 6000 | 500 | ||
Поперечно-строгальные и долбежные | 100 | 35 | |
200 | 50 | ||
300 | 60 | ||
Св. 300 | 75 | ||
Зубодолбежные | 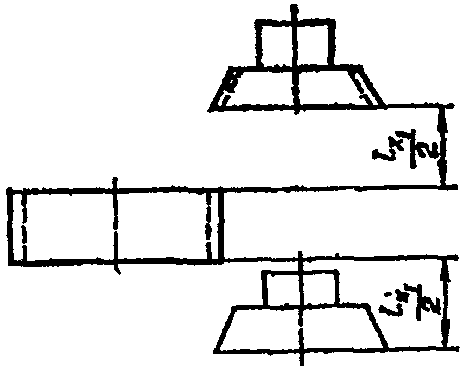 | 20 | 5 |
50 | 8 | ||
70 | 12 | ||
85 | 15 | ||
120 | 20 | ||
Св. 120 | 25 | ||
Зубострогальные для конических колес | 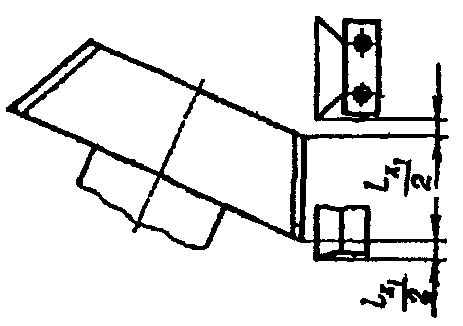 | 30 | 5 |
50 | 8 | ||
Св. 50 | 12 | ||
ВЕЛИЧИНЫ ПЕРЕБЕГА ИНСТРУМЕНТА В НАПРАВЛЕНИИ ГЛАВНОГО ДВИЖЕНИЯ | Все типы станков | ||||
Приложение 2, лист 2 | |||||
Станки | Длина обрабатываемой поверхности, lx, мм | Перебег инструмента в направления главного движения, | |||
Протяжные | 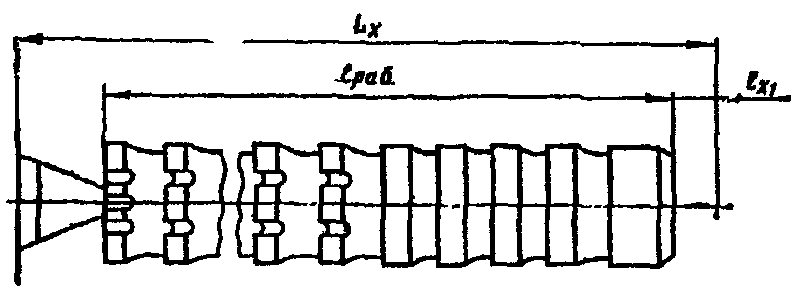 | Все размеры | 30...50 | ||
Хонинговальные | 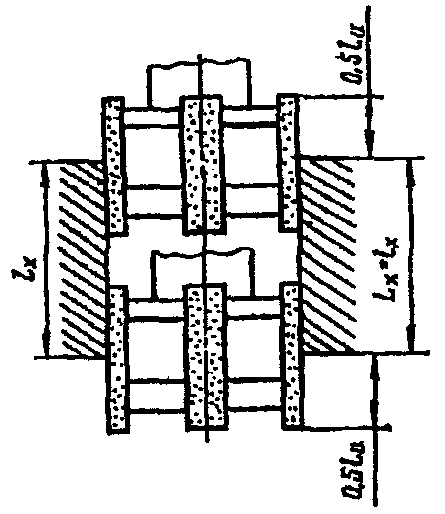 | Все размеры | 0 | ||
Круглошлифовальные | 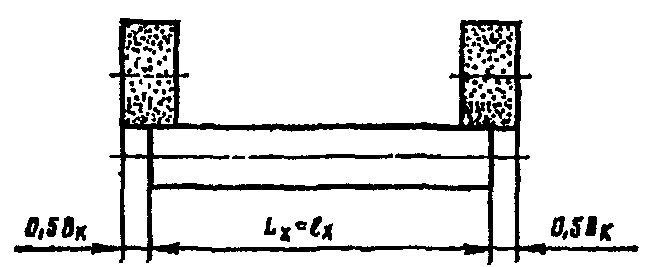 | Все размеры | на проход | 0 | |
в упор | -0,5 Bк | ||||
ВЕЛИЧИНЫ ПЕРЕБЕГА ИНСТРУМЕНТА В НАПРАВЛЕНИИ ГЛАВНОГО ДВИЖЕНИЯ | Все типы станков | |||
Приложение 2, лист 3 | ||||
Станки | Длина обрабатываемой поверхности, lx, мм | Перебег инструмента в направлении главного движения, | ||
Внутришлифовальные |  | Все размеры | на проход | 0 |
в упор | -0,5 Bк | |||
Бесцентровошлифовальные |  | Все размеры | 5...10 | |
Плоскошлифовальные с прямоугольным столом, работающие | торцом круга | Все размеры | грубая и неточная обработка | 0 |
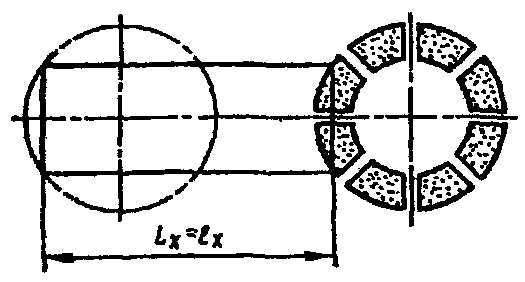 | ||||
чистовая обработка | Дк | |||
периферией круга | Все размеры | 10...15 | ||
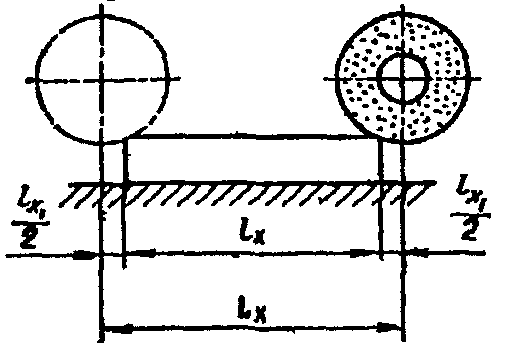 | ||||
ВЕЛИЧИНЫ ПЕРЕБЕГА ИНСТРУМЕНТА В НАПРАВЛЕНИИ ГЛАВНОГО ДВИЖЕНИЯ | Все типы станков | ||
Приложение 2, лист 4 | |||
Станки | Длина обрабатываемой поверхности, lx, мм | Перебег инструмента в направлении главного движения, | |
Плоскошлифовальные с круглым столом, работающие | торцом круга | Все размеры | 0 |
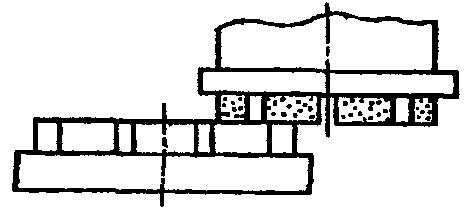 | |||
периферией круга | Все размеры | 0 | |
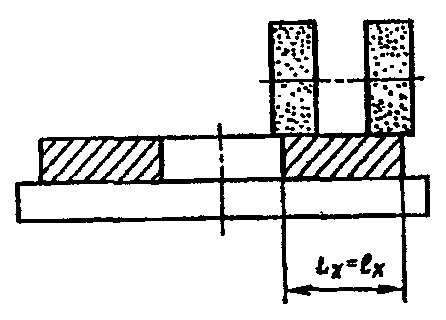 | |||
Приложение 3 | ||||||||
N позиции | Вид обработки | Режущий инструмент | Квалитет (класс точности) | Размеры, мм, до | Расчетное число пробных стружек | Дополнительные длины на взятие пробных стружек l2, мм | ||
1 | Обработка тел вращения | цилиндрических или конических поверхностей | Резцы | 1Т7 (2 кл.) | Диаметр детали | 200 | 2 | 10 |
2 | 500 | 3 | 15 | |||||
3 | 1000 | 3 | 24 | |||||
4 | св. 1000 | 4 | 40 | |||||
5 | 1Т8 - 1Т9 (3 кл.) | 200 | 1 | 5 | ||||
6 | 500 | 2 | 10 | |||||
7 | 1000 | 2 | 16 | |||||
8 | св. 1000 | 3 | 30 | |||||
9 | 1Т11 - 1Т13 (4 - 5 кл.) | 200 | 1 | 5 | ||||
10 | 500 | 1 | 5 | |||||
11 | 1000 | 1 | 8 | |||||
12 | св. 1000 | 2 | 20 | |||||
13 | торцов | 0,5...0,3 мм | Длина детали | 500 | 1 | 5 | ||
14 | св. 500 | 1 | 8 | |||||
15 | Обработка плоскостей | Резцы | 0,5...0,3 мм | Длина обрабатываемой поверхности | 500 | 1 | 5 | |
16 | 2000 | 1 | 8 | |||||
17 | св. 2000 | 1 | 10 | |||||
18 | <= 0,3 мм | 500 | 2 | 10 | ||||
19 | 2000 | 2 | 16 | |||||
20 | св. 2000 | 2 | 20 | |||||
21 | Фрезы | 0,5...0,3 мм | Диаметр фрезы | 90 | 1 | 5 | ||
22 | 250 | 1 | 8 | |||||
23 | 400 | 1 | 10 | |||||
24 | <= 0,3 мм | 90 | 2 | 10 | ||||
25 | 250 | 2 | 16 | |||||
26 | 400 | 2 | 20 | |||||
Приложение 4 | |||
Способ установки детали | Содержание работы | ||
Установить и снять деталь при работе в универсальном или специальном приспособлении | вручную | Взять деталь (детали), установить в зажимное приспособление (выверить по необходимости), закрепить. Включить станок. Выключить станок. Открепить деталь (детали). Снять и отложить на место. Очистить приспособление от стружки (по необходимости) | |
подъемником при станке или мостовым краном | Застроить деталь тросом или цепью, поднять подъемником (краном), установить (выверить по необходимости), закрепить. Включить станок. Выключить станок. Открепить деталь, застропить тросом или цепью, поднять подъемником (краном) и отложить на место. Очистить приспособление от стружки (по необходимости) | ||
Установить и снять деталь при работе на магнитном столе | вручную | Взять деталь (детали), установить на столе, включить магнит. Включить станок. Выключить магнит, снять деталь (детали) со стола и отложить на место. Промыть или протереть стол | |
подъемником при станке или мостовым краном | Застропить деталь тросом или цепью, поднять подъемником (краном), установить на столе, включить магнит. Включить станок. Выключить магнит. Застропить деталь тросом или цепью, поднять подъемником (краном) и отложить на место. Промыть или протереть стол | ||
Установить и снять деталь при работе на прутка | установка прутка | Взять пруток (длиной до 3 м), установить в шпинделе станка в кулачках или в цанге, закрепить пруток. Включить станок. Выключить станок. Открепить остаток прутка и отложить | |
выдвижение прутка | Открепить пруток, выдвинуть на заданную длину обработки, закрепить пруток. Включить станок. Положить отрезанную деталь на место. Выключить станок | ||
Кантование детали подъемником | Подвести подъемник (кран) к детали, застропить, поднять деталь и переместить на место кантовки. Опустить деталь, расстроить, застропить деталь и кантовать. Поднять деталь, переместить на место обработки и расстропить | ||
Примечание. При установке детали мостовым краном в нормативах предусматривается дополнительное время на вызов крана.
Приложение 5, лист 1 | |||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
Токарно-винторезные станки | |||
1. | Обработка с полуавтоматическим циклом или программным управлением | Резцом, установленным на размер | 1, Tо, (2) |
2. | Продольное точение или растачивание | Резцом, установленным на размер | 18, 3, Tо, (3), 63 |
С установкой резца по лимбу или упору | 18, 19, 3, Tо, (3), 20, 63 | ||
С предварительным промером | 2, Пр, 2, 18, 19, 3, Tо, (3), 20, 63 | ||
Со взятием одной пробной стружки | 18, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 3, Tо, (3), 20, 63 | ||
Примечание. Для каждой пробной стружки свыше одной повторяются приемы | 2, Пр, 2, 19, 3, Tо, (3), 20 | ||
3. | Поперечное точение | С установкой резца по лимбу или упору | 18, 19, 3, Tо, (3), 20, 63 |
С предварительным промером | 2, Пр, 18, 2, 18, 3, Tо, (3), 20, 63 | ||
Со взятием одной пробной стружки | 18, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 3, Tо, (3), 20, 63 | ||
Примечание. Для каждой пробной стружки свыше одной повторяются приемы | 2, Пр, 2, 19, 3, Tо, (3), 20 | ||
4. | Обработка конуса | Без измерения | 18, 19, Tо, 63 |
С измерением | 18, 19, Tо, 63, 2, Пр, 2 | ||
5. | Точение или растачивание с одновременной проточкой торца | По упору или лимбу грубо | 18, 19, 3, Tо, (3), 3, Tо, (3), 20, 63 |
По лимбу с точностью <= 0,2 мм | 18, 19, 3, Tо, (3), 3, Tо, (3), 20, 63 | ||
6. | Внутренняя подрезка торца | Без измерения | 63, 18, 3, Tо, (3), 20, 63 |
С измерением длины расположения размера | 63, 18, 2, Пр, 19, 2, 3, Tо, (3), 20, 63 | ||
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 2 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
7. | Проточка пазов, канавок, отрезка | ||
I. Наружная обработка | Без измерения | 18, Tо, 63 | |
С измерением длины расположения размера | 18, 2, Пр, 19, 2, Tо, 63 | ||
II. Внутренняя обработка | Без измерения | 63, 18, Tо, 20, 63 | |
С измерением длины расположения размера | 63, 18, 2, Пр, 19, 2, Tо, 20, 63 | ||
8. | Нарезание резьбы резцом | Черновой проход | 19, 2, Tо, 20, 7, Tв, 2 |
Чистовой проход | 19, 2, Tо, 20, 7, Tв, 2, Пр | ||
9. | Нарезание резьбы метчиком, плашкой от задней бабки или роликами | - | 18, Tо, 7, Tв, 63, 7 |
10. | Сверление | - | 18, Tв, 311, 18, Tо, 63 |
11. | Рассверливание, зенкерование, зенковавание, развертывание | - | 18, Tо, 63 |
12. | Обточка профильная, обточка фасок или галтелей | Без измерения | 18, Tо, 63 |
С измерением | 18, Tо, 63, 2, Пр, 2 | ||
13. | Накатывание рифлений | С продольной подачей | 18, 19, 3, Tо, 8, Tо (3), 63 |
С поперечной подачей | 18, 19, Tо, 63 | ||
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 3 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
Лоботокарные станки | |||
1. | Продольное точение или растачивание | Резцом, установленным на размер | 18, 3, Tо, (3), 63 |
С установкой резца по лимбу | 18, 19, 3, Tо, (3), 20, 63 | ||
С предварительным промером | 2, Пр, 2, 18, 19, 3, Tо, (3), 20, 63 | ||
Со взятием одной пробной стружки | 18, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 3, Tо, (3), 20, 63 | ||
Примечание: Для каждой пробной стружки свыше одной повторяются приемы | 2, Пр, 2, 19, 3, Tо, (3), 20 | ||
2. | Поперечное точение | С установкой резца по лимбу | 18, 19, 3, Tо, (3), 20, 63 |
С предварительным промером | 2, Пр, 18, 2, 18, 3, Tо, (3), 20, 63 | ||
Со взятием пробных стружек | 18, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 3, Tо, (3), 20, 63 | ||
Примечание. Для каждой пробной стружки свыше одной повторяются приемы | 2, Пр, 2, 19, 3, Tо, (3), 20 | ||
3. | Обработка конуса | Без измерения | 18, 19, Tо, 63 |
С измерением | 18, 19, Tо, 63, 2, Пр, 2 | ||
4. | Внутренняя подрезка торца | Без измерения | 63, 18, 3, Tо, (3), 20, 63 |
С измерением длины расположения размера | 63, 18, 2, Пр, 19, 2, 3, Tо, (3), 20, 63 | ||
5. | Проточка пазов, канавок, отрезка | ||
I. Наружная обработка | Без измерения | 18, Tо, 63 | |
С измерением длины расположения размера | 18, 2, Пр, 19, 2, Tо, 63 | ||
II. Внутренняя обработка | Без измерения | 63, 18, Tо, 20, 63 | |
С измерением длины расположения размера | 63, 18, 2, Пр, 19, 2, Tо, 20, 63 | ||
6. | Обточка профильная, обточка фасок или галтелей | Без измерения | 18, Tо, 63 |
С измерением | 18, Tо, 63, 2, Пр, 2 | ||
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 4 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
Токарно-карусельные станки | |||
1. | Продольное или поперечное точение и растачивание | С установкой резца по лимбу | 16, 19, 3, Tо, (3), 20, 63 |
С предварительным промером | 2, Пр, 2, 18, 19, 3, Tо, (3), 20, 63 | ||
Со взятием одной пробной стружки | 18, 19, 3, Tо, (3), 20, 2, Пр, 2, 18, 19, 3, Tо, (3), 20, 63 | ||
Примечание. Для каждой пробной стружки свыше одной повторяются приемы | 2, Пр, 2, 18, 19, 3, Tо, (3), 20 | ||
2. | Проточка пазов | Без измерения | 63, 18, Tо, 20, 63 |
С измерением длины расположения размера | 63, 18, 2, Пр, 19, 2, Tо, 20, 63 | ||
3. | Проточка профильная, проточка фасок и галтелей | Без измерения | 18, Tо, 20 |
С измерением | 18, Tо, 20, 2, Пр, 2 | ||
4. | Сверление, зенкерование, развертывание | - | 18, 28, 3, Tо, (3), 63 |
Горизонтально-расточные станки с неподвижной стойкой и поворотным столом | |||
1. | Растачивание отверстий | Резцом, установленным на размер по шаблону | 18, 2, 19, 2, 3, Tо, (3), 63 |
Со взятием пробной стружки | 18, 2, 19, 2, 3, Tо, (3), 20, 2, Пр, 19, 2, 18, 3, Tо, (3), 63 | ||
Примечание. Для каждой пробной стружки свыше одной повторяются приемы | 20, 2, Пр, 19, 2, 18, 3 Tо, (3) | ||
Мерной расточной пластиной или двусторонним резцом | 18, 3, Tо, (3), 63 | ||
2. | Подрезка торцов | Расточной пластиной, зенковкой | 18, Tо, 63 |
Резцом в резцедержателе на планшайбе по лимбу | 18, 19, 3, Tо, (3), 20, 63 | ||
Резцом в резцедержателе на планшайбе со взятием пробной стружки | 18, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 18, 3, Tо, (3), 63 | ||
3. | Прорезка пазов | Без измерения | 18, 19, Tо, 20, 20 |
С измерением длины расположения размера | 18, 19, 2, Пр, 19, 2, Tо, 20, 20 | ||
4. | Сверление отверстий | - | 18, 3, Tо, (3), 31, 3, Tо, (3), 63 |
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 5 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
5. | Рассверливание, зенкерование, развертывание | - | 18, 3, Tо, (3), 63 |
6. | Фрезерование плоскостей и пазов | По разметке | 18, 19, 3, Tо, (3), 20, 63 |
Со взятием пробной стружки | 18, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 18, 3, Tо, (3), 20, 63 | ||
Токарно-револьверные станки с вертикальной осью вращения головки | |||
А. Работа револьверной головкой | |||
1. | Обработка на станках с полуавтоматическим циклом | Инструментом, установленным на размер | 1, Tо, (2) |
2. | Обработка с продольной подачей | Механическая подача | 41, 18, 3, Tо, (3), 63 |
Ручная подача | 41, 18, Tо, 63 | ||
3. | Обработка с продольной подачей и предварительным радиальным врезанием | Механическая подача | 41, 18, 21, Tо, 3, Tо, (3), 20, 63 |
Ручная подача | 41, 18, 21, Tо, 20, 63 | ||
4. | Нарезание резьбы | Резьбонарезной самооткрывающейся головкой | 41, 46, 18, 23, Tо, 63 |
Метчиком или плашкой | 41, 18, 23, Tо, 7, Tв, 63, 7 | ||
Б. Работа суппортом | |||
5. | Обработка с продольной или поперечной подачей | По лимбу или упору с механической подачей | 18, 19, 3, Tо, (3), 20, 63 |
По лимбу или упору с ручной подачей | 18, 19, Tо, 20, 63 | ||
Со взятием пробной стружки | 18, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 3, Tо, (3), 20, 63 | ||
Токарно-револьверные станки с горизонтальной осью вращения головки | |||
1. | Обработка с продольной подачей | Механическая подача | 41, 18, 3, Tо, (3), 63 |
Ручная подача | 41, 18, Tо, 63 | ||
2. | Обработка с продольной подачей и предварительным врезанием | Механическая подача | 41, 18, 18, Tо, 3, Tо, (3), 20, 63 |
Ручная подача | 41, 18, 18, Tо, Tо, 20, 63 | ||
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 6 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
3. | Обработка с поперечной подачей с подводом револьверной головки | Механическая подача | 41, 18, 18, 3, Tо, (3), 20, 63 |
Ручная подача | 41, 18, 18, Tо, 20, 63 | ||
4. | Обработка с поперечной подачей без подвода револьверной головки | Механическая подача | 41, 18, 3, Tо, (3), 20 |
Ручная подача | 41, 18, Tо, 20 | ||
5. | Нарезание крепежной резьбы | Самооткрывающейся резьбонарезной головкой | 41, 46, 18, 23, Tо, 63 |
Метчиком или плашкой | 41, 18, 23, Tо, 7, Tв, 63, 7 | ||
6. | Нарезание конической резьбы | Резцом с копирным устройством | 43, 44, Tо, 45 |
Вертикально- и радиально-сверлильные станки | |||
1. | Обработка на станках с полуавтоматическим циклом или программным управлением | - | 1, Tо, (2) |
2. | Сверление по разметке или кондуктору | Механическая подача | 28, 3, Tо, 31, Tо, (3), 20 |
Ручная подача | 28, Tо, 31, Tо, 20 | ||
3. | Рассверливание, зенкерование, развертывание | Механическая подача | 28, 3, Tо, (3), 20 |
Ручная подача | 28, Tо, 20 | ||
4. | Зенкование или цекование | Верхней плоскости | 28, Tо, 20 |
Нижней плоскости | 22, 42, 2, 18, Tо, 20, 2, 22 | ||
5. | Нарезание резьбы машинными метчиками | Без реверса | 42, 28, Tо, 20 |
С реверсом | 28, Tо, 7, Tв, 20, 7 | ||
Горизонтально-, вертикально- и универсально-фрезерные станки | |||
1. | Фрезерование с полуавтоматическим циклом или программным управлением | - | 1, Tо, (2) |
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 7 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времен на переход | |
2. | Фрезерование плоскостей, фасонных поверхностей и пазов | Фрезой, установленной на размер | 18, 3, Tо, (3), 63 |
С установкой фрезы по лимбу или шаблону приспособления | 18, 19, 3, 36, Tо, 36, (3), 20, 63 | ||
С установкой фрезы по разметке | 18, 19, 3, Tо, (3), 20, 19, 18, 3, 36, Tо, 36, (3), 20, 63 | ||
Со взятием пробной стружки | 18, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 3, 36, Tо, 36, (3), 20, 63 | ||
3. | Фрезерование криволинейных поверхностей и пазов по копиру или лимбу | Наружные поверхности | 18, 19, 36, 3, Tо, (3), 36 |
Внутренние поверхности | 18, 24, 19, 36, 3, Tо, (3), 36, 20, 24, 63 | ||
4. | Фрезерование шлиц, винтов, граней болтов и гаек | Фрезой, установленной на размер | 18, Tо, 20 |
Продольно-фрезерные станки | |||
1. | Фрезерование плоскостей, фасонных поверхностей и пазов | Фрезой, установленной на размер | 16, 3, Tо, (3), 63 |
С установкой фрезы по разметке | 16, 19, 3, Tо, (3), 20, 19, 36, 18, 3, Tо, (3), 36, 20, 63 | ||
С установкой фрезы по лимбу или шаблону приспособления и щупу | 16, 19, 36, 3, Tо, (3), 36, 20, 63 | ||
Со взятием одной пробной стружки | 16, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 36, 3, Tо, (3), 36, 20, 63 | ||
Со взятием двух пробных стружек | 16, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 36, 3, Tо, (3), 36, 20, 63 | ||
Примечание. При обработке несколькими фрезами приемы 19, 36, 36, 19 в комплексе времени на переход повторяются пропорционально числу одновременно работающих фрез.
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 8 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
Копировально-фрезерные станки | |||
1. | Фрезерование с полуавтоматическим циклом или программным управлением | - | 1, Tо, (2) |
2. | Фрезерование криволинейных поверхностей и пазов по плоским копирам | Наружные поверхности | 18, 3, Tо, (3), 20, 63 |
Закрытые поверхности | 24, 18, 19, 2, 3, Tо, (3), 24, 20, 2 | ||
Строгальные и долбежные станки | |||
1. | Обработка плоскостей | Резцом, установленным на размер | 18, 3, Tо, (3), 63 |
С установкой резца по разметке | 18, 19, 3, Tо, (3), 20, 19, 3, Tо, (3), 63 | ||
С установкой резца по лимбу | 18, 19, 3, Tо, 63 | ||
С предварительным промером или установкой резца по мерным плиткам | 17, 18, 19, 2, 3, Tо, (3), 63 | ||
Со взятием пробной стружки | 18, 19, 3, Tо, (3), 20, 2, Пр, 2, 19, 3, Tо, (3), 63 | ||
Примечание. Для каждой пробной стружки свыше одной повторяются приемы | 20, 2, Пр, 2,19, 3, Tо, (3) | ||
2. | Строгание пазов, скосов, отрезка | Без измерения <*> | 63, 18, Tо, 20, 63 |
С измерением длины расположения размера | 63,18, 2, Пр, 19, 2, Tо, 20, 63 | ||
Круглошлифовальные станки | |||
1. | Шлифование поверхности с продольной подачей | Без измерения | 17, 18, (3), (61), Tо, (61), (3), 20, 17 |
С измерением | 17, 18, (3), (61), Tо, 17, 2, Пр, 2, 17, Tо, (61), (3), 20 | ||
Примечание. На каждое пробное измерение повторяются приемы | 17, 2, Пр, 2, 17 | ||
--------------------------------
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 9 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
2. | Шлифование торцов | Без измерения | 17, (61), Tо, (61), 20 |
С измерением | 18, (61), Tо, 20, 2, Пр, 2, 18, Tо, (61), 20 | ||
Примечание. На каждое пробное измерение повторяются приемы | 20, 2, Пр, 2, 18 | ||
3. | Шлифование поверхности с радиальной подачей | Без измерения (на одно врезание) | 18, (61), Tо, (61), 20 |
С измерением (на одно врезание) | 18, (61), Tо, 20, 2, Пр, 2, 18, Tо, (61), 20 | ||
Примечание. На каждое пробное измерение повторяются приемы | 20, 2, Пр, 2, 18 | ||
Черновое шлифование длинных поверхностей без измерения (комплекс приемов для двух врезаний) | 17, 18, (61), Tо, 20, 17, 18, Tо, (61), 20 | ||
Примечание. На каждое следующее врезание повторяются приемы | 17, 18, Tо, (61), 20 | ||
Внутришлифовальные станки | |||
1. | Работа на станках с полуавтоматическим циклом | - | 1, Tо, (2) |
2. | Шлифование отверстий | Без измерений | 17, 18, (3), (61), Tо, (61), (3), 17, 20 |
С измерением | 17, 18, (3), (61), Tо, 17, 2, Пр, 2, 17, Tо, (61), (3), 17, 20 | ||
Примечание. На каждое пробное измерение повторяются приемы | 17, 2, Пр, 2, 17 | ||
3. | Шлифование торцов | Без измерений | 25, 2, 18, (61), Tо, (61), 20, 2, 25 |
С измерением | 25, 2, 18, (61), Tо, 20, 2, Пр, 2, 18, Tо, (61), 20, 2, 25 | ||
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 10 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
Шлифование торцов | Примечание. На каждое пробное измерение повторяются приемы | 20, 2, Пр, 2, 18 | |
Плоскошлифовальные станки с горизонтальным шпинделем и прямоугольным столом | |||
1. | Работа на станках с полуавтоматическим циклом | - | 1, Tо, (2) |
2. | Шлифование поверхности | Без измерения | 18, 18, 3, (61), Tо, (61), (3), 20, 20 |
С измерением | 18,18, 3, (61), Tо, 17, Пр, 17, Tо, (61), (3), 20, 20 | ||
Примечание. На каждое пробное измерение повторяются приемы | 17, Пр, 17 | ||
Плоскошлифовальные станки с вертикальным шпинделем и прямоугольным столом | |||
Шлифование поверхности | Без измерения | 18, 3, (61), Tо, (61), (3), 20 | |
С измерением | 18, 3, (61), Tо, 17, Пр, 17, Tо, (61), (3), 20 | ||
Примечание. На каждое пробное измерение повторяются приемы | 17, Пр, 17 | ||
Плоскошлифовальные станки с вертикальным шпинделем и круглым столом | |||
Шлифование поверхности | Без измерения | 18, 18, 3, (61), Tо, (61), (3), 20, 20 | |
С измерением | 18, 18, 3, (61), Tо, 2, 20, Пр 2, 18, Tо, (61), (3), 20, 20 | ||
Примечание. На каждое пробное измерение повторяются приемы | 2, 20, Пр, 2, 18 | ||
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 11 | |
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход |
Плоскошлифовальные станки с горизонтальным шпинделем и круглым столом | ||
Шлифование поверхности | Без измерения | 18, 2, 3, (61), Tо, (61), (3), 2, 20 |
С измерением | 18, 2, 3, (61), Tо, 2, 2, Пр, 2, 2, Tо, (61), (3), 2, 20 | |
Примечание. На каждое пробное измерение повторяются приемы | 2, 2, Пр, 2, 2 | |
Кругом, установленным на размер, без измерения | 18, Tо, 20 | |
Хонинговальные станки | ||
Обработка отверстий | Без измерения | 26, 3, (61), 39, Tо, 39, 3, (61), 26 |
С измерением | 26, 3, (61), 39, Tо, 39, (61), 26, 2, Пр, 2, 26, 3, (61), 39, Tо, 39, (61), 26 | |
Примечание. Для каждого пробного измерения свыше одного повторяются приемы | 39, (61), 26, 2, Пр, 2 | |
Станки для суперфиниша | ||
Обработка одной или нескольких поверхностей | Без измерения | 27, 3, (61), Tо, (61), 3, 27 |
Вертикально-доводочные (лапинговальные) станки | ||
Обработка цилиндрических поверхностей | Без измерения | 25, 18, 2, Tо, 20, 2, 25 |
С измерением | 25, 18, 2, Tо, 20, 2, 25, Пр, tу, 25, 18, 2, Tо, 20, 2, 25 | |
Примечания: 1. Время на приемы N 2, 2 учитываются во времени на установку и снятие детали | ||
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 12 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станков, вошедших в комплекс времени на переход | |
Обработка цилиндрических поверхностей | 2. Для каждого пробного измерения свыше одного, повторяются приемы | 20, 2, 25, Пр, tу, 25, 18, 2 | |
Токарные многорезцовые и многорезцовые копировальные станки | |||
1. | Полуавтоматы | Точение и растачивание черновое или чистовое | 1, Tо, (2) |
2. | С ручным управлением | 18, 3, Tо, (3), 63 | |
Резьботокарные станки с вихревой головкой | |||
1. | Полуавтоматы | Нарезание коротких и длинных (крепежных, трапецеидальных) резьб | 1, Tо, (2) |
2. | С ручным управлением | 2, 18,3, Tо, (3), 2, 63 | |
Резьботокарные полуавтоматы для коротких резьб | |||
Нарезание крепежной резьбы | 1, Tо, (2) | ||
Зубофрезерные станки | |||
1. | Полуавтоматы | Обработка зубьев колес | 1, Tо, (2) |
2. | С ручным управлением | Обработка цилиндрических колес | 18, 3, Tо, (3), 63 |
Обработка червячных колес: | |||
подача радиальная | 18, 3, Tо, (3), 63 | ||
подача тангенциальная | 18, 36, 18, 3, Tо, (3), 36, 20, 63 | ||
Обработка колес по предварительно прорезанному зубу | 62, 18, 3, Tо, (3), 63 | ||
При нарезании зубьев в два прохода - на второй проход | 20, 18, 36, 2, 19, 3, Tо, (3), 36, 20, 63 | ||
Зубодолбежные станки | |||
1. | Полуавтоматы | Обработка зубьев колес | 1, Tо, (2) |
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 13 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
2. | С ручным управлением | Обработка колес по предварительно прорезанному зубу | 62, 18, Tо, (3), 20 |
Обработка колес без предварительной прорезки зуба | 18, Tо, (3), 20 | ||
Обработка колес с внутренним зубом | 18, 18, Tо, (3), 20, 20 | ||
Зубошевинговальные станки | |||
1. | Полуавтоматы | Шевингование зубьев колес | 1, Tо, (2) |
2. | С ручным управлением | 18, 3, Tо, (3), 20 | |
Зубозакругляющие станки | |||
1. | Полуавтоматы | Обработка закруглений, фасок на торцах зубьев | 1, Tо, (2) |
2. | С ручным управлением | 18, Tо, 20 | |
Зубострогальные станки для прямозубых конических колес | |||
1. | Полуавтоматы | Нарезание зубьев колес | 1, Tо, (2) |
2. | С ручным управлением. | Нарезание зубьев в один проход | 19, 36, 3, Tо, (3), 36,20 |
Нарезание зубьев в два прохода | 19, 36, 3, Tо, (3), 36, 19, 36, 3, Tо, (3), 36, 20 | ||
Нарезание колес по предварительно прорезанному зубу | 62, 19, 36, 3, Tо, (3), 36, 20 | ||
Зубофрезерные полуавтоматы для прорезания зубьев конических колес | |||
Прорезание зубьев колес предварительное | 1, Tо, (2) | ||
Зуборезные полуавтоматы для конических колес с круговым зубом | |||
Обработка зубьев колес | 1, Tо, (2) | ||
Обработка колес по предварительно прорезанному зубу | 62, 1, Tо, (2) | ||
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 14 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
Шлицефрезерные станки | |||
1. | Полуавтоматы | Обработка шлиц или зубьев на валах | 1, Tо, (2) |
2. | С ручным управлением | Обработка шлиц или зубьев на валах | 18, 3, Tо, (3), 63 |
Обработка шлиц или зубьев по предварительно прорезанному профилю | 62,18, 3, Tо, (3), 63 | ||
Шпоночно-фрезерные станки | |||
Обработка пазов для шпонок методом маятниковой подачи | 63, 18, 3, Tо, (3), 20 | ||
Резьбофрезерные станки, работающие гребенчатой фрезой | |||
1. | Полуавтоматы | Фрезерование крепежной резьбы | 1, Tо, (2) |
2. | С ручным управлением | Фрезерование наружной резьбы | 18, (19), 36, Tо, 36, 20, 29 |
Фрезерование внутренней резьбы | 63, 18, (19), 36, Tо, 36, 20, 63 | ||
Резьбофрезерные станки, работающие дисковой фрезой | |||
Фрезерование резьбы винтов и червяков | 18, 19, 3, Tо, (3), 20, 63 | ||
Горизонтально-протяжные станки для внутреннего протягивания | |||
1. | Протягивание цилиндрически, многошлицевых и фасонных отверстий | Без снятия протяжки в один проход | 53, 54, Tо, (2), 2, Tв, (2), 56, 51, 53 |
Со снятием протяжки в один проход | 53, 54, Tо, (2), 56, 54, 53, 2, Tв, (2) | ||
Каждый последующий проход со снятием протяжки | 53, 54, 2, Tо, (2), 56, 54, 53, 2, Tв, (2) | ||
2. | Протягивание пазов или рифлений в пазах | Без снятия протяжки в один проход | 53, 54, Tо, (2), 2, Tв, (2), 56, 51, 53 |
Каждый последующий проход без снятия протяжки | 55, 2, Tо, (2), 55, 2, Tв, (2), 56 | ||
Со снятием протяжки в один проход | 53, 54, Tо, (2), 56, 54, 53, 2, Tв, (2) | ||
Каждый последующий проход со снятием протяжки | 53, 54, 2, Tо, (2), 56, 54, 53, 2, Tв, (2) | ||
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 15 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплексе времени на переход | |
Протягивание пазов или рифление в пазах | Поворот делительного приспособления на следующую позицию | 14 | |
Вертикально-протяжные станки для наружного протягивания | |||
Протягивание плоскостей или пазов | Обработка в один проход | 2, Tо, (2), 2, Tв, (2) | |
Каждый последующий проход (для пазов) | 18, 2, Tо, (2), 20, 2, Tв, (2) | ||
Поворот делительного приспособления на следующую позицию | 14 | ||
Зубошлифовальные станки | |||
1. | Шлифование зубьев методом обкатки | Одним дисковым кругом | 62, 12, 3, 19, Tо, (3), Пр, 19, 2, 12, 3, Tо, (3), 20 |
Двумя тарельчатыми кругами | 62, 19, 12, 11, 3, Tо, (3), Пр, 19, 2, 12, 11, 3, Tо, (3), 20 | ||
Абразивным червяком | 63, 19, 2, 18, (2), (61), Tо, (2), 63, 62 | ||
2. | Шлифование зубьев методом копирования | Профильным кругом в один проход | 62, 12, 3, 19, Tо, (3), Пр, 19, 2, 12, 3, Tо, (3), 20 |
Каждый последующий проход | 19, 2, 12, 3, Tо, (3), 20 | ||
Зубошлифовальные станки для конических колес с круговым зубом | |||
Шлифование зубьев колес | 62, 1, Tо, (2) | ||
Шлицешлифовальные станки | |||
1. | Полуавтоматы | 1, Tо, 2 | |
2. | С ручным управлением | Шлифование шлиц на валах | 62, 19, 11, 3, (61), Tо, 2, Пр, Tо, (61), (3), 11, 20, 20, 2 |
Резьбошлифовальные станки | |||
1. | Полуавтоматы | Шлифование треугольной резьбы | 18, 3, Tо, (2), Пр, 2, Tо, (2) |
СОСТАВ И ПОСЛЕДОВАТЕЛЬНОСТЬ ПРИЕМОВ УПРАВЛЕНИЯ СТАНКОМ, СВЯЗАННЫХ С ПЕРЕХОДОМ | Приложение 5, лист 16 | ||
Характер обработки | Способ выполнения работы | N/N приемов управления станком, вошедших в комплекс времени на переход | |
2. | С ручным управлением | Шлифование резьбы по предварительно прорезанному профилю | 62, 19, (61), Tо, (61), 20, 2, 8, Пр |
Шлифование резьбы по сплошному без предварительной прорезки | 19, (61), Tо, (61), 20, 2, 8, Пр | ||
Каждый последующий проход | 19, 2, (61), Tо, (61), 2, 8, Пр | ||
Центральные, фрезерно-центровальные станки | |||
1. | Полуавтоматы | Центровое фрезерование торцов, центрование | 1, Tо, (2) |
2. | С ручным управлением | Центрование одного отверстия на одностороннем или двух отверстий на двустороннем станке | 30, Tо, 30 |
Резьбонарезные станки | |||
1. | Полуавтоматы | Нарезание крепежной резьбы вращающимися головками с тангенциальными плашками | 1, Tо, (2) |
2. | С ручным управлением | Нарезание крепежной резьбы резьбонарезными самооткрывающимися головками | 23, Tо, 63, 46 |
Нарезание крепежной резьбы круглыми плашками. | 23, Tо, 7, Tв, 63, 7 | ||
Резьбонакатные полуавтоматы | |||
Накатывание резьбы круглыми роликами | - | ||
Фрезерно-отрезные полуавтоматы | |||
Отрезка заготовок | 1, Tо, (2) | ||
Токарно-револьверные патронные полуавтоматы | |||
Точение, растачивание, обработка отверстий | 1, Tо, (2) | ||
Принятые обозначения: Tо - основное (машинное) время; Tв - вспомогательное машинное время: tу - время на установку и снятие детали; Пр - вспомогательное время на измерения. Время на приемы, указанные в скобках, считается перекрываемым основным (машинным) временем и в комплексе времени на переход не включено.
Приложение 6, лист 1 | ||||||||
N позиции | Наименование приемов | Размерная группа оборудования | ||||||
I | II | III | IV | V | VI | |||
Время, мин. | ||||||||
1 | Включить станок (с полуавтоматическим циклом или программным управлением) | 0,02 | 0,03 | 0,04 | 0,06 | 0,08 | - | |
2 | Включить или выключить вращение шпинделя, движение стола, ползуна, зажим цанги | кнопкой | 0,015 | 0,02 | 0,02 | 0,03 | 0,03 | 0,04 |
рычагом | 0,015 | 0,02 | 0,03 | 0,04 | 0,04 | 0,05 | ||
3 | Включить или выключить подачу | кнопкой | 0,016 | 0,02 | 0,02 | 0,03 | 0,03 | 0,04 |
рычагом | 0,015 | 0,02 | 0,03 | 0,04 | 0,04 | 0,05 | ||
4 | Изменить число оборотов, двойных ходов, скорость движения стола | одним рычагом | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 |
двумя рычагами | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,12 | ||
тремя рычагами | 0,07 | 0,08 | 0,09 | 0,1 | 0,12 | - | ||
5 | Изменить величину подачи | одним рычагом | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,09 |
двумя рычагами | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,11 | ||
6 | Изменить число двойных ходов ползуна или величину круговой подачи на зубодолбежных станках | - | - | 0,3 | 0,3 | - | - | |
7 | Изменить направление вращения шпинделя | 0,02 | 0,03 | 0,04 | 0,04 | 0,05 | 0,06 | |
8 | Изменить направление подачи | одним рычагом | 0,02 | 0,03 | 0,04 | 0,04 | 0,05 | 0,06 |
двумя рычагами | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | ||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА | Приложение 6, лист 2 | ||||||||||
N позиции | Наименование приемов | Размерная группа оборудования | |||||||||
I | II | III | IV | V | VI | ||||||
Время, мин. | |||||||||||
9 | Изменить длину хода стола, ползуна | кулисным механизмом | - | 0,1 | 0,15 | 0,2 | - | - | |||
перемещением упоров на станках | продольно-строгальных | - | - | - | 0,25 | 0,3 | 0,4 | ||||
шлифовальных | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | - | |||||
10 | Включить или выключить фрикцион каретки револьверного станка | 0,025 | 0,03 | 0,04 | - | - | - | ||||
11 | Включить или выключить подачу делительного механизма зубошлифовального станка | - | 0,02 | - | - | - | - | ||||
12 | Включить счетчик продолжительности обработки зубошлифовального станка | - | 0,02 | - | - | - | - | ||||
13 | Произвести деление на другой заход при нарезании многозаходной резьбы на токарном станке | 0,05 | 0,05 | 0,07 | 0,08 | - | - | ||||
14 | Повернуть делительную головку или делительное приспособление на одну позицию | 0,04 | 0,04 | 0,04 | 0,04 | - | - | ||||
15 | Повернуть приспособление с рабочей позиций на загрузочную | - | - | 0,09 | 0,09 | 0,11 | 0,11 | ||||
16 | Включить автоматическое ускоренное перемещение, подвести инструмент к детали или отвести от детали | каретка токарного типа | центровые работы (l <= 50 мм) | 0,03 | 0,04 | 0,05 | 0,06 | - | - | ||
патронные работы (l <= 200 мм) | 0,04 | 0,05 | 0,06 | 0,075 | 0,09 | 0,11 | |||||
револьверная головка | - | 0,04 | 0,04 | 0,05 | - | - | |||||
стол фрезерного, расточного станка | 0,05 | 0,06 | 0,08 | 0,09 | 0,10 | 0,12 | |||||
суппорт, шпиндельная бабка карусельного, строгального, фрезерного станка, зубофрезерного | горизонтально | - | - | 0,08 | 0,10 | 0,12 | - | ||||
вертикально | - | - | 0,13 | 0,16 | 0,18 | - | |||||
17 | Включить движение, подвести (отвести) и остановить стол (каретку) в положении установки инструмента продольно-строгального (шлифовального) станка | кнопкой | 0,03 | 0,03 | 0,04 | 0,06 | 0,06 | - | |||
рычагом | 0,04 | 0,04 | 0,05 | 0,07 | 0,07 | 0,08 | |||||
18 | Подвести инструмент к детали вручную | каретка станка (всех типов) | центровые работы (l <= 50 мм) | 0,05 | 0,06 | - | - | - | |||
патронные работы (l <= 200 мм) | 0,02 | 0,03 | 0,04 | 0,06 | 0,07 | 0,09 | |||||
верхняя часть суппорта | 0,04 | 0,05 | 0,06 | 0,10 | 0,12 | 0,14 | |||||
пиноль задней бабки | 0,03 | 0,04 | 0,05 | 0,06 | - | - | |||||
резцедержатель на планшайбе расточного станка | - | - | 0,09 | 0,10 | 0,12 | - | |||||
шпиндель станка | сверлильного | l <= 100 мм | 0,02 | 0,03 | 0,03 | 0,04 | 0,05 | - | |||
250 | - | 0,03 | 0,04 | 0,05 | 0,06 | - | |||||
400 | - | - | 0,05 | 0,06 | 0,07 | - | |||||
расточного, продольно-фрезерного | - | - | 0,07 | 0,09 | 0,11 | 0,12 | |||||
стол станка | фрезерного, шлифовального, протяжного, зубофрезерного | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | ||||
расточного | - | - | 0,10 | 0,12 | 0,14 | - | |||||
суппорт станка | поперечно-строгального | 0,04 | 0,05 | 0,06 | - | - | - | ||||
карусельного, продольно-строгального | - | - | - | 0,07 | 0,08 | 0,09 | |||||
шпиндельная бабка зубофрезерного станка | горизонтально, вертикально | 0,09 | 0,11 | 0,13 | 0,15 | - | - | ||||
тангенциально | - | 0,12 | 0,14 | - | - | - | |||||
долбяк зубодолбежного станка | - | 0,09 | 0,09 | - | - | - | |||||
перемещение стола по рейке | 0,02 | 0,02 | 0,03 | 0,05 | - | - | |||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТ | Приложение 6, лист 3 | |||||||||||||
N позиции | Наименование приемов | Размерная группа оборудования | ||||||||||||
I | II | III | IV | V | VI | |||||||||
Время, мин. | ||||||||||||||
Подвести инструмент к детали вручную | шлифованный круг, шлифовальную бабку к детали до появления искры | поперечно, продольно | 0,02 | 0,03 | 0,04 | 0,05 | - | - | ||||||
вертикально | - | 0,04 | 0,05 | 0,06 | - | - | ||||||||
шлифовальный, круг к детали по лимбу | - | 0,08 | - | - | - | - | ||||||||
доводочный круг в вертикальном направлении | - | 0,08 | - | - | - | - | ||||||||
шлифовальную бабку | - | 0,14 | - | - | - | - | ||||||||
шпиндельную головку в горизонтальной плоскости на длину, мм, до | 200 | - | 0,02 | 0,03 | 0,04 | 0,06 | - | |||||||
500 | - | 0,05 | 0,06 | 0,07 | 0,09 | - | ||||||||
1000 | - | 0,08 | 0,09 | 0,10 | 0,12 | - | ||||||||
19 | Установить инструмент на размер обработки | цилиндрические поверхности | по упору или лимбу грубо | D <= 25 мм | 0,02 | 0,02 | 0,03 | 0,04 | - | - | ||||
> 25 | 0,03 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | ||||||||
по лимбу с точностью <= 0,2 мм | D <= 25 мм | 0,03 | 0,04 | 0,06 | 0,06 | 0,07 | - | |||||||
> 25 | 0,04 | 0,05 | 0,07 | 0,08 | 0,09 | 0,11 | ||||||||
карусельные станки | по лимбу | - | - | - | 0,08 | 0,10 | 0,13 | |||||||
по шаблону | - | - | - | 0,16 | 0,20 | 0,25 | ||||||||
расточные станки | по лимбу | - | - | 0,10 | 0,15 | 0,20 | - | |||||||
по шаблону | - | - | 0,25 | 0,30 | 0,35 | - | ||||||||
плоскости | по упору копирного ролика | 0,03 | 0,04 | 0,05 | 0,07 | 0,08 | - | |||||||
по лимбу | 0,05 | 0,06 | 0,08 | 0,09 | 0,11 | 0,14 | ||||||||
по разметке обработки | предварительной | 0,07 | 0,08 | 0,10 | 0,12 | 0,15 | 0,18 | |||||||
окончательной | 0,09 | 0,10 | 0,12 | 0,15 | 0,18 | 0,22 | ||||||||
по шаблону и щупу | 0,11 | 0,13 | 0,15 | 0,17 | 0,20 | 0,25 | ||||||||
по мерным плиткам | 0,12 | 0,13 | 0,15 | 0,17 | 0,20 | 0,25 | ||||||||
сложно-профильные поверхности | зубробрабатывающие станки | по упору в один проход | 0,05 | |||||||||||
в два прохода | 1-й проход по лимбу | 0,2 | ||||||||||||
2-й проход по упору | 0,05 | |||||||||||||
зубошлифовальные станки | первый проход | одним кругом | 0,8 | |||||||||||
двумя кругами | 1,2 | |||||||||||||
последующие проходы, абразивный червяк | 0,09 | |||||||||||||
резьбофрезерные, резьбошлифовальные станки и шлицешлифовальные | по лимбу | 0,08 | ||||||||||||
по упору | 0,05 | |||||||||||||
20 | Отвести инструмент от детали вручную | каретка станка | токарных, револьверных, болторезных | 0,02 | 0,03 | 0,03 | 0,05 | 0,06 | 0,08 | |||||
резьбо-зубообрабатывающих | 0,05 | - | - | - | - | |||||||||
верхняя часть суппорта | 0,025 | 0,04 | 0,06 | 0,08 | 0,10 | 0,12 | ||||||||
резцедержатель на планшайбе расточного станка | - | - | 0,08 | 0,09 | 0,10 | - | ||||||||
шпиндель станка | сверлильного | 0,01 | 0,02 | 0,03 | 0,03 | 0,04 | - | |||||||
расточного, продольно-фрезерного | - | - | 0,06 | 0,08 | 0,09 | 0,10 | ||||||||
стол станка | фрезерного, шлифовального, поперечно-строгального, зубофрезерного | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | |||||||
расточного | - | - | 0,09 | 0,10 | 0,12 | - | ||||||||
ВСПОМОГАТЕЛЬНОЕ' ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА | Приложение 6, лист 4 | |||||||||||||
N позиции | Наименование приемов | Размерная группа оборудования | ||||||||||||
I | II | III | IV | V | VI | |||||||||
Время, мин. | ||||||||||||||
Отвести инструмент от детали вручную | суппорт станка | поперечно-строгального | 0,04 | 0,05 | 0,06 | - | - | - | ||||||
карусельного, продольно-строгального | - | - | - | 0,06 | 0,07 | 0,08 | ||||||||
долбяк зубодолбежного станка | - | 0,06 | 0,06 | - | - | - | ||||||||
шлифовальный круг в направлении | поперечно, продольно | 0,02 | 0,02 | 0,03 | 0,04 | - | - | |||||||
вертикально | - | 0,03 | 0,04 | 0,05 | - | - | ||||||||
доводочный диск | - | 0,06 | - | - | - | - | ||||||||
стол фрезерного, долбежного станка по рейке | 0,02 | 0,02 | 0,03 | - | - | - | ||||||||
21 | Подвести (или отвести) резец в специальной державке револьверной головки к детали в поперечном направлении | 0,03 | 0,035 | 0,04 | 0,04 | - | - | |||||||
22 | Подвести (или отвести) инструмент при зенковании нижней плоскости на сверлильных станках | 0,015 | 0,015 | 0,02 | 0,02 | 0,03 | - | |||||||
23 | Подвести, довести до врезания метчик, плашку | 0,014 | 0,025 | 0,03 | 0,035 | - | - | |||||||
24 | Подвести (или отвести) стол или шпиндельную бабку в вертикальном направлении при фрезеровании по копиру внутренних, закрытых плоскостей | 0,08 | 0,08 | 0,10 | 0,11 | 0,11 | 0,13 | |||||||
25 | Подвести (или отвести) инструмент к детали угловым поворотом головки на зубодолбежных, внутришлифовальных станках, вертикально-доводочных станках | 0,04 | 0,05 | 0,06 | 0,07 | - | - | |||||||
26 | Подвести (или отвести) хонинговальную головку, к детали и ввести в отверстие | 0,02 | 0,02 | 0,03 | - | - | - | |||||||
27 | Подвести (или отвести) державку с полировальными брусками к обрабатываемой поверхности при суперфинише | подвести | подача | ручная | 0,15 | 0,24 | - | - | - | - | ||||
механическая | 0,11 | 0,17 | - | - | - | |||||||||
отвести | ручная | 0,09 | 0,15 | - | - | - | - | |||||||
механическая | 0,07 | 0,11 | - | - | - | - | ||||||||
28 | Подвести и совместить оси детали и инструмента | сверлильные станки | по кондукторной втулке или отверстию | 0,03 | 0,04 | 0,04 | 0,05 | 0,07 | - | |||||
по разметке | 0,04 | 0,05 | 0,06 | 0,07 | 0,09 | - | ||||||||
карусельные станки | перемещением суппорта | - | - | - | 0,13 | 0,16 | 0,20 | |||||||
29 | Подвести, переместить каретку на длину 1...2 шагов при фрезеровании резьбы гребенчатой фрезой | - | 0,05 | - | - | - | - | |||||||
30 | Подвести (или отвести) центровочный инструмент к детали | один на одностороннем станке | 0,015 | - | - | - | - | - | ||||||
два на двустороннем станке | 0,02 | - | - | - | - | - | ||||||||
31 | Вывести сверло для удаления стружки и ввести в отверстие | Время учитывается по необходимости из дополнительной таблицы | ||||||||||||
32 | Переместить заднюю бабку с откреплением и закреплением | рукояткой | 0,14 | 0,16 | 0,18 | 0,22 | - | - | ||||||
болтом | 0,22 | 0,27 | 0,35 | 0,40 | - | - | ||||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА | Приложение 6, лист 5 | ||||||||||||
N | Наименование приемов | Размерная группа оборудования | |||||||||||
I | II | II | IV | V | VI | ||||||||
Время, мин. | |||||||||||||
33 | Повернуть суппорт на угол с откреплением и закреплением | токарного, строгального станка | 0,5 | 0,6 | 0,6 | 0,7 | 0,8 | 0,9 | |||||
на поперечине карусельного, строгального, фрезерного станка | грубо | - | - | - | 0,8 | 1,1 | 1,5 | ||||||
точно | - | - | - | 1,5 | 2,0 | 2,5 | |||||||
34 | Повернуть резцедержатель строгального станка на угол с откреплением и закреплением | - | - | - | 0,5 | 0,65 | 0,8 | ||||||
35 | Повернуть стол на угол с откреплением и закреплением, град. | прямоугольный | рычагом | 90° | - | - | 1,1 | 1,3 | 1,7 | - | |||
180° | - | - | 1,7 | 2,0 | 2,0 | - | |||||||
гайкой | 90° | - | - | 1,5 | 1,75 | 2,2 | - | ||||||
180° | - | - | 2,1 | 2,5 | 2,9 | - | |||||||
круглый | 60° | - | 0,10 | 0,12 | 0,15 | - | - | ||||||
120° | - | 0,16 | 0,20 | 0,24 | - | - | |||||||
180° | - | 0,22 | 0,28 | 0,35 | - | - | |||||||
36 | Закрепить или открепить узел станка | каретка, стол, револьверная головка, шпиндель | 0,025 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | |||||
поперечина | - | - | - | 0,06 | 0,07 | 0,08 | |||||||
37 | Включить упор ограничения размера | токарные станки | перемещением кулачка | 0,025 | 0,03 | 0,04 | 0,045 | - | - | ||||
постановкой сменного вкладыша | 0,045 | 0,05 | 0,06 | 0,065 | - | - | |||||||
револьверные станки | поворотом рукоятки | - | 0,02 | 0,02 | 0,02 | - | - | ||||||
38 | Закрыть или открыть щиток ограждения от стружки | стационарный | 0,02 | 0,02 | 0,03 | 0,03 | 0,04 | 0,04 | |||||
передвижной | шарнирный | 0,05 | 0,15 | 0,06 | 0,07 | 0,09 | - | ||||||
съемный | 0,16 | 0,06 | 0,18 | 0,20 | 0,25 | - | |||||||
39 | Установить хонинговальную головку в рабочее положение | регулирование размера и силы давления брусков | 0,04 | 0,045 | 0,055 | - | - | - | |||||
держать бруски в начале или сжать в конце обработки | вручную | 0,035 | 0,05 | 0,06 | - | - | - | ||||||
гидравлической подачей | 0,025 | 0,03 | 0,035 | - | - | - | |||||||
40 | Поставить и снять кондукторную втулку | сверлильные станки | Диаметр отверстия втулки, мм | 20 | - | 0,07 | 0,07 | 0,07 | - | - | |||
40 | - | 0,09 | 0,09 | 0,09 | - | - | |||||||
св. 40 | - | - | 0,12 | 0,12 | - | - | |||||||
расточные станки | <= 80 | - | - | 0,12 | 0,17 | 0,26 | - | ||||||
св. 80 | - | - | 0,19 | 0,26 | 0,35 | - | |||||||
41 | Сменить инструмент | поворотом резцовой головки | токарного станка | 0,06 | 0,07 | 0,07 | 0,08 | 0,10 | 0,12 | ||||
револьверного станка | - | 0,04 | 0,06 | 0,07 | - | - | |||||||
на поперечине | - | - | - | 0,10 | 0,12 | 0,16 | |||||||
на боковом суппорте | - | - | - | 0,12 | 0,15 | 0,20 | |||||||
поворотом револьверной головки | 0,015 | 0,02 | 0,03 | 0,03 | - | - | |||||||
42 | Установить и снять инструмент | резец в резцедержателе | проходной, подрезной, расточной | в положении | горизонтально | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | 1,0 | ||
вертикально | - | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 | |||||||
отрезной, резьбовой, фасонный | горизонтально | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,5 | ||||||
вертикально | - | 0,8 | 1,0 | 1,1 | 1,4 | 2,0 | |||||||
резец в резцедержателе на планшайбе, расточного станка | проходной | горизонтально | - | - | 1,0 | 1,1 | 1,2 | - | |||||
подрезной | - | - | 1,2 | 1,3 | 1,4 | - | |||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА | Приложение 6, лист 6 | |||||||||||
N позиции | Наименование приемов | Размерная группа оборудования | ||||||||||
I | II | III | IV | V | VI | |||||||
Время, мин. | ||||||||||||
42 | Установить и снять инструмент | резец в державке | - | - | - | 0,4 | 0,5 | 0,6 | ||||
державку с резцом в резцедержателе | - | - | - | 0,8 | 1,0 | 1,2 | ||||||
сверло, зенкер, развертка, фреза | в пиноли задней бабки | 0,07 | 0,10 | 0,12 | 0,14 | - | - | |||||
в шпинделе станка | карусельного | - | - | - | 0,25 | 0,3 | 0,4 | |||||
расточного | без крепления | - | - | 0,3 | 0,4 | 0,5 | - | |||||
с креплением клином | - | - | 0,4 | 0,6 | 0,7 | - | ||||||
сверлильного | Конус Морзе N | 2 | 0,12 | 0,12 | - | - | - | - | ||||
3 | - | 0,15 | 0,15 | - | - | - | ||||||
4 | - | - | 0,18 | 0,18 | - | - | ||||||
5 | - | - | 0,20 | 0,20 | 0,20 | - | ||||||
6 | - | - | - | 0,24 | 0,24 | - | ||||||
в кулачковом патроне | 0,17 | 0,17 | 0,17 | 0,17 | - | - | ||||||
в быстросменном патроне | без выключения, вращения шпинделя <*> | D <= 15 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | - | ||||
<= 25 | - | 0,06 | 0,06 | 0,06 | 0,06 | - | ||||||
с выключением вращения шпинделя | D <= 30 | - | - | 0,09 | 0,09 | 0,09 | - | |||||
> 30 | - | - | 0,12 | 0,12 | 0,12 | - | ||||||
зенковка, цековка, подрезной нож в державке | 0,22 | 0,22 | 0,22 | 0,22 | 0,22 | - | ||||||
метчик в державке | вертикально | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 | - | |||||
горизонтально | 0,09 | 0,11 | 0,14 | 0,15 | - | - | ||||||
43 | Опустить накидное приспособление с копирным устройством для нарезания резьбы резцом | На револьверном станке | 0,03 | 0,04 | 0,05 | - | - | - | ||||
44 | Установить резьбовой резец на размер | первый проход | 0,03 | 0,04 | 0,05 | - | - | - | ||||
каждый последующий проход | 0,02 | 0,03 | 0,03 | - | - | - | ||||||
45 | Откинуть накидное приспособление | 0,02 | 0,03 | 0,04 | ||||||||
46 | Установить резьбонарезную головку в рабочее положение (свести плашки) рычагом | 0,02 | 0,025 | 0,035 | 0,035 | - | - | |||||
47 | Смазать деталь, развертку, метчик | 0,03 | 0,04 | 0,04 | 0,05 | 0,05 | - | |||||
48 | Установить и закрепить хомут на пакет прутков, открепить и снять хомут | - | - | 1,4 | - | - | - | |||||
49 | Установить и снять инструмент в борштанге | При свободной установке | резец с установкой на размер по шаблону или линейке | - | - | 0,6 | 0,7 | 0,8 | - | |||
резец двусторонний или, пластина расточная | без установки на размер | Диаметр отверстия, мм, до | 100 | - | - | 0,5 | 0,6 | 0,7 | - | |||
200 | - | - | 0,6 | 0,7 | 0,8 | - | ||||||
350 | - | - | 1,0 | 1,1 | 1,2 | - | ||||||
зенкер, развертка, расточная резцовая головка | 100 | - | - | 0,3 | 0,4 | 0,5 | - | |||||
200 | - | - | 0,9 | 1,1 | 1,3 | - | ||||||
расточная, резцовая головка разъемная | вручную | - | - | 0,7 | 0,8 | 1,0 | - | |||||
краном | - | - | - | 2,8 | 3,0 | - | ||||||
--------------------------------
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА | Приложение 6, лист 7 | ||||||||||||
N позиции | Наименование приемов | Размерная группа оборудования | |||||||||||
I | II | III | IV | V | VI | ||||||||
Время, мин. | |||||||||||||
Установить и снять инструмент в борштанге | При стесненной установке (через окно детали или приспособления) | резец с установкой на размер по шаблону или линейке | - | - | 0,7 | 0,8 | 0,9 | - | |||||
резец. двусторонний или пластина расточная | без установки на размер | Диаметр отверстия, мм, до | 100 | - | - | 0,6 | 0,7 | 0,8 | - | ||||
200 | - | - | 0,8 | 0,9 | 1,0 | - | |||||||
350 | - | - | 1,2 | 1,4 | 1,6 | - | |||||||
зенкер, развертка, расточная резцовая головка | 100 | - | - | 0,4 | 0,45 | 0,55 | - | ||||||
200 | - | - | 1,1 | 1,4 | 1,6 | - | |||||||
расточная резцовая головка разъемная | вручную | - | - | 0,9 | 1,0 | 1,2 | - | ||||||
краном | - | - | - | 3,6 | 3,8 | - | |||||||
50 | Установить и снять борштангу расточного станка | в конус шпинделя | без крепления | - | - | 0,45 | 0,65 | 0,85 | - | ||||
с креплением клином | - | - | 1,1 | 1,3 | 1,8 | - | |||||||
в конус шпинделя и подшипник задней стойки | без выверки | вручную | - | - | 4,9 | 5,8 | 6,8 | - | |||||
краном | - | - | - | - | 11 | - | |||||||
с выверкой подшипника задней стойки | вручную | - | - | 8,8 | 9,8 | 10,9 | - | ||||||
краном | - | - | - | - | 15 | - | |||||||
во втулку кондуктора и конус шпинделя (без задней стойки) | с поворотом стола | вручную | - | - | 2,4 | 3,4 | 4,3 | - | |||||
краном | - | - | 5,0 | 7,0 | 9,0 | - | |||||||
с отводом стола | вручную | - | - | 2,9 | 3,9 | 5,3 | - | ||||||
краном | - | - | 5,5 | 7,5 | 10,0 | - | |||||||
51 | Установить поводковый патрон, оправку и конус шпинделя расточного станка и снять | без крепления | - | - | 0,3 | 0,4 | 0,6 | - | |||||
с креплением клином | - | - | 0,6 | 0,9 | 1,15 | - | |||||||
52 | Установить и снять державку резца | - | 1,0 | 1,3 | 1,5 | - | - | ||||||
53 | Установить или сменить протяжку для внутреннего протягивания | Для работ с автоматическим обратным перемещением протяжки | продвинуть протяжку (с надетой деталью или без детали) и установить в тяговый патрон | Диаметр протяжки, мм, до | 40 | - | 0,03 | - | - | - | - | ||
80 | - | 0,04 | - | - | - | - | |||||||
св. 80 | - | 0,05 | - | - | - | - | |||||||
вывести протяжку из тягового патрона | 40 | - | 0,02 | - | - | - | - | ||||||
80 | - | 0,03 | - | - | - | - | |||||||
св. 80 | - | 0,04 | - | - | - | - | |||||||
Для работ в один или несколько проходов с ручной установкой протяжки | взять протяжку (или сменить протяжку при, работе в 2 - 3 прохода) с деталью и установить концом в тяговый патрон (при обработке цилиндрических; квадратных и фасонных отверстий) | 20 | - | 0,08 | - | - | - | - | |||||
40 | - | 0,10 | - | - | - | - | |||||||
80 | - | 0,14 | - | - | - | - | |||||||
св. 80 | - | 0,25 | - | - | - | - | |||||||
взять протяжку и установить концом в тяговый патрон (при обработке шпоночных пазов) | - | 0,03 | - | - | - | - | |||||||
54 | Закрепить (или открепить) протяжку в патроне | клином или вилкой | - | 0,045 | - | - | - | - | |||||
рукояткой самозажимного патрона | - | 0,02 | - | - | - | - | |||||||
55 | Установить (или снять) плоскую прокладку под протяжку | - | 0,03 | - | - | - | - | ||||||
56 | Очистить протяжку от стружки (с учетом - перекрытий машинным временем) | Диаметр протяжки, мм, до | 40 | - | 0,04 | - | - | - | - | ||||
80 | - | 0 07 | - | - | - | - | |||||||
св. 80 | - | 0,10 | - | - | - | - | |||||||
57 | Сменить протяжку для наружного протягивания при работе в несколько проходов на вертикалько-протяжных станках | - | 0,16 | - | - | - | - | ||||||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА | Приложение 6, лист 8 | ||||||||||
N позиции | Наименование приемов | Размерная группа оборудования | |||||||||
I | II | III | IV | V | VI | ||||||
Время, мин. | |||||||||||
58 | Переместить деталь или деталь с приспособлением при сверлении на длину, мм | 150...400 | Масса детали или детали с приспособлением, кг | 5 | - | 0,015 | - | - | |||
15 | - | 0,02 | - | - | |||||||
30 | - | 0,055 | - | - | |||||||
св. 400 | 5 | - | 0,03 | - | - | ||||||
15 | - | 0,04 | - | - | |||||||
30 | - | 0,075 | - | - | |||||||
59 | Кантовать приспособление при сверлении | 5 | - | 0,04 | - | - | |||||
15 | - | 0,06 | - | - | |||||||
30 | - | 0,12 | - | - | |||||||
60 | Повернуть деталь с приспособлением при сверлении на угол с фиксацией | габаритные размеры приспособления, мм | 300 x 500 | - | 0,09 | - | - | ||||
500 x 1000 | - | 0,11 | - | - | |||||||
св. 500 x 1000 | - | 0,14 | - | - | |||||||
61 | Включить или выключить охлаждение | Перекрывается основным временем | |||||||||
62 | Совместить профиль детали и инструмента в начале обработки | См. ниже лист 9 | |||||||||
63 | Переместить каретку, суппорт, шпиндель, шпиндельную бабку, шлифовальную бабку, стол в исходное положение вручную или автоматически | ||||||||||
Приложение 6, лист 9 | ||||||||
Время на совмещение профиля детали и инструмента | ||||||||
Наименование приемов | Модуль зуба, m, мм | |||||||
3 | 8 | 12 | св. 12 | |||||
Время, мин. | ||||||||
Совместить профиль детали и инструмента в начале обработки | Зубофрезерные, шлицефрезерные станки | 0,30 | 0,40 | 0,45 | 0,50 | |||
Зубодолбежные станки | 0,15 | 0,20 | 0,30 | - | ||||
Зубострогальные станки для конических колес | 0,25 | 0,30 | 0,40 | 0,45 | ||||
Зуборезные станки для колес с круговым зубом | 0,07 | 0,08 | 0,10 | 0,12 | ||||
Зубошлифовальные, щлицешлифовальные станки | 0,07 | 0,08 | 0,10 | - | ||||
Резьбошлифовальные станки | 0,15 | - | - | - | ||||
Время на перемещение частей станка | ||||||||
Наименование приемов | Длина перемещения <*>, мм | Размерная группа оборудования | ||||||
I - II | III | IV | V | VI | ||||
Время, мин. | ||||||||
Переместить каретку, шпиндель, шпиндельную бабку, стол, суппорт в исходное положение вручную или автоматически | Токарно-винторезные станки | каретка суппорта | 200 | 0,05 | 0,06 | 0,08 | 0,09 | 0,11 |
пиноль задней бабки | 50 | 0,05 | 0,06 | 0,07 | - | - | ||
суппорт | 100 | 0,06 | 0,07 | 0,08 | 0,10 | 0,12 | ||
Лоботокарные | каретка суппорта | 500 | - | - | 0,16 | 0,20 | 0,23 | |
суппорт | 200 | - | - | 0,17 | 0,20 | 0,25 | ||
Карусельные станки | 200 | - | - | 0,09 | 0,09 | 0,11 | ||
Горизонтально-расточные станки | шпиндель | 200 | - | 0,08 | 0,08 | 0,09 | - | |
стол | 200 | - | 0,09 | 0,09 | 0,12 | - | ||
--------------------------------
Приложение 6, лист 10 | ||||||||
Наименование приемов | Длина, перемещения <*>, мм | Размерная группа оборудования | ||||||
I - II | III | IV | V | VI | ||||
Время, мин. | ||||||||
Переместить каретку, шпиндель, шпиндельную бабку, стол, суппорт в исходное положение вручную или автоматическая | Револьверные станки | каретка суппорта | 100 | 0,04 | 0,05 | 0,05 | - | - |
суппорт | 50 | 0,04 | 0,06 | 0,06 | - | - | ||
Горизонтально- и вертикально-копировально-фрезерные станки | 200 | 0,07 | 0,09 | 0,11 | 0,11 | - | ||
Продольно-фрезерные станки | 500 | - | - | 0,16 | 0,16 | 0,17 | ||
Поперечно-строгальные станки | стол | 200 | 0,10...0,12 | 0,17 | - | - | - | |
суппорт | 100 | 0,12...0,14 | 0,17 | - | - | - | ||
Продольно-строгальные станки | 200 | - | - | 0,08 | 0,09 | 0,10 | ||
Долбежные станки | 200 | 0,09...0,12 | 0,15 | - | - | - | ||
Круглошлифовальные станки | 100 | 0,045 | 0,05 | 0,06 | - | - | ||
Многорезцовые станки | 100 | - | 0,05 | - | - | - | ||
Токарные резьбонарезные станки с вращающимися головками | 100 | - | 0,04 | - | - | - | ||
1000 | - | 0,18 | - | - | - | |||
Св. 1000 | - | 0,42 | - | - | - | |||
Резьбофрезерные станки, работающие дисковой фрезой | 500 | - | 0,14 | - | - | - | ||
1000 | - | 0,24 | - | - | - | |||
Св. 1000 | - | 0,39 | - | - | - | |||
Резьбофрезерные станки, работающие гребенчатой фрезой | 100 | 0,06 | - | - | - | - | ||
200 | 0,08 | - | - | - | - | |||
Зубофрезерные станки | 100 | 0,16 | 0,18 | 0,20 | 0,27 | - | ||
200 | 0,30 | 0,34 | 0,38 | 0,50 | - | |||
Шлицефрезерные станки | 200 | - | 0,10 | - | - | - | ||
400 | - | 0,18 | - | - | - | |||
Шпоночно-фрезерные станки | 100 | - | 0,12 | - | - | - | ||
Отрезные круглопильные станки | 300 | - | 0,09 | - | - | - | ||
500 | - | 0,14 | - | - | - | |||
Зубошлифовальные, работающие абразивным червяком методом обкатки | шлифовальную бабку автоматически | - | - | 0,08 | - | - | - | |
шлифовальную бабку маховичком | 0,5...0,8 | - | 0,03 | - | - | - | ||
Резьбонарезные станки | 100 | 0,02 | - | - | - | - | ||
Св. 100 | 0,03 | - | - | - | - | |||
--------------------------------
Приложение 7, лист 1 | |||||||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | ||||||
I | II | III | IV | V | VI | ||||
Время, мин. | |||||||||
1 | Все | Получить наряд, чертеж, технологическую документацию на рабочем месте в начале и сдать в конце обработки. Ознакомиться с чертежом, технологической документацией, осмотреть заготовки | 4,0 | 4,0 | 4,0 | 4,0 | 4,0 | 4,0 | |
2 | Инструктаж мастера | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | ||
3 | Токарно-винторезные | Установить и снять зажимное приспособление | патрон | 2,0 | 2,5 | 4,0 | 4,0 | 5,0 | 6,5 |
патрон с центром | 2,8 | 3,5 | 5,8 | 6.2 | 8,0 | 10 | |||
центра | 1,6 | 2,0 | 3,5 | 4,5 | 6,0 | 7,0 | |||
оправку | 0,6 | 0,8 | 1,2 | 1,5 | 1,8 | 2.5 | |||
специальное приспособление | - | - | 8,0 | 10,0 | 13,0 | 15,0 | |||
4 | Установить и снять режущий инструмент | резец в резцедержавку, сверло, зенкер, развертку в пиноль задней бабки | 1,0 | 1,2 | 2,0 | 2,5 | 3,0 | 3,5 | |
0,2 | 0,25 | 0,4 | 0,5 | 0,6 | 0,8 | ||||
5 | Установить величину подачи | 0,10 | 0,15 | 0,2 | 0,3 | 0,3 | 0,4 | ||
6 | Установить число оборотов шпинделя | 0,10 | 0,15 | 0,2 | 0,3 | 0,3 | 0,4 | ||
7 | Переместить каретку суппорта в продольном направлении | 0,06 | 0,1 | 0,3 | 0,4 | 0,5 | 0,6 | ||
8 | Переместить суппорт в поперечном направлении | 0,06 | 0,1 | 0,3 | 0,4 | 0,5 | 0,6 | ||
9 | Токарно-карусельные | Установить и снять зажимное приспособление | на столе 4 кулачка | - | - | - | 4,0 | 5,0 | 6,0 |
болты с планками | - | - | - | 3,0 | 3,6 | 4,5 | |||
угольник с креплением болтами и планками | - | - | - | 7,5 | 9,5 | 12,0 | |||
на столе 4 кулачка и болты с планками | - | - | - | 7,0 | 8,5 | 10,5 | |||
специальное приспособление | - | - | - | 6,0 | 8,0 | 9,0 | |||
10 | Установить и снять режущий инструмент | в резцедержавку суппорта | - | - | - | 3,0 | 4,0 | 5,0 | |
в гнездо револьверной головки | - | - | - | 1,5 | 1,8 | 2,0 | |||
Приложение 7, лист 1 | |||||||||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | ||||||||
I | II | III | IV | V | VI | ||||||
Время, мин. | |||||||||||
11 | Токарно-карусельные | Установить число оборотов планшайбы | - | - | - | 0,15 | 0,2 | 0,3 | |||
12 | Установить величину подачи | - | - | - | 0,15 | 0,2 | 0,3 | ||||
13 | Переместить поперечину | - | - | - | 1,0 | 1,2 | 1,5 | ||||
14 | Переместить каретку по поперечине | - | - | - | 0,2 | 0,4 | 0,5 | ||||
15 | Переместить верхний суппорт в вертикальном направлении | - | - | - | 0,2 | 0,3 | 0,4 | ||||
16 | Переместите боковой суппорт в вертикальном направлении | - | - | - | 0,2 | 0,3 | 0,4 | ||||
17 | Переместить боковой суппорт в горизонтальном направлении | - | - | - | 0,2 | 0,2 | 0,3 | ||||
18 | Горизонтально-расточные с неподвижной передней стойкой и поворотным столом | Установить и снять зажимное приспособление | болты с планками | - | - | 4,0 | 4,8 | 6,0 | - | ||
специальное приспособление | при установке | вручную | - | - | 4,5 | 6,0 | 7,5 | - | |||
краном | - | - | 7,5 | 9,0 | 10,5 | - | |||||
19 | Установить и снять режущий инструмент | в конус шпинделя | - | - | 0,4 | 0,5 | 0,8 | - | |||
в борштангу | - | - | 0,8 | 1,0 | 1,2 | - | |||||
в резцедержатель на планшайбе | - | - | 1,2 | 1,5 | 1,8 | - | |||||
20 | Установить число оборотов шпинделя | - | - | 0,15 | 0,2 | 0,3 | - | ||||
21 | Установить величину подачи | - | - | 0,15 | 0,2 | 0,3 | - | ||||
22 | Переместить стол в продольном направлении | - | - | 0,3 | 0,3 | 0,4 | - | ||||
23 | Переместить стол в поперечном направлении | - | - | 0,3 | 0,3 | 0,4 | - | ||||
24 | Переместить шпиндельную бабку в вертикальном направлении | - | - | 0,3 | 0,4 | 0,5 | - | ||||
25 | Переместить шпиндель в горизонтальном направлении | - | - | 0,2 | 0,2 | 0,3 | - | ||||
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 2 | |||||||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | |||||||
I | II | III | IV | V | VI | |||||
Время, мин. | ||||||||||
1 | ||||||||||
2 | ||||||||||
3 | Токарно-револьверные | Установить и снять зажимное приспособление | самоцентрирующий патрон | 2,0 | 3,0 | 4,0 | 4,0 | - | - | |
цанговый патрон | 1,0 | 1,5 | 2,0 | 2,0 | - | - | ||||
концевую оправку | - | 1,0 | 1,5 | 1,5 | - | - | ||||
специальное приспособление | - | 6,0 | 8,0 | 8,0 | - | - | ||||
4 | Установить и снять режущий инструмент | 1,2 | 1,5 | 2,0 | 2,5 | - | - | |||
5 | Установить число оборотов шпинделя | 0,25 | 0,3 | 0,4 | 0,4 | - | - | |||
6 | Установить величину подачи револьверной головки | 0,25 | 0,3 | 0,4 | 0,4 | - | - | |||
7 | Переместить револьверную головку в продольном направлении | 0,15 | 0,2 | 0,3 | 0,4 | - | - | |||
8 | Установить величину подачи суппорта | для токарно-револьверных станков с вертикальной осью револьверной головки | 0,25 | 0,3 | 0,4 | 0,4 | - | - | ||
9 | Переместить каретку суппорта в продольном направлении | 0,15 | 0,2 | 0,3 | 0,3 | - | - | |||
10 | Переместить суппорт в поперечном направлении | 0,15 | 0,2 | 0,3 | 0,4 | - | - | |||
11 | Отрегулировать один упор длины хода револьверной головки или суппорта | 0,6 | 0,8 | 1,0 | 1,2 | - | - | |||
12 | Пробная обработка 2...3 деталей, измерение, регулирование резцов на размер заданной точности | - | - | - | - | - | - | |||
13 | Вертикально- и радиально-сверлильные | Установить и снять зажимное приспособление | патрон | 3,0 | 3,0 | 3,0 | 3,0 | - | - | |
болты с планками | 1,6 | 2,0 | 2,0 | 2,4 | 3,0 | - | ||||
тиски | 3,0 | 3,55 | 3,5 | 4,0 | 4,5 | - | ||||
кондуктор при установке | вручную | 3,0 | 3,5 | 3,5 | 4,0 | 4,5 | - | |||
краном | 6,0 | 6,5 | 6,5 | 7,0 | 7,5 | - | ||||
14 | Остановить и снять режущий инструмент | 0,5 | 0,8 | 0,8 | 1,0 | 1,2 | - | |||
15 | Установить число оборотов шпинделя | 0,12 | 0,2 | 0,2 | 0,3 | 0,4 | - | |||
16 | Установить величину подачи | 0,12 | 0,2 | 0,2 | 0,3 | 0,4 | - | |||
17 | Переместить шпиндель в вертикальном направлении | 0,08 | 0,2 | 0,2 | 0,3 | 0,4 | - | |||
18 | Переместить стол в вертикальном направлении (для вертикально-сверлильных станков) | 0,3 | 0,4 | 0,4 | 0,5 | - | - | |||
19 | Переместить рукав в вертикальном направлении с ослаблением и креплением | для радиально-сверлильных станков | - | 0,4 | 0,4 | 0,5 | 0,6 | - | ||
20 | Переместить шпиндельную головку по рукаву в горизонтальном направлении | - | 0,1 | 0,1 | 0,2 | 0,3 | - | |||
21 | Повернуть рукав на угол | - | 0,1 | 0,1 | 0,1 | 0,1 | - | |||
22 | Установить упор ограничения хода на длину обработки | 0,08 | 0,2 | 0,2 | 0,3 | 0,4 | - | |||
23 | Копировально-фрезерные | Установить и снять зажимное приспособление | болты с планками | - | - | 6,0 | 6,0 | 7,0 | - | |
тиски | - | - | 3,5 | 4,0 | 5,0 | - | ||||
специальное приспособление при установке | вручную | - | - | 8,0 | 9,0 | 10 | - | |||
краном | - | - | - | 12,0 | 15,0 | - | ||||
24 | Установить и снять фрезу | - | - | 3,0 | 3,5 | 4,0 | - | |||
25 | Установить число оборотов шпинделя | - | - | 0,2 | 0,3 | 0,3 | - | |||
26 | Установить величину подачи | - | - | 0,2 | 0,3 | 0,3 | - | |||
27 | Сменить наконечник трейсера | - | - | 0,7 | 0,9 | 1,2 | - | |||
28 | Сменить копир | - | - | 4,0 | 5,0 | 6,0 | - | |||
29 | Переместить каретку по направляющим станка в вертикальном направлении | - | - | 0,2 | 0,4 | 0,5 | - | |||
30 | Переместить стол в горизонтальном направлении | - | - | 0,3 | 0,4 | 0,5 | - | |||
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 3 | |||||||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | |||||||
I | II | III | IV | V | VI | |||||
Время, мин. | ||||||||||
1 | ||||||||||
2 | ||||||||||
3 | Горизонтально-, вертикально- и универсально-фрезерные | Установить и снять зажимное приспособление | патрон | 2,0 | 2,0 | 2,5 | 3,0 | 3,5 | - | |
патрон с центром | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | - | ||||
центра | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | - | ||||
болты с планками | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | - | ||||
тиски | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | - | ||||
специальное приспособление при установке | вручную | 4,0 | 5,0 | 7,0 | 9,0 | 10 | - | |||
краном | - | - | 10 | 12 | 15 | - | ||||
4 | Установить и снять концевую фрезу в конус шпинделя | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | - | |||
5 | Установить оправку для фрезы в конус шпинделя и снять ее | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | - | |||
6 | Установить насадную фрезу на оправку и снять ее | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | - | |||
7 | Установить комплект фрез на оправку и снять его | две | - | 2,0 | 2,5 | 3,0 | 3,5 | - | ||
четыре | - | 3,0 | 8,5 | 4,5 | 5,0 | - | ||||
шесть | - | 4,0 | 5,0 | 6,0 | 7,0 | - | ||||
8 | Установить число оборотов шпинделя | 0,12 | 0,15 | 0,2 | 0,3 | 0,3 | - | |||
9 | Установить величину подачи | 0,12 | 0,15 | 0,2 | 0,3 | 0,3 | - | |||
10 | Переместить стол в продольном направлении | 0,15 | 0,2 | 0,3 | 0,4 | 0,5 | - | |||
11 | Переместить стол в поперечном направлении | 0,12 | 0,15 | 0,2 | 0,3 | 0,4 | - | |||
12 | Переместить стол в вертикальном направлении | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | - | |||
13 | Закрепить стол | 0,12 | 0,15 | 0,15 | 0,2 | 0,2 | - | |||
14 | Переместить упоры автоматического выключения подачи на размер | 0,2 | 0,3 | 0,3 | 0,4 | 0,4 | - | |||
15 | Продольно-фрезерные | Установить и снять зажимное приспособление | болты с планками | - | - | - | 5,0 | 6,0 | 7,0 | |
тиски | - | - | - | 3,5 | 4,0 | 5,0 | ||||
специальное приспособление при установке | вручную | - | - | - | 5,0 | 7,0 | 10 | |||
краном | - | - | - | 10,0 | 12 | 15 | ||||
16 | Установить и снять оправку для фрезы в конус шпинделя | - | - | - | 2,5 | 3,0 | 3,5 | |||
17 | Установить фрезу на оправке и снять ее | одну | - | - | - | 3,0 | 3,5 | 4,0 | ||
две | - | - | - | 4,0 | 5,0 | 6,0 | ||||
три | - | - | - | 6,0 | 7,0 | 9,0 | ||||
четыре | - | - | - | 8,0 | 10,0 | 13,0 | ||||
18 | Установить число оборотов шпинделя | - | - | - | 0,2 | 0,3 | 0,3 | |||
19 | Установить величину подачи | - | - | - | 0,2 | 0,3 | 0,3 | |||
20 | Переместить поперечину в вертикальном направлении с ослаблением и креплением | - | - | - | 0,8 | 1,0 | 1,2 | |||
21 | Переместить шпиндельную бабку | - | - | - | 0,4 | 0,5 | 0,6 | |||
22 | Переместить стол | - | - | - | 0,3 | 0,4 | 0,5 | |||
23 | Переместить упоры автоматического выключения подачи на размер | - | - | - | 0,5 | 0,5 | 0,6 | |||
24 | Карусельно-фрезерные | Установить и снять зажимное приспособление | четырехместное | - | - | 10 | 12 | 15 | - | |
четырехместное | - | - | 12 | 15 | 18 | - | ||||
восьмиместное | - | - | 15 | 18 | 21 | - | ||||
25 | Установить фрезу на гильзе шпинделя с установкой на размер и снять | - | - | 7 | 9 | 11 | - | |||
26 | Установить число оборотов шпиндельной бабки | сменой шестерен | - | - | 2,0 | 3,0 | 4,0 | - | ||
рукояткой | - | - | 0,2 | 0,3 | 0,3 | - | ||||
27 | Установить величину подачи стола | сменой шестерен | - | - | 1,5 | 2,0 | 3,0 | - | ||
рукояткой | - | - | 0,2 | 0,3 | 0,3 | - | ||||
28 | Переместить стол | - | - | 0,3 | 0,4 | 0,5 | - | |||
29 | Открепить и закрепить стол | - | - | 0,3 | 0,4 | 0,4 | - | |||
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 4 | ||||||||||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | ||||||||||
I - II | III | IV | V | VI | |||||||||
Время, мин. | |||||||||||||
1 | |||||||||||||
2 | |||||||||||||
3 | Поперечно-строгальные и долбежные | Остановить и снять зажимное приспособление | патрон | 3,0 | 4,0 | - | - | - | |||||
болты с планками | 2,0 | 2,4 | - | - | - | ||||||||
тиски | 3,0 | 3,5 | - | - | - | ||||||||
специальное приспособление | 4,0 | 5,0 | - | - | - | ||||||||
4 | Установить и снять резец | на поперечно-строгальных станках | проходной | 0,6 | 0,7 | - | - | - | |||||
широкий или фасонный | 1,0 | 1,2 | - | - | - | ||||||||
на долбежных станках | проходной | 1,0 | 1,2 | - | - | - | |||||||
пазовый | 1,5 | 2,0 | - | - | - | ||||||||
5 | Установить число двойных ходов ползуна | 0,2 | 0,2 | - | - | - | |||||||
6 | Установить величину подачи | 0,2 | 0,2 | - | - | - | |||||||
7 | Переместить стол в горизонтальном направлении | 0,2 | 0,3 | - | - | - | |||||||
8 | Переместить стол в вертикальном направлении (для поперечно-строгальных станков) | 0,4 | 0,5 | - | - | - | |||||||
9 | Переместите стол в поперечном направления (для долбежных станков) | 0,4 | 0,5 | - | - | - | |||||||
10 | Переместить суппорт в вертикальном направлении (для поперечно-строгальных станков) | 0,4 | 0,5 | - | - | - | |||||||
11 | Установить длину хода ползуна | 0,3 | 0,4 | - | - | - | |||||||
12 | Переместить стол по окружности в исходное положение (для долбежных станков) | 0,2 | 0,3 | - | - | - | |||||||
13 | Продольно-строгальные | Установить и снять зажимное приспособление | болты с прижимными планками в числе | 4 | - | - | 4,0 | 5,0 | 6,0 | ||||
8 | - | - | 8,0 | 10,0 | 12,0 | ||||||||
12 | - | - | 12,0 | 14,5 | 18,0 | ||||||||
специальное приспособление при установке | вручную | с креплением болтами в числе | 2 | - | - | 4,5 | - | - | |||||
4 | - | - | 7,0 | 8,0 | 9,0 | ||||||||
краном | 4 | - | - | 9,0 | 11,0 | 13,0 | |||||||
6 | - | - | 10,0 | 12,0 | 15,0 | ||||||||
14 | Установить и снять резец | проходной или подрезной | - | - | 1,0 | 1,5 | 2,0 | ||||||
фасонный или широкий | - | - | 1,8 | 2,5 | 3,0 | ||||||||
15 | Установить величину скорости резания | - | - | 0,2 | 0,2 | 0,3 | |||||||
16 | Установить величину подачи | - | - | 0,2 | 0,2 | 0,3 | |||||||
17 | Переместить поперечину в вертикальном направлении с ослаблением и креплением | - | - | 1,0 | 1,2 | 1,5 | |||||||
18 | Переместить каретку суппорта | - | - | 0,4 | 0,5 | 0,7 | |||||||
19 | Переместить суппорт | - | - | 0,4 | 0,5 | 0,7 | |||||||
20 | Переместить стол | - | - | 0,2 | 0,2 | 0,2 | |||||||
21 | Установить длину хода стола перемещением кулачков | - | - | 0,3 | 0,4 | 0,5 | |||||||
22 | Круглошлифовальные | Установить и снять зажимное приспособление | центра | 2,5 | 3,0 | 4,5 | - | - | |||||
патрон | 2,5 | 3,0 | 4,0 | - | - | ||||||||
оправку | 0,8 | 1,0 | 1,2 | - | - | ||||||||
23 | Установить число оборотов изделия | 0,12 | 0,15 | 0,3 | - | - | |||||||
24 | Установить величину продольной подачи стола | 0,12 | 0,15 | 0,3 | - | - | |||||||
25 | Установить величину поперечной подачи шлифовального круга | 0,12 | 0,15 | 0,3 | - | - | |||||||
26 | Переместить стол в продольном направлении | 0,3 | 0,4 | 0,5 | - | - | |||||||
28 | Переместить суппорт шлифовального круга в поперечном направлении | 0,3 | 0,4 | 0,5 | - | - | |||||||
29 | Установить длину хода стола перемещением упоров | 0,3 | 0,4 | 0,5 | - | - | |||||||
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 5 | ||||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | ||||
I - II | III | IV | |||||
Время, мин. | |||||||
1 | |||||||
2 | |||||||
3 | Внутришлифовальные | Установить и снять зажимное приспособление | самоцентрирующий патрон | 2,0 | 4,0 | - | |
4 | специальный патрон или центрирующее приспособление при установке | вручную | 4,0 | 8,0 | - | ||
5 | краном | - | 12,0 | - | |||
6 | Установить и снять шлифовальный круг | 1,5 | 2,0 | - | |||
7 | Установить число оборотов изделия | 0,15 | 0,2 | - | |||
8 | Установить величину продольной подачи стола (или шлифовального круга) | 0,15 | 0,2 | - | |||
9 | Установить величину поперечной подачи шлифовального круга | 0,15 | 0,2 | - | |||
10 | Переместить стол (или шлифовальный круг) в продольном направлении | 0,2 | 0,3 | - | |||
11 | Переместить шлифовальный круг в поперечном направлении | 0,2 | 0,2 | - | |||
12 | Установить длину хода стола (или шлифовального круга) перемещением упоров | 0,3 | 0,4 | - | |||
13 | Плоскошлифовальные | Установить скорость движения (число оборотов) стола | 0,15 | 0,2 | 0,3 | ||
14 | Установить величину вертикальной подачи шлифовального круга (для станков с вертикальным шпинделем) или стола | 0,15 | 0,2 | 0,3 | |||
15 | Установить величину горизонтальной подачи шлифовального круга | 0,15 | 0,2 | 0,3 | |||
16 | Переместить шлифовальный круг в горизонтальном направлении (или ползун) | 0,15 | 0,2 | 0,3 | |||
17 | Переместить шлифовальный круг в вертикальном направлении | 0,15 | 0,2 | 0,3 | |||
18 | Переместить стол | 0,2 | 0,3 | 0,4 | |||
19 | Установить длину хода стола (или ползуна) перемещением упоров | 0,15 | 0,2 | 0,3 | |||
20 | Бесцентровошлифовальные | Установить и снять поддерживающий нож с регулировкой | - | 5,0 | - | ||
21 | Изменить число оборотов ведущего круга | - | 0,2 | - | |||
22 | Установить величину продольной подачи поворотом ведущего круга на угол | - | 1,5 | - | |||
23 | Установить и снять продольный упор | - | 1,5 | - | |||
24 | Установить шлифовальный круг на размер шлифования с откреплением и закреплением узлов станка | - | 0,6 | - | |||
25 | Установить и снять выталкиватель | - | 5,0 | - | |||
26 | Пробная обработка 2...3 деталей, измерение, дополнительная установка круга на размер (по необходимости) | - | - | - | |||
27 | Хонинговальные | Установить кулачки патрона на размер обработки | 2,0 | - | - | ||
28 | Установить кулачки люнета на размер с регулировкой | 2,0 | - | - | |||
29 | Установить и снять специальное зажимное приспособление | 8,0 | - | - | |||
30 | Установить и снять хонинговальную головку | 2,0 | - | - | |||
31 | Установить бруски в хонинговальную головку и снять их | 3,0 | - | - | |||
32 | Установить длину хода хонинговальной головки перемещением упоров | 0,3 | - | - | |||
33 | Установить скорость движения хонинговальной головки | 0,2 | - | - | |||
34 | Суперфинишные | Установить и снять бруски | 3,0 | - | - | ||
35 | Установить число оборотов изделия | 0,2 | - | - | |||
36 | Установить величину продольной подача изделия | 0,2 | - | - | |||
37 | Отрегулировать силу давления и длину хода брусков | 1,5 | - | - | |||
38 | Вертикально-доводочные (лапинговальные) | Установить сепаратор на столе и снять его | 2,0 | - | - | ||
39 | Очистить диски | 1,0 | - | - | |||
40 | Шаржировать диски доводочной пастой | 2,0 | - | - | |||
41 | Отрегулировать поступление смазывающей жидкости | 1,0 | - | - | |||
СОСТАВ. И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 6 | |||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | |||
I - II | III | IV | ||||
Время, мин. | ||||||
1 | ||||||
2 | ||||||
3 | Токарные многорезцовые копировальные полуавтоматы | Переместить заднюю бабку на размер обрабатываемой детали с откреплением и закреплением | - | 1,2 | - | |
4 | Установить кулачки патрона на размер обработки | - | 1,0 | - | ||
5 | Установить снять резец | с регулировкой на сопряженный размер до шаблону | - | 2,0 | - | |
с пробными промерами - для работ с точностью <= 0,2 мм | - | 7,0 | - | |||
6 | Установить резцедержатель с резцами, предварительно установленными на размер | - | 4,0 | - | ||
7 | Установить число оборотов шпинделя при помощи сменных шестерен | - | 2,0 | - | ||
8 | Установить величину подачи | при помощи сменных шестерен | - | 2,0 | - | |
рукояткой | - | 0,2 | - | |||
9 | Переместить передний суппорт в продольном направлении | - | 0,3 | - | ||
10 | Переместить задний суппорт в поперечном направлении | - | 0,3 | - | ||
11 | Установить длину хода суппортов с регулированием упоров | - | 1,5 | - | ||
12 | Пробная обработка 2 - 3 деталей, измерение, регулирование резцов на размер заданной точности (по необходимости) | - | - | - | ||
13 | Резьботокарные полуавтоматы для коротких резьб | Установить и снять зажимное приспособление | центра | 3,0 | - | - |
концевую оправку | 1,0 | - | - | |||
патрон | 3,0 | - | - | |||
14 | Установить число оборотов детали при помощи сменных шестерен | 2,0 | - | - | ||
15 | Установить и снять резец | 1,5 | - | - | ||
16 | Установить и снять барабан с наладкой кулачка | 8,0 | - | - | ||
17 | Наладить кулачок поперечного перемещения резцедержателя с регулировкой размеров резьбового резца | 1,0 | - | - | ||
17 | Установить число проходов резца при помощи сменных шестерен | 2,0 | - | - | ||
18 | Наладить кулачок подачи на заданную глубину резания | 1,0 | - | - | ||
20 | Пробная обработка 2...3 деталей, измерение, регулирование резца на глубину резания (по необходимости) | - | - | - | ||
21 | Резьботокарные полуавтоматы с вихревой головкой | Установить и снять зажимное приспособление | центра | 3,0 | - | - |
патрон | 3,0 | - | - | |||
22 | Установить резец по шаблону во вращающейся головке | 1,5 | - | - | ||
23 | Установить число оборотов шпинделя | 0,2 | - | - | ||
24 | Установить величину подачи | 0,2 | - | - | ||
25 | Пробная обработка 2...3 деталей, измерение, регулирование резца на глубину резания (по необходимости) | - | - | - | ||
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 7 | |||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | |||
I - II | III | IV | ||||
Время, мин. | ||||||
1 | ||||||
2 | ||||||
3 | Зубофрезерные | Установить и снять зажимное приспособление | оправку, оправку с переходной втулкой, центра | 2...0 | 4 | 5 |
оправку с подставкой | 12 | 16 | 20 | |||
подставки | 9 | 12 | 15 | |||
4 | Сменить оправку фрезы | 1,5...2 | 3,0 | 4,0 | ||
5 | Установив фрезу на оправку с регулировкой по оси детали, закрепить гайкой и снять | 1,5...2 | 3,0 | 4,0 | ||
6 | Установить число оборотов фрезы при помощи сменных шестерен | 1,5...2 | 3,0 | 4,0 | ||
7 | Установить величину подачи при помощи сменных шестерен | 3,0...3,5 | 4,5 | 5,0 | ||
8 | Сменить шестерни гитары деления | 1,0...1,5 | 2,0 | 3,0 | ||
9 | Переместить фрезерную головку в вертикальном направлении | 0,3...0,4 | 0,5 | 0,6 | ||
10 | Установить упор для автоматического выключения подачи фрезы | 0,2...0,3 | 0,4 | 0,5 | ||
11 | Повернуть фрезерную головку на угол | 1,0...1,5 | 2,0 | 3,0 | ||
12 | Установить глубину резания перемещением стола | 0,3...0,4 | 0,5 | 0,6 | ||
13 | Пробная обработка, измерение зуба, дополнительная установка на глубину резания (по необходимости) | - | - | - | ||
14 | Зубодолбежные | Установить и снять зажимное приспособление | оправку концевую с гайкой | 4,5 | 5,0 | - |
оправку концевую пневматическую или гидравлическую | 5,0 | 6,0 | - | |||
специальное приспособление для зубчатых колес, с внутренним зацеплением | 6,0 | 8,0 | - | |||
15 | Установить и снять долбяк | 4,0 | 4,0 | - | ||
16 | Установить число двойных ходов ползуна | рычагом | 0,2 | 0,3 | - | |
сменой шестерен гитары | 2,0 | 3,0 | - | |||
17 | Установить величину круговой подачи | рычагом | 0,2 | 0,3 | - | |
сменой шестерен гитары | 2,0 | 3,0 | - | |||
18 | Сменить шестерни гитары деления | 3,5 | 4,5 | - | ||
19 | Установить величину радиальной подачи врезания | 1,0 | 1,2 | - | ||
20 | Установить и снять копирный кулачок механизма врезания | 1,0 | 1,2 | - | ||
21 | Установить длину хода долбяка | 1,2 | 1,6 | - | ||
22 | Установить глубину резания | 0,8 | 1,2 | - | ||
23 | Пробная обработка 4...6 зубьев, измерение, дополнительная установка на глубину резания (по необходимости) | - | - | - | ||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | ||
I - II | III | IV | |||
Время, мин. | |||||
1 | |||||
2 | |||||
3 | Зубошевинговальные | Установить центровые бабки на размер по длине оправки с откреплением и закреплением | - | 1,0 | - |
4 | Установить и снять шевер | - | 3,0 | - | |
5 | Установить число оборотов шевера при помощи сменных шестерен | - | 1,5 | - | |
6 | Установить скорость продольной подачи стола при помощи сменных шестерен | - | 1,5 | - | |
7 | Установить величину вертикальной подачи стола | - | 0,2 | - | |
8 | Переместить стол в продольном направлении | - | 0,4 | - | |
9 | Переместить стол в вертикальном направлении | - | 0,4 | - | |
10 | Установить стол на угол скрещивания осей детали и инструмента | - | 1,2 | - | |
11 | Установить длину хода стола по упорам | - | 0,5 | - | |
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 7 | |||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | |||
I - II | III | IV | ||||
Время, мин. | ||||||
12 | Зубошевинговальные | Установить реле выключения вертикальной подачи на заданное число ходов стола | - | 0,3 | - | |
13 | Пробная обработка, измерение зуба, дополнительная установка на глубину резания (по необходимости) | - | - | - | ||
14 | Зубозакругляющие | Установить и снять зажимное приспособление | концевую оправку | - | 1,0 | - |
центра | - | 3,0 | - | |||
цанговый патрон | - | 1,5 | - | |||
15 | Установить и снять фрезу | - | 2,5 | - | ||
16 | Установить число оборотов фрезы | - | 0,2 | - | ||
17 | Сменить шестерни гитары деления | - | 2,5 | - | ||
18 | Сменить шестерни гитары подач | - | 1,5 | - | ||
19 | Переместить стол | - | 0,4 | - | ||
20 | Сменить копирный кулачок | - | 1,0 | - | ||
21 | Пробная обработка, измерение зуба, дополнительная установка на глубину резания (по необходимости) | - | - | - | ||
22 | Зубострогальные, для прямозубых конических колес | Установить и снять зажимное приспособление | оправку концевую с гайкой | - | 3,0 | 5,0 |
оправку концевую пневматическую или гидравлическую | 4,0 | 5,0 | ||||
цанговый патрон | 2,0 | 3,0 | 4,0 | |||
23 | Установить и снять режущие резцы (2 шт.) | 1,5 | 3,0 | 4,0 | ||
24 | Установить число двойных ходов резцовой головки при помощи сменных шестерен | 1,5 | 2,5 | 4,5 | ||
25 | Сменить шестерни гитары подач | 1,0 | 3,5 | 5,0 | ||
26 | Сменить шестерни гитары деления | 1,0 | 3,5 | 5,0 | ||
27 | Сменить шестерни гитары обкатки | 1,0 | 3,5 | 5,0 | ||
28 | Установить делительную бабку на угол начального конуса и базовый размер | 3,0 | 3,0 | 3,0 | ||
29 | Установить длину хода резцов | 3,0 | 3,0 | 3,0 | ||
30 | Установить длину обкатки | 0,4 | 0,8 | 1,2 | ||
31 | Установить делительный механизм для обработки на один зуб или для обработки двух зубьев | 0,1 | 0,2 | 0,4 | ||
32 | Установить глубину резания перемещением головки по лимбу | 0,3 | 2,0 | 3,0 | ||
33 | Пробная обработка двух зубьев, измерение зуба, дополнительная установка резцов на глубину резания (по необходимости) | - | - | - | ||
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОИ РАБОТЫ | Приложение 7, лист 8 | |||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | |||
I | II | III | ||||
Время, мин. | ||||||
1 | ||||||
2 | ||||||
3 | Зуборезные для конических колес с круговым зубом | Установить и снять оправку для детали | 2,5 | 3,0 | 4,0 | |
4 | Установить зуборезвую головку в шпинделе станка, закрепить и выверить по шаблону на глубину резания | 6,0 | 8,0 | 10,0 | ||
5 | Установить число оборотов зуборезной головки при помощи сменных шестерен | 2,0 | 2,5 | 3,5 | ||
6 | Сменить шестерни гитары подач | 2,0 | 2,5 | 3,5 | ||
7 | Сменить шестерни гитары деления | 3,0 | 3,5 | 4,5 | ||
8 | Сменить шестерни гитары обкатки | 3,0 | 3,5 | 4,5 | ||
9 | Сменить шестерни гитары качения | 2,0 | 2,5 | 3,5 | ||
10 | Установить переднюю бабку под углом нарезаемого колеса | 1,5 | 2,0 | 3,0 | ||
11 | Установить корневой угол | 1,5 | 2,0 | 3,0 | ||
12 | Установить переднюю бабку на осевое перемещение по шаблону | 0,8 | 1,0 | 1,5 | ||
13 | Установить стол по нониусу с откреплением и закреплением | 0,8 | 1,0 | 1,5 | ||
14 | Установить барабан в рабочее положение (нулевое положение по лимбу) | 0,3 | 0,4 | 0,5 | ||
15 | Установить люльку под углом нарезаемого колеса | 1.5 | 2,0 | 3,0 | ||
16 | Установить зуборезную головку на угол | 1,5 | 2,0 | 3,0 | ||
17 | Установить барабан под углом нарезаемого колеса | 1,5 | 2,0 | 3,0 | ||
18 | Переместить фрезерную головку в радиальном направлении | 0,8 | 1,0 | 1,5 | ||
19 | Переместить стол в горизонтальном направлении | 0,3 | 0,4 | 0,5 | ||
20 | Шлицефрезерные | Установить и снять зажимное приспособление | центра | - | 3,0 | - |
21 | цанговый патрон с центром | - | 4,5 | - | ||
22 | Установить оправку для фрезы, в конус шпинделя и снять ее | - | 2,0 | - | ||
23 | Установить насадную фрезу на оправку и снять ее | - | 1,5 | - | ||
24 | Установить число оборотов фрезы при помощи сменных шестерен | - | 2,5 | - | ||
25 | Установить величину подачи при помощи сменных шестерен | - | 2,5 | - | ||
26 | Сменить шестерни гитары деления | - | 3,5 | - | ||
27 | Установить фрезу на заданную глубину резания | - | 0,4 | - | ||
28 | Переместить фрезерную головку | - | 0,4 | - | ||
29 | Повернуть фрезерную головку на угол | - | 1,2 | - | ||
30 | Переместить упоры автоматического выключения подачи на размер по длине обработки | - | 0,3 | - | ||
31 | Пробная обработка шлиц на длину врезания, измерение, дополнительная установка фрезы на глубину резания (по необходимости) | - | - | - | ||
1 | ||||||
2 | ||||||
3 | Резьбофрезерные, работающие гребенчатыми фрезами | Установить и снять зажимное приспособление | патрон | - | 3,0 | - |
4 | патрон с центром | - | 4,5 | - | ||
5 | центра | - | 3,0 | - | ||
6 | Установить и снять фрезу | - | 1,5 | - | ||
7 | Установить и снять оправку для фрезы | - | 1,0 | - | ||
8 | Установить число оборотов фрезы при помощи сменных шестерен | - | 2,5 | - | ||
9 | Установить число оборотов детали при помощи сменных шестерен | - | 2,5 | - | ||
10 | Установить и снять приспособление для внутреннего фрезерования резьбы | - | 8 | - | ||
11 | Переместить фрезерную головку или стол в продольном направлении | - | 0,4 | - | ||
12 | Переместить фрезерную головку или стол в поперечном направлении | - | 0,4 | - | ||
13 | Установить фрезу на глубину фрезерования с фиксированием по лимбу | - | 1,0 | - | ||
14 | Пробная обработка 1...2 деталей, фрезерование резьбы, измерение, дополнительная установка фрезы на глубину резания, фрезерование резьбы (второй проход), измерение (по необходимости) | - | - | - | ||
15 | Резьбофрезерные, работающие дисковыми фрезами | Установить и снять зажимное приспособление | патрон с центром | - | 4,5 | - |
16 | центра | - | 3,0 | - | ||
17 | Установить и снять оправку для фрезы | - | 1,0 | - | ||
18 | Установить и снять фрезу | - | 1,5 | - | ||
19 | Установить число оборотов фрезы рычагом коробки скоростей | - | 0,2 | - | ||
20 | Установить число оборотов детали при помощи сменных шестерен | - | 2,5 | - | ||
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 8 | ||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | ||
I | II | III | |||
Время, мин. | |||||
21 | Резьбофрезерные, работающие дисковыми фрезами | Переместить фрезерную головку в продольном направлении | - | 0,4 | - |
22 | Переместить фрезерную головку в поперечном направлении | - | 0,4 | - | |
23 | Пробная обработка 1...2 деталей фрезерованием на величину врезания, измерение, дополнительная установка фрезы на глубину резания (по необходимости) | - | - | - | |
N позиции | Станки | Наименование элементов работы | Время, мин. |
1 | |||
2 | |||
3 | Горизонтально-протяжные станки для внутреннего протягивания | Установить и снять оправку для детали на приемной плите (для работы шпоночной протяжкой) | 4,0 |
4 | Установить протяжку, отрегулировать зажимное устройство патрона для крепления протяжки (при работе со снятием протяжки) | 3,0 | |
5 | Установить протяжку, закрепить в патроне и снять (при работе без снятия протяжки) | 1,5 | |
6 | Установить и отрегулировать поддерживающий люнет по размеру протяжки | 2,0 | |
7 | Установить скорость движения ползуна | 0,3 | |
8 | Переместить ползун в рабочее положение | 0,2 | |
9 | Установить длину хода ползуна перемещением упоров | 1,0 | |
10 | Вертикально-протяжные станки для наружного протягивания | Установить и снять приспособление для закрепления детали | 5,0 |
11 | Установить и снять протяжку | 4,0 | |
12 | Установить стол на заданный размер обработки с откреплением и закреплением узлов | 2,0 | |
13 | Установить скорость движения ползунов | 0,3 | |
14 | Установить длину хода ползуна перемещением упоров | 1,0 | |
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 8 | |||
N позиции | Станки | Наименование элементов работы | Время, мин. | |
15 | Зубошлифовальные станки, работающие одним дисковым кругом методом обкатки | Сменить шестерни | гитары деления | 3,5 |
16 | гитары обкатки | 3,5 | ||
17 | Установить и снять оправку с проверкой на биение | 3,5 | ||
18 | Переместить центр задней бабки | 0,3 | ||
19 | Установить длину хода ползуна шлифовальной головки | 5,0 | ||
20 | Установить длину хода каретки для обработки размера зуба | 1,3 | ||
21 | Установить на счетчике число зубьев шлифуемого колеса | 1,0 | ||
22 | Зубошлифовальные станки, работающие двумя тарельчатыми кругами методом обкатки | Сменить шестерни | гитары деления | 3,5 |
23 | гитары подач | 2,5 | ||
24 | Установить и снять делительный диск | 3,5 | ||
25 | Установить и снять ленту обкатки с регулированием обкаточного механизма | 2,0 | ||
26 | Установить и снять обкаточный диск | 3,0 | ||
27 | Установить качание салазок на требуемую длину | 5,0 | ||
28 | Установить упоры на длину шлифования | 0,2 | ||
29 | Установить шлифовальные круги на размер шлифования | 0,5 | ||
30 | Переместить поперечину в вертикальном направлении | 1,5 | ||
31 | Установить на счетчике число зубьев шлифуемого колеса | 1,0 | ||
32 | Включить делительный механизм | 0,1 | ||
33 | Установить скорость обкатки перекидкой ремня | 0,3 | ||
34 | Установить храповик на автоматическую подачу шлифовальных кругов | 0,2 | ||
35 | Установить величину подачи | 0,2 | ||
36 | Переместить заднюю бабку | 0,3 | ||
37 | Зубошлифовальные станки, работающие абразивным червяком методом обкатки | Сменить шестерни гитары деления | 3,5 | |
38 | Установить упоры настройки на величину перемещения суппорта | 1,3 | ||
39 | Замерить фактическую длину общей нормали заготовки и определить припуск на шлифование | 1,4 | ||
40 | Установить величину радиального врезания на лимбе | 0,3 | ||
41 | Установить величину автоматической подачи шлифовальной бабки на один ход суппорта | 0,3 | ||
42 | Установить величину вертикальной подачи | 0,3 | ||
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 9 | |||||
N позиции | Станки | Наименование элементов работы | Размерная группа оборудования | |||
IV | V | VI | ||||
Время, мин. | ||||||
1 | ||||||
2 | ||||||
3 | Лоботокарные | Установить и снять зажимное приспособление | угольник с креплением болтами и планками | 7,5 | 3,5 | 12,0 |
на планшайбу болт с планкой | 10,0 | 14,0 | 18,0 | |||
патрон | 4,0 | 5,0 | 6,5 | |||
планшайбу | 3,0 | 4,0 | 5,0 | |||
специальное центрирующее приспособление | 3,0 | 5,0 | 7,0 | |||
4 | Установить и снять режущий инструмент | резец в резцедержавку | 2,5 | 3,0 | 3,5 | |
5 | Установить величину подачи | 0,3 | 0,3 | 0,4 | ||
6 | Установить число оборотов шпинделя | 0,3 | 0,3 | 0,4 | ||
7 | Переместить каретку суппорта в продольном направлении | 0,4 | 0,5 | 0,6 | ||
8 | Переместить каретку суппорта в поперечном направлении | 0,4 | 0,5 | 0,6 | ||
9 | Переместить каретку поворотного суппорта | - | - | - | ||
N позиции | Станки | Наименование элементов работы | Время, мин. |
1 | |||
2 | |||
3 | Зубошлифовальные, работающие методом копирования | Установить и снять оправку с проверкой на биение | 3,5 |
4 | Установить и снять шлифовальный круг | 3,0 | |
5 | Установить и снять копир | 1,0 | |
6 | Установить и снять делительный диск барабана | 3,5 | |
7 | Переместить шпиндель в вертикальном направлении | 0,3 | |
8 | Установить длину хода стола перемещением упоров | 0,3 | |
9 | Установить на счетчике число зубьев шлифуемого колеса | 1,0 | |
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 9 | |||
N позиции | Станки | Наименование элементов работы | Время, мин. | |
10 | Шлицешлифовальные | Установить и снять зажимное приспособление | центра | 3,0 |
11 | патрон с центром | 4,5 | ||
12 | Установить и снять шлифовальный круг | один | 3,0 | |
13 | два | 4,0 | ||
14 | три | 6,0 | ||
15 | Установить скорость движения стола | 0,2 | ||
16 | Установить величину вертикальной подачи шлифовального круга | 0,2 | ||
17 | Настроить механизм деления шпиндельной бабки | 3,5 | ||
18 | Переместить стол в продольном направлении в рабочее положение | 0,4 | ||
19 | Переместить шпиндельную бабку в вертикальном направлении | 0,5 | ||
20 | Установить длину хода стола перемещением упоров | 1,0 | ||
21 | Установить копир для правки шлифовального круга по размеру шлифуемого профиля | 3,0 | ||
22 | Резьбошлифовальные | Установить и снять зажимное приспособление | центра | 2,0 |
23 | самоцентрирующий патрон | 3,0 | ||
24 | Установить число оборотов шпинделя передней бабки | 0,5 | ||
25 | Установить величину подачи ходового винта | с помощью сменных колес гитары подач | 7,0 | |
26 | с помощью сменного копира | 2,5 | ||
27 | Переместить стол в продольном направлении | 0,4 | ||
28 | Переместить шпиндельную бабку в поперечном направлении | 1,0 | ||
29 | Установить упор ограничения длины хода | 1,0 | ||
30 | Повернуть шлифовальную бабку на угол подъема шлифуемой резьбы | 3,0 | ||
31 | Резьбонакатные полуавтоматы, работающие круглыми роликами | Установить нож на размер обрабатываемой детали | 2,0 | |
32 | Установить и снять резьбонакатные ролики | 10,0 | ||
33 | Установить число оборотов шпинделей роликов | 0,4 | ||
34 | Установить длину хода радиальной подачи каретки роликов | 0,5 | ||
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 9 | |||
N позиция | Станки | Наименование элементов работы | Время, мин. | |
35 | Резьбонакатные полуавтоматы, работающие круглыми роликами | Установить скорость и силу давления радиальной подачи роликов | 0,5 | |
36 | Установить величину выдержки реле времени | 1,5 | ||
37 | Пробная обработка 5...10 деталей, настройка размеров обработки, регулирование скорости подачи, силы давления и величины выдержки, измерения резьбы | - | ||
38 | Болторезные | Установить тангенциальные плашки в резьбонарезной головке | 5,0 | |
39 | Установить круглую плашку (лерку) в резьбонарезном патроне | 2,0 | ||
40 | Установить число оборотов шпинделя | 0,2 | ||
41 | Установить упор по длине нарезаемой резьбы | 0,5 | ||
42 | Пробная обработка 3...4 деталей, нарезание резьбы, измерение, регулирование размера плашки (по необходимости) | - | ||
1 | ||||
2 | ||||
3 | Шпоночнофрезерные | Установить и снять зажимное приспособление | тиски | 3,0 |
4 | болты с планками | 4,0 | ||
5 | Установить концевую фрезу в конус шпинделя и снять ее | 2,5 | ||
6 | Установить число оборотов шпинделя | 0,2 | ||
7 | Установить величину вертикальной подачи фрезы | 0,2 | ||
8 | Установить величину продольной подачи фрезы | 0,2 | ||
9 | Переместить стол в продольном направлении | 0,4 | ||
10 | Переместить стол в вертикальном направлении | 0,4 | ||
11 | Переместить фрезерную головку в вертикальном направлении | 0,5 | ||
12 | Переместить фрезерную головку в горизонтальном направлении | 0,3 | ||
13 | Установить упоры продольного хода фрезерной головки | 1,0 | ||
14 | Фрезерно-отрезные | Установить число оборотов пильного диска | 0,4 | |
15 | Установить величину подачи | 0,4 | ||
16 | Установить высоту подвижной поддержки | 0,4 | ||
17 | Установить упор на длину обработки детали | 0,5 | ||
СОСТАВ И ПРОДОЛЖИТЕЛЬНОСТЬ ПРИЕМОВ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЙ РАБОТЫ | Приложение 7, лист 9 | |||
N позиция | Станки | Наименование элементов работы | ||
18 | Центровальные | Установить губки тисок на размер заготовки | 1,0 | |
19 | Установить расстояние между шпиндельными бабками | 3,0 | ||
20 | Установить и снять режущий инструмент | центровочное сверло или зенкер | 0,2 | |
21 | фрезу | 1,5 | ||
22 | Установить число оборотов шпинделя | 0,2 | ||
23 | Установить упор с регулировкой длины хода на станках с ручным управлением | 1,0 | ||
24 | Установить длину хода сверлильной головки на стайках с полуавтоматическим циклом | 1,5 | ||
25 | Установить длину хода фрезерной головки на станках с полуавтоматическим циклом | 1,5 | ||
26 | Регулировка цикла смены работы фрезы и центровочного сверла | 2,0 | ||
27 | Токарно-револьверные патронные полуавтоматы | Установить и снять зажимное приспособление | самоцентрирующий патрон | 4,0 |
28 | Установить и снять режущий инструмент | 1,7 | ||
29 | Установить число оборотов шпинделя | 0,4 | ||
30 | Сменить и отрегулировать кулачок револьверной головки | 2,2 | ||
31 | Сменить и отрегулировать кулачок первого поперечного суппорта | 2,2 | ||
32 | Сменить и отрегулировать кулачок второго поперечного суппорта | 2,2 | ||
33 | Переместить каретку первого суппорта в поперечном направлении | 0,3 | ||
34 | Переместить каретку второго суппорта в поперечном направлении | 0,3 | ||
35 | Переместить револьверную головку | 0,3 | ||
36 | Отрегулировать один упор длины хода револьверной головки или суппорта | 1,0 | ||
37 | Токарный резьбонарезной полуавтомат с вращающейся головкой | Установить и снять зажимное приспособление | патрон | 3,0 |
38 | Установить тангенциальные плашки в резьбонарезной головке | 5,0 | ||
39 | Установить число оборотов шпинделя | 0,2 | ||
40 | Установить упор по длине нарезаемой резьбы | 0,5 | ||
Приложение 8 | ||||
N позиции | Станки | Категория затрат времени | ||
Основное время | Вспомогательное время | |||
связанное с переходом | установки и снятия детали | |||
Продолжительность к оперативному времени, % | ||||
1 | Токарно-винторезные | 61,0 | 20,0 | 19,0 |
2 | Карусельные | 68,2 | 11,3 | 20,5 |
3 | Горизонтально-расточные | 51,5 | 33,0 | 15,5 |
4 | Револьверные с вертикальной осью | 64,5 | 23,7 | 11,8 |
5 | Револьверные с горизонтальной осью | 55,0 | 29,3 | 15,7 |
6 | Вертикально-сверлильные | 62,0 | 15,0 | 23,0 |
7 | Радиально-сверлильные | 62,6 | 15,8 | 21,6 |
8 | Горизонтально- и вертикально-фрезерные | 63,0 | 12,7 | 24,3 |
9 | Продольно-фрезерные | 59,8 | 11,6 | 28,6 |
10 | Копировально-фрезерные | 82,9 | 7,3 | 9,8 |
11 | Продольно-строгальные | 78,0 | 5,4 | 16,6 |
12 | Поперечно-строгальные | 78,7 | 9,2 | 12,1 |
13 | Долбежные | 71,1 | 13,1 | 15,8 |
14 | Круглошлифовальные | 73,3 | 12,0 | 14,7 |
15 | Внутришлифовальные | 81,2 | 9,4 | 9,4 |
16 | Плоскошлифовальные с прямоугольным столом | 73,3 | 4,5 | 22,2 |
17 | Плоскошлифовальные с круглым столом | 85,0 | 2,5 | 12,5 |
18 | Бесцентровошлифовальные | 49,8 | 22,4 | 27,8 |
19 | Вертикально-доводочные (лапинговальные) | 72,0 | 5,5 | 22,5 |
20 | Зубофрезерные | 87,6 | 4,2 | 8,2 |
21 | Зубодолбежные | 84,1 | 7,3 | 8,6 |
22 | Зубошевинговальные | 71,0 | 7,0 | 22,0 |
23 | Зубозакругляющие | 67,4 | 10,1 | 22,5 |
24 | Зубострогальные для конических прямозубых колес | 87,0 | 9,1 | 3,9 |
25 | Шлицефрезерные | 86,0 | 5,0 | 9,0 |
26 | Резьбофрезерные, работающие гребенчатой фрезой | 71,0 | 14,0 | 15,0 |
27 | Горизонтально-протяжные | 43,2 | 19,0 | 37,8 |
28 | Зубошлифовальные | 87,0 | 8,0 | 5,0 |
29 | Шлицешлифовальные | 91,0 | 3,0 | 6,0 |
30 | Резьбошлифовальные | 70,0 | 20,0 | 10,0 |
Приложение 9 | ||||||||||||
N позиции | Тип станка и вид обработка | Квалитет (класс точности) | Измеряемый размер, И, мм, до | |||||||||
25 | 50 | 100 | 300 | 500 | 1000 | 1600 | 2000 | 2500 | ||||
Число пробных стружек | ||||||||||||
1 | Токарно-винторезные | Продольное точение и растачивание | 1Т7 (2 кл.) | 1,3 | 1,5 | 1,75 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | - |
2 | 1Т8-1Т9 (3 кл.) | 0,8 | 1,0 | 1,3 | 1,5 | 1,75 | 2,0 | 2,2 | 2,5 | - | ||
3 | 1Т11-1Т13 (4 - 5 кл.) | 0,5 | 0,5 | 0,75 | 1,0 | 1,0 | 1,25 | 1,5 | 1,5 | - | ||
4 | Поперечное точение | - | - | 0,5 | 0,75 | 1,0 | 1,0 | 1,25 | - | - | - | |
5 | Нарезание резьбы резцом | 1Т7 (2 кл.) | 0,5 | 0,75 | 1,0 | 1,5 | - | - | - | - | - | |
6 | 1Т8-1Т9 (3 кл.) | 0,3 | 0,5 | 0,75 | 1,0 | - | - | - | - | - | ||
7 | Карусельные лоботокарные | Продольное точение и растачивание | 1Т7 (2 кл.) | - | - | - | - | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 |
8 | 1Т8-1Т9 (3 кл.) | - | - | 1,0 | 1,0 | 1,5 | 1,8 | 2,0 | 2,3 | 2,5 | ||
9 | 1Т11-1Т13 (4 - 5 кл.) | - | - | 0,75 | 0,75 | 1,0 | 1,25 | 1,5 | 1,5 | 1,5 | ||
10 | Поперечное точение | - | - | - | - | - | 1,0 | 1,25 | - | - | - | |
11 | Расточные | Продольное точение и растачивание | 1Т7 (2 кл.) | - | - | 2,5 | 2,75 | 3,0 | - | - | - | - |
12 | 1Т8-1Т9 (3 кл.) | - | - | 1,5 | 1,75 | 2,0 | - | - | - | - | ||
13 | 1Т11-1Т13 (4 - 5 кл.) | - | - | 1,0 | 1,25 | 1,5 | - | - | - | - | ||
14 | Фрезерование плоскостей и пазов | - | - | - | - | 1,0 | 1,0 | - | - | - | - | |
15 | Поперечное точение | - | - | - | - | 1,0 | 1,0 | - | - | - | - | |
16 | Револьверные | 1Т9-1Т11 (3 - 4 кл.) | 1,0 | |||||||||
17 | Фрезерные, строгальные | 0,5...0,2 мм | 1,0 | |||||||||
18 | < 0,2 мм | 2,0 | ||||||||||
19 | Долбежные | 0,5...0,3 мм | 1,0 | |||||||||
20 | < 0,3 мм | 2,0 | ||||||||||
Приложение 10, лист 1 | |||||||||
Вид обработки | Измерительный инструмент | Квалитет (класс точности) | Измеряемый размер, И, мм, до | ||||||
25 | 50 | 100 | 200 | 300 | 500 | ||||
Число пробных измерений | |||||||||
1 | Круглое наружное шлифование | Калибры | 1Т5-1Т6 (1 кл.) | 2,5 | 3,0 | 4,0 | - | - | - |
2 | 1Т7 (2 кл.) | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 | 5,0 | ||
3 | 1Т8-1Т9 (3 кл.) | 0,5 | 0,7 | 1,6 | 1,5 | 1,7 | 2,0 | ||
4 | 1Т11 (4 кл.) | - | - | 0,1 | 0,5 | 0,7 | 1,0 | ||
5 | Универсальные | 1Т5-1Т6 (1 кл.) | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 5,0 | |
6 | 1Т7 (2 кл.) | 0,7 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | ||
7 | 1Т8-1Т9 (3 кл.) | 0,3 | 0,5 | 0,7 | 1,0 | 1,3 | 1,5 | ||
8 | 1Т11 (4 кл.) | - | - | - | 0,1 | 0,3 | 0,5 | ||
9 | Шлифование отверстий | Калибры | 1Т5-1Т6 (1 кл.) | 3,5 | 4,0 | 5,5 | 7,0 | - | - |
10 | 1Т7 (2 кл.) | 2,0 | 2,5 | 3,3 | 4,0 | - | - | ||
11 | 1Т8-1Т9 (3 кл.) | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | - | ||
12 | 1Т11 (4 кл.) | - | 0,7 | 1,0 | 1,5 | 1,7 | - | ||
13 | Универсальные | 1Т5-1Т6 (1 кл.) | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | |
14 | 1Т7 (2 кл.) | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | ||
15 | 1Т8-1Т9 (3 кл.) | 0,7 | 1,0 | 1,3 | 1,5 | 1,7 | 2,0 | ||
16 | 1Т11 (4 кл.) | - | 0,1 | 0,1 | 0,5 | 0,7 | 1,0 | ||
ЧИСЛО ПРОБНЫХ ИЗМЕРЕНИЙ ПРИ ОБРАБОТКЕ НА ШЛИФОВАЛЬНЫХ И ДОВОДОЧНЫХ СТАНКАХ | Приложение 10, лист 2 | ||||||||
N позиции | Вид обработки | Измерительный инструмент | Квалитет (класс точности) | Измеряемый размер, И, мм, до | |||||
25 | 50 | 100 | 200 | 300 | 500 | ||||
Число пробных измерений | |||||||||
17 | Хонингование отверстий | Все типы инструментов | 1Т5-1Т6 (1 кл.) | 2,0 | 2,0 | 2,5 | 3,0 | 3,0 | 3,5 |
18 | 1Т7 (2 кл.) | 1,5 | 1,5 | 1,5 | 2,0 | 2,0 | 2,5 | ||
19 | Лапингование | 1Т5-1Т6 (1 кл.) | 2,0 | 3,0 | 3,0 | - | - | - | |
20 | 1Т7 (2 кл.) | 1,0 | 2,0 | 2,0 | - | - | - | ||
21 | Суперфиниш | - | - | - | - | - | - | - | |
22 | Плоское шлифование | Все типы инструментов | 0,02 мм | - | 3,5 | 4,0 | - | - | - |
23 | 0,03 мм | - | 3,0 | 3,5 | 4,0 | - | - | ||
23 | 0,04 мм | - | 2,5 | 3,0 | 3,5 | 3,8 | 4,0 | ||
25 | 0,05 мм | - | 2,0 | 2,5 | 3,0 | 3,2 | 3,5 | ||
26 | 0,07 мм | - | 1,5 | 2,0 | 2,5 | 2,8 | 3,0 | ||
27 | 0,1 мм | - | 1,0 | 1,5 | 2,0 | 2,3 | 2,5 | ||
28 | 0,15 мм | - | 0,5 | 0,8 | 1,0 | 1,5 | 2,0 | ||
29 | 0,2 мм | - | 0,1 | 0,2 | 0,5 | 0,8 | 1,0 | ||
30 | > 0,2 мм | - | - | - | 0,1 | 0,1 | 0,5 | ||
Число деталей, измеряемых в процессе обработки
на вертикально-доводочных (лапинговальных) станках
Диаметр (или ширина детали), D, мм | 6...20 | 21...100 | |
Длина детали (выраженная диаметром или шириной детали) | <= 50 (4B) | > 5D (5B) | 2D...AD (2B...4B) |
Число деталей, измеряемых в процессе обработки, из общего числа одновременно обрабатываемых деталей, % | 20 | 30 | 30 |
Приложение 11 | |||||||||||||
N позиции | Расположение оси вращения шпинделя | Обрабатываемый материал | Вид подачи | Диаметр сверла, d, мм, до | Длина сверления в диаметрах сверла | ||||||||
3d | 4d | 5d | 6d | 7d | 8d | 9d | 10d | 14d | |||||
Число выводов сверла | |||||||||||||
1 | Вертикальное (сверлильные станки) | Стали углеродистые вязкие, стали жаропрочные | Ручная | 3 | 1 | 2 | 3 | 4 | 5 | 6 | 8 | 9 | 13 |
2 | 5 | - | 1 | 1 | 1 | 2 | 3 | 5 | 6 | 10 | |||
3 | 10 | - | 1 | 1 | 1 | 1 | 2 | 3 | 5 | 8 | |||
4 | 15 | 1 | 1 | 1 | 1 | 1 | 2 | 4 | 5 | 8 | |||
5 | Механическая | 20 | 1 | 1 | 1 | 1 | 2 | 3 | 4 | 5 | 8 | ||
6 | 25 | 1 | 1 | 1 | 2 | 3 | 5 | - | - | - | |||
7 | 30 | 1 | 1 | 2 | 3 | 4 | 6 | - | - | - | |||
8 | Стали конструкционные, латунь алюминий | Ручная | 3 | 1 | 1 | 2 | 3 | 4 | 5 | 7 | 8 | 12 | |
9 | 5 | - | 1 | 1 | 1 | 1 | 2 | 4 | 5 | 9 | |||
10 | 10 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 4 | 7 | |||
11 | 15 | 1 | 1 | 1 | 1 | 1 | 1 | 3 | 4 | 7 | |||
12 | Механическая | 20 | 1 | 1 | 1 | 1 | 2 | 2 | 3 | 4 | 7 | ||
13 | 25 | 1 | 1 | 1 | 1 | 2 | 4 | - | - | - | |||
14 | 30 | 1 | 1 | 1 | 2 | 3 | 5 | - | - | - | |||
15 | Чугун, бронза | Ручная | 5 | - | - | - | 1 | 1 | 1 | 2 | 3 | 5 | |
16 | 10 | - | - | 1 | 1 | 1 | 1 | 1 | 3 | 5 | |||
17 | 15 | - | 1 | 1 | 1 | 1 | 1 | 2 | 3 | 5 | |||
18 | Механическая | 20 | - | 1 | 1 | 1 | 2 | 2 | 2 | 3 | 5 | ||
19 | 25 | 1 | 1 | 1 | 1 | 2 | 3 | - | - | - | |||
20 | 30 | 1 | 1 | 1 | 1 | 2 | 4 | - | - | - | |||
21 | Горизонтальное (токарно-винторезные, револьверные и расточные станки) | Стали углеродистые вязкие, стали жаропрочные | Ручная | 5 | - | - | 1 | 1 | 1 | 2 | 3 | 4 | 8 |
22 | 10 | - | - | - | 1 | 1 | 1 | 2 | 3 | 6 | |||
23 | 15 | - | - | - | 1 | 1 | 1 | 2 | 3 | 6 | |||
24 | Механическая | 20 | - | - | 1 | 1 | 1 | 2 | 2 | 3 | 6 | ||
25 | 25 | - | 1 | 1 | 1 | 1 | 3 | - | - | - | |||
26 | 30 | - | 1 | 1 | 1 | 2 | 4 | - | - | - | |||
27 | Стали, конструкционные, латунь, алюминий | Ручная | 5 | - | - | - | 1 | 1 | 1 | 2 | 3 | 6 | |
28 | 10 | - | - | - | 1 | 1 | 1 | 1 | 2 | 4 | |||
29 | 15 | - | - | - | 1 | 1 | 1 | 1 | 2 | 4 | |||
30 | Механическая | 20 | - | - | 1 | 1 | 1 | 1 | 2 | 2 | 4 | ||
31 | 25 | - | 1 | 1 | 1 | 1 | 2 | - | - | - | |||
32 | 30 | - | 1 | 1 | 1 | 1 | 3 | - | - | - | |||
33 | Чугун, бронза | Ручная | 5 | - | - | - | - | 1 | 1 | 1 | 1 | 2 | |
34 | 10 | - | - | - | - | - | - | - | 1 | 2 | |||
35 | 15 | - | - | - | - | - | - | 1 | 1 | 2 | |||
36 | Механическая | 20 | - | - | - | - | - | 1 | 1 | 1 | 2 | ||
37 | 25 | - | - | - | - | - | 1 | - | - | - | |||
38 | 30 | - | - | - | - | - | 1 | - | - | - | |||
Приложение 12 | ||||||||||
N позиции | Наименование инструмента | Квалитет (класс точности). Точность измерения, мм | Измеряемый размер, И, мм, до | Измеряемая длина, l, мм, до | ||||||
100 | 200 | 300 | 600 | 1000 | 1500 | 2000 | ||||
Число точек контрольного промера | ||||||||||
1 | Скобы предельные, односторонние, двусторонние и резьбовые | 1Т11 - 1Т13 (4 - 5 кл.) | 50 | 1 | 1...2 | 2 | 2...3 | 3 | 3...4 | 4 |
2 | 100 | 1 | 1 | 1...2 | 2 | 2...3 | 3 | 3 | ||
3 | 300 | 1 | 1 | 1 | 1...2 | 2 | 2...3 | 3 | ||
4 | 500 и свыше | 1 | 1 | 1 | 1 | 1...2 | 2 | 2...3 | ||
5 | 1Т7 - 1Т9 (2 - 3 кл.) | 50 | 2 | 2...3 | 3 | 3...4 | 4 | 4...5 | 5 | |
6 | 100 | 2 | 2 | 2...3 | 3 | 3...4 | 4 | 4 | ||
7 | 300 | 2 | 2 | 2...3 | 2...3 | 3 | 3...4 | 4 | ||
8 | 500 и свыше | 2 | 2 | 2 | 2 | 2...3 | 2...3 | 3 | ||
9 | 1Т5 - 1Т6 (1 кл.) | 100 | 3 | 3 | 3...4 | 4 | 4 | - | - | |
10 | Микрометр, скоба индикаторная, миниметр | 0,01 мм | 50 | 2 | 2...3 | 3 | 3 | 3 | 3...4 | 4...5 |
11 | 100 | 2...3 | 2...3 | 3 | 3 | 3...4 | 4 | 4...5 | ||
12 | 300 | 2 | 2 | 2 | 2 | 3 | 3 | 3...4 | ||
13 | 500 и свыше | 3 | 3 | 3 | 3 | 3...4 | 3...4 | 5 | ||
14 | Штангенциркуль | 0,1 мм | 50 | 1 | 1...2 | 2 | 2 | 3 | - | - |
15 | 100 | 1 | 1 | 1...2 | 1...2 | 2 | - | - | ||
14 | 300 | 1 | 1...2 | 2 | 2...3 | 3 | - | - | ||
17 | 500 и свыше | 1 | - | - | - | - | - | - | ||
18 | 0,02 мм | 100 | 1 | 1 | 1...2 | 2 | 2...3 | 3 | - | |
19 | 300 | 1 | - | - | - | - | - | - | ||
20 | Нутромер или штихмас индикаторный | 0,01 мм | 50 | 2 | 2...3 | 3 | 3 | 3...4 | 4 | 5 |
21 | 100 | 2 | 2 | 2 | 2...3 | 3 | 3...4 | 4 | ||
22 | 300 | 2 | 2 | 2...3 | 3 | 3...4 | 3 | 4 | ||
23 | 500 и свыше | 1 | 1 | 1...2 | 2 | 2...3 | 3 | 3...4 | ||
24 | Индикатор для измерения отклонений от геометрической формы | 0,01 мм | 50 | 1 | 1 | 2 | 2...3 | 3 | - | - |
25 | 100 | 1 | 1 | 1...2 | 2 | 2...3 | 3 | 2 | ||
24 | 300 | 1 | 1 | 1 | 1 | 1...2 | 2 | - | ||
27 | 500 и свыше | 1 | 1 | 1 | 1 | 1 | 2 | 2...3 | ||
28 | Линейка, угольник, шаблоны, калибры гладкие и резьбовые, глубиномер, микрометр резьбовой, штангензубомер, оптический зубомер | - | Все размеры | 1 | ||||||
Приложение 13, лист 1 | |||||||||
N позиции | Тип станка | Наименование частей станков | Размерные группы оборудования | ||||||
I | II | III | IV | V | VI | ||||
Скорость перемещений, м/мин. | |||||||||
1 | Токарио-винторезные | Суппорт | продольно | 4,0 | 3,6 | 3,4 | 3,0 | 2,2 | - |
поперечно | 1,6 | 1,5 | 1,5 | 1,3 | 1,0 | - | |||
Верхняя | часть суппорта задней бабки | 1,0 | 0,9 | 0,8 | 0,7 | 0,6 | - | ||
Пиноль | 1,3 | 1,1 | 1,0 | 0,8 | 0,7 | - | |||
2 | Токарно-карусельные | Суппорт | горизонтально или вертикально | - | - | - | - | 2,5 | 2,2 |
Поперечина | - | - | - | - | 0,5 | 0,4 | |||
3 | Горизонтально-расточные | Стол | продольно или поперечно | - | - | 2,5 | 2,5 | 1,5 | - |
Шпиндельная бабка | - | - | 2,5 | 2,5 | 1,5 | - | |||
Шпиндель | - | - | 2,8 | 2,8 | 2,0 | - | |||
4 | Токарно-револьверные с вертикальной осью револьверной головки | Револьверная головка | 8,0 | 8,0 | 11,0 | 11,0 | - | - | |
Суппорт | продольно | 3,0 | 3,0 | 2,5 | 2,5 | - | - | ||
поперечно | 1,3 | 1,3 | 1,0 | 1,0 | - | - | |||
5 | Радиально-сверлильные | Шпиндельная головка | горизонтально | - | 7,0 | 7,0 | 7,0 | 7,0 | - |
Рукав колонны | - | 1,0 | 1,0 | 1,0 | 1,0 | - | |||
6 | Горизонтально- вертикально- и универсально-фрезерные | Стол | продольно или поперечно | 3,0 | 2,8 | 2,4 | 2,3 | 2,3 | - |
вертикально | 1,5 | 0,9 | 0,7 | 0,7 | 0,7 | - | |||
7 | Продольно-фрезерные | Стол | продольно | - | - | - | 3,0 | 3,0 | 2,9 |
Шпиндельные головки | горизонтально или вертикально | - | - | - | 1,4 | 1,4 | 1,3 | ||
СРЕДНИЕ СКОРОСТИ ПЕРЕМЕЩЕНИЙ ЧАСТЕЙ СТАНКОВ | Приложение 13, лист 2 | ||||||||
N позиции | Тип станка | Наименование частей станков | Размерные группы оборудования | ||||||
I | II | III | IV | V | VI | ||||
Скорость перемещений, м/мин. | |||||||||
8 | Продольно-строгальные | Суппорт верхний | горизонтально | - | - | - | 3,0 | 2,3 | - |
вертикально | - | - | - | 1,5 | 1,2 | - | |||
Суппорт боковой | - | - | - | 3,0 | 1,1 | - | |||
Поперечина | - | - | - | 1,0 | 1,0 | - | |||
9 | Поперечно-строгальные | Стол | продольно | - | 1,4 | 1,0 | - | - | - |
Суппорт | вертикально | - | 0,7 | 0,5 | - | - | - | ||
10 | Долбежные | Стол | продольно или поперечно | - | 1,5 | 1,2 | - | - | - |
11 | Токарные многорезцовые, токарные многорезцовые копировальные | Суппорт | продольно | - | - | 1,98 | - | - | - |
поперечно | - | - | 1,76 | - | - | - | |||
12 | Резьботокарные с вихревой головкой | Суппорт | продольно | 3,4 | - | - | - | - | - |
13 | Резьбофрезерные, работающие дисковой фрезой | Фрезерная головка | продольно | - | 3,4 | - | - | - | - |
14 | Зубофрезерные | Фрезерная головка | вертикально или горизонтально | 0,6 | 0,5 | 0,5 | 0,3 | - | - |
Стол или фрезерная стойка | горизонтально | 0,5 | 0,4 | 0,4 | 0,3 | - | - | ||
15 | Шлицефрезерные, работающие методом обкатки | Фрезерная головка | продольно | - | 2,0 | - | - | - | - |
16 | Отрезные круглопильные | Пильный диск | 3,0 | - | - | - | - | - | |
Нормативное время на перемещение частей станков определяется по формуле:  Дополнительная величина 0.02...0,04 учитывает размерную характеристику оборудования.
Дополнительная величина 0.02...0,04 учитывает размерную характеристику оборудования.
Дополнительная величина 0.02...0,04 учитывает размерную характеристику оборудования.Все станки | ||||||||
Приложение 14, лист 1 | ||||||||
Тип и характеристика станка | Размерная группа | |||||||
I | II | III | IV | V | VI | |||
Токарно-винторезные | Наибольший диаметр изделия, устанавливаемого над станиной, мм, до | 160 | + | |||||
250 | + | |||||||
400 | + | |||||||
630 | + | |||||||
1000 | + | |||||||
св. 1000 | + | |||||||
Лоботокарные | Наибольший диаметр обрабатываемого изделия, мм, до | 800 | + | |||||
1250 | + | |||||||
2000 | + | |||||||
Токарно-карусельные | Наибольший диаметр обрабатываемого изделия, мм, до | 800 | + | |||||
1600 | + | |||||||
2500 | + | |||||||
Горизонтально-расточные с неподвижной стойкой и поворотным столом | Диаметр шпинделя, мм, до | 65 | + | |||||
110 | + | |||||||
160 | + | |||||||
Токарно-револьверные с вертикальной осью револьверной головки | Наибольший диаметр обрабатываемого прутка, мм, до | 10...25 | + | |||||
40 | + | |||||||
80 | + | |||||||
125 | + | |||||||
Токарно-револьверные с горизонтальной осью револьверной головки | Наибольший диаметр обрабатываемого прутка, мм, до | 16...25 | + | |||||
40 | + | |||||||
65 | + | |||||||
Вертикально-сверлильные | Наибольший диаметр сверления, мм, до | 6 | + | |||||
12 | + | |||||||
25 | + | |||||||
50 | + | |||||||
75 | + | |||||||
Радиально-сверлильные | Наибольший диаметр сверления, мм, до | 35 | + | |||||
50 | + | |||||||
75 | + | |||||||
100 | + | |||||||
Для глубокого сверления и растачивания | Наибольший наружный диаметр устанавливаемого изделия, мм, до | 500 | + | |||||
1000 | + | |||||||
1200 | + | |||||||
РАСПРЕДЕЛЕНИЕ СТАНКОВ ПО РАЗМЕРНЫМ ГРУППАМ | Все станки | |||||||
Приложение 14, лист 2 | ||||||||
Тип и характеристика ставка | Размерная группа | |||||||
I | II | III | IV | V | VI | |||
Горизонтально-, вертикально-, универсально-фрезерные | Длина стола, мм, до | 500 | + | |||||
800 | + | |||||||
1250 | + | |||||||
1600 | + | |||||||
2500 | + | |||||||
Продольно-фрезерные | Длина стола, мм, до | 1600 | + | |||||
3000 | + | |||||||
6300 | + | |||||||
Копировально-фрезерные | Длина стола, мм, до | 1250 | + | |||||
1600 | + | |||||||
2500 | + | |||||||
Карусельно-фрезерные | Диаметр стола, мм, до | 1000 | + | |||||
1600 | + | |||||||
2000 | + | |||||||
Продольно-строгальные | Длина рабочей поверхности стола, мм, до | 3000 | + | |||||
6000 | + | |||||||
12000 | + | |||||||
Поперечно-строгальные | Наибольшая длина хода ползуна, мм, до | 200 | + | |||||
500 | + | |||||||
1000 | + | |||||||
Долбежные | Наибольшая длина, хода долбяка, мм, до | 200 | + | |||||
500 | + | |||||||
1000 | + | |||||||
Круглошлифовальные | Наибольший диаметр устанавливаемого изделия, мм, до | 200 | + | |||||
360 | + | |||||||
560 | + | |||||||
Внутришлифовальные | Наибольший диаметр шлифуемого отверстия, мм, до | 100 | + | |||||
200 | + | |||||||
400 | + | |||||||
Плоскошлифовальные с вертикальным шпинделем и прямоугольным столом | Длина стола, мм, до | 630 | + | |||||
800 | + | |||||||
2000 | + | |||||||
Плоскошлифовальные с горизонтальным шпинделем и прямоугольным столом | Длина стола, мм, до | 630 | + | |||||
1000 | + | |||||||
2000 | + | |||||||
РАСПРЕДЕЛЕНИЕ СТАНКОВ ПО РАЗМЕРНЫМ ГРУППАМ | Все станки | |||||||
Приложение 14, лист 3 | ||||||||
Тип и характеристика станка | Размерная группа | |||||||
I | II | III | IV | V | VI | |||
Плоскошлифовальные с круглым столом и горизонтальным шпинделем | Диаметр стола, мм, до | 400 | + | |||||
800 | + | |||||||
Плоскошлифовальные с круглым столом и вертикальным шпинделем | Диаметр стола, мм, до | 400 | + | |||||
800 | + | |||||||
1600 | + | |||||||
Бесцентровошлифовальные | - | - | + | |||||
Хонинговальные | Наибольший диаметр хонингования, мм, до | 130 | + | |||||
260 | + | |||||||
500 | + | |||||||
Станки для суперфиниша | Наибольший диаметр устанавливаемого изделия, мм, до | 280 | + | |||||
560 | + | |||||||
Вертикально-доводочные | - | - | + | |||||
Токарные многорезцовые, многорезцовые копировальные полуавтоматы | - | - | + | |||||
Токарно-револьверные Патронные полуавтоматы | - | - | + | |||||
Токарные многошпиндельные горизонтальные и вертикальные полуавтоматы | - | - | + | |||||
Резьботокарные полуавтоматы для коротких резьб | - | - | + | |||||
Резьботокарные с вихревой головкой | - | - | + | |||||
РАСПРЕДЕЛЕНИЕ СТАНКОВ ПО РАЗМЕРНЫМ ГРУППАМ | Все станки | |||||||
Приложение 14, лист 4 | ||||||||
Тип и характеристика станка | Размерная группа | |||||||
I | II | III | IV | V | VI | |||
Зубофрезерные | Наибольший нарезаемый модуль, мм, до | 1,0 | + | |||||
6 | + | |||||||
12 | + | |||||||
св. 12 | + | |||||||
Зубодолбежные | Наибольший нарезаемый модуль, мм, до | 6 | + | |||||
12 | + | |||||||
Зубошевинговальные | - | - | + | |||||
Зубозакругляющие | - | - | + | |||||
Зубострогальные для прямозубых конических колес | - | - | + | |||||
Зубофрезерные для прорезания зубьев конических колес | - | - | + | |||||
Зуборезные полуавтоматы для конических колес с круговым зубом | - | + | ||||||
Шлицефрезерные | - | - | + | |||||
Шпоночно-фрезерные, работающие методом маятниковой подачи | - | - | + | |||||
Резьбофрезерные для фрезерования гребенчатыми и дисковыми фрезами | - | - | + | |||||
Резьбонарезные полуавтоматы с вращающейся головкой | - | - | + | |||||
Резьбонарезные станки, работающие | Резьбонарезными самооткрывающимися головками | - | + | |||||
Круглыми плашками | - | + | ||||||
РАСПРЕДЕЛЕНИЕ СТАНКОВ ПО РАЗМЕРНЫМ ГРУППАМ | Все станки | |||||||
Приложение 14, лист 5 | ||||||||
Тип и характеристика станка | Размерная группа | |||||||
I | II | III | IV | V | VI | |||
Резьбонакатные полуавтоматы, работающие круглыми роликами | - | - | + | |||||
Резьбонакатные автоматы, работающие плоскими плашками | - | + | ||||||
Горизонтально-протяжные для внутреннего протягивания | - | - | + | |||||
Вертикально-протяжные для наружного протягивания | - | - | + | |||||
Зубошлифовальные, работающие методом | обкатки | одним кругом | + | |||||
двумя кругами | + | |||||||
абразивным червяком | + | |||||||
копирования | - | + | ||||||
Зубошлифовальные полуавтоматы для конических колес с круговым зубом | - | - | + | |||||
Шлицешлифовальные | - | - | + | |||||
Резьбошлифовальные | - | - | + | |||||
Фрезерно-отрезные полуавтоматы | - | - | + | |||||
Центровальные станки | - | - | + | |||||
Фрезерно-центровальные автоматы | - | - | + | |||||
Многошпиндельные вертикально-сверлильные и расточные агрегатные полуавтоматы | - | - | + | |||||
Установка и снятие детали вручную | ||||||
Приложение 15, лист 1 | ||||||
N позиции | Способ установки и крепления детали | Характер выверки | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | |||||
1 | В бесключевом патроне | Без выверки | 0,01...0,08 | 0,054 | 0,18 | |
2 | 0,081...8,0 | 0,12 | 0,26 | |||
3 | В патроне, крепление ключом | Без выверки | 0,01...0,08 | 0,092 | 0,21 | |
4 | 0,081...8,0 | 0,23 | 0,3 | |||
5 | 8,1...30,0 | 0,16 | 0,47 | |||
6 | С выверкой на биение мелом | 0,01...0,08 | 0,23 | 0,13 | ||
7 | 0,081...8,0 | 0,48 | 0,17 | |||
8 | 8,1...30,0 | 0,27 | 0,43 | |||
9 | С выверкой индикатором | 0,01...0,08 | 0,46 | 0,13 | ||
10 | 0,081...8,0 | 0,96 | 0,16 | |||
11 | 8,1...30,0 | 0,54 | 0,43 | |||
12 | В патроне, крепление пневматическим зажимом | Без выверки | 0,01...0,08 | 0,047 | 0,3 | |
13 | 0,081...3,0 | 0,13 | 0,21 | |||
14 | 3,1...30,0 | 0,1 | 0,41 | |||
15 | С выверкой на биение мелом | 0,01...0,08 | 0,47 | 0,3 | ||
16 | 0,081...8,0 | 0,31 | 0,23 | |||
17 | 8,1...30,0 | 0,19 | 0,47 | |||
18 | В патроне на столе станка (вертикальная ось патрона) | - | 0,01...0,08 | 0,075 | 0,18 | |
19 | 0,081...3,0 | 0,18 | 0,25 | |||
20 | 3,1...30,0 | 0,16 | 0,33 | |||
21 | В патроне самоцентрирующем с разрезной втулкой | - | 0,01...0,08 | 0,11 | 0,17 | |
22 | 0,081...5,0 | 0,27 | 0,28 | |||
23 | В патроне с центром задней бабки при подводе пиноли | вращением маховичка | - | 0,01...0,08 | 0,12 | 0,24 |
24 | 0,081...3,0 | 0,31 | 0,24 | |||
25 | 3,1...30,0 | 0,26 | 0,38 | |||
26 | пневматическим устройством или отводной рукояткой | - | 0,01...0,08 | 0,13 | 0,16 | |
27 | 0,081...3,0 | 0,27 | 0,25 | |||
28 | 3,1...30,0 | 0,22 | 0,42 | |||
29 | звездочкой | - | 0,01...0,08 | 0,13 | 0,24 | |
30 | 0,081...3,0 | 0,33 | 0,24 | |||
31 | 3,1...30,0 | 0,29 | 0,38 | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ В САМОЦЕНТРИРУЮЩЕМ ПАТРОНЕ | Установка и снятие детали вручную | |||||
Приложение 15, лист 2 | ||||||
N позиции | Способ установки в крепления детали | Характер выверки | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | |||||
32 | В патроне с центром задней бабки с люнетом | - | 1,0...30,0 | 0,48 | 0,27 | |
33 | В патроне с центром задней бабки с подпором домкратом | - | 3,0...30,0 | 0,42 | 0,28 | |
34 | В патроне и неподвижном люнете | - | 1,0...3,0 | 0,35 | 0,21 | |
35 | 3,1...30,0 | 0,34 | 0,35 | |||
36 | В патроне с креплением ключом | - | 21...200 | 1,04 | 0,21 | |
37 | В патроне с креплением пневматическим зажимом | - | 21...200 | 0,7 | 0,25 | |
38 | В патроне с центром задней бабки при подводе пиноли | вращением маховичка пневматическим устройством или отводной рукояткой | - | 21...3000 | 1,4 | 0,17 |
39 | 21...3000 | 1,33 | 0,17 | |||
40 | В патроне с центром задней бабки и люнете при подводе пиноли | вращением маховичка пневматическим устройством или отводной рукояткой | - | 21...3000 | 1,54 | 0,17 |
41 | 21...3000 | 1,46 | 0,17 | |||
42 | В патроне и неподвижном люнете | - | 21...3000 | 1,4 | 0,17 | |
Примечания:
1. Вспомогательное время на установку и снятие детали (tуст) вручную или подъемником при станке определяется по формулам:
 - для деталей массой 0,01...0,08 кг;
- для деталей массой 0,01...0,08 кг;tуст = a · mx - для деталей массой свыше 0,08 кг;
мостовым краном - tуст = a · mx + 1,5,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; x - показатель степени.
2. Вспомогательное время на установку и снятие рассчитано для деталей из черных металлов и медных сплавов, при установке деталей из легких сплавов постоянный коэффициент, приведенный для соответствующих формул, применять с коэффициентом 1,1.
Установка и снятие детали вручную | ||||||||
Приложение 16 | ||||||||
N позиции | Способ установки детали | Диапазоны | Значение постоянного коэффициента и показателя степени принятых факторов | |||||
Способ установки на длину | диаметр прутка, d, мм | длина выдвижения прутка, l, мм | ||||||
a | x | y | ||||||
1 | В патроне с креплением | ключом | По упору | 5...50 | 25...200 | 0,045 | 0,29 | 0,16 |
2 | По линейке | 5...10 | 25...200 | 0,033 | 0,29 | 0,28 | ||
11...50 | 25...200 | 0,099 | 0,15 | 0,13 | ||||
3 | пневматическим зажимом | По упору | 5...20 | 50...100 | 0,013 | 0,34 | 0,27 | |
4 | 21...50 | 101...300 | 0,001 | 0,67 | 0,48 | |||
5 | По линейке | 5...20 | 50...100 | 0,036 | 0,3 | 0,18 | ||
6 | 21...50 | 101...300 | 0,001 | 0,88 | 0,42 | |||
Примечание. Вспомогательное время на установку и снятие детали (tуст) определяется по формуле:
tуст = a · dx · ly,
где a - постоянный коэффициент; d - диаметр прутка, мм; l - длина выдвижения прутка, мм; x, y - показатели степени.
Установка и снятие детали вручную | |||||||
Приложение 17, лист 1 | |||||||
I. В патроне при работе из прутка | |||||||
N позиции | Способ установки детали | Диапазоны | Значение постоянного коэффициента и показателя степени принятых факторов | ||||
диаметр прутка, d, мм | длина выдвижения, l, мм | ||||||
a | x | y | |||||
1 | В патроне с креплением | рукояткой рычага | 5...20 | 25...100 | 0,014 | 0,32 | 0,32 |
2 | 21...50 | 25...100 | 0,0036 | 0,9 | 0,16 | ||
3 | 20...50 | 101...300 | 0,004 | 0,42 | 0,5 | ||
4 | пневматическим зажимом | 5...50 | 25...300 | 0,008 | 0,5 | 0,28 | |
5 | ключом | 5...50 | 25...200 | 0,028 | 0,29 | 0,25 | |
6 | При установке с поджатием центром добавлять | 20...50 | - | 0,009 | 0,66 | - | |
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ В ЦАНГОВОМ ПАТРОНЕ | Установка и снятие детали вручную | ||||
Приложение 17, лист 2 | |||||
II. В патроне по одной детали | |||||
N позиции | Способ установки детали | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | ||||
7 | В патроне с креплением | рукояткой рычага | 0,01...0,08 | 0,07 | 0,1 |
8 | 0,81...3,0 | 0,126 | 0,19 | ||
9 | пневматическим зажимом | 0,25...3,0 | 0,12 | 0,19 | |
10 | ключом | 0,25...3,0 | 0,20 | 0,23 | |
11 | маховиком через шпиндель | 0,01...0,08 | 0,089 | 0,1 | |
12 | 0,081...3,0 | 0,15 | 0,12 | ||
13 | В патроне с поджатием центром и креплением | рукояткой рычага | 3,0...12,0 | 0,18 | 0,32 |
14 | 12,1...30,0 | 0,099 | 0,56 | ||
15 | пневматическим зажимом | 3,0...12,0 | 0,169 | 0,32 | |
16 | 12,1...30,0 | 0,099 | 0,54 | ||
17 | ключом | 3,0...12,0 | 0,257 | 0,32 | |
18 | 12,1...30,0 | 0,142 | 0,56 | ||
19 | маховиком через шпиндель | 3,0...12,0 | 0,197 | 0,32 | |
20 | 12,1...30,0 | 0,099 | 0,54 | ||
Примечание. Вспомогательное время на установку и снятие детали (tуст) определяется по формулам:
I. В патроне при работе из прутка
tуст = a · dx · ly,
где a - постоянный коэффициент; d - диаметр прутка, мм; l - длина выдвижения прутка, мм; x, y - показатели степени.
II. В патроне по одной детали
tуст = a · mx,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; x - показатель степени.
Установка и снятие детали вручную, подъемником при станке, мостовым краном | |||||||
Приложение 18, лист 1 | |||||||
N позиции | Способ установки детали | Состояние установочной поверхности | Характер выверки | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | ||||||
1 | В патроне | Необработанная | По контуру поверхности | 1,00...5,0 | 0,85 | 0,29 | |
2 | 5,1...30 | 0,63 | 0,43 | ||||
3 | По разметочной риске | детали цилиндрической формы | 1,0...3,0 | 1,49 | 0,2 | ||
4 | 3,1...30 | 1,31 | 0,31 | ||||
5 | детали фасонной или коробчатой формы | 1,0...3,0 | 2,6 | 0,1 | |||
6 | 3,1...30 | 2,12 | 0,27 | ||||
7 | Обработанная | Без выверки | 1,0...3,0 | 0,35 | 0,11 | ||
8 | 3,1...30 | 0,27 | 0,35 | ||||
9 | С выверкой | рейсмусом | 1,0...5,0 | 0,86 | 0,15 | ||
10 | 5,1...30 | 0,63 | 0,34 | ||||
11 | индикатором | 1,0...5,0 | 1,8 | 0,19 | |||
12 | 5,1...30 | 1,44 | 0,33 | ||||
13 | В патроне с центром задней бабки | - | Без выверки | 1...8,0 | 0,5 | 0,14 | |
14 | 8,1...30 | 0,30 | 0,43 | ||||
15 | По контуру необработанной поверхности | 1...8,0 | 1,30 | 0,14 | |||
16 | 8,1...30 | 0,86 | 0,42 | ||||
17 | В патроне и неподвижном люнете | - | С выверкой | рейсмусом, резцом, мелом на глаз | 1...5,0 | 1,0 | 0,15 |
18 | 5,1...30 | 0,71 | 0,38 | ||||
19 | индикатором | 1...5,0 | 1,38 | 0,19 | |||
20 | 5,1...30 | 0,99 | 0,38 | ||||
21 | В патроне | Необработанная | По контуру поверхности | 30...200 | 1,33 | 0,29 | |
22 | 201...1000 | 0,85 | 0,37 | ||||
23 | по разметочной риске | детали цилиндрической формы | 30...200 | 1,85 | 0,28 | ||
24 | 201...1000 | 1,08 | 0,38 | ||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ | Установка и снятие детали вручную, подъемником при станке, мостовым краном | ||||||
Приложение 18, лист 2 | |||||||
N позиции | Способ установки детали | Состояние установочной поверхности | Характер выверки | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | ||||||
25 | В патроне | Необработанная | По разметочной риске | детали цилиндрической формы | 30...200 | 2,2 | 0,31 |
26 | Обработанная | Без выверки | 30...200 | 1,6 | 0,15 | ||
27 | 201...1000 | 0,90 | 0,26 | ||||
28 | С выверкой | рейсмусом | 300...1000 | 1,6 | 0,24 | ||
29 | индикатором | 30...200 | 3,29 | 0,15 | |||
30 | 201...1000 | 2,38 | 0,21 | ||||
31 | В патроне с центром задней бабки | - | По контуру необработанной поверхности | 300...200 | 1,66 | 0,29 | |
32 | 201...1500 | 1,06 | 0,37 | ||||
33 | В патроне и неподвижном люнете | - | С выверкой | рейсмусом | 30...200 | 1,74 | 0,24 |
34 | 201...500 | 0,74 | 0,4 | ||||
35 | индикатором | 30...500 | 2,63 | 0,23 | |||
Примечания:
1. Вспомогательное время на установку и снятие детали (tуст) вручную или подъемником при станке определяется по формуле:
tуст = a · mx,
мостовым краном -
tуст = a · mx + 1,5,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; x - показатель степени.
2. Вспомогательное время на установку и снятие рассчитано для деталей из черных металлов и медных сплавов, при установке деталей из легких сплавов постоянный коэффициент, приведенный для соответствующих формул, применять с коэффициентом 1,1.
Установка и снятие детали вручную | |||||
Приложение 19, лист 1 | |||||
N позиции | Способ установки детали | Способ подвода пиноли задней бабки | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателей степени принятого фактора | |
a | x | ||||
1 | В центрах с надеванием хомутика | Вращением маховичка | 0,01...0,08 | 0,15 | 0,07 |
2 | 0,081...3,0 | 0,26 | 0,17 | ||
3 | 3,1...30,0 | 0,19 | 0,41 | ||
4 | Пневматическим устройством или отводной рукояткой | 0,01...0,08 | 0,13 | 0,07 | |
5 | 0,081...3,0 | 0,23 | 0,17 | ||
6 | 3,1...30,0 | 0,17 | 0,42 | ||
7 | Звездочкой | 0,01...0,08 | 0,17 | 0,09 | |
8 | 0,081...3,0 | 0,31 | 0,13 | ||
9 | 3,1...30,0 | 0,24 | 0,39 | ||
10 | В центрах без надевания хомутика | Вращением маховичка | 0,01...0,08 | 0,1 | 0,06 |
11 | 0,081...3,0 | 0,16 | 0,16 | ||
12 | 3,1...30,0 | 0,12 | 0,40 | ||
13 | Пневматическим устройством или отводной рукояткой | 0,01...0,08 | 0,06 | 0,14 | |
14 | 0,081...3,0 | 0,13 | 0,16 | ||
15 | 3,1...30,0 | 0,095 | 0,43 | ||
16 | Звездочкой | 0,01...0,08 | 0,12 | 0,08 | |
17 | 0,081...3,0 | 0,22 | 0,13 | ||
18 | 3,1...30,0 | 0,16 | 0,37 | ||
19 | В центрах с самозажимным поводковым патроном | Вращением маховичка | 1,0...5,0 | 0,22 | 0,15 |
20 | 5,1...30,0 | 0,16 | 0,33 | ||
21 | Пневматическим устройством | 1,0...5,0 | 0,19 | 0,15 | |
22 | 5,1...30,0 | 0,13 | 0,37 | ||
23 | В центрах с самозажимным хомутиком | Вращением маховичка | 1,0...5,0 | 0,24 | 0,16 |
24 | 5,1...30,0 | 0,2 | 0,28 | ||
25 | Пневматическим устройством | 1,0...5,0 | 0,21 | 0,16 | |
26 | 5,1...30,0 | 0,15 | 0,34 | ||
27 | В центрах и неподвижном люнете с надеванием хомутика | Вращением маховичка | 0,25...8,0 | 0,47 | 0,15 |
28 | 8,1...30,0 | 0,32 | 0,32 | ||
29 | Пневматическим устройством | 0,25...8,0 | 0,43 | 0,15 | |
30 | 8,1...30,0 | 0,28 | 0,36 | ||
31 | В центрах и неподвижном люнете без надевания хомутика | Вращением маховичка | 0,25...3,0 | 0,36 | 0,09 |
32 | 3,1...30,0 | 0,29 | 0,25 | ||
33 | Пневматическим устройством | 0,25...3,0 | 0,33 | 0,09 | |
34 | 3,1...30,0 | 0,26 | 0,25 | ||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ В ЦЕНТРАХ | Установка и снятие детали подъемником при станке, мостовым краном | ||||
Приложение 19, лист 2 | |||||
N позиции | Способ установки детали | Способ подвода пиноли задней бабки | Диапазоны массы детали m, кг | Значение постоянного коэффициента и показателей степени принятого фактора | |
a | x | ||||
35 | В центрах с надеванием хомутика | Вращением маховичка | 21...1500 | 1,07 | 0,19 |
36 | Пневматическим устройством или отводной рукояткой | 21...1500 | 1,03 | 0,19 | |
37 | В центрах без надевания хомутика | Вращением маховичка | 21...1500 | 0,9 | 0,19 |
38 | Пневматическим устройством или отводной рукояткой | 21...1500 | 0,87 | 0,19 | |
39 | В центрах и неподвижном люнете с надеванием хомутика | Вращением маховичка | 21...1500 | 1,22 | 0,21 |
40 | Пневматическим устройством или отводной рукояткой | 21...1500 | 1,19 | 0,21 | |
41 | В центрах и неподвижном люнете без надевания хомутика | Вращением маховичка | 21...1500 | 1,13 | 0,21 |
42 | Пневматическим устройством или отводной рукояткой | 21...1500 | 1,1 | 0,21 | |
Примечание. Вспомогательное время (tуст) на установку и снятие деталей вручную или подъемником при станке определяется по формулам:
 - для деталей массой 0,01...0,08 кг,
- для деталей массой 0,01...0,08 кг,tуст = a · mx - для деталей массой свыше 0,08 кг,
мостовым краном -
tуст = a · mx + 1,5,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; x - показатель степени.
Установка и снятие детали вручную | ||||||
Приложение 20, лист 1 | ||||||
N позиции | Способ установки и крепления детали | Способ подвода пиноли задней бабки | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | |||||
1 | На центровой гладкой или шлицевой оправке | при свободном надевании детали | Вращением маховичка | 0,01...0,08 | 0,13 | 0,09 |
2 | 0,081...3,0 | 0,23 | 0,14 | |||
3 | 3,1...30,0 | 0,17 | 0,42 | |||
4 | Пневматическим устройством | 0,01...0,08 | 0,08 | 0,15 | ||
5 | 0,081...3,0 | 0,198 | 0,19 | |||
6 | 3,1...30,0 | 0,14 | 0,45 | |||
7 | при тугом надевании детали под прессом | Вращением маховичка | 0,01...0,08 | 0,21 | 0,08 | |
8 | 0,081...3,0 | 0,37 | 0,16 | |||
9 | 3,1...30,0 | 0,28 | 0,4 | |||
10 | Пневматическим устройством или отводной рукояткой | 0,01...0,08 | 0,18 | 0,09 | ||
11 | 0,081...3,0 | 0,33 | 0,18 | |||
12 | 3,1...30,0 | 0,23 | 0,43 | |||
13 | Звездочкой | 0,01...0,08 | 0,22 | 0,08 | ||
14 | 0,081...3,0 | 0,41 | 0,18 | |||
15 | 3,1...30,0 | 0,32 | 0,38 | |||
16 | На центровой оправке с креплением гайкой и шайбой | быстросъемной | Вращением маховичка | 0,01...0,08 | 0,22 | 0,08 |
17 | 0,081...5,0 | 0,36 | 0,16 | |||
18 | 5,1...30,0 | 0,26 | 0,4 | |||
19 | Пневматическим устройством или отводной рукояткой | 0,01...0,08 | 0,18 | 0,09 | ||
20 | 0,081...5,0 | 0,32 | 0,17 | |||
21 | 5,1...30,0 | 0,27 | 0,36 | |||
22 | Звездочкой | 0,01...0,08 | 0,22 | 0,07 | ||
23 | 0,081...5,0 | 0,40 | 0,18 | |||
24 | 5,1...30,0 | 0,26 | 0,43 | |||
25 | простой | Вращением маховичка | 0,01...0,08 | 0,22 | 0,15 | |
26 | 0,081...5,0 | 0,50 | 0,17 | |||
27 | 5,1...30,0 | 0,33 | 0,4 | |||
28 | Пневматическим устройством или отводной рукояткой | 0,01...0,08 | 0,24 | 0,08 | ||
29 | 0,081...5,0 | 0,45 | 0,18 | |||
30 | 5,1...30,0 | 0,30 | 0,43 | |||
31 | Звездочкой | 0,01...0,08 | 0,29 | 0,08 | ||
32 | 0,081...5,0 | 0,52 | 0,17 | |||
33 | 5,1...30,0 | 0,35 | 0,4 | |||
34 | На центровой разжимной оправке | Вращением маховичка | 0,01...0,08 | 0,19 | 0,11 | |
35 | 0,081...3,0 | 0,38 | 0,16 | |||
36 | 3,1...8,0 | 0,31 | 0,34 | |||
37 | Пневматическим устройством | 0,01...0,08 | 0,17 | 0,11 | ||
38 | 0,081...3,0 | 0,34 | 0,16 | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ НА ЦЕНТРОВОЙ ОПРАВКЕ | Установка и снятие детали вручную | ||||
Приложение 20, лист 2 | |||||
N позиции | Способ установки и крепления детали | Способ подвода пиноли задней бабки | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | |
a | x | ||||
39 | На центровой оправке с роликовым замком | Вращением маховичка | 0,01...0,08 | 0,13 | 0,11 |
40 | 0,081...3,0 | 0,23 | 0,11 | ||
41 | 3,1...30,0 | 0,18 | 0,43 | ||
42 | Пневматическим устройством | 0,01...0,08 | 0,11 | 0,11 | |
43 | 0,081...1,0 | 0,21 | 0,11 | ||
44 | Установить и снять деталь с оправкой (при работе с двумя оправками) | Вращением маховичка | 0,01...0,05 | 0,086 | 0,07 |
45 | 0,051...3,0 | 0,14 | 0,13 | ||
46 | 3,1...30,0 | 0,11 | 0,4 | ||
47 | Пневматическим устройством или отводной рукояткой | 0,01...0,05 | 0,07 | 0,07 | |
48 | 0,051...3,0 | 0,12 | 0,18 | ||
49 | 3,1...30,0 | 0,11 | 0,4 | ||
50 | Звездочкой | 0,01...0,05 | 0,11 | 0,07 | |
51 | 0,051...3,0 | 0,17 | 0,13 | ||
52 | 3,1...30,0 | 0,14 | 0,4 | ||
53 | Установка на оправке каждой последующей детали свыше одной | 0,01...0,05 | 0,036 | 0,17 | |
54 | 0,051...3,00 | 0,08 | 0,15 | ||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ НА ЦЕНТРОВОЙ ОПРАВКЕ | Установка и снятие детали подъемником при станке | |||||
Приложение 20, лист 3 | ||||||
N позиции | Способ установки и крепления детали | Способ подвода пиноли задней бабки | Диапазоны массы детали m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | |||||
55 | На центровой гладкой или шлицевой оправке | при свободном одевании детали | Вращением маховичка | 21...50 | 0,70 | 0,29 |
56 | Пневматическим устройством | 21...50 | 0,66 | 0,29 | ||
57 | при тугом одевании детали | Вращением маховичка | 21...50 | 0,94 | 0,25 | |
58 | Пневматическим устройством | 21...50 | 0,92 | 0,25 | ||
59 | На центровой оправке с креплением гайкой и шайбой | быстросъемной | Вращением маховичка | 21...50 | 1,21 | 0,18 |
60 | Пневматическим устройством | 21...50 | 1,16 | 0,18 | ||
61 | простой | Вращением маховичка | 21...50 | 2,03 | 0,07 | |
62 | Пневматическим устройством | 21...50 | 1,94 | 0,07 | ||
63 | Установить и снять детали с оправкой (при работе с двумя оправками) | Вращением маховичка | 21...50 | 0,76 | 0,22 | |
64 | Пневматическим устройством | 21...50 | 0,72 | 0,22 | ||
Примечания:
1. Вспомогательное время на установку и снятие детали (tуст) вручную и подъемником при станке определяется по формулам:
 - для деталей массой 0,01...0,08 кг;
- для деталей массой 0,01...0,08 кг;tуст = a · mx - для деталей массой свыше 0,08 кг,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; x - показатель степени.
2. Вспомогательное время на установку и снятие (tуст) рассчитано для деталей из черных маталлов и медных сплавов, при установке деталей из легких сплавов постоянный коэффициент, приведенный для соответствующих формул, применять с коэффициентом 1,1.
Установка и снятие детали на концевой оправке вручную | |||||
Приложение 21 | |||||
N позиции | Способ установки детали | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | ||||
1 | На концевой гладкой или шлицевой оправке без крепления | 0,01...0,25 | 0,08 | 0,12 | |
2 | 0,26...3,0 | 0,14 | 0,22 | ||
3 | 3,1...20,0 | 0,11 | 0,43 | ||
4 | На концевой оправке с креплением | гайкой и быстросъемной шайбой | 0,01...0,25 | 0,15 | 0,06 |
5 | 0,26...3,0 | 0,23 | 0,24 | ||
6 | 3,1...20,0 | 0,22 | 0,32 | ||
7 | 21,0...30,0 | 0,054 | 0,8 | ||
8 | гайкой и простой шайбой | 0,01...0,25 | 0,23 | 0,06 | |
9 | 0,26...3,0 | 0,35 | 0,24 | ||
10 | 3,1...20,0 | 0,32 | 0,32 | ||
11 | 21...30 | 0,07 | 0,8 | ||
12 | гайкой и быстросъемной шайбой с поджатием центром | 0,01...0,25 | 0,22 | 0,06 | |
13 | 0,26...3,0 | 0,33 | 0,24 | ||
14 | 3,1...20,0 | 0,26 | 0,32 | ||
15 | 21...30 | 0,06 | 0,8 | ||
16 | гайкой и простой шайбой с поджатием центром | 0,05...0,08 | 0,23 | 0,13 | |
17 | 0,081...3,0 | 0,41 | 0,24 | ||
18 | 3,1...20,0 | 0,36 | 0,32 | ||
19 | 21...30 | 0,08 | 0,8 | ||
20 | роликовым замком | 0,25...3,0 | 0,18 | 0,23 | |
21 | 3,1...8,0 | 0,15 | 0,37 | ||
22 | На концевой разжимной оправке с креплением | пневматическим зажимом | 0,25...3,0 | 0,17 | 0,2 |
23 | 3,1...30,0 | 0,14 | 0,4 | ||
24 | |||||
25 | гайкой | 0,01...0,25 | 0,178 | 0,06 | |
26 | 0,26...3,0 | 0,26 | 0,22 | ||
27 | 3,1...20,0 | 0,21 | 0,4 | ||
28 | 21...30 | 0,063 | 0,8 | ||
29 | маховичком через шпиндель | 0,01...0,25 | 0,148 | 0,06 | |
30 | 0,26...3,0 | 0,21 | 0,3 | ||
31 | 3,1...12,0 | 0,17 | 0,4 | ||
32 | На концевой резьбовой оправке | 0,01...0,25 | 0,15 | 0,07 | |
33 | 0,26...3,0 | 0,22 | 0,21 | ||
34 | 3,1...8,0 | 0,18 | 0,47 | ||
35 | Установка на оправке каждой последующей детали свыше одной | 0,01...0,08 | 0,04 | 0,13 | |
36 | 0,081...3,0 | 0,08 | 0,1 | ||
37 | 3,1...5,0 | 0,06 | 0,35 | ||
Примечания: 1. Вспомогательное время на установку и снятие детали (tуст) на концевой оправке определяется по формулам:
 - для деталей массой от 0,01 до 0,25 кг;
- для деталей массой от 0,01 до 0,25 кг;tуст = a · mx - для деталей массой свыше 0,25 кг,
где a - постоянный коэффициент; m - масса детали, кг; x - показатель степени.
2. Вспомогательное время на установку и снятие рассчитано для деталей из черных металлов и медных сплавов, при установке деталей из легких сплавов постоянный коэффициент, приведенный для соответствующих формул, применять с коэффициентом 1,1.
Установка и снятие детали вручную | ||||||||
Приложение 22, лист 1 | ||||||||
N позиции | Способ установки детали | Состояние установочной поверхности | Характер выверки | Диапазоны массы детали, m, кг | Диапазоны числа одновременно устанавливаемых деталей, n, шт. | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | y | ||||||
1 | В тисках с винтовым зажимом | Обработанная (или необработанная из проката) | Без выверки | 0,01...0,03 | 1...10 | 0,036 | 0,28 | 0,63 |
2 | 0,031...0,25 | 0,37 | 0,46 | 0,63 | ||||
3 | 0,26...3,0 | 0,22 | 0,09 | 0,63 | ||||
4 | 3,1...30 | 0,2 | 0,23 | 0,63 | ||||
5 | Необработанная (отливка) | Без выверки | 0,25...5,0 | 1,0 | 0,28 | 0,09 | - | |
6 | 5,1...30 | 0,22 | 0,25 | - | ||||
7 | С выверкой рейсмусом | 0,25...5,0 | 1,0 | 0,69 | 0,12 | - | ||
8 | 5,1...30 | 0,53 | 0,29 | - | ||||
9 | В тисках с пневматическим зажимом | Обработанная (или необработанная из проката) | Без выверки | 0,25...3,0 | 1...10 | 0,13 | 0,15 | 0,75 |
10 | 3,1...30 | 0,13 | 0,34 | 0,7 | ||||
11 | Необработанная (отливка) | Без выверки | 0,25...3,0 | 1,0 | 0,21 | 0,13 | - | |
12 | 3,1...30 | 0,17 | 0,29 | - | ||||
13 | С выверкой рейсмусом | 0,25...3,0 | 1,0 | 0,67 | 0,09 | - | ||
14 | 3,1...30 | 0,51 | 0,31 | - | ||||
15 | В тисках с эксцентриковым зажимом | Обработанная (или необработанная из проката) | Без выверки | 0,01...0,03 | 1...4 | 0,02 | 0,31 | 0,6 |
16 | 0,031...0,08 | 0,42 | 0,56 | 0,6 | ||||
17 | 0,081...3,0 | 0,15 | 0,16 | 0,6 | ||||
18 | 3,1...30 | 0,13 | 0,33 | 0,6 | ||||
19 | В самоцентрирующих тисках | Обработанная (или необработанная из проката) | Без выверки | 0,25...5,0 | 1,0 | 0,12 | 0,15 | - |
20 | 5,1...30 | 0,07 | 0,45 | - | ||||
21 | При установке деталей свыше указанного числа на каждую последующую деталь добавлять | - | 0,01...0,03 | - | 0,01 | 0,46 | - | |
22 | 0,031...0,25 | 0,18 | 0,32 | - | ||||
23 | 0,26...3,0 | 0,11 | 0,23 | - | ||||
Примечания:
1. Вспомогательное время на установку и снятие детали (tуст) определяется по формулам:
 - для деталей массой 0,01...0,03 кг;
- для деталей массой 0,01...0,03 кг;tуст = a · mx · ny - для деталей массой свыше 0,03 кг,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; n - число одновременно устанавливаемых деталей шт.; x, y - показатели степени.
2. Вспомогательное время на установку и снятие рассчитано для деталей из черных металлов и медных сплавов, при установке деталей из легких сплавов постоянный коэффициент, приведенный для соответствующих формул, применять с коэффициентом 1,1.
Установка и снятие детали вручную, подъемником при станке, краном | ||||||||
Приложение 23, лист 1 | ||||||||
N позиции | Способ установки детали | Состояние установочной поверхности | Характер выверки | Диапазоны | Значение постоянного коэффициента и показателя степени принятого фактора | |||
масса детали, m, кг | число одновременно устанавливаемых деталей, n, шт. | a | x | y | ||||
I. Вручную | ||||||||
1 | Без крепления | - | - | 0,25...3,0 | 1 | 0,09 | 0,13 | - |
2 | 3,1...20 | 1 | 0,06 | 0,4 | - | |||
3 | 21...30 | 1 | 0,03 | 0,62 | - | |||
4 | С креплением одним болтом с планкой | Обработанная или необработанная (отливка) | Без выверки | 0,25...20,0 | 1 | 0,38 | 0,14 | - |
5 | 21...30 | 1 | 0,29 | 0,26 | - | |||
6 | На столе с креплением 2-мя болтами и планками | Обработанная или необработанная (отливка) | Без выверки | 0,25...3,0 | 1...8 | 0,5 | 0,11 | 0,9 |
7 | 3,1...20,0 | 1...8 | 0,48 | 0,2 | 0,9 | |||
8 | 21...30 | 1...8 | 0,14 | 0,74 | 0,75 | |||
Необработанная (отливка) | Выверка простая (по контуру неразмеченной поверхности) | 0,25...3,0 | 1...8 | 0,9 | 0,08 | 0,9 | ||
9 | 3,1...20 | 1...8 | 0,66 | 0,37 | 0,9 | |||
10 | 21...30 | 1...8 | 0,56 | 0,48 | 0,82 | |||
11 | Обработанная | - | ||||||
12 | 0,25...3,0 | 1...8 | 0,69 | 0,08 | 0,9 | |||
13 | 3,1...20 | 1...8 | 0,5 | 0,37 | 0,9 | |||
14 | 21...30 | 1...8 | 0,43 | 0,48 | 0,82 | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ НА СТОЛЕ | Установка и снятие детали вручную, подъемником при станке, краном | |||||||
Приложение 23, лист 2 | ||||||||
N позиции | Способ установки детали | Состояние установочной поверхности | Характер выверки | Диапазоны | Значение постоянного коэффициента и показателя степени принятого фактора | |||
масса детали, m, кг | число одновременно устанавливаемых деталей, n, шт. | a | x | y | ||||
15 | На столе с креплением 2-мя болтами и планками | Необработанная (отливка) | Выверка сложная (по разметочной риске) | 0,25...3,0 | 1...6 | 1,6 | 0,12 | 0,9 |
16 | 3,1...20,0 | 1...6 | 1,3 | 0,23 | 0,9 | |||
17 | 21...30 | 1...6 | 0,98 | 0,41 | 0,76 | |||
18 | Обработанная | 0,25...3,0 | 1...6 | 1,14 | 0,12 | 0,9 | ||
19 | 3,1...20,0 | 1...6 | 0,93 | 0,23 | 0,9 | |||
20 | 21...30 | 1...6 | 0,93 | 0,3 | 0,82 | |||
21 | На столе пакетом с креплением болтами и планками | Обработанная | Без выверки | 0,25...3,0 | 2...8 | 0,46 | 0,24 | 0,52 |
22 | 3,1...20,0 | 2...8 | 0,12 | 0,94 | 0,8 | |||
II. Подъемником при станке, мостовым краном | ||||||||
23 | Без крепления | - | - | 21...5000 | 1 | 0,33 | 0,27 | - |
24 | На столе с креплением болтом с планками | Обработанная или необработанная (отливка) | Без выверки | 21...80 | 1 | 0,78 | 0,14 | - |
25 | На столе с креплением 2-мя болтами с планками | Обработанная или необработанная (отливка) | Без выверки | 21...5000 | 1 | 0,92 | 0,21 | - |
26 | На столе с креплением 4-мя болтами с планками | Обработанная или необработанная (отливка) | Без выверки | 21...5000 | 1...8 | 1,18 | 0,21 | 0,71 |
27 | Необработанная (отливка) | Выверка простая (по контуру неразмеченнной поверхности) | 21...5000 | 1...8 | 1,78 | 0,20 | 0,79 | |
28 | Обработанная | 21...5000 | 1...8 | 1,5 | 0,20 | 0,75 | ||
29 | Необработанная (отливка) | Выверка сложная (по разметочной риске) | 21...5000 | 1...6 | 2,0 | 0,24 | 0,95 | |
30 | Обработанная | 21...5000 | 1...6 | 1,87 | 0,22 | 0,85 | ||
Примечания:
1. Вспомогательное время на установку и снятие детали (tуст) вручную или подъемником при станке определяется по формулам:
tуст = a · mx · ny;
мостовым краном -
tуст = a · mx · ny + 1,5,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; n - число одновременно устанавливаемых деталей шт.; x, y - показатели степени.
2. Вспомогательное время на установку и снятие рассчитано для деталей из черных и медных сплавов, при установке деталей из легких сплавов постоянный коэффициент, приведенный для соответствующих формул, применять с коэффициентом 1,1.
Установка и снятие детали вручную | |||||||
Приложение 24, лист 1 | |||||||
N позиции | Способ установки детали | Состояние установочной поверхности | Характер выверки | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | ||||||
1 | В самоцентрирующем патроне (крепление ключом) | - | Без выверки | 5...30 | 0,16 | 0,33 | |
2 | На столе в четырех кулачках | Необработанная (отливка) | Без выверки | 8...30 | 0,3 | 0,38 | |
3 | С выверкой по контуру необработанной поверхности | 8...30 | 0,9 | 0,28 | |||
4 | По разметочной риске | детали цилиндрической формы | 8...30 | 1,7 | 0,18 | ||
5 | детали фасонной или коробчатой формы | 8...30 | 1,95 | 0,24 | |||
6 | Обработанная | Без выверки | 8...30 | 0,3 | 0,38 | ||
7 | С выверкой рейсмусом | 8...30 | 0,9 | 0,28 | |||
8 | С выверкой индикатором | 8...30 | 1,0 | 0,38 | |||
9 | На столе с креплением болтами и планками | Необработанная (отливка) | Без выверки | 8...30 | 2,1 | 0,19 | |
10 | С выверкой по контуру необработанной поверхности | 8...30 | 2,3 | 0,23 | |||
11 | По разметочной риске | детали цилиндрической формы | 8...30 | 2,1 | 0,19 | ||
12 | детали фасонной или коробчатой формы | 8...30 | 2,3 | 0,23 | |||
13 | Обработанная | Без выверки | 8...30 | 0,49 | 0,38 | ||
14 | С выверкой рейсмусом | 8...30 | 1,4 | 0,19 | |||
15 | На столе с креплением в четырех кулачках и болтами с планками | Необработанная | Без выверки | 8...30 | 1,08 | 0,22 | |
16 | С выверкой по контуру необработанной поверхности | 8...30 | 1,4 | 0,25 | |||
17 | По разметочной риске | Детали цилиндрической формы | 8...30 | 2,7 | 0,12 | ||
18 | детали фасонной или коробчатой формы | 8...30 | 2,7 | 0,19 | |||
19 | На планшайбе лоботокарного, токарного станка с креплением болтами и прижимными планками | - | С центрированием | без выверки | 5...8 | 0,33 | 0,22 |
20 | 8,1...30 | 0,17 | 0,53 | ||||
21 | с выверккой рейсмусом | 5...8 | 0,75 | 0,24 | |||
22 | 8,1...30 | 0,47 | 0,45 | ||||
23 | с выверкой индикатором | 5...8 | 1,57 | 0,12 | |||
24 | 8,1...30 | 1,12 | 0,28 | ||||
25 | - | Без центрирования | без выверки | 5...8 | 0,45 | 0,22 | |
26 | 8,1...30 | 0,28 | 0,46 | ||||
27 | с выверкой рейсмусом | 5...8 | 0,96 | 0,19 | |||
28 | 8,1...30 | 0,59 | 0,41 | ||||
29 | с выверкой индикатором | 5...8 | 1,47 | 0,19 | |||
30 | 8,1...30 | 1,3 | 0,27 | ||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ НА ПЛАНШАЙБЕ КАРУСЕЛЬНОГО, ЛОБОТОКАРНОГО, ТОКАРНОГО СТАНКА | Установка и снятие детали подъемником при станке, мостовым краном | |||||||
Приложение 24, лист 2 | ||||||||
N позиции | Способ установки детали | Станки | Состояние установочной поверхности | Характер выверки | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | |||||||
1 | В самоцентрирующем патроне (крепление ключом) | - | Без выверки | 21...200 | 0,42 | 0,36 | ||
2 | На столе в четырех кулачках | Карусельные станки | Необработанная (отливка) | Без выверки | 21...3000 | 1,0 | 0,23 | |
3 | С выверкой по контуру необработанной поверхности | 21...3000 | 1,21 | 0,28 | ||||
4 | По разметочной риске | детали цилиндрической формы | 21...3000 | 1,51 | 0,29 | |||
5 | детали фасонной или коробчатой формы | 21...200 | 2,55 | 0,26 | ||||
6 | Обработанная | Без выверки | 21...3000 | 1,0 | 0,23 | |||
7 | С выверкой рейсмусом | 21...3000 | 1,17 | 0,3 | ||||
8 | С выверкой индикатором | 21...3000 | 3,2 | 0,21 | ||||
9 | На столе с креплением болтами и планками | Необработанная (отливка) | Без выверки | 21...3000 | 1,47 | 0,2 | ||
10 | С выверкой по контуру необработанной поверхности | 21...3000 | 1,42 | 0,28 | ||||
11 | По разметочной риске | детали цилиндрической формы | 21...3000 | 2,0 | 0,26 | |||
12 | детали фасонной или коробчатой формы | 21...200 | 2,7 | 0,26 | ||||
13 | Обработанная | Без выверки | 21...3000 | 1,47 | 0,2 | |||
14 | С выверкой рейсмусом | 21...3000 | 1,2 | 0,32 | ||||
15 | На столе с креплением в четырех кулачках и болтами с планками | Необработанная (отливка) | Без выверки | 21...3000 | 1,5 | 0,22 | ||
16 | С выверкой по контуру необработанной поверхности | 21...3000 | 1,76 | 0,25 | ||||
17 | По разметочной риске | детали цилиндрической формы | 21...3000 | 2,2 | 0,25 | |||
18 | детали фасонной или коробчатой формы | 21...200 | 3,0 | 0,25 | ||||
19 | На планшайбе лоботокарного станка с креплением болтами и прижимными планками | - | С центрированием | Без выверки | 21...3000 | 2,28 | 0,05 | |
20 | С выверкой рейсмусом | 21...3000 | 1,84 | 0,21 | ||||
21 | С выверкой индикатором | 21...3000 | 2,33 | 0,2 | ||||
22 | Без центрирования | Без выверки | 21...3000 | 2,28 | 0,05 | |||
23 | С выверкой рейсмусом | 21...3000 | 1,84 | 0,21 | ||||
24 | С выверкой индикатором | 21...3000 | 2,33 | 0,21 | ||||
Примечания:
1. Вспомогательное время на установку и снятие детали (tуст) вручную или подъемником при станке определяется по формулам:
tуст = a · mx,
для мостового крана -
tуст = a · mx + 1,5,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; x - показатель степени.
2. Вспомогательное время на установку и снятие рассчитано для деталей из черных металлов и медных сплавов, при установке деталей из легких сплавов постоянный коэффициент, приведенный для соответствующих формул, применять с коэффициентом 1,1.
Установка и снятие детали вручную | ||||||||||
Приложение 25, лист 1 | ||||||||||
N позиции | Станки | Способ установки детали | Характер выверки | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
a | x | y | ||||||||
1 | Карусельные | На угольнике с креплением болтами и планками | С выверкой | по контуру необработанной поверхности | 5...30 | 1,09 | 0,25 | - | ||
2 | по разметочной риске | 5...30 | 1,3 | 0,29 | - | |||||
3 | Без выверки по фиксатору | 5...30 | 0,47 | 0,33 | - | |||||
4 | Сверлильные, строгальные, фрезерные, расточные | На угольнике или сбоку стола с креплением болтами и планками | на опоре | число деталей 1...4 | с выверкой | по контуру необработанной поверхности | 1...30 | 0,66 | 0,26 | 0,8 |
5 | по разметочной риске | 1...30 | 0,7 | 0,31 | 0,8 | |||||
6 | на весу | Без выверки по фиксатору или направляющей | 1...30 | 0,61 | 0,2 | - | ||||
7 | С выверкой | по контуру необработанной поверхности | 1...30 | 0,7 | 0,31 | - | ||||
8 | по разметочной риске | 1...30 | 0,86 | 0,3 | - | |||||
9 | Протяжные | На опорной плите с креплением планками | на опоре | Без выверки | 8...30 | 0,45 | 0,28 | - | ||
10 | Лоботокарные | На планшайбе с угольником и креплением болтами | Без выверки | 5...30 | 0,41 | 0,33 | - | |||
11 | С выверкой рейсмусом | 5...30 | 0,93 | 0,23 | - | |||||
12 | С выверкой индикатором | 5...30 | 1,48 | 0,21 | - | |||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ НА УГОЛЬНИКЕ, ОПОРНОЙ ПЛИТЕ ИЛИ СБОКУ СТОЛА СТАНКА | Установка и снятие детали подъемником при станке, мостовым краном | |||||||
Приложение 25, лист 2 | ||||||||
N позиции | Станки | Способ установки детали | Характер выверки | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | |||||||
1 | Карусельные | На угольнике с креплением болтами и планками | с выверкой | по контуру необработанной поверхности | 21...80 | 1,78 | 0,23 | |
2 | по разметочной риске | 21...80 | 2,56 | 0,22 | ||||
3 | Без выверки по фиксатор | 21...80 | 1,28 | 0,19 | ||||
4 | Сверлильные, строгальные, фрезерные, расточные | На угольнике или сбоку стола с креплением болтами и планками | на опоре | С выверкой | по контуру необработанной поверхности | 21...80 | 0,14 | 0,22 |
5 | по разметочной риске | 21...80 | 1,88 | 0,18 | ||||
6 | на весу | Без выверки по фиксатору или направляющей | 21...80 | 0,94 | 0,26 | |||
7 | С выверкой | по контуру необработанной поверхности | 21...80 | 1,88 | 0,18 | |||
8 | по разметочной риске | 21...80 | 2,09 | 0,18 | ||||
9 | Протяжные | На опорной плите с креплением планками | на опоре | Без выверки | 21...80 | 1,27 | 0,11 | |
10 | Лоботокарные | На планшайбе с угольником и креплением болтами | Без выверки | 21...200 | 1,91 | 0,08 | ||
11 | С выверкой рейсмусом | 21...200 | 1,6 | 0,23 | ||||
12 | С выверкой индикатором | 21...200 | 2,3 | 0,19 | ||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ НА УГОЛЬНИКЕ, ОПОРНОЙ ПЛИТЕ ИЛИ СБОКУ СТОЛА СТАНКА | Установка и снятие детали подъемником при станке, мостовым краном |
Приложение 25, лист 3 |
Примечания:
1. Вспомогательное время на установку и снятие детали (tуст) вручную или подъемником при станке определяется по формулам:
tуст = a · mx · ny;
для мостовым краном -
tуст = a · mx + 1,5,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; n - число одновременно устанавливаемых деталей, шт., x, y - показатели степени.
2. Вспомогательное время на установку и снятие рассчитано для деталей из черных металлов и медных сплавов, при установке деталей из легких сплавов постоянный коэффициент, приведенный для соответствующих формул, применять с коэффициентом 1,1.
Установка и снятие детали вручную, подъемником при станке | ||||||||
Приложение 26 | ||||||||
N позиции | Способ установки детали | Характер обработки | Диапазоны | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
масса детали, m, кг | число одновременно устанавливаемых деталей, n, шт. | a | x | y | ||||
I. Вручную | ||||||||
1 | На магнитном столе | Черновое или чистовое неточное шлифование | 0,01...0,08 | 1...200 | 0,05 | 0,11 | 0,74 | |
2 | 0,081...30 | 1...200 | 0,14 | 0,27 | 0,7 | |||
3 | Чистовое шлифование точное (<= 0,2 мм) | 0,01...0,08 | 1...100 | 0,075 | 0,16 | 0,68 | ||
4 | 0,081...3,0 | 1...10 | 0,21 | 0,26 | 0,58 | |||
5 | 3,1...30,0 | 1...10 | 0,20 | 0,40 | 0,60 | |||
6 | 0,081...30 | 11...125 | 0,19 | 0,34 | 0,69 | |||
7 | На магнитной планшайбе с горизонтальной осью | - | 0,25...3,0 | 1 | 0,23 | 0,17 | - | |
II. Подъемником | ||||||||
8 | На магнитном столе | - | 21...1000 | - | 0,42 | 0,23 | - | |
9 | На столе с креплением болтами и планками | двумя | Без выверки | 21...1000 | - | 0,95 | 0,19 | - |
10 | С выверкой индикатором | 21...1000 | - | 2,0 | 0,24 | - | ||
11 | четырьмя | Без выверки | 21...1000 | - | 1,4 | 0,19 | - | |
12 | С выверкой индикатором | 21...1000 | - | 2,5 | 0,22 | - | ||
Примечание. Вспомогательное время на установку и снятие детали (tуст) вручную или подъемником при станке определяется по формулам:
 - для деталей массой 0,01...0,08 кг;
- для деталей массой 0,01...0,08 кг;tуст = a · mx · ny - для деталей более 0,08 кг
мостовым краном -
tуст = a · mx · ny + 1,5,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; n - число одновременно устанавливаемых деталей, шт.; x, y - показатели степени.
Установка и снятие детали вручную | ||||||||
Приложение 27 | ||||||||
N позиции | Способ установки детали | Диапазоны | Значение постоянного коэффициента и степени принятого фактора | |||||
диаметра (или ширины) детали, D, мм | число одновременно устанавливаемых деталей, n, шт. | длина детали, L, мм | a | x | y | z | ||
1 | В гнездо сепаратора без крепления | 3...50 | 5...25 | 10...150 | 0,14 | 0,27 | 0,09 | 0,43 |
2 | 26...100 | 10...100 | 0,07 | 0,27 | 0,09 | 0,65 | ||
3 | В гнездо сепаратора с креплением в центрах или по отверстию штифтом | 3...50 | 5...50 | 10...150 | 0,08 | 0,19 | 0,06 | 1,0 |
Примечание. Вспомогательное время на установку и снятие детали (tуст) вручную определяется по формуле:
tуст = a · Dx · Ly · nz,
где a - постоянный коэффициент; D - диаметр (или ширина) детали, мм; L - длина детали, мм; n - число одновременно устанавливаемых деталей, шт.; x, y, z - показатели степени.
Установка и снятие детали вручную и мостовым краном | ||||||||
Приложение 28 | ||||||||
N позиции | Способ установки детали | Диапазоны массы детали, m, кг | Диапазоны наибольшего диаметра устанавливаемого изделия, D, мм | Диапазоны числа люнетов, n, шт. | a | x | y | z |
1 | В четырехкулачковом патроне и люнетах | 8...30 | 200...1200 | 1...3 | 0,123 | 0,33 | 0,33 | 0,4 |
2 | 100...50000 | 0,34 | 0,23 | 0,33 | 0,4 | |||
3 | В вертлюге с односторонним креплением кулачками и люнетах | 8...30 | 50...1200 | 1...3 | 0,165 | 0,33 | 0,33 | 0,4 |
4 | 100...50000 | 0,45 | 0,23 | 0,33 | 0,4 | |||
5 | В вертлюге с двусторонним креплением кулачками и люнете | 8...30 | 200...1200 | 1 | 0,35 | 0,33 | 0,33 | - |
6 | 100...50000 | 0,97 | 0,23 | 0,33 | - | |||
Примечание. Вспомогательное время на установку и снятие детали (tуст) определяется по формуле:
tуст = a · mx · Dy · nz,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; D - диаметр устанавливаемого изделия, мм; n - число люнетов, шт.; x, y, z - показатели степени.
Установка и снятие детали вручную и подъемником | |||||||
Приложение 29 | |||||||
N позиции | Способ установки детали | Диапазоны массы детали, m, кг | Вручную | Подъемником | |||
Значение постоянного коэффициента и показателя степени принятого фактора | |||||||
a | x | a | x | ||||
На концевой оправке с гайкой | 0,01...0,25 | 0,19 | - 0,14 | - | - | ||
0,26...30 | 0,36 | 0,3 | - | - | |||
3 | 31...80 | - | - | 2,4 | 0,06 | ||
4 | 81...300 | - | - | 1,7 | 0,14 | ||
5 | На концевой оправке с поджатием центром | 0,26...30 | 0,4 | 0,29 | - | - | |
6 | В центрах с поджатием вращением маховичка | 0,05...0,08 | 0,1 | 0,1 | 0,1 | - | |
7 | 0,081...3,0 | 0,15 | 0,15 | 0,2 | - | ||
8 | 3,1...30,0 | 0,13 | 0,13 | 0,38 | - | ||
9 | 30...300 | - | - | - | 0,18 | ||
10 | На оправке с подставками | с выверкой индикатором | 3,1...20 | 1,15 | 0,28 | - | - |
11 | 31...80 | - | - | 4,4 | 0,11 | ||
12 | 81...300 | - | - | 1,96 | 0,29 | ||
13 | На подставках | 12,0...30 | 0,86 | 0,44 | - | - | |
14 | 31...80 | - | - | 4,9 | 0,11 | ||
81...300 | - | - | 2,5 | 0,26 | |||
При установке на оправке нескольких деталей на каждую последующую | 0,01...0,1 | 0,056 | - 0,14 | - | - | ||
0,11...30 | 0,14 | 0,29 | - | - | |||
Примечание. Вспомогательное время на установку и снятие детали (tуст) определяется по формулам:
 -
- где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; x - показатель степени.
Установка и снятие детали подъемником | |||||||
Приложение 30 | |||||||
N позиции | Характер застройки | Угол поворота при кантовке, град. | Диапазоны массы при кантовке, m, кг | Диапазоны расстояния перемещения при кантовке, l, м | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | y | |||||
1 | Удобная застропка при наличии у деталей просветов и выступов для захвата стропами | 90 | 80...500 | 5...20 | 0,22 | 0,22 | 0,3 |
2 | 501...3000 | 0,06 | 0,43 | 0,3 | |||
3 | 180 | 80...500 | 5...20 | 0,34 | 0,24 | 0,21 | |
4 | 501...3000 | 0,11 | 0,42 | 0,21 | |||
5 | Неудобная застропка на сплошных деталях с захватом снаружи петлей | 90 | 80...500 | 5...20 | 0,66 | 0,22 | 0,15 |
6 | 501...3000 | 0,22 | 0,4 | 0,15 | |||
7 | 180 | 80...500 | 5...20 | 0,75 | 0,27 | 0,1 | |
8 | 501...3000 | 0,255 | 0,45 | 0,1 | |||
9 | Транспортировка детали подъемником на расстоянии более 5 м при длине перемещения, м, до | 80...500 | 10 | Постоянная величина равная, мин. | 0,25 | ||
10 | 501...3000 | 0,35 | |||||
11 | 80...500 | 20 | 0,45 | ||||
12 | 501...3000 | 0,55 | |||||
Примечание. Вспомогательное время (t) на кантовку и перемещение детали подъемником определяется по формуле:
t = a · mx · ly,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; l - расстояние перемещения при кантовке, м; x, y - показатели степени.
Установка и снятие детали вручную | |||||
Приложение 31 | |||||
N позиции | Способ установки детали | Способ крепления | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | |
a | x | ||||
1 | Патрон мембранный для тонкостенных деталей | Рукояткой рычага | 0,25...3,0 | 0,13 | 0,12 |
2 | Патрон для шлифования отверстий цилиндрических зубчатых колес с фиксацией по зубу | Рукояткой пневматического зажима | 0,5...20,0 | 0,18 | 0,26 |
3 | Скользящими планками с болтами | 0,5...20,0 | 0,57 | 0,29 | |
4 | Патрон для шлифования отверстий цилиндрических зубчатых колес с фиксацией по отверстию | Рукояткой пневматического зажима и планками | 0,5...20,0 | 0,14 | 0,27 |
5 | Скользящими планками с болтами | 0,5...20,0 | 0,44 | 0,29 | |
6 | Патрон для шлифования отверстий конических зубчатых колес | Рукояткой пневматического зажима | 0,5...20,0 | 0,14 | 0,26 |
7 | Скользящими планками с болтами | 0,5...20,0 | 0,51 | 0,29 | |
Примечание. Вспомогательное время на установку и снятие детали (tуст) вручную определяется по формуле:
tуст = a · mx,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; x - показатель степени.
Установка и снятие детали вручную | ||||||
Приложение 32, лист 1 | ||||||
I. Установить деталь и снять вручную | ||||||
N позиции | Основные элементы приспособления | Установочная плоскость | Тип приспособления | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | |
a | x | |||||
1 | Плоскость, призма | Горизонтальная | Открытый | 0,01...0,1 | 0,03 | 0,25 |
2 | 0,11...3,0 | 0,09 | 0,18 | |||
3 | 3,1...20,0 | 0,07 | 0,31 | |||
4 | 20...30 | Постоянная величина 0,22 мин. | ||||
5 | Закрытый (типа кондуктора) | 0,01...0,1 | 0,033 | 0,25 | ||
6 | 0,11...3,0 | 0,099 | 0,18 | |||
7 | 3,1...20,0 | 0,077 | 0,31 | |||
8 | 20...30 | Постоянная величина 0,23 мин. | ||||
9 | Вертикальная | Открытый | 0,01...0,1 | 0,036 | 0,25 | |
10 | 0,11...3,0 | 0,099 | 0,18 | |||
11 | 3,1...20,0 | 0,077 | 0,31 | |||
12 | 20...30 | Постоянная величина 0,23 мин. | ||||
13 | Закрытый (типа кондуктора) | 0,01...0,1 | 0,036 | 0,25 | ||
14 | 0,11...3,0 | 0,109 | 0,18 | |||
15 | 3,1...20,0 | 0,085 | 0,31 | |||
16 | 20...30 | Постоянная величина 0,29 мин. | ||||
17 | Палец, отверстия | Горизонтальная | Открытый | 0,01...0,08 | 0,033 | 0,25 |
18 | 0,081...3,0 | 0,099 | 0,18 | |||
19 | 3,1...20,0 | 0,077 | 0,31 | |||
20 | 20...30 | Постоянная величина 0,23 мин. | ||||
21 | Закрытый (типа кондуктора) | 0,01...0,08 | 0,036 | 0,25 | ||
22 | 0,081...3,0 | 0,109 | 0,18 | |||
23 | 3,1...20,0 | 0,085 | 0,31 | |||
24 | 20...30 | Постоянная величина 0,29 мин. | ||||
25 | Вертикальная | Открытый | 0,01...0,08 | 0,036 | 0,25 | |
26 | 0,081...3,0 | 0,109 | 0,18 | |||
27 | 3,1...20,0 | 0,085 | 0,31 | |||
28 | 20...30 | Постоянная величина 0,29 мин. | ||||
29 | Закрытый (типа кондуктора) | 0,01...0,08 | 0,04 | 0,25 | ||
30 | 0,081...3,0 | 0,12 | 0,18 | |||
31 | 3,1...20,0 | 0,093 | 0,31 | |||
32 | 20...30 | Постоянная величина 0,31 мин. | ||||
33 | Два пальца | Горизонтальная | Открытый | 0,01...0,08 | 0,04 | 0,25 |
34 | 0,081...3,0 | 0,12 | 0,18 | |||
35 | 3,1...20,0 | 0,093 | 0,31 | |||
36 | 20...30 | Постоянная величина 0,31 мин. | ||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ В СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЯХ | Установка и снятие детали вручную | |||||
Приложение 32, лист 2 | ||||||
N позиции | Основные элементы приспособления | Установочная плоскость | Тип приспособления | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | |
a | x | |||||
37 | Два пальца | Горизонтальная | Закрытый (типа кондуктора) | 0,01...0,08 | 0,044 | 0,25 |
38 | 0,081...3,0 | 0,13 | 0,18 | |||
39 | 3,1...20,0 | 0,10 | 0,31 | |||
40 | 20...30 | Постоянная величина 0,33 мин. | ||||
41 | Вертикальная | Открытый | 0,01...0,08 | 0,044 | 0,25 | |
42 | 0,081...3,0 | 0,13 | 0,18 | |||
43 | 3,1...20,0 | 0,10 | 0,31 | |||
44 | 20...30 | Постоянная величина 0,33 мин. | ||||
45 | Закрытый (типа кондуктора) | 0,01...0,08 | 0,048 | 0,25 | ||
46 | 0,081...3,0 | 0,14 | 0,18 | |||
47 | 3,1...20,0 | 0,11 | 0,31 | |||
48 | 20...30 | Постоянная величина 0,34 мин. | ||||
49 | Центровые пробки | Горизонтальная | - | 0,01...0,08 | 0,04 | 0,25 |
50 | 0,081...3,0 | 0,12 | 0,18 | |||
51 | 3,1...30,0 | 0,09 | 0,36 | |||
52 | Удлиненный палец | Горизонтальная | - | 0,01...0,08 | 0,045 | 0,25 |
53 | 0,081...3,0 | 0,15 | 0,28 | |||
54 | 3,1...30,0 | 0,13 | 0,40 | |||
55 | При переустановке детали в многоместном приспособлении на каждую последующую деталь добавлять с базированием на | плоскость, призму | 0,01...0,05 | 0,015 | 0,34 | |
56 | 0,051...8,0 | 0,07 | 0,23 | |||
57 | 8,1...30,0 | 0,05 | 0,36 | |||
58 | палец, отверстие | 0,01...0,05 | 0,02 | 0,30 | ||
59 | 0,051...8,0 | 0,08 | 0,21 | |||
60 | 8,1...30,0 | 0,04 | 0,56 | |||
61 | два пальца | 0,01...0,05 | 0,06 | 0,36 | ||
62 | 0,051...8,0 | 0,1 | 0,23 | |||
63 | 8,1...30,0 | 0,07 | 0,36 | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ В СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЯХ | Установка и снятие детали подъемником при станке, мостовым краном | |||||
Приложение 32, лист 3 | ||||||
II. Установить деталь и снять подъемником | ||||||
N позиции | Основные элементы приспособления | Установочная плоскость | Диапазоны массы детали, m, кг | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | |||||
64 | Плоскость, призма | Горизонтальная | 21...300 | 0,27 | 0,26 | |
65 | 301...600 | 0,054 | 0,54 | |||
66 | Вертикальная | 21...30 | 0,30 | 0,26 | ||
67 | Палец | Горизонтальная | 21...600 | 0,30 | 0,26 | |
68 | Вертикальная | 21...200 | 0,33 | 0,26 | ||
69 | Два выдвижных или утопающих пальца | Горизонтальная | 21...600 | 0,33 | 0,26 | |
III. Очистка приспособления от стружки | ||||||
N позиции | Наименование приемов | Диапазоны размера очищаемой поверхности, B, мм2 | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | |||||
70 | Очистка приспособления от стружки | сжатым воздухом щеткой или концами кантованием приспособления | 10000...500000 | 0,005 | 0,23 | |
71 | 10000...500000 | 0,012 | 0,18 | |||
72 | 10000...60000 | 0,012 | 0,13 | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ В СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЯХ | Закрепление или открепление детали | ||||||
Приложение 32, лист 4 | |||||||
IV. Закрепление и открепление детали | |||||||
N позиции | Способ крепления | Диапазоны | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
масса детали, m, кг | число зажимов, n, шт. | a | x | y | |||
73 | Рукояткой эксцентрикового или роликового зажима | 0,25...20 | 1...3 | 0,02 | 0,25 | 0,85 | |
74 | винтовым или гаечным зажимом | фасонной гайкой или штурвальной рукояткой вручную | 0,25...20 | 1...4 | 0,05 | 0,16 | 0,75 |
75 | гайкой с помощью гаечного ключа | 0,25...8,0 | 1...4 | 0,14 | 0,1 | 0,76 | |
76 | 8,1...20,0 | 1...4 | 0,12 | 0,22 | 0,76 | ||
77 | Скользящей или поворотной планкой быстросъемной шайбой | рукояткой пневматического зажима | 0,25...20 | 1...2 | 0,04 | 0,1 | 0,29 |
78 | рукояткой эксцентрикового зажима | 0,25...20 | 1...3 | 0,05 | 0,17 | 0,76 | |
79 | гайкой с помощью гаечного ключа | 0,25...20 | 1...4 | 0,125 | 0,13 | 0,74 | |
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ В СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЯХ | Закрепление или открепление детали | |||||||
Приложение 32, лист 5 | ||||||||
N позиции | Способ крепления | Диапазоны | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
масса детали, m, кг | число зажимов, n, шт. | a | x | y | ||||
80 | Накидной крышкой | рукояткой эксцентрикового зажима | 0,25...20 | 1 | 0,063 | 0,18 | - | |
81 | винтовым зажимом или фасонной гайкой вручную | 0,25...20 | 1 | 0,08 | 0,22 | - | ||
82 | гайкой с помощью гаечного ключа | 0,25...20 | 1 | 0,15 | 0,2 | - | ||
83 | защелкой | 0,25...8 | 1 | 0,045 | 0,16 | - | ||
84 | Гидропластом с помощью винта и гаечного ключа | 1...20 | 1 | 0,15 | 0,14 | - | ||
85 | Пальцевым фиксатором или шпилькой | 1...20 | 1...2 | 0,03 | 0,22 | 0,82 | ||
86 | Клином | 1...20 | 1 | 0,12 | 0,13 | - | ||
87 | Подбивка молотком при установке детали в многоместном приспособлении | Число деталей | до 5 шт. | 0,25...8 | - | 0,03 | 0,27 | - |
88 | св. 5 шт. | 0,25...8 | - | 0,04 | 0,21 | - | ||
Примечания:
1. Вспомогательное время на установку и снятие детали (tуст) вручную или подъемником определяется по формулам:
 - для деталей массой 0,01...0,08 кг;
- для деталей массой 0,01...0,08 кг;tуст = a · mx - для деталей массой свыше 0,08 кг,
мостовым краном -
tуст = a · mx + 1,5,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; x - показатель степени.
2. Вспомогательное время на закрепление и открепление детали определяется по формуле:
t = a · mx · ny,
где a - постоянный коэффициент; m - масса устанавливаемой детали, кг; n - число зажимов; x, y - показатель степени.
3. Вспомогательное время на очистку приспособления от стружки определяется по формуле:
t = a · Sx,
где a - постоянный коэффициент; S - площадь очищаемой поверхности, мм2; x - показатель степени.
Токарно-винторезные станки | ||||||||
Приложение 33, лист 1 | ||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Диапазоны измеряемых размеров изделий, И, мм, до | Диапазоны наибольших диаметров изделий, устанавливаемых над станиной, D, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
a | x | y | ||||||
Обработка на станках с полуавтоматическим циклом или программным управлением | - | 250...400 | 0,0011 | - | 0,60 | |||
Продольное точение или растачивание | резцом, установленным на размер (чистовой или черновой проход), при операциях однопроходных | 25...300 | 160...250 | 0,0029 | 0,09 | 0,55 | ||
3 | 25...300 | 400...630 | 0,0013 | 0,09 | 0,67 | |||
4 | с установкой резца по лимбу или упору (черновой проход или чистовой проход грубее 1Т8 - 1Т9) | 25...300 | 160...400 | 0,01 | 0,12 | 0,38 | ||
5 | 25...300 | 630...1200 | 0,012 | 0,04 | 0,45 | |||
6 | с предварительным промером (черновой проход) | 10...100 | 160...400 | 0,0493 | 0,11 | 0,24 | ||
7 | до 100 | 630...1000 | 0,073 | 0,11 | 0,20 | |||
8 | 101...600 | 160...400 | 0,00114 | 0,42 | 0,20 | |||
101...600 | 630...1000 | 0,023 | 0,35 | 0,17 | ||||
26...600 | 1200 | 0,24 | 0,18 | - | ||||
со взятием пробных стружек | 1Т11 - 1Т13 (4 - 5 кл.) | 10...50 | 160...250 | 0,0207 | 0,01 | 0,40 | ||
12 | 51...500 | 160...400 | 0,0105 | 0,32 | 0,37 | |||
51...600 | 630...1000 | 0,046 | 0,26 | 0,20 | ||||
51...600 | 1200 | 0,22 | 0,26 | - | ||||
1Т8 - 1Т9 (3 кл.) | 10...25 | 160...400 | 0,042 | 0,08 | 0,33 | |||
16 | 26...100 | 160...1200 | 0,01 | 0,42 | 0,36 | |||
17 | 101...600 | 160...1200 | 0,0048 | 0,57 | 0,30 | |||
18 | 1Т7 (2 кл.) | 10...25 | 160...400 | 0,06 | 0,05 | 0,33 | ||
19 | 26...100 | 160...1200 | 0,01 | 0,40 | 0,40 | |||
101...600 | 160...1200 | 0,0034 | 0,62 | 0,35 | ||||
Поперечное точение | с установкой резца по лимбу или упору (черновой проход или чистовой проход грубее 0,2 мм) | - | 160...1200 | 0,0105 | - | 0,50 | ||
с предварительным промером (черновой проход) | <= 50 | 160...250 | 0,465 | 0,03 | 0,32 | |||
23 | 51...300 | 160...1200 | 0,0273 | 0,12 | 0,35 | |||
24 | 301...500 | 160...1200 | 0,032 | 0,25 | 0,22 | |||
со взятием пробной стружки (чистовой проход) | 50...500 | 160...1200 | 0,0145 | 0,23 | 0,40 | |||
Обработка конуса (от верхней части суппорта установленного на угол) | без измерения | - | 160...250 | 0,052 | - | 0,18 | ||
27 | - | 400...1200 | 0,0067 | - | 0,54 | |||
28 | с измерением | - | 160...250 | 0,111 | - | 0,16 | ||
29 | - | 400...1200 | 0,024 | - | 0,44 | |||
30 | Точение или растачивание с одновременной проточкой торца | по упору или лимбу грубо | - | 160...400 | 0,0223 | - | 0,37 | |
31 | по лимбу с точностью <= 0,2 мм | - | 160...400 | 0,017 | - | 0,44 | ||
32 | Внутренняя подрезка торца | без измерения | - | 160...400 | 0,0322 | - | 0,31 | |
33 | - | 630...1200 | 0,0114 | - | 0,50 | |||
34 | с измерением длины расположения размера | - | 160...1200 | 0,0081 | - | 0,28 | ||
35 | - | 630...1200 | 0,0081 | - | 0,50 | |||
36 | Проточка пазов, канавок, отрезка | наружная обработка | без измерения | - | 160...1200 | 0,0081 | - | 0,45 |
37 | с измерением длины расположения размера | - | 160...1200 | 0,026 | - | 0,38 | ||
38 | внутренняя | без измерения | - | 160...400 | 0,026 | - | 0,33 | |
39 | - | 630...1200 | 0,007 | 0,08 | 0,56 | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Токарно-винторезные станки | |||||||||
Приложение 33, лист 2 | ||||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Диапазоны измеряемых размеров изделий, И, мм, до | Диапазоны наибольших диаметров изделий, устанавливаемых над станиной, D, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||||||
a | x | y | ||||||||
40 | Проточка пазов, канавок, отрезка | внутренняя обработка | с измерением длины расположения размера | - | 160...400 | 0,0652 | - | 0,26 | ||
- | 630...1200 | 0,021 | - | 0,46 | ||||||
Нарезание резьбы резцом | черновой проход | 25...100 | 160...630 | 0,0049 | - | 0,52 | ||||
43 | чистовой проход 1Т8 - 1Т9 (3 кл.) | 25...250 | 160...630 | 0,0118 | 0,40 | 0,27 | ||||
44 | чистовой проход 1Т7 (2 кл.) | 25...100 | 160...630 | 0,0196 | 0,35 | 0,25 | ||||
101...250 | 160...630 | 0,0122 | 0,60 | 0,12 | ||||||
Нарезание резьбы метчиком, плашкой от задней бабки | - | 160...630 | 0,0143 | - | 0,42 | |||||
Сверление | Диаметр сверла, d, мм, до | 5 | Длина отверстия, l, мм, до | 25...40 | - | 160...400 | 0,0053 | 0,76 | 0,43 | |
св. 40 | - | 160...400 | 0,04 | - | 0,43 | |||||
10 | 50...80 | - | 160...630 | 0,0018 | 1,15 | 0,43 | ||||
св. 80 | - | 160...630 | 0,027 | - | 0,43 | |||||
51 | 30 | 150 | - | 160...630 | 0,0053 | 0,76 | 0,43 | |||
52 | св. 150 | - | 400...630 | 0,034 | - | 0,43 | ||||
53 | Рассверливание, зенкирование, зенкование, развертывание | - | 160...630 | 0,015 | - | 0,33 | ||||
54 | Обточка профильная, обточка фасок или галтелей | без измерения | - | 160...630 | 0,0045 | - | 0,53 | |||
55 | - | 1000...1200 | 0,00004 | - | 1,2 | |||||
56 | с измерением с точностью | > 0,15 мм | - | 160...400 | 0,0655 | - | 0,20 | |||
57 | - | 630...1200 | 0,026 | - | 0,36 | |||||
58 | <= 0,15 мм | - | 160...400 | 0,076 | - | 0,20 | ||||
59 | - | 630...1200 | 0,028 | - | 0,36 | |||||
60 | Накатывание рифлений | с продольной подачей | - | 160...1200 | 0,011 | - | 0,50 | |||
с поперечной подачей | - | 160...1200 | 0,0070 | - | 0,52 | |||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ (время на приемы, связанные с переходом, не вошедшие в комплексы) | Токарно-винторезные станки | ||||||
Приложение 33, лист 3 | |||||||
N позиции | Наименование приемов | Диапазоны наибольших диаметров изделия, устанавливаемого над станиной, D, мм, до | Диапазон длины перемещения, l, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | ||||||
Изменить число оборотов шпинделя | 160...1200 | - | 0,013 | 0,30 | |||
63 | Изменить величину или направление подачи | 160...1200 | - | 0,006 | 0,37 | ||
64 | Сменить резец поворотом резцовой головки | 160...1200 | - | 0,0092 | 0,35 | ||
Установить и снять инструмент | резец | проходной, подрезной, расточный | 160...1000 | - | 0,0535 | 0,37 | |
66 | 1001...1200 | - | Постоянная величина 1,0 мин. | ||||
резьбовой, отрезной, фасонный | 160...1200 | - | 0,031 | 0,54 | |||
68 | сверло, зенкер, развертку | 160...630 | - | 0,006 | 0,50 | ||
69 | метчик или плашку в державке | 160...630 | - | 0,0135 | 0,38 | ||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ (время на приемы, связанные с переходом, не вошедшие в комплексы) | Токарно-винторезные станки | ||||
Приложение 33, лист 4 | |||||
N позиции | Наименование приемов | Диапазоны наибольших диаметров изделия, устанавливаемого над станиной, D, мм, до | Диапазон длины перемещения, l, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | |
a | x | ||||
70 | Закрепить или открепить каретку суппорта | 160...1200 | - | 0,003 | 0,43 |
71 | Включить гайку ходового винта в начале и выключить по окончании нарезания резьбы | 250...630 | - | 0,0035 | 0,43 |
72 | Произвести деление на другой заход при нарезании многозаходной резьбы специальным делительным приспособлением | 160...630 | - | 0,008 | 0,35 |
73 | Повернуть верхнюю часть суппорта с возвратом в первоначальное положение | 160...1200 | - | 0,333 | 0,23 |
74 | Включить тормоз шпинделя | 400...1200 | - | 0,0058 | 0,60 |
75 | Поставить или снять вкладыш упора | 160...630 | - | 0,0136 | 0,24 |
Закрыть или открыть щиток ограждения от стружки | 160...1200 | - | 0,0028 | 0,39 | |
77 | Переместить каретку суппорта в продольном направлении на длину свыше 200 мм (а для станков I, II группы на длину свыше 50 мм) | 160...1200 | 100...3000 | См. время по карте 20, лист 4, | |
78 | Переместить суппорт в поперечном направлении на длину свыше 100 мм (а для станков I, II группы на длину свыше 25 мм) | 160...1200 | 50...60 | См. время по карте 20, лист 4, | |
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ (время на приемы, связанные с переходом, не вошедшие в комплексы) | Токарно-винторезные станки | |||||||
Приложение 33, лист 5 | ||||||||
N позиции | Наименование приемов | Диапазон скорости воспроизведения программы, v, м/мин. | Диапазон времени автоматической работы станка, Tавт, мин. | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
a | x | y | ||||||
79 | Включить или выключить пульт лентопротяжного механизма | - | - | Постоянная величина 0,02 мин. | ||||
80 | Передвинуть перфоленту в исходное положение | - | - | Постоянная величина 0,25 мин. | ||||
81 | Установить координаты x, y (на 100 мм) | - | - | Постоянная величина 0,15 мин. | ||||
82 | Ввести коррекцию (на 1 корректор) | - | - | Постоянная величина 0,04 мин. | ||||
Перемотать магнитную ленту со скоростью перемотки 300 м/мин. | 3...12 | 2...120 | 0,0033 | 1,0 | 1,0 | |||
Перемотать перфорированную ленту | Вид перемотки | автоматическая | Длина ленты, l, м | 2...15 | 0,0231 | 0,98 | - | |
ручная | 2...10 | 0,5029 | 0,53 | - | ||||
Примечание. Вспомогательное время (t), связанное с переходом, определяется по формулам: t = a · Dy - поз. 1, 21, 26...41, 46, 48, 50...61; t = a · Иx · Dy - поз. 2...9, 11...13, 15...20, 22...25, 42...45; t = a · Lx · Dy - поз. 47, 49; t = a · Иx - поз. 10, 14; t = a · Dx - поз. 62...65, 67...76; t = a · Vx · Tавт - поз. 83; t = a · lx - поз. 84, 85, где a - постоянный коэффициент; D - наибольший диаметр изделия устанавливаемого над станиной станка, мм, до; И - измеряемый размер, мм, до; L - длина отверстия, мм, до; V - скорость воспроизведения программы, м/мин.; l - длина ленты, м; x, y - показатели степени.
Лоботокарные станки | |||||||||
Приложение 34, лист 1 | |||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Диапазоны наибольших диаметров обрабатываемого изделия, D, мм | Диапазоны измеряемых размеров, И, мм | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
a | x | y | |||||||
Продольное точение или растачивание | резцом, установленным на размер | 800...2000 | - | 0,0197 | 0,38 | - | |||
с установкой резца по лимбу (черновой проход) | 800...2000 | - | 0,0276 | 0,38 | - | ||||
с предварительным промером (черновой проход) | 800...2000 | 300...2000 | 0,05 | 0,18 | 0,23 | ||||
4 | со взятием пробных стружек (чистовой проход) | квалитет (класс точности) | 1Т7 (2 кл.) | 800...2000 | 500...1000 | 0,0191 | 0,25 | 0,41 | |
5 | 1001...2000 | 0,0018 | 0,25 | 0,75 | |||||
6 | 1Т8 - 1Т9 (3 кл.) | 800...2000 | 300...500 | 0,0029 | 0,25 | 0,68 | |||
7 | 501...2000 | 0,0176 | 0,25 | 0,4 | |||||
1Т11 - 1Т13 (4 - 5 кл.) | 800...2000 | 300...2000 | 0,0127 | 0,25 | 0,4 | ||||
Поперечное точение | с установкой резца по лимбу (черновой проход) | 800...2000 | - | 0,019 | 0,44 | - | |||
с предварительным промером (черновой проход) | 800...2000 | 300...2000 | 0,026 | 0,28 | 0,23 | ||||
со взятием пробных стружек (чистовой проход) | 800...2000 | 500...1000 | 0,0127 | 0,25 | 0,4 | ||||
Обработка конуса | без измерения | 800...2000 | - | 0,0219 | 0,4 | - | |||
13 | с измерением | 800...2000 | - | 0,1182 | 0,23 | - | |||
14 | Внутренняя подрезка торца | без измерения | 800...2000 | - | 0,0363 | 0,38 | - | ||
15 | с измерением | 800...2000 | - | 0,067 | 0,34 | - | |||
16 | Проточка пазов, канавок, отрезка | наружных | без измерения | 800...2000 | - | 0,018 | 0,38 | - | |
17 | с измерением длины расположения размера | 0,0412 | 0,34 | - | |||||
18 | внутренних | без измерения | 800...2000 | - | 0,0212 | 0,45 | - | ||
19 | с измерением длины расположения размера | 0,473 | 0,38 | - | |||||
20 | Обточка профильная, обточка фасок или галтелей | без измерения | 800...2000 | - | 0,0173 | 0,38 | - | ||
21 | с измерением с точностью | <= 0,15 мм | 800...2000 | 0,06 | 0,28 | - | |||
22 | > 0,15 мм | 0,0424 | 0,32 | ||||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Лоботокарные станки | ||||||
Приложение 34, лист 2 | |||||||
Данные для определения вспомогательного времени на приемы, связанные с переходом, не вошедшие в комплексы | |||||||
N позиции | Наименование приемов | Диапазоны наибольших диаметров обрабатываемого изделия, D, мм | Диапазоны измеряемых размеров, И, мм | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | y | |||||
23 | Изменить число оборотов планшайбы или величину подачи | 800...2000 | - | 0,0121 | 0,3 | - | |
24 | Сменить инструмент поворотом резцовой головки | 800...2000 | - | 0,009 | 0,36 | - | |
25 | Установить и снять резец | проходной, подрезной, расточной | 800...2000 | - | 0,121 | 0,3 | - |
26 | прорезной, широкий, фасонный | 800...2000 | - | 0,0071 | 0,74 | - | |
27 | Повергнуть суппорт на угол с возвратом в первоначальное положение | грубо | 800...2000 | - | 0,0107 | 0,74 | - |
точно | 800...2000 | - | 0,0812 | 0,54 | - | ||
29 | Переместить каретку суппорта в продольном направлении на длину свыше 500 мм | 800...2000 | 750...3000 | См. время в карте 21, | |||
30 | Переместить суппорт в поперечном направлении на длину свыше 200 мм | 800...2000 | 300...500 | См. время в карте 21, | |||
Примечание. Вспомогательное время (t), связанное с переходом, определяется по формулам:
где a - постоянный коэффициент; D - наибольший диаметр обрабатываемого изделия, мм; И - измеряемый размер, мм; x, y - показатели степени.
Токарно-карусельные станки | |||||||||
Приложение 35, лист 1 | |||||||||
N позиции | Характер обработки. Способ установки на стружку | Диапазоны наибольших диаметров обрабатываемого изделия, Д, мм | Диапазоны измеряемых размеров, И, мм | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
a | x | y | |||||||
Продольное или поперечное точение и растачивание | с установкой резца по лимбу (черновой проход) | 800...2500 | - | 0,0386 | 0,31 | - | |||
с предварительным промером (черновой проход) | 800...2500 | 500...1500 | 0,0267 | 0,23 | 0,25 | ||||
3 | со взятием пробных стружек (чистовой проход) | квалитет (класс точности) | 1Т11 - 1Т13 <= 0,5 мм <*> (4 - 5 кл.) | 800...2500 | 100...500 | 0,0549 | 0,24 | 0,17 | |
4 | 501...1500 | 0,0851 | 0,24 | 0,47 | |||||
5 | 1Т8 - 1Т9 (3 кл.) | 800...2500 | 100...250 | 0,0862 | 0,24 | 0,1 | |||
6 | 251...1500 | 0,0112 | 0,24 | 0,47 | |||||
1Т7 (2 кл.) | 800...2500 | 500...1500 | 0,0113 | 0,22 | 0,53 | ||||
Проточка пазов | без измерения | 800...2500 | - | 0,09 | 0,26 | - | |||
9 | с измерением длины расположения размера | 800...2500 | - | 0,0695 | 0,29 | - | |||
10 | Проточка профильная, проточка фасок или галтелей | без измерения | 800...2500 | - | 0,0031 | 0,39 | - | ||
11 | с измерением с точностью | <= 0,15 мм | 800...2500 | - | 0,0933 | 0,18 | - | ||
12 | > 0,15 мм | 800...2500 | - | 0,0655 | 0,21 | - | |||
13 | Сверление, зенкерование, развертывание | 800...2500 | - | 0,0368 | 0,32 | - | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Токарно-карусельные станки | ||||||
Приложение 35, лист 2 | |||||||
Данные для определения вспомогательного времени на приемы, связанные с переходом, не вошедшие в комплексы | |||||||
N позиции | Наименование приемов | Диапазоны наибольших диаметров обрабатываемого изделия, Д, мм | Диапазоны измеряемых размеров, И, мм | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | y | |||||
14 | Изменить число оборотов планшайбы или величину подачи | - | 0,0537 | 0,40 | - | ||
15 | сменить инструмент поворотом резцовой головки | - | 0,00928 | 0,35 | - | ||
16 | Установить и снять инструмент | резец | проходной, подрезной, расточной | - | 0,0577 | 0,39 | - |
17 | прорезной, широкий, фасонный | - | 0,0173 | 0,61 | - | ||
18 | сверло, зенкер, развертку | - | 0,0161 | 0,40 | - | ||
19 | Повернуть суппорт на угол с возвратом в первоначальное положение | грубо | - | 0,044 | 0,53 | - | |
точно | - | 0,144 | 0,45 | - | |||
Примечание. Вспомогательное время (t), связанное с переходом, определяется по формулам:
где a - постоянный коэффициент; D - наибольший диаметр обрабатываемого изделия, мм; И - измеряемый размер, мм; x, y - показатели степени.
--------------------------------
Горизонтально-расточные станки с неподвижной стойкой и поворотным столом | |||||||||
Приложение 36, лист 1 | |||||||||
Данные для определения вспомогательного времени на приемы, связанные с переходом, не вошедшие в комплексы | |||||||||
N позиции | База для совмещения оси шпинделя с осью обрабатываемого отверстия | Способ совмещения и измерения | Перемещение шпинделя и стола в плоскостях | Точность межцентрового расстояния, | Диапазоны диаметров шпинделя, D, мм | Диапазоны длин перемещения частей стола, l, мм | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | y | |||||||
Отверстие кондуктора | По индикатору | Одной | - | 65...160 | 300...1000 | 0,343 | 0,4 | 0,09 | |
2 | Двух | 0,445 | 0,4 | 0,09 | |||||
3 | По кондукторной втулке и контрольной оправке | Одной | - | 65...160 | 300...1000 | 0,157 | 0,32 | 0,17 | |
4 | Двух | 0,21720 | 0,32 | 0,17 | |||||
5 | Борштанга, установленная в кондукторе на опорах | Соединение шпинделя станка с борштангой | Одной | - | 65...160 | 300...600 | 0,0046 | 0,39 | 0,5 |
6 | Двух | 65...110 | 0,0092 | 0,27 | 0,52 | ||||
7 | 160 | 0,0012 | 0,7 | 0,52 | |||||
8 | Размеченная окружность необработанного отверстия | Иглой в шпинделе по размеченной окружности | Одной | 1,0 | 65...160 | 300...1000 | 0,124 | 0,39 | 0,17 |
9 | Двух | 0,087 | 0,42 | 0,25 | |||||
10 | Обработанное отверстие | По нониусной или масштабной линейке | Одной | 0,3 | 65...160 | 300...1000 | 0,0484 | 0,39 | 0,27 |
11 | Двух | 0,098 | 0,39 | 0,22 | |||||
12 | Одной | 1,0 | 65...160 | 300...1000 | 0,00286 | 0,24 | 0,66 | ||
13 | Двух | 0,00171 | 0,3 | 0,74 | |||||
14 | По консольной оправке | Одной | - | 65...160 | 300...1000 | 0,00286 | 0,24 | 0,66 | |
15 | Двух | 0,00171 | 0,3 | 0,74 | |||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ, НА СОВМЕЩЕНИЕ ОСИ ШПИНДЕЛЯ С ОСЬЮ ОБРАБАТЫВАЕМОГО ОТВЕРСТИЯ | Горизонтально-расточные станки с неподвижной стойкой и поворотным столом | |||||||||
Приложение 36, лист 2 | ||||||||||
N позиции | База для совмещения оси шпинделя с осью обрабатываемого отверстия | Способ совмещения и измерения | Перемещение шпинделя и стола в плоскостях | Точность межцентрового расстояния, | Диапазоны диаметров шпинделя, D, мм | Диапазоны длин перемещения частей стола, l, мм | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | y | ||||||||
16 | Наружная боковая плоскость детали | По нониусной или масштабной линейке | Одной | 0,3 | 65...110 | 300...1000 | 0,063 | 0,35 | 0,25 | |
17 | Двух | 0,0943 | 0,35 | 0,25 | ||||||
18 | Одной | 0,1 | 65...160 | 300...1000 | 0,00286 | 0,24 | 0,66 | |||
Двух | 0,00172 | 0,3 | 0,74 | |||||||
Повернуть стол на угол при совмещении оси в другой плоскости с откреплением и закреплением | Угол поворота, | 90° | - | - | 65...110 | - | 0,333 | 0,24 | - | |
21 | 160 | - | 0,14 | 0,49 | - | |||||
22 | 180° | - | - | 65...110 | - | 0,5117 | 0,24 | - | ||
23 | 160 | - | 0,1998 | 0,49 | - | |||||
24 | Закрепить или открепить шпиндельную бабку | Способ закрепления или открепления | рычагом | - | - | 65...160 | - | 0,0198 | 0,27 | - |
гайкой | - | - | 65...160 | - | 0,00985 | 0,63 | - | |||
Примечание. Вспомогательное время (t), связанное с переходом, определяется по формулам:
где a - постоянный коэффициент; D - диаметр шпинделя, мм; l - длина перемещения частей станка, мм; x, y - показатели степени.
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Горизонтально-расточные станки с неподвижной стойкой и поворотным столом | |||||||
Приложение 36, лист 3 | ||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Диапазоны диаметров шпинделя, D, мм | Диапазоны измеряемых размеров, И, мм | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
a | x | y | ||||||
Растачивание отверстий | резцом, установленным на размер по шаблону (черновой проход) | 65...160 | - | 0,0745 | 0,44 | - | ||
резцом со взятием пробной стружки (предчистовой проход) | 65...160 | 100...св. 300 | 0,1196 | 0,32 | 0,17 | |||
мерной расточной пластиной или двусторонним резцом (чистовой проход) | 65...160 | - | 0,0368 | 0,36 | - | |||
расточной пластиной, зенковой | 65...160 | - | 0,0367 | 0,33 | - | |||
Подрезка торцов | резцом в резце-держателе на планшайбе | по лимбу или разметке | 65...160 | - | 0,0448 | 0,5 | - | |
со взятием пробной стружки | 65...160 | 300...св. 300 | 0,0789 | 0,37 | 0,14 | |||
Прорезка пазов | без измерения | 65...160 | - | 0,0829 | 0,34 | - | ||
33 | с измерением длины расположения размера | 65...160 | - | 0,1279 | 0,35 | - | ||
34 | Сверление отверстий | обрабатываемый материал | сталь | 65...160 | 5d | 0,0381 | 0,5 | - |
35 | 8d | 0,0562 | 0,5 | - | ||||
36 | Св. 8d | 0,0763 | 0,5 | - | ||||
37 | чугун | 65...160 | 5d | 0,0335 | 0,4 | - | ||
38 | Св. 5d | 0,0625 | 0,4 | - | ||||
39 | Рассверливание, зенкерование, развертывание | 65...160 | - | 0,0368 | 0,36 | - | ||
Фрезерование плоскостей и пазов | по разметке | 65...160 | - | 0,09 | 0,4 | - | ||
со взятием пробной стружки | 65...160 | 300...св. 300 | 0,049 | 0,48 | 0,14 | |||
Примечание. Вспомогательное время (t) связанное с переходом, определяется по формулам:
где a - постоянный коэффициент; D - диаметр шпинделя, мм; И - измеряемый размер, мм; x, y - показатели степени.
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ, НЕ ВОШЕДШИЕ В КОМПЛЕКСЫ | Горизонтально-расточные станки с неподвижной стойкой и поворотным столом | ||||||||
Приложение 36, лист 4 | |||||||||
N позиции | Наименование приемов. Способ установки приспособлений и инструмента | Диапазоны диаметров шпинделя, D, мм | Диапазоны измеряемых размеров, И, мм | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
a | x | y | |||||||
Изменить число оборотов шпинделя | 65...160 | - | 0,0193 | 0,36 | - | ||||
Изменить величину подачи | 65...160 | - | 0,0214 | 0,28 | - | ||||
44 | Изменить направление вращения шпинделя | 65...110 | - | Постоянная величина, мин. | 0,04 | ||||
160 | - | 0,05 | |||||||
45 | Изменить направление подачи | 65...110 | - | 0,04 | |||||
160 | - | 0,05 | |||||||
Установить и снять борштангу | в конус шпинделя | без крепления | 65...160 | - | 0,0242 | 0,7 | - | ||
с креплением | 65...160 | - | 0,133 | 0,5 | - | ||||
в конус шпинделя и втулку кондуктора | вручную | 65...160 | - | 1,07 | 0,36 | - | |||
49 | краном | 160 | - | Постоянная величина, мин. | 11,0 | ||||
в конус шпинделя и втулку кондуктора | вручную | 65...160 | - | 0,168 | 0,64 | - | |||
краном | 0,346 | 0,64 | - | ||||||
Установить и снять инструмент | в борштанге | резец с установкой на размер по шаблону или линейке | 65...160 | - | 0,156 | 0,32 | - | ||
расточная пластина, резец мерный двусторонний | 65...160 | <= 200 | 0,0441 | 0,34 | 0,22 | ||||
54 | > 200 | 0,00204 | 0,34 | 0,8 | |||||
зенкер, развертка, расточная резцовая головка | 65...160 | 100...200 | 0,00046 | 0,46 | 1,5 | ||||
расточная резцовая головка разъемная | вручную | 65...160 | - | 0,114 | 0,42 | - | |||
57 | краном | 110...160 | - | 0,949 | 0,23 | - | |||
58 | в конус шпинделя | без крепления | 65...160 | - | 0,0287 | 0,56 | - | ||
59 | с креплением | 65...160 | - | 0,0281 | 0,64 | - | |||
60 | в резцедержателе на планшайбе-резец | проходной | 65...160 | - | 0,612 | 0,16 | - | ||
61 | подрезной | 65...160 | - | 0,518 | 0,16 | - | |||
62 | Установить и снять кондукторную втулку | 65...160 | <= 80 | 0,0105 | 0,69 | - | |||
65...160 | > 80 | 0,00347 | 0,84 | - | |||||
64 | Переместить (выдвинуть) шпиндель на длину свыше 200 мм | 65...160 | 300 | Постоянная величина, мин. | 0,03 | ||||
65...160 | 500 | 0,08 | |||||||
110...160 | 800 | 0,16 | |||||||
65 | Переместить стол на длину свыше 200 мм | 65...110 | 300 | 0,04 | |||||
160 | 0,07 | ||||||||
65...110 | 500 | 0,10 | |||||||
160 | 0,16 | ||||||||
65...110 | 750 | 0,19 | |||||||
160 | 0,30 | ||||||||
110 | 1000 | 0,29 | |||||||
160 | 0,47 | ||||||||
Примечание. Вспомогательное время (t) связанное с переходом, определяется по формулам:
где a - постоянный коэффициент; D - диаметр шпинделя, мм; И - измеряемый размер, мм; x, y - показатели степени.
Токарно-револьверные станки | |||||||||
Приложение 37, лист 1 | |||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Вид подачи | Диапазоны наибольших диаметров обрабатываемых прутков, d, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
a | x | ||||||||
I. Станки с вертикальной осью вращения револьверной головки | |||||||||
Обработка на станках с полуавтоматическим циклом | - | 10...125 | 0,0023 | 0,67 | |||||
2 | Работа револьверной головкой | обработка с продольной подачей | Механическая | 10...125 | 0,0256 | 0,36 | |||
3 | Ручная | 0,0214 | 0,36 | ||||||
4 | обработка с продольной подачей и предварительным врезанием | Механическая | 40...125 | 0,0537 | 0,32 | ||||
5 | Ручная | 40...80 | 0,0443 | 0,32 | |||||
6 | Работа суппортом | обработка с продольной или поперечной подачей | с установкой резца | по упору или без выдерживания размера | Механическая | 10...125 | 0,032 | 0,4 | |
7 | Ручная | 0,0274 | 0,4 | ||||||
8 | по лимбу | Механическая | 40...125 | 0,0362 | 0,4 | ||||
Ручная | 0,0333 | 0,4 | |||||||
10 | с пробной стружкой (для обработки по 1Т9 - 1Т11) при диаметре, мм | 100...200 | Механическая | 80 | Постоянная величина, мин. | 0,46 | |||
125 | 0,60 | ||||||||
11 | св. 200 | 80 | 0,50 | ||||||
125 | 0,65 | ||||||||
Нарезание крепежной резьбы | резьбонарезной самооткрывающейся головкой | - | 10...125 | 0,0371 | 0,36 | ||||
13 | метчиком или плашкой | - | 0,0448 | 0,36 | |||||
II. Станки с горизонтальной осью вращения револьверной головки | |||||||||
14 | Обработка с продольной подачей | Механическая | 10...80 | 0,024 | 0,41 | ||||
15 | Ручная | 0,02 | 0,4 | ||||||
16 | Обработка с продольной подачей и предварительным врезанием | Механическая | 10...80 | 0,0325 | 0,43 | ||||
17 | Ручная | 10...40 | 0,0288 | 0,43 | |||||
18 | Обработка с поперечной подачей | с подводом револьверной головки | Механическая | 10...80 | 0,0325 | 0,43 | |||
19 | Ручная | 10...40 | 0,0288 | 0,43 | |||||
20 | без подвода револьверной головки | Механическая | 80 | 0,0069 | 0,72 | ||||
0,0367 | 0,27 | ||||||||
21 | Ручная | 10...40 | 0,0017 | 1,00 | |||||
80 | 0,0294 | 0,27 | |||||||
22 | Нарезание крепежной резьбы | резьбонарезной самооткрывающейся головкой | - | 10...80 | 0,0371 | 0,36 | |||
23 | метчиком или плашкой | - | 0,0448 | 0,36 | |||||
Нарезание конической резьбы резцом с копирным устройством | первый проход | - | 10...40 | 0,0095 | 0,66 | ||||
80 | 0,0276 | 0,37 | |||||||
25 | каждый последующий проход | - | 10...25 | Постоянная величина, равная, мин. | 0,02 | ||||
40 | 0,03 | ||||||||
80 | 0,03 | ||||||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | |||||||||
Изменить число оборотов шпинделя | - | 10...125 | 0,0165 | 0,3 | |||||
27 | Изменить величину подачи | - | 10...125 | 0,0079 | 0,42 | ||||
Сменить резец поворотом резцовой головки суппорта | - | 40...125 | 0,0068 | 0,48 | |||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Токарно-револьверные станки | |||||||
Приложение 37, лист 2 | ||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Вид подачи | Диапазоны наибольших диаметров обрабатываемых прутков, d, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
a | x | |||||||
29 | Повернуть ручной упор | - | 40...125 | Постоянная величина, 0,02 мин. | ||||
Закрепить или открепить каретку от продольного перемещения | - | 40...125 | 0,0057 | 0,45 | ||||
31 | Закрепить или открепить револьверную головку от продольного перемещения | - | 40 | Постоянная величина, мин. | 0,03 | |||
80 | 0,04 | |||||||
32 | Смазать деталь, развертку, метчик | - | 10...25 | 0,03 | ||||
40...80 | 0,04 | |||||||
125 | 0,05 | |||||||
33 | Переместить каретку суппорта в продольном направлении на длину свыше 100 мм | Длина перемещения, l, мм, до | 200 | - | 40...155 | См. время по карте 24 поз. 33, 34 | ||
34 | 300 | - | 80...125 | |||||
35 | Переместить суппорт в поперечном направления на длину свыше 50 мм | 100 | - | 10...125 | См. время по карте 24 поз. 35, 36 | |||
36 | 200 | - | 125 | |||||
37 | Вводы и выводы сверла для удаления стружки | Длина сверления в диаметрах сверла | 3d...10d | Ручная Механическая | Диаметр сверления | 10 | См. время по карте 24 поз. 37...45 | |
10...30 | ||||||||
Примечание. Вспомогательное время (t), связанное с переходом, определяется по формуле:
где a - постоянный коэффициент; d - наибольший диаметр обрабатываемого прутка, мм; x - показатель степени.
Вертикально- и радиально-сверлильные станки | |||||||
Приложение 38, лист 1 | |||||||
N позиции | Характер обработки | Вид подачи | Диапазоны наибольших диаметров сверления, d, мм | Диапазоны перемещения инструмента для обработки следующего отверстия, l, км | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | y | |||||
Обработка на станках с полуавтоматическим циклом или программным управлением | - | Постоянная величина | |||||
6...12 | - | 0,02 мин. | - | - | |||
35...75 | - | 0,0013 | 0,88 | - | |||
Сверление по разметке | Механическая | 6...100 | 0 | 0,018 | 0,46 | - | |
6...100 | 200...1000 | 0,0045 | 0,56 | 0,23 | |||
Ручная | 6...100 | 0 | 0,018 | 0,4 | - | ||
6...100 | 200...1000 | 0,0045 | 0,49 | 0,25 | |||
Сверление по кондуктору, рассверливание, зенкерование, развертывание, растачивание | Механическая | 6...100 | 0 | 0,0185 | 0,41 | - | |
6...100 | 200...1000 | 0,0059 | 0,46 | 0,23 | |||
Ручная | 6...100 | 0 | 0,0141 | 0,41 | - | ||
6...100 | 200...1000 | 0,0031 | 0,54 | 0,26 | |||
Зенкование, цехование | Верхней плоскости | 6...100 | 0 | 0,0141 | 0,41 | - | |
6...100 | 200...1000 | 0,0031 | 0,54 | 0,26 | |||
Нижней плоскости | 6...100 | 0 | 0,1646 | 0,2 | - | ||
6...100 | 200...1000 | 0,094 | 0,24 | 0,09 | |||
Нарезание резьбы машинными метчиками | Без реверса | 6..100 | 0 | 0,0141 | 0,41 | - | |
- | 200...1000 | 0,0031 | 0,54 | 0,26 | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕВОДОМ | Вертикально- и радиально-сверлильные станки | ||||||||
Приложение 38, лист 2 | |||||||||
N позиции | Характер обработки | Вид подачи | Диапазоны наибольших диаметров сверления, d, мм | Диапазоны длин горизонтального перемещения инструмента для обработки следующего отверстия, l, мм | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
a | x | y | |||||||
Нарезание резьбы машинными метчиками | С реверсом | 6...100 | 0 | 0,034 | 0,38 | - | |||
200... 1000 | 0,0123 | 0,44 | 0,18 | ||||||
Сверление с предварительной засверловкой отверстия по кондукторной втулке и последующее сверление без втулки | Механическая | 35...75 | 0 | 0,037 | 0,41 | - | |||
Ручная | 35...75 | 0 | 0,0282 | 0,41 | - | ||||
20 | Приемы, связанные с переходом, не вошедшие в комплексы | 6...100 | - | См. время по карте 25 поз. 10...45 | |||||
Перемотать магнитную ленту со скоростью перемотки 300 м/мин. | Скорость воспроизведения программы, V, м/мин. | 3 | Время автоматической работы станка, Tавт, мин. | 2...120 | 0,0033 | 1,00 | 1,00 | ||
12 | |||||||||
Перемотать перфорированную ленту | Вид перемотки | автоматическая ручная | Длина ленты, l1, м | 2...15 | 0,0231 | 0,98 | - | ||
0,5029 | 0,53 | - | |||||||
23 | Вводы и выводы сверла при сверлении для удаления стружки | 6...100 | 3...450 (длина сверления) | См. время по карте 25 поз. 50...60 | |||||
24 | Нарезание резьбы в гайках гаечным метчиком | 6...100 | - | См. время на операцию по карте 25 поз. 61...70 | |||||
Примечание. Вспомогательное время, связанное с переходом, определяется по формулам:
 -
- где a - постоянный коэффициент; d - наибольший диаметр сверления на станке, мм; l - длина горизонтального перемещения инструмента для обработки следующего отверстия, мм; x, y - показатели степени; Tавт - время автоматической работы станка, мин.; V - скорость воспроизведения программы, м/мин.; l1 - длина ленты, м.
Станки для глубокого сверления и растачивания | ||||||||||||
Приложение 39, лист 1 | ||||||||||||
N позиции | Характер обработки | Диапазоны длины отверстия, l, м | Диапазоны наибольших наружных диаметров устанавливаемого изделия, D, мм | Диапазоны диаметров обрабатываемых отверстий, d, мм | Диапазон числа проходов, n, шт. | Значение постоянного коэффициента и показателя степени принятого фактора | ||||||
a | x | y | z | q | ||||||||
Сплошное сверление | при наличии захода | без замены головки | 0,5...5 | 200...1200 | 10...400 | - | 0,047 | 0,21 | 0,46 | 0,19 | - | |
> 5 | 200...1200 | 10...400 | - | 0,083 | - | 0,46 | 0,19 | - | ||||
с засверливанием | 0,5...5 | 200...1200 | 10...400 | - | 0,068 | 0,15 | 0,43 | 0,19 | - | |||
> 5 | 200...1200 | 100...400 | - | 0,093 | - | 0,46 | 0,19 | - | ||||
замена головки | - | 200...1200 | 10...400 | - | 0,107 | - | 0,43 | 0,20 | - | |||
с засверливанием и растачиванием захода | без замены головки | 0,5...5 | 200...1200 | 10...400 | - | 0,165 | 0,16 | 0,46 | 0,21 | - | ||
> 5 | 200...1000 | 100...400 | - | 0,21 | - | 0,46 | 0,23 | - | ||||
с заменой головки | 0,5...5 | 200...1200 | 10...400 | - | 0,176 | 0,16 | 0,48 | 0,22 | - | |||
> 5 | 200...1200 | 100...400 | - | 0,257 | - | 0,48 | 0,22 | - | ||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Станки для глубокого сверления и растачивания | ||||||||||||
Приложение 39, лист 2 | |||||||||||||
N позиции | Характер обработки | Диапазоны длины отверстия, l, м | Диапазоны наибольших наружных диаметров устанавливаемого изделия, D, мм | Диапазоны диаметров обрабатываемых отверстий, d, мм | Диапазон числа проходов, n, шт. | Значение постоянного коэффициента и показателя степени принятого фактора | |||||||
a | x | y | z | q | |||||||||
Кольцевое сверление | сверление без удаления стержня | без замены головки | 0,5...5 | 200...1200 | 10...1000 | - | 0,045 | 0,17 | 0,50 | 0,17 | - | ||
> 5 | 200...1200 | 10...1000 | - | 0,179 | - | 0,43 | 0,13 | - | |||||
с заменой головки | 0,5...0 | 200...1000 | 10...400 | - | 0,30 | 0,17 | 0,33 | 0,25 | - | ||||
0,5...0 | 1200 | 100...1000 | - | 2,5 | 0,12 | - | 0,34 | - | |||||
> 5 | 200...1200 | 10...400 | - | 0,43 | - | 0,33 | 0,25 | - | |||||
> 5 | 1200 | 100...1000 | - | 3,3 | - | - | 0,34 | - | |||||
удаление стержня (при сквозном сверлении) | <= 5 | 200...1000 | 50...400 | - | 0,65 | - | 0,38 | 0,16 | - | ||||
> 5 | 200...1000 | 50...400 | - | 0,71 | - | 0,38 | 0,16 | - | |||||
<= 5 | 1200 | 100...1000 | - | 6,61 | - | - | 0,28 | - | |||||
> 5 | 1200 | 100...1000 | - | 7,71 | - | - | 0,28 | - | |||||
расширение паза (с заменой головки) | <= 5 | 200...1000 | 50...400 | - | 0,211 | - | 0,35 | 0,30 | - | ||||
> 5 | 200...1000 | 50...400 | - | 0,245 | - | 0,35 | 0,30 | - | |||||
<= 5 | 1200 | 100...1000 | - | 1,51 | - | - | 0,43 | - | |||||
> 5 | 1200 | 100...1000 | - | 1,62 | - | - | 0,43 | - | |||||
обработка дна с заменой | одной головки | 0,5...5 | 200...1200 | 50...1000 | - | 0,039 | 0,15 | 0,60 | 0,30 | - | |||
25 | > 5 | 200...1200 | 100...1000 | - | 0,046 | - | 0,65 | 0,28 | - | ||||
двух головок | 0,5...5 | 500...1000 | 200...400 | - | 0,102 | 0,29 | 0,56 | 0,25 | - | ||||
> 5 | 500...1000 | 200...400 | - | 0,3 | - | 0,56 | 0,17 | - | |||||
0,5...5 | 1200 | 200...1000 | - | 5,4 | 0,25 | - | 0,30 | - | |||||
> 5 | 1200 | 200...1000 | - | 10,0 | - | - | 0,28 | - | |||||
Растачивание | без замены головки при квалитетах | 1Т12 - 1Т14 | 0,5...5 | 200...1200 | 50...1000 | 1...3 | 0,036 | 0,20 | 0,52 | 0,22 | 0,84 | ||
> 5 | 200...1200 | 100...1000 | 1...3 | 0,095 | - | 0,50 | 0,18 | 0,77 | |||||
1Т8 - 1Т9 | 0,5...5 | 200...1200 | 50...1000 | 2...5 | 0,068 | 0,11 | 0,52 | 0,22 | 0,63 | ||||
> 5 | 200...1200 | 100...1000 | 2...5 | 0,093 | - | 0,52 | 0,22 | 0,63 | |||||
замена головки | - | 200...1200 | 50...1000 | - | 0,0033 | - | 0,9 | 0,33 | - | ||||
подналадка комплекта деревянных направляющих | - | 200...1200 | 50...1000 | - | 0,046 | - | 0,62 | 0,20 | - | ||||
Развертывание плавающей пластиной | с заменой головки | 0,5...5 | 200...1200 | 50...800 | 1...3 | 0,076 | 0,20 | 0,55 | 0,19 | 0,59 | |||
> 5 | 200...1200 | 100...800 | 1...3 | 0,13 | - | 0,55 | 0,19 | 0,59 | |||||
Раскатывание | 0,5...5 | 200...1200 | 50...800 | 1...3 | 0,053 | 0,19 | 0,55 | 0,21 | 0,59 | ||||
> 5 | 200...1200 | 100...800 | 1...3 | 0,097 | - | 0,55 | 0,21 | 0,59 | |||||
Примечание. Вспомогательное время (t), связанное с переходом, определяется по формулам:
где a - постоянный коэффициент; l - длина отверстия, мм; D - наибольший наружный диаметр устанавливаемого изделия, мм; d - диаметр обрабатываемого отверстия, мм; n - число проходов; x, y, z, q - показатели степени.
Горизонтально-вертикально-универсально-фрезерные станки | |||||||||
Приложение 40, лист 1 | |||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Диапазоны наибольших длин стола, L, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||||||
a | x | y | |||||||
Время на проход | |||||||||
Фрезерование на станках с полуавтоматическим циклом или программным управлением | 500...2500 | 0,000089 | 0,87 | - | |||||
2 | Фрезерование плоскостей, фасонных поверхностей и пазов | фрезой, установленной на размер | 500...2500 | 0,0099 | 0,4 | - | |||
3 | с установкой фрезы | по лимбу по разметке по шаблону приспособления | 500...2500 | 0,0216 | 0,4 | - | |||
4 | 500...2500 | 0,0393 | 0,4 | - | |||||
500...2500 | 0,0262 | 0,4 | - | ||||||
6 | со взятием одной пробной стружки | универсальные инструменты | измеряемый размер, мм, до | <= 100 | 500...2500 | 0,0434 | 0,39 | - | |
7 | > 100 | 500...2500 | 0,0479 | 0,39 | - | ||||
8 | шаблон | <= 100 | 500...2500 | 0,0375 | 0,40 | - | |||
9 | > 100 | 500...2500 | 0,0404 | 0,40 | - | ||||
Фрезерование криволинейных поверхностей и пазов по копиру | наружных | с установкой фрезы | по лимбу | 500...2500 | 0,01911 | 0,42 | - | ||
11 | по упору копира | 500...2500 | 0,0176 | 0,42 | - | ||||
12 | закрытых | по лимбу | 500...2500 | 0,0372 | 0,39 | - | |||
13 | по упору копира | 500...2500 | 0,0341 | 0,39 | - | ||||
Фрезерование шлиц винтов, граней болтов и гаек | 500...1250 | 0,00028 | 0,75 | - | |||||
Время на приемы, связанные с переходом, не вошедшие комплексы | |||||||||
Изменить оборотов шпинделя | 500...2500 | 0,0082 | 0,32 | - | |||||
Изменить величину или направление подачи | 500...2500 | 0,00505 | 0,37 | - | |||||
17 | Повернуть делительную головку или делительное приспособление на одну позицию | 500...1600 | Постоянная величина, мин. | 0,04 | - | ||||
18 | Повернуть приспособление с рабочей позиции на загрузочную | 1250...1600 | 0,09 | ||||||
2500 | 0,11 | ||||||||
Поставить и снять щиток ограждения от стружки | шарнирный | 500...2500 | 0,0019 | 0,49 | - | ||||
съемный | 500...2500 | 0,0175 | 0,33 | - | |||||
21 | Переместить стол в продольном направлении на длину свыше 200 мм при длине перемещения, мм, до | 300 | 500...2500 | Постоянная величина, мин. | 0,04 | - | |||
22 | 500 | 500...2500 | 0,07 | - | |||||
800...1250 | 0,09 | ||||||||
1600...2500 | 0,10 | ||||||||
23 | 750 | 1250 | 0,20 | - | |||||
1600...2500 | 0,21 | ||||||||
24 | 1000 | 1600...2500 | 0,31 | ||||||
25 | 1500 | 2500 | 0,47 | ||||||
26 | Включить или выключить пульт лентопротяжного механизма | Постоянная величина, мин. | 0,02 | ||||||
27 | Продвинуть перфоленту в исходное положение | 0,5 | |||||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Горизонтально-вертикально-универсально-фрезерные станки | ||||||||||
Приложение 40, лист 2 | |||||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Диапазоны наибольших длин стола, L, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||||||||
a | x | y | |||||||||
28 | Установить координаты x, y (на 100 мм) | 0,25 | |||||||||
29 | Ввести коррекцию (на 1 корректор) | Постоянная величина, мин. | 0,25 | ||||||||
Перемотать магнитную ленту со скоростью перемотки 300 м/мин. | Скорость воспроизведения программы, V, м/мин. | 3 | Время автоматической работы станка, Tавт, мин. | 2...120 | 0,0033 | 1,00 | 1,00 | ||||
12 | |||||||||||
Перемотать перфорированную ленту | Вид перемотки | автоматическая ручная | Длина ленты, l, м | 2...15 | 0,0231 | 0,98 | - | ||||
0,5029 | 0,53 | - | |||||||||
Примечания:
1. Вспомогательное время (t), связанное с переходом, определяется по формуле:
2. Вспомогательное время (t) на приемы, связанные с переходом, не вошедшие в комплексы, определяется по формулам:
 -
- где a - постоянный коэффициент; L - наибольшая длина стола, мм; Tавт - время автоматической работы станка мин.; V - скорость воспроизведения программы, м/мин.; l - длина ленты, мм; x, y - показатели степени.
Продольно-фрезерные станки | |||||||||||
Приложение 41, лист 1 | |||||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Диапазоны длины стола, L, мм | Диапазоны измеряемых размеров, И, мм | Диапазоны числа фрез, устанавливаемых на размер, n, шт. | Значение постоянного коэффициента и показателя степени принятого фактора | ||||||
a | x | y | z | ||||||||
Фрезами, установленными на размер | 1600...6300 | - | - | 0,1244 | 0,11 | - | - | ||||
Фрезерование плоскостей, фасонных поверхностей и пазов | с установкой фрезы | по разметке | 1600...6300 | - | 1 | 0,18 | 0,21 | - | - | ||
2...4 | 0,1638 | 0,21 | - | 0,67 | |||||||
по лимбу | 1600...6300 | - | 1...4 | 0,088 | 0,23 | - | 0,53 | ||||
по шаблону приспособления и щупу | в одном направлении | 1600...6300 | - | 1 | 0,148 | 0,19 | - | - | |||
2...4 | 0,126 | 0,19 | - | 0,72 | |||||||
в двух направлениях | 1600...6300 | - | 1 | 0,153 | 0,22 | - | - | ||||
2...4 | 0,140 | 0,22 | - | 0,77 | |||||||
со взятием пробных стружек с точностью обработки | 0,2...0,5 мм | универсальные многомерные инструменты шаблоны | 1600...6300 | 300...700 | 1 | 0,1382 | 0,12 | 0,18 | - | ||
10 | - | 500...600 | 1 | 0,0447 | 0,18 | 0,26 | - | ||||
< 0,2 мм | универсальные многомерные инструменты | 1600...6300 | 300...600 | 1 | 0,1088 | 0,13 | 0,27 | - | |||
Изменить число оборотов шпинделя | 1600...6300 | - | - | 0,0172 | 0,22 | - | - | ||||
Изменить величину подачи | 1600...6300 | - | - | 0,0122 | 0,25 | - | - | ||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Продольно-фрезерные станки | |||||||
Приложение 41, лист 2 | ||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Диапазоны длины стола, L, мм | Диапазоны измеряемых размеров, И, мм | Диапазоны числа фрез, устанавливаемых на размер, n, шт. | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | y | z | |||||
14 | Переместить стол на длину свыше 500 мм | 1600...6300 | 1000...6000 | - | См. время по карте 28 поз. 11 | |||
15 | Переместить шпиндельную головку (верхнего или бокового суппорта) на длину свыше 100 мм | 1600...6300 | 200...600 | - | См. время по карте 28 поз. 12 | |||
16 | При выполнении работы с установкой фрезы в двух направлениях следует добавлять на каждую фрезу | 1600...6300 | - | 1...4 | Постоянная величина 0,18 мин. | |||
Примечание. Вспомогательное время (t), связанное с переходом, определяется по формулам:
где a - постоянный коэффициент; L - длина стола, мм; И - измерительный размер, мм; n - число фрез, устанавливаемых на размер, шт.; x, y, z - показатели степени.
Копировально-фрезерные станки | ||||||
Приложение 42, лист 1 | ||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Диапазоны наибольших длин стола, L, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | y | ||||
Время на проход | ||||||
Копирное фрезерование на станках с полуавтоматическим циклом или программным управлением | 1250...2500 | 0,000032 | 1,0 | - | ||
2 | Фрезерование криволинейных поверхностей и пазов по плоским копирам | наружных | 1250...2500 | 0,0117 | 0,41 | - |
закрытых | 0,0226 | 0,41 | - | |||
Время на приемы, связанные с переходом, не вошедшие в комплексы | ||||||
Повернуть копир для обработки следующей поверхности при многопереходных операциях | 1250...2500 | 0,00057 | 0,75 | - | ||
5 | Повернуть фрезерную головку для обработки вторым шпинделем | 1250 | постоянная величина 0,05 мин. | |||
Изменить число оборотов шпинделя | 1250...2500 | 0,0076 | 0,33 | - | ||
Изменить величину или направление подачи | 1250...2500 | 0,0068 | 0,33 | - | ||
8 | Включить или выключить пульт лентопротяжного механизма | - | Постоянная величина, мин. | 0,02 | ||
9 | Продвинуть перфоленту в исходное положение | 1250...2500 | 0,5 | |||
10 | Установить координаты x, y (на 100 мм) | - | 0,25 | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Копировально-фрезерные станки | |||||||
Приложение 42, лист 2 | ||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Диапазоны наибольших длин стола, L, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
a | x | y | ||||||
11 | Ввести коррекцию (на 1 корректор) | Постоянная величина, мин. | 0,05 | |||||
Переместить магнитную ленту со скоростью перемотки 300 м/мин. | Скорость воспроизведения программы, V, м/мин. | 3 | Время автоматической работы ставка, Tавт, мин. | 2... | 0,0033 | 1,0 | 1,0 | |
12 | 120 | |||||||
Перемотать перфорированную ленту | Вид перемотки | автоматическая ручная | Длина ленты, l, м | 2... | 0,0231 | 0,98 | - | |
15 | 0,5029 | 0,53 | - | |||||
Примечания:
1. Вспомогательное время (t), связанное с переходом, определяется по формуле:
2. Вспомогательное время (t) на приемы, связанное с переходом, не вошедшие в комплексы, определяется по формулам:
 - поз. 12;
- поз. 12;где a - постоянный коэффициент; L - наибольшая длина стола, мм; Tавт - время автоматической работы станка мин.; V - скорость воспроизведения программы, м/мин.; l - длина ленты, мм; x, y - показатели степени.
Продольно-строгальные станки | ||||||||
Приложение 43, лист 1 | ||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Диапазоны наибольших длин рабочей поверхности стола, L, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
a | x | y | ||||||
Строгание плоскостей | с установкой резца (черновой проход) | по разметке | - | 2500...12000 | 0,0115 | 0,2 | - | |
2 | по лимбу | - | 2500...12000 | 0,0564 | 0,2 | - | ||
3 | по мерным плиткам | - | 2500...12000 | 0,0917 | 0,2 | - | ||
с предварительным промером (черновой проход) | 2500...12000 | 0,0917 | 0,2 | - | ||||
со взятием пробных стружек при чистовом проходе с точностью обработки | 0,5...0,2 | 100 | 2500...12000 | 0,0770 | 0,18 | 0,14 | ||
6 | 300 | |||||||
7 | св. 300 | |||||||
8 | < 0,2 мм | 100 | 2500...12000 | 0,1844 | 0,13 | 0,13 | ||
9 | 300 | |||||||
св. 300 | ||||||||
Строгание пазов, скосов, отрезка | без измерения | - | 2500...12000 | 0,0896 | 0,15 | - | ||
12 | с измерением длины расположения размера | - | 2500...12000 | 0,1711 | 0,15 | - | ||
Время на приемы, связанные с переходом, не вошедшие в комплексы | ||||||||
13 | Изменить скорость движения стола | 2500...12000 | 0,0238 | 0,17 | - | |||
14 | Изменить длину хода стола перемещением упоров | 2500...12000 | 0,0221 | 0,31 | - | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Продольно-строгальные станки | ||||||
Приложение 43, лист 2 | |||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Диапазоны наибольших длин рабочей поверхности стола, L, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | y | |||||
15 | Изменить величину подачи | 2500...12000 | 0,0211 | 0,17 | - | ||
16 | Повернуть резцедержатель на угол с возвратом в первоначальное положение | 2500...12000 | 0,0876 | 0,31 | - | ||
17 | Повернуть суппорт на угол с возвратом в первоначальное положение | 2500...12000 | 0,0699 | 0,4 | - | ||
18 | Установить и снять резец | проходной или подрезной | 2500...12000 | 0,2430 | 0,17 | - | |
19 | широкий или фасонный | 0,0467 | 0,31 | - | |||
20 | Установить резец в державку и снять его | 2500...12000 | 0,0565 | 0,25 | - | ||
Установить и снять державку с резцом в резцедержатель | 2500...12000 | 0,1132 | 0,25 | - | |||
22 | Переместить суппорт в горизонтальном направлении на длину свыше 200 мм при длине перемещения, мм, до | 300 | 2500 | Постоянная величина, мин. | 0,03 | ||
6000..12000 | 0,05 | ||||||
23 | 500 | 2500 | 0,8 | ||||
6000...12000 | 0,11 | ||||||
24 | 1000 | 6000...12000 | 0,29 | ||||
Примечание. Вспомогательное время (t), связанное с переходом, определяется по формулам:
где a - постоянный коэффициент; L - длина рабочей поверхности стола, мм; И - измеряемый размер, мм; x, y - показатель степени.
Поперечно-строгальные станки | ||||||||
Приложение 44, лист 1 | ||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Диапазоны наибольших длин рабочей поверхности стола, L, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
a | x | y | ||||||
Время на проход | ||||||||
Строгание плоскостей и поверхностей по фасонному контуру | резцом, установленным на размер (черновой или чистовой проход) | - | 200...1000 | 0,0363 | 0,28 | - | ||
2 | с установкой резца (черновой проход) | по разметке | - | 200...1000 | 0,1037 | 0,24 | - | |
3 | по лимбу | - | 200...1000 | 0,0476 | 0,28 | - | ||
4 | по шаблону или мерным плиткам | - | 200...1000 | 0,0869 | 0,24 | - | ||
с предварительным переходом (черновой проход) | - | 200...1000 | 0,0869 | 0,24 | - | |||
со взятием пробных стружек при чистовом проходе с точностью обработки | 0,5...0,2 мм | 100 | 200...1000 | 0,1219 | 0,2 | 0,07 | ||
7 | 300 | |||||||
8 | св. 300 | |||||||
9 | < 0,2 мм | 100 | 200...1000 | 0,2206 | 0,15 | 0,1 | ||
10 | 300 | |||||||
св. 300 | ||||||||
Строгание пазов, скосов, отреза | без измерения | - | 200...1000 | 0,0635 | 0,28 | - | ||
с измерением длины расположения размера | - | 200...1000 | 0,1403 | 0,22 | - | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Поперечно-строгальные станки | |||||||
Приложение 44, лист 2 | ||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Диапазоны наибольших длин рабочей поверхности стола, L, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
a | x | y | ||||||
Время на приемы, связанные с переходом, не вошедшие в комплексы | ||||||||
Изменить число ходов ползуна | - | 200...1000 | 0,0173 | 0,2 | - | |||
15 | Изменить длину хода ползуна | - | 200...1000 | 0,0092 | 0,45 | - | ||
16 | Изменить величину подачи | - | 200...1000 | 0,0106 | 0,25 | - | ||
17 | Установить и снять резец | проходной или подрезной | - | 200...1000 | 0,3162 | 0,15 | - | |
шпоночный или широкий | - | 0,2923 | 0,19 | - | ||||
19 | Повернуть суппорт на угол с возвратом в первоначальное положение | - | 200...500 | Постоянная величина, мин. | 1,2 | |||
20 | 1000 | 1,4 | ||||||
21 | Переместить стол на длину свыше 200 мм | Длина перемещения, мм, до | 300 | 200 | 0,05 | |||
22 | 500...1000 | 0,06 | ||||||
23 | 500 | 200 | 0,12 | |||||
24 | 500 | 0,14 | ||||||
25 | 1000 | 0,15 | ||||||
26 | Переместить суппорт вертикально на длину свыше 100 мм | 150 | 200 | 0,05 | ||||
27 | 500 | 0,06 | ||||||
28 | 1000 | 0,07 | ||||||
29 | 200 | 200 | 0,08 | |||||
30 | 500 | 0,10 | ||||||
31 | 1000 | 0,13 | ||||||
Примечание. Вспомогательное время (t), связанное с переходом, определяется по формулам:
где a - постоянный коэффициент; L - длина рабочей поверхности стола, мм; И - измеряемый размер, мм; x, y - показатели степени.
Долбежные станки | ||||||||
Приложение 45, лист 1 | ||||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Диапазоны наибольших длин хода долбяка, L, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
a | x | y | ||||||
Обработка плоскостей в поверхностей по фасонному контуру | с установкой резца (черновой проход) | по разметке | - | 200...1000 | 0,0897 | 0,24 | - | |
по лимбу | - | 200...1000 | 0,0408 | 0,28 | - | |||
с предварительным промером (черновой проход) | - | 200...1000 | 0,0408 | 0,28 | - | |||
со взятием пробных стружек при чистовом проходе с точностью обработки | 0,5...0,3 мм | 100 | 200...1000 | 0,0695 | 0,20 | 0,15 | ||
5 | 300 | |||||||
6 | < 0,3 мм | 100 | 200...1000 | 0,1068 | 0,20 | 0,15 | ||
300 | ||||||||
Обработка пазов | без измерения | - | 200...1000 | 0,0055 | 0,33 | - | ||
9 | с измерением размера расположения паза | - | 200...1000 | 0,1093 | 0,24 | - | ||
Время на приемы, связанные с переходом, не вошедшие в комплексы | ||||||||
10 | Изменить число двойных ходов долбяка | 200...1000 | 0,0135 | 0,24 | - | |||
11 | Изменить длину хода долбяка | 200...1000 | 0,0102 | 0,43 | - | |||
12 | Изменить величину подачи | 200...1000 | 0,0112 | 0,24 | - | |||
13 | Установить и снять резец | проходной или подрезной | 200..1000 | 0,4121 | 0,1 | - | ||
14 | шпоночный или широкий | 0,5513 | 0,1 | - | ||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ПЕРЕХОДОМ | Долбежные станки | |||||
Приложение 45, лист 2 | ||||||
N позиции | Характер обработки. Способ установки инструмента на стружку | Измеряемый размер, И, мм, до | Диапазоны наибольших длин хода долбяка, Z, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | y | ||||
Установить и снять державку для резца | 200...1000 | 0,2804 | 0,24 | - | ||
Повернуть круглый стол на оси на угол, | 30 | 200...1000 | 0,0015 | 0,28 | 0,66 | |
17 | 60 | |||||
18 | 120 | |||||
180 | ||||||
20 | Переместить стол на длину свыше 200 мм, при длине перемещения, мм, до | 400 | 200 | Постоянная величина, мин. | 0,07 | |
500 | 0,08 | |||||
1000 | 0,09 | |||||
21 | 600 | 200 | 0,14 | |||
500 | 0,16 | |||||
1000 | 0,20 | |||||
Примечание. Вспомогательное время (t), связанное с переходом, определяется по формулам:
 -
- где a - постоянный коэффициент; L - наибольшая длина хода долбяка, мм;  - угол поворота стола, град.; И - измеряемый размер, мм; x, y - показатели степени.
- угол поворота стола, град.; И - измеряемый размер, мм; x, y - показатели степени.
Круглошлифовальные станки | ||||||||||
Приложение 46, лист 1 | ||||||||||
N позиции | Характер обработки | Измерительный инструмент | Квалитет (класс точности) | Диапазоны наибольших диаметров устанавливаемого изделия, D, мм | Диапазоны диаметров обрабатываемой поверхности, d, мм точность обработки, | Диапазоны длин обрабатываемой поверхности, l, мм | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | y | z | |||||||
1. Обработка цилиндрических поверхностей с продольной подачей | ||||||||||
Шлифование поверхности без измерения | - | - | 200...560 | - | - | 0,0034 | 0,65 | - | - | |
Шлифование поверхности с измерением | Универсальные многомерные | 1Т5 - 1Т6 (1 кл.) | 200...560 | 10...25 | 50...200 | 0,0248 | 0,35 | 0,10 | 0,13 | |
3 | 200...560 | 26...500 | 50...200 | 0,0047 | 0,35 | 0,60 | 0,13 | |||
4 | 200...560 | 26...500 - | 201...1000 | 0,0027 | 0,35 | 0,60 | 0,23 | |||
5 | 1Т7 (2 кл.) | 200...560 | 10...25 | 50...200 | 0,0116 | 0,42 | 0,08 | 0,10 | ||
6 | 200...560 | 26...500 | 50...200 | 0,0022 | 0,42 | 0,57 | 0,10 | |||
7 | 360...560 | 26...500 | 201...1000 | 0,0006 | 0,48 | 0,62 | 0,23 | |||
8 | 1Т8 - 1Т9 (3 кл.) | 200...560 | 10...25 | 50...200 | 0,004 | 0,51 | 0,07 | 0,13 | ||
9 | 200...560 | 26...500 | 50...200 | 0,00105 | 0,51 | 0,48 | 0,13 | |||
10 | 200...560 | 26...500 | 201...1000 | 0,0004 | 0,51 | 0,48 | 0,28 | |||
11 | Скоба жесткая | 1Т5 1Т6 (1 кл.) | 200..560 | 10...50 | 50...500 | 0,04 | 0,32 | 0,12 | 0,14 | |
12 | 51...100 | 0,0114 | 0,32 | 0,48 | 0,14 | |||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Круглошлифовальные станки | |||||||||
Приложение 46, лист 2 | ||||||||||
N позиции | Характер обработки | Измерительный инструмент | Квалитет (класс точности) | Диапазоны наибольших диаметров устанавливаемого изделия, D, мм | Диапазоны диаметров обрабатываемой поверхности, d, мм точность обработки, | Диапазоны длин обрабатываемой поверхности, l, мм | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | y | z | |||||||
13 | Шлифование поверхности с измерением | Скоба жесткая | 1Т7 (2 кл.) | 200...560 | 10...25 | 50...1000 | 0,012 | 0,4 | 0,04 | 0,18 |
14 | 26...500 | 50...1000 | 0,0021 | 0,43 | 0,58 | 0,13 | ||||
15 | 1Т8 - 1Т9 (3 кл.) | 10...25 | 50...1000 | 0,0114 | 0,38 | 0,06 | 0,12 | |||
26...500 | 0,0029 | 0,38 | 0,45 | 0,12 | ||||||
II. Обработка торцовых поверхностей | ||||||||||
Шлифование торцов без измерения | - | - | 200...560 | - | - | 0,0035 | 0,51 | - | - | |
Шлифование торцов с измерением | Универсальные многомерные | - | 200...560 | 0,03...0,07 | 50...500 | 0,0078 | 0,18 | - 0,64 | 0,38 | |
0,071...0,10 | 50...500 | 0,000147 | 0,42 | - 1,50 | 0,44 | |||||
> 0,10 | 50...500 | 0,00293 | 0,33 | - | 0,54 | |||||
Калибры и шаблоны | - | 200...560 | 0,03...0,10 | 50...500 | 0,0031 | 0,32 | - 0,62 | 0,34 | ||
> 0,10 | 50...500 | 0,0024 | 0,34 | - | 0,56 | |||||
Примечание. Вспомогательное время (t), связанное с обработкой поверхности, определяется по формулам:
 -
- где a - постоянный коэффициент; D - наибольший диаметр устанавливаемого изделия, мм; d - диаметр обрабатываемой поверхности, мм; l - длина обрабатываемой поверхности или измеряемая длина, мм;  - точность измерения, мм, x, y, z - показатели степени.
- точность измерения, мм, x, y, z - показатели степени.
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Круглошлифовальные станки | |||||||||
Приложение 46, лист 3 | ||||||||||
N позиции | Характер обработки | Измерительный инструмент | Квалитет (класс точности) | Диапазоны наибольших диаметров устанавливаемого изделия, D, мм | Диапазоны диаметров обрабатываемой поверхности, d, мм число врезаний, n, шт. | Диапазоны длин обрабатываемой поверхности, l, мм | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | y | z | |||||||
III. Обработка цилиндрических поверхностей с радиальной подачей | ||||||||||
Шлифование поверхности без измерения (на одно врезание) | - | - | 200...560 | - | - | 0,0035 | 0,51 | - | - | |
Шлифование поверхности с измерением (за одно врезание) | Универсальные многомерные | 1Т5 - 1Т6 (1 кл.) | 200...560 | 10...25 | 25...100 | 0,0353 | 0,29 | 0,12 | 0,08 | |
25 | 200...560 | 26...300 | 25...300 | 0,099 | 0,22 | 0,63 | 0,08 | |||
26 | ||||||||||
1Т7 (2 кл.) | 200...560 | 10...25 | 25...100 | 0,0238 | 0,24 | 0,1 | 0,125 | |||
27 | 200...560 | 26...300 | 25...100 | 0,005 | 0,24 | 0,58 | 0,125 | |||
28 | 1Т8 - 1Т9 (3 кл.) | 200...560 | 10...25 | 25...100 | 0,0115 | 0,28 | 0,1 | 0,13 | ||
29 | 26...200 | 0,0032 | 0,28 | 0,5 | 0,13 | |||||
30 | 201...300 | 0,00031 | 0,21 | 1,0 | 0,13 | |||||
31 | Скоба жесткая | 1Т5 - 1Т6 (1 кл.) | 200...560 | 10...25 | 25...100 | 0,0470 | 0,24 | 0,1 | 0,22 | |
32 | 26...100 | 0,028 | 0,24 | 0,4 | 0,08 | |||||
33 | 1Т7 (2 кл.) | 200...560 | 10...25 | 25...100 | 0,0266 | 0,28 | 0,07 | 0,1 | ||
34 | 26...300 | 0,0047 | 0,28 | 0,60 | 0,08 | |||||
35 | 1Т8 - 1Т9 (3 кл.) | 200...560 | 10...25 | 25...100 | 0,0138 | 0,32 | 0,08 | 0,08 | ||
26...300 | 0,0037 | 0,32 | 0,48 | 0,08 | ||||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Круглошлифовальные станки | |||||||||
Приложение 46, лист 4 | ||||||||||
N позиции | Характер обработки | Измерительный инструмент | Квалитет (класс точности) | Диапазоны наибольших диаметров устанавливаемого изделия, D, мм | Диапазоны диаметров обрабатываемой поверхности, d, мм число врезаний n, шт. | Диапазоны длин обрабатываемой поверхности, l, мм | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | y | z | |||||||
Черновое шлифование длинных поверхностей без измерения (за несколько врезаний с ручным перемещением стола) | - | - | 200...560 | 2...5 | 25...100 | 0,0058 | 0,42 | 1,0 | 0,12 | |
Примечание. Вспомогательное время (t), связанное с обработкой поверхности, определяется по формулам:
t = a · Dx · ny · lz - поз. 37,
где a - постоянный коэффициент; D - наибольший диаметр устанавливаемого изделия, мм; d - диаметр обрабатываемой поверхности, мм; l - длина обрабатываемой поверхности или ширина шлифовального круга, мм; n - число врезаний при черновом шлифовании данных поверхностей; x, y, z - показатели степени.
Внутришлифовальные станки | ||||||||||||
Приложение 47, лист 1 | ||||||||||||
N позиции | Характер обработки. Измерительный инструмент. Квалитет (класс точности) | Диапазоны длин отверстий или измеряемых длин l, мм, до | Диапазоны наибольших диаметров шлифуемого отверстия, D, мм, до | Диапазоны диаметров обрабатываемой поверхности d, мм, до | Диапазоны точности измерения, | Значение постоянного коэффициента и показателя степени принятого фактора | ||||||
a | x | y | z | Q | ||||||||
Работа на станках с полуавтоматическим циклом | 50...200 | 100...400 | - | - | 0,0021 | - | 0,50 | - | - | |||
2 | Шлифование отверстий без измерения | 50...200 | 100...200 | - | - | 0,055 | - | 0,13 | - | - | ||
100,.200 | > 200 | - | - | 0,0095 | - | 0,46 | - | - | ||||
Шлифование цилиндрических отверстий с измерением | Универсальные многомерные | 1Т5 - 1Т6 (1 кл.) | 50...200 | 100...400 | 25...300 | - | 0,048 | 0,18 | 0,12 | 0,42 | - | |
> 200 | 200...400 | 50...300 | - | 0,141 | - | 0,10 | 0,46 | - | ||||
1Т7 (2 кл.) | 50...200 | 100...400 | 25...300 | - | 0,0216 | 0,14 | 0,10 | 0,53 | - | |||
> 200 | 200...400 | 50...300 | - | 0,045 | - | 0,10 | 0,58 | - | ||||
1Т8 - 1Т9 (3 кл.) - | 50...200 | 100...400 | 25...300 | - | 0,022 | 0,15 | 0,13 | 0,38 | - | |||
> 200 | 200...400 | 50...300 | - | 0,0584 | - | 0,13 | 0,38 | - | ||||
Калибр-пробка гладкая | 1Т5 - 1Т6 (1 кл.) | 50...200 | 100...400 | 25...50 | - | 0,304 | - | 0,08 | 0,30 | - | ||
11 | 50...200 | 100...400 | 51...100 | - | 0,044 | - | 0,07 | 0,81 | - | |||
12 | 1Т7 (2 кл.) | 50...200 | 100...400 | 25...50 | - | 0,089 | - | 0,11 | 0,38 | - | ||
13 | 50...200 | 100...400 | 51...200 | - | 0,0166 | - | 0,11 | 0,77 | - | |||
14 | 1Т8 - 1Т9 (3 кл.) | 50...200 | 100...400 | 25...50 | - | 0,03 | - | 0,14 | 0,51 | - | ||
15 | 50...200 | 100...400 | 51...200 | - | 0,021 | - | 0,14 | 0,61 | - | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Внутришлифовальные станки | ||||||||||
Приложение 47, лист 2 | |||||||||||
N позиции | Характер обработки. Измерительный инструмент. Квалитет (класс точности) | Диапазоны длин отверстий или измеряемых длин l, мм, до | Диапазоны наибольших диаметров шлифуемого отверстия, D, мм, до | Диапазоны диаметров обрабатываемой поверхности d, мм, до | Диапазоны точности измерения, | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
a | x | y | z | Q | |||||||
Шлифование конических отверстий с измерением | Калибр - пробка конусная | 50...200 | 100...400 | 50...100 | - | 0,072 | - | 0,12 | 0,42 | - | |
Шлифование торцов без измерения | 50...200 | 100...400 | - | - | 0,036 | - | 0,31 | - | - | ||
Шлифование торцов с измерением | Универсальные многомерные | 100...200 | 100...400 | - | 0,02..0,03 | 0,045 | 0,32 | 0,16 | - | - 0,25 | |
19 | 100...200 | 100...400 | - | 0,05...0,07 | 0,0158 | 0,32 | 0,16 | - | - 0,55 | ||
50...200 | 100...400 | - | 0,010...0,15 | 0,0063 | 0,33 | 0,18 | - | - 0,80 | |||
> 200 | 200...400 | - | 0,05...0,15 | 0,055 | - | 0,18 | - | - 0,72 | |||
Калибры и шаблоны | 50...200 | 100...400 | - | 0,03...0,10 | 0,0119 | 0,34 | 0,18 | - | - 0,51 | ||
50...200 | 100...400 | - | 0,15 | 0,0033 | 0,34 | 0,18 | - | - 0,61 | |||
> 200 | 200...400 | - | 0,05...0,15 | 0,103 | - | 0,15 | - | - 0,50 | |||
Примечание. Вспомогательное время (t), связанное с обработкой поверхности, определяется по формулам:
 -
-  -
- где a - постоянный коэффициент; l - длина отверстия или измеряемая длина, мм; D - наибольший диаметр шлифуемого отверстия, мм; d - диаметр обрабатываемой поверхности, мм;  - точность измерения, мм; x, y, z, Q - показатели степени.
- точность измерения, мм; x, y, z, Q - показатели степени.
Плоскошлифовальные станки с прямоугольным столом | ||||||||||
Приложение 48, лист 1 | ||||||||||
N позиции | Характер обработки. Измерительный инструмент | Диапазоны измеряемых размеров. И, мм, до | Диапазоны длин стола L, мм, до | Диапазоны точности измерения | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
a | x | y | z | |||||||
Станки с вертикальным шпинделем | Шлифование поверхности без измерения | 25...500 | 630...2000 | - | 0,0073 | - | 0,39 | - | ||
Шлифование поверхности с измерением | Универсальные многомерные | 25...200 | 630...2000 | 0,02...0,03 | 0,0145 | 0,39 | 0,22 | - 0,29 | ||
25...300 | 630...1000 | 0,05...0,07 | 0,005 | 0,39 | 0,22 | - 0,56 | ||||
50...200 | 2000 | 0,05...0,07 | 0,042 | 0,29 | - | - 0,56 | ||||
50..300 | 630...2000 | 0,10...0,15 | 0,00083 | 0,47 | 0,24 | - 1,1 | ||||
201..500 | 2000 | 0,05...0,15 | 0,356 | - | - | - 0,44 | ||||
Калибры и шаблоны | 25 | 630 | 0,02...0,15 | 0,0546 | - | - | - 0,60 | |||
50...200 | 630...2000 | 0,02...0,10 | 0,0028 | 0,35 | 0,30 | - 0,52 | ||||
300...500 | 1000...2000 | 0,05...0,10 | 0,0245 | - | 0,34 | - 0,40 | ||||
50...500 | 630...2000 | 0,15 | 0,004 | 0,45 | 0,30 | - | ||||
11 | 50...100 | 630...2000 | 0,20 | 0,00166 | 0,23 | 0,49 | - | |||
101...500 | 1000...2000 | 0,20 | 0,0039 | 0,43 | 0,24 | - | ||||
Станки с горизонтальным шпинделем | Работа на ставках с полуавтоматическим циклом | 25...500 | 630...2000 | - | 0,00063 | - | 0,60 | - | ||
Шлифование поверхности без измерения | 25...500 | 630...2000 | - | 0,0103 | - | 0,41 | - | |||
Шлифование поверхности с измерением | Универсальные | 50...100 | 630...2000 | 0,02...0,10 | 0,00466 | 0,33 | 0,25 | - 0,62 | ||
многомерные | 25; 101...200 | 630...2000 | 0,02...0,10 | 0,025 | - | 0,28 | - 0,60 | |||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Плоскошлифовальные станки с прямоугольным столом | |||||||||
Приложение 48, лист 2 | ||||||||||
N позиции | Характер обработки. Измерительный инструмент | Диапазоны измеряемых размеров, И, мм, до | Диапазоны длин стола, L, мм, до | Диапазоны точности измерения, | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
a | x | y | z | |||||||
Станки с горизонтальным шпинделем | Шлифование поверхности с измерением | Универсальные | 201...500 | 1000...2000 | 0,05...0,15 | 0,03 | - | 0,32 | - 0,48 | |
многомерные | 50...200 | 630...2000 | 0,15 | 0,0098 | 0,30 | 0,32 | - | |||
Калибры и шаблоны | 50...500 | 630...2000 | 0,02...0,07 | 0,00429 | 0,31 | 0,32 | - 0,45 | |||
50...500 | 630...2000 | 0,10...0,15 | 0,0016 | 0,35 | 0,32 | - 0,78 | ||||
50...500 | 630...2000 | 0,20 | 0,00455 | 0,27 | 0,38 | - | ||||
25 | 630 | 0,02...0,15 | 0,077 | - | - | - 0,54 | ||||
Время на снятие детали для измерения | Включить магнит, снять деталь со стола, протереть стол, установить деталь, включить магнит (с учетом числа промеров) | - | - | 0,02...0,1 | 0,085 | - | - | - 0,52 | ||
Примечание. Вспомогательное время (t), связанное с обработкой поверхностей, определяется по формулам:
 -
-  -
-  -
-  -
- где a - постоянный коэффициент; И - измеряемый размер, мм; L - длина стола, мм;  - точность измерения, мм; x, y, z - показатели степени.
- точность измерения, мм; x, y, z - показатели степени.
Плоскошлифовальные станки с круглым столом | ||||||||||
Приложение 49 | ||||||||||
N позиции | Характер обработки. Измерительный инструмент | Диапазоны измеряемых размеров, И, мм, до | Диапазоны диаметров стола D, мм, до | Диапазоны точности измерения | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
a | x | y | z | |||||||
Станки с вертикальным шпинделем | Шлифование поверхности без измерения | 50...200 | 400...1600 | - | 0,0172 | - | 0,35 | - | ||
Шлифование поверхности с измерением | Универсальные | 50...200 | 400...1600 | 0.02...0,07 | 0,013 | 0,33 | 0,17 | - 0,52 | ||
3 | многомерные | 50...200 | 400...1600 | 0,10...0,15 | 0,0039 | 0,33 | 0,18 | - 1,0 | ||
4 | Калибры и | 50...200 | 400...1600 | 0,02...0,10 | 0,0071 | 0,32 | 0,24 | - 0,50 | ||
5 | шаблоны | 50...200 | 400...1600 | 0,15 | 0,0026 | 0,32 | 0,24 | - 0,94 | ||
50...200 | 400...1600 | 0,20 | 0,00086 | 0,24 | 0,28 | - 1,6 | ||||
Станки с горизонтальным шпинделем | Шлифование поверхности без измерения | 50...200 | 400...800 | - | 0,045 | - | 0,20 | - | ||
Шлифование поверхности с измерением | Универсальные | 50...200 | 400...800 | 0,02...0,10 | 0,0193 | 0,39 | 0,04 | - 0,55 | ||
9 | многомерные | 50...200 | 400...800 | 0,15 | 0,0082 | 0,39 | 0,04 | - 0,90 | ||
10 | Калибры и | 50...200 | 400...800 | 0,02...0,10 | 0,0163 | 0,35 | 0,09 | - 0,48 | ||
шаблоны | 50...200 | 400...800 | 0,15...0,20 | 0,007 | 0,17 | 0,09 | - 1,25 | |||
Шлифование деталей типа колец кругом, установленным на размер без измерения (по одной детали на столе) | 50...200 | 400...800 | 0,02...0,05 | 0,0032 | - | 0,46 | - | |||
Время на снятие детали для измерения | Включить магнит, снять деталь со стола, протереть стол, установить, деталь, выключить магнит (с учетом числа промеров) | - | - | 0,02...0,10 | 0,09 | - | - | - 0,51 | ||
Примечание. Вспомогательное время (t), связанное с переходом, определяется по формулам:
 -
-  - поз. 13,
- поз. 13,где a - постоянный коэффициент; И - измеряемый размер, мм; D - диаметр стола, мм;  - точность измерения, мм; x, y, z - показатели степени.
- точность измерения, мм; x, y, z - показатели степени.
Бесцентровошлифовальные станки | |||||||
Приложение 50 | |||||||
I. Установка и снятие детали | |||||||
N позиции | Характер обработки | Способ установки детали | Диапазоны | Значение постоянного коэффициента и показателя степени принятого фактора | |||
диаметр детали, D, мм | длина детали, L, мм | ||||||
a | x | y | |||||
С продольной подачей на проход | Установить деталь в лоток | 10...100 | 50 | 0,007 | 0,42 | - | |
Установить деталь на опорный нож | 10...100 | 50...500 | 0,003 | 0,47 | 0,19 | ||
10...35 | 1000 | 0,01 | 0,47 | 0,19 | |||
С радиальной подачей в упор | Установить деталь на опорный нож | 10...100 | - | 0,01 | 0,43 | - | |
Установить деталь на опорный нож и снять ее | 10...100 | - | 0,02 | 0,32 | - | ||
II. На обработку поверхности | |||||||
N позиции | Содержание работы | Характер обработки | Процент от основного времени | ||||
6 | Внешний осмотр и измерение шлифуемой поверхности в процессе работы, укладка деталей в тару, перемещение деталей с тарой | Работа с продольной подачей | 3,3 | ||||
7 | Работа с радиальной подачей | 4,7 | |||||
Примечание. Вспомогательное время на установку и снятие детали (tуст) определяется по формулам:
где a - постоянный коэффициент; D - диаметр устанавливаемой детали, мм; L - длина устанавливаемой детали, мм; x, y - показатели степени.
Хонинговальные станки | ||||||||
Приложение 51 | ||||||||
N позиции | Характер обработки | Измерительный инструмент | Квалитет (класс точности) | Диапазоны наибольших диаметров хонингования, d, мм, до | Диапазоны наибольших длин обрабатываемого отверстия, l, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | y | ||||||
Обработка отверстия без измерения | - | - | 130...500 | 500 | 0,0338 | 0,26 | - | |
Обработка отверстия с измерением | Нутромер индикаторный | 1Т5 - 1Т6 (1 кл.) | 50..500 | 200...1000 | 0,0501 | 0,35 | 0,27 | |
1Т7 (2 кл.) | 50...500 | 200...1000 | 0,0226 | 0,45 | 0,25 | |||
Пробка пневматическая (солекс) | 1Т5 - 1Т6 (1 кл.) | 50...100 | 200 | 0,1568 | 0,4 | - | ||
5 | 1Т7 (2 кл.) | 50... 100 | 200 | 0,3608 | 0,13 | - | ||
Калибр-пробка гладкая | 1Т7 (2 кл.) | 50...100 | 200 | 0,2256 | 0,25 | - | ||
Примечание. Вспомогательное время (t), связанное с обработкой поверхности, определяется по формулам:
где a - постоянный коэффициент; d - диаметр хонингования, мм; l - длина обрабатываемого отверстия, мм; x, y, - показатели степени.
Станки для суперфиниша | |||||
Приложение 52 | |||||
N позиции | Характер обработки | Способ подвода брусков | Диапазоны наибольших диаметров устанавливаемого изделия, D мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | |
a | x | ||||
Обработка одной или нескольких поверхностей без измерения | Ручной | 260...560 | 0,0086 | 0,61 | |
Механический | 280...560 | 0,0075 | 0,59 | ||
Примечание. Вспомогательное время (t), связанное с обработкой поверхности, определяется по формуле:
где a - постоянный коэффициент; D - наибольший диаметр устанавливаемого изделия, мм; x - показатель степени.
Вертикально-доводочные станки | |||||||||
Приложение 53, лист 1 | |||||||||
N позиции | Характер обработки | Способ установки детали | Квалитет (класс точности) | Число одновременно обрабатываемых деталей, n, шт., до | Диапазоны наибольших диаметров, D (или ширины, H) деталей, мм, до | Диапазоны наибольших длин деталей (отношение L : D) | Значение постоянного коэффициента показателя степени принятого фактора | ||
a | x | y | |||||||
1 | Обработка цилиндрической поверхности или плоскости без измерения | - | - | - | 6...40 | - | Постоянная величина, мин. | 0,24 | |
Обработка цилиндрической поверхности или плоскости с измерением | В гнездо сепаратора без крепления | 1Т5 - 1Т6 (1 кл.) | 20...100 | 6...10 | <= 5 | 0,2004 | 0,1 | 0,74 | |
3 | 16 | 0,065 | 0,57 | 0,74 | |||||
4 | 6...10 | > 5 | 0,233 | 0,1 | 0,80 | ||||
16 | 0,042 | 0,77 | 0,84 | ||||||
6 | 20 | 25 | <= 4 | Постоянная величина, мин. | 4,6 | ||||
7 | 40 и более | <= 3 | 7,7 | ||||||
1Т7 (2 кл.) | 20...100 | 6...10 | <= 5 | 0,1334 | 0,1 | 0,67 | |||
9 | 16 | 0,0415 | 0,52 | 0,72 | |||||
10 | 6...10 | > 5 | 0,1414 | 0,1 | 0,76 | ||||
16 | 0,0335 | 0,66 | 0,80 | ||||||
12 | 20 | 25 | <= 4 | Постоянная величина, мин. | 2,4 | ||||
13 | 40 и более | <= 3 | 5,2 | ||||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ, СВЯЗАННОГО С ОБРАБОТКОЙ ПОВЕРХНОСТИ | Вертикально-доводочные станки | ||||||||
Приложение 53, лист 2 | |||||||||
N позиции | Характер обработки | Способ установки детали | Квалитет (класс точности) | Число одновременно обрабатываемых деталей, n, шт., до | Диапазоны наибольших диаметров, D (или ширины, H) деталей, мм, до | Диапазоны наибольших длин деталей (отношение L : D) | Значение постоянного коэффициента показателя степени принятого фактора | ||
a | x | y | |||||||
Обработка цилиндрической поверхности или плоскости с измерением | в гнездо сепаратора с креплением в центрах | 1Т5 - 1Т6 (1 кл.) | 12...50 | 6...16 | <= 5 | 0,109 | 0,33 | 0,87 | |
15 | 6...10 | > 5 | 0,2312 | 0,11 | 0,91 | ||||
16 | > 5 | 0,1024 | 0,46 | 0,91 | |||||
8...30 | 25 | <= 4 | 0,4154 | - | 0,88 | ||||
8...20 | 40 и более | <= 3 | 0,6898 | - | 0,88 | ||||
1Т7 (2 кл.) | 12...50 | 6...16 | <= 5 | 0,0950 | 0,25 | 0,77 | |||
> 5 | 0,0872 | 0,28 | 0,91 | ||||||
8...30 | 25 | < 4 | 0,2605 | - | 0,81 | ||||
22 | 8...12 | 40 и более | <= 4 | 0,5221 | - | 0,31 | |||
20 | <= 3 | 0,107 | - | 1,37 | |||||
Примечание. Вспомогательное время (t), связанное с обработкой поверхности, определяется по формулам:
где a - постоянный коэффициент; D - наибольший диаметр детали, мм; n - число одновременно обрабатываемых деталей; x, y - показатели степени.
Резьбонакатные полуавтоматы, работающие круговыми роликами | |||||||
Приложение 54 | |||||||
N позиции | Способ установки детали | Способ подачи роликов | Диапазоны длин детали, L, мм, до | Диапазоны диаметров резьбы, d, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | y | |||||
На направляющем ноже | Ручной Автоматический | 100...1200 | 8.,.30 | 0,0183 | 0,32 | 0,05 | |
- | 8...30 | 0,0161 | 0,26 | - | |||
Примечание. Вспомогательное время (t) на операцию определяется по формулам:
где a - постоянный коэффициент; L - длина детали мм; d - диаметр резьбы, мм, x, y - показатели степени.
Измерения | |||||||
Приложение 55, лист 1 | |||||||
N позиции | Измерительный инструмент | Точность измерения | Диапазоны измеряемых размеров, И (D), мм | Диапазоны длин измеряемых поверхностей, l, мм | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | y | |||||
Линейка масштабная | - | 50...200 | - | 0,031 | - | 0,15 | |
2 | 201..2000 | - | 0,0083 | - | 0,40 | ||
3 | Угольник | - | 50...200 | - | 0,026 | - | 0,33 |
201...500 | - | 0,0044 | - | 0,67 | |||
5 | Угломер универсальный | До 5' Св. 5' | До 100 | - | Постоянная величина, мин. | 0,23 | |
6 | 0,20 | ||||||
Шаблон или скоба линейная односторонняя | 0,2...0,5 мм | 50...2000 | - | 0,022 | - | 0,25 | |
8 | < 0,2 мм | 50...1000 | 0,031 | - | 0,25 | ||
9 | Шаблон линейный двусторонний | 0,2...0,5 мм | 50...1000 | - | 0,023 | - | 0,27 |
10 | < 0,2 мм | 50...1000 | 0,032 | - | 0,27 | ||
11 | Шаблон фасонный простой | 6,2...0,5 мм | 50...500 | - | 0,029 | - | 0,25 |
12 | < 0,15 мм | 50...500 | - | 0,042 | - | 0,25 | |
13 | Шаблон фасонный сложного профиля | 0,15...0,25 мм | 50..500 | - | 0,05 | 0,20 | |
14 | < 0,15 мм | 50..500 | - | 0,09 | - | 0,20 | |
15 | Шаблон на симметрию | 0,15...0,25 | 50...500 | - | 0,046 | - | 0,25 |
< 0,15 мм | 50...500 | - | 0,073 | - | 0,25 | ||
Скоба односторонняя предельная | 1Т11 - 1Т13 (4 - 5 кл.) | 10...100 | 10...100 | 0,0134 | 0,14 | 0,17 | |
18 | 10...100 | 101...500 | 0,0043 | 0,40 | 0,17 | ||
19 | 26...10 | 501...2000 | 0,0043 | 0,40 | 0,20 | ||
20 | 101...300 | 10...100 | 0,0032 | 0,14 | 0,47 | ||
21 | 101...300 | 101...2000 | 0,0043 | 0,40 | 0,20 | ||
301...1000 | 10...200 | 0,0032 | 0,14 | 0,47 | |||
301...1000 | 201...1000 | 0,0043 | 0,40 | 0,20 | |||
24 | 1Т7 - 1Т9 (2 - 3 кл.) | 10...50 | 10...100 | 0,02 | 0,17 | 0,20 | |
25 | 10...100 | 101...2000 | 0,0092 | 0,28 | 0,30 | ||
51...1000 | 25...100 | 0,024 | 0,17 | 0,20 | |||
101...1000 | 101...2000 | 0,0144 | 0,20 | 0,30 | |||
28 | 1Т5 - 1Т6 (1 кл.) | 50...100 | 50...100 | 0,035 | 0,14 | 0,17 | |
29 | 50...100 | 101...500 | 0,011 | 0,40 | 0,17 | ||
30 | Скоба двусторонняя предельная | 1Т11 - 1Т13 (4 - 5 кл.) | 10...100 | 10...500 | 0,014 | 0,20 | 0,23 |
31 | 26...100 | 501...1000 | 0,014 | 0,23 | 0,23 | ||
32 | 1Т7 - 1Т9 (2 - 3 кл.). | 10...100 | 10...200 | 0,021 | 0,22 | 0,23 | |
33 | 26...100 | 201...1000 | 0,0164 | 0,30 | 0,23 | ||
34 | 1Т5 - 1Т6 (1 кл.) | 50...100 | 50...200 | 0,048 | 0,18 | 0,18 | |
35 | 50...100 | 201...500 | 0,037 | 0,25 | 0,18 | ||
Скоба индикаторная | 0,01 мм | 50...3000 | 10...200 | 0,011 | 0,14 | 0,42 | |
50...800 | 201..2000 | 0,005 | 0,46 | 0,23 | |||
38 | Скоба рычажная (пассаметр) | 0,002 мм | 10...50 | 10...200 | 0,068 | 0,11 | 0,10 |
39 | 51...150 | 26...200 | 0,023 | 0,11 | 0,36 | ||
40 | 26...150 | 201...1000 | 0,018 | 0,16 | 0,36 | ||
41 | Скоба пневматическая | 0,00,2 мм | 50...100 | 50...200 | 0,0085 | 0,42 | 0,34 |
42 | Калибр-пробка гладкая двусторонняя | 1Т11 - 1Т13 (4 - 5 кл.) | 10...100 | 10...100 | 0,016 | 0,18 | 0,26 |
43 | 10...100 | 101...200 | 0,005 | 0,45 | 0,26 | ||
44 | 1Т7 - Т9 (2 - 3 кл.) | 10...100 | 10...100 | 0,024 | 0,18 | 056 | |
45 | 10...100 | 101...200 | 0,0075 | 0,18 | 0,26 | ||
46 | 1Т5 - 1Т6 (1 кл.) | 10...50 | 10...100 | 0,056 | 0,18 | 0,19 | |
47 | 51...100 | 101...200 | 0,0077 | 0,45 | 0,38 | ||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | |||||||||||
Приложение 55, лист 2 | ||||||||||||
N позиции | Измерительный инструмент | Точность измерения | Диапазоны измеряемых, размеров, И (D), мм | Диапазоны длин измеряемых поверхностей, l, мм | Значение постоянного коэффициента и показателя степени принятого фактора | |||||||
a | x | y | ||||||||||
48 | Калибр-пробка неполная плоская | 1Т11 - 1Т13 (4 - 5 кл.) | 50...300 | 50...100 | 0,008 | 0,22 | 0,42 | |||||
49 | 50...300 | 101...300 | 0,003 | 0,45 | 0,42 | |||||||
50 | 1Т7 - 1Т9 (2 - 3 кл.) | 50...300 | 60...100 | 0,013 | 0,22 | 0,42 | ||||||
51 | 50...300 | 101...300 | 0,005 | 0,45 | 0,42 | |||||||
Пробка пневматическая | 0,002 мм | 50...100 | 50...200 | 0,0116 | 0,36 | 0,24 | ||||||
Калибр плоский для измерения пазов | 1Т11 - 1Т13 (4 - 5 кл.) | 25..50 | - | 0,083 | - | 0,10 | ||||||
1Т7 - 1Т9 (2 - 3 кл.) | 25...50 | - | 0,118 | - | 0,16 | |||||||
Пробка-лекало для проверки соосности | 1Т11 - 1Т13 (4 - 5 кл.) | 50...100 | 50...200 | 0,009 | 0,38 | 0,26 | ||||||
1Т7 - 1Т9 (2 - 3 кл.) | 50...100 | 50...200 | 0,013 | 0,38 | 0,26 | |||||||
| ||||||||||||
Калибр-пробка односторонняя для проверки взаимного положения оси отверстия и торца | - | 25...100 | - | 0,075 | - | 0,30 | ||||||
Калибр-пробка конусная | По риске с проверкой конусности | на качку | 10...100 | 10...100 | 0,026 | 0,18 | 0,22 | |||||
59 | по краске | 10...100 | 10...100 | 0,045 | 0,20 | 0,40 | ||||||
Калибр-пробка шлицевая | 1Т7 - 1Т9 (2 - 3 кл.) | 25...100 | 25...200 | 0,0072 | 0,36 | 0,43 | ||||||
Калибр-втулка конусная | По риске с проверкой конусности | на качку | 10...100 | - | 0,034 | - | 0,30 | |||||
по краске | 10...100 | - | 0,13 | - | 0,27 | |||||||
Калибр-кольцо шлицевое | 1Т7 - 1Т9 (2 - 3 кл.) | <= 25 | 50...500 | 0,033 | 0,19 | 0,24 | ||||||
64 | 26...200 | 50...500 | 0,044 | 0,19 | 0,24 | |||||||
65 | Нутромер или штихмасс индикаторный | 0,01 мм | 50...300 | 50...100 | 0,032 | 0,25 | 0,16 | |||||
66 | 50...300 | 101...1000 | 0,016 | 0,39 | 0,16 | |||||||
301...1500 | 50...1000 | 0,0067 | 0,20 | 0,51 | ||||||||
68 | Штихмасс микрометрический | 0,01 мм | 100...300 | 50...500 | 0,033 | 0,23 | 0,22 | |||||
301...1000 | 50...200 | 0,0093 | 0,16 | 0,49 | ||||||||
301...1000 | 201...1000 | 0,00046 | 0,63 | 0,55 | ||||||||
71 | Штихмасс нераздвижной | 1Т11 - 1Т13 (4 - 5 кл.) | 100...300 | 50...500 | 0,013 | 0,23 | 0,22 | |||||
72 | 301...1500 | 50...200 | 0,0038 | 0,16 | 0,49 | |||||||
301...1500 | 201...1000 | 0,00019 | 0,63 | 0,55 | ||||||||
Микрометр | 0,01 мм | 10...300 | <= 100 | 0,043 | - | 0,32 | ||||||
301...800 | <= 100 | 0,0083 | - | 0,61 | ||||||||
10...200 | 101...1000 | 0,0079 | 0,40 | 0,26 | ||||||||
77 | 200...400 | 101..1000 | 0,012 | 0,30 | 0,30 | |||||||
401...800 | 101...1000 | 0,00015 | 0,30 | 1,0 | ||||||||
Микрометр рычажный | 0,02 мм | - | 50...100 | 0,0027 | 1,0 | - | ||||||
101...1000 | 0,03 | 0,43 | - | |||||||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | ||||||
Приложение 55, лист 3 | |||||||
N позиции | Измерительный инструмент | Точность измерения | Диапазоны измеряемых размеров, И (D), мм | Диапазоны длин измеряемых поверхностей, l, мм, до | Значение постоянного коэффициента и показателя степени принятого фактора | ||
a | x | y | |||||
Штангенциркуль | 0,1 мм | 10...200 | 50...200 | 0,015 | 0,26 | 0,22 | |
82 | 10...200 | 201...1000 | 0,0066 | 0,28 | 0,40 | ||
10...200 | 1001...2000 | 0,0013 | 0,50 | 0,40 | |||
201...2500 | 50...100 | 0,006 | - | 0,60 | |||
0,02 мм | 10...100 | 50...200 | 0,028 | 0,26 | 0,22 | ||
10...100 | 201...1000 | 0,012 | 0,28 | 0,40 | |||
101...300 | 50...100 | 0,011 | - | 0,60 | |||
Штангенглубинометр | 0,1 мм | - | 10...500 | 0,057 | 0,16 | - | |
0,02 мм | - | 10...500 | 0,083 | 0,16 | - | ||
90 | Глубиномер микрометрический | 0,01 мм | - | 10...100 | Постоянная величина 0,22 мин. | ||
Глубиномер индикаторный | 0,01 мм | - | 10...200 | 0,025 | 0,26 | - | |
92 | Стенкомер индикаторный | 0,1 мм | - | 10...50 | Постоянная величина 0,12 мм | ||
Индикатор для измерения отклонений от геометрической формы | 0,01 мм | 10...200 | 10...200 | 0,041 | 0,16 | 0,10 | |
94 | 26...200 | 201...500 | 0,02 | 0,30 | 0,10 | ||
95 | 201...1000 | 26...200 | 0,0052 | 0,16 | 0,50 | ||
96 | 201...1000 | 201...1000 | 0,0032 | 0,30 | 0,45 | ||
Миниметр или микрокатор | 0,001 мм | 10...150 | 10...100 | 0,032 | 0,25 | 0,25 | |
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЙ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | |||||||||
Приложение 55, лист 4 | ||||||||||
N позиции | Измерительный инструмент | Точность измерения | Диапазоны измеряемых размеров, И (D), мм | Диапазоны длин измеряемых поверхностей, l, мм | Диапазоны шагов резьбы, B, мм | Значение постоянного коэффициента и показателя степени принятого фактора | ||||
a | x | y | z | |||||||
Калибр кольцо резьбовое проходное | 1Т7 - 1Т9 (2 - 3 кл.) | 10...100 | 5..150 | 0,5...6,0 | 0,016 | 0,87 | 0,21 | - 0,90 | ||
Калибр кольцо резьбовое непроходное | 1Т7 - 1Т9 (2 - 3 кл.) | 20...100 | - | - | 0,007 | - | 0,56 | - | ||
Калибр пробка резьбовая двухстороняя | 1Т7 - 1Т9 (2 - 3 кл.) | 5...100 | 5...100 | 0,5...6,0 | 0,026 | 0,87 | 0,16 | - 0,86 | ||
Скоба резьбовая | 1Т7 - 1Т9 (2 - 3 кл.) | 25...200 | 25...300 | - | 0,0175 | 0,16 | 0,30 | - | ||
102 | Скоба резьбовая индикаторная | 0,01 мм | 25...200 | 21..300 | - | 0,035 | 0,16 | 0,30 | - | |
103 | Микрометр резьбовой | 0,01 мм | 50...100 | 25...300 | - | 0,11 | 0,10 | 0,11 | - | |
101...350 | 25...300 | - | 0,051 | 0,10 | 0,27 | - | ||||
Штангензубомер | 0,02 мм | m5...m10 | - | - | 0,33 | - | 0,32 | - | ||
106 | Св. m10 | - | - | Постоянная величина 0,9 мин. | ||||||
Оптический зубомер | 0,02 мм | m5...m10 | - | - | 0,392 | - | 0,36 | - | ||
108 | Св. m10 | - | - | Постоянная величина 1,15 мин. | ||||||
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Измерения | ||||||||||
Приложение 55, лист 5 | |||||||||||
N позиции | Измерительный инструмент | Характер измерения | Диапазоны показателей точности измерения, | Диапазоны длин измеряемой поверхности, l, мм | Диапазоны числа точек, n, шт. | Значение постоянного коэффициента и показателя степени принятого фактора | |||||
a | x | f | q | ||||||||
Щуп | Прерывистое измерение величины зазора по прямой и кривой (в нескольких точках) | без определения величины зазора ("проходит" или "не проходит") | 0,03...0,15 | - | 1...6 | 0,044 | - | 0,48 | - 0,23 | ||
110 | 0,151...0,5 | - | 1...6 | 0,026 | - | 0,48 | - 0,50 | ||||
111 | с определением величины зазора ("проходит" или "не пропластины) | 0,03...0,15 | - | 1...6 | 0,054 | - | 0,48 | - 0,23 | |||
0,151...0,5 | - | 1...6 | 0,033 | - | 0,48 | - 0,50 | |||||
Измерение величины зазора по длине (без отрыва щупа) | по прямой | без определения величины зазора ("проходит" или "не проходит") | 0,03...0,3 | 120...650 | - | 0,011 | 0,31 | - | - 0,25 | ||
114 | 0,31...0,5 | 120...650 | - | 0,008 | 0,31 | - | - 0,5 | ||||
115 | с определением величины зазора (подбор определенной пластины) | 0,03...0,3 | 120...650 | - | 0,056 | 0,16 | - | - 0,17 | |||
116 | 0,31...0,5 | 120...650 | - | 0,035 | 0,16 | - | - 0,53 | ||||
117 | по кривой | без определения величины зазора ("проходит" или "не проходит") | 0,03...0,3 | 120...650 | - | 0,0167 | 0,29 | - | - 0,30 | ||
118 | 0,31...0,5 | 120...650 | - | 0,012 | 0,29 | - | - 0,54 | ||||
119 | с определением величины зазора (подбор определенной пластины) | 0,03...0,3 | 120...650 | - | 0,075 | 0,15 | - | - 0,17 | |||
0,31...0,5 | 120...650 | - | 0,031 | 0,23 | - | - 0,55 | |||||
121 | Визуальный контроль чистоты | одной плоскости | Вес детали, кг, до | <= 3 | Постоянная величина 0,07 мин. | ||||||
122 | > 3 | Постоянная величина 0,11 мин. | |||||||||
123 | в нескольких плоскостях. | <= 3 | Постоянная величина 0,14 мин. | ||||||||
124 | > 3 | Постоянная величина 0,18 мин. | |||||||||
Примечания:
1. Вспомогательное время (t), связанное с контрольным измерением, рассчитывается по формулам:
 -
-  -
-  -
- где a - постоянный коэффициент; И - измеряемый размер; l - длина измеряемой поверхности; S - шаг резьбы; n - число измеряемых точек;  - точность измерения; x, y, z, f, q - показатели степени.
- точность измерения; x, y, z, f, q - показатели степени.
2. Для расчета вспомогательного времени на контрольные измерения (включая проверку на эллептичность) тонкостенных деталей с измеряемым размером 500 мм и выше, значение постоянного коэффициента соответствующей формулы увеличить на коэффициент K = 1,6 - поз. 22, 23, 26, 27, 36, 37; на K = 1,5 - поз. 67; K = 1,3 - поз. 69, 70; K = 1,2 - поз. 75, 78, 84.
3. При измерении по 1Т5 - 1Т6 (1 кл.) точности значения постоянного коэффициента увеличить на K = 1,2 - поз. 98...104.
4. При измерении микрометром нескольких поверхностей при разнице в размерах от 10 мм и выше к табличному времени следует добавлять 0,2 мин. на установку инструмента.
5. При измерении скобами нескольких поверхностей одинаковых размеров одной детали на каждую следующую поверхность постоянный коэффициент соответствующей формулы следует принимать с коэффициентом 0,6.
6. При измерении в неудобном положении значение постоянного коэффициента соответствующей формулы следует принимать с коэффициентом 1,3.
7. При очистке отверстия от стружки сжатым воздухом для измерения к времени по карте следует добавлять 0,05 мин. (по необходимости).
8. Время на измерение не предусматривает перехода исполнителя. При переходе исполнителя при выполнении контрольных измерений к времени по карте следует добавлять 0,01 мин. на каждый шаг (0,7 м) исполнителя.
ДАННЫЕ ДЛЯ ОПРЕДЕЛЕНИЯ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ И СДАЧУ ДЕТАЛИ ОТК В ПРИСУТСТВИИ РАБОЧЕГО НА СТАНКАХ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ И РАСТАЧИВАНИЯ | Измерения | ||||||
Приложение 55, лист 6 | |||||||
N позиции | Проверяемые параметры обработанного отверстия | Характер измерения | Точность измерения | Значение постоянного коэффициента и показателя степени принятого фактора | |||
a | x | y | |||||
125 | Ось отверстия | Проверка биения индикатором | Точно | 1,035 | 0,35 | 0,21 | |
126 | Измерение толщины стенок детали на выходе инструмента | Грубо | 0,62 | 0,35 | 0,21 | ||
127 | Измерение прямолинейности оптическим прибором | по двум концам детали | Грубо | 1,0 | 0,41 | 0,25 | |
128 | Точно | 1,45 | 0,41 | 0,25 | |||
129 | по всей длине детали | Грубо | 2,23 | 0,41 | 0,25 | ||
130 | Точно | 3,2 | 0,41 | 0,25 | |||
131 | Проверка разностенности рычажным или оптическим прибором по всей длине отверстия | Грубо | 1,9 | 0,41 | 0,25 | ||
132 | Точно | 2,74 | 0,41 | 0425 | |||
133 | Точность обработки отверстия | Измерение диаметров двух концов отверстия штангенциркулем, штихмассом | Грубо | 0,38 | 0,41 | 0,25 | |
134 | Точно | 0,48 | 0,44 | 0,25 | |||
135 | Измерение звездкой по всей длине отверстия отклонений от геометрической формы | Грубо | 2,23 | 0,41 | 0,25 | ||
136 | Точно | 2,74 | 0,48 | 0,27 | |||
137 | Измерение глубины глухих отверстий | Грубо | 0,43 | 0,41 | 0,25 | ||
138 | Точно | 0,55 | 0,41 | 0,25 | |||
139 | Качество и чистота поверхности | Визуальный контроль чистоты поверхности | - | 0,45 | 0,41 | 0,25 | |
140 | Контроль через оптический прибор | пороков металла тоже с проверкой требуемой чистоты | - | 1,9 | 0,41 | 0,25 | |
141 | - | 2,74 | 0,41 | 0,25 | |||
Примечание. Вспомогательное время (t) на контрольные измерения на станке и сдачу детали ОТК в присутствии рабочего определяется по формуле:
t = a · lx · dy,
где a - постоянный коэффициент; l - длина измеряемого отверстия, м, до (в диапазоне 2...10); d - диаметр измеряемого отверстия, мм, до (в диапазоне 50...1000); x, y - показатели степени.