СПРАВКА
Источник публикации
М.: Стройиздат, 1977
Примечание к документу
Название документа
"Руководство по технологии формования железобетонных изделий"
"Руководство по технологии формования железобетонных изделий"
Содержание
ПО ТЕХНОЛОГИИ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Рекомендовано к изданию секцией заводской технологии железобетона НИИЖБ Госстроя СССР.
Руководство содержит основные требования и указания по технологии формования железобетонных изделий, рекомендации по выбору технологических приемов формования, принципиальных схем виброустройств и методики определения их технологических параметров.
Предназначено для инженерно-технических работников предприятий сборного железобетона, проектных и научно-исследовательских организаций.
Табл. 13, рис. 43.
В Руководстве приведены классификация методов формования, принципиальные схемы оборудования, данные по расчету технологических параметров формования железобетонных изделий, контролю качества процесса формования, а также по технике безопасности и охране труда при выполнении формовочных работ. Кроме того, приводятся технологические требования к изделиям, арматурным каркасам, бетонным смесям, формам и технико-эксплуатационные требования к оборудованию.
При подготовке Руководства был использован передовой производственный опыт, а также результаты работы многих проектно-конструкторских и научно-исследовательских организаций.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: раздел 10 отсутствует. |
Руководство разработано НИИЖБ (канд. техн. наук И.Ф. Руденко, инж. А.А Фоломеев, кандидаты техн. наук Г.С. Митник, С.А. Селиванова). В составлении отдельных разделов принимали участие: НИИЖБ, лаборатория совершенствования технологии - кандидаты техн. наук В.Е. Карамзин, Э.Г. Соркин, инженеры В.Н. Кузин, Е.А. Синева (разд. 5, 6); ВНИИЖелезобетон Минстройматериалов СССР - кандидаты техн. наук Ю.И. Долинский (разд. 4, 5), С.Г. Румянцев, В.А. Соколов (разд. 6), инженеры Н.Я Папиров (разд. 4, 5), М.М. Рузская (разд. 6); ВНИИГ им. Б.Е. Веденеева - д-р техн. наук, проф. О.А. Савинов, канд. техн. наук Е.В. Лавринович (разд. 3, 5, 9), инж. Ю.Е. Миронов (разд. 5); "Энерготехпром" Минэнерго СССР - канд. техн. наук С.П. Радошевич (разд. 5); ЦНИИС Минтрансстроя СССР - кандидаты техн. наук А.Д. Дорохова, В.И. Карпинский (разд. 5), Л.С. Розенбойм (разд. 4), инженеры Е.И. Цимберг (раздел 9), В.И. Иванов (разд. 5); КТБ "Мосоргстройматериалы" Главмоспромстройматериалов - д-р физ.-мат. наук Б.И. Крюков, кандидаты техн. наук Б.И. Гусев, Е.А. Логвиненко, Л.М. Литвин (разд. 5); НИИСП Госстроя УССР - кандидаты техн. наук Я.Ф. Вайнкоф, А.С. Файвусович (разд. 5); КИСИ Минвуза УССР - канд. техн. наук И.И. Назаренко (разд. 5); ЛИСИ Минвуза РСФСР - канд. техн. наук А.В. Болотный (разд. 6); Полтавский ИСИ - кандидаты техн. наук Ф.С. Лапинцев, К.А. Олехнович, инж. Е.Я. Прасолов (разд. 5); Кишиневский политехнический институт Минвуза СССР - д-р техн. наук, проф. В.Н. Шмигальский (разд. 1, 2, 5, 10).
Редактирование Руководства выполнено канд. техн. наук И.Ф. Руденко и инж. А.А. Фоломеевым.
Замечания и предложения по Руководству просьба направлять по адресу: 109389, Москва, 2-я Институтская ул., д. 6, НИИЖБ, лаборатория N 20.
Дирекция НИИЖБ
A - амплитуда смещения вибрируемой массы рабочего органа, контактирующей с бетонной смесью, см;
E - модуль упругости резины, стали и др., МПа;
Eб - модуль упругости бетонной смеси, МПа;
Gб - масса бетона, кг;
Gв - вибрируемая масса рабочего органа, в том числе жестко прикрепляемых форм, кг;
Pст - статическое давление, создаваемое массой пригруза или другими действующими на формуемое изделие статическими силами, МПа;
Qд - вынуждающая сила, Н;
g - ускорение свободного падения, см/с2;
hб - толщина формуемого слоя смеси, см;
Sст - площадь стабилизирующей опалубки (стабилизаторов), см2;
Sпр - площадь пригруза, штампа, контакта вибрирующей поверхности рабочего органа, опирающейся на бетонную смесь, см2;
t - время формования, с;
V - рабочая скорость непрерывно формующих устройств, см/с;
ИС МЕГАНОРМ: примечание. Постановлением Госстроя России от 14.12.2000 N 127 с 1 июля 2001 года введен в действие ГОСТ 10181-2000. |
Ж - жесткость бетонной смеси, определяемая на техническом вискозиметре в соответствии с ГОСТ 10181-76, с;
n - частота колебаний, кол/мин;
1.1. Руководство распространяется на формование всех видов сборных железобетонных изделий и конструкций из тяжелых бетонных смесей, за исключением бетонных и железобетонных труб; отдельные положения могут быть использованы при формовании монолитных конструкций и изделий из легких бетонов.
1.2. В Руководстве рассматриваются процессы укладки, уплотнения бетонной смеси, формообразования, немедленной распалубки и отделки лицевых поверхностей свежеотформованных изделий.
1.3. Указания и требования по технологии, изложенные в Руководстве, следует учитывать при производстве формовочных работ, при расчетах технологических процессов формования, а также при выполнении смежных технологических операций, проектировании форм и оснастки, формовочного оборудования, железобетонных изделий и конструкций.
ИС МЕГАНОРМ: примечание. Постановлением Госстроя России от 14.12.2000 N 127 с 1 июля 2001 года введен в действие ГОСТ 10181-2000. |
2.1. Формовочные свойства бетонных смесей определяются в соответствии с ГОСТ 10181-76. По показателям жесткости или подвижности бетонные смеси условно делятся на несколько категорий, которые приведены в табл. 1.
Категория бетонной смеси | Показатель удобоукладываемости | |
осадка конуса (ОК), см | жесткость, с | |
Особо жесткая | - | Более 200 |
Повышенно жесткая | - | 150 - 200 |
Жесткая | - | 60 - 150 |
Умеренно жесткая | - | 30 - 60 |
Малоподвижная | 0 - 3 | 15 - 30 |
Умеренно подвижная | 3 - 8 | Менее 15 |
Подвижная | 8 - 16 | - |
Литая | Более 16 | - |
2.2. Бетонную смесь, поступающую на формовочный пост, приготовляют из материалов, удовлетворяющих требованиям ГОСТа, с заданными водоцементным отношением и жесткостью (или подвижностью) смеси. При этом смесь должна сохранять однородность при транспортировании и укладке. Допустимы отклонения по В/Ц до минус 5%, по жесткости до минус 20% и по подвижности до плюс 30%. Температура бетонной смеси к моменту укладки ее в форму должна быть не ниже 5 °C.
ИС МЕГАНОРМ: примечание. Взамен СН 393-69 Постановлением Госстроя СССР от 04.09.1978 N 175 с 1 июля 1979 года введены в действие СН 393-78. |
2.3. Арматура и закладные детали должны соответствовать рабочим чертежам изделий, а максимально укрупненные сетки и каркасы - ГОСТ 10922-75 и "Указаниям по сварке соединений арматуры и закладных деталей железобетонных конструкций" (СН 393-69) и другим технологическим нормативам по изготовлению сварных каркасов, действующим на предприятиях; не допускается применение арматуры с налипшим раствором, отслаивающейся ржавчиной и прочими загрязнениями.
2.4. С целью обеспечения проектного положения арматуры, при изготовлении изделий необходимо установить специальные фиксаторы. Расстояние между фиксаторами по длине ненапрягаемой арматуры должно составлять: при диаметре 3 - 4 мм - 0,4 - 0,5 м, при диаметре 5 - 6 мм - 0,6 - 0,8 м, при диаметре 8 - 12 мм - 0,8 - 1,2 м. Для напрягаемой арматуры указанные расстояния увеличиваются в четыре раза. Пересекающиеся арматурные каркасы ребер должны быть соединены между собой.
2.5. При пропускании тока через бетонную смесь (например, при электроразогреве) на арматуру или часть ее, находящуюся на расстоянии не менее 15 мм от поддона или рабочего органа формования, наносится электроизоляционное покрытие, обладающее достаточной механической прочностью, необходимой при транспортировании арматуры и обеспечивающей требуемое сцепление ее с бетоном.
2.6. Применение методов непрерывного формования может приводить к деформациям и смещениям арматурного каркаса в направлении движения формовочного устройства. В таких случаях в конструкции каркаса должны быть предусмотрены элементы, позволяющие крепить его к форме (матрице).
3.1. Формы, матрицы и стенды проектируются и изготовляются таким образом, чтобы изделия отвечали всем предъявляемым к ним требованиям по геометрическим размерам и другим параметрам, предусмотренным ГОСТ 12505-67 и ГОСТ 18886-73*.
3.2. Допускаемые отклонения внутренних проектных размеров форм приведены в ГОСТ 12505-67 и ГОСТ 18886-73*. При изготовлении изделий, к точности размеров которых предъявляются повышенные требования, допускаемые отклонения устанавливаются специальными документами (ГОСТ или ТУ на формы определенного вида).
3.3. При расчете и конструировании форм следует учитывать рекомендации, содержащиеся в "Руководстве по расчету и проектированию стальных форм", "Руководстве по технологии изготовления предварительнонапряженных железобетонных конструкций" и др.
3.4. Необходимо также выявить характер и интенсивность динамических воздействий на формы вибрационных, виброударных и ударных установок в процессе уплотнения бетонной смеси, и в соответствии с этими воздействиями провести расчет и конструирование формы.
3.5. При уплотнении бетонной смеси форма должна обладать достаточной динамической жесткостью, чтобы ее амплитуды колебаний были одинаковыми по всей площади поддона.
Требуемая жесткость должна обеспечиваться соответствующим шагом балок каркаса. При этом необходимо исходить из того факта, что амплитуды колебаний по площади ячейки должны быть равномерными (допустимые отклонения - не выше 20%), а прогиб листа под действием динамической нагрузки - не более 1/10 среднего значения амплитуды колебаний.
3.6. Форма для уплотнения бетонной смеси, установленная на виброплощадке, должна крепиться с помощью электромагнитов или других устройств, исключающих ее отрыв от площадки.
3.7. Форма, установленная на ударном столе, должна быть оперта в нескольких точках (не менее двух на 1 м2 площади поддона) на поперечные балки верхней рамы и жестко прикреплена к ней как минимум четырьмя замками.
3.8. Форма для резонансной виброустановки должна обладать высокой поперечной жесткостью, чтобы исключить потери устойчивости от периодически действующих сил и снижение амплитуд колебаний по длине.
3.9. При изготовлении пространственных конструкций с помощью вибропротяжных устройств или скользящей виброформы с целью предохранения свежеотформованной смеси от оплывания, стенды и матрицы желательно выполнять из отдельных виброизолированных элементов.
3.10. К формам, предназначенным для изготовления изделий с последующей механизированной отделкой открытой поверхности, предъявляются следующие требования:
а) высота бортов, расположенных в направлении, поперечном движению отделочных устройств, должна быть на 2 - 4 мм ниже высоты бортов, расположенных вдоль движения;
б) опалубочные детали (вкладыши, проемообразователи и т.д.), крепящиеся на поддоне или бортах формы, должны быть на 5 мм ниже уровня бортов, расположенных вдоль движения;
в) вверху борта, по которому перемещается рабочий орган отделочных устройств, приваривается полоса шириной не менее 40 и толщиной 8 мм.
3.11. Эксплуатацию форм следует проводить в соответствии с "Руководством по эксплуатации стальных форм при изготовлении железобетонных изделий"; основные положения этого Руководства распространяются на матрицы и стенды.
3.12. При эксплуатации форм необходимо обращать внимание на надежное крепление закладных деталей, исключающее их смещение в процессе формования. Способы крепления деталей следует принимать такими, чтобы операции по их установке, фиксации и освобождению выполнялись с минимальными затратами труда и времени.
3.13. Формы, не обладающие необходимой жесткостью, подлежат усилению.
4.1. Укладка бетонных смесей в форму должна отвечать требованиям принятой технологии изготовления сборных железобетонных изделий и осуществляться с применением машин, механизмов, приспособлений, исключающих или сводящих к минимуму ручной труд.
4.2. Укладка бетонной смеси осуществляется посредством бункеров, бетонораздатчиков и укладчиков.
Бункера транспортируют смесь к посту формования и перемещаются над формуемыми изделиями в процессе укладки грузоподъемными механизмами.
Бетонораздатчики представляют собой бункера, установленные на самоходной раме, перемещающейся над формуемым изделием. Они выдают бетонную смесь в форму без разравнивания, которое осуществляется затем механизмами и механическими приспособлениями.
Укладчики имеют бункера, стационарно установленные на раме или перемещающиеся по ней в поперечном направлении. Кроме того, они оснащаются дополнительными устройствами, распределяющими смесь по форме. В зависимости от вида и назначения укладываемой смеси применяют бетоноукладчики, фактуроукладчики, раствороукладчики, бетонофактуроукладчики, бетонораствороукладчики.
При необходимости отделки изделий на формовочных постах укладчики оснащаются соответствующими навесными устройствами (см. разд. 6 настоящего Руководства).
4.3. Для обеспечения непрерывной и порционной выгрузки бетонной смеси бункера и бетонораздатчики оборудуются затворами типа секционных, шиберных, челюстных и в ряде случаев ленточными питателями, а для улучшения условий выгрузки оснащаются вибровозбудителями. Бункера укладчиков снабжены, как правило, ленточными питателями, а также указанными затворами.
Для регулирования выдачи смеси в стенке бункера над ленточным питателем оборудуется дополнительный затвор (клапанный, шиберный). Типы затворов выбираются в соответствии с табл. 2. В отдельных случаях для укладки бетонных и фактурных смесей применяют вибропитатели.
Укладчики | Категория бетонных смесей | Распределяющие устройства для изделий видов | Затворы бункеров | ||||||||||||||||||
сплошных, однотипных, одинаковой ширины | сложной конфигурации одинаковой ширины (стеновые панели с проемами и т.п.) | сложной конфигурации и разной ширины | без ленточных питателей | с ленточными питателями | |||||||||||||||||
малоподвижная, подвижная и умеренно подвижная | умеренно жесткая, жесткая | насадок | вибронасадок (вибропротяжка) | воронка | плужковый разравниватель | вибролоток | насадок | вибронасадок (вибропротяжка | воронка поворотная | плужковый разравниватель | вибролоток | воронка поворотная | насадок с регулируемыми торцовыми стенками | вибролоток | шиберный | челюстной | секторный | шиберный | клапанный | ||
Бетоноукладчики | * | - | + | + | + | + | - | + | + | + | + | - | + | + | - | + | + | + | + | + | |
- | ** | + | + | + | + | - | + | + | + | + | - | + | + | - | - | + | - | + | + | ||
Фактуроукладчики и раствороукладчики | нижнего слоя | * | - | - | - | - | - | + | - | - | - | - | + | - | - | + | + | + | + | + | + |
- | ** | - | - | - | - | + | - | - | - | - | + | - | - | + | - | - | - | - | + | ||
верхнего слоя | * | - | + | + | + | + | + | - | - | + | + | + | + | - | - | + | + | + | + | + | |
- | ** | + | + | + | + | + | - | - | + | + | + | + | - | - | + | + | - | + | + | ||
Примечания: 1. Рабочие органы и затворы раствороукладчиков принимаются по категориям смесей: для растворов с погружением конуса Стройцнила - 3 - 6 см (по подвижной) со знаком *, 0 - 3 см - по умеренно жесткой бетонной смеси со знаком **. 2. Знаком + обозначены устройства, применяемые для данной смеси, вида изделий и типа питателя. | |||||||||||||||||||||
4.4. В качестве распределяющих устройств, которыми оснащаются бункера укладчиков с ленточными питателями или другими затворами, применяют: насадки, вибронасадки (вибропротяжные устройства), воронки, плужковые разравниватели, вибролотки (рис. 1). Одновременно с укладкой вибронасадком (вибропротяжным устройством) осуществляют и уплотнение смесей (см. разд. 5 настоящего Руководства).
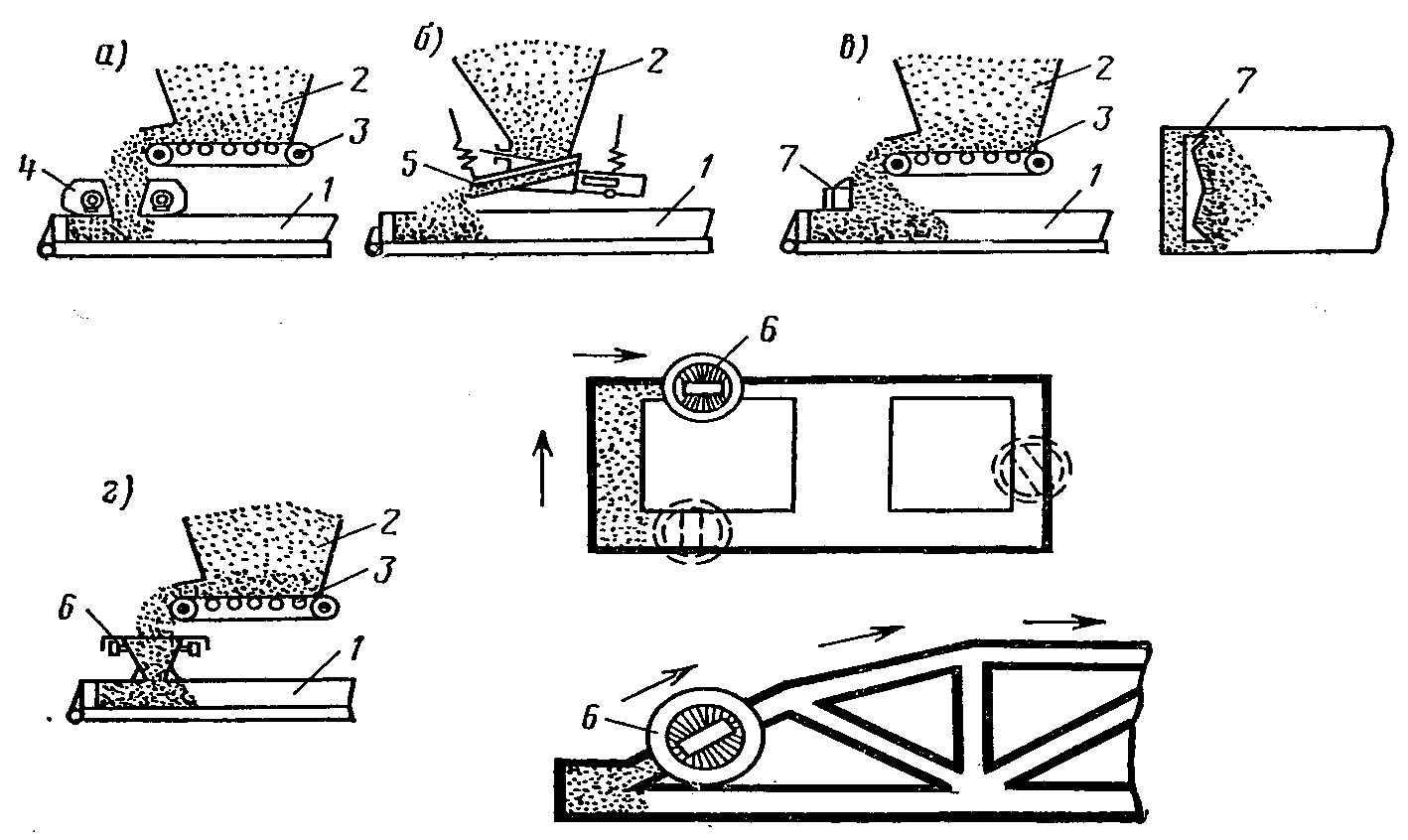
Рис. 1. Схема укладки бетонных смесей укладчиками
с различными рабочими органами
а - вибронасадком; б - вибролотковым питателем;
в - плужковым разравнивателем; г - поворотной воронкой;
1 - форма; 2 - бункер; 3 - ленточный питатель;
4 - вибронасадок; 5 - вибролотковый питатель;
6 - воронка поворотная; 7 - плужковый разравниватель
Тип распределяющего устройства в зависимости от удобоукладываемости смесей и конфигурации изделий выбирается по табл. 2.
4.5. Полезный объем бункеров при периодическом их заполнении следует назначать с учетом объема формуемых изделий и цикла их формования (желательно иметь объем бункеров около 1,1 - 1,2 максимального объема изделия). При непрерывном заполнении бункера его объем следует принимать не менее 1 м3. Отношение полезного объема бункера к геометрическому следует принимать равным 0,7 - 0,8.
4.6. В целях лучшего использования объема бункеров и создания нормальных условий их эксплуатации углы наклона стенок бункеров рекомендуется назначать в зависимости от консистенции смесей: для литых и подвижных - 55 - 65°; для малоподвижных и жестких - 65 - 70°.
4.7. Во избежание сводообразования в бункерах, оборудованных различными типами затворов (кроме ленточного питателя), сечения выходного отверстия должны приниматься: для литых и подвижных смесей - не менее 200 x 400 мм; для малоподвижных и жестких смесей - не менее 400 x 500 мм.
4.8. Транспортную скорость всех укладчиков (от места загрузки до поста укладки) следует принимать в пределах 20 - 25 м/мин, а скорость рабочего хода каретки при ее поперечном перемещении - 6 - 8 м/мин.
4.9. Параметры бетоноукладчиков с вибронасадками (вибропротяжными устройствами) выбираются по рекомендациям разд. 5 настоящего Руководства. Для дополнительного распределения смеси вибронасадки оснащаются шнековыми или плужковыми распределителями.
4.10. Для укладчиков как с поворотной, так и с неповоротной подъемно-опускающейся воронкой следует принимать:
скорость рабочего хода (укладки) для бетоноукладчиков равной 15 - 18 м/мин, для фактуроукладчиков - 10 - 12 м/мин;
диаметр приемного отверстия воронки, имеющей переходное сечение с круглого на прямоугольное, - 800 - 1000 мм;
сечение выходного отверстия воронки - не менее 200 x 600 мм.
4.11. Для бетонораздатчиков, а также бетоноукладчиков и фактуроукладчиков с насадками, плужковыми разравнивателями и вибролотками скорость рабочего хода (укладки) следует принимать 10 - 12 м/мин.
