СПРАВКА
Источник публикации
М., 2025
Примечание к документу
Текст документа приведен в соответствии с публикацией на сайте https://www.rst.gov.ru/portal/gost по состоянию на 12.02.2026.
Документ вводится в действие с 01.09.2026.
Взамен ИТС 12-2019.
Название документа
"ИТС 12-2025. Информационно-технический справочник по наилучшим доступным технологиям. Производство никеля и кобальта"
(утв. Приказом Росстандарта от 11.12.2025 N 2726)
"ИТС 12-2025. Информационно-технический справочник по наилучшим доступным технологиям. Производство никеля и кобальта"
(утв. Приказом Росстандарта от 11.12.2025 N 2726)
Содержание
Раздел 2. Основные технологические процессы и оборудование, применяемые в настоящее время при производстве никеля и кобальта в Российской Федерации. Текущие уровни эмиссий
НДТ 12. Сокращение выбросов пыли (взвешенных веществ) и металлов от процесса плавки медного никельсодержащего сырья в печах Ванюкова
Приказом Росстандарта
от 11 декабря 2025 г. N 2726
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК
ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПРОИЗВОДСТВО НИКЕЛЯ И КОБАЛЬТА
Production of nickel and cobalt
ИТС 12-2025
Дата введения
1 сентября 2026 года
Наилучшая доступная технология - технология производства продукции (товаров), выполнения работ, оказания услуг, определяемая на основе современных достижений науки и техники и наилучшего сочетания критериев достижения целей охраны окружающей среды при условии наличия технической возможности ее применения.
Наилучшая доступная технология определяется в информационно-техническом справочнике и является инструментом технологического нормирования, применяемого к субъектам хозяйствования, отнесенным к I категории объектов негативного воздействия и II категории в случае получения комплексного экологического разрешения.
Настоящий информационно-технический справочник по наилучшим доступным технологиям (далее - справочник НДТ) "Производство никеля и кобальта" разработан на основании анализа распространенных в Российской Федерации и перспективных технологий, оборудования, сырья, других ресурсов с учетом климатических, экономических и социальных особенностей Российской Федерации.
Справочник НДТ разработан взамен справочника НДТ ИТС 12-2019 "Производство никеля и кобальта" в соответствии с распоряжением Правительства Российской Федерации от 10 июня 2022 г. N 1537-р "Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям" [1].
Структура настоящего справочника НДТ соответствует ГОСТ Р 113.00.03-2019 [2], формат описания технологий - ГОСТ Р 113.00.04-2020 [3], термины приведены в соответствии с ГОСТ Р 113.00.12-2023 [4].
Краткое содержание справочника
Введение. Представлено краткое содержание справочника НДТ.
Предисловие. Указаны цель разработки справочника НДТ, его статус, законодательный контекст, краткое описание процедуры создания в соответствии с установленным порядком, а также взаимосвязь с аналогичными международными документами.
Область применения. Описаны основные виды деятельности, на которые распространяется действие справочника НДТ.
В разделе 1 представлена информация о мировом состоянии и уровне развития никель-кобальтовой промышленности - основных производителях и потребителях никеля и кобальта, рудной базе, применяемых при производстве технологических процессах, качестве товарной продукции.
В разделе 2 представлены сведения о технологических процессах, применяемых при производстве никеля и кобальта из руд и концентратов, дана оценка потребления энергоресурсов и уровней эмиссий в окружающую среду, характерных для производства никеля и кобальта в Российской Федерации.
Раздел подготовлен на основе данных, представленных предприятиями Российской Федерации в рамках разработки справочника НДТ, а также различных литературных источников.
В разделе 3 описаны особенности подходов, примененных при разработке данного справочника НДТ.
В разделе 4 приведено краткое описание НДТ для производства никеля и кобальта, включая:
- системы экологического и энергетического менеджмента, контроля и мониторинга технологических процессов;
- технические и технологические решения для повышения энергоэффективности, ресурсосбережения, снижения эмиссий загрязняющих веществ, методы обращения с отходами и побочными продуктами производства.
В разделе 5 приведены доступные сведения об экономических аспектах реализации НДТ на предприятиях Российской Федерации.
В разделе 6 приведены краткие сведения о новых технологических и технических решениях (не применяемых в России на момент подготовки справочника), направленных на повышение энергоэффективности, ресурсосбережения, снижение эмиссий загрязняющих веществ, эффективное обращение с отходами, промежуточными и побочными продуктами.
Заключительные положения и рекомендации. Приведены сведения о технической рабочей группе, принимавшей участие в разработке справочника НДТ, рекомендации предприятиям по дальнейшим исследованиям экологических аспектов их деятельности.
Приложения. Приведены перечень маркерных загрязняющих веществ, перечень технологических показателей, перечень НДТ, сведения о ресурсной (в том числе энергетической) эффективности.
Библиография. Приведен перечень источников информации, использованных при разработке справочника НДТ.
Цели, основные принципы и порядок разработки информационно-технического справочника по наилучшим доступным технологиям установлены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458 [5]. Перечень областей применения наилучших доступных технологий определен распоряжением Правительства Российской Федерации от 24 декабря 2014 г. N 2674-р [6].
1. Статус документа
Настоящий справочник НДТ является документом по стандартизации.
2. Разработчик
Справочник НДТ разработан технической рабочей группой "Производство никеля и кобальта" (ТРГ 12), созданной приказом Минпромторга от 07 марта 2025 г. N 1126 "О создании технической рабочей группы "Производство никеля и кобальта".
Справочник НДТ представлен на утверждение Бюро наилучших доступных технологий (далее - Бюро НДТ) (www.burondt.ru).
3. Краткая характеристика
Справочник НДТ содержит описание применяемых при производстве никеля и кобальта технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить эмиссии в окружающую среду, сократить водопотребление, повысить энергоэффективность, обеспечить экономию ресурсов. Из числа описанных технологических процессов, технических способов, методов выделены решения, отнесенные к НДТ. В справочнике НДТ установлены технологические показатели, соответствующие выделенным НДТ.
4. Взаимосвязь с международными, региональными аналогами
Настоящий справочник НДТ разработан в соответствии со ст. 28.1, п. 7 Федерального закона от 10 января 2002 г. N 7-ФЗ "Об охране окружающей среды" [7] на основе результатов анализа деятельности предприятий по производству никеля и кобальта в Российской Федерации и с учетом материалов Европейского союза (ЕС) по наилучшим доступным технологиям для предприятий цветной металлургии (Best Available Techniques (BAT) Reference Document for the Non-Ferrous Metals Industries) с учетом особенностей производства никеля и кобальта в Российской Федерации.
5. Сбор данных
Информация о технологических процессах, технических способах, методах, применяемых при производстве никеля и кобальта в Российской Федерации, была собрана в процессе разработки справочника НДТ в соответствии с Порядком сбора данных, необходимых для разработки информационно-технического справочника по наилучшим доступным технологиям и анализа приоритетных проблем отрасли, утвержденным приказом Минпромторга России от 18 декабря 2019 г. N 4841 [8].
6. Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими справочниками НДТ, разрабатываемыми (актуализируемыми) в соответствии с [7], приведена в разделе "Область применения".
7. Информация об утверждении и введении в действие
Настоящий справочник НДТ утвержден приказом Росстандарта от 11 декабря 2025 г. N 2726.
Настоящий справочник НДТ введен в действие с 01 сентября 2026 г., официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
Настоящий справочник НДТ "Производство никеля и кобальта" распространяется на процессы производства первичных никеля и кобальта, т.е. получаемых из рудного сырья.
Поскольку производство никеля, кобальта и меди из сульфидных медно-никелевых руд включает ряд последовательных операций в едином взаимосвязанном производственно-технологическом процессе, справочник также распространяется на процессы производства меди из такого сырья.
Справочник НДТ также распространяется на процессы, связанные с основными видами деятельности по производству первичного никеля и кобальта, которые могут оказать влияние на объемы эмиссий и (или) масштабы загрязнения окружающей среды:
- хранение, подготовка и транспортировка сырья;
- хранение и подготовка топлива, материалов, реагентов и продукции;
- производственные процессы (пирометаллургические, гидрометаллургические).
Справочник НДТ не распространяется на:
- добычу и обогащение никелевых и полиметаллических руд на месторождениях (область действия ИТС НДТ 23);
- вопросы, которые касаются исключительно обеспечения промышленной безопасности или охраны труда.
Вопросы обеспечения промышленной безопасности и охраны труда частично рассматриваются только в тех случаях, когда оказывают влияние на виды деятельности, включенные в область применения настоящего справочника НДТ.
Дополнительные виды деятельности при производстве никеля и кобальта, а также соответствующие им справочники НДТ приведены в таблице 1.
Таблица 1
и кобальта и соответствующие им справочники НДТ
Вид деятельности | Соответствующий справочник НДТ |
Методы очистки сточных вод, направленные на сокращение сбросов металлов в водные объекты | ИТС 8-2022 Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях |
Методы очистки выбросов загрязняющих веществ в атмосферный воздух | ИТС 22-2016 Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях |
Хранение и обработка материалов | ИТС 46-2019 Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов) |
Промышленные системы охлаждения, градирни, пластинчатые теплообменники | ИТС 20-2016 Промышленные системы охлаждения |
Обращение с отходами | ИТС 9-2025 Обезвреживание отходов термическим способом (сжигание отходов) ИТС 15-2025 Утилизация и обезвреживание отходов (кроме обезвреживания термическим способом (сжигание отходов)) |
Выработка пара и электроэнергии на тепловых станциях | ИТС 38-2024 Сжигание топлива на крупных установках в целях производства энергии |
Вопросы производственно-экологического контроля | ИТС 22.1-2021 Общие принципы производственного экологического контроля и его метрологического обеспечения |
Сфера распространения настоящего справочника НДТ приведена в таблице 2.
Таблица 2
Наименование продукции по ОК 034-2014 (ОКПД) | Наименование вида деятельности по ОКВЭД 2 | ||
Производство металлургическое | |||
Производство основных драгоценных металлов и прочих цветных металлов, производство ядерного топлива | |||
Производство прочих цветных металлов | |||
Производство никеля | |||
Никель необработанный; промежуточные продукты металлургии никеля | |||
Никель необработанный | |||
Никель необработанный | |||
Штейн никелевый, агломераты оксидов никеля и прочие промежуточные продукты металлургии никеля | |||
Штейн никелевый | |||
Агломераты оксидов никеля | |||
Продукты металлургии никеля промежуточные прочие | |||
Производство кобальта | |||
Кобальт и изделия из него, сплавы на основе кобальта, порошки | |||
Кобальт необработанный | |||
Штейн кобальтовый | |||
Порошки кобальтовые |
Мировое производство первичного никеля составило 3,363 млн т в 2023 году и, по прогнозам, достигнет 3,526 млн т в 2024 году и 3,735 млн т в 2025 году. Оценки не включают поправочный коэффициент на возможные перебои в производстве [9].
Под первичным никелем, по определению International Nickel Study Group, подразумевается продукция плавильных и рафинировочных заводов, пригодная для использования потребителями, в том числе:
- никель класса I с содержанием никеля 99% и выше (электролитный никель - в виде полноразмерных или резаных катодов, гранулы, брикеты, порошки/хлопья, пеллеты, рондели);
- никель класса II с содержанием никеля менее 99% (ферроникель, оксид никеля/синтер, ютилити-никель, никелистый чугун).
Отдельная группа включает химикаты на основе никеля.
Объем производства 10 крупнейших стран-производителей составил 93% от общего объема мирового производства в 2023 году. Индонезия продемонстрировала рост производства и стала крупнейшей страной - производителем первичного никеля (табл. 1.1) [10].
Таблица 1.1
по странам [10]
Страна | Производство первичного никеля, тыс. т никеля | Доля от мирового производства, % |
Индонезия | 1410 | 41,93 |
Китай | 970 | 28,84 |
Япония | 148 | 4,40 |
Россия | 126 | 3,75 |
Канада | 113 | 3,36 |
Австралия | 92 | 2,74 |
Новая Каледония | 72 | 2,14 |
Норвегия | 95 | 2,83 |
Бразилия | 57 | 1,70 |
Финляндия | 56 | 1,67 |
Прочие страны | 221 | 6,57 |
Мир в целом | 3363 | 100 |
Мировое потребление первичного никеля составило 3,193 млн т в 2023 году и 3,347 млн т в 2024 году. INSG прогнозирует рост до 3,537 млн т в 2025 году.
Мировое потребление первичного никеля превысило 1 млн т в 1997 году, после чего последовал ускоренный рост с 2000 года. Потребовалось 20 лет (1997 - 2016), чтобы вырасти еще на млн тонн, и еще 8 лет (2016 - 2023) чтобы превысить потребление первичного никеля больше 3 млн т (рис. 1.1) [10].
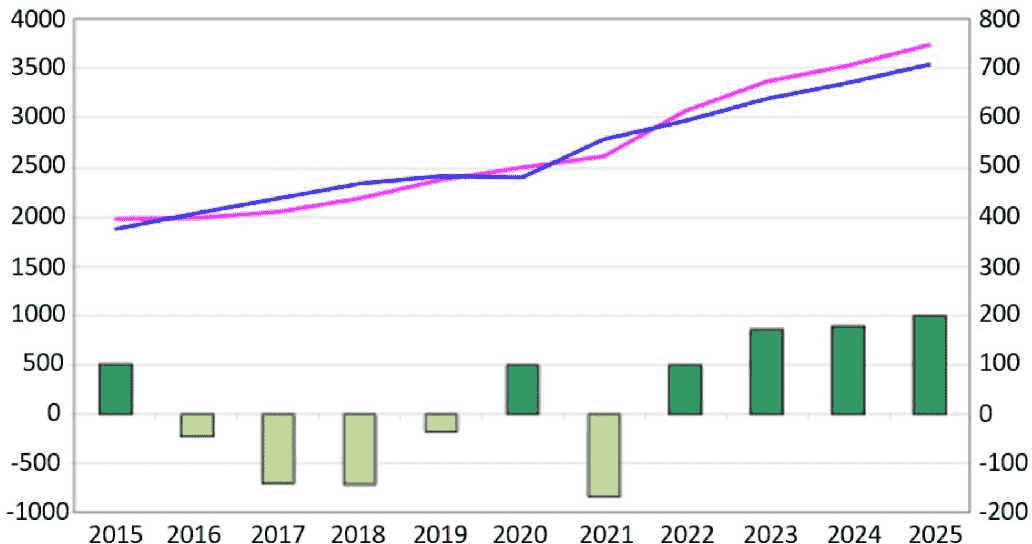
его использование и рыночный баланс
(в 1000 тонн) 2015 - 2025 гг. [11]
Никель - это высококачественный материал, используемый в строительстве, автомобилестроении, нефтехимии, производстве и сварке, энергетике и возобновляемых источниках энергии, электронике, транспорте и водном секторе (рис. 1.2).
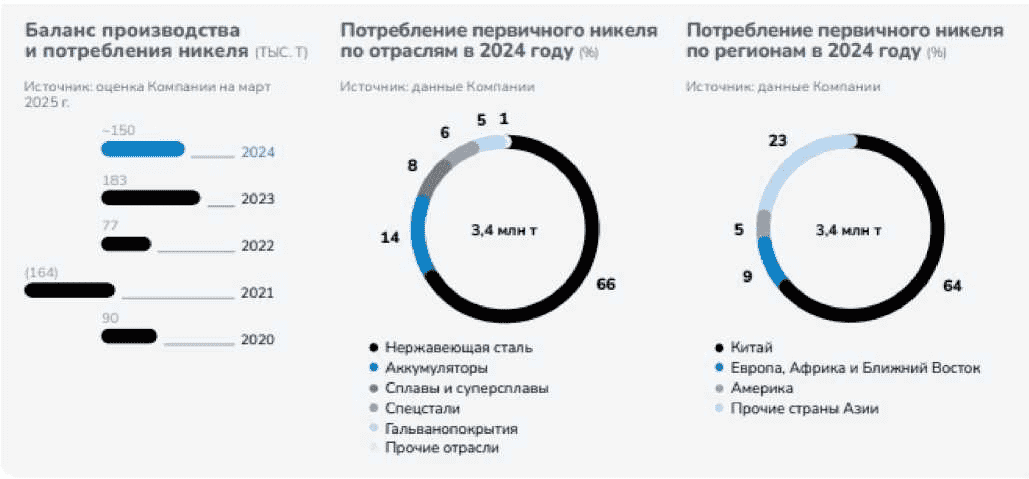
Рисунок 1.2 - Области потребления никеля в 2024 году [12]
К основным никельсодержащим материалам относятся нержавеющая сталь, суперсплавы, низкорасширяемые магнитные и сплавы с памятью формы, легированные стали, чугун и литейные сплавы, медные сплавы, чистый никель и другие сплавы, гальванопокрытие и гальванопластика, а также никелевые химикаты.
Нержавеющая стальная промышленность является крупнейшим потребителем первичного никеля и никелевого лома, за ней следуют аккумуляторы, сплавы, специальная сталь, гальванопокрытие и литейные заводы. По оценкам, в 2023 году на долю нержавеющей стали приходилось около 65% всего потребления первичного никеля, а также было потреблено около 972 000 тонн никеля, содержащегося в нержавеющем ломе. На аккумуляторную промышленность приходилось 16%, а остальная часть использовалась другими вышеупомянутыми отраслями.
По Никелевому контракту Лондонской биржи металлов (ЛБМ) может быть поставлен первичный никель (т.е. произведенный из рудного сырья) в виде катодов (полноразмерных или резаных), дроби или брикетов, удовлетворяющий по химическому составу одному из двух стандартов: ASTM Standard Specification for Nickel B39-79 (2018) или GB/T 6516-2025 - Ni9990 grade (табл. 1.2, 1.3).
Таблица 1.2
Производитель | Страна | Марка | Вид продукции <*> |
BHP Billiton Nickel West Pty Ltd | Австралия | BHP BILLITON NICKEL BRIQUETTES | Б |
Minara Resources Pty Ltd | MINARA HIGH GRADE NICKEL BRIQUETTES | ||
Votorantim Metais S.A. | Бразилия | TOCANTINS <**> | К, РК |
The Cobalt Refinery Company Inc | Канада | SHERRITT NICKEL BRIQUETTES | Б |
Vale Canada Ltd | VALE NICKEL PELLETS | Д | |
Yantai Cash Industrial Co., Ltd | Китай | CASH | К |
Jinchuan Group Co., Ltd | JINTUO GRADE 1 | К, РК | |
Norilsk Nickel Harjavalta Oy | Финляндия | NORILSK NICKEL HARJAVALTA CATHODES | К, РК |
NORILSK NICKEL HARJAVALTA BRIQUETTES | Б | ||
Eramet S.A. | Франция | NICKEL HP <**> | К, РК |
Sumitomo Metal Mining Co., Ltd | Япония | SUMITOMO METAL MINING CO. LTD | РК |
SMM | К | ||
Dynatec Madagascar S.A. | Мадагаскар | AMBATOVY NICKEL BRIQUETTES | Б |
Glencore Nikkelverk AS | Норвегия | NIKKELVERK NICKEL | К, РК |
PJSC MMC Norilsk Nickel JSC "Kola GMK" | Россия | NORILSK COMBINE H-1 <**> | К, РК |
NORNICKEL | К | ||
SEVERONICKEL COMBINE H-1 | К, РК | ||
SEVERONICKEL COMBINE H-1Y | К, РК | ||
Impala Platinum Ltd | Южная Африка | IMPALA NICKEL | Б |
Rustenburg Platinum Mines Ltd | RPM NICKEL | К, РК | |
Vale Canada Limited/Vale Europe Limited | Великобритания | VALE NICKEL PELLETS | Д |
RioZim Limited | Зимбабве | BCL EMPRESS <**> | К, РК |
Ист.: ЛБМ | |||
Таблица 1.3
зарегистрированных на ЛБМ (данные компаний)
Марки | VALE NICKEL PELLETS | GUORUN | JINTUO GRADE 1 | NICKEL HP <**> | NIKKELVERK NICKEL | VALE NICKEL PELLETS | Severonickel Combine H-1Y |
Завод | Copper Cliff, Канада | Китай | Китай | Sandouville, Франция | Nikkelverk, Норвегия | Clydach, Британия | Kola GMK, Россия |
Химический состав | |||||||
Ni | >= 99,98 | >= 99,98 | 99,99 | 99,99 | > 99,98 | >= 99,98 | 99,97 |
Co | <= 0,00005 | <= 0,007 | 0,005 | < 0,00009 | < 0,0002 | <= 0,00005 | 0,011 |
Fe | <= 0,001 | <= 0,005 | 0,002 | 0,0009 | < 0,001 | <= 0,01 | 0,0046 |
C | <= 0,007 | <= 0,005 | 0,005 | 0,0021 | < 0,002 | <= 0,015 | 0,007 |
S | <= 0,0005 | <= 0,001 | 0,001 | < 0,0003 | < 0,0002 | <= 0,0005 | 0,0006 |
Cu | <= 0,0005 | <= 0,0005 | 0,0015 | < 0,00012 | < 0,0001 | <= 0,0005 | 0,0071 |
Zn | <= 0,00005 | <= 0,001 | 0,001 | < 0,0001 | < 0,0002 | <= 0,00005 | 0,00065 |
Pb | <= 0,00005 | <= 0,0003 | 0,0003 | 0,00006 | < 0,0002 | <= 0,00005 | 0,00036 |
As | <= 0,00005 | <= 0,0008 | 0,0008 | < 0,00005 | <= 0,00005 | 0,0003 | |
Si | <= 0,0005 | <= 0,0012 | 0,001 | <= 0,0005 | 0,0008 | ||
P | <= 0,00005 | <= 0,001 | 0,001 | < 0,0002 | <= 0,00005 | < 0,0003 | |
Cd | <= 0,00005 | <= 0,0003 | 0,0003 | < 0,00001 | <= 0,00005 | < 0,0001 | |
Sn | <= 0,00005 | <= 0,0003 | 0,0003 | <= 0,00005 | < 0,0001 | ||
Sb | <= 0,00005 | <= 0,0003 | 0,0003 | <= 0,00005 | < 0,0001 | ||
Bi | <= 0,00005 | <= 0,0003 | 0,0003 | <= 0,00005 | < 0,00002 | ||
Al | <= 0,00005 | <= 0,001 | 0,001 | <= 0,00005 | |||
Mn | <= 0,00005 | <= 0,001 | 0,001 | <= 0,00005 | < 0,0002 | ||
Mg | <= 0,00005 | <= 0,001 | 0,001 | <= 0,00005 | < 0,0002 | ||
O | < 0,007 | <= 0,01 | |||||
Вид продукции <*> | Д | К | РК, К | РК, К | РК, К | Д | К, РК |
Размеры | D < 20 мм | 90 x 95 см Толщина: 3/5 мм | К: 77 x 130 см РК: 100 x 100 50 x 50 мм Толщина: 13 - 15 мм | К: 72 x 128 см РК: 25 x 25 50 x 50 100 x 100 мм | D < 20 мм | К: 800 x 900 (+/- 50) мм 880 x 1050 (+/- 50) мм толщина: 2 - 6 мм РК: 25,4 x 25,4 мм 50,8 x 50,8 мм 101,6 x 101,6 мм Толщина: 2 - 6 мм | |
Продолжение таблицы 1.3
Марки | Severonickel Combine H-1 | NORNICKEL | Norilsk Nickel Harjavalta | Norilsk Nickel Harjavalta |
Завод | Kola GMK, Россия | Kola GMK, Россия | Norilsk Nickel Harjavalta | Norilsk Nickel Harjavalta |
Химический состав | ||||
Ni | 99,96 | > 99,7 | > 99,7 | > 99,80 |
Co | 0,011 | 0,0222 | 0,0222 | 0,0020 |
Fe | 0,0051 | 0,0001 | 0,0001 | 0,0041 |
C | 0,007 | 0,0026 | 0,0026 | 0,0202 |
S | 0,0006 | 0,0009 | 0,0009 | |
Cu | 0,011 | 0,0005 | 0,0005 | < 0,0001 |
Zn | 0,00085 | < 0,0001 | < 0,0001 | < 0,0001 |
Pb | 0,00065 | 0,0001 | 0,0001 | < 0,0001 |
As | 0,0003 | < 0,0001 | < 0,0001 | < 0,0001 |
Si | 0,0008 | < 0,0005 | < 0,0005 | |
P | < 0,0003 | < 0,0002 | < 0,0002 | < 0,0002 |
Cd | < 0,0001 | |||
Sn | < 0,0001 | < 0,0001 | < 0,0001 | < 0,0001 |
Sb | < 0,0001 | < 0,0004 | < 0,0004 | < 0,0004 |
Bi | < 0,00002 | < 0,0010 | < 0,0010 | < 0,0010 |
Al | ||||
Mn | < 0,0001 | < 0,0001 | < 0,0001 | |
Mg | < 0,0002 | |||
O | ||||
Вид продукции <*> | К, РК | К, РК | К, РК | б |
Размеры | К: Технология электрорафинирования (с необрезанной кромкой) 890 x 980 (+/- 50) мм 935 x 1135 (+/- 50) мм 935 x 1185 (+/- 50) мм (с обрезанной кромкой) 800 x 900 (+/- 50) мм 900 x 1120 (+/- 50) мм 900 x 1160 (+/- 50) мм Толщина: 2 - 6 мм | К: 890 x 970 мм Толщина: 7 - 12 мм РК: 12,7 x 12,7 мм, 25,4 x 25,4 мм, 50,8 x 50,8 мм 101,6 x 101,6 мм Толщина: 8 - 12 мм | К: 890 x 970 мм Толщина: 7 - 12 мм РК: 12,7 x 12,7 мм, 25,4 x 25,4 мм, 50,8 x 50,8 мм, 101,6 x 101,6 мм Толщина: 8 - 12 мм | 30 x 40 x 20 мм |
Химический состав | ||||
Размеры | Технология электроэкстракции: 1340 x 935 мм Толщина: 3 - 12 мм РК: 25,4 x 25,4 мм, 50,8 x 50,8 мм, 101,6 x 101,6 мм Толщина: 2 - 6 мм | |||
В дополнение к таблице 1.3 в таблице 1.4 приведено описание никелевой продукции зарубежных производителей, не зарегистрированной на ЛБМ.
