СПРАВКА
Источник публикации
М.: Издательство стандартов, 1992
Примечание к документу
Документ включен в Перечень национальных стандартов, содержащих правила и методы исследований (испытаний) и измерений, в том числе правила отбора образцов, необходимые для применения и исполнения технического регламента о безопасности машин и оборудования, а также для осуществления оценки соответствия. (Распоряжение Правительства РФ от 05.08.2010 N 1328-р).
С 1 июля 2003 года до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в пункте 1 статьи 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Введен в действие с 1 января 1982 года.
Взамен ГОСТ 10618-63.
Название документа
"ГОСТ 10618-80. Государственный стандарт Союза ССР. Винты самонарезающие для металла и пластмассы. Общие технические условия"
(утв. и введен в действие Постановлением Госстандарта СССР от 30.12.1980 N 6109)
(ред. от 01.03.1991)
"ГОСТ 10618-80. Государственный стандарт Союза ССР. Винты самонарезающие для металла и пластмассы. Общие технические условия"
(утв. и введен в действие Постановлением Госстандарта СССР от 30.12.1980 N 6109)
(ред. от 01.03.1991)
Содержание
Постановлением Госстандарта СССР
от 30 декабря 1980 г. N 6109
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВИНТЫ САМОНАРЕЗАЮЩИЕ ДЛЯ МЕТАЛЛА И ПЛАСТМАССЫ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Self-tapping screws for metals and plastics.
General specifications
ГОСТ 10618-80
Список изменяющих документов (в ред. Изменения N 1, утв. в апреле 1985 г., Изменения N 2, утв. в марте 1991 г.) |
Дата введения
с 1 января 1982 года
1. Разработан и внесен Министерством автомобильного и сельскохозяйственного машиностроения СССР.
Разработчики: В.А. Антонов, В.В. Корчагин, Н.А. Нестерова, А.А. Овчинников.
2. Утвержден и введен в действие Постановлением Государственного комитета СССР по стандартам от 30.12.1980 N 6109.
3. Стандарт соответствует международным стандартам ИСО 1478-83 в части допусков диаметра резьбы и ИСО 2702-74 в части твердости поверхности и методов контроля винтов.
4. Взамен ГОСТ 10618-63.
5. Ссылочные нормативно-технические документы
────────────────────────────────────────┬─────────────────────────
Обозначение НТД, на который дана ссылка │ Номер пункта
────────────────────────────────────────┼─────────────────────────
6. Переиздание (декабрь 1991 г.) с Изменениями N 1, 2, утвержденными в апреле 1985 г., марте 1991 г. (ИУС 7-85, 6-91).
Настоящий стандарт распространяется на самонарезающие винты для металла и пластмассы класса точности B с притупленными заостренными концами.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 2).
Применение на добровольной основе раздела 1 обеспечивает соблюдение требований технического регламента "О безопасности машин и оборудования" утв. Постановлением Правительства Российской Федерации от 15.09.2009 N 753 (Приказ Росстандарта от 11.05.2011 N 2169). |
1.1. По форме и размерам самонарезающие винты должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
(Измененная редакция, Изм. N 1).

Черт. 1
Резьба с мелким шагом

мм
──────────────┬────────────────────────┬─────┬─────┬─────┬─────┬─────┬─────
Диаметр │ Номин. │ 2,5 │ 3 │ 4 │ 5 │ 6 │ 8
резьбы d ├────────────────────────┼─────┴─────┼─────┴─────┴─────┼─────
│ Пред. откл. по h 13 │ -0,14 │ -0,18 │-0,22
──────────────┴────────────────────────┼─────┬─────┼─────┬─────┬─────┼─────
Внутренний диаметр резьбы d , не более│1,7 │ 2,1 │ 2,8 │ 3,5 │ 4,2 │ 5,6
1 │ │ │ │ │ │
───────────────────────────────────────┼─────┴─────┼─────┼─────┼─────┼─────
Шаг резьбы P │ 1,25 │ 1,75│ 2,00│ 2,50│ 3,50
───────────────────────────────────────┼─────┬─────┴─────┼─────┴─────┴─────
Ширина площадки b, не более │0,10 │ 0,15 │ 0,20
───────────────────────────────────────┼─────┴─────┬─────┼───────────┬─────
Длина конического конца l ~= │ 2,9 │ 4,3 │ 5,7 │ 6,1
1 │ │ │ │
Примечание. В зависимости от метода образования резьбы края площадки A могут иметь скругления.
(Измененная редакция, Изм. N 2).
мм
───────────────┬───────────────────────┬─────┬─────┬─────┬─────┬─────┬─────
Диаметр │Номин. │ 2,5 │ 3 │ 4 │ 5 │ 6 │ 8
резьбы d ├───────────────────────┼─────┴─────┼─────┴─────┴─────┼─────
│Пред. откл. по h 13 │ -0,14 │ -0,18 │-0,22
───────────────┴───────────────────────┼─────┬─────┼─────┬─────┬─────┼─────
Внутренний диаметр резьбы d , не более│ 2,0 │ 2,3 │ 2,9 │ 3,9 │ 4,9 │ 6,2
1 │ │ │ │ │ │
───────────────────────────────────────┼─────┴─────┼─────┴─────┼─────┼─────
Шаг резьбы P │ 1,0 │ 1,5 │ 1,75│ 2,0
───────────────────────────────────────┼───────────┴─────┬─────┴─────┴─────
Ширина площадки b, не более │ 0,10 │ 0,15
───────────────────────────────────────┼───────────┬─────┴─────┬─────┬─────
Длина конического конца с углом 4° │ 3,5 │ 5,0 │ 6,0 │ 7,0
l ~= │ │ │ │
1 │ │ │ │
───────────────────────────────────────┼───────────┼───────────┼─────┼─────
Длина конического конца с углом 7°30' │ 1,00 │ 1,50 │ 1,75│ 2,00
l ~= │ │ │ │
2 │ │ │ │
(Измененная редакция, Изм. N 1, 2).
1.3. Схема построения условного обозначения самонарезающих винтов указана в Приложении 1.
Применение на добровольной основе раздела 2 обеспечивает соблюдение требований технического регламента "О безопасности машин и оборудования" утв. Постановлением Правительства Российской Федерации от 15.09.2009 N 753 (Приказ Росстандарта от 11.05.2011 N 2169). |
2.1. Предельные отклонения размеров и расположения поверхностей, шероховатость поверхностей самонарезающих винтов должны соответствовать стандартам на конструкцию и размеры конкретных видов винтов.
мм
──────────────────┬───────────────────────────────┬────────────────────────
Наименование │ Марка материала │ Условное обозначение
материала │ │марки материала (группы)
──────────────────┼───────────────────────────────┼────────────────────────
Углеродистые стали│08кп, 10, 10кп по ГОСТ 10702-78│ 01
├───────────────────────────────┼────────────────────────
│20, 20кп, 25 по ГОСТ 10702-78 │ 04
──────────────────┼───────────────────────────────┼────────────────────────
Легированные стали│20Х, 40Х по ГОСТ 4543-71 │ 10
├───────────────────────────────┼────────────────────────
│30Х ГСА по ГОСТ 4543-71 │ 12
(Измененная редакция, Изм. N 2).
2.3. Допускается для изготовления винтов применять не указанные в табл. 3 марки материалов, механические свойства которых не ниже свойств марок материалов, установленных табл. 3.
В этом случае в обозначении винта вместо условного обозначения материалов указывают его марку.
2.4. Самонарезающие винты должны подвергаться термической или химико-термической обработке.
Твердость винтов с крупным шагом резьбы должна быть  , с мелким -
, с мелким -  .
.
, с мелким - .Поверхностная твердость винтов после химико-термической обработки должна быть не менее  ; 83HR15N.
; 83HR15N.
; 83HR15N.Глубина слоя химико-термической обработки должна быть:
для диаметров от 2 до 3 - 0,04 - 0,1 мм;
для диаметров от 4 до 6 - 0,05 - 0,18 мм;
для диаметров от 7 - 0,1 - 0,23 мм.
(Измененная редакция, Изм. N 1, 2).
2.5. Шаг и угол профиля резьбы, углы конической части стержня должны обеспечиваться точностью изготовления инструментов или копиров, для которых допускаемое отклонение от номинального значения не должно превышать +/- 10%.
2.6. Уменьшение наружного диаметра винта в пределах поля допуска может быть только в сторону конца винта.
2.7. Самонарезающие винты с заостренным концом должны иметь цилиндрический стержень с полнопрофильной резьбой до конуса.
2.8. Для винтов, имеющих менее четырех витков резьбы, длина конического конца не должна превышать 30% всей длины винта.
(Измененная редакция, Изм. N 2).
2.9. Резьба должна быть чистой, без задиров и заусенцев. Частичные подрезы, утолщения или надрывы витков не допускаются.
2.10. Виды покрытий и их условное обозначение - по ГОСТ 1759.0-87.
(Измененная редакция, Изм. N 2).
2.11. Допуски размеров, формы и расположения поверхностей винтов - по ГОСТ 1759.1-82.
Допускаемые дефекты поверхности винтов - по ГОСТ 1759.2-82.
2.12. На винтах с заостренным концом не допускается притупление острия буравчика более 15% от диаметра резьбы.
2.11, 2.12. (Введены дополнительно, Изм. N 2).
3.1. Правила приемки винтов - по ГОСТ 17769-83.
4.1. Визуальный осмотр винтов, проверка размеров, шероховатости поверхностей, дефектов поверхности, твердости, толщины покрытия и измерения глубины обезуглероженного слоя - по ГОСТ 1759.0-87, ГОСТ 1759.2-82.
4.2. Проверку винтов на ввинчивание проводят по требованию потребителя следующим методом:
винты ввинчивают в испытательную стальную пластину;
твердость стальной испытательной пластины - 125 - 165 HB, содержание углерода в стали пластины должно быть не более 0,23%;
толщина пластины S, а также диаметры отверстий должны соответствовать указанным на черт. 3 и в табл. 4.

Черт. 3
мм
─────────────────────────────────┬──────┬──────┬──────┬──────┬──────┬──────
Номинальный диаметр резьбы d │ 2,5 │ 3 │ 4 │ 5 │ 6 │ 8
─────────────────────────────────┼──────┼──────┼──────┼──────┼──────┼──────
S для винтов: │ │ │ │ │ │
с крупным шагом резьбы │ 1,25 │ 1,25 │ 1,75 │ 2,00 │ 2,50 │ 3,50
─────────────────────────────────┼──────┼──────┼──────┼──────┼──────┼──────
с мелким шагом резьбы │ 2,5 │ 3,0 │ 4,0 │ 5,0 │ 6,0 │ 8,0
─────────────────────────────────┼──────┼──────┼──────┼──────┼──────┼──────
d (H13) для винтов: │ │ │ │ │ │
1 │ │ │ │ │ │
с крупным шагом резьбы │ 2,0 │ 2,5 │ 3,0 │ 3,8 │ 4,8 │ 6,0
─────────────────────────────────┼──────┼──────┼──────┼──────┼──────┼──────
с мелким шагом резьбы │ 2,1 │ 2,5 │ 3,5 │ 4,5 │ 5,5 │ 7,5
Конец ввернутого винта должен выходить из пластины не менее чем на два витка полного профиля резьбы. Винты, имеющие менее четырех витков резьбы, ввертываются в пластину с зазором между головкой и пластиной, не более допустимого недовода резьбы.
После вывинчивания на витках не должно быть выкрашивания, трещин, сорванных или смятых витков резьбы и смятия опорных поверхностей шлица на головке.
4.1, 4.2. (Измененная редакция, Изм. N 1).
5.1. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 18160-72.
(Измененная редакция, Изм. N 2).
Обязательное
ПОСТРОЕНИЯ УСЛОВНОГО ОБОЗНАЧЕНИЯ ВИНТОВ
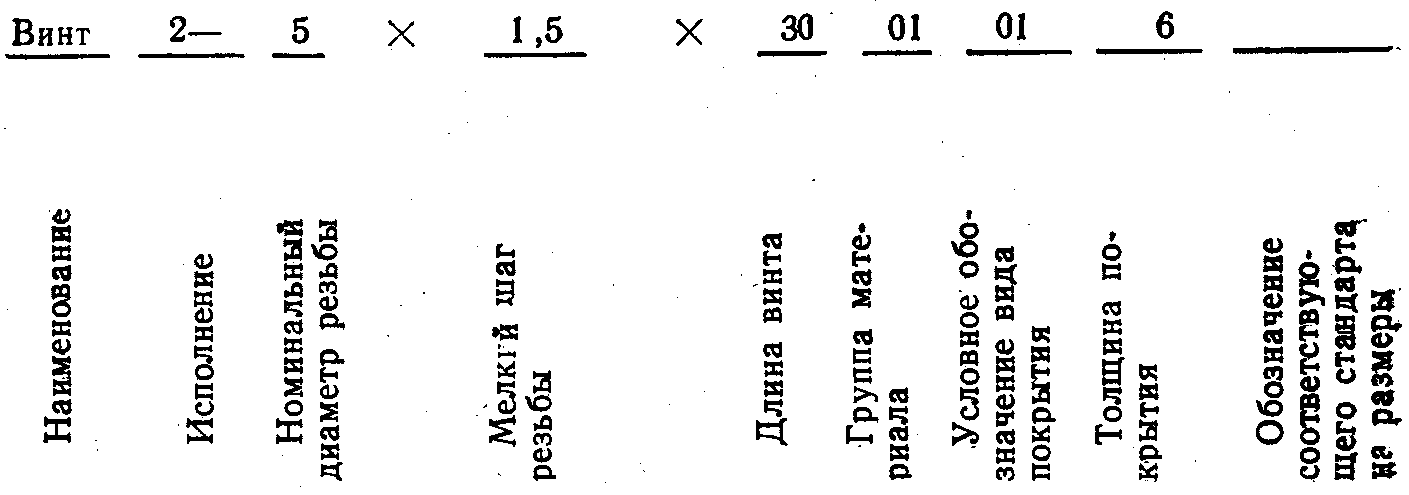
Примечание. Исполнение 1, крупный шаг резьбы и отсутствие покрытия в условном обозначении не указываются.
Пример условного обозначения винта в исполнении 2, с диаметром резьбы d = 5 мм, с мелким шагом резьбы, длиной l = 30 мм, из углеродистой стали с цинковым покрытием толщиной 6 мкм, хроматированным:
Винт 2 - 5 x 1,5 x 30.01.016 ГОСТ ...
(Измененная редакция, Изм. N 1).
Приложение 2. (Исключено, Изм. N 1).