СПРАВКА
Источник публикации
М.: Стандартинформ, 2021
Примечание к документу
Документ введен в действие с 01.02.2022.
Название документа
"ГОСТ Р 59023.2-2020. Национальный стандарт Российской Федерации. Сварка и наплавка оборудования и трубопроводов атомных энергетических установок. Основные типы сварных соединений"
(утв. и введен в действие Приказом Росстандарта от 29.12.2020 N 1431-ст)
"ГОСТ Р 59023.2-2020. Национальный стандарт Российской Федерации. Сварка и наплавка оборудования и трубопроводов атомных энергетических установок. Основные типы сварных соединений"
(утв. и введен в действие Приказом Росстандарта от 29.12.2020 N 1431-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 29 декабря 2020 г. N 1431-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СВАРКА И НАПЛАВКА ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ
АТОМНЫХ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК
ОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ
Welding and cladding of equipment and piping of nuclear
power installations. Main types of welded joints
ГОСТ Р 59023.2-2020
ОКС 25.200
Дата введения
1 февраля 2022 года
1 РАЗРАБОТАН Государственной корпорацией по атомной энергии "Росатом"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 322 "Атомная техника"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 декабря 2020 г. N 1431-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Настоящий стандарт, входящий в комплекс стандартов "Сварка и наплавка оборудования и трубопроводов атомных энергетических установок", устанавливает типы сварных соединений оборудования и трубопроводов атомных энергетических установок.
Настоящий стандарт устанавливает типы сварных соединений оборудования и трубопроводов атомных энергетических установок, подпадающих под действие требований федеральных норм и правил в области использования атомной энергии [1] и [2].
Настоящий стандарт предназначен для применения при конструировании (проектировании), изготовлении, монтаже, эксплуатации и ремонте оборудования и трубопроводов атомных энергетических установок.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 3.1109 Единая система технологической документации. Термины и определения основных понятий
ГОСТ Р 58905/ISO/TR 25901-3:2016 Сварка и родственные процессы. Словарь. Часть 3. Сварочные процессы
ГОСТ Р 59023.1 Сварка и наплавка оборудования и трубопроводов атомных энергетических установок. Материалы, применяемые для выполнения сварных соединений и наплавок
ГОСТ Р 59023.3 Сварка и наплавка оборудования и трубопроводов атомных энергетических установок. Режимы сварки и наплавки
ГОСТ Р 59023.4 Сварка и наплавка оборудования и трубопроводов атомных энергетических установок. Подогрев при сварке (наплавке)
ГОСТ Р 59023.5 Сварка и наплавка оборудования и трубопроводов атомных энергетических установок. Термическая обработка сварных соединений и наплавленных деталей
ГОСТ Р 59023.6 Сварка и наплавка оборудования и трубопроводов атомных энергетических установок. Наплавка уплотнительных и направляющих поверхностей
ГОСТ Р ИСО 17659 Сварка. Термины многоязычные для сварных соединений
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3.2 В настоящем стандарте применены следующие обозначения:
10 - автоматическая сварка под флюсом;
11 - автоматическая сварка под флюсом с предварительной подваркой корня шва ручной дуговой сваркой покрытыми электродами;
20 - электрошлаковая сварка;
30 - ручная дуговая сварка покрытыми электродами;
31 - ручная дуговая сварка покрытыми электродами с подваркой корня шва;
32 - ручная дуговая сварка покрытыми электродами на стальной подкладке;
40 - комбинированная сварка (корневую часть шва выполняют аргонодуговой сваркой);
42 - комбинированная сварка на стальной подкладке (корневую часть шва выполняют аргонодуговой сваркой);
51 - аргонодуговая сварка неплавящимся электродом без присадочного материала;
52 - аргонодуговая сварка неплавящимся электродом с присадочным материалом;
53 - аргонодуговая сварка плавящимся электродом;
60 - электронно-лучевая сварка;
S, S1 - толщина стенок свариваемых деталей;
e, e1 - ширина сварного шва;
g - высота сварного шва;
g1 - выпуклость, вогнутость сварного шва;
b - минимально допустимый зазор;
c - притупление кромки;
Dн - наружный диаметр;
Dр - диаметр расточки, раздачи;
Dвн - внутренний диаметр основного трубопровода (внутренний диаметр трубопровода в зоне сварки);
t - минимальное расстояние между краями швов;
Dк - наружный диаметр подкладного кольца;
Sк - толщина стенки подкладного кольца;
В - ширина подкладного кольца;
L - длина расточки;
K - катет углового шва.
3.3 Буквенные обозначения "С", "Т", "У" в условных обозначениях сварных соединений в таблицах 9.1 - 9.84, 9.100 - 9.122 указывают на принадлежность сварных соединений к следующим типам:
С - стыковое сварное соединение;
У - угловое сварное соединение;
Т - тавровое сварное соединение.
3.4 Буквенные обозначения "ТС", "ТУ" в условных обозначениях сварных соединений для титановых сплавов в таблицах 9.85 - 9.99 указывают на принадлежность сварных соединений к следующим типам:
ТС - трубное стыковое сварное соединение;
ТУ - трубное угловое сварное соединение.
4.1 Подразделение марок сталей, используемых для сварки деталей и сборочных единиц оборудования и трубопроводов атомных энергетических установок, соответствует классам, установленным в [2].
4.2 При выборе сварочных и наплавочных материалов, режимов сварки и наплавки, параметров подогрева при сварке и наплавке, термической обработки сварных соединений и наплавленных деталей, наплавки уплотнительных и направляющих поверхностей следует руководствоваться требованиями [2] и ГОСТ Р 59023.1, ГОСТ Р 59023.3 - ГОСТ Р 59023.6.
4.3 Угловые сварные соединения с конструкционным зазором допускается применять в зонах, не подверженных воздействию изгибающих нагрузок, а также при наличии специальных креплений, снижающих указанные нагрузки на сварные соединения.
4.4 Тавровые сварные соединения с конструкционным зазором допускается применять для приварки опор и вспомогательных деталей к оборудованию и трубопроводам.
4.5 Стыковые сварные соединения следует выполнять с полным проплавлением.
4.6 При выполнении типов сварных соединений С-22-2, С-23-2 аргонодуговую сварку неплавящимся электродом первого (корневого) слоя шва проводят как с присадочным материалом, так и без него.
4.7 Типы сварных соединений, не приведенные в настоящем стандарте, допускается применять при обеспечении прочности и выполнении требований федеральных норм и правил в области использования атомной энергии, регламентирующих проведение контроля металла оборудования и трубопроводов атомных энергетических установок при изготовлении и монтаже.
5 Типы сварных соединений деталей, выполненных из сталей перлитного класса и из высокохромистых сталей
Рекомендуемые типы сварных соединений деталей из сталей перлитного класса и из высокохромистых сталей приведены в таблицах 9.1 - 9.10, 9.12 - 9.19, 9.21 - 9.25, 9.32 - 9.37, 9.40 - 9.48 - для стыковых прямолинейных и кольцевых сварных соединений с внутренним диаметром соединяемых деталей более 750,0 мм; в таблицах 9.17, 9.20 - 9.23, 9.26 - 9.29, 9.32, 9.34 - 9.40, 9.43, 9.44 - для стыковых сварных соединений с внутренним диаметром соединяемых деталей до 750,0 мм; в таблицах 9.52 - 9.60, 9.62, 9.64 - 9.66 - для угловых, тавровых и торцевых сварных соединений.
Примечание - В таблице 9.43 указан тип для сварки деталей из сталей перлитного класса с деталями из сталей аустенитного класса.
6 Типы сварных соединений деталей, выполненных из сталей аустенитного класса и железоникелевых сплавов
Рекомендуемые типы сварных соединений деталей из сталей аустенитного класса и железноникелевых сплавов приведены в таблицах 9.1 - 9.7, 9.9, 9.11 - 9.19, 9.21, 9.31 - 9.34, 9.49 - 9.51 - для стыковых прямолинейных и кольцевых сварных соединений с внутренним диаметром соединяемых деталей более 750,0 мм; в таблицах 9.20 - 9.22, 9.26 - 9.30, 9.32, 9.34, 9.38, 9.43, 9.44, 9.49 - 9.51 - для стыковых сварных соединений с внутренним диаметром соединяемых деталей до 750,0 мм; в таблицах 9.51 - 9.65 - для угловых, тавровых и торцевых сварных соединений.
Примечание - В таблице 9.43 указан тип для сварки деталей из сталей перлитного класса с деталями из сталей аустенитного класса.
Рекомендуемые типы сварных соединений деталей из титановых сплавов приведены в таблицах 9.67 - 9.84 - для сварных соединений листовых деталей; в таблицах 9.85 - 9.99 - для сварных соединений трубных деталей.
Рекомендуемые типы сварных соединений деталей из алюминиевых сплавов приведены в таблицах 9.100 - 9.108 - для стыковых сварных соединений; в таблицах 9.109 - 9.122 - для угловых, тавровых и торцевых сварных соединений.
Обозначения и параметры конструктивных элементов сварных соединений приведены в таблицах 9.1 - 9.122.
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | e = e1, мм | g = g1, мм | ||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-1 |  |  | 53 | 3,0 4,0 | 0 | +0,5 | 8,0 | +/- 3,0 | 1,5 | +/- 1,0 |
+0,8 | 10,0 | |||||||||
10 | 5,0 | 0 | +1,0 | 12,0 | ||||||
6,0 7,0 8,0 9,0 | 16,0 | +/- 4,0 | 2,0 | +/- 1,5 | ||||||
10,0 12,0 14,0 | 20,0 | |||||||||
16,0 20,0 | 22,0 | +/- 5,0 | 2,5 | +2,0 -1,5 | ||||||
Таблица 9.2
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e = e1, мм | g = g1, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-1-1 |  |  | 40 51 52 | 3,0 | 6,0 | +/- 1,0 | 1,0 | +/- 0,5 |
4,0 | 7,0 | |||||||
5,0 | 8,0 | 1,5 | ||||||
6,0 | ||||||||
8,0 | 10,0 | |||||||
Примечание - Способы 51 и 52 только до S <= 4,0 мм. | ||||||||
Таблица 9.3
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-1-2 |  |  | 10 | 3,0 | 10,0 | +/- 2,0 | 1,5 | +/- 1 |
4,0 5,0 | 14,0 16,0 | 2,0 | ||||||
6,0 8,0 | 18,0 20,0 | +/- 3,0 | ||||||
Таблица 9.4
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-2 |  |  | 10 | 14,0 | 17,0 | +/- 4,0 | 2,0 | +/- 1,5 |
16,0 | 20,0 | |||||||
18,0 | 22,0 | +/- 5,0 | 2,5 | +2,0 -1,5 | ||||
20,0 | 25,0 | |||||||
22,0 | 28,0 | |||||||
25,0 | 30,0 | |||||||
28,0 | 35,0 | +/- 6,0 | 2,5 | +2,5 -1,5 | ||||
30,0 | 37,0 | |||||||
<*> Для сталей аустенитного класса притупление (6,0 +/- 1,0) мм. | ||||||||
Таблица 9.5
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-2-1 | 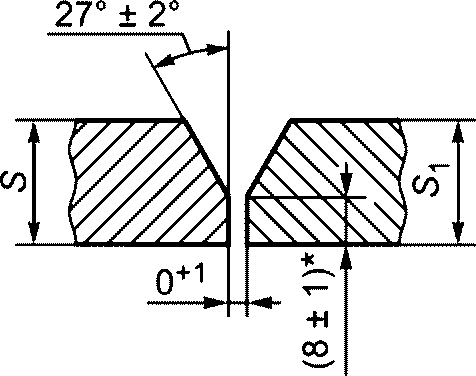 |  | 10 | 14,0 | 17,0 | +/- 4,0 | 2,0 | +/- 1,5 |
16,0 | 20,0 | |||||||
18,0 | 22,0 | +/- 5,0 | 2,5 | +2,0 -1,5 | ||||
20,0 | 25,0 | |||||||
22,0 | 28,0 | |||||||
25,0 | 30,0 | |||||||
28,0 | 35,0 | +/- 6,0 | +2,5 -1,5 | |||||
30,0 | 37,0 | |||||||
Таблица 9.6
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-3 |  |  | 11 31 40 52 | От 3,0 до 5,0 включ. | 8,0 | +/- 2,0 | 2,0 | +1,5 -0,5 |
Св. 5,0 до 8,0 включ. | 12,0 | |||||||
Св. 8,0 до 11,0 включ. | 16,0 | |||||||
Св. 11,0 до 14,0 включ. | 19,0 | |||||||
Св. 14,0 до 17,0 включ. | 22,0 | +/- 6,0 | 2,5 | +2,0 -0,5 | ||||
Св. 17,0 до 20,0 включ. | 26,0 | |||||||
Св. 20,0 до 24,0 включ. | 30,0 | |||||||
Св. 24,0 до 28,0 включ. | 34,0 | +/- 8,0 | 3,0 | |||||
Св. 28,0 до 32,0 включ. | 38,0 | |||||||
Св. 32,0 до 36,0 включ. | 42,0 | |||||||
Св. 36,0 до 40,0 включ. | 47,0 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e = e1, мм | g = g1, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-4 |  | 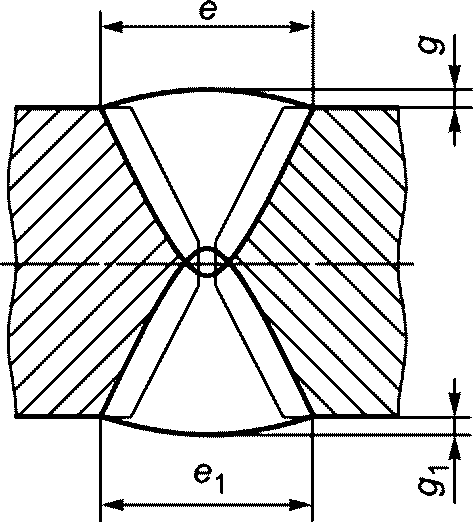 | 10 30 | 20,0 | 15,0 | +/- 4,0 | 2,0 | +/- 1,5 |
22,0 | 17,0 | |||||||
25,0 | 19,0 | |||||||
28,0 | 21,0 | +/- 5,0 | 2,5 | +2,0 -1,5 | ||||
32,0 | 23,0 | |||||||
36,0 | 26,0 | |||||||
40,0 | 28,0 | |||||||
45,0 | 32,0 | +/- 6,0 | 2,5 | +2,5 -1,5 | ||||
50,0 | 35,0 | |||||||
55,0 | 38,0 | |||||||
60,0 | 43,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||
<*> При ручной дуговой сварке притупление (2,0 +/- 1,0) мм. | ||||||||
Таблица 9.8
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-5 |  | 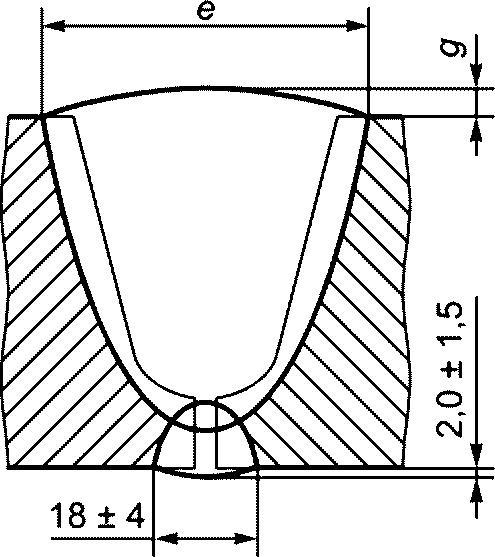 | 10 | 30,0 | 34,0 | +/- 6,0 | 2,5 | +2,5 -1,5 |
32,0 | 35,0 | |||||||
34,0 | 36,0 | |||||||
36,0 | 37,0 | |||||||
38,0 | 38,0 | |||||||
40,0 | 39,0 | |||||||
42,0 | 42,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||
45,0 | 44,0 | |||||||
50,0 | 47,0 | |||||||
55,0 | 50,0 | |||||||
60,0 | 53,0 | |||||||
65,0 | 56,0 | |||||||
70,0 | 59,0 | |||||||
75,0 | 63,0 | +/- 10,0 | 3,5 | +/- 2,5 | ||||
80,0 | 66,0 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-5-1 |  |  | 30 31 | 30,0 | 35,0 | +/- 6,0 | 2,5 | +2,5 -1,5 |
32,0 | 36,0 | |||||||
34,0 | 37,0 | |||||||
36,0 | 38,0 | |||||||
38,0 | 39,0 | |||||||
40,0 | 42,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||
42,0 | 44,0 | |||||||
45,0 | 47,0 | |||||||
50,0 | 49,0 | |||||||
55,0 | 52,0 | |||||||
60,0 | 54,0 | |||||||
65,0 | 58,0 | |||||||
70,0 | 61,0 | |||||||
75,0 | 65,0 | +/- 10,0 | 3,5 | +/- 2,5 | ||||
80,0 | 68,0 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e = e1, мм | g = g1, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-6 |  |  | 10 | 50,0 | 34,0 | +/- 6,0 | 2,5 | +2,5 -1,5 |
55,0 | 35,0 | |||||||
60,0 | 37,0 | |||||||
65,0 | 38,0 | |||||||
70,0 | 40,0 | |||||||
75,0 | 43,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||
80,0 | 44,0 | |||||||
90,0 | 47,0 | |||||||
100,0 | 50,0 | |||||||
110,0 | 53,0 | |||||||
120,0 | 56,0 | |||||||
130,0 | 59,0 | |||||||
140,0 | 64,0 | +/- 10,0 | 3,5 | +/- 2,5 | ||||
150,0 | 67,0 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e = e1, мм | g = g1, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-6-1 |  |  | 10 | 50,0 | 35,0 | +/- 6,0 | 2,5 | +2,5 -1,5 |
55,0 | 37,0 | |||||||
60,0 | 38,0 | |||||||
65,0 | 40,0 | |||||||
70,0 | 43,0 | |||||||
75,0 | 44,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||
80,0 | 47,0 | |||||||
90,0 | 50,0 | |||||||
100,0 | 53,0 | |||||||
110,0 | 56,0 | |||||||
120,0 | 59,0 | |||||||
130,0 | 64,0 | |||||||
140,0 | 67,0 | +/- 10,0 | 3,5 | +/- 2,5 | ||||
150,0 | 70,0 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e = e1, мм | g = g1, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-6-2 |  |  | 30 | 50,0 | 35,0 | +/- 6,0 | 2,5 | +2,5 -1,5 |
55,0 | 37,0 | |||||||
60,0 | 38,0 | |||||||
65,0 | 40,0 | |||||||
70,0 | 43,0 | |||||||
75,0 | 44,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||
80,0 | 47,0 | |||||||
90,0 | 50,0 | |||||||
100,0 | 53,0 | |||||||
110,0 | 56,0 | |||||||
120,0 | 59,0 | |||||||
130,0 | 64,0 | |||||||
140,0 | 67,0 | +/- 10,0 | 3,5 | +/- 2,5 | ||||
150,0 | 70,0 | |||||||
Таблица 9.13
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | h, мм | e, мм | e1, мм | g1, мм | |||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-7 |  |  | 10 | 100,0 | 15,0 | +/- 0,1h | 85,0 | +/- 12,0 | 30,0 | +/- 5,0 | 2,5 | +2,0 -1,5 |
120,0 | 20,0 | 90,0 | 34,0 | +/- 6,0 | +2,5 -1,5 | |||||||
140,0 | 25,0 | 96,0 | 36,0 | |||||||||
160,0 | 30,0 | 102,0 | 39,0 | |||||||||
180,0 | 35,0 | 108,0 | 44,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||||
200,0 | 40,0 | 114,0 | 47,0 | |||||||||
Таблица 9.14
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | h, мм | e, мм | e1, мм | ||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-8 |  |  | 10 | 180,0 | 40,0 | +/- 0,1h | 82,0 | +/- 12,0 | 48,0 | +/- 8,0 |
200,0 | 45,0 | 88,0 | 50,0 | |||||||
220,0 | 50,0 | 92,0 | 52,0 | |||||||
240,0 | 55,0 | 97,0 | 54,0 | |||||||
260,0 | 60,0 | 102,0 | 56,0 | |||||||
280,0 | 65,0 | 107,0 | 58,0 | |||||||
300,0 | 70,0 | 112,0 | 60,0 | |||||||
350,0 | 80,0 | 120,0 | 64,0 | |||||||
Таблица 9.15
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-9 |  | 10 30 | 30,0 | 48,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | |
35,0 | 53,0 | |||||||
40,0 | 58,0 | |||||||
45,0 | 64,0 | +/- 10,0 | 3,5 | +/- 2,5 | ||||
50,0 | 69,0 | |||||||
55,0 | 74,0 | |||||||
60,0 | 78,0 | |||||||
65,0 | 85,0 | +/- 12,0 | 4,0 | +/- 3,0 | ||||
70,0 | 89,0 | |||||||
75,0 | 93,0 | |||||||
80,0 | 97,0 | |||||||
Таблица 9.16
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-10 |  | 10 30 | 60,0 | 48,0 | +/- 10,0 | 3,5 | +2,5 | |
70,0 | 53,0 | |||||||
80,0 | 58,0 | +/- 12,0 | 4,0 | +/- 3,0 | ||||
90,0 | 64,0 | |||||||
100,0 | 69,0 | |||||||
120,0 | 74,0 | |||||||
140,0 | 78,0 | |||||||
160,0 | 85,0 | |||||||
180,0 | 89,0 | |||||||
200,0 | 93,0 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e = e1, мм | g = g1, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-11 |  |  | 40 52 | 14,0 | 15,0 | +/- 4,0 | 2,0 | +/- 1,5 |
16,0 | 16,0 | |||||||
18,0 | 17,0 | |||||||
20,0 | 18,0 | |||||||
22,0 | 20,0 | |||||||
25,0 | 22,0 | +/- 5,0 | 2,5 | +2,5 -1,5 | ||||
28,0 | 24,0 | |||||||
30,0 | 25,0 | |||||||
32,0 | 27,0 | |||||||
36,0 | 29,0 | |||||||
40,0 | 32,0 | +/- 6,0 | ||||||
45,0 | 35,0 | |||||||
50,0 | 38,0 | |||||||
55,0 | 43,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||
60,0 | 46,0 | |||||||
Таблица 9.18
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-12 |  |  | 11 30 40 52 | 30,0 | 32,0 | +/- 6,0 | 2,5 | +2,5 -1,5 |
35,0 | 35,0 | |||||||
40,0 | 38,0 | |||||||
45,0 | 43,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||
50,0 | 46,0 | |||||||
55,0 | 53,0 | |||||||
60,0 | 56,0 | |||||||
Примечание - Для ручной дуговой сварки размер притупления (4,0 +/- 1,0) мм. | ||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-13 |  |  | 11 30 40 | 60,0 | 48,0 | +/- 8,0 | 3,0 | +2,5 -2,0 |
65,0 | 50,0 | |||||||
70,0 | 52,0 | |||||||
75,0 | 54,0 | |||||||
80,0 | 56,0 | |||||||
90,0 | 60,0 | |||||||
100,0 | 66,0 | +/- 10,0 | 3,5 | +/- 2,5 | ||||
110,0 | 70,0 | |||||||
120,0 | 74,0 | |||||||
130,0 | 78,0 | |||||||
140,0 | 82,0 | +/- 12,0 | 4,0 | +/- 3,0 | ||||
<*> Для ручной дуговой сварки притупление (4,0 +/- 1,0) мм. Примечание - Для способов 11 и 30 притупление (4,0 +/- 1,0) мм. | ||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-14 | 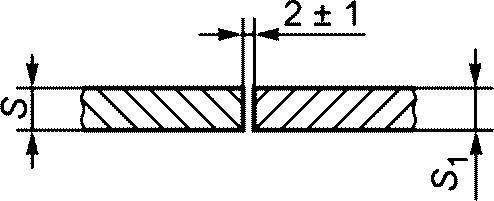 |  | 30 53 | 2,0 | 7,0 | +/- 2,0 | 1,5 | +/- 1,0 |
3,0 | 8,0 | |||||||
4,0 | 9,0 | +/- 3,0 | ||||||
С-15 |  |  | 31 40 52 53 | 3,0 | 10,0 | +/- 3,0 | 2,0 | +1,0 -1,5 |
4,0 | 11,0 | |||||||
5,0 | 12,0 | |||||||
6,0 | 15,0 | +/- 4,0 | 2,0 | +/- 1,5 | ||||
Примечание - Для способа 31 притупление 2,0-0,5 мм. | ||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | Sк, мм | e, мм | g, мм | |||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-16 |  |  | 32 42 53 | 4 | 4 | +/- 1,0 | 2 | +1 | 12 | +/- 3 | 2,0 | +1,0 |
6 | 15 | -1,5 | ||||||||||
8 | 18 | +/- 4 | +/- 1,5 | |||||||||
10 | 5 | 3 | 22 | +/- 1,5 | 2,5 | +2,0 -1,5 +2,5 -1,5 | ||||||
12 | 25 | |||||||||||
15 | 29 | |||||||||||
18 | 34 | +/- 6 | ||||||||||
20 | 36 | |||||||||||
25 | 45 | +/- 8 | 3,0 | +2,5 -2,0 | ||||||||
28 | 48 | |||||||||||
30 | 51 | |||||||||||
36 | 57 | |||||||||||
40 | 62 | +/- 10 | 3,5 | +/- 2,5 | ||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | e, мм | g, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-17 |  |  | 31 40 52 | 5,0 | 2,0 | +/- 1,0 | 12,0 | +/- 3,0 | 2,0 | +1,0 -1,5 |
7,0 | 15,0 | +/- 4,0 | +/- 1,5 | |||||||
10,0 | 19,0 | |||||||||
15,0 | 3,0 | 27,0 | +/- 5,0 | 2,5 | +2,0 -1,5 | |||||
20,0 | 34,0 | +/- 6,0 | +2,5 -1,5 | |||||||
25,0 | 42,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||||
30,0 | 49,0 | |||||||||
Примечание - Для способа 31 притупление 2,0-0,5 мм. | ||||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e = e1, мм | g = g1, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-18 |  |  | 30 40 52 53 | 14,0 | 16,0 | +/- 4,0 | 2,0 | +/- 1,5 |
16,0 | 17,0 | |||||||
18,0 | 19,0 | |||||||
20,0 | 20,0 | |||||||
22,0 | 22,0 | +/- 5,0 | 2,5 | +2,0 -1,5 | ||||
25,0 | 24,0 | |||||||
28,0 | 26,0 | |||||||
30,0 | 27,0 | |||||||
32,0 | 28,0 | |||||||
36,0 | 31,0 | +/- 6,0 | +2,5 -1,5 | |||||
40,0 | 33,0 | |||||||
45,0 | 37,0 | |||||||
50,0 | 40,0 | |||||||
55,0 | 44,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||
60,0 | 48,0 | |||||||
<*> Для способа 30 притупление (4,0 +/- 1,0) мм. | ||||||||
Таблица 9.24
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | e = e1, мм | g = g1, мм | ||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-19 |  |  | 20 | 20,0 - 34,0 | 22,0 | +/- 2,0 | 28,0 | +/- 4,0 | 2,5 | +/- 1,5 |
35,0 - 80,0 | 26,0 | 33,0 | +/- 5,0 | 3,0 | +/- 2,0 | |||||
81,0 - 500,0 | 30,0 | 38,0 | +/- 6,0 | 3,5 | +/- 2,5 | |||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | R, мм | e = e1, мм | g = g1, мм | |||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-20 |  |  | 20 | 20,0 - 34,0 | 22,0 | +/- 2,0 | 10,0 | +/- 1,0 | 28,0 | +/- 4,0 | 2,5 | +/- 1,5 |
35,0 - 80,0 | 26,0 | 12,0 | 33,0 | +/- 5,0 | 3,0 | +/- 2,0 | ||||||
81,0 - 500,0 | 30,0 | 14,0 | 38,0 | +/- 6,0 | 3,5 | +/- 2,5 | ||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | g1, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-21 |  |  | 51 52 | 1,0 | 4,0 | +/- 2,0 | 1,0 | +1,0 -0,5 | 0,5 | +1,0 -0,5 |
1,5 | ||||||||||
2,0 | 5,0 | |||||||||
С-22 |  |  | 40 52 53 | 2,0 | 7,0 | +/- 2,0 | 1,5 | +1,0 -0,5 | 0,5 | +1,0 -0,5 |
2,5 | 9,0 | +/- 3,0 | 2,0 | +1,5 -1,0 | ||||||
3,0 | 10,0 | |||||||||
С-23 |  |  | 40 52 53 | 3,0 | 7,0 | +/- 2,0 | 1,5 | +1,5 -0,5 | 0,5 | +1,0 -0,5 |
4,0 | 9,0 | +/- 3,0 | 2,0 | +1,5 -1,0 | ||||||
5,0 | 11,0 | 1,0 | +/- 1,0 | |||||||
6,0 | 12,0 | |||||||||
Таблица 9.27
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | g1, мм | b, мм | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | не более | |||||
С-21-1 |  | 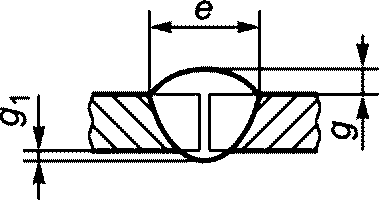 | 51 52 | 0,3 | 3,0 | +1,0 | 0,2 | 0,2 | 0,1 |
0,4 | |||||||||
0,5 | |||||||||
0,6 | 0,3 | ||||||||
0,8 | 0,4 | 0,25 | |||||||
1,0 | 4,0 | +2,0 | 0,8 | 0,30 | |||||
1,5 | 1,0 | 0,40 | 0,2 | ||||||
2,0 | 0,50 | ||||||||
Примечание - При толщине листа S = 1,0 - 2,0 мм допускается применение присадочной проволоки d = 1,0 - 2,0 мм. | |||||||||
Таблица 9.28
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-39 |  |  | 51 52 | 1,5 | 4,0 | 1,5 | +/- 1,0 | |
2,0 2,5 3,0 | 5,0 | +/- 2,0 | ||||||
3,5 4,0 4,5 | 6,0 | +/- 3,0 | ||||||
5,0 6,0 7,0 | 7,0 | |||||||
Примечание - Способ 52 только до S <= 2,5 мм. | ||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-22-1 |  |  | 40 52 53 | 1,5 | 6 | +/- 2 | 1,0 | +/- 0,5 |
2,0 | 7 | |||||||
2,5 | 8 | +/- 3 | ||||||
3,0 | 9 | |||||||
3,5 | 10 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Типоразмер труб из стали аустенитного класса Dн x S, мм | Диаметр расточки Dр, мм | Минимальная толщина стенки S1, мм | Размеры шва | |||||
подготовленных кромок свариваемых деталей | шва сварного соединения | e, мм | g, мм | g1, мм | |||||||
ширина шва | высота шва | выпуклость корня шва, не более | вогнутость корня шва, не более | ||||||||
поворотный стык | неповоротный стык | ||||||||||
С-22-2 |  |  | 40 52 | 10,0 x 2,0 | 6,5+0,18 | 1,5 | 7 +/- 2 | 1,5 | 0,2 | 0,4 | |
14,0 x 2,0 | 10,5+0,18 | ||||||||||
18,0 x 2,5 | 13,5+0,18 | 2,0 | |||||||||
32,0 x 2,5 | 28+0,21 | 1,8 | 2,0 | ||||||||
38,0 x 3,0 | 33+0,25 | 2,3 | |||||||||
С-23-2 |  | 25,0 x 3,0 | 19+0,30 | 2,5 | |||||||
57,0 x 3,0 | 52+0,30 | 1,8 | |||||||||
76,0 x 3,0 | 71+0,30 | ||||||||||
89,0 x 3,5 | 84+0,35 | 2,4 | 8 +/- 2 | 0,6 | |||||||
57,0 x 3,0 | 51+0,30 | 1,8 | 7 +/- 2 | 0,4 | |||||||
76,0 x 3,0 | 71+0,30 | 0,6 | |||||||||
89,0 x 3,5 | 84+0,35 | 2,2 | 8 +/- 2 | ||||||||
108,0 x 4,0 | 102+0,35 | 2,4 | 9 +/- 3 | ||||||||
133,0 x 4,0 | 127+0,40 | 2,6 | |||||||||
159,0 x 5,0 | 151+0,40 | 3,0 | 11 +/- 3 | 0,6 | 0,8 | ||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | g1, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-24 |  |  | 40 52 53 | 4,0 | 9,0 | +/- 3,0 | 2,0 | +1,5 -1,0 | 0,5 | +1,0 -0,5 |
5,0 | 10,0 | 1,0 | +/- 1,0 | |||||||
6,0 | 11,0 | |||||||||
8,0 | 15,0 | +/- 4,0 | +2,0 -1,0 | |||||||
10,0 | 17,0 | |||||||||
12,0 | 21,0 | +/- 5,0 | 2,5 | +2,0 -1,5 | ||||||
14,0 | 23,0 | 1,0 | +1,5 -1,0 | |||||||
16,0 | 26,0 | |||||||||
18,0 | 28,0 | |||||||||
20,0 | 32,0 | +/- 6,0 | +2,5 -1,5 | |||||||
22,0 | 34,0 | |||||||||
25,0 | 38,0 | |||||||||
28,0 | 44,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||||
30,0 | 46,0 | |||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-24-1 |  |  | 40 52 | 4,0 | 11,0 | +/- 3,0 | 1,5 | +1,5 -1,0 |
5,0 | 12,0 | |||||||
6,0 | 14,0 | |||||||
8,0 | 16,0 | +/- 4,0 | ||||||
10,0 | 19,0 | |||||||
12,0 | 22,0 | +/- 5,0 | 2,0 | +2,0 -1,5 | ||||
14,0 | 24,0 | |||||||
16,0 | 26,0 | |||||||
Таблица 9.33
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | g1, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-24-2 |  |  | 40 52 | 4,0 | 10,0 | +/- 3,0 | 2,0 | +1,5 -1,0 | 0,5 | +1,0 -0,5 |
5,0 | 11,0 | 1,0 | +/-1,0 | |||||||
6,0 | 12,0 | |||||||||
8,0 | 17,0 | +/- 4,0 | +2,0 -1,0 | |||||||
10,0 | 19,0 | |||||||||
12,0 | 24,0 | +/- 5,0 | 2,5 | +2,0 -1,5 | ||||||
14,0 | 27,0 | 1,0 | +1,5 -1,0 | |||||||
16,0 | 30,0 | |||||||||
18,0 | 32,0 | |||||||||
20,0 | 37,0 | +/- 6,0 | +2,5 -1,5 | |||||||
22,0 | 40,0 | |||||||||
25,0 | 44,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||||
28,0 | 51,0 | |||||||||
30,0 | 53,0 | |||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | g1, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-25 |  |  | 40 52 | 6,0 | 15,0 | +/- 4,0 | 2,0 | +2,0 -1,0 | 1,0 | +/- 1,0 |
8,0 | 16,0 | |||||||||
10,0 | 18,0 | |||||||||
12,0 | 20,0 | 1,0 | +1,5 -1,0 | |||||||
14,0 | 21,0 | +/- 5,0 | 2,5 | +2,0 -1,5 | ||||||
16,0 | 22,0 | |||||||||
18,0 | 23,0 | |||||||||
20,0 | 24,0 | |||||||||
22,0 | 26,0 | |||||||||
25,0 | 28,0 | |||||||||
28,0 | 30,0 | |||||||||
30,0 | 32,0 | +/- 6,0 | +2,5 -1,5 | |||||||
Таблица 9.35
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-25-1 |  |  | 40 52 | 6,0 | 13,0 | +/- 4,0 | 2,0 | +2,0 -1,5 |
8,0 | 14,0 | |||||||
10,0 | 15,0 | |||||||
12,0 | 16,0 | |||||||
14,0 | 17,0 | |||||||
16,0 | 19,0 | |||||||
20,0 | 20,0 | 2,5 | +/- 2,0 | |||||
26,0 | 23,0 | +/- 5,0 | ||||||
28,0 | 24,0 | |||||||
30,0 | 25,0 | |||||||
Таблица 9.36
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-25-2 |  |  | 40 52 | 6,0 | 11,0 | +/- 4,0 | 2,0 | +2,0 -1,5 |
8,0 | 12,0 | |||||||
10,0 | 13,0 | |||||||
12,0 | 14,0 | |||||||
14,0 | 15,0 | |||||||
16,0 | 17,0 | 2,5 | +/- 2,0 | |||||
20,0 | 18,0 | |||||||
26,0 | 22,0 | +/- 5,0 | ||||||
28,0 | 23,0 | |||||||
30,0 | 24,0 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-25-3 |  |  | 52 40 | 8,0 | 12,0 | +/- 3,0 | 1,5 | +/- 1,0 |
10,0 | 13,0 | |||||||
12,0 | 14,0 | |||||||
16,0 | 15,0 | |||||||
18,0 | 16,0 | |||||||
20,0 | 17,0 | |||||||
26,0 | 19,0 | +/- 4,0 | ||||||
28,0 | 21,0 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-26 |  |  | 32 42 52 | 3,0 | 10 | +/- 3 | 2,0 | +1,0 -1,5 |
3,5 | 11 | |||||||
4,0 | 12 | |||||||
4,5 | 13 | +/- 4 | +/- 1,5 | |||||
5,0 | 14 | |||||||
Таблица 9.39
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-27 |  |  | 30 40 | 38,0 | 27,0 | +/- 5,0 | 2,5 | +2,5 -2,0 |
40,0 | 28,0 | |||||||
42,0 | 29,0 | 3,5 | +2,5 -3,0 | |||||
45,0 | 30,0 | |||||||
50,0 | 31,0 | |||||||
55,0 | 33,0 | |||||||
60,0 | 35,0 | |||||||
65,0 | 37,0 | |||||||
70,0 | 39,0 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-27-1 |  |  | 40 52 | 38,0 | 21,0 | +/- 5,0 | 2,5 | +2,5 -2,0 |
40,0 | 22,0 | |||||||
42,0 | 23,0 | 3,5 | +2,5 -3,0 | |||||
45,0 | 24,0 | |||||||
50,0 | 26,0 | |||||||
55,0 | 27,0 | |||||||
60,0 | 28,0 | |||||||
65,0 | 29,0 | |||||||
70,0 | 31,0 | |||||||
Таблица 9.41
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | e, мм | g, мм | g1, мм | |||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-27-2 |  |  | 11 | 10,0 | 0 | +0,3 | 15,0 | +2,0 | 2,0 | +2,0 -1,5 | 1,0 | +/- 1,0 |
15,0 | 17,0 | |||||||||||
20,0 | 19,0 | |||||||||||
25,0 | 21,0 | +4,0 | ||||||||||
30,0 | 22,0 | |||||||||||
35,0 | 24,0 | |||||||||||
40,0 | 26,0 | |||||||||||
30 | 10,0 | 1,5 | +/- 0,5 | 17,0 | +2,0 | |||||||
15,0 | 19,0 | |||||||||||
20,0 | 21,0 | |||||||||||
25,0 | 23,0 | +4,0 | ||||||||||
40 | 30,0 | 24,0 | ||||||||||
35,0 | 26,0 | |||||||||||
40,0 | 28,0 | |||||||||||
Таблица 9.42
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | g1, мм | ||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-27-3 |  | 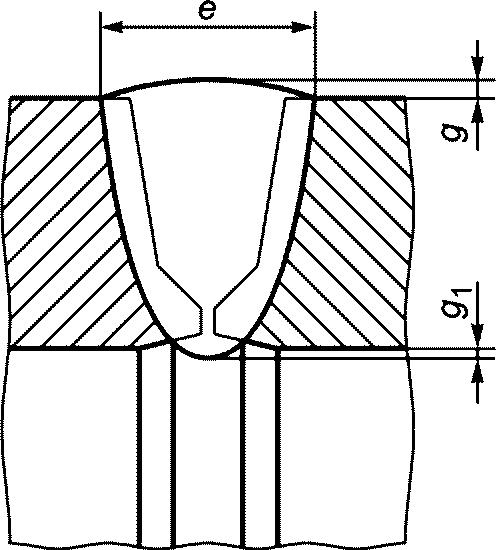 | 11 30 40 | 60,0 | 50,0 | +/- 5,0 | 4,0 | +/- 3,0 | 0 | +2,0 -1,5 |
100,0 | 55,0 | |||||||||
110,0 | 60,0 | |||||||||
<*> Допускается зазор (1,0 +/- 1,0) мм. | ||||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-28-1 |  |  | 30 | 2,0 | 7,0 | +3,0 | 1,5 | +/- 0,5 |
3,0 | 8,0 | |||||||
4,0 | 9,0 | |||||||
5,0 | 10,0 | |||||||
6,0 | 14,0 | |||||||
8,0 | 18,0 | |||||||
10,0 | 22,0 | |||||||
Примечание - 1 - стали перлитного класса (легированные до 6,0 мм); 2 - стали аустенитного класса. | ||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-31 |  |  | 32 42 53 | 6 | 15 | +/- 4 | 2,0 | +/- 1,5 |
8 | 17 | |||||||
10 | 21 | +/- 5 | 2,5 | +2,0 -1,5 | ||||
12 | 23 | |||||||
14 | 26 | |||||||
16 | 29 | |||||||
18 | 32 | +/- 6 | +2,5 -1,5 | |||||
20 | 34 | |||||||
22 | 37 | |||||||
25 | 43 | +/- 8 | 3,0 | +2,5 -2,0 | ||||
28 | 46 | |||||||
30 | 49 | |||||||
Таблица 9.45
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | e1, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-33 |  |  | 10 | 90,0 | 35,0 | +/- 6,0 | 30,0 | +/- 5,0 |
120,0 | 38,0 | 31,0 | ||||||
150,0 | 41,0 | 33,0 | ||||||
180,0 | 44,0 | 35,0 | ||||||
240,0 | 49,0 | 38,0 | ||||||
300,0 | 55,0 | 41,0 | ||||||
360,0 | 61,0 | 44,0 | ||||||
Таблица 9.46
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | e1, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-33-1 |  |  | 10 | 90,0 | 35,0 | +/- 6,0 | 30,0 | +/- 5,0 |
120,0 | 38,0 | 31,0 | ||||||
150,0 | 41,0 | 33,0 | ||||||
180,0 | 44,0 | 35,0 | ||||||
240,0 | 49,0 | 38,0 | ||||||
300,0 | 55,0 | 41,0 | ||||||
360,0 | 61,0 | 44,0 | ||||||
Таблица 9.47
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | R, мм | e, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-34 |  |  | 10 11 | 60,0 | 7,0 | +/- 1,0 | 24,0 | +/- 6,0 |
100,0 | 9,0 | 32,0 | +/- 7,0 | |||||
150,0 | 11,0 | 40,0 | +/- 8,0 | |||||
250,0 | 12,0 | 50,0 | +/- 10,0 | |||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | e, мм | |||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-35 |  |  | 10 | 40,0 | 3 | +/- 1 | 9,0 | +/- 1,0 | 20,0 | +/- 5,0 |
60,0 | 2 | 14,0 | 25,0 | +/- 6,0 | ||||||
100,0 | 2 | 18,0 | 32,0 | +/- 6,0 | ||||||
150,0 | 2 | 22,0 | 40,0 | +/- 8,0 | ||||||
250,0 | 2 | 24,0 | 50,0 | +/- 10,0 | ||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-42 |  |  | 40 52 | 4,0 | 10,0 | +/- 3,0 | 1,0 | +1,5 -0,5 |
5,0 | 11,0 | |||||||
6,0 | 12,0 | |||||||
8,0 | 13,0 | +/- 4,0 | 1,5 | +1,5 -1,0 | ||||
10,0 | 14,0 | |||||||
12,0 | 16,0 | |||||||
16,0 | 18,0 | |||||||
18,0 | 20,0 | |||||||
20,0 | 23,0 | |||||||
26,0 | 28,0 | +/- 5,0 | 2,0 | +1,0 -1,5 | ||||
28,0 | 31,0 | |||||||
30,0 | 33,0 | |||||||
34,0 | 37,0 | |||||||
36,0 | 40,0 | |||||||
40,0 | 44,0 | |||||||
Таблица 9.50
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-42-1 |  |  | 40 52 | 6,0 | 10,0 | +/- 3,0 | 1,0 | +1,5 -0,5 |
8,0 | 11,0 | |||||||
10,0 | 12,0 | +/- 4,0 | 1,5 | +1,5 -1,0 | ||||
12,0 | 14,0 | |||||||
16,0 | 16,0 | |||||||
18,0 | 18,0 | |||||||
20,0 | 21,0 | |||||||
26,0 | 26,0 | +/- 5,0 | 2,0 | +1,0 -1,5 | ||||
28,0 | 29,0 | |||||||
30,0 | 31,0 | |||||||
34,0 | 35,0 | |||||||
36,0 | 38,0 | |||||||
40,0 | 42,0 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
С-42-2 |  |  | 40 52 | 8,0 | 11,0 | +/- 3,0 | 1,5 | +/- 1,0 |
10,0 | 12,0 | |||||||
12,0 | 13,0 | |||||||
14,0 | 14,0 | |||||||
16,0 | 15,0 | |||||||
18,0 | 16,0 | |||||||
20,0 | 17,0 | |||||||
26,0 | 18,0 | +/- 4,0 | ||||||
30,0 | 19,0 | |||||||
34,0 | 20,0 | |||||||
40,0 | 21,0 | |||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | S1, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
У-1 |  |  | 11 31 40 | 10,0 | >= 0,75S | 19,0 | +/- 4,0 | 2,0 | +/- 1,5 |
12,0 | 22,0 | +/- 5,0 | 2,5 | +2,0 -1,5 | |||||
14,0 | 26,0 | ||||||||
16,0 | 29,0 | ||||||||
18,0 | 32,0 | +/- 6,0 | +2,5 -1,5 | ||||||
20,0 | 35,0 | ||||||||
Таблица 9.53
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | h, мм | e, мм | g, мм | e1, мм | g1, мм | ||||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
У-2 |  |  | 10 30 | 20,0 | 7,0 | +/- 1,0 | 25,0 | +/- 5,0 | 2,5 | +2,0 -1,5 | 16,0 | +/- 3,0 | 8,0 | +/- 2,0 |
22,0 | 28,0 | |||||||||||||
25,0 | 8,0 | 32,0 | +/- 6,0 | 18,0 | 9,0 | |||||||||
28,0 | 36,0 | |||||||||||||
30,0 | 10,0 | 36,0 | 21,0 | +/- 4,0 | 10,0 | |||||||||
34,0 | 44,0 | +/- 8,0 | 3,0 | +2,5 -2,0 | ||||||||||
36,0 | 12,0 | 47,0 | 24,0 | 12,0 | ||||||||||
40,0 | 50,0 | |||||||||||||
Таблица 9.54
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
У-3 |   |  S1 >= 0,7S | 32 42 52 | 4,0 | 14,0 | +/- 3,0 | 7,0 | +3,0 -2,0 |
6,0 | 17,0 | 8,0 | ||||||
8,0 | 20,0 | 10,0 | ||||||
10,0 | 24,0 | +/- 4,0 | 12,0 | +/- 3,0 | ||||
12,0 | 28,0 | 14,0 | ||||||
14,0 | 32,0 | +/- 5,0 | 16,0 | +4,0 -3,0 | ||||
16,0 | 36,0 | 18,0 | ||||||
18,0 | 40,0 | 20,0 | ||||||
20,0 | 44,0 | +/- 6,0 | 22,0 | +/- 4,0 | ||||
Таблица 9.55
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
У-4 |    |  S1 >= 0,7S | 32 42 52 | 4,0 | 14,0 | +/- 3,0 | 7,0 | +3,0 -2,0 |
6,0 | 17,0 | 8,0 | ||||||
8,0 | 20,0 | 10,0 | ||||||
10,0 | 24,0 | +/- 4,0 | 12,0 | +/- 3,0 | ||||
12,0 | 28,0 | 14,0 | ||||||
14,0 | 32,0 | +/- 5,0 | 16,0 | +4,0 -3,0 | ||||
16,0 | 36,0 | 18,0 | ||||||
18,0 | 40,0 | 20,0 | ||||||
20,0 | 44,0 | +/- 6,0 | 22,0 | +/- 4,0 | ||||
Таблица 9.56
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
У-5 |  |  | 32 42 52 | 4,0 | 5,0 | +/- 2,0 | 5,0 | +2,0 |
5,0 | 6,0 | |||||||
6,0 | 8,0 | |||||||
8,0 | 11,0 | +/- 4,0 | 6,0 | +3,0 | ||||
10,0 | 14,0 | 8,0 | ||||||
12,0 | 17,0 | 9,0 | ||||||
14,0 | 20,0 | 10,0 | ||||||
16,0 | 23,0 | 11,0 | +4,0 | |||||
18,0 | 26,0 | 13,0 | ||||||
20,0 | 28,0 | 14,0 | ||||||
Примечание - Размер L устанавливают для каждого конкретного соединения. Соединение рекомендуется при соотношении D/D1 <= 0,4. | ||||||||
Таблица 9.57
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | h, мм | e, мм | g, мм | ||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
У-6 | 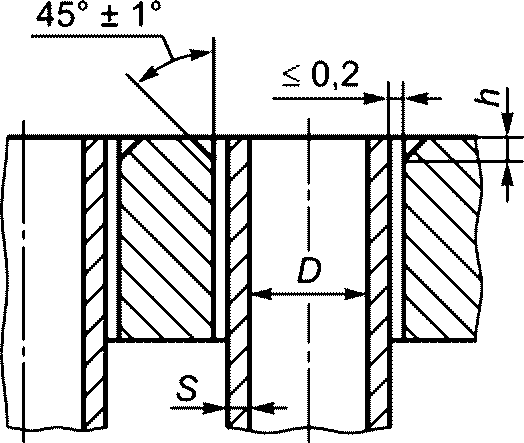 |  | 52 | 1,0 | 1,5 | +/- 0,5 | 3,5 | +1,5 -0,5 | 1,5 | +0,5 |
1,5 | 2,0 | 4,5 | 2,0 | |||||||
2,0 | 2,5 | 5,5 | 2,5 | |||||||
2,5 | 3,0 | 6,5 | 3,0 | |||||||
3,0 | 7,0 | |||||||||
У-7 |  |  | 51 | 1,0 | 1,5 | +/- 0,5 | 3,0 | +1,5 -0,5 | 1,5 | +0,5 |
1,5 | 2,0 | 3,5 | 2,0 | |||||||
2,0 | 2,5 | 4,0 | 2,5 | |||||||
2,5 | 3,0 | 4,5 | +2,5 -0,5 | 3,0 | ||||||
3,0 | 5,0 | |||||||||
Примечание - Минимальное расстояние между краями швов t устанавливается конструкторской документацией. | ||||||||||
Таблица 9.58
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
У-8 |  | 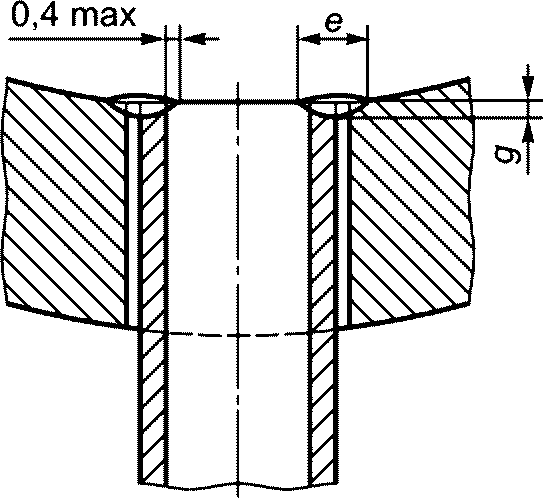 | 51 | 1,0 | 3,0 | +1,5 -0,5 | 1,5 | +0,5 |
1,5 | 3,5 | 2,0 | ||||||
2,0 | 4,0 | 2,5 | ||||||
2,5 | 4,5 | +2,5 -0,5 | 3,0 | |||||
3,0 | 5,0 | |||||||
Таблица 9.59
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | h1, мм | R, мм | t, мм, не менее | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
У-9 |  |  | 51 | 1,0 | 3,5 | +/- 0,5 | 0,5 | +/- 0,2 | 1,0 |
1,5 | 0,8 | 1,5 | |||||||
2,0 | 4,0 | 1,0 | 2,0 | ||||||
2,5 | 4,5 | 1,2 | 2,5 | ||||||
3,0 | 5,0 | 1,5 | 3,0 | ||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
У-10 |  |  | 40 | 22,0 | 36,0 | +3,0 | 2,0 | +2,0 -1,0 |
24,0 | 39,0 | |||||||
26,0 | 41,0 | |||||||
30,0 | 46,0 | |||||||
34,0 | 49,0 | |||||||
40,0 | 59,0 | |||||||
44,0 | 64,0 | |||||||
50,0 | 72,0 | |||||||
54,0 | 76,0 | 3,0 | +/- 2,0 | |||||
60,0 | 87,0 | |||||||
64,0 | 90,0 | |||||||
70,0 | 97,0 | |||||||
Таблица 9.61
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Суммарная толщина стенки многослойного сильфона S, мм | e, мм | g, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
У-11 | 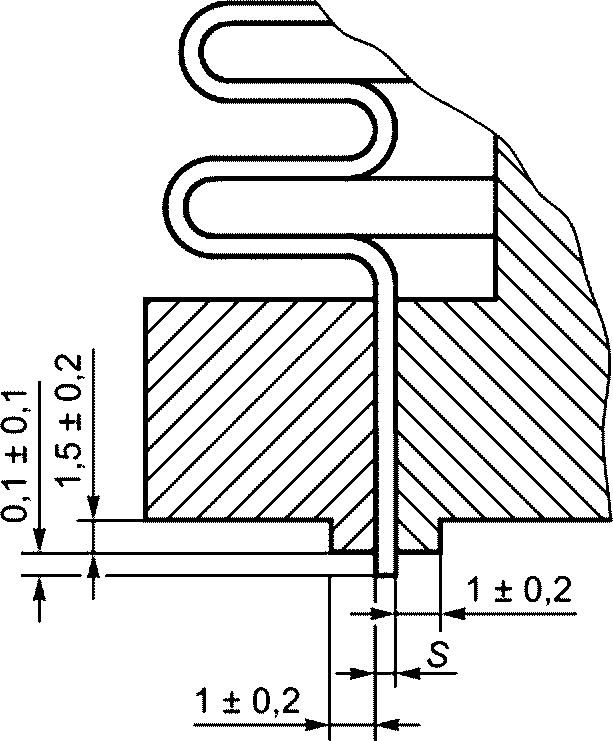 |  | 51 52 | 0,85 +/- 0,1 | 2,85 | +/- 0,5 | 1,5 | -0,5 |
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Условный проход, мм | Размеры присоединяемой к штуцеру трубы, мм | Размеры шва, мм | |||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | штуцера | основного трубопровода | e | e1 | g | g1 | |||
У-12 |  | Кромка "Б"  После механической обработки  | 30 40 52 | 10,0 | 65,0 - 1200,0 | 14,0 x 2,0 | 5,0 | 6,0 | 2,0 | 2,0 |
15,0 | 80,0 - 1200,0 | 18,0 x 2,5 | ||||||||
20,0 | 100,0 - 1200,0 | 25,0 x 3,0 | ||||||||
25,0 | 125,0 - 1200,0 | 32,0 x 2,5 | ||||||||
32,0 | 150,0 - 1200,0 | 38,0 x 3,0 | ||||||||
50,0 | 150,0 - 400,0 | 57,0 x 3,0 | 7,0 | |||||||
500,0 - 1200,0 | 6,0 | |||||||||
60,0 | 150,0 | 76,0 x 4,5 | 10,0 | 13,0 | 5,0 | 5,0 | ||||
200,0 - 250,0 | 11,0 | |||||||||
600,0 - 1200,0 | 9,0 | |||||||||
Таблица 9.63
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Условный проход, мм | Размеры присоединяемой к штуцеру трубы, мм | Размеры шва, мм | |||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | штуцера | основного трубопровода | e | e1 | g | g1 | |||
У-13 |  |  | 30 40 52 | 125,0 | 125,0 | 133,0 x 4,0 | 10,0 | 7,0 | 2,0 | 4,0 |
150,0 | 14,0 | |||||||||
200,0 | 15,0 | 9,0 | 5,0 | 5,0 | ||||||
19,0 | 14,0 | 7,0 | 7,0 | |||||||
250,0 | 13,0 | 9,0 | 5,0 | 5,0 | ||||||
300,0 | 20,0 | 14,0 | 7,0 | 7,0 | ||||||
350,0; 400,0 | 13,0 | 9,0 | 5,0 | 5,0 | ||||||
500,0; 600,0 | 12,0 | 9,0 | 5,0 | 5,0 | ||||||
600,0; 900,0 | 16,0 | 14,0 | 7,0 | 7,0 | ||||||
От 700,0 до 1000,0 | 11,0 | 9,0 | 5,0 | 5,0 | ||||||
От 1200,0 до 1600,0 | 10,0 | |||||||||
150,0 | 150,0 | 159,0 x 5,0 | 12,0 | 8,0 | 2,0 | 4,0 | ||||
200,0 | 13,0 | |||||||||
18,0 | 13,0 | 3,0 | 7,0 | |||||||
250,0 | 14,0 | 11,0 | 5,0 | 5,0 | ||||||
20,0 | 15,0 | 8,0 | 8,0 | |||||||
300,0 | 14,0 | 11,0 | 5,0 | 5,0 | ||||||
20,0 | 15,0 | 8,0 | 8,0 | |||||||
350,0; 400,0 | 15,0 | 11,0 | 5,0 | 5,0 | ||||||
350,0 | 22,0 | 15,0 | 8,0 | 8,0 | ||||||
500,0; 600,0 | 14,0 | 11,0 | 5,0 | 5,0 | ||||||
19,0 | 15,0 | 8,0 | 8,0 | |||||||
От 700,0 до 900,0 | 13,0 | 11,0 | 5,0 | 5,0 | ||||||
От 1000,0 до 1600,0 | 12,0 | |||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Условный проход, мм | Размеры присоединяемой к штуцеру трубы, мм | d, мм | Dн, мм | dв, мм | S, мм | Размеры шва, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | |||||||||||
штуцера | основного трубопровода | e | g | |||||||||
У-14 |  |  | 30 40 52 | 10,0 | 80,0 - 1600,0 | 14,0 x 2,0 | 7+0,036 | 14,0 | 11,0 | 2,0 | 14,0 | 7,0 |
15,0 | 18,0 x 2,0 | 11+0,043 | 18,0 | 15,0 | ||||||||
20,0 | 25,0 x 2,0 | 17+0,043 | 25,0 | 22,0 | 3,0 | |||||||
25,0 | 32,0 x 2,0 | 24+0,052 | 32,0 | 29,0 | 4,5 | 16,0 | 8,0 | |||||
32,0 | 38,0 x 2,0 | 29+0,052 | 38,0 | 35,0 | 3,5 | |||||||
50,0 | 57,0 x 3,0 | 47+0,062 | 57,0 | 52,0 | 5,5 | |||||||
65,0 | 76,0 x 3,0 | 65+0,074 | 76,0 | 71,0 | 4,5 | |||||||
Примечания 1 d - диаметр отверстия до рассверловки. 2 dв - диаметр отверстия после рассверловки. | ||||||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | e, мм | e1, мм | g, мм | g1, мм | |||||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
Т-1 |  |  | 11 31 40 52 | 4,0 | 7,0 | +/- 2,0 | 6,0 | +/- 2,0 | 4,0 | +2,0 -1,0 | 3,0 | +2,0 -1,0 |
6,0 | 10,0 | +/- 3,0 | 8,0 | +/- 3,0 | 5,0 | +3,0 -2,0 | 4,0 | |||||
8,0 | 14,0 | 7,0 | ||||||||||
10,0 | 16,0 | 10,0 | 8,0 | 5,0 | ||||||||
12,0 | 20,0 | +/- 4,0 | 10,0 | +4,0 -3,0 | ||||||||
14,0 | 24,0 | 14,0 | +/- 4,0 | 12,0 | 7,0 | |||||||
16,0 | 26,0 | 13,0 | +3,0 -2,0 | |||||||||
18,0 | 28,0 | 14,0 | ||||||||||
20,0 | 30,0 | 18,0 | 15,0 | +5,0 -4,0 | 9,0 | |||||||
22,0 | 34,0 | +/- 5,0 | 17,0 | |||||||||
25,0 | 37,0 | 18,0 | ||||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | e = e1, мм | g = g1, мм | |||
подготавливаемых кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
Т-2 |  S1 >= S |  | 10 30 | 10,0 | 8,0 | +/- 2,0 | 4,0 | +2,0 -1,0 |
15,0 | 12,0 | 6,0 | ||||||
20,0 | 15,0 | +/- 3,0 | 7,0 | +3,0 -2,0 | ||||
25,0 | 18,0 | 9,0 | ||||||
30,0 | 23,0 | +/- 4,0 | 11,0 | +4,0 -3,0 | ||||
40,0 | 30,0 | 15,0 | ||||||
50,0 | 37,0 | +/- 5,0 | 18,0 | +5,0 -4,0 | ||||
60,0 | 44,0 | +/- 6,0 | 22,0 | +6,0 -5,0 | ||||
70,0 | 52,0 | 23,0 | ||||||
80,0 | 60,0 | 30,0 | ||||||
90,0 | 67,0 | +/- 8,0 | 33,0 | +8,0 -6,0 | ||||
100,0 | 74,0 | 37,0 | ||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | Сплавы типа ПТ-3В и 5В | |||||||
сплавы типа ПТ-3В | сплавы типа 5В | b, мм | g, мм | e, мм | ||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||||
С1 |  |  | 51 52 | Без присадки | Без присадки | От 0,5 до 1,0 включ. | 0 | +0,2 | 0 | +0,5 | 3,0 | +2,0 |
ВТ1-00св.С | 2В | Св. 1,0 до 2,0 включ. | +0,5 | +1,0 | +5,0 | |||||||
53 | От 5,0 до 12,0 включ. | +1,0 | 3,0 | +2,0 | 25,0 | +10,0 | ||||||
Св. 12,0 до 15,0 включ. | +3,0 | 30,0 | ||||||||||
Св. 15,0 до 22,0 включ. | 4,0 | |||||||||||
Св. 22,0 до 25,0 включ. | 5,0 | 35,0 | ||||||||||
От 3,0 до 6,0 включ. | +1,0 | 0 | +1,0 | 5,0 | +5,0 | |||||||
Св. 6,0 до 10,0 включ. | 7,0 | |||||||||||
Св. 10,0 до 12,0 включ. | 0,5 | +1,0 | ||||||||||
Св. 12,0 до 16,0 включ. | 1,0 | |||||||||||
Таблица 9.68
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | Сплавы типа ПТ-3В и 5В | |||||||
сплавы типа ПТ-3В | сплавы типа 5В | b, мм | g, мм | e, мм | ||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||||
С2 | 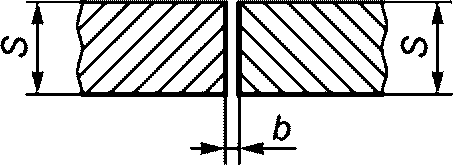 |  | 52 | ВТ1-00св.С | 2В | От 0,8 до 1,5 включ. | 0 | +0,5 | 0 | +0,5 | Не устанавливается | |
От 1,5 до 2,0 включ. | +1,0 | |||||||||||
51 52 | 2В | От 3,0 до 6,0 включ. | 0 | +1,0 | 0 | +1,0 | 5,0 | +5,0 | ||||
Св. 6,0 до 10,0 включ. | 7,0 | |||||||||||
Св. 10,0 до 12,0 включ. | 0,5 | |||||||||||
Св. 12,0 до 16,0 включ. | 1,0 | |||||||||||
Примечание - Для сплавов марок ВТ1-0, ВТ1-00 и Сп.40 должна применяться проволока марки ВТ1-00св.С. | ||||||||||||
Таблица 9.69
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | b, мм | g, мм, для сплавов типа | e, мм | ||||
ПТ-3В | 5В | ||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | сплавы типа ПТ-3В | сплавы типа 5В | марка проволоки | |||||||
2В | ВТ6св | ||||||||||
С3 |  | 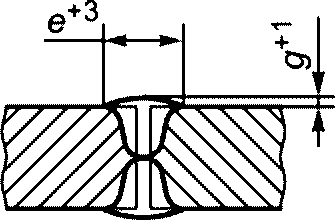 | 52 | 2В | 2В или ВТ6св | От 0,3 до 5,0 включ. | 3,0 | 0 | 0,5 | 0 | 6,0 |
Св. 5,0 до 9,0 включ. | 4,0 | 1,0 | 8,0 | ||||||||
Св. 9,0 до 15,0 включ. | 5,0 | 10,0 | |||||||||
Примечания 1 Для сплавов марок ВТ1-0, ВТ1-00 и Сп.40 следует применять проволоку марки ВТ1-00св.С. 2 При S >= 10,0 мм разрешается выполнять предварительно наплавленные валики по типу С8 и С9. При этом: а) ширина валика d = 0,5S при наплавке по типу С8 и d = 3,0 - 7,0 мм - по типу С9; б) зазор между валиками - не менее 3,0 мм. 3 В случае выполнения после сварки механической обработки поверхности для сплавов типа 5В следует применять проволоку марки ВТ6св. | |||||||||||
Таблица 9.70
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | Сплавы типа ПТ-3В и 5В | |||||||||
b, мм | g, мм | e, мм | S1, мм | K, мм | ||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||||
С5 |  |  | 52 | 2В | От 0,5 до 1,0 включ. | 1,0 | +1,0 | 0 | +0,5 | 3,0 | +2,0 | 8,0 | - | - |
2,0 | 2,0 | +2,0 | 5,0 | |||||||||||
3,0 | 3,0 | +3,0 | 1,0 | +1,0 | 7,0 | +3,0 | 16,0 | |||||||
4,0 | 4,0 | 8,0 | ||||||||||||
51 52 | 2В | От 4,0 до 6,0 включ. | 0 | +1,0 | 0 | +1,0 | 5,0 | +5,0 | 16,0 | - | - | |||
От 6,0 до 10,0 включ. | 7,0 | 25,0 | ||||||||||||
У2 |  |  | 51 52 | От 3,0 до 6,0 включ. | 0 | +1,0 | 0 | 5,0 | +5,0 | - | 3,0 | +2,0 | ||
Св. 6,0 до 10,0 включ. | +1,0 | 7,0 | ||||||||||||
У3 |  |  | ||||||||||||
Примечания 1 При невозможности в соединении С5 обеспечить защиту поддувом аргона с обеих сторон ребра одновременно толщина S1 должна быть не менее 25,0 мм. 2 Приварка ребер (S1) к листовым деталям (S) угловым швом не допускается. 3 Соединение С5 толщиной от 3,0 до 10,0 мм включительно разрешается выполнять способом сварки 51. 4 При S <= 6,0 мм в соединениях У2 и У3 допускается оплавление всех кромок. Толщина деталей должна быть равна S1 или (S1 - 10,0). 5 Для сплавов марок ВТ1-0 и ВТ1-00 следует применять проволоку марки ВТ1-00св.С. | ||||||||||||||
Таблица 9.71
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | b, мм | Сплавы типа ПТ-3В | Сплавы типа 5В | |||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | марка проволоки | ||||||||||
сплавы типа ПТ-3В | сплавы типа 5В | 2В | ВТ6св | |||||||||||
g, мм | e, мм | g, мм | e, мм | g, мм | e, мм | |||||||||
С6 |  |  | 52 | 2В | ВТ6св или 2В | От 3,0 до 5,0 включ. | 3,0 | +1,0 | 0,5 | 6,0 | 1,0 | 8,0 | 0 | 6,0 |
Св. 5,0 до 10,0 включ. | 4,0 | 8,0 | 1,5 | 12,0 | 8,0 | |||||||||
Св. 10,0 до 15,0 включ. | 5,0 | 10,0 | 10,0 | |||||||||||
У4 |  | 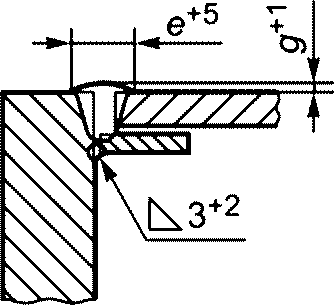 | ||||||||||||
Св. 15,0 до 18,0 включ. | 7,0 | +/-1,0 | 12,0 | 2,5 | 20,0 | 12,0 | ||||||||
Св. 18,0 до 30,0 включ. | 9,0 | 14,0 | 14,0 | |||||||||||
У5 |  | 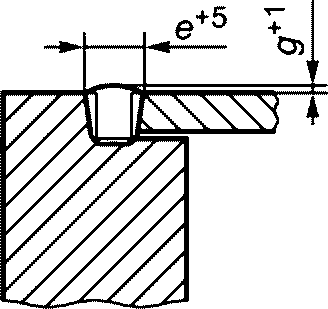 | Св. 30,0 до 45,0 включ. | 11,0 | +2,0 -1,0 | 0 | 16,0 | 16,0 | ||||||
Св. 45,0 до 60,0 включ. | 13,0 | 18,0 | 2,0 | 18,0 | ||||||||||
Примечания 1 Для сплавов ВТ1-0 и Вт1-00 следует применять проволоку марки ВТ1-00св.С при g = 0. 2 В качестве остающейся подкладки допускается использовать поясок штатного ребра жесткости конструкции. | ||||||||||||||
Таблица 9.72
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | P, мм | b, мм | g, мм, для сплавов типа | e, мм | ||||||
номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ПТ-3В | 5В | |||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | сплавы типа ПТ-3В | сплавы типа 5В | марка проволоки | ||||||||||
2В | ВТ6св | |||||||||||||
С7 |  |  | 52 | 2В | ВТ6св или 2В | От 15,0 до 20,0 включ. | 7,0 | +1,0 | 3,0 | +1,0 | 0 | 1,0 | 10,0 | |
Св. 20,0 до 26,0 включ. | 8,0 | 4,0 | +1,0 | 1,5 | 12,0 | |||||||||
Св. 26,0 до 30,0 включ. | 9,0 | 14,0 | ||||||||||||
Св. 30,0 до 36,0 включ. | 10,0 | 1,0 | ||||||||||||
Св. 36,0 до 45,0 включ. | 11,0 | +2,0 -1,0 | 16,0 | |||||||||||
Св. 45,0 до 50,0 включ. | 12,0 | |||||||||||||
2В | Св. 50,0 до 60,0 включ. | 13,0 | 0,5 | 18,0 | ||||||||||
Св. 60,0 до 70,0 включ. | 14,0 | 0 | ||||||||||||
Св. 70,0 до 80,0 включ. | 15,0 | 20,0 | ||||||||||||
Св. 80,0 до 100,0 включ. | 17,0 | 22,0 | ||||||||||||
Св. 100,0 до 130,0 включ. | 19,0 | 24,0 | ||||||||||||
Св. 130,0 до 160,0 включ. | 21,0 | 5,0 | 25,0 | |||||||||||
Св. 160,0 до 250,0 включ. | 22,0 | 28,0 | ||||||||||||
Св. 250,0 до 500,0 включ. | 24,0 | 30,0 | ||||||||||||
Примечание - Для сплавов марок ВТ1-0 и ВТ1-00 следует применять проволоку марки ВТ1-00св.С при g = 0. | ||||||||||||||
Таблица 9.73
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | c, мм | b, мм | Сплавы типа ПТ-3В | Сплавы типа 5В | |||||||||||
Сплавы типа | g, мм | e, мм | марка проволоки | ||||||||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | 2В | ВТ6св | ||||||||||
ПТ-3В | 5В | g, мм | e, мм | g, мм | e, мм | ||||||||||||||
номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||||||||||||||
С8 |  |  | 52 | 2В | ВТ6св или 2В | 3,0 | 0 | +0,5 | 0 | +0,5 | 0,5 | +1,0 | 8,0 | 1,0 | +1,0 | 8,0 | 0,5 | +1,0 | 8,0 |
Св. 3,0 до 4,0 включ. | +1,0 | 1,0 | +1,0 -0,5 | 1,0 | 12,0 | 1,5 | +2,0 | 12,0 | 12,0 | ||||||||||
Св. 4,0 до 6,0 включ. | 2,5 | 1,5 | 14,0 | 2,0 | 16,0 | 1,0 | 16,0 | ||||||||||||
Св. 6,0 до 10,0 включ. | 2,0 | 16,0 | 3,0 | 24,0 | |||||||||||||||
Св. 10,0 до 14,0 включ. | 1,0 | 4,0 | 3,0 | +2,0 | 24,0 | 4,0 | 32,0 | 1,5 | 20,0 | ||||||||||
С9 | 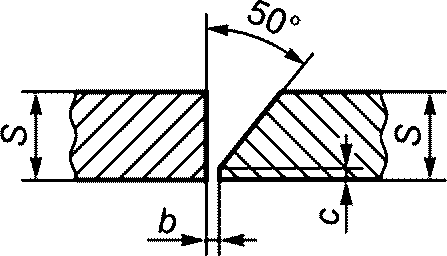 |  | Св. 14,0 до 16,0 включ. | 5,0 | 40,0 | ||||||||||||||
Св. 16,0 до 20,0 включ. | 4,0 | 32,0 | 6,0 | 48,0 | 2,0 | 25,0 | |||||||||||||
Св. 20,0 до 24,0 включ. | 5,0 | 40,0 | 7,5 | 60,0 | 2,5 | 30,0 | |||||||||||||
Св. 24,0 до 28,0 включ. | 6,5 | 52,0 | 10,0 | 80,0 | 3,5 | 35,0 | |||||||||||||
Св. 28,0 до 32,0 включ. | 40,0 | ||||||||||||||||||
52 | 2В | ВТ6св или 2В | Св. 32,0 до 36,0 включ. | 2,0 | +1,0 | 4,5 | +/- 1,5 | 7,0 | +2,0 | 56,0 | 12,0 | +2,0 | 96,0 | 4,0 | +2,0 | 44,0 | |||
Св. 36,0 до 40,0 включ. | 8,0 | +2,0 | 64,0 | 13,0 | 104,0 | 48,0 | |||||||||||||
Св. 40,0 до 46,0 включ. | 9,0 | 72,0 | 15,0 | 120,0 | 5,0 | 56,0 | |||||||||||||
Св. 46,0 до 50,0 включ. | 10,0 | 80,0 | 16,0 | 128,0 | 6,0 | 60,0 | |||||||||||||
Св. 50,0 до 56,0 включ. | 12,0 | 96,0 | 18,0 | 144,0 | 64,0 | ||||||||||||||
Св. 56,0 до 60,0 включ. | 19,0 | 156,0 | 6,5 | 68,0 | |||||||||||||||
Примечания 1 Для сплавов марок ВТ1-0 и ВТ1-00 следует применять проволоку марки ВТ1-00св.С. 2 Размеры выпуклости шва для сплавов марок ВТ1-0 и ВТ1-00 должны соответствовать размерам швов, выполненных проволокой марки ВТ6св. | |||||||||||||||||||
Таблица 9.74
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | c, мм | b, мм | Сплавы типа ПТ-3В | Сплавы типа 5В | |||||||||||||||
g, мм | e, мм | марка проволоки | |||||||||||||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | Сплавы типа | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | 2В | ВТ6св | |||||||||||||
ПТ-3В | 5В | g, мм | e, мм | g, мм | e, мм | ||||||||||||||||||
номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||||||||||||||||||
С11 |  |  | 52 | 2В | ВТ6св или 2В | 3,0 | - | +0,5 | 0 | +0,5 | 0,5 | +1,0 | 8,0 | 1,0 | +1,0 | 8,0 | 0,5 | +1,0 | 8,0 | ||||
Св. 3,0 до 4,0 включ. | +1,0 | 1,0 | +1,0 | 1,0 | 12,0 | 1,5 | 12,0 | 12,0 | |||||||||||||||
Св. 4,0 до 6,0 включ. | 1,5 | 14,0 | 2,0 | 16,0 | 1,0 | 16,0 | |||||||||||||||||
Св. 6,0 до 10,0 включ. | 2,0 | 16,0 | 3,0 | 24,0 | |||||||||||||||||||
Св. 10,0 до 14,0 включ. | - | 3,0 | +2,0 | 24,0 | 4,0 | 32,0 | 1,5 | 20,0 | |||||||||||||||
У6 |  | 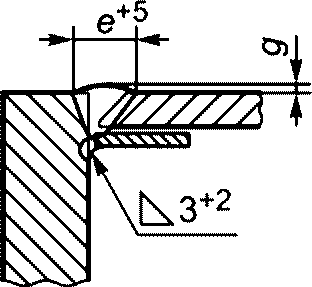 | Св. 14,0 до 16,0 включ. | 5,0 | 40,0 | ||||||||||||||||||
Св. 16,0 до 20,0 включ. | +2,0 | 2,0 | 4,0 | 32,0 | 6,0 | +2,0 | 48,0 | 2,0 | 25,0 | ||||||||||||||
Св. 20,0 до 24,0 включ. | 5,0 | 40,0 | 7,5 | 60,0 | 2,5 | 30,0 | |||||||||||||||||
Св. 24,0 до 28,0 включ. | 6,5 | 52,0 | 10,0 | 80,0 | 3,5 | 35,0 | |||||||||||||||||
Св. 28,0 до 32,0 включ. | 40,0 | ||||||||||||||||||||||
У7 |  |  | 52 | 2В | ВТ6св или 2В | Св. 32,0 до 36,0 включ. | - | +2,0 | 2,0 | +1,0 | 7,0 | +2,0 | 56,0 | 12,0 | +1,0 +2,0 | 96,0 | 4,0 | +2,0 | 44,0 | ||||
Св. 36,0 до 40,0 включ. | 8,0 | 64,0 | 13,0 | 104,0 | 48,0 | ||||||||||||||||||
Св. 40,0 до 46,0 включ. | 9,0 | 72,0 | 15,0 | 120,0 | 5,0 | 56,0 | |||||||||||||||||
Св. 46,0 до 50,0 включ. | 10,0 | 80,0 | 16,0 | 128,0 | 6,0 | 60,0 | |||||||||||||||||
Св. 50,0 до 56,0 включ. | 12,0 | 96,0 | 18,0 | 144,0 | 64,0 | ||||||||||||||||||
Св. 56,0 до 60,0 включ. | 19,5 | 156,0 | 6,5 | 68,0 | |||||||||||||||||||
| |||||||||||||||||||||||
Примечания 1 Для сплавов марок ВТ1-0 и Вт1-00 следует применять проволоку марки ВТ1-00св.С. 2 Для сплавов марок ВТ1-0 и ВТ1-00 высоту выпуклости шва кромки принимают по толщине S1 или S1 - 10,0. 3 При S < 6,0 мм в соединениях У8 и У9 допускается оплавление всей кромки по толщине S1 или S1 - 10,0. | |||||||||||||||||||||||
Таблица 9.75
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | Сплавы типа | ||||||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | сплавы типа ПТ-3В | сплавы типа 5В | g, мм | e, мм | марка проволоки | |||||||||||||
номинальное значение | предельное отклонение | 2В | ВТ6св | ||||||||||||||||
g, мм | e, мм | g, мм | e, мм | ||||||||||||||||
номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||||||||||||||
С14 |  | 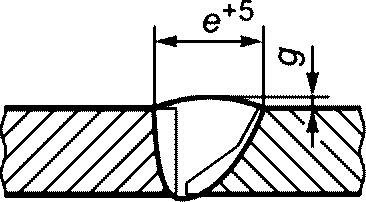 | 52 | 2В | ВТ6св или 2В | От 32,0 до 36,0 включ. | 6,0 | +3,0 | 48,0 | 11,0 | +2,0 | 88,0 | 3,0 | +2,0 | 40,0 | ||||
Св. 36,0 до 40,0 включ. | 7,0 | 56,0 | 12,0 | 96,0 | 45,0 | ||||||||||||||
С15 |  |  | Св. 40,0 до 46,0 включ. | 8,0 | 64,0 | 14,0 | 112,0 | 4,0 | 48,0 | ||||||||||
Св. 46,0 до 50,0 включ. | 9,0 | 72,0 | 15,0 | 120,0 | 5,0 | 52,0 | |||||||||||||
С16 |  |  | Св. 50,0 до 56,0 включ. | 10,0 | 80,0 | 17,0 | 136,0 | 54,0 | |||||||||||
С17 |  |  | Св. 56,0 до 60,0 включ. | 11,0 | 88,0 | 18,0 | 144,0 | 5,5 | 58,0 | ||||||||||
| |||||||||||||||||||
Примечания 1 В соединениях С17 и С19 первый проход следует выполнять методом, обеспечивающим формирование шва с обратной стороны. 2 Для сплавов марок ВТ1-0 и Вт1-00 следует применять проволоку марки ВТ1-00св.С. 3 Для сплавов марок ВТ1-0 и ВТ1-00 размеры выпуклости шва должны соответствовать размерам швов, выполненных проволокой марки ВТ6св. | |||||||||||||||||||
Таблица 9.76
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | c, мм | b, мм | Сплавы типа ПТ-3В | Сплавы типа 5В | |||||||||||
g, мм | e, мм | марка проволоки | |||||||||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | сплавы типа | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | 2В | ВТ6св | |||||||||
ПТ-3В | 5В | g, мм | e, мм | g, мм | e, мм | ||||||||||||||
номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||||||||||||||
С18 |  |  | 52 | 2В | ВТ6св или 2В | От 4,0 до 6,0 включ. | 0 | +1,0 | 1,0 | +0,5 | 0,5 | +1,0 | 6,0 | 1,0 | +1,0 | 8,0 | 0 | +1,0 | 4,0 |
Св. 6,0 до 10,0 включ. | +1,0 | 1,0 | 8,0 | 1,5 | 12,0 | 0,5 | 6,0 | ||||||||||||
Св. 10,0 до 16,0 включ. | 1,0 | 2,0 | 1,5 | 12,0 | 2,5 | 20,0 | 1,0 | 10,0 | |||||||||||
Св. 16,0 до 24,0 включ. | 2,0 | 3,0 | 2,5 | 20,0 | 3,5 | +2,0 | 28,0 | 1,5 | 16,0 | ||||||||||
Св. 24,0 до 32,0 включ. | 4,0 | +/- 1,0 | 3,0 | +2,0 | 24,0 | 5,0 | 40,0 | 2,0 | 20,0 | ||||||||||
Св. 32,0 до 36,0 включ. | 3,5 | 28,0 | 6,0 | 48,0 | 2,5 | 22,0 | |||||||||||||
Св. 36,0 до 42,0 включ. | 4,5 | 36,0 | 7,0 | 56,0 | 24,0 | ||||||||||||||
Св. 42,0 до 46,0 включ. | 5,0 | 40,0 | 8,0 | 64,0 | 3,0 | +2,0 | 26,0 | ||||||||||||
Св. 46,0 до 52,0 включ. | 5,5 | 44,0 | 9,0 | 72,0 | 28,0 | ||||||||||||||
Св. 52,0 до 60,0 включ. | 6,0 | 48,0 | 10,0 | 80,0 | 3,5 | 30,0 | |||||||||||||
Примечания 1 Для сплавов марок ВТ1-0 и Вт1-00 следует применять проволоку марки ВТ1-00св.С. 2 Для сплавов марок ВТ1-0 и ВТ1-00 размеры выпуклости шва должны соответствовать размерам швов, выполненных проволокой марки ВТ6св. | |||||||||||||||||||
Таблица 9.77
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | c, мм | b, мм | Сплавы типа | e1, мм | |||||||||
ПТ-3В | 5В | ||||||||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | сплавы типа | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | g, мм | e, мм | марка проволоки | ||||||||
ПТ-3В | 5В | 2В | ВТ6св | ||||||||||||||
g, мм | e, мм | g, мм | e, мм | ||||||||||||||
С19 |  |  | 52 | 2В | ВТ6св или 2В | 3,0 | 0 | 0,5 | 0 | +0,5 | 0,5 | 8,0 | 1,0 | 8,0 | 0,5 | 8,0 | 8,0 |
Св. 3,0 до 5,0 включ. | 1,0 | 0,5 | +1,0 | 1,0 | 12,0 | 1,5 | 12,0 | 12,0 | |||||||||
Св. 5,0 до 10,0 включ. | +1,0 | 2,0 | 16,0 | 3,0 | 24,0 | 1,0 | 16,0 | ||||||||||
Св. 10,0 до 16,0 включ. | 2,0 | 1,0 | 3,0 | 24,0 | 5,0 | 40,0 | 1,5 | 21,0 | |||||||||
Св. 16,0 до 20,0 включ. | 3,0 | 2,0 | 4,0 | 32,0 | 6,0 | 48,0 | 2,0 | 25,0 | |||||||||
Св. 20,0 до 24,0 включ. | 5,0 | 40,0 | 7,5 | 60,0 | 2,5 | 30,0 | |||||||||||
С20 |  |  | Св. 24,0 до 32,0 включ. | 4,0 | +/- 1,0 | 6,5 | 52,0 | 10,5 | 80,0 | 3,5 | 40,0 | ||||||
Св. 32,0 до 40,0 включ. | 8,0 | 64,0 | 13,0 | 104,0 | 4,0 | 48,0 | 16,0 | ||||||||||
Св. 40,0 до 46,0 включ. | 10,0 | 80,0 | 15,0 | 120,0 | 5,0 | 56,0 | |||||||||||
Св. 46,0 до 50,0 включ. | 16,0 | 128,0 | 6,0 | 60,0 | |||||||||||||
Св. 50,0 до 56,0 включ. | 12,0 | 96,0 | 18,0 | 144,0 | 64,0 | ||||||||||||
Св. 56,0 до 60,0 включ. | 19,5 | 156,0 | 6,5 | 68,0 | |||||||||||||
Примечания 1 Для сплавов марок ВТ1-0 и Вт1-00 следует применять проволоку марки ВТ1-00св.С. 2 Для сплавов марок ВТ1-0 и ВТ1-00 размеры выпуклости шва должны соответствовать размерам швов, выполненных проволокой марки ВТ6св. | |||||||||||||||||
Таблица 9.78
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | Сплавы типа ПТ-3В | Сплавы типа 5В | |||||||||
g, мм | e, мм | марка проволоки | |||||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | сплавы типа | номинальное значение | предельное отклонение | 2В | ВТ6св | |||||||||
ПТ-3В | 5В | g, мм | e, мм | g, мм | e, мм | ||||||||||
номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||||||||||
С21 |  |  | 52 | 2В | ВТ6св или 2В | От 3,0 до 4,0 включ. | 0,5 | +1,0 | 6,0 | 1,0 | +1,0 | 8,0 | 0,5 | +1,0 | 6,0 |
Св. 4,0 до 6,0 включ. | 1,0 | 10,0 | 2,0 | 16,0 | 1,0 | 10,0 | |||||||||
Св. 6,0 до 10,0 включ. | 2,0 | +2,0 | 16,0 | 3,0 | 24,0 | 1,5 | 16,0 | ||||||||
Св. 10,0 до 15,0 включ. | 3,0 | 24,0 | 5,0 | +2,0 | 40,0 | 2,0 | 24,0 | ||||||||
Примечание - Для сплавов марок ВТ1-0 и Вт1-00 следует применять проволоку марки ВТ1-00св.С. | |||||||||||||||
Таблица 9.79
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | b, мм | c, мм | Сплавы типа ПТ-3В | Сплавы типа 5В | e1, мм | |||||||||||
g, мм | e, мм | марка проволоки | ||||||||||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | сплавы типа | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | 2В | ВТ6св | ||||||||||
ПТ-3В | 5В | g, мм | e, мм | g, мм | e, мм | |||||||||||||||
номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||||||||||||||||
С24 |  | 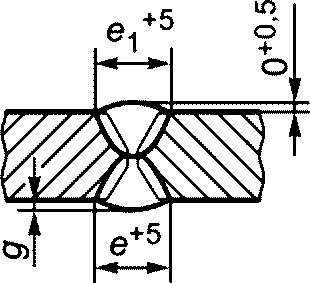 | 52 | 2В | ВТ6св или 2В | От 4,0 до 6,0 включ. | 1,0 | +0,5 | 0,0 | +1,0 | 0,5 | +1,0 | 6,0 | 1,0 | +1,0 | 8,0 | 0 | +1,0 | 5,0 | 5,0 |
Св. 6,0 до 10,0 включ. | +1,0 | 1,0 | 8,0 | 2,0 | 16,0 | 7,0 | 7,0 | |||||||||||||
Св. 10,0 до 16,0 включ. | 2,0 | 1,0 | 1,5 | 12,0 | 3,5 | +2,0 | 28,0 | 10,0 | 10,0 | |||||||||||
Св. 16,0 до 24,0 включ. | 3,0 | 2,0 | 2,0 | 16,0 | 5,5 | 44,0 | 0,5 | 15,0 | 15,0 | |||||||||||
Св. 24,0 до 32,0 включ. | 4,0 | 3,0 | +2,0 | 24,0 | 7,0 | 56,0 | 18,0 | 18,0 | ||||||||||||
Примечания 1 В соединении С24 первый проход необходимо выполнять методом, обеспечивающим формирование шва с обратной стороны. 2 Для сплавов марок ВТ1-0 и Вт1-00 следует применять проволоку марки ВТ1-00св.С. | ||||||||||||||||||||
Таблица 9.80
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | Сплавы типа ПТ-3В и 5В | ||||||
b, мм | g, мм | e, мм | |||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
С32 |  |  | 60 | Без присадки | От 2,0 до 10,0 включ. | 0 | +0,1 | 0 | +3,0 | 5,0 | +5,0 |
Св. 10,0 до 40,0 включ. | +0,2 | 1,0 | 10,0 | ||||||||
Св. 40,0 до 70,0 включ. | +5,0 | 13,0 | +7,0 | ||||||||
Св. 70,0 до 100,0 включ. | +0,3 | +6,0 | 18,0 | ||||||||
Св. 100,0 до 160,0 включ. | 2,0 | +7,0 | 20,0 | +10,0 | |||||||
Св. 160,0 до 200,0 включ. | +9,0 | 25,0 | |||||||||
Св. 200,0 до 240,0 включ. | +0,4 | 3,0 | +11,0 | 28,0 | +12,0 | ||||||
Св. 240,0 до 300,0 включ. | +13,0 | 30,0 | +15,0 | ||||||||
Примечание - В случае удаления выпуклости шва механической обработкой размеры g и e не контролируют. | |||||||||||
Таблица 9.81
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | c, мм | b, мм | Сплавы типа ПТ-3В | Сплавы типа 5В | K, мм | |||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||||||||
g, мм | e, мм | g, мм | e, мм | |||||||||||
У14 | 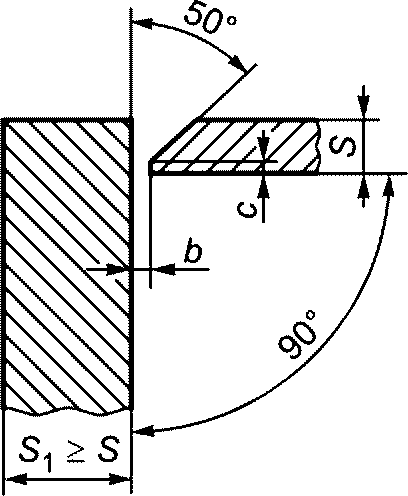 |  | 52 | 2В | 3 | 0 | +0,5 | 0 | +0,5 | 0,5 | 6,0 | 0,5 | 6,0 | 2,0 |
Св. 3,0 до 6,0 включ. | +1,0 | 1,0 | 10,0 | 1,0 | 10,0 | |||||||||
Св. 6,0 до 10,0 включ. | +1,0 | 1,0 | 18,0 | 2,0 | 18,0 | |||||||||
Св. 10,0 до 14,0 включ. | 1,0 | 2,0 | 1,5 | 24,0 | 2,0 | 24,0 | ||||||||
Св. 14,0 до 16,0 включ. | 28,0 | 3,5 | 28,0 | |||||||||||
Св. 16,0 до 20,0 включ. | 2,0 | 3,0 | 2,0 | 35,0 | 4,0 | 35,0 | 3,0 | |||||||
Св. 20,0 до 24,0 включ. | 3,0 | 42,0 | 5,0 | 42,0 | ||||||||||
Св. 24,0 до 28,0 включ. | 4,0 | +/- 1,0 | 4,0 | 48,0 | 6,0 | 48,0 | ||||||||
Св. 28,0 до 32,0 включ. | 5,0 | 56,0 | 8,0 | 64,0 | ||||||||||
Св. 32,0 до 36,0 включ. | 62,0 | 4,0 | ||||||||||||
Св. 36,0 до 40,0 включ. | 6,0 | 70,0 | 10,0 | 80,0 | ||||||||||
Св. 40,0 до 46,0 включ. | 7,0 | 80,0 | 12,5 | 100,0 | ||||||||||
Св. 46,0 до 50,0 включ. | 86,0 | 5,0 | ||||||||||||
Св. 50,0 до 56,0 включ. | ||||||||||||||
8,0 | 96,0 | 15,5 | 124,0 | |||||||||||
Св. 56,0 до 60,0 включ. | 100,0 | 6,0 | ||||||||||||
Примечания 1 Для сплавов марок ВТ1-0 и Вт1-00 следует применять проволоку марки ВТ1-00св.С. 2 При S <= 6,0 мм допускается оплавление всей кромки детали по толщине S1. | ||||||||||||||
Таблица 9.82
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | c, мм | b, мм | g, мм, для сплавов типа | e, мм | e1, мм | ||||||
ПТ-3В | 5В | ||||||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||||
У15 | 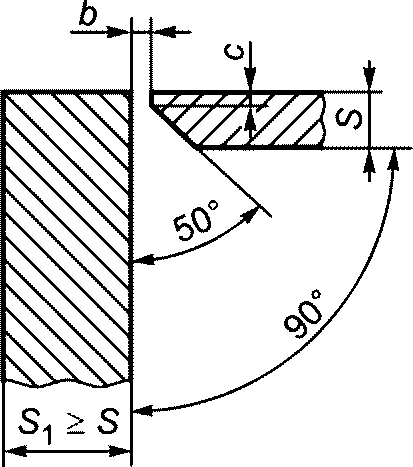 | 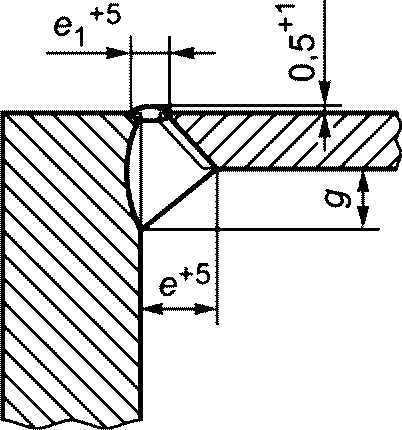 | 52 | 2В | 3,0 | 0 | +0,5 | 0 | +0,5 | +0,5 | +1,0 | 0,5 | +1,0 | 10,0 | 4,0 |
Св. 3,0 до 6,0 включ. | +1,0 | 1,0 | 1,0 | 1,0 | 12,0 | ||||||||||
Св. 6,0 до 10,0 включ. | +1,0 | 1,5 | 2,0 | 18,0 | |||||||||||
Св. 10,0 до 16,0 включ. | 1,0 | 2,0 | 3,0 | +2,0 | 4,0 | +2,0 | 26,0 | 6,0 | |||||||
Св. 16,0 до 20,0 включ. | 2,0 | 3,0 | 5,0 | 32,0 | 8,0 | ||||||||||
Св. 20,0 до 24,0 включ. | 4,0 | 6,0 | 38,0 | ||||||||||||
Св. 24,0 до 28,0 включ. | 4,0 | +/- 1,0 | 5,0 | 8,0 | 44,0 | 10,0 | |||||||||
Св. 28,0 до 32,0 включ. | 6,0 | 9,0 | 52,0 | ||||||||||||
Св. 32,0 до 36,0 включ. | 7,0 | 10,0 | 60,0 | ||||||||||||
Св. 36,0 до 40,0 включ. | 11,0 | 66,0 | 12,0 | ||||||||||||
Св. 40,0 до 46,0 включ. | 9,5 | 13,0 | 78,0 | ||||||||||||
Св. 46,0 до 50,0 включ. | 14,0 | 85,0 | |||||||||||||
Св. 50,0 до 56,0 включ. | 10,1 | 15,0 | 95,0 | ||||||||||||
Св. 56,0 до 60,0 включ. | 17,0 | 105,0 | |||||||||||||
Примечания 1 Для сплавов марок ВТ1-0 и Вт1-00 следует применять проволоку марки ВТ1-00св.С. 2 При S <= 6,0 мм допускается оплавление всей кромки детали по толщине S1. | |||||||||||||||
Таблица 9.83
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | c, мм | b, мм | Сплавы типа | |||||||||
ПТ-3В | 5В | |||||||||||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | сплавы типа | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | g, мм | e, мм | марка проволоки | |||||||
ПТ-3В | 5В | 2В | ВТ6св | |||||||||||||
g, мм | e, мм | g, мм | e, мм | |||||||||||||
У16 |  |  | 52 | 2В | ВТ6св или 2В | От 3,0 до 4,0 включ. | 0 | +0,5 | 1,5 | +/- 0,5 | 0,5 | 8,0 | 1,0 | 8,0 | 0,5 | 8,0 |
Св. 4,0 до 6,0 включ. | +1,0 | 2,5 | +1,0 -0,5 | 1,0 | 12,0 | 1,5 | 12,0 | 12,0 | ||||||||
Св. 6,0 до 10,0 включ. | 2,0 | 16,0 | 3,0 | 24,0 | 1,0 | 16,0 | ||||||||||
Св. 10,0 до 14,0 включ. | 1,0 | 4,0 | 3,0 | 24,0 | 4,5 | 36,0 | 1,5 | 21,0 | ||||||||
Св. 14,0 до 20,0 включ. | 4,0 | 32,0 | 6,0 | 48,0 | 2,0 | 25,0 | ||||||||||
Св. 20,0 до 24,0 включ. | 2,0 | 5,0 | 40,0 | 7,5 | 60,0 | 2,5 | 30,0 | |||||||||
Св. 24,0 до 28,0 включ. | 6,0 | 48,0 | 9,0 | 72,0 | 3,5 | 34,0 | ||||||||||
Св. 28,0 до 32,0 включ. | 10,0 | 80,0 | 3,5 | 40,0 | ||||||||||||
Св. 32,0 до 36,0 включ. | 4,5 | +1,5 | 7,0 | 56,0 | 11,5 | 92,0 | 44,0 | |||||||||
Св. 36,0 до 40,0 включ. | 8,0 | 64,0 | 13,0 | 104,0 | 4,0 | 48,0 | ||||||||||
Св. 40,0 до 46,0 включ. | 10,0 | 80,0 | 15,0 | 120,0 | 5,0 | 56,0 | ||||||||||
Св. 46,0 до 50,0 включ. | 16,0 | 128,0 | 6,0 | 60,0 | ||||||||||||
Св. 50,0 до 56,0 включ. | 12,0 | 96,0 | 18,0 | 144,0 | 64,0 | |||||||||||
Св. 56,0 до 60,0 включ. | 19,5 | 156,0 | 6,5 | 68,0 | ||||||||||||
Примечания 1 Первый проход следует выполнять методом, обеспечивающим обратное формирование. 2 Для сплавов марок ВТ1-0 и Вт1-00 следует применять проволоку марки ВТ1-00св.С. 3 При S <= 6,0 мм допускается оплавление всей кромки детали по толщине S1. | ||||||||||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Марка проволоки | S, мм | c, мм | b, мм | g, мм, для сплавов типа | e, e1, мм | ||||
номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ПТ-3В | 5В | |||||||
подготовленных кромок свариваемых деталей | шва сварного соединения | |||||||||||
У19 | 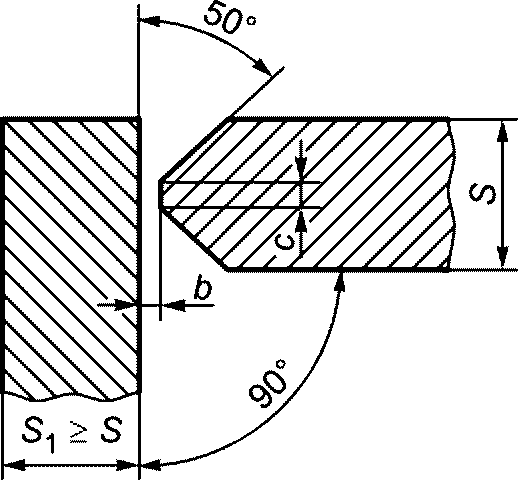 |  | 52 | 2В | От 4,0 до 6,0 включ. | 0 | +1,0 | 1,0 | +0,5 | 0,5 | 1,0 | 4,0 |
Св. 6,0 до 10,0 включ. | +1,0 | 1,0 | 2,0 | 6,0 | ||||||||
Св. 10,0 до 16,0 включ. | 1,0 | 2,0 | 2,0 | 3,5 | 10,0 | |||||||
Св. 16,0 до 24,0 включ. | 2,0 | 3,0 | 3,0 | 5,0 | 16,0 | |||||||
Св. 24,0 до 32,0 включ. | 4,0 | +/- 1,0 | 4,0 | 7,0 | 20,0 | |||||||
Св. 32,0 до 36,0 включ. | 4,5 | 8,0 | 22,0 | |||||||||
Св. 36,0 до 42,0 включ. | 5,0 | 9,0 | 26,0 | |||||||||
Св. 42,0 до 46,0 включ. | 6,0 | 10,0 | 28,0 | |||||||||
Св. 46,0 до 52,0 включ. | 7,0 | 11,5 | 32,0 | |||||||||
Св. 52,0 до 60,0 включ. | 8,5 | 13,5 | 36,0 | |||||||||
Примечания 1 Для сплавов марок Сп.40, ВТ1-0 и ВТ1-00 следует применять проволоку марки ВТ1-00св.С. 2 При S <= 6,0 мм допускается оплавление всей кромки детали по толщине S1. | ||||||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | c, мм | g, мм | g1, мм | e, мм | ||||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||||
ТС1 |  |  | 51 52 | Св. 1,0 до 1,5 включ. | 0+0,1 | 0,2-0,1 | 0,3 | +0,2 | 0 | +1,0 | 5,0 | +2,0 -1,0 |
Св. 1,5 до 2,5 включ. | 6,0 | +3,0 -2,0 | ||||||||||
ТС2 |  |  | Св. 2,5 до 4,0 включ. | 0,3-0,1 | 0,5 | +0,5 -0,2 | +2,0 -0,5 | 8,0 | +3,0 -2,0 | |||
Св. 4,0 до 6,0 включ. | ||||||||||||
Примечания 1 Размер e1 не контролируют. 2 Соединение ТС2 следует применять в диапазоне толщин 1,5 - 4,0 мм. 3 Для соединений ТС2 допускается проводить расточку изнутри для совпадения внутренних кромок при сборке. | ||||||||||||
Таблица 9.86
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | c, мм | g, мм | g1, мм | e, мм | |||||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
ТС3 |  |  | 51 52 | Св. 4,0 до 5,0 включ. | 0 | +1,0 | 0,3+0,2 | 1,0 | +0,3 | 0 | +1,5 -0,6 | 8,0 | +3,0 |
Св. 5,0 до 6,0 включ. | 9,0 | ||||||||||||
Св. 6,0 до 7,0 включ. | +2,0 | 1,5 | +2,0 -0,6 | 10,0 | |||||||||
Св. 7,0 до 8,0 включ. | 13,0 | +4,0 | |||||||||||
Св. 8,0 до 10,0 включ. | +2,0 -1,2 | 16,0 | |||||||||||
Св. 10,0 до 12,0 включ. | 18,0 | ||||||||||||
Св. 12,0 до 14,0 включ. | 21,0 | ||||||||||||
Св. 14,0 до 16,0 включ. | 23,0 | ||||||||||||
Св. 16,0 до 18,0 включ. | 2,0 | +1,0 | 27,0 | ||||||||||
Св. 18,0 до 20,0 включ. | 29,0 | ||||||||||||
Примечания 1 Для ручной сварки величина c допускается в размере (1,0 +/- 0,3) мм. 2 Размер e1 не контролируют. | |||||||||||||
Таблица 9.87
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | c, мм | g, мм | e, мм | ||||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
ТС4 |  |  | +0,5 | Св. 1,5 до 2,0 включ. | 2,5+0,5 | 0,5 | +0,5 -0,3 | 2,0 | +0,5 | 10,0 | +2,0 |
Св. 2,0 до 2,5 включ. | 12,0 | ||||||||||
Св. 2,5 до 4,0 включ. | 13,0 | +3,0 | |||||||||
Св. 4,0 до 7,0 включ. | 14,0 | ||||||||||
Св. 7,0 до 10,0 включ. | 1,0 | +0,3 | 17,0 | ||||||||
ТС5 |  |  | Св. 10,0 до 13 включ. | 20,0 | |||||||
Св. 13,0 до 14,0 включ. | 24,0 | +4,0 | |||||||||
+1,0 | Св. 14,0 до 15,0 включ. | 3,0 | +1,0 | 26,0 | |||||||
Св. 15,0 до 16,0 включ. | 28,0 | ||||||||||
Св. 16,0 до 20,0 включ. | 34,0 | ||||||||||
Примечание - Соединение ТС4 применяют в диапазоне толщин от 1,5 до 4,0 мм, а ТС5 - от 4,0 до 20,0 мм. | |||||||||||
Таблица 9.88
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | c, мм | g, мм | e, мм | |||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||||
ТС6 |  |  | 51 52 | Св. 2,0 до 4,0 включ. | 2,5+1,5 | 0,5+0,3 | 1,0 | +0,5 | 13,0 | +2,0 |
Св. 4,0 до 5,0 включ. | 1,0+0,3 | 2,0 | +1,0 | 14,0 | +3,0 | |||||
Св. 5,0 до 7,0 включ. | 15,0 | |||||||||
Св. 7,0 до 9,0 включ. | 17,0 | |||||||||
Св. 9,0 до 10,0 включ. | 20,0 | |||||||||
Св. 10,0 до 13,0 включ. | 3,0 | 24,0 | +4,0 | |||||||
Св. 13,0 до 16,0 включ. | 27,0 | |||||||||
Св. 16,0 до 18,0 включ. | 30,0 | |||||||||
Св. 18,0 до 20,0 включ. | 34,0 | |||||||||
Таблица 9.89
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | c, мм | g, мм | g1, мм | e, мм | ||||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||||
ТС7 |  | 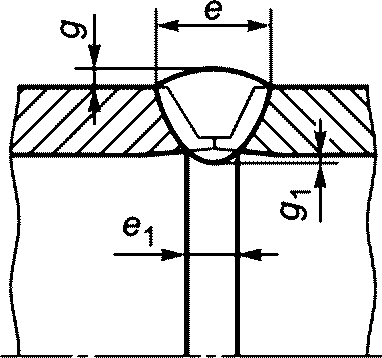 | 51 52 | Св. 4,0 до 8,0 включ. | 0+0,1 | 1,0 - 5,5 | 1,5 | +0,5 | 0 | +2,0 -1,6 | 10,0 | +2,0 |
Св. 8,0 до 10,0 включ. | 2,0 | +1,0 | +2,0 -1,1 | 12,0 | +3,0 | |||||||
Св. 10,0 до 12,0 включ. | 14,0 | |||||||||||
Св. 12,0 до 15,0 включ. | 15,0 | |||||||||||
Св. 15,0 до 18,0 включ. | 2,5 | 16,0 | ||||||||||
Св. 18,0 до 20,0 включ. | 20,0 | |||||||||||
Примечание - Размер e1 не контролируют. | ||||||||||||
Таблица 9.90
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | c, мм | g, мм | g1, мм | e, мм | |||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||||
ТС8 |  |  | 51 52 | Св. 6,0 до 7,0 включ. | 0+0,3 | 1,5+0,5 | 2,0+1,0 | 0 | +2,0 -1,6 | 18,0 | +3,0 |
Св. 7,0 до 9,0 включ. | 19,0 | +4,0 | |||||||||
Св. 9,0 до 10,0 включ. | 3,0+1,0 | +2,0 -1,1 | 20,0 | ||||||||
Св. 10,0 до 12,0 включ. | 21,0 | ||||||||||
Св. 12,0 до 14,0 включ. | 23,0 | ||||||||||
Св. 14,0 до 16,0 включ. | 26,0 | ||||||||||
Св. 16,0 до 18,0 включ. | 28,0 | ||||||||||
Св. 18,0 до 20,0 включ. | 30,0 | ||||||||||
Примечание - Размер e1 не контролируют. | |||||||||||
Таблица 9.91
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | c, мм | g, мм | g1, мм | e, мм | e1, мм | |
подготовленных кромок под сварку | шва сварного соединения | |||||||||
ТС9 |  |  | 51 52 | Св. 6,0 до 7,0 включ. | 1,5+1,0 | 1,0 +/- 0,3 | 2,0+1,0 | 1,5 +/- 0,5 | 13,0+4,0 | 4,0 +/- 1,0 |
Св. 7,0 до 9,0 включ. | 17,0+4,0 | |||||||||
Св. 9,0 до 10,0 включ. | 20,0+4,0 | |||||||||
Св. 10,0 до 12,0 включ. | 3,0+1,0 | 24,0+4,0 | ||||||||
Св. 12,0 до 14,0 включ. | 26,0+4,0 | |||||||||
Св. 14,0 до 16,0 включ. | 28,0+4,0 | |||||||||
Св. 16,0 до 18,0 включ. | 30,0+4,0 | |||||||||
Св. 18,0 до 20,0 включ. | 34,0+4,0 | |||||||||
Таблица 9.92
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S1, мм | b, мм | c, мм | S2, мм | g, мм | e, мм | ||||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||||
ТС12 | 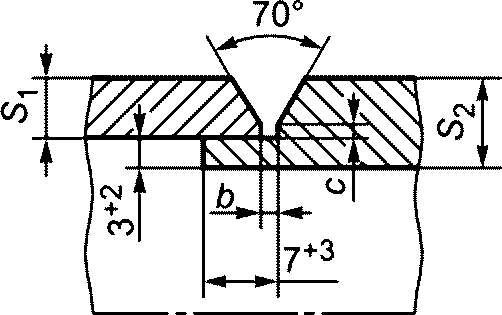 |  | 51 52 | Св. 2,0 до 4,0 включ. | 2,5+0,3 | 0,5+0,5 | S1 - 0,5 | +/- 0,3 | 1,0 | +0,5 | 13,0 | +2,0 |
Св. 4,0 до 5,0 включ. | 1,0+0,5 | S1 - 1,0 | 2,0 | +1,0 | 14,0 | +3,0 | ||||||
Св. 6,0 до 7,0 включ. | 15,0 | |||||||||||
Св. 7,0 до 9,0 включ. | 17,0 | |||||||||||
Св. 9,0 до 10,0 включ. | 20,0 | |||||||||||
Св. 10,0 до 12,0 включ. | 3,0 | 24,0 | ||||||||||
Св. 12,0 до 14,0 включ. | 26,0 | +4,0 | ||||||||||
Св. 14,0 до 16,0 включ. | 28,0 | |||||||||||
Св. 16,0 до 18,0 включ. | 30,0 | |||||||||||
Св. 18,0 до 20,0 включ. | 34,0 | |||||||||||
Таблица 9.93
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | c, мм | g, мм | e, мм | ||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | ||||||
ТС14 |  |  | 51 52 | Св. 2,0 до 2,5 включ. | Не более 0,1 | 11,5+0,2 | 11,0+0,5 | 10,0 | +2,0 |
Св. 2,5 до 3,5 включ. | 11,0 | +3,0 | |||||||
Св. 3,5 до 6,0 включ. | 12,0 | ||||||||
Примечания 1 Соединение применяют при Ду не менее 10,0 мм. 2 Размер e1 не контролируют. | |||||||||
Таблица 9.94
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Dн, мм | S1, мм | b, мм | g, мм | g1, мм | g2, мм | |
подготовленных кромок под сварку | шва сварного соединения | ||||||||
ТУ1 |  |  | 51 52 60 | Св. 10,0 до 22,0 включ. | Св. 0,6 до 1,0 включ. | 0+1,0 | 1,0+0,5 | Не более 0,3 | Не более 0,5 |
Св. 1,0 до 1,5 включ. | 1,5+0,5 | ||||||||
Св. 1,5 до 2,0 включ. | 2,0+0,5 | Не более 1,5 | |||||||
Св. 2,0 | 2,5+0,5 | ||||||||
Примечание - Размер e не контролируют. | |||||||||
Таблица 9.95
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Dн, мм | S1, мм | b, мм | g, мм | g1, мм | ||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | ||||||
ТУ2 |  |  | 51 52 60 | Св. 5,0 до 18,0 включ. | Св. 1,0 до 2,0 включ. | 0+1,0 | 2,0 | -0,1 | 0 |
Св. 18,0 до 22,0 включ. | Св. 2,0 до 2,5 включ. | 3,0 | +1,0 -0,3 | ||||||
Примечания 1 При Dн от 5,0 до 8,0 мм включительно допускается не выполнять фаску 0,3 мм. 2 Размер e не контролируют. | |||||||||
Таблица 9.96
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Dн, мм | S, мм | b, мм | g, мм | ||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | |||||
ТУ3 |  | 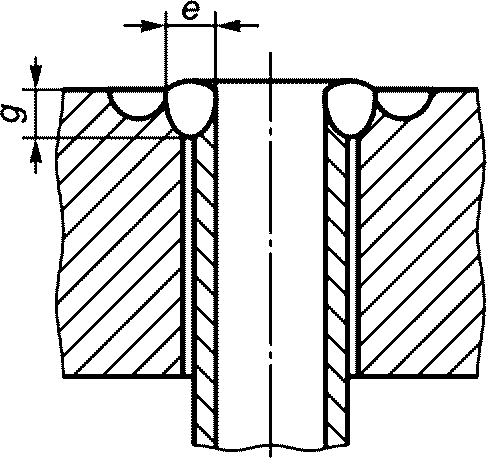 | 51 52 60 | Св. 8,0 до 18,0 включ. | 1,5 | 0+0,1 | 0,9 | +0,3 -0,1 |
Примечание - Размер e не контролируют. | ||||||||
Таблица 9.97
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S1, мм | b, мм | e, мм | e1, мм | |||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
ТУ4 |  |  | 51 52 | Св. 1,5 до 3,0 включ. | 0+0,3 | 4,0 | +1,0 | 6,0 | +1,0 |
Св. 3,0 до 4,0 включ. | 5,0 | +2,0 | 8,0 | ||||||
Св. 4,0 до 5,0 включ. | 7,0 | 11,0 | |||||||
Св. 5,0 до 6,0 включ. | 8,0 | 12,0 | +2,0 | ||||||
Св. 6,0 до 8,0 включ. | 10,0 | 14,0 | |||||||
Св. 8,0 до 10,0 включ. | 13,0 | +3,0 | 15,0 | +3,0 | |||||
Примечание - h = S - 0,5 мм. | |||||||||
Таблица 9.98
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | b, мм | e, мм | e1, мм | ||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | |||||
ТУ8 |  |  | 51 52 | Св. 2,0 до 3,0 включ. | 0 | +0,5 | 3,0 | S |
4,0 | ||||||||
Св. 3,0 до 4,0 включ. | 6,0 | |||||||
Св. 4,0 до 6,0 включ. | ||||||||
Св. 6,0 до 20,0 включ. | +0,1 | 7,0 | 7,0 | |||||
Примечание - Допускается выполнять шов без скоса кромок. | ||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | Dн, мм | S, мм | b, мм | h, мм | e1, мм | e2, мм | ||
подготовленных кромок под сварку | шва сварного соединения | номинальное значение | предельное отклонение | |||||||
ТУ10 |  |  | 51 52 60 | Св. 6,0 до 12,0 включ. | Св. 1,0 до 1,5 включ. | 0 | +0,5 | Св. 2,0 до 5,0 включ. | Св. 2,0 до 3,0 включ. | Св. 1,5 до 4,0 включ. |
Св. 12,0 до 22,0 включ. | Св. 1,5 до 2,0 включ. | +0,1 | Св. 5,0 до 7,0 включ. | Св. 3,0 до 4,0 включ. | Св. 4,0 до 5,0 включ. | |||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | R, мм | i, мм | e, мм, не более | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||||
С1 |  |  | 52 | 0,8 - 1,0 | 0 | +0,1 | От S до 2,5S | От S до 2,5S | 7,0 | 0,8 | +/- 0,5 |
1,5 | +0,2 | 10,0 | 1,0 | ||||||||
2,0 | 1,5 | +/- 1,0 | |||||||||
Примечания 1 Звездочкой отмечена справочная информация. 2 Отбортовку кромок свариваемых деталей из термоупрочняемых сплавов марок АВ и САВ-1 выполняют до термообработки. | |||||||||||
Таблица 9.101
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | e, мм, не более | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
С2 |  |  | 52 | 0,8 - 1,0 | 0 | +0,5 | 7,0 | 0,8 | +/- 0,5 |
2,5 | 10,0 | ||||||||
4,0 | +1,0 | 12,0 | 1,0 | ||||||
53 | 4,0 - 6,0 | 14,0 | |||||||
8,0 | 19,0 | 2,0 | +/- 1,0 | ||||||
10,0 | 21,0 | ||||||||
12,0 | +2,0 | 23,0 | |||||||
Таблица 9.102
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | e, мм, не более | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
С4 | 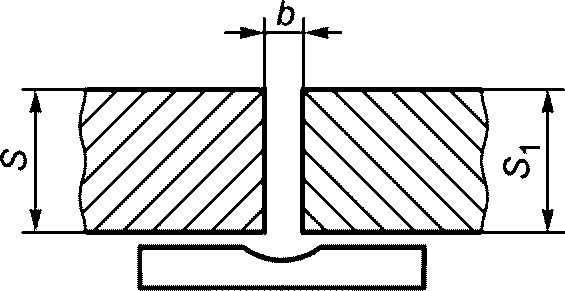 |  | 52 | 0,8 - 1,0 | 0 | +0,5 | 7,0 | 0,8 | +/- 0,5 |
2,0 | 10,0 | ||||||||
4,0 | +1,0 | 12,0 | 1,0 | ||||||
5,0 | 14,0 | ||||||||
2,0 | +/- 1,0 | ||||||||
53 | 3,0 - 6,0 | ||||||||
8,0 | 16,0 | ||||||||
10,0 | 18,0 | ||||||||
12,0 | 20,0 | ||||||||
Таблица 9.103
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | e, мм, не более | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
С7 |  |  | 52 | 2,0 - 3,0 | 0 | +1,0 | 10,0 | 1,0 | +/- 0,5 |
4,0 | +1,5 | 12,0 | |||||||
6,0 | |||||||||
8,0 | 16,0 | 2,0 | +/- 1,0 | ||||||
10,0 | +2,0 | 19,0 | |||||||
53 | 6,0 | +1,5 | 12,0 | 1,0 | +/- 0,5 | ||||
8,0 | 14,0 | 2,0 | +/- 1,0 | ||||||
10,0 | 16,0 | ||||||||
12,0 | 18,0 | ||||||||
Таблица 9.104
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | c, мм | e, мм | g, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
С17 |  |  | 52 | 4,0 - 6,0 | 0 | +1,0 | 2,0 +/- 1 | 12,0 | +/- 2,0 | 2,0 | +/- 1,0 |
8,0 | 14,0 | ||||||||||
10,0 | +2,0 | 17,0 | |||||||||
12,0 | 20,0 | ||||||||||
14,0 | 23,0 | +/- 3,0 | 3,0 | ||||||||
16,0 | 26,0 | ||||||||||
18,0 | 29,0 | ||||||||||
20,0 | 30,0 | ||||||||||
53 | 10,0 - 12,0 | 4,0 +/- 1 | 18,0 | +/- 2,0 | 4,0 | +1,0 -2,0 | |||||
14,0 | 20,0 | ||||||||||
16,0 | 22,0 | +/- 3,0 | |||||||||
18,0 | 24,0 | ||||||||||
20,0 | 27,0 | ||||||||||
22,0 | 30,0 | ||||||||||
24,0 | 33,0 | ||||||||||
26,0 | 36,0 | 5,0 | |||||||||
28,0 | 39,0 | ||||||||||
30,0 | 40,0 | ||||||||||
Таблица 9.105
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | c, мм | e, мм | g, мм | b, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
С18 |  |  | 52 | 4,0 - 6,0 | 2,0 +/- 1 | 12,0 | +/- 2,0 | 2,0 | +/- 1,0 | 0 | +2,0 |
8,0 | 14,0 | ||||||||||
10,0 | 17,0 | ||||||||||
12,0 | 20,0 | ||||||||||
14,0 | 23,0 | +/- 3,0 | 3,0 | ||||||||
16,0 | 26,0 | ||||||||||
18,0 | 29,0 | ||||||||||
20,0 | 30,0 | ||||||||||
53 | 10,0 - 12,0 | 4,0 +/- 1 | 18,0 | +/- 2,0 | 4,0 | +1,0 -2,0 | |||||
14,0 | 20,0 | ||||||||||
16,0 | 22,0 | ||||||||||
18,0 | 24,0 | ||||||||||
20,0 | 27,0 | +/- 3,0 | |||||||||
22,0 | 30,0 | ||||||||||
24,0 | 33,0 | ||||||||||
26,0 | 36,0 | ||||||||||
28,0 | 39,0 | ||||||||||
30,0 | 42,0 | ||||||||||
Таблица 9.106
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | b, мм | c, мм | e, мм | e1, мм | g, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||||
С21 |  |  | 52 | 6,0 | 0 | +1,0 | 2,0 +/- 1 | 12,0 | +/- 2,0 | 10,0 +/- 2 | 2,0 | +/- 1,0 |
8,0 | 14,0 | |||||||||||
10,0 | +2,0 | 3,0 +/- 1 | 16,0 | |||||||||
12,0 | 19,0 | +/- 3,0 | 14,0 +/- 2 | 3,0 | ||||||||
14,0 | 22,0 | |||||||||||
16,0 | 25,0 | |||||||||||
18,0 | 28,0 | |||||||||||
20,0 | 31,0 | |||||||||||
20,0 - 23,0 | 5,0 +/- 1 | 36,0 | ||||||||||
26,0 | 40,0 | 15,0 +/- 2 | 5,0 | +1,0 -2,0 | ||||||||
30,0 | 44,0 | |||||||||||
53 | 10,0 - 12,0 | 18,0 | +/- 2,0 | 4,0 | ||||||||
14,0 | 20,0 | +/- 3,0 | ||||||||||
17,0 | 8,0 +/- 1 | 23,0 | ||||||||||
20,0 | 27,0 | |||||||||||
23,0 | 31,0 | |||||||||||
26,0 | 36,0 | 5,0 | ||||||||||
30,0 | 42,0 | |||||||||||
Таблица 9.107
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | c, мм | e, мм | e1, мм | g, мм | g1, мм | b, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||||
С23 |  |  | 52 | 12,0 - 14,0 | 3,0 +/- 1 | 27,0 +/- 3 | 13,0 +/- 2 | 3,0 | +/- 1,0 | 2,0 | +/- 1,0 | 0 | +/- 2,0 |
17,0 | 28,0 +/- 3 | ||||||||||||
20,0 | 29,0 +/- 3 | ||||||||||||
23,0 | 30,0 +/- 3 | ||||||||||||
26,0 | 31,0 +/- 3 | 15,0 +/- 2 | 4,0 | 3,0 | |||||||||
30,0 | 32,0 +/- 3 | ||||||||||||
53 | 12,0 - 14,0 | 5,0 +/- 1 | 27,0 +/- 3 | 13,0 +/- 2 | +1,0 -2,0 | +/- 2,0 | |||||||
17,0 | 8,0 +/- 1 | ||||||||||||
20,0 | 28,0 +/- 3 | ||||||||||||
23,0 | 29,0 +/- 3 | ||||||||||||
26,0 | 15,0 +/- 2 | 5,0 | 4,0 | ||||||||||
30,0 | 30,0 +/- 3 | ||||||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | c, мм | H, мм | e, мм | g, мм | b, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||||
С25 |  |  | 52 | 12,0 - 14,0 | 3,0 +/- 1 | 5,0 +/- 1,5 | 17,0 +/- 3 | 3,0 | +/- 1,0 | 0 | +2,0 |
17,0 | 7,0 +/- 1,5 | 19,0 +/- 3 | |||||||||
20,0 | 9,0 +/- 1,5 | 21,0 +/- 3 | |||||||||
23,0 | 10,0 +/- 1,5 | 23,0 +/- 3 | |||||||||
26,0 | 11,0 +/- 1,5 | 25,0 +/- 3 | 4,0 | ||||||||
30,0 | 13,0 +/- 1,5 | 27,0 +/ -3 | |||||||||
53 | 12,0 - 14,0 | 5,0 +/- 1 | 4,0 +/- 1,5 | 15,0 +/- 3 | +1,0 -2,0 | ||||||
17,0 | 8,0 +/- 1 | 6,0 +/- 1,5 | 17,0 +/- 3 | ||||||||
20,0 | 8,0 +/- 1,5 | 19,0 +/- 3 | |||||||||
23,0 | 9,0 +/- 1,5 | 21,0 +/- 3 | |||||||||
26,0 | 10,0 +/- 1,5 | 23,0 +/- 3 | |||||||||
30,0 | 12,0 +/- 1,5 | 25,0 +/- 3 | |||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | b, мм | e, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
Т1 |  |  | 52 | 1,0 - 2,0 | 0 | +0,5 | 3,0 | +2,0 |
3,0 | +1,0 | |||||||
4,0 | 4,0 | +3,0 | ||||||
52 53 | 8,0 | +2,0 | ||||||
10,0 | 6,0 | +4,0 | ||||||
12,0 | ||||||||
14,0 | ||||||||
16,0 | ||||||||
18,0 | 8,0 | |||||||
20,0 | +5,0 | |||||||
Таблица 9.110
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | c, мм | e, мм | b, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
Т2 |  |  | 52 | 16,0 - 18,0 | 2,0 +/- 1,0 | 23,0 | +/- 2,0 | 0 | +2,0 |
20,0 | 24,0 | ||||||||
22,0 | 25,0 | ||||||||
24,0 | 26,0 | ||||||||
26,0 | 27,0 | +/- 3,0 | |||||||
28,0 | 28,0 | ||||||||
30,0 | 29,0 | ||||||||
53 | 16,0 - 18,0 | 4,0 +/- 1,0 | 23,0 | +/- 2,0 | |||||
20,0 | 24,0 | ||||||||
22,0 | 25,0 | ||||||||
24,0 | 26,0 | ||||||||
26,0 | 27,0 | +/- 3,0 | |||||||
28,0 | 28,0 | ||||||||
30,0 | 29,0 | ||||||||
Таблица 9.111
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | b, мм | e, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
Т3 |  |  | 52 | 1,0 - 2,0 | 0 | +0,5 | 3,0 | +2,0 |
3,0 | +1,0 | |||||||
4,0 | 4,0 | +3,0 | ||||||
52 53 | 8,0 | +2,0 | ||||||
10,0 | 6,0 | +4,0 | ||||||
12,0 | ||||||||
14,0 | ||||||||
16,0 | ||||||||
18,0 | 8,0 | |||||||
20,0 | +5,0 | |||||||
Таблица 9.112
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | b, мм | c, мм | e, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
Т6 |  | 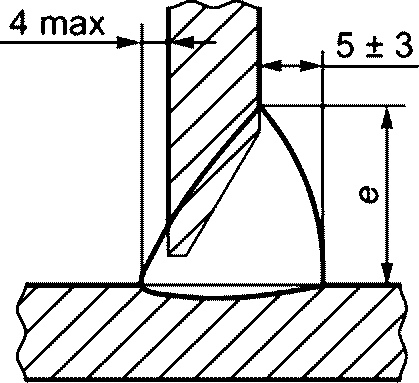 | 52 | 4,0 - 6,0 | 0 | +1,0 | 2,0 +/- 1 | 13,0 | +/- 2,0 |
8,0 | 16,0 | ||||||||
10,0 | 19,0 | ||||||||
12,0 | +2,0 | 3,0 +/- 1 | 21,0 | +/- 3,0 | |||||
14,0 | 25,0 | ||||||||
16,0 | 29,0 | ||||||||
18,0 | 33,0 | ||||||||
20,0 | 37,0 | ||||||||
53 | 4,0 - 6,0 | +1,0 | 12,0 | +/- 2,0 | |||||
8,0 | 15,0 | ||||||||
10,0 | 18,0 | ||||||||
12,0 | +2,0 | 21,0 | +/- 3,0 | ||||||
14,0 | 24,0 | ||||||||
16,0 | 5,0 +/- 1 | 27,0 | |||||||
18,0 | 31,0 | ||||||||
20,0 | 35,0 | ||||||||
Таблица 9.113
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | b, мм | c, мм | e, мм | e1, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
Т7 |  |  | 52 | 4,0 - 6,0 | 0 | +1,0 | 2,0 +/- 1 | 3,0 | +3,0 | 13,0 | +/- 2,0 |
8,0 | 4,0 | 16,0 | |||||||||
10,0 | +4,0 | 19,0 | |||||||||
12,0 | 2,0 | 3,0 +/- 1 | 21,0 | +/- 3,0 | |||||||
14,0 | 5,0 | 25,0 | |||||||||
16,0 | 33,0 | ||||||||||
18,0 | +5,0 | 37,0 | |||||||||
53 | 4,0 - 6,0 | 0 | +1,0 | 3,0 | +3,0 | 12,0 | +/- 2,0 | ||||
8,0 | 4,0 | 15,0 | |||||||||
10,0 | +4,0 | 18,0 | |||||||||
12,0 | +2,0 | 21,0 | +/- 3,0 | ||||||||
14,0 | 5,0 | 24,0 | |||||||||
18,0 | 5,0 +/- 1 | 31,0 | |||||||||
20,0 | +5,0 | 35,0 | |||||||||
Таблица 9.114
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | c, мм | h, мм | e, мм | b, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||||
Т8 |  |  | 52 | 12,0 - 14,0 | 3,0 +/- 1 | 5,0 +/- 1 | 18,0 | +/- 2,0 | 0 | +2,0 |
17,0 | 7,0 +/- 1 | 20,0 | ||||||||
20,0 | 9,0 +/- 1 | 22,0 | ||||||||
23,0 | 11,0 +/- 1 | 25,0 | ||||||||
26,0 | 12,0 +/- 1 | 28,0 | +/- 3,0 | |||||||
30,0 | 13,0 +/- 1 | 31,0 | ||||||||
53 | 12,0 - 14,0 | 4,0 +/- 1 | 4,0 +/- 1 | 17,0 | +/- 2,0 | |||||
17,0 | 6,0 +/- 1 | 19,0 | ||||||||
20,0 | 8,0 +/- 1 | 21,0 | ||||||||
23,0 | 10,0 +/- 1 | 23,0 | ||||||||
26,0 | 12,0 +/- 1 | 26,0 | +/- 3,0 | |||||||
30,0 | 14,0 +/- 1 | 29,0 | ||||||||
Таблица 9.115
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S = S1, мм | R, мм | i, мм | e, мм, не более | b, мм | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | ||||||
У1 |  |  | 52 | 1,0 - 1,5 | 2,5 - 3,0 | от S до 2,5S | 5,0 | 0 | +0,1 |
2,0 | 3,0 - 4,5 | 7,0 | |||||||
2,5 | 4,5 - 5,0 | 8,0 | +0,2 | ||||||
<*> Справочная информация. | |||||||||
Таблица 9.116
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | b, мм | c, мм | e, мм | g, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
У6 |  | 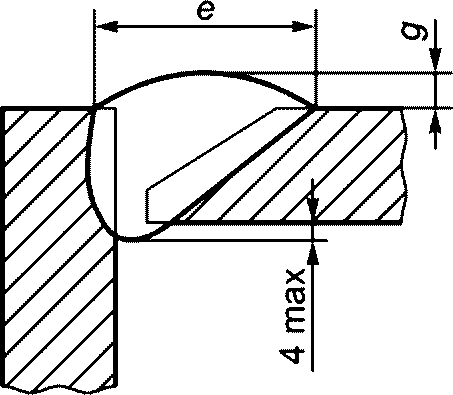 | 52 | 4,0 - 6,0 | 0 | +1,0 | 2,0 +/- 1 | 15,0 | +/- 2,0 | 2,0 | +/- 1,0 |
8,0 | 17,0 | ||||||||||
10,0 | +2,0 | 3,0 +/- 1 | 20,0 | ||||||||
12,0 | 23,0 | ||||||||||
14,0 | 26,0 | +/- 3,0 | 3,0 | ||||||||
16,0 | 30,0 | ||||||||||
18,0 | 34,0 | ||||||||||
20,0 | 38,0 | ||||||||||
53 | 6,0 | +1,0 | 15,0 | +/- 2,0 | 2,0 | ||||||
8,0 | 17,0 | ||||||||||
10,0 | +2,0 | 20,0 | |||||||||
12,0 | 23,0 | ||||||||||
14,0 | 27,0 | +/- 3,0 | 4,0 | +/- 2,0 | |||||||
16,0 | 5,0 +/- 1 | 30,0 | |||||||||
18,0 | 33,0 | ||||||||||
20,0 | 37,0 | ||||||||||
Таблица 9.117
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | b, мм | c, мм | e, мм | e1, мм | g, мм | |||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
У7 |  |  | 52 | 4,0 - 6,0 | 0 | +1,0 | 2,0 +/- 1 | 3,0 | +3,0 | 15,0 | +/- 2,0 | 2,0 | +/- 1,0 |
8,0 | 4,0 | 17,0 | |||||||||||
10,0 | +2,0 | 3,0 +/- 1 | +4,0 | 20,0 | |||||||||
12,0 | 23,0 | ||||||||||||
14,0 | 26,0 | +/- 3,0 | |||||||||||
16,0 | 30,0 | 3,0 | |||||||||||
18,0 | 34,0 | ||||||||||||
20,0 | +5,0 | 38,0 | |||||||||||
53 | 4,0-6,0 | +1,0 | 3,0 | +3,0 | 15,0 | +/- 2,0 | 2,0 | ||||||
8,0 | 4,0 | 17,0 | |||||||||||
10,0 | +2,0 | +4,0 | 20,0 | ||||||||||
12,0 | 23,0 | ||||||||||||
14,0 | 5,0 | 27,0 | +/- 3,0 | ||||||||||
16,0 | 5,0 +/- 1 | 30,0 | 4,0 | +/- 2,0 | |||||||||
18,0 | 33,0 | ||||||||||||
20,0 | +5,0 | 37,0 | |||||||||||
Таблица 9.118
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | c, мм | h, мм | e, мм | e1, мм, не более | g, мм | g1, мм | b, мм | |||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||||
У8 |  |  | 52 | 18,0 - 20,0 | 2,0 +/- 1 | 8,0 +/- 1 | 25 | +/- 2,0 | 23,0 | 3,0 | +/- 1,0 | 5,0 | +/- 2,0 | 0 | +2,0 |
22,0 | 9,0 +/- 1 | 27 | 25,0 | ||||||||||||
24,0 | 10,0 +/- 1 | 29 | 27,0 | ||||||||||||
26,0 | 11,0 +/- 1 | 31 | 29,0 | ||||||||||||
+/- 3,0 | 4,0 | 10,0 | +/- 3,0 | ||||||||||||
28,0 | 12,0 +/- 1 | 33 | 31,0 | ||||||||||||
30,0 | 13,0+/-1 | 35 | 33,0 | +1,0 -2,0 | |||||||||||
53 | 18,0 - 20,0 | 4,0 +/- 1 | 7,0 +/- 1 | 22 | +/- 2,0 | 23,0 | 6,0 | ||||||||
22,0 | 8,0 +/- 1 | 24 | 25,0 | ||||||||||||
24,0 | 9,0 +/- 1 | 26 | +/- 3,0 | 27,0 | 5,0 | 10,0 | +/- 4,0 | ||||||||
26,0 | 10,0 +/- 1 | 28 | 29,0 | ||||||||||||
28,0 | 11,0 +/- 1 | 30 | 31,0 | ||||||||||||
30,0 | 12,0 +/- 1 | 32 | 33,0 | ||||||||||||
Таблица 9.119
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | c, мм | e, мм | g, мм | b, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
У9 |  |  | 52 | 18,0 - 20,0 | 2,0 +/- 1 | 34,0 | +/- 2,0 | 3,0 | +/- 1,0 | 0 | +2,0 |
22,0 | 37,0 | ||||||||||
24,0 | 40,0 | ||||||||||
26,0 | 43,0 | +/- 3,0 | 4,0 | +1,0 -2,0 | |||||||
28,0 | 45,0 | ||||||||||
30,0 | 48,0 | ||||||||||
53 | 18,0 - 20,0 | 4,0 +/- 1 | 30,0 | +/- 2,0 | |||||||
22,0 | 33,0 | ||||||||||
24,0 | 36,0 | ||||||||||
26,0 | 39,0 | +/- 3,0 | 5,0 | ||||||||
28,0 | 42,0 | ||||||||||
30,0 | 45,0 | ||||||||||
Таблица 9.120
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | c, мм | e, мм | g, мм | b, мм | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
У10 |  | 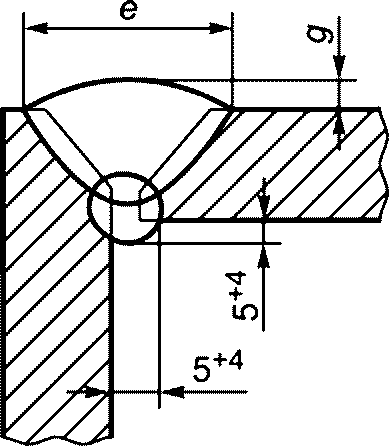 | 52 | 12,0 - 14,0 | 2,0 +/- 1 | 25,0 | +/- 2,0 | 2,0 | +/- 1,0 | 0 | +2,0 |
16,0 | 28,0 | ||||||||||
18,0 | 31,0 | 3,0 | |||||||||
20,0 | 34,0 | ||||||||||
22,0 | 37,0 | ||||||||||
24,0 | 40,0 | ||||||||||
26,0 | 43,0 | +/- 3,0 | 4,0 | ||||||||
28,0 | 45,0 | ||||||||||
30,0 | 48,0 | ||||||||||
53 | 12,0 - 14,0 | 4,0 +/- 1 | 22,0 | +/- 2,0 | +1,0 -2,0 | ||||||
16,0 | 24,0 | ||||||||||
18,0 | 27,0 | ||||||||||
20,0 | 30,0 | ||||||||||
22,0 | 33,0 | ||||||||||
24,0 | 36,0 | ||||||||||
26,0 | 39,0 | +/- 3,0 | 5,0 | ||||||||
28,0 | 42,0 | ||||||||||
30,0 | 45,0 | ||||||||||
Таблица 9.121
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | c, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | ||||
У11 |  |  | 52 | 16,0 - 18,0 | 2,0 +/- 1 | 25,0 | +/- 2,0 | 3,0 | +/- 1,0 |
20,0 | 26,0 | ||||||||
22,0 | 27,0 | ||||||||
24,0 | 28,0 | ||||||||
26,0 | 29,0 | +/- 3,0 | 4,0 | ||||||
28,0 | 30,0 | ||||||||
30,0 | 32,0 | ||||||||
53 | 16,0 - 18,0 | 4,0 +/- 1 | 25,0 | +/- 2,0 | +1,0 -2,0 | ||||
20,0 | 26,0 | ||||||||
22,0 | 27,0 | ||||||||
24,0 | 28,0 | ||||||||
26,0 | 29,0 | +/- 3,0 | 5,0 | ||||||
28,0 | 30,0 | ||||||||
30,0 | 32,0 | ||||||||
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | S, мм | e, мм | g, мм | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | номинальное значение | предельное отклонение | номинальное значение | предельное отклонение | |||
У15 |  |  | 52 | 4,0 | 16,0 | +/- 3,0 | 7,0 | +3,0 -2,0 |
6,0 | 19,0 | 8,0 | ||||||
8,0 | 22,0 | 10,0 | ||||||
10,0 | 26,0 | +/- 4,0 | 12,0 | +/- 3,0 | ||||
12,0 | 30,0 | 14,0 | ||||||
14,0 | 34,0 | +/- 5,0 | 16,0 | +4,0 -3,0 | ||||
16,0 | 38,0 | 18,0 | ||||||
18,0 | 42,0 | 20,0 | ||||||
20,0 | 46,0 | +/- 6,0 | 22,0 | +/- 4,0 | ||||
10.1 Сварные соединения деталей из сталей различных структурных классов и из двухслойных сталей по геометрии должны соответствовать сварным соединениям сталей одинаковых структурных классов с соблюдением требований по выполнению предварительной наплавки кромок, разделки плакировки и выполнению разделительной и защитной наплавок.
10.2 Конструктивные элементы подготовленных под сварку кромок деталей из сталей различных структурных классов и (или) из двухслойных сталей после выполнения предварительной наплавки кромок и их механической обработки должны соответствовать элементам для принятого типа сварного соединения без наплавки кромок.
10.3 Конструктивные элементы выполненных швов сварных соединений деталей из сталей различных структурных классов и (или) из двухслойных сталей должны соответствовать элементам для принятого типа сварного соединения деталей из однородного металла.
10.4 При сварке деталей, номинальные толщины которых отличаются от приведенных в таблицах 9.1 - 9.122, размеры конструктивных элементов подготовленных кромок и выполненных швов принимают по размерам, установленным для деталей ближайшей толщины.
10.5 Шероховатость поверхности подготовленных под сварку кромок должна быть не более Rz 80 мкм, для алюминиевых сплавов - Rz 40 мкм.
10.6 Форма и размеры остающихся цилиндрических подкладных колец, а также допустимые значения зазоров между кольцом и свариваемыми деталями должны соответствовать указанным на рисунке 10.1. Допускается замена снятия фасок с внутренней стороны колец округлением их внутренних кромок по радиусу от 1,0 до 3,0 мм.

Dк = Dр (по номинальному размеру)
Для диаметра Dк устанавливают только минусовое предельное отклонение (в конструкторской и (или) в технологической документации). Предельные отклонения размеров Dк и Dр должны обеспечивать допустимое значение зазора b, которое определяется в соответствии с таблицей 10.1.
Таблица 10.1
D, мм | Sк, мм | B, мм | b, мм, не более | |
номинальное значение | предельное отклонение | |||
До 75,0 включ. | 2,0 | +/- 0,2 | 16,0 - 20,0 | 0,2 |
Св. 75,0 до 150,0 включ. | 2,5 | 20,0 - 24,0 | 0,3 | |
Св. 150,0 до 300,0 включ. | 3,0 | 20,0 - 24,0 | 0,4 | |
Св. 300,0 | 4,0 | 24,0 - 30,0 | 0,5 | |
10.7 При подготовке труб одного номинального диаметра с одинаковой номинальной толщиной стенки под стыковые сварные соединения с односторонней разделкой кромок, а также для присоединения трубопровода к оборудованию или соединения деталей разной толщины при необходимости следует выполнять калибровку (расточку или раздачу) концов труб согласно рисунку 10.2.

(раздачи) концов труб (патрубков) под стыковые
сварные соединения с односторонним швом
Диаметр Dр устанавливают конструкторской и (или) технологической документацией. При этом для Dр устанавливают только плюсовое предельное отклонение. Длину L цилиндрической части расточки и калибровки (раздачи) концов труб (патрубков) для выполнения сварных соединений, не подлежащих ультразвуковому контролю, определяют в соответствии с таблицей 10.2.
Таблица 10.2
и калибровки (раздачи) концов труб (патрубков)
S, мм | L, мм, не менее |
От 1,0 до 4,0 включ. | 10,0 |
Св. 4,0 до 8,0 включ. | 15,0 |
Св. 8,0 до 15,0 включ. | 20,0 |
Св. 15,0 до 25,0 включ. | 25,0 |
Св. 25,0 до 40,0 включ. | 30,0 |
Св. 40,0 до 60,0 включ. | 35,0 |
Св. 60,0 до 80,0 включ. | 40,0 |
Св. 80,0 | 50,0 |
10.8 При подготовке труб (патрубков) для выполнения сварных соединений, подлежащих ультразвуковому контролю, длину L устанавливают в соответствии с указаниями документов по стандартизации, регламентирующих проведение ультразвукового контроля, включенных в [3].
10.9 В случаях, предусмотренных конструкторской документацией, для выполнения сварных соединений труб из сталей аустенитного класса с использованием конических подкладных колец (см. рисунок 10.4) следует выполнять коническую раздачу (расточку) концов труб в соответствии с рисунком 10.3.
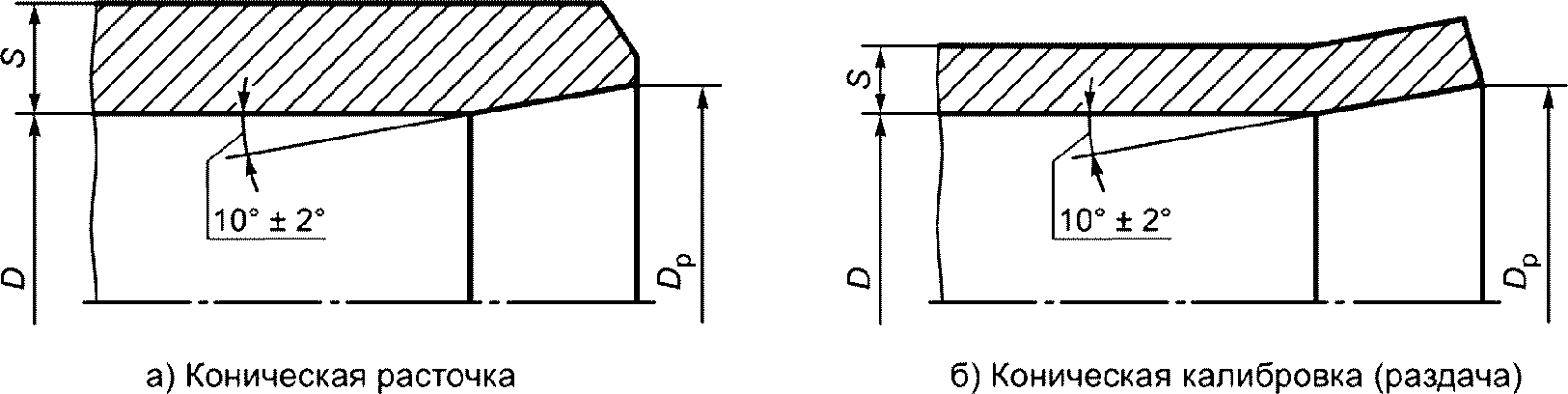
на коническом подкладном кольце толщиной S более
5,0 мм и калибровки (раздачи) концов труб
(патрубков) толщиной S до 5,0 мм включительно

Dр - диаметр расточки, раздачи или калибровки под кольцо;
Dк - наружный диаметр подкладного кольца
Значение Sк определяется в соответствии с таблицей 10.3.
D, мм | Sк, мм |
До 75,0 включ. | 2,0 +/- 0,2 |
Св. 75,0 до 150,0 включ. | 2,5 +/- 0,2 |
Св. 150,0 | 3,0 +/- 0,2 |
10.10 В стыковых сварных соединениях элементов из сталей с различной номинальной толщиной стенки должен быть обеспечен плавный переход от одного элемента к другому. Конкретные формы указанного перехода должны устанавливаться в конструкторской (проектной) документации исходя из требований расчета на прочность и необходимости обеспечения контроля сварных соединений всеми предусмотренными методами.
10.11 Сварку стыковых соединений деталей из алюминиевых сплавов неодинаковой толщины при различии, не превышающем значений, указанных в таблице 10.4, следует выполнять так же, как для деталей одинаковой толщины. Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение шва.
Таблица 10.4
соединений деталей из алюминиевых сплавов
Толщина тонкой детали, мм | Разность толщины деталей, мм |
От 2,0 до 3,0 включ. | 0,5 |
Св. 3,0 до 5,0 включ. | 1,0 |
Св. 5,0 до 12,0 включ. | 1,2 |
Св. 12,0 до 15,0 включ. | 1,5 |
Св. 15,0 до 30,0 | 3,0 |
10.12 При различии толщины, превышающей значения, указанные в таблице 10.4, должен быть сделан скос на детали большей толщины с одной или двух сторон до толщины тонкой детали согласно рисунку 10.5. Размеры конструктивных элементов подготовленных кромок и размеры сварного шва необходимо выбирать по меньшей толщине.

10.13 При сварке деталей из алюминиевых сплавов в положениях сварки, отличных от нижнего положения, допускается увеличение размеров шва, но не более 2,0 мм - для деталей толщиной до 25,0 мм и не более 3,0 мм - для деталей толщиной более 25,0 мм.
10.14 При сварке деталей из алюминиевых сплавов в гелии на постоянном токе размеры шва могут быть уменьшены на 15%.
10.15 Для угловых швов при сварке деталей из алюминиевых сплавов значения катетов швов должны быть установлены при проектировании сварного соединения:
а) более 2,0 мм - при значении катета до 5,0 мм;
б) не более 3,0 мм - при значении катета от 5,0 до 8,0 мм включительно;
в) не более 4,0 мм - при значении катета более 8,0 мм.
При сварке деталей из алюминиевых сплавов расстояние между сварными швами должно быть:
а) не менее 60,0 мм - при толщине детали до 4,0 мм;
б) не менее 70,0 мм - при толщине детали от 4,0 до 6,0 мм;
в) не менее 90,0 мм - при толщине детали более 6,0 мм.
10.16 Минимальное допустимое расстояние между соседними швами при толщине деталей более 4,0 мм может быть уменьшено, если это предусмотрено конструкторской документацией, но должно быть не менее 60,0 мм.
10.17 Сварку стыковых соединений деталей из титановых сплавов неодинаковой толщины при различии, не превышающем значений, указанных в таблице 10.5, следует проводить так же, как для деталей одинаковой толщины. Размеры конструктивных элементов подготовки кромок и выпуклости шва назначают по детали большей толщины.
Таблица 10.5
соединений деталей из титановых сплавов
Толщина тонкой детали, мм | Разность толщины деталей, мм | ||
без скоса кромок | симметричное | несимметричное | |
От 1,0 до 4,0 включ. | 0,3 | 1,0 | 1,0 |
Св. 4,0 до 8,0 включ. | 0,6 | 2,0 | 1,5 |
Св. 8,0 до 10,0 включ. | 1,0 | ||
Св. 10,0 до 22,0 включ. | 3,0 | 4,0 | 3,0 |
Св. 22,0 до 30,0 включ. | 4,0 | 3,0 | |
Св. 30,0 до 40,0 включ. | 6,0 | 4,0 | |
Св. 40,0 | - | ||
Для соединений, выполненных способом сварки 60 | 4,0 | 6,0 | 4,0 |
10.18 При различии толщины, превышающей значения, указанные в таблице 10.5, на детали большей толщины должен быть сделан скос с площадкой с одной или двух сторон до толщины тонкой детали согласно рисунку 10.6. При этом размеры конструктивных элементов подготовленных кромок и сварного шва следует назначать по детали меньшей толщины.

10.19 Для угловых швов при сварке деталей из титановых сплавов значения катетов швов должны быть установлены в конструкторской документации.
Пределы значений катетов швов должны быть:
а) не более 2,0 мм - при значении катета до 5,0 мм;
б) не более 3,0 мм - при значении катета от 5,0 до 12,0 мм включительно;
в) не более 5,0 мм - при значении катета более 12,0 мм.
10.20 При сварке листовых конструкций из титановых сплавов расстояние между сварными швами следует устанавливать:
а) не менее 80,0 мм - при толщине до 40,0 мм включительно;
б) не менее 100,0 мм - при толщине свыше 40,0 мм.
10.21 При сварке трубопроводов из титановых сплавов расстояние между сварными швами следует устанавливать:
а) не менее наружного диаметра трубы Dн - при Dн до 100,0 мм;
б) не менее 100,0 мм - при Dн свыше 100,0 мм.
10.22 Трубы из титановых сплавов, подготавливаемые к сварке, следует подбирать и, при необходимости, подгонять по внутреннему диаметру. Для этого все трубы перед обработкой следует разбивать на группы в зависимости от фактических размеров (внутреннего диаметра и толщины стенки).
10.23 При толщине стенки труб из титановых сплавов от 1,0 до 4,0 мм в одну группу должны входить трубы, у которых при их дальнейшей раздаче внутренний диаметр не превышает исходный фактический диаметр трубы более чем на 20%.
10.24 Значения раздачи труб под подкладное кольцо в зависимости от размеров труб и их групп приведены в таблице 10.6.
Таблица 10.6
Размер трубы | Значения раздачи | |||
группа I | группа II | |||
Dвн | Dр | Dвн | Dр | |
10,0 x 2,0 | 5,7 - 6,0 | 7,0 | 6,0 - 6,3 | 7,5 |
14,0 x 2,0 | 9,4 - 10,0 | 11,0 | 10,0 - 10,6 | 11,5 |
14,0 x 2,5 | 7,8 - 8,4 | 9,4 | 9,0 - 9,6 | 10,6 |
22,0 x 2,0 | 16,9 - 18,0 | 19,5 | 18,0 - 19,1 | 20,7 |
22,0 x 2,5 | 13,5 - 15,00 | 16,6 | 15,0 - 16,5 | 18,1 |
25,0 x 2,0 | 20,4 - 21,0 | 22,0 | 21,0 - 21,6 | 22,4 |
25,0 x 2,5 | 18,8 - 20,0 | 21,6 | 20,0 - 21,5 | 22,8 |
28,0 x 4,0 | 18,5 - 20,0 | 21,6 | 20,0 - 21,5 | 23,1 |
32,0 x 2,5 | 25,7 - 27,0 | 28,6 | 27,0 - 28,2 | 29,8 |
32,0 x 3,0 | 25,1 - 26,0 | 27,5 | 26,0 - 26,9 | 28,2 |
38,0 x 3,0 | 30,5 - 32,0 | 33,6 | 32,0 - 33,6 | 35,1 |
45,0 x 2,5 | 38,5 - 40,0 | 41,6 | 40,0 - 41,6 | 43,1 |
45,0 x 3,0 | 37,4 - 39,0 | 40,6 | 39,0 - 40,6 | 42,2 |
56,0 x 3,0 | 48,2 - 50,0 | 51,6 | 50,0 - 51,8 | 53,4 |
56,0 x 4,0 | 46,1 - 48,0 | 49,5 | 48,0 - 49,9 | 51,5 |
70,0 x 3,5 | 61,0 - 63,0 | 64,6 | 63,0 - 64,9 | 66,5 |
70,0 x 4,0 | 60,0 - 62,0 | 63,6 | 62,0 - 64,0 | 65,6 |
76,0 x 4,0 | 65,9 - 68,0 | 69,6 | 68,0 - 70,1 | 71,7 |
10.25 Размеры конического подкладного кольца при сварке труб из титановых сплавов определяют в соответствии с таблицей 10.7.
Таблица 10.7
при сварке труб из титановых сплавов
Dвн, мм | Ширина кольца B, мм | Толщина кольца, Sк, мм |
До 70,0 включ. | 12,0 | 2,5 + 0,2 |
Св. 70,0 до 100,0 включ. | 14,0 | 5,0 + 0,3 |
Св. 100,0 | 18,0 | 7,0 + 0,3 |
Примечание - Диаметр кольца равен  . . | ||
Федеральные нормы и правила в области использования атомной энергии НП-089-15 | Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок | |
Федеральные нормы и правила в области использования атомной энергии НП-104-18 | Сварка и наплавка оборудования и трубопроводов атомных энергетических установок | |
Сводный перечень документов по стандартизации в области использования атомной энергии | ||
УДК 621.791.006.354 | ОКС 25.200 |
Ключевые слова: типы сварных соединений, перлитный класс, аустенитный класс, титановый сплав, алюминиевый сплав, конструктивные формы | |