Таблица 1.4
не зарегистрированной на ЛБМ (данные компаний)
Pellets: | Rounds: | Disks: | ||||
Завод/Компания | Copper Cliff/Vale | Clydach/Vale | Clydach/Vale | Long Harbour/Vale | Copper Cliff, Vale | Clydach, Vale |
Наимен. | Nickel P-Pellets | Nickel P-Pellets | Nickel S-Pellets | Nickel Melt Rounds | Nickel Disks | Nickel Disks |
Хим. состав | ||||||
Ni | > 99,98 | > 99,98 | > 99,97 | Min 99,8 | Min 99,8 <1> | Min 99,8 <1> |
Co | < 0,00002 | < 0,00002 | < 0,00002 | |||
Fe | < 0,0006 | < 0,004 | < 0,004 | |||
C | < 0,007 | < 0,011 | < 0,005 | |||
S | < 0,0001 | < 0,0002 | ~ 0,022 - 0,030 | |||
Cu | < 0,00004 | < 0,0001 | < 0,0001 | |||
Zn | < 0,00002 | < 0,00002 | < 0,00002 | |||
Pb | < 0,000002 | < 0,00001 | < 0,000001 | |||
As | ||||||
Вид продукции | Карбонил. дробь | Карбонил. дробь | Карбонил. дробь | Электр. никель в виде "пуговиц" | Карбонильный Ni в виде дисков | |
Продолжение таблицы 1.4
Pellets: | Rounds: | Disks: | ||||||||||
Размеры | Диам. ~= 8 - 12 мм | Диам. ~= 8 - 12 мм | Диам. ~= 6 - 14 мм | Диам. ~= 25 - 29 мм, толщина = 5 - 6 мм, вес 26 - 32 г | Диам. ~= 14 - 18 мм, толщина 3,5 - 5,5 мм | Диам. > 11 мм, толщина > 5 мм | ||||||
Chips: | ||||||||||||
Завод, Компания | Copper Cliff, Vale | Clydach, Vale | Jinhcuan/Jinhcuan Group | |||||||||
Наимен. | Nickel Plating Chips | Nickel Plating Chips | Electrolytic Nickel Chips | |||||||||
P-1 | P-2 | H-1 | H-2 | |||||||||
Хим. состав | ||||||||||||
Ni | > 99,98 | > 99,98 | > 99,96 <*> | > 99,9 <*> | > 99,94 <*> | > 99,9 <*> | ||||||
Co | < 0,00002 | < 0,00002 | 0,02 | 0,08 | 0,02 | 0,08 | ||||||
Fe | < 0,0006 | < 0,004 | 0,01 | 0,02 | 0,01 | 0,02 | ||||||
C | < 0,007 | < 0,007 | 0,01 | 0,01 | 0,01 | 0,02 | ||||||
S | < 0,0001 | < 0,0001 | 0,001 | 0,001 | 0,02 | 0,02 | ||||||
Cu | < 0,00004 | < 0,0002 | 0,01 | 0,02 | 0,01 | 0,02 | ||||||
Zn | < 0,00002 | < 0,00002 | 0,0015 | 0,002 | 0,0015 | 0,002 | ||||||
Pb | < 0,000002 | < 0,000003 | 0,001 | 0,001 | 0,001 | 0,001 | ||||||
Si | 0,002 | 0,002 | 0,002 | 0,002 | ||||||||
Pb | 0,001 | 0,001 | 0,001 | 0,001 | ||||||||
As | 0,0008 | 0,001 | 0,0008 | 0,001 | ||||||||
Cd | 0,0003 | 0,0008 | 0,0003 | 0,0008 | ||||||||
Sn | 0,0003 | 0,0008 | 0,0003 | 0,0008 | ||||||||
Sb | 0,0003 | 0,0008 | 0,0003 | 0,0008 | ||||||||
Bi | 0,0003 | 0,0008 | 0,0003 | 0,0008 | ||||||||
Mg | 0,001 | 0,002 | 0,001 | 0,002 | ||||||||
Вид продукции | Карбонильный Ni в виде "похожем на диски" | Электролитный Ni в виде "пуговиц" | ||||||||||
Размеры | Диам. ~=17 - 25 мм, толщина ~= 4 - 5 мм | Диам. ~= 18 - 22, толщина ~= 4 - 5 мм | ||||||||||
Продолжение таблицы 1.4
Tonimet | Utility | Handy Nickel | ||||
Завод, Компания | Matsusaka, Vale | Kaohsiung, Onsan, Dalian, Vale | Long Harbour, Vale | Niihama, Sumitomo Metal Mining | ||
Наимен. | Tonimet briquettes | Tonimet compacts | Utility Nickel | Utility Rounds | Handy-E | Handy-S |
Хим. состав | ||||||
Ni | ~ 93 | ~ 97 | > 97 | ~ 97 | >= 99,8 | >= 99,9 <*> |
Co | ~ 1,3 | ~ 1,3 | ~ 1,4 | ~ 2,4 | <= 0,15 | |
Fe | ~ 0,6 | ~ 0,6 | ~ 0,7 | ~ 0,015 | <= 0,02 | <= 0,02 |
C | ~ 0,2 | ~ 0,005 | <= 0,01 | <= 0,010 | ||
S | ~ 0,003 | ~ 0,003 | ~ 0,1 | ~ 0,0005 | <= 0,001 | 0,01 - 0,03 |
Cu | ~ 0,1 | ~ 0,1 | ~ 0,4 | ~ 0,090 | <= 0,005 | <= 0,005 |
Si | ~ 0,1 | ~ 0,001 | <= 0,004 | <= 0,005 | ||
P | < 0,001 | < 0,001 | ~ 0,005 | ~ 0,0001 | ||
Cr | ||||||
Mn | <= 0,001 | <= 0,001 | ||||
Pb | <= 0,0015 | <= 0,0015 | ||||
Вид прод-и | Ni, рафинир. по собств. способу в виде гранул или брикетов | Ni, рафинир. по собств. способу в виде "прессовок" цилиндрич. формы | Ni, рафинир. по собств. способу в виде дроби | Ni, рафинир. по собств. способу в виде "пуговиц" | Электрон. Ni в виде "пуговиц" | |
Размеры | Гранулы: 10 - 100 меш. 0,2 - 0,4 мм (60 - 90%) 0,4 - 0,9 мм (10 - 40%) Брикеты: 20 x 30 x 15 мм | Диам. x высота 25 x 15 мм | 3 - 80 мм (> 96%) | Диам. 25 - 29 мм, толщина 5 - 6 мм, вес 26 - 32 г | Диаметр - 20 мм | |
Окончание таблицы 1.4
Завод, Компания Наимен. | Nikkelverk, Glencore | Nikkelverk, Glencore | |||
Crowns: | |||||
Crowns | Microcrowns | D-crowns | D-Microcrowns | ||
Хим. состав | |||||
Ni | > 99,98 | > 99,98 | > 99,95 | > 99,95 | > 99,99 |
Co | < 0,0002 | < 0,0002 | < 0,0002 | < 0,0002 | < 0,0002 |
Fe | < 0,001 | < 0,001 | < 0,001 | < 0,001 | < 0,0005 |
C | < 0,002 | < 0,002 | < 0,002 | < 0,002 | < 0,0015 |
S | < 0,0002 | < 0,0002 | < 0,022 | < 0,02 | < 0,0002 |
Cu | < 0,0001 | < 0,0001 | < 0,0001 | < 0,0001 | < 0,0001 |
Zn | < 0,0002 | < 0,0002 | < 0,0002 | < 0,0002 | |
Pb | < 0,0002 | < 0,0002 | < 0,0002 | < 0,0002 | Max 0,00010 |
Si | |||||
H | < 0,0003 | ||||
N | < 0,0002 | ||||
O | < 0,002 | ||||
Ag | Max 0,00010 | ||||
Zn | < 0,0002 | ||||
Mg | |||||
Al | |||||
Ca | |||||
Cr | |||||
Mn | |||||
Вид продукц. | Электрол. Ni в виде "корон" | Электрол. Ni в виде "микрокорон" | Электрол. Ni с доб. S в виде "корон" | Электрол. Ni с доб. S в виде "микрокорон" | Электрол. Ni с пониженным сод-ем C в виде резаных квадратов |
Размеры | D ~ 20 мм | D ~ 12 мм | D ~ 20 мм | D ~ 12 мм | 50 x 50 мм |
Мировое производство рафинированного кобальта выросло на 17% в 2024 году по сравнению с 2023 годом, достигнув 222 тыс. т кобальта. Большая часть этого роста пришлась на производителей химической продукции и порошков [13] (табл. 1.5).
Таблица 1.5
в 2022 - 2024 годах, % [13]
Компания/страна | 2022 | 2023 | 2024 |
Китай | 76,1% | 78,6% | 78,5% |
Финляндия | 9,9% | 8,3% | 8,8% |
Канада | 4,0% | 2,9% | 3,1% |
Япония | 0,2% | 1,8% | 1,9% |
Мадагаскар | 1,9% | 1,6% | 1,8% |
Индонезия | - | 0,8% | 1,7% |
Норвегия | 1,9% | 1,6% | 1,4% |
Австралия | 2,0% | 1,6% | 1,4% |
Остальные | 2,9% | 1,6% | 1,6% |
Ожидается, что спрос на вторичный кобальт увеличится с 6% в 2023 году до 10% к 2030 году и 29% к 2040 году. Это обусловлено не только доступностью лома, но и развитием технологий переработки и извлечения кобальта из этих технологий. Объемы переработанного кобальта могут вырасти более чем в 16 раз к 2040 году. Структура потребления кобальта представлена на рис. 1.3.
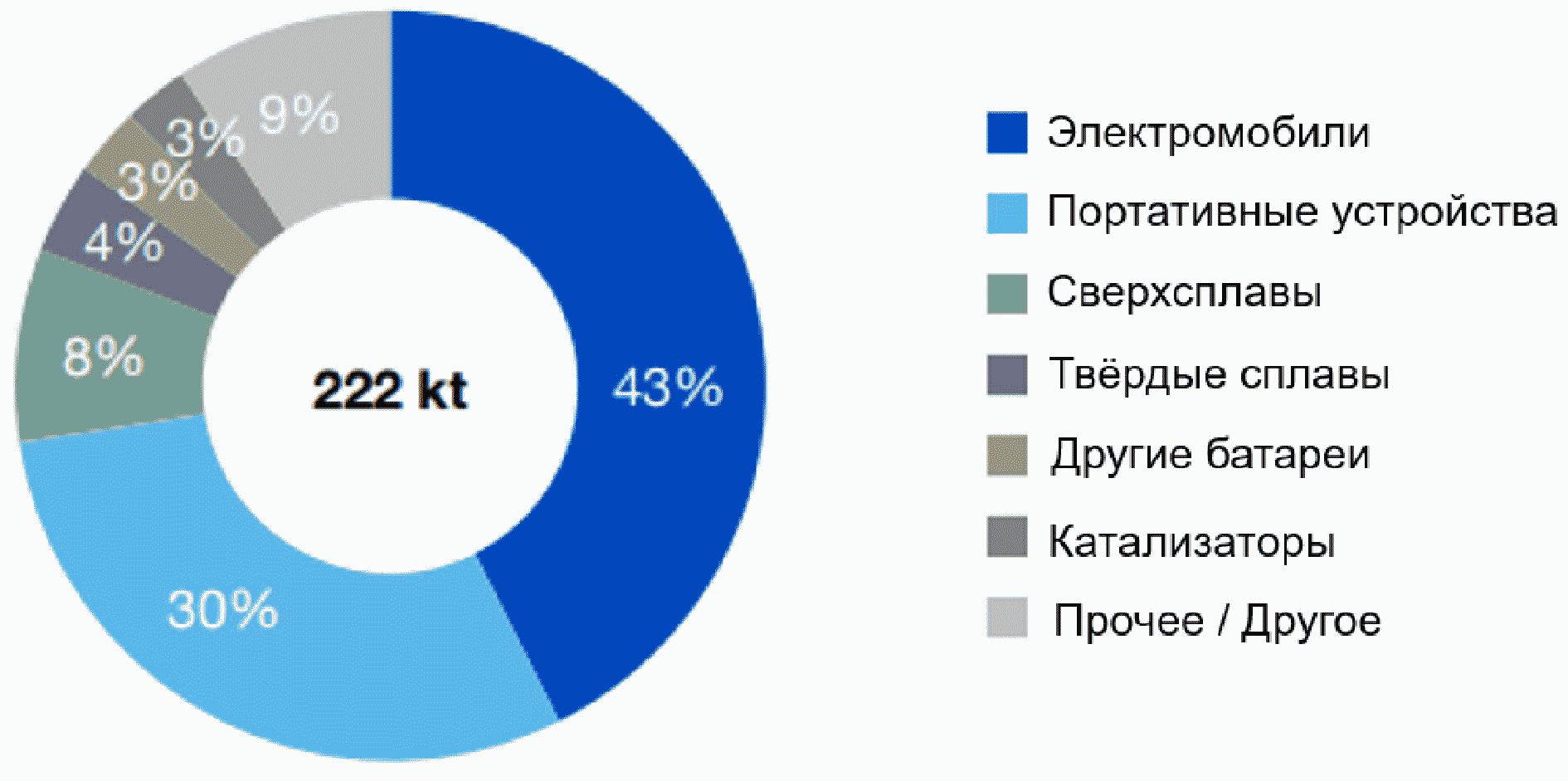
(100% = 222 кт) [13]
По Кобальтовому контракту Лондонской биржи металлов (ЛБМ), введенному в действие в 2009 году, поставляемый кобальт должен был иметь чистоту минимум 99,3%, но с января 2018 года этот показатель заменен на 99,80%. Таким образом, на ЛБМ может быть поставлен кобальт минимальной чистоты 99,80%, а содержание прочих элементов указывается каждым производителем зарегистрированной на ЛБМ марки кобальта (таблицы 1.6, 1.7). Кобальт может быть в виде катодов (ломаных или резаных), слитков, брикетов, "пуговиц" или (с 2015 года) крупнозернистого порошка.
Таблица 1.6
Производитель/страна | Марка | Вид продукции <1> |
Votorantim Metais S.A., Бразилия | TOCANTINS ALLOY GRADE 99,8% <2> | ЛК |
Vale Canada Limited, Канада | VALE ELECTROLYTIC COBALT ROUNDS | ПГ |
Yantai Cash Industrial Co., Ltd., Китай | CASH (cm. 17/241) | РК |
Jinchuan Group Co., Ltd, Китай | GOLDEN CAMEL 9995 | РК |
Jiangsu Cobalt Nickel Metal Co., Ltd., Китай | KLK 9995 | РК |
Huayou Cobalt Co., Китай | Huayou <3> | РК |
Freeport Cobalt Oy, Финляндия | FC Coarse Powder S1 d200/1000 | П |
Sumitomo Metal Mining Co., Ltd, Япония | SMM CO 99,8% | РК |
CTT - Compagnie de Tifnout Tiranimine, Марокко | CMBA <4> | ЛК |
Kasese Cobalt Company Limited, Уганда | KCCL <2> | ЛК |
JSC "Kola GMK", Россия | NORILSK 1 | РК |
Chambishi Metals Plc, Замбия | CMA | ЛК |
Chambishi Metals Plc, Замбия | CMP | ЛК |
Таблица 1.7
зарегистрированной на ЛБМ (Co - мин. содержание,
примеси - макс. содержание)
Марки | VALE ELECTROLYTIC COBALT ROUNDS | TOCANTINS ALLOY GRADE 99,8% <1> | SMM CO 99,8% | GOLDEN CAMEL 9995 | KCCL <2> | KLK 9995 | CASH | CASH пересмотр. | CMBA | CMBA пересмотр. |
Регистрация | 18.04.2012 | 17.11.09 | 23.11.09 | 30.11.09 | 18.01.10 | 29.01.10 | 04.05.10 | 04.05.10 | 26.04.11 | 22.08.18 |
Хим. состав | ||||||||||
Al | 0,0002 | 0,0010 | 0,002 | 0,003 | 0,001 | 0,002 | ||||
As | 0,0002 | 0,0005 | 0,00002 | 0,0005 | 0,0003 | 0,0007 | ||||
Bi | 0,0003 | 0,0005 | 0,0003 | 0 | ||||||
C | 0,0050 | 0,0060 | 0,01 | 0,005 | 0,012 | 0,007 | 0,005 | 0,005 | 0,0075 | 0,010 |
Ca | 0,0010 | 0,005 | 0,0050 | 0,0050 | ||||||
Cd | 0,0001 | 0,0020 | 0,0005 | 0,0003 | 0,005 | 0,0005 | 0,0003 | 0,005 | 0,0010 | 0,0010 |
Co | 99,8 | 99,80 | 99,8 | 99,95 | 99,8 | 99,95 | 99,95 | 99,95 | 99,80 | |
Cr | 0,0010 | 0,005 | 0,0020 | 0,0020 | ||||||
Cu | 0,0002 | 0,0030 | 0,01 | 0,003 | 0,02 | 0,006 | 0,004 | 0,005 | 0,0050 | 0,0050 |
Fe | 0,0008 | 0,0100 | 0,01 | 0,006 | 0,02 | 0,006 | 0,005 | 0,006 | 0,010 | 0,010 |
Mg | 0,0010 | 0,002 | 0,005 | 0,002 | 0,001 | 0,002 | 0,002 | 0,0020 | ||
Mn | 0,0008 | 0,0030 | 0,001 | 0,005 | 0,01 | 0,005 | 0,001 | 0,005 | 0,0050 | 0,0100 |
Ni | 0,17 | 0,0800 | 0,15 | 0,002 | 0,08 | 0,008 | 0,005 | 0,01 | 0,030 | 0,030 |
P | 0,0005 | 0,001 | 0,002 | 0,001 | 0,001 | |||||
Pb | 0,0008 | 0,0020 | 0,001 | 0,0004 | 0,01 | 0,0005 | 0,001 | 0,0005 | 0,0050 | 0,0100 |
S | 0,0010 | 0,0050 | 0,001 | 0,001 | 0,008 | 0,002 | 0,001 | 0,001 | 0,007 | 0,010 |
Sb | 0,0004 | 0,0003 | 0,0005 | 0,0003 | 0,0006 | |||||
Se | 0,0001 | |||||||||
Si | 0,0010 | 0,001 | 0,003 | 0,003 | 0,001 | 0,003 | ||||
Sn | 0,0003 | 0,0005 | 0,0003 | 0,0005 | ||||||
Zn | 0,0016 | 0,0025 | 0,005 | 0,002 | 0,01 | 0,003 | 0,001 | 0,002 | 0,0050 | 0,0050 |
Вид продукции <3> | ПГ | ЛК | РК | РК | ЛК | РК | ЛК | ЛК | ЛК | ЛК |
Окончание таблицы 1.7
Марки | CMA | CMP | FC Coarse Co Powder Powder | Norilsk 1 | Huayou |
Регистрация | 29.08.2013 | 29.08.2013 | 22.12.2016 | 08.05.2019 | 16.07.2019 |
Хим. состав | |||||
Al | 0,0010 | 0,0010 | |||
As | |||||
Bi | |||||
C | 0,0200 | 0,0100 | 0,1 | 0,01 | 0,0047 |
Ca | |||||
Cd | 0,0050 | 0,0015 | 0,001 | 0,0003 | 0,0005 |
Co | 99,80 | 99,90 | 99,8 | 99,90 | 99,99 |
Cr | |||||
Cu | 0,0050 | 0,0040 | 0,0015 | 0,005 | 0,0007 |
Fe | 0,0100 | 0,0050 | 0,001 | 0,005 | 0,0017 |
Mg | 0,0030 | 0,0010 | |||
Mn | 0,0100 | 0,0020 | 0,005 | 0,0001 | 0,0002 |
Ni | 0,0500 | 0,0400 | 0,005 | 0,05 | 0,0008 |
P | |||||
Pb | 0,0060 | 0,0040 | 0,001 | 0,0003 | 0,0002 |
S | 0,0050 | 0,0050 | 0,04 | 0,001 | 0,0002 |
Sb | |||||
Se | |||||
Si | 0,0010 | 0,0010 | |||
Sn | |||||
Zn | 0,0070 | 0,0050 | 0,001 | 0,0004 | 0,0002 |
Вид продукции <3> | ЛК | ЛК | П | РК | РК |
Содержание никеля в земной коре составляет около 0,01% масс., он занимает пятое место по распределению в земной коре, уступая лишь Fe, O, Si и Mg. Однако число пригодных для экономически эффективного извлечения металла промышленных месторождений ограничено.
Мировые запасы никеля в рудах оцениваются в 89 млн т. Выявленные наземные ресурсы никеля в рудах (табл. 1.8), содержащих 1% никеля или больше, составляют по крайней мере 130 млн т никеля, в том числе 60% в латеритовых и 40% в сульфидных месторождениях. Значительные ресурсы никеля сосредоточены также в глубоководных конкрециях.
Таблица 1.8
Мировые запасы никеля на 2023 год, тыс. т [14]
Страна | Запасы |
Индонезия | 55000 |
Австралия | 24000 |
Бразилия | 16000 |
Россия | 8300 |
Новая Каледония | 7100 |
Филиппины | 4800 |
Китай | 4200 |
Канада | 2200 |
США | 340 |
Другие страны | 9100 |
Около 8,5% мировых запасов никеля сосредоточено в России (8,3 млн т). По этому показателю Россия занимает 4-е место в мире, уступая Индонезии (55 млн т), Австралии (24 млн т) и Бразилии (16 млн т) (табл. 1.8) [14].
Основными геолого-промышленными типами месторождений никеля и кобальта являются магматические сульфидные медно-никелевые, гипергенные силикатные никелевые коры выветривания и гидротермальные арсенидные и сульфоарсенидные никель-кобальтовые и собственно кобальтовые месторождения (табл. 1.9). Важнейшие промышленные минералы никеля (и кобальта) приведены в табл. 1.10.
Таблица 1.9
Мировые запасы кобальта на 2023 год, тыс. т [15]
Страна | Запасы |
Демократическая Республика Конго | 6000 |
Австралия | 1700 |
Куба | 500 |
Индонезия | 500 |
Филиппины | 260 |
Россия | 250 |
Канада | 230 |
Мадагаскар | 100 |
Папуа - Новая Гвинея | 49 |
США | 69 |
Турция | 91 |
Прочие страны | 780 |
Мировые запасы кобальта, по оценкам US Geological Survey, составляют 11 млн т, а выявленные наземные ресурсы - около 25 млн т. В дополнение к этому ресурсы кобальта в железомарганцевых конкрециях и корках на океанском дне оцениваются почти в 120 млн т [15].
Таблица 1.10
Важнейшие промышленные минералы никеля и кобальта [16]
Название минерала и химическая формула | Содержание, % | |
Ni | Co | |
Сульфиды | ||
Пентландит (Fe, Ni)9S8 | 22 - 42 | 1 - 3 |
Никелистый пирротин FeS | 0,4 - 0,7 | - |
Миллерит NiS | 61 - 64 | 0,1 - 0,5 |
Линнеит Co3S4 | - | 40 - 53 |
Кобальтпирит (Fe, Co)S2 | - | 0,05 - 3 |
Арсениды, сульфоарсениды и арсенаты | ||
Скуттерудит CoAs3 | 0 - 9 | 11 - 20 |
Саффлорит (Co, Fe)As2 | 0 - 0,3 | 10 - 30 |
Шмальтин-хлоантит (Co, Ni)As2 | 1 - 21 | 4 - 24 |
Кобальтин CoAsS | 0,5 - 2 | 26 - 34 |
Эритрин CO3(AsO4)2·8H2O | 0 - 6 | 20 - 30 |
Силикаты, гидросиликаты и гидроксиды | ||
Гарниерит (Ni, Mg)4[Si4O10](OH)4·4H2O | 16 - 35 | 0 - 0,1 |
Ревдинскит (Ni, Mg)8[Si4O10](OH)8 | 16 - 35 | 0,0 - 0,1 |
Никелевый копролит (Mg, Ni)4[Si4O10](OH)4·4H2O | 10 - 15 | Следы |
Нонтронит m{Mg3[Si4O10](OH)2} p{(Al, Fe)2[Si4O10](OH)2} | 0,5 - 2,0 | Следы |
Никелевый серпофит (Mg, Ni, Fe)6[Si4O10](OH)8 | 4 - 5 | Следы |
Характерной особенностью сульфидных месторождений, сосредоточенных преимущественно на территории России и Канады, является сравнительно выдержанный минеральный состав руд. Главными минералами руд являются пирротин, пентландит, халькопирит и магнетит. Руды содержат никель, медь, кобальт, платиноиды, а также селен и теллур, золото, серебро и серу. Месторождения описываемого типа являются ведущими в запасах и добыче никеля и кобальта в России.
В сульфидных рудах чаще всего основная часть никеля встречается в виде минерала пентландита (Ni, Fe)9S8. Лишь небольшие количества никеля бывают представлены миллеритом NiS, виоларитом Ni2FeS4 и никельсодержащим пирротином (Fe, Ni)8S9. В рудах некоторых месторождений Австралии, например, существенная часть никеля представлена полидимитом Ni3S4. Пентландит всегда встречается вместе с другими сульфидными минералами, чаще всего с пирротином Fe8S9 и халькопиритом CuFeS2. Эти сульфидные минералы вмещает силикатная и алюмосиликатная порода.
В табл. 1.11 приведен примерный минералогический состав некоторых сульфидных руд.
Таблица 1.11
никелевых руд [17]
Рудники | Пентландит, % | Халькопирит, % | Пирротин, % | Пустая порода, % |
Raglan | 8 | 2, 4 | 11 | 79 |
Садбери (1) | 3,6 | 4, 3 | 23 | 70 |
Садбери (2) | 3 - 6 | 2 - 5 | 20 - 30 | Остальное |
Манитоба, Томпсон | 7 | 0,4 | 11 | 70 |
Большинство месторождений окисленных (латеритовых) руд, представляющих интерес для добычи, сосредоточено в экваториальном поясе: в Новой Каледонии, на Кубе, Мадагаскаре, Филиппинах, в Индонезии и др. Силикатные никелевые месторождения России играют подчиненную роль в запасах и добыче никеля и кобальта. Минеральный состав окисленных никелевых руд очень сложный: металлы распределены по многим минеральным формам и представлены как силикатными, так и оксидными и гидроксидными соединениями.
Двумя основными подтипами латеритовых руд, представляющих коммерческий интерес, являются лимониты и сапролиты. Лимониты обычно залегают ближе к поверхности, непосредственно под покрывающим пластом (зона феррикрета), ниже залегают сапролиты. Лимониты и сапролиты существенно различаются по составу. В целом в лимонитах содержание никеля (0,8 - 1,5%), магния (0 - 5% MgO) и кремнезема (0 - 10% SiO2) ниже, а железа (40 - 50%) и кобальта (0,10 - 0,20%) выше, чем в сапролитах. В случае если никель сосредоточен в основном в силикатной фазе сапролитовой зоны, латеритовое месторождение относят к "гарниеритовому типу", содержащему 1,8 - 3,5% Ni, 0,02 - 0,08% Co, 10 - 25% Fe, 15 - 25% MgO и 30 - 50% SiO2.
Чисто лимонитовая руда представляет собой в основном окислы (гидроокислы) железа, в то время как серпентинитовая руда представлена в основном сложными железо-магниевыми силикатами. В обеих разновидностях окисленных руд никель изоморфно замещает железо (и магний) в решетке, соответственно, окислов и силикатов (за очень редким исключением в таких рудах присутствуют собственно никелевые силикаты), поэтому окисленные руды не могут быть обогащены с применением обычных физических методов обогащения (флотации, гравитации и т.п.), как это имеет место при переработке сульфидных руд. Иногда производится рудоразборка с отбраковыванием крупных кусков - фазы, которая в ряде случаев существенно обеднена никелем (например, обогащение разделением по классам крупности было заложено в схему Cawse). Однако этот прием позволяет лишь незначительно обогатить сырье.
Почти половина мировых запасов кобальта сосредоточена в Демократической Республике Конго в многочисленных медно-кобальтовых месторождениях Медного пояса, тянущегося из Замбии через провинцию Катанга в юго-восточной части Демократической Республики Конго. Содержание кобальта в наиболее богатых зонах достигает 1 - 2%. Первичная минерализация - сульфидная; основные медьсодержащие минералы - халькопирит, халькозин Cu2S; кобальт преимущественно - в карролите (Cu (Co, Ni)2S4). Гипергенная (вторичная) минерализация ассоциирована с высокой степенью окисления минералов, залегающих вблизи поверхности (не глубже 100 м от поверхности). Медь и кобальт сосредоточены преимущественно в малахите Cu2CO3(OH)2 и гетерогените CoO(OH). Содержание кобальта обычно составляет 0,3%, меди - ~ 3%.
На сегодняшний день богатые кобальтом месторождения так называемой первичной кобальтовой руды, или собственно кобальтовой руды, практически исчерпаны. Единственным рудником (подземным), где с 1928 года по сию пору ведут разработку, является рудник Bou-Azzer (Марокко) компании CTT Managem. Содержание кобальта в руде, включающей Co-Ni-Fe-арсениды и сульфоарсениды (главный промышленный минерал скуттерудит (Co, Fe, Ni)AS2), а также сульфиды меди и молибденит - высокое, порядка 1%.
Имеются проекты добычи и переработки мышьяковистой руды: проект Idaho Cobalt Project (США), где основными кобальт- и медьсодержащими минералами являются соответственно кобальтин CoAsS и халькопирит CuFeS2; проект NICO (Канада) компании Fortune Minerals, предусматривающий переработку Co-Bi-Cu-Au-руды, в которой основным кобальтсодержащим минералом является арсенопирит и др.
Новых крупных сульфидных месторождений никеля и тем более богатых в последние годы не выявлено. Некоторые разрабатываемые десятилетиями месторождения сульфидной руды имеют ограниченный оставшийся срок эксплуатации.
В ретроспективе объем добычи никеля из сульфидных руд заметно превышал добычу из латеритовых руд, однако в последние годы доля сульфидного никеля в общем объеме добычи снизилась.
Сведения о величине горной добычи никеля и кобальта представлены в табл. 1.12 и 1.13.
Таблица 1.12
тыс. т Ni [14]
Страна | 2022 | 2023 |
Индонезия | 1580 | 1800 |
Филиппины | 345 | 400 |
Новая Каледония | 200 | 230 |
Россия | 222 | 200 |
Австралия | 155 | 160 |
Канада | 143 | 180 |
Китай | 114 | 110 |
Бразилия | 88,5 | 88,5 |
США | 17,5 | 17 |
Прочие страны | 404 | 380 |
МИР | 3270 | 3600 |
Таблица 1.13
Горная добыча кобальта в 2022 - 2023 годах, тыс. т [15]
Страна | 2022 | 2023 |
ДР Конго | 144 | 170 |
Россия | 9,2 | 8,8 |
Куба | 3,7 | 3,2 |
Австралия | 5,79 | 4,6 |
Филиппины | 3,9 | 3,8 |
Канада | 3,06 | 2,1 |
Мадагаскар | 3,5 | 4 |
Папуа - Новая Гвинея | 2,99 | 2,9 |
Турция | 2,1 | 2,8 |
Индонезия | 9,6 | 17 |
Новая Каледония | 2 | 3 |
США | 0,5 | 0,5 |
Прочие страны | 6,6 | 6,6 |
МИР | 197 | 230 |
По данным US Geological Survey мировая добыча кобальта в 2023 году составила 230 тыс. т, причем более 70% приходится на Демократическую Республику Конго (Киншаса) (табл. 1.13).
Технологические схемы переработки никелевых руд определяются их типом и особенностями химического состава. Так, если переработка сульфидных руд не отличается разнообразием (за исключением трех гидрометаллургических производств - Надеждинского металлургического завода в Норильске (Заполярный филиал ПАО "ГМК "Норильский никель", Россия), завода в Long Harbour (Vale, Канада) и предприятия компании Terrafame в Финляндии, головными операциями технологической схемы являются пирометаллургические процессы, обеспечивающие получение медно-никелевого файнштейна), то схемы получения никеля из латеритов весьма разнятся между собой, как по типу и набору технологических операций, так и по виду конечной продукции. При этом наибольшее распространение имеет плавка окисленной никелевой руды на ферроникель, в меньшей степени распространены процессы высокотемпературного автоклавного выщелачивания и Карон-процесс. В настоящее время все шире применяется плавка окисленных никелевых руд на никелистый чугун (продукт, близкий по составу к ферроникелю), весьма широко востребованный при производстве нержавеющих сталей.
Латеритовые Ni-Co-руды перерабатывают пирометаллургическими методами (плавка на ферроникель, никелистый чугун или штейн), гидрометаллургическими методами (сернокислотное автоклавное выщелачивание, иногда в комбинации с атмосферным и кучным выщелачиванием) и комбинированными методами, сочетающими приемы пиро- и гидрометаллургии (например, аммиачное выщелачивание по методу М. Карона). Выбор метода в значительной степени определяется химическим и минералогическим составом руды. Так, для переработки Mg-гидросиликатного подтипа руды почти в 3/4 случаев применяется плавка. Напротив, для переработки железооксидного подтипа используются преимущественно гидрометаллургические способы, включая метод Карона (рис. 1.4).
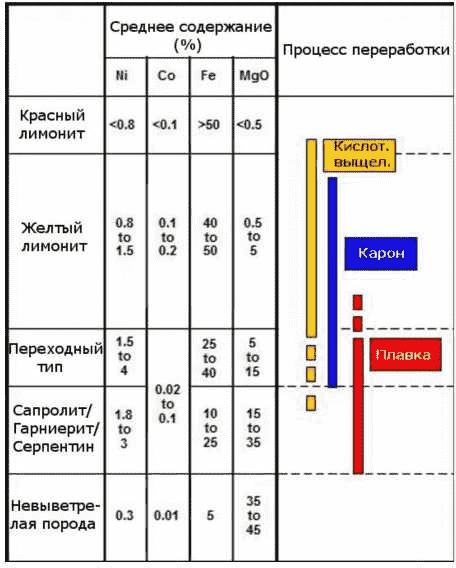
Ni-Co латеритов [18]
Плавка латеритовой никелевой руды на ферроникель, никелистый чугун, штейн за рубежом
Совместное присутствие в латеритах никеля и железа создает предпосылки для получения железосодержащих никелевых продуктов - ферроникеля и никелистого чугуна, пригодных для производства нержавеющих сталей.
Сырьем для производства ферроникеля служит преимущественно сапролит (%: Ni - 1,5 - 3; Co - 0,04 - 0,08; Fe - 15; SiO2 - 40; MgO - 25), позволяющий из-за пониженного по сравнению с лимонитом содержания железа при меньших производственных затратах получать ферроникель заданного состава.
Технологический процесс включает в себя сушку руды, обжиг, восстановление оксидов никеля и железа в электропечах с получением чернового ферроникеля и его рафинирование, обеспечивающее удаление серы и фосфора. Своеобразным стандартом отрасли стал процесс RKEF (rotating kiln - electric furnace), включающий в себя обжиг во вращающейся печи ("RF") и восстановительную плавку в электропечи ("EF"). В типичном случае готовый ферроникель содержит 20 - 40% Ni.
Производство никелистого чугуна (НЧ) началось в Китае в 2005 году как реакция на высокие цены на никель, и уже к 2014 году никелистый чугун покрывал более половины потребности в никеле китайских производителей нержавеющей стали.
В технологическом отношении китайцы прошли следующий путь. Производство никелистого чугуна (~ 2% Ni) началось в доменных печах, использовавшихся ранее для выплавки чугуна. Затем получила развитие плавка в электропечи: как и в случае с домнами, поначалу использовали уже имеющиеся печи, использовавшиеся ранее для выплавки других сплавов - FeSi, FeMn и др. В электропечах получают НЧ с 10 - 15% Ni, что делает его пригодным для производства нержавеющих сталей серии 300.
С 2011 года началось быстрое развитие производства НЧ по хорошо известной технологии производства ферроникеля RKEF. Такой никелистый чугун как по составу, так и по способу производства практически ничем не отличается от обычного ферроникеля.
Переработка латеритовой руды на штейн осуществляется на единственном заводе - Sorowako компании Vale. В местных рудах отношение SiO2/MgO ~ 2,1. При SiO2/MgO 1,8 - 2,2 получается шлак со сравнительно низкой температурой плавления, что делает такие руды более пригодными для плавки на штейн, а не на ферроникель.
Гидрометаллургическая переработка латеритовых руд
Высокотемпературное сернокислотное автоклавное выщелачивание (HPAL) является вторым по распространенности в мире процессом, предназначенным для производства никеля из окисленных никелевых руд, и обеспечивает возможность извлечения в товарную продукцию до 90% и более никеля и основную часть кобальта.
Процесс HPAL - это процесс, в котором никель и кобальт из латеритовой руды выщелачиваются серной кислотой при высоком давлении (~ 40 атм.) и температуре (230 °C - 240 °C). Из раствора выщелачивания после очистки его от примесей либо осаждают смешанные сульфиды или гидроксиды никеля и кобальта, либо ведут процесс с использованием жидкостной экстракции и электроэкстракции до получения металлических никеля и кобальта. Последнее характерно для относительно новых предприятий.
Гидрометаллургическая технология получения никеля и кобальта с использованием процесса Карона (восстановительный обжиг с последующим аммиачным выщелачиванием) позволяет перерабатывать лимонитовую руду или смесь лимонитов с сапролитами, при этом с увеличением относительной доли сапролита извлечение никеля и кобальта снижается. По сравнению с процессом автоклавного кислотного выщелачивания (HPAL) применение процесса Карона экономически оправдано для переработки руды с более высоким содержанием магния (примерно до 8%). Однако в этой технологии извлечение никеля и особенно кобальта существенно ниже, чем в HPAL, а извлечение никеля ниже, чем при плавке на ферроникель. Кроме того, головные пирометаллургические операции энергозатратны, а последующие гидрометаллургические операции требуют различные реагенты.
Никельсодержащие сульфидные руды, в отличие от окисленных, поддаются флотационному обогащению. Так, из руды, содержащей 1 - 3% Ni, получают концентрат с 7 - 20 + % Ni. Технологическая схема включает в себя дробление, измельчение и флотацию. В зависимости от состава руды, в частности, от соотношения меди и никеля, используются различные схемы.
При небольшом содержании в руде халькопирита реализуется процесс коллективной флотации с получением Ni-Cu-концентрата, при значительном (массовое соотношение Cu:Ni > 0,3) - производится разделение на никелевый (медно-никелевый) и медный концентраты. На Талнахской обогатительной фабрике ЗФ ПАО "ГМК "Норильский Никель", перерабатывающей сплошные сульфидные руды, осуществлялось также выделение никелистого пирротина в отдельный, так называемый пирротиновый концентрат.
Наиболее распространенной практикой переработки никелевых сульфидных концентратов является штейновая плавка, которая может быть реализована либо в автогенных агрегатах (печь взвешенной плавки), либо в руднотермических электропечах. Полученный штейн конвертируют с получением файнштейна, который затем рафинируют гидрометаллургическим (весь мир) или комбинированным способом с получением товарных металлов (рис. 1.5).
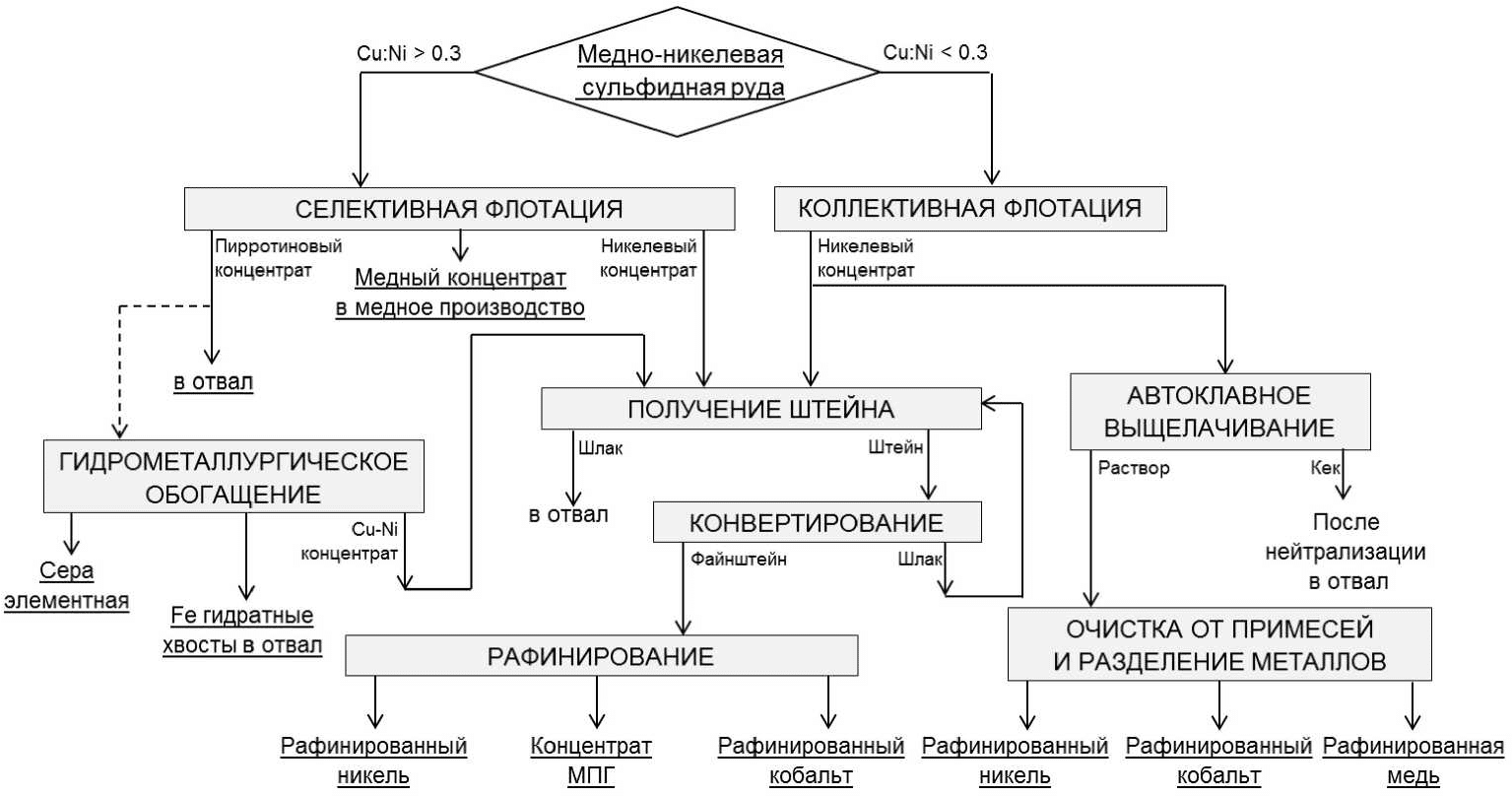
медно-никелевых руд
Главным преимуществом головной пирометаллургической операции является возможность практически количественного концентрирования присутствующих в сульфидных медно-никелевых рудах драгоценных металлов (за исключением серебра).
Для руд, практически не содержащих драгоценных металлов (медно-никелевые руды канадского месторождения Voisey's Bay), возможна гидрометаллургическая переработка с тотальным вскрытием сульфидной составляющей и получением медно-никель-кобальтового раствора, пригодного для дальнейшей переработки с получением катодных рафинированных металлов и отвального кека, который после нейтрализации можно захоранивать.
Следует также остановиться на переработке пирротиновых никельсодержащих концентратов, прямая пирометаллургическая переработка которых ввиду низкого содержания ценных компонентов экономически нецелесообразна. Процедура гидрометаллургического обогащения, реализованная на Надеждинском металлургическом заводе ЗФ ПАО "ГМК "Норильский Никель", с выводом в отдельные продукты основной части серы в элементарной форме, а железа - в гидратной делает получаемый сульфидный концентрат весьма привлекательным для извлечения из него ценных компонентов (никеля, кобальта, меди, драгоценных металлов) стандартными пирометаллургическими способами.
Производство штейна
Головной операцией пирометаллургической переработки никельсодержащих руд и концентратов является плавка на штейн.
В исторической ретроспективе плавку предварительно обожженных и окускованных концентратов или кусковой руды вели в отражательных или шахтных печах. Эти способы плавки характеризовались относительно низкой удельной производительностью, высоким расходом кокса и повышенными потерями ценных компонентов с отвальными шлаками из-за присущей минералам пустой породы медно-никелевых руд тугоплавкости. Данные обстоятельства, а также стремительное развитие электроэнергетики привели к достаточно быстрому вытеснению этих процессов значительно более эффективной и менее "капризной" электроплавкой, которая, в свою очередь, также постепенно заменяется автогенными процессами плавки.
До недавнего времени электроплавка предварительно обожженного никелевого (медно-никелевого) концентрата применялась на пяти заводах (в т.ч. двух, расположенных на территории Российской Федерации), перерабатывающих никелевое (никель-медное) сульфидное сырье. В никель-платиновой подотрасли руднотермическая плавка повсеместно используется и по сей день, при этом из-за низкого содержания серы материал не обжигают, а после сушки непосредственно подают в электропечь.
Несмотря на то, что процесс электроплавки является довольно старым, он имеет ряд неоспоримых преимуществ, а именно:
- возможность переработки малосульфидного высокомагнезиального сырья за счет способности электропечи обеспечивать высокие температуры шлаковых расплавов;
- возможность переработки конвертерных шлаков и прямого получения отвальных по цветным и драгоценным металлам шлаков, не требующих специального обеднения.
Именно эти обстоятельства и обусловливают повсеместное применение руднотермических печей для плавки платиносодержащих концентратов. Даже при содержании в шлаке оксида магния на уровне 13 - 23% за счет поддержания высокой температуры шлаковой ванны удается обеспечить чрезвычайно низкие потери цветных и драгоценных металлов (потери ДМ пропорциональны потерям меди, т.к. никель может присутствовать в шлаках не только в виде корольков, но и в растворенной форме).
К недостаткам процесса следует отнести высокий удельный расход электроэнергии (который может быть несколько снижен при загрузке в печь горячего огарка, как это реализовано на канадских заводах), практически полное отсутствие возможности управления степенью десульфуризации в процессе плавки и выходом штейна (данные показатели регулируются степенью удаления серы на стадии предварительного обжига), а также получение большого объема бедных по сернистому ангидриду газов, утилизация которых затруднена.
Основной тенденцией современной металлургии в области переработки высокосернистых концентратов является применение автогенных процессов. К наиболее распространенным относятся технология и печь взвешенной плавки, разработанные и внедренные в производство в конце 1940-х годов фирмой Outokumpu (ныне Outotec) для плавки медных концентратов. Начиная с 1960-х годов этот процесс получил широкое распространение на предприятиях медной и никелевой подотраслей.
В автогенных процессах большая часть потребности в тепле удовлетворяется за счет окисления железа и серы, содержащихся в концентрате, в результате чего расходы топлива или электричества малы. Производительность печей взвешенной плавки по сырью (в пересчете на сухой вес) обычно составляет 100 - 150 т/час. В печах Outotec содержание кислорода в реакционном газе меняется от 30 - 40 об. % до 85 об. %; печи Inco (завод Copper Cliff) работают на кислородном дутье.
Одним из вариантов усовершенствованной технологии взвешенной плавки является DON-процесс (так называемый "процесс прямой плавки никеля Outokumpu" - 'Direct Outokumpu Nickel' Smelting), разработанный Outotec и реализованный на плавильном заводе Harjavalta (Финляндия) и ныне бездействующем заводе Fortaleza (Бразилия). В процессе DON в одном агрегате совмещаются процессы штейновой плавки и конвертирования, таким образом, на выходе из печи получается три продукта: богатый штейн/файнштейн; шлак, близкий по составу к конвертерному; поток богатых по сернистому ангидриду газов. Для обеднения шлаков используется электропечь, обеспечивающая получение отвальных шлаков и малосернистого штейна, который затем вместе с файнштейном может быть направлен на гидрометаллургическую переработку (ранее на таком сырье работал рафинировочный завод Harjavalta) или после грануляции, сушки и измельчения возвращен в ПВП. Новый процесс DON позволяет [19]:
- перейти на непрерывный режим производства;
- сократить операционные и эксплуатационные расходы за счет ликвидации конвертеров Пирса-Смита;
- сделать процесс взвешенной плавки целесообразным для переработки концентратов с высоким содержанием MgO, низким содержанием меди и высоким содержанием МПГ;
- сократить выбросы SO2;
- улучшить условия труда.
Другим вариантом усовершенствования печи и, соответственно, технологии взвешенной плавки является интеграция электропечи для обеднения шлаков с печью взвешенной плавки. Подобная концепция реализована на заводах Kalgoorlie (Австралия) и Jinchuan (Китай).
Главным преимуществом технологии взвешенной плавки являются низкие энергозатраты, возможность получения стабильного потока богатых по сере газов, содержащих 20 - 25% об. SO2. К недостаткам следует отнести необходимость строгого соблюдения требований к подготовке сырья (гранулометрический состав, влажность), безусловное соблюдение состава концентратов, обеспечивающих автогенность процесса (содержание серы не ниже 26%) и невозможность прямого получения отвальных шлаков.
Производство файнштейна
Полученный при плавке сульфидного сырья штейн содержит большое количество железа, которое может быть удалено из него в силикатный шлак в ходе окислительной продувки - конвертирования.
Традиционно конвертирование в никелевой отрасли осуществляют в конвертерах Пирса-Смита - агрегатах периодического действия, представляющих собой горизонтальную цилиндрическую печь с расположенными на боковой поверхности фурмами для подачи в расплав воздуха и кислорода. Заливка расплава и удаление отходящих газов осуществляются через горловину, расположенную в средней части корпуса. К недостаткам конвертеров Пирса-Смита относятся периодичность процесса и, как следствие, нестабильный поток отходящих газов, затрудняющий утилизацию из них серы, малый срок службы конвертера (футеровка разрушается из-за колебаний температуры и при воздействии высоких температур в околофурменной зоне), выбросы сернистого газа в атмосферу цеха, малое время работы под дутьем.
В настоящее время происходит постепенный переход с получения файнштейна в конвертерах Пирса-Смита, работающих в периодическом режиме, на внедрение TBRC-конвертеров, процесса Ausmelt или ACP - Anglo Platinum Converting System (система конвертирования Anglo Platinum). Anglo Platinum разработала процесс конвертирования ACP совместно с Ausmelt; технология с погруженной фурмой от Ausmelt была адаптирована к плавке Ni-Cu штейна.
Основные цели разработки нового способа конвертирования заключались в сокращении выбросов SO2 в атмосферу и увеличении производительности конвертерного передела. Также подобная задача может быть решена путем внедрения DON-процесса, исключающим процесс конвертирования как таковой (см. выше).
Плавка во вращающемся наклонном конвертере с верхней продувкой в так называемых "конвертерах Kaldo" с 1960-х годов применялась при выплавке стали, но затем получила широкое распространение и в цветной металлургии, где такие конвертеры чаще называют TBRC (Top Blown Rotary Converter - вращающийся конвертер с верхней продувкой). Это компактный, энергосберегающий реактор с высокой производительностью. Продувка ведется с помощью вводимой через горловину фурмы, не погруженной в расплав. Интенсивное перемешивание расплава в конвертере достигается как за счет барботирования его дутьем, так и за счет вращения конвертера, что обусловливает весьма высокую производительность последнего (по черновому никелю - 275 т/сут). Достоинства конвертирования TBRC:
- хорошая теплопередача и высокая скорость протекания физико-химических реакций за счет вращения агрегата;
- точная система наклона конвертера упрощает его загрузку и способствует хорошему разделению шлака и сульфидного или металлического расплава;
- отсутствие погружной фурмы увеличивает срок службы агрегата и упрощает технологические процессы.
К недостаткам следует отнести сложность конструкции агрегата и его высокую стоимость, а также периодический режим плавки.
Процесс Ausmelt - плавка в вертикальном агрегате с жидкой ванной с подачей дутья через погруженную в расплав сверху фурму со сменными насадками - был изобретен в начале 1970-х годов. В печи Ausmelt может осуществляться как плавка на штейн, так и конвертирование последнего; также возможно объединение процессов плавки и конвертирования в одном агрегате. Технология может применяться как в периодическом, так и в непрерывном режиме.
Расплав в печи Ausmelt перемешивается с очень большой интенсивностью, что обусловливает высокую удельную производительность агрегата. Простая и полностью герметичная система загрузки обеспечивает высокую степень улавливания SO2 и утилизацию более 99% серы. Дутье в данном агрегате может быть обогащено до 60% кислорода, что достаточно при использовании отходящих газов для производства серной кислоты, но может оказаться недостаточным для получения из них элементной серы. Срок службы футеровки печи Ausmelt значительно выше, чем в конвертерах Пирса-Смита.
Главными недостатками процесса является невозможность прямого получения отвального шлака (при штейновой плавке) из-за высокой интенсивности перемешивания расплава в печи и, соответственно, необходимость эксплуатации обогреваемого отстойника или электропечи обеднения, а также возможность установки агрегата в цехах большой высоты из-за необходимости обслуживания вертикально расположенной фурмы.
Близкими по конструкции и эксплуатационным характеристикам являются печи ACP (Anglo Platinum Converting System) южноафриканской компании Anglo Platinum.
Как было показано выше, при переработке сульфидных и окисленных никелевых руд никель и кобальт обычно концентрируются в богатых промежуточных продуктах, за исключением гидрометаллургических технологий, использующих метод жидкостной экстракции, который позволяет производить товарные катодные металлы без промежуточного осаждения концентратов. К этим богатым промпродуктам, пригодным для дальнейшего рафинирования с получением товарных никеля и кобальта, относятся: файнштейн (сульфидные руды), штейн, смешанные никель-кобальтовые гидроксиды (или карбонаты), смешанные никель-кобальтовые сульфиды (окисленные никелевые руды).
Способы переработки сульфидных никелевых продуктов чрезвычайно разнообразны и определяются составом и экономическими соображениями с учетом географического положения и исторических особенностей развития конкретных предприятий. Однако обзор мировой практики получения рафинированного никеля показывает практически повсеместное распространение процессов гидрометаллургического рафинирования файнштейна. Наряду с получением никеля электроэкстракцией в мировой практике достаточно широко применяется карбонил-процесс, позволяющий получать никелевую продукцию с высокой добавленной стоимостью. Он реализован на предприятиях Vale: Copper Cliff (Канада) и Clydach (Великобритания), а также на заводе Jinchuan (Китай) компании Jinchuan Group и на комбинате Североникель (АО "КГМК", ПАО "ГМК "Норильский никель", Россия). На заводах Copper Cliff и Jinchuan также осуществляют электролитическое рафинирование сульфидных анодов.
На ряде предприятий с целью упрощения технологической схемы Ni-Cu-МПГ файнштейны медленно охлаждают, что способствует раскристаллизации, при этом образуются крупные индивидуальные зерна хизлевудита Ni3S2, халькоцита Cu2S и металлического (магнитного) сплава. После дробления и измельчения затвердевшего файнштейна методами магнитной сепарации и/или флотации выделяют сплав, сульфидный медный концентрат и сульфидный никелевый концентрат.
Переработка сульфидных никель-кобальтовых концентратов, осажденных из растворов высокотемпературного автоклавного сернокислотного выщелачивания окисленных никелевых руд, аналогична таковой для файнштейнов; смешанные никель-кобальтовые гидроксиды (карбонаты) могут быть легко интегрированы в технологический цикл любого рафинировочного завода, хотя более логичным представляется их использование в сульфатных схемах.
Следует отметить, что гидрометаллургическое рафинирование файнштейна и производство никеля методом карбонилирования целесообразно рассматривать как основу современных и прогрессивных технологий получения рафинированного никеля.
Гидрометаллургическое рафинирование файнштейнов
Во всех случаях гидрометаллургического рафинирования богатых никелевых промпродуктов (за исключением смешанных гидроксидов) головной операцией рафинирования является окислительное выщелачивание, которое осуществляется в хлоридных, сульфатных или аммиачно-сульфатных средах. Дальнейшая конфигурация технологической схемы предусматривает очистку раствора от примесей и разделение присутствующих в растворе меди, никеля и кобальта.
Рафинирование файнштейна в хлоридных средах
В настоящее время технология рафинирования файнштейна в хлоридных средах применяется на трех предприятиях, технологические схемы которых существенно различаются между собой, как по условиям растворения файнштейна, так и по способу очистки растворов от примесей. На всех четырех предприятиях катодный никель получают электроэкстракцией в ящичных ваннах с общим катодным пространством и помещенными в анодные диафрагменные ячейки титановыми нерастворимыми анодами с активным покрытием из оксидов рутения. Из каждой анодной ячейки осуществляется совместная аспирация анолита и анодных газов.
На рафинировочном никелевом заводе Nikkelverk (Glencore, Норвегия) измельченный файнштейн выщелачивается при температуре кипения в каскаде реакторов в оборотном никелевом анолите при подаче хлора и поддержании заданного окислительно-восстановительного потенциала для коллектирования в нерастворимом остатке меди и драгоценных металлов. Затем выщелоченная пульпа подается в каскад автоклавов, работающих при температуре 140 °C - 145 °C и давлении 0,3 - 0,4 МПа. Пульпа из хвостового автоклава непрерывно через холодильник разгружается в реакторы медеочистки, которая осуществляется частью свежего файнштейна. Очищенный от меди фильтрат поступает на гидролитическую железоочистку, которая осуществляется в реакторах путем подачи карбоната никеля и хлора, затем на выделение гипса и жидкостную экстракцию кобальта 15%-ным раствором триизооктиламина в керосине.
Никелевый рафинат после разбавления оборотным электролитом и гидролитической очистки от свинца и марганца подается на передел электроэкстракции никеля. Из кобальтового реэкстракта после дополнительной гидролитической очистки получают катодный кобальт.
На заводе Niihama (Япония) компании Sumitomo Metal Mining (SMM) файнштейн подвергают хлорному растворению в две стадии по противотоку. На первой стадии (цементации) медистый раствор (40 г/дм3 Cu) реагирует с исходным файнштейном с переводом в раствор части никеля (~ 20%) и осаждением меди в виде сульфида до остаточного содержания ~ 0,01 г/дм3.
На второй стадии при использовании хлора в качестве окислителя из кека глубоко выщелачивается никель и медь, таким образом, что суммарное извлечение никеля в раствор на двух стадиях выщелачивания оказывается более 95%, а окисление серы до сульфатной не превышает 3%.
Богатый никелем раствор со стадии цементации поступает на гидролитическую очистку от кобальта и железа окислением их хлором в присутствии карбоната никеля, а затем на электроэкстракцию с получением катодного никеля и возвратом газообразного хлора на стадию выщелачивания и очистки растворов. Кобальт извлекается из железо-кобальтового кека растворением в серной кислоте с подачей сульфита натрия. Полученный раствор после очистки от железа и меди направляют на жидкостную экстракцию с получением чистых хлоридных растворов никеля и кобальта, из которых получают никелевые соли и катодный кобальт и кобальтовые соли соответственно.
Удаление меди из цикла выщелачивания осуществляется электроэкстракцией, которая предусмотрена технологической схемой между стадиями выщелачивания и цементации, с получением промпродуктового медного порошка, передаваемого затем на медный завод.
На заводе Sandouville компании Eramet (Франция) до 2018 года, когда на переработку поступал низкомедистый (0,2% меди) файнштейн с Новой Каледонии, его выщелачивали в две стадии раствором хлорного железа в солянокислой среде с подачей хлора. В результате выщелачивания получали раствор хлоридов никеля, кобальта и железа. Сера в элементарной форме отделялась от раствора вместе с нерастворимым остатком.
Из раствора трибутилфосфатом экстрагировали железо (которое после реэкстракции частично возвращается на выщелачивание, а частично выпускается в качестве товарного хлорида железа), а затем с помощью триизооктиламина - кобальт, который реэкстрагируется в форме хлорида, являющегося товарной продукцией. Оставшийся после выделения железа и кобальта раствор хлорида никеля очищался от свинца электроэкстракцией, от других примесей - ионообменом, от органики - активированным углем. Из очищенного раствора электроэкстракцией получали катодный никель; образующийся в процессе электролиза хлор поступал на выщелачивание исходного файнштейна.
На входящей в группу компаний ПАО "ГМК "Норильский никель" АО "Кольская ГМК" в настоящее время осваивается процесс рафинирования в хлоридных средах восстановленной закиси никеля, полученной из никелевого концентрата от разделения файнштейна. Более подробно эта технология описывается в разделе 2.
Рафинирование файнштейна в сульфатных средах
Технологические схемы рафинирования файнштейна в сульфатных средах более распространены в мире и ближе друг к другу по идеологии, нежели хлоридные. Обычно они представляют собой комбинацию процессов атмосферного и автоклавного выщелачивания, организованную в противоточном режиме. При получении катодного никеля электроэкстракцией используются ящичные ванны с диафрагменными катодными ячейками и общим анодным пространством, в котором расположены нерастворимые аноды из сплава на основе свинца. Чистый продукционный раствор подается в каждую катодную ячейку.
В качестве примеров рассмотрим технологии рафинирования файнштейна на заводе Harjavalta (Финляндия) и предприятиях Южной Африки.
На гидрометаллургическом заводе Harjavalta (Норильский никель, Финляндия) в настоящее время перерабатывается немагнитная фракция никелевого концентрата от флотации файнштейна российских предприятий ПАО "ГМК "Норильский никель".
Согласно технологической схеме, материал подвергается двухстадийному атмосферному окислительному выщелачиванию. Целью первой стадии - медеочистки - является глубокая очистка оборотного раствора от меди и железа, второй - повышение извлечения в раствор никеля за счет частичного разложения сульфидов.
Более глубоко разложение сульфидов протекает на стадии автоклавного выщелачивания, реализуемой под давлением кислорода. Полученная пульпа, содержащая в жидкой части достаточное количество меди для растворения никеля, подается без разделения жидкого и твердого на автоклавное рафинирование, которое проводится в атмосфере паров воды без подачи окислителя. На этой стадии происходит взаимодействие сульфидной составляющей с присутствующим в растворе сульфатом меди с получением медного кека, коллектирующего драгоценные металлы. Этот кек для дальнейшей переработки направляется на медерафинировочные предприятия. Раствор автоклавного рафинирования после автоклавной железоочистки, осуществляемой с использованием в качестве нейтрализатора натриевой щелочи, направляется на первую атмосферную стадию (медеочистку).
Из раствора медеочистки жидкостной экстракцией выделяется кобальт, а также малые примеси меди, железа, цинка, марганца и др. Серной кислотой из промытого экстракта реэкстрагируют кобальт с получением раствора сульфата кобальта, из которого после дополнительной очистки от малых примесей получают товарные кобальтовые соли.
Товарную никелевую продукцию - катодный никель и никелевые брикеты, получаемые из порошка автоклавного водородного осаждения в аммиачно-сульфатных средах, - производят из никелевого рафината в двух цехах: электролизном и цехе водородного восстановления. Из относительно небольшой части никелевого рафината в цикле жидкостной экстракции никеля получают более чистый никелевый реэкстракт, который направляется на производство никелевых солей. Побочной продукцией предприятия является сульфат аммония, получаемый из растворов после водородного восстановления никеля.
Гидрометаллургическая технология рафинирования файнштейна на заводах ЮАР представляет собой многостадийную противоточную схему сернокислотного автоклавного выщелачивания файнштейна.
На заводе Springs (Impala Platinum, ЮАР) измельченный файнштейн проходит через три противоточных стадии автоклавного окислительного выщелачивания. На первой и второй стадиях в раствор переходит до 85% никеля. На третьей стадии автоклавного окислительного выщелачивания в раствор извлекают остатки цветных металлов и серы и получают концентрат ДМ, который передают на аффинаж. Богатый раствор первой стадии выщелачивания очищают от меди осаждением гидросульфидом натрия, что обеспечивает полноту осаждения ДМ. Кек после осаждения меди направляется на вторую стадию автоклавного окислительного выщелачивания, фильтрат которой после железоочистки направляется на электроэкстракцию меди. Из очищенного от меди раствора первой стадии автоклавного окислительного выщелачивания также гидролитическим способом осаждают железо. Затем из него автоклавным водородным восстановлением получают чистый никелевый порошок, который непосредственно отправляют на продажу или предварительно брикетируют. Водородное восстановление осуществляют в аммиачно-сульфатных средах, а из растворов после осаждения никеля регенерируют аммиак подачей извести, что позволяет выводить сульфат-ион в форме отвального гипса. Остаток никеля и кобальта осаждают из раствора гидросульфидом натрия в виде смешанных никель-кобальтовых сульфидов, которые перерабатывают по технологии, предусматривающей применение жидкостной экстракции для разделения никеля и кобальта.
В отличие от завода Springs, на рафинировочном заводе базовых металлов BMR (Anglo American Platinum, ЮАР) файнштейн, как упоминалось выше, перед рафинированием проходит через магнитную сепарацию, которая отделяет магнитную фракцию, содержащую основное количество металлов платиновой группы, от немагнитной, обедненной по ДМ-фракции.
Магнитная фракция выщелачивается в отдельном трехстадийном цикле с получением богатого концентрата ДМ, который направляется на аффинажное предприятие. Растворы выщелачивания магнитной фракции передаются на стадию автоклавного рафинирования цикла переработки немагнитной фракции.
Немагнитная фракция файнштейна растворяется в отдельном противоточном цикле выщелачивания, включающем атмосферную стадию медеочистки файнштейном, атмосферную стадию окислительного выщелачивания, автоклавное рафинирование и автоклавное окислительное выщелачивание медного сульфидного кека стадии автоклавного рафинирования. Фильтрат автоклавного выщелачивания медного кека после очистки от селена и теллура направляется на производство товарной меди электроэкстракцией. Железо из раствора цикла выщелачивания выводится автоклавным окислением с использованием раствора каустика. Очистке от железа подвергается фильтрат второй стадии атмосферного выщелачивания перед его подачей на первую стадию, где осуществляется очистка от меди.
Никелевый раствор после стадии очистки от меди очищается от свинца добавкой гидроксида бария. Далее фильтрат очищается от кобальта полученным электрохимическим окислением черным гидратом никеля.
Очищенный от примесей никелевый раствор поступает на электроэкстракцию никеля. Анолит из цеха электроэкстракции никеля возвращается на атмосферное выщелачивание никеля и частично отсекается на передел осаждения карбоната никеля, производимого для операций гидролитических очисток. Из фильтрата карбонатного передела производится товарный сульфат натрия.
Рафинирование файнштейна в аммиачных средах
Рафинирование по методу Sherritt в аммиачных средах реализовано на заводах Fort Saskatchewan (Sherritt, Канада) и Kwinana (BHP Billiton, Австралия), при этом Sherritt в свое время модифицировала исходный процесс в связи с изменением характера сырья на заводе Fort Saskatchewan - с переходом в 1990-е годы с рафинирования файнштейна на переработку смешанных Ni-Co сульфидов с завода Моа (Куба). Технологическая схема рафинирования в аммиачной среде включает в себя стадии автоклавного окислительного выщелачивания в аммиачных средах и переработку растворов с водородным осаждением никеля и кобальта.
С другой стороны, широкое распространение имеют технологические схемы, использующие в качестве головных операций сернокислотное автоклавное выщелачивание, а на завершающих стадиях - водородное осаждение из аммиачных сред (Harjavalta, Финляндия и Impala Platinum, ЮАР). В последнем случае разделение никеля и кобальта, а также очистка от примесей реализуются на стадии работы с кислыми сульфатными растворами, а осаждение производится из чистых индивидуальных растворов никеля и кобальта.
На заводе Fort Saskatchewan смешанные сульфиды выщелачивают в автоклавах в аммиачных растворах под давлением кислорода. При этом порядка 99% никеля и 98 + % кобальта переходят в раствор в форме комплексных солей - аммиакатов, сера (в виде сульфата) переходит в раствор на 75%. Железо образует гидроксид и выпадает в осадок.
Полученный раствор перерабатывается гексаминовым методом, суть которого заключается в осаждении смешанной соли: гексамин сульфат кобальта (III)/гексамин сульфат никеля (II)/сульфат аммония, которая является исходным сырьем для получения рафинированного кобальта.
Переработка гексамина кобальта (III) - никеля (II) включает в себя выщелачивание водой и слабым оборотным раствором для удаления никеля, а затем перекристаллизацию в аммиачно-сульфатном растворе. Полученная соль характеризуется соотношением Co:Ni > 10000:1 и направляется на получение товарного кобальта. Для этого ее растворяют, кобальт восстанавливают до степени окисления 2+ оборотным кобальтовым порошком и серной кислотой, а затем полученный раствор обрабатывают водородом для получения товарного металла в виде порошка чистотой 99,8%. Этот порошок сушат и упаковывают либо компактируют с получением брикетов и спекают с получением продукта Co 99,9%, обычно содержание S < 0,002%, C < 0,002%.
Из богатого никелевого раствора, оставшегося после выделения кобальта, удаляют медь в две стадии: на первой стадии за счет отгонки аммиака, на второй - путем введения элементарной серы и SO2. Осадок сульфида меди (~ 70% Cu) отфильтровывают и в итоге отправляют на медеплавильные предприятия.
Раствор после оксигидролиза поступает на восстановление никеля водородом в автоклаве. При 250 °C и давлении 35 бар осаждают порошок никеля. Никелевый порошок брикетируют и спекают в атмосфере водорода. В типичном случае брикеты содержат 99,8% Ni, 0,1% Co, < 0,01% S, < 0,005% C.
Раствор от операции восстановления никеля водородом кристаллизуют с получением сульфата аммония для продажи в качестве удобрения.
Электролитическое рафинирование файнштейна
Электролитическое рафинирование файнштейна реализовано на двух заводах - Thompson компании Vale (Канада) и Jinchuan компании Nonferrous Metals (Китай). При электролитическом рафинировании черновых анодов используются ящичные ванны с общим анодным пространством и катодными диафрагменными ячейками, в каждую из которых подается очищенный никелевый раствор.
На заводе Thompson (остановленном в 2018 году) маломедистый файнштейн разливается в горизонтальные изложницы для получения анодов размером 1,1 x 0,7 x 0,045 м, которые затем помещают в полипропиленовые мешки и завешивают в электролизные ванны. Анолит, образующийся в процессе растворения черновых анодов, очищается от примесей в гидрометаллургическом отделении, а затем подается в катодное.
На комбинате Jinchuan измельченный файнштейн проходит через магнитную сепарацию для выделения обогащенного ДМ металлического сплава (магнитной фракции), который направляют в шламовый цех для извлечения драгоценных металлов. Немагнитная фракция файнштейна флотацией разделяется на никелевый и медный концентраты. Никелевый концентрат от флотационного разделения файнштейна плавится в отражательных печах на аноды, которые подвергаются электролитическому рафинированию.
Карбонильный процесс
Около четверти всего объема файнштейна превращается в никель высокой чистоты с помощью газофазного процесса карбонилирования. Этот процесс применяется в Канаде (завод Copper Cliff), России (Кольская ГМК), Китае (Jinchuan) и Великобритании (завод Clydach).
Процесс карбонилирования может проходить при атмосферном давлении (Clydach), при высоком давлении (Кольская ГМК), а также при среднем давлении (Copper Cliff).
Vale производит по карбонильной технологии порошки и дробь на рафинировочных заводах в Великобритании (Clydach) и Канаде (Copper Cliff) суммарной мощностью более 100 тыс. т/год, из которых около 25 тыс. т/г приходится на порошки.
В настоящее время Vale производит 2 типа никелевых порошков: тип 123 - дискретные квазисферические частицы со средним размером частиц (по Фишеру) 8 - 10 мкм и тип 255 - частицы с трехмерной цепочечной структурой со средним размером цепочек 15 - 20 мкм.
Основным сырьем для никелевого рафинировочного завода Clydach компании Vale служит оксид никеля (синтер 75), поставляемый с канадского комплекса Copper Cliff, также принадлежащего Vale. Суммарная мощность завода оценивается примерно в 40 тыс. т/год. В 2015 году выпуск завода Clydach составил ~ 9 - 10 тыс. т карбонильного порошка, остальное - карбонильная дробь.
Компания Jilin Jien Nickel (Китай) производит никелевый порошок по технологии, предоставленной канадской компанией CVMR (карбонилирование при атмосферном давлении). Основным сырьем служит промпродукт - гидроксид никеля, из которого получается оксид никеля и далее восстановлением водородом никель металлический. Никель затем взаимодействует при атмосферном давлении с CO с образованием газообразного карбонила никеля, в результате термического разложения которого получают как дискретные, так и нитеобразные порошки в реакторах, аналогичных установленным у компании Vale. Мощность по никелевым порошкам - около 2000 т/год.
Канадский рафинировочный никелевый завод Copper Cliff Nickel Refinery (CCNR) компании Vale работает с 1972 года по технологии карбонилирования под средним давлением, запатентованной компанией Inco. Синтез тетракарбонила никеля при среднем давлении реакционного газа (70 бар) и повышенных температурах осуществляется из-за необходимости извлекать никель в присутствии меди в сравнительно больших концентрациях, а также существенного ускорения реакции и, соответственно, увеличения производительности оборудования.
На заводе CCNR перерабатывают промпродукты от разделения файнштейна с плавильно-рафинировочного комплекса Copper Cliff в Садбери, а также Ni-содержащие (и содержащие драгоценные металлы) остатки других предприятий компании, которые для получения однородного по составу нерафинированного расплава никеля переплавляют в TBRC конвертере и гранулируют с образованием маленьких пористых гранул.
Выделенные при флотации немагнитной фракции сульфиды никеля (с низким содержанием меди) обжигают в кипящем слое до NiO и отправляют на завод Clydach для извлечения никеля по карбонильной технологии при атмосферном давлении.
В зависимости от состава сырья и аппаратурного оформления в процессе карбонилирования параллельно с образованием карбонила никеля, Ni(CO)4, протекают реакции синтеза карбонилов железа, кобальта, серы. Этот продукт - карбонил-сырец - подвергают ректификации для получения чистого карбонила никеля.
Разложение чистого карбонила никеля с получением дроби осуществляется в разложителях с циркулирующими в нем частицами никелевой дроби, предварительно подогретыми до 240 - 270 °C. Часть Ni(CO)4 после перегонки конденсируют и затем повторно переводят в газовую фазу, но с более высокой концентрацией. Этот газ поступает в разложитель для порошков с наружным электрообогревом стенок. Тетракарбонил подвергается тепловому удару, в результате нуклеации образуется множество никелевых частиц, которые впоследствии лишь немного увеличиваются в размерах. Размер и морфологию (например, сферическую форму или нитевидную) можно контролировать изменением скорости подачи сырья, концентрации и температуры внутри разложителя, а также путем добавок небольших количеств химических агентов, затрудняющих или способствующих разложению карбонила на различных участках.
Некоторое время назад китайская компания Jinchuan ввела в строй завод по "стандартной" карбонильной технологии мощностью ~ 5000 т/год никелевого порошка. Известно лишь, что процесс включает синтез при среднем давлении. В настоящее время Jinchuan выпускает два типа порошков: с нитеобразными частицами - тип N06, аналог T255 (Vale), и с дискретными частицами N24 - аналоги T123 (Vale). Другие нитеобразные порошки Jinchuan N04 и N09, грубо говоря, аналогичны порошкам T210 и T287, производство которых Vale было прекращено.
Комбинированные пиро-гидрометаллургические способы
Электрорафинирование черновых металлических никелевых анодов, полученных пирометаллургическими способом из сульфидного никелевого продукта от разделения файнштейна, до чистых никелевых катодов ранее было распространенным способом получения товарного никеля. На сегодняшний день оно сохранилось на одном предприятии, расположенном на территории Российской Федерации, - комбинате Североникель АО "Кольская ГМК". Однако и на нем происходит его постепенная замена на метод электроэкстракции из хлоридных растворов.
Комбинированная технологическая схема получения товарного никеля в Российской Федерации будет рассмотрена ниже.
Переработка кобальто-мышьяковых руд
Как упоминалось выше, единственным рудником, где в настоящее время добывают кобальтовую мышьяковистую руду, является рудник Bou-Azzer (Марокко) компании CTT Managem, остальные по экологическим соображениям были закрыты. Из руды с ~ 1 + % Co получают флотационный концентрат, содержащий ~ 10 - 11% Co. Руды, подобные марокканским, традиционно перерабатывали по схеме, включающей обжиг и выщелачивание кислотой. Концентрат обжигают в печи с кипящим слоем с целью удаления 60 - 70% мышьяка в виде As2O5.
Огарок можно обрабатывать либо соляной кислотой и хлором, либо серной кислотой. Раствор выщелачивания очищается от примесей гидрометаллургическими методами, а из очищенного раствора кобальт извлекают электроэкстракцией или осаждением в виде карбоната CoCO3.
По проекту Idaho Cobalt (США) австралийской компании Jervois Mining для переработки рудного концентрата по ТЭО 2017 года предусматривается использование автоклавного кислотного выщелачивания в присутствии кислорода и катализатора - азотсодержащих частиц (~ 2 г/л азотной кислоты). На этапе выщелачивания кобальт, медь и часть золота переходят в раствор, а основная часть железа и мышьяка гидролизуются с образованием скородита и гидрониоярозита в стабильном остатке выщелачивания [20].
Переработка медно-кобальтовых руд
Медно-кобальтовые руды (сульфидные, окисленные и смешанные) характерны для месторождений Замбии и ДРК. Традиционная схема переработки включает обжиг-выщелачивание-электроэкстракцию