СПРАВКА
Источник публикации
В данном виде документ опубликован не был.
Первоначальный текст документа также опубликован не был.
Информацию о публикации документов, создающих данную редакцию, см. в справке к этим документам.
Примечание к документу
Изменения, внесенные Протоколом от 06.11.2024, введены в действие с 1 января 2025 года.
Название документа
"РД 32 ЦВ 067-2022. Методика контроля узла пятник - подпятник при проведении деповского ремонта грузовых вагонов"
(ред. от 06.11.2024)
(Утверждена в г. Москве 08.12.2022 на 77-ом заседании Совета по железнодорожному транспорту СНГ)
Договаривающиеся стороны
"РД 32 ЦВ 067-2022. Методика контроля узла пятник - подпятник при проведении деповского ремонта грузовых вагонов"
(ред. от 06.11.2024)
(Утверждена в г. Москве 08.12.2022 на 77-ом заседании Совета по железнодорожному транспорту СНГ)
Содержание
на семьдесят седьмом заседании
Совета по железнодорожному транспорту СНГ
8 декабря 2022 г.
МЕТОДИКА
КОНТРОЛЯ УЗЛА ПЯТНИК - ПОДПЯТНИК ПРИ ПРОВЕДЕНИИ
ДЕПОВСКОГО РЕМОНТА ГРУЗОВЫХ ВАГОНОВ
РД 32 ЦВ 067-2022
Список изменяющих документов |
1 Разработана Проектно-конструкторским бюро вагонного хозяйства - филиалом ОАО "РЖД" (ПКБ ЦВ ОАО "РЖД").
2 Вводится взамен РД 32 ЦВ 067-2008.
3 Согласована Комиссией вагонного хозяйства (протокол от 31.08-02.09.2022 N 73).
4 Вводится в действие с 1 января 2023 года.
1.1 Настоящий документ устанавливает методику выполнения измерений параметров узла пятник-подпятник и применяется при деповском ремонте грузовых вагонов.
1.2 Методика разработана на основании требований документов:
- "РД 32 ЦВ 052-2009 Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246-2013 с боковыми скользунами зазорного типа. Общее руководство по ремонту", утвержденного Советом по железнодорожному транспорту государств-участников Содружества, протокол от 13 - 14 мая 2010 г. N 52 с изменениями (далее по тексту - РД 32 ЦВ 052-2009);
- "РД 32 ЦВ 169-2017 Грузовые вагоны железных дорог колеи 1520 мм. Руководство по деповскому ремонту", утвержденного Советом по железнодорожному транспорту государств-участников Содружества, протокол от 18 - 19.05.2011 N 54 с изменениями (далее по тексту - РД 32 ЦВ 169-2017).
(п. 1.2 в ред. Протокола от 06.11.2024)
1.3 При использовании настоящей методики необходимо проверить действие приведенных ссылочных стандартов и нормативных документов. Если ссылочный документ заменен (отменен), то при использовании настоящей методики следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей данную ссылку.
ГОСТ 8.050-73 ГСИ. Нормальные условия выполнения линейных и угловых измерений;
ГОСТ 166-89 Штангенциркули. Технические условия;
ГОСТ 427-75 Линейки измерительные металлические. Технические условия;
ГОСТ 8026-92 Линейки поверочные. Технические условия;
ГОСТ 34468-2018 Пятники грузовых вагонов железных дорог колеи 1520 мм;
РД 32 ЦВ 052-2009 Ремонт тележек грузовых вагонов тип 2 по ГОСТ 9246-2013 с боковыми скользунами зазорного типа. Общее руководство по ремонту, утвержденное Советом по железнодорожному транспорту государств-участников Содружества (протокол от "13 - 14" мая 2010 г. N 52 с изменениями);
РД 32 ЦВ 169-2017 Грузовые вагоны железных дорог колеи 1520 мм. Руководство по деповскому ремонту, утвержденное Советом по железнодорожному транспорту государств-участников Содружества (протокол от 18 - 19.05.2011 N 54 с изменениями);
(введено Протоколом от 06.11.2024)
ТК-231 Комплект документов на типовой технологический процесс ремонта узла пятник-подпятник;
ПОТ РЖД-4100612-ЦДИ-128-2018 Правила по охране труда при техническом обслуживании и ремонте грузовых вагонов <*>.
