СПРАВКА
Источник публикации
М.: Издательство стандартов, 1990.
Примечание к документу
С 1 июля 2003 года до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в пункте 1 статьи 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Текст документа приведен с учетом поправки, опубликованной в "ИУС", N 2, 2003; поправки, опубликованной в "ИУС", N 12, 2005.
Ограничение срока действия снято по Протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации ("ИУС", N 11, 1995).
Срок действия продлен до 1 января 1998 Постановлением Госстандарта СССР от 30.06.1987 N 2899.
Документ введен в действие с 1 января 1978 года.
Взамен ГОСТ 8568-57.
Название документа
"ГОСТ 8568-77. Государственный стандарт Союза ССР. Ленты стальные с ромбическим и чечевичным рифлением. Технические условия"
(утв. Постановлением Госстандарта СССР от 13.04.1977 N 926)
(ред. от 01.06.1989)
"ГОСТ 8568-77. Государственный стандарт Союза ССР. Ленты стальные с ромбическим и чечевичным рифлением. Технические условия"
(утв. Постановлением Госстандарта СССР от 13.04.1977 N 926)
(ред. от 01.06.1989)
Утвержден и введен в действие
Постановлением Госстандарта СССР
от 13 апреля 1977 г. N 926
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛИСТЫ СТАЛЬНЫЕ С РОМБИЧЕСКИМ
И ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Corrugated steel rhombic and lentil form sheets.
Specifications
ГОСТ 8568-77
Список изменяющих документов (в ред. Изменения N 1, утв. в октябре 1978 г., Изменения N 2, утв. в январе 1981 г., Изменения N 3, утв. в июне 1987 г., Изменения N 4, утв. в июне 1989 г.) |
ОКП 09 7000
Срок действия
с 1 января 1978 года
до 1 января 1998 года
1. Разработан и внесен Министерством черной металлургии СССР.
Разработчики: И.С. Тришевский, Ю.С. Кострица, А.М. Мелешко, И.М. Козлова.
2. Утвержден и введен в действие Постановлением Государственного комитета стандартов Совета Министров СССР от 13.04.1977 N 926.
3. Взамен ГОСТ 8568-57.
4. Ссылочные нормативно-технические документы
Обозначение НТД, на который дана ссылка | Номер пункта | ||||
| |||||
ГОСТ 380-88 | |||||
| |||||
ГОСТ 7566-81 | |||||
5. Срок действия продлен до 01.01.1998 Постановлением Госстандарта СССР от 30.06.1987 N 2899.
6. Переиздание (июнь 1990 г.) с Изменениями N 1, 2, 3, 4, утвержденными в октябре 1978 г., январе 1981 г., июне 1987 г., июне 1989 г. (ИУС 11-78, 1-81, 11-87, 11-89).
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
(Измененная редакция, Изм. N 4.)
1.1а. Листовой прокат по толщине изготовляют:
высокой точности - А,
нормальной точности - В.
(Введен дополнительно, Изм. N 4.)
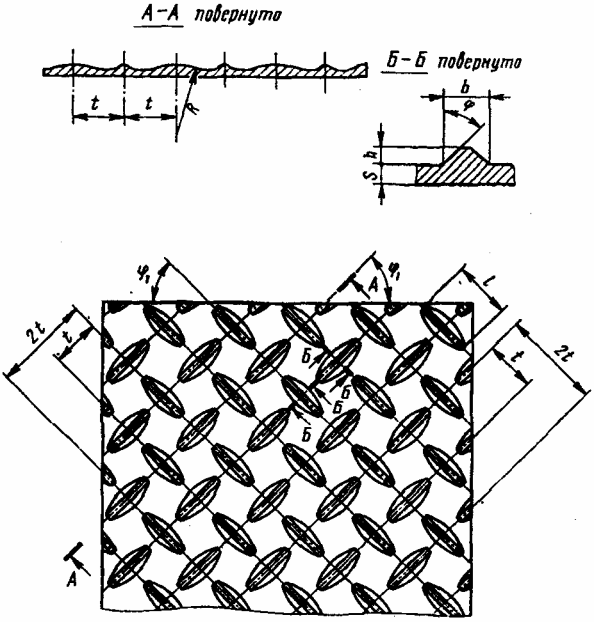
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на черт. 1, 2 и в таблице.

Черт. 1
Предельные отклонения по толщине листа при ширине, мм | Ширина основания рифлей, b, мм | Угол при вершине рифлей | Длина рифлей, l, мм | Радиус закругления рифлей R, мм | Расположение рифлей на плоскости листа, | Масса 1 м2 листа, кг | Предельные отклонения по массе, % | ||||||||||
от 600 до 1000 | св. 1000 до 1500 | св. 1500 до 2000 | св. 2000 до 2200 | ||||||||||||||
нормальная точность | высокая точность | нормальная точность | высокая точность | нормальная точность | высокая точность | нормальная точность | высокая точность | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
Ромбическое рифление | |||||||||||||||||
2,5 | 0,25 | +/- 0,18 | +/- 0,25 | +/- 0,18 | - | - | - | - | 5,0 | +/- 0,15 | 28 | +/- 2 | - | - | - | 21,0 | +/- 10 |
3,0 | 0,25 | +/- 0,23 | +/- 0,25 | +/- 0,23 | - | - | - | - | 5,0 | +/- 0,15 | 28 | +/- 2 | - | - | - | 25,1 | +/- 10 |
4,0 | +0,3 | +/- 0,30 | +0,3 | +/- 0,3 | +0,3 | +/- 0,3 | +0,3 | +/- 0,3 | 5,0 | +/- 0,15 | 28 | +/- 2 | - | - | - | 33,5 | +/- 8 |
-0,7 | -0,7 | -0,7 | -0,7 | ||||||||||||||
5,0 | +0,3 | +/- 0,35 | +0,3 | +/- 0,35 | +0,3 | +/- 0,35 | +0,3 | +/- 0,35 | 5,0 | +/- 0,15 | 28 | +/- 2 | - | - | - | 41,8 | +/- 6 |
-0,7 | -0,7 | -0,7 | -0,7 | ||||||||||||||
6,0 | +0,4 | +0,4 | +0,4 | +0,4 | +0,4 | +0,4 | +0,4 | +0,4 | 5,0 | +/- 0,15 | 28 | +/- 2 | - | - | - | 50,1 | +/- 9 |
-0,8 | -0,6 | -0,8 | -0,6 | -0,8 | -0,6 | -0,8 | -0,6 | ||||||||||
8,0 | +0,4 | +0,3 | +0,4 | +0,3 | +0,4 | +0,3 | +0,4 | +0,3 | 5,0 | +/- 0,15 | 28 | +/- 2 | - | - | - | 66,6 | +/- 5 |
-0,8 | -0,8 | -0,8 | -0,8 | -0,9 | -0,8 | -0,9 | -0,8 | ||||||||||
10,0 | +0,5 | +0,4 | +0,6 | +0,4 | +0,6 | +0,5 | +0,6 | +0,5 | 5,0 | +/- 0,15 | 28 | +/- 2 | - | - | - | 83,0 | +/- 3 |
-1,0 | -0,7 | -1,0 | -0,7 | -1,0 | -0,9 | -1,0 | -0,9 | ||||||||||
12,0 | +0,6 | +0,5 | +0,7 | +0,6 | +0,7 | +0,6 | +0,7 | +0,6 | 5,0 | +/- 0,15 | 28 | +/- 2 | - | - | - | 99,3 | +/- 3 |
-1,1 | -1,1 | -1,1 | -1,0 | -1,1 | -1,0 | -1,1 | -1,0 | ||||||||||
Чечевичное рифление | |||||||||||||||||
2,5 | +/- 0,25 | +/- 0,18 | +/- 0,25 | +/- 0,18 | - | - | - | - | 3,6 | +/- 0,15 | 45 | +/- 1 | 24 | 30 | 45 | 20,1 | +/- 10 |
3,0 | +/- 0,25 | +/- 0,23 | +/- 0,25 | +/- 0,23 | - | - | - | - | 4,0 | +/- 0,15 | 45 | +/- 1 | 24 | 30 | 45 | 24,2 | +/- 10 |
4,0 | +0,3 | +/- 0,3 | +0,3 | +/- 0,3 | +0,3 | +/- 0,3 | +0,3 | +/- 0,3 | 4,0 | +/- 0,15 | 45 | +/- 1 | 24 | 30 | 45 | 32,2 | +/- 8 |
-0,7 | -0,7 | -0,7 | -0,7 | ||||||||||||||
5,0 | +0,3 | +/- 0,35 | +0,3 | +/- 0,35 | +0,3 | +/- 0,35 | +0,3 | +/- 0,35 | 5,0 | +/- 0,15 | 45 | +/- 1 | 24 | 30 | 45 | 40,5 | +/- 6 |
-0,7 | -0,7 | -0,7 | -0,7 | ||||||||||||||
6,0 | +0,4 | +0,4 | +0,4 | +0,4 | +0,4 | +0,4 | +0,4 | +0,4 | 5,0 | +/- 0,15 | 45 | +/- 1 | 24 | 30 | 45 | 48,5 | +/- 5 |
-0,8 | -0,6 | -0,8 | -0,6 | -0,8 | -0,6 | -0,8 | -0,6 | ||||||||||
8,0 | +0,4 | +0,3 | +0,4 | +0,3 | +0,4 | +0,3 | +0,4 | +0,3 | 6,0 | +/- 0,15 | 45 | +/- 1 | 24 | 30 | 45 | 64,9 | +/- 5 |
-0,8 | -0,8 | -0,8 | -0,8 | -0,9 | -0,8 | -0,9 | -0,8 | ||||||||||
10,0 | +0,5 | +0,4 | +0,6 | +0,4 | +0,6 | +0,5 | +0,6 | +0,5 | 6,0 | +/- 0,15 | 45 | +/- 1 | 24 | 30 | 45 | 80,9 | +/- 3 |
-1,0 | -0,7 | -1,0 | -0,7 | -1,0 | -0,9 | -1,0 | -0,9 | ||||||||||
12,0 | +0,6 | +0,5 | +0,7 | +0,6 | +0,7 | +0,6 | +0,7 | +0,6 | 6,0 | +/- 0,15 | 45 | +/- 1 | 24 | 30 | 45 | 96,8 | +/- 3 |
-1,1 | -1,1 | -1,1 | -1,0 | -1,1 | -1,0 | -1,1 | -1,0 | ||||||||||
Примечания:
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
2. Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей b, угол при вершине рифлей  , диагонали ромба
, диагонали ромба  , угол расположения рифлей на плоскости листа
, угол расположения рифлей на плоскости листа  , расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
5. (Исключен, Изм. N 4.)
(Измененная редакция, Изм. N 2, 3, 4.)
1.2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифлей на листах должна быть 0,1 - 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
1.2; 1.3. (Измененная редакция, Изм. N 2.)
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25 - 30) х (60 - 70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.
По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба.
(Измененная редакция, Изм. N 2, 3.)
1.5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.7. По требованию потребителя допускается изготовление листов других размеров.
(Измененная редакция, Изм. N 3.)
1.8. Листы по размерам изготовляются:
с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6 - форма I;
с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине - форма II;
с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6 - форма III;
с указанием мерных размеров в пределах, указанных в п. 1.6 - форма IV.
(Измененная редакция, Изм. N 1.)
1.9. Предельные отклонения по длине и ширине листов - по ГОСТ 19903-74.
По требованию потребителя листы и рулоны изготовляют с предельными отклонениями:
+20 мм - по ширине для рулонного проката свыше 1000 мм с необрезной кромкой;
+15 мм - по длине для листа свыше 2000 до 6000 мм и свыше при толщине 4,0 и 5,0 мм;
+25 мм - при толщине 6,0; 8,0; 10,0 и 12,0 мм.
(Измененная редакция, Изм. N 3, 4.)
1.10. Отклонения от плоскостности - по ГОСТ 19903-74 для нормальной и улучшенной плоскостности.
(Измененная редакция, Изм. N 4.)
1.11. (Исключен, Изм. N 1.)
1.12. Требования к прокату, изготовляемому в рулонах, а также размеры рулонов по ширине - по ГОСТ 19903-74.
Примеры условных обозначений:
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 380-88 Постановлением Госстандарта России от 02.06.1997 N 205 с 1 января 1998 года введен в действие ГОСТ 380-94. |
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0 х 1000 х 2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К-ПУ-3,0 х 1000 х 2000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Лист чечевица В-К-ПУ-3,0 х 1000 х 2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0 х 1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А-К-3,0 х 1000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица А-К-3,0 х 1000 Ст3сп ГОСТ 8568-77.
(Измененная редакция, Изм. N 2, 3, 4.)
2.1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и Ст3 (кипящей, спокойной и полуспокойной) с химическим составом по ГОСТ 380-88.
По согласованию изготовителя с потребителем допускается изготовлять листовой прокат без нормирования содержания хрома, никеля, меди.
2.1, 2.2. (Измененная редакция, Изм. N 4.)
2.3. По требованию потребителя допускается изготовление листов из проката других марок.
(Измененная редакция, Изм. N 3.)
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками.
Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.
2.4 - 2.5. (Измененная редакция, Изм. N 1.)
2.6. На поверхности листов не должно быть прокатных и слиточных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии по ГОСТ 14637-89.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7566-81 Постановлением Госстандарта РФ от 21.05.1997 N 185 с 1 января 1998 года введен в действие ГОСТ 7566-94. |
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566-81.
4.1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h определяется как разность размеров общей толщины листа s + h и толщины основания листа s.
(Измененная редакция, Изм. N 3.)