СПРАВКА
Источник публикации
М.: "Экономика", 1989
Примечание к документу
Взамен "Общемашиностроительных нормативов времени и режимов резания на токарно-автоматные работы", М.: Машиностроение 1959, 1962, 1970; раздела VII "Нормативов вспомогательного времени, организационного обслуживания рабочего места, на отдых и личные надобности для токарных и токарно-револьверных автоматов" в сборнике "Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполняемые на металлорежущих станках". Среднесерийное и крупносерийное производство. М.: НИИ труда, 1984.
Название документа
"Общемашиностроительные нормативы времени и режимов резания на токарно-автоматные работы. Часть I. Револьверные и многошпиндельные горизонтальные токарные автоматы. Среднесерийное, крупносерийное и массовое производство"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы времени и режимов резания на токарно-автоматные работы. Часть I. Револьверные и многошпиндельные горизонтальные токарные автоматы. Среднесерийное, крупносерийное и массовое производство"
(утв. Госкомтрудом СССР)
Содержание
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ
И РЕЖИМОВ РЕЗАНИЯ НА ТОКАРНО-АВТОМАТНЫЕ РАБОТЫ
ЧАСТЬ I
РЕВОЛЬВЕРНЫЕ И МНОГОШПИНДЕЛЬНЫЕ ГОРИЗОНТАЛЬНЫЕ
ТОКАРНЫЕ АВТОМАТЫ
СРЕДНЕСЕРИЙНОЕ, КРУПНОСЕРИЙНОЕ И МАССОВОЕ ПРОИЗВОДСТВО
Настоящий сборник является переработанным и значительно дополненным изданием "Общемашиностроительные нормативы времени и режимов резания на токарно-автоматные работы" М.: Машиностроение, 1970 и предназначен для технических работников, занятых разработкой технически обоснованных норм времени на токарно-автоматные работы.
Сборник содержит нормативы настройки режущего инструмента, режимов резания, укрупненные, комплексные и элементные нормативы времени на операции, выполняемые на токарно-револьверных и многошпиндельных горизонтальных токарных автоматах в среднесерийном, крупносерийном и массовом производствах.
Нормативы рекомендованы ЦБНТ для применения на предприятиях машиностроения и металлообработки.
Нормативы разработаны Челябинским политехническим институтом им. Ленинского комсомола совместно с ЦБНТ при участии нормативно-исследовательских организаций и предприятий машиностроительных министерств.
При разработке нормативов использованы материалы Карагандинского политехнического института, Горьковского политехнического института им. А. Жданова, Ленинградского особого конструкторского бюро автоматов и револьверных станков Станкостроительного ПО им. Я.М. Свердлова, Киевского станкостроительного ПО им. А.М. Горького.
С введением в действие данных нормативов отменяются "Общемашиностроительные нормативы времени и режимов резания на токарно-автоматные работы", М.: Машиностроение 1959, 1962, 1970, а также раздел VII "Нормативы вспомогательного времени, организационного обслуживания рабочего места, на отдых и личные надобности для токарных и токарно-револьверных автоматов" в сборнике "Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполняемые на металлорежущих станках". Среднесерийное и крупносерийное производство. М.: НИИ труда, 1984. Срок действия нормативов до 1994 г.
1. Условные обозначения, принятые при назначении конструктивных и геометрических параметров инструмента:
r - радиус при вершине резца;
D - диаметр инструмента (сверла, зенкера, развертки), мм;
B - ширина резания, мм;
L - длина режущей части инструмента, мм;
b - длина пластины твердого сплава, мм;
p - шаг резьбы, мм;
h - шаг накатки, мм;
a - ширина пластины твердого сплава, мм.
2. Условные обозначения, принятые при проектировании наладки автомата:
t(I, J, K) - глубина резания (I - номер позиции, J - номер суппорта, K - номер инструмента, работающего с J-го суппорта), мм;
t(I, K/K) - суммарная глубина резания резцов одного типа, работающих на одной позиции с одного суппорта, мм;
L(I, J, K) - длина рабочего хода инструмента, назначенная в предположении его изолированной работы, мм;
Lрез - длина резания, мм;
Lдоп - дополнительная длина хода, вызванная в отдельных случаях особенностями наладки и конфигурации детали, мм;
y - длина подвода, врезания и перебега, мм;
yп - длина подвода, мм;
yвр - длина врезания, мм;
yпер - длина перебега, мм;
d - начальный диаметр, мм;
d1 - конечный диаметр, мм;
Lр.х.(I, J)р - расчетная длина рабочего хода J-го суппорта на I-й позиции, мм;
Lр.х.(I, J) - принятая длина рабочего хода, мм;
Lр.х.(l) - длина рабочего хода продольного суппорта (для многошпиндельных станков), мм;
hр(I, J) - расчетный подъем рабочей части кулачка, мм;
h(I, J) - принятый подъем рабочей части кулачка, мм;
f(I, J) - передаточное отношение плеч рычагов, передающих движение от кулачков суппортам;
Hр(I, J, K) - настроечный размер, мм;
dmin(I, J, K); Lmin(I, J, K); dmax(I, J, K) - минимально допустимый (диаметральный, линейный) и максимально допустимый (диаметральный) размеры после обработки, мм;
Поправочные коэффициенты на табличное значение смещения размера настройки:
 - допуск на настроечный размер, мм;
- допуск на настроечный размер, мм;Поправочные коэффициенты на табличное значение допуска на настроечный размер:
KS, Kv - по фактическим подачам и скоростям;
OKS, OKv - поправки на количество пробных деталей для инструментальных блоков, шт.;
Oн(I, J) - объем настроечной партии для настройки инструментальных блоков, шт.;
3. Условные обозначения, принятые при назначении подач:
Sи(I, J, K) - подача инструмента, назначенная в предположении его изолированной работы (K-го инструмента, работающего с J-го суппорта на I-й позиции), мм/об.;
Sс(I, J) - подача суппорта, назначенная в предположении его изолированной работы, мм/об.;
X(I), Y(I) - координаты угловой точки при построении области допустимых подач, мм/об.;
S(I, J)р - расчетное значение подачи J-го суппорта на I-й позиции, мм/об.;
S(I)р - расчетное значение подачи продольного суппорта (для многошпиндельных автоматов), мм/об.;
S(I, J) - принятое значение подачи J-го суппорта на I-й позиции, мм/об.;
S(I) - принятое значение подачи продольного суппорта (для многошпиндельных автоматов), мм/об.;
nр.р - расчетное количество оборотов шпинделя за поворот распределительного вала на рабочем ходу;
nр - принятое (по паспорту станка) количество оборотов шпинделя за поворот распределительного вала на рабочем ходу;
S(I)и - принятое значение подачи инструмента при использовании на продольном суппорте инструментального суппорта, мм/об.;
Sт - табличное значение подачи, мм/об.;
a - вылет детали, мм.
Поправочные коэффициенты на табличное значение подачи:
Ksс - по типу и группе станка;
ksм - по группе и твердости обрабатываемого материала;
Ksр - по типу резца;
Ksо - по отношению диаметра детали к длине (для расточных резцов - по отношению вылета резца к диаметру, для сверл - по отношению глубины сверления к диаметру);
Ksт - по квалитету заготовки и квалитету точности исполняемого размера (для сверл, зенкеров, разверток - по квалитету исполняемого размера);
Ksз - по жесткости закрепления детали;
Ksп - по припуску на диаметр;
Ksи - по виду материала режущей части инструмента.
4. Условные обозначения, принятые при определении стойкости инструмента: T(I, J, K)р - расчетная стойкость в минутах времени резания (K-го инструмента, работающего с J-го суппорта, на I-й позиции), мин.;
Tт - рекомендуемый (табличный) период стойкости в минутах времени резания (для одношпиндельных автоматов), мин.;
Tтм - рекомендуемый (табличный) период стойкости в минутах машинной работы (для многошпиндельных автоматов), мин.;
Но - норма обслуживания станков одним рабочим.
Поправочные коэффициенты на табличное значение стойкости:
Kт - по количеству обслуживаемых станков;
Kн - по отношению нормативной скорости резания к уточненной;
T(I, J, K) - ожидаемая стойкость инструмента, мин.;
Tд(I, J, K) - ожидаемая стойкость инструмента в деталях, шт.
5. Условные обозначения, принятые при расчете скорости резания и частоты вращения шпинделя:
Vи(I, J, K) - скорость резания инструмента, назначенная по нормативам в предположении его изолированной работы (K-го инструмента, работающего с J-го суппорта на I-й позиции), м/мин.;
Vт - табличное значение скорости резания, м/мин.
Поправочные коэффициенты на табличное значение скорости резания:
Kvм - по группе и твердости обрабатываемого материала;
Kvф - по форме прутка;
Kvr - по радиусу при вершине резца;
Kvт - по стойкости режущего инструмента;
Kvв - по виду инструмента;
Kvп - по отношению конечного диаметра обработки к начальному (случай поперечного точения);
Kvи - по марке инструментального материала;
Kvd - по диаметру обработки;
Kvо - по характеру обработки;
Kvс - по сложности формы фасонного резца;
KvL - по глубине сверления;
nи(I, J, K) - расчетная частота вращения шпинделя (для K-го инструмента, работающего с J-го суппорта на I-й позиции), об./мин.;
n - частота вращения шпинделя по паспорту станка, об./мин.;
n(I)р - расчетная частота вращения шпинделя на I-м переходе (для токарно-револьверных автоматов), об./мин.;
n(I) - частота вращения шпинделя по паспорту станка на I-м переходе (для токарно-револьверных автоматов), об./мин.;
a(I) - коэффициент приведения частоты вращения на переходе;
nпер(I) - число оборотов шпинделя за время выполнения рабочего перехода, об.;
nр.п - общее число оборотов шпинделя, необходимое для выполнения рабочих несовмещенных переходов, об.;
nосн - частота вращения, с которой выполняется большинство переходов, об./мин.;
nд - число оборотов шпинделя, необходимое для изготовления одной детали, об.;
V(I, J, K) - уточненная скорость резания инструмента, м/мин.
6. Дополнительные условные обозначения, принятые при расчете параметров наладки резьбовой позиции:
Vнт - табличное значение скорости резьбонарезания, м/мин.
Поправочные коэффициенты на табличное значение скорости резьбонарезания:
Kvм - по группе и твердости обрабатываемого материала;
Kvи - по виду материала режущей части инструмента;
nотн.и - относительная частота вращения шпинделя резьбонарезного устройства (инструментального шпинделя) при нарезании, об./мин.;
Kн.р - расчетный коэффициент нарезания;
Kн - коэффициент нарезания по паспорту станка;
Kв - коэффициент вывинчивания по паспорту станка;
Vн, Vв - фактические скорости резьбонарезания и вывинчивания, м/мин.;
Tн, Tв - шаг спирали на кулачке на участках нарезания резьбы и вывинчивания (свинчивания) инструмента, мм;
iпр - передаточное отношение рычагов привода устройства независимой подачи;
H - высота стандартного кулачка, мм;
Mкр.доп - допустимый момент, передаваемый электромагнитной муфтой привода резьбонарезного устройства (по паспорту станка), Н·м.
Примечание. При нарезании резьбы на двух позициях условные обозначения имеют индексы 1 и 2.
7. Условные обозначения, принятые при расчете норм времени:
Tм, Tц - время цикла (машинное время), мин. (с);
Tр.х - время рабочего хода, мин. (с);
Tх.х - время холостого хода, мин. (с);
Tт.о - время техобслуживания на деталь, мин. (с);
Tв.н - неперекрываемое вспомогательное время на деталь, мин. (с);
Tп-з.н - неперекрываемое подготовительно-заключительное время и время организационного обслуживания, мин. (с);
Tоп - оперативное время работы автомата, мин. (с);
Tнв - норма времени автомата на одну деталь, мин. (с);
A - производительность автомата за смену, шт.;
Tсм - фонд времени в смену, мин.;
Tнал - время наладки автомата, мин. (с);
tто(I, J, K) - время техобслуживания по каждому инструменту, мин. (с);
tтод(I, J, K) - время техобслуживания по каждому инструменту на деталь, мин. (с);
tр(I, J, K) - время машинной работы каждого инструмента, мин. (с);
tр.п - время, затрачиваемое на все рабочие переходы, мин. (с).
8. Условные обозначения, принятые при проверочном расчете по мощности резания:
N(I, J, K) - мощность, потребная на резание (K-го инструмента, работающего с J-го суппорта на I-й позиции), кВт;
Nэф - эффективная мощность двигателя, кВт;
Nдв - номинальная мощность двигателя, кВт;
Pz - расчетное значение тангенциальной составляющей усилия резания, н;
Pт - табличное значение тангенциальной составляющей усилия резания, н;
Поправочные коэффициенты на табличное значение тангенциальной составляющей усилия резания:
Kрм - по группе и твердости обрабатываемого материала;
Kрп - по отношению конечного диаметра обработки к начальному;
Kрр - по типу резца;
Mкр - расчетное значение крутящего момента, Нм;
Mт - табличное значение крутящего момента, Нм.
Поправочный коэффициент на табличное значение крутящего момента:
Kмм - по группе и твердости обрабатываемого материала.
Прочие условные обозначения:
HB - твердость по Бринеллю, ГПа;
9. Условные обозначения, принятые при проектировании кулачков:
l(I) - расстояние от торца шпинделя до револьверной головки на переходе I, мм;
lд - размер державки с инструментом, мм;
l' - размер детали, находящейся вне обработки, мм;
B - ширина отрезного резца, мм;
lуст - установочное расстояние от торца шпинделя до револьверной головки, мм;
lmin - наименьшее расстояние от торца шпинделя до револьверной головки, мм;
Rк(I) - конечный радиус кулачка, мм;
Rн(I) - начальный радиус кулачка, мм;
lmax - наибольший ход револьверной головки (по паспорту), мм;
Rmax - максимальный радиус кулачка, мм;
Нормативы времени и режимов резания предназначены для расчета норм времени на операции, выполняемые на одношпиндельных токарно-револьверных или многошпиндельных токарных станках-автоматах и рекомендуются для применения на предприятиях машиностроения и металлообработки независимо от ведомственной подчиненности.
Нормативы содержат все основные материалы для расчета технически обоснованной нормы на операцию и включают рекомендации по выбору режимов - резания и всем составляющим нормы времени: машинному времени, вспомогательному времени, времени на организационно-техническое обслуживание, отдых и личные надобности, подготовительно-заключительному времени.
В нормативах предусмотрена возможность определения:
нормы времени на обработку детали с расчетом режимов резания, величины машинного времени, вспомогательного неперекрываемого времени, неперекрываемого подготовительно-заключительного времени и времени организационного и технического обслуживания;
нормы времени на наладку автомата;
нормы времени на изготовление одной детали исполнителями (автоматчиком и наладчиком).
Нормативная часть сборника состоит из шести разделов:
2. Наладка автомата.
3. Режимы резания.
5. Нормативы времени на комплексы приемов.
В приложениях приведены сведения справочного характера, необходимые технологу при проектировании автоматной операции.
В нормативах учтены условия и характер выполняемых работ, типичные для большинства машиностроительных предприятий.
Нормативы режимов резания ориентированы на условия достижения минимальной себестоимости операции. В случае необходимости возможно увеличение до режима максимальной производительности, однако затраты на выполнение операции и расход инструмента при этом повышаются.
В нормативных картах кроме табличных значений выбираемых параметров приведены таблицы поправочных коэффициентов, расширяющих область применения таблиц и примечания.
Нормативы составлены для работ на одношпиндельных токарно-револьверных автоматах, предназначенных для обработки деталей из прутков диаметром 6 - 52 мм и многошпиндельных горизонтальных токарных автоматах, предназначенных для обработки деталей из прутков и труб диаметром 20 - 100 мм.
Нормативы рассчитаны на работы, выполняемые на универсальных токарных автоматах следующих моделей:
одношпиндельные - 1112, 1118, 1А112, 1А118, 1Б112, 1Б118, 1Д112, 1Д118, 1124, 1136, 1Б124, 1Б136, 1Б140, 1Е110, 1Е116, 1Е125, 1Е140, Index 12, Index 18, Index 25, Index B30, Index B42, Index B60,  A12,
A12,  A20,
A20,  A40;
A40;
многошпиндельные - 1А225-6, КА-106, 1А240-4, 1А240-6, 1А240-8, 1265М-4, 1265М-6, 1265М-8, 1Б240-4, 1Б240-6, 1Б240-8, 1А265М-8, 1Б265-4, 1Б265-6, 1Б265-8, 1А290-4, 1А290-6, 1А290-8, 1Б290-4, 1Б290-6, 1Б290-8.
Нормативные карты настройки инструмента, подач и скоростей резания содержат поправочные коэффициенты на группу станка-автомата. Классификация токарных автоматов по группам приведена в разделе 1 нормативной части "Общие технологические условия" (карта 2).
В приложении 4 приведены паспортные данные указанных моделей станков.
Нормативы рассчитаны на обработку холоднотянутых прутковых материалов. Предусматривается обработка сталей (автоматных, углеродистых и легированных), медных и алюминиевых сплавов.
Нормативные карты настройки инструмента, подач, скоростей и усилий резания содержат поправочные коэффициенты на группу обрабатываемости материала детали. Классификация материалов по группам обрабатываемости приведена в разделе 1 нормативной части "Общие технологические условия" (карта 1).
На автоматах обрабатывается многочисленная номенклатура деталей: болты, гайки, штуцеры, шаровые пальцы, заглушки, диски, различные валики, кольца и др.
Нормативы рассчитаны на обработку деталей диаметром 5 - 100 мм, изготовляемых по 8 - 14 квалитетам точности.
Нарезание резьбы может выполняться по 3-й степени точности.
Нормативы ориентированы на обеспечение высоты микронеровностей обработанной поверхности до Ra 1,25.
Раздел 3 нормативной части "Режимы резания" разработан на следующие виды работ, выполняемые на токарных автоматах:
точение резцами проходными, фасочными (карта 8, листы 1, 4; карта 9; карта 11, лист 1; карта 12, лист 1);
точение резцами отрезными, прорезными, канавочными (карта 8, лист 5; карта 9; карта 11, лист 2; карта 12, лист 2);
точение резцами фасонными тангенциальными (карта 8, лист 7; карта 9; карта 11, лист 3; карта 12, лист 2);
развертывание отверстий (карта 8, лист 10; карта 11, лист 6);
накатывание рифлений (карта 8, лист 11).
Нормативы режимов резания, нормативы времени наладки и подналадки предусматривают следующие инструменты:
резцы нормальные (радиальные) проходные, расточные, фасочные;
резцы для поперечной обработки: подрезные, фасонные (дисковые и призматические), канавочные, прорезные и отрезные;
резцы тангенциальные для продольной и поперечной обработки;
мерный инструмент: сверла, зенкеры, развертки;
резьбовой инструмент.
Режущая часть инструментов изготавливается из быстрорежущей стали или твердого сплава (выбор марки инструментального материала приведен в разделе 1 нормативной части "Общие технологические условия" (карта 3)).
Режимы резания установлены на работу инструментом, имеющим правильную геометрию (карта 4) при применении надлежащего охлаждения.
Раздел 2 нормативной части "Наладка автомата" регламентирует ряд параметров, значения которых устанавливаются при проектировании операции и наладке автомата.
Карта 5 регламентирует величины подвода, врезания и перебега режущего инструмента.
Карта 6 содержит рекомендации по углу разворота резцов на продольном суппорте относительно резцов поперечного суппорта на каждой позиции. Разворот инструментов на указанный угол позволит до минимума уменьшить взаимное влияние отдельных инструментов многоинструментной наладки друг на друга. В этом случае при назначении подач карту 9 можно опускать, так как необходимость в коррекции подач по структуре наладки отпадает.
При отсутствии поворотных державок и невозможности обеспечить рекомендуемые углы разворота инструментов необходимо производить коррекцию подач по структуре многоинструментной наладки (карта 9).
В карте 7 приведены рекомендации по назначению настроечных размеров и допусков на настроечные размеры при обработке наружных и внутренних поверхностей точением в зависимости от вида обработки, точности выполняемого размера, механических свойств обрабатываемых материалов, типа оборудования, жесткости технологической системы, глубины резания и точности заготовки.
Наладка или подналадка инструмента выполняется одним из известных методов: пробных проходов, по эталонам, взаимозаменяемой настройки. Контроль точности размерной настройки осуществляется в два этапа:
1 - при обработке первой пробной детали корректировками достигается положение инструмента, обеспечивающее размер обрабатываемой поверхности в пределах, заданных настроечным размером и допуском на настроечный размер (карта 7, листы 1 - 6);
2 - достигнутый при обработке первой пробной детали уровень настройки инструмента контролируется обработкой всех деталей настроечной партии в количестве, рекомендуемом картой 7, лист 7. Если среднее значение размеров деталей настроечной партии оказывается в пределах, заданных настроечным размером и допуском на настроечный размер, настройка принимается. Если же это условие не выполняется, рекомендуется корректировка положения режущего инструмента и повторный контроль точности настройки.
Общее количество пробных деталей на наладку операции определяется максимальным размером настроечной партии для взаимозависимых немерных инструментов. Взаимозависимые - это инструменты, выполняющие последовательную обработку одних поверхностей. Для мерных инструментов количество пробных деталей для наладки не нормируется, так как точность обработки и длительность эксплуатации мерного инструмента не зависят от настройки. Однако для контроля размеров обработки взаимозависимых мерных инструментов целесообразно предусмотреть по одной пробной детали на каждый мерный инструмент.
Рекомендации по определению числа деталей в настроечной партии являются общими для наружного точения и растачивания. Соблюдение этих рекомендаций обеспечивает необходимую достоверность оценки достигнутого уровня настройки для заданной точности обработки.
Приведенные значения параметров настройки токарных автоматов соответствуют эксплуатации инструмента на режимах резания и комплексным нормативам времени, рекомендуемым настоящим сборником для аналогичных условий обработки.
Раздел 3 нормативной части предназначен для расчета режимов резания по запроектированному или действующему технологическому процессу при токарно-автоматной обработке на прутковых многошпиндельных и токарно-револьверных автоматах.
Исходным материалом для назначения рациональных режимов резания является операционная карта обработки (ГОСТ 3.1404-86), в которой указаны тип оборудования, последовательность обработки, форма и размеры заготовки, обрабатываемый материал и его механические свойства, требования по точности и шероховатости для каждого перехода, конструкция инструмента.
При расчете режимов обработки необходимо учитывать особенности кинематики и наладки станков. Так, для станков, у которых привод продольного и поперечных суппортов осуществляется от постоянных кулачков, расчет и построение кулачков производить не нужно (станок 1А240-6). Подача поперечных суппортов некоторых станков (1Б240-6) производится от индивидуальных кулачков распределительного вала, однако часть суппортов (верхние) имеет постоянное передаточное отношение, а остальные допускают плавную регулировку рабочего хода в пределах нескольких рабочих кулачков с соответствующим изменением передаточного отношения и т.д.
Раздел нормативов "Режимы резания" содержит пять карт:
подача при односуппортной обработке (карта 8);
коррекция подач по структуре наладки при двухсуппортной обработке (карта 9);
стойкость режущего инструмента (карта 10);
скорость резания (карта 11);
усилие резания, крутящие моменты, мощность резания (карта 12).
Коррекция подач по структуре наладки при двухсуппортной (на одной позиции) обработке позволяет за счет учета взаимовлияния инструментов сложной наладки использовать возможные резервы увеличения подачи при обеспечении требований по точности и шероховатости.
В сборник включены нормативы вспомогательного времени на выполнение следующих работ:
наладка автоматов при переходе с обработки одной детали на другую;
подналадка автоматов в процессе изготовления одной партии деталей;
вспомогательное время при работе настроенного автомата;
подготовительно-заключительное время и время организационного обслуживания при работе на автомате.
Так как продолжительность ручных работ наладчика и автоматчика зависят от типа и размера автомата, то нормативами предусмотрена классификация автоматов по типам в зависимости от количества шпинделей и по группам в зависимости от наибольшего диаметра обрабатываемого прутка.
Процесс наладки автоматов представляет собой совокупность работ по снятию инструментов и приспособлений, предназначавшихся для обработки предыдущей детали и установки инструментов и приспособлений для обработки детали, на которую настраивается автомат. В состав работ по наладке входят:
получение задания на наладку автомата;
получение из инструментальной раздаточной кладовой необходимой для настройки оснастки;
наладка автомата на обработку заданной детали;
изготовление пробных деталей и предъявление их контролеру;
передача настроенного автомата автоматчику, инструктаж автоматчика.
Для нормирования работ по наладке автомата в сборнике приведены укрупненные, комплексные и элементные нормативы времени для всех типов и групп автоматов.
Укрупненные нормы на наладку автоматов (карты 13 - 16) рассчитаны по средним величинам факторов, влияющих на длительность наладки. Содержание работ по наладке приведено в соответствующих таблицах, а нормы времени для каждой группы автоматов даны в зависимости от количества инструментов в операции, квалитета обработки, применения резьбонарезного инструмента и времени полного цикла обработки.
Основными при расчете норм времени на наладку и техническое обслуживание автоматов являются нормативы времени на комплексы приемов. При проектировании нового производства для определения необходимого количества и типоразмеров требуемого оборудования могут быть использованы укрупненные нормативы времени. Элементные нормативы рекомендуется применять при частичной переналадке автоматов, например, когда необходимо заменить кулачки и инструменты только части супппортов и позиций или сменить шестерни только одной коробки скоростей или подач.
Элементные нормативы времени на обработку пробных деталей (карта 23, листы 12, 13 и карта 24, листы 3, 4) характеризуют среднестатистические затраты времени по номенклатуре инструментов наладки. Для уточненного расчета затрат времени на обработку пробных деталей необходимо воспользоваться рекомендациями раздела "Расчет параметров настройки автомата".
По нормативам времени на комплексы приемов на наладку автоматов (карта 18) время на смену шестерен, смену и регулирование кулачков, подающих и зажимных цанг установлено в зависимости от типа и группы автоматов. Время на смену инструментальных державок дано в зависимости от характера и условий установки (на плоскость, в паз, в отверстие), удобства установки и типа инструментальной державки. Время на смену и регулировку режущих инструментов дано в зависимости от вида и назначения инструмента, характера обработки, требуемой точности обработки.
По этим же принципам построены и элементные нормативы времени (карты 23 - 25). Кроме вышеуказанных нормативов в сборнике представлены нормы времени на изготовление пробных деталей (карта 23, лист 13) в зависимости от количества режущих инструментов, участвующих в обработке детали, квалитета обработки и длительности машинного времени (цикла) обработки детали.
Время на получение технической документации, инструментов и приспособлений из кладовой, сдачу готовых деталей контролеру, инструктаж автоматчика при передаче налаженного автомата установлено в зависимости от типа и группы автомата в процентах от оперативного времени на наладку автомата.
Нормативы на подготовительно-заключительное и организационное обслуживание для наладчика представлены в карте 22.
При расчете нормы времени на наладку автомата по нормативам времени на комплексы приемов и элементным нормативам следует пользоваться нормировочными картами на наладку автомата (см. форму 1 ниже).
Для определения времени наладки на одну деталь необходимо общее время наладки, рассчитанное по укрупненным на комплексы приемов или элементным нормативам, разделить на число деталей заданной к изготовлению партии. Число деталей в партии устанавливается по согласованию с плановыми органами завода как средняя величина всех запусков изделий в производстве в течение года.
(ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ)
При обработке партии деталей на налаженном автомате возникает необходимость периодической смены и регулирования затупившегося режущего инструмента, регулирования частей автомата и инструмента в случае нарушения размера и чистоты обработки. Эта работа осуществляется наладчиком или автоматчиком при остановленном станке и относится к неперекрываемому времени технического обслуживания.
Для нормирования времени подналадки в сборнике предусмотрены укрупненные, комплексные и элементные нормативы.
Так, для условий серийного производства при отсутствии данных по стойкости инструмента в сборнике приведена карта 17, в которой время на смену и регулирование инструмента выражено в процентах к машинному времени в зависимости от количества инструментов, участвующих в обработке, требуемой точности размеров, типа и группы автомата.
Нормативы времени на комплексы приемов (карты 19, 20), включающие смену и регулировку режущего инструмента, а также время на обработку пробных деталей, составлены в зависимости от типа и группы автоматов, типа и назначения инструментов, характера обработки, требуемой точности обработки данным инструментом и длительности машинного времени на полный цикл обработки детали. Время в картах получено суммированием элементных нормативов подналадки, приведенных в карте 24.
Для определения времени технического обслуживания, приходящегося на одну деталь, необходимо предварительно рассчитать количество деталей, которое может изготовить каждый инструмент, участвующий в обработке до своего затупления (рассчитать стойкость инструмента в деталях Tд(I, J, K)).
Стойкость инструмента в деталях определяется делением ожидаемой стойкости T(I, J, K)р инструмента на машинное время его работы при обработке детали на автомате. Затем по нормативам на комплексы приемов или элементным нормативам находят время на замену и регулирование каждого инструмента и, разделив это время на стойкость в деталях, определяют время технического обслуживания по каждому виду инструмента, приходящееся на одну деталь.
Общее время технического обслуживания изготовления 1 детали равно сумме времени по всем инструментам, участвующим в обработке.
Станок | Модель | Завод-изготовитель | Наименование детали | ||||||
Наименование операции, N | |||||||||
N п/п | Наименование работы | Точность, другие факторы | Количество | Время, мин. | N карт | ||||
на единицу | общее | элементные | комплексные | ||||||
1 | Сменить шестерни коробки скоростей и коробки подач | ||||||||
2 | Сменить и отрегулировать кулачки | цилиндрические | |||||||
дисковые | |||||||||
3 | Сменить подающую и зажимную цанги | ||||||||
4 | Сменить державки продольного суппорта (револьверной головки) | удобно | |||||||
неудобно | |||||||||
5 | Сменить державки поперечных суппортов | на плоскость | |||||||
в паз | |||||||||
6 | Отрегулировать упоры | жесткий | |||||||
качающийся | |||||||||
7 | Сменить и отрегулировать режущий инструмент | проходные | |||||||
отрезные | |||||||||
фасонные | |||||||||
метчик | |||||||||
другие | |||||||||
8 | Обработка пробных деталей | ||||||||
9 | Оперативное время | ||||||||
10 | Подготовительно-заключительное время | ||||||||
11 | Время на наладку | ||||||||
При изготовлении деталей на настроенном автомате необходимо периодически затрачивать время на следующие виды работ:
подготовку прутков на рабочем месте;
снятие остатка обработанного прутка, установку и закрепление нового;
пуск и остановку станка;
периодический осмотр и контроль изготовленных деталей;
предупреждение наладчика о необходимости смены инструмента или подналадки станка;
выборку готовых деталей из корыта станка или бункера и их промывку;
уборку стружки и станка.
Часть вспомогательной работы выполняется без остановки станка (периодическая проверка и измерение деталей, уборка стружки, выборка готовых деталей и укладка их в тару, активное наблюдение за работой автомата), а часть работ по обслуживанию автомата требует обязательной остановки станка. К таким работам относятся: удаление остатка израсходованного прутка и установка нового.
Для нормирования вспомогательного времени, как перекрываемого, так и неперекрываемого, в сборнике приведены комплексные и элементные нормативы.
В карте 21, листы 1, 2 приведено время на удаление израсходованного прутка и установку нового в зависимости от типа автомата, формы поперечного сечения, диаметра прутка и длины заготовки, идущей на одну деталь (неперекрываемое время).
В карте 21, лист 3 приведено время на измерение обработанной детали в зависимости от вида измерительного инструмента, измеряемого размера и его точности.
В карте 21, листы 4, 5 приведено время на выборку обработанных деталей в зависимости от их веса.
В карте 21, лист 7 приведено время на уборку стружки в зависимости от длины заготовки, идущей на одну деталь, диаметра прутка и коэффициента отхода материала в стружку.
В карте 21, лист 6 приведено вспомогательное время на активное наблюдение за работой автомата в зависимости от группы автомата и количества режущих инструментов, участвующих в обработке детали.
Содержание работ по активному наблюдению указано в самой карте.
ВРЕМЕНИ И ВРЕМЕНИ ОРГАНИЗАЦИОННОГО ОБСЛУЖИВАНИЯ
Подготовительно-заключительное время и время организационного обслуживания при работе на автоматах нормируется раздельно: для автоматов, для наладчиков, для автоматчиков.
Подготовительно-заключительное время для автоматов указано в карте 22, лист 1 в зависимости от типа и группы автомата в процентах к оперативному времени и относится к неперекрываемому времени.
Содержание работ, учитываемых в подготовительно-заключительном времени и времени организационного обслуживания, для наладчика приведено в карте 22, лист 3 и в зависимости от типа автомата указано в процентах к оперативному времени наладки.
Подготовительно-заключительное время и время организационного обслуживания для автоматчика в зависимости от типа и группы станка приведено в карте 22, лист 2. Это время (содержание работы указано в карте) относится к перекрываемому вспомогательному времени и учитывается при определении загрузки автоматчика.
В норму времени автомата на одну деталь Tнв входят следующие составляющие:
машинное время на обработку одной детали Tм, определяемое расчетами, соответствующими технологическому процессу и нормативам режимов резания;
время смены, регулировки затупившегося инструмента Tт.о (время техобслуживания, приходящееся на одну деталь - по карте 17, лист 1 или по картам 19, 20);
неперекрываемое вспомогательное время на одну деталь Tв.н (карта 21, лист 1);
неперекрываемое подготовительно-заключительное время и время организационного обслуживания рабочего места автомата, определяемое в процентах к оперативному времени работы автомата (карта 22, лист 1).
Tоп = Tм + Tвн; 
Tнв = Tоп + Tт.о + Tп-з.н
Производительность автомата за смену в штуках деталей определяется делением времени продолжительности смены на норму времени автомата на одну деталь

где Tсм - фонд времени в смену.
ОДНОЙ ДЕТАЛИ ИСПОЛНИТЕЛЯМИ
На большинстве предприятий применяется одновременное обслуживание автоматов наладчиком и автоматчиком.
Наладчик, кроме работ, связанных с наладкой автомата, осуществляет смену и подналадку инструмента, проверку правильности выполнения технологического процесса и состояния работающего автомата.
Автоматчик выполняет все работы по оперативному обслуживанию работающего автомата.
Часть работ исполнителей осуществляется при остановке автомата (неперекрываемое время) и учитывается при определении нормы времени на изготовление деталей. Значительная же часть работ, выполняемых наладчиком и автоматчиком, осуществляется во время обработки деталей (перекрываемое время). Оно не влияет на производительность автомата, но определяет загрузку исполнителей и поэтому должно быть также нормировано.
Время работы наладчика и автоматчика, затрачиваемое на изготовление деталей, в зависимости от сложности детали и типа автомата составляет около 25 - 15% времени работы автомата, и, рассчитав величину этих затрат времени, можно определить число станков для одновременного их обслуживания наладчиком и автоматчиком.
Все элементы нормы времени обработки деталей на автомате сводятся в расчетно-нормировочную карту.
ВРЕМЕНИ И КУЛАЧКОВ ДЛЯ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ
Таблица 1
ПОСЛЕДОВАТЕЛЬНОСТЬ РАБОТ ПРИ ПРОЕКТИРОВАНИИ ОПЕРАЦИЙ
ДЛЯ ТОКАРНО-РЕВОЛЬВЕРНЫХ АВТОМАТОВ
Номер этапа | Содержание этапа | Номер карты нормативов или расчетная формула | Исходные данные |
1 | Выбор инструментального материала и геометрических параметров режущей части инструментов | 1. Вид обработки 2. Характер обработки 3. Обрабатываемый материал и его механические свойства | |
2 | Определение длин рабочего хода суппортов и каждой позиции револьверной головки | - | |
2.1 | Определение длины рабочего хода для каждого инструмента наладки при условии их независимой работы Lр.х(I, J, K), мм | Lр.х(I, J, K) = Lрез + y + Lдоп | 1. Эскиз наладки 2. Величина подвода, врезания и перебега y, мм (значения y см. карту 5) 3. Дополнительная длина хода, вызванная в отдельных случаях особенностями наладки и конфигурацией детали Lдоп, мм |
2.2 | Определение длины рабочего хода суппорта и каждой позиции револьверной головки Lр.х(I, J), мм | Lр.х(I, J) = max xx [Lр.х (I, J, K)] Длина рабочего хода суппорта и каждой позиции револьверной головки определяется как максимальная величина рабочего хода инструментов, установленных на суппорте | |
3 | Назначение параметров размерной настройки инструментов | - | |
3.1 | Определение настроечного размера для каждого инструмента наладки, подлежащего размерной настройке Hр(I, J, K), мм | 1. Вид инструмента, материал режущей части 2. Обрабатываемый материал и его механические свойства 3. Тип станка 4. Диаметр прутка и размеры обработки 5. Точность заготовки и точность обработки 6. Глубина резания | |
3.2 | Определение допусков на настроечные размеры инструментальных блоков. Определение допусков на настроечные размеры немерных инструментов наладки |  | |
3.3 | Определение нормативного количества деталей настроечных партий для каждого инструмента | ||
4 | Назначение подач суппортов для каждой позиции револьверной головки S(I, J), мм | ||
4.1 | Определение подач для каждого инструмента (блока жестко связанных инструментов) при условии его изолированной работы Sи(I, J, K), мм/об. | 1. Структура наладки 2. Вид инструмента 3. Обрабатываемый материал и его механические свойства 4. Диаметр прутка и размеры обработки 5. Глубина (ширина) резания T(I, J, K) или B(I, J, K), мм 6. Точность заготовки 7. Точность обработки 8. Шероховатость поверхности 9. Тип станка | |
4.2 | Определение подач суппортов для каждой позиции револьверной головки Sс(I, J), мм | Sс (I, J) = minк {Sн(I, J, K)} Подача суппорта или позиции определяется как минимальная из подач инструментов, установленных на данном суппорте или позиции револьверной головки | |
4.3 | Определение координат угловых точек и построение областей допустимых подач (при двухсуппортной обработке) | ||
4.4 | Построение линий равных значений времени рабочих ходов |  | |
4.5 | Определение подач позиций револьверной головки S(I, 1), мм/об. | Определяется как абсцисса точки пересечения линии равных значений времени с границей области допустимых подач | |
4.6 | Определение подачи поперечного суппорта S(I, 2), мм/об. |  | |
5 | Определение стойкости инструментов наладки T(I, J, K)р, мин. | Эскиз наладки | |
6 | Расчет скорости резания Vн(I, J, K), м/мин. и частот вращения шпинделя станка n(I), об./мин. | ||
6.1 | Определение по нормативам скорости резания для каждого инструмента в предположении их изолированной работы, м/мин. | 1. Вид, геометрические и конструктивные параметры инструмента, материал режущей части 2. Обрабатываемый материал и его механические свойства 3. Глубина (ширина) резания T(I, J, K) или B(I, J, K), мм 4. Подача S(I, J), мм/об. 5. Стойкость T(I, J, K)р, мин. 6. Форма и размеры прутка и детали 7. Характер обработки | |
6.2 | Расчет частот вращения, соответствующих выбранным скоростям резания nр(I, J, K), об./мин. |  | |
6.3 | Определение частот вращения для каждого рабочего перехода n(I)р, об./мин. | Определяется как наименьшая из частот, рассчитанных для инструментов, работающих на данном переходе | |
6.4 | Назначение частот вращения по паспорту станка для каждой позиции n(I), об./мин. | ||
6.5 | Определение коэффициентов прит ведения частот вращения a(I) |  | |
6.6 | Уточнение скоростей резания по принятым частотам вращения |  | |
6.7 | Расчет ожидаемой стойкости инструментов по уточненным скоростям резания T(I, J, K)р, мин. | ||
7 | Уточнение числа деталей в настроечных партиях по принятым режимам резания | ||
7.1 | Определение поправочного коэффициента на подачу инструментальных блоков |  | 1. Табличные значения подачи и скорости резания для каждого инструмента наладки или блока: S(I, J)р, vи(I, J, K) 2. Поправочный коэффициент Ksт на подачу по точности обработки 3. Принятые значения подач суппортов и фактические значения скоростей резания каждого инструмента |
7.2 | Определение поправочного коэффициента на скорость резания инструментальных блоков |  | |
7.3 | Определение поправок на количество пробных деталей для инструментальных блоков Oks и Okv | ||
7.4 | Назначение количества деталей в настроечных партиях для настройки инструментальных блоков Oн (I, J) |  | |
7.5 | Назначение количества пробных деталей для настройки операции |  | |
8 | Определение ориентировочного времени изготовления детали t(iдет), с | ||
8.1 | Определение количества оборотов шпинделя за время выполнения каждого рабочего перехода nпер(I), об. |  | 1. Эскиз наладки 2. Длина рабочего хода Lр.х(I, J), мм 3. Подача S(I, J), мм/об. 4. Коэффициент приведения a(I) |
8.2 | Определение общего количества оборотов шпинделя, необходимого для выполнения рабочих несовмещенных переходов nр.п, об. |  | |
8.3 | Расчет времени, затрачиваемого на выполнение рабочих переходов tр.п, с |  | |
8.4 | Определение времени на несовмещенные холостые ходы tх.х, с | По паспорту | |
8.5 | Расчет времени на обработку детали Tц, с | Tц = Tр.п + tх.х | |
Расчет кулачков | |||
9.1 | Определение расстояний от торца шпинделя до револьверной головки для каждого перехода l(I), мм | l(I) = lд + l' + B + (8...10) | 1. Размер державки с инструментом lд, мм 2. Размер детали, находящейся вне обработки l', мм 3. Ширина отрезного резца, B, мм 4. Максимальные радиусы кулачков Rmax, мм 5. Наибольший ход револьверной головки lmax, мм (по паспорту) |
9.2 | Расчет установочного расстояния от торца шпинделя до револьверной головки lуст, мм | lуст = lmin + lн lminI(l(I)) | |
9.3 | Определение конечных радиусов кулачка револьверной головки в конце каждого перехода Rк(I), мм | Rк(I) = Rmaxр.r - (l - lmin) | |
9.4 | Определение конечных радиусов поперечных суппортов Rк(I), мм |  | |
9.5 | Определение начальных радиусов кулачков револьверной головки и поперечных суппортов, мм | Rн(I) = Rк(I) - Lр.х(I, J) | |
9.6 | Определение числа сотых кулачковых дисков для выполнения холостых ходов | ||
9.7 | Определение числа сотых кулачковых дисков для выполнения рабочих ходов |  | |
9.8 | Определение количества сотых для выполнения отдельных рабочих переходов |  | |
Расчет длительности цикла и подбор сменных шестерен | |||
10.1 | Определение количества оборотов шпинделя, необходимого для изготовления одной детали nд, об. |  | 1. Суммарное количество оборотов шпинделя для выполнения рабочих переходов nр.п, об. 2. Количество сотых на рабочие переходы 3. Частота вращения шпинделя, принятая за основную nосн, об./мин. |
10.2 | Определение длительности цикла tц, с |  | |
10.3 | Уточнение по паспорту станка длительности цикла и выбор сменных колес | Паспорт станка | |
11 | Проверочный расчет по мощности резания | ||
11.1 | Определение мощности резания для каждого инструмента N(I, J, K), кВт | 1. Вид инструмента 2. Обрабатываемый материал и сто механические свойства 3. Глубина (ширина) резания t(I, J, K) или B(I, J, K) мм 4. Подача S(I, J), мм/об. 5. Скорость резания v(I, J, K), м/мин. 6. Эскиз наладки 7. Эффективная мощность Nэф, кВт | |
11.2 | Расчет наибольшей за период работы станка суммарной мощности резания N(I, J, K), равной сумме мощностей одновременно работающих инструментов | ||
11.3 | Проверка по мощности двигателя. Если условие не выполняется, то следует проверить двигатель на пиковую нагрузку и на нагрев (см. приложение 5) |  |
Примечание. I - номер позиции, J - номер суппорта (J, 1 - револьверная головка; J, 2 - поперечные суппорта), K - номер инструмента на 1-м суппорте.
ВРЕМЕНИ ДЛЯ МНОГОШПИНДЕЛЬНЫХ АВТОМАТОВ
Таблица 2
ОПЕРАЦИЙ ДЛЯ МНОГОШПИНДЕЛЬНЫХ АВТОМАТОВ
Номер этапа | Содержание этапа | Номер карты нормативов или расчетная формула | Исходные данные |
1 | Выбор инструментального материала и геометрических параметров режущей части инструментов | 1. Вид инструмента 2. Характер обработки 3. Обрабатываемый материал и его механические свойства | |
2 | Определение длины рабочего хода суппортов Lp.x(I, J)р, мм | ||
2.1 | Определение длины рабочего хода для каждого инструмента наладки при условии их независимой работы Lр.х(I, J, K), мм | Lр.х(I, J, K) = Lрез + y + Lдоп Для фасонных тангенциальных резцов:  | 1. Эскиз наладки 2. Величины подвода, врезания и перебега у, мм (значения у см. карту 5) 3. Дополнительная длина хода, вызванная особенностями наладки и конфигурацией детали Lдоп, мм 4. Диаметры обработки (для фасонных тангенциальных резцов): начальный d, мм и конечный d1, мм 5. Нормали кулачков 6. Передаточное, отношение рычагов f |
2.2 | Определение длины рабочего хода суппорта как наибольшей величины рабочего хода инструментов, установленных на суппорте | Lр.х(1)р = max1,k{Lр.х (I, 1, K)} Lр.х(I, 2)р = maxk{Lр.х (I, 2, K)} | |
Расчет подъема рабочей части кулачка для каждого суппорта hр(I), мм |  | ||
2.4 | Подбор по нормалям кулачков, имеющих подъемы h(I), ближайшие (большие) к расчетным | Паспорт станка | |
Уточнение длин рабочих ходов Lр.х, мм, по установленным величинам подъемов кулачков | Lр.х(I, J) = h(f) f | ||
3 | Назначение параметров размерной настройки инструментов | ||
3.1 | Определение настроечного размера для каждого инструмента наладки, подлежащего размерной настройке Нр(I, J, K), мм | 1. Вид инструмента, материал режущей части 2. Обрабатываемый материал и его механические свойства Тип станка 4. Диаметр прутка и размеры обработки 5. Точность заготовки и точность обработки 6. Глубина резания | |
Определение допусков на настроечные размеры инструментальных блоков. Определение допусков на настроечные размеры немерных инструментов наладки |  | ||
Определение нормативного количества деталей настроечных партий для каждого инструмента | |||
4 | Назначение подач суппортов S (I, J), мм/об. | ||
4.1 | Назначение подач для каждого инструмента Sи(I, J, K), мм/об., и подач суппортов Sс(I, J), мм/об. при условии их изолированной работы | Sс(I, J) = minк{Sи (I, J, K)} | 1. Эскиз наладки 2. Вид инструмента 3. Тип станка 4. Обрабатываемый материал и его свойства 5. Точность заготовки и точность обработки 6. Диаметр прутка и размеры обработки 7. Длины рабочих ходов продольного и поперечных суппортов |
Определение координат угловых точек и построение областей допустимых подач для каждой позиции многошпиндельного автомата | |||
Построение линий равных значений времени рабочих ходов для каждой позиции |  | ||
4.4 | Определение скорректированных подач инструментов, установленных на продольном суппорте S(I, 1), мм/об. | Определяется как абсцисса точки пересечения границы области допустимых подач с линией равных значений времени рабочих ходов | |
Определение подачи продольного суппорта как наименьшей из рассчитанных | S(1)р = min1{S(I, 1)} | ||
4.6 | Определение числа оборотов шпинделя за поворот распределительного вала на рабочем ходу |  | |
4.7 | Назначение по паспорту станка числа оборотов nр, об. | Паспорт станка | |
Уточнение подач суппортов в соответствии с принятым nр |   | ||
5 | Определение стойкости каждого инструмента в минутах времени резания T(I, J, K)р | 1. Длина резания Lрез(I, J, K), мм 2. Длина рабочего хода Lр.х(I, J), мм | |
6 | Расчет скорости резания Vи(I, J, K), м/мин., и частоты вращения шпинделя станка nн(I, J, K), об./мин. | ||
Определение по нормативам скоростей резания инструментов в предположении их изолированной работы Vи м/мин. | 1. Вид, геометрические и конструктивные параметры инструментов, материал режущей части 2. Обрабатываемый материал и его механические свойства 3. Глубина резания, t(I, J, K), мм 4. Подача S(I, J), мм/об. 5. Стойкость T(I, J, K)р, мин. 6. Форма и размеры прутка 7. Характер обработки 8. Паспорт станка | ||
Расчет частоты вращения для каждого инструмента nи(I, J, K), об./мин. Если рассчитанные в п. 6.2 значения различаются более чем в 2 раза, целесообразно пересмотреть наладку с целью их выравнивания |  При невращающемся инструменте и = 1. При вращающемся инструменте: для сверл  для разверток  | ||
6.3 | Назначение частоты вращения шпинделя по паспорту станка. Не рекомендуется превышать минимальное расчетное значение более чем на 10 - 15% | n = minI, J, K{n (I, J, K)} | |
6.4 | Определение параметров наладки резьбонарезной позиции | ||
6.4.1 | Расчет наладки при нарезании резьбы на одной позиции | ||
Определение скорости резьбонарезания Vнр, м/мин., и скорости вывинчивания (свинчивания) Vвр, м/мин. | Vв ~= 1,5 Vи | 1. Вид, геометрические и конструктивные параметры инструмента, материал режущей части 2. Обрабатываемый материал и его механические свойства 3. Диаметр резьбы, точность, шероховатость поверхности | |
6.4.1.2 | Расчет относительной частоты вращения шпинделя резьбонарезного устройства (инструментального шпинделя) при нарезании nотн.н, об./мин. |  | |
6.4.1.3 | Расчет коэффициента нарезания |  | |
6.4.1.4 | Назначение по паспорту коэффициента нарезания Kн, и коэффициента вывинчивания Kв, подбор зубчатых колес. Если значение расчетного меньше минимального табличного Kн, то уменьшить частоту вращения рабочих шпинделей до величины, определяемой по формуле. Найденное значение n корректируется по паспорту станка. Это значение n используется для дальнейших расчетов |  | |
6.4.1.5 | Расчет фактических скоростей нарезания Vн, м/мин., и вывинчивания (свинчивания) Vв, м/мин. |   | |
Определение углов поворота распределительного вала для выполнения переходов нарезания резьбы и вывинчивания (свинчивания) инструмента |   | ||
Проверка условия достаточности угла поворота распределительного вала для выполнения переходов нарезания и вывинчивания Если условие не выполняется, увеличить количество оборотов шпинделя за поворот распределительного вала на рабочем ходу до величины, определяемой по формуле. Найденное значение корректируется по паспорту станка, затем повторить п. п. 4.8, 6.4.1.6 |   | ||
Расчет шагов спиралей участков нарезания и вывинчивания кулачка |   | iпр - передаточное отношение рычагов привода устройства независимой подачи |
Во избежание повреждения ниток формируемой резьбы из-за погрешностей механизма независимой подачи, вызывающих нарушение осевого перемещения инструментального шпинделя, величина подъема рабочего хода кулачка занижается на 10%, что учтено в формуле (Tн) коэффициентом 0,9 и коэффициентом 1,1 в формуле (Tв).
Величина возможного суммарного рассогласования осевых подач инструментального шпинделя и резьбообразующего инструмента должна компенсироваться специальной оснасткой, например резьбонарезными патронами, обеспечивающими возможность осевой компенсации (ОСТ 84-1978-82).
6.4.2 | Расчет наладки при нарезании резьбы на двух позициях | ||
6.4.2.1 | Выполнение п. п. 6.4.1.1 - 6.4.1.6 для каждого резьбонарезного инструмента | ||
6.4.2.2 | Расчет крутящего момента резания для каждого резьбонарезного инструмента (выполняется при обработке автоматных и углеродистых сталей) | ||
6.4.2.3 | Выбор варианта обработки резьб. Если указанное условие выполняется, то возможна одновременная (параллельная) обработка резьб на позициях, если не выполняется, то возможна только последовательная обработка резьб |  | |
6.4.2.4 | В случае одновременной (параллельной) обработки резьб выполнить п. 6.4.1.7 для наибольших значений |  |  |
Если условие не выполняется, увеличить количество оборотов шпинделя за поворот распределительного вала на рабочем ходу до величины, определяемой по формуле. Найденное значение корректируется по паспорту станка, затем повторить пп. 4.8 |  | ||
6.4.2.5 | Выполнение п. 6.4.1.8 для каждой резьбонарезной позиции | ||
6.5 | Уточнение скоростей резания по принятой частоте вращения шпинделя |  | |
6.6 | Расчет ожидаемой стойкости инструментов T(I, J, K), мин. | ||
7. | Уточнение числа деталей в настроечных партиях по принятым режимам резания | 1. Табличные значения подачи и скорости резания для каждого инструмента наладки или блока S(I, J)р; Vи(I, J, K) 2. Поправочный коэффициент 3. Принятые значения подач суппортов и фактические значения скоростей резания каждого инструмента | |
7.1 | Определение поправочного коэффициента на подачу инструментальных блоков |  | |
7.2 | Определение поправочного коэффициента на скорость резания инструментальных блоков |  | |
7.3 | Определение поправок на количество пробных деталей для инструментальных блоков Oks, и Okv | ||
7.4 | Назначение количества деталей в настроечных партиях для настройки инструментальных блоков Oн (I, J) | Oн (I, J) = maxkOн (I, J, K) + Oks (I, J) + Okv (I, J) | |
7.5 | Назначение количества пробных деталей для настройки операции |  | |
8 | Определение времени цикла работы станка Tц, мин. | 1. Количество оборотов шпинделя за поворот распределительного вала на рабочем ходу nр, об. | |
8.1 | Расчет времени рабочего хода Tр.х, мин. |  | |
8.2 | Определение времени цикла работы станка Tц, мин. | Tц = Tр.х + Tх.х | Время холостого хода Tх.х, мин. (по паспорту станка) |
9 | Проверочный расчет по мощности резания | 1. Вид инструмента 2. Обрабатываемый материал и его механические свойства 3. Глубина резания t (I, J, K), мм 4. Подача S (I, J), мм/об. 5. Скорость резания V (I, J, K), мм/об. 6. Эскиз наладки 7. Эффективная мощность двигателя Nэф, кВт (или номинальная мощность Nдв, кВт, и коэффициент полезного действия станка | |
9.1 | Определение по нормативам мощности резания для каждого инструмента наладки N (I, J, K), кВт | ||
9.2 | Расчет наибольшей за период работы станка суммарной мощности резания  , равной сумме мощностей одновременно работающих инструментов , равной сумме мощностей одновременно работающих инструментов | ||
9.3 | Проверка по мощности двигателя Nдв. Если условие не выполняется, то следует проверить двигатель на пиковую нагрузку и на нагрев (см. приложение 5) |   |
1. Для автоматов, у которых привод продольного и поперечных суппортов осуществляется от постоянных кулачков, этапы расчета 4.3 - 4.5 не выполняются; для автоматов, допускающих бесступенчатое регулирование длины рабочего хода на некоторых позициях, выбор кулачков целесообразно проводить в такой последовательности:
по длине рабочего хода выбрать кулачок (подъем рабочей части);
определить величину передаточного отношения рычагов кулисного механизма.
2. Для чистовых переходов рассчитанные величины подач инструментов необходимо сравнить с подачами, допустимыми по шероховатости (карта 8 лист 4) и для дальнейших расчетов принять меньшую из сравниваемых подач.
3. Для наладок с невысокими требованиями по точности выполняемых размеров (11, 12 квалитета) этапы расчета 4.2 - 4.5 можно опустить. В этом случае количество оборотов шпинделя за поворот распределительного вала на рабочем ходу nр определяется как наибольшее из nр, рассчитанных для каждого суппорта отдельно.
4. Если при уточнении подач будут получены значения меньше минимально допустимых (см. примечания к листам карты 8), то необходимо применять рекомендуемые примечаниями величины подач, пересчитать длины рабочих ходов инструментов и провести необходимую корректировку расчетов, начиная с этапа 4.3.
Примечания: 1. I - номер позиции, J - номер суппорта (J = 1 - продольный суппорт, J = 2 - поперечные суппорта), K - номер инструмента на J-м суппорте.
2. Для продольного суппорта вместо обозначения Lр.х(I, 1) и S(I, 1) используются обозначения Lр.х(1) и S(1).
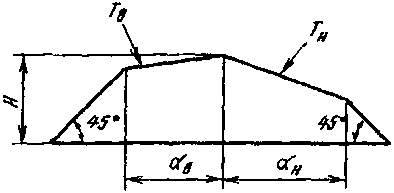
Рис. 1. Развертка кулачка подачи для резьбонарезной позиции
Примечания: 1. При построении профиля кулачка значения параметров  и
и  округляются до ближайшего большего числа, оканчивающегося на 0 или 5.
округляются до ближайшего большего числа, оканчивающегося на 0 или 5.
2. Для стандартных кулачков высота H = 7 мм.

Рис. 2. Схемы относительного расположения кулачков
подач при параллельной работе инструментов на позициях
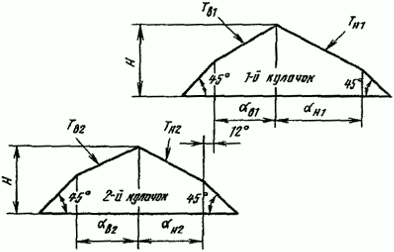
Рис. 3. Схемы относительного расположения кулачков подач
при последовательной работе инструментов на позициях
ДЛЯ ОДНОШПИНДЕЛЬНЫХ И МНОГОШПИНДЕЛЬНЫХ АВТОМАТОВ
Таблица 3
ПОСЛЕДОВАТЕЛЬНОСТЬ РАБОТ ПРИ ПРОЕКТИРОВАНИИ ОПЕРАЦИЙ
ДЛЯ ТОКАРНО-РЕВОЛЬВЕРНЫХ И МНОГОШПИНДЕЛЬНЫХ АВТОМАТОВ
Номер этапа | Содержание этапа | Номер карты нормативов или расчетная формула |
1 | Расчет нормы времени на одну деталь для автомата (без учета времени наладки) | Tшт = Tм + Tто + Tвн + Tпзн |
1.1 | Машинное время на обработку одной детали | Tм = Tр.х + Tх.х |
1.2 | Расчет времени технического обслуживания: | |
1. По укрупненным нормативам | ||
2. По комплексным нормативам |  | |
определение времени техобслуживания каждого перехода, приходящегося на одну деталь |  | |
определение времени техобслуживания каждого инструмента, участвующего в обработке | ||
определение стойкости каждого инструмента в деталях |  | |
3. По элементным нормативам | ||
1.3 | Расчет неперекрываемого вспомогательного времени на одну деталь Tвн: | |
по комплексным нормативам | ||
по элементным нормативам | ||
1.4 | Расчет неперекрываемого подготовительно-заключительного времени и оргобслуживания |  |
1.4.1 | Определение оперативного времени обработки одной детали на автомате | Tоп = Tм + Tвн |
1.4.2 | Определение aпзн | |
2 | Расчет нормы времени наладки автомата | Tнал |
2.1 | Расчет оперативного времени наладки: | |
1. По укрупненным нормативам | ||
время на смену цанг (учесть при необходимости) | ||
2. По комплексным нормативам | ||
определение времени на смену шестерен коробок скоростей и подач | ||
определение времени на смену и регулировку кулачков | ||
определение времени на замену подающих и зажимных цанг | ||
определение времени на замену и регулировку державок поперечных суппортов | ||
определение времени на замену и регулировку державок продольного суппорта | ||
определение времени на замену и регулировку державок револьверной головки | ||
определение времени на регулирование упоров определение времени на установку и регулирование | ||
режущего инструмента | ||
определение времени на обработку пробных деталей | ||
определение оперативного времени наладки |  | |
2.2 | Расчет подготовительно-заключительного времени наладки автомата |  |
2.2.1 | Определение | |
2.3 | Определение полного времени наладки | Tнал = Tоп.нал + Tпз.нал |
2.4 | Расчет времени наладки, приходящегося на изготовление одной детали (N - размер партии деталей) |  |
3 | Расчет времени изготовления одной детали на автомате с учетом наладки | Tст = Tшт + Tнж |
4 | Расчет нормы времени на изготовление одной детали автоматчиком | |
4.1 | Определение перекрываемого работой станка вспомогательного времени автоматчика Tвп | |
4.2 | Определение времени на периодические измерения изготовляемых деталей |  Kа = 0,03 - 0,06 |
4.2.1 | Определение времени измерения каждым инструментом | |
4.3 | Определение времени сбора деталей в тару | |
4.4 | Определение времени выборки мелких деталей из стружки | |
4.5 | Определение времени для уборки стружек от станка | |
4.6 | Определение подготовительно-заключительного времени и времени оргобслуживания рабочего места автоматчика | |
5 | Расчет нормы времени на изготовление одной детали наладчиком | |
5.1 | Определение времени на активное наблюдение за работой автомата | |
5.2 | Определение времени измерения детали наладчиком Tизм.н |  Kн = 0,02 - 0,04 |
5.2.1 | Определение времени на измерения каждым инструментом | |
5.3 | Время оргобслуживания и личных потребностей наладчика |
И КУЛАЧКОВ ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ НА АВТОМАТАХ
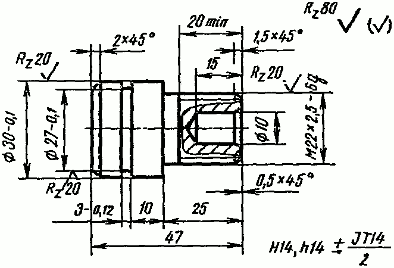
В качестве примера разработки технологии, расчета нормы времени и кулачков рассмотрим обработку детали "Пробка" (рис. 4) на одношпиндельном токарно-револьверном автомате 1Б136.
Деталь изготавливается из калиброванного холоднотянутого прутка диаметром 36 мм с точностью по 12 квалитету из стали 45 с твердостью HB 1,75 ГПа.
Определение режимов резания и нормы времени выполняется в последовательности, приведенной в методических указаниях. Исходные данные, геометрические параметры и эскизы обработки по переходам приведены на рис. 4 и 5.
холоднотянутый пруток  36 мм по IT 12
36 мм по IT 12
I | 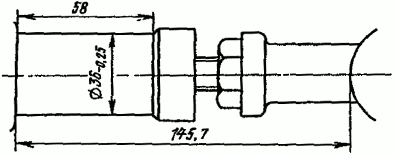 |
II |  |
III |  |
IV | 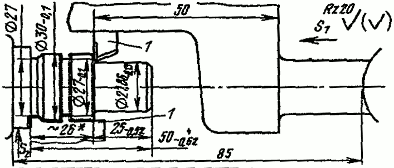 |
V |  |
VI |  |
Расчет режимов резания и нормы времени выполняются для условий действующего производства: норма обслуживания для одного автоматчика Но = 3 станка; техническое обслуживание осуществляет автоматчик. Программа выпуска 1 млн. шт./год.
И ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ РЕЖУЩЕЙ ЧАСТИ (КАРТА 4)
Инструментальные материалы и геометрические параметры режущей части инструмента, выбранные по рекомендациям карт 3 и 4 с учетом особенностей конфигурации детали, приведены в табл. 4.
Таблица 4
N п/п | Инструмент | Инструментальный материал | Геометрические параметры режущей части | |||||
r, мм | ||||||||
1 | Резец проходной | Р6М5 | 15 | 8 | 90 | 15 | - | 0,5 |
2 | Резец, проходной | Р6М5 | 15 | 8 | 90 | 15 | - | 0,5 |
3 | Сверло | Р6М5 | - | 12 | - | - | 90 | - |
4 | Сверло | Р6М5 | - | 12 | - | - | 120 | - |
5 | Резец фасочный | Р6М5 | 20 | 10 | 45 | - | - | 1,0 |
6 | Резец проходной | Р6М5 | 20 | 10 | 90 | 15 | - | 1,0 |
7 | Резец фасонный | Р6М5 | 15 | 10 | - | - | - | - |
8 | Плашка | Р6М5 | 20 | 12 | 20 | - | - | 2,0 |
9 | Резец отрезной | Р6М5 | 15 | 10 | - | - | - | - |
Определение длины рабочего хода каждого инструмента наладки проводится в предположении их независимой работы по формуле
Lр.х(I, J, K) = Lрез + y + Lдоп,
где K - номер инструмента; J - номер суппорта (J = 1 - для револьверной головки, J = 2 - для поперечных суппортов); I - номер позиции. У рассчитываемой наладки есть некоторые особенности. Во-первых, для сверла на поз. II длина врезания yвр принимается равной нулю, а длина резания Lрез - глубине центровочного отверстия, т.е. Lр.х(2, 1, 3) = 6 + 2 = 8 мм. Во-вторых, для сверла  10 мм (поз. III) по карте 5 длина врезания yвр = 3 мм, однако от момента касания инструментом заготовки (на диаметре 10 мм) до момента, когда сверло начнет работать на полной глубине, инструмент переместится на 2 мм. Это вызвано разностью двойных углов в плане центровки и рассматриваемого сверла. Поэтому в данном случае yвр = 2 мм, но длина резания будет отличаться от указанной на эскизе и может быть рассчитана по формуле:
10 мм (поз. III) по карте 5 длина врезания yвр = 3 мм, однако от момента касания инструментом заготовки (на диаметре 10 мм) до момента, когда сверло начнет работать на полной глубине, инструмент переместится на 2 мм. Это вызвано разностью двойных углов в плане центровки и рассматриваемого сверла. Поэтому в данном случае yвр = 2 мм, но длина резания будет отличаться от указанной на эскизе и может быть рассчитана по формуле:
Lрез = Lотв - yвр - a',
где a' - величина фаски (a' = 1 мм). Тогда Lрез = 15 - 2 - 1 = 12 мм.
НАСТРОЙКИ ИНСТРУМЕНТОВ (КАРТА 7)
В соответствии с методическими указаниями по карте 7 (листы 1 - 7) для каждого немерного инструмента наладки определяются: настроечный размер Нр и допуск на настроечный размер  Так, для проходных резцов, выполняющих обточку диаметром 32 и 28 мм, по листам 1 и 2 карты 7 имеем:
Так, для проходных резцов, выполняющих обточку диаметром 32 и 28 мм, по листам 1 и 2 карты 7 имеем:


Для обработки по 12 квалитету:
Нр = 31,75 + 0,025 · 1,0 · 1,1 · 1,25 = 31,785 мм,

Для обработки по 11 квалитету:
Нр = 27,9 + 0,014 · 1,0 · 1,1 · 1,3 = 27,92 мм,

По листу 7 карты 7 определяется базовое количество пробных деталей для каждого инструмента при условии их независимой работы:

Согласно п. п. 3.2, 3.3 "Инструкции" осуществляется корректировка допусков и количества пробных деталей для настройки инструментальных блоков. Таким образом:

В расчетной карте (табл. 6) приведены необходимые исходные данные, поправочные коэффициенты и результаты расчетов для всех инструментов и инструментальных блоков рассматриваемой наладки.
При назначении параметров размерной настройки для широких, фасонных, отрезных и канавочных резцов используются табличные рекомендации для подрезных резцов, так как точность их положения также обеспечивается регулировкой упоров.
В соответствии с методическими указаниями по карте 8 (листы 1 - 11) определяют подачи каждого инструмента в предположении их независимой работы. Так, для проходных резцов, производящих обточку диаметров 32 и 28 мм, по листу 1 карты 8
Sн(2, 1, 1/2) = Sт · Ksм · Ksр · Ksо · Ksс · Ksт.
В данном случае в револьверной головке закреплено два проходных резца. Начальный диаметр первого резца d = 36 мм, второго - 32 мм. Суммарная глубина резания t = 4 мм. Для t <= 4,9 мм и d = 32 мм определяется табличное значение подачи Sт = 0,16 мм/об.
Поправочные коэффициенты составляют:
Ksм = 1,1 (HB = 1,75 ГПа);
Ksр = 1,0 (резцы нормальные проходные);
Ksо = 0,9 (d / L = 36 / 58 = 0,62);
Ksс = 1,0 (1Б136 - станок средней группы);
Ksт = 1,0 (пруток 12 квалитета точности и после обработки требуется получить 12 квалитет).
Тогда Sн(2, 1, 1/2) = 0,16 · 1,1 · 1,0 · 0,9 · 1,0 · 1,0 = 0,16 мм/об.
Для сверла в соответствии с рекомендациями листа 8 карты 8 получаем
Sн(2, 1, 3) = Sт · Ksм · Ksо · Ksс · Ksт = 0,22 · 1,1 · 1,0 · 1,0 · 1,0 = 0,24 мм/об.
В качестве подачи на поз. II револьверной головки необходимо выбрать наименьшую из подач инструментов, работающих на данной позиции, поэтому Sс(2, 1) = 0,16 мм/об.
Для фасонного резца по листу 6 карты 8
Sн(4, 2, 1) = Sт · Ksм · Ksз
Табличная подача для d1 = 27 мм и B = 26 мм составит Sт = 0,06 мм/об. Поправочные коэффициенты:
Ksм = 1,1 (HB = 1,75 ГПа);
Ksз = 1,0 (обработка без роликовой опоры).
Тогда Sс(4, 2) = Sн(4, 2, 1) = 0,06 · 1,1 · 1,0 = 0,066 мм/об.
Но так как на этой поверхности требуется получить шероховатость Rz = 20, с учетом примечания к листу 6 принимаем подачу Sс(4, 2) = Sн(4, 2, 1) = 0,05 мм/об.
Аналогично, учитывая рекомендации листов карты и примечания, рассчитывают подачи остальных инструментов (графа 9), суппортов и позиций револьверной головки (графа 10 "Расчетной карты" см. табл. 5).
Таким образом, получены все подачи по переходам для условий односуппортной обработки. Однако, по эскизам наладки видно, что переходы чистового обтачивания  21,86 мм (под резьбу) и фасонного точения выполняются одновременно. Поэтому, выбранные подачи Sс(4, 1) и Sс(4, 2) должны быть скорректированы в зависимости от структуры наладки и соотношения суммарных глубин резания инструментов, работающих с револьверной головки и поперечного суппорта (карта 9).
21,86 мм (под резьбу) и фасонного точения выполняются одновременно. Поэтому, выбранные подачи Sс(4, 1) и Sс(4, 2) должны быть скорректированы в зависимости от структуры наладки и соотношения суммарных глубин резания инструментов, работающих с револьверной головки и поперечного суппорта (карта 9).
Для этого по выбранным подачам Sс(4, 1) = 0,14 мм/об., Sс(4, 2) = 0,05 мм/об., соотношению t(4, 1) / t(4, 2) = 3 / 26 = 0,12 и известной структуре наладки (проходной резец - фасонный резец) по листу 3 определяют координаты угловых точек X(4) = 0,25 мм/об. и Y(4) = 0,05 мм/об. (согласно примечанию к листу 3).
Построение области допустимых подач и линии равных значений времени выполняется согласно методическим указаниям.
Подача IV позиции револьверной головки, скорректированная для условий двухсуппортной обработки, определяется по рис. 6 как абсцисса точки пересечения линии равных значений времени с границей области допустимых подач. В рассматриваемом случае S(4, 1) = 0,22 мм/об.

Рис. 6. Область допустимых подач (IV позиция, автомат 1Б136)
Для расчета подачи фасонного резца используется уравнение линии равных времен

В графе 12 "Расчетной карты" (см. табл. 5) приведены подачи суппортов и револьверной головки на рабочих позициях.
Стойкость инструментов определяется по рекомендациям карты 10.
При назначении стойкости необходимо учитывать, что расчет ведется для условий действующего производства, поэтому должен быть учтен коэффициент Kт, значения которого приведены в примечании к карте (при Hо = 3, Kт = 1,9). Кроме того, как видно из позиционных эскизов, в основном обработка на каждом рабочем переходе ведется не одним, а группой параллельно работающих инструментов. С учетом этого стойкость проходных резцов определится как T(2, 1, 1/2)р = 30 · 1,9 · 2 = 115 мин.
Для фасонного резца T(4, 2, 1)р = 45 · 1,9 · 2 = 170 мин., а отрезного - T(6, 2, 1)р = 45 · 1,9 = 85 мин.
Рассчитанные стойкости инструментов занесены в графу 13 "Расчетной карты" (см. табл. 5).
В соответствии с рекомендациями карты 11 определяются скорости резания для каждого инструмента в предположении их изолированной работы.
Скорость резания для сверла диаметром 10 мм по листу 4 карты 11 рассчитывается по формуле
Vн(3, 1, 1) = Vт · Kvм · Kvт · Kvн · KvL.
Табличное значение скорости при подаче S = 0,2 мм/об., Vт = 22 м/мин.
Поправочные коэффициенты составляют:
Kvм = 0,8 (HB = 1,75 ГПа);
Kvт = 1,0 (T = 95 мин.);
Kvн = 1,0 (Р6М5 - быстрорежущая сталь нормальной производительности);
KvL = 1,0 (длина отверстия L = 15 мм меньше 2D = 2 · 10 = 20 мм).
Таблица 5
РАСЧЕТНАЯ КАРТА ДЛЯ РЕЖИМОВ РЕЗАНИЯ
N п/п | Номер перех. | Инструмент | Lрез, мм | yп, мм | yпр, мм | yпер, мм | Lр.х(I, J, K), мм | Lр.х(I, J), мм | Sн(I, J, K), мм/об. | Sс(I, J), мм/об. | X(I)/Y(I) | S(I, J), мм/об. | T(I, J, K)р, мин. | Vн(I, J, K), м/мин. | nк(I, J, K), об./мин. | n(I)р, об./мин. |
1 | 2 | 3 | 4 | 5 | 6 | 11 | ||||||||||
1 | 3 | Резец проходной | 50,2 | 1,5 | - | - | 51,7 | 51,7 | 0,16 | 0,16 | - | 0,16 | 115 | 46,5 | 410 | 410 |
2 | Резец проходной | 24,2 | 1,5 | - | - | 25,7 | 0,16 | 115 | 46,5 | 460 | ||||||
3 | Сверло-центровка | 6,0 | 2,0 | - | - | 8 | 0,24 | 95 | 22,4 | 600 | ||||||
4 | 5 | Сверло - | 12,0 | 2,0 | 2,0 | - | 16 | 16,0 | 0,20 | 0,20 | - | 0,20 | 95 | 17,6 | 560 | 560 |
5 | Резец фасочный | 1,5 | 1,5 | - | - | 3 | 75 | 72,0 | 820 | |||||||
6 | 7 | Резец проходной | 25,0 | 1,5 | - | - | 26,5 | 26,5 | 0,14 | 0,14 | 0,25 | 0,22 | 115 | 42,0 | 480 | 440 |
7 | 8 | Резец фасонный | 2,5 | 1,0 | - | - | 3,5 | 3,5 | 0,050 | 0,050 | 0,05 | 0,031 | 170 | 44 | 440 | 440 |
8 | 12 | Плашка | 20,0 | 3,75 | 4,1 | - | 27,85 | 27,85 | 2,50 | 2,5 | - | 2,50 | - | 20,0 | 290 | 290 |
9 | 17 | Резец отрезной | 13,5 | 0,8 | - | 1 | 15,3 | 15,3 | 0,077 | 0,077 | - | 0,077 | 85 | 37 | 450 | 440 |
N п/п | Номер перех. | n(I), об./мин. | a(I) | v(I, J, K), м/мин. | T(I, J, K), мин. | nпер(I), об. | Rк(I), мм | Rн(I), мм | N(I, J, K), кВт | tр(I, J, K), мин. | |
1 | |||||||||||
1 | 3 | 400 (пр.) | 1 | 45 | 115 | 323 | 111 | 59,30 | 34,5 | 0,54 | 0,780 |
2 | 40 | 230 | 0,54 | 0,380 | |||||||
3 | 15 | 475 | 0,34 | 0,090 | |||||||
4 | 5 | 500 (лев.) | 0,8 | 15,7 | 145 | 64 | 107 | 91,00 | 7,0 | 0,37 | 0,120 |
5 | 44 | 780 | 0,40 | 0,015 | |||||||
6 | 7 | 400 (пр.) | 1 | 35 | 275 | 120 | 120 | 93,50 | 13,0 | 1,10 | 0,280 |
7 | 8 | 400 (пр.) | 1 | 40 | 230 | (113) | 61,5 | 58,00 | (12) | 1,43 | 0,200 |
8 | 12 | 200 (пр.) | 2,0 | 13,8 | 23 | 82,85 | 55,00 | 2,5 | 1,98 | 0,040 | |
500 (лев.) | 0,8 | 34,5 | 9 | 55 | 82,85 | 1,0 | |||||
9 | 17 | 400 (пр.) | 1 | 34 | 115 | 199 | 75 | 59,70 | 21 | 0,36 | 0,440 |
Таблица 6
N п/п | Инструмент | Исходные данные | Поправочные коэффициенты | Нормативные значения | Уточненные значения | ||||||||||||||||
Точность заготовки | Точность обработки | Глубина резания | d - l | Hр |  | Oks |  | Okv | Oн | ||||||||||||
1 | Резец проходной | 12 | 12 | 2 | 0,64 | 1 | 1,1 | 1,25 | 1 | 1 | 0,95 | 0,95 | 31,79 | 0,080 | 6 | 0,045 | 1 | 0 | 1,00 | 0 | 6 |
2 | Резец проходной | 12 | 11 | 2 | 1,16 | 1 | 1,1 | 1,30 | 1 | 1 | 1,00 | 0,9 | 27,92 | 0,045 | 5 | 0,045 | 1 | 0 | 1,25 | 0 | 6 |
3 | Сверло | - | - | - | - | - | - | - | - | - | - | - | - | - | 1 | - | - | - | - | - | 1 |
4 | Сверло | - | 13 | - | - | - | - | - | - | - | - | - | - | - | 1 | - | - | - | - | - | 1 |
5 | Резец фасочный | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
6 | Резец проходной | 11 | 11 | 3 | 0,88 | 1 | 1,1 | 1,80 | 1 | 1 | 0,99 | 0,9 | 21,75 | 0,045 | 5 | 0,045 | 1,36 | +1 | 0,83 | 0 | 6 |
7 | Резец фасонный | 11 | 10 | - | - | 1 | 1,1 | 1,00 | 1 | 1 | - | 1,1 | 29,91 | 0,044 | 3 | 0,044 | 0,50 | -1 | 0,88 | 0 | 2 |
8 | Плашка | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 1 |
9 | Резец отрезной | 14 | 14 | - | - | 1 | 1,1 | 1,00 | 1 | 1 | - | 1,9 | 46,23 | 0,380 | 8 | 0,38 | 1,10 | +1 | 0,6 | 0 | 9 |
Следовательно,
Vн(3, 1, 1) = 22 · 0,8 · 1,0 · 1,0 · 1,0 = 17,6 м/мин.
Аналогично рассчитываются скорости резания для остальных инструментов наладки. Результаты расчета приведены в графе 14 "Расчетной карты" (см. табл. 5).
Далее определяются частоты вращения шпинделя, соответствующие выбранным скоростям резания.
Для сверла диаметром 10 мм

для отрезного резца

Рассчитанные таким образом частоты вращения приведены в графе 15 "Расчетной карты" (см. табл. 5).
Далее определяются частоты вращения для переходов. Частота вращения для перехода равна наименьшей из частот вращения, рассчитанных для инструментов, работающих на данном переводе.
Так, для перехода 3, где работают два проходных резца и сверло, получены следующие частоты вращения: nн(2, 1, 1)= 410 об./мин., nн(2, 1, 2) = 460 об./мин., nн(2, 1, 3) = 600 об./мин. Исходя из этого для перехода назначается частота вращения n(2)р = 410 об./мин.
Рассчитанные и принятые по паспорту станка частоты вращения приведены соответственно в графах 16 и 17 "Расчетной карты" (см. табл. 5).
Принятым частотам вращения соответствуют сменные шестерни (А = 45 и Б = 50).
Коэффициенты приведения частот вращения определяются по формуле

где n(I) - частота вращения в I-м переходе, об./мин.; nосн - частота вращения, с которой выполняется большинство переходов, об./мин.
В рассматриваемом примере nосн = 400 об./мин. Рассчитанные величины a(I) внесены в графу 18 "Расчетной карты" (см. табл. 5).
Уточнение скоростей резания производится по выбранным частотам вращения по формуле
Так, для сверла диаметром 10 мм

а для плашки при нарезании резьбы

Рассчитанные величины заносятся в графу 19 "Расчетной карты" (см. табл. 5).
По результатам уточнения режимов резания: подач суппортов - S(I, J), мм/об., и скоростей резания инструментов V(I, J, K), м/мин., определяется поправка на нормативное количество пробных деталей. Для этого рассчитываются фактические поправочные коэффициенты на режимы резания по формулам:

где S(I, J), V(I, J, K) - принятые в результате расчета режимы резания - см. табл. 5, графы 12, 19; S(I, J)р, Vн(I, J, K) - нормативные рекомендации (карты 8, 11);
Ksт - поправочный коэффициент на подачу по точности обработки (карта 8).
Так, для блока проходных резцов N 1 и 2 получим следующие величины поправочных коэффициентов (табл. 6).
 а для резца проходного N 6:
а для резца проходного N 6:
Результаты уточнения количества пробных деталей (Oн) приведены в таблице 6.
Общее количество пробных деталей на наладку операции определяется максимальным размером настроечных партий для всех инструментов. В данном случае 
Расчет ожидаемой стойкости инструментов производится в соответствии с рекомендациями приложения 3: T(I, J, K) = T · Kн.
Для сверла  10 мм: T = 95 мин., Kн = 1,53, Vн(I, J, K) / V(I, J, K) = 1,1, поэтому T(3, 1, 1) = 95 · 1,53 = 145 мин.
10 мм: T = 95 мин., Kн = 1,53, Vн(I, J, K) / V(I, J, K) = 1,1, поэтому T(3, 1, 1) = 95 · 1,53 = 145 мин.
Для отреэного резца: T = 85 мин, Kн = 1,36, Vн(I, J, K) / V(I, J, K) = 1,1, поэтому T(6, 2, 1) = 85 · 1,36 = 115 мин.
Результаты расчета ожидаемой стойкости приведены в графе 20 "Расчетной карты" (см. табл. 5).
ВРЕМЕНИ ИЗГОТОВЛЕНИЯ ДЕТАЛИ
В соответствии с методическими указаниями (см. табл. 1, п. 10) определяется количество оборотов шпинделя за время выполнения каждого рабочего перехода по формуле

Для перехода 3

для перехода 5

для нарезания резьбы (переход 12):
Из эскиза наладки видно, что переход 7 (обточка  21,86 мм) выполняется совместно с переходом 8 (фасонная обточка), причем nпер(7) = 120 об., а nпер(8) = 113 об. Таким образом, переход 8 перекрывается переходом 7, поэтому количество оборотов шпинделя для перехода 8 в графе 21 "Расчетной карты" (см. табл. 5) поставлено в скобках и при расчете nр.п не учитывается. Таким образом, nр.п = 323 + 64 + 120 + 23 + 9 + 199 = 738 об.
21,86 мм) выполняется совместно с переходом 8 (фасонная обточка), причем nпер(7) = 120 об., а nпер(8) = 113 об. Таким образом, переход 8 перекрывается переходом 7, поэтому количество оборотов шпинделя для перехода 8 в графе 21 "Расчетной карты" (см. табл. 5) поставлено в скобках и при расчете nр.п не учитывается. Таким образом, nр.п = 323 + 64 + 120 + 23 + 9 + 199 = 738 об.
Время резания, необходимое на выполнение рабочих переходов, определяется по формуле

Время на несовмещенные холостые ходы состоит из времени на разжим цанги, подачу прутка до упора, зажим цанги, несовмещенные повороты револьверной головки и на несовмещенную часть отвода отрезного резца. Время на несовмещенную часть отвода отрезного резца составляет 2,5 - 6% времени на рабочие переходы, причем при коротких циклах обработки детали это время составляет 2,5 - 4%, а при больших циклах (>= 100 с) - 5 - 6%.
Для рассматриваемого примера на автомате 1Б136 время на разжим цанги, подачу прутка до упора и зажим цанги равно 1 с (приложение 4, табл. 2), на четыре поворота револьверной головки <1> - 0,67 · 4 = 2,68 с, на изменение направления вращения шпинделя - 0,5 с, на отвод отрезного резца (6% от 110,7 с) - 6,6 с. Общее время на несовмещенные холостые ходы tх.х = 1 + 2,68 + 0,5 + 6,6 = 10,78 с.
--------------------------------
<1> Время на пятый поворот револьверной головки в расчет не принимается, так как в данном примере поворот совмещен с отрезкой детали.
В зависимости от частоты вращения распределительного вала количество сотых делений кулачкового диска, необходимых для поворота револьверной головки, будет различным. Количество сотых делений на соответствующее переключение револьверной головки приведено в приложении 4, табл. 30.
Возможные положения ролика рычага при повороте револьверной головки приведены в приложении 4, рис. 4: оптимальное положение ролика рычага при повороте револьверной головки (рис. 4а) - в этом случае достигается наименьшая потеря времени; положение ролика рычага при повороте револьверной головки после быстрого отвода револьверной головки (рис. 4б); поворот револьверной головки с последующим быстрым подводом (рис. 4в). Участки быстрого отвода и подвода револьверной головки выполняются по специальным шаблонам (приложение 4, рис. 3, табл. 40). Возможна также комбинация положений ролика.
Ориентировочная продолжительность цикла изготовления одной детали определяется как сумма основного и вспомогательного времени, т.е. Tп = tр.н + tх.х = 110,7 + 10,78 = 121,48 с. По этому времени уточняют количество сотых делений, необходимое на переключение револьверной головки, и подачу прутка до упора (приложение 4, табл. 30).
Окончательное время цикла обработки детали определяют дополнительным расчетом.
Радиусы кулачка револьверной головки зависят от расстояния между торцом шпинделя и револьверной головкой в конце рабочего хода соответствующего перехода. Эти расстояния складываются из длин заготовки и державки.
Длина заготовки равна длине детали плюс ширина отрезного резца и плюс расстояние от плоскости отрезного резца до торца шпинделя. Минимальное расстояние от торца шпинделя до плоскости отрезного резца выбирается по табл. 2 приложения 4. Габаритные размеры державок, применяемых на токарно-револьверных автоматах, приведены в приложении 4, табл. 43.
Согласно методическим указаниям (п. 9, табл. 1) определяют расстояние от торца шпинделя до револьверной головки для каждого перехода l(I).
Так, для перехода 3 l(3) = 84 + 0 + 0 + 10 = 94 мм, а для перехода 7 - l(7) = 50 + 22 + 3 + 10 = 85 мм.
Аналогично рассчитываются величины l(I) для остальных рабочих переходов:
Переход | Расстояние l(I), мм |
5 | 98 |
12 | 118 |
Для определения радиусов кулачка револьверной головки выбирают переход с наименьшим расстоянием lmin от торца шпинделя до револьверной головки (в описываемом примере переход 7 имеет lmin = 85 мм) и сравнивают его с величинами, лежащими в пределах от A до A + B (см. рис. 1 и табл. 4 приложения 4), соответствующим наименьшим расстояниям от торца шпинделя до револьверной головки с учетом регулировки. Величина регулировки B для автомата модели 1Б136 равна 36 мм, а минимальное расстояние от торца шпинделя до револьверной головки A = 64 мм.
Если lmin < 64 мм, то для того, чтобы получить lmin =< 64 мм, следует применить державку с большим вылетом. Если lmin = 64...100 мм, то для соответствующего перехода применяют максимальный радиус кулачка револьверной головки (приложение 4, табл. 39).
Конечный радиус кулачка для остальных переходов рассчитывают по формуле
Rк(I) = Rmax(I) - [l(I) - lmin(I)],
где l(I) - расстояние от торца шпинделя до револьверной головки в конце соответствующего перехода.
При обработке длинных деталей lmin может быть больше 100 мм.
В этом случае конечные радиусы кулачка рассчитываются по формуле
Rk(I) = Rmax(I) - [l(I) - 135]
Начальные радиусы рассчитываются по формуле
Rн(I) = Rк(I) - lр.х(I),
где lр.х(I) - длина рабочего хода инструмента.
Участки профиля кулачка, на которых происходит переключение револьверной головки, выполняют радиусом, на 1 мм меньшим начального радиуса последующего рабочего перехода.
Если используется упор, закрепленный в револьверной головке, то радиус кулачка, на котором происходит подача прутка, может быть равен начальному радиусу последующего рабочего перехода. Однако длину упора надо сравнить с максимальной длиной упора для данной модели станка (приложение 4, рис. 5, табл. 43):
Rн(I) = Rк(I) = Rн(3).
Для перехода "Нарезание резьбы" конечный радиус кулачка рассчитывают по формуле
Rк = Rн + 0,85lр.х.
Для кулачка, управляющего подачей отрезного резца, конечный радиус равен максимальному радиусу (приложение 4, рис. 2 и табл. 39).
Rк = Rmax.
Рассчитанные величины радиусов для рабочих переходов приведены в графах 22 и 23 "Расчетной карты" (табл. 5).
ДИСКА ДЛЯ ХОЛОСТЫХ ПЕРЕМЕЩЕНИЙ
Определяют количество сотых делений кулачкового диска, необходимое для выполнения холостых перемещений суппортов автомата исходя из двух факторов:
по времени, необходимому для выполнения перемещений или срабатывания механизма, в зависимости от ориентировочного времени обработки детали (приложение 4, табл. 30);
по минимальному количеству сотых делений кулачкового диска, необходимых для размещения ролика рычага подачи суппорта. В процессе обработки детали поворот револьверной головки происходит на отличающихся друг от друга радиусах кулачка. Ролик рычага поэтому занимает на кулачке различное количество сотых делений.
Рекомендуется определять количество сотых делений кулачкового диска исходя из обоих факторов и для расчета принимать большую величину.
На радиальных участках кулачка, достаточных для свободного перекатывания ролика, количество сотых для холостых перемещений определяют по времени срабатывания механизмов станка.
Количество сотых делений кулачкового диска, необходимое для отвода, подвода суппортов и на поворот револьверной головки, определяют графически. Для этого на соответствующем бумажном диске с нанесенной сеткой делений (100 делений) по шаблону (приложение 4) вычерчивают требуемые участки кулачка.
Далее определяют сумму сотых делений кулачкового диска на несовмещенные холостые перемещения.
В рассматриваемом примере число сотых холостых ходов принято:
подача до упора - 1,5;
1-е переключение - 4,5;
2-е переключение - 3,5;
3-е переключение - 3,5;
4-е переключение - 5,0;
5-е переключение - (1,0);
6-е переключение - (1,0);
зачистка - (1,5);
отвод фасонного резца - (3,0);
отвод отрезного резца - 3,0.
Число сотых для выполнения несовмещенных холостых ходов

Число сотых для выполнения рабочих ходов

Затем определяется число сотых для выполнения отдельных рабочих переходов.
Так, для перехода 3:  для перехода 7:
для перехода 7: 
для перехода 7: Аналогично рассчитывается число сотых для остальных переходов. Результаты расчета приведены в графе 24 "Расчетной карты" (см. табл. 5).
Таким образом получены данные для вычерчивания кулачков - сотые кулачковых дисков и соответствующие им радиусы для каждого суппорта и перехода (табл. 7).
Таблица 7
ВЫПИСКА ИЗ КАРТЫ НАЛАДКИ
Номер перехода | Содержание перехода | Lр.х(I, J), мм | S(I, J), мм/об. | nпер(I) | Кулачковый диск | ||||||
Сотые | Радиусы, мм | ||||||||||
рабочий ход | холостой ход | от | до | от | до | ||||||
1 | Подача прутка до упора | 1,5 | 0 | 1,5 | 59,3 | 59,3 | |||||
2 | Переключение револьверной головки | 4,5 | 1,5 | 6 | 58,3 | 58,3 | |||||
3 | Обточка | 51,7 | 0,16 | 323 | 34,5 | 6 | 40,5 | 59,3 | 111 | ||
4 | Переключение револьверной головки, направления и частоты вращения | 3,5 | 40,5 | 44 | 90 | 90 | |||||
5 | Сверление | 16 | 0,2 | 64 | 7 | 44 | 51 | 91 | 107 | ||
6 | Переключение револьверной головки, направления и частоты вращения | 3,5 | 51 | 54,5 | 92,5 | 92,5 | |||||
7 | Проточка | 26,5 | 0,22 | 120 | 13 | 54,5 | 67,5 | 93,5 | 120 | ||
11 | Переключение револьверной головки, частоты вращения | 5,0 | 67,5 | 72,5 | 54 | 54 | |||||
12 | Нарезание резьбы М22·2.5 | 27,85 | 2,5 | 23 | 2,5 | 72,5 | 75 | 55 | 82,85 | ||
13 | Переключение направления вращения и частоты | ||||||||||
14 | Сбег плашки | 27,85 | 2,5 | 9 | 1 | 75 | 76 | 82,85 | 55 | ||
15 | Переключение револьверной головки, направления и частоты вращения | (1,0) | (76) | (77) | (50) | (50) | |||||
16 | Переключение револьверной головки | (<...>) | (77) | (78) | (50) | (50) | |||||
8 | Передний суппорт | Проточка фасонного контура | 3,50 | 0,031 | (113) | (12) | (1,5) | (54,5) | (66,5) | 58 | 61,5 |
9 | Зачистка | (3,0) | 66,5 | 68 | 61,5 | 61,5 | |||||
10 | Отход резца | 68 | 71 | 61,5 | 35 | ||||||
17 | Вертикальный суппорт | Отрезка детали | 15,30 | 0,077 | 199 | 21 | 76 | 97 | 59,7 | 75 | |
18 | Отход резца | 3,0 | 97 | 100 | 75 | 35 | |||||
Полное число оборотов шпинделя, необходимое для изготовления одной детали, определяется по формуле

При основном числе оборотов продолжительность цикла равна
По таблице продолжительности одного оборота распределительного вала (приложение 4) принимается ближайшее большее время Tц = 146 с и сменные шестерни а = 20; б = 75; в = 63; г = 45.
По листам карты 12 определяются табличные значения усилия резания Pz или крутящего момента Mкр, а затем определяются мощности резания. Так, для проходного резца (переход 3, резец 1):

Тогда N(2, 1, 1) = 0,54 кВт.
Мощности резания для всех инструментов, рассчитанные аналогично, приведены в графе 25 "Расчетной карты" (см. табл. 5).
Далее определяются суммарные мощности одновременно работающих инструментов: для перехода 3  для перехода 5
для перехода 5  для перехода 7 и перехода 8 (одновременно работают проходной и фасонный резцы)
для перехода 7 и перехода 8 (одновременно работают проходной и фасонный резцы)  для перехода 12
для перехода 12  для перехода 17
для перехода 17 
для перехода 5 для перехода 7 и перехода 8 (одновременно работают проходной и фасонный резцы) для перехода 12 для перехода 17 Отсюда видно, что наибольшая суммарная мощность составляет 
Для обеспечения нормальной работы должно выполняться условие 
Для рассматриваемого примера

Тогда 2,53 < 1,2 · 4,1 = 4,95 кВт, т.е. условие нормальной работы выполняется.
1. Машинное время, равное сумме времени рабочего и холостого хода, определено выше при расчете режимов резания
Tм = Tр.х + Tх.х = 115,34 + 30,66 + 146 с = 2,43 мин.
2. Время технического обслуживания на изготовление одной детали может быть определено двумя способами:
2.1. По укрупненным нормативам (карта 17).
В наладке участвуют 9 инструментов, точность обработки IT10 - IT12, диаметр прутка 36 мм.
По карте 17, лист 1 имеем: Tто составляет 8% Tм. Следовательно, в рассматриваемом примере
Tто = 0,08 · 146 = 12 с ~= 0,2 мин.
2.2. По комплексным нормативам.
В этом случае время технического обслуживания на изготовление одной детали равно сумме времени, расходуемого на смену и регулировку каждого инструмента, отнесенной к одной детали (табл. 8).
Таблица 8
КАРТА РАСЧЕТА ВРЕМЕНИ ТЕХОБСЛУЖИВАНИЯ НА ДЕТАЛЬ Tто
N п/п | Инструмент | Стойкость инструмента в деталях Tд(I, J, K), шт. | Время на смену и регулировку инструмента tто.д(I, J, K), мин. | Время техобслуживания на одну деталь tто.д(I, J, K), с |  |
1 | Резец проходной | 150 | 6,9 | 2,75 | 6,027 |
2 | Резец проходной | 605 | 6,9 | 0,7 | |
3 | Сверло | 5000 | 5,8 | 0,07 | |
4 | Сверло | 1200 | 5,8 | 0,3 | |
5 | Резец фасочный | 50000 | 6,0 | 0,007 | |
6 | Резец проходной | 980 | 6,9 | 0,45 | |
7 | Плашка | 17,2 | |||
8 | Резец фасонный | 1100 | 11,8 | 0,65 | |
9 | Резец отрезной | 260 | 4,5 | 1,1 |
Стойкость инструмента в деталях (Tд) равна отношению ожидаемой стойкости каждого инструмента T к машинному времени его работы при изготовлении одной детали tр(I, J, K):
где T(I, J, K) - ожидаемая стойкость инструмента (графа 20 табл. 5); tр - машинное время инструмента (графа 26 табл. 5).
Время техобслуживания каждого перехода, приходящееся на одну деталь, определится делением времени техобслуживания перехода tто(I, J, K) на стойкость инструмента в деталях Tд(I, J, K):
Следует заметить, что если стойкость инструмента в деталях Tд(I, J, K) больше, чем число деталей в партии, то и смены затупившегося инструмента не будет и поэтому в общее время технического обслуживания tто.д(I, J, K) включать не надо.
3. Вспомогательное неперекрываемое время Tвн определяем по карте 21, лист 1. Для прутка  36 мм с длиной заготовки l = 50 мм время на замену прутка, приходящееся на одну деталь, равно Tвн = 0,014 мин. = 0,84 с.
36 мм с длиной заготовки l = 50 мм время на замену прутка, приходящееся на одну деталь, равно Tвн = 0,014 мин. = 0,84 с.
4. Неперекрываемое подготовительно-заключительное время и время организационного обслуживания автомата определяются по карте 21, лист 1 в процентах от оперативного времени на изготовление детали
Tп.-з.н = aп.-з.н(Tм + Tвн).
Для одношпиндельного автомата при диаметре заготовки 36 мм aп.-з.н = 5%.
Следовательно,
Tп.-з.н = 0,05 · (146 + 0,84) = 7,4 с ~= 0,13 мин.
Общая норма времени изготовления детали на автомате
Tшт. = Tм + Tто + Tвн + Tп.-з.н,
Tшт. = 146 + 6 + 0,84 + 7,4 = 160,3 с = 2,7 мин.
Норма времени на наладку автомата может быть определена по укрупненным, комплексным или элементным нормативам.
По укрупненным нормативам для одношпиндельного автомата с наибольшим диаметром обрабатываемого прутка до 52 мм норма времени на наладку определяется по карте 13, лист 3. При количестве установленных режущих инструментов - 9, из которых один инструмент - резьбонарезной, и при величине машинного времени до 180 с Tнал = 117 мин. Приняв размер партии деталей N = 1000, получим время наладки, приходящееся на одну деталь

При необходимости смены цанги время наладки автомата следует увеличить на время замены и регулировки цанги. По карте 18, лист 1 для диаметра прутка до 52 мм время замены и регулировки цанги равно 8,1 мин. Следовательно, общее время наладки Tнал = 117 + 8,1 = 125,1 мин., а время наладки, отнесенное к одной детали:

По комплексным нормативам (карта 18) или элементным нормативам (карты 22, 23) оформляется нормировочная карта наладки автомата (табл. 9), из которой Tнал = 118 мин. Норма времени на наладку, приходящаяся на одну деталь:
Норма времени на изготовление одной детали с учетом времени наладки
Tшт.н = 2,73 + 0,12 = 2,85 = 172 с.
ОДНОЙ ДЕТАЛИ ИСПОЛНИТЕЛЯМИ
1. Перекрываемое время автоматчика включает:
время активного наблюдения за работой автомата по карте 21, лист 5 для одношпиндельного автомата с 9 режущими инструментами составляет 6,2% машинного времени
Tвн = 0,062 · 146 = 9 с;
время на измерение изготовляемых деталей. Приняв периодичность измерения 5% дневной выработки и количество подлежащих проверке размеров, равное 8 (по технологии 4 размера проверяются скобами, 3 размера - шаблонами и 1 размер - резьбовым калибром), по карте 21, лист 2 Tизм = 0,05 (4 x 0,057 + 3 · 0,073 + 0,29) = 0,16 мин. = 9,5 с;
время на сбор деталей в тару по карте 21, лист 4 для детали весом до 200 г составляет Tсб = 0,0076 мин. = 0,5 с;
время уборки стружки от станка по карте 21, лист 6 при диаметре прутка 36 мм, длине заготовки до 50 мм и коэффициенте отхода металла в стрижку K = 0,52 составляет Tуб = 0,015 мин. ~= 1 с;
подготовительно-заключительное время и время организационного обслуживания рабочего места автоматчика нормируется по карте 22, лист 2. Для одношпиндельного автомата с диаметром обрабатываемого прутка 36 мм составляет 12% оперативного времени (Tоп ~= 147 с):
Tп.-з.н = 0,12 · 147 = 18 с.
Таблица 9
ТОКАРНО-РЕВОЛЬВЕРНОГО АВТОМАТА
Наименование детали - пробка
Номер детали - 158.130
Наименование операции - токарная автоматная
Номер операции - 010
Модель станка - 1Б136
N п/п | Наименование работ | Точность обработки и другие факторы | Время в мин. | N карты комплексных нормативов | N карты (листа) элементных нормативов | |
на единицу | общее | |||||
1 | Сменить шестерни коробки скоростей и коробки подач | - | - | 5,5 | ||
2 | Сменить и отрегулировать кулачки | Револьверной головки | 6,6 | 6,6 | ||
Суппортов (переднего и заднего) | 10,1 | 10,1 | ||||
3 | Сменить и отрегулировать цангу | Зажимную и подающую | - | 8,1 | ||
4 | Сменить державки в суппортах | Передний суппорт | - | 2,5 | ||
Задний суппорт | - | 2,3 | ||||
5 | Сменить державки в револьверной головке | Количество - 4 шт. | 2,0 | 8,0 | ||
6 | Отрегулировать упор | Жесткий | - | 2,0 | ||
7 | Сменить и от регулировать режущие инструменты | |||||
Проходные и фасочные | 4 шт. | 2,5 | 10,0 | |||
Фасонные резцы | 1 шт. | 3,9 | 3,9 | |||
Сверло | 2 шт. | 2,1 | 4,2 | |||
Отрезной резец | 1 шт. | 2,6 | 2,6 | |||
Плашка | 1 шт. | 6,6 | 6,6 | |||
8 | Обработка пробных деталей | Полный цикл обработки - 146 с, количество режущих инструментов - 9, из них 1 резьбонарезной | - | 34,0 | - | |
9 | Итого оперативное время наладки | 106,3 | ||||
10 | Подготовительно-заключительное время и время организационного обслуживания | 11% | 11,7 | |||
11 | Всего на наладку | 118 | ||||
Таблица 10
N п/п | Содержание нормы | Время в мин. | N п/п | Содержание: нормы | Время в мин. | N п/п | Количество обслуживаемых станков | Норма времени | |||
1 | Машинное время Tм | 2,43 | 6 | Время на наладку автомата Tнал | 133 | 11 | Автоматчик | 3 | 0,95 | ||
2 | Время на замену инструмента и подналадку Tто | 0,1 | 7 | Время наладки на 1 деталь Tнал.д | 0,13 | 12 | Наладчик | - | - | ||
3 | Неперекрываемое | Вспомогательное время Tвн | 0,014 | 8 | Норма времени с учетом наладки Tшт.н | 2,86 | Сменные шестерни | ||||
4 | Подготовительно-заключительное и оргобслуживание Tпзн | 0,13 | 9 | Перекрываемое | Вспомогательное время автоматчика Tвп | 0,63 | Коробки скоростей А = 45 | Коробки подач а = 20, б = 75 | |||
5 | Норма времени на 1 детали автомата Tшт. | 2,7 | 10 | Время наладчика Tто.п | - | Б = 50 | в = 63, г = 45 | ||||
Полное, перекрываемое работой автомата, время занятости автоматчика
Tап = 9 + 9,5 + 0,5 + 1 + 18 = 38 с.
Для обеспечения полной занятости автоматчика можно за ним закрепить 3 станка

Расчет загрузки наладчика можно не делать, так как по условиям работы техническое обслуживание автомата будет осуществляться автоматчиком.
Результаты расчета нормы времени заносим в нормировочную карту автомата (табл. 10).
Определение режимов резания производится в последовательности, приведенной в методических указаниях (см. табл. 2). Чертеж детали приведен на рис. 7, а позиционные эскизы - на рис. 8.
Расчет режимов резания выполняется для условий действующего производства; норма обслуживания для одного автоматчика Но - 2 станка; техническое обслуживание осуществляет автоматчик; программа выпуска 1,5 млн. шт./год.
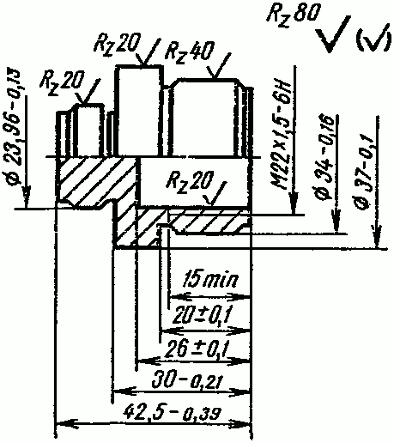
HB 1,75 ГПа; заготовка - калиброванный холоднотянутый
пруток  40 мм по IT12; станок - 1Б240-6
40 мм по IT12; станок - 1Б240-6
I | 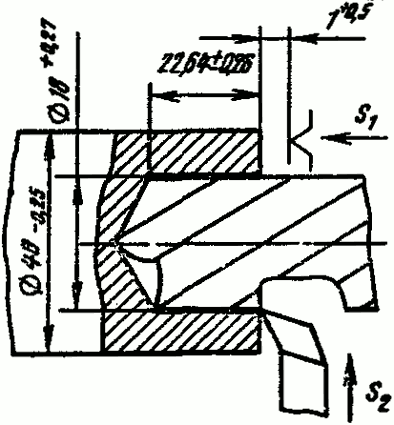 | IV |  |
II | 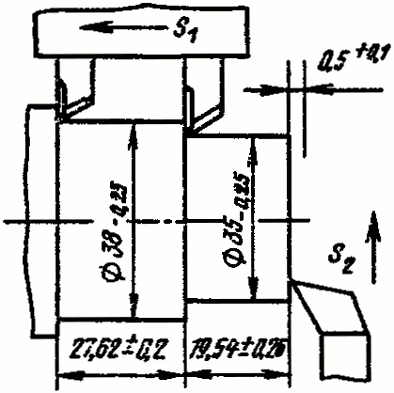 | V |  |
III | 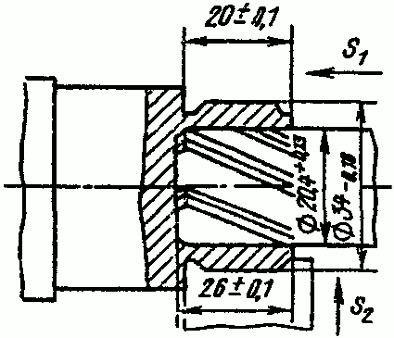 | VI | 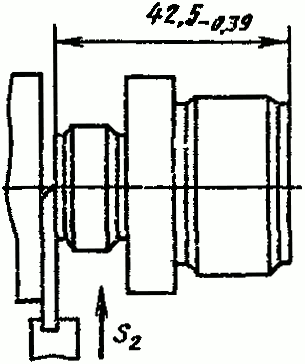 |
горизонтальном токарном автомате
И ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТОВ
(КАРТА 4)
Марки инструментальных материалов и геометрические параметры режущей части инструментов, выбранные согласно рекомендации (карта 3 и 4), приведены в табл. 11.
Таблица 11
МАРКА ИНСТРУМЕНТАЛЬНОГО МАТЕРИАЛА И ГЕОМЕТРИЧЕСКИЕ
ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТОВ
Номер перехода | Инструмент | Марка инструментального материала | Геометрические параметры режущей части, град | |||||
r, мм | ||||||||
1 | Сверло | Р6М5 | - | 10 | - | - | 120 | - |
2 | Резец подрезной | Т5К10 | 0 | 10 | 45 | 10 | - | 1,0 |
3 | Резец проходной | Т5К10 | 0 | 8 | 90 | 15 | - | 1,0 |
Резец проходной | Т14К8 | 5 | 12 | 90 | 15 | - | 1,5 | |
4 | Резец подрезной | Т14К8 | 5 | 14 | 45 | 10 | - | 1,5 |
5 | Зенкер | Р6М5 | 10 | 10 | 45 | - | - | - |
6 | Резец фасонный | Р6М5 | 15 | 10 | - | - | - | - |
7 | Резец проходной | Т14К8 | 5 | 12 | 90 | 15 | - | 1,5 |
Резец фасочный | Р6М5 | 10 | 12 | 45 | 45 | - | 1,0 | |
8 | Резец широкий | Р6М5 | 10 | 8 | - | - | - | - |
9 | Метчик | Р6М5 | 10 | 10 | 20 | - | - | - |
10 | Резец фасочный | Р6М5 | 15 | 10 | - | - | - | - |
11 | Резец отрезной | Р6М5 | 15 | 10 | - | - | - | - |
На первом этапе расчета необходимо определить длины рабочих ходов каждого инструмента наладки при условии их независимой работы
Lр.х(I, J, K) = Lрез + y + Lдоп,
где I - номер позиции, J - номер суппорта (J = 1 - продольный суппорт, J = 2 - поперечные суппорта), K - номер инструмента на J-м суппорте (см. рис. 8):
y = yп + yвр + yпер,
где yп - длина подвода i-го инструмента; yвр - длина врезания i-го инструмента, yпер - длина перебега i-го инструмента.
Составляющие y определяются по карте 5. Для рассчитываемой наладки отметим, что величину yпер необходимо учитывать для подрезных резцов, проходного резца, работающего на IV позиции, и отрезного резца, а yвр - для переходов сверления, зенкерования, нарезания резьбы и подрезки торца.
Рассмотрим переходы 1 и 2.
Переход 1. Сверлить отверстие диаметром 18 мм. Двойной угол в плане  заточка нормальная. По карте 5 для сверла диаметром 18 мм yвр = 5,4 мм, а yп = 2,0 мм. Длина резания (по эскизу наладки) Lрез = 22,64 мм. Длина рабочего хода в данном случае составит Lр.х(1, 1, 1) = 22,64 + 2 + 5,4 = 30,04 мм.
заточка нормальная. По карте 5 для сверла диаметром 18 мм yвр = 5,4 мм, а yп = 2,0 мм. Длина резания (по эскизу наладки) Lрез = 22,64 мм. Длина рабочего хода в данном случае составит Lр.х(1, 1, 1) = 22,64 + 2 + 5,4 = 30,04 мм.
заточка нормальная. По карте 5 для сверла диаметром 18 мм yвр = 5,4 мм, а yп = 2,0 мм. Длина резания (по эскизу наладки) Lрез = 22,64 мм. Длина рабочего хода в данном случае составит Lр.х(1, 1, 1) = 22,64 + 2 + 5,4 = 30,04 мм.Переход 2. Подрезать торец. Глубина резания t = 1 мм, главный угол в плане  Согласно карте 5 yп = 1,5 мм, yвр = 1,0 мм, yпер = 1,0 мм (по проходному резцу). Длина резания Lрез = 11,0 мм (по эскизу наладки). Поэтому Lр.х(1, 2, 1) = 11,0 + 1,5 + 1,0 + 1,0 = 14,5 мм.
Согласно карте 5 yп = 1,5 мм, yвр = 1,0 мм, yпер = 1,0 мм (по проходному резцу). Длина резания Lрез = 11,0 мм (по эскизу наладки). Поэтому Lр.х(1, 2, 1) = 11,0 + 1,5 + 1,0 + 1,0 = 14,5 мм.
Согласно карте 5 yп = 1,5 мм, yвр = 1,0 мм, yпер = 1,0 мм (по проходному резцу). Длина резания Lрез = 11,0 мм (по эскизу наладки). Поэтому Lр.х(1, 2, 1) = 11,0 + 1,5 + 1,0 + 1,0 = 14,5 мм.Аналогично рассчитываются составляющие длин рабочих ходов каждого инструмента. Рассчитанные величины заносятся соответственно в графы 5 - 9 "Расчетной карты" (табл. 12).
Переход 9. Нарезать резьбу M22 x 1,5-6Н. Метчик ОСТ 84-2007-82, материал Р6М5, угол заборного конуса 
Согласно карте 5
yп = 2,25 мм; yвр = 4,1 мм; yпер = 1,5 мм.
Длина резания Lрез = 15 мм (по эскизу наладки), поэтому Lр.х(5, 1, 1) = 15 + 2,25 + 4,1 + 1,5 = 22,85 мм.
Принимаем Lр.х(5, 1, 1) = 23 мм.
После того как определены длины рабочих ходов инструментов (при условии их изолированной работы), необходимо выявить длину рабочего хода, каждого суппорта. Она определяется как максимальная величина рабочего хода инструментов, установленных на данном суппорте.
Для продольного суппорта
Lр.х(1)р = maxi,k{Lр.х(I, J, K)} = max{(30,04; 48,66; 21,04; 29,20; 12,85; 3,00)} = 48,66 мм.
При расчете длины рабочего хода продольного суппорта резьбонарезные инструменты во внимание не принимаются.
Аналогично рассчитываются длины рабочих ходов поперечных суппортов. В рассматриваемом примере на каждом поперечном суппорте установлено по одному инструменту, поэтому длины рабочих ходов суппортов однозначно будут равны длинам рабочих ходов инструментов, установленных на них. Рассчитанные длины рабочих ходов суппортов заносятся в графу 10 "Расчетной карты" (см. табл. 12).
Далее определяются подъемы рабочей части кулачков для каждого суппорта.
В рассматриваемом случае расчет подъема кулачка для продольного суппорта не производится, так как перемещение продольного суппорта осуществляется от постоянного кулачка (см. примечание 1 к табл. 2).
Для верхних поперечных суппортов (IV и V позиции), имеющих постоянное передаточное отношение кулисного механизма f = 1,24, необходимо выполнить этапы расчета 2.3 - 2.5 (см. табл. 2);


Исходя из подсчитанных величин по заводским нормалям или по другим материалам подбираются кулачки, имеющие ближайшие большие величины подъема.
В рассматриваемом случае выберем кулачки с подъемами h(4) = 6 мм (обеспечивается длина рабочего хода Lр.х(4, 2) = 7,44 мм) и h(5) = 7 мм (обеспечивается длина рабочего хода Lр.х = 8,68 мм).
Скорректированные величины длин рабочих ходов заносят в графу 11 "Расчетной карты" (см. табл. 12).
При отсутствии подробной таблицы рабочих ходов длину рабочего хода по принятому кулачку можно уточнить по формуле
Lр.х = h(I) · f.
Для средних и нижних поперечных суппортов (VI, III, II, I позиции), допускающих бесступенчатое регулирование рабочего хода в пределах нескольких кулачков, их выбор проводится по длине рабочего хода (см. примечание 1 к табл. 2).
Таблица 12
РАСЧЕТНАЯ КАРТА
Номер позиции | Суппорт | Номер перехода | Переход | Lрез, мм | yп, мм | yвр, мм | yпер, мм | Lр.х (I, J, K), мм | Lр.х (I, J)р, мм | Lр.х (I, J)р, мм | h(I) ---- f | Si (I, J), мм/об. | X(I)/Y(I) | nрр | S(1)/S(I, 2), мм/об. | T(I, J, K), мин. | Vн (I, J, K), м/мин. | nн (I, J, K), об./мин. | Vн' (I, J, K), м/мин. | пн (I, J, K), об./мин. | V (I, J, K), м/мин. | T (I, J, K), мин. | N (I, J, K), кВт | |
1 | 2 | 3 | 4 | 6 | 7 | 8 | ||||||||||||||||||
I | Продольный | Сверлить | 22,64 | 2,00 | 5,4 | - | 30,24 | 48,66 | 48,66 | 22/0,65 | 0,250 | 0,25 | 203 | 0,226 | 0,47 | 100 | 21,6 | 382 | 26 | 460 | 26,8 | 95 | 1,8 | |
Поперечный | Подрезать торец | 11,00 | 1,50 | 1,0 | 1,0 | 14,5 | 14,50 | 14,50 | 0,290 | 0,21 | 0,067 | 0,76 | 160 | 205 | 1630 | 125 | 990 | 60,0 | 280 | 0,3 | ||||
Продольный | 3 | Проточить | 47,16 | 1,50 | - | - | 48,66 | 48,66 | 48,66 | 22/0,52 | 0,310 | 0,24 | 0,226 | 0,97 | 210 | 73 | 580 | 73 | 580 | 60,0 | 390 | 0,5 | ||
и | 19,54 | 1,50 | - | - | 21,04 | 48,66 | 48,66 | 0,310 | 0,24 | 0,226 | 0,40 | 85 | 117 | 980 | 117 | 980 | 56,6 | 815 | 0,6 | |||||
Поперечный | 4 | Подрезать торец | 8,50 | 1,50 | 0,5 | 1,0 | 11,50 | 11,50 | 11,50 | 0,240 | 0,08 | 0,053 | 0,74 | 155 | 310 | 2600 | 150 | 1250 | 56,6 | 1260 | 0,1 | |||
III | Продольный | 5 | Зенкеровать | 26,00 | 2,00 | 1,2 | - | 29,20 | 48,66 | 48,66 | 9/0,55 | 0,425 | 0,425 | 0,226 | 0,53 | 110 | 33,3 | 515 | 33,3 | 515 | 30,4 | 152 | 0,3 | |
Поперечный | 6 | Обточить | 4,00 | 1,00 | - | - | 5,00 | 5,00 | 5,00 | 0,090 | 0,09 | 0,023 | 0,80 | 210 | 45 | 410 | 76,8 | 700 | 52,0 | 880 | 1,1 | |||
IV | Продольный | 7 | Проточить | 10,35 | 1,50 | - | 1,0 | 12,85 | 48,66 | 48,66 | 6/1,24 | 0,155 | 0,37 | 0,226 | 0,21 | 45 | 140 | 1170 | 140 | 1170 | 56,6 | 810 | 0,3 | |
Снять фаску | 1,50 | 1,50 | - | - | 3,00 | 48,66 | 48,66 | 0,155 | 0,37 | 0,226 | 0,03 | - | - | - | 76 | - | 31,3 | - | - | |||||
Поперечный | Обточить | 6,00 | 1,00 | - | - | 7,00 | 7,00 | 7,44 | 0,090 | 0,09 | 0,035 | 0,81 | 210 | 44 | 370 | 76 | 633 | 56,6 | 460 | 1,5 | ||||
V | Продольный | 9 | Нарезать резьбу 22 x 1,5 | 15,00 | 2,25 | 4,1 | 1,5 | 23,00 | 23,00 | 23,00 | 7/1,24 | 1,500 | 1,50 | 1,500 | 0,70 | - | 13,2 | - | 13,2 | 161,5 ----- 228 | 10,5 ---- 15,7 | - | 1,0 | |
Поперечный | 10 | Обточить | 7,00 | 1,00 | - | - | 8,00 | 8,00 | 8,68 | 0,080 | 0,08 | 0,040 | 0,81 | 210 | 37,6 | 323 | 64 | 550 | 55,0 | 335 | 1,3 | |||
VI | Поперечный | 11 | Отрезать деталь | 13,00 | 0,80 | - | 1,0 | 14,80 | 14,80 | 14,80 | 36/0,4 | 0,090 | 0,09 | 0,069 | 0,88 | 210 | 39,6 | 485 | 39,6 | 485 | 38,8 | 210 | 0,4 | |
nр = 215 | n = 475 | |||||||||||||||||||||||
Так, для I позиции (переход 2) рассчитанная длина рабочего хода Lр.х(1, 2) = 14,5 мм. Из табл. 13 видно, что для обеспечения требуемой длины рабочего хода необходимо взять кулачок с подъемом h(I) = 22 мм. Тогда передаточное отношение рычагов составит
Аналогично по длине рабочего хода подбираются кулачки для остальных суппортов. Подъемы кулачков h(I) и передаточные отношения (f) заносят в графу 12 "Расчетной карты" (см. табл. 12).
НАСТРОЙКИ ИНСТРУМЕНТОВ (КАРТА 7)
Определение настроечных размеров инструментов, подлежащих размерной настройке, выполняется согласно карте 7, листы 1, 3, 5, допусков на настроечные размеры - согласно карте 7, листы 2, 4, 6.
Необходимо помнить, что на листах наряду с табличными значениями контролируемых параметров - Нр,  - приведены поправочные коэффициенты на измененные условия обработки.
- приведены поправочные коэффициенты на измененные условия обработки.
В расчетной карте (табл. 14) для рассматриваемой наладки приведены необходимые исходные данные, поправочные коэффициенты и результаты расчетов.
При назначении параметров размерной настройки для широких, фасонных, отрезных и канавочных резцов используются табличные рекомендации для подрезных резцов, так как точность их положения также обеспечивается регулировкой упоров.
Подъем кулачка, h, мм | Длина рабочего хода поперечных суппортов для автомата 1Б240-6 | |||||
верхнего | нижнего | среднего | ||||
позиция IV | позиция V | позиция I и II | позиция I и II | позиция III | позиция IV | |
при передаточном отношении | ||||||
f = 1,24 | fmin = 0,46 | fmax = 1,14 | fmin = 0,3 | fmax = 0,68 | ||
2 | 2,48 | 2,48 | 0,92 | 2,28 | 0,6 | 1,36 |
4 | 4,96 | 4,96 | 1,84 | 4,56 | 1,2 | 2,72 |
6 | 7,44 | 7,44 | - | - | 1 | - |
7 | - | 8,68 | - | - | 1 | - |
9 | 11,16 | 11,16 | 4,14 | 10,26 | 2,7 | 6,12 |
12 | 14,88 | 14,88 | - | - | - | - |
14 | 17,36 | 17,36 | - | - | - | - |
18 | 22,32 | 22,32 | - | - | 5,4 | 12,24 |
22 | 27,28 | - | 10,12 | 25,08 | - | - |
36 | - | - | - | - | 10,8 | 22,24 |
Значения настроечных размеров и допусков на настроечные размеры получены в результате следующих вычислений.
Переход 2. Резец подрезной (см. карту 7, листы 3, 4):


Таблица 14
N перехода | Инструмент | Исходные данные | Поправочные коэффициенты | Нормативные значения | Уточненные значения параметров настройки | ||||||||||||||||
точность заготовки | точность обработки | глубина резания | d/l | Hр |  | Oks |  | Okv | Oн | ||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
1 | Сверло | - | 13 | - | 1,10 | - | - | - | - | - | - | - | - | - | 1 | - | - | - | - | - | 1 |
2 | Резец подрезной | 14 | 14 | 1,5 | 0,80 | 1 | 1,1 | 1,10 | 1 | 1 | 0,98 | 1,90 | 50,070 | 0,470 | 9 | 0,470 | 0,23 | -2 | 1,5 | -1 | 6 |
3 | Резец проходной | 12 | 12 | 2,0 | 0,76 | 1 | 1,1 | 1,25 | 1 | 1 | 0,98 | 0,95 | 38,030 | 0,084 | 8 | 0,083 | 1,08 | 0 | 1,46 | - | - |
Резец проходной | 12 | 12 | 1,5 | 0,70 | 1 | 1,1 | 1,25 | 1 | 1 | 0,97 | 0,95 | 35,030 | 0,083 | - | 0,083 | 1,32 | -1 | 7 | |||
4 | Резец подрезной | 14 | 14 | 0,5 | 0,70 | 1 | 1,1 | 1,00 | 1 | 1 | 0,95 | 1,90 | 19,300 | 0,380 | 5 | 0,380 | 0,09 | -2 | 1,42 | -1 | 2 |
5 | Зенкер | 13 | 11 | 1,2 | 1,00 | - | - | - | - | - | - | - | - | - | 1 | - | - | - | - | - | 1 |
6 | Резец фасонный | 12 | 11 | - | - | 1 | 1,1 | 1,00 | 1 | 1 | - | 1,00 | 33,862 | 0,060 | 6 | 0,060 | 0,40 | -1 | 1,3 | -1 | 4 |
7 | Резец проходной | 12 | 10 | 0,5 | 0,76 | 1 | 1,1 | 1,00 | 1 | 1 | -0,98 | 1,00 | 36,911 | 0,039 | 5 | 0,039 | 1,50 | +2 | 0,6 | +1 | 8 |
Резец фасочный | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
8 | Резец широкий | 14 | 12 | - | - | 1 | 1.1 | 1,00 | 1 | 1 | - | 1,16 | 30,130 | 0,110 | 7 | 0,110 | 0,44 | -1 | 1,0 | 0 | 6 |
9 | Метчик | - | 6 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
10 | Резец фасонный | 12 | 11 | - | - | 1 | 1,1 | 1,00 | 1 | 1 | - | 1,00 | 23,850 | 0,060 | 5 | 0,060 | 0,50 | -1 | 1,0 | 0 | 4 |
11 | Резец отрезной | 14 | 13 | - | - | 1 | 1,1 | 1,00 | 1 | 1 | - | 1,16 | 42,140 | 0,100 | 8 | 0,100 | 0,80 | 0 | 1,3 | -2 | 6 |


Переход 3. Резцы проходные (см. карту 7, листы 1, 2):
Hр(2, 1, 1) = 38 + 0,025 · 1,0 · 1,1 · 1,25 = 38,03,
Hр(2, 1, 2) = 35 + 0,025 · 1,0 · 1,1 · 1,25 = 35,03,


и т.д.
Для широкого резца контролируемым принят линейный размер 30,35-0,25, так как по сравнению с диаметральным его точность выше.
В соответствии с рекомендациями карты 8 (листы 1 - 11) определяют величины подач каждого инструмента (блока жестко связанных инструментов) при условии их независимой работы Sн(I, J, K). Необходимо помнить, что на листах наряду с табличными значениями приведены поправочные коэффициенты на измененные условия обработки.
По листу 8 карты 8 наибольшая допустимая подача, соответствующая условию односуппортной обработки, для сверла  18 мм
18 мм
Sн(1, 1, 1) = Sт · Ksм · Ksо · Ksс · Ksт.
Для прутка диаметром 40 мм и сверла  18 мм табличное значение подачи Sт = 0,23 мм/об.
18 мм табличное значение подачи Sт = 0,23 мм/об.
Поправочные коэффициенты составят:
Ksм = 1,1 (HB = 1,75 ГПа, сталь углеродистая);
Ksо = 1,0 (отношение глубины сверления к диаметру <= 2,5);
Ksс = 1,0 (станок 1Б240-6 относится к средней группе станков);
Ksт = 1,0 (при сверлении этот коэффициент определяется по квалитету точности исполняемого размера. Так как после сверления будет производиться зенкерование этой же поверхности, то целесообразно назначить 13 квалитет точности, которому и соответствует выбранный коэффициент):
Sн(1, 1, 1) = 0,23 · 1,1 · 1,0 · 1,0 · 1,0 = 0,25 мм/об.
Для перехода 2 (первоначальная подрезка торца) по листу 3 карты 8
Sн(1, 2, 1) = Sт · Ksм · Ksо · Ksс · Ksт.
Учитывая, что с поперечного суппорта работает один инструмент, максимально возможная (с учетом допуска) глубина резания t = 1 + 0,5 = 1,5 мм, начальный диаметр обработки d = 40 мм, определяется табличная величина подачи Sт = 0,28 мм/об.
Поправочные коэффициенты в данном случае:
Ksм = 1,1 (HB = 1,75 ГПа, сталь углеродистая);
Ksо = 0,95 (отношение диаметра к длине детали равно 42 / 50 = 0,8);
Ksс = 1,0 (1Б240-6 - средний станок);
Ksт = 1,0 (производится первоначальная подрезка торца прутка, установленного по упору, и требуемая точность линейного размера (от базы) - 14 квалитет).
Значит, Sн(1, 2, 1) = 0,28 · 1,1 · 0,95 · 1,0 · 1,0 = 0,29 мм/об.
Сравнение полученной подачи с подачей, допустимой по шероховатости поверхности, не проводится, так как обработка не окончательная.
Таблица 15
ПРИ ОБРАБОТКЕ НА МНОГОШПИНДЕЛЬНОМ ТОКАРНОМ АВТОМАТЕ
(РАСЧЕТ ПОДАЧ)
Номер позиции | Инструмент | Подача при односуппортной обработке Sс(I, J), мм/об. | Длина резания Lрез, мм | Длина рабочего хода Lр.х(I, J), мм | Подача при двухсуппортной обработке | Расчетная подача продольного суппорта S(I)р, мм/об. | Расчетное число оборотов шпинделя за поворот распределительного вала на рабочем ходу nр.р, об./мин. | Принятое число оборотов шпинделя за поворот распределительного вала на рабочем ходу nр, об./мин. | Принятая подача продольного суппорта S(I), мм/об. | Принятые подачи поперечных суппортов S(I, 2), мм/об. | ||
Номер | Тип | Координаты угловой точки X(I), мм/об., Y(I), мм/об. | Области допустимых подач | |||||||||
1 | Сверло | Sс(1, 1) = 0,25 (карта 8, лист 8) | 23 | 30 | X(1) = 0,25 |  | 0,25 | 203 | 215 | 0,226 | 0,067 | |
2 | Резец подрезной | Sс(1, 2) = 0,29 (карта 8, лист 3) | 11 | 14,5 | Y(1) = 0,21 | |||||||
II | 1 | Резцы проходные | Sс(2, 1) = 0,31 (карта 8, лист 1) | 47,16 ----- 19,54 | 48,7 | X(2) = 0,24 |  | 0,27 | 203 | 215 | 0,226 | 0,053 |
2 | Резец подрезной | Sс(2, 2) = 0,24 (карта 8, лист 3) | 8,5 | 11,5 | Y(2) = 0,08 (карта 9, листы 1(1), 1(2)) | |||||||
III | 1 | Зенкер | Sс(3, 1) = 0,425 (карта 8, лист 9) | 26 | 29 | X(3) = 0,425 Y(3) = 0,09 | 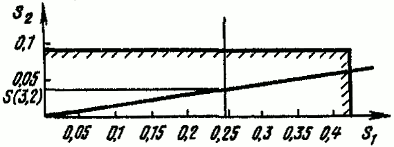 | 0,425 | 203 | 215 | 0,226 | 0,023 |
2 | Резец фасонный | Sс(3, 2) = 0,09 (карта 8, лист 6) | 4 | -5 | ||||||||
IV | 1 | Резец проходной | Sс(4, 1) = 0,155 (карта 8, лист 3) | 10,35 | 12,8 | X(4) = 0,37 Y(4) = 0,09 |  | 0,27 | 203 | 215 | 0,226 | 0,035 |
2 | Резец широкий | Sс(4, 2) = 0,09 | 6 | 7,4 | ||||||||
V | 1 | Метчик | S(5, 1)н = 1,5 | 15 | 23 | - |  | - | 203 | 215 | 0,226 | 0,04 |
2 | Резец фасонный | Sс(5, 2) = 0,08 (карта 8, лист 6) | 7 | 8,7 | ||||||||
VI | 1 | Резец отрезной | Sс(6, 2) = 0,09 (карта 8, лист 5) | 13 | 148 | - |  | - | 203 | 215 | 0,226 | 0,069 |
Для перехода 3 позиции II (наружное продольное точение прутка по листу 1 карты 8) Sн(2, 1, 1/2) = Sт · Ksм · Ksр · Ksо · Ksс · Ksт.
С продольного суппорта на одной позиции работает блок жестко связанных инструментов, состоящий из двух резцов. Суммарная глубина резания  начальный диаметр обработки d = 40 мм, поэтому Sт = 0,21 мм/об.
начальный диаметр обработки d = 40 мм, поэтому Sт = 0,21 мм/об.
начальный диаметр обработки d = 40 мм, поэтому Sт = 0,21 мм/об.Поправочные коэффициенты:
Ksм = 1,1 (HB = 1,75 ГПа);
Ksр = 1,4 (тангенциальные резцы в роликовой державке);
Ksо = 0,95 (отношение диаметра к длине равно 38/50 = 0,76);
Ksс = 1,0 (1Б240-6 - средний станок);
Ksт = 1,0 (заготовка - холоднотянутый калиброванный пруток 12 квалитета точности; требуется получить также 12 квалитет).
Следовательно, Sн(1, 2, 1/2) = 0,21 · 1,1 · 1,4 · 0,95 · 1,0 · 1,0 = 0,31 мм/об.
Сравнение с подачей, допустимой по шероховатости, также не проводится, так как обработка предварительная.
Аналогично назначаются подачи для остальных инструментов наладки. Необходимо учитывать, что в случае работы с одного суппорта нескольких инструментов разного типа в качестве подачи суппорта выбирается наименьшая Sс(I, J) = mink{Sн(I, J, K)}. Для рассматриваемого примера этот этап не нужен, и в качестве подач суппортов, назначенных в предположении их изолированной работы, принимаются подачи инструментов. Например: Sс(1, 1) = Sн(1, 1, 1) = 0,25 мм/об.; Sс(1, 2) = 0,29 мм/об.; Sс(2, 1) = Sн(2, 1, 1/2) = 0,31 мм/об. Полученные результаты заносятся в графу 13 "Расчетной карты" (см. табл. 12).
Рассчитанные подачи необходимо скорректировать в зависимости от структуры наладки и соотношения суммарных глубин резания на продольном и поперечном суппортах. Для этого по листам 1 - 4 карты 9 необходимо определить координаты угловых точек областей допустимых подач. Выбранные координаты заносятся в графу 14 "Расчетной карты" (см. табл. 12).
После этого в соответствии с методическими указаниями (см. табл. 2) необходимо построить область допустимых подач для каждой позиции. С этой целью для каждой позиции строится прямоугольная система координат, где по оси абсцисс откладывается подача инструмента продольного суппорта, а по оси ординат - поперечного. В координатной плоскости строится угловая точка. Областью допустимых подач при двухсуппортной обработке будет являться часть координатной плоскости, ограниченная осями координат и прямыми, соединяющими точки, соответствующие подачам продольного и поперечного суппортов, с угловой точкой. Области допустимых подач для рассматриваемого примера приведены на эскизах табл. 15.
Далее необходимо построить линии равных значений времени рабочих ходов продольного и поперечного суппортов на всех позициях. В общем виде уравнение линии равных времен запишется

Так, для позиции I уравнение будет иметь вид
для позиции II

и т.д.
Подача продольного суппорта определится как наименьшая абсцисса точек пересечения линий равных значений времени рабочих ходов с границами областей допустимых подач. В рассматриваемом случае за подачу продольного суппорта необходимо принять величину S(I)р = 0,25 мм/об. (см. табл. 15, позиция 1).
По найденной подаче продольного суппорта определяется количество оборотов шпинделя за поворот распределительного вала на рабочем ходу

По паспорту станка (приложение 4) nр = 215 об./145°; сменные шестерни e = 27; f = 57, q = 49, h = 35.
Далее необходимо уточнить подачу продольного суппорта и рассчитать подачи поперечных суппортов, для чего разделить длины рабочих ходов суппортов на принятое значение nр (графы 15 "Расчетной карты", см. табл. 12).
Для продольного суппорта
Для поперечного суппорта I позиции

Аналогично рассчитываются подачи для остальных поперечных суппортов. Результаты расчетов заносятся в графу 16 "Расчетной карты" (см. табл. 12).
Согласно карте 10 стойкость в минутах машинной работы для многошпиндельных автоматов Tм = 150 мин.
Так как расчет ведется для условий действующего производства, то необходимо учесть примечание к карте. Поэтому  где
где  - коэффициент времени резания, определяемый по формуле
- коэффициент времени резания, определяемый по формуле
где - коэффициент времени резания, определяемый по формуле
Kт - коэффициент изменения стойкости, зависящий от нормы обслуживания (при Но = 2, Kт = 1,4).
Рассчитанные коэффициенты времени резания заносятся в графу 17 "Расчетной карты" (см. табл. 12).
Используя рассчитанные  рекомендуемое Tм и принятый Kт, определяют стойкость каждого инструмента в минутах резания T(I, J, K)Р графа 18 "Расчетной карты" (см. табл. 12).
рекомендуемое Tм и принятый Kт, определяют стойкость каждого инструмента в минутах резания T(I, J, K)Р графа 18 "Расчетной карты" (см. табл. 12).
Так, для сверла диаметром 18 мм (переход 1, I позиция) T(1, 1, 1)р = 150 x 0,47 · 1,4 = 100 мин.;
для широкого резца (переход 8, IV позиция) T(4, 2, 1)р = 150 · 1,0 · 1,4 = 210 мин.
ВРАЩЕНИЯ ШПИНДЕЛЯ (КАРТА 11)
В соответствии с рекомендациями карты 11 определяют скорости резания для каждого инструмента в предположении их изолированной работы.
Скорость резания для сверла диаметром 18 мм (переход 1) по листу 4 карты 11 рассчитывается по формуле
Vн(1, 1, 1) = Vт · Kvм · Kvт · Kvн · KvL.
Табличное значение скорости определяется в зависимости от обрабатываемого диаметра и подачи сверла (Vм = 27 м/мин.).
Поправочные коэффициенты составляют:
Kvм = 0,8 (HB = 1,75 ГПа);
Kvт = 1,0 (Tр = 100 мин.);
Kvн = 1,0 (сверло изготовлено из стали Р6М5 - нормальной производительности);
KvL = 1,0 (длина отверстия L = 22,64 мм меньше 2D = 2 · 18 = 36 мм).
Следовательно,
Vн(1, 1, 1) = 27 · 0,8 · 1,0 · 1,0 · 1,0 = 21,6 м/мин.
Скорость резания для подрезного резца на переходе 2 (I позиция):

Табличное значение скорости при обработке стали с подачей 0,067 мм/об. Vт = 67 м/мин.
Поправочные коэффициенты:
Kvм = 1,02 (HB = 1,75 ГПа);
Kvф = 1,0 (пруток круглый);
Kvr = 0,9 (r = 1,0 мм);
Kvт = 0,88 (Tр = 160 мин.);
Kvв = 1,17 (резец подрезной);
Kvп = 1,2 (отношение минимального диаметра обработки к максимальному равно (18 / 40 = 0,45);
Kvн = 2,0 (инструментальный материал Т5К10).
Следовательно,
Vн(1, 2, 1) = 67 · 1,02 · 1,0 · 0,9 · 1,36 · 0,88 · 1,17 · 1,2 · 2,0 = 205 м/мин.
Аналогично рассчитываются скорости резания для остальных инструментов наладки. Полученные результаты приведены в графе 19 "Расчетной карты" (см. табл. 12).
Анализируя рассчитанные скорости резания, можно отметить, что инструменты, изготовленные из твердого сплава, имеют скорости, значительно превышающие скорости остальных инструментов наладки. Особенно большие значения получены для подрезных резцов.
Частота вращения, соответствующая определенным скоростям резания, определяется по формулам:

для сверла диаметром 18 мм (переход 1, I позиция)

для подрезного резца (переход 2, II позиция):

Рассчитанная таким образом частота вращения заносится в графу 20 "Расчетной карты" (см. табл. 12).
Так как полученные значения частоты вращения различаются более чем в 2 раза, то необходимо пересмотреть наладку с целью выравнивания n. В первую очередь этого можно добиться за счет изменения инструментальных материалов. Так, можно подрезные резцы выбрать из быстрорежущей стали нормальной производительности, а для инструментов с малыми частотами вращения предусмотреть быстрорежущую сталь повышенной производительности Р6М5К5 - для сверла и твердый сплав - для фасонных и широкого резцов.
Произведя соответствующие расчеты, необходимо занести в графы 21 и 22 (см. табл. 12) соответственно скорость резания и новые значения частоты вращения.
Дальнейшее выравнивание частот вращения возможно за счет изменения схемы наладки, что не входит в задачу расчета, так как определение режима резания проводится для условий действующего производства.
Наименьшее рассчитанное значение n = 460 об./мин. По паспорту станка ближайшее большее значение n = 475 об./мин. Так как паспортное значение n превосходит рассчитанное менее чем на 10%, то для дальнейших расчетов может быть принято n = 475 об./мин. Для обеспечения этого числа оборотов по паспорту станка выбираются сменные шестерни: a = 30; b = 54; c = 36; d = 48.
Для перехода 9 (позиция V) - нарезание резьбы по нормативам (карта 11, лист 7) определяем расчетную скорость резания Vнр(5, 1, 1) = Vт · Kvм · Kvп = 12,6 · 1,05 · 1 = 13,2 м/мин.
Относительная частота вращения рабочих шпинделей и метчика при нарезании составит

Коэффициент нарезания в данном случае равен

По паспорту ближайшее меньшее значение (приложение 4) Kн = 0,32 и соответствующие ему сменные шестерни для нарезания m = 35, n = 57, коэффициент вывинчивания при этом будет равен Kв = 0,48. Тогда действительная f относительная частота вращения при нарезании резьбы
nн = n · Kн = 475 · 0,32 = 161,5 об./мин.,
при вывинчивании
nв = n · Kв = 475 · 0,48 = 228 об./мин.,
Следовательно, фактические скорости нарезания и вывинчивания определяются как


Углы поворота распределительного вала для выполнения переходов нарезания резьбы и вывинчивания инструмента будут следующими:


Для обеспечения возможности нарезания резьбы необходимо выполнение следующего условия 
где  - угол поворота распределительного вала на реверсирование инструмента. По паспортным данным
- угол поворота распределительного вала на реверсирование инструмента. По паспортным данным 
32,3° + 21,5° + 12° <= 145°.
Шаги спирали рабочих участков нарезания и вывинчивания определяются


где iпр = 2,3 - передаточное отношение рычагов привода устройства независимой подачи (приложение 4).
Уточнение скоростей резания остальных инструментов производится по формуле

Так, для сверла  18 (переход 1):
18 (переход 1):

Рассчитанные величины заносятся в графу 23 "Расчетной карты" (см. табл. 12).
Поправка нормативных рекомендаций по количеству деталей в настроечных партиях определяется по коэффициентам уточнения принятых подач и скоростей резания:

где S(I, J), V(I, J, K) - принятые в результате расчета режимы резания, см. табл. 12, графы 16 и 23; S(I, J)р, Vн(I, J, K) - нормативные рекомендации (карта 8, 11); Ksт - поправочный коэффициент на подачу, учитывающий точность обработки (карта 8).
Для примера уточнения количества пробных деталей рассмотрим несколько переходов.
Переход 1. Сверло - мерный инструмент Oб = 1; Oks = 0; Okv = 0.
Переход 2. Резец подрезной: Oб = 9;

Oн = 9 - 3 - 1 = 5.
Переход 3. Резцы проходные независимые, поэтому количество пробных деталей определяется для лимитирующего: Oб = 8;


Oн = 8 - 1 = 7
и т.д.
Переход 7. Резец проходной, резец фасочный - независимые Oб = 5.

Oн = 5 + 2 + 1 = 8.
Общее количество пробных деталей на наладку операции определяется максимальным размером настроечных партий, зависимых по обработке инструментов, следовательно 
Расчет ожидаемой стойкости инструментов проводится в соответствии с рекомендациями приложения 3:
T(I, J, K) = Tр · Kн.
Для сверла диаметром 18 мм (переход 1): Tр = 100 мин., Kн = 0,95 (при отношении  т.е. T(1, 1, 1) = 100 · 0,95 = 95 мин.
т.е. T(1, 1, 1) = 100 · 0,95 = 95 мин.
т.е. T(1, 1, 1) = 100 · 0,95 = 95 мин.Для фасонного резца (переход 10): Tр = 210 мин., Kн = 1,6 (при отношении  т.е. T(5, 2, 1) = 210 · 1,6 = 335 мин.
т.е. T(5, 2, 1) = 210 · 1,6 = 335 мин.
т.е. T(5, 2, 1) = 210 · 1,6 = 335 мин.Результаты расчета ожидаемой стойкости для остальных инструментов представлены в графе 24 "Расчетной карты" (см. табл. 12).
Время рабочего хода Tр.х, согласно методическим указаниям определяется как Tр.х = nр / n.
Для рассматриваемого случая

По паспорту станка время холостого хода Tх.х = 2,5 с.
Следовательно, Tц = Tр.х + Tх.х = 27,15 + 2,5 = 29,65 с = 0,494 мин.
По листам карты 12 определяются табличные значения усилия резания Pz или крутящего момента Mкр, а затем определяются мощности резания. Так, для сверла (переход 1):
Mкр = Mм · Kм.м = 37 · 0,92 = 34 нм
N(1, 1, 1) = 1,8 кВт;
для проходных резцов (переход 3)

N(2, 1, 1) < 0,5 кВт,

N(2, 1, 2) ~= 0,6 кВт.
Рассчитанные для всех инструментов мощности резания приведены в графе 25 "Расчетной карты" (см. табл. 12).
Суммарная мощность резания для рассчитываемой наладки будет равна

Для обеспечения нормальной работы станка должно выполняться условие
Для рассматриваемого примера

Тогда 9,2 < 13,5 (1,2 · 11,25) кВт, т.е. условие нормальной работы станка выполняется.
1. Машинное время, или время цикла, равное сумме времен рабочего и холостого ходов, определяется по расчету режимов резания
Tм = Tц = Tр.х + Tх.х.
Время рабочего хода определяется отношением необходимого числа оборотов шпинделя для обработки детали на самой загруженной позиции к частоте вращения шпинделя в минуту.

(значения nр и n см. табл. 12, графы 15 и 22). Время холостого хода принимается по паспорту станка Tх.х = 2,5 с.
Таким образом, Tм = Tц = 27,15 + 2,5 = 29,65 с ~= 0,494 мин.
2. Время технического обслуживания, отнесенное к одной детали, может быть определено двумя способами:
по укрупненным нормативам времени (карта 17). По указанной карте для обработки детали из прутка диаметром до 40 мм с применением 13 режущих инструментов и выполнения двух размеров по IT 10 для четырехшпиндельного автомата время технического обслуживания составляет 14% от машинного времени. Для шестишпиндельного автомата принят K = 1,3.
Следовательно, Tто = 1,3 · 0,14 · 29,65 = 5,4 с;
по комплексным или элементным нормативам.
Для этого прежде всего необходимо определить по ожидаемой стойкости каждого инструмента T(I, J, K) количество деталей, которое может быть изготовлено до его затупления. Стойкость инструмента в деталях Tд(I, J, K) определяется отношением ожидаемой стойкости к машинному времени работы инструмента

Машинное время работы инструмента на каждом переходе можно рассчитать по формуле

где:
Lрез(I, J, K) - длина резания; S(I, J) - принятая подача; n - принятое число оборотов шпинделя станка.
Следовательно,

Значение S(I, J) выбирается из графы 16, Lрез (I, J, K) - из графы 5, T(I, J, K) - из графы 24 (см. табл. 12).
Так, стойкость сверла  18 в деталях (1-й переход)
18 в деталях (1-й переход)

Стойкость подрезного резца (2-й переход) в деталях

Стойкость отрезного резца в деталях (11-й переход)

Таблица 16
N перехода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | Tто |
Стойкость инструмента в деталях | 450 | 810 | 890 | 2150 | 3800 | 620 | 1600 | 1750 | 1250 | 2000 | 900 | 530 | - |
Время на смену и регулирование, мин. | 5,20 | 8,00 | 8,32 | 8,32 | 8,05 | 5,60 | 8,0 | 8,32 | 8,32 | 16,1 | 11,8 | 5,70 | - |
на 1 деталь, в 1 с | 0,69 | 0,59 | 0,56 | 0,23 | 0,13 | 0,54 | 0,3 | 0,28 | 0,40 | 0,48 | 0,79 | 0,65 | 5,18 |
Расчеты стойкости инструмента в деталях по каждому инструменту сведем в карту расчета времени технического обслуживания (табл. 16).
Затем по комплексным нормативам времени на смену и регулировку затупившегося инструмента для многошпиндельных автоматов с наибольшим диаметром обрабатываемого прутка до 40 мм (карта 20, лист 2) в зависимости от наименования инструмента, точности обработки и величины машинного времени на цикл находим время технического обслуживания перехода и заносим его в карту расчета.
Так как карта 20, лист 2 составлена для четырехшпиндельного автомата, а операция выполняется на шестишпиндельном, то согласно примечанию к карте табличное время следует умножить на K = 1,3.
Так, для смены сверла на 1-м переходе при предварительной обработке с циклом Tц = 30 с tт.о(1, 1, 1) = 1,3 · 4 = 5,2 мин.; для смены и регулировки отрезного резца (позиция VI) по этой же карте tт.о(6, 2, 1) = 1,3 · 4,4 = 5,72 мин.
Время технического обслуживания, приходящееся на одну деталь по каждому переходу, будет определено делением времени на смену и регулировку инструмента на стойкость инструмента в деталях
Для 1-го перехода (позиция I):
для 2-го перехода (позиция VI):
Полное время технического обслуживания обработки одной детали равно сумме времени технического обслуживания по всем переходам 
3. Неперекрываемое вспомогательное время Tв.н - время, затрачиваемое автоматчиком при остановленном автомате на удаление остатка израсходованного прутка и установку для обработки нового. В карте 21, лист 2 установлены нормативы времени на одну деталь в зависимости от типа автомата, длины и диаметра заготовки, а также от формы поперечного сечения применяемого прутка (круглый, шестигранный, квадратный и пр.).
Для нашего примера время на замену круглого прутка  40 мм с длиной заготовки l = 50 мм на шестишпиндельном станке
40 мм с длиной заготовки l = 50 мм на шестишпиндельном станке

Время в карте 21, лист 2 дано из расчета длины прутка, равной L = 3000 мм.
В сборнике приведена карта 21, лист 1, в которой установлена норма времени на замену прутка. Для определения времени на замену прутка, приходящегося на 1 деталь, необходимо взятое по карте время разделить на количество деталей, полученных из этого прутка (количество деталей рассчитывается по приведенным в карте формулам).
4. В норму времени изготовления детали на автомате входит неперекрываемое подготовительно-заключительное время и время организационного обслуживания автомата.
Это время нормируется картой 22, лист 1 и задается в процентах к оперативному времени, обработке детали на шестишпиндельном автомате с диаметром прутка до 40 мм aп.-з.н = 5,5%:
Tп.-з.н = (29,65 + 0,85) · 0,055 ~= 2 с.
Таким образом, норма времени изготовления одной детали на автомате будет равна
Tшт. = Tм + Tвн + Tто.н + Tпв.н,
Tшт = 29,65 + 0,85 + 5,18 + 2,0 = 37,7 с ~= 0,63 мин.
1. При расчете по укрупненным нормативам на наладку шестишпиндельного автомата с наибольшим диаметром обработки до 40 мм используем карту 15, лист 2.
Для 13 инструментов, участвующих в обработке детали на этой операции, из которых 3 инструмента формируют поверхности по 10 квалитету точности и 1 инструмент для обработки резьбы и при машинном времени, равном 30 с, Tнал = 135 мин. При необходимости замены цанг к этому времени надо прибавить время на смену и регулировку 6 пар цанг. По карте 18 на смену одной пары цанг дается 10,8 мин. Следовательно, Tнал = 135 + 10,8 · 6 ~= 200 мин. Приняв размер партии деталей N = 2000 дет., можно рассчитать норму времени наладки, приходящуюся на одну деталь:
2. При расчете нормы времени на наладку по комплексным нормативам может быть использована карта 18, а при расчете по элементам, карта 23.
Штучное время изготовления детали с учетом времени на наладку
Tшт.н = Tшт. + Tнал.д = 37,7 + 6 = 43,7 с,
Tшт.н = 0,73 мин.
1. Перекрываемое время автоматчика будет складываться из времени выполнения следующих работ:
активное наблюдение за работой автомата. По карте 21, лист 5 для шестишпиндельного автомата с количеством режущих инструментов более 12 время активного наблюдения составит 14% машинного времени Tвп = 0,14 · 29,65 = 4,15 с;
периодическое измерение изготовленных деталей. По техпроцессу устанавливаем, что проверке подлежат 4 размера скобками, 2 размера шаблонами и 1 размер резьбовой пробкой. Приняв периодичность измерений 5%, по карте 21, лист 2 находим время на измерение деталей
Tизм = (4 · 0,05 + 20,11 + 0,31) · 0,05 = 0,037 мин. = 2,2 с;
сбор деталей в тару по карте 21, лист 4 для деталей с весом до 200 г время на сбор деталей в тару составляет Tсб = 0,0076 мин. = 0,5 с;
Таблица 17
НОРМИРОВОЧНАЯ КАРТА НАЛАДКИ АВТОМАТА
Станок | Марка 1Б240-6 | Завод-изготовитель | Наименование детали | Заглушка | ||||
Наименование операции | Автоматно-токарная | |||||||
N п/п | Наименование работ | Точность обработки и другие факторы | Количество | Время в мин. | Основание | |||
на единицу | общее | N карты компл. | элементных | |||||
1 | Сменить шестерни коробки скоростей и коробки подач | - | - | - | 5,4 | |||
2 | Сменить и отрегулировать кулачки | цилиндрических дисковых | - | 7,4 | 7,4 | |||
3 | Сменить и отрегулировать подающую и зажимную цангу | - | 6 пар | 10,8 | 64,8 | |||
4 | Сменить державки в продольном суппорте | удобно | 3 | 1,7 | 5,1 | |||
неудобно | 3 | 2,5 | 7,5 | |||||
5 | Сменить державки поперечных суппортов | на плоскость | 3 | 2,6 | 7,8 | |||
в прямоугольный паз | 3 | 1,1 | 3,3 | |||||
6 | Отрегулировать упор | жесткий качающийся | 1 | 1,9 | 1,9 | |||
7 | Сменить и отрегулировать режущий инструмент | проходные подрезные | 7 | 3,5 | 24,5 | |||
фасонные | 2 | 5,0 | 10,0 | |||||
отрезные | 1 | 5,0 | 5,0 | |||||
зенкер | 1 | 3,1 | 3,1 | |||||
сверло | 1 | 2,5 | 2,5 | |||||
метчик | 1 | 8,0 | 8,0 | |||||
8 | Обработка пробных деталей | Tм = 0,5 мин. Количество инструментов 13 из них по IT 10-3; резьбовых 1 | - | 15,75 | - | |||
9 | Итого оперативное время наладки | 172 | ||||||
10 | Подготовительно-заключительное время и время оргобслуживания | 15% оперативного времени наладки | - | 25,8 | - | |||
11 | Всего на наладку | Tнал | 200 | |||||
12 | Время наладки на одну деталь |  | 6 с | |||||
уборка стружки от станка. По карте 21, лист 7 время уборки стружки, получаемой при обработке прутка  40 мм с длиной заготовки 46 мм и коэффициентом отхода металла в стружку K = 0,52, составляет Tуб = 0,023 мин. = 1,5 с;
40 мм с длиной заготовки 46 мм и коэффициентом отхода металла в стружку K = 0,52, составляет Tуб = 0,023 мин. = 1,5 с;
подготовительно-заключительное время и время организационного обслуживания рабочего места автоматчиком, время на отдых и естественные надобности нормируются по карте 22, лист 2. Для многошпиндельного автомата с диаметром прутка до 40 мм это время составит 10,5% оперативного времени
Tп.-з.н = 0,105 · 34,08 = 3,58 с = 0,06 мин.
Полное перекрываемое время работы автоматчика
Tа.п = 4,15 + 2,2 + 0,5 + 1,5 + 3,58 = 12 с = 0,2 мин.
2. Перекрываемое время наладчика будет складываться из времени выполнения следующих работ:
активное наблюдение за работой автомата. По карте 21, лист 5 время активного наблюдения за работой автомата для наладчика составляет 6% машинного времени Tа.н.н. = 0,06 · 29,65 = 1,8 с.
Периодическая проверка размеров наладчиком.
По техпроцессу устанавливаем, что проверке подлежат 4 размера скобками, 2 размера шаблонами и 1 размер резьбовой пробкой. Приняв периодичность измерений наладчиком 2% по карте 21, лист 2, находим время на измерение деталей Tизм.н = 0,02 (4 · 0,05 + 2 · 0,11 + 0,31) = 0,9 с;
время организационного обслуживания (передача настроенного станка автоматчику, инструктаж) и время на отдых и личные надобности для наладчика по карте 22, лист 3 составляет 8% оперативного времени наладки

Полное перекрываемое время наладчика Tнал.п = 1,8 + 0,9 + 0,5 ~= 3,2 с.
По соотношению машинного времени обработки деталей и перекрываемого времени участвующих исполнителей легко рассчитать количество станков, которое можно закрепить за ними для обеспечения полной занятости.
Так, для нашего примера Tм = 29,65 с, а затраты времени автоматчика, перекрываемого работой станка Tа.п = 12 с, то количество автоматов для одновременного их обслуживания автоматчиком должно быть

За наладчиком, перекрываемое время занятости которого знанительно меньше Tнал.п = 3,2 с, можно закрепить
При такой организации работы норма времени для исполнителей будет равна норме времени, рассчитанной для автомата, деленной на закрепленное количество одновременно обслуживаемых станков.
В нашем примере норма времени для автоматчика

Норма времени наладчика 
Все результаты расчетов заносим в нормировочную карту автоматной операции (табл. 18).
Таблица 18
НОРМИРОВОЧНАЯ КАРТА ШЕСТИШПИНДЕЛЬНОГО АВТОМАТА 1Б240-6
N п/п | Содержание нормы | Время, мин. | N п/п | Содержание нормы | Время, мин. | N п/п | Количество обслуж. станка | Норма времени | |||
1 | Машинное время Tм | 0,494 | 6 | Время на наладку Tнал | 200 | ||||||
2 | Время на смену инструмента, подналадку Tто | 0,086 | 7 | Время наладки на 1 деталь Tнал.д | 0,100 | 11 | Автоматчик | 2 | 0,36 | ||
3 | Неперекрываемое | Вспомогательное время | 0,014 | 8 | Норма времени на 1 деталь с учетом наладки | 0,730 | 12 | Наладчик | 8 | 0,10 | |
4 | Подготовительно-заключительное, оргобслуживание Tпэн | 0,034 | 9 | Перекрываемое | Время автоматчика Tа.п | 0,200 | Сменные шестерни | ||||
Коробки скоростей | Коробки подач | ||||||||||
5 | Норма времени автомата на деталь Tшт. | 0,630 | 10 | Время наладчика Tнал.п | 0,054 | a = 30; b = 54 c = 36; d = 48 | e = 27; f = 57 q = 79; h = 35 | ||||
Настоящими нормативами предусмотрена организация работы, при которой оборудование находится в исправном состоянии, отвечающем паспортным характеристикам по мощности, производительности и качеству обработки.
Рабочее место должно быть оснащено всем необходимым в соответствии с требованиями производственного процесса и условиями выполнения работы, с соблюдением правил санитарной гигиены и техники безопасности.
Инструментальные шкафы должны быть закреплены за группой наладчиков, посменно обслуживающих конкретный производственный участок, и укомплектованы стандартным слесарно-монтажным инструментом, приспособлениями для наладки станка, быстроизнашивающимися запасными частями.
Количество инструмента и приспособлений на рабочем месте должно быть минимально необходимым, обеспечивающим бесперебойную работу в течение смены.
Инструмент и приспособления должны располагаться на рабочем месте в определенном, удобном для пользования порядке в зависимости от проекта линии. Рабочее место должно быть оснащено инвентарем для уборки оборудования, оргоснастки и приспособлений.
Наладчику передается следующая техническая документация:
перечень закрепленных за ним станков;
перечень оснастки, входящей в рабочее место наладчика;
перечень помещаемого в инструментальном шкафу инструмента с указанием количества и сроков его замены;
чертежи и эскизы для подналадки режущего инструмента перед установкой на станок.
Требования по технике безопасности
регулировку и наладку оборудования производить только при отключении его от сети;
перед наладкой необходимо вывесить у включающего устройства предупредительный знак "Не включать - в наладке!";
после окончания наладки необходимо проверить, не оставлены ли в механизмах оборудования инструменты или другие посторонние предметы.
Площадь рабочего места автоматчика согласно разработанным планировкам должна быть в соответствии с требованиями техники безопасности.

одношпиндельные токарно-револьверные прутковые автоматы:
1 - стеллажи для металла; 2 - станок-автомат;
3 - инструментальный ящик наладчика; 4 - верстак наладчика;
5 - заточный станок; 6 - тара для стружки;
7 - склад прутковых материалов
Оборудование должно иметь защитные устройства, предусмотренные правилами техники безопасности и конструкцией станка.
Освещенность рабочего места - 120 - 150 лкс. Свет должен падать слева или спереди. В помещениях, не имеющих естественного освещения или при недостаточном освещении, применяется искусственное освещение.
Прутки подвозятся со склада (кладовой) и укладываются в стеллажи подсобным рабочим.
Время работы наладчика и автоматчика, затрачиваемое на изготовление деталей одним автоматом, составляет около 1/4 - 1/8 части рабочего времени в зависимости от сложности детали и типа автомата. Таким образом, одним наладчиком и одним автоматчиком должно обслуживаться несколько автоматов. Число обслуживаемых автоматов также зависит от организации автоматных участков и расположения автоматов на участке.
Приведенные схемы рабочих мест рис. 9, 10 (для одношпиндельных токарно-револьверных прутковых автоматов и многошпиндельных горизонтальных прутковых автоматов) являются наиболее распространенными на машиностроительных заводах.
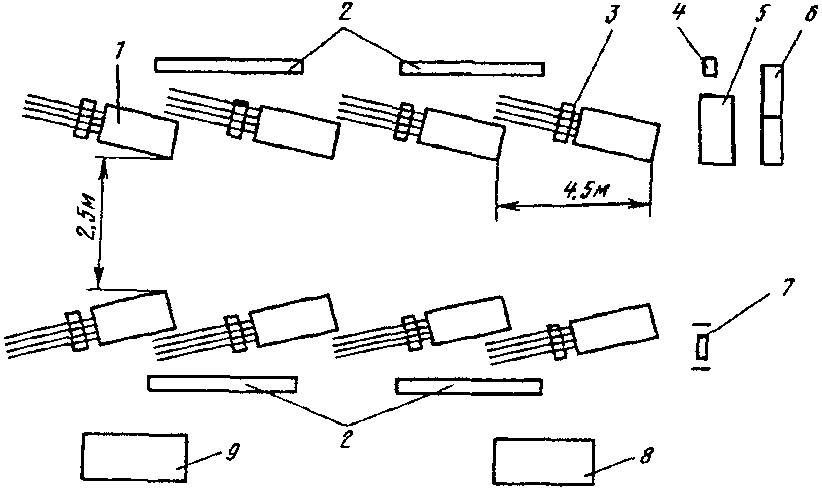
Рис. 10. Схема рабочего места автоматчика, обслуживающего
многошпиндельные горизонтальные прутковые автоматы:
1 - станок-автомат; 2 - стеллажи для металла;
3 - корыто для стружки; 4 - инструментальный ящик наладчика;
5 - верстак наладчика; 6 - стеллаж для кулачков и шестерен;
7 - заточный станок; 8 - склад прутковых материалов
ОБЩИЕ ТЕХНОЛОГИЧЕСКИЕ УСЛОВИЯ
Одношпиндельные и многошпиндельные автоматы | ||
КАРТА 1 | ||
Номер группы | Обрабатываемый материал | Марки материалов |
I | Сталь конструкционная повышенной и высокой обрабатываемости резанием (автоматная сталь) (ГОСТ 1414-75) | А12, А20, А30 |
II | Сталь углеродистая качественная конструкционная (ГОСТ 1050-74) | 10, 15, 20, 25, 30 и т.д. |
III | Сталь хромистая, марганцовистая, хромомолибденовая, хромоникельмолибденовая и другие, близкие к ним <*> | 15Х, 20Х, 38ХА, 40Х, 15Г, 30Г, 15ХМ, 20ХН, 40ХФА, 20ХН2М и др. |
IV | Сталь хромокремнемарганцовая, хромокремне-марганцовоникелевая и другие, близкие к ним <*> | 20ХГСА, 30ХГС, 30ХГСН2А и др. |
V | Нержавеющие хромистые, хромоникелевые сложнолегированные стали. Титановые сплавы | 12Х13, 12Х18Н9Т, 09Х16Н4Б, 12Х18Н10Т, Х17Н5М3 и др., ВТ3, ВТ5, ВТ6 и др. |
VI | Медные сплавы (ГОСТ 15527-70; ГОСТ 18175-72) | Л63, БрКМцЗ-1 и др. |
VII | Алюминиевые сплавы (ГОСТ 4784-74) | Д1, Д16, АК4 и др. |
--------------------------------
<*> По ГОСТ 4543-71.
Одношпиндельные и многошпиндельные автоматы | ||||
КАРТА 2 | ||||
N позиции | Тип автомата | Серия | ||
Легкая | Средняя | Тяжелая | ||
Модели автоматов | ||||
Одношпиндельные | 1112 | 1136 | 1Е165 | |
2 | 1118 | 1Б136 | 1165 | |
3 | 1А112 | 1Б140 | Index B60 | |
4 | 1А1Д8 | 1Е140 | ||
5 | 1Б112 | Index B30 | ||
6 | 1Б118 | Index B42 | ||
7 | 1Д112 | |||
1Д118 | ||||
9 | 1124 | |||
10 | 1Б124 | |||
11 | 1Е110 | |||
12 | 1Е116 | |||
13 | 1Е125 | |||
14 | Index 12 | |||
15 | Index 18 | |||
16 | Index 25 | |||
17 | ||||
18 | ||||
19 | Многошпиндельные | 1216-4К | 1А240-4 | 1А290-4 |
20 | 1216-6К | 1А240-6 | 1А290-6 | |
21 | 1А225-6 | 1А240-8 | 1А290-8 | |
22 | 1Б225-6К | 1Б240-4 | 1Б290-4 | |
23 | 1Б226-8К | 1Б240-6 | 1Б290-6 | |
24 | 1Б240-8 | 1Б290-8 | ||
25 | 1Б240-4К | 1Б290-4К | ||
26 | 1Б240-6К | 1Б290-6К | ||
27 | 1Б240-8К | 1Б290-8К | ||
28 | 1265М-4 | КА-103 | ||
29 | 1265М-6 | КА-106 | ||
30 | 1265М-8 | КА-107 | ||
31 | 1А265М-8 | |||
32 | 1Б265-4К | |||
33 | 1Б265-6К | |||
34 | 1Б265-8К | |||
35 | 1Б265-4 | |||
36 | 1Б265-6 | |||
37 | 1Б265-8 | |||
Индекс | а | б | в | |
Одношпиндельные и многошпиндельные автоматы | ||||||
Резцы, мерный и резьбовой инструмент | КАРТА 3 | |||||
N позиции | Режущий инструмент | N ряда | Обрабатываемый материал | |||
Сталь | Алюминиевые и медные сплавы | |||||
Вид обработки | ||||||
предварительный | окончательный | предварительный | окончательный | |||
Марки инструментального материала | ||||||
1 | Резцы проходные, подрезные, | I | Р6М5 | Р6М5 | Р6М5 | Р6М5 |
2 | расточные, отрезные, | II | Т5К10 | Т15К6 | ВКЗМ | ВКЗМ |
3 | канавочные | Р6М5К5 | Т14К8 | ВК4 | ВК6М | |
4 | Р6М5К5 | |||||
5 | I | Р6М5 | Р6М5 | Р6М9 | Р6М5 | |
6 | Резцы широкие, фасонные | II | Т15К8 | Т15К6 | ВК4 | ВКЗМ |
7 | Т15К10 | Т14К8 | ВК5 | ВК4 | ||
8 | Р6М5К5 | Р6М5К9 | Р6М5К5 | Р6М5К5 | ||
9 | Сверла, зенковки | I | Р6М5 | Р6М5 | ||
10 | Развертки | II | Р6М5К5 | Р6М5К5 | ||
11 | I | Р6М5 | Р6М5 | |||
12 | Зенкеры | II | Т15К6, Т14К8, Р6М5К5 | ВКЗМ ВК5 Р6М5К5 | ||
13 | ||||||
14 | I | Р6М5 | Р6М5 | |||
15 | Метчики, плашки | II | Р6М5К5 | Р6М5К5 | ||
16 | I | Р6М5 | Р6М5 | |||
17 | II | Т30К4 | ВК6М | |||
18 | Резьбовые гребенки | Т15К6 | ВКЗМ | |||
19 | Р6М5К6 | Р6М5К5 | ||||
Индекс | а | б | в | г | ||
Примечание. Для нелимитирующих инструментов следует принять инструментальные материалы I ряда. Для лимитирующих - предпочтительнее материалы II ряда.
Одношпиндельные и многошпиндельные автоматы | |||||||||||
КАРТА 4 | |||||||||||
Резцы проходные, подрезные, расточные фасочные | ЛИСТ 1 | ||||||||||
N позиции | Инструментальный материал | Обрабатываемый материал | Предел прочности | Эскиз режущей части инструментов | Геометрические параметры режущей части, град. | ||||||
r, мин. | |||||||||||
черн. | чист. | ||||||||||
черн. | чист. | ||||||||||
1 | Быстрорежущая сталь | Сталь | < 0,78 < (2,3) |  | 14 - 16 | 8 | 10 | 30 - 45 | 5 - 30 | 0,1 - 0,5 | 0,3 - 1,5 |
2 | > 0,78 > (2,3) | 10 - 12 | |||||||||
3 | Твердый сплав | < 0,78 < (2,3) | 0 | ||||||||
4 | > 0,78 > (2,3) | 0 - 5 | 8 | 12 | 30 - 60 | 5 - 15 | 1,0 - 1,5 | 1,5 - 2,0 | |||
5 | Быстрорежущая таль | Алюминиевые и медные сплавы | - | 10 - 25 | 30 - 45 | 5 - 30 | 0,3 - 0,5 | 1,0 - 2,0 | |||
6 | Твердый сплав | 12 - 20 | 10 - 15 | ||||||||
Индекс | а | б | в | г | д | е | ж | ||||
Примечания: 1. При работе подрезными резцами величину угла  увеличивать на 2°. 2. При чистовом точении стали угол
увеличивать на 2°. 2. При чистовом точении стали угол  увеличивать на 3 - 5°.
увеличивать на 3 - 5°.
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТОВ | Одношпиндельные и многошпиндельные автоматы | |||||||
КАРТА 4 | ||||||||
Резцы проходные, подрезные, расточные фасочные | ЛИСТ 1 | |||||||
Резцы отрезные, прорезные, канавочные | ||||||||
N позиции | Инструментальный материал | Обрабатываемый материал | Эскиз режущей части инструментов | Геометрические параметры режущей части, град. | ||||
1 | Быстрорежущая сталь | Сталь | 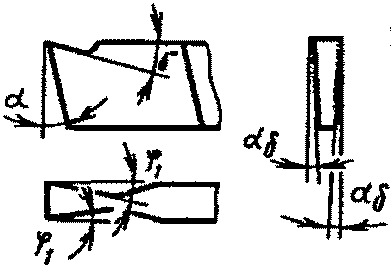 | 10 - 20 | 8 - 10 | |||
2 | Твердый сплав | 0 - 15 | 8 - 12 | 2 - 4 | 1 - 2 | |||
3 | Быстрорежущая сталь | Алюминиевые и медные сплавы | 5 - 15 | 8 - 12 | ||||
4 | Твердый сплав | 0 - 12 | 10 - 15 | |||||
Индекс | а | б | в | г | ||||
Примечание. При обработке более прочных сталей брать меньшие значения угла 
Резцы широкие фасонные (призматические и круглые) | |||||
N позиции | Инструментальный материал | Обрабатываемый материал | Эскиз режущей части инструментов | Геометрические параметры режущей части, град. | |
1 | Быстрорежущая сталь |  | 10 - 20 | 8 - 10 | |
2 | Твердый сплав | Сталь | 5 - 15 | 5 - 10 | |
3 | Быстрорежущая сталь | Алюминиевые и медные сплавы | 5 - 35 | 7 - 12 | |
4 | Твердый сплав | 5 - 30 | 5 - 10 | ||
Индекс | а | б | |||
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТОВ | Одношпиндельные и многошпиндельные автоматы | |||
КАРТА 4 | ||||
Сверла | ЛИСТ 2 | |||
N позиции | Обрабатываемый материал | Эскиз режущей части инструмента | Геометрические параметры режущей части, град. | |
1 | Сталь |  | 118 - 125 | 10 - 15 |
2 | Медные сплавы | 118 - 150 | 10 - 35 | |
3 | Алюминиевые сплавы | 130 - 140 | 12 - 17 | |
Индекс | а | б | ||
Примечание. Выбор формы заточки задней поверхности сверла и подточки поперечной режущей кромки следует производить по ГОСТ 4010-77.
Зенкеры | |||||||
N позиции | Обрабатываемый материал | Предел прочности | Эскиз режущей части инструмента | Геометрические параметры режущей части, град. | |||
быстрорежущая сталь | твердый сплав | ||||||
1 | Сталь | < 0,78 |  | 10 - 12 | 8 - 10 | 45 - 60 | |
2 | > 0,78 | 5 - 10 | 0 - 5 | ||||
3 | Алюминиевые и медные сплавы | - | 25 - 30 | 10 - 20 | 10 | 60 | |
Индекс | а | б | в | г | |||
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТОВ | Одношпиндельные и многошпиндельные автоматы | |||
КАРТА 4 | ||||
Плашки режущие и выглаживающие к головкам типа Б по ОСТ 84-2043-82 | ЛИСТ 3 | |||
N позиции | Обрабатываемый материал | l, мм | ||
1 | Алюминиевые сплавы | 12 - 25 | 6 - 12 | 2 - 5 |
2 | Медные сплавы | |||
Индекс | а | б | в | |

Плашка режущая

Плашка выглаживающая
Шлифование профиля резьбы на плашках производить на технологической оправке в комплекте из 6 шт. (3 режущие и 3 выглаживающие) по ОСТ 84-2070-83.
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТОВ | Одношпиндельные и многошпиндельные автоматы | |||||||
КАРТА 4 | ||||||||
Плашки режущие и выглаживающие к головкам типа Б по ОСТ 84-2043-82 | ЛИСТ 3 | |||||||
Метчики по ОСТ 84-2007-82 | ||||||||
N позиции | Обрабатываемый материал | K, мм | K1, мм | K2, мм | ||||
1 | Сталь | 6 - 10 | 0,20 | -0,010 | ||||
2 | Алюминиевые сплавы | 12 - 20 | 12 - 25 | 0,25 | 0,3 | 0 | 0,03 | 0,035 |
3 | Медные сплавы | 10 - 15 | 0,25 | -0,012 | ||||
Индекс | а | б | в | г | д | е | ж | |


НАЛАДКА АВТОМАТА
ДЛИНА ПОДВОДА ИНСТРУМЕНТА И ПЕРЕБЕГА | Одношпиндельные и многошпиндельные автоматы | ||||
КАРТА 5 | |||||
ЛИСТ 1 | |||||
1. Длина подвода | |||||
N позиции | Инструмент | Наибольший диаметр прутка | |||
40 | 40 - 65 | свыше 65 | |||
Длина подвода Yn, мм | |||||
Резец проходной, подрезной, расточной | 1,5 | 2,5 | 3,0 | ||
Резец фасонный, широкий | 1,0 | 1,5 | 2,0 | ||
Резец прорезной, отрезной, канавочный | 0,8 | 1,0 | 1,2 | ||
4 | Сверло | ||||
5 | Зенкер | 2,0 | 3,0 | 3,5 | |
6 | Развертка | ||||
7 | Метчик, резьбонарезная головка, плашка (Р - шаг резьбы) | 1,5 Р | 2,0 Р | 3,0 Р | |
2. Длина перебега | |||||
N позиции | Инструмент | Наибольший диаметр прутка | |||
40 | 40 - 65 | свыше 65 | |||
Длина перебега Yпер, мм | |||||
8 | Резец проходной | 1,0 | 1,5 | 2 | |
9 | Резец отрезной | 1,0 | 1,5 | 2 | |
10 | Резец фасонный тангенциальный | 1,5 | 2,0 | 3 | |
Индекс | а | б | в | ||
ВСПОМОГАТЕЛЬНЫЕ ПЕРЕМЕЩЕНИЯ ИНСТРУМЕНТА | Одношпиндельные и многошпиндельные автоматы | ||||||||||||
ДЛИНА ВРЕЗАНИЯ | КАРТА 5 | ||||||||||||
ЛИСТ 2 | |||||||||||||
1. Резцы проходные, подрезные, расточные | |||||||||||||
N позиции | Главный угол в плане | Глубина резания t, мм | |||||||||||
1 | 2 | 3 | 4 | 5 | 6 | ||||||||
Длина врезания Yвр, мм | |||||||||||||
1 | 45 | 2 | 3 | 4 | 5 | 6 | |||||||
2 | 60 | 1 | 2 | 2 | 3 | 3 | 4 | ||||||
3 | 75 | 1 | 1 | 1 | 2 | 2 | |||||||
Индекс | а | б | в | г | д | е | |||||||
2. Сверла | |||||||||||||
N позиции | Диаметр сверла D, мм | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 25 | 30 |
4 | Длина врезания Yвр, мм | 0,9 | 1,2 | 1,8 | 2,4 | 3,0 | 3,6 | 4,2 | 4,8 | 5,4 | 6,0 | 7,5 | 9,0 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
3. Зенкеры | |||||||||||||
N позиции | Главный угол в плане | Глубина резания t, мм | |||||||||||
1 | 1,5 | 2 | 2,5 | 3 | 4 | ||||||||
Длина врезания Yвр, мм | |||||||||||||
5 | 30 | 2,00 | 2,5 | 3,50 | 4,3 | 5,2 | 7,0 | ||||||
6 | 45 | 1,00 | 1,5 | 2,00 | 2,5 | 3,0 | 4,0 | ||||||
7 | 60 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | ||||||
Индекс | а | б | в | г | д | е | |||||||
4. Метчики, плашки, резьбонарезные головки | |||||||||||||
N позиции | Шаг резьбы Р, мм | Угол заборного конуса | |||||||||||
10 | 15 | 20 | 25 | 30 | |||||||||
Длина врезания Yвр, мм | |||||||||||||
8 | 1,0 | 5,7 | 3,7 | 2,7 | 2,2 | 1.7 | |||||||
9 | 1,5 | 8,5 | 5,5 | 4,1 | 3,3 | 2,6 | |||||||
Индекс | а | б | в | г | д | ||||||||
Одношпиндельные и многошпиндельные автоматы | ||||||
КАРТА 6 | ||||||
N позиции | Вид суппорта | Схема установки инструмента | Обрабатываемый материал | Материал режущей части инструмента на поперечном суппорте | ||
Продольный | Поперечный | |||||
Тип режущего инструмента | Твердый сплав | Быстрорежущая сталь | ||||
Угол разворота инструментов | ||||||
1 | Резцы подрезные, фасочные |  | Стали | 125 - 140 | 140 - 150 | |
2 | Медные сплавы | - | ||||
3 | Алюминиевые сплавы | - | 140 - 155 | |||
4 | Резцы проходные, фасочные | Резцы отрезные, канавочные | Стали | 145 - 155 | 150 - 160 | |
5 | Медные сплавы | |||||
6 | Алюминиевые сплавы | 150 - 160 | 155 - 165 | |||
7 | Резцы широкие, фасонные | Стали | - | 160 | ||
8 | Медные сплавы | - | 165 - 170 | |||
9 | Алюминиевые сплавы | - | 155 - 165 | |||
10 | Резцы подрезные, фасочные | 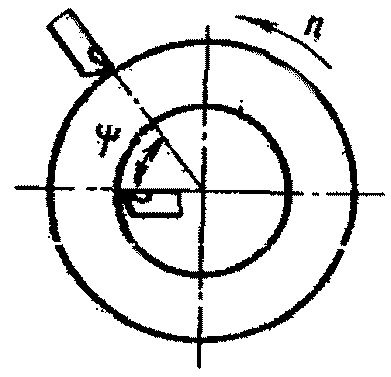 | Стали | 40 - 50 | ||
11 | Медные сплавы | 35 - 45 | 30 - 40 | |||
12 | Алюминиевые сплавы | 25 - 40 | 25 - 40 | |||
13 | Резцы отрезные канавочные | Стали | 30 - 40 | 25 - 35 | ||
14 | Медные сплавы | 30 - 35 | ||||
15 | Резцы расточные | Алюминиевые сплавы | 30 - 40 | 30 - 40 | ||
16 | Резцы широкие фасонные | Стали | - | 25 - 35 | ||
17 | Медные сплавы | - | 15 - 25 | |||
18 | Алюминиевые сплавы | - | 20 - 30 | |||
Индекс | а | б | ||||
Одношпиндельные и многошпиндельные автоматы | |||||||
КАРТА 7 | |||||||
Настроечный размер для проходных резцов | ЛИСТ 1 | ||||||
 | |||||||
N позиции | Размеры обработки, мм | Смещение размера настройки | |||||
9 | 10 | 11 | 12 | 13 | |||
1 | До 6 | 0,003 | 0,003 | 0,003 | 0,004 | 0,004 | |
2 | 6 - 10 | 0,004 | 0,005 | 0,005 | 0,005 | 0,006 | |
3 | 11 - 18 | 0,004 | 0,006 | 0,010 | 0,010 | 0,010 | |
4 | 19 - 30 | 0,005 | 0,008 | 0,014 | 0,017 | 0,020 | |
5 | 31 - 50 | 0,006 | 0,010 | 0,020 | 0,025 | 0,035 | |
6 | 51 - 80 | 0,007 | 0,013 | 0,028 | 0,040 | 0,050 | |
7 | Свыше 80 | 0,008 | 0,015 | 0,037 | 0,055 | 0,075 | |
Индекс | а | б | в | г | д | ||
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Типа автомата и группы
Тип автомата | Одношпиндельные автоматы | Многошпиндельные автоматы | ||||
Группы автоматов | легкие | средние | тяжелые | легкие | средние | тяжелые |
Коэффициент | 0,95 | 1,00 | 1,08 | 0,86 | 1,00 | 1,13 |
2. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | ||
Твердость HB, ГПа | Латунь | Бронза | |||||
Коэффициент | |||||||
0,59 - 0,98 | - | - | - | 1 | 1,3 | 1,5 | |
0,98 - 1,47 | - | - | - | - | 0,8 | ||
До 1,28 | - | 1,22 | - | - | |||
До 1,53 | 1,25 | 1,15 | - | - | 0,6 | ||
До 1,75 | 1,20 | 1,10 | 0,90 | - | |||
До 2,13 | 1,15 | 1,05 | 0,82 | - | |||
До 2,24 | 1,07 | 1,03 | 0,80 | - | |||
До 2,36 | - | 1,00 | 0,78 | - | |||
До 2,63 | - | 0,98 | 0,72 | - | |||
3. Размера обработки, квалитета и глубины резания
Размер обработки, мм | До 30 | Свыше 30 до 50 | Свыше 50 | ||||||||
по квалитету | 9 - 13 | 9 | 10 | 11 | 12 | 13 | 9 | 10 | 11 | 12 | 13 |
Глубина резания, мм | Коэффициент | ||||||||||
<= 1 | 1,0 | 1,0 | 1,0 | ||||||||
<= 2 | 1,5 | 1,45 | 1,40 | 1,30 | 1,25 | 1,20 | 1,5 | 1,35 | 1,3 | 1,3 | |
<= 3 | 1,8 | 1,70 | 1,50 | 1,45 | 1,40 | 1,35 | 1,8 | 1,50 | 1,6 | 1,0 | |
<= 4 | 2,0 | - | 1,80 | 1,75 | 2,0 | 1,90 | 1,8 | 1,8 | |||
<= 6 | 2,2 | - | 2,00 | - | - | 2,20 | - | - | |||
Одношпиндельные и многошпиндельные автоматы | ||||||
КАРТА 7 | ||||||
Допуск на настройку проходных резцов | ЛИСТ 2 | |||||
 | ||||||
N позиции | Размеры обработки, мм | Допуск на настроечный размер - | ||||
9 | 10 | 11 | 12 | 13 | ||
1 | До 6 | 0,015 | 0,022 | 0,035 | 0,060 | 0,095 |
2 | 6 - 10 | 0,016 | 0,025 | 0,040 | 0,070 | 0,100 |
3 | 11 - 18 | 0,018 | 0,030 | 0,045 | 0,080 | 0,120 |
4 | 19 - 30 | 0,020 | 0,035 | 0,050 | 0,085 | 0,130 |
5 | 31 - 50 | 0,025 | 0,040 | 0,060 | 0,090 | 0,140 |
6 | 51 - 80 | 0,028 | 0,045 | 0,065 | 0,100 | 0,145 |
7 | Свыше 80 | 0,030 | 0,050 | 0,070 | 0,100 | 0,150 |
Индекс | а | б | в | г | д | |
Поправочные коэффициенты на измененные
условия обработки в зависимости от:
1. Типа автомата и группы
Тип автомата | Одношпиндельные автоматы | Многошпиндельные автоматы | ||||
Группа автоматов | легкие | средние | тяжелые | легкие | средние | тяжелые |
Коэффициент | 1,06 | 1,0 | 0,98 | 1,12 | 1,0 | 0,97 |
2. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | ||
Латунь | Бронза | ||||||
Твердость HB, ГПа | Коэффициент | ||||||
0,59 - 0,98 | 1 | 1 | - | 1 | 0,95 | 0,95 | |
0,98 - 1,47 | - | 1,15 | |||||
До 1,75 | 1,06 | 1,50 | |||||
До 2,13 | 1,12 | ||||||
До 2,24 | 1,14 | ||||||
До 2,36 | 1,16 | ||||||
До 2,63 | 1,20 | ||||||
3. Отношения диаметра детали к длине
Отношение диаметра детали к длине | 0,20 | 0,40 | 0,60 | 0,80 | 1 | 1,5 | 2 |
Коэффициент | 0,75 | 0,85 | 0,95 | 0,98 | 1,0 | 1 |
4. Квалитета заготовки, квалитета
исполняемого размера и глубины резания
Квалитет заготовки | 10 | 11 | 12 | 13 | 14 | ||||||||||||
Квалитет исполняемого размера | 9 | 10 | 11 | 9 | 10 | 11 | 12 | 9 | 10 - 11 | 12 | 13 | 10 - 11 | 12 | 13 | 10 - 11 | 12 | 13 |
Глубина резания, мм | Коэффициент | ||||||||||||||||
<= 1 | 0,8 | 0,90 | 1,0 | 0,9 | 0,95 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,3 | 1,0 | 1,6 | ||||
<= 2 | 0,6 | 0,75 | 0,90 | 0,8 | 0,90 | 0,95 | 0,90 | 1,95 | 1,95 | 0,95 | 1,2 | 0,95 | 1,5 | ||||
<= 3 | - | 0,55 | 0,75 | - | 0.85 | 0,90 | - | 0,90 | 0,90 | 0,90 | 1,1 | 0,90 | 1,4 | ||||
<= 4 | - | - | - | - | - | - | 0,85 | - | - | 0,85 | - | 0,90 | 1,0 | - | 0,90 | 1,3 | |
<= 6 | - | - | - | - | - | - | - | - | - | 0,80 | - | 0,9 | - | 1,2 | |||
Одношпиндельные и многошпиндельные автоматы | ||||||
КАРТА 7 | ||||||
Настроечный размер для подрезных резцов | ЛИСТ 3 | |||||
 | ||||||
N позиции | Размеры обработки, мм | Смещение размера настройки | ||||
10 | 11 | 12 | 13 | 14 | ||
1 | До 6 | 0,003 | 0,003 | 0,004 | 0,004 | 0,005 |
2 | 6 - 10 | 0,005 | 0,005 | 0,005 | 0,006 | 0,007 |
3 | 11 - 18 | 0,006 | 0,008 | 0,009 | 0,009 | 0,010 |
4 | 19 - 30 | 0,008 | 0,013 | 0,016 | 0,020 | 0,020 |
5 | 31 - 50 | 0,010 | 0,020 | 0,025 | 0,035 | 0,040 |
6 | 51 - 80 | 0,013 | 0,030 | 0,040 | 0,050 | 0,060 |
7 | Свыше 80 | 0,016 | 0,037 | 0,055 | 0,075 | 0,080 |
Индекс | а | б | в | г | д | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Тип автомата и группы
Тип автомата | Одношпиндельные автоматы | Многошпиндельные автоматы | ||||
Группа автомата | легкие | средние | тяжелые | легкие | средние | тяжелые |
Коэффициент | 0,95 | 1,00 | 1,08 | 0,86 | 1,00 | 1,13 |
2. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь | Углеродистая сталь (II группа) | Легированная сталь (III - IV группы) | Медный сплав (V группа) | Алюминиевый сплав (VI группа) | ||
Латунь | Бронза | ||||||
Твердость, HB, ГПа | (I группа) | ||||||
Коэффициент | |||||||
0,59 - 0,98 | - | - | - | 1 | 1,3 | 1,5 | |
До 0,98 | - | - | - | - | 0,8 | ||
До 1,28 | - | 1,22 | - | - | |||
До 1,53 | 1,25 | 1,15 | - | - | 0,5 | ||
До 1,75 | 1,20 | 1,10 | 0,90 | - | |||
До 2,13 | 1,15 | 1,05 | 0,82 | - | |||
До 2,24 | 1,07 | 1,03 | 0,80 | - | |||
До 2,36 | - | 1,00 | 0,78 | - | |||
До 2,63 | - | 0,98 | 0,72 | - | |||
3. Размера обработки, квалитета и глубины резания
Размеры обработки, мм | До 30 | Свыше 30 до 50 | Свыше 50 | ||||||||
по квалитету | 10 - 14 | 10 | 11 | 12 | 13 | 14 | 10 | 11 | 12 | 13 | 14 |
Глубина резания, мм | Коэффициент | ||||||||||
<= 1 | 1,0 | 1,00 | 1,00 | ||||||||
<= 2 | 1,4 | 1,30 | 1,20 | 1,13 | 1,10 | 1,40 | 1,30 | 1,25 | 1,20 | ||
<= 3 | 1,7 | 1,45 | 1,40 | 1,35 | 1,30 | 1,50 | 1,45 | 1,40 | 1,35 | 1,30 | |
<= 4 | 1,8 | 1,75 | 1,70 | 1,80 | 1,75 | 1,70 | |||||
<= 6 | 1,8 | 1,96 | 2,00 | ||||||||
Одношпиндельные и многошпиндельные автоматы | ||||||
КАРТА 7 | ||||||
Допуск на настройку подрезных резцов | ЛИСТ 4 | |||||
 | ||||||
N позиции | Размер обработки, мм | Допуск на настроечный размер | ||||
10 | 11 | 12 | 13 | 14 | ||
1 | До 6 | 0,025 | 0,042 | 0,080 | 0,11 | 0,15 |
2 | 6 - 10 | 0,030 | 0,046 | 0,080 | 0,11 | 0,16 |
3 | 11 - 18 | 0,032 | 0,053 | 0,087 | 0,13 | 0,18 |
4 | 19 - 30 | 0,035 | 0,055 | 0,090 | 0,14 | 0,20 |
5 | 31 - 50 | 0,040 | 0,062 | 0,095 | 0,15 | 0,20 |
6 | 51 - 80 | 0,050 | 0,070 | 0,110 | 0,15 | 0,25 |
7 | Свыше 80 | 0,055 | 0,075 | 0,110 | 0,15 | 0,25 |
Индекс | а | б | в | г | д | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Отношения диаметра детали к длине
Отношение диаметра к длине | 0,20 | 0,40 | 0,60 | 0,80 | 1,0 | 1,5 | 2,0 |
Коэффициент | 0,75 | 0,85 | 0,95 | 0,98 | 1,0 | 1,0 | 1,0 |
2. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | ||
Латунь | Бронза | ||||||
Твердость, HB, ГПа | |||||||
Коэффициент | |||||||
0,59 - 0,98 | 1 | 1 | - | 1 | 0,95 | 0,95 | |
0,98 - 1,47 | - | 1,15 | |||||
До 1,75 | 1,06 | 1,50 | |||||
До 2,13 | 1,12 | ||||||
До 2,24 | 1,14 | ||||||
До 2,36 | 1,16 | ||||||
До 2,63 | 1,20 | ||||||
3. Типа автомата и группы
Тип автомата | Одношпиндельные автоматы | Многошпиндельные автоматы | ||||
Группы автоматов | легкие | средние | тяжелые | легкие | средние | тяжелые |
Коэффициент | 1,06 | 1,0 | 0,98 | 1,12 | 1,0 | 0,97 |
4. Квалитета заготовки, квалитета исполняемого
размера и глубины резания
Квалитет заготовки | 10 | 11 | 12 | 13 | 14 | |||||||||||
Квалитет исполняемого размера | 10 | 11 | 10 | 11 | 12 | 10 - 11 | 12 | 13 | 10 - 11 | 12 | 13 | 14 | 10 - 11 | 12 | 13 | 14 |
Глубина резания, мм | Коэффициент | |||||||||||||||
<= 1 | 1,05 | 1,16 | 1,10 | 1,16 | 1,0 | 1,16 | 1,0 | 1,16 | 1,5 | 1,00 | 1,16 | 1,8 | 1,9 | |||
<= 2 | 0,98 | 1,17 | 1,17 | 1,20 | 1,20 | 1,20 | 1,5 | 1,20 | 1,9 | |||||||
<= 3 | - | 0,80 | 0,95 | 1,0 | - | 1,0 | 1,0 | 1,2 | 1,0 | 1,6 | ||||||
<= 4 | - | - | 0,95 | - | 0,95 | - | 1,0 | 1,1 | - | 1,0 | 1,5 | |||||
<= 6 | - | - | - | 0,90 | - | 1,0 | - | 1,3 | ||||||||
Одношпиндельные и многошпиндельные автоматы | ||||||
КАРТА 7 | ||||||
Настроечный размер для расточных резцов | ЛИСТ 5 | |||||
 | ||||||
N позиции | Размеры обработки, мм | Смещение размера настройки | ||||
9 | 10 | 11 | 12 | 13 | ||
1 | До 30 | 0,005 | 0,007 | 0,012 | 0,014 | 0,016 |
2 | 31 - 50 | 0,006 | 0,009 | 0,018 | 0,023 | 0,030 |
3 | 51 - 80 | 0,007 | 0,012 | 0,025 | 0,034 | 0,045 |
4 | Свыше 80 | 0,007 | 0,014 | 0,032 | 0,047 | 0,064 |
Индекс | а | б | в | г | д | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Типа автомата и группы
Тип автомата | Одношпиндельные автоматы | Многошпиндельные автоматы | ||||
Группа автоматов | легкие | средние | тяжелые | легкие | средние | тяжелые |
Коэффициент | 0,95 | 1,0 | 1,08 | 0,86 | 1,0 | 1,13 |
2. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | ||
Латунь | Бронза | ||||||
Твердость, HB, ГПа | Коэффициент | ||||||
0,59 - 0,98 | - | - | - | 1,0 | 1,3 | 1,5 | |
0,98 - 1,47 | - | - | - | - | 0,8 | ||
До 1,28 | - | 1,22 | - | - | |||
До 1,53 | 1,25 | 1,15 | - | - | 0,6 | ||
До 1,75 | 1,20 | 1,10 | 0,90 | - | |||
До 2,13 | 1,15 | 1,05 | 0,82 | - | |||
До 2,24 | 1,07 | 1,03 | 0,80 | - | |||
До 2,36 | - | 1,0 | 0,78 | - | |||
До 2,63 | - | 0,98 | 0,72 | - | |||
3. Отношения вылета резца к диаметру
Отношение вылета резца к диаметру | 0,5 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 |
Коэффициент | 0,7 | 0,85 | 1,0 | 1,4 | 1,5 | 2,0 |
4. Размера обработки, квалитета и глубины резания
Размеры обработки, мм | До 30 | 31 - 50 | Свыше 50 | ||||||||
по квалитету | 9 - 13 | 9 | 10 | 11 | 12 | 13 | 9 | 10 | 11 | 12 | 13 |
Глубина резания, мм | Коэффициент | ||||||||||
<= 1 | 1,0 | 1,0 | 1,0 | ||||||||
<= 2 | 1,2 | 1,25 | 1,20 | 1,15 | 1,10 | 1,05 | 1,40 | 1,35 | 1,25 | 1,20 | 1,15 |
<= 3 | 1,4 | 1,50 | 1,40 | 1,30 | 1,20 | 1,60 | 1,43 | 1,40 | 1,35 | 1,30 | |
<= 4 | 1,6 | 1,60 | 1,50 | 1,70 | |||||||
<= 6 | 1,7 | 1,80 | 1,90 | ||||||||
Одношпиндельные и многошпиндельные автоматы | ||||||
КАРТА 7 | ||||||
Допуск на настройку расточных резцов | ЛИСТ 6 | |||||
 | ||||||
N позиции | Размер обработки, мм | Допуск на настроенный размер | ||||
9 | 10 | 11 | 12 | 13 | ||
1 | До 30 | 0,025 | 0,042 | 0,060 | 0,10 | 0,155 |
2 | 31 - 50 | 0,028 | 0,045 | 0,067 | 0,10 | 0,160 |
3 | 51 - 80 | 0,032 | 0,050 | 0,074 | 0,114 | 0,165 |
4 | Свыше 80 | 0,035 | 0,057 | 0,080 | 0,115 | 0,170 |
Индекс | а | б | в | г | д | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Типа автомата и группы
Тип автомата | Одношпиндельные автоматы | Многошпиндельные автоматы | ||||
Группа автоматов | легкие | средние | тяжелые | легкие | средние | тяжелые |
Коэффициент | 1,06 | 1,0 | 0,98 | 1,12 | 1,0 | 0,97 |
2. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | ||
Латунь | Бронза | ||||||
Твердость, HB, ГПа | Коэффициент | ||||||
0,59 - 0,98 | 1,0 | 1,0 | - | 1,0 | 0,95 | 0,95 | |
0,98 - 1,47 | - | 1,15 | |||||
До 1,75 | 1,06 | 1,50 | |||||
До 2,13 | 1,12 | ||||||
До 2,24 | 1,14 | ||||||
До 2,36 | 1,16 | ||||||
До 2,63 | 1,20 | ||||||
3. Отношения вылета резца к диаметру
Отношение вылета резца к диаметру | 0,50 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 |
Коэффициент | 1,35 | 1,25 | 1,0 | 0,6 | 0,2 | 0,1 |
4. Квалитета заготовки, квалитета выполняемого
размера и глубины резания
Квалитет заготовки | 10 | 11 | 12 | 13 | 14 | ||||||||||||
Квалитет выполняемого размера | 9 | 10 | 11 | 9 | 10 | 11 | 12 | 9 | 10 - 11 | 12 | 13 | 10 - 11 | 12 | 13 | 10 - 11 | 12 | 13 |
Глубина резания, мм | Коэффициент | ||||||||||||||||
<= 1 | 0,80 | 0,90 | 1,0 | 0,90 | 0,95 | 1,0 | 1,0 | 1,0 | 1,30 | 1,0 | 1,60 | ||||||
<= 2 | 0,72 | 0,90 | 1,1 | 0,96 | 1,10 | 1,14 | 1,1 | 1,14 | 1,14 | 1,14 | 1,80 | ||||||
<= 3 | - | 0,67 | 0,9 | - | 1,0 | 1,10 | - | 1,10 | 1,10 | 1,10 | 1,33 | 1,10 | 1,10 | 1,70 | |||
<= 4 | - | - | - | - | - | - | 1,02 | - | 1,02 | - | 1,10 | 1,20 | - | 1,10 | 1,56 | ||
<= 6 | - | - | - | - | - | - | - | 0,98 | - | 1,10 | - | 1,46 | |||||
Одношпиндельные и многошпиндельные автоматы | ||||||||
КАРТА 7 | ||||||||
Число деталей в настроечной партии | ЛИСТ 7 | |||||||
N позиции | Квалитет | Квалитет выполняемого размера | Qн = Qб + Qкs + Qкv | |||||
Число деталей в настроечной партии Qб | ||||||||
при номинальном размере обработки | ||||||||
<= 6 | 10 | 18 | 30 | 50 | 80 | |||
1 | 10 | 9 | 1 | 2 | 3 | 5 | 6 | 7 |
2 | 10 | 1 | 2 | 4 | 6 | 7 | 8 | |
3 | 11 | 2 | 3 | 5 | 6 | 7 | 9 | |
4 | 12 | 3 | 4 | 5 | 7 | 9 | 10 | |
5 | 11 | 9 | 1 | 2 | 3 | 5 | 6 | 7 |
6 | 10 | 1 | 2 | 3 | 5 | 6 | 7 | |
7 | 11 | 2 | 3 | 5 | 6 | 7 | 9 | |
8 | 12 | 2 | 3 | 5 | 6 | 8 | 9 | |
9 | 12 | 9 | 1 | 2 | 3 | 4 | 5 | 6 |
10 | 10 | 1 | 2 | 3 | 5 | 6 | 7 | |
11 | 11 | 2 | 3 | 5 | 6 | 7 | 9 | |
12 | 12 | 2 | 3 | 5 | 6 | 8 | 9 | |
13 | 13 | 3 | 4 | 6 | 7 | 9 | 10 | |
14 | 13 | 10 | 1 | 2 | 3 | 5 | 6 | 7 |
15 | 11 | 1 | 2 | 4 | 6 | 7 | 8 | |
16 | 12 | 2 | 3 | 5 | 6 | 8 | 9 | |
17 | 13 | 3 | 4 | 6 | 7 | 9 | 10 | |
18 | 14 | 10 | 1 | 2 | 3 | 5 | 6 | 7 |
19 | 11 | 1 | 2 | 3 | 6 | 6 | 7 | |
20 | 12 | 2 | 3 | 5 | 7 | 8 | 9 | |
21 | 13 | 3 | 4 | 5 | 7 | 9 | 10 | |
Индекс | а | б | в | г | д | е | ||
1. Поправка по подаче Qкs
Размеры обработки | Qкs, дет. | |||||||||||||||
при соотношении принятой и нормативной подачи | ||||||||||||||||
0,2 | 0,3 | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 0,9 | 1,0 | 1,1 | 1,25 | 1,4 | 1,5 | 1,65 | |
<= 10 | -1 | 0 | +1 | |||||||||||||
11 - 18 | -2 | -1 | 0 | +1 | ||||||||||||
19 - 30 | -2 | -1 | 0 | +1 | ||||||||||||
31 - 50 | -2 | -1 | 0 | +1 | +2 | |||||||||||
51 - 80 | -2 | -2 | -1 | 0 | +1 | |||||||||||
2. Поправка по скорости Qкv
Размеры обработки | Qкv, дет. | |||||||
при соотношении принятой и нормативной скорости | ||||||||
0,5 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |
<= 6 | -1 | -1 | -1 | -1 | -1 | -1 | ||
7 - 10 | -1 | -2 | -2 | -2 | -2 | -2 | ||
11 - 18 | +1 | 0 | -1 | -3 | -4 | -4 | -4 | -4 |
19 - 30 | -1 | -3 | -4 | -5 | -5 | -5 | ||
31 - 50 | -2 | -3 | -5 | -6 | -7 | -7 | ||
51 - 80 | -2 | -3 | -5 | -6 | -7 | -8 | ||
Примечания: 1. 

2. При Kso <= 0,8 увеличить Qн на 1 деталь.
РЕЖИМЫ РЕЗАНИЯ
 | Одношпиндельные и многошпиндельные автоматы | ||||||||||||||||
КАРТА 8 | |||||||||||||||||
ЛИСТ 1 | |||||||||||||||||
Резцы проходные, фасочные | Sи = Sт · Ksm · Ksp · Kso · Ksc · Kst | ||||||||||||||||
N позиции | Количество одновременно работающих инструментов | Подача ST, мм/об. при начальном диаметре обработки d, мм | |||||||||||||||
1 | 2 | 3 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 28 | 32 | 36 | 40 | 50 | 60 | 70 и более | |
Суммарная глубина резания t1, мм | |||||||||||||||||
1 | 0,5 | - | - | 0,085 | 0,10 | 0,15 | 0,18 | 0,22 | 0,26 | 0,29 | 0,32 | 0,35 | 0,37 | 0,37 | 0,37 | 0,43 | 0,47 |
2 | 1,0 | - | - | 0,065 | 0,08 | 0,13 | 0,15 | 0,18 | 0,21 | 0,23 | 0,26 | 0,28 | 0,29 | 0,32 | 0,37 | 0,43 | 0,47 |
3 | 1,5 | 0,4 | - | 0,060 | 0,07 | 0,11 | 0,13 | 0,16 | 0,18 | 0,20 | 0,23 | 0,25 | 0,26 | 0,30 | 0,33 | 0,38 | 0,42 |
4 | 2,0 | 0,9 | - | - | 0,065 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,21 | 0,22 | 0,24 | 0,26 | 0,31 | 0,34 | 0,37 |
5 | 3,0 | 1,9 | 0,8 | - | - | - | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,19 | 0,20 | 0,23 | 0,29 | 0,30 | 0,33 |
6 | 4,0 | 2,9 | 1,8 | - | - | - | - | 0,11 | 0,13 | 0,15 | 0,16 | 0,17 | 0,19 | 0,21 | 0,26 | 0,27 | 0,30 |
7 | 6,0 | 4,9 | 3,8 | - | - | - | - | 0,10 | 0,12 | 0,14 | 0,15 | 0,16 | 0,17 | 0,18 | 0,23 | 0,24 | 0,26 |
8 | - | 6,9 | 5,8 | - | - | - | - | - | - | 0,13 | 0,14 | 0,15 | 0,16 | 0,17 | 0,21 | 0,22 | 0,24 |
9 | - | - | 7,8 | - | - | - | - | - | - | - | 0,13 | 0,14 | 0,15 | 0,16 | 0,20 | 0,21 | 0,22 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Типа автомата и группы
Тип автомата | Одношпиндельный автомат | Многошпиндельный автомат | ||||
Группы автоматов | легкие | средние | тяжелые | легкие | средние | тяжелые |
Коэффициент Ksc | 0,90 | 1,0 | 1,10 | 0,82 | 1,0 | 1,16 |
2. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | ||
Латунь | Бронза | ||||||
Твердость HB, ГПа | Коэффициент Ksм | ||||||
0,59 - 0,98 | - | - | - | 1 | 1,3 | 1,5 | |
0,98 - 1,47 | - | - | - | - | 0,8 | ||
До 1,28 | - | 1,22 | - | - | |||
До 1,53 | 1,25 | 1,15 | - | - | 1,5 | ||
До 1,75 | 1,20 | 1,10 | 0,90 | - | 0,6 | ||
До 2,13 | 1,15 | 1,05 | 0,82 | - | |||
До 2,24 | 1,07 | 1,03 | 0,80 | - | |||
До 2,36 | - | 1,0 | 0,78 | - | |||
До 2,63 | - | 0,98 | 0,72 | - | |||
3. Типа резца
Тип резца | Нормальный | Тангенциальный | |
в роликовой державке | в призматической державке | ||
Коэффициент | 1,0 | 1,4 | 1,0 |
4. Квалитета заготовки и квалитета выполняемого размера
Квалитет заготовки | 14 | 13 | 12 | 11 | 10 | |
Квалитет выполняемого размера | Коэффициент Ksт | |||||
13 | 1,25 | 1,50 | 1,65 | - | - | |
12 | 0,75 | 0,90 | 1,0 | 1,1 | 1,4 | |
11 | 0,50 | 0,70 | 0,80 | 0,9 | 1,1 | |
10 | 0,25 | 0,35 | 0,40 | 0,6 | 0,7 | |
9 | - | - | 0,20 | 0,3 | 0,5 | |
5. Отношения диаметра детали к длине
Отношение диаметра к длине | 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,0 |
Kso | 0,7 | 0,8 | 0,9 | 0,95 | 1,0 | 1,1 | 1,15 |
Примечание. Рассчитанные значения подач Sи1, мм/об. необходимо сравнить с величинами подач, допустимыми по шероховатости (карта 8, лист 11) и в качестве подачи инструмента при односуппортной обработке принять наименьшую из сравниваемых подач.
 | Одношпиндельные и многошпиндельные автоматы | ||||||||||||
КАРТА 8 | |||||||||||||
Резцы расточные | ЛИСТ 2 | ||||||||||||
N позиции | Количество одновременно работающих инструментов | Sи = Sт · Ksм · Kso · Ksc · Ksт | |||||||||||
1 | 2 | Подача Sт, мм/об. при конечном диаметре обработки d1, мм | |||||||||||
Суммарная глубина резания t1, мм | 20 | 22 | 24 | 28 | 32 | 36 | 40 | 46 | 50 | 60 | 70 и более | ||
1 | 0,5 | - | 0,18 | 0,19 | 0,22 | 0,24 | 0,27 | 0,30 | 0,30 | 0,30 | 0,32 | 0,33 | 0,35 |
2 | 1,0 | - | 0,15 | 0,16 | 0,17 | 0,20 | 0,22 | 0,23 | 0,26 | 0,30 | 0,32 | 0,33 | 0,35 |
3 | 1,5 | 0,4 | 0,13 | 0,14 | 0,15 | 0,18 | 0,20 | 0,21 | 0,25 | 0,27 | 0,28 | 0,33 | 0,35 |
4 | 2,0 | 0,9 | 0,11 | 0,12 | 0,13 | 0,16 | 0,17 | 0,19 | 0,21 | 0,25 | 0,27 | 0,30 | 0,35 |
5 | 3,0 | 1,9 | 0,10 | 0,11 | 0,12 | 0,14 | 0,15 | 0,16 | 0,19 | 0,24 | 0,25 | 0,26 | 0,33 |
6 | 4,0 | 2,9 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,15 | 0,17 | 0,21 | 0,22 | 0,24 | 0,30 |
7 | 6,0 | 4,9 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,14 | 0,15 | 0,49 | 0,20 | 0,21 | 0,24 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Типа автомата и группы
Тип автомата | Одношпиндельный автомат | Многошпиндельный автомат | ||||
Группы автоматов | легкие | средние | тяжелые | легкие | средние | тяжелые |
Коэффициент Ksc | 0,90 | 1,0 | 1,10 | 0,82 | 1,0 | 1,16 |
2. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | ||
Латунь | Бронза | ||||||
Твердость, HB, ГПа | Коэффициент Ksм | ||||||
0,59 - 0,98 | - | - | - | 1 | 1,3 | 1,5 | |
0,98 - 1,47 | - | - | - | - | 0,8 | ||
До 1,28 | - | 1,22 | - | - | |||
До 1,53 | 1,25 | 1,15 | - | - | 0,6 | ||
До 1,75 | 1,20 | 1,10 | 0,90 | - | |||
До 2,13 | 1,15 | 1,05 | 0,82 | - | |||
До 2,24 | 1,07 | 1,03 | 0,80 | - | |||
До 2,36 | - | 1,00 | 0,78 | - | |||
До 2,63 | - | 0,98 | 0,72 | - | |||
3. Отношения вылета резца к диаметру
Отношение вылета резца к диаметру | 0,5 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 |
Коэффициент Kso | 1,2 | 1,1 | 1,0 | 0,9 | 0,8 | 0,7 | 0,6 | 0,5 |
4. Квалитета заготовки и квалитета выполняемого размера
Квалитет заготовки | 14 | 13 | 12 | 11 | 10 | |
Квалитет выполняемого размера | Коэффициент Ksт | |||||
13 | 1,25 | 1,50 | 1,65 | - | - | |
12 | 0,75 | 0,90 | 1,0 | 1,1 | 1,4 | |
11 | 0,50 | 0,70 | 0,80 | 0,9 | 1,0 | |
10 | 0,25 | 0,35 | 0,40 | 0,6 | 0,7 | |
9 | - | - | 0,40 | 0,6 | 0,7 | |
- | - | 0,20 | 0,3 | 0,5 | ||
Примечание. Рассчитанные значения подачи Sи1, мм/об., необходимо сравнить с величиной подач, допустимой по шероховатости (карта 8, лист 11), и в качестве подачи инструмента при односуппортной обработке принять наименьшую из сравниваемых.
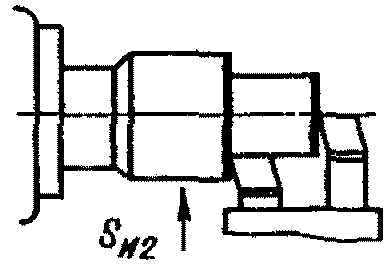 | Одношпиндельные и многошпиндельные автоматы | ||||||||||||||||
КАРТА 8 | |||||||||||||||||
Резцы подрезные | ЛИСТ 3 | ||||||||||||||||
N позиции | Суммарная глубина резания t2, мм | Sи2 = Sт · Ksм · Ksо · Ksс · Ksт | |||||||||||||||
Количество одновременно работающих инструментов | Подача Sт, мм/об., при начальном диаметре обработки d, мм | ||||||||||||||||
1 | 2 | 3 | 6 | 3 | 10 | 12 | 16 | 20 | 24 | 28 | 32 | 36 | 40 | 50 | 60 | 70 и более | |
1 | 0,5 | - | - | 0,07 | 0,08 | 0,12 | 0,15 | 0,19 | 0,23 | 0,26 | 0,29 | 0,32 | 0,34 | 0,34 | 0,35 | 0,41 | 0,46 |
2 | 1,0 | - | - | 0,05 | 0,065 | 0,11 | 0,12 | 0,15 | 0,18 | 0,21 | 0,23 | 0,26 | 0,27 | 0,30 | 0,35 | 0,41 | 0,46 |
3 | 1,5 | 0,4 | - | 0,05 | 0,05 | 0,09 | 0,11 | 0,14 | 0,16 | 0,18 | 0,21 | 0,23 | 0,24 | 0,28 | 0,31 | 0,37 | 0,41 |
4 | 2,0 | 0,9 | - | - | 0,03 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,19 | 0,21 | 0,22 | 0,24 | 0,29 | 0,33 | 0,36 |
5 | 3,0 | 1,9 | 0,8 | - | - | - | 0,08 | 0,1 | 0,13 | 0,14 | 0,16 | 0,17 | 0,18 | 0,21 | 0,28 | 0,29 | 0,32 |
6 | 4,0 | 2,9 | 1,8 | - | - | - | - | 0,09 | 0,11 | 0,13 | 0,14 | 0,16 | 0,17 | 0,20 | 0,25 | 0,26 | 0,30 |
7 | 6,0 | 4,9 | 3,8 | - | - | - | - | 0,08 | 0,10 | 0,12 | 0,13 | 0,15 | 0,16 | 0,17 | 0,22 | 0,23 | 0,25 |
8 | - | 6,9 | 5,8 | - | - | - | - | - | - | 0,11 | 0,12 | 0,14 | 0,15 | 0,16 | 0,20 | 0,21 | 0,23 |
9 | - | - | 7,8 | - | - | - | - | - | - | - | 0,11 | 0,13 | 0,14 | 0,15 | 0,19 | 0,20 | 0,22 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медный сплав (VI группа) | Алюминиевые сплавы (VII группа) | ||
Латунь | Бронза | ||||||
Твердость HB, ГПа | |||||||
Коэффициент Ksм | |||||||
0,59 - 0,98 | - | - | - | 1 | 1,3 | 1,5 | |
0,98 - 1,47 | - | - | - | - | 0,8 | ||
До 1,28 | - | 1,22 | - | - | |||
До 1,53 | 1,25 | 1,15 | - | - | 0,6 | ||
До 1,75 | 1,20 | 1,10 | 0,90 | - | |||
До 2,13 | 1,15 | 1,05 | 0,82 | - | |||
До 2,24 | 1,07 | 1,03 | 0,80 | - | |||
До 2,36 | - | 1,0 | 0,78 | - | |||
До 2,63 | - | 0,98 | 0,72 | - | |||
2. Отношения диаметра детали к длине
Отношение диаметра к длине | 0,2 | 0,4 | 0,6 | 0,80 | 1 | 1,5 | 2,0 |
Коэффициент Ksо | 0,7 | 0,8 | 0,9 | 0,95 | 1 | 1,1 | 1,15 |
3. Типа автомата и группы
Тип автомата | Одношпиндельный автомат | Многошпиндельный автомат | ||||
Группы автоматов | легкие | средние | тяжелые | легкие | средние | тяжелые |
Коэффициент Ksс | 0,9 | 1 | 1,1 | 0,82 | 1 | 1,16 |
4. Квалитета заготовки и квалитета выполняемого размера
Квалитет заготовки | 14 | 13 | 12 | 11 | 10 | |
Квалитет выполняемого размера | Коэффициент Ksт | |||||
13 | 1,25 | 1,50 | 1,65 | - | - | |
12 | 0,75 | 0,90 | 1,0 | 1,1 | 1,4 | |
11 | 0,50 | 0,70 | 0,80 | 0,9 | 1,0 | |
10 | 0,25 | 0,35 | 0,40 | 0,6 | 0,7 | |
9 | - | - | 0,20 | 0,3 | 0,5 | |
Примечания: 1. Рассчитанные значения подач Sи2, мм/об. необходимо сравнить с величинами подач, допускаемыми по шероховатости поверхности (карта 8, лист 11) и в качестве подачи инструмента при односуппортной обработке принять наименьшую из сравниваемых подач.
2. Под точностью заготовки понимается точность размера от технологической базы до подрезаемого торца.
3. Под точностью выполняемого размера понимается точность размера от технологической базы до подрезаемого торца.
ПОДАЧИ В ЗАВИСИМОСТИ ОТ ТРЕБОВАНИЙ ПО ШЕРОХОВАТОСТИ | Одношпиндельные и многошпиндельные автоматы | |||||||
КАРТА 8 | ||||||||
Резцы проходные, расточные | ЛИСТ 4 | |||||||
N позиции | Шероховатость поверхности, мкм | Обрабатываемый материал | Диапазон скоростей резания V, м/мин. | Подача Sн, мм/об. | ||||
радиус при вершине резца r, мм | ||||||||
0,5 | 1,0 | 1,5 | 2,0 | |||||
1 | Rz 40 | Сталь углеродистая качественная | Весь диапазон скоростей | 0,24 - 0,37 | 0,30 - 0,47 | 0,34 - 0,53 | 0,37 - 0,58 | |
2 | Сталь хромистая | 0,25 - 0,39 | 0,31 - 0,49 | 0,36 - 0,55 | 0,38 - 0,61 | |||
3 | Сталь хромоникелевая | 0,25 - 0,39 | 0,32 - 0,50 | 0,36 - 0,56 | 0,39 - 0,62 | |||
4 | Сталь хромоникелемолибденовая | 0,21 - 0,32 | 0,26 - 0,41 | 0,30 - 0,46 | 0,32 - 0,51 | |||
5 | Медный сплав | 0,27 - 0,41 | 0,33 - 0,52 | 0,38 - 0,59 | 0,41 - 0,65 | |||
6 | Алюминиевый сплав | 0,28 - 0,43 | 0,35 - 0,55 | 0,40 - 0,62 | 0,43 - 0,68 | |||
7 | Rz 20 | Сталь углеродистая качественная | < 50 | 0,14 - 0,24 | 0,18 - 0,30 | 0,20 - 0,34 | 0,22 - 0,37 | |
8 | > 50 | 0,16 - 0,25 | 0,20 - 0,32 | 0,23 - 0,36 | 0,24 - 0,39 | |||
9 | Сталь хромистая | < 50 | 0,14 - 0,25 | 0,19 - 0,31 | 0,21 - 0,36 | 0,23 - 0,39 | ||
10 | > 50 | 0,16 - 0,26 | 0,21 - 0,33 | 0,24 - 0,38 | 0,25 - 0,41 | |||
11 | Сталь хромоникелевая | < 50 | 0,15 - 0,25 | 0,19 - 0,32 | 0,21 - 0,36 | 0,23 - 0,39 | ||
12 | > 50 | 0,17 - 0,27 | 0,21 - 0,34 | 0,24 - 0,38 | 0,25 - 0,41 | |||
13 | Сталь хромоникелемолибденовая | < 50 | 0,12 - 0,21 | 0,16 - 0,26 | 0,18 - 0,30 | 0,19 - 0,32 | ||
14 | > 50 | 0,14 - 0,22 | 0,18 - 0,28 | 0,20 - 0,32 | 0,21 - 0,34 | |||
15 | Медный сплав | Весь диапазон скоростей | 0,17 - 0,27 | 0,21 - 0,35 | 0,23 - 0,39 | 0,26 - 0,42 | ||
16 | Алюминиевый сплав | 0,18 - 0,29 | 0,23 - 0,36 | 0,25 - 0,41 | 0,27 - 0,44 | |||
17 | Ra 2,5 - 1,25 | Сталь углеродистая качественная | < 40 | 0,07 - 0,14 | 0,09 - 0,18 | 0,10 - 0,20 | 0,11 - 0,29 | |
18 | < 60 | 0,08 - 0,15 | 0,10 - 0,19 | 0,11 - 0,21 | 0,12 - 0,23 | |||
19 | < 100 | 0,10 - 0,16 | 0,13 - 0,20 | 0,14 - 0,23 | 0,15 - 0,25 | |||
20 | > 100 | 0,11 - 0,17 | 0,14 - 0,21 | 0,15 - 0,24 | 0,17 - 0,26 | |||
21 | Сталь хромистая | < 40 | 0,07 - 0,15 | 0,09 - 0,19 | 0,11 - 0,21 | 0,11 - 0,23 | ||
22 | < 60 | 0,08 - 0,16 | 0,10 - 0,20 | 0,11 - 0,22 | 0,12 - 0,24 | |||
23 | < 100 | 0,11 - 0,17 | 0,13 - 0,21 | 0,15 - 0,24 | 0,16 - 0,26 | |||
24 | > 100 | 0,11 - 0,18 | 0,15 - 0,22 | 0,16 - 0,25 | 0,17 - 0,27 | |||
25 | Сталь хромоникелевая | < 40 | 0,07 - 0,15 | 0,09 - 0,19 | 0,11 - 0,21 | 0,11 - 0,24 | ||
26 | < 60 | 0,09 - 0,16 | 0,11 - 0,20 | 0,12 - 0,22 | 0,13 - 0,24 | |||
27 | < 100 | 0,11 - 0,17 | 0,14 - 0,21 | 0,15 - 0,24 | 0,16 - 0,27 | |||
28 | > 100 | 0,12 - 0,18 | 0,15 - 0,22 | 0,16 - 0,25 | 0,18 - 0,28 | |||
29 | Сталь хромоникелемолибденовая | < 40 | 0,06 - 0,12 | 0,08 - 0,16 | 0,09 - 0,18 | 0,09 - 0,19 | ||
30 | < 60 | 0,07 - 0,13 | 0,09 - 0,17 | 0,11 - 0,18 | 0,10 - 0,20 | |||
31 | < 100 | 0,09 - 0,14 | 0,11 - 0,18 | 0,12 - 0,20 | 0,13 - 0,22 | |||
32 | > 100 | 0,11 - 0,15 | 0,12 - 0,18 | 0,12 - 0,21 | 0,15 - 0,23 | |||
33 | Медный сплав | Весь диапазон скоростей | 0,11 - 0,18 | 0,15 - 0,22 | 0,15 - 0,26 | 0,17 - 0,28 | ||
34 | Алюминиевый сплав | 0,12 - 0,19 | 0,16 - 0,24 | 0,16 - 0,27 | 0,24 - 0,29 | |||
Индекс | а | б | в | г | ||||
ПОДАЧИ ПРИ ОДНОСУППОРТНОЙ ОБРАБОТКЕ |  | Одношпиндельные и многошпиндельные автоматы | ||||||||||
КАРТА 8 | ||||||||||||
ЛИСТ 5 | ||||||||||||
N позиции | Одношпиндельные автоматы | Ширина резца B, мм | Sи2 = Sт · Ksм · Ksс | |||||||||
Подача Sт, мм/об., при начальном диаметре обработки d, мм | ||||||||||||
4 | 5 | 6 | 7 | 8 | 10 | 12 | 14 | 18 и более | ||||
1 | 1,5 | 0,020 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | 0,048 | 0,050 | 0,065 | ||
2 | 2,0 | 0,023 | 0,030 | 0,035 | 0,040 | 0,045 | 0,052 | 0,055 | 0,060 | 0,065 | ||
3 | 2,5 | 0,026 | 0,033 | 0,040 | 0,045 | 0,052 | 0,057 | 0,060 | 0,065 | 0,070 | ||
4 | 3,0 и более | - | - | - | - | - | 0,062 | 0,065 | 0,070 | 0,070 | ||
Индекс | а | б | в | г | д | е | ж | з | и | |||
N позиции | Многошпиндельные автоматы | Ширина резца B, мм | Sи2 = Sт · Ksм · Ksс | ||||||
Подача Sт, мм/об., при начальном диаметре обработки d, мм | |||||||||
6 | 7 | 8 | 10 | 14 | 18 | 20 и более | |||
5 | 2,5 | 0,045 | 0,050 | 0,055 | 0,070 | 0,075 | 0,080 | ||
6 | 3,0 | 0,050 | 0,055 | 0,060 | 0,075 | 0,080 | 0,085 | 0,085 | |
7 | 3,5 и более | - | - | - | 0,080 | 0,085 | 0,085 | ||
Индекс | а | б | в | г | д | е | ж | ||
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V) группы) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | ||
Латунь | Бронза | ||||||
Твердость HB, ГПа | |||||||
Коэффициент Ksм | |||||||
0,59 - 0,98 | - | - | - | 1,0 | 1,3 | 1,5 | |
0,98 - 1,47 | - | - | - | - | 0,8 | ||
До 1,28 | - | 1,22 | - | - | |||
До 1,53 | 1,25 | 1,15 | - | - | 0,6 | ||
До 1,75 | 1,20 | 1,10 | 0,90 | - | |||
До 2,13 | 1,15 | 1,05 | 0,82 | - | |||
До 2,24 | 1,07 | 1,03 | 0,80 | - | |||
До 2,36 | - | 1,00 | 0,78 | - | |||
До 2,63 | - | 0,98 | 0,72 | - | |||
2. Типа автомата и группы
Тип автомата | Одношпиндельный автомат | Многошпиндельный автомат | ||||
Группа автоматов | легкий | средний | тяжелый | легкий | средний | тяжелый |
Коэффициент Ksс | 0,9 | 1 | 1,1 | 0,82 | 1 | 1,16 |
Примечание. При повышенных требованиях к шероховатости поверхности (Rz = 40 мкм и менее) подача не должна превышать 0,065 мм/об. при обработке на одношпиндельных автоматах и 0,08 мм/об. при обработке на многошпиндельных автоматах.
 | Одношпиндельные и многошпиндельные автоматы | ||||||||||
КАРТА 8 | |||||||||||
Резцы широкие, фасонные | ЛИСТ 6 | ||||||||||
N позиции | Тип станка | Ширина резца B, мм | Sи2 = Sт · Ksм · Kcз | ||||||||
Подача Sт, мм/об., при наименьшем диаметре детали d1, мм | |||||||||||
3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 и более | |||
1 | Одношпиндельный автомат | 5 | 0,025 | 0,055 | 0,060 | 0,065 | 0,065 | 0,065 | 0,065 | 0,065 | 0,065 |
2 | 8 | - | 0,025 | 0,055 | 0,065 | 0,065 | 0,065 | 0,065 | 0,065 | 0,065 | |
3 | 10 | - | 0,020 | 0,035 | 0,060 | 0,060 | 0,065 | 0,065 | 0,065 | 0,065 | |
4 | 15 | - | - | 0,020 | 0,025 | 0,045 | 0,060 | 0,060 | 0,065 | 0,065 | |
5 | 20 | - | - | - | - | 0,020 | 0,050 | 0,055 | 0,060 | 0,065 | |
6 | 25 | - | - | - | - | - | 0,020 | 0,030 | 0,055 | 0,060 | |
7 | 30 | - | - | - | - | - | - | 0,020 | 0,050 | 0,055 | |
8 | 40 | - | - | - | - | - | - | - | 0,020 | 0,030 | |
N позиции | Тип станка | Ширина резца B, мм | Sи2 = Sт · Ksм · Kcз | ||||||||
Подача Sт, мм/об., при наименьшем диаметре детали d1, мм | |||||||||||
5 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 и более | |||
9 | Многошпиндельный автомат | 15 | 0,02 | 0,025 | 0,045 | 0,065 | 0,080 | 0,080 | 0,080 | 0,080 | 0,080 |
10 | 20 | - | 0,020 | 0,025 | 0,035 | 0,055 | 0,075 | 0,080 | 0,080 | 0,080 | |
11 | 25 | - | - | 0,020 | 0,025 | 0,030 | 0,045 | 0,080 | 0,080 | 0,080 | |
12 | 30 | - | - | - | 0,020 | 0,020 | 0,030 | 0,055 | 0,080 | 0,080 | |
13 | 40 | - | - | - | - | 0,020 | 0,020 | 0,030 | 0,045 | 0,075 | |
14 | 50 | - | - | - | - | - | - | 0,020 | 0,030 | 0,045 | |
15 | 60 | - | - | - | - | - | - | - | 0,020 | 0,030 | |
16 | 70 | - | - | - | - | - | - | - | - | 0,020 | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медный сплав (VI группа) | Алюминиевые сплавы (VII группа) | ||
Твердость HB, ГПа | Латунь | Бронза | |||||
Коэффициент Ksм | |||||||
0,59 - 0,98 | - | - | - | 1,0 | 1,3 | 1,5 | |
0,98 - 1,47 | - | - | - | - | 0,8 | ||
До 1,28 | - | 1,28 | - | - | |||
До 1,53 | 1,25 | 1,15 | - | - | 0,6 | ||
До 1,75 | 1,20 | 1,10 | 0,90 | - | |||
До 2,13 | 1,15 | 1,05 | 0,82 | - | |||
До 2,24 | 1,07 | 1,03 | 0,80 | - | |||
До 2,36 | - | 1,00 | 0,78 | - | |||
До 2,63 | - | 0,98 | 0,72 | - | |||
2. Типа автомата
Тип автомата | Одношпиндельный автомат | Многошпиндельный автомат | ||||
Жесткость закрепления детали | с роликовой опорой | без роликовой опоры | с роликовой опорой | без роликовой опоры | ||
вылет a, мм | вылет a, мм | |||||
<= 10 | > 10 | <= 20 | > 20 | |||
Коэффициент Ksз | 1,3 | 1,15 | 1,0 | 1,7 | 1,3 | 1,0 |
Примечания: 1. Величина подачи должна быть не более 0,07 мм/об. для одношпиндельных и не более 0,09 мм/об. для многошпиндельных автоматов.
2. При повышенных требованиях к шероховатости поверхности (Rz = 20 мкм и менее) подача не должна превышать 0,05 мм/об. для одношпиндельных и 0,08 мм/об. для многошпиндельных автоматов.
 | Одношпиндельные и многошпиндельные автоматы | ||||||||||||||
Резцы фасонные, тангенциальные | КАРТА 8 | ||||||||||||||
ЛИСТ 7 | |||||||||||||||
N позиции | Ширина резца B, мм | Sи2 = Sт · Ksм · Ksn · Ksз | |||||||||||||
Подача Sт, мм/об., при наименьшем диаметре детали d, мм | |||||||||||||||
5 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 | 20 | 25 | 30 | 40 | 50 и более | ||
1 | До 15 | 0,025 | 0,05 | 0,096 | 0,120 | 0,130 | 0,140 | 0,155 | 0,170 | 0,185 | 0,20 | 0,24 | 0,26 | 0,28 | 0,28 |
2 | 20 | 0,015 | 0,03 | 0,050 | 0,090 | 0,120 | 0,135 | 0,155 | 0,170 | 0,185 | 0,20 | 0,24 | 0,26 | 0,28 | 0,28 |
3 | 25 | - | 0,02 | 0,035 | 0,055 | 0,090 | 0,125 | 0,150 | 0,165 | 0,180 | 0,20 | 0,23 | 0,26 | 0,28 | 0,28 |
4 | 30 | - | - | 0,025 | 0,035 | 0,055 | 0,085 | 0,140 | 0,160 | 0,180 | 0,19 | 0,23 | 0,26 | 0,28 | 0,28 |
5 | 40 | - | - | - | 0,020 | 0,030 | 0,040 | 0,095 | 0,135 | 0,170 | 0,18 | 0,20 | 0,24 | 0,25 | 0,28 |
6 | 50 | - | - | - | - | - | 0,030 | 0,050 | 0,095 | 0,130 | 0,15 | 0,17 | 0,19 | 0,20 | 0,22 |
7 | 60 | - | - | - | - | - | - | 0,030 | 0,060 | 0,100 | 0,13 | 0,14 | 0,16 | 0,17 | 0,19 |
8 | 70 | - | - | - | - | - | - | - | 0,055 | 0,080 | 0,10 | 0,12 | 0,13 | 0,15 | 0,16 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медный сплав (VI группа) | Алюминиевые сплавы (VII группа) | ||
Твердость HB, ГПа | Латунь | Бронза | |||||
Коэффициент Ksм | |||||||
0,59 - 0,98 | - | - | - | 1,0 | 1,3 | 1,5 | |
0,98 - 1,47 | - | - | - | - | 0,8 | ||
До 1,28 | - | 1,22 | - | - | |||
До 1,53 | 1,25 | 1,15 | - | - | 0,6 | ||
До 1,75 | 1,10 | 1,20 | 0,90 | - | |||
До 2,13 | 1,15 | 1,05 | 0,82 | - | |||
До 2,24 | 1,07 | 1,03 | 0,80 | - | |||
До 2,36 | - | 1,00 | 0,78 | - | |||
До 2,63 | - | 0,98 | 0,72 | - | |||
2. Припуска на диаметр
Припуск на диаметр П, мм | 0,1 | 0,20 | 0,30 | 0,40 | 0,50 |
Коэффициент Ksп | 1,0 | 0,70 | 0,55 | 0,50 | 0,40 |
3. Жесткости закрепления детали
Характеристика жесткости закрепления детали | С роликовой опорой | Без роликовой опоры | |
при вылете детали, a, мм | |||
<= 20 | > 20 | ||
Коэффициент Ksз | 2,0 | 1,5 | 1,0 |
Примечания: 1. Величина подачи должна быть не более 0,3 мм/об.
2. При повышенных требованиях к шероховатости поверхности (Rz = 20 мкм и менее) подача должна быть не более 0,05 мм/об. при обработке сталей и медных сплавов и не более 0,08 мм/об. при обработке алюминиевых сплавов.
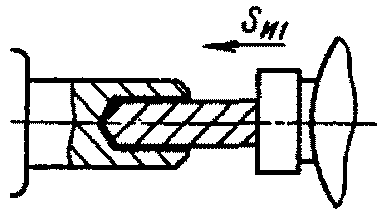 | Одношпиндельные и многошпиндельные автоматы | |||||||||||||
Сверла спиральные, центровочные | КАРТА 8 | |||||||||||||
ЛИСТ 8 | ||||||||||||||
N позиции | Диаметр обрабатываемого прутка Dпр, мм | Sн1 = Sт · Ksм · Ksо · Ksс · Ksт | ||||||||||||
Подача Sт, мм/об., при диаметре сверла dн, мм | ||||||||||||||
3 | 4 | 5 | 6 | 7 | 10 | 12 | 16 | 20 | 25 | 30 | 35 | 40 | ||
1 | 6 | 0,035 | 0,025 | - | - | - | - | - | - | - | - | - | - | - |
2 | 8 | 0,040 | 0,045 | 0,04 | 0,03 | - | - | - | - | - | - | - | - | - |
3 | 10 | 0,040 | 0,045 | 0,05 | 0,07 | - | - | - | - | - | - | - | - | - |
4 | 12 | 0,045 | 0,050 | 0,06 | 0,08 | 0,10 | - | - | - | - | - | - | - | - |
5 | 18 | 0,045 | 0,055 | 0,07 | 0,10 | 0,14 | 0,16 | 0,13 | - | - | - | - | - | - |
6 | 24 | 0,045 | 0,060 | 0,07 | 0,11 | 0,15 | 0,19 | 0,20 | 0,17 | - | - | - | - | - |
7 | 30 | 0,050 | 0,060 | 0,08 | 0,12 | 0,16 | 0,20 | 0,21 | 0,22 | 0,22 | 0,21 | - | - | - |
8 | 40 | 0,050 | 0,060 | 0,08 | 0,12 | 0,16 | 0,20 | 0,22 | 0,22 | 0,23 | 0,23 | 0,15 | - | - |
9 | 50 и более | 0,050 | 0,060 | 0,08 | 0,12 | 0,16 | 0,20 | 0,22 | 0,23 | 0,24 | 0,25 | 0,22 | 0,18 | 0,15 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медные сплавы (VI группа) | Алюминиевые сплавы (VII группа) | ||
Твердость HB, ГПа | Латунь | Бронза | |||||
Коэффициент Ksм | |||||||
0,59 - 0,98 | - | - | - | 1,0 | 1,3 | 1,5 | |
0,98 - 1,47 | - | - | - | - | 0,8 | ||
До 1,28 | - | 1,22 | - | - | |||
До 1,53 | 1,25 | 1,15 | - | - | 0,6 | ||
До 1,75 | 1,20 | 1,10 | 0,90 | - | |||
До 2,13 | 1,15 | 1,05 | 0,82 | - | |||
До 2,24 | 1,07 | 1,03 | 0,80 | - | |||
До 2,36 | - | 1,00 | 0,78 | - | |||
До 2,63 | - | 0,98 | 0,72 | - | |||
2. Отношения глубины сверления к диаметру
Отношение глубины сверления к диаметру | 2,5 | 4,0 | 5,0 | 6,0 | 8,0 |
Коэффициент Ksо | 1,0 | 0,9 | 0,85 | 0,8 | 0,75 |
3. Типа автомата и группы
Тип автомата | Одношпиндельный автомат | Многошпиндельный автомат | ||||
Группы автоматов | легкий | средний | тяжелый | легкий | средний | тяжелый |
Коэффициент Ksс | 0,9 | 1,0 | 1,1 | 0,82 | 1,0 | 1,16 |
4. Квалитет выполняемого размера
Квалитет выполняемого размера | 14 | 13 | 12 | 11 | 1,0 |
Коэффициент Ksт | 1,15 | 1,0 | 0,85 | 0,7 | 0,5 |
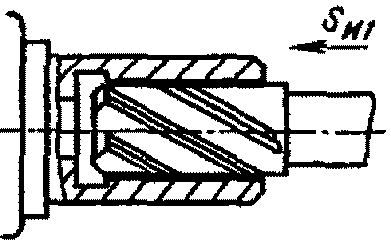 | Одношпиндельные и многошпиндельные автоматы | ||||||||
Зенкеры, зенковки | КАРТА 8 | ||||||||
ЛИСТ 9 | |||||||||
N позиции | Обрабатываемый материал | Sн1 = Sт · Ksс · Ksт | |||||||
Зенкеры | Зенковки | ||||||||
Подача Sт, мм/об., при диаметре зенкера dн, мм | Подача Szт, мм/зуб. | ||||||||
10 | 12 | 15 | 18 | 22 | 30 | 35 и более | |||
1 | Автоматная и углеродистая сталь, медный сплав | 0,30 | 0,35 | 0,40 | 0,45 | 0,5 | 0,6 | 0,65 | 0,02 - 0,03 |
2 | Легированная сталь, алюминиевый сплав | 0,25 | 0,28 | 0,32 | 0,35 | 0,4 | 0,5 | 0,55 | 0,03 - 0,04 |
Индекс | а | б | в | г | д | е | ж | з | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Типа автомата и группы
Тип автомата | Одношпиндельный автомат | Многошпиндельный автомат | ||||
Группы автоматов | легкие | средние | тяжелые | легкие | средние | тяжелые |
Коэффициент Ksс | 0,9 | 1,0 | 1,1 | 0,82 | 1,0 | 1,16 |
2. Квалитета выполняемого размера
Квалитет выполняемого размера | 12 | 11 | 10 |
Коэффициент Ksт | 1,0 | 0,85 | 0,7 |
Примечания: 1. Шероховатость обработанной поверхности Rz = 40.
2. При зенкеровании глухих отверстий с подрезанием торца и при зенкеровании ступенчатым зенкеров подача не должна превышать 0,5 мм/об.
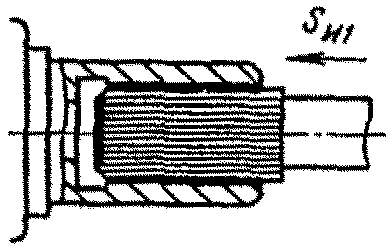 | Одношпиндельные и многошпиндельные автоматы | |||||||||||
Развертки | КАРТА 8 | |||||||||||
ЛИСТ 10 | ||||||||||||
N позиции | Обрабатываемый материал | Sн1 = Sт · Ksс · Ksт · Ksн | ||||||||||
Подача Sт, мм/об., при диаметре развертки dн, мм | ||||||||||||
4 | 5 | 6 | 8 | 10 | 12 | 15 | 20 | 25 | 35 | 40 и более | ||
1 | Автоматная и углеродистая сталь, медный сплав | 0,22 | 0,25 | 0,30 | 0,37 | 0,43 | 0,5 | 0,55 | 0,65 | 0,75 | 0,90 | 1,2 |
2 | Легированная сталь | 0,13 | 0,20 | 0,25 | 0,30 | 0,35 | 0,4 | 0,45 | 0,52 | 0,60 | 0,75 | 1,0 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Материала режущей части
Материал режущей части | Быстрорежущая сталь | Твердый сплав |
Коэффициент Ksн | 1,0 | 0,6 |
2. Типа станка
Тип станка | Одношпиндельный автомат | Многошпиндельный автомат | ||||
легкий | средний | тяжелый | легкий | средний | тяжелый | |
Коэффициент Ksс | 0,90 | 1,0 | 1,10 | 0,82 | 1,0 | 1,16 |
3. Квалитета выполняемого размера
Квалитет выполняемого размера | 12 | 11 | 10 |
Коэффициент Ksт | 1,0 | 0,9 | 0,8 |
Примечание. Шероховатость обработанной поверхности Ra = 2,5 мкм.
Одношпиндельные и многошпиндельные автоматы | ||||||||||
Накатывание рифлений | КАРТА 8 | |||||||||
ЛИСТ 11 | ||||||||||
N позиции | Обрабатываемый диаметр d, мм | Sи2 = Sт · Ksм | ||||||||
Подача Sт, мм/об., при ширине накатываемой поверхности B1, мм | ||||||||||
1,5 | 3 | 5 | 8 | 10 | 13 | 16 | 20 | |||
1 | С поперечной подачей | 3 | 0,030 | 0,020 | 0,010 | - | - | - | - | - |
2 | 4 | 0,035 | 0,030 | 0,020 | - | - | - | - | - | |
3 | 5 | 0,045 | 0,035 | 0,025 | 0,015 | - | - | - | - | |
4 | 6 | 0,055 | 0,045 | 0,030 | 0,020 | - | - | - | - | |
5 | 8 | 0,070 | 0,055 | 0,045 | 0,030 | 0,015 | - | - | - | |
6 | 10 | 0,080 | 0,065 | 0,055 | 0,045 | 0,030 | 0,015 | - | - | |
7 | 12 | 0,090 | 0,080 | 0,070 | 0,060 | 0,040 | 0,030 | 0,015 | - | |
8 | 16 | 0,110 | 0,100 | 0,090 | 0,070 | 0,060 | 0,040 | 0,030 | 0,015 | |
9 | 20 | 0,130 | 0,110 | 0,100 | 0,080 | 0,070 | 0,050 | 0,040 | 0,025 | |
10 | 25 | 0,140 | 0,130 | 0,110 | 0,100 | 0,080 | 0,070 | 0,050 | 0,030 | |
11 | 32 | 0,160 | 0,140 | 0,130 | 0,120 | 0,090 | 0,080 | 0,060 | 0,040 | |
12 | 40 | 0,180 | 0,160 | 0,150 | 0,140 | 0,120 | 0,100 | 0,070 | 0,050 | |
13 | 60 | 0,210 | 0,190 | 0,170 | 0,160 | 0,140 | 0,120 | 0,090 | 0,070 | |
Индекс | а | б | в | г | д | е | ж | з | ||
14 | С продольной подачей | Шаг накатки h, мм | Sн1 = Sт · Ksм | |||||
0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | |||
Подача Sт, мм/об. | 0,35 | 0,27 | 0,2 | 0,17 | 0,12 | 0,1 | ||
Индекс | а | б | в | г | д | е | ||
Поправочный коэффициент на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Легированная сталь (III - V группы) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) |
Коэффициент Ksм | 1,1 | 1,0 | 0,7 | 1,2 | 1,3 |
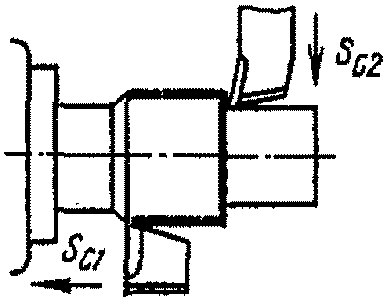 | Одношпиндельные и многошпиндельные автоматы | |||||||||||||||||||||||
КАРТА 9 | ||||||||||||||||||||||||
Продольный суппорт - резцы проходные, расточные Поперечный суппорт - резцы подрезные | ЛИСТ 1 | |||||||||||||||||||||||
N позиции | Отношение глубины резания на продольном и поперечном суппорте tс1/tс2 | Подача продольного суппорта Sс1, мм/об. | ||||||||||||||||||||||
<= 0,25 | 0,33 | 0,5 | 0,66 | 1 | 2 | >= 3 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,15 | 0,20 | 0,25 | 0,3 | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | |
Подача поперечного суппорта Sс2, мм/об. | Координата угловой точки X, мм/об. | |||||||||||||||||||||||
1 | <= 0,04 | <= 0,05 | <= 0,05 | <= 0,05 | <= 0,06 | - | - | 0,05 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 | 0,06 |
2 | 0,05 | - | 0,06 | 0,07 | 0,09 | - | - | 0,05 | 0,07 | 0,07 | 0,09 | 0,10 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 |
3 | - | 0,06 | 0,07 | 0,08 | 0,10 | - | - | 0,07 | 0,08 | 0,08 | 0,10 | 0,11 | 0,12 | 0,12 | 0,16 | 0,18 | 0,18 | 0,18 | 0,18 | 0,18 | 0,18 | 0,18 | 0,18 | 0,18 |
4 | 0,06 | 0,07 | 0,08 | 0,10 | 0,30 | - | - | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | 0,18 | 0,22 | 0,24 | 0,25 | 0,27 | 0,30 | 0,32 | 0,33 | 0,34 | 0,35 |
5 | - | - | 0,09 | 0,15 | 0,50 | - | - | 0,11 | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | 0,15 | 0,20 | 0,24 | 0,29 | 0,30 | 0,30 | 0,32 | 0,34 | 0,35 | 0,36 | 0,38 |
6 | - | 0,08 | 0,10 | 0,20 | 0,60 | - | - | 0,12 | 0,13 | 0,13 | 0,14 | 0,15 | 0,15 | 0,16 | 0,21 | 0,25 | 0,30 | 0,35 | 0,37 | 0,38 | 0,40 | 0,45 | 0,50 | 0,55 |
7 | 0,07 | 0,10 | 0,15 | 0,25 | 0,80 | - | - | 0,16 | 0,17 | 0,18 | 0,18 | 0,18 | 0,21 | 0,20 | 0,25 | 0,30 | 0,33 | 0,38 | 0,42 | 043 | 0,50 | 0,55 | 0,60 | 0,70 |
8 | 0,09 | - | 0,20 | 0,35 | - | - | - | 0,22 | 0,22 | 0,23 | 0,24 | 0,24 | 0,25 | 0,26 | 0,30 | 0,34 | 0,40 | 0,44 | 0,47 | 0,50 | 0,55 | 0,60 | 0,65 | 0,75 |
9 | 0,10 | 0,15 | 0,25 | 0,40 | - | - | - | 0,24 | 0,26 | 0,27 | 0,27 | 0,28 | 0,30 | 0,30 | 0,34 | 0,37 | 0,42 | 0,46 | 0,50 | 0,54 | 0,60 | 0,65 | 0,70 | 0,80 |
10 | - | 0,20 | 0,30 | 0,50 | - | - | - | 0,30 | 0,31 | 0,32 | 0,32 | 0,34 | 0,35 | 0,35 | 0,40 | 0,43 | 0,47 | 0,52 | 0,56 | 0,60 | 0,68 | 0,75 | 0,85 | 0,92 |
11 | 0,15 | - | 0,35 | 0,60 | - | - | - | 0,35 | 0,35 | 0,36 | 0,37 | 0,38 | 0,38 | 0,40 | 0,43 | 0,47 | 0,51 | 0,55 | 0,60 | 0,64 | 0,72 | 0,80 | 0,88 | 0,95 |
12 | - | 0,25 | 0,40 | 0,70 | - | - | - | 0,38 | 0,40 | 0,40 | 0,41 | 0,42 | 0,43 | 0,45 | 0,48 | 0,50 | 0,58 | 0,60 | 0,65 | 0,70 | 0,78 | 0,88 | 0,95 | 1,00 |
13 | 0,20 | 0,30 | 0,50 | 0,80 | - | - | - | 0,47 | 0,48 | 0,48 | 0,50 | 0,51 | 0,51 | 0,52 | 0,56 | 0,61 | 0,65 | 0,70 | 0,73 | 0,77 | 0,84 | 0,95 | 1,00 | 1,00 |
14 | 0,25 | 0,40 | 0,60 | - | - | - | - | 0,56 | 0,57 | 0,58 | 0,59 | 0,60 | 0,60 | 0,61 | 0,65 | 0,68 | 0,74 | 0,78 | 0,81 | 0,85 | 0,94 | 1,00 | 1,00 | 1,00 |
15 | 0,30 | - | 0,70 | - | - | - | - | 0,66 | 0,67 | 0,68 | 0,68 | 0,69 | 0,70 | 0,71 | 0,75 | 0,78 | 0,82 | 0,87 | 0,91 | 0,95 | 1,00 | 1,00 | 1,00 | 1,00 |
16 | 0,35 | 0,50 | 0,80 | - | - | - | - | 0,75 | 0,75 | 0,78 | 0,78 | 0,80 | 0,80 | 0,80 | 0,85 | 0,86 | 0,92 | 0,96 | 1,00 | 1,00 | 1,00 | 1,00 | 1,00 | 1,00 |
17 | >= 0,40 | >= 0,66 | - | - | - | - | - | 0,88 | 0,88 | 0,890 | 0,900 | 0,900 | 0,910 | 0,930 | 0,970 | 0,920 | 1,000 | 1,000 | 1,000 | 1,000 | 1,000 | 1,000 | 1,000 | 1,000 |
18 | - | - | - | - | - | <= 0,06 | <= 0,07 | 0,04 | 0,04 | 0,040 | 0,045 | 0,045 | 0,045 | 0,050 | 0,045 | 0,045 | 0,045 | 0,045 | 0,045 | 0,045 | 0,045 | 0,045 | 0,045 | 0,045 |
19 | - | - | - | - | - | 0,07 | 0,08 | 0,04 | 0,04 | 0,045 | 0,055 | 0,065 | 0,070 | 0,070 | 0,070 | 0,070 | 0,070 | 0,070 | 0,070 | 1,070 | 0,070 | 0,070 | 0,070 | 0,070 |
20 | - | - | - | - | - | 0,08 | 0,10 | 0,04 | 0,04 | 0,045 | 0,055 | 0,065 | 0,075 | 0,085 | 0,100 | 0,095 | 0,095 | 0,095 | 0,095 | 0,095 | 0,095 | 0,095 | 0,095 | 0,095 |
21 | - | - | - | - | - | 0,09 | - | 0,04 | 0,04 | 0,040 | 0,055 | 0,065 | 0,075 | 0,090 | 0,110 | 0,120 | 0,110 | 0,110 | 0,110 | 0,110 | 0,110 | 0,110 | 0,110 | 0,110 |
22 | - | - | - | - | - | 0,10 | - | 0,04 | 0,04 | 0,040 | 0,045 | 0,060 | 0,075 | 0,085 | 0,140 | 0,140 | 0,140 | 0,140 | 0,140 | 0,140 | 0,140 | 0,140 | 0,140 | 0,140 |
23 | - | - | - | - | - | 0,15 | 0,15 | 0,04 | 0,04 | 0,040 | 0,040 | 0,045 | 0,055 | 0,070 | 0,130 | 0,190 | 0,200 | 0,290 | 0,230 | 0,230 | 0,230 | 0,230 | 0,230 | 0,230 |
24 | - | - | - | - | - | 0,20 | - | 0,04 | 0,04 | 0,040 | 0,040 | 0,040 | 0,055 | 0,070 | 0,120 | 0,180 | 0,230 | 0,280 | 0,310 | 0,350 | 0,350 | 0,350 | 0,350 | 0,350 |
25 | - | - | - | - | - | 0,25 | - | 0,04 | 0,04 | 0,040 | 0,040 | 0,040 | 0,050 | 0,070 | 0,110 | 0,170 | 0,220 | 0,270 | 0,310 | 0,350 | 0,400 | 0,400 | 0,400 | 0,400 |
26 | - | - | - | - | - | 0,30 | 0,20 | 0,04 | 0,04 | 0,040 | 0,040 | 0,040 | 0,040 | 0,070 | 0,110 | 0,160 | 0,220 | 0,260 | 0,310 | 0,350 | 0,400 | 0,450 | 0,470 | 0,470 |
27 | - | - | - | - | - | 0,35 | - | 0,04 | 0,04 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,095 | 0,150 | 0,200 | 0,250 | 0,310 | 0,350 | 0,400 | 0,450 | 0,470 | 0,500 |
28 | - | - | - | - | - | 0,40 | 0,25 | 0,04 | 0,04 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,080 | 0,140 | 0,200 | 0,240 | 0,310 | 0,360 | 0,400 | 0,450 | 0,500 | 0,520 |
29 | - | - | - | - | - | 0,50 | 0,30 | 0,04 | 0,04 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,060 | 0,120 | 0,180 | 0,210 | 0,290 | 0,360 | 0,450 | 0,470 | 0,520 | 0,520 |
30 | - | - | - | - | - | 0,60 | 0,35 | 0,04 | 0,04 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,050 | 0,100 | 0,170 | 0,200 | 0,270 | 0,340 | 0,450 | 0,470 | 0,520 | 0,600 |
31 | - | - | - | - | - | 0,70 | - | 0,04 | 0,04 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,085 | 0,150 | 0,170 | 0,260 | 0,330 | 0,450 | 0,520 | 0,580 | 0,600 |
32 | - | - | - | - | - | 0,80 | 0,40 | 0,04 | 0,04 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,065 | 0,130 | 0,150 | 0,250 | 0,300 | 0,430 | 0,540 | 0,620 | 0,650 |
33 | - | - | - | - | - | - | 0,5 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,09 | 0,10 | 0,21 | 0,28 | 0,40 | 0,53 | 0,66 | 0,78 |
34 | - | - | - | - | - | - | 0,6 | 0,06 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,06 | 0,17 | 0,23 | 0,36 | 0,48 | 0,61 | 0,74 |
35 | - | - | - | - | - | - | 0,7 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,12 | 0,18 | 0,31 | 0,44 | 0,56 | 0,69 |
36 | - | - | - | - | - | - | 0,8 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,07 | 0,14 | 0,16 | 0,39 | 0,52 | 0,64 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | |||||||
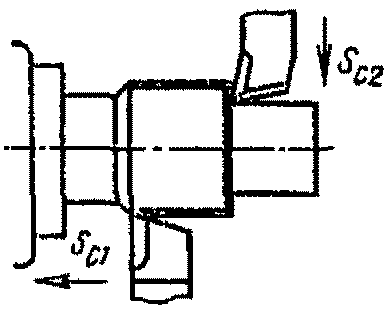 | Одношпиндельные и многошпиндельные автоматы | |||||||||||||||||||||
КАРТА 9 | ||||||||||||||||||||||
Продольный суппорт - резцы проходные, расточные Поперечный суппорт - резцы подрезные | ЛИСТ 1 (продолжение) | |||||||||||||||||||||
N позиции | Отношение глубины резания при продольном | Подача поперечного суппорта Sс2, мм/об. | ||||||||||||||||||||
0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,50 | 0,60 | 0,70 | 0,80 | ||||||||
<= 0,33 | 0,33 | 0,50 | 0,66 | 1,00 | 2,00 | >= 2,00 | Координата угловой точки Sy, мм/об. | |||||||||||||||
Подача продольного суппорта, Sс1, мм/об. | ||||||||||||||||||||||
1 | - | - | - | - | - | - | 0,04 | 0,045 | 0,060 | 0,070 | 0,085 | 0,095 | 0,140 | 0,190 | 0,24 | 0,28 | 0,34 | 0,37 | 0,47 | 0,56 | 0,66 | 0,76 |
2 | - | - | - | - | 0,04 | 0,04 | 0,07 | 0,045 | 0,050 | 0,060 | 0,075 | 0,085 | 0,140 | 0,190 | 0,24 | 0,28 | 0,34 | 0,37 | 0,47 | 0,56 | 0,66 | 0,76 |
3 | - | - | - | 0,04 | 0,05 | 0,08 | 0,10 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | 0,130 | 0,180 | 0,23 | 0,28 | 0,34 | 0,37 | 0,47 | 0,56 | 0,66 | 0,76 |
4 | - | - | 0,04 | 0,05 | - | 0,10 | - | 0,040 | 0,050 | 0,060 | 0,070 | 0,075 | 0,120 | 0,170 | 0,21 | 0,26 | 0,31 | 0,35 | 0,44 | 0,53 | 0,61 | 0,70 |
5 | 0,04 | 0,04 | 0,06 | 0,08 | 0,10 | - | - | 0,040 | 0,045 | 0,055 | 0,065 | 0,075 | 0,110 | 0,160 | 0,20 | 0,25 | 0,29 | 0,33 | 0,41 | 0,50 | 0,58 | 0,67 |
6 | 0,10 | 0,10 | 0,10 | 0,10 | - | - | - | 0,040 | 0,040 | 0,055 | 0,060 | 0,065 | 0,100 | 6,150 | 0,19 | 0,23 | 0,28 | 0,32 | 0,40 | 0,49 | 0,57 | 0,65 |
7 | 0,20 | 0,20 | 0,20 | 0,20 | - | - | - | 0,040 | 0,040 | 0,040 | 0,055 | 0,055 | 0,095 | 0,140 | 0,18 | 0,22 | 0,27 | 0,31 | 0,38 | 0,47 | 0,56 | 0,62 |
8 | 0,40 | 0,30 | 0,30 | 0,25 | 0,20 | 0,20 | - | 0,040 | 0,040 | 0,040 | 0,040 | 0,045 | 0,085 | 0,130 | 0,17 | 0,21 | 0,25 | 0,29 | 0,37 | 0,46 | 0,55 | 0,61 |
9 | 0,60 | 0,50 | 0,40 | 0,30 | 0,30 | - | 0,20 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,060 | 0,110 | 0,16 | 0,20 | 0,23 | 0,28 | 0,35 | 0,44 | 0,55 | 0,60 |
10 | 0,80 | 0,60 | 0,50 | 0,40 | - | - | - | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,050 | 0,095 | 0,13 | 0,18 | 0,22 | 0,26 | 0,34 | 0,43 | 0,54 | 0,60 |
11 | 0,90 | 0,70 | 0,60 | 0,50 | - | 0,30 | - | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,080 | 0,12 | 0,17 | 0,21 | 0,25 | 0,33 | 0,42 | 0,52 | 0,59 |
12 | 1,00 | 0,90 | 0,70 | 0,60 | 0,40 | - | - | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,065 | 0,10 | 0,16 | 0,19 | 0,23 | 0,32 | 0,40 | 0,50 | 0,58 |
13 | - | 1,00 | 0,80 | - | - | - | - | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,050 | 0,09 | 0,14 | 0,17 | 0,22 | 0,31 | 0,39 | 0,49 | 0,57 |
14 | - | - | 0,90 | 0,70 | 0,50 | 0,40 | 0,30 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,08 | 0,13 | 0,16 | 0,21 | 0,30 | 0,38 | 0,48 | 0,56 |
15 | - | - | 1,00 | 0,80 | 0,60 | - | - | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,040 | 0,06 | 0,10 | 0,15 | 0,19 | 0,28 | 0,37 | 0,47 | 0,55 |
16 | - | - | - | 0,9 | - | 0,5 | 0,4 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,09 | 0,12 | 0,17 | 0,26 | 0,36 | 0,46 | 0,54 |
17 | - | - | - | 1,0 | 0,7 | - | - | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,06 | 0,10 | 0,15 | 0,25 | 0,35 | 0,45 | 0,53 |
18 | - | - | - | - | 0,8 | - | 0,5 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,08 | 0,14 | 0,23 | 0,33 | 0,43 | 0,52 |
19 | - | - | - | - | 0,9 | 0,7 | - | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,05 | 0,11 | 0,21 | 0,31 | 0,42 | 0,50 |
20 | - | - | - | - | 1,0 | 0,8 | 0,6 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,06 | 0,17 | 0,28 | 0,39 | 0,49 |
21 | - | - | - | - | - | 0,9 | 0,7 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,12 | 0,24 | 0,35 | 0,45 |
22 | - | - | - | - | - | 1,0 | - | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,08 | 0,19 | 0,30 | 0,42 |
23 | - | - | - | - | - | - | 0,8 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,05 | 0,17 | 0,28 | 0,38 |
24 | - | - | - | - | - | - | 0,9 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,10 | 0,23 | 0,35 |
25 | - | - | - | - | - | 1,0 | 1,0 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,04 | 0,15 | 0,26 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||||||
КОРРЕКЦИЯ ПОДАЧ ПО СТРУКТУРЕ НАЛАДКИ ПРИ ДВУХСУППОРТНОЙ ОБРАБОТКЕ | 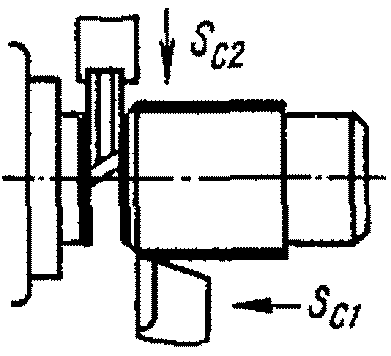 | Одношпиндельные и многошпиндельные автоматы | ||||||||||||||||||
КАРТА 9 | ||||||||||||||||||||
Продольный суппорт - резцы проходные Поперечный суппорт - резцы отрезные, прорезные, канавочные | ||||||||||||||||||||
ЛИСТ 2 | ||||||||||||||||||||
N позиции | Отношение глубины резания на продольном и поперечном суппорте tс1/tс2 | Подача продольного суппорта X, мм/об. | ||||||||||||||||||
0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | 0,40 | 0,50 | 0,60 | 0,70 | 0,80 | |||||
<= 0,25 | 0,33 | 0,5 | >= 1 | Координата угловой точки Sy, мм/об. | ||||||||||||||||
Подача поперечного суппорта Sс2, мм/об. | ||||||||||||||||||||
1 | - | 0,020 | <= 0,030 | <= 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 0,16 | 0,21 | 0,26 | 0,31 | 0,41 | 0,51 | 0,61 | 0,71 | 0,81 |
2 | 0,020 | 0,030 | 0,045 | 0,06 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,17 | 0,22 | 0,27 | 0,32 | 0,42 | 0,52 | 0,62 | 0,72 | 0,82 |
3 | 0,030 | 0,045 | 0,075 | 0,08 | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,18 | 0,23 | 0,28 | 0,33 | 0,43 | 0,53 | 0,63 | 0,73 | 0,83 |
4 | 0,040 | 0,060 | 0,090 | 0,10 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | 0,19 | 0,24 | 0,29 | 0,34 | 0,44 | 0,54 | 0,64 | 0,74 | 0,84 |
5 | - | 0,075 | 0,100 | - | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,45 | 0,55 | 0,65 | 0,75 | 0,85 |
6 | 0,065 | 0,090 | - | - | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | 0,16 | 0,21 | 0,26 | 0,31 | 0,36 | 0,46 | 0,56 | 0,66 | 0,76 | 0,86 |
7 | - | 0,100 | - | - | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | 0,16 | 0,17 | 0,22 | 0,27 | 0,32 | 0,37 | 0,47 | 0,57 | 0,67 | 0,77 | 0,87 |
8 | 0,095 | - | - | - | 0,13 | 0,14 | 0,15 | 0,16 | 0,17 | 0,18 | 0,19 | 0,24 | 0,29 | 0,34 | 0,39 | 0,49 | 0,59 | 0,69 | 0,79 | 0,89 |
9 | 0,100 | - | - | - | 0,14 | 0,15 | 0,16 | 0,17 | 0,18 | 0,19 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,50 | 0,60 | 0,70 | 0,80 | 0,90 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||||
Примечание. Координата угловой точки Y = Sс2.
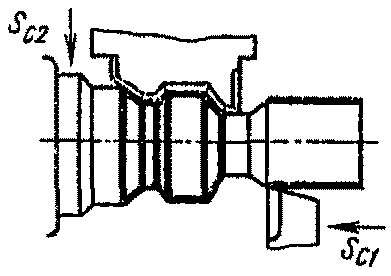 | Одношпиндельные и многошпиндельные автоматы | |||||||||||||||||||||
КАРТА 9 | ||||||||||||||||||||||
Продольный суппорт - резцы проходные Поперечный суппорт - резцы фасонные, широкие | ЛИСТ 3 | |||||||||||||||||||||
N позиции | Отношение глубины резания на продольном и поперечном суппорте tс1/tс2 | Подача продольного суппорта X, мм/об. | ||||||||||||||||||||
0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,1 | 0,15 | 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | ||||||
<= 0,1 | 0,1 | 0,125 | 0,2 | >= 0,25 | Координата угловой точки Sx, мм/об. | |||||||||||||||||
Подача поперечного суппорта Sс2, мм/об. | ||||||||||||||||||||||
1 | - | - | - | <= 0,025 | <= 0,030 | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,18 | 0,23 | 0,28 | 0,33 | 0,38 | 0,43 | 0,53 | 0,63 | 0,73 | 0,83 |
2 | - | - | 0,200 | 0,035 | 0,040 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | 0,19 | 0,24 | 0,29 | 0,34 | 0,39 | 0,44 | 0,54 | 0,64 | 0,74 | 0,84 |
3 | - | - | 0,300 | 0,055 | 0,065 | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | 0,16 | 0,21 | 0,26 | 0,31 | 0,36 | 0,41 | 0,46 | 0,56 | 0,66 | 0,76 | 0,86 |
4 | - | 0,020 | 0,035 | 0,065 | 0,075 | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | 0,16 | 0,17 | 0,22 | 0,27 | 0,32 | 0,37 | 0,42 | 0,47 | 0,57 | 0,67 | 0,77 | 0,87 |
5 | - | 0,025 | 0,045 | 0,080 | 0,095 | 0,13 | 0,14 | 0,15 | 0,16 | 0,17 | 0,18 | 0,19 | 0,24 | 0,29 | 0,34 | 0,39 | 0,44 | 0,49 | 0,59 | 0,69 | 0,79 | 0,89 |
6 | - | 0,030 | 0,050 | 0,090 | 0,100 | 0,14 | 0,15 | 0,16 | 0,17 | 0,18 | 0,19 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | 0,60 | 0,70 | 0,80 | 0,90 |
7 | - | 0,055 | 0,10 | - | - | 0,24 | 0,25 | 0,26 | 0,27 | 0,28 | 0,29 | 0,31 | 0,36 | 0,41 | 0,46 | 0,51 | 0,56 | 0,61 | 0,71 | 0,81 | 0,91 | 1,02 |
8 | 0,02 | 0,060 | - | - | - | 0,26 | 0,27 | 0,28 | 0,29 | 0,30 | 0,31 | 0,32 | 0,37 | 0,42 | 0,47 | 0,52 | 0,57 | 0,62 | 0,72 | 0,82 | 0,92 | 1,02 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | |||||
Примечание: Координата угловой точки Y = Sс2.
 | Одношпиндельные и многошпиндельные автоматы | |||||||||||||||||||||||
КАРТА 9 | ||||||||||||||||||||||||
Продольный суппорт - сверло Поперечный суппорт - резцы подрезные | ||||||||||||||||||||||||
ЛИСТ 4 | ||||||||||||||||||||||||
N позиции | Отношение глубины резания на продольном и поперечном суппортах tс1/tс2 | Подача поперечного суппорта Sс2, мм/об. | ||||||||||||||||||||||
<= 2 | 3 | 6 | 8 | 12 | 16 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,1 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,5 | 0,55 | 0,6 | |
Подача продольного суппорта Sс(1), мм/об. | Координата угловой точки Y, мм/об. | |||||||||||||||||||||||
1 | 0,04 | 0,04 | - | - | - | - | 0,025 | 0,035 | 0,045 | 0,055 | 0,065 | 0,075 | 0,085 | 0,095 | 0,145 | 0,195 | 0,245 | 0,295 | 0,345 | 0,395 | 0,445 | 0,495 | 0,545 | 0,595 |
2 | 0,08 | 0,08 | - | - | - | - | 0,025 | 0,035 | 0,045 | 0,055 | 0,065 | 0,075 | 0,085 | 0,095 | 0,145 | 0,195 | 0,245 | 0,295 | 0,345 | 0,395 | 0,445 | 0,495 | 0,545 | 0,595 |
3 | 0,12 | 0,10 | 0,04 | 0,04 | - | - | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | 0,140 | 0,190 | 0,240 | 0,290 | 0,340 | 0,390 | 0,440 | 0,490 | 0,540 | 0,590 |
4 | 0,16 | 0,12 | 0,06 | 0,06 | 0,04 | - | 0,020 | 0,025 | 0,035 | 0,045 | 0,055 | 0,065 | 0,075 | 0,085 | 0,135 | 0,185 | 0,235 | 0,285 | 0,335 | 0,385 | 0,435 | 0,485 | 0,535 | 0,585 |
5 | 0,20 | 0,14 | 0,08 | - | - | 0,04 | 0,020 | 0,025 | 0,035 | 0,045 | 0,055 | 0,065 | 0,075 | 0,085 | 0,135 | 0,185 | 0,235 | 0,285 | 0,335 | 0,385 | 0,435 | 0,485 | 0,535 | 0,585 |
6 | 0,28 | 0,18 | 0,12 | 0,08 | 0,06 | - | 0,020 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | 0,130 | 0,180 | 0,230 | 0,280 | 0,330 | 0,380 | 0,430 | 0,480 | 0,530 | 0,580 |
7 | - | 0,16 | 0,14 | 0,10 | 0,08 | 0,06 | 0,020 | 0,020 | 0,025 | 0,035 | 0,045 | 0,055 | 0,065 | 0,075 | 0,125 | 0,175 | 0,225 | 0,275 | 0,325 | 0,375 | 0,425 | 0,475 | 0,525 | 0,575 |
8 | - | 0,24 | 0,16 | 0,12 | 0,10 | - | 0,020 | 0,020 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | 0,120 | 0,170 | 0,220 | 0,270 | 0,320 | 0,370 | 0,420 | 0,470 | 0,520 | 0,570 |
9 | - | 0,28 | 0,20 | 0,14 | 0,12 | 0,08 | 0,020 | 0,020 | 0,020 | 0,025 | 0,035 | 0,045 | 0,055 | 0,065 | 0,115 | 0,165 | 0,215 | 0,265 | 0,315 | 0,365 | 0,415 | 0,465 | 0,515 | 0,565 |
10 | - | - | 0,24 | 0,16 | 0,14 | 0,10 | 0,020 | 0,020 | 0,020 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,110 | 0,160 | 0,210 | 0,260 | 0,310 | 0,360 | 0,410 | 0,460 | 0,510 | 0,560 |
11 | - | - | 0,28 | 0,20 | 0,16 | 0,12 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,030 | 0,040 | 0,050 | 0,100 | 0,150 | 0,200 | 0,250 | 0,300 | 0,350 | 0,400 | 0,450 | 0,500 | 0,550 |
12 | - | - | - | 0,24 | 0,18 | 0,14 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,030 | 0,040 | 0,090 | 0,140 | 0,190 | 0,240 | 0,290 | 0,340 | 0,390 | 0,440 | 0,490 | 0,540 |
13 | - | - | - | 0,28 | 0,20 | 0,16 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,030 | 0,080 | 0,130 | 0,180 | 0,230 | 0,280 | 0,330 | 0,380 | 0,430 | 0,480 | 0,530 |
14 | - | - | - | - | 0,24 | 0,20 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,070 | 0,120 | 0,170 | 0,220 | 0,270 | 0,320 | 0,370 | 0,420 | 0,470 | 0,520 |
15 | - | - | - | - | 0,28 | 0,24 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,060 | 0,110 | 0,160 | 0,210 | 0,260 | 0,310 | 0,360 | 0,410 | 0,460 | 0,510 |
16 | - | - | - | - | - | 0,28 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,020 | 0,035 | 0,085 | 0,135 | 0,185 | 0,235 | 0,285 | 0,335 | 0,385 | 0,435 | 0,485 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | ||||||
Примечания: 1. При работе сверла с подрезным резцом X = Sс(1).
2. При работе сверла с фасонным резцом X = Sс(1), Y = Sс(2).
Одношпиндельные и многошпиндельные автоматы | |||||
КАРТА 10 | |||||
T = Tт · Kт | |||||
Тип инструмента | Тип автомата | ||||
Одношпиндельный | Многошпиндельный | ||||
рекомендуемый период стойкости Tт, мин. | |||||
Резцы проходные, подрезные, расточные | 30 - 40 | - | |||
Резцы фасочные | 10 - 15 | - | |||
Резцы отрезные, прорезные, широкие фасонные | 40 - 50 | - | |||
Сверла, зенкера | Диаметр D, мм | до 16 | 20 - 30 | - | |
16 - 25 | 40 | - | |||
свыше 25 | 50 | - | |||
Резцы проходные, подрезные, расточные | - | 150 | |||
Резцы фасочные | |||||
Резцы отрезные, широкие фасонные, прорезные | |||||
Сверла | |||||
Зенкеры | |||||
Поправочные коэффициенты на норму обслуживания станков Kт
Норма обслуживания станков одним рабочим | 2 | 3 | 4 | 5 | 9 |
Коэффициент Kт | 1,4 | 1,9 | 2,2 | 2,6 | 2,9 |
Коэффициент времени резания 

где Lрез - длина резания; Lр.х - длина рабочего хода.
Примечание. В случае одновременной работы нескольких инструментов их стойкость необходимо увеличить в два раза.
Одношпиндельные и многошпиндельные автоматы | |||||||||||
КАРТА 11 | |||||||||||
Резцы проходные, подрезные, расточные, фасочные | ЛИСТ 1 | ||||||||||
 | |||||||||||
N позиции | Глубина резания t, мм | Скорость резания, м/мин. при подаче, мм/об. | |||||||||
0,05 | 0,10 | 0,12 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,50 | ||
1 | До 1,0 | 62 | 54 | 52 | 50 | 46 | 44 | 42 | 40 | 40 | 39 |
2 | 1,5 | 59 | 52 | 50 | 47 | 43 | 41 | 40 | 39 | 38 | 36 |
3 | 2,0 | 57 | 50 | 47 | 45 | 41 | 40 | 38 | 37 | 36 | 34 |
4 | 3,0 | 54 | 47 | 45 | 42 | 40 | 38 | 36 | 35 | 33 | 32 |
5 | 4,0 | 52 | 46 | 43 | 41 | 39 | 37 | 35 | 33 | 32 | 30 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости:
Твердость HB, ГПа | Обрабатываемый материал | Автоматная сталь | Углеродистая сталь | Легированная сталь | Медный сплав VI группа | Алюминиевый сплав VII группа | ||||||||
I группа | II группа | III группа | IV группа | V группа | ||||||||||
БРС | ТС | БРС | ТС | БРС | ТС | БРС | ТС | БРС | ТС | Латунь | Бронза | |||
Коэффициент Kvм | ||||||||||||||
- | 0,3 | - | - | - | - | - | - | - | - | - | - | - | - | 3,15 |
- | 0,4 | - | - | - | - | - | - | - | - | - | - | - | - | 2,60 |
- | 0,5 | - | - | - | - | - | - | - | - | - | - | - | - | 2,10 |
0,59 - 0,98 | - | - | - | - | - | - | - | - | - | 0,26 | 0,3 | 1,8 | 1,98 | - |
0,98 - 1,47 | - | - | - | - | - | - | - | - | - | 1,44 | - | |||
До 1,28 | - | - | - | 2,00 | 1,40 | - | - | - | - | 1,08 | - | |||
До 1,53 | - | 1,88 | 1,47 | 1,50 | 1,18 | - | - | - | - | - | ||||
До 1,75 | - | 1,50 | 1,28 | 1,20 | 1,02 | 1,04 | 0,93 | 0,79 | 0,70 | - | ||||
До 2,13 | - | 1,09 | 1,06 | 0,87 | 0,84 | 0,79 | 0,77 | 0,59 | 0,58 | - | ||||
До 2,24 | - | 1,00 | 1,00 | 0,80 | 0,80 | 0,73 | 0,73 | 0,55 | 0,55 | - | ||||
До 2,36 | - | - | - | 0,74 | 0,76 | 0,68 | 0,69 | 0,51 | 0,52 | - | ||||
До 2,63 | - | - | - | 0,63 | 0,68 | 0,58 | 0,62 | 0,43 | 0,47 | - | ||||
2. Обрабатываемого материала и стойкости инструмента
Обрабатываемый материал | Стойкость Tр, мин. | |||||||||||
<= 30 | 60 | 100 | 150 | 200 | 250 | 300 | 400 | 600 | 800 | 1000 | ||
Коэффициент Kvт | ||||||||||||
Сталь | БРС | 1,25 | 1,10 | 1,00 | 0,92 | 0,87 | 0,83 | 0,80 | 0,75 | 0,68 | 0,62 | 0,57 |
ТС | 1,51 | 1,25 | 1,09 | 1,00 | 0,89 | 0,84 | 0,79 | 0,73 | 0,64 | 0,57 | 0,53 | |
Медный и алюминиевый сплав | БРС | 1,35 | 1,20 | 1,08 | 1,00 | 0,95 | 0,91 | 0,88 | 0,83 | 0,76 | 0,71 | 0,67 |
ТС | 1,51 | 1,25 | 1,09 | 1,00 | 0,89 | 0,84 | 0,79 | 0,73 | 0,64 | 0,58 | 0,53 | |
3. Обрабатываемого материала и вида резца
Обрабатываемый материал | Тангенциальный проходной | Нормальный проходной | Расточный | Подрезной |
Коэффициент Kvн | ||||
Сталь | 1,0 | 0,85 | 0,77 | 1,17 |
Медный и алюминиевый сплав | 1,0 | 1,1 | 0,9 | 1,35 |
4. Вида обработки и угла в плане
Главный угол в плане | Наружное течение | Растачивание | |||||
30 | 45 | 60 | 75 | 90 | 45 | 60 | |
Коэффициент | 1,55 | 1,36 | 1,18 | 1,30 | 1,0 | 1,1 | 0,95 |
5. Вида проката
Вид проката | Круглый | Некруглый |
Коэффициент Kvф | 1,0 | 0,85 |
6. Радиуса при вершине
Радиус при вершине r, мм | 0,50 | 1,00 | 1,50 | 2,0 |
Коэффициент Kvr | 0,85 | 0,9 | 0,95 | 1,0 |
7. Материала режущей части инструмента
Материал режущей части инструмента | Быстрорежущая сталь | Твердый сплав | ||||
производительность | ВК6М ВК8 | Т5К10 | Т14К8 | Т15К6 | ||
нормальная | повышенная | |||||
Коэффициент Kvн | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 |
8. Отношения диаметра заготовки и диаметра обработки
d1 -- d | 0 - 0,4 | 0,5 - 0,7 | 0,8 - 1,0 |
Коэффициент Kvн | 1,35 | 1,2 | 1,05 |
Примечания: 1. При обработке быстрорежущим инструментом использовать коэффициенты Kvм (БРС) и Kvт (БРС), при использовании инструмента из твердого сплава - Kvм (ТС) и Kvт (ТС).
2. Коэффициент Kvн использовать только в случае поперечного точения.
Одношпиндельные и многошпиндельные автоматы | ||||||||||||
КАРТА 11 | ||||||||||||
Резцы отрезные, прорезные, канавочные | ЛИСТ 2 | |||||||||||
 | ||||||||||||
N позиции | Обрабатываемый материал | Скорость резания Vт, м/мин., при подаче S, мм/об. | ||||||||||
0,02 | 0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | ||
1 | Сталь | 57 | 49 | 44 | 40 | 36 | 31 | 28 | 25 | 22 | 21 | 18 |
2 | Медные сплавы | 89 | 79 | 71 | 65 | 60 | 52 | 46 | 42 | 39 | 36 | 32 |
3 | Алюминиевые сплавы | 112 | 125 | 112 | 101 | 93 | 81 | 71 | 65 | 59 | 54 | 47 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь I группа | Углеродистая сталь II группа | Легированная сталь | Медный сплав | Алюминиевый сплав VII группа | |||||||||
III группа | IV группа | V группа | VI группа | |||||||||||
Твердость HB, ГПа | БРС | ТС | БРС | ТС | БРС | ТС | БРС | ТС | БРС | ТС | Латунь | Бронза | ||
Коэффициент | ||||||||||||||
- | 0,3 | - | - | - | - | - | - | - | - | - | - | - | - | 1,<...> |
- | 0,4 | - | - | - | - | - | - | - | - | - | - | - | - | 1,25 |
- | 0,5 | - | - | - | - | - | - | - | - | - | - | - | - | 1,00 |
0,59 - 0,98 | - | - | - | - | - | - | - | - | - | - | - | - | 1,1 | - |
0,98 - 1,47 | - | - | - | - | - | - | - | - | - | 0,26 | 0,3 | 1 | 0,8 | - |
До 1,28 | - | - | - | 2,20 | 1,53 | - | - | - | - | 0,6 | - | |||
До 1,53 | - | 1,88 | 1,47 | 1,65 | 1,29 | - | - | - | - | - | ||||
До 1,75 | - | 1,50 | 1,28 | 1,32 | 1,13 | 1,02 | 0,92 | 0,79 | 0,70 | - | ||||
До 2,13 | - | 1,09 | 1,06 | 0,96 | 0,93 | 0,78 | 0,76 | 0,59 | 0,58 | - | ||||
До 2,24 | - | 1,00 | 1,00 | 0,88 | 0,88 | 0,72 | 0,72 | 0,55 | 0,55 | - | ||||
До 2,36 | - | - | - | 0,81 | 0,84 | 0,67 | 0,68 | 0,51 | 0,52 | - | ||||
До 2,63 | - | - | - | 0,67 | 0,75 | 0,58 | 0,61 | 0,44 | 0,47 | - | ||||
2. Обрабатываемого материала и стойкости инструмента
Обрабатываемый материал | Стойкость Tр, мин. | ||||||||||
30 | 60 | 100 | 150 | 200 | 250 | 300 | 400 | 600 | 800 | ||
Коэффициент Kvт | |||||||||||
Сталь | БРС | 1,75 | 1,38 | 1,16 | 1 | 0,91 | 0,83 | 0,77 | 0,67 | 0,57 | 0,47 |
ТС | 2,02 | 1,48 | 1,24 | 1 | 0,77 | 0,84 | 0,53 | 0,30 | - | - | |
Медный и алюминиевый сплав | БРС | 1,60 | 1,34 | 1,14 | 1 | 0,95 | 0,89 | 0,85 | 0,78 | 0,68 | 0,62 |
ТС | 1,89 | 1,43 | 1,22 | 1 | 0,87 | 0,79 | 0,73 | 0,64 | 0,52 | 0,45 | |
3. Материала режущей части инструмента
Материал режущей части инструмента | Быстрорежущая сталь | Твердый сплав | ||||
производительность | ВК6М ВК8 | Т5К10 | Т14К8 | Т15К6 | ||
нормальная | повышенная | |||||
Коэффициент Kvм | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 |
4. Вида проката
Вид проката | Круглый | Не круглый |
Коэффициент Kvф | 1,0 | 0,85 |
5. Обрабатываемого диаметра
Обрабатываемый диаметр d, мм | <= 1,2 | 13 - 18 | > 18 |
Коэффициент Kvd | 0,8 | 0,9 | 1,0 |
Примечания: 1. При обработке быстрорежущим инструментом использовать коэффициенты Kvм (БРС) и Kvт (БРС), при использовании инструмента из твердого сплава - Kvм (ТС) и Kvт (ТС).
2. При обработке сталей I и II группы, легированных свинцом, скорость резания увеличивать в 1,2 раза по сравнению со скоростью резания при обработке аналогичных по химическому составу сталей равной твердости.
Одношпиндельные и многошпиндельные автоматы | |||||||||||||
КАРТА 11 | |||||||||||||
Резцы широкие фасонные | ЛИСТ 3 | ||||||||||||
 | |||||||||||||
N позиции | Обрабатываемый материал | Скорость резания Vт, м/мин., при подаче S, мм/об. | |||||||||||
0,015 | 0,02 | 0,025 | 0,03 | 0,035 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | ||
1 | Сталь | 71 | 66 | 62 | 59 | 56 | 53 | 49 | 45 | 40 | 36 | 33 | 29 |
2 | Медные сплавы | 100 | 92 | 85 | 80 | 76 | 71 | 64 | 59 | 50 | 44 | 38 | 35 |
3 | Алюминиевые сплавы | 125 | 117 | 109 | 103 | 98 | 93 | 85 | 77 | 68 | 60 | 54 | 49 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь | Углеродистая сталь | Легированная сталь | Медный сплав | Алюминиевый сплав VII группа | |||||||||
I группа | II группа | III группа | IV группа | V группа | VI группа | |||||||||
Твердость HB, ГПа | БРС | ТС | БРС | ТС | БРС | ТС | БРС | ТС | БРС | ТС | Латунь | Бронза | ||
Коэффициент | ||||||||||||||
- | 0,3 | - | - | - | - | - | - | - | - | - | - | - | - | 1,50 |
- | 0,4 | - | - | - | - | - | - | - | - | - | - | - | - | 1,25 |
- | 0,5 | - | - | - | - | - | - | - | - | - | - | - | - | 1,00 |
0,59 - 0,98 | - | - | - | - | - | - | - | - | - | 0,24 | 0,27 | 1 | 1,1 | - |
0,98 - 1,47 | - | - | - | - | - | - | - | - | - | 0,8 | - | |||
До 1,28 | - | - | - | 1,63 | 1,14 | - | - | - | - | - | ||||
До 1,53 | - | 1,88 | 1,47 | 1,22 | 0,95 | - | - | - | - | - | ||||
До 1,75 | - | 1,50 | 1,28 | 0,98 | 0,83 | 0,93 | 0,83 | 0,71 | 0,64 | 0,6 | - | |||
До 2,13 | - | 1,09 | 1,06 | 0,71 | 0,69 | 0,70 | 0,69 | 0,54 | 0,53 | - | ||||
До 2,24 | - | 1,00 | 1,00 | 0,65 | 0,65 | 0,65 | 0,65 | 0,50 | 0,50 | - | ||||
До 2,36 | - | - | - | 0,60 | 0,62 | 0,60 | 0,62 | 0,46 | 0,47 | - | ||||
До 2,63 | - | - | - | 0,50 | 0,55 | 0,51 | 0,55 | 0,40 | 0,42 | - | ||||
2. Обрабатываемого материала и стойкости инструмента
Обрабатываемый материал | Стойкость Tр, мин. | |||||||||||
<= 30 | 60 | 100 | 150 | 200 | 250 | 300 | 400 | 600 | 800 | 1000 | ||
Коэффициент Kvт | ||||||||||||
Сталь | БРС | 1,57 | 1,30 | 1,12 | 1 | 0,91 | 0,85 | 0,81 | 0,73 | 0,63 | 0,55 | 0,48 |
ТС | 1,80 | 1,38 | 1,15 | 1 | 0,83 | 0,74 | 0,67 | 0,56 | 0,40 | 0,24 | - | |
Медный и алюминиевый сплав | БРС | 1,55 | 1,29 | 1,11 | 1 | 0,92 | 0,86 | 0,82 | 0,75 | 0,66 | 0,60 | 0,55 |
ТС | 1,76 | 1,36 | 1,14 | 1 | 0,85 | 0,79 | 0,73 | 0,65 | 0,54 | 0,47 | 0,33 | |
3. Материала режущей части инструмента
Материал режущей части инструмента | Быстрорежущая сталь | Твердый сплав | ||||
производительность | ВК6М ВК8 | Т5К10 | Т14К8 | Т15К6 | ||
нормальная | повышенная | |||||
Коэффициент Kvи | 1,0 | 1,2 | 1,4 | 1,75 | 2,2 | 2,6 |
4. Вида проката
Вид проката | Круглый | Не круглый |
Коэффициент Kvф | 1,0 | 0,85 |
5. Профиля резца
Профиль резца | Простой | Сложный, глубокий |
Коэффициент Kvс | 1,0 | 0,85 |
6. Обрабатываемого диаметра
Обрабатываемый диаметр d, мм | <= 1,2 | 13 - 18 | > 18 |
Коэффициент Kvd | 0,8 | 0,9 | 1,0 |
7. Характера обработки
Характер обработки | Чистовая | Получистовая | Черновая |
Коэффициент Kvо | 0,8 | 0,9 | 1,0 |
Примечания: 1. При обработке быстрорежущим инструментом использовать коэффициенты Kvм (БРС) и Kvт (БРС), при использовании инструмента из твердого сплава - Kvм (ТС) и Kvт (ТС).
2. При обработке сталей I и II группы, легированных свинцом, скорость резания увеличивать в 1,2 раза по сравнению со скоростью резания при обработке аналогичных по химическому составу сталей равной твердости.
Одношпиндельные и многошпиндельные автоматы | |||||||||||||
КАРТА 11 | |||||||||||||
Сверла спиральные, центровочные | ЛИСТ 4 | ||||||||||||
 | |||||||||||||
N позиции | Подача Sн1, мм/об. | Скорость резания Vт, м/мин., при обрабатываемом диаметре d, мм | |||||||||||
3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 35 | 40 | ||
1 | 0,03 | 42 | 46 | 48 | 51 | 55 | 59 | 64 | 69 | 76 | 81 | - | - |
2 | 0,04 | 36 | 39 | 42 | 45 | 48 | 52 | 56 | 61 | 66 | 71 | 76 | 82 |
3 | 0,05 | 32 | 34 | 36 | 39 | 43 | 46 | 49 | 54 | 58 | 64 | 69 | 75 |
4 | 0,06 | 29 | 30 | 31 | 35 | 39 | 42 | 46 | 50 | 55 | 60 | 66 | 71 |
5 | 0,08 | 25 | 25 | 27 | 30 | 33 | 36 | 39 | 43 | 46 | 50 | 54 | 58 |
6 | 0,10 | 20 | 22 | 25 | 26 | 29 | 32 | 35 | 38 | 41 | 45 | 48 | 52 |
7 | 0,12 | - | 20 | 22 | 23 | 25 | 28 | 31 | 35 | 37 | 40 | 44 | 47 |
8 | 0,16 | - | - | 18 | 19 | 22 | 24 | 26 | 29 | 31 | 34 | 37 | 41 |
9 | 0,20 | - | - | - | 16 | 18 | 20 | 22 | 25 | 27 | 30 | 33 | 35 |
10 | 0,25 | - | - | - | 15 | 16 | 18 | 20 | 22 | 24 | 26 | 28 | 30 |
11 | 0,30 | - | - | - | - | 15 | 15 | 17 | 19 | 21 | 23 | 25 | 26 |
12 | 0,40 | - | - | - | - | - | - | 14 | 15 | 17 | 19 | 21 | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь | Углеродистая сталь | Легированная сталь | Медный сплав | Алюминиевый сплав VII группа | |||||||||
I группа | II группа | III группа | IV группа | V группа | VI группа | |||||||||
Твердость HB, ГПа | БРС | ТС | БРС | ТС | БРС | ТС | БРС | ТС | БРС | ТС | Латунь | Бронза | ||
Коэффициент | ||||||||||||||
- | 0,3 | - | - | - | - | - | - | - | - | - | - | - | - | 4,13 |
- | 0,4 | - | - | - | - | - | - | - | - | - | - | - | - | 3,44 |
- | 0,5 | - | - | - | - | - | - | - | - | - | - | - | - | 2,75 |
0,59 - 0,98 | - | - | - | - | - | - | - | - | - | - | 0,29 | 1,53 | 1,68 | - |
0,98 - 1,47 | - | - | - | - | - | - | - | - | - | - | 1,22 | - | ||
До 1,28 | - | - | 1,04 | - | - | - | - | - | - | - | 0,92 | - | ||
До 1,53 | - | 1,30 | 0,90 | - | - | - | - | - | - | - | - | |||
До 1,75 | - | 1,23 | 0,80 | 0,80 | 0,64 | - | - | - | - | - | - | |||
До 2,13 | - | 1,05 | 0,68 | 0,68 | 0,55 | - | - | - | - | - | - | |||
До 2,24 | - | 1,00 | 0,65 | 0,65 | 0,52 | - | - | - | - | - | - | |||
До 2,36 | - | - | 0,62 | 0,62 | 0,50 | - | - | - | - | - | - | |||
До 2,63 | - | - | 0,57 | 0,57 | 0,45 | - | - | - | - | - | - | |||
2. Обрабатываемого материала и стойкости инструмента
Обрабатываемый материал | Стойкость Tр, мин. | |||||||||
<= 30 | 60 | 100 | 150 | 200 | 250 | 300 | 400 | 600 | 800 | |
Коэффициент Kvт | ||||||||||
Сталь | 1,42 | 1,23 | 1,09 | 1 | 0,93 | 0,89 | 0,85 | 0,78 | 0,68 | 0,59 |
Медный и алюминиевый сплав | 1,37 | 1,20 | 1,07 | 1 | 0,97 | 0,92 | 0,89 | 0,84 | 0,77 | 0,70 |
3. Материала режущей части инструмента
Обрабатываемый материал | Быстрорежущая сталь | |
производительность | ||
нормальная | повышенная | |
Коэффициент Kvм | 1,0 | 1,2 |
4. Длины отверстия
Длина отверстия в диаметрах до | <= 2 d1 | 3 d1 | 4 d1 | 5 d1 | 6 d1 | 8 d1 |
Коэффициент KvL | 1,0 | 0,9 | 0,8 | 0,7 | 0,65 | 0,6 |
Примечание: При обработке сталей I и II группы, легированных свинцом, скорость резания увеличивать в 1,2 раза по сравнению со скоростью резания при обработке аналогичных по химическому составу сталей равной твердости.
Многошпиндельные и одношпиндельные автоматы | ||||||||
КАРТА 11 | ||||||||
Зенкеры | ЛИСТ 5 | |||||||
 | ||||||||
N позиции | Подача Sн1, мм/об. | Скорость резания vт, м/мин., при обрабатываемом диаметре d1, мм | ||||||
10 | 12 | 16 | 20 | 25 | 32 | и более | ||
1 | 0,10 | 29 | 30 | 31 | 32 | - | - | - |
2 | 0,15 | 26 | 28 | 29 | 30 | 31 | - | - |
3 | 0,20 | 24 | 25 | 27 | 28 | 29 | - | - |
4 | 0,25 | 23 | 23 | 24 | 25 | 26 | 27 | 28 |
5 | 0,30 | 21 | 22 | 23 | 23 | 24 | 25 | 26 |
6 | 0,35 | 19 | 20 | 22 | 23 | 23 | 24 | 25 |
7 | 0,40 | 17 | 19 | 20 | 21 | 22 | 23 | 23 |
8 | 0,45 | 16 | 17 | 19 | 20 | 21 | 22 | 23 |
9 | 0,50 | - | 16 | 18 | 19 | 20 | 21 | 22 |
10 | 0,60 | - | - | 16 | 17 | 18 | 19 | 20 |
11 | 0,70 | - | - | - | - | - | 17 | 18 |
Индекс | а | б | в | г | д | е | ж | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь I группа | Углеродистая сталь II группа | Легированная сталь | Медный сплав | Алюминиевый сплав VII группа | |||||||||
III группа | IV группа | V группа | VI группа | |||||||||||
Твердость HB, ГПа | БРС | ТС | БРС | ТС | БРС | ТС | БРС | ТС | БРС | ТС | Латунь | Бронза | ||
Коэффициент | ||||||||||||||
- | 0,3 | - | - | - | - | - | - | - | - | - | - | - | - | 4,73 |
- | 0,4 | - | - | - | - | - | - | - | - | - | - | - | - | 3,94 |
- | 0,5 | - | - | - | - | - | - | - | - | - | - | - | - | 3,15 |
0,59 - 0,98 | - | - | - | - | - | - | - | - | - | 0,26 | 0,3 | 1,74 | 1,93 | - |
0,98 - 1,47 | - | - | - | - | - | - | - | - | - | 1,40 | - | |||
До 1,28 | - | - | - | 1,90 | 1,32 | - | - | - | - | 1,05 | - | |||
До 1,53 | - | 1,81 | 1,41 | 1,45 | 1,13 | - | - | - | - | - | ||||
До 1,75 | - | 1,46 | 1,27 | 1,17 | 1,00 | 1,07 | 0,91 | 0,81 | 0,68 | - | ||||
До 2,13 | - | 1,09 | 1,05 | 0,87 | 0,84 | 0,79 | 0,77 | 0,60 | 0,58 | - | ||||
До 2,24 | - | 1,00 | 1,00 | 0,80 | 0,80 | 0,73 | 0,73 | 0,55 | 0,55 | - | ||||
До 2,36 | - | - | - | 0,74 | 0,76 | 0,67 | 0,70 | 0,51 | 0,53 | - | ||||
До 2,63 | - | - | - | 0,62 | 0,69 | 0,57 | 0,63 | 0,43 | 0,48 | - | ||||
2. Обрабатываемого материала и стойкости инструмента
Обрабатываемый материал | Стойкость Tр, мин. | ||||||||||||
30 | 60 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 800 | 1000 | ||
Коэффициент Kvт | |||||||||||||
Сталь | БРС | 1,48 | 1,26 | 1,11 | 1 | 0,91 | 0,86 | 0,80 | 0,70 | 0,60 | 0,46 | - | - |
ТС | 1,52 | 1,28 | 1,12 | 1 | 0,91 | 0,86 | 0,81 | 0,74 | 0,69 | 0,64 | 0,58 | 0,52 | |
Медный и алюминиевый сплав | БРС | 1,48 | 1,26 | 1,11 | 1 | 0,93 | 0,89 | 0,84 | 0,78 | 0,73 | 0,70 | 0,63 | 0,59 |
ТС | 1,59 | 1,29 | 1,13 | 1 | 0,90 | 0,83 | 0,79 | 0,72 | 0,67 | 0,62 | 0,57 | 0,40 | |
3. Материала режущей части инструмента
Материал режущей части инструмента | Быстрорежущая сталь | Твердый сплав | ||||
производительность | ВК6М ВК8 | Т5К10 | Т14К8 | Т15К6 | ||
нормальная | повышенная | |||||
Коэффициент Kvи | 1,0 | 1,2 | 1,45 | 1,75 | 2,2 | 2,6 |
Примечания: 1. При обработке быстрорежущим инструментом использовать коэффициенты Kvм (БРС) и Kvт (БРС), при использовании инструмента из твердого сплава - Kvм (ТС) и Kvт (ТС).
2. При обработке сталей I и II группы, легированных свинцом, скорость резания увеличивать в 1,2 раза по сравнению со скоростью резания при обработке аналогичных по химическому составу сталей равной твердости.
Одношпиндельные и многошпиндельные автоматы | |||||||||||
КАРТА 11 | |||||||||||
Развертки | ЛИСТ 6 | ||||||||||
 | |||||||||||
N позиции | Подача Sн1, мм/об. | Скорость резания Vт, м/мин., при обрабатываемом диаметре d1, мм | |||||||||
1 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 35 | 40 и более | ||
1 | 0,10 | 17 | 20 | 22 | 22 | - | - | - | - | - | - |
2 | 0,15 | 14 | 17 | 19 | 21 | 22 | - | - | - | - | - |
3 | 0,20 | 12 | 14 | 16 | 18 | 20 | 22 | - | - | - | - |
4 | 0,25 | 11 | 12 | 14 | 16 | 17 | 19 | - | - | - | - |
5 | 0,30 | 9 | 11 | 13 | 14 | 16 | 18 | 19 | 21 | 22 | - |
6 | 0,40 | - | 9 | 11 | 12 | 13 | 15 | 16 | 18 | 19 | 20 |
7 | 0,50 | - | - | 9 | 11 | 12 | 13 | 14 | 16 | 17 | 18 |
8 | 0,60 | - | - | - | 9 | 10 | 12 | 13 | 14 | 15 | 16 |
9 | 0,80 | - | - | - | - | - | 10 | 12 | 12 | 13 | 14 |
10 | 1,00 | - | - | - | - | - | - | 9 | 10 | 11 | 12 |
11 | 1,50 | - | - | - | - | - | - | - | 8 | 9 | 9 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь I группа | Углеродистая сталь II группа | Легированная сталь | Медный сплав VI группа | Алюминиевый сплав VII группа | ||||
Твердость HB, ГПа | III группа | IV группа | V группа | Латунь | Бронза | ||||
Коэффициент Kvм | |||||||||
- | 0,3 | - | - | - | - | - | - | - | 3,81 |
- | 0,4 | - | - | - | - | - | - | - | 3,16 |
- | 0,5 | - | - | - | - | - | - | - | 2,54 |
0,59 - 0,98 | - | - | - | - | - | 0,33 | 1,27 | 1,40 | - |
0,98 - 1,47 | - | - | - | - | - | 1,02 | - | ||
До 1,28 | - | - | 2,26 | - | - | 0,76 | - | ||
До 1,53 | - | 1,81 | 1,72 | - | - | - | |||
До 1,75 | - | 1,46 | 1,39 | 1,10 | 0,95 | - | |||
До 2,13 | - | 1,09 | 1,04 | 0,82 | 0,71 | - | |||
До 2,24 | - | 1,00 | 0,95 | 0,75 | 0,65 | - | |||
До 2,36 | - | - | 0,88 | 0,69 | 0,60 | - | |||
До 2,63 | - | - | 0,74 | 0,58 | 0,51 | - | |||
2. Обрабатываемого материала и стойкости инструмента
Обрабатываемый материал | Стойкость Tр, мин. | |||||||||
<= 30 | 60 | 100 | 150 | 200 | 250 | 300 | 400 | 600 | 800 | |
Коэффициент Kvт | ||||||||||
Сталь | 1,29 | 1,12 | 1 | 0,91 | 0,85 | 0,81 | 0,77 | 0,71 | 0,62 | 0,54 |
Медный и алюминиевый сплав | 1,25 | 1,10 | 1 | 0,93 | 0,88 | 0,84 | 0,81 | 0,76 | 0,70 | 0,64 |
3. Материала режущей части инструмента
Материал режущей части | Быстрорежущая сталь | |
производительность | ||
нормальная | повышенная | |
Коэффициент Kvи | 1,0 | 1,2 |
4. Длины отверстия
Длина отверстия в диаметрах до | <= 2 d1 | 3 d1 | 4 d1 | 5 d1 | 6 d1 | 8 d1 |
Коэффициент KvL | 1,0 | 0,9 | 0,8 | 0,7 | 0,65 | 0,6 |
Примечание: При обработке сталей I и II групп, легированных свинцом, скорости резания увеличивать в 1,2 раза по сравнению с аналогичными по химическому составу сталями, равной твердости.
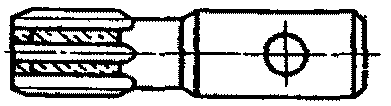 | Одношпиндельные и многошпиндельные автоматы | |||||||||||||
КАРТА 11 | ||||||||||||||
ЛИСТ 7 | ||||||||||||||
Метчики машинные | Vн =Vт · Kvм · Kvн | |||||||||||||
N позиции | Обрабатываемая резьба | Скорость резания Vт, м/мин., в зависимости от группы обрабатываемого материала | N позиции | Обрабатываемая резьба | Скорость резания Vт, м/мин., в зависимости от группы обрабатываемого материала | |||||||||
Диаметр d1, мм | Шаг P, мм | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | Диаметр d1, мм | Шаг P, мм | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | |||
1 | 6 | 1,0 | 5,8 | 5,3 | 8,0 | 11,1 | 19 | 20 | 1,0 | 18,3 | 17,5 | 20,1 | 33,5 | |
2 | 8 | 1,0 | 8,2 | 6,1 | 9,8 | 14,4 | 20 | 1,5 | 15,0 | 14,3 | 15,7 | 25,8 | ||
3 | 10 | 1,0 | 10,0 | 8,4 | 11,4 | 17,4 | 21 | 2,0 | 13,0 | 12,4 | 13,2 | 21,4 | ||
4 | 1,5 | 8,2 | 6,9 | 8,9 | 13,3 | 22 | 27 | 1,0 | 19,7 | 18,9 | 21,6 | 36,6 | ||
5 | 12 | 1,0 | 11,6 | 10,2 | 12,9 | 20,1 | 23 | 1,5 | 16,0 | 15,4 | 16,9 | 28,0 | ||
6 | 1,5 | 9,5 | 8,3 | 10,1 | 15,4 | 24 | 2,0 | 13,9 | 13,3 | 14,2 | 23,2 | |||
7 | 14 | 1,0 | 13,0 | 11,7 | 14,2 | 22,6 | 25 | 30 | 1,0 | 20,9 | 20,2 | 23,1 | 39,2 | |
8 | 1,5 | 10,6 | 9,6 | 11,2 | 17,4 | 26 | 1,5 | 17,1 | 16,5 | 18,1 | 30,1 | |||
9 | 2,0 | 9,2 | 8,3 | 9,4 | 14,4 | 27 | 2,0 | 14,8 | 14,3 | 15,2 | 25,0 | |||
10 | 16 | 1,0 | 14,2 | 13,1 | 15,5 | 25,0 | 28 | 33 | 1,0 | 22,1 | 21,4 | 24,5 | 41,9 | |
11 | 1,5 | 11,6 | 10,7 | 12,2 | 19,2 | 29 | 1,5 | 18,0 | 17,4 | 19,2 | 32,2 | |||
12 | 2,0 | 10,0 | 9,2 | 10,2 | 15,9 | 30 | 2,0 | 15,6 | 15,1 | 16,1 | 26,7 | |||
13 | 18 | 1,0 | 15,3 | 14,3 | 16,7 | 27,3 | 31 | 36 | 1,0 | 23,2 | 22,5 | 25,8 | 44,5 | |
14 | 1,5 | 12,5 | 11,7 | 13,1 | 21,0 | 32 | 1,5 | 18,9 | 18,4 | 20,2 | 34,2 | |||
15 | 2,0 | 10,8 | 10,1 | 11,0 | 17,4 | 33 | 2,0 | 16,4 | 15,9 | 17,0 | 28,4 | |||
16 | 20 | 1,0 | 16,4 | 15,4 | 17,9 | 29,4 | 34 | 39 | 1,0 | 24,2 | 23,6 | 27,1 | 47,0 | |
17 | 1,5 | 13,4 | 12,6 | 14,0 | 22,6 | 35 | 1,5 | 19,8 | 19,3 | 21,3 | 36,1 | |||
18 | 2,0 | 11,6 | 10,9 | 11,8 | 18,8 | 36 | 2,0 | 17,1 | 16,7 | 17,9 | 30,0 | |||
37 | 42 | 1,0 | 25,3 | 24,7 | 28,4 | 49,5 | ||||||||
38 | 1,5 | 20,6 | 20,1 | 22,3 | 38,0 | |||||||||
39 | 2,0 | 17,9 | 17,4 | 18,7 | 31,5 | |||||||||
Индекс | а | б | в | г | Индекс | а | б | в | г | |||||
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная и углеродистая стали (I, II группа) | Медный сплав (VI группа) | Алюминиевый сплав VII группа | ||
Твердость HB, ГПа | Латунь | Бронза | |||
Коэффициент Kvм | |||||
- | 0,3 | - | - | - | 1,47 |
- | 0,4 | - | - | - | 1,25 |
- | 0,5 | - | - | - | 1,00 |
0,59 - 0,98 | - | - | 1 | 1,1 | - |
0,98 - 1,47 | - | - | - | 0,8 | - |
До 1,53 | - | 1,10 | - | - | - |
До 1,85 | - | 1,05 | - | - | - |
До 2,13 | - | 1,00 | - | 0,6 | - |
До 2,46 | - | 0,80 | - | - | - |
2. Материала режущей части инструмента
Материал режущей части инструмента | Быстрорежущая сталь | Углеродистая сталь | Легированная сталь |
Коэффициент Kvи | 1,0 | 0,50 | 0,60 |
Примечание. Машинные метчики обычной конструкции при работе на многошпиндельных токарных горизонтальных автоматах применять для получения резьб не выше 7-й степени точности по ГОСТ 16093-81. При обеспечении повышенной точности резьбонарезания следует применять предназначенные для этой цели метчики специальной конструкции.
СКОРОСТЬ РЕЗАНИЯ | 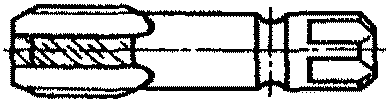 | Одношпиндельные и многошпиндельные автоматы | ||||||||||||
КАРТА 11 | ||||||||||||||
Метчики автоматные для нарезания точных резьб (ОСТ 80-2007-82) | ЛИСТ 8 | |||||||||||||
Vн =Vт · Kvм · Kvн | ||||||||||||||
N позиции | Обрабатываемая резьба | Скорость резания vт, м/мин., в зависимости от группы обрабатываемого материала | N позиции | Обрабатываемая резьба | Скорость резания vт, м/мин., в зависимости от группы обрабатываемого материала | |||||||||
Диаметр d1, мм | Шаг P, мм | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | Диаметр d1, мм | Шаг P, мм | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | |||
1 | 12 | 1,0 | 12,2 | 10,7 | 13,9 | 22,3 | 18 | 27 | 1,0 | 20,6 | 19,8 | 23,3 | 40,5 | |
2 | 1,5 | 9,9 | 8,7 | 10,9 | 17,1 | 19 | 1,5 | 16,8 | 16,2 | 18,3 | 31,1 | |||
3 | 14 | 1,0 | 13,6 | 12,3 | 15,4 | 25,1 | 20 | 2,0 | 14,6 | 14,0 | 15,4 | 25,8 | ||
4 | 1,5 | 11,1 | 10,0 | 12,0 | 19,3 | 21 | 30 | 1,0 | 21,9 | 21,1 | 24,9 | 43,6 | ||
5 | 2,0 | 9,6 | 8,7 | 10,1 | 16,0 | 22 | 1,5 | 17,9 | 17,3 | 19,5 | 33,5 | |||
6 | 16 | 1,0 | 14,9 | 13,7 | 16,7 | 27,8 | 23 | 2,0 | 15,5 | 14,9 | 16,4 | 27,8 | ||
7 | 1,5 | 12,2 | 11,2 | 13,1 | 21,3 | 24 | 33 | 1,0 | 23,1 | 22,4 | 26,4 | 46,6 | ||
8 | 2,0 | 10,5 | 9,7 | 11,0 | 17,7 | 25 | 1,5 | 18,9 | 18,3 | 20,7 | 35,8 | |||
9 | 18 | 1,0 | 16,1 | 15,0 | 18,1 | 30,3 | 26 | 2,0 | 16,4 | 15,8 | 17,4 | 29,7 | ||
10 | 1,5 | 13,1 | 12,3 | 14,2 | 23,3 | 27 | 36 | 1,0 | 24,3 | 23,6 | 27,8 | 49,5 | ||
11 | 2,0 | 11,4 | 10,6 | 11,9 | 19,3 | 28 | 1,5 | 19,9 | 19,3 | 21,8 | 38,0 | |||
12 | 20 | 1,0 | 17,2 | 16,2 | 19,3 | 32,7 | 29 | 2,0 | 17,2 | 16,7 | 18,4 | 31,5 | ||
13 | 1,5 | 14,0 | 13,2 | 15,1 | 25,1 | 30 | 39 | 1,0 | 25,4 | 24,8 | 29,3 | 52,3 | ||
14 | 2,0 | 12,2 | 11,4 | 12,7 | 20,8 | 31 | 1,5 | 20,8 | 20,2 | 22,9 | 40,2 | |||
15 | 24 | 1,0 | 19,2 | 18,3 | 21,6 | 37,3 | 32 | 2,0 | 18,0 | 17,5 | 19,3 | 33,3 | ||
16 | 1,5 | 15,7 | 15,0 | 17,0 | 28,6 | 33 | 42 | 1,0 | 26,5 | 25,9 | 30,6 | 55,0 | ||
17 | 2,0 | 13,6 | 13,0 | 14,3 | 23,8 | 34 | 1,5 | 21,6 | 21,1 | 24,0 | 42,2 | |||
35 | 2,0 | 18,7 | 18,3 | 20,2 | 35,0 | |||||||||
Индекс | а | б | в | г | Индекс | а | б | в | г | |||||
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная и углеродистая стали (I, II группа) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | ||
Твердость HB, ГПа | Латунь | Бронза | |||
Коэффициент Kvм | |||||
- | 0,3 | - | - | - | 1,47 |
- | 0,4 | - | - | - | 1,25 |
- | 0,5 | - | - | - | 1,00 |
0,59 - 0,98 | - | - | 1 | 1,1 | - |
0,98 - 1,47 | - | - | - | 0,8 | - |
До 1,53 | - | 1,10 | - | - | - |
До 1,85 | - | 1,05 | - | 0,6 | - |
До 2,13 | - | 1,00 | - | - | - |
До 2,46 | - | 0,80 | - | - | - |
2. Материала режущей части инструмента
Материал режущей части инструмента | Быстрорежущая сталь | Углеродистая сталь | Легированная сталь |
Коэффициент Kvи | 1,0 | 0,50 | 0,6 |
Примечания: 1. Метчики автоматные по ОСТ 84-2007-82 обеспечивают точность резьбы до 4-й степени по ГОСТ 16093-81. Имеют два исполнения: а - с режущими и ведущими перьями; б - с режущими и выглаживающими перьями. Метчики второго исполнения обеспечивают шероховатость резьбовой поверхности 5 - 1,25 по ГОСТ 2789-73.
2. Производство метчиков по ОСТ 82-2007-82 освоено Свердловским инструментальным заводом.
СКОРОСТЬ РЕЗАНИЯ |  | Одношпиндельные и многошпиндельные автоматы | ||||
КАРТА 11 | ||||||
ЛИСТ 9 | ||||||
Плашки круглые (лерки) | Vн = Vт · Kvм · Kvн | |||||
N позиции | Обрабатываемая резьба | Скорость резания Vт, м/мин., в зависимости от группы обрабатываемого материала | ||||
Диаметр d1, мм | Шаг P, мм | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | |
1 | 6 | 1,0 | 4,4 | 4,1 | 8,5 | 10,6 |
2 | 8 | 1,0 | 6,2 | 4,6 | 10,4 | 13,8 |
3 | 10 | 1,0 | 7,6 | 6,3 | 12,1 | 16,6 |
4 | 1,5 | 6,2 | 5,2 | 9,5 | 12,8 | |
5 | 12 | 1,0 | 8,8 | 7,7 | 13,7 | 19,2 |
6 | 1,5 | 7,1 | 6,3 | 10,7 | 14,7 | |
7 | 14 | 1,0 | 9,8 | 8,9 | 15,1 | 21,6 |
8 | 1,5 | 8,0 | 7,2 | 11,9 | 16,6 | |
9 | 2,0 | 6,9 | 6,3 | 10,0 | 13,8 | |
10 | 16 | 1,0 | 10,7 | 9,9 | 16,5 | 23,9 |
11 | 1,5 | 8,8 | 8,1 | 12,9 | 18,4 | |
12 | 2,0 | 7,6 | 7,0 | 10,9 | 15,2 | |
13 | 18 | 1,0 | 11,6 | 10,8 | 17,8 | 26,1 |
14 | 1,5 | 9,5 | 8,8 | 13,9 | 20,0 | |
15 | 2,0 | 8,2 | 7,6 | 11,7 | 16,6 | |
Индекс | а | б | в | г | ||
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная и углеродистая стали (I, II группа) | Медный сплав (VI группа) | Алюминиевый сплав VII группа | ||
Твердость HB, ГПа | Латунь | Бронза | |||
Коэффициент Kvм | |||||
- | 0,3 | - | - | - | 1,47 |
- | 0,4 | - | - | - | 1,25 |
- | 0,5 | - | - | - | 1,00 |
0,59 - 0,98 | - | - | 1,0 | 1,0 | - |
0,98 - 1,47 | - | - | - | 0,8 | - |
До 1,53 | - | 1,10 | - | - | |
До 1,85 | - | 1,05 | - | 0,6 | - |
До 2,13 | - | 1,00 | - | - | |
До 2,46 | - | 0,80 | - | - | |
2. Материала режущей части инструмента
Материал режущей части инструмента | Быстрорежущая сталь | Углеродистая сталь | Легированная сталь |
Коэффициент Kvи | 1,0 | 0,50 | 0,6 |
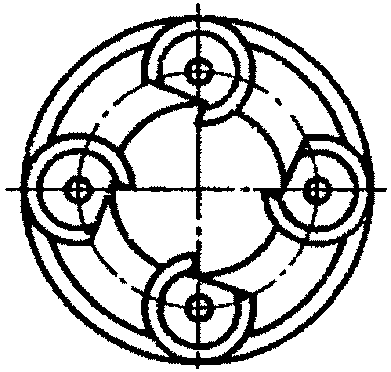 | Многошпиндельные и одношпиндельные автоматы | |||||
КАРТА 11 | ||||||
ЛИСТ 10 | ||||||
Самооткрывающиеся резьбонарезные головки с круглыми плашками | Vн = Kvм ·Vт · Kvн | |||||
N позиции | Обрабатываемая резьба | Скорость резания Vт, м/мин., в зависимости от группы обрабатываемого материала | ||||
Диаметр d1, мм | Шаг P, мм | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | |
1 | 6 | 1,0 | 5,8 | 5,3 | 8,0 | 11,1 |
2 | 8 | 1,0 | 8,2 | 6,1 | 9,8 | 14,4 |
3 | 10 | 1,0 | 10,0 | 8,4 | 11,4 | 17,4 |
4 | 1,5 | 8,2 | 6,9 | 8,9 | 13,3 | |
5 | 12 | 1,0 | 11,6 | 10,2 | 12,9 | 20,1 |
6 | 1,5 | 9,5 | 8,3 | 10,1 | 15,4 | |
7 | 14 | 1,0 | 13,0 | 11,7 | 14,2 | 22,6 |
8 | 1,5 | 10,6 | 9,6 | 11,2 | 17,4 | |
9 | 2,0 | 9,2 | 8,3 | 9,4 | 14,4 | |
10 | 16 | 1,0 | 14,2 | 13,1 | 15,5 | 25,0 |
11 | 1,5 | 11,6 | 10,7 | 12,2 | 19,2 | |
12 | 2,0 | 10,0 | 9,2 | 10,2 | 15,9 | |
13 | 18 | 1,0 | 15,3 | 14,3 | 16,7 | 27,3 |
14 | 1,5 | 12,5 | 11,7 | 13,1 | 21,0 | |
15 | 2,0 | 10,8 | 10,1 | 11,0 | 17,4 | |
16 | 20 | 1,0 | 16,4 | 15,4 | 17,9 | 29,4 |
17 | 1,5 | 13,4 | 12,6 | 14,0 | 22,6 | |
18 | 2,0 | 11,6 | 10,9 | 11,8 | 18,8 | |
Индекс | а | б | в | г | ||
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная и углеродистая стали (I, II группа) | Медный сплав (VI группа) | Алюминиевый сплав VII группа | ||
Твердость HB, ГПа | Латунь | Бронза | |||
Коэффициент Kvм | |||||
- | 0,3 | - | - | - | 1,47 |
- | 0,4 | - | - | - | 1,25 |
- | 0,5 | - | - | - | 1,00 |
0,59 - 0,98 | - | - | 1 | 1,0 | - |
0,98 - 1,47 | - | - | - | 0,8 | - |
До 1,53 | - | 1,10 | - | - | |
До 1,85 | - | 1,05 | - | 0,6 | - |
До 2,13 | - | 1,00 | - | - | |
До 2,46 | - | 0,80 | - | - | |
2. Материала режущей части инструмента
Материал режущей части инструмента | Быстрорежущая сталь | Углеродистая сталь | Легированная сталь |
Коэффициент Kvи | 1,0 | 0,5 | 0,6 |
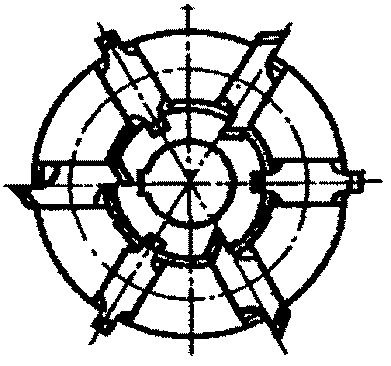 | Одношпиндельные и многошпиндельные автоматы | |||||||||||||
Головки резьбонарезные автоматные (ОСТ 84-2043-82) | КАРТА 11 | |||||||||||||
ЛИСТ 11 | ||||||||||||||
Vн = Vт · Kvм · Kvн | ||||||||||||||
N позиции | Обрабатываемая резьба | Скорость резания Vт, м/мин., в зависимости от группы обрабатываемого материала | N позиции | Обрабатываемая резьба | Скорость резания Vт, м/мин., в зависимости от группы обрабатываемого материала | |||||||||
Диаметр d1, мм | Шаг P, мм | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | Диаметр d1, мм | Шаг P, мм | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) | |||
1 | 20 | 1,0 | 18,0 | 16,9 | 20,2 | 34,4 | 16 | 33 | 1,0 | 24,2 | 23,5 | 27,6 | 48,9 | |
2 | 1,5 | 14,7 | 13,8 | 15,8 | 26,4 | 17 | 1,5 | 19,8 | 19,2 | 21,6 | 37,6 | |||
3 | 2,0 | 12,7 | 12,0 | 13,3 | 21,9 | 18 | 2,0 | 17,1 | 16,6 | 18,2 | 31,2 | |||
4 | 22 | 1,0 | 19,1 | 18,1 | 21,4 | 36,8 | 19 | 36 | 1,0 | 25,4 | 24,7 | 29,1 | 51,9 | |
5 | 1,5 | 15,6 | 14,8 | 16,8 | 28,3 | 20 | 1,5 | 20,8 | 20,2 | 22,8 | 39,9 | |||
6 | 2,0 | 13,5 | 12,8 | 14,1 | 23,4 | 21 | 2,0 | 18,0 | 17,5 | 19,2 | 33,1 | |||
7 | 24 | 1,0 | 20,1 | 19,2 | 22,6 | 39,1 | 22 | 39 | 1,0 | 26,6 | 25,9 | 30,6 | 54,9 | |
8 | 1,5 | 16,4 | 15,7 | 17,7 | 30,1 | 23 | 1,5 | 21,7 | 21,2 | 24,0 | 42,2 | |||
9 | 2,0 | 14,2 | 13,6 | 14,9 | 24,9 | 24 | 2,0 | 18,8 | 18,3 | 20,2 | 35,0 | |||
10 | 27 | 1,0 | 21,6 | 20,7 | 24,4 | 42,5 | 25 | 42 | 1,0 | 27,7 | 27,1 | 32,0 | 57,7 | |
11 | 1,5 | 17,6 | 16,9 | 19,1 | 32,7 | 26 | 1,5 | 22,6 | 22,1 | 25,1 | 44,4 | |||
12 | 2,0 | 15,3 | 14,6 | 16,1 | 27,1 | 27 | 2,0 | 19,6 | 19,1 | 21,1 | 36,8 | |||
13 | 30 | 1,0 | 22,9 | 22,1 | 26,0 | 45,8 | ||||||||
14 | 1,5 | 18,7 | 18,1 | 20,4 | 35,2 | |||||||||
15 | 2,0 | 16,2 | 15,6 | 17,2 | 29,2 | |||||||||
Индекс | а | б | в | г | Индекс | а | б | в | г | |||||
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная и углеродистая стали (I, II группа) | Медный сплав (VI группа) | Алюминиевый сплав VII группа | ||
Твердость HB, ГПа | Латунь | Бронза | |||
Коэффициент Kvм | |||||
- | 0,3 | - | - | - | 1,47 |
- | 0,4 | - | - | - | 1,25 |
- | 0,5 | - | - | - | 1,00 |
0,59 - 0,98 | - | - | 1 | 1,1 | - |
0,98 - 1,47 | - | - | - | 0,8 | - |
До 1,53 | - | 1,10 | - | 0,6 | - |
До 1,85 | - | 1,05 | - | 0,6 | - |
До 2,13 | - | 1,00 | - | 0,6 | - |
До 2,46 | - | 0,80 | - | 0,6 | - |
2. Материала режущей части инструмента
Материал режущей части инструмента | Быстрорежущая сталь | Углеродистая сталь | Легированная сталь |
Коэффициент Kvи | 1,0 | 0,5 | 0,6 |
Примечания: 1. Головки резьбонарезные автоматные по ОСТ 84-2043-82 имеют три исполнения: I - обеспечивают точность до 7-й степени, а II и III - до 3-й степени точности по ГОСТ 16093-81. Головки исполнения II имеют режущие и ведущие резьбообразующие элементы, а исполнения III - режущие и выглаживающие элементы. Головки последнего исполнения обеспечивают шероховатость резьбовой поверхности 5 - 1,25 по ГОСТ 2789-73.
2. При обработке резьб в алюминиевых сплавах, не склонных к налипанию, применять резьбонарезные головки III-го исполнения по ОСТ 82-2043-82.
Многошпиндельные и одношпиндельные автоматы | ||||||||||||||||
Усилия резания для резцов проходных, подрезных, расточных, фасочных | КАРТА 12 | |||||||||||||||
ЛИСТ 1 | ||||||||||||||||
 | ||||||||||||||||
N позиции | Глубина резания t, мм | Подача S, мм/об. | ||||||||||||||
1 | 0,50 | 0,07 | 0,12 | 0,19 | 0,31 | 0,52 | 0,86 | 1,40 | - | - | - | - | - | - | - | - |
2 | 0,75 | - | 0,07 | 0,12 | 0,19 | 0,31 | 0,52 | 0,86 | 1,40 | - | - | - | - | - | - | - |
3 | 1,10 | - | - | 0,07 | 0,12 | 0,19 | 0,31 | 0,52 | 0,86 | 1,40 | - | - | - | - | - | - |
4 | 1,70 | - | - | - | 0,07 | 0,12 | 0,19 | 0,31 | 0,52 | 0,86 | 1,40 | - | - | - | - | - |
5 | 2,50 | - | - | - | - | 0,07 | 0,12 | 0,19 | 0,31 | 0,52 | 0,86 | 1,40 | - | - | - | - |
6 | 3,80 | - | - | - | - | - | 0,07 | 0,12 | 0,19 | 0,31 | 0,52 | 0,86 | 1,40 | - | - | - |
7 | 5,60 | - | - | - | - | - | - | 0,07 | 0,12 | 0,19 | 0,31 | 0,52 | 0,86 | 1,40 | - | - |
8 | 8,50 | - | - | - | - | - | - | - | 0,07 | 0,12 | 0,19 | 0,31 | 0,52 | 0,86 | - | - |
9 | 12,50 | - | - | - | - | - | - | - | - | 0,07 | 0,12 | 0,9 | 0,31 | 0,52 | 0,86 | 1,40 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
Тангенциальное усилие Pт, н | ||||||||||||||||
100 | 148 | 220 | 330 | 490 | 730 | 1090 | 1630 | 2440 | 3640 | 5430 | 8100 | 12100 | 18100 | 27900 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Твердость HB, ГПа | |||||||
1,28 | 1,53 | 1,75 | 2,13 | 2,24 | 2,36 | 2,64 | ||
Коэффициент Kрм | ||||||||
Автоматная сталь (I группа) | - | 0,90 | 0,95 | 1,1 | 1,15 | - | - | |
Углеродистая сталь (II группа) | 0,75 | 0,87 | 0,92 | 1,0 | 1,10 | 1,13 | 1,25 | |
Легированная сталь (III - V группы) | - | - | 0,95 | 1,1 | 1,12 | 1,15 | 1,27 | |
Медный сплав (VI группа) | 0,3 | |||||||
Алюминиевый сплав (VII группа) | 0,5 | |||||||
2. Главного угла в плане | ||||||||
Главный угол в плане | 30 | 45 - 75 | 90 | |||||
Коэффициент | 1,08 | 1,0 | 1,08 | |||||
Многошпиндельные и одношпиндельные автоматы | |||||||||||||||
Усилия резания для резцов отрезных, прорезных, канавочных, широких фасонных | КАРТА 12 | ||||||||||||||
ЛИСТ 2 | |||||||||||||||
Pz = Pт · Kрм · Kрп ·Kрр | |||||||||||||||
N позиции | Ширина резца B, мм | Подача S2, мм/об. | |||||||||||||
0,015 | 0,02 | 0,025 | 0,03 | 0,035 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,20 | ||
Тангенциальное усилие Pт, н | |||||||||||||||
1 | 1,5 | 91 | 109 | 138 | 157 | 184 | 210 | 240 | 300 | 368 | 450 | 500 | 575 | 645 | 780 |
2 | 2,0 | 122 | 146 | 184 | 210 | 246 | 280 | 320 | 400 | 490 | 600 | 670 | 770 | 860 | 1040 |
3 | 2,5 | 152 | 182 | 230 | 264 | 307 | 350 | 400 | 500 | 613 | 750 | 836 | 963 | 1075 | 1300 |
4 | 3,0 | 183 | 219 | 276 | 315 | 369 | 420 | 480 | 600 | 735 | 900 | 1005 | 1155 | 1290 | 1560 |
5 | 5,0 | 305 | 365 | 460 | 525 | 615 | 700 | 800 | 1000 | 1225 | 1500 | 1675 | 1925 | 2150 | 2600 |
6 | 8,0 | 488 | 584 | 736 | 840 | 948 | 1120 | 1280 | 1600 | 1960 | 2400 | 2680 | 3080 | 3440 | 4160 |
7 | 10,0 | 610 | 730 | 920 | 1050 | 1230 | 1400 | 1600 | 2000 | 2450 | 3000 | 3335 | 3850 | 4300 | 5200 |
8 | 15,0 | 915 | 1095 | 1380 | 1575 | 1845 | 2100 | 2400 | 3000 | 3675 | 4500 | 5025 | 5775 | 6450 | 7800 |
9 | 20,0 | 1220 | 1460 | 1840 | 2100 | 2460 | 2800 | 3200 | 4000 | 4900 | 6000 | 6700 | 7700 | 8600 | 10400 |
10 | 25,0 | 1525 | 1825 | 2300 | 2625 | 3075 | 3500 | 4000 | 5000 | 6125 | 7500 | 8375 | 9625 | 10750 | 13000 |
11 | 30,0 | 1830 | 2190 | 2760 | 3150 | 3690 | 4200 | 4800 | 6000 | 7350 | 9000 | 10050 | 11550 | 12900 | 15600 |
12 | 40,0 | 2440 | 2920 | 3680 | 4200 | 4920 | 5600 | 6400 | 8000 | 9800 | 12000 | 13400 | 15400 | 17200 | 20800 |
13 | 50,0 | 3050 | 3650 | 4600 | 5250 | 6150 | 7000 | 8000 | 10000 | 12250 | 15000 | 16750 | 19250 | 21500 | 26000 |
14 | 60,0 | 3660 | 4380 | 5520 | 6300 | 7380 | 8400 | 9600 | 12000 | 14700 | 18900 | 20100 | 23100 | 25800 | 31200 |
15 | 70,0 | 4270 | 5110 | 6440 | 7350 | 8610 | 9800 | 11120 | 14000 | 17150 | 21000 | 23450 | 26950 | 30100 | 36400 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и его твердости
Группы обрабатываемых материалов (марки материалов см. в карте 1) | Твердость обрабатываемого материала HB, ГПа | ||||||
1,28 | 1,53 | 1,75 | 2,13 | 2,24 | 2,36 | 2,64 | |
Коэффициент Kрм | |||||||
Автоматные стали (I группа) | - | 0,90 | 0,95 | 1,1 | 1,15 | - | - |
Углеродистые стали (II группа) | 0,75 | 0,87 | 0,92 | 1,0 | 1,10 | 1,13 | 1,25 |
Легированные стали (III - V группы) | - | - | 0,95 | 1,1 | 1,12 | 1,15 | 1,27 |
Медные сплавы (VI группа) | 0,3 | ||||||
Алюминиевые сплавы (VII группа) | 0,5 | ||||||
2. Отношения конечного диаметра обработки к начальному
Отношение конечного диаметра обработки к начальному | 0,2 | 0,5 | 0,9 |
Коэффициент Kрп | 1,0 | 0,95 | 0,83 |
3. Типа резца
Типы резцов | Отрезные, прорезные, канавочные | Широкие, фасонные простые | Фасонные сложные |
Коэффициент Kрр | 1,0 | 0,9 | 1,05 |
УСИЛИЯ РЕЗАНИЯ, МОМЕНТЫ, МОЩНОСТИ | Многошпиндельные и одношпиндельные автоматы | ||||||||||||||||||||
КАРТА 12 | |||||||||||||||||||||
Мощность резания при обработке резцами | ЛИСТ 3 | ||||||||||||||||||||
Скорость резания V, м/мин. | Тангенциальное усилие резания Pz, н | ||||||||||||||||||||
53,0 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 |
63,5 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 |
76,0 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 |
91,0 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 |
109,0 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 |
131,0 | 265 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 |
157,0 | 220 | 265 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 |
188,0 | 184 | 220 | 265 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 |
226,0 | 159 | 165 | 220 | 265 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 |
270,0 | 129 | 159 | 184 | 220 | 265 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 |
324,0 | 108 | 129 | 159 | 184 | 220 | 265 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 |
388,0 | 89 | 109 | 129 | 159 | 184 | 220 | 265 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 |
465,0 | 74 | 89 | 109 | 129 | 159 | 184 | 220 | 265 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 |
557,0 | 62 | 74 | 89 | 108 | 129 | 159 | 184 | 220 | 265 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 |
668,0 | 52 | 62 | 74 | 89 | 108 | 129 | 159 | 184 | 220 | 265 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 | 1850 |
800,0 | 43 | 52 | 62 | 74 | 89 | 108 | 129 | 159 | 184 | 220 | 265 | 320 | 385 | 460 | 550 | 660 | 790 | 890 | 1070 | 1280 | 1540 |
Эффективная мощность Nэ, кВт | |||||||||||||||||||||
1 | 0,54 | 0,65 | 0,78 | 0,93 | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,8 | 3,3 | 4,0 | 4,8 | 5,8 | 6,9 | 8,3 | 9,9 | 11,9 | 14,3 | 17,2 | 20,0 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ф | х |
УСИЛИЯ РЕЗАНИЯ, МОМЕНТЫ, МОЩНОСТИ | Многошпиндельные и одношпиндельные автоматы | ||||||||||||||||||||||
КАРТА 12 | |||||||||||||||||||||||
Мощность резания при обработке резцами | ЛИСТ 3 (продолжение) | ||||||||||||||||||||||
Скорость резания V, м/мин. | Тангенциальное усилие резания Pz, н | ||||||||||||||||||||||
5,0 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | 32000 | 38400 | - | - | - | - | - | - | - | - | - | - | ||
6,0 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | 32000 | 38400 | - | - | - | - | - | - | - | - | - | ||
7,2 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 11850 | 29100 | 26600 | 32000 | 38400 | - | - | - | - | - | - | - | - | ||
8,6 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | 32000 | 38400 | - | - | - | - | - | - | - | ||
10,3 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | 32000 | 38400 | - | - | - | - | - | - | ||
12,3 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | 32000 | 38400 | - | - | - | - | - | ||
14,0 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | 32000 | 38400 | - | - | - | - | ||
17,8 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | 32000 | 38400 | - | - | - | ||
21,4 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | 32000 | 38400 | - | - | ||
25,6 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | 32000 | 38400 | - | ||
30,8 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | 32000 | 38400 | ||
37,0 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 5500 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | 32000 | ||
790 | 890 | 1070 | 1280 | 1540 | 1850 | 2200 | 2650 | 3200 | 3850 | 4600 | 6600 | 7900 | 8900 | 10700 | 12800 | 15400 | 18500 | 22100 | 26600 | ||||
Эффективная мощность Nэ, кВт | |||||||||||||||||||||||
1 | 0,54 | 0,65 | 0,78 | 0,93 | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,8 | 3,3 | 4,8 | 5,8 | 6,9 | 8,3 | 9,9 | 11,9 | 14,3 | 17,2 | 20,0 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ф | х | ||
Многошпиндельные и одношпиндельные автоматы | ||||||||||||||||||||||||
КАРТА 12 | ||||||||||||||||||||||||
Моменты крутящие при сверлении | ЛИСТ 4 | |||||||||||||||||||||||
 | ||||||||||||||||||||||||
N позиции | Подача S1, мм/об. | Диаметр сверла d1, мм | ||||||||||||||||||||||
1 | 0,025 | 2 | 2,5 | 3,0 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,5 | 10,0 | 12,0 | 15 | 18 | 21 | 25 | 30 | - | - | - | - | - | - | - |
2 | 0,040 | - | 2,0 | 2,5 | 3,0 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,5 | 10,0 | 12 | 15 | 18 | 21 | 25 | 30 | - | - | - | - | - | - |
3 | 0,060 | - | - | 2,0 | 2,5 | 3,0 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,5 | 10 | 12 | 15 | 18 | 21 | 25 | 30 | - | - | - | - | - |
4 | 0,090 | - | - | - | 2,0 | 2,5 | 3,0 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,5 | 10 | 12 | 15 | 18 | 21 | 25 | 30 | - | - | - | - |
5 | 0,140 | - | - | - | - | 2,0 | 2,5 | 3,0 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,5 | 10 | 12 | 15 | 18 | 21 | 25 | 30 | - | - | - |
6 | 0,220 | - | - | - | - | - | 2,0 | 2,5 | 3,0 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,5 | 10 | 12 | 15 | 18 | 21 | 25 | 30 | - | - |
7 | 0,350 | - | - | - | - | - | - | 2,0 | 2,5 | 3,0 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,5 | 10 | 12 | 15 | 18 | 21 | 25 | 30 | - |
8 | 0,530 | - | - | - | - | - | - | 2,0 | 2,5 | 3,0 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,5 | 10 | 12 | 15 | 18 | 21 | 25 | 30 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | к | о | п | р | с | т | у | ф | х | ц | ч | |
Крутящий момент Мт, нм | ||||||||||||||||||||||||
9 | 0,1 | 0,16 | 0,22 | 0,3 | 0,44 | 0,6 | 0,9 | 1,2 | 1,7 | 2,5 | 3,4 | 4,7 | 6,6 | 9,4 | 13,2 | 18,5 | 26,4 | 37 | 52 | 74 | 104 | 146 | 208 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ф | х | ц | ч | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и его твердости
Обрабатываемый материал | Твердость HB, ГПа | ||||||
1,28 | 1,53 | 1,75 | 2,13 | 2,24 | 2,36 | 2,64 | |
Коэффициент | |||||||
Автоматная сталь (I группа) | - | 0,90 | 0,95 | 1,2 | 1,15 | - | - |
Углеродистая сталь (II группа) | 0,75 | 0,87 | 0,92 | 1,0 | 1,10 | 1,13 | 1,25 |
Легированная сталь (III - V группы) | - | - | 0,95 | 1,1 | 1,12 | 1,15 | 1,27 |
Медный сплав (VI группа) | 0,3 | ||||||
Алюминиевый сплав (VII группа) | 0,5 | ||||||
Многошпиндельные и одношпиндельные автоматы | |||||||||||
КАРТА 12 | |||||||||||
Моменты крутящие при зенкеровании | ЛИСТ 5 | ||||||||||
 | |||||||||||
N позиции | Диаметр зенкера | Подача. S1, мм/об. | |||||||||
0,1 | 0,15 | 0,2 | 0,25 | 0,3 | 0,35 | 0,40 | 0,45 | 0,5 | 0,6 | ||
Крутящий момент Мт, нм | |||||||||||
1 | 10 | 1,6 | 2,0 | 2,6 | 3,2 | 3,6 | 4,0 | 4,4 | 4,8 | 5,8 | 6,3 |
2 | 14 | 2,2 | 2,9 | 3,7 | 4,5 | 5,0 | 5,6 | 6,2 | 6,7 | 7,2 | 8,9 |
3 | 20 | 3,2 | 4,0 | 5,2 | 6,4 | 7,2 | 8,0 | 8,8 | 9,6 | 10,4 | 12,6 |
4 | 28 | 4,4 | 5,8 | 7,4 | 9,0 | 10,0 | 11,2 | 12,4 | 13,4 | 14,4 | 17,8 |
5 | 40 | 6,4 | 8,0 | 10,4 | 12,8 | 14,4 | 16,0 | 17,6 | 19,2 | 20,8 | 25,2 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и его твердости
Обрабатываемый материал | Твердость HB, ГПа | ||||||
1,28 | 1,53 | 1,75 | 2,13 | 2,24 | 2,36 | 2,64 | |
Коэффициент | |||||||
Автоматная сталь (I группа) | - | 0,90 | 0,95 | 1,1 | 1,15 | - | - |
Углеродистая сталь (II группа) | 0,75 | 0,87 | 0,92 | 1,0 | 1,10 | 1,13 | 1,25 |
Легированная сталь (III - V группы) | - | - | 0,95 | 1,1 | 1,12 | 1,15 | 1,27 |
Медный сплав (VI группа) | 0,3 | ||||||
Алюминиевый сплав (VII группа) | 0,5 | ||||||
Многошпиндельные и одношпиндельные автоматы | ||||||||||||
КАРТА 12 | ||||||||||||
Моменты крутящие при резьбонарезании | ЛИСТ 6 | |||||||||||
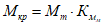 | ||||||||||||
N позиции | Шаг резьбы, мм | Крутящий момент Мт, H·м при диаметре резьбы d1, мм | ||||||||||
5 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 24 | 27 | 30 | ||
1 | 0,80 | 2 | - | - | - | - | - | - | - | - | - | - |
2 | 1,00 | - | 2,9 | 4,87 | 5,84 | 7,80 | 10,71 | 12,66 | 16,56 | 22,40 | 25,32 | 29,0 |
3 | 1,25 | - | - | 5,84 | 8,77 | 11,70 | 15,58 | - | - | - | - | - |
4 | 1,50 | - | - | - | 11,70 | 15,58 | 20,45 | 24,35 | 32,14 | 41,88 | 49,67 | 56,49 |
5 | 1,75 | - | - | - | - | 18,50 | - | - | - | - | - | - |
6 | 2,00 | - | - | - | - | - | 31,19 | 36,04 | 48,70 | 63,31 | 74,02 | 84,74 |
7 | 3,00 | - | - | - | - | - | - | - | - | 119,5 | 140,0 | 159,7 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
Поправочные коэффициенты на измененные условия
обработки в зависимости от:
1. Обрабатываемого материала и твердости
Обрабатываемый материал | Автоматная сталь (I группа) | Углеродистая сталь (II группа) | Медный сплав (VI группа) | Алюминиевый сплав (VII группа) |
Коэффициент Kмм | 0,85 | 1,1 | 0,6 | 0,4 |
УСИЛИЯ РЕЗАНИЯ, МОМЕНТЫ, МОЩНОСТИ | Многошпиндельные и одношпиндельные автоматы | |||||||||||||||||||||||||||||
КАРТА 12 | ||||||||||||||||||||||||||||||
Моменты резания при обработке мерным инструментом | ЛИСТ 7 | |||||||||||||||||||||||||||||
N позиции | Число оборотов n, об./мин. | Крутящий момент Мкр, H·м | ||||||||||||||||||||||||||||
1 | 50 | 30,0 | 36,00 | 43,00 | 51,60 | 62,00 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
2 | 60 | 25,0 | 30,00 | 36,00 | 43,00 | 61,60 | 62,0 | 74,0 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
3 | 70 | 21,0 | 25,00 | 30,00 | 36,00 | 43,00 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
4 | 85 | 17,50 | 21,00 | 25,00 | 30,00 | 36,00 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
5 | 100 | 14,50 | 17,50 | 21,00 | 25,00 | 30,00 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
6 | 120 | 12,00 | 14,50 | 17,50 | 21,00 | 25,00 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - | - | - | - | - | - | - |
7 | 140 | 10,00 | 12,00 | 14,50 | 17,50 | 21,00 | 25,0 | 30,0 | 36,0 | 43, | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - | - | - | - | - | - |
8 | 170 | 8,60 | 10,00 | 12,00 | 14,50 | 17,50 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - | - | - | - | - |
9 | 200 | 7,20 | 8,60 | 10,00 | 12,00 | 14,50 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - | - | - | - |
10 | 240 | 6,00 | 7,20 | 8,60 | 10,00 | 12,00 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - | - | - |
11 | 290 | 5,00 | 6,00 | 7,20 | 8,60 | 10,00 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - | - |
12 | 350 | 4,20 | 5,00 | 6,00 | 7,20 | 8,60 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - | - |
13 | 420 | 3,50 | 4,20 | 5,00 | 6,00 | 7,20 | 8,6 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - | - |
14 | 500 | 2,90 | 3,50 | 4,20 | 5,00 | 6,00 | 7,20 | 8,6 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - | - |
15 | 600 | 2,40 | 2,90 | 3,50 | 4,20 | 5,00 | 6,0 | 7,2 | 8,6 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - | - |
16 | 720 | 2,00 | 2,40 | 2,90 | 3,50 | 4,20 | 5,0 | 6,0 | 7,2 | 8,6 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - | - |
17 | 760 | 1,65 | 2,00 | 2,40 | 2,90 | 3,50 | 4,2 | 5,0 | 6,0 | 7,2 | 8,6 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - | - |
18 | 1000 | 1,40 | 1,65 | 2,00 | 2,40 | 2,90 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,6 | 10,6 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 | - |
19 | 1200 | 1,15 | 1,40 | 1,65 | 2,00 | 2,40 | 2,9 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,6 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 | 200,0 |
20 | 1450 | 0,95 | 1,15 | 1,40 | 1,65 | 2,00 | 2,4 | 2,9 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,6 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 | 160,0 |
21 | 1750 | 0,79 | 0,95 | 1,15 | 1,40 | 1, 65 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,6 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 | 130,0 |
22 | 2100 | 0,66 | 0,79 | 0,95 | 1,15 | 1,40 | 1,6 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,6 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 | 108,0 |
23 | 2500 | 0,55 | 0,66 | 0,79 | 0,95 | 1,15 | 1,4 | 1,6 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,6 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 | 90,0 |
24 | 3000 | 0,45 | 0,55 | 0,66 | 0,79 | 0,95 | 1,1 | 1,4 | 1,6 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,6 | 10,0 | 12,0 | 14,5 | 17,5 | 21,0 | 25,0 | 30,0 | 36,0 | 43,0 | 51,6 | 62,0 | 74,4 |
Эффективная мощность Nэ, кВт | ||||||||||||||||||||||||||||||
25 | 0,15 | 0,18 | 0,20 | 0,25 | 0,29 | 0,35 | 0,42 | 0,56 | 0,60 | 0,74 | 0,89 | 1,00 | 1,24 | 1,50 | 1,80 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,4 | 8,0 | 9,2 | 11,0 | 13,2 | 15,8 | 19,0 | 23,0 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | э | ю | я | ||
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ
Одношпиндельные автоматы | |||||||||||||
Диаметр прутка 6 - 10 мм | КАРТА 13 | ||||||||||||
Содержание работы | ЛИСТ 1 | ||||||||||||
N карты | N листа | N позиции | |||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | 18 | 1 | 1 | ||||||||||
2. Сменить и отрегулировать кулачки | 18 | 1 | 2, 3 | ||||||||||
3. Сменить державки инструмента в суппортах и револьверной головке | 18 | 1 | 11, 12 | ||||||||||
4. Сменить и отрегулировать режущий инструмент | 18 | 1 | 15 - 32 | ||||||||||
5. Регулировка упоров и других частей станка | 18 | 1 | 1, 4 | ||||||||||
6. Обработка пробных деталей | 23 | 12 | - | ||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | 22 | 13 | - | ||||||||||
N позиции | Количество инструментов для обработки | Машинное время на цикл, с, до | |||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | ||||
Время на наладку, мин. | |||||||||||||
1 | 2 | - | - | 27 | 28 | 30 | 31 | 33 | 37 | 38 | 40 | 41 | 43 |
2 | 1 | - | 30 | 31 | 32 | 34 | 36 | 40 | 42 | 43 | 45 | 47 | |
3 | 3 | - | - | 31 | 33 | 34 | 36 | 38 | 42 | 44 | 45 | 47 | 49 |
4 | 1 | - | 34 | 36 | 37 | 39 | 42 | 46 | 48 | 50 | 52 | 54 | |
5 | - | - | 37 | 38 | 40 | 41 | 44 | 49 | 50 | 52 | 54 | 56 | |
6 | - | 38 | 40 | 41 | 43 | 46 | 51 | 54 | 55 | 57 | 59 | ||
7 | 4 | 1 | 1 | 45 | 47 | 49 | 51 | 56 | 61 | 63 | 65 | 68 | 71 |
8 | 4 | 2 | - | 42 | 44 | 46 | 48 | 51 | 57 | 59 | 61 | 63 | 66 |
9 | 1 | 48 | 50 | 52 | 55 | 61 | 66 | 68 | 70 | 73 | 76 | ||
10 | 5 | - | - | 38 | 39 | 41 | 43 | 46 | 50 | 53 | 55 | 57 | 59 |
11 | 1 | - | 43 | 45 | 47 | 49 | 52 | 57 | 60 | 62 | 64 | 67 | |
12 | 1 | 49 | 51 | 55 | 59 | 66 | 73 | 76 | 78 | 82 | 86 | ||
13 | 2 | - | 45 | 47 | 49 | 51 | 55 | 61 | 64 | 65 | 68 | 71 | |
14 | 1 | 53 | 54 | 59 | 65 | 71 | 79 | 81 | 84 | 89 | 94 | ||
15 | 3 | - | 49 | 51 | 53 | 56 | 59 | 66 | 69 | 71 | 74 | 77 | |
16 | 1 | 55 | 56 | 62 | 68 | 76 | 84 | 87 | 90 | 95 | 100 | ||
17 | 7 | - | - | 47 | 49 | 51 | 53 | 56 | 61 | 64 | 66 | 68 | 71 |
18 | 1 | - | 50 | 52 | 54 | 56 | 60 | 66 | 69 | 70 | 73 | 76 | |
19 | 1 | 58 | 60 | 65 | 70 | 77 | 84 | 87 | 90 | 94 | 99 | ||
20 | 2 | - | 53 | 55 | 58 | 60 | 64 | 71 | 73 | 76 | 78 | 82 | |
21 | 1 | 61 | 63 | 69 | 75 | 82 | 90 | 93 | 96 | 101 | 107 | ||
22 | 2 | 66 | 68 | 74 | 81 | 89 | 99 | 102 | 106 | 112 | 118 | ||
23 | 3 | - | 55 | 57 | 59 | 62 | 66 | 73 | 76 | 79 | 82 | 86 | |
24 | 1 | 62 | 64 | 71 | 77 | 86 | 93 | 98 | 101 | 107 | 113 | ||
25 | 2 | 70 | 72 | 79 | 87 | 96 | 98 | 111 | 114 | 121 | 128 | ||
26 | 9 | - | - | 54 | 56 | 58 | 60 | 63 | 69 | 72 | 74 | 77 | 80 |
27 | 1 | - | 56 | 58 | 60 | 63 | 67 | 73 | 76 | 79 | 82 | 84 | |
28 | 1 | 64 | 66 | 72 | 78 | 85 | 93 | 96 | 99 | 104 | 109 | ||
29 | 2 | - | 63 | 65 | 68 | 70 | 75 | 82 | 85 | 88 | 91 | 94 | |
30 | 1 | 64 | 66 | 73 | 79 | 87 | 95 | 100 | 103 | 109 | 115 | ||
31 | 2 | 74 | 76 | 84 | 91 | 101 | 109 | 115 | 119 | 125 | 132 | ||
32 | 3 | - | 63 | 66 | 68 | 71 | 76 | 84 | 87 | 91 | 94 | 98 | |
33 | 1 | 71 | 73 | 80 | 88 | 96 | 105 | 110 | 114 | 121 | 126 | ||
34 | 2 | 77 | 79 | 87 | 96 | 106 | 111 | 122 | 127 | 135 | 140 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА НАЛАДКУ АВТОМАТОВ | Одношпиндельные автоматы | ||||||||||||
КАРТА 13 | |||||||||||||
Диаметр прутка 12 - 20 мм | ЛИСТ 2 | ||||||||||||
Содержание работы | N карты | N листа | N позиции | ||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||
3. Сменить державки инструмента в суппортах и револьверной головке | |||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||
6. Обработка пробных деталей | - | ||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин, до | |||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | ||||
Время на наладку, мин. | |||||||||||||
1 | 2 | - | - | 31 | 32 | 33 | 35 | 37 | 41 | 42 | 44 | 45 | 47 |
2 | 1 | - | 34 | 35 | 36 | 38 | 40 | 44 | 46 | 47 | 49 | 51 | |
3 | 3 | - | - | 36 | 37 | 39 | 40 | 43 | 47 | 48 | 50 | 52 | 54 |
4 | 1 | - | 39 | 41 | 42 | 44 | 47 | 51 | 53 | 55 | 57 | 59 | |
5 | 4 | - | - | 40 | 42 | 43 | 45 | 48 | 52 | 54 | 56 | 58 | 60 |
6 | 1 | - | 44 | 45 | 47 | 49 | 52 | 56 | 59 | 61 | 63 | 65 | |
7 | 1 | 51 | 52 | 55 | 57 | 62 | 67 | 69 | 71 | 74 | 77 | ||
8 | 2 | - | 48 | 50 | 51 | 54 | 57 | 62 | 65 | 67 | 69 | 71 | |
9 | - | 54 | 56 | 59 | 61 | 67 | 72 | 75 | 77 | 80 | 83 | ||
10 | 5 | - | - | 43 | 44 | 46 | 48 | 51 | 55 | 58 | 60 | 62 | 64 |
11 | 1 | - | 49 | 51 | 53 | 55 | 58 | 631 | 66 | 68 | 70 | 73 | |
12 | 1 | 56 | 57 | 62 | 65 | 72 | 79 | 82 | 85 | 89 | 92 | ||
13 | 2 | - | 51 | 53 | 55 | 57 | 61 | 67 | 70 | 72 | 74 | 77 | |
14 | 1 | 60 | 61 | 66 | 72 | 78 | 86 | 88 | 91 | 96 | 101 | ||
15 | 3 | - | 55 | 57 | 60 | 62 | 66 | 73 | 75 | 78 | 80 | 84 | |
16 | 1 | 62 | 63 | 69 | 75 | 83 | 91 | 94 | 97 | 102 | 107 | ||
17 | 7 | - | - | 53 | 54 | 56 | 69 | 62 | 67 | 70 | 72 | 74 | 76 |
18 | 1 | - | 57 | 59 | 61 | 63 | 67 | 73 | 75 | 77 | 80 | 83 | |
19 | 1 | 66 | 67 | 73 | 78 | 84 | 92 | 95 | 97 | 102 | 107 | ||
20 | 2 | - | 61 | 63 | 65 | 68 | 71 | 78 | 81 | 83 | 85 | 89 | |
21 | 1 | 69 | 71 | 77 | 83 | 90 | 98 | 101 | 104 | 109 | 114 | ||
22 | 2 | 72 | 74 | 81 | 88 | 96 | 105 | 109 | 113 | 119 | 124 | ||
23 | 3 | - | 62 | 64 | 66 | 69 | 73 | 80 | 84 | 86 | 89 | 93 | |
24 | 1 | 70 | 72 | 79 | 85 | 93 | 101 | 105 | 109 | 115 | 120 | ||
25 | 2 | 78 | 80 | 88 | 95 | 105 | 107 | 119 | 123 | 129 | 136 | ||
26 | 9 | - | - | 61 | 63 | 65 | 63 | 71 | 77 | 79 | 82 | 85 | 88 |
27 | 1 | - | 64 | 66 | 68 | 71 | 74 | 81 | 84 | 87 | 89 | 92 | |
28 | 1 | 73 | 74 | 80 | 86 | 93 | 101 | 105 | 108 | 113 | 118 | ||
29 | 2 | - | 71 | 73 | 76 | 79 | 83 | 90 | 93 | 97 | 99 | 103 | |
30 | 1 | 72 | 74 | 81 | 87 | 95 | 103 | 108 | 111 | 117 | 123 | ||
31 | 2 | 83 | 85 | 93 | 100 | 110 | 118 | 124 | 128 | 134 | 141 | ||
32 | 3 | - | 72 | 74 | 87 | 80 | 85 | 93 | 96 | 100 | 103 | 106 | |
33 | 1 | 80 | 82 | 89 | 97 | 105 | 114 | 119 | 123 | 130 | 135 | ||
34 | 2 | 86 | 89 | 97 | 106 | 115 | 121 | 131 | 136 | 145 | 149 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг, время на это взять из комплексных нормативов, карта 18, позиция 6.
Одношпиндельные автоматы | |||||||||||||
КАРТА 13 | |||||||||||||
Диаметр прутка 24 - 52 мм | ЛИСТ 3 | ||||||||||||
Содержание работы | N карты | N листа | N поз. | ||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||
3. Сменить державки инструмента в суппортах и револьверной головке | |||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||
6. Обработка пробных деталей | - | ||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | ||||
Время на наладку, мин. | |||||||||||||
1 | 2 | - | - | 36 | 38 | 39 | 40 | 43 | 46 | 47 | 49 | 51 | 52 |
2 | 1 | - | 39 | 41 | 42 | 44 | 46 | 50 | 52 | 53 | 55 | 57 | |
3 | 3 | - | - | 42 | 43 | 45 | 46 | 49 | 53 | 54 | 56 | 58 | 60 |
4 | 1 | - | 47 | 48 | 50 | 51 | 54 | 58 | 60 | 62 | 64 | 66 | |
5 | 4 | - | - | 47 | 49 | 50 | 52 | 55 | 59 | 61 | 63 | 65 | 67 |
6 | 1 | - | 51 | 53 | 54 | 56 | 59 | 64 | 67 | 68 | 70 | 72 | |
7 | 1 | 59 | 61 | 64 | 66 | 71 | 76 | 78 | 80 | 82 | 85 | ||
8 | 2 | - | 57 | 58 | 60 | 62 | 66 | 71 | 74 | 75 | 77 | 80 | |
9 | 1 | 63 | 65 | 68 | 71 | 76 | 82 | 84 | 86 | 89 | 92 | ||
10 | 5 | - | - | 50 | 52 | 53 | 55 | 58 | 63 | 65 | 67 | 69 | 71 |
11 | 1 | - | 57 | 59 | 61 | 63 | 66 | 72 | 74 | 76 | 78 | 81 | |
12 | 1 | 65 | 66 | 71 | 74 | 81 | 89 | 91 | 94 | 98 | 102 | ||
13 | 2 | - | 61 | 62 | 64 | 67 | 70 | 76 | 79 | 81 | 83 | 87 | |
14 | 1 | 70 | 71 | 77 | 82 | 88 | 96 | 99 | 101 | 106 | 111 | ||
15 | 3 | - | 66 | 68 | 70 | 73 | 76 | 83 | 86 | 88 | 91 | 94 | |
16 | 1 | 75 | 76 | 82 | 88 | 95 | 103 | 107 | 110 | 115 | 120 | ||
17 | 7 | - | - | 63 | 65 | 67 | 69 | 72 | 77 | 80 | 82 | 84 | 87 |
18 | 1 | - | 67 | 69 | 71 | 73 | 77 | 83 | 85 | 87 | 90 | 93 | |
19 | 1 | 77 | 78 | 84 | 89 | 95 | 103 | 106 | 109 | 113 | 118 | ||
20 | 2 | - | 72 | 74 | 76 | 79 | 83 | 89 | 92 | 94 | 97 | 101 | |
21 | 1 | 81 | 83 | 89 | 95 | 102 | 110 | 113 | 116 | 121 | 127 | ||
22 | 2 | 85 | 87 | 94 | 101 | 109 | 118 | 122 | 126 | 131 | 137 | ||
23 | 3 | - | 73 | 75 | 78 | 80 | 85 | 92 | 95 | 97 | 100 | 104 | |
24 | 1 | 83 | 84 | 91 | 98 | 106 | 113 | 118 | 121 | 127 | 133 | ||
25 | 2 | 91 | 93 | 101 | 108 | 118 | 120 | 132 | 136 | 142 | 149 | ||
26 | 9 | - | - | 72 | 74 | 76 | 78 | 81 | 88 | 90 | 92 | 95 | 98 |
27 | 1 | - | 75 | 77 | 79 | 82 | 85 | 92 | 95 | 98 | 101 | 103 | |
28 | 1 | 85 | 97 | 93 | 99 | 106 | 114 | 117 | 120 | 125 | 130 | ||
29 | 2 | - | 84 | 86 | 89 | 92 | 96 | 103 | 106 | 110 | 112 | 116 | |
30 | 1 | 85 | 87 | 93 | 100 | 108 | 115 | 120 | 123 | 129 | 135 | ||
31 | 2 | 98 | 100 | 107 | 115 | 124 | 133 | 139 | 142 | 149 | 156 | ||
32 | 3 | - | 85 | 87 | 90 | 93 | 98 | 106 | 109 | 113 | 116 | 119 | |
33 | 1 | 94 | 96 | 103 | 211 | 219 | 128 | 133 | 137 | 144 | 149 | ||
34 | 2 | 101 | 103 | 111 | 120 | 130 | 135 | 146 | 150 | 159 | 164 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
Четырехшпиндельные автоматы | |||||||||||||||
КАРТА 14 | |||||||||||||||
Диаметр прутка 25 мм | ЛИСТ 1 | ||||||||||||||
Содержание работы | N карты | N листа | N поз. | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||||
2. Сменить и отрегулировать режущий инструмент | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 48 | 50 | 53 | 56 | 62 | 69 | 71 | 74 | 78 | 81 | 85 | 88 |
2 | 1 | - | 50 | 53 | 56 | 60 | 67 | 74 | 76 | 80 | 84 | 87 | 92 | 95 | |
3 | 2 | - | 55 | 57 | 61 | 65 | 73 | 81 | 84 | 88 | 92 | 95 | 100 | 105 | |
4 | 1 | 72 | 75 | 79 | 84 | 92 | 102 | 105 | 110 | 114 | 118 | 124 | 130 | ||
5 | 7 | - | - | 55 | 57 | 61 | 64 | 71 | 79 | 81 | 85 | 89 | 92 | 96 | 106 |
6 | 1 | - | 63 | 65 | 69 | 73 | 81 | 89 | 92 | 96 | 100 | 104 | 108 | 113 | |
7 | 2 | - | 69 | 72 | 76 | 81 | 89 | 98 | 101 | 105 | 110 | 114 | 119 | 125 | |
8 | 1 | 79 | 81 | 86 | 91 | 101 | 111 | 115 | 120 | 125 | 130 | 136 | 143 | ||
9 | 3 | - | 7,1 | 74 | 79 | 83 | 93 | 102 | 106 | 111 | 115 | 121 | 126 | 132 | |
10 | 1 | 80 | 83 | 88 | 94 | 105 | 115 | 119 | 126 | 131 | 137 | 143 | 150 | ||
11 | 2 | 88 | 92 | 98 | 105 | 117 | 128 | 134 | 142 | 147 | 154 | 162 | 170 | ||
12 | 9 | - | - | 74 | 77 | 81 | 85 | 92 | 100 | 103 | 107 | 111 | 115 | 120 | 125 |
13 | 1 | - | 77 | 80 | 84 | 89 | 97 | 106 | 109 | 113 | 118 | 122 | 127 | 133 | |
14 | 2 | - | 86 | 89 | 93 | 98 | 108 | 117 | 121 | 126 | 130 | 135 | 141 | 148 | |
15 | 1 | 88 | 92 | 96 | 108 | 113 | 123 | 128 | 134 | 139 | 145 | 151 | 158 | ||
16 | 3 | - | 87 | 92 | 98 | 101 | 111 | 121 | 125 | 132 | 136 | 141 | 147 | 154 | |
17 | 1 | 92 | 98 | 104 | 108 | 119 | 131 | 135 | 143 | 148 | 155 | 161 | 169 | ||
18 | 2 | 100 | 107 | 115 | 119 | 133 | 145 | 150 | 159 | 165 | 173 | 181 | 188 | ||
19 | 4 | - | 88 | 94 | 100 | 104 | 114 | 126 | 130 | 137 | 142 | 148 | 154 | 162 | |
20 | 1 | 95 | 101 | 108 | 112 | 125 | 138 | 143 | 151 | 157 | 163 | 171 | 180 | ||
21 | 2 | 102 | 110 | 118 | 123 | 137 | 152 | 158 | 167 | 174 | 181 | 190 | 199 | ||
22 | 11 | - | - | 87 | 89 | 94 | 98 | 107 | 115 | 118 | 123 | 127 | 132 | 137 | 142 |
23 | 1 | - | 88 | 91 | 95 | 100 | 109 | 119 | 123 | 128 | 132 | 137 | 154 | 150 | |
24 | 2 | - | 94 | 97 | 102 | 108 | 118 | 128 | 133 | 138 | 142 | 148 | 155 | 162 | |
25 | 1 | 103 | 107 | 113 | 119 | 131 | 143 | 148 | 154 | 159 | 166 | 174 | 182 | ||
26 | 3 | - | 98 | 104 | 109 | 113 | 124 | 136 | 140 | 146 | 151 | 157 | 164 | 172 | |
27 | 1 | 106 | 113 | 120 | 124 | 136 | 150 | 155 | 163 | 168 | 175 | 183 | 192 | ||
28 | 2 | 114 | 121 | 129 | 133 | 148 | 164 | 170 | 178 | 184 | 193 | 201 | 216 | ||
29 | 4 | - | 103 | 109 | 116 | 120 | 132 | 145 | 149 | 151 | 163 | 168 | 176 | 184 | |
30 | 1 | 112 | 119 | 126 | 131 | 145 | 160 | 165 | 174 | 180 | 187 | 197 | 207 | ||
31 | 2 | 118 | 126 | 135 | 140 | 155 | 174 | 180 | 189 | 196 | 204 | 214 | 228 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА НАЛАДКУ АВТОМАТОВ | Четырехшпиндельные автоматы | ||||||||||||||
КАРТА 14 | |||||||||||||||
Диаметр прутка 26 - 40 мм | ЛИСТ 2 | ||||||||||||||
Содержание работы | N карты | N листа | N поз. | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки передач | |||||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 54 | 56 | 59 | 63 | 69 | 75 | 78 | 81 | 84 | 87 | 91 | 95 |
2 | 1 | - | 57 | 59 | 63 | 66 | 73 | 81 | 83 | 87 | 91 | 94 | 98 | 102 | |
3 | 2 | - | 62 | 65 | 68 | 72 | 80 | 88 | 91 | 95 | 99 | 103 | 108 | 112 | |
4 | 1 | 80 | 83 | 88 | 92 | 101 | 110 | 113 | 118 | 122 | 127 | 132 | 138 | ||
5 | 7 | - | - | 69 | 71 | 74 | 78 | 85 | 92 | 95 | 98 | 102 | 105 | 110 | 114 |
6 | 1 | - | 72 | 74 | 78 | 82 | 90 | 98 | 101 | 104 | 108 | 112 | 117 | 122 | |
7 | 2 | - | 79 | 81 | 85 | 90 | 98 | 107 | 110 | 115 | 119 | 123 | 128 | 134 | |
8 | 1 | 88 | 91 | 96 | 100 | 111 | 120 | 124 | 129 | 135 | 140 | 145 | 152 | ||
9 | 3 | - | 81 | 83 | 88 | 93 | 102 | 112 | 115 | 121 | 125 | 130 | 136 | 142 | |
10 | 1 | 89 | 93 | 98 | 103 | 115 | 125 | 129 | 136 | 141 | 146 | 153 | 160 | ||
11 | 2 | 98 | 102 | 108 | 114 | 127 | 138 | 144 | 152 | 157 | 164 | 171 | 179 | ||
12 | 9 | - | - | 85 | 87 | 91 | 95 | 103 | 110 | 114 | 117 | 121 | 125 | 130 | 135 |
13 | 1 | - | 88 | 90 | 95 | 99 | 108 | 116 | 119 | 124 | 128 | 133 | 138 | 143 | |
14 | 2 | - | 97 | 100 | 105 | 110 | 119 | 128 | 132 | 137 | 141 | 147 | 152 | 159 | |
15 | 1 | 99 | 103 | 108 | 114 | 124 | 135 | 140 | 145 | 150 | 156 | 162 | 170 | ||
16 | 3 | - | 99 | 104 | 109 | 113 | 123 | 133 | 137 | 143 | 147 | 153 | 159 | 166 | |
17 | 1 | 103 | 109 | 116 | 119 | 131 | 142 | 146 | 154 | 159 | 166 | 173 | 181 | ||
18 | 2 | 112 | 119 | 127 | 131 | 145 | 157 | 162 | 171 | 177 | 185 | 192 | 200 | ||
19 | 4 | - | 100 | 105 | 111 | 115 | 126 | 138 | 141 | 148 | 153 | 159 | 166 | 174 | |
20 | 1 | 106 | 113 | 120 | 124 | 136 | 150 | 155 | 163 | 169 | 174 | 182 | 192 | ||
21 | 2 | 114 | 122 | 129 | 134 | 149 | 164 | 170 | 179 | 186 | 193 | 201 | 211 | ||
22 | 11 | - | - | 99 | 102 | 106 | 110 | 119 | 127 | 131 | 135 | 140 | 144 | 149 | 155 |
23 | 1 | - | 100 | 102 | 107 | 112 | 121 | 131 | 135 | 140 | 144 | 149 | 155 | 161 | |
24 | 2 | - | 107 | 110 | 115 | 120 | 131 | 141 | 145 | 150 | 155 | 161 | 168 | 175 | |
25 | 1 | 116 | 119 | 125 | 132 | 144 | 155 | 160 | 166 | 172 | 179 | 187 | 194 | ||
26 | 3 | - | 111 | 117 | 123 | 126 | 137 | 149 | 153 | 160 | 165 | 171 | 177 | 185 | |
27 | 1 | 120 | 127 | 134 | 137 | 150 | 164 | 169 | 177 | 181 | 189 | 197 | 206 | ||
28 | 2 | 127 | 135 | 142 | 147 | 162 | 177 | 183 | 192 | 198 | 207 | 214 | 229 | ||
29 | 4 | - | 116 | 123 | 129 | 135 | 145 | 158 | 162 | 170 | 176 | 182 | 190 | 197 | |
30 | - | 127 | 134 | 141 | 146 | 159 | 175 | 180 | 189 | 195 | 201 | 211 | 222 | ||
31 | 2 | 132 | 140 | 149 | 154 | 169 | 188 | 194 | 203 | 210 | 218 | 228 | 242 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА НАЛАДКУ АВТОМАТОВ | Четырехшпиндельные автоматы | ||||||||||||||
КАРТА 14 | |||||||||||||||
Диаметр прутка 41 - 60 мм | ЛИСТ 3 | ||||||||||||||
Содержание работы | N карты | N листа | N поз. | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 72 | 73 | 77 | 80 | 86 | 93 | 95 | 98 | 102 | 104 | 109 | 112 |
2 | 1 | - | 75 | 77 | 80 | 84 | 91 | 98 | 100 | 104 | 108 | 111 | 116 | 119 | |
3 | 2 | - | 81 | 83 | 87 | 91 | 99 | 107 | 110 | 114 | 118 | 122 | 126 | 131 | |
4 | 1 | 102 | 104 | 108 | 113 | 122 | 131 | 134 | 139 | 143 | 147 | 153 | 159 | ||
5 | 7 | - | - | 89 | 91 | 94 | 98 | 105 | 112 | 115 | 118 | 122 | 125 | 130 | 134 |
6 | 1 | 1 | 91 | 94 | 97 | 101 | 109 | 117 | 120 | 124 | 128 | 132 | 137 | 141 | |
7 | 2 | - | 99 | 102 | 106 | 110 | 119 | 127 | 131 | 135 | 139 | 144 | 149 | 155 | |
8 | 1 | 110 | 113 | 118 | 123 | 133 | 142 | 146 | 151 | 157 | 162 | 168 | 174 | ||
9 | 3 | - | 101 | 104 | 109 | 114 | 123 | 132 | 136 | 141 | 146 | 151 | 156 | 162 | |
10 | 1 | 111 | 114 | 120 | 125 | 136 | 147 | 151 | 157 | 162 | 168 | 175 | 182 | ||
11 | 2 | 121 | 124 | 130 | 137 | 149 | 161 | 167 | 174 | 179 | 186 | 194 | 202 | ||
12 | 9 | - | - | 106 | 108 | 112 | 116 | 124 | 132 | 135 | 138 | 142 | 146 | 151 | 156 |
13 | 1 | - | 109 | 112 | 116 | 121 | 129 | 138 | 141 | 145 | 150 | 154 | 159 | 165 | |
14 | 2 | - | 120 | 123 | 128 | 132 | 142 | 151 | 155 | 160 | 164 | 169 | 175 | 182 | |
15 | 1 | 122 | 126 | 131 | 137 | 147 | 158 | 163 | 168 | 173 | 179 | 185 | 193 | ||
16 | 3 | - | 121 | 126 | 132 | 136 | 145 | 155 | 159 | 166 | 170 | 175 | 181 | 188 | |
17 | 1 | 126 | 132 | 139 | 142 | 154 | 166 | 170 | 178 | 183 | 189 | 196 | 204 | ||
18 | 2 | 136 | 143 | 151 | 155 | 168 | 181 | 186 | 195 | 201 | 209 | 216 | 224 | ||
19 | 4 | - | 123 | 128 | 134 | 138 | 149 | 161 | 165 | 171 | 176 | 182 | 189 | 197 | |
20 | 1 | 130 | 137 | 144 | 148 | 160 | 174 | 179 | 187 | 193 | 198 | 206 | 216 | ||
21 | 2 | 140 | 148 | 156 | 161 | 175 | 190 | 196 | 205 | 212 | 219 | 227 | 237 | ||
22 | 11 | - | - | 122 | 125 | 129 | 134 | 142 | 151 | 154 | 158 | 163 | 167 | 172 | 178 |
23 | 1 | - | 123 | 126 | 130 | 135 | 145 | 154 | 158 | 163 | 167 | 172 | 178 | 185 | |
24 | 2 | - | 131 | 134 | 139 | 144 | 155 | 165 | 169 | 174 | 179 | 185 | 192 | 199 | |
25 | 1 | 140 | 144 | 150 | 157 | 168 | 180 | 185 | 191 | 197 | 203 | 211 | 219 | ||
26 | 3 | - | 135 | 141 | 147 | 150 | 162 | 173 | 177 | 184 | 189 | 195 | 202 | 210 | |
27 | 1 | 145 | 152 | 159 | 162 | 175 | 189 | 194 | 201 | 206 | 214 | 222 | 231 | ||
28 | 2 | 154 | 161 | 169 | 173 | 188 | 203 | 209 | 218 | 224 | 233 | 241 | 255 | ||
29 | 4 | - | 141 | 147 | 154 | 158 | 170 | 183 | 187 | 195 | 201 | 207 | 214 | 222 | |
30 | 1 | 152 | 160 | 167 | 172 | 185 | 201 | 206 | 215 | 220 | 227 | 237 | 248 | ||
31 | 2 | 160 | 168 | 176 | 182 | 197 | 215 | 221 | 231 | 238 | 246 | 255 | 270 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА НАЛАДКУ АВТОМАТОВ | Четырехшпиндельные автоматы | ||||||||||||||
КАРТА 14 | |||||||||||||||
Диаметр прутка 61 - 100 мм | ЛИСТ 4 | ||||||||||||||
Содержание работы | N карты | N листа | N поз. | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 82 | 84 | 87 | 91 | 97 | 103 | 106 | 109 | 112 | 115 | 119 | 123 |
2 | 1 | - | 86 | 88 | 91 | 95 | 102 | 109 | 112 | 115 | 119 | 122 | 127 | 131 | |
2 | - | 93 | 95 | 99 | 103 | 111 | 119 | 122 | 126 | 130 | 134 | 138 | 143 | ||
3 | 1 | 116 | 119 | 124 | 128 | 137 | 146 | 149 | 154 | 159 | 163 | 169 | 175 | ||
5 | 7 | - | - | 101 | 103 | 107 | 110 | 117 | 125 | 127 | 131 | 134 | 138 | 142 | 146 |
6 | 1 | - | 104 | 106 | 110 | 114 | 122 | 130 | 133 | 137 | 141 | 144 | 149 | 154 | |
7 | 2 | - | 114 | 116 | 121 | 125 | 134 | 142 | 145 | 150 | 154 | 158 | 164 | 169 | |
8 | 1 | 127 | 130 | 135 | 139 | 150 | 159 | 163 | 168 | 174 | 178 | 184 | 191 | ||
9 | 3 | - | 117 | 119 | 124 | 129 | 138 | 148 | 151 | 156 | 161 | 166 | 172 | 177 | |
10 | 1 | 128 | 131 | 137 | 142 | 153 | 163 | 168 | 174 | 179 | 185 | 192 | 199 | ||
11 | 2 | 140 | 143 | 149 | 156 | 168 | 180 | 186 | 193 | 198 | 205 | 213 | 221 | ||
12 | 9 | - | - | 121 | 123 | 127 | 131 | 139 | 146 | 150 | 153 | 157 | 161 | 166 | 171 |
13 | 1 | - | 125 | 127 | 132 | 136 | 145 | 153 | 156 | 161 | 165 | 170 | 175 | 180 | |
14 | 2 | - | 137 | 140 | 145 | 150 | 159 | 168 | 172 | 177 | 182 | 187 | 192 | 199 | |
15 | 1 | 139 | 143 | 148 | 154 | 164 | 175 | 180 | 185 | 190 | 196 | 202 | 210 | ||
16 | 3 | - | 139 | 145 | 150 | 153 | 163 | 174 | 178 | 184 | 188 | 194 | 200 | 206 | |
17 | 1 | 145 | 151 | 158 | 161 | 173 | 185 | 189 | 196 | 201 | 208 | 215 | 223 | ||
18 | 2 | 150 | 163 | 171 | 175 | 189 | 201 | 206 | 215 | 221 | 229 | 237 | 244 | ||
19 | 4 | - | 141 | 146 | 152 | 156 | 167 | 179 | 183 | 189 | 194 | 200 | 207 | 215 | |
20 | 1 | 150 | 156 | 163 | 168 | 180 | 193 | 198 | 206 | 212 | 218 | 226 | 235 | ||
21 | 2 | 161 | 168 | 176 | 181 | 195 | 211 | 217 | 226 | 232 | 239 | 248 | 258 | ||
22 | 11 | - | - | 139 | 142 | 146 | 150 | 159 | 167 | 171 | 175 | 180 | 184 | 189 | 195 |
23 | 1 | - | 140 | 142 | 147 | 152 | 161 | 171 | 175 | 180 | 184 | 189 | 195 | 201 | |
24 | 2 | - | 149 | 153 | 158 | 163 | 173 | 184 | 188 | 193 | 198 | 204 | 210 | 217 | |
25 | 1 | 161 | 165 | 171 | 177 | 189 | 201 | 206 | 212 | 217 | 224 | 232 | 240 | ||
26 | 3 | - | 155 | 160 | 166 | 170 | 181 | 193 | 196 | 203 | 208 | 214 | 221 | 229 | |
27 | 1 | 166 | 173 | 180 | 184 | 196 | 210 | 215 | 223 | 228 | 235 | 243 | 252 | ||
28 | 2 | 176 | 183 | 191 | 195 | 210 | 226 | 232 | 240 | 246 | 255 | 263 | 278 | ||
29 | 4 | - | 162 | 168 | 174 | 179 | 190 | 204 | 207 | 215 | 221 | 227 | 235 | 243 | |
30 | 1 | 175 | 182 | 189 | 194 | 207 | 223 | 228 | 237 | 243 | 250 | 259 | 270 | ||
31 | 2 | 183 | 191 | 199 | 205 | 220 | 238 | 244 | 254 | 261 | 269 | 278 | 293 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
Шестишпиндельные автоматы | |||||||||||||||
КАРТА 15 | |||||||||||||||
Диаметр прутка до 25 мм | ЛИСТ 1 | ||||||||||||||
Содержание работы | N карты | N листа | N поз. | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 50 | 53 | 58 | 63 | 72 | 81 | 85 | 90 | 95 | 99 | 106 | 111 |
2 | 1 | - | 53 | 56 | 61 | 67 | 77 | 88 | 92 | 97 | 103 | 108 | 115 | 120 | |
3 | 2 | - | 58 | 61 | 67 | 73 | 85 | 96 | 101 | 107 | 113 | 118 | 126 | 133 | |
4 | 1 | 75 | 79 | 86 | 93 | 106 | 120 | 124 | 132 | 138 | 145 | 154 | 162 | ||
5 | 7 | - | - | 63 | 66 | 71 | 77 | 87 | 98 | 102 | 107 | 113 | 118 | 125 | 130 |
6 | 1 | - | 66 | 69 | 75 | 81 | 93 | 104 | 109 | 115 | 121 | 127 | 134 | 141 | |
7 | 2 | - | 72 | 76 | 83 | 89 | 102 | 115 | 120 | 126 | 133 | 140 | 147 | 156 | |
8 | 1 | 82 | 86 | 94 | 101 | 116 | 130 | 136 | 144 | 152 | 160 | 168 | 179 | ||
9 | 3 | - | 74 | 79 | 86 | 93 | 107 | 121 | 126 | 134 | 141 | 148 | 157 | 166 | |
10 | 1 | 83 | 88 | 96 | 704 | 121 | 136 | 143 | 152 | 160 | 168 | 179 | 189 | ||
11 | 2 | 93 | 98 | 108 | 117 | 136 | 153 | 162 | 173 | 181 | 191 | 203 | 214 | ||
12 | 9 | - | - | 77 | 81 | 86 | 92 | 104 | 116 | 121 | 126 | 132 | 138 | 145 | 153 |
13 | 1 | - | 80 | 84 | 91 | 97 | 110 | 123 | 128 | 134 | 141 | 148 | 155 | 164 | |
14 | 2 | - | 89 | 93 | 100 | 108 | 122 | 136 | 142 | 149 | 155 | 163 | 172 | 182 | |
15 | 1 | 91 | 97 | 105 | 113 | 129 | 145 | 152 | 161 | 168 | 177 | 186 | 197 | ||
16 | 3 | - | 91 | 99 | 107 | 111 | 127 | 142 | 148 | 158 | 163 | 172 | 181 | 191 | |
17 | 1 | 96 | 105 | 115 | 120 | 138 | 155 | 161 | 173 | 180 | 190 | 201 | 212 | ||
18 | 2 | 105 | 116 | 127 | 133 | 154 | 173 | 180 | 193 | 202 | 214 | 226 | 237 | ||
19 | 4 | - | 92 | 101 | 109 | 115 | 132 | 149 | 155 | 165 | 173 | 181 | 192 | 203 | |
20 | 1 | 99 | 109 | 119 | 126 | 144 | 165 | 172 | 184 | 193 | 201 | 213 | 228 | ||
21 | 2 | 108 | 119 | 131 | 138 | 159 | 183 | 191 | 205 | 215 | 225 | 238 | 253 | ||
22 | 11 | - | - | 90 | 94 | 100 | 107 | 120 | 132 | 137 | 144 | 151 | 157 | 165 | 173 |
23 | 1 | - | 91 | 95 | 102 | 110 | 124 | 137 | 148 | 151 | 157 | 165 | 174 | 184 | |
24 | 2 | - | 98 | 103 | 110 | 118 | 134 | 149 | 156 | 163 | 170 | 179 | 189 | 200 | |
25 | 1 | 107 | 113 | 122 | 132 | 149 | 167 | 174 | 183 | 192 | 202 | 214 | 225 | ||
26 | 3 | - | 102 | 110 | 119 | 124 | 141 | 159 | 165 | 175 | 182 | 191 | 201 | 213 | |
27 | 1 | 111 | 121 | 132 | 137 | 156 | 176 | 184 | 196 | 203 | 214 | 226 | 239 | ||
28 | 2 | 199 | 130 | 142 | 149 | 170 | 194 | 203 | 216 | 225 | 238 | 250 | 272 | ||
29 | 4 | - | 107 | 117 | 126 | 133 | 151 | 170 | 176 | 188 | 197 | 206 | 217 | 229 | |
30 | 1 | 117 | 128 | 138 | 146 | 166 | 190 | 197 | 210 | 219 | 229 | 244 | 260 | ||
31 | 2 | 124 | 136 | 149 | 158 | 179 | 207 | 216 | 231 | 241 | 253 | 267 | 290 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
Шестишпиндельные автоматы | |||||||||||||||
КАРТА 15 | |||||||||||||||
Диаметр прутка до 26 - 40 мм | ЛИСТ 2 | ||||||||||||||
Содержание работы | N карты | N листа | N поз. | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 56 | 59 | 64 | 69 | 79 | 88 | 92 | 96 | 102 | 106 | 112 | 117 |
2 | 1 | - | 60 | 63 | 68 | 73 | 84 | 95 | 99 | 104 | 110 | 115 | 121 | 127 | |
3 | 2 | - | 65 | 68 | 74 | 80 | 92 | 104 | 108 | 114 | 120 | 126 | 133 | 140 | |
4 | 1 | 83 | 87 | 94 | 101 | 114 | 128 | 132 | 140 | 146 | 453 | 162 | 171 | ||
5 | 7 | - | - | 71 | 74 | 80 | 85 | 95 | 106 | 110 | 116 | 121 | 126 | 123 | 139 |
6 | 1 | - | 74 | 78 | 84 | 90 | 101 | 113 | 118 | 124 | 129 | 135 | 142 | 150 | |
7 | 2 | - | 82 | 86 | 92 | 98 | 111 | 124 | 129 | 136 | 142 | 149 | 156 | 165 | |
8 | 1 | 91 | 95 | 103 | 110 | 125 | 139 | 145 | 153 | 161 | 169 | 178 | 188 | ||
9 | 3 | - | 84 | 88 | 95 | 102 | 117 | 130 | 136 | 144 | 150 | 158 | 167 | 175 | |
10 | 1 | 93 | 98 | 105 | 114 | 131 | 146 | 153 | 163 | 170 | 179 | 189 | 199 | ||
11 | 2 | 102 | 108 | 117 | 127 | 146 | 163 | 171 | 183 | 191 | 201 | 213 | 224 | ||
12 | 9 | - | - | 87 | 91 | 97 | 103 | 114 | 126 | 131 | 136 | 142 | 148 | 155 | 163 |
13 | 1 | - | 91 | 95 | 101 | 108 | 121 | 133 | 138 | 145 | 151 | 158 | 166 | 174 | |
14 | 2 | - | 100 | 105 | 112 | 119 | 133 | 147 | 153 | 160 | 167 | 174 | 183 | 193 | |
15 | 1 | 103 | 109 | 116 | 124 | 141 | 156 | 163 | 172 | 180 | 188 | 197 | 209 | ||
16 | 3 | - | 102 | 110 | 118 | 123 | 138 | 153 | 159 | 169 | 175 | 184 | 192 | 203 | |
17 | 1 | 107 | 116 | 126 | 131 | 149 | 166 | 172 | 184 | 191 | 202 | 212 | 224 | ||
18 | 2 | 117 | 127 | 139 | 145 | 166 | 185 | 192 | 205 | 214 | 226 | 237 | 249 | ||
19 | 4 | - | 104 | 112 | 121 | 127 | 143 | 161 | 166 | 177 | 184 | 193 | 203 | 215 | |
20 | 1 | 111 | 121 | 131 | 138 | 156 | 176 | 184 | 196 | 204 | 213 | 225 | 240 | ||
21 | 2 | 119 | 131 | 142 | 150 | 171 | 195 | 203 | 217 | 227 | 251 | 250 | 265 | ||
22 | 11 | - | - | 102 | 106 | 112 | 119 | 132 | 144 | 149 | 156 | 163 | 169 | 177 | 186 |
23 | 1 | - | 103 | 107 | 114 | 122 | 136 | 149 | 155 | 163 | 169 | 177 | 186 | 196 | |
24 | 2 | - | 110 | 115 | 123 | 131 | 146 | 162 | 168 | 176 | 183 | 192 | 202 | 212 | |
25 | 1 | 120 | 126 | 134 | 144 | 162 | 179 | 187 | 195 | 204 | 215 | 226 | 232 | ||
26 | 3 | - | 115 | 124 | 132 | 138 | 154 | 172 | 178 | 188 | 196 | 204 | 214 | 226 | |
27 | 1 | 125 | 135 | 145 | 151 | 170 | 190 | 198 | 209 | 217 | 228 | 240 | 253 | ||
28 | 2 | 133 | 144 | 155 | 162 | 184 | 208 | 216 | 230 | 238 | 252 | 263 | 285 | ||
29 | <...> | - | 121 | 130 | 140 | 146 | 164 | 184 | 190 | 201 | 210 | 219 | 231 | 242 | |
30 | 1 | <...> | <...> | <...> | 160 | 180 | 203 | 211 | 224 | 232 | 243 | 257 | 273 | ||
31 | 2 | 138 | <...> | <...> | <...> | 103 | 221 | 230 | 245 | 255 | 267 | 281 | 304 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА НАЛАДКУ АВТОМАТОВ | Шестишпиндельные автоматы | ||||||||||||||
КАРТА 15 | |||||||||||||||
Диаметр прутка 41 - 60 мм | ЛИСТ 3 | ||||||||||||||
Содержание работы | N карты | N листа | N поз. | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 74 | 77 | 81 | 86 | 96 | 105 | 109 | 113 | 119 | 123 | 129 | 135 |
2 | 1 | - | 77 | 80 | 85 | 91 | 101 | 112 | 116 | 121 | 127 | 132 | 139 | 144 | |
3 | 2 | - | 84 | 87 | 93 | 99 | 111 | 122 | 127 | 133 | 139 | 145 | 152 | 159 | |
4 | 1 | 104 | 108 | 115 | 122 | 135 | 149 | 153 | 161 | 167 | 174 | 183 | 191 | ||
5 | 7 | - | - | 91 | 94 | 100 | 105 | 115 | 126 | 130 | 136 | 141 | 146 | 153 | 159 |
6 | 1 | - | 94 | 97 | 103 | 109 | 121 | 133 | 137 | 143 | 149 | 155 | 162 | 169 | |
7 | 2 | - | 102 | 106 | 112 | 119 | 132 | 144 | 149 | 156 | 169 | 163 | 177 | 185 | |
8 | 1 | 113 | 118 | 125 | 132 | 148 | 162 | 168 | 176 | 191 | 184 | 200 | 210 | ||
9 | 3 | - | 105 | 109 | 116 | 123 | 137 | 151 | 156 | 164 | 171 | 179 | 187 | 196 | |
10 | 1 | 115 | 120 | 128 | 136 | 153 | 168 | 175 | 184 | 191 | 200 | 210 | 221 | ||
11 | 2 | 125 | 130 | 140 | 149 | 168 | 185 | 194 | 206 | 213 | 223 | 235 | 247 | ||
12 | 9 | - | - | 108 | 112 | 118 | 124 | 135 | 147 | 152 | 158 | 163 | 169 | 177 | 184 |
13 | 1 | - | 112 | 116 | 123 | 129 | 142 | 155 | 160 | 166 | 173 | 180 | 187 | 196 | |
14 | 2 | - | 123 | 128 | 135 | 142 | 156 | 170 | 176 | 186 | 190 | 197 | 206 | 216 | |
15 | 1 | 126 | 132 | 139 | 148 | 164 | 179 | 187 | 195 | 203 | 211 | 220 | 232 | ||
16 | 3 | - | 125 | 133 | 141 | 145 | 161 | 176 | 182 | 192 | 198 | 206 | 215 | 225 | |
17 | 1 | 130 | 140 | 150 | 155 | 172 | 190 | 196 | 208 | 215 | 225 | 235 | 247 | ||
18 | 2 | 141 | 151 | 163 | 169 | 190 | 209 | 216 | 229 | 238 | 250 | 261 | 273 | ||
19 | 4 | - | 127 | 135 | 144 | 150 | 166 | 184 | 190 | 200 | 207 | 216 | 226 | 238 | |
20 | 1 | 135 | 145 | 155 | 161 | 180 | 200 | 208 | 219 | 228 | 237 | 249 | 263 | ||
21 | 2 | 145 | 156 | 168 | 175 | 197 | 220 | 229 | 242 | 252 | 263 | 276 | 290 | ||
22 | 11 | - | - | 125 | 129 | 136 | 142 | 155 | 168 | 173 | 179 | 186 | 193 | 200 | 209 |
23 | 1 | - | 126 | 130 | 137 | 145 | 159 | 173 | 178 | 186 | 193 | 200 | 209 | 219 | |
24 | 2 | - | 134 | 139 | 147 | 155 | 170 | 186 | 192 | 200 | 207 | 216 | 226 | 236 | |
25 | 1 | 144 | 150 | 159 | 169 | 186 | 204 | 211 | 220 | 229 | 239 | 251 | 263 | ||
26 | 3 | - | 140 | 148 | 157 | 162 | 179 | 196 | 909 | 912 | 220 | 229 | 239 | 251 | |
27 | 1 | 150 | 160 | 170 | 176 | 195 | 215 | 223 | 234 | 242 | 253 | 265 | 278 | ||
28 | 2 | 159 | 170 | 182 | 188 | 210 | 234 | 243 | 256 | 265 | 278 | 289 | 312 | ||
29 | 4 | - | 146 | 155 | 165 | 171 | 189 | 209 | 214 | 226 | 235 | 244 | 255 | 267 | |
30 | 1 | 158 | 168 | 179 | 187 | 207 | 230 | 238 | 251 | 260 | 270 | 285 | 301 | ||
31 | 2 | 165 | 178 | 190 | 199 | 221 | 249 | 258 | 273 | 283 | 294 | 309 | 331 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА НАЛАДКУ АВТОМАТОВ | Шестишпиндельные автоматы | ||||||||||||||
КАРТА 15 | |||||||||||||||
Диаметр прутка 61 - 100 мм | ЛИСТ 4 | ||||||||||||||
Содержание работы | N карты | N листа | N поз. | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 84 | 87 | 92 | 97 | 107 | 116 | 120 | 124 | 130 | 134 | 140 | 145 |
2 | 1 | - | 88 | 91 | 97 | 102 | 112 | 123 | 127 | 132 | 138 | 143 | 150 | 156 | |
3 | 2 | - | 96 | 99 | 105 | 111 | 123 | 135 | 139 | 145 | 151 | 157 | 164 | 171 | |
4 | 1 | 119 | 124 | 131 | 137 | 151 | 165 | 169 | 176 | 183 | 189 | 198 | 207 | ||
5 | 7 | - | - | 104 | 107 | 112 | 117 | 128 | 139 | 142 | 148 | 154 | 159 | 165 | 171 |
6 | 1 | - | 107 | 110 | 116 | 122 | 134 | 145 | 150 | 156 | 162 | 167 | 175 | 182 | |
7 | 2 | - | 117 | 121 | 127 | 134 | 146 | 159 | 164 | 171 | 177 | 184 | 191 | 200 | |
8 | 1 | 130 | 135 | 142 | 149 | 165 | 178 | 184 | 192 | 201 | 208 | 217 | 227 | ||
9 | 3 | - | 120 | 124 | 131 | 138 | 153 | 166 | 172 | 180 | 186 | 194 | 202 | 211 | |
10 | 1 | 132 | 137 | 145 | 153 | 170 | 185 | 191 | 201 | 208 | 217 | 227 | 238 | ||
11 | 2 | 144 | 149 | 159 | 168 | 187 | 204 | 213 | 225 | 232 | 242 | 254 | 266 | ||
12 | 9 | - | - | 123 | 127 | 133 | 139 | 150 | 162 | 167 | 172 | 178 | 184 | 191 | 199 |
13 | 1 | - | 128 | 132 | 138 | 145 | 158 | 170 | 175 | 182 | 188 | 195 | 203 | 211 | |
14 | 2 | - | 141 | 145 | 152 | 159 | 173 | 187 | 193 | 200 | 207 | 215 | 223 | 233 | |
15 | 1 | 143 | 149 | 156 | 165 | 181 | 196 | 204 | 213 | 220 | 229 | 237 | 249 | ||
16 | 3 | - | 143 | 151 | 159 | 164 | 179 | 194 | 200 | 210 | 216 | 225 | 233 | 244 | |
17 | 1 | 149 | 158 | 168 | 173 | 191 | 209 | 214 | 226 | 233 | 244 | 254 | 266 | ||
18 | 2 | 149 | 160 | 172 | 178 | 198 | 217 | 225 | 238 | 247 | 258 | 270 | 282 | ||
19 | 4 | - | 145 | 153 | 162 | 168 | 184 | 202 | 208 | 218 | 225 | 234 | 244 | 256 | |
20 | 1 | 154 | 164 | 174 | 181 | 199 | 220 | 227 | 239 | 248 | 256 | 268 | 283 | ||
21 | 2 | 166 | 177 | 189 | 196 | 218 | 241 | 250 | 263 | 273 | 284 | 297 | 311 | ||
22 | 11 | - | - | 142 | 146 | 152 | 159 | 172 | 185 | 190 | 196 | 203 | 209 | 217 | 226 |
23 | 1 | - | 143 | 147 | 154 | 162 | 176 | 189 | 195 | 203 | 209 | 217 | 226 | 236 | |
24 | 2 | - | 153 | 158 | 165 | 174 | 189 | 204 | 211 | 218 | 226 | 234 | 245 | 255 | |
25 | 1 | 165 | 171 | 180 | 190 | 207 | 225 | 232 | 241 | 250 | 260 | 272 | 283 | ||
26 | 3 | - | 159 | 167 | 176 | 181 | 198 | 216 | 221 | 232 | 239 | 248 | 258 | 270 | |
27 | 1 | 171 | 181 | 192 | 197 | 216 | 236 | 244 | 255 | 263 | 274 | 286 | 299 | ||
28 | 2 | 183 | 194 | 206 | 213 | 234 | 258 | 267 | 280 | 289 | 302 | 314 | 336 | ||
29 | 4 | - | 166 | 175 | 185 | 191 | 209 | 229 | 235 | 247 | 255 | 264 | 276 | 288 | |
30 | 1 | 180 | 190 | 201 | 209 | 229 | 252 | 260 | 273 | 282 | 292 | 307 | 323 | ||
31 | 2 | 189 | 201 | 214 | 222 | 244 | 272 | 281 | 296 | 306 | 318 | 332 | 354 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
Восьмишпиндельные автоматы | |||||||||||||||
КАРТА 16 | |||||||||||||||
Диаметр прутка до 25 мм | ЛИСТ 1 | ||||||||||||||
Содержание работы | N карты | N листа | N позиции | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 52 | 56 | 62 | 69 | 82 | 94 | 99 | 105 | 121 | 118 | 126 | 133 |
2 | 1 | - | 55 | 60 | 67 | 74 | 88 | 102 | 107 | 115 | 122 | 129 | 138 | 145 | |
3 | 2 | - | 60 | 65 | 73 | 81 | 96 | 112 | 118 | 126 | 134 | 141 | 151 | 161 | |
4 | 1 | 78 | 83 | 93 | 102 | 119 | 138 | 144 | 154 | 162 | 171 | 183 | 195 | ||
5 | 7 | - | - | 65 | 70 | 77 | 84 | 98 | 112 | 117 | 125 | 132 | 139 | 148 | 155 |
6 | 1 | - | 68 | 73 | 81 | 89 | 104 | 120 | 127 | 134 | 142 | 150 | 459 | 169 | |
7 | 2 | - | 75 | 81 | 89 | 98 | 115 | 132 | 138 | 147 | 156 | 165 | 175 | 187 | |
8 | 1 | 85 | 91 | 101 | 110 | 131 | 150 | 157 | 168 | 179 | 189 | 200 | 214 | ||
9 | 3 | - | 78 | 84 | 93 | 102 | 121 | 140 | 147 | 158 | 166 | 179 | 188 | 200 | |
10 | 1 | 87 | 93 | 104 | 115 | 137 | 158 | 166 | 179 | 189 | 201 | 214 | 228 | ||
11 | 2 | 97 | 104 | 117 | 129 | 155 | 177 | 189 | 205 | 215 | 228 | 244 | 259 | ||
12 | 9 | - | - | 80 | 85 | 92 | 100 | 116 | 131 | 138 | 145 | 153 | 161 | 171 | 180 |
13 | 1 | - | 83 | 89 | 97 | 106 | 123 | 140 | 147 | 155 | 164 | 173 | 183 | 195 | |
14 | 2 | - | 92 | 98 | 108 | 117 | 136 | 154 | 162 | 172 | 181 | 190 | 203 | 216 | |
15 | 1 | 95 | 103 | 113 | 124 | 146 | 166 | 176 | 188 | 197 | 209 | 221 | 237 | ||
16 | 3 | - | 94 | 105 | 116 | 122 | 142 | 163 | 171 | 184 | 191 | 203 | 215 | 228 | |
17 | 1 | 100 | 112 | 125 | 132 | 156 | 179 | 187 | 203 | 212 | 226 | 240 | 255 | ||
18 | 2 | 110 | 124 | 140 | 148 | 175 | 200 | 210 | 228 | 239 | 255 | 271 | 286 | ||
19 | 11 | 4 | - | 96 | 108 | 119 | 127 | 149 | 172 | 180 | 194 | 203 | 215 | 229 | 244 |
20 | 1 | 104 | 117 | 131 | 139 | 164 | 191 | 201 | 217 | 228 | 240 | 256 | 275 | ||
21 | 2 | 113 | 128 | 144 | 153 | 182 | 213 | 225 | 242 | 256 | 270 | 287 | 307 | ||
22 | - | - | 93 | 98 | 107 | 115 | 133 | 149 | 156 | 165 | 174 | 183 | 192 | 204 | |
23 | 1 | - | 94 | 100 | 109 | 119 | 138 | 156 | 164 | 174 | 183 | 193 | 192 | 204 | |
24 | 2 | - | 101 | 108 | 118 | 129 | 149 | 170 | 179 | 188 | 198 | 210 | 224 | 237 | |
25 | 1 | 111 | 119 | 131 | 144 | 167 | 191 | 200 | 212 | 224 | 238 | 253 | 269 | ||
26 | 3 | - | 109 | 121 | 132 | 139 | 162 | 185 | 193 | 207 | 216 | 228 | 242 | 257 | |
27 | 1 | 116 | 130 | 144 | 151 | 176 | 203 | 213 | 229 | 239 | 254 | 270 | 288 | ||
28 | 2 | 125 | 139 | 155 | 164 | 193 | 224 | 236 | 254 | 265 | 283 | 299 | 328 | ||
29 | 4 | - | 112 | 124 | 137 | 146 | 169 | 196 | 204 | 219 | 231 | 243 | 258 | 274 | |
30 | 1 | 122 | 136 | 151 | 161 | 188 | 219 | 229 | 246 | 258 | 272 | 291 | 313 | ||
31 | 2 | 130 | 146 | 163 | 175 | 204 | 241 | 253 | 272 | 286 | 302 | 321 | 351 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА НАЛАДКУ АВТОМАТОВ | Восьмишпиндельные автоматы | ||||||||||||||
КАРТА 16 | |||||||||||||||
Диаметр прутка 26 - 40 мм | ЛИСТ 2 | ||||||||||||||
Содержание работы | N карты | N листа | N поз. | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 59 | 63 | 69 | 75 | 88 | 101 | 106 | 112 | 119 | 124 | 133 | 140 |
2 | 1 | - | 62 | 66 | 73 | 80 | 94 | 103 | 114 | 121 | 129 | 135 | 144 | 152 | |
3 | 2 | - | 68 | 72 | 80 | 88 | 104 | 119 | 126 | 133 | 141 | 149 | 158 | 168 | |
4 | 1 | 86 | 92 | 101 | 110 | 128 | 146 | 152 | 162 | 171 | 179 | 191 | 203 | ||
5 | 7 | - | - | 74 | 78 | 85 | 92 | 106 | 121 | 125 | 133 | 140 | 147 | 156 | 164 |
6 | 1 | - | 77 | 82 | 90 | 98 | 113 | 129 | 135 | 143 | 150 | 158 | 168 | 178 | |
7 | 2 | - | 84 | 90 | 98 | 107 | 124 | 141 | 148 | 157 | 165 | 174 | 184 | 196 | |
8 | 1 | 95 | 100 | 110 | 120 | 140 | 159 | 167 | 178 | 188 | 198 | 210 | 224 | ||
9 | 3 | - | 87 | 93 | 102 | 112 | 131 | 149 | 156 | 167 | 176 | 186 | 197 | 209 | |
10 | 1 | 97 | 104 | 114 | 125 | 147 | 168 | 177 | 190 | 199 | 211 | 224 | 238 | ||
11 | 2 | 107 | 114 | 127 | 139 | 165 | 187 | 199 | 214 | 224 | 238 | 254 | 269 | ||
12 | 9 | - | - | 90 | 95 | 103 | 110 | 126 | 142 | 148 | 155 | 163 | 171 | 181 | 191 |
13 | 1 | - | 99 | 105 | 113 | 122 | 139 | 156 | 163 | 172 | 180 | 189 | 199 | 211 | |
14 | 2 | 1 | 104 | 109 | 119 | 129 | 147 | 166 | 174 | 184 | 192 | 202 | 214 | 227 | |
15 | 107 | 114 | 124 | 135 | 157 | 178 | 187 | 199 | 209 | 221 | 232 | 248 | |||
16 | 3 | - | 106 | 116 | 127 | 133 | 154 | 174 | 182 | 195 | 203 | 214 | 226 | 240 | |
17 | 1 | 111 | 123 | 137 | 144 | 167 | 190 | 198 | 214 | 224 | 237 | 251 | 267 | ||
18 | 2 | 122 | 136 | 151 | 159 | 187 | 212 | 222 | 239 | 251 | 267 | 282 | 298 | ||
19 | 4 | - | 108 | 119 | 131 | 138 | 160 | 184 | 191 | 205 | 215 | 227 | 240 | 256 | |
20 | 1 | 116 | 129 | 142 | 151 | 175 | 203 | 213 | 228 | 240 | 252 | 268 | 287 | ||
21 | 2 | 125 | 140 | 155 | 165 | 194 | 225 | 237 | 254 | 268 | 282 | 299 | 319 | ||
22 | 11 | - | - | 105 | 110 | 119 | 128 | 145 | 162 | 168 | 177 | 186 | 195 | 205 | 216 |
23 | 1 | - | 106 | 112 | 121 | 131 | 150 | 168 | 176 | 186 | 195 | 205 | 230 | 239 | |
24 | 2 | - | 114 | 121 | 131 | 141 | 162 | 182 | 191 | 201 | 211 | 223 | 236 | 250 | |
25 | 1 | 124 | 132 | 143 | 156 | 180 | 203 | 213 | 225 | 236 | 250 | 266 | 282 | ||
26 | 3 | - | 119 | 131 | 142 | 149 | 172 | 195 | 203 | 216 | 238 | 252 | 267 | ||
27 | 1 | 129 | 143 | 157 | 164 | 189 | 217 | 226 | 242 | 252 | 267 | 283 | 301 | ||
28 | 2 | 137 | 152 | 167 | 176 | 205 | 237 | 248 | 266 | 278 | 295 | 311 | 340 | ||
29 | 4 | - | 125 | 138 | 151 | 159 | 183 | 209 | 217 | 233 | 244 | 256 | 272 | 287 | |
30 | 1 | 136 | 150 | 164 | 175 | 201 | 232 | 242 | 260 | 272 | 285 | 305 | 326 | ||
31 | 2 | 144 | 160 | 177 | 189 | 218 | 255 | 267 | 286 | 300 | 316 | 335 | 365 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА НАЛАДКУ АВТОМАТОВ | Восьмишпиндельные автоматы | ||||||||||||||
КАРТА 16 | |||||||||||||||
Диаметр прутка 41 - 60 мм | ЛИСТ 3 | ||||||||||||||
Содержание работы | N карты | N листа | N позиции | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 76 | 80 | 86 | 93 | 105 | 118 | 123 | 129 | 136 | 141 | 150 | 157 |
2 | 1 | - | 79 | 84 | 91 | 98 | 112 | 126 | 131 | 139 | 146 | 153 | 162 | 169 | |
3 | 2 | - | 86 | 91 | 99 | 107 | 122 | 138 | 145 | 152 | 160 | 168 | 177 | 187 | |
4 | 1 | 99 | 105 | 114 | 123 | 141 | 159 | 165 | 175 | 184 | 192 | 209 | 216 | ||
5 | 7 | - | - | 94 | 98 | 105 | 112 | 126 | 141 | 145 | 153 | 160 | 167 | 176 | 184 |
6 | 1 | - | 96 | 101 | 109 | 117 | 133 | 148 | 155 | 162 | 170 | 178 | 187 | 197 | |
7 | 2 | - | 105 | 110 | 119 | 127 | 145 | 161 | 168 | 177 | 186 | 195 | 205 | 216 | |
8 | 1 | 117 | 123 | 132 | 142 | 163 | 181 | 189 | 200 | 211 | 220 | 232 | 246 | ||
9 | 3 | - | 108 | 114 | 123 | 132 | 152 | 170 | 177 | 188 | 196 | 207 | 218 | 230 | |
10 | 1 | 118 | 125 | 136 | 147 | 169 | 190 | 198 | 211 | 221 | 233 | 246 | 260 | ||
11 | 2 | 129 | 137 | 149 | 162 | 187 | 210 | 221 | 237 | 247 | 260 | 276 | 292 | ||
12 | 9 | - | - | 111 | 116 | 124 | 132 | 147 | 163 | 169 | 177 | 184 | 192 | 202 | 212 |
13 | 1 | - | 115 | 121 | 129 | 138 | 155 | 172 | 178 | 187 | 196 | 205 | 215 | 227 | |
14 | 2 | - | 127 | 132 | 142 | 151 | 170 | 189 | 196 | 206 | 215 | 225 | 237 | 250 | |
15 | 1 | 130 | 137 | 147 | 159 | 180 | 201 | 211 | 222 | 232 | 244 | 255 | 271 | ||
16 | 3 | - | 128 | 139 | 150 | 156 | 176 | 197 | 205 | 218 | 225 | 237 | 249 | 262 | |
17 | 1 | 135 | 147 | 160 | 167 | 190 | 214 | 222 | 237 | 247 | 261 | 274 | 290 | ||
18 | 2 | 145 | 160 | 175 | 183 | 211 | 236 | 246 | 263 | 275 | 291 | 306 | 322 | ||
19 | 4 | - | 131 | 142 | 154 | 162 | 183 | 207 | 214 | 228 | 233 | 250 | 263 | 279 | |
20 | 1 | 140 | 153 | 166 | 175 | 199 | 227 | 237 | 252 | 264 | 275 | 291 | 311 | ||
21 | 2 | 150 | 165 | 181 | 191 | 219 | 250 | 262 | 280 | 295 | 307 | 325 | 344 | ||
22 | 11 | - | - | 128 | 134 | 142 | 151 | 168 | 185 | 192 | 200 | 209 | 218 | 228 | 240 |
23 | 1 | - | 129 | 135 | 144 | 154 | 173 | 191 | 199 | 209 | 218 | 228 | 253 | 262 | |
24 | 2 | - | 138 | 145 | 155 | 165 | 186 | 206 | 215 | 225 | 235 | 247 | 260 | 274 | |
25 | 1 | 149 | 156 | 168 | 181 | 204 | 228 | 238 | 249 | 261 | 275 | 291 | 306 | ||
26 | 3 | - | 144 | 155 | 167 | 173 | 196 | 219 | 227 | 241 | 251 | 262 | 276 | 292 | |
27 | 1 | 154 | 168 | 182 | 189 | 214 | 242 | 251 | 267 | 277 | 292 | 308 | 326 | ||
28 | 2 | 164 | 179 | 195 | 204 | 233 | 264 | 276 | 293 | 305 | 323 | 338 | 368 | ||
29 | 4 | - | 160 | 163 | 175 | 184 | 208 | 234 | 242 | 258 | 269 | 281 | 297 | 312 | |
30 | 1 | 162 | 176 | 191 | 201 | 228 | 259 | 269 | 287 | 298 | 312 | 332 | 353 | ||
31 | 2 | 171 | 188 | 205 | 216 | 246 | 283 | 295 | 314 | 328 | 343 | 363 | 392 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ НА НАЛАДКУ АВТОМАТОВ | Восьмишпиндельные автоматы | ||||||||||||||
КАРТА 16 | |||||||||||||||
Диаметр прутка 61 - 100 мм | ЛИСТ 4 | ||||||||||||||
Содержание работы | N карты | N листа | N позиции | ||||||||||||
1. Сменить шестерни коробки скоростей и коробки подач | |||||||||||||||
2. Сменить и отрегулировать кулачки | |||||||||||||||
3. Сменить державки инструментов в суппортах | |||||||||||||||
4. Сменить и отрегулировать режущий инструмент | |||||||||||||||
5. Регулировка упоров и других частей станка | |||||||||||||||
6. Обработка пробных деталей | - | ||||||||||||||
7. Подготовительно-заключительная работа и организационное обслуживание | - | ||||||||||||||
N позиции | Количество инструментов на обработку | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
для обработки по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на наладку, мин. | |||||||||||||||
1 | 5 | - | - | 87 | 91 | 97 | 103 | 116 | 129 | 134 | 140 | 147 | 152 | 161 | 168 |
2 | 1 | - | 91 | 95 | 102 | 109 | 123 | 138 | 142 | 150 | 157 | 164 | 173 | 181 | |
3 | 2 | - | 98 | 103 | 111 | 119 | 135 | 150 | 157 | 164 | 172 | 180 | 189 | 199 | |
4 | 1 | 123 | 128 | 138 | 146 | 164 | 183 | 188 | 198 | 207 | 216 | 227 | 239 | ||
5 | 7 | - | - | 106 | 110 | 117 | 124 | 138 | 153 | 158 | 165 | 173 | 179 | 188 | 196 |
6 | 1 | - | 109 | 114 | 122 | 130 | 145 | 161 | 167 | 175 | 183 | 190 | 200 | 210 | |
7 | 2 | - | 120 | 125 | 133 | 142 | 159 | 176 | 183 | 192 | 201 | 209 | 219 | 231 | |
8 | 1 | 134 | 139 | 149 | 159 | 179 | 198 | 206 | 217 | 227 | 237 | 249 | 263 | ||
9 | 3 | - | 123 | 129 | 138 | 148 | 167 | 185 | 192 | 203 | 212 | 222 | 233 | 245 | |
10 | 1 | 135 | 142 | 153 | 163 | 186 | 206 | 215 | 228 | 238 | 249 | 263 | 277 | ||
11 | 2 | 148 | 156 | 168 | 181 | 206 | 229 | 240 | 256 | 266 | 279 | 295 | 311 | ||
12 | 9 | - | - | 126 | 131 | 139 | 146 | 162 | 178 | 184 | 191 | 199 | 207 | 217 | 227 |
13 | 1 | - | 131 | 136 | 145 | 153 | 170 | 187 | 194 | 203 | 212 | 220 | 231 | 242 | |
14 | 2 | - | 142 | 147 | 157 | 166 | 185 | 204 | 211 | 221 | 230 | 240 | 252 | 265 | |
15 | 1 | 147 | 155 | 165 | 176 | 197 | 218 | 228 | 239 | 249 | 261 | 273 | 288 | ||
16 | 3 | - | 147 | 157 | 168 | 174 | 195 | 215 | 233 | 236 | 244 | 255 | 267 | 281 | |
17 | 1 | 153 | 165 | 179 | 186 | 209 | 233 | 240 | 256 | 266 | 280 | 293 | 309 | ||
18 | 2 | 166 | 180 | 196 | 203 | 231 | 256 | 266 | 283 | 295 | 311 | 326 | 342 | ||
19 | 4 | - | 149 | 160 | 172 | 180 | 201 | 225 | 233 | 246 | 256 | 268 | 281 | 297 | |
20 | 1 | 159 | 172 | 186 | 194 | 219 | 246 | 256 | 272 | 283 | 295 | 311 | 330 | ||
21 | 2 | 171 | 186 | 202 | 212 | 240 | 271 | 283 | 301 | 314 | 328 | 346 | 365 | ||
22 | 11 | - | - | 145 | 151 | 159 | 168 | 185 | 202 | 209 | 217 | 226 | 235 | 245 | 255 |
23 | 1 | - | 146 | 152 | 161 | 171 | 190 | 208 | 216 | 226 | 235 | 245 | 270 | 279 | |
24 | 2 | - | 157 | 163 | 173 | 184 | 205 | 225 | 234 | 244 | 254 | 265 | 279 | 293 | |
25 | 1 | 169 | 177 | 189 | 202 | 225 | 249 | 258 | 270 | 282 | 296 | 311 | 327 | ||
26 | 3 | - | 160 | 172 | 183 | 190 | 213 | 236 | 244 | 258 | 268 | 279 | 293 | 308 | |
27 | 1 | 176 | 189 | 203 | 210 | 235 | 263 | 273 | 288 | 298 | 314 | 329 | 347 | ||
28 | 2 | 187 | 201 | 217 | 226 | 255 | 286 | 298 | 316 | 327 | 345 | 361 | 390 | ||
29 | 4 | - | 169 | 182 | 195 | 204 | 227 | 253 | 261 | 277 | 289 | 300 | 316 | 332 | |
30 | 1 | 185 | 199 | 213 | 224 | 250 | 282 | 292 | 309 | 321 | 335 | 354 | 376 | ||
31 | 2 | 194 | 211 | 228 | 239 | 269 | 306 | 318 | 337 | 351 | 366 | 386 | 415 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Время на отдых и естественные надобности в карте не предусмотрено, так как оно перекрывается работой автомата при изготовлении пробных деталей.
2. При необходимости замены или регулировки цанг время на это взять из комплексных нормативов, карта 18, позиция 6.
Одношпиндельные и многошпиндельные автоматы | |||||||||
КАРТА 17 | |||||||||
Содержание работы | |||||||||
Смена затупившегося режущего инструмента и его регулировка в процессе работы | |||||||||
N позиции | Количество инструментов при обработке детали | Точность обработки | Тип автомата | ||||||
Одношпиндельный | Четырехшпиндельный | ||||||||
Наибольший диаметр обрабатываемого прутка, мм | |||||||||
6 - 10 | 12 - 20 | 24 - 52 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | |||
Время, % к машинному времени | |||||||||
1 | До пяти | IT8 - IT9 | 5,5 | 6,5 | 8,0 | 8,0 | 9,5 | 11,0 | 14 |
2 | IT11 - IT13 | 4,0 | 5,5 | 6,5 | 6,5 | 8,0 | 9,5 | 11 | |
3 | От шести до десяти | IT8 - IT9 | 6,5 | 8,0 | 9,5 | 9,5 | 11,0 | 14,0 | 16 |
4 | IT11 - IT13 | 5,5 | 6,5 | 8,0 | 8,0 | 9,5 | 11,0 | 14 | |
5 | Свыше десяти | IT8 - IT9 | 8,0 | 9,5 | 10,0 | 11,0 | 14,0 | 16,0 | 18 |
6 | IT11 - IT13 | 6,5 | 8,0 | 9,5 | 9,5 | 11,0 | 14,0 | 16 | |
Индекс | а | б | в | г | д | е | ж | ||
Примечания: 1. При подналадке шестишпиндельных автоматов нормативное время для четырехшпиндельных автоматов умножать на коэффициент K = 1,3; при подналадке восьмишпиндельных автоматов нормативное время для четырехшпиндельных автоматов умножать на коэффициент K = 1,5.
2. Нормативные данные карты используются при нормировании для серийного производства и новых наладок для массового производства.
НОРМАТИВЫ ВРЕМЕНИ НА КОМПЛЕКСЫ ПРИЕМОВ
Одношпиндельные и многошпиндельные автоматы | |||||||||||||
КАРТА 18 | |||||||||||||
ЛИСТ 1 | |||||||||||||
N позиции | Наименование комплексов приемов наладки | Условия выполнения работы | N карты | N позиции | Одношпиндельные | Многошпиндельные | |||||||
Наибольший диаметр обрабатываемого прутка, мм | |||||||||||||
6 - 10 | 12 - 20 | 24 - 52 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | |||||||
Время, мин. | |||||||||||||
Сменить шестерни коробки скоростей и коробки подач | - | 4,50 | 5,10 | 5,50 | 4,80 | 5,40 | 6,90 | 7,90 | |||||
Сменить и отрегулировать кулачок револьверной головки | - | 4,6 | 5,4 | 6,6 | - | - | - | - | |||||
Сменить и отрегулировать кулачки переднего, заднего и верхнего суппортов | два кулачка | 7,3 | 8,35 | 10,1 | - | - | - | - | |||||
три кулачка | 9,95 | 11,5 | 13,8 | - | - | - | - | ||||||
Сменить и отрегулировать цилиндрический кулачок | - | - | - | - | 6,4 | 7,4 | 8,65 | 10,45 | |||||
Сменить и отрегулировать дисковый кулачок | - | - | - | - | - | - | 8,35 | 10,05 | |||||
7 | Сменить и отрегулировать зажимную и подающую цанги для одного шпинделя | - | 4,9 | 6,05 | 8,1 | 9,3 | 16,8 | 13,6 | 15,6 | ||||
8 | Сменить одну стойку-кронштейн в продольном суппорте с креплением двумя болтами в Т-образный паз или "ласточкин хвост" | на плоскость | удобно | - | - | - | 2,2 | 2,4 | 2,7 | 3,1 | |||
9 | неудобно | - | - | - | 2,7 | 3,0 | 3,6 | 4,2 | |||||
10 | на цилиндрическую поверхность | удобно | - | - | - | 2,3 | 2,6 | 3,0 | 3,6 | ||||
неудобно | - | - | - | 2,8 | 3,1 | 4,1 | 4,8 | ||||||
на призматическую поверхность | удобно | - | - | - | 1,8 | 2,0 | 2,6 | 3,1 | |||||
13 | неудобно | 2,4 | 2,6 | 3,6 | 4,5 | ||||||||
в "ласточкин хвост" | удобно | - | - | - | 2,0 | 2,2 | 2,7 | 3,3 | |||||
неудобно | - | - | - | 2,4 | 2,8 | 3,7 | 4,5 | ||||||
16 | Сменить одну стойку-кронштейн в поперечном суппорте с креплением двумя болтами на плоскость в Т-образный паз | удобно | - | - | - | 2,4 | 2,7 | 3,7 | 5,0 | ||||
17 | Сменить инструментальный шпиндель с кронштейном и креплением двумя болтами на плоскость в Т-образный | удобно | - | - | - | 17,4 | 19,5 | 27,4 | 39,7 | ||||
18 | неудобно | - | - | - | 24,0 | 28,1 | 40,1 | 56,3 | |||||
паз регулировкой по длине хода и жесткого упора на окончательный размер | |||||||||||||
19 | Сменить одну инструментальную державку в продольном суппорте с креплением двумя болтами в Т-образный паз или "ласточкин хвост" | на плоскость | удобно | - | - | - | 0,9 | 1,0 | 1,3 | 1,8 | |||
20 | неудобно | - | - | - | 1,1 | 1,3 | 1,8 | 2,3 | |||||
21 | на цилиндрическую поверхность | удобно | - | - | - | 1,1 | 1,3 | 1,6 | 2,0 | ||||
22 | неудобно | - | - | - | 1,7 | 1,9 | 2,3 | 2,6 | |||||
23 | на призматическую поверхность | удобно | - | - | - | 1,0 | 1,1 | 1,6 | 2,2 | ||||
24 | неудобно | - | - | - | 1,5 | 1,7 | 2,3 | 2,8 | |||||
25 | в "ласточкин хвост" | удобно | - | - | - | 1,5 | 1,7 | 2,0 | 2,3 | ||||
26 | неудобно | - | - | - | 2,3 | 2,5 | 2,7 | 3,0 | |||||
27 | Сменить одну инструментальную державку в поперечном суппорте с креплением двумя болтами | на плоскость в Т-образный паз | удобно | 1,3 | 1,5 | 1,7 | 1,5 | 1,7 | 1,9 | 2,1 | |||
28 | неудобно | - | - | - | 2,0 | 2,6 | 3,4 | 4,2 | |||||
29 | на плоскость в прямоугольный паз | удобно | - | - | - | 0,6 | 0,9 | 1,1 | 1,5 | ||||
30 | неудобно | - | - | - | 1,0 | 1,1 | 1,5 | 1,9 | |||||
31 | на плоскость по отверстию | удобно | 2,0 | 2,3 | 2,5 | - | - | - | - | ||||
неудобно | 2,8 | 3,1 | 3,4 | - | - | - | - | ||||||
33 | Сменить одну инструментальную державку в стойке или револьверной головке в цилиндрической направляющей и крепление одним болтом | без переходной втулки | удобно | 1,0 | 1,1 | 1,3 | 1,5 | 1,7 | 1,9 | 2,1 | |||
34 | неудобно | 1,4 | 1,6 | 1,8 | 2,0 | 2,5 | 2,8 | 3,1 | |||||
35 | с переходной втулкой | удобно | 1,3 | 1,5 | 1,8 | 2,0 | 2,4 | 2,8 | 3,1 | ||||
36 | неудобно | 1,7 | 2,0 | 2,3 | 2,5 | 3,2 | 3,7 | 4,1 | |||||
37 | Сменить одну инструментальную державку в инструментальном шпинделе с цилиндрической направляющей и крепление одним болтом | без переходной втулки | - | - | - | 0,7 | 0,9 | 1,0 | 1,1 | ||||
38 | с переходной | - | - | - | 1,2 | 1,6 | 1,9 | 2,1 | |||||
39 | втулкой | ||||||||||||
40 | |||||||||||||
40 | Отрегулировать упор подачи материала | жесткий | 1,3 | 1,4 | 1,6 | 1,8 | 1,9 | 2,2 | 2,6 | ||||
41 | качающийся | 1,5 | 1,7 | 2,0 | 1,9 | 2,2 | 2,5 | 3,0 | |||||
42 | Сменить и отрегулировать один проходной резец или упор для проточки канавок | предварительная обработка и IT14 | 1,8 | 2,1 | 2,5 | 3,1 | 3,5 | 4,0 | 4,5 | ||||
43 | IT11 - IT13 | 2,2 | 2,5 | 3,2 | 3,9 | 4,4 | 5,0 | 5,7 | |||||
44 | IT8 - IT9 | 3,6 | 4,0 | 4,9 | 6,2 | 6,9 | 7,7 | 9,0 | |||||
45 | Сменить и отрегулировать люнетную державку в стойке или револьверной головке, в цилиндрической направляющей с креплением одним болтом | удобно | Регулировка | одного ролика | 1,2 | 1,3 | 1,4 | 1,4 | 1,7 | 1,9 | 2,2 | ||
46 | двух роликов | 1,3 | 1,3 | 1,5 | 1,6 | 1,8 | 2,1 | 2,9 | |||||
47 | неудобно | одного ролика | 1,6 | 1,6 | 1,8 | 1,8 | 2,3 | 2,7 | 3,2 | ||||
48 | двух роликов | 1,7 | 1,7 | 1,9 | 2,0 | 2,5 | 2,9 | 3,4 | |||||
49 | Сменить и отрегулировать одну центровку, установленную в державку | - | 1,4 | 1,6 | 2,1 | 2,4 | 2,6 | 3,1 | 3,5 | ||||
50 | То же, установленную в цанговый патрон | - | 1,3 | 1,5 | 1,9 | 1,9 | 2,2 | 2,6 | 3,0 | ||||
24 (10) | 10 | ||||||||||||
51 | Сменить и отрегулировать одно сверло, установленное в державку | Предварительная обработка и IT14 | 1,3 | 1,6 | 2,0 | 2,2 | 2,5 | 2,9 | 3,2 | ||||
52 | IT11 - IT13 | 24 (10) | 11 | 1,5 | 1,7 | 2,1 | 2,5 | 2,8 | 3,2 | 3,6 | |||
53 | То же, установленное в цанговый патрон | Предварительная обработка и IT14 | 1,2 | 1,5 | 1,8 | 1,7 | 2,1 | 2,4 | 2,7 | ||||
54 | IT11 - IT13 | 1,4 | 1,6 | 1,9 | 2,0 | 2,4 | 2,7 | 3,1 | |||||
55 | Сменить и отрегулировать один зенкер | Предварительная обработка и IT14 | 1,3 | 1,6 | 2,0 | 2,2 | 2,5 | 2,9 | 3,2 | ||||
56 | IT11 - IT13 | 1,8 | 2,0 | 2,4 | 2,8 | 3,1 | 3,7 | 3,9 | |||||
57 | Сменить и отрегулировать одну развертку, установленную в державку | IT11 - IT13 | 3,3 | 3,7 | 4,4 | 4,8 | 5,3 | 6,1 | 7,1 | ||||
58 | IT8 - IT9 | 5,9 | 6,6 | 8,4 | 8,1 | 9,1 | 10,3 | 12,5 | |||||
59 | Сменить и отрегулировать один подрезной резец | Предварительная обработка и IT14 | 2,0 | 2,3 | 2,7 | 3,6 | 4,0 | 4,4 | 5,0 | ||||
60 | IT11 - IT13 | 2,7 | 3,0 | 3,6 | 4,6 | 5,2 | 5,9 | 6,8 | |||||
61 | Сменить и отрегулировать один фасочный резец | IT11 - IT14 | 1,4 | 1,8 | 2,2 | 2,9 | 3,3 | 3,8 | 4,3 | ||||
62 | Сменить и отрегулировать один резец расточный | Предварительная обработка и IT14 | 2,1 | 2,5 | 3,0 | 3,1 | 3,9 | 4,4 | 4,9 | ||||
63 | IT11 - IT13 | 2,6 | 2,9 | 3,6 | 3,9 | 4,5 | 5,0 | 5,7 | |||||
64 | IT8 - IT9 | 4,0 | 4,4 | 5,4 | 5,8 | 6,3 | 7,1 | 8,1 | |||||
65 | Сменить и отрегулировать один канавочный резец | Предварительная обработка и IT14 | 1,8 | 2,2 | 2,7 | 3,1 | 3,6 | 4,0 | 4,5 | ||||
66 | IT11 - IT13 | 2,4 | 2,8 | 3,3 | 3,9 | 4,4 | 4,9 | 5,6 | |||||
67 | Сменить и отрегулировать один фасонный дисковый резец | Предварительная обработка и IT14 | 2,1 | 2,7 | 3,0 | 3,6 | 4,0 | 4,3 | 4,9 | ||||
68 | IT11 - IT13 | 24 (9) | 2 | 3,0 | 3,4 | 3,9 | 4,2 | 4,5 | 5,3 | 6,0 | |||
69 | IT8 - IT9 | 4,5 | 5,1 | 6,2 | 6,2 | 7,0 | 7,7 | 9,1 | |||||
70 | Сменить и отрегулировать один фасонный призматический резец | Предварительная обработка и IT14 | 2,2 | 2,6 | 3,1 | 3,6 | 4,1 | 4,4 | 4,9 | ||||
71 | IT11 - IT13 | 2,8 | 3,3 | 3,9 | 4,4 | 5,0 | 5,4 | 6,2 | |||||
72 | IT8 - IT9 | 4,4 | 5,0 | 6,2 | 6,5 | 7,3 | 8,0 | 9,4 | |||||
73 | Сменить и отрегулировать один фасонный тангенциальный (бреющий) резец | IT11 - IT13 | 2,8 | 3,2 | 3,8 | 4,2 | 4,8 | 5,3 | 6,0 | ||||
74 | IT8 - IT9 | 4,3 | 4,9 | 6,0 | 6,3 | 7,1 | 7,8 | 8,9 | |||||
75 | Сменить и отрегулировать один метчик | 8 ст. точности | 5,1 | 5,6 | 6,6 | 7,2 | 8,0 | 9,1 | 10,7 | ||||
76 | 6 ст. точности | 6,0 | 6,7 | 7,8 | 8,5 | 9,4 | 10,6 | 12,5 | |||||
77 | Сменить и отрегулировать одну круглую плашку | 8 ст. точности | 5,1 | 5,6 | 6,6 | 7,3 | 8,2 | 9,2 | 10,8 | ||||
78 | 6 ст. точности | 6,0 | 6,7 | 7,8 | 8,6 | 9,6 | 10,7 | 12,6 | |||||
79 | Сменить и отрегулировать одну накатку рифлений | - | 1,0 | 1,6 | 2,0 | 2,6 | 2,9 | 3,4 | 3,9 | ||||
80 | Сменить и отрегулировать резьбонарезную головку | 8 ст. точности | 6,2 | 6,9 | 8,1 | 8,8 | 9,7 | 11,0 | 13,1 | ||||
81 | 6 ст. точности | 7,3 | 8,2 | 9,6 | 10,4 | 10,9 | 13,0 | 15,4 | |||||
82 | Сменить и отрегулировать один отрезной или прорезной резец | IT11 - IT14 | 1,8 | 2,1 | 2,6 | 3,3 | 3,8 | 4,3 | 4,9 | ||||
Индекс | а | б | в | г | д | е | ж | ||||||
Одношпиндельные автоматы | ||||||||||||
КАРТА 19 | ||||||||||||
Диаметр прутка 6 - 10 мм | ЛИСТ 1 | |||||||||||
Содержание работы | N карты | N листа | N поз. | |||||||||
1. Смена режущего инструмента | ||||||||||||
2. Регулировка режущего инструмента | ||||||||||||
3. Обработка пробных деталей | - | |||||||||||
N позиции | Наименование инструмента | Точность обработки | Машинное время на цикл, с, до | |||||||||
20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | |||
Машинное время на цикл, мин., до | ||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||
Время, мин. | ||||||||||||
1 | Проходной резец | Предварительная обработка и IT14 | 2,1 | 2,2 | 2,4 | 2,7 | 3,1 | 3,5 | 3,7 | 13 | 4,0 | 4,3 |
2 | IT11 - IT13 | 2,8 | 3,1 | 3,5 | 3,9 | 4,8 | 3 | 5,9 | 6,3 | 6,7 | 7,1 | |
3 | IT8 - IT9 | 4,4 | 4,9 | 5,6 | 6,2 | 7,4 | 8,7 | 9,2 | 9,8 | 10,4 | 11,1 | |
4 | Подрезной резец | Предварительная обработка и IT14 | 2,3 | 2,4 | 2,6 | 2,9 | 3,3 | 3,7 | 3,9 | 4,0 | 4,2 | 4,5 |
5 | IT11 - IT13 | 3,3 | 3,6 | 4,0 | 4,4 | 5,3 | 6,1 | 6,4 | 6,8 | 7,2 | 7,6 | |
6 | Отрезной резец | IT12 - IT14 | 2,1 | 2,2 | 2,4 | 2,7 | 3,1 | 3,5 | 3,7 | 3,8 | 4,0 | 4,3 |
7 | Фасочный резец | IT12 - IT14 | 1,7 | 1,8 | 2,0 | 2,3 | 2,7 | 3,0 | 3,2 | 3,3 | 3,5 | 3,8 |
8 | Расточный резец | Предварительная обработка и IT14 | 2,4 | 2,5 | 2,7 | 3,0 | 3,4 | 3,8 | 4,0 | 4,1 | 4,3 | 4,6 |
9 | ||||||||||||
10 | IT11 - IT13 | 3,2 | 3,5 | 3,9 | 4,3 | 5,2 | 6,0 | 6,3 | 6,7 | 7,1 | 7,5 | |
IT8 - IT9 | 4,8 | 5,3 | 6,0 | 6,6 | 7,8 | 9,1 | 9,6 | 10,2 | 10,8 | 11,5 | ||
11 | Канавочный резец | Предварительная обработка и IT14 | 2,1 | 2,2 | 2,4 | 2,7 | 3,1 | 3,5, | 3,7 | 3,8 | 4,0 | 4,3 |
12 | IT11 - IT13 | 3,0 | 3,3 | 3,7 | 4,1 | 5,0 | 5,8 | 6,1 | 6,5 | 6,9 | 7,3 | |
13 | Фасонный дисковый резец | Предварительная обработка и IT14 | 2,4 | 2,5 | 2,7 | 3,0 | 3,4 | 3,8 | 4,0 | 4,1 | 4,3 | 4,6 |
14 | IT11 - IT13 | 3,6 | 3,9 | 4,3 | 4,7 | 5,6 | 6,4 | 6,7 | 7,1 | 7,5 | 7,9 | |
IT8 - IT9 | 5,3 | 5,8 | 6,5 | 7,1 | 8,3 | 9,6 | 10,1 | 10,7 | 11,3 | 12,0 | ||
15 | ||||||||||||
16 | Фасонный призматический резец | Предварительная обработка и IT14 | 2,5 | 2,6 | 2,8 | 3,1 | 3,5 | 3,9 | 4,1 | 4,2 | 4,4 | 4,7 |
17 | IT11 - IT13 | 3,4 | 3,7 | 4,1 | 4,5 | 5,4 | 6,2 | 6,5 | 6,9 | 7,3 | 7,7 | |
18 | IT8 - IT9 | 5,2 | 5,7 | 6,4 | 7,0 | 8,2 | 9,5 | 10,0 | 10,6 | 11,2 | 11,9 | |
19 | Тангенциальный (бреющий) резец | IT11 - IT13 | 3,4 | 3,7 | 4,1 | 4,5 | 5,4 | 6,2 | 6,5 | 6,9 | 7,3 | 7,7 |
20 | IT8 - IT9 | 5,1 | 5,6 | 6,3 | 6,9 | 8,1 | 9,4 | 9,9 | 10,5 | 11,1 | 11,8 | |
21 | Центровка | - | 1,7 | 1,8 | 2,0 | 2,3 | 2,7 | 3,1 | 3,3 | 3,4 | 3,6 | 3,9 |
22 | Сверло | Предварительная обработка и IT14 | 1,6 | 1,7 | 1,9 | 2,2 | 2,6 | 3,0 | 3,2 | 3,3 | 3,5 | 3,8 |
23 | IT11 - IT13 | 2,1 | 2,4 | 2,8 | 3,2 | 4,1 | 4,9 | 5,2 | 5,6 | 6,0 | 6,4 | |
24 | Развертка | IT11 - IT13 | 3,9 | 4,2 | 4,6 | 5,0 | 5,9 | 6,7 | 7,0 | 7,4 | 7,8 | 8,2 |
25 | IT8 - IT9 | 6,7 | 7,2 | 7,9 | 8,5 | 9,7 | 11,0 | 11,5 | 12,1 | 12,7 | 13,4 | |
26 | Зенкер | Предварительная обработка и IT14 | 1,6 | 1,7 | 1,9 | 2,2 | 2,6 | 3,0 | 3,2 | 3,3 | 3,5 | 3,8 |
27 | IT11 - IT13 | 2,4 | 2,7 | 3,1 | 3,5 | 4,4 | 5,2 | 5,5 | 5,9 | 6,3 | 6,7 | |
28 | Метчик, плашка | 8 степень точности | 5,9 | 0,4 | 7,1 | 7,7 | 8,9 | 10,2 | 10,7 | 11,3 | 11,9 | 12,6 |
29 | 6 степень точности | 7,5 | 8,1 | 9,2 | 10,3 | 12,4 | 14,5 | 15,4 | 16,2 | 17,1 | 17,9 | |
30 | Резьбонарезная головка | 8 степень точности | 7,0 | 7,5 | 8,2 | 8,3 | 10,0 | 11,3 | 11,8 | 12,4 | 13,0 | 13,7 |
31 | 6 степень точности | 8,8 | 9,4 | 10,5 | 11,6 | 13,7 | 15,8 | 16,7 | 17,5 | 18,4 | 19,2 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
НОРМАТИВЫ ВРЕМЕНИ НА КОМПЛЕКСЫ ПРИЕМОВ НА ПОДНАЛАДКУ АВТОМАТОВ | Одношпиндельные автоматы | |||||||||||
КАРТА 19 | ||||||||||||
Диаметр прутка 12 - 20 мм | ЛИСТ 2 | |||||||||||
Содержание работы | N карты | N листа | N поз. | |||||||||
1. Смена режущего инструмента | ||||||||||||
2. Регулировка режущего инструмента | ||||||||||||
3. Обработка пробных деталей | - | |||||||||||
N позиции | Наименование инструмента | Точность обработки | Машинное время на цикл, с, до | |||||||||
20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | |||
Машинное время на цикл, мин., до | ||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |||
Время, мин. | ||||||||||||
1 | Проходной резец | Предварительная обработка и IT14 | 2,4 | 2,5 | 2,7 | 3,0 | 3,4 | 3,8 | 4,0 | 4,1 | 4,3 | 4,6 |
2 | IT11 - IT13 | 3,1 | 3,4 | 3,8 | 4,2 | 5,1 | 5,9 | 6,2 | 6,6 | 7,0 | 7,4 | |
3 | IT8 - IT9 | 4,8 | 5,3 | 6,0 | 6,6 | 7,8 | 9,1 | 9,6 | 10,2 | 10,8 | 11,5 | |
4 | Подрезной резец | Предварительная обработка и IT14 | 2,6 | 2,7 | 2,9 | 3,2 | 3,6 | 4,0 | 4,2 | 4,3 | 4,5 | 4,8 |
5 | IT11 - IT13 | 3,6 | 3,9 | 4,3 | 4,7 | 5,6 | 6,4 | 6,7 | 7,1 | 7,5 | 7,9 | |
6 | Отрезной резец | IT12 - IT14 | 2,4 | 2,5 | 2,7 | 3,0 | 3,4 | 3,8 | 4,0 | 4,1 | 4,3 | 4,6 |
7 | Фасочный резец | IT12 - IT14 | 2,1 | 2,2 | 2,4 | 2,7 | 3,1 | 3,5 | 3,7 | 3,8 | 4,0 | 4,3 |
8 | Расточный резец | Предварительная обработка и IT14 | 2,8 | 2,9 | 3,1 | 3,4 | 3,8 | 4,2 | 4,4 | 4,5 | 4,7 | 5,0 |
9 | IT11 - IT13 | 3,5 | 3,8 | 4,2 | 4,6 | 5,5 | 6,3 | 6,6 | 7,0 | 7,4 | 7,8 | |
10 | IT8 - IT9 | 5,2 | 5,7 | 6,4 | 7,0 | 8,2 | 9,5 | 10,0 | 10,6 | 11,2 | 11,9 | |
11 | Канавочный резец | Предварительная обработка и IT14 | 2,5 | 2,6 | 2,8 | 3,1 | 3,5 | 3,9 | 4,1 | 4,2 | 4,4 | 4,7 |
12 | IT11 - IT13 | 3,4 | 3,7 | 4,1 | 4,5 | 5,4 | 6,2 | 6,5 | 6,9 | 7,3 | 7,7 | |
13 | Фасонный дисковый резец | Предварительная обработка и IT14 | 3,0 | 3,1 | 3,3 | 3,6 | 4,0 | 4,4 | 4,6 | 4,7 | 4,9 | 5,2 |
14 | IT11 - IT13 | 4,0 | 4,3 | 4,7 | 5,1 | 6,0 | 6,8 | 7,1 | 7,5 | 7,9 | 8,3 | |
15 | IT8 - IT9 | 5,9 | 6,4 | 7,1 | 7,7 | 8,9 | 10,2 | 10,7 | 11,3 | 11,9 | 12,6 | |
16 | Фасонный призматический резец | Предварительная обработка и IT14 | 2,9 | 3,0 | 3,2 | 3,5 | 3,9 | 4,3 | 4,5 | 4,6 | 4,8 | 5,1 |
17 | IT11 - IT13 | 3,9 | 4,2 | 4,6 | 5,0 | 5,9 | 6,7 | 7,0 | 7,4 | 7,8 | 8,2 | |
18 | IT8 - IT9 | 5,8 | 6,3 | 7,0 | 7,6 | 8,8 | 10,1 | 10,6 | 11,2 | 11,8 | 12,5 | |
19 | Тангенциальный (бреющий) резец | IT11 - IT13 | 3,8 | 4,1 | 4,5 | 4,9 | 5,8 | 6,6 | 6,9 | 7,3 | 7,7 | 8,1 |
20 | IT8 - IT9 | 5,7 | 6,2 | 6,9 | 7,5 | 8,7 | 10,0 | 10,5 | 11,1 | 11,7 | 12,4 | |
21 | Центровка | - | 1,9 | 2,0 | 2,2 | 2,5 | 2,9 | 3,3 | 3,5 | 3,6 | 3,8 | 41,<...> |
22 | Сверло | Предварительная обработка и IT14 | 1,9 | 2,0 | 2,5 | 2,9 | 2,9 | 3,3 | 3,5 | 3,6 | 3,8 | 4,1 |
23 | IT11 - IT13 | 2,3 | 2,6 | 3,4 | 4,3 | 4,3 | 5,1 | 5,4 | 5,6 | 6,2 | 6,6 | |
24 | Развертка | IT11 - IT13 | 4,3 | 5,0 | 5,4 | 6,3 | 6,3 | 7,1 | 7,4 | 7,8 | 8,2 | 8,6 |
25 | IT8 - IT9 | 7,4 | 8,6 | 9,2 | 10,4 | 10,4 | 11,7 | 12,2 | 12,8 | 13,4 | 14,1 | |
26 | Зенкер | Предварительная обработка и IT14 | 1,9 | 2,0 | 2,2 | 2,5 | 2,9 | 3,3 | 3,5 | 3,6 | 3,8 | 4,1 |
27 | IT11 - IT13 | 2,6 | 2,9 | 3,3 | 3,7 | 4,6 | 5,4 | 5,7 | 5,9 | 6,5 | 6,9 | |
28 | Метчик, плашка | 8 степень точности | 6,4 | 6,9 | 7,6 | 8,2 | 9,4 | 10,7 | 11,2 | 11,8 | 12,4 | 13,1 |
29 | 6 степень точности | 8,2 | 8,8 | 9,9 | 11,0 | 13,1 | 15,2 | 16,1 | 16,9 | 17,8 | 18,6 | |
30 | Резьбонарезная головка | 8 степень точности | 7,7 | 8,2 | 8,9 | 9,5 | 10,7 | 12,0 | 12,5 | 13,1 | 13,7 | 14,4 |
31 | 6 степень точности | 9,7 | 10,3 | 11,4 | 12,5 | 14,6 | 16,7 | 17,6 | 18,1 | 19,3 | 20,1 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
Многошпиндельные автоматы | ||||||||||||||
КАРТА 20 | ||||||||||||||
Диаметр прутка до 25 мм | ЛИСТ 1 | |||||||||||||
Содержание работы | N карты | N листа | N поз. | |||||||||||
1. Смена режущего инструмента | ||||||||||||||
2. Регулировка режущего инструмента | ||||||||||||||
3. Обработка пробных деталей | - | |||||||||||||
N позиции | Наименование инструмента | Точность обработки | Машинное время на цикл, с, до | |||||||||||
20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | |||
Машинное время на цикл, мин., до | ||||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | |||
Время, мин. | ||||||||||||||
1 | Проходной резец | Предварительная обработка и IT14 | 3,5 | 3,7 | 4,0 | 4,3 | 4,9 | 5,5 | 5,7 | 6,0 | 6,4 | 6,7 | 7,0 | 7,4 |
2 | IT11 - IT13 | 4,7 | 5,1 | 5,8 | 6,3 | 7,5 | 8,7 | 9,2 | 9,7 | 10,3 | 11,0 | 11,6 | 12,4 | |
3 | IT8 - IT9 | 7,4 | 8,0 | 9,0 | 9,8 | 11,6 | 13,3 | 14,0 | 14,7 | 15,6 | 16,4 | 17,3 | 18,1 | |
4 | Подрезной резец | Предварительная обработка и IT14 | 4,0 | 4,2 | 4,5 | 4,8 | 5,4 | 6,0 | 6,2 | 6,5 | 6,9 | 7,2 | 7,5 | 7,9 |
5 | IT11 - IT13 | 5,3 | 5,7 | 6,4 | 6,9 | 8,1 | 9,3 | 9,8 | 10,3 | 10,9 | 11,6 | 12,2 | 13,0 | |
6 | Отрезной резец | IT12 - IT14 | 3,7 | 3,9 | 4,2 | 4,5 | 5,1 | 5,7 | 5,9 | 6,2 | 6,6 | 6,9 | 7,2 | 7,6 |
7 | Фасочный резец | IT12 - IT14 | 3,3 | 3,5 | 3,8 | 4,1 | 4,7 | 5,3 | 5,5 | 5,8 | 6,2 | 6,5 | 6,8 | 7,2 |
8 | Расточный резец | Предварительная обработка и IT14 | 3,5 | 3,7 | 4,0 | 4,3 | 4,9 | 5,5 | 5,7 | 6,0 | 6,4 | 6,7 | 7,6 | 7,4 |
9 | IT11 - IT13 | 4,7 | 5,1 | 5,8 | 6,3 | 7,5 | 8,7 | 9,2 | 9,7 | 10,3 | 11,0 | 11,6 | 12,4 | |
10 | IT8 - IT9 | 7,0 | 7,6 | 8,6 | 9,4 | 11,2 | 12,9 | 13,6 | 14,3 | 15,2 | 16,0 | 16,9 | 17,7 | |
11 | Канавочный резец | Предварительная обработка и IT14 | 3,5 | 3,7 | 4,0 | 4,3 | 4,9 | 5,5 | 5,7 | 6,0 | 6,4 | 6,7 | 7,0 | 7,4 |
12 | IT11 - IT13 | 4,5 | 4,9 | 5,6 | 6,1 | 7,3 | 8,5 | 9,0 | 9,5 | 10,1 | 10,8 | 11,4 | 12,2 | |
13 | Фасонный дисковый резец | Предварительная обработка и IT14 | 4,0 | 4,2 | 4,5 | 4,8 | 5,4 | 6,0 | 6,2 | 6,5 | 6,9 | 7,2 | 7,5 | 7,9 |
14 | IT11 - IT13 | 5,0 | 5,4 | 6,1 | 6,6 | 7,8 | 9,0 | 9,5 | 10,0 | 10,6 | 11,3 | 11,9 | 12,7 | |
15 | IT8 - IT9 | 7,4 | 8,0 | 9,0 | 9,8 | 11,6 | 13,3 | 14,0 | 14,7 | 15,6 | 16,4 | 17,3 | 18,1 | |
16 | Фасонный призматический резец | Предварительная обработка и IT14 | 4,0 | 3,0 | 4,5 | 4,8 | 5,4 | 6,0 | 6,2 | 6,5 | 6,9 | 7,2 | 7,5 | 7,9 |
17 | IT11 - IT13 | 5,2 | 5,6 | 6,3 | 6,8 | 8,0 | 9,2 | 9,6 | 10,2 | 10,8 | 11,5 | 12,1 | 12,9 | |
18 | IT8 - IT9 | 7,7 | 8,3 | 9,3 | 10,1 | 11,9 | 13,6 | 14,3 | 15,0 | 15,9 | 16,7 | 17,6 | 18,4 | |
19 | Тангенциальный (бреющий) резец | IT11 - IT13 | 5,0 | 5,4 | 6,1 | 6,6 | 7,8 | 9,0 | 9,5 | 10,0 | 10,6 | 11,3 | 11,9 | 12,7 |
20 | IT8 - IT9 | 7,5 | 8,1 | 9,1 | 9,9 | 11,7 | 13,4 | 14,1 | 14,8 | 15,7 | 16,5 | 17,4 | 18,2 | |
21 | Центровка | - | 2,8 | 3,0 | 3,3 | 3,6 | 4,2 | 4,6 | 4,8 | 5,1 | 5,3 | 5,6 | 5,9 | 6,3 |
22 | Сверло | Предварительная обработка и IT14 | 2,6 | 2,8 | 3,1 | 3,4 | 4,0 | 4,4 | 4,6 | 4,9 | 5,1 | 5,4 | 5,7 | 6,1 |
23 | IT11 - IT13 | 3,3 | 3,7 | 4,4 | 4,9 | 6,1 | 7,3 | 7,8 | 8,3 | 8,9 | 9,6 | 10,2 | 11,0 | |
24 | Развертка | IT11 - IT13 | 5,6 | 6,0 | 6,7 | 7,2 | 8,4 | 9,7 | 10,1 | 10,6 | 11,2 | 11,9 | 12,5 | 13,3 |
25 | IT8 - IT9 | 9,3 | 9,9 | 10,9 | 11,7 | 13,5 | 15,2 | 15,9 | 16,6 | 17,5 | 18,3 | 19,2 | 20,0 | |
26 | Зенкер | Предварительная обработка и IT14 | 2,6 | 2,8 | 3,1 | 3,4 | 4,0 | 4,4 | 4,6 | 4,9 | 5,1 | 5,4 | 5,7 | 6,1 |
27 | IT11 - IT13 | 3,6 | 4,0 | 4,7 | 5,2 | 6,4 | 7,6 | 8,1 | 8,6 | 9,2 | 9,9 | 10,5 | 11,3 | |
28 | Метчик, плашка | 8 степень точности | 8,4 | 9,0 | 10,0 | 10,8 | 12,6 | 14,3 | 15,0 | 15,7 | 16,6 | 17,4 | 18,3 | 19,1 |
29 | 6 степень точности | 10,5 | 11,5 | 13,2 | 14,5 | 17,9 | 20,4 | 21,3 | 23,0 | 24,7 | 26,4 | 28,1 | 29,8 | |
30 | Резьбонарезная головка | 8 степень точности | 10,0 | 10,6 | 11,6 | 12,4 | 14,2 | 15,9 | 16,6 | 17,3 | 18,2 | 19,0 | 19,9 | 20,7 |
31 | 6 степень точности | 12,4 | 13,4 | 15,1 | 16,4 | 19,8 | 22,3 | 23,2 | 24,9 | 26,6 | 28,3 | 30,0 | 31,7 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечание. Нормативное время дано для подналадки четырехшпиндельных автоматов. При подналадке шестишпиндельных автоматов нормативное время умножать на коэффициент K = 1,3; при подналадке восьмишпиндельных автоматов нормативное время умножать на коэффициент K = 1,5.
Многошпиндельные автоматы | ||||||||||||||
КАРТА 20 | ||||||||||||||
Диаметр прутка 26 - 40 мм | ЛИСТ 2 | |||||||||||||
Содержание работы | N карты | N листа | N поз. | |||||||||||
1. Смена режущего инструмента | ||||||||||||||
2. Регулировка режущего инструмента | ||||||||||||||
3. Обработка пробных деталей | - | |||||||||||||
N позиции | Наименование инструмента | Точность обработки | Машинное время на цикл, с, до | |||||||||||
20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | |||
Машинное время на цикл, мин., до | ||||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | |||
Время, мин. | ||||||||||||||
1 | Проходной резец | Предварительная обработка и IT14 | 3,9 | 4,1 | 4,4 | 4,7 | 5,3 | 5,9 | 6,1 | 6,4 | 6,8 | 3,5 | 7,4 | 7,8 |
2 | IT11 - IT13 | 5,2 | 5,6 | 6,3 | 6,8 | 8,0 | 9,2 | 9,6 | 10,2 | 10,8 | 11,5 | 12,1 | 12,9 | |
3 | IT8 - IT9 | 8,1 | 8,7 | 9,7 | 10,5 | 12,3 | 14,0 | 14,7 | 15,4 | 16,3 | 17,1 | 18,0 | 18,8 | |
4 | Подрезной резец | Предварительная обработка и IT14 | 4,4 | 4,6 | 4,9 | 5,2 | 5,8 | 6,4 | 6,6 | 6,9 | 7,3 | 7,6 | 7,9 | 8,3 |
5 | IT11 - IT13 | 6,0 | 6,4 | 7,1 | 7,6 | 8,8 | 10,0 | 10,5 | 11,0 | 11,6 | 12,3 | 12,9 | 13,7 | |
6 | Отрезной резец | IT12 - IT14 | 4,2 | 4,4 | 4,7 | 5,0 | 5,6 | 6,2 | 6,4 | 6,7 | 7,1 | 7,4 | 7,7 | 8,1 |
7 | Фасочный резец | IT12 - IT14 | 3,7 | 3,9 | 4,2 | 4,5 | 5,1 | 5,7 | 5,9 | 6,2 | 6,6 | 6,9 | 7,2 | 7,6 |
8 | Расточной резец | Предварительная обработка и IT14 | 4,3 | 4,5 | 4,8 | 5,1 | 5,7 | 6,3 | 6,5 | 6,8 | 7,2 | 7,5 | 7,8 | 8,2 |
9 | IT11 - IT13 | 5,3 | 5,7 | 6,4 | 6,9 | 8,1 | 9,3 | 9,8 | 10,3 | 10,9 | 11,6 | 12,2 | 13,0 | |
10 | IT8 - IT9 | 7,5 | 8,1 | 9,1 | 9,9 | 11,7 | 13,4 | 14,1 | 14,8 | 15,7 | 16,5 | 17,4 | 18,2 | |
11 | Канавочный резец | Предварительная обработка и IT14 | 4,0 | 4,2 | 4,5 | 4,8 | 5,4 | 6,0 | 6,2 | 6,5 | 6,9 | 7,2 | 7,5 | 7,9 |
12 | IT11 - IT13 | 5,2 | 5,6 | 6,3 | 6,8 | 8,0 | 9,2 | 9,6 | 10,2 | 10,8 | 11,5 | 12,1 | 12,9 | |
13 | Фасонный дисковый резец | Предварительная обработка и IT14 | 4,4 | 4,6 | 4,9 | 5,2 | 5,8 | 6,4 | 6,6 | 6,9 | 7,3 | 7,6 | 7,9 | 8,3 |
14 | IT11 - IT13 | 5,3 | 5,7 | 6,4 | 6,9 | 8,1 | 9,3 | 9,7 | 10,3 | 10,9 | 11,6 | 12,2 | 13,0 | |
15 | IT8 - IT9 | 8,2 | 8,8 | 9,8 | 10,6 | 12,4 | 14,1 | 14,8 | 15,5 | 16,4 | 17,2 | 18,1 | 18,9 | |
16 | Фасонный призматический резец | Предварительная обработка и IT14 | 4,7 | 4,7 | 5,0 | 5,3 | 5,9 | 6,5 | 6,7 | 7,0 | 7,4 | 7,7 | 8,0 | 8,4 |
17 | IT11 - IT13 | 5,8 | 6,2 | 6,9 | 7,4 | 8,6 | 9,9 | 10,3 | 10,8 | 11,4 | 12,1 | 12,6 | 13,5 | |
18 | IT8 - IT9 | 8,5 | 9,1 | 10,1 | 10,9 | 12,7 | 14,4 | 15,1 | 15,8 | 16,7 | 17,5 | 18,4 | 19,2 | |
19 | Тангенциальный (бреющий) резец | IT11 - IT13 | 5,6 | 6,0 | 6,7 | 7,2 | 8,4 | 9,7 | 10,1 | 10,6 | 11,2 | 11,9 | 12,5 | 13,3 |
20 | IT8 - IT9 | 8,3 | 8,9 | 9,9 | 10,7 | 12,5 | 14,2 | 14,9 | 15,6 | 16,5 | 17,3 | 18,2 | 19,0 | |
21 | Центровка | - | 3,0 | 3,2 | 3,5 | 3,8 | 4,4 | 5,0 | 5,2 | 5,5 | 5,9 | 6,2 | 6,5 | 6,9 |
22 | Сверло | Предварительная обработка и IT14 | 2,9 | 3,1 | 3,4 | 3,7 | 4,3 | 4,9 | 5,1 | 5,4 | 5,8 | 6,1 | 6,4 | 6,8 |
23 | IT11 - IT13 | 3,6 | 4,0 | 4,7 | 5,2 | 6,4 | 7,6 | 8,1 | 8,6 | 9,2 | 9,9 | 10,5 | 11,3 | |
24 | Развертка | IT11 - IT13 | 6,1 | 6,5 | 7,2 | 7,7 | 8,9 | 10,2 | 10,6 | 11,1 | 11,7 | 12,4 | 13,0 | 13,8 |
25 | IT8 - IT9 | 10,3 | 10,9 | 11,9 | 12,7 | 14,5 | 16,2 | 16,9 | 17,6 | 18,5 | 19,3 | 20,2 | 21,0 | |
26 | Зенкер | Предварительная обработка и IT14 | 2,9 | 3,1 | 3,4 | 3,7 | 4,3 | 4,9 | 5,1 | 5,4 | 5,8 | 6,1 | 6,4 | 6,8 |
27 | IT11 - IT13 | 3,9 | 4,3 | 5,0 | 5,5 | 6,7 | 7,9 | 8,4 | 8,9 | 9,5 | 10,2 | 10,8 | 11,6 | |
28 | Метчик, плашка | 8 степень точности | 9,2 | 9,8 | 10,8 | 11,6 | 13,4 | 15,1 | 15,8 | 16,5 | 17,4 | 18,2 | 19,1 | 19,9 |
29 | 6 степень точности | 11,4 | 12,4 | 14,1 | 15,4 | 18,8 | 21,3 | 22,2 | 23,9 | 25,6 | 27,3 | 29,0 | 30,7 | |
30 | Резьбонарезная головка | 8 степень точности | 10,9 | 11,5 | 12,5 | 13,3 | 15,1 | 16,8 | 17,5 | 18,2 | 19,1 | 19,9 | 20,8 | 21,6 |
31 | 6 степень точности | 12,9 | 13,9 | 15,6 | 16,9 | 20,3 | 22,8 | 23,7 | 25,4 | 27,1 | 28,8 | 30,5 | 32,2 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечание. Нормативное время дано для подналадки четырехшпиндельных автоматов. При подналадке шестишпиндельных автоматов нормативное время умножать на коэффициент K = 1,3; при подналадке восьмишпиндельных автоматов нормативное время умножать на коэффициент K = 1,5.
НОРМАТИВЫ ВРЕМЕНИ НА КОМПЛЕКСЫ ПРИЕМОВ НА ПОДНАЛАДКУ АВТОМАТОВ | Многошпиндельные автоматы | |||||||||||||
КАРТА 20 | ||||||||||||||
Диаметр прутка 41 - 60 мм | ЛИСТ 3 | |||||||||||||
Содержание работы | N карты | N листа | N поз. | |||||||||||
1. Смена режущего инструмента | ||||||||||||||
2. Регулировка режущего инструмента | ||||||||||||||
3. Обработка пробных деталей | - | |||||||||||||
N позиции | Наименование инструмента | Точность обработки | Машинное время на цикл, с, до | |||||||||||
20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | |||
Машинное время на цикл, мин., до | ||||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | |||
Время, мин. | ||||||||||||||
1 | Проходной резец | Предварительная обработка и IT14 | 4,4 | 4,6 | 4,9 | 5,2 | 5,8 | 6,4 | 6,6 | 6,9 | 7,3 | 7,6 | 7,9 | 8,3 |
2 | IT11 - IT13 | 5,4 | 3,5 | 3,0 | 7,1 | 4,7 | 7,4 | 7,6 | 11,4 | 8,3 | 8,6 | 8,9 | 9,3 | |
3 | IT8 - IT9 | 8,9 | 9,5 | 10,5 | 11,3 | 13,1 | 14,8 | 15,5 | 16,2 | 17,1 | 17,9 | 18,8 | 19,6 | |
4 | Подрезной резец | Предварительная обработка и IT14 | 4,8 | 5,0 | 5,3 | 5,6 | 6,2 | 6,8 | 7,0 | 7,3 | 7,7 | 8,0 | 8,3 | 8,7 |
5 | IT11 - IT13 | 6,7 | 7,2 | 7,7 | 8,2 | 9,5 | 10,7 | 11,2 | 11,7 | 12,3 | 13,0 | 13,6 | 14,2 | |
6 | Отрезной резец | IT12 - IT14 | 4,7 | 4,9 | 5,2 | 5,5 | 6,1 | 6,7 | 6,9 | 7,2 | 7,6 | 7,9 | 8,2 | 8,6 |
7 | Фасочный резец | IT12 - IT14 | 4,2 | 4,4 | 4,7 | 5,0 | 5,6 | 6,2 | 6,4 | 6,7 | 7,1 | 7,4 | 7,7 | 8,1 |
8 | Расточной резец | Предварительная обработка и IT14 | 4,8 | 5,0 | 5,3 | 5,6 | 6,2 | 6,8 | 7,0 | 7,3 | 7,7 | 8,0 | 8,3 | 8,7 |
9 | IT11 - IT13 | 6,7 | 7,2 | 7,7 | 8,2 | 9,5 | 10,7 | 11,2 | 11,7 | 12,3 | 13,0 | 13,6 | 14,2 | |
10 | IT8 - IT9 | 8,3 | 8,9 | 9,9 | 10,7 | 12,5 | 14,2 | 14,9 | 15,6 | 16,5 | 17,3 | 18,2 | 19,0 | |
11 | Канавочный резец | Предварительная обработка и IT14 | 4,4 | 4,6 | 4,9 | 5,2 | 5,8 | 6,4 | 6,6 | 6,9 | 7,3 | 7,6 | 7,9 | 8,3 |
12 | IT11 - IT13 | 5,7 | 6,1 | 6,8 | 7,3 | 8,5 | 9,8 | 10,2 | 10,7 | 11,3 | 12,0 | 12,6 | 13,4 | |
13 | Фасонный дисковый резец | Предварительная обработка и IT14 | 4,7 | 4,9 | 5,2 | 5,5 | 6,1 | 6,7 | 6,9 | 7,2 | 7,6 | 7,9 | 8,2 | 8,6 |
14 | IT11 - IT13 | 6,1 | 6,5 | 7,2 | 7,7 | 8,9 | 10,1 | 10,6 | 11,1 | 11,7 | 12,4 | 13,0 | 13,8 | |
15 | IT8 - IT9 | 8,9 | 9,5 | 10,5 | 11,3 | 13,1 | 14,8 | 15,5 | 16,2 | 17,1 | 17,9 | 18,8 | 19,6 | |
16 | Фасонный призматический резец | Предварительная обработка и IT14 | 4,8 | 5,0 | 5,3 | 5,6 | 6,2 | 6,8 | 7,0 | 7,3 | 7,7 | 8,0 | 8,3 | 8,7 |
17 | IT11 - IT13 | 6,2 | 6,6 | 7,3 | 7,8 | 9,0 | 10,2 | 10,7 | 11,2 | 11,8 | 12,5 | 13,1 | 13,9 | |
18 | IT8 - IT9 | 9,2 | 9,8 | 10,8 | 11,6 | 13,4 | 15,1 | 15,8 | 16,5 | 17,4 | 18,2 | 19,1 | 19,9 | |
19 | Тангенциальный (бреющий) резец | IT11 - IT13 | 6,1 | 6,5 | 7,2 | 7,7 | 8,9 | 10,1 | 10,6 | 11,1 | 11,7 | 12,4 | 13,0 | 13,8 |
20 | IT8 - IT9 | 9,2 | 9,8 | 10,8 | 11,2 | 13,4 | 15,1 | 15,8 | 16,5 | 17,4 | 18,2 | 19,1 | 19,9 | |
21 | Центровка | - | 3,5 | 3,7 | 4,0 | 4,3 | 4,9 | 5,5 | 5,7 | 6,0 | 6,4 | 6,7 | 7,0 | 7,4 |
22 | Сверло | Предварительная обработка и IT14 | 3,3 | 3,5 | 3,8 | 4,1 | 4,7 | 5,3 | 5,5 | 5,8 | 6,2 | 6,5 | 6,8 | 7,2 |
23 | IT11 - IT13 | 4,0 | 4,4 | 5,1 | 5,6 | 6,8 | 8,0 | 8,5 | 9,0 | 9,6 | 10,3 | 10,9 | 11,7 | |
24 | Развертка | IT11 - IT13 | 7,3 | 7,9 | 8,9 | 9,7 | 11,5 | 13,2 | 13,9 | 4,6 | 15,5 | 16,3 | 17,2 | 18,0 |
25 | IT8 - IT9 | 11,5 | 12,1 | 13,1 | 13,9 | 15,7 | 17,4 | 18,1 | 18,8 | 19,7 | 20,5 | 21,4 | 22,2 | |
26 | Зенкер | Предварительная обработка и IT14 | 3,3 | 3,5 | 3,8 | 4,1 | 4,7 | 5,3 | 5,5 | 5,8 | 6,2 | 6,5 | 6,8 | 7,2 |
27 | IT11 - IT13 | 4,9 | 5,3 | 6,0 | 6,5 | 7,7 | 8,9 | 9,4 | 9,9 | 10,5 | 11,2 | 11,8 | 12,6 | |
28 | Метчик, плашка | 8 степень точности | 10,3 | 10,9 | 11,9 | 12,7 | 14,5 | 16,2 | 16,9 | 17,6 | 18,5 | 19,3 | 20,2 | 21,0 |
29 | 6 степень точности | 12,6 | 13,6 | 15,3 | 16,6 | 20,0 | 22,5 | 23,4 | 25,1 | 26,8 | 28,5 | 30,2 | 31,9 | |
30 | Резьбонарезная головка | 8 степень точности | 12,2 | 12,8 | 13,8 | 14,6 | 16,4 | 18,1 | 18,8 | 19,5 | 20,4 | 21,2 | 22,1 | 22,9 |
31 | 6 степень точности | 15,0 | 16,0 | 17,7 | 19,0 | 22,4 | 24,9 | 25,8 | 27,5 | 29,2 | 30,9 | 32,6 | 34,3 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечание. Нормативное время дано для четырехшпиндельных автоматов. При подналадке шестишпиндельных автоматов нормативное время умножать на коэффициент K = 1,3; при подналадке восьмишпиндельных автоматов нормативное время умножать на коэффициент K = 1,5.
НОРМАТИВЫ ВРЕМЕНИ НА КОМПЛЕКСЫ ПРИЕМОВ НА ПОДНАЛАДКУ АВТОМАТОВ | Многошпиндельные автоматы | |||||||||||||
КАРТА 20 | ||||||||||||||
Диаметр прутка 61 - 100 мм | ЛИСТ 4 | |||||||||||||
Содержание работы | N карты | N листа | N поз. | |||||||||||
1. Смена режущего инструмента | ||||||||||||||
2. Регулировка режущего инструмента | ||||||||||||||
3. Обработка пробных деталей | - | |||||||||||||
N позиции | Наименование инструмента | Точность обработки | Машинное время на цикл, с, до | |||||||||||
20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | |||
Машинное время на цикл, мин., до | ||||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | |||
Время, мин. | ||||||||||||||
1 | Проходной резец | Предварительная обработка и IT14 | 4,9 | 5,1 | 5,4 | 5,7 | 6,3 | 6,9 | 7,1 | 7,4 | 7,8 | 8,1 | 8,4 | 8,8 |
2 | IT11 - IT13 | 6,5 | 7,0 | 3 | 8,0 | 13 | 10,5 | 11,0 | 11,5 | 12,1 | 12,8 | 13,4 | 14,0 | |
3 | IT8 - IT9 | 10,2 | 10,8 | 11,8 | 12,6 | 14,4 | 16,1 | 16,8 | 17,5 | 18,4 | 19,2 | 20,1 | 20,9 | |
4 | Подрезной резец | Предварительная обработка и IT14 | 5,4 | 5,6 | 5,9 | 6,2 | 6,8 | 7,4 | 7,6 | 7,9 | 8,1 | 8,4 | 8,7 | 9,1 |
5 | IT11 - IT13 | 7,6 | 8,2 | 9,2 | 10,0 | 11,8 | 13,5 | 14,2 | 14,9 | 15,8 | 16,6 | 17,5 | 18,3 | |
6 | Отрезной резец | IT12 - IT14 | 5,3 | 5,5 | 5,8 | 6,1 | 6,7 | 7,3 | 7,5 | 7,8 | 8,2 | 8,5 | 8,8 | 9,2 |
7 | Фасочный резец | IT12 - IT14 | 4,7 | 4,9 | 5,2 | 5,5 | 6,1 | 6,7 | 6,9 | 7,2 | 7,6 | 7,9 | 8,2 | 8,6 |
8 | Расточной резец | Предварительная обработка и IT14 | 3,0 | 5,5 | 5,8 | 6,1 | 6,7 | 7,3 | 7,5 | 7,8 | 8,2 | 8,5 | 8,8 | 9,2 |
9 | IT11 - IT13 | 6,5 | 7,0 | 7,5 | 8,0 | 9,3 | 10,5 | 11,0 | 11,5 | 12,1 | 12,8 | 13,4 | 14,0 | |
10 | IT8 - IT9 | 9,3 | 9,9 | 10,9 | 11,7 | 13,5 | 15,2 | 15,9 | 16,6 | 17,5 | 18,3 | 19,2 | 20,0 | |
11 | Канавочный резец | Предварительная обработка и IT14 | 4,9 | 5,1 | 5,4 | 5,7 | 6,3 | 6,9 | 7,1 | 7,4 | 7,8 | 8,1 | 8,4 | 8,8 |
12 | IT11 - IT13 | 6,4 | 6,9 | 7,4 | 7,9 | 9,2 | 10,4 | 10,9 | 11,4 | 12,0 | 12,7 | 13,3 | 13,9 | |
13 | Фасонный дисковый резец | Предварительная обработка и IT14 | 5,3 | 5,5 | 5,8 | 6,1 | 6,7 | 7,3 | 7,5 | 7,8 | 8,2 | 8,5 | 8,8 | 9,2 |
14 | IT11 - IT13 | 6,8 | 7,3 | 7,8 | 8,3 | 9,6 | 10,8 | 11,3 | 11,8 | 12,4 | 13,1 | 13,7 | 14,3 | |
15 | IT8 - IT9 | 10,3 | 10,9 | 11,9 | 12,7 | 14,5 | 16,2 | 16,9 | 17,6 | 18,5 | 19,3 | 20,2 | 21,0 | |
16 | Фасонный призматический резец | Предварительная обработка и IT14 | 5,3 | 5,5 | 5,8 | 6,1 | 6,7 | 7,3 | 7,5 | 7,8 | 8,2 | 8,5 | 8,8 | 9,2 |
17 | IT11 - IT13 | 7,0 | 7,5 | 8,0 | 8,5 | 9,8 | 11,0 | 11,5 | 12,0 | 12,6 | 13,3 | 13,9 | 14,5 | |
18 | IT8 - IT9 | 10,6 | 11,2 | 12,2 | 13,0 | 14,8 | 16,5 | 17,2 | 17,9 | 18,8 | 19,6 | 20,5 | 21,3 | |
19 | Тангенциальный (бреющий) резец | IT11 - IT13 | 6,8 | 7,3 | 7,8 | 8,3 | 9,6 | 10,8 | 11,3 | 11,8 | 12,4 | 13,1 | 13,7 | 14,3 |
20 | IT8 - IT9 | 10,1 | 10,7 | 11,7 | 12,5 | 14,3 | 16,0 | 16,7 | 17,4 | 18,3 | 19,1 | 20,0 | 20,8 | |
21 | Центровка | - | 3,9 | 4,1 | 4,4 | 4,7 | 5,3 | 5,9 | 6,1 | 6,4 | 6,8 | 7,1 | 7,4 | 7,8 |
22 | Сверло | Предварительная обработка и IT14 | 3,6 | 3,8 | 4,1 | 4,4 | 5,0 | 5,6 | 5,8 | 6,1 | 6,5 | 6,8 | 7,1 | 7,5 |
23 | IT11 - IT13 | 4,4 | 4,8 | 5,5 | 6,0 | 7,2 | 8,4 | 8,9 | 9,4 | 10,0 | 10,7 | 11,3 | 12,1 | |
24 | Развертка | IT11 - IT13 | 7,9 | 8,5 | 9,5 | 10,3 | 12,1 | 13,8 | 14,5 | 15,2 | 16,1 | 16,9 | 17,8 | 18,6 |
25 | IT8 - IT9 | 13,7 | 14,3 | 15,3 | 16,1 | 17,9 | 19,6 | 20,3 | 21,0 | 21,9 | 22,7 | 23,6 | 24,4 | |
26 | Зенкер | Предварительная обработка и IT14 | 3,6 | 3,8 | 4,1 | 4,4 | 5,0 | 5,6 | 5,8 | 6,1 | 6,5 | 6,8 | 7,1 | 7,5 |
27 | IT11 - IT13 | 4,7 | 5,1 | 5,8 | 6,3 | 7,5 | 8,7 | 9,2 | 9,7 | 10,3 | 11,0 | 11,6 | 12,4 | |
28 | Метчик, плашка | 8 степень точности | 11,9 | 12,5 | 13,5 | 14,3 | 16,1 | 17,8 | 18,5 | 19,2 | 20,1 | 20,9 | 21,8 | 22,6 |
29 | 6 степень точности | 14,5 | 15,5 | 16,5 | 18,5 | 21,9 | 24,4 | 25,3 | 27,0 | 28,7 | 30,4 | 32,1 | 33,8 | |
30 | Резьбонарезная головка | 8 степень точности | 14,3 | 14,9 | 15,9 | 16,7 | 18,5 | 20,2 | 20,9 | 21,6 | 22,5 | 23,3 | 24,2 | 25,0 |
31 | 6 степень точности | 17,4 | 18,4 | 20,1 | 21,4 | 24,8 | 27,3 | 28,2 | 29,9 | 31,6 | 33,3 | 35,0 | 36,7 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечание. Нормативное время дано для четырехшпиндельных автоматов. При подналадке шестишпиндельных автоматов нормативное время умножать на коэффициент K = 1,3; при подналадке восьмишпиндельных автоматов нормативное время умножать на коэффициент K = 1,5.
Одношпиндельные и многошпиндельные автоматы | |||||||||||||||||||||||
КАРТА 21 | |||||||||||||||||||||||
Установка прутка в автомат | ЛИСТ 1 | ||||||||||||||||||||||
Содержание работы | |||||||||||||||||||||||
1. Разжать цангу для освобождения остатка прутка и отбросить остаток прутка 2. Взять пруток, поднести к станку на расстояние до 3000 мм и вставить пруток в трубу 3. Заправить пруток в патрон и закрепить 4. Пуск и остановка станка |  | ||||||||||||||||||||||
N позиции | Тип автомата | Сечение прутка | Длина прутка, мм, до | Диаметр прутка D, мм, до | |||||||||||||||||||
5 | 8 | 10 | 12 | 14 | 17 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 65 | 70 | 76 | 81 | 86 | ||||
Время на один пруток, мин. | |||||||||||||||||||||||
1 | одношпиндельный | I | 2000 | 0,34 | 0,38 | 0,41 | 0,47 | 0,51 | 0,55 | 0,58 | 0,62 | 0,70 | 0,80 | 0,91 | 1,00 | 1,12 | - | - | - | - | - | - | - |
2 | 3000 | 0,38 | 0,41 | 0,47 | 0,51 | 0,55 | 0,58 | 0,62 | 0,70 | 0,80 | 0,91 | 1,00 | 1,12 | 1,25 | - | - | - | - | - | - | - | ||
3 | 4500 | 0,41 | 0,47 | 0,51 | 0,55 | 0,58 | 0,62 | 0,70 | 0,80 | 0,91 | 1,00 | 1,12 | 1,25 | 1,44 | - | - | - | - | - | - | - | ||
4 | 6000 | 0,47 | 0,51 | 0,55 | 0,58 | 0,62 | 0,70 | 0,80 | 0,91 | - | - | - | - | - | - | - | - | - | - | - | - | ||
5 | II | 2000 | 0,41 | 0,45 | 0,50 | 0,54 | 0,60 | 0,65 | 0,71 | 0,76 | 0,84 | 1,00 | 1,12 | 1,28 | 1,44 | - | - | - | - | - | - | - | |
6 | 3000 | 0,45 | 0,50 | 0,54 | 0,60 | 0,65 | 0,71 | 0,76 | 0,84 | 1,00 | 1,12 | 1,28 | 1,44 | 1,57 | - | - | - | - | - | - | - | ||
7 | 4500 | 0,50 | 0,54 | 0,60 | 0,65 | 0,71 | 0,76 | 0,84 | 1,00 | 1,12 | 1,28 | 1,44 | 1,57 | 1,76 | - | - | - | - | - | - | - | ||
8 | 6000 | 0,55 | 0,61 | 0,67 | 0,73 | 0,79 | 0,85 | 1,00 | 0,08 | - | - | - | - | - | - | - | - | - | - | - | - | ||
9 | III | 2000 | - | - | 0,30 | 0,34 | 0,38 | 0,41 | 0,46 | 0,51 | 0,55 | 0,62 | 0,66 | 0,72 | 0,80 | - | - | - | - | - | - | - | |
10 | 3000 | - | - | 0,34 | 0,38 | 0,41 | 0,46 | 0,51 | 0,55 | 0,62 | 0,66 | 0,72 | 0,80 | 0,93 | - | - | - | - | - | - | - | ||
11 | 4500 | - | - | 0,38 | 0,41 | 0,46 | 0,51 | 0,55 | 0,62 | 0,66 | 0,72 | 0,80 | 0,93 | 1,02 | - | - | - | - | - | - | - | ||
12 | IV | 2000 | 1,00 | 1,00 | 1,20 | 1,40 | 1,50 | 1,70 | 1,80 | 1,90 | 2,10 | 2,40 | 2,70 | 3,10 | 3,40 | - | - | - | - | - | - | - | |
13 | 3000 | 1,10 | 1,20 | 1,40 | 1,50 | 1,70 | 1,80 | 1,90 | 2,10 | 2,40 | 2,70 | 3,10 | 3,40 | 3,80 | - | - | - | - | - | - | - | ||
14 | 4500 | 1,20 | 1,40 | 1,50 | 1,70 | 1,80 | 1,90 | 2,10 | 2,40 | 2,70 | 3,10 | 3,40 | 3,80 | 4,30 | - | - | - | - | - | - | - | ||
15 | Многошпиндельный | I | 2000 | - | - | - | - | - | 0,58 | 0,63 | 0,67 | 0,76 | 0,84 | 0,92 | 1,00 | 1,12 | 1,32 | 1,44 | 1,60 | 1,76 | 1,92 | 2,08 | 2,31 |
16 | 3000 | - | - | - | - | - | 0,63 | 0,67 | 0,76 | 0,84 | 0,92 | 1,00 | 1,12 | 1,32 | 1,44 | 1,60 | 1,76 | 1,92 | 2,08 | 2,32 | 2,56 | ||
17 | 4500 | - | - | - | - | - | 0,67 | 0,76 | 0,84 | 0,92 | 1,00 | 1,12 | 1,32 | 1,44 | 1,60 | 1,76 | 1,92 | 2,08 | 2,32 | 2,56 | 2,80 | ||
18 | II | 2000 | - | - | - | - | - | 0,66 | 0,73 | 0,80 | 0,90 | 1,00 | 1,20 | 1,40 | 1,50 | 1,70 | 1,80 | 2,00 | 2,20 | 2,50 | 2,70 | 3,00 | |
19 | 3000 | - | - | - | - | - | 0,73 | 0,80 | 0,90 | 1,00 | 1,20 | 1,40 | 1,50 | 1,70 | 1,80 | 2,00 | 2,20 | 2,50 | 2,70 | 3,00 | 3,30 | ||
20 | 4500 | - | - | - | - | - | 0,80 | 0,90 | 1,00 | 1,20 | 1,40 | 1,50 | 1,70 | 1,80 | 2,00 | 2,20 | 2,50 | 2,70 | 3,00 | 3,30 | 3,60 | ||
21 | III | 2000 | - | - | 0,33 | 0,36 | 0,40 | 0,44 | 0,48 | 0,53 | 0,58 | 0,64 | 0,70 | 0,78 | 0,84 | 0,92 | 1,00 | 1,12 | 1,23 | 1,36 | 1,50 | 1,60 | |
22 | 3000 | - | - | 0,36 | 0,40 | 0,44 | 0,48 | 0,53 | 0,58 | 0,64 | 0,70 | 0,78 | 0,84 | 0,92 | 1,00 | 1,12 | 1,23 | 1,36 | 1,50 | 1,60 | 1,76 | ||
23 | 4500 | - | - | 0,40 | 0,44 | 0,48 | 0,53 | 0,58 | 0,64 | 0,70 | 0,78 | 0,84 | 0,92 | 1,00 | 1,12 | 1,23 | 1,36 | 1,50 | 1,60 | 1,76 | 2,00 | ||
24 | IV | 2000 | - | - | - | - | - | 1,80 | 1,90 | 2,00 | 2,30 | 2,60 | 2,80 | 3,00 | 3,70 | 4,00 | 4,30 | 4,80 | 5,30 | 5,80 | 6,30 | 7,00 | |
25 | 3000 | - | - | - | - | - | 1,90 | 2,00 | 2,30 | 2,60 | 2,80 | 3,00 | 3,70 | 4,00 | 4,30 | 4,80 | 5,30 | 5,80 | 6,30 | 7,00 | 7,70 | ||
26 | 4500 | - | - | - | - | - | 2,00 | 2,30 | 2,60 | 2,80 | 3,00 | 3,70 | 4,00 | 4,30 | 4,80 | 5,30 | 5,80 | 6,30 | 7,00 | 7,70 | 8,40 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ф | |||
1. В случае необходимости протирки прутка нормативное время по данной карте умножить на коэффициент K = 1,1.
2. В случае необходимости установки заглушки в трубу (при установки прутка из трубы) к нормативному времени по данной карте добавить время t = 0,1 мин.
3. При установке прутка большой массы пользоваться подъемником согласно действующему законодательству.
Одношпиндельные и многошпиндельные автоматы | |||||||||||||||||||||||||||
КАРТА 21 | |||||||||||||||||||||||||||
Установка прутка (время рассчитано на одну деталь) | ЛИСТ 2 | ||||||||||||||||||||||||||
1. Разжать цангу для освобождения остатка прутка и отбросить остаток прутка 2. Взять пруток, поднести к станку до 3000 мм и вставить пруток в трубу 3. Заправить пруток в патрон, установить для подрезки, проверить регулировку зажима и закрепить 4. Пуск и остановка станка |  | ||||||||||||||||||||||||||
N позиции | Длина прутка, идущего на изготовление одной детали, мм, до | Тип автомата | |||||||||||||||||||||||||
одношпиндельный | многошпиндельный | ||||||||||||||||||||||||||
15 | 16,5 | 18 | 20 | 22 | 25 | 28 | 31 | 34 | 38 | 42 | 51 | 56 | 62 | 68 | 75 | 83 | 91 | 100 | Сечение прутка | ||||||||
Диаметр прутка D, мм, до | I | II | III | IV | I | II | III | IV | |||||||||||||||||||
Время на деталь, мин. | |||||||||||||||||||||||||||
1 | 5 | 0,0020 | 0,0025 | - | 0,0056 | - | - | - | - | ||||||||||||||||||
2 | 8 | 5 | 0,0023 | 0,0027 | - | 0,0060 | - | - | - | - | |||||||||||||||||
3 | 12 | 8 | 5 | 0,0026 | 0,0031 | 0,0019 | 0,0068 | - | - | - | - | ||||||||||||||||
4 | 14 | 12 | 8 | 5 | 0,0028 | 0,0033 | 0,0021 | 0,0075 | - | - | - | - | |||||||||||||||
5 | 17 | 14 | 12 | 8 | 5 | 0,0031 | 0,0036 | 0,0023 | 0,0080 | 0,0035 | 0,0040 | 0,0028 | 0,0096 | ||||||||||||||
6 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0034 | 0,0038 | 0,0026 | 0,0096 | 0,0038 | 0,0045 | 0,0031 | 0,0104 | |||||||||||||
7 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0038 | 0,0043 | 0,0028 | 0,0104 | 0,0044 | 0,0050 | 0,0034 | 0,0112 | ||||||||||||
8 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0042 | 0,0048 | 0,0030 | 0,0112 | 0,0046 | 0,0054 | 0,0038 | 0,0128 | |||||||||||
9 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0046 | 0,0053 | 0,0034 | 0,0128 | 0,0051 | 0,0059 | 0,0042 | 0,0144 | ||||||||||
10 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0051 | 0,0064 | 0,0037 | 0,0136 | 0,0056 | 0,0065 | 0,0046 | 0,0152 | |||||||||
11 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0057 | 0,0070 | 0,0040 | 0,0152 | 0,0062 | 0,0071 | 0,0051 | 0,0168 | ||||||||
12 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0062 | 0,0078 | 0,0045 | 0,0168 | 0,0067 | 0,0078 | 0,0057 | 0,0192 | |||||||
13 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0069 | 0,0088 | 0,0050 | 0,0184 | 0,0074 | 0,0088 | 0,0062 | 0,0208 | ||||||
14 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0076 | 0,0104 | 0,0054 | 0,0200 | 0,0080 | 0,0096 | 0,0067 | 0,0232 | |||||
15 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0088 | 0,0120 | 0,0060 | 0,0224 | 0,0088 | 0,0104 | 0,0076 | 0,0256 | ||||
16 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0096 | 0,0128 | 0,0066 | 0,0248 | 0,0096 | 0,0112 | 0,0088 | 0,0280 | |||
17 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0104 | 0,0144 | 0,0073 | 0,0270 | 0,0104 | 0,0128 | 0,0096 | 0,0304 | ||
18 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,0112 | 0,0160 | 0,0088 | 0,0300 | 0,0112 | 0,0144 | 0,0104 | 0,0340 | |
19 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 5 | 0,012 | 0,018 | 0,009 | 0,034 | 0,012 | 0,016 | 0,011 | 0,037 |
20 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 8 | 0,013 | 0,019 | 0,010 | 0,037 | 0,013 | 0,018 | 0,012 | 0,041 | |
21 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 12 | 0,014 | 0,022 | 0,010 | 0,041 | 0,014 | 0,019 | 0,013 | 0,045 | ||
22 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 14 | 0,016 | 0,024 | 0,011 | 0,045 | 0,016 | 0,021 | 0,014 | 0,049 | |||
23 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 17 | 0,018 | 0,026 | 0,013 | 0,050 | 0,018 | 0,023 | 0,016 | 0,054 | ||||
24 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 20 | 0,019 | 0,029 | 0,014 | 0,054 | 0,019 | 0,026 | 0,018 | 0,059 | |||||
25 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 25 | 0,021 | 0,032 | 0,016 | 0,060 | 0,021 | 0,028 | 0,019 | 0,074 | ||||||
26 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 35 | 30 | 0,023 | 0,036 | 0,018 | 0,066 | 0,023 | 0,030 | 0,021 | 0,076 | |||||||
27 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 36 | 0,026 | 0,039 | 0,019 | 0,074 | 0,026 | 0,034 | 0,023 | 0,079 | ||||||||
28 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 45 | 40 | 0,028 | 0,043 | 0,021 | 0,080 | 0,028 | 0,037 | 0,026 | 0,088 | |||||||||
29 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 46 | 0,031 | 0,048 | 0,023 | 0,088 | 0,031 | 0,040 | 0,028 | 0,096 | ||||||||||
30 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | 50 | 0,034 | 0,053 | 0,026 | 0,096 | 0,034 | 0,044 | 0,031 | 0,104 | |||||||||||
31 | 86 | 81 | 76 | 70 | 65 | 60 | 55 | - | - | - | 0,104 | 0,038 | 0,048 | 0,034 | 0,120 | ||||||||||||
32 | 86 | 81 | 76 | 70 | 65 | 60 | - | - | - | 0,120 | 0,042 | 0,053 | 0,038 | 0,128 | |||||||||||||
33 | 86 | 81 | 76 | 70 | 65 | - | - | - | 0,128 | 0,046 | 0,058 | 0,042 | 0,144 | ||||||||||||||
34 | 86 | 81 | 76 | 70 | - | - | - | 0,144 | 0,050 | 0,063 | 0,046 | 0,152 | |||||||||||||||
35 | 86 | 81 | 76 | - | - | - | 0,160 | 0,055 | 0,070 | 0,050 | 0,168 | ||||||||||||||||
36 | 86 | 81 | - | - | - | 0,176 | 0,060 | 0,076 | 0,055 | 0,192 | |||||||||||||||||
37 | 86 | - | - | - | 0,192 | 0,067 | 0,080 | 0,060 | 0,208 | ||||||||||||||||||
Индекс | а | в | в | г | д | е | ж | з | |||||||||||||||||||
Примечания: 1. Время в карте рассчитано по формулам:

где:
Tдет - время на одну деталь; Tпр - время на установку прутка; Lпр - общая длина прутка; l1 - сумма длин зачистки и остатка израсходованного прутка; lдет - длина прутка, идущего на изготовление одной детали; q - количество деталей.
2. Время в карте рассчитано при длине прутка 3000 мм, при другой длине прутка нормативное время умножать на коэффициент
L | 2000 | 3000 | 4500 |
K | 1,1 | 1,0 | 0,9 |
3. В случае необходимости протирки прутка нормативное время по данной карте умножать на коэффициент K = 1,1.
4. В случае необходимости установки заглушки в трубу (при установке прутка из трубы) к нормативному времени по данной карте добавить время t = 0,1 мин. (время дано на один пруток).
5. При установке прутка большой массы пользоваться подъемником согласно действующему законодательству.
Одношпиндельные и многошпиндельные автоматы | ||||||||
КАРТА 21 | ||||||||
Контрольные измерения | ЛИСТ 3 | |||||||
Содержание работы | ||||||||
1. Взять измерительный инструмент 2. Вынуть деталь из корыта станка 3. Промерить деталь 4. Положить инструмент и деталь на место | ||||||||
N позиции | Измерительный инструмент | Точность измерения | Измеряемый размер, мм, до | Длина измеряемой поверхности, мм, до | ||||
10 | 25 | 50 | 100 | 200 | ||||
Время, мин. | ||||||||
1 | Скоба односторонняя предельная | IT11 - IT13 | 10 | 0,025 | 0,030 | 0,035 | 0,040 | 0,05 |
2 | 25 | 0,030 | 0,035 | 0,040 | 0,045 | 0,06 | ||
3 | 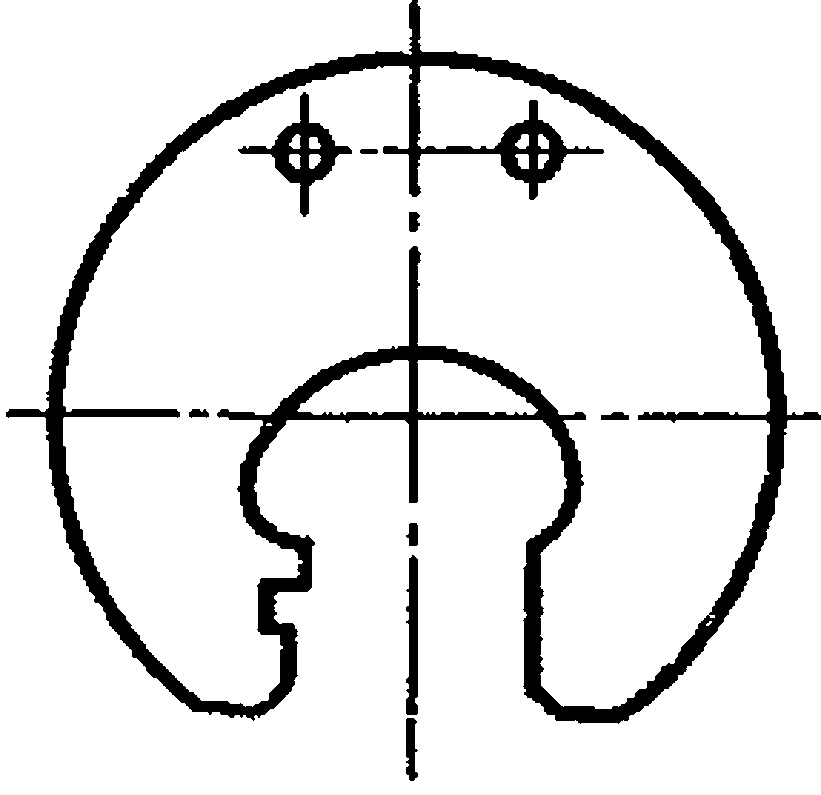 | 50 | 0,035 | 0,040 | 0,045 | 0,050 | 0,07 | |
4 | 100 | 0,040 | 0,045 | 0,050 | 0,060 | 0,08 | ||
5 | IT7 - IT10 | 10 | 0,045 | 0,055 | 0,060 | 0,070 | 0,08 | |
6 | 25 | 0,055 | 0,060 | 0,070 | 0,080 | 0,11 | ||
7 | 50 | 0,060 | 0,075 | 0,080 | 0,100 | 0,13 | ||
8 | 100 | 0,090 | 0,100 | 0,120 | 0,130 | 0,16 | ||
9 | Скоба двухсторонняя предельная | IT11 - IT13 | 10 | 0,040 | 0,045 | 0,050 | 0,060 | 0,07 |
10 | 25 | 0,045 | 0,055 | 0,060 | 0,070 | 0,08 | ||
11 | 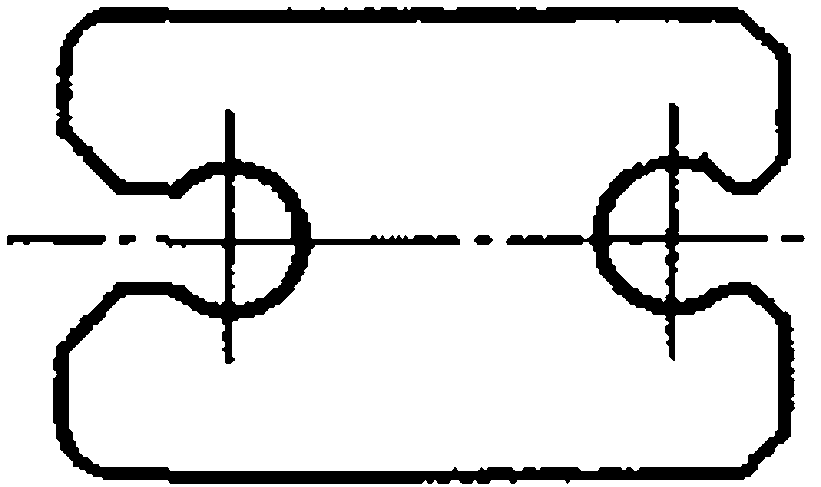 | 50 | 0,050 | 0,060 | 0,080 | 0,090 | 0,10 | |
12 | 100 | 0,060 | 0,080 | 0,090 | 0,100 | 0,12 | ||
13 | IT7 - IT10 | 10 | 0,060 | 0,070 | 0,060 | 0,100 | 0,11 | |
14 | 25 | 0,070 | 0,090 | 0,100 | 0,120 | 0,14 | ||
15 | 50 | 0,080 | 0,100 | 0,120 | 0,140 | 0,16 | ||
16 | 100 | 0,100 | 0,120 | 0,140 | 0,170 | 0,19 | ||
17 | Штангенциркуль | 0,05 мм | 10 | 0,130 | 0,150 | 0,18 | ||
18 | 25 | 0,160 | 0,190 | 0,23 | ||||
19 | 50 | 0,180 | 0,220 | 0,26 | ||||
20 | 100 | 0,210 | 0,260 | 0,31 | ||||
21 | 0,01 мм | 10 | 0,070 | 0,070 | 0,08 | |||
22 | 25 | 0,080 | 0,080 | 0,10 | ||||
23 | 50 | 0,100 | 0,120 | 0,14 | ||||
24 | 100 | 0,110 | 0,140 | 0,16 | ||||
Индекс | а | б | в | г | д | |||
Примечание. При измерении скобами нескольких поверхностей одинаковых размеров одной детали на каждую следующую поверхность время по карте следует умножать на коэффициент K = 0,6.
НОРМАТИВЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА КОМПЛЕКСЫ ПРИЕМОВ | Одношпиндельные и многошпиндельные автоматы | |||||
КАРТА 21 | ||||||
Контрольные измерения | ЛИСТ 3 (продолжение) | |||||
N позиции | Измерительный инструмент | Точность измерения, мм, до | Измеряемый размер, мм, до | |||
25 | 50 | 100 | ||||
Время, мин. | ||||||
1 | Шаблон или скоба линейная односторонняя | 0,2 - 0,5 | 0,05 | 0,06 | 0,07 | |
2 | 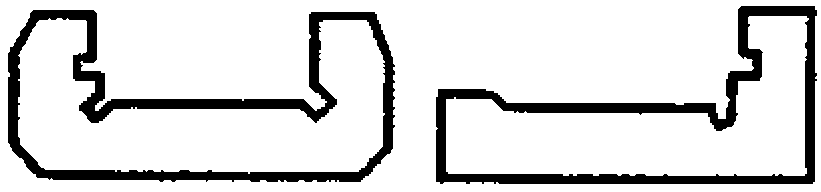 | 0,5 - 1,0 | 0,04 | 0,05 | 0,06 | |
3 | Шаблон или скоба линейная двусторонняя | 0,2 - 0,5 | 0,06 | 0,07 | 0,08 | |
4 | 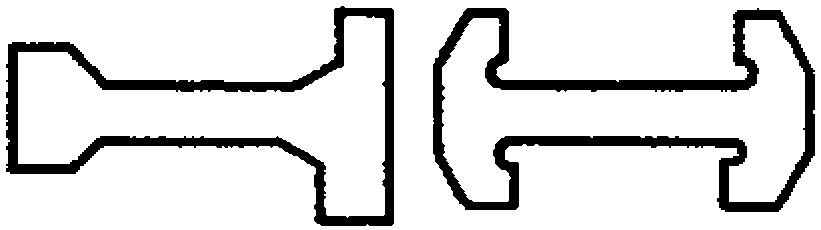 | 0,5 - 1,0 | 0,05 | 0,06 | 0,07 | |
5 | Шаблон фасонный простого профиля | 0,15 - 0,25 | 0,07 | 0,08 | 0,09 | |
 | ||||||
6 | Шаблон фасонный сложного профиля | 0,15 - 0,25 | 0,10 | 0,11 | 0,13 | |
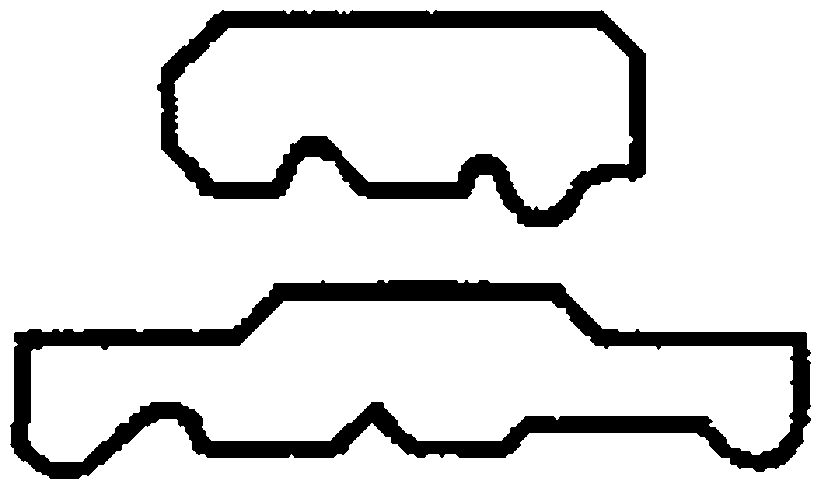 | ||||||
7 | Калибр-пробка гладкая двусторонняя | IT11 - IT13 | 10 | 0,045 | 0,05 | 0,055 |
8 | 25 | 0,070 | 0,08 | 0,090 | ||
9 | 50 | 0,090 | 0,10 | 0,150 | ||
 | ||||||
10 | 100 | 0,120 | 0,18 | - | ||
11 | IT7 - IT10 | 10 | 0,070 | 0,08 | 0,090 | |
12 | 25 | 0,100 | 0,11 | 0,130 | ||
13 | 50 | 0,130 | 0,15 | 0,220 | ||
14 | 100 | 0,180 | 0,27 | - | ||
Индекс | а | б | в | |||
НОРМАТИВЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА КОМПЛЕКСЫ ПРИЕМОВ | Одношпиндельные и многошпиндельные автоматы | |||||||||
КАРТА 21 | ||||||||||
Контрольные измерения | ЛИСТ 3 (продолжение) | |||||||||
N позиции | Измерительный инструмент | Измеряемый размер, мм, до | Длина измеряемой поверхности, мм, до | |||||||
5 | 10 | 15 | 20 | 30 | 40 | 50 | ||||
D | S | Время, мин. | ||||||||
1 | Калибр-пробка резьбовая двусторонняя | 5 | 0,5 | 0,25 | 0,45 | 0,65 | 0,85 | - | - | - |
2 | 10 | 0,5 | 0,28 | 0,50 | 0,70 | 0,90 | - | - | - | |
3 | 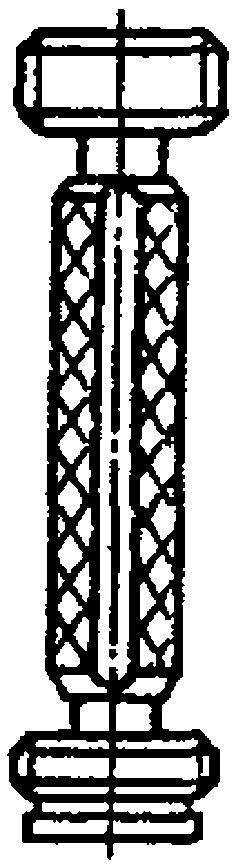 | 1,0 | 0,15 | 0,28 | 0,40 | 0,50 | 0,70 | - | - | |
4 | 1,5 | 0,11 | 0,20 | 0,28 | 0,36 | 0,50 | - | - | ||
5 | 20 | 1,0 | 0,17 | 0,31 | 0,44 | 0,55 | 0,80 | - | - | |
6 | 1,5 | 0,12 | 0,22 | 0,31 | 0,40 | 0,57 | 0,73 | 0,89 | ||
7 | 2,0 | 0,09 | 0,17 | 0,24 | 0,31 | 0,45 | 0,55 | 0,70 | ||
8 | 2,5 | 0,08 | 0,14 | 0,20 | 0,26 | 0,37 | 0,47 | 0,55 | ||
9 | 40 | 1,0 | 0,19 | 0,35 | 0,49 | 0,64 | 0,90 | 1,15 | 1,40 | |
10 | 1,5 | 0,13 | 0,24 | 0,35 | 0,45 | 0,65 | 0,80 | 1,00 | ||
11 | 2,0 | 0,10 | 0,19 | 0,27 | 0,35 | 0,50 | 0,64 | 0,78 | ||
12 | 2,5 | 0,09 | 0,16 | 0,23 | 0,29 | 0,41 | 0,55 | 0,65 | ||
13 | 3,0 | - | 0,14 | 0,19 | 0,25 | 0,35 | 0,45 | 0,55 | ||
15 | 3,5 | - | 0,12 | 0,17 | 0,22 | 0,31 | 0,40 | 0,48 | ||
16 | 4,5 | - | 0,10 | 0,14 | 0,17 | 0,25 | 0,32 | 0,39 | ||
60 | 1,0 | 0,20 | 0,37 | 0,55 | 0,70 | 1,00 | 1,25 | 1,50 | ||
17 | 1,5 | 0,14 | 0,26 | 0,37 | 0,48 | 0,70 | 0,85 | 1,05 | ||
18 | 2,0 | 0,11 | 0,20 | 0,29 | 0,37 | 0,55 | 0,70 | 0,83 | ||
19 | 3,0 | - | 0,14 | 0,21 | 0,26 | 0,38 | 0,48 | 0,60 | ||
20 | 5,0 | - | - | 0,13 | 0,17 | 0,24 | 0,31 | 0,38 | ||
21 | 5,5 | - | - | - | 0,16 | 0,22 | 0,29 | 0,35 | ||
22 | 80 | 1,0 | 0,21 | 0,39 | 0,55 | 0,71 | 1,00 | 1,30 | 1,60 | |
23 | 1,5 | 0,15 | 0,27 | 0,39 | 0,50 | 0,70 | 0,90 | 1,10 | ||
24 | 2,0 | - | 0,21 | 0,30 | 0,39 | 0,55 | 0,70 | 0,85 | ||
25 | 3,0 | - | 0,15 | 0,21 | 0,28 | 0,39 | 0,50 | 0,60 | ||
26 | 4,0 | - | - | 0,17 | 0,22 | 0,31 | 0,39 | 0,48 | ||
27 | 6,0 | - | - | - | 0,15 | 0,22 | 0,28 | 0,34 | ||
28 | 100 | 1,5 | 0,15 | 0,28 | 0,40 | 0,50 | 0,75 | 0,95 | 1,15 | |
29 | 2,0 | - | 0,22 | 0,32 | 0,41 | 0,60 | 0,75 | 0,90 | ||
30 | 3,0 | - | 0,16 | 0,22 | 0,29 | 0,41 | 0,50 | 0,65 | ||
31 | 4,0 | - | - | 0,17 | 0,23 | 0,32 | 0,41 | 0,50 | ||
32 | 6,0 | - | - | - | 0,16 | 0,22 | 0,29 | 0,35 | ||
1 | Калибр-кольцо резьбовое проходное | 10 | 0,5 | 0,200 | 0,36 | 0,50 | 0,65 | - | - | - |
2 |  | 1,0 | 0,110 | 0,19 | 0,27 | 0,35 | 0,50 | 0,64 | 0,78 | |
3 | 1,5 | 0,070 | 0,13 | 0,19 | 0,24 | 0,35 | 0,45 | 0,55 | ||
4 | 20 | 1,0 | 0,12 | 0,22 | 0,32 | 0,41 | 0,60 | 0,75 | 0,90 | |
5 | 1,5 | 0,085 | 0,15 | 0,22 | 0,28 | 0,40 | 0,50 | 0,65 | ||
6 | 2,0 | 0,070 | 0,12 | 0,17 | 0,22 | 0,31 | 0,40 | 0,48 | ||
7 | 2,5 | 0,050 | 0,10 | 0,14 | 0,18 | 0,25 | 0,33 | 0,40 | ||
8 | 40 | 1,0 | 0,140 | 0,26 | 0,37 | 0,47 | 0,65 | 0,86 | 1,05 | |
9 | 1,5 | 0,100 | 0,18 | 0,25 | 0,33 | 0,46 | 0,60 | 0,70 | ||
10 | 2,0 | 0,080 | 0,14 | 0,20 | 0,25 | 0,36 | 0,46 | 0,55 | ||
11 | 2,5 | 0,060 | 0,11 | 0,16 | 0,21 | 0,29 | 0,38 | 0,46 | ||
12 | 3,0 | - | 0,10 | 0,14 | 0,17 | 0,25 | 0,32 | 0,39 | ||
13 | 3,5 | - | 0,08 | 0,12 | 0,15 | 0,22 | 0,28 | 0,34 | ||
14 | 4,5 | - | 0,07 | 0,09 | 0,12 | 0,17 | 0,22 | 0,27 | ||
15 | 60 | 1,0 | 0,150 | 0,28 | 0,40 | 0,50 | 0,75 | 0,95 | 1,15 | |
16 | 1,5 | 0,110 | 0,19 | 0,28 | 0,36 | 0,50 | 0,65 | 0,80 | ||
17 | 2,0 | 0,080 | 0,15 | 0,21 | 0,27 | 0,39 | 0,50 | 0,60 | ||
18 | 3,0, | - | 0,10 | 0,15 | 0,19 | 0,27 | 0,35 | 0,40 | ||
19 | 5,0 | - | - | 0,09 | 0,12 | 0,17 | 0,22 | 0,27 | ||
20 | 5,5 | - | - | - | 0,11 | 0,16 | 0,20 | 0,24 | ||
21 | 80 | 1,0 | 0,160 | 0,30 | 0,42 | 0,55 | 0,75 | 1,00 | 1,20 | |
22 | 1,5 | 0,110 | 0,21 | 0,29 | 0,38 | 0,55 | 0,70 | 0,85 | ||
23 | 2,0 | - | 0,16 | 0,23 | 0,29 | 0,41 | 0,53 | 0,65 | ||
24 | 3,0 | - | 0,11 | 0,16 | 0,20 | 0,29 | 0,37 | 0,45 | ||
25 | 4,0 | - | - | 0,12 | 0,16 | 0,22 | 0,28 | 0,35 | ||
26 | 6,0 | - | - | - | 0,11 | 0,15 | 0,20 | 0,24 | ||
27 | 100 | 1,5 | 0,120 | 0,22 | 0,31 | 0,40 | 0,55 | 0,70 | 0,90 | |
28 | 2,0 | - | 0,17 | 0,24 | 0,31 | 0,43 | 0,55 | 0,70 | ||
29 | 3,0 | - | 0,12 | 0,17 | 0,21 | 0,30 | 0,39 | 0,47 | ||
30 | 4,0 | - | - | 0,13 | 0,16 | 0,23 | 0,30 | 0,36 | ||
31 | 5,0 | - | - | - | 0,13 | 0,19 | 0,24 | 0,30 | ||
32 | Калибр-кольцо резьбовое непроходное | 20 | 0,5 - 1,5 | 0,050 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
33 | 40 | 1 - 4,5 | 0,070 | 0,07 | 0,07 | 0,07 | 0,07 | 0,07 | 0,07 | |
34 | 60 | 1 - 5,5 | 0,080 | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 | |
35 | 100 | 1,5 - 6,0 | 0,100 | 0,10 | 0,10 | 0,10 | 0,10 | 0,10 | 0,10 | |
Индекс | а | б | в | г | д | е | ж | |||
Примечание: При определении нормы времени на одну деталь необходимо учитывать коэффициент периодичности измерений K = 0,02 - 0,04.
Одношпиндельные и многошпиндельные автоматы | |||||||
КАРТА 21 | |||||||
Выборка мелких деталей из стружки | ЛИСТ 4 | ||||||
Содержание работы | |||||||
1. Взять ящик с деталями и стружкой 2. Высыпать содержимое ящика в металлический грохот 3. Грохотовать до возможно большего отбора крупной стружки из грохота 4. Высыпать остатки на стол и тщательно отобрать детали из оставшейся стружки в специальную тару 5. Остаток стружки высыпать в ящик металлоотходов | |||||||
N позиции | Длина прутка, мм, до | Масса детали, г, до | |||||
1 | 3 | 5 | 8 | 15 | 25 | ||
Время на одну деталь, мин. | |||||||
1 | 2000 | 0,014 | 0,011 | 0,009 | 0,005 | 0,004 | 0,003 |
2 | 3000 | 0,015 | 0,012 | 0,009 | 0,006 | 0,005 | 0,004 |
3 | 4500 | 0,017 | 0,013 | 0,010 | 0,007 | 0,006 | 0,005 |
Индекс | а | б | в | г | д | е | |
ЛИСТ 5 | |||||||||||
Содержание работы | |||||||||||
1. Взять тару и поставить на станок 2. Собрать детали со станка в тару без укладки или переложить из тары в тару 3. Взять тару с деталями, перенести к столу и поставить или высыпать детали | |||||||||||
N позиции | Масса детали, кг, до | ||||||||||
0,10 | 0,20 | 0,35 | 0,50 | 0,75 | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | |
Время на одну деталь, мин. | |||||||||||
1 | 0,0069 | 0,0076 | 0,0084 | 0,0092 | 0,0102 | 0,0112 | 0,0125 | 0,014 | 0,016 | 0,018 | 0,020 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л |
ЛИСТ 6 | |||||||
Содержание работы | |||||||
1. Внешний периодический осмотр детали 2. Наблюдение за исправностью режущего инструмента 3. Наблюдение за окончанием обработки прутка 4. Своевременное удаление сливной стружки от рабочих узлов автомата и режущего инструмента 5. Переходы автоматчика от одного автомата к другому | |||||||
N позиции | Тип автомата | Количество режущих инструментов | |||||
2 | 4 | 6 | 8 | 10 | 12 | ||
Время на одну деталь, % к машинному времени | |||||||
1 | Одношпиндельный | 4,7 | 5,4 | 6,2 | 7,0 | - | - |
2 | Четырехшпиндельный | 6,2 | 6,8 | 7,6 | 8,9 | 10,3 | 11,7 |
3 | Шестишпиндельный | - | 7,5 | 8,1 | 10,0 | 11,7 | 14,0 |
4 | Восьмишпиндельный | - | - | 10,2 | 11,2 | 13,1 | 17,2 |
Индекс | а | б | в | г | д | е | |
ЛИСТ 7 | ||||||||||||||||
Содержание работы | ||||||||||||||||
1. Выбрать стружку из корыта автомата в тележку 2. Зацепить тележку со стружкой крючком и отвезти ее на базу металлоотходов 3. Высыпать стружку из тележки и привезти тележку на место | ||||||||||||||||
N позиции | Диаметр прутка, мм, до | Коэффициент отхода материала в стружку, до | ||||||||||||||
12 | 14 | 17 | 20 | 24 | 29 | 35 | 42 | 50 | 60 | 72 | 90 | 0,25 | 0,36 | 0,52 | 0,75 | |
Длина прутка, идущего на изготовление одной детали | Время на деталь, мин. | |||||||||||||||
1 | 15 | 0,0003 | 0,0004 | 0,0005 | 0,0007 | |||||||||||
2 | 22 | 15 | 0,0004 | 0,0005 | 0,0007 | 0,0011 | ||||||||||
3 | 33 | 22 | 15 | 0,0005 | 0,0007 | 0,0011 | 0,0015 | |||||||||
4 | 50 | 33 | 22 | 15 | 0,0007 | 0,0011 | 0,0015 | 0,0023 | ||||||||
5 | 75 | 50 | 33 | 22 | 15 | 0,0011 | 0,0015 | 0,0023 | 0,0032 | |||||||
6 | 110 | 75 | 50 | 33 | 22 | 15 | 0,0015 | 0,0023 | 0,0032 | 0,0047 | ||||||
7 | 110 | 75 | 50 | 33 | 22 | 15 | 0,0023 | 0,0032 | 0,0047 | 0,0068 | ||||||
8 | 110 | 75 | 50 | 33 | 22 | 15 | 0,0032 | 0,0047 | 0,0068 | 0,0100 | ||||||
9 | 110 | 75 | 50 | 33 | 22 | 15 | 0,0047 | 0,0068 | 0,0100 | 0,0150 | ||||||
10 | 110 | 75 | 50 | 33 | 22 | 15 | 0,0068 | 0,0100 | 0,0150 | 0,0230 | ||||||
17 | 100 | 75 | 50 | 33 | 22 | 15 | 0,0100 | 0,0150 | 0,0230 | 0,0320 | ||||||
12 | 110 | 75 | 50 | 33 | 22 | 15 | 0,0150 | 0,0230 | 0,0320 | 0,0470 | ||||||
13 | 110 | 75 | 50 | 33 | 22 | 0,0230 | 0,0320 | 0,0470 | 0,0680 | |||||||
14 | 110 | 75 | 50 | 33 | 0,0320 | 0,0470 | 0,0680 | 0,0900 | ||||||||
15 | 110 | 75 | 50 | 0,0470 | 0,0680 | 0,0900 | 0,1300 | |||||||||
16 | 110 | 75 | 0,0680 | 0,0900 | 0,1300 | 0,1800 | ||||||||||
17 | 110 | 0,0900 | 0,1300 | 0,1800 | 0,2600 | |||||||||||
Индекс | а | б | в | г | ||||||||||||
Примечания: 1. Время включается в норму в тех случаях, когда работа по уборке стружки выполняется автоматчиком.
2. Время в карте рассчитано при длине прутка L = 3000 мм, при других длинах прутка время умножать на коэффициент:
L | 2000 | 2500 | 3000 | 3500 | 4000 | 4500 |
K | 0,4 | 0,7 | 1,0 | 1,4 | 2,0 | 2,9 |
3. Коэффициент отхода материала в стружку определяется по формуле  где p - масса обработанной детали; P - масса заготовки на одну деталь.
где p - масса обработанной детали; P - масса заготовки на одну деталь.
где p - масса обработанной детали; P - масса заготовки на одну деталь.4. Расстояние перемещения тележки принято равным 20 м.
Одношпиндельные и многошпиндельные автоматы | ||||||||
Подготовительно-заключительное время организационного обслуживания для автомата | КАРТА 22 | |||||||
Содержание работы | ЛИСТ 1 | |||||||
1. Время ожидания запуска автомата в начале работы 2. Время холостой работы автомата при израсходовании прутка 3. Время осмотра и проверки автомата в процессе работы, смазка его в начале работы 4. Запуск автомата в начале работы | ||||||||
N позиции | Число шпинделей | Тип автомата | ||||||
одношпиндельный | многошпиндельный | |||||||
Наибольший диаметр обрабатываемого прутка, мм | ||||||||
6 - 10 | 12 - 20 | 24 - 52 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | ||
Время, % к оперативному времени | ||||||||
1 | 1 | 4,0 | 4,5 | 5,0 | - | - | - | - |
2 | 4 | - | - | - | 4,5 | 5,0 | 5,5 | 6,0 |
3 | 6 | - | - | - | 5,0 | 5,5 | 6,0 | 6,5 |
4 | 8 | - | - | - | 5,5 | 6,0 | 6,5 | 7,0 |
Индекс | а | б | в | г | д | е | ж | |
Содержание работы | ЛИСТ 2 | |||||||
1. Ознакомление с работой и получение инструмента 2. Подсчет деталей и сдача их на контроль 3. Заливка масла, эмульсии 4. Смазка станка в процессе работы 5. Раскладка в начале смены и уборка в конце смены инструмента | ||||||||
N позиции | Затраты времени | Тип автомата | ||||||
одношпиндельный | многошпиндельный | |||||||
Наибольший диаметр обрабатываемого прутка, мм | ||||||||
6 - 10 | 12 - 20 | 24 - 52 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | ||
1 | Подготовительно-заключительное время и время организационного обслуживания рабочего места | 9 | 8,4 | 8,0 | 6,7 | 6,0 | 5,5 | 5,0 |
2 | Отдых и личные надобности | 4 | 4,0 | 4,0 | 4,0 | 4,5 | 4,5 | 5,0 |
Индекс | а | б | в | г | д | е | ж | |
Примечание. При централизованной заливке масла подготовительно-заключительное время и время организационного обслуживания по данной карте умножать на коэффициент K = 0,9.
ЛИСТ 3 | |||
N позиции | Содержание работы | Тип автомата | |
одношпиндельный | многошпиндельный | ||
Время, % к оперативному времени наладки | |||
I. Подготовительно-заключительное время | |||
1 | 1. Получение и сдача технологии и ознакомление с работой | 2 | 2 |
2 | 2. Получение и сдача инструмента, материала, приспособлений, подбор приспособлений и инструмента | 4 | 6 |
II. Время организационно-технического обслуживания | |||
3 | 1. Раскладка и уборка инструментов и приспособлений, уборка и смазка станка | 3 | 4 |
4 | 2. Предъявление годных деталей контролеру, передача наладки автоматчику и инструктаж автоматчика | 2 | 3 |
5 | III. Время на отдых и личные надобности | 4 | 5 |
6 | Итого | 15 | 20 |
Индекс | а | б | |
ЭЛЕМЕНТНЫЕ НОРМАТИВЫ ВРЕМЕНИ
Одношпиндельные и многошпиндельные автоматы | ||||||||
КАРТА 23 | ||||||||
N позиции | Смена одной пары шестерен коробки подач | ЛИСТ 1 | ||||||
Наименование работы | Тип автомата | |||||||
одношпиндельный | многошпиндельный | |||||||
Наибольший диаметр обрабатываемого прутка, мм | ||||||||
6 - 10 | 12 - 20 | 24 - 52 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | ||
Время, мин. | ||||||||
Снять крышку и отложить | - | - | - | 0,3 | 0,3 | 0,4 | 0,5 | |
2 | Взять ключ, отвернуть 2 гайки крепления шестерни и отложить гайки, шайбы и ключ | - | - | - | 0,2 | 0,3 | 0,3 | 0,4 |
3 | Снять кожух с коробки подач и отложить | 0,2 | 0,3 | 0,3 | - | - | - | - |
4 | Взять ключ, отвернуть болт и освободить гитару | 0,3 | 0,3 | 0,3 | - | - | - | - |
5 | Отвернуть 2 гайки, снять гайки и шайбы, отложить | 0,3 | 0,3 | 0,3 | - | - | - | - |
6 | Снять две шестерни с валов | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 |
7 | Промыть 2 шестерни в масле и отложить | 0,4 | 0,5 | 0,6 | 0,5 | 0,6 | 0,7 | 0,8 |
8 | Взять 2 шестерни, осмотреть их и надеть на валы | 0,2 | 0,3 | 0,3 | 0,2 | 0,3 | 0,3 | 0,4 |
9 | Взять 2 гайки и шайбы, надеть, навернуть гайки и закрепить гайки ключом | 0,3 | 0,3 | 0,3 | 0,3 | 0,3 | 0,4 | 0,5 |
10 | Взять крышку, установить на коробку подач | - | - | - | 0,3 | 0,3 | 0,4 | 0,5 |
11 | Взять ключ, повернуть гитару и установить, закрепить болт гитары и отложить ключ | 0,3 | 0,3 | 0,3 | - | - | - | - |
Взять кожух и установить на коробку подач | 0,3 | 0,3 | 0,3 | - | - | - | - | |
Итого | 2,5 | 2,8 | 2,9 | 2,0 | 2,3 | 2,7 | 3,3 | |
Индекс | а | б | в | г | д | е | ж | |
N позиции | ЛИСТ 2 | |||||||
Наименование работы | Тип автомата | |||||||
одношпиндельный | многошпиндельный | |||||||
Наибольший диаметр обрабатываемого прутка, мм | ||||||||
6 - 10 | 12 - 20 | 24 - 52 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | ||
Время, мин. | ||||||||
Открыть крышку коробки скоростей | 0,2 | 0,2 | 0,3 | - | - | - | - | |
2 | Снять крышку коробки скоростей | - | - | - | - | - | 0,3 | 0,3 |
3 | Заклинить шестерни, отвернуть гайки и отложить | 0,3 | 0,3 | 0,3 | - | - | 0,3 | 0,3 |
4 | Расклинить, вынуть подкладки и отложить | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 |
5 | Отвернуть болты, снять крышку и отложить болты и крышку | - | - | - | 0,2 | 0,3 | 0,5 | 0,7 |
6 | Отвернуть гайки, снять шайбы и отложить | - | - | - | 0,3 | 0,3 | 0,3 | 0,3 |
7 | Снять 2 шестерни, промыть их и отложить | 0,7 | 0,8 | 0,9 | 0,7 | 0,8 | 0,9 | 0,9 |
8 | Взять 2 шестерни, осмотреть и надеть на валы | - | - | - | 0,3 | 0,3 | 0,3 | 0,3 |
9 | Взять шайбы, гайки и навернуть гайки | - | - | - | 0,3 | 0,3 | 0,3 | 0,3 |
10 | Заклинить шестерни и затянуть гайки ключом | 0,4 | 0,5 | 0,6 | 0,4 | 0,5 | 0,6 | 0,7 |
11 | Расклинить шестерни и отложить подкладки | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 |
12 | Взять крышку и надеть на коробку скоростей | - | - | - | 0,3 | 0,3 | 0,4 | 0,5 |
13 | Закрыть крышкой коробку скоростей | 0,2 | 0,3 | 0,3 | - | - | - | - |
Закрепить крышку коробки скоростей болтами | - | - | - | 0,1 | 0,1 | 0,1 | 0,1 | |
Итого | 2,0 | 2,3 | 2,6 | 2,8 | 3,1 | 4,2 | 4,6 | |
Индекс | а | б | в | г | д | е | ж | |
Одношпиндельные автоматы | |||||
КАРТА 23 | |||||
Смена кулачков | ЛИСТ 3 | ||||
N позиции | Наименование работы | ||||
6 - 10 | 12 - 20 | 24 - 52 | |||
Время, мин. | |||||
I. Сменить кулачок револьверной головки Взять ключ, отвернуть прихват кулачка револьверной головки, положить ключ | 0,10 | 0,15 | 0,25 | ||
2 | Снять шайбу и кулачок с револьверной головки и отложить | 0,45 | 0,55 | 0,60 | |
Промыть кулачок в масле и отложить | 0,20 | 0,25 | 0,30 | ||
4 | Взять кулачок, осмотреть и установить на вал | 0,45 | 0,55 | 0,60 | |
Взять шайбу и ключ, надеть шайбу на вал, прижать прихват, закрепить кулачок ключом и отложить ключ | 0,20 | 0,25 | 0,30 | ||
Итого | 1,40 | 1,75 | 2,05 | ||
II. Сменить кулачки переднего, заднего и верхнего суппортов | |||||
6 | Взять молоток, выбить клин, крепящий муфту, и отложить молоток | 0,15 | 0,20 | 0,25 | |
Снять соединительную муфту и отложить | 0,20 | 0,25 | 0,30 | ||
8 | Взять ключ, отвернуть корончатую гайку ключом | 0,45 | 0,55 | 0,60 | |
Отвести задний суппорт вручную с помощью ключа и отложить ключ | 0,20 | 0,25 | 0,30 | ||
10 | Снять шайбу и кулачок заднего суппорта и отложить | 0,40 | 0,45 | 0,50 | |
11 | Взять ключ, отвести передний суппорт, отложить ключ | 0,35 | 0,40 | 0,45 | |
12 | Снять шайбу, муфту и кулачок с переднего суппорта и отложить | 0,40 | 0,45 | 0,50 | |
Взять ключ, отвести передний суппорт | 0,20 | 0,25 | 0,50 | ||
14 | Поставить кулачок на вал и шпильку | 0,40 | 0,45 | 0,55 | |
15 | Взять шайбу и муфту, надеть на вал | 0,35 | 0,40 | 0,45 | |
16 | Взять ключ и отвести задний суппорт | 0,20 | 0,25 | 0,30 | |
17 | Поставить кулачок на вал | 0,40 | 0,45 | 0,55 | |
18 | Взять корончатую гайку и ключ, закрепить гайку на валу | 0,75 | 0,85 | 1,00 | |
Отвернуть гайку верхнего суппорта | 0,20 | 0,25 | 0,30 | ||
20 | Снять кулачок верхнего суппорта и отложить | 0,40 | 0,45 | 0,55 | |
21 | Поставить кулачок верхнего суппорта | 0,45 | 0,55 | 0,60 | |
22 | Взять шайбу и гайку, надеть на вал, закрепить гайкой и шайбой кулачок на валу верхнего суппорта | 0,75 | 0,85 | 1,00 | |
23 | Надеть соединительную муфту | 0,35 | 0,40 | 0,45 | |
24 | Взять молоток, выдвинуть шпонку, заклинить шпонку молотком, отложить молоток | 0,15 | 0,20 | 0,25 | |
4,10 | 4,75 | 5,70 | |||
Итого на смену трех кулачков (номера, входящие в итог: с 7 по 25) | 6,75 | 7,90 | 9,40 | ||
Индекс | а | б | в | ||
Многошпиндельные автоматы | |||||
КАРТА 23 | |||||
N позиции | Смена кулачков | ЛИСТ 4 | |||
Наименование работы | Наибольший диаметр обрабатываемого прутка, мм | ||||
до 25 | 26 - 40 | 41 - 60 | 61 - 100 | ||
Время, мин. | |||||
I. Сменить цилиндрический кулачок | |||||
Снять кожух с копирного барабана и отложить | 0,2 | 0,25 | 0,30 | 0,40 | |
2 | Взять штурвал и надеть на рабочий вал | 0,2 | 0,25 | 0,30 | 0,40 |
3 | Повернуть копирный барабан штурвалом до требуемого положения на один оборот | 0,3 | 0,30 | 0,40 | 0,45 |
4 | Взять ключ, открепить болты, крепящие кулачок на копирном барабане, и отложить ключ (2 шт.) | 0,7 | 0,75 | 1,05 | 1,30 |
5 | Снять кулачок с копирного барабана и отложить | 0,2 | 0,25 | 0,30 | 0,40 |
6 | Взять другой кулачок, осмотреть, протереть тряпкой и отложить тряпку | 0,1 | 0,10 | 0,15 | 0,25 |
7 | Поставить кулачок на барабан | 0,2 | 0,25 | 0,30 | 0,30 |
8 | Взять ключ и болты, закрепить кулачок 2 болтами, отложить ключ | 0,9 | 1,00 | 1,15 | 1,35 |
Взять кожух, надеть на копирный барабан | 0,2 | 0,25 | 0,30 | 0,40 | |
Итого | 3,0 | 3,40 | 4,25 | 5,25 | |
II. Сменить дисковый кулачок | |||||
10 | Отвести суппорт вручную (рычагом) | - | - | 0,25 | 0,30 |
11 | Взять молоток, выбить клин из распределительного вала | - | - | 0,40 | 0,45 |
12 | Отодвинуть втулку ударами молотка и отложить молоток | - | - | 0,70 | 0,80 |
13 | Снять кулачок с распределительного вала | - | - | 0,45 | 0,50 |
14 | Взять тряпку и кулачок, протереть кулачок и отложить | - | - | 0,30 | 0,40 |
15 | Осмотреть и поставить кулачок на распределительный вал | - | - | 0,50 | 0,60 |
16 | Взять втулку и прижать кулачок втулкой | - | - | 0,75 | 0,90 |
17 | Взять клин и молоток, заклинить кулачок ударами молотка, отложить молоток | - | - | 0,60 | 0,75 |
Итого | - | - | 3,95 | 4,70 | |
Индекс | а | б | в | г | |
Примечание. Время на смену цилиндрических кулачков предусматривает крепление кулачка двумя болтами; при креплении кулачка большим количеством болтов к нормативному времени прибавлять 0,5 мин. на каждый последующий болт.
Одношпиндельные и многошпиндельные автоматы | ||||||||
КАРТА 23 | ||||||||
Смена одной зажимной цанги | ЛИСТ 5 | |||||||
N позиции | Наименование работы | Тип автомата | ||||||
одношпиндельный | многошпиндельный | |||||||
Наибольший диаметр обрабатываемого прутка, мм | ||||||||
6 - 12 | 12 - 24 | 24 - 52 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | ||
Время, мин. | ||||||||
Повернуть шпиндель в удобное положение | - | - | - | 0,7 | 0,9 | 0,3 | 0,3 | |
2 | Взять ключ, отвернуть гайку зажимной трубы, отложить ключ и гайку | - | - | - | 0,7 | 0,9 | 1,0 | 1,2 |
3 | Вынуть трубу зажимной цангой из шпинделя | - | - | - | 0,3 | 0,3 | 0,4 | 0,5 |
4 | Взять ключ, отвернуть прижимное кольцо и отложить ключ и кольцо | 0,5 | 0,7 | 0,9 | - | - | - | - |
5 | Вынуть цангу со стаканом из шпинделя | 0,3 | 0,3 | 0,4 | 0,3 | 0,3 | 0,4 | 0,5 |
6 | Вынуть цангу из стакана | 0,1 | 0,2 | 0,3 | - | - | 0,3 | 0,3 |
7 | Перейти с трубой к слесарным тискам до 3 м | - | - | - | 0,3 | 0,3 | 0,3 | 0,4 |
8 | Закрепить в тиски трубу с зажимной цангой | - | - | - | 0,3 | 0,3 | 0,3 | 0,3 |
9 | Взять ключ, отвернуть зажимную цангу и отложить ключ | - | - | - | 0,4 | 0,5 | 0,6 | 0,8 |
10 | Промыть зажимную цангу в масле и отложить | - | - | - | 0,3 | 0,3 | 0,3 | 0,3 |
11 | Промыть стакан и зажимную цангу в масле и отложить | 0,3 | 0,3 | 0,3 | - | - | - | - |
12 | Взять тряпку, перетереть посадочное место в шпинделе и отложить тряпку | 0,4 | 0,5 | 0,5 | 0,4 | 0,4 | 0,5 | 0,7 |
13 | Взять стакан и вставить в шпиндель | 0,2 | 0,2 | 0,3 | 0,3 | 0,3 | 0,3 | 0,3 |
14 | Взять цангу и вставить в шпиндель или стакан | 0,1 | 0,1 | 0,2 | 0,1 | 0,2 | 0,3 | 0,3 |
15 | Взять прижимное кольцо, ключ, навернуть кольцо и отложить ключ | 0,5 | 0,6 | 0,7 | 0,5 | 0,6 | 0,7 | 0,8 |
16 | Взять цангу и ключ, навернуть цангу и отложить ключ | - | - | - | 0,6 | 0,8 | 0,9 | 0,9 |
17 | Открепить и вынуть трубу с цангой из тисков | - | - | - | 0,2 | 0,2 | 0,3 | 0,3 |
18 | Перейти с трубой к станку на расстояние до 3 м | - | - | - | 0,3 | 0,3 | 0,3 | 0,4 |
19 | Вставить трубу с зажимной цангой в шпиндель | - | - | - | 0,3 | 0,4 | 0,5 | 0,6 |
Взять гайку и ключ, навернуть гайку на трубу и отложить ключ | - | - | - | 0,5 | 0,6 | 0,7 | 0,8 | |
Индекс | а | б | в | г | д | е | ж | |
Примечания: 1. Время дано для четырехшпиндельных автоматов.
2. При смене зажимной цанги в шестишпиндельном автомате нормативное время умножать на коэффициент K = 1,5; при смене в восьмишпиндельных автоматах нормативное время умножать на коэффициент K = 2,0
Одношпиндельные и многошпиндельные автоматы | ||||||||
КАРТА 23 | ||||||||
Смена одной подающей цанги | ЛИСТ 6 | |||||||
N позиции | Наименование работы | Тип автомата | ||||||
одношпиндельный | многошпиндельный | |||||||
Наибольший диаметр обрабатываемого прутка, мм | ||||||||
6 - 12 | 12 - 24 | 24 - 52 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | ||
Время, мин. | ||||||||
Разжать зажимную цангу | 0,08 | 0,09 | 0,12 | 0,12 | 0,12 | 0,12 | 0,12 | |
2 | Взять ключ, отвернуть болт каретки заднего моста, вынуть болт и отложить | 0,08 | 0,09 | 0,12 | - | - | - | - |
3 | Откинуть хомутик и вынуть подающую трубу | 0,09 | 0,12 | 0,20 | - | - | - | - |
4 | Вынуть подающую трубу из шпинделя | - | - | - | 0,15 | 0,17 | 0,25 | 0,35 |
5 | Поднести подающую трубу к слесарным тискам | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
6 | Закрепить в тиски подающую трубу | 0,10 | 0,15 | 0,25 | 0,20 | 0,25 | 0,35 | 0,40 |
7 | Взять ключ, отвернуть подающую цангу и отложить ключ | 0,40 | 0,50 | 0,70 | 0,60 | 0,70 | 0,90 | 0,90 |
8 | Промыть подающую цангу в масле и отложить | 0,10 | 0,15 | 0,25 | 0,20 | 0,25 | 0,35 | 0,40 |
9 | Взять цангу и осмотреть, навернуть цангу на подающую трубу и отложить ключ | 0,40 | 0,50 | 0,80 | 0,60 | 0,70 | 0,90 | 1,00 |
10 | Открепить и вынуть подающую трубу из тисков | 0,10 | 0,15 | 0,25 | 0,20 | 0,25 | 0,35 | 0,40 |
11 | Поднести подающую трубу к станку до 3 м | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
12 | Вставить подающую трубу в шпиндель | 0,08 | 0,10 | 0,15 | 0,10 | 0,15 | 0,25 | 0,35 |
Взять болты и ключ, накинуть хомутик и закрепить болтом каретку заднего моста | 0,08 | 0,10 | 0,10 | - | - | - | - | |
Переключить барабан с рабочего на холостой ход для поворота шпинделя | - | - | - | - | - | 0,70 | 0,80 | |
Освободить стопорный штифт для поворота шпиндельного барабана | - | - | - | 0,35 | 0,40 | - | - | |
Повернуть шпиндель на 1/6 оборота механически | Равно циклу машинного времени | |||||||
Повернуть шпиндель на 1/4 оборота вручную | - | - | - | 0,20 | 0,25 | - | - | |
1,60 | 2,05 | 3,0 | 2,30 | 2,70 | 3,60 | 4,00 | ||
Индекс | а | б | в | г | д | е | ж | |
Многошпиндельные автоматы | |||||||
КАРТА 23 | |||||||
Смена стоек-кронштейнов | ЛИСТ 7 | ||||||
Содержание работы | |||||||
I. Установить | II. Снять | ||||||
1. Взять стойку-кронштейн 2. Установить на продольный или поперечный суппорт 3. Взять ключ 4. Закрепить двумя болтами 5. Отложить ключ | 1. Взять ключ 2. Открепить два болта 3. Снять стойку-кронштейн и отложить 4. Отложить ключ | ||||||
N позиции | Наименование работы | Условия выполнения работы | Наибольший диаметр обрабатываемого прутка, мм | ||||
до 25 | 26 - 40 | 41 - 60 | 61 - 100 | ||||
Установить одногнездовую, двухгнездовую или люнетную стойку на плоский, цилиндрический, призматический, четырехгранный или шестигранный продольный суппорт и закрепить двумя болтами | На плоскую поверхность в Т-образный паз | удобно | 1,2 | 1,3 | 1,4 | 1,6 | |
неудобно | 1,4 | 1,6 | 2,0 | 2,3 | |||
На цилиндрическую поверхность в Т-образный паз | удобно | 1,2 | 1,4 | 1,6 | 1,9 | ||
неудобно | 1,5 | 1,7 | 2,3 | 2,7 | |||
На призматическую поверхность в Т-образный паз | удобно | 1,0 | 1,1 | 1,4 | 1,6 | ||
неудобно | 1,3 | 1,4 | 2,0 | 2,6 | |||
7 | В "ласточкин хвост" | удобно | 1,1 | 1,2 | 1,4 | 1,7 | |
8 | неудобно | 1,2 | 1,5 | 2,1 | 2,5 | ||
9 | Раскрепить два болта и снять одногнездовую, двухгнездовую или люнетную стойку с плоского цилиндрического или шестигранного продольного суппорта | На плоскую поверхность в Т-образный паз | удобно | 1,0 | 1,1 | 1,3 | 1,5 |
10 | неудобно | 1,3 | 1,4 | 1,6 | 1,9 | ||
11 | На цилиндрическую поверхность в Т-образный паз | удобно | 1,1 | 1,2 | 1,4 | 1,7 | |
12 | неудобно | 1,3 | 1,4 | 1,8 | 2,1 | ||
13 | На призматическую поверхность в Т-образный паз | удобно | 0,8 | 0,9 | 1,2 | 1,5 | |
14 | неудобно | 1,1 | 1,2 | 1,6 | 1,9 | ||
15 | В "ласточкин хвост" | Удобно | 0,9 | 1,0 | 1,3 | 1,6 | |
16 | неудобно | 1,2 | 1,3 | 1,6 | 2,0 | ||
17 | Установить стойку в поперечный суппорт (передний или задний) и закрепить двумя болтами | На плоскость в Т-образный паз | удобно | 1,3 | 1,4 | 2,1 | 2,9 |
18 | Раскрепить и снять стойку из поперечного суппорта (переднего или заднего) и отложить | удобно | 1,1 | 1,3 | 1,6 | 2,1 | |
19 | Установить инструментальный шпиндель с кронштейном-стойкой и закрепить двумя болтами | На плоскость | удобно | 8,1 | 9,0 | 12,8 | 18,5 |
20 | неудобно | 11,1 | 13,5 | 19,4 | 27,0 | ||
21 | Раскрепить болты и снять инструментальный шпиндель с кронштейном, стойкой и отложить | В Т-образный паз | удобно | 7,2 | 8,1 | 11,9 | 17,1 |
неудобно | 10,8 | 12,2 | 18,0 | 25,2 | |||
22 | |||||||
Индекс | а | б | в | г | ж | ||
Одношпиндельные и многошпиндельные автоматы | ||||||||||
КАРТА 23 | ||||||||||
Смена инструментальных державок | ЛИСТ 8 | |||||||||
Содержание работы | ||||||||||
I. Установить | II. Снять | |||||||||
1. Взять державку 2. Установить в револьверную головку, суппорт, стойку или инструментальный шпиндель 3. Взять ключ 4. Закрепить державку одним болтом 5. Отложить ключ | 1. Взять ключ 2. Открепить болт 3. Вынуть державку из револьверной головки, стойки, суппорта или инструментального шпинделя и отложить 4. Отложить ключ | |||||||||
N позиции | Наименование работы | Условия выполнения работы | Тип автомата | |||||||
одношпиндельный | многошпиндельный | |||||||||
Наибольший диаметр обрабатываемого прутка, мм | ||||||||||
6 - 10 | 12 - 20 | 24 - 52 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | ||||
Время, мин. | ||||||||||
Установить инструментальную державку в продольный суппорт и закрепить одним болтом | На плоскость в Т-образный паз | удобно | - | - | 0,5 | 0,5 | 0,7 | 1,0 | ||
неудобно | - | - | - | 0,6 | 0,7 | 1,0 | 1,3 | |||
На цилиндрическую поверхность в Т-образный паз | удобно | - | - | - | 0,6 | 0,7 | 0,9 | 1,2 | ||
неудобно | - | - | - | 0,9 | 1,0 | 1,3 | 1,5 | |||
На призматическую поверхность в Т-образный паз | удобно | - | - | - | 0,5 | 0,6 | 0,8 | 1,1 | ||
неудобно | - | - | - | 0,8 | 0,9 | 1,1 | 1,4 | |||
В "ласточкин хвост" | удобно | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | ||
неудобно | - | - | - | 1,2 | 1,3 | 1,4 | 1,6 | |||
9 | Раскрепить болт и снять инструментальную державку из продольного суппорта и отложить | На плоскость в Т-образный паз | удобно | - | - | - | 0,4 | 0,5 | 0,6 | 0,8 |
10 | неудобно | 0,5 | 0,8 | 0,8 | 1,0 | |||||
11 | На цилиндрическую поверхность в Т-образный паз | удобно | - | - | - | 0,5 | 0,6 | 0,7 | 0,8 | |
12 | неудобно | - | - | - | 0,8 | 0,9 | 1,0 | 1,1 | ||
13 | На призматическую поверхность в Т-образный паз | удобно | - | - | - | 0,5 | 0,5 | 0,8 | 1,1 | |
14 | неудобно | - | - | - | 0,7 | 0,8 | 1,2 | 1,4 | ||
15 | В "ласточкин хвост" | удобно | - | - | - | 0,7 | 0,8 | 0,9 | 1,0 | |
16 | неудобно | - | - | - | 0,8 | 1,2 | 1,3 | 1,4 | ||
17 | Установить державку в поперечный суппорт (передний или задний) верхний суппорт и закрепить одним болтом | На плоскость в Т-образный паз | удобно | 0,7 | 0,8 | 0,9 | 0,8 | 0,9 | 1,0 | 1,1 |
18 | неудобно | - | - | - | 1,1 | 1,4 | 1,8 | 2,3 | ||
19 | На плоскость в прямоугольный паз | удобно | - | - | - | 0,3 | 0,5 | 0,6 | 0,8 | |
20 | неудобно | - | - | - | 0,5 | 0,6 | 0,8 | 1,0 | ||
21 | На плоскость по отверстиям | удобно | 0,9 | 1,1 | 1,2 | - | - | - | - | |
22 | неудобно | 1,4 | 1,5 | 1,6 | - | - | - | - | ||
23 | Раскрепить один болт и снять инструментальную державку с поперечного суппорта и отложить | На плоскость в Т-образный паз | удобно | 0,6 | 0,7 | 0,8 | 0,7 | 0,8 | 0,9 | 1,0 |
24 | неудобно | - | - | - | 0,9 | 1,2 | 1,6 | 1,9 | ||
25 | На плоскость в прямоугольный паз | удобно | - | - | - | 0,3 | 0,4 | 0,5 | 0,7 | |
26 | неудобно | - | - | - | 0,5 | 0,5 | 0,7 | 0,9 | ||
27 | На плоскость по отверстиям | удобно | 1,1 | 1,2 | 1,3 | - | - | - | - | |
28 | неудобно | 1,4 | 1,6 | 1,8 | - | - | - | - | ||
29 | Установить многоинструментальную, одноинструментальную или люнетную державку в стойку или револьверную головку и закрепить одним болтом | удобно | 0,5 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | |
30 | неудобно | 0,6 | 0,7 | 0,8 | 0,9 | 1,1 | 1,3 | 1,4 | ||
31 | Раскрепить один болт и снять державку из стойки или револьверной головки и отложить | С цилиндрической направляющей | удобно | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 |
32 | неудобно | 0,8 | 0,9 | 1,0 | 1,1 | 1,4 | 1,5 | 1,7 | ||
33 | Установить инструментальную державку и инструментальный шпиндель | С цилиндрической направляющей | - | - | - | - | 0,4 | 0,5 | 0,5 | 0,6 |
34 | Раскрепить один болт и снять державку из инструментального шпинделя и отложить | |||||||||
- | - | - | - | 0,3 | 0,4 | 0,5 | 0,5 | |||
Индекс | а | б | в | г | д | е | ж | |||
Примечание. При креплении несколькими болтами на каждый последующий болт прибавлять 0,3 мин.
Одношпиндельные и многошпиндельные автоматы | |||||||||
КАРТА 23 | |||||||||
Смена режущего инструмента в державках | ЛИСТ 9 | ||||||||
Содержание работы | |||||||||
I. Установить | II. Снять | ||||||||
1. Взять и закрепить державку в тисках (для многошпиндельных автоматов) 2. Взять и установить режущий инструмент в державку и закрепить двумя болтами 3. Раскрепить и вынуть державку из тисков и отнести к станку (для многошпиндельных автоматов) | 1. Взять и закрепить державку в тисках (для многошпиндельных автоматов) 2. Открепить два болта и вынуть режущий инструмент из державки 3. Раскрепить тиски и вынуть державку из тисков и отнести к станку (для многошпиндельных автоматов) | ||||||||
N позиции | Наименование работы | Выполняемая работа | Тип автомата | ||||||
одношпиндельный | многошпиндельный | ||||||||
Наибольший диаметр обрабатываемого прутка, мм | |||||||||
6 - 12 | 12 - 24 | 24 - 52 | До 25 | 26 - 40 | 41 - 60 | 61 - 100 | |||
Время, мин. | |||||||||
Резец проходной отрезной, подрезной, фасочный, расточный и канавочный | Установить | 0,2 | 0,3 | 0,4 | 0,6 | 0,7 | 0,8 | 0,8 | |
Снять | 0,2 | 0,2 | 0,3 | 0,5 | 0,6 | 0,7 | 0,8 | ||
Резец фасонный дисковый | Установить | 0,4 | 0,5 | 0,5 | 0,7 | 0,8 | 0,8 | 0,9 | |
2 | Снять | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,8 | |
Резец фасонный призматический | Установить | 0,3 | 0,4 | 0,5 | 0,7 | 0,8 | 0,8 | 0,9 | |
Снять | 0,2 | 0,3 | 0,4 | 0,6 | 0,7 | 0,8 | 0,8 | ||
Инструмент для обработки отверстий: зенкер, развертка, сверло, центровка, метчик с креплением одним болтом | Установить | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | |
Снять | 0,2 | 0,2 | 0,3 | 0,5 | 0,5 | 0,7 | 0,7 | ||
Круглая плашка с креплением одним болтом | Установить | 0,2 | 0,3 | 0,4 | 0,6 | 0,7 | 0,8 | 0,8 | |
Снять | 0,2 | 0,2 | 0,3 | 0,5 | 0,6 | 0,7 | 0,8 | ||
9 | Накатка | Установить | 0,2 | 0,3 | 0,4 | 0,6 | 0,7 | 0,8 | 0,8 |
10 | Снять | 0,2 | 0,2 | 0,3 | 0,5 | 0,6 | 0,7 | 0,8 | |
11 | Переходная втулка | Установить | 0,2 | 0,2 | 0,3 | 0,3 | 0,4 | 0,5 | 0,5 |
12 | Снять | 0,1 | 0,2 | 0,2 | 0,2 | 0,3 | 0,4 | 0,5 | |
13 | Установка и снятие инструмента в цангу | Установить | 0,2 | 0,2 | 0,3 | 0,3 | 0,4 | 0,5 | 0,5 |
14 | Снять | 0,1 | 0,2 | 0,2 | 0,2 | 0,3 | 0,4 | 0,5 | |
Индекс | а | б | в | г | д | е | ж | ||
Примечания: 1. Время предусматривает установку и крепление инструментов в державки для одношпиндельных автоматов непосредственно на автомате, а для многошпиндельных - в тисках, при установке и креплении инструментов в тисках к нормативному времени на одношпиндельные автоматы прибавить 0,5 мин.
2. При креплении инструментов несколькими болтами на каждый последующий болт прибавлять 0,2 мин., при раскреплении 0,1 мин.
Одношпиндельные и многошпиндельные автоматы | |||||||||
КАРТА 23 | |||||||||
Регулировка режущего инструмента | ЛИСТ 10 | ||||||||
Содержание работы | |||||||||
1. Взять необходимый для регулировки инструмент 2. Отрегулировать положение рабочего инструмента на требуемый размер путем перемещения инструмента, инструментальной державки установкой упоров, ограничивающих движение инструмента, до получения необходимого размера по позиции 3. Отрегулировать положение шлангов для подачи охлаждающей жидкости 4. Произвести необходимые промеры по каждой позиции инструмента 5. Окончательный промер готовой детали по контрольным позициям 6. Отложить необходимый инструмент | |||||||||
N позиции | Наименование инструмента | Условия выполнения работ | Тип автомата | ||||||
одношпиндельный | многошпиндельный | ||||||||
Наибольший диаметр обрабатываемого прутка, мм | |||||||||
6 - 12 | 12 - 24 | 24 - 52 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | |||
Время, мин. | |||||||||
Проходной резец | Предварительная обработка и IT14 | 1,4 | 1,6 | 1,8 | 2,0 | 2,2 | 2,5 | 2,9 | |
IT11 - IT13 | 1,8 | 2,0 | 2,5 | 2,8 | 3,1 | 3,5 | 4,1 | ||
IT8 - IT9 | 3,2 | 3,5 | 4,2 | 5,1 | 5,6 | 6,2 | 7,4 | ||
Подрезной резец | Предварительная обработка и IT14 | 1,6 | 1,8 | 2,0 | 2,5 | 2,7 | 2,9 | 3,4 | |
IT11 - IT13 | 2,3 | 2,5 | 2,9 | 3,5 | 3,9 | 4,4 | 5,2 | ||
Отрезной резец | IT12 - IT14 | 1,4 | 1,6 | 1,9 | 2,2 | 2,5 | 2,8 | 3,3 | |
Фасочный резец | IT12 - IT14 | 1,0 | 1,3 | 1,5 | 1,8 | 2,0 | 2,3 | 2,7 | |
Расточный резец | Предварительная обработка и IT14 | 1,7 | 2,0 | 2,3 | 2,0 | 2,6 | 2,9 | 3,3 | |
IT11 - IT13 | 2,2 | 2,4 | 2,9 | 2,8 | 3,2 | 3,5 | 4,1 | ||
IT8 - IT9 | 3,6 | 3,9 | 4,7 | 4,7 | 5,0 | 5,6 | 6,5 | ||
Канавочный резец | Предварительная обработка и IT14 | 1,4 | 1,7 | 2,0 | 2,0 | 2,3 | 2,5 | 2,9 | |
IT11 - IT13 | 2,0 | 2,3 | 2,6 | 2,8 | 3,1 | 3,4 | 4,0 | ||
Фасонный дисковый резец | Предварительная обработка и IT14 | 1,4 | 1,8 | 2,0 | 2,3 | 2,5 | 2,7 | 3,2 | |
IT11 - IT13 | 2,3 | 2,5 | 2,9 | 2,9 | 3,0 | 3,7 | 4,3 | ||
IT8 - IT9 | 3,8 | 4,2 | 5,2 | 4,9 | 5,5 | 6,1 | 7,4 | ||
16 | Фасонный призматический резец | Предварительная обработка и IT14 | 1,7 | 1,9 | 2,2 | 2,3 | 2,6 | 2,8 | 3,2 |
17 | IT11 - IT13 | 2,3 | 2,6 | 3,0 | 3,1 | 3,5 | 3,8 | 4,5 | |
8 | IT8 - IT9 | 3,9 | 4,3 | 5,3 | 5,2 | 5,8 | 6,4 | 7,7 | |
19 | Тангенциальный (бреющий) резец | IT11 - IT13 | 2,3 | 2,5 | 2,9 | 2,9 | 3,3 | 3,7 | 4,3 |
20 | IT8 - IT9 | 3,8 | 4,2 | 5,1 | 5,0 | 5,6 | 6,2 | 7,2 | |
21 | Центровка | - | 1,0 | 1,1 | 1,4 | 1,4 | 1,5 | 1,7 | 2,0 |
22 | Сверло | Предварительная обработка и IT14 | 0,9 | 1,1 | 1,3 | 1,2 | 1,4 | 1,5 | 1,7 |
23 | IT11 - IT13 | 1,1 | 1,2 | 1,4 | 1,5 | 1,7 | 1,8 | 2,1 | |
24 | Развертка | IT11 - IT13 | 2,9 | 3,2 | 3,7 | 3,8 | 4,2 | 4,7 | 5,6 |
25 | IT8 - IT9 | 5,5 | 5,1 | 7,7 | 7,1 | 8,0 | 8,9 | 11,0 | |
26 | Зенкер | Предварительная обработка и IT14 | 0,9 | 1,1 | 1,3 | 1,2 | 1,4 | 1,5 | 1,7 |
27 | IT11 - IT13 | 1,4 | 1,5 | 1,7 | 1,8 | 2,0 | 2,3 | 2,4 | |
28 | Метчик или плашка | 8 ст. точности | 4,7 | 5,1 | 5,9 | 6,2 | 6,9 | 7,7 | 9,2 |
29 | 6 ст. точности | 5,6 | 6,2 | 7,1 | 7,5 | 8,3 | 9,2 | 11,0 | |
30 | Резьбонарезная головка | 8 ст. точности | 5,8 | 6,4 | 7,4 | 7,8 | 8,6 | 9,6 | 11,6 |
31 | 6 ст. точности | 6,9 | 7,7 | 8,9 | 9,4 | 9,8 | 11,6 | 13,9 | |
Индекс | а | б | в | г | д | е | ж | ||
Одношпиндельные и многошпиндельные автоматы | |||||||||
КАРТА 23 | |||||||||
Регулировка кулачков, упоров и механизмов | ЛИСТ 11 | ||||||||
Содержание работы | |||||||||
1. Взять инструмент 2. Отрегулировать кулачки, упоры, муфты путем подвертывания, отвертывания винтов или гаек с проверкой действия регулировки 3. Закрепить окончательно регулируемый механизм 4. Положить инструмент | |||||||||
N позиции | Наименование приема | Условия регулировки | Тип автомата | ||||||
одношпиндельный | многошпиндельный | ||||||||
Наибольший диаметр обрабатываемого прутка, мм | |||||||||
6 - 15 | 12 - 24 | 24 - 52 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | |||
Время, мин. | |||||||||
1 | Регулировка упора суппорта или револьверной головки винтом | По длине хода стола или суппорта | 0,4 | 0,5 | 0,5 | 0,5 | 0,6 | 0,7 | 0,8 |
По длине хода револьверной головки | 0,5 | 0,5 | 0,6 | - | - | - | - | ||
Регулировка кулачков начала и конца рабочего и ускоренного хода | Продольного суппорта | 1,4 | 1,6 | 2,0 | 1,6 | 1,8 | 2,0 | 2,4 | |
Поперечных суппортов | 1,8 | 2,0 | 2,4 | 1,8 | 2,2 | 2,4 | 2,8 | ||
Регулировка подающих и зажимных цанг | Регулировка зажима с установкой прутка ключом | 0,6 | 0,7 | 0,9 | 0,8 | 0,9 | 1,0 | 1,2 | |
Регулировка зажима с установкой прутка муфтой | - | - | - | - | - | - | - | ||
Регулировка подачи прутка | 0,3 | 0,4 | 0,6 | 0,4 | 0,5 | 0,6 | 0,7 | ||
Регулировка люнетных роликов ключом | Одного ролика | 0,1 | 0,2 | 0,2 | 0,1 | 0,2 | 0,2 | 0,4 | |
8 | Двух роликов | 0,2 | 0,2 | 0,3 | 0,2 | 0,3 | 0,4 | 0,6 | |
9 | Регулировка инструментального шпинделя винтом | Длины хода | - | - | - | 1,0 | 1,1 | 1,3 | 1,9 |
10 | Жесткого упора на конечный размер | - | - | - | 1,1 | 1,3 | 1,4 | 2,2 | |
Регулировка кулачков ключом | Для переключения револьверной головки | 0,6 | 0,6 | 0,6 | - | - | - | - | |
Для подачи и зажима материала | 0,6 | 0,6 | 0,6 | - | - | - | - | ||
Для переключения скорости | 0,6 | 0,6 | 0,6 | - | - | - | - | ||
14 | Регулировка упора подачи материала | Жесткого | 1,3 | 1,4 | 1,6 | 1,8 | 1,9 | 2,2 | 2,6 |
15 | Качающегося | 1,5 | 1,7 | 2,0 | 1,9 | 2,2 | 2,5 | 3,0 | |
Индекс | а | б | в | г | д | е | ж | ||
Примечание. Для определения времени полной длительности регулировки к суммарному нормативному времени, взятому по позиции 3, 4, 5, 6, 11, 12, 13, добавлять время, равное трем полным циклам обработки детали.
Одношпиндельные автоматы | |||||||||||||
КАРТА 23 | |||||||||||||
Обработка пробных деталей | ЛИСТ 12 | ||||||||||||
Содержание работы | |||||||||||||
1. Машинное время, в течение которого производится наблюдение за работой налаживаемого автомата 2. Измерение пробных деталей при наладке автомата | |||||||||||||
N позиции | Количество инструмента, для обработки | Машинное время на цикл, с, до | |||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | ||
на обработку по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | ||||
Время на пробные детали, мин. | |||||||||||||
1 | 2 | - | - | 1,0 | 2,8 | 3,8 | 5,2 | 7,3 | 10,2 | 11,5 | 13,2 | 14,5 | 16,2 |
2 | 1 | - | 2,0 | 3,1 | 4,3 | 5,8 | 8,1 | 11,5 | 13,0 | 14,5 | 16,2 | 17,8 | |
3 | 3 | - | - | 2,0 | 3,1 | 4,3 | 5,8 | 8,1 | 11,5 | 13,0 | 14,5 | 16,2 | 17,8 |
4 | 1 | - | 2,1 | 3,4 | 4,7 | 6,4 | 8,9 | 12,8 | 14,5 | 16,2 | 17,8 | 19,6 | |
5 | 4 | - | - | 2,1 | 3,4 | 4,7 | 6,4 | 8,9 | 12,8 | 14,5 | 16,2 | 17,8 | 19,6 |
6 | 1 | - | 2,4 | 3,7 | 5,2 | 7,1 | 9,8 | 14,0 | 16,2 | 17,9 | 19,6 | 21,3 | |
7 | 1 | 3,0 | 4,7 | 6,8 | 8,9 | 13,6 | 17,9 | 19,6 | 21,3 | 23,8 | 26,4 | ||
8 | 2 | - | 2,6 | 4,1 | 5,7 | 7,8 | 10,7 | 15,5 | 17,9 | 19,6 | 21,3 | 23,8 | |
9 | 1 | 3,2 | 5,1 | 7,5 | 9,8 | 14,9 | 19,6 | 21,7 | 23,8 | 26,4 | 28,9 | ||
10 | 5 | - | - | 2,4 | 3,7 | 3,1 | 7,1 | 9,6 | 13,6 | 16,2 | 17,9 | 19,6 | 21,3 |
11 | 1 | - | 2,6 | 4,1 | 5,7 | 7,8 | 10,6 | 15,3 | 17,9 | 19,6 | 21,3 | 23,8 | |
12 | 1 | 4,3 | 5,5 | 9,8 | 12,8 | 19,1 | 25,5 | 28,1 | 40,6 | 34,0 | 37,4 | ||
13 | 2 | - | 2,9 | 4,5 | 6,3 | 8,5 | 11,6 | 17,0 | 19,6 | 21,3 | 23,4 | 26,4 | |
14 | 1 | 4,7 | 6,0 | 10,8 | 15,7 | 21,3 | 28,1 | 30,6 | 33,2 | 37,4 | 41,7 | ||
15 | 3 | - | 3,2 | 4,9 | 7,0 | 9,4 | 12,8 | 18,7 | 21,3 | 23,4 | 25,5 | 28,9 | |
16 | 1 | 5,2 | 6,6 | 11,9 | 17,4 | 23,8 | 31,0 | 34,0 | 36,6 | 41,2 | 45,9 | ||
17 | 7 | - | - | 2,6 | 4,1 | 5,7 | 7,8 | 10,6 | 15,3 | 17,9 | 19,6 | 213 | 23,8 |
18 | 1 | - | 2,9 | 4,5 | 6,3 | 8,5 | 11,6 | 17,0 | 19,6 | 21,3 | 23,8 | 26,4 | |
19 | 1 | 4,7 | 6,0 | 10,8 | 15,7 | 21,3 | 28,1 | 30,6 | 33,2 | 37,4 | 41,7 | ||
20 | 2 | - | 3,2 | 4,9 | 7,0 | 9,4 | 12,8 | 18,7 | 21,3 | 23,4 | 25,5 | 28,9 | |
21 | 1 | 5,2 | 6,6 | 11,9 | 17,4 | 23,8 | 31,0 | 34,0 | 36,6 | 41,2 | 45,9 | ||
22 | 2 | 6,0 | 7,7 | 13,6 | 20,0 | 27,2 | 35,7 | 39,1 | 42,5 | 47,6 | 52,7 | ||
23 | 3 | - | 3,6 | 5,4 | 7,7 | 10,2 | 14,0 | 20,4 | 23,4 | 25,5 | 28,1 | 31,9 | |
24 | 1 | 5,6 | 7,3 | 13,2 | 19,1 | 26,4 | 33,2 | 37,4 | 40,4 | 45,9 | 51,0 | ||
25 | 2 | 6,5 | 8,5 | 15,3 | 22,1 | 30,6 | 32,5 | 43,4 | 46,8 | 52,7 | 58,7 | ||
26 | 9 | - | - | 2,8 | 4,4 | 6,3 | 8,5 | 11,5 | 17,0 | 19,1 | 21,3 | 23,8 | 26,4 |
27 | 1 | - | 3,1 | 4,9 | 7,0 | 9,4 | 12,8 | 18,7 | 21,3 | 23,8 | 26,4 | 28,9 | |
28 | 1 | 5,2 | 6,6 | 11,9 | 17,4 | 23,8 | 31,0 | 34,0 | 36,6 | 41,2 | 45,9 | ||
29 | 2 | - | 3,5 | 5,4 | 7,7 | 10,2 | 14,0 | 20,4 | 23,4 | 26,4 | 28,9 | 31,9 | |
30 | 1 | 5,6 | 7,3 | 13,2 | 19,1 | 26,4 | 33,2 | 37,4 | 40,4 | 45,9 | 51,0 | ||
31 | 2 | 6,5 | 8,5 | 15,3 | 22,1 | 30,6 | 38,3 | 43,4 | 46,8 | 52,7 | 58,7 | ||
32 | 3 | - | 3,8 | 6,0 | 8,5 | 11,1 | 15,3 | 22,5 | 25,5 | 28,9 | 31,9 | 34,9 | |
33 | 1 | 6,2 | 8,1 | 14,5 | 21,3 | 28,9 | 36,6 | 41,2 | 45,1 | 51,0 | 56,1 | ||
34 | 2 | 7,1 | 9,4 | 16,6 | 24,7 | 33,2 | 38,3 | 47,6 | 51,9 | 59,5 | 63,8 | ||
Индекс | а | б | в | г | д | е | ж | з | н | к | |||
Примечание. Нормативное время учитывает выполнение других работ в течение машинного времени при цикле свыше 2 мин.
Многошпиндельные автоматы | |||||||||||||||
КАРТА 23 | |||||||||||||||
Обработка пробных деталей | ЛИСТ 13 | ||||||||||||||
Содержание работы | |||||||||||||||
1. Машинное время, в течение которого производится наблюдение за работой налаживаемого автомата 2. Измерение пробных деталей при наладке автомата | |||||||||||||||
N позиции | Количество инструментов для обработки | Машинное время на цикл, с, до | |||||||||||||
общее количество инструментов на операцию, до | из них | 20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | ||
на обработку по IT9 | резьбонарезных | Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | ||||
Время на пробные детали, мин. | |||||||||||||||
1 | 5 | - | - | 3,8 | 5,5 | 8,3 | 11,1 | 16,6 | 22,1 | 24,2 | 26,8 | 30,0 | 32,3 | 36,1 | 39,1 |
2 | 1 | - | 4,3 | 6,1 | 9,2 | 12,2 | 18,3 | 24,7 | 26,8 | 30,0 | 33,2 | 36,1 | 40,0 | 43,4 | |
3 | 2 | - | 4,7 | 6,8 | 10,2 | 13,6 | 20,4 | 27,2 | 30,0 | 33,2 | 36,6 | 40,0 | 44,2 | 48,5 | |
4 | 1 | 5,4 | 7,8 | 11,9 | 15,7 | 23,4 | 31,5 | 34,0 | 38,3 | 42,1 | 45,9 | 51,0 | 56,1 | ||
5 | 7 | - | - | 4,3 | 6,1 | 9,2 | 12,2 | 18,3 | 24,7 | 26,8 | 30,0 | 33,2 | 36,1 | 40,0 | 43,4 |
6 | 1 | - | 4,7 | 6,8 | 10,2 | 13,6 | 20,4 | 27,2 | 30,0 | 33,2 | 36,6 | 40,0 | 44,2 | 48,5 | |
7 | 2 | - | 5,2 | 7,5 | 11,2 | 15,0 | 22,5 | 29,8 | 32,7 | 36,6 | 40,4 | 44,2 | 48,6 | 53,6 | |
8 | 1 | 6,0 | 8,5 | 12,8 | 17,0 | 25,9 | 34,0 | 37,4 | 42,1 | 46,8 | 51,0 | 56,1 | 62,1 | ||
9 | 3 | - | 5,7 | 8,2 | 12,3 | 16,4 | 24,7 | 32,7 | 35,7 | 40,4 | 44,2 | 48,6 | 53,6 | 58,7 | |
10 | 1 | 6,5 | 9,4 | 14,0 | 18,7 | 28,5 | 37,4 | 41,2 | 46,8 | 51,0 | 56,1 | 62,1 | 68,0 | ||
11 | 2 | 7,6 | 10,8 | 16,2 | 21,7 | 32,7 | 42,5 | 47,6 | 54,4 | 58,7 | 64,6 | 71,4 | 78,2 | ||
12 | - | - | 4,7 | 6,8 | 10,2 | 13,6 | 20,4 | 27,2 | 30,0 | 33,2 | 36,6 | 40,0 | 44,2 | 48,5 | |
13 | 9 | 1 | - | 5,2 | 7,5 | 11,2 | 15,0 | 22,5 | 29,8 | 32,7 | 36,6 | 10,4 | 44,2 | 48,6 | 53,6 |
14 | 2 | - | 5,7 | 8,2 | 12,3 | 16,5 | 24,7 | 32,7 | 36,1 | 40,4 | 44,2 | 48,6 | 53,6 | 59,5 | |
15 | 1 | 6,5 | 9,9 | 14,2 | 19,1 | 28,5 | 37,4 | 41,7 | 46,8 | 51,0 | 56,1 | 61,2 | 68,0 | ||
16 | 3 | - | 6,3 | 10,9 | 15,6 | 18,3 | 27,2 | 36,1 | 39,5 | 45,1 | 48,5 | 53,6 | 58,7 | 64,6 | |
17 | 1 | 7,2 | 12,5 | 18,3 | 21,3 | 31,5 | 41,7 | 45,1 | 51,9 | 56,1 | 62,1 | 68,0 | 74,8 | ||
18 | 2 | 8,3 | 14,5 | 21,3 | 24,7 | 36,6 | 47,6 | 51,9 | 59,5 | 64,6 | 71,4 | 78,2 | 85,0 | ||
19 | 4 | - | 7,0 | 11,9 | 17,0 | 20,4 | 29,8 | 40,0 | 43,4 | 49,3 | 53,6 | 58,7 | 64,6 | 71,4 | |
20 | 1 | 8,0 | 13,7 | 19,6 | 23,4 | 34,0 | 45,9 | 50,2 | 57,0 | 62,1 | 67,1 | 74,0 | 82,5 | ||
21 | 2 | 9,2 | 15,7 | 22,5 | 26,8 | 39,1 | 52,7 | 57,8 | 65,5 | 71,4 | 77,4 | 85,0 | 93,5 | ||
22 | 11 | - | - | 5,1 | 7,5 | 11,2 | 15,0 | 22,5 | 29,8 | 32,7 | 36,5 | 40,4 | 44,2 | 48,5 | 53,6 |
23 | 1 | - | 5,7 | 8,2 | 12,3 | 16,5 | 24,7 | 32,7 | 36,1 | 40,4 | 44,2 | 48,5 | 53,6 | 59,5 | |
24 | 2 | - | 6,3 | 9,2 | 13,6 | 18,3 | 27,2 | 36,1 | 40,0 | 44,2 | 48,5 | 53,6 | 59,5 | 65,5 | |
25 | 1 | 7,2 | 10,5 | 15,6 | 21,3 | 31,5 | 41,7 | 45,9 | 51,0 | 56,1 | 62,1 | 68,9 | 75,7 | ||
26 | 3 | - | 7,0 | 12,0 | 17,0 | 20,0 | 29,8 | 40,0 | 43,4 | 49,3 | 53,6 | 58,7 | 64,6 | 71,4 | |
27 | 1 | 8,0 | 13,8 | 20,0 | 23,0 | 34,0 | 45,9 | 50,2 | 57,0 | 61,2 | 68,0 | 74,8 | 82,5 | ||
28 | 2 | 9,4 | 15,8 | 22,5 | 26,4 | 39,1 | 52,7 | 57,8 | 65,5 | 70,4 | 78,2 | 85,0 | 97,8 | ||
29 | 4 | - | 7,7 | 13,1 | 18,7 | 22,5 | 32,7 | 44,2 | 47,6 | 54,6 | 59,5 | 64,6 | 71,4 | 78,2 | |
30 | 1 | 8,9 | 15,0 | 21,3 | 25,9 | 37,4 | 51,0 | 55,3 | 62,9 | 68,0 | 74,0 | 82,5 | 91,8 | ||
31 | 2 | 10,2 | 17,4 | 24,7 | 29,8 | 42,5 | 58,7 | 63,8 | 72,3 | 78,2 | 85,0 | 93,5 | 106,3 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||
Примечания: 1. Карта составлена на наладку четырехшпиндельных автоматов. При наладке шестишпиндельных автоматов нормативное время умножать на коэффициент K = 1,5; при наладке восьмишпиндельных автоматов нормативное время умножать на коэффициент K = 2,0.
2. Нормативное время учитывает выполнение других работ в течение машинного времени при цикле свыше 2 мин.
Одношпиндельные и многошпиндельные автоматы | |||||||||
КАРТА 24 | |||||||||
Смена режущего инструмента в державках | ЛИСТ 1 | ||||||||
Содержание работы | |||||||||
I. Установить | II. Снять | ||||||||
1. Взять и закрепить державку в тисках (для многошпиндельных автоматов) 2. Взять и установить режущий инструмент в державку и закрепить двумя болтами 3. Раскрепить и вынуть державку из тисков и отнести к станку (для многошпиндельных автоматов) | 1. Взять и закрепить державку в тиски (для многошпиндельных автоматов) 2. Открепить два болта и вынуть режущий инструмент из державки 3. Раскрепить тиски и вынуть державку из тисков и отнести к станку (для многошпиндельных автоматов) | ||||||||
N позиции | Наименование инструмента | Выполняемая работа | Тип автомата | ||||||
одношпиндельный | многошпиндельный | ||||||||
Наибольший диаметр обрабатываемого прутка, мм | |||||||||
6 - 12 | 12 - 24 | 24 - 55 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | |||
Время, мин. | |||||||||
Резец проходной отрезной, подрезной, фасочный, расточный и канавочный | Установить | 0,2 | 0,3 | 0,4 | 0,6 | 0,7 | 0,8 | 0,8 | |
2 | Снять | 0,2 | 0,2 | 0,3 | 0,5 | 0,6 | 0,7 | 0,8 | |
3 | Резец фасонный дисковый | Установить | 0,4 | 0,5 | 0,5 | 0,7 | 0,8 | 0,8 | 0,9 |
4 | Снять | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,8 | |
5 | Резец фасонный призматический | Установить | 0,3 | 0,4 | 0,5 | 0,7 | 0,8 | 0,8 | 0,9 |
6 | Снять | 0,2 | 0,3 | 0,4 | 0,6 | 0,7 | 0,8 | 0,8 | |
7 | Инструмент для обработки отверстий: зенкер, развертка, сверло, центровка, метчик с креплением одним болтом | Установить | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
Снять | 0,2 | 0,2 | 0,3 | 0,5 | 0,5 | 0,7 | 0,7 | ||
9 | Круглая плашка с креплением одним болтом | Установить | 0,2 | 0,3 | 0,4 | 0,6 | 0,7 | 0,8 | 0,8 |
10 | Снять | 0,2 | 0,2 | 0,3 | 0,5 | 0,6 | 0,7 | 0,8 | |
11 | Накатка | Установить | 0,2 | 0,3 | 0,4 | 0,6 | 0,7 | 0,8 | 0,8 |
12 | Снять | 0,2 | 0,2 | 0,3 | 0,5 | 0,6 | 0,7 | 0,8 | |
13 | Переходная втулка | Установить | 0,2 | 0,2 | 0,3 | 0,3 | 0,4 | 0,5 | 0,5 |
14 | Снять | 0,1 | 0,2 | 0,2 | 0,2 | 0,3 | 0,4 | 0,5 | |
15 | Установка и снятие инструмента в цангу | Установить | 0,2 | 0,2 | 0,3 | 0,3 | 0,4 | 0,5 | 0,5 |
16 | Снять | 0,1 | 0,2 | 0,2 | 0,2 | 0,3 | 0,4 | 0,5 | |
Индекс | а | б | в | г | д | е | ж | ||
Примечания: 1. Время предусматривает установку и крепление инструментов в державке для одношпиндельных автоматов непосредственно на автомате, а для многошпиндельных - в тисках; при установке и креплении инструментов в тисках к нормативному времени на одношпиндельные автоматы прибавить 0,5 мин.
2. При креплении инструментов несколькими болтами на каждый последующий болт прибавить 0,2 мин., при раскреплении - 0,1 мин.
Одношпиндельные и многошпиндельные автоматы | |||||||||
КАРТА 24 | |||||||||
Регулировка режущего инструмента | ЛИСТ 2 | ||||||||
Содержание работы | |||||||||
1. Взять необходимый для регулировки инструмент 2. Отрегулировать положение рабочего инструмента на требуемый размер путем перемещения инструмента, инструментальной державки установкой упоров, ограничивающих движение инструмента, до получения необходимого размера по позиции 3. Отрегулировать положение шлангов для подачи охлаждающей жидкости 4. Произвести необходимые промеры по каждой позиции инструмента 5. Окончательный промер готовой детали по контрольным позициям 6. Отложить необходимый инструмент | |||||||||
N позиции | Наименование инструмента | Условия выполнения работы | Тип автомата | ||||||
одношпиндельный | многошпиндельный | ||||||||
Наибольший диаметр обрабатываемого прутка, мм | |||||||||
6 - 12 | 12 - 24 | 24 - 55 | до 25 | 26 - 40 | 41 - 60 | 61 - 100 | |||
Время, мин. | |||||||||
Проходной резец | Предварительная обработка и IT14 | 1,4 | 1,6 | 1,8 | 2,0 | 2,2 | 2,5 | 2,9 | |
2 | IT11 - IT13 | 1,8 | 2,0 | 2,5 | 2,8 | 3,1 | 3,5 | 4,1 | |
3 | IT8 - IT9 | 3,2 | 3,5 | 4,2 | 5,1 | 5,6 | 6,2 | 7,4 | |
4 | Подрезной резец | Предварительная обработка и 1Т14 | 1,6 | 1,8 | 2,0 | 2,5 | 2,7 | 2,9 | 3,4 |
5 | IT11 - IT13 | 2,3 | 2,5 | 2,9 | 3,5 | 3,9 | 4,4 | 5,2 | |
6 | Отрезной резец | IT12 - IT14 | 1,4 | 1,6 | 1,9 | 2,2 | 2,5 | 2,8 | 3,3 |
7 | Фасочный резец | IT12 - IT14 | 1,0 | 1,3 | 1,5 | 1,8 | 2,0 | 2,3 | 2,7 |
8 | Расточной резец | Предварительная обработка и IT14 | 1,7 | 2,0 | 2,3 | 2,0 | 2,6 | 2,9 | 3,3 |
9 | IT11 - IT13 | 2,2 | 2,4 | 2,9 | 2,8 | 3,2 | 3,5 | 4,1 | |
10 | IT8 - IT9 | 3,6 | 3,9 | 4,7 | 4,7 | 5,0 | 5,6 | 6,5 | |
11 | Канавочный резец | Предварительная обработка и IT14 | 1,4 | 1,7 | 2,0 | 2,0 | 2,3 | 2,5 | 2,9 |
12 | IT11 - IT13 | 2,0 | 2,3 | 2,6 | 2,8 | 3,1 | 3,4 | 4,0 | |
13 | Фасонный дисковый резец | Предварительная обработка и IT14 | 1,4 | 1,8 | 2,0 | 2,3 | 2,5 | 2,7 | 3,2 |
14 | IT11 - IT13 | 2,3 | 2,5 | 2,9 | 2,9 | 3,0 | 3,7 | 4,3 | |
IT8 - IT9 | 3,8 | 4,2 | 5,2 | 4,9 | 5,5 | 6,1 | 7,4 | ||
16 | Фасонный призматический резец | Предварительная обработка и IT14 | 1,7 | 1,9 | 2,2 | 2,3 | 2,6 | 2,8 | 3,2 |
17 | IT11 - IT13 | 2,3 | 2,6 | 3,0 | 3,1 | 3,5 | 3,8 | 4,5 | |
18 | IT8 - IT9 | 3,9 | 4,3 | 5,3 | 5,2 | 5,8 | 6,4 | 7,7 | |
19 | Тангенциальный (бреющий) резец | IT11 - IT13 | 2,3 | 2,5 | 2,9 | 2,9 | 3,3 | 3,7 | 4,3 |
20 | IT8 - IT9 | 3,8 | 4,2 | 5,1 | 5,0 | 5,6 | 6,2 | 7,2 | |
21 | Центровка | - | 1,0 | 1,1 | 1,4 | 1,4 | 1,5 | 1,7 | 2,0 |
22 | Сверло | Предварительная обработка и IT14 | 0,9 | 1,1 | 1,3 | 1,2 | 1,4 | 1,5 | 1,7 |
23 | IT11 - IT13 | 1,1 | 1,2 | 1,4 | 1,5 | 1,7 | 1,8 | 2,1 | |
24 | Развертка | IT11 - IT13 | 2,9 | 3,2 | 3,7 | 3,8 | 4,2 | 4,7 | 5,6 |
25 | IT8 - IT9 | 5,5 | 6,1 | 7,7 | 7,1 | 8,0 | 8,9 | 11,0 | |
26 | Зенкер | Предварительная обработка и IT14 | 0,9 | 1,1 | 1,3 | 1,2 | 1,4 | 1,5 | 1,7 |
27 | IT11 - IT13 | 1,4 | 1,5 | 1,7 | 1,8 | 2,0 | 2,3 | 2,4 | |
28 | Метчик или плашка | 8 ст. точности | 4,7 | 5,1 | 5,9 | 6,2 | 6,9 | 7,7 | 9,2 |
29 | 6 ст. точности | 5,6 | 6,2 | 7,1 | 7,5 | 8,3 | 9,2 | 11,0 | |
30 | Резьбонарезная головка | 8 ст. точности | 5,8 | 6,4 | 7,4 | 7,8 | 8,6 | 9,6 | 11,6 |
31 | 6 ст. точности | 6,9 | 7,7 | 8,9 | 9,4 | 9,8 | 11,6 | 13,9 | |
Индекс | а | б | в | г | д | е | ж | ||
Одношпиндельные автоматы | |||||||||||||
КАРТА 24 | |||||||||||||
Обработка пробных деталей | ЛИСТ 3 | ||||||||||||
Содержание работы | |||||||||||||
1. Машинное время, в течение которого производится наблюдение за работой подналаженного инструмента | |||||||||||||
2. Измерение пробных деталей при подналадке инструмента | |||||||||||||
N позиции | Наименование инструмента | Точность обработки | Машинное время на цикл, с, до | ||||||||||
20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | ||||
Машинное время на цикл, мин., до | |||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | ||||
Время, мин. | |||||||||||||
1 | Проходной резец | Предварительная обработка и IT14 | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,7 | 1,9 | 2,0 | 2,2 | 2,5 | |
2 | IT11 - IT13 | 0,6 | 0,9 | 1,3 | 1,7 | 2,6 | 3,4 | 3,7 | 4,1 | 4,5 | 4,9 | ||
3 | IT8 - IT9 | 0,8 | 1,3 | 2,0 | 2,6 | 3,8 | 5,1 | 5,6 | 6,2 | 6,8 | 7,5 | ||
4 | Подрезной резец | Предварительная обработка и IT14 | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,7 | 1,9 | 2,0 | 2,2 | 2,5 | |
5 | IT11 - IT13 | 0,6 | 0,9 | 1,3 | 1,7 | 2,6 | 3,4 | 3,7 | 4,1 | 4,5 | 4,9 | ||
6 | Отрезной резец | IT12 - IT14 | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,7 | 1,9 | 2,0 | 2,2 | 2,5 | |
7 | Фасочный резец | IT12 - IT14 | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,7 | 1,9 | 2,0 | 2,2 | 2,5 | |
8 | Расточной резец | Предварительная обработка и IT14 | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,1 | 1,9 | 2,0 | 2,2 | 2,5 | |
9 | IT11 - IT13 | 0,6 | 0,9 | 1,3 | 1,7 | 2,6 | 3,4 | 3,7 | 4,1 | 4,5 | 4,9 | ||
10 | IT8 - IT9 | 0,8 | 1,3 | 2,0 | 2,6 | 3,8 | 5,1 | 5,6 | 6,2 | 6,8 | 7,5 | ||
11 | Канавочный резец | Предварительная обработка и IT14 | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,7 | 1,9 | 2,0 | 2,2 | 2,5 | |
12 | IT11 - IT13 | 0,6 | 0,9 | 1,3 | 1,1 | 2,6 | 3,4 | 3,7 | 4,1 | 4,5 | 4,9 | ||
13 | Фасонный дисковый резец | Предварительная обработка и IT14 | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,7 | 1,9 | 2,0 | 2,2 | 2,5 | |
14 | IT11 - IT13 | 0,6 | 0,9 | 1,3 | 1,7 | 2,6 | 3,4 | 3,7 | 4,1 | 4,5 | 4,9 | ||
15 | IT8 - IT9 | 0,8 | 1,3 | 2,0 | 2,6 | 3,8 | 5,1 | 5,6 | 6,2 | 6,8 | 7,5 | ||
16 | Фасонный призматический резец | Предварительная обработка и IT14 | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,7 | 1,9 | 2,0 | 2,2 | 2,5 | |
17 | IT11 - IT13 | 0,6 | 0,9 | 1,3 | 1,7 | 2,6 | 3,4 | 3,7 | 4,1 | 4,5 | 4,9 | ||
18 | IT8 - IT9 | 0,8 | 1,3 | 2,0 | 2,6 | 3,8 | 5,1 | 5,6 | 6,2 | 6,8 | 7,5 | ||
19 | Тангенциальный (бреющий) резец | IT11 - IT13 | 0,6 | 0,9 | 1,3 | 1,7 | 2,6 | 3,4 | 3,7 | 4,1 | 4,5 | 4,9 | |
20 | IT8 - IT9 | 0,8 | 1,3 | 2,0 | 2,6 | 3,8 | 5,1 | 5,6 | 6,2 | 6,8 | 7,5 | ||
21 | Центровка | - | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,7 | 1,9 | 2,0 | 2,2 | 2,5 | |
22 | Сверло | Предварительная обработка и IT14 | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,7 | 1,9 | 2,0 | 2,2 | 2,5 | |
23 | IT11 - IT13 | 0,6 | 0,9 | 1,3 | 1,7 | 2,6 | 3,4 | 3,7 | 4,1 | 4,5 | 4,9 | ||
24 | Развертка | IT11 - IT13 | 0,6 | 0,9 | 1,3 | 1,7 | 2,6 | 3,4 | 3,7 | 4,1 | 4,5 | 4,9 | |
25 | IT8 - IT9 | 0,8 | 1,3 | 2,0 | 2,6 | 3,8 | 5,1 | 5,6 | 6,2 | 6,8 | 7,5 | ||
26 | Зенкер | Предварительная обработка и IT14 | 0,3 | 0,4 | 0,6 | 0,9 | 1,3 | 1,7 | 1,9 | 2,0 | 2,2 | 2,5 | |
27 | IT11 - IT13 | 0,6 | 0,9 | 1,3 | 1,7 | 1,6 | 3,4 | 3,7 | 4,1 | 4,5 | 4,9 | ||
28 | Метчик или плашка | 8 ст. точности | 0,8 | 1,3 | 2,0 | 2,6 | 3,8 | 5,1 | 5,6 | 6,2 | 6,8 | 7,5 | |
29 | 6 ст. точности | 1,5 | 2,1 | 3,2 | 4,3 | 6,4 | 8,5 | 9,4 | 10,2 | 11,1 | 11,9 | ||
30 | Резьбонарезная головка | 8 ст. точности | 0,8 | 1,3 | 2,0 | 2,6 | 3,8 | 5,1 | 5,6 | 6,2 | 6,8 | 7,5 | |
31 | 6 ст. точности | 1,5 | 2,1 | 3,2 | 4,3 | 6,4 | 8,5 | 9,4 | 10,2 | 11,1 | 11,9 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
Примечание. Нормативное время учитывает выполнение других работ в течение машинного времени при цикле свыше 2,0 мин.
Многошпиндельные автоматы | ||||||||||||||
КАРТА 24 | ||||||||||||||
Обработка пробных деталей | ЛИСТ 4 | |||||||||||||
Содержание работы | ||||||||||||||
1. Машинное время, в течение которого производится наблюдение за работой подналаженного инструмента | ||||||||||||||
2. Измерение пробных деталей при подналадке инструмента | ||||||||||||||
N позиции | Наименование инструмента | Точность обработки | Машинное время на цикл, с, до | |||||||||||
20 | 30 | 45 | 60 | 90 | 120 | 180 | 240 | 300 | 360 | 420 | 480 | |||
Машинное время на цикл, мин., до | ||||||||||||||
0,33 | 0,50 | 0,75 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | |||
Время, мин. | ||||||||||||||
1 | Проходной резец | Предварительная обработка и IT14 | 0,4 | 0,6 | 0,9 | 1,2 | 1,8 | 2,4 | 2,6 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 |
2 | IT11 - IT13 | 0,8 | 1,2 | 1,9 | 2,4 | 3,6 | 4,8 | 5,3 | 5,8 | 6,4 | 7,1 | 7,7 | 8,5 | |
3 | IT8 - IT9 | 1,2 | 1,8 | 2,8 | 3,6 | 5,4 | 7,1 | 7,8 | 8,5 | 9,4 | 10,2 | 11,1 | 11,9 | |
4 | Подрезной резец | Предварительная обработка и IT14 | 0,4 | 0,6 | 0,9 | 1,2 | 1,8 | 2,4 | 2,6 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 |
5 | IT11 - IT13 | 0,8 | 1,2 | 1,9 | 2,4 | 3,6 | 4,8 | 5,3 | 5,8 | 6,4 | 7,1 | 7,7 | 8,5 | |
6 | Отрезной резец | IT12 - IT14 | 0,4 | 0,6 | 0,9 | 1,2 | 1,8 | 2,4 | 2,6 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 |
7 | Фасочный резец | IT12 - IT14 | 0,4 | 0,6 | 0,9 | 1,2 | 1,8 | 2,4 | 2,6 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 |
8 | Расточной резец | Предварительная обработка и IT14 | 0,4 | 0,6 | 0,9 | 1,2 | 1,8 | 2,4 | 2,6 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 |
9 | IT11 - IT13 | 0,8 | 1,2 | 1,9 | 2,4 | 3,6 | 4,8 | 5,3 | 5,8 | 6,4 | 7,1 | 7,7 | 8,5 | |
10 | IT8 - IT9 | 1,2 | 1,8 | 2,8 | 3,6 | 5,4 | 7,1 | 7,8 | 8,5 | 9,4 | 10,2 | 11,1 | 11,9 | |
11 | Канавочный резец | Предварительная обработка и IT14 | 0,4 | 0,6 | 0,9 | 1,2 | 1,8 | 2,4 | 2,6 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 |
12 | IT11 - IT13 | 0,8 | 1,2 | 1,9 | 2,4 | 3,6 | 3,8 | 5,3 | 5,8 | 6,4 | 7,1 | 7,7 | 8,5 | |
13 | Фасонный дисковый резец | Предварительная обработка и IT14 | 0,4 | 0,6 | 0,9 | 1,2 | 1,8 | 2,4 | 2,6 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 |
14 | IT11 - IT13 | 0,8 | 1,2 | 1,9 | 2,4 | 3,6 | 4,8 | 5,3 | 5,8 | 6,4 | 7,1 | 7,7 | 8,5 | |
15 | IT8 - IT9 | 1,2 | 1,8 | 2,8 | 3,6 | 5,4 | 7,1 | 7,8 | 8,5 | 9,4 | 10,2 | 11,1 | 11,9 | |
16 | Фасонный призматический резец | Предварительная обработка и IT14 | 0,4 | 0,6 | 0,9 | 1,2 | 1,8 | 2,4 | 2,6 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 |
17 | IT11 - IT13 | 0,8 | 1,2 | 1,9 | 2,4 | 3,6 | 4,8 | 5,3 | 5,8 | 6,4 | 7,1 | 7,7 | 8,5 | |
18 | IT8 - IT9 | 1,2 | 1,8 | 2,8 | 3,6 | 5,4 | 7,1 | 7,8 | 8,5 | 9,4 | 10,2 | 11,1 | 11,9 | |
19 | Тангенциальный | IT11 - IT13 | 0,8 | 1,2 | 1,9 | 2,4 | 3,6 | 4,8 | 5,3 | 5,8 | 6,4 | 7,1 | 7,7 | 8,3 |
20 | (бреющий) резец | IT8 - IT9 | 1,2 | 1,8 | 2,8 | 3,6 | 5,4 | 7,1 | 7,8 | 8,5 | 9,4 | 10,2 | 1,1 | 11,9 |
21 | Центровка | - | 0,4 | 0,6 | 0,9 | 1,2 | 1,8 | 2,4 | 2,6 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 |
22 | Сверло | Предварительная обработка и IT14 | 0,4 | 0,6 | 0,9 | 1,2 | 1,8 | 2,4 | 2,6 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 |
23 | IT11 - IT13 | 0,8 | 1,2 | 1,9 | 2,4 | 3,6 | 4,8 | 5,3 | 5,8 | 6,4 | 7,1 | 7,7 | 8,3 | |
24 | Развертка | IT11 - IT13 | 0,8 | 1,2 | 1,9 | 2,4 | 3,6 | 4,8 | 5,3 | 5,8 | 6,4 | 7,1 | 7,7 | 8,3 |
25 | IT8 - IT9 | 1,2 | 1,8 | 2,8 | 3,6 | 5,4 | 7,1 | 7,8 | 8,5 | 9,4 | 10,2 | 11,1 | 11,9 | |
26 | Зенкер | Предварительная обработка и IT14 | 0,4 | 0,6 | 0,9 | 1,2 | 1,8 | 2,4 | 2,6 | 2,9 | 3,1 | 3,4 | 3,7 | 4,1 |
27 | IT11 - IT13 | 0,8 | 1,2 | 1,9 | 2,4 | 3,6 | 4,8 | 5,3 | 5,8 | 6,4 | 7,1 | 7,7 | 8,3 | |
28 | Метчик | 8 ст. точности | 1,2 | 1,8 | 2,8 | 3,6 | 5,4 | 7,1 | 7,8 | 8,5 | 9,4 | 10,2 | 11,1 | 11,9 |
29 | или плашка | 6 ст. точности | 2,0 | 3,0 | 4,7 | 6,0 | 9,4 | 11,9 | 12,8 | 14,5 | 16,2 | 17,9 | 19,6 | 21,3 |
30 | Резьбонарезная головка | 8 ст. точности | 1,2 | 1,8 | 2,8 | 3,6 | 5,4 | 7,1 | 7,8 | 8,5 | 9,4 | 10,2 | 11,1 | 11,9 |
31 | 6 ст. точности | 2,0 | 3,0 | 4,7 | 6,0 | 9,4 | 11,9 | 12,8 | 14,5 | 16,2 | 17,9 | 19,6 | 21,3 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечания. 1. Карта составлена на наладку четырехшпиндельных автоматов. При подналадке шестишпиндельных автоматов нормативное время умножать на коэффициент K = 1,5; при подналадке восьмишпиндельных автоматов нормативное время умножать на коэффициент K = 2,0.
2. Нормативное время учитывает выполнение других работ в течение машинного времени при цикле свыше 2,0 мин.
Одношпиндельные и многошпиндельные автоматы | |||||
КАРТА 25 | |||||
Управление станком | |||||
N позиции | Наименование приема | Длина рукоятки, мм, до | Угол поворота рукоятки, град. | ||
20 | 30 | 45 | |||
Время, мин. | |||||
1 | Пустить или остановить вращение шпинделя кнопкой | - | - | 0,020 | - |
2 | Пустить или остановить рабочий ход распределительного вала или механизм подачи прутка поворотом рычага или рукоятки | 250 | 0,015 | 0,016 | 0,017 |
500 | 0,017 | 0,018 | 0,019 | ||
Индекс | а | б | в | ||
ПОВЕРХНОСТЕЙ ДЛЯ АВТОМАТНЫХ ОПЕРАЦИЙ
План обработки | Квалитет точности получаемого размера |
1. Диаметральные размеры наружные | |
1.1. Однократное точение проходными нормальными и тангенциальными резцами на одношпиндельных и многошпиндельных автоматах | 12, 11 |
1.2. Двухкратное точение проходными нормальными и тангенциальными резцами на одношпиндельных и многошпиндельных автоматах | 11, 10 |
2. Диаметральные размеры внутренние | |
2.1. Сверление спиральными сверлами на одношпиндельных и многошпиндельных автоматах | 14, 13 |
2.2. Зенкерование на одношпиндельных и многошпиндельных автоматах | 12, 11 |
2.3. Развертывание на одношпиндельных и многошпиндельных автоматах | 10 |
2.4. Однократное растачивание после сверления на одношпиндельных и многошпиндельных автоматах | 11 |
2.5. Двухкратное растачивание на одношпиндельных и многошпиндельных автоматах | 10 |
3. Линейные размеры | |
3.1. Однократная подрезка на одношпиндельных и многошпиндельных автоматах | 13 |
3.2. Двухкратная подрезка на одношпиндельных и многошпиндельных автоматах | 12 |
Примечание. Планы обработки составлены для случая, когда в качестве заготовки используется стальной холоднотянутый пруток (диаметральная точность - 12 квалитет).
ЗНАЧЕНИЯ ДОПУСКОВ ПО СТ СЭВ 145-75
N позиции | Интервалы размеров, мм | Допуски для различных марок квалитетов точности, мкм | ||||||
8 | 9 | 10 | 11 | 12 | 13 | 14 | ||
1 | До 6 | 18 | 30 | 48 | 75 | 120 | 180 | 300 |
2 | 6 - 10 | 22 | 36 | 58 | 90 | 150 | 220 | 360 |
3 | 11 - 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 |
4 | 19 - 30 | 33 | 52 | 84 | 130 | 210 | 330 | 520 |
5 | 31 - 50 | 39 | 62 | 100 | 160 | 250 | 390 | 620 |
6 | 51 - 80 | 46 | 74 | 120 | 190 | 300 | 460 | 740 |
7 | 81 - 120 | 54 | 87 | 140 | 220 | 350 | 540 | 870 |
8 | 121 - 180 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 |
9 | 181 - 250 | 72 | 115 | 185 | 280 | 460 | 720 | 1150 |
Индекс | а | б | в | г | д | е | ж | |
РЕЗЦЫ ПРОХОДНЫЕ, ПОДРЕЗНЫЕ, РАСТОЧНЫЕ, ФАСОЧНЫЕ
(БЫСТРОРЕЖУЩАЯ СТАЛЬ)
N позиции | Стойкость Tр, мин. | Коэффициент изменения стойкости Kи при отношении Vн к V | ||||||||||
0,9 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | ||
1 | 60 | 0,57 | 1,66 | 2,55 | 3,83 | 5,5 | 7,3 | 9,2 | 11,7 | 14 | 16 | 18 |
2 | 100 | 0,55 | 1,63 | 2,45 | 3,60 | 4,9 | 6,3 | 7,6 | 9,2 | 10 | 12 | 13 |
3 | 150 | 0,54 | 1,60 | 2,35 | 3,33 | 4,4 | 5,4 | 6,3 | 7,4 | 8,1 | 8,8 | 9,3 |
4 | 200 | 0,53 | 1,57 | 2,24 | 3,08 | 3,9 | 4,7 | 5,3 | 6,0 | 6,5 | 6,9 | 7,2 |
5 | 250 | 0,53 | 1,54 | 2,15 | 2,38 | 3,6 | 4,2 | 4,6 | 5,1 | 5,5 | 5,7 | 5,9 |
6 | 300 | 0,52 | 1,51 | 2,07 | 2,70 | 3,3 | 3,8 | 4,1 | 4,5 | 4,7 | 4,9 | 5,0 |
7 | 400 | 0,51 | 1,46 | 1,92 | 2,40 | 2,8 | 3,1 | 3,4 | 3,6 | 3,7 | 3,8 | 3,9 |
8 | 600 | 0,49 | 1,37 | 1,69 | 2,00 | 2,2 | 2,4 | 2,5 | 2,6 | 2,7 | 2,7 | 2,7 |
9 | 800 | 0,46 | 1,28 | 1,50 | 1,69 | 1,8 | 1,9 | 2,0 | 2,0 | 2,0 | 2,0 | 2,1 |
10 | 1000 | 0,44 | 1,20 | 1,35 | 1,46 | 1,5 | 1,6 | 1,6 | 1,6 | 1,7 | 1,7 | 1,7 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
РЕЗЦЫ ПРОХОДНЫЕ, ПОДРЕЗНЫЕ, РАСТОЧНЫЕ, ФАСОННЫЕ
(ТВЕРДЫЙ СПЛАВ)
N позиции | Стойкость Tр, мин | Коэффициент изменения стойкости Kи при отношении Vн к V | ||||||||||
0,9 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | ||
1 | 60 | 0,67 | 1,39 | 1,96 | 2,52 | 3,3 | 4,2 | 5,2 | 6,2 | 7,6 | 8,5 | 10,0 |
2 | 100 | 0,66 | 1,38 | 1,94 | 2,48 | 3,2 | 3,1 | 5,0 | 5,9 | 7,1 | 7,8 | 9,6 |
3 | 150 | 0,66 | 1,37 | 1,90 | 2,41 | 3,1 | 3,8 | 4,6 | 5,4 | 6,3 | 6,9 | 8,1 |
4 | 200 | 0,66 | 1,36 | 1,87 | 2,34 | 3,0 | 3,6 | 4,3 | 4,9 | 5,7 | 6,1 | 7,1 |
5 | 250 | 0,65 | 1,35 | 1,85 | 2,30 | 2,9 | 3,5 | 4,1 | 4,7 | 5,4 | 5,8 | 6,6 |
6 | 300 | 0,65 | 1,35 | 1,82 | 2,24 | 2,8 | 3,4 | 3,9 | 4,4 | 4,9 | 5,3 | 5,9 |
7 | 400 | 0,64 | 1,33 | 1,77 | 2,15 | 2,6 | 3,1 | 3,5 | 3,9 | 4,4 | 4,6 | 5,1 |
8 | 600 | 0,63 | 1,30 | 1,67 | 1,97 | 2,3 | 2,6 | 2,9 | 3,2 | 3,4 | 2,9 | 3,8 |
9 | 800 | 0,62 | 1,26 | 1,57 | 1,81 | 2,1 | 2,3 | 2,5 | 2,7 | 2,8 | 2,5 | 3,1 |
10 | 1000 | 0,60 | 1,24 | 1,50 | 1,70 | 1,9 | 2,1 | 2,2 | 2,3 | 2,5 | 1,3 | 2,6 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
РЕЗЦЫ ОТРЕЗНЫЕ, ПРОРЕЗНЫЕ, КАНАВОЧНЫЕ (БЫСТРОРЕЖУЩАЯ СТАЛЬ)
N позиции | Стойкость Tр, мин. | Коэффициент изменения стойкости Kи при отношении Vн к V | ||||||||||
0,9 | 1,1 | 1,2 | 1,3 | 1.4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | ||
1 | 60 | 0,69 | 1,37 | 1,74 | 2,27 | 3,00 | 3,4 | 4,1 | 4,9 | 5,6 | 6,4 | 7,4 |
2 | 100 | 0,68 | 1,36 | 1,70 | 2,19 | 2,63 | 3,2 | 3,7 | 4,3 | 4,9 | 5,5 | 6,1 |
3 | 150 | 0,68 | 1,35 | 1,67 | 2,11 | 2,50 | 3,0 | 3,4 | 3,9 | 4,4 | 4,8 | 5,3 |
4 | 200 | 0,67 | 1,33 | 1,63 | 2,00 | 2,38 | 2,8 | 3,2 | 3,6 | 3,9 | 4,3 | 4,6 |
5 | 250 | 0,67 | 1,31 | 1,58 | 1,94 | 2,24 | 2,6 | 2,9 | 3,2 | 3,5 | 3,7 | 4,0 |
6 | 300 | 0,66 | 1,30 | 1,55 | 1,88 | 2,14 | 2,4 | 2,7 | 3,0 | 3,2 | 3,4 | 3,6 |
7 | 400 | 0,65 | 1,26 | 1,48 | 1,74 | 1,95 | 2,2 | 2,4 | 2,5 | 2,7 | 2,8 | 2,9 |
8 | 600 | 0,62 | 1,21 | 1,36 | 1,54 | 1,67 | 1,8 | 1,9 | 2,0 | 2,1 | 2,1 | 2,2 |
9 | 800 | 0,60 | 1,16 | 1,26 | 1,37 | 1,46 | 1,5 | 1,6 | 1,6 | 1,7 | 1,7 | 1,7 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
РЕЗЦЫ ОТРЕЗНЫЕ, ПРОРЕЗНЫЕ, КАНАВОЧНЫЕ (ТВЕРДЫЙ СПЛАВ)
N позиции | Стойкость Tр, мин. | Коэффициент изменения стойкости Kи при отношении Vн к V | ||||||||||
0,9 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | ||
1 | 60 | 0,75 | 1,25 | 1,48 | 1,8 | 2,0 | 2,2 | 2,5 | 2,8 | 3,0 | 3,3 | 3,5 |
2 | 100 | 0,75 | 1,22 | 1,41 | 1,6 | 1,8 | 2,0 | 2,2 | 2,4 | 2,5 | 2,7 | 2,8 |
3 | 150 | 0,72 | 1,19 | 1,34 | 1,5 | 1,6 | 1,7 | 1,9 | 2,0 | 2,1 | 2,2 | 2,2 |
4 | 200 | 0,70 | 1,15 | 1,27 | 1,4 | 1,5 | 1,5 | 1,6 | 1,7 | 1,8 | 1,8 | 1,9 |
5 | 250 | 0,68 | 1,12 | 1,20 | 1,3 | 1,3 | 1,4 | 1,4 | 1,5 | 1,5 | 1,6 | 1,6 |
6 | 300 | 0,67 | 1,10 | 1,14 | 1,2 | 1,2 | 1,3 | 1,3 | 1,3 | 1,3 | 1,4 | 1,4 |
7 | 400 | 0,64 | 1,00 | 1,00 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
РЕЗЦЫ ШИРОКИЕ, ФАСОННЫЕ (БЫСТРОРЕЖУЩАЯ СТАЛЬ)
N позиции | Стойкость Tр, мин. | Коэффициент изменения стойкости Kи при отношении Vн к V | ||||||||||
0,9 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | ||
1 | 60 | 0,67 | 1,37 | 1,92 | 2,4 | 3,1 | 3,9 | 4,7 | 5,6 | 6,5 | 7,8 | 8,3 |
2 | 100 | 0,67 | 1,37 | 1,89 | 2,4 | 3,0 | 3,7 | 4,3 | 5,1 | 5,8 | 6,5 | 7,2 |
3 | 150 | 0,66 | 1,35 | 1,83 | 2,3 | 2,8 | 3,4 | 3,9 | 4,5 | 5,2 | 5,5 | 6,0 |
4 | 200 | 0,65 | 1,34 | 1,78 | 2,2 | 2,6 | 3,1 | 3,6 | 4,1 | 4,5 | 4,8 | 5,2 |
5 | 250 | 0,65 | 1,32 | 1,74 | 2,1 | 2,5 | 2,9 | 3,3 | 3,7 | 4,0 | 4,3 | 4,5 |
6 | 300 | 0,64 | 1,31 | 1,69 | 2,0 | 2,4 | 2,7 | 3,2 | 3,4 | 3,6 | 3,8 | 4,0 |
7 | 400 | 0,63 | 1,27 | 1,58 | 1,8 | 2,1 | 2,3 | 2,5 | 2,7 | 2,9 | 3,0 | 3,1 |
8 | 600 | 0,61 | 1,23 | 1,48 | 1,7 | 1,8 | 2,0 | 2,1 | 2,3 | 2,3 | 2,4 | 2,5 |
9 | 800 | 0,59 | 1,19 | 1,36 | 1,5 | 1,6 | 1,7 | 1,8 | 1,8 | 1,9 | 1,9 | 1,9 |
10 | 1000 | 0,57 | 1,13 | 1,25 | 1,3 | 1,4 | 1,5 | 1,5 | 1,5 | 1,5 | 1,6 | 1,6 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
РЕЗЦЫ ШИРОКИЕ, ФАСОННЫЕ (ТВЕРДЫЙ СПЛАВ)
N позиции | Стойкость Tр, мин. | Коэффициент изменения стойкости Kи при отношении Vн к V | ||||||||||
0,9 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | ||
1 | 60 | 0,74 | 1,27 | 1,54 | 1,9 | 2,3 | 2,6 | 3,0 | 3,4 | 3,9 | 4,2 | 4,7 |
2 | 100 | 0,73 | 1,26 | 1,50 | 1,8 | 2,1 | 2,5 | 2,7 | 3,1 | 3,5 | 3,7 | 4,0 |
3 | 150 | 0,72 | 1,24 | 1,45 | 1,7 | 2,0 | 2,2 | 2,5 | 2,7 | 3,0 | 3,1 | 3,4 |
4 | 200 | 0,71 | 1,22 | 1,41 | 1,6 | 1,9 | 2,1 | 2,3 | 2,5 | 2,7 | 2,8 | 2,9 |
5 | 250 | 0,70 | 1,20 | 1,37 | 1,55 | 1,8 | 1,9 | 2,1 | 2,2 | 2,4 | 2,4 | 2,6 |
6 | 300 | 0,69 | 1,18 | 1,34 | 1,5 | 1,7 | 1,8 | 2,0 | 2,0 | 2,2 | 2,2 | 2,3 |
7 | 400 | 0,68 | 1,15 | 1,27 | 1,4 | 1,5 | 1,6 | 1,7 | 1,7 | 1,8 | 1,9 | 1,9 |
8 | 600 | 0,64 | 1,08 | 1,14 | 1,2 | 1,2 | 1,3 | 1,3 | 1,3 | 1,4 | 1,4 | 1,4 |
9 | 800 | 0,61 | 1,00 | 1,00 | 1,0 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
СВЕРЛА
N позиции | Стойкость Tр, мин. | Коэффициент изменения стойкости Kи при отношении Vн к V | ||||||||||
0,9 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | ||
1 | 60 | 0,59 | 1,55 | 2,3 | 3,3 | 4,4 | 5,7 | 6,9 | 8,5 | 10,0 | 11,0 | 12,5 |
2 | 100 | 0,57 | 1,53 | 2,2 | 3,0 | 4,0 | 5,0 | 5,8 | 6,9 | 7,8 | 8,6 | 9,2 |
3 | 150 | 0,56 | 1,48 | 2,1 | 2,7 | 3,4 | 4,1 | 4,6 | 5,2 | 5,7 | 6,1 | 6,4 |
4 | 200 | 0,55 | 1,45 | 2,0 | 2,5 | 3,1 | 3,6 | 4,0 | 4,4 | 4,7 | 4,9 | 5,1 |
5 | 250 | 0,54 | 1,42 | 1,9 | 2,4 | 2,8 | 3,2 | 3,5 | 3,8 | 4,0 | 4,1 | 4,3 |
6 | 300 | 0,53 | 1,39 | 1,8 | 2,2 | 2,6 | 2,9 | 3,1 | 3,3 | 3,5 | 3,6 | 3,7 |
7 | 400 | 0,52 | 1,33 | 1,7 | 2,0 | 2,2 | 2,4 | 2,5 | 2,6 | 2,7 | 2,8 | 2,8 |
8 | 600 | 0,49 | 1,23 | 1,4 | 1,6 | 1,7 | 1,8 | 1,8 | 1,9 | 1,9 | 1,9 | 1,9 |
9 | 800 | 0,46 | 1,14 | 1,2 | 1,3 | 1,4 | 1,4 | 1,4 | 1,4 | 1,5 | 1,5 | 1,5 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
ЗЕНКЕРЫ (БЫСТРОРЕЖУЩАЯ СТАЛЬ)
N позиции | Стойкость Tр, мин. | Коэффициент изменения стойкости Kи при отношении Vн к V | ||||||||||
0,9 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | ||
1 | 60 | 0,59 | 1,44 | 2,1 | 2,8 | 3,6 | 4,4 | 5,2 | 6,0 | 6,6 | 7,4 | 7,9 |
2 | 100 | 0,57 | 1,38 | 1,9 | 2,4 | 2,9 | 3,4 | 3,8 | 4,2 | 4,4 | 4,7 | 4,9 |
3 | 150 | 0,56 | 1,35 | 1,8 | 2,2 | 2,6 | 2,9 | 3,2 | 3,4 | 3,6 | 3,7 | 3,8 |
4 | 200 | 0,54 | 1,30 | 1,6 | 1,9 | 2,2 | 2,4 | 2,6 | 2,7 | 2,8 | 2,9 | 3,0 |
5 | 250 | 0,53 | 1,28 | 1,5 | 1,8 | 2,0 | 2,1 | 2,2 | 2,3 | 2,4 | 2,4 | 2,5 |
6 | 300 | 0,52 | 1,22 | 1,4 | 1,5 | 1,7 | 1,8 | 1,9 | 2,0 | 2,0 | 2,1 | 2,1 |
7 | 400 | 0,49 | 1,14 | 1,3 | 1,4 | 1,4 | 1,4 | 1,5 | 1,5 | 1,5 | 1,6 | 1,6 |
8 | 600 | 0,45 | 1,00 | 1,0 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
ЗЕНКЕРЫ (ТВЕРДЫЙ СПЛАВ)
N позиции | Стойкость Tр, мин. | Коэффициент изменения стойкости Kи при отношении Vн к V | ||||||||||
0,9 | 1,1 | 1,2 | 1,3 | 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 1,9 | 2,0 | ||
1 | 60 | 0,65 | 1,38 | 1,94 | 2,7 | 3,4 | 4,3 | 5,4 | 6,6 | 7,9 | 9,0 | 10,5 |
2 | 100 | 0,65 | 1,37 | 1,90 | 2,6 | 3,3 | 4,0 | 4,9 | 5,9 | 6,9 | 7,7 | 8,8 |
3 | 150 | 0,64 | 1,36 | 1,86 | 2,5 | 3,1 | 3,7 | 4,5 | 5,2 | 6,0 | 6,6 | 7,3 |
4 | 200 | 0,64 | 1,35 | 1,82 | 2,4 | 2,9 | 3,5 | 4,1 | 4,7 | 5,3 | 5,7 | 6,2 |
5 | 250 | 0,63 | 1,33 | 1,78 | 2,3 | 2,8 | 3,3 | 3,8 | 4,3 | 4,7 | 5,1 | 5,5 |
6 | 300 | 0,63 | 1,32 | 1,74 | 2,2 | 2,6 | 3,1 | 3,5 | 3,9 | 4,3 | 4,5 | 4,8 |
7 | 400 | 0,62 | 1,30 | 1,67 | 2,1 | 2,4 | 2,7 | 3,0 | 3,3 | 3,6 | 3,8 | 3,9 |
8 | 600 | 0,60 | 1,25 | 1,54 | 1,8 | 2,0 | 2,2 | 2,4 | 2,6 | 2,7 | 2,8 | 2,9 |
9 | 800 | 0,58 | 1,21 | 1,43 | 1,6 | 1,8 | 1,9 | 2,0 | 2,1 | 2,2 | 2,2 | 2,3 |
10 | 1000 | 0,55 | 1,17 | 1,33 | 1,5 | 1,6 | 1,7 | 1,7 | 1,8 | 1,8 | 1,8 | 1,9 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
В приложении приведены технические характеристики, необходимые для проектирования операции и наладки автоматов, а также для расчета режимов резания и нормы времени.
Приложение содержит технические характеристики отечественных и зарубежных моделей токарно-револьверных автоматов (табл. 1, 2 и 3). Габаритные размеры рабочего пространства токарно-револьверных автоматов приведены в табл. 4 и на рис. 1.
Сведения о времени оборота распределительного вала, производительности, количестве сотых делений кулачкового диска на подачу материала и поворот револьверной головки приведены в табл. 23 - 38, 41, 42.
Размеры кулачков и рычагов привода суппортов приведены в табл. 39 и на рис. 2. Данные для построения шаблонов, холостых перемещений - в табл. 40 и на рис. 3.
Возможные положения ролика рычага при повороте револьверной головки показаны на рис. 4.
Присоединительные и габаритные размеры державок для инструмента, устанавливаемого в револьверной головке, приведены в табл. 43 и на рис. 5 - 13.
В ЗАВИСИМОСТИ ОТ ВАРИАНТА КОМПОНОВКИ
Вариант компоновки | Модель автомата |
С двумя вертикальными суппортами | 1Б140, 1Е110, 1Е116, 1Е125, 1Е140, Index В30, Index В42, Index В60 |
С одним вертикальным суппортом | 1112, 1118, 1А112, 1А118, 1Б112, 1Б118, 1Д112, 1Д118, 1124, 1136, 1Б124, 1Б136; Index 12, Index 18, Index 25, |
ТОКАРНО-РЕВОЛЬВЕРНЫХ АВТОМАТОВ, ММ
N позиции | Объект | Параметр | Модель автомата | ||||||||
1112 | 1А112 | 15112 | 1Д112 | 1Е110, 1Е110П | 1118 | 1А118 | 1Б118 | 1Д118 | |||
Обрабатываемый пруток | Размер сечения: | ||||||||||
1 | круглого (диаметр) | 12 | 12 (18) | 12 (16) | 12 (16) | 10 (16) | 18 | 18 (25) | 18 (22) | 18 (22) | |
2 | шестигранного (под ключ) | 10 | 10 (14) | 10 (13) | 10 (13) | 8 (13) | 14 | 14 (19) | 14 (19) | 14 (19) | |
3 | квадратного (сторона квадрата) | 8 | 8 (12) | 8 (11) | 8 (11) | 7 (11) | 12 | 12 (17) | 12 (14) | 12 (14) | |
4 | Обрабатываемая деталь | Подача прутка | 60 | 60 | 60 | 60 | 70 | 60 | 60 | 60 | 60 |
5 | Длина обточки | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | |
Длина резьбы: наружной: | |||||||||||
6 | по стали | М8 | М8 | М10 | М10 | М10 | М10 | М10 | М12 | М12 | |
7 | по латуни | М10 | М10 | М12 | М12 | М10 | М12 | М12 | М14 | М14 | |
8 | внутренней: по стали | - | - | М8 | М8 | М8 | - | - | М10 | М8 | |
9 | по латуни | - | - | М10 | М10 | М10 | - | - | М12 | М12 | |
Шпиндель | Частота вращения, об./мин.: | ||||||||||
10 | левого | 700 - 4000 | - | 475 - 5900 | 400 - 5000 | 32 - 5000 | 550 - 3200 | - | 375 - 4675 | 400 - 5000 | |
11 | правого | 140 - 1980 | 192 - 4944 | 155 - 1965 | 125 - 1600 | 63 - 1250 | 112 - 1590 | 151 - 1590 | 125 - 1650 | 125 - 1600 | |
Число ступеней частот вращения: | |||||||||||
12 | левого | 8 | - | 12 | 11 | 23 | 8 | - | 12 | 11 | |
13 | правого | 16 | 16 | 12 | 11 | 14 | 16 | 16 | 12 | 11 | |
Число автоматических переключений частот вращения в цикле: | |||||||||||
14 | левого | 1 | - | 2 | 2 | 5 | 1 | - | 2 | 2 | |
15 | правого | 1 | 2 | 2 | 2 | 3 | 1 | 2 | 2 | 2 | |
16 | Револьверная головка | Диаметр револьверной головки | 100 | 100 | 100 | 100 | 125 | 100 | 100 | 100 | 100 |
17 | Количество отверстий под инструмент | 6 | 6 | 6 | 6 | 6 или 8 | 6 | 6 | 6 | 6 | |
18 | Диаметр отверстия под инструмент | 19,05 | 19,05 | 19,05 | 19,05 | 20 | 19,05 | 19,05 | 19,05 | 19,05 | |
Расстояние от торца шпинделя до револьверной головки: | |||||||||||
19 | наибольшее | 120 | 135 | 135 | 135 | 130 | 120 | 135 | 135 | 135 | |
20 | наименьшее | 70 | 65 | 65 | 65 | 50 | 70 | 65 | 65 | 65 | |
21 | Револьверный суппорт | Наибольшая длина хода | 50 | 50 | 50 | 50 | 60 | 50 | 50 | 50 | 50 |
22 | Наибольшая величина регулировки | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | |
23 | Поперечные суппорты | Количество суппортов | 3 | 3 | 3 | 3 | 4 | 3 | 3 | 3 | 3 |
Наибольшая длина хода от кулачка: | |||||||||||
24 | переднего и заднего суппортов | 32 | 32 | 32 | 32 | 32 | 32 | 32 | 32 | 32 | |
25 | вертикального суппорта | 26 | 32 | 26 | 26 | 26 | 26 | 32 | 26 | 26 | |
26 | продольного суппорта | - | - | - | - | - | - | - | - | - | |
Наибольшая величина регулировки: | |||||||||||
поперечная: | |||||||||||
27 | переднего и заднего суппортов | 8 | 6 | 6 | 6 | 6 | 8 | 8 | 6 | 6 | |
28 | вертикального суппорта | 8 | 10 | 10 | 4 | 6 | 6 | 8 | 10 | 4 | |
продольная: | |||||||||||
29 | вертикального суппорта | 3 | 5 | 6 | 6 | 10 | 3 | 5 | 6 | 6 | |
Перемещение на одно деление лимба: | |||||||||||
30 | переднего и заднего суппортов | 0,02 | 0,02 | 0,013 | 0,02 | 0,01 | 0,02 | 0,02 | 0,013 | 0,02 | |
31 | вертикального суппорта | - | 0,02 | - | - | 0,01 | - | 0,02 | - | - | |
Поперечный суппорт | Наличие жестких упоров: | ||||||||||
32 | у переднего и заднего суппортов | Есть | Есть | Есть | Есть | Есть | Есть | Есть | Есть | Есть | |
33 | у вертикального суппорта | Нет | Нет | Нет | Нет | Нет | Нет | Нет | Нет | Нет | |
34 | Распределительный вал | Время разжима, зажима цанги и подачи прутка, с | 0,50 | 0,04 | 0,51 | 0,51 | 0,5 | 0,50 | 0,4 | 0,51 | 0,51 |
35 | Время изменения частоты вращения шпинделя, с | 0,25 | 0,5 | 0,50 | 0,50 | 0,3 - 1 | 0,25 | 0,5 | 0,50 | 0,50 | |
36 | Время изменения направления вращения шпинделя, с | 0,25 | - | 0,51 | 0,50 | 0,5 - 1,5 | 0,25 | - | 0,51 | 0,50 | |
37 | Время поворота револьверной головки, с | 0,50 | 0,4 | 0,51 | 0,51 | 0,5 | 0,50 | 0,4 | 0,51 | 0,51 | |
38 | Время одного оборота распределительного вала при ускоренном вращении | - | - | - | - | 0,6 | - | - | - | - | |
39 | Время изготовления одной детали, с | 3 - 200 | 2 - 180 | 3,1 - 313 | 6 - 256 | 2,7 - 302 | 3 - 200 | 3 - 180 | 3,1 - 313 | 6 - 266 | |
40 | Привод главного движения | Частота вращения электродвигателя, об./мин. | 1420 | 1420 | 1420 | 950 | 950 | 1420 | 1420 | 1420 | 950 |
41 | Мощность, кВ | 2,2 | 2,8 | 2,8 | 2,2 | 2,2 | 2,2 | 2,8 | 2,8 | 2,2 | |
42 | Станок | Габаритные размеры (длина x ширина x высота), мм | 1530 x 740 x 1180 | 1540 x 625 x 2330 | 1545 x 805 x 1400 | 1630 x 740 x 1410 | 1690 x 775 x 1585 | 1530 x 740 x 1180 | 1540 x 625 x 1330 | 1565 x 815 x 1400 | 1630 x 740 x 1410 |
43 | Длина станка с поддерживающим устройством | 4300 | 4300 | 3790 | 3600 | 3730 | 4300 | 4300 | 3790 | 3600 | |
44 | Масса, кг | 1000 | 950 | 1020 | 1100 | 1285 | 1200 | 950 | 1050 | 1100 | |
Обрабатываемый пруток | Размер сечения: | ||||||||||
45 | круглого (диаметр) | 16 (22) | 24 (30) | 25 (30) | 36 (42) | 36 (42) | 25 (30) | 25 (30) | 40 (45) | 40 (45) | |
46 | шестигранного (под ключ) | 13 (19) | 19 (24) | 19 (24) | 30 (36) | 30 (36) | 19 (24) | 19 (24) | 36 | 36 | |
47 | квадратного (сторона квадрата) | 11 (14) | 17 (19) | 17 (19) | 24 (27) | 24 (27) | 17 (19) | 17 (19) | 27 (30) | 27 (30) | |
48 | Обрабатываемая деталь | Подача прутка | 70 | 90 | 90 | 90 | 90 | 100 | 110 | 100 | 110 |
49 | Длина обточки Длина резьбы: | 60 | 80 | 80 | 80 | 80 | 90 | 100 | 90 | 100 | |
50 | наружной: | ||||||||||
по стали | М12 | М1В | М18 | М22 | М22 | М18 | М18 | М24 | М27 | ||
51 | по латуни внутренней: | М14 | М22 | М22 | М27 | М27 | М24 | М20 | М32 | М30 | |
52 | по стали | М10 | - | - | - | - | М18 | М16 | М20 | М24 | |
53 | по латуни | М12 | - | - | - | - | М20 | М18 | М27 | М27 | |
Шпиндель | Частота вращения, об./мин.: | ||||||||||
54 | левого | 25 - 1000 или 40 - 6300 | 190-2400 | 200 - 3150 | 120 - 1500 | 160 - 2500 | 200 - 3150 | 125 - 4000 | 160 - 2500 | 80 - 2500 | |
55 | правого | 50 - 1000 | 95 - 1200 | 80 - 1250 | 60 - 750 | 64 - 1000 | 80 - 1250 | 63 - 500 | 63 - 1000 | 40 - 315 | |
или 80 - 1600 | |||||||||||
56 | Число ступеней частот вращения: | ||||||||||
левого | 23 | 12 | 13 | 12 | 13 | 13 | 23 | 13 | 23 | ||
57 | правого | 14 | 12 | 13 | 12 | 13 | 13 | 17 | 13 | 17 | |
Число автоматических переключений частот вращения в цикле: | |||||||||||
58 | левого | 5 | 2 | 3 | 2 | 3 | 3 | 4 | 3 | 4 | |
59 | правого | 3 | 2 | 3 | 2 | 3 | 3 | 2 | 3 | 2 | |
60 | Револьверная головка | Диаметр револьверной головки | 125 | 140 | 140 | 140 | 140 | 160 | 160 | 160 | 160 |
61 | Количество отверстий под инструмент | 6 или 8 | 6 | 6 | 6 | 6 | 6 или 8 | 6 | 6 или 8 | ||
62 | Диаметр отверстия под инструмент | 20 | 25,4 | 25,4 | 25,4 | 25,4 | 31,75 | 32 или 25 | 31,75 | 32 или 25 | |
Расстояние от торца шпинделя до револьверной головки: | |||||||||||
63 | наибольшее | 130 | 180 | 180 | 180 | 180 | 210 | 235 | 210 | 235 | |
64 | наименьшее | 50 | 64 | 64 | 64 | 64 | 75 | 75 | 75 | 75 | |
65 | Револьверный суппорт | Наибольшая длина хода | 60 | 80 | 80 | 80 | 80 | 100 | 100 | 100 | 100 |
66 | Наибольшая величина регулировки | 20 | 36 | 36 | 36 | 36 | 35 | 60 | 35 | 60 | |
67 | Поперечные суппорты | Количество суппортов | 4 | 3 | 3 | 3 | 3 | 4 | 4 | 4 | 4 |
Наибольшая длина хода от кулачка: | |||||||||||
68 | переднего и заднего суппортов | 32 | 40 | 40 | 40 | 40 | 45 | 45 | 45 | 45 | |
69 | вертикального суппорта | 32 | 30 | 40 | 30 | 40 | 45 | 45 | 45 | 45 | |
70 | продольного суппорта | - | - | - | - | - | 70 | 80 | 70 | 80 | |
Наибольшая величина регулировки: | |||||||||||
поперечная: | |||||||||||
71 | переднего и заднего суппортов | 6 | 6 | 6 | 6 | 6 | 10 | 15 | 10 | 15 | |
72 | вертикального суппорта | 6 | 8 | 8 | 8 | 8 | 10 | 15 | 10 | 15 | |
продольная: | |||||||||||
73 | вертикального суппорта | 10 | 5 | 10 | 5 | 10 | 6 | 15 | 6 | 15 | |
Перемещение на одно деление лимба: | |||||||||||
74 | переднего и заднего суппортов | 0,01 | 0,02 | 0,062 | 0,02 | 0,062 | 0,062 | 0,02 | 0,062 | 0,02 | |
75 | вертикального суппорта | 0,01 | - | - | - | - | - | - | - | - | |
Наличие жестких упоров: | |||||||||||
76 | у переднего и заднего суппортов | Есть | Есть | Есть | Есть | Есть | Есть | Есть | Есть | Есть | |
77 | у вертикального суппорта | Нет | Нет | Нет | Нет | Нет | Нет | Нет | Нет | Нет | |
78 | Распределительный вал | Время разжима, зажима цанги и подачи прутка, с | 0,5 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 |
79 | Время изменения частоты вращения шпинделя, с | 0,3 - 1 | 0,250 | 0,25 | 0,250 | 0,25 | 0,5 | 0,5 - 2 | 0,5 | 0,5 - 2 | |
80 | Время изменения направления вращения шпинделя, с | 0,5 - 1,5 | 0,250 | 0,50 | 0,250 | 0,50 | 0,5 | 0,8 - 3 | 0,5 | 0,8 - 2 | |
81 | Время поворота револьверной головки, с | 0,5 | 0,667 | 0,67 | 0,667 | 0,67 | 1,0 | 1,0 | 1,0 | 2,0 | |
82 | Время одного оборота распределительного вала при ускорении вращения, с | 6,6 | - | - | - | - | 7,5 - 10,1 - | 13,7 | 7,5 - 10,1 | 13,7 | |
83 | Время изготовления одной детали, с | 2,7 - 302 | 8 - 360 | 8,1 - 363 | 8 - 360 | 11,6 - 363 | 608,3 | 6,11 - 602 | 608,3 | 6,11 - 602 | |
84 | Привод главного движения | Частота вращения электродвигателя, об./мин. | 950 | 1500 | 1440 | 1500 | 1440 | 1440 | 960 | 1440 | 960 |
85 | Мощность, кВт | 3,0 | 3,7 | 4,5 | 3,7 | 4,5 | 4,5 | 4,0 | 7,0 | 5,5 | |
86 | Габаритные размеры (длина x ширина x высота), мм | 1760 x 775 x 1580 | 1800 x 925 x 1327 | 1870 x 790 x 1500 | 1800 x 925 x 1327 | 1870 x 790 x 1500 | 4200 x 890 x 1500 | 2160 x 100 x 1510 | 4200 x 890 x 1500 | 2160 x 1000 x 1510 | |
87 | Станок | Длина станка с поддерживающим устройством | 3730 | 4290 | 3880 | 4290 | 3880 | 4200 | 4200 | 4200 | 4200 |
88 | Масса, кг | 1289 | 1785 | 1750 | 1800 | 1750 | 2300 | 2850 | 2300 | 2850 | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
Примечание. Размеры, указанные в скобках, - с применением устройства для внешней подачи прутка.
ЗАРУБЕЖНЫХ ТОКАРНО-РЕВОЛЬВЕРНЫХ АВТОМАТОВ, ММ
N позиции | Объект | Параметр | Модель автомата | |||||||||||
Index 12 | Index 18 | Index 24 | Index 25 | Index 36 | Index 52 | Index 230 | Index B42 | Index B60 | ||||||
1 | Обрабатываемый пруток | Размер сечения: круглого (диаметр) | 12 | 18 | 24(30) | 25 | 36(42) | 52(60) | 24(30) | 36(42) | 52(60) | 12(16) | 20(26) | 40(46) |
2 | шестигранного (под ключ) | 11 | 16 | 20(26) | 22 | 30(36) | 45(52) | 20(26) | 30(36) | 45(52) | 10(14) | 17(22) | 34(36) | |
3 | квадратного (сторона квадрата) | 9 | 13 | 17(21) | 18 | 25(29) | 41(42) | 17(21) | 25(29) | 36(42) | 8 | 14 | 28 | |
4 | Обрабатываемая деталь | Подача прутка | 60 | 60 | 90 | 60 | 90 | 90 | 90 | 90 | 90 | 80 | 80 | 100 |
5 | Длина обточки | 50 | 50 | 80 | 50 | 80 | 80 | 80 | 80 | 80 | 60 | 60 | 85 | |
Диаметр резьбы: | ||||||||||||||
6 | по стали | М10 | М12 | М18 | М12 | М22 | М22 | М24 | М24 | М24 | М10 | М14 | М28 | |
7 | по латуни | М12 | М14 | М12 | М14 | М27 | М27 | М20 | М20 | М30 | М16 | М18 | М36 | |
Шпиндель | Частота вращения, об./мин.: | |||||||||||||
8 | левого | 720 - 4000 | 850 - 3200 | 190 - 2400 | 460 - 3200 | 120 - 1500 | 120 - 1200 | 75 - 3000 | 44 - 4200 | 48 - 1500 | 712 - 4874 | 522 - 3565 | 300 - 2000 | |
9 | правого | 144 - 2000 | 110 - 1600 | 95 - 1200 | 92 - 1600 | 60 - 750 | 60 - 600 | 38 - 1500 | 22 - 1000 | 24 - 750 | 92 - 2361 | 65 - 2013 | 75 - 510 | |
Число ступеней частот вращения: | ||||||||||||||
10 | левого | 8 | 8 | 16 | 8 | 16 | 14 | 17 | 20 | 16 | 8 | 8 | 16 | |
11 | правого | 16 | 16 | 16 | 16 | 16 | 14 | 17 | 20 | 16 | 32 | 48 | 16 | |
Число автоматических переключений частот вращения в цикле: | ||||||||||||||
12 | левого | 1 | 1 | 2 | 1 | 2 | 2 | 2 | 2 | 2 | 1 | 1 | 2 | |
13 | правого | 1 | 1 | 2 | 1 | 2 | 2 | 2 | 2 | 2 | 1 | 1 | 2 | |
14 | Револьверная головка | Диаметр револьверной головки | 100 | 100 | 140 | 100 | 140 | 140 | 160 | 160 | 160 | 110 | 110 | 150 |
15 | Количество отверстий под инструмент | 6 | 6 | 6 | 6 | 6 | 6 | 6 или 8 | 6 или 8 | 6 или 8 | 6 | 6 | 6 | |
16 | Диаметр отверстия под инструмент | 19,05 | 19,05 | 25,4 | 19,05 | 25,4 | 25,4 | 31,75 - 25,4 | 31,75 - 25,4 | 31,75 - 25,4 | 20 | 20 | 25 | |
Револьверная головка | Расстояние от торца шпинделя до револьверной головки: | |||||||||||||
17 | наибольшее | 120 | 120 | 180 | 120 | 180 | 188 | 188 | 188 | 188 | 150 | 150 | 188,5 | |
18 | наименьшее | 50 | 50 | 64 | 50 | 64 | 64 | 72 | 72 | 72 | 55 | 55 | 73,5 | |
19 | Револьверный суппорт | Наибольшая длина хода | 50 | 50 | 80 | 50 | 80 | 80 | 80 | 80 | 80 | 60 | 60 | 85 |
20 | Наибольшая величина регулировки | 20 | 20 | 36 | 20 | 36 | 36 | 36 | 36 | 36 | 20 | 20 | 30 | |
21 | Поперечные суппорты | Количество суппортов | 3 | 3 | 3 | 3 | 3 | 3 | 4 | 4 | 4 | 3 | 3 | 3,0 |
Наибольшая длина хода от кулачка: | ||||||||||||||
22 | переднего и заднего суппортов | 32 | 32 | 40 | 32 | 40 | 40 | 45 | 45 | 45 | 35 | 35 | 45,0 | |
23 | вертикального суппорта | 26 | 26 | 30 | 26 | 30 | 30 | 45 | 45 | 45 | 32 | 32 | 36,5 | |
Наибольшая величина регулировки: | ||||||||||||||
поперечная: | ||||||||||||||
24 | переднего и заднего суппортов | 6 | 6 | 6 | 6 | 6 | 6 | 9 | 9 | 9 | 22 | 22 | 30,0 | |
25 | вертикального суппорта | 8 | 8 | 8 | 8 | 8 | 8 | 6 | 6 | 6 | 8 | 8 | 10,0 | |
26 | Поперечные суппорты | Наибольшая величина регулировки: продольная: | ||||||||||||
вертикального суппорта | 8 | 8 | 10 | 8 | 10 | 6 | 10 | 10 | 10 | 9 | 9 | 6 | ||
Перемещение на одно деление лимба: | ||||||||||||||
27 | переднего и заднего суппортов | 0,01 | 0,01 | 0,01 | 0,01 | 0,01 | 0,01 | 0,02 | 0,02 | 0,02 | 0,05 | 0,05 | 0,05 | |
28 | вертикального суппорта | 0,01 | 0,01 | - | 0,01 | - | - | 0,02 | 0,02 | 0,02 | 0,07 | 0,07 | 0,07 | |
Наличие жестких упоров: | ||||||||||||||
29 | у переднего и заднего суппортов | Есть | Есть | Есть | Есть | Есть | Есть | Есть | Есть | Есть | Есть | Есть | Есть | |
30 | у вертикального суппорта | " | " | Нет | " | Нет | Нет | " | " | " | " | " | " | |
31 | Распределительный вал | Время разжима, зажима цанги и подачи прутка, с | 0,5 | 0,5 | 1 | 0,5 | 1 | 1 | 1 | 1 | 1 | 0,5 | 0,5 | 1 |
32 | Время изменения частоты вращения шпинделя, с | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,50 | 0,50 | 0,50 | 0,25 | 0,25 | 0,25 | |
33 | Время изменения направления вращения шпинделя, с | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | |
34 | Время поворота револьверной головки, с | 0,50 | 0,50 | 0,66 | 0,50 | 0,66 | 1 | 1 | 1 | 1 | 0,50 | 0,50 | 1 | |
35 | Время одного оборота распределительного вала при ускоренном вращении, с | - | - | - | - | - | - | 30(16) | 30(16) | 30(16) | - | - | - | |
36 | Время изготовления одной детали, с | 3 - 200 | 3 - 200 | 8 - 360 | 3 - 200 | 8 - 360 | 8 - 360 | 8 - 760 | 8 - 760 | 8 - 760 | 2,9 - 300 | 2,9 - 300 | 4 - 360 | |
37 | Привод главного движения | Частота вращения электродвигателя, об./мин. | 1420 | 1420 | 1420 | 1420 | 1420 | 1420 | 1450 | 1450 | 1450 | 1440 | 1440 | 1420 |
38 | Мощность, кВт | 3,0 | 3,0 | 3,7 | 3,0 | 3,7 | 3,7 | 45,5 | 5,5 | 5,5 | 2,5 | 2,5 | 4,0 | |
39 | Станок | Габаритные размеры (длина x ширина x высота), мм | 1500 x 750 x 1400 | 1500 x 750 x 1400 | 1800 x 900 x 1400 | 1509 x 750 x 1400 | 1800 x 900 x 1400 | 1800 x 900 x 1400 | 2250 x 900 x 1400 | 2250 x 900 x 1400 | 2250 x 900 x 1400 | 1550 x 700 x 1285 | 1550 x 700 x 1285 | 1900 x 700 x 1310 |
40 | Длина станка с поддерживающим устройством | 4500 | 4500 | 4500 | 4500 | 4500 | 4500 | 5000 | 5000 | 5000 | 3687 | 3687 | 4063 | |
41 | Масса, кг | 1000 | 1050 | 1550 | 1100 | 1600 | 1650 | 2200 | 2200 | 2200 | 1020 | 1100 | 1520 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечание. Размеры, указанные в скобках, - с применением устройства для внешней подачи прутка.
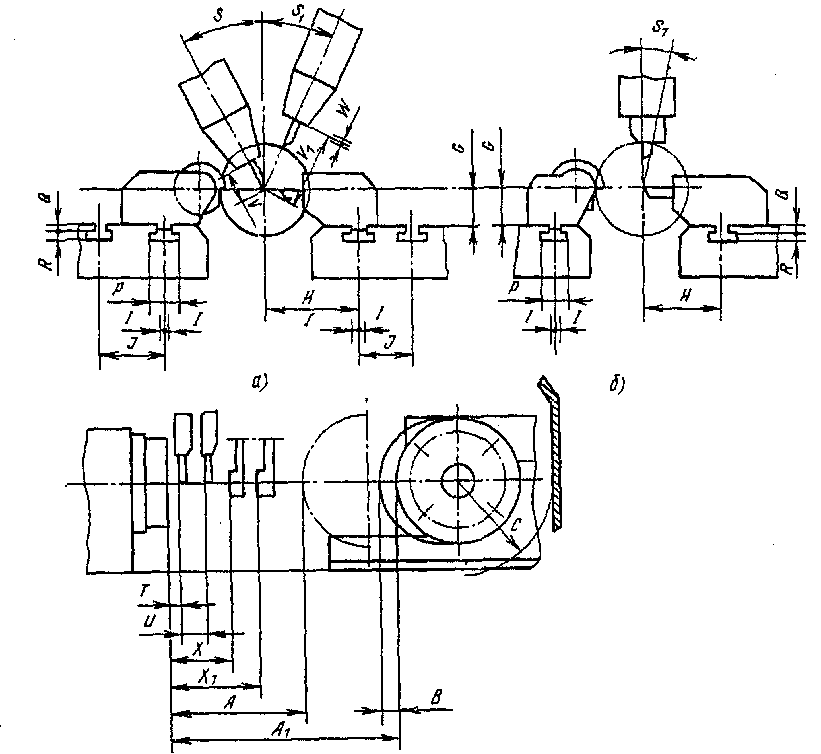
N позиции | Параметр | Модель автомата | ||||||||||||||||
Обозначение | 11112, 1118 | 1А112, 1А118 | 1Б112, 1Б118 | 1Д112, 1Д118 | 1Е110, 1Е110П, 1Е116, 1Е116П | 1124, 1136 | 1Б124, 1Б136 | Index 12, Index 18, Index 25 | Index 24, Index 36 | Index 52 | 1Б125, 1Б140 | 1Е125, 1Е125Е, 1Е140, 1Е140П | Index B30, Index B42 | Index B60 | ||||
С одним вертикальным суппортом | С двумя вертикальными суппортами (см. рис. 1, а) | |||||||||||||||||
Револьверный суппорт | ||||||||||||||||||
Расстояние от торца шпинделя до револьверной головки: | ||||||||||||||||||
1 | наименьшее | A | 50 | 65 | 65 | 65 | 50 | 64 | 64 | 55 | 74 | 50 | 64 | 64 | 75 | 75 | 72 | 72 |
2 | наибольшее | A1 | 120 | 135 | 135 | 135 | 130 | 180 | 180 | 150 | 189 | 120 | 180 | 180 | 210 | 235 | 188 | 188 |
3 | Величина регулировки положения суппорта | B | 20 | 20 | 20 | 20 | 20 | 36 | 36 | 20 | 30 | 20 | 36 | 36 | 35 | 60 | 36 | 36 |
4 | Расстояние от центра револьверной головки до станины | C | 150 | 150 | 150 | - | - | 192 | 192 | 135 | 190 | 150 | 192 | 195 | - | - | 216 | 218 |
5 | Расстояние от переднего торца револьверной головки до оси отверстия для крепления державки | D | 18 | 18 | 18 | 18 | 18 | 24 | 24 | 18 | 24 | 18 | 24 | 24 | 25 | 25 | 26 | 26 |
6 | Расстояние от заднего торца револьверной головки до оси отверстия для крепления державки | E | 28 | 28 | 28 | 28 | 28 | 36 | 36 | 30 | 31 | 28 | 32 | 32 | 40 | 40 | 36 | 36 |
7 | Расстояние от стенки револьверного суппорта до оси отверстия для закрепления державки | F | 38 | - | - | 40 | 40 | 48 | 48 | 40 | 45 | 38 | 46 | 46 | 50 | 55 | 48 | 48 |
Передний и задний поперечные суппорты | ||||||||||||||||||
8 | Расстояние от площади для крепления державки до оси шпинделя | G | 30 | 30 | 30 | 26 | 30 | 36 | 36 | 30 | 40 | 30 | 36 | 36 | 36 | 36 | 36 | 36 |
9 | Наименьшее расстояние от центра паза для крепления державки до оси шпинделя | H | 64 | 65 | 65 | 65 | 62 | 81 | 81 | 76 | 88 | 65 | 81 | 89 | 85 | 80 | 81 | 93 |
10 | Величина регулировки положения суппорта | I | +/- 4 | +/- 3 | +/- 3 | +/- 3 | +/- 3 | +/- 3 | +/- 3 | +/- 11 | +/- 15 | +/- 3 | +/- 3 | +/- 3 | +/- 5 | +/- 7,5 | +/- 4,5 | +/- 4,5 |
11 | Расстояние между пазами для крепления державки | J | - | - | - | - | - | - | - | - | - | - | - | - | 60 | 60 | - | - |
12 | Расстояние от торца шпинделя до торца переднего суппорта | K | 63 | 58 | 58 | 57 | 78 | 87 | 82 | 70 | 77 | 63 | 87 | 83 | 133 | 200 | 114 | 114 |
13 | Длина паза для крепления державки переднего суппорта | L | 66 | 75 | 72 | 72 | 98 | 103 | 97 | 80 | 87 | 66 | 107 | 107 | 141 | 205 | 116 | 116 |
14 | Расстояние от торца шпинделя до торца заднего суппорта | M | 57 | 58 | 58 | 53 | 64 | 73 | 82 | 70 | 77 | 57 | 93 | 93 | 102 | 70 | 88 | 88 |
15 | Длина паза заднего суппорта для крепления державки | N | 64 | 75 | 72 | 72 | 84 | 88 | 97 | 75 | 87 | 64 | 73 | 69 | 113 | 80 | 20 | 20 |
16 | Ширина паза под шпонку державки | O | 10 | 10 | 10 | 10 | 10 | 14 | 14 | 10 | 16 | 10 | 14 | 14 | 14 | 14 | 14 | 16 |
17 | Ширина паза для установки болта крепления державки | P | 18 | 18 | 16 | 16 | 17 | 24 | 24 | 18 | 27 | 18 | 24 | 24 | 24 | 24 | 24,5 | 24,5 |
18 | Глубина паза под шпонку державки | Q | 7,5 | 7,5 | 9 | 9 | 9 | 10 | 10 | 8 | 12 | 8 | 10 | 10 | 10 | 12 | 10 | 10 |
19 | Глубина паза для установки болта крепления державки | R | 6,5 | 6,5 | 7 | 7 | 7 | 11 | 11 | 6 | 11 | 6 | 11 | 11 | 10 | 9 | 10 | 10 |
Вертикальный суппорт | ||||||||||||||||||
20 | Угол наклона суппорта, к вертикальной оси, град | S | - | - | - | - | 15 | - | - | - | - | - | - | - | 45 | 30 | 30 | 30 |
21 | Наименьшее расстояние от торца шпинделя до отрезного резца | T | 5 | 5 | 4 | 4 | 4 | 5 | 7 | 3,2 | 2,3 | 5 | 5 | 5 | 7 | 5 | 5 | 5 |
22 | Величина регулировки вдоль оси шпинделя | U | 3 | 5 | 6 | 6 | 10 | 5 | 10 | 9,3 | 5,9 | 8 | 10 | 6 | 6 | 15 | 10 | 10 |
Расстояние от торца суппорта до оси шпинделя: | ||||||||||||||||||
23 | наименьшее | V | 15 | 26 | 32 | 20 | 22 | 20 | 20 | 25 | 23 | 15 | 20 | 29 | 22 | 22 | 20 | 30 |
24 | наибольшее | V1 | 41 | 58 | 58 | 46 | 60 | 50 | 60 | 65 | 69,5 | 41 | 50 | 59 | 67 | 82 | 65 | 75 |
25 | Величина регулировки перпендикулярно оси шпинделя Расстояние от торца шпинделя до торца качающегося упора: | W | +/- 4 | +/- 5 | +/- 5 | +/- 4 | +/- 3 | +/- 4 | +/- 4 | +/- 4 | +/- 5 | +/- 4 | +/- 4 | +/- 4 | +/- 5 | +/- 7,5 | +/- 3 | +/- 3 |
26 | наименьшее | X | - | - | - | - | 18 | - | - | - | - | - | - | - | 30 | 20 | 18 | 18 |
27 | наибольшее | X1 | - | - | - | - | 74 | - | - | - | - | - | - | - | 100 | 110 | 105 | 105 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||
Примечание. Наименьшие и наибольшие расстояния даны без учета регулировок.
N позиции | Модель автомата | Положение фрикционной муфты | Направление вращения шпинделя | Переставляемые зубчатые колеса | Сменные зубчатые колеса коробки скоростей | |||||||
20 -- 49 | 24 -- 45 | 28 -- 41 | 32 -- 37 | 37 -- 32 | 41 -- 28 | 45 -- 24 | 49 -- 20 | |||||
Частота вращения шпинделя, об./мин. | ||||||||||||
1 | 1112 | <--- | Левое | - | 700 | 900 | 1150 | 1450 | 1900 | 2400 | 3150 | 4000 |
2 | ---> | Правое |  | 338 | 438 | 560 | 715 | 940 | 1190 | 1540 | 1980 | |
3 |  | 140 | 182 | 292 | 232 | 385 | 485 | 632 | 810 | |||
4 | 1118 | <--- | Левое | - | 550 | 700 | 900 | 1150 | 1500 | 1900 | 2400 | 3200 |
5 | ---> | Правое |  | 270 | 345 | 445 | 565 | 748 | 945 | 1195 | 1590 | |
6 |  | 112 | 142 | 182 | 235 | 310 | 390 | 500 | 650 | |||
Индекс | а | б | в | г | д | е | ж | з | ||||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ 1А112 И 1А118
N позиции | Модель автомата | Положение фрикционной муфты | Направление вращения шпинделя | Сменные зубчатые колеса коробки скоростей | |||||||
26 -- 56 | 30 -- 52 | 35 -- 47 | 39 -- 43 | 43 -- 39 | 47 -- 35 | 52 -- 30 | 56 -- 26 | ||||
Частота вращения шпинделя, об./мин. | |||||||||||
1 | 1А112 | ---> | 1066 | 1324 | 1710 | 2082 | 2531 | 3082 | 3979 | 4944 | |
2 | <--- | 192 | 239 | 308 | 375 | 456 | 555 | 716 | 890 | ||
3 | 1А118 | ---> | 840 | 1043 | 1347 | 1641 | 1995 | 2429 | 3135 | 3895 | |
4 | <--- | 151 | 188 | 242 | 295 | 359 | 437 | 564 | 701 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ 1Б112 И 1Б118
N позиции | Модель автомата | Положение указателя рычага командо-аппарата | Направление вращения шпинделя | Сменные зубчатые колеса коробки скоростей | |||||||
55 -- 39 | 50 -- 33 | 44 -- 50 | 39 -- 55 | 34 -- 60 | 29 -- 65 | 25 -- 69 | |||||
Частота вращения шпинделя, об./мин. | |||||||||||
1 | 1Б112 | "Влево" | II | Левое | 5900 | 4750 | 3670 | 2960 | 2350 | 1850 | 1485 |
2 | I | 1850 | 1485 | 1150 | 925 | 735 | 585 | 475 | |||
3 | "Вправо" | II | Правое | 1965 | 1570 | 1225 | 990 | 785 | 615 | 495 | |
4 | I | 615 | 415 | 385 | 305 | 245 | 195 | 155 | |||
5 | 1Б118 | "Влево" | II | Левое | 4675 | 3760 | 2910 | 2350 | 1875 | 1470 | 1180 |
6 | I | 1470 | 1870 | 915 | 735 | 585 | 465 | 375 | |||
7 | "Вправо" | II | Правое | 1560 | 11245 | 975 | 785 | 625 | 490 | 395 | |
8 | I | 490 | 395 | 305 | 245 | 195 | 155 | 125 | |||
Индекс | а | б | в | г | д | е | ж | ||||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ 1Д112 И 1Д118
N позиции | Модель автомата | Положение указателя рычага командо-аппарата | Направление вращения шпинделя | Сменные зубчатые колеса коробки скоростей | ||||||
60 -- 34 | 55 -- 39 | 50 -- 44 | 44 -- 50 | 39 -- 55 | 34 -- 60 | |||||
Частота вращения шпинделя, об./мин. | ||||||||||
1 | 1Д112 | "Влево" | II | Левое | 5000 | 4000 | 3150 | 2500 | 2000 | 1600 |
2 | I | 1600 | 1250 | 1000 | 800 | 630 | 500 | |||
3 | "Вправо" | II | Правое | 1600 | 1250 | 1000 | 800 | 630 | 500 | |
4 | I | 500 | 400 | 315 | 250 | 200 | 160 | |||
5 | 1Д118 | "Влево" | II | Левое | 1000 | 3150 | 2500 | 2000 | 1600 | 1250 |
6 | I | 1250 | 1000 | 800 | 630 | 500 | 400 | |||
7 | "Вправо" | II | Правое | 1250 | 1000 | 800 | 630 | 500 | 400 | |
8 | I | 400 | 315 | 250 | 200 | 160 | 125 | |||
Индекс | а | б | в | г | д | е | ||||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ 1Е110 И 1Е110П
N позиции | Направление вращения шпинделя | Установка переключателя на наладочном пульте | Сменные шкивы коробки скоростей | |||||||
140 -- 85 | 128 -- 96 | 116 -- 108 | 104 -- 120 | 88 -- 136 | 76 -- 148 | 68 -- 156 | 62 -- 186 | |||
Частота вращения шпинделя, об./мин. | ||||||||||
1 | Левое | 1 | 5000 | 4000 | 3150 | 2500 | 2000 | 1600 | 1250 | 1000 |
2 | 2 | 2500 | 2000 | 1600 | 1250 | 1000 | 800 | 630 | 500 | |
3 | 3 | 1250 | 1000 | 800 | 630 | 500 | 400 | 315 | 250 | |
4 | 4 | 630 | 500 | 400 | 315 | 250 | 200 | 160 | 125 | |
5 | 5 | 315 | 250 | 200 | 160 | 125 | 100 | 80 | 63 | |
6 | Правое | 6 | 1250 | 1000 | 800 | 630 | 500 | 400 | 315 | 250 |
7 | 7 | 630 | 500 | 400 | 315 | 250 | 200 | 160 | 125 | |
8 | 8 | 315 | 250 | 200 | 160 | 125 | 100 | 80 | 63 | |
9 | 9 | Остановка шпинделя | ||||||||
10 | 0 | Вращение шпинделя | ||||||||
Индекс | а | б | в | г | д | е | ж | з | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ 1Е116 И 1Е116П
N позиции | Направление вращения шпинделя | Установка переключателя на наладочном пульте | Сменные шкивы коробки скоростей | |||||||
140 -- 85 | 128 -- 96 | 116 -- 108 | 104 -- 120 | 88 -- 136 | 76 -- 148 | 68 -- 156 | 62 -- 186 | |||
Частота вращения шпинделя, об./мин. | ||||||||||
1 | Левое | 1 | 4000 | 3150 | 2500 | 2000 | 1600 | 1250 | 1000 | 800 |
2 | 2 | 2000 | 1600 | 1250 | 1000 | 800 | 630 | 500 | 400 | |
3 | 3 | 1000 | 800 | 630 | 500 | 400 | 315 | 250 | 200 | |
4 | 4 | 500 | 400 | 315 | 250 | 200 | 160 | 125 | 100 | |
5 | 5 | 250 | 200 | 160 | 125 | 100 | 80 | 63 | 50 | |
6 | Правое | 6 | 1000 | 800 | 630 | 500 | 400 | 315 | 250 | 200 |
7 | 7 | 500 | 400 | 315 | 250 | 200 | 160 | 125 | 100 | |
8 | 8 | 250 | 200 | 160 | 125 | 100 | 80 | 63 | 50 | |
9 | 9 | Остановка шпинделя | ||||||||
10 | 0 | Вращение шпинделя | ||||||||
Индекс | а | б | в | г | д | е | ж | з | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ 1124 И 1136
N позиции | Модель автомата | Положение фрикционной муфты | Направление вращения шпинделя | Сменные зубчатые колеса коробки скоростей | ||||||||
26 -- 58 | 30 -- 54 | 35 -- 49 | 40 -- 44 | 44 -- 40 | 49 -- 35 | 54 -- 30 | 58 -- 26 | |||||
коробки скоростей | шпинделя | |||||||||||
Частота вращения шпинделя, об./мин. | ||||||||||||
1 | 1124 | <--- | ---> | Левое | 480 | 600 | 750 | 960 | 1200 | 1500 | 1900 | 2400 |
2 | <--- | Правое | 240 | 300 | 375 | 480 | 600 | 750 | 950 | 1200 | ||
3 | ---> | ---> | Левое | 190 | 240 | 300 | 380 | 480 | 600 | 750 | 960 | |
4 | <--- | Правое | 95 | 120 | 150 | 190 | 240 | 300 | 375 | 480 | ||
5 | 1136 | <--- | ---> | Левое | 300 | 380 | 480 | 600 | 750 | 960 | 1200 | 1500 |
6 | <--- | Правое | 150 | 190 | 240 | 300 | 375 | 480 | 600 | 750 | ||
7 | ---> | ---> | Левое | 120 | 150 | 190 | 240 | 300 | 380 | 480 | 600 | |
8 | <--- | Правое | 60 | 75 | 95 | 120 | 150 | 190 | 240 | 300 | ||
Индекс | а | б | в | г | д | е | ж | з | ||||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ 1Б124 И 1Б136
N позиции | Модель автомата | Положение переключателей | Направление вращения шпинделя | Сменные зубчатые колеса коробки скоростей | ||||||
50 -- 45 | 45 -- 50 | 39 -- 56 | 34 -- 61 | 29 -- 66 | 25 -- 70 | 21 -- 74 | ||||
Частота вращения шпинделя, об./мин. | ||||||||||
1 | 1Б124 | А | Левое | 3150 | 2500 | 2000 | 1600 | 1250 | 1000 | 800 |
2 | Б | 800 | 630 | 500 | 400 | 315 | 250 | 200 | ||
3 | В | 1600 | 1250 | 1000 | 800 | 630 | 500 | 400 | ||
4 | А | Правое | 1250 | 1000 | 800 | 630 | 500 | 400 | 315 | |
5 | Б | 315 | 250 | 200 | 160 | 125 | 100 | 80 | ||
6 | В | 630 | 500 | 400 | 315 | 250 | 200 | 160 | ||
7 | 1Б136 | А | Левое | 2500 | 2000 | 1600 | 1250 | 1000 | 800 | 630 |
8 | Б | 630 | 500 | 400 | 315 | 250 | 200 | 160 | ||
9 | В | 1250 | 1000 | 800 | 630 | 500 | 400 | 315 | ||
10 | А | Правое | 1000 | 800 | 630 | 500 | 400 | 315 | 250 | |
11 | Б | 250 | 200 | 160 | 125 | 100 | 80 | 64 | ||
12 | В | 500 | 400 | 315 | 250 | 200 | 160 | 125 | ||
Индекс | а | б | в | г | д | е | ж | |||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ
INDEX 12, INDEX 18 И INDEX 25
N позиции | Модель автомата | Направление вращения шпинделя | Переставляемые зубчатые колеса | Сменные зубчатые колеса коробки скоростей | ||||||||
19 -- 55 | 22 -- 52 | 26 -- 48 | 31 -- 43 | 35 -- 39 | 39 -- 35 | 43 -- 31 | 48 -- 26 | 52 -- 22 | ||||
Частота вращения шпинделя, об./мин. | ||||||||||||
1 | Index 12 | Левое | - | - | 720 | 950 | 1200 | 1500 | 1900 | 2400 | 3200 | 4000 |
2 |  | - | 360 | 475 | 600 | 750 | 950 | 1200 | 1600 | 2000 | ||
3 | Правое |  | - | 144 | 190 | 240 | 300 | 380 | 480 | 640 | 800 | |
4 | Index 18 | Левое | - | - | 550 | 720 | 950 | 1200 | 1500 | 1900 | 2400 | 3200 |
5 |  | - | 275 | 360 | 475 | 600 | 750 | 950 | 1200 | 1600 | ||
6 | Правое |  | - | 110 | 144 | 190 | 240 | 300 | 380 | 480 | 640 | |
7 | Index 25 | Левое | - | 460 | 550 | 720 | 950 | 1200 | 1500 | 1900 | 2400 | 3200 |
8 |  | 230 | 275 | 360 | 475 | 600 | 750 | 950 | 1200 | 1600 | ||
9 | Правое |  | 92 | 110 | 144 | 190 | 240 | 300 | 380 | 480 | 640 | |
Индекс | а | б | в | г | д | е | ж | з | и | |||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ 1Б125 И 1Б140
N позиции | Модель автомата | Положение переключателей | Направление вращения шпинделя | Сменные зубчатые колеса коробки скоростей | |||||||
50 -- 45 | 45 -- 50 | 39 -- 56 | 34 -- 61 | 29 -- 66 | 25 -- 70 | 21 -- 74 | |||||
Частота вращения шпинделя об./мин. | |||||||||||
1 | 1Б125 | А | Г | Левое | 3150 | 2500 | 2000 | 1600 | 1250 | 1000 | 800 |
2 | Б | Г | 1600 | 1250 | 1000 | 800 | 630 | 500 | 400 | ||
3 | Б | Г | 800 | 630 | 500 | 100 | 315 | 240 | 200 | ||
4 | А | Д | Правое | 1250 | 1000 | 800 | 630 | 500 | 100 | 315 | |
5 | Б | Д | 630 | 500 | 400 | 315 | 250 | 200 | 160 | ||
6 | В | Д | 315 | 250 | 200 | 160 | 125 | 100 | 80 | ||
Т | Включение двигателя дополнительного устройства | с торможением двигателя | |||||||||
С | без торможения шпинделя | ||||||||||
7 | 1Б140 | А | Г | Левое | 2500 | 2000 | 1600 | 1250 | 1000 | 800 | 630 |
8 | В | Г | 1250 | 1000 | 800 | 630 | 500 | 400 | 315 | ||
9 | Б | Г | 630 | 500 | 400 | 315 | 250 | 200 | 160 | ||
10 | А | Д | Правое | 1000 | 800 | 630 | 500 | 400 | 315 | 250 | |
11 | В | Д | 500 | 400 | 315 | 250 | 200 | 160 | 125 | ||
12 | Б | Д | 250 | 200 | 160 | 125 | 100 | 80 | 63 | ||
Т | Включение двигателя дополнительного устройства | с торможением шпинделя | |||||||||
С | без торможения шпинделя | ||||||||||
Индекс | а | б | в | г | д | е | ж | ||||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ 1Е125 И 1Е125П
N позиции | Направление вращения шпинделя | Сменные зубчатые колеса - а - в | Сменные шкивы коробки скоростей | |||
136 --- 120 | 124 --- 136 | 108 --- 148 | 92 --- 164 | |||
Частота вращения шпинделя, об./мин. | ||||||
1 | Левое | 23 -- 57 | 250 | 200 | 160 | 125 |
2 | 500 | 400 | 320 | 250 | ||
3 | 2000 | 1600 | 1250 | 1000 | ||
4 | 4000 | 3150 | 2500 | 2000 | ||
5 | Правое | 125 | 100 | 80 | 63 | |
6 | 250 | 200 | 160 | 125 | ||
7 | Левое | 25 -- 55 | 280 | 220 | 180 | 140 |
8 | 560 | 450 | 36 | 280 | ||
9 | 2000 | 1600 | 1250 | 1000 | ||
10 | 4000 | 3150 | 2500 | 2000 | ||
11 | Правое | 140 | 110 | 90 | 71 | |
12 | 280 | 220 | 180 | 140 | ||
13 | Левое | 27 -- 53 | 320 | 250 | 200 | 160 |
14 | 630 | 500 | 400 | 320 | ||
15 | 2000 | 1600 | 1250 | 1000 | ||
16 | 4000 | 3150 | 2500 | 2000 | ||
17 | Правое | 160 | 125 | 100 | 80 | |
18 | 320 | 250 | 200 | 160 | ||
19 | Левое | 29 -- 51 | 360 | 280 | 220 | 180 |
20 | 710 | 560 | 450 | 360 | ||
21 | 2000 | 1600 | 1250 | 1000 | ||
22 | 4000 | 3150 | 2500 | 2000 | ||
23 | Правое | 180 | 140 | 110 | 90 | |
24 | 360 | 280 | 220 | 180 | ||
25 | Левое | 31 -- 49 | 400 | 320 | 250 | 200 |
26 | 800 | 630 | 500 | 400 | ||
27 | 2000 | 1600 | 1250 | 1000 | ||
28 | 4000 | 3150 | 2500 | 2000 | ||
29 30 | Правое | 200 | 160 | 125 | 100 | |
400 | 320 | 250 | 200 | |||
31 | Левое | 33 -- 47 | 450 | 360 | 280 | 220 |
32 | 900 | 710 | 560 | 450 | ||
33 | 2000 | 1600 | 1250 | 1000 | ||
34 | 4000 | 3150 | 2500 | 2000 | ||
35 | Правое | 220 | 180 | 140 | 110 | |
36 | 450 | 360 | 280 | 220 | ||
37 | Левое | 35 -- 44 | 500 | 400 | 320 | 250 |
38 | 1000 | 800 | 630 | 500 | ||
39 | 2000 | 1600 | 1250 | 1000 | ||
40 | 4000 | 3150 | 2500 | 2000 | ||
41 | Правое | 250 | 200 | 160 | 125 | |
42 | 500 | 400 | 320 | 250 | ||
Индекс | а | б | в | г | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ 1Е140 И 1Е140П
N позиции | Направление вращения шпинделя | Сменные зубчатые колеса | Сменные шкивы коробки скоростей | |||
140 --- 124 | 124 --- 110 | 112 --- 152 | 96 --- 168 | |||
Частота вращения шпинделя, об./мин. | ||||||
1 | Левое | 23 -- 57 | 160 | 125 | 100 | 80 |
2 | 320 | 250 | 200 | 160 | ||
3 | 1250 | 1000 | 800 | 630 | ||
4 | 2500 | 2000 | 1600 | 1250 | ||
5 | Правое | 80 | 63 | 50 | 40 | |
6 | 160 | 125 | 100 | 80 | ||
7 | Левое | 25 -- 55 | 180 | 140 | 110 | 90 |
8 | 360 | 280 | 220 | 180 | ||
9 | 1250 | 1000 | 800 | 630 | ||
10 | 2500 | 2000 | 1600 | 1250 | ||
11 | Правое | 90 | 71 | 56 | 45 | |
12 | 180 | 140 | 110 | 90 | ||
13 | Левое | 27 -- 53 | 200 | 160 | 125 | 100 |
14 | 400 | 320 | 250 | 200 | ||
15 | 1250 | 1000 | 800 | 630 | ||
16 | 2500 | 2000 | 1600 | 1250 | ||
17 | Правое | 100 | 80 | 63 | 50 | |
18 | 200 | 160 | 125 | 100 | ||
19 | Левое | 29 -- 51 | 220 | 180 | 140 | 110 |
20 | 450 | 360 | 280 | 220 | ||
21 | 1250 | 1000 | 800 | 630 | ||
22 | 2500 | 2000 | 1600 | 1250 | ||
23 | Правое | 110 | 90 | 71 | 56 | |
24 | 220 | 180 | 140 | 110 | ||
25 | Левое | 31 -- 49 | 250 | 200 | 160 | 125 |
26 | 500 | 400 | 320 | 250 | ||
27 | 1250 | 1000 | 800 | 630 | ||
28 | 2500 | 2000 | 1600 | 1250 | ||
29 | Правое | 125 | 100 | 80 | 63 | |
30 | 250 | 200 | 160 | 125 | ||
31 | Левое | 33 -- 47 | 280 | 220 | 180 | 140 |
32 | 560 | 450 | 360 | 280 | ||
33 | 1250 | 1000 | 800 | 630 | ||
34 | 2500 | 2000 | 1600 | 1250 | ||
35 | Правое | 140 | 110 | 90 | 71 | |
36 | 280 | 220 | 180 | 140 | ||
37 | Левое | 35 -- 44 | 320 | 250 | 200 | 160 |
38 | 630 | 500 | 400 | 320 | ||
39 | 1250 | 1000 | 800 | 630 | ||
40 | 2500 | 2000 | 1600 | 1250 | ||
41 | Правое | 160 | 125 | 100 | 80 | |
42 | 320 | 250 | 200 | 160 | ||
Индекс | а | б | в | г | ||
ЧАСТОТА ВРАЩЕНИЯ АВТОМАТОВ МОДЕЛЕЙ
INDEX 24, INDEX 36 И INDEX 52
N позиции | Модель автомата | Положение фрикционной муфты | Направление вращения шпинделя | Сменные зубчатые колеса коробки скоростей | ||||||||
коробки скоростей | шпинделя | 26 -- 58 | 30 -- 54 | 35 -- 49 | 40 -- 44 | 44 -- 40 | 49 -- 35 | 54 -- 30 | 58 <*> -- 26 | |||
Частота вращения шпинделя, об./мин. | ||||||||||||
1 | Index 24 | <--- | ---> | Левое | 480 | 600 | 750 | 960 | 1200 | 1500 | 1900 | 2400 |
2 | <--- | Правое | 240 | 300 | 375 | 480 | 600 | 750 | 950 | 1200 | ||
3 | ---> | ---> | Левое | 190 | 240 | 300 | 380 | 480 | 600 | 750 | 960 | |
4 | <--- | Правое | 90 | 120 | 150 | 190 | 240 | 300 | 375 | 480 | ||
5 | Index 52, Index35 | <--- | ---> | Левое | 300 | 380 | 480 | 500 | 750 | 960 | 1200 | 1500 |
6 | <--- | Правое | 150 | 190 | 240 | 300 | 375 | 480 | 600 | 750 | ||
7 | ---> | ---> | Левое | 120 | 150 | 190 | 240 | 300 | 380 | 480 | 600 | |
8 | <--- | Правое | 60 | 75 | 95 | 120 | 150 | 190 | 240 | 300 | ||
Индекс | а | б | в | г | д | е | ж | з | ||||
--------------------------------
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТА МОДЕЛИ INDEX B30
N позиции | Направление вращения шпинделя | Сменные зубчатые колеса | Сменные зубчатые колеса коробки скоростей | |||||||||
23 -- 65 | 27 -- 61 | 32 -- 56 | 37 -- 51 | 42 -- 46 | 46 -- 42 | 51 -- 37 | 56 -- 32 | 61 -- 27 | 65 -- 23 | |||
Частота вращения шпинделя, об./мин. | ||||||||||||
1 | Левое | - | 375 | 480 | 600 | 750 | 960 | 1200 | 1500 | 1900 | 2400 | 3000 |
2 | 29 -- 69 | 150 | 190 | 240 | 300 | 375 | 480 | 600 | 750 | 960 | 1200 | |
3 | 17 -- 81 | 75 | 95 | 120 | 150 | 190 | 240 | 300 | 375 | 480 | 600 | |
4 | Правое | - | 190 | 240 | 300 | 375 | 480 | 600 | 750 | 950 | 1200 | 1500 |
5 | 29 -- 69 | 75 | 95 | 120 | 150 | 190 | 240 | 300 | 375 | 480 | 600 | |
6 | 17 -- 81 | 38 | 48 | 60 | 75 | 95 | 120 | 150 | 190 | 240 | 300 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТА МОДЕЛИ INDEX B42
N позиции | Направление вращения шпинделя | Сменные зубчатые колеса | Сменные зубчатые колеса коробки скоростей | |||||||||
22 -- 66 | 27 -- 61 | 32 -- 56 | 37 -- 51 | 42 -- 46 | 46 -- 42 | 51 -- 37 | 56 -- 32 | 61 -- 27 | 66 -- 22 | |||
Частота вращения шпинделя, об./мин. | ||||||||||||
1 | Левое | - | 220 | 300 | 375 | 480 | 600 | 750 | 960 | 1200 | 1500 | 2000 |
2 | 29 -- 69 | 88 | 120 | 150 | 190 | 240 | 300 | 375 | 480 | 600 | 800 | |
3 | 17 -- 81 | 44 | 60 | 75 | 95 | 120 | 150 | 190 | 240 | 300 | 400 | |
4 | Правое | - | 110 | 150 | 190 | 240 | 300 | 375 | 480 | 600 | 750 | 1000 |
5 | 29 -- 69 | 44 | 60 | 75 | 95 | 120 | 150 | 190 | 240 | 300 | 400 | |
6 | 17 -- 81 | 22 | 30 | 38 | 48 | 60 | 75 | 95 | 120 | 150 | 200 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТА МОДЕЛИ INDEX B60
N позиции | Направление вращения шпинделя | Сменные зубчатые колеса | Сменные зубчатые колеса коробки скоростей | |||||||||
23 -- 65 | 27 -- 61 | 32 -- 51 | 37 -- 51 | 42 -- 46 | 46 -- 42 | 51 -- 37 | 56 -- 32 | 61 -- 27 | 65 --- 23 | |||
Частота вращения шпинделя, об./мин. | ||||||||||||
1 | Левое | - | 240 | 300 | 375 | 480 | 600 | 750 | 960 | 1200 | 1500 | 1900 |
2 | 29 -- 69 | 95 | 120 | 150 | 190 | 240 | 300 | 375 | 480 | 600 | - | |
3 | 17 -- 81 | 48 | 60 | 75 | 95 | 120 | 150 | 190 | 240 | 300 | - | |
4 | Правое | - | 120 | 150 | 190 | 240 | 300 | 375 | 480 | 600 | 750 | - |
5 | 29 -- 60 | 48 | 60 | 75 | 95 | 120 | 150 | 190 | 240 | 300 | - | |
6 | 17 -- 81 | 24 | 30 | 38 | 48 | 60 | 75 | 95 | 120 | 150 | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ АВТОМАТОВ МОДЕЛЕЙ
 A12 И
A12 И  A20
A20N позиции | Направление вращения шпинделя | Сменные зубчатые колеса | Сменные зубчатые колеса коробки скоростей | |||||||
26 -- 68 | 31 -- 63 | 37 -- 57 | 43 -- 51 | 51 -- 43 | 57 -- 37 | 63 -- 31 | 68 -- 26 | |||
Частота вращения шпинделя, об./мин. | ||||||||||
1 | Левое | - | 712 | 917 | 1210 | 1571 | 2210 | 2871 | 3788 | 4874 |
2 | Правое | 62 -- 32 | 345 | 444 | 586 | 760 | 1070 | 1389 | 1835 | 2361 |
3 | 52 -- 42 | 220 | 284 | 374 | 486 | 684 | 888 | 1172 | 1509 | |
4 | 42 -- 52 | 144 | 185 | 244 | 317 | 446 | 579 | 765 | 984 | |
5 | 32 -- 62 | 92 | 118 | 156 | 203 | 285 | 370 | 489 | 629 | |
6 | Левое | - | 522 | 672 | 885 | 1151 | 1620 | 2101 | 2773 | 3565 |
7 | Правое | 64 -- 30 | 295 | 380 | 499 | 649 | 913 | 1186 | 1564 | 2013 |
8 | 58 -- 36 | 222 | 286 | 377 | 490 | 690 | 895 | 1182 | 1520 | |
9 | 48 -- 46 | 144 | 186 | 244 | 318 | 447 | 580 | 764 | 984 | |
10 | 46 -- 48 | 132 | 170 | 224 | 292 | 410 | 533 | 702 | 903 | |
11 | 36 -- 58 | 86 | 110 | 145 | 189 | 266 | 345 | 455 | 584 | |
12 | 30 -- 64 | 65 | 83 | 110 | 143 | 201 | 262 | 344 | 443 | |
Индекс | а | б | в | г | д | е | ж | з | ||
 A40
A40N позиции | Положение фрикционной муфты | Направление вращения шпинделя | Сменные зубчатые колеса коробки скоростей | |||||||
30 -- 56 | 34 -- 52 | 38 -- 48 | 41 -- 45 | 45 -- 41 | 48 -- 38 | 52 -- 34 | 56 -- 30 | |||
Частота вращения шпинделя, об./мин. | ||||||||||
1 | "Вправо" | Левое | 590 | 710 | 865 | 1000 | 1200 | 1390 | 1680 | 2000 |
2 | "Влево" | 300 | 360 | 430 | 500 | 600 | 695 | 840 | 1000 | |
3 | "Вправо" | Правое | 150 | 180 | 215 | 250 | 300 | 345 | 420 | 510 |
4 | "Влево" | 75 | 90 | 105 | 125 | 150 | 175 | 210 | 250 | |
Индекс | а | б | в | г | д | е | ж | з | ||
N позиции | Время одного оборота распределительного вала, Tц, с | Производительность, шт./ч | 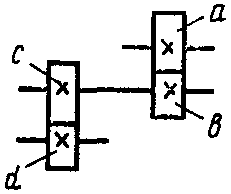 | Количество сотых делений кулачкового диска | Частота вращения шпинделя, об./мин. | ||||||||||||||
550 | 700 | 900 | 1150 | 1450 | 1500 | 1900 | 2400 | 3150 | 3200 | 4000 | |||||||||
на подачу материала и один поворот револьверной головки  | на каждый следующий поворот револьверной головки | ||||||||||||||||||
Частота вращения шпинделя, об./с | |||||||||||||||||||
9,2 | 11,7 | 15 | 19 | 24 | 25 | 32 | 40 | 52,5 | 53 | 67 | |||||||||
Сменные шестерни | |||||||||||||||||||
Число оборотов шпинделя за один оборот распределительного вала | |||||||||||||||||||
a | b | c | d | ||||||||||||||||
1 | 3 | 1200,0 | 90 | 30 | 86 | 31 | 17,0 | 17,0 | 27 | 35 | 45 | 58 | 73 | 75 | 95 | 120 | 158 | 160 | 200 |
2 | 4 | 900,0 | 90 | 30 | 86 | 41 | 13,0 | 13,0 | 37 | 47 | 60 | 77 | 97 | 100 | 126 | 160 | 210 | 213 | 266 |
3 | 5 | 720,0 | 90 | 31 | 86 | 50 | 11,0 | 11,0 | 46 | 58 | 75 | 96 | 122 | 125 | 158 | 200 | 263 | 266 | 333 |
4 | 6 | 600,0 | 90 | 30 | 70 | 50 | 8,5 | 8,5 | 55 | 70 | 90 | 115 | 145 | 150 | 190 | 240 | 315 | 320 | 400 |
5 | 7 | 514,2 | 90 | 30 | 60 | 50 | 7,5 | 7,5 | 64 | 82 | 105 | 134 | 169 | 175 | 222 | 280 | 368 | 373 | 466 |
6 | 8 | 450,0 | 90 | 41 | 86 | 60 | 6,5 | 6,5 | 73 | 93 | 120 | 154 | 195 | 200 | 253 | 320 | 430 | 426 | 533 |
7 | 9 | 400,0 | 90 | 41 | 86 | 70 | 6,0 | 6,0 | 88 | 105 | 135 | 172 | 217 | 225 | 285 | 360 | 473 | 480 | 600 |
8 | 10 | 360,0 | 90 | 31 | 60 | 70 | 5,0 | 5,0 | 92 | 116 | 150 | 192 | 242 | 250 | 316 | 400 | 525 | 533 | 666 |
9 | 11 | 327,2 | 90 | 50 | 86 | 70 | 5,0 | 5,0 | 101 | 126 | 165 | 21,2 | 266 | 275 | 346 | 440 | 578 | 586 | 733 |
10 | 12 | 300,0 | 90 | 50 | 70 | 60 | 4,5 | 4,5 | 110 | 140 | 180 | 230 | 290 | 300 | 380 | 480 | 630 | 640 | 800 |
11 | 13 | 276,9 | 86 | 31 | 50 | 70 | 4,0 | 4,0 | 119 | 152 | 195 | 250 | 314 | 325 | 411 | 520 | 683 | 693 | 866 |
12 | 14 | 257,0 | 90 | 41 | 70 | 86 | 4,0 | 4,0 | 128 | 163 | 210 | 268 | 338 | 350 | 443 | 560 | 735 | 746 | 933 |
13 | 15 | 240,0 | 90 | 31 | 50 | 86 | 3,5 | 4,0 | 138 | 175 | 225 | 288 | 362 | 375 | 475 | 600 | 787 | 800 | 1000 |
14 | 16 | 225,0 | 90 | 41 | 50 | 70 | 3,5 | 4,0 | 147 | 187 | 240 | 307 | 386 | 400 | 506 | 640 | 840 | 853 | 1066 |
15 | 17 | 211,7 | 90 | 50 | 70 | 86 | 3,0 | 3,5 | 156 | 198 | 255 | 326 | 410 | 425 | 538 | 680 | 893 | 906 | 1133 |
16 | 18 | 200,0 | 86 | 40 | 60 | 90 | 3,0 | 3,5 | 265 | 210 | 270 | 345 | 435 | 450 | 570 | 720 | 945 | 960 | 1200 |
17 | 20 | 180,0 | 70 | 31 | 50 | 90 | 2,5 | 3,5 | 184 | 233 | 300 | 383 | 483 | 500 | 633 | 800 | 1032 | 1065 | 1338 |
18 | 22 | 163,6 | 86 | 50 | 60 | 90 | 2,5 | 3,5 | 202 | 256 | 330 | 422 | 532 | 550 | 696 | 880 | 1155 | 1175 | 1466 |
19 | 24 | 150,0 | 86 | 60 | 50 | 70 | 2,5 | 3,5 | 220 | 280 | 360 | 460 | 580 | 600 | 760 | 960 | 1260 | 1280 | 1600 |
20 | 26 | 138,4 | 90 | 41 | 31 | 70 | 2,0 | 3,5 | 238 | 303 | 390 | 498 | 630 | 650 | 822 | 1040 | 1365 | 1385 | 1733 |
21 | 28 | 128,5 | 86 | 50 | 31 | 60 | 2,0 | 3,0 | 256 | 326 | 420 | 536 | 675 | 700 | 886 | 1120 | 1470 | 1490 | 1866 |
22 | 30 | 120,0 | 86 | 60 | 41 | 70 | 2,0 | 3,0 | 275 | 350 | 450 | 576 | 725 | 750 | 950 | 1200 | 1575 | 1600 | 2000 |
23 | 32 | 112,5 | 86 | 50 | 41 | 90 | 2,0 | 3,0 | 293 | 373 | 480 | 612 | 772 | 800 | 1006 | 1280 | 1680 | 1705 | 2133 |
24 | 34 | 105,8 | 86 | 50 | 30 | 70 | 1,5 | 3,0 | 312 | 392 | 510 | 632 | 822 | 850 | 1075 | 1360 | 1785 | 1815 | 2266 |
25 | 36 | 100,0 | 86 | 41 | 30 | 90 | 1,5 | 3,0 | 330 | 420 | 540 | 690 | 870 | 900 | 1140 | 1440 | 1890 | 1920 | 2400 |
26 | 38 | 94,7 | 90 | 50 | 31 | 86 | 1,5 | 3,0 | 348 | 445 | 570 | 718 | 920 | 950 | 1203 | 1520 | 1995 | 2030 | 2533 |
27 | 40 | 90,0 | 90 | 50 | 30 | 86 | 1,5 | 3,0 | 366 | 466 | 600 | 768 | 968 | 1000 | 1270 | 1600 | 2100 | 2140 | 2666 |
28 | 44 | 81,8 | 70 | 41 | 30 | 90 | 1,5 | 3,0 | 405 | 512 | 660 | 842 | 1065 | 1100 | 1395 | 1760 | 2310 | 2350 | 2933 |
29 | 47 | 76,5 | 70 | 60 | 41 | 90 | 1,5 | 3,0 | 432 | 545 | 705 | 898 | 1128 | 1175 | 1504 | 1880 | 2468 | 2491 | 3149 |
30 | 52 | 69,2 | 86 | 60 | 30 | 90 | 1,5 | 3,0 | 476 | 608 | 780 | 995 | 1255 | 1300 | 1645 | 2080 | 2730 | 2770 | 3466 |
31 | 56 | 64,2 | 50 | 86 | 70 | 60 | 1,0 | 3,0 | 512 | 652 | 840 | 1072 | 1355 | 1400 | 1775 | 2240 | 2940 | 2985 | 3733 |
32 | 60 | 60,0 | 60 | 50 | 31 | 90 | 1,0 | 2,5 | 550 | 700 | 900 | 1150 | 1450 | 1500 | 1900 | 2400 | 3150 | 3200 | 4000 |
33 | 66 | 54,5 | 50 | 60 | 41 | 90 | 1,0 | 2,5 | 607 | 766 | 990 | 1254 | 1584 | 1650 | 2112 | 2640 | 3465 | 3498 | 4422 |
34 | 73 | 49,3 | 41 | 70 | 50 | 86 | 1,0 | 2,5 | 672 | 846 | 1095 | 1387 | 1752 | 1895 | 2336 | 2920 | 3832 | 3869 | 4891 |
35 | 78 | 46,1 | 41 | 86 | 60 | 90 | 1,0 | 2,5 | 718 | 905 | 1170 | 1482 | 1872 | 1950 | 2496 | 3120 | 4095 | 4134 | 5226 |
36 | 84 | 42,8 | 60 | 70 | 30 | 86 | 1,0 | 2,5 | 773 | 974 | 1260 | 1596 | 2016 | 2100 | 2688 | 3360 | 4410 | 4452 | 5628 |
37 | 90 | 40,0 | 50 | 60 | 30 | 90 | 1,0 | 2,5 | 825 | 1150 | 1350 | 1725 | 2175 | 2250 | 2850 | 3600 | 4725 | 4770 | 6000 |
38 | 100 | 36,0 | 50 | 70 | 30 | 86 | 1,0 | 2,5 | 918 | 1170 | 1500 | 1920 | 2420 | 2500 | 3165 | 4000 | 5250 | 5300 | 6660 |
39 | 105 | 34,2 | 50 | 70 | 30 | 90 | 1,0 | 2,5 | 966 | 1238 | 1575 | 1995 | 2520 | 2625 | 3360 | 4200 | 5513 | 5565 | 7035 |
40 | 120 | 30,0 | 41 | 70 | 31 | 86 | 1,0 | 2,5 | 1100 | 1400 | 1800 | 2300 | 2900 | 3000 | 3800 | 4800 | 6300 | 6400 | 8000 |
41 | 125 | 28,8 | 50 | 86 | 31 | 90 | 1,0 | 2,5 | 1150 | 1450 | 1875 | 2375 | 3000 | 3125 | 4000 | 5000 | 6565 | 6625 | 8375 |
42 | 130 | 27,6 | 50 | 86 | 30 | 90 | 1,0 | 2,5 | 1196 | 1508 | 1950 | 2470 | 3120 | 3250 | 4160 | 5200 | 6825 | 6890 | 8710 |
43 | 152 | 23,6 | 41 | 86 | 31 | 90 | 1,0 | 2,5 | 1398 | 1763 | 2280 | 2880 | 3648 | 3800 | 4864 | 6080 | 7980 | 8056 | 10182 |
44 | 158 | 22,7 | 41 | 86 | 30 | 90 | 1,0 | 2,5 | 1454 | 1832 | 2370 | 3002 | 3792 | 3950 | 5066 | 6320 | 8300 | 8374 | 10586 |
45 | 208 | 17,3 | 31 | 86 | 30 | 90 | 1,0 | 2,5 | 1914 | 2412 | 3120 | 3952 | 4992 | 5200 | 6636 | 8320 | 10920 | 11024 | 13936 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||||||||
--------------------------------
<*> Применяется в случае обработки длинных деталей, когда ролик рычага подачи револьверного суппорта переходит с участка кулачка большего радиуса на участок кулачка меньшего радиуса. Если же радиусом ролика соединяются два участка кулачка с равными радиусами, то для переключения револьверной головки достаточны данные предыдущей графы.
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТА МОДЕЛИ 1А112
N позиции | Время одного оборота распределительного вала, Iц, с | Производительность, шт./ч |  | Количество сотых делений кулачкового диска на подачу материала и поворот револьверной головки  | Частота вращения шпинделя, об./мин. | ||||||||||||||||||
192 | 238 | 308 | 375 | 456 | 555 | 716 | 890 | 1066 | 1324 | 1710 | 2082 | 2531 | 3082 | 6979 | 4944 | ||||||||
Частота вращения шпинделя, об./с | |||||||||||||||||||||||
Сменные шестерни | 3,20 | 3,98 | 5,13 | 6,25 | 7,60 | 9,25 | 11,93 | 14,84 | 17,76 | 22,06 | 28,49 | 34,90 | 42,18 | 51,37 | 66,31 | 82,39 | |||||||
а | б | в | г | Число оборотов шпинделя за один оборот распределительного вала | |||||||||||||||||||
1 | 2 | 1800,0 | 75 | 45 | 90 | 25 | 21,0 | 6,5 | 8 | 10,5 | 13,0 | 15,5 | 19 | 24 | 30 | 36 | 45 | 57 | 70 | 84 | 103 | 133 | 165 |
2 | 3 | 1200,0 | 90 | 45 | 60 | 30 | 15,0 | 10,0 | 12 | 15,5 | 19,0 | 23,0 | 28 | 36 | 45 | 54 | 67 | 86 | 105 | 127 | 155 | 199 | 248 |
3 | 4 | 900,0 | 90 | 60 | 80 | 40 | 11,0 | 13,0 | 16 | 21,0 | 26,5 | 30,5 | 37 | 48 | 66 | 71 | 89 | 114 | 139 | 169 | 206 | 266 | 330 |
4 | 5 | 720,0 | 80 | 50 | 60 | 40 | 9,0 | 16,0 | 20 | 26,0 | 32,0 | 38,0 | 47 | 60 | 75 | 89 | 111 | 143 | 174 | 211 | 257 | 332 | 412 |
5 | 6 | 600,0 | 45 | 90 | 100 | 25 | 7,5 | 20,0 | 24 | 31,0 | 38,0 | 46,0 | 56 | 72 | 90 | 107 | 133 | 171 | 209 | 254 | 309 | 398 | 495 |
6 | 7 | 514,2 | 70 | 24 | 50 | 86 | 6,5 | 23,0 | 28 | 36,0 | 44,0 | 54,0 | 65 | 84 | 104 | 125 | 155 | 200 | 243 | 296 | 360 | 465 | 580 |
7 | 8 | 450,0 | 70 | 35 | 60 | 80 | 6,0 | 27,0 | 32 | 41,5 | 50,5 | 61,0 | 74 | 96 | 119 | 143 | 177 | 228 | 276 | 338 | 411 | 535 | 660 |
8 | 9 | 400,0 | 80 | 24 | 40 | 100 | 5,5 | 29,0 | 36 | 46,5 | 56,5 | 68,5 | 84 | 108 | 135 | 160 | 199 | 257 | 313 | 380 | 463 | 600 | 745 |
9 | 10 | 360,0 | 60 | 25 | 50 | 100 | 5,0 | 32,5 | 40 | 51,5 | 63,0 | 76,5 | 93 | 120 | 149 | 178 | 221 | 285 | 347 | 422 | 515 | 665 | 925 |
10 | 11 | 327,2 | 65 | 35 | 50 | 85 | 4,5 | 35,5 | 44 | 56,5 | 69,0 | 84,0 | 102 | 132 | 164 | 196 | 243 | 314 | 382 | 465 | 570 | 730 | 910 |
11 | 12 | 300,0 | 45 | 90 | 80 | 40 | 4,0 | 38,5 | 48 | 62,0 | 75,5 | 93,5 | 111 | 144 | 179 | 214 | 265 | 342 | 417 | 510 | 620 | 800 | 1000 |
12 | 13 | 276,9 | 65 | 35 | 45 | 90 | 4,0 | 42,0 | 52 | 67,0 | 82,0 | 99,0 | 121 | 156 | 193 | 231 | 287 | 371 | 452 | 550 | 670 | 865 | 1075 |
13 | 14 | 251,1 | 65 | 40 | 45 | 85 | 3,5 | 45,0 | 56 | 72,0 | 88,0 | 107,0 | 130 | 168 | 208 | 249 | 309 | 399 | 486 | 595 | 720 | 930 | 1155 |
14 | 15 | 240,0 | 65 | 45 | 50 | 90 | 3,5 | 48,5 | 60 | 77,0 | 94,0 | 115,0 | 139 | 179 | 223 | 267 | 331 | 428 | 525 | 635 | 775 | 995 | 1240 |
15 | 16 | 225,0 | 85 | 65 | 45 | 70 | 3,0 | 52 | 64 | 83,5 | 100 | 122 | 148 | 191 | 238 | 285 | 353 | 456 | 555 | 675 | 825 | 1065 | 1320 |
16 | 17 | 211,7 | 75 | 60 | 45 | 80 | 3,0 | 55 | 68 | 88 | 107 | 130 | 158 | 203 | 253 | 302 | 375 | 485 | 590 | 720 | 875 | 1130 | 1405 |
17 | 18 | 200,0 | 70 | 65 | 50 | 80 | 3,0 | 58 | 72 | 93 | 113 | 137 | 167 | 216 | 268 | 320 | 397 | 515 | 625 | 760 | 925 | 1195 | 1485 |
18 | 20 | 180,0 | 60 | 50 | 40 | 80 | 2,5 | 64 | 80 | 103 | 125 | 152 | 185 | 239 | 297 | 356 | 442 | 570 | 695 | 845 | 1025 | 1330 | 1650 |
19 | 22 | 163,6 | 70 | 60 | 35 | 75 | 2,0 | 71 | 88 | 113 | 138 | 168 | 204 | 263 | 327 | 391 | 486 | 630 | 765 | 930 | 1130 | 1490 | 1820 |
20 | 24 | 150,0 | 70 | 35 | 25 | 100 | 2,0 | 77 | 96 | 124 | 150 | 183 | 222 | 287 | 357 | 427 | 530 | 685 | 835 | 1015 | 1235 | 1595 | 1980 |
21 | 26 | 138,4 | 25 | 65 | 90 | 75 | 2,0 | 84 | 104 | 134 | 163 | 198 | 241 | 311 | 386 | 462 | 575 | 745 | 905 | 1100 | 1340 | 1725 | 2145 |
22 | 28 | 128,5 | 40 | 80 | 60 | 70 | 2,0 | 90 | 108 | 144 | 175 | 213 | 259 | 334 | 416 | 498 | 620 | 800 | 975 | 1185 | 1430 | 1860 | 2310 |
23 | 30 | 120,0 | 40 | 50 | 45 | 90 | 1,5 | 96 | 120 | 154 | 188 | 228 | 279 | 358 | 446 | 535 | 665 | 860 | 1045 | 1265 | 1545 | 1990 | 2475 |
24 | 32 | 112,5 | 45 | 80 | 60 | 90 | 1,5 | 103 | 127 | 165 | 200 | 244 | 296 | 382 | 475 | 570 | 710 | 915 | 1110 | 1350 | 1645 | 2125 | 2640 |
25 | 34 | 105,8 | 85 | 80 | 30 | 90 | 1,5 | 109 | 135 | 175 | 213 | 259 | 315 | 406 | 505 | 605 | 750 | 969 | 1180 | 1435 | 1750 | 2255 | 2805 |
26 | 36 | 100,0 | 50 | 75 | 45 | 90 | 1,5 | 116 | 144 | 185 | 225 | 274 | 333 | 430 | 535 | 640 | 795 | 1030 | 1250 | 1520 | 1850 | 2390 | 2970 |
27 | 38 | 94,7 | 50 | 75 | 40 | 85 | 1,5 | 122 | 152 | 195 | 238 | 289 | 352 | 454 | 565 | 675 | 840 | 1085 | 1320 | 1605 | 1955 | 2520 | 3135 |
28 | 40 | 90,0 | 45 | 75 | 40 | 80 | 1,5 | 128 | 160 | 206 | 250 | 304 | 370 | 478 | 595 | 715 | 885 | 1140 | 1390 | 1690 | 2055 | 2655 | 3300 |
29 | 44 | 81,8 | 30 | 65 | 50 | 85 | 1,5 | 141 | 176 | 226 | 275 | 335 | 407 | 525 | 655 | 785 | 975 | 1255 | 1530 | 1850 | 2260 | 2920 | 3625 |
30 | 48 | 75,0 | 40 | 80 | 45 | 90 | 1,5 | 154 | 191 | 247 | 300 | 365 | 444 | 575 | 715 | 855 | 1060 | 1370 | 1665 | 2025 | 2465 | 3185 | 3955 |
31 | 52 | 69,2 | 30 | 65 | 45 | 90 | 1,0 | 167 | 207 | 267 | 325 | 396 | 481 | 625 | 775 | 925 | 1150 | 1485 | 1805 | 2195 | 2675 | 3450 | 4285 |
32 | 56 | 64,2 | 50 | 70 | 30 | 100 | 1,0 | 179 | 223 | 288 | 350 | 426 | 520 | 670 | 835 | 1010 | 1235 | 1595 | 1945 | 2365 | 2880 | 3715 | 4615 |
33 | 60 | 60,0 | 30 | 60 | 40 | 100 | 1,0 | 192 | 238 | 308 | 375 | 456 | 555 | 720 | 890 | 1070 | 1325 | 1710 | 2085 | 2536 | 3085 | 3980 | 4945 |
34 | 65 | 55,3 | 30 | 65 | 24 | 100 | 1,0 | 208 | 258 | 334 | 407 | 495 | 605 | 780 | 965 | 1155 | 1435 | 1855 | 2255 | 2745 | 3340 | 4310 | 5355 |
35 | 70 | 51,4 | 30 | 70 | 40 | 100 | 1,0 | 224 | 278 | 360 | 438 | 536 | 650 | 840 | 1040 | 1245 | 1545 | 1995 | 2430 | 2955 | 3600 | 4645 | 5770 |
36 | 75 | 48,0 | 30 | 75 | 40 | 100 | 1,0 | 240 | 298 | 345 | 469 | 570 | 695 | 895 | 1115 | 1335 | 1655 | 2140 | 2605 | 3165 | 3855 | 4975 | 6180 |
37 | 80 | 45,0 | 30 | 90 | 45 | 100 | 1,0 | 256 | 318 | 411 | 500 | 610 | 740 | 955 | 1190 | 1425 | 1765 | 2280 | 2775 | 3375 | 4110 | 5305 | 6595 |
38 | 90 | 40,0 | 24 | 90 | 40 | 80 | 1,0 | 288 | 358 | 462 | 565 | 685 | 835 | 1075 | 1340 | 1600 | 1985 | 2565 | 3125 | 3800 | 4625 | 5970 | 7415 |
39 | 100 | 36,0 | 24 | 80 | 40 | 100 | 1,0 | 320 | 397 | 515 | 625 | 760 | 925 | 1195 | 1485 | 1780 | 2210 | 2850 | 3470 | 4220 | 5140 | 6480 | 8240 |
40 | 110 | 32,7 | 25 | 80 | 35 | 100 | 1,0 | 352 | 437 | 565 | 688 | 836 | 1020 | 1315 | 1635 | 1955 | 2430 | 3135 | 3820 | 4640 | 5655 | 7295 | 9065 |
41 | 120 | 30,0 | 30 | 75 | 25 | 100 | 1,0 | 384 | 475 | 620 | 750 | 915 | 1110 | 1435 | 1785 | 2135 | 2650 | 3420 | 4165 | 5065 | 6165 | 7960 | 9890 |
42 | 135 | 26,6 | 30 | 80 | 24 | 100 | 1,0 | 432 | 540 | 695 | 845 | 1030 | 1250 | 1615 | 2005 | 2400 | 2980 | 3850 | 4685 | 5695 | 6935 | 8955 | 11125 |
43 | 150 | 24,0 | 30 | 90 | 24 | 100 | 1,0 | 480 | 600 | 770 | 940 | 1140 | 1390 | 1790 | 2230 | 2665 | 3310 | 4280 | 5205 | 6330 | 7710 | 9950 | 12360 |
44 | 180 | 20,0 | 24 | 90 | 25 | 100 | 1,0 | 580 | 715 | 925 | 1125 | 1370 | 1665 | 2150 | 2675 | 3200 | 3975 | 5130 | 6245 | 7595 | 9250 | 11620 | 14830 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |||||||
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТА МОДЕЛИ 1А118
N позиции | Время одного оборота распределительного вала, Тц, с | Производительность, шт./ч | 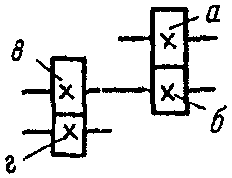 | Количество сотых делений кулачкового диска на подачу материала и поворот револьверной головки  | Частота вращения шпинделя, об./мин. | ||||||||||||||||||
151 | 188 | 242 | 295 | 359 | 437 | 564 | 701 | 840 | 1043 | 1347 | 1641 | 1995 | 2429 | 3135 | 3895 | ||||||||
Частота вращения шпинделя, об./с | |||||||||||||||||||||||
2,52 | 3,13 | 4,03 | 4,92 | 5,98 | 7,28 | 9,40 | 11,68 | 14,0 | 17,33 | 22,45 | 27,35 | 33,25 | 40,48 | 52,25 | 64,92 | ||||||||
Сменные шестерни | |||||||||||||||||||||||
Число оборотов шпинделя за один оборот распределительного вала | |||||||||||||||||||||||
а | б | в | г | ||||||||||||||||||||
1 | 3 | 1200,0 | 50 | 45 | 50 | 30 | 14,0 | 7,6 | 9,4 | 12,1 | 14,8 | 18,0 | 21,0 | 28,2 | 35,1 | 42 | 52,0 | 67,4 | 82,1 | 99,8 | 122 | 157 | 195 |
2 | 4 | 900,0 | 90 | 60 | 80 | 40 | 11,0 | 10,1 | 12,6 | 16,2 | 19,7 | 24,0 | 29,2 | 37,6 | 46,8 | 56 | 69,4 | 89,8 | 110 | 133 | 162 | 209 | 260 |
3 | 5 | 720,0 | 80 | 50 | 60 | 40 | 9,0 | 12,6 | 15,7 | 20,2 | 24,6 | 29,9 | 36,4 | 47,0 | 58,4 | 70 | 86,7 | 113,0 | 138 | 167 | 203 | 262 | 325 |
4 | 6 | 600,0 | 45 | 90 | 100 | 25 | 7,0 | 15,2 | 18,8 | 24,2 | 29,6 | 35,9 | 43,7 | 56,4 | 70,1 | 84 | 104,0 | 135,0 | 165 | 200 | 243 | 314 | 390 |
5 | 7 | 514,2 | 70 | 24 | 50 | 85 | 6,0 | 17,7 | 22,0 | 28,3 | 34,5 | 41,9 | 51,0 | 65,8 | 81,8 | 98 | 122,0 | 158,0 | 192 | 234 | 284 | 336 | 455 |
6 | 8 | 450,0 | 70 | 35 | 60 | 80 | 5,5 | 20,2 | 25,1 | 32,3 | 29,4 | 47,9 | 58,3 | 75,2 | 93,5 | 112 | 139,0 | 180,0 | 219 | 266 | 324 | 418 | 520 |
7 | 9 | 400,0 | 80 | 24 | 40 | 100 | 5,0 | 22,7 | 28,2 | 36,3 | 44,3 | 53,9 | 55,6 | 84,6 | 106,0 | 126 | 156,0 | 203,0 | 247 | 300 | 365 | 471 | 585 |
8 | 10 | 360,0 | 50 | 25 | 50 | 100 | 4,5 | 25,2 | 31,3 | 40,3 | 49,2 | 59,8 | 72,8 | 94,0 | 117,0 | 140 | 174,0 | 225,0 | 274 | 333 | 405 | 525 | 650 |
9 | 11 | 327,2 | 65 | 35 | 50 | 85 | 4,0 | 27,8 | 34,5 | 44,4 | 54,2 | 65,8 | 80,1 | 104,0 | 129,0 | 154 | 191,0 | 247,0 | 301 | 366 | 446 | 575 | 715 |
10 | 12 | 300,0 | 45 | 90 | 80 | 40 | 3,5 | 30,3 | 37,6 | 48,4 | 59,1 | 71,8 | 87,4 | 113,0 | 141,0 | 168 | 208,0 | 270,0 | 329 | 400 | 486 | 630 | 780 |
11 | 13 | 276,9 | 65 | 35 | 45 | 90 | 3,5 | 32,8 | 40,7 | 52,4 | 64,0 | 77,8 | 94,7 | 123,0 | 152,0 | 182 | 226,0 | 292,0 | 356 | 433 | 530 | 680 | 845 |
12 | 14 | 257,1 | 65 | 40 | 45 | 85 | 3,0 | 35,3 | 43,9 | 56,8 | 68,9 | 83,8 | 102,0 | 132,0 | 165,0 | 196 | 243,0 | 315,0 | 383 | 466 | 580 | 735 | 910 |
13 | 15 | 240,0 | 65 | 45 | 50 | 90 | 3,0 | 37,8 | 47,0 | 60,5 | 73,8 | 89,7 | 110,0 | 141,0 | 176,0 | 210 | 260,0 | 337,0 | 411 | 500 | 610 | 786 | 975 |
14 | 16 | 225,0 | 83 | 65 | 40 | 70 | 3,0 | 40,4 | 50,1 | 64,5 | 78,8 | 95,7 | 117,0 | 151,0 | 187,0 | 224 | 278,0 | 360,0 | 438 | 535 | 650 | 840 | 1040 |
15 | 17 | 211,7 | 75 | 60 | 45 | 80 | 2,5 | 42,9 | 53,8 | 68,6 | 83,7 | 102,0 | 124,0 | 160,0 | 199,0 | 238 | 295,0 | 382,0 | 465 | 570 | 690 | 890 | 1105 |
16 | 18 | 200,0 | 70 | 65 | 50 | 80 | 2,5 | 45,4 | 56,4 | 72,6 | 88,6 | 108,0 | 132,0 | 170,0 | 210,0 | 252 | 312,0 | 405,0 | 493 | 600 | 730 | 945 | 1170 |
17 | 20 | 180,0 | 50 | 50 | 48 | 80 | 2,5 | 50,4 | 62,6 | 80,6 | 98,4 | 120,0 | 146,0 | 188,0 | 234,0 | 280 | 347,0 | 449,0 | 550 | 665 | 810 | 1045 | 1300 |
18 | 22 | 163,6 | 70 | 60 | 35 | 75 | 2,0 | 55,5 | 68,9 | 88,7 | 109,0 | 132,0 | 161,0 | 207,0 | 257,0 | 308 | 382,0 | 494,0 | 605 | 735 | 835 | 1150 | 1430 |
19 | 24 | 150,0 | 70 | 35 | 25 | 100 | 2,0 | 50,5 | 75,2 | 96,8 | 119,0 | 144,0 | 175,0 | 226,0 | 281,0 | 336 | 416,0 | 540,0 | 660 | 800 | 970 | 1255 | 1560 |
20 | 26 | 138,4 | 25 | 65 | 90 | 75 | 2,0 | 65,6 | 81,4 | 105,0 | 128,0 | 156,0 | 190,0 | 245,0 | 304,0 | 365 | 451,0 | 585,0 | 715 | 865 | 1045 | 1360 | 1690 |
21 | 28 | 128,5 | 40 | 80 | 60 | 70 | 1,5 | 70,6 | 87,8 | 113,0 | 138,0 | 168,0 | 204,0 | 264,0 | 328,0 | 392 | 486,0 | 630,0 | 770 | 935 | 1135 | 1465 | 1820 |
22 | 30 | 120,0 | 40 | 50 | 45 | 90 | 1,5 | 76,6 | 94,6 | 121,0 | 148,0 | 130,0 | 219,0 | 282,0 | 351,0 | 420 | 520,0 | 675,0 | 825 | 1000 | 1215 | 1570 | 1950 |
23 | 32 | 112,5 | 45 | 80 | 60 | 90 | 1,5 | 80,7 | 101 | 129 | 158 | 192 | 233 | 301 | 374 | 448 | 555 | 720 | 780 | 1065 | 1300 | 1675 | 2080 |
24 | 34 | 105,8 | 85 | 80 | 30 | 90 | 1,5 | 85,7 | 107 | 138 | 168 | 204 | 248 | 320 | 398 | 476 | 590 | 765 | 930 | 1135 | 1380 | 1780 | 2210 |
25 | 36 | 100,0 | 40 | 60 | 45 | 50 | 1,5 | 90,8 | 113 | 146 | 178 | 216 | 263 | 339 | 421 | 505 | 625 | 810 | 985 | 1200 | 1460 | 1885 | 2340 |
26 | 38 | 94,7 | 50 | 75 | 40 | 85 | 1,5 | 95,3 | 119 | 154 | 187 | 228 | 277 | 358 | 444 | 535 | 660 | 855 | 1040 | 1265 | 1540 | 1990 | 2470 |
27 | 40 | 90,0 | 45 | 75 | 40 | 80 | 1,5 | 101,0 | 121 | 162 | 197 | 240 | 292 | 376 | 468 | 560 | 695 | 900 | 1095 | 1330 | 1620 | 2090 | 2690 |
28 | 44 | 81,8 | 30 | 65 | 50 | 85 | 1,0 | 111,0 | 138 | 178 | 217 | 264 | 321 | 414 | 515 | 620 | 765 | 990 | 1205 | 1465 | 1785 | 2300 | 2860 |
29 | 48 | 75,0 | 40 | 80 | 45 | 90 | 1,0 | 121,0 | 151 | 194 | 237 | 288 | 350 | 452 | 565 | 675 | 835 | 1080 | 1315 | 1600 | 1945 | 2510 | 3120 |
30 | 52 | 69,2 | 30 | 65 | 45 | 90 | 1,0 | 132,0 | 163 | 210 | 256 | 311 | 379 | 489 | 610 | 730 | 905 | 1170 | 1425 | 1730 | 2105 | 2720 | 3380 |
31 | 56 | 64,2 | 50 | 70 | 30 | 100 | 1,0 | 142,0 | 176 | 226 | 276 | 335 | 408 | 530 | 655 | 785 | 975 | 1260 | 1535 | 1855 | 2270 | 2930 | 3640 |
32 | 60 | 60,0 | 30 | 60 | 40 | 100 | 1,0 | 152,0 | 188 | 242 | 296 | 359 | 437 | 565 | 705 | 840 | 1040 | 1350 | 1645 | 1995 | 2430 | 3135 | 3840 |
33 | 65 | 55,3 | 50 | 65 | 24 | 100 | 1,0 | 164,0 | 204 | 262 | 320 | 389 | 474 | 615 | 760 | 910 | 1130 | 1460 | 1780 | 2165 | 2635 | 3400 | 4240 |
34 | 70 | 51,4 | 30 | 70 | 40 | 100 | 1,0 | 177,0 | 220 | 283 | 345 | 419 | 510 | 660 | 820 | 980 | 1215 | 1575 | 1915 | 2330 | 2835 | 3660 | 4545 |
35 | 75 | 48,0 | 30 | 75 | 40 | 100 | 1,0 | 180,0 | 235 | 303 | 369 | 449 | 550 | 705 | 880 | 1050 | 1300 | 1685 | 2055 | 2495 | 3040 | 3920 | 4870 |
36 | 80 | 45,0 | 30 | 90 | 45 | 100 | 1,0 | 202,0 | 251 | 323 | 394 | 479 | 585 | 755 | 935 | 1120 | 1390 | 1800 | 2190 | 2660 | 3240 | 4180 | 5195 |
37 | 90 | 40,0 | 24 | 90 | 40 | 80 | 1,0 | 227,0 | 282 | 363 | 443 | 540 | 660 | 850 | 1055 | 1260 | 1560 | 2025 | 2455 | 2935 | 3645 | 4705 | 5845 |
38 | 100 | 36,0 | 24 | 80 | 40 | 100 | 1,0 | 252,0 | 313 | 403 | 492 | 600 | 730 | 940 | 1170 | 1400 | 1735 | 2245 | 2735 | 3325 | 4050 | 5225 | 6495 |
39 | 110 | 32,7 | 35 | 80 | 25 | 100 | 1,0 | 278,0 | 345 | 444 | 545 | 660 | 805 | 1035 | 1285 | 1540 | 1910 | 2470 | 3220 | 3660 | 4455 | 5750 | 7145 |
40 | 120 | 30,0 | 30 | 75 | 25 | 100 | 1,0 | 303,0 | 376 | 484 | 595 | 720 | 875 | 1130 | 1405 | 1680 | 2080 | 2695 | 3285 | 3990 | 4850 | 6270 | 7795 |
41 | 135 | 26,6 | 30 | 80 | 24 | 100 | 1,0 | 341,0 | 423 | 545 | 665 | 810 | 985 | 1270 | 1580 | 1890 | 2340 | 3035 | 3595 | 4490 | 5465 | 7055 | 8765 |
42 | 150 | 24,0 | 30 | 90 | 24 | 100 | 1,0 | 378,0 | 470 | 605 | 740 | 900 | 1095 | 1410 | 1755 | 2100 | 2600 | 3370 | 4105 | 4990 | 6075 | 8740 | 9740 |
43 | 180 | 20,0 | 24 | 90 | 25 | 100 | 1,0 | 545,0 | 565 | 730 | 890 | 1080 | 1315 | 1695 | 2105 | 2520 | 2120 | 4045 | 4925 | 5985 | 7290 | 9405 | 11690 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |||||||
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТОВ МОДЕЛЕЙ 1Б112 И 1Б118
N позиции | Время одного оборота распределительного вала, Тц, с | Производительность, шт./ч | 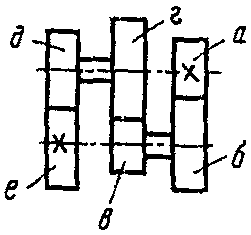 | Количество сотых делений кулачкового диска на подачу материала и поворот револьверной головки  | Частота вращения шпинделя, об./мин. | |||||||||||||||||||||
375 | 475 | 585 | 735 | 925 | 1150 | 1180 | 1485 | 1850 | 1875 | 2350 | 2910 | 2960 | 3670 | 4675 | 4750 | 5900 | ||||||||||
Частота вращения шпинделя, об./с | ||||||||||||||||||||||||||
6,25 | 7,91 | 9,75 | 12,3 | 15,4 | 19,2 | 19,7 | 24,8 | 30,8 | 31,3 | 39,2 | 48,5 | 49,4 | 61,2 | 77,9 | 79,2 | 98,4 | ||||||||||
Сменные шестерни | ||||||||||||||||||||||||||
а | б | в | г | д | е | Число оборотов шпинделя за одни оборот распределительного вала | ||||||||||||||||||||
1 | 3,1 | 1161,2 | 52 | 28 | 55 | 25 | 57 | 23 | 16,5 | 20 | 25 | 31 | 38 | 48 | 60 | 61 | 77 | 96 | 97 | 122 | 151 | 153 | 190 | 242 | 246 | 305 |
2 | 3,6 | 1000,0 | 49 | 31 | 55 | 25 | 57 | 23 | 14,2 | 23 | 29 | 35 | 45 | 56 | 69 | 71 | 90 | 111 | 113 | 141 | 175 | 178 | 221 | 281 | 285 | 354 |
3 | 4,3 | 837,2 | 49 | 31 | 52 | 28 | 57 | 23 | 12,0 | 27 | 34 | 42 | 53 | 67 | 83 | 85 | 107 | 133 | 135 | 169 | 209 | 213 | 263 | 335 | 341 | 423 |
4 | 5,4 | 666,6 | 41 | 39 | 55 | 25 | 57 | 23 | 9,5 | 34 | 43 | 53 | 67 | 84 | 104 | 107 | 134 | 167 | 169 | 212 | 262 | 267 | 331 | 421 | 428 | 532 |
5 | 6,0 | 600,0 | 39 | 41 | 55 | 25 | 57 | 23 | 8,5 | 38 | 48 | 59 | 74 | 93 | 116 | 119 | 149 | 185 | 188 | 236 | 291 | 297 | 368 | 468 | 476 | 590 |
6 | 6,5 | 553,8 | 41 | 39 | 52 | 28 | 57 | 23 | 8,0 | 41 | 52 | 64 | 80 | 100 | 125 | 128 | 162 | 201 | 204 | 255 | 315 | 321 | 398 | 507 | 515 | 640 |
7 | 7,0 | 514,2 | 39 | 41 | 52 | 28 | 57 | 23 | 7,3 | 44 | 56 | 69 | 86 | 108 | 135 | 138 | 174 | 216 | 219 | 275 | 340 | 346 | 429 | 546 | 555 | 689 |
8 | 7,5 | 480,0 | 41 | 39 | 49 | 31 | 57 | 23 | 7,0 | 47 | 60 | 73 | 93 | 116 | 144 | 148 | 186 | 231 | 235 | 294 | 364 | 371 | 459 | 585 | 594 | 738 |
9 | 8,0 | 150,0 | 41 | 39 | 52 | 28 | 55 | 23 | 6,4 | 50 | 64 | 78 | 99 | 124 | 154 | 158 | 199 | 247 | 251 | 314 | 388 | 396 | 490 | 624 | 634 | 788 |
10 | 8,5 | 423,5 | 41 | 39 | 49 | 31 | 55 | 25 | 6,0 | 53 | 68 | 83 | 105 | 131 | 164 | 168 | 211 | 262 | 266 | 334 | 413 | 420 | 520 | 663 | 674 | 835 |
11 | 9,0 | 400,0 | 31 | 49 | 55 | 25 | 57 | 23 | 5,7 | 57 | 72 | 88 | 111 | 139 | 173 | 178 | 224 | 278 | 282 | 353 | 437 | 445 | 551 | 701 | 713 | 886 |
12 | 9,5 | 378,9 | 39 | 41 | 49 | 31 | 55 | 25 | 5,4 | 60 | 75 | 93 | 117 | 117 | 183 | 187 | 236 | 293 | 298 | 373 | 461 | 470 | 582 | 740 | 753 | 935 |
13 | 10,0 | 360,0 | 41 | 39 | 49 | 31 | 52 | 28 | 5,0 | 63 | 79 | 98 | 123 | 154 | 192 | 197 | 248 | 308 | 313 | 392 | 475 | 494 | 612 | 779 | 792 | 984 |
14 | 10,5 | 342,8 | 28 | 52 | 55 | 25 | 57 | 23 | 4,9 | 66 | 83 | 103 | 129 | 162 | 202 | 207 | 264 | 324 | 32<...> | 112 | 510 | 519 | 643 | 818 | 832 | 1034 |
15 | 11,2 | 321,4 | 39 | 31 | 49 | 31 | 52 | 28 | 4,6 | 70 | 89 | 110 | 138 | 173 | 215 | 221 | 278 | 345 | 351 | 439 | 544 | 554 | 686 | 873 | 887 | 1102 |
16 | 12,0 | 300,0 | 31 | 49 | 52 | 28 | 55 | 25 | 4,3 | 76 | 98 | 118 | 148 | 186 | 232 | 288 | 298 | 370 | 376 | 472 | 582 | 594 | 736 | 936 | 952 | 1180 |
17 | 14,8 | 243,2 | 52 | 28 | 25 | 55 | 57 | 23 | 3,5 | 93 | 117 | 144 | 182 | 228 | 284 | 292 | 367 | 456 | 464 | 580 | 713 | 731 | 906 | 1153 | 1172 | 1457 |
18 | 16,5 | 218,1 | 49 | 31 | 28 | 52 | 55 | 25 | 3,1 | 103 | 131 | 161 | 203 | 254 | 317 | 325 | 409 | 509 | 517 | 647 | 801 | 815 | 1010 | 1286 | 1307 | 1624 |
19 | 17,5 | 205,7 | 25 | 55 | 49 | 31 | 57 | 23 | 3,0 | 110 | 139 | 171 | 216 | 270 | 337 | 345 | 434 | 539 | 548 | 686 | 849 | 865 | 1071 | 1364 | 1386 | 1719 |
20 | 19,0 | 189,4 | 52 | 28 | 55 | 25 | 23 | 57 | 2,7 | 119 | 151 | 186 | 234 | 293 | 365 | 375 | 472 | 586 | 595 | 745 | 922 | 939 | 1163 | 1480 | 1505 | 1870 |
21 | 20,7 | 173,9 | 39 | 41 | 31 | 49 | 57 | 23 | 2,5 | 130 | 164 | 202 | 255 | 319 | 398 | 408 | 514 | 638 | 648 | 812 | 1004 | 1023 | 1267 | 1613 | 1640 | 2037 |
22 | 21,2 | 169,8 | 41 | 39 | 31 | 49 | 55 | 25 | 2,5 | 133 | 168 | 207 | 261 | 327 | 407 | 418 | 526 | 653 | 664 | 831 | 1029 | 1048 | 1298 | 1652 | 1679 | 2086 |
23 | 22,0 | 163,6 | 49 | 31 | 55 | 25 | 23 | 57 | 2,5 | 138 | 174 | 215 | 271 | 339 | 423 | 434 | 546 | 678 | 689 | 863 | 1067 | 1087 | 1347 | 1714 | 1743 | 2165 |
24 | 23,5 | 153,1 | 39 | 41 | 31 | 49 | 55 | 25 | 2,5 | 147 | 186 | 223 | 289 | 362 | 452 | 463 | 583 | 724 | 736 | 922 | 1140 | 1161 | 1439 | 1831 | 1862 | 2313 |
25 | 24,5 | 146,9 | 39 | 41 | 28 | 52 | 57 | 23 | 2,0 | 153 | 194 | 239 | 302 | 378 | 471 | 483 | 608 | 755 | 767 | 961 | 1189 | 1211 | 1500 | 1909 | 1941 | 2411 |
26 | 25,0 | 144,0 | 41 | 39 | 28 | 52 | 55 | 25 | 2,0 | 157 | 198 | 244 | 308 | 385 | 480 | 493 | 620 | 770 | 783 | 980 | 1213 | 1235 | 1530 | 1948 | 1980 | 2460 |
27 | 26,0 | 138,4 | 49 | 31 | 52 | 28 | 23 | 57 | 2,0 | 163 | 206 | 254 | 320 | 401 | 500 | 513 | 645 | 801 | 814 | 1019 | 1261 | 1285 | 1592 | 2026 | 2060 | 2559 |
28 | 27,5 | 130,9 | 30 | 41 | 28 | 52 | 55 | 25 | 2,0 | 172 | 218 | 261 | 339 | 424 | 528 | 542 | 682 | 847 | 861 | 1078 | 1334 | 1359 | 1683 | 2143 | 2178 | 2706 |
29 | 29,0 | 124,1 | 39 | 41 | 25 | 55 | 57 | 23 | 2,0 | 182 | 230 | 283 | 357 | 447 | 557 | 572 | 719 | 894 | 908 | 1137 | 1407 | 1433 | 1775 | 2259 | 2297 | 2854 |
30 | 33,0 | 109,0 | 41 | 39 | 55 | 25 | 23 | 57 | 1,5 | 205 | 261 | 322 | 406 | 508 | 634 | 650 | 819 | 1017 | 1033 | 1294 | 1601 | 1631 | 2020 | 2571 | 2614 | 3247 |
31 | 35,0 | 102,8 | 41 | 39 | 52 | 28 | 25 | 55 | 1,5 | 219 | 277 | 342 | 431 | 539 | 672 | 690 | 868 | 1078 | 1096 | 1372 | 1698 | 1729 | 2142 | 2727 | 2772 | 3444 |
32 | 36,6 | 98,3 | 31 | 49 | 28 | 52 | 57 | 23 | 1,5 | 229 | 290 | 357 | 450 | 564 | 703 | 721 | 908 | 1128 | 1146 | 1435 | 1775 | 1808 | 2240 | 2851 | 2899 | 3602 |
33 | 38,5 | 93,5 | 39 | 41 | 52 | 28 | 25 | 55 | 1,5 | 241 | 305 | 376 | 474 | 593 | 739 | 759 | 955 | 1186 | 1205 | 1500 | 1868 | 1902 | 2356 | 2999 | 3049 | 3789 |
34 | 39,5 | 91,1 | 41 | 39 | 52 | 28 | 24 | 57 | 1,5 | 247 | 313 | 385 | 486 | 609 | 759 | 778 | 980 | 1217 | 1237 | 1549 | 1916 | 1952 | 2418 | 3077 | 3129 | 3887 |
35 | 41,5 | 86,7 | 31 | 49 | 28 | 52 | 55 | 25 | 1,5 | 260 | 329 | 407 | 511 | 639 | 797 | 818 | 1029 | 1278 | 1299 | 1627 | 2013 | 2050 | 2540 | 3233 | 3987 | 4084 |
36 | 43,5 | 82,7 | 31 | 49 | 25 | 55 | 57 | 23 | 1,0 | 272 | 344 | 424 | 535 | 670 | 835 | 857 | 1079 | 1340 | 1362 | 1705 | 2109 | 2149 | 2662 | 3389 | 3445 | 4281 |
37 | 45,0 | 80,0 | 39 | 41 | 49 | 31 | 28 | 55 | 1,0 | 282 | 356 | 439 | 554 | 693 | 864 | 887 | 1116 | 1366 | 1409 | 1764 | 2183 | 2223 | 2754 | 3506 | 3564 | 4428 |
38 | 46,5 | 77,4 | 41 | 39 | 49 | 31 | 23 | 57 | 1,0 | 291 | 368 | 454 | 572 | 716, | 893 | 916 | 1153 | 1432 | 1456 | 1823 | 2256 | 2297 | 2846 | 3623 | 3683 | 4576 |
39 | 51,0 | 70,5 | 39 | 41 | 49 | 31 | 23 | 57 | 1,0 | 319 | 404 | 498 | 628 | 786 | 979 | 1005 | 1265 | 1571 | 1597 | 1999 | 2474 | 2520 | 3122 | 3973 | 4039 | 5019 |
40 | 55,0 | 65,4 | 31 | 49 | 55 | 52 | 23 | 57 | 1,0 | 344 | 435 | 537 | 677 | 847 | 1055 | 1084 | 1364 | 1694 | 1722 | 2156 | 2668 | 2717 | 3366 | 4285 | 4356 | 5412 |
41 | 58 | 62,0 | 31 | 49 | 52 | 28 | 25 | 55 | 1,0 | 363 | 459 | 566 | 714 | 893 | 1114 | 1143 | 1439 | 1787 | 1816 | 2274 | 2813 | 2865 | 3560 | 4518 | 4594 | 5707 |
42 | 65 | 55,3 | 31 | 49 | 52 | 28 | 23 | 55 | 1,0 | 407 | 514 | 634 | 800 | 1001 | 1248 | 1281 | 1612 | 2002 | 2035 | 2548 | 3153 | 3211 | 3978 | 5064 | 5148 | 6396 |
43 | 80 | 45,0 | 49 | 31 | 28 | 52 | 25 | 55 | 1,0 | 500 | 633 | 780 | 984 | 1232 | 1536 | 1576 | 1984 | 2464 | 2504 | 3136 | 3880 | 3952 | 4896 | 6232 | 6336 | 7872 |
44 | 86 | 41,8 | 41 | 39 | 31 | 49 | 23 | 52 | 1,0 | 538 | 687 | 839 | 1058 | 1325 | 1651 | 1694 | 2133 | 2649 | 2692 | 3371 | 4171 | 4249 | 5363 | 6700 | 6812 | 8463 |
45 | 90 | 40,0 | 49 | 31 | 28 | 52 | 23 | 57 | 1,0 | 563 | 712 | 878 | 1107 | 1386 | 1728 | 1773 | 2232 | 2772 | 2817 | 3528 | 4365 | 4446 | 5508 | 7011 | 7128 | 8856 |
46 | 92 | 39,1 | 52 | 28 | 25 | 55 | 23 | 57 | 1,0 | 575 | 728 | 897 | 1132 | 1417 | 1767 | 1813 | 2282 | 2834 | 2880 | 3007 | 4462 | 4545 | 5631 | 7167 | 7287 | 9053 |
47 | 96 | 37,5 | 39 | 41 | 31 | 49 | 28 | 52 | 1,0 | 600 | 760 | 936 | 1181 | 1479 | 1844 | 1892 | 2381 | 2957 | 3005 | 3763 | 4656 | 4743 | 5875 | 7479 | 7603 | 9447 |
48 | 102 | 35,2 | 41 | 39 | 31 | 49 | 25 | 55 | 1,0 | 638 | 807 | 995 | 1255 | 1571 | 1959 | 2010 | 2530 | 3142 | 3193 | 3999 | 4947 | 5039 | 6243 | 7946 | 8079 | 10037 |
49 | 107 | 33,6 | 49 | 31 | 25 | 55 | 23 | 57 | 1,0 | 669 | 847 | 1043 | 1316 | 1648 | 2055 | 2108 | 2654 | 3296 | 3349 | 4195 | 5190 | 5286 | 6549 | 8336 | 8475 | 10529 |
50 | 113 | 31,8 | 39 | 41 | 31 | 49 | 25 | 55 | 1,0 | 707 | 894 | 1102 | 1390 | 1741 | 2170 | 2226 | 2803 | 3481 | 3537 | 4430 | 5481 | 5582 | 6916 | 8803 | 8950 | 11119 |
51 | 116 | 31,0 | 41 | 39 | 31 | 49 | 23 | 57 | 1,0 | 725 | 918 | 1131 | 1427 | 1787 | 2227 | 2286 | 2877 | 3573 | 3631 | 4547 | 5626 | 5731 | 7099 | 9037 | 9187 | 11415 |
52 | 100 | 30,0 | 41 | 39 | 28 | 52 | 25 | 55 | 1,0 | 750 | 949 | 1170 | 1476 | 1848 | 2304 | 2364 | 2976 | 3696 | 3756 | 4704 | 5820 | 5928 | 7344 | 9348 | 9504 | 11808 |
53 | 127 | 28,3 | 39 | 41 | 31 | 49 | 23 | 57 | 1,0 | 794 | 1005 | 1239 | 1562 | 1956 | 2439 | 2502 | 3150 | 3912 | 3975 | 4979 | 6160 | 6274 | 7773 | 9894 | 10059 | 12497 |
54 | 133 | 27,0 | 39 | 41 | 28 | 52 | 25 | 55 | 1,0 | 832 | 1052 | 1297 | 1636 | 2049 | 2554 | 2620 | 3299 | 4097 | 4163 | 5214 | 6451 | 6570 | 8140 | 10361 | 10534 | 13087 |
55 | 136 | 26,4 | 41 | 39 | 28 | 52 | 23 | 57 | 1,0 | 850 | 1076 | 1326 | 1673 | 2092 | 2611 | 2678 | 3373 | 4189 | 4257 | 5331 | 6596 | 6719 | 8323 | 10595 | 10771 | 13383 |
56 | 149 | 24,0 | 39 | 41 | 28 | 52 | 23 | 57 | 1,0 | 932 | 1179 | 1453 | 1833 | 2195 | 2861 | 2936 | 3695 | 4589 | 4664 | 5841 | 7227 | 7361 | 9119 | 11607 | 11801 | 14662 |
57 | 177 | 20,3 | 39 | 41 | 25 | 55 | 23 | 57 | 1,0 | 1106 | 1400 | 1726 | 2177 | 2726 | 3399 | 3487 | 4390 | 5452 | 5540 | 6939 | 8585 | 8741 | 10833 | 13789 | 14019 | 17417 |
58 | 220 | 18,0 | 31 | 49 | 28 | 52 | 25 | 55 | 1,0 | 1250 | 1582 | 1950 | 2460 | 3080 | 3840 | 3940 | 4960 | 6160 | 6200 | 7840 | 9700 | 9880 | 12240 | 15580 | 15840 | 19680 |
59 | 228 | 15,7 | 31 | 49 | 28 | 52 | 23 | 57 | 1,0 | 1425 | 1804 | 2223 | 2805 | 3511 | 4378 | 4492 | 5655 | 7023 | 7137 | 8938 | 11058 | 11263 | 13954 | 17671 | 18058 | 22435 |
60 | 266 | 13,5 | 31 | 49 | 25 | 55 | 23 | 57 | 1,0 | 1663 | 2104 | 2594 | 3272 | 4097 | 5107 | 5240 | 6597 | 8193 | 8326 | 10427 | 12901 | 13141 | 16279 | 20722 | 21067 | 26177 |
61 | 313 | 11,5 | 28 | 52 | 25 | 55 | 23 | 57 | 1,0 | 1956 | 2476 | 3052 | 3850 | 4820 | 6010 | 6166 | 7763 | 9641 | 9797 | 12270 | 15181 | 15462 | 19156 | 24383 | 24790 | 30799 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | |||||||||
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТОВ МОДЕЛЕЙ 1Д112 И 1Д118
N позиции | Время одного оборота распределительного вала, Тц, с | Производительность, шт./ч | 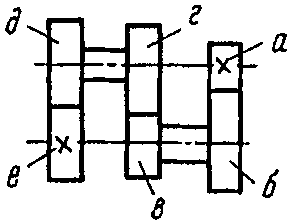 | Количество сотых делений кулачкового диска на подачу материала и поворот револьверной головки  | Частота вращения шпинделя, об./мин. | ||||||||||||||||
400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3150 | 4000 | 5000 | ||||||||||
Частота вращения шпинделя, об./с | |||||||||||||||||||||
6,6 | 8,3 | 10,5 | 13,3 | 16,7 | 20,8 | 26,6 | 33,4 | 41,6 | 52,5 | 66,8 | 83,2 | ||||||||||
Число оборотов шпинделя за один оборот распределительного вала | |||||||||||||||||||||
Сменные шестерни | |||||||||||||||||||||
а | б | в | г | д | е | ||||||||||||||||
1 | 6,0 | 600,0 | 39 | 41 | 55 | 25 | 57 | 23 | 8,5 | 40,0 | 50,0 | 63,0 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | 500 |
2 | 6,5 | 553,8 | 41 | 39 | 52 | 28 | 57 | 23 | 8,0 | 43,0 | 54,0 | 68,0 | 86 | 109 | 135 | 173 | 217 | 270 | 341 | 434 | 540 |
3 | 7,0 | 514,2 | 39 | 41 | 52 | 28 | 57 | 23 | 7,3 | 46,0 | 58,0 | 73,5 | 93 | 117 | 146 | 186 | 234 | 291 | 367 | 468 | 582 |
4 | 7,5 | 480,0 | 41 | 39 | 49 | 31 | 57 | 23 | 7,0 | 49,5 | 62,0 | 79,0 | 100 | 125 | 156 | 199 | 251 | 312 | 394 | 501 | 624 |
5 | 8,0 | 450,0 | 41 | 39 | 52 | 28 | 55 | 25 | 6,4 | 53,0 | 66,0 | 84,0 | 106 | 134 | 166 | 213 | 267 | 333 | 420 | 534 | 666 |
6 | 8,5 | 423,5 | 41 | 39 | 49 | 31 | 55 | 25 | 6,0 | 56,0 | 70,5 | 89,0 | 113 | 142 | 177 | 226 | 284 | 354 | 446 | 568 | 702 |
7 | 9,0 | 400,0 | 31 | 49 | 55 | 25 | 57 | 23 | 5,7 | 60,0 | 75,0 | 94,5 | 120 | 150, | 187 | 239 | 301 | 374 | 473 | 601 | 748 |
8 | 9,5 | 378,9 | 39 | 41 | 49 | 31 | 55 | 25 | 5,4 | 63,0 | 79,0 | 100,0 | 126 | 159 | 198 | 253 | 317 | 395 | 499 | 635 | 790 |
9 | 10,0 | 360,0 | 41 | 39 | 49 | 31 | 52 | 28 | 5,0 | 66,0 | 83,0 | 105,0 | 133 | 167 | 208 | 266 | 334 | 416 | 525 | 668 | 832 |
10 | 10,5 | 342,8 | 28 | 52 | 55 | 25 | 57 | 23 | 4,9 | 69,0 | 87,0 | 110,0 | 140 | 175 | 218 | 279 | 351 | 437 | 551 | 701 | 873 |
11 | 11,2 | 321,4 | 39 | 41 | 49 | 31 | 52 | 28 | 4,6 | 74,0 | 93,0 | 118,0 | 149 | 187 | 233 | 298 | 374 | 466 | 588 | 748 | 932 |
12 | 12,0 | 300,0 | 31 | 49 | 52 | 28 | 55 | 25 | 4,3 | 79,0 | 100,0 | 126,0 | 160 | 200 | 250 | 319 | 401 | 499 | 630 | 802 | 998 |
13 | 14,8 | 243,2 | 52 | 28 | 25 | 55 | 57 | 23 | 3,5 | 98,0 | 123,0 | 155,0 | 197 | 247 | 308 | 394 | 494 | 616 | 777 | 989 | 1231 |
14 | 16,5 | 218,1 | 49 | 31 | 28 | 52 | 55 | 25 | 3,1 | 109,0 | 137,0 | 173,0 | 219 | 276 | 343 | 439 | 551 | 686 | 866 | 1102 | 1373 |
15 | 17,5 | 205,7 | 25 | 55 | 49 | 31 | 57 | 23 | 3,0 | 115,5 | 145,0 | 184,0 | 233 | 292 | 364 | 465 | 585 | 728 | 919 | 1169 | 1456 |
16 | 19,0 | 189,4 | 52 | 28 | 55 | 25 | 23 | 57 | 2,7 | 125,5 | 158,0 | 200,0 | 253 | 317 | 395 | 505 | 635 | 790 | 998 | 1269 | 1581 |
17 | 20,7 | 173,9 | 39 | 41 | 31 | 49 | 57 | 23 | 2,5 | 136,5 | 172,0 | 217,0 | 275 | 346 | 431 | 551 | 691 | 861 | 1087 | 1383 | 1722 |
18 | 21,2 | 169,8 | 41 | 39 | 31 | 49 | 55 | 25 | 2,5 | 140,0 | 175,0 | 223,0 | 282 | 354 | 441 | 564 | 708 | 882 | 1113 | 1416 | 1764 |
19 | 22,0 | 163,6 | 49 | 31 | 55 | 25 | 23 | 57 | 2,5 | 145,0 | 182,0 | 231,0 | 293 | 367 | 458 | 585 | 735 | 915 | 1155 | 1470 | 1830 |
20 | 23,5 | 153,1 | 39 | 41 | 31 | 49 | 55 | 25 | 2,5 | 153,0 | 195,0 | 247,0 | 313 | 392 | 489 | 625 | 785 | 978 | 1234 | 1570 | 1955 |
21 | 24,5 | 146,9 | 39 | 41 | 28 | 52 | 57 | 23 | 2,0 | 162,0 | 203 | 257 | 326 | 409 | 510 | 652 | 818 | 1019 | 1286 | 1637 | 2038 |
22 | 25,0 | 144,0 | 41 | 39 | 28 | 52 | 55 | 25 | 2,0 | 165,0 | 208 | 263 | 333 | 418 | 520 | 665 | 835 | 1040 | 1313 | 1670 | 2080 |
23 | 26,0 | 138,4 | 49 | 31 | 52 | 28 | 23 | 57 | 2,0 | 171,5 | 216 | 273 | 346 | 434 | 541 | 692 | 868 | 1082 | 1365 | 1737 | 2163 |
24 | 27,5 | 130,9 | 39 | 41 | 28 | 52 | 55 | 25 | 2,0 | 181,5 | 228 | 289 | 366 | 459 | 572 | 732 | 918 | 1144 | 1444 | 1837 | 2288 |
25 | 29,0 | 124,1 | 39 | 41 | 25 | 55 | 57 | 23 | 2,0 | 191,5 | 241 | 305 | 386 | 484 | 603 | 771 | 969 | 1206 | 1523 | 1937 | 2413 |
26 | 33,0 | 109,0 | 41 | 39 | 55 | 25 | 23 | 57 | 1,5 | 218,0 | 274 | 347 | 439 | 551 | 686 | 878 | 1102 | 1378 | 1733 | 2204 | 2746 |
27 | 35,0 | 102,8 | 41 | 39 | 52 | 28 | 25 | 55 | 1,5 | 231,0 | 291 | 368 | 466 | 785 | 728 | 931 | 1169 | 1456 | 1838 | 2338 | 2912 |
28 | 36,6 | 98,3 | 31 | 49 | 28 | 52 | 57 | 23 | 1,5 | 241,5 | 308 | 384 | 487 | 611 | 761 | 974 | 1222 | 1523 | 1922 | 2445 | 3045 |
29 | 38,5 | 93,5 | 39 | 41 | 52 | 28 | 25 | 55 | 1,5 | 254,0 | 320 | 404 | 512 | 643 | 801 | 1024 | 1286 | 1602 | 2021 | 2572 | 3203 |
30 | 39,5 | 91,1 | 41 | 39 | 52 | 28 | 23 | 57 | 1,5 | 261,0 | 328 | 415 | 525 | 660 | 822 | 1051 | 1319 | 1643 | 2074 | 2639 | 3286 |
31 | 41,5 | 86,7 | 31 | 49 | 28 | 52 | 55 | 25 | 1,5 | 274,0 | 344 | 436 | 552 | 639 | 863 | 1104 | 1386 | 1726 | 2179 | 2772 | 3453 |
32 | 43,5 | 82,7 | 31 | 49 | 25 | 55 | 57 | 23 | 1,5 | 287,0 | 361 | 457 | 579 | 726 | 906 | 1156 | 1453 | 1809 | 2284 | 2906 | 3619 |
33 | 45,0 | 80,0 | 39 | 41 | 49 | 31 | 25 | 55 | 1,0 | 297,0 | 373 | 473 | 599 | 751 | 936 | 1197 | 1503 | 1872 | 2363 | 3006 | 3744 |
34 | 46,5 | 77,4 | 41 | 39 | 49 | 31 | 23 | 57 | 1,0 | 307,0 | 386 | 488 | 618 | 776 | 967 | 1237 | 1553 | 1934 | 2441 | 3106 | 3869 |
35 | 51,0 | 70,5 | 39 | 41 | 49 | 31 | 23 | 57 | 1,0 | 336,5 | 423 | 536 | 678 | 851 | 1061 | 1357 | 1703 | 2122 | 2678 | 3407 | 4243 |
36 | 55,0 | 65,4 | 31 | 49 | 55 | 25 | 23 | 57 | 1,0 | 363,0 | 458 | 578 | 732 | 919 | 1144 | 1463 | 1837 | 2288 | 2888 | 3674 | 4576 |
37 | 58,0 | 62,0 | 31 | 49 | 52 | 28 | 25 | 55 | 1,0 | 383,0 | 481 | 608 | 771 | 969 | 1206 | 1543 | 1937 | 2413 | 3045 | 3874 | 4826 |
38 | 65,0 | 55,3 | 31 | 49 | 52 | 28 | 23 | 57 | 1,0 | 429,0 | 540 | 683 | 864 | 1085 | 1352 | 1729 | 2171 | 2704 | 3412 | 4342 | 5408 |
39 | 80,0 | 45,0 | 49 | 31 | 28 | 52 | 25 | 55 | 1,0 | 528,0 | 664 | 840 | 1064 | 1336 | 1664 | 2128 | 2672 | 3328 | 4200 | 5344 | 6656 |
40 | 86,0 | 41,8 | 41 | 39 | 31 | 49 | 28 | 52 | 1,0 | 568,0 | 714 | 903 | 1144 | 1436 | 1789 | 2287 | 2872 | 3578 | 4515 | 5745 | 7155 |
41 | 90 | 40,0 | 49 | 31 | 28 | 52 | 23 | 57 | 1,0 | 594 | 747 | 945 | 1197 | 1503 | 1872 | 2394 | 3006 | 3744 | 4725 | 6012 | 7488 |
42 | 92 | 39,1 | 52 | 28 | 25 | 55 | 23 | 57 | 1,0 | 607 | 764 | 966 | 1224 | 1536 | 1914 | 2447 | 3073 | 3827 | 4830 | 6146 | 7654 |
43 | 96 | 37,5 | 39 | 41 | 31 | 49 | 28 | 52 | 1,0 | 634 | 799 | 1008 | 1277 | 1603 | 1997 | 2553 | 3206 | 3993 | 5040 | 6413 | 7987 |
44 | 102 | 35,3 | 41 | 39 | 31 | 49 | 25 | 55 | 1,0 | 679 | 846 | 1071 | 1357 | 1703 | 2122 | 2713 | 3407 | 4243 | 5355 | 6814 | 8486 |
45 | 107 | 33,6 | 49 | 31 | 25 | 55 | 23 | 57 | 1,0 | 706 | 888 | 1124 | 1423 | 1786 | 2226 | 2846 | 3574 | 4451 | 5618 | 7148 | 8902 |
46 | 113 | 31,8 | 39 | 41 | 31 | 49 | 25 | 55 | 1,0 | 746 | 938 | 1187 | 1503 | 1887 | 2350 | 3006 | 3774 | 4700 | 5933 | 7548 | 9402 |
47 | 116 | 31,0 | 41 | 39 | 31 | 49 | 23 | 57 | 1,0 | 766 | 963 | 1218 | 1543 | 1937 | 2413 | 3085 | 3874 | 4826 | 6090 | 7749 | 9651 |
48 | 120 | 30,0 | 41 | 39 | 28 | 52 | 25 | 55 | 1,0 | 792 | 966 | 1260 | 1596 | 2004 | 2496 | 3192 | 3908 | 4992 | 6300 | 8016 | 9984 |
49 | 127 | 28,3 | 39 | 41 | 31 | 49 | 23 | 57 | 1,0 | 838 | 1054 | 1336 | 1689 | 2121 | 2642 | 3378 | 4242 | 5283 | 6668 | 8484 | 10566 |
50 | 133 | 27,0 | 39 | 41 | 28 | 52 | 25 | 55 | 1,0 | 878 | 1104 | 1397 | 1769 | 2221 | 2766 | 3538 | 4442 | 5533 | 6983 | 8884 | 11066 |
51 | 136 | 26,4 | 41 | 39 | 28 | 52 | 23 | 57 | 1,0 | 898 | 1129 | 1428 | 1809 | 2271 | 2829 | 3617 | 4542 | 5658 | 7140 | 9085 | 11315 |
52 | 149 | 24,1 | 39 | 41 | 28 | 52 | 23 | 57 | 1,0 | 983 | 1237 | 1565 | 1982 | 2488 | 3099 | 3963 | 4977 | 6198 | 7823 | 9953 | 12397 |
53 | 177 | 20,3 | 39 | 41 | 25 | 55 | 23 | 57 | 1,0 | 1168 | 1469 | 1858 | 2354 | 2955 | 3682 | 4708 | 5912 | 7363 | 9223 | 11823 | 14726 |
54 | 200 | 18,0 | 31 | 49 | 28 | 52 | 25 | 55 | 1,0 | 1320 | 1660 | 2100 | 2660 | 3340 | 4160 | 5320 | 6680 | 8320 | 10500 | 13360 | 16640 |
55 | 228 | 15,7 | 31 | 49 | 28 | 52 | 23 | 57 | 1,0 | 1505 | 1892 | 2394 | 3032 | 3807 | 4742 | 6055 | 7615 | 9485 | 11970 | 15230 | 18970 |
56 | 266 | 13,5 | 31 | 49 | 25 | 55 | 23 | 57 | 1,0 | 1756 | 2208 | 2793 | 3539 | 4442 | 5533 | 7075 | 8884 | 11065 | 13965 | 17769 | 22131 |
57 | 313 | 11,5 | 28 | 52 | 25 | 55 | 23 | 57 | 1,0 | 2066 | 2598 | 3287 | 4163 | 5227 | 6510 | 8346 | 10454 | 13021 | 16433 | 20908 | 26042 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||||||||
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТОВ МОДЕЛЕЙ 1Е110, 1Е110П,
1Е116 И 1Е116П
N позиции | Время одного оборота распределительного вала, Тц, с | Производительность, шт./ч | 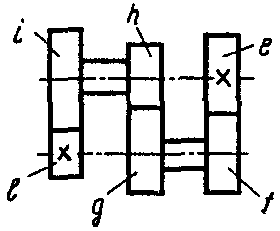 | Количество сотых делений кулачкового диска на подачу материала и поворот револьверной головки  | Частота вращения шпинделя, об./мин. | ||||||||||||||||
400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3150 | 4000 | 5000 | ||||||||||
Частота вращения шпинделя, об./с | |||||||||||||||||||||
6,7 | 8,3 | 10,5 | 13,3 | 16,7 | 20,8 | 26,7 | 33,3 | 41,7 | 52,5 | 66,7 | 83,3 | ||||||||||
Число оборотов шпинделя за одни оборот распределительного вала | |||||||||||||||||||||
Сменные шестерни | |||||||||||||||||||||
e | f | g | h | i | j | ||||||||||||||||
1 | 2,7 | 1333 | 55 | 25 | 50 | 30 | 52 | 28 | 18,5 | - | - | - | - | - | - | 72 | 90 | 110 | 140 | 180 | 225 |
2 | 2,9 | 1241 | 54 | 26 | 50 | 30 | 52 | 28 | 18,0 | - | - | - | - | - | - | 77 | 97 | 120 | 150 | 195 | 240 |
3 | 3,1 | 1161 | 53 | 27 | 50 | 30 | 52 | 28 | 17,0 | - | - | - | - | - | - | 83 | 103 | 130 | 160 | 205 | 260 |
4 | 3,2 | 1125 | 52 | 28 | 50 | 30 | 52 | 28 | 16,0 | - | - | - | - | - | - | 85 | 106 | 135 | 170 | 215 | 265 |
5 | 3,4 | 1059 | 51 | 29 | 50 | 30 | 52 | 28 | 15,0 | - | - | - | - | - | 71 | 90 | 113 | 140 | 180 | 225 | 285 |
6 | 3,6 | 1000 | 50 | 30 | 50 | 30 | 52 | 28 | 14,0 | - | - | - | - | - | 75 | 96 | 120 | 150 | 190 | 240 | 300 |
7 | 3,9 | 923 | 55 | 25 | 43 | 37 | 52 | 28 | 13,0 | - | - | - | - | - | 81 | 105 | 130 | 160 | 205 | 260 | 325 |
8 | 4,2 | 857 | 54 | 26 | 43 | 37 | 52 | 28 | 12,5 | - | - | - | - | 70 | 88 | 110 | 140 | 175 | 220 | 280 | 350 |
9 | 4,4 | 818 | 53 | 27 | 43 | 37 | 52 | 28 | 12,0 | - | - | - | - | 73 | 92 | 115 | 145 | 185 | 230 | 295 | 365 |
10 | 4,6 | 783 | 52 | 28 | 43 | 37 | 52 | 28 | 11,0 | - | - | - | - | 77 | 95 | 120 | 155 | 190 | 240 | 305 | 385 |
11 | 4,9 | 735 | 51 | 29 | 43 | 37 | 52 | 28 | 10,5 | - | - | - | - | 82 | 100 | 130 | 165 | 205 | 260 | 325 | 410 |
12 | 5,2 | 692 | 50 | 30 | 43 | 37 | 52 | 28 | 10,0 | - | - | - | - | 87 | 105 | 140 | 175 | 215 | 275 | 345 | 435 |
13 | 5,3 | 679 | 55 | 25 | 37 | 43 | 52 | 28 | 9,0 | - | - | - | 70 | 88 | 110 | 140 | 180 | 220 | 280 | 355 | 440 |
14 | 5,6 | 643 | 54 | 26 | 37 | 43 | 52 | 28 | 9,0 | - | - | - | 75 | 95 | 115 | 150 | 185 | 235 | 295 | 375 | 465 |
15 | 5,9 | 610 | 53 | 27 | 37 | 43 | 52 | 28 | 8,5 | - | - | - | 79 | 100 | 120 | 160 | 200 | 245 | 310 | 395 | 490 |
16 | 6,3 | 571 | 52 | 28 | 37 | 43 | 52 | 28 | 8,0 | - | - | - | 84 | 105 | 130 | 170 | 210 | 260 | 330 | 420 | 525 |
17 | 6,6 | 545 | 51 | 29 | 37 | 43 | 52 | 28 | 7,5 | - | - | 70 | 88 | 110 | 135 | 175 | 220 | 275 | 345 | 440 | 550 |
18 | 7,1 | 507 | 50 | 30 | 37 | 43 | 52 | 28 | 7,0 | - | - | 75 | 95 | 120 | 145 | 190 | 235 | 295 | 370 | 475 | 590 |
19 | 7,6 | 474 | 55 | 25 | 30 | 50 | 52 | 28 | 6,5 | - | - | 80 | 100 | 125 | 160 | 200 | 255 | 315 | 400 | 505 | 635 |
20 | 8,0 | 450 | 54 | 26 | 30 | 50 | 52 | 28 | 6,5 | - | - | 85 | 105 | 135 | 165 | 215 | 265 | 335 | 420 | 535 | 665 |
21 | 8,5 | 423 | 53 | 27 | 30 | 50 | 52 | 28 | 6,0 | - | 71 | 90 | 115 | 140 | 175 | 225 | 285 | 355 | 445 | 565 | 710 |
22 | 9,0 | 400 | 52 | 28 | 30 | 50 | 52 | 28 | 5,5 | - | 75 | 95 | 120 | 150 | 185 | 240 | 300 | 375 | 470 | 600 | 750 |
23 | 9,5 | 379 | 51 | 29 | 30 | 50 | 52 | 28 | 5,5 | - | 79 | 100 | 125 | 160 | 200 | 255 | 315 | 395 | 500 | 635 | 790 |
24 | 10,0 | 360 | 50 | 30 | 30 | 50 | 52 | 28 | 5,0 | - | 83 | 105 | 135 | 165 | 210 | 265 | 335 | 415 | 525 | 665 | 835 |
25 | 10,6 | 340 | 54 | 26 | 25 | 55 | 52 | 28 | 4,5 | 70 | 88 | 110 | 140 | 175 | 220 | 280 | 355 | 440 | 555 | 705 | 885 |
26 | 11,2 | 321 | 53 | 27 | 25 | 55 | 52 | 28 | 4,5 | 75 | 93 | 115 | 150 | 185 | 235 | 300 | 375 | 465 | 590 | 745 | 935 |
27 | 11,9 | 302 | 52 | 28 | 25 | 55 | 52 | 28 | 4,0 | 79 | 99 | 125 | 160 | 200 | 250 | 320 | 395 | 495 | 625 | 795 | 990 |
28 | 12,6 | 286 | 51 | 29 | 25 | 55 | 52 | 28 | 4,0 | 84 | 105 | 130 | 170 | 210 | 260 | 335 | 420 | 525 | 660 | 840 | 1050 |
29 | 13,4 | 269 | 55 | 25 | 50 | 30 | 22 | 58 | 4,0 | 89 | 110 | 140 | 180 | 225 | 280 | 355 | 445 | 560 | 705 | 895 | 1115 |
30 | 14,2 | 253 | 54 | 26 | 50 | 30 | 22 | 58 | 3,5 | 95 | 120 | 150 | 190 | 235 | 295 | 380 | 475 | 590 | 745 | 945 | 1185 |
31 | 15,0 | 240 | 53 | 27 | 50 | 30 | 22 | 58 | 3,5 | 100 | 125 | 155 | 200 | 250 | 310 | 400 | 500 | 625 | 790 | 1000 | 1250 |
32 | 15,9 | 226 | 52 | 28 | 50 | 30 | 22 | 58 | 3,0 | 106 | 130 | 165 | 210 | 265 | 330 | 425 | 530 | 660 | 835 | 1060 | 1325 |
33 | 16,9 | 213 | 51 | 29 | 50 | 30 | 32 | 58 | 3,0 | 113 | 140 | 175 | 225 | 280 | 350 | 450 | 565 | 705 | 890 | 1125 | 1410 |
34 | 17,7 | 203 | 50 | 30 | 50 | 30 | 22 | 58 | 3,0 | 118 | 150 | 185 | 235 | 295 | 370 | 470 | 590 | 740 | 930 | 1180 | 1475 |
35 | 19,2 | 187 | 55 | 25 | 43 | 37 | 22 | 58 | 2,5 | 128 | 160 | 200 | 255 | 320 | 400 | 510 | 640 | 800 | 1010 | 1280 | 1600 |
36 | 20,3 | 177 | 54 | 26 | 43 | 37 | 22 | 58 | 2,5 | 135 | 170 | 215 | 270 | 340 | 420 | 540 | 675 | 845 | 1065 | 1255 | 1690 |
37 | 21,5 | 167 | 53 | 27 | 43 | 37 | 22 | 58 | 2,5 | 143 | 180 | 225 | 285 | 360 | 450 | 575 | 715 | 895 | 1130 | 1435 | 1790 |
38 | 22,7 | 159 | 52 | 28 | 43 | 37 | 22 | 58 | 2,0 | 151 | 190 | 240 | 300 | 380 | 470 | 605 | 755 | 945 | 1190 | 1515 | 1890 |
39 | 24,0 | 150 | 51 | 29 | 43 | 37 | 22 | 58 | 2,0 | 160 | 200 | 250 | 320 | 400 | 500 | 640 | 800 | 1000 | 1260 | 1600 | 2000 |
40 | 25,4 | 142 | 50 | 30 | 43 | 37 | 22 | 58 | 2,0 | 169 | 210 | 265 | 340 | 425 | 530 | 680 | 845 | 1060 | 1335 | 1695 | 2115 |
41 | 26,8 | 134 | 55 | 25 | 37 | 43 | 22 | 58 | 2,0 | 179 | 225 | 280 | 360 | 445 | 1560 | 715 | 896 | 1115 | 1410 | 1785 | 2235 |
42 | 28,5 | 126 | 54 | 26 | 37 | 43, | 22 | 58 | 2,0 | 190 | 235 | 300 | 380 | 475 | 595 | 760 | 950 | 1190 | 1495 | 1900 | 2375 |
43 | 29,0 | 124 | 53 | 27 | 7 | 43 | 22 | 58 | 2,0 | 195 | 240 | 305 | 385 | 485 | 605 | 775 | 965 | 1210 | 1520 | 1935 | 2415 |
44 | 30,7 | 117 | 52 | 28 | 37 | 43 | 22 | 58 | 2,0 | 205 | 255 | 320 | 410 | 510 | 640 | 820 | 1025 | 1280 | 1610 | 2045 | 2560 |
45 | 32,4 | 111 | 51 | 29 | 37 | 43 | 22 | 58 | 1,5 | 215 | 270 | 340 | 430 | 540 | 675 | 865 | 1080 | 1350 | 1700 | 2160 | 2700 |
46 | 34,2 | 105 | 50 | 30 | 37 | 43 | 22 | 58 | 1,5 | 230 | 285 | 360 | 455 | 570 | 710 | 910 | 1140 | 1425 | 1795 | 2280 | 2850 |
47 | 37,2 | 97 | 55 | 25 | 30 | 50 | 22 | 58 | 1,5 | 250 | 310 | 390 | 495 | 620 | 775 | 990 | 1240 | 1550 | 1955 | 2480 | 3100 |
48 | 39,4 | 91 | 54 | 26 | 30 | 50 | 22 | 58 | 1,5 | 260 | 330 | 415 | 525 | 655 | 820 | 1050 | 1315 | 1640 | 2070 | 2625 | 3285 |
49 | 41,6 | 86 | 53 | 27 | 30 | 50 | 22 | 58 | 1,5 | 275 | 345 | 435 | 555 | 695 | 865 | 1110 | 1385 | 1735 | 2185 | 2775 | 3465 |
50 | 44,5 | 81 | 52 | 28 | 30 | 50 | 22 | 58 | 1,5 | 295 | 370 | 465 | 595 | 740 | 925 | 1185 | 1485 | 1855 | 2335 | 2965 | 3710 |
51 | 46,5 | 77 | 51 | 29 | 30 | 50 | 22 | 58 | 1,0 | 310 | 385 | 490 | 620 | 775 | 970 | 1240 | 1550 | 1940 | 2240 | 3100 | 3875 |
52 | 49,8 | 72 | 50 | 30 | 30 | 50 | 22 | 58 | 1,0 | 330 | 415 | 520 | 665 | 830 | 1035 | 1330 | 1660 | 2075 | 2615 | 3320 | 4150 |
53 | 52,5 | 68 | 54 | 26 | 25 | 55 | 22 | 58 | 1,0 | 350 | 435 | 550 | 700 | 875 | 1095 | 1400 | 1750 | 2190 | 2755 | 3500 | 4375 |
54 | 56,5 | 64 | 53 | 27 | 25 | 55 | 22 | 58 | 1,0 | 375 | 470 | 595 | 755 | 940 | 1175 | 1505 | 1885 | 2355 | 2965 | 3765 | 4710 |
55 | 58,0 | 62 | 52 | 28 | 25 | 55 | 22 | 58 | 1,0 | 385 | 485 | 610 | 775 | 965 | 1210 | 1545 | 1935 | 2415 | 3045 | 3865 | 4835 |
56 | 61,4 | 59 | 51 | 29 | 25 | 55 | 22 | 58 | 1,0 | 410 | 510 | 645 | 820 | 1025 | 1280 | 1635 | 2045 | 2560 | 3225 | 4095 | 5115 |
57 | 64,9 | 55 | 50 | 30 | 25 | 55 | 22 | 58 | 1,0 | 430 | 540 | 680 | 865 | 1080 | 1350 | 1730 | 2165 | 2705 | 3410 | 4325 | 5410 |
58 | 70,5 | 51 | 30 | 50 | 43 | 37 | 22 | 58 | 1,0 | 470 | 585 | 740 | 940 | 1175 | 1470 | 1880 | 2350 | 2940 | 3700 | 4700 | 5875 |
59 | 74,3 | 48 | 29 | 51 | 43 | 57 | 22 | 58 | 1,0 | 495 | 620 | 780 | 990 | 1240 | 1550 | 1980 | 2475 | 3095 | 3900 | 4955 | 6190 |
60 | 76,4 | 47 | 28 | 52 | 43 | 37 | 22 | 58 | 1,0 | 510 | 635 | 800 | 1020 | 1275 | 1590 | 2040 | 2545 | 3185 | 4010 | 5095 | 6365 |
61 | 83,0 | 43 | 27 | 53 | 43 | 37 | 22 | 58 | 1,0 | 555 | 690 | 870 | 1105 | 1385 | 1730 | 2215 | 2765 | 3460 | 4360 | 5535 | 6915 |
62 | 87,7 | 41 | 26 | 54 | 43 | 37 | 22 | 58 | 1,0 | 585 | 730 | 920 | 1170 | 1460 | 1825 | 2340 | 2925 | 3655 | 4605 | 5845 | 7310 |
63 | 93,0 | 39 | 25 | 55 | 43 | 37 | 22 | 58 | 1,0 | 620 | 775 | 975 | 1240 | 1550 | 1935 | 2480 | 3100 | 3875 | 4880 | 6200 | 7750 |
64, | 95,2 | 38 | 30 | 50 | 37 | 43 | 22 | 58 | 1,0 | 635 | 795 | 1000 | 1270 | 1585 | 1985 | 2540 | 3175 | 3965 | 5000 | 6345 | 7935 |
65 | 100,0 | 36 | 29 | 51 | 37 | 43 | 22 | 58 | 1,0 | 665 | 835 | 1050 | 1335 | 1665 | 2085 | 2665 | 3335 | 4165 | 5250 | 6665 | 8335 |
66 | 106,0 | 34 | 28 | 52 | 37 | 43 | 22 | 58 | 1,0 | 705 | 885 | 1115 | 1415 | 1765 | 2210 | 2825 | 3535 | 4415 | 5565 | 7065 | 8835 |
67 | 112,0 | 32 | 27 | 53 | 37 | 43 | 22 | 58 | 1,0 | 745 | 935 | 1175 | 1495 | 1865 | 2335 | 2985 | 3735 | 4665 | 5880 | 7465 | 9335 |
68 | 118,5 | 30 | 26 | 54 | 37 | 43 | 22 | 58 | 1,0 | 790 | 985 | 1245 | 1580 | 1975 | 2470 | 3160 | 3950 | 4940 | 6220 | 7900 | 9875 |
69 | 125,5 | 29 | 25 | 55 | 37 | 43 | 22 | 58 | 1,0 | 835 | 1045 | 1315 | 1675 | 2090 | 2615 | 3340 | 4185 | 5230 | 6590 | 8365 | 10460 |
70 | 136,0 | 26 | 30 | 50 | 30 | 50 | 22 | 58 | 1,0 | 905 | 1135 | 1430 | 1815 | 2265 | 2835 | 3625 | 4535 | 5665 | 7140 | 9065 | 11335 |
71 | 144,0 | 25 | 29 | 51 | 30 | 50 | 22 | 58 | 1,0 | 960 | 1200 | 1510 | 1920 | 2400 | 3000 | 3840 | 4800 | 6000 | 7560 | 9600 | 12000 |
72 | 152,0 | 24 | 30 | 50 | 28 | 52 | 22 | 58 | 1,0 | 1015 | 1265 | 1595 | 2025 | 2535 | 3165 | 4055 | 5065 | 6335 | 7980 | 10135 | 12665 |
73 | 160,0 | 22 | 29 | 51 | 28 | 52 | 22 | 58 | 1,0 | 1065 | 1335 | 1680 | 2135 | 2665 | 3335 | 4265 | 5335 | 6665 | 8400 | 10665 | 13335 |
74 | 169,0 | 21 | 28 | 52 | 28 | 52 | 22 | 58 | 1,0 | 1125 | 1410 | 1775 | 2255 | 2815 | 3520 | 4505 | 5635 | 7040 | 8870 | 11265 | 14085 |
75 | 179,0 | 20 | 27 | 53 | 28 | 52 | 22 | 58 | 1,0 | 1195 | 1490 | 1880 | 2385 | 2985 | 3730 | 4775 | 5965 | 7460 | 9400 | 11935 | 14915 |
76 | 189,0 | 19 | 26 | 54 | 28 | 52 | 22 | 58 | 1,0 | 1260 | 1575 | 1985 | 2520 | 3150 | 3940 | 5040 | 6300 | 7875 | 9920 | 12600 | 15750 |
77 | 201,0 | 18 | 25 | 55 | 28 | 52 | 22 | 58 | 1,0 | 1340 | 1675 | 2110 | 2680 | 3350 | 4190 | 5360 | 6700 | 8375 | 10560 | 13400 | 16750 |
78 | 216,0 | 17 | 30 | 50 | 22 | 58 | 22 | 58 | 1,0 | 1440 | 1800 | 2270 | 2880 | 3600 | 4500 | 5760 | 7200 | 9000 | 11340 | 14440 | 18000 |
79 | 227,0 | 16 | 29 | 51 | 22 | 58 | 22 | 58 | 1,0 | 1515 | 1890 | 2385 | 3025 | 3785 | 4730 | 6055 | 7565 | 9460 | 11920 | 15135 | 18915 |
80 | 240,0 | 15 | 28 | 52 | 22 | 58 | 22 | 58 | 1,0 | 1600 | 2000 | 2520 | 3200 | 4000 | 5000 | 6400 | 8000 | 10000 | 12600 | 16000 | 20000 |
81 | 254,0 | 14 | 27 | 53 | 22 | 58 | 22 | 58 | 1,0 | 1695 | 2115 | 2670 | 3385 | 4235 | 5290 | 6775 | 8465 | 10585 | 13335 | 16935 | 21165 |
82 | 269,0 | 13 | 26 | 54 | 22 | 58 | 22 | 58 | 1,0 | 1795 | 2240 | 2825 | 3585 | 4485 | 5605 | 7175 | 8965 | 11210 | 14120 | 17935 | 22415 |
83 | 285,0 | 12 | 25 | 55 | 22 | 58 | 22 | 58 | 1,0 | 1900 | 2375 | 2990 | 3800 | 4750 | 5940 | 7600 | 9500 | 11875 | 14960 | 19000 | 23750 |
84 | 302,0 | 12 | 24 | 56 | 22 | 58 | 22 | 58 | 1,0 | 2015 | 2515 | 3170 | 4025 | 5035 | 6290 | 8055 | 10065 | 12585 | 15855 | 20135 | 25165 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||||||||
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТОВ МОДЕЛЕЙ 1Б124 И 1Б136
N позиции | Время одного оборота распределительного вала, Тц, с | Производительность, шт./ч |  | Количество сотых делений кулачкового диска на подачу материала | Частота вращения шпинделя, об./мин. | ||||||||||||||||||
120 | 150 | 190 | 240 | 300 | 380 | 480 | 600 | 750 | 960 | 1200 | 1500 | 1900 | 2400 | ||||||||||
на подачу материала | на один поворот револьверной головки | на каждый следующий поворот револьверной головки | Частота вращения шпинделя, об./с | ||||||||||||||||||||
2 | 2,5 | 3,2 | 4 | 5 | 6,3 | 8 | 10 | 12,5 | 16 | 20 | 25 | 31,7 | 40 | ||||||||||
Сменные шестерни | |||||||||||||||||||||||
Число оборотов шпинделя за один оборот распределительного вала | |||||||||||||||||||||||
в | г | д | е | ||||||||||||||||||||
1 | 8 | 450,0 | 75 | 40 | 60 | 30 | 13 | 9,0 | 9,0 | - | - | - | - | - | - | 64 | 80 | 100 | 128 | 160 | 200 | 253 | 320 |
2 | 9 | 400,0 | 75 | 60 | 80 | 30 | 12 | 8,0 | 8,0 | - | - | - | - | - | - | 72 | 90 | 113 | 144 | 180 | 225 | 285 | 360 |
3 | 10 | 360,0 | 70 | 35 | 60 | 40 | 11 | 7,0 | 7,0 | - | - | - | - | - | - | 80 | 100 | 125 | 160 | 200 | 250 | 317 | 400 |
4 | 11 | 327,2 | 75 | 55 | 80 | 40 | 10 | 6,0 | 6,0 | - | - | - | - | - | 70 | 88 | 110 | 138 | 176 | 220 | 275 | 348 | 440 |
5 | 12 | 300,0 | 70 | 35 | 75 | 60 | 9 | 6,0 | 6,0 | - | - | - | - | - | 76 | 96 | 120 | 150 | 192 | 240 | 300 | 380 | 480 |
6 | 13 | 276,9 | 75 | 65 | 80 | 40 | 8 | 5,5 | 5,5 | - | - | - | - | - | 82 | 104 | 130 | 163 | 208 | 260 | 325 | 412 | 520 |
7 | 14 | 257,1 | 60 | 75 | 80 | 30 | 8 | 5,0 | 5,0 | - | - | - | - | 70 | 89 | 112 | 140 | 175 | 224 | 280 | 350 | 443 | 560 |
8 | 15 | 240,0 | 75 | 60 | 80 | 50 | 7 | 4,5 | 4,5 | - | - | - | - | 75 | 95 | 120 | 150 | 188 | 240 | 300 | 375 | 475 | 600 |
9 | 16 | 225,0 | 75 | 25 | 50 | 80 | 7 | 4,5 | 4,5 | - | - | - | - | 80 | 102 | 128 | 160 | 200 | 256 | 320 | 400 | 507 | 640 |
10 | 17 | 211,7 | 60 | 40 | 65 | 55 | 6 | 4,0 | 4,0 | - | - | 68 | 85 | 108 | 136 | 170 | 213 | 272 | 340 | 425 | 538 | 680 | |
11 | 18 | 200,0 | 70 | 35 | 50 | 60 | 6 | 4,0 | 4,0 | - | - | - | 72 | 90 | 114 | 144 | 180 | 225 | 288 | 360 | 450 | 570 | 720 |
12 | 20 | 180,0 | 75 | 25 | 40 | 80 | 5 | 4,0 | 4,0 | - | - | - | 80 | 100 | 127 | 160 | 200 | 250 | 320 | 400 | 500 | 633 | 800 |
13 | 22 | 163,6 | 50 | 60 | 65 | 40 | 5 | 3,0 | 4,0 | - | - | 70 | 88 | 110 | 140 | 176 | 220 | 275 | 352 | 440 | 550 | 697 | 880 |
14 | 24 | 150,0 | 75 | 30 | 40 | 80 | 5 | 3,0 | 4,0 | - | - | 76 | 96 | 120 | 152 | 192 | 240 | 300 | 384 | 480 | 600 | 760 | 960 |
15 | 26 | 138,4 | 50 | 65 | 60 | 40 | 4 | 3,0 | 4,0 | - | - | 82 | 104 | 130 | 165 | 208 | 260 | 325 | 416 | 520 | 650 | 823 | 1040 |
16 | 28 | 128,5 | 75 | 55 | 40 | 50 | 4 | 2,5 | 3,5 | - | 70 | 89 | 112 | 140 | 178 | 224 | 280 | 350 | 448 | 560 | 700 | 887 | 1120 |
17 | 30 | 120,0 | 70 | 35 | 40 | 80 | 4,0 | 2,5 | 3,5 | - | 75 | 95 | 120 | 150 | 190 | 240 | 300 | 375 | 480 | 600 | 750 | 950 | 1200 |
18 | 32 | 112,5 | 75 | 40 | 35 | 70 | 3,5 | 2,5 | 3,5 | - | 80 | 101 | 128 | 160 | 203 | 256 | 320 | 400 | 512 | 640 | 800 | 1013 | 1280 |
19 | 34 | 105,8 | 70 | 40 | 30 | 60 | 3,0 | 2,0 | 3,0 | 68 | 85 | 108 | 136 | 170 | 215 | 272 | 340 | 425 | 544 | 680 | 850 | 1077 | 1360 |
20 | 36 | 100,0 | 75 | 45 | 40 | 80 | 3,0 | 2,0 | 3,0 | 72 | 90 | 114 | 144 | 180 | 228 | 288 | 360 | 450 | 576 | 720 | 900 | 1140 | 1440 |
21 | 38 | 94,7 | 55 | 35 | 40 | 80 | 3,0 | 2,0 | 3,0 | 76 | 95 | 120 | 152 | 190 | 240 | 304 | 380 | 475 | 680 | 760 | 950 | 1203 | 1520 |
22 | 40 | 90,0 | 50 | 40 | 45 | 75 | 2,5 | 2,0 | 3,0 | 80 | 100 | 127 | 160 | 200 | 254 | 320 | 400 | 500 | 640 | 800 | 1000 | 1267 | 1600 |
23 | 44 | 81,8 | 50 | 80 | 60 | 55 | 2,5 | 1,5 | 3,0 | 88 | 110 | 139 | 176 | 220 | 278 | 352 | 440 | 550 | 704 | 880 | 1100 | 1393 | 1766 |
24 | 48 | 75,0 | 75 | 60 | 40 | 80 | 2,5 | 1,5 | 3,0 | 96 | 120 | 152 | 192 | 240 | 304 | 384 | 480 | 600 | 768 | 960 | 1200 | 1520 | 1920 |
25 | 52 | 69,2 | 75 | 65 | 40 | 80 | 2,0 | 1,5 | 3,0 | 104 | 130 | 165 | 208 | 260 | 330 | 416 | 520 | 650 | 832 | 1040 | 1300 | 1647 | 2080 |
26 | 56 | 64,2 | 75 | 70 | 40 | 80 | 2,0 | 1,5 | 3,0 | 112 | 140 | 177 | 224 | 280 | 355 | 448 | 560 | 700 | 896 | 1120 | 1400 | 1772 | 2240 |
27 | 60 | 60,0 | 50 | 80 | 60 | 75 | 2,0 | 1,5 | 3,0 | 120 | 150 | 190 | 240 | 300 | 380 | 480 | 600 | 750 | 950 | 1200 | 1500 | 1900 | 2400 |
28 | 65 | 55,3 | 40 | 80 | 60 | 65 | 2,0 | 1,5 | 3,0 | 130 | 163 | 206 | 260 | 325 | 413 | 520 | 650 | 813 | 1040 | 1300 | 1625 | 2050 | 2600 |
29 | 70 | 51,4 | 40 | 80 | 60 | 70 | 1,5 | 1,0 | 3,0 | 140 | 175 | 222 | 280 | 350 | 444 | 560 | 700 | 875 | 1120 | 1400 | 1750 | 2217 | 2800 |
30 | 75 | 48,0 | 40 | 80 | 60 | 75 | 1,5 | 1,0 | 3,0 | 150 | 188 | 237 | 300 | 375 | 475 | 600 | 750 | 938 | 1200 | 1500 | 1875 | 2375 | 3000 |
31 | 80 | 45,0 | 40 | 60 | 45 | 80 | 1,5 | 1,0 | 2,5 | 160 | 200 | 253 | 320 | 400 | 506 | 640 | 800 | 1000 | 1280 | 1600 | 2000 | 2532 | 3200 |
32 | 90 | 40,0 | 40 | 60 | 35 | 70 | 1,5 | 1,0 | 2,5 | 180 | 225 | 285 | 360 | 450 | 570 | 720 | 900 | 1125 | 1440 | 1800 | 2250 | 2850 | 3600 |
33 | 100 | 36,0 | 30 | 75 | 60 | 80 | 1,0 | 1,0 | 2,5 | 200 | 250 | 317 | 400 | 500 | 633 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3166 | 4000 |
34 | 110 | 32,7 | 40 | 55 | 30 | 80 | 1,0 | 1,0 | 2,5 | 220 | 275 | 348 | 440 | 550 | 696 | 880 | 1100 | 1375 | 1760 | 2200 | 2750 | 3493 | 4400 |
35 | 120 | 30,0 | 35 | 70 | 40 | 80 | 1,0 | 1,0 | 2,5 | 240 | 300 | 370 | 480 | 600 | 760 | 960 | 1200 | 1500 | 1920 | 2400 | 3000 | 3800 | 4800 |
36 | 135 | 26,6 | 30 | 60 | 35 | 80 | 1,0 | 1,0 | 2,5 | 270 | 338 | 427 | 540 | 675 | 855 | 1080 | 1350 | 1688 | 2160 | 2700 | 3375 | 4275 | 5400 |
37 | 150 | 24,0 | 30 | 75 | 40 | 80 | 1,0 | 1,0 | 2,5 | 300 | 375 | 475 | 600 | 750 | 950 | 1200 | 1500 | 1875 | 2400 | 3000 | 3750 | 4750 | 6000 |
38 | 165 | 21,8 | 25 | 70 | 40 | 80 | 1,0 | 1,0 | 2,5 | 330 | 413 | 522 | 660 | 825 | 1045 | 1320 | 1650 | 2063 | 2640 | 3300 | 4125 | 5225 | 6600 |
39 | 180 | 20,0 | 25 | 75 | 40 | 80 | 1,0 | 1,0 | 2,5 | 360 | 450 | 570 | 720 | 900 | 1140 | 1440 | 1800 | 2250 | 2880 | 3600 | 4500 | 5700 | 7200 |
40 | 200 | 18,0 | 20 | 80 | 45 | 75 | 1,0 | 1,0 | 2,5 | 400 | 550 | 634 | 800 | 1000 | 1270 | 1600 | 2000 | 2500 | 3200 | 4000 | 5000 | 6333 | 8000 |
41 | 220 | 16,3 | 20 | 80 | 40 | 75 | 1,0 | 1,0 | 2,5 | 440 | 590 | 697 | 960 | 1100 | 1395 | 1760 | 2200 | 2750 | 3520 | 4400 | 5500 | 6967 | 8800 |
42 | 240 | 15,0 | 35 | 70 | 20 | 80 | 1,0 | 1,0 | 2,5 | 480 | 600 | 760 | 980 | 1200 | 1520 | 1920 | 2400 | 3000 | 3840 | 4800 | 6000 | 7600 | 9600 |
43 | 270 | 13,3 | 25 | 75 | 27 | 80 | 1,0 | 1,0 | 2,5 | 540 | 675 | 855 | 1080 | 1350 | 1710 | 2160 | 2700 | 3375 | 4320 | 5500 | 6750 | 8550 | 10800 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||||||||
N позиции | Время одного оборота распределительного вала, Тц, с | Производительность, шт./ч | 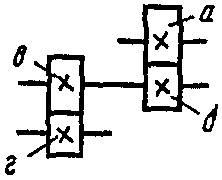 | Количество сотых делений кулачкового диска | Частота вращения шпинделя, об./мин. | |||||||||||||||||
160 | 200 | 250 | 316 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3150 | |||||||||
на подачу материала | на один поворот револьверной головки | |||||||||||||||||||||
Частота вращения шпинделя, об./с | ||||||||||||||||||||||
Сменные шестерни | 2,67 | 3,33 | 4,17 | 5,25 | 6,67 | 8,33 | 10,5 | 13,3 | 16,7 | 20,8 | 26,7 | 33,3 | 41,7 | 52,5 | ||||||||
а | б | в | г | Число оборотов шпинделя за один оборот распределительного вала | ||||||||||||||||||
1 | 8,1 | 444,4 | 75 | 45 | 80 | 20 | 12,5 | 8,5 | - | 27 | 34 | 43 | 54 | 67 | 85 | 108 | 135 | 168 | 216 | 270 | 338 | 425 |
2 | 9,8 | 367,3 | 63 | 45 | 80 | 20 | 10,5 | 7,0 | - | 33 | 41 | 52 | 66 | 82 | 100 | 130 | 164 | 204 | 262 | 327 | 409 | 515 |
3 | 11,6 | 310,3 | 71 | 60 | 80 | 20 | 9,0 | 6,0 | 31 | 39 | 49 | 61 | 78 | 97 | 122 | 155 | 194 | 242 | 310 | 387 | 484 | 609 |
4 | 13,0 | 276,9 | 63 | 60 | 80 | 20 | 8,0 | 5,5 | 35 | 44 | 54 | 69 | 87 | 109 | 137 | 173 | 217 | 271 | 347 | 433 | 542 | 683 |
5 | 14,6 | 246,5 | 63 | 60 | 71 | 20 | 6,5 | 5,0 | 39 | 49 | 61 | 77 | 98 | 122 | 154 | 194 | 244 | 304 | 390 | 486 | 609 | 767 |
6 | 16,6 | 216,8 | 75 | 60 | 71 | 27 | 6,0 | 4,5 | 45 | 55 | 69 | 87 | 111 | 139 | 175 | 221 | 277 | 346 | 443 | 553 | 693 | 852 |
7 | 18,2 | 197,8 | 45 | 60 | 80 | 20 | 5,5 | 4,0, | 49 | 61 | 76 | 96 | 122 | 152 | 191 | 242 | 304 | 379 | 486 | 606 | 759 | 956 |
7 | 20,6 | 174,7 | 60 | 63 | 75 | 27 | 5,0 | 3,5 | 55 | 69 | 86 | 108 | 138 | 172 | 217 | 274 | 344 | 429 | 550 | 686 | 859 | 1082 |
9 | 22,9 | 157,2 | 45 | 71 | 75 | 20 | 4,5 | 3,0 | 61 | 76 | 96 | 121 | 153 | 191 | 241 | 305 | 383 | 477 | 612 | 763 | 955 | 1203 |
10 | 25,7 | 140,0 | 45 | 63 | 80 | 27 | 4,0 | 3,0 | 69 | 86 | 107 | 135 | 172 | 214 | 270 | 342 | 429 | 535 | 686 | 856 | 1072 | 1350 |
11 | 27,5 | 130,9 | 45 | 63 | 75 | 27 | 4,0 | 2,5 | 74 | 92 | 115 | 145 | 184 | 229 | 289 | 366 | 460 | 572 | 735 | 916 | 1147 | 1444 |
12 | 31,1 | 115,7 | 63 | 60 | 75 | 45 | 3,5 | 2,5 | 83 | 104 | 130 | 164 | 208 | 259 | 327 | 414 | 520 | 647 | 831 | 1036 | 1297 | 1633 |
13 | 32,8 | 109,7 | 63 | 60 | 71 | 45 | 3,5 | 2,5 | 88 | 109 | 137 | 172 | 219 | 273 | 345 | 437 | 548 | 683 | 876 | 1093 | 1368 | 1722 |
14 | 34,3 | 104,9 | 60 | 63 | 75 | 45 | 3,0 | 2,5 | 92 | 114 | 143 | 180 | 229 | 286 | 360 | 456 | 573 | 714 | 916 | 1142 | 1431 | 1801 |
15 | 36,3 | 99,1 | 71 | 63 | 60 | 45 | 3,0 | 2,0 | 97 | 121 | 152 | 191 | 242 | 303 | 381 | 483 | 606 | 755 | 969 | 1209 | 1514 | 1906 |
16 | 38,6 | 93,2 | 60 | 71 | 75 | 45 | 2,5 | 2,0 | 103 | 129 | 161 | 203 | 258 | 322 | 405 | 514 | 645 | 803 | 1031 | 1286 | 1610 | 2027 |
17 | 40,6 | 88,6 | 80 | 71 | 75 | 63 | 2,5 | 2,0 | 109 | 135 | 170 | 213 | 271 | 338 | 426 | 540 | 678 | 845 | 1084 | 1352 | 1693 | 2132 |
18 | 43,2 | 83,3 | 60 | 75 | 71 | 45 | 2,5 | 1,5 | 116 | 143 | 180 | 227 | 288 | 360 | 454 | 575 | 722 | 899 | 1154 | 1439 | 1802 | 2268 |
19 | 46,2 | 77,9 | 63 | 71 | 60 | 45 | 2,5 | 1,5 | 124 | 154 | 193 | 243 | 308 | 385 | 485 | 615 | 772 | 961 | 1234 | 1539 | 1927 | 2426 |
13 | 48,6 | 74,0 | 63 | 75 | 60 | 45 | 2,0 | 1,5 | 130 | 162 | 203 | 255 | 324 | 405 | 511 | 647 | 812 | 1011 | 1298 | 1619 | 2027 | 2552 |
21 | 51,9 | 69,3 | 60 | 80 | 63 | 45 | 2,0 | 1,5 | 139 | 173 | 217 | 273 | 346 | 433 | 545 | 691 | 867 | 1080 | 1386 | 1729 | 2165 | 2725 |
22 | 54,8 | 65,6 | 71 | 60 | 63 | 75 | 2,0 | 1,5 | 147 | 182 | 229 | 288 | 366 | 457 | 576 | 729 | 915 | 1140 | 1463 | 1825 | 2285 | 2877 |
23 | 57,2 | 62,9 | 45 | 63 | 80 | 60 | 2,0 | 1,5 | 153 | 190 | 239 | 301 | 382 | 477 | 601 | 761 | 956 | 1190 | 1527 | 1905 | 2386 | 3003 |
24 | 61,0 | 59,0 | 45 | 63 | 75 | 60 | 2,0 | 1,5 | 163 | 203 | 255 | 321 | 407 | 508 | 641 | 812 | 1019 | 1269 | 1629 | 2032 | 2544 | 3203 |
25 | 64,3 | 55,9 | 45 | 63 | 71 | 60 | 1,5 | 1,0 | 172 | 214 | 268 | 338 | 429 | 537 | 675 | 855 | 1074 | 1338 | 1717 | 2141 | 2682 | 3376 |
23 | 68,6 | 52,4 | 45 | 71 | 75 | 60 | 1,5 | 1,0 | 183 | 228 | 286 | 360 | 458 | 572 | 721 | 913 | 1146 | 1427 | 1832 | 2285 | 2861 | 3602 |
27 | 76,8 | 46,8 | 45 | 75 | 71 | 60 | 1,5 | 1,0 | 205 | 256 | 321 | 403 | 513 | 640 | 807 | 1022 | 1283 | 1598 | 2050 | 2558 | 3203 | 4032 |
28 | 81,6 | 44,1 | 45 | 71 | 63 | 60 | 1,5 | 1,0 | 218 | 272 | 341 | 429 | 545 | 680 | 857 | 1086 | 1367 | 1698 | 2179 | 2718 | 3403 | 4284 |
29 | 86,5 | 41,6 | 45 | 75 | 63 | 60 | 1,5 | 1,0 | 231 | 288 | 361 | 454 | 577 | 721 | 909 | 1151 | 1445 | 1800 | 2310 | 2881 | 3608 | 4542 |
30 | 89,5 | 40,2 | 45 | 71 | 60 | 63 | 1,5 | 1,0 | 239 | 298 | 373 | 470 | 597 | 746 | 940 | 1191 | 1495 | 1862 | 2390 | 2981 | 3732 | 4699 |
31 | 93,5 | 38,5 | 45 | 75 | 60 | 63 | 1,5 | 1,0 | 250 | 311 | 390 | 491 | 624 | 779 | 982 | 1244 | 1562 | 1945 | 2497 | 3114 | 3899 | 4910 |
32 | 103,0 | 34,9 | 27 | 80 | 71 | 45 | 1,5 | 1,0 | 275 | 343 | 430 | 541 | 687 | 858 | 1082 | 1370 | 1720 | 2143 | 2750 | 3430 | 4295 | 5408 |
33 | 108,0 | 33,3 | 27 | 75 | 63 | 45 | 1,5 | 1,0 | 289 | 360 | 451 | 567 | 721 | 900 | 1134 | 1437 | 1804 | 2247 | 2884 | 3597 | 4504 | 5670 |
34 | 116,0 | 31,0 | 27 | 80 | 63 | 45 | 1,5 | 1,0 | 310 | 386 | 484 | 609 | 774 | 967 | 1218 | 1543 | 1937 | 2413 | 3097 | 3863 | 4837 | 6090 |
35 | 121,0 | 29,7 | 27 | 80 | 60 | 45 | 1,5 | 1,0 | 323 | 403 | 505 | 636 | 807 | 1008 | 1271 | 1610 | 2021 | 2517 | 3231 | 4030 | 5046 | 6353 |
36 | 130,0 | 27,6 | 20 | 75 | 71 | 45 | 1,5 | 1,0 | 347 | 433 | 542 | 683 | 867 | 1083 | 1365 | 1729 | 2171 | 2704 | 3471 | 4329 | 5421 | 6825 |
37 | 136,0 | 26,4 | 27 | 71 | 63 | 60 | 1,5 | 1,0 | 363 | 453 | 567 | 714 | 907 | 1133 | 1428 | 1809 | 2271 | 2829 | 3631 | 4529 | 5671 | 7142 |
38 | 146 | 24,6 | 20 | 75 | 63 | 45 | 1,5 | 1,0 | 390 | 486 | 609 | 767 | 974 | 1216 | 1533 | 1942 | 2438 | 3037 | 3899 | 4862 | 6088 | 7665 |
39 | 156 | 23,0 | 20 | 80 | 63 | 45 | 1,5 | 1,0 | 416 | 519 | 651 | 819 | 1041 | 1300 | 1638 | 2075 | 2605 | 3245 | 4165 | 6195 | 6505 | 8190 |
40 | 163 | 22,0 | 20 | 80 | 60 | 45 | 1,5 | 1,0 | 435 | 543 | 680 | 856 | 1087 | 1358 | 1712 | 2168 | 2722 | 3391 | 4352 | 5428 | 6797 | 8797 |
41 | 170 | 21,1 | 27 | 63 | 60 | 80 | 1,5 | 1,0 | 454 | 566 | 709 | 893 | 1134 | 1416 | 1785 | 2261 | 2839 | 3536 | 4539 | 5661 | 7089 | 8925 |
42 | 179 | 20,1 | 27 | 71 | 60 | 75 | 1,5 | 1,0 | 478 | 596 | 747 | 940 | 1194 | 1491 | 1880 | 2381 | 2990 | 3723 | 4780 | 6961 | 7465 | 9398 |
43 | 191 | 18,8 | 27 | 71 | 60 | 80 | 1,5 | 1,0 | 510 | 636 | 797 | 1003 | 1274 | 1591 | 2006 | 2541 | 3190 | 3973 | 5100 | 6361 | 7965 | 10028 |
44 | 203 | 17,7 | 20 | 71 | 60 | 63 | 1,5 | 1,0 | 542 | 676 | 847 | 1066 | 1354 | 1691 | 2132 | 2700 | 3390 | 4223 | 5420 | 6760 | 8465 | 10568 |
45 | 215 | 16,7 | 20 | 75 | 60 | 63 | 1,5 | 1,0 | 574 | 716 | 897 | 1129 | 1434 | 1791 | 2258 | 2860 | 3591 | 4472 | 5741 | 7160 | 8966 | 11288 |
46 | 229 | 15,7 | 20 | 80 | 60 | 63 | 1,5 | 1,0 | 612 | 763 | 955 | 1202 | 1528 | 1908 | 2405 | 3046 | 3824 | 4765 | 6115 | 7626 | 9550 | 12023 |
47 | 242 | 14,8 | 20 | 75 | 60 | 71 | 1,5 | 1,0 | 646 | 806 | 1009 | 1271 | 1614 | 2016 | 2541 | 3219 | 4042 | 5034 | 6462 | 8059 | 10091 | 12705 |
48 | 258 | 13,9 | 20 | 80 | 60 | 71 | 1,5 | 1,0 | 689 | 859 | 1076 | 1355 | 1721 | 2149 | 2709 | 3432 | 4309 | 5366 | 6889 | 8592 | 10759 | 13545 |
49 | 272 | 13,2 | 20 | 80 | 60 | 75 | 1,5 | 1,0 | 727 | 906 | 1135 | 1428 | 1815 | 2266 | 2856 | 3618 | 4543 | 5658 | 7263 | 9058 | 11343 | 14280 |
50 | 291 | 12,3 | 20 | 80 | 45 | 60 | 1,5 | 1,0 | 777 | 969 | 1214 | 1528 | 1941 | 2424 | 3056 | 3871 | 4860 | 6053 | 7770 | 9691 | 12135 | 15278 |
51 | 304 | 11,8 | 20 | 80 | 45 | 63 | 1,5 | 1,0 | 812 | 1012 | 1268 | 1596 | 2028 | 2533 | 3192 | 4043 | 5077 | 6323 | 8117 | 10123 | 12677 | 15960 |
52 | 322 | 11,1 | 20 | 75 | 45 | 71 | 1,5 | 1,0 | 860 | 1072 | 1343 | 1691 | 2148 | 2683 | 3381 | 4283 | 5378 | 6698 | 8598 | 10723 | 13428 | 16905 |
53 | 345 | 10,4 | 20 | 80 | 45 | 71 | 1,5 | 1,0 | 921 | 1149 | 1439 | 1812 | 2301 | 2874 | 3623 | 4589 | 5762 | 7176 | 9212 | 11489 | 14387 | 18113 |
54 | 363 | 9,8 | 20 | 80 | 45 | 75 | 1,5 | 1,0 | 969 | 1209 | 1514 | 1906 | 2421 | 3024 | 3812 | 4828 | 6062 | 7551 | 9692 | 12088 | 15137 | 19058 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||||||||
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТОВ МОДЕЛЕЙ 1Б125 И 1Б140
N позиции | Время одного оборота распределительного вала, Тц, с | Производительность, шт./ч | 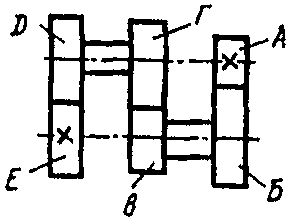 | Количество сотых делений кулачкового диска | Частота вращения шпинделя, об./мин. | ||||||||||||||||||||||||
на подачу материала | на одно переключение револьверной головки револьверной головки  | на изменение частоты вращения шпинделя | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3150 | |||||||||
Частота вращения шпинделя, об./с | |||||||||||||||||||||||||||||
1,05 | 1,33 | 1,67 | 2,08 | 2,67 | 3,33 | 4,17 | 15,26 | 6,66 | 8,33 | 10,5 | 13,5 | 16,7 | 20,8 | 26,7 | 33,3 | 41,7 | 52,6 | ||||||||||||
Частота вращения шпинделя за один оборот распределительного вала | |||||||||||||||||||||||||||||
Сменные шестерни | |||||||||||||||||||||||||||||
А | Б | В | Г | Д | Е | ||||||||||||||||||||||||
1 | 10,1 | 356,4 | 55 | 45 | 60 | 40 | 73 | 27 | 10 | 10,0 | 5,0 | 67 | 84 | 106 | 134 | 168 | 210 | 270 | 336 | 421 | |||||||||
2 | 11,1 | 324,3 | 60 | 40 | 75 | 25 | 50 | 50 | 9 | 9,0 | 4,5 | 74 | 92 | 116 | 148 | 185 | 230 | 296 | 370 | 462 | |||||||||
3 | 12,1 | 297,5 | 65 | 35 | 73 | 27 | 45 | 55 | 8,5 | 8,5 | 4,5 | 63 | 80 | 100 | 126 | 161 | 202 | 250 | 323 | 404 | 504 | 630 | |||||||
4 | 13,2 | 272,7 | 70 | 30 | 75 | 25 | 35 | 65 | 8 | 8,0 | 4,0 | 69 | 88 | 110 | 138 | 176 | 220 | 274 | 352 | 440 | 550 | 690 | |||||||
5 | 14,1 | 255,3 | 65 | 35 | 70 | 30 | 45 | 55 | 7,5 | 7,5 | 4,0 | 74 | 94 | 117 | 147 | 188 | 235 | 293 | 376 | 470 | 586 | 740 | |||||||
6 | 15,0 | 240,0 | 60 | 40 | 73 | 27 | 45 | 55 | 7 | 7,0 | 3,5 | 62 | 79 | 100 | 125 | 157 | 200 | 250 | 312 | 400 | 500 | 626 | 790 | ||||||
7 | 17,3 | 208,0 | 65 | 35 | 70 | 30 | 40 | 60 | 6 | 6,0 | 3,0 | 72 | 91 | 115 | 144 | 181 | 230 | 289 | 360 | 462 | 575 | 720 | 910 | ||||||
8 | 17,9 | 201,1 | 60 | 40 | 65 | 35 | 50 | 50 | 6 | 6,0 | 3,0 | 74 | 94 | 119 | 149 | 188 | 239 | 299 | 372 | 478 | 596 | 740 | 940 | ||||||
9 | 20,3 | 177,3 | 75 | 25 | 50 | 50 | 45 | 55 | 5 | 5,0 | 2,5 | 67 | 84 | 106 | 135 | 169 | 213 | 270 | 339 | 422 | 542 | 676 | 845 | 1060 | |||||
10 | 20,9 | 172,7 | 65 | 35 | 75 | 25 | 30 | 70 | 5 | 5,0 | 2,5 | 69 | 87 | 109 | 139 | 178 | 220 | 279 | 349 | 434 | 558 | 697 | 872 | 1090 | |||||
11 | 22,0 | 163,6 | 55 | 45 | 65 | 35 | 50 | 50 | 4,5 | 4,5 | 2,5 | 73 | 91 | 115 | 147 | 183 | 231 | 293 | 367 | 456 | 587 | 734 | 916 | 1150 | |||||
12 | 23,2 | 155,1 | 65 | 35 | 73 | 27 | 30 | 70 | 4,5 | 4,5 | 2,5 | 77 | 96 | 122 | 155 | 193 | 243 | 309 | 387 | 481 | 620 | 773 | 966 | 1220 | |||||
13 | 24,2 | 148,7 | 65 | 35 | 75 | 25 | 27 | 73 | 4,5 | 4,5 | 2,5 | 64 | 80 | 100 | 127 | 161 | 201 | 254 | 322 | 404 | 503 | 646 | 805 | 1010 | 1270 | ||||
14 | 25,0 | 144,0 | 75 | 25 | 50 | 50 | 40 | 60 | 4 | 4,0 | 2,0 | 66 | 83 | 104 | 131 | 166 | 208 | 262 | 333 | 417 | 518 | 666 | 833 | 1040 | 1310 | ||||
15 | 26,2 | 137,4 | 70 | 30 | 50 | 50 | 45 | 55 | 4 | 4,0 | 2,0 | 70 | 87 | 109 | 137 | 174 | 218 | 275 | 349 | 436 | 544 | 700 | 872 | 1092 | 1370 | ||||
16 | 27,3 | 131,8 | 55 | 45 | 60 | 40 | 50 | 50 | 4 | 4,0 | 2,0 | 73 | 91 | 113 | 143 | 182 | 227 | 286 | 364 | 455 | 566 | 728 | 910 | 1140 | 1430 | ||||
17 | 28,0 | 128,5 | 55 | 45 | 73 | 27 | 35 | 65 | 4 | 4,0 | 2,0 | 73 | 93 | 116 | 147 | 187 | 233 | 294 | 373 | 467 | 581 | 747 | 933 | 1156 | 1470 | ||||
18 | 30,0 | 120,0 | 60 | 40 | 75 | 25 | 27 | 73 | 3,5 | 3,5 | 2,0 | 62 | 80 | 100 | 125 | 157 | 200 | 250 | 315 | 400 | 500 | 623 | 800 | 1000 | 1250 | 1570 | |||
19 | 32,1 | 12,1 | 70 | 30 | 50 | 50 | 40 | 60 | 4 | 4,0 | 1,5 | 66 | 85 | 107 | 134 | 169 | 214 | 267 | 337 | 428 | 535 | 666 | 856 | 1070 | 1340 | 1690 | |||
20 | 33,0 | 109,0 | 55 | 45 | 65 | 35 | 40 | 60 | 3 | 3,0 | 1,5 | 68 | 88 | 110 | 137 | 173 | 220 | 275 | 346 | 440 | 550 | 685 | 880 | 1100 | 1375 | 1730 | |||
21 | 35,3 | 102,0 | 55 | 45 | 73 | 27 | 30 | 70 | 3 | 3,0 | 1,5 | 73 | 94 | 117 | 147 | 185 | 235 | 294 | 371 | 470 | 588 | 745 | 942 | 1175 | 1470 | 1850 | |||
22 | 36,9 | 97,5 | 55 | 45 | 75 | 25 | 27 | 73 | 3 | 3,0 | 1,5 | 76 | 98 | 123 | 154 | 194 | 246 | 307 | 387 | 492 | 615 | 768 | 985 | 1230 | 1535 | 1940 | |||
23 | 38,6 | 93,2 | 60 | 40 | 70 | 30 | 27 | 73 | 3 | 3,0 | 1,5 | 64 | 80 | 103 | 128 | 161 | 203 | 257 | 322 | 405 | 515 | 643 | 805 | 1030 | 1288 | 1610 | 2030 | ||
24 | 40,4 | 89,1 | 65 | 35 | 50 | 50 | 40 | 60 | 2,5 | 2,5 | 1,5 | 67 | 84 | 108 | 134 | 168 | 212 | 269 | 337 | 424 | 540 | 673 | 842 | 1078 | 1350 | 1665 | 2120 | ||
25 | 42,0 | 85,7 | 73 | 27 | 45 | 55 | 35 | 65 | 2,5 | 2,5 | 1,5 | 70 | 87 | 112 | 140 | 175 | 221 | 280 | 350 | 441 | 560 | 700 | 875 | 1120 | 1400 | 1750 | 2210 | ||
26 | 45,0 | 80,0 | 75 | 25 | 50 | 50 | 27 | 73 | 2,5 | 2,5 | 1,5 | 75 | 93 | 115 | 150 | 187 | 236 | 300 | 375 | 472 | 600 | 750 | 936 | 1200 | 1500 | 1875 | 21160 | ||
27 | 48,5 | 74,2 | 60 | 40 | 65 | 35 | 27 | 73 | 2,5 | 2,5 | 1,0 | 81 | 100 | 127 | 158 | 202 | 255 | 323 | 404 | 498 | 646 | 792 | 988 | 1268 | 1615 | 2020 | 2550 | ||
28 | 50,6 | 71,1 | 55 | 45 | 60 | 40 | 35 | 65 | 2 | 2,0 | 1,0 | 67 | 84 | 105 | 135 | 168 | 210 | 266 | 337 | 421 | 530 | 674 | 842 | 1052 | 1350 | 1685 | 2110 | 2660 | |
29 | 55,0 | 65,4 | 75 | 25 | 45 | 55 | 27 | 73 | 2 | 2,0 | 1,0 | 73 | 91 | 114 | 147 | 163 | 229 | 289 | 367 | 458 | 577 | 732 | 916 | 1145 | 1467 | 1834 | 2290 | 2890 | |
30 | 57,9 | 62,1 | 70 | 30 | 50 | 50 | 27 | 73 | 2 | 2,0 | 1,0 | 77 | 96 | 120 | 155 | 193 | 241 | 304 | 386 | 482 | 608 | 771 | 955 | 1204 | 1545 | 1930 | 2415 | 3040 | |
31 | 61,4 | 58,6 | 55 | 45 | 50 | 50 | 40 | 60 | 2 | 2,0 | 1,0 | 82 | 101 | 128 | 164 | 204 | 256 | 323 | 409 | 511 | 645 | 818 | 1025 | 1280 | 1640 | 2040 | 2560 | 3230 | |
32 | 64,7 | 55,6 | 73 | 27 | 40 | 60 | 30 | 70 | 2 | 2,0 | 1,0 | 67 | 86 | 108 | 133 | 173 | 215 | 270 | 334 | 431 | 538 | 678 | 862 | 1158 | 1346 | 1725 | 2156 | 2700 | 3310 |
33 | 70,8 | 50,8 | 70 | 30 | 45 | 55 | 27 | 73 | 1,5 | 1,5 | 1,0 | 74 | 94 | 118 | 147 | 189 | 236 | 295 | 372 | 472 | 590 | 744 | 945 | 1180 | 1475 | 1890 | 2380 | 2950 | 3720 |
34 | 73,7 | 48,8 | 55 | 45 | 60 | 40 | 27 | 73 | 1,5 | 1,5 | 1,0 | 77 | 98 | 122 | 153 | 197 | 245 | 303 | 388 | 490 | 614 | 775 | 984 | 1228 | 1534 | 1965 | 2455 | 3075 | 3880 |
35 | 80,1 | 44,9 | 73 | 27 | 35 | 65 | 30 | 70 | 1,5 | 1,5 | 1,0 | 84 | 106 | 133 | 166 | 214 | 267 | 334 | 420 | 534 | 666 | 840 | 1068 | 1335 | 1670 | 2138 | 2670 | 3340 | 4200 |
36 | 86,9 | 41,4 | 70 | 30 | 40 | 60 | 27 | 73 | 1,5 | 1,5 | 1,0 | 91 | 115 | 145 | 180 | 232 | 289 | 362 | 456 | 578 | 723 | 912 | 1166 | 1448 | 1810 | 2310 | 2895 | 3620 | 4560 |
37 | 94,2 | 38,2 | 65 | 35 | 40 | 60 | 30 | 70 | 1 | 1,0 | 0,5 | 98 | 125 | 157 | 195 | 252 | 313 | 392 | 495 | 628 | 786 | 988 | 1255 | 1570 | 1960 | 2510 | 3140 | 3925 | 4960 |
38 | 100,0 | 36,0 | 60 | 40 | 50 | 50 | 25 | 75 | 1,0 | 1,0 | 0,5 | 105 | 133 | 167 | 208 | 267 | 333 | 417 | 526 | 666 | 833 | 1050 | 1330 | 1670 | 2080 | 2670 | 3330 | 4170 | 5260 |
39 | 105,1 | 34,2 | 75 | 25 | 30 | 70 | 27 | 73 | 1,0 | 1,0 | 0,5 | 110 | 140 | 175 | 218 | 281 | 350 | 438 | 553 | 700 | 875 | 1104 | 1400 | 1750 | 2170 | 2800 | 3500 | 4380 | 5530 |
40 | 110,1 | 32,7 | 60 | 40 | 45 | 55 | 27 | 73 | 1,0 | 1,0 | 0,5 | 115 | 146 | 183 | 229 | 294 | 367 | 459 | 580 | 734 | 916 | 1157 | 1465 | 1835 | 2297 | 2940 | 3670 | 4590 | 5800 |
41 | 121,1 | 29,7 | 65 | 35 | 40 | 60 | 25 | 75 | 1,0 | 1,0 | 0,5 | 127 | 161 | 202 | 249 | 322 | 400 | 505 | 632 | 808 | 1010 | 1273 | 1612 | 2020 | 2521 | 3230 | 4040 | 5050 | 6320 |
42 | 129,4 | 27,8 | 73 | 27 | 30 | 70 | 25 | 75 | 1,0 | 1,0 | 0,5 | 136 | 172 | 215 | 269 | 346 | 430 | 540 | 680 | 862 | 1078 | 1358 | 1724 | 2156 | 2700 | 3452 | 4325 | 5400 | 6800 |
43 | 139,3 | 25,8 | 50 | 50 | 40 | 60 | 35 | 65 | 1,0 | 1,0 | 0,5 | 146 | 185 | 232 | 290 | 372 | 464 | 581 | 733 | 927 | 1160 | 1462 | 1852 | 2320 | 2900 | 3720 | 4650 | 5815 | 7330 |
44 | 143,2 | 25,1 | 55 | 45 | 40 | 60 | 30 | 70 | 1,0 | 1,0 | 0,5 | 150 | 190 | 239 | 298 | 383 | 477 | 596 | 753 | 955 | 1192 | 1504 | 1910 | 2390 | 2980 | 3820 | 4770 | 5960 | 7530 |
45 | 165,2 | 21,7 | 50 | 50 | 45 | 55 | 27 | 73 | 1,0 | 1,0 | 0,5 | 173 | 220 | 275 | 344 | 441 | 550 | 688 | 870 | 1102 | 1378 | 1730 | 2200 | 2750 | 3440 | 4410 | 5500 | 6880 | 8700 |
46 | 175,0 | 20,5 | 50 | 50 | 40 | 60 | 30 | 70 | 1,0 | 1,0 | 0,5 | 183 | 233 | 292 | 356 | 467 | 583 | 730 | 922 | 1167 | 1460 | 1830 | 2330 | 2920 | 3560 | 4670 | 5830 | 7300 | 9220 |
47 | 188,5 | 19,0 | 65 | 35 | 30 | 70 | 25 | 75 | 1,0 | 1,0 | 0,5 | 198 | 251 | 314 | 393 | 504 | 628 | 785 | 993 | 1258 | 1570 | 1980 | 2510 | 3140 | 3930 | 5040 | 6280 | 7850 | 9930 |
48 | 205,4 | 17,5 | 55 | 45 | 35 | 65 | 27 | 73 | 0,5 | 0,5 | 0,5 | 215 | 273 | 342 | 428 | 548 | 683 | 856 | 1080 | 1370 | 1712 | 2150 | 2730 | 3420 | 4280 | 5480 | 6830 | 8560 | 10800 |
49 | 216,6 | 16,6 | 50 | 50 | 35 | 65 | 30 | 70 | 0,5 | 0,5 | 0,5 | 228 | 289 | 361 | 451 | 578 | 722 | 903 | 1140 | 1446 | 1805 | 2280 | 2890 | 3610 | 4510 | 5780 | 7220 | 9030 | 11400 |
50 | 227,9 | 15,7 | 55 | 45 | 35 | 65 | 25 | 75 | 0,5 | 0,5 | 0,5 | 239 | 304 | 380 | 475 | 608 | 759 | 950 | 1198 | 1520 | 1900 | 2390 | 3040 | 3800 | 4750 | 6080 | 7590 | 9500 | 11980 |
51 | 247,8 | 14,5 | 45 | 55 | 40 | 60 | 27 | 73 | 0,5 | 0,5 | 0,5 | 260 | 330 | 413 | 517 | 662 | 825 | 1032 | 1305 | 1652 | 2063 | 2600 | 3300 | 4130 | 5170 | 6620 | 8250 | 10320 | 13050 |
52 | 268,0 | 13,4 | 55 | 45 | 30 | 70 | 27 | 73 | 0,5 | 0,5 | 0,5 | 271 | 344 | 430 | 537 | 689 | 860 | 1075 | 1358 | 1720 | 2048 | 2710 | 3440 | 4300 | 5370 | 6890 | 8500 | 10750 | 13580 |
53 | 270,4 | 13,3 | 60 | 40 | 27 | 73 | 25 | 75 | 0,5 | 0,5 | 0,5 | 284 | 360 | 451 | 564 | 721 | 900 | 1128 | 1420 | 1803 | 2256 | 2840 | 3600 | 4510 | 5640 | 7210 | 9000 | 11280 | 14200 |
54 | 278,6 | 12,9 | 50 | 50 | 35 | 65 | 25 | 75 | 0,5 | 0,5 | 0,5 | 292 | 378 | 165 | 580 | 744 | 928 | 1160 | 1465 | 1858 | 2320 | 2920 | 3720 | 4650 | 5800 | 7440 | 9280 | 11600 | 14650 |
55 | 286,3 | 12,5 | 55 | 45 | 30 | 70 | 25 | 75 | 0,5 | 0,5 | 0,5 | 301 | 3<...> | 478 | 596 | 765 | 955 | 1195 | 1508 | 1910 | 2385 | 3010 | 3820 | 4787 | 5960 | 7650 | 9500 | 11950 | 15080 |
56 | 306,8 | 11,7 | 45 | 55 | 35 | 65 | 27 | 73 | 0,5 | 0,5 | 0,5 | 322 | 403 | 512 | 638 | 819 | 1020 | 1280 | 1613 | 2045 | 2558 | 3220: | 4030 | 5120 | 6380 | 8190 | 10200 | 12800 | 16130 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | |||||||||||
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТОВ МОДЕЛЕЙ 1Е125, 1Е125П,
1Е140 И 1Е140П
N позиции | Время одного оборота распределительного вала, Тц, с | Производительность, шт./ч | 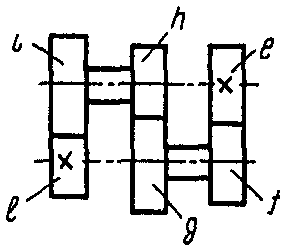 | Количество сотых делений кулачкового диска на подачу материала и поворот револьверной головки  | Частота вращения шпинделя, об./мин. | ||||||||||||||||||
450 | 500 | 560 | 630 | 710 <*> | 800 | 900 <*> | 1000 | 1250 | 1600 | 2000 | 2500 | 3150 <*> | 4000 <*> | ||||||||||
Частота вращения шпинделя, об./с | |||||||||||||||||||||||
7,5 | 8,3 | 9,3 | 10,5 | 11,6 | 13,8 | 15 | 16,7 | 20,8 | 26,7 | 33,3 | 41,7 | 52,5 | 66,7 | ||||||||||
Сменные шестерни | |||||||||||||||||||||||
e | f | g | h | i | j | Число оборотов шпинделя за один оборот распределительного вала | |||||||||||||||||
1 | 6,1 | 590 | 53 | 27 | 50 | 30 | 52 | 28 | 17,0 | 46 | 51 | 57 | 64 | 72 | 81 | 91 | 102 | 127 | 162 | 203 | 255 | 320 | 405 |
2 | 6,5 | 554 | 52 | 28 | 50 | 30 | 52 | 28 | 16,0 | 49 | 54 | 60 | 70 | 77 | 87 | 98 | 108 | 135 | 173 | 215 | 270 | 340 | 435 |
3 | 6,8 | 529 | 51 | 29 | 50 | 30 | 52 | 28 | 15,0 | 51 | 57 | 63 | 71 | 80 | 90 | 102 | 113 | 140 | 180 | 225 | 285 | 360 | 455 |
4 | 7,2 | 500 | 50 | 30 | 50 | 30 | 52 | 28 | 14,0 | 54 | 60 | 67 | 76 | 85 | 95 | 108 | 120 | 150 | 190 | 240 | 300 | 380 | 480 |
5 | 7,8 | 461 | 55 | 25 | 43 | 37 | 52 | 28 | 13,5 | 59 | 65 | 73 | 82 | 92 | 104 | 115 | 130 | 160 | 210 | 260 | 325 | 410 | 520 |
6 | 8,3 | 434 | 54 | 26 | 43 | 37 | 52 | 28 | 12,5 | 62 | 70 | 77 | 87 | 98 | 110 | 125 | 140 | 170 | 220 | 275 | 345 | 435 | 555 |
7 | 8,8 | 409 | 53 | 27 | 43 | 37 | 52 | 28 | 12,0 | 66 | 73 | 82 | 92 | 104 | 115 | 130 | 145 | 185 | 235 | 295 | 365 | 460 | 585 |
8 | 9,3 | 387 | 52 | 28 | 43 | 37 | 52 | 28 | 11,0 | 70 | 77 | 87 | 98 | 110 | 125 | 140 | 155 | 195 | 250 | 310 | 390 | 490 | 620 |
9 | 9,8 | 367 | 51 | 29 | 43 | 37 | 52 | 28 | 10,5 | 74 | 82 | 91 | 102 | 115 | 130 | 145 | 165 | 205 | 260 | 325 | 410 | 515 | 655 |
10 | 10,3 | 349 | 50 | 30 | 43 | 37 | 52 | 28 | 10,0 | 77 | 86 | 96 | 108 | 120 | 135 | 155 | 170 | 215 | 275 | 345 | 430 | 540 | 685 |
11 | 10,6 | 340 | 55 | 25 | 37 | 43 | 52 | 28 | 9,5 | 80 | 88 | 99 | 111 | 125 | 140 | 160 | 175 | 220 | 280 | 355 | 440 | 555 | 705 |
12 | 11,2 | 321 | 54 | 26 | 37 | 43 | 52 | 28 | 9,0 | 84 | 93 | 104 | 117 | 130 | 150 | 170 | 185 | 235 | 300 | 375 | 465 | 590 | 745 |
13 | 11,8 | 305 | 53 | 27 | 37 | 43 | 52 | 28 | 8,5 | 89 | 98 | 110 | 125 | 140 | 160 | 175 | 195 | 245 | 315 | 395 | 490 | 620 | 785 |
14 | 12,5 | 288 | 52 | 28 | 37 | 43 | 52 | 28 | 8,0 | 94 | 104 | 117 | 130 | 150 | 165 | 185 | 210 | 260 | 335 | 415 | 520 | 655 | 835 |
15 | 13,2 | 273 | 51 | 29 | 37 | 43 | 52 | 28 | 7,5 | 99 | 110 | 123 | 140 | 155 | 175 | 200 | 220 | 275 | 350 | 440 | 550 | 695 | 880 |
16 | 13,9 | 259 | 50 | 30 | 37 | 43 | 52 | 28 | 7,5 | 104 | 115 | 130 | 145 | 165 | 185 | 210 | 230 | 290 | 370 | 465 | 580 | 730 | 925 |
17 | 15,1 | 238 | 55 | 25 | 30 | 50 | 52 | 28 | 7,0 | 113 | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 315 | 400 | 505 | 630 | 790 | 1005 |
18 | 16,0 | 225 | 54 | 26 | 30 | 50 | 52 | 28 | 6,5 | 120 | 135 | 150 | 170 | 190 | 215 | 240 | 265 | 335 | 425 | 535 | 665 | 840 | 1065 |
19 | 17,0 | 212 | 53 | 27 | 30 | 50 | 52 | 28 | 6,0 | 128 | 140 | 160 | 180 | 200 | 225 | 255 | 285 | 355 | 455 | 565 | 710 | 890 | 1135 |
20 | 18,0 | 200 | 52 | 28 | 30 | 50 | 52 | 28 | 5,5 | 135 | 150 | 170 | 190 | 210 | 240 | 270 | 300 | 375 | 480 | 600 | 750 | 945 | 1200 |
21 | 19,0 | 189 | 51 | 29 | 30 | 50 | 52 | 28 | 5,5 | 143 | 160 | 175 | 200 | 225 | 255 | 285 | 315 | 395 | 505 | 635 | 790 | 995 | 1265 |
22 | 20,0 | 180 | 50 | 30 | 30 | 50 | 52 | 28 | 5,0 | 150 | 165 | 185 | 210 | 235 | 265 | 300 | 335 | 415 | 535 | 665 | 835 | 1050 | 1335 |
23 | 21,2 | 170 | 54 | 26 | 25 | 55 | 52 | 28 | 5,0 | 159 | 175 | 200 | 220 | 250 | 280 | 320 | 355 | 440 | 565 | 705 | 885 | 1115 | 1415 |
24 | 22,4 | 161 | 53 | 27 | 25 | 55 | 52 | 28 | 4,5 | 168 | 185 | 210 | 235 | 265 | 300 | 335 | 375 | 465 | 600 | 745 | 935 | 1175 | 1495 |
25 | 23,7 | 152 | 52 | 28 | 25 | 55 | 52 | 28 | 4,5 | 178 | 195 | 220 | 250 | 280 | 315 | 355 | 395 | 495 | 630 | 790 | 990 | 1245 | 1580 |
26 | 25,1 | 143 | 51 | 29 | 25 | 55 | 52 | 28 | 4,0 | 188 | 210 | 235 | 265 | 300 | 335 | 375 | 420 | 520 | 570 | 835 | 1045 | 1315 | 1675 |
27 | 26,7 | 135 | 55 | 25 | 50 | 30 | 22 | 58 | 4,0 | 200 | 220 | 250 | 280 | 315 | 355 | 400 | 445 | 555 | 710 | 890 | 1110 | 1400 | 1780 |
28 | 28,3 | 127 | 54 | 26 | 50 | 30 | 22 | 58 | 4,0 | 212 | 235 | 265 | 295 | 335 | 380 | 425 | 470 | 590 | 755 | 945 | 1180 | 1485 | 1885 |
29 | 30,0 | 120 | 54 | 27 | 50 | 30 | 22 | 58 | 3,5 | 225 | 250 | 280 | 315 | 355 | 400 | 450 | 500 | 625 | 800 | 1000 | 1250 | 1575 | 2000 |
30 | 31,6 | 114 | 54 | 28 | 50 | 30 | 22 | 58 | 3,5 | 237 | 265 | 295 | 330 | 375 | 420 | 475 | 525 | 660 | 840 | 1055 | 1315 | 1660 | 2105 |
31 | 33,4 | 108 | 51 | 29 | 50 | 30 | 22 | 58 | 3,0 | 251 | 280 | 310 | 350 | 395 | 445 | 500 | 555 | 695 | 890 | 1115 | 1390 | 1755 | 2225 |
32 | 35,3 | 102 | 50 | 30 | 50 | 30 | 22 | 58 | 3,0 | 265 | 295 | 330 | 370 | 420 | 470 | 525 | 590 | 735 | 940 | 1175 | 1470 | 1855 | 2355 |
33 | 38,5 | 94 | 55 | 25 | 43 | 37 | 22 | 58 | 3,0 | 289 | 320 | 360 | 405 | 455 | 515 | 575 | 640 | 800 | 1025 | 1285 | 1605 | 2020 | 2565 |
34 | 40,5 | 89 | 54 | 26 | 43 | 37 | 22 | 58 | 2,5 | 305 | 335 | 380 | 425 | 480 | 540 | 605 | 675 | 845 | 1080 | 1350 | 1685 | 2125 | 2700 |
35 | 42,9 | 84 | 53 | 27 | 43 | 37 | 22 | 58 | 2,5 | 320 | 355 | 400 | 450 | 510 | 570 | 645 | 715 | 895 | 1145 | 1430 | 1785 | 2250 | 2860 |
36 | 45,4 | 79 | 52 | 28 | 43 | 37 | 22 | 58 | 2,5 | 340 | 480 | 425 | 475 | 540 | 605 | 680 | 755 | 945 | 1210 | 1515 | 1890 | 2385 | 3025 |
37 | 48,0 | 75 | 51 | 29 | 43 | 37 | 22 | 58 | 2,5 | 360 | 400 | 450 | 505 | 570 | 640 | 720 | 800 | 1000 | 1280 | 1600 | 2000 | 2520 | 3200 |
38 | 50,5 | 71 | 50 | 30 | 43 | 37 | 22 | 58 | 2,0 | 380 | 420 | 470 | 530 | 600 | 675 | 755 | 840 | 1060 | 1345 | 1685 | 2105 | 2650 | 3365 |
39 | 51,7 | 70 | 55 | 25 | 37 | 43 | 22 | 58 | 2,0 | 385 | 430 | 480 | 540 | 610 | 690 | 775 | 860 | 1080 | 1380 | 1725 | 2155 | 2715 | 3445 |
40 | 55,0 | 65 | 54 | 26 | 37 | 43 | 22 | 58 | 2,0 | 410 | 460 | 515 | 580 | 650 | 735 | 825 | 915 | 1145 | 1465 | 1835 | 2290 | 2885 | 3665 |
41 | 58,0 | 62 | 53 | 27 | 37 | 43 | 22 | 58 | 2,0 | 435 | 485 | 540 | 610 | 685 | 775 | 870 | 965 | 1210 | 1545 | 1935 | 2415 | 3045 | 3865 |
42 | 61,3 | 59 | 52 | 28 | 37 | 43 | 22 | 58 | 2,0 | 460 | 510 | 570 | 645 | 725 | 820 | 920 | 1020 | 1280 | 1635 | 2045 | 2555 | 3220 | 4085 |
43 | 64,7 | 56 | 51 | 29 | 37 | 43 | 22 | 58 | 1,5 | 485 | 540 | 605 | 680 | 765 | 860 | 970 | 1080 | 1350 | 1725 | 2155 | 2695 | 3395 | 4315 |
44 | 68,2 | 53 | 50 | 30 | 37 | 43 | 22 | 58 | 1,5 | 510 | 570 | 635 | 715 | 810 | 910 | 1025 | 1135 | 1420 | 1820 | 2295 | 2840 | 3580 | 4545 |
45 | 74,2 | 49 | 55 | 25 | 30 | 50 | 22 | 58 | 1,5 | 555 | 620 | 690 | 780 | 880 | 990 | 1115 | 1235 | 1545 | 1980 | 2475 | 3090 | 3895 | 4945 |
46 | 78,6 | 46 | 54 | 26 | 30 | 50 | 22 | 58 | 1,5 | 590 | 655 | 735 | 825 | 930 | 1050 | 1180 | 1310 | 1640 | 2095 | 2620 | 3275 | 4125 | 5240 |
47 | 81,0 | 44 | 53 | 27 | 30 | 50 | 22 | 58 | 1,5 | 605 | 675 | 755 | 850 | 960 | 1080 | 1215 | 1350 | 1690 | 2160 | 2700 | 3375 | 4250 | 5400 |
48 | 88,0 | 41 | 52 | 28 | 30 | 50 | 22 | 58 | 1,5 | 660 | 735 | 820 | 925 | 1040 | 1175 | 1320 | 1465 | 1835 | 2345 | 2935 | 3665 | 4620 | 5865 |
49 | 93,0 | 39 | 51 | 29 | 30 | 50 | 22 | 58 | 1,5 | 695 | 775 | 870 | 975 | 1100 | 1240 | 1395 | 1550 | 1940 | 2480 | 3100 | 3875 | 4880 | 6200 |
50 | 98,0 | 37 | 50 | 30 | 30 | 50 | 22 | 58 | 1,0 | 735 | 815 | 915 | 1030 | 1160 | 1305 | 1470 | 1635 | 2040 | 2615 | 3265 | 4085 | 5145 | 6535 |
51 | 104,0 | 35 | 54 | 26 | 25 | 55 | 22 | 58 | 1,0 | 780 | 865 | 970 | 1090 | 1230 | 1385 | 1560 | 1735 | 2165 | 2775 | 3465 | 4335 | 5460 | 6935 |
52 | 110 | 33 | 53 | 27 | 25 | 55 | 22 | 58 | 1,0 | 825 | 915 | 1025 | 1155 | 1300 | 1465 | 1650 | 1835 | 2290 | 2935 | 3665 | 4585 | 5775 | 7335 |
53 | 116 | 31 | 52 | 28 | 25 | 55 | 22 | 58 | 1,0 | 870 | 965 | 1080 | 1220 | 1370 | 1545 | 1740 | 1935 | 2415 | 3095 | 3865 | 4835 | 6090 | 7735 |
54 | 122 | 30 | 51 | 29 | 25 | 55 | 22 | 58 | 1,0 | 915 | 1015 | 1140 | 1280 | 1445 | 1625 | 1830 | 2035 | 2540 | 3253 | 4065 | 5085 | 6405 | 8135 |
55 | 129 | 28 | 50 | 30 | 25 | 55 | 22 | 58 | 1,0 | 965 | 1075 | 1205 | 1355 | 1530 | 1720 | 1935 | 2150 | 2690 | 3440 | 4300 | 5375 | 6770 | 8600 |
56 | 140 | 26 | 30 | 50 | 43 | 37 | 22 | 58 | 1,0 | 1050 | 1165 | 1305 | 1470 | 1655 | 1865 | 2100 | 2335 | 2915 | 3735 | 4665 | 5835 | 7350 | 9335 |
57 | 148 | 24 | 29 | 51 | 43 | 37 | 22 | 58 | 1,0 | 1110 | 1230 | 1380 | 1555 | 1750 | 1975 | 2220 | 2465 | 3085 | 3945 | 4935 | 6165 | 7770 | 9865 |
58 | 157 | 23 | 28 | 52 | 43 | 37 | 22 | 58 | 1,0 | 1175 | 1305 | 1465 | 1650 | 1860 | 2095 | 2355 | 2615 | 3270 | 4185 | 5235 | 6540 | 8240 | 10465 |
59 | 165 | 22 | 27 | 53 | 43 | 37 | 22 | 58 | 1,0 | 1235 | 1375 | 1540 | 1730 | 1950 | 2200 | 2475 | 2750 | 3440 | 4400 | 5500 | 6875 | 8660 | 11000 |
60 | 175 | 21 | 26 | 54 | 43 | 37 | 22 | 58 | 1,0 | 1310 | 1455 | 1635 | 1835 | 2070 | 2335 | 2625 | 2915 | 3645 | 4665 | 5835 | 7290 | 9185 | 11665 |
61 | 185 | 20 | 25 | 55 | 43 | 37 | 22 | 58 | 1,0 | 1385 | 1540 | 1725 | 1940 | 2190 | 2465 | 2775 | 3085 | 3855 | 4935 | 6160 | 7710 | 9710 | 12335 |
62 | 190 | 19 | 30 | 50 | 37 | 43 | 22 | 58 | 0,5 | 1425 | 1580 | 1775 | 1995 | 2250 | 2535 | 2850 | 3165 | 3960 | 5065 | 6335 | 7915 | 9975 | 12665 |
63 | 200 | 18 | 29 | 51 | 37 | 43 | 22 | 58 | 0,5 | 1500 | 1665 | 1865 | 2100 | 2365 | 2665 | 3000 | 3335 | 4165 | 5335 | 6665 | 8335 | 10500 | 13335 |
64 | 211 | 17 | 28 | 52 | 37 | 43 | 22 | 58 | 0,5 | 1580 | 1755 | 1970 | 2215 | 2495 | 2815 | 3165 | 3515 | 4395 | 5625 | 7035 | 8790 | 11075 | 14065 |
65 | 223 | 16 | 27 | 53 | 37 | 43 | 22 | 58 | 0,5 | 1670 | 1855 | 2080 | 2340 | 2640 | 2975 | 3345 | 3715 | 4645 | 5945 | 7435 | 9290 | 11705 | 14865 |
66 | 236 | 15 | 26 | 54 | 37 | 43 | 22 | 58 | 0,5 | 1770 | 1965 | 2200 | 2480 | 2790 | 3145 | 3540 | 3935 | 4915 | 6295 | 7865 | 9835 | 12390 | 15735 |
67 | 254 | 14 | 25 | 55 | 37 | 43 | 22 | 58 | 0,5 | 1905 | 2115 | 2370 | 2665 | 3005 | 3385 | 3810 | 4235 | 5290 | 6775 | 8465 | 10585 | 13335 | 16935 |
68 | 272 | 13 | 30 | 50 | 30 | 50 | 22 | 58 | 0,5 | 2040 | 2265 | 2540 | 2855 | 3220 | 3625 | 4080 | 4535 | 5665 | 7255 | 9065 | 11335 | 14280 | 18135 |
69 | 287 | 12,5 | 29 | 51 | 30 | 50 | 22 | 58 | 0,5 | 2150 | 2390 | 2680 | 3015 | 3395 | 3825 | 4305 | 4785 | 5980 | 7655 | 9565 | 11960 | 15065 | 19135 |
70 | 303 | 12 | 30 | 50 | 28 | 52 | 22 | 58 | 0,5 | 2270 | 2520 | 2830 | 3180 | 3585 | 4040 | 4545 | 5050 | 6310 | 8080 | 10100 | 12625 | 15905 | 20200 |
71 | 320 | 11,2 | 29 | 51 | 28 | 52 | 22 | 58 | 0,5 | 2400 | 2665 | 2985 | 3360 | 3785 | 4265 | 4800 | 5335 | 6665 | 8535 | 10665 | 13335 | 16800 | 21335 |
72 | 332 | 11,0 | 28 | 52 | 28 | 52 | 22 | 58 | 0,5 | 2490 | 2765 | 3100 | 3485 | 3930 | 4425 | 4980 | 5535 | 6915 | 8855 | 11065 | 13835 | 17430 | 22135 |
73 | 357 | 10,0 | 27 | 53 | 28 | 52 | 22 | 58 | 0,5 | 2675 | 2975 | 3330 | 3750 | 4225 | 4760 | 5355 | 5950 | 7440 | 9520 | 11900 | 14875 | 18740 | 23800 |
74 | 378 | 9,5 | 26 | 54 | 28 | 52 | 22 | 58 | 0,5 | 2835 | 3150 | 3530 | 3970 | 4470 | 5040 | 5670 | 6300 | 7875 | 10080 | 12600 | 15750 | 19845 | 25200 |
75 | 400 | 9,0 | 22 | 55 | 28 | 52 | 22 | 58 | 0,5 | 3000 | 3330 | 3735 | 4200 | 4730 | 5335 | 6000 | 6665 | 8335 | 10665 | 13335 | 16665 | 21000 | 26665 |
76 | 430 | 8,4 | 30 | 50 | 22 | 58 | 22 | 58 | 0,5 | 3225 | 3680 | 4015 | 4515 | 5090 | 5735 | 6450 | 7165 | 8960 | 11465 | 14335 | 17915 | 22575 | 28665 |
77 | 454 | 7,9 | 29 | 51 | 22 | 58 | 22 | 58 | 0,5 | 3405 | 3780 | 4240 | 4770 | 5370 | 6055 | 6810 | 7565 | 9460 | 12105 | 15135 | 18915 | 23835 | 30265 |
78 | 479 | 7,5 | 28 | 52 | 22 | 58 | 22 | 58 | 0,5 | 3590 | 3990 | 4470 | 5030 | 5670 | 6385 | 7185 | 7985 | 9980 | 12775 | 15965 | 19960 | 25145 | 31935 |
79 | 506 | 7,1 | 27 | 53 | 22 | 58 | 22 | 58 | 0,5 | 3795 | 4215 | 4720 | 5315 | 5985 | 6745 | 7590 | 8435 | 10540 | 13495 | 16865 | 21085 | 26565 | 33735 |
80 | 536 | 6,7 | 26 | 54 | 22 | 58 | 22 | 58 | 0,5 | 4020 | 4465 | 5000 | 5630 | 6340 | 7145 | 8040 | 8935 | 11165 | 14295 | 17865 | 22335 | 28140 | 35735 |
81 | 568 | 6,3 | 25 | 55 | 22 | 58 | 22 | 58 | 0,5 | 4260 | 4730 | 5300 | 5965 | 6720 | 7575 | 8520 | 9465 | 11835 | 15145 | 18935 | 23665 | 29820 | 37865 |
82 | 602 | 6,0 | 24 | 56 | 22 | 58 | 22 | 58 | 0,5 | 4515 | 5015 | 5620 | 6320 | 7125 | 8025 | 9030 | 10035 | 12540 | 16055 | 20065 | 25085 | 31605 | 40135 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||||||||
--------------------------------
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТОВ МОДЕЛЕЙ
INDEX 12, INDEX 18 И INDEX 25
N позиции | Время одного оборота распределительного вала Tц, с | Производительность, шт./ч |  | Количество сотых делений кулачкового диска | Частота вращения шпинделя, об./мин. | |||||||||||||
460 | 550 | 700 | 950 | 1200 | 1500 | 1900 | 2400 | 3200 | 4000 | |||||||||
на подачу материала и один поворот револьверной головки | на каждый следующий поворот револьверной головки <*>  | Частота вращения шпинделя, об./с | ||||||||||||||||
7,7 | 9,2 | 11,6 | 15,8 | 20 | 25 | 32 | 40 | 53 | 67 | |||||||||
Сменные шестерни | Число оборотов шпинделя за один оборот распределительного вала | |||||||||||||||||
a | b | c | d | |||||||||||||||
1 | 3 | 1200,0 | 80 | 50 | 90 | 30 | 19,0 | 19,0 | 23 | 27 | 35 | 48 | 40 | 75 | 95 | 120 | 160 | 200 |
2 | 4 | 900,0 | 80 | 40 | 90 | 50 | 14,5 | 14,5 | 31 | 36 | 47 | 63 | 80 | 100 | 125 | 160 | 213 | 266 |
3 | 5 | 720,0 | 75 | 50 | 80 | 40 | 11,5 | 11,5 | 38 | 46 | 58 | 79 | 100 | 125 | 158 | 200 | 266 | 333 |
4 | 6 | 600,0 | 75 | 60 | 80 | 40 | 10,0 | 10,0 | 46 | 55 | 70 | 95 | 120 | 150 | 190 | 240 | 320 | 400 |
5 | 7 | 514,0 | 60 | 75 | 80 | 30 | 8,5 | 8,5 | 54 | 64 | 82 | 111 | 140 | 175 | 222 | 280 | 373 | 466 |
6 | 8 | 450,0 | 50 | 80 | 90 | 30 | 7,5 | 7,5 | 61 | 73 | 93 | 126 | 160 | 200 | 253 | 320 | 426 | 533 |
7 | 9 | 400,0 | 80 | 40 | 50 | 60 | 6,5 | 6,5 | 69 | 82 | 105 | 142 | 180 | 225 | 285 | 360 | 480 | 600 |
8 | 10 | 360,0 | 40 | 80 | 90 | 30 | 6,0 | 6,0 | 77 | 92 | 116 | 158 | 200 | 250 | 316 | 400 | 533 | 666 |
9 | 11 | 327,0 | 60 | 70 | 80 | 50 | 5,5 | 5,5 | 84 | 101 | 128 | 174 | 220 | 275 | 346 | 440 | 586 | 733 |
10 | 12 | 300,0 | 70 | 60 | 80 | 75 | 5,0 | 5,0 | 92 | 110 | 140 | 190 | 240 | 300 | 380 | 480 | 640 | 800 |
11 | 13 | 276,2 | 75 | 0 | 60 | 80 | 4,5 | 4,5 | 100 | 119 | 152 | 206 | 260 | 325 | 411 | 520 | 693 | 866 |
12 | 14 | 257,2 | 80 | 40 | 50 | 90 | 4,5 | 4,5 | 108 | 128 | 163 | 222 | 280 | 350 | 443 | 560 | 746 | 933 |
13 | 15 | 240,0 | 45 | 90 | 80 | 40 | 4,5 | 4,0 | 115 | 137 | 175 | 237 | 300 | 375 | 475 | 600 | 800 | 1000 |
14 | 16 | 225,0 | 75 | 40 | 45 | 90 | 4,0 | 4,5 | 123 | 146 | 187 | 253 | 320 | 400 | 506 | 640 | 853 | 1066 |
13 | 17 | 211,7 | 70 | 40 | 45 | 90 | 3,5 | 4,0 | 130 | 155 | 198 | 269 | 340 | 425 | 538 | 680 | 906 | 1133 |
16 | 18 | 200,0 | 75 | 45 | 40 | 80 | 3,5 | 4,0 | 138 | 165 | 210 | 285 | 360 | 450 | 570 | 720 | 960 | 1200 |
17 | 20 | 180,0 | 75 | 50 | 40 | 80 | 3,0 | 3,5 | 153 | 183 | 233 | 316 | 400 | 500 | 633 | 800 | 1065 | 1333 |
18 | 22 | 163,6 | 45 | 80 | 60 | 50 | 3,0 | 3,5 | 169 | 202 | 256 | 348 | 440 | 550 | 696 | 880 | 1175 | 1466 |
19 | 24 | 150,0 | 75 | 60 | 40 | 80 | 2,5 | 3,5 | 184 | 220 | 280 | 380 | 480 | 600 | 760 | 960 | 1280 | 1600 |
20 | 26 | 144,0 | 70 | 60 | 40 | 80 | 2,5 | 3,5 | 200 | 238 | 303 | 412 | 520 | 650 | 822 | 1040 | 1385 | 1733 |
21 | 28 | 128,5 | 40 | 80 | 75 | 70 | 2,5 | 3,5 | 215 | 256 | 326 | 443 | 560 | 700 | 886 | 1120 | 1490 | 1866 |
22 | 30 | 120,0 | 50 | 80 | 60 | 75 | 2,0 | 3,0 | 230 | 275 | 350 | 475 | 600 | 750 | 950 | 1200 | 1600 | 2000 |
23 | 32 | 112,5 | 75 | 60 | 30 | 80 | 2,0 | 3,0 | 245 | 293 | 373 | 508 | 640 | 800 | 1006 | 1280 | 1705 | 2133 |
24 | 34 | 105,8 | 50 | 75 | 60 | 90 | 2,0 | 3,0 | 260 | 311 | 392 | 539 | 680 | 850 | 1075 | 1360 | 1815 | 2266 |
25 | 36 | 100,0 | 50 | 60 | 45 | 90 | 2,0 | 3,0 | 275 | 330 | 420 | 570 | 720 | 900 | 1140 | 1440 | 1920 | 2400 |
26 | 38 | 94,7 | 40 | 80 | 60 | 75 | 1,5 | 3,0 | 290 | 348 | 445 | 600 | 760 | 950 | 1208 | 1520 | 2030 | 2533 |
27 | 40 | 90,0 | 50 | 75 | 45 | 80 | 1,5 | 3,0 | 306 | 366 | 466 | 631 | 800 | 1000 | 1270 | 1600 | 2140 | 2666 |
28 | 44 | 81,8 | 60 | 70 | 40 | 100 | 1,5 | 3,0 | 337 | 403 | 512 | 698 | 880 | 1100 | 1395 | 1760 | 2350 | 2933 |
29 | 48 | 75,0 | 50 | 90 | 45 | 80 | 1,5 | 3,0 | 368 | 440 | 560 | 760 | 960 | 1200 | 1520 | 1920 | 2560 | 3200 |
30 | 52 | 69,2 | 60 | 70 | 30 | 90 | 1,5 | 3,0 | 400 | 476 | 608 | 824 | 1040 | 1300 | 1645 | 2080 | 2770 | 3466 |
31 | 56 | 64,2 | 40 | 75 | 45 | 90 | 1,5 | 3,0 | 430 | 513 | 652 | 886 | 1120 | 1400 | 1775 | 2240 | 2985 | 3733 |
32 | 60 | 60,0 | 45 | 90 | 40 | 80 | 1,0 | 2,5 | 460 | 550 | 700 | 950 | 1200 | 1500 | 1900 | 2400 | 3200 | 4000 |
33 | 65 | 55,3 | 30 | 100 | 70 | 90 | 1,0 | 2,5 | 500 | 595 | 760 | 1030 | 1300 | 1625 | 2060 | 2600 | 3470 | 4333 |
34 | 70 | 51,4 | 30 | 70 | 45 | 90 | 1,0 | 2,5 | 538 | 640 | 815 | 1106 | 1400 | 1750 | 2220 | 2800 | 3730 | 4666 |
35 | 75 | 48,0 | 30 | 75 | 45 | 90 | 1,0 | 2,5 | 575 | 687 | 875 | 1185 | 1500 | 1870 | 2380 | 3000 | 4000 | 5000 |
36 | 80 | 45,0 | 45 | 80 | 30 | 90 | 1,0 | 2,5 | 613 | 732 | 935 | 1264 | 1600 | 2000 | 2530 | 3200 | 4260 | 5333 |
37 | 90 | 40,0 | 45 | 75 | 25 | 90 | 1,0 | 2,5 | 690 | 824 | 1050 | 1422 | 1800 | 2250 | 2850 | 3600 | 4800 | 6000 |
38 | 100 | 36,0 | 30 | 80 | 40 | 100 | 1,0 | 2,5 | 767 | 916 | 1170 | 1580 | 2000 | 2500 | 3165 | 4000 | 5330 | 6660 |
39 | 110 | 32,7 | 45 | 80 | 24 | 100 | 1,0 | 2,5 | 844 | 1010 | 1285 | 1740 | 2200 | 2750 | 3480 | 4400 | 5860 | 7330 |
40 | 120 | 30,0 | 40 | 80 | 25 | 100 | 1,0 | 2,5 | 920 | 1100 | 1400 | 1900 | 2400 | 3000 | 3800 | 4800 | 6440 | 8000 |
41 | 135 | 26,6 | 40 | 90 | 25 | 100 | 1,0 | 2,5 | 1038 | 1235 | 1575 | 2135 | 2700 | 3375 | 4370 | 5400 | 7200 | 9000 |
42 | 150 | 24,0 | 30 | 75 | 25 | 100 | 1,0 | 2,5 | 1150 | 1375 | 1750 | 2370 | 3000 | 3750 | 4750 | 6000 | 8000 | 10000 |
43 | 165 | 21,8 | 30 | 80 | 25 | 100 | 1,0 | 2,5 | 1268 | 1510 | 1920 | 2610 | 3300 | 4125 | 5220 | 6600 | 8800 | 11000 |
44 | 180 | 20,0 | 30 | 90 | 25 | 100 | 1,0 | 2,5 | 1380 | 1650 | 2100 | 2850 | 3600 | 4500 | 5700 | 7200 | 9600 | 12000 |
45 | 200 | 18,0 | 24 | 80 | 25 | 100 | 1,0 | 2,5 | 1530 | 1830 | 2340 | 3160 | 4000 | 5000 | 6340 | 8000 | 10660 | 13330 |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||||||
--------------------------------
<*> Применяется в случае обработки длинных деталей, когда ролик рычага подачи револьверного суппорта переходит с участка кулачка большего радиуса на участок кулачка меньшего радиуса. Если же радиусом ролика соединяются два участка кулачка с равными радиусами, то для переключения револьверной головки достаточны данные предыдущей графы.
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТОВ МОДЕЛЕЙ
INDEX 24, INDEX 36 И INDEX 52
N позиции | Время одного оборота распределительного вала Tц, с | Производительность, шт./ч |  | Количество сотых делений кулачкового диска | Частота вращения шпинделя, об./мин. | ||||||||||||||||||||
120 | 150 | 190 | 240 | 300 | 380 | 480 | 600 | 750 | 960 | 1200 | 1500 | 1900 | 2400 | ||||||||||||
на подачу материала | Index 24 Index 36 | Index 52 | |||||||||||||||||||||||
на один поворот револьверной головки  | на каждый следующий поворот револьверной головки | на один поворот револьверной головки  | на каждый следующий поворот револьверной головки | Частота вращения шпинделя, об./с | |||||||||||||||||||||
2 | 2,5 | 3,2 | 4 | 5 | 6,3 | 8 | 10 | 12,5 | 16 | 20 | 25 | 31,5 | 40 | ||||||||||||
Сменные шестерни | Число оборотов шпинделя за один оборот распределительного вала | ||||||||||||||||||||||||
B | C | D | E | ||||||||||||||||||||||
1 | 8 | 450,0 | 75 | 40 | 60 | 30 | 13,0 | 9,0 | 9,0 | 13,0 | 13,0 | 64 | 80 | 100 | 128 | 160 | 200 | 253 | 320 | ||||||
2 | 9 | 400,0 | 75 | 60 | 80 | 30 | 12,0 | 8,0 | 8,0 | 12,0 | 12,0 | 72 | 90 | 113 | 144 | 180 | 225 | 285 | 360 | ||||||
3 | 10 | 360,0 | 70 | 35 | 60 | 40 | 11,0 | 7,0 | 7,0 | 11,0 | 11,0 | 80 | 100 | 125 | 160 | 200 | 250 | 317 | 400 | ||||||
4 | 11 | 327,0 | 75 | 50 | 55 | 30 | 10,0 | 6,0 | 6,0 | 10,0 | 10,0 | 69 | 88 | 110 | 138 | 176 | 220 | 275 | 348 | 440 | |||||
5 | 12 | 300,0 | 70 | 35 | 75 | 60 | 9,0 | 5,0 | 6,0 | 9,0 | 9,0 | 75 | 96 | 120 | 150 | 192 | 240 | 300 | 380 | 480 | |||||
6 | 13 | 276,9 | 75 | 65 | 80 | 40 | 8,0 | 5,5 | 5,5 | 8,0 | 8,0 | 82 | 104 | 130 | 163 | 208 | 260 | 325 | 412 | 520 | |||||
7 | 14 | 257,1 | 60 | 75 | 80 | 30 | 8,0 | 5,0 | 5,0 | 8,0 | 8,0 | 70 | 89 | 112 | 140 | 175 | 224 | 280 | 350 | 443 | 560 | ||||
8 | 15 | 240,0 | 75 | 60 | 80 | 50 | 7,0 | 4,5 | 4,5 | 7,0 | 7,0 | 75 | 95 | 120 | 150 | 188 | 240 | 300 | 375 | 475 | 600 | ||||
9 | 16 | 225,0 | 75 | 25 | 50 | 80 | 7,0 | 4,5 | 4,5 | 7,0 | 7,0 | 80 | 102 | 128 | 160 | 200 | 256 | 320 | 400 | 507 | 640 | ||||
10 | 17 | 211,7 | 60 | 40 | 65 | 55 | 6,0 | 4,0 | 4,0 | 6,0 | 6,0 | 68 | 85 | 108 | 136 | 170 | 213 | 272 | 340 | 425 | 538 | 680 | |||
11 | 13 | 200,0 | 70 | 35 | 50 | 60 | 6,0 | 4,0 | 4,0 | 5,0 | 6,0 | 72 | 90 | 114 | 144 | 180 | 225 | 288 | 360 | 450 | 570 | 720 | |||
12 | 20 | 180,0 | 75 | 25 | 40 | 80 | 5,0 | 4,0 | 4,0 | 5,0 | 5,0 | 80 | 100 | 127 | 160 | 200 | 250 | 320 | 400 | 500 | 633 | 800 | |||
13 | 22 | 163,6 | 50 | 60 | 65 | 40 | 5,0 | 3,0 | 4,0 | 5,0 | 5,0 | 70 | 88 | 110 | 140 | 176 | 220 | 275 | 352 | 440 | 550 | 697 | 880 | ||
14 | 24 | 150,0 | 75 | 30 | 40 | 80 | 5,0 | 3,0 | 4,0 | 5,0 | 5,0 | 76 | 96 | 120 | 152 | 192 | 240 | 300 | 384 | 480 | 600 | 760 | 960 | ||
15 | 26 | 138,4 | 50 | 65 | 60 | 40 | 4,0 | 3,0 | 4,0 | 4,0 | 4,5 | 82 | 104 | 130 | 165 | 208 | 260 | 325 | 416 | 520 | 650 | 823 | 1040 | ||
16 | 28 | 128,5 | 75 | 55 | 40 | 50 | 4,0 | 2,5 | 3,5 | 4,0 | 4,5 | 70 | 89 | 112 | 140 | 178 | 224 | 280 | 350 | 448 | 560 | 700 | 887 | 1120 | |
17 | 30 | 120,0 | 75 | 35 | 40 | 80 | 4,0 | 2,5 | 3,5 | 4,0 | 4,5 | 75 | 95 | 120 | 150 | 190 | 240 | 300 | 375 | 480 | 600 | 750 | 950 | 1200 | |
18 | 32 | 112,5 | 75 | 40 | 35 | 70 | 3,5 | 2,5 | 3,5 | 3,5 | 4,0 | 80 | 101 | 128 | 160 | 203 | 255 | 320 | 400 | 512 | 640 | 800 | 1013 | 1280 | |
19 | 34 | 105,8 | 70 | 40 | 30 | 60 | 3,0 | 2,0 | 3,0 | 3,0 | 4,0 | 68 | 85 | 108 | 136 | 170 | 215 | 272 | 340 | 425 | 544 | 680 | 850 | 1077 | 1360 |
13 | 34 | 102,8 | 75 | 45 | 40 | 80 | 3,0 | 2,0 | 3,0 | 3,0 | 4,0 | 72 | 90 | 114 | 144 | 180 | 228 | 288 | 360 | 450 | 576 | 720 | 900 | 1140 | 1440 |
21 | 38 | 94,7 | 55 | 35 | 40 | 80 | 3,0 | 2,0 | 3,0 | 3,0 | 4,0 | 76 | 95 | 120 | 152 | 190 | 240 | 304 | 380 | 475 | 608 | 760 | 950 | 1203 | 1520 |
22 | 40 | 90,0 | 50 | 40 | 45 | 75 | 2,5 | 2,0 | 3,0 | 2,5 | 4,0 | 80 | 100 | 127 | 160 | 200 | 254 | 320 | 400 | 500 | 640 | 800 | 1000 | 1267 | 1600 |
23 | 44 | 81,8 | 50 | 80 | 60 | 55 | 2,5 | 1,5 | 3,0 | 2,5 | 3,5 | 88 | 110 | 139 | 176 | 220 | 278 | 352 | 440 | 550 | 707 | 880 | 1100 | 1393 | 1760 |
24 | 48 | 75,0 | 75 | 60 | 40 | 80 | 2,5 | 1,5 | 3,0 | 2,5 | 3,5 | 96 | 120 | 152 | 192 | 240 | 305 | 384 | 480 | 600 | 768 | 960 | 1200 | 1520 | 1920 |
25 | 52 | 69,2 | 75 | 65 | 40 | 60 | 2,0 | 1,5 | 3,0 | 2,0 | 3,5 | 104 | 130 | 165 | 208 | 250 | 330 | 416 | 520 | 650 | 832 | 1040 | 1300 | 1647 | 2080 |
26 | 56 | 64,2 | 75 | 70 | 40 | 80 | 2,0 | 1,5 | 3,0 | 2,0 | 3,5 | 112 | 140 | 177 | 224 | 280 | 355 | 448 | 560 | 700 | 896 | 1180 | 1400 | 1772 | 2240 |
27 | 60 | 60,0 | 50 | 80 | 60 | 75 | 2,0 | 1,5 | 3,0 | 2,0 | 3,0 | 120 | 150 | 190 | 240 | 300 | 380 | 480 | 600 | 750 | 960 | 1200 | 1500 | 1900 | 2400 |
28 | 65 | 55,3 | 40 | 80 | 60 | 65 | 2,0 | 1,5 | 3,0 | 2,0 | 3,0 | 130 | 163 | 206 | 260 | 325 | 412 | 520 | 650 | 813 | 1040 | 1300 | 1625 | 2058 | 2600 |
29 | 70 | 51,4 | 40 | 80 | 60 | 70 | 1,5 | 1,0 | 3,0 | 1,5 | 3,0 | 140 | 175 | 222 | 280 | 350 | 444 | 560 | 700 | 875 | 1120 | 1400 | 1750 | 2217 | 2800 |
30 | 75 | 48,0 | 40 | 80 | 60 | 75 | 1,5 | 1,0 | 3,0 | 1,5 | 3,0 | 150 | 188 | 237 | 300 | 375 | 475 | 600 | 750 | 938 | 1200 | 1500 | 1875 | 2375 | 3000 |
31 | 80 | 45,0 | 40 | 60 | 45 | 80 | 1,5 | 1,0 | 2,5 | 1,5 | 3,0 | 160 | 200 | 253 | 320 | 400 | 506 | 640 | 800 | 1000 | 1280 | 1600 | 2000 | 2532 | 3200 |
32 | 90 | 40,0 | 40 | 60 | 35 | 70 | 1,5 | 1,0 | 2,5 | 1,5 | 3,0 | 180 | 225 | 285 | 360 | 450 | 570 | 720 | 900 | 1125 | 1440 | 1800 | 2250 | 2850 | 3600 |
33 | 100 | 36,0 | 30 | 75 | 60 | 80 | 1,0 | 1,0 | 2,5 | 1,0 | 3,0 | 200 | 250 | 317 | 400 | 500 | 633 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3166 | 4000 |
34 | 110 | 32,7 | 40 | 55 | 30 | 80 | 1,0 | 1,0 | 2,5 | 1,0 | 3,0 | 220 | 270 | 348 | 440 | 550 | 696 | 880 | 1100 | 1375 | 1760 | 2200 | 2750 | 3483 | 4400 |
35 | 120 | 30,0 | 35 | 70 | 40 | 80 | 1,0 | 1,0 | 2,5 | 1,0 | 3,0 | 240 | 300 | 380 | 480 | 600 | 760 | 960, | 1200 | 1500 | 1920 | 2400 | 3000 | 3800 | 4800 |
36 | 135 | 26,6 | 30 | 60 | 35 | 80 | 1,0 | 1,0 | 2,5 | 1,0 | 3,0 | 270 | 338 | 427 | 540 | 675 | 855 | 1080 | 1350 | 1688 | 2160 | 2700 | 3375 | 4275 | 5400 |
37 | 150 | 24,0 | 30 | 75 | 40 | 80 | 1,0 | 1,0 | 2,5 | 1,0 | 2,5 | 300 | 375 | 475 | 600 | 750 | 950 | 1200 | 1500 | 1875 | 2400 | 3000 | 3750 | 4750 | 6000 |
38 | 165 | 21,8 | 25 | 70 | 40 | 80 | 1,0 | 1,0 | 2,5 | 1,0 | 2,5 | 330 | 413 | 522 | 660 | 825 | 1045 | 1320 | 1650 | 2063 | 2640 | 3300 | 4125 | 5225 | 6600 |
39 | 180 | 20,0 | 25 | 75 | 40 | 80 | 1,0 | 1,0 | 2,5 | 1,0 | 2,5 | 360 | 450 | 570 | 720 | 900 | 1140 | 1440 | 1800 | 2250 | 2880 | 3600 | 4500 | 5700 | 7200 |
40 | 200 | 18,0 | 20 | 80 | 45 | 75 | 1,0 | 1,0 | 2,5 | 1,0 | 2,5 | 400 | 500 | 634 | 800 | 1000 | 1258 | 1500 | 2000 | 2500 | 3200 | 4000 | 5000 | 6333 | 8000 |
41 | 220 | 16,3 | 20 | 80 | 40 | 75 | 1,0 | 1,0 | 2,5 | 1,0 | 2,5 | 440 | 550 | 697 | 880 | 1100 | 1325 | 1760 | 2290 | 2750 | 3520 | 4400 | 5500 | 6967 | 8800 |
42 | 240 | 15,0 | 35 | 70 | 20 | 80 | 1,0 | 1,0 | 2,5 | 1,0 | 2,5 | 480 | 600 | 760 | 960 | 1200 | 1520 | 1920 | 2400 | 3000 | 3840 | 4800 | 6000 | 7600 | 9500 |
43 | 270 | 13,3 | 25 | 75 | 27 | 80 | 1,0 | 1,0 | 2,5 | 1,0, | 2,5 | 540 | 675 | 855 | 1080 | 1350 | 1720 | 2160 | 2700 | 3375 | 4320 | 5400 | 6750 | 8550 | 10800 |
44 | 300 | 42,0 | 30 | 75 | 20 | 80 | 1,0 | 1,0 | 2,5 | 1,0 | 2,5 | 600 | 750 | 950 | 1200 | 1500 | 1910 | 2400 | 3000 | 3750 | 4800 | 6000 | 7500 | 9500 | 12000 |
45 | 330 | 10,9 | 27 | 75 | 20 | 80 | 1,0 | 1,0 | 2,5 | 1,0 | 2,5 | 660 | 825 | 1050 | 1320 | 1650 | 2100 | 2640 | 3300 | 4125 | 5280 | 6600 | 8250 | 10450 | 13200 |
46 | 360 | 10,0 | 25 | 75 | 20 | 80 | 1,0 | 1,0 | 2,5 | 1,0 | 2,5 | 720 | 900 | 1140 | 1440 | 1800 | 2280 | 2880 | 3500 | 4500 | 5760 | 7200 | 9000 | 11400 | 14400 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||||||||||
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТОВ МОДЕЛЕЙ
INDEX B30, INDEX B42 И INDEX B60
N позиции | Время одного оборота распределительного вала, Tц, с | Производитель ность, шт./ч |  | Количество сотых делений кулачкового диска | Частота вращения шпинделя, об./мин. | ||||||||||||||||||||||
на подачу материала и на один поворот револьверной головки | на каждый следующий поворот револьверной головки  | 95 | 120 | 150 | 190 | 240 | 300 | 375 | 480 | 600 | 750 | 960 | 1200 | 1500 | 1900 | 2000 | 2400 | 3000 | |||||||||
Частота вращения шпинделя, об./с | |||||||||||||||||||||||||||
1,58 | 2 | 2,5 | 3,16 | 4 | 5 | 6,25 | 8 | 10 | 12,5 | 16 | 20 | 25 | 31,6 | 33,3 | 40 | 50 | |||||||||||
Число оборотов шпинделя за один оборот распределительного вала | |||||||||||||||||||||||||||
Сменные шестерни | |||||||||||||||||||||||||||
E | F | G | H | J | K | ||||||||||||||||||||||
1 | 8 | 450,0 | 53 | 25 | 40 | 38 | 54 | 24 | 13,0 | 13,0 | 64 | 80 | 100 | 128 | 160 | 200 | 253 | 268 | 320 | 400 | |||||||
2 | 9 | 400,0 | 51 | 27 | 40 | 38 | 54 | 24 | 12,0 | 12,0 | 72 | 90 | 113 | 144 | 180 | 225 | 285 | 305 | 360 | 450 | |||||||
3 | 10 | 360,0 | 49 | 29 | 40 | 38 | 54 | 24 | 11,0 | 11,0 | 80 | 100 | 125 | 160 | 200 | 250 | 317 | 335 | 400 | 500 | |||||||
4 | 11 | 327,0 | 49 | 29 | 38 | 40 | 54 | 24 | 10,0 | 10,0 | 69 | 88 | 110 | 138 | 176 | 220 | 275 | 348 | 368 | 440 | 550 | ||||||
5 | 12 | 300,0 | 47 | 31 | 38 | 40 | 54 | 24 | 9,0 | 9,0 | 75 | 96 | 120 | 150 | 192 | 240 | 300 | 380 | 402 | 480 | 600 | ||||||
6 | 13 | 276,9 | 45 | 33 | 40 | 38 | 53 | 25 | 8,0 | 8,0 | 81 | 104 | 130 | 163 | 208 | 260 | 325 | 412 | 436 | 520 | 650 | ||||||
7 | 14 | 257,1 | 43 | 35 | 40 | 38 | 54 | 24 | 8,0 | 8,0 | 70 | 87 | 112 | 140 | 175 | 224 | 280 | 350 | 443 | 468 | 560 | 700 | |||||
8 | 15 | 240,0 | 43 | 35 | 38 | 40 | 54 | 24 | 7,0 | 7,0 | 75 | 94 | 120 | 150 | 188 | 240 | 300 | 375 | 475 | 503 | 600 | 750 | |||||
9 | 16 | 225,0 | 40 | 38 | 40 | 38 | 54 | 24 | 7,0 | 7,0 | 80 | 100 | 128 | 160 | 200 | 256 | 320 | 400 | 507 | 536 | 640 | 800 | |||||
10 | 17 | 211,7 | 40 | 38 | 40 | 38 | 53 | 25 | 6,0 | 6,0 | 68 | 85 | 106 | 136 | 170 | 213 | 272 | 340 | 425 | 538 | 570 | 680 | 850 | ||||
11 | 18 | 200,0 | 40 | 38 | 38 | 40 | 54 | 24 | 6,0 | 6,0 | 72 | 90 | 112 | 144 | 180 | 225 | 288 | 360 | 450 | 570 | 604 | 720 | 900 | ||||
12 | 19 | 189,4 | 40 | 38 | 38 | 40 | 53 | 25 | 6,0 | 6,0 | 76 | 95 | 148 | 158 | 190 | 237 | 304 | 380 | 475 | 600 | 636 | 760 | 950 | ||||
13 | 20 | 180,0 | 38 | 40 | 38 | 40 | 54 | 24 | 5,0 | 5,0 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 633 | 670 | 800 | 1000 | ||||
14 | 21 | 171,4 | 35 | 43 | 40 | 38 | 54 | 24 | 5,0 | 5,0 | 84 | 105 | 130 | 168 | 210 | 262 | 336 | 420 | 525 | 662 | 705 | 840 | 1050 | ||||
15 | 22 | 163,6 | 35 | 43 | 40 | 38 | 53 | 25 | 5,0 | 5,0 | 70 | 88 | 110 | 138 | 176 | 220 | 275 | 352 | 440 | 550 | 697 | 736 | 880 | 1100 | |||
16 | 23 | 156,5 | 35 | 43 | 38 | 40 | 54 | 24 | 5,0 | 5,0 | 71 | 92 | 115 | 142 | 184 | 230 | 288 | 368 | 460 | 575 | 735 | 770 | 920 | 1150 | |||
17 | 24 | 150,0 | 33 | 45 | 40 | 38 | 53 | 25 | 5,0 | 5,0 | 76 | 96 | 120 | 150 | 192 | 240 | 300 | 384 | 480 | 600 | 760 | 804 | 960 | 1200 | |||
18 | 25 | 144,0 | 33 | 45 | 38 | 40 | 54 | 24 | 5,0 | 5,0 | 80 | 100 | 125 | 155 | 200 | 250 | 312 | 400 | 500 | 625 | 787 | 840 | 1000 | 1250 | |||
19 | 26 | 138,4 | 33 | 45 | 40 | 38 | 52 | 26 | 4,0 | 4,5 | 82 | 104 | 130 | 163 | 208 | 260 | 325 | 416 | 520 | 650 | 823 | 872 | 1040 | 1300 | |||
20 | 27 | 133,3 | 33 | 45 | 38 | 40 | 53 | 25 | 4,0 | 4,5 | 86 | 108 | 135 | 167 | 216 | 270 | 338 | 432 | 540 | 675 | 850 | 905 | 1080 | 1350 | |||
21 | 28 | 128,5 | 31 | 47 | 38 | 40 | 54 | 24 | 4,0 | 4,5 | 70 | 89 | 112 | 140 | 175 | 224 | 280 | 350 | 448 | 560 | 700 | 887 | 938 | 1120 | 1400 | ||
22 | 29 | 124,1 | 31 | 47 | 40 | 38 | 52 | 26 | 4,0 | 4,5 | 73 | 93 | 116 | 145 | 180 | 234 | 290 | 364 | 464 | 580 | 725 | 914 | 970 | 1160 | 1450 | ||
23 | 30 | 120,0 | 31 | 47 | 38 | 40 | 53 | 25 | 4,0 | 4,5 | 75 | 95 | 120 | 150 | 188 | 240 | 300 | 375 | 480 | 600 | 750 | 950 | 1005 | 1200 | 1500 | ||
24 | 32 | 112,5 | 27 | 51 | 40 | 38 | 54 | 24 | 3,5 | 4,0 | 80 | 101 | 128 | 160 | 200 | 256 | 320 | 400 | 512 | 640 | 800 | 1013 | 1070 | 1280 | 1600 | ||
25 | 34 | 105,8 | 27 | 51 | 40 | 38 | 53 | 25 | 3,0 | 4,0 | 68 | 85 | 108 | 136 | 170 | 212 | 272 | 340 | 425 | 544 | 680 | 850 | 1077 | 1140 | 1360 | 1700 | |
26 | 36 | 100,0 | 27 | 51 | 40 | 38 | 52 | 26 | 3,0 | 4,0 | 72 | 90 | 114 | 144 | 180 | 225 | 288 | 360 | 450 | 576 | 720 | 900 | 1140 | 1240 | 1440 | 1800 | |
27 | 38 | 94,7 | 27 | 51 | 38 | 40 | 53 | 25 | 3,0 | 4,0 | 76 | 95 | 120 | 152 | 190 | 238 | 304 | 380 | 475 | 608 | 760 | 950 | 1203 | 1284 | 1520 | 1900 | |
28 | 40 | 90,0 | 26 | 52 | 38 | 40 | 53 | 25 | 2,5 | 4,0 | 80 | 100 | 127 | 160 | 200 | 250 | 320 | 400 | 500 | 640 | 800 | 1000 | 1267 | 1340 | 1600 | 2000 | |
29 | 42 | 85,7 | 52 | 26 | 40 | 38 | 24 | 54 | 2,5 | 3,5 | 84 | 105 | 133 | 168 | 210 | 260 | 336 | 420 | 525 | 672 | 840 | 1050 | 1320 | 1410 | 1680 | 2100 | |
30 | 44 | 81,8 | 52 | 26 | 38 | 40 | 25 | 53 | 2,5 | 3,5 | 69 | 88 | 110 | 139 | 176 | 220 | 275 | 352 | 440 | 550 | 704 | 880 | 1100 | 1393 | 1475 | 1760 | 2200 |
31 | 46 | 78,2 | 51 | 27 | 40 | 38 | 24 | 54 | 2,5 | 3,5 | 72 | 92 | 115 | 147 | 184 | 230 | 283 | 368 | 460 | 575 | 737 | 920 | 1150 | 1450 | 1540 | 1840 | 2300 |
32 | 48 | 75,0 | 51 | 27 | 38 | 40 | 25 | 53 | 2,5 | 3,5 | 75 | 96 | 120 | 152 | 192 | 240 | 300 | 384 | 480 | 600 | 768 | 960 | 1200 | 1520 | 1610 | 1920 | 2400 |
33 | 50 | 72,0 | 51 | 27 | 38 | 40 | 24 | 54 | 2,0 | 3,5 | 80 | 100 | 125 | 160 | 200 | 250 | 310 | 400 | 500 | 625 | 800 | 1000 | 1250 | 1575 | 1675 | 2000 | 2500 |
34 | 53 | 67,9 | 49 | 29 | 38 | 40 | 25 | 53 | 2,0 | 3,5 | 84 | 106 | 132 | 170 | 212 | 265 | 328 | 424 | 530 | 663 | 850 | 1060 | 1325 | 1670 | 1775 | 2120 | 2650 |
35 | 56 | 64,2 | 49 | 29 | 38 | 40 | 24 | 54 | 2,0 | 3,5 | 90 | 112 | 140 | 177 | 224 | 280 | 350 | 448 | 560 | 700 | 897 | 1120 | 1400 | 1772 | 1880 | 2240 | 2800 |
36 | 60 | 60,0 | 47 | 31 | 38 | 40 | 25 | 53 | 2,0 | 3,5 | 96 | 120 | 150 | 190 | 240 | 300 | 375 | 480 | 6001 | 750 | 960 | 1200 | 1500 | 1900 | 2060 | 2400 | 3000 |
37 | 63 | 57,0 | 45 | 33 | 40 | 38 | 24 | 54 | 2,0 | 3,5 | 99 | 126 | 158 | 202 | 252 | 315 | 390 | 505 | 630 | 787 | 1010 | 1260 | 1575 | 1980 | 2110 | 2520 | 3150 |
38 | 66 | 54,5 | 45 | 33 | 38 | 40 | 25 | 53 | 1,5 | 3,5 | 105 | 132 | 165 | 211 | 264 | 330 | 410 | 528 | 660 | 825 | 1060 | 1320 | 1650 | 2080 | 2210 | 2640 | 3300 |
39 | 70 | 51,4 | 45 | 33 | 38 | 40 | 24 | 54 | 1,5 | 3,5 | 112 | 140 | 175 | 222 | 280 | 350 | 438 | 560 | 700 | 875 | 1120 | 1400 | 1750 | 2217 | 2344 | 2800 | 3500 |
40 | 75 | 48,0 | 40 | 38 | 38 | 40 | 27 | 51 | 1,5 | 3,5 | 120 | 150 | 188 | 237 | 300 | 375 | 468 | 600 | 750 | 938 | 1200 | 1500 | 1875 | 2375 | 2570 | 3000 | 3750 |
41 | 80 | 45,0 | 40 | 38 | 40 | 38 | 24 | 54 | 1,5 | 3,5 | 128 | 160 | 200 | 253 | 320 | 400 | 500 | 640 | 800 | 1000 | 1280 | 1600 | 2000 | 2532 | 2680 | 3200 | 4000 |
42 | 85 | 42,3 | 38 | 40 | 40 | 38 | 25 | 53 | 1,5 | 3,5 | 135 | 170 | 212 | 272 | 340 | 425 | 527 | 680 | 850 | 1060 | 1360 | 1700 | 2125 | 2680 | 2850 | 3400 | 4250 |
43 | 90 | 40,0 | 38 | 40 | 40 | 38 | 24 | 54 | 1,5 | 3,5 | 143 | 180 | 225 | 285 | 360 | 450 | 562 | 720 | 900 | 1125 | 1440 | 1800 | 2250 | 2850 | 3020 | 3600 | 4500 |
44 | 95 | 37,8 | 38 | 40 | 38 | 40 | 25 | 53 | 1,0 | 3,5 | 150 | 190 | 238 | 304 | 380 | 475 | 590 | 760 | 950 | 1180 | 1520 | 1900 | 2375 | 3000 | 3280 | 3800 | 4750 |
45 | 100 | 36,0 | 38 | 40 | 38 | 40 | 24 | 54 | 1,0 | 3,5 | 158 | 200 | 250 | 317 | 400 | 500 | 625 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3166 | 3350 | 4000 | 5000 |
46 | 105 | 34,2 | 35 | 43 | 40 | 38 | 24 | 54 | 1,0 | 3,5 | 165 | 210 | 262 | 336 | 420 | 525 | 650 | 840 | 1050 | 1310 | 1680 | 2100 | 2625 | 3300 | 3520 | 4200 | 5250 |
47 | 110 | 32,7 | 35 | 43 | 38 | 40 | 25 | 53 | 1,0 | 3,5 | 173 | 220 | 275 | 348 | 440 | 550 | 688 | 880 | 1100 | 1375 | 1760 | 2200 | 2750 | 3483 | 3690 | 4400 | 5500 |
48 | 115 | 31,3 | 33 | 45 | 38 | 40 | 26 | 52 | 1,0 | 3,5 | 180 | 230 | 288 | 368 | 460 | 575 | 714 | 920 | 1150 | 1440 | 1840 | 2300 | 2875 | 3620 | 3860 | 4600 | 5750 |
49 | 120 | 30,0 | 31 | 47 | 38 | 40 | 27 | 51 | 1,0 | 3,5 | 188 | 240 | 300 | 380 | 480 | 600 | 750 | 960 | 1200 | 1500 | 1920 | 2400 | 3000 | 3800 | 4020 | 4800 | 6000 |
50 | 125 | 28,8 | 31 | 47 | 38 | 40 | 26 | 52 | 1,0 | 3,5 | 195 | 250 | 312 | 400 | 500 | 625 | 775 | 1000 | 1250 | 1560 | 2000 | 2500 | 3126 | 3940 | 4180 | 5000 | 6250 |
51 | 130 | 27,6 | 31 | 47 | 40 | 38 | 24 | 54 | 1,0 | 3,5 | 203 | 260 | 335 | 416 | 520 | 650 | 806 | 1040 | 1300 | 1620 | 2080 | 2600 | 3250 | 4100 | 4360 | 5200 | 6500 |
52 | 135 | 26,6 | 31 | 47 | 38 | 40 | 25 | 53 | 1,0 | 3,5 | 210 | 270 | 338 | 427 | 540 | 675 | 845 | 1080 | 1350 | 1688 | 2160 | 2700 | 3375 | 4275 | 4530 | 5400 | 6750 |
53 | 140 | 25,7 | 29 | 49 | 38 | 40 | 26 | 52 | 1,0 | 3,5 | 218 | 280 | 350 | 448 | 560 | 700 | 870 | 1120 | 1400 | 1750 | 2240 | 2800 | 3500 | 4400 | 4700 | 5600 | 7000 |
54 | 145 | 24,8 | 29 | 49 | 40 | 38 | 24 | 54 | 1,0 | 3,5 | 225 | 290 | 362 | 480 | 580 | 725 | 900 | 1160 | 1450 | 1810 | 2320 | 2900 | 3625 | 4570 | 4860 | 5800 | 7250 |
55 | 150 | 24,0 | 29 | 49 | 38 | 40 | 25 | 53 | 1,0 | 3,5 | 233 | 300 | 375 | 475 | 600 | 750 | 938 | 1200 | 1500 | 1875 | 2400 | 3000 | 3750 | 4750 | 5030 | 6000 | 7500 |
56 | 155 | 23,2 | 29 | 49 | 35 | 43 | 27 | 51 | 1,0 | 3,0 | 240 | 310 | 388 | 495 | 620 | 775 | 970 | 1240 | 1550 | 1940 | 2480 | 3100 | 3875 | 4900 | 5200 | 6200 | 7750 |
57 | 160 | 22,5 | 29 | 49 | 38 | 40 | 24 | 54 | 1,0 | 3,0 | 248 | 320 | 400 | 512 | 640 | 800 | 1000 | 1280 | 1600 | 2000 | 2560 | 3200 | 4000 | 5050 | 5360 | 6400 | 8000 |
58 | 165 | 21,8 | 29 | 49 | 35 | 43 | 26 | 52 | 1,0 | 3,0 | 255 | 330 | 413 | 528 | 660 | 825 | 1032 | 1320 | 1650 | 2063 | 2640 | 3300 | 4125 | 5225 | 5530 | 6600 | 8250 |
59 | 170 | 21,1 | 25 | 53 | 38 | 40 | 27 | 51 | 1,0 | 3,0 | 270 | 340 | 425 | 544 | 680 | 850 | 1062 | 1360 | 1700 | 2130 | 2720 | 3400 | 4250 | 5360 | 5700 | 6800 | 8500 |
60 | 180 | 20,0 | 25 | 53 | 40 | 38 | 24 | 54 | 1,0 | 3,0 | 285 | 360 | 450 | 570 | 720 | 900 | 1125 | 1440 | 1800 | 2250 | 2880 | 3600 | 4500 | 5700 | 6030 | 7200 | 9000 |
61 | 190 | 18,9 | 26 | 52 | 38 | 40 | 24 | 54 | 1,0 | 3,0 | 300 | 380 | 475 | 608 | 760 | 950 | 1180 | 1520 | 1900 | 2370 | 3040 | 3800 | 4750 | 6000 | 6360 | 7600 | 9500 |
62 | 200 | 18,0 | 25 | 53 | 38 | 40 | 24 | 54 | 1,0 | 3,0 | 330 | 400 | 500 | 634 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3200 | 4000 | 5000 | 6333 | 6700 | 8000 | 10000 |
63 | 220 | 16,3 | 26 | 52 | 35 | 43 | 24 | 54 | 1,0 | 3,0 | 360 | 440 | 550 | 697 | 880 | 1100 | 1375 | 1760 | 2200 | 2750 | 3520 | 4400 | 5500 | 6967 | 7380 | 8800 | 11000 |
64 | 240 | 15,0 | 26 | 52 | 33 | 45 | 24 | 54 | 1,0 | 3,0 | 390 | 480 | 600 | 760 | 960 | 1200 | 1500 | 1920 | 2400 | 3000 | 3840 | 4800 | 6000 | 7600 | 8040 | 9600 | 12000 |
65 | 260 | 13,8 | 25 | 53 | 33 | 45 | 24 | 54 | 1,0 | 3,0 | 420 | 520 | 650 | 832 | 1040 | 1300 | 1610 | 2080 | 2600 | 3250 | 4160 | 5200 | 6500 | 8200 | 8720 | 10400 | 13000 |
66 | 280 | 12,8 | 26 | 52 | 31 | 47 | 24 | 54 | 1,0 | 3,0 | 450 | 560 | 700 | 896 | 1120 | 1400 | 1740 | 2240 | 2800 | 3500 | 4480 | 5600 | 7000 | 8840 | 9400 | 11200 | 14000 |
67 | 300 | 12,0 | 26 | 52 | 29 | 49 | 24 | 54 | 1,0 | 3,0 | 480 | 600 | 750 | 950 | 1200 | 1500 | 1875 | 2400 | 3000 | 3750 | 4800 | 6000 | 7500 | 9500 | 10060 | 12000 | 15000 |
68 | 320 | 11,2 | 25 | 53 | 29 | 49 | 24 | 54 | 1,0 | 3,0 | 510 | 640 | 800 | 1024 | 1280 | 1600 | 1980 | 2580 | 3200 | 4000 | 5120 | 6400 | 8000 | 10100 | 10700 | 12800 | 16000 |
69 | 340 | 10,5 | 26 | 52 | 27 | 51 | 24 | 54 | 1,0 | 3,0 | 540 | 680 | 850 | 1088 | 1360 | 1700 | 2110 | 2720 | 3400 | 4250 | 5440 | 6800 | 8500 | 10700 | 11400 | 13600 | 17000 |
70 | 360 | 10,0 | 25 | 53 | 27 | 51 | 24 | 54 | 1,0 | 3,0 | 570 | 720 | 900 | 1140 | 1440 | 1800 | 2250 | 2880 | 3600 | 4500 | 5760 | 7200 | 9000 | 11400 | 12060 | 14400 | 18000 |
71 | 380 | 9,4 | 26 | 52 | 25 | 53 | 24 | 54 | 1,0 | 3,0 | 600 | 760 | 950 | 1226 | 1520 | 1900 | 2360 | 3050 | 3800 | 4750 | 6100 | 7600 | 9500 | 12000 | 12700 | 15200 | 19000 |
72 | 400 | 9,0 | 31 | 47 | 24 | 54 | 20 | 58 | 1,0 | 3,0 | 630 | 800 | 1000 | 1280 | 1600 | 2000 | 2480 | 3200 | 4000 | 5000 | 6400 | 8000 | 10000 | 12600 | 13400 | 16000 | 20000 |
73 | 420 | 8,5 | 29 | 49 | 25 | 53 | 20 | 58 | 1,0 | 3,0 | 660 | 840 | 1050 | 1344 | 1680 | 2100 | 2600 | 3350 | 4200 | 5250 | 6720 | 8400 | 10500 | 13200 | 14000 | 16800 | 21000 |
74 | 440 | 8,1 | 29 | 49 | 24 | 54 | 20 | 58 | 1,0 | 3,0 | 705 | 880 | 1100 | 1410 | 1760 | 2200 | 2730 | 3500 | 4400 | 5500 | 7040 | 8800 | 11000 | 13850 | 14750 | 17600 | 22000 |
75 | 470 | 7,6 | 27 | 51 | 25 | 53 | 20 | 58 | 1,0 | 3,0 | 750 | 940 | 1175 | 1505 | 1880 | 2350 | 2920 | 3750 | 4700 | 5870 | 7520 | 9400 | 11750 | 14800 | 15750 | 18800 | 23500 |
76 | 500 | 7,2 | 27 | 51 | 24 | 54 | 20 | 58 | 1,0 | 3,0 | 795 | 1000 | 1250 | 1600 | 2000 | 2500 | 3100 | 4000 | 5000 | 6250 | 8000 | 10000 | 12500 | 15750 | 16750 | 20000 | 25000 |
77 | 530 | 6,8 | 25 | 53 | 24 | 54 | 21 | 57 | 1,0 | 3,0 | 840 | 1060 | 1325 | 1696 | 2120 | 2650 | 3300 | 4240 | 5300 | 6620 | 8500 | 10600 | 13250 | 16700 | 17750 | 21200 | 26500 |
78 | 560 | 6,4 | 25 | 53 | 24 | 54 | 20 | 58 | 1,0 | 3,0 | 885 | 1120 | 1400 | 1792 | 2240 | 2800 | 3480 | 4480 | 5600 | 7000 | 8960 | 11200 | 14000 | 17650 | 18750 | 22400 | 28000 |
79 | 590 | 6,1 | 27 | 51 | 21 | 57 | 20 | 58 | 1,0 | 3,0 | 930 | 1180 | 1475 | 1890 | 2360 | 2950 | 3660 | 4730 | 5800 | 7370 | 9440 | 11800 | 14750 | 18550 | 19750 | 23600 | 29500 |
80 | 620 | 5,8 | 26 | 52 | 21 | 57 | 20 | 58 | 1,0 | 3,0 | 990 | 1240 | 1550 | 1985 | 2440 | 3100 | 3840 | 4960 | 6200 | 7750 | 9920 | 12400 | 15500 | 19500 | 20750 | 24800 | 31000 |
81 | 660 | 5,4 | 25 | 53 | 21 | 57 | 20 | 58 | 1,0 | 3,0 | 1050 | 1320 | 1650 | 2112 | 2640 | 3300 | 4100 | 5270 | 6600 | 8250 | 10570 | 13200 | 16500 | 20800 | 22000 | 26400 | 33000 |
82 | 700 | 5,1 | 24 | 54 | 21 | 57 | 20 | 58 | 1,0 | 3,0 | 1125 | 1400 | 1750 | 2240 | 2800 | 3500 | 4340 | 5600 | 7000 | 8750 | 11200 | 14000 | 17500 | 22000 | 23500 | 28000 | 35000 |
83 | 750 | 4,8 | 24 | 54 | 20 | 58 | 20 | 58 | 1,0 | 3,0 | 1200 | 1500 | 1875 | 2400 | 3000 | 3750 | 4650 | 6000 | 7500 | 9370 | 12000 | 15000 | 18750 | 23600 | 25000 | 30000 | 37500 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | ||||||||||
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТА МОДЕЛИ  A12
A12
A12N позиции | Время одного оборота распределительного вала, Тц, с | Производительность шт./ч |  | Количество сотых делений кулачкового диска | Частота вращения шпинделя, об./мин. | ||||||||||||
712 | 917 | 1210 | 1571 | 2210 | 2871 | 3788 | 4874 | ||||||||||
на подачу материала и один поворот револьверной головки  | на каждый следующий поворот револьверной головки | на изменение частоты вращения шпинделя | |||||||||||||||
Частота вращения шпинделя, об./с | |||||||||||||||||
11,8 | 15,2 | 20,1 | 26,1 | 36,8 | 47,8 | 63,1 | 81,2 | ||||||||||
Сменные шестерни | |||||||||||||||||
Число оборотов шпинделя за один оборот распределительного вала | |||||||||||||||||
a | b | c | d | ||||||||||||||
1 | 2,9 | 1241,3 | 85 | 30 | 90 | 25 | 18,0 | 18,0 | 9,0 | 106 | 138 | 182 | 234 | ||||
2 | 3,0 | 1230,0 | 90 | 25 | 80 | 30 | 17,0 | 17,0 | 8,5 | 118 | 146 | 193 | 248 | ||||
3 | 3,6 | 1100,0 | 80 | 35 | 90 | 25 | 15,0 | 15,5 | 7,5 | 131 | 171 | 225 | 290 | ||||
4 | 4,0 | 900,0 | 85 | 35 | 90 | 30 | 13,0 | 15,0 | 6,5 | 105 | 148 | 192 | 254 | 327 | |||
5 | 4,6 | 782,6 | 85 | 40 | 90 | 30 | 12,0 | 14,0 | 6,0 | 121 | 170 | 221 | 292 | 375 | |||
6 | 5,2 | 692,3 | 85 | 45 | 90 | 30 | 10,0 | 12,0 | 5,0 | 104 | 136 | 191 | 248 | 328 | 421 | ||
7 | 5,5 | 654,5 | 85 | 45 | 70 | 25 | 9,5 | 11,5 | 5,0 | 112 | 145 | 204 | 265 | 350 | 451 | ||
8 | 6,0 | 600,0 | 90 | 40 | 65 | 30 | 8,5 | 10,5 | 4,5 | 121 | 157 | 222 | 288 | 380 | 488 | ||
9 | 6,5 | 553,8 | 90 | 40 | 70 | 35 | 8,0 | 10,0 | 4,0 | 131 | 171 | 240 | 312 | 412 | 530 | ||
10 | 7,0 | 514,2 | 90 | 35 | 65 | 40 | 7,5 | 9,0 | 4,0 | 107 | 141 | 184 | 258 | 336 | 443 | 570 | |
11 | 7,5 | 480,0 | 90 | 30 | 65 | 50 | 7,0 | 8,5 | 3,5 | 115 | 151 | 197 | 277 | 359 | 475 | 611 | |
12 | 8,0 | 450,0 | 70 | 65 | 85 | 25 | 6,5 | 8,0 | 3,5 | 122 | 161 | 210 | 295 | 383 | 506 | 651 | |
13 | 8,5 | 423,5 | 80 | 50 | 75 | 35 | 6,0 | 7,5 | 3,0 | 101 | 131 | 172 | 224 | 315 | 408 | 540 | 694 |
14 | 9,0 | 400,0 | 80 | 35 | 85 | 60 | 6,0 | 7,5 | 3,0 | 107 | 138 | 182 | 237 | 333 | 433 | 571 | 735 |
15 | 9,5 | 378,9 | 90 | 35 | 60 | 50 | 5,5 | 7,0 | 3,0 | 113 | 145 | 191 | 249 | 350 | 454 | 600 | 772 |
16 | 10,0 | 360,0 | 90 | 25 | 65 | 80 | 5,0 | 6,5 | 2,5 | 119 | 153 | 202 | 262 | 368 | 479 | 633 | 814 |
17 | 10,5 | 342,8 | 75 | 35 | 65 | 50 | 5,0 | 6,5 | 2,5 | 125 | 161 | 212 | 275 | 387 | 503 | 664 | 854 |
18 | 11,0 | 327,2 | 55 | 70 | 85 | 25 | 5,0 | 6,5 | 2,5 | 131 | 168 | 222 | 288 | 405 | 526 | 694 | 893 |
19 | 11,6 | 310,3 | 65 | 35 | 75 | 55 | 4,5 | 5,5 | 2,5 | 138 | 177 | 234 | 304 | 427 | 555 | 733 | 944 |
20 | 12,0 | 300,0 | 75 | 40 | 65 | 50 | 4,5 | 5,5 | 2,5 | 143 | 184 | 243 | 315 | 443 | 576 | 760 | 973 |
21 | 12,6 | 285,7 | 70 | 60 | 80 | 40 | 4,0 | 5,0 | 2,0 | 149 | 192 | 253 | 329 | 463 | 602 | 794 | 1021 |
22 | 13,0 | 277,0 | 60 | 50 | 75 | 40 | 4,0 | 5,0 | 2,0 | 155 | 199 | 263 | 341 | 480 | 623 | 823 | 1060 |
23 | 13,5 | 266,6 | 65 | 60 | 80 | 40 | 4,0 | 5,0 | 2,0 | 161 | 207 | 273 | 354 | 499 | 648 | 855 | 1101 |
24 | 13,9 | 259,0 | 65 | 55 | 80 | 45 | 4,0 | 5,0 | 2,0 | 166 | 213 | 281 | 365 | 514 | 668 | 881 | 1133 |
25 | 14,4 | 250,0 | 65 | 60 | 75 | 40 | 3,5 | 4,0 | 2,0 | 171 | 221 | 291 | 378 | 532 | 691 | 912 | 1174 |
26 | 15,0 | 240,0 | 70 | 60 | 75 | 45 | 3,5 | 4,0 | 2,0 | 179 | 230 | 304 | 394 | 555 | 720 | 951 | 1224 |
27 | 16,0 | 225,0 | 55 | 50 | 75 | 45 | 3,5 | 4,0 | 2,0 | 190 | 245 | 323 | 419 | 590 | 766 | 1011 | 1303 |
28 | 17,0 | 211,7 | 75 | 40 | 55 | 60 | 3,0 | 3,5 | 1,5 | 202 | 261 | 344 | 446 | 627 | 815 | 1078 | 1387 |
29 | 18,0 | 200,0 | 80 | 30 | 55 | 90 | 3,0 | 3,5 | 1,5 | 214 | 275 | 563 | 471 | 662 | 860 | 1137 | 1462 |
30 | 19,0 | 189,4 | 80 | 40 | 50 | 65 | 3,0 | 3,5 | 1,5 | 227 | 292 | 385 | 500 | 703 | 914 | 1207 | 1552 |
31 | 20,0 | 180,0 | 65 | 35 | 55 | 70 | 2,5 | 3,0 | 1,5 | 239 | 307 | 405 | 526 | 740 | 962 | 1269 | 1632 |
32 | 21,0 | 171,4 | 75 | 30 | 50 | 90 | 2,5 | 3,0 | 1,5 | 251 | 323 | 425 | 552 | 778 | 1010 | 1333 | 1714 |
33 | 22,0 | 163,6 | 85 | 40 | 50 | 80 | 2,5 | 3,0 | 1,5 | 262 | 337 | 445 | 577 | 812 | 1055 | 1394 | 1794 |
34 | 23,0 | 156,5 | 90 | 25 | 30 | 85 | 2,5 | 3,0 | 1,5 | 274 | 353 | 465 | 603 | 848 | 1103 | 1457 | 1874 |
35 | 24,0 | 150,0 | 80 | 50 | 65 | 85 | 2,5 | 3,0 | 1,5 | 284 | 366 | 483 | 627 | 882 | 1148 | 1514 | 1949 |
36 | 25,0 | 144,0 | 75 | 40 | 50 | 80 | 2,0 | 2,5 | 1,0 | 297 | 382 | 504 | 655 | 921 | 1198 | 1580 | 2031 |
37 | 26,0 | 138,4 | 70 | 35 | 45 | 80 | 2,0 | 2,5 | 1,0 | 309 | 399 | 526 | 682 | 960 | 1249 | 1648 | 2120 |
38 | 27,0 | 133,3 | 85 | 35 | 40 | 90 | 2,0 | 2,5 | 1,0 | 323 | 416 | 546 | 711 | 1001 | 1300 | 1716 | 2208 |
39 | 28,0 | 128,5 | 75 | 45 | 50 | 80 | 2,0 | 2,5 | 1,0 | 335 | 431 | 568 | 737 | 1038 | 1348 | 1780 | 2290 |
40 | 29,0 | 124,1 | 85 | 60 | 50 | 70 | 2,0 | 2,5 | 1,0 | 345 | 444 | 585 | 759 | 1069 | 1388 | 1834 | 2360 |
41 | 30,0 | 120,0 | 70 | 40 | 50 | 90 | 2,0 | 2,5 | 1,0 | 358 | 461 | 608 | 790 | 1111 | 1443 | 1906 | 2453 |
42 | 31,0 | 116,1 | 85 | 45 | 35 | 70 | 2,0 | 2,5 | 1,0 | 369 | 475 | 626 | 814 | 1145 | 1488 | 1964 | 2527 |
43 | 32,0 | 112,5 | 80 | 50 | 40 | 70 | 2,0 | 2,5 | 1,0 | 381 | 491 | 649 | 840 | 1181 | 1535 | 2027 | 2608 |
44 | 33,0 | 109,0 | 80 | 45 | 35 | 70 | 2,0 | 2,5 | 1,0 | 392 | 505 | 665 | 864 | 1216 | 1580 | 2085 | 2684 |
45 | 34,0 | 105,9 | 80 | 50 | 35 | 65 | 1,5 | 2,5 | 1,0 | 405 | 521 | 687 | 892 | 1256 | 1631 | 2154 | 2772 |
46 | 35,0 | 102,8 | 80 | 45 | 40 | 85 | 1,5 | 2,5 | 1,0 | 416 | 536 | 707 | 918 | 1292 | 1679 | 2217 | 2853 |
47 | 36,0 | 100,0 | 55 | 45 | 50 | 75 | 1,5 | 2,5 | 1,0 | 428 | 550 | 726 | 943 | 1327 | 1723 | 2275 | 2930 |
48 | 36,9 | 97,5 | 75 | 50 | 45 | 85 | 1,5 | 2,5 | 1,0 | 439 | 566 | 746 | 968 | 1363 | 1771 | 2339 | 3008 |
49 | 38,0 | 94,7 | 80 | 55 | 45 | 85 | 1,5 | 2,5 | 1,0 | 452 | 582 | 768 | 998 | 1404 | 1823 | 2406 | 3097 |
50 | 39,0 | 92,3 | 76 | 50 | 45 | 90 | 1,5 | 2,5 | 1,0 | 464 | 597 | 1788 | 1023 | 1442 | 1872 | 2469 | 3178 |
51 | 40,0 | 90,0 | 65 | 50 | 45 | 80 | 1,5 | 2,5 | 1,0 | 476 | 613 | 808 | 1051 | 1479 | 1922 | 2532 | 3260 |
52 | 41,0 | 87,8 | 70 | 80 | 55 | 90 | 1,5 | 2,5 | 1,0 | 488 | 628 | 1829 | 1079 | 1518 | 1971 | 2598 | 3343 |
53 | 42,0 | 85,7 | 70 | 50 | 40 | 80 | 1,5 | 2,5 | 1,0 | 498 | 641 | 845 | 1099 | 1545 | 2007 | 2650 | 3410 |
54 | 43,0 | 83,7 | 55 | 45 | 50 | 90 | 1,5 | 2,5 | 1,0 | 513 | 660 | 870 | 1131 | 1590 | 2067 | 2730 | 3510 |
55 | 43,9 | 82,0 | 35 | 70 | 80 | 60 | 1,5 | 2,5 | 1,0 | 523 | 673 | 888 | 1153 | 1621 | 2108 | 2781 | 3582 |
56 | 45,0 | 80,0 | 45 | 75 | 65 | 60 | 1,5 | 2,5 | 1,0 | 536 | 690 | 910 | 1182 | 1663 | 2161 | 2852 | 3671 |
57 | 46,0 | 78,2 | 70 | 55 | 40 | 80 | 1,5 | 2,5 | 1,0 | 548 | 705 | 930 | 1209 | 1700 | 2208 | 2915 | 3753 |
58 | 46,9 | 76,7 | 75 | 60 | 40 | 80 | 1,5 | 2,5 | 1,0 | 557 | 718 | 946 | 1230 | 1730 | 2244 | 2965 | 3817 |
59 | 48,0 | 75,0 | 45 | 80 | 65 | 60 | 1,5 | 2,5 | 1,0 | 571 | 736 | 970 | 1261 | 1774 | 2302 | 3040 | 3913 |
60 | 49,0 | 73,4 | 35 | 80 | 75 | 55 | 1,5 | 2,5 | 1,0 | 584 | 752 | 992 | 1288 | 1813 | 2353 | 3106 | |
61 | 50,2 | 71,7 | 30 | 80 | 70 | 45 | 1,0 | 2,5 | 0,5 | 597 | 769 | 1013 | 1318 | 1853 | 2407 | 3175 | |
62 | 51,5 | 69,9 | 65 | 50 | 35 | 80 | 1,0 | 2,5 | 0,5 | 613 | 789 | 1041 | 1353 | 1902 | 2470 | 3260 | |
63 | 52,1 | 69,0 | 35 | 85 | 75 | 55 | 1,0 | 2,5 | 0,5 | 620 | 799 | 1053 | 1369 | 1925 | 2500 | 3300 | |
64 | 53,2 | 67,6 | 60 | 80 | 55 | 75 | 1,0 | 2,5 | 0,5 | 633 | 815 | 1074 | 1396 | 1963 | 2550 | 3366 | |
65 | 54,0 | 66,6 | 50 | 80 | 65 | 75 | 1,0 | 2,5 | 0,5 | 642 | 828 | 1092 | 1419 | 1995 | 2593 | 3421 | |
66 | 55,1 | 65,3 | 85 | 50 | 25 | 80 | 1,0 | 2,5 | 0,5 | 656 | 844 | 1114 | 1448 | 2035 | 2642 | 3488 | |
67 | 56,0 | 64,2 | 85 | 65 | 30 | 75 | 1,0 | 2,5 | 0,5 | 666 | 858 | 1132 | 1471 | 2069 | 2688 | 3548 | |
68 | 57,0 | 63,1 | 40 | 85 | 60 | 55 | 1,0 | 2,5 | 0,5 | 678 | 873 | 1152 | 1497 | 2106 | 2737 | 3611 | |
69 | 58,0 | 62,0 | 35 | 90 | 65 | 50 | 1,0 | 2,5 | 0,5 | 691 | 889 | 1172 | 1524 | 2142 | 2785 | 3674 | |
70 | 59,1 | 60,9 | 35 | 90 | 70 | 55 | 1,0 | 2,5 | 0,5 | 703 | 905 | 1194 | 1552 | 2182 | 2834 | 3741 | |
71 | 60,0 | 60,0 | 45 | 80 | 65 | 75 | 1,0 | 2,5 | 0,5 | 714 | 919 | 1213 | 1576 | 2216 | 2879 | 3800 | |
72 | 61,8 | 58,2 | 65 | 60 | 35 | 80 | 1,0 | 2,5 | 0,5 | 735 | 946 | 1249 | 1622 | 2280 | 2962 | 3912 | |
73 | 64,0 | 56,2 | 40 | 75 | 60 | 70 | 1,0 | 2,5 | 0,5 | 762 | 980 | 1293 | 1681 | 2364 | 3070 | ||
74 | 66,3 | 54,3 | 30 | 85 | 75 | 60 | 1,0 | 2,5 | 0,5 | 788 | 1015 | 1340 | 1740 | 2447 | 3181 | ||
75 | 68,0 | 52,9 | 45 | 80 | 65 | 85 | 1,0 | 2,5 | 0,5 | 809 | 1041 | 1375 | 1785 | 2512 | 3261 | ||
76 | 70,2 | 51,2 | 30 | 85 | 65 | 56 | 1,0 | 2,5 | 0,5 | 836 | 1076 | 1420 | 1843 | 2593 | 3365 | ||
77 | 72,0 | 50,0 | 30 | 85 | 75 | 65 | 1,0 | 2,5 | 0,5 | 857 | 1103 | 1455 | 1891 | 2659 | 3453 | ||
78 | 74,2 | 48,5 | 35 | 75 | 55 | 65 | 1,0 | 2,5 | 0,5 | 883 | 1137 | 1500 | 1948 | 2739 | 3556 | ||
79 | 76,1 | 47,3 | 30 | 90 | 75 | 65 | 1,0 | 2,5 | 0,5 | 906 | 1167 | 1539 | 1998 | 2810 | 3648 | ||
80 | 78,0 | 46,1 | 45 | 75 | 50 | 80 | 1,0 | 2,5 | 0,5 | 928 | 1195 | 1577 | 2048 | 2880 | 3741 | ||
81 | 79,8 | 45,1 | 45 | 90 | 55 | 75 | 1,0 | 2,5 | 0,5 | 950 | 1220 | 1614 | 2097 | 2947 | 3827 | ||
82 | 82,0 | 43,9 | 30 | 90 | 75 | 70 | 1,0 | 2,5 | 0,5 | 976 | 1257 | 1659 | 2154 | 3028 | 3933 | ||
83 | 84,0 | 42,8 | 35 | 85 | 55 | 65 | 1,0 | 2,5 | 0,5 | 1000 | 1288 | 1699 | 2207 | 3102 | |||
84 | 86,0 | 41,8 | 35 | 90 | 70 | 80 | 1,0 | 2,5 | 0,5 | 1023 | 1319 | 1739 | 2259 | 3177 | |||
85 | 87,9 | 40,9 | 50 | 90 | 45 | 75 | 1,0 | 2,5 | 0,5 | 1047 | 1348 | 1778 | 2306 | 3246 | |||
86 | 90,0 | 40,0 | 65 | 75 | 30 | 80 | 1,0 | 2,5 | 0,5 | 1072 | 1380 | 1819 | 2363 | 3321 | |||
87 | 92,1 | 39,0 | 45 | 56 | 35 | 90 | 1,0 | 2,5 | 0,5 | 1097 | 1411 | 1861 | 2418 | 3399 | |||
88 | 94,2 | 38,2 | 30 | 90 | 70 | 75 | 1,0 | 2,5 | 0,5 | 1120 | 1442 | 1902 | 2471 | 3477 | |||
89 | 95,8 | 37,5 | 35 | 90 | 55 | 70 | 1,0 | 2,5 | 0,5 | 1141 | 1469 | 1937 | 2516 | 3539 | |||
90 | 98,0 | 36,7 | 30 | 85 | 55 | 65 | 1,0 | 2,5 | 0,5 | 1167 | 1502 | 1981 | 2574 | 3619 | |||
91 | 100,4 | 35,8 | 30 | 90 | 70 | 80 | 0,5 | 2,0 | 0,5 | 1195 | 1535 | 2027 | 2637 | 3706 | |||
92 | 105,2 | 34,2 | 40 | 90 | 50 | 80 | 0,5 | 2,0 | 0,5 | 1255 | 1612 | 2126 | 2761 | 3874 | |||
93 | 109,8 | 32,1 | 40 | 75 | 45 | 90 | 0,5 | 2,0 | 0,5 | 1308 | 1683 | 2220 | 2882 | 4052 | |||
94 | 115,0 | 31,3 | 25 | 90 | 55 | 60 | 0,5 | 2,0 | 0,5 | 1369 | 1763 | 2324 | 3019 | ||||
95 | 119,9 | 30,0 | 45 | 65 | 30 | 85 | 0,5 | 2,0 | 0,5 | 1427 | 1837 | 2422 | 3143 | ||||
96 | 124,6 | 28,9 | 40 | 85 | 45 | 90 | 0,5 | 2,0 | 0,5 | 1482 | 1909 | 2518 | 3267 | ||||
97 | 129,8 | 27,7 | 25 | 90 | 65 | 80 | 0,5 | 2,0 | 0,5 | 1545 | 1988 | 2622 | 3403 | ||||
98 | 136,7 | 26,3 | 30 | 70 | 45 | 90 | 0,5 | 2,0 | 0,5 | 1627 | 2095 | 2753 | 3587 | ||||
99 | 140,4 | 25,6 | 30 | 80 | 50 | 90 | 0,5 | 2,0 | 0,5 | 1671 | 2151 | 2839 | 3680 | ||||
100 | 145,2 | 24,8 | 40 | 70 | 30 | 85 | 0,5 | 2 | 0,5 | 1728 | 2224 | 2934 | 3808 | ||||
101 | 149,3 | 24,1 | 50 | 75 | 25 | 85 | 0,5 | 2 | 0,5 | 1777 | 2286 | 3016 | 3915 | ||||
102 | 155,4 | 23,1 | 30 | 75 | 40 | 85 | 0,5 | 2 | 0,5 | 1849 | 2380 | 3140 | 4074 | ||||
103 | 160,0 | 22,5 | 35 | 90 | 40 | 85 | 0,5 | 2 | 0,5 | 1906 | 2454 | 3234 | |||||
104 | 164,8 | 21,8 | 30 | 75 | 40 | 90 | 0,5 | 2 | 0,5 | 1962 | 2528 | 3330 | |||||
105 | 168,6 | 21,3 | 25 | 90 | 50 | 80 | 0,5 | 2 | 0,5 | 2007 | 2584 | 3407 | |||||
106 | 175,6 | 20,5 | 30 | 90 | 40 | 80 | 0,5 | 2 | 0,5 | 2092 | 2693 | 3550 | |||||
107 | 179,0 | 20,1 | 25 | 85 | 50 | 90 | 0,5 | 2 | 0,5 | 2133 | 2743 | 3618 | |||||
108 | 186,5 | 19,3 | 40 | 75 | 25 | 85 | 0,5 | 2 | 0,5 | 2220 | 2859 | 3768 | |||||
109 | 189,5 | 19,0 | 35 | 85 | 30 | 80 | 0,5 | 2 | 0,5 | 2258 | 2907 | 3830 | |||||
110 | 197,5 | 18,2 | 25 | 75 | 40 | 90 | 0,5 | 2 | 0,5 | 2354 | 3029 | 3992 | |||||
111 | 200,7 | 17,9 | 30 | 90 | 35 | 80 | 0,5 | 2 | 0,5 | 2390 | 3078 | 4054 | |||||
112 | 210,8 | 17,0 | 25 | 80 | 40 | 90 | 0,5 | 2 | 0,5 | 2511 | 3232 | ||||||
113 | 224,0 | 16,0 | 25 | 90 | 40 | 85 | 0,5 | 2 | 0,5 | 2669 | 3438 | ||||||
114 | 227,5 | 15,8 | 35 | 80 | 25 | 85 | 0,5 | 2 | 0,5 | 2710 | 3490 | ||||||
115 | 240,8 | 14,9 | 25 | 90 | 35 | 80 | 0,5 | 2 | 0,5 | 2865 | 3690 | ||||||
116 | 256,0 | 14,0 | 25 | 90 | 35 | 85 | 0,5 | 2 | 0,5 | 3050 | 3927 | ||||||
117 | 280,8 | 12,8 | 25 | 90 | 30 | 80 | 0,5 | 2 | 0,5 | 3342 | 4300 | ||||||
118 | 298,5 | 12,0 | 25 | 85 | 30 | 90 | 0,5 | 2 | 0,5 | 3558 | 4580 | ||||||
Индекс | а | б | в | г | д | е | ж | з | |||||||||
ПРОИЗВОДИТЕЛЬНОСТЬ АВТОМАТА МОДЕЛИ  A20
A20
A20N позиции | Время одного оборота распределительного вала, Tц, с | Производительность шт./ч |  | Количество сотых делений кулачкового диска | Частота вращения шпинделя, об./мин. | ||||||||||||
522 | 672 | 885 | 1151 | 1620 | 2101 | 2773 | 3565 | ||||||||||
 на подачу материала и один поворот револьверной головки на подачу материала и один поворот револьверной головки | на каждый следующий поворот револьверной головки | на изменение частоты вращения шпинделя | |||||||||||||||
Частота вращения шпинделя, об./с | |||||||||||||||||
8,7 | 11,2 | 14,75 | 19,18 | 27 | 35 | 46,2 | 59,4 | ||||||||||
Сменные шестерни | Число оборотов шпинделя за один оборот распределительного вала | ||||||||||||||||
a | b | c | d | ||||||||||||||
1 | 2,9 | 1241,3 | 85 | 30 | 90 | 25 | 18,0 | 18,0 | 9,0 | 100 | 133 | 170 | |||||
2 | 3,0 | 1200,0 | 90 | 25 | 80 | 30 | 17,0 | 17,0 | 8,5 | 107 | 141 | 181 | |||||
3 | 3,5 | 1028,5 | 80 | 35 | 90 | 25 | 15,0 | 15,5 | 7,5 | 125 | 164 | 211 | |||||
4 | 4,0 | 900,0 | 85 | 35 | 90 | 30 | 13,0 | 15,0 | 6,5 | 108 | 141 | 186 | 239 | ||||
5 | 4,6 | 782,6 | 85 | 40 | 90 | 30 | 12,0 | 14,0 | 6,0 | 124 | 161 | 213 | 273 | ||||
6 | 5,2 | 692,3 | 85 | 45 | 90 | 30 | 10,0 | 12,0 | 5,0 | 139 | 181 | 239 | 307 | ||||
7 | 5,5 | 654,5 | 85 | 45 | 70 | 25 | 9,5 | 11,5 | 5,0 | 106 | 149 | 193 | 255 | 328 | |||
8 | 6,0 | 600,0 | 90 | 40 | 65 | 30 | 8,5 | 10,5 | 4,5 | 115 | 162 | 210 | 277 | 356 | |||
9 | 6,5 | 553,8 | 90 | 40 | 70 | 35 | 8,0 | 10,0 | 4,0 | 125 | 176 | 228 | 301 | 387 | |||
10 | 7,0 | 514,2 | 90 | 35 | 65 | 40 | 7,5 | 9,0 | 4,0 | 103 | 134 | 189 | 245 | 323 | 416 | ||
11 | 7,5 | 480,0 | 90 | 30 | 65 | 50 | 7,0 | 8,5 | 3,5 | 111 | 144 | 202 | 262 | 346 | 445 | ||
12 | 8,0 | 450,0 | 70 | 65 | 85 | 25 | 6,5 | 8,0 | 3,5 | 118 | 153 | 216 | 280 | 369 | 475 | ||
13 | 8,5 | 423,5 | 80 | 50 | 75 | 35 | 6,0 | 7,5 | 3,0 | 126 | 164 | 230 | 298 | 394 | 506 | ||
14 | 9,0 | 400,0 | 80 | 35 | 85 | 60 | 6,0 | 7,5 | 3,0 | 101 | 133 | 173 | 244 | 316 | 417 | 536 | |
15 | 9,5 | 378,9 | 90 | 35 | 60 | 50 | 5,5 | 7,0 | 3,0 | 106 | 140 | 182 | 256 | 332 | 438 | 563 | |
16 | 10,0 | 360,0 | 90 | 25 | 65 | 80 | 5,0 | 6,5 | 2,5 | 112 | 147 | 192 | 270 | 350 | 462 | 594 | |
17 | 10,5 | 342,8 | 75 | 35 | 65 | 50 | 5,0 | 6,5 | 2,5 | 117 | 155 | 201 | 283 | 367 | 485 | 623 | |
18 | 11,0 | 327,2 | 55 | 70 | 85 | 25 | 5,0 | 6,5 | 2,5 | 123 | 162 | 210 | 296 | 384 | 506 | 651 | |
19 | 11,6 | 310,3 | 65 | 35 | 75 | 55 | 4,5 | 5,5 | 2,5 | 101 | 130 | 171 | 222 | 312 | 405 | 534 | 686 |
20 | 12,0 | 300,0 | 75 | 40 | 65 | 50 | 4,5 | 5,5 | 2,5 | 104 | 134 | 177 | 230 | 324 | 420 | 554 | 712 |
21 | 12,6 | 285,7 | 70 | 60 | 80 | 40 | 4,0 | 5,0 | 2,0 | 109 | 141 | 185 | 241 | 338 | 439 | 579 | 745 |
22 | 13,0 | 276,9 | 60 | 50 | 75 | 40 | 4,0 | 5,0 | 2,0 | 113 | 145 | 192 | 249 | 351 | 455 | 600 | 772 |
23 | 13,5 | 266,6 | 65 | 60 | 80 | 40 | 4,0 | 5,0 | 2,0 | 118 | 151 | 199 | 259 | 365 | 473 | 625 | 803 |
24 | 13,9 | 259,0 | 65 | 55 | 80 | 45 | 4,0 | 5,0 | 2,0 | 121 | 156 | 206 | 267 | 376 | 488 | 643 | 827 |
25 | 14,4 | 250,0 | 65 | 60 | 75 | 40 | 3,5 | 4,0 | 2,0 | 125 | 161 | 213 | 276 | 389 | 504 | 666 | 855 |
26 | 15,0 | 240,0 | 70 | 60 | 75 | 45 | 3,5 | 4,0 | 2,0 | 131 | 168 | 222 | 288 | 406 | 526 | 694 | 893 |
27 | 16,0 | 225,0 | 65 | 50 | 75 | 45 | 3,5 | 4,0 | 2,0 | 139 | 179 | 236 | 306 | 431 | 559 | 737 | 948 |
28 | 17,0 | 211,7 | 75 | 40 | 55 | 60 | 3,0 | 3,5 | 1,5 | 148 | 191 | 251 | 327 | 459 | 596 | 786 | 1011 |
29 | 18,0 | 200,0 | 80 | 30 | 55 | 90 | 3,0 | 3,5 | 1,5 | 156 | 201 | 265 | 344 | 484 | 628 | 829 | 1067 |
30 | 19,0 | 189,4 | 80 | 40 | 50 | 65 | 3,0 | 3,5 | 1,5 | 166 | 213 | 281 | 365 | 514 | 666 | 879 | 1131 |
31 | 20,0 | 180,0 | 65 | 35 | 55 | 70 | 2,5 | 3,0 | 1,5 | 175 | 225 | 296 | 385 | 543 | 703 | 927 | 1194 |
32 | 21,0 | 171,4 | 75 | 30 | 50 | 90 | 2,5 | 3,0 | 1,5 | 183 | 236 | 311 | 404 | 570 | 738 | 974 | 1252 |
33 | 22,0 | 163,6 | 85 | 40 | 50 | 80 | 2,5 | 3,0 | 1,5 | 191 | 246 | 325 | 422 | 594 | 770 | 1017 | 1308 |
34 | 23,0 | 156,5 | 90 | 25 | 30 | 85 | 2,5 | 3,0 | 1,5 | 200 | 258 | 339 | 441 | 621 | 805 | 1062 | 1366 |
35 | 24,0 | 150,0 | 80 | 50 | 65 | 85 | 2,5 | 3,0 | 1,5 | 208 | 268 | 353 | 459 | 645 | 837 | 1106 | 1421 |
36 | 25,0 | 144,0 | 75 | 40 | 50 | 80 | 2,0 | 2,5 | 1,0 | 217 | 279 | 468 | 478 | 673 | 873 | 1153 | 1482 |
37 | 26,0 | 138,4 | 70 | 35 | 45 | 80 | 2,0 | 2,5 | 1,0 | 226 | 292 | 384 | 500 | 802 | 912 | 1203 | 1547 |
38 | 27,1 | 132,8 | 85 | 35 | 40 | 90 | 2,0 | 2,5 | 1,0 | 236 | 303 | 400 | 520 | 732 | 949 | 1252 | 1610 |
39 | 28,1 | 128,1 | 75 | 45 | 50 | 80 | 2,0 | 2,5 | 1,0 | 244 | 315 | 414 | 539 | 758 | 984 | 1299 | 1669 |
40 | 28,9 | 124,5 | 80 | 60 | 50 | 70 | 2,0 | 2,5 | 1 | 252 | 324 | 427 | 555 | 781 | 1012 | 1338 | 1719 |
41 | 30,1 | 119,6 | 70 | 40 | 50 | 90 | 2,0 | 2,5 | 1 | 262 | 337 | 444 | 577 | 812 | 1053 | 1391 | 1788 |
42 | 31,0 | 116,1 | 85 | 45 | 35 | 70 | 2,0 | 2,5 | 1 | 270 | 347 | 457 | 594 | 836 | 1086 | 1432 | 1841 |
43 | 32,0 | 112,5 | 80 | 50 | 40 | 70 | 2,0 | 2,5 | 1 | 278 | 358 | 472 | 613 | 863 | 1120 | 1479 | 1900 |
44 | 32,9 | 109,4 | 80 | 45 | 35 | 70 | 2,0 | 2,5 | 1 | 286 | 369 | 486 | 632 | 888 | 1153 | 1522 | 1956 |
45 | 34,0 | 105,9 | 80 | 50 | 35 | 65 | 1,5 | 2,5 | 1 | 296 | 381 | 501 | 652 | 918 | 1190 | 1571 | 2020 |
46 | 35,0 | 102,8 | 80 | 45 | 40 | 85 | 1,5 | 2,5 | 1 | 305 | 392 | 516 | 671 | 945 | 1225 | 1617 | 2079 |
47 | 35,9 | 100,2 | 55 | 45 | 50 | 75 | 1,5 | 2,5 | 1 | 312 | 402 | 530 | 689 | 969 | 1258 | 1660 | 2135 |
48 | 36,9 | 97,5 | 75 | 50 | 45 | 85 | 1,5 | 2,5 | 1 | 321 | 413 | 544 | 708 | 996 | 1291 | 1705 | 2192 |
49 | 38,0 | 94,7 | 80 | 55 | 45 | 85 | 1,5 | 2,5 | 1 | 330 | 426 | 560 | 729 | 1026 | 1330 | 1756 | 2257 |
50 | 39,0 | 92,3 | 75 | 50 | 45 | 90 | 1,5 | 2,5 | 1 | 339 | 437 | 575 | 748 | 1052 | 1365 | 1802 | 2316 |
51 | 40,0 | 90,0 | 65 | 50 | 45 | 80 | 1,5 | 2,5 | 1 | 348 | 448 | 590 | 767 | 1079 | 1400 | 1848 | 2376 |
52 | 41,0 | 87,8 | 70 | 60 | 55 | 90 | 1,5 | 2,5 | 1 | 357 | 460 | 606 | 787 | 1109 | 1438 | 1898 | 2440 |
53 | 41,8 | 86,1 | 70 | 50 | 40 | 80 | 1,5 | 2,5 | 1 | 364 | 468 | 618 | 802 | 1130 | 1465 | 1934 | 2486 |
54 | 43,1 | 83,5 | 55 | 45 | 50 | 90 | 1,5 | 2,5 | 1 | 375 | 482 | 635 | 826 | 1162 | 1510 | 1991 | 2561 |
55 | 43,9 | 82,0 | 35 | 70 | 80 | 60 | 1,5 | 2,5 | 1 | 382 | 491 | 648 | 842 | 1186 | 1539 | 2030 | 2608 |
56 | 45,0 | 80,0 | 45 | 75 | 65 | 60 | 1,5 | 2,5 | 1 | 391 | 504 | 664 | 883 | 1215 | 1576 | 2080 | 2672 |
57 | 46,9 | 76,7 | 70 | 55 | 40 | 80 | 1,5 | 2,5 | 1 | 408 | 524 | 691 | 898 | 1265 | 1640 | 2165 | 2781 |
58 | 48,0 | 75,0 | 75 | 60 | 65 | 60 | 1,5 | 2,5 | 1 | 418 | 538 | 708 | 921 | 1296 | 1681 | 2219 | 2852 |
59 | 49,0 | 73,4 | 45 | 80 | 75 | 55 | 1,5 | 2,5 | 1 | 427 | 550 | 724 | 941 | 1324 | 1718 | 2267 | 2913 |
60 | 50,2 | 71,7 | 35 | 80 | 70 | 45 | 1 | 2,5 | 0,5 | 436 | 562 | 740 | 963 | 1355 | 1759 | 2320 | 2981 |
61 | 51,5 | 69,9 | 30 | 80 | 35 | 80 | 1 | 2,5 | 0,5 | 448 | 577 | 760 | 988 | 1390 | 1803 | 2380 | 3060 |
62 | 52,1 | 69,1 | 65 | 50 | 75 | 55 | 1 | 2,5 | 0,5 | 454 | 584 | 770 | 1002 | 1409 | 1826 | 2412 | 3099 |
63 | 53,2 | 67,6 | 35 | 85 | 55 | 75 | 1 | 2,5 | 0,5 | 463 | 596 | 785 | 1021 | 1438 | 1863 | 2459 | 3161 |
64 | 54,0 | 66,6 | 60 | 80 | 65 | 75 | 1 | 2,5 | 0,5 | 470 | 605 | 797 | 1036 | 1458 | 1890 | 2495 | 3208 |
65 | 55,1 | 65,3 | 50 | 80 | 25 | 80 | 1 | 2,5 | 0,5 | 480 | 617 | 813 | 1058 | 1487 | 1929 | 2546 | 3275 |
66 | 56,0 | 64,3 | 85 | 50 | 30 | 75 | 1 | 2,5 | 0,5 | 487 | 627 | 826 | 1074 | 1512 | 1961 | 2588 | 3326 |
67 | 57,0 | 63,1 | 85 | 65 | 60 | 55 | 1 | 2,5 | 0,5 | 496 | 638 | 841 | 1093 | 1539 | 1996 | 2634 | 3385 |
68 | 58,0 | 62,1 | 40 | 85 | 65 | 50 | 1 | 2,5 | 0,5 | 504 | 650 | 856 | 1112 | 1566 | 2031 | 2680 | 3444 |
69 | 59,1 | 60,9 | 35 | 90 | 70 | 55 | 1 | 2,5 | 0,5 | 514 | 662 | 871 | 1133 | 1595 | 2067 | 2730 | 3510 |
70 | 60,0 | 60,0 | 35 | 90 | 65 | 75 | 1 | 2,5 | 0,5 | 522 | 672 | 886 | 1151 | 1620 | 2101 | 2773 | 3565 |
71 | 61,8 | 53,2 | 45 | 80 | 35 | 80 | 1 | 2,5 | 0,5 | 537 | 692 | 911 | 1186 | 1668 | 2162 | 2855 | 3670 |
72 | 64,0 | 56,2 | 65 | 60 | 60 | 70 | 1 | 2,5 | 0,5 | 557 | 717 | 944 | 1229 | 1728 | 2241 | 2958 | 3800 |
73 | 66,3 | 54,3 | 40 | 75 | 75 | 60 | 1 | 2,5 | 0,5 | 577 | 742 | 977 | 1271 | 1789 | 2321 | 3063 | |
74 | 68,0 | 52,9 | 30 | 85 | 65 | 85 | 1 | 2,5 | 0,5 | 591 | 761 | 1005 | 1304 | 1836 | 2380 | 3142 | |
75 | 70,2 | 51,3 | 45 | 80 | 65 | 55 | 1 | 2,5 | 0,5 | 611 | 786 | 1036 | 1348 | 1896 | 2459 | 3243 | |
76 | 72,0 | 50,0 | 30 | 85 | 75 | 65 | 1 | 2,5 | 0,5 | 626 | 806 | 1062 | 1381 | 1943 | 2521 | 3327 | |
77 | 74,2 | 48,5 | 30 | 85 | 55 | 65 | 1 | 2,5 | 0,5 | 645 | 831 | 1095 | 1423 | 2002 | 2598 | 3428 | |
78 | 76,1 | 47,3 | 35 | 75 | 75 | 65 | 1 | 2,5 | 0,5 | 662 | 852 | 1123 | 1460 | 2055 | 2663 | 3516 | |
79 | 78,0 | 46,1 | 30 | 90 | 50 | 80 | 1 | 2,5 | 0,5 | 678 | 873 | 1151 | 1497 | 2105 | 2731 | 3605 | |
80 | 79,8 | 45,1 | 45 | 75 | 55 | 75 | 1 | 2,5 | 0,5 | 694 | 894 | 1179 | 1531 | 2153 | 2792 | 3689 | |
81 | 82,0 | 43,9 | 45 | 90 | 75 | 70 | 1,0 | 2,5 | 0,5 | 713 | 918 | 1210 | 1573 | 2214 | 2872 | 3790 | |
82 | 84,0 | 42,8 | 35 | 85 | 55 | 65 | 1,0 | 2,5 | 0,5 | 730 | 940 | 1240 | 1612 | 2268 | 2941 | 3881 | |
83 | 86,0 | 41,8 | 35 | 90 | 70 | 80 | 1,0 | 2,5 | 0,5 | 748 | 963 | 1270 | 1650 | 2322 | 3011 | ||
84 | 87,9 | 40,9 | 50 | 80 | 45 | 75 | 1,0 | 2,5 | 0,5 | 764 | 984 | 1298 | 1687 | 2373 | 3079 | ||
85 | 90,0 | 40,0 | 65 | 75 | 30 | 80 | 1,0 | 2,5 | 0,5 | 783 | 1008 | 1328 | 1726 | 2430 | 3152 | ||
86 | 92,1 | 39,1 | 45 | 56 | 35 | 90 | 1,0 | 2,5 | 0,5 | 801 | 1031 | 1359 | 1767 | 2484 | 3221 | ||
87 | 94,1 | 38,1 | 30 | 90 | 70 | 75 | 1,0 | 2,5 | 0,5 | 819 | 1054 | 1389 | 1807 | 2540 | 3298 | ||
88 | 95,8 | 37,6 | 35 | 90 | 56 | 70 | 1,0 | 2,5 | 0,5 | 833 | 1073 | 1413 | 1838 | 2584 | 3352 | ||
89 | 98,0 | 36,7 | 30 | 85 | 56 | 65 | 1,0 | 2,5 | 0,5 | 852 | 1098 | 1447 | 1880 | 2645 | 3431 | ||
90 | 100,4 | 35,8 | 30 | 90 | 70 | 80 | 0,5 | 2,5 | 0,5 | 873 | 1125 | 1482 | 1928 | 2711 | 3517 | ||
91 | 105,2 | 34,2 | 40 | 90 | 50 | 80 | 0,5 | 2,5 | 0,5 | 915 | 1180 | 1552 | 2020 | 2840 | 3680 | ||
92 | 109,8 | 32,8 | 40 | 75 | 45 | 90 | 0,5 | 2,5 | 0,5 | 955 | 1230 | 1620 | 2106 | 2961 | 3842 | ||
93 | 115,0 | 31,3 | 25 | 90 | 55 | 60 | 0,5 | 2,5 | 0,5 | 1000 | 1289 | 1697 | 2207 | 3102 | |||
94 | 119,9 | 30,0 | 45 | 65 | 30 | 85 | 0,5 | 2,5 | 0,5 | 1042 | 1343 | 1769 | 2299 | 3234 | |||
95 | 124,6 | 28,9 | 40 | 83 | 45 | 90 | 0,5 | 2,5 | 0,5 | 1083 | 1396 | 1838 | 2389 | 3360 | |||
96 | 129,8 | 27,7 | 25 | 90 | 65 | 80 | 0,5 | 2,5 | 0,5 | 1129 | 1452 | 1913 | 2483 | 3500 | |||
97 | 136,7 | 26,3 | 30 | 70 | 45 | 90 | 0,5 | 2,5 | 0,5 | 1189 | 1530 | 2015 | 2620 | 3660 | |||
98 | 140,4 | 25,6 | 30 | 80 | 50 | 90 | 0,5 | 2,5 | 0,5 | 1222 | 1573 | 2072 | 2694 | 3790 | |||
99 | 145,2 | 24,8 | 40 | 70 | 30 | 85 | 0,5 | 2,5 | 0,5 | 1264 | 1627 | 2141 | 2783 | ||||
100 | 149,3 | 24,1 | 50 | 75 | 25 | 85 | 0,5 | 2,5 | 0,5 | 1299 | 1673 | 2203 | 2863 | ||||
101 | 155,4 | 23,1 | 30 | 75 | 40 | 85 | 0,5 | 2,5 | 0,5 | 1353 | 1742 | 2293 | 2981 | ||||
102 | 160,0 | 22,5 | 35 | 90 | 40 | 85 | 0,5 | 2,5 | 0,5 | 1392 | 1792 | 2360 | 3070 | ||||
103 | 164,8 | 21,8 | 30 | 75 | 40 | 90 | 0,5, | 2,5 | 0,5 | 1434 | 1846 | 2431 | 3160 | ||||
104 | 168,6 | 21,3 | 25 | 90 | 50 | 80 | 0,5 | 2,5 | 0,5 | 1467 | 1889 | 2490 | 3234 | ||||
105 | 175,6 | 20,5 | 30 | 90 | 40 | 80 | 0,5 | 2,5 | 0,5 | 1528 | 1967 | 2592 | 3366 | ||||
106 | 179,0 | 20,1 | 25 | 75 | 25 | 85 | 0,5 | 2,5 | 0,5 | 1558 | 2005 | 2611 | 3434 | ||||
107 | 186,5 | 19,3 | 40 | 75 | 25 | 85 | 0,5 | 2,5 | 0,5 | 1623 | 2090 | 2752 | 3578 | ||||
108 | 189,5 | 19,0 | 35 | 85 | 36 | 80 | 0,5 | 2,5 | 0,5 | 1650 | 2123 | 2797 | 3636 | ||||
109 | 197,5 | 18,2 | 25 | 75 | 40 | 90 | 0,5 | 2,5 | 0,5 | 1719 | 2214 | 2915 | 3787 | ||||
110 | 200,7 | 17,9 | 30 | 90 | 35 | 80 | 0,5 | 2,5 | 0,5 | 1746 | 2250 | 2964 | |||||
111 | 210,8 | 17,1 | 25 | 80 | 40 | 90 | 0,5 | 2,5 | 0,5 | 1835 | 2362 | 3110 | |||||
112 | 224,0 | 16,1 | 25 | 90 | 40 | 85 | 0,5 | 2,5 | 0,5 | 1950 | 2509 | 3306 | |||||
113 | 227,5 | 15,8 | 35 | 80 | 25 | 85 | 0,5 | 2,5 | 0,5 | 1980 | 2548 | 3358 | |||||
114 | 240,8 | 14,9 | 25 | 90 | 35 | 80 | 0,5 | 2,5 | 0,5 | 2096 | 2698 | 3553 | |||||
115 | 256,0 | 14,1 | 25 | 90 | 35 | 85 | 0,5 | 2,5 | 0,5 | 2229 | 2980 | 3779 | |||||
116 | 280,8 | 12,8 | 25 | 90 | 30 | 80 | 0,5 | 2,5 | 0,5 | 2444 | 3144 | ||||||
117 | 298,5 | 12,1 | 25 | 85 | 30 | 90 | 0,5 | 2,5 | 0,5 | 2598 | 3345 | ||||||
Индекс | а | б | в | г | д | е | ж | з | |||||||||
 A40
A40N позиции | Время одного оборота распределительного вала, Tц, с | Производительность шт./ч | 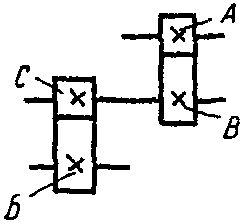 | Количество сотых делений кулачкового диска | Частота вращения шпинделя, об./мин. | |||||||||||||||||||||||
на подачу материала и один поворот револьверной головки  | на каждый следующий поворот револьверной головки | на изменение частоты вращения шпинделя | 210 | 265 | 300 | 340 | 425 | 430 | 500 | 530 | 590 | 600 | 695 | 710 | 840 | 865 | 1000 | 1200 | 1390 | 1680 | 2000 | |||||||
Частота вращения шпинделя, об./с | ||||||||||||||||||||||||||||
3,5 | 4,4 | 5 | 5,7 | 7,0 | 7,2 | 8,3 | 8,8 | 9,8 | 10 | 11,6 | 11,8 | 14 | 14,4 | 16,6 | 20 | 23,1 | 28 | 33,5 | ||||||||||
Сменные шестерни | ||||||||||||||||||||||||||||
Число оборотов шпинделя за один оборот распределительного вала | ||||||||||||||||||||||||||||
A | B | C | D | |||||||||||||||||||||||||
1 | 4 | 900,0 | 75 | 40 | 80 | 20 | 25,0 | 25,0 | 6,5 | 112 | 133 | |||||||||||||||||
2 | 5 | 720,0 | 75 | 50 | 80 | 20 | 20,0 | 20,0 | 5,0 | 100 | 116 | 140 | 167 | |||||||||||||||
3 | 6 | 600,0 | 75 | 50 | 80 | 25 | 17,0 | 17,5 | 4,5 | 100 | 120 | 139 | 168 | 200 | ||||||||||||||
4 | 7 | 514,2 | 75 | 50 | 80 | 30 | 14,5 | 15,0 | 4,0 | 101 | 117 | 140 | 162 | 196 | 233 | |||||||||||||
5 | 4 | 450,0 | 75 | 40 | 60 | 30 | 13,0 | 13,5 | 3,5 | 112 | 115 | 133 | 160 | 185 | 224 | 267 | ||||||||||||
6 | 9 | 400,0 | 75 | 60 | 80 | 30 | 11,5 | 12,0 | 3,0 | 104 | 106 | 126 | 130 | 150 | 180 | 208 | 252 | 300 | ||||||||||
7 | 10 | 360,0 | 70 | 35 | 60 | 40 | 10,5 | 11,0 | 2,5 | 100 | 116 | 118 | 140 | 144 | 167 | 200 | 232 | 280 | 333 | |||||||||
8 | 11 | 327,2 | 75 | 50 | 55 | 30 | 9,5 | 10,0 | 2,5 | 108 | 110 | 127 | 130 | 154 | 159 | 183 | 220 | 255 | 308 | 367 | ||||||||
9 | 12 | 300,0 | 70 | 35 | 75 | 60 | 8,5 | 9,5 | 2,5 | 100 | 106 | 118 | 120 | 139 | 142 | 168 | 173 | 200 | 240 | 278 | 336 | 400 | ||||||
10 | 13 | 276,9 | 75 | 40 | 80 | 65 | 8,0 | 9,0 | 2,0 | 108 | 115 | 128 | 130 | 151 | 154 | 182 | 187 | 217 | 260 | 301 | 364 | 433 | ||||||
11 | 14 | 257,1 | 60 | 75 | 80 | 30 | 7,5 | 8,5 | 2,0 | 100 | 117 | 124 | 138 | 140 | 162 | 166 | 196 | 202 | 233 | 280 | 324 | 392 | 467 | |||||
12 | 15 | 240,0 | 75 | 60 | 80 | 50 | 7,0 | 8,0 | 2,0 | 106 | 107 | 125 | 132 | 147 | 150 | 174 | 177 | 210 | 216 | 250 | 300 | 347 | 420 | 500 | ||||
13 | 16 | 225,0 | 75 | 25 | 50 | 80 | 6,5 | 7,5 | 2,0 | 113 | 115 | 133 | 141 | 157 | 160 | 185 | 189 | 224 | 231 | 267 | 320 | 371 | 448 | 533 | ||||
14 | 17 | 211,7 | 60 | 40 | 65 | 55 | 6,0 | 7,0 | 1,5 | 102 | 120 | 122 | 142 | 150 | 167 | 170 | 197 | 201 | 238 | 245 | 283 | 340 | 394 | 476 | 567 | |||
15 | 18 | 200,0 | 70 | 35 | 50 | 60 | 6,0 | 7,0 | 1,5 | 108 | 127 | 129 | 150 | 159 | 177 | 180 | 208 | 213 | 252 | 259 | 300 | 360 | 417 | 504 | 600 | |||
16 | 20 | 180,0 | 75 | 25 | 40 | 80 | 6,0 | 7,0 | 1,5 | 100 | 120 | 142 | 143 | 167 | 177 | 197 | 200 | 232 | 237 | 280 | 288 | 333 | 400 | 463 | 560 | 667 | ||
17 | 22 | 163,6 | 50 | 60 | 65 | 40 | 5,0 | 6,0 | 1,5 | 110 | 132 | 156 | 158 | 183 | 194 | 216 | 220 | 255 | 260 | 308 | 317 | 367 | 440 | 510 | 616 | 733 | ||
18 | 24 | 150,0 | 75 | 30 | 40 | 80 | 4,5 | 5,5 | 1,5 | 106 | 120 | 144 | 170 | 172 | 200 | 212 | 236 | 240 | 278 | 284 | 336 | 346 | 400 | 480 | 556 | 672 | 800 | |
19 | 26 | 138,4 | 50 | 65 | 60 | 40 | 4,5 | 5,5 | 1,5 | 115 | 130 | 156 | 184 | 186 | 217 | 230 | 256 | 260 | 301 | 308 | 364 | 375 | 433 | 520 | 602 | 728 | 867 | |
20 | 28 | 128,5 | 75 | 55 | 40 | 50 | 4,0 | 5,0 | 1,0 | 124 | 140 | 168 | 198 | 201 | 233 | 247 | 275 | 280 | 324 | 331 | 392 | 403 | 466 | 560 | 648 | 784 | 933 | |
21 | 30 | 120,0 | 70 | 35 | 40 | 80 | 3,5 | 4,5 | 1,0 | 105 | 132 | 150 | 180 | 212 | 215 | 250 | 265 | 295 | 300 | 347 | 355 | 420 | 432 | 500 | 600 | 665 | 840 | 1000 |
22 | 32 | 112,5 | 75 | 40 | 35 | 70 | 3,5 | 4,5 | 1,0 | 112 | 141 | 160 | 192 | 227 | 229 | 267 | 283 | 315 | 320 | 371 | 379 | 448 | 461 | 533 | 640 | 741 | 896 | 1067 |
23 | 34 | 105,9 | 70 | 40 | 30 | 60 | 3,5 | 4,5 | 1,0 | 119 | 150 | 170 | 204 | 241 | 244 | 283 | 300 | 334 | 340 | 394 | 402 | 476 | 490 | 566 | 680 | 787 | 952 | 1133 |
24 | 36 | 100,0 | 75 | 45 | 40 | 80 | 3,0 | 4,0 | 1,0 | 126 | 159 | 180 | 216 | 255 | 258 | 300 | 318 | 354 | 360 | 417 | 426 | 504 | 518 | 600 | 720 | 834 | 1008 | 1200 |
25 | 38 | 94,7 | 55 | 35 | 40 | 80 | 3,0 | 4,0 | 1,0 | 133 | 168 | 190 | 228 | 269 | 272 | 317 | 336 | 374 | 380 | 440 | 450 | 532 | 548 | 633 | 760 | 880 | 1064 | 1267 |
26 | 40 | 90,0 | 65 | 35 | 30 | 75 | 3,0 | 4,0 | 1,0 | 140 | 177 | 200 | 240 | 283 | 287 | 333 | 353 | 393 | 400 | 463 | 473 | 560 | 576 | 666 | 800 | 926 | 1120 | 1333 |
27 | 44 | 81,8 | 50 | 80 | 60 | 55 | 2,5 | 3,5 | 1,0 | 154 | 194 | 220 | 264 | 312 | 315 | 367 | 389 | 432 | 440 | 510 | 521 | 616 | 634 | 733 | 880 | 1019 | 1232 | 1467 |
28 | 46 | 78,2 | 65 | 40 | 30 | 75 | 2,5 | 3,5 | 1,0 | 161 | 203 | 230 | 276 | 326 | 330 | 383 | 406 | 452 | 460 | 533 | 544 | 614 | 663 | 766 | 920 | 1065 | 1288 | 1533 |
29 | 48 | 75,0 | 75 | 60 | 40 | 80 | 2,5 | 2,5 | 1,0 | 168 | 212 | 240 | 288 | 340 | 344 | 400 | 424 | 472 | 480 | 556 | 568 | 644 | 691 | 800 | 960 | 1112 | 1344 | 1600 |
30 | 52 | 69,2 | 75 | 65 | 40 | 80 | 2,0 | 3,0 | 0,5 | 182 | 230 | 260 | 312 | 361 | 373 | 433 | 459 | 511 | 520 | 602 | 615 | 672 | 749 | 866 | 1040 | 1204 | 1456 | 1733 |
31 | 56 | 64,3 | 40 | 80 | 75 | 70 | 2,0 | 3,0 | 0,5 | 196 | 247 | 280 | 336 | 397 | 401 | 467 | 496 | 551 | 560 | 648 | 662 | 728 | 807 | 933 | 1120 | 1297 | 1568 | 1866 |
32 | 60 | 60,0 | 50 | 80 | 60 | 75 | 2,0 | 3,0 | 0,5 | 210 | 265 | 300 | 360 | 425 | 430 | 500 | 530 | 590 | 600 | 695 | 710 | 784 | 865 | 1000 | 1200 | 1390 | 1680 | 2000 |
33 | 65 | 55,3 | 40 | 80 | 60 | 65 | 2,0 | 3,0 | 0,5 | 228 | 287 | 325 | 390 | 460 | 466 | 542 | 574 | 639 | 650 | 753 | 769 | 840 | 937 | 1083 | 1300 | 1505 | 1820 | 2166 |
34 | 70 | 51,4 | 40 | 80 | 60 | 70 | 1,5 | 3,0 | 0,5 | 245 | 309 | 350 | 420 | 496 | 502 | 538 | 618 | 688 | 700 | 811 | 828 | 910 | 1009 | 1166 | 1400 | 1621 | 1960 | 2333 |
35 | 75 | 48,0 | 40 | 80 | 60 | 75 | 1,5 | 3,0 | 0,5 | 263 | 331 | 375 | 450 | 531 | 537 | 625 | 662 | 737 | 750 | 869 | 887 | 980 | 1081 | 1250 | 1500 | 1737 | 2100 | 2500 |
36 | 80 | 45,0 | 40 | 60 | 45 | 80 | 1,5 | 3,0 | 0,5 | 280 | 353 | 400 | 480 | 567 | 573 | 573 | 707 | 787 | 800 | 926 | 946 | 1050 | 1153 | 1333 | 1600 | 1853 | 2240 | 2660 |
37 | 90 | 40,0 | 46 | 60 | 35 | 70 | 1,5 | 3,0 | 0,5 | 315 | 397 | 450 | 540 | 637 | 645 | 750 | 795 | 885 | 900 | 1042 | 1065 | 1120 | 1297 | 1499 | 1800 | 2084 | 2520 | 3000 |
38 | 100 | 36,0 | 30 | 75 | 60 | 80 | 1,5 | 3,0 | 0,5 | 350 | 442 | 500 | 600 | 708 | 717 | 833 | 883 | 983 | 1000 | 1158 | 1183 | 1260 | 1441 | 1666 | 2000 | 2316 | 2800 | 3333 |
39 | 110 | 32,7 | 40 | 55 | 30 | 80 | 1,0 | 2,5 | 0,5 | 385 | 486 | 550 | 660 | 779 | 788 | 917 | 972 | 1082 | 1100 | 1274 | 1301 | 1400 | 1581 | 1833 | 2200 | 2547 | 3080 | 3666 |
40 | 120 | 30,0 | 35 | 70 | 40 | 80 | 1,0 | 2,5 | 0,5 | 420 | 530 | 600 | 720 | 850 | 860 | 1000 | 1060 | 1180 | 1200 | 1390 | 1420 | 1540 | 1729 | 1999 | 2400 | 2779 | 3360 | 4000 |
41 | 135 | 26,6 | 30 | 60 | 35 | 80 | 1,0 | 2,5 | 0,5 | 473 | 596 | 675 | 810 | 956 | 967 | 1125 | 1192 | 1327 | 1350 | 1536 | 1597 | 1680 | 1945 | 2249 | 2700 | 3127 | 3780 | 4500 |
42 | 150 | 24,0 | 30 | 75 | 40 | 80 | 1,0 | 2,5 | 0,5 | 525 | 662 | 750 | 900 | 1062 | 1075 | 1250 | 1325 | 1475 | 1500 | 1737 | 1775 | 1890 | 2162 | 2499 | 3000 | 3474 | 4200 | 5000 |
43 | 165 | 21,8 | 25 | 70 | 40 | 80 | 1,0 | 2,5 | 0,5 | 578 | 729 | 825 | 990 | 1169 | 1182 | 1375 | 1457 | 1622 | 1650 | 1811 | 1952 | 2100 | 2378 | 2749 | 3300 | 3821 | 4620 | |
44 | 180 | 20,0 | 25 | 75 | 40 | 80 | 1,0 | 2,5 | 0,5 | 630 | 795 | 900 | 1080 | 1275 | 1290 | 1500 | 1590 | 1770 | 1800 | 2084 | 2129 | 2310 | 2594 | 2999 | 3600 | 4169 | 5040 | |
45 | 200 | 18,0 | 20 | 80 | 45 | 75 | 1,0 | 2,5 | 0,5 | 700 | 883 | 1000 | 1200 | 1417 | 1433 | 1667 | 1767 | 1967 | 2000 | 2316 | 2366 | 2520 | 2882 | 3332 | 4000 | 4632 | ||
46 | 220 | 16,3 | 40 | 75 | 20 | 80 | 0,5 | 2,5 | 0,5 | 770 | 972 | 1100 | 1320 | 1558 | 1577 | 1833 | 1943 | 2163 | 2200 | 2548 | 2603 | 2800 | 3017 | 3665 | 4400 | |||
47 | 270 | 13,3 | 25 | 75 | 27 | 80 | 0,5 | 2,5 | 0,5 | 945 | 1192 | 1350 | 1620 | 1912 | 1935 | 2250 | 2385 | 2655 | 2700 | 3127 | 3194 | 3080 | 3891 | 4498 | ||||
48 | 300 | 12,0 | 30 | 75 | 20 | 80 | 0,5 | 2,5 | 0,5 | 1050 | 1325 | 1500 | 1800 | 2125 | 2150 | 2500 | 2650 | 2950 | 3000 | 3474 | 3549 | 3780 | 4323 | 4998 | ||||
49 | 330 | 10,9 | 27 | 75 | 20 | 80 | 0,5 | 2,5 | 0,5 | 1155 | 1475 | 1650 | 1980 | 2337 | 2365 | 2750 | 2915 | 3245 | 3300 | 3821 | 3904 | 4200 | 4755 | |||||
50 | 360 | 10,0 | 25 | 75 | 20 | 80 | 0,5 | 2,5 | 0,5 | 1260 | 1590 | 1800 | 2160 | 2550 | 2580 | 3000 | 3180 | 3540 | 3600 | 4169 | 4259 | 4620 | ||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | |||||||||
N позиции | Вид кулачка | Модель автомата | D | d | d1 | H | B | Радиус кулачка | R | R1 | d2 | i | |
Rmax | rmin | ||||||||||||
1 | Кулачок револьверного суппорта | 1112, 1118 | 166 | 32 | 7,3+0,05 | 22 +/- 0,07 | 8 | 83 | 33 | 94 | 111,0 | 14 | 1:1 |
2 | 1А112, 1А118 | 170 | 32 | 22 +/- 0,1 | 8 | 85 | 28 | 94 | 111,0 | 14 | 1:1 | ||
3 | 1Б112, 1Б118 | 170 | 32 | 22 +/- 0,1 | 8 | 85 | 28 | 94 | 116,0 | 14 | 1:1 | ||
4 | 1Д112, 1Д118 | 170 | 32 | 22 +/- 0,1 | 8 | 85 | 28 | 94 | 116,0 | 14 | 1:1 | ||
5 | 1Е116, 1Е116П | 180 | 32 | 7,1+0,2 | 22 +/- 0,1 | 8 | 90 | 30 | 125 | 141,0 | 14 | 1:1 | |
6 | 1124, 1136 | 240 | 40 | 10+0,1 | 28 +/- 0,1 | 10 | 120 | 40 | 120 | 138,0 | 18 | 1:1 | |
7 | 1Б124, 1Б136 | 240 | 40 | 10+0,1 | 28 +/- 0,1 | 10 | 120 | 40 | 120 | 138,0 | 18 | 1:1 | |
8 | 1Б125, 1Б140 | 280 | 45 | 10+0,1 | 30 +/- 0,05 | 12 | 140 | 40 | 150 | 171,0 | 18 | 1:1 | |
9 | 1Е140, 1Е140П | 280 | 45 | 1,05+0,1 | 48+0,05 | 12 | 140 | 40 | 150 | 171,0 | 18 | 1:1 | |
10 | Index 12, Index 18, | 166 | 32 | 7,05+0,1 | 22+0,05 | 8 | 83 | 33 | 94 | 111,0 | 14 | 1:1 | |
11 | Index 25, Index 24, Index 36, Index 52 | 240 | 40 | 10,0+0,1 | 28+0,05 | 10 | 120 | 40 | 120 | 138,0 | 18 | 1:1 | |
12 | Index B30, Index B42, Index B60 | 240 | 40 | 10,05+0,1 | 28+0,05 | 10 | 120 | 40 | 128 | 144,9 | 18 | 1:1 | |
13 | 180 | 32 | 7+0,1 | 22+0,5 | 8 | 90 | 30 | 93 | 110,9 | 14 | 1:1 | ||
14 | 240 | 40 | 10+0,1 | 28+0,05 | 10 | 120 | 35 | 120 | 138,0 | 18 | 1:1 | ||
15 | Кулачки поперечных суппортов | 1112, 1118 | 124 | 32 | 7,3+0,05 | 22+0,07 | 8 | 62 | 30 | 64 | 87,5 | 14 | 1:1 |
16 | 1А112, 1А118 | 124 | 32 | 22 +/- 0,1 | 8 | 62 | 30 | 65 | 82,5 | 18 | 1:1 | ||
17 | 1Б112, 1Б118 | 124 | 32 | 22 +/- 0,1 | 8 | 62 | 30 | 65 | 82,5 | 18 | 1:1 | ||
18 | 1Д112, 1Д118 | 124 | 32 | 22+0,05 | 8 | 62 | 30 | 65 | 82,5 | 18 | 1:1 | ||
19 | 1Е116, 1Е116П | 124 | 32 | 10+0,2 | 22 +/- 0,1 | 8 | 62 | 30 | 65 | 88,0 | 18 | 1:1 | |
20 | 1124, 1136 | 150 | 40 | 10+0,1 | 22 +/- 0,1 | 10 | 75 | 35 | 76 | 103,0 | 18 | 1:1 | |
21 | 1Б124, 1Б136 | 150 | 40 | 10+0,1 | 22 +/- 0,1 | 10 | 75 | 35 | 76 | 103,0 | 18 | 1:1 | |
22 | 1Б125, 1Б140 | 160 | 40 | 10+0,1 | 28+0,05 | 10 | 80 | 35 | 90 | 113,00 | 18 | 1:1 | |
23 | 1Е140, 1Е140П | 160 | 40 | 10+0,1 | 28+0,05 | 10 | 80 | 35 | 90 | 113,00 | 18 | 1:1 | |
24 | Index 12, Index 18, Index 25 | 124 | 32 | 7,05+0,1 | 28+0,05 | 8 | 62 | 30 | 64 | 87,50 | 14 | 1:1 | |
25 | Index 24, Index 36, Index 52 | 150 | 40 | 10,05+0,1 | 28+0,05 | 10 | 75 | 35 | 76 | 103,00 | 18 | 1:1 | |
26 | Index B30, Index B42, Index B60 | 160 | 40 | 10,05+0,1, | 22+0,05 | 10 | 80 | 35 | 94 | 117,04 | 18 | 1:1 | |
27 | 130 | 32 | 7+0,1 | 22+0,05 | 8 | 65 | 30 | 60 | 88,60 | 14 | 1:1 | ||
28 | 130 | 32 | 7+0,1 | 22+0,05 | 8 | 65 | 30 | 60 | 88,60 | 18 | 1:1 | ||
29 | 130 | 40 | 10+0,1 | 28+0,05 | 10 | 80 | 35 | 70 | 103,00 | 18 | 1:1 | ||
30 | Кулачки вертикальных суппортов | 1112, 1118 | 124 | 42 | 7,3+0,05 | 27 +/- 0,7 | 8 | 62 | 30 | 64 | 87,50 | 14 | 1:1 |
31 | 1А112, 1А118 | 124 | 40 | 26 +/- 0,1 | 8 | 62 | 34 | 65 | 82,50 | 18 | 1:1 | ||
32 | 1Б112, 1Б118 | 124 | 32 | 22 +/- 0,1 | 8 | 62 | 30 | 65 | 82,50 | 18 | 1:0,8 | ||
33 | 1Д112, 1Д118 | 124 | 32 | 22 +/- 0,1 | 8 | 62 | 30 | 65 | 82,50 | 18 | От 1:0,8 до 1:1,29 | ||
34 | 1Е116, 1Е116П | 124 | 32 | 7,1+0,2 | 22 +/- 0,1 | 8 | 62 | 30 | 65 | 88,00 | 18 | От 1:1 до 1:1,5 | |
35 | 1124, 1136 | 150 | 50 | 10+0,1 | 32 +/- 0,1 | 10 | 75 | 45 | 76 | 103,00 | 18 | 1:1 | |
36 | 1Б124, 1Б136 | 150 | 50 | 10+0,1 | 28 +/- 0,1 | 10 | 75 | 35 | 76 | 103,00 | 18 | 1:1 | |
37 | 1Б125, 1Б140 | 160 | 40 | 10+0,1 | 28+0,05 | 10 | 80 | 35 | 90 | 113,00 | 18 | От 1:0,8 до 1:1,3 | |
38 | 1Е140, 1Е140П | 160 | 40 | 10+0,1 | 28+0,05 | 10 | 80 | 35 | 90 | 113,00 | 18 | От 1:0,67 до 1:1,25 | |
39 | Index 12, Index 18, Index 25 | 124 | 42 | 7,05+0,1 | 27+0,05 | 8 | 62 | 36 | 64 | 87,50 | 14 | 1:1 | |
40 | Index 24, Index 36, Index 52 | 150 | 50 | 10,05+0,1 | 27+0,05 | 10 | 75 | 45 | 64 | 103,00 | 18 | 1:1 | |
41 | Index B30, Index B42, Index B60 | 160 | 40 | 10,05+0,1 | 28+0,05 | 10 | 80 | 35 | 94 | 117,04 | 18 | 1:1 | |
42 | 130 | 42 | 7+0,1 | 27+0,05 | 8 | 65 | 33 | 60 | 88,60 | 14 | 1:1 | ||
43 | 130 | 42 | 7+0,1 | 27+0,05 | 8 | 65 | 33 | 60 | 88,60 | 14 | 1:1 | ||
44 | 160 | 50 | 10+0,1 | 32+0,05 | 10 | 80 | 43,5 | 70 | 103,00 | 18 | 1:1 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
Примечание. Размер D выполнить с предельным отклонением по h11, размер d - по H9.
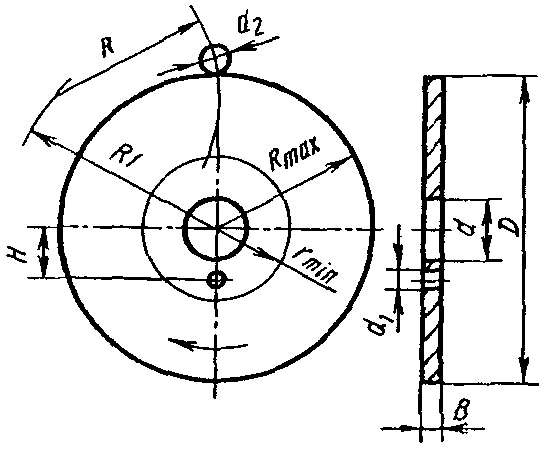
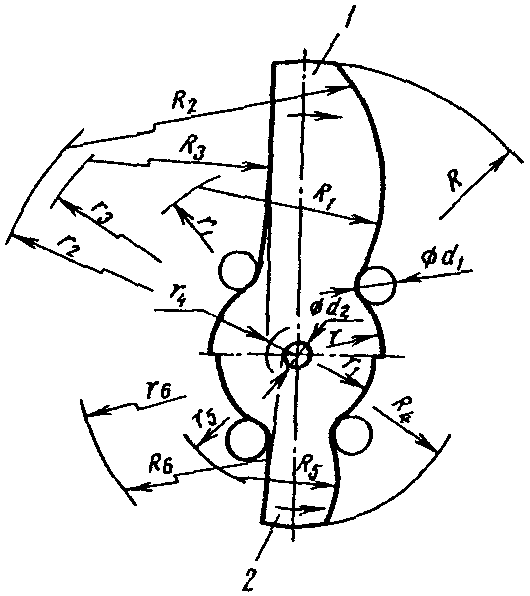
N позиции | Модель автомата | Время цикла, с | R | r | R1 | r1 | R2 | r2 | R3 | r3 | r4 | R4 | R5 | r5 | R6 | r6 | r7 | d1 | d2 |
1 | 1112, 1118, 1А112, 1А118, 1Б112, 1Б118, 1Д112, 1Д118, Index 12, Index 18, Index 25 | - | 86 | 29 | 62 | 66 | - | - | 110 | 124,5 | - | 63 | 65 | 73 | 80 | 100,5 | 29 | 14 | - |
2 | 1Е110, 1Е110П, | До 40 | 91 | 29 | 50 | 65 | - | - | 206 | 225 | - | 63 | 43 | 60 | - | - | 29 | 18 | 25 |
3 | 1Е116, 1Е116П | Свыше 40 | 64 | 78 | - | - | 163 | 180 | - | 38 | 75 | 94,0 | - | ||||||
4 | 1124, 1136, 1Б124, 1Б136 Index 24, Index 36, Index 52, Index B30, Index B42, Index B60 | - | 121 | 35 | 70 | 84 | 100 | 93,5 | 180 | 196,5 | - | 81 | 75 | 90 | 135 | 159,0 | 34 | 18 | - |
5 | 1Б125, 1Б140, | До 20 | 84 | 92 | - | - | 425 | 450 | 14 | - | - | - | - | - | - | ||||
6 | 1Е125, 1Е125П | 21 - 60 | 141 | 39 | 89 | 101 | - | - | 290 | 310 | 7 | 81 | 48 | 63 | 145 | 163,0 | 34 | 18 | 10 |
7 | 1Е140, 1Е140П | Свыше 60 | 94 | 111 | - | - | 210 | 230 | - | 81 | 55 | 77 | 113 | 128,0 | 34 | 5 | |||
8 | До 20 | 48 | 60,5 | - | - | 180 | 196,5 | Прямая к центру | 65 | 30 | 19,5 | 90 | 114,0 | 29 | - | ||||
9 | 21 - 40 | 91 | 29 | 68 | 73,5 | - | - | 150 | 164,0 | - | - | - | - | - | - | - | 15 | - | |
10 | Свыше 40 | 75 | 61 | - | - | 100 | 114,5 | - | 65 | 40 | 57,5 | 70 | 92,0 | 29 | - | ||||
11 | До 20 | - | 83 | 84 | - | - | 180 | 203 | 8 | - | - | - | - | - | - | - | |||
12 | 21 - 60 | 121 | 35 | 78 | 85 | - | - | 160 | 180 | Прямая к центру | 81 | 37 | 63,5 | 175 | 198,0 | 35 | 18 | - | |
13 | Свыше 60 | 70 | 86 | - | - | 140 | 156 | 8 | 81 | 39 | 68 | 198 | 214,0 | 35 | - | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | ||
РЕВОЛЬВЕРНОЙ ГОЛОВКИ АВТОМАТОВ 1Б140 И 1Б125,
В ЗАВИСИМОСТИ ОТ РАДИУСА КУЛАЧКА
 |  |  |
Tц, с | Радиусы кулачка в конце подвода и отвода револьверной головки, мм | Наименьшее число сотых, необходимое для подвода и отвода револьверной головки, в зависимости от радиусов кулачка в начале подвода и отвода револьверной головки, мм | ||||||||||
140 | 130 | 120 | 110 | 100 | 90 | 80 | 70 | 60 | 50 | 40 | ||
10 - 20 | 140 | 1,5 | 2,5 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 11 | |
130 | 2 | 1,5 | 2,5 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | ||
120 | 2,5 | 2 | 1,5 | 2,5 | 3,5 | 4,5 | 5,5 | 6,5 | 7,5 | 9,5 | ||
110 | 3 | 2,5 | 2 | 2 | 2,5 | 3,5 | 4,5 | 5,5 | 6,5 | 8,5 | ||
100 | 3,5 | 3 | 2,5 | 2 | 2 | 3 | 4 | 5 | 6 | 8 | ||
90 | 4,0 | 3,5 | 3 | 2,5 | 2 | 2 | 3 | 4 | 5 | 7 | ||
80 | 4,5 | 4 | 3,5 | 3 | 2,5 | 2 | 2,5 | 3,5 | 4,5 | 6,5 | ||
70 | 5,5 | 5 | 4,5 | 4 | 3,5 | 3 | 2,5 | 2,5 | 3,5 | 5,5 | ||
60 | 6,5 | 6 | 5 | 4,5 | 4 | 3,5 | 3 | 2,5 | 3 | 5 | ||
50 | 7 | 6,5 | 6 | 6 | 5,5 | 4,5 | 4 | 3,5 | 3 | 4 | ||
40 | 9 | 8,5 | 8 | 7,5 | 7 | 6,5 | 6 | 5,5 | 4,5 | 3,5 | ||
21 - 60 | 140 | 1,5 | 2 | 2,5 | 3,5 | 4 | 5 | 5,5 | 6,5 | 7,5 | 9,5 | |
130 | 1,5 | 1,5 | 2 | 2,5 | 3,5 | 4 | 5 | 5 | 7 | 8,5 | ||
120 | 2 | 2 | 1,5 | 2 | 3 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | ||
110 | 2,5 | 2,5 | 2 | 1,5 | 2,5 | 3 | 4 | 5 | 6 | 7,5 | ||
100 | 3 | 3 | 2,5 | 2 | 1,5 | 2,5 | 3 | 4 | 5 | 7 | ||
90 | 3,5 | 3,5 | 3 | 2,5 | 2 | 2 | 2,5 | 3,5 | 4,5 | 6,5 | ||
80 | 4 | 3,5 | 3 | 3 | 2,5 | 2 | 2 | 3 | 4 | 6 | ||
70 | 4,5 | 4 | 3,5 | 3 | 3 | 2,5 | 2 | 2,5 | 3,5 | 5,5 | ||
60 | 5 | 4,5 | 4 | 3,5 | 3,5 | 3 | 2,5 | 2,5 | 3 | 4,5 | ||
50 | 5,5 | 5,5 | 4,5 | 4 | 4 | 3,5 | 3,5 | 3 | 2,5 | 4 | ||
40 | 6,5 | 6 | 5,5 | 5 | 5 | 4,5 | 4,5 | 4 | 3,5 | 3,5 | ||
Свыше 60 | 140 | 1 | 1,5 | 2 | 2,5 | 3 | 4 | 4,5 | 5 | 5,5 | 7 | |
130 | 1,5 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6,5 | ||
120 | 2 | 1,5 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 6 | ||
110 | 2,5 | 2 | 1,5 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 | 5,5 | ||
100 | 2,5 | 2,5 | 2 | 2 | 1,5 | 2 | 2,5 | 3 | 3,5 | 5 | ||
90 | 3 | 2,5 | 2,5 | 2 | 2 | 2 | 2,5 | 3 | 3,5 | 5 | ||
80 | 3 | 3 | 2,5 | 2,5 | 2 | 2 | 2 | 2,5 | 3,5 | 4,5 | ||
70 | 3,5 | 3 | 3 | 2,5 | 2,5 | 2 | 2 | 2,5 | 3 | 4,5 | ||
60 | 4 | 3,5 | 3 | 3 | 3 | 2,5 | 2,5 | 2,5 | 2,5 | 4 | ||
50 | 4 | 4 | 3,5 | 3,5 | 3 | 3 | 3 | 2,5 | 2,5 | 4 | ||
40 | 4,5 | 4,5 | 4 | 4 | 3,5 | 3,5 | 3,5 | 3 | 3 | 2,5 | ||
Примечание. Сотые, необходимые для подвода, приведены над чертой, для отвода - под чертой.
ПОПЕРЕЧНЫХ СУППОРТОВ АВТОМАТОВ 1Б140 И 1Б125
Радиусы кулачка в конце подвода и отвода, мм | Наименьшее число сотых, необходимое для подвода и отвода поперечных суппортов, в зависимости от радиусов кулачка в начале подвода и отвода, мм | |||||||||
80 | 70 | 60 | 50 | 35 | 80 | 70 | 60 | 50 | 35 | |
Т < 60 с | Т > 60 с | |||||||||
80 | - | 2 | 3,5 | 5 | 7,5 | - | 2 | 3,5 | 4 | 5,5 |
70 | 2,5 | 2,5 | 4 | 6,5 | 2,5 | 2,5 | 3 | 5 | ||
60 | 3 | 2,5 | 3 | 5,5 | 2,5 | 2,5 | 2,5 | 4,5 | ||
50 | 3 | 2,5 | 2,5 | 5 | 2,5 | 2,5 | 2,5 | 4 | ||
35 | 4 | 3 | 3,5 | 3 | - | 3 | 3 | 3 | 2,5 | - |
Примечание. Сотые, необходимые для подвода, приведены над чертой, для отвода - под чертой.
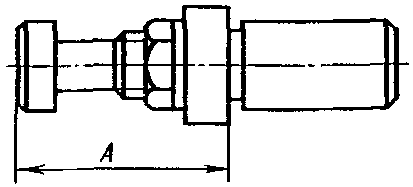
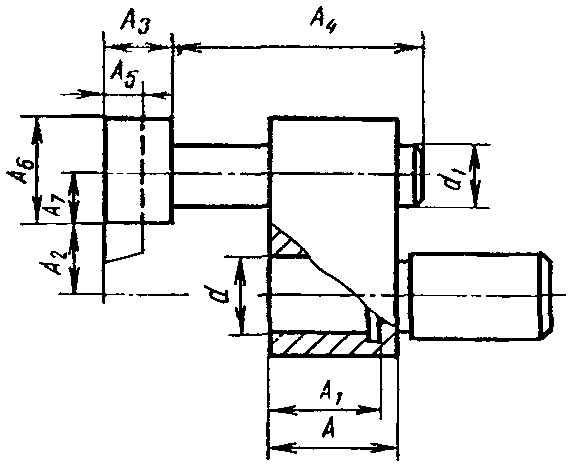 |  |
Рис. 6 Державки для сменных резцедержателей:
а - одноместная с резцедержателем устанавливаемым;
б - двухместная с резцедержателями для тангенциальных резцов
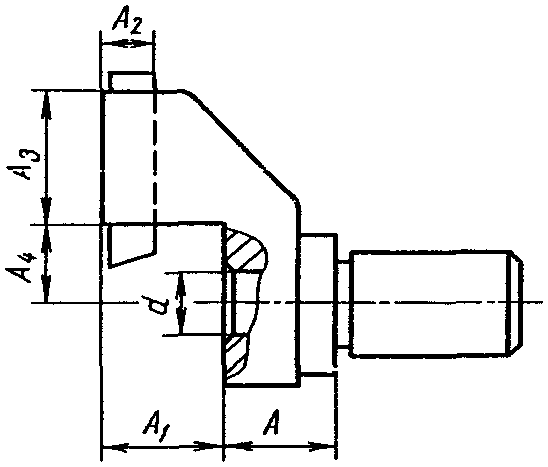 |  |
Рис. 7. Державка:
а - для резца и зажимной втулки;
б - для тангенциального резца и зажимной втулки
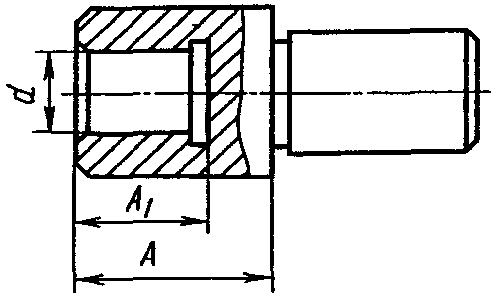 | 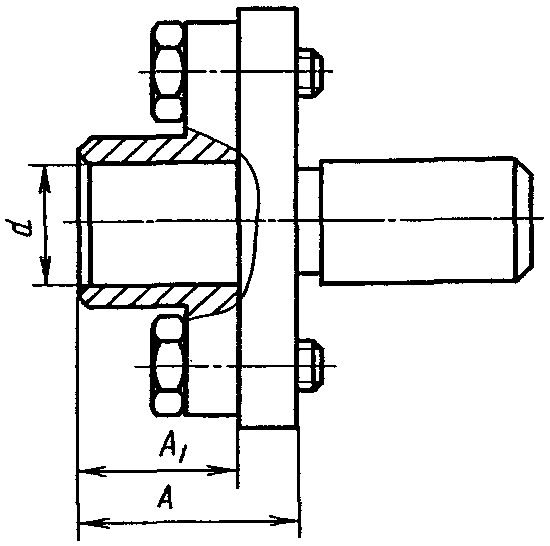 | 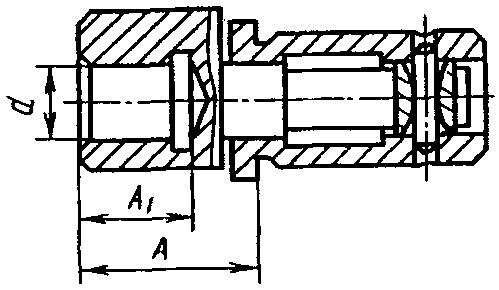 |
Рис. 8. Державка:
а - для инструмента с цилиндрическим хвостовиком;
б - устанавливаемая для инструмента с цилиндрическим
хвостовиком; в - для развертки
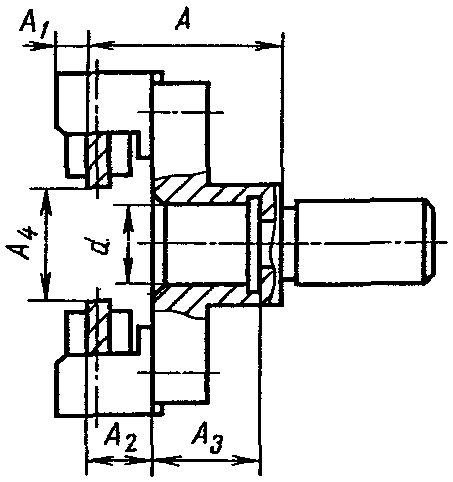 | 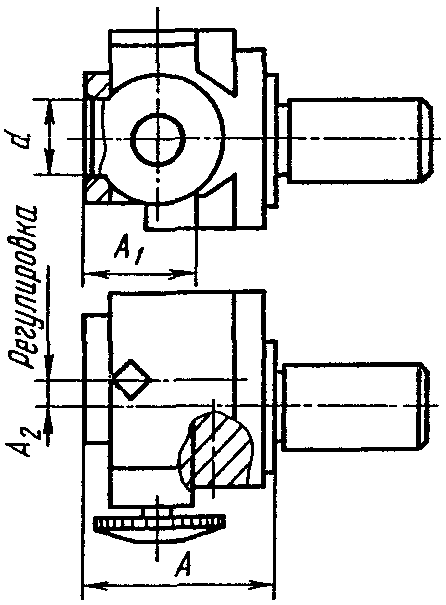 |
Рис. 9. Державки:
а - регулируемая для накатывания рифлений; б - расточная
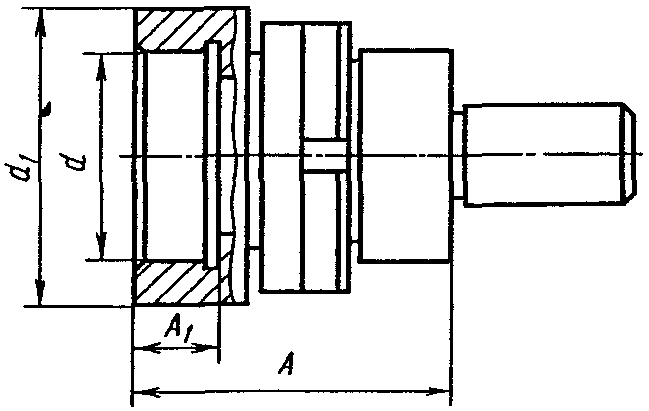 | 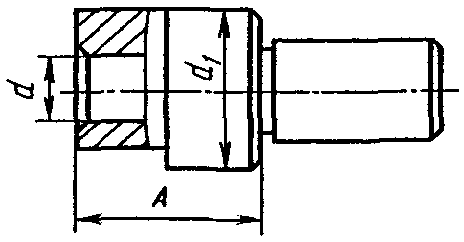 |
Рис. 10. Державки:
а - для плашки; б - для метчика
 |  |
Рис. 11. Державка:
а - для резца к державкам на передний и задний суппорты;
б - для накатного ролика
 |  |
Рис. 12. Державка:
а - на передний суппорт; б - на задний суппорт

на передний суппорт

на задний суппорт
ПРИМЕНЯЕМОГО НА ТОКАРНО-РЕВОЛЬВЕРНЫХ АВТОМАТАХ, ММ
Эскиз | Группа автоматов | d | d1 | A | A1 | A2 | A3 | A4 | A5 | A6 | A7 |
См. рис. 5 | I | - | - | 40 - 60 | - | - | - | - | - | - | - |
II | - | - | 50 - 100 | - | - | - | - | - | - | - | |
См. рис. 6, а | I | 15 | 15 | 27 | 21 | 17(14) | 20 | 30; 40; 60 | 9 | 26 | 12 |
II | 25 | 18 | 40 | 32 | 22(18) | 25 | 40; 60; 75 | 11; 14 | 32; 36 | 10; 14 | |
См. рис. 6, б | I | 15 | 15 | 32 | 21 | 17(14) | 20 | 30; 40; 60 | 9 | 26 | 15 |
II | 25 | 18 | 48 | 32 | 22(18) | 25; 30 | 40; 60; 75 | 11; 14 | 32; 36 | 18; 20 | |
См. рис. 7, а | I | 15 | - | 27 | 20; 35; 50 | 9 | 26 | 12 | - | - | - |
II | 18 | - | 30 | 30; 45; 60 | 14 | 36 | 16 | - | - | - | |
См. рис. 7, б | I | 15 | - | 25 | 20; 35; 50 | 9 | 26 | 12 | - | - | - |
II | 18 | - | 28 | 30; 45; 60 | 14 | 34 | 20 | - | - | - | |
См. рис. 8, а | I | 15 | - | 28 | 21 | - | - | - | - | - | - |
II | 25 | - | 40 | 32 | - | - | - | - | - | - | |
См. рис. 8, б | I | 15 | - | 28 | 20 | - | - | - | - | - | - |
II | 25 | - | 44 | 32 | - | - | - | - | - | - | |
См. рис. 8, в | I | 15 | - | 25 | 18 | - | - | - | - | - | - |
II | 18 | - | 36 | 22 | - | - | - | - | - | - | |
См. рис. 9, а | I | 15 | - | 41 | 7 | 15 | 21 | 2 - 20 | - | - | - |
II | 25 | - | 58 | 9 | 20 | 32 | 8 - 36 | - | - | - | |
См. рис. 9, б | I | 15 | - | 48 | 24 | +/- 5 | - | - | - | - | - |
II | 18 | - | 56 | 32 | +/- 5 | - | - | - | - | - | |
См. рис. 10, а | I | 56 | - | 36 | 7 | - | - | - | - | - | - |
II | 70 | - | 48 | 10 | - | - | - | - | - | - | |
См. рис. 10, б | I | 15 | 42 | 38 | - | - | - | - | - | - | - |
II | 25 | 62 | 59 | - | - | - | - | - | - | - | |
См. рис. 12, а | I | 12 | - | 26 | 34 | 24 | 22 | 38 | - | - | - |
II | 16 | - | 36 | 42 | 32 | 26 | 52 | - | - | - | |
См. рис. 12, б | I | 12 | - | 30 | 34 | 24 | 12 | 30 | - | - | - |
II | 16 | - | 36 | 38 | 32 | 16 | 42 | - | - | - | |
См. рис. 11, а | I | 12 | - | 20 | - | - | - | - | - | - | - |
II | 16 | - | 25 | - | - | - | - | - | - | - | |
См. рис. 11, б | I | 12 | 20 | 18 | 20 | - | - | - | - | - | - |
II | 16 | 20 | 20 | 32 | - | - | - | - | - | - | |
См. рис. 13, а | I | - | - | 30 | 4 | 24 | 30 | 52 | 59 | - | - |
II | - | - | 40 | 4 | 31 | 42 | 68 | 48 | - | - | |
См. рис. 13, б | I | - | - | 29,5 | 4 | 24 | 30 | 52 | 39 | - | - |
II | - | - | 36 | 4 | 51 | 42 | 68 | 48 | - | - |
Примечания: 1. Группа I: автоматы моделей 112, 118, 1Б112, 1Б118, 1Д112, 1Д118, 1Е110, 1Е110П, 1Е116, 1Е116П, Index 12, Index 18, Index 25,  A12,
A12,  A20.
A20.
Группа II: автоматы моделей 1124, 1136, 1Б124, 1Б125, 1Б136, 1Б140, 1Е125, 1Е125П, 1Е140, 1Е140П, Index 24, Index 36, Index 52, Index B30, Index B42, Index B60.
2. Размеры в скобках относятся к резцедержателям, устанавливаемым для тангенциальных резцов.
Приложение содержит основные технические характеристики моделей многошпиндельных автоматов (табл. 44 - 49), частоты вращения шпинделей (табл. 49 - 55), таблицы длительности цикла обработки деталей (табл. 57 - 61), передаточные отношения для нерегулируемых плеч рычагов привода поперечных суппортов и высоты подъема кулачков для поперечных суппортов, поставляемых в комплекте со станком (табл. 62).
Данные, необходимые для настройки приводов быстросверлильных устройств, а также устройств для развертывания и резьбонарезания, приведены в табл. 63 - 79.
ЧЕТЫРЕХШПИНДЕЛЬНЫХ СТАНКОВ
Параметры | 1216-4К | 1Б240-4К | 1Б265-4К | 1Б290-4К |
Наибольший параметр обрабатываемой детали, мм | 20 | 50 | 80 | 125 |
Наибольшая длина подачи прутка, мм | 100 | 180 | 200 | 250 |
Наибольший ход поперечных суппортов, мм: | ||||
нижних | 40 | 80 | 80 | 125 |
верхних | 40 | 80 | 90 | 100 |
Наибольший ход продольного суппорта, мм | 80 | 180 | 200 | 275 |
Число скоростей шпинделя | 21 | 39 | 27 | 40 |
Частота вращения шпинделей, об./мин.: | ||||
нормальное исполнение | 279 - 1995 | 125 - 1230 | 61 - 755 | 50 - 508 |
быстроходное исполнение | - | 125 - 1600 | 61 - 1050 | 50 - 810 |
Число ступеней подач | 36 | 30 | 34 | 48 |
Наибольшая подача, мм/об. продольного суппорта | 1,7 | 6,6 | 3,2 | 8,4 |
поперечных суппортов | 0,4 | 0,33 | 1,4 | 2,0 |
Длительность быстрого хода, с | 1,5 | 2,50 | 3,9 | 3,7 |
Мощность главного привода, кВт | 7,5 | 13,0 | 30,0 | 30 - 40 |
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ ТОКАРНЫХ
ШЕСТИШПИНДЕЛЬНЫХ СТАНКОВ
Параметры | 1216-6К | 1Б225-6К | 1Б240-6К | 1Б265-6К | 1Б290-6К |
Наибольший диаметр обрабатываемой детали, мм | 16 | 25 | 40 | 65 | 100 |
Наибольшая длина подачи прутка, мм | 100 | 150 | 180 | 200 | 250 |
Число поперечных суппортов | 6 | 6 | 6 | 6 | 6 |
Наибольший ход поперечных суппортов, мм: | |||||
нижних | 40 | 55 | 80 | 80 | 125 |
верхних | 40 | 55 | 80 | 80 | 100 |
заднего среднего | 40 | 55 | 80 | 70 | 125 |
отрезного | 30 | 40 | 50 | 70 | 65 |
Наибольший ход продольного суппорта, мм | 80 | 125 | 180 | 200 | 275 |
Число скоростей шпинделя | 21 | 25 | 39 | 29 | 40 |
Частота вращения шпинделей, об./мин.: | |||||
нормального исполнения | 370 - 2650 | 227 - 2826 | 140 - 1600 | 73 - 1065 | 70 - 660 |
быстроходного исполнения | 600 - 4400 | 350 - 3550 | 140 - 2500 | 73 - 1590 | 70 - 930 |
Число ступеней подач | 36 | 35 | 30 | 20 | 48 |
Наибольшая подача, мм/об.: | |||||
продольного суппорта | 1,7 | 2,3 | 6,6 | 3,2 | 5,9 |
поперечных суппортов | 0,4 | 0,7 | 3,3 | 1,4 | 1,4 |
Длительность быстрого хода, с | 1,5 | 1,34 - 1,6 | 2,0 | 3,5 | 3,7 |
Мощность главного привода, кВт | 7,5 | 15,0 | 15,0 | 30,0 | 30 - 40 |
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ ТОКАРНЫХ
ВОСЬМИШПИНДЕЛЬНЫХ СТАНКОВ
Параметры | 1Б225-8К | 1Б240-8К | 1Б265-8К | 1Б290-8К |
Наибольший диаметр обрабатываемой детали, мм | 20 | 32 | 50 | 80 |
Наибольшая длина подачи прутка, мм | 150 | 180 | 200 | 250 |
Число поперечных суппортов | 6 | 7 | 6 | 6 |
Наибольший ход поперечных суппортов, мм: | ||||
нижних | 55 | 80 | 70 | 125 |
верхних | 55 | 80 | 80 | 100 |
заднего среднего | 55 | 70 | 70 | 100 |
отрезного | 30 | 50 | 70 | 65 |
Наибольший ход продольного суппорта, мм | 125 | 180 | 200 | 275 |
Число скоростей шпинделя | 25 | 30 | 28 | 40 |
Частота вращения шпинделей, об./мин.: | ||||
нормального исполнения | 320 - 3200 | 140 - 1720 | 97 - 1176 | 80 - 700 |
быстроходного исполнения | 400 - 4000 | 140 - 2800 | 97 - 1810 | 80 - 1200 |
Число ступеней подач | 35 | 30 | 26 | 48 |
Наибольшая подача, мм/об.: | ||||
продольного суппорта | 2,5 | 4,6 | 3,2 | 5,3 |
поперечных суппортов | 0,7 | 3,3 | 1,4 | 1,2 |
Длительность быстрого хода, с | 1,34 - 1,6 | 1,8 - 2,5 | 3,5 | 3,7 |
Мощность главного привода, кВт | 15,0 | 13,0 | 30,0 | 30 - 40 |
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ ТОКАРНОГО ШЕСТИШПИНДЕЛЬНОГО
АВТОМАТА 1216-6
Технические параметры | |
Наибольший размер обрабатываемого прутка, мм: | |
круглого (диаметр) | 16 |
шестигранного (под ключ) | 14 |
квадратного (сторона) | 11 |
Наибольшая длина прутка, мм | 4000 |
Наибольшая длина обрабатываемой детали, мм | 80 |
Наименьший остаток прутка, мм | 32 |
Наибольший диаметр нарезаемой резьбы | М14 |
Число шпинделей | 6 |
Число скоростей рабочих шпинделей | 21 |
Пределы частот вращения шпинделей, об./мин. | 370 - 2650 |
Частота вращения шпинделей за время рабочего хода (180° поворота распределительного вала), об./мин. | 43 - 1180 |
Ход продольного суппорта, мм: | |
общий | 80 |
рабочий | 0 - 73 |
Нарезание резьбы в позициях | III, IV, V, VI |
Быстрое сверление в позициях | II, III, IV, V, VI |
Развертывание в позициях | II, III, IV, V, VI |
Ход инструментального шпинделя с независимой подачей при подъеме кулачка 45 мм, мм: | |
для III и VI позиций | 63 - 90 |
для IV и V позиций | 56 - 90 |
Число поперечных суппортов | 6 |
Ход поперечных суппортов в I, II, III, IV и V позициях, мм: | |
общий | 16 - 40 |
рабочий | 6 - 15 |
Число скоростей вращения распределительного вала | 34 |
Длительность цикла, с | 3 - 193 |
Время холостого хода, с | 1,5 |
Мощность главного электродвигателя, кВт | 7,5 |
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ ТОКАРНОГО
ШЕСТИШПИНДЕЛЬНОГО АВТОМАТА 1А225-6
Технические параметры | |
Наибольшие размеры обрабатываемого прутка, мм: | |
круглого | 25 |
шестигранного | 22 |
квадратного | 17 |
Наибольшая длина подачи прутка, мм | 150 |
Наибольшая длина прутка, мм | 4000 |
Наименьший остаток прутка, мм | Около 50 |
Диаметр отверстия шпинделя, мм | 47 |
Наибольший суммарный ход продольного суппорта, мм | 160 |
Рабочий ход продольного суппорта, мм | 0 - 70 |
Число шпинделей | 6 |
Наименьшее и наибольшее перемещение поперечных суппортов, мм без переустановки на среднем рычаге: | |
рабочий ход (+ 5%) | 3 - 14 |
общий ход (+ 5%) | 21 - 50 |
с переустановкой на среднем рычаге: | |
рабочий ход (+ 5%) | 4,2 - 20 |
общий ход (+ 5%) | 26 - 65 |
Число скоростей рабочих шпинделей | 24 |
Пределы частоты вращения шпинделя, об./мин.: | |
на I диапазоне | 280 - 1475 |
на II диапазоне (по особому заказу) | 1615 - 2560 |
Наибольший ход (общий) инструментальных стоек с независимой подачей (+/- 2%), мм | 190 |
Время холостого хода распределительного вала, с | 2,21 |
Пределы длительности цикла, с | 4,71 - 148,21 |
Наибольший номинальный диаметр нарезаемой резьбы, мм: | |
по стали | М18 |
по латуни | М24 |
Пределы подач, мм/об.: | |
продольного суппорта | 0,008 - 0,717 |
поперечного суппорта | 0,003 - 0,156 |
СТАНКОВ МОДЕЛИ 1А240
Параметры | 1А240-4 | 1А240-6 | 1А240-8 |
Наибольшие размеры обрабатываемого прутка, мм: | |||
круглого | 50 | 40 | 32 |
квадратного | 35 | 28 | 23 |
шестигранного | 43 | 35 | 28 |
Наибольшая длина обрабатываемой поверхности, мм | 160 | 160 | 160 |
Развертывание и нарезание резьб в позициях | III; IV | III; IV; V; VI | IV; V; VI; VII |
Наибольший диаметр нарезаемой резьбы, мм: | |||
по стали | М30 | М30 | М24 |
по латуни | М36 | М36 | М27 |
Быстрое сверление в позициях | II; III; IV | II; III; IV; V; VI | III; IV; V; VI; VII; VIII |
Число поперечных суппортов | 4 | 6 | 6 <*> |
Наибольший ход поперечных суппортов, мм | 50; 70; 90 | 50; 70; 95 | 50; 70; 95 |
Длительность быстрого хода, с | 3,4 | 3,0 | 3,4 |
Общий ход продольного суппорта, мм | 180 | 180 | 180 |
Частота вращения шпинделей, об./мин. | 125 - 1250 | 142 - 1600 | 178 - 1730 |
Фиксируемый угол поворота шпиндельного барабана (индексация), град | 90 | 60 | 45 и 90 |
Мощность электродвигателя главного привода | 13,0 | 13,0 | 13,0 |
--------------------------------
И ПРИВОДА ПОДАЧ
ЧАСТОТА ВРАЩЕНИЯ ГЛАВНЫХ ШПИНДЕЛЕЙ СТАНКА 1216-6
Число зубьев сменных зубчатых колес А/Б | nшп, об./мин. | Число зубьев сменных зубчатых колес А/Б | nшп, об./мин. |
42/46 | 1020 | 62/26 | 2650 |
40/48 | 928 | 60/28 | 2380 |
38/50 | 845 | 58/30 | 2142 |
36/52 | 770 | 56/32 | 1950 |
34/54 | 700 | 54/34 | 1770 |
32/56 | 635 | 52/36 | 1610 |
30/58 | 575 | 50/38 | 1460 |
28/60 | 520 | 48/40 | 1335 |
26/62 | 467 | 46/42 | 1220 |
24/64 | 417 | 44/44 | 1120 |
22/66 | 370 |
ЧАСТОТА ВРАЩЕНИЯ ГЛАВНЫХ ШПИНДЕЛЕЙ СТАНКА 1А225-6
Число зубьев сменных зубчатых колес А/Б | nшп, об./мин. | Число зубьев сменных зубчатых колес А/Б | nшп, об./мин. |
При положении рукоятки Б 58/32 | При положении рукоятки А 32/58 | ||
54/34 | 2560 | 54/34 | 780 |
32/36 | 2330 | 52/36 | 710 |
50/38 | 2120 | 50/38 | 650 |
48/40 | 1930 | 48/40 | 590 |
46/42 | 1770 | 46/42 | 537 |
44/44 | 1615 | 44/44 | 492 |
42/46 | 1475 | 42/46 | 452 |
40/48 | 1350 | 40/48 | 410 |
38/50 | 1225 | 38/50 | 373 |
36/52 | 1120 | 36/52 | 340 |
34/54 | 1015 | 34/54 | 310 |
32/56 | 920 | 32/56 | 280 |
ЧАСТОТА ВРАЩЕНИЯ ГЛАВНЫХ ШПИНДЕЛЕЙ СТАНКА 1Б225-6К
Число зубьев сменных зубчатых колес c/d | nшп, об./мин. | Число зубьев сменных зубчатых колес c/d | nшп, об./мин. |
При a/b - 46/40 | При a/b = 34/52 | ||
58/30 | 2826 | 44/44 | 831 |
56/32 | 2558 | 42/46 | 759 |
54/34 | 2322 | 40/48 | 693 |
52/36 | 2112 | 38/50 | 632 |
50/38 | 1923 | 36/52 | 575 |
48/40 | 1754 | 34/54 | 523 |
46/42 | 1610 | 32/56 | 475 |
44/44 | 1462 | 30/58 | 430 |
42/46 | 1335 | 28/60 | 388 |
40/48 | 1218 | 26/62 | 349 |
38/50 | 1111 | 24/64 | 312 |
36/52 | 1012 | 22/66 | 277 |
34/54 | 920 | ||
ЧАСТОТА ВРАЩЕНИЯ ГЛАВНЫХ ШПИНДЕЛЕЙ СТАНКОВ МОДЕЛИ 1А240
Число зубьев сменных зубчатых колес | 1А240-6 КА-103 КА-106 КА-107 | 1А240-8 | 1А240-4 | |
a/b | c/d | |||
39/45 | 52/32 | 1600 | - | - |
39/45 | 49/35 | 1380 | 1730 | 1230 |
37/47 | 49/35 | 1255 | 1570 | 1120 |
35/49 | 49/35 | 1140 | 1425 | 1050 |
37/47 | 45/39 | 1035 | 1293 | 920 |
28/56 | 52/32 | 925 | 1158 | 825 |
32/52 | 45/39 | 808 | 1010 | 720 |
39/45 | 35/49 | 704 | 880 | 628 |
37/47 | 35/49 | 640 | 800 | 570 |
32/52 | 37/47 | 550 | 690 | 490 |
32/52 | 35/49 | 500 | 625 | 445 |
37/47 | 28/56 | 447 | 560 | 400 |
35/49 | 28/56 | 406 | 509 | 362 |
32/52 | 28/56 | 349 | 438 | 312 |
37/47 | 22/66 | 316 | 397 | 282 |
35/49 | 22/62 | 288 | 361 | 257 |
32/52 | 22/62 | 248 | 310 | 222 |
30/54 | 22/62 | 223 | 280 | 200 |
28/56 | 22/62 | 201 | 252 | 180 |
26/58 | 22/62 | 180 | 225 | 160 |
24/60 | 22/62 | 162 | 202 | 144 |
22/62 | 22/62 | 142 | 178 | 125 |
ЧАСТОТА ВРАЩЕНИЯ ГЛАВНЫХ ШПИНДЕЛЕЙ СТАНКОВ МОДЕЛИ 1Б240
Число зубьев сменных зубчатых колес | 1Б240-6К | 1Б240-8К | Число зубьев сменных зубчатых колес | 1Б240-6К | 1Б240-8К | ||
a/b | c/d | a/b | c/d | ||||
47/37 | 56/28 | - | 2800 | 28/56 | 60/24 | 1400 | 1060 |
37/47 | 62/22 | - | 2500 | 37/47 | 49/35 | 1250 | 1000 |
35/49 | 62/22 | - | 2240 | 37/47 | 48/36 | 1180 | 950 |
47/37 | 49/35 | - | 2000 | 45/39 | 39/45 | 1120 | 900 |
35/49 | 58/26 | - | 1800 | 47/37 | 36/48 | 1060 | 850 |
47/37 | 52/32 | - | 1600 | 24/60 | 58/26 | 1000 | 800 |
45/39 | 52/32 | - | 1400 | 32/52 | 49/35 | 950 | 750 |
47/37 | 48/36 | - | 1250 | 24/60 | 56/28 | 900 | 710 |
45/39 | 48/36 | - | 1180 | 39/45 | 39/45 | 850 | 670 |
39/45 | 52/32 | 1600 | 1120 | 32/52 | 45/39 | 800 | 630 |
28/56 | 48/36 | 750 | 600 | 28/58 | 36/48 | 375 | 300 |
47/37 | 28/56 | 710 | 560 | 24/60 | 37/47 | 355 | 280 |
37/47 | 36/48 | 670 | 530 | 24/60 | 36/48 | 335 | 250 |
35/49 | 37/47 | 630 | 500 | 37/47 | 22/62 | 315 | 224 |
39/45 | 32/52 | 600 | 475 | 22/62 | 36/48 | 300 | 200 |
22/62 | 49/35 | 560 | 450 | 28/56 | 28/56 | 280 | 180 |
22/62 | 48/36 | 530 | 425 | 32/52 | 22/62 | 250 | 160 |
35/49 | 32/52 | 500 | 400 | 30/54 | 22/62 | 224 | - |
30/54 | 36/48 | 472 | 375 | 28/56 | 22/62 | 200 | - |
30/54 | 35/49 | 450 | 355 | 26/58 | 22/62 | 180 | - |
28/56 | 36/48 | 425 | 335 | 24/60 | 22/62 | 160 | - |
28/56 | 35/49 | 400 | 315 | 22/62 | 22/62 | 140 | - |
Число зубьев сменных зубчатых колес c/d | 1Б265-4К | 1Б265-6К | 1Б265-8К | Число зубьев сменных зубчатых колес c/d | 1Б265-4К | 1Б265-6К | 1Б265-8К |
При a/b = 45/40 | При a/b = 22/63 | ||||||
61/27 | - | 1590 | - | 53/35 | - | 332 | - |
58/30 | - | 1360 | 1810 | 51/37 | 251 | 301 | 400 |
56/32 | 1025 | 1230 | 1640 | 49/39 | 228 | 276 | 365 |
53/35 | 885 | 1065 | 1420 | 47/41 | 208 | 252 | 333 |
51/37 | 810 | 970 | 1290 | 44/44 | 182 | 219 | 291 |
49/39 | 735 | 885 | 1176 | 41/47 | 159 | 191 | 254 |
47/41 | 670 | 808 | 1072 | 39/49 | 145 | 174 | 232 |
44/44 | 585 | 704 | 936 | 37/51 | 132 | 159 | 211 |
41/47 | 510 | 614 | 814 | 35/53 | 120 | 145 | 192 |
39/49 | 465 | 560 | 745 | 32/56 | 104 | 125 | 166 |
37/41 | 425 | 510 | 679 | 30/58 | 94 | 113 | 150 |
35/53 | 386 | 465 | 618 | 28/60 | 85 | 102 | 136 |
32/56 | 334 | 400 | 535 | 26/62 | 77 | 92 | 122 |
30/58 | 302 | 364 | 484 | 24/64 | 68 | 82 | 109 |
28/60 | 274 | - | 437 | 22/66 | 61 | 73 | 97 |
26/62 | - | - | - | ||||
ЧАСТОТА ВРАЩЕНИЯ ГЛАВНЫХ ШПИНДЕЛЕЙ СТАНКОВ МОДЕЛИ 1Б290
Число зубьев сменных зубчатых колес c/d | 1Б290-4К | 1Б290-6К | 1Б290-8К | Число зубьев сменных зубчатых колес c/d | 1Б290-4К | 1Б290-6К | 1Б290-8К |
При a/b = 42/42 | При a/b = 20/64 | ||||||
42/42 | 508 | - | - | 40/44 | 144 | 205 | - |
42/43 | 485 | - | - | 39/45 | 137 | 195 | 221 |
40/44 | 460 | 660 | - | 38/46 | 131 | 187 | 210 |
39/45 | 439 | 630 | 706 | 37/47 | 125 | 177 | 200 |
38/46 | 420 | 600 | 673 | 36/48 | 119 | 165 | 191 |
37/47 | 399 | 567 | 642 | 35/49 | 113 | 160 | 182 |
36/48 | 380 | 544 | 611 | 34/50 | 108 | 154 | 173 |
35/49 | 362 | 515 | 582 | 33/51 | 103 | 147 | 165 |
34/50 | 345 | 494 | 554 | 32/52 | 98 | 138 | 157 |
33/51 | 329 | 470 | 527 | 31/53 | 93 | 133 | 150 |
32/52 | 312 | 443 | 502 | 30/54 | 88 | 125 | 142 |
31/53 | 298 | 425 | 477 | 29/55 | 84 | 120 | 135 |
30/54 | 282 | 400 | 453 | 28/56 | 79 | 112 | 128 |
29/55 | 268 | 382 | 430 | 27/57 | - | 107 | 120 |
28/56 | 254 | 360 | 408 | 26/58 | 71 | 101 | 114 |
27/57 | 240 | 344 | 386 | 25/59 | - | 96 | 108 |
26/58 | 227 | 322 | 365 | 24/60 | 63 | 90 | 102 |
25/59 | 215 | 307 | 345 | 23/61 | - | - | 96 |
24/60 | 203 | 288 | 326 | 22/62 | 56 | 80 | 90 |
23/61 | 192 | 274 | 307 | 21/63 | - | - | 85 |
22/62 | 180 | 256 | 290 | 20/64 | 50 | 70 | 80 |
21/63 | 168 | 242 | 272 | ||||
20/64 | 158 | 225 | 259 | ||||
ДЛЯ АВТОМАТА 1А225-6
N позиции | Число зубьев сменных зубчатых колес В/Г | nпотр <*> | nшп, об./мин. | |||||||||||
280 | 310 | 340 | 373 | 410 | 452 | 492 | 537 | 590 | 650 | 710 | 780 | |||
1 | 28/76 | 694 | 148,21 | 134,09 | 122,47 | 111,83 | 101,95 | 92,69 | 85,35 | 78,39 | 71,56 | 65,16 | 59,85 | 54,69 |
2 | 30/74 | 633 | 135,18 | 122,34 | 111,74 | 102,06 | 93,06 | 84,62 | 77,93 | 71,60 | 65,37 | 59,55 | 54,71 | 50,01 |
3 | 32/72 | 582 | 124,30 | 112,49 | 102,77 | 93,88 | 85,63 | 77,88 | 71,74 | 65,92 | 57,89 | 54,86 | 50,43 | 46,10 |
4 | 34/70 | 520 | 111,05 | 102,65 | 93,77 | 85,68 | 78,16 | 71,11 | 65,52 | 60,22 | 55,02 | 50,15 | 46,11 | 42,18 |
5 | 36/68 | 478 | 101,92 | 94,38 | 86,26 | 78,83 | 71,93 | 65,46 | 60,32 | 55,46 | 50,69 | 46,22 | 42,51 | 38,91 |
6 | 38/66 | 447 | 95,32 | 86,32 | 78,91 | 72,14 | 65,84 | 59,93 | 55,25 | 50,81 | 46,46 | 42,38 | 39,00 | 35,71 |
7 | 40/64 | 412 | 87,84 | 79,57 | 72,75 | 66,52 | 60,73 | 55,30 | 50,99 | 46,91 | 42,91 | 39,16 | 36,05 | 33,02 |
8 | 42/62 | 382 | 81,47 | 73,81 | 67,50 | 61,73 | 56,38 | 51,35 | 47,37 | 43,59 | 39,88 | 36,42 | 33,53 | 30,73 |
9 | 44/60 | 357 | 75,99 | 68,86 | 62,99 | 57,62 | 52,62 | 47,95 | 44,24 | 40,73 | 37,28 | 34,05 | 31,37 | 28,76 |
10 | 46/58 | 332 | 70,58 | 64,61 | 58,53 | 53,56 | 48,94 | 44,60 | 41,17 | 37,91 | 34,71 | 31,72 | 29,24 | 26,82 |
11 | 48/56 | 296 | 63,05 | 59,27 | 54,25 | 49,65 | 45,38 | 41,38 | 38,20 | 35,20 | 32,24 | 29,48 | 27,19 | 24,95 |
12 | 50/54 | 284 | 60,45 | 54,82 | 50,19 | 45,95 | 42,02 | 38,33 | 35,40 | 32,63 | 29,91 | 27,36 | 25,24 | 23,19 |
13 | 52/52 | 265 | 56,24 | 51,02 | 46,72 | 42,79 | 39,14 | 35,72 | 33,00 | 30,43 | 27,91 | 25,54 | 28,58 | 21,68 |
14 | 54/50 | 246 | 52,25 | 47,42 | 43,44 | 39,80 | 36,42 | 33,25 | 30,73 | 28,36 | 26,02 | 23,83 | 22,01 | 20,25 |
15 | 56/48 | 229 | 48,53 | 44,06 | 40,38 | 37,01 | 33,88 | 30,94 | 28,62 | 26,42 | 24,25 | 22,23 | 20,54 | 18,91 |
16 | 58/46 | 213 | 45,08 | 40,94 | 37,54 | 34,42 | 31,52 | 28,81 | 26,65 | 24,62 | 22,61 | 20,74 | 19,18 | 17,67 |
17 | 60/44 | 198 | 41,89 | 38,07 | 34,91 | 32,03 | 29,35 | 26,84 | 24,84 | 22,96 | 21,10 | 19,37 | 17,93 | 16,53 |
18 | 62/42 | 183 | 38,79 | 35,26 | 32,36 | 29,70 | 27,23 | 24,91 | 23,08 | 21,34 | 19,63 | 18,03 | 16,70 | 15,41 |
19 | 64/40 | 171 | 36,14 | 32,86 | 30,17 | 27,71 | 25,42 | 23,27 | 21,56 | 19,95 | 18,37 | 16,89 | 15,66 | 14,46 |
20 | 66/38 | 158 | 33,32 | 30,32 | 27,85 | 25,59 | 23,49 | 21,52 | 19,96 | 18,48 | 17,03 | 15,67 | 14,55 | 13,45 |
21 | 68/36 | 147 | 30,94 | 28,17 | 25,89 | 23,80 | 21,86 | 20,05 | 18,61 | 17,24 | 15,90 | 14,65 | 13,61 | 12,59 |
22 | 70/34 | 135 | 28,52 | 25,98 | 23,90 | 21,99 | 20,21 | 18,55 | 17,22 | 15,98 | 14,75 | 13,61 | 12,65 | 11,72 |
23 | 72/32 | 125 | 26,32 | 23,99 | 22,08 | 20,34 | 18,71 | 17,19 | 15,98 | 14,83 | 13,71 | 12,66 | 11,78 | 10,94 |
24 | 74/30 | 115 | 24,20 | 22,08 | 20,34 | 18,75 | 17,26 | 15,87 | 14,77 | 13,73 | 12,70 | 11,75 | 10,95 | 10,17 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
--------------------------------
N позиции | Число зубьев сменных зубчатых колес В/Г | nпотр <*> | nшп, об./мин. | |||||||||||
920 | 1015 | 1120 | 1225 | 1350 | 1475 | 1615 | 1770 | 1930 | 2120 | 2330 | 2560 | |||
1 | 28/76 | 694 | 46,72 | 42,56 | 38,79 | 35,66 | 32,57 | 30,01 | 27,61 | 25,40 | 23,48 | 21,59 | 19,85 | 18,28 |
2 | 30/74 | 633 | 42,75 | 38,97 | 36,54 | 32,69 | 29,88 | 27,54 | 25,35 | 23,33 | 21,59 | 19,87 | 18,29 | 16,85 |
3 | 32/72 | 582 | 39,44 | 35,97 | 32,82 | 30,20 | 27,62 | 25,48 | 23,47 | 21,62 | 20,02 | 18,43 | 16,98 | 15,66 |
4 | 34/70 | 520 | 36,11 | 32,95 | 30,08 | 27,70 | 25,35 | 23,40 | 21,57 | 19,89 | 18,43 | 16,98 | 15,66 | 14,47 |
5 | 36/68 | 478 | 33,34 | 30,44 | 27,8 | 25,61 | 23,46 | 21,67 | 19,99 | 18,44 | 17,11 | 15,78 | 14,57 | 13,47 |
6 | 38/66 | 447 | 30,62 | 27,97 | 25,57 | 23,58 | 21,61 | 19,97 | 18,44 | 17,03 | 15,81 | 14,60 | 13,50 | 12,49 |
7 | 40/64 | 412 | 28,35 | 24,93 | 23,70 | 21,50 | 20,00 | 18,55 | 17,15 | 15,85 | 14,73 | 13,61 | 12,60 | 11,67 |
8 | 42/62 | 382 | 26,41 | 24,15 | 22,11 | 20,41 | 18,74 | 17,34 | 16,04 | 14,84 | 13,80 | 12,77 | 11,83 | 10,98 |
9 | 44/60 | 357 | 24,71 | 22,64 | 20,73 | 19,16 | 17,60 | 16,30 | 15,09 | 13,97 | 13,01 | 12,05 | 11,17 | 10,38 |
10 | 46/58 | 332 | 23,09 | 21,15 | 19,38 | 17,92 | 16,48 | 15,28 | 14,15 | 13,12 | 12,22 | 11,33 | 10,52 | 9,78 |
11 | 48/56 | 296 | 21,51 | 19,71 | 18,08 | 16,73 | 15,40 | 14,29 | 13,25 | 12,29 | 11,47 | 10,65 | 9,90 | 9,22 |
12 | 50/54 | 284 | 20,01 | 18,36 | 16,85 | 15,06 | 14,38 | 13,35 | 12,40 | 11,51 | 10,75 | 10,00 | 9,30 | 8,68 |
13 | 52/52 | 265 | 18,73 | 17,19 | 15,80 | 14,64 | 13,50 | 12,55 | 11,67 | 10,85 | 10,14 | 9,44 | 8,80 | 8,22 |
14 | 54/50 | 246 | 17,52 | 16,09 | 14,80 | 13,73 | 12,68 | 11,80 | 10,95 | 10,22 | 9,56 | 8,92 | 8,32 | 7,78 |
15 | 56/48 | 229 | 16,38 | 15,07 | 13,87 | 12,88 | 11,90 | 11,09 | 10,33 | 9,63 | 9,02 | 8,42 | 7,87 | 7,37 |
16 | 58/46 | 213 | 15,33 | 14,12 | 13,01 | 12,09 | 11,19 | 10,44 | 9,73 | 9,08 | 8,53 | 7,97 | 7,46 | 7,00 |
17 | 60/44 | 198 | 14,36 | 13,24 | 12,21 | 11,37 | 10,53 | 9,83 | 9,18 | 8,58 | 8,06 | 7,55 | 7,08 | 6,65 |
18 | 62/42 | 183 | 13,42 | 12,38 | 11,44 | 10,66 | 9,88 | 9,24 | 8,64 | 8,09 | 7,61 | 7,14 | 6,70 | 6,31 |
19 | 64/40 | 171 | 12,61 | 11,65 | 10,77 | 10,05 | 9,33 | 8,74 | 8,18 | 7,67 | 7,22 | 6,79 | 6,38 | 6,02 |
20 | 66/38 | 158 | 11,75 | 10,87 | 10,07 | 9,41 | 8,75 | 8,21 | 7,69 | 7,22 | 6,82 | 6,41 | 6,04 | 5,71 |
21 | 68/36 | 147 | 11,03 | 10,21 | 9,47 | 8,86 | 8,26 | 7,75 | 7,28 | 6,85 | 6,47 | 6,10 | 5,75 | 5,45 |
22 | 70/34 | 135 | 10,29 | 9,55 | 8,87 | 8,31 | 7,75 | 7,29 | 6,86 | 6,46 | 6,12 | 5,78 | 5,47 | 5,19 |
23 | 72/32 | 125 | 9,62 | 8,94 | 8,32 | 7,80 | 7,30 | 6,87 | 6,48 | 6,12 | 5,80 | 5,49 | 5,20 | 4,94 |
24 | 74/30 | 115 | 8,98 | 8,36 | 7,79 | 7,32 | 6,86 | 6,47 | 6,11 | 5,78 | 5,49 | 5,21 | 4,95 | 4,71 |
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | ш | ||
ДЛИТЕЛЬНОСТЬ ЦИКЛА ОБРАБОТКИ ДЕТАЛЕЙ, С,
ДЛЯ АВТОМАТА 1Б240-6 (1Б240-6К)
N позиции | Число зубьев сменных зубчатых колес e/f | nпотр <*> | nшп, об./мин. | ||||||||||||||||
140 | 160 | 180 | 200 | 224 | 250 | 280 | 300 | 315 | 335 | 355 | 375 | 400 | 425 | 450 | 475 | 500 | |||
При g/h= 27/57 | |||||||||||||||||||
1 | 26/58 | 670 | 287,0 | 254,0 | 226,0 | 204,0 | 182,0 | 163,0 | 146,0 | 137,0 | 131,0 | 122,0 | 116,0 | 109,0 | 103,0 | 98,0 | 92,0 | 87,2 | 83,0 |
2 | 28/56 | 601 | 260,0 | 228,0 | 203,0 | 183,0 | 164,0 | 147,0 | 131,0 | 123,0 | 117,0 | 110,0 | 104,0 | 98,8 | 92,7 | 87,4 | 82,7 | 78,5 | 74,7 |
3 | 30/54 | 541 | 234,0 | 206,0 | 183,0 | 165,0 | 148,0 | 132,0 | 118,0 | 111,0 | 106,0 | 99,5 | 94,0 | 89,1 | 83,7 | 78,9 | 74,7 | 70,9 | 67,5 |
4 | 33/51 | 464 | 201,0 | 177,0 | 158,0 | 142,0 | 127,0 | 114,0 | 102,0 | 95,4 | 91,0 | 85,7 | 81,0 | 76,8 | 72,2 | 68,1 | 64,4 | 61,2 | 58,2 |
5 | 35/49 | 421 | 181,0 | 161,0 | 144,0 | 129,0 | 117,0 | 105,0 | 92,4 | 86,9 | 83,0 | 77,4 | 73,9 | 69,3 | 65,4 | 62,4 | 59,1 | 56,4 | 53,6 |
6 | 35/47 | 382 | 164,0 | 146,0 | 131,0 | 117,0 | 106,0 | 95,9 | 84,1 | 79,1 | 75,5 | 70,5 | 67,3 | 63,1 | 59,6 | 56,9 | 53,9 | 51,4 | 48,9 |
7 | 40/44 | 331 | 143,0 | 127,0 | 113,0 | 102,0 | 92,1 | 83,4 | 73,1 | 68,8 | 65,7 | 61,4 | 58,5 | 55,0 | 51,9 | 49,6 | 47,0 | 44,9 | 42,7 |
8 | 42/42 | 301 | 130,0 | 116,0 | 103,0 | 93,0 | 83,9 | 76,0 | 66,7 | 62,8 | 60,0 | 56,0 | 53,6 | 50,2 | 47,4 | 45,3 | 42,9 | 41,0 | 39,0 |
9 | 44/40 | 273 | 118,0 | 105,0 | 96,0 | 84,8 | 76,5 | 69,3 | 60,9 | 57,3 | 54,7 | 51,1 | 49,3 | 46,5 | 44,0 | 42,0 | 39,8 | 38,0 | 36,2 |
10 | 47/37 | 236 | 103,0 | 91,5 | 81,8 | 72,7 | 66,6 | 60,4 | 53,0 | 50,0 | 47,8 | 44,6 | 42,6 | 40,1 | 37,9 | 36,2 | 34,3 | 32,8 | 31,3 |
11 | 49/35 | 214 | 93,6 | 83,3 | 74,5 | 67,1 | 60,7 | 55,0 | 46,4 | 45,6 | 43,6 | 40,7 | 38,9 | 36,6 | 34,6 | 33,1 | 31,4 | 30,0 | 28,6 |
12 | 51/33 | 194 | 85,0 | 75,7 | 67,8 | 61,0 | 55,2 | 50,1 | 44,0 | 41,5 | 39,7 | 37,1 | 36,5 | 33,4 | 31,6 | 30,2 | 28,7 | 27,4 | 26,1 |
13 | 54/30 | 160 | 73,3 | 65,3 | 58,5 | 52,8 | 47,7 | 43,3 | 38,2 | 36,0 | 34,4 | 32,2 | 30,8 | 29,0 | 27,5 | 26,3 | 25,0 | 23,9 | 22,8 |
14 | 56/28 | 150 | 66,3 | 59,0 | 52,9 | 47,7 | 43,2 | 39,3 | 34,6 | 32,7 | 31,2 | 29,3 | 28,0 | 26,4 | 25,0 | 23,9 | 22,7 | 21,8 | 20,8 |
15 | 58/26 | 135 | 59,7 | 53,2 | 47,7 | 43,1 | 39,0 | 35,5 | 31,3 | 29,5 | 28,3 | 26,5 | 25,4 | 23,9 | 22,5 | 21,7 | 20,6 | 19,8 | 18,9 |
16 | 60/24 | 120 | 53,5 | 47,7 | 42,8 | 38,7 | 35,1 | 31,9 | 28,2 | 26,6 | 25,5 | 23,9 | 22,9 | 21,6 | 19,6 | 19,6 | 18,7 | 17,9 | 17,1 |
17 | 62/22 | 107 | 47,7 | 42,6 | 38,3 | 34,6 | 31,4 | 28,6 | 25,3 | 23,9 | 22,9 | 21,5 | 20,6 | 19,4 | 18,4 | 17,7 | 16,8 | 16,2 | 15,5 |
При g/h = 57/27 | |||||||||||||||||||
1 | 35/49 | 94 | 42,6 | 36,0 | 34,2 | 30,9 | 28,10 | 26,60 | 22,70 | 21,40 | 20,60 | 19,30 | 18,50 | 17,50 | 16,60 | 15,90 | 15,20 | 14,60 | 14,00 |
2 | 37/47 | 86 | 38,8 | 34,7 | 31,2 | 28,3 | 25,70 | 23,50 | 20,80 | 19,70 | 18,90 | 18,60 | 17,00 | 16,10 | 15,30 | 14,70 | 14,00 | 13,50 | 12,90 |
3 | 40/44 | 74 | 34,0 | 30,4 | 27,4 | 24,8 | 22,60 | 20,70 | 10,40 | 17,40 | 16,70 | 15,70 | 15,10 | 14,30 | 13,60 | 13,10 | 12,50 | 12,00 | 11,50 |
4 | 42/42 | 67 | 31,1 | 22,9 | 25,1 | 22,6 | 20,80 | 19,00 | 16,90 | 16,00 | 15,40 | 14,50 | 13,90 | 13,20 | 12,60 | 12,10 | 11,60 | 11,20 | 10,70 |
5 | 44/40 | 61 | 28,6 | 25,6 | 23,0 | 21,0 | 19,10 | 17,50 | 15,60 | 14,80 | 14,20 | 13,40 | 12,90 | 12,20 | 11,70 | 11,20 | 10,80 | 10,40 | 9,95 |
6 | 47/37 | 53 | 25,0 | 22,5 | 20,3 | 18,5 | 16,90 | 15,50 | 13,80 | 13,20 | 12,70 | 12,00 | 11,50 | 10,90 | 10,40 | 10,10 | 9,64 | 9,30 | 8,95 |
7 | 49/35 | 48 | 23,0 | 20,6 | 18,7 | 17,0 | 15,60 | 14,30 | 12,80 | 12,20 | 11,70 | 11,10 | 10,70 | 10,20 | 9,70 | 9,36 | 8,98 | 8,67 | 8,35 |
8 | 51/33 | 43 | 21,0 | 18,9 | 17,1 | 15,6 | 14,30 | 13,20 | 11,80 | 11,30 | 10,80 | 10,30 | 9,90 | 9,43 | 9,00 | 8,71 | 8,37 | 8,10 | 7,80 |
9 | 54/30 | 37 | 18,4 | 16,6 | 15,0 | 13,8 | 12,70 | 11,70 | 10,50 | 10,00 | 9,66 | 9,17 | 8,80 | 8,45 | 8,10 | 7,84 | 7,54 | 7,33 | 7,05 |
10 | 56/28 | 34 | 16,8 | 15,2 | 13,8 | 12,6 | 11,60 | 10,80 | 9,60 | 9,26 | 8,95 | 8,50 | 8,22 | 7,85 | 7,54 | 7,30 | 7,04 | 6,82 | 6,60 |
11 | 58/26 | 30 | 15,3 | 13,9 | 12,6 | 11,6 | 10,70 | 9,89 | 8,96 | 8,56 | 8,26 | 7,88 | 7,63 | 7,30 | 7,00 | 6,80 | 6,56 | 6,37 | 6,17 |
12 | 60/24 | 27 | 13,9 | 12,6 | 11,6 | 10,6 | 9,81 | 9,10 | 8,26 | 7,91 | 7,66 | 7,30 | 7,08 | 6,78 | 6,53 | 6,34 | 6,13 | 5,96 | 5,78 |
13 | 62/22 | 24 | 12,6 | 11,5 | 10,5 | 9,7 | 8,98 | 8,35 | 7,61 | 7,30 | 7,05 | 6,76 | 6,56 | 6,30 | 6,08 | 5,91 | 5,72 | 5,60 | 5,41 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | ||
--------------------------------
N позиции | Число зубьев сменных зубчатых колес e/f | nпотр <*> | nшп, об./мин. | |||||||||||||||||
530 | 560 | 600 | 630 | 670 | 710 | 750 | 800 | 850 | 900 | 950 | 1000 | 1060 | 1120 | 1180 | 1250 | 1400 | 1600 | |||
При g/h = 27/57 | ||||||||||||||||||||
1 | 26/58 | 670 | 78,4 | 74,4 | 69,6 | 66,4 | 62,6 | 59,2 | 56,2 | 52,9 | 49,8 | 47,2 | 44,9 | 42,8 | 40,5 | 38,5 | 36,6 | 35,0 | 31,3 | 27,7 |
2 | 28/56 | 601 | 70,8 | 66,9 | 62,7 | 59,6 | 56,4 | 53,9 | 50,7 | 47,7 | 45,3 | 42,6 | 40,5 | 38,6 | 36,6 | 34,7 | 33,1 | 31,4 | 28,3 | 25,1 |
3 | 30/54 | 541 | 63,8 | 60,7 | 56,7 | 54,1 | 51,0 | 48,3 | 45,9 | 43,2 | 41,0 | 38,6 | 36,7 | 35,0 | 33,2 | 31,4 | 30,0 | 28,7 | 25,6 | 23,0 |
4 | 33/51 | 464 | 55,1 | 52,3 | 49,0 | 46,6 | 44,2 | 41,8 | 39,7 | 37,4 | 35,5 | 33,5 | 31,9 | 30,4 | 28,9 | 27,5 | 26,1 | 24,8 | 22,5 | 20,0 |
5 | 35/49 | 421 | 50,0 | 47,8 | 44,0 | 42,4 | 40,5 | 37,9 | 36,2 | 34,6 | 32,4 | 30,6 | 28,6 | 27,7 | 26,1 | 25,0 | 23,9 | 22,9 | 20,5 | 18,5 |
6 | 37/47 | 382 | 45,6 | 43,6 | 40,7 | 38,7 | 37,0 | 34,6 | 33,1 | 31,2 | 29,7 | 28,0 | 26,1 | 25,3 | 23,9 | 22,9 | 21,9 | 21,0 | 18,6 | 17,0 |
7 | 40/44 | 331 | 39,8 | 38,1 | 35,6 | 33,9 | 32,4 | 30,3 | 29,0 | 27,4 | 26,0 | 24,6 | 23,0 | 22,3 | 21,0 | 20,2 | 19,3 | 18,5 | 16,6 | 15,0 |
8 | 42/42 | 301 | 36,4 | 34,8 | 32,6 | 31,0 | 29,7 | 27,8 | 26,6 | 25,1 | 23,9 | 22,6 | 21,1 | 20,5 | 19,3 | 18,6 | 17,8 | 17,1 | 15,3 | 13,9 |
9 | 44/40 | 273 | 33,8 | 32,3 | 30,3 | 28,8 | 27,6 | 25,8 | 24,7 | 23,4 | 22,2 | 21,0 | 19,7 | 19,1 | 18,0 | 17,3 | 16,6 | 15,9 | 14,4 | 13,0 |
10 | 47/37 | 236 | 29,2 | 28,0 | 26,2 | 25,0 | 23,9 | 22,4 | 21,5 | 20,3 | 19,3 | 18,3 | 17,2 | 16,7 | 15,8 | 16,2 | 14,5 | 14,0 | 12,6 | 11,0 |
11 | 49/35 | 214 | 26,7 | 25,6 | 24,0 | 22,9 | 21,9 | 20,5 | 19,7 | 18,7 | 17,8 | 16,8 | 15,8 | 15,4 | 14,5 | 14,0 | 13,4 | 12,9 | 11,7 | 10,6 |
12 | 51/33 | 194 | 24,5 | 23,4 | 22,0 | 21,0 | 20,1 | 18,9 | 18,1 | 17,1 | 16,3 | 15,5 | 14,6 | 14,1 | 13,4 | 12,9 | 12,4 | 11,9 | 10,8 | 9,87 |
13 | 54/30 | 166 | 21,4 | 20,5 | 19,2 | 18,4 | 17,6 | 16,5 | 15,9 | 15,1 | 14,4 | 13,8 | 12,9 | 12,5 | 11,9 | 11,4 | 11,0 | 10,6 | 9,63 | 8,83 |
14 | 56/28 | 150 | 19,5 | 18,7 | 17,6 | 16,8 | 16,1 | 15,6 | 14,6 | 13,9 | 13,2 | 12,5 | 11,8 | 11,5 | 10,9 | 10,5 | 10,1 | 9,77 | 8,92 | 8,20 |
15 | 58/26 | 135 | 17,7 | 17,0 | 16,0 | 15,3 | 14,7 | 13,8 | 13,3 | 12,6 | 12,1 | 11,5 | 10,9 | 10,6 | 10,1 | 9,69 | 9,34 | 9,02 | 8,52 | 7,61 |
16 | 60/24 | 120 | 16,1 | 15,4 | 14,5 | 13,9 | 13,4 | 12,6 | 12,1 | 11,6 | 11,1 | 10,5 | 9,84 | 9,7 | 9,2 | 8,92 | 8,61 | 8,32 | 7,63 | 7,06 |
17 | 62/22 | 107 | 14,5 | 14,0 | 13,2 | 12,6 | 12,2 | 11,5 | 11,1 | 10,5 | 10,1 | 9,61 | 9,10 | 8,88 | 8,47 | 8,20 | 7,92 | 7,64 | 7,05 | 6,54 |
При g/h= 57/27 | ||||||||||||||||||||
1 | 35/49 | 94 | 13,2 | 12,7 | 12,0 | 11,5 | 11,0 | 10,4 | 10,1 | 9,6 | 9,21 | 8,80 | 8,34 | 9,15 | 7,79 | 7,54 | 7,30 | 7,10 | 6,53 | 6,10 |
2 | 37/47 | 86 | 12,2 | 11,7 | 11,1 | 10,5 | 10,3 | 9,7 | 9,36 | 8,94 | 8,59 | 8,21 | 7,80 | 7,62 | 7,30 | 7,10 | 6,85 | 6,65 | 6,16 | 5,75 |
3 | 40/44 | 74 | 10,9 | 10,5 | 9,93 | 9,60 | 9,20 | 8,73 | 8,44 | 8,10 | 7,77 | 7,45 | 7,10 | 6,94 | 6,65 | 6,46 | 6,27 | 6,10 | 5,67 | 5,30 |
4 | 42/42 | 67 | 10,1 | 9,75 | 8,95 | 8,90 | 8,60 | 8,17 | 7,90 | 7,57 | 7,30 | 7,00 | 6,67 | 6,53 | 6,28 | 6,10 | 5,93 | 5,76 | 5,38 | 5,10 |
5 | 44/40 | 61 | 9,42 | 9,09 | 8,64 | 8,32 | 8,04 | 7,65 | 7,41 | 7,11 | 6,86 | 6,59 | 6,30 | 6,17 | 5,93 | 5,70 | 5,50 | 5,47 | 5,10 | 4,32 |
6 | 47/37 | 53 | 8,49 | 8,21 | 7,81 | 7,54 | 7,30 | 6,96 | 6,75 | 6,50 | 6,27 | 6,00 | 5,79 | 5,67 | 5,47 | 5,34 | 5,20 | 5,10 | 4,77 | 4,50 |
7 | 49/35 | 48 | 7,93 | 7,68 | 7,32 | 7,07 | 6,85 | 6,55 | 6,36 | 6,12 | 5,92 | 5,70 | 5,48 | 5,33 | 5,20 | 5,10 | 4,95 | 4,83 | 4,56 | 4,33 |
8 | 51/33 | 43 | 7,40 | 7,19 | 6,87 | 6,64 | 6,44 | 6,17 | 6,00 | 5,76 | 5,60 | 5,40 | 5,20 | 5,11 | 4,94 | 4,83 | 4,70 | 4,60 | 4,36 | |
9 | 54/30 | 37 | 6,73 | 6,53 | 6,25 | 6,04 | 5,89 | 5,65 | 5,50 | 5,32 | 5,16 | 5,00 | 4,82 | 4,74 | 4,60 | 4,50 | 4,40 | 4,30 | ||
10 | 56/28 | 34 | 6,30 | 6,12 | 5,88 | 5,70 | 5,55 | 5,33 | 5,20 | 5,04 | 4,90 | 4,75 | 4,59 | 4,52 | 4,39 | 4,30 | ||||
11 | 58/26 | 30 | 5,91 | 5,75 | 5,53 | 5,37 | 5,23 | 5,00 | 4,92 | 4,77 | 4,65 | 4,52 | 4,37 | |||||||
12 | 60/24 | 27 | 5,54 | 5,4 | 5,20 | 5,06 | 4,94 | 4,77 | 4,66 | 4,53 | 4,42 | 4,30 | ||||||||
13 | 62/22 | 24 | 5,20 | 5,07 | 4,90 | 4,77 | 4,66 | 4,51 | 4,42 | 4,30 | ||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | ||
ДЛИТЕЛЬНОСТЬ ЦИКЛА ОБРАБОТКИ ДЕТАЛЕЙ, С,
ДЛЯ АВТОМАТА 1Б265-4К
N позиции | Число зубьев сменных зубчатых колес e/f | nпотр <*> | nшп, об./мин. | ||||||||||||||
60 | 68 | 76 | 85 | 94 | 103 | 120 | 131 | 144 | 158 | 181 | 207 | 227 | 249 | 273 | |||
При g/h = 24/40 | |||||||||||||||||
1 | 22/55 | 812 | 816 | 720 | 644 | 577 | 522 | 477 | 410 | 378 | 342 | 312 | 274 | 239 | 219 | 200 | 182 |
2 | 23/54 | 766 | 770 | 680 | 610 | 546 | 494 | 450 | 388 | 356 | 324 | 296 | 258 | 227 | 207 | 189 | 172 |
3 | 26/51 | 642 | 646 | 568 | 510 | 457 | 414 | 378 | 324 | 298 | 281 | 247 | 216 | 190 | 173 | 159 | 145 |
4 | 28/49 | 572 | 576 | 509 | 454 | 407 | 368 | 337 | 290 | 266 | 242 | 222 | 193 | 170 | 155 | 142 | 130 |
5 | 30/47 | 512 | 516 | 454 | 409 | 367 | 332 | 304 | 260 | 238 | 217 | 198 | 174 | 152 | 139 | 127 | 117 |
6 | 33/44 | 437 | 441 | 388 | 349 | 312 | 382 | 258 | 222 | 204 | 186 | 170 | 149 | 130 | 119 | 109 | 100 |
7 | 35/42 | 393 | 397 | 350 | 314 | 281 | 254 | 232 | 200 | 184 | 168 | 152 | 134 | 117 | 108 | 99 | 90 |
8 | 37/40 | 353 | 359 | 316 | 284 | 254 | 230 | 210 | 181 | 166 | 151 | 138 | 121 | 106 | 97 | 89 | 82 |
9 | 39/38 | 319 | 323 | 285 | 256 | 230 | 208 | 190 | 164 | 150 | 137 | 125 | 110 | 96 | 88 | 82 | 74 |
10 | 40/37 | 302 | 306 | 272 | 242 | 217 | 197 | 180 | 155 | 142 | 130 | 119 | 104 | 92 | 84 | 77 | 70 |
11 | 42/35 | 273 | 277 | 244 | 220 | 196 | 179 | 163 | 141 | 129 | 118 | 108 | 94 | 83 | 76 | 70 | 64 |
12 | 44/33 | 245 | 249 | 221 | 198 | 178 | 160 | 147 | 127 | 117 | 106 | 97 | 88 | 75 | 69 | 63 | 57 |
13 | 47/30 | 210 | 216 | 190 | 172 | 152 | 138 | 126 | 109 | 100 | 92 | 84 | 74 | 65 | 60 | 85 | 50 |
14 | 49/28 | 187 | 191 | 169 | 152 | 136 | 124 | 113 | 98 | 90 | 82 | 75 | 66 | 58 | 54 | 49 | 45 |
15 | 51/26 | 167 | 171 | 151 | 136 | 126 | 110 | 101 | 87 | 80 | 73 | 67 | 59 | 52 | 48 | 44 | 41 |
16 | 54/23 | 140 | 144 | 128 | 114 | 103 | 93 | 85 | 74 | 68 | 62 | 57 | 50 | 45 | 41 | 38 | 35 |
17 | 55/22 | 132 | 136 | 124 | 111 | 100 | 91 | 83 | 72 | 66 | 60 | 55 | 49 | 43 | 40 | 37 | 34 |
При g/h = 40/24 | |||||||||||||||||
1 | 22/55 | 295 | 299 | 266 | 238 | 214 | 192 | 176 | 152 | 139 | 127 | 117 | 102 | 90 | 82 | 75 | 69 |
2 | 23/54 | 276 | 280 | 248 | 222 | 198 | 180 | 164 | 142 | 130 | 119 | 109 | 95 | 84 | 77 | 70 | 64 |
3 | 26/51 | 231 | 235 | 208 | 186 | 167 | 152 | 139 | 120 | 110 | 100 | 92 | 81 | 71 | 65 | 60 | 55 |
4 | 23/49 | 206 | 210 | 186 | 167 | 149 | 136 | 124 | 108 | 98 | 90 | 82 | 72 | 64 | 59 | 54 | 49 |
5 | 30/47 | 185 | 189 | 167 | 150 | 134 | 122 | 112 | 96 | 89 | 81 | 74 | 64 | 58 | 53 | 49 | 45 |
6 | 33/44 | 157 | 161 | 143 | 128 | 115 | 104 | 95 | 82 | 76 | 69 | 64 | 56 | 49 | 45 | 42 | 39 |
7 | 35/42 | 141 | 145 | 128 | 115 | 104 | 94 | 86 | 74 | 69 | 63 | 57 | 51 | 45 | 41 | 37 | 35 |
8 | 37/40 | 127 | 131 | 116 | 104 | 94 | 85 | 78 | 67 | 62 | 57 | 52 | 46 | 41 | 37 | 34 | 32 |
9 | 39/38 | 114 | 118 | 104 | 94 | 84 | 77 | 70 | 61 | 56 | 51 | 47 | 42 | 37 | 34 | 31 | 29 |
10 | 40/37 | 109 | 113 | 100 | 90 | 81 | 74 | 67 | 58 | 54 | 49 | 45 | 40 | 35 | 32 | 30 | 28 |
11 | 42/35 | 98 | 102 | 91 | 81 | 73 | 67 | 61 | 53 | 49 | 45 | 41 | 36 | 32 | 30 | 28 | 26 |
12 | 44/33 | 88 | 92 | 82 | 74 | 66 | 60 | 55 | 48 | 44 | 41 | 37 | 33 | 29 | 27 | 25 | 23 |
13 | 47/30 | 75 | 79 | 70 | 63 | 56 | 52 | 48 | 41 | 38 | 35 | 32 | 29 | 26 | 24 | 22 | 20,5 |
14 | 49/28 | 67 | 71 | 63 | 56 | 51 | 47 | 43 | 38 | 35 | 32 | 29 | 26 | 23 | 22 | 20 | 18,8 |
15 | 51/26 | 60 | 64 | 57 | 51 | 46 | 41 | 39 | 34 | 31 | 29 | 27 | 24 | 21 | 20 | 18,4 | 17 |
16 | 54/23 | 50 | 54 | 48 | 44 | 39 | 36 | 33 | 29 | 27 | 25 | 23 | 20,5 | 18,5 | 17,2 | 16 | 15 |
17 | 55/22 | 47 | 51 | 45 | 41 | 37 | 34 | 31 | 27 | 25,5 | 23,5 | 21,8 | 19,6 | 17,6 | 16,5 | 15,3 | 14,3 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||
--------------------------------
N позиции | Число зубьев сменных зубчатых колес e/f | nпотр <*> | nшп, об./мин. | |||||||||||
302 | 334 | 386 | 424 | 465 | 509 | 584 | 669 | 734 | 805 | 884 | 1022 | |||
При g/h = 24/40 | ||||||||||||||
1 | 22/55 | 812 | 165 | 150 | 130 | 119 | 109 | 100 | 87 | 77 | 71 | 65 | 59 | 52 |
2 | 23/54 | 766 | 157 | 142 | 123 | 113 | 103 | 95 | 83 | 73 | 67 | 61 | 56 | 49 |
3 | 26/51 | 642 | 131 | 119 | 106 | 95 | 87 | 80 | 70 | 62 | 56 | 52 | 47 | 42 |
4 | 28/49 | 572 | 118 | 106 | 93 | 86 | 78 | 70 | 62 | 55 | 51 | 47 | 42 | 37 |
5 | 30/47 | 512 | 106 | 96 | 84 | 77 | 70 | 64 | 56 | 50 | 46 | 42 | 38 | 34 |
6 | 33/44 | 437 | 90 | 82 | 72 | 66 | 60 | 56 | 49 | 43 | 40 | 37 | 34 | 29 |
7 | 35/42 | 393 | 82 | 74 | 65 | 60 | 56 | 50 | 44 | 39 | 36 | 33 | 30 | 27 |
8 | 37/40 | 353 | 74 | 68 | 59 | 54 | 50 | 45 | 40 | 36 | 33 | 30 | 28 | 25 |
9 | 39/38 | 319 | 67 | 61 | 54 | 49 | 45 | 41 | 37 | 33 | 30 | 28 | 25 | 23 |
10 | 40/37 | 302 | 64 | 59 | 51 | 47 | 43 | 40 | 35 | 31 | 29 | 27 | 24 | 22 |
11 | 42/35 | 273 | 58 | 53 | 46 | 43 | 40 | 36 | 32 | 29 | 26 | 24 | 22 | 20 |
12 | 44/33 | 245 | 53 | 47 | 42 | 39 | 36 | 33 | 29 | 26 | 24 | 22 | 20 | 18 |
13 | 47/30 | 210 | 46 | 42 | 37 | 34 | 31 | 29 | 26 | 23 | 21 | 20 | 18 | 16 |
14 | 49/28 | 187 | 41 | 38 | 33 | 31 | 28 | 26 | 23 | 21 | 20 | 18 | 16 | 15 |
15 | 51/26 | 167 | 37 | 34 | 30 | 28 | 26 | 24 | 21 | 19 | 18 | 16 | 15 | 14 |
16 | 54/23 | 140 | 32 | 29 | 26 | 24 | 22 | 21 | 18,5 | 16,5 | 15,5 | 14,5 | 13,5 | 12,5 |
17 | 55/22 | 132 | 31 | 26 | 25 | 23 | 21 | 20 | 18 | 16 | 15 | 14 | 13 | 12 |
При g/h = 40/24 | ||||||||||||||
1 | 22/55 | 295 | 63 | 57 | 50 | 46 | 42 | 39 | 34 | 31 | 28 | 26 | 24 | 21 |
2 | 23/54 | 276 | 59 | 54 | 47 | 43 | 40 | 37 | 32 | 29 | 27 | 25 | 23 | 20 |
3 | 26/51 | 231 | 50 | 46 | 41 | 37 | 34 | 31 | 28 | 25 | 24 | 21 | 20 | 18 |
4 | 28/49 | 206 | 45 | 41 | 36 | 33 | 31 | 28 | 25 | 22,5 | 20,8 | 19,3 | 18 | 16 |
5 | 30/47 | 185 | 41 | 37 | 32 | 30 | 28 | 26 | 23 | 20,6 | 19 | 17,8 | 16,5 | 14,8 |
6 | 33/44 | 157 | 35 | 32 | 28 | 26 | 24 | 22,5 | 20,3 | 17 | 16,8 | 15,7 | 14,7 | 13,2 |
7 | 35/42 | 141 | 32 | 29 | 26 | 24 | 22 | 20,6 | 18,5 | 16,6 | 15,5 | 14,5 | 13,5 | 12,3 |
8 | 37/40 | 127 | 29 | 27 | 24 | 22 | 18,4 | 19 | 17 | 15 | 14,4 | 13,5 | 12,6 | 11,5 |
9 | 39/38 | 114 | 27 | 24 | 22 | 20 | 19 | 17,5 | 15,7 | 14 | 13,3 | 12,5 | 11,7 | 10,7 |
10 | 40/37 | 109 | 26 | 23,6 | 21 | 19,4 | 18 | 17 | 15,2 | 13,8 | 12,9 | 12,1 | 11,6 | 10,4 |
11 | 42/35 | 98 | 23,5 | 21,6 | 19,2 | 18 | 16,6 | 15,5 | 14 | 12,8 | 12 | 11,3 | 10,6 | 9,7 |
12 | 44/33 | 88 | 21,5 | 19,8 | 17,6 | 16,4 | 15,4 | 14,4 | 13 | 11,9 | 11,2 | 10,5 | 10,0 | 9,1 |
13 | 47/30 | 75 | 19 | 17,5 | 15,5 | 14,6 | 13,7 | 12,8 | 11,7 | 10,7 | 10,1 | 9,6 | 9,0 | 8,4 |
14 | 49/28 | 67 | 17,3 | 16 | 14,4 | 13,5 | 12,7 | 12 | 10,9 | 10 | 9,5 | 9 | 8,6 | 7,9 |
15 | 51/26 | 60 | 16 | 14,8 | 13,3 | 12,5 | 11,7 | 11 | 10 | 9,4 | 8,9 | 8,4 | 8,0 | 7,5 |
16 | 54/23 | 50 | 14 | 13 | 11,8 | 11 | 10,5 | 9,9, | 9,1 | 8,5 | 8,1 | 7,7 | 7,3 | 6,9 |
17 | 55/22 | 47 | 13,2 | 12,5 | 11,3 | 10,6 | 10 | 9,5 | 8,8 | 8,2 | 7,8 | 7,5 | 7,1 | 6,7 |
Индекс | р | с | т | у | ф | х | ц | ч | ш | щ | э | ю | ||
ДЛИТЕЛЬНОСТЬ ЦИКЛА ОБРАБОТКИ ДЕТАЛЕЙ, С,
ДЛЯ АВТОМАТА 1Б265-6К
N позиции | Число зубьев сменных зубчатых колес e/f | nпотр <*> | nшп, об./мин. | ||||||||||||
73 | 82 | 92 | 102 | 113 | 125 | 145 | 159 | 174 | 191 | 219 | 252 | 276 | |||
При g/h = 24/40 | |||||||||||||||
1 | 30/47 | 747 | 617 | 550 | 490 | 443 | 400 | 367 | 312 | 284 | 261 | 238 | 208 | 181 | 166 |
2 | 33/44 | 632 | 523 | 466 | 415 | 375 | 338 | 306 | 265 | 242 | 221 | 202 | 176 | 154 | 140 |
3 | 35/42 | 569 | 471 | 419 | 347 | 338 | 306 | 276 | 239 | 218 | 199 | 182 | 159 | 139 | 127 |
4 | 37/40 | 513 | 425 | 375 | 338 | 305 | 275 | 250 | 215 | 197 | 180 | 164 | 144 | 125 | 115 |
5 | 39/38 | 461 | 382 | 341 | 310 | 274 | 248 | 224 | 195 | 178 | 163 | 148 | 129 | 113 | 103 |
6 | 40/37 | 438 | 363 | 324 | 289 | 261 | 236 | 213 | 185 | 169 | 154 | 141 | 123 | 108 | 99 |
7 | 42/35 | 395 | 327 | 292 | 260 | 235 | 213 | 193 | 167 | 152 | 139 | 127 | 111 | 97 | 89 |
8 | 44/33 | 355 | 295 | 263 | 241 | 212 | 192 | 174 | 150 | 137 | 126 | 115 | 100 | 88 | 80 |
9 | 47/30 | 303 | 252 | 225 | 201 | 181 | 164 | 148 | 428 | 117 | 108 | 98 | 86 | 75 | 69 |
10 | 49/28 | 271 | 226 | 201 | 180 | 163 | 147 | 134 | 115 | 106 | 97 | 88 | 77 | 68 | 62 |
При g/h = 40/24 | |||||||||||||||
1 | 30/47 | 267 | 223 | 198 | 177 | 160 | 145 | 131 | 114 | 104 | 95 | 87 | 75 | 67 | 61 |
2 | 33/44 | 228 | 190 | 170 | 151 | 137 | 124 | 112 | 97 | 89 | 82 | 75 | 66 | 57 | 53 |
3 | 35/42 | 205 | 171 | 153 | 137 | 123 | 112 | 101 | 88 | 80 | 74 | 67 | 59 | 52 | 47 |
4 | 37/40 | 184 | 154 | 138 | 123 | 111 | 101 | 91 | 79 | 73 | 67 | 61 | 54 | 47 | 43 |
5 | 39/38 | 166 | 140 | 124 | 112 | 101 | 91 | 83 | 72 | 66 | 60 | 55 | 48 | 43 | 39 |
6 | 40/37 | 158 | 133 | 118 | 106 | 96 | 87 | 79 | 68 | 63 | 58 | 53 | 46 | 41 | 37 |
7 | 42/35 | 142 | 120 | 107 | 95 | 86 | 79 | 71 | 62 | 57 | 52 | 43 | 42 | 37 | 34 |
8 | 44/33 | 128 | 108 | 96 | 86 | 78 | 71 | 65 | 56 | 51 | 47 | 43 | 38 | 34 | 31 |
9 | 47/30 | 109 | 92 | 83 | 74 | 67 | 61 | 55 | 48 | 44 | 41 | 37 | 33 | 29 | 27 |
10 | 49/28 | 97 | 83 | 73 | 66 | 60 | 54 | 50 | 43 | 40 | 37 | 34 | 30 | 26 | 24 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
--------------------------------
N позиции | Число зубьев сменных зубчатых колес e/f | nпотр <*> | nшп, об./мин. | |||||||||||||||
301 | 332 | 364 | 400 | 465 | 510 | 560 | 614 | 704 | 808 | 885 | 970 | 1065 | 1230 | 1360 | 1590 | |||
При g/h = 24/40 | ||||||||||||||||||
1 | 30/47 | 747 | 152 | 138 | 126 | 115 | 100 | 91 | 33 | 76 | 67 | 59 | 54 | 49 | 45 | 39 | 36 | 31 |
2 | 33/44 | 632 | 129 | 117 | 107 | 98 | 85 | 77 | 70 | 65 | 57 | 50 | 46 | 42 | 39 | 34 | 31 | 27 |
3 | 35/42 | 569 | 117 | 106 | 97 | 88 | 77 | 70 | 64 | 59 | 51 | 45 | 42 | 38 | 35 | 31 | 28 | 24 |
4 | 37/40 | 513 | 106 | 96 | 88 | 80 | 69 | 63 | 58 | 53 | 47 | 41 | 38 | 35 | 32 | 28 | 25 | 22 |
5 | 39/38 | 461 | 95 | 86 | 79 | 72 | 63 | 58 | 53 | 48 | 42 | 37 | 34 | 31 | 29 | 25 | 23 | 20 |
6 | 40/37 | 438 | 90 | 82 | 75 | 69 | 60 | 55 | 50 | 46 | 41 | 36 | 32 | 30 | 28 | 24 | 22 | 19 |
7 | 42/35 | 395 | 82 | 74 | 68 | 62 | 54 | 50 | 45 | 42 | 37 | 32 | 30 | 28 | 25 | 22 | 21 | 18 |
8 | 44/33 | 355 | 74 | 67 | 61 | 56 | 49 | 44 | 41 | 38 | 33 | 30 | 27 | 25 | 23 | 20 | 19 | 17 |
9 | 47/30 | 303 | 64 | 58 | 53 | 48 | 42 | 39 | 36 | 33 | 29 | 26 | 24 | 22 | 20 | 18 | 17 | 15 |
10 | 49/28 | 271 | 57 | 52 | 48 | 44 | 38 | 35 | 31 | 30 | 26 | 24 | 21 | 20 | 18 | 16 | 15 | 13 |
При g/h = 40/24 | ||||||||||||||||||
1 | 30/47 | 267 | 55 | 51 | 47 | 43 | 38 | 35 | 32 | 30 | 26 | 23 | 21 | 20 | 18 | 16 | 15 | 13 |
2 | 33/44 | 228 | 48 | 44 | 41 | 37 | 33 | 30 | 28 | 25 | 23 | 20 | 19 | 17 | 16 | 14 | 13 | 12 |
3 | 35/42 | 205 | 44 | 40 | 37 | 34 | 29 | 27 | 25 | 23 | 21 | 18 | 17 | 16 | 15 | 13 | 12 | 11 |
4 | 37/40 | 184 | 40 | 36 | 34 | 31 | 27 | 25 | 23 | 21 | 19 | 17 | 16 | 15 | 13 | 12 | 11 | 10 |
5 | 39/38 | 166 | 37 | 33 | 31 | 28 | 25 | 23 | 21 | 19 | 17 | 15,5 | 14,5 | 13,5 | 12,5 | 11,5 | 10,5 | 9 |
6 | 40/37 | 158 | 34 | 32 | 28 | 27 | 23 | 22 | 20 | 18 | 16 | 15 | 14 | 13 | 12 | 11 | 10 | 9 |
7 | 42/35 | 142 | 31 | 29 | 27 | 24 | 21 | 20 | 18 | 17 | 15 | 14 | 13 | 12 | 11 | 10 | 9 | 9 |
8 | 44/33 | 128 | 29 | 28 | 24 | 22 | 20 | 18 | 17 | 16 | 14 | 13 | 12 | 11 | 10 | 9 | 8,8 | 7,8 |
9 | 47/30 | 109 | 25 | 23 | 21 | 19 | 17 | 16 | 15 | 14 | 12 | 11 | 10,5 | 10 | 9 | 8,5 | 7,8 | 7 |
10 | 49/28 | 97 | 22 | 21 | 19 | 18 | 16 | 15 | 14 | 13 | 11 | 10,5 | 9,7 | 9 | 8,6 | 7,8 | 7,4 | 6,8 |
Индекс | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | э | ю | я | а | ||
ДЛЯ АВТОМАТА, 1Б265-8К
N позиции | Число зубьев сменных зубчатых колес e/f | nпотр <*> | nшп, об./мин. | ||||||||||||||
97 | 109 | 122 | 136 | 150 | 166 | 192 | 211 | 232 | 254 | 291 | 333 | 365 | 400 | 437 | |||
При g/h = 24/40 | |||||||||||||||||
1 | 30/47 | 440 | 276 | 246 | 220 | 198 | 180 | 163 | 141 | 129 | 118 | 108 | 94 | 82 | 76 | 70 | 64 |
2 | 33/44 | 375 | 236 | 210 | 188 | 169 | 153 | 139 | 121 | 110 | 100 | 92 | 81 | 71 | 65 | 60 | 55 |
3 | 35/42 | 336 | 212 | 188 | 169 | 151 | 138 | 125 | 109 | 100 | 91 | 83 | 73 | 64 | 59 | 54 | 50 |
4 | 37/40 | 303 | 190 | 170 | 152 | 137 | 125 | 113 | 98 | 90 | 82 | 75 | 66 | 58 | 53 | 49 | 45 |
5 | 39/38 | 273 | 172 | 155 | 138 | 124 | 112 | 102 | 89 | 81 | 74 | 68 | 60 | 53 | 48 | 44 | 41 |
6 | 40/37 | 260 | 165 | 147 | 131 | 118 | 107 | 97 | 85 | 77 | 71 | 65 | 57 | 50 | 46 | 42 | 39 |
7 | 42/35 | 234 | 148 | 132 | 118 | 109 | 97 | 88 | 76 | 70 | 64 | 59 | 52 | 46 | 42 | 39 | 36 |
8 | 44/33 | 210 | 133 | 119 | 104 | 96 | 88 | 79 | 69 | 63 | 58 | 53 | 47 | 41 | 38 | 35 | 32 |
9 | 47/30 | 180 | 116 | 113 | 92 | 83 | 76 | 69 | 60 | 54 | 50 | 46 | 41 | 36 | 33 | 31 | 28 |
10 | 49/28 | 161 | 103 | 92 | 83 | 75 | 68 | 62 | 54 | 49 | 45 | 42 | 37 | 32 | 30 | 28 | 24 |
11 | 51/26 | 143 | 92 | 82 | 74 | 67 | 61 | 55 | 49 | 44 | 41 | 37 | 33 | 29 | 27 | 25 | 23 |
12 | 54/23 | 120 | 78 | 70 | 63 | 57 | 52 | 47 | 41 | 38 | 35 | 32 | 28 | 24 | 23 | 22 | 20 |
13 | 55/22 | 112 | 63 | 65 | 59 | 53 | 48 | 44 | 39 | 35 | 33 | 30 | 27 | 25 | 22 | 20 | 19 |
При g/h = 40/24 | |||||||||||||||||
1 | 30/47 | 159 | 102 | 91 | 81 | 74 | 67 | 61 | 53 | 49 | 45 | 41 | 36 | 32,0 | 30,0 | 27,0 | 25,0 |
2 | 33/44 | 137 | 89 | 79 | 71 | 64 | 58 | 53 | 46 | 43 | 39 | 36 | 32 | 28,0 | 26,0 | 24,0 | 22,0 |
3 | 35/42 | 122 | 79 | 71 | 64 | 57 | 52 | 48 | 42 | 38 | 35 | 32 | 29 | 26,0 | 24,0 | 22,0 | 20,0 |
4 | 37/40 | 110 | 72 | 64 | 58 | 52 | 48 | 43 | 38 | 34 | 32 | 30 | 26 | 23,0 | 22,0 | 20,0 | 19,0 |
5 | 39/38 | 99 | 64 | 58 | 52 | 47 | 44 | 39 | 35 | 32 | 29 | 27 | 24 | 21,0 | 20,0 | 18,0 | 17,0 |
6 | 40/37 | 94 | 62 | 56 | 50 | 45 | 41 | 38 | 33 | 30 | 28 | 26 | 23 | 20,0 | 19,0 | 17,0 | 16,0 |
7 | 42/35 | 84 | 56 | 50 | 45 | 41 | 37 | 34 | 29 | 27 | 25 | 23 | 21 | 19,0 | 17,0 | 16,0 | 15,0 |
8 | 44/33 | 76 | 51 | 45 | 41 | 37 | 34 | 31 | 27 | 25 | 23 | 21 | 19 | 17,0 | 16,0 | 15,0 | 14,0 |
9 | 47/30 | 65 | 44 | 39 | 36 | 32 | 30 | 27 | 24 | 22 | 20 | 19 | 17 | 15,0 | 14,0 | 13,0 | 12,0 |
10 | 49/28 | 58 | 39 | 36 | 32 | 29 | 27 | 24 | 22 | 20 | 19 | 17 | 16 | 14,0 | 13,0 | 12,0 | 11,5 |
11 | 51/26 | 52 | 36 | 32 | 29 | 26 | 23 | 22 | 20 | 18 | 17 | 16 | 14 | 13,0 | 12,0 | 11,0 | 10,5 |
12 | 54/23 | 43 | 30 | 27 | 25 | 23 | 21 | 19 | 17 | 16 | 15 | 14 | 12 | 11,0 | 10,5 | 10,0 | 9,5 |
13 | 55/22 | 41 | 29 | 26 | 23 | 22 | 20 | 18 | 16 | 15 | 14 | 13 | 11 | 10,5 | 10,0 | 9,5 | 9,0 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||
--------------------------------
N позиции | Число зубьев сменных зубчатых колес e/f | nпотр <*> | nшп, об./мин. | ||||||||||||
484 | 535 | 618 | 679 | 745 | 814 | 936 | 1072 | 1176 | 1290 | 1420 | 1640 | 1810 | |||
При g/h = 24/40 | |||||||||||||||
1 | 30/47 | 440 | 58 | 53 | 46 | 42 | 39 | 36 | 32 | 28 | 26 | 24 | 22 | 20 | 18 |
2 | 33/44 | 375 | 50 | 46 | 40 | 37 | 34 | 31 | 28 | 24 | 23 | 21 | 19 | 17 | 16 |
3 | 35/42 | 336 | 44 | 41 | 36 | 34 | 31 | 28 | 24 | 22 | 21 | 19 | 18 | 16 | 15 |
4 | 37/40 | 303 | 41 | 37 | 33 | 30 | 28 | 26 | 23 | 20 | 19 | 18 | 16 | 15 | 13 |
5 | 39/38 | 273 | 37 | 34 | 30 | 28 | 25 | 23 | 21 | 19 | 17 | 16 | 15 | 14 | 13 |
6 | 40/37 | 260 | 36 | 33 | 29 | 27 | 24 | 22 | 20 | 18 | 16 | 15 | 14 | 13 | 12 |
7 | 42/35 | 234 | 32 | 30 | 26 | 24 | 22 | 21 | 18 | 17 | 15 | 14 | 13 | 12 | 11 |
8 | 44/33 | 210 | 30 | 27 | 24 | 22 | 20 | 19 | 17 | 15 | 14 | 13 | 12 | 11 | 10 |
9 | 47/30 | 180 | 26 | 24 | 23 | 19 | 18 | 17 | 15 | 14 | 13 | 12 | 11 | 10 | 9 |
10 | 49/28 | 161 | 23 | 22 | 19 | 18 | 16 | 15 | 14 | 13 | 12 | 11 | 10 | 9 | 8 |
11 | 51/26 | 143 | 21 | 19 | 18 | 16 | 15 | 14 | 13 | 12 | 11 | 10 | 9 | 8 | 7 |
12 | 54/23 | 120 | 18 | 17 | 16 | 15 | 14 | 13 | 12 | 11 | 10 | 9 | 8 | 7 | 6 |
13 | 55/22 | 112 | 17 | 16 | 14 | 13 | 12,5 | 12 | 11 | 10 | 9,5 | 8 | 7 | 6 | - |
При g/h = 40/24 | |||||||||||||||
1 | 30/47 | 159 | 23 | 21 | 19 | 18 | 16 | 15 | 14 | 12 | 11 | 10,5 | 10, | 9,0 | 8,0 |
2 | 33/44 | 137 | 21 | 19 | 17 | 16 | 15 | 14 | 12 | 11 | 10,5 | 10,0 | 0 | 8,5 | 8,0 |
3 | 35/42 | 122 | 19 | 17 | 15 | 14 | 13 | 12 | 11 | 10 | 9,5 | 9,0 | 9,5 | 8,0 | 7,5 |
4 | 37/40 | 110 | 17 | 16 | 14 | 13 | 12 | 11,5 | 10,5 | 9,5 | 9 | 8,5 | 8,5 | 7,5 | 7,0 |
5 | 39/38 | 99 | 16 | 15 | 13 | 12 | 11,5 | 11 | 10 | 9 | 8,5 | 8 | 8,0 | 7,0 | - |
6 | 40/37 | 94 | 15 | 13,5 | 12,5 | 11,5 | 11 | 10 | 9,5 | 9 | 8,5 | 8 | 7,5 | - | - |
7 | 42/35 | 84 | 14 | 13 | 12 | 11 | 10 | 9,5 | 9 | 8,5 | 8 | 7,5 | 7,5 | - | - |
8 | 44/33 | 76 | 13 | 12 | 11 | 10 | 9,5 | 9 | 8,5 | 8 | 7,5 | 7 | 7,0 | - | - |
9 | 47/30 | 65 | 11,5 | 11 | 10 | 9,5 | 9 | 8,5, | 8 | 7,5 | 7 | - | - | - | - |
10 | 49/28 | 58 | 11 | 10 | 9 | 8,5 | 8 | 7,5 | 7 | 6,5 | - | - | - | - | - |
11 | 51/26 | 52 | 10 | 9,5 | 8,5 | 8 | 7,5 | 7 | 6,5 | - | - | - | - | - | - |
12 | 54/23 | 43 | 9 | 8,5 | 7,8 | 7,5 | 7 | 6,5 | - | - | - | - | - | - | - |
13 | 55/22 | 41 | 8,5 | 8 | 7,5 | 7 | 6,8 | - | - | - | - | - | - | - | - |
Индекс | р | с | т | у | ф | х | ц | ч | ш | щ | э | ю | я | ||
ПОДЪЕМА КУЛАЧКОВ H ДЛЯ ПОПЕРЕЧНЫХ СУППОРТОВ (ТИПОВЫЕ
КОМПЛЕКТЫ КУЛАЧКОВ, ПОСТАВЛЯЕМЫЕ СО СТАНКОМ)
Модель автомата | Значения f для суппортов | Высота подъема кулачков, поставляемых в комплекте со станком, h, мм | |||
Верхних | Среднего (заднего) | Нижних | Отрезного | ||
1Б216-6 | регул. | регул. | регул. | регул. | 17,5 |
1Б225-6 | 1,33 | 1,33 | 1,33 | 1,0 | - |
1Б240-6 1Б240-6К | 1,24 | регул. | регул. | регул. | 27; 34; 44 |
1Б265-6К | 1,14 | 1 | 1,14 | 1,0 | 5; 8; 10; 12; |
1Б265-8К | 1,14 | 1 | 1 | 1,0 | 15; 20; 35 |
1Б290-4К | 1,33 | - | 1,67 | - | 22; 13,3 |
1Б290-6К 1Б290-8К | 1,33 | 1,67 | 1,67 | 1 | 22; 13,3 |
БЫСТРОСВЕРЛИЛЬНОГО УСТРОЙСТВА
БЫСТРОСВЕРЛИЛЬНОГО УСТРОЙСТВА СТАНКА МОД. 1А240
Модель станка | z1 | z2 | z3 |
1А240-6 | 60 | 30 | 40 |
КА-103 | 60 | 30 | 40 |
КА-106 | 60 | 30 | 40 |
КА-107 | 60 | 30 | 40 |
1А240-4 | 54 | 36 | 24 |
1А240-8 | 61 | 32 | 48 |
Станки 1А240-4; 1А240-6; КА-106 | Станки КА-103; КА-107 | Станок 1А240-8 | ||
 | 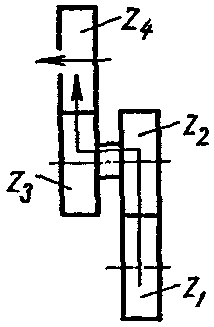 |  |  | 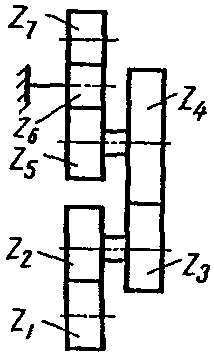 |
ЧИСЛО ЗУБЬЕВ СМЕННОГО ЗУБЧАТОГО КОЛЕСА Z4
ДЛЯ БЫСТРОСВЕРЛИЛЬНОГО УСТРОЙСТВА В ЗАВИСИМОСТИ ОТ KСВ
ДЛЯ СТАНКОВ 1А240
kсв | 1А240-6 КА-106 | КА-103 КА-107 | 1А240-4 | 1А240-8 |
см. схему 5 | ||||
1,40 | 90* | |||
1,50 | 90* | |||
1,68 | 75 | |||
1,75 | 60* | |||
1,80 | 45* | |||
1,85 | 60* | |||
1,90 | 60* | |||
2,00 | 45* | 36 | 51* | |
2,20 | 45* | |||
2,30 | 45* | 41 | ||
2,50 | 40 | 36 | 34* | |
2,70 | 36 | |||
2,80 | 30* | |||
3,00 | 30* |
Примечания: 1. Зубчатые колеса, отмеченные *, входят в комплект поставки.
ЧИСЛО ЗУБЬЕВ СМЕННОГО ЗУБЧАТОГО КОЛЕСА N
ДЛЯ БЫСТРОСВЕРЛИЛЬНОГО УСТРОЙСТВА В ЗАВИСИМОСТИ ОТ KСВ
ДЛЯ СТАНКОВ 1Б240 (СХЕМА ЗАЦЕПЛЕНИЯ В ОДИН И ДВА РЯДА)
kсв | 1Б240-6К | 1Б240-8К | kсв | 1Б240-6К | 1Б240-8К |
В один ряд | В два ряда | ||||
1,50 | 90 | - | 2,33 | 45 | - |
- | - | - | 2,50 | 40 | - |
1,64 | - | 75 | 2,67 | 36 | - |
1,75 | 60 | - | - | - | - |
1,80 | - | 60 | 3,00 | 30 | - |
2,00 | 45 | 48 | - | - | - |
2,13 | 40 | - | - | - | - |
2,20 | - | 40 | - | - | - |
2,50 | - | 32 | - | - | - |
ЧИСЛО ЗУБЬЕВ СМЕННОГО ЗУБЧАТОГО КОЛЕСА N
ДЛЯ БЫСТРОСВЕРЛИЛЬНОГО УСТРОЙСТВА В ЗАВИСИМОСТИ ОТ KСВ
ДЛЯ СТАНКОВ 1Б265 (СХЕМА ЗАЦЕПЛЕНИЯ ТОЛЬКО В ОДИН РЯД)
kсв | 1Б265-6К | 1Б265-8К | kсв | 1Б265-6К | 1Б265-8К |
1,54 | - | 73 | 1,86 | - | 49 |
1,56 | - | 73 | |||
1,59 | 73 | - | 1,96 | - | 43 |
1,67 | - | 65 | 2,00 | 43 | - |
1,71 | - | 58 | - | - | - |
- | - | - | 2,14 | - | 36 |
1,74 | - | 55 | 2,20 | 36 | - |
1,78 | 55 | - | 2,28 | 32 | |
1,81 | 53 | - | 2,48 | 29 | - |
ЧИСЛО ЗУБЬЕВ СМЕННОГО ЗУБЧАТОГО КОЛЕСА N БЫСТРОСВЕРЛИЛЬНОГО
УСТРОЙСТВА В ЗАВИСИМОСТИ ОТ KСВ ДЛЯ СТАНКОВ 1Б290
(СХЕМА ЗАЦЕПЛЕНИЯ В ОДИН И ДВА РЯДА)
kсв | 1Б290-4К | 1Б290-6К | 1Б290-8К | kсв | 1Б290-4К | 1Б290-6К | 1Б290-8К |
В один ряд | В два ряда | ||||||
1,70 | - | - | 60 | 1,38 | - | - | 70 |
1,78 | - | - | 54 | 1,44 | - | - | 60 |
1,80 | - | 60 | - | 1,49 | - | - | 54 |
1,87 | - | - | 48 | 1,50 | - | 60 | - |
1,91 | - | 54 | - | 1,55 | - | - | 48 |
2,00 | 60 | 48 | 42 | 1,56 | - | 54 | - |
2,10 | - | - | 38 | 1,62 | 60 | 48 | - |
2,11 | 54 | - | - | 1,63 | - | - | 42 |
2,14 | - | 42 | - | 1,69 | 54 | - | - |
2,20 | - | - | 35 | 1,71 | - | 42 | - |
2,25 | 48 | - | - | 1,78 | 48 | - | - |
2,26 | - | 38 | - | 1,79 | - | 38 | - |
2,31 | - | - | 32 | 1,89 | 42 | - | - |
2,38 | - | 35 | - | 1,99 | 38 | - | - |
2,43 | 42 | - | - | ||||
2,50 | - | 32 | - | ||||
2,58 | 38 | - | - | ||||
2,65 | - | 29 | - | ||||
2,71 | 35 | - | - | ||||
2,84 | - | 26 | - | ||||
2,88 | 32 | - | - | ||||
3,00 | - | 24 | - | ||||
3,07 | 29 | - | - | ||||
3,31 | 26 | - | - | ||||
3,50 | 24 | - | - | ||||
ДЛЯ РАЗВЕРТЫВАНИЯ
ЧИСЛО ЗУБЬЕВ СМЕННОГО ЗУБЧАТОГО КОЛЕСА ПРИ РАЗВЕРТЫВАНИИ
В ЗАВИСИМОСТИ ОТ KРАЗВ ДЛЯ СТАНКОВ 1А240
Kразв | 1А240-6; КА-103 КА-106; КА-107 | IA240-4 | 1А240-8 |
0 | 45* | 36 | 51* |
0,055 | 54* | ||
0,100 | 56* | ||
0,150 | 60* | ||
0,200 | 56 | 45* | |
0,230 | 66 | ||
0,250 | 60* | ||
0,300 | 52 | ||
0,320 | 66 | 75* | |
0,400 | 75 | 60* | |
0,430 | 90* | ||
0,500 | 90* | 75 | |
0,600 | 90* |
Примечания: 1. Зубчатые колеса, отмеченные *, входят в комплект поставки.
2. Kразв = 0 соответствует синхронному вращению рабочего и инструментального шпинделей.
Станки 1А240-6 КА-106 | Станок 1А240-4 | Станок 1А240-8 | Станки КА-103 КА-107 |
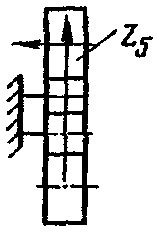 | 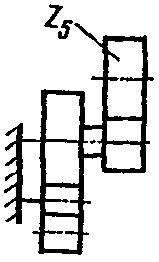 | 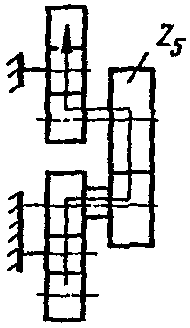 | 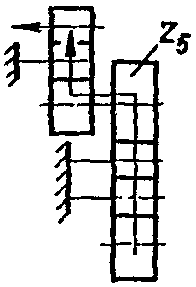 |
ЧИСЛО ЗУБЬЕВ СМЕННОГО КОЛЕСА P ДЛЯ РАЗВЕРТЫВАНИЯ
В ЗАВИСИМОСТИ ОТ KРАЗВ ДЛЯ СТАНКОВ 1Б240 (СХЕМА
ЗАЦЕПЛЕНИЯ В ОДИН РЯД)
kразв | 1Б240-6К | 1Б240-8К | kразв | 1Б240-6К | 1Б240-8К |
0 | 45 | 48 | - | - | - |
0,11 | - | 54 | 0,32 | 66 | - |
0,14 | - | 56 | 0,36 | - | 75 |
0,20 | 56 | 60 | 0,40 | 75 | - |
0,25 | 60 | - | 0,47 | - | 90 |
0,27 | - | 66 | 0,50 | 90 | - |
ЧИСЛО ЗУБЬЕВ СМЕННОГО КОЛЕСА Z3 ДЛЯ РАЗВЕРТЫВАНИЯ
В ЗАВИСИМОСТИ ОТ KРАЗВ ДЛЯ СТАНКОВ 1Б265
(СХЕМА ЗАЦЕПЛЕНИЯ В ОДИН РЯД)
kразв | 1Б265-6К | 1Б265-8К | kразв | 1Б265-6К | 1Б265-8К |
0 | 43 | 41 | 0,29 | - | 58 |
0,14 | - | 48 | 0,37 | - | 65 |
0,19 | 53 | - | 0,41 | 73 | - |
0,22 | 55 | - | 0,44 | - | 73 |
0,26 | - | 55 | - | - | - |
ЧИСЛО ЗУБЬЕВ СМЕННОГО ЗУБЧАТОГО КОЛЕСА P ПРИ РАЗВЕРТЫВАНИИ
В ЗАВИСИМОСТИ ОТ KРАЗВ ДЛЯ СТАНКОВ 1Б290 (СХЕМА
ЗАЦЕПЛЕНИЯ В ОДИН И ДВА РЯДА)
kразв | 1Б290-4К | 1Б290-6К | 1Б290-8К | kразв | 1Б290-4К | 1Б290-6К | 1Б290-8К |
В один ряд | В два ряда | ||||||
0 | 60 | 48 | 42 | 0,14 | - | 35 | - |
0,10 | - | 54 | - | 0,21 | - | 38 | - |
0,12 | - | - | 48 | 0,22 | 48 | - | - |
0,20 | - | 60 | - | 0,29 | - | 42 | - |
0,22 | - | - | 54 | 0,31 | 54 | - | 38 |
0,30 | - | - | 60 | 0,37 | 60 | - | 42 |
0,40 | - | - | 70 | 0,38 | - | 48 | - |
В два ряда | 0,45 | - | 54 | 48 | |||
0,50 | - | 60 | - | ||||
0,51 | - | - | 54 | ||||
0,01 | 38 | - | - | 0,56 | - | - | 60 |
0,04 | - | 32 | - | 0,62 | - | - | 70 |
0,11 | 42 | - | - | ||||
ЧИСЛО СМЕННЫХ ЗУБЧАТЫХ КОЛЕС I/J ПРИ РЕЗЬБОНАРЕЗАНИИ
В ЗАВИСИМОСТИ ОТ KРАЗВ ДЛЯ СТАНКА 1Б225-6К
kнар | Число зубьев сменных зубчатых колес i/j | kнар | Число зубьев сменных зубчатых колес i/j |
0,07 | 58/48 | 0,36 | 48/58 |
0,14 | 56/50 | 0,41 | 46/60 |
0,20 | 54/52 | 0,45 | 44/62 |
0,26 | 52/54 | 0,49 | 42/64 |
0,31 | 50/56 |
ЧИСЛО ЗУБЬЕВ СМЕННЫХ ЗУБЧАТЫХ КОЛЕС S/T ПРИ РЕЗЬБОНАРЕЗАНИИ
И P/Z ПРИ СВИНЧИВАНИИ В ЗАВИСИМОСТИ ОТ  (НАРЕЗАНИЕ
(НАРЕЗАНИЕ
ЛЕВОЙ РЕЗЬБЫ) СТАНКОВ 1А240; 1А240-6; КА-103; КА-106; КА-107
p/z | s/t | ||
0,11 | 0,14 | 60/49 | 47/45 |
0,14 | 0,18 | 61/48 | 45/47 |
0,18 | 0,29 | 62/47 | 41/51 |
0,32 | 0,39 | 65/44 | 35/57 |
0,48 | 0,54 | 68/41 | 30/62 |
ЧИСЛО ЗУБЬЕВ СМЕННЫХ ЗУБЧАТЫХ КОЛЕС I/J ПРИ РЕЗЬБОНАРЕЗАНИИ
В ЗАВИСИМОСТИ ОТ KНАР ДЛЯ СТАНКОВ 1Б290
kнар | 1Б290-4К | 1Б290-6К 1Б290-8К | kнар | 1Б290-4К | 1Б290-6К 1Б290-8К |
0,02 | - | 77/49 | 0,38 | - | 63/63 |
0,06 | 69/57 | - | 0,40 | 55/71 | - |
0,08 | - | 75/51 | 0,41 | - | 61/65 |
0,11 | 67/59 | - | 0,43 | 53/73 | - |
0,14 | - | 73/53 | 0,45 | - | 59/67 |
0,17 | 65/61 | - | 0,47 | 51/75 | - |
0,19 | - | 71/55 | 0,48 | - | 57/69 |
0,22 | 63/63 | - | 0,50 | 49/77 | - |
0,24 | - | 69/57 | 0,52 | - | 55/71 |
0,27 | 61/65 | - | 0,54 | 47/79 | - |
0,29 | - | 67/59 | 0,55 | - | 53/73 |
0,31 | 59/67 | - | 0,57 | 45/81 | - |
0,36 | 57/69 | 65/61 | 0,58 | - | 51/75 |
0,60 | 43/83 | 49/77 |
ВЫБОР ЧИСЛА ЗУБЬЕВ СМЕННЫХ ЗУБЧАТЫХ КОЛЕС R/L В ЗАВИСИМОСТИ
ОТ I/J, KНАР И KСВИНЧ СТАНКА 1Б265-6К (ПРИ НАРЕЗАНИИ
ПРАВОЙ РЕЗЬБЫ)
kнар | i/j | R/l при свинчивании | ||||||
72/22 | 71/23 | 70/24 | 69/25 | 68/26 | 67/27 | 65/29 | ||
kсвинч | ||||||||
0,60 | 42/72 | 0,80 | 0,70 | 0,60 | 0,52 | - | - | - |
0,53 | 46/68 | - | 0,97 | 0,86 | 0,76 | 0,67 | 0,58 | - |
0,48 | 49/65 | - | - | - | 0,96 | 0,86 | 0,76 | 0,59 |
0,42 | 52/62 | - | - | - | - | - | 0,95 | 0,76 |
0,38 | 54/60 | - | - | - | - | - | - | 0,90 |
0,33 | 56/58 | - | - | - | - | - | - | - |
0,28 | 58/56 | - | - | - | - | - | - | - |
0,23 | 60/54 | - | - | - | - | - | - | - |
0,17 | 62/52 | - | - | - | - | - | - | - |
0,11 | 64/50 | - | - | - | - | - | - | - |
kнар | i/j | R/l при свинчивании | |||||
63/31 | 61/33 | 59/35 | 57/37 | 55/39 | 53/41 | ||
kсвинч | |||||||
0,60 | 42/72 | - | - | - | - | - | - |
0,53 | 46/68 | - | - | - | - | - | |
0,48 | 49/65 | - | - | - | - | - | - |
0,42 | 52/62 | 0,60 | - | - | - | - | - |
0,38 | 54/60 | 0,72 | 0,57 | - | - | - | - |
0,33 | 56/58 | 0,84 | 0,68 | 0,55 | - | - | - |
0,28 | 58/56 | 0,98 | 0,80 | 0,64 | 0,50 | 0,39 | - |
0,23 | 60/54 | - | 0,93 | 0,76 | 0,61 | 0,48 | 0,35 |
0,17 | 62/52 | - | - | 0,89 | 0,73 | 0,58 | 0,45 |
0,11 | 64/50 | - | - | - | 0,85 | 0,70 | 0,56 |
ЧИСЛО ЗУБЬЕВ СМЕННЫХ ЗУБЧАТЫХ КОЛЕС I/J ПРИ РЕЗЬБОНАРЕЗАНИИ
В ЗАВИСИМОСТИ ОТ KНАР ДЛЯ СТАНКОВ 1Б265
kнар | 1Б265-6К | 1Б265-8К | kнар | 1Б265-6К | 1Б265-8К |
0,11 | 64/50 | - | 0,42 | 52/62 | 50/64 |
0,18 | - | 60/54 | 0,44 | - | 49/65 |
0,21 | - | 59/55 | 0,46 | - | 48/66 |
0,23 | 60/54 | - | 0,48 | 49/65 | - |
0,24 | - | 58/56 | 0,49 | - | 47/67 |
0,25 | - | 57/57 | 0,50 | - | 46/68 |
0,28 | 58/56 | 56/58 | 0,52 | - | 45/69 |
0,31 | - | 55/59 | 0,53 | 46/68 | - |
0,33 | 56/58 | 54/60 | 0,54 | - | 44/70 |
0,36 | - | 53/61 | 0,55 | - | 43/71 |
0,38 | 54/60 | 52/62 | 0,57 | - | 42/72 |
0,40 | - | 51/63 | 0,60 | 42/72 | - |
ВЫБОР ЧИСЛА ЗУБЬЕВ СМЕННЫХ ЗУБЧАТЫХ КОЛЕС R/L В ЗАВИСИМОСТИ
ОТ I/J, KНАР И KСВИНЧ СТАНКА 1Б290-6К (ПРИ НАРЕЗАНИИ
ПРАВОЙ РЕЗЬБЫ)
kнар | i/j | R/l при свинчивании | |||||||
79/32 | 77/34 | 75/36 | 73/38 | 70/41 | 68/43 | 66/45 | 64/47 | ||
0,60 | 49/77 | 0,36 | 0,25 | 0,15 | 0,06 | - | - | - | - |
0,58 | 51/75 | 0,45 | 0,34 | 0,22 | 0,13 | - | - | - | - |
0,55 | 53/73 | 0,56 | 0,42 | 0,32 | 0,21 | 0,08 | - | - | - |
0,52 | 55/71 | 0,66 | 0,52 | 0,40 | 0,30 | 0,15 | 0,07 | - | - |
0,48 | 57/69 | 0,77 | 0,63 | 0,50 | 0,38 | 0,23 | 0,14 | 0,06 | - |
0,45 | 59/67 | - | 0,73 | 0,60 | 0,46 | 0,30 | 0,20 | 0,12 | 0,04 |
0,41 | 61/65 | - | - | 0,70 | 0,56 | 0,39 | 0,29 | 0,20 | 0,10 |
0,38 | 63/63 | - | - | - | 0,68 | 0,48 | 0,37 | 0,27 | 0,18 |
0,36 | 65/61 | - | - | - | - | 0,58 | 0,47 | 0,36 | 0,26 |
0,29 | 67/59 | - | - | - | - | 0,68 | 0,56 | 0,44 | 0,34 |
0,24 | 69/57 | - | - | - | - | - | 0,66 | 0,54 | 0,43 |
0,19 | 71/55 | - | - | - | - | - | - | 0,64 | 0,53 |
0,14 | 73/53 | - | - | - | - | - | - | - | 0,63 |
0,08 | 75/51 | - | - | - | - | - | - | - | 0,74 |
0,02 | 77/49 | - | - | - | - | - | - | - | - |
kнар | i/j | R/l при свинчивании | |||||||
62/49 | 60/51 | 58/53 | 56/55 | 54/57 | 52/59 | 50/61 | 48/63 | ||
0,60 | 49/77 | - | - | - | - | - | - | - | - |
0,58 | 51/75 | - | - | - | - | - | - | - | - |
0,55 | 53/73 | - | - | - | - | - | - | - | - |
0,52 | 55/71 | - | - | - | - | - | - | - | - |
0,48 | 57/69 | - | - | - | - | - | - | - | - |
0,45 | 59/67 | - | - | - | - | - | - | - | - |
0,41 | 61/65 | 0,03 | - | - | - | - | - | - | - |
0,38 | 63/63 | 0,10 | 0,02 | - | - | - | - | - | - |
0,36 | 65/61 | 0,18 | 0,09 | - | - | - | - | - | - |
0,29 | 67/59 | 0,25 | 0,15 | 0,08 | - | - | - | - | - |
0,24 | 69/57 | 0,33 | 0,24 | 0,15 | 0,07 | - | - | - | - |
0,19 | 71/55 | 0,42 | 0,32 | 0,23 | 0,14 | 0,06 | - | - | - |
0,14 | 73/53 | 0,52 | 0,41 | 0,31 | 0,22 | 0,14 | 0,06 | - | |
0,08 | 75/51 | 0,62 | 0,50 | 0,40 | 0,30 | 0,22 | 0,13 | 0,05 | - |
0,02 | 77/49 | 0,75 | 0,63 | 0,51 | 0,41 | 0,32 | 0,22 | 0,13 | 0,05 |
УСТРОЙСТВ С НЕЗАВИСИМОЙ ПОДАЧЕЙ
ПЕРЕДАТОЧНЫЕ ОТНОШЕНИЯ РЫЧАГОВ ПРИВОДА IПР УСТРОЙСТВ
С НЕЗАВИСИМОЙ ПОДАЧЕЙ ДЛЯ СТАНКОВ РЯДА 1Б240
Номер | Значение iпр для станков | ||
дорожки на барабане | позиции | 1Б240-6К | 1Б240-8К |
1 | III | 1,52 - 2,5 | - |
IV | - | 2,0 - 2,8 | |
2 | VI | 1,52 - 2,5 | - |
VII | - | 2,0 - 2,8 | |
3 | V | 2,0 - 2,75 | - |
VI | - | 2,0 - 2,7 | |
4 | IV | 2,0 - 2,75 | - |
V | - | 2,0 - 2,7 | |
С НЕЗАВИСИМОЙ ПОДАЧЕЙ ДЛЯ СТАНКОВ РЯДОВ 1Б265 И 1Б290
Номер | Значение iпр для станков | ||||
дорожки на барабане | позиции | 1Б265-6К | 1Б265-8К | 1Б290-6К | 1Б290-8К |
1 | III | 1,25 - 2,4 | - | -- | - |
IV | - | 1,2 - 1,85 | 1,1 - 2,3 | - | |
V | - | - | - | 1,0 - 2,0 | |
2 | IV | 1,25 - 2,3 | - | - | - |
V | - | 1,2 - 2,0 | - | - | |
VI | - | - | 1,3 - 2,8 | - | |
VII | - | - | - | 1,0 - 2,2 | |
3 | V | - | - | 1,2 - 2,6 | - |
VI | 1,25 - 2,4 | - | - | 1,0 - 2,0 | |
VII | - | 1,3 - 2,2 | - | - | |
4 | III | - | - | 1,4 - 2,7 | - |
IV | - | - | - | 1,0 - 2,0 | |
V | 1,25 - 2,3 | - | - | - | |
VI | - | 1,2 - 2,0 | - | - | |
Примечание. Для станков 1Б290-4К при дорожках N 1, 2 и позициях III, IV iпр = 0,9 - 2,2.
ПО ПИКОВОЙ НАГРУЗКЕ И НА НАГРЕВ
Для проведения проверки электродвигателя по пиковой нагрузке и на нагрев предварительно необходимо построить хронометрическую карту расхода мощности (рис. 1). По оси ординат строится шкала мощности, а по оси абсцисс - шкала времени tм. Расход мощности для каждого из инструментов происходит на длине резания Lрез, поэтому рассчитывается время резания каждым инструментом наладки умножением tм на  По оси ординат откладывают величины мощности, затрачиваемые на резание первым инструментом; от полученной точки - вторым и т.д. Через полученные точки проводят горизонтальные прямые.
По оси ординат откладывают величины мощности, затрачиваемые на резание первым инструментом; от полученной точки - вторым и т.д. Через полученные точки проводят горизонтальные прямые.
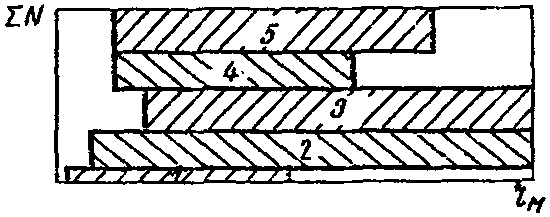
Рис. 1. Хронокарта мощности
Далее приступают к откладыванию времени работы инструментов. Если инструмент заканчивает работу в конце цикла, то время резания tр откладывается от точки tм влево. Если инструмент заканчивает работу раньше, то время tр откладывается с соответствующим смещением. Полученные прямоугольники обозначаются соответствующим номером инструмента.
После построения хронокарты целесообразно построить гистограмму загрузки станка (позиции, шпинделя) по мощности (рис. 2). Для этого производят суммирование мощности в зависимости от времени обработки детали. Гистограмма разбивается на участки, мощность на которых примерно одинакова. По каждому участку для дальнейших расчетов принимается наибольшая мощность. Наибольшее значение суммарной мощности за цикл Nпик.

Рис. 2. Гистограмма загрузки по мощности
Проверка по пиковой нагрузке Nпик =< Nэф · Kn, где Nэф - эффективная мощность электродвигателя, кВт; Kп - допустимый коэффициент перегрузки.
Время работы при пиковой нагрузке t, мин. | До 2 | 2,2 - 3 | 3,1 - 5 |
Kп | 2 | 1,75 | 1,5 |
Проверка по пиковой нагрузке является необходимой, но недостаточной. В случае выполнения неравенства * проводится проверка по нагреву электродвигателя. Для этого определяют эквивалентную мощность по формуле
где:
K1 и K2 - коэффициенты, зависящие от условий пуска электродвигателя; tм - машинное время; tвсп - вспомогательное время операции; при tм > 2 мин. K1 = K2 = 0; при tм < 2 мин. значения K1 и K2 даны в таблице.
Условия остановки электродвигателя | K1 | K2 |
Не выключается | 0 | 1 |
Останавливается без торможения или с механическим тормозом | 0,05 | 0,45 |
Останавливается переключением на постоянный ток | 0,1 | 0,45 |
Останавливается противовключением | 0,2 | 0,45 |
Мощность электродвигателя достаточная, если
Nэкв =< Nэф
Если суммарная мощность резания в результате указанной проверки по Nпик и Nэкв больше, чем это допустимо по приводу станка, следует изменить наладку или перейти на другой, более мощный станок. Если это невозможно, следует снизить скорости резания инструментов.