--------------------------------
<*> или другой нормативный документ, действующий на территории государств-участников Содружества.
3.1 В соответствии с требованиями РД 32 ЦВ 052-2009 при проведении деповского ремонта вагонов тележки из-под вагонов поступают на участок ремонта, где они должны очищаться от грязи, смазки, следов коррозии и обмываться в моечной машине (камере).
3.2 Измерения параметров узла пятник-подпятник проводятся в условиях, предусмотренных в технологических процессах деповского ремонта, при этом отклонение температуры объекта измерения от температуры рабочего пространства не должно превышать +/- 5°С.
3.3 Все применяемые средства измерений (СИ) и средства допускового контроля (СДК) должны быть поверены (откалиброваны) в соответствии с законодательством, действующим на территории государств железнодорожных администраций. Поверка (калибровка) СИ и СДК должна проводиться в соответствии с методиками поверки (калибровки) в сроки, установленные в документации на каждое конкретное СИ и СДК.
3.4 Кроме предложенных в данной методике средств измерений и средств допускового контроля, могут применяться другие, обеспечивающие измерение установленных параметров, точность измерений и допущенные к применению в порядке, установленном на территории государств железнодорожных администраций.
Перечень операций и рекомендуемых средств измерений приведен в таблице 1.
(в ред. Протокола от 20.11.2023)
N п. мето-дики | Наименование операций измерения | Средства измерения | Контролируемый параметр | |
наименование контролируемого элемента | размер, мм | |||
1 | 2 | 3 | 4 | 5 |
Измерение положения скользунов | ||||
5.1.1 | Измерение положения скользунов по отношению к базовой поверхности "Р" при проведении операции дефектации | Шаблон Т914.11.000 | допустимая высота опор скользунов Hc | 315-6,0 |
Штангенциркуль ШЦ-III-400-0,1 | разность высот опор скользунов надрессорной балки | не более 2,0 | ||
(в ред. Протокола от 06.11.2024) | ||||
5.1.2 | Измерения положения опор скользунов по отношению к подпятниковому месту | Штангенциркуль ШЦ-I-125-0,1 Линейка поверочная ШМ-ТК-01-2000 | положение опор скользунов по отношению к подпятниковому месту hд | для надрессорной балки постройки до 1986 года |
для надрессорной балки постройки после 1986 года (без учета износостойкой прокладки) | ||||
Контроль подпятника | ||||
5.2.1 | Контроль выработки подпятника по диаметру с глубиной подпятника: М = М = М = | Штангенциркуль ШЦ-III-400-0,1 | диаметр подпятника на глубине 10 мм с учетом конусности 1:12,5 при деповском ремонте | 302,5+1,5 |
5.2.2 | Контроль глубины подпятника | Штанген подпятника Т914.06.000 или Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89, Линейка ЛЧ-1-500 ГОСТ 8026-92 | глубина подпятника М при деповском ремонте для надрессорной балки постройки до 1986 года | |
глубина подпятника М при деповском ремонте для надрессорной балки постройки после1986 года | ||||
для балок, изготовленных после 1986 г, расточенных под размер М, с последующей постановкой прокладок (дисков) | ||||
5.2.3 | Контроль конусности упорной поверхности подпятника | Калибр Т 1352.001 | конусность упорной поверхности подпятника | 1:12,5 |
5.2.4 | Контроль износа наружного диаметра и высоты внутреннего бурта подпятника | Штангенциркуль ШЦ-I-125-0,1 | наружный диаметр внутреннего бурта "К" при деповском ремонте | не менее 72,0 |
высота внутреннего бурта подпятника у подпятника глубиной М= М= | 5+1,0 | |||