4.12. При применении ленточных питателей для улучшения условий обслуживания рекомендуется использовать транспортерную ленту шириной не менее 650 мм при скорости ее движения 8 - 25 м/мин. Требуемая ширина формуемой полосы изделия обеспечивается распределяющим рабочим органом. Для линейных изделий (балок, колонн и т.п.) при использовании подвижных смесей, длине питателя 3 м или более и ширине ленты менее 650 мм верхнюю рабочую ветвь ленты следует выполнять с лотковым очертанием профиля.
4.13. Параметры укладчиков с вибропитателем следует принимать по табл. 3.
Таблица 3
Параметры вибропитателя | Подвижные смеси при эллиптических или нормальных к торцу желоба колебаниях | Жесткие смеси при колебаниях, направленных под углом 30° к потоку смеси бетона | |
Частота колебаний, кол/мин | 3000 | 900 | 1400 |
Амплитуда колебаний, см | 0,02 - 0,035 | 0,6 - 0,9 | 0,35 - 0,5 |
Скорость вибротранспортирования смеси, м/мин | 20 - 30 | 10 - 12 | 20 - 25 |
Угол наклона желоба к горизонту, град | 5 - 20 | До 5 | До 5 |
Высота транспортируемого слоя смеси, см | 20 - 23 | Не более 10 | |
Сечение желоба, см | Полукруглое радиусом 20 - 25 | Принимается соответственно конструктивным соображениям | |
4.14. Перед укладкой бетонных смесей необходимо проверить:
качество очистки и смазки форм;
правильность установки и надежность закрепления форм на формовочном посту;
правильность установки в форме арматуры и закладных деталей и их фиксацию;
готовность к работе бетоноукладочного оборудования.
4.15. При формовании плоских изделий с нормальным армированием укладка подвижных бетонных смесей в формы производится на заданную толщину с учетом коэффициента уплотнения. При формовании пустотных и плоских густоармированных изделий производится послойная укладка бетонных смесей.
4.16. Укладка бетонных смесей в формы должна производиться при высоте свободного падения смеси не более 1 м. В процессе укладки следует обеспечивать непрерывную и равномерную загрузку смеси в распределяющие устройства.
4.17. При укладке бетонных смесей в условиях открытого полигона следует обеспечить предохранение их от воздействия атмосферных осадков, солнечных лучей и ветра.
Общие технологические требования
формования изделий
5.1. Бетонная смесь, поступающая на пост формования, должна отвечать требованиям, изложенным в разд. 2 настоящего Руководства.
Во избежание ухудшения формовочных свойств смеси время между перемешиванием смеси и формованием изделий не должно превышать времени начала схватывания цементного теста. Восстанавливать подвижность (жесткость) смеси добавлением воды на посту формования запрещается.
5.2. Подвижность или жесткость смеси следует принимать такой, чтобы принятая технология изготовления изделий обеспечивала их требуемое качество (равномерное уплотнение смеси во всем объеме изделия с коэффициентом уплотнения Kу не менее 0,96, хорошая отделка поверхности, отсутствие раковин и т.д.) (табл. 4). При этом лучше применять смеси с минимальным содержанием воды, что обеспечивает сокращение расхода цемента, увеличение оборачиваемости форм, сокращение расхода энергии на нагрев, большую долговечность бетона.
Способы формования | Изделия | |||
нормально армированные | густоармированные <*> | |||
ОК, см | Ж, с | ОК, см | Ж, с | |
Глубинные вибраторы | 3 - 4 | - | 4 - 6 | - |
Одиночные виброформы и устройства с передвижными прикрепляемыми вибровозбудителями | 2 - 4 | - | 4 - 6 | - |
Кассетные и объемно-формовочные установки | 8 - 12 | - | 12 - 16 | - |
Виброустановки | - | 15 - 60 | - | 10 - 30 |
Передвижные виброформы | - | 30 - 70 | - | 30 - 40 |
Виброплощадки | - | 15 - 60 | - | 10 - 30 |
Ударные площадки | - | 15 - 60 | - | 10 - 30 |
Вибровкладыши | - | 30 - 60 | - | 30 - 40 |
Вибропрессы | - | 30 - 100 | - | 20 - 60 |
Вибропротяжные устройства | - | 30 - 90 | - | 10 - 40 |
Виброштампы | - | 30 - 90 | - | 20 - 40 |
-------------------------------- | ||||
5.3. При изготовлении изделий, когда в процессе заполнения формы смесь проходит через труднопроходимые зоны (сечением 80 мм и менее) между стенками форм на глубину более 300 мм, применяются смеси, рекомендуемые для формования густоармированных конструкций.
5.4. При формовании изделий высотой более 50 см, а также в формах с труднопроходимыми зонами рекомендуется укладка и уплотнение бетонной смеси слоями высотой 15 - 30 см.
5.5. В густоармированные зоны изделий возможна укладка смеси с большей подвижностью и меньшим размером наибольшей фракции крупного заполнителя по сравнению с основным укладываемым объемом смеси; при этом должна обеспечиваться заданная марка бетона.
5.6. При формовании длинномерных изделий укладка и уплотнение смеси могут осуществляться последовательно от одного конца к другому либо соответствующим включением отдельных групп виброустройств, либо путем непрерывного или циклического перемещения рабочих органов.
5.7. При формовании тонкостенных изделий толщиной до 10 см предпочтительно применение высокочастотных гармонических колебаний от 4000 до 6000 кол/мин.
5.8. При формовании толстостенных изделий (с преимущественным протеканием процесса уплотнения) предпочтительно применение либо среднечастотных гармонических колебаний (от 2000 до 4000 кол/мин), либо виброударных низкочастотных (от 1200 до 2000 кол/мин), либо ударных (от 200 до 700 кол/мин).
5.9. При формовании толстостенных изделий (при наличии процессов формообразования) предпочтительней применять режимы:
гармонических средне- и высокочастотных колебаний как с одновременным их воздействием, так и с раздельным. На стадии уплотнения рекомендуются среднечастотные колебания, на стадии формоизменения - высокочастотные;
виброударных среднечастотных.
5.10. Предпочтительней выбирать такую направленность колебаний, чтобы нормальные к поверхности изделий составляющие воздействовали на максимальную площадь (вдоль меньшей толщины формуемых изделий).
5.11. При вынужденных остановках формования изделия, превышающих по времени срок схватывания цементного теста, дальнейшее бетонирование изделия следует осуществлять после удаления цементной пленки с контактной поверхности затвердевшего бетона и продувки ее сжатым воздухом.
Станковое формование
А. Принципиальные схемы виброустройств
5.12. В состав оборудования для станкового формования входят виброплощадки, виброустановки и ударные площадки, в том числе кулачковые, резонансные с одной и двумя рабочими массами.
5.13. Отличительным признаком виброплощадки является передача колебательного движения от рамы с вибровозбудителем к закрепленной на ней форме со смесью. Рама виброплощадки может быть как сплошной, так и секционной. Применение секций позволяет унифицировать конструкции виброплощадок различной грузоподъемности. Рамы имеют упругие опоры и устройства для крепления форм. Привод вибровозбудителей располагается на фундаменте. Для создания круговых или эллиптических колебаний применяют один или несколько, соединенных карданами одновальных дебалансных вибровозбудителей. При направленных колебаниях применяют двухвальные или одновальные вибровозбудители, соединенные синхронизаторами.
5.14. В виброустановках передача колебательного движения форме осуществляется путем присоединения ее торцевой части к источнику вибровозбуждения. Как правило, эти установки являются резонансными. При этом (рис. 2) вибровозбудитель устанавливается на так называемой "активной массе". Форма со смесью и элементы крепления ее на виброустановке представляют собой пассивную массу. Обе массы соединены между собой упругими связями, создающими резонансное усиление колебаний. Опоры активной и пассивной масс представляют собой мягкие упругие элементы, обеспечивающие виброизоляцию фундамента. Вибровозбудители могут создавать колебания формы как направленные (продольно-горизонтальные), так и эллиптические. В последнем случае применяются одновальные вибровозбудители. При этом упругие связи между активной и пассивной массой обеспечивают резонансный режим настройки системы в двух взаимно перпендикулярных направлениях.
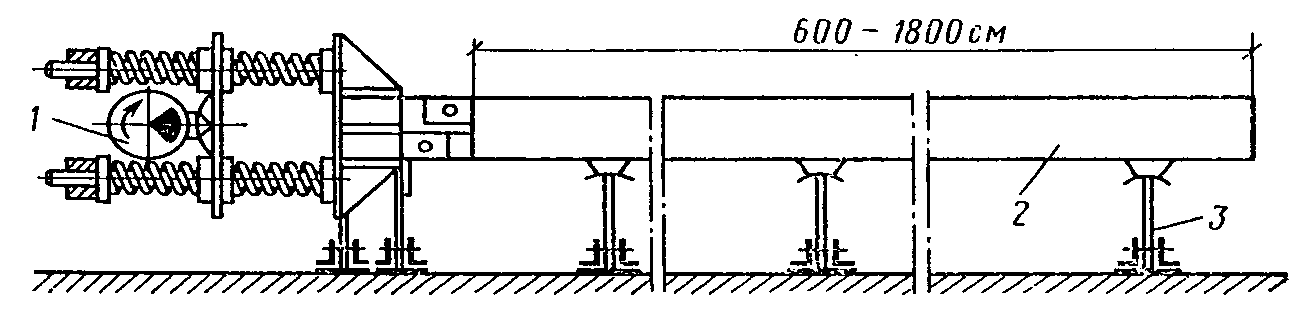
Рис. 2. Схема резонансной виброустановки
1 - вибровозбудитель; 2 - форма; 3 - опоры формы
5.15. Ударные (кулачковые) площадки имеют раму для крепления формы, кулачковые валы с приводом и соударяющиеся устройства. Движение рамы с формой обеспечивается за счет ее подъема с помощью кулачков на заданную высоту и последующего падения на элементы, соударяющиеся с частотой, зависящей от угловой скорости вращения кулачковых валов и профиля кулачков (рис. 3).
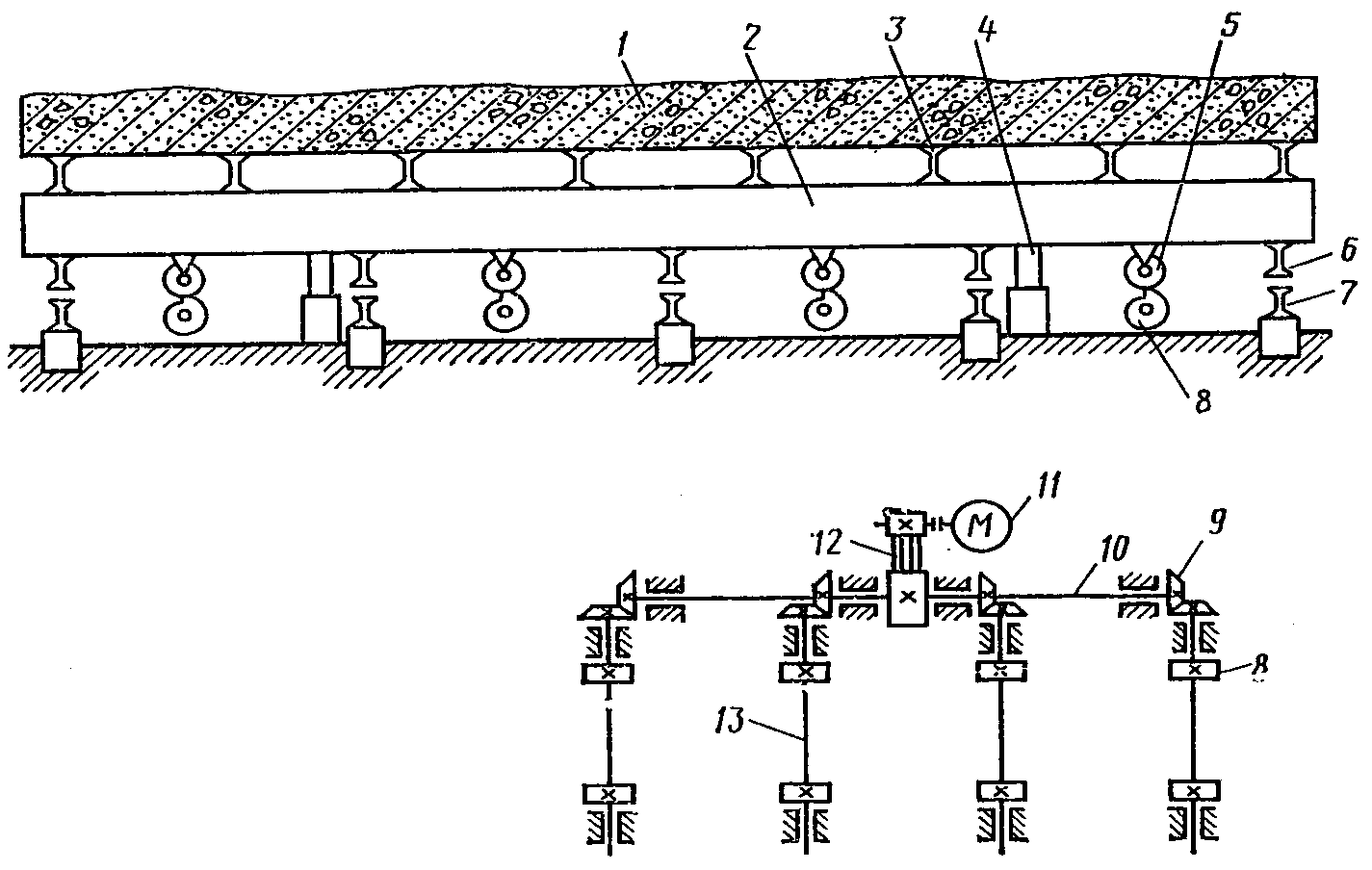
Рис. 3. Ударная (кулачковая) площадка
1 - форма; 2 - продольные балки рамы;
3 - поперечные балки рамы; 4 - направляющие;
5 - ролики рамы; 6, 7 - ударные балки;
8 - кулачки; 9 - конические передачи;
10 - продольный вал; 11 - электродвигатель;
12 - клиноременная передача; 13 - поперечные валы
5.16. Ударная резонансная площадка с одной рабочей массой (рис. 4) состоит из колеблющихся в вертикальном направлении рамы с формой и уравновешивающей рамы. Между ними расположены линейные упругие элементы и буфера, соударяющиеся только при встречном движении колеблющихся рам. Уравновешивающая рама установлена на упругие опоры. Колебания возбуждаются кривошипно-шатунным приводом с упругим шатуном.
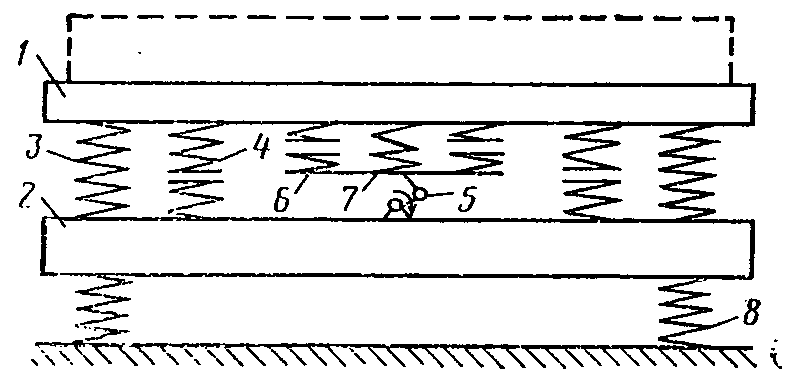
Рис. 4. Схема ударно-вертикальной резонансной площадки
1 - рабочий орган; 2 - уравновешивающая рама;
3 - линейные основные упругие связи;
4 - буферные основные упругие связи;
5 - кривошипно-шатунный привод; 6 - приводные буферы;
7 - приводные линейные элементы; 8 - подрамные амортизаторы
5.17. Ударная резонансная площадка с двумя рабочими массами (рис. 5) состоит из двух колеблющихся в горизонтальном направлении рам с установленными на них формами. Рамы расположены на роликовых опорах и соединены между собой упругими связями. Колебания возбуждаются кривошипно-шатунным приводом с упругим шатуном. Привод устанавливается на одной из рабочих масс и связан со второй массой приводными упругими связями, включающими линейные и буферные элементы.
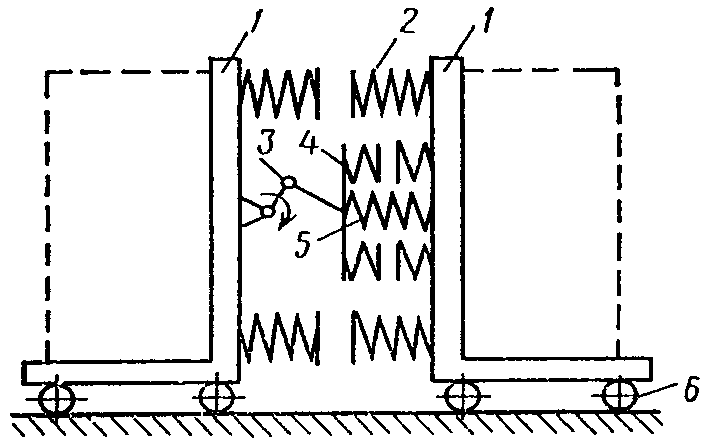
Рис. 5. Схема ударной горизонтальной резонансной площадки
1 - рабочий орган; 2 - буферные основные упругие связи;
3 - кривошипно-шатунный привод; 4 - приводные буферы;
5 - приводные линейные элементы; 6 - катки
5.18. В устройствах станкового вибрирования широко применяются пригрузы, устанавливаемые на открытой поверхности формуемых изделий.
По конструктивным особенностям пригрузы могут быть разделены на две основные группы:
а) инерционные, участвующие своей массой в колебаниях системы вибровозбудитель - бетонная смесь и создающие давление на изделие только за счет собственной массы (рис. 6, а);
б) вибропригрузы, аналогичные по конструкции инерционным, но оснащенные автономными вибровозбудителями (рис. 6, б);
в) безынерционные, в которых основное давление (усилие) на изделие создается либо дополнительной массой, не участвующей в колебании системы "вибровозбудитель - бетонная смесь", либо другими источниками силового воздействия.
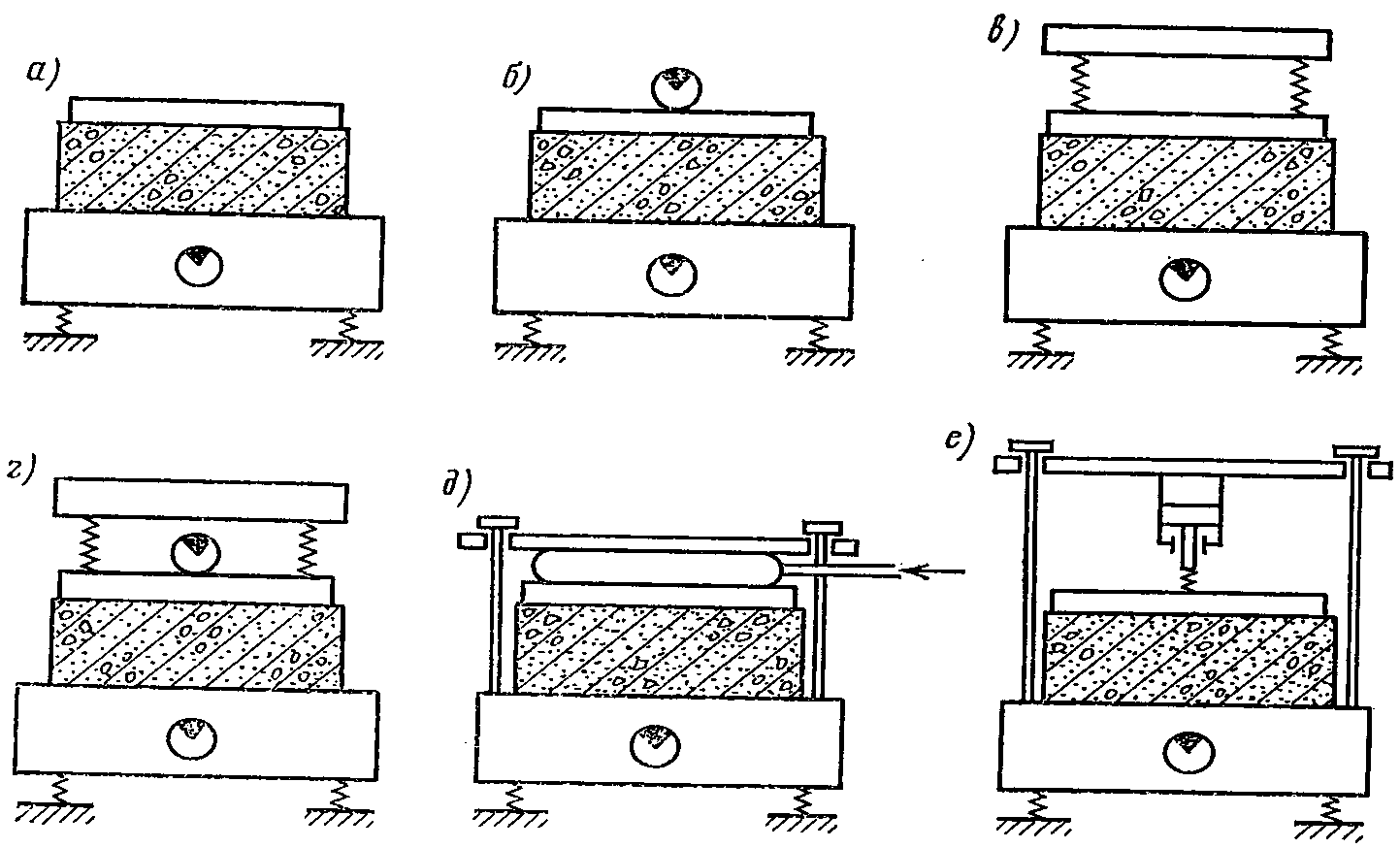
Рис. 6. Виды пригрузов
а - инерционный;
б - инерционный с автономным вибровозбудителем;
в - безынерционный с подрессориванием;
г - безынерционный с автономным вибровозбудителем;
д - безынерционный с пневматической подушкой;
е - безынерционный с гидро- или пневмоцилиндрами
В первом случае осуществляется подрессоривание (виброизоляция) дополнительной массы пригруза относительно той части его, которая контактирует с формуемым изделием (рис. 6, в). Безынерционные подрессоренные пригрузы в ряде случаев могут оснащаться автономными вибровозбудителями (рис. 6, г).
Во втором случае применяются пневматические подушки (рис. 6, д), гидро- или пневмоцилиндры (рис. 6, е) и т.д. При этом реактивная сила этих устройств в целях сохранения интенсивности вибрирования замыкается на раме виброплощадки или форме.
Б. Выбор и расчет технологических параметров
5.19. Виброплощадки и виброустановки, как правило, возбуждают гармонические колебания с частотой ~= 3000 кол/мин. При отсутствии пригруза на виброплощадках и виброустановках с эллиптическими колебаниями рекомендуется изготовлять изделия с толщиной формуемого слоя не более 35 - 40 см. Формование изделий с толщиной слоя до 50 - 60 см возможно при применении безынерционного пригруза. В отдельных случаях, при формовании изделий сложной формы либо густоармированных, а также изделий с высотой слоя менее 6 - 8 см, целесообразно повышать частоту колебаний до 4000 - 4500 кол/мин. На виброустановках с продольно-горизонтальными колебаниями изделия следует изготовлять с учетом следующих условий:
а) максимальная ширина сечения неармированного изделия, формуемого из умеренно жестких или малоподвижных бетонных смесей, не должна превышать 20 см;
б) ширина сечения армированного изделия может быть увеличена, так как наличие арматуры в изделии улучшает уплотнение бетонной смеси в примыкаемом к ней слое толщиной 5 - 8 см.
5.20. Рекомендуемая частота колебаний в ударных (кулачковых) системах принимается в диапазоне 200 - 300 кол/мин, а в ударно-резонансных - 500 - 700 кол/мин. В первом случае толщина формуемого изделия должна быть не более 30 см, а во втором - не более 60 см.
5.21. Амплитуды смещений станковых виброустройств рекомендуется принимать с учетом формовочных свойств бетонной смеси (их подвижности, жесткости) и частоты колебаний в соответствии с табл. 5.
Оборудование | Режимы вибрирования для жесткости смеси, с | |||||||||
15 | 30 | 45 | 60 | 75 | ||||||
A, см | n, кол/мин | A, см | n, кол/мин | A, см | n, кол/мин | A, см | n, кол/мин | A, см | n, кол/мин | |
Виброплощадки и виброустановки с эллиптическими колебаниями | 0,04 | 3000 | 0,045 - 0,02 | 3000 - 4500 | 0,05 - 0,025 | 3000 - 4500 | 0,06 - 0,03 | 3000 - 4500 | 0,035 | 4500 |
Виброустановки с продольно-горизонтальными колебаниями | 0,03 - 0,04 | 3000 | 0,06 - 0,07 | 3000 | 0,09 - 0,1 | 3000 | - | - | - | - |
Ударные (кулачковые) площадки | 0,3 | 220 | 0,3 - 0,4 | 220 | - | - | - | - | - | - |
Ударные резонансные площадки с одной рабочей массой | - | - | 0,7 - 0,8 | 550 - 700 | 0,9 - 1 | 550 - 700 | 1,1 - 1,2 | 550 - 700 | - | - |
Ударные резонансные площадки с двумя рабочими массами | 0,6 | 550 - 700 | 0,8 | 550 - 700 | 1 | 550 - 700 | - | - | - | - |
Примечания: 1. Данные приведены для формования изделий сравнительно простых очертаний, т.е. когда преобладающим является процесс уплотнения. При формовании изделий сложной формы, а также густоармированных рекомендуемая жесткость должна быть снижена не менее чем на 15 с. | ||||||||||
для выравнивания верхней поверхности формуемого изделия. В этом случае может быть применен пригруз любого типа, обеспечивающий статическое давление 0,001 - 0,002 МПа;
для повышения плотности и однородности уплотнения изделий при большой толщине формуемого слоя. В этом случае рекомендуется применение преимущественно безынерционных пригрузов. Так, для виброплощадок и виброустановок, создающих эллиптические колебания, такой пригруз рекомендуется применять при толщине слоя от 40 до 60 см. В таком случае при формовании изделий, когда превалирующим является процесс уплотнения, а  , где hб - толщина слоя уплотняемого бетона; b - размер минимального горизонтального сечения изделия, величина пригруза Pст должна составлять:
, где hб - толщина слоя уплотняемого бетона; b - размер минимального горизонтального сечения изделия, величина пригруза Pст должна составлять:
Pст = 0,02hбA - 0,03. (1)
При  величина безынерционного пригруза должна быть не менее 0,005 МПа и не более 0,02 МПа;
величина безынерционного пригруза должна быть не менее 0,005 МПа и не более 0,02 МПа;
для ускорения процессов уплотнения и формообразования изделий. В этом случае для виброплощадок, а также для виброустановок, создающих эллиптические колебания, рекомендуется безынерционный пригруз не более 0,02 МПа. При использовании остальных типов оборудования станкового формования рекомендуется применение пригрузов, обеспечивающих давление 0,002 - 0,004 МПа.
5.23. Применение вибропригруза при станковом вибрировании наиболее целесообразно в тех случаях, когда для формования изделий применяются невибрирующие пустотообразователи, расположенные внутри изделия и перекрывающие его открытые поверхности относительно вибрирующей плоскости формы. Наиболее характерным примером является формование многопустотных панелей. Оптимальные режимы работы вибропригруза в этом случае следует выбирать с учетом рекомендаций для поверхностного вибрирования, приведенных ниже. Иногда возможно применение вибропригруза взамен безынерционного - при формовании изделий большой толщины, а также в целях улучшения качества поверхности. В последнем случае рекомендуется принимать высокочастотный режим колебаний вибропригруза.
5.24. Введение в действие всех видов пригруза производится после предварительного уплотнения бетонной смеси, т.е. после 15 - 30 с вибрирования.
5.25. Время формования изделий определяют:
а) при изготовлении изделий на виброплощадках и виброустановках с эллиптическими колебаниями - по формуле
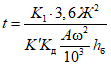
где K1 - коэффициент, учитывающий конфигурацию и характер армирования. Для изделия с простыми очертаниями и нормальным армированием принимается K1 = 1. Для изделий сложной формы, имеющих тонкостенные элементы и формующихся в замкнутых полостях глубиной от 20 до 100 см и толщиной менее 10 см  . При формовании густоармированных изделий
. При формовании густоармированных изделий  ;
;
K' - коэффициент геометрии, принимаемый по рис. 7 в зависимости от характерных размеров ширины b и толщины hб изделия;
Kд - коэффициент динамичности, принимаемый по рис. 8.
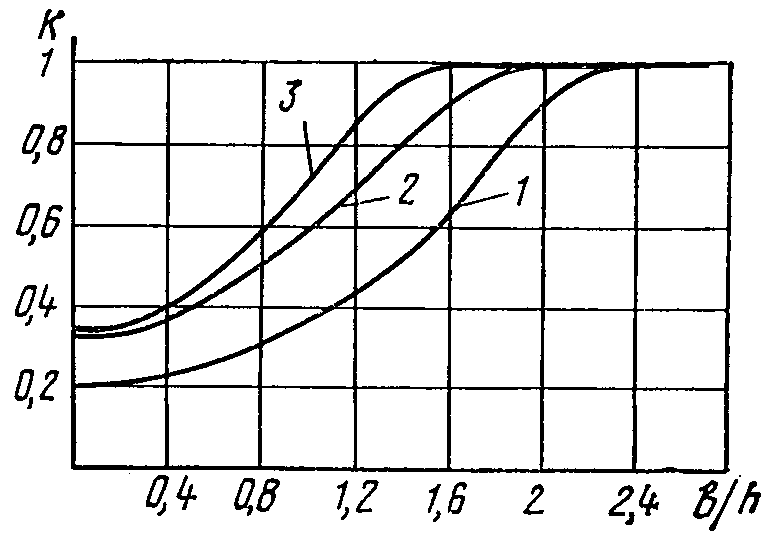
ширины формы к высоте 
1 - при свободном вибрировании; 2, 3 - при безынерционном
пригрузе, соответственно равном 0,01 и 0,03 МПа
бетонной смеси h и амплитуды A виброплощадки
1 - h = 150 мм; 2 - h = 300 мм
При применении безынерционного пригруза Kд = 1;
б) при изготовлении изделий на виброустановках с продольно- горизонтальными колебаниями - по формуле
в) при изготовлении изделий на ударных площадках с вертикальными колебаниями (кулачковых или резонансных с двумя рабочими массами) - по формуле

Для ударных резонансных площадок с асимметричными колебаниями  (см. п. 8 прил. 1);
(см. п. 8 прил. 1);
(см. п. 8 прил. 1);г) при изготовлении изделий на ударных площадках с горизонтальными колебаниями (резонансных с двумя рабочими массами) - по формуле
В. Особенности формования изделий
на станковых виброустройствах
5.26. Размеры изделий, формуемых станковыми виброустройствами (кроме ударных), должны отвечать условиям, изложенным выше. Кроме того, необходимо, чтобы:
а) консольный свес форм от края вибрирующих рам или системы блоков был в пределах 5% линейного размера форм, но не более 30 см;
б) номенклатура изделий формуемых одной установкой, выбиралась с таким расчетом, чтобы амплитуды смещений формы имели пределы отклонения от рекомендуемых выше не более +/- 15%;
в) во всех случаях максимально допустимая перегрузка станковых виброустройств не превышала 30% их номинальной грузоподъемности. При использовании ударных площадок свес форм не допускается.
5.27. Для создания управляемого процесса формования, предохранения узлов машин и форм от перегрузки, преждевременного износа и выхода из строя, а также в целях уменьшения шума при работе станковых виброустройств необходимо следить за надежностью крепления форм к виброустройствам.
5.28. Амплитуда смещений по площади формы может иметь отклонения от амплитуды виброустройств, к которым она крепится, не более +/- 10%.
Наружное вибрирование
А. Принципиальные схемы виброустройств
5.29. В состав оборудования для наружного вибрирования входят стационарные виброформы (в том числе одиночные и кассетные) и устройства последовательного действия (в том числе с передвижными прикрепляемыми вибровозбудителями и передвижными виброформами).
5.30. Простейшие стационарные одиночные виброформы оснащаются навесными вибровозбудителями. Для этой цели применяются как серийно выпускаемые вибровозбудители, так и вибробалки, которые имеют несколько одновальных или двухвальных электромеханических вибровозбудителей, монтируемых на общей опорной балке и соединенных в целях обеспечения синфазной работы промежуточными валами (рис. 9).
Рис. 9. Одиночные виброформы
а - с навесными асинхронными вибровозбудителями;
б - с навесными вибровозбудителями; в - с вибробалками;
1 - вибровозбудитель; 2 - карданный вал; 3 - борт формы;
4 - поддон формы; 5 - изделие; 6 - электродвигатель;
7 - балка; 8 - амортизатор; 9 - дюритовая муфта;
10 - плита электродвигателя; 11 - кронштейн
5.31. Кассетные установки состоят из вертикально установленных форм-кассет и механизма сборки-разборки, смонтированных на станине (рис. 10). Кассета имеет отсеки, образованные вертикально установленными стенками с бортами в нижней и боковых частях, в которых формуют одновременно до 10 - 12 изделий. К бортам стенок крепятся наружные вибровозбудители. Уплотнение изделия осуществляется в процессе заполнения смесью отсеков, после чего в термополости подается пар для термообработки.
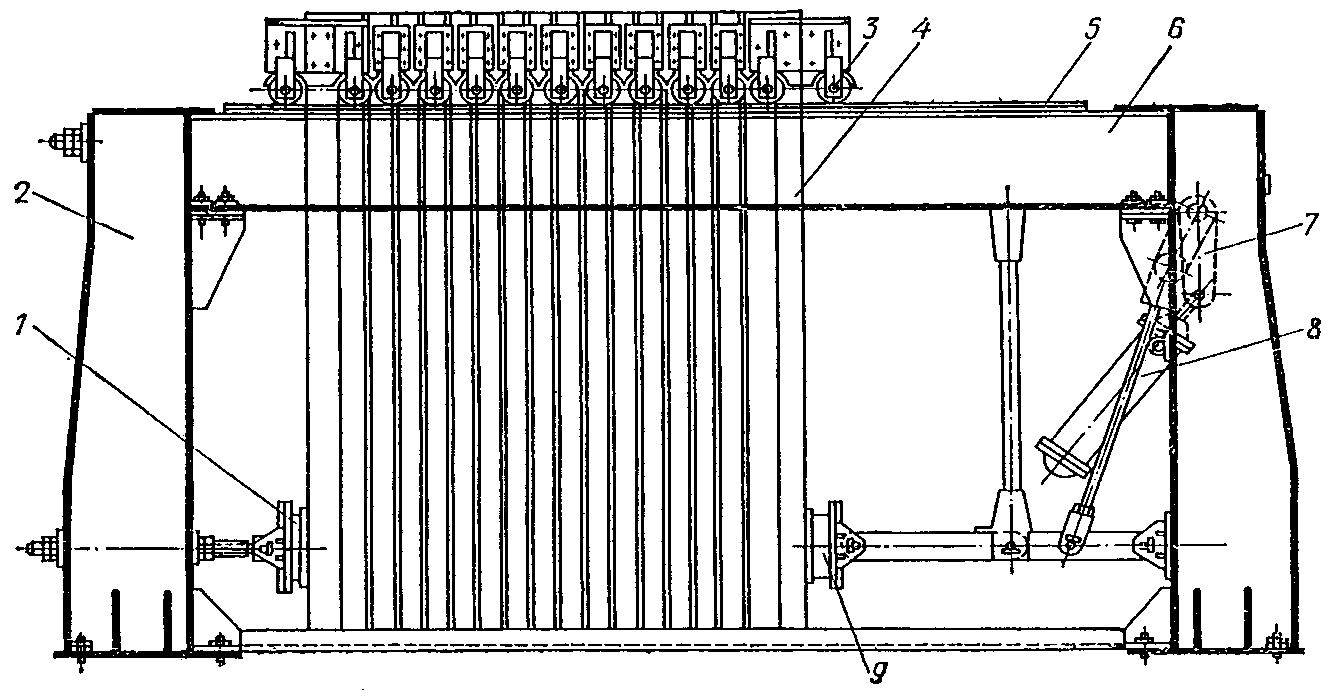
Рис. 10. Кассетная установка
1 - амортизаторы; 2 - стойки; 3 - ролики; 4 - отсеки;
5 - беговые дорожки; 6 - балки; 7 - тяги; 8 - гидропривод;
9 - упоры
5.32. Объемно-формовочные установки изготовляют блок-комнаты элементов зданий. Объемные конструкции с нижней плитой формуются на установках типа "стакан", а с верхней - на установках типа "колпак". На рис. 11 для примера показана установка, формующая двухкомнатный блок с верхней плитой типа "колпак". Она имеет два сужающихся к верху сердечника, наружные продольные и поперечные щиты, устанавливаемые с помощью кривошипно-дышловых механизмов, снабженных приводом на раме. Сердечники и щиты образуют пространство для формуемых изделий. Сердечники перемещаются по направляющим, укрепленным на фундаментной раме. Открытая поверхность верхней плиты образуется с помощью пневмопригруза.
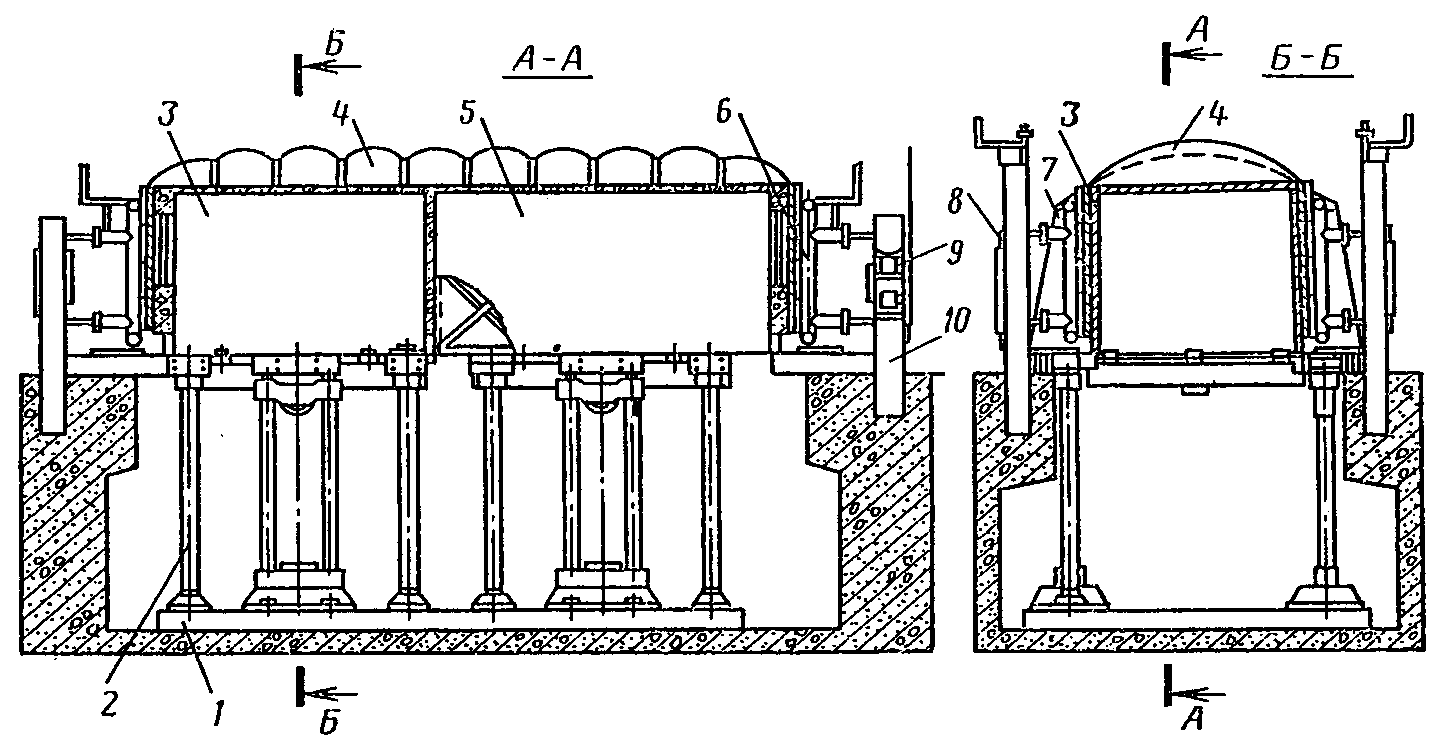
Рис. 11. Объемно-формовочная установка типа "колпак"
1 - фундаментная рама; 2 - направляющие сердечника;
3, 5 - сердечники; 4 - пневмопригруз; 6 - поперечные щиты;
7 - продольные щиты; 8, 9 - кривошипно-дышловые механизмы;
10 - рамы с приводом
5.33. Передвижные прикрепляемые вибровозбудители монтируются на самоходной тележке (иногда снабженной устройством для укладки бетонной смеси), последовательно перемещающейся вдоль стенок форм на шаг, определяемый зоной распространения колебаний, достаточных для уплотнения смеси. При остановке вибровозбудители, снабженные электромагнитным или другим видом крепления, присоединяются к элементу форм, а после уплотнения элемента изделия отсоединяются и перемещаются на следующий шаг.
5.34. Передвижные виброформы представляют собой элемент формы, снабженный вибровозбудителем, непрерывно (или последовательно) перемещающийся вдоль всей длины формуемого изделия. При перемещении для формования следующей части изделия осуществляется немедленная распалубка отформованного перед этим элемента. При этом в целях предотвращения оплывания смеси на ближайшем к виброформе участке изделий, находящемся в зоне действия вибрации, скользящие виброформы снабжаются невибрируемыми бортами-стабилизаторами. Передняя часть виброформы также снабжается невибрируемыми бортами, предотвращающими вытекание смеси.
Передвижные виброформы, как правило, монтируются на самоходных тележках (рис. 12).
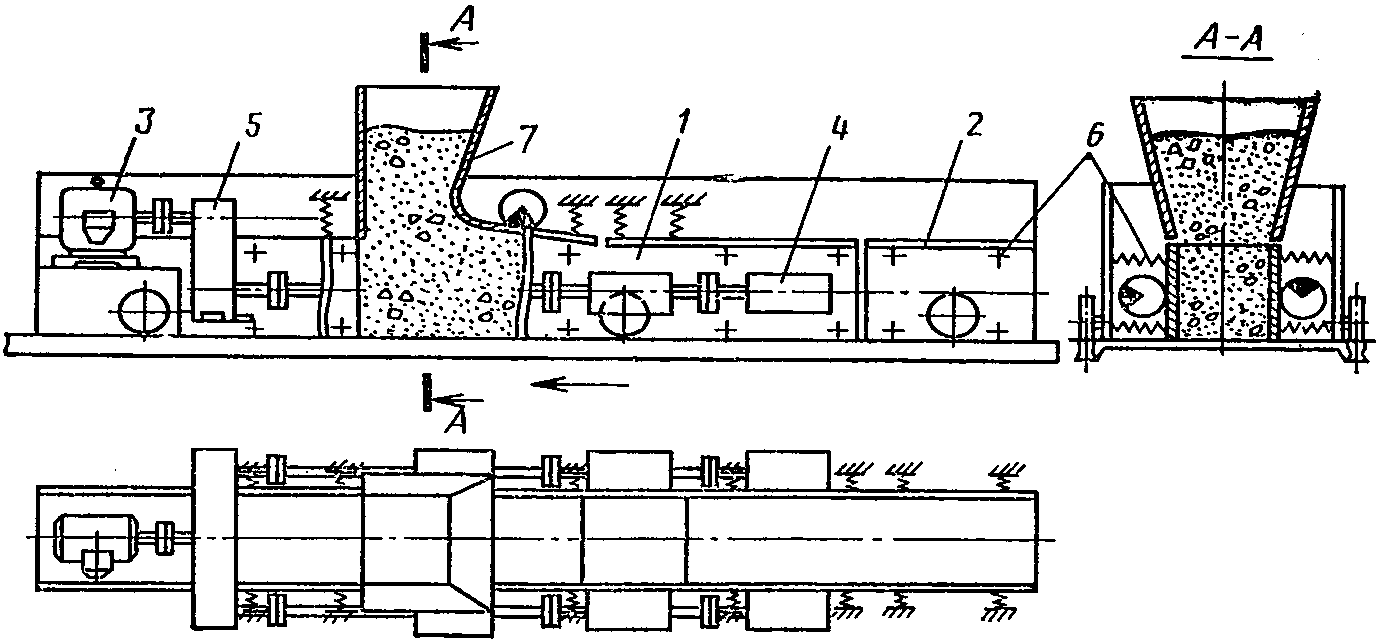
Рис. 12. Передвижная виброформа
1 - вибросекции; 2 - стабилизаторы; 3 - электродвигатель;
4 - виброблоки; 5 - синхронизатор; 6 - пружинная подвеска;
7 - бункер
Б. Выбор и расчет технологических параметров
5.35. При наружном вибрировании наиболее целесообразно применение нормальных гармонических колебаний с частотой 3000 кол/мин. При этом рекомендуется изготавливать изделия толщиной от 4 до 60 см. В отдельных случаях, при формовании изделий сложной формы, густоармированных, а также со стенками толщиной менее 6 - 8 см целесообразно применение частот 4000 - 4500 кол/мин. Высота формуемых изделий принимается не свыше 300 см. Рекомендации по видам применяемых смесей см. в табл. 4.
5.36. Амплитуды смещения рекомендуется принимать с учетом толщины формуемого изделия, его высоты и вида смеси в следующих пределах:
а) при частоте 3000 кол/мин, высоте изделия равной или менее 50 см
 ; (6)
; (6)б) то же, но при высоте изделия более 50 см
в) при частоте 4000 - 4500 кол/мин, высоте изделия, равной или менее 50 см,
 ; (8)
; (8)г) то же, но при высоте изделия более 50 см
 . (9)
. (9)Примечания: 1. Во всех случаях амплитуда смещения должна быть не менее 0,01 см.
2. Связь между осадкой конуса и жесткостью смеси приведена в разд. 2 (см. табл. 1).
3. Минимальные значения амплитуд смещения приведены из условия достижения минимально допустимой плотности изделия, соответствующей  , максимальные - из условия получения поверхностей изделий без крупных раковин и каверн.
, максимальные - из условия получения поверхностей изделий без крупных раковин и каверн.
, максимальные - из условия получения поверхностей изделий без крупных раковин и каверн.5.37. Применение синфазных колебаний боковых элементов опалубки, примыкающей к взаимно противоположным поверхностям формуемых изделий, не рекомендуется. Наиболее предпочтительным при этом является режим антифазных колебаний.
5.38. Время формования изделий предварительно определяется по формуле и корректируется по конкретным условиям
t = tупл + tтеч, (10)
где tупл - время уплотнения смеси в вертикальных элементах формы;
tтеч - время заполнения смесью горизонтально расположенных элементов форм для изделий, имеющих полки;

где K1 - коэффициент, учитывающий минимальное расстояние между боковыми элементами опалубки. При расстоянии от 4 до 8 см К1 принимается соответственно равным от 1,8 до 1,2, при расстоянии от 8 до 15 см и более - от 1,2 до 1;
 , (12)
, (12)где K2 - коэффициент, характеризующий режим вибрирования. При частоте 3000 кол/мин  , при 4500 кол/мин
, при 4500 кол/мин  ;
;
, при 4500 кол/мин ;hп - минимальная толщина заполняемой полости, см;
lп - максимальная длина заполняемой полости, см;
H0 - высота бетонной смеси над заполняемой полостью, см.
При изготовлении густоармированных конструкций общее время формования увеличивается в 2 - 3 раза.
В. Особенности формования наружным вибрированием
5.39. При формовании наружным вибрированием одновременно нескольких изделий, разделенных между собой нежесткими, гибкими стенками (в кассетных установках), разница в уровнях укладываемой смеси не должна превышать 50 см. Если по каким-либо причинам один из отсеков нельзя заполнять смесью, то в нем устанавливаются дополнительные распоры.
5.40. При формовании изделий в скользящих виброформах (как в начальный момент формования, так и в случае вынужденных остановок в процессе формования) началу движения должно предшествовать включение вибровозбудителей. Выключение вибровозбудителей в конце формования должно осуществляться после остановки. Время работы вибровозбудителей в указанных случаях определяется необходимостью качественного заполнения формы и составляет ориентировочно 15 - 30 с.
5.41. Для обеспечения равномерной плотности укладываемого бетона и уменьшения разницы между прочностью верхней и нижней частей изделий в кассетных установках формы рекомендуется заполнять смесью с заданной подвижностью на высоту, не достигая верха на 30 см. Оставшуюся верхнюю полосу бетонировать смесью, обладающей более низкой подвижностью (в 2 - 3 раза) с дополнительным уплотнением этой полосы глубинными вибраторами.
Поверхностное формование
А. Принципиальные схемы виброустройств
5.42. В состав оборудования поверхностных виброустройств входят вибропрессы, виброштампы и вибропротяжные устройства. Поверхностные виброустройства сочетают функции вибровозбудителя, пригруза, а в ряде случаев и формообразователя. Статическое давление в вибропрессах и виброштампах определяется величиной вибрируемой массы (рис. 13, а), а также массой подрессоренного (виброизолированного) пригруза (рис. 13, б). В отдельных случаях дополнительно могут прикладываться усилия, создаваемые гидравлическими (рис. 13, в), пневматическими (рис. 13, г) либо винтовыми устройствами (рис. 13, д). В вибропротяжных устройствах статическое давление на смесь создается в результате гидростатического подпора смеси в вибробункере, сопротивления ее течению в процессе формообразования и определяется расчетом.

Рис. 13. Схема поверхностных одномассных
колебательных систем
а - без пригруза; б - с подрессоренным пригрузом;
в, г, д - с пригрузочными устройствами, соответственно
гидравлическим, пневматическим и винтовым
5.43. В конструкциях вибропрессов и виброштампов рекомендуется применять виброизолированные гравитационный, гидравлический, пневматический или винтовой пригрузы; такие системы позволяют снизить потребление мощности.
Применение систем без виброизолированных пригрузов менее эффективно и допускается в виде исключения при вибропрессовании и виброштамповании изделий с малой высотой ребер при ограниченном объеме выпускаемой продукции.
5.44. Виброштампы используются при формовании изделий сложной формы. Простейшие установки (рис. 14) имеют виброштамп, опускающийся под действием собственной массы на уложенную в форму отдозированную бетонную смесь, уплотняя и вытесняя ее до требуемого уровня. Фиксация толщины изделий производится путем установки на штамп упоров. При отсутствии точного дозирования бетонной смеси в верхних частях профиля штампа устраиваются отверстия для выхода избытка бетонной смеси. Для улучшения условий немедленной распалубки связь подъемного устройства со штампом осуществляется через упругую связь - пружину.
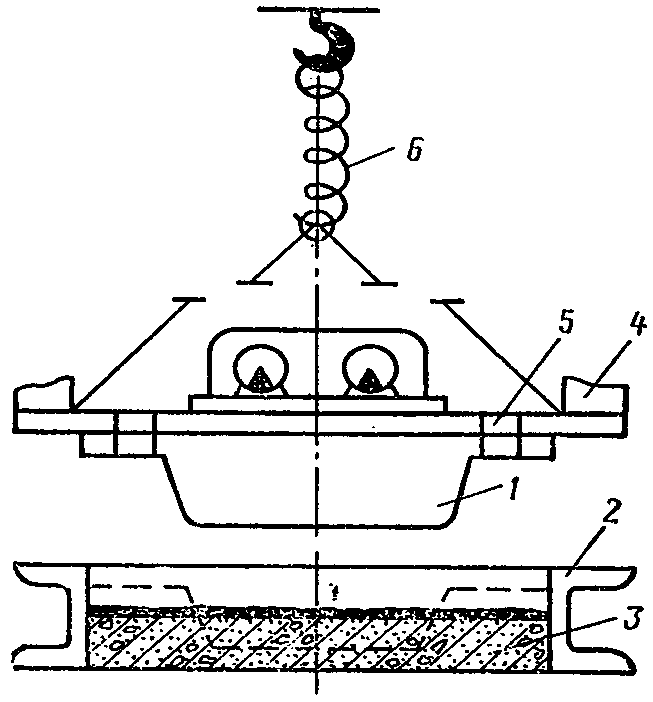
Рис. 14. Схема простейшего виброштампа
1 - виброштамп; 2 - форма; 3 - бетонная смесь;
4 - упоры штампа; 5 - отверстия для выхода избытка смеси;
6 - пружина
Виброштамп с виброизолированным пригрузом имеет схему, приведенную на рис. 15. Он состоит из штампа, жестко связанного с ним вибровозбудителя, подрессоренного пригруза, прижимной рамы и бортоснастки. На бортоснастке возможна установка вибровозбудителей. Для виброизоляции штампа от фундамента поддон (матрица, стенд) может устанавливаться на пружинное основание. При применении гидравлического и винтового пригрузов усилие на бетонную смесь передается через раму подвески штампов или непосредственно через виброизолирующие элементы. При этом перемещению пригрузочных устройств в сторону, противоположную движению штампов, препятствует жесткая связь пригруза с поддоном (стендом) либо вес рамы, если он не превышает усилия, создаваемого пригрузом.
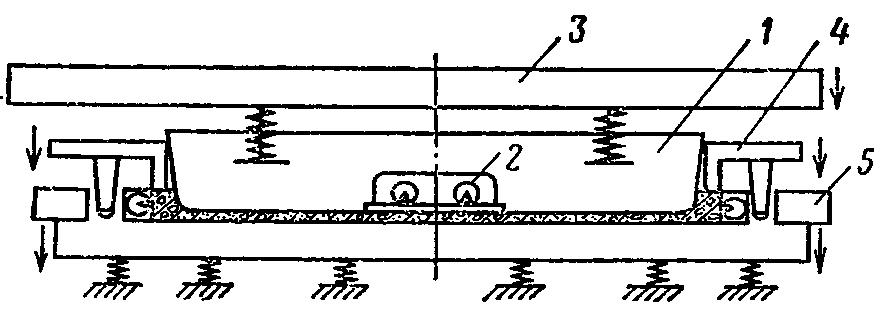
Рис. 15. Схема виброштампа с виброизолированным пригрузом
1 - штамп; 2 - вибровозбудитель; 3 - подрессоренный пригруз;
4 - прижимная рама; 5 - бортоснастка
Виброштампование осуществляется в следующем порядке: на поддон (матрицу, стенд) с предварительно уложенной бетонной смесью опускается и прижимается бортоснастка, затем прижимная рама и штамп. После штампования последовательно поднимаются бортоснастка, штамп и прижимная рама.
При виброштамповании многокессонных элементов целесообразно применять штампы с независимой подвеской с целью исключения (в отдельных кессонах) зависания штампа при недостаточно точно спрофилированной смеси по поддону.
5.45. Вибропресс используется при уплотнении изделий простой формы, где отсутствуют процессы течения. В конструкциях вибропресса, как правило, применяется подрессоренный пригруз. По конструктивной схеме вибропресс аналогичен виброштампу, но отличается отсутствием прижимной рамы.
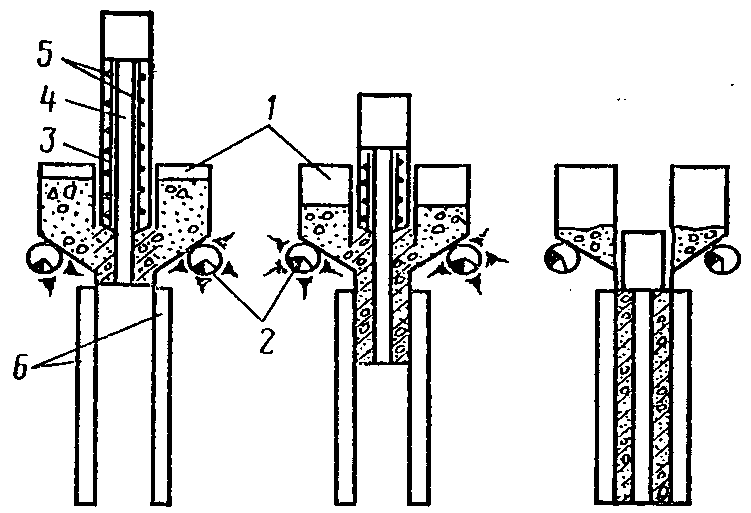
5.46. Рабочий орган вибропротяжного устройства (рис. 16) состоит из вибрирующего бункера с примыкающей к нему формующей поверхностью и стабилизирующей опалубки, плотно прилегающей к свежеотформованному изделию, которая служит для предохранения смеси от выдавливания из-под формующей поверхности и ее оплывания в зоне, примыкающей к вибрирующим частям рабочих органов.
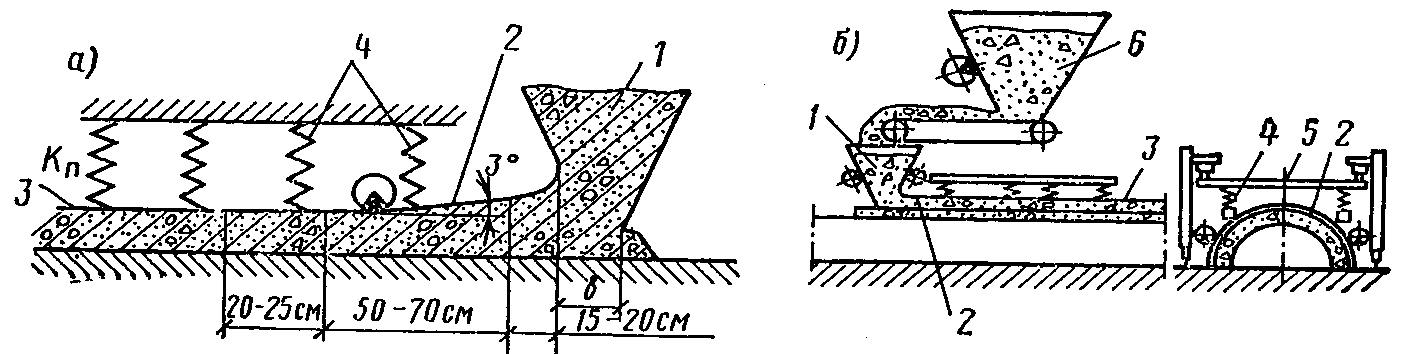
горизонтального формования
а - для формования плоских изделий;
б - для формования пространственных изделий;
1 - вибрирующий бункер; 2 - формующая поверхность;
3 - стабилизирующая опалубка; 4 - пружины; 5 - рама;
6 - бункер-питатель
С рамой агрегата рабочий орган соединяется посредством пружин, обеспечивающих виброизоляцию агрегата и ограничивающих всплытие его под действием гидродинамических сил, возникающих в процессе виброформования.
5.47. Вибропротяжные устройства могут быть использованы как при горизонтальной, так и при вертикальной или наклонной схемах формования. Вертикальная схема применяется при изготовлении изделий методом передвижных щитов. Формование изделий при этом осуществляется как с одной, так и с двух сторон формы (рис. 17). Возможно также изготовление объемных элементов. В таком случае формой может служить сердечник, имеющий конфигурацию соответственно внутреннему профилю изделия. При небольших размерах сердечника последний может быть оснащен вибровозбудителем (рис. 18).
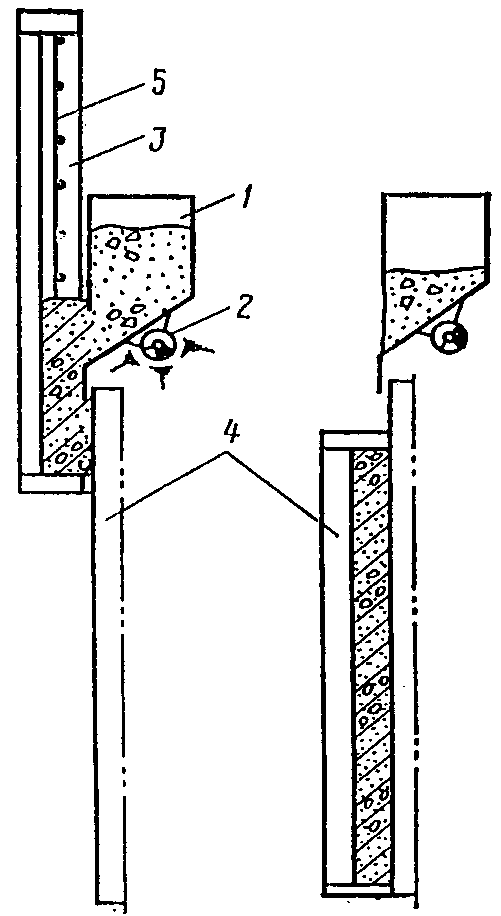
Рис. 17. Схема одностороннего формования плоских изделий
(подвижные щиты)
1 - вибробункер; 2 - вибровозбудитель;
3 - бортоснастка; 4 - форма-щит; 5 - арматура
плоских панелей
1 - вибробункер; 2 - вибровозбудитель;
3 - бортоснастка; 4 - форма; 5 - арматура; 6 - щит
При изготовлении изделий методом подвижных щитов роль стабилизатора выполняет щит, являющийся одновременно принадлежностью формы.
5.48. В целях исключения просыпания смеси при завершении процесса формования изделий с помощью вибропротяжных устройств, последние, при необходимости, оснащаются затворами.
Б. Выбор и расчет технологических параметров
5.49. Толщина изделий, формуемых поверхностными виброустройствами, находится в пределах от 3 до 30 см.
5.50. Выбор оптимальных режимов вибрирования (амплитуды и частоты колебаний, статического давления) следует осуществлять с учетом пп. 5.51 - 5.54, 5.59 настоящего Руководства в зависимости от вида применяемой смеси, толщины формуемого изделия и требований, предъявляемых к его качеству.
5.51. Степень уплотнения характеризуется пористостью свежеотформованного бетона. Пористость П (в относительных единицах) связана с жесткостью бетонной смеси и условиями формования уравнением

где P0 - давление окружающей среды, МПа;
Это уравнение справедливо при  = 25 - 150 Гц;
= 25 - 150 Гц;  МПа; hб = 3 - 25 см; a = (0,15 - 7)10-2 см.
МПа; hб = 3 - 25 см; a = (0,15 - 7)10-2 см.
МПа; hб = 3 - 25 см; a = (0,15 - 7)10-2 см.5.52. Пористость бетонной смеси в свежеотформованном изделии связана с относительным снижением прочности бетона уравнением
 , (14)
, (14)где  .
.
.На рис. 19 представлены номограммы для определения относительного снижения прочности в зависимости от условий формования.
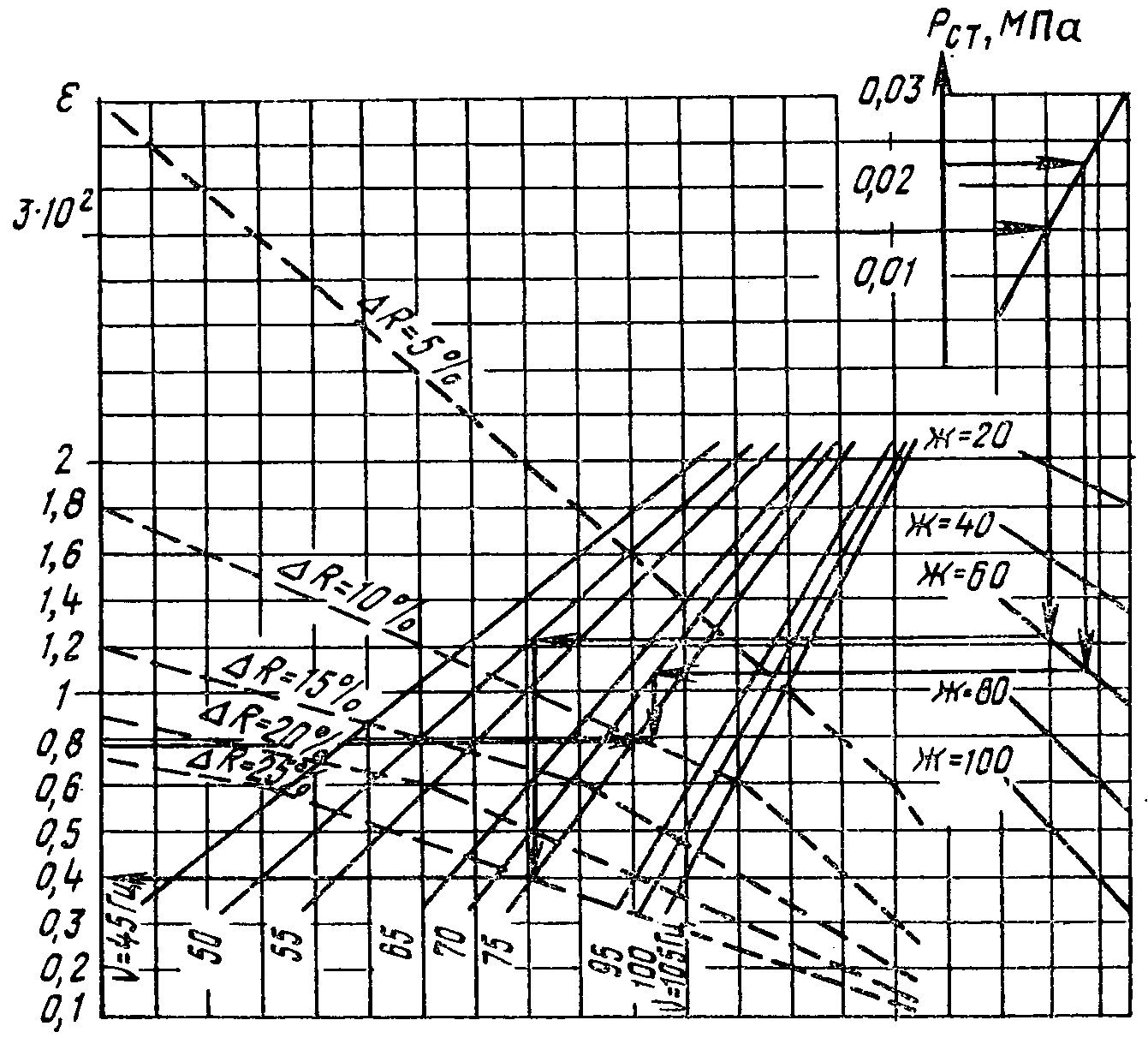
Рис. 19. Номограмма для определения относительного
снижения прочности бетона 
5.53. В процессах формообразования основным параметром является вибровязкость бетонной смеси. Ее величина определяется из зависимостей:
а) при  МПа;
МПа;
МПа;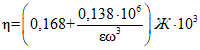
б) при  МПа
МПа
МПа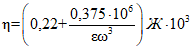
Применение статического давления свыше 0,03 МПа не рекомендуется вследствие резкого возрастания величин вибровязкости.
5.54. В целях получения поверхности хорошего качества (без крупных пор, раковин) амплитуда смещения в процессах формообразования, а также на завершающей стадии уплотнения должна отвечать условию

На рис. 20 представлены номограммы для определения максимально допустимых относительных деформаций смеси 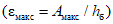 в зависимости от условий формования.
в зависимости от условий формования.
в зависимости от условий формования.а)
б)
в)
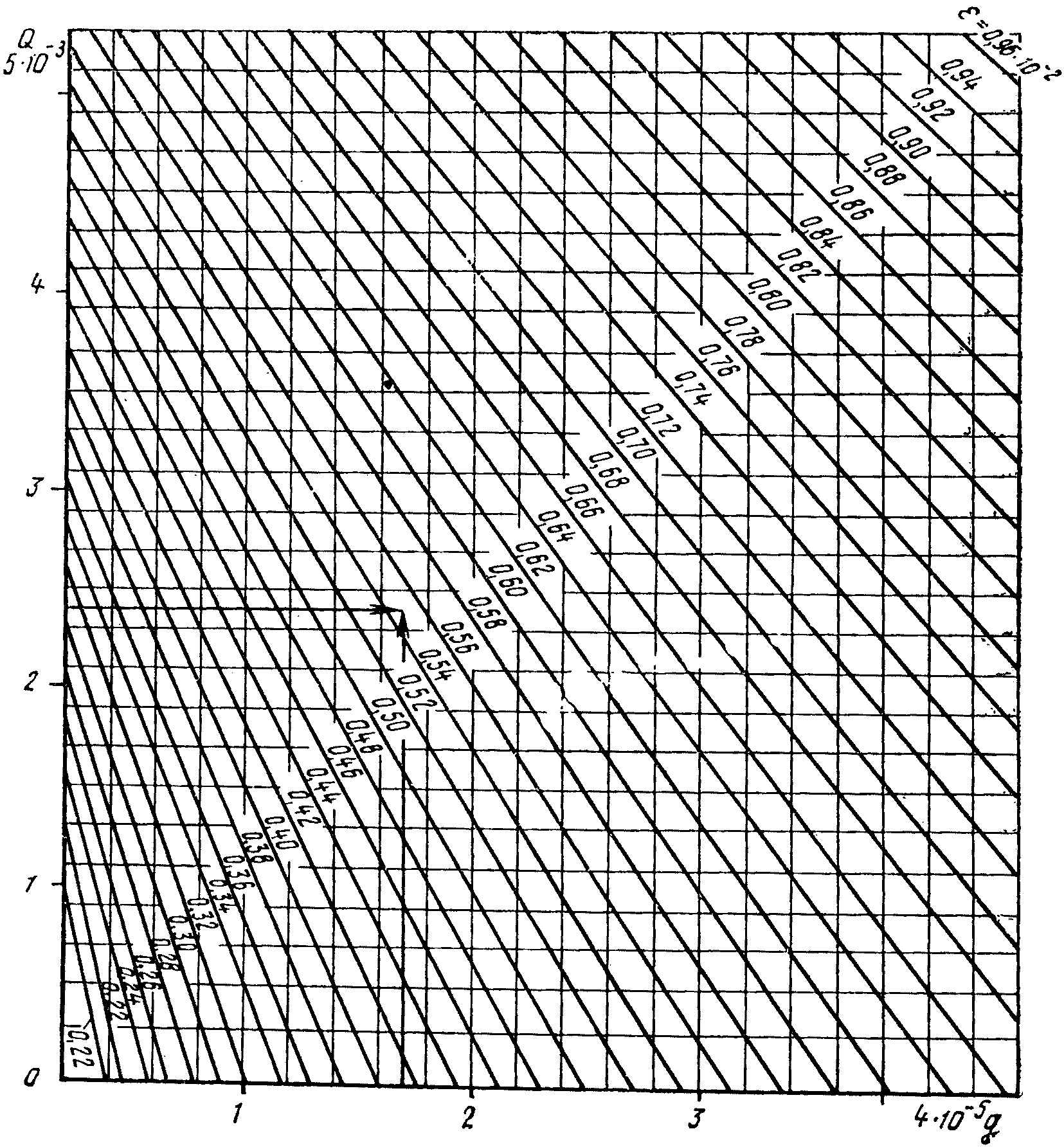
деформаций смеси 
а - определение Q по заданным Pст и Ж;
б - определение a по заданным PСТ, Ж и  ;
;
в - определение  по найденным Q и q
по найденным Q и q
5.55. Модуль упругости вибрируемой бетонной смеси определяется из соотношения
5.56. Жесткость (упругость) слоя уплотненной бетонной смеси Kб (H·см) определяется из выражения

5.57. Время формования при применении виброштампов определяется зависимостью
где  - коэффициент, характеризующий форму изделия и давление штампования (см. прил. 2).
- коэффициент, характеризующий форму изделия и давление штампования (см. прил. 2).
5.58. При виброштамповании оптимальная величина Рст может быть найдена исходя из минимально необходимого времени штампования построением зависимости t = f(Pст) с помощью уравнения (20). При этом следует учитывать указания пп. 5.51, 5.53 и 5.74 настоящего Руководства.
Коэффициент Kарм принимается равным 0,6 для сеток с ячейками до 10 см и 0,8 - с ячейками больше 10 см.
5.60. Профиль формующей поверхности вибропротяжных устройств для горизонтального формования имеет криволинейный участок и примыкающие к нему наклонный и горизонтальный. Длина криволинейного участка составляет 15 - 20 см при высоте подъема передней кромки профиля над задней не более 1/5 толщины изделия; длина наклонного участка - 50 - 70 см при угле наклона 3°. Длина заднего горизонтального участка 20 - 55 см (см. рис. 16). Высота смеси над верхним уровнем формуемого в вибробункере изделия должна быть не более 50 - 70 см. Минимальное расстояние между стенками вибробункера при формовании плоских изделий принимается равным:
b = hб + 30. (22)
При формовании пространственных конструкций в целях обеспечения равномерного и ускоренного поступления смеси под формующую поверхность линия ее примыкания AB к вибробункеру должна иметь наклон под углом не более 45° к горизонту (рис. 21). При этом для интенсификации процесса в вибробункере следует предусмотреть возможность установки глубинных вибраторов, виброножей, вибродиафрагм и других устройств, способствующих виброобработке смеси. Конструкция и размеры этих вибровозбудителей устанавливаются опытом.
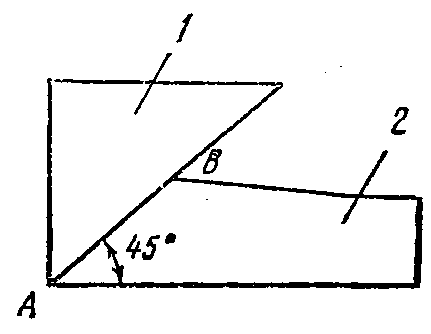
Рис. 21. Примыкание вибробункера к формующей поверхности
1 - вибробункер; 2 - формующая поверхность
5.61. Геометрические характеристики вибропротяжных устройств вертикального формования должны отвечать следующим требованиям:
а) объем вибробункера Vб должен быть равен:
при периодическом заполнении - объему формуемого изделия в плотном теле, умноженному на коэффициент уплотнения 1,25 - 1,3;
при непрерывном заполнении - не менее чем половине объема формуемого изделия, умноженного на коэффициент уплотнения;
б) высота щели вибробункера принимается равной:
hщ = 12 + hб. (23)
Остальные размеры и форма вибробункеров должны соответствовать схеме рис. 22, при этом величина У определяется из выражения
 , (24)
, (24)где L - ширина вибробункера, соответствующая ширине формуемого изделия.
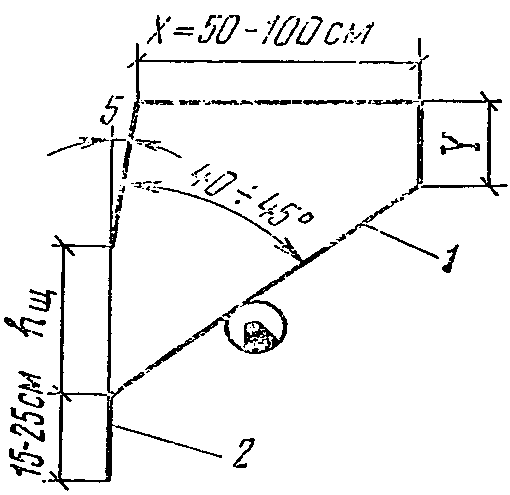
Рис. 22. Схема вибробункера
1 - днище; 2 - калибрующая пластина
В. Особенности формования изделий
поверхностными виброустройствами
5.62. При формовании изделий поверхностными виброустройствами следует особенно тщательно следить за тем, чтобы на верхней поверхности бортов форм отсутствовали наплывы бетона.
5.63. При вибропрессовании рекомендуется осуществлять регулирование величины статического давления от минимального в начале процесса уплотнения до максимального в конце. При виброштамповании максимум давления должен быть достигнут к моменту начала течения смеси.
5.64. Перед началом работы формующую поверхность вибропротяжного устройства следует устанавливать без зазора относительно верхней кромки бортов формы.
5.65. Формование изделий вибропротяжными устройствами рекомендуется осуществлять при непрерывном перемещении форм, следующих вплотную друг за другом, либо непрерывной полосой на стендах. Началу движения форм (или вибропротяжного устройства) должно предшествовать включение вибровозбудителей при одновременной подаче смеси в вибробункер в течение 25 - 40 с.
5.66. Для обеспечения постоянного подпора в вибробункере вибропротяжных устройств подача бетонной смеси в него должна осуществляться непрерывно.
Внутреннее вибрирование
А. Принципиальные схемы виброустройств
5.67. Устройства для внутреннего вибрирования включают глубинные вибраторы (в том числе с гибким валом, с встроенным электродвигателем и пневматические), а также установки с вибровкладышами (пустотообразователями).
Глубинные вибраторы применяются преимущественно при стендовом производстве изделий и в отдельных случаях как вспомогательное средство для уплотнения густоармированных элементов изделий. Подвижность смеси должна быть 1 - 5 см.
Установки с вибровкладышами могут применяться как при стендовом производстве, так и на конвейерных и агрегатно-поточных линиях. В первом случае рабочие органы формования монтируются на самоходных порталах, а в остальных - установки выполняются стационарными. Вибровкладыши, как правило, извлекаемые из изделия сразу после формования, требуют применения смесей с Ж не менее 30 с.
5.68. Установки с вибровкладышами применяются при изготовлении изделий со сквозными отверстиями. Уплотнение осуществляется либо только вибровкладышами, либо в сочетании с виброплощадкой или вибропригрузом.
Вибровкладыши представляют собой пустотелую балку сечением, соответствующим конфигурации пустот в формуемом изделии. Внутри вибровкладыша размещаются дебалансные вибровозбудители, создающие круговые колебания. В отдельных случаях они могут быть установлены снаружи.
Как правило, установки стационарного типа снабжаются механизмами для ввода вибровкладышей-пустотообразователей в форму и извлечения их из свежеотформованного изделия. При конвейерной схеме производства вибровкладыши имеют подъемные устройства, обеспечивающие пропуск форм на пост формования. Самоходные установки, осуществляющие непрерывное формование на стенде, имеют невибрирующие и стабилизирующие элементы, перемещающиеся непосредственно за вибрирующими элементами рабочего органа и предохраняющие изделие от оплывания.
Б. Выбор и расчет технологических параметров
5.69. При внутреннем вибрировании рекомендуется применять для ручного виброинструмента частоты 5000 - 20000 кол/мин, для вибровкладышей - от 3000 до 4500 кол/мин. Применение повышенных частот вибровкладышей наиболее эффективно при формовании тонкостенных изделий. Колебания вибровозбудителей должны иметь составляющую, нормальную к контактной поверхности бетонной смеси.
5.70. Радиус действия r0 и амплитуду колебания A глубинных вибраторов находим из соотношения
 . (25)
. (25)Здесь Aмин - минимально допустимая амплитуда смещений бетонной смеси, определяемая по табл. 6;
r1 - радиус вибратора, см;
r2 = r0 - r1;
Таблица 6
157 | 314 | 471 | 628 | |
Aмин, см | 0,037 | 0,014 | 0,005 | 0,004 |
Таблица 7
Коэффициенты затухания | |||
бетона на портландцементе при ОК | бетона на пуццолановом цементе при ОК | ||
2 - 4 см | 4 - 6 см | 4 - 6 см | |
314 | 0,1 | 0,07 | 0,19 |
471 | 0,09 | 0,06 | 0,16 |
628 | 0,08 | 0,05 | 0,12 |
1256 | - | - | 0,15 |
5.71. Максимальная толщина слоя, уплотняемого вкладышами-пустотообразователями, должна быть не выше 200 мм при цилиндрической форме пустотообразователя и не выше 300 мм при прямоугольной форме.
5.72. При изготовлении изделий с помощью вибровкладышей следует применять пригруз или вибропригруз. Величина статического давления при этом не должна превышать 0,015 МПа.
5.73. Амплитуда смещения вибровкладышей в формуемом изделии при среднечастотных колебаниях (около 3000 кол/мин) должна быть не более 0,015 минимальной толщины формуемого слоя бетона, при высокочастотных - не более 0,01 этой толщины. Применение высокочастотного вибрирования (с частотой не выше 4500 кол/мин) предпочтительно, когда ставится задача получения поверхности изделия с минимальным размером пор, а также при необходимости заполнения смесью узких полостей формуемого изделия.
5.74. Время уплотнения ручным виброинструментом зависит от вида смеси, характера армирования изделия и режимов вибрации и определяется моментом появления цементного молока в зоне, определяемой радиусом действия вибратора. Обычно это время составляет в зависимости от подвижности смеси 1 - 2 мин.
Производительность Пр (м3/ч) при этом определяется по формуле
 , (26)
, (26)где t1 - время перестановки вибратора с одной позиции на другую, с;
t - продолжительность вибрирования, с.
5.75. Время формования изделий вибровкладышами будет тем больше, чем жестче смесь, чем  сечение, через которое должна пройти смесь в процессе формообразования, и чем ниже частота колебаний. Практически это время составляет 20 - 40 с вибрирования без пригруза и 1,5 - 3 мин с пригрузом при частоте
сечение, через которое должна пройти смесь в процессе формообразования, и чем ниже частота колебаний. Практически это время составляет 20 - 40 с вибрирования без пригруза и 1,5 - 3 мин с пригрузом при частоте  . Частота 4000 - 4500 кол/мин сокращает это время в 1,5 - 2 раза.
. Частота 4000 - 4500 кол/мин сокращает это время в 1,5 - 2 раза.
. Частота 4000 - 4500 кол/мин сокращает это время в 1,5 - 2 раза.В. Особенности формования изделий
при внутреннем вибрировании
5.76. При выборе типа глубинного вибратора следует учитывать расстояние между стержнями арматуры, которое должно составлять не менее 1,5 диаметра вибронаконечника или вибробулавы.
5.77. Глубинный вибратор следует включать и погружать в смесь на всю длину рабочей его части, а извлекать его следует медленно, при включенном вибровозбудителе.
5.78. В процессе работы следует следить за температурой нагрева корпуса, которая не должна превышать температуру окружающей среды более чем на 60 °C, а абсолютная температура корпуса должна быть не выше 90 - 95 °C во избежание интенсивного выпаривания влаги из бетона.
5.79. При формовании изделий вибровкладышами с пригрузом последний следует вводить в действие после предварительного распределения смеси и виброуплотнения. Время вибрирования с пригрузом обычно в 3 - 4 раза больше времени предварительного уплотнения. Снятие пригруза со свежеотформованного изделия следует осуществлять после извлечения вибровкладышей.
Рекомендации по применению немедленной распалубки
Общие технологические требования и схемы устройств
5.80. Немедленная распалубка является эффективным технологическим приемом, позволяющим значительно снизить трудозатраты и металлоемкость технологической опалубки. Однако для получения изделий хорошего качества немедленная распалубка должна осуществляться таким образом, чтобы при этом не нарушалась целостность бетона (без обрыва смеси, трещин) в свежеотформованном изделии, а деформации не превышали заданных допусков.
5.81. Немедленно распалубливаться могут основные формообразующие борта, пустото- и проемообразователи, вкладыши и другие элементы форм. В ряде случаев, особенно при изготовлении широкой и изменяемой номенклатуры изделий, целесообразно использовать комбинированные приемы, при которых немедленной распалубке подлежат только отдельные базовые элементы бортоснастки, а профилеобразующие элементы, проемообразователи и т.п. распалубливаются через 0,5 - 2 ч или после кратковременной тепловой обработки.
5.82. Устройства для немедленной распалубки по своему применению могут быть как стационарные, устанавливаемые на формовочном посту, так и съемные или инвентарные (переносные), которые могут использоваться на разных постах и сниматься с линии.
Стационарные устройства (бортоснастка, пустотообразователи) применяются для изготовления однотипных изделий, одинаковых или близких по своим размерам.
Съемные устройства применяются, как правило, для изделий разных типоразмеров, изготовляемых на одной линии.
5.83. Устройства для немедленной распалубки в зависимости от конструкции изделий и принятого направления распалубочного усилия могут иметь элементы бортоснастки, отделяемые: а) по касательной (сдвиг); б) по нормали (отрыв) или в) под углом  к распалубливаемой поверхности (
к распалубливаемой поверхности ( , рис. 23). По своему конструктивному решению они выполняются в виде шарнирных, параллелограммных и других систем.
, рис. 23). По своему конструктивному решению они выполняются в виде шарнирных, параллелограммных и других систем.
, рис. 23). По своему конструктивному решению они выполняются в виде шарнирных, параллелограммных и других систем.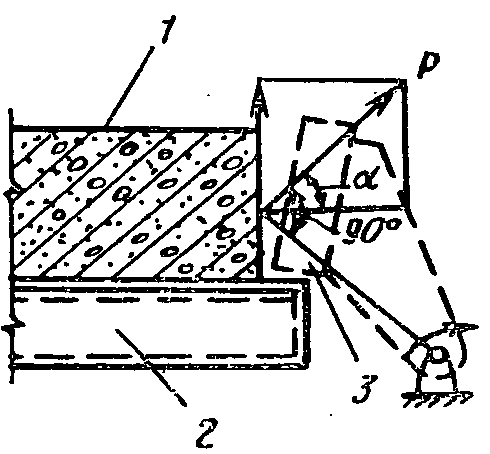
Рис. 23. Схема распалубки бортовой оснастки
1 - изделие; 2 - поддон;
3 - борт; Р - распалубочное усилие
5.84. Для отделки и доводки поверхности свежеотформованных изделий после немедленной распалубки могут использоваться устройства с оснасткой, обрамляющей изделие только по верхнему контуру.
Выбор и расчет технологических параметров
5.85. Определяющими параметрами немедленной распалубки являются прочность уплотненной бетонной смеси при сжатии и направление распалубочного усилия (угол  между направлением усилия и нормалью к распалубливаемой поверхности), которые должны удовлетворять общему требованию настоящего Руководства (п. 5.80).
между направлением усилия и нормалью к распалубливаемой поверхности), которые должны удовлетворять общему требованию настоящего Руководства (п. 5.80).
5.86. Прочность свежеотформованной смеси, необходимая при немедленной распалубке, обеспечивается либо жесткостью смеси, либо применением специальных средств (вакуумирования, электроосмоса, подогрева, выдержки и т.п.). Прочность свежеотформованного бетона при сжатии  связана с модулем деформации Eсж следующей приближенной зависимостью:
связана с модулем деформации Eсж следующей приближенной зависимостью:

5.87. При немедленной распалубке бортовой оснастки горизонтально формуемых изделий толщиной до 50 см характеристики бетонной смеси выбирают по деформациям ( , мм) свежеотформованных изделий от собственной массы, ориентировочную величину которых рассчитывают по формуле
, мм) свежеотформованных изделий от собственной массы, ориентировочную величину которых рассчитывают по формуле
где  - объемная масса уплотненной бетонной смеси, кг/м3;
- объемная масса уплотненной бетонной смеси, кг/м3;
h - толщина распалубливаемого изделия, см;
Kодн - коэффициент однородности по объемной массе смеси, принимаемый равным 0,8 - 0,9;
Eсж - модуль деформации смеси при сжатии от собственной массы изделий (МПа), см. п. 5.86 настоящего Руководства;
L - длина (ширина) изделия (расстояние между распалубливаемыми элементами оснастки), см;
Kl - коэффициент, принимаемый при длине (ширине) изделий (м): до 2 м - 1,5; от 2 до 4 м - 1,3; от 4 до 6 м - 1,1; от 6 до 8 м - 1; более 8 м - 0,9;
Kд - коэффициент, учитывающий возрастание деформаций в результате динамических воздействий при различных технологических операциях, принимаемый равным 1 - 1,2.
При этом жесткость смеси, применяемой для немедленной распалубки, должна быть не менее 30 с.
5.88. Величину допустимого наименьшего угла  между направлением распалубочного усилия и нормалью к распалубливаемой поверхности в устройствах, указанных в п. 5.83, б и в настоящего Руководства для распалубки бортоснастки находят по формуле
между направлением распалубочного усилия и нормалью к распалубливаемой поверхности в устройствах, указанных в п. 5.83, б и в настоящего Руководства для распалубки бортоснастки находят по формуле
где  - прочность смеси при растяжении (МПа), определяемая экспериментально (см. прил. 13 настоящего Руководства) или ориентировочно по формулам:
- прочность смеси при растяжении (МПа), определяемая экспериментально (см. прил. 13 настоящего Руководства) или ориентировочно по формулам:
для смесей на плотных заполнителях
 ; (30)
; (30)для смесей на пористых заполнителях
 ; (31)
; (31)KF - коэффициент, учитывающий влияние площади опалубки на ее сцепление с бетонной смесью, определяемый по формуле
F - площадь отделяемого борта, м2;
Kдеф - коэффициент, учитывающий величину допустимых деформаций свежеотформованных изделий от распалубочных усилий, принимаемый равным при расчете направления усилий для граней изделий у верхней поверхности 1,2, у нижней - 1,5 - 2, для других граней фасонного профиля - 1.
При шарнирной системе распалубочных устройств выбранным значением угла  (с учетом конструктивных соображений) задают положение шарнира при различном профиле граней изделий.
(с учетом конструктивных соображений) задают положение шарнира при различном профиле граней изделий.
5.89. Во избежание превышения допустимых размеров изделий за счет деформаций при распалубке внутренние размеры бортоснастки по длине и ширине назначают уменьшенными на минусовый допуск против проектного размера изделий.
5.90. Для облегчения извлечения из свежеотформованного изделия вибровкладышей и штампов последние должны иметь уклон не менее 1:1000.
5.91. При использовании для формования с немедленной распалубкой устройств, в виде жесткой рамы или при изготовлении изделий в нераскрывающихся формах-матрицах угол наклона граней относительно направления распалубки должен быть в пределах 3 - 10°.
Особенности формования изделий с немедленной распалубкой
5.92. При укладке арматурного каркаса необходимо следить, чтобы он свободно входил в оснастку. Предварительное обжатие каркаса при закрывании или установке бортоснастки, а также введении формообразователей не допускается. Рекомендуется использование пространственных каркасов.
5.93. Для смазки бортоснастки следует применять эмульсионную смазку ОЭ-2. Смазка может производиться периодически через 3 - 5 формовок, однако необходимо следить, чтобы на поверхности металлической опалубки не оставались частицы затвердевшей смеси.
5.94. Отделку немедленно распалубленных изделий возможно осуществлять только при приложении к ним незначительных (не превышающих  ) нагрузок либо после достижения изделиями необходимой прочности.
) нагрузок либо после достижения изделиями необходимой прочности.
5.95. В целях сохранности свежеотформованных изделий их транспортирование на поддонах следует производить плавно, избегая резких толчков.
5.96. При формовании изделий с пригрузом после завершения виброуплотнения желательно осуществлять плавное, максимально возможное снижение усилий пригруза при одновременном вибрировании; после снятия вибрационной нагрузки возможно доведение усилий до исходной величины.
5.97. При изготовлении изделий с немедленной распалубкой, твердеющих на открытом воздухе, сразу же после распалубки следует обеспечить укрытие открытых поверхностей влагоемкими материалами (брезентом, мешковиной, опилками, камышитовыми матами и т.д.), находящимися в период твердения во влажном состоянии. Допускается нанесение на испаряющие поверхности бетона пленкообразующих составов или укрытие их полиэтиленовыми пленками толщиной 0,7 - 0,1 мм.
Рекомендации по выбору технологических приемов формования
5.98. При назначении методов формования заданной номенклатуры изделий следует пользоваться табл. 8 с учетом регламентаций по видам применяемых смесей.
Таблица 8
Группа изделия | Отличительный признак | Вид изделия | Оборудование и способ формования | |||
для мелкосерийного производства | для крупносерийного массового производства | |||||
укладка | уплотнение | укладка | уплотнение | |||
I | Высокие вертикально поставленные или массивные конструкции, при формовании которых средняя высота слоя бетонной смеси больше 0,5 м | Фундаментные элементы, сборные элементы для массивной кладки и т.д. | Бункера, бетонораздатчики | Глубинные вибраторы, одиночные вибраторы | Бетонораздатчики, бетоноукладчики | Ударные площадки с вибропригрузом, передвижные прикрепляемые вибровозбудители и передвижные виброформы |
Плоские плиты, формуемые в вертикальном положении | - | - | Бетонораздатчики | Кассетные установки, вибропротяжные устройства вертикального действия | ||
Объемные элементы зданий и сооружений | - | - | То же | Объемно-формовочные установки, вибропротяжные устройства вертикального действия | ||
II | Конструкции линейного типа | Призматические сплошные постоянного сечения - стойки, ригели, сваи, перемычки и т.д. | Бункера, бетонораздатчики | Глубинные вибраторы, одиночные виброформы, виброплощадки (при формовании изделий длиной до 12 м) | Бетонораздатчики, бетоноукладчики | Виброплощадки, виброустановки, передвижные виброформы |
Балки покрытий, подкрановые балки, балки пролетных строений мостов | То же | То же | То же | Одиночные виброформы виброустановки. При формовании изделий пролетом до 12 м, кроме перечисленного, виброплощадки | ||
Решетчатые (фермы) | Бункера | " | Бетонораздатчики | Виброплощадки, виброустановки | ||
III | Плоскостные конструкции | Плоские плиты | Бункера | Поверхностные вибраторы. Виброрейки | Бетоноукладчики | Виброплощадки, вибропрессы (при формовании плит длиной до 7 м), вибропротяжные устройства |
Ребристые плиты | " | То же | То же | Виброплощадки, вибропротяжные устройства (при высоте ребер до 20 см), виброштампы | ||
Пустотелые плиты | Бетонораздатчики | Виброплощадки с комплектом вкладышей - пустотообразователей | " | Установки с вибровкладышами | ||
IV | Пространственные тонкостенные конструкции | Длинномерные с прямолинейной или слегка изогнутой осью и постоянным поперечным сечением (криволинейные или складчатые элементы оболочек, лотки оросительных систем и т.д.), скорлупы цилиндрических резервуаров, колодцев-оболочек и панели сводов-оболочек | Бункера | Поверхностные виброплощадки | Бетоноукладчики | Виброплощадки, виброустановки, одиночные виброформы, вибропротяжные устройства, виброштампы |
Двоякой кривизны (элементы сборных сводов-оболочек) | " | То же | То же | Виброплощадки, виброустановки, виброштампы, вибропротяжные устройства | ||
5.99. Выбор конкретного метода формования изделий должен учитывать:
а) требования, предъявляемые к прочности бетона и его долговечности. При необходимости получения высоких марок бетона и долговечности предпочтительным является применение таких методов, которые обеспечивают формование изделий из смесей с минимальным водосодержанием (т.е. минимальной подвижностью, максимальной жесткостью);
б) требования, обусловленные принятой технологической схемой производства. Так, методы станкового вибрирования применяются только при поточно-агрегатном и конвейерном производстве. Наружное формование применяется предпочтительно при стендовом производстве. Поверхностное формование и внутреннее вибрирование может быть с равным успехом применено в любой технологической схеме производства;
в) требования механизации и автоматизации технологического процесса. Высокий уровень механизации, возможность автоматизации производства обеспечиваются в максимальной степени применением скользящих виброформ и различных методов поверхностного формования;
г) объем и номенклатуру выпускаемых изделий. При массовом производстве однотипных изделий следует ориентироваться на методы, обеспечивающие высокий уровень механизации работ. При необходимости выпуска разнообразной продукции, резко отличающейся по конфигурации, типоразмерам, предпочтительным является применение методов станкового формования.
5.100. Для технико-экономического обоснования принятого метода формования следует пользоваться "Руководством по технико-экономической оценке способов формования бетонных и железобетонных изделий".
Способы получения ровных поверхностей без раковин
А. Заглаживание открытых поверхностей
6.1. Заглаживание открытых поверхностей в процессе формования изделий осуществляется, как правило, механизированно и должно обеспечивать требования ГОСТ 13015-67* к внутренним поверхностям помещений жилых и общественных зданий, предназначенных для окраски и оклейки различными материалами.
6.2. Механизмы для заглаживания применяются в качестве навесного оборудования бетоноукладчиков, в виде отдельных самоходных машин как ручной инструмент.
По конструктивной схеме заглаживающие машины и устройства подразделяются на: дисковые; валковые; реечные.
6.3. Дисковые заглаживающие машины с диаметром диска 350 - 500 мм выпускаются как в качестве ручного инструмента, так и в качестве навесного оборудования (смонтированного на рамах, мостах, консолях).
Дисковые заглаживающие устройства, имеющие  диаметр диска, выпускаются только как подвесные устройства к самоходным рамам и применяются для заглаживания плоских конструкций перекрытий, кровель, стен и т.д. шириной от 1 до 3 м и длиной 3 м и более (рис. 24). Для повышения интенсивности заглаживания дисковому рабочему органу рекомендуется сообщить кроме вращательного дополнительное круговое движение.
диаметр диска, выпускаются только как подвесные устройства к самоходным рамам и применяются для заглаживания плоских конструкций перекрытий, кровель, стен и т.д. шириной от 1 до 3 м и длиной 3 м и более (рис. 24). Для повышения интенсивности заглаживания дисковому рабочему органу рекомендуется сообщить кроме вращательного дополнительное круговое движение.
диаметр диска, выпускаются только как подвесные устройства к самоходным рамам и применяются для заглаживания плоских конструкций перекрытий, кровель, стен и т.д. шириной от 1 до 3 м и длиной 3 м и более (рис. 24). Для повышения интенсивности заглаживания дисковому рабочему органу рекомендуется сообщить кроме вращательного дополнительное круговое движение.
Рис. 24. Дисковая отделочная машина
1 - диск; 2 - привод вращения диска;
3 - привод подъема диска;
4 - привод поперечного перемещения диска;
5 - привод перемещения портала
6.4. Валковые заглаживающие устройства используются как навесное оборудование (рис. 25) и монтируются поперек направления заглаживания.
Рис. 25. Валковая отделочная машина
а - общий вид; б - рабочий орган (валок); 1 - опорные катки;
2 - валок; 3 - опоры валка; 4 - звездочка
6.5. Реечный рабочий орган (в виде бруса, рис. 26) может совершать как возвратно-поступательные, так и круговые движения. Брус, совершающий возвратно-поступательное движение (поперек направления заглаживания), менее эффективен, так как при работе образует полосы на поверхности изделия.
Рис. 26. Реечная отделочная машина
1 - заглаживающие рейки; 2 - опорные валки;
3 - подвижная рама; 4 - портал; 5 - привод передвижения;
6 - привод подвижной рамы; 7 - привод шатунного механизма;
8 - трос; 9 - шатунный механизм
6.6. Наилучшее качество отделки достигается при комплексном применении указанных отделочных машин. Основные параметры заглаживающих устройств и области их применения приведены в табл. 9.
Таблица 9
Назначение | Вид рабочего органа | Класс чистоты поверхности | Жесткость бетонной смеси, с | Размер рабочего органа, мм | Скорость рабочего органа | Удельное давление рабочего органа на заглаживаемую поверхность | Скорость передвижения, м/мин | Производительность, м2/мин | Мощность привода рабочего органа, кВт | |
продольного | поперечного | |||||||||
подвижность раствора по конусу Стройцнил, см | ||||||||||
Заглаживание изделий, поверхность которых предназначена под окраску или оклейку обоями | Диск | 3 - III |  | 400 - 1300 (диаметр) | 9 - 15 м/с | 6 - 10 г/см2 | 5 - 8 | 4 - 6 | 3 - 5 | 7 - 14 |
Калибрование, предварительное заглаживание | Валок | 2 - III |  | 220 - 370 (диаметр) | 6,9 - 6,25 м/с | 100 - 150 кг/м, валка | 1 - 3,5 | - | 2,1 - 3 | 7 - 10 |
Разравнивание верхнего слоя бетонной смеси, калибрование, предварительное заглаживание | Брус с возвратно-поступательным движением | 1 - III |  | 200 - 300 (ширина) | 80 - 150 мм (ход); | - | 0,6 - 4,7 | - | 2,1 - 3,5 | 2,2 - 4,5 |
60 - 180 (ходов в мин) | ||||||||||
Примечание. Размер рабочих органов, окружная скорость и мощность привода в заданном диапазоне выбираются по конструктивным соображениям. | ||||||||||
Б. Получение гладких и подготовленных к отделочным работам
поверхностей, обращенных к поддону
6.7. Для улучшения качества лицевых поверхностей, примыкающих при формовании изделий к поддону, применяются:
а) специальные виды смазки и материалы листовой обшивки поддонов;
б) формование изделий на ударных площадках;
в) пластификация нижнего слоя водой или укладка подстилающего слоя из литого раствора.
6.8. Поверхность бетона, не требующую какой-либо отделки или шлифовки, получают за счет гладких покрытий поддонов и применения густой смазки пастообразной консистенции, состоящей из смесей стеарина или парафина (25 - 30%) и технического вазелина (70 - 75%). Смазку следует наносить на поверхность поддона при помощи ветоши или роликами из губчатой резины, пропитанной смазочным материалом.
6.9. Лицевую поверхность изделий, исключающую необходимость ее дополнительной отделки, можно получить при формовании изделий на ударных площадках с частотой 220 ударов в минуту при высоте падения 3 - 4 мм, одинаковой во всех точках верхнего стола. При этом следует:
а) применять малоподвижные смеси;
б) укладку бетонной смеси производить после начала работы ударного стола;
в) продолжительность уплотнения изделий толщиной не более 80 - 100 мм принимать 4 - 5 мин; при толщине изделия более 100 - 120 мм уплотнение производить послойно с общей продолжительностью до 10 мин;
г) при изготовлении изделий с декоративными поверхностями применять стеклопластиковые или железобетонные поддоны форм с полимерным покрытием;
д) при использовании стеклопластиковых форм из полиэфирных смол без эпоксидного покрытия не применять в качестве смазки эмульсол, разрушающий смолу вплоть до обнажения стеклоткани;
е) при применении металлических форм использовать консистентные смазки поверхности;
ж) не допускать формование изделий в формах, рабочие поверхности которых имеют дефекты, вызывающие повышенное сцепление с бетоном (царапины, раковины, каверны и т.д.);
з) обеспечить герметичность разъемных соединений форм.
6.10. Водная пластификация повышает подвижность бетонной смеси в слое, примыкающем к форме. Пластификация достигается путем распыления воды по смазанной поверхности поддона. На 1 м2 площади поддона разбрызгивается 0,5 - 0,7 л воды. Водная пластификация способствует уменьшению числа и размеров пор, однако если поверхность, обращенную к поддону, готовят к окраске, то в зависимости от чистоты поддонов, качества смазки и режима формования после распалубки с нанесением шпаклевочного раствора все или часть панелей нуждаются в затирке. Водная пластификация применяется при производстве горизонтально формуемых изделий. Поддоны форм должны смазываться только водоупорными смазками (рекомендуется ОЭ-2).
Орошение поддона водой целесообразно производить перед фронтом укладываемой смеси.
6.11. Пластификация литыми растворами обеспечивает более высокое качество поверхности, чем пластификация водой. При этом прочность бетона практически не снижается.
Для пластификации могут быть использованы литые цементно-песчаные растворы состава 1:1 или 1:2, КЦК, КЦР, известковые растворы на основе отделочного материала белгородский белый, который представляет собой сухую смесь мела, портландцемента и песка в соотношениях 3:2:5 по весу. При этом введение мелкодисперсных частиц способствует получению высокого качества изделий.
Пластификация нижнего слоя бетонной смеси осуществляется механизированно.
Средний расход раствора на м2 изделия составляет 1,2 л.
Способы декоративной отделки
6.12. Выбор способа отделки следует производить в соответствии с архитектурными требованиями к изделиям и принятой на заводе технологией их производства. При выборе отделки следует обращать внимание на ее долговечность в эксплуатации. Для массовых изделий, например стеновых панелей, рекомендуется применять недорогие и нетрудоемкие способы отделки, а для панелей входа, лестничной клетки и других немассовых изделий, применяемых в меньшем объеме, можно использовать дорогие и трудоемкие способы.
А. Отделка с применением декоративных слоев раствора
6.13. При отделке фасадных поверхностей декоративный слой раствора должен укладываться за один раз и уплотняться вибрацией либо с учетом рекомендаций п. 6.9 настоящего Руководства.
При формовании панелей отделочным слоем вниз (лицом вниз) условия укладки, уплотнения и твердения декоративного слоя раствора для фасадной поверхности лучше, а трудоемкость меньше, чем при формовании панелей отделочным слоем вверх (лицом вверх); при прочих равных условиях этот слой получается более долговечным и морозостойким.
6.14. Разрыв между укладкой декоративного и конструктивного бетонов не должен превышать: в закрытых цехах - 1,5 ч, на полигонах - 1 ч. При более длительных перерывах в формовании необходимо принимать меры по ликвидации образовавшейся сверху тонкой пленки из цементного теста на уложенном слое уплотненной бетонной или растворной смеси.
6.15. При эксплуатации здания для повышения морозостойкости и уменьшения вероятности образования на декоративном слое пятен и высолов следует применять малоподвижные и умеренножесткие растворные смеси с минимальным количеством цемента и в процессе формования уплотнять их так, чтобы коэффициент уплотнения был не менее 0,96. При этом расход цемента не должен быть выше 400 кг/м3.
Для повышения атмосферостойкости декоративных растворов рекомендуется применять гидрофобизирующие добавки, которые вводятся в состав раствора с водой затворения в количестве 0,1 - 0,15% массы цемента.
6.16. Для получения рельефных поверхностей изделий применяется тиснение декоративного раствора. Тиснение верхних декоративных слоев из умеренножестких смесей следует производить через полимерные пленки или плотную, прочную материю посредством штампов или крупных заполнителей фракции 20 - 40, 40 - 70 мм после заглаживания поверхности при давлении от 0,04 до 2 МПа.
6.17. Рельеф или рисунок на верхней поверхности из декоративного раствора может быть получен путем погружения матриц во время вибрации. При этом на заглаживаемую поверхность накладывается пленка (или ткань), на которую устанавливаются матрицы в соответствии с заданным рисунком. Продолжительность вибрации определяется в каждом конкретном случае лабораторией завода в зависимости от ее интенсивности. Получение гладкой поверхности или поверхности, соответствующей структуре материи, обеспечивается только при снятии пленки или материи после тепловой обработки. В противном случае образуется шероховатая, мелкобугристая поверхность.
6.18. Тиснение сложного профиля нижних декоративных слоев обеспечивается формованием панелей на пленке из термостойкого полимера или ткани, под которыми помещают крупный заполнитель, куски арматуры и др. В отдельных случаях для создания на всей партии выпускаемых панелей одинакового заданного рисунка предметы, подкладываемые на поддоне, фиксируются.
В целях сохранения поддона от коррозии его следует смазывать после каждой распалубки и чистки. После каждого цикла формования полимерную пленку необходимо очистить, а материю, кроме того, промыть.
При укладке декоративного слоя раствора в этом случае следует следить за тем, чтобы раствор после уплотнения был выше выступов рельефа не менее чем на 10 мм. Дальнейшие операции по изготовлению панелей производятся по обычным, отработанным на заводах режимам. Снятие пленки или материи с панелей следует производить после ее распалубки и подъема.
Б. Отделка декоративным заполнителем втапливанием
6.19. При отделке фасадных поверхностей изделий разрешается применять только мытый фракционный щебень, гравий и эрклез фракций 10 - 20, 20 - 40 или 40 - 70 мм. При отделке можно применять не более 10% (по массе) и более крупные фракции. При отделке цокольных панелей разрешается применять крупный заполнитель лещадной формы размером 70 - 200 мм. Чем крупнее фракция, тем она прочнее удерживается на панели.
Расход декоративного заполнителя на 1 м2 отделываемой поверхности панели должен быть не более: для фракции 10 - 20 мм - 15 кг, для фракции 20 - 40 мм - 25 кг.
6.20. Втапливание заполнителя примерно на половину его диаметра осуществляют вибрацией либо, для изделий, формуемых "лицом вверх", трамбованием или укаткой валиком.
6.21. Отделку декоративным заполнителем втапливанием в панелях, формуемых фасадной поверхностью вверх, следует производить только по уплотненной и заглаженной бетонной или растворной смеси.
Для предотвращения околов облицовки и создания лучших возможностей для разделки стыков на фасаде рекомендуется до укладки заполнителя в раствор по периметру панелей и их проемов втапливать рейки с поперечным сечением 20 x 10 мм.
При проведении операций по отделке подвижность смеси должна быть в пределах 1 - 4 см. Крупный заполнитель должен распределяться или равномерно по поверхности панели, или в соответствии с заданным рисунком.
Поверхность изделий, офактуренных каменной и стеклянной крошкой, сразу после их распалубки следует промыть водой и очистить от осыпающихся зерен.
6.22. Отделку декоративным заполнителем методом втапливания панелей, формуемых "лицом вниз", следует производить укладкой декоративного заполнителя по мокрому (влажность 5 - 8%) песку, распределенному по поддону равномерным слоем толщиной 5 - 15 мм. При этом бетонную или растворную смесь необходимо распределять равномерно по поддону, не допуская смещения заполнителя. Подвижность смеси не должна быть более 4 см осадки стандартного конуса.
После тепловой обработки необходимо очистить поверхность панели от песка и удалить с фасадной поверхности подтеки раствора.
В. Отделка цветными бетонами
6.23. Внешний вид отделки задается архитектором как по цвету растворного фона и крупного заполнителя, так и по размерам и количеству крупного заполнителя на единицу площади фасадной поверхности. Архитектурные требования к цвету растворного фона должны обеспечиваться применением цветных цементов, а для светлых тонов - и соответствующих песков. Крупный заполнитель подбирается по его естественному цвету, фракциям и количеству в единице объема бетонной смеси. Рекомендуется цвет фасадных поверхностей панелей обеспечивать в основном за счет более плотной укладки крупного заполнителя из цветных горных пород.
6.24. Долговечность и морозостойкость декоративного слоя бетона можно достигнуть применением умеренножестких и жестких бетонных смесей, качественного их уплотнения, а также использованием плотных, прочных, не содержащих загрязняющих примесей заполнителей.
6.25. Камневидную текстуру фасадных поверхностей (без растворного фона) следует обеспечивать применением бетонных смесей, не содержащих песка.
Г. Отделка обнажением крупного заполнителя
в декоративном слое
6.26. Обнажение крупного заполнителя на заводах крупнопанельного домостроения рекомендуется осуществлять двумя способами: распыленной водой и с применением замедлителей твердения.
Способ обнажения фактуры бетона распыленной водой рекомендуется при массовом производстве наружных стеновых панелей, формуемых фасадной поверхностью вверх.
Вскрытие фактуры бетона замедлителями твердения бетона применяется главным образом при формовании фасадной поверхностью вниз. Этот метод обеспечивает более высокую долговечность и морозостойкость отделочного слоя, более красивый внешний вид, так как крупный заполнитель выравнивается по плоскости поддона, а его насыщенность на фасадной поверхности больше, чем при формовании панели "лицом вверх". Однако этот способ сложнее, чем обнажение крупного заполнителя распыленной водой, поэтому он рекомендуется в основном для массового производства наружных стеновых панелей, формуемых фасадной поверхностью вниз, когда не может быть применен второй способ.
6.27. Обнажение крупного заполнителя декоративного слоя водой осуществляется на свежеуплотненной и заглаженной поверхности бетона двумя способами:
а) при наклонном положении формы, когда применяется бетонная смесь с мелким заполнителем, а смыв растворной составляющей поверхностного слоя производится в отстойники;
б) при горизонтальном положении формы, когда применяется беспесчаная бетонная смесь, а смываемое цементное тесто поступает в межзерновое пространство декоративного заполнителя.
При отделке панелей по первому способу форму с панелью устанавливают в наклонное положение на специальный пост под углом 10 - 20°.
Для обнажения крупного заполнителя фактурного слоя водой необходимо пользоваться "удочкой" или пистолетом-распылителем. На поверхность панели вода должна попадать в виде мелких капель. Расход воды на 1 м2 поверхности должен составлять 8 - 12 л. Необходимо следить за равномерностью увлажнения поверхности, не допуская скопления воды в отдельных зонах. Сопло удочки должно быть на 30 - 50 см удалено от поверхности панели с тем, чтобы струя воды и сжатого воздуха (2 - 4 ати) не выбивала крупный заполнитель из уплотненной бетонной смеси. Угол наклона распыляемого факела воды к поверхности панели должен составлять 30 - 45°.
Отмывку панели следует начинать с верхней части (зонами шириной 30 - 40 см). Время с момента окончания укладки бетонной смеси до окончания обнажения заполнителей водой не должно превышать 1 ч.
Обнажение крупного заполнителя путем смывания слоя раствора производят примерно на половину диаметра зерен крупного заполнителя. После обнажения крупного заполнителя величина защитного слоя бетона над арматурой должна быть не менее проектной.
При отделке панелей в горизонтальном положении устройство отстойника не требуется. Обнажение крупного заполнителя декоративного слоя уплотненной и заглаженной беспесчаной бетонной смеси производят сразу же после окончания формования панели. Распыление воды производят "удочкой" или пистолетом-распылителем равномерно по всей поверхности панели. Расход воды на 1 м2 поверхности панели должен составлять 2 - 4 л. После отмывки всей поверхности необходимо проверить качество обнажения заполнителя и устранить обнаруженные дефекты.
Наружный слой (толщиной 30 - 50 мм) многослойных стеновых панелей допускается изготовлять полностью из фактурного бетона плотной структуры.
6.28. Обнажение крупного заполнителя декоративного слоя бетона при помощи замедлителей твердения заключается в обработке прилегающего к фасадной поверхности слоя бетонной смеси замедлителями твердения цемента и его удалении после тепловлажностной обработки струей воды или механическими щетками. Нанесение замедлителя твердения цемента может производиться:
а) на бумажные коврики в виде смеси с клеем;
б) на поддон и борта формы в составе жировой смазки;
в) на поддон или верхнюю поверхность панели (при формовании "лицом вверх") в виде смеси с песком;
г) на верхнюю поверхность панели (при формовании "лицом вверх") в виде водного раствора замедлителя.
Для обнажения крупного заполнителя фасадного слоя наружных стеновых панелей рекомендуются следующие замедлители твердения: гидрол, мелмасса, сахар-отход, бура, ССБ, декстрин и другие аналогичные активные замедлители. Гидрол, мелмассу, сахар, декстрин и ССБ разрешается применять только в виде растворов. При этом ССБ разрешается применять только для обработки бетонов на серых портландцементах. Бура применяется в виде порошка с крупностью зерен не более 0,3 мм.
Оптимальный расход замедлителя твердения на 1 м2 поверхности формы (или панели) устанавливается лабораторией завода после определения его активности и испытания при формовании опытных образцов или панелей в конкретных условиях завода.
Обнажение крупного заполнителя рекомендуется производить на 1/4 - 1/2 диаметра зерна.
6.29. При формовании с использованием изделий "лицом вниз" фактурную бетонную смесь необходимо укладывать равномерным слоем на подготовленный поддон формы, не допуская его смещения по поверхности. При этом укладку, разравнивание и вибрирование растворной или бетонной смеси следует производить в возможно более короткие сроки, не превышающие 15 мин.
Д. Отделка плитками из керамики, стекла и других материалов
6.30. При облицовке фасадных поверхностей битой плиткой (типа брекчия) или целой плиткой с шириной шва между плитками более 4 мм для крепления плиток рекомендуется применять наряду с обычным (серым) раствором и цветные растворы.
6.31. Разнообразие отделки наружных стеновых панелей рекомендуется достигать путем укладки ковриков с плитками по профилированным подкладкам, создавая выпуклости и вогнутости на фасадной поверхности панелей.
6.32. Плитки для фасадной отделки должны иметь водопоглощение не более 8%.
6.33. Наружные стеновые панели, облицованные керамической и особенно стеклянной плиткой, должны формоваться "лицом вниз".
6.34. Укрупненные коврики должны поставляться в контейнерах к постам их укладки в форму.
Не допускается укладка на поддон загрязненных и запыленных ковриков, так как такая керамика будет плохо удерживаться на поверхности панели.
После укладки ковриков в форму следует обеспечить их фиксацию на поддоне склеиванием отдельных ковриков в один ковер по размеру панели. На стыке ковриков с битой плиткой, чтобы их не было заметно, следует наклеивать дополнительные плитки.
6.35. К вертикальным бортам коврики с керамической и стеклянной плиткой должны приклеиваться жидким стеклом. Наклейку ковриков лучше производить на теплые поверхности.
6.36. Расстояние от арматуры до керамических плиток должно быть не менее 10 мм. При укладке арматуры должны применяться бетонные или пластмассовые фиксаторы.
6.37. Перед укладкой раствора керамические плитки необходимо равномерно увлажнять при помощи распылителя: чем больше их влагопоглощение, тем обильней они должны увлажняться.
Расходы воды на 1 м2 керамических плиток: с водопоглощением 4% - от 100 до 150 г, с водопоглощением 8% - от 200 до 300 г.
Раствор должен быть уложен на керамические плитки до укладки смеси конструктивного бетона не позднее чем через 5 мин после увлажнения.
ИС МЕГАНОРМ: примечание. |
Подвижность раствора, определяемая в соответствии с ГОСТ 5802-66, должна составлять: при отделке керамическими плитками с водопоглощением до 2% - от 3 до 5 см, от 2 до 8% - от 5 до 7 см. Слой раствора должен иметь толщину 5 - 15 мм.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 11024-72 Постановлением Госстроя СССР от 12.12.1983 N 319 с 1 января 1985 года введен в действие ГОСТ 11024-84. |
7.1. Качество изготовления изделий на формовочных постах определяется степенью уплотнения в соответствии с пп. 5.51 и 5.52 настоящего Руководства, соблюдением требований к поверхности, которая должна удовлетворять ГОСТ 13015-67*, ГОСТ 11024-72, а также другими нормативными документами.
Во всех случаях обнаружения дефектов следует принимать все возможные и необходимые меры к их устранению в процессе формования.
7.2. До начала формования следует убедиться в соответствии и точности установки арматурного каркаса и закладных деталей, а также размеров формообразующих элементов рабочим чертежам формуемых изделий и требованиям, изложенным в разд. 2 и 3 настоящего Руководства.
7.3. Обеспечение качества изделий в процессе формования достигается:
а) соответствием заданной жесткости (подвижности) смесей принятым режимам и времени формования изделий;
б) надлежащей работой формовочного оборудования, обеспечивающего заданные режимы нагружения смеси для данного изделия (амплитуда, частота колебаний, статическое давление, последовательность приложения нагрузки);
в) соблюдением заданного времени уплотнения;
г) соблюдением заданных режимов немедленной распалубки и отделки (если они применяются).
7.4. Контроль за режимами работы формовочного оборудования является основным. При соблюдении этих режимов и при подаче на формовочный пост смеси с заданной жесткостью (подвижностью) контроль плотности не требуется. Периодическая проверка режимов работы должна осуществляться как вхолостую, так и под нагрузкой (с формуемым изделием).
7.5. Определение режимов вибрации формовочного оборудования следует осуществлять ежесменно в одной-двух характерных точках их рабочих органов в течение всего периода формования изделия. Кроме того, должна соблюдаться общая контрольная проверка режимов вибрации в процессе плановых технических осмотров оборудования, но не реже одного раза в месяц.
При контрольной проверке устанавливается не только соответствие фактических величин амплитуды и частоты колебаний заданным, но и распределение амплитуды по всей площади оборудования, в том числе и форм.
7.6. Для измерения амплитуды и частоты смещений применяются ручной виброграф ВР-I, однако более точным (и в ряде случаев более удобным) является применение серийно выпускаемой виброизмерительной аппаратуры, состоящей из вибродатчиков и регистрирующих приборов. Применение такой аппаратуры позволяет измерять амплитуду колебаний в процессе формования, выполнять одновременный замер в нескольких точках виброагрегата, на рабочих местах и в местах, недоступных для вибрографов.
При отсутствии вибрографа ВР-I и виброизмерительной аппаратуры допустимо применение любых средств, обеспечивающих проведение замеров амплитуды смещений с точностью до 0,01 мм. Простейшим, не очень точным, но удобным средством измерения амплитуды смещений является мерный клин. При измерениях с помощью клина четко видна точка пересечения его крайних положений на расстоянии l от острия (рис. 27). Расстояние l, как следует из подобия треугольников, связано с амплитудой смещения выражением
 . (33)
. (33)
Рис. 27. Мерный клин
а - общий вид; б - схема без вибрации;
в - схема при вибрации в направлении стрелок
Мерный клин вычерчивается на куске ватмана и крепится на исследуемом объекте. Градуировка основания клина выполняется непосредственно в мм размаха и амплитуды вибрационного смещения, причем, чем больше h, тем большие амплитуды можно измерять клином.
7.7. Контроль качества уплотнения смеси осуществляется определением объемной массы или пористости свежеуплотненной смеси с помощью разрушающих и неразрушающих методов.
Основным способом определения объемной массы (пористости) смеси является разрушение свежеотформованного бетонного образца в воде. При этом количество вовлеченного в смесь воздуха определяется количеством воды замещения. Образец для контроля следует либо специально приготовить в условиях, близких к тем, в которых происходило формование, либо в виде пробы взять непосредственно из изделия. Методика изложена в прил. 12 настоящего Руководства.
Места отбора проб из свежеотформованного изделия должны выбираться как исходя из условий работы конструкции (из наиболее нагруженных элементов ее), так и с учетом условий формования изделий (из элементов изделия, уплотняемых с минимальной интенсивностью вибрирования). Отбор проб следует осуществлять таким путем, чтобы была возможность дополнительной подформовки изделия в местах отбора. Этот метод рекомендуется использовать при наладке технологического процесса, для периодического контроля уплотнения изделий (не реже одного раза в неделю), при переходе на другие составляющие смесь, а также для тарировки неразрушающих методов определения объемной массы (пористости).
Для контроля качества уплотненной бетонной смеси может быть использован радиоактивный метод, основанный на взаимодействии радиоактивных излучений с исследуемой средой <1>. Применение этого метода позволяет определить оптимальное время уплотнения смеси, степень уплотнения по всему объему изделия.
--------------------------------
<1> См. "Рекомендации по проведению пооперационного контроля качества при изготовлении и изготовленных бетонных и железобетонных изделий неразрушающими методами". М., Стройиздат, 1970.
7.8. При необходимости установления времени окончания процесса уплотнения рекомендуется пользоваться приборами и датчиками, основанными на измерении электросопротивления смеси. Завершение уплотнения характеризуется стабилизацией электросопротивления смеси.
7.9. Контроль качества поверхностей формуемых изделий осуществляется по ГОСТ 13015-67*.
К ФОРМОВОЧНОМУ ОБОРУДОВАНИЮ
8.1. Компоновка узлов вибрирующей части рабочих органов формовочных машин должна быть такой, чтобы точка приложения равнодействующей активных и реактивных сил проходила через центр масс вибрирующих элементов. Отклонение амплитуд колебаний не должно превышать 20% среднего значения.
8.2. При использовании в качестве привода вибровозбудителей отдельного электродвигателя его следует предохранить от колебаний, т.е. виброизолировать.
8.3. В конструкции вибровозбудителей, применяемых в формовочных устройствах, следует предусмотреть возможность регулирования вынуждающей силы в пределах +/- 50% номинала.
8.4. Места установки болтовых соединений должны быть легкодоступными и обеспечивать возможность периодической подтяжки соединений в процессе эксплуатации.
8.5. Конструкция упругих опор вибрирующих узлов должна обеспечивать регулирование положения рабочего органа. Для этого каждая опора выполняется из двух пружин или резиновых элементов, стягиваемых болтом, с помощью которого осуществляется регулировка.
8.6. При длине формуемых изделий свыше 6 м целесообразно применять секционные пригрузы.
8.7. При разработке формовочного оборудования следует уделять особое внимание удобству обслуживания, монтажа и ремонта механизмов, повышению долговечности подшипников вибровозбудителей, муфт вибровалов и других карданных соединений, гибких валов глубинных ручных вибраторов, сварных соединений и т.д. Сварка швов должна быть виброустойчивой.
Срок службы вибровозбудителей должен составлять 3000 ч календарного рабочего времени. Особое внимание необходимо уделять повышению надежности электрооборудования, в том числе электродвигателей, пусковых устройств и релейной аппаратуры.
Примечание. Под календарным рабочим временем подразумевается: произведение длительности рабочей смены в часах на число смен в сутки и на число рабочих дней в году.
8.8. Вновь проектируемое и изготовляемое оборудование должно сопровождаться инструкциями по технической эксплуатации, включающими: технические данные, конструктивные особенности, сроки службы и ремонта отдельных узлов, карты смазки, перечень сменных и быстроизнашивающихся узлов и деталей, порядок и последовательность выполнения отдельных операций при пуске, во время и при остановке машины и другие указания.
8.9. Периодичность технических уходов и ремонтов и продолжительность ремонтного цикла рекомендуется принимать по табл. 10.
Таблица 10
Оборудование | Периодичность технического ухода и ремонта, календарные часы | |||
технический уход | текущий ремонт | средний ремонт | капитальный ремонт | |
Бетоноукладчики | 500 | 1500 | 7500 | 15000 |
Машины для изготовления пустотных изделий | 500 | 1500 | 4500 | 9000 |
Виброплощадки из блоков | 315 | 1260 | 6300 | 126000 |
Пригрузочные щиты | 200 | 100 | 3000 | 900 |
8.10. Конструкцию фундаментов виброустройств следует во всех случаях проверять на колебания по указаниям технических условий проектирования фундаментов под машины с динамическими нагрузками в соответствии с главой СНиП II-Б.7-70 "Фундаменты машин с динамическими нагрузками. Нормы проектирования" и с "Инструкцией по устранению вредных воздействий общих вибраций рабочих мест на предприятиях железобетонных изделий" (СН 190-61).
8.11. Размещение опор вибрационной, виброударной и ударной площадок должно производиться таким образом, чтобы:
статическая осадка всех амортизаторов под действием изделия и собственного веса площадки без формы была одинаковой;
статические упругие прогибы формы с изделием не превосходили 1/5000 ее наибольшего размера в плане.
8.12. Выбор типов подъемных устройств вибропрессов и виброштампов производится с учетом принятой технологии, конструктивной схемы машины и возможностей предприятия на основе сравнения вариантов. При применении любого из типов подъемных устройств (кран, винтовые, гидравлические, пневматические домкраты и т.д.) необходимо наличие направляющих устройств, обеспечивающих устойчивость всех элементов формующей машины и правильное положение рабочих органов в процессе формования.
Подъемные устройства рабочих органов, обеспечивающие отрыв последних от отформованного изделия, должны соединяться с рабочими органами через пружинную связь.
8.13. Подъем и опускание рабочих органов вибропрессов и виброштампов должны осуществляться без перекосов. Подъемные устройства должны предусматривать возможность остановок и фиксации на любой высоте в пределах от нижнего положения (на 2 - 3 см ниже поверхности отформованного изделия) до верхнего (выше поверхности неуплотненной бетонной смеси не менее чем на 100 мм).
8.14. При формовании изделий вибропротяжкой в вертикальном или вертикально-наклонном положении следует предусматривать регулирование упругих опор вибробункера по высоте и в горизонтальной плоскости в пределах до 60 мм.
При формовании изделий с криволинейной поверхностью рама вибропротяжного устройства должна опираться на самостоятельный рельсовый путь, профиль которого должен соответствовать очертанию поверхности изделия.
8.15. Стабилизирующая опалубка вибропротяжных устройств должна быть выполнена в виде жесткого элемента, поперечное сечение которого должно соответствовать профилю изделия. Стабилизирующая опалубка должна быть виброизолирована от вибрирующей (формующей) части и рамы машины.
При формовании изделий вибропротяжными устройствами криволинейного сечения в положении "кривизной вверх" рабочий орган и стабилизирующая опалубка вибропротяжного устройства должны быть снабжены уплотняющими устройствами, предохраняющими от вытекания бетонной смеси.
8.16. С целью получения изделий заданного сечения вибропротяжное устройство во избежание его смещения в поперечном направлении должно быть фиксировано относительно матрицы.
8.17. Вкладыши-пустотообразователи рекомендуется изготовлять цельнометаллическими или сварными, их геометрические размеры должны соответствовать седьмому классу точности и отвечать следующим требованиям:
конусность каждой стороны должна быть не менее 0,001;
искривления не должны быть более 0,5 мм на 1500 мм длины и не более 3 мм на всю длину пустотообразователя.
Встроенная вибрационная система пустотообразователей должна быть легкодоступной, ее рекомендуется выполнять с самоустановкой и центровкой подшипниковых опор в корпусе пустотообразователей.
8.18. При разработке формовочных устройств следует стремиться к полной механизации, а по возможности автоматизации операций формования.
8.19. При разработке основных узлов формовочного оборудования (виброблоки, синхронизаторы, питатели бетоноукладчиков и т.д.) следует стремиться к максимальному использованию принципов унификации и стандартизации.
9.1. К работе с вибрирующим оборудованием допускаются лица не моложе 18 лет, прошедшие предварительный медицинский осмотр, имеющие соответствующую квалификацию и сдавшие технический минимум по правилам безопасного выполнения работ.
9.2. Все лица, занятые на работах с вибрирующим оборудованием, один раз в год должны проходить медицинский осмотр.
Сверхурочные работы с вибрирующим оборудованием не допускаются.
9.3. Оценка степени вредности вибрации производится согласно "Санитарным нормам и правилам при работе с инструментами, механизмами и оборудованием, создающими вибрации, передаваемые на руки работающих" (СН 626-66) и "Санитарным нормам и правилам по ограничению вибрации рабочих мест" (СН 627-66).
9.4. Если вибрация превышает предельные величины, продолжительность работы должна быть сокращена (рис. 28) или должны быть приняты меры для устранения чрезмерных вибраций.
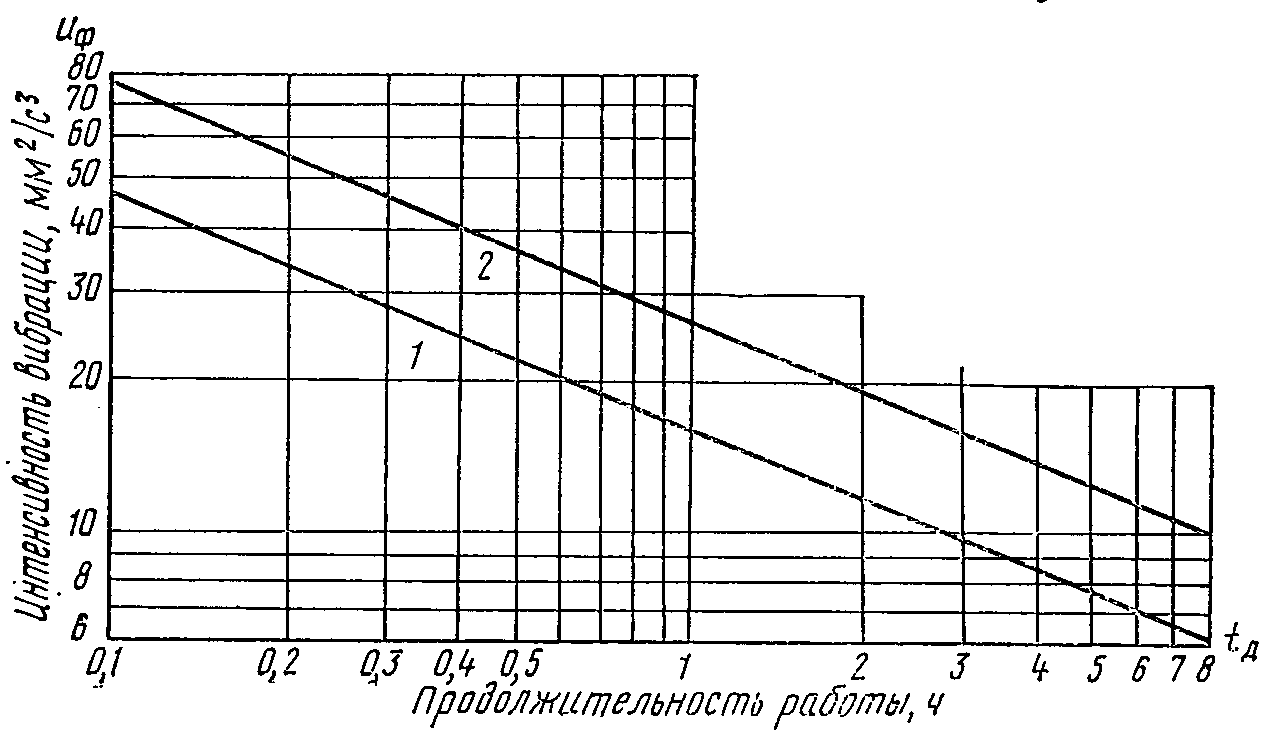
Рис. 28. Предельная продолжительность работы
при различной интенсивности
1 - общая вибрация; 2 - местная вибрация
9.5. Запрещается находиться на вибрирующей поверхности оборудования в период его работы.
9.6. Нормативная категория шума принимается в соответствии с данными рис. 29.
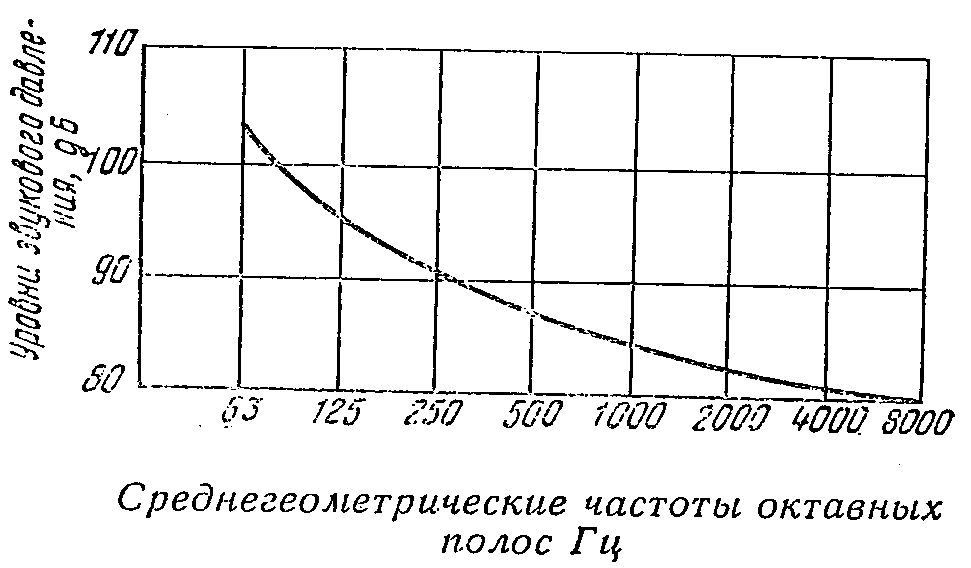
Рис. 29. Нормативная кривая по шуму
Спектральная характеристика шума в октавных полосах фильтра не должна выходить за пределы нормативных кривых.
Для снижения уровня шума рекомендуются следующие мероприятия:
регулирование и поддержание амплитуды колебаний на допустимом технологическом уровне;
выделение шумных агрегатов в специальную зону с устройством дистанционного управления;
устройство звукоизолирующих кожухов над двигателями формовочных агрегатов;
покрытие стенок приямка и частей виброагрегата звукопоглощающими материалами;
установка вибромеханизмов в заглубленные фундаменты с тем, чтобы рабочая рама виброплощадки была на уровне пола;
уход за механизмом.
9.7. Масса вибрирующего оборудования и его элементов, удерживаемых руками в различных положениях во время работы, не должна превышать 10 кг.
9.8. В остальном все работы по формованию железобетонных изделий должны производиться в строгом соответствии с требованиями главы СНиП III-А.11-70 "Техника безопасности в строительстве".
РАСЧЕТНЫЕ ЗАВИСИМОСТИ ДЛЯ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ
ОБОРУДОВАНИЯ, СВЯЗАННЫЕ С ОБЕСПЕЧЕНИЕМ
ТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ ФОРМОВАНИЯ
Станковое вибрирование
1. Статический момент дебалансов вибровозбудителя виброплощадок Kм (Н·см) связан с амплитудой смещений формулой
ИС МЕГАНОРМ: примечание. Нумерация формул дана в соответствии с официальным текстом документа. |
 . (34)
. (34)Для виброплощадок, имеющих отношение  , возможно более точное определение амплитуды смещения с учетом высоты формуемого изделия, а именно:
, возможно более точное определение амплитуды смещения с учетом высоты формуемого изделия, а именно:
, возможно более точное определение амплитуды смещения с учетом высоты формуемого изделия, а именно: , (35)
, (35)где  - эмпирический коэффициент, принимаемый в соответствии с табл. 11;
- эмпирический коэффициент, принимаемый в соответствии с табл. 11;
Gвп и Gф - соответственно массы, кг, виброплощадки и формы, в предварительных расчетах принимаемые:
 - при секционных рамах;
- при секционных рамах; - при сплошных рамах;
- при сплошных рамах; .
.Отношение массы бетона к колеблющейся массе виброплощадки (Gб/Gв) | Толщина слоя уплотняемой бетонной смеси hб, см | Значения коэффициента |
0,4 - 0,6 | 10 - 18 | 0,95 - 0,9 |
20 - 30 | 1 - 1,5 | |
30 - 40 | 1,5 - 1,25 | |
0,7 - 0,9 | 10 - 18 | 0,9 - 0,85 |
20 - 30 | 0,95 - 1,65 | |
30 - 40 | 1,65 - 1,35 |
2. Статический момент дебалансов вибровозбудителя двухмассных систем виброустановок связан с амплитудой смещения А формы зависимостью

где G2 - пассивная масса (кг), включающая массу формы, половину массы упругих связей и приведенную массу бетона  .
.
Для виброустановок с эллиптическими колебаниями при hб < 50 см приведенную массу находим из отношения  . В остальных случаях
. В остальных случаях  .
.
. В остальных случаях .В предварительных расчетах массу формы Gф можно принимать равной Gб, а массу упругих связей не учитывать.
3. Соотношение между активной массой G1 и пассивной G2 в двухмассных системах виброустановок следует принимать равным:

В состав активной массы включается 1/2 массы упругих связей.

5. Суммарную жесткость Gх (Н/см) упругой связи активной и пассивной масс в двухмассных системах виброустановок при возбуждении смещений вдоль одной оси принимаем равной:
В случае если резонансные смещения возбуждают в двух взаимно перпендикулярных направлениях, суммарная поперечная жесткость Cz (Н/см) упругой связи должна отвечать условию
 . (40)
. (40)При этом поперечная жесткость одной упругой связи  , состоящей из двух пружин жесткостью C1x и C2x и стержня, стягивающего пружины, будет равна:
, состоящей из двух пружин жесткостью C1x и C2x и стержня, стягивающего пружины, будет равна:
 , (41)
, (41)здесь C2z и C1z - поперечные жесткости пакета пружин, которые могут быть найдены с помощью графика рис. 30;
EI - жесткость стержня при изгибе;
l - длина стержня, см.
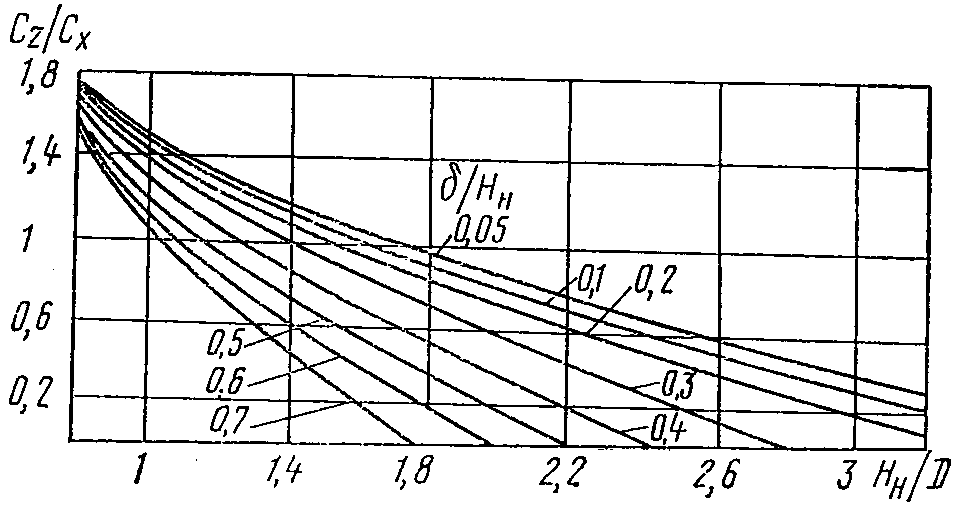
Рис. 30. График для определения коэффициента жесткости
винтовых цилиндрических пружин
D - средний диаметр пружины;
Hн - высота пружины под нагрузкой;
Cx, Cz - коэффициенты жесткости пружин при действии
соответственно осевой и поперечной сил
(цифры на кривых обозначают величину отношения  )
)
При C2z = C1z = Cz
 . (42)
. (42)Рекомендуемые зависимости пригодны для систем, у которых величина активной массы G1, расстояние h от центра тяжести  до центра жесткости системы и момент инерции относительно оси, проходящей через центр тяжести
до центра жесткости системы и момент инерции относительно оси, проходящей через центр тяжести  , подчиняются условию
, подчиняются условию
 . (43)
. (43)6. Высота падения hп (см) ударных кулачковых площадок обеспечивается выбранным эксцентриком профильной поверхности кулачков относительно осей вращения.
Выбор высоты падения и частоты ограничен условием
 . (44)
. (44)7. Эксцентрицитет приводного вала  ударных резонансных площадок с кривошипно-шатунным приводом определяется из соотношений:
ударных резонансных площадок с кривошипно-шатунным приводом определяется из соотношений:
 , (45)
, (45)где A0 - амплитуда относительных смещений масс;
A1, A2 - амплитуды смещений масс (в том числе форм);
G1, G2 - величины вибрируемых масс (кг), включающие массы рабочих органов Gр и полезной нагрузки  , находятся из следующих соотношений:
, находятся из следующих соотношений:
для ударных резонансных площадок с одной рабочей массой
 (46)
(46)для ударных резонансных площадок с двумя рабочими массами:
 (47)
(47)При этом в массу полезной нагрузки входят массы форм и бетонной смеси, определяемые в зависимости от принятой номенклатуры формуемых изделий. Коэффициент присоединенной массы бетонной смеси при расчете ударных площадок с одной рабочей массой принимается равным 0,8, с двумя - 1.
8. Необходимая частота колебаний ударных резонансных площадок с одной рабочей массой связана с ускорением формулой

при этом:
Wн = W1н + W2н;
W1н и W1в (см. табл. 5),
где Wв, W1в, W2в и Wн, W1н, W2н - относительные и абсолютные ускорения масс, колеблющихся соответственно вверх и вниз.
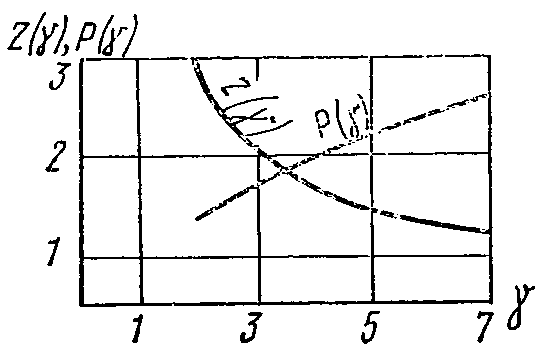
9. Жесткости упругих связей ударных резонансных площадок с одной рабочей массой, определяются из соотношений:
а) основных линейных K1 и буферных K1б

Линеаризованная жесткость основных связей  ;
;
;
где  - линеаризованная жесткость приводных связей, Н/см;
- линеаризованная жесткость приводных связей, Н/см;
 ;
; .
.Примечание. f(z1) и f(z2) находятся по графику рис. 32 при  f(z2) = 0.
f(z2) = 0.
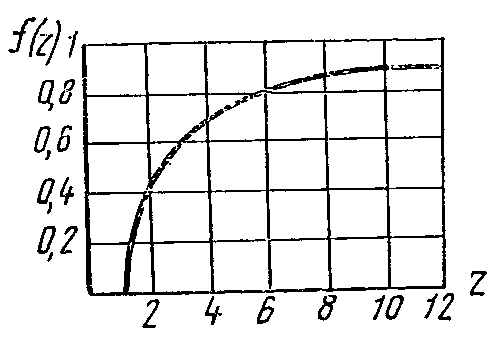
10. Жесткость упругих связей ударных резонансных площадок с двумя рабочими массами определяется из следующих соотношений:
а) основных линеаризованных K и буферных Kб
 ; f(z3) (см.
; f(z3) (см.  (см.
(см.  ;
;б) приводных линейных K0 и буферных K0б упругих связей выбирается аналогично п. 9б.
11. Амплитуды ускорения рабочих органов W1 и W2 (см/с2) ударных резонансных площадок с двумя рабочими массами определяются как:
 ; (52)
; (52) . (53)
. (53)12. Общая мощность приводов станковых виброустройств N (кВт) затрачивается на преодоление сопротивлений собственно механизма привода N1, бетонной смеси N2, а также на восстановление гистерезисных потерь в упругих связях N3.
Величины N2 и N3 рекомендуется определять с помощью следующих зависимостей:
а) для виброплощадок

б) для резонансных виброустановок:
 ; (55)
; (55)
в) для ударных кулачковых площадок:
 , (57)
, (57) , (58)
, (58)где G0 - полная масса подвижных частей площадки с изделием, кг;
hп - высота подъема, см;
г) для ударных резонансных площадок с одной рабочей массой

д) для ударных резонансных площадок с двумя рабочими массами

Наружное вибрирование
13. Статический момент Kм (Н·см) дебалансов K0 вибровозбудителей выбирается в соответствии с формулой
При этом Gв принимается ориентировочно  , кг,
, кг,
, кг,где hпр - приведенное расстояние между бортами, см;
F - площадь контакта виброформы со смесью, см2.
14. Шаг установки вибровозбудителей вибробалок по длине бортов и одновременно шаг ребер жесткости бортов определяются из выражения
 , (62)
, (62)где I - момент инерции сечения борта формы, см4;
Gпф - масса формы, кг/см.
15. Длина передвижных виброформ (без стабилизирующей опалубки) определяется по формуле
16. Давление бетонной смеси Pб на виброборта определяется по формуле
где H - высота вибробортов, см.
17. Суммарная жесткость  упругих опор и передвижных виброформ определяется:
упругих опор и передвижных виброформ определяется:
а) из условия виброизоляции рамы
где Gп - масса рамы, кг;
б) из условия допуска  на отклонение размера изделия
на отклонение размера изделия
Это условие принимается при расчетах в тех случаях, когда расстояние между стенками опалубки не ограничено жесткой связью.
18. Длина стабилизирующей опалубки lст (см) в установках с передвижными виброформами рассчитывается по формуле
19. Масса стабилизирующей опалубки в передвижных виброформах должна отвечать условию
20. Сила сопротивления Qсц (H) бетонной смеси перемещению передвижной виброформы равна:

где Sв - площадь виброопалубки, см2.
21. Мощность, потребляемая бетонной смесью, определяется по эмпирической формуле

где Sвп - площадь вибрирующей поверхности виброустройств, контактирующей с бетонной смесью, см2.
Поверхностное формование
22. Статический момент вибровозбудителя определяется зависимостью

При этом масса вибрирующих частей рабочего органа должна удовлетворять неравенству:
23. Жесткость упругих опор, соединяющих рабочий орган вибропротяжного устройства с рамой машины, выбирается из условия, когда превышение заданной толщины изделия за счет поднятия вибропротяжных устройств при действии на них гидродинамического давления смеси в процессе ее течения было бы не более допуска на толщину изделия. Величину гидродинамического давления находим с помощью уравнения (64) путем расчета Qв.
24. В целях виброизоляции вибрирующего органа и стабилизирующей опалубки от пригруза или рамы машины жесткость упругих опор должна отвечать условию
где Gп - вибрируемая масса.
Примечание. Жесткость подвески стабилизирующей опалубки следует принимать минимально возможной.
25. При формовании вибропротяжными устройствами величина тягового усилия при перемещении рабочего органа определяется из зависимости

Величина тягового усилия подъемника вертикально формующих установок при подъеме определяется массой формы, при опускании следует учитывать дополнительно сопротивления трения бетонной смеси и щита (см. п. 27 прил. 1).
26. При формовании вибропротяжными устройствами величина нормального к перемещению усилия Qв (подъемной силы H) на рабочий орган определяется из зависимости

где  - величина подпора в вибробункере.
- величина подпора в вибробункере.
При этом в случае формования пространственных конструкций в расчет Sпр принимается площадь ее проекции;
a - длина наклонного участка, см (см. п. 5.60 настоящего Руководства). Величина статического давления определяется из формулы (75) и будет:
 .
.Равнодействующая нормального к перемещению усилия на рабочий орган приложена на расстоянии 1/3 длины от задней кромки виброформующей поверхности. При вертикальном формовании эти усилия можно не учитывать. При этом величина бокового статического давления на стенки вибробункера, щита и формы принимается равной произведению объемной массы смеси на ее высоту над рассматриваемым сечением (т.е. принимается равной гидростатическому подпору).
27. Удельная сила сцепления отформованной бетонной смеси при скольжении рабочего органа по поверхности изделия принимается равной 3 Н/см2.

29. Мощность, потребляемая бетонной смесью, определяется по формуле (70).
30. Масса стабилизирующей опалубки Gст (кг) по условию виброизоляции определяется зависимостью
При этом в расчет принимается величина динамического давления, определяемая в соответствии с п. 28 прил. 1.
Внутреннее вибрирование
31. Величина статического момента глубинного вибратора в бетонной смеси находится из условия
 , (78)
, (78)где  ;
;
;r2 - расстояние до источника колебаний, см.
32. Величину статического момента вибровозбудителя вибровкладыша в бетонной смеси находим из условия
 , (79)
, (79)где  - масса бетонной смеси, отнесенная к одному вибровкладышу, кг.
- масса бетонной смеси, отнесенная к одному вибровкладышу, кг.
Немедленная распалубка
33. Момент сил M (Дж) в шарнирах устройства должен иметь величину не менее подсчитанной по формуле
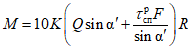
где Q - масса борта, кг;
F - площадь поверхности борта, соприкасающегося с бетонной смесью, см2;
R - расстояние от центра борта до центра шарнира, м;
Ориентировочно расчетное усилие при сдвиге может приниматься равным 0,004 - 0,006 МПа;
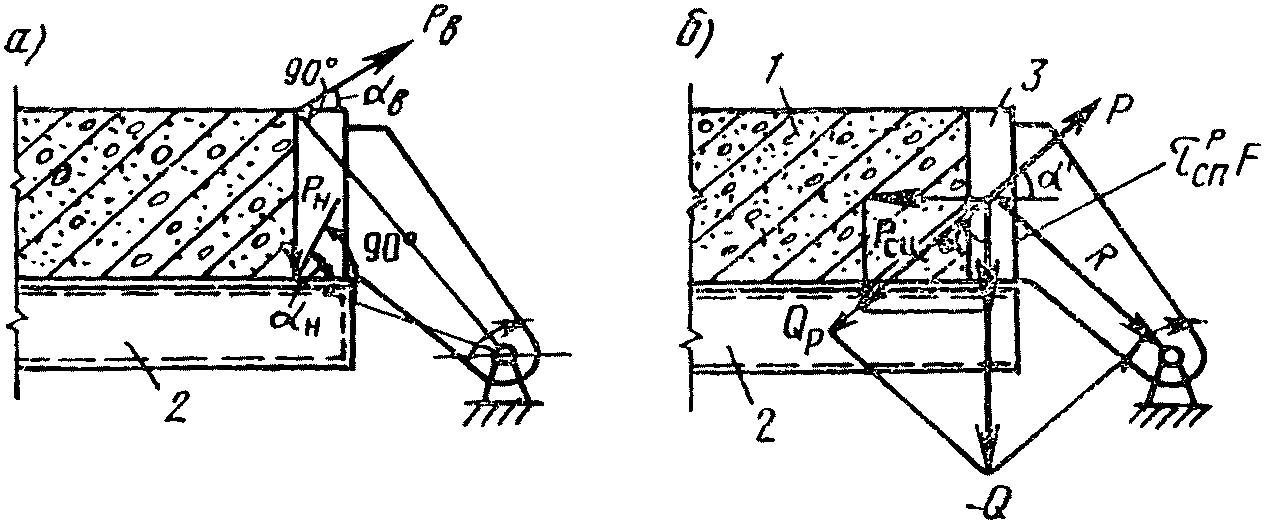
при шарнирной системе распалубки
а - фактические усилия; б - расчетные усилия;
1 - изделие, 2 - поддон, 3 - борт; Р - распалубочное усилие
K - коэффициент, учитывающий трение в шарнирах, принимается равным 1,2 - 1,5.
34. Удельное расчетное усилие сцепления вибровкладышей-пустотообразователей принимается в пределах 50 - 60 г/см2.
35. Удельное расчетное усилие сцепления бетонной смеси с опалубкой при ее нормальном отрыве для расчета усилий отрыва пригрузов, штампов и бортоснастки определяется по формуле
 , (82)
, (82)где  - удельное сцепление, определяемое экспериментально (см. прил. 13 настоящего Руководства).
- удельное сцепление, определяемое экспериментально (см. прил. 13 настоящего Руководства).
Приближенно расчетное усилие сцепления при отрыве может приниматься равным:

где B - расход воды на 1 м3 бетонной смеси, л.
36. Для уменьшения сцепления между формообразователями и бетонной смесью рекомендуется использовать следующие мероприятия:
а) подачу сжатого воздуха в контактную зону между смесью и формообразователем;
б) пропускание постоянного тока через бетонную смесь, что создает газовую прослойку в виде электролиза между смесью и формообразователем;
в) пропускание переменного тока через бетонную смесь, что создает паровую прослойку в виде продукта разогрева смеси до температуры 70 - 90 °C между смесью и формообразователем;
г) кратковременную вибрацию бортов в момент распалубки.
При применении рекомендаций подпунктов б, в следует осуществлять защитные мероприятия по электроизоляции арматуры изделия или ее части, располагаемой в изделии на расстоянии менее 15 мм от металлических элементов форм и рабочих органов формовочных устройств.
37. При расчете электрических цепей системы электролиза и электроразогрева следует руководствоваться величинами удельных сопротивлений бетонной смеси  (Ом·м2/м), определяемыми из зависимости
(Ом·м2/м), определяемыми из зависимости
 , (84)
, (84)где B - расход воды на 1 м3 бетонной смеси, л.
38. При пропускании через бетонную смесь постоянного тока в целях образования газовой прослойки рекомендуется обеспечить плотность тока по площади контакта  А/см2 в течение 1 - 1,5 мин после вибрирования.
А/см2 в течение 1 - 1,5 мин после вибрирования.
А/см2 в течение 1 - 1,5 мин после вибрирования.1. Коэффициент  может быть найден расчетным или опытным путем.
может быть найден расчетным или опытным путем.
2. Для определения коэффициента  расчетным путем пользуются зависимостями:
расчетным путем пользуются зависимостями:
 ; (85)
; (85) ;
; (для квадратного штампа);
(для квадратного штампа);
(для прямоугольного);
k - коэффициент, равный для одиночного штампа 0,5, для группы - 1;
m - коэффициент, равный для одиночного штампа 1, для группы - 2;
hпр - приведенная толщина бетонной смеси, см;
d - толщина ребер, см;
f - площадь ребер, см;
a и b - соответственно длина и ширина штампа, см.
3. Для определения коэффициента  опытным путем поступают следующим образом:
опытным путем поступают следующим образом:
а) приготовляется бетонная смесь заданной жесткости;
б) осуществляются три опытных формования изделий из смеси заданной жесткости, в ходе которых определяются частота, амплитуда колебаний, время штампования;
в) по формулам (15), (16) по известной жесткости смеси, режимам вибрирования и статическому давлению находится вибровязкость;
г) по формуле (20) по известным времени штампования и вибровязкости находится  как среднее из трех опытов.
как среднее из трех опытов.
Найденное таким путем значение  может быть использовано в расчетах технологического процесса в случае изменения режимов вибрирования или жесткости смеси.
может быть использовано в расчетах технологического процесса в случае изменения режимов вибрирования или жесткости смеси.
ПРИМЕР РАСЧЕТА КОНСТРУКТИВНЫХ
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВИБРОПЛОЩАДКИ
Исходные данные:
предельная масса изделия Gб 5000 кг;
высота изделия hб 30 см;
время формования <= 180 с.
Вид изделия:
а) армирование - нормальное (с расстоянием в свету между отдельными элементами каркаса более 20 мм);
б) конфигурация - сложная;
в) отношение ширины изделия к высоте более 2.
Вид смеси - максимально возможная жесткость.
1. В соответствии с п. 5.19 настоящего Руководства выбираем частоту 3000 кол/мин.
2. По табл. 5 настоящего Руководства находим амплитуду смещения при максимальной жесткости:
A = 0,06 см; Ж = 60 с.
3. Находим величину безынерционного пригруза по п. 5.22.
Pст = 0,005 МПа.
4. Находим время формования по формуле (2), при этом
(здесь  ).
).
).5. С учетом рекомендаций п. 1 прил. 1 для случая секционной рамы виброплощадки найдем Gв:
Gв = Gб + 0,7Gб = 5000 + 3500 = 8500 кг.
6. С учетом рекомендаций п. 1 прил. 1 находим статический момент дебалансов вибровозбудителей:
при  ;
; 
;  .
.7. Находим мощность, затрачиваемую на виброуплотнение смеси, по формуле (54)
 .
.ПРИМЕР РАСЧЕТА КОНСТРУКТИВНЫХ
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВИБРОУСТАНОВОК
Исходные данные:
масса изделия 3000 кг;
сечение изделия 20 x 50 см;
длина изделия 1200 см;
армирование нормальное;
жесткость максимальная.
1. Формование изделий на установках с эллиптическими колебаниями в соответствии с п. 5.10 настоящего Руководства следует выполнять с опиранием на форму по площади 50 x 1200 см. При касательных продольно-горизонтальных колебаниях формование изделий следует выполнять с опиранием на форму по площади 20 x 1200 см (см. п. 5.19) настоящего Руководства.
2. В соответствии с п. 5.19 настоящего Руководства назначается частота 3000 кол/мин.
3. По табл. 5 находим амплитуду смещения пассивной массы при максимальной жесткости смеси:
а) для виброустановок с эллиптическими колебаниями
A = 0,06 см при Ж = 60 с;
б) для виброустановок с продольно-горизонтальными колебаниями
A = 0,1 см при Ж = 45 с.
4. Назначаем величину пригруза:
а) при эллиптических колебаниях в соответствии с п. 5.22 настоящего Руководства
Pст = 0,005 МПа;
б) при продольно-горизонтальных колебаниях в соответствии с п. 5.22 настоящего Руководства
Pст = 0,004 МПа.
5. Находим время уплотнения:
а) для виброустановок с эллиптическими колебаниями - по формуле (2)
 ;
;б) для виброустановок с продольно-горизонтальными колебаниями - по формуле (3)
 .
.6. Находим пассивную (рабочую) массу с учетом п. 2 прил. 1:
а) при эллиптических колебаниях
 ;
;б) при продольно-горизонтальных колебаниях
G2 = 3000 + 0,25·3000 = 3750 кг.
7. Находим величины активных масс G1 по формуле (37):
а) при эллиптических колебаниях
G1 = 0,1·5640 = 564 кг;
б) при продольно-горизонтальных колебаниях
G1 = 0,1·3750 = 375 кг.
8. Находим амплитуды смещения активных масс по формуле (38):
а) при эллиптических колебаниях
A1 = 10·0,06 = 0,6 см;
б) при продольно-горизонтальных колебаниях
 .
.9. Находим жесткости упругой связи между активной и пассивной массами по формуле (39):
а) при эллиптических колебаниях
Cx = 9,5·10-4·5640(314)2 = 6,3·105 Н/см.
В соответствии с п. 5 прил. 1 принимаем поперечную жесткость упругих связей
 ;
;б) при продольно-горизонтальных колебаниях
Cx = 9,5·10-4·3750(314)2 = 3,55·105 Н/см.
10. Находим статические моменты дебалансов вибровозбудителей по формуле (36):
а) при эллиптических колебаниях
Kм = 0,06·5640 = 340 Н·см;
б) при продольно-горизонтальных колебаниях
Kм = 0,1·3750 = 375 Н·см.
11. Мощность, затрачиваемая на уплотнение смеси и восстановление гистерезисных потерь, находим:
а) для виброустановок с эллиптическими колебаниями - по формулам (54) и (56):
 ;
;N3 = 0,08·564(0,06)2 (314)3 10-8 = 5 кВт;
б) для виброустановок с продольно-горизонтальными колебаниями - по формулам (27) и (28):
N3 = 0,08·375·12 (314)3 10-8 = 9,32 кВт;
N2 = (N1 + 9,32 кВт) 0,08 кВт.
ПРИМЕР РАСЧЕТА КОНСТРУКТИВНЫХ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
УДАРНОЙ РЕЗОНАНСНОЙ ПЛОЩАДКИ С ОДНОЙ РАБОЧЕЙ МАССОЙ
Исходные данные:
минимальная масса изделий, Gб мин - 2000 кг;
максимальная масса изделий, Gб макс - 7500 кг;
армирование - нормальное;
жесткость бетонной смеси - 30 с.
1. По табл. 5 для жесткости 30 с принимаем амплитуду смещения рабочего органа A1 = 0,75 см. С учетом прим. 2 к табл. 5 принимаем ускорение рабочего органа:
W1в = 1400 см/с2; W1н = 5600 см/с2.
2. В соответствии с п. 7 прил. 1, принимая Gф = Gб, находим:
 ;
; ;
;Gр = 0,25·13 500 = 3400 кг;
 ;
;G2 = 1,2 (3400 + 13 500) = 20 000 кг;
 ;
;при этом эксцентрицитет приводного вала  .
.
. . Тогда
. Тогда  ;
; ; Wв = 1400 + 840 = 2240 см/с2.
; Wв = 1400 + 840 = 2240 см/с2.4. Находим частоту колебаний площадки по формуле (48)
 .
.5. По графику рис. 31 находим  :
:
6. С учетом п. 9 прил. 1 находим динамическое смещение рабочего органа
 .
.7. Находим необходимую жесткость линейных и буферных основных упругих связей по формуле (49):
а) жесткость линейных связей
 ;
;б) жесткость буферных связей
 .
.При z1 = 1,66; f(z1) = 0,282 (см. рис. 32) линеаризованная жесткость основных связей
 .
.8. Определяем максимальное значение приведенной массы системы  (в соответствии с п. 9б прил. 1):
(в соответствии с п. 9б прил. 1):
 .
.9. Находим необходимую линеаризованную жесткость приводных упругих связей по формуле (50)
 .
.Принимаем K0 = 5·104 Н/см; K0б = 5·104 Н/см.
Aд = 0,8 см; l0 = 0,4 см.
Тогда  ,
,
,при этом f(z2) = 0,39 (см. рис. 32);
 .
.10. Находим время формования по формуле (4)
t = 8·30 (1 - 106·30·5600) = 3 мин 20 с.
11. Находим мощность по формуле (59)
 .
.ПРИМЕР РАСЧЕТА КОНСТРУКТИВНЫХ
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ УДАРНОЙ
РЕЗОНАНСНОЙ ПЛОЩАДКИ С ДВУМЯ РАБОЧИМИ МАССАМИ
Исходные данные:
минимальная масса изделий, Gб мин - 1000 кг;
максимальная масса изделий, Gб макс - 3000 кг;
армирование - нормальное;
жесткость бетонной смеси - 30 с.
1. По табл. 5 для жесткости 30 с принимаем амплитуду смещения рабочих органов A1 = A2 = 0,8 см и частоту колебаний n = 620 кол/мин или  .
.
.2. В соответствии с п. 7 прил. 1, принимая Gф = Gб, находим:
 ;
; ;
;G1р = G2р = 0,67·6000 = 4000 кг;
 .
.При этом эксцентрицитет приводного вала  .
.
.3. Находим жесткость основных упругих связей по формуле (51):
линеаризованная жесткость
 .
.Принимаем l = 0,8 см, при  (см. рис. 32);
(см. рис. 32);
(см. рис. 32);жесткость буферных связей
 .
.4. Определяем максимальное значение приведенной массы системы Gмакс (в соответствии с п. 9б прил. 1)
 .
.5. Находим необходимую линеаризованную жесткость приводных упругих связей по формуле (50), при этом должно выполняться условие
 .
.Принимаем K0 = 5·104 Н/см; K0б = 0; Aд = 0,9 см; при этом  .
.
.6. Находим амплитуды ускорений рабочих органов
 .
.7. Находим время формования из уравнения (5)
 .
.8. Находим мощность по формуле (60)
 .
.ПРИМЕР РАСЧЕТА КОНСТРУКТИВНЫХ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
ПЕРЕДВИЖНЫХ ВИБРОФОРМ
Исходные данные:
изделие сечением - 30 x 120 см;
отклонение от толщины изделия  ;
;
;скорость формования - 1 м/мин = 1,66 см/с.
1. В соответствии с п. 5.35 настоящего Руководства принимаем частоту 3000 кол/мин.
2. В соответствии с табл. 4 принимаем Ж = 60 с.
3. Амплитуду смешения выбираем по формуле (7) в диапазоне
 .
.Принимаем  .
.
.4. Время формования определяем по формуле (11)
 .
.5. Длину скользящей виброформы находим из формулы (63)
 .
.Принимаем lв = 75.
6. Статический момент дебалансов вибровозбудителей определяем по формуле (61)
 .
.7. Максимальное давление на борта опалубки находим по формуле (64)
 .
.8. Находим жесткость виброизолирующих пружин, устанавливаемых на двух бортах с учетом допускаемого отклонения толщины изделия по формуле (66)
 .
.9. Определяем минимальную массу портала из условий виброизоляции по формуле (65)
 .
.10. Определяем длину стабилизирующей опалубки по формуле (67)
 .
.11. Определяем массу стабилизирующей опалубки по формуле (68)
 .
.12. Определяем усилие сцепления, передаваемое при перемещении скользящей виброформы, по формуле (69)
 .
.13. Определяем мощность, потребляемую бетонной смесью, по формуле (70)
 .
.ПРИМЕР РАСЧЕТА КОНСТРУКТИВНЫХ
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВИБРОПРЕССА
Определить рабочие параметры вибропресса для формования тротуарной плиты размером 60 x 60 x 4 см с коэффициентом уплотнения 0,97 из бетонной смеси жесткостью 70 с.
1. Из уравнения (13) и табл. 12 находим относительные деформации, обеспечивающие степень уплотнения 0,97 (или П = 0,03), для смеси заданной жесткости при использовании серийных вибраторов с  , а также несерийных с
, а также несерийных с  для некоторого диапазона статического давления и строим график зависимости
для некоторого диапазона статического давления и строим график зависимости  при постоянных
при постоянных  и Ж (рис. 34, линии 1 и 2).
и Ж (рис. 34, линии 1 и 2).
для некоторого диапазона статического давления и строим график зависимости Pст, МПа | ||||
 |  |  |  | |
0,005 | 0,635·10-2 | 0,42·10-2 | 0,375·10-2 | 0,35·10-2 |
0,01 | 0,67·10-2 | 0,44·10-2 | 0,54·10-2 | 0,52·10-2 |
0,015 | 0,7·10-2 | 0,456·10-2 | 0,7·10-2 | 0,576·10-2 |
0,02 | 0,73·10-2 | 0,489·10-2 | 0,73·10-2 | 0,67·10-2 |
0,025 | 0,765·10-2 | 0,505·10-2 | 0,84·10-2 | 0,73·10-2 |
0,03 | 0,79·10-2 | 0,52·10-2 | 0,91·10-2 | 0,8·10-2 |
0,04 | 0,846·10-2 | 0,57·10-3 | - | - |
0,05 | 0,9·10-2 | 0,6·10-2 | - | - |
2. По номограмме рис. 20 находим величины максимально допустимых деформаций  (табл. 12) и строим график
(табл. 12) и строим график  (рис. 34, линии 3 и 4).
(рис. 34, линии 3 и 4).
(рис. 34, линии 3 и 4).3. Выбираем частоту колебаний 75 Гц, поскольку при меньших величинах относительных деформаций обеспечивается заданная степень уплотнения.
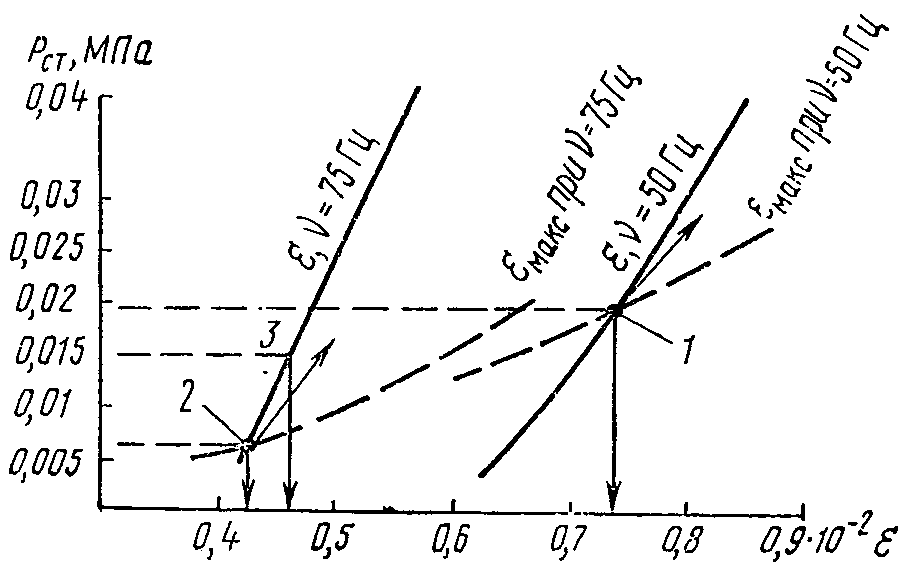
1 - точка минимального значения деформации
и статического давления для  ;
;
;2 - точка минимального значения деформации
и статического давления для  ;
;
;3 - выбранная в расчете точка
(все значения  вверх от точек пересечения 1 и 2
вверх от точек пересечения 1 и 2
обеспечивают степень уплотнения изделия 0,97
без дефектов на его поверхности)
4. Из области, удовлетворяющей условию (17) получения качественного изделия (рис. 34, вверх от точки 2), выбираем Pст = 0,015 МПа и  , амплитуда колебаний при этом будет равна: 0,465·10-2·4 = 1,86·10-2 см.
, амплитуда колебаний при этом будет равна: 0,465·10-2·4 = 1,86·10-2 см.
, амплитуда колебаний при этом будет равна: 0,465·10-2·4 = 1,86·10-2 см.5. Пользуясь формулами (18), (19), находим жесткость Kб по Sпр и Pст:
 .
.6. Находим граничные значения для выбора вибрируемой массы по формуле (72), исключающей попадание в зону неустойчивых резонансных режимов
 .
.7. Принимаем Gв = 100 кг. Находим статический момент по формуле (71)
 .
.8. Находим массу пригруза
Gпр = (10 Sпр Pст - Gв) = 10·3600·0,015 - 100 = 440 кг.
9. Находим жесткость упругих связей, обеспечивающих виброизоляцию, по формуле (73)
 .
.10. Находим величину динамического давления, действующего на форму и рабочий орган, по формуле (76):
 .
.11. Пользуясь формулой (70), находим мощность, потребляемую бетонной смесью:
 .
.ПРИМЕР РАСЧЕТА КОНСТРУКТИВНЫХ
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВИБРОШТАМПА
Рассчитать параметры виброштампа для формования с коэффициентом уплотнения не ниже 0,97 из бетонной смеси жесткостью 70 с плит крепления откосов канала 180 x 300 (рис. 35).
Рис. 35. Схема изделия п 180 x 300
1. По уравнению (13) находим относительные деформации, способные обеспечить степень уплотнения не ниже 0,97 для бетонной смеси жесткостью 70 с при частоте колебаний серийных вибровозбудителей  , а, кроме того, - несерийных
, а, кроме того, - несерийных  в некотором диапазоне статического давления. При этом, согласно п. 5.53 настоящего Руководства,
в некотором диапазоне статического давления. При этом, согласно п. 5.53 настоящего Руководства,  принимается 0,03 МПа.
принимается 0,03 МПа.
, а, кроме того, - несерийных в некотором диапазоне статического давления. При этом, согласно п. 5.53 настоящего Руководства, По полученным результатам строим график зависимости  (рис. 36, линии 1 и 2).
(рис. 36, линии 1 и 2).
1, 2 - линии величин относительных деформаций уплотнения
с K = 0,97 соответственно для  ;
;
;3, 4 - линии величин максимально допустимых деформаций
для формования без дефектов поверхности изделия
соответственно для 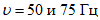 ;
;
;A и B - зоны для выбора режимов формования
2. По номограмме рис. 20 находим величины максимально допустимых деформаций для тех же значений  и P.
и P.
По полученным результатам строим график зависимости  (рис. 36, линии 3 И 4).
(рис. 36, линии 3 И 4).
(рис. 36, линии 3 И 4).ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
9. Выделяем области относительно допустимых деформаций, удовлетворяющих условию получения изделия без дефектов поверхности со степенью уплотнения не ниже 0,97 (см. рис. 36, зоны A и B).
4. Выбираем частоту колебаний 75 Гц, поскольку она позволяет иметь большую область (A) для выбора относительных деформаций (амплитуд).
5. Амплитуду колебаний выбираем из области (A) согласно условию (17):
0,485·4 < 0,6·10-2·4 < 0,657·4; A = 2,4·10-2 см.
 . При граничных значениях
. При граничных значениях  по
по  ;
; .
.7. Пользуясь формулой (20 <*>), строим график зависимости изменения времени формования от статического давления при  и
и  (рис. 37).
(рис. 37).
--------------------------------
<*> hпр = 5,88; hб = 4; a = 50,7; b = 51,6; C = 0,362; B = 10,11;  ; A = 104Pст - 40,44.
; A = 104Pст - 40,44.
; A = 104Pст - 40,44.
Рис. 37. Зависимость времени штампования от величины
статического давления
1 - вязкость 57,3·103 пуаз;
2 - вязкость 27,2·103 пуаз
Из условия минимального времени формования принимаем Pст равным 0,02 МПа.
8. На завершающей стадии уплотнения находим пористость, отвечающую относительной деформации и частоте колебаний, выбранным из формулы (13),
 .
.9. По известному Pст и размерам изделия, пользуясь формулами (18) и (19), находим жесткость Кб из расчета на один кессон:
 .
.10. Находим граничные значения для выбора вибрируемой массы одного штампа по формуле (72)
 ;
;  .
.Принимаем массу штампа 95 кг (масса более 396 кг технически нецелесообразна). Если по конструктивным соображениям нужна масса большая, чем 95 кг, изменение граничных условий можно получить либо за счет уменьшения частоты колебания, либо за счет увеличения упругости увеличением статического давления.
11. Находим статический момент вибровозбудителя по формуле (71):
 .
.12. Находим величину пригруза Gпр для 15 кессонов:
Gпр = 15(10Sшт Pст - Gв) = 15(10·2616·0,02 - 95) = 6423 кг.
13. Жесткость упругих связей, обеспечивающих виброизоляцию, находим по формуле (73):
 .
.14. Находим величину динамического давления, действующего на поддон и рабочие органы, по формуле (76)
 .
.15. Мощность, потребляемую бетонной смесью от одного виброштампа, находим по формуле (70):
 .
.для 15 виброштампов
 .
.ПРИМЕР РАСЧЕТА КОНСТРУКТИВНЫХ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
ВИБРОПРОТЯЖНОГО УСТРОЙСТВА ДЛЯ ФОРМОВАНИЯ ЛОТКОВ
ОРОСИТЕЛЬНЫХ СИСТЕМ
Требуется определить режимы формования из бетонной смеси жесткостью 70 с, отвечающие получению изделия без каверн и расслоений с Kу = 0,96, а также предельную скорость формования без разрывов, тяговые усилия, подъемную силу, вибрируемую массу рабочего органа, минимальную массу рамы и узлов, изолированных от виброоргана, мощность, поглощаемую бетонной смесью.
1. Принимаем профиль, размеры вибропротяжного устройства, высоту смеси в вибробункере в соответствии с п. 5.60 настоящего Руководства, коэффициент армирования, в соответствии с п. 5.59 настоящего Руководства, 0,8 (рис. 38), отклонение от толщины изделия  - 0,2 см.
- 0,2 см.
Рис. 38. Геометрические характеристики вибропротяжного
устройства и формуемого изделия (лоток, армирование
сеткой с ячейкой более 10 см)
a1 = 154 см; a2 = 50 см; aср = 102 см; в = 120 см;
l = 100 см; hб = 50 см; Hб = 5 см;
Sпр - площадь развертки формующей поверхности,
равная 2,02·104 см2;
Sпр - площадь проекции формующей поверхности,
равная 1,85·104 см2;
Sстаб - площадь развертки стабилизатора,
равная 1,88·104 см2; 
2. Находим диапазоны величин статических давлений, имеющих место при формовании:
а) минимальное статическое давление, пропорциональное высоте бетона в бункере (hб.б):
 ;
;б) максимальное статическое давление, соответствующее предельной скорости формования по формуле (75) с учетом формулы (21),
 .
.3. По жесткости смеси и величинам статического давления определяем значения относительных деформаций, обеспечивающих степень уплотнения 0,96 по формуле (13) при  и их максимально допустимые значения при
и их максимально допустимые значения при  для частот 50 и 75 Гц по номограмме рис. 20:
для частот 50 и 75 Гц по номограмме рис. 20:
 ,
,что соответствует амплитудам
 ;
;что соответствует амплитудам
 .
.4. В соответствии с п. 5.54 настоящего Руководства выбираем частоту колебаний 75 Гц и амплитуду колебаний 1,5·10-2, поскольку в этом случае условие (17) выполняется с запасом:
1,5·10-2 < 1,755·10-2 см.
5. Находим значение вязкости по формуле (15)
 .
.6. Находим предельную скорость формования по формуле (21)
 .
.7. Находим величину тягового усилия по формуле (74)
 .
.8. Определяем величину динамического давления, действующего на рабочий орган и матрицу, по формуле (76):
 .
.9. Определяем массу стабилизирующей опалубки по формуле (77):
 .
.10. Определяем подъемную силу, действующую на рабочий орган, по формуле (75):
 .
.11. Определяем упругость слоя бетонной смеси по формулам (18) и (19):
 .
.12. По Kб в соответствии с формулой (72) находим массу вибрирующих частей рабочего органа
 .
.Принимаем массу, равную 1600 кг.
13. Определяем статический момент дебалансов по формуле (71)
 .
.14. Жесткость виброизолирующих пружин виброоргана от рамы машины выбирается в соответствии с п. 23 прил. 1 с учетом допускаемого отклонения по толщине
 .
.15. Определяем массу рамы и других узлов, отделенных от вибрирующего органа упругими связями, по формуле (73):
 .
.16. Определяем потребляемую бетоном мощность по формуле (70):
 .
.ПРИМЕР ВЫБОРА ХАРАКТЕРИСТИК СМЕСЕЙ
И ПАРАМЕТРОВ ОБОРУДОВАНИЯ ДЛЯ ФОРМОВАНИЯ
ПЛОСКИХ ИЗДЕЛИЙ С НЕМЕДЛЕННОЙ РАСПАЛУБКОЙ
Исходные данные
Стеновые панели размером 6 x 3 м, толщиной 40 см. Допустимая деформация ( ) принимается равной 2 мм. Материалы для бетона: цемент марки M 400, керамзитовый гравий с объемной массой 550 кг/м3, крупностью 5 - 20 мм (содержание фракции
) принимается равной 2 мм. Материалы для бетона: цемент марки M 400, керамзитовый гравий с объемной массой 550 кг/м3, крупностью 5 - 20 мм (содержание фракции  ), зола тепловой станции с объемной массой 1000 кг/м3.
), зола тепловой станции с объемной массой 1000 кг/м3.
), зола тепловой станции с объемной массой 1000 кг/м3.Ориентировочный расход материалов на 1 м3 керамзитобетона: цемент 200 кг, керамзитовый гравий 0,95 м3, вода 250 л, объемная масса свежеуплотненной смеси 1400 кг/м3.
Для немедленной распалубки применяется бортоснастка с шарнирно-откидными бортами.
Выбор характеристик бетонных смесей
1. Изготовляем 24 образца-куба с высотой ребра 15 см из смеси жесткостью 15, 30, 60 и 90 с (по шесть образцов из каждой смеси) и определяем прочность  , а также модуль деформации уплотненной смеси
, а также модуль деформации уплотненной смеси  по методике прил. 13 настоящего Руководства.
по методике прил. 13 настоящего Руководства.
2. Принимая (см. п. 5.87 настоящего Руководства) Kодн = 0,8,  ,
,  , Kд = 1,2 для смесей жесткостью Ж = 15 с, 1,1 для Ж = 30 с, 1 для Ж = 60 - 90 с, находим (ориентировочно) по формуле (28) деформации свежеотформованных панелей
, Kд = 1,2 для смесей жесткостью Ж = 15 с, 1,1 для Ж = 30 с, 1 для Ж = 60 - 90 с, находим (ориентировочно) по формуле (28) деформации свежеотформованных панелей  . Результаты расчетов приведены в табл. 13.
. Результаты расчетов приведены в табл. 13.
, Таблица 13
Жесткость смеси, с | Деформация | Модуль деформации смеси Есж, МПа | Прочность свежеотформованного бетона при сжатии |
15 | 3,8 | 0,47 | 0,062 |
30 | 2,4 | 0,66 | 0,11 |
60 | 1,6 | 0,91 | 0,152 |
90 | 1,4 | 0,95 | 0,18 |
3. Строим графики  и
и  ) (рис. 39), с помощью которых по величине деформации, как показано стрелкой на рисунке, находим минимальную допустимую прочность смеси при сжатии
) (рис. 39), с помощью которых по величине деформации, как показано стрелкой на рисунке, находим минимальную допустимую прочность смеси при сжатии  , равную 0,12 МПа, и необходимую исходную жесткость смеси, равную 45 с, при допустимой величине деформаций.
, равную 0,12 МПа, и необходимую исходную жесткость смеси, равную 45 с, при допустимой величине деформаций.
и ) (рис. 39), с помощью которых по величине деформации, как показано стрелкой на рисунке, находим минимальную допустимую прочность смеси при сжатии 
Рис. 39. Зависимость деформаций свежеотформованных изделий
и прочности уплотненной смеси от ее жесткости
4. По методике прил. 13 настоящего Руководства определяем прочность указанной смеси при растяжении  .
.
.Выбор параметров оборудования
5. Определяем (см. прил. 13) удельное сцепление выбранной смеси с опалубкой при ее сдвиге  и отрыве
и отрыве  . Подсчитываем наибольшую площадь бортов, отделяемых от изделия (по опалубочному чертежу),
. Подсчитываем наибольшую площадь бортов, отделяемых от изделия (по опалубочному чертежу),
и отрыве . Подсчитываем наибольшую площадь бортов, отделяемых от изделия (по опалубочному чертежу),F = 6·0,4 = 2,4 м2
и определяем коэффициент KF по формуле (32):
 .
.6. Величину допустимого наименьшего угла  , характеризующего направление распалубочного усилия для граней изделия, находим по формуле (29):
, характеризующего направление распалубочного усилия для граней изделия, находим по формуле (29):
у верхней поверхности панелей
 ;
;  ;
;у нижней поверхности панелей
 ;
;  ;
;для других граней профиля панелей
 ;
;  .
.Далее при проектировании распалубочных машин с учетом полученных значений угла  и конструктивных соображений выбирают положение шарнира (см. рис. 33).
и конструктивных соображений выбирают положение шарнира (см. рис. 33).
7. Минимальный момент сил в шарнире рассчитываем по формуле (80), принимая расчетное удельное сцепление при сдвиге в соответствии с формулой (81):
 .
.Удельное сцепление при отрыве опалубки для расчета усилий отрыва пригрузов в соответствии с формулой (83) составит:
 .
.Необходимую величину распалубочных усилий уточняют по конструктивным соображениям.
ПОРИСТОСТИ И КОЭФФИЦИЕНТА УПЛОТНЕНИЯ
СВЕЖЕОТФОРМОВАННОЙ БЕТОННОЙ СМЕСИ
1. Приготовление образцов, отбор проб и требования,
предъявляемые к ним
1. Определение объемной и удельной масс и коэффициента уплотнения осуществляется на пробах из изделия или образцах, изготовленных в формах (разрешается изготовлять образцы непосредственно в приборе для определения коэффициента уплотнения).
2. Линейные размеры образцов и проб должны быть не менее трех размеров максимальной крупности заполнителей.
3. Уплотнение образцов для определения коэффициента уплотнения осуществляется принятым способом изготовления изделия.
4. Пробы, отбираемые из изделия, не должны иметь поверхностных трещин.
5. Разрушенная структура поверхности образца, образовавшаяся в результате отбора пробы, должна быть удалена. Наличие неровной поверхности пробы допускается.
6. Отбор проб из изделий допускается любым способом (в зависимости от типа и конструкции изделия), обеспечивающим требованиям пп. 4 и 5.
Примечания: 1. В качестве рекомендуемых способов можно предложить:
а) использование пробоотборника типа шлямбура с зажимным приспособлением;
б) закладку специальных форм в изделие.
2. Определение пористости свежеуплотненного бетона,
коэффициента уплотнения, объемной и удельной масс
7. Для определения коэффициента уплотнения требуются:
а) аэрометр (рис. 40);
б) бачок емкостью 10 л;
в) виброплощадка;
г) шар с шипами (ежик), диаметр которого равен 4 - 5 см, а длина шипов - 1,2 - 2 см;
д) весы.
Рис. 40. Схема прибора
1 - корпус; 2 - крышка; 3 - водомерная трубка;
4 - шар с шипами; 5 - образец
8. Испытания проводятся в такой последовательности:
а) путем взвешивания определяем:
массу аэрометра с водой, долитой до уровня A водомерного стекла, G1;
массу аэрометра без воды G2;
его массу с помещенным внутрь образцом из свежеотформованного бетона G3;
общую массу G4, включающую в себя аэрометр с помещенным в него образцом и воду. Во избежание разрушения образца при заполнении аэрометра водой последняя заливается в два приема: сначала в открытый цилиндр с образцом, затем цилиндр герметически закрывается крышкой, через горловину которой уровень воды доводится до уровня A;
б) разрушаем образец в замкнутом объеме аэрометра, вследствие чего воздух, находившийся в поровом пространстве образца, освобождается; для ускорения процесса разрушения установку, помещенную на виброплощадку, переворачиваем с боку на бок;
в) контролируя процесс разрушения, периодически отвинчиваем крышку и из мерной емкости доливаем воду до исходного уровня A, который после завершения процесса разрушения остается неизменным;
г) определяем общий объем добавленной воды Vвод, равный объему вытесненного воздуха из свежеотформованного образца.
9. По полученным данным производятся расчеты:
а) пористости, %:
 ;
;б) объемной массы (фактической), г/см3:
 ;
;в) удельной массы, г/см3:
 ;
;г) коэффициента уплотнения
 .
.10. Искомые характеристики определяются как среднее арифметическое трех опытов.
УПЛОТНЕННЫХ БЕТОННЫХ СМЕСЕЙ ДЛЯ РАСЧЕТА
ПАРАМЕТРОВ НЕМЕДЛЕННОЙ РАСПАЛУБКИ
1. Прочность и деформации при сжатии свежеуплотненных бетонных смесей определяют на образцах-кубах размером 15 x 15 x 15 и 20 x 20 x 20 см, изготовляемых в разъемных формах, распалубливаемых сдвигом стенок форм.
Испытание свежеотформованных образцов на сжатие производят на прессах мощностью не более 5 т, оборудованных приспособлениями для замера деформаций (рис. 41).
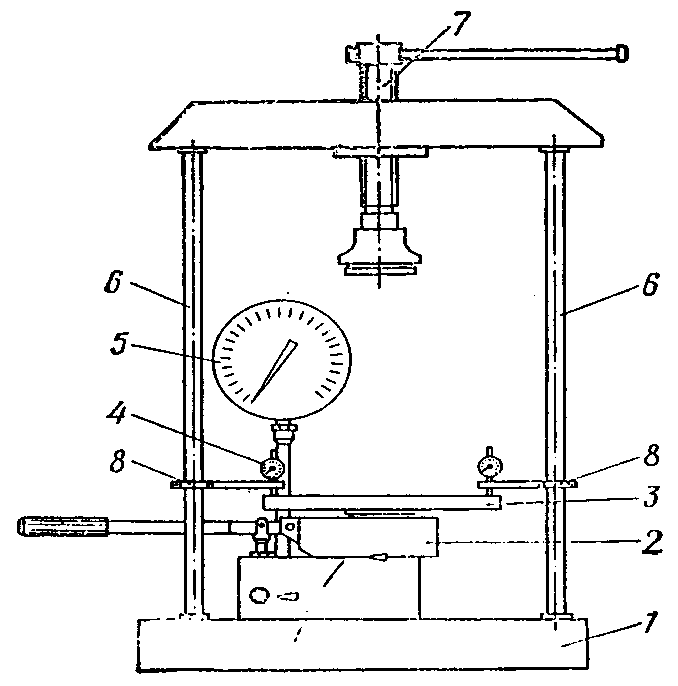
Рис. 41. Гидравлический пресс
для испытания свежеотформованных образцов
1 - станина; 2 - домкрат; 3 - плита; 4 - индикаторы;
5 - манометр; 6 - колонка; 7 - винт;
8 - передвижные струбцины
Модуль деформации смесей (МПа) при сжатии от собственной массы изделий определяют по формуле
 ,
,где  - напряжение, при котором замеряют полные продольные деформации образцов, МПа;
- напряжение, при котором замеряют полные продольные деформации образцов, МПа;
h - высота образцов, мм.
2. Прочность уплотненных бетонных смесей при растяжении определяют на образцах-восьмерках с шейкой размером 8 x 8 x 8 см в приборе, изображенном на рис. 42. Одновременно формуют три образца, затем извлекают закладные детали, освобождают шейки и на подвижную обойму каждого образца до его разрушения подают нагрузку (струей песка, выходящей из распределительной воронки).
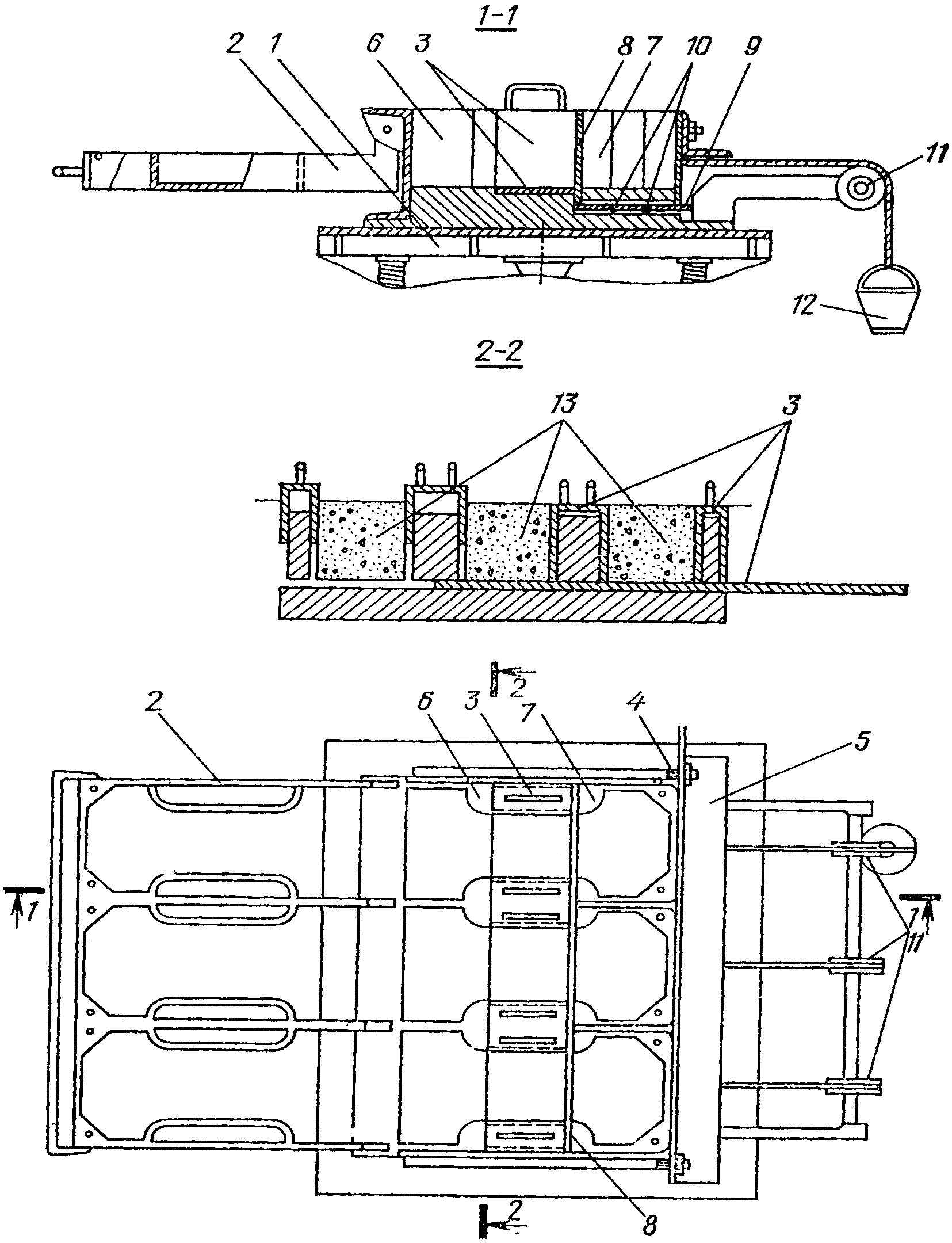
Рис. 42. Прибор для испытания на растяжение
свежеотформованных образцов
1 - виброплощадка; 2 - откидная насадка;
3 - закладные детали; 4 - зажим; 5 - уголок;
6 - неподвижная обойма; 7 - подвижная обойма;
8 - резиновая прокладка; 9 - пластинчатый сепаратор;
10 - шарики; 11 - блоки; 12 - сосуд для песка;
13 - свежеотформованный бетон
3. Прочность сцепления уплотненных бетонных смесей с металлической опалубкой при ее сдвиге определяют при извлечении из образца, отформованного в форме размером 20 x 20 x 20 см, металлического полого цилиндра диаметром 100 мм. Установка (рис. 43) состоит из станины, на которой укреплена виброплощадка и направляющие стойки по которым перемещается траверса с динамометром. Пуансон для уплотнения смеси имеет отверстие для прохода цилиндра.
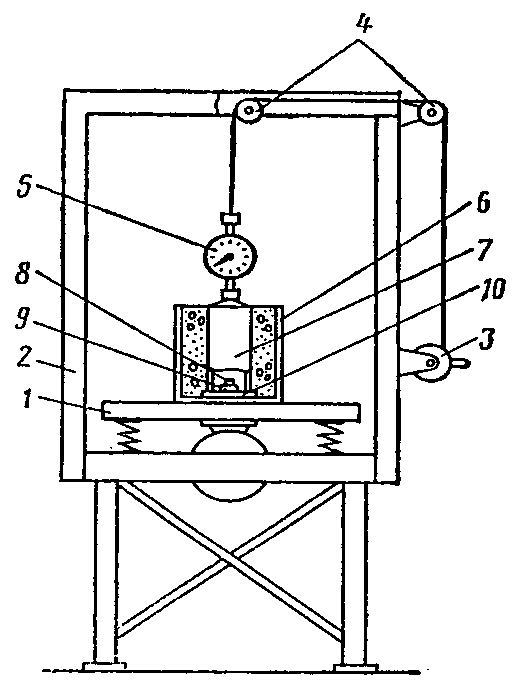
Рис. 43. Схема установки для определения
сцепления смеси с опалубкой
1 - виброплощадка; 2 - рама; 3 - лебедка; 4 - блоки;
5 - динамометр; 6 - форма со смесью; 7 - цилиндр;
8 - штырь; 9 - гайка; 10 - резиновая прокладка
4. Удельное сцепление смеси с опалубкой при ее отрыве определяют на установке (см. рис. 43) отрывом пластины размером 20 x 20 x 1 см, укладываемой под пригруз на поверхности смеси в процессе формования, от образца размером 20 x 20 x 10 см.
5. Все испытания механических свойств бетонных смесей проводят под действием равномерно возрастающей нагрузки со скоростью 0,02 - 0,03 МПа/с при сжатии и (2 - 4)10-4 МПа/с при растяжении, а также при отрыве и сдвиге металлической опалубки.