СПРАВКА
Источник публикации
М.: Стандартинформ, 2015
Примечание к документу
Отдельные положения данного документа включены в Перечень международных и региональных (межгосударственных) стандартов, а в случае их отсутствия - национальных (государственных) стандартов, в результате применения которых на добровольной основе обеспечивается соблюдение требований технического регламента Таможенного союза "О безопасности машин и оборудования" (ТР ТС 010/2011) и в Перечень международных и региональных (межгосударственных) стандартов, а в случае их отсутствия - национальных (государственных) стандартов, содержащих правила и методы исследований (испытаний) и измерений, в том числе правила отбора образцов, необходимые для применения и исполнения требований технического регламента Таможенного союза "О безопасности машин и оборудования" (ТР ТС 010/2011) и осуществления оценки соответствия объектов технического регулирования (Решение Коллегии Евразийской экономической комиссии от 09.03.2021 N 28).
Документ включен в Перечень стандартов, в результате применения которых на добровольной основе обеспечивается соблюдение требований технического регламента Таможенного союза "О безопасности машин и оборудования" (ТР ТС 010/2011) и в Перечень стандартов, содержащих правила и методы исследований (испытаний) и измерений, в том числе правила отбора образцов, необходимые для применения и исполнения требований технического регламента Таможенного союза "О безопасности машин и оборудования" (ТР ТС 010/2011) и осуществления оценки (подтверждения) соответствия продукции (Решение комиссии Таможенного союза от 18.10.2011 N 823).
Документ введен в действие с 01.01.2016.
Взамен ГОСТ 2679-93.
Название документа
"ГОСТ 2679-2014 (ISO 2296:2011). Межгосударственный стандарт. Фрезы прорезные и отрезные. Технические условия"
(введен в действие Приказом Росстандарта от 03.06.2015 N 535-ст)
"ГОСТ 2679-2014 (ISO 2296:2011). Межгосударственный стандарт. Фрезы прорезные и отрезные. Технические условия"
(введен в действие Приказом Росстандарта от 03.06.2015 N 535-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 3 июня 2015 г. N 535-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФРЕЗЫ ПРОРЕЗНЫЕ И ОТРЕЗНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Metal slitting and cutting-off saws. Specifications
(ISO 2296:2011, MOD)
ГОСТ 2679-2014
(ISO 2296:2011)
МКС 25.100.40
Дата введения
1 января 2016 года
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 июня 2014 г. N 45)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 июня 2015 г. N 535-ст межгосударственный стандарт ГОСТ 2679-2014 (ISO 2296:2011) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 2296:2011 Metal slitting saws with fine and coarse teeth - Metric series (Пилы дисковые по металлу с мелкими и крупными зубьями. Метрическая серия) путем внесения дополнительных положений.
Международный стандарт разработан техническим комитетом по стандартизации ISO/TC 29 "Инструмент", подкомитетом SC 2 "Высокоскоростные режущие стальные инструменты и приспособления к ним" Международной организации по стандартизации (ISO).
Дополнительные положения приведены в разделах 4 - 6, подразделе 3.2, пунктах 3.1.1, 3.1.2, 3.1.4, приложении А и заключены в рамки из тонких линий или выделены полужирным курсивом. Дополнительные требования введены для возможности изготовления фрез на предприятиях.
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе "Нормативные ссылки" и тексте стандарта ссылками на соответствующие модифицированные межгосударственные стандарты.
Ссылки на международные стандарты, которые не приняты в качестве межгосударственных стандартов, заменены в разделе "Нормативные ссылки" и тексте стандарта ссылками на соответствующие межгосударственные стандарты.
Перечень технических отклонений с разъяснением причин их внесения приведен в приложении ДА.
Наименование настоящего стандарта изменено относительно наименования международного стандарта в связи с особенностями построения межгосударственной системы стандартизации.
Перевод с английского языка (en).
Официальный экземпляр международного стандарта, на основе которого разработан настоящий межгосударственный стандарт, имеется в Федеральном агентстве по техническому регулированию и метрологии.
Степень соответствия - модифицированная (MOD)
6 ВЗАМЕН ГОСТ 2679-93
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
Настоящий стандарт распространяется на дисковые фрезы, предназначенные для прорезки прямых шлицев, пазов и отрезных работ.
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 4047-82 Пилы дисковые сегментные для металла. Технические требования
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9472-90 (ИСО 240-75) Крепление инструментов на оправках. Типы и размеры
ГОСТ 10657-80 Гайки круглые со шлицем на торце. Технические условия
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 24669-81 Шлицы прямые для винтов и шурупов. Размеры
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3.1 Типы и основные размеры
1 - с мелким зубом;
2 - со средним зубом;
3 - с крупным зубом.
Каждый тип изготавливается двух классов:
1 - для прорезки шлицев по ГОСТ 24669 и шлицев в круглых гайках по ГОСТ 10657;
2 - для прорезных и отрезных работ.

Рисунок 1
Таблица 1
Размеры в миллиметрах
Djs16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | |
d H7 | 5 | 8 | 10 | 13 | 16 | 22 | 32 | 40 | ||||||
d1, не менее | 10 | 12 | 14 | 18 | 25 | 32 | 34 | 47 | 63 | 80 | ||||
B | Шаг | Число зубьев | ||||||||||||
0,20 | 0,80 | 80 | - | - | - | - | - | - | - | - | - | - | - | - |
1,00 | - | 80 | 100 | 128 | - | - | - | - | - | - | - | - | - | |
0,25 | 64 | - | - | - | - | - | - | - | - | - | - | |||
1,25 | - | - | - | 100 | 128 | - | - | - | - | - | - | - | - | |
0,30 | 1,00 | 64 | 80 | - | - | - | - | - | - | - | - | - | - | - |
1,25 | - | - | 80 | 100 | 128 | - | - | - | - | - | - | - | - | |
1,60 | - | - | - | - | - | 128 | - | - | - | - | - | - | - | |
0,40 | 1,00 | 64 | - | - | - | - | - | - | - | - | - | - | - | - |
1,25 | - | 64 | 80 | 100 | - | - | - | - | - | - | - | - | - | |
1,60 | - | - | - | - | 100 | 128 | - | - | - | - | - | - | - | |
0,50 | 1,25 | 48 | 64 | 80 | - | - | - | - | - | - | - | - | - | - |
1,60 | - | - | - | 80 | 100 | 128 | - | - | - | - | - | - | - | |
2,00 | - | - | - | - | - | - | 128 | 160 | - | - | - | - | - | |
0,60 | 1,25 | 48 | 64 | - | - | - | - | - | - | - | - | - | - | - |
1,60 | - | - | 64 | 80 | 100 | - | - | - | - | - | - | - | - | |
2,00 | - | - | - | - | - | 100 | 128 | 160 | - | - | - | - | - | |
0,80 | 1,25 | 48 | - | - | - | - | - | - | - | - | - | - | - | - |
1,60 | - | 48 | 64 | 80 | - | - | - | - | - | - | - | - | - | |
2,00 | - | - | - | - | 80 | 100 | 128 | - | - | - | - | - | - | |
2,50 | - | - | - | - | - | - | - | 128 | 160 | - | - | - | - | |
1,00 | 1,60 | 40 | 48 | 64 | - | - | - | - | - | - | - | - | - | - |
2,00 | - | - | - | 64 | 80 | 100 | - | - | - | - | - | - | - | |
2,50 | - | - | - | - | - | - | 100 | 128 | 160 | - | - | - | - | |
1,20 | 1,60 | 40 | 48 | - | - | - | - | - | - | - | - | - | - | - |
2,00 | - | - | 48 | 64 | 80 | - | - | - | - | - | - | - | - | |
2,50 | - | - | - | - | - | 80 | 100 | 128 | - | - | - | - | - | |
3,20 | - | - | - | - | - | - | - | - | 128 | 160 | - | - | - | |
1,40 | 1,60 | 40 | 48 | - | - | - | - | - | - | - | - | - | - | - |
2,00 | - | - | 48 | 64 | 80 | - | - | - | - | - | - | - | - | |
2,50 | - | - | - | - | - | 80 | 100 | - | - | - | - | - | - | |
3,20 | - | - | - | - | - | - | - | 100 | 128 | 160 | - | - | - | |
1,60 | 1,60 | 40 | 48 | - | - | - | - | - | - | - | - | - | - | - |
2,00 | - | 40 | 48 | 64 | - | - | - | - | - | - | - | - | - | |
2,50 | - | - | - | - | 64 | 80 | 100 | - | - | - | - | - | - | |
3,20 | - | - | - | - | - | - | - | 100 | 128 | 160 | - | - | - | |
4,00 | - | - | - | - | - | - | - | - | - | - | 160 | - | - | |
2,00 | 2,00 | 32 | 40 | 48 | - | - | - | - | - | - | - | - | - | - |
2,50 | - | - | - | 48 | 64 | 80 | - | - | - | - | - | - | - | |
3,20 | - | - | - | - | - | - | 80 | 100 | 128 | - | - | - | - | |
4,00 | - | - | - | - | - | - | - | - | - | 128 | 160 | 200 | - | |
2,50 | 2,00 | 32 | 40 | - | - | - | - | - | - | - | - | - | - | - |
2,50 | - | - | 40 | 48 | 64 | - | - | - | - | - | - | - | - | |
3,20 | - | - | - | - | - | 64 | 80 | 100 | - | - | - | - | - | |
4,00 | - | - | - | - | - | - | - | - | 100 | 128 | 160 | - | - | |
5,00 | - | - | - | - | - | - | - | - | - | - | - | 160 | 200 | |
3,00 | 2,00 | - | 40 | - | - | - | - | - | - | - | - | - | - | - |
2,50 | - | 32 | 40 | 48 | - | - | - | - | - | - | - | - | - | |
3,20 | - | - | - | - | 48 | 64 | 80 | - | - | - | - | - | - | |
4,00 | - | - | - | - | - | - | - | 80 | 100 | 128 | - | - | - | |
5,00 | - | - | - | - | - | - | - | - | - | - | 128 | 160 | 200 | |
3,50 | 5,00 | - | - | - | - | - | - | - | - | - | - | 128 | - | - |
4,00 | 2,50 | - | - | 40 | - | - | - | - | - | - | - | - | - | - |
3,20 | - | - | - | 40 | 48 | 64 | - | - | - | - | - | - | - | |
4,00 | - | - | - | - | - | - | 64 | 80 | 100 | - | - | - | - | |
5,00 | - | - | - | - | - | - | - | - | - | 100 | 128 | 160 | - | |
4,00 | 6,30 | - | - | - | - | - | - | - | - | - | - | - | - | 160 |
5,00 | 3,20 | - | - | - | 40 | 48 | - | - | - | - | - | - | - | - |
4,00 | - | - | - | - | - | 48 | 64 | 80 | - | - | - | - | - | |
5,00 | - | - | - | - | - | - | - | - | 80 | 100 | 128 | - | - | |
6,30 | - | - | - | - | - | - | - | - | - | - | - | 128 | 160 | |
6,00 | 4,00 | - | - | - | - | 40 | 48 | 64 | - | - | - | - | - | - |
5,00 | - | - | - | - | - | - | - | 64 | 80 | 100 | - | - | - | |
6,30 | - | - | - | - | - | - | - | - | - | - | 100 | 128 | 160 | |
Таблица 2
Размеры в миллиметрах
Djs16 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | |
d H7 | 8 | 10 | 13 | 16 | 22 | 32 | 40 | |||||
d1, не менее | 14 | 18 | 25 | 32 | 34 | 47 | 63 | 80 | ||||
B | Шаг | Число зубьев | ||||||||||
0,3 | 2,5 | 40 | 48 | 64 | - | - | - | - | - | - | - | - |
3,2 | - | - | - | 64 | - | - | - | - | - | - | - | |
0,4 | 2,5 | 40 | 48 | - | - | - | - | - | - | - | - | - |
3,2 | - | - | 48 | 64 | - | - | - | - | - | - | - | |
0,5 | 2,5 | 40 | - | - | - | - | - | - | - | - | - | - |
3,2 | - | 40 | 48 | 64 | - | - | - | - | - | - | - | |
5,0 | - | - | - | - | - | 64 | - | - | - | - | - | |
0,6 | 3,2 | 32 | 40 | 48 | - | - | - | - | - | - | - | - |
4,0 | - | - | - | 48 | 64 | - | - | - | - | - | - | |
5,0 | - | - | - | - | - | 64 | - | - | - | - | - | |
0,8 | 3,2 | 32 | 40 | - | - | - | - | - | - | - | - | - |
4,0 | - | - | 40 | 48 | 64 | - | - | - | - | - | - | |
5,0 | - | - | - | - | - | 64 | - | - | - | - | - | |
1,0 | 3,2 | 32 | - | - | - | - | - | - | - | - | - | - |
4,0 | - | 32 | 40 | 48 | - | - | - | - | - | - | - | |
5,0 | - | - | - | - | 48 | 64 | 80 | - | - | - | - | |
1,2 | 4,0 | 24 | 32 | 40 | - | - | - | - | - | - | - | - |
5,0 | - | - | - | 40 | 48 | 64 | - | - | - | - | - | |
6,3 | - | - | - | - | - | - | 64 | 80 | 100 | - | - | |
1,4 | 4,0 | - | - | 40 | - | - | - | - | - | - | - | - |
5,0 | - | - | - | 40 | 48 | - | - | - | - | - | - | |
6,3 | - | - | - | - | - | 48 | 64 | 80 | - | - | - | |
1,6 | 4,0 | 24 | 32 | - | - | - | - | - | - | - | - | - |
5,0 | - | - | 32 | 40 | 48 | - | - | - | - | - | - | |
6,3 | - | - | - | - | - | 48 | 64 | 80 | - | - | - | |
8,0 | - | - | - | - | - | - | - | - | 80 | - | - | |
2,0 | 4,0 | 24 | - | - | - | - | - | - | - | - | - | - |
5,0 | - | 24 | 32 | 40 | - | - | - | - | - | - | - | |
6,3 | - | - | - | - | 40 | 48 | 64 | - | - | - | - | |
8,0 | - | - | - | - | - | - | - | 64 | 80 | 100 | - | |
2,5 | 5,0 | 20 | 24 | 32 | - | - | - | - | - | - | - | - |
6,3 | - | - | - | 32 | 40 | 48 | - | - | - | - | - | |
8,0 | - | - | - | - | - | - | 48 | 64 | 80 | - | - | |
10,0 | - | - | - | - | - | - | - | - | - | 80 | 100 | |
3,0 | 5,0 | 20 | 24 | - | - | - | - | - | - | - | - | - |
6,3 | - | - | 24 | 32 | 40 | - | - | - | - | - | - | |
8,0 | - | - | - | - | - | 40 | 48 | 64 | - | - | - | |
10,0 | - | - | - | - | - | - | - | - | 64 | 80 | 100 | |
3,5 | 6,3 | - | - | - | - | 40 | - | - | - | - | - | - |
8,0 | - | - | - | - | - | 40 | 48 | 64 | - | - | - | |
10,0 | - | - | - | - | - | - | - | - | 64 | 80 | - | |
12,5 | - | - | - | - | - | - | - | - | - | - | 100 | |
4,0 | 6,3 | - | 20 | 24 | 32 | - | - | - | - | - | - | - |
8,0 | - | - | - | - | 32 | 40 | 48 | - | - | - | - | |
10,0 | - | - | - | - | - | - | - | 48 | 64 | 80 | - | |
12,5 | - | - | - | - | - | - | - | - | - | - | 80 | |
4,5 | 10,0 | - | - | - | - | - | - | - | 48 | 64 | - | - |
12,5 | - | - | - | - | - | - | - | - | - | 64 | 80 | |
5,0 | 6,3 | - | - | 24 | - | - | - | - | - | - | - | - |
8,0 | - | - | - | 24 | 32 | 40 | - | - | - | - | - | |
10,0 | - | - | - | - | - | - | 40 | 48 | 64 | - | - | |
12,5 | - | - | - | - | - | - | - | - | - | 64 | 80 | |
5,5 | 10,0 | - | - | - | - | - | - | - | 48 | - | - | - |
12,5 | - | - | - | - | - | - | - | - | 48 | 64 | 80 | |
6,0 | 8,0 | - | - | - | 24 | 32 | - | - | - | - | - | - |
10,0 | - | - | - | - | - | 32 | 40 | 48 | - | - | - | |
12,5 | - | - | - | - | - | - | - | - | 48 | 64 | 80 | |
Таблица 3
Размеры в миллиметрах | ||||||||||||
Djs16 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 315 | |||
d H7 | 13 | 16 | 22 | 32 | 40 | |||||||
d1, не менее | 25 | 32 | 34 | 47 | 63 | 80 | ||||||
B | Шаг | Число зубьев | ||||||||||
1,00 | 8,0 | 20 | 24 | - | - | - | - | - | - | - | ||
10,0 | - | - | 24 | 32 | - | - | - | - | - | |||
1,20 | 8,0 | 20 | - | - | - | - | - | - | - | - | ||
10,0 | - | 20 | 24 | 32 | - | - | - | - | - | |||
1,60 | 8,0 | - | - | - | - | - | - | - | - | - | ||
10,0 | 16 | 20 | 24 | - | - | - | - | - | - | |||
12,5 | - | - | - | 24 | 32 | 40 | - | - | - | |||
2,00 | 10,0 | 16 | 20 | - | - | - | - | - | - | - | ||
12,5 | - | - | 20 | 24 | 32 | - | - | - | - | |||
16,0 | - | - | - | - | - | 32 | 40 | - | - | |||
2,50 | 10,0 | 16 | - | - | - | - | - | - | - | - | ||
12,5 | - | 16 | 20 | 24 | - | - | - | - | - | |||
16,0 | - | - | - | - | 24 | 32 | 40 | - | - | |||
20,0 | - | - | - | - | - | - | - | 40 | 48 | |||
3,00 | 12,5 | - | 16 | 20 | - | - | - | - | - | - | ||
16,0 | - | - | - | 20 | 24 | 32 | - | - | - | |||
20,0 | - | - | - | - | - | 32 | 40 | 48 | ||||
3,50 | 16,0 | - | - | - | - | 24 | 32 | - | - | - | ||
20,0 | - | - | - | - | - | - | 32 | 40 | - | |||
4,00 | 16,0 | - | - | - | - | 24 | - | - | - | - | ||
20,0 | - | - | - | - | - | 24 | 32 | 40 | - | |||
25,0 | - | - | - | - | - | - | - | - | 40 | |||
4,50 | 20,0 | - | - | - | - | - | 24 | 32 | 40 | - | ||
5,00 | 20,0 | - | - | - | - | - | - | 32 | - | - | ||
25,0 | - | - | - | - | - | - | - | 32 | 40 | |||
5,50 | - | - | - | - | - | - | - | |||||
6,00 | - | - | - | - | - | - | - | |||||
Примечание - В таблицах 1, 2, 3 шаги зубьев в зависимости от чисел зубьев фрез данных диаметров указаны округленными величинами.
Пример условного обозначения фрезы типа 1, диаметром 50 мм, шириной 2 мм, с числом зубьев 64, класса 2: Фреза 1 - 50 - 2 - 64 - 2 ГОСТ 2679-2014 |
3.1.3 Число или шаг зубьев фрез в зависимости от диаметра и ширины определяют в соответствии с приложением А.
3.1.4 Фрезы следует изготовлять с углом поднутрения по торцу, доходящим до посадочного отверстия или ступицы, по усмотрению изготовителя. Угол поднутрения принимается равным 5' - 1° в зависимости от диаметра и ширины фрезы.
3.1.5 Фрезы следует изготовлять со шпоночным пазом по согласованию с потребителем. Размеры шпоночного паза - по ГОСТ 9472.
3.1.6 Фрезы диаметрами 200, 250 и 315 мм по согласованию с потребителем следует изготовлять с поводковыми отверстиями. Диаметр отверстий, их количество и диаметр расположения центров отверстий - в соответствии с ГОСТ 4047 (пункт 1.2).
3.2.1 Фрезы следует изготовлять из быстрорежущей стали по ГОСТ 19265. 3.2.2 Твердость фрез на торце на расстоянии не более 5 мм от режущих кромок должна быть не менее: 61 - 65 HRC для фрез шириной до 1 мм включ.; 62 - 66 HRC " " " св. 1 мм. Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1 - 2 единицы HRC. 3.2.3 Параметры шероховатости поверхностей фрез по ГОСТ 2789 должны быть, мкм, не более: Ra 1,25 - для торцовых поверхностей; Rz 6,3 - для посадочного отверстия и задней поверхности зубьев; Rz 8,0 - для передней поверхности зубьев; Rz 10 - для спинки зубьев фрез типов 2 и 3. 3.2.4 На задней поверхности зубьев вдоль режущих кромок допускается ленточка шириной не более 0,05 мм. 3.2.5 Предельные отклонения ширины фрез класса 1 должны соответствовать, мм: +0,15 +0,08 - для фрез шириной до 1 мм включ.; +0,26 +0,16 " " " св. 1 до 3 мм включ.; +0,30 +0,18 " " " св. 3 мм. Предельные отклонения ширины фрез класса 2 - js 11. Допускается по согласованию с потребителем фрезы класса 2 изготовлять с предельными отклонениями ширины js 13. 3.2.6 Допуск радиального биения режущих кромок зубьев относительно оси отверстия и допуск торцового биения должны соответствовать указанным в таблице 4. 3.2.7 Средний 3.2.8 Критерием затупления является допустимый износ по задней поверхности зубьев фрез, равный: 0,2 мм - для фрез диаметром до 63 мм включ.; 0,4 мм - " " " св. 63 мм. |
В миллиметрах | ||||||||
Диаметр фрезы | Ширина фрезы | Допуск радиального биения фрез классов | Допуск торцового биения фрез классов | |||||
1 | 2 | 1 | 2 | |||||
Двух смежных зубьев | Двух противоположных зубьев | |||||||
От 20 до 32 включ. | От 0,20 до 0,40 включ. | 0,05 | 0,08 | 0,10 | 0,05 | 0,10 | ||
Св. 0,40 | 0,04 | |||||||
40 | 0,20; 0,25 | 0,06 | ||||||
0,30; 0,40 | 0,05 | |||||||
Св. 0,40 | 0,04 | |||||||
50 | 0,25 | 0,06 | 0,10 | 0,07 | 0,16 | |||
0,30; 0,40 | 0,06 | |||||||
От 0,50 до 0,80 включ. | 0,05 | |||||||
Св. 0,80 | 0,04 | |||||||
63 | 0,30 | 0,07 | ||||||
От 0,40 до 0,50 включ. | 0,06 | |||||||
От 0,60 до 1,40 включ. | 0,05 | |||||||
Св. 1,40 | 0,04 | |||||||
80 | От 0,50 до 1,40 включ. | 0,06 | ||||||
От 1,60 до 3,50 включ. | 0,05 | |||||||
Св. 3,50 | 0,04 | |||||||
100 | От 0,50 до 1,60 включ. | 0,10 | ||||||
Св. 1,60 | 0,08 | |||||||
125 | От 0,80 до 1,60 включ. | 0,16 | 0,10 | 0,25 | ||||
Св. 1,60 | 0,08 | |||||||
160; 200 | От 1,20 до 1,60 включ. | 0,08 | 0,12 | 0,10 | ||||
Св. 1,60 | 0,08 | |||||||
250 | От 2,00 до 3,50 включ. | 0,12 | 0,40 | |||||
Св. 3,50 | 0,10 | |||||||
315 | От 2,05 до 3,50 включ. | 0,10 | 0,16 | 0,12 | ||||
Св. 3,50 | 0,10 | |||||||
Примечания 1 Допуск торцового биения следует измерять на расстоянии не более 5 мм от впадины зуба. 2 Допуски торцового и радиального биения измеряют с помощью контрольной оправки. Допуски торцового и радиального биений контрольной оправки не должны превышать 0,01 мм на длине 100 мм. | ||||||||
Диаметр фрезы, мм | Tу, мин | |||||||
От 20 до 63 включ. | 55 | 22 | ||||||
Св. 63 " 100 " | 70 | 28 | ||||||
" 100 " 160 " | 110 | 45 | ||||||
" 160 | 140 | 56 | ||||||
3.2.9 Маркировка На торце каждой фрезы должны быть четко нанесены: - товарный знак предприятия-изготовителя; - диаметр фрезы; - ширина; - обозначение класса (1, 2); - марка стали. 3.2.10 Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088. 3.2.11 Упаковка - по ГОСТ 18088. | ||||||||
| ||||||||
4.1 Приемка фрез - по ГОСТ 23726. 4.2 Периодические испытания на средний период стойкости проводят один раз в три года, на установленный период стойкости - один раз в год. Испытания проводят не менее чем на трех фрезах любого типоразмера. 4.3 Допускается проводить испытания у потребителя. 5.1 Внешний вид фрез контролируется визуально с помощью лупы ЛП-1-4х по ГОСТ 25706. 5.2 При контроле размерных параметров фрез применяются методы и средства измерения, погрешность которых должна быть не более: - значений, указанных в ГОСТ 8.051 - при измерении линейных размеров; - 35% допуска на проверяемый угол " " угловых "; - 25% допуска на проверяемый параметр - при контроле формы и расположения поверхностей. 5.3 Контроль твердости фрез - по ГОСТ 9013. 5.4 Шероховатость поверхностей фрез проверяют сравнением с эталонами шероховатости по ГОСТ 9378 или с образцами-эталонами фрез, имеющими параметры шероховатости не более указанных в 3.2.3. 5.5 Испытания фрез на работоспособность, средний и установленный периоды стойкости проводят на фрезерных станках с применением вспомогательного инструмента, соответствующих установленным для них нормам точности и жесткости. 5.6 Испытания фрез следует проводить на образцах из стали марки 45 по ГОСТ 1050 твердостью 163 - 197 HB на режимах, указанных в таблицах 6 - 8. 5.7 В качестве смазывающе-охлаждающей жи | ||||||||
Таблица 6 | |||||||||
Диаметр фрезы, мм | Ширина фрезы, равная глубине фрезерования, мм | Подача на зуб, мм/зуб | Скорость резания, м/мин | ||||||
20 | От 0,2 до 0,8 включ. | 0,0004 - 0,001 | 80 - 100 | ||||||
Св. 0,8 до 2,5 включ. | 0,0010 - 0,002 | ||||||||
25 | От 0,2 до 0,6 включ. | 0,0004 - 0,001 | |||||||
Св. 0,6 до 3,0 включ. | 0,0004 - 0,002 | ||||||||
32 | От 0,2 до 0,6 включ. | 0,0004 - 0,001 | 50 - 90 | ||||||
Св. 0,6 до 2,0 включ. | 0,0010 - 0,005 | ||||||||
Св. 2,0 до 4,0 включ. | 0,0080 - 0,030 | ||||||||
40 | От 0,2 до 0,6 включ. | 0,0004 - 0,005 | 40 - 80 | ||||||
Св. 0,6 до 2,8 включ. | 0,0010 - 0,008 | ||||||||
Св. 2,8 до 5,0 включ. | 0,0030 - 0,010 | ||||||||
50 | От 0,25 до 0,8 включ. | 0,0004 - 0,005 | |||||||
Св. 0,8 до 6,0 включ. | 0,0010 - 0,007 | ||||||||
63 | От 0,3 до 0,8 включ. | 0,0004 - 0,005 | |||||||
Св. 0,8 до 2,0 включ. | 0,0020 - 0,005 | ||||||||
Св. 2,0 до 4,0 включ. | 0,0030 - 0,010 | ||||||||
Св. 4,0 до 6,0 включ. | 0,0080 - 0,020 | ||||||||
80 | От 0,5 до 0,8 включ. | 0,0010 - 0,005 | 40 - 75 | ||||||
Св. 0,8 до 2,0 включ. | 0,0030 - 0,010 | ||||||||
Св. 2,0 до 3,0 включ. | 0,0050 - 0,010 | ||||||||
Св. 3,0 до 6,0 включ. | 0,0070 - 0,010 | ||||||||
100 | От 0,5 до 2,8 включ. | 0,0030 - 0,010 | 40 - 70 | ||||||
Св. 2,8 до 6,0 включ. | 0,0030 - 0,020 | ||||||||
125 | От 0,8 до 3,0 включ. | 0,0030 - 0,010 | 35 - 60 | ||||||
Св. 3,0 до 6,0 включ. | 0,0030 - 0,020 | ||||||||
160 | От 1,2 до 1,6 включ. | 0,0050 - 0,010 | |||||||
Св. 1,6 до 6,0 включ. | 0,0030 - 0,012 | ||||||||
200 | 1,6 | 0,0030 - 0,010 | 25 - 50 | ||||||
Св. 1,6 до 2,8 включ. | 0,0080 - 0,015 | ||||||||
Св. 2,8 до 6,0 включ. | 0,0050 - 0,015 | ||||||||
250 | От 2,0 до 6,0 включ. | ||||||||
315 | От 2,5 до 6,0 включ. | 0,0050 - 0,020 | 20 - 40 | ||||||
Таблица 7 Режимы испытаний фрез типа 2 | |||||||||
Диаметр фрезы, мм | Ширина фрезы, мм | Глубина фрезерования, мм | Подача на зуб, мм/зуб | Скорость резания, м/мин | |||||
32 | От 0,3 до 3,0 включ. | 2 - 8 | 0,003 - 0,010 | 40 - 80 | |||||
40 | От 0,3 до 4,0 включ. | 3 - 10 | 40 - 75 | ||||||
50 | От 0,5 до 5,0 включ. | 40 - 70 | |||||||
Окончание таблицы 7 | |||||||||
Диаметр фрезы, мм | Ширина фрезы, мм | Глубина фрезерования, мм | Подача на зуб, мм/зуб | Скорость резания, м/мин | |||||
63 | От 0,5 до 3,0 включ. | 5 - 15 | 0,003 - 0,010 | 40 - 65 | |||||
Св. 3,0 до 6,0 включ. | 5 - 20 | ||||||||
80 | От 0,6 до 2,5 включ. | ||||||||
2,8 | 0,005 - 0,012 | ||||||||
Св. 2,8 до 4,0 включ. | 0,005 - 0,020 | ||||||||
Св. 4,0 до 6,0 включ. | 0,005 - 0,010 | ||||||||
100 | От 0,8 до 6,0 включ. | 10 - 25 | 0,003 - 0,010 | ||||||
125 | От 1,0 до 6,0 включ. | 0,005 - 0,010 | 35 - 60 | ||||||
160 | От 1,2 до 6,0 включ. | 20 - 45 | 0,005 - 0,015 | 30 - 50 | |||||
200 | От 1,6 до 6,0 включ. | 25 - 60 | 0,005 - 0,010 | ||||||
250 | От 2,0 до 6,0 включ. | 30 - 80 | 0,005 - 0,015 | 20 - 50 | |||||
315 | От 2,5 до 6,0 включ. | 40 - 100 | 0,008 - 0,020 | ||||||
Таблица 8 | |||||||||
Диаметр фрезы, мм | Ширина фрезы, мм | Глубина фрезерования, мм | Подача на зуб, мм/зуб | Скорость резания, м/мин | |||||
50 | От 1,0 до 2,5 включ. | 3 - 10 | 0,003 - 0,008 | 40 - 75 | |||||
63 | От 1,0 до 2,0 включ. | 5 - 15 | |||||||
Св. 2,0 до 3,0 включ. | 0,005 - 0,010 | ||||||||
80 | От 1,0 до 3,0 включ. | 5 - 20 | 0,005 - 0,012 | ||||||
100 | От 1,0 до 1,6 включ. | 10 - 25 | 0,005 - 0,015 | 35 - 65 | |||||
Св. 1,6 до 3,0 включ. | 30 - 65 | ||||||||
125 | От 1,6 до 4,0 включ. | 30 - 55 | |||||||
160 | От 1,6 до 4,5 включ. | 20 - 45 | |||||||
200 | От 2,0 до 5,0 включ. | 25 - 70 | |||||||
250 | От 2,5 до 5,0 включ. | 30 - 80 | |||||||
Св. 5,0 до 6,0 включ. | 30 - 50 | ||||||||
315 | От 2,5 до 6,0 включ. | 40 - 100 | 0,001 - 0,020 | 20 - 50 | |||||
5.8 При испытании фрез на работоспособность общая длина фрезерования каждой фрезой должна соответствовать указанной в таблице 9. Таблица 9 В миллиметрах | |||||||||
Тип фрезы | Диаметр фрезы | Длина фрезерования | |||||||
1 | От 20 до 80 включ. | 250 | |||||||
Св. 80 до 315 включ. | 500 | ||||||||
2 | От 32 до 100 включ. | 250 | |||||||
Св. 100 до 315 включ. | 500 | ||||||||
3 | От 50 до 315 включ. | 500 | |||||||
5.9 После испытаний на работоспособность на режущих кромках фрез не должно быть выкрашиваний и фрезы должны быть пригодны к дальнейшей работе. 5.10 Приемочные значения среднего Таблица 10 | ||||||||
Диаметр фрезы, мм | Приемочные значения периодов стойкости, мин | |||||||
Tу | ||||||||
От 20 до 63 включ. | 65 | 25 | ||||||
Св. 63 до 100 включ. | 80 | 32 | ||||||
Св. 100 до 160 включ. | 130 | 52 | ||||||
Св. 160 до 315 включ. | 160 | 64 | ||||||
| ||||||||
Транспортирование и хранение - по ГОСТ 18088. | ||||||||
(справочное)
А.1 Число или шаг зубьев фрез в зависимости от диаметра и ширины фрезы следует определять по графику, приведенному на рисунке А.1.
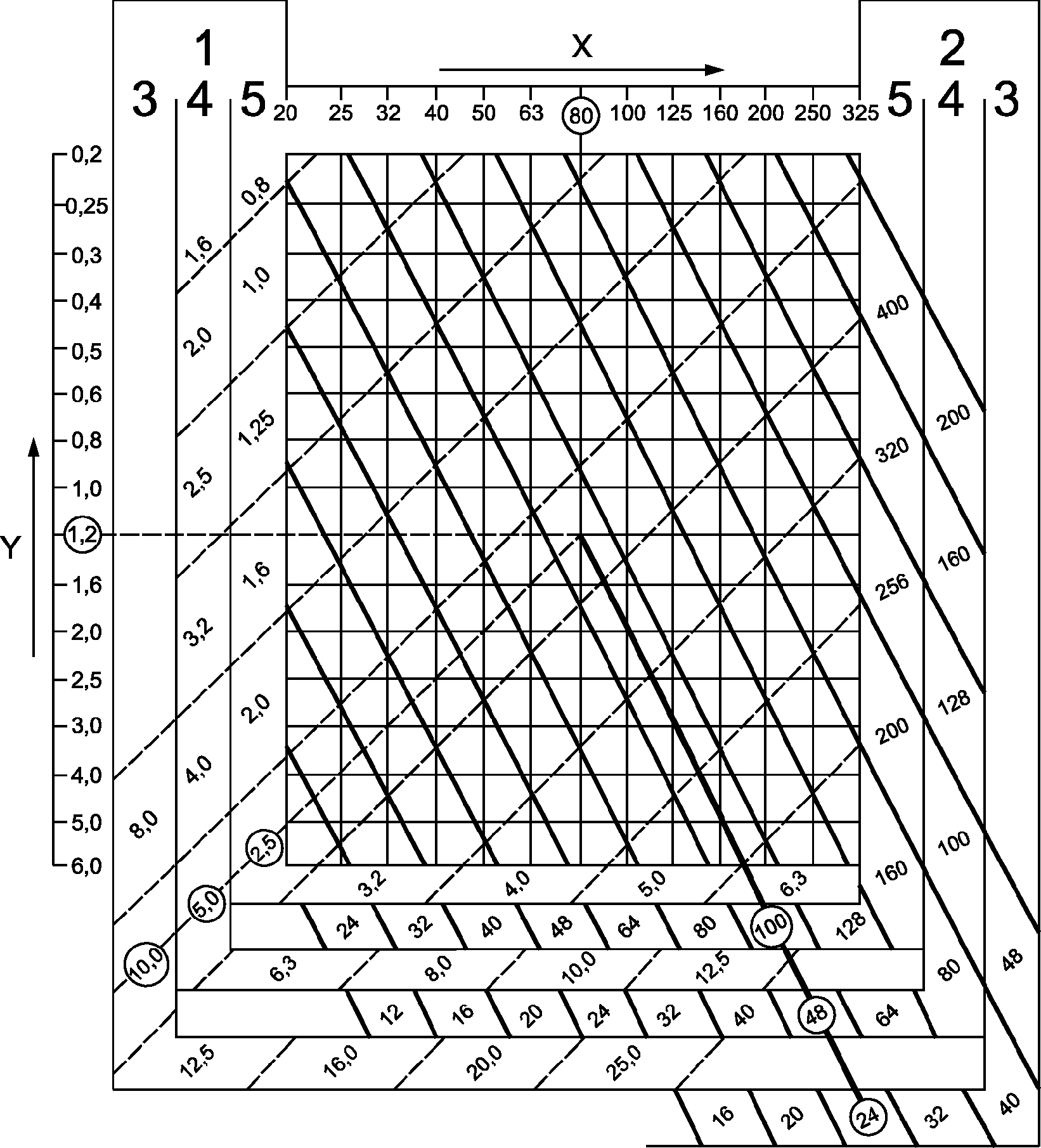
X - наружный диаметр фрезы, Y - ширина фрезы,
1 - шаг зубьев, 2 - число зубьев, 3 - крупный зуб,
4 - средний зуб, 5 - мелкий зуб
Рисунок А.1
Пример определения количества или шага зубьев фрез диаметром
D = 80 мм и шириной B = 1,2 мм.
От точки пересечения линий 80 и 1,2 на графике наклонной пунктирной линией определяется шаг зубьев: 2,5 мм - для фрез с мелким зубом, 5,0 мм - со средним зубом и 10,0 мм - с крупным зубом. От этой же точки наклонной сплошной линией определяется количество зубьев: 100 - для фрез с мелким зубом, 48 - со средним зубом и 24 - с крупным зубом.
(справочное)
ТЕХНИЧЕСКИХ ОТКЛОНЕНИЙ С РАЗЪЯСНЕНИЕМ ПРИЧИН ИХ ВНЕСЕНИЯ
Таблица ДА.1
Перечень технических отклонений
Структурный элемент (раздел) | Модификация |
Нормативные ссылки | Ссылка на ISO 240 "Фрезы. Размеры фрезерных оправок, обеспечивающие взаимозаменяемость" заменена ссылкой на ГОСТ 9472-90 (ISO 240-75) <1> "Крепление инструментов на оправках. Типы и размеры" Ссылка на ISO 2924 "Пилы дисковые цельные и сегментные для холодной резки металла. Размеры, обеспечивающие взаимозависимость привода. Диапазон диаметров от 224 до 2240 мм" заменена ссылкой на ГОСТ 4047-82 <1> "Пилы дисковые сегментные для металла. Технические условия" |
Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта. | |
Таблица ДА.2
Перечень технических отклонений
Структурный элемент (раздел, приложение) | Модификация |
Дополнить подразделом: "Характеристики" | |
Дополнить разделами: "Правила приемки", "Методы контроля и испытаний", "Транспортирование и хранение" | |
Дополнить графиком для определения шага и числа зубьев фрез типа 3 (с крупным зубом) | |
Пояснение - Настоящий стандарт включает дополнительные требования, изложенные в разделах 3 - 6 для возможности изготовления фрез на предприятиях. | |