высота внутреннего бурта подпятника у подпятника, расточенного на глубину М= | 11+1,0 | |||
5.2.5 | Измерение износа диаметра отверстия под шкворень | Штангенциркуль ШЦ-I-125-0,1 | максимально допустимый диаметр отверстия под шкворень, не требующий восстановления при выпуске из деповского ремонта | не более 60,0 |
5.2.6 | Определение оставшейся толщины опорной поверхности подпятника | Ультразвуковой толщиномер | оставшаяся толщина опорной поверхности подпятника h | не менее 18,0 |
(п. 5.2.6 введен Протоколом от 06.11.2024) | ||||
Контроль пятника | ||||
5.3.1 | Измерение высоты пятника | Линейки металлические 150 мм и 500 мм | при изготовлении высота пятника согласно | Согласно таблице А.1 |
(п. 5.3.1 в ред. Протокола от 20.11.2023) | ||||
5.3.2 | Измерение износа опорной поверхности пятника | Шаблон Т1367.001, Набор щупов Т914.21.000 | износ опорной поверхности пятника | не более 3,0 |
(п. 5.3.2 в ред. Протокола от 20.11.2023) | ||||
5.3.3 | Измерение износа упорной поверхности пятника | Шаблон Т1367.001, Набор щупов Т914.21.000 | при изготовлении диаметр пятника согласно | согласно ГОСТ 34468-2018 |
диаметр пятника, не требующий восстановления при выпуске из деповского ремонта | 296,0 | |||
износ упорной поверхности пятника | не более 3,0 и не более 2,0 на сторону | |||
(п. 5.3.3 в ред. Протокола от 06.11.2024) | ||||
5.4 | Контроль длины и ширины опор скользунов | Штангенциркуль ШЦ-II-250-0,1 | длина опоры скользуна L | |
Ширина опоры скользуна В | ||||
5.5 | Контроль износа колпака скользуна | Линейка металлическая 300 мм Набор щупов Т 914.21.000 | максимально допустимый износ колпаков скользунов, не требующий восстановления при выпуске из деповского ремонта | не более 2,0 |
5.6 | Измерение положения скользунов по отношению к пятнику | Линейка металлическая 1000 мм Линейка металлическая 150 мм | допустимый размер z между скользунами и пятником по высоте при деповском ремонте | определен конструкцией вагона, типом и моделью |
5.1.1 Контроль положения скользунов надрессорной балки по отношению к базовой поверхности "Р" при проведении операции дефектации.
Для контроля положения опорной части скользунов установить надрессорную балку базовой поверхностью "Р", показанной на рисунке 1, на приспособления или опоры.
(в ред. Протокола от 06.11.2024)
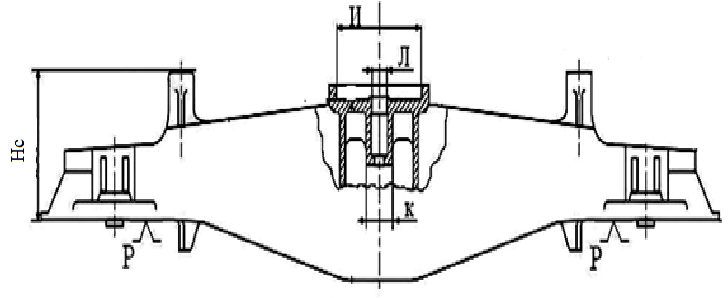
Контроль высоты скользунов Hc производится шаблоном Т914.11.000 с двух сторон каждого скользуна. При этом расстояние от нижней поверхности надрессорной балки до опоры скользуна должно находиться между проходным и непроходным размерами шаблона.
Согласно п. 9.6.2. РД 32 ЦВ 052-2009 допустимая высота опор скользунов Hc, не требующая восстановления при выпуске из деповского ремонта, должна быть 315-6 мм.
Измерения высот опор скользунов произвести с обеих сторон надрессорной балки для определения величин Hc1 и Hc2, изображенных на рисунке 2. Контролировать разность высот опор скользунов  штангенциркулем ШЦ-III-400-0,1. Разность высот опор скользунов надрессорной балки
штангенциркулем ШЦ-III-400-0,1. Разность высот опор скользунов надрессорной балки  не должна превышать 2 мм.
не должна превышать 2 мм.
5.1.2 Для измерения положения опор скользунов по отношению к подпятниковому месту использовать штангенциркуль ШЦ-I-125-0,1 с использованием линейки поверочной ШМ-ТК-01-2000, положенной на поверхность опор скользунов, как показано на рисунке 2.
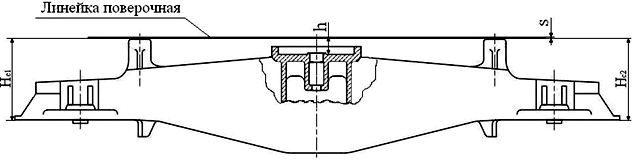
Измерение производить у основания внутреннего бурта подпятника от опорной поверхности подпятника до верхней грани линейки поверочной, определить размер h.
Действительный контролируемый размер hд будет равен:
hд = h - S, где
S - толщина линейки поверочной.
Согласно п. 9.6.2 РД 32 ЦВ 052-2009 высота прилива (опоры) для колпака скользуна относительно опорной плоскости подпятника после ремонта должна составлять:
(без учета износостойкой прокладки).
Контроль выработки подпятника по диаметру "И" производить на глубине 10 мм от верхней горизонтальной поверхности наружного бурта с учетом конусности 1:12,5 производится штангенциркулем ШЦ-III-400-0,1, как показано на рисунке 3.
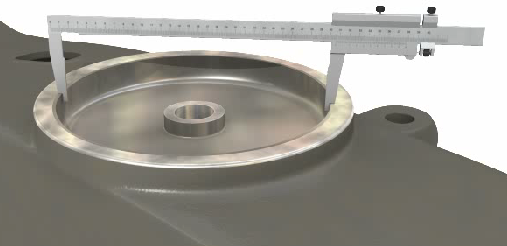
Согласно п.п. 9.4.1, 9.4.2, 9.4.3 РД 32 ЦВ 052-2009 контролируемый размер выработки подпятника по диаметру при деповском ремонте составляет 302,5+1,5 мм, с глубиной подпятника:
М =  мм - для надрессорных балок, изготовленных до 1986 года;
мм - для надрессорных балок, изготовленных до 1986 года;
М =  мм - для надрессорных балок, изготовленных после 1986 года;
мм - для надрессорных балок, изготовленных после 1986 года;
М =  мм- с установкой прокладки
мм- с установкой прокладки
Измерения произвести в двух взаимно перпендикулярных плоскостях. За действительный размер принимается наибольший.
Согласно п. 9.4 РД 32 ЦВ 052-2009:
- глубина подпятника для надрессорных балок, изготовленных до 1986 г., при деповском ремонте с установкой износостойких элементов, должна быть М =  мм;
мм;
- глубина подпятника для надрессорных балок, изготовленных после 1986 г., при деповском ремонте с установкой износостойких элементов, должна быть М =  мм;
мм;
- глубина подпятника для надрессорных балок, изготовленных после 1986 г., расточенных под размер М =  мм, с последующей постановкой прокладок (дисков) - чертеж М1698.01.005.
мм, с последующей постановкой прокладок (дисков) - чертеж М1698.01.005.
Для измерения глубины опорной поверхности подпятника использовать штанген подпятника Т914.06.000 или штангенциркуль ШЦ-I-125-0,1.
Для измерения глубины опорной поверхности подпятника штанген подпятника Т914.06.000 устанавливается на наружные борта подпятника, и вертикальный движок перемещается на место проведения измерения, как показано на рисунке 4. Планка движка опускается до соприкосновения с опорной поверхностью подпятника. Глубина опорной поверхности подпятника будет равна показанию движка.
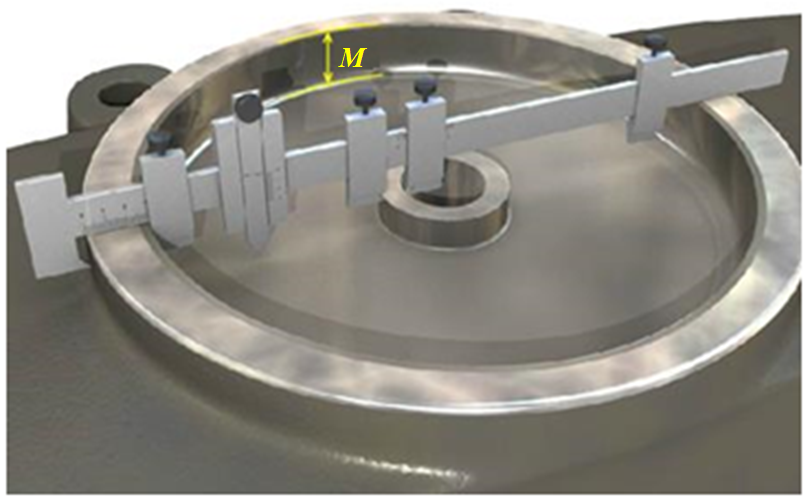
При измерении глубины опорной поверхности штангенциркулем глубина опорной поверхности равна величине показаний штангенциркуля за вычетом размера линейки поверочной, используемой при измерении.
Измерения производить у основания наружного бурта в двух взаимно-перпендикулярных плоскостях по осям симметрии надрессорной балки. За действительный размер принимается максимальный.
Контроль конусности 1: 12,5 произвести методом контроля угла наклона упорной поверхности подпятника калибром Т 1352.001 с углами наклона 1:28 и 1:22, изображенным на рисунке 5.
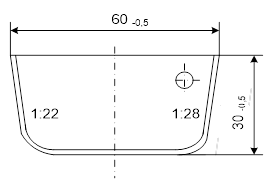
Калибр с наклоном 1: 28 устанавливается вертикально на опорную поверхность подпятника и прижимается к упорной поверхности. При этом допускается зазор сверху. Предельное значение - отсутствие зазора по всей высоте упорной поверхности. Калибр с наклоном 1:22 устанавливается, как изложено выше. При этом допускается зазор снизу. Предельное значение - отсутствие зазора по всей высоте упорной поверхности.
Для измерения наружного диаметра внутреннего бурта используется штангенциркуль ШЦ-I-125-0,1, как показано на рисунке 6.
Измерения провести в двух взаимно-перпендикулярных плоскостях. За действительное значение принимается минимальное.
Согласно п. 9.4.8 и таблицы 9.1 РД 32 ЦВ 052-2009 наружный диаметр внутреннего бурта "К" при деповском ремонте (без восстановления) должен быть не менее 72,0 мм.
Согласно п. 9.4.8 РД 32 ЦВ 052-2009 верхняя кромка внутреннего бурта или втулки должна располагаться от плоской опорной поверхности на высоте:
- 5+1,0 мм у подпятника глубиной М =  мм или М =
мм или М =  мм;
мм;
- 11+1,0 мм у подпятника, расточенного на глубину М =  мм.
мм.
Измерения высоты внутреннего бурта подпятника производить штангенциркулем ШЦ-I-125-0,1.
Максимально допустимый диаметр отверстия под шкворень, не требующий восстановления при выпуске из деповского ремонта согласно таблицы 9.1 РД 32 ЦВ 052-2009, должен быть не более 60,0 мм.
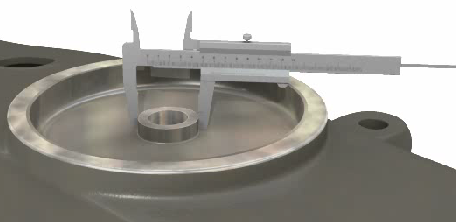
Контроль отверстия под шкворень производить штангенциркулем ШЦ-I-125-0,1, как показано на рисунке 7.

(п. 5.2.6 введен Протоколом от 06.11.2024)
Для контроля оставшейся толщины h опорной поверхности подпятника надрессорной балки используется ультразвуковой толщиномер. Измерения проводят в соответствии с инструкцией по эксплуатации на конкретную модель ультразвукового толщиномера.
Измерения проводят в зонах, изображенных на рисунке 7а.
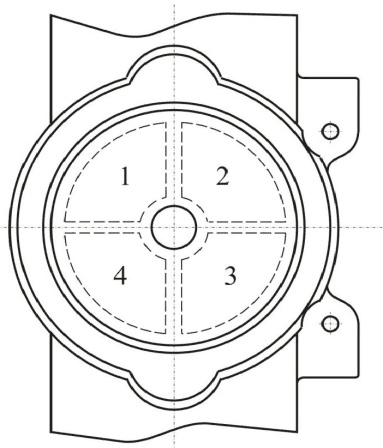
Схема зон измерения при проведении ультразвукового
контроля толщины опорной поверхности подпятника
(1, 2, 3, 4 - зоны измерения)
Для проведения измерений наносят тонкий слой контактной жидкости на подготовленную поверхность в зонах измерений, указанных на рисунке 7а. Пьезоэлектрический преобразователь устанавливают в произвольную точку каждой зоны измерения (например, зоны 1), обеспечивая акустический контакт и стабильность показаний толщиномера.
Считывают показания толщиномера h и записывают его в рабочий блокнот. В случае, если в какой-либо зоне результат измерений менее 18 мм, дополнительно дважды выполняют измерения в данной зоне в соседних точках и вычисляют h как среднее арифметическое значение результатов трех измерений.
Далее выполняют измерения в других зонах опорной поверхности подпятника.
В соответствии с требованиями пункта 9.4.5 РД 32 ЦВ 052-2009 оставшаяся толщина опорной поверхности подпятника должна быть не менее 18 мм.
При замене пятника на новый высота пятника h соответствует таблице А.1 ГОСТ 34468 в зависимости от типа пятника.
(в ред. Протокола от 20.11.2023)
Контроль проводить с помощью металлических линеек 500 мм и 150 мм. При измерении линейку 500 мм приложить к опорной поверхности пятника и линейкой 150 мм определить расстояние от опорной поверхности пятника до привалочной поверхности пятника. При этом линейка 500 мм используется как параллель.
Согласно п. 8.7.1 РД 32 ЦВ 169-2017 износ опорной поверхности пятника должен быть не более 3 мм. Износ опорной поверхности пятника оценивают по уменьшению высоты пятника h1 в процессе эксплуатации. Высота пятника h1 при изготовлении - в соответствии с таблицей А.1 ГОСТ 34468.
(в ред. Протокола от 06.11.2024)
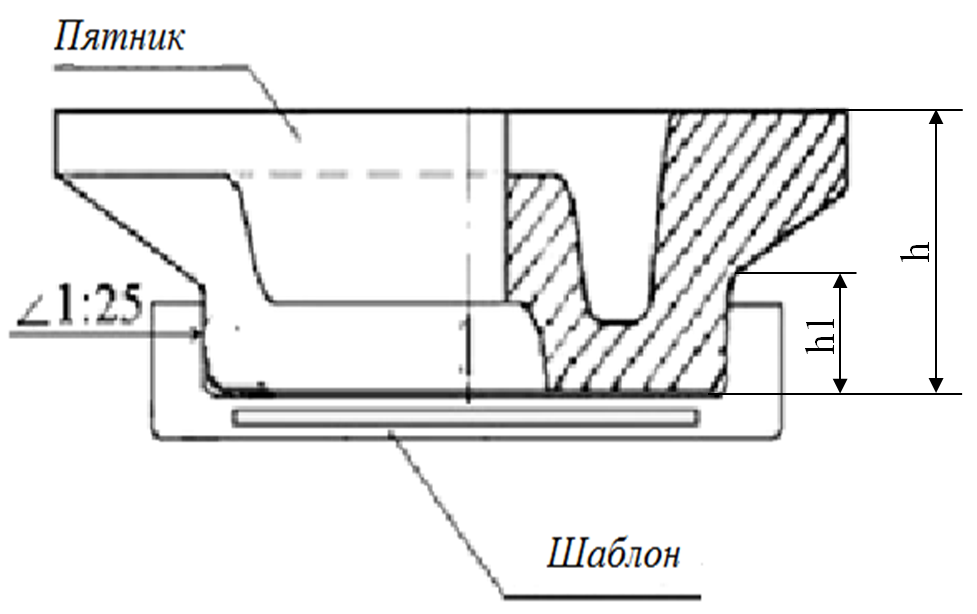
Измерение износа пятника производить шаблоном Т1367.001 в двух взаимно-перпендикулярных плоскостях. При измерении шаблон следует приложить к пятнику до соприкосновения поверхности шаблона и галтели, как показано на рисунке 8, при этом зазор между горизонтальной поверхностью шаблона и опорной поверхностью пятника не должен превышать 3 мм. Зазор контролировать набором щупов Т914.21.000.
(в ред. Протокола от 20.11.2023)
Для контроля износа упорной поверхности пятника используется шаблон Т1367.001 и набор щупов Т914.21.000.
Износ упорной поверхности пятника оценивается по уменьшению диаметра пятника в процессе эксплуатации.
Согласно п. 8.7.1 РД 32 ЦВ 169-2017 при деповском ремонте не допускается износ упорной (конусной) поверхности пятника по диаметру более 3 мм и более 2 мм на сторону. Диаметр пятника при изготовлении - в соответствии с таблицей А.1 ГОСТ 34468.
(в ред. Протокола от 06.11.2024)
Измерение производить в двух взаимно-перпендикулярных плоскостях по продольным и поперечным осям вагона, при этом износ контролируется набором щупов Т914.21.000. Величина зазора между упорной поверхностью пятника и наклонной поверхностью шаблона не должна превышать 2,0 мм с каждой стороны.
В любом случае величина зазора не должна различаться сверху и снизу более чем на 1,0 мм.
Для измерения длины и ширины опор скользунов используется штангенциркуль ШЦ-II-250-0,1. Измерения произвести в двух плоскостях по максимальному и минимальному размерам.
Длина опоры скользуна L  мм.
мм.
Ширина опоры скользуна В  мм.
мм.
Согласно п. 9.6.3 РД 32 ЦВ 052-2009 при деповском ремонте допускается неравномерный максимальный износ плоской опорной поверхности до 2,0 мм.
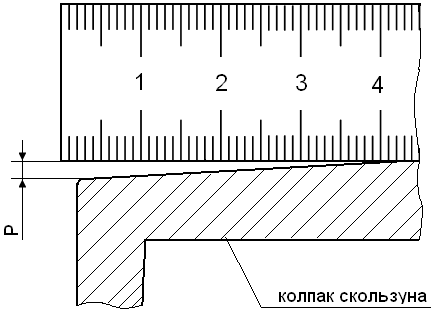
Для контроля износа колпаков скользунов используется линейка металлическая 300 мм и набор щупов Т914.21.000. Допускается использовать иные наборы щупов, допуск на изготовление которых не превышает 0,05 мм. При измерении линейка устанавливается боковой гранью на диагональ рабочей поверхности колпака скользуна и набором щупов определяется величина зазора между линейкой и рабочей поверхностью скользуна. Аналогичные измерения произвести по другой диагонали рабочей поверхности колпака скользуна.
При этом в любом случае, величина зазора Р между линейкой и поверхностью скользуна не должна превышать 2,0 мм, как показано на рисунке 9.
по отношению к пятнику
Предельно допустимый размер z между скользунами и пятником по высоте при деповском ремонте (при замене пятника на новый) определен конструкцией вагона, типом и моделью, и показан на рисунке 10а.
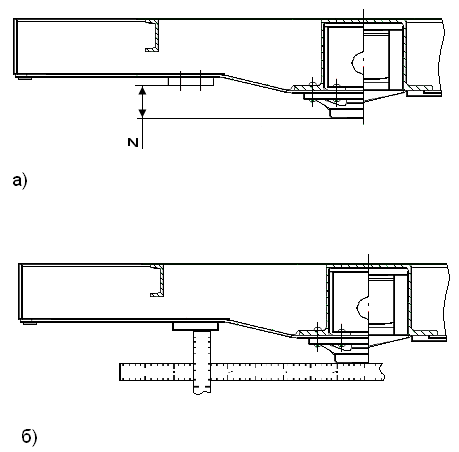
Контроль вести с помощью металлических линеек 1000 мм и 150 мм. Линейку 1000 мм установить боковой гранью вверх и совместить ее с зеркалом пятника и линейкой 150 мм определить расстояние от поверхности пятника до рабочей поверхности скользуна, как показано на рисунке 10б. Измерение провести с двух сторон.
Изме-нение | Номера листов (страниц) | Всего листов (страниц) в докум. | Номер доку-мента | Входящий номер сопроводите-льного докум. и дата | Подп. | Дата | |||
изме-ненные | заме-ненных | новых | аннулированных | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |