СПРАВКА
Источник публикации
М., НИИ труда, 1978
Примечание к документу
Взамен соответствующих разделов общемашиностроительных нормативов на шлифовальные и доводочные работы, выпущенных в 1959 - 1967 гг.
Название документа
"Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 3. Протяжные, шлифовальные и доводочные станки. Издание третье"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 3. Протяжные, шлифовальные и доводочные станки. Издание третье"
(утв. Госкомтрудом СССР)
Содержание
Карта 10. Стойкость протяжек. Стали V группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6Л15 Работа с охлаждением. Протяжки, перетачиваемые по передней грани
Карта 12. Стойкость протяжек. Чугуны VII группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5. Протяжки, перетачиваемые по передней грани
Карта 2. Поправочный коэффициент Kж на минутную поперечную подачу в зависимости от точности и жесткости станков
Карта 21. Режимы резания (ручная подача). Плоское шлифование периферией круга на станках с круглым столом
Карта 27. Режимы резания. Плоское шлифование торцом круга на вертикальных двушпиндельных станках с круглым столом
Карта 32. Режимы резания. Шлифование резьбы однониточным кругом на станках с ручной подачей по лимбу
Утверждены
Государственным комитетом Совета
Министров СССР по вопросам труда
и заработной платы
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ
РЕЖИМОВ РЕЗАНИЯ ДЛЯ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
РАБОТ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ЧАСТЬ 3
ПРОТЯЖНЫЕ, ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ СТАНКИ
ИЗДАНИЕ ТРЕТЬЕ
Сборник содержит нормативы режимов резания, необходимые при расчете технически обоснованных норм времени на работы, выполняемые на протяжных, шлифовальных и доводочных станках.
Нормативы режимов резания подготовлены Челябинским политехническим институтом им. Ленинского Комсомола совместно с Челябинским конструкторско-технологическим институтом автоматизации и механизации машиностроения и Челябинским тракторным заводом при участии нормативно-исследовательских организаций предприятий машиностроения под методическим руководством Центрального бюро нормативов по труду.
Настоящий сборник является третьим изданием и составлен на основе ранее изданных сборников: "Общемашиностроительные нормативы режимов резания и времени для технического нормирования работ на протяжных станках" (НИИ труда, 1969 г.) и "Общемашиностроительные нормативы режимов резания для технического нормирования работ на шлифовальных и доводочных станках" (НИИ труда, 1967 г.). При этом были учтены редакционные замечания предприятий и новые ГОСТы на протяжки, абразивные инструменты и обозначения в чертежах.
Издание рассчитано на технологов и нормировщиков, а также других инженерно-технических работников, занятых расчетом технически обоснованных норм времени на станочную обработку деталей в механических цехах.
Нормативы рекомендованы ЦБНТ для применения в машиностроении и в металлообработке.
Общемашиностроительные нормативы режимов резания являются частью комплекса нормативных материалов, предназначенных для расчета технически обоснованных норм времени на работы, выполняемые на металлорежущих станках.
В полный комплекс нормативных материалов, кроме настоящего сборника, входят "Общемашиностроительные нормативы вспомогательного времени на обслуживание рабочего места и подготовительно-заключительного" (разработаны по каждому типу производства); "Методика и нормативы времени для нормирования многостаночных работ на металлорежущих станках" (для тех сборников вспомогательного времени, где не отражено многостаночное обслуживание).
Общемашиностроительные нормативы режимов резания имеют единые исходные данные для всех типов производства.
Общемашиностроительные нормативы режимов резания состоят из трех сборников:
Часть 1 содержит нормативы режимов резания для нормирования работ, выполняемых на токарных, карусельных, токарно-револьверных, алмазно-расточных, сверлильных, строгальных, долбежных и фрезерных станках ("Машиностроение", 1974 г.).
Часть 2 содержит нормативы режимов резания для нормирования работ, выполняемых на зуборезных, горизонтально-расточных, резьбонакатных и отрезных станках ("Машиностроение", 1974 г.).
Часть 3 содержит нормативы режимов резания для нормирования работ, выполняемых на протяжных, шлифовальных и доводочных станках (НИИ труда, 1977 г.).
Сборник содержит нормативы режимов резания на протяжных, шлифовальных и отделочных станках и необходимые исходные данные для определения основного (технологического) времени <*>.
--------------------------------
<*> При расчетах норм штучного времени, кроме настоящих нормативов резания, применяются общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ в массовом, крупносерийном и серийном типах производств (издания 1963 - 1974 гг.).
При разработке нормативов были использованы результаты последних научно-исследовательских работ, проведенных институтами (Челябинским политехническим институтом, КТИАМом, ЦНИИТМАШем, ВНИИАШем, МАМИ, НИИТАвтопромом и др.) и заводскими лабораториями (ЧТЗ, ВАЗ, ЗЛК, ГАЗ, ЗИЛ и др.) по исследованию отдельных технологических факторов на шлифуемость, точность и качество обработанной поверхности.
Были использованы ранее изданные общемашиностроительные нормативы (НИБТН, НИИТАвтопром), а также заводские нормативы отдельных ведущих предприятий (ЧТЗ, ЗЛК и др.). Кроме этого, при разработке нормативов были использованы материалы наблюдений за фактическими режимами резания, выполненные в производственных условиях на предприятиях в разных отраслях машиностроения.
Настоящий сборник должен применяться при расчете технически обоснованных норм времени взамен соответствующих разделов общемашиностроительных нормативов на шлифовальные и доводочные работы, выпущенных в 1959 - 1967 гг.
При составлении сборника были учтены предложения предприятий по уточнению и дополнению нормативов в результате применения общемашиностроительных нормативов, выпущенных ранее. Сборник значительно расширен по номенклатуре шлифовальных, доводочных и зубохонинговальных работ и охвату технологических факторов. Приведенные в сборнике нормативы апробированы на предприятиях разных отраслей промышленности.
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ
ДЛЯ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ РАБОТ НА ПРОТЯЖНЫХ СТАНКАХ
(Массовое, крупносерийное, серийное, мелкосерийное
и единичное производство)
t - шаг зубьев протяжки, мм;
tо - шаг черновых зубьев протяжки, мм;
tк - шаг чистовых и калибрующих зубьев протяжки, мм;
z - общее число зубьев протяжки;
zс - число зубьев в секции;
Zр - число зубьев, одновременно участвующих в работе;
zч - число чистовых зубьев протяжки;
zк - число калибрующих зубьев протяжки;
zо - число черновых зубьев протяжки;
iо - число черновых секций;
L - общая длина протяжки, мм;
Lр - длина режущей части протяжки, мм;
lр - суммарная длина режущих кромок зубьев, одновременно участвующих в работе, мм;
lп - длина рабочей части протяжки, мм;
lз.н - длина задней направляющей, мм;
lз.х - длина заднего хвостовика, мм;
l1 - длина протяжки до первого зуба, мм;
hз - износ по задней грани протяжки, мм;
Bш - ширина шлица или шпоночной протяжки, мм;
n - число шлицев;
dо - диаметр отверстия до протягивания, мм;
D - диаметр отверстия после протягивания, мм;
h - глубина профиля стружечной канавки, мм;
B - рабочая ширина плоской протяжки, мм;
Dоп - диаметр опасного сечения протяжки, мм;
l - длина протягиваемой поверхности, мм;
Aо - припуск на черновые зубья, мм;
Aч - припуск на чистовые зубья, мм;
A - припуск на протягивание, мм;
Ar - припуск на радиус, мм;
Ad - припуск на диаметр, мм.
S - подача (толщина среза) на зуб на одну сторону, мм;
Sо - подача черновых зубьев на одну сторону, мм;
Sч - подача чистовых зубьев на одну сторону, мм;
v - скорость резания, м/мин.;
Tмн - нормативная стойкость, м;
Tм - табличная стойкость протяжки, м;
P - осевая сила резания, действующая на протяжку, кгс;
Pо - наибольшая допускаемая прочностью протяжки осевая сила резания, кгс;
qо - удельная осевая сила резания, приходящаяся на 1 мм длины режущей кромки, кгс/мм;
Nр - мощность, потребная на резание, квт;
nд - количество протянутых деталей между переточками протяжки, шт.;
СОЖ - смазывающе-охлаждающие жидкости;
K - коэффициент помещаемости стружки в канавке зубьев протяжки (Kфакт - фактический, Kдоп - допустимый).
Nдв - мощность электродвигателя, квт;
vо.х - скорость обратного хода протяжки, м/мин.;
Q - тяговое усилие станка, кгс;
vд - скорость резания, допускаемая мощностью электродвигателя, м/мин.;
K1 - коэффициент, учитывающий соотношение между скоростью рабочего и обратного хода;
Bп - шаг между комплектами протяжек, закрепленных на конвейере, мм;
Bд - расстояние между деталями, закрепленными в приспособлениях на конвейере станка, мм;
l2 - длина комплекта протяжек, закрепленных на колодке, мм.
Tо - основное (технологическое) время, мин.;
lр.х - длина рабочего хода протяжки, мм;
lдоп - длина перебега протяжки, мм;
q - количество одновременно обрабатываемых деталей, шт.
ПРОТЯГИВАЕМЫХ ПОВЕРХНОСТЕЙ
Настоящие нормативы режимов резания охватывают обработку наиболее распространенных в машиностроении конструкционных, углеродистых и легированных сталей, серых, ковких и антифрикционных чугунов, бронз, латуней, алюминиевых сплавов и жаропрочных материалов. Все материалы, кроме жаропрочных, объединены в группы обрабатываемости по стойкости. Группы обрабатываемости приведены в карте 1. Марки жаропрочных материалов приведены ниже.
Поверхности деталей, подлежащие обработке протягиванием, в зависимости от предъявляемых к ним технических требований, сгруппированы в группы качества, приведенные в карте 2.
Признаками принадлежности протягиваемых поверхностей к той или иной группе качества являются классы точности или классы шероховатости поверхности или сочетание этих показателей. При определении группы качества протягиваемой поверхности при одновременной обработке ряда поверхностей одной детали с различными классами шероховатости поверхности и точности следует ориентироваться на ту поверхность, к которой предъявляются наиболее высокие требования.
Нормативами предусматривается применение протяжек из быстрорежущей стали марок Р18, Р9 и Р6М5.
В условиях массового и крупносерийного производства протяжки рекомендуется изготавливать из сталей марок Р18, Р9 и Р6М5, идущих для обработки всех материалов всех групп качества. Исключение составляют многошлицевые протяжки с остроугольным и эвольвентным профилем, а также сложнофасонные, для которых применение стали марки Р9 нецелесообразно из-за плохой ее шлифуемости. Поэтому такие протяжки рекомендуется изготавливать из стали марок Р18 и Р6М5.
Для обработки нержавеющих сталей, высокопрочных сталей, жаропрочных материалов и конструкционных сталей повышенной твердости HRC 30 - 50 (стали IV и V групп обрабатываемости) наряду с протяжками из стали Р18 применяются протяжки из сталей марок более эффективных - Р9Ф5, Р14Ф4, Р10К5Ф5, Р9М4К8 и Р6М5К5 по ГОСТУ 19265-73 и сталь марки Р8МЗК6С по ТУ-14-1-404-72.
Протяжки несложных профилей для мелкосерийного и единичного производства могут изготавливаться из стали марки ХВГ.
Для протягивания сложных и точных поверхностей 1-й и 2-й групп качества целесообразнее применять протяжки из сталей марок Р18 и Р6М5 и других, более эффективных.
Рекомендуемая геометрия режущей части приведена в карте 3.
На ряде предприятий (Волжский автомобильный завод, Московский завод малолитражных автомобилей, Брянский и Горьковский автозаводы и др.) для протягивания деталей из чугуна и легких сплавов с успехом применяются протяжки, оснащенные твердыми сплавами марок ВК8, ВК6М и др.
Стойкость твердосплавленных протяжек в десятки раз выше стойкости протяжек из быстрорежущей стали марки Р18.
Для внутреннего протягивания рекомендуется применение тестированных круглых протяжек по ГОСТ 20364-74 и ГОСТ 20364-74, нормализованных шлицевых прямобочных и эвольвентных по нормалям машиностроения МН4250-Н-МН4255-62, МН4262-МН4267-62, МН5513-МН5517-64 <*> и специальных.
--------------------------------
<*> Указанные нормализованные протяжки предназначены для обработки углеродистых и легированных сталей твердостью HB 198 - 229 (I группа обрабатываемости) и чугуна твердостью HB <= 180 (VI группа обрабатываемости). Они могут применяться и для обработки материалов других групп обрабатываемости.
При использовании гостированных круглых протяжек возможно получение поверхностей 2-й группы качества и грубее. Для получения более высокого класса шероховатости поверхности (8 - 10) необходимо применять комбинированные протяжки, оснащенные выглаживающим блоком или кольцами из твердого сплава марок ВК8, ВК6М и др.
Комбинированные круглые протяжки, оснащенные блоком или кольцами из твердого сплава, позволяют не только повысить стойкость режущей части протяжки, но и уменьшить шероховатость обработанной поверхности до восьмого - десятого класса по ГОСТ 2789-73, повысить геометрическую точность отверстий на 30 - 50%, повысить износостойкость детали. Сам выглаживающий блок обладает стойкостью, в десятки раз превосходящей стойкость режущей части.
Для протяжек различных схем резания приведены поправочные коэффициенты на стойкость (карта 23). Шпоночные протяжки рекомендуется применять гостированные по ГОСТ 18217 - 18220-72 и специальные.
Для наружного протягивания рекомендуется применение протяжек с трапецеидальной схемой резания и переменного резания.
Режимы резания рассчитаны на работу правильно сконструированным протяжным инструментом и изготовленным в соответствии с техническими требованиями ГОСТов 9126-76, 7943-63, 6767-63.
Доводка задних граней зубьев по методу Челябинского тракторного завода увеличивает стойкость протяжек за счет повышения качества поверхности задних граней и более точного выполнения перепада размеров чистовых зубьев. Для повышения суммарной стойкости протяжек путем увеличения числа переточек ряд заводов применяет запасные калибрующие зубья, предложенные и внедренные Горьковским автозаводом.
Протягивание сталей без применения смазывающе-охлаждающих жидкостей (СОЖ) практически невозможно. Наибольшая эффективность от применения СОЖ методом полива получается при подаче ее с двух сторон - на входе и выходе протяжки, а также при кольцевых трубках, подающих СОЖ по всему периметру зубьев протяжки. При протягивании глубоких отверстий целесообразно подводить СОЖ через тело протяжки.
Лучшие результаты по снижению усилия и повышению стойкости протяжек дают чистые и осерненные растительные масла, сульфофрезол и некоторые виды активированных эмульсий. Эмульсии обеспечивают более высокую чистоту поверхности, но при их применении несколько повышаются усилия резания и снижается стойкость протяжек по сравнению с применением масел.
При работе одной и той же протяжкой размер протянутого отверстия при охлаждении эмульсиями получается меньшим, чем при использовании масел.
При протягивании жаропрочных и кислотостойких материалов применяются активированные эмульсии с добавлением растительных масел, олеиновой кислоты и жидкого мыла.
Протягивание серого чугуна на многих заводах производится без применения СОЖ из-за сильного загрязнения системы подачи СОЖ, самой жидкости и рабочих мест.
В тех случаях, когда требования к шероховатости поверхности и размерам детали, а также сильное нагревание протяжек приводят к необходимости применения СОЖ, используются керосин в чистом виде и в смеси с сульфофрезолом и сульфофрезол.
Следует иметь в виду, что при протягивании серых чугунов с применением СОЖ размеры отверстий получаются более стабильными, но меньшими по величине по сравнению с работой всухую.
При протягивании антифрикционных чугунов применение СОЖ необходимо для улучшения выхода стружек из канавок, повышения стойкости и улучшения чистоты поверхности.
При протягивании ковких чугунов целесообразно применять сульфофрезол и его смесь с керосином.
Для обработки бронзы и латуни применяются чистые и осерненные минеральные масла, обычные и активированные эмульсии.
При протягивании алюминиевых сплавов применяются обычные и активированные эмульсии, керосин в чистом виде и в смеси с авиамаслом, а также смесь минерального и касторового масел.
Эффективность применения СОЖ резко снижается или даже исчезает полностью в случаях загрязнения, некачественного составления или нарушения установленных сроков замены или обновления смеси.
Рекомендуются следующие количества подачи СОЖ: на внутренние протяжки от 10 до 25 л в минуту, при этом чем больше диаметр или поперечные размеры профиля протяжки, тем больше должно подаваться жидкости; на наружные протяжки до 30 - 40 л в минуту.
В карте 4 приведены рекомендации по выбору скоростей резания, учитывающие особенности обрабатываемых материалов и качественные показатели протягиваемых поверхностей при работе протяжками из быстрорежущих сталей. В той же карте даны поправочные коэффициенты на скорость резания для протяжек из стали марки ХВГ.
Следует учитывать, что при протягивании отверстий в стальных деталях со скоростями, превышающими рекомендуемые, иногда наблюдается увеличение размеров отверстия.
Скорости резания, применяемые при обработке жаропрочных материалов протяжками из быстрорежущих сталей, приведены ниже.
Данный сборник режимов резания предназначен для технического нормирования работ, выполняемых на протяжных станках с диапазоном скоростей резания до 15 м/мин., имеющих наиболее распространенное применение в настоящее время. Рекомендуемые в карте 4 скорости резания являются усредненными.
В практике заводов некоторые сочетания физико-механических свойств материала, смазывающе-охлаждающих жидкостей и ряда других факторов обеспечивают требуемую группу качества при скоростях резания, превышающих приведенные в карте 4. Карты 6 - 22 позволяют определить стойкости протяжек и для более высоких скоростей резания.
Режущая часть протяжки состоит из двух основных частей. Черновая часть, снимающая максимальную долю припуска, имеет зубья с наибольшими подачами. Чистовая часть, обеспечивающая получение требуемых размера и качества поверхности, имеет зубья с меньшими, плавно уменьшающимися подачами.
1. Подача на чистовой части. В подавляющем большинстве случаев, в том числе и у гостированных круглых и нормализованных шлицевых протяжек, наибольшая величина подачи первых чистовых зубьев составляет: у внутренних протяжек - 0,02 мм/зуб.; у наружных - 0,03 мм/зуб. Наименьшая подача - 0,005 мм/зуб.
Для обеспечения требуемых качества поверхности и размера протягиваемых поверхностей, кроме определенной величины подачи, должно применяться и определенное число чистовых зубьев. Нельзя стабильно обеспечить требуемые высокие показатели качества поверхности протяжкой, чистовая часть которой не соответствует указанным условиям.
В приложении 1 приведены данные по числу зубьев и величине подач чистовых частей специальных протяжек.
Чистовая часть гостированных круглых протяжек выполнена по рекомендациям приложения 1. Конструкция чистовой части по приложению 1 такова, что толщина срезаемого слоя по всему периметру при протягивании остается одинаковой. Это обеспечивает получение шероховатости поверхности по всему периметру протянутой поверхности одного класса как у специальных, так и у гостированных протяжек.
2. Подача на черновой части. Подача черновых зубьев в основном влияет на стойкость протяжки, не оказывая прямого влияния на шероховатость протянутой поверхности. Для обеспечения наибольшей производительности и наименьшей длины протяжки подача черновых зубьев должна приниматься наибольшей с учетом ограничивающих ее величину факторов. Ими являются - стойкость и прочность протяжки, помещаемость стружки, усилие станка и такие свойства материала обрабатываемой детали, как склонность к задирам и вырывам (у мягких, вязких материалов или к сколам со стороны выходного торца (у хрупких). Будучи одним из элементов режима резания, подача является и элементом конструкции протяжки.
Настоящие нормативы предусматривают применение протяжек, имеющих подачи черновых зубьев, величина которых назначена с учетом всех указанных выше факторов. В большинстве случаев гостированные круглые и шпоночные и нормализованные шлицевые протяжки удовлетворяют этим требованиям, однако для ряда операций подача черновых зубьев их оказывается завышенной (например, если твердость материала деталей соответствует IV и V группам обрабатываемости сталей). Для определения пригодности гостированной или нормализованной протяжки (или специальной, спроектированной для других деталей) величина подачи черновых зубьев должна быть проверена по карте 5. Если подача будет превышать рекомендуемые этой картой значения, то для массового, крупносерийного и серийного производства целесообразно спроектировать новую протяжку.
Исключение составляют протяжки, предназначенные для обработки поверхностей 3-й и 4-й групп качества. В этом случае подачи черновых зубьев данными карты 5 не ограничиваются.
Приведенные в карте 5 подачи черновых зубьев обеспечивают отсутствие сколов и вырывов на деталях и стойкость протяжек, соответствующую стойкости чистовой части.
Величина оптимальной по стойкости подачи определяется по картам 6 - 23 и проверяется условием помещаемости стружки (см. приложение 2), прочностью протяжки (см. приложение 4) и усилием протягивания по паспорту станка.
В настоящих нормативах стойкость протяжек определяется в метраже обработанной поверхности до затупления протяжки по формуле:

где Tм - стойкость протяжки (суммарная длина протянутой поверхности до затупления протяжки), м;
l - длина протягиваемой поверхности, мм;
nд - количество протянутых деталей, шт.
Стойкость зависит от материала протяжки и детали, качества изготовления и термической обработки протяжек, способа разделения стружки и геометрии зубьев, скорости резания, подачи, охлаждения и технических требований к качеству протягиваемых поверхностей. С увеличением скорости резания и подачи стойкость протяжек уменьшается.
Признаками затупления протяжек в производственных условиях являются технологические критерии (ухудшение качества поверхности и изменение размера) и такие явления, как плохое отделение стружек, чрезмерное нагревание протяжки или деталей, увеличение сил резания и др. Причиной проявления технологических критериев и других указанных признаков, ограничивающих стойкость протяжек, является потеря режущих свойств зубьями вследствие округления режущих кромок и износа их по задней грани.
Поэтому при получении экспериментальным путем стойкостных зависимостей определялись износы - радиусы округления режущих лезвий и износы задних граней, которые соответствовали технологическим критериям для чистовых зубьев и другим внешним признакам, приведенным выше для черновых зубьев.
В связи с тем, что производственный персонал цехов, как правило, не производит измерения износа зубьев протяжек (ввиду большого количества кромок абсолютная величина износа мала, и для определения ее требуется тщательная очистка лезвий от наростов и налетов и использование оптических приборов с большим увеличением), износ в качестве критерия затупления в производственных условиях настоящими нормативами не предусматривается. Считается, что прекращение работы протяжек будет производиться по технологическим и другим указанным выше признакам.
Восстановление режущих свойств затупленных зубьев протяжек производится заточкой по передней и иногда по задней граням. В таблице 1 приведены величины стачивания передней грани черновых и чистовых зубьев <*>. Калибрующие зубья подвергаются лишь периодической зачистке со снятием слоя величиной 0,02 - 0,03 мм с первого из зубьев.
--------------------------------
<*> В настоящее время имеющиеся заточные станки для протяжек в подавляющем большинстве не имеют устройств, указывающих или ограничивающих величину стачиваемого слоя. Поэтому приведенные в табл. 1 величины стачивания являются несколько завышенными. Это подтверждает опыт Челябинского тракторного завода, на котором внедрение специального индикаторного прибора, показывающего толщину снятого заточкой слоя, позволило применять вдвое меньшие величины стачивания. В связи с этим увеличилось число переточек до полного износа и возросла суммарная стойкость протяжек.
Вид протяжек | Размер (диаметр или ширина), мм | Вид зубьев | |||
черновые | чистовые | ||||
Группы качества | |||||
1 и 2 | 3 и 4 | 1 и 2 | 3 и 4 | ||
Величина стачивания за переточку, мм | |||||
Цилиндрические и шлицевые | до 50 | 0,10 | 0,15 | 0,05 | 0,08 |
свыше 50 | 0,15 | 0,20 | 0,07 | 0,10 | |
Плоские | до 50 | 0,15 | 0,20 | 0,07 | 0,10 |
свыше 50 | 0,20 | 0,25 | 0,10 | 0,15 | |
Шпоночные | до 8 | 0,15 | |||
свыше 8 | 0,20 | ||||
При заточке (перешлифовке) протяжек по задним граням величина снимаемого слоя составляет 0,2 - 0,3 мм.
При условии правильного изготовления и эксплуатации протяжек обеспечивается стойкость, приведенная в картах 6 - 23.
Количество деталей, протянутых до затупления, подсчитывается по формуле:

где Tмн - нормативная стойкость протяжки в метрах протянутой поверхности с учетом всех условий (см. ниже).
Стойкости протяжек для различных групп обрабатываемости материалов в зависимости от подачи и скорости резания даны в картах 6 - 15 для протяжек, перетачиваемых только по передней грани, и картах 16 - 22 для протяжек, перетачиваемых по передней и задней граням.
Стойкость зубьев протяжек в картах указывается раздельно для чистовой и черновой частей (табл. 2).
В зависимости от величины подачи стойкость черновой части может быть выше или ниже чистовой. Стойкость протяжки в целом зависит от соотношения стойкостей ее черновой и чистовой частей <*>. Если черновая часть имеет большую стойкость, чем чистовая, стойкость протяжки в целом будет равна стойкости ее чистовой части.
--------------------------------
<*> Соотношение стойкостей черновой и чистовой частей, в свою очередь, зависит от соотношения подач черновых и чистовых зубьев.
В тех случаях, когда черновая часть имеет меньшую стойкость, чем чистовая, затупление чистовой части происходит более интенсивно и поэтому стойкость ее снижается, приближаясь к стойкости черновой части. В этих случаях стойкость протяжки в целом лимитируется стойкостью черновой части.
Наиболее выгодным является назначение такой подачи черновых зубьев, при котором черновая часть имеет такую же или несколько большую стойкость, чем чистовая часть. Такое назначение подачи черновых зубьев получило название условия равной стойкости.
На картах 6 - 22 жирной ломаной линией ограничиваются величины подачи черновых зубьев и соответствующих им стойкостей (находятся с левой стороны), которые удовлетворяют условию равной стойкости.
Приведенная в картах 6 - 22 стойкость чистовой части относится к гостированным и нормализованным протяжкам, а также к специальным, имеющим построение чистовой части, соответствующее приведенному в приложении 1. При использовании протяжек конструкции непеременного резания в карте 23 даются поправочные коэффициенты на стойкость в зависимости от схемы резания.
При использовании гостированных и нормализованных или специальных, предназначенных для обработки других деталей, протяжек надо убедиться по картам 6 - 22, удовлетворяют ли они условию равной стойкости.
Таблица 2
Протяжка из стали Р18, Р9 и Р6М5 | |||||||
1. Расчетные формулы | |||||||
Протягивание протяжками, перетачиваемыми по передней грани |  | ||||||
2. Значение Ст и показателей степени в формулах | |||||||
Обрабатываемый материал | Группа обрабатываемости | Вид зубьев | Охлаждение | Ст | n | y | |
Сталь | I | Чистовые | S до 0,025 | С охлаждением | 62 | 0,54 | 0,31 |
Черновые | S <= 0,15 | 235 | 0,67 | 0,27 | |||
S = 0,16 - 0,4 | 110 | 0,67 | 0,67 | ||||
II | Чистовые | S до 0,025 | 51 | 0,54 | 0,31 | ||
Черновые | S <= 0,15 | 158 | 0,67 | 0,27 | |||
S = 0,16 - 0,4 | 75 | 0,67 | 0,67 | ||||
III | Чистовые | S до 0,025 | 42 | 0,54 | 0,31 | ||
Черновые | S <= 0,15 | 115 | 0,67 | 0,27 | |||
S = 0,16 - 0,4 | 53 | 0,67 | 0,67 | ||||
IV | Чистовые | S до 0,025 | 25 | 0,67 | 0,4 | ||
Черновые | S <= 0,15 | 58 | 0,79 | 0,36 | |||
- | - | - | - | ||||
V | Чистовые | S до 0,025 | 12,3 | 0,67 | 0,4 | ||
Черновые | S <= 0,15 | 21,71 | 0,79 | 0,36 | |||
- | - | - | - | ||||
Чугун | VI | Чистовые | S до 0,025 | Без охлаждения | 136 | 0,49 | 0,13 |
Черновые | S <= 0,15 | 231 | 0,61 | 0,23 | |||
S = 0,16 - 0,4 | 147 | 0,61 | 0,47 | ||||
VII | Чистовые | S до 0,025 | 84 | 0,49 | 0,13 | ||
Черновые | S < 0,15 | 133 | 0,61 | 0,23 | |||
S = 0,16 - 0,4 | 86 | 0,61 | 0,47 | ||||
Бронза | VIII | Чистовые | S до 0,025 | С охлаждением | 431 | 0,49 | 0,13 |
Черновые | S <= 0,15 | 704 | 0,61 | 0,23 | |||
S = 0,16 - 0,4 | 443 | 0,61 | 0,47 | ||||
IX | Чистовые | S до 0,025 | 220 | 0,49 | 0,13 | ||
Черновые | S <= 0,15 | 339 | 0,61 | 0,23 | |||
S = 0,16 - 0,4 | 214 | 0,61 | 0,47 | ||||
Алюминиевые сплавы, медь, баббит | X | Чистовые | S до 0,025 | 128 | 0,33 | 0,21 | |
Черновые | - | 331 | 0,52 | 0,18 | |||
Протягивание протяжками, перетачиваемыми по задней грани | |||||||
Сталь | I | Чистовые | С охлаждением | 36 | 0,4 | 0,92 | |
Черновые | 282 | ||||||
II | Чистовые | 30 | |||||
Черновые | 194 | ||||||
III | Чистовые | 28 | |||||
Черновые | 147 | ||||||
IV | Чистовые | 17 | |||||
Черновые | 86 | ||||||
V | Чистовые | 9 | |||||
Черновые | 32 | ||||||
Чугун | VI | Чистовые | Без охлаждения | 39 | |||
Черновые | 240 | ||||||
VII | Чистовые | 26 | |||||
Черновые | 154 | ||||||
В тех случаях, когда при работе со скоростью резания, определенной по карте 4, условие равной стойкости не удовлетворяется, скорость резания следует уменьшить до такой величины, при которой оно будет удовлетворяться.
Если уменьшение скорости резания не допускается требованиями производительности или при ее уменьшении условие равной стойкости не может быть удовлетворено, следует спроектировать специальную протяжку с назначением такой подачи черновых зубьев, при которой удовлетворялись бы условия равной стойкости и рекомендации, приведенные в карте 5.
В настоящих нормативах не даются заранее назначенные периоды стойкости, так как факторы, определяющие их, - скорость резания и подача чистовых зубьев, - назначаются в связи с условиями стружкообразования и требованиями к точности и шероховатости протягиваемых поверхностей.
Стойкости, приведенные в картах 6 - 22, обеспечивают получение 2-й группы качества цилиндрических отверстий и наружных поверхностей простого профиля. Для других видов протягивания и групп качества в карте 23 приведены поправочные коэффициенты на стойкость. В картах 6 - 22 указаны условия, соответствующие приведенным в них стойкостям. На измененные условия работы в карте 23 даны поправочные коэффициенты.
С их учетом нормативная стойкость протяжки определяется по формуле:

где Tм - табличная стойкость, найденная по картам 6 - 22; поправочные коэффициенты обозначены в зависимости от разных факторов:
Метод определения подачи черновой части, при котором стойкости черновой и чистовой частей совпадают, получил название метода равной стойкости, а сами протяжки, рассчитанные с его помощью, - протяжек равной стойкости. К этой же категории протяжек условно относятся и те протяжки, у которых стойкость черновой части превышает стойкость чистовой. Важной особенностью последних является возможность значительного повышения производительности при протягивании. В связи с имеющимся у таких протяжек резервом стойкости по отношению к чистовой части, скорость резания для работы черновой части может быть увеличена до такой, при которой стойкости ее и чистовой части будут равными.
Протягивание деталей с различными скоростями резания при работе черновой и чистовой частей протяжки производится на станках, имеющих устройство для автоматического уменьшения скорости при вхождении в деталь переходных зубьев.
Определение скорости резания для работы черновой части тех протяжек, у которых стойкость черновой части больше, чем у чистовой, можно показать на примере обработки стальной детали, относящейся, допустим, ко 2-й группе качества и 1-й группе обрабатываемости. Скорость резания для этих условий по карте 4 составляет 8 м/мин. Отмечаем, что эта скорость резания установлена для работы чистовой части протяжки. По карте 6 находим, что условиям равной стойкости удовлетворяют подачи черновых зубьев до 0,25 мм. Однако по карте 5 рекомендуется при протягивании сталей данной группы обрабатываемости и качества с указанной скоростью резания применять подачу черновых зубьев не более 0,15 мм. Приняв эту величину подачи, по карте 6 устанавливаем, что условие равенства стойкости черновой и чистовой частей будет обеспечено при скорости резания 14 м/мин. для черновой части и 8 м/мин. - при работе чистовой части протяжки.
Примечание. При установлении стойкостей наружных протяжек следует учитывать их конструктивные особенности. Для цельных чистовых нерегулируемых протяжек стойкости устанавливаются по картам 6 - 15 и 23. Для сборных протяжек, монтируемых из отдельных секций или блоков, различных по конструкции и назначению (черновые, чистовые), стойкости устанавливаются раздельно и могут иметь разные значения для каждой части (см. карты 6 - 15 или 16 - 22).
Расчетные зависимости, принятые в нормативах для определения сил резания и мощности, потребной на резание, приведены в табл. 3. Они базируются на предложенной профессором Г.И. Грановским методике, согласно которой для расчета сил резания используются не степенные зависимости, а уравнения в виде простой алгебраической суммы. При этом вместо применявшейся ранее величины удельного давления (силы резания), приходившегося на 1 мм2 поперечного сечения срезаемого слоя, применяется величина силы резания, приходящаяся на 1 мм длины режущей кромки.
Общая зависимость для определения осевой силы резания, действующей на протяжку, выражается формулой:

где qо = 1,8 + 197 S кгс/мм - осевая сила резания, приходящаяся на 1 мм длины режущей кромки;
lр - суммарная длина режущих кромок зубьев, одновременно участвующих в работе;
 - поправочные коэффициенты на осевую силу резания в зависимости от:
- поправочные коэффициенты на осевую силу резания в зависимости от:Значения величины осевой силы резания, приходящейся на 1 мм длины режущего лезвия, в зависимости от переднего угла для различных подач принимаются по карте 24, а поправочные коэффициенты - по карте 25.
Таблица 3
Все виды протяжек | ||||
Силы резания | Вид протяжек | Расчетные формулы | qо = 1,8 + 197 S кгс/мм | |
Цилиндрические |  | |||
Шлицевые |  | |||
Шпоночные |  | |||
Наружные |  | |||
Мощность | Все |  | ||
Примечания:
1. Число одновременно участвующих в работе зубьев определяется по формуле:

Дробная часть частного отбрасывается.
2. При протягивании прерывистых поверхностей (см. рис. 1) zр подсчитывается по формуле:

где

Дробные части частных отбрасываются.
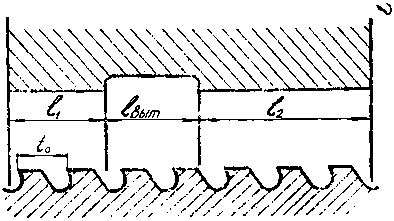
Для наклонного зуба суммарная длина режущих кромок зубьев, одновременно участвующих в работе, подсчитывается по следующей формуле:

где zс - число зубьев в секции (рис. 2).

Назначение режима резания может производиться:
1. При наличии специально спроектированной для данной операции протяжки или гостированной (круглой, шпоночной) или нормализованной (шлицевой) протяжки, подобранной конструктором и проверенной им по прочности, стойкости, помещаемости стружки в канавках и по возможности обеспечения требуемой группы качества детали.
2. Когда специальная протяжка еще не спроектирована, а возможность использования гостированной (нормализованной) или специальной протяжки, предназначенной для другой детали, конструктором не установлена. Вначале должна быть установлена возможность применения гостированной (нормализованной) протяжки по размерам детали. В этом случае одновременно с назначением режима резания производится проверка протяжки по вышеуказанным параметрам.
3. Когда специальной протяжки нет, а гостированная (нормализованная) не подходит. В этом случае одновременно с назначением режима резания производится ориентировочное определение длины протяжки, необходимой для расчета основного времени.
При установлении режимов резания во всех случаях отправным элементом является скорость резания, назначаемая в соответствии с показателями качества протягиваемых поверхностей и обрабатываемостью материала, а стойкость протяжного инструмента является функцией скорости резания.
Порядок назначения режима резания для указанных случаев дается ниже в инструктивных указаниях 1, 2, 3 по назначению режимов резания, относящихся соответственно к каждому из них.
Основное (технологическое) время обработки одной детали на протяжных станках рассчитывается по формуле:

где lр.х - длина рабочего хода, мм;
v - скорость резания, м/мин.;
q - количество одновременно обрабатываемых деталей;
K1 - коэффициент, учитывающий соотношение между скоростями рабочего и обратного хода;
i - число проходов.
Значение коэффициента K1 по типам станков см. в табл. 4.
Таблица 4
Одноплунжерные | Двухплунжерные и непрерывного действия | |
без снятия протяжки со станка | со снятием протяжки со станка вручную | |
Коэффициент K1 | ||
 | 1 | 1 |
где vо.х - скорость обратного хода протяжки, м/мин.
Длина рабочего хода lр.х (рис. 3) определяется по следующим формулам:
1. Для станков с возвратно-поступательным движением:
2. Для станков непрерывного действия с движущейся деталью:
lр.х = l + Bд + lдоп;
3. Для станков непрерывного действия с движущимися протяжками:
lр.х = l2 + Bп + lдоп;
где lп - длина рабочей части протяжки, которая определяется по формулам:
а) для протяжек, закрепляемых хвостовиком,
lп = L - l1;
б) для протяжек, закрепляемых на колодке,
lп = l2;
L - общая длина протяжки, закрепляемой хвостовиком, мм;
l1 - длина протяжки до первого зуба, мм;
l2 - длина комплекта протяжек, закрепляемых на колодке, мм;
l - длина протягиваемой поверхности, мм;
lдоп - длина перебега (принимается 30 - 50 мм для станков с возвратно-поступательным движением; 5 - 10 мм - для станков непрерывного действия);
Bд - расстояние между деталями, закрепленными в приспособлениях на конвейере станка, мм;
Bп - шаг между комплектами протяжек, закрепленных на конвейере станка, мм.
При установлении технически обоснованной нормы времени величины lп, Bп и Bд берутся по чертежам протяжек, приспособлений, наладок или по замерам.

(по назначению режимов резания при наличии специально спроектированной или стандартной протяжки) | Все виды протягивания | |||
N этапа | Последовательность определения режима резания | Источник или расчетная формула | Исходные данные для определения режима резания и их условные обозначения | |
Установление группы обрабатываемости протягиваемого материала | Марка обрабатываемого материала | |||
Установление группы качества протягиваемой поверхности | Вид протягиваемых поверхностей. Класс точности. Шероховатость поверхности | |||
3 | Установление переднего угла | Группа обрабатываемости материала | ||
4 | Назначение смазывающе-охлаждающей жидкости (СОЖ) | Группа обрабатываемости материала. Группа качества | ||
5 | Проверка возможности применения данной протяжки по тяговому усилию станка: а) определение осевой силы резания, действующей на протяжку P | Чертеж протяжки | ||
Примечание. При отсутствии величины осевой силы резания в чертеже протяжки она рассчитывается в соответствии с инструктивным указанием 2, этап 7. | ||||
P <= Q | Q - тяговое усилие станка по паспорту станка | |||
Назначение скорости резания v: а) определение скорости резания | Группа обрабатываемости материала. Группа качества. Тип производства. Материал протяжки | |||
б) уточнение найденной скорости резания по диапазону скоростей, допускаемых по паспорту станка | Паспорт станка |  | ||
v <= vд | Осевая сила, действующая на протяжку, P Мощность электродвигателя станка Nдв и коэффициент полезного действия станка | |||
Определение стойкости протяжки: а) табличной - Tм б) нормативной - Tмн |  | Группа обрабатываемости материала Подача черновых зубьев протяжки Sо, мм/зуб. Скорость резания v, м/мин. Группа качества Вид заготовки Материал протяжки Смазывающе-охлаждающая жидкость Вид протягиваемых поверхностей Схема резания Применение доводки задних граней | ||
Определение количества протянутых деталей между переточками |  | |||
Примечание. Если подача черновых зубьев протяжки меньше или равна подаче, допустимой условиями равной стойкости (значения последней в картах 6 - 22 находятся слева от жирной черты), то стойкость протяжки в целом определяется по стойкости чистовой части (см. "Стойкость протяжного инструмента").
(по назначению режимов резания с одновременным подбором протяжки по ГОСТ 20364-74, ГОСТ 20365-74, ГОСТ 18217 - ГОСТ 18220-72, по нормалям МН4250 - МН4255-62, МН4262 - МН4267-62, МН5513 - МН5517-64) | Внутреннее протягивание | ||
Специальной протяжки нет. Возможность использования гостированной (нормализованной) протяжки конструктором не установлена. Определение режима резания производится с одновременным подбором протяжки по ГОСТ 20364 - ГОСТ 20365-74, ГОСТ 18217 - ГОСТ 18220-72, по нормалям МН4250 - МН4255-62, МН4262 - МН4267-62, МН5513 - МН5517-64 <*>. | |||
N этапа | Последовательность определения режима резания | Источник или расчетная формула | Исходные данные для определения режима резания и их условные обозначения |
1 | Установление группы обрабатываемости протягиваемого материала | Марка обрабатываемого материала | |
2 | Установление группы качества протягиваемой поверхности | Вид протягиваемых поверхностей Класс точности Шероховатость поверхности | |
Примечание. Если протягиваемые поверхности относятся к I-й группе качества, то использовать гостированные и нормализованные протяжки не следует, нужно применять специальные протяжки (см. приложение 1 и инструктивные указания). | |||
3 | Подбор протяжки по размерам протягиваемого отверстия | ГОСТ 20364-74; ГОСТ 20365-74; ГОСТ 18217 - ГОСТ 18220-72; нормали машиностроения МН4250 - МН4255-62; МН4262 - МН4267-62; МН5513 - МН5517-64 | Диаметр отверстия после протягивания D или ширина паза B Класс точности или допуск Длина протягивания l Материал и твердость HB |
Примечания: 1. Если длина протягивания укладывается в пределы длин, предусмотренных указанными ГОСТами и нормалями МН, а материал детали относится к I и II группам обрабатываемости стали и VI - X группам обрабатываемости других материалов для нормализованной протяжки и к любой группе обрабатываемости, кроме V, для гостированной протяжки, то протяжка принимается, и весь дальнейший расчет выполняется в соответствии с инструктивными указаниями 1. 2. Если длина протягивания выходит за пределы длин, предусмотренных ГОСТами и нормалями, или материал детали относится к V группе обрабатываемости для гостированной протяжки и к III - V группам обрабатываемости стали для нормализованной, то необходимо проверять протяжку: а) при длине протягивания большей, чем предусмотренная ГОСТами и нормалями, - по помещаемости стружки в канавке и по прочности на разрыв (см. ниже этапы 6 и 7); б) при принадлежности материала детали к III - V группам обрабатываемости - по прочности на разрыв (см. этап 7); в) при длине протягивания меньшей, чем предусматривается ГОСТами и нормалями, - по условию одновременного участия в работе не менее 2 зубьев (см. этап 7а). | |||
4 | Установление переднего угла | Группа обрабатываемости материала | |
5 | Назначение смазывающе-охлаждающей жидкости (СОЖ) | Группа обрабатываемости материала Группа качества | |
Проверка протяжки по помещаемости стружки в канавке (выполняется лишь в тех случаях, когда длина протягивания l больше предусмотренной ГОСТом или нормалью) | ГОСТ и нормали машиностроения приведены выше - см. приложение 2. Kфакт >= Kдоп Kфакт - коэффициент помещаемости стружки в канавке, определенный для данной протяжки с помощью номограммы по приложению 2. Kдоп - допустимый коэффициент помещаемости, приведен в приложении 2. | Длина протягивания l Подача черновых зубьев Sо и глубина стружечных канавок h берутся по ГОСТу или по нормали | |
Проверка прочности протяжки на разрыв в опасном сечении: |  Дробная часть частного отбрасывается  Для круглых протяжек  | Длина протягивания l Шаг черновых зубьев tо - берется по ГОСТу или нормали Подача черновых зубьев Sо Передний угол Число зубьев в секции zс берется по ГОСТу или по нормали | |
Для шлицевых протяжек  | Группа обрабатываемости материала | ||
Для шпоночных  | Группа качества | ||
Для плоских протяжек  | Способ разделения стружки, СОЖ | ||
в) проверка осевой силы резания, действующей на протяжку согласно условию прочности протяжки | P <= Pо | Диаметр опасного сечения протяжки по впадине перед зубом Dоп - по ГОСТу или по нормали Материал протяжки Допустимое напряжение | |
8 | Проверка возможности применения протяжки по тяговому усилию станка 1 | Инструктивные указания 1, этап 5б | - |
9 | Назначение скорости резания v | Инструктивные указания 1, этап 6 | - |
10 | Определение стойкости протяжки | Инструктивные указания 1, этап 7 | - |
11 | Определение количества протянутых деталей между переточками | Инструктивные указания 1, этап 8 | - |
--------------------------------
<*> Аналогично выполняется назначение режима резания в случае использования специальной протяжки, предназначенной для другой детали.
(по назначению режимов резания с одновременным выполнением ориентировочного расчета отдельных элементов протяжки) | Все виды протягивания | ||
Специальной протяжки нет. Гостированную или нормализованную протяжку использовать нельзя. Одновременно с назначением режима резания выполняется ориентировочное определение тех элементов протяжки, которые нужны для определения норм времени. | |||
N этапа | Последовательность определения режима резания | Источник или расчетная формула | Исходные данные для определения режима резания и их условные обозначения |
1 | Установление группы обрабатываемости протягиваемого материала | ||
2 | Установление группы качества протягиваемой поверхности | ||
Выбор конструкции, типа и материала протяжки: | |||
а) выбор конструкции, типа и материала протяжки | |||
Примечание. Рекомендуется применение протяжек переменного резания, а также протяжек с трапецеидальной схемой. Число зубьев в секции ориентировочно следует принимать для черновых зубьев zс = 2. Во всех случаях протягивания материалов общего назначения применять материал протяжек - сталь марок Р18, Р9 и Р6М5. Для обработки жаропрочных материалов и сталей повышенной твердости (стали IV и V групп) желательно применять стали марок Р9Ф5, Р14Ф4, Р10К5Ф5 по ГОСТу 19265-73 и сталь марки Р8МЗК6С по ТУ-14-1-404-72. | |||
Группа качества Вид протягиваемых поверхностей (отверстие круглое, шлицевое и т.п.) | |||
Ориентировочно zк = 4 - 6 | |||
4 | Установление переднего угла | Группа обрабатываемости материала | |
5 | Назначение смазывающе-охлаждающей жидкости (СОЖ) | Группа обрабатываемости материала Группа качества | |
6 | Назначение скорости резания v, м/мин. | Группа обрабатываемости материала Группа качества Тип производства Материал протяжки | |
Определение подачи черновых зубьев, исходя из условия равной стойкости, Sо | Группа обрабатываемости материала Группа качества Скорость резания v | ||
Определение шага черновых зубьев tо |  для протяжек одинарного резания для протяжек одинарного резания для протяжек группового резания для протяжек группового резанияОкругляется до ближайшего значения шага (см. приложение 3, профили зубьев) | Длина протягивания l Тип протяжки (одинарного или группового резания) | |
9 | Определение глубины профиля стружечных канавок h: | ||
а) наибольшая глубина профилей стружечных канавок, соответствующих принятому шагу | Шаг черновых зубьев tо - см. инструктивные указания 3, этап 8 | ||
б) глубина профиля стружечных канавок, допустимая условиями жесткости протяжки | h <= 0,2 dо Округляется до ближайшего значения, имеющегося в приложении 3. | Диаметр отверстия до протягивания dо | |
Последовательность определения режима резания | Источник или расчетная формула | Исходные данные для определения режима резания и их условные обозначения | |
в) глубина профиля стружечной канавки по условию размещения стружки | Подача черновых зубьев Sо - см. инструктивные указания 3, этап 7 Длина протягивания l Допустимый коэффициент помещаемости стружки Kдоп - см. приложение 2 | ||
Примечания: 1. Глубина профиля стружечных канавок, определенная по пунктам а, б и в, принимается наименьшей. При этом, если принимается глубина из пункта а или б, то необходимо уменьшить подачу Sо, определив ее величину по условию размещения стружки, исходя из l, Kдоп и принятой h (см. приложение 2); 2. Если принимается глубина из пунктов б или в, то берется удлиненный профиль стружечной канавки, соответствующий принятой h (стружечная канавка будет выполняться "вразгон"). | |||
10 | Проверка протяжки на прочность | ||
Примечание. Если прочность протяжки не обеспечивается, то следует уменьшить осевую силу резания, действующую на протяжку путем уменьшения Sо или zр или увеличить zс. | |||
11 | Определение припуска, приходящегося на черновые зубья (на одну сторону) Aо | Aо = A - Aч | Общий припуск на протягивание (на одну сторону) A Припуск, приходящийся на чистовые зубья (на одну сторону) Aч - см, инструктивные указания 3, этап 3б |
12 | Определение числа черновых зубьев zо |  Закругляется до ближайшего большого целого числа, кратного zс | Припуск на черновые зубья (на одну сторону) Aо Подача черновых зубьев Sо Число зубьев в секции zс |
13 | Определение общего числа зубьев протяжки z | z = zо + zr + zк | Число черновых зубьев zо Число чистовых зубьев zч - см. инструктивные указания 3, этап 3б Число калибрующих зубьев zк - см. инструктивные указания 3, этап 3в |
Определение длины рабочей части протяжки lп: а) определение длины режущей части Lр б) определение длины задней направляющей lз. н | lп = L - l1 или lп = Lр + lз.н + lз.х Lр = z · tо lз.н = (0,75 - 1) l См. рис. 3 | Длина заднего хвостовика lз. х берется по нормали или по ГОСТу Общее число зубьев протяжки z Шаг зубьев протяжки tо Длина протягивания l | |
15 | Определение нормативной стойкости протяжки Tмн | Инструктивные указания 1, этап 7 | |
16 | Определение количества протянутых деталей между переточками | Инструктивные указания 1, этап 8 | |
(выполняется по инструктивным указаниям 1)
Назначение режима резания при наличии специальной протяжки.
Деталь - шестерня (массовое производство).
Операция - протягивание отверстия до размера D = 32A.
Длина протягивания l = 48-1,0 мм.
Шероховатость протянутой поверхности Ra <= 2,5 мкм.
Обрабатываемый материал - сталь 45, твердость HB 207 - 241.
Характер заготовки - горячекатанный прокат.
Предварительная обработка отверстия - зенкерование.
Инструмент - протяжка круглая переменного резания из стали Р18, специальная.
Длина рабочей части протяжки lп = 355 мм.
Наибольшая подача черновых зубьев Sо = 0,06 мм.
Шаг черновых зубьев tо = 10,5 мм.
Передний угол: на черновых и чистовых зубьях 
Число зубьев в секции zс = 2.
Осевая сила резания, действующая на протяжку Р = 3600 кгс:
Станок: горизонтально-протяжной, одноплунжерный, модель 7А510.
Скорость рабочего хода vр.х = 1,5 - 13 м/мин.
Скорость обратного хода vо.х = 25 м/мин.
Тяговое усилие станка Q = 10000 кгс.
Мощность электродвигателя Nдв = 14 квт.
Коэффициент полезного действия станка 
1. Установление группы обрабатываемости протягиваемого материала. По карте 1 сталь марки 45 твердостью HB 207 - 241 относится к I группе обрабатываемости.
2. Установление группы качества протягиваемой поверхности.
По карте 2 отверстие 2-го класса точности и 6-го класса шероховатости поверхности относится ко 2-й группе качества.
3. Установление величины переднего угла  По карте 3 для стали 1 группы обрабатываемости угол
По карте 3 для стали 1 группы обрабатываемости угол  на всех зубьях (величина угла
на всех зубьях (величина угла  по чертежу протяжки совпадает с рекомендуемой величиной, приведенной в карте 3).
по чертежу протяжки совпадает с рекомендуемой величиной, приведенной в карте 3).
на всех зубьях (величина угла 4. Выбор смазывающе-охлаждающей жидкости (СОЖ). По карте 23 для протягивания стали I группы обрабатываемости и 2-й группы качества принимаем сульфофрезол.
5. Проверка возможности применения протяжки по тяговому усилию станка. Из чертежа протяжки осевая сила резания, действующая на протяжку P = 3600 кгс. Тяговое усилие станка по паспорту Q = 10000 кгс.
Условие P < Q выполняется, протяжка принимается.
а) По карте 4 для протягивания стали I группы обрабатываемости, поверхности 2-й группы качества, протяжки из стали Р18, массовое производство, находим скорость резания v = 8 м/мин.
б) Уточняем найденную скорость резания по диапазону скоростей, допускаемых по паспорту станка. Станок модели 7А510 обеспечивает v = 8 м/мин.
в) Проверяем возможность принятия скорости резания v = 8 м/мин. по мощности электродвигателя станка.
Определяем скорость резания, допускаемую мощностью электродвигателя станка по формуле:

где значения Nдв и  берутся из паспорта станка, P - из чертежа протяжки.
берутся из паспорта станка, P - из чертежа протяжки.
Найденная скорость резания v = 8 м/мин. удовлетворяет условию v <= vд.
Принимаем v = 8 м/мин.
7. Определение стойкости протяжки. По карте 6 находим, что условие равной стойкости при скорости резания v = 8 м/мин. обеспечивается подачей черновых зубьев до Sо = 0,25 мм/зуб. на сторону.
Подача черновых зубьев по чертежу протяжки меньше (Sо = 0,06 мм/зуб.), следовательно, стойкость протяжки определяем по чистовой части. В той же карте находим, что Tм = 68 м.
Находим нормативную стойкость протяжки с учетом всех условий по формуле:

В карте 23 находим: 
Tмн = 68 · 1 · 1 · 1 · 1 · 1 · 1 = 68 м.
8. Определение количества протянутых деталей между переточками:

9. Определение основного (технологического) времени. Основное (технологическое) время обработки одной детали рассчитывается по формуле:

а) Определяем длину рабочего хода протяжки по формуле:
lр.х = lп + l + lдоп,
где lп = 355 мм,
l = 48 мм (см. исходные данные);
lдоп = 47 мм (см. табл. 4);
lр.х = 355 + 48 + 47 = 450 мм;
б) Определяем K1 - коэффициент, учитывающий соотношение скорости резания и обратного хода протяжки (см. табл. 4);

где v = 8 м/мин. (принято согласно п. 6);
vо.х = 25 м/мин. (см. исходные данные).
Поставив в формулу абсолютные значения, получим:

в) Рассчитываем основное время.
Принимаем q = 1 и i = 1.
В формулу, приведенную выше, подставляем абсолютные величины и получим:

(выполняется по инструктивным указаниям 2)
Назначение режимов резания в случае, когда специальной протяжки нет, а возможность использования гостированной протяжки конструктором не установлена. В данных условиях назначение режимов резания производится с одновременным подбором протяжки по ГОСТ 20364-74 и ГОСТ 20365-74.
Деталь - шестерня (крупносерийное производство).
Операция - протягивание отверстия до размера D = 30A3.
Длина протягивания l = 100-1,0 мм.
Шероховатость протянутой поверхности Ra <= 2,5 мкм.
Обрабатываемый материал - сталь 38ХС, твердость HB 269 - 302.
Характер заготовки - поковка.
Термообработка - закалка и отпуск.
Предварительная обработка отверстия - сверление на размер 28,9 мм.
Станок: горизонтально-протяжной, одноплунжерный, модель 7А520.
Скорость рабочего хода vр.х = 1,5 - 11 м/мин.
Скорость обратного хода vо.х = 25 м/мин.
Тяговое усилие станка Q = 20000 кгс.
Мощность электродвигателя Nдв = 20 квт.
Коэффициент полезного действия станка 
Патрон для захвата протяжки - автоматический.
Цикл работы - полуавтоматический.
1. Установление группы обрабатываемости протягиваемого материала. По карте 1 сталь марки 38ХС при HB 269 - 302 относятся к IV группе обрабатываемости.
2. Установление группы качества протягиваемой поверхности. По карте 2 отверстие 3-го класса точности и 6-го класса шероховатости поверхности относится ко 2-й группе качества.
3. Подбор протяжки. В ГОСТе 20365-74 на круглые протяжки переменного резания по размерам обрабатываемого отверстия до и после протягивания dо = 28,9 мм и D = 30 A3, длине протягивания l = 100-1 мм и заданному циклу работы (полуавтоматическому) находим протяжку 2400-0250, исполнения 2, предназначенную для обработки деталей из стали с длиной протягивания до 95 мм. Так как длина протягивания больше, чем предусмотрено ГОСТом, протяжку надо проверить на прочность и помещаемость стружки в канавках (согласно инструктивным указаниям 2).
Для выполнения этих расчетов из ГОСТа 20365-74 выбираем требуемые данные: L = 875 мм, l1 = 345 мм (таблица 1); D1 = 29,05 мм, D = 30,045 мм, Sо = 0,075 мм, zс = 2 (таблица 2); профиль стружечной канавки N 9, t = 13 мм (таблица 1); h = 5 мм (приложение 2, таблица 1); передний угол зубьев черновых  чистовых и калибрующих
чистовых и калибрующих  (приложение 1).
(приложение 1).
чистовых и калибрующих (приложение 1).4. Установление переднего угла  По карте 3 для стали IV группы обрабатываемости передние углы зубьев черновых
По карте 3 для стали IV группы обрабатываемости передние углы зубьев черновых  чистовых и калибрующих
чистовых и калибрующих  (III группа заточки). Сравнивая с ними величины передних углов гостированной протяжки, устанавливаем, что они совпадают.
(III группа заточки). Сравнивая с ними величины передних углов гостированной протяжки, устанавливаем, что они совпадают.
чистовых и калибрующих (III группа заточки). Сравнивая с ними величины передних углов гостированной протяжки, устанавливаем, что они совпадают.5. Выбор смазочно-охлаждающей жидкости (СОЖ). По карте 23 для протягивания стали IV группы обрабатываемости и 2-й группы качества принимаем жидкость СОЖ-В (сульфофрезол).
6. Проверка возможности применения протяжки по условиям помещаемости стружки в канавке. По номограмме "а" приложения 2 при Sо = 0,075 мм/зуб. на сторону, l = 100 мм и h = 5 мм устанавливаем, что Kфакт = 2,7. Приложением допускается для стали IV группы обрабатываемости Kдоп = 2,5. Протяжка удовлетворяет условию Kфакт = Kдоп, а, следовательно может быть принята по условию помещаемости стружки в канавке.
7. Проверка возможности применения протяжки по условию прочности.
а) Определяем число одновременно участвующих в работе зубьев. В соответствии с этапом 7а инструктивных указаний 2:

Отбросив дробную часть, получим zр = 8.
б) Определяем осевую силу резания, действующую на протяжку P.
В соответствии с этапом 7б инструктивных указаний 2

По карте 24 для Sо = 0,075 мм/зуб. и  находим qо = 18,8 кгс/мм. По карте 25 для стали закаленной на твердость HB 269 - 302
находим qо = 18,8 кгс/мм. По карте 25 для стали закаленной на твердость HB 269 - 302  для протяжки переменного резания
для протяжки переменного резания  для обработки деталей 2-й группы качества
для обработки деталей 2-й группы качества  для СОЖ-В (сульфофрезол) при обработке стали
для СОЖ-В (сульфофрезол) при обработке стали 
находим qо = 18,8 кгс/мм. По карте 25 для стали закаленной на твердость HB 269 - 302 для протяжки переменного резания для обработки деталей 2-й группы качества для СОЖ-В (сульфофрезол) при обработке стали Подставив в формулу числовые значения, получим:

в) Проверяем прочность протяжки на разрыв по впадине перед первым зубом. Определяем диаметр сечения по впадине перед первым зубом по приложению 4.
Dоп = D1 - 2h = 29,05 - 2 x 5 = 19,05 мм.
Для протяжки из стали Р18 диаметром 30 мм принимаем прочность на разрыв  По номограмме определяем допустимую прочностью осевую силу резания, действующую на протяжку: Pо ~= 14500 кгс. Условие прочности протяжки на разрыв в опасном сечении P <= Pо удовлетворяется, протяжка может быть принята.
По номограмме определяем допустимую прочностью осевую силу резания, действующую на протяжку: Pо ~= 14500 кгс. Условие прочности протяжки на разрыв в опасном сечении P <= Pо удовлетворяется, протяжка может быть принята.
По номограмме определяем допустимую прочностью осевую силу резания, действующую на протяжку: Pо ~= 14500 кгс. Условие прочности протяжки на разрыв в опасном сечении P <= Pо удовлетворяется, протяжка может быть принята.8. Проверка возможности применения протяжки по тяговому усилию станка. По инструктивному указанию 1, этап 5б, протяжка может быть принята, если она удовлетворяет условию P <= Q. В данном случае P = 9230 кгс, Q = 20000 кгс. Тяговое усилие станка обеспечивает возможность работы протяжкой. Протяжка принимается, поскольку она удовлетворяет всем условиям.
а) По карте 4 для протягивания стали IV группы обрабатываемости, 2-й группы качества поверхности, протяжка из стали Р18, крупносерийное производство устанавливаем v = 5 м/мин.
б) Устанавливаем возможность принятия скорости резания по диапазону скоростей, допускаемых по паспорту станка. Диапазоном скоростей для станка модели 7А520 скорость резания v = 5 м/мин. обеспечивается.
в) Проверяем возможность принятия скорости резания по мощности электродвигателя станка.
Определяем скорость резания, допускаемую мощностью электродвигателя станка (см. инструктивные указания 1, этап 6в).

где Nдв и  берем из паспорта станка. Найденная скорость v = 5 м/мин. удовлетворяет условию v <= vд. Принимаем v = 5 м/мин.
берем из паспорта станка. Найденная скорость v = 5 м/мин. удовлетворяет условию v <= vд. Принимаем v = 5 м/мин.
10. Определение стойкости протяжки. По карте 9 находим, что условие равной стойкости при v = 5 м/мин. обеспечивается при Sо до 0,075 мм/зуб., подача на протяжке Sо = 0,075 мм/зуб., следовательно, условие равной стойкости удовлетворяется и стойкость протяжки определяется по чистовой части. По карте 9 при v = 5 м/мин. находим Tм = 41 м. Определяем нормативную стойкость с учетом всех условий по формуле:

В карте 23 находим:
 (протяжка не доведена).
(протяжка не доведена).Подставив в формулу числовые значения, получим:
Tмн = 41 · 1 · 1 · 1 · 1 · 1 · 0,75 = 31 м.
11. Определение количества деталей, протягиваемых между двумя переточками протяжки, по формуле:

12. Определение основного (технологического) времени. Основное (технологическое) время обработки одной детали рассчитывается по формуле:

а) Определяем длину рабочего хода протяжки по формуле:
lр.х = lп + l + lдоп,
где lп = L - l1;
L = 875 мм;
l1 = 345 мм из ГОСТа на круглые протяжки (см. п. 1);
l = 100 мм (см. исходные данные);
lдоп = 45 мм.
lп = 875 - 345 = 530 мм;
Подставив в формулу числовые данные, находим:
lр.х = 530 + 100 + 45 = 675 мм.
б) Определяем K1 - коэффициент, учитывающий соотношение скоростей резания и обратного хода протяжки, по формуле:

где v = 5 м/мин. (см. п. 9);
vо. х = 25 м/мин.;

в) Рассчитываем основное (технологическое) время.
Принимаем q = 1, i = 1.
В формулу, приведенную выше, подставляем абсолютные величины и получаем:

(выполняется по инструктивным указаниям 3)
Назначение режимов резания в случае, когда специальной протяжки нет и невозможно использовать гостированную или нормализованную протяжку. Тогда при назначении режимов резания одновременно выполняется и ориентировочный расчет элементов протяжки.
Деталь - гильза (серийное производство).
Операция - протягивание отверстия до размера D = 19 A1 мм после термообработки без снятия окалины.
Длина протягивания l = 61 мм.
Шероховатость протянутой поверхности Ra <= 1,25 мкм
Обрабатываемый материал - сталь 45Х.
Термообработка - закалка и отпуск, твердость HB 286 - 364.
Предварительная обработка отверстия - протягивание на размер dо = 18,4 мм.
Станок горизонтально-протяжной, одноплунжерный, модель 7А510.
Скорость рабочего хода vр.х = 1,5 - 13 м/мин.
Скорость обратного хода vо.х = 25 м/мин.
Тяговое усилие станка Q = 10000 кгс.
Мощность электродвигателя Nдв = 14 квт.
Коэффициент полезного действия станка 
1. Установление группы обрабатываемости протягиваемого материала. По карте 1 сталь марки 45Х твердостью HB 286 - 364 относится к V группе обрабатываемости.
2. Установление группы качества протягиваемой поверхности. По карте 2 отверстие 1-го класса точности и 7-го класса шероховатости поверхности относится к 1-й группе качества.
3. Установление конструкции, типа и материала протяжки.
а) По инструктивному указанию 3, этап 3 принимаем конструкцию протяжки переменного резания, материал протяжки - сталь Р18, число зубьев в секции черновой части zс = 2;
б) Определяем число чистовых зубьев zч и припуск на чистовые зубья на одну сторону Aч по приложению 1. Для протягивания цилиндрического отверстия 1-й группы качества устанавливаем:
zч = 12; Aч = 0,07 мм;
в) Определяем число калибрующих зубьев zк по инструктивному указанию 3, этап 3в. Принимаем zк = 6.
4. Установление переднего угла  По карте 3 для обработки стали V группы обрабатываемости и поверхности 1-й группы качества устанавливаем: передние углы для зубьев черновых
По карте 3 для обработки стали V группы обрабатываемости и поверхности 1-й группы качества устанавливаем: передние углы для зубьев черновых  чистовых и калибрующих
чистовых и калибрующих 
чистовых и калибрующих 5. Назначение вида смазочно-охлаждающей жидкости (СОЖ). По карте 23 для обработки стали V группы обрабатываемости и поверхности 1-й группы качества устанавливаем СОЖ-К (активированная эмульсия).
6. Установление скорости резания. По карте 4 для обработки стали V группы обрабатываемости, поверхности 1-й группы качества, протяжки из стали Р18, серийное производство, устанавливаем V = 2 м/мин.
7. Определение подачи черновых зубьев Sо. По карте 10 при работе со скоростью v = 2 м/мин. находим подачу, допустимую условием равной стойкости Sо = 0,05 мм/зуб.
8. Определение шага черновых зубьев tо. Для протяжки группового резания определяем tо по формуле:

По приложению 3 находим ближайший шаг:
tо = 13 мм.
9. Определяем глубину профиля стружечной канавки h:
а) По приложению 3 находим наибольшую глубину профиля стружечной канавки, ориентируясь по шагу черновых зубьев tо = 13 мм, которая составит:
h = 5 мм;
h <= 0,2 dо; 0,2 · 18,4 = 3,68 мм.
Округляем до ближайшего значения, имеющегося в приложении 3:
h = 3,6 мм;
в) Определяем глубину профиля стружечной канавки из условия размещения стружки. По приложению 2 для стали V группы обрабатываемости устанавливаем Kдоп = 2,5. Исходя из этого значения Кдоп, l = 61 мм и Sо = 0,05 мм находим по номограмме:
h = 3,6 мм.
Сравнивая значения h из пп. а, б, в, устанавливаем, что наименьшая глубина h = 3,6 мм определяется в пп. б и в. Принимаем эту глубину. Элементы профиля стружечной канавки принимаются по профилю N 6У (канавка будет выполняться "вразгон").
10. Проверка протяжки на прочность в сечении по впадине перед первым зубом и по тяговому усилию станка:
а) Определяем число зубьев, одновременно участвующих в работе zр, по инструктивным указаниям 2, этап 7а:

Принимаем zр = 5;
б) Определяем осевую силу резания, действующую на протяжку P по инструктивным указаниям 2, этап 7б для круглых протяжек:

По карте 24 для Sо = 0,05 мм и  находим qо = 13,51 кгс/мм.
находим qо = 13,51 кгс/мм.
находим qо = 13,51 кгс/мм.По карте 25 для стали, закаленной на твердость HB 286 - 364,  для протяжек переменного резания
для протяжек переменного резания  для обработки деталей 1-й группы качества
для обработки деталей 1-й группы качества  для смазывающе-охлаждающей жидкости (СОЖ)-К (активированная эмульсия)
для смазывающе-охлаждающей жидкости (СОЖ)-К (активированная эмульсия) 
для протяжек переменного резания для обработки деталей 1-й группы качества для смазывающе-охлаждающей жидкости (СОЖ)-К (активированная эмульсия) Подставив в вышеприведенную формулу числовые данные, получим:

в) Проверяем прочность протяжки на разрыв по впадине перед первым зубом. Определяем диаметр сечения перед первым зубом по приложению 4.
Dоп = dо - 2 h = 18,4 - 2 · 3,6 = 11,2 мм.
Для протяжки из стали Р18 диаметром 19 мм принимаем:
По номограмме приложения 4 для Dоп = 11,2 мм  находим Pо ~= 3700 кгс.
находим Pо ~= 3700 кгс.
находим Pо ~= 3700 кгс.Усилие протягивания P = 2800 кгс меньше допустимого прочностью Pо = 3700 кгс, следовательно, условие P <= Pо удовлетворяется и протяжка по условию прочности в опасном сечении приемлема.
г) Устанавливаем возможность принятия протяжки по тяговому усилию станка. По инструктивному указанию 1, этап 5б возможность принятия протяжки по тяговому усилию станка обеспечивается, если P <= Q.
Дано: P = 2800 кгс, Q = 10000 кгс, следовательно, условие P <= Q удовлетворяется и протяжка принимается по всем условиям.
11. Определение припуска на черновые зубья (на одну сторону) Aо по инструктивным указаниям 3:
Aо = A - Aч,

12. Определение числа черновых зубьев z0 по инструктивным указаниям 3:

Округляя до ближайшего большего целого числа, кратного zо, получим zо = 10 зубьев.
13. Определение общего числа зубьев протяжки:
z = zо + zч + zк = 10 + 12 + 6 = 28 зубьев.
14. Определение длины рабочей части протяжки lп по инструктивным указаниям 3, этап 14:
lп = Lр + lз.н + lз.х,
Длина режущей части протяжки:
Lp = z tо = 28 · 13 = 364 мм;
Длина задней направляющей:
lз.н = (0,75 - 1) l,
Принимаем lз.н ~= l ~= 60 мм.
Задний хвостовик не делается, так как протяжка и деталь имеют небольшой вес и операция протягивания не автоматизирована. Поэтому lз. н = 0;
lп = 364 + 60 = 424 мм.
Округляем до 425 мм.
15. Определение нормативной стойкости протяжки Tмн. По карте 10 устанавливаем, что условие равной стойкости при скорости резания v = 2 м/мин. и подаче Sо = 0,05 мм/зуб. обеспечивается, поэтому стойкость протяжки определяется по чистовой части. В той же карте находим Tм = 57 м.
Находим нормативную стойкость с учетом всех условий по формуле:

В карте 23 находим значения поправочных коэффициентов:  (принят в связи с тем, что протягивание ведется по необработанной после закалки поверхности);
(принят в связи с тем, что протягивание ведется по необработанной после закалки поверхности); 
(принят в связи с тем, что протягивание ведется по необработанной после закалки поверхности); Подставив их значения в формулу, получим:
Tмн = 37 · 0,7 · 1 · 0,8 · 1 · 1 · 1 = 20,7.
16. Определение количества деталей, протягиваемых между переточками по инструктивным указаниям 1, этап 8:

17. Определение основного (технологического) времени обработки одной детали. Рассчитывается по формуле:
а) Определяем длину рабочего хода протяжки:
lр. х = lп + l + lдоп,
где lп = 425 мм (см. п. 14);
l = 61 мм (см. исходные данные);
lдоп = 39 мм;
lр.х = 425 + 61 + 39 = 525 мм.
б) Определяем K1 - коэффициент, учитывающий соотношение скоростей резания и обратного хода протяжки, по формуле:

где v = 2,0 м/мин. (см. п. 6);
vо.х = 25 м/мин. (см. исходные данные).
Тогда коэффициент

в) Рассчитываем основное время. Принимаем q = 1 и i = 1.
В формулу, приведенную выше, подставляем абсолютные величины и получим:

ОБЩЕМАШИНОСТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
Все виды протягивания | |||||||
Карта 1, лист 1 | |||||||
Сталь | Группа обрабатываемости и твердость | ||||||
Группа | Марка | I | II | III | IV | V | |
HB | |||||||
Автоматная конструкционная по ГОСТу 1414-54 | А12, А20, А30 | <= 229 | - | - | - | - | |
Углеродистая конструкционная качественная по ГОСТу 1050-74 | 10*, 15*, 20*, 25*, 30, 35, 40, 45, 50, 60, 70, 80, 60Г, 65Г, 70Г | <= 229 | - | - | - | - | |
<= 255 | 255 - 285 | 285 - 321 | 321 - 364 | - | |||
<= 229 | 229 - 255 | 255 - 385 | 285 - 321 | 321 - 364 | |||
Легированная конструкционная по ГОСТу 4543-71 | Хромистая | 15Х*, 15ХА*, 20Х*, 30Х*, 35Х*, 30ХРА*, 38ХА*, 40Х*, 45Х*, 50Х* | <= 255 | 255 - 302 | - | - | - |
<= 229 | 229 - 269 | 269 - 302 | 302 - 340 | 340 - 364 | |||
Марганцовистая | 15Г*, 20Г*, 25Г*, 30Г*, 35Г, 40Г, 45Г, 35Г2, 45Г2, 50Г2 | <= 241 | 241 - 269 | 269 - 302 | - | - | |
<= 229 | 229 - 255 | 255 - 285 | 285 - 321 | 321 - 364 | |||
Хромомарганцовая | 18ХГ*, 20ХГР*, 18ХГТ, 30ХГТ, 35ХГФ, 40ХГТР | <= 229 | 229 - 269 | 269 - 321 | 321 - 340 | 340 - 364 | |
<= 255 | 255 - 302 | 302 - 321 | - | - | |||
<= 229 | 229 - 269 | 269 - 302 | 302 - 321 | 321 - 340 | |||
ГРУППЫ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ В ЗАВИСИМОСТИ ОТ МАРКИ И ТВЕРДОСТИ | Все виды протягивания | ||||||
Карта 1, лист 2 | |||||||
Сталь | Группа обрабатываемости и твердость | ||||||
Группа | Марка | I | II | III | IV | V | |
HB | |||||||
Легированная конструкционная по ГОСТу 4543-71 | Хромокремнистая | 33ХС, 38ХС, 40ХС | - | <= 229 | 229 - 269 | 269 - 302 | 302 - 340 |
Хромомолибденовая | 15ХМ, 30ХМА, 35ХМ | <= 229 | 229 - 269 | 269 - 302 | 302 - 340 | - | |
- | <= 229 | 229 - 269 | 269 - 321 | 321 - 340 | |||
Хромованадиевая | 15ХФ, 40ХФА | <= 229 | 229 - 269 | 269 - 302 | 302 - 321 | 321 - 364 | |
- | <= 255 | 255 - 285 | 285 - 321 | 321 - 340 | |||
Хромоникелевая и хромоникелевая с бором | 12ХН2*, 12ХНЗА*, 12Х2Н4А*, 20ХН*, 20ХНР*, 20ХНЗА*, 20Х2Н4А*, 30ХНЗА, 40ХН, 45ХН, 50ХН | <= 241 | 241 - 269 | 269 - 302 | 302 - 321 | 321 - 364 | |
Хромокремнемарганцовая | 20ХГСА, 25ХГСА, 30ХГС, 35ХГСА | - | <= 229 | 229 - 269 | 269 - 321 | 321 - 340 | |
Хромомарганцовоникелевая и хромомарганцовоникелевая с бором и с титаном | 20ХГНР*, 38ХГН, 15ХГН2ТА* | <= 241 | 241 - 269 | 269 - 302 | 302 - 321 | 321 - 364 | |
<= 229 | 229 - 255 | 255 - 285 | 285 - 302 | 302 - 321 | |||
<= 229 | 229 - 269 | 269 - 302 | 302 - 321 | - | |||
Хромоникельмолибденовая | 25Х2Н4МА, 18Х2Н4МА*, 40Х2Н2МА, 38Х2Н2МА 14Х2Н3МА*, 20ХН2М, 40ХН2МА | - | - | <= 255 | 255 - 285 | 285 - 321 | |
- | <= 229 | 229 - 269 | 269 - 302 | 302 - 340 | |||
- | - | <= 255 | 255 - 269 | 269 - 321 | |||
- | - | <= 269 | 269 - 321 | 321 - 340 | |||
Хромоникельванадиевая | 20ХН4ФА | - | - | <= 255 | 255 - 285 | 285 - 321 | |
Хромоалюминиевая и хромоалюминиевая с молибденом | 38Х2Ю, 38Х2МЮА | - | - | <= 269 | 269 - 302 | 302 - 340 | |
Шарикоподшипниковая по ГОСТу 801-60 | Ш15 | - | - | - | <= 229 | - | |
Быстрорежущая по ГОСТу 19265-73 | Р18, Р9, Р6М5 | - | - | - | - | 207 - 255 | |
Примечания:
1. Отмеченные звездочкой стали с содержанием углерода до 0,25% в любом состоянии и стали с содержанием углерода больше 0,25% в отожженном состоянии, обладающие повышенной вязкостью, имеют пониженную обрабатываемость по шероховатости.
2. Жаропрочные материалы приведены ниже.
ГРУППЫ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ В ЗАВИСИМОСТИ ОТ МАРКИ И ТВЕРДОСТИ | Все виды протягивания | |||||
Карта 1, лист 3 | ||||||
Чугун, бронза, алюминиевые сплавы, медь | Группа обрабатываемости и твердость | |||||
Группа | Марка | VI | VII | VIII | IX | X |
HB | ||||||
Чугун серый по ГОСТу 1412-70 | СЧ 12-28, СЧ 15-32, СЧ 18-36, СЧ 21-40, СЧ 24-44, СЧ 28-48, СЧ 32-52, СЧ 36-56 СЧ 40-60 | <= 197 | 197 - 269 | - | - | - |
Чугун ковкий (ферритный) по ГОСТу 1215-59 | КЧ 30-6, КЧ 33-8, КЧ 35-10, КЧ 37-12 | <= 163 | - | - | - | - |
Чугун ковкий (со структурой зернистого сфероидизированного перлита) по ГОСТу 1215-59 | КЧ 40-3, КЧ 45-6 | <= 217 | - | - | - | - |
Чугун ковкий по ГОСТу 1215-59 | КЧ 50-4, КЧ 56-4 | - | 179 - 269 | - | - | - |
Чугун антифрикционный ковкий по ГОСТу 1585-70 | АКЧ-1, АКЧ-2 | 167 - 217 | - | - | - | - |
Чугун антифрикционный серый по ГОСТу 1585-70 | АСЧ-1, АСЧ-2, АСЧ-3 | 160 - 229 | - | - | - | - |
Бронза безоловянистая по ГОСТу 18175-72 | Бр. А5; Бр. А7; Бр. АЖ9-4; Бр. АЖ9-4Л; Бр. АЖН10-4-4Л; Бр. АЖМц10-3-1,5; Бр. КМц3-1; Бр. КН1-3 | - | - | 65 - 140 | 140 - 200 | - |
Бронза оловянистая по ГОСТу 5017-74 | Бр ОЦС 5-5-5; Бр. ОЦС 3-12-5; Бр. ОЦСН 3-7-5-1; Бр. ОЦС 6-6-3; Бр. ОЦС 4-4-17; Бр. ОЦС 3,5-6-5; Бр. ОЦС 4-4-2,5 | - | - | < 70 | - | - |
Бр. ОФ 6,5-0,15; Бр. ОФ 4-0,25; Бр. ОФ 6,5-1,5 | - | - | < 130 | 130 - 200 | - | |
Латуни по ГОСТу 15527-70 | ЛК 80-3, ЛА 77-2, ЛАЖ 60-1-1, ЛКС 80-3-3, ЛМцС 58-2-2, ЛМцОС 58-2-2-2, ЛС 59-1Л, Л62, Л68 Л70, ЛМц 58-2, ЛМдА 57-3-1, ЛО 62-1, ЛС 59-1 | - | - | <= 160 | - | - |
ГРУППЫ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ В ЗАВИСИМОСТИ ОТ МАРКИ И ТВЕРДОСТИ | Все виды протягивания | |||||
Карта 1, лист 4 | ||||||
Чугун, бронза, алюминиевые сплавы, медь | Группа обрабатываемости и твердость | |||||
Группа | Марка | VI | VII | VIII | IX | X |
HB | ||||||
Алюминиевые сплавы по ГОСТу 4784-74 | АЛ1, АЛ2, АЛ3, АЛ4, АЛ5, АЛ6, АЛ7, АЛ8, АЛ9, АЛ10В, АЛ11, АЛ12, АЛ13, АЛ14В, АЛ15В, АЛ16В, АЛ17В, АЛ18В, Д1, Д6, Д16, В95, АВ, АК2, АК4, АК6, АК8, АД, АД1, АМг, АМц | - | - | - | - | 50 - 100 |
Медь | М1, М2, М3 | - | - | - | - | 70 - 80 |
Все виды протягивания | |||||||||
Карта 2, лист 1 | |||||||||
 | |||||||||
Группа качества | Вид протягиваемой поверхности | ||||||||
Цилиндрические отверстия, наружные поверхности и пазы простых профилей | Шлицевые и сложнофасонные отверстия, пазы и наружные поверхности сложных профилей | ||||||||
Технические требования | |||||||||
Шероховатость по поверхности, мкм | Класс точности | Шероховатость поверхности, МКМ | Класс точности | ||||||
по d или D шлицевых отверстий и фасонных поверхностей | по боковым поверхностям шлицев и пазов | по d или D шлицевых отверстий и фасонных поверхностей | по ширине шлицев | ||||||
прямобочных | эвольвентных | остроугольных | |||||||
1 | Ra <= 1,25 и выше | Все | Ra <= 1,25 | Ra <= 2,5 | Не лимитирует | ||||
ГРУППЫ КАЧЕСТВА ПРОТЯГИВАЕМЫХ ПОВЕРХНОСТЕЙ | Все виды протягивания | |||||||
Карта 2, лист 2 | ||||||||
Группа качества | Вид протягиваемой поверхности | |||||||
Цилиндрические отверстия, наружные поверхности и пазы простых профилей | Шлицевые и сложнофасонные отверстия, пазы и наружные поверхности сложных профилей | |||||||
Технические требования | ||||||||
Шероховатость поверхности, МКМ | Класс точности | Шероховатость поверхности, МКМ | Класс точности | |||||
по d или D шлицевых отверстий и фасонных поверхностей | по боковым поверхностям шлицев и пазов | по d или D шлицевых отверстий и фасонных поверхностей | по ширине шлицев | |||||
прямобочных | эвольвентных | остроугольных | ||||||
2 | Ra <= 2,5 | 2 | Ra <= 2,5 | Rz20 | 2 | U1U3 | S3S3а | S1 |
3 | Rz20 | 3 | Rz20 | Rz40 | 3 | U2U4 | S4 | S2 |
4 | Rz40 и грубее | 4 и ниже | - | - | - | - | - | - |
Примечание. Группа качества протягиваемой поверхности определяется одним из технических требований (шероховатость поверхности класс точности) или их сочетанием. Например, шлицевое отверстие с полями допусков по AU3 (см. рис.) должно быть отнесено к 1-й группе из-за 6-го класса шероховатости по боковым поверхностям шлицевого паза, боковым поверхностям шлицевого паза.
Все виды протягивания | |||||||
Карта 3, лист 1 | |||||||
 | |||||||
Обрабатываемый материал | Группа заточки | Передний угол, град.. | |||||
черновых и переходных зубьев | чистовых и калибрующих зубьев | ||||||
форма | форма | ||||||
Стали I группы обрабатываемости и материалы X группы обрабатываемости | I | А | 20 <*> | А | 20 <*> | - | |
Стали II и III групп обрабатываемости | II | 15 <*> | 18 <*> | - | |||
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ ПРОТЯЖЕК | Все виды протягивания | ||||||
Карта 3, лист 2 | |||||||
Обрабатываемый материал | Группа заточки | Передний угол, град.. | |||||
черновых и переходных зубьев | чистовых и калибрующих зубьев | ||||||
форма | форма | ||||||
Стали IV и V групп обрабатываемости | III | А | 10 | А | 10 | - | |
Чугун ковкий VI и VII групп обрабатываемости | IV | 10 | Б | 10 | 0 - 5 | ||
Чугун серый VI и VII групп обрабатываемости, бронза, латунь VIII и IX групп обрабатываемости | V | 10 | В | 10 | 0 - 5 | ||
Тип протяжки | Группа качества протягиваемой поверхности | Задний угол | ||
черновых и переходных зубьев | чистовых зубьев | калибрующих зубьев | ||
Внутренние, нерегулируемые наружные и шпоночные | 1 - 3 | 3 | 2 | 1 |
4 | 4 | 3 | 1°30' | |
Регулируемые наружные и шпоночные | Все | 5 | 3 - 4 | 3 |
--------------------------------

Протяжки из стали Р18, Р9 и Р6М5 | Все виды протягивания | |||||||||
Карта 4, лист 1 | ||||||||||
Вид протяжек | Тип производства | Группа качества протягиваемой поверхности | Скорость резания v в м/мин. | |||||||
Обрабатываемый материал | ||||||||||
сталь | чугун и бронза | алюминиевые сплавы, медь, баббит | ||||||||
Группа обрабатываемости | ||||||||||
I | II | III | IV | V | VI, VIII, IX | VII | X | |||
Круглые, шпоночные, наружные, пазовые простого профиля | Массовое, крупносерийное, серийное | 1 | 6 | 6 | 5 | 4 | 2 | 7 | 5 | 3 |
2 | 8 | 7 | 6 | 5 | 3 | 9 | 6 | 5 | ||
3 | 10 | 9 | 8 | 6 | 3 | 12 | 8 | 7 | ||
4 | 12 | 10 | 9 | - | - | 14 | 10 | 9 | ||
Мелкосерийное и единичное | 1, 2, 3, 4 | 6 | 5 | 2 | 7 | 5 | 3 | |||
Шлицевые, сложно-фасонные внутренние и наружные и пазовые сложного профиля | Массовое, крупносерийное, серийное | 1 | 5 | 5 | 4 | 3 | 2 | 5 | 4 | 3 |
2 | 7 | 6 | 5 | 4 | 2 | 7 | 5 | 4 | ||
3 | 9 | 8 | 7 | 5 | 3 | 9 | 6 | 5 | ||
Мелкосерийное единичное | 1, 2, 3 | 5 | 4 | 2 | 5 | 4 | 3 | |||
СКОРОСТЬ РЕЗАНИЯ ПРОТЯЖКИ ИЗ СТАЛИ Р18, Р9 И Р6М5 | Все виды протягивания | |
Карта 4, лист 2 | ||
Поправочный коэффициент на скорость резания в зависимости от марки инструментальной стали | ||
Марка инструментальной стали | Р18, Р9, Р6М5 | ХВГ |
Коэффициент | 0,7 | |
Примечания:
1. Смазывающе-охлаждающие жидкости принимаются по карте 23.
2. При протягивании сталей повышенной вязкости, отмеченных звездочкой * в карте 1, в случаях появления рванин скорости резания следует снижать на 20 - 25%.
3. При работе протяжками диаметром более 100 мм скорости резания могут быть снижены на 30%.
4. Скорости резания, применяемые при обработке жаропрочных материалов, приведены ниже.
5. Рекомендуемые в карте 4 скорости резания могут быть повышены при условии обеспечения требований качества.
Протяжки, перетачиваемые по передней грани | ||||||||||||||
Карта 5 | ||||||||||||||
Скорость резания v в м/мин. | Группа обрабатываемости | |||||||||||||
I | II | III | VI | VII, VIII | IX | X | ||||||||
Группа качества протягиваемой поверхности | ||||||||||||||
I | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | |
Подача черновых зубьев Sо в мм/зуб. на сторону | ||||||||||||||
До 3 | 0,18 | 0,23 | 0,14 | 0,18 | 0,12 | 0,15 | 0,16 | 0,20 | 0,14 | 0,18 | 0,12 | 0,16 | 0,15 | 0,20 |
Свыше 3 до 6 | 0,15 | 0,19 | 0,12 | 0,15 | 0,10 | 0,12 | 0,13 | 0,17 | 0,11 | 0,15 | 0,10 | 0,13 | 0,12 | 0,17 |
Свыше 6 до 10 | 0,12 | 0,15 | 0,10 | 0,12 | 0,08 | 0,10 | 0,10 | 0,14 | 0,09 | 0,12 | 0,08 | 0,10 | 0,10 | 0,14 |
Свыше 10 до 15 | 0,10 | 0,12 | 0,08 | 0,10 | 0,06 | 0,08 | 0,08 | 0,12 | 0,07 | 0,10 | 0,06 | 0,08 | 0,08 | 0,12 |
Примечание. Подачи черновых зубьев не ограничиваются величинами, приведенными в карте 5:
2. При протягивании деталей с поверхностями 3 и 4 группы качества (подачи назначаются по картам 6 - 22).
3. При обработке шлицевыми протяжками, срезающими припуск по боковым поверхностям пазов (протяжки повторных проходов и калибровки).
Стали I группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по передней грани | |||||||||||||||
Карта 6 | ||||||||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | ||||||||||||||
0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | ||
Стойкость черновой части в м | ||||||||||||||||
1,5 | 167 | 462 | 427 | 402 | 383 | 354 | 333 | 317 | 304 | 286 | 265 | 246 | 212 | 188 | 169 | 155 |
2 | 143 | 381 | 352 | 332 | 316 | 292 | 275 | 262 | 251 | 236 | 218 | 203 | 175 | 155 | 140 | 128 |
3 | 115 | 290 | 268 | 253 | 241 | 223 | 210 | 200 | 191 | 180 | 166 | 155 | 133 | 118 | 106 | 97 |
4 | 99 | 239 | 221 | 208 | 198 | 184 | 173 | 165 | 158 | 148 | 137 | 128 | 110 | 97 | 88 | 80 |
5 | 87 | 206 | 191 | 180 | 171 | 162 | 149 | 142 | 136 | 128 | 118 | 110 | 95 | 84 | 76 | 69 |
6 | 79 | 182 | 169 | 159 | 151 | 140 | 132 | 125 | 120 | 113 | 105 | 97 | 84 | 74 | 67 | 61 |
7 | 73 | 164 | 152 | 143 | 136 | 126 | 119 | 113 | 108 | 102 | 94 | 88 | 76 | 67 | 60 | 55 |
8 | 68 | 150 | 139 | 131 | 125 | 115 | 109 | 103 | 99 | 93 | 96 | 80 | 69 | 61 | 55 | 50 |
9 | 64 | 139 | 129 | 121 | 115 | 107 | 100 | 96 | 92 | 86 | 80 | 74 | 64 | 57 | 51 | 47 |
10 | 60 | 129 | 120 | 113 | 107 | 99 | 94 | 89 | 85 | 80 | 74 | 69 | 60 | 53 | 48 | 43 |
11 | 57 | 121 | 112 | 106 | 101 | 93 | 88 | 84 | 80 | 75 | 70 | 65 | 56 | 49 | 45 | 41 |
12 | 54 | 115 | 106 | 100 | 95 | 88 | 83 | 79 | 75 | 71 | 66 | 61 | 53 | 47 | 42 | 39 |
13 | 52 | 109 | 101 | 95 | 90 | 83 | 78 | 75 | 71 | 67 | 62 | 58 | 50 | 44 | 40 | 37 |
14 | 50 | 103 | 96 | 90 | 86 | 79 | 75 | 71 | 68 | 64 | 59 | 55 | 47 | 42 | 38 | 35 |
15 | 48 | 99 | 91 | 86 | 82 | 76 | 72 | 68 | 65 | 61 | 57 | 53 | 45 | 40 | 36 | 33 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Стали II группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по передней грани | |||||||||||||||
Карта 7 | ||||||||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | ||||||||||||||
0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | ||
Стойкость черновой части в м | ||||||||||||||||
1,5 | 138 | 310 | 287 | 270 | 257 | 238 | 224 | 214 | 205 | 195 | 180 | 168 | 145 | 128 | 116 | 106 |
2 | 118 | 256 | 237 | 223 | 212 | 196 | 185 | 176 | 169 | 161 | 149 | 139 | 119 | 105 | 95 | 87 |
3 | 95 | 195 | 180 | 170 | 162 | 150 | 141 | 134 | 129 | 122 | 113 | 106 | 91 | 80 | 73 | 66 |
4 | 81 | 161 | 149 | 140 | 133 | 124 | 116 | 111 | 106 | 101 | 93 | 87 | 75 | 66 | 60 | 55 |
5 | 72 | 138 | 128 | 121 | 115 | 106 | 100 | 95 | 91 | 87 | 80 | 75 | 65 | 57 | 52 | 47 |
6 | 65 | 123 | 113 | 107 | 102 | 94 | 89 | 84 | 81 | 77 | 71 | 66 | 57 | 51 | 46 | 42 |
7 | 60 | 111 | 102 | 96 | 92 | 85 | 80 | 76 | 73 | 70 | 64 | 60 | 52 | 46 | 41 | 38 |
8 | 56 | 101 | 94 | 88 | 84 | 78 | 73 | 70 | 67 | 64 | 59 | 55 | 47 | 42 | 38 | 34 |
9 | 52 | 93 | 87 | 81 | 77 | 72 | 68 | 64 | 62 | 59 | 54 | 51 | 44 | 39 | 35 | 32 |
10 | 49 | 87 | 81 | 76 | 72 | 67 | 63 | 60 | 58 | 55 | 50 | 47 | 41 | 36 | 32 | 30 |
11 | 47 | 82 | 76 | 71 | 68 | 63 | 59 | 56 | 54 | 51 | 47 | 44 | 38 | 34 | 30 | 28 |
12 | 45 | 77 | 71 | 67 | 64 | 59 | 56 | 53 | 51 | 48 | 45 | 42 | 36 | 32 | 28 | 26 |
13 | 43 | 73 | 67 | 64 | 61 | 56 | 53 | 50 | 48 | 46 | 43 | 40 | 34 | 30 | 27 | 25 |
14 | 41 | 69 | 64 | 61 | 58 | 53 | 50 | 48 | 46 | 44 | 41 | 38 | 32 | 28 | 26 | 24 |
15 | 39 | 66 | 61 | 58 | 55 | 51 | 48 | 46 | 44 | 42 | 39 | 36 | 31 | 27 | 25 | 23 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Стали III группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по передней грани | |||||||||||
Карта 8 | ||||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | ||||||||||
0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | ||
Стойкость черновой части в м | ||||||||||||
1,5 | 113 | 226 | 209 | 197 | 187 | 173 | 163 | 155 | 149 | 138 | 127 | 119 |
2 | 97 | 186 | 172 | 162 | 154 | 143 | 135 | 128 | 123 | 114 | 105 | 98 |
3 | 78 | 142 | 131 | 124 | 118 | 109 | 103 | 98 | 94 | 87 | 80 | 75 |
4 | 67 | 117 | 108 | 102 | 97 | 90 | 85 | 81 | 77 | 71 | 66 | 62 |
5 | 59 | 101 | 93 | 88 | 84 | 77 | 73 | 69 | 67 | 62 | 57 | 53 |
6 | 54 | 89 | 83 | 78 | 74 | 68 | 65 | 61 | 59 | 54 | 50 | 47 |
7 | 49 | 80 | 74 | 70 | 67 | 62 | 58 | 55 | 53 | 49 | 45 | 42 |
8 | 46 | 74 | 68 | 64 | 61 | 56 | 53 | 51 | 49 | 45 | 41 | 39 |
9 | 43 | 68 | 63 | 59 | 56 | 52 | 49 | 47 | 45 | 42 | 38 | 36 |
10 | 41 | 63 | 59 | 55 | 52 | 49 | 46 | 44 | 42 | 39 | 36 | 33 |
11 | 39 | 59 | 55 | 52 | 49 | 46 | 43 | 41 | 39 | 36 | 34 | 31 |
12 | 37 | 56 | 52 | 49 | 46 | 43 | 41 | 39 | 37 | 34 | 32 | 29 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Стали IV группы обрабатываемости протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по передней грани | ||||||||
Карта 9 | |||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | |||||||
0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,15 | ||
Стойкость черновой части в м | |||||||||
0,7 | 152 | 268 | 242 | 223 | 209 | 189 | 174 | 163 | 151 |
1 | 120 | 202 | 183 | 169 | 158 | 143 | 132 | 123 | 114 |
1,5 | 91 | 147 | 133 | 123 | 115 | 104 | 96 | 90 | 83 |
2 | 75 | 117 | 106 | 98 | 92 | 83 | 76 | 72 | 66 |
2,5 | 66 | 99 | 89 | 82 | 77 | 69 | 64 | 60 | 56 |
3 | 57 | 85 | 77 | 71 | 67 | 60 | 56 | 52 | 48 |
3,5 | 52 | 76 | 68 | 63 | 59 | 53 | 49 | 46 | 42 |
4 | 47 | 68 | 61 | 57 | 53 | 48 | 44 | 42 | 38 |
4,5 | 44 | 62 | 56 | 52 | 49 | 44 | 40 | 38 | 35 |
5 | 41 | 57 | 52 | 48 | 45 | 40 | 37 | 35 | 32 |
5,5 | 38 | 53 | 48 | 44 | 41 | 37 | 34 | 32 | 30 |
6 | 36 | 50 | 44 | 41 | 38 | 35 | 32 | 30 | 28 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Стали V группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6Л15 Работа с охлаждением | Протяжки, перетачиваемые по передней грани | ||||||||||
Карта 10 | |||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | |||||||||
0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,12 | 0,15 | ||
Стойкость черновой части в м | |||||||||||
0,7 | 74 | 100 | 91 | 84 | 78 | 74 | 71 | 68 | 65 | 61 | 52 |
1 | 59 | 76 | 68 | 63 | 59 | 56 | 53 | 51 | 49 | 46 | 39 |
1.5 | 45 | 55 | 50 | 46 | 43 | 41 | 39 | 37 | 36 | 34 | 29 |
2 | 37 | 44 | 40 | 37 | 34 | 32 | 31 | 30 | 29 | 27 | 23 |
2,5 | 32 | 37 | 33 | 31 | 29 | 27 | 26 | 25 | 24 | 23 | 19 |
3 | 28 | 32 | 29 | 27 | 25 | 24 | 23 | 22 | 21 | 20 | 17 |
3,5 | 25 | 28 | 26 | 24 | 22 | 21 | 20 | 19 | 18 | 17 | 15 |
4 | 23 | 26 | 23 | 21 | 20 | 19 | 18 | 17 | 17 | 15 | 13 |
4,5 | 22 | 23 | 21 | 19 | 18 | 17 | 16 | 16 | 16 | 14 | 12 |
5 | 20 | 21 | 19 | 18 | 17 | 16 | 15 | 14 | 14 | 13 | 11 |
5,5 | 19 | 20 | 18 | 17 | 16 | 15 | 14 | 13 | 13 | 12 | 10 |
6 | 18 | 18 | 17 | 15 | 14 | 14 | 13 | 12 | 12 | 11 | 9 |
7 | 16 | 16 | 15 | 14 | 13 | 12 | 12 | 11 | 11 | 10 | 8 |
8 | 15 | 15 | 13 | 12 | 12 | 11 | 10 | 10 | 10 | 9 | 8 |
Примечание. Поправочные коэффициенты для измененных условий работы см. в карте 23.
Чугуны VI группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 | Протяжки, перетачиваемые по передней грани | |||||||||||||||
Карта 11 | ||||||||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | ||||||||||||||
0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | ||
Стойкость черновой части в м | ||||||||||||||||
2 | 161 | 339 | 317 | 301 | 289 | 270 | 257 | 247 | 238 | 228 | 216 | 205 | 185 | 170 | 158 | 148 |
3 | 132 | 265 | 248 | 235 | 229 | 211 | 201 | 192 | 186 | 178 | 168 | 160 | 144 | 132 | 123 | 116 |
4 | 115 | 222 | 208 | 198 | 189 | 177 | 168 | 161 | 156 | 149 | 141 | 135 | 121 | 111 | 104 | 97 |
5 | 103 | 194 | 181 | 172 | 165 | 155 | 147 | 141 | 136 | 130 | 123 | 117 | 106 | 97 | 90 | 85 |
6 | 91 | 174 | 162 | 154 | 148 | 138 | 131 | 126 | 122 | 117 | 110 | 105 | 95 | 87 | 81 | 76 |
7 | 87 | 158 | 148 | 140 | 135 | 126 | 120 | 115 | 111 | 106 | 100 | 96 | 86 | 79 | 73 | 69 |
8 | 82 | 146 | 136 | 129 | 124 | 116 | 110 | 106 | 102 | 98 | 93 | 88 | 79 | 73 | 68 | 64 |
9 | 77 | 136 | 127 | 120 | 115 | 108 | 103 | 98 | 95 | 91 | 86 | 82 | 74 | 68 | 63 | 59 |
10 | 73 | 127 | 119 | 113 | 108 | 101 | 97 | 92 | 89 | 85 | 81 | 77 | 69 | 64 | 59 | 56 |
11 | 70 | 120 | 112 | 106 | 102 | 95 | 91 | 87 | 84 | 80 | 76 | 73 | 65 | 60 | 56 | 52 |
12 | 67 | 114 | 106 | 101 | 97 | 91 | 86 | 83 | 80 | 76 | 72 | 69 | 62 | 57 | 53 | 50 |
13 | 64 | 108 | 101 | 96 | 92 | 86 | 82 | 79 | 76 | 73 | 69 | 66 | 59 | 54 | 50 | 47 |
14 | 62 | 103 | 97 | 92 | 88 | 83 | 78 | 75 | 73 | 70 | 66 | 63 | 56 | 52 | 48 | 45 |
15 | 60 | 99 | 93 | 88 | 85 | 79 | 75 | 72 | 70 | 67 | 63 | 60 | 54 | 50 | 46 | 43 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Чугуны VII группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 | Протяжки, перетачиваемые по передней грани | |||||||||||||||
Карта 12 | ||||||||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | ||||||||||||||
0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | ||
Стойкость черновой части в м | ||||||||||||||||
2 | 99 | 195 | 183 | 174 | 166 | 156 | 148 | 142 | 137 | 134 | 126 | 120 | 108 | 99 | 92 | 87 |
3 | 81 | 153 | 143 | 136 | 130 | 122 | 116 | 111 | 107 | 104 | 99 | 94 | 84 | 77 | 72 | 68 |
4 | 71 | 128 | 120 | 114 | 109 | 102 | 97 | 92 | 90 | 87 | 83 | 79 | 71 | 65 | 60 | 57 |
5 | 63 | 112 | 105 | 99 | 95 | 89 | 85 | 81 | 78 | 76 | 72 | 69 | 62 | 57 | 53 | 50 |
6 | 58 | 100 | 93 | 89 | 85 | 80 | 76 | 73 | 70 | 68 | 65 | 61 | 55 | 51 | 47 | 44 |
7 | 54 | 91 | 85 | 81 | 78 | 73 | 69 | 66 | 64 | 62 | 59 | 56 | 50 | 46 | 43 | 40 |
8 | 50 | 84 | 78 | 75 | 71 | 67 | 64 | 61 | 59 | 57 | 54 | 52 | 46 | 43 | 40 | 37 |
9 | 47 | 78 | 73 | 69 | 66 | 62 | 59 | 57 | 55 | 53 | 50 | 48 | 43 | 40 | 37 | 35 |
10 | 45 | 73 | 68 | 65 | 62 | 58 | 55 | 53 | 51 | 50 | 47 | 45 | 40 | 37 | 35 | 32 |
11 | 43 | 69 | 64 | 61 | 59 | 55 | 52 | 50 | 48 | 47 | 44 | 42 | 38 | 35 | 33 | 31 |
12 | 41 | 65 | 61 | 58 | 56 | 52 | 49 | 47 | 46 | 45 | 42 | 40 | 36 | 33 | 31 | 29 |
13 | 39 | 62 | 58 | 55 | 53 | 50 | 47 | 45 | 44 | 43 | 40 | 38 | 34 | 31 | 29 | 27 |
14 | 38 | 59 | 56 | 53 | 51 | 48 | 45 | 43 | 42 | 41 | 38 | 36 | 33 | 30 | 28 | 26 |
15 | 37 | 57 | 54 | 51 | 49 | 46 | 43 | 41 | 40 | 39 | 37 | 35 | 32 | 29 | 27 | 25 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Бронзы VIII группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по передней грани | |||||||||||||||
Карта 13 | ||||||||||||||||
Скорость резания и в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | ||||||||||||||
0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | ||
Стойкость черновой части в м | ||||||||||||||||
2 | 510 | 1033 | 967 | 919 | 881 | 825 | 783 | 751 | 725 | 687 | 650 | 618 | 557 | 511 | 475 | 446 |
3 | 418 | 807 | 755 | 717 | 688 | 644 | 612 | 586 | 566 | 536 | 507 | 483 | 435 | 399 | 371 | 349 |
4 | 363 | 677 | 634 | 602 | 577 | 540 | 513 | 492 | 475 | 450 | 426 | 405 | 365 | 335 | 311 | 292 |
5 | 326 | 591 | 553 | 525 | 504 | 472 | 448 | 430 | 415 | 393 | 372 | 354 | 318 | 292 | 272 | 255 |
6 | 298 | 529 | 495 | 470 | 451 | 422 | 401 | 384 | 371 | 351 | 332 | 316 | 285 | 262 | 243 | 228 |
7 | 276 | 481 | 450 | 428 | 410 | 384 | 365 | 350 | 338 | 320 | 303 | 288 | 259 | 238 | 221 | 208 |
8 | 259 | 444 | 415 | 394 | 378 | 354 | 336 | 322 | 311 | 295 | 279 | 266 | 239 | 219 | 204 | 192 |
9 | 244 | 413 | 386 | 367 | 352 | 329 | 313 | 300 | 290 | 274 | 260 | 247 | 222 | 204 | 190 | 178 |
10 | 232 | 387 | 362 | 344 | 330 | 309 | 294 | 281 | 272 | 257 | 244 | 232 | 209 | 192 | 178 | 167 |
11 | 221 | 365 | 342 | 325 | 311 | 292 | 277 | 265 | 256 | 243 | 230 | 219 | 197 | 181 | 168 | 158 |
12 | 212 | 346 | 324 | 308 | 295 | 276 | 263 | 252 | 243 | 230 | 218 | 207 | 187 | 171 | 159 | 150 |
13 | 204 | 330 | 309 | 293 | 281 | 263 | 250 | 240 | 231 | 219 | 207 | 197 | 178 | 163 | 152 | 142 |
14 | 197 | 315 | 295 | 280 | 269 | 252 | 239 | 229 | 221 | 210 | 198 | 189 | 170 | 156 | 145 | 136 |
15 | 190 | 302 | 283 | 269 | 258 | 241 | 229 | 220 | 212 | 201 | 190 | 181 | 163 | 150 | 139 | 131 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Бронзы IX группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по передней грани | |||||||||||||||
Карта 14 | ||||||||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | ||||||||||||||
0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | ||
Стойкость черновой части в м | ||||||||||||||||
2 | 261 | 497 | 465 | 442 | 424 | 347 | 377 | 361 | 349 | 332 | 314 | 299 | 269 | 247 | 230 | 216 |
3 | 214 | 388 | 363 | 345 | 331 | 310 | 294 | 282 | 273 | 259 | 245 | 233 | 210 | 193 | 179 | 168 |
4 | 186 | 326 | 305 | 290 | 278 | 260 | 247 | 236 | 229 | 217 | 206 | 196 | 176 | 162 | 150 | 141 |
5 | 167 | 284 | 266 | 253 | 242 | 227 | 215 | 207 | 200 | 190 | 180 | 171 | 154 | 141 | 131 | 123 |
6 | 152 | 254 | 238 | 226 | 217 | 203 | 193 | 185 | 179 | 170 | 161 | 153 | 138 | 126 | 118 | 110 |
7 | 141 | 232 | 217 | 206 | 197 | 185 | 176 | 168 | 162 | 155 | 146 | 139 | 125 | 115 | 107 | 100 |
8 | 132 | 213 | 200 | 190 | 182 | 170 | 162 | 155 | 150 | 142 | 135 | 128 | 115 | 106 | 99 | 93 |
9 | 125 | 199 | 186 | 177 | 169 | 158 | 151 | 144 | 139 | 133 | 125 | 119 | 108 | 99 | 92 | 86 |
10 | 118 | 186 | 174 | 166 | 159 | 149 | 141 | 135 | 131 | 124 | 118 | 112 | 101 | 93 | 86 | 81 |
11 | 113 | 176 | 164 | 156 | 150 | 140 | 133 | 128 | 123 | 117 | 111 | 106 | 95 | 87 | 81 | 76 |
12 | 108 | 167 | 156 | 148 | 142 | 133 | 126 | 121 | 107 | 111 | 105 | 100 | 90 | 83 | 77 | 72 |
13 | 104 | 159 | 149 | 141 | 135 | 127 | 120 | 115 | 111 | 106 | 100 | 95 | 86 | 79 | 73 | 69 |
14 | 100 | 152 | 142 | 135 | 129 | 121 | 115 | 110 | 106 | 101 | 96 | 91 | 82 | 75 | 70 | 66 |
15 | 97 | 145 | 136 | 129 | 124 | 116 | 110 | 106 | 102 | 97 | 92 | 87 | 79 | 72 | 67 | 63 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Алюминий X группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по передней грани | |||||||||||
Карта 15 | ||||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | ||||||||||
0,03 | 0,04 | 0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | ||
Стойкость черновой части в м | ||||||||||||
1 | 294 | 626 | 594 | 570 | 551 | 523 | 502 | 486 | 473 | 461 | 452 | 443 |
1,5 | 257 | 508 | 482 | 463 | 448 | 425 | 408 | 394 | 384 | 375 | 366 | 359 |
2 | 234 | 438 | 415 | 399 | 386 | 366 | 352 | 340 | 331 | 323 | 315 | 310 |
2,5 | 217 | 389 | 370 | 356 | 344 | 326 | 314 | 303 | 295 | 288 | 282 | 278 |
3 | 204 | 355 | 336 | 324 | 313 | 297 | 285 | 276 | 268 | 262 | 256 | 252 |
3,5 | 194 | 328 | 311 | 300 | 289 | 274 | 264 | 255 | 248 | 242 | 237 | 232 |
4 | 185 | 306 | 291 | 279 | 270 | 257 | 246 | 238 | 231 | 226 | 221 | 217 |
4,5 | 178 | 288 | 274 | 263 | 254 | 242 | 232 | 224 | 218 | 213 | 208 | 204 |
5 | 172 | 274 | 259 | 249 | 241 | 228 | 219 | 212 | 206 | 201 | 197 | 193 |
5,5 | 167 | 260 | 247 | 237 | 229 | 217 | 209 | 202 | 196 | 192 | 188 | 184 |
6 | 162 | 249 | 236 | 226 | 219 | 208 | 200 | 193 | 188 | 183 | 179 | 176 |
7 | 154 | 228 | 218 | 209 | 202 | 192 | 184 | 178 | 173 | 169 | 166 | 163 |
8 | 147 | 214 | 203 | 195 | 189 | 179 | 172 | 167 | 162 | 158 | 155 | 152 |
9 | 141 | 202 | 191 | 184 | 179 | 169 | 162 | 157 | 152 | 149 | 146 | 143 |
10 | 137 | 191 | 181 | 174 | 168 | 160 | 154 | 148 | 144 | 141 | 138 | 136 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Стали I группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по задней грани | ||||||||||||
Карта 16 | |||||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | |||||||||||
0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,25 | 0,30 | 0,40 | ||
Стойкость черновой части в м | |||||||||||||
1 | 929 | 4547 | 3841 | 2914 | 2395 | 2023 | 1754 | 1550 | 1391 | 1260 | 1028 | 868 | 665 |
2 | 698 | 3422 | 2891 | 2216 | 1800 | 1524 | 1320 | 1165 | 1046 | 949 | 773 | 653 | 500 |
3 | 592 | 2902 | 2450 | 1877 | 1526 | 1289 | 1118 | 988 | 886 | 805 | 653 | 553 | 429 |
4 | 526 | 2578 | 2177 | 1668 | 1356 | 1147 | 994 | 878 | 787 | 715 | 581 | 492 | 377 |
5 | 480 | 2352 | 1986 | 1521 | 1259 | 1047 | 906 | 801 | 720 | 651 | 531 | 450 | 342 |
6 | 446 | 2182 | 1843 | 1411 | 1148 | 972 | 842 | 745 | 666 | 580 | 493 | 418 | 320 |
7 | 420 | 2049 | 1730 | 1327 | 1079 | 911 | 790 | 697 | 626 | 567 | 462 | 391 | 298 |
8 | 398 | 1939 | 1637 | 1258 | 1022 | 864 | 749 | 662 | 595 | 538 | 437 | 370 | 283 |
9 | 378 | 1847 | 1561 | 1199 | 972 | 821 | 713 | 626 | 567 | 513 | 416 | 351 | 270 |
10 | 360 | 1770 | 1494 | 1146 | 930 | 786 | 684 | 606 | 540 | 492 | 396 | 336 | 258 |
11 | 350 | 1703 | 1439 | 1102 | 898 | 759 | 660 | 581 | 521 | 475 | 383 | 323 | 251 |
12 | 338 | 1642 | 1390 | 1066 | 864 | 734 | 634 | 562 | 504 | 454 | 367 | 317 | 238 |
13 | 328 | 1591 | 1342 | 1030 | 835 | 710 | 616 | 538 | 484 | 437 | 359 | 304 | 234 |
14 | 311 | 1537 | 1302 | 1000 | 812 | 689 | 596 | 529 | 470 | 428 | 344 | 294 | 227 |
15 | 306 | 1494 | 1269 | 972 | 792 | 666 | 576 | 513 | 459 | 414 | 333 | 288 | 216 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Стали II группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по задней грани | ||||||||||||
Карта 17 | |||||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | |||||||||||
0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,25 | 0,30 | 0,40 | ||
Стойкость черновой части в м | |||||||||||||
1 | 757 | 3229 | 2730 | 2079 | 1672 | 1444 | 1253 | 1009 | 901 | 829 | 667 | 565 | 432 |
2 | 571 | 2430 | 2053 | 1571 | 1283 | 1083 | 940 | 761 | 684 | 622 | 501 | 427 | 326 |
3 | 484 | 2057 | 1732 | 1330 | 1081 | 913 | 796 | 645 | 578 | 527 | 427 | 359 | 276 |
4 | 429 | 1829 | 1545 | 1185 | 962 | 818 | 706 | 576 | 514 | 469 | 379 | 322 | 247 |
5 | 392 | 1665 | 1410 | 1078 | 883 | 743 | 643 | 523 | 470 | 424 | 346 | 295 | 222 |
6 | 363 | 1549 | 1307 | 1003 | 818 | 690 | 599 | 484 | 430 | 394 | 319 | 271 | 207 |
7 | 341 | 1456 | 1227 | 943 | 765 | 646 | 560 | 455 | 408 | 368 | 300 | 255 | 194 |
8 | 320 | 1377 | 1160 | 891 | 726 | 613 | 530 | 431 | 388 | 350 | 282 | 241 | 184 |
9 | 306 | 1312 | 1108 | 852 | 690 | 583 | 505 | 409 | 369 | 334 | 267 | 229 | 176 |
10 | 292 | 1256 | 1060 | 812 | 660 | 558 | 485 | 394 | 353 | 321 | 258 | 220 | 169 |
11 | 285 | 1208 | 1022 | 782 | 635 | 538 | 468 | 380 | 340 | 309 | 250 | 211 | 163 |
12 | 279 | 1166 | 985 | 755 | 615 | 520 | 451 | 367 | 328 | 298 | 242 | 206 | 157 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Стали III группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по задней грани | |||||||||
Карта 18 | ||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | ||||||||
0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | ||
Стойкость черновой части в м | ||||||||||
1 | 630 | 2420 | 2046 | 1553 | 1282 | 1081 | 940 | 700 | 631 | 577 |
2 | 474 | 1822 | 1542 | 1178 | 962 | 812 | 706 | 529 | 475 | 431 |
3 | 402 | 1537 | 1300 | 998 | 812 | 685 | 597 | 446 | 402 | 365 |
4 | 356 | 1367 | 1157 | 884 | 718 | 610 | 531 | 399 | 356 | 325 |
5 | 326 | 1256 | 1061 | 808 | 664 | 557 | 482 | 362 | 327 | 294 |
6 | 301 | 1161 | 980 | 752 | 619 | 517 | 450 | 335 | 301 | 274 |
7 | 284 | 1090 | 921 | 706 | 574 | 484 | 420 | 314 | 284 | 256 |
8 | 268 | 1034 | 870 | 668 | 544 | 459 | 398 | 299 | 269 | 243 |
9 | 255 | 982 | 832 | 638 | 517 | 437 | 378 | 283 | 256 | 232 |
10 | 245 | 941 | 797 | 608 | 494 | 418 | 363 | 274 | 245 | 223 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Стали IV группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по задней грани | ||||||
Карта 19 | |||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | |||||
0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | ||
Стойкость черновой части в м | |||||||
1 | 379 | 1162 | 976 | 735 | 600 | 503 | 434 |
1,5 | 342 | 1072 | 901 | 683 | 551 | 462 | 399 |
2 | 317 | 1014 | 852 | 645 | 522 | 438 | 378 |
2,5 | 299 | 970 | 814 | 618 | 496 | 418 | 361 |
3 | 286 | 937 | 783 | 594 | 479 | 402 | 348 |
3,5 | 275 | 909 | 762 | 577 | 466 | 392 | 338 |
4 | 264 | 888 | 744 | 564 | 456 | 384 | 329 |
5 | 250 | 846 | 711 | 535 | 435 | 365 | 315 |
6 | 239 | 821 | 680 | 520 | 425 | 354 | 305 |
Примечание. Поправочные коэффициенты для измененных условий работы см. в карте 23.
Стали V группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 Работа с охлаждением | Протяжки, перетачиваемые по задней грани | ||||
Карта 20 | |||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | |||
0,05 | 0,06 | 0,08 | 0,10 | ||
Стойкость черновой части в м | |||||
1 | 186 | 436 | 366 | 275 | 225 |
1,5 | 168 | 402 | 337 | 256 | 207 |
2 | 155 | 380 | 320 | 242 | 196 |
2,5 | 147 | 364 | 306 | 231 | 187 |
3 | 140 | 351 | 294 | 223 | 180 |
3,5 | 134 | 340 | 286 | 216 | 174 |
4 | 130 | 331 | 279 | 211 | 170 |
Примечание. Поправочные коэффициенты для измененных условий работы см. в карте 23.
Чугуны VI группы обрабатываемости Протяжки из стали Р9, Р18 и Р6М5 | Протяжки, перетачиваемые по задней грани | ||||||||||||
Карта 21 | |||||||||||||
Скорость резания v в м/мин | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | |||||||||||
0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,25 | 0,30 | 0,40 | ||
Стойкость черновой части в м | |||||||||||||
2 | 955 | 3984 | 3367 | 2585 | 2114 | 1787 | 1552 | 1320 | 1208 | 1158 | 932 | 817 | 655 |
3 | 746 | 3071 | 2597 | 1999 | 1628 | 1377 | 1200 | 1017 | 934 | 864 | 727 | 627 | 504 |
4 | 628 | 2564 | 2170 | 1670 | 1358 | 1150 | 1001 | 852 | 776 | 720 | 603 | 526 | 423 |
5 | 551 | 2228 | 1875 | 1446 | 1182 | 1000 | 868 | 737 | 677 | 620 | 524 | 463 | 368 |
6 | 496 | 2002 | 1684 | 1293 | 1060 | 892 | 775 | 656 | 597 | 556 | 468 | 407 | 327 |
7 | 465 | 1797 | 1524 | 1173 | 956 | 807 | 701 | 598 | 546 | 500 | 424 | 368 | 298 |
8 | 423 | 1658 | 1394 | 1078 | 879 | 743 | 644 | 550 | 504 | 463 | 390 | 339 | 273 |
9 | 391 | 1538 | 1301 | 1003 | 814 | 687 | 598 | 510 | 467 | 430 | 360 | 314 | 253 |
10 | 369 | 1437 | 1214 | 927 | 760 | 644 | 562 | 478 | 436 | 403 | 335 | 293 | 236 |
11 | 349 | 1356 | 1147 | 881 | 718 | 609 | 530 | 450 | 411 | 378 | 318 | 276 | 222 |
12 | 331 | 1283 | 1085 | 834 | 680 | 577 | 500 | 426 | 390 | 358 | 301 | 262 | 210 |
13 | 316 | 1221 | 1030 | 791 | 647 | 548 | 476 | 404 | 370 | 340 | 287 | 250 | 200 |
14 | 302 | 1162 | 984 | 756 | 617 | 524 | 454 | 385 | 353 | 325 | 273 | 239 | 191 |
15 | 290 | 1110 | 943 | 724 | 592 | 500 | 434 | 370 | 339 | 312 | 262 | 230 | 183 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Чугуны VII группы обрабатываемости. Протяжки из стали Р9, Р18 и Р6М5 | Протяжки, перетачиваемые по задней грани | ||||||||||||
Карта 22 | |||||||||||||
Скорость резания v в м/мин. | Стойкость чистовой части в м | Подача черновых зубьев Sо в мм/зуб. на сторону | |||||||||||
0,05 | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,25 | 0,30 | 0,40 | ||
Стойкость черновой части в м | |||||||||||||
1 | 926 | 3682 | 3119 | 2381 | 1991 | 1660 | 1442 | 1250 | 1137 | 1082 | 927 | 807 | 640 |
2 | 612 | 2376 | 2013 | 1543 | 1262 | 1067 | 927 | 808 | 740 | 683 | 600 | 522 | 413 |
3 | 482 | 1833 | 1542 | 1193 | 971 | 822 | 714 | 623 | 572 | 529 | 462 | 401 | 322 |
4 | 405 | 1532 | 1296 | 997 | 812 | 690 | 598 | 522 | 476 | 441 | 382 | 334 | 268 |
5 | 356 | 1331 | 1133 | 864 | 708 | 598 | 517 | 451 | 415 | 383 | 335 | 294 | 230 |
6 | 319 | 1186 | 1002 | 772 | 630 | 533 | 463 | 402 | 365 | 343 | 297 | 265 | 208 |
7 | 294 | 1085 | 909 | 699 | 570 | 483 | 414 | 364 | 334 | 306 | 268 | 236 | 186 |
8 | 269 | 990 | 823 | 643 | 525 | 443 | 385 | 336 | 308 | 284 | 248 | 219 | 173 |
9 | 251 | 918 | 772 | 599 | 486 | 414 | 357 | 310 | 286 | 263 | 229 | 201 | 159 |
10 | 236 | 858 | 725 | 558 | 45.4 | 385 | 335 | 293 | 265 | 247 | 214 | 188 | 149 |
11 | 223 | 809 | 685 | 526 | 429 | 363 | 316 | 275 | 251 | 233 | 201 | 176 | 141 |
12 | 212 | 765 | 648 | 498 | 406 | 343 | 298 | 262 | 238 | 219 | 190 | 168 | 133 |
13 | 203 | 728 | 615 | 472 | 384 | 327 | 283 | 246 | 225 | 206 | 182 | 160 | 127 |
14 | 194 | 691 | 586 | 450 | 368 | 312 | 271 | 236 | 216 | 198 | 174 | 152 | 122 |
15 | 186 | 656 | 559 | 431 | 353 | 299 | 260 | 228 | 208 | 191 | 168 | 146 | 116 |
Примечание. Поправочные коэффициенты на измененные условия работы см. в карте 23.
Все виды протягивания | |||||
Карта 23, лист 1 | |||||
Поправочные коэффициенты на стойкость протяжек для измененных условий работы в зависимости от: 1. Вида и группы качества протягиваемых поверхностей | |||||
Для протяжек перетачиваемых | Виды протягиваемых поверхностей | Группа качества протягиваемой поверхности | |||
1 | 2 | 3 | 4 | ||
Коэффициент | |||||
По передней грани | Отверстия цилиндрические, многогранные, пазы и наружные поверхности сложного профиля | 0,7 | 1,5 | 2,0 | |
Отверстия шлицевые и фасонные | 0,5 | 0,8 | 1,2 | - | |
По задней грани | Пазы простого профиля | 0,5 | 0,6 | 1,4 | |
Наружные <*> простого профиля | 0,5 | 1,6 | 2,3 | ||
--------------------------------
<*> На операциях с требуемой шероховатостью поверхности грубее Rz = 80 (или для черновых секций сборных протяжек, которые выполняют предварительную обработку) 
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СТОЙКОСТЬ ПРОТЯЖЕК ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ | Все виды протягивания | |||||||||||||||||
Карта 23, лист 2 | ||||||||||||||||||
2. Схемы резания | ||||||||||||||||||
Схема резания | ||||||||||||||||||
Переменного резания и трапецеидальная | Обычная (с узкими канавками) | Шахматно-шлицевая | ||||||||||||||||
Коэффициент | ||||||||||||||||||
0,5 | 0,7 | |||||||||||||||||
3. Вида заготовки и подготовки поверхности под протягивание | ||||||||||||||||||
Вид заготовки | ||||||||||||||||||
Прокат, штамповка и поковка | Литье | |||||||||||||||||
стальное | чугунное | цветных металлов | ||||||||||||||||
Подготовка поверхности под протягивание | ||||||||||||||||||
Обработанная | По-черному | Обработанная | По-черному | Обработанная | По-черному | Обработанная | ||||||||||||
травленная | нетравленная | |||||||||||||||||
Коэффициент | ||||||||||||||||||
0,8 | 0,9 | 0,7 | 0,7 | |||||||||||||||
4. Материала протяжки | ||||||||||||||||||
Материал протяжки | ||||||||||||||||||
Сталь Р18, Р9, Р6М5 | Сталь ХВГ | |||||||||||||||||
Коэффициент | 0,5 | |||||||||||||||||
5. Доводки зубьев протяжки | ||||||||||||||||||
Протяжка с зубьями | ||||||||||||||||||
доведенными | недоведенными | |||||||||||||||||
Коэффициент | 0,75 | |||||||||||||||||
Обрабатываемый материал | Условные обозначения применяемой смазывающе-охлаждающей жидкости | |||||||||||||||||
А, Б | В | Г | Д | Е | Ж | З | И | К | Л, Н | О | П | Р, Т | ||||||
Коэффициент | ||||||||||||||||||
Стали | 0,8 | 1,0 | 1,3 | - | 0,9 | 1,5 | 0,8 | 1,0 | 1,0 | - | - | - | - | |||||
Чугуны | серые | - | 1,0 | - | 1,2 | - | - | - | - | - | - | 1,0 | 1,2 | - | ||||
ковкие | - | 1,2 | - | 1,4 | - | - | - | - | - | - | 1,0 | - | - | |||||
антифрикционные | - | 1,0 | - | 1,4 | - | - | - | - | - | - | - | - | - | |||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СТОЙКОСТЬ ПРОТЯЖЕК ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ | Все виды протягивания | ||||||||||||
Карта 23, лист 3 | |||||||||||||
Обрабатываемый материал | Условные обозначения применяемой смазывающе-охлаждающей жидкости | ||||||||||||
А, Б | В | Г | Д | Е | Ж | З | И | К | Л, Н | О | П | Р, Т | |
Коэффициент | |||||||||||||
Бронзы и латуни | 1,0 | 1,2 | - | - | 1,0 | - | 1,0 | 1,2 | 1,2 | - | 0,8 | - | - |
Алюминиевые сплавы | 1,0 | - | - | - | 1,3 | - | - | - | - | - | 0,8 | 1,1 | 1,2 |
Жаропрочные стали и сплавы | 0,8 | - | - | - | - | - | - | 0,9 | 0,9 | 1,0 | - | - | - |
Области применения смазывающе-охлаждающих жидкостей
Обрабатываемый материал | Группа качества протягиваемой поверхности | ||||
Наименование | Группа обрабатываемости | 1 | 2 | 3 и 4 | |
Условное обозначение применяемой смазывающе-охлаждающей жидкости | |||||
Стали | I и II | В, Г, Ж | Б, В, Г, Ж, З | В, Г, Ж | |
III и IV | И. К | Б, В, Г, Ж, З, К | |||
V | В, Г, Ж, К | А, В, Г, Ж, И | |||
Чугуны | серые | VI и VII | Д, О, П | ||
ковкие | В, Д | В, Д, О | |||
Антифрикционные | В, Д | ||||
Бронзы, латуни | VIII и IX | А, Б, В, И, К, О | А, Б, В, Е, З, И, О | А, Б, В, Е | |
Алюминиевые сплавы | X | А, Б, П, Р, Т | Б, Е, О, П, Р, Т | Б, Е | |
Жаропрочные стали и сплавы <*> | А, И, К, Л, Н | - | |||
--------------------------------
<*> См. в табл. 5.
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СТОЙКОСТЬ ПРОТЯЖЕК ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ | Все виды протягивания | |||
Карта 23, лист 5 | ||||
Принятое условное обозначение СОЖ | Наименование смазывающе-охлаждающей жидкости (СОЖ) | Составные части жидкости | ||
Наименование | % | |||
А | Эмульсия | Эмульсол | 5 - 10 | |
Вода | Остальное | |||
Б | Эмульсол | 15 - 20 | ||
Вода | Остальное | |||
В | Сульфофрезол | Сульфофрезол | 100 | |
Г | Сульфофрезол с олифой | Олифа | 15 - 30 | |
Сульфофрезол | Остальное | |||
Д | Сульфофрезол с керосином | Керосин | 20 - 30 | |
Сульфофрезол | Остальное | |||
Е | Веретенное масло | Веретенное масло | 100 | |
Ж | Сульфидирующая смесь | Веретенное масло | 96 - 97 | |
Специальная присадка "ЗИЛ-2" | 4 - 3 | |||
З | Активированная эмульсия | Касторовое масло | 5 - 8 | |
Эмульсол | 15 - 25 | |||
Кальцинированная сода | 0,5 | |||
Вода | Остальное | |||
И | Касторовое масло | 15 - 20 | ||
Эмульсол | 25 - 30 | |||
Кальцинированная сода | 0,5 | |||
Вода | Остальное | |||
К | Касторовое масло | 25 - 30 | ||
Эмульсол | 25 - 30 | |||
Кальцинированная сода | 0,5 | |||
Вода | Остальное | |||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СТОЙКОСТЬ ПРОТЯЖЕК ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ | Все виды протягивания | |||
Карта 23, лист 6 | ||||
Принятое условное обозначение СОЖ | Наименование смазывающе-охлаждающей жидкости (СОЖ) | Составные части жидкости | ||
наименование | % | |||
Л | Трансформаторное масло с олеиновой кислотой и триэтаноламином | Олеиновая кислота | 9,5 - 10 | |
Триэтаноламин | 5,5 - 6,5 | |||
Трансформаторное масло | Остальное | |||
Н | Масло-мыльный раствор | Растительное масло | 7,0 | |
Зеленое мыло | 6,0 | |||
Кальцинированная сода | 0,2 | |||
Вода | Остальное | |||
П | Керосин | Керосин | 100 | |
О | Без охлаждения | Без охлаждения | - | |
Р | Авиационное масло с керосином | Авиационное масло | 70 | |
Керосин | 30 | |||
Т | Минеральное масло с касторовым | Минеральное масло | 70 | |
Касторовое масло | 30 | |||
Примечание. Добавление к эмульсии СОЖ - А или Б от 1,5 до 4% жидкого мыла значительно повышает стойкость протяжки и снижает шероховатость поверхности.
Примечание. Поправочные коэффициенты для измененных условий работы см. в карте 25.
УДЕЛЬНАЯ ОСЕВАЯ СИЛА РЕЗАНИЯ qо, ПРИХОДЯЩАЯСЯ НА 1 мм ДЛИНЫ РЕЖУЩЕЙ КРОМКИ, ПРИ ПРОТЯГИВАНИИ КОНСТРУКЦИОННЫХ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ В НОРМАЛИЗОВАННОМ, ОТОЖЖЕННОМ И ГОРЯЧЕКАТАНОМ СОСТОЯНИИ Охлаждение - сульфофрезол | Все виды протягивания | ||||
Карта 24, лист 2 | |||||
Подача на зуб S в мм | Передний угол | ||||
5 | 10 | 15 | 20 | 25 | |
Удельная осевая сила резания qо в кгс/мм | |||||
0,19 | 50,21 | 42,76 | 39,23 | 36,88 | 34,91 |
0,20 | 52,32 | 44,91 | 41,20 | 38,73 | 37,08 |
0,21 | 54,39 | 47,06 | 43,17 | 40,58 | 38,85 |
0,22 | 56,88 | 49,20 - | 45,14 | 42,43 | 40,63 |
0,23 | 58,89 | 51,35 | 47,11 | 44,28 | 42,40 |
0,24 | 61,35 | 53,50 | 49,08 | 46,14 | 44,17 |
0,25 | 63,81 | 55,13 | 51,05 | 47,99 | 45,95 |
0,26 | 65,74 | 57,26 | 53,02 | 50,37 | 47,72 |
0,27 | 68,19 | 59,39 | 54,99 | 52,24 | 50,04 |
0,28 | 70,63 | 61,52 | 56,96 | 54,11 | 51,83 |
0,29 | 72,48 | 63,64 | 58,98 | 55,98 | 53,63 |
0,30 | 74,91 | 65,77 | 60,90 | 57,86 | 55,42 |
0,31 | 76,70 | 67,90 | 62,87 | 59,73 | 57,21 |
0,32 | 79,10 | 70,03 | 64,00 | 61,60 | 59,00 |
0,33 | 81,51 | 72,15 | 66,81 | 63,50 | 60,80 |
0,34 | 83,91 | 73,59 | 68,78 - | 65,34 | 62,59 |
0,35 | 85,61 | 75,70 | 70,75 | 67,21 | 64,38 |
0,36 | 87,99 | 77,81 | 72,72 | 60,08 | 66,18 |
0,37 | 90,37 | 79,92 | 74,69 | 70,96 | 67,97 |
0,38 | 92,76 | 82,03 | 76,66 | 72,83 | 69,76 |
0,39 | 95,14 | 84,13 | 78,63 | 74,70 | 71,55 |
0,40 | 97,53 | 86,24 | 80,60 | 76,57 | 73,35 |
Примечание. Поправочные коэффициенты для измененных условий работы см. в карте 25.
Все виды протягивания | ||||
Карта 25, лист 1 | ||||
Поправочные коэффициенты на удельную осевую силу резания qо кгс/мм для измененных условий работы в зависимости от | ||||
1. Обрабатываемого материала, его состояния и твердости | ||||
Обрабатываемые материалы | Твердость HB | Коэффициент | ||
Стали I - V групп обрабатываемости | После закалки и отпуска | < 285 | 1,2 | |
285 - 336 | 1,3 | |||
336 - 375 | 1,4 | |||
В отожженном, нормализованном и горячекатаном состоянии | 130 - 321 | |||
Инструментальные легированные и быстрорежущие стали марок ХВГ, Р9, Р18, Р6М5 и ШХ16 | 204 - 229 | 1,4 | ||
Чугуны серые, ковкие, антифрикционные VI и VII групп обрабатываемости | < 229 | 0,6 | ||
>= 229 | 0,7 | |||
Бронзы, латуни VIII и IX групп обрабатываемости | <= 110 | 0,4 | ||
Алюминиевые сплавы X группы обрабатываемости | <= 100 | 0,4 | ||
2. Виды смазывающе-охлаждающей жидкости | ||||
Обозначение смазывающе-охлаждающей жидкости (см. карту 23) | Коэффициент | |||
При протягивании стали | ||||
Г, Л | 0,8 | |||
В, И, К | ||||
А, Б, Е, З | 1,1 | |||
При протягивании чугуна | ||||
О | ||||
А, Б | 0,9 | |||
В, Д, П | 0,8 | |||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА УДЕЛЬНУЮ ОСЕВУЮ СИЛУ РЕЗАНИЯ qо ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ | Все виды протягивания | |||||
Карта 25, лист 2 | ||||||
3. Способ разделения стружки | ||||||
Способ разделения стружки | Типы протяжек | |||||
круглые и плоские | шлицевые и шпоночные | |||||
Коэффициент | ||||||
Выкружки | 1,1 | |||||
Узкие канавки | 1,1 | 1,2 | ||||
4. Группы качества протягиваемой поверхности | ||||||
Группы качества | 1 и 2 | 3 | 4 | |||
Протяжки, перетачиваемые по передней грани | Коэффициент | 1,1 | 1,2 | |||
Протяжки, перетачиваемые по задней грана | 1,2 | 1,3 | ||||
(НЕРЖАВЕЮЩИХ И ЖАРОПРОЧНЫХ) МАТЕРИАЛОВ И ТИТАНОВЫХ СПЛАВОВ
В данном разделе нормативов приведены режимы резания, применяемые при протягивании труднообрабатываемых (нержавеющих и жаропрочных) материалов и титановых сплавов на заводах Союза ССР и рекомендуемые исследовательскими организациями.
Протяжки изготавливаются из быстрорежущих сталей марок Р18, Р9Ф5, Р14Ф4, Р10К5Ф5, Р8М3К6С. Протяжки из стали Р9Ф5, Р14Ф4, Р10К5Ф5, Р8М3К6С обеспечивают повышение стойкости в 1,5 - 2 раза по сравнению с протяжками из стали Р18.
При изготовлении инструмента из указанных марок сталей следует учитывать, что они имеют повышенную склонность к обезуглероживанию, худшую шлифуемость и чувствительны к нарушениям режима термообработки.
Геометрия режущих лезвий: передние углы  задние углы у черновых режущих зубьев
задние углы у черновых режущих зубьев  чистовых и калибрующих
чистовых и калибрующих  Для протяжек (или секций), допускающих регулировку размера, целесообразно увеличивать задние углы а до 10°. Вспомогательные режущие кромки должны обязательно иметь задние углы. Применение цилиндрических и плоских ленточек с нулевыми задними углами не рекомендуется.
Для протяжек (или секций), допускающих регулировку размера, целесообразно увеличивать задние углы а до 10°. Вспомогательные режущие кромки должны обязательно иметь задние углы. Применение цилиндрических и плоских ленточек с нулевыми задними углами не рекомендуется.
задние углы у черновых режущих зубьев чистовых и калибрующих Для протяжек (или секций), допускающих регулировку размера, целесообразно увеличивать задние углы а до 10°. Вспомогательные режущие кромки должны обязательно иметь задние углы. Применение цилиндрических и плоских ленточек с нулевыми задними углами не рекомендуется.Лучшие результаты по получению высоких классов шероховатости и точности протягиваемых поверхностей и стойкости дают протяжки переменного резания. Необходимым условием производительного протягивания с обеспечением требований качества является тщательная отделка передней грани при заточке и задней при шлифовке и заточке. Режущие лезвия должны быть доведены.
Охлаждение протяжек должно быть обильным (до 40 л в минуту) и хорошо организованным. Рекомендуемые смазывающе-охлаждающие жидкости приведены в карте 23.
Система: станок - приспособление - инструмент - деталь (СПИД) должна обладать повышенной жесткостью.
Необходимо иметь в виду, что на стойкость протяжек резко отрицательно сказывается мгновенное увеличение скорости резания, которое периодически возникает в момент выхода из детали зуба протяжки при работе на станках с недостаточной мощностью или неисправных. Рекомендации по скоростям резания при протягивании труднообрабатываемых, жаропрочных материалов приведены ниже в табл. 5.
Данные заводов и исследовательских организаций показывают, что для назначения подач черновых зубьев и определения стойкости внутренних и наружных протяжек при обработке нержавеющих и жаропрочных материалов и титановых сплавов приближенно могут быть использованы данные карты 10 с учетом поправочных коэффициентов в зависимости от вида и группы качества протягиваемых поверхностей  схемы резания
схемы резания  от вида заготовки и подготовки поверхности под протягивание
от вида заготовки и подготовки поверхности под протягивание  от вида СОЖ
от вида СОЖ  от применения доводки зубьев протяжки
от применения доводки зубьев протяжки  приведенных в карте 23, и в зависимости от группы труднообрабатываемых материалов (см. ниже табл. 6).
приведенных в карте 23, и в зависимости от группы труднообрабатываемых материалов (см. ниже табл. 6).
Формулы силовых зависимостей для протягивания жаропрочных сталей и сплавов имеют тот же вид, что и приведенные в табл. 3 для обычных металлов.
В табл. 7 приведены значения удельной осевой силы резания qо, приходящейся на 1 мм длины режущего лезвия, для некоторых жаропрочных сталей и сплавов, рассчитанные для острых протяжек с передним углом 
В этой же таблице даны поправочные коэффициенты для других значений угла Y и в зависимости от износа зубьев по задней грани h3.
Таблица 5
Скорости резания при протягивании труднообрабатываемых (нержавеющих и жаропрочных) материалов и титановых сплавов Протяжки из стали Р18, Р9Ф5, Р14Ф4, Р10К5Ф5, Р8М3К6С, Р9М4К8, Р6М5К8 | Все виды протягивания | |||||||
Обрабатываемый материал | Предел прочности при растяжении | Протяжки шпоночные, плоские и пазовые простого профиля | Протяжки круглые шлицевые сложнофасонные внутренние и пазовые сложного профиля | Примечание | ||||
Номер группы | Группы стали или сплава | Марка | ||||||
Группа качества протягиваемой поверхности | ||||||||
1 и 2 | 3 | 1 и 2 | 3 | |||||
Скорость резания v, м/мин. | ||||||||
1 | Мартенситные и перлитные | 20Х3МФ (ЭИ415) <*> | 85 | 5,5 | 7 | 4 | 5,5 | - |
2 | Мартенситные и мартенситно-ферритные по ГОСТу 5632-72 | 12Х13 | 60 | 5,0 | 6 | 3 | 4,5 | |
20Х13 | 65 | |||||||
40Х13 | 70 | |||||||
11Х11Н2В2МФ | 85 | |||||||
13Х14Н3В2ФА | 85 | |||||||
14Х17Н2 | 60 | |||||||
3 | Аустенитные, аустенитноферритные и аустенитно-матренситные по ГОСТу 5632-72 | 12Х18Н9Т | 50 | 3,5 | 4,5 | 2,5 | 3,5 | Отжиг |
20Х23Н13 | 60 | |||||||
09Х15Н8Ю | 80 - 100 | 3 | 4 | 2 | 3 | |||
08Х17Н5МЗ | 80 - 100 | |||||||
12Х21Н5Т | 80 - 100 | |||||||
4 | Аустенитные по ГОСТу 5632-72 | 37Х12Н8Г8МФБ | 70 - 90 | 2 | 3 | 1,5 | 2 | |
09Х14Н19В2БР1 | 70 - 90 | |||||||
45Х14Н14В2М | 70 | |||||||
12Х25Н16Г7АР | 70 - 90 | |||||||
5 | Сплавы на никелевой основе по ГОСТу 5632-72 | ХН77ТЮР | 90 - 120 | 1,5 | 2 | 1 | 1,5 | |
ХН70ВМТЮ | 90 - 120 | 1 | 1,4 | 0,8 | 1 | |||
ХН35ВТЮ | 90 - 120 | |||||||
6 | Титановые сплавы | ВТ1 <*> | 45 - 70 | 3 | 4 | 2 | 3 | |
ВТ5 <*> | 80 - 95 | 2 | 2,5 | 1,5 | 2 | |||
ВТ3-1 <*> | 95 - 120 | 1,5 | 2 | 1 | 1,5 | |||
ОТ4-2 <*> | 90 - 100 | |||||||
ВТ6 <*> | 90 - 100 | |||||||
ВТ14 <*> | 90 - 100 | |||||||
--------------------------------
Номер группы труднообрабатываемых материалов <*> | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
Коэффициент | 0,7 | 0,5 | 0,4 | 0,35 | 0,1 | 0,4 | 0,2 |
--------------------------------
<*> См. в табл. 5.
Таблица 7
Поправочные коэффициенты  и
и  для расчета удельной осевой
для расчета удельной осевой
силы резания в зависимости от величины переднего угла
и износа зубьев протяжки по задней грани
Значение переднего угла | 5 | 10 | 15 | Износ по задней грани | 0 | 0,2 |
Коэффициент | 1,2 | 1,1 | 1,0 | Коэффициент | 1,0 | 1,2 |
ПРОТЯЖЕК, ОСНАЩЕННЫХ ТВЕРДОСПЛАВНЫМИ ВЫГЛАЖИВАЮЩИМИ БЛОКАМИ
Lв - длина выглаживающей части протяжки, мм;
tв - шаг выглаживающих зубьев протяжки, мм;
zв - число выглаживающих зубьев протяжки, мм;
zрв - число зубьев, одновременно участвующих в работе;
a1 - передний (заборный) угол выглаживающих зубьев, град.;
a2 - задний (обратный) угол выглаживающих зубьев, град.;
b - ширина цилиндрической ленточки выглаживающих зубьев, мм;
R - радиус рабочей поверхности выглаживающих зубьев, мм;
dв - диаметр наибольшего выглаживающего зуба, мм;
dк - диаметр калибрующих зубьев режущей части протяжки, мм;
l2 - длина задней направляющей - замка, мм.
iв - общий натяг - разность диаметров наибольшего выглаживающего зуба и отверстия до выглаживания iв = dв - D, мм;

vв - скорость выглаживания, м/мин.;
Pвыгл - осевая сила, действующая на протяжку при выглаживании, кгс;
 - сумма наибольших натягов одновременно работающих зубьев, мм;
- сумма наибольших натягов одновременно работающих зубьев, мм;
Dn - наружный диаметр (для разностенных деталей - наибольший), мм;
D - диаметр отверстия до выглаживания, мм;
Dв - верхний предел диаметра отверстия после выглаживания, мм;
l - длина обрабатываемого отверстия, мм;
E - модуль упругости обрабатываемого материала, кгс/мм2;
HB - твердость материала по Бринелю;
Rа - высота неровностей поверхности до выглаживания, мм по ГОСТ 2789-73.
K1 - коэффициент, учитывающий величину остаточной деформации отверстия;
K2 - коэффициент, зависящий от толщины стенки детали и глубины распространения пластической деформации в ней, от упругой деформации выглаживающих зубьев;
K3 - коэффициент, учитывающий относительную толщину стенки обрабатываемой детали;
K4 - коэффициент, зависящий от обрабатываемого материала;
K5, K6 - коэффициенты, учитывающие геометрические параметры выглаживающих зубьев.
Примечание. Условные обозначения для протяжки с выглаживающими зубьями, совпадающие с таковыми для режущих протяжек, см. выше.
Применение комбинированной протяжки, оснащенной выглаживающим блоком или кольцами из твердых сплавов марок ВК8, ВК6М, ВК10М и др., позволяет повысить геометрическую точность отверстия на 30 - 50%, уменьшить шероховатость обработанной поверхности до восьмого - десятого класса по ГОСТ 2789-73, повысить износостойкость детали, увеличить срок службы режущей части протяжки. Блок выглаживающих зубьев, обладающих стойкостью до нескольких тысяч метров обработанной поверхности, может устанавливаться как на специально спроектированные комбинированные протяжки, так и на бывшие в употреблении и потерявшие размер режущие протяжки. Заменой блоков с различными диаметрами выглаживающих зубьев можно корректировать получение требуемого размера обрабатываемого отверстия. Блоки выглаживающих зубьев (или отдельные зубья в виде колец) устанавливаются между средней и задней направляющей на расстоянии длины обрабатываемого отверстия от последнего калибрующего зуба. Замок запирания блока может располагаться с любой стороны от последнего. Блоки или отдельные зубья должны устанавливаться на протяжках с наименьшими зазорами  Увеличенные зазоры приводят к уменьшению натягов, действующих сил, снижают точность обработанного отверстия относительно расчетных.
Увеличенные зазоры приводят к уменьшению натягов, действующих сил, снижают точность обработанного отверстия относительно расчетных.
Скорость резания (выглаживания) комбинированной протяжки принимается равной скорости резания режущей части ее, согласно настоящим нормативам. Рекомендации приведены в карте 4.
Работа выглаживающих зубьев комбинированных протяжек накладывает более жесткие требования к применению СОЖ, чем режущая часть протяжек. Без применения СОЖ возможно протягивание лишь деталей из некоторых марок бронз и баббитов.
Признаком, показывающим на недостаточно эффективную смазку, является появление налипшего металла (нароста) на рабочей части выглаживающих зубьев. Продолжение работы в этом случае недопустимо и следует применять более эффективную СОЖ.
При обработке конструкционных сталей хорошие результаты дает применение осерненных растительных масел и сульфофрезола. Для малоуглеродистых и легированных сталей при обработке с большими натягами применяются более эффективные смазки: фосфатированные и осерненные масла, масла с присадками высокого давления, смесь сульфофрезола с порошком графита или дисульфида молибдена, смазка СДМУ и др.
При обработке различных марок чугунов в зависимости от их свойств и способности к образованию наростов на выглаживающих зубьях протяжки применяются керосин или дизельное топливо в чистом виде или в смеси с сульфофрезолом, маловязкие индустриальные масла, компаундные масла, сульфофрезол.
Для обработки бронзы, латуни и алюминиевых сплавов применяются индустриальные масла, смеси минеральных и растительных масел.
под обработку выглаживающими зубьями
В связи с незначительным повышением точности отверстия, обработанного выглаживающими зубьями, класс точности предварительно подготовленного отверстия должен быть таким же, как и окончательный. С увеличением натяга точность обработанного отверстия сначала возрастает, а при значительных натягах, требующихся для повышения класса чистоты поверхности на 3 и более класса, несколько снижается. Это происходит из-за влияния неравномерности толщины втулки, условий деформирования у торцов деталей и т.п.
Чтобы получить требуемый класс точности, следует придерживаться следующих рекомендаций по назначению величины изменения класса шероховатости при работе выглаживающих зубьев.
Класс точности отверстия детали после выглаживания | 1 | 2 | 3 | 4 |
Повышение класса шероховатости поверхности выглаживанием не более чем на: | 1 - 2 | 2 | 3 | 4 |
На величину общего натяга iв оказывают влияние размер обрабатываемого отверстия, толщина стенки детали, материал изделия, величина шероховатости отверстия, упругая деформация выглаживающих зубьев и т.п.
При относительных натягах  до 0,007 увеличение диаметра отверстия происходит в основном за счет смятия неровностей поверхности. При больших натягах, когда пластическая деформация распространяется на значительную глубину стенки детали, а в ряде случаев и на всю толщину стенки, остаточные деформации оказывают значительное влияние на изменение диаметра отверстия.
до 0,007 увеличение диаметра отверстия происходит в основном за счет смятия неровностей поверхности. При больших натягах, когда пластическая деформация распространяется на значительную глубину стенки детали, а в ряде случаев и на всю толщину стенки, остаточные деформации оказывают значительное влияние на изменение диаметра отверстия.
Расчетные зависимости по натягам и действующим силам распространяются на режимы обработки при  до 0,007 (рис. 4), т.е. при тонком поверхностном деформировании.
до 0,007 (рис. 4), т.е. при тонком поверхностном деформировании.
Натяг iв при  определяется по формуле:
определяется по формуле:
определяется по формуле:
Значения коэффициентов К1 и К2 берутся из таблицы 9.
Уменьшение шероховатости отверстия при работе выглаживающих зубьев на: | К3 | ||||||
1 класс 1 | 2 класса | 3 класса | |||||
К1 | К2 | К1 | К1 | К1 | К2 | ||
1,12 | 2,2 | 1,6 | 2,6 | 2,9 | 3,2 | 4,0 | 0,3 |
1,3 | 2,0 | 1,2 | 2,3 | 2,2 | 2,7 | 3,0 | 0,41 |
1,4 | 1,8 | 1,0 | 2,1 | 1,8 | 2,4 | 2,5 | 0,49 |
1,5 | 1,7 | 0,9 | 2,0 | 1,6 | 2,3 | 2,2 | 0,55 |
1,6 | 1,6 | 0,82 | 1,9 | 1,5 | 2,2 | 2,0 | 0,61 |
1,7 | 1,5 | 0,76 | 1,8 | 1,4 | 2,1 | 1,9 | 0,65 |
1,8 | 1,5 | 0,72 | 1,8 | 1,3 | 2,1 | 1,8 | 0,69 |
2,0 | 1,4 | 0,67 | 1,7 | 1,2 | 2,0 | 1,65 | 0,75 |
2,2 | 1,4 | 0,63 | 1,7 | 1,11 | 1,9 | 1,55 | 0,79 |
2,5 | 1,3 | 0,6 | 1,6 | 1,10 | 1,9 | 1,45 | 0,84 |
3,0 | 1,3 | 0,56 | 1,6 | 1,0 | 1,8 | 1,4 | 0,89 |
4,0 | 1,2 | 0,53 | 1,5 | 0,95 | 1,7 | 1,3 | 0,94 |
5,0 | 1,2 | 0,5 | 1,4 | 0,9 | 1,7 | 1,3 | 0,96 |
Св. 6 | 1,2 | 0,5 | 1,4 | 0,9 | 1,6 | 1,2 | 1,0 |
При относительных натягах  до 0,007 включительно диаметр калибрующих зубьев режущей части протяжки dк и диаметр наибольшего выглаживающего зуба dв определяются по формулам:
до 0,007 включительно диаметр калибрующих зубьев режущей части протяжки dк и диаметр наибольшего выглаживающего зуба dв определяются по формулам:

Если учесть разбивку (усадку) отверстия после прохождения режущей части протяжки, то:
 (4)
(4)где  разбивка (усадка) после обработки режущей частью протяжки, устанавливаемая опытным путем.
разбивка (усадка) после обработки режущей частью протяжки, устанавливаемая опытным путем.
Предварительно 
 (5)
(5)При относительных натягах  свыше 0,007 диаметр подсчитывается по приближенной формуле:
свыше 0,007 диаметр подсчитывается по приближенной формуле:
 (6)
(6)где iв определяется по формуле (1).
Так как практически невозможно учесть все колебания физико-механических свойств обрабатываемого материала, свойств СОЖ, отклонений в размерах деталей и инструмента и т.п., в ряде случаев требуется уточнение опытным путем окончательных диаметров режущих и выглаживающих зубьев. Поэтому предусмотрено, что зависимости для iв, d1, dв, dк в отдельных случаях дают несколько завышенные величины. Это дает возможность в необходимых случаях получить требуемый размер d1, dв, dк путем доводки выглаживающих (и при надобности - режущих) зубьев протяжки.
Рабочая часть выглаживающих зубьев может выполняться с двумя коническими поверхностями, разделенными цилиндрической ленточкой, либо по дуге окружности (рис. 4). Конические поверхности зубьев имеют несколько большую склонность к наростообразованию, чем сферические. Рекомендации по геометрии выглаживающих зубьев приведены в таблице 10.

D, мм | Сферические зубья | Конические зубья | |||
R, мм | tв, мм | a, град. | b, град. | tв, мм | |
До 30 | (80 - 70) iв | (70 - 50) iв | 5 +/- 1 | 0,05 Д | (70 - 50) iв |
Свыше 30 | (70 - 60) iв | (50 - 40) iв | 5 +/- 1 | 0,01 Д | (50 - 40) iв |
Примечание. Большие значения коэффициентов при iв следует брать при обработке отверстий меньшего диаметра и при малых значениях iв.
Шероховатость рабочей поверхности зубьев должна соответствовать 12 - 13 классу, и по мере появления износа зубья должны полироваться.
Высокий класс шероховатости поверхности зубьев в немалой степени снижает вероятность наростообразования и повышает качество обработанной поверхности.
При обработке деталей, требующих повышения класса шероховатости поверхности после обработки режущей частью протяжки на 1 класс, рекомендуется применять 1 - 3 выглаживающих зуба; на 2 класса - 3 - 4 зуба; более чем на 2 класса - 5 зубьев. Большее число зубьев в блоке повышает геометрическую точность обрабатываемых отверстий, но увеличивает осевую силу. Применение блоков с числом зубьев более 5 - 6 нецелесообразно. Диаметры выглаживающих зубьев приведены в табл. 11.
Число зубьев в блоке | Диаметры выглаживающих зубьев (колец), мм | ||||
d1 | d2 | d3 | d4 | d5 | |
1 | dв | - | - | - | - |
2 | dв - 0,50 iв | dв | - | - | - |
3 | dв - 0,65 iв | dв - 0,25 iв | dв | - | - |
4 | dв - 0,70 iв | dв - 0,40 iв | dв - 0,15 iв | dв | - |
5 | dв - 0,80 iв | dв - 0,55 iв | dв - 0,30 iв | dв - 0,10 iв | dв |
Натяг  любого выглаживающего зуба определяется разностью между его диаметром d1 и диаметром отверстия D до выглаживания:
любого выглаживающего зуба определяется разностью между его диаметром d1 и диаметром отверстия D до выглаживания:

Длина выглаживающего блока определяется по формуле:
Lв = zвtв, мм. (8)
Длина рабочей части протяжки (см. рис. 2) с учетом длины выглаживающих элементов и замка определяется по формуле:
lп = Lр + l+ Lв + l2 + lз.х, мм, (9)
где l2 = lзн.
Длина рабочего хода протяжки lр.х определяется по формуле для станков с возвратно-поступательным движением (см. выше).
на протяжку при работе выглаживающих зубьев
Между режущей частью протяжки и выглаживающими зубьями имеется средняя направляющая, исключающая одновременную работу режущих и выглаживающих зубьев. Поэтому осевая сила, действующая на блок, будет зависеть от числа одновременно работающих выглаживающих зубьев, натяга, обрабатываемого материала и т.п.
В случае если длина выглаживающих элементов больше длины детали, число одновременно работающих зубьев определяется по формуле:
 (10)
(10)при этом дробная часть частного отбрасывается.
Тогда наибольшая осевая сила будет при одновременной работе выглаживающих зубьев zрв, имеющих наибольшие натяги  (согласно табл. 11 и формулы 7 - это натяги последних зубьев). При длине обрабатываемого отверстия большей длины выглаживающих элементов в работе участвуют все выглаживающие зубья. Осевая сила подсчитывается по формуле:
(согласно табл. 11 и формулы 7 - это натяги последних зубьев). При длине обрабатываемого отверстия большей длины выглаживающих элементов в работе участвуют все выглаживающие зубья. Осевая сила подсчитывается по формуле:

Значения коэффициентов К4 и К6 принимаются по таблицам 12 - 13, коэффициентов K1 и K3 - по таблице 9.
Влияние вида СОЖ из числа рекомендованных выше для работы выглаживающих зубьев на величину Рвыгл. невелико, поэтому поправочные коэффициенты на них не введены.
Таблица 12
Материал | ||||||
Сталь | Чугун | Бронза | Латунь | Алюминиевые сплавы | ||
ковкий | серый | |||||
Твердость HB | ||||||
< 321 | < 217 | < 269 | < 130 | < 160 | < 100 | |
До 0,003 | 630 | 460 | 360 | 390 | 290 | 220 |
Свыше 0,003 До 0,005 | 560 | 420 | 320 | 310 | 260 | 190 |
Свыше 0,005 До 0,007 | 510 | 380 | 290 | 280 | 230 | 170 |
При применении твердосплавных выглаживающих блоков, у которых увеличены по сравнению с рекомендованными (см. табл. 10) шаги между зубьями, цилиндрические ленточки и радиусы сфер, силы выглаживания возрастают. Это относится и к протяжкам, оснащенным одним выглаживающим зубом. Указанные отклонения учитываются коэффициентами К5, К6.
Таблица 13
K5 | K6 | |||||
Увеличение шага (длины зуба) в 1,5 - 2 раза | Увеличение шага (длины зуба) более чем в 2 раза | Увеличение радиуса сферы или ленточки в 2 раза | ||||
сталь | Остальные материалы | сталь | Остальные материалы | сталь | Остальные материалы | |
До 0,003 | 1 | 1 | 1 | 1 | 1 | 1 |
Свыше 0,003 До 0,005 | 1,1 | 1,05 | 1,2 | 1,1 | 1,1 | 1,05 |
Свыше 0,005 До 0,007 | 1,2 | 1,1 | 1,3 | 1,2 | 1,2 | 1,1 |
Примечания:
1. Остальные материалы: чугун, бронза, латунь, алюминиевые сплавы.
2. Увеличение геометрических размеров зубьев - по сравнению с данными табл. 10.
протяжки, оснащенной выглаживающими зубьями
Исходные данные
Деталь - гильза.
Операция - протягивание отверстия до размера D = 20А.
Наружный диаметр гильзы Dн = 36 мм.
Длина протягивания l = 60 мм.
Шероховатость поверхности Ra = 0,63.
Обрабатываемый материал - сталь 45, твердость HB217, предел прочности -  модуль упругости E = 2,1 · 104 кгс/мм2.
модуль упругости E = 2,1 · 104 кгс/мм2.
модуль упругости E = 2,1 · 104 кгс/мм2.Расчет режима резания
1. Расчет режима резания для работы режущей части производится так же, как в инструктивном указании 3 (Lр = 250 мм, lз.н = 45 мм, lз.х = 0).
2. В соответствии с рекомендацией по выбору классов точности и шероховатости поверхности под обработку выглаживающими зубьями (табл. 8) принимаем: 2-й класс точности и шероховатость Ra = 2,5 мкм.
3. Результаты расчета режущей части протяжки:
скорость резания v = 6 м/мин.;
осевое усилие P = 3600 кгс;
длина режущей части протяжки Lр = 250 мм;
СОЖ - сульфофрезол - подходит для работы выглаживающей части.
4. Определение жесткости стенки детали:

5. Определение общего натяга fв.
По формуле (1) подсчитывается натяг iв, коэффициенты К1 и К2 принимаются по таблице 8.

6. Определение относительного натяга:

7. Определение диаметра калибрующих зубьев режущей части протяжки. В данном примере разбивки нет.
 и
и dк = Dв - 4К1Ra = 20,023 - 0,018 = 20,005 мм.
dк = D = 20,005 мм.
8. Определение диаметра наибольшего выглаживающего зуба по формуле (3):

9. Определение геометрических параметров выглаживающих зубьев производится согласно таблице 10:
R = (80 - 70) · iв = 7,4 - 6,5 мм; R = 7 мм.
tв = (70 - 50) · iв = 7,34 - 4,6 мм; tв = 5 мм.
10. Диаметры выглаживающих зубьев и их число принимается согласно рекомендациям и таблице 11.
Число выглаживающих зубьев - 3 - 4. Принимаем zв = 4.
d1 = dв - 0,7iв = 20,097 - 0,7 · 0,092 = 20,032 мм;
d2 = dв - 0,4iв = 20,097 - 0,4 · 0,092 = 20,060 мм;
d3 = dв - 0,15iв = 20,097 - 0,15 · 0,092 = 20,083 мм;
d4 = dв = 20,097 мм.
Длина выглаживаемого блока:
Lв = zв · tв - 4 · 5 = 20 мм.
Длина рабочей части протяжки:
lп = Lр + l + Lв + l2 + lз.х = 250 + 60 + 20 + 45 = 375 мм.
11. Число одновременно работающих зубьев zрв = 4, так как обрабатываемая длина l = 60 мм, а длина блока Lв = zв · tв = 20 мм.
12. Определение натягов выглаживающих зубьев


 ;
;
13. Расчет силы, действующей на выглаживающие зубья, производится по формуле 11:

Определение основного (технологического) времени
Основное (технологическое) время обработки одной детали рассчитывается по формуле:

а) Определяем длину рабочего хода протяжки по формуле:
lр.х = lп + l + lдоп
lп = 375 мм; l = 60 мм; lдоп = 40 мм (см. выше рукописи)
lр.х = 375 + 60 + 40 = 475 мм.
б) Определяем К1 - коэффициент, учитывающий соотношение скорости резания и обратного хода протяжки (см. табл. 4):

в) Рассчитываем основное время. Принимаем q = 1; i = 1

Чистовое протягивание | |||||
Приложение 1 | |||||
а) Круглые и плоские протяжки | |||||
Группа качества | Число секций из двух зубьев с подачей Sч, мм | Общее число чистовых зубьев zч | Припуск на чистовую часть на диаметр Ad, мм | ||
0,02 | 0,01 | 0,005 | |||
1 | 2 | 2 | 2 | 12 | 0,14 |
2 | 1 | 2 | 2 | 10 | 0,10 |
3 | 1 | 2 | - | 6 | 0,08 |
4 | 1 | 1 | - | 4 | 0,06 |
 | |||||
б) Шлицевые протяжки | ||||||
Виды зубьев | Шлицевые | |||||
Вид центрирования | При центрировании по D | При центрировании по d, b и D | Круглые | |||
Группа качества | 1 | 2 | 3 | 1 и 2 | 3 | |
Число секций из двух зубьев с подачей Sч, мм | 0,02 | 2 | 1 | 2 | 2 | 2 |
0,01 | 3 | 2 | - | 2 | 1 | |
Общее число чистовых зубьев | 10 | 6 | 4 | 8 | 6 | |
Припуск на чистовую часть на диаметр Ad, мм | 0,14 | 0,08 | 0,08 | 0,12 | 0,10 | |

Минимально допустимые коэффициенты помещаемости стружки: для сталей I, II и III группы обрабатываемости К = 3; для сталей IV и V группы обрабатываемости К = 2,5; для алюминия и меди К = 3.
КОЭФФИЦИЕНТЫ ПОМЕЩАЕМОСТИ СТРУЖКИ К В ЗАВИСИМОСТИ ОТ ВЕЛИЧИНЫ ПОДАЧИ S, ГЛУБИНЫ СТРУЖЕЧНЫХ КАНАВОК h И ДЛИНЫ ПРОТЯГИВАНИЯ l ДЛЯ СТРУЖКИ НАДЛОМА Обрабатываемый материал - чугун, бронза, латунь | Все виды протягивания |
Приложение 2, лист 2 | |
 | |
Рекомендуемые коэффициенты помещаемости стружки для чугуна, бронзы и латуни К = 2,5. Допускается К = 2.
Под коэффициентом помещаемости стружки в канавке К следует понимать отношение площади стружечной канавки в продольном сечении протяжки площади срезаемой стружки в том же сечении:
для сливных стружек 
для стружек надлома 
где К - коэффициент помещаемости стружки;
S - подача на зуб на сторону (толщина среза), мм;
l - длина протягивания, мм;
h - глубина стружечной канавки, мм;
Fакт - активная площадь стружечной канавки, мм2;
Fлол - полная площадь стружечной канавки, мм2;
Fстр - площадь продольного сечения стружки, мм2.
Минимально допустимые коэффициенты помещаемости Кдоп для материалов различных групп обрабатываемости приведены в приложении 2.
По номограммам можно определить: длину протягивания l, глубину стружечной канавки h, величину подачи черновых зубьев Sо и фактический коэффициент помещаемости Кфакт.
В зависимости от того, какой элемент определяется, меняется ход решения. На номограмме "а" стрелками показаны пути определения:
а) при определении подачи черновых зубьев, когда даны l, К и h, выбирается I путь стрелок. Изменив в данном решении направление стрелок, можно по известным Sо, h и К определить длину протягивания I, допустимую помещаемостью стружки в канавке;
б) при определении глубины стружечной канавки h при известных l, К и Sо - II путь стрелок;
в) при заданных величинах l, Sо, и h по номограмме находим фактический коэффициент помещаемости стружки Кфакт.
Пример. Определить величину подачи червовых зубьев Sо. Известны: материал детали - сталь IV группы обрабатываемости; длина протягивания l = 40 мм; глубина стружечной канавки h = 3 мм.
1. В приложении 2 находим коэффициент помещаемости стружки в канавке К = 2,5, допустимый для стали IV группы обрабатываемости.
2. Значение подачи Sо находим по номограмме "а".
На шкале длин протягивания в левой части номограммы находим точку, соответствующую l = 40 мм. От нее восстанавливаем перпендикуляр до пересечения с наклонной линией, соответствующей К = 2,5. Из точки пересечения проводим прямую параллельную оси длин в правую часть номограммы до пересечения с наклонной линией, соответствующей глубине h = 3 мм. Из точки пересечения опускаем перпендикуляр на ось подач и в точке пересечениния его с последней находим искомую подачу, равную Sо = 0,07 мм. Аналогично действуют и при определении значений глубины стружечной канавки h и коэффициента Кфакт.
В последнем случае найденный коэффициент сравнивают с допустимым. Если соблюдается условие Кфакт >= Кдоп, то стружка в канавках разместится нормально.
Все виды протягивания | |||||||||||||
Приложение 3, лист 1 | |||||||||||||
 | |||||||||||||
Размеры, мм | F, мм2 | N профиля | Размеры, мм | F, мм2 | N профиля | ||||||||
t | h | r | b | R | t | k | r | b | R | ||||
4,0 | 1,6 | 0,8 | 1,5 | 2,5 | 1,77 | 1 | 8 | 2,5 | 1,3 | 4,0 | 4,0 | 4,9 | 4 |
1,8 | 0,9 | 1,2 | 2,8 | 2,54 | 2 | 3,0 | 1,5 | 3,3 | 5,0 | 7,1 | 5 | ||
3,6 | 1,8 | 2,5 | 5,5 | 9,6 | 6 | ||||||||
4,5 | 1,6 | 0,8 | 2,0 | 2,5 | 1,77 | 1 | 9 | 2,5 | 1,3 | 4,0 | 4,0 | 4,9 | 4У |
1,8 | 0,9 | 1,7 | 2,8 | 2,54 | 2 | 3,0 | 1,5 | 4,3 | 5,0 | 7,1 | 5 | ||
2,0 | 1,0 | 1,5 | 3,0 | 3,14 | 3 | 3,6 | 1,8 | 3,5 | 5,5 | 9,6 | 6 | ||
5,0 | 1,6 | 0,8 | 2,2 | 2,5 | 1,77 | 1У | 10 | 3,0 | 1,5 | 4,3 | 5,0 | 7,1 | 5У |
1,8 | 0,9 | 2,2 | 2,8 | 2,54 | 2 | 3,6 | 1,8 | 4,5 | 5,5 | 9,6 | 6 | ||
2,0 | 1,0 | 2,0 | 3,0 | 3,14 | 3 | 4,0 | 2,0 | 3,5 | 6,0 | 12,6 | 7 | ||
5,5 | 1,6 | 0,8 | 2,5 | 2,5 | 1,77 | 1У | 11 | 3,6 | 1,8 | 4,5 | 5,5 | 9,6 | 6У |
1,8 | 0,9 | 2,7 | 2,8 | 2,54 | 2 | 4,0 | 2,0 | 4,5 | 6,0 | 12,6 | 7 | ||
2,0 | 1,0 | 2,5 | 3,0 | 3,14 | 3 | 4,5 | 2,3 | 4,0 | 7,0 | 15,9 | 8 | ||
6,0 | 1,8 | 0,9 | 2,7 | 2,8 | 2,54 | 2У | 12 | 4,0 | 2,0 | 5,5 | 6,0 | 12,6 | 7 |
2,0 | 1,0 | 3,0 | 3,0 | 3,14 | 3 | 4,5 | 2,3 | 5,0 | 7,0 | 15,9 | 8 | ||
2,5 | 1,3 | 2,0 | 4,0 | 4,90 | 4 | 5,0 | 2,5 | 4,0 | 8,0 | 19,6 | 9 | ||
7,0 | 2,0 | 1,0 | 3,5 | 3,0 | 3,14 | 3У | 13 | 4,0 | 2,0 | 5,5 | 6,0 | 12,6 | 7У |
2,5 | 1,3 | 3,0 | 4,0 | 4,90 | 4 | 4,5 | 2,3 | 6,0 | 7,0 | 15,9 | 8 | ||
3,0 | 1,5 | 2,3 | 5,0 | 7,10 | 5 | 5,0 | 2,5 | 5,0 | 8,0 | 19,6 | 9 | ||
Все виды протягивания | |||||||||||||
Приложение 3, лист 2 | |||||||||||||
Размеры, мм | F, мм2 | N профиля | Размеры, мм | F, мм2 | N профиля | ||||||||
t | h | r | b | R | t | h | r | b | R | ||||
14 | 4,5 | 2,3 | 6,0 | 7 | 15,9 | 8У | 22 | 7 | 3,5 | 9,0 | 11 | 38,5 | 11У |
5,0 | 2,5 | 6,0 | 8 | 19,6 | 9 | 8 | 4,0 | 9,0 | 12 | 50,3 | 12У | ||
6,0 | 3,0 | 4,5 | 10 | 28,3 | 10 | 9 | 4,5 | 8,0 | 14 | 63,6 | 13 | ||
15 | 4,5 | 2,3 | 6,0 | 7 | 15,9 | 8У | 24 | 8 | 4,0 | 9,0 | 12 | 50,3 | 12У |
5,0 | 2,5 | 7,0 | 8 | 19,6 | 9 | 9 | 4,5 | 10,0 | 14 | 63,6 | 13 | ||
6,0 | 3,0 | 5,5 | 10 | 28,3 | 10 | 10 | 5,0 | 8,5 | 16 | 78,5 | 14 | ||
16 | 5,0 | 2,5 | 7,0 | 8 | 19,6 | 9У | 25 | 8 | 4,0 | 10,0 | 12 | 50,3 | 12У |
6,0 | 3,0 | 6,5 | 10 | 28,3 | 10 | 9 | 4,5 | 10,0 | 14 | 63,6 | 13У | ||
7,0 | 3,5 | 5,0 | 11 | 38,5 | 11 | 10 | 5,0 | 9,5 | 16 | 78,5 | 14 | ||
17 | 5,0 | 2,5 | 7,0 | 8 | 19,6 | 9У | 26 | 8 | 4,0 | 10,5 | 12 | 50,3 | 12У |
6,0 | 3,0 | 7,5 | 10 | 28,3 | 10 | 9 | 4,5 | 10,0 | 14 | 63,6 | 13У | ||
7,0 | 3,5 | 6,0 | 11 | 38,5 | 11 | 10 | 5,0 | 10,5 | 16 | 78,5 | 14 | ||
18 | 6,0 | 3,0 | 8,5 | 10 | 28,3 | 10 | 28 | 9 | 4,5 | 10,0 | 14 | 63,6 | 13У |
7,0 | 3,5 | 7,0 | 11 | 38,5 | 11 | 10 | 5,0 | 10,5 | 16 | 78,5 | 14У | ||
8,0 | 4,0 | 6,0 | 12 | 50,3 | 12 | 12 | 6,0 | 9,5 | 20 | 113,1 | 15 | ||
19 | 6,0 | 3,0 | 8,5 | 10 | 28,3 | 10У | 30 | 9 | 4,5 | 12,0 | 14 | 63,6 | 13У |
7,0 | 3,5 | 8,0 | 11 | 38,5 | 11 | 10 | 5 | 12,0 | 16 | 78,5 | 14У | ||
8,0 | 4,0 | 7,0 | 12 | 50,3 | 12 | 12 | 6,0 | 11,5 | 20 | 113,1 | 15 | ||
20 | 7,0 | 3,5 | 9,0 | 11 | 38,5 | 11 | 32 | 9 | 4,5 | 12,0 | 14 | 63,6 | 13У |
8,0 | 4,0 | 8,0 | 12 | 50,3 | 12 | 10 | 5,0 | 16 | 78,5 | 14У | |||
9,0 | 4,5 | 6,0 | 14 | 63,3 | 13 | 12 | 6,0 | 20 | 113,1 | 15У | |||
21 | 7,0 | 3,5 | 9,0 | 11 | 38,5 | 11У | |||||||
8,0 | 4,0 | 9,0 | 12 | 50,3 | 12 | ||||||||
9,0 | 1 4,5 | 7,0 | 14 | 63,6 | 13 | ||||||||
Примечание. Удлиненные профили, обозначенные буквой У, могут выполняться и с другими значениями шагов, кроме приведенных в таблице.
Все виды протягивания | |
Приложение 4 | |
 | |
Наибольшая осевая сила резания, действующая на протяжку,
допускаемая прочностью опасного сечения протяжки Pо, кгс
Рекомендуемые расчетные значения прочности на разрыв 
а) для протяжек из сталей марок Р9, Р18 и Р6М5
диаметром до 15 мм 
диаметром свыше 15 мм 
б) для протяжек из сталей марки ХВГ 
Опасным сечением протяжки чаще всего является сечение по впадине перед первым зубом. Диаметр опасного сечения Dоп в этом случае равен:
Dоп = D1 - 2h, мм,
или
Dоп = dо - 2h,
где dо - диаметр отверстия до протягивания, мм;
h - глубина стружечной канавки, мм;
D1 - диаметр первого зуба, мм.
Например, для диаметра опасного сечения Dоп = 10 мм и рекомендуемой для него прочности на разрыв  наибольшая допускаемая прочностью протяжки осевая сила резания
наибольшая допускаемая прочностью протяжки осевая сила резания  (см. путь стрелок).
(см. путь стрелок).
наибольшая допускаемая прочностью протяжки осевая сила резания (см. путь стрелок).ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ РЕЖИМОВ РЕЗАНИЯ
ДЛЯ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ РАБОТ НА ШЛИФОВАЛЬНЫХ
И ДОВОДОЧНЫХ СТАНКАХ
(Массовое, крупносерийное, серийное,
мелкосерийное и единичное производство)
Dд - диаметр шлифования в мм;
Dд - диаметр шлифовального круга в мм;
Dср - средний диаметр рабочей зоны круглого стола в мм;
Bд - ширина шлифования или габаритная ширина расположения шлифуемых поверхностей на столе станка в мм;
Bпр - приведенная ширина шлифования в мм;
Lд - длина шлифования или габаритная длина расположения шлифуемых поверхностей на столе станка в мм;
Bк - ширина шлифовального круга, радиальная ширина кольца или сегмента в мм;
Vк - скорость вращения шлифовального круга в м/сек.;
Vд - скорость вращения детали, скорость стола (продольная или окружная) в м/мин.;
Sо - продольная подача в мм на один оборот детали (при наружном и внутреннем шлифовании); поперечная подача на оборот стола (при плоском шлифовании на станках с круглым столом или ход стола на станках с прямоугольным столом) в мм/об., мм/ход;
SM - минутная продольная подача в мм/мин.;
N - мощность резания в квт;
Nуд - удельная мощность на 1 мм ширины круга в квт;
m - модуль зуба в мм;
Stx - подача на глубину на ход стола или на проход в мм/ход;
 - поправочные коэффициенты на поперечную подачу;
- поправочные коэффициенты на поперечную подачу;nд - число оборотов детали в мин.;
i - число проходов;
П - припуск на шлифование на сторону в мм (с включением допуска на предыдущую обработку);
2П припуск на шлифование на диаметр в мм (с включением допуска на предшествующую обработку);
q - количество одновременно обрабатываемых деталей в шт.;
Tо - основное (технологическое) время в мин.;
vв.п - возвратно-поступательная скорость хода шпинделя в м/мин.;
Dпар - наружный диаметр детали в мм;
Dвн - внутренний диаметр детали в мм;
vвр - скорость вращательного движения инструмента (хона, притира): при доводке наружных цилиндрических и плоских поверхностей принимается как скорость вращения диска для однодисковых станков и относительная скорость верхнего и нижнего дисков для двудисковых; при доводке двух плоскостей с неподвижным сепаратором наибольшая скорость одного из дисков относительно детали при доводке отверстий соответствует скорости вращения притира;
n - число двойных ходов в мин. бруска или штосселя;
lб - общая длина брусков по образующей в мм;
zб - число брусков по окружности в одном ряду;
2t - удвоенная глубина шлифования в мм (при бесцентровом шлифовании с продольной подачей);
t - глубина шлифования, (подача по лимбу) в мм;
dо - диаметр резьбы в мм;
P - шаг резьбы в мм;
Bр.х - длина рабочего хода в направлении зуба в мм;
Lр.х - длина рабочего хода в направлении движения обката в мм;
Sдв.х - подача на один двойной ход штосселя в мм;
 - черновая, получистовая, чистовая подача обкатки на дв. ход штосселя в мм/дв. ход;
- черновая, получистовая, чистовая подача обкатки на дв. ход штосселя в мм/дв. ход;nоб - число обкатов (число ходов каретки);
Vxx - скорость быстрого подхода и отхода стола в мм/мин.;
Пр - припуск на сторону, отсчитанный в направлении радиального перемещения круга в мм;
Пд - припуск на сторону, отсчитанный по делительной окружности в мм;
z - число шлицев или зубьев;
y - длина перебега круга для осуществления поворота детали на деление в мм;
P - давление, создаваемое на поверхности контакта плоских поверхностей инструмента и детали при доводке, кг/см2;
Dвк - диаметр ведущего круга в мм;
nвк - число оборотов ведущего круга в об./мин.;
Q - сила прижима в кг;
P1 - распределенная сила, приходящаяся на единицу длины цилиндрической поверхности детали с плоскостью инструмента, кг/см;
lxx - длина холостого хода каретки в мм;
M - крутящий момент, создаваемый при доводке отверстий, кгм;
Мт - тормозной момент, кгм;
B - ширина зубчатого венца, мм.
Приведенные в сборнике нормативы режимов резания предназначаются для технического нормирования шлифовальных и доводочных работ. Необходимым условием применения настоящих нормативов является наличие разработанного по операциям и переходам технологического процесса обработки деталей.
Основное (технологическое) время на операцию для шлифовальных работ при пользовании нормативами определяется по выбранным режимам резания с учетом паспортных данных оборудования. Для ряда отделочных и доводочных работ основное (технологическое) время на операцию определяется по картам нормативов без расчетов.
Сборник содержит нормативные материалы для нормирования шлифовальных и доводочных работ, перечень которых приведен ниже "Классификации основных видов работ, охваченных нормативами".
Последовательность расположения нормативных материалов, а также их содержание даны в соответствии с перечнем видов работ и порядком определения режимов резания и основного времени на операцию.
Нормативные материалы для каждого вида работ построены и расположены в сборнике по типовому плану:
а) краткая инструкция по выбору режимов с примером расчета;
б) карта выбора характеристики шлифовального круга;
в) карта выбора режимов шлифования (доводки) с поправочными коэффициентами для измененных условий;
г) карта проверки режимов шлифования по мощности;
д) расчетная формула для определения основного (технологического) времени.
Основными исходными величинами, в зависимости от которых определяются режимы шлифования или доводки, являются: обрабатываемый материал, точность, шероховатость поверхности и величина максимального (с учетом допуска) припуска на обработку. Кроме этого, учитываются характер обработки, размеры обрабатываемой поверхности и другие факторы.
Числовые величины режимов резания в нормативах рассчитаны для средних значений исходных технологических факторов, приведенных в картах.
Для упрощения нормирования нормативные значения подач (радиальных и поперечных) установлены для средних значений за все время цикла шлифования и выхаживания, то есть нормативная подача определяется как частное от деления величины припуска на время шлифования. В качестве типового принят цикл шлифования, при котором время на выхаживание занимает 20% от основного времени обработки.
Соответствующие поправочные коэффициенты на подачу, принятые в нормативах в зависимости от точности, шероховатости поверхности и других технологических факторов, изменяют таким образом среднюю величину подачи и время обработки за счет изменения, главным образом, времени на выхаживание.
Жесткость системы в нормативах отражена двумя поправочными коэффициентами:
а) в зависимости от размера шлифовального круга, косвенно определяющего размер станка и его жесткость;
б) в зависимости от модели станка и срока его непрерывной работы на предприятии (см. карту 2). При этом предусматривается, что с увеличением времени работы станка и срока его морального износа и потери жесткости в процессе работы возрастает время на выборку люфтов, создание натягов в системе и увеличивается время выхаживания для получения требуемой точности.
Приведенные в нормативах режимы резания рассчитаны на обработку с обильным охлаждением на всех видах работ, кроме отдельных случаев шлифования на специальных станках. Смазочно-охлаждающие жидкости, доводочные пасты и шлиф-порошки по составу и технологическим свойствам назначаются в соответствии с действующими технологическими инструкциями.
Формы карт нормативов, обозначения технологических факторов, а также методика расчета режимов резания в сборнике не изменились и остаются одинаковыми с принятыми в ранее изданных (1959 г.) общемашиностроительных нормативах.
В целях наглядности в каждом разделе шлифовальных и доводочных работ приводятся пояснения по выбору режимов и работы с примером расчета.
Карта 1 | |||
Группы обрабатываемости | Обрабатываемый материал | Марки материалов | |
I | Стали конструкционные углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном, а также инструментальные углеродистые | 18ХНВА, 18Х2Н4А, ХВГ, 30ХГСНА, 30ХГТ, 38ХСА, 3ХГС, 33ХМЮА, 12ХМФ, 20ХМ, 40ХМВА, 15Х1М1Ф, ШХ15, У8, У10, У12 и близкие к ним | |
II | Стали конструкционные легированные хромом и никелем | 12ХНЗА, 12Х2Н4А, 20ХНЗА, 30ХНЗА, 40ХНА, 40ХНМА и близкие к ним | |
III | Стали нержавеющие | ОХ13, 1Х13, 2Х13, 3Х13, Х14, Х17 Х25, Х18Н10Т, ХН35ВТ, Х20Н80ТЗ, 1Х12В2МФ, 15Х12ВМФ Х15Н60, Н20С2 и близкие к ним | |
IV | Быстрорежущие стали | Р18, Р9К5 и близкие к ним | |
V | Быстрорежущие стали | Р9, Р12, Р6М5К5, Р18Ф2, Р6М5 и близкие к ним | |
VI | Чугуны и бронзы | 12 - 28, 15 - 32, 18 - 35, 24 - 44; ОЦ10-2, ОЦ66-6-3, АЖ9-4 и близкие к ним | |
Карта 2 | ||||
Вид шлифования | Модель станка | Станки, проработавшие непрерывно | ||
до 10 лет | до 20 лет | св. 20 лет | ||
Коэффициент Кж | ||||
Круглое наружное шлифование | 316Т, 3Б16, 3161П, 3161Т, 3А161, 3Б161, 3Б161П, 3А130, 313; | 1,0 | 1,0 | 1,0 |
316, 3Б151, 3А151, 3153, 3А153У, 312П, 310П; | 1,0 | 0,85 | 0,7 | |
3Б15, 310, 315, 3Г12М, 3Г12, 3А12, 3110; | 0,85 | 0,8 | 0,7 | |
Внутреннее шлифование | 3А228, 3А227В, 3А229, 3А260, 3Б260, 3Б260В, ВС311Н3; | 1,0 | 1,0 | 1,0 |
3Б250, 3Б250В, 3А227; | 1,0 | 0,9 | 0,85 | |
325, 3250, 3А225, 3251, 3А266, 3240; | 0,85 | 0,8 | 0,7 | |
Плоское шлифование | 3734А, 3734Т, 373, 371П, 371К, 3756, 372АМ, 3720, 3731, 3724; | 1,0 | 1,0 | 1,0 |
3772, 37729 | 1,0 | 0,85 | 0,7 | |
Примечания:
1. Для бесцентровошлифовальных, резьбошлифовальных, зубошлифовальных, шлицешлифовальных, хонинговальных и доводочных станков, независимо от срока работы станка, коэффициент равен 1,0.
2. В таблице указаны типовые модели станков. Для моделей станков, не указанных в карте, поправочные коэффициенты на режимы резания устанавливаются по согласованию со службами главного механика завода.
Карта 3. Материал абразивного зерна, твердость и связка круга назначаются в зависимости от шлифуемого материала и его твердости, а также принятой скорости круга. Зернистость выбирается в зависимости от требуемой шероховатости поверхности. Режимы шлифования, приведенные в карте 4, лист 1, соответствуют работе кругами твердости С1...С2. При работе кругами, твердость которых отличается от твердости С1...С2, вводится поправочный коэффициент на величину минутной поперечной подачи.
Карта 4. Величина минутной поперечной подачи  определяется а зависимости от диаметра шлифуемой детали, длины обрабатываемой поверхности и величины максимального припуска. Число оборотов детали выбирается в зависимости от диаметра детали и твердости шлифуемого материала для условий бесприжогового шлифования. При одновременном шлифовании нескольких шеек вала на многокамниевых станках режимы резания выбираются для наибольшего диаметра шейки.
определяется а зависимости от диаметра шлифуемой детали, длины обрабатываемой поверхности и величины максимального припуска. Число оборотов детали выбирается в зависимости от диаметра детали и твердости шлифуемого материала для условий бесприжогового шлифования. При одновременном шлифовании нескольких шеек вала на многокамниевых станках режимы резания выбираются для наибольшего диаметра шейки.
Поправочные коэффициенты (карта 4, лист 3). Найденная величина  соответствует следующим условиям обработки: шлифуемый материал первой группы обрабатываемости (карта 1); круг твердости С1...С2, диаметр шлифовального круга 600 мм, шлифование свободной (без радиусов и буртов) поверхности, отношение расстояния от шлифуемой шейки до опоры к диаметру <= 7, подача ручная, измерение производится накидной индикаторной скобой, шероховатость поверхности Ra = 1,25...0,63 мкм, точность обработки - 2-й класс при скорости круга vк = 35 м/сек. Для измененных условий шлифования вводятся поправочные коэффициенты на величину подачи
соответствует следующим условиям обработки: шлифуемый материал первой группы обрабатываемости (карта 1); круг твердости С1...С2, диаметр шлифовального круга 600 мм, шлифование свободной (без радиусов и буртов) поверхности, отношение расстояния от шлифуемой шейки до опоры к диаметру <= 7, подача ручная, измерение производится накидной индикаторной скобой, шероховатость поверхности Ra = 1,25...0,63 мкм, точность обработки - 2-й класс при скорости круга vк = 35 м/сек. Для измененных условий шлифования вводятся поправочные коэффициенты на величину подачи  и Кж. Для шлифования по первому классу точности при шероховатости поверхности Ra = 0,63...0,32 мкм нормативами предусматривается правка алмазными инструментами (карандашами марок С и Ц), а для точности 2-го класса и грубее и шероховатости поверхности от 1,25 и грубее - безалмазная правка абразивными кругами (типа 54С80-125ЧТК).
и Кж. Для шлифования по первому классу точности при шероховатости поверхности Ra = 0,63...0,32 мкм нормативами предусматривается правка алмазными инструментами (карандашами марок С и Ц), а для точности 2-го класса и грубее и шероховатости поверхности от 1,25 и грубее - безалмазная правка абразивными кругами (типа 54С80-125ЧТК).
<...>гости поверхности 0,63 нормативами предусматривается правка алмазными <...>
Основное время подсчитывается по формуле.
Карта 5. Проверка мощности, потребной на шлифование, производится путем сопоставления мощности станка с мощностью на резание, рассчитанной по карте 5. Мощность шлифования определяется по диаметру, длине шлифования, группе обрабатываемости и минутной поперечной подаче  с учетом поправочных коэффициентов на скорость и твердость круга.
с учетом поправочных коэффициентов на скорость и твердость круга.
Кроме этого, по скорости детали, твердости, ширине круга и удельной мощности проверяется возможность появления прижогов и при необходимости изменяется число оборотов детали или снижается величина
Пример расчета режимов резания и основного времени | Наружное круглое шлифование с радиальной подачей | ||||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности, схема установки детали | Деталь | Станок | ||||||
 | Наименование | Вертикальный валик | Наименование | круглошлифовальный | |||||
Марка материала | Ст. 18ХНВА, 1 гр. обрабатываемости | Модель | 3А151 | ||||||
Твердость | HRC 22-30 | Мощность мотора круга | 7,0 квт | ||||||
Диаметр заготовки и допуск | 28,4 - 0,14 мм, 2 кл. | Мощность мотора детали | 0,8 квт | ||||||
Число оборотов круга | 1400 об./мин.; vк = 44 м/сек. | ||||||||
Размер бурта, галтели, допуск | R = 1 +/- 0,2 мм | Число оборотов детали | 140 - 600 об./мин. | ||||||
Наименование операции (черновая, чистовая) | Чистовая | ||||||||
Длина обработки | 43 мм | Способ подачи | автоматический | ||||||
Способ измерения | автоматический контроль | Срок эксплуатации станка | 4 года | ||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |||
1 | Выбор характеристики круга | Материал зерна Твердость и связка | 23А, 24А40 С2 6-5К (без учета R) | 23А, 24А40 СТ 6-5К (с учетом R) | |||||
Форма и размер | Паспорт станка | ПВК, 600 x 63 x 305 мм | ПВК, 600 x 63 x 305 мм | ||||||
2 | Расчет режимов резания | Число оборотов и скорость вращения детали Минутная поперечная подача | nд = 200 об./мин., vд = 17,6 м/мин.  | nд = 200 об./мин. vд = 17,6 м/мин. | |||||
Поправочные коэффициенты на | группы обрабатываемого материала точности и шероховатости поверхности | 1,0 |  | ||||||
размера и скорости шлифовального круга | vк = 44 м/сек.; 1,3 | ||||||||
способа шлифования и контроля размера | 1,4 | ||||||||
формы поверхности и жесткости детали | 0,95 | ||||||||
твердости шлифовального круга К1 | 0,85 | ||||||||
точности и жесткости станка Кж | 1,0 | ||||||||
3 | Проверочный расчет мощности | Мощность, потребная на шлифование Поправочный коэффициент в зависимости от твердости и скорости круга | N = 3,2 квт КN = 1,40 | N = 4,48 квт | |||||
Бесприжоговая удельная предельная мощность | Nуд = 0,1 квт/мм | Nуд = 4,48 : 63 = 0,071 Nуд.предельная = 0,071 квт | |||||||
4 | Расчет основного времени | Основное время Tо |   | Tо = 0,16 мин. | |||||
Круглое наружное шлифование | |||||||
Карта 3 | |||||||
Скорость круга vк в м/сек. до | Метод шлифования | Шероховатость поверхности | Стали конструкционные углеродистые и легированные | Стали жаропрочные, нержавеющие и инструментальные | Чугуны и бронзы | ||
Твердость | |||||||
HRC < 30 | HRC 30 - 50 | HRC > 50 | |||||
Рекомендуемая характеристика круга | |||||||
35 | С радиальной подачей | Rz20 | 14А50С2 6-7К | 14А50С1 6-7К | 4ЗА, 33А50СМ2 6-7К | 43А, 33А50СМ2 6-7К | 14А, 14А/23А50СМ2 6К |
2,5 | 14А40-50СТ1 6К | 14А40-50СМ2 6К | 4ЗА, 33А40-50СМ2 6К | 43А, 33А40-50СМ2 0К | 14А, 14А/23А40-50СМ2 6К | ||
1,25 | 14А, 23А40СТ1 6-5К | 14А, 23А40С1 6-5К | 24А, 33А40С1 6-5К | 43А, 33А40С1 6-5К | 14А, 14А/23А40С1 6К | ||
0,63 | 24А16-25СТ2 5К | 24А16-25С2 5К | 24А, 33А16-25С2 5К | 43А, 33А16-25С1 5К | 14А, 14А/23А16-25С1 6К | ||
С продольной подачей | Rz20 | 14А50С2 6-7К | 14А50СМ-2 6-7К | 43А, 33А50СМ1 6-7К | 43А, 33А50СМ1 6-7К | 14А, 14А/23А50СМ1 6К | |
2,5 | 14А40-50С2 6К | 14А40-50С1 6К | 43А, 33А40-50СМ2 6К | 43А, 33А40-50СМ1 6К | 14А, 14А/23А40-50СМ16К | ||
1,25 | 14А, 23А40СТ1 6-5К | 14А, 23А40С1 6-5К | 24А33А40СМ2 6-5К | 43А, 33А40СМ2 6-5К | 14А, 14А/23А40СМ2 6К | ||
0,63 | 24А16-25СТ1 5К | 24А16-25С2 5К | 24А, 33А16-25С 5К | 43А. 33А16-25СМ2 5К | 14А, 14А/23А16-25СМ2 6К | ||
50 | С радиальной подачей | Rz20 | 23А50С1 6-7К | 23А50СМ2 6-7К | 24А, 33А50СМ1 6-7К | - | 14А, 14А/23А50СМЛ 6К. |
2,5 | 23А50С2 6К | 23А50С1 6К | 24А, 33А50СМ2 6К | - | 14А, 14А/23А50СШ 6К | ||
1,25 | 23А, 24А40С2 6-5К | 23А, 24А40С1 6-5К | 24А, 33А40СМ2 6-5К | - | 14А, 14А/23А40СМ2 6К | ||
0,63 | 24А25СТ1 5К | 24А25С2 5К | 24А, 33А25С1 5К | - | 14А, 14А/23А25С1 6К | ||
С продольной подачей | Rz20 | 23А50СМ2 6-7К | 23А50СМ1 6-7К | 24А, 33А50СМ1 6-7К | - | 14А, 14А/23А50СМ1 6К | |
2,5 | 23А50С1 6К | 23А50СМ2 6К | 24А, 33А50СМ1 6К | - | 14А, 14А/23А50СМ1 6К | ||
1,25 | 24А40С1 6-5К | 23А, 24А40С1 6-5К | 24А, 33А40СМ2 6-5К | - | 14А, 14А/23А40СМ2 6К | ||
0,63 | 24А25С2 5К | 24А25С2 5К | 24А, 33А25СМ2 5К | - | 14А, 14А/23А25СМ2 6К | ||
Примечания:
1. Таблицы режимов резания составлены для кругов твердости С1...С2. При работе кругами отличной твердости величины табличных подач для более мягких кругов умножать на К1 = 1,1, а для более твердых кругов - на К1 = 0,85.
2. При шлифовании поверхностей с галтелями твердость круга увеличивать на 1 - 2 степени, вводя соответствующую поправку на  , Sм (таблицы поправочных коэффициентов к картам 4, 6, 8).
, Sм (таблицы поправочных коэффициентов к картам 4, 6, 8).
3. Для повышения кромкостойкости кругов применять шлифовальные круги 7 - 8 структуры.
Круглое наружное шлифование с радиальной подачей | ||||||||||||
Карта 4, лист 1 | ||||||||||||
 | ||||||||||||
I. Число оборотов детали пд, минутная поперечная подача Stм | ||||||||||||
Диаметр шлифования Dд в мм до | Группы материала | Припуск на обработку 2П в мм до | Длина шлифования Lд в мм до | |||||||||
Стали HRC < 30, чугун, бронза | Стали HRC 30 - 50 | Стали конструкционные HRC > 50, нержавеющие, жаропрочные, инструментальные | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 150 | ||
Число оборотов детали nд, об./мин. | Минутная поперечная подача Stм в мм/мин. | |||||||||||
20 | 220 | 270 | 335 | 0,15 | 0,85 | 0,74 | 0,64 | 0,56 | 0,49 | 0,43 | 0,37 | 0,32 |
0,30 | 1,12 | 0,99 | 0,85 | 0,74 | 0,64 | 0,56 | 0,49 | 0,43 | ||||
0,50 | 1,40 | 1,20 | 1,06 | 0,92 | 0,80 | 0,70 | 0,62 | 0,54 | ||||
25 | 190 | 234 | 290 | 0,15 | 0,77 | 0,67 | 0,58 | 0,50 | 0,44 | 0,38 | 0,33 | 0,28 |
0,30 | 1,0 | 0,88 | 0,77 | 0,67 | 0,58 | 0,50 | 0,44 | 0,38 | ||||
0,50 | 1,25 | 1,08 | 0,95 | 0,82 | 0,72 | 0,63 | 0,55 | 0,48 | ||||
0,70 | 1,56 | 1,37 | 1,20 | 1,05 | 0,90 | 0,79 | 0,70 | 0,60 | ||||
32 | 167 | 205 | 250 | 0,15 | 0,68 | 0,59 | 0,51 | 0,45 | 0,39 | 0,34 | 0,29 | 0,25 |
0,30 | 0,89 | 0,78 | 0,68 | 0,59 | 0,51 | 0,45 | 0,39 | 0,34 | ||||
0,50 | 1,11 | 0,96 | 0,84 | 0,73 | 0,64 | 0,56 | 0,49 | 0,43 | ||||
0,7 | 1,40 | 1,20 | 1,06 | 0,93 | 0,80 | 0,70 | 0,62 | 0,53 | ||||
40 | 147 | 180 | 220 | 0,15 | 0,61 | 0,53 | 0,46 | 0,40 | 0,35 | 0,30 | 0,26 | 0,22 |
0,30 | 0,79 | 0,70 | 0,61 | 0,53 | 0,46 | 0,40 | 0,35 | 0,30 | ||||
0,50 | 1,0 | 0,87 | 0,75 | 0,66 | 0,57 | 0,50 | 0,44 | 0,38 | ||||
0,70 | 1,25 | 1,08 | 0,93 | 0,83 | 0,72 | 0,62 | 0,55 | 0,48 | ||||
50 | 130 | 160 - | 197 | 0,15 | 0,54 | 0,47 | 0,41 | 0,36 | 0,31 | 0,27 | 0,23 | 0,20 |
0,30 | 0,71 | 0,62 | 0,54 | 0,47 | 0,41 | 0,36 | 0,31 | 0,27 | ||||
0,50 | 0,89 | 0,77 | 0,67 | 0,59 | 0,51 | 0,44 | 0,39 | 0,34 | ||||
0,70 | 1,10 | 0,97 | 0,85 | 0,74 | 0,64 | 0,56 | 0,50 | 0,43 | ||||
1,0 | 1,42 | 1,23 | 1,06 | 0,93 | 0,82 | 0,71 | 0,62 | 0,54 | ||||
63 | 113 | 139 | 170 | 0,15 | 0,48 | 0,42 | 0,37 | 0,32 | 0,28 | 0,24 | 0,205 | 0,18 |
0,30 | 0,63 | 0,55 | 0,48 | 0,42 | 0,37 | 0,32 | 0,28 | 0,24 | ||||
0,50 | 0,79 | 0,68 | 0,60 | 0,52 | 0,46 | 0,40 | 0,35 | 0,30 | ||||
0,70 | 1,0 | 0,87 | 0,76 | 0,66 | 0,57 | 0,50 | 0,44 | 0,38 | ||||
1,0 | 1,25 | 1,09 | 0,95 | 0,83 | 0,72 | 0,63 | 0,55 | 0,48 | ||||
80 | 100 | 123 | 150 | 0,15 | 0,43 | 0,38 | 0,33 | 0,28 | 0,25 | 0,21 | 0,18 | 0,16 |
0,30 | 0,56 | 0,50 | 0,43 | 0,38 | 0,33 | 0,28 | 0,25 | 04 21 | ||||
0,50 | 0,70 | 0,61 | 0,53 | 0,46 | 0,41 | 0,35 | 0,31 | 0,27 | ||||
0,70 | 0,88 | 0,77 | 0,68 | 0,59 | 0,51 | 0,45 | 0,39 | 0,34 | ||||
1,0 | 1,13 | 0,98 | 0,85 | 0,74 | 0,65 | 0,56 | 0,49 | 0,43 | ||||
Круглое наружное шлифование с радиальной подачей | ||||||||||||
Карта 4, лист 2 | ||||||||||||
Диаметр шлифования Lд в мм до | Группы материала | Припуск на обработку 2П в мм до | Длина шлифования Lд в мм до | |||||||||
Стали HRC < 30, чугун, бронза | Стали HRC 30 - 50 | Стали конструкционные HRC > 50, нержавеющие, жаропрочные, инструментальные | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 150 | ||
Число оборотов детали nд, об./мин. | Минутная поперечная подача St в мм/мин. | |||||||||||
100 | 88 | 110 | 130 | 0,30 | 0,51 | 0,44 | 0,38 | 0,34 | 0,29 | 0,25 | 0,22 | 0,19 |
0,50 | 0,63 | 0,55 | 0,48 | 0,42 | 0,36 | 0,32 | 0 28 | 0 24 | ||||
0,70 | 0,79 | 0,69 | 0,60 | 0,52 | 0,45 | 0,40 | 0,35 | 0,30 | ||||
1,0 | 1,01 | 0,87 | 0,76 | 0,66 | 0,58 | 0,51 | 0,44 | 0,38 | ||||
125 | 77 | 95 | 115 | 0,30 | 0,45 | 0,39 | 0,34 | 0,30 | 0,26 | 0,23 | 0,20 | 0,17 |
0,50 | 0,56 | 0,48 | 0,43 | 0,37 | 0,33 | 0,28 | 025 | 0,92 | ||||
0,70 | 0,70 | 0,62 | 0,54 | 0,47 | 0,40 | 0,36 | 0,32 | 0,227 | ||||
1,0 | 0,90 | 0,78 | 0,68 | 0,59 | 0,52 | 0,45 | 0,39 | 0,34 | ||||
160 | 67 | 82 | 100 | 0,30 | 0,40 | 0,35 | 0,30 | 0,27 | 0,23 | 0,20 | 0,175 | 0,15 |
0,50 | 0 50 | 0,43 | 0 38 | 0,33 | 0,29 | 0,25 | 022 | 0,19 | ||||
0,70 | 0,62 | 0,55 | 0,48 | 0,41 | 0,36 | 0,32 | 0,28 | 0,24 | ||||
1,0 | 0,80 | 0,70 | 0,60 | 0,53 | 0,40 | 0, 40 | 0,35 | 0,30 | ||||
Круглое наружное шлифование с радиальной подачей | ||||||||||||
Карта 4, лист 3 | ||||||||||||
II. Поправочные коэффициенты на поперечную подачу 1. Обрабатываемого материала, точности и шероховатости поверхности | ||||||||||||
Группы обрабатываемого материала (марки сталей см. в карте 1) | Класс точности и шероховатость поверхности Ra, Rz, в мкм | |||||||||||
1 | 2 | 2а | 3 | 4 - 5 | ||||||||
0,63 | 1,25 | 0,63 | 1,25 | 0,63 | 1,25 | 1,25 | 2,5 | 1,25 | 2,5 | Rz20 | ||
Коэффициент | ||||||||||||
I. | Стали конструкционные углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном, а также инструментальные углеродистые | 0,7 | 0,8 | 0,87 | 1,0 | 1,1 | 1,25 | 1,56 | 1,8 | 1,95 | 2,24 | 2,55 |
II. | Стали конструкционные, легированные хромом и никелем | 1,05 | 1,2 | 1,3 | 1,5 | 1,65 | 1,85 | 2,32 | 2,7 | 2,92 | 3,35 | 3,8 |
III. | Стали нержавеющие | 0,48 | 0,47 | 0,52 | 0,60 | 0,66 | 0,75 | 0,94 | 1,1 | 1,17 | 1,34 | 1,53 |
IV. | Быстрорежущие стали | 0,25 | 0,28 | 0,30 | 0,35 | 0,38 | 0,44 | 0,55 | 0,63 | 0,68 | 0,78 | 0,89 |
V. | Быстрорежущие стали | 0,10 | 0,12 | 0,13 | 0,15 | 0,17 | 0,19 | 0,23 | 0,27 | 0,29 | 0,34 | 0,38 |
VI. | Чугуны и бронзы | 1,1 | 1,28 | 1,4 | 1,6 | 1,75 | 2,0 | 2,5 | 2,9 | 3,1 | 3,5 | 4,0 |
РЕЖИМЫ РЕЗАНИЯ | Круглое наружное шлифование с радиальной подачей | ||||||||||
Карта 4, лист 4 | |||||||||||
2. Размера и скорости шлифовального круга | 3. Способа шлифования и контроля размера | ||||||||||
Скорость вращения круга vк в м/сек. | Диаметр круга Dн в мм | Способ измерения размера | |||||||||
<= 350 | 400 | 500 | 600 | >= 750 | Вид подачи | ручное измерение (скобой, микрометром и пр.) | накидная индикаторная скоба | активный контроль АКЗ и др. времени | |||
Коэффициент | |||||||||||
Коэффициент | |||||||||||
35 | 0,73 | 0,83 | 0,9 | 1,0 | 1,1 | Ручная | 0,8 | 1,0 | 1,2 | ||
50 | 0,95 | 1,04 | 1,16 | 1,3 | 1,4 | Автоматическая | - | - | 1,4 | ||
4. Формы поверхности и жесткости детали | |||||||||||
Жесткость детали (отношение | Шлифуемая поверхность | ||||||||||
Цилиндрическая | Прерывистая (шлицевая) | С галтелью | |||||||||
с одной стороны | с двух сторон | ||||||||||
r <= 2 | r > 2 | r <= 2 | r < 2 | ||||||||
Коэффициент | |||||||||||
<= 7 | 1,0 | 0,90 | 0,90 | 0,95 | 0,85 | 0,9 | |||||
> 7 | 0,9 | 0,80 | 0,80 | 0,85 | 0,75 | 0,80 | |||||
Основное время рассчитывается по формуле:

где 
Круглое наружное шлифование с радиальной подачей | ||||||||||||||
Карта 5, лист 1 | ||||||||||||||
Группы обрабатываемого материала | Длина шлифования Lд в и до | |||||||||||||
VI | I - II | III | IV - V | |||||||||||
Диаметр шлифования Dд в мм до | ||||||||||||||
32 | 24 | - | - | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - | - | - | - |
45 | 32 | 24 | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - | - | - |
62 | 45 | 32 | 24 | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - | - |
85 | 62 | 45 | 32 | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - |
120 | 85 | 62 | 45 | - | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
160 | 120 | 85 | 62 | - | - | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 |
- | 160 | 120 | 85 | - | - | - | - | - | 32 | 40 | 50 | 63 | 80 | 100 |
Минутная поперечная подача | Мощность на резание N в квт | |||||||||||||
0,26 | - | - | - | - | - | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | |||
0,38 | - | - | - | - | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | |||
0,53 | - | - | - | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | |||
0,78 | - | - | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | |||
1,0 | - | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | |||
1,4 | - | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | 19,3 | |||
1,9 | 2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | 19,3 | 24 | |||
2,6 | 3,2 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | 19,3 | 24 | - | |||
3,6 | 4,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | 19,3 | 24 | - | - | |||
5,0 | 5,0 | 6,3 | 7,9 | 9,9 | 12,4 | 15,5 | 19,3 | 24 | - | - | - | |||
Мощность, потребная на резание | Круглое наружное шлифование с радиальной подачей | |||
Карта 5, лист 2 | ||||
Поправочные коэффициенты на мощность резания в зависимости от твердости и скорости круга | ||||
Скорость круга vк в м/сек. | Твердость круга | |||
СМ1...СМ2 | С1...С2 | СТ1...СТ21 | СТ3...Т1 | |
Коэффициент | ||||
35 | 1,0 | 1,16 | 1,36 | 1,58 |
50 | 1,2 | 1,4 | 1,63 | 1,9 |
Предельные значения удельной мощности шлифования (в квт на 1 мм ширины круга) для бесприжоговой обработки закаленной стали | ||||
Твердость круга | Скорость вращения детали vд в м/мин. до | |||
20 | 36 | 63 | 85 | |
Nудельная в квт/мм | ||||
СМ1...СМ2 | 0,11 | 0,135 | 0,175 | 0,220 |
С1...С2 | 0,10 | 0,125 | 0,160 | 0,200 |
СТ1...СТ2 | 0,09 | 0,115 | 0,150 | 0,180 |
Выбор характеристики шлифовального круга производится по карте 3. Материал абразивного зерна, твердость и связка круга назначаются в зависимости от марки и твердости шлифуемого материала, а также от принятой скорости круга (35 или 50 м/сек.). Зернистость выбирается в зависимости от требуемой шероховатости поверхности. Режимы шлифования, приведенные в карте 6, соответствуют работе кругами твердости С1...С2. При работе кругами, твердость которых отличается от С1...С2, вводится поправочный коэффициент на величину  и Sм (карта 3).
и Sм (карта 3).
Карта 6, лист 1, 2. Величина продольной минутной подачи и поперечной определяются в зависимости от диаметра шлифуемой детали и ширины круга. Число оборотов детали выбирается в зависимости от диаметра и твердости шлифуемого материала для условий бесприжогового шлифования.
Поправочные коэффициенты (карта 6, листы 3, 4, 5). Найденная величина поперечной подачи на ход стола  и продольной минутной подачи Sм соответствуют следующим условиям обработки: шлифуемый материал первой группы обрабатываемости (карта 1), круг твердости С1...С2, диаметр и ширина круга 600 x 63 мм, шлифуется свободная поверхность, поперечная подача ручная, измерение производится жесткой скобой, точность обработки 2-й класс, шероховатость поверхности Ra = 1,25...0,63 мкм, припуск на диаметр 0,5 мм, скорость круга vк = 35 м/сек, отношение расстояния от шлифуемой поверхности (шейки) до опоры к диаметру <= 7. На измененные условия шлифования вводятся соответствующие поправочные коэффициенты
и продольной минутной подачи Sм соответствуют следующим условиям обработки: шлифуемый материал первой группы обрабатываемости (карта 1), круг твердости С1...С2, диаметр и ширина круга 600 x 63 мм, шлифуется свободная поверхность, поперечная подача ручная, измерение производится жесткой скобой, точность обработки 2-й класс, шероховатость поверхности Ra = 1,25...0,63 мкм, припуск на диаметр 0,5 мм, скорость круга vк = 35 м/сек, отношение расстояния от шлифуемой поверхности (шейки) до опоры к диаметру <= 7. На измененные условия шлифования вводятся соответствующие поправочные коэффициенты  K1, Kж и
K1, Kж и 
Для шлифования по 1-му классу точности при шероховатости поверхности Ra = 0,63...0,32 мкм нормативами предусматривается правка алмазными инструментами (карандашами марок С и Ц), а для точности 2-го класса и грубее к шероховатости поверхности от 1,25 и грубее - безалмазная правка абразивными кругами (типа 54С80-125ЧТК).
Основное время подсчитывается по формуле.
Карта 7. Проверка мощности, потребной на шлифование, производится путем сопоставления мощности электродвигателя станка с мощностью на резание, рассчитанной по карте 7. Мощность шлифования определяется по группе обрабатываемого материала, диаметру детали, продольной и поперечной подачам с учетом поправочных коэффициентов на твердость, скорость и ширину круга.
Кроме этого, по скорости детали, ширине круга, его твердости проверяется возможность появления прижогов и при необходимости изменяется скорость детали или понижается твердость круга.
Пример расчета режимов резания и основного времени | Наружное круглое шлифование с продольной подачей | ||||||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности, схема установки детали | Деталь | Станок | ||||||||
 | Наименование | ось катка | Наименование | круглошлифовальный | |||||||
Марка материала | СТ 20Г I гр. | Модель | 3Б151 | ||||||||
Твердость | HRC 56 | Мощность мотора круга | 7 квт | ||||||||
Требуемый класс точности | 2а | Число оборотов круга | 1400 об./мин.; vк = 44 м/сек. | ||||||||
Диаметр заготовки и допуск | 52,6 | Число оборотов детали | 63 - 400 об./мин. | ||||||||
Способ подачи | ручной | ||||||||||
Припуск на обработку) | 0,6 | Срок эксплуатации | 12 лет | ||||||||
Наименование операции (черновая, чистовая) | Чистовая | Длина обработки | 335 мм | ||||||||
Длина хода стола | <*> L = lд (1 - 2m) Bк; L = 335 мм | ||||||||||
Способ измерения | жесткой скобой | ||||||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||||||
1 | Выбор характеристики круга | Материал зерна и зернистость Твердость и связка | 24А, 33А40 СМ2 6-5 К | 23А, 33А40 СМ2 6-5К | |||||||
Форма и размер | Паспорт станка | ПП, 600 x 63 x 305 мм | ПП, 600 x 63 x 305 мм | ||||||||
Число оборотов и скорость вращения детали | Карта 6, лист 1 и формула  | nд = 170 об./мин; vд = 27,8 м/мин. | nд = 170 об./мин., vд = 27,8 м/мин. | ||||||||
2 | Расчет режимов резания | Sм = 4720 мм/мин.;  | Sм = 4720 мм/мин. | ||||||||
Продольная подача |  |  | |||||||||
Поперечная подача | 1,25 | ||||||||||
Поправочные коэффициенты на | обрабатываемого материала и класса точности | 1,15 | |||||||||
припуска и шероховатости поверхности | 1,3 | ||||||||||
размера шлифовального круга и скорости | 1,0 | ||||||||||
способа шлифования и контроля размера | 1,0 | ||||||||||
формы размера и жесткости детали | |||||||||||
твердости шлифовального круга K1 | 1,1 | ||||||||||
точности и жесткости станка Kж | 0,85 | ||||||||||
3 | Проверочный расчет мощности | Мощность резания | |||||||||
Поправочный коэффициент в зависимости от твердости, ширины и скорости круга | 5,9 квт | N = 7,1 квт | |||||||||
1,2 | |||||||||||
Бесприжоговая предельная мощность | Nуд = N : Bкр | Nуд = 7,1; 63 = 0,11 квт/мм | Nуд.пред = 0,135 квт/мм | ||||||||
4 | Расчет основного | Основное время Tо |   | Tо = 2,44 мин. | |||||||
--------------------------------
<*> iх - длина шлифуемой поверхности; m - перебег круга за пределы шлифуемой поверхности, равный 0,3 - 0,5.
Круглое наружное шлифование с продольной подачей | |||||||||||
Карта 6, лист 1 | |||||||||||
 | |||||||||||
Число оборотов детали nд, продольная минутная подача Sм и поперечная подача | |||||||||||
Диаметр шлифования Dд в мм до | Группы материала | Ширина круга Bк в мм | |||||||||
Стали HRC < 30 чугуны, бронза | Стали HRC 30 - 50 | Стали конструкционные HRC > 50, нержавеющие, жаропрочные | |||||||||
25...32 | 40...50 | 63 | 80 | ||||||||
Режимы резания | |||||||||||
Sм | Sм | Sм | Sм | ||||||||
Число оборотов детали nд в об./мин. | |||||||||||
20 | 220 | 270 | 335 | 2840 | 0,010 | 4530 | 0,008 | - | - | - | - |
3160 | 0,009 | 5180 | 0,007 | - | - | - | - | ||||
4060 | 0,007 | 6590 | 0,0055 | - | - | - | - | ||||
25 | 190 | 234 | 290 | 2465 | 0,010 | 4000 | 0,008 | - | - | - | - |
3140 | 0,008 | 4930 | 0,0065 | - | - | - | - | ||||
3870 | 0,0065 | 5830 | 0,0055 | - | - | - | - | ||||
32 | 167 | 205 | 250 | 2230 | 0,010 | 3590 | 0,008 | 4670 | 0,007 | - | - |
2790 | 0,008 | 4420 | 0,0065 | 5480 | 0,006 | - | - | ||||
3430 | 0,0065 | 5220 | 0,0055 | 6780 | 0,005 | - | - | ||||
40 | 147 | 180 | 220 | 2150 | 0,010 | 3220 | 0,008 | 4200 | 0,007 | - | - |
2520 | 0,008 | 3970 | 0,0065 | 4900 | 0,006 | - | - | ||||
3220 | 0,0065 | 5150 | 0,005 | 5880 | 0,005 | - | - | ||||
50 | 130 | 160 | 197 | 1800 | 0,010 | 2870 | 0,008 | 3720 | 0,007 | 4580 | 0,0065 |
2250 | 0,008 | 3820 | 0,006 | 4340 | 0,006 | 5950 | 0,005 | ||||
2770 | 0,0065 | 4590 | 0,005 | 5210 | 0,005 | 7440 | 0,004 | ||||
63 | 113 | 139 | 170 | 1610 | 0,010 | 2580 | 0,008 | 3370 | 0,007 | 4480 | 0,006 |
2020 | 0,008 | 3440 | 0,006 | 3930 | 0,006 | 5380 | 0,005 | ||||
2690 | 0,006 | 4130 | 0,005 | 4720 | 0,005 | 6720 | 0,004 | ||||
80 | 100 | 123 | 150 | 1590 | 0,009 | 2430 | 0,0075 | 2980 | 0,007 | 3970 | 0,006 |
1900 | 0,0075 | 3040 | 0,006 | 3790 | 0,0055 | 4760 | 0,005 | ||||
2380 | 0,006 | 3650 | 0,005 | 4630 | 0,0045 | 5950 | 0,004 | ||||
100 | 88 | 110 | 130 | 1430 | 0,009 | 2190 | 0,0075 | 2890 | 0,0065 | 3560 | 0,006 |
1840 | 0,007 | 2740 | 0,006 | 3420 | 0,0055 | 4270 | 0,005 | ||||
2150 | 0,006 | 3650 | 0,0045 | 4180 | 0,0045 | 5340 | 0,004 | ||||
125 | 77 | 95 | 115 | 1280 | 0,009 | 2100 | 0,007 | 2580 | 0,0065 | 3180 | 0,006 |
1650 | 0,007 | 2450 | 0,006 | 3360 | 0,005 | 4240 | 0,0045 | ||||
1920 | 0,006 | 3270 | 0,0045 | 3730 | 0,0045 | 4770 | 0,004 | ||||
160 | 67 | 82 | 100 | 1140 | 0,009 | 1880 | 0,007 | 2300 | 0,0065 | 2850 | 0,006 |
1470 | 0,007 | 2190 | 0,006 | 2990 | 0,005 | 3800 | 0,0045 | ||||
1710 | 0,006 | 2920 | 0,0045 | 3330 | 0,0045 | 4280 | 0,004 | ||||
Круглое наружное шлифование с продольной подачей | ||||||||||||
Карта 6, лист 2 | ||||||||||||
Число оборотов детали nд, продольная минутная подача Sм и поперечная подача | ||||||||||||
Диаметр шлифования Dд в мм до | Группы материала | Ширина круга Bк в мм | ||||||||||
Стали HRC < 30 чугуны, бронза | Стали HRC 30 - 50 | Стали конструкционные HRC > 50, нержавеющие, жаропрочные | ||||||||||
25...32 | 40...50 | 63 | 80 | |||||||||
Режимы резания | ||||||||||||
Sм | Sм | Sм | Sм | |||||||||
Число оборотов детали nд в об./мин. | ||||||||||||
200 | 59 | 73 | 90 | 1020 | 0,009 | 1680 | 0,007 | 2240 | 0,006 | 2560 | 0,006 | |
1320 | 0,007 | 1970 | 0,006 | 2670 | 0,005 | 3410 | 0,0045 | |||||
1540 | 0,006 | 2620 | 0,0045 | 2990 | 0,0045 | 3830 | 0,004 | |||||
250 | 52 | 64 | 78 | - | - | 1490 | 0,007 | 1980 | 0,006 | 2470 | 0,0055 | |
- | - | 1740 | 0,006 | 2380 | 0,005 | 3020 | 0,0045 | |||||
- | - | 2320 | 0,0045 | 2980 | 0,004 | 3390 | 0,004 | |||||
320 | 47 | 57 | 70 | - | - | - | - | 1760 | 0,006 | 2190 | 0,0055 | |
- | - | - | - | 2110 | 0,005 | 3000 | 0,004 | |||||
- | - | - | - | 2660 | 0,004 | 3430 | 0,0035 | |||||
400 | 40 | 49 | 60 | - | - | - | - | 1580 | 0,006 | 2150 | 0,005 | |
- | - | - | - | 1890 | 0,005 | 2690 | 0,004 | |||||
- | - | - | - | 2370 | 0,004 | 3080 | 0,0035 | |||||
Поправочные коэффициенты на поперечную подачу на ход стола | ||||||||||||
1. Обрабатываемого материала и точности | ||||||||||||
Группы обрабатываемого материала (марки сталей см. в карте 1) | Класс точности | |||||||||||
1 | 2 | 2а | 3 | 4 и грубее | ||||||||
Коэффициент | ||||||||||||
I. | Стали конструкционные углеродистые, легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном, а также инструментальные углеродистые | 0,8 | 1,0 | 1,25 | 1,56 | 1,95 | ||||||
II. | Стали конструкционные легированные хромом и никелем | 1,2 | 1,5 | 1,85 | 2,32 | 2,92 | ||||||
II | Стали нержавеющие | 0,47 | 0,6 | 0,75 | 0,94 | 1,17 | ||||||
IV. | Быстрорежущие стали типа Р18 | 0,28 | 0,35 | 0,44 | 0,55 | 0,68 | ||||||
V. | Быстрорежущие стали типа Р9 | 0,12 | 0,15 | 0,19 | 0,23 | 0,29 | ||||||
VI. | Чугуны и бронзы | 1,28 | 1,6 | 2,0 | 2,5 | 3,1 | ||||||
Круглое наружное шлифование с продольной подачей | |||||||||
Карта 6, лист 3 | |||||||||
2. Припуска | |||||||||
Припуск на диаметр 2П в мм | 0,15 | 0,3 | 0,5 | 0,7 | 1,0 | ||||
Коэффициент | 0,65 | 0,87 | 1,0 | 1,15 | 1,35 | ||||
3, Размера и скорости шлифовального круга | |||||||||
Скорость вращения круга vk в м/сек. | Диаметр круга Dк в мм | ||||||||
<= 350 | 400 | 500 | 600 | >= 750 | |||||
Коэффициент | |||||||||
35 | 0,72 | 0,80 | 0,90 | 1,0 | 1,1 | ||||
50 | 0,95 | 1,04 | 1,16 | 1,3 | 1,4 | ||||
4. Способа шлифования и контроля размера | |||||||||
Вид подачи | Способ измерения размера | ||||||||
Ручное измерение | Активный контроль АКЗ и др. | ||||||||
штангенциркуль, микрометр и др. | скоба жесткая | ||||||||
Коэффициент | |||||||||
Ручная | 0,8 | 1,0 | 1,2 | ||||||
Автоматическая | - | - | 1,4 | ||||||
5. Формы поверхности и жесткости детали | |||||||||
Шлифуемая поверхность | Жесткость детали (отношение | ||||||||
<= 7 | >= 7 | ||||||||
Цилиндрическая | 1,0 | 0,9 | |||||||
Прерывистая (шлицевая) | 0,95 | 0,85 | |||||||
Поправочные коэффициенты на продольную минутную подачу Sм для измененных условий работы в зависимости от: | |||||||||
1. Шероховатости поверхности | |||||||||
Шероховатость поверхности | 2,5 | 1,25 | 0,63 | ||||||
Коэффициент | 1,3 | 1,0 | 0,77 | ||||||
Круглое наружное шлифование с продольной подачей | ||
Карта 6, лист 4 | ||
2. Формы поверхности | ||
Шлифуемая поверхность | ||
Цилиндрическая | С галтелью и торцом | |
с одной стороны | с двух сторон | |
1,0 | 0,95 | 0,90 |
Основное время рассчитывается по формуле:

Примечание. Поправочные коэффициенты на режимы резания в зависимости от точности и жесткости станка Kж - см. в карте 2; в зависимости от твердости круга K1 - в карте 3.
Круглое наружное шлифование с продольной подачей | |||||||||||||
Карта 7, лист 1 | |||||||||||||
I. Мощность, потребная на резание | |||||||||||||
Группа обрабатываемого материала | Продольная минутная подача Sм в мм/мин. до | ||||||||||||
VI | I - II | III | IV - V | ||||||||||
Диаметр шлифования Dд в мм до | |||||||||||||
50 | 37 | - | - | 2080 | 2870 | 3950 | 5150 | 7500 | - | - | - | - | - |
70 | 50 | 37 | - | 1510 | 2080 | 2870 | 3950 | 5450 | 7500 | - | - | - | - |
95 | 70 | 50 | 37 | 1100 | 1510 | 2080 | 2870 | 3950 | 5450 | 7500 | - | - | - |
130 | 95 | 70 | 50 | 800 | 1100 | 1510 | 2080 | 2870 | 3950 | 5450 | 7500 | - | - |
180 | 130 | 95 | 70 | - | 800 | 1100 | 1510 | 2080 | 2370 | 3950 | 5450 | 7500 | - |
250 | 180 | 130 | 95 | - | - | 800 | 1100 | 1510 | 2080 | 2870 | 3950 | 5450 | 7500 |
310 | 250 | 180 | 130 | - | - | - | 800 | 1100 | 1510 | 2080 | 2870 | 3950 | 5450 |
470 | 340 | 250 | 180 | - | - | - | - | 800 | 1100 | 1510 | 2080 | 2870 | 3950 |
- | 470 | 340 | 250 | - | - | - | - | - | 800 | 1100 | 1510 | 2080 | 2870 |
- | - | 470 | 340 | - | - | - | - | - | - | 800 | 1100 | 1510 | 2080 |
Поперечная подача на ход стола | Мощность на резание N в квт | ||||||||||||
0,0035 | - | - | - | 1,9 | 2,4 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | |||
0,005 | - | - | 1,9 | 2,1 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | |||
0,007 | - | 1,9 | 2,4 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | |||
0,010 | 1,9 | 2,4 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | |||
0,014 | 2,4 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | 18,0 | |||
0,019 | 3,0 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | 18,0 | 22,5 | |||
0,026 | 3,8 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | 18,0 | 22,5 | - | |||
0,036 | 4,8 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | 18,0 | 22,5 | - | - | |||
0,050 | 5,9 | 7,4 | 9,2 | 11,5 | 14,5 | 18,0 | 22,5 | - | - | - | |||
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ | Круглое наружное шлифование с продольной подачей | ||||
Карта 7, лист 2 | |||||
II. Поправочные коэффициенты на мощность в зависимости от твердости ширины и скорости круга KN | |||||
Скорость круга vк в м/сек. до | Ширина шлифовального круга Bк в мм до | Твердость шлифовального круга | |||
М2...М3 | СМ1...СМ2 | С1...С2 | СТ1...СТ2 | ||
Коэффициент | |||||
35 | 40 | 0,8 | 0,9 | 1,04 | 1,22 |
50 | 0,85 | 0,95 | 1,10 | 1,3 | |
63 | 0,9 | 1,0 | 1,16 | 1,36 | |
80 | 0,95 | 1,05 | 1,22 | 1,45 | |
100 | 1,0 | 1,12 | 1,3 | 1,52 | |
50 | 40 | 0,96 | 1,08 | 1,25 | 1,47 |
50 | 1,02 | 1,14 | 1,32 | 1,56 | |
63 | 1,08 | 1,2 | 1,4 | 1,63 | |
80 | 1,14 | 1,26 | 1,47 | 1,74 | |
100 | 1,2 | 1,34 | 1,56 | 1,82 | |
III. Предельные значения удельной мощности шлифования (в квт на 1 мм ширины круга) для бесприжоговой обработки по закаленной стали HRC >= 40 | |||||
Твердость круга | Скорость вращения детали vд в м/мин. до | ||||
20 | 36 | 63 | 85 | ||
Удельная мощность Nуд в квт/мм | |||||
СМ1...СМ2 | 0,11 | 0,135 | 0,175 | 0,22 | |
С1...С2 | 0,1 | 0,125 | 0,16 | 0,2 | |
СТ1...СТ2 | 0,09 | 0,115 | 0,15 | 0,18 | |
Выбор характеристики шлифовального круга производится по карте 3, так как в большинстве случаев шлифование торцов является одним из переходов операции шлифования шеек валов, осуществляемой либо с радиальной, либо с продольной подачей.
Карта 8. Величина минутной поперечной подачи  определяется по наибольшему диаметру шлифуемого торца, длины шлифования -
определяется по наибольшему диаметру шлифуемого торца, длины шлифования -  и величины максимального припуска. Число оборотов детали определяется в зависимости от наибольшего диаметра детали и твердости шлифуемого материала для условий бесприжогового шлифования.
и величины максимального припуска. Число оборотов детали определяется в зависимости от наибольшего диаметра детали и твердости шлифуемого материала для условий бесприжогового шлифования.
и величины максимального припуска. Число оборотов детали определяется в зависимости от наибольшего диаметра детали и твердости шлифуемого материала для условий бесприжогового шлифования.Поправочные коэффициенты (карта 8, лист 3). Найденная величина  соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), круг твердости С1...С2, диаметр шлифовального круга 600 мм, точность обработки торца 0,05 мм, шероховатость поверхности Ra = 0,63...0,32 мкм, скорость круга vк = 35 м/сек. На измененные условия шлифования вводятся поправочные коэффициенты на величину минутной поперечной подачи
соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), круг твердости С1...С2, диаметр шлифовального круга 600 мм, точность обработки торца 0,05 мм, шероховатость поверхности Ra = 0,63...0,32 мкм, скорость круга vк = 35 м/сек. На измененные условия шлифования вводятся поправочные коэффициенты на величину минутной поперечной подачи  и Kж.
и Kж.
Нормативами предусматривается безалмазная правка кругов абразивным кругом (типа 54С80-125ЧТК).
Основное время подсчитывается по формуле.
Пример расчета режимов резания и основного времени | Круглое наружное шлифование торцов | |||||||||
Исходные для расчетов | Эскиз обработки, размеры и допуск, шероховатость поверхности, схема установки детали | Деталь | Станок | |||||||
 | Наименование | вал шестерни | Наименование | круглошлифовальный | ||||||
Марка материалов | Ст. 33ХСА, I гр. | Модель | 3Б151 | |||||||
Твердость | HRC >= 45 | Мощность мотора круга | 7,0 квт | |||||||
Припуск на сторону | 0,3 мм | Мощность мотора детали | 0,76 квт vк = 34,9 м/сек. | |||||||
Длина шлифования |  | Число оборотов круга | 1112 об./мин. | |||||||
Наименование операции (черновая, чистовая) | Чистовая | Число оборотов детали | 63 - 400 об./мин. | |||||||
Срок эксплуатации станка | 12 лет | |||||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||||
1 | Выбор характеристики круга | Материал и зернистость | 14А, 23А40 | 14А, 23А40 | ||||||
С1 6-5К | С1 6-5К | |||||||||
Твердость и связка | Паспорт станка | ПП, 600 x 63 x 305 мм | ПП, 600 x 63 x 305 мм | |||||||
Форма и размер | Карта 8, лист 1 и формула  | nд = 190 об./мин., vд = 30,0 м/мин. vк = 34,9 м/сек.,  | nд = 190 об./мин. vд = 30,0 м/мин. vд = 34,9 м/сек. | |||||||
2 | Расчет режимов резания | Число оборотов и скорость вращения детали | 1,25 |  | ||||||
Минутная подача | 1,0 | |||||||||
Поправочные коэффициенты на | обрабатываемого материала, точности и шероховатости поверхности | 1,0 | ||||||||
размера и скорости шлифовальной круга | ||||||||||
твердости шлифовального круга K1 | 0,85 | |||||||||
точности и жесткости станка Kж |   | Tо = 0,144 мин. | ||||||||
3 | Расчет основного времени | Основное время Tо | ||||||||
Шлифование торцов на круглошлифовальных станках | ||||||||||||
Карта 8, лист 1 | ||||||||||||
 | ||||||||||||
Число оборотов детали nд, минутная подача | ||||||||||||
Наибольший диаметр шлифования Dд в мм до | Группы сталей | Припуск на сторону П в мм до | Длина шлифования Lд в мм до | |||||||||
Стали HRC < 30, чугуны, бронзы | Стали HRC 30...40 | Стали констр. HRC > 50, жаропрочные, нержавеющие, инструмент | ||||||||||
6,3 | 8 | 10 | 16 | 25 | 40 | 50 | 63 | |||||
Минутная подача | ||||||||||||
Число оборотов детали nд в об./мин. | ||||||||||||
25 | 240 | 300 | 380 | 0,12 | 2,30 | 1,95 | 1,54 | - | - | - | - | - |
0,17 | 2,9,0 | 2,45 | 2,01 | - | - | - | - | - | ||||
0,25 | 3,60 | 3,09 | 2,50 | - | - | - | - | - | ||||
0,35 | 4,55 | 3,84 | 3,16 | - | - | - | - | - | ||||
32 | 200 | 255 | 320 | 0,12 | 1,95 | 1,65 | 1,31 | - | - | - | - | - |
0,17 | 2,45 | 2,08 | 1,70 | - | - | - | - | - | ||||
0,25 | 3,05 | 2,60 | 2,12 | - | - | - | - | - | ||||
0,35 | 3,85 | 3,30 | 2,66 | - | - | - | - | - | ||||
40 | 175 | 220 | 280 | 0,12 | 1,65 | 1,40 | 1,12 | 0,88 | - | - | - | - |
0,17 | 2,12 | 1,77 | 1,45 | 1,07 | - | - | - | - | ||||
0,25 | 2,60 | 2,22 | 1,81 | 1,32 | - | - | - | - | ||||
0,35 | 3,30 | 2,8 | 2,30 | 1,63 | - | - | - | - | ||||
50 | 150 | 190 | 240 | 0,12 | 1,45 | 1,20 | 0,94 | 0,75 | - | - | - | - |
0,17 | 1,82 | 1,51 | 1,24 | 0,92 | - | - | - | - | ||||
0,25 | 2,21 | 1,90 | 1,55 | 1,13 | - | - | - | - | ||||
0,35 | 2,8 | 2,40 | 1,96 | 1,42 | - | - | - | - | ||||
63 | 130 | 160 | 210 | 0,17 | 1,53 | 1,30 | 1,06 | 0,79 | 0,66 | - | - | - |
0,25 | 1,90 | 1,63 | 1,33 | 0,97 | 0,82 | - | - | - | ||||
0,35 | 2,40 | 2,03 | 1,68 | 1,20 | 1,03 | - | - | - | ||||
0,50 | 3,00 | 2,60 | 2,10 | 1,50 | 1,30 | - | - | - | ||||
80 | 110 | 140 | 180 | 0,17 | 1,30 | 1,10 | 0,90 | 0,68 | 0,56 | - | - | - |
0,25 | 1,60 | 1,40 | 1,12 | 0,82 | 0,70 | - | - | - | ||||
0,35 | 2,05 | 1,72 | 1,43 | 1,03 | 0,88 | - | - | - | ||||
0,50 | 2,60 | 2,20 | 1,80 | 1,27 | 1,10 | - | - | - | ||||
100 | 100 | 125 | 155 | 0,17 | 1,13 | 0,95 | 0,78 | 0,58 | 0,48 | 0,355 | - | - |
0,25 | 1,39 | 1,20 | 0,98 | 0,70 | 0,60 | 0,43 | - | - | ||||
0,35 | 1,75 | 1,48 | 1,23 | 0,88 | 0,75 | 0,54 | - | - | ||||
0,50 | 2,20 | 1,86 | 1,55 | 1,10 | 0,95 | 0,68 | - | - | ||||
125 | 86 | 105 | 135 | 0,17 | 0,96 | 0,81 | 0,66 | 0,50 | 0,415 | 0,305 | 0,26 | - |
0,25 | 1,19 | 1,03 | 0,84 | 0,61 | 0,52 | 0,37 | 0,32 | - | ||||
0,35 | 1,50 | 1,27 | 1,06 | 0,76 | 0,65 | 0,47 | 0,405 | - | ||||
0,50 | 1,90 | 1,61 | 1,32 | 0,94 | 0,81 | 0,58 | 0,52 | - | ||||
Шлифование торцов на круглошлифовальных станках | ||||||||||||
Карта 8, лист 2 | ||||||||||||
Наибольший диаметр шлифования Dд в мм до | Группы сталей | Припуск на сторону П в мм до | Длина шлифования Lд в мм до | |||||||||
Стали HRC < 30, чугуны, бронзы | Стали HRC 30...40 | Стали констр. HRC 50, жаропрочные, нержавеющие, инструмент | ||||||||||
6,3 | 8 | 10 | 16 | 25 | 40 | 50 | 63 | |||||
Минутная подача | ||||||||||||
Число оборотов детали nд в об./мин. | ||||||||||||
160 | 75 | 90 | 115 | 0,17 | 0,82 | 0,68 | 0,56 | 0,42 | 0,35 | 0,26 | 0,22 | 0,19 |
0,25 | 1,00 | 0,88 | 0,71 | 0,51 | 0,44 | 0,31 | 0,27 | 0,235 | ||||
0,35 | 1,27 | 1,08 | 0,90 | 0,64 | 0,54 | 0,40 | 0,34 | 0,29 | ||||
0,50 | 1,60 | 1,38 | 1,12 | 0,80 | 0,69 | 0,50 | 0,44 | 0,37 | ||||
200 | 64 | 80 | 100 | 0,17 | 0,70 | 0,59 | 0,48 | 0,36 | 0,30 | 0,22 | 0,19 | 0,163 |
0,25 | 0,86 | 0,75 | 0,60 | 0,44 | 0,37 | 0,27 | 0,23 | 0,20 | ||||
0,35 | 1,08 | 0,93 | 0,77 | 0,55 | 0,47 | 0,34 | 0,295 | 0,25 | ||||
0,50 | 1,38 | 1,18 | 0,96 | 0,68 | 0,59 | 0,42 | 0,37 | 0,315 | ||||
Шлифование торцов на круглошлифовалъных станках | ||||||||||
Карта 8, лист 3 | ||||||||||
Поправочные коэффициенты на минутную подачу | ||||||||||
1. Обрабатываемого материала, точности и шероховатости поверхности | ||||||||||
Группы обрабатываемого материала (марки сталей см. в карте 1) | Требуемая точность обработки и шероховатость поверхности | |||||||||
0,03 мм | 0,05 мм | свыше 0,05 мм | ||||||||
0,63 | 1,25 | 2,5 | 0,63 | 1,25 | 2,5 | 0,63 | 1,25 | 2,5 | ||
Коэффициент | ||||||||||
I. | Стали конструкционные углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном и инструментальные углеродистые | 0,7 | 0,8 | 0,92 | 0,87 | 1,0 | 1,15 | 1,1 | 1,25 | 1,45 |
II. | Стали конструкционные легированные хромом и никелем | 1,05 | 1,2 | 1,38 | 1,3 | 1,5 | 1,72 | 1,65 | 1,85 | 2,15 |
III. | Стали нержавеющие | 0,42 | 0,47 | 0,55 | 0,52 | 0,6 | 0,69 | 0,66 | 0,75 | 0,86 |
IV. | Быстрорежущие стали | 0,25 | 0,28 | 0,32 | 0,30 | 0,35 | 0,40 | 0,38 | 0,44 | 0,50 |
V. | Быстрорежущие стали | 0,10 | 0,12 | 0,14 | 0,13 | 0,15 | 0,17 | 0,17 | 0,19 | 0,22 |
VI. | Чугуны и бронзы | 1,1 | 1,28 | 1,47 | 1,4 | 1,6 | 1,85 | 1,76 | 2,0 | 2,3 |
РЕЖИМЫ РЕЗАНИЯ | Шлифование торцов на круглошлифовальных станках | ||||
Карта 8, лист 4 | |||||
2. Размера шлифовального круга и скорости | |||||
Скорость вращения круга vк в м/сек. | Диаметр круга в мм | ||||
<= 350 | 400 | 500 | 600 | >= 750 | |
Коэффициент | |||||
35 | 0,73 | 0,8 | 0,9 | 1,0 | 1,1 |
50 | 0,95 | 1,05 | 1,18 | 1,3 | 1,44 |
Основное время рассчитывается по формуле:

где 
Примечание. Поправочный коэффициент на минутную поперечную подачу Kж в зависимости от точности и жесткости станка см. в карте 2. Поправочный коэффициент K1 на измененную твердость см. в карте 3, примечание 1.
Карта 9. Материал абразивного зерна, твердость и связка круга назначаются в зависимости от шлифуемого материала и его твердости, а также принятой скорости круга. Зернистость выбирается в зависимости от требуемой шероховатости поверхности. Режимы резания, приведенные в карте 10, лист 1, соответствуют работе кругами твердости С1...С2. При работе кругами, твердость которых отличается от С1...С2, вводятся поправочные коэффициенты на подачу (карта 9).
Карта 10. Величина минутной поперечной подачи  определяется в зависимости от диаметра шлифуемой детали, длины обработки и величины максимального припуска. Число оборотов детали определяется в зависимости от диаметра детали и твердости шлифуемого материала для условий бесприжогового шлифования. При одновременном шлифовании нескольких шеек вала на многокамниевых станках режимы резания выбираются для наибольшего диаметра шейки.
определяется в зависимости от диаметра шлифуемой детали, длины обработки и величины максимального припуска. Число оборотов детали определяется в зависимости от диаметра детали и твердости шлифуемого материала для условий бесприжогового шлифования. При одновременном шлифовании нескольких шеек вала на многокамниевых станках режимы резания выбираются для наибольшего диаметра шейки.
Поправочные коэффициенты (карта 10, лист 4). Найденная величина  соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), круг твердости С1...С2, диаметр шлифовального круга 600 мм, точность шлифования 2-й класс, шероховатость поверхности Rа = 1,25...0,63 мкм, скорость круга vк = 35 м/сек., подача ручная, измерение осуществляется жесткой скобой. Для измененных условий шлифования вводится поправочный коэффициент на величину подачи
соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), круг твердости С1...С2, диаметр шлифовального круга 600 мм, точность шлифования 2-й класс, шероховатость поверхности Rа = 1,25...0,63 мкм, скорость круга vк = 35 м/сек., подача ручная, измерение осуществляется жесткой скобой. Для измененных условий шлифования вводится поправочный коэффициент на величину подачи 
Для шлифования по 1-му классу точности при шероховатости поверхности Rа = 0,63...0,32 мкм нормативами предусматривается правка алмазными инструментами (карандашами марок С и Ц), а для точности 2-го класса и грубее и шероховатости поверхности от Rа = 1,25 мкм и грубее - безалмазная правка абразивными кругами (типа 54С80-125ЧТК).
Основное время подсчитывается по формуле.
Карта 11. Проверка мощности, потребной на шлифование, производится путем сопоставления мощности электродвигателя станка с мощностью на резание, рассчитанной по карте 11. Мощность шлифования определяется по диаметру, группе обрабатываемости, длине шлифования и минутной поперечной подаче с учетом поправочного коэффициента на скорость и твердость круга.
Кроме этого, по скорости детали, ширине круга и удельной мощности проверяется возможность появления прижогов и при необходимости изменяется число оборотов детали или снижается величина 
Пример расчета режимов резания и основного времени | Бесцентровое шлифование с радиальной подачей | ||||||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности, схема установки детали | Деталь | Станок | ||||||||
 | Наименование | ось шестерни | Наименование | бесцентровошлифовальный | |||||||
Марка материала | Ст. 45 I гр. | Модель | 3А184 | ||||||||
Твердость | HRC >= 40 | Мощность мотора шлифовального круга | 14 квт | ||||||||
Требуемый класс точности | 2а | Число оборотов шлифовального круга | 1330 об/мин. vк = 34,8 м/сек | ||||||||
Наименование операции (черновая, чистовая) | Чистовая | Диаметр заготовки и допуск |  | Число оборотов ведущего круга наибольшее - наименьшее | 10 - 130 об/мин. | ||||||
Длина обработки | 120 мм | Способ подачи | ручной | ||||||||
Способ измерения | жесткой скобой | Срок эксплуатации | 8 лет | ||||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |||||
1 | Выбор характеристики круга | Материал зерна и зернистость Твердость и связка | 14А, 23А40 СТ1 6-5К | 14А, 23А40 СТ1 6-5К | |||||||
Размер и форма | Паспорт станка | ПП, 500 x 150 x 305 мм | ПП, 500 x 150 x 305 мм | ||||||||
2 | Расчет режимов резания | Число оборотов и скорость вращения детали | Карта 10, лист 1 и формула  | nд = 110 об./мин. vд = 13,12 | nд = 110 об./мин. vд = 13,12 | ||||||
Минутная поперечная подача |  |  | |||||||||
Поправочные коэффициенты на | обрабатываемого материала, точности шероховатости поверхности | 1,25 | |||||||||
размера и скорости шлифовального круга | 0,9 | ||||||||||
способа шлифования и контроля размера | 1,0 | ||||||||||
твердости шлифовального круга | 0,85 | ||||||||||
3 | Проверочный расчет мощности | Мощность резания | N = 7,4 квт | N = 10,0 квт | |||||||
Поправочный коэффициент в зависимости от твердости и скорости круга | KN = 1,36 | ||||||||||
Бесприжоговая удельная предельная мощность | Nуд = 0,09 квт/мм | Nуд.пр. = 10 : 150 = 0,067 квт/мм | |||||||||
4 | Расчет основного времени | Основное время Tо |   | Tо = 0,2 мин. | |||||||
Бесцентровое шлифование | |||||||
Карта 9 | |||||||
Скорость вращения круга vк в м/сек. до | Метод шлифования | Шероховатость поверхности | Стали конструкционные (углеродистые и легированные) | Стали жаропрочные нержавеющие и инструментальные | Чугуны и бронзы | ||
Твердость | |||||||
HRC < 30 | HRC 30 - 50 | HRC 50 | |||||
Рекомендуемая характеристика круга | |||||||
35 | С радиальной подачей | Rz20 | 14А50СТ1 6-7К | 14А50С2 6-7К | 43А, 33А50С1 6-7К | 43А, 33А50С1 6-7К | 14А, 14А/23А50С1 6К |
2,5 | 14А40-50СТ1 6К | 14А40-50С2 6К | 43А, 33А40-50С1 6К | 43А, 33А40-50С1 6К | 14А, 14А/23А40-50С1 6К | ||
1,25 | 14А, 23А40СТ1 6-5К | 14А, 23А40СТ1 6-5К | 24А, 33А40С2 6-5К | 43А, 33А40С2 6-5К | 14А, 14А/23А40С2 6К | ||
0,63 | 24А16-25СТ2 5К | 24А16-25СТ1 5К | 24А, 33А16-25С2 5К | 43А, 33А16-25С2 5К | 14А, 14А/23А16-25С2 6К | ||
С продольной подачей | Rz20 | 14А50С2 6-7К | 14А50С1 6-7К | 43А, 33А50СМ2 6-7К | 43А, 33А50СМ2 6-7К | 14А, 14А/23А50СМ2 6К | |
2,5 | 14А40-50СТ1 6К | 14А40-50СМ2 6К | 43А, 33А40-50СМ2-6К | 43А, 33А40-50СМ2 6К | 14А, 14А/23А40-50СМ2 6К | ||
1,25 | 14А, 23А40СТ1 6-5К | 14А, 23А40С2 6-5К | 24А, 33А40С1 6-5К | 43А, 33А40С1 6-5К | 14А, 14А/23А40С1 6К | ||
0,63 | 24А16-25СТ2 5К | 24А16-25СТ1 5К | 24А, 33А16-25С2 5К | 42А, 33А16-25С1 5К | 14А, 14А/23А16-25С2 6К | ||
50 | С радиальной подачей | Rz20 | 23А50С2 6-7К | 23А50С1 6-7К | 24А, 33А50СМ2 6-7К | - | 14А, 14А/23А50СМ 6К |
2,5 | 23А50С2 6К | 23А50С2 6К | 24А, 33А50СМ2 6К | - | 14А, 14А/23А50СМ2 6К | ||
1,25 | 23А, 24А40СТ1 6-5К | 23А, 24А40С2 6-5К | 24А, 33А40С1 6-5К | - | 14А, 14А/23А40С1 6К | ||
0,63 | 24А25СТ1 5К | 24А25СТ1 5К | 24А, 33А25СТ1 5К | - | 14А, 14А/23А25С2 6К | ||
С продольной подачей | Rz20 | 23А50С2 6-7К | 23А50СМ2 6-7К | 24А, 33А50СМ2 6-7К | - | 14А, 14А/23А50СМ2 6К | |
2,5 | 23А50С2 6К 23А, | 23А50СМ2 6К | 24А, 33А50СМ2 6К | - | 14А, 14А/23А50СМ2 6К | ||
1,25 | 24А40С2 6-5К | 23А, 24А40С1 6-5К | 24А, 33А40С1 6-5К | - | 14А, 14А/23А40С1 6К | ||
0,63 | 24А25СТ1 5К | 24А25С2 5К | 24А, 33А25С1 5К | - | 14А, 14А/23А25С2 6К | ||
Примечания:
1. Таблицы режимов резания составлены для кругов твердости С1...С2. При работе кругами отличной твердости ве<...>
Бесцентровое шлафование с радиальной подачей | ||||||||||||
Карта 10, лист 1 | ||||||||||||
 | ||||||||||||
I. Число оборотов nд, минутная поперечная подача | ||||||||||||
Диаметр шлифования Dд в мм до | Группы материала | Припуск на диаметр 2П в мм до | Длина шлифования Lд в мм до | |||||||||
Стали HRC < 30, чугуны, бронзы | Стали HRC 30...50 | Стали конструкционные HRC > 50, нержавеющие, жаропрочные, инструментальные | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | ||
Число оборотов детали nд в об./мин. | Минутная поперечная подача | |||||||||||
10 | 400 | 490 | 600 | 0,15 | 2,2 | 1,85 | 1,5 | 1,35 | 1,15 | 0,97 | 0,83 | 0,70 |
0,30 | 2,8 | 2,40 | 2,0 | 1,7 | 1,45 | 1,23 | 1,05 | 0,90 | ||||
0,50 | 3,60 | 3,00 | 2,55 | 2,20 | 1,85 | 1,55 | 1,35 | 1,15 | ||||
12,5 | 310 | 390 | 470 | 0,15 | 1,95 | 1,65 | 1,4 | 1,20 | 1,03 | 0,87 | 0,74 | 0,63 |
0,30 | 2,50 | 2,10 | 1,8 | 1,52 | 1,30 | 1,10 | 0,95 | 0,81 | ||||
0,50 | 3,20 | 2,70 | 2,30 | 1,95 | 1,65 | 1,4 | 1,20 | 1,03 | ||||
Бесцентровое шлифование с радиальной подачей | ||||||||||||
Карта 10, лист 2 | ||||||||||||
Диаметр шлифования Dд в мм до | Группы материала | Припуск на диаметр 2П в мм до | Длина шлифования Lд в мм до | |||||||||
Стали HRC < 30, чугуны, бронзы | Стали HRC 30...50 | Стали конструкционные HRC > 50, нержавеющие, жаропрочные, инструментальные | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | ||
Число оборотов детали nд в об./мин. | Минутная поперечная подача | |||||||||||
16 | 240 | 300 | 360 | 0,15 | 1,75 | 1,45 | 1,25 | 1,07 | 0,91 | 0,78 | 0,66 | 0,56 |
0,30 | 2,20 | 1,90 | 1,60 | 1,35 | 1,15 | 0,98 | 0,84 | 0,72 | ||||
5,50 | 2,80 | 2,40 | 2,05 | 1,75 | 1,45 | 1,25 | 1,07 | 0,91 | ||||
20 | 190 | 230 | 280 | 0,15 | 1,55 | 1,30 | 1,13 | 0,96 | 0,82 | 0,69 | 0,59 | 0,50 |
0,30 | 2,00 | 1,70 | 1,42 | 1,20 | 1,05 | 0,88 | 0,76 | 0,64 | ||||
0,50 | 2,55 | 2,15 | 1,82 | 1,55 | 1,30 | 1,13 | 0,96 | 0,82 | ||||
25 | 150 | 180 | 220 | 0,15 | 1,40 | 1,18 | 1,02 | 0,86 | 0,73 | 0,62 | 0,53 | 0,45 |
0,30 | 1,80 | 1,52 | 1,28 | 1,10 | 0,93 | 0,79 | 0,67 | 0,57 | ||||
0,50 | 2,30 | 1,90 | 1,65 | 1,40 | 1,18 | 1,02 | 0,86 | 0,73 | ||||
32 | 110 | 140 | 170 | 0,15 | 1,25 | 1,05 | 0,90 | 0,77 | 0,65 | 0,55 | 0,47 | 0,40 |
0,30 | 1,60 | 1,35 | 1,15 | 0,96 | 0,83 | 0,70 | 0,60 | 0,52 | ||||
0,50 | 2,01 | 1,70 | 1,45 | 1,25 | 1,05 | 0,90 | 0,77 | 0,65 | ||||
40 | 92 | 110 | 135 | 0,15 | 1,12 | 0,91 | 0,80 | 0,89 | 0,58 | 0,50 | 0,42 | 0,80 |
0,30 | 1,42 | 1,20 | 1,02 | 0,86 | 0,74 | 0,84 | 0,54 | 0,46 | ||||
0,50 | 1,80 | 1,52 | 1,30 | 1,12 | 0,94 | 0,80 | 0,69 | 0,58 | ||||
0,70 | 2,35 | 2,00 | 1,68 | 1,42 | 1,20 | 1,02 | 0,86 | 0,74 | ||||
50 | 73 | 87 | 110 | 0,15 | 1,00 | 0,84 | 0,73 | 0,62 | 0,52 | 0,45 | 0,38 | 0,32 |
0,30 | 1,27 | 1,08 | 0,92 | 0,78 | 0,67 | 0,57 | 0,48 | 0,41 | ||||
0,50 | 1,62 | 1,37 | 1,17 | 1,00 | 0,84 | 0,73 | 0,62 | 0,52 | ||||
0,70 | 2,10 | 1,75 | 1,50 | 1,27 | 1,08 | 0,92 | 0,78 | 0,67 | ||||
1,00 | 2,65 | 2,25 | 1,90 | 1,62 | 1,37 | 1,17 | 1,00 | 0,84 | ||||
63 | 57 | 08 | 84 | 0,15 | 0,90 | 0,76 | 0,65 | 0,55 | 0,47 | 0,40 | 0,34 | 0,285 |
0,30 | 1,15 | 0,97 | 0,82 | 0,70 | 0,60 | 0,51 | 0,43 | 0,37 | ||||
0,50 | 1,45 | 1,22 | 1,05 | 0,90 | 0,76 | 0,65 | 0,55 | 0,47 | ||||
0,70 | 1,85 | 1,58 | 1,35 | 1,15 | 0,97 | 0,82 | 0,70 | 0,60 | ||||
1,0 | 2,37 | 2,00 | 1,70 | 1,45 | 1,22 | 1,05 | 0,90 | 0,76 | ||||
80 | 44 | 53 | 65 | 0,15 | 0,80 | 0,67 | 0,58 | 0,49 | 0,42 | 0,355 | 0,30 | 0,253 |
0,30 | 1,02 | 0,86 | 0,73 | 0,62 | 0,53 | 0,455 | 0,385 | 0,33 | ||||
0,50 | 1,30 | 1,10 | 0,94 | 0,80 | 0,67 | 0,58 | 0,49 | 0,42 | ||||
0,70 | 1,65 | 1,40 | 1,20 | 1,02 | 0,86 | 0,73 | 0,62 | 0,53 | ||||
1,0 | 2,10 | 1,80 | 1,52 | 1,30 | 1,10 | 0,94 | 0,80 | 0,67 | ||||
100 | 35 | 42 | 52 | 0,15 | 0,72 | 0,60 | 0,52 | 0,44 | 0,375 | 0,32 | 0,27 | 0,23 |
0,30 | 0,91 | 0,78 | 0,66 | 0,56 | 0,48 | 0,41 | 0,35 | 0,295 | ||||
0,50 | 1,15 | 0,98 | 0,84 | 0,72 | 0,60 | 0,52 | 0,44 | 0,375 | ||||
0,70 | 1,48 | 1,25 | 1,07 | 0,91 | 0,78 | 0,66 | 0,56 | 0,48 | ||||
1,00 | 1,87 | 1,60 | 1,35 | 1,15 | 0,98 | 0,84 | 0,72 | 0,60 | ||||
РЕЖИМЫ РЕЗАНИЯ | Бесцентровое шлифование с радиальной подачей | |||||||||||
Карта 10, лист 3 | ||||||||||||
Диаметр шлифования Dд в мм до | Группы материала | Припуск на диаметр 2П в мм до | Длина шлифования Lд в мм до | |||||||||
Стали HRC < 30, чугуны, бронзы | Стали HRC 30...50 | Стали конструкционные HRC 50, нержавеющие, жаропрочные, инструментальные | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | ||
Число оборотов детали nд в об./мин. | Минутная поперечная подача | |||||||||||
125 | 26 | 33 | 40 | 0,30 | 0,82 | 0,70 | 0,59 | 0,50 | 0,43 | 0,37 | 0,31 | 0,27 |
0,50 | 1,03 | 0,88 | 0,76 | 0,64 | 0,54 | 0,46 | 0,395 | 0,34 | ||||
0,70 | 1,32 | 1,12 | 0,96 | 0,82 | 0,70 | 0,59 | 0,50 | 0,43 | ||||
1,0 | 1,70 | 1,45 | 1,22 | 1,03 | 0,88 | 0,76 | 0,64 | 0,54 | ||||
160 | 21 | 25 | 31 | 0,30 | 0,73 | 0,62 | 0,53 | 0,45 | 0,38 | 0,33 | 0,28 | 0,23 |
0,50 | 0,92 | 0,78 | 0,68 | 0,58 | 0,48 | 0,41 | 0,35 | 0,30 | ||||
0,70 | 1,17 | 1,00 | 0,86 | 0,73 | 0,62 | 0,53 | 0,45 | 0,38 | ||||
1,00 | 1,50 | 1,27 | 1,08 | 0,92 | 0,78 | 0,68 | 0,58 | 0,48 | ||||
II. Поправочные коэффициенты на минутную поперечную подачу | ||||||||||||
1. Обрабатываемого материала, точности и шероховатости поверхности  Rz в мкм Rz в мкм | ||||||||||||
Группы обрабатываемого материала (марки сталей см. в карте 1) | Класс точности и шероховатость поверхности | |||||||||||
1 | 2 | 2а | 3 | 4 - 5 и грубее | ||||||||
0,63 | 1,25 | 0,63 | 1,25 | 0,63 | 1,25 | 1,25 | 2,5 | 1,25 | 2,5 | Rz20 | ||
Коэффициент | ||||||||||||
I. | Стали конструкционные углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном и инструментальные углеродистые | 0,7 | 0,8 | 0,87 | 1,0 | 1,1 | 1,25 | 1,56 | 1,8 | 1,95 | 2,24 | 2,55 |
II. | Стали конструкционные легированные хромом и никелем | 1,05 | 1,2 | 1,3 | 1,5 | 1,65 | 1,85 | 2,32 | 2,7 | 2,92 | 3,35 | 3,8 |
II | Стали нержавеющие | 0,42 | 0,47 | 0,52 | 0,60 | 0,66 | 0,75 | 0,94 | 1,1 | 1,17 | 1,34 | 1,53 |
IV | Быстрорежущие стали | 0,25 | 0,28 | 0,30 | 0,35 | 0,38 | 0,44 | 0,55 | 0,63 | 0,68 | 0,78 | 0,89 |
V. | Быстрорежущие стали | 0,10 | 0,12 | 0,13 | 0,15 | 0,17 | 0,19 | 0,23 | 0,27 | 0,29 | 0,34 | 0,38 |
V | Чугуны и бронзы | 1,1 | 1,28 | 1,4 | 1,6 | 1,75 | 2,0 | 2,5 | 2,9 | 3,1 | 3,5 | 4,0 |
Бесцентровое шлифование с радиальной подачей | |||
Карта 10, лист 4 | |||
2. Размера и скорости шлифовального круга | |||
Скорость вращения круга vк в м/сек. | Диаметр круга Dк в мм | ||
400 | 500 | 600 | |
Коэффициент | |||
35 | 0,8 | 0,9 | 1,0 |
50 | 1,04 | 1,16 | 1,3 |
3. Способа шлифования и контроля размера | |||
Вид подачи | Способ измерения размеров | ||
ручное (скобой, микрометром и пр.) | активный контроль АКЗ и др. | ||
Ручная | 1,0 | 1,4 | |
Автоматическая | - | 1,4 | |
Основное время рассчитывается по формуле:

где  - минутная подача шлифовального круга в мм/мин.;
- минутная подача шлифовального круга в мм/мин.;

K - коэффициент на вид обработки цилиндрической поверхности.
При обработке без галтели K = 1,0.
При обработке с галтели K = 0,92.
Бесцентровое шлифование с радиальной подачей | ||||||||||||||
Карта 11, лист 1 | ||||||||||||||
Группа обрабатываемого материала | Длина шлифования Lд в мм до | |||||||||||||
VI | I - II | III | IV - V | |||||||||||
Диаметр шлифования Dд в мм до | ||||||||||||||
17 | 12,5 | - | - | 63 | 80 | 100 | 125 | 160 | - | - | - | - | - | - |
24 | 17 | 12,5 | - | 50 | 63 | 80 | 100 | 125 | 160 | - | - | - | - | - |
32 | 24 | 17 | 12,5 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - | - | - | - |
45 | 32 | 24 | 17 | 32 | 40 | 30 | 63 | 80 | 100 | 125 | 160 | - | - | - |
62 | 45 | 32 | 24 | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - | - |
85 | 62 | 45 | 32 | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | - |
120 | 85 | 62 | 45 | - | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
160 | 120 | 85 | 62 | - | - | - | - | 32 | 40 | 50 | 63 | 80 | 100 | 125 |
- | 160 | 120 | 85 | - | - | - | - | - | 32 | 40 | 50 | 63 | 80 | 100 |
Минутная поперечная подача | Мощность на резание N в квт | |||||||||||||
0,38 | - | - | - | - | 3,0 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | |||
0,53 | - | - | - | 3,0 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | |||
0,73 | - | - | 3,0 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | |||
1,0 | - | 3,0 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | |||
1,4 | 3,0 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | |||
1,9 | 3,7 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | 35,5 | |||
2,6 | 4,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | 35,5 | - | |||
3,6 | 5,8 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | 35,5 | - | - | |||
5,0 | 7,4 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | 35,5 | - | - | - | |||
7,0 | 9,3 | 11,6 | 14,5 | 18,3 | 23 | 29 | 35,5 | - | - | - | - | |||
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ | Бесцентровое шлифование с радиальной подачей | |||
Карта 11, лист 2 | ||||
Поправочные коэффициенты на мощность резания в зависимости от скорости, твердости круга | ||||
Скорость круга, м/сек. | Твердость круга | |||
СМ1...СМ2 | С1...С2 | СТ1...СТ2 | СТ3...Т1 | |
Коэффициент | ||||
35 | 1,0 | 1,16 | 1,36 | 1,58 |
50 | 1,2 | 1,4 | 1,63 | 1,9 |
Предельные значения удельной мощности шлифования (в квт на 1 мм ширины круга) для бесприжоговой обработки закаленной стали | ||||
Твердость круга | Скорость детали vд в м/мин. до | |||
20 | 36 | 63 | 85 | |
Удельная мощность Nуд в квт | ||||
СМ1...СМ2 | 0,11 | 0,135 | 0,175 | 0,22 |
С1...С2 | 0,1 | 0,125 | 0,16 | 0,2 |
СТ1...СТ2 | 0,09 | 0,115 | 0,15 | 0,18 |
Выбор характеристики шлифовального круга производится по карте 9. Материал абразивного зерна, твердость и связка круга назначаются в зависимости от марки и твердости шлифуемого материала, а также принятой скорости круга (35 или 50 м/сек.). Зернистость выбирается в зависимости от требуемой шероховатости поверхности. Режимы шлифования, приведенные в карте 12, лист 1, 2, соответствуют работе кругами твердости С1...С2. При работе кругами, твердость которых отличается от С1...С2, вводится поправочный коэффициент на подачу.
Карта 12. Величина продольной минутной подачи Sм и число проходов i определяются в зависимости от диаметра шлифуемой детали, максимального припуска, характера заготовки и требуемой точности обрабатываемой поверхности. Число оборотов детали выбирается в зависимости от диаметра детали и твердости шлифуемого материала для условий бесприжогового шлифования.
Величина удвоенной глубины шлифования 2t на последнем проходе назначается в соответствии с примечанием 2 (карта 12, лист 2).
Поправочные коэффициенты (карта 12, лист 3). Найденная величина продольной минутной подачи SМ соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), круг твердости С1...С2, диаметр круга 600 мм, ширина круга 200 мм, измерение производится жесткой скобой, скорость круга vк = 35 м/сек. На измененные условия шлифования вводятся поправочные коэффициенты  и поправка на число проходов.
и поправка на число проходов.
Угол наклона ведущего круга назначается по карте 12, лист 3 в соответствии с выбранными режимами.
Для шлифования по 1-му классу точности при шероховатости поверхности Ra = 0,63...0,32 мкм нормативами предусматривается правка алмазными инструментами (карандашами марок С и Ц), а для точности 2-го класса и грубее и шероховатости поверхности от Ra = 1,25 мкм и грубее - безалмазная правка абразивными кругами (типа 54С80-125ЧТК).
Основное время подсчитывается по формуле.
Карта 13. Проверка мощности, потребной на шлифование, производится путем сопоставления мощности мотора круга с мощностью на резание, определенной по карте 13. Мощность шлифования определяется по диаметру шлифования, группе обрабатываемого материала, минутной продольной подаче и удвоенной глубине шлифования с учетом поправочных коэффициентов на ширину, твердость и скорость круга.
Пример расчета режимов резания и основного времени | Бесцентровое шлифование с радиальной подачей | ||||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности | Деталь | Станок | ||||||
 | Наименование | ось шестерни | Наименование | бесцентровошлифовальный | |||||
Марка материала | сталь 20 цемент. I гр. | Модель | 3А184 | ||||||
Твердость | HRC >= 56 | Мощность мотора шлифовального круга | 14 квт | ||||||
Наименование операции (черновая, чистовая) | Чистовая | Диаметр заготовки и допуск | 25,2 - 0,12 мм | Число оборотов шлифовального круга | 1330 об./мин. vк = 34,8 м/сек. | ||||
Требуемый класс точности | 2а | Срок эксплуатации станка | 12 лет | ||||||
Длина детали | 164 мм | ||||||||
Способ измерения | жесткой скобой | ||||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |||
1 | Выбор характеристики круга | Материал зерна и зернистость Твердость и связка Форма и размер | Карта 9, паспорт станка | 24А, 33А40 С1 6-5 К ПП, 500 x 150 x 305 мм | 24А, 33А 40 С1 6-5К ПП, 500 x 150 x 305 мм | ||||
2 | Расчет режимов резания | Продольная минутная подача | Sм = 790 мм/мин. | Sм = 790 мм/мин. | |||||
Поправочные коэффициенты на Sм в зависимости от: | соотношения между толщиной стенок и диаметром | 1,0 | |||||||
твердости круга K1 | 1,0 | ||||||||
Число проходов | i = 1 | i= 1 | |||||||
Изменение числа проходов в зависимости от: | группы обрабатываемого материала и ширины круга | В соответствии с картой 12, лист 1 | |||||||
скорости круга | K1 = 1,0 | ||||||||
3 | Проверочный расчет мощности | Мощность резания | N = 10,5 квт | N = 11,34 квт | |||||
Поправочный коэффициент в зависимости от твердости, ширины и скорости круга | KN = 1,08 | ||||||||
4 | Расчет основного времени Tо | Основное время Tо |   | Tо = 0,21 мин. | |||||
Бесцентровое шлифование с продольной подачей | ||||||||||||||||
Карта 12, лист 1 | ||||||||||||||||
 | ||||||||||||||||
I. Число оборотов детали nд, число проходов i и минутная продольная подача Sм | ||||||||||||||||
Диаметр шлифования Dд в мм до | Группы материалов | Припуск на диаметр 2П в мм до | Характер заготовки | |||||||||||||
Стали HRC < 30, чугун, бронзы | Стали HRC 30...50 | Стали конструкционные HRC > 50, нержавеющие, жаропрочные, инструментальные | Токарная (револьверная) обточка 4 - 5 кл. точности | Предварительно шлифованная, точность <= 0,03 мм | ||||||||||||
Требуемый класс точности | ||||||||||||||||
1 | 2, 2а | 3, 3а | 4 и грубее | 1 | 2, 2а | |||||||||||
Продольная минутная подача Sм в мм/мин. и число проходов i | ||||||||||||||||
Число оборотов детали nл об./мин. | i | Sм | i | Sм | i | Sм | i | Sм | i | Sм | i | Sм | ||||
12,5 | 640 | 920 | 1320 | 0,15 | 1 | 1100 | 1 | 1410 | - | - | - | - | 1 | 1380 | 1 | 1650 |
0,3 | 2 | 1770 | 1 | 1130 | 1 | 1540 | 1 | 1980 | 1 | 1130 | 1 | 1320 | ||||
0,5 | 2 | 1450 | 2 | 1860 | 2 | 2480 | 1 | 1570 | - | - | - | - | ||||
0,7 | - | - | - | - | 2 | 2040 | 1 | 1270 | - | - | - | - | ||||
16 | 480 | 680 | 990 | 0,15 | 1 | 970 | 1 | 1230 | - | - | - | - | 1 | 1230 | 1 | 1460 |
0,3 | 2 | 1580 | 1 | 990 | 1 | 1340 | 1 | 1730 | 1 | 990 | 1 | 4180 | ||||
0,5 | 2 | 1270 | 2 | 1630 | 2 | 2100 | 1 | 1380 | - | - | - | - | ||||
0,7 | 3 | 1530 | 2 | 1320 | 2 | 1800 | 1 | 1110 | - | - | - | - | ||||
20 | 350 | 510 | 750 | 0,15 | - | - | - | - | - | - | - | - | 1 | 1100 | 1 | 1,290 |
0,3 | 2 | 1410 | 1 | 880 | 1 | 1190 | 1 | 1540 | 1 | 880 | 1 | 1050 | ||||
0,5 | 2 | 1140 | 2 | 1470 | 2 | 1910 | 1 | 1230 | - | - | - | - | ||||
0,7 | 3 | 1380 | 2 | 1170 | 2 | 1580 | 1 | 990 | - | - | - | - | ||||
25 | 250 | 380 | 560 | 0,15 | - | - | - | - | - | - | - | - | - | - | 1 | 1150 |
0,3 | 2 | 1250 | 1 | 790 | 1 | 1050 | 1 | 1380 | 1 | 790 | 1 | 935 | ||||
0,5 | 2 | 1020 | 2 | 1300 | 2 | 1690 | 1 | 1100 | - | - | - | - | ||||
0,7 | 3 | 1240 | 2 | 1030 | 2 | 1410 | 1 | 880 | - | - | - | - | ||||
32 | 190 | 280 | 410 | 0,15 | - | - | - | - | - | - | - | - | 1 | 860 | 1 | 1020 |
0,3 | 2 | 1100 | 1 | 700 | 1 | 920 | 1 | 1210 | 2 | 700 | 1 | 850 | ||||
0,5 | 3 | 1340 | 2 | 1160 | 2 | 1500 | 1 | 970 | - | - | - | - | ||||
0,7 | 3 | 1100 | 2 | 910 | 2 | 1230 | 2 | 1560 | - | - | - | - | ||||
40 | 140 | 210 | 310 | 0,15 | - | - | 2 | - | - | - | - | - | 1 | 720 | 1 | 900 |
0,3 | 2 | 1000 | 2 | 1230 | 1 | 825 | 1 | 1050 | 2 | 1220 | 1 | 725 | ||||
0,5 | 3 | 1190 | 3 | 1030 | 2 | 1330 | 2 | 1620 | - | - | - | - | ||||
0,7 | 3 | 980 | - | 1220 | 2 | 1100 | 2 | 1380 | - | - | - | - | ||||
Бесцентровое шлифование с продольной подачей | ||||||||||||||||
Карта 12, лист 2 | ||||||||||||||||
Диаметр шлифования Dд в мм до | Группы материалов | Припуск на диаметр 2П в мм до | Характер заготовки | |||||||||||||
Стали HRC < 30, чугун, бронзы | Стали HRC 30...50 | Стали конструкционные HRC > 50, нержавеющие, жаропрочные, инструментальные | Токарная (револьверная) обточка 4 - 5 кл. точности | Предварительно шлифованная, точность <= 0,03 мм | ||||||||||||
Требуемый класс точности | ||||||||||||||||
1 | 2, 2а | 3, 3а | 4 и грубее | 1 | 2, 2а | |||||||||||
Продольная минутная подача Sм в мм/мин. и число проходов i | ||||||||||||||||
Число оборотов детали nд об./мин. | i | Sм | i | Sм | i | Sм | i | Sм | i | Sм | i | Sм | ||||
50 | 110 | 160 | 230 | 0,3 | 2 | 880 | 2 | 1100 | 2 | 1450 | 1 | 935 | 2 | 1100 | 2 | 1320 |
0,5 | 3 | 1050 | 2 | 920 | 2 | 1190 | 2 | 1500 | 2 | 880 | 2 | 1050 | ||||
0,7 | 4 | 1140 | 2 | 1090 | 2 | 990 | 2 | 1230 | - | - | - | - | ||||
63 | 80 | 115 | 170 | 0,3 | 3 | 1170 | 2 | 970 | 2 | 1280 | 2 | 1650 | 2 | 970 | 2 | 1140 |
0,5 | 3 | 940 | 2 | 80.5 | 2 | 1050 | 2 | 1340 | 2 | 770 | 2 | 935 | ||||
0,7 | 4 | 1030 | 3 | 960 | 2 | 860 | 2 | 1090 | - | - | - | - | ||||
80 | 60 | 88 | 125 | 0,3 | 3 | 1020 | 2 | 860 | 2 | 1120 | 2 | 1450 | 2 | 850 | 2 | 1010 |
0,5 | 4 | 1100 | 2 | 1080 | 2 | 910 | 2 | 1170 | 3 | 1020 | 9 | 810 | ||||
0,7 | 4 | 905 | 3 | 860 | 2 | 1150 | 2 | 950 | - | - | - | - | ||||
100 | 45 | 64 | 95 | 0,3 | 3 | 920 | 2 | 770 | 2 | 1000 | 2 | 1280 | 3 | 1120 | 2 | 880 |
0,5 | 4 | 990 | 3 | 970 | 2 | 840 | 3 | 1030 | 3 | 910 | 3 | 1090 | ||||
0,7 | 5 | 1015 | 4 | 1010 | 3 | 990 | 3 | 1270 | - | - | - | - | ||||
1,0 | 5 | 800 | 5 | 1020 | 3 | 825 | 3 | 1020 | - | - | - | - | ||||
125 | 34 | 48 | 70 | 0,3 | 3 | 825 | 3 | 1020 | 2 | 880 | 2 | 1140 | 3 | 990 | 3 | 1180 |
0,5 | 4 | 880 | 3 | 855 | 3 | 1100 | 2 | 920 | 4 | 1080 | 3 | 960 | ||||
0,7 | 5 | 880 | 4 | 900 | 3 | 890 | 3 | 1120 | - | - | - | - | ||||
1,0 | 6 | 860 | 5 | 910 | 4 | 990 | 3 | 920 | - | - | - | - | ||||
160 | 25 | 34 | 53 | 0,3 | 4 | 970 | 3 | 900 | 2 | 770 | 2 | 990 | 3 | 855 | 3 | 1040 |
0,5 | 5 | 975 | 4 | 1000 | 3 | 970 | 3 | 1220 | 4 | 940 | 3 | 840 | ||||
0,7 | 5 | 800 | 5 | 990 | 4 | 1050 | 3 | 990 | - | - | - | - | ||||
1,0 | 6 | 760 | 6 | 965 | 4 | 850 | 4 | 1080 | - | - | - | - | ||||
Примечания:
1. При черновом шлифовании заготовки из прутка с повышенными (до 1,0 мм) припусками, режимы резания следует устанавливать по 4 кл. точности для 2П = 0,7 мм с прибавлением 1 - 2 дополнительных проходов.
2. На последнем проходе, в зависимости от требований к шероховатости поверхности, глубина шлифования не должна превышать размеров: 2t = 0,04...0,06 мм для шероховатости поверхности 1,25 и 2t = 0,03...0,05 мм для шероховатости поверхности 0,63, 0,32.
Бесцентровое шлифование с продольной подачей | |||||
Карта 12, лист 3 | |||||
II. Поправочный коэффициент | |||||
Сплошная заготовка | Тонкостенные детали, отношение  | ||||
0,13 - 0,16 | 0,10 - 0,12 | > 0,10 | |||
1,0 | 0,8 | 0,63 | 0,5 | ||
III. Изменение числа проходов в зависимости от ширины шлифовального круга Bк и группы обрабатываемого материала | |||||
Группы обрабатываемого материала | Bкр = 150 - 200 | Bкр = 300 - 500 | |||
I. | Стали конструкционные углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном и инструментальные углеродистые | В соответствии с картой 12, лист 1 | - 1 проход <*> | ||
II. | Стали конструкционные легированные хромом и никелем | - 1 проход | - 2 прохода | ||
III. | Стали нержавеющие | + 1 проход | В соответствии с картой 12, лист 1 | ||
IV. | Быстрорежущие стали типа P18 | + 2 прохода | + 1 проход | ||
V. | Быстрорежущие стали типа P9 | + 4 прохода | + 3 прохода | ||
VI. | Чугуны и бронзы | - 1 проход | - 2 прохода | ||
--------------------------------
Примечания:
1. Количество проходов, выбранное по карте 12, лист 1 увеличивать:
для шероховатости 0,63 - на 1 проход,
для шероховатости 0,32 - на 2 прохода.
Количество проходов уменьшить для шероховатости 2,5 - на 1 проход.
2. При скоростном шлифовании (vк = 50 м/сек.) число проходов уменьшить на K = 1,3.
УГОЛ НАКЛОНА ВЕДУЩЕГО КРУГА И ЧИСЛО ОБОРОТОВ ДЕТАЛИ | Бесцентровое шлифование с продольной подачей | |||||||
Карта 12, лист 4 | ||||||||
Диаметр детали Dд в мм до | Скорость вращения детали vд в м/мин. | |||||||
10 | 12,5 | 16 | 20 | 25 | 32 | 40 | 50 | |
Число оборотов детали nд в об./мин. | ||||||||
10 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 |
16 | 200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 |
25 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 630 |
40 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 |
63 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 |
100 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
160 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 |
Угол наклона ведущего круга <*> | Минутная продольная подача Sм в мм/мин. | |||||||
1,5 | - | - | - | - | 655 | 840 | 1050 | 1310 |
2,0 | - | - | - | 700 | 875 | 1120 | 1400 | 1750 |
2,5 | - | - | 700 | 870 | 1090 | 1390 | 1750 | 2180 |
3,0 | 520 | 655 | 835 | 1050 | 1310 | 1680 | 2080 | 2600 |
3,5 | 610 | 765 | 975 | 1220 | 1520 | 1960 | 2450 | 3050 |
4,0 | 700 | 875 | 1120 | 1400 | 1750 | 2240 | 2800 | - |
5,0 | 870 | 1090 | 1400 | 1750 | 2180 | 2800 | 3500 | - |
6,0 | 1050 | 1310 | 1680 | 2100 | 2620 | 3350 | - | - |
--------------------------------

Угол наклона ведущего круга приведен для средних режимов резания при обработке детали в одну операцию, на одном станке, за несколько проходов.
При обработке детали в несколько проходов на последовательно расположенных станках режим резания и угол наклона ведущего круга рекомендуется принимать с учетом характера обработки в следующих размерах:
Чистовые проходы | 1 кл. точности |  |
2 кл. точности |  | |
3 кл. точности |  | |
Черновые проходы |  | |
Обдирка прутков |  | |
Основное время подсчитывается по формуле:

Бесцентровое шлифование с продольной подачей | |||||||||||||||
Карта 13 | |||||||||||||||
Группа обрабатываемого материала | Минутная продольная подача Sм в мм/мин. | ||||||||||||||
VI | I - II | III | IV - V | ||||||||||||
Диаметр шлифования Dд в мм до | |||||||||||||||
17 | 12,5 | - | - | 1000 | 1380 | 1900 | 2600 | - | - | - | - | - | |||
24 | 17 | 12,5 | - | 725 | 1000 | 1380 | 1900 | 2600 | - | - | - | - | |||
32 | 24 | 17 | 12,5 | 525 | 725 | 1000 | 1380 | 1900 | 2600 | - | - | - | |||
45 | 32 | 24 | 17 | - | 525 | 725 | 1000 | 1380 | 1900 | 2600 | - | - | |||
62 | 45 | 32 | 24 | - | - | 525 | 725 | 1000 | 1380 | 1900 | 2600 | - | |||
85 | 62 | 45 | 32 | - | - | - | 525 | 725 | 1000 | 1380 | 1900 | 2600 | |||
120 | 85 | 62 | 45 | - | - | - | - | 525 | 725 | 1000 | 1380 | 1900 | |||
160 | 120 | 85 | 62 | - | - | - | - | - | 525 | 725 | 1000 | 1380 | |||
- | 160 | 120 | 85 | - | - | - | - | - | - | 525 | 725 | 1000 | |||
Удвоенная глубина шлифования <*> 2t в мм до | Мощность на резание N в квт | ||||||||||||||
0,07 | - | - | - | 4,2 | 5,3 | 6,6 | 8,3 | 10,5 | 13 | ||||||
0,10 | - | - | 4,2 | 5,3 | 6,6 | 8,3 | 10,5 | 13 | 16 | ||||||
0,14 | - | 4,2 | 5,3 | 6,6 | 8,3 | 10,5 | 13 | 16 | 20 | ||||||
0,19 | 4,2 | 5,3 | 6,6 | 8,3 | 10,5 | 13 | 16 | 20 | 25 | ||||||
0,26 | 5,3 | 6,6 | 8,3 | 10,5 | 13 | 16 | 20 | 25 | 31,5 | ||||||
0,36 | 6,6 | 8,3 | 10,5 | 13 | 16 | 20 | 25 | 31,5 | 39,5 | ||||||
0,5 | 8,3 | 10,5 | 13 | 16 | 20 | 25 | 31,5 | 39,5 | - | ||||||
Поправочные коэффициенты на мощность резания в зависимости от ширины и твердости круга | |||||||||||||||
Ширина шлифовального круга Bк в мм | Твердость шлифовального круга | ||||||||||||||
СМ1...СМ2 | С1...С2 | СТ1...СТ2 | СТ3...Т1 | ||||||||||||
Коэффициент | |||||||||||||||
150 | vк = 35 | 0,93 | 1,08 | 1,27 | 1,47 | ||||||||||
200 | 1,0 | 1,16 | 1,36 | 1,58 | |||||||||||
300 | 1,1 | 1,26 | 1,5 | 1,74 | |||||||||||
150 | vк = 50 | 1,12 | 1.3 | 1,52 | 1,76 | ||||||||||
200 | 1,2 | 1,4 | 1,63 | 1,9 | |||||||||||
300 | 1,32 | 1,51 | 1,8 | 2,05 | |||||||||||
--------------------------------
2t = 2H : i.
Карта 14. Материал абразивного зерна, твердость и связка круга назначаются в зависимости от требуемой шероховатости поверхности. Режимы резания, приведенные в карте 15, соответствуют работе кругами твердости С1...С2.
При работе кругами, твердость которых отличается от С1...С2, вводится поправочный коэффициент на величину поперечной подачи на двойной ход стола.
Карта 15, лист 2. Величина продольной минутной подачи Sм и поперечной подачи  определяется в зависимости от диаметра шлифуемого отверстия и ширины круга. Число оборотов детали выбирается в зависимости от диаметра детали и твердости шлифуемого материала для условий бесприжогового шлифования.
определяется в зависимости от диаметра шлифуемого отверстия и ширины круга. Число оборотов детали выбирается в зависимости от диаметра детали и твердости шлифуемого материала для условий бесприжогового шлифования.
Поправочные коэффициенты (карта 15, лист 3, 4). Найденная величина поперечной подачи на двойной ход стола  и продольная минутная подача Sм соответствуют следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), круг твердости С1...С2, отношение диаметра круга к диаметру отверстия 0,7...0,9, < шлифуется свободная поверхность, поперечная подача осуществляется автоматически, точность обработки - 2-й класс, отношение длины обработки к диаметру отверстия <= 1,2, измерение отверстия производится пробкой или индикаторным нутромером. На измененные условия шлифования вводятся соответствующие поправочные коэффициенты.
и продольная минутная подача Sм соответствуют следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), круг твердости С1...С2, отношение диаметра круга к диаметру отверстия 0,7...0,9, < шлифуется свободная поверхность, поперечная подача осуществляется автоматически, точность обработки - 2-й класс, отношение длины обработки к диаметру отверстия <= 1,2, измерение отверстия производится пробкой или индикаторным нутромером. На измененные условия шлифования вводятся соответствующие поправочные коэффициенты.
Для шлифования по первому классу точности при шероховатости поверхности Ra = 0,63...0,32 мкм нормативами предусматривается правка алмазными инструментами (карандашами марки Ц), а для точности 2-го класса и грубее и шероховатости поверхности от Ra = 1,25 мкм и грубее - безалмазная правка абразивными кругами (типа 54С80-125ЧТК).
Основное время подсчитывается по формуле.
Карта 16. Проверка мощности, потребной на шлифование, производится путем сопоставления мощности мотора круга с мощностью на резание, рассчитанной по карте 16. Мощность шлифования определяется по диаметру шлифования, группе обрабатываемого материала, продольной минутной подаче и поперечной подаче на двойной ход стола с учетом поправочных коэффициентов на твердость и ширину круга.
Кроме этого, по скорости детали, ширине круга, его твердости и удельной мощности проверяется возможность появления прижогов на закаленных сталях и при необходимости изменяется скорость детали или снижается твердость круга.
Шлифование отверстий | |||||
Карта 14 | |||||
Шероховатость поверхности | Стали конструкционные (углеродистые и легированные) | Стали жаропрочные, нержавеющие, инструментальные и быстрорежущие | Чугуны и бронзы | ||
HRC < 30 | HRC 30...50 | HR > 50 | |||
Рекомендуемая характеристика круга | |||||
Rz20 | 23А, 24А50С1 6-7К | 23А, 24А50СМ2 6-7К | 23А, 24А50СМ2 6-7К | 43А, 33А50СМ1 6-7К | 14А/23А50СМ1 6-7К |
2,5 | 23А, 24А40С2 6К | 23А, 24А40С1 6К | 23А, 24А40СМ2 6К | 43А, 33А40СМ2 6К | 14А/23А40СМ2 6К |
1,25 | 2ЗА, 24А25С2 6-5К | 23А, 24А25С2 6-5К | 23А, 24А25С1 6-5К | 43А, 33А25С1 6-5К | 14А/23А25СМ2 6-5К |
0,63 | 23А, 24А16СТ1 5К | 23А, 24А16С2 5К | 23А, 24А16С2 5К | 43А, 33А16С1 5К | 14А/23А16С1 5К |
Примечания:
1. Таблицы режимов резания составлены для кругов твердости С1...С2. При работе кругами отличной твердости величины табличных подач для более мягких кругов умножаются на K1 = 1,1, а для более твердых кругов на K1 = 0,85.
2. При шлифовании поверхностей с галтелями твердость круга увеличивать на 1 - 2 степени.
3. Диаметр шлифовального круга выбирается из условия: отношение диаметра круга к диаметру шлифуемого отверстия ~ 0,8...0,9 для отверстий <= 80 мм.
Пример расчета режимов резания и основного времени | Шлифование отверстий | |||||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности | Деталь | Станок | |||||||
 | Наименование | шестерня | Наименование | внутришлифовальный | ||||||
Марка материала | 12Х2Н4А II гр. | Модель | 3А227 | |||||||
Твердость | HRC >= 57 | Мощность мотора | 8,3 квт | |||||||
Диаметр заготовки и допуск | 47,7+0,1 мм 2П = 0,32 | Число оборотов круга | 12600 об./мин.; vк = 26,4 м/сек. | |||||||
Требуемый класс точности | 2 | Число оборотов детали | 180 - 1200 об./мин. | |||||||
Длина обработки | 50 мм | Способ подачи | ручной | |||||||
Способ измерения | нутромер индикаторный | Срок эксплуатации | 8 лет | |||||||
Длина хода стола |  | |||||||||
Наименование операции (черновая, чистовая) | Чистовая | |||||||||
Расчет основного времени и режимов резания по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||||
1 | Выбор характеристики круга | Материал зерна и зернистость | Карта 14 Паспорт станка | 23А, 24А40 | 23А, 24А 40 | |||||
Твердость и связка | СМ 2 6К | СМ 2 6К | ||||||||
Форма и размер | ПВ, 40 x 40 x 20 мм | ПВ, 40 x 40 x 20 мм | ||||||||
2 | Расчет режимов резания | Число оборотов и скорость вращения детали | nд = 270 об./мин. vд = 40,7 м/мин. | nд = 270 об./мин. vд = 40,7 м/мин. | ||||||
Продольная минутная подача | Sм = 5690 мм/мин. | Sм = 5690 мм/мин. | ||||||||
Поправочные коэффициенты на Sм в зависимости от: | шероховатости поверхности | 1,0 |   (см. примечание к карте 15, лист 3) | |||||||
формы детали | 1,0 | |||||||||
Поперечная подача на двойной ход стола |  | |||||||||
Поправочные коэффициенты на | обрабатываемого материала i точности | K1 = 1,5 | ||||||||
припуска на обработку | K2 = 1,0 | |||||||||
отношения диаметра круга к диаметру отверстия | K3 = 1,0 | |||||||||
способа контроля размера | K4 = 1,0 | |||||||||
формы поверхности и жесткости детали | K5 = 1,0 | |||||||||
твердости шлифовального круга K1 | 1,1 | |||||||||
точности и жесткости станка К<...> | 1,0 | |||||||||
3 | Проверочный расчет | Мощность резания | N = 5,2 квт | N = 5,2 квт Nуд пр = 5,2 : 40 = 0,13 квт/мм | ||||||
Поправочный коэффициент в зависимости от твердости и ширины круга | 1,0 | |||||||||
Предельное значение удельной мощности | Nуд.пр = 0,145 квт/мм | |||||||||
4 | Расчет основного времени | Основное время |  | Tо = 0,4 мин. | ||||||
 | ||||||||||
Шлифование отверстий | |||||||||||
Карта 15, лист 1 | |||||||||||
 | |||||||||||
I. Число оборотов детали nд, продольная минутная подача Sм и поперечная подача | |||||||||||
Диаметр шлифования Dд в мм до: | Группы материала | Ширина круга Bк в мм до | |||||||||
Стали HRC < 30 чугун, бронза | Стали HRC 30 - 50 | Стали конструкционные HRC > 050, нержавеющие, жаропрочные инструментальные | |||||||||
16 | 25 | 40 | 63 | ||||||||
Режимы резания | |||||||||||
Sм | Sм | Sм | Sм | ||||||||
Число оборотов детали nд в об./мин. | |||||||||||
12,5 | 256 | 320 | 400 | 1890 | 0,009 | - | - | - | - | - | - |
2430 | 0,007 | - | - | - | - | - | - | ||||
2830 | 0,006 | - | - | - | - | - | - | ||||
16 | 237 | 300 | 370 | 1820 | 0,009 | 2730 | 0,008 | - | - | - | - |
2340 | 0,007 | 3040 | 0,006 | - | - | - | - | ||||
2730 | 0,006 | 4370 | 0,008 | - | - | - | - | ||||
20 | 224 | 280 | 350 | 1710 | 0,009 | 2580 | 0,008 | - | - | - | - |
2200 | 0,007 | 3430 | 0,006 | - | - | - | - | ||||
2570 | 0,006 | 4120 | 0,005 | - | - | - | - | ||||
25 | 210 | 264 | 330 | 1640 | 0,009 | 2490 | 0,008 | - | - | - | - |
2110 | 0,007 | 3320 | 0,006 | - | - | - | - | ||||
2470 | 0,006 | 3980 | 0,005 | - | - | - | - | ||||
32 | 195 | 244 | 305 | 1570 | 0,009 | 2380 | 0,008 | 4130 | 0,006 | - | - |
2020 | 0,007 | 3170 | 0,006 | 4950 | 0,005 | - | - | ||||
2350 | 0,006 | 3800 | 0,005 | 6190 | 0,004 | - | - | ||||
40 | 180 | 230 | 285 | 1500 | 0,009 | 2260 | 0,008 | 3930 | 0,006 | - | - |
1930 | 0,007 | 3020 | 0,006 | 4710 | 0,005 | - | - | ||||
2450 | 0,005 | 3620 | 0,005 | 5890 | 0,004 | - | - | ||||
50 | 170 | 215 | 270 | 1440 | 0,009 | 2190 | 0,008 | 3790 | 0,006 | 5900 | 0,005 |
1860 | 0,007 | 2920 | 0,006 | 4550 | 0,005 | 7370 | 0,004 | ||||
2360 | 0,005 | 3500 | 0,005 | 5690 | 0,004 | 9880 | 0,003 | ||||
63 | 160 | 200 | 250 | 1450 | 0,008 | 2210 | 0,007 | 3600 | 0,006 | 5600 | 0,005 |
1770 | 0,0070 | 2770 | 0,006 | 4320 | 0,005 | 7000 | 0,004 | ||||
2250 | 0,005 | 3320 | 0,005 | 5400 | 0,004 | 9330 | 0,003 | ||||
80 | 148 | 185 | 230 | - | - | 2120 | 0,007 | 3430 | 0,006 | 5370 | 0,005 |
- | - | 2650 | 0,0060 | 4120 | 0,005 | 6690 | 0,004 | ||||
- | - | 3170 | 0,005 | 5150 | 0,004 | 8950 | 0,003 | ||||
Шлифование отверстий | |||||||||||
Карта 15, лист 2 | |||||||||||
Диаметр шлифования Dд в мм до: | Группы материала | Ширина круга Bк в мм до | |||||||||
Стали HRC < 30 чугун, бронза | Стали HRC 30 - 50 | Стали конструкционные HRC > 050, нержавеющие, жаропрочные инструментальные | |||||||||
16 | 25 | 40 | 63 | ||||||||
Режимы резания | |||||||||||
Sм | Sм | Sм | Sм | ||||||||
Число оборотов детали nд в об./мин. | |||||||||||
100 | 140 | 175 | 220 | - | - | 2190 | 0,007 | 3330 | 0,006 | 5160 | 0,005 |
- | - | 2550 | 0,006 | 4000 | 0,005 | 6450 | 0,004 | ||||
- | - | 3060 | 0,005 | 5000 | 0,004 | 8600 | 0,003 | ||||
125 | 130 | 165 | 205 | - | - | - | - | 3170 | 0,006 | 4920 | 0,005 |
- | - | - | - | 3800 | 0,005 | 6160 | 0,004 | ||||
- | - | - | - | 4750 | 0,004 | 8320 | 0,003 | ||||
160 | 120 | 150 | 190 | - | - | - | - | 3040 | 0,006 | 4720 | 0,005 |
- | - | - | - | 3650 | 0,005 | 5900 | 0,004 | ||||
- | - | - | - | 4560 | 0,004 | 7870 | 0,003 | ||||
200 | 115 | 144 | 180 | - | - | - | - | 2880 | 0,006 | 4480 | 0,005 |
- | - | - | - | 3450 | 0,005 | 5600 | 0,004 | ||||
- | - | - | - | 4310 | 0,004 | 7470 | 0,003 | ||||
250 | 110 | 135 | 170 | - | - | - | - | 3000 | 0,005 | 4280 | 0,005 |
- | - | - | - | 3660 | 0,004 | 5350 | 0,004 | ||||
- | - | - | - | 5500 | 0,003 | 7130 | 0,003 | ||||
II. Поправочные коэффициенты на поперечную подачу на двойной ход шпинделя | ||||||
1. Обрабатываемого материала и точности | ||||||
Группы обрабатываемого материала (марки сталей см. в карте 1) | Класс точности | |||||
1 | 2 | 2а | 3 | 4 и грубее | ||
Коэффициент | ||||||
I. | Стали конструкционные углеродистые, легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном, а также инструментальные углеродистые | 0,8 | 1,0 | 1,25 | 1,56 | 1,95 |
II. | Стали конструкционные легированные хромом и никелем | 1,2 | 1,5 | 1,85 | 2,32 | 2,92 |
III. | Стали нержавеющие | 0,47 | 0,6 | 0,75 | 0,94 | 1,17 |
IV. | Быстрорежущие стали типа P18 | 0,28 | 0,35 | 0,44 | 0,55 | 0,68 |
V. | Быстрорежущие стали типа P9 | 0,12 | 0,15 | 0,19 | 0,23 | 0,29 |
VI. | Чугуны и бронзы | 1,28 | 1,6 | 2,0 | 2,5 | 3,1 |
Шлифование отверстий | |||||||||
Карта 15, лист 3 | |||||||||
2. Припуска | |||||||||
Припуск на диаметр 2П в мм | 0,3 | 0,5 | 0,7 | 1,0 | |||||
Коэффициент | 0,87 | 1,0 | 1,15 | 1,35 | |||||
3. Размера шлифовального круга для (Dотв <= 80) | |||||||||
Отношение диаметра круга к диаметру отверстия Дк : Дотв | |||||||||
< 0,4 | 0,4 - 0,6 | 0,7 - 0,9 | |||||||
Коэффициент | |||||||||
0,63 | 0,8 | 1,0 | |||||||
4. Способа контроля размера | |||||||||
Способ контроля | Измерение пробкой, нутромером | Активный контроль | |||||||
Коэффициент | 1,0 | 1,2 | |||||||
5. Жесткости детали и формы поверхности | |||||||||
Шлифуемая поверхность | Жесткость детали (отношение L / D) | ||||||||
1,2 | 1,3...1,6 | 1,7...2,5 | 2,6...4,0 | ||||||
Коэффициент | |||||||||
Цилиндрическая | 1,0 | 0,9 | 0,7 | 0,6 | |||||
Шлицевая (прерывистая) | 0,95 | 0,85 | 0,67 | 0,57 | |||||
III. Поправочные коэффициенты на продольную минутную подачу Sм в зависимости от: | |||||||||
1. Шероховатости поверхности | |||||||||
Шероховатость поверхности | 2,5 | 1,25 | 0,63 | ||||||
Коэффициент | 1,3 | 1,0 | 0,77 | ||||||
Шлифование отверстий | ||
Карта 15, лист 4 | ||
2. Формы детали | ||
Шлифуемая поверхность | Коэффициент | |
Цилиндрическая | 1,8 | |
С галтелью | 0,8 | |
Основное время рассчитывается по формуле:

где 
Примечания:
1. Поправочные коэффициенты на режимы резания в зависимости от точности и жесткости станка Кж см. в карте 2, в зависимости от твердости круга K1 - в карте 14.
2. При работе с ручной подачей табличные значения поперечной подачи  уменьшать на 10 - 15%.
уменьшать на 10 - 15%.
Шлифование отверстий | |||||||||||||
Карта 16, лист 1 | |||||||||||||
I. Мощность, потребная на резание | |||||||||||||
Группы обрабатываемого материала | Продольная минутная подача Sм в мм/мин. до | ||||||||||||
VI | I - II | III | IV - V | ||||||||||
Диаметр шлифования Dд в мм до | |||||||||||||
50 | 37 | - | - | 1510 | 2080 | 2810 | 3950 | 5450 | 7500 | 10000 | - | - | - |
70 | 50 | 37 | - | 1100 | 1510 | 2080 | 2810 | 3950 | 5450 | 7500 | 10000 | - | - |
95 | 70 | 50 | 37 | 800 | 1100 | 1510 | 2080 | 2810 | 3950 | 5450 | 7500 | 10000 | - |
130 | 95 | 70 | 50 | - | 800 | 1100 | 1510 | 2080 | 2810 | 3950 | 5450 | 7500 | 10000 |
180 | 130 | 95 | 70 | - | - | 800 | 1100 | 1510 | 2080 | 2810 | 3950 | 5450 | 7500 |
250 | 180 | 130 | 95 | - | - | - | 800 | 1100 | 1510 | 2080 | 2810 | 3950 | 5450 |
- | 250 | 180 | 130 | - | - | - | - | 800 | 1100 | 1510 | 2080 | 2810 | 3950 |
- | - | 250 | 180 | - | - | - | - | - | 800 | 1100 | 1510 | 2080 | 2810 |
Поперечная подача на двойной ход стола | Мощность на резание N, квт | ||||||||||||
0,003 | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | |||
0,004 | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | |||
0,005 | 1,1 | 1,4 | 1,7 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 | |||
0,007 | 1,4 | 1,7 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 | 10,2 | |||
0,01 | 1,7 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 | 10,2 | 12,8 | |||
0,014 | 2,1 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 | 10,2 | 12,8 | 16,0 | |||
0,019 | 2,7 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 | 10,2 | 12,8 | 16,0 | - | |||
0,026 | 3,3 | 4,2 | 5,2 | 6,5 | 8,5 | 10,2 | 12,8 | 16,0 | - | - | |||
Шлифование отверстий | ||||||
Карта 16, лист 2 | ||||||
II. Поправочные коэффициенты на мощность резания в зависимости от твердости и ширины круга | ||||||
Ширина шлифовального круга Bк в мм до | Твердость шлифовального круга | |||||
М2...М3 | СМ1...СМ2 | С1...С2 | ||||
Коэффициент | ||||||
25...32 | 0,8 | 0,9 | 1,04 | |||
40...50 | 0,9 | 1,0 | 1,16 | |||
63...80 | 1,0 | 1,12 | 1,3 | |||
III. Предельные значения удельной мощности (квт на 1 мм ширины круга) для бесприжоговой работы по закаленной стали (HRC >= 40) | ||||||
Твердость круга | Скорость вращения детали vд в м/мин. до | |||||
20 | 36 | 63 | 85 | |||
Удельная мощность Nуд в квт/мм | ||||||
М2...М3 | 0,10 | 0,125 | 0,16 | 0,2 | ||
СМ1...СМ2 | 0,09 | 0,115 | 0,145 | 0,18 | ||
С1...С2 | 0,08 | 0,10 | 0,13 | 0,16 | ||
Выбор характеристики шлифовального круга производится по карте 14, так как шлифование торцов является одним из переходов операции шлифования отверстия.
Карта 17, лист 1. Величина минутной поперечной подачи  определяется по наибольшему диаметру шлифуемого торца, длине шлифования и величине максимального припуска. Число оборотов детали выбирается в зависимости от наибольшего диаметра детали и от твердости шлифуемого материала для условий бесприжогового шлифования.
определяется по наибольшему диаметру шлифуемого торца, длине шлифования и величине максимального припуска. Число оборотов детали выбирается в зависимости от наибольшего диаметра детали и от твердости шлифуемого материала для условий бесприжогового шлифования.
Поправочные коэффициенты (карта 17, лист 2). Найденная величина  соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), круг твердости С1...С2, точность расположения торца от 0,03 до 0,05 мм, шероховатость поверхности Ra = 1,25...0,63 мкм. На измененные условия шлифования вводятся поправочные коэффициенты на величину минутной поперечной подачи
соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), круг твердости С1...С2, точность расположения торца от 0,03 до 0,05 мм, шероховатость поверхности Ra = 1,25...0,63 мкм. На измененные условия шлифования вводятся поправочные коэффициенты на величину минутной поперечной подачи  , K1 и Kж.
, K1 и Kж.
Основное время подсчитывается по формуле.
Пример расчета режимов резания и основного времени | Шлифование торцов на внутришлифовальных станках | |||||||
Исходные данные для расчетов | Эскиз обработки, размеры и допуск, шероховатость поверхности | Деталь | Станок | |||||
 | Наименование | шестерня храповая | Наименование | внутришлифовальный | ||||
Марка материала | Ст. 20 цементированная 1 гр. | Модель | 3Б250 | |||||
Твердость | HRC 48 | Мощность мотора круга | 7,0 квт | |||||
Наибольший диаметр обработки | 94 мм | Число оборотов круга | 1000 об./мин. | |||||
Припуск на обработку | 0,5 мм | Число оборотов детали | 300 об./мин. | |||||
Наименование операции (черновая чистовая) | Чистовая | |||||||
Длина обработки | 18 мм | Способ подачи | ручной | |||||
Способ измерения | жесткой скобой | Срок эксплуатации | 5 лет | |||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||
1 | Выбор характеристики круга | Материал зерна и зернистость Твердость и связка | 23А, 24А25 С2 6-5К | 23А, 24А25 С2 6-5К | ||||
Форма и размер | Паспорт станка | ПВ, 60 x 50 x 20 мм | ПВ, 60 x 50 x 20 мм | |||||
2 | Расчет режимов резания | Число оборотов и скорость вращения детали |  | nд = 155 об./мин., vд = 45,7 м/мин. | nд = 155 об./мин. vд = 45,7 м/мин. | |||
Минутная поперечная подача |  | |||||||
Поправочные коэффициенты на | обрабатываемого материала, точности и шероховатости поверхности | 1,25 | ||||||
твердости шлифовального круга K1 | 1,0 | |||||||
точности и жесткости станка Kж | 1,0 | |||||||
3 | Расчет основного времени | Основное время Tо |   | Tо = 1,02 мин. | ||||
Шлифование торцов на внутришлифовальных станках | |||||||||||
Карта 17, лист 1 | |||||||||||
 | |||||||||||
I. Число оборотов детали nд, минутная подача | |||||||||||
Наибольший диаметр шлифования в Dд в мм до | Группы материала | Припуск на сторону П в мм до | Длина шлифования Lд в мм, до | ||||||||
Стали HRC < 30 чугун, бронза | Стали HRC 30 - 50 | Стали HRC > 50, нерж. жаропрочн., инструментальн. | 8 | 12,5 | 16 | 20 | 25 | 32 | 50 | ||
Число оборотов детали nд в об./мин. | Минутная подача | ||||||||||
50 | 170 | 210 | 265 | 0,17 | 0,505 | 0,42 | 0,38 | - | - | - | - |
0,25 | 0,63 | 0,51 | 0,45 | - | - | - | - | ||||
0,35 | 0,79 | 0,64 | 0,56 | - | - | - | - | ||||
0,50 | 1,04 | 0,82 | 0,72 | - | - | - | - | ||||
63 | 150 | 190 | 240 | 0,17 | 0,43 | 0,355 | 0,32 | 0,265 | - | - | - |
0,25 | 0,54 | 0,435 | 0,385 | 0,35 | - | - | - | ||||
0,35 | 0,67 | 0,55 | 0,48 | 0,43 | - | - | - | ||||
0,50 | 0,87 | 0,69 | 0,61 | 0,54 | - | - | - | ||||
80 | 135 | 170 | 215 | 0,17 | 0,36 | 0,30 | 0,265 | 0,235 | 0,21 | - | - |
0,25 | 0,46 | 0,37 | 0,325 | 0,29 | 0,26 | - | - | ||||
0,35 | 0,57 | 0,465 | 0,405 | 0,36 | 0,32 | - | - | ||||
0,50 | 0,74 | 0,58 | 0,51 | 0,46 | 0,40 | - | - | ||||
100 | 125 | 155 | 195 | 0,17 | 0,31 | 0,26 | 0,23 | 0,20 | 0,180 | 0,160 | - |
0,25 | 0,39 | 0,32 | 0,28 | 0,25 | 0,22 | 0,195 | - | ||||
0,35 | 0,49 | 0,40 | 0,35 | 0,31 | 0,27 | 0,24 | - | ||||
0,50 | 0,63 | 0,51 | 0,44 | 0,39 | 0,34 | 0,30 | - | ||||
125 | 110 | 140 | 175 | 0,17 | 0,265 | 0,22 | 0,195 | 0,175 | 0,153 | 0,137 | 0,103 |
0,25 | 0,335 | 0,27 | 0,24 | 0,215 | 0,19 | 0,170 | 0,135 | ||||
0,35 | 0,42 | 0,34 | 0,30 | 0,265 | 0,23 | 0,20 | 0,165 | ||||
0,50 | 0,53 | 0,43 | 0,38 | 0,335 | 0,29 | 0,255 | 0,210 | ||||
160 | 105 | 130 | 165 | 0,17 | 0,22 | 0,185 | 0,165 | 0,145 | 0,13 | 0,116 | 0,088 |
0,25 | 0,285 | 0,225 | 0,20 | 0,180 | 0,16 | 0,142 | 0,11 | ||||
0,35 | 0,35 | 0,285 | 0,25 | 0,22 | 0,195 | 0,170 | 0,140 | ||||
0,50 | 0,45 | 0,36 | 0,32 | 0,285 | 0,245 | 0,215 | 0,175 | ||||
200 | 92 | 115 | 145 | 0,17 | 0,19 | 0,160 | 0,140 | 0,125 | 0,11 | 0,10 | 0,076 |
0,25 | 0,245 | 0,195 | 0,17 | 0,155 | 0,135 | 0,122 | 0,095 | ||||
0,35 | 0,30 | 0,245 | 0,215 | 0,190 | 0,165 | 0,145 | 0,12 | ||||
0,50 | 0,38 | 0,31 | 0,27 | 0,245 | 0,211 | 0,185 | 0,15 | ||||
Шлифование торцов на внутришлифовальных станках | ||||||||||
Карта 17, лист 2 | ||||||||||
II. Поправочные коэффициенты на минутную подачу | ||||||||||
Группы обрабатываемого материала (марки сталей см. в карте 1) | Точность обработки, допуск на шлифуемый размер и шероховатость поверхности | |||||||||
0,03 мм | 0,05 мм | > 0,05 мм | ||||||||
0,63 | 1,25 | 2,5 | 0,63 | 1,25 | 2,5 | 0,63 | 1,25 | 2,5 | ||
Коэффициент | ||||||||||
I. | Стали конструкционные углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном и инструментальные углеродистые | 0,7 | 0,8 | 0,92 | 0,87 | 1,0 | 1,15 | 1,1 | 1,25 | 1,44 |
II. | Стали конструкционные легированные хромом и никелем | 1,05 | 1,2 | 1,38 | 1,3 | 1,5 | 1,72 | 1,65 | 1,85 | 2,1 |
III. | Стали нержавеющие | 0,42 | 0,47 | 0,54 | 0,52 | 0,60 | 0,69 | 0,66 | 0,75 | 0,86 |
IV. | Быстрорежущие стали | 0,25 | 0,28 | 0,32 | 0,30 | 0,35 | 0,40 | 0,38 | 0,44 | 0,51 |
V. | Быстрорежущие стали | 0,10 | 0,12 | 0,14 | 0,13 | 0,15 | 0,17 | 0,17 | 0,19 | 0,22 |
VI. | Чугуны и бронзы | 1,10 | 1,28 | 1,47 | 1,4 | 1,6 | 1,84 | 1,75 | 2,0 | 2,3 |
Основное время рассчитывается по формуле:

Примечание. Поправочный коэффициент на поперечную минутную подачу Kж в зависимости от точности и жесткости станка см. в карте 2. Поправочный коэффициент K1, на измененную твердость круга см. в карте 14, примечание 1.
С ПРЯМОУГОЛЬНЫМ СТОЛОМ
Карта 18. Материал абразивного зерна, твердость и связка круга назначаются в зависимости от марки и твердости шлифуемого материала для разных видов плоского шлифования. Зернистость выбирается в зависимости от требуемой шероховатости поверхности. Режимы резания, приведенные в картах 19, 21, 23, 25, 27, 28, соответствуют работе кругами твердости СМ1...СМ2. При работе кругами, твердость которых отличается от СМ1...СМ2, вводится поправочный коэффициент на величины подач.
Карта 19, листы 1, 2 и 3. Скорость детали vд и подача на глубину на проход  определяются в зависимости от твердости стали или от марки материала, максимального припуска на обработку и найденной ранее поперечной подачи на ход стола (для работы с ручной подачей см. лист 1, с автоматической подачей - лист 2).
определяются в зависимости от твердости стали или от марки материала, максимального припуска на обработку и найденной ранее поперечной подачи на ход стола (для работы с ручной подачей см. лист 1, с автоматической подачей - лист 2).
Поправочные коэффициенты (карта 19, лист 4). Найденная величина подачи на глубину  соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), круг твердости СМ1...СМ2, диаметр круга 500 мм, точность обработки 0,05 мм, коэффициент заполнения стола равен 0,5.
соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), круг твердости СМ1...СМ2, диаметр круга 500 мм, точность обработки 0,05 мм, коэффициент заполнения стола равен 0,5.
На измененные условия шлифования вводятся поправочные коэффициенты на подачу на глубину  , K1 и Kж.
, K1 и Kж.
Для шлифования по первому классу точности при шероховатости поверхности Ra = 0,63...0,32 мкм нормативами предусматривается правка алмазными инструментами (карандашами марок С и Ц), а для точности 2-го класса и грубее и шероховатости поверхности от Ra = 1,25 мкм и грубее - безалмазная правка абразивными кругами (типа 54С80-125ЧТК).
Основное время подсчитывается по формуле.
Карта 20. Проверка мощности, потребной на шлифование, производится путем сопоставления мощности двигателя с мощностью на резание, рассчитанной по карте 20. Мощность шлифования определяется по скорости движения детали (стола), группе обрабатываемости, поперечной подаче на ход стола Sо и подаче на глубину  с учетом поправочного коэффициента на ширину и твердость круга.
с учетом поправочного коэффициента на ширину и твердость круга.
Кроме этого, по скорости детали, ширине круга, его твердости и удельной мощности проверяется возможность появления прижогов на закаленных сталях и при необходимости изменяется скорость детали или снижается твердость круга.
Пример расчета режимов резания и основного времени | Плоское шлифование периферией круга на станках с прямоугольным столом | |||||
Исходные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности | Станок | ||||
 | Наименование | Корпус | Наименование | плоскошлифовальный | ||
Марка материала | СЧ18-36 | Модель | 3Б722 | |||
Твердость | НВ 170 - 230 | Мощность мотора круга | 10 квт | |||
Размер заготовки и допуск | <...>  | Число оборотов круга | 1460 об./мин. | |||
Длина и ширина обрабатываемой поверхности | <...> x 103 | Скорость стола | 2 - 40 м/мин. | |||
Наименование операции (черновая, чистовая) | Чистовая | Припуск | <...>2,35 мм | Способ поперечной подачи | ручной | |
Число одновременно обрабатываемых деталей | <...> = 2 шт. | Срок эксплуатации станка | 9 лет | |||
Способ измерения | жесткой скобой | |||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |
1 | Выбор характеристики круга | Материал и зернистость | паспорт станка | 14А, 14А/23А25 С1 6К ПП, 450 x 63 x 203 мм | 14А, 14А/23А25 С1 6К ПП, 450 x 63 x 203 мм | ||
Твердость и связка | |||||||
Форма и размер | |||||||
2 | Расчет режимов резания | Поперечная подача на ход стола | So = 25 мм/ ход vД = 5 м/мин.  | Sо = 25 мм/ход vД = 5 м/мин. | |||
Скорость детали (стола) | |||||||
Подача на глубину на проход | |||||||
Поправочные коэффициенты на | обрабатываемого материала точности | 2,0 |  | ||||
размера шлифовального круга и степени заполнения стола | 0,71 | ||||||
твердости шлифовального круга K1 | 0,85 | ||||||
точности и жесткости станка Kж | 1,0 | ||||||
3 | Проверочный расчет мощности | Мощность шлифования Поправочный коэффициент в зависимости от твердости и ширины круга | N = 5,3 квт KN = 1,16 | N = 6,15 квт | |||
4 | Расчет основного времени | Основное время Tо |   | Tо = 1,37 мин. | |||
Плоское шлифование | ||||||
Карта 18 | ||||||
Метод шлифования | Шероховатость поверхности | Стали конструкционные (углеродистые и инструментальные) | Стали жаропрочные, нержавеющие и инструментальные быстрорежущие | Чугуны и бронзы | ||
Твердость | ||||||
HRC < 30 | HRC 30 - 50 | HRC > 50 | ||||
Рекомендуемая характеристика круга | ||||||
Периферией круга | Rz20 | 14А50СМ2 6-7К | 14А50СМ1 6-7К | 14А50М3 6-7К | 43А, 33А50М3 6-7К | 14А, 14А/23А50СМ2 6К |
2,5 | 14А40СМ2 6-7К | 14А40СМ1 6-7К | 14А40М3 6-7К | 43А, 33А40М3 6-7К | 14А, 14А/23А40СМ2 6К | |
1,25 | 14А25СМ1 6-7К | 14А25СМ2 6-7К | 14А25СМ1 6-7К | 43А, 33А25СМ1 6-7К | 14А, 14А/23А25С1 6К | |
0,63 | 14А16С1 6-7К | 14А16СМ2 6-7К | 14А16СМ1 6-7К | 24А, 33А16СМ1 6-7К | 14А, 14А/23А16С1 6К | |
Торцом круга | Rz20 | 14А50СМ1 6-7Б | 14А50СМ1 6-7Б | 14А50М2 6-7Б | 43А, 33А50М2 6-7Б | 14А, 14А34А50СМ2 6Б |
2,5 | 14А40СМ1 6-7Б | 14А40СМ1 6-7К | 14А40М2 6-7Б | 43А, 33А40М2 6-7Б | 14А, 14А/23А40СМ2 6Б | |
1,25 | 14А, 24А25СМ2 6-7Б | 14А, 24А25СМ1 6-7Б | 14А, 24А25М3 6-7Б | 43А, 33А25М3 6-7Б | 14А, 14А/23А25С1 6Б | |
0,63 | 14А, 24А25СМ2 6-7Б | 14А, 24А25СМ1 6-7Б | 14А, 24А25М3 6-7Б | 24А, 33А25М3 6-7Б | 14А, 14А/23А25С1 6Б | |
Примечания:
1. Таблицы режимов резания составлены для кругов твердости СМ1...СМ2. При работе кругами отличной твердости величины табличных подач для более мягких кругов умножаются на K1 = 1,1, а для более твердых кругов на K1 = 0,85.
2. При шлифовании пазов периферией круга твердость увеличивать на 1 - 2 степени.
3. При работе сегментными кругами твердость увеличивать на одну степень.
(ручная подача) | Плоское шлифование периферией круга на станках с прямоугольным столом | |||||
Карта 19, лист 1 | ||||||
 | ||||||
I. Поперечная подача Sо | ||||||
Шероховатость поверхности | Ширина шлифовального круга Bк в мм | |||||
20 | 32 | 40 | 50 | 63 | 80 | |
Поперечная подача на ход стола Sо в мм/ход до: | ||||||
Rz20 | 16 | 26 | 32 | 40 | 50 | 64 |
2,5 | 12 | 19 | 24 | 30 | 38 | 48 |
1,25 | 8 | 12,5 | 16 | 20 | 25 | 32 |
0,63 | 3 - 5 | 8 | 10 | 12,5 | 16 | 20 |
(ручная подача) | Плоское шлифование периферией круга на станках с прямоугольным столом | ||||||||
Карта 19, лист 2 | |||||||||
II. Скорость детали vд и подача на глубину на проход | |||||||||
Обрабатываемые материалы и твердость HRC до: | Скорость детали vд в м/мин. до: | Припуск на обработку П в мм до | Поперечная подача на ход стола Sо в мм/ход до: | ||||||
8 | 12 | 18 | 27 | 38 | 55 | ||||
Подача на глубину на проход | |||||||||
Чугуны | 5 | 0,17 | 0,098 | 0,066 | 0,044 | 0,029 | 0,021 | 0,014 | |
0,25 | 0,12 | 0,082 | 0,054 | 0,036 | 0,026 | 0,018 | |||
0,35 | 0,15 | 0,10' | 0,068 | 0,045 | 0,032 | 0,022 | |||
Стали конструкционные углеродистые и легированные | < 28 | 6,3 | 0,17 | 0,077 | 0,052 | 0,034 | 0,023 | 0,016 | 0,011 |
0,25 | 0,097 | 0,065 | 0,043 | 0,029 | 0,020 | 0,014 | |||
0,35 | 0,12 | 0,081 | 0,054 | 0,036 | 0,025 | 0,018 | |||
0,50 | 0,15 | 0,10 | 0,069 | 0,046 | 0,032 | 0,022 | |||
32 | 8 | 0,17 | 0,061 | 0,041 | 0,027 | 0,018 | 0,013 | 0,008 | |
0,25 | 0,077 | 0,051 | 0,034 | 0,022 | 0,016 | 0,011 | |||
0,35 | 0,095 | 0,064 | 0,042 | 0,028 | 0,020 | 0,014 | |||
0,50 | 0,12 | 0,082 | 0,054 | 0,036 | 0,026 | 0,018 | |||
40 | 10 | 0,17 | 0,049 | 0,032 | 0,022 | 0,015 | 0,010 | 0,007 | |
0,25 | 0,061 | 0,041 | 0,027 | 0,018 | 0,013 | 0,009 | |||
0,35 | 0,076,1 | 0,051 | 0,034 | 0,023 | 0,016 | 0,011 | |||
0,50 | 0,098 | 0,065 | 0,043 | 0,029 | 0,020 | 0,014 | |||
Стали конструкционные углеродистые и легированные | 48 | 12,5 | 0,17 | 0,039 | 0,020 | 0,017 | 0,012 | 0,008 | 0,0057 |
0,25 | 0,049 | 0,033 | 0,022 | 0,014 | 0,010 | 0,007 | |||
0,35 | 0,061 | 0,041 | 0,027 | 0,018 | 0,013 | 0,09 | |||
0,50 | 0,078 | 0,052 | 0,034 | 0,023 | 0,016 | 0,011 | |||
56 | 16 | 0,17 | 0,032 | 0,020 | 0,014 | 0,009 | 0,006 | 0,004 | |
0,25 | 0,038 | 0,026 | 0,017 | 0,011 | 0,008 | 0,006 | |||
0,35 | 0,048 | 0,032 | 0,021 | 0,014 | 0,010 | 0,007 | |||
0,50 | 0,062 | 0,041 | 0,027 | 0,018 | 0,014 | 0,009 | |||
>= 60 | 20 | 0,25 | 0,030 | 0,020 | 0,014 | 0,009 | 0,006 | 0,004 | |
0,35 | 0,038 | 0,025 | 0,017 | 0,013 | 0,008 | 0,0055 | |||
0,50 | 0,049 | 0,032 | 0,022 | 0,016 | 0,010 | 0,007 | |||
0,70 | 0,061 | 0,040 | 0,027 | 0,021 | 0,013 | 0,009 | |||
Стали жаропрочные, нержавеющие и инструментальные быстрорежущие | 25 | 0,25 | 0,024 | 0,016 | 0,011 | 0,007 | 0,005 | 0,0045 | |
0,35 | 0,030 | 0,020 | 0,014 | 0,009 | 0,006 | 0,005 | |||
0,50 | 0,038 | 0,026 | 0,017 | 0,012 | 0,008 | 0,006 | |||
0,70 | 0,048 | 0,032 | 0,022 | 0,015 | 0,010 | 0,007 | |||
32 | 0,25 | 0,019 | 0,013 | 0,009 | 0,006 | 0,004 | 0,0035 | ||
0,35 | 0,024 | 0,016 | 0,011 | 0,007 | 0,005 | 0,004 | |||
0,50 | 0,031 | 0,020 | 0,013 | 0,009 | 0,006 | 0,005 | |||
0,70 | 0,038 | 0,025 | 0,017 | 0,011 | 0,008 | 0,006 | |||
(автоматическая подача) | Плоское шлифование периферией круга на станках с прямоугольным столом | ||||||||||||
Карта 19, лист 3 | |||||||||||||
 | |||||||||||||
I. Поперечная подача Sо | |||||||||||||
Шероховатость поверхности | Ширина шлифовального круга Bк в мм до: | ||||||||||||
20 | 32 | 40 | 50 | 63 | 80 | ||||||||
Поперечная подача на ход стола Sо в мм/ход до: | |||||||||||||
Rz20 | 16 | 26 | 32 | 40 | 50 | 64 | |||||||
2,5 | 12 | 19 | 24 | 30 | 38 | 48 | |||||||
1,25 | 8 | 12,5 | 16 | 20 | 25 | 32 | |||||||
0,63 | 3 - 5 | 8 | 10 | 12,5 | 16 | 20 | |||||||
II. Скорость детали vд и подача на глубину на проход | |||||||||||||
Обрабатываемые материалы и твердость HRC до: | Скорость детали vд в м/мин. до: | Припуск на обработку П в мм до | Поперечная подача на ход стола | ||||||||||
8 | 12 | 18 | 27 | 38 | 55 | ||||||||
Подача на глубину на проход | |||||||||||||
Чугуны | 5 | 0,17 | 0,137 | 0,093 | 0,062 | 0,041 | 0,030 | 0,020 | |||||
0,25 | 0,168 | 0,115 | 0,076 | 0,050 | 0,036 | 0,025 | |||||||
0,35 | 0,210 | 0,140 | 0,035 | 0,063 | 0,045 | 0,031 | |||||||
Стали конструкционные углеродистые и легированные | < 28 | 6,3 | 0,17 | 0,108 | 0,073 | 0,048 | 0,032 | 0,022 | 0,015 | ||||
0,25 | 0,136 | 0,091 | 0,060 | 0,041 | 0,028 | 0,020 | |||||||
0,35 | 0,168 | 0,113 | 0,076 | 0,050 | 0,035 | 0,024 | |||||||
0,50 | 0,210 | 0,140 | 0,097 | 0,064 | 0,045 | 0,031 | |||||||
32 | 8 | 0,17 | 0,085 | 0,057 | 0,038 | 0,025 | 0,018 | 0,011 | |||||
0,25 | 0,108 | 0,072 | 0,048 | 0,031 | 0,022 | 0,015 | |||||||
0,35 | 0,133 | 0,089 | 0,059 | 0,039 | 0,028 | 0,020 | |||||||
0,50 | 0,168 | 0,113 | 0,076 | 0,051 | 0,036 | 0,025 | |||||||
40 | 10 | 0,17 | 0,069 | 0,045 | 0,031 | 0,021 | 0,014 | 0,009 | |||||
0,25 | 0,085 | 0,057 | 0,038 | 0,025 | 0,018 | 0,013 | |||||||
0,35 | 0,106 | 0,071 | 0,048 | 0,032, | 0,022 | 0,015 | |||||||
0,50 | 0,137 | 0,091 | 0,060 | 0,041 | 0,028 | 0,020 | |||||||
48 | 12,5 | 0,17 | 0,055 | 0,036 | 0,024 | 0,017 | 0,011 | 0,008 | |||||
0,25 | 0,069 | 0,046 | 0,030 | 0,020 | 0,014 | 0,009 | |||||||
0,35 | 0,089 | 0,057 | 0,039 | 0,025 | 0,018 | 0,013 | |||||||
0,50 | 0,109 | 0,073 | 0,048 | 0,032 | 0,022 | 0,015 | |||||||
Стали конструкционные углеродистые и легированные | 56 | 16 | 0,17 | 0,045 | 0,028 | 0,018 | 0,013 | 0,008 | 0,006 | ||||
0,25 | 0,053 | 0,036 | 0,024 | 0,015 | 0,011 | 0,008 | |||||||
0,35 | 0,067 | 0,045 | 0,030 | 0,020 | 0,014 | 0,009 | |||||||
0,50 | 0,087 | 0,057 | 0,038 | 0,025 | 0,020 | 0,013 | |||||||
>= 60 | 20 | 0,25 | 0,042 | 0,028 | 0,020 | 0,013 | 0,008 | 0,006 | |||||
0,35 | 0,053 | 0,035 | 0,024 | 0,018 | 0,011 | 0,008 | |||||||
0,50 | 0,069 | 0,045 | 0,031 | 0,022 | 0,014 | 0,009 | |||||||
0,70 | 0,086 | 0,056 | 0,038 | 0,029 | 0,018 | 0,013 | |||||||
(автоматическая подача) | Плоское шлифование периферией круга на станках с прямоугольным столом | |||||||||||||||
Карта 19, лист 4 | ||||||||||||||||
Обрабатываемые материалы и твердость HRC до: | Скорость детали vд в м/мин. до: | Припуск на обработку П в мм до: | Поперечная подача на ход стола | |||||||||||||
8 | 12 | 18 | 27 | 38 | 55 | |||||||||||
Подача на глубину на проход | ||||||||||||||||
Стали жаропрочные, нержавеющие и инструментальные быстрорежущие | 25 | 0,25 | 0,034 | 0,022 | 0,015 | 0,009 | 0,007 | 0,006 | ||||||||
0,35 | 0,042 | 0,021 | 0,020 | 0,013 | 0,008 | 0,007 | ||||||||||
0,50 | 0,053 | 0,03 | 0,024 | 0,017 | 0,011 | 0,008 | ||||||||||
0,70 | 0,067 | 0.045 | 0,031 | 0,021 | 0,014 | 0,009 | ||||||||||
32 | 0,25 | 0,027 | 0,018 | 0,013 | 0,008 | 0,006 | 0,004 | |||||||||
0,35 | 0,034 | 0,022 | 0,014 | 0,009 | 0,007 | 0,006 | ||||||||||
0,50 | 0,043 | 0,028 | 0,018 | 0,013 | 0,008 | 0,007 | ||||||||||
0,70 | 0,053 | 0,035 | 0,024 | 0,015 | 0,011 | 0,008 | ||||||||||
III. Поправочные коэффициенты на вертикальную подачу | ||||||||||||||||
1. Обрабатываемого материала и точности | ||||||||||||||||
Группы обрабатываемого материала (марки см. в карте 1) | Требуемая точность обработки | |||||||||||||||
0,02 | 0,03 | 0,05 | гр. 0,05 | |||||||||||||
Шероховатость поверхности | ||||||||||||||||
0,63 | 1,25 | 0,63 | 1,25 | 2,5 | 0,63 | 1,25 | 2,5 | 1,25 | 2,5 | |||||||
I. | Стали конструкционные углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном и инструментальные углеродистые | 0,56 | 0,64 | 0,7 | 0,8 | 0,92 | 0,87 | 1,0 | 1,15 | 1,25 | 1,44 | |||||
II. | Стали конструкционные легированные хромом и никелем | 0,84 | 0,97 | 1,05 | 1,2 | 1,38 | 1,3 | 1,5 | 1,72 | 1,85 | 2,1 | |||||
III. | Стали нержавеющие | 0,34 | 0,39 | 0,42 | 0,47 | 0,54 | 0,52 | 0,6 | 0,69 | 0,75 | 0,86 | |||||
IV. | Быстрорежущие стали | 0,2 | 0,23 | 0,25 | 0,28 | 0,32 | 0,30 | 0,35 | 0,40 | 0,44 | 0,51 | |||||
V. | Быстрорежущие стали | 0,08 | 0,09 | 0,10 | 0,12 | 0,14 | 0,13 | 0,15 | 0,17 | 0,19 | 0,22 | |||||
VI. | Чугуны и бронзы | 0,88 | 1,01 | 1,10 | 1,28 | 1,47 | 1,4 | 1,6 | 1,84 | 2,0 | 2,3 | |||||
2. Размера шлифовального круга и степени заполнения стола | ||||||||||||||||
Диаметр круга в мм | Степень заполнения стола (отношение  <*>) <*>) | |||||||||||||||
0,2 | 0,25 | 0,32 | 0,4 | 0,5 | 0,63 | 0,8 | 1,0 | |||||||||
Коэффициент | ||||||||||||||||
<= 250 | 1,12 | 0,98 | 0,88 | 0,78 | 0,7 | 0,63 | 0,56 | 0,50 | ||||||||
250 - 320 | 1,28 | 1,12 | 1,0 | 0,9 | 0,8 | 0,72 | 0,64 | 0,57 | ||||||||
330 - 400 | 1,45 | 1,25 | 1,12 | 1,02 | 0,9 | 0,81 | 0,72 | 0,64 | ||||||||
410 - 500 | 1,6 | 1,4 | 1,25 | 1,12 | 1,0 | 0,9 | 0,8 | 0,71 | ||||||||
--------------------------------
Основное время рассчитывается по формуле:

где 
Примечание. Поправочный коэффициент на вертикальную подачу Kж в зависимости от точности и жесткости станка - см. в карте 2. Поправочный коэффициент K1 на измененную твердость круга см. в карте 18, примечание 1.
Плоское шлифование периферией круга на станках с прямоугольным столом | |||||||||||||||
Карта 20, лист 1 | |||||||||||||||
I. Мощность, потребная на резание N | |||||||||||||||
Группы обрабатываемого материала | Поперечная подача на ход стола Sо в мм/ход до: | ||||||||||||||
VI | I - II | III | IV - V | ||||||||||||
Скорость движения детали vд в м/мин. до: | |||||||||||||||
5 | - | - | - | 14 | 19 | 26 | 35 | 50 | - | - | - | - | - | - | - |
7 | 5 | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - | - | - | - |
10 | 7 | 5 | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - | - | - |
14 | 10 | 7 | 5 | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - | - |
20 | 14 | 10 | 7 | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - |
28 | 20 | 14 | 10 | - | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - |
39 | 28 | 20 | 14 | - | - | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - |
- | 39 | 28 | 20 | - | - | - | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 |
- | - | 39 | 28 | - | - | - | - | - | - | - | 10 | 14 | 19 | 26 | 35 |
- | - | - | 39 | - | - | - | - | - | - | - | - | 10 | 14 | 19 | 26 |
Подача на ход стола | Мощность на резание N в квт | ||||||||||||||
0,006 | - | - | - | - | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | |||
0,008 | - | - | - | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | |||
0,011 | - | - | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | |||
0,015 | - | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | |||
0,021 | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | |||
0,029 | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | |||
0,040 | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | 34 | |||
0,056 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | 34 | - | |||
Подача на ход стола | Мощность на резание N в квт | ||||||||||||||
0,078 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | 34 | - | - | |||
0,108 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | 34 | - | - | - | |||
0,15 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | 34 | - | - | - | - | |||
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ И РЕЖИМ БЕСПРИЖОГОВОГО ШЛИФОВАНИЯ | Плоское шлифование периферией круга на станках с прямоугольным столом | ||||||
Карта 20, лист 2 | |||||||
II. Поправочные коэффициенты на мощность резания в зависимости от ширины и твердости круга | III. Предельные значения удельной мощности шлифования (в квт на 1 мм ширины круга) для бесприжоговой обработки закаленной стали HRC > 40 | ||||||
Твердость круга | Ширина круга Bк в мм | Твердость круга | Скорость движения детали vд в мм/мин. до: | ||||
40 | 63 | 100 | 12,5 | 20 | |||
Коэффициент KN | Удельная мощность Nуд в квт/мм | ||||||
М2 - М3 | 0,8 | 0,9 | 1,0 | М2 - М3 | 0,1 | 0,12 | |
СМ1 - СМ2 | 0,9 | 1,0 | 1,12 | СМ1 - СМ2 | 0,09 | 0,11 | |
С1 - С2 | 1,04 | 1,16 | 1,3 | С1 - С2 | 0,08 | 0,1 | |
СТ1 - СТ2 | 1,22 | 1,3 | 1,52 | СТ1 - СТ2 | 0,07 | 0,09 | |
НА СТАНКАХ С КРУГЛЫМ СТОЛОМ
Выбор характеристики шлифовального круга производится по карте 18.
Карта 21, листы 1, 2. Поперечная подача на оборот стола определяется в зависимости от ширины шлифовального круга и требуемой шероховатости поверхности.
Скорость детали (стола) vд определяется в зависимости от твердости стали или марки шлифуемого материала для условий бесприжогового шлифования. По выбранной скорости стола, величине максимального припуска и поперечной подаче на оборот стола выбирается подача на глубину на оборот стола  (для работы с ручной подачей см. лист 1, с автоматической - лист 2).
(для работы с ручной подачей см. лист 1, с автоматической - лист 2).
Поправочные коэффициенты (карта 21, лист 5). Найденная величина подачи на глубину на оборот стола  соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), диаметр круга 500 мм, точность обработки 0,05 мм, твердость круга СМ1...СМ2, коэффициент заполнения стола 0,5. На измененные условия шлифования вводятся поправочные коэффициенты на подачу на глубину
соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), диаметр круга 500 мм, точность обработки 0,05 мм, твердость круга СМ1...СМ2, коэффициент заполнения стола 0,5. На измененные условия шлифования вводятся поправочные коэффициенты на подачу на глубину  , K1 и Kж.
, K1 и Kж.
Для шлифования по первому классу точности при шероховатости поверхности Ra = 0,63...0,32 мкм нормативами предусматривается правка алмазными инструментами (карандашами марок С и Ц), а для точности 2-го класса и грубее и шероховатости поверхности от Ra = 1,25 мкм и грубее - безалмазная правка абразивными кругами типа 54С80-125ЧТК.
Основное время подсчитывается по формуле.
Карта 22. Проверка мощности, потребной на шлифование, производится путем сопоставления мощности мотора с мощностью на резание, рассчитанной по карте 22. Мощность шлифования определяется по скорости движения детали, группе обрабатываемости, поперечной подаче на оборот стола и подаче на глубину с учетом поправочного коэффициента на твердость и ширину круга.
Кроме этого, по скорости детали, ширине круга, его твердости и удельной мощности проверяется возможность появления прижогов на закаленных сталях и, если рассчитанная по удельному значению предельно допустимая мощность окажется больше найденной по режимам шлифования, то изменяется скорость детали, снижается твердость круга или уменьшается подача.
Пример расчета режимов резания и основного времени | Плоское шлифование переферией круга на станках с круглым столом | |||||||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности | Деталь | Станок | |||||||||
 | Наименование | приемник насоса | Наименование | плоскошлифовальный | ||||||||
Марка материала | СЧ18-36 | Модель | 3А740 | |||||||||
Твердость | НВ170-229 | Мощность мотора круга | 7,5 квт | |||||||||
Размер и допуск |  | Число оборотов круга | 1900 об./мин. | |||||||||
Размер заготовки и допуск | 2,4+0,1 мм | Число оборотов стола | 20 - 200 об./мин. | |||||||||
Наименование операции (черновая, чистовая) | Чистовая | |||||||||||
Число одновременно обрабатываемых деталей | <...> шт. | Диаметр стола | 400 мм | |||||||||
Способ измерения | жесткой скобой | Способ подачи | ручной | |||||||||
Срок эксплуатации | 5 лет | |||||||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||||||
1 | Выбор характеристики круга | Материал зерна и зернистость | паспорт станка | 14А, 14А/23А25 | 14А, 14А/23А25 | |||||||
Твердость и связка | С1 6К | С1 6К | ||||||||||
Форма и размер | ПП, 350 x 40 x 127 мм | ПП, 350 x 40 x 127 мм | ||||||||||
2 | Расчет режимов резания | Поперечная подача на оборот стола | Sо = 16 мм/об. | Sо = 16 мм/об. | ||||||||
Скорость вращения детали | vд = 8 м/мин. | vд = 8 м/мин. | ||||||||||
Подача на глубину на двойной ход стола |  |  | ||||||||||
Поправочные коэффициенты на | обрабатываемого материала и точности | 1,28 | ||||||||||
размера шлифовального круга и степени заполнения стола | 0,9 | |||||||||||
твердости шлифовального круга K1 | 0,85 | |||||||||||
точности и жесткости станка Kж | 1,0 | |||||||||||
3 | Проверочный расчет мощности резания | Мощность резания Поправочный коэффициент в зависимости от ширины и твердости круга | N = 6,6  | N = 6,7 квт | ||||||||
4 | Расчет основного времени | Основное время Tо |  | То = 0,38 мин. То = 0,76 мин. для обработки двух сторон одной детали | ||||||||

--------------------------------
(ручная подача) | Плоское шлифование периферией круга на станках с круглым столом | ||||||||||||
Карта 21, лист 1 | |||||||||||||
 | |||||||||||||
I. Поперечная подача Sо в мм | |||||||||||||
Шероховатость поверхности | Ширина шлифовального круга Bк в мм | ||||||||||||
20 | 32 | 40 | 50 | 63 | 80 | ||||||||
Поперечная подача на оборот стола Sо в мм/об. | |||||||||||||
Rz20 | 16 | 26 | 32 | 40 | 50 | 64 | |||||||
2,5 | 12 | 19 | 24 | 30 | 38 | 48 | |||||||
1,25 | 8 | 12,5 | 16 | 20 | 25 | 32 | |||||||
0,63 | 3 - 5 | 8 | 10 | 12,5 | 16 | 20 | |||||||
II. Скорость вращения детали vд м подача на глубину на оборот стола | |||||||||||||
Обрабатываемый материал и твердость HRC до: | Скорость детали vд в м/мин. до: | Припуск на обработку П в мм до: | Поперечная подача на оборот стола So в мм/об. до: | ||||||||||
8 | 12 | 18 | 27 | 38 | 55 | ||||||||
Подача на глубину на оборот стола | |||||||||||||
Чугун | 8 | 0,17 | 0,096 | 0,064 | 0,043 | 0,029 | 0,020 | 0,014 | |||||
0,25 | 0,120 | 0,080 | 0,054 | 0,036 | 0,026 | 0,018 | |||||||
0,35 | 0,150 | 0,100 | 0,065 | 0,045 | 0,033 | 0,022 | |||||||
0,50 | 0,192 | 0,128 | 0,089 | 0,058 | 0,042 | 0,028 | |||||||
Стали конструкционные и легированные | 32 | 10 | 0,17 | 0,076 | 0,051 | 0,034 | 0,023 | 0,016 | 0,011 | ||||
0,25 | 0,096 | 0,064 | 0,043 | 0,029 | 0,020 | 0,014 | |||||||
0,35 | 0,120 | 0,080 | 0,054 | 0,036 | 0,025 | 0,018 | |||||||
0,50 | 0,154 | 0,102 | 0,069 | 0,046 | 0,032 | 0,022 | |||||||
48 | 12,5 | 0,17 | 0,062 | 0,041 | 0,027 | 0,018 | 0,013 | 0,009 | |||||
0,25 | 0,077 | 0,051 | 0,034 | 0,023 | 0,016 | 0,011 | |||||||
0,35 | 0,096 | 0,064 | 0,043 | 0,029 | 0,020 | 0,014 | |||||||
0,50 | 0,124 | 0,082 | 0,055 | 0,037 | 0,026 | 0,018 | |||||||
Плоское шлифование периферией круга на станках с круглым столом | ||||||||||||||
Карта 21, лист 2 | ||||||||||||||
Обрабатываемый материал и твердость HRC до: | Скорость детали vд в м/мин. до: | Припуск на обработку П в мм до: | Поперечная подача на оборот стола Sо в мм/об. до: | |||||||||||
8 | 12 | 18 | 27 | 38 | 55 | |||||||||
Подача на глубину на оборот стола | ||||||||||||||
Стали конструкционные и легированные | 60 | 16 | 0,17 | 0,048 | 0,032 | 0,022 | 0,014 | 0,010 | 0,007 | |||||
0,25 | 0,060 | 0,040 | 0,027 | 0,018 | 0,013 | 0,009 | ||||||||
0,35 | 0,075 | 0,050 | 0,034 | 0,022 | 0,016 | 0,011 | ||||||||
0,50 | 0,096 | 0,064 | 0,043 | 0,029 | 0,020 | 0,014 | ||||||||
> 60 | 20 | 0,25 | 0,047 | 0,032 | 0,021 | 0,014 | 0,010 | 0,007 | ||||||
0,35 | 0,059 | 0,040 | 0,026 | 0,018 | 0,013 | 0,009 | ||||||||
0,50 | 0,075 | 0,051 | 0,034 | 0,022 | 0,017 | 0,010 | ||||||||
0,70 | 0,094 | 0,064 | 0,042 | 0,028 | 0,020 | 0,014 | ||||||||
Стали жаропрочные, нержавеющие и инструментальные быстрорежущие | 25 | 0,25 | 0,039 | 0,026 | 0,017 | 0,011 | 0,008 | 0,006 | ||||||
0,35 | 0,049 | 0,033 | 0,021 | 0,014 | 0,010 | 0,007 | ||||||||
0,50 | 0,0625 | 0,042 | 0,027 | 0,018 | 0,013 | 0,009 | ||||||||
0,70 | 0,078 | 0,052 | 0,034 | 0,023 | 0,016 | 0,010 | ||||||||
32 | 0,25 | 0,030 | 0,020 | 0,013 | 0,09 | 0,006 | 0,004 | |||||||
0,35 | 0,038 | 0,025 | 0,017 | 0,011 | 0,008 | 0,006 | ||||||||
0,50 | 0,048 | 0,032 | 0,021 | 0,014 | 0,010 | 0,007 | ||||||||
0,70 | 0,060 | 0,040 | 0,027 | 0,018 | 0,013 | 0,009 | ||||||||
 | ||||||||||||||
I. Поперечная подача Sо в мм | ||||||||||||||
Шероховатость поверхности | Ширина шлифовального круга Bк в мм | |||||||||||||
20 | 32 | 40 | 50 | 63 | 80 | |||||||||
Поперечная подача на оборот стола Sо в мм/об. до | ||||||||||||||
Rz20 | 16 | 26 | 32 | 40 | 50 | 64 | ||||||||
2,5 | 12 | 19 | 24 | 30 | 38 | 48 | ||||||||
1,25 | 8 | 12,5 | 16 | 20 | 25 | 32 | ||||||||
0,63 | 3 - 5 | 8 | 10 | 12,5 | 16 | 20 | ||||||||
Плоское шлифование торцом круга на станках с круглым столом | |||||||||
Карта 21, лист 3 | |||||||||
II. Скорость вращения детали vд и подача на глубину на оборот стола | |||||||||
Обрабатываемый материал и твердость HRC до: | Скорость детали vд в м/мин. до: | Припуск на обработку П в мм, до | Поперечная подача на оборот стола Sо в мм/об. до | ||||||
8 | 12 | 18 | 27 | 38 | 55 | ||||
Подача на глубину на оборот стола | |||||||||
Чугуны | 8 | 0,17 | 0,134 | 0,090 | 0,060 | 0,039 | 0,028 | 0,020 | |
0,25 | 0,168 | 0,112 | 0,076 | 0,050 | 0,037 | 0,024 | |||
0,35 | 0,210 | 0,140 | 0,091 | 0,063 | 0,045 | 0,30 | |||
0,50 | 0,269 | 0,179 | 0,123 | 0,080 | 0,057 | 0,039 | |||
Стали конструкционные углеродистые и легированные HRC до: | 32 | 10 | 0,17 | 0,107 | 0,072 | 0,048 | 0,032 | 0,022 | 0,016 |
0,25 | 0,134 | 0,090 | 0,060 | 0,041 | 0,028 | 0,020 | |||
0,35 | 0,168 | 0,112 | 0,074 | 0,050 | 0,035 | 0,023 | |||
0,50 | 0,216 | 0,141 | 0,096 | 0,064 | 0,045 | 0,031 | |||
48 | 12,5 | 0,17 | 0,086 | 0,056 | 0,037 | 0,025 | 0,017 | 0,012 | |
0,25 | 0,108 | 0,072 | 0,048 | 0,032 | 0,022 | 0,016 | |||
0,35 | 0,134 | 0,090 | 0,060 | 0,039 | 0,028 | 0,020 | |||
0,50 | 0,174 | 0,113 | 0,096 | 0,051 | 0,035 | 0,025 | |||
Стали конструкционные углеродистые и легированные HRC до: | 60 | 16 | 0,17 | 0,067 | 0,045 | 0,029 | 0,019 | 0,014 | 0,0098 |
0,25 | 0,084 | 0,056 | 0,038 | 0,025 | 0,018 | 0,012 | |||
0,35 | 0,105 | 0,070 | 0,046 | 0,009 | 0,022 | 0,014 | |||
0,50 | 0,134 | 0,090 | 0,060 | 0,039 | 0,028 | 0,019 | |||
> 60 | 20 | 0,25 | 0,066 | 0,045 | 0,029 | 0,020 | 0,015 | 0,009 | |
0,35 | 0,083 | 0,056 | 0,036 | 0,024 | 0,018 | 0,012 | |||
0,50 | 0,106 | 0,071 | 0,047 | 0,031 | 0,023 | 0,014 | |||
0,70 | 0,132 | 0,090 | 0,059 | 0,039 | 0,028 | 0,020 | |||
Стали жаропрочные нержавеющие и инструментальные быстрорежущие | 25 | 0,25 | 0,055 | 0,036 | 0,024 | 0,015 | 0,011 | 0,0078 | |
0,35 | 0,069 | 0,045 | 0,029 | 0,019 | 0,015 | 0,0098 | |||
0,50 | 0,087 | 0,057 | 0,038 | 0,025 | 0,018 | 0,012 | |||
0,70 | 0,109 | 0,073 | 0,048 | 0,031 | 0,022 | 0,014 | |||
32 | 0,25 | 0,042 | 0,028 | 0,018 | 0,012 | 0,009 | 0,0062 | ||
0,35 | 0,052 | 0,035 | 0,022 | 0,015 | 0,011 | 0,0078 | |||
0,50 | 0,067 | 0,045 | 0,029 | 0,019 | 0,014 | 0,098 | |||
0,70 | 0,084 | 0,056 | 0,036 | 0,024 | 0,018 | 0,012 | |||
РЕЖИМЫ РЕЗАНИЯ | Плоское шлифование периферией круга на станках с круглым столом | ||||||||||
Карта 21, лист 4 | |||||||||||
III. Поправочные коэффициенты на вертикальную подачу | |||||||||||
I. Обрабатываемого материала и точности | |||||||||||
Группы обрабатываемого материала (марки сталей см. в карте 1) | Требуемая точность обработки | ||||||||||
0,02 | 0,03 | 0,05 | гр. 0,05 | ||||||||
Шероховатость поверхности | |||||||||||
0,63 | 1,25 | 0,63 | 1,25 | 2,5 | 0,63 | 1,25 | 2,5 | 1,25 | 2,5 | ||
I. | Стали конструкционные углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном и инструментальные стали | 0,56 | 0,64 | 0,7 | 0,8 | 0,92 | 0,87 | 1,0 | 1,15 | 1,25 | 1,44 |
II. | Стали конструкционные легированные хромом и никелем | 0,84 | 0,97 | 1,05 | 1,2 | 1,38 | 1,3 | 1,5 | 1,72 | 1,85 | 2,1 |
III. | Стали нержавеющие | 0,34 | 0,39 | 0,42 | 0,47 | 0,54 | 0,52 | 0,6 | 0,69 | 0,75 | 0,86 |
IV. | Быстрорежущие стали | 0,2 | 0,23 | 0,25 | 0,28 | 0,32 | 0,30 | 0,35 | 0,40 | 0,44 | 0,51 |
V. | Быстрорежущие стали | 0,08 | 0,09 | 0,10 | 0,12 | 0,14 | 0,13 | 0,15 | 0,17 | 0,19 | 0,22 |
VI. | Чугуны и бронзы | 0,88 | 1,01 | 1,10 | 1,28 | 1,47 | 1,4 | 1,6 | 1,84 | 2,0 | 2,3 |
2. Размера шлифовального круга и степени заполнения стола | ||||||||
Диаметр круга в мм | Степень заполнения стола (отношение  <*>) <*>) | |||||||
0,2 | 0,25 | 0,32 | 0,4 | 0,5 | 0,63 | 0,8 | 1,0 | |
Коэффициент | ||||||||
<= 250 | 1,12 | 0,98 | 0,88 | 0,78 | 0,7 | 0,63 | 0,56 | 0,50 |
260 - 310 | 1,28 | 1,12 | 1,0 | 0,9 | 0,8 | 0,72 | 0,64 | 0,57 |
320 - 400 | 1,45 | 1,26 | 1,12 | 1,02 | 0,9 | 0,81 | 0,72 | 0,64 |
410 - 500 | 1.6 | 1,4 | 1,25 | 1,12 | 1,0 | 0,9 | 0,8 | 0,71 |
--------------------------------
Dср - средний диаметр рабочей зоны стола в мм.
Основное время рассчитывается по формуле:

где 
Примечание. Поправочный коэффициент на вертикальную подачу Kж в зависимости от точности и жесткости станка - см. в карте 2. Поправочный коэффициент K1 на измененную твердость круга см. в карте 18, примечание 1.
Плоское шлифование периферией круга на станках с круглым столом | |||||||||||||||
Карта 22, лист 1 | |||||||||||||||
I. Мощность, потребная на резание N | |||||||||||||||
Группы обрабатываемого материала | Поперечная подача на оборот стола Sо в мм/об. до: | ||||||||||||||
VI | I - II | III | IV - V | ||||||||||||
Скорость вращения детали vд в м/мин. до: | |||||||||||||||
7 | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - | - | - | - |
10 | 7 | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - | - | - |
14 | 10 | 7 | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - | - |
20 | 14 | 10 | 7 | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - | - |
28 | 20 | 14 | 10 | - | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - | - |
39 | 28 | 20 | 14 | - | - | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 | - |
- | 39 | 28 | 20 | - | - | - | - | - | - | 10 | 14 | 19 | 26 | 35 | 50 |
- | - | 39 | 28 | - | - | - | - | - | - | - | 10 | 14 | 19 | 26 | 35 |
- | - | - | 39 | - | - | - | - | - | - | - | - | 10 | 14 | 19 | 26 |
Подача на глубину на оборот стола ползуна | Мощность на резание N в квт | ||||||||||||||
0,004 | - | - | - | - | - | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | |||
0,006 | - | - | - | - | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | |||
0,008 | - | - | - | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | |||
0,011 | - | - | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | |||
0,015 | - | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | |||
0,021 | - | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | |||
0,029 | - | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | |||
0,040 | 2,8 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | - | |||
0,056 | 3,4 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | - | - | |||
0,078 | 4,3 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | - | - | - | |||
0,108 | 5,3 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | - | - | - | - | |||
0,150 | 6,6 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | - | - | - | - | - | |||
0,210 | 8,4 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | - | - | - | - | - | - | |||
0,290 | 10,4 | 12,8 | 16,4 | 21,8 | 27,6 | - | - | - | - | - | - | - | |||
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ И РЕЖИМ БЕСПРИЖОГОВОГО ШЛИФОВАНИЯ | Плоское шлифование периферией круга на станках с круглым столом | ||||||
Карта 22, лист 2 | |||||||
II. Поправочный коэффициент на мощность резания в зависимости от ширины и твердости круга | III. Предельные значения удельной мощности шлифования (в квт на 1 мм ширины круга) для бесприжоговой обработки закаленной стали HRC > 40 | ||||||
Твердость круга | Ширина круга Bк в мм | Твердость круга | Скорость вращения детали vд в м/мин. до: | ||||
40 | 63 | 100 | 20 | 36 | 65 | ||
Коэффициент KN | Удельная мощность Nуд в квт/мм | ||||||
М2 - М3 | 0,8 | 0,9 | 1,0 | М2 - М3 | 0,125 | 0,145 | 0,19 |
СМ1 - СМ2 | 0,9 | 1,0 | 1,12 | СМ1 - СМ2 | 0,11 | 0,136 | 0,175 |
С1 - С2 | 1,04 | 1,16 | 1,3 | С1 - С2 | 0,1 | 0,125 | 0,16 |
СТ1 - СТ2 | 1,22 | 1,36 | 1,52 | СТ1 - СТ2 | 0,09 | 0,11 | 0,145 |
С ПРЯМОУГОЛЬНЫМ СТОЛОМ
Выбор характеристики шлифовального круга производится по карте 18.
Карта 23, листы 1, 2, 3, 4. Скорость продольного перемещения детали (стола) vд определяется в зависимости от твердости стали или марки материала (чугуны или жаропрочные и нержавеющие стали), а по найденной скорости, максимальному припуску и приведенной ширине шлифования Bпр определяется подача на глубину на каждый ход стола  (для работы с ручной подачей см. лист 1, с автоматической - лист 2).
(для работы с ручной подачей см. лист 1, с автоматической - лист 2).
Поправочные коэффициенты (карта 23, лист 5). Найденная подача на глубину на ход стола соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости, диаметр круга 500 мм, точность обработки 0,05 мм. На измененные условия шлифования вводятся поправочные коэффициенты на подачу  , K1 и Kж.
, K1 и Kж.
Нормативами предусматривается безалмазная правка кругов абразивными кругами (типа 54С80-125ЧТК).
Основное время подсчитывается по формуле.
Карта 24. Проверка мощности, потребной на шлифование, производится путем сопоставления мощности двигателя с мощностью на резание, рассчитанной по карте 24. Мощность шлифования определяется по скорости движения детали, группе обрабатываемого материала, приведенной ширине шлифования по подаче на глубину с учетом поправочного коэффициента на ширину и твердость круга.
Пример расчета режимов резания и основного времени | Плоское шлифование торцом круга на станках с прямоугольным столом | ||||||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности | Деталь | Станок | ||||||||
 | Наименование | шатун | Наименование | плоскошлифовальный | |||||||
Марка материала | 18Х2Н4ВА 1 гр. | Модель | 3В732 | ||||||||
Твердость | НВ 190 - 270 | Мощность мотора круга | 14 квт | ||||||||
Размер заготовки и допуск | 51,3-0,1 мм П = 0,35 | Число оборотов круга | 1460 об./мин. | ||||||||
Приведенная ширина шлифования | 26,4 мм | Скорость стола | 3 - 30 м/мин. | ||||||||
Способ измерения | скобой | Пределы автоматической подачи | 0,005 - 0,1 мм/мин. | ||||||||
Количество одновременно обрабатываемых деталей | 16 шт. | Способ вертикальной подачи | автоматический | ||||||||
Наименование операции (черновая, чистовая) | Чистовая | Срок эксплуатации станка | 10 лет | ||||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |||||
1 | Выбор характеристики круга | Материал зерна и зернистость | Карта 18, паспорт станка | 14А 40 СМ16-7Б Dнар = 350 мм, Dвн = 280 мм | 14А 40 СМ16-7Б Dнар = 350 мм Dвн = 280 мм | ||||||
Твердость и связка | vд = 6,3 м/мин. | vд = 6,3 м/мин. | |||||||||
Размер | |||||||||||
2 | Расчет режимов резания | Скорость детали (стола) | vд = 6,3 м/мин. | ||||||||
Подача на глубину на ход стола | |||||||||||
Поправочные коэффициенты на | обрабатываемого материала, точности и шероховатости поверхности | 1,15 | |||||||||
размера и формы шлифовального круга | 1,0 | ||||||||||
твердости шлифовального круга K1 | 1,0 | ||||||||||
точности и жесткости станка Kж | 1,0 | ||||||||||
3 | Проверочный расчет мощности | Мощность резания | N = 11,6 | N = 10,44 квт | |||||||
Поправочный коэффициент в зависимости от ширины и твердости круга | 0,9 | ||||||||||
4 | Расчет основного времени | Основное время на одну сторону   | Lд = (320 x 8) + 350 = 2910 мм  | Tо = 0,137 мин. | |||||||
(ручная подача) | Плоское шлифование торцом круга на станках с прямоугольным столом | |||||||||
Карта 23, лист 1 | ||||||||||
 | ||||||||||
I. Скорость детали vд, подача на глубину шлифования | ||||||||||
Обрабатываемый материал и твердость | Скорость детали vд в м/мин. до | Припуск на обработку П в мм до | Приведенная ширина шлифования Bпр <*> в мм до | |||||||
20 | 32 | 50 | 80 | 125 | 200 | 320 | ||||
Подача на глубину на ход стола | ||||||||||
Чугуны | 3,2 | 0,17 | 0,072 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | |
0,25 | 0,090 | 0,072 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | |||
0,35 | 0,112 | 0,090 | 0,072 | 0,057 | 0,045 | 0,036 | 0,029 | |||
0,50 | 0,140 | 0,112 | 0,090 | 0,072 | 0,057 | 0,045 | 0,036 | |||
0,70 | 0,175 | 0,140 | 0,112 | 0,090 | 0,072 | 0,057 | 0,045 | |||
4 | 0,17 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | ||
0,25 | 0,072 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | |||
0,35 | 0,090 | 0,072 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | |||
0,50 | 0,112 | 0,090 | 0,072 | 0,057 | 0,045 | 0,036 | 0,029 | |||
0,70 | 0,140 | 0,112 | 0,090 | 0,072 | 0,057 | 0,043 | 0,036 | |||
5 | 0,017 | 0,045 | 0,046 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | ||
0,025 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | |||
0,035 | 0,072 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | |||
0,050 | 0,09 | 0,072 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | |||
0,070 | 0,112 | 0,090 | 0,072 | 0,057 | 0,045 | 0,036 | 0,029 | |||
Стали конструкционные углеродистые и легированные HRC до | < 28 | 6,3 | 0,25 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 |
0,35 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | |||
0,50 | 0,073 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | |||
0,70 | 0,090 | 0,072 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | |||
32 | 8 | 0,25 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | |
0,35 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | |||
0,50 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | 0,145 | |||
0,70 | 0,072 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | |||
40 | 10 | 0,25 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | 0,0072 | |
0,35 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | |||
0,50 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | |||
0,70 | 0,057 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | |||
48 | 12,5 | 0,25 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | 0,0072 | 0,0057 | |
0,35 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | 0,0072 | |||
0,50 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | |||
0,70 | 0,045 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | |||
56 | 16 | 0,25 | 0,018 | 0,0145 | 0,0115 | 0,009 | 0,0072 | 0,0057 | 0,0045 | |
0,35 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | 0,0072 | 0,0057 | |||
0,50 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | 0,0072 | |||
0,70 | 0,036 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | |||
(ручная подача) | Плоское шлифование торцом круга на станках с прямоугольным столом | |||||||||
Карта 23, лист 2 | ||||||||||
Обрабатываемый материал и твердость | Скорость детали vд в м/мин. до | Припуск на обработку П в мм до | Приведенная ширина шлифования Bпр <*> в мм до | |||||||
20 | 32 | 50 | 80 | 125 | 200 | 320 | ||||
Подача на глубину на ход стола | ||||||||||
Стали конструкционные углеродистые и легированные HRC до | >= 60 | 20 | 0,25 | 0,0145 | 0,0115 | 0,009 | 0,0072 | 0,0057 | 0,0045 | 0,0036 |
0,35 | 0,018 | 0,0145 | 0,0115 | 0,009 | 0,0072 | 0,0057 | 0,0045 | |||
0,50 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | 0,0072 | 0,0057 | |||
0,70 | 0,029 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | 0,0072 | |||
Стали жаропрочные нержавеющие и инструментальные быстрорежущие | 25 | 0,25 | 0,0115 | 0,009 | 0,0072 | 0,0057 | 0,0045 | 0,0036 | 0,0029 | |
0,35 | 0,0145 | 0,0116 | 0,009 | 0,0072 | 0,0057 | 0,0045 | 0,0036 | |||
0,50 | 0,018 | 0,0145 | 0,0115 | 0,009 | 0,0072 | 0,0057 | 0,0045 | |||
0,70 | 0,023 | 0,018 | 0,0145 | 0,0115 | 0,009 | 0,0072 | 0,0057 | |||
--------------------------------

где  - суммарная площадь шлифования в мм2;
- суммарная площадь шлифования в мм2;
Lx - длина хода стола в мм.
(автоматическая подача) | Плоское шлифование торцом круга на станках с прямоугольным столом | ||||||||
Карта 23, лист 3 | |||||||||
 | |||||||||
II. Скорость детали vд, подача на глубину шлифования | |||||||||
Обрабатываемый материал и твердость HRC | Скорость детали vд в м/мин. до: | Припуск на обработку П в мм до: | Приведенная ширина шлифования Bпр <*> в мм до | ||||||
20 | 32 | 50 | 80 | 125 | 200 | 320 | |||
Подача на глубину на ход стола | |||||||||
Чугуны | 3,2 | 0,17 | 0,101 | 0,080 | 0,064 | 0,051 | 0,041 | 0,033 | 0,026 |
0,25 | 0,126 | 0,101 | 0,080 | 0,064 | 0,051 | 0,041 | 0,033 | ||
0,35 | 0,157 | 0,126 | 0,101 | 0,081 | 0,064 | 0,051 | 0,041 | ||
0,50 | 0,196 | 0,157 | 0,126 | 0,101 | 0,080 | 0,064 | 0,051 | ||
0,70 | 0,244 | 0,196 | 0,157 | 0,126 | 0,101 | 0,080 | 0,064 | ||
4 | 0,17 | 0,080 | 0,064 | 0,051 | 0,041 | 0,038 | 0,026 | 0,0205 | |
0,25 | 0,101 | 0,080 | 0,064 | 0,051 | 0,041 | 0,033 | 0,026 | ||
0,35 | 0,126 | 0,101 | 0,080 | 0,064 | 0,051 | 0,041 | 0,033 | ||
0,50 | 0,157 | 0,126 | 0,101 | 0,081 | 0,064 | 0,051 | 0,041 | ||
0,70 | 0,196 | 0,157 | 0,126 | 0,101 | 0,081 | 0,064 | 0,051 | ||
(автоматическая подача) | Плоское шлифование торцом круга на станках с прямоугольным столом | |||||||||
Карта 23, лист 4 | ||||||||||
Обрабатываемый материал и твердость HRC | Скорость детали vд в м/мин. до | Припуск на обработку П в мм до: | Приведенная ширина шлифования Bпр <*> мм до | |||||||
20 | 32 | 50 | 80 | 125 | 200 | 320 | ||||
Подача на глубину на ход стола | ||||||||||
Чугуны | 5 | 0,17 | 0,064 | 0,051 | 0,041 | 0,033 | 0,026 | 0,0205 | 0,016 | |
0,25 | 0,080 | 0,064 | 0,051 | 0,041 | 0,033 | 0,026 | 0,0205 | |||
0,35 | 0,101 | 0,080 | 0,064 | 0,051 | 0,041 | 0,033 | 0,026 | |||
0,50 | 0,126 | 0,101 | 0,080 | 0,064 | 0,051 | 0,041 | 0,033 | |||
0,70 | 0,157 | 0,126 | 0,101 | 0,080 | 0,064 | 0,051 | 0,041 | |||
Стали конструкционные, углеродистые и легированные HRC до: | < 28 | 6,3 | 0,25 | 0,064 | 0,051 | 0,033 | 0,033 | 00,26 | 0,0205 | 0,016 |
0,35 | 0,080 | 0,064 | 0,041 | 0,041 | 0,033 | 0,026 | 0,0205 | |||
0,50 | 0,101 | 0,080 | 0,051 | 0,051 | 0,041 | 0,033 | 0,0205 | |||
0,70 | 0,126 | 0,101 | 0,064 | 0,064 | 0,051 | 0,041 | 0,033 | |||
32 | 8 | 0,25 | 0,051 | 0,041 | 0,041 | 0,026 | 0,0205 | 0,016 | 0,0128 | |
0,35 | 0,064 | 0,051 | 0,051 | 0,033 | 0,026 | 0,0205 | 0,016 | |||
0,50 | 0,080 | 0,064 | 0,064 | 0,041 | 0,033 | 0,026 | 0,0205 | |||
0,70 | 0,101 | 0,080 | 0,080 | 0,051 | 0,041 | 0,033 | 0,026 | |||
40 | 10 | 0,25 | 0,041 | 0,033 | 0,026 | 0,0205 | 0,016 | 0,0128 | 0,0102 | |
0,35 | 0,051 | 0,041 | 0,033 | 0,026 | 0,0205 | 0,016 | 0,0128 | |||
0,50 | 0,064 | 0,051 | 0,041 | 0,033 | 0,026 | 0,0205 | 0,016 | |||
0,70 | 0,080 | 0,064 | 0,051 | 0,041 | 0,033 | 0,026 | 0,0206 | |||
48 | 12,5 | 0,25 | 0,033 | 0,026 | 0,0205 | 0,016 | 0,0128 | 0,0102 | 0,0081 | |
0,35 | 0,041 | 0,033 | 0,026 1 | 0,0205 | 0,016 | 0,0126 | 0,0102 | |||
0,50 | 0,051 | 0,041 | 0,033 | 0,026 | 0,0205 | 0,016 | 0,0128 | |||
0,70 | 0,064 | 0,051 | 0,041 | 0,033 | 0,026 | 0,0205 | 0,016 | |||
56 | 16 | 0,25 | 0,026 | 0,0205 | 0,016 | 0,0128 | 0,0102 | 0,0081 | 0,0064 | |
0,35 | 0,033 | 0,026 | 0,0205 | 0,016 | 0,0128 | 0,0102 | 0,0081 | |||
0,50 | 0,041 | 0,033 | 0,026 | 0,0205 | 0,016 | 0,0128 | 0,102 | |||
0,70 | 0,051 | 0,041 | 0,033 | 0,026 | 0,0205 | 0,016 | 0,0128 | |||
> 60 | 20 | 0,25 | 0,0205 | 0,016 | 0,0128 | 0,0102 | 0,0081 | 0,0064 | 0,0051 | |
0,35 | 0,026 | 0,0205 | 0,016 | 0,0128 | 0,0102 | 0,0081 | 0,0064 | |||
0,50 | 0,033 | 0,026 | 0,0205 | 0,016 | 0,0128 | 0,0102 | 0,0081 | |||
0,70 | 0,041 | 0,033 | 0,026 | 0,0205 | 0,016 | 0,0128 | 0,0102 | |||
Стали жаропрочные и нержавеющие, инструментальные быстрорежущие | 25 | 0,25 | 0,0165 | 0,0128 | 0,0102 | 0,0081 | 0,0064 | 0,0051 | 0,0041 | |
0,35 | 0,0205 | 0,016 | 0,0128 | 0,0102 | 0,0081 | 0,0064 | 0,0051 | |||
0,50 | 0,026 | 0,0205 | 0,016 | 0,0128 | 0,0102 | 0,0081 | 0,0064 | |||
0,70 | 0,033 | 0,026 | 0,0205 | 0,016 | 0,0128 | 0,0102 | 0,0081 | |||
--------------------------------

где  - суммарная площадь шлифования в мм2;
- суммарная площадь шлифования в мм2;
Lx - длина хода стола в мм.
Плоское шлифование торцом круга на станках с прямоугольным столом | ||||||||
Карта 23, лист 5 | ||||||||
III. Поправочные коэффициенты на подачу | ||||||||
1. Обрабатываемого материала, точности и шероховатости поверхности | ||||||||
Группы обрабатываемого материала (марки стали см. в карте 1) | Шероховатость поверхности Rz, Ra в мкм | Требуемая точность обработки | ||||||
0,02 | 0,03 | 0,05 | 0,08 | >= 0,08 | ||||
Коэффициент | ||||||||
I. | Стали конструкционные, углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном и инструментальные углеродистые | Rz 20 - 2,5 | 0,74 | 0,92 | 1,15 | 1,45 | 1,9 | |
1,25 | 0,64 | 0,8 | 1,0 | 1,25 | 1,6 | |||
0,63 | 0,55 | 0,7 | 0,87 | 1,1 | 1,45 | |||
II. | Стали конструкционные легированные хромом и никелем | Rz20 - 2,5 | 1,1 | 1,38 | 1,72 | 2,15 | 2,8 | |
1,25 | 0,96 | 1,2 | 1,5 | 1,85 | 2,4 | |||
0,63 | 0,83 | 1,05 | 1,3 | 1,65 | 2,2 | |||
III. | Стали нержавеющие | Rz20 - 2,5 | 0,44 | 0,55 | 0,69 | 0,86 | 1,12 | |
1,25 | 0,38 | 0,47 | 0,60 | 0,75 | 0,97 | |||
0,63 | 0,33 | 0,42 | 0,52 | 0,66 | 0,86 | |||
IV. | Быстрорежущие стали | Rz20 - 2,5 | 0,25 | 0,32, | 0,40 | 0,50 | 0,65 | |
1,25 | 0,22 | 0,28 | 0,35 | 0,44 | 0,57 | |||
0,63 | 0,19 | 0,25 | 0,30 | 0,38 | 0,50 | |||
V. | Быстрорежущие стали | Rz20 - 2,5 | 0,12 | 0,14 | 0,17 | 0,22 | 0,29 | |
1,25 | 0,10 | 0,12 | 0,15 | 0,19 | 0,25 | |||
0,63 | 0,09 | 0,12 | 0,13 | 0,17 | 0,22 | |||
VI. | Чугуны и бронзы | Rz20 - 2,5 | 1,17 | 1,47 | 1,85 | 2,3 | 3,0 | |
1,25 | 1,02 | 1,28 | 1,6 | 2,0 | 2,6 | |||
0,63 | 0,87 | 1,1 | 1,4 | 1,76 | 2,25 | |||
2. Размера и формы шлифовального круга | ||||||||
Форма круга | Диаметр круга в мм | |||||||
320 | 330 - 500 | > 500 | ||||||
Коэффициент | ||||||||
Чашечный | 0,8 | 1,0 | 1,2 | |||||
Сегментный | 1,0 | 1,2 | 1,44 | |||||
Основное время рассчитывается по формуле:

где 
Примечание. Поправочный коэффициент на вертикальную подачу Kж в зависимости от точности и жесткости станка - см. в карте 2. Поправочный коэффициент K1 на измененную твердость круга см. в карте 18, примечание 1.
Плоское шлифование торцом круга на станках с прямоугольным столом | |||||||||||||||||||||
Карта 24, лист 1 | |||||||||||||||||||||
Группы обрабатываемого материала | Приведенная ширина шлифования Bпр в мм до: | ||||||||||||||||||||
VI | I - II | III | IV - V | ||||||||||||||||||
Скорость детали vд в м/мин. до | |||||||||||||||||||||
5 | - | - | - | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - | - | - | - | - | - | - |
7 | 5 | - | - | - | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - | - | - | - | - | - |
10 | 7 | 5 | - | - | - | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - | - | - | - | - |
14 | 10 | 7 | 5 | - | - | - | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - | - | - | - |
19 | 14 | 10 | 7 | - | - | - | - | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - | - | - |
26 | 19 | 14 | 10 | - | - | - | - | - | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - | - |
- | 26 | 19 | 14 | - | - | - | - | - | - | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - |
- | - | 26 | 19 | - | - | - | - | - | - | - | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - |
- | - | - | 26 | - | - | - | - | - | - | - | - | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 |
Подача на глубину на ход стола | Мощность резания N в квт | ||||||||||||||||||||
0,003 | - | - | - | - | - | - | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 17,5 | 23,2 | 29,0 | |||
0,004 | - | - | - | - | - | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 17,5 | 23,2 | 29,0 | 37,0 | |||
0,006 | - | - | - | - | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | |||
0,008 | - | - | - | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | - | |||
0,011 | - | - | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | - | - | |||
0,015 | - | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | - | - | - | |||
0,021 | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 21,6 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | - | - | - | - | |||
0,029 | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,5 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | - | - | - | - | - | |||
0,040 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | - | - | - | - | - | - | |||
0,056 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | - | - | - | - | - | - | - | |||
0,078 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | - | - | - | - | - | - | - | - | |||
0,110 | 7,3 | 9,2 | 11,6 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | - | - | - | - | - | - | - | - | - | |||
0,150 | 9,2 | 11,6 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | - | - | - | - | - | - | - | - | - | - | |||
0,210 | 11,6 | 14,7 | 17,5 | 23,2 | 29 | 37 | - | - | - | - | - | - | - | - | - | - | - | - | |||
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ | Плоское шлифование торцом круга на станках с прямоугольным столом | |||
Карта 24, лист 2 | ||||
Поправочные коэффициенты на мощность резания N в зависимости от твердости и ширины круга или сегмента | ||||
Ширина круга или сегмента Bк в мм | Твердость круга | |||
М2 - М3 | СМ1 - СМ2 | С1 - С2 | ||
40 | 0,8 | 0,9 | 1,04 | |
63 | 0,9 | 1,0 | 1,16 | |
100 | 1,0 | 1,12 | 1,3 | |
С КРУГЛЫМ СТОЛОМ
Выбор характеристики шлифовального круга производится по карте 18.
Карта 25, лист 1 и 2. Скорость движения детали определяется в зависимости от твердости стали или марки материала (чугуны или жаропрочные и нержавеющие стали), а по найденной скорости, максимальному припуску и приведенной ширине шлифования Bпр определяется подача на глубину на оборот стола (для работы с ручной подачей см. лист 1, с автоматической - лист 2).
Поправочные коэффициенты (карта 25, лист 3). Найденная подача на глубину на оборот стола  соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), диаметр круга 500 мм, точность обработки 0,05 мм. На измененные условия шлифования вводятся поправочные коэффициенты на подачу
соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости (карта 1), диаметр круга 500 мм, точность обработки 0,05 мм. На измененные условия шлифования вводятся поправочные коэффициенты на подачу  , K1 и Kж.
, K1 и Kж.
Нормативами предусматривается безалмазная правка кругов абразивными кругами (типа 54С80-125ЧТК).
Основное время подсчитывается по формуле.
Карта 26. Проверка мощности, потребной на шлифование, производится путем сопоставления мощности двигателя с мощностью на резание, рассчитанной по карте 26. Мощность шлифования определяется по скорости движения детали, группе обрабатываемости, приведенной ширине шлифования и подаче на глубину с учетом поправочного коэффициента на ширину и твердость круга.
Пример расчета режимов резания и основного времени | Плоское шлифование торцом круга на станках с круглым столом | ||||||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности | Деталь | Станок | ||||||||
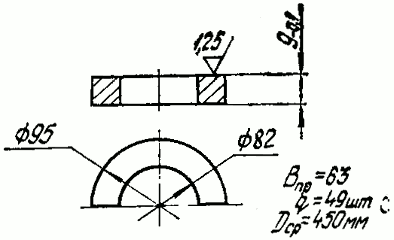 | Наименование | Кольцо | Наименование | плоскошлифовальный | |||||||
Марка материала | Ст. 65Г 1 гр. | Модель | 3756 | ||||||||
Твердость | HRC 40 - 47 | Мощность мотора круга | 28 квт | ||||||||
Размер заготовки и допуск | 9,2-0,2 мм | Число оборотов круга | 975 об./мин. | ||||||||
Размер обработки | 9-0,1 мм П = 0,3 мм | Число оборотов стола | 5 - 29 об./мин. | ||||||||
Способ измерения | скобой | Пределы вертикальной подачи | 0,16 - 1,6 мм/мин. | ||||||||
Наименование операции (черновая, чистовая) | Чистовая | Способ подачи | ручной | ||||||||
Срок эксплуатации станка | 6 лет | ||||||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |||||
1 | Выбор характеристики круга | Материал зерна и зернистость | Паспорт станка | 14А, 24А | 14А, 24А | ||||||
Твердость и связка | СМ1 6-7Б | СМ1 6-7Б | |||||||||
Размер и форма | 450 x 380 мм, чашечный | 450 x 380 мм | |||||||||
2 | Расчет режимов резания | Число оборотов и скорость вращения детали | nд = 11,3 об./мин.; vд = 16,0 м/мин. | nд = 11,3 об./мин., | |||||||
Подача на глубину на оборот стола | vд = 16,0 м/мин. | ||||||||||
Поправочные коэффициенты на | обрабатываемого материала, точности и шероховатости поверхности | 1,6 | |||||||||
размера и формы шлифовального круга | 1,0 | ||||||||||
твердости шлифовального круга K1 | 1,0 | ||||||||||
точности и жесткости станка Kж | 1,0 | ||||||||||
3 | Проверочный расчет мощности | Мощность резания | N = 23,2 квт | N = 20,9 квт | |||||||
Поправочный коэффициент в зависимости от ширины и твердости круга | 0,9 | ||||||||||
4 | Расчет основного времени | Основное время Tо |   | Tо = 0,0188 мин. | |||||||
(ручная подача) | Плоское шлифование торцом круга на станках с круглым столом | |||||||||
Карта 25, лист 1 | ||||||||||
 | ||||||||||
I. Скорость детали vд, подача на глубину шлифования | ||||||||||
Обрабатываемый материал и твердость HRC | Скорость движения vд в м/мин. до | Припуск на обработку П в мм до | Приведенная ширина шлифования Bпр <*> в мм до | |||||||
20 | 32 | 50 | 80 | 125 | 200 | 320 | ||||
Подача на глубину на оборот стола | ||||||||||
Чугун | 10 | 0,17 | 0,036 | 0,0288 | 0,0224 | 0,018 | 0,0144 | 0,0112 | 0,009 | |
0,25 | 0,045 | 0,036 | 0,0288 | 0,0224 | 0,018 | 0,0144 | 0,0112 | |||
0,35 | 0,056 | 0,045 | 0,0036 | 0,0288 | 0,0224 | 0,018 | 0,0144 | |||
0,50 | 0,072 | 0,056 | 0,045 | 0,036 | 0,0288 | 0,0224 | 0,018 | |||
Стали конструкционные и легированные HRC до | 32 | 12,5 | 0,17 | 0,0288 | 0,0224 | 0,018 | 0,0144 | 0,0112 | 0,009 | 0,0072 |
0,25 | 0,036 | 0,0288 | 0,0224 | 0,018 | 0,0144 | 0,0112 | 0,009 | |||
0,35 | 0,045 | 0,036 | 0,0288 | 0,0224 | 0,018 | 0,0144 | 0,0119 | |||
0,50 | 0,058 | 0,045 | 0,036 | 0,0288 | 0,0224 | 0,018 | 0,0144 | |||
48 | 16 | 0,17 | 0,0224 | 0,018 | 0,0144 | 0,0112 | 0,009 | 0,0072 | 0,0057 | |
0,25 | 0,0288 | 0,0224 | 0,018 | 0,0144 | 0,0112 | 0,009 | 0,0072 | |||
0,35 | 0,035 | 0,0288 | 0,0224 | 0,018 | 0,0144 | 0,0122 | 0,009 | |||
0,50 | 0,045 | 0,035 | 0,0288 | 0,0224 | 0,018 | 0,0144 | 0,0112 | |||
60 | 20 | 0,17 | 0,018 | 0,0144 | 0,0112 | 0,009 | 0,0072 | 0,0057 | 0,0045 | |
0,25 | 0,0224 | 0,018 | 0,0144 | 0,0112 | 0,009 | 0,0072 | 0,0057 | |||
0,35 | 0,0288 | 0,0224 | 0,018 | 0,0144 | 0,0112 | 0,009 | 0,0072 | |||
0,50 | 0,036 | 0,0288 | 0,0224 | 0,018 | 0,0144 | 0,0112 | 0,009 | |||
< 60 | 25 | 0,17 | 0,0144 | 0,0112 | 0,009 | 0,0072 | 0,0057 | 0,0045 | 0,0036 | |
0,25 | 0,018 | 0,0144 | 0,0112 | 0,009 | 0,0072 | 0,0057 | 0,0045 | |||
0,35 | 0,0225 | 0,0180 | 0,0144 | 0,0112 | 0,009 | 0,0072 | 0,0057 | |||
0,50 | 0,0288 | 0,0224 | 0,018 | 0,0144 | 0,0112 | 0,009 | 0,0072 | |||
Стали жаропрочные нержавеющие и инструментальные быстрорежущие | 32 | 0,17 | 0,0112 | 0,009 | 0,0072 | 0,0057 | 0,0045 | 0,0036 | 0,0029 | |
0,25 | 0,0144 | 0,0112 | 0,009 | 0,0072 | 0,0057 | 0,0045 | 0,0036 | |||
0,35 | 0,0175 | 0,0144 | 0,0112 | 0,009 | 0,0072 | 0,0057 | 0,0045 | |||
0,50 | 0,0224 | 0,0175 | 0,0144 | 0,0112 | 0,009 | 0,0072 | 0,0057 | |||
40 | 0,17 | 0,009 | 0,0072 | 0,0057 | 0,0045 | 0,0036 | 0,0029 | 0,0023 | ||
0,25 | 0,0112 | 0,009 | 0,0072 | 0,0057 | 0,0045 | 0,0036 | 0,0029 | |||
0,35 | 0,0144 | 0,0112 | 0,009 | 0,0072 | 0,0057 | 0,0045 | 0,0036 | |||
0,50 | 0,0175 | 0,0144 | 0,0112 | 0,009 | 0,0072 | 0,0057 | 0,0045 | |||
--------------------------------

где  - суммарная площадь шлифования в мм2;
- суммарная площадь шлифования в мм2;
Dср - средний диаметр рабочей зоны стола, т.е. зоны, где расположены шлифуемые поверхности.
(автоматическая подача) | Плоское шлифование торцом круга на станках с круглым столом | |||||||||
Карта 25, лист 2 | ||||||||||
 | ||||||||||
II. Скорость детали vд, подача на глубину шлифования | ||||||||||
Обрабатываемый материал и твердость HRC | Скорость движения vд в м/мин. до | Припуск на обработку П в мм до | Приведенная ширина шлифования Bпр <*> в мм до | |||||||
20 | 32 | 50 | 80 | 125 | 200 | 320 | ||||
Подача на глубину на оборот стола | ||||||||||
Чугуны | 10 | 0,17 | 0,050 | 0,040 | 0,032 | 0,025 | 0,020 | 0,016 | 0,0127 | |
0,25 | 0,064 | 0,050 | 0,040 | 0,032 | 0,025 | 0,020 | 0,016 | |||
0,35 | 0,080 | 0,064 | 0,050 | 0,040 | 0,032 | 0,025 | 0,016 | |||
0,50 | 0,102 | 0,080 | 0,064 | 0,050 | 0,040 | 0,032 | 0,025 | |||
Стали конструкционные углеродистые и легированные HRC до | 32 | 12,5 | 0,17 | 0,040 | 0,032 | 0,026 | 0,020 | 0,016 | 0,0127 | 0,0102 |
0,25 | 0,050 | 0,040 | 0,032 | 0,026 | 0,016 | 0,0127 | 0,0127 | |||
0,35 | 0,064 | 0,050 | 0,040 | 0,032 | 0,020 | 0,016 | 0,016 | |||
0,50 | 0,081 | 0,064 | 0,050 | 0,040 | 0,032 | 0,020 | 0,020 | |||
48 | 16 | 0,17 | 0,032 | 0,025 | 0,020 | 0,016 | 0,0127 | 0,0102 | 0,008 | |
0,25 | 0,040 | 0,032 | 0,025 | 0,020 | 0,016 | 0,0127 | 0,0102 | |||
0,35 | 0,050 | 0,040 | 0,032 | 0,025 | 0,020 | 0,016 | 0,0127 | |||
0,50 | 0,064 | 0,050 | 0,040 | 0,032 | 0,025 | 0,020 | 0,010 | |||
60 | 20 | 0,17 | 0,026 | 0,0203 | 0,016 | 0,0127 | 0,0102 | 0,008 | 0,0064 | |
0,25 | 0,032 | 0,026 | 0,0203 | 0,016 | 0,0127 | 0,0102 | 0,008 | |||
0,35 | 0,040 | 0,032 | 0,026 | 0,0203 | 0,016 | 0,0127 | 0,0102 | |||
0,50 | 0,050 | 0,040 | 0,032 | 0,026 | 0,0203 | 0,016 | 0,012 | |||
> 60 | 25 | 0,17 | 0,0203 | 0,016 | 0,0127 | 0,0102 | 0,0080 | 0,0064 | 0,0050 | |
0,25 | 0,026 | 0,0203 | 0,016 | 0,0127 | 0,0102 | 0,0080 | 0,0064 | |||
0,35 | 0,032 | 0,026 | 0,0203 | 0,016 | 0,0127 | 0,0102 | 0,0080 | |||
0,50 | 0,040 | 0,032 | 0,026 | 0,0203 | 0,016 | 0,0127 | 0,0102 | |||
Стали жаропрочные нержавеющие и инструментальные быстрорежущие | 32 | 0,17 | 0,016 | 0,0127 | 0,0102 | 0,0080 | 0,0064 | 0,0050 | 0,0040 | |
0,25 | 0,0203 | 0,016 | 0,0127 | 0,0102 | 0,0080 | 0,0064 | 0,0050 | |||
0,35 | 0,025 | 0,0203 | 0,016 | 0,0127 | 0,0102 | 0,0080 | 0,0064 | |||
0,50 | 0,032 | 0,025 | 0,0203 | 0,016 | 0,0127 | 0,0102 | 0,0080 | |||
40 | 0,17 | 0,0127 | 0,0102 | 0,008 | 0,0064 | 0,0050 | 0,004 | 0,0032 | ||
0,25 | 0,016 | 0,0127 | 0,0102 | 0,008 | 0,0064 | 0,005 | 0,0040 | |||
0,35 | 0,0203 | 0,016 | 0,0127 | 0,0102 | 0,008 | 0,0064 | 0,005 | |||
0,50 | 0,025 | 0,0203 | 0,016 | 0,0127 | 0,0102 | 0,008 | 0,0064 | |||
--------------------------------

где  - суммарная площадь шлифования в мм2;
- суммарная площадь шлифования в мм2;
Dср - средний диаметр рабочей зоны стола, т.е. зоны, где расположены шлифуемые поверхности.
Плоское шлифование торцом круга на станках с круглым столом | ||||||||
Карта 25, лист 3 | ||||||||
III. Поправочные коэффициенты на подачу | ||||||||
1. Обрабатываемого материала, точности и шероховатости поверхности | ||||||||
Группы обрабатываемого материала (марки сталей см. в карте 1) | Шероховатость поверхности Rz, Ra в мкм | Требуемая точность обработки в мм | ||||||
0,02 | 0,03 | 0,05 | 0,08 | >= 0,08 | ||||
Коэффициент | ||||||||
I. | Стали конструкционные углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом титаном и инструментальные углеродистые | Rz20 - 2,5 | 0,74 | 0,92 | 1,15 | 1,45 | 1,9 | |
1,25 | 0,64 | 0,8 | 1,0 | 1,25 | 1,6 | |||
0,63 | 0,55 | 0,7 | 0,87 | 1,1 | 1,45 | |||
II. | Стали конструкционные легированные хромом и никелем | Rz20 - 2,5 | 1,1 | 1,38 | 1,72 | 2,15 | 2,8 | |
1,25 | 0,96 | 1,2 | 1,5 | 1,85 | 2,4 | |||
0,63 | 0,83 | 1,05 | 1,3 | 1,65 | 2,2 | |||
III. | Стали нержавеющие | Rz20 - 2,5 | 0,44 | 0,55 | 0,69 | 0,86 | 1,12 | |
1,25 | 0,38 | 0,47 | 0,60 | 0,75 | 0,97 | |||
0,63 | 0,33 | 0,42 | 0,52 | 0,66 | 0,86 | |||
IV. | Быстрорежущие стали | Rz20 - 2,5 | 0,25 | 0,32 | 0,40 | 0,50 | 0,65 | |
1,25 | 0,22 | 0,28 | 0,35 | 0,44 | 0,57 | |||
0,63 | 0,19 | 0,25 | 0,30 | 0,38 | 0,50 | |||
V. | Быстрорежущие стали | Rz20 - 2,5 | 0,12 | 0,14 | 0,17 | 0,22 | 0,29 | |
1,25 | 0,10 | 0,12 | 0,15 | 0,19 | 0,25 | |||
0,63 | 0,09 | 0,10 | 0,13 | 0,17 | 0,22 | |||
VI. | Чугуны и бронзы | Rz20 - 2,5 | 1,17 | 1,47 | 1,85 | 2,3 | 3,0 | |
1,25 | 1,02 | 1,28 | 1,6 | 2,0 | 2,6 | |||
0,63 | 0,87 | 1,1 | 1,4 | 1,76 | 2,25 | |||
2. Размера и формы шлифовального круга | ||||||||
Форма круга | Диаметр круга в мм | |||||||
320 | 330 - 500 | > 500 | ||||||
Коэффициент | ||||||||
Чашечный | 0,8 | 1,0 | 1,2 | |||||
Сегментный | 1,0 | 1,2 | 1,44 | |||||
Основное время рассчитывается по формуле:

где 
Примечание. Поправочный коэффициент на глубину шлифования Kж в зависимости от точности и жесткости станка - см. в карте 2. Поправочный коэффициент K1 на измененную твердость круга см. в карте 18, примечание 1.
Плоское шлифование торцом круга на станках с круглым столом | |||||||||||||||||||||
Карта 26, лист 1 | |||||||||||||||||||||
Группы обрабатываемого материала | Приведенная ширина шлифования Bпр в мм до: | ||||||||||||||||||||
VI | I - II | III | IV - V | ||||||||||||||||||
Скорость вращения детали vд в мм/мин. до | |||||||||||||||||||||
10 | 7 | - | - | 14 | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - | - | - | - | - | - |
14 | 10 | 7 | - | - | 14 | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - | - | - | - | - |
19 | 14 | 10 | 7 | - | - | 14 | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - | - | - | - |
26 | 19 | 14 | 10 | - | - | - | 14 | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - | - | - |
36 | 26 | 19 | 14 | - | - | - | - | 14 | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - | - |
- | 36 | 26 | 19 | - | - | - | - | - | 14 | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - | - |
- | - | 36 | 26 | - | - | - | - | - | - | 14 | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | - |
- | - | - | 36 | - | - | - | - | - | - | 14 | 19 | 26 | 36 | 50 | 70 | 98 | 137 | 190 | 260 | 360 | |
Подача на глубину на оборот стола | Мощность резания N в квт | ||||||||||||||||||||
0,003 | - | - | - | - | - | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | |||
0,004 | - | - | - | - | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | |||
0,006 | - | - | - | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | |||
0,008 | - | - | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | |||
0,011 | - | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | - | |||
0,015 | - | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | - | - | |||
0,021 | 2,8 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | - | - | - | |||
0,029 | 3,6 | 4,5 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | - | - | - | - | |||
0,040 | 4,5 | 5,7 | 7,1 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | - | - | - | - | - | |||
0,056 | 5,7 | 7,3 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | - | - | - | - | - | - | |||
0,078 | 7,3 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | - | - | - | - | - | - | - | |||
0,110 | 9,2 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | - | - | - | - | - | - | - | - | |||
0,150 | 11,6 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | - | - | - | - | - | - | - | - | - | |||
0,210 | 14,7 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | - | - | - | - | - | - | - | - | - | - | |||
0,290 | 18,5 | 23,2 | 29,3 | 37 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |||
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ | Плоское шлифование торцом круга на станках с круглым столом | |||
Карта 26, лист 2 | ||||
Поправочные коэффициенты на мощность резания в зависимости от твердости и ширины круга или сегмента | ||||
Ширина круга или сегмента Bк в мм | Твердость круга | |||
М2 - М3 | СМ1 - СМ2 | С1 - С2 | ||
40 | 0,8 | 0,9 | 1,04 | |
63 | 0,9 | 1,0 | 1,16 | |
100 | 1,0 | 1,12 | 1,3 | |
ДВУХШПИНДЕЛЬНЫХ СТАНКАХ С КРУГЛЫМ СТОЛОМ
Выбор характеристики чистового шлифовального круга (второй шпиндель) производится по карте 18. Для чернового шлифования (первый шпиндель) применяются крупнозернистые круги (чем больше припуск, тем крупнее зерно).
Карта 27, лист 1. Припуск на обработку распределяется между первым (черновым) и вторым (чистовым) шпинделем в отношении 4:1.
Скорость движения стола vд определяется в зависимости от величины припуска, требуемой шероховатости поверхности и приведенной ширины шлифования.
Поправочные коэффициенты (карта 27, лист 2). Найденная скорость движения стола соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости, твердость сталей HRC от 30 до 50, точность обработки 0,05 мм и диаметр шлифовальных головок (кругов или сегментов) равен 500 мм. На измененные условия шлифования вводятся поправочные коэффициенты на скорость стола Kvд K1 и Kж.
Нормативами предусматривается безалмазная правка кругов абразивным кругом (типа 54С80-125ЧТК).
Основное время подсчитывается по формуле.
Пример расчета режимов резания и основного времени | Плоское шлифование торцом круга на вертикальных двухшпиндельных станках с круглым столом | ||||||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности | Деталь | Станок | ||||||||
 | Наименование | Покрышка | Наименование | плоскошлифовальный | |||||||
Марка материала | Ст. 20 цементированная и закаленная I гр. | Модель | 3772Э | ||||||||
Твердость | HRC >= 55 | Мощность мотора каждого круга | 28 квт | ||||||||
Размер заготовки и допуск | 0,7 - 0,3 мм П = 0,8 мм | Число оборотов круга | 975 об./мин. | ||||||||
Приведенная ширина шлифования | <...>тр = 58 мм | Пределы чисел оборотов стола | 0,24 - 1,30 об./мин. | ||||||||
Способ измерения | скобой | Размер стола | D = 1000 мм | ||||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |||||
1 | Выбор характеристики круга | Материал зерна и зернистость | I шп. 14А80 II шп. 14А40 | I шп. 14А80 II шп. 14А40 М2 6-7Б М2 6-7Б | |||||||
Твердость и связка | М2 6-7Б М2 6-7Б | ||||||||||
Размер | Паспорт станка | 450 x 250 мм | 450 x 250 мм | ||||||||
2 | Расчет режимов резания | Распределение припуска по шпинделям | первый черновой | П1 = 0,63 мм | vд = 1,23 м/мин. | ||||||
второй чистовой | П2 = 0,17 мм | ||||||||||
Скорость вращения детали | vд= 1,02 м/мин. | ||||||||||
Поправочные коэффициенты в зависимости от: | материала, точности и твердости стали | 1,1 | |||||||||
размера шлифовального круга | 1,0 | ||||||||||
твердости шлифуемого круга K1 | 1,1 | ||||||||||
3 | Расчет основного времени | Основное время Tо |   | Tо = 0,045 мин. | |||||||
Плоское шлифование торцом круга на вертикальных двушпиндельных станках с круглым столом | |||||||||||
Карта 27, лист 1 | |||||||||||
 | |||||||||||
I. Распределение припуска на глубину шлифования | |||||||||||
Шпиндели | Припуск на обработку П в мм до: | ||||||||||
0,2 | 0,32 | 0,5 | 0,8 | 1,25 | 2,0 | ||||||
Глубина шлифования в мм | |||||||||||
Первый П1 | 0,16 | 0,25 | 0,4 | 0,63 | 1,0 | 1,6 | |||||
Второй П2 | 0,04 | 0,07 | 0,1 | 0,17 | 0,25 | 0,4 | |||||
II. Скорость движения детали | |||||||||||
Припуск на обработку П в мм до | Шероховатость поверхности Ra, Rz в мкм | Приведенная ширина шлифования Впр <*> в мм до: | |||||||||
12 | 20 | 32 | 50 | 80 | 125 | 200 | |||||
Скорость движения стола vд в м/мин. | |||||||||||
0,2 | 1,25 | 6,0 | 4,0 | 3,2 | 2,5 | 2,0 | 1,56 | 1,25 | |||
2,5 | 6,3 | 5,0 | 4,0 | 3,2 | 2,5 | 2,0 | 1,56 | ||||
Rz20 | 8,0 | 6,8 | 5,0 | 4,0 | 3,2 | 2,5 | 2,0 | ||||
0,32 | 1,25 | 3,8 | 3,0 | 2,4 | 1,9 | 1,5 | 1,18 | 0,94 | |||
2,5 | 4,8 | 3,8 | 3,0 | 2,4 | 1,9 | 1,5 | 1,18 | ||||
Rz20 | 6,1 | 4,8 | 3,8 | 3,0 | 2,4 | 1,9 | 1,5 | ||||
0,5 | 1,25 | 2,9 | 2,3 | 1,8 | 1,41 | 1,11 | 0,88 | 0,7 | |||
2,5 | 3,6 | 2,9 | 2,3 | 1,8 | 1,41 | 1,11 | 0,88 | ||||
Rz20 | 4,6 | 3,6 | 2,9 | 2,3 | 1,8 | 1,41 | 1,11 | ||||
0,8 | 1,25 | 2,1 | 1,7 | 1,35 | 1,05 | 0,85 | 0,66 | 0,53 | |||
2,5 | 2,7 | 2,1 | 1,7 | 1,35 | 1,02 | 0,85 | 0,66 | ||||
Rz20 | 3,4 | 2,7 | 2,1 | 1,7 | 1,3 | 1,02 | 0,85 | ||||
1,25 | 1,25 | 1,6 | 1,3 | 1,03 | 0,8 | 0,64 | 0,5 | 0,4 | |||
2,5 | 2,0 | 1,6 | 1,3 | 1,03 | 0,8 | 0,64 | 0,5 | ||||
Rz20 | 2,6 | 2,0 | 1,6 | 1,3 | 1,0 | 0,8 | 0,64 | ||||
2,0 | 1,25 | 1,2 | 0,97 | 0,77 | 0,6 | 0,48 | 0,38 | 0,3 | |||
2,5 | 1,5 | 1,2 | 0,97 | 0,77 | 0,6 | 0,48 | 0,38 | ||||
Rz20 | 1,95 | 1,5 | 1,2 | 0,97 | 0,77 | 0,6 | 0,48 | ||||
--------------------------------

где  - суммарная площадь шлифования в мм2;
- суммарная площадь шлифования в мм2;
Dср - средний диаметр рабочей зоны стола, т.е. зоны, где расположены шлифуемые поверхности в мм.
Плоское шлифование торцом круга на вертикальных двухшпиндельных станках с круглым столом | ||||||||||
Карта 27, лист 2 | ||||||||||
III. Поправочные коэффициенты на скорость движения стола Kvд для измененных условий работы в зависимости от: | ||||||||||
1. Обрабатываемого материала и точности | ||||||||||
Группы обрабатываемого материала (марки сталей см. в карте 1) | Точность обработки | |||||||||
0,030 | 0,05 | > 0,05 | ||||||||
Коэффициент | ||||||||||
I. | Стали конструкционные углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном и инструментальные стали | Твердость HRC | < 30 | 0,92 | 1,15 | 1,44 | ||||
30 - 50 | 0,8 | 1,0 | 1,25 | |||||||
> 50 | 0,7 | 0,87 | 1,1 | |||||||
II. | Стали конструкционные легированные хромом и никелем | Твердость HRC | < 30 | 1,38 | 1,73 | 2,1 | ||||
30 - 50 | 1,2 | 1,5 | 1,85 | |||||||
> 50 | 1,05 | 1,30 | 1,65 | |||||||
III. | Стали нержавеющие | 0,47 | 0,60 | 0,75 | ||||||
IV. | Быстрорежущие стали | 0,28 | 0,35 | 0,44 | ||||||
V. | Быстрорежущие стали | 0,12 | 0,15 | 0,19 | ||||||
VI. | Чугуны и бронзы | 1,28 | 1,6 | 2,0 | ||||||
2. Размера шлифовального круга | ||||||||||
Диаметр головки в мм | <= 320 | 330 - 500 | > 500 | |||||||
Коэффициент | 0,8 | 1,0 | 1,2 | |||||||
Основное время рассчитывается по формуле:

Примечание. Поправочный коэффициент на скорость движения стола Kж в зависимости от точности и жесткости станка см. в карте 2.
С ВЕРТИКАЛЬНЫМИ ИЛИ ГОРИЗОНТАЛЬНЫМИ ШПИНДЕЛЯМИ
Выбор характеристики шлифовального круга производится по карте 18 с учетом примечания 4.
Карта 28. Величина продольной подачи Sм определяется в зависимости от твердости стали или марки материала; число проходов - от максимального припуска и требуемой шероховатости обрабатываемой поверхности. Затем производится разбивка припуска по проходам.
Основное время подсчитывается по формуле.
Пример расчета режимов резания и основного времени | Плоское шлифование торцом круга на двухкамниевых станках с вертикальными и горизонтальными шпинделями | |||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности | Деталь | Станок | |||||
 | Наименование | шайба | Наименование | плоскошлифовальный | ||||
Марка материала | Ст. ШХ15 | Модель | двухшпиндельный А945 | |||||
Твердость | HRC >= 30 | Мощность мотора каждого | 14 квт | |||||
Размер заготовки и допуск |  | Число оборотов круга | 762 об./мин. | |||||
Наружный диаметр кольца | 80 мм | Число оборотов ведущего ролика | 28 - 112 об./мин. | |||||
Способ измерения | скобой | Скорость ведущего ролика | 11 - 44 м/мин. | |||||
Наименование операции (черновая, чистовая) | Черновая | |||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||
1 | Выбор характеристики круга | Материал зерна и зернистость | 13А50 | 13А50 | ||||
Твердость и связка | СМ2 6-7К | СМ2 6-7К | ||||||
Размер | Паспорт станка | Dнар = 750 мм, Dвн = 50 мм | Dн = 750 мм Dвн = 50 мм | |||||
2 | Расчет режимов резания | Продольная подача | Sм = 20 м/мин. | Sм = 20 м/мин. | ||||
Число проходов | i = 3 | i = 3 | ||||||
Глубина резания по проходам | 1-й проход | t = 0,20 мм | t = 0,20 мм | |||||
2-й приход | t = 0,20 мм | t = 0,20 мм | ||||||
3-й проход | t = 0,10 мм | t = 0,10 мм | ||||||
3 | Расчет основного времени | Основное время Tо |   | Tо = 0,012 мин. | ||||
Плоское шлифование торцом круга на двухкамниевых станках с вертикальными и горизонтальными шпинделями | ||||||||||||
Карта 28, лист 1 | ||||||||||||
 | ||||||||||||
Продольная подача Sм, число проходов i и глубина шлифования t в мм | ||||||||||||
Обрабатываемый материал и твердость HRC | Продольная подача Sм в м/мин. до | Номер прохода | Припуск на обработку с двух сторон 2П в мм до | |||||||||
0,6 | 1,0 | 2,0 | ||||||||||
Шероховатость поверхности Ra, Rz в мкм | ||||||||||||
1,25 | 2,5 | Rz20 | 1,25 | 2,5 | Rz20 | 1,25 | 2,5 | Rz20 | ||||
Глубина шлифования t в мм по проходам на сторону | ||||||||||||
Чугуны и бронзы | 12,5 | 1 | 0,20 | 0,20 | 0,3 | 0,2 | 0,2 | 0,3 | 0,35 | 0,35 | 0,35 | |
2 | 0,08 | 0,10 | - | 0,2 | 0,20 | 0,20 | 0,35 | 0,35 | 0,35 | |||
3 | 0,02 | - | - | 0,08 | 0,1 | - | 0,28 | 0,20 | 0,3 | |||
4 | - | - | - | 0,02 | - | - | 0,10 | 0,10 | - | |||
5 | - | - | - | - | - | - | 0,02 | - | - | |||
Стали конструкционные углеродистые и легированные HRC до | 28 | 16 | 1 | 0,15 | 0,20 | 0,3 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,35 |
2 | 0,13 | 0,10 | - | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,35 | |||
3 | 0,02 | - | - | 0,10 | 0,10 | - | 0,25 | 0,20 | 0,3 | |||
4 | - | - | - | 0,08 | - | - | 0,13 | 0,10 | - | |||
5 | - | - | - | 0,02 | - | - | 0,02 | - | - | |||
32 | 20 | 1 | 0,13 | 0,14 | 0,20 | 0,13 | 0,19 | 0,20 | 0,25 | 0,30 | 0,35 | |
2 | 0,10 | 0,10 | 0,10 | 0,13 | 0,19 | 0,20 | 0,25 | 0,30 | 0,35 | |||
3 | 0,06 | 0,06 | - | 0,13 | 0,06 | 0,10 | 0,25 | 0,24 | 0,20 | |||
4 | 0,01 | - | - | 0,10 | 0,06 | - | 0,18 | 0,10 | 0,10 | |||
5 | - | - | - | 0,01 | - | - | 0,06 | 0,06 | - | |||
6 | - | - | - | - | - | - | 0,01 | - | - | |||
45 | 25 | 1 | 0,11 | 0,14 | 0,20 | 0,11 | 0,14 | 0,47 | 0,20 | 0,25 | 0,30 | |
2 | 0,10 | 0,12 | 0,10 | 0,10 | 0,12 | 0,15 | 0,20 | 0,25 | 0,30 | |||
3 | 0,08 | 0,04 | - | 0,10 | 0,10 | 0,10 | 0,20 | 0,17 | 0,22 | |||
4 | 0,01 | - | - | 0,10 | 0,10 | 0,08 | 0,20 | 0,17 | 0,10 | |||
5 | - | - | - | 0,08 | 0,04 | - | 0,11 | 0,12 | 0,08 | |||
6 | - | - | - | 0,01 | - | - | 0,08 | 0,04 | - | |||
7 | - | - | - | - | - | - | 0,01 | - | - | |||
50 | 32 | 1 | 0,10 | 0,10 | 0,10 | 0,10 | 0,10 | 0,11 | 0,20 | 0,20 | 0,25 | |
2 | 0,10 | 0,10 | 0,12 | 0,10 | 0,10 | 0,11 | 0,20 | 0,20 | 0,20 | |||
3 | 0,084 | 0,08 | 0,08 | 0,10 | 0,10 | 0,10 | 0,20 | 0,20 | 0,20 | |||
4 | 0,008 | 0,02 | - | 0,10 | 0,10 | 0,10 | 0,15 | 0,15 | 0,15 | |||
5 | 0,008 | - | - | 0,084 | 0,08 | 0,08 | 0,15 | 0,15 | 0,12 | |||
6 | - | - | - | 0,008 | 0,02 | - | 0,084 | 0,08 | 0,08 | |||
7 | - | - | - | 0,008 | - | - | 0,008 | 0,02 | - | |||
8 | - | - | - | - | - | - | 0,008 | - | - | |||
РЕЖИМЫ РЕЗАНИЯ | Плоское шлифование торцом круга на двухкамниевых станках с вертикальными и горизонтальными шпинделями | ||||||||||
Карта 28, лист 2 | |||||||||||
Обрабатываемый материал и твердость HRC | Продольная подача Sм в м/мин. до | Номер прохода | Припуск на обработку с двух сторон 2П в мм до | ||||||||
0,6 | 1,0 | 2,0 | |||||||||
Шероховатость поверхности Rа, Rz, в мкм | |||||||||||
1,25 | 2,5 | Rz20 | 1,25 | 2,5 | Rz20 | 1,25 | 2,5 | Rz20 | |||
Глубина шлифования t в мм по проходам на сторону | |||||||||||
Стали жаропрочные, нержавеющие и инструментальные быстрорежущие | 40 | 1 | 0,096 | 0,10 | 0,10 | 0,096 | 0,098 | 0,10 | 0,200 | 0,200 | 0,25 |
2 | 0,090 | 0,09 | 0,08 | 0,095 | 0,096 | 0 10 | 0,200 | 0,200 | 0,25 | ||
3 | 0,090 | 0,09 | 0,07 | 0,095 | 0,096 | 0,10 | 0,150 | 0,200 | 0,17 | ||
4 | 0,009 | 0,01 | 0,05 | 0,095 | 0,096 | 0,10 | 0,130 | 0,170 | 0,13 | ||
5 | 0,009 | 0,01 | - | 0,095 | 0,096 | 0,05 | 0,130 | 0,130 | 0,11 | ||
6 | 0,006 | - | - | 0,009 | 0,009 | 0,05 | 0,100 | 0,082 | 0,09 | ||
7 | - | - | - | 0,009 | 0,009 | - | 0,075 | 0,009 | 0,05 | ||
8 | - | - | - | 0,006 | - | - | 0,009 | 0,009 | - | ||
9 | - | - | - | - | - | - | 0,006 | - | - | ||
Основное время рассчитывается по формуле:

где Dд - наружный диаметр кольца в мм;
i - число проходов.
По карте 29 производится выбор характеристик кругов в зависимости от шероховатости поверхности и твердости детали, а число кругов в комплекте - от величины припуска.
Глубина шлифования каждым кругом-кольцом определяется по карте 30, лист 1 в зависимости от общей величины припуска и числа кругов в комплекте.
Скорость детали vд определяется в зависимости от величины припуска, требуемой шероховатости обработанной поверхности и диаметра окружности приведенной площади шлифования.
Поправочные коэффициенты приведены в карте 30, лист 2. Найденная скорость детали соответствует следующим условиям обработки: шлифуемый материал относится к первой группе обрабатываемости, твердость детали HRC от 30 до 50, точность обработки от 0,03 до 0,05 мм, ширина первого шлифующего круга 50 мм. На измененные условия шлифования вводятся поправочные коэффициенты на скорость детали  которыми учитываются перечисленные выше факторы.
которыми учитываются перечисленные выше факторы.
Нормативами предусматривается правка кругов алмазами типа C.
Основное время подсчитывается по формуле.
Пример расчета режимов резания и основного времени | Плоское шлифование торцами ступенчатых кругов (кольцами) | |||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности | Деталь | Станок | |||||
 | Наименование | Крестовина | Наименование | плоскошлифовальный | ||||
Марка материала | 20Х цементированная и закаленная | Модель | СА-2 | |||||
Твердость | HRC >= 55 | Мощность мотора каждого | 7 квт | |||||
Размер заготовки и допуск | <...>-0,04 мм | Число оборотов круга | 1000 об./мин. | |||||
Описанный диаметр шлифования | <...> мм | Число оборотов барабана | 1...4 об./мин. | |||||
Способ измерения | Скобой | Диаметр барабана | 750 мм | |||||
Припуск | <...>..0,7 | |||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||
1 | Выбор характеристики комплекта круга | Материал зерна, зернистость, твердость и связка | I круг 15А50М2Б | I 15А50М2Б | ||||
II 15А40М3Б | II 15А40М3Б | |||||||
III 24А 16-25 СМ1Б | III 24А 16-25 СМ1Б | |||||||
Размеры кругов | Паспорт станка | I круг 600 x 480 | I круг 600 x 480 | |||||
II круг 450 x 380 | II круг 450 x 380 | |||||||
III круг 350 x 280 | III круг 350 x 280 | |||||||
2 | Расчет режимов резания | Распределение припуска в комплекте по кругам | Первый круг | 0,16 мм | 0,16 мм | |||
Второй круг | 0,34 мм | 0,34 мм | ||||||
Третий круг | 0,3 мм | 0,30 мм | ||||||
Скорость детали | vд = 4,5 м/мин. | vд = 3,9 м/мин. | ||||||
Поправочные коэффициенты в зависимоти от: | материала и твердости стали | 0,87 | ||||||
ширины шлифующих поясков | 1,0 | |||||||
3 | Расчет основного времени | Основное время Tо |   | Tо = 0,082 мин. | ||||
Плоское шлифование торцами ступенчатых кругов (кольцами) | ||||||
Карта 29 | ||||||
Величина снимаемого припуска в мм | Шероховатость поверхности Ra, Rz в мкм до | Стали конструкционные углеродистые и легированные | Стали жаропрочные нержавеющие и инструментальные | Чугуны и бронзы | ||
Твердость | ||||||
HRC < 30 | HRC 30 - 50 | HRC > 50 | ||||
Рекомендуемые характеристики одного комплекта кругов | ||||||
Комплект из двух кругов | ||||||
<= 0,6 | Rz20 | 15А 50 СМ1Б | 15А 50 М3 Б | 15А 50 М2 Б | 15А 50 М2 Б | 5С, 15А 50СМ1 Б |
15А 40-50 СМ2 Б | 24А 40-50 СМ1 Б | 15А 40-50 СМ1 Б | 15А 40-50 М3 Б | 5С, 15А 40-50 СМ1 Б | ||
2,5 | 15А 50 СМ1 Б | 15А 50 М3 Б | 15А 50 М2 Б | 15А 50 М2 Б | 5С, 15А 50СМ1 Б | |
15А 25-40 СМ2 Б | 24А 25-40 СМ1 Б | 24А 25-40 СМ1 Е | 15А 25-40 М3 Б | 5С, 15А 25-40 СМ1 Б | ||
1,25 | 15А 40 СМ1 Б | 15А 40 М3 Б | 15А 40 М2 Б | 15А 40 М2 Б | 5С, 15А 40 СМ1 Б | |
15А 25-16 СМ1 Б | 24А 25-16 СМ1 Б | 24А 25-16 СМ1 Б | 15А 25-16 СМ1 Б | 5С, 15А 25-16 СМ2 Б | ||
0,63 | 15А 40 СМ1 Б | 15А 40 М3 Б | 15А 40 М2 Б | 15А 40 М3 Б | 5С, 15А 40 СМ1 Б | |
15А 16 СМ1 Б | 24А 16 СМ1 Б | 24А 16 СМ1 Б | 15А 16СМ1 Б | 5С, 15А 16 СМ1 Б | ||
Комплект из трех кругов | ||||||
> 0,6 | Rz20 | 15А ЯП ГМ1 Б | 15А 80 М3 Б | 15А 80 М2 Б | 15А 80 М2 Б | 5С, 15А 80 М3 Б |
15А 50 СМ1 Б | 15А 50 СМ1 Б | 15А 50 М3 Б | 15А 50 М3 Б | 5С, 15А 50 СМ1 Б | ||
15А 40-50 СМ2 Б | 15А 40-50 СМ1 Б | 15А 40-50 СМ1 | 15А 40-50 М3 Б | 5С, 15А 40-50 СМ1 Б | ||
2,5 | 15А 80 СМ1 Б | 15А 80 М3 Б | 15А 80 М2 Б | 15А 80 М2 Б | 5С, 15А 80 М3 Б | |
15А 50 СМ1 Б | 15А 50 СМ1 Б | 15А 50 М3 Ь | 15А 50 М3 Б | 5С, 15А 50 СМ1 Б | ||
15А 25-40 СМ2 Б | 24А 25-40 СМ1 Б | 24А 25-40 СМ1 | 15А 25-40 М3 Б | 5С, 15А 25-40 СМ1 Б | ||
1,25 | 15А 50 СМ1 Б | 15А 50 М3 Б | 15А 50 М2 Б | 15А 50 М2 Б | 5С, 15А 50 М3 Б | |
15А 40 СМ1 Б | 15А 40 СМ1 Б | 15А 40 М3 Б | 15А 40 М3 Б | 5С, 15А 40 СМ1 Б | ||
15А 25-16 СМ1 Б | 24А 25-16 СМ1 Б | 24А 25-16 СМ1 | 15А 25-16 М3 Б | 5С, 15А 25-16 СМ2 Б | ||
0,63 | 15А 50 СМ1 Б | 15А 50 М3 Б | 15А 50 М2 Б | 15А 50 М2 Б | 5С, 15А 50 М3 Б | |
15А 40 СМ1 Б | 15А 40 СМ1 Б | 15А 40 М3 Б | 15А 40 М3 Б | 5С, 15А 40 СМ1 Б | ||
15А 16 СМ1 Б | 24А 16 СМ1 Б | 24А 16 СМ1 Б | 15А 16 М3 Б | 5С, 15А 16 СМ1 Б | ||
Плоское шлифование торцами ступенчатых кругов (кольцами) | |||||||||||||
Карта 30, лист 1 | |||||||||||||
 | |||||||||||||
I. Распределение припуска на шлифовальные круги и рекомендуемые ширины кругов (колец) | |||||||||||||
На каждый круг комплекта | Припуск на обработку П в мм до | ||||||||||||
0,2 | 0,4 | 0,6 | 0,8 | 1,0 | 1,4 | 1,8 | |||||||
Глубина шлифования в мм на один круг | |||||||||||||
Первый круг | 0,07 | 0,15 | 0,2 | 0,16 | 0,2 | 0,3 | 0,36 | ||||||
Второй круг | 0,13 | 0,25 | 0,4 | 0,34 | 0,5 | 0,6 | 0,74 | ||||||
Третий круг | - | - | - | 0,3 | 0,3 | 0,5 | 0,7 | ||||||
Рекомендуемые ширины кругов (колец), изготавливаемых по ГОСТ 2424-60 в мм до | |||||||||||||
Первый круг | 102 | 60 | 50 | 50 | 50 | 60 | |||||||
Второй круг | 60 | 30 | 35 | 60 | 60 | 35 | |||||||
Третий круг | - | - | - | 50 | 25 | 35 | |||||||
II. Скорость детали | |||||||||||||
Припуск на обработку П в мм до | Шероховатость поверхности Ra, Rz в мкм до | Диаметр окружности приведенной площади шлифования <*> | |||||||||||
12,5 | 16 | 20 | 32 | 40 | 50 | ||||||||
Скорость детали, м/мин. | |||||||||||||
0,2 | Rz20 | 18 | 14,5 | 11,5 | 9,5 | 7,5 | 6 | ||||||
2,5 | 15,6 | 12,6 | 10 | 8,0 | 6,5 | 5,2 | |||||||
1,25 | 13,6 | 11 | 8,7 | 7 | 5,6 | 4,5 | |||||||
0,63 | 12 | 9,5 | 7,5 | 6 | 4,9 | 3,9 | |||||||
0,4 | Rz20 | 15 | 12 | 9,5 | 7,5 | 6 | 5 | ||||||
2,5 | 13 | 10,4 | 8,2 | 6,5 | 5,2 | 4,3 | |||||||
1,25 | 11 | 9 | 7 | 5,6 | 4,5 | 3,7 | |||||||
0,63 | 10 | 8 | 6 | 5 | 3,9 | 3,2 | |||||||
0,6 | Rz20 | 13 | 10,5 | 8,5 | 7 | 5,5 | 4,3 | ||||||
2,5 | 11 | 9 | 7,4 | 6 | 4,8 | 3,7 | |||||||
1,25 | 10 | 8 | 6,4 | 5 | 4,1 | 3,2 | |||||||
0,63 | 8,5 | 6,7 | 5,6 | 4,5 | 3,6 | 2,8 | |||||||
0,8 | Rz20 | 12 | 9,5 | 7,5 | 6 | 5 | 4 | ||||||
2,5 | 10,4 | 8 | 6,5 | 5,2 | 4,3 | 3,5 | |||||||
1,25 | 9 | 7 | 5,6 | 4,5 | 3,7 | 3 | |||||||
0,63 | 8 | 6 | 4,9 | 3,9 | 3,2 | 2,6 | |||||||
1,0 | Rz20 | 9 | 7 | 5,8 | 4,5 | 3,7 | 3 | ||||||
2,5 | 8 | 6 | 5 | 4 | 3,2 | 2,6 | |||||||
1,25 | 7 | 5,3 | 4,4 | 3,4 | 2,8 | 2,3 | |||||||
0,63 | 6 | 4,6 | 3,8 | 3,0 | 2,4 | 2 | |||||||
Плоское шлифование торцами ступенчатых кругов (кольцами) | ||||||||
Карта 30, лист 2 | ||||||||
Припуск на обработку П в мм до | Шероховатость поверхности Ra, Rz в мкм до | Диаметр окружности приведенной площади шлифования <*> | ||||||
12,5 | 13 | 20 | 32 | 40 | 50 | |||
Скорость детали, м/мин. | ||||||||
1,4 | Rz20 | 5,3 | 4,5 | 3,5 | 2,9 | 2,4 | 1,9 | |
2,5 | 4,6 | 4 | 3,0 | 2,5 | 2,1 | 1,6 | ||
1,25 | 4 | 3,4 | 2,6 | 2,2 | 1,8 | 1,4 | ||
0,63 | 3,5 | 3,0 | 2,3 | 1,9 | 1,6 | 1,2 | ||
1,8 | Rz20 | 4 | 3,2 | 2,5 | 2 | 1,7 | 1,3 | |
2,5 | 3,5 | 2,8 | 2,2 | 1,7 | 1,5 | 1,1 | ||
1,25 | 3 | 2,4 | 1,9 | 1,5 | 1,3 | 1,0 | ||
0,63 | 2,6 | 2,1 | 1,6 | 1,3 | 1,1 | 0,85 | ||
III. Поправочные коэффициенты на скорость детали | ||||||||
1. Обрабатываемого материала и точности | ||||||||
Группы обрабатываемого материала (марки сталей см. в карте 1) | Точность обработки | |||||||
0,030 | 0,05 | > 0,05 | ||||||
Коэффициент | ||||||||
I. | Стали конструкционные углеродистые и легированные хромом, никелем в сочетании с марганцем, кремнием, вольфрамом, титаном и инструментальные стали | Твердость HRC | < 30 | 0,92 | 1,15 | 1,44 | ||
30 - 50 | 0,8 | 1,0 | 1,25 | |||||
> 50 | 0,7 | 0,87 | 1,1 | |||||
II. | Стали конструкционные легированные хромом и никелем | < 30 | 1,38 | 1,73 | 2,1 | |||
30 - 50 | 1,2 | 1,5 | 1,85 | |||||
> 50 | 1,05 | 1,30 | 1,65 | |||||
III. | Стали нержавеющие | 0,47 | 0,60 | 0,75 | ||||
IV. | Быстрорежущие стали | 0,28 | 0,35 | 0,44 | ||||
--------------------------------
<*> Для круглой сплошной поверхности это - ее диаметр, для прерывистых и некруглых поверхностей - это диаметр окружности, площадь которого равна шлифуемой площади.
РЕЖИМЫ РЕЗАНИЯ | Плоское шлифование торцами ступенчатых кругов (кольцами) | |||
Карта 30, лист 3 | ||||
Группы обрабатываемого материала (марки сталей см. в карте 1) | Точность обработки | |||
0,030 | 0,05 | > 0,05 | ||
Коэффициент | ||||
V. Быстрорежущие стали | 0,12 | 0,15 | 0,19 | |
VI. Чугуны и бронзы | 1,28 | 1,6 | 2,0 | |
2. Ширины первых шлифующих кругов | ||||
Ширина первого шлифующего круга, мм до | 25 | 35 | 50 | 60 |
Коэффициент | 1,2 | 1,0 | 0,9 | 0,8 |
Основное время рассчитывается по формуле:

С РУЧНОЙ ПОДАЧЕЙ ПО ЛИМБУ
Характеристика шлифовального круга определяется в зависимости от вида обработки и шага резьбы по карте 31.
Карта 31. Распределение припуска дано в зависимости от вида шлифования и шага резьбы.
Карта 32, лист 1. Количество проходов i и подача по лимбу t на I каждый проход определяется в зависимости от вида шлифования для каждого шага резьбы.
Далее по карте 32, лист 2 определяется число оборотов детали в минуту nд в зависимости от шага резьбы, диаметра и глубины резания.
Поправочные коэффициенты на число оборотов детали учитывают диаметр шлифовального круга, класс точности резьбы и группу обрабатываемого материала.
Нормативами предусматривается правка кругов алмазными инструментами (карандашами марки H).
Основное время подсчитывается по формуле, приведенной в карте 32, лист 4.
Пример расчета режимов резания и основного времени | Шлифование резьбы однониточным кругом на станках с ручной подачей по лимбу | |||||||
Исходные данные для расчетов | Эскиз обработки и размеры | Деталь | Станок | |||||
 | Наименование | метчик | Наименование | универсальный резьбошлифовальный | ||||
Материал | Р9 | Модель | 5822М | |||||
Твердость | HRC 62 - 65 | Размер круга | ПП, 400x10 мм | |||||
Диаметр | 22 мм | Способ подачи | ручной | |||||
Шаг резьбы | 1,5 мм | Мощность мотора | 5,5 квт | |||||
Длина резьбы | 40 мм | |||||||
Класс точности резьбы | точный | |||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||
1 | Выбор характеристики круга | Форма и размер | Паспорт станка карта 29 | ПП, 400 x 10 мм | ПП, 400 x 10 мм | |||
Характеристика круга | 24 А 5-4 С1 8-9К, Б | 24А 5-4 С1 8-9К, Е | ||||||
2 | Расчет режимов резания | Припуск по высоте профиля на сторону | П = 0,812 мм | П = 0,812 мм | ||||
Число проходов | iчерн = 2, iчист = 2 | i = 4 | ||||||
Глубина резания по проходам | 1-й проход | t = 0,31 мм | t = 0,31 мм | |||||
2-й проход | t = 0,31 мм | t = 0,31 мм | ||||||
3-й проход | t = 0,16 мм | t = 0,16 мм | ||||||
4-й проход | t = 0,04 мм | t = 0,04 мм | ||||||
Число оборотов детали | на предварительном шлифовании | nд = 9,4 об./мин. | ||||||
на окончательном шлифовании | nд = 14,8 об./мин. | |||||||
Поправочные коэффициенты на nд в зависимости от: | точности резьбы в диаметре круга | K1 = 0,56 |  | |||||
обрабатываемого материала | K2 = 0,8 |  | ||||||
3 | Расчет основного времени | Основное время Tо |  | Tо = 22,3 мин. | ||||
Шлифование резьбы | ||||||||
Карта 31 | ||||||||
I. Выбор шлифовального круга | ||||||||
Обрабатываемый материал | Вид обработки | Характеристика шлифовального круга при шлифовании резьбы с шагом | ||||||
< 0,5 | 0,5 - 0,9 | 1,0 - 1,25 | 1,5 - 1,75 | 2 - 2,25 | >= 3 | |||
Инструментальные, углеродистые, легированные стали | Предварительное шлифование | 63С М28 | 63С 3 | 63С/24А | 24А 4-5 | 24А | 24А | |
СТ1-СТ2 | С2-СТ1 | 4 С1 | С1 | 5 СМ2 | 6-10 СМ1 | |||
8-9К, Б | 8-9К | 8-9К, Б | 8-9К, Б | 8-9К, Б | 8-9К | |||
Окончательное шлифование | 63С М20 | 63С М28 | 63С/24А | 24А 5-4 | 24А 5-4 | 24А 6-10 | ||
СТ2-СТЗ | СТ2-СТ3 | 3 С2 | С1 | СМ2 | СМ1 | |||
8-9К, Б | 8-9К | 8-9К | 8-9К, Б | 8-9К, Б | 8-9К, Б | |||
Примечания:
1. При обработке незакаленной стали круг выбирается по твердости на одну степень выше.
2. При обработке быстрорежущей стали круг выбирается по твердости на одну степень ниже.
3. Многониточные круги принимаются на одну степень ниже по твердости.
II. Рекомендуемое число операций (рабочих ходов) при работе однониточными кругами | ||||||
Шаг резьбы в мм | Метод обработки | |||||
0,5 - 1,0 | Шлифование в сплошном металле в одну или две операции | |||||
1,0 - 1,5 | Шлифование в сплошном металле в две операции - предварительное и окончательное | |||||
1,5 - 6,0 | Окончательное шлифование резьбы после предварительной нарезки | |||||
III. Распределение припуска на шлифование резьбы | ||||||
Шаг шлифуемой резьбы P в мм | Высота профиля резьбы h в мм | Шлифование в 1 операцию по сплошному металлу | Шлифование в 2 операции по сплошному металлу | Шлифование после нарезки резьбы | ||
предварительно | окончательно | |||||
Припуск по высоте профиля на сторону П <*>, мм | ||||||
0,5 | 0,27 | 0,27 | 0,17 - 0,20 | 0,07 - 0,10 | - | |
0,75 | 0,406 | 0,406 | 0,26 - 0,31 | 0,10 - 0,15 | - | |
1,0 | 0,541 | 0,541 | 0,34 - 0,44 | 0,10 - 0,20 | - | |
1,25 | 0,676 | 0,676 | 0,47 - 0,57 | 0,10 - 0,20 | - | |
1,5 | 0,812 | - | 0,61 - 0,71 | 0,10 - 0,20 | 0,10 - 0,20 | |
2 | 1,082 | - | - | - | 0,20 - 0,25 | |
4 | 2,165 | - | - | - | 0,25 - 0,30 | |
3,247 | - | - | - | 0,30 - 0,35 | ||
--------------------------------
<*> Меньшие значения припуска для окончательного шлифования принимать для меньших диаметров и большие - для больших диаметров шлифуемой резьбы.
Шлифование резьбы однониточным кругом на станках с ручной подачей по лимбу | |||||||||||
Карта 32, лист 1 | |||||||||||
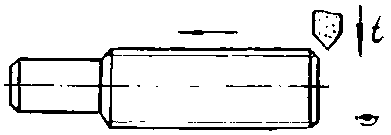 | |||||||||||
I. Число проходов i, глубина резания (подача по лимбу) t | |||||||||||
Наименование операции | Количество проходов на операцию | Номер прохода | Шаг шлифуемой резьбы P в мм | ||||||||
0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2 | 4 | 6 | ||||
Глубина резания (подача по лимбу) t в мм | |||||||||||
Шлифование в одну операцию по сплошному металлу | 2 | 1 | - | - | - | - | - | - | |||
2 | 0,05 | 0,05 | - | - | - | - | - | - | |||
3 | 1 | - | - | 0,31 | 0,37 | - | - | - | - | ||
2 | - | - | - | - | - | - | |||||
3 | - | - | 0,05 | 0,05 | - | - | - | - | |||
Шлифование в 2 операции по сплошному металлу | предварительно | 1 | 1 | 0,17 | 0,30 | 0,39 | - | - | - | - | - |
2 | 1 | - | - | - | - | - | - | ||||
2 | - | - | - | 0,24 | 031 | - | - | - | |||
окончательно | 2 | 1 | - | - | - | ||||||
2 | 0,03 | 0,03 | 0,03 | 0,04 | 0,04 | - | - | - | |||
Шлифование после нарезки | 2 | 1 | - | - | - | - | |||||
2 | - | - | - | - | 0,04 | 0,05 | 0,05 | 0,05 | |||
Примечание. Число оборотов детали устанавливается для глубины резания (подачи по лимбу), заключенной в рамку; с этим числом оборотов производится вся обработка.
Шлифование резьбы однониточным кругом на станках с ручной подачей по лимбу | |||||||||||||||
Карта 32, лист 2 | |||||||||||||||
II. Число оборотов детали nд | |||||||||||||||
Шаг шлифуемой резьбы P в мм | Диаметр резьбы dо в мм до: | ||||||||||||||
0,5 | - | - | 5 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | - | - | - |
0,75 | - | - | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | - |
1,0 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 |
1,25 | - | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 |
1,5 | - | - | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 |
2 | - | - | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 |
2,5 | - | - | - | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 |
3 | - | - | - | - | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 | - |
4 | - | - | - | - | - | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 | - | - |
6 | - | - | - | - | - | - | 52 | 60 | 72 | 85 | 100 | 120 | - | - | - |
Глубина резания t в мм | Число оборотов детали в минуту nд в об./мин. | ||||||||||||||
0,06 | 84 | 73 | 67 | 59 | 52 | 47 | 41 | 36 | 30 | 27 | 24 | 21 | 19 | 17 | 14,8 |
0,09 | 67 | 59 | 52 | 47 | 41 | 36 | 30 | 27 | 24 | 21 | 19 | 17 | 14,8 | 13,6 | 11,8 |
0,12 | 52 | 47 | 41 | 36 | 30 | 27 | 24 | 21 | 19 | 17 | 14,8 | 13,3 | 11,8 | 10,6 | 9,4 |
0,15 | 41 | 36 | 30 | 27 | 24 | 21 | 19 | 17 | 14,8 | 13,3 | 11,8 | 10,6 | 9,4 | 8,3 | 7,4 |
0,19 | 30 | 27 | 24 | 21 | 19 | 17 | 14,8 | 13,3 | 11,8 | 10,6 | 9,4 | 8,3 | 7,4 | 6,6 | 5,8 |
0,25 | 24 | 21 | 19 | 17 | 14,8 | 13,3 | 11,8 | 10,6 | 9,4 | 8,3 | 7,4 | 6,6 | 5,8 | 5,2 | 4,6 |
0,32 | 19 | 17 | 14,8 | 13,3 | 11,8 | 10,6 | 9,4 | 8,3 | 7,4 | 6,6 | 5,8 | 5,2 | 4,6 | 4,1 | 3,6 |
0,40 | 14,8 | 13,3 | 11,8 | 10,6 | 9,4 | 8,3 | 7,4 | 6,6 | 5,8 | 5,2 | 4,6 | 4,1 | 3,6 | 3,3 | 2,9 |
РЕЖИМЫ РЕЗАНИЯ | Шлифование резьбы однониточным кругом на станках с ручной подачей | |||
Карта 32, лист 3 | ||||
III. Поправочные коэффициенты на число оборотов детали для измененных условий работы в зависимости от: | ||||
1. Точности резьбы и диаметра круга | ||||
Диаметр круга в мм до | Метчики и калибры | Класс точности резьбы | ||
точный | средний | |||
450 | 0,39 | 0,5 | 0,64 | 1,0 |
400 | 0,34 | 0,44 | 0,56 | 0,88 |
350 | 0,3 | 0,39 | 0,5 | 0,78 |
2. Обрабатываемого материала | ||||
Обрабатываемый материал | Стали конструкционные закаленные | Инструментальные стали | Стали нержавеющие | |
P18 | P9 | |||
Коэффициент K2 | 1,3 | 1,0 | 0,8 | 1,2 |
Основное время рассчитывается по формуле:

С АВТОМАТИЧЕСКОЙ ПОДАЧЕЙ
Выбор шлифовального круга производится по карте 31 в зависимости от вида обработки и шага резьбы.
Распределение припуска в зависимости от вида шлифования и шага резьбы дано в карте 31.
Карта 33, лист 1. Количество проходов i и подача по лимбу t на каждый проход определяются в зависимости от вида шлифования для каждого шага резьбы.
Далее для значения глубины шлифования, выбранной по карте 33, лист 1 назначается число оборотов детали в минуту nд в зависимости от шага резьбы и диаметра (карта 33, лист 2).
Поправочные коэффициенты на число оборотов детали учитывают класс точности резьбы и обрабатываемый материал.
Нормативами предусматривается правка кругов алмазными инструментами (карандашами марки H).
Основное время подсчитывается по формуле, приведенной в карте 33, лист 3.
Шлифование резьбы однониточным кругом на станках с автоматической подачей | |||||||||||
Карта 33, лист 1 | |||||||||||
 | |||||||||||
Распределение припусков на шлифование резьбы (см. карту 31) | |||||||||||
1. Число проходов i, глубина шлифования (подача по лимбу) t | |||||||||||
Наименование операции | Количество проходов на операцию | Номер прохода | Шаг шлифуемой резьбы P в мм | ||||||||
0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2 | 4 | 6 | ||||
Средняя глубина шлифования (подача по лимбу) <*> t в мм | |||||||||||
Шлифование в одну операцию по сплошному металлу | 8 | 1 - 4 | - | - | - | - | - | - | - | ||
5 - 8 | 0,01 | - | - | - | - | - | - | - | |||
9 | 1 - 5 | - | - | - | - | - | - | ||||
6 - 9 | 0,01 | 0,01 | - | - | - | - | - | - | |||
10 | 1 - 6 | - | - | - | - | - | |||||
7 - 10 | 0,01 | 0,01 | 0,015 | - | - | - | - | - | |||
12 | 1 - 8 | - | - | - | - | - | |||||
9 - 12 | - | 0,01 | 0,015 | 0,015 | - | - | - | - | |||
15 | 1 - 11 | - | - | - | - | - | |||||
12 - 15 | - | 0,01 | 0,015 | 0,015 | - | - | - | - | |||
18 | 1 - 14 | - | - | - | - | - | - | - | |||
15 - 18 | - | - | - | 0,015 | - | - | - | - | |||
Шлифование в две операции по сплошному металлу | Предварительно | 5 | 1 - 5 | 0,04 | - | - | - | - | - | - | - |
6 | 1 - 6 | - | 0,05 | 0,066 | 0,086 | - | - | - | - | ||
7 | 1 - 7 | - | - | 0,056 | 0,074 | - | - | - | - | ||
8 | 1 - 8 | - | - | - | 0,065 | 0,077 | - | - | - | ||
9 | 1 - 9 | - | - | - | 0,057 | 0,068 | - | - | - | ||
10 | 1 - 10 | - | - | - | - | 0,061 | - | - | - | ||
13 | 1 - 13 | - | - | - | - | 0,047 | - | - | - | ||
14 | 1 - 14 | - | - | - | - | - | - | - | - | ||
16 | 1 - 16 | - | - | - | - | - | - | - | - | ||
Окончательно | 5 | 1 - 3 | - | - | - | - | - | - | |||
4 - 5 | 0,01 | 0,01 | - | - | - | - | - | - | |||
6 | 1 - 3 | - | - | - | - | - | |||||
4 - 6 | - | 0,01 | 0,01 | 0,01 | - | - | - | - | |||
7 | 1 - 3 | - | - | - | - | ||||||
4 - 7 | - | 0,01 | 0,01 | 0,01 | 0,01 | - | - | - | |||
8 | 1 - 4 | - | - | - | - | - | - | ||||
5 - 8 | - | - | - | 0,01 | 0,01 | - | - | - | |||
Шлифование резьбы однониточным кругом на станках с автоматической подачей | ||||||||||
Карта 33, лист 2 | ||||||||||
Наименование операции | Количество проходов на операцию | Номер прохода | Шаг шлифуемой резьбы P в мм | |||||||
0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2 | 4 | 6 | |||
Средняя глубина шлифования (подача по лимбу) <*> t в мм | ||||||||||
Шлифование после нарезки | 7 | 1 - 3 | - | - | - | - | - | |||
4 - 7 | - | - | - | - | 0,01 | 0,01 | 0,015 | - | ||
8 | 1 - 4 | - | - | - | - | |||||
5 - 8 | - | - | - | - | 0,01 | 0,015 | 0,015 | 0,015 | ||
9 | 1 - 5 | - | - | - | - | - | - | |||
6 - 9 | - | - | - | - | - | - | 0,015 | 0,015 | ||
11 | 1 - 7 | - | - | - | - | - | - | - | ||
8 - 11 | - | - | - | - | - | - | - | 0,015 | ||
--------------------------------
Примечание. Число оборотов детали устанавливается для глубины резания (подачи по лимбу), заключенной в рамку; с этим числом оборотов производится вся обработка.
II. Число оборотов детали
Шаг шлифуемой резьбы P в мм | Диаметр резьбы dо в мм до | ||||||||||||||
0,5 | - | - | 5 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | - | - | - |
0,75 | - | - | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | - |
1,0 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 |
1,25 | - | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 |
1,5 | - | - | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 |
2 | - | - | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 |
2,5 | - | - | - | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 |
3,0 | - | - | - | - | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 | - |
4 | - | - | - | - | - | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 | - | - |
6 | - | - | - | - | - | - | 52 | 60 | 72 | 85 | 100 | 120 | - | - | - |
Глубина шлифования t в мм до | Число оборотов детали в минуту nд в об./мин. | ||||||||||||||
0,04 | 235 | 209 | 186 | 166 | 147 | 130 | 116 | 103 | 92 | 82 | 72 | 64 | 57 | 51 | 45 |
0,045 | 209 | 186 | 166 | 147 | 130 | 116 | 103 | 92 | 82 | 72 | 64 | 57 | 51 | 45 | 40 |
0,050 | 186 | 166 | 147 | 130 | 116 | 103 | 92 | 82 | 72 | 64 | 57 | 51 | 45 | 40 | 36 |
0,057 | 166 | 147 | 130 | 116 | 103 | 92 | 82 | 72 | 64 | 57 | 51 | 45 | 40 | 36 | 32 |
0,065 | 147 | 130 | 116 | 103 | 92 | 82 | 72 | 64 | 57 | 51 | 45 | 40 | 36 | 32 | 28 |
0,072 | 130 | 116 | 103 | 92 | 82 | 72 | 64 | 57 | 51 | 45 | 40 | 36 | 32 | 28 | 25 |
0,080 | 116 | 103 | 92 | 82 | 72 | 64 | 57 | 51 | 45 | 40 | 36 | 32 | 28 | 25 | 22 |
0,09 | 103 | 92 | 82 | 72 | 64 | 57 | 51 | 45 | 40 | 36 | 32 | 28 | 25 | 22 | 19,7 |
Шлифование резьбы однониточным кругом на станках с автоматической подачей | ||||
Карта 33, лист 3 | ||||
III. Поправочные коэффициенты на число оборотов детали для измененных условий работы в зависимости от: | ||||
1. Точности резьбы и диаметра круга | ||||
Диаметр круга в мм до | Метчики и калибры | Класс точности резьбы | ||
 |  | точный | средний | |
450 | 0,39 | 0,5 | 0,64 | 1,0 |
400 | 0,34 | 0,44 | 0,56 | 0,88 |
350 | 0,3 | 0,39 | 0,5 | 0,78 |
2. Обрабатываемого материала | ||||
Обрабатываемый материал | Стали конструкционные закаленные | Инструментальные стали | Стали нержавеющие | |
P18 | P9 | |||
Коэффициент | 1,3 | 1,0 | 0,8 | 1,2 |
Основное время рассчитывается по формуле:

Выбор шлифовального круга производится по карте 31 в зависимости от вида обработки и шага резьбы.
Распределение припуска дано в зависимости от вида шлифования и шага резьбы в карте 31.
Карта 34, лист 1. Число оборотов детали в минуту nд определяется в зависимости от шага резьбы, диаметра и глубины шлифования.
Поправочный коэффициент на число оборотов детали, учитывающий ширину (высоту) круга, дан в карте 34, лист 3.
Нормативами предусматривается правка кругов металлическими накатниками.
Основное время подсчитывается по формуле, приведенной в карте 34, лист 2.
Выбор шлифовального круга производится в зависимости от вида обработки и шага резьбы по карте 31.
Распределение припуска на шлифование в зависимости от вида обработки и шага резьбы дано в карте 31.
Карта 34, лист 3. Число оборотов детали в минуту определяется в зависимости от припуска, шага резьбы и диаметра.
Поправочный коэффициент на число оборотов детали nд учитывает высоту (ширину) круга.
Нормативами предусматривается правка кругов металлическими накатниками.
Основное время подсчитывается по формуле, приведенной в карте 34, лист 4.
Шлифование резьбы многониточным кругом методом врезания | |||||||||||||
Карта 34, лист 1 | |||||||||||||
Метод врезания | |||||||||||||
 | |||||||||||||
I. Число оборотов детали nд для предварительного шлифования | |||||||||||||
Шаг резьбы P в мм | Диаметр резьбы dо в мм до: | ||||||||||||
0,5 | 5 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | - | - | - |
0,75 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | - |
1,0 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 |
1,25 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | - | - |
1,5 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 |
2,0 | - | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 |
3,0 | - | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 |
4,0 | - | - | - | - | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 | - |
6,0 | - | - | - | - | - | 52 | 60 | 72 | 85 | 100 | 120 | - | - |
Глубина резания t, мм | Число оборотов детали в минуту nд в об./мин., до: | ||||||||||||
0,2 | 10 | 8,9 | 7,9 | 7,0 | 6,3 | 5,6 | 4,9 | 4,3 | 3,9 | 3,4 | 3,0 | 2,7 | 2,4 |
0,25 | 7,9 | 7,0 | 6,3 | 5,6 | 4,9 | 4,3 | 3,9 | 3,4 | 3,0 | 2,7 | 2,4 | 2,1 | 1,9 |
0,32 | 6,3 | 5,6 | 4,9 | 4,3 | 3,9 | 3,4 | 3,0 | 2,7 | 2,4 | 2,1 | 1,9 | 1,7 | 1,5 |
0,40 | 4,9 | 4,3 | 3,9 | 3,4 | 3,0 | 2,7 | 2,4 | 2,1 | 1,9 | 1,7 | 1,5 | 1,3 | 3,2 |
0,50 | 3,9 | 3,4 | 3,0 | 2,7 | 2,4 | 2,1 | 1,9 | 1,7 | 1,5 | 1,3 | 1,2 | 1,0 | 0,95 |
0,65 | 3,0 | 2,7 | 2,4 | 2,1 | 1,9 | 1,7 | 1,5 | 1,3 | 1,2 | 1,0 | 0,95 | 0,84 | 0,75 |
0,80 | 2,4 | 2,1 | 1,9 | 1,7 | 1,5 | 1,3 | 1,2 | 1,0 | 0,95 | 0,84 | 0,75 | 0,66 | 0,59 |
1,0 | 1,9 | 1,7 | 1,5 | 1,3 | 1,2 | 1,0 | 0,95 | 0,84 | 0,75 | 0,66 | 0,59 | 0,52 | 0,47 |
1,3 | 1,5 | 1,3 | 1,2 | 1,0 | 0,95 | 0,84 | 0,75 | 0,66 | 0,59 | 0,52 | 0,47 | 0,41 | 0,37 |
Примечание. Распределение припуска в зависимости от шага и количества операции см. в карте 31.
Шлифование резьбы многониточным кругом с продольной подачей | |||||||||||||
Карта 34, лист 2 | |||||||||||||
II. Число оборотов детали для окончательного шлифования | |||||||||||||
Шаг резьбы P в мм | Диаметр резьбы dо в мм до: | ||||||||||||
0,5 | 5 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | - | - | - |
0,75 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | - |
1,0 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 |
1,25 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | - | - |
1,5 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 |
2 | - | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 |
3 | - | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 |
4 | - | - | - | - | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 | - |
6 | - | - | - | - | - | 52 | 60 | 72 | 85 | 100 | 120 | - | - |
Глубина резания за 1 проход t, мм | Число оборотов детали в минуту nд в об./мин., до: | ||||||||||||
0,1 | 4,0 | 3,6 | 3,2 | 2,8 | 2,5 | 2,2 | 2,0 | 1,8 | 1,6 | 1,4 | 1,2 | 1,1 | 0,98 |
0,12 | 3,2 | 2,8 | 2,5 | 2,2 | 2,0 | 1,8 | 1,6 | 1,4 | 1,2 | 1,1 | 0,98 | 0,87 | 0,78 |
0,16 | 2,5 | 2,2 | 2,0 | 1,8 | 1,6 | 1,4 | 1,2 | 1,1 | 0,98 | 0,87 | 0,78 | 0,69 | 0,61 |
0,20 | 2,0 | 1,8 | 1,6 | 1,4 | 1,2 | 1,1 | 0,98 | 0,87 | 0,78 | 0,69 | 0,61 | 0,54 | 0,48 |
0,25 | 1,6 | 1,4 | 1,2 | 1,1 | 0,98 | 0,87 | 0,78 | 0,69 | 0,61 | 0,54 | 0,48 | 0,43 | 0,38 |
0,32 | 1,2 | 1,1 | 0,98 | 0,87 | 0,78 | 0,69 | 0,61 | 0,54 | 0,48 | 0,43 | 0,38 | 0,34 | 0,30 |
0,40 | 0,98 | 0,87 | 0,78 | 0,69 | 0,61 | 0,54 | 0,48 | 0,43 | 0,38 | 0,34 | 0,30 | 0,27 | 0,24 |
0,50 | 0,78 | 0,69 | 0,61 | 0,54 | 0,48 | 0,43 | 0,38 | 0,34 | 0,30 | 0,27 | 0,24 | 0,21 | 0,19 |
0,65 | 0,61 | 0,54 | 0,48 | 0,43 | 0,38 | 0,34 | 0,30 | 0,27 | 0,24 | 0,21 | 0,19 | 0,17 | 0,15 |
Основное время рассчитывается по формуле:

Примечание. Распределение припуска в зависимости от шага и количества операций см. в карте 31.
Шлифование резьбы многониточным кругом с продольной подачей | ||||||||||||||||||||||||||
Карта 34, лист 3 | ||||||||||||||||||||||||||
 | ||||||||||||||||||||||||||
I. Число оборотов детали nд для предварительного шлифования | ||||||||||||||||||||||||||
Шаг резьбы P в мм | Диаметр резьбы do в мм до | |||||||||||||||||||||||||
0,5 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
0,75 | 5 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | - | - | - | - | - | - | - | - | - | - | - | - | - |
1,0 | - | - | - | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | - | - | - | - | - | - |
1,25 | - | - | - | - | - | - | - | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | - | - | - | - | - |
1,5 | - | - | - | - | - | - | - | - | - | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 | - | - |
2,0 | - | - | - | - | - | - | - | - | - | - | - | - | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 | - |
3,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 |
4,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 52 | 60 | 72 | 85 | 100 |
6,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 52 | 60 | 72 | 85 |
Глубина резания за один проход t, мм | Число оборотов детали nд в об./мин. до | |||||||||||||||||||||||||
0,2 | 218 | 194 | 172 | 153 | 136 | 121 | 107 | 96 | 85 | 75 | 67 | 60 | 53 | 47 | 42 | 37 | 33 | 29 | 26 | 23 | 20 | 18 | 16 | 14 | 13 | 11 |
0,25 | 172 | 153 | 136 | 121 | 107 | 96 | 85 | 75 | 67 | 60 | 53 | 47 | 42 | 37 | 33 | 29 | 26 | 23 | 20 | 18 | 16 | 14 | 13 | 11 | 10 | 9,0 |
0,32 | 136 | 121 | 107 | 96 | 85 | 75 | 67 | 60 | 53 | 47 | 42 | 37 | 33 | 29 | 26 | 23 | 20 | 18 | 16 | 14 | 13 | 11 | 10 | 9,0 | 8,0 | 7,1 |
0,40 | 107 | 96 | 85 | 75 | 67 | 60 | 53 | 47 | 42 | 37 | 33 | 29 | 26 | 23 | 20 | 18 | 16 | 14 | 13 | 11 | 10 | 9,0 | 8,0 | 7,1 | 6,3 | 5,6 |
0,5 | 85 | 75 | 67 | 60 | 53 | 47 | 42 | 37 | 33 | 29 | 26 | 23 | 20 | 18 | 16 | 14 | 13 | 11 | 10 | 9,0 | 8,0 | 7,1 | 6,3 | 5,6 | 5,0 | 4,4 |
0,65 | 67 | 60 | 53 | 47 | 42 | 37 | 33 | 29 | 26 | 23 | 20 | 18 | 16 | 14 | 13 | 11 | 10 | 9,0 | 8,0 | 7,1 | 6,3 | 5,6 | 5,0 | 4,4 | 3,9 | 3,5 |
0,80 | 53 | 47 | 42 | 37 | 33 | 29 | 26 | 23 | 20 | 18 | 16 | 14 | 13 | 11 | 10 | 9,0 | 8,0 | 7,1 | 6,3 | 5,6 | 5,0 | 4,4 | 3,9 | 3,5 | 3,1 | 2,8 |
1,0 | 42 | 37 | 33 | 29 | 26 | 23 | 20 | 18 | 16 | 14 | 13 | 11 | 10 | 9,0 | 8,0 | 7,1 | 6,3 | 5,6 | 5,0 | 4,4 | 3,9 | 3,5 | 3,1 | 2,8 | 2,4 | 2,2 |
1,3 | 33 | 29 | 26 | 23 | 20 | 18 | 16 | 14 | 13 | 11 | 10 | 9,0 | 8,0 | 7,1 | 6,3 | 5,6 | 5,0 | 4,4 | 3,9 | 3,5 | 3,1 | 2,8 | 2,4 | 2,2 | 1,9 | 1,7 |
Шлифование резьбы многониточным кругом с продольной подачей | ||||||||||||||||||||||||||
Карта 34, лист 4 | ||||||||||||||||||||||||||
II. Поправочные коэффициенты на число оборотов детали в зависимости от ширины круга | ||||||||||||||||||||||||||
Ширина (высота) круга Bн в мм | 20 | 25 | 32 | 40 | ||||||||||||||||||||||
Коэффициент | 1,0 | 1,2 | 1,4 | 1,6 | ||||||||||||||||||||||
Примечания: 1. Распределение припуска в зависимости от шага и количества операций см. в карте 31. 2. Обработка производится за один проход. Глубина резания равна припуску. | ||||||||||||||||||||||||||
III. Число оборотов детали nд для окончательного шлифования | ||||||||||||||||||||||||||
Шаг резьбы P в мм | Диаметр резьбы dо в мм до | |||||||||||||||||||||||||
0,5 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
0,75 | 5 | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | - | - | - | - | - | - | - | - | - | - | - | - | - |
1,0 | - | - | - | 6 | 7 | 8 | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | - | - | - | - | - | - |
1,25 | - | - | - | - | - | - | - | 9 | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | - | - | - | - | - |
1,5 | - | - | - | - | - | - | - | - | - | 11 | 14 | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 | - | - |
2,0 | - | - | - | - | - | - | - | - | - | - | - | - | 16 | 18 | 22 | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 | - |
3,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 27 | 30 | 36 | 42 | 52 | 60 | 72 | 85 | 100 | 120 |
4,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 52 | 60 | 72 | 85 | 100 |
6,0 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 52 | 60 | 72 | 85 |
Глубина резания за один проход t, мм | Число оборотов детали nд в мм/об. до | |||||||||||||||||||||||||
0,1 | - | - | - | - | - | 70 | 63 | 56 | 49 | 44 | 39 | 35 | 31 | 27 | 24 | 22 | 19,2 | 17,1 | 15,1 | 13,4 | 11,9 | 10,6 | 9,5 | 8,4 | 7,5 | 6,6 |
0,12 | - | - | - | 70 | 63 | 56 | 49 | 44 | 39 | 35 | 31 | 27 | 24 | 22 | 19,2 | 17,1 | 15,1 | 13,4 | 11,9 | 10,6 | 9,5 | 8,4 | 7,5 | 6,6 | 5,9 | 5,2 |
0,16 | - | 70 | 63 | 56 | 49 | 44 | 39 | 35 | 31 | 27 | 24 | 22 | 19,2 | 17,1 | 15,1 | 13,4 | 11,9 | 10,6 | 9,5 | 8,4 | 7,5 | 6,6 | 5,9 | 5,2 | 4,7 | 4,1 |
0,2 | 63 | 56 | 49 | 44 | 39 | 35 | 31 | 27 | 24 | 22 | 19,2 | 17,1 | 15,1 | 13,4 | 11,9 | 10,6 | 9,5 | 8,4 | 7,5 | 6,6 | 5,9 | 5,2 | 4,7 | 4,1 | 3,7 | 3,3 |
0,25 | 49 | 44 | 39 | 35 | 31 | 27 | 24 | 22 | 19,2 | 17,1 | 15,1 | 13,4 | 11,9 | 10,6 | 9,5 | 8,4 | 7,5 | 6,6 | 5,9 | 5,2 | 4,7 | 4,1 | 3,7 | 3,3 | 2,9 | 2,6 |
0,32 | 39 | 35 | 31 | 27 | 24 | 22 | 19,2 | 17,1 | 15,1 | 13,4 | 11,9 | 10,6 | 9,5 | 8,4 | 7,5 | 6,6 | 5,9 | 5,2 | 4,7 | 4,1 | 3,7 | 3,3 | 2,9 | 2,6 | 2,3 | 2,0 |
0,4 | 31 | 27 | 24 | 22 | 19,2 | 17,1 | 15,1 | 13,4 | 11,9 | 10,6 | 9,5 | 8,4 | 7,5 | 6,6 | 5,9 | 5,2 | 4,7 | 4,1 | 3,7 | 3,3 | 2,9 | 2,6 | 2,3 | 2,0 | 1,8 | 1,6 |
РЕЖИМЫ РЕЗАНИЯ | Шлифование резьбы многониточным кругом с продольной подачей | |||
Карта 34, лист 5 | ||||
IV. Поправочные коэффициенты на число оборотов детали в зависимости от ширины круга | ||||
Ширина (высота) круга Bк в мм | 20 | 25 | 32 | 40 |
Коэффициент | 1,0 | 1,2 | 1,4 | 1,6 |
Основное время рассчитывается по формуле:

Примечания:
1. Распределение припуска в зависимости от шага и количества операций см. в карте 31.
2. Обработка производится за 1 проход. Глубина резания равна припуску.
Выбор характеристики шлифовального круга производится в зависимости от метода шлифования, модуля, требуемой шероховатости поверхности, марки и твердости стали по карте 35.
Карта 36, лист 1. Величина подачи обкатки на один ход ползуна определяется в зависимости от модуля зуба, припуска на обработку, количества проходов, глубины шлифования и числа зубьев колеса.
Длина рабочего хода в направлении движения обката Lрх берется по карте 36, лист 2, время на переключение и деление  берется по карте 36, лист 3.
берется по карте 36, лист 3.
Карта 36, лист 3. Число двойных ходов ползуна в минуту назначается в зависимости от длины рабочего хода штосселя в направлении зуба Bрх.
Приведенные режимы соответствуют шлифованию шестерен из углеродистой или легированной конструкционной стали твердостью до HRC 55, 7 - 8-й степени точности и шероховатости поверхности 1,25 (при удовлетворительном состоянии оборудования).
На высоколегированные, а также цементированные и закаленные стали (HRC > 55), на более высокую точность и шероховатость поверхности меньше 1,25 в карте 36, лист 1 приведены соответствующие поправки на режимы резания.
Нормативами предусматривается правка кругов алмазными инструментами (карандашами марки Ц).
Основное время подсчитывается по формуле, приведенной в карте 36, лист 3.
Пример расчета режимов резания и основного времени | Шлифование зубьев методом обкатки дисковым коническим кругом | ||||||||||
Исходные данные для расчета | Эскиз обработки, размеры, шероховатость поверхности и схема установки | Деталь | Станок | ||||||||
 | Наименование | шестерня ведущая | Наименование | зубошлифовальный | |||||||
Материал | 12x2H4A | Модель | 584М | ||||||||
Твердость | HRC >= 57 | Мощность мотора круга | 2,5 квт | ||||||||
Модуль | 9 мм | Мощность мотора детали | 1,75 квт | ||||||||
Число зубьев | 16 | Число оборотов круга | 2500 об./мин. | ||||||||
Длина зуба | 81 мм | Число оборотов детали | - | ||||||||
Диаметр делительной окружности | 144 мм | Способ подачи | ручной | ||||||||
Точность основного шага > 0,02 мм степень точности 7-C | Припуск на сторону | 0,2 мм | |||||||||
Угол зацепления | 20° | ||||||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |||||
1 | Выбор характеристики круга | Форма и размер | Паспорт станка, карта 35 | 2П, 250 x 20 x 75 | 2П, 250 x 20 x 75 | ||||||
Характеристика круга | 44А25СМ1 8-9К | 44А25СМ1 8-9К | |||||||||
2 | Расчет режимов резания | Наименование проходов | Черновой | число проходов | i1 = 3 | i1 = 3 | |||||
глубина шлифования | t = 0,07 мм | t = 0,07 мм | |||||||||
подача обкатки |  |  | |||||||||
Получистовой | число проходов | i2 = 1 | i2 = 1 | ||||||||
глубина шлифования | t = 0,04 мм | t = 0,04 мм | |||||||||
подача обкатки |  |  | |||||||||
Чистовой | число проходов | i3 = 1 | i3 = 1 | ||||||||
глубина шлифования | t = 0,02 мм | t = 0,02 мм | |||||||||
подача обкатки |  |  | |||||||||
3 | Расчет основного времени | Длина рабочего хода в направлении обката | Lpx = 55 мм | Lpx = 55 мм | |||||||
Длина хода ползуна | Bpx = B + (5 : 10) 84 + 6 = 90 мм | Bpx = 90 мм | |||||||||
Число двойных ходов ползуна | n = 70 в мин. | n = 70 в мин. | |||||||||
Время на вывод круга |  |  | |||||||||
Основное время Tо |   | Tо = 62,05 мин. | |||||||||
Шлифование зубьев | |||||||
Карта 35 | |||||||
Метод шлифования зубьев | Модуль шестерни m в мм | Шероховатость поверхности Rz в мкм до | Стали конструкционные углеродистые и легированные | Стали жаропрочные и нержавеющие | |||
HRC < 30 | HRC 30 - 50 | HRC > 50 | |||||
Рекомендуемая характеристика круга | |||||||
Обкатка | < 3 | 2,5 | 24А25С1 8-9К <*> | 24А25СМ2 8-9К | 24А25СМ2 8-9К | 24А25СМ1 8-9К <*> | |
1,25 | 44А16С1 8-9К <*> | 44А16СМ2 8-9К | 44А16СМ2 8-9К | 44А16СМ1 8-9К <*> | |||
0,63 | 44А12С1 8-9К <*> | 44А12СМ2 8-9К | 44А12СМ2 8-9К | 44А12СМ1 8-9К <*> | |||
>= 3 | 2,5 | 24А40С1 8-9К <*> | 24А40СМ2 8-9К | 24А40СМ1 8-9К | 24А40СМ1 8-9К <*> | ||
1,25 | 44А25С1 8-9К <*> | 44А25СМ2 8-9К | 44А25СМ1 8-9К | 24А25СМ1 8-9К <*> | |||
0,63 | 44А25С1 8-9К <*> | 44А25СМ2 8-9К | 44А25СМ1 8-9К | 44А25СМ1 8-9К <*> | |||
Копирование профильным кругом | < 3 | 2,5 | 24А16С1 8-9К | 24А16СМ2 8-9К | 24А16СМ1 8-9К | 24А16СМ1 8-9К | |
1,25 | 44А12С1 8-9К | 44А12СМ2 8-9К | 44А12СМ1 8-9К | 44А16СМ1 8-9К | |||
0,63 | 44А10С1 8-9К | 44А10СМ2 8-9К | 44А10СМ1 8-9К | 44А10СМ1 8-9К | |||
>= 3 | 2,5 | 24А40-25СМ2 8-9К | 24А40СМ2 8-9К | 24А40СМ1 8-9К | 24А40МЗ 8-9К | ||
1,25 | 44А25СМ2 8-9К | 44А25СМ2 8-9К | 44А25СМ1 8-9К | 44А25МЗ 8-9К | |||
0,63 | 44А25СМ2 8-9К | 44А25СМ2 8-9К | 44А25СМ1 8-9К | 44А25МЗ 8-9К | |||
--------------------------------
Шлифование зубьев методом обкатки дисковым коническим кругом | |||||||||
Карта 36, лист 1 | |||||||||
 | |||||||||
I. Число проходов i, глубина шлифования t, подача обкатки на двойной ход ползуна | |||||||||
Модуль зуба m в мм до | Припуск на сторону по делительной окружности Пд в мм | Наименование и количество проходов | Глубина шлифования по делительной окружности за один проход t в мм | Число зубьев колеса z до | |||||
25 | 40 | 60 | 80 | 80 | |||||
Подача обкатки на двойной ход ползуна Sдв.х в мм | |||||||||
2 | 0,12 - 0,16 | Черновые i1 | 1 | 0,07 - 0,10 | 1,35 | 1,46 | 1,58 | 1,8 | 2,03 |
Получистовые i2 | 1 | 0,03 - 0,04 | 1,35 | 1,46 | 1,58 | 1,8 | 2,3 | ||
Чистовые i3 | 1 | 0,02 | 0,6 | 0,65 | 0,7 | 0,8 | 0,9 | ||
4 | 0,16 - 0,20 | Черновые i1 | 1 | 0,07 - 0,10 | 1,69 | 1,69 | 1,8 | 2,03 | 2,25 |
Получистовые i2 | 1 | 0,04 - 0,05 | 1,69 | 1,69 | 1,8 | 2,3 | 2,25 | ||
Чистовые i3 | 1 | 0,02 | 0,75 | 0,75 | 0,8 | 0,9 | 1,0 | ||
Шлифование зубьев методом обкатки дисковым коническим кругом | |||||||||
Карта 36, лист 2 | |||||||||
Модуль зуба m в мм до | Припуск на сторону по делительной окружности Пд в мм | Наименование и количество проходов | Глубина шлифования по делительной окружности за один проход t в мм | Число зубьев колеса z до | |||||
25 | 40 | 60 | 80 | 80 | |||||
Подача обкатки на двойной ход ползуна Sдв т в мм | |||||||||
6 | 0,20 - 0,25 | Черновые i1 | 2 | 0,07 - 0,09 | 1,90 | 1,90 | 2,03 | 2,25 | 2,48 |
Получистовые i2 | 1 | 0,04 - 0,05 | 1,90 | 1,90 | 2,03 | 2,25 | 2,48 | ||
Чистовые i3 | 1 | 0,02 | 0,85 | 0,85 | 0,90 | 1,0 | 1,1 | ||
>= 8 | 0,25 - 0,30 | Черновые i1 | 3 | 0,07 - 0,08 | 2,25 | 2,36 | 2,48 | 2,6 | 2,7 |
Получистовые i2 | 1 | 0,04 - 0,05 | 2,25 | 2,36 | 2,48 | 2,6 | 2,7 | ||
Чистовые i3 | 1 | 0,02 | 1,0 | 1,05 | 1,1 | 1,15 | 1,2 | ||
Примечания:
1. При повышенных требованиях к точности зуба (5 - 6 степень) рекомендуется производить один дополнительный проход с режимами чистового шлифования без подачи круга на глубину.
2. При шлифовании колес из легированных или цементированных сталей, закаленных до твердости HRC > 55, следует приведенные подачи обкатки принимать с коэффициентом 0,8.
II. Длина хода каретки в направлении обката Lрх
Модуль зуба m в мм | Число зубьев колеса z | ||||||
15 | 20 | 30 | 40 | 60 | 100 | св. 100 | |
Длина хода каретки Lрх в мм | |||||||
2 | 14 | 15 | 15,5 | 16 | 16,5 | 17 | 17,5 |
3 | 20 | 21 | 22 | 23 | 23,5 | 24 | 25 |
4 | 27 | 28 | 29 | 30 | 31 | 32 | 33 |
5 | 34 | 35 | 36 | 37 | 38 | 39,5 | 41 |
6 | 40 | 42 | 43 | 44,5 | 46 | 47,5 | 49 |
7 | 46 | 48 | 50 | 51,5 | 53 | 54,5 | 56 |
8 | 53 | 55 | 57 | 58 | 60 | 62 | 64 |
Длина хода каретки для косозубых колес определяется по формуле: | |||||||
Угол наклона зуба колеса | 15° | Lрх = Lрх таб + 0,28B | |||||
20° | Lрх = Lрх таб + 0,37B | ||||||
30° | Lрх = Lрх таб + 0,58B | ||||||
45° | Lрх = Lрх таб + 1,05B | ||||||
где B - ширина венца зубчатого колеса в мм.
Шлифование зубьев методом обкатки дисковым коническим кругом | |||||||
Карта 36, лист 3 | |||||||
Поправочные коэффициенты на длину хода каретки для колес с коррегированным зубом | |||||||
Число зубьев колеса z | Коэффициент коррекции зуба x | ||||||
+0,2 | +0,4 | +0,6 | +0,8 | +1,0 | -0,2 | -0,4 | |
Коэффициент на длину хода каретки Kх | |||||||
<= 60 | 1,1 | 1,2 | 1,3 | 1,4 | 1,45 | 0,9 | 0,8 |
> 60 | 1,15 | 1,25 | 1,4 | 1,5 | 1,63 | 0,9 | 0,8 |
III. Длина хода ползуна Bрх и число двойных ходов n
Длина хода в ползуна Врх в мм | До 20 | 20 - 30 | 31 - 50 | 51 - 70 | 71 - 90 | Свыше 90 |
Число двойных ходов ползуна n в минутах | 280 | 200 | 140 | 100 | 70 | 50 |
Длина хода ползуна определяется по формуле: | ||||||
Для прямозубых колес | Bрх = B + (5 - 10) | |||||
Для косозубых колес (m 2 - 8) с наклоном зуба | 20° | Bрх = B · 1,06 + (10 - 20) | ||||
30° | Bрх = B · 1,16 + (10 - 25) | |||||
45° | Bрх = B · 1,41 + (15 - 30) | |||||
РЕЖИМЫ РЕЗАНИЯ | Шлифование зубьев методом обкатки дисковым коническим кругом |
Карта 36, лист 4 |
Основное время рассчитывается по формуле:

где  - время на вывод круга (отскок) и быстрый подвод - 0,05 мин.;
- время на вывод круга (отскок) и быстрый подвод - 0,05 мин.;
B - ширина венца одного (нескольких) зубчатого колеса в мм;
Lрх - длина хода каретки, в таблице карты 36 лист 2.
Примечание. Приведенные в карте режимы резания и расчетная формула основного времени даны для обработки на станке модели 5841.
При шлифовании зубьев колес на станках 5831 и Найльс рассчитанное основное время обработки зубьев следует увеличивать на коэффициент 1,6 - 1,7.
Выбор характеристики шлифовального круга производится в зависимости от метода шлифования, модуля марки, твердости стали и требуемой шероховатости поверхности по карте 35.
Карта 37, лист 1. Величина подачи на один обкат Sо определяется в зависимости от модуля зуба, припуска, количества проходов и глубины шлифования.
Приведенные в карте 37, лист 1 режимы резания соответствуют шлифованию шестерен из углеродистой или легированной конструкционной стали твердостью до HRC 55, 7 - 8-й степени точности и шероховатости поверхности Ra = 1,25...0,63 мкм (при удовлетворительном состоянии оборудования). На высоколегированные, а также цементированные и закаленные стали (HRC > 55), на более высокую точность и шероховатость поверхности Ra = < 0,63 мкм в карте 37, лист 1 приведены соответствующие поправки на режимы резания.
Нормативами предусматривается правка кругов алмазными инструментами (карандашами марки Ц).
Основное время подсчитывается по формуле (карта 37, лист 2).
Пример расчета режимов резания и основного времени | Шлифование зубьев методом обката двумя тарельчатыми кругами | ||||||||||
Исходные данные для режимов | Эскиз обработки, размеры, шероховатость поверхности и схема установки | Деталь | Станок | ||||||||
 | Наименование | малая шестерня | Наименование | зубошлифовальный | |||||||
передачи | Модель | 5851 | |||||||||
Материал | 12X2H4A | Число оборотов круга | 2500 об./мин. | ||||||||
Твердость | HRC >= 58 | Число обкатов в мин. | 220 | ||||||||
Модуль m | 2,25 | Мощность мотора обкатки | 5,5 квт | ||||||||
Число зубьев z | 15 | Способ подачи | ручной | ||||||||
Диаметр делительной окружности | 33,75 | Мощность мотора круга | 0,6 квт | ||||||||
Припуск на сторону П | 0,16 мм | ||||||||||
Длина зуба | 44,5 | ||||||||||
Точность основного шага 0,015 мм, степень точности - 7-C | Угол зацепления | 20° | |||||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |||||
1 | Выбор характеристики круга | Размер | паспорт станка, карта 35 | 220 x 40 x 18 мм | 220 x 40 x 18 мм | ||||||
Характеристика круга | 14A16CM2 8-9К | 44A16CM2 8-9K | |||||||||
2 | Расчет режимов резания | Наименование проходов | черновой | число проходов | i1 = 1 | i1 = 1 | |||||
глубина шлифования | t = 0,10 мм | t = 0,10 мм | |||||||||
 |  | ||||||||||
подача на один оборот | |||||||||||
получистовой | число проходов | i2 = 1 | i2 = 1 | ||||||||
t = 0,04 мм | t = 0,04 мм | ||||||||||
глубина шлифования | |||||||||||
подача на один оборот |  |  | |||||||||
чистовой | число проходов | i3 = 1 | i3 = 1 | ||||||||
глубина шлифования | t = 0,02 мм | t = 0,02 мм | |||||||||
подача на один оборот |  |  | |||||||||
3 | Расчет основного времени | Длина перебега круга | y = 86 мм | y = 86 мм | |||||||
Длина рабочего хода | Bрх = B + y | Bрх = 130,5 мм | |||||||||
Время на деление |  |  | |||||||||
Основное время То |   | Tо = 20,6 мин. | |||||||||
Шлифование зубьев методом обкатки двумя тарельчатыми кругами | |||||
Карта 37, лист 1 | |||||
 | |||||
I. Число проходов i, глубина шлифования t, подача обкатки Sо | |||||
Модуль зуба m в мм до | Припуск на сторону по делительной окружности Пд в мм | Наименование и количество проходов | Глубина шлифования по делительной окружности t в мм | Подача на 1 обкат Sо в мм | |
3 | 0,125 | Черновые i1 | 1 | 0,07 | 4,7 |
Получистовые i2 | 1 | 0,04 | |||
Чистовые i3 | 1 | 0,02 | 1,33 | ||
0,16 | Черновые i1 | 1 | 0,10 | 4,7 | |
Получистовые i2 | 1 | 0,04 | |||
6 | Чистовые i3 | 1 | 0,02 | 1,33 | |
0,20 | Черновые i1 | 2 | 0,075 | 4,7 | |
Получистовые i2 | 1 | 0,04 | |||
Чистовые i3 | 1 | 0,02 | 1,33 | ||
0,25 | Черновые i1 | 3 | 0,07 | 4,7 | |
Получистовые i2 | 1 | 0,04 | |||
7 и более | Чистовые i3 | 1 | 0,02 | 1,33 | |
0,30 | Черновые i1 | 3 | 0,08 | 4,7 | |
Получистовые i2 | 1 | 0,04 | |||
Чистовые i3 | 1 | 0,02 | 1,33 | ||
Примечания:
1. Для черновых проходов глубина шлифования задается на один ход (двухстороннее деление) tх; для получистовых и чистовых проходов - на двойной ход (одностороннее деление) tдв.х.
2. Подача обкатки приводится для шероховатости поверхности Rа = 2,5 - 1,25 мкм, при повышенных требованиях к шероховатости поверхности Rа = 0,63...0,32 мкм подачу обкатки Sо на чистовых проходах следует уменьшать до 1,0 мм.
3. При повышенных требованиях к точности зуба (5 - 6 степень) рекомендуется производить один дополнительный проход с режимами чистового шлифования без подачи круга на глубину.
4. При шлифовании зубьев колес из легированной или цементированных сталей, закаленных до твердости HRC > 55, следует приведенные значения подачи Sо принимать с коэффициентом 0,8 и при шлифовании инструментальных сталей - с коэффициентом 0,5.
Шлифование зубьев методом обкатки двумя тарельчатыми кругами | |||||||||||
Карта 37, лист 2 | |||||||||||
II. Длина перебега круга y | |||||||||||
Диаметр шлифовального Dк круга в мм | Модуль зуба m в мм | ||||||||||
2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | ||
Длина перебега круга на две стороны y в мм | |||||||||||
150 | 60 | 72 | 80 | 88 | 96 | 100 | 106 | 112 | 116 | 124 | |
200 | 68 | 82 | 92 | 102 | 110 | 116 | 124 | 130 | 136 | 146 | |
225 | 72 | 86 | 97 | 107 | 116 | 123 | 130 | 138 | 144 | 154 | |
250 | 76 | 90 | 102 | 112 | 122 | 130 | 138 | 146 | 152 | 164 | |
275 | 80 | 94 | 108 | 117 | 128 | 136 | 146 | 152 | 160 | 172 | |
III. Время на деление для обработки следующего зуба | |||||||||||
Модель станка | SS60, SS60X, HSS60 | SS1/2X, SS1/2, HSS1/2, SS30, SS30X, HSS30 | |||||||||
Вес детали с оправкой в кг | <= 2 | > 2 | <= 2 | > 2 | |||||||
Время на деление на следующий зуб | 0,02 | 0,03 | 0,015 | 0,02 | |||||||
IV. Число обкатов nоб (число ходов каретки) | |||||||||||
Модуль зуба m, мм до | Число зубьев z до | ||||||||||
14 | 30 | 50 | 100 | ||||||||
Число обкатов nоб в мин. | |||||||||||
3 | 250 | 200 | 150 | 90 | |||||||
6 | 225 | 125 | 90 | - | |||||||
7 и более | 150 | 90 | - | - | |||||||
Основное время рассчитывается по формуле:

где Bрх = B + y; B - ширина зубчатого колеса в мм.
Выбор характеристики шлифовального круга производится в зависимости от метода шлифования, модуля, требуемой шероховатости поверхности, марки и твердости стали по карте 35.
Карта 38. Скорость стола  количество проходов i и глубина шлифования на двойной ход для черновых, получистовых и чистовых проходов определяются в зависимости от модуля зуба и припуска. Нормативами предусматривается правка кругов алмазными инструментами (карандашами марки Ц).
количество проходов i и глубина шлифования на двойной ход для черновых, получистовых и чистовых проходов определяются в зависимости от модуля зуба и припуска. Нормативами предусматривается правка кругов алмазными инструментами (карандашами марки Ц).
Основное время подсчитывается по формуле, приведенной в карте 38.
Пример расчета режимов резания и основного времени | Шлифование зубьев методом копирования | |||||||||
Исходные данные для расчетов | Эскиз обработки, размеры и шероховатость поверхности | Деталь | Станок | |||||||
 | Наименование | сателлит | Наименование | зубошлифовальный | ||||||
Материал | ст. 45 | Модель | CC23C | |||||||
Твердость | HRC 42 | Форма и размер круга | 2П, 350 x 127 x 25 мм | |||||||
Модуль | 8 мм | Время деления | 0,033 мин. | |||||||
Число зубьев | 20 | |||||||||
Длина зуба | 82 мм | |||||||||
Диаметр делительной окружности | 160 мм | |||||||||
Припуск на сторону | 0,25 мм | |||||||||
Точность основного шага ~= 0,02 мм | Угол зацепления | 20° | ||||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||||
1 | Выбор характеристики круга | Форма и размер | Паспорт станка | 2П, 350 x 127 x 25 мм | 2П, 350 x 127 x 25 мм | |||||
Характеристика круга | 44A25CM2 8-9К | 44A25CM2 8-9К | ||||||||
2 | Расчет режимов резания | Скорость движения ползуна |  |  | ||||||
i = 11 | i = 11 | |||||||||
Число проходов | tдв.х = 0,04 мм/дв. ход | tдв.х = 0,04 мм/дв. ход | ||||||||
Глубина резания по проходам | черновой | |||||||||
tдв.х = 0,02 мм/дв. ход | tдв.х = 0,02 мм/дв. ход | |||||||||
получистовой | ||||||||||
tдв.х = 0,01 мм/дв. ход | tдв.х = 0,01 мм/дв. ход | |||||||||
чистовой | ||||||||||
3 | Расчет основного времени | Длина перебега круга | y = 92 мм | y = 92 мм | ||||||
Длина рабочего хода | Bрх = B + y + 5 = 179 мм | Bрх = 179 мм | ||||||||
Время на деление |  |  | ||||||||
Основное время Tо |   | Tо = 15,14 мин. | ||||||||
Шлифование зубьев методом копирования | |||||||||||||
Карта 38, лист 1 | |||||||||||||
 | |||||||||||||
I. Скорость движения стола vд, число проходов i, глубина резания на двойной ход tдв.х | |||||||||||||
Модуль зуба m в мм | Припуск на сторону по делительной окружности Пд в мм | Скорость движения стола в vд в м/мин. | Общее число проходов i <*> | Глубина шлифования по делительной окружности tдв.х в мм/дв. ход | |||||||||
проходы | |||||||||||||
черновые | получистовые | чистовые | |||||||||||
До 4 | 0,125 | 7 - 10 | 7 | 0,03 - 0,04 | 0,015 - 0,02 | 0,005 - 0,01 | |||||||
5 и более | 0,2 | 7 - 10 | 9 | ||||||||||
0,3 | 7 - 10 | 11 | |||||||||||
II. Длина перебега круга y | |||||||||||||
Диаметр шлифовального круга Dк в мм | Модуль зуба m в мм | ||||||||||||
2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||
Длина перебега круга y в мм | |||||||||||||
100 | 31 | 35 | 38 | 41 | 44 | 46 | 48 | 50 | 52 | ||||
150 | 35 | 41 | 45 | 49 | 53 | 55 | 58 | 61 | 63 | ||||
200 | 39 | 46 | 51 | 56 | 60 | 63 | 67 | 70 | 73 | ||||
250 | 43 | 50 | 56 | 61 | 66 | 70 | 74 | 78 | 81 | ||||
300 | 46 | 54 | 61 | 66 | 72 | 76 | 81 | 85 | 88 | ||||
400 | 50 | 61 | 69 | 75 | 81 | 87 | 92 | 97 | 101 | ||||
--------------------------------
РЕЖИМЫ РЕЗАНИЯ | Шлифование зубьев методом копирования |
Карта 38, лист 2 |
Основное время рассчитывается по формуле:

где Bрх = B + y в мм;
B - ширина зубчатого колеса в мм;
Примечания:
1. При повышенных требованиях к точности рекомендуется производить один - два дополнительных прохода без подачи круга на глубину.
2. При повышенных требованиях к шероховатости поверхности рекомендуется уменьшать скорость движения ползуна на 20%.
3. При шлифовании зубьев колес из легированных или цементированных сталей, закаленных до твердости HRC > 55, следует приведенные значения скорости движения стола уменьшать на 20%.
4. Для определения припуска и глубины шлифования в радиальном направлении следует приведенные по карте значения Пд и tдв.х умножать на K = 2,75 для зубчатых колес с углом зацепления 20° и K = 3,7 - для колес с углом зацепления 15°.
Карта 39. Характеристика шлифовального круга назначается от твердости стали и требуемой шероховатости поверхности.
Карта 40, лист 1. Скорость движения стола, количество проходов и глубина резания на двойной ход определяются в зависимости от диаметра вала, припуска и твердости обрабатываемого материала.
Режимы шлифования шлицев даны для любой схемы обработки (одним профильным кругом, двумя прямыми и пр.).
Нормативами предусматривается правка кругов алмазными инструментами (карандашами марок Ц и Н).
Основное время подсчитывается по формуле, приведенной в карте 40, лист 2.
Пример расчета режимов резания и основного времени | Шлифование шлицев | |||||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности, схема установки детали | Деталь | Станок | |||||
 | Наименование | вал | Наименование | шлицешлифовальный | ||||
Материал | ст. 45 | Модель | 345 | |||||
Твердость | HRC 35 - 45 | Время на деление | 0,015 мин. | |||||
Число шлицев | 6 | Скорость стола | до 13 м/мин. | |||||
Наружный диаметр | 34 мм | |||||||
Внутренний диаметр | ||||||||
Длина шлицев | 140 мм | |||||||
Ширина шлицев | ||||||||
Припуск на сторону | 0,2 мм | |||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||
Паспорт станка | ПП, 200 x 10 x 32 мм | ПП, 200 x 10 x 32 мм | ||||||
23А, 24А25С1-С2 6-7К | 23А, 24А25С1-С2 6-7К | |||||||
vд = 10 м/мин. | vд = 10 м/мин. | |||||||
i = 8 | i = 8 | |||||||
1 | Выбор характеристики круга | Форма и размер | t = 0,032 - 0,048 мм | t = 0,032 - 0,048 мм | ||||
Характеристика круга | t = 0,010 мм | t = 0,010 мм | ||||||
2 | Расчет режимов резания | Скорость движения стола | t = 0,003 мм | t = 0,003 мм | ||||
Число проходов | y = 38 мм + 10 мм шлифование со свободным выходом круга | y = 48 мм | ||||||
Глубина резания по проходам | черновые | Формула Lpx = L + y | Lpx = 140 + 48 = 188 мм | Lpx = 188 мм | ||||
получистовые | ||||||||
чистовые | ||||||||
3 | Расчет основного времени | Длина перебега стола |   | Tо = 3,0 мин. | ||||
Длина рабочего хода | ||||||||
Основное время Tо | ||||||||
Шлифование шлицев | ||
Карта 39 | ||
Шероховатость поверхности Ra в мкм до | Стали конструкционные углеродистые и легированные | |
Твердость | ||
HRC 30 - 50 | HRC > 50 | |
Рекомендуемая характеристика круга | ||
2,5 | 23А, 24А40С1-С2 6-7К | 23А, 24А40СМ2 6-7К |
1,25 | 23А, 24А25С1-С2 6-7К | 23А, 24А25СМ2 6-7К |
0,63 | 23А, 24А25-16С1-С2 6-7К | 23А, 24А25-16СМ2 6-7К |
Примечания:
1. При работе кругами на бакелитовой связке принимать твердость СТЗ-Т1.
2. Режимы шлифования, приведенные в картах, составлены для кругов твердости C1-C2. При работе кругами иной твердости число проходов для более мягких кругов умножать на K1 = 1,1, а для более твердых кругов на K1 = 0,85.
Шлифование шлицев методом копирования | |||||||
Карта 40, лист 1 | |||||||
 | |||||||
I. Скорость движения стола Vд, число проходов i, глубина на двойной ход tдв.х | |||||||
Диаметр шлицевого вала Dд в мм | Припуск на сторону П в мм до | Твердость обрабатываемого материала HRC | Скорость движения стола vд в м/мин. до | Число проходов i | Глубина шлифования tдв.х в мм | ||
Проходы | |||||||
черновые | получистовые | чистовые Rz = 2,5...0,63 мкм | |||||
20 | 0,16 | 30 - 50 | 10 | 7 - 8 | 0,030 - 0,043 | 0,010 - 0,009 | 0,003 - 0,002 |
> 50 | 16 | 8 - 9 | 0,022 - 0,034 | 0,008 - 0,007 | 0,003 - 0,002 | ||
40 | 0,20 | 30 - 50 | 10 | 7 - 8 | 0,032 - 0,048 | 0,012 - 0,010 | 0,004 - 0,003 |
> 50 | 16 | 8 - 10 | 0,024 - 0,037 | 0,009 - 0,008 | 0,004 - 0,003 | ||
60 | 0,25 | 30 - 50 | 10 | 8 - 10 | 0,035 - 0,054 | 0,014 - 0,012 | 0,004 - 0,003 |
> 50 | 16 | 10 - 11 | 0,027 - 0,042 | 0,010 - 0,009 | 0,004 - 0,003 | ||
80 | 0,32 | 30 - 50 | 10 | 9 - 10 | 0,040 - 0,060 | 0,015 - 0,013 | 0,005 - 0,004 |
> 50 | 16 | 11 - 12 | 0,030 - 0,048 | 0,012 - 0,010 | 0,004 - 0,003 | ||
100 | 0,40 | 30 - 50 | 10 | 10 - 11 | 0,045 - 0,068 | 0,017 - 0,015 | 0,005 - 0,004 |
< 50 | 16 | 12 - 13 | 0,034 - 0,053 | 0,013 - 0,011 | 0,005 - 0,004 | ||
> 100 | 0,50 | 30 - 50 | 10 | 11 - 12 | 0,050 - 0,076 | 0,019 - 0,017 | 0,006 - 0,005 |
> 50 | 16 | 13 - 14 | 0,038 - 0,060 | 0,015 - 0,013 | 0,006 - 0,005 | ||
Шлифование шлицев методом копирования | |
Карта 40, лист 2 | |
Примечания: 1. При повышенных требованиях к шероховатости поверхности (Ra = 0,63) и точности шага (допуск < 0,01 мм) рекомендуется производить два дополнительных прохода без подачи круга на глубину. 2. При раздельном шлифовании боковых сторон шлиц двумя дисковыми кругами ПП следует приведенное количество проходов уменьшить на один проход. 3. Режимы резания рассчитаны для шлифования шлиц с размером периметра по образующей профиля Р-16 мм. При длине периметра обработки P > 16 мм следует приведенное количество проходов увеличивать, а при длине P < 16 мм - уменьшать на один проход. 4. При недостаточной жесткости следует установленное количество проходов на шлифование увеличивать до размеров, приведенных ниже в таблице. | |
Общее количество проходов | Отношение | ||||||
> 6,4 | 6,4 - 10 | > 10 | |||||
Дополнительное количество проходов | |||||||
< 9 | - | 1 | 2 | ||||
9 - 12 | 1 | 2 | 4 | ||||
> 12 | 2 | 4 | 6 | ||||
II. Длина перебега круга y | |||||||
Диаметр шлифовального круга Dк в мм | Глубина шлицевой впадины h в мм | ||||||
2 | 4 | 6 | 8 | 10 | |||
Длина перебега круга y в мм | |||||||
90 | 24 | 29 | 33 | 36 | 39 | ||
125 | 26 | 32 | 37 | 41 | 44 | ||
160 | 28 | 35 | 41 | 45 | 49 | ||
200 | 30 | 38 | 44 | 49 | 59 | ||
Примечание: Длина перебега рассчитана для шлифования шлицев со свободным выходом круга в одну сторону (шлифование в упор). При шлифовании шлицев на проход к табличному значению y следует добавлять 5 - 10 мм.
Основное время рассчитывается по формуле:

где Lрх - длина хода стола в мм;
Lрх = L + y; L - длина шлифуемой поверхности в мм;
z - число шлицев;
i - число проходов;
Карта 41. Отделочное шлифование производится мелкозернистыми кругами (М20-М28) на бакелитовой связке с графитовым наполнителем, либо кругами на глифталевой связке.
1. Режимы резания (скорость круга, скорость детали, продольная и поперечная подачи) определяются в зависимости от вида применяемого круга. Для алмазных кругов подачи рассчитаны по критерию теплостойкости алмазов. Припуск, снимаемый при отделочном шлифовании, практически равен высоте микрогребешков от предшествующей операции.
2. Основное технологическое время определяется по карте 41 в зависимости от длины и диаметра шлифуемой поверхности.
3. Поправочный коэффициент на время обработки определяется в зависимости от шлифовального круга, обрабатываемого материала и шероховатости поверхности.
Пример расчета режимов резания и основного времени | Отделочное шлифование | |||||
Исходные данные для расчета | Эскиз обработки, размеры и допуск, шероховатость поверхности, схема установки | Деталь | Станок | |||
 | Наименование | <...> | Наименование | круглошлифовальный | ||
Материал | <...> цементирован<...> | Модель | 3А153 | |||
Твердость | > 55 | Размер круга | 400 x 40 x 127 мм | |||
Длина | <...> мкм | Число оборотов круга | 1200 об./мин. | |||
Исходная шероховатость поверхности | <...> мкм | Число оборотов детали | 140 - 600 об./мин. | |||
Требуемая шероховатость поверхности | <...> мкм | |||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные |
1 | Выбор характеристики круга | Характеристика круга | - | - | 64С М28 на глифталевой связке | |
2 | Расчет режимов резания | Скорость вращения круга | vк = 25 м/сек. | vк = 25 м/сек. | ||
Скорость вращения детали | vд = 35 м/мин. | vд = 35 м/мин. | ||||
Поперечная подача |  |  | ||||
Продольная минутная подача | Sм = 1,0 м/мин. | Sм = 1,0 м/мин. | ||||
3 | Расчет основного времени | Основное время Tо | Tо = 4,0 мин. | Tо = 4,4 мин. | ||
Поправочный коэффициент в зависимости от шлифовального круга, группы обрабатываемого материала, требуемой шероховатости поверхности и исходной шероховатости поверхности | K1 = 1,1 Tо = Tо · K1 Tо = 4,0 · 1,1 = 4,4 | |||||
Отделочное шлифование | |||||||||||
Карта 41, лист 1 | |||||||||||
 | |||||||||||
I. Режимы резания | |||||||||||
Шлифовальный круг | Скорость вращения круга vк в м/сек. | Скорость вращения детали vд в м/мин. | Поперечная подача на 1 двойной ход стола | Продольная подача Sм в мм/мин. | |||||||
С графитовым наполнителем | 35 | 30 - 40 | не более 0,004 | не более 1000 | |||||||
На глифталевой связке | 20 - 25 | 30 - 40 | не более 0,004 | не более 1000 | |||||||
Алмазный | 15 | 30 - 40 | не более 0,006 | 1000 | |||||||
25 | не более 0,005 | ||||||||||
35 | не более 0,004 | ||||||||||
II. Основное (технологическое) время | |||||||||||
Длина шлифуемой поверхности Lд в мм до | Диаметр шлифуемой поверхности Dд в мм до | ||||||||||
25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | ||
Основное (технологическое) время Tо' в мин. | |||||||||||
50 | 0,39 | 0,5 | 0,63 | 0,78 | 0,99 | 1,26 | 1,57 | 1,96 | 2,5 | 3,14 | |
63 | 0,5 | 0,63 | 0,79 | 0,99 | 1,25 | 1,58 | 1,98 | 2,47 | 3,17 | 3,95 | |
80 | 0,63 | 0,80 | 1,0 | 1,26 | 1,58 | 2,0 | 2,51 | 3,14 | 4,0 | 5,0 | |
100 | 0,79 | 1,01 | 1,26 | 1,57 | 1,98 | 2,52 | 3,14 | 3,93 | 4,75 | 6,3 | |
125 | 0,98 | 1,26 | 1,57 | 1,96 | 2,48 | 3,14 | 3,93 | 4,9 | 6,3 | 7,85 | |
160 | 1,26 | 1,61 | 2,0 | 2,51 | 3,16 | 4,0 | 5,0 | 6,3 | 8,0 | 10,0 | |
200 | 1,57 | 2,0 | 2,6 | 3,14 | 3,95 | 5,0 | 6,3 | 7,85 | 10,0 | 12,5 | |
250 | 1,95 | 2,5 | 3,14 | 3,92 | 4,95 | 6,27 | 7,85 | 9,8 | 12,6 | 15,7 | |
320 | 2,52 | 3,22 | 4,0 | 5,0 | 6,35 | 8,05 | 10,0 | 12,6 | 16,1 | 20,1 | |
400 | 3,14 | 4,0 | 5,0 | 6,27 | 7,0 | 10,0 | 12,5 | 15,7 | 20,1 | 25,1 | |
500 | 3,93 | 5,0 | 6,3 | 7,85 | 9,9 | 12,6 | 15,7 | 19,6 | 25,1 | 31,4 | |
РЕЖИМЫ РЕЗАНИЯ И ОСНОВНОЕ ВРЕМЯ | Отделочное шлифование | ||||||||
Карта 41, лист 2 | |||||||||
III. Поправочные коэффициенты на основное время для измененных условий работы | |||||||||
Шлифовальный круг | Группы обрабатываемого материала (см. карту 1) | Шероховатость поверхности до шлифования Rz в мкм до | |||||||
1,25 | 0,63 | ||||||||
Шероховатость поверхности после шлифования | |||||||||
0,32 | 0,16 | 0,08 | 0,04 | 0,32 | 0,16 | 0,08 | 0,04 | ||
Коэффициент K1 | |||||||||
На глифталевой связке | I | 0,9 | 1,1 | 1,2 | 1,8 | 0,8 | 1,0 | 1,1 | 1,6 |
II | 0,75 | 0,9 | 1,0 | 1,5 | 0,7 | 0,8 | 0,9 | 1,35 | |
III - V | 1,1 | 1,2 | 1,4 | 2,1 | 1,0 | 1,1 | 1,25 | 1,9 | |
С графитовым наполнителем | I | 1,2 | 1,8 | 3,6 | - | 1,1 | 1,6 | 3,1 | - |
II | 1,0 | 1,5 | 3,0 | - | 0,9 | 1,3 | 2,7 | - | |
III - V | 1,4 | 2,1 | 4,2 | - | 1,2 | 1,9 | 3,8 | - | |
Основное время определяется по формуле:
To = To' · K1.
Карта 42 | ||
Группы обрабатываемого материала | Обрабатываемый материал | Марки материалов |
I | Стали конструкционные: | |
а) углеродистые незакаленные и закаленные | 20, 30, 40, 45 и подобные им 15Х, 20Х, 45Х, 30ХА, | |
б) легированные хромом, молибденом, вольфрамом, ванадием, титаном, кремнием, фосфором, алюминием, незакаленные | 38ХА, 40ХА, 50ХА, 38ХМЮА и подобные им | |
II | Стали конструкционные: | |
а) углеродистые и легированные хромом, вольфрамом, молибденом, цементированные и закаленные | 20, 20Х и подобные им | |
б) легированные никелем, марганцем незакаленные | 30Г2, 40Г, 40Г2, 50Г, 50Г2, 65Г и подобные им | |
Стали инструментальные: | ||
а) углеродистые незакаленные | У7А, У8А, У10А, У12А и подобные им | |
б) легированные незакаленные | ШХ-15, ХНГ и подобные им | |
III | Стали конструкционные: | |
легированные никелем, марганцем, закаленные или цементированные (азотированные) и закаленные | 20ХН, 50Г, 33ХСА, 20ХН, 12Х2Н4 и подобные им | |
Стали инструментальные: | ||
а) легированные закаленные | ШХ15, Р18 и подобные им | |
б) углеродистые закаленные | У7А, У8А, У10А, У12А и подобные им | |
Чугуны специальные легированные закаленные | - | |
IV | Чугуны: | |
а) серые | 12 - 28, 15 - 32, 18 - 36, 24 - 44 и подобные им | |
б) специальные легированные незакаленные | - | |
Карта 43. Характеристика брусков определяется в зависимости от исходной и требуемой шероховатости обрабатываемой поверхности и вида обрабатываемого материала.
Карта 44. 1. Скорости возвратно-поступательного движения и вращения хонинговальной головки назначаются в зависимости от требуемой шероховатости поверхности с учетом группы обрабатываемого материала (карта 42).
2. Сила давления брусков (P в кг/см2) на поверхность определяется с учетом выбранной твердости бруска, а для алмазных брусков - по критерию теплостойкости алмазов.
Карта 45. 1. Время обработки детали определяется в зависимости от группы обрабатываемого материала, шероховатости поверхности, длины обрабатываемого отверстия и длины брусков.
2. Основное (технологическое) время обработки определяется по карте 45 с учетом поправочных коэффициентов.
При хонинговании на многошпиндельных станках одновременно нескольких деталей Tо делится на число одновременно обрабатываемых деталей.
При осуществлении на многошпиндельном станке нескольких последовательных операций одновременно (хонингование черновое, получистовое, чистовое) нормирование производится по черновой операции, где снимается наибольший припуск.
Поправочные коэффициенты учитываются в зависимости от:
K1 - величины припуска и точности обработки;
K2 - коэффициента заполнения, который определяется по формуле:

где: Bб - ширина бруска, мм;
z - число брусков в зоне по окружности в одном ряду;
Dд - диаметр обрабатываемого отверстия, мм.
Пример расчета режимов резания и основного времени | Хонингование отверстий | ||||||
Исходные данные для расчетов | Эскиз обработки, размеры и допуск, шероховатость поверхности | Деталь | Станок | ||||
 | Наименование | втулка | Наименование | вертикально-хонинговальный | |||
Марка материала | СЧ15-32 | Модель | СС149А | ||||
Твердость | НВ 161 | Число оборотов хона | 108, 143, 200, 288 об./мин. | ||||
Длина отверстия | 100 мм | Скорость возвратно-поступательного движения | до 17 м/мин. | ||||
Диаметр отверстия | 57 мм | Размер брусков | 9 x 11 x 50 мм | ||||
Припуск 2П | 0,05 мм | Число брусков в хоне | 6 | ||||
Исходная шероховатость поверхности | 1,25 мкм | ||||||
Требуемая шероховатость поверхности | 0,63 | ||||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |
1 | Выбор характеристики брусков | Зернистость | 24А 5 | 24А 5 | |||
Твердость и связка | СТ1-СТ2К | СТ1-СТ2К | |||||
2 | Расчет режимов резания | Скорость вращения хона | vвр = 56 м/мин. | vвр = 56 м/мин. | |||
Скорость возвратно-поступательного движения хона | vвп = 16 м/мин. | vвп = 16 м/мин. | |||||
Давление брусков | P = 12 кГ/см2 | P = 12 кГ/см2 | |||||
3 | Расчет основного времени | Основное время Tо | To' = 0,18 мин. | Tо = 0,202 мин. | |||
Поправочные коэффициенты в зависимости от: | припуска и точности обработки | K1 = 1,3 | |||||
коэффициент заполнения | K2 = 0,86 (для Kзап. = 0,3) | ||||||
T = To' · K1 · K2, Tо = 0,18 · 1,3 · 0,86 = 0,202 | |||||||
Хонингование отверстий | |||||
Карта 43 | |||||
Шероховатость поверхности Rz, Rа в мкм до | Группы обрабатываемого материала (см. карту 42) | ||||
I | II | III | IV | ||
до обработки | после обработки | ||||
Характеристика брусков | |||||
Rz 20 | 1,25 | 24А 12-8 С2-СТ1 К | - | - | 24А 12-8 СТ3-Т2 К |
0,63 | 24А 8-6 С2-СТ1 К | - | - | 24А 8-6 СТ3-Т2 К | |
2,5 | 1,25 | 24А 12-6 С1-С2 К | 64С 12-6 СМ2-С1 К | - | 24А 12-6 СТ2-СТ3 К |
0,63 | 24А 6-5 С1-С2 К | 64С 6-5 СМ2-С1 К | - | 24А 6-5 СТ2-СТ3 К | |
0,32 | 24А 5-3 С1-С2 К | 64С 5-3 СМ2-С1 К | - | 24А 5-3 СТ2-СТ3 К | |
1,25 | 0,63 | 24А 6-5 СМ2-С1 К | 64С 6-5 СМ1-СМ2 К | 64С 6-5 М3-СМ1 К | 24А 6-5 СТ1-СТ2 К |
0,32 | 24А 4-3 СМ2-С1 К | 64С 4-3 СМ1 - СМ2 К | 64С 4-3 М3-СМ1 К | 24А 4-3 СТ1-СТ2 К | |
0,16 | 24А 3-М28 СМ2-С1 К | 64С 3-М28СМ1-СМ2 К | 64С 3-М28 М3-СМ1 К | 24А 3-М28 СТ1-СТ2 К | |
0,08 | 24А М28-М14 СМ2-С1 К | 64СМ28-М14 СМ1-СМ2 К | 64С М28-М14 М3-СМ1 К | 24А М28-М14 СТ1-СТ2 К | |
0,63 | 0,32 | 24А 4-3 СМ1-СМ2 К | 64С 4-3 М3-СМ1 К | 64С 4-3 М2-М3 К | 24А 4-3 С2-СТ1 К |
0,16 | 24А 3-М28 СМ1-СМ2 К | 64С 3-М28 М3-СМ1 К | 64С 3-М28 М2-М3 К | 24А4-М28 С2-СТ1 К | |
0,08 | 24А М28-М14 СМ1-СМ2 К | 64С М28-М14 М3-СМ1 К | 64С М28-М14 М2-М3 К | 24А М28-М14 С2-СТ1 К | |
0,32 | 0,16 | 24А М28-М20 М3-СМ1 К | 64С М28-М20 М2-М3 К | 64С М28-М20 М1-М2 К | 24А М28-М20 С1-С2 К |
0,08 | 24А М20-М14 М3-СМ1 К | 64С М20-М14 М2-М3 К | 64С М20-М14 М1-М2 К | 24А М20-М14 С1-С2 К | |
Примечание. Кроме приведенной характеристики брусков, рекомендуется примененне брусков из алмазов: для материалов I и II групп обрабатываемости марки АСР, для III и IV групп - марок А, АСБ на металлических связках концентрации 100%. Зернистость алмазных брусков должна соответствовать величинам, приведенным для абразивных брусков.
Хонингование отверстий | ||||||||||||||||||||
Карта 44, лист 1 | ||||||||||||||||||||
 | ||||||||||||||||||||
I. Скорость вращения хона vвр в м/мин. | ||||||||||||||||||||
Группа обрабатываемого материала | Шероховатости поверхности Rа в мкм после хонингования | Скорость возвратно-поступательного движения хона vвр в м/мин. | ||||||||||||||||||
5 | 6,5 | 7,5 | 8 | 9,5 | 10 | 12 | 13 | 15 | 16 | 18 | 20 | 22 | 25 | 28 | 30 | 32 | 35 | 40 | ||
Скорость вращения хона vвр в м/мин. | ||||||||||||||||||||
I | 1,25 | - | - | - | - | - | - | - | - | - | - | - | - | - | 36 | 40 | 43 | 46 | 50 | 57 |
0,63 | - | - | - | - | - | - | - | - | - | - | - | 35 | 38 | 43 | 49 | 52 | 56 | - | - | |
0,32 | - | - | - | - | - | - | - | - | - | 34 | 38 | 43 | 48 | 53 | 60 | - | - | - | - | |
0,16 | - | - | - | - | - | - | - | 36 | 41 | 44 | 49 | 55 | - | - | - | - | - | - | - | |
II | 0,63 | - | - | - | - | - | - | - | - | 26 | 28 | 31 | 35 | 38 | 43 | - | - | - | - | - |
0,32 | - | - | - | - | - | - | 26 | 28 | 32 | 34 | 39 | 43 | - | - | - | - | - | - | - | |
0,16 | - | - | - | - | 26 | 27 | 33 | 35 | 41 | 44 | - | - | - | - | - | - | - | - | - | |
III | 0,32 | - | - | - | 17 | 20 | 21 | 26 | 28 | 32 | - | - | - | - | - | - | - | - | - | - |
0,16 | - | 18 | 21 | 23 | 26 | 27 | 33 | - | - | - | - | - | - | - | - | - | - | - | - | |
0,08 | 18 | 24 | 28 | 33 | 33 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
IV | 1,25 | - | - | - | - | - | - | - | - | - | - | 49 | 55 | 61 | 68 | 78 | - | - | - | - |
0,63 | - | - | - | - | - | - | - | - | 52 | 56 | 63 | 60 | 77 | - | - | - | - | - | - | |
0,32 | - | - | - | - | - | - | 52 | 56 | 65 | 69 | 78 | - | - | - | - | - | - | - | - | |
0,16 | - | - | - | - | 54 | 57 | 68 | 74 | 85 | - | - | - | - | - | - | - | - | - | - | |
РЕЖИМЫ РЕЗАНИЯ | Хонингование отверстий | ||||||||||||||||
Карта 44, лист 2 | |||||||||||||||||
II. Давление брусков P в кГ/см2 | |||||||||||||||||
Абразивные бруски | Твердость брусков | М1-М3 | СМ1-СМ2 | С1-С2 | СТ1-СТ2 | Т1-Т2 | |||||||||||
Давление брусков на поверхность P кГ/см2 | 1 - 3 | 1,5 - 4,5 | 2 - 5,0 | 4,5 - 10 | 8 - 15,0 | ||||||||||||
Скорость вращательного движения хода vвр в м/мин. | менее 20 | 20 - 25 | 25 - 30 | 30 - 35 | 35 - 40 | 40 - 45 | 45 - 50 | 50 - 55 | 55 - 60 | 60 - 65 | 65 - 70 | 70 - 75 | 75 - 80 | 80 - 85 | |||
Алмазные бруски | Давление брусков на поверхность P в кг/см2 | Группы обрабатываемости материалов | I | - | - | - | - | 6 - 9 | 5 - 6 | 4 - 5 | 3,5 - 4 | - | - | - | - | - | - |
II | - | - | 6 - 8,5 | 4 - 6 | 3 - 4 | 2,5 - 3 | - | - | - | - | - | - | - | - | |||
III | 7 - 9 | 5 - 7 | 4 - 5 | 3 - 4 | 2,5 - 3 | - | - | - | - | - | - | - | - | - | |||
IV | - | - | - | - | - | - | 12,8 - 15 | 10,7 - 12,8 | 8,5 - 10,7 | 8,0 - 8,5 | 8,2 - 8,5 | 7,4 - 8,2 | 6,4 - 7,4 | 5,6 - 6,4 | |||
Хонингование отверстий | |||||||||||||||
Карта 45, лист 1 | |||||||||||||||
Длина обрабатываемой поверхности Lд в мм до | Общая длина брусков по образующей Lб в мм до | Группы обрабатываемого материала | |||||||||||||
I | II | III | IV | ||||||||||||
Шероховатость поверхности Rz, Rа в мкм до хонингования | |||||||||||||||
Rz20 | Rz20 - 2,5 | 2,5 - 1,25 | 1,25 - 0,63 | Rz20 - 2,5 | 2,5 - 1,25 | 1,25 - 0,63 | 2,5 - 1,25 | 1,25 - 0,63 | 0,63 - 0,32 | Rz20 - 2,5 | Rz20 - 2,5 | 2,5 - 1,25 | 1,25 - 0,63 | ||
Шероховатость поверхности Rа в мкм после хонингования | |||||||||||||||
1,25 | 0,63 | 0,32 | 0,16 | 0,63 | 0,32 | 0,16 | 0,32 | 0,16 | 0,08 | 1,25 | 0,63 | 0,32 | 0,16 | ||
Основное (технологическое) время To' в мин. | |||||||||||||||
50 | 25 | 0,300 | 0,40 | 0,52 | 0,78 | 0,300 | 0,40 | 0,60 | 0,330 | 0,50 | 0,75 | 0,136 | 0,191 | 0,270 | 0,440 |
32 | 0,250 | 0,33 | 0,43 | 0,65 | 0,250 | 0,33 | 0,50 | 0,275 | 0,415 | 0,63 | 0,112 | 0,157 | 0,220 | 0,360 | |
63 | 32 | 0,310 | 0,41 | 0,54 | 0,81 | 0,310 | 0,41 | 0,62 | 0,340 | 0,52 | 0,78 | 0,140 | 0,198 | 0,280 | 0,455 |
40 | 0,260 | 0,34 | 0,45 | 0,68 | 0,260 | 0,34 | 0,51 | 0,285 | 0,43 | 0,65 | 0,117 | 0,165 | 0,230 | 0,375 | |
80 | 32 | 0,385 | 0,51 | 0,68 | 1,02 | 0,285 | 0,51 | 0,77 | 0,425 | 0,64 | 0,97 | 0,175 | 0,250 | 0,350 | 0,57 |
40 | 0,325 | 0,43 | 0,56 | 0,84 | 0,325 | 0,43 | 0,65 | 0,360 | 0,54 | 0,82 | 0,146 | 0,205 | 0,290 | 0,475 | |
100 | 40 | 0,405 | 0,54 | 0,71 | 1,07 | 0,400 | 0,54 | 0,82 | 0,445 | 0,67 | 1,01 | 0,183 | 0,260 | 0,365 | 0,59 |
63 | 0,280 | 0,370 | 0,49 | 0,74 | 0,280 | 0,37 | 0,56 | 0,310 | 0,47 | 0,71 | 0,128 | 0,180 | 0,255 | 0,415 | |
125 | 63 | 0,360 | 0,48 | 0,63 | 0,95 | 0,360 | 0,48 | 0,73 | 0,390 | 0,59 | 0,89 | 0,164 | 0,230 | 0,325 | 0,53 |
80 | 0,300 | 0,39 | 0,52 | 0,78 | 0,300 | 0,39 | 0,59 | 0,330 | 0,50 | 0,75 | 0,135 | 0,190 | 0,270 | 0,455 | |
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ | Хонингование отверстий | ||||||||||||||
Карта 45, лист 2 | |||||||||||||||
Длина обрабатываемой поверхности Lд в мм до | Общая длина брусков по образующей Lб в мм до | Группы обрабатываемого материала | |||||||||||||
I | II | III | IV | ||||||||||||
Шероховатость поверхности Rz, Ra в мкм до хонингования | |||||||||||||||
Rz 20 | Rz 20 - 2,5 | 2,5 - 1,25 | 1,25 - 0,63 | Rz 20 - 2,5 | 2,5 - 1,25 | 1,25 - 0,63 | 2,5 - 1,25 | 1,25 - 0,63 | 0,63 - 0,32 | Rz 20 - 2,5 | Rz 20 - 2,5 | 2,5 - 1,25 | 1,25 - 0,63 | ||
Шероховатость поверхности Ra в мкм после хонингования | |||||||||||||||
1,25 | 0,63 | 0,32 | 0,16 | 0,63 | 0,32 | 0,16 | 0,32 | 0,6 | 0,08 | 1,25 | 0,63 | 0,32 | 0,16 | ||
Основное (технологическое) время To' в мин. | |||||||||||||||
160 | 63 | 0,455 | 0,50 | 0,79 | 1,19 | 0,455 | 0,60 | 0,91 | 0,50 | 0,76 | 1,15 | 0,200 | 0,290 | 0,410 | 0,67 |
80 | 0,370 | 0,49 | 0,65 | 0,93 | 0,370 | 0,49 | 0,74 | 0,410 | 0,62 | 0,94 | 0,168 | 0,240 | 0,340 | 0,55 | |
100 | 0,310 | 0,40 | 0,54 | 0,81 | 0,310 | 0,41 | 0,62 | 0,345 | 0,52 | 0,79 | 0,141 | 0,198 | 0,280 | 0,455 | |
200 | 80 | 0,465 | 0,62 | 0,81 | 1,22 | 0,465 | 0,62 | 0,94 | 0,51 | 0,77 | 1,17 | 0,310 | 0,295 | 0,415 | 0,68 |
100 | 0,390 | 0,52 | 0,68 | 1,02 | 0,390 | 0,52 | 0,78 | 0,430 | 0,65 | 0,98 | 0,176 | 0,250 | 0,350 | 0,57 | |
126 | 0,325 | 0,43 | 0,56 | 0,84 | 0,325 | 0,43 | 0,65 | 0,355 | 0,54 | 0,85 | 0,146 | 0,205 | 0,290 | 0,475 | |
250 | 80 | 0,58 | 0,76 | 1,00 | 1,51 | 0,58 | 0,64 | 1,15 | 0,64 | 0,97 | 1,46 | 0,26 | 0,370 | 0,52 | 0,86 |
100 | 0,490 | 0,64 | 0,85 | 1,28 | 0,76 | 0,405 | 0,97 | 0,54 | 0,81 | 1,23 | 0,220 | 0,310 | 0,435 | 0,71 | |
126 | 0,405 | 0,54 | 0,71 | 1,07 | 0,490 | 0,54 | 0,82 | 0,445 | 0,67 | 1,01 | 0,182 | 0,255 | 0,360 | 0,58 | |
320 | 100 | 0,61 | 0,80 | 1,06 | 1,60 | 0,61 | 0,80 | 1,21 | 0,67 | 1,01 | 1,53 | 275 | 0,385 | 0,55 | 0,90 |
126 | 0,51 | 0,67 | 0,88 | 1,33 | 0,51 | 0,67 | 1,01 | 0,56 | 0,85 | 1,29 | 0,230 | 0,320 | 0,45 | 0,73 | |
150 | 0,440 | 0,58 | 0,77 | 1,16 | 0,44 | 0,58 | 0,88 | 0,485 | 0,73 | 1,10 | 0,199 | 0,280 | 0,395 | 0,64 | |
400 | 126 | 0,66 | 0,88 | 1,16 | 1,75 | 0,66 | 0,88 | 1,33 | 0,73 | 1,10 | 1,66 | 0,300 | 0,425 | 0,60 | 0,98 |
150 | 0,58 | 0,76 | 1,0 | 1,51 | 0,58 | 0,76 | 1,15 | 0,64 | 0,97 | 1,46 | 0,26 | 0,370 | 0,52 | 0,85 | |
200 | 0,46 | 0,61 | 0,80 | 1,21 | 0,46 | 0,61 | 0,92 | 0,51 | 0,77 | 1,16 | 0,210 | 0,295 | 0,415 | 0,68 | |
500 | 150 | 0,72 | 0,96 | 1,26 | 1,90 | 0,72 | 0,96 | 0,45 | 0,80 | 1,21 | 1,83 | 0,326 | 0,460 | 0,65 | 1,05 |
200 | 0,58 | 0,76 | 1,00 | 1,51 | 0,58 | 0,76 | 1,15 | 0,63 | 0,95 | 1,42 | 0,260 | 0,370 | 0,52 | 0,85 | |
300 | 0,415 | 0,55 | 0,72 | 1,09 | 0,415 | 0,55 | 0,83 | 0,455 | 0,69 | 1,04 | 0,187 | 0,265 | 0,370 | 0,60 | |
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ | Хонингование отверстий | ||||||||||||||||
Карта 45, лист 3 | |||||||||||||||||
Поправочные коэффициенты на основное время в зависимости от: 1. Припуска и точности обработки K1 | |||||||||||||||||
Точность обработки в мм до | Припуск на диаметр 2П в мм до | ||||||||||||||||
0,01 | 0,012 | 0,016 | 0,02 | 0,025 | 0,032 | 0,04 | 0,05 | 0,063 | 0,08 | 0,10 | 0,12 | ||||||
Коэффициент K1 | |||||||||||||||||
0,005 | 0,58 | 0,72 | 0,90 | 1,12 | 1,40 | 1,74 | 2,2 | 2,7 | - | - | - | - | |||||
0,01 | 0,47 | 0,56 | 0,74 | 0,92 | 1,16 | 1,44 | 1,8 | 2,25 | 2,8 | - | - | - | |||||
0,015 | - | 0,49 | 0,62 | 0,77 | 0,96 | 1,2 | 1,15 | 1,87 | 2,35 | 2,95 | - | - | |||||
0,025 | - | - | 0,50 | 0,63 | 0,80 | 1,0 | 1,25 | 1,60 | 2,0 | 2,5 | 3,2 | - | |||||
0,04 | - | - | - | 0,54 | 0,67 | 0,83 | 1,05 | 1,30 | 1,60 | 2,0 | 2,5 | 3,2 | |||||
0,06 | - | - | - | 0,45 | 0,56 | 0,70 | 0,83 | 1,09 | 1,36 | 1,7 | 2,1 | 2,6 | |||||
0,08 | - | - | - | - | 0,45 | 0,58 | 0,72 | 0,91 | 1,15 | 1,42 | 1,78 | 2,3 | |||||
0,10 | - | - | - | - | - | 0,48 | 0,60 | 0,75 | 0,96 | 1,19 | 1,48 | 1,85 | |||||
2. Коэффициент заполнения K2 | |||||||||||||||||
Коэффициент заполнения | 0,16 | 0,18 | 0,20 | 0,22 | 0,25 | 0,28 | 0,32 | ||||||||||
K2 | 1,26 | 1,17 | 1,08 | 1,00 | 0,93 | 0,86 | 0,79 | ||||||||||
Примечания:
1. Коэффициент заполнения рассчитывается по формуле:

где Вб - ширина бруска в мм;
z - число брусков по окружности в одном ряду;
Dд - диаметр отверстия детали в мм.
2. Основное время рассчитывается по формуле:
To = To' · K1 · K2.
(БЕСЦЕНТРОВОЕ И В ЦЕНТРАХ)
Карта 46. Характеристика брусков выбирается в зависимости от исходной и требуемой шероховатости обрабатываемой поверхности и группы обрабатываемого материала.
Карта 47. 1. В целях достижения лучшей производительности для данного типа станка устанавливается максимальная частота колебаний бруска.
Скорость вращения детали назначается в зависимости от частоты колебаний бруска и требуемой шероховатости поверхности.
2. Сила давления бруска на поверхность назначается с учетом выбранной твердости бруска, а для алмазных брусков рассчитана по критерию теплостойкости алмазов.
Карта 48. Основное (технологическое) время определяется с учетом поправочных коэффициентов в зависимости от требуемой шероховатости поверхности и диаметра обрабатываемой детали.
Поправочные коэффициенты учитываются в зависимости от:
K1 - исходной шероховатости поверхности и отношения длины обработки к длине бруска;
K2 - группы обрабатываемого материала и количества брусков в оправке;
K3 - частоты колебаний брусков.
Пример расчета режимов резания и основного времени | Суперфиниширование наружных цилиндрических поверхностей | |||||||
Исходные данные для расчетов | Эскиз обработки, размеры, шероховатость поверхности и схема установки | Деталь | Станок | |||||
 | Наименование | валик | Наименование | суперфинишный | ||||
Марка материала | Ст. ШХ-15 | Модель | ВС-22 | |||||
Твердость | HRC 58 - 61 | Частота колебания бруска | 600 дв. х/мин. | |||||
Диаметр | 0 - 0,015 мм | Амплитуда колебания | 2 - 8 мин. | |||||
Длина | 300 мм | Число оборотов детали | 1,5 - 345 об./мин. | |||||
Исходная шероховатость поверхности | Rа = 1,25 мкм | Давление брусков | 3,0 - 12,0 кг/см2 | |||||
Размер брусков | 13 x 13 x 100 мм | |||||||
Требуемая шероховатость поверхности | Rа = 0,32 мкм | Количество брусков | 2 | |||||
Скорость каретки | 200 - 2500 м/мин. | |||||||
Расчет режимов резания основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||
1 | Выбор характеристики брусков | Зернистость | 64С,4 | 64С,4 М3-СМ1 К | ||||
Твердость и связка | М3-СМ1 К | |||||||
2 | Расчет режимов резания | Частота колебаний брусков | Паспорт станка | n = 600 дв. х/мин. | n = 600 дв. х/мин. | |||
Скорость вращения детали Давление брусков | vд = 15,4 м/мин. P = 2 + 2,5 кг/см2 | vд = 15,4 м/мин. P = 2 + 2,5 кг/см2 | ||||||
3 | Расчет основного времени | Основное время Tо | To' = 0,9 мин. | Tо = 1,36 мин. | ||||
Поправочные коэффициенты в зависимости от: | исходной шероховатости поверхности и отношения длины обработки к длине бруска K1 | K1 = 2,68 | ||||||
группы обрабатываемого материала и количества брусков в оправке K2 | K2 = 0,62 | |||||||
частоты колебаний брусков K3 | K3 = 0,9 | |||||||
To = To' · K1 · K2 · K3. Tо = 0,9 · 2,68 · 0,62 · 0,9 = 1,36 | ||||||||
Суперфиниширование наружных цилиндрических поверхностей | ||||||
Карта 46 | ||||||
Шероховатость поверхности Rz, Ra в мкм | Группа обрабатываемого материала (см. карту 42) | |||||
I | II | III | IV | |||
до обработки | после суперфиниширования | Характеристика брусков | ||||
Rz 20 | 0,63 | 24А 8-6 С2-СТ1 К | - | - | 24А 8-6 СТ3-СТ2 К | |
2,5 | 0,63 | 24А 8-6 С1-С2 К | 64С 8-6 СМ2-С1 К | - | 24А 8-6 СТ2-СТ3 К | |
0,32 | 24А 6-5 С1-С2 К | 64С 6-5 СМ2-С1 К | 24А 6-5 СТ2-СТ3 К | |||
1,25 | 0,63 | 24А 8-6 СМ2-С1 К | 64С 8-6 СМ1-СМ2 К | 64С 8-6 М3-СМ1 К | 24А 8-6 СТ1-Т2 К | |
0,32 | 24А 5-4 СМ2-С1 К | 64С 5-4 СМ1-СМ2 К | 64С 5-4 М3-СМ1 К | 24А 5-4 СТ1-СТ2 К | ||
0,16 | 24А М28-М20 СМ2-С1 К | 64С М28-М20 СМ1-СМ2 К | 64С М28-М20 М3-СМ1 К | 24А М28-М20 СТ1-СТ2 К | ||
0,08 | 24А М20-М14 СМ2-С1 К | 64С М20-М14 СМ1-СМ2 К | 64С М20-М14 М3-СМ1 К | 24А М20-М14 СТ1-СТ2 К | ||
0,63 | 0,32 | 24А 4-3 СМ1-СМ2 К | 64С 4-3 М3-СМ1 К | 64С 4-3 М2-М3 К | 24А 4-3 С2-СТ1 К | |
0,16 | 24А М28-М20 СМ1-СМ2 К | 64С М28-М20 М3-СМ1 К | 64С М28-М20 М2-М3 К | 24А М28-М20 С2-СТ1 К | ||
0,08 | 24А М20-М14 СМ1-СМ2 К | 64С М20-М14 М3-СМ1 К | 64С М20-М14 М2-М3 К | 24А М20-М14 С2-СТ1 К | ||
0,04 | 24А М14 СМ1-СМ2 К | 64С М14 М3-СМ1 К | 64С М14 М2-М3 К | 24А М14С2-СТ1 К | ||
0,32 | 0,16 | 24А М28-М20 М3-СМ1 К | 64С М28-М20 М3-М2 К | 64С М28-М20 М1-М2 К | 24А М28-М20 С1-С2 К | |
0,08 | 24А М20-М14 М3-СМ1 К | 64С М20-М14 М2-М3 К | 64С М20-М14 М1-М2 К | 24А М20-М14 С1-С2 К | ||
0,04 | 24А М14 М3-СМ1 К | 64 М14 М2-М3 К | 64С М14 М1-М2 К | 24А М14С1-С2 К | ||
Примечание. Кроме приведенной характеристики брусков, рекомендуется применение алмазных брусков. Зернистость алмазных брусков должна соответствовать величинам, приведенным для абразивных брусков.
Суперфиниширование наружных цилиндрических поверхностей | ||||||||||
Карта 47, лист 1 | ||||||||||
 | ||||||||||
I. Скорость вращения детали vд | ||||||||||
Шероховатость поверхности Ra в мкм после суперфиниширования | Частота колебаний бруска nдв х в мин. | |||||||||
400 | 500 | 600 | 800 | 1000 | 1500 | 2000 | 2500 | 3000 | 4000 | |
Скорость вращения детали vд в м/мин. | ||||||||||
0,63 | 8,3 | 10,4 | 12,5 | 16,6 | 20,4 | 31,0 | 41,5 | 52,0 | 62,5 | 83 |
0,32 | 10,3 | 12,7 | 15,4 | 20,3 | 25,7 | 38,6 | 51,5 | 64,2 | 77 | 103 |
0,16 | 13,2 | 16,5 | 19,8 | 26,4 | 33 | 49,5 | 66 | 82,5 | 99 | 132 |
0,08 | 18,0 | 22,4 | 27,0 | 36,0 | 45 | 67,0 | 90 | 112 | 135 | 180 |
0,04 | 22,5 | 28,0 | 33,8 | 45,0 | 56,0 | 84,5 | 112 | 140 | 170 | 225 |
РЕЖИМЫ РЕЗАНИЯ | Суперфиниширование наружных цилиндрических поверхностей | |||||||||||||||
Карта 47, лист 2 | ||||||||||||||||
II. Давление брусков P | ||||||||||||||||
Абразивные бруски | Твердость брусков | М1-М3 | СМ1-СМ2 | С1-С2 | СТ1-СТ2 | Т1-Т2 | ||||||||||
Давление брусков на поверхность P в кг/см2 | 0,5 | 1,5 - 4,5 | 2,0 - 5,0 | 4,5 - 10,0 | 8,0 - 15,0 | |||||||||||
Алмазные бруски | Скорость вращательного движения хона vвр в м/мин. | 10 | 10 - 12 | 12 - 15 | 15 - 18 | 18 - 24 | 24 - 30 | 30 - 45 | 45 - 60 | 60 - 80 | 80 - 100 | 100 - 140 | 140 - 200 | 200 | ||
Давление брусков на поверхность P кг/см2 | Группы обрабатываемости материала | I | 5,5 | 4,8 - 5,5 | 4,1 - 4,8 | 3,7 - 4,1 | 3,3 - 3,7 | 3,0 - 3,3 | 2,5 - 3,0 | 2,0 - 2,5 | 1,8 - 2,0 | 1,6 - 1,8 | 1,3 - 1,6 | 1,1 - 1,3 | 1,0 | |
II | 3,4 | 3,0 - 3,4 | 2,6 - 3,0 | 2,3 - 2,6 | 2,1 - 2,3 | 1,8 - 2,1 | 1,5 - 1,8 | 1,1 - 1,25 | 1,1 - 1,25 | 1,0 - 1,1 | 0,8 - 1,0 | 0,7 - 0,8 | 0,65 | |||
III | 2,3 | 2,0 - 2,3 | 1,7 - 2,0 | 1,5 - 1,7 | 1,4 - 1,5 | 1,2 - 1,4 | 1,0 - 1,2 | 0,8 - 0,9 | 0,8 - 0,9 | 0,7 - 0,8 | 0,6 - 0,7 | 0,5 0,6 | 0,4 | |||
IV | 15 | 13 - 15 | 12 - 13 | 10 - 12 | 9 - 10 | 8 - 9 | 7 - 8 | 5 - 6 | 5 - 6 | 4 - 5 | 3,5 4 | 3,2 - 3,5 | 0,3 | |||
III. Скорость возвратно-поступательного движения каретки с осцилирующим движением брусков при работе с продольной подачей принимается в пределах vвп = 50 - 500 мм/мин. | ||||||||||||||||
Суперфиниширование наружных цилиндрических поверхностей | ||||||||||||||
Карта 48, лист 1 | ||||||||||||||
Шероховатость поверхности Ra в мкм после суперфиниширования | Диаметр обрабатываемой детали в мм до | |||||||||||||
25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | |||||
Основное (технологическое) время To' в мин. | ||||||||||||||
0,63 | 0,355 | 0,405 | 0,46 | 0,53 | 0,60 | 0,68 | 0,78 | 0,89 | 1,02 | 1,16 | ||||
0,32 | 0,47 | 0,53 | 0,61 | 0,69 | 0,79 | 0,90 | 1,02 | 1,16 | 1,33 | 1,5 | ||||
0,16 | 0,7 | 0,8 | 0,91 | 1,04 | 1,19 | 1,36 | 1,55 | 1,76 | 2,0 | 2,3 | ||||
0,08 - 0,04 | 1,07 | 1,21 | 1,38 | 1,58 | 1,8 | 2,05 | 2,35 | 2,7 | 3,05 | 3,5 | ||||
Поправочные коэффициенты на основное время в зависимости от: | ||||||||||||||
1. Шероховатости поверхности и отношения длины обрабатываемой поверхности к длине бруска | ||||||||||||||
Уменьшение шероховатости поверхности (Параметра Ra) | Отношение длины обрабатываемой поверхности к длине бруска до | |||||||||||||
1,25 | 1,60 | 2,0 | 2,5 | 3,2 | 4,0 | 0,5 | ||||||||
Коэффициент K1 | ||||||||||||||
В 2 раза | 1,0 | 1,19 | 1,42 | 1,70 | 2,03 | 2,42 | 2,90 | |||||||
В 4 раза | 1,32 | 1,57 | 1,88 | 2,24 | 2,68 | 3,20 | 3,82 | |||||||
В 8 - 16 раз | 1,55 | 1,86 | 2,22 | 2,65 | 3,16 | 3,78 | 4,51 | |||||||
ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ) ВРЕМЯ | Суперфиниширование наружных цилиндрических поверхностей | ||||||||||
Карта 48, лист 2 | |||||||||||
2. Группы обрабатываемого материала и количество брусков в оправке | |||||||||||
Количество брусков в оправке | Группа обрабатываемого материала | ||||||||||
I | II | III | IV | ||||||||
Коэффициент K2 | |||||||||||
1 | 1,5 | 1,3 | 1,0 | 0,8 | |||||||
2 | 0,93 | 0,8 | 0,62 | 0,5 | |||||||
3. Частоты колебаний брусков | |||||||||||
Число двойных ходов в мин. | 400 | 500 | 600 | 800 | 1000 | 1500 | 2000 | 2500 | 3000 | 4000 | |
Коэффициент K3 | 1,1 | 1,0 | 0,9 | 0,8 | 0,7 | 0,6 | 0,5 | 0,43 | 0,4 | 0,35 | |
Примечание: Основное время в мин. рассчитывается по формуле:
To = To' · K1 · K2 · K3.
ДОВОДКА НА СТАНКАХ
Карта 49. Материал абразива и его зернистость назначается исходя из группы обрабатываемости материала (см. карту 42) и требуемой шероховатости поверхности.
Режимы резания при доводке (скорость вращательного vвр и возвратно-поступательного vвп движений инструмента, распределенная сила на единицу длины линии контакта P1, давление на обрабатываемую поверхность P и крутящий моменты М) выбираются в зависимости от требуемой шероховатости поверхности и формы обрабатываемой поверхности.
Карта 50. Основное (технологическое) время на доводку определяется из условий уменьшения шероховатости в два раза и с учетом поправочных коэффициентов в зависимости от вида абразивного материала, требуемой шероховатости поверхности и максимального припуска на обработку.
Конструктивные параметры инструмента <1> (длина притирочной втулки и конусность сопрягаемых поверхностей оправки и втулки) для доводки отверстий выбираются в зависимости от длины и диаметра обрабатываемого отверстия. Инструмент - притир выполняется в виде конической оправки и разрезной притирочной втулки. Материал втулки - серый перлитный чугун СЧ 12 - 28, термически обработанный (нагрев до 850 - 900 °C, выдержка 4 - 5 часов, охлаждение с печью) или низкоуглеродистая сталь марок 10, Ст2; Ст3.
--------------------------------
<1> См. приложение 2.
Пример расчета режимов резания и основного времени | Доводка наружных цилиндрических поверхностей | ||||||
Исходные данные для расчетов | Эскиз обработки, размеры и допуск, шероховатость поверхности | Деталь | Станок | ||||
 | Наименование | <...>унжер | Наименование | плоскодоводочный | |||
Материал | <...> ХВГ | Модель | 3А814 | ||||
Твердость | HRC 56 - 60 | Наружный диаметр дисков, мм | 500 | ||||
Шероховатость поверхности Ra: | Число оборотов в мин.: | ||||||
до обработки | <...>16 мкм | нижнего диска | 39, 60 | ||||
после обработки | <...>08 мкм | верхнего диска | - | ||||
Припуск (на диаметр) мм | <...>010 | Количество одновременно обрабатываемых деталей q | 24 | ||||
Расчет режимов резания и основного времени по нормативам | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |
1 | Выбор характеристики абразива | Материал абразива | Электрокорунд | Электрокорунд | |||
Зернистость | М10-М7 | М7 | |||||
2 | Расчет режимов резания | Скорость вращательного движения инструмента | 80 - 60 м/мин. | 61 м/мин. | |||
Число оборотов нижнего притирочного диска | n = 38 : 51 об./мин. | n = 39 об./мин. | |||||
Суммарная длина обработки |  |  |  | ||||
Распределенная сила прижима (на 1 см длины обработки) | P1 = 0,2 - 0,6 кгс/см | P1 = 0,33 кгс/см | |||||
Сила прижима верхнего притирочного диска (вес) |  | Q = 24 - 72 кгс | Q = 40 кгс | ||||
3 | Расчет основного времени | Суммарная площадь обработки |  |  |  | ||
Основное время Tо | To' = 1,0 мин. |  | |||||
Поправочные коэффициенты в зависимости от: | вида абразивного материала | K1 = 1,3 | |||||
группы обрабатываемости материала и припуска на обработку | K2 = 1,2 | ||||||
Пример расчета режимов резания и основного времени | Доводка плоских поверхностей | ||||||
Исходные данные для расчета | Эскиз обработки, режимы и допуск, шероховатость поверхности | Деталь | Станок | ||||
 | Наименование | втулка | Наименование | плоскодоводочный | |||
Материал | сталь ШХ-15 | Модель | 3А814 | ||||
Твердость | HRC 58 - 64 | Наружный диаметр диска в мм | 500 | ||||
Шероховатость поверхности Rа: | Число оборотов диска в минуту: | ||||||
до обработки | 0,32 мкм | верхнего | 39, 60 | ||||
после обработки | 0,16 мкм | нижнего | - | ||||
Припуск (на сторону) | 0,012 мм | Количество одновременно обрабатываемых деталей q | 20 | ||||
Расчет режимов резания и основного времени по нормативами | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |
1 | Выбор характеристики абразива | Материал абразива | Электрокорунд | Электрокорунд | |||
Зернистость | М28-М14 | М14 | |||||
2 | Расчет режимов резания | Скорость вращательного движения инструмента | v = 30 : 40 м/мин. | v = 61 м/мин. | |||
Число оборотов притирочного диска |  |  | n = 39 об./мин. | ||||
Давление P | P = 0,05 - 0,15 кг/см2 | По паспорту станка | |||||
Суммарная площадь обработки |  |  | P = 0,1 кг/см2 | ||||
Сила прижима (вес приспособления с деталями) |  |  | Q = 15 кгс | ||||
3 | Расчет основного времени | Основное время Tо | T'o = 0,9 мин. |  | |||
Поправочные коэффициенты в зависимости от: | материала абразива | K1 = 1,3 | |||||
припуска на обработку | K2 = 1,2 | ||||||
Пример расчета режима резания и основного времени | Доводка плоских поверхностей | ||||||
Исходные данные для расчета | Эскиз обработки, размеры, шероховатость поверхности и схема установки | Деталь | Станок | ||||
 | Наименование | втулка | Наименование | вертикально-доводочный | |||
Марка материала | сталь ШХ-15 | Модель | 3820 | ||||
Твердость | HRC 58 - 61 | Число оборотов инструмента в минуту | 210, 300, 500 | ||||
Диаметр отверстия | 10+0,02 мм | ||||||
Длина отверстия | 50 мм | Скорость возвратно-поступательного движения инструмента | 0 - 14 м/мин. | ||||
Шероховатость поверхности Ra: | |||||||
до обработки | 0,16 мкм | ||||||
после обработки | 0,08 мкм | ||||||
Припуск (на диаметр) | 0,012 мм | ||||||
Расчет режимов резания и основного времени по нормативами | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |
1 | Выбор характеристики абразива | Материал абразива | Электрокорунд | Электрокорунд | |||
Зернистость | М10-М7 | М10 | |||||
2 | Расчет режимов резания | Скорость вращательного движения инструментов | vвр = 20 - 8 м/мин. |  | |||
vвр = 9,42 м/мин. | |||||||
Число оборотов инструмента |  | n = 300 об./мин. (по паспорту станка) | |||||
Скорость возвратно-поступательного движения | vвп = 10 - 6 м/мин. | vвр = 8 м/мин. | |||||
Наибольшее допустимое значение величины крутящего момента | М = 8 - 12 кгс/см | Mкр = 10 кгс·см | |||||
Суммарная площадь обработки |  |  |  | ||||
3 | Расчет основного времени | Основное время Tо | T'o = 0,5 мин. | To = To' · K1 · K2 = 0,5 · 1,3 · 1,5 = 0,98 мин. | |||
Поправочные коэффициенты в зависимости от: | вида обрабатываемого материала | K1 = 1,3 | |||||
припуска на доводку | K2 = 1,5 | ||||||
Доводка на станках | ||||
Карта 49 | ||||
I. Выбор материала и его зернистости | ||||
Группы обрабатываемости материала детали (см. карту 42) | Материал абразива и его зернистость | |||
I, IV | II, III | алмаз | электрокорунд | окись алюминия |
Требуемая шероховатость поверхности Ra в мкм | ||||
0,63 | 0,32 | 20/14 - 14/10 | М40-М28 | - |
0,32 | 0,16 | 14/10 - 10/7 | М28-М14 | - |
0,16 | 0,08 | 7/5 - 5/3 | М10-М7 | - |
- | 0,04 | 5/3 - 3/2 | - | М3 |
- | Rz 0,1 | 2/1 - 1/0 | - | М3 |
Примечание: возможность использования алмазных порошков для приготовления доводочных паст определяется на основании экономических расчетов.
II. Режимы доводов
Форма обрабатываемой поверхности | Требуемая шероховатость поверхности Rz, Ra в мкм | Скорость вращательного движения инструмента vвр в м/мин. | Скорость возвратно-поступательного движения инструмента vвр в м/мин. | Распределенная сила на единицу длины линии контакта P1 в кгс/см | Давление на обрабатываемую поверхность P в кгс/см | Крутящий момент М в кгс/см |
Наружная цилиндрическая | 0,32 | 120 - 100 | - | 0,4 - 0,8 | - | - |
0,16 | 100 - 80 | - | 0,4 - 0,8 | - | - | |
0,08 | 80 - 60 | - | 0,2 - 0,6 | - | - | |
0,04 | 80 - 60 | - | 0,2 - 0,6 | - | - | |
Rz0,1 | 60 - 40 | - | 0,2 - 0,6 | - | - | |
Плоскость | 0,32 | 35 - 45 | - | - | 0,05 - 0,15 | - |
0,16 | 30 - 40 | - | - | 0,05 - 0,15 | - | |
0,08 | 25 - 35 | - | - | 0,05 - 0,15 | - | |
0,04 | 20 - 30 | - | - | 0,10 - 0,20 | - | |
Rz0,1 | 15 - 25 | - | - | 0,10 - 0,20 | - | |
Отверстие | 0,32 | 40 - 20 | 14 - 9 | - | - | 12 - 20 |
0,16 | 30 - 10 | 12 - 8 | - | - | 10 - 15 | |
0,08 | 20 - 8 | 10 - 6 | - | - | 8 - 12 | |
0,04 | 15 - 5 | 8 - 5 | - | - | 6 - 11 | |
Rz0,1 | 10 - 3 | 6 - 4 | - | - | 4 - 10 |
Примечания:
1. Приведенные значения крутящего момента обеспечивают производительное удаление припуска и исключают заклинивание инструмента в обрабатываемом отверстии диаметром 5 - 20 мм. Большие значения момента следует принимать для больших отверстий.
2. Рекомендуемые конструктивные параметры инструмента-притира при доводке отверстий на автоматизированных станках приведены в приложении.
Доводка на станках | ||||||||||
Карта 50, лист 1 | ||||||||||
Форма обрабатываемой поверхности | Шероховатость поверхности Ra, Rz в мкм | Суммарная площадь обработки | ||||||||
16 | 32 | 63 | 125 | 250 | 500 | 1000 | 1500 | |||
до доводки | после доводки | |||||||||
Основное (технологическое) время To' в мин. (на комплект устанавливаемых деталей) | ||||||||||
Наружная цилиндрическая | 0,63 | 0,32 | - | - | 0,5 | 0,5 | 0,5 | 0,5 | 0,6 | 0,7 |
0,32 | 0,16 | - | - | 0,6 | 0,6 | 0,6 | 0,6 | 0,7 | 0,9 | |
0,16 | 0,08 | - | - | 0,7 | 0,7 | 0,7 | 0,8 | 1,0 | 1,1 | |
0,08 | 0,04 | - | - | 0,8 | 0,8 | 0,9 | 1,0 | 1,1 | 1,3 | |
0,04 | Rz0,1 | - | - | 0,9 | 0,9 | 1,0 | 1,1 | 1,2 | 1,4 | |
Плоскость | 0,63 | 0,32 | - | - | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 | 1,5 |
0,32 | 0,16 | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,6 | |
0,16 | 0,08 | - | - | 0,9 | 1,0 | 1,1 | 1,3 | 1,5 | 1,8 | |
0,08 | 0,04 | - | - | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,5 | |
0,04 | Rz0,1 | - | - | 1,6 | 2,0 | - | - | - | - | |
Отверстие | 0,63 | 0,32 | 0,3 | 0,5 | 0,9 | 1,7 | - | - | - | - |
0,32 | 0,16 | 0,4 | 0,7 | 1,2 | 1,9 | - | - | - | - | |
0,16 | 0,08 | 0,5 | 0,8 | 1,4 | 2,1 | - | - | - | - | |
0,08 | 0,04 | 0,6 | 0,9 | 1,6 | 2,5 | - | - | - | - | |
0,04 | Rz0,1 | 0,8 | 1,3 | 1,9 | 3,0 | - | - | - | - | |
Примечания:
1. Суммарная площадь обработки определяется по формулам:
а) для цилиндрической поверхности

б) для плоскости

в) для плоской поверхности с отверстием (типа колец)

2. При необходимости уменьшения шероховатости поверхности в 4 и более раз рекомендуется выполнять доводку в две и более операций с изменением зернистости абразива и режимов доводки.
3. При одновременной обработке двух плоскостей расчет ведется по одной из поверхностей, являющейся лимитирующей (имеющей повышенные требования по шероховатости, повышенный припуск, более развитую поверхность и т.п.).
Доводка на станках | ||||||||||
Карта 50, лист 2 | ||||||||||
Поправочные коэффициенты на основное время в зависимости от: | ||||||||||
1. Вида абразивного материала | ||||||||||
Абразивный материал | Алмаз | Электрокорунд | Окись алюминия | |||||||
Коэффициент K1 | 1,0 | 1,3 | 1,4 | |||||||
2. Припуска на доводку | ||||||||||
Форма обрабатываемой поверхности | Шероховатость поверхности Ra, Rz в мкм | Припуск на доводку в мм (для цилиндрических поверхностей на диаметр, для плоскости на сторону) | ||||||||
0,002 | 0,003 | 0,005 | 0,008 | 0,012 | 0,018 | 0,025 | ||||
Коэффициент K2 | ||||||||||
Наружная цилиндрическая | 0,32 | - | - | - | - | - | 1,0 | 1,2 | ||
0,16 | - | - | - | - | 1,0 | 1,2 | 1,5 | |||
0,08 | - | - | - | 1,0 | 1,2 | 1,4 | 1,6 | |||
0,04 | - | - | 1,0 | 1,3 | 1,6 | 2,0 | - | |||
Rz0,1 | - | 10 | 1,3 | 1,7 | 3,0 | - | - | |||
Плоскость | 0,32 | - | - | - | - | 1,0 | 1,2 | - | ||
0,16 | - | - | - | 1,0 | 1,2 | 1,5 | - | |||
0,08 | - | - | 1,0 | 1,2 | 1,4 | 1,6 | - | |||
0,04 | - | 1,0 | 1,3 | 1,6 | 2,0 | - | - | |||
Rz0,1 | 1,0 | 1,3 | 1,7 | 3,0 | - | - | - | |||
Отверстие | 0,32 | - | - | - | - | 1,0 | 1,2 | 1,5 | ||
0,16 | - | - | - | 1,0 | 1,2 | 1,5 | 2 0 | |||
0,08 | - | - | 1,0 | 1,2 | 1,5 | 2,0 | - | |||
0,04 | - | 1,0 | 1,2 | 1,5 | 2,0 | - | - | |||
Rz0,1 | - | 1,0 | 1,3 | 2,0 | - | - | - | |||
Основное время (на одну деталь) рассчитывается по формуле:

Карта 51. Зубохонингование производится абразивными зубчатыми хонами на полимерных связках или алмазными зубчатыми хонами на металлической связке с использованием алмазных порошков АСР и АСВ с концентрацией 100%.
Характеристика (зернистость) хонов выбирается в зависимости от требуемой шероховатости обрабатываемой поверхности.
Карта 52. 1. Продольная минутная подача хона (детали) назначается в зависимости от диаметра обрабатываемого колеса и угла скрещивания осей хона и детали.
2. Усилие нагружения назначается в зависимости от диаметра обрабатываемого колеса и угла зацепления.
3. Число оборотов хона назначается в зависимости от угла скрещивания осей хона и детали и от диаметра обрабатываемого колеса.
4. Основное технологическое время обработки определяется по формуле (карта 52, лист 2).
Пример расчета режимов резания и основного времени | Зубохонингование | ||||||||
Исходные данные | Эскиз обработки, размеры, шероховатость поверхности | Деталь | Инструмент | Станок | |||||
 | Наименование | шестерня ведущая | Вид абразивного материала | алмазы | Наименование | Зубохонинговальный | |||
Ширина зубчатого венца | 51 мм | Марка абразивного материала | АСР | Модель | 5В913 | ||||
Число оборотов хона | 250, 315, 400, 500, 630, 800, 1000 об./мин. | ||||||||
Диаметр шестерни | 178 мм | Угол зацепления | 20° | Скорость продольной подачи | 0 - 600 мм/мин. | ||||
Угол зацепления | 20° | Диаметр делительной окружности | 215 мм | ||||||
Требуемая шероховатость поверхности Ra | 1,25 мкм | Величина нагружения: | |||||||
радиального | 10 - 60 кгс | ||||||||
Угол наклона зубьев | 19° | Угол наклона зубьев | 0° | окружного | 1,1 - 4,3 кгс·м | ||||
Угол скрещивания осей детали и хона  | Число двойных ходов | 1 - 5 дв. х. | |||||||
Расчет режимов резания и основного времени | N п/п | Что определяется | Определяемый параметр | Обоснование | Табличное значение | Окончательные данные | |||
1 | Выбор характеристики хона | Зернистость | 63/50; 50/40 | 63/50 | |||||
2 | Расчет режимов резания | Продольная минутная подача | 220 мм/мин. | 220 мм/мин. | |||||
Усилие нагружения | 1,5 кгм | 1,5 кгм | |||||||
Число оборотов хона | 500 об./мин. | 500 об./мин. | |||||||
3 | Расчет основного времени | Основное время То |   | То = 1 мин. | |||||
Зубохонингование | |||
Карта 51 | |||
Вид хона | Шероховатость поверхности Ra в мкм | ||
2,5 | 1,25 | 0,63 | |
Зернистость | |||
Абразивные зубчатые хоны | 12 - 16 | 10 - 12 | 5 - 8 |
Алмазные зубчатые хоны | 100/80; 80/63 | 63/50; 50/40 | 40/28 |
Примечание. Угол наклона зубьев хона выбирается исходя из условия обеспечения угла скрещивания осей хона и детали  в пределах 15° - 20°.
в пределах 15° - 20°.

где  - угол наклона зубьев детали;
- угол наклона зубьев детали;
Знак плюс берется при одинаковом направлении спирали зубьев хона и детали, знак минус - при разном направлении.
Зубохонингование | |||||||||||
Карта 52, лист 1 | |||||||||||
 | |||||||||||
I. Продольная минутная подача Sм в мм/мин. | |||||||||||
Вид хона | Угол скрещивания осей | Параллельный метод | Касательный метод | ||||||||
до 100 | Диаметр обрабатываемого колеса, Dнар в мм | ||||||||||
100 - 150 | 150 - 200 | 200 - 250 | св. 250 | до 100 | 100 - 150 | 150 - 200 | 200 - 250 | св. 250 | |||
Продольная минутная подача Sм в мм/мин. | |||||||||||
Абразивные зубчатые хоны | До 15 | 200 | 180 | 160 | 130 | 110 | 100 | 90 | 85 | 80 | 80 |
15 - 20 | 210 | 200 | 180 | 140 | 120 | 110 | 100 | 95 | 90 | 90 | |
Св. 20 | 220 | 210 | 190 | 150 | 130 | 120 | 110 | 110 | 105 | 100 | |
Алмазные зубчатые хоны | До 15 | 330 | 250 | 190 | 160 | 120 | - | - | - | - | - |
15 - 20 | 350 | 280 | 220 | 180 | 130 | - | - | - | - | - | |
Св. 20 | 360 | 300 | 240 | 200 | 140 | - | - | - | - | - | |
II. Усилие нагружения | |||||||||||
Вид хона | Угол зацепления | Диаметр обрабатываемого колеса, Dнар в мм | |||||||||
до 100 | 100 - 150 | 150 - 200 | 200 - 250 | св. 200 | до 100 | 100 - 150 | 150 - 200 | 200 - 250 | св. 200 | ||
Усилие прижима Q в кгс при радиальном нагружении | Тормозной момент Мт в кгс·м при окружном нагружении | ||||||||||
Абразивные зубчатые хоны | 15 | 15 | 20 | 25 | 30 | 35 | 0,7 | 1,0 | 1,5 | 1,9 | 2,2 |
20 | 20 | 30 | 35 | 45 | 50 | 0,75 | 1,1 | 1,6 | 2 | 2,3 | |
30 | 30 | 40 | 45 | 50 | 55 | 0,8 | 1,15 | 1,7 | 2,1 | 2,4 | |
Алмазные зубчатые хоны | 15 | - | - | - | - | - | 0,65 | 1 | 1,4 | 1,9 | 2,15 |
20 | - | - | - | - | - | 0,7 | 1,1 | 1,5 | 2 | 2,25 | |
30 | - | - | - | - | - | 0,75 | 1,15 | 1,6 | 2,1 | 2,35 | |
Зубохонингование | ||||
Карта 52, лист 2 | ||||
III. Число оборотов зубчатого хона, nх в об./мин. | ||||
Вид хона | Диаметр обрабатываемого колеса, Dнар в мм | до 15 | 15 - 20 | св. 20 |
Абразивные зубчатые хоны | До 250 | 740 | 560 | 380 |
Св. 250 | 660 | 520 | 240 | |
Алмазные зубчатые хоны | До 250 | 630 | 500 | 400 |
Св. 250 | 500 | 400 | 315 | |
Основное время подсчитывается по формуле:

где Bp.x. = B + 4 мм - при параллельном методе зубохонингования;
 - при касательном методе зубохонингования;
- при касательном методе зубохонингования;B - ширина зубчатого венца в мм;
Примечание. Приведенные в карте режимы резания ориентированы на обработку с 4-мя ходами хона (i), обеспечивающими снятия припуска 0,01...0,02, мм на толщину зуба. При необходимости снятия меньшего припуска обработку производить с i = 2. При необходимости снятия большего припуска обработку производить с i = 6 или i = 8.
Абразивная резка стальных заготовок вулканитовыми кругами | ||||||||
Карта 53 | ||||||||
I. Характеристика и скорость вращения круга | ||||||||
Диаметр (Dд) или высота (H) заготовки (или пучка заготовок) в мм | Размеры шлифовального круга | Характеристика круга | Скорость вращения круга vк в м/сек. | |||||
Диаметр Dк | Ширина Bк | |||||||
10 | 200 | 1,0 | 14А, 40ТВ или 23А; 24А 40ВТ | 50 | ||||
20 | 300 | 2,0 | ||||||
30 | 400 | 3,0 | ||||||
40 | 500 | 4,0 | ||||||
II. Режимы резания | ||||||||
Диаметр (Dд) или высота (H) заготовки (или пучка заготовок) в мм | Стали углеродистые и легированные | Стали жаропрочные и нержавеющие | ||||||
Диаметр шлифовального круга Dк в мм | ||||||||
200 | 300 | 400 | 500 | 200 | 300 | 400 | 500 | |
Минутная поперечная подача | ||||||||
10 | 400 | 550 | 700 | 800 | 250 | 300 | 450 | 600 |
20 | 300 | 400 | 550 | 700 | 200 | 250 | 300 | 450 |
30 | - | 300 | 400 | 550 | - | 200 | 250 | 300 |
40 | - | - | 300 | 400 | - | - | 200 | 250 |
III. Основное (технологическое) время | ||||||||
Диаметр (Dд) или высота (H) заготовки (или пучка заготовок) в мм | Стали углеродистые и легированные | Стали жаропрочные и нержавеющие | ||||||
Диаметр шлифовального круга Dк в мм | ||||||||
200 | 300 | 400 | 500 | 200 | 300 | 400 | 500 | |
Основное время Tо в мин. | ||||||||
10 | 0,03 | 0,02 | 0,017 | 0,015 | 0,048 | 0,04 | 0,026 | 0,02 |
20 | 0,073 | 0,055 | 0,04 | 0,031 | 0,11 | 0,088 | 0,71 | 0,049 |
30 | - | 0,106 | 0,08 | 0,059 | - | 0,16 | 0,12 | 0,10 |
40 | - | - | 0,14 | 0,105 | - | - | 0,21 | 0,168 |
Приложение 1 | |||||
N п/п | Вид шлифования и характер обработки | Средний период стойкости T в мин. | |||
1 | Круглое наружное шлифование с продольной подачей | Цилиндрическая поверхность | 15 | ||
2 | Цилиндрическая поверхность с галтелью | r <= 2 | 5 | ||
3 | r > 2 | 10 | |||
4 | Внутреннее шлифование | Диаметр отверстия в мм | 25 | 2,5 | |
5 | 50 | 4 | |||
6 | > 50 | 6 | |||
7 | Бесцентровое шлифование с продольной и радиальной подачей | 15 | |||
8 | Шлифование резьбы | Однониточным кругом | черновой проход | 10 - 15 | |
9 | чистовой проход <*> | - | |||
10 | Многониточным кругом | 15 - 25 | |||
11 | Плоское шлифование периферией круга | 15 | |||
12 | Шлифование зубьев и шлиц <*> | - | |||
--------------------------------
Доводка отверстий | ||||||||||||||||||||||
Приложение 2 | ||||||||||||||||||||||
 | ||||||||||||||||||||||
Диаметр обрабатываемого отверстия в мм до | Длина обрабатываемого отверстия в мм до: | |||||||||||||||||||||
5 | 6 | 8 | 10 | 12 | 15 | 18 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 150 | 200 | |
Рабочая длина притирочной втулки в мм | ||||||||||||||||||||||
50 | - | - | - | - | - | - | - | - | - | 85 | 85 | 90 | 90 | 95 | 95 | 95 | 100 | 100 | 110 | 110 | 120 | 120 |
40 | - | - | - | - | - | - | - | - | 80 | 85 | 85 | 90 | 90 | 90 | 95 | 95 | 95 | 95 | 100 | 100 | 110 | 120 |
30 | - | - | - | - | - | - | - | 80 | 80 | 85 | 85 | 85 | 85 | 85 | 85 | 85 | 85 | 90 | 100 | 100 | 110 | 110 |
25 | - | - | - | - | - | - | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 80 | 90 | 100 | 100 | 110 | 110 |
20 | - | - | - | - | - | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 70 | 80 | 90 | 100 | 100 | 100 | 100 |
15 | - | - | - | - | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 60 | 70 | 80 | 80 | 80 | 80 | 80 | 80 |
12 | - | - | - | 45 | 45 | 45 | 45 | 45 | 45 | 45 | 45 | 45 | 45 | 50 | 60 | 70 | 75 | 80 | 80 | 80 | 80 | - |
10 | - | - | 40 | 40 | 40 | 40 | 40 | 40 | 40 | 40 | 40 | 40 | 40 | 50 | 60 | 70 | 70 | 70 | 75 | 75 | - | - |
8 | - | - | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 35 | 40 | 40 | 50 | 60 | 60 | 60 | 60 | 60 | - | - | - |
6 | - | 25 | 25 | 25 | 25 | 25 | 25 | 25 | 25 | 30 | 35 | 40 | 40 | 45 | 45 | 45 | 45 | - | - | - | - | - |
5 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | 25 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 | - | - | - | - | - |
4 | 15 | 15 | 15 | 15 | 15 | 15 | 18 | 20 | 20 | 20 | 20 | 20 | 20 | 20 | - | - | - | - | - | - | - | - |
КОНСТРУКТИВНЫЕ ПАРАМЕТРЫ ИНСТРУМЕНТА ДЛЯ ДОВОДКИ ОТВЕРСТИЙ (ПРИТИРА) | Доводка отверстий | |||||||||||||||||
Приложение 2 | ||||||||||||||||||
Конусность посадочных поверхностей оправки и притирочной втулки | ||||||||||||||||||
Рабочий диаметр притирочной втулки в мм до | Рабочая длина притирочной втулки в мм | |||||||||||||||||
15 | 18 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 60 | 70 | 80 | 85 | 90 | 95 | 100 | 110 | 120 | |
Конусность посадочных поверхностей оправки и притирочной втулки | ||||||||||||||||||
50 | - | - | - | - | - | - | - | - | - | - | - | - | 1:10 | 1:20 | 1:20 | 1:20 | 1:30 | 1:30 |
40 | - | - | - | - | - | - | - | - | - | - | - | 1:10 | 1:20 | 1:20 | 1:30 | 1:30 | 1:30 | 1:30 |
30 | - | - | - | - | - | - | - | - | - | - | - | 1:20 | 1:20 | 1:20 | 1:30 | 1:30 | 1:30 | 1:30 |
25 | - | - | - | - | - | - | - | - | - | - | - | 1:20 | 1:20 | 1:30 | 1:30 | 1:30 | 1:30 | - |
20 | - | - | - | - | - | - | - | - | - | 1:20 | 1:30 | 1:30 | 1:30 | 1:40 | 1:40 | - | - | - |
15 | - | - | - | - | - | - | - | - | 1:20 | 1:30 | 1:40 | 1:50 | 1:50 | - | - | - | - | - |
12 | - | - | - | - | - | - | - | 1:20 | 1:30 | 1:40 | 1:50 | 1:50 | - | - | - | - | - | - |
10 | - | - | - | - | - | - | 1:20 | 1:30 | 1:40 | 1:50 | 1:50 | - | - | - | - | - | - | - |
8 | - | - | - | - | 1:20 | 1:30 | 1:40 | 1:40 | 1:50 | 1:50 | - | - | - | - | - | - | - | - |
6 | - | - | - | 1:30 | 1:40 | 1:50 | 1:50 | 1:50 | - | - | - | - | - | - | - | - | - | - |
5 | - | - | 1:40 | 1:50 | 1:50 | - | - | - | - | - | - | - | - | - | - | - | - | - |
4 | 1:50 | 1:50 | 1:50 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |