СПРАВКА
Источник публикации
М.: Издательство стандартов, 1989
Примечание к документу
С 1 июля 2003 года до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в пункте 1 статьи 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Ограничение срока действия снято по Протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации ("ИУС", 4, 1994).
Документ утрачивает силу с 01.07.1995.
Документ введен в действие с 01.07.1990.
Взамен ГОСТ 986-80 и ГОСТ 8615-80.
Название документа
"ГОСТ 8615-89. Государственный стандарт Союза ССР. Головки делительные универсальные. Общие технические условия"
(утв. и введен в действие Постановлением Госстандарта СССР от 23.05.1989 N 1292)
"ГОСТ 8615-89. Государственный стандарт Союза ССР. Головки делительные универсальные. Общие технические условия"
(утв. и введен в действие Постановлением Госстандарта СССР от 23.05.1989 N 1292)
Содержание
Постановлением Государственного
комитета СССР по стандартам
от 23 мая 1989 г. N 1292
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОЛОВКИ ДЕЛИТЕЛЬНЫЕ УНИВЕРСАЛЬНЫЕ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Universal dividing heads.
General specifications
ГОСТ 8615-89
ОКП 39 9333
Срок действия
с 1 июля 1990 года
до 1 июля 1995 года
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.А. Андреев, А.Н. Байков, А.И. Крохотин, Г.И. Мазо, Ю.С. Скворцов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.05.89 N 1292
3. Срок проверки - 1994 г., периодичность проверки - 5 лет
4. Соответствует ИСО 5734-78
5. ВЗАМЕН ГОСТ 986-80 и ГОСТ 8615-80
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта | ||||
| |||||
ГОСТ 2.601-68 | |||||
ГОСТ 2675-80 | |||||
ГОСТ 9150-81 | |||||
ГОСТ 12593-72 | |||||
| |||||
ГОСТ 16093-81 | |||||
ГОСТ 22267-76 | |||||
| |||||
ГОСТ 24705-81 | |||||
ГОСТ 25345-82 | Вводная часть | ||||
Настоящий стандарт распространяется на механические делительные универсальные головки общего назначения классов точности Н и П с ручным и (или) механизированным приводом от станка, предназначенные для обработки на металлорежущих станках поверхностей деталей по 8 - 10-му квалитетам ГОСТ 25346 и изготавливаемые для нужд народного хозяйства.
Делительные универсальные головки изготавливаются исполнений:
1 - с резьбовым концом шпинделя;
2 - с фланцевым концом шпинделя под поворотную шайбу по ГОСТ 12593.
1.1. Основные параметры и размеры делительных головок должны соответствовать указанным на черт. 1 и в табл. 1.
Исполнение 1

--------------------------------
<*> Размер для справок.
Черт. 1
Примечание. Чертеж не определяет конструкцию делительной головки.
мм
Обозначения головок | Исполнение | Наибольший диаметр обрабатываемого изделия D | H, не более | h | Конус Морзе | Конец шпинделя | d1 h5 | d2, не менее | d3 f9 | l | L x B, не более | Диаметр устанавливаемого 3-кулачкового патрона по ГОСТ 2675 | Масса, кг, не более | |
Условный размер по ГОСТ 12593 | резьбовой по ГОСТ 9150 d0 8g | |||||||||||||
7036-0051 | 1 | 160 | 180 | 85 | 2 | - | М33 х 2 | 35 | 14,9 | 20 | 20 | 220 х 160 | 100 | 40 |
7036-0061 | 2 | 4 | 3 | - | 45 | |||||||||
7036-0052 | 1 | 200 | 235 | 105 | 3 | - | М39 х 3 | 40 | 20,2 | 25 | 260 х 180 | 125 | 50 | |
7036-0062 | 2 | 4 | 3 | - | 55 | |||||||||
7036-0053 | 1 | 250 | 280 | 130 | - | М52 х 3 | 55 | 26,5 | 160 | |||||
7036-0063 | 2 | 4 | - | 60 | ||||||||||
7036-0054 | 1 | 320 | 350 | 165 | 5 | - | М60 х 4 | 62 | 38,2 | 32 | 35 | 300 х 240 | 105 | |
7036-0064 | 2 | 5 | - | 110 | ||||||||||
7036-0055 | 1 | 400 | 450 | 210 | - | М76 х 4 | 78 | 200 | ||||||
7036-0065 | 2 | 5 | - | 120 | ||||||||||
7036-0056 | 1 | 500 | 560 | 255 | 6 | - | М90 х 6 | 92 | 54,6 | 50 | 350 х 300 | 250 | 140 | |
7036-0066 | 2 | 6 | - | 150 | ||||||||||
Примечание. Масса делительной головки указана без принадлежностей.
Пример условного обозначения делительной головки исполнения 1, класса точности Н, с наибольшим диаметром обрабатываемой детали D = 160 мм:
Головка делительная 7036-0051 ГОСТ 8615-89
То же, исполнения 2, класса точности Н, с наибольшим диаметром обрабатываемой детали D = 160 мм:
Головка делительная 7036-0061 ГОСТ 8615-89
То же, исполнения 1, класса точности П, с наибольшим диаметром обрабатываемой детали D = 160 мм:
Головка делительная 7036-0051 П ГОСТ 8615-89
1.2. Передаточное отношение червячной передачи делительной головки 1:40.
1.3. Максимальное число деления окружности (без интервалов) - 400.
1.4. Числа отверстий делительного диска - 16, 17, 19, 21, 23, 29, 30, 31, 33, 37, 39, 41, 43, 47, 49, 54.
1.5. Угол поворота шпинделя в вертикальной плоскости, не менее:
вниз от линии центров (альфа) - 5°;
вверх от линии центров (бета) - 95°.
1.6. Число зубьев сменных зубчатых колес - 25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100.
2.1.1. Делительные головки следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.1.2. По требованию потребителя допускается изготовлять делительные головки с различной шириной b направляющих шпонок, конкретные значения которой устанавливаются в заказе на поставку.
2.1.3. По согласованию с изготовителем потребитель может устанавливать в заказе на поставку только интересующие его параметры.
2.1.4. Внутренние, механически не обрабатываемые поверхности корпусов должны быть очищены и окрашены маслостойкой краской.
2.1.5. Подвижные части делительных головок должны перемещаться без рывков и заеданий, а поворотные части - фиксироваться в заданном положении.
2.1.6. На рабочих и других поверхностях не должно быть трещин, коррозии, раковин, вмятин, заусенцев и других поверхностных дефектов, влияющих на качество делительных головок.
2.1.8. Цифры и деления шкал и указателей должны быть четкими. Поверхность шкал должна быть матовой, исключающей появление бликов.
2.1.9. Предельные отклонения угла конуса Морзе и формы конической поверхности и отверстия в шпинделе - по АТ6.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 24705-81 Приказом Ростехрегулирования от 02.03.2005 N 36-ст с 1 июля 2005 года введен в действие ГОСТ 24705-2004. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 16093-81 Приказом Ростехрегулирования от 02.03.2005 N 39-ст с 1 июля 2005 года введен в действие ГОСТ 16093-2004. |
Выход резьбы, сбеги, недорезы, фаски - по ГОСТ 10549.
2.1.11. Неуказанные предельные отклонения размеров: Н14, h14, +/-  .
.
2.1.12. Установленная календарная продолжительность безотказной эксплуатации головки должна быть не менее 1,5 лет при наработке не более 1500 ч.
Критерием отказа считается несоответствие делительной головки нормам точности по пп. 1 - 9 табл. 2 настоящего стандарта, а также наличие заеданий и стука в головке при обкатке на холостом ходу.
2.1.13. Полный установленный срок службы делительной головки должен быть не менее 6 лет при наработке не более 6000 ч.
Критерием предельного состояния делительной головки является необходимость проведения ремонта, затраты на который превышают 50% стоимости нового изделия.
2.1.14. Подтверждение норм показателей надежности должно проводиться по методике, утвержденной и согласованной в установленном порядке.
2.2.1. Маркировка делительных головок должна содержать следующие данные:
условное обозначение головки;
товарный знак предприятия-изготовителя;
порядковый номер головки по системе нумерации предприятия-изготовителя;
год выпуска.
2.2.2. Требования к транспортной маркировке - по ГОСТ 14192.
ИС МЕГАНОРМ: примечание. Приказом Ростехрегулирования от 22.06.2006 N 118-ст введен в действие с 1 сентября 2006 года ГОСТ 2.601-2006. |
2.3.1. Эксплуатационная документация, отправляемая с делительными головками, должна соответствовать требованиям ГОСТ 2.601.
2.3.2. В эксплуатационной документации должна быть указана дата консервации и срок хранения без переконсервации.
Консервация - по ГОСТ 9.014-(II группа изделий).
2.3.3. Делительные головки при транспортировании должны быть упакованы в дощатые ящики, выстланные внутри упаковочной водонепроницаемой бумагой, или контейнеры. Требования к таре устанавливаются в технических условиях. Упаковка должна исключать возможность перемещения делительной головки и принадлежностей к ней.
В каждый ящик должен быть вложен сопроводительный документ с указанием:
наименования или товарного знака предприятия-изготовителя;
количества упакованных изделий;
даты упаковки;
штампа технического контроля предприятия-изготовителя.
3.1. Для проверки соответствия качества делительных головок требованиям настоящего стандарта проводят приемосдаточные, периодические и типовые испытания.
3.2. Приемосдаточным испытаниям должны подвергаться все делительные головки на соответствие требованиям пп. 2.1.4 - 2.1.7 и пп. 2 и 8 табл. 2.
3.3. Потребитель по согласованию с изготовителем может устанавливать номенклатуру проверок, отличающуюся от установленной настоящим стандартом. Проведение выбранных потребителем проверок проводится в порядке, установленном настоящим стандартом.
3.4. Периодические испытания должны проводиться не реже одного раза в год на соответствие всем требованиям настоящего стандарта.
3.5. Типовые испытания должны проводиться при изменении конструкции, материалов на основные детали или технологии изготовления, если эти изменения могут повлиять на параметры и качество делительных головок. Типовые испытания проводятся на соответствие всем требованиям настоящего стандарта.
3.6. Количество изделий, подвергающихся периодическим и типовым испытаниям, устанавливается в технических условиях на делительные головки конкретных типов.
Результат считается удовлетворительным, если все проверяемые изделия соответствуют требованиям пп. 3.4, 3.5.
4.1. Испытание делительной головки на точность должно проводиться на стенде или столе металлорежущего станка.
4.2. Стенд, измерительные приборы, концевые меры длины и оправки, применяемые для контроля, должны подвергаться регулярной проверке на точность в соответствии с действующими стандартами, правилами и инструкциями Госстандарта СССР и дополнительно перед началом и по окончании испытаний, а также во всех случаях, когда есть основания предполагать, что они неисправны.
4.3. Суммарная погрешность измерения, включая погрешность измерительных приборов и погрешность, вносимую при обработке числовых данных измерений, не должна превышать 20% предельных отклонений.
4.4. Допуски формы и взаимного расположения поверхностей контрольных оправок не должны быть более 3 мкм при проверках с допуском до 30 мкм включительно и не превышать 20% допуска проверки в остальных случаях.
4.5. Объекты проверок точностных параметров, схемы измерений, методы проведения испытаний и отклонения объектов проверки - по табл. 2.
Таблица 2
мм
Наименование объектов проверок точностных параметров и схемы | Класс точности головок | Допускаемые отклонения обрабатываемой детали диаметром, мкм | Метод контроля по ГОСТ 22267 | ||
до 200 включ. | св. 200 до 320 | св. 320 включ. | |||
у торца шпинделя | Н П | 0,016 0,008 | 0,020 0,010 | 0,024 0,012 | Разд. 15, метод 2 |
на длине: L1 = 150 | Н П | 0,024 0,012 | - - | - - | |
L2 = 240 | Н П | - - | 0,032 0,016 | - | |
L3 = 300  Черт. 2 | Н П | - - | - - | 0,040 0,020 | |
 Черт. 3 | Н П | 0,012 0,008 | 0,016 0,010 | 0,020 0,012 | Разд. 17, метод 1 |
3. Радиальное биение наружной поверхности шпинделя, центрирующей патрон  Черт. 4 | Н П | 0,016 0,010 | Разд. 15, метод 1 | ||
4. Торцевое биение опорного буртика шпинделя (только для головок с фланцевым концом шпинделя) 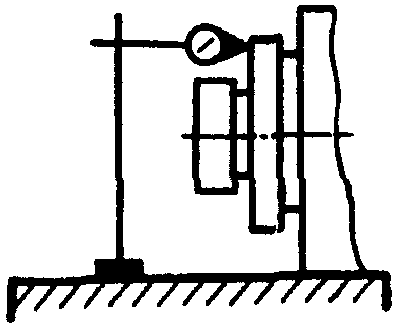 Черт. 5 | Н П | 0,020 0,012 | 0,026 0,016 | 0,032 0,020 | Разд. 18, метод 1 |
5. Перпендикулярность оси вертикально установленного шпинделя к основанию головки 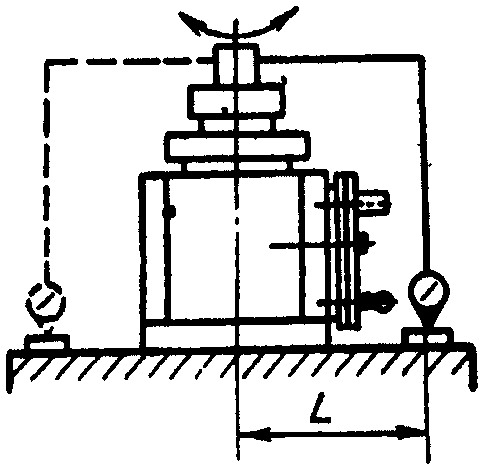 Черт. 6 | Н П | 0,100 0,050 | 0,110 0,055 | Разд. 10, метод 1 | |
6. Параллельность оси шпинделя боковым сторонам направляющего паза  Черт. 7 | Н П | 0,016 0,010 | 0,025 0,016 | 0,040 0,025 | Разд. 6, метод 3а |
7. Параллельность линии центров делительной головки и задней бабки боковым сторонам направляющего паза  Черт. 8 | Н П | 0,025 0,016 | 0,032 0,020 | 0,040 0,025 | Разд. 6, метод 3а |
8. Параллельность линии центров делительной головки и задней бабки опорной плоскости (только для нерегулируемых задних бабок)  Черт. 9 | Н П | 0,032 0,016 | 0,040 0,020 | 0,050 0,025 | Разд. 7, метод 2 |
наибольшая допустимая ошибка деления при повороте делительной рукоятки (червяка) на один оборот (поворот шпинделя на 9°) | Н Н | +/- 90" +/- 45" | См. Приложение | ||
точность деления в пределах одного оборота червяка с учетом делительного диска  Черт. 10 | Н П | +/- 120" +/- 60" | |||
4.6. Последовательность проведения испытаний не регламентируется.
5.1. Транспортирование делительных головок осуществляется транспортом всех видов в закрытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте конкретного вида. Условия транспортирования - по группе 5 ГОСТ 15150.
5.2. Готовые изделия должны храниться в упакованном виде в сухом закрытом помещении. Условия хранения - по группе 2 ГОСТ 15150.
6.1. Изготовитель гарантирует соответствие делительных головок требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
6.2. Гарантийный срок эксплуатации - не менее 12 мес со дня ввода делительных головок в эксплуатацию и устанавливается в технических условиях.
Обязательное
1. Средства измерений: углоизмерительный прибор с пределами измерений от 0° до 360°, ценой деления отсчетного устройства не более 1" и допускаемой погрешностью не более +/- 10".
Схема измерения указана в табл. 2 (п. 9).
2. Проведение измерений
2.1. Углоизмерительный прибор устанавливают на шпиндель делительной головки с помощью переходной оправки.
2.2. Цепь дифференциального деления головки отключают и фиксируют начальное положение делительной рукоятки (червяка) головки при установке углоизмерительного прибора на ноль.
2.3. Определяют наибольшую допустимую ошибку деления при повороте червяка (делительной рукоятки) головки на один оборот, для чего делительную рукоятку головки поворачивают на n оборотов (n = 1, 2, 3, ..., 40). После каждого оборота рукоятку фиксируют и снимают показания по углоизмерительному прибору. Для каждого целого оборота рукоятки ошибка деления равна разности между действительным и номинальным углом поворота шпинделя (9°).
За допуск принимают наибольшее значение.
2.4. Определяют точность деления в пределах одного оборота червяка с учетом делительного диска головки, для чего делительную рукоятку головки поворачивают последовательно на угол  , где Z - количество отверстий на делительном диске головки (от 8 до 12).
, где Z - количество отверстий на делительном диске головки (от 8 до 12).
, где Z - количество отверстий на делительном диске головки (от 8 до 12).Рукоятку фиксируют и снимают показания по углоизмерительному прибору. Ошибку деления для каждого положения делительной рукоятки определяют как разность между действительным и номинальным углом поворота шпинделя.
Допуск равен полусумме абсолютных величин наибольших положительных и отрицательных ошибок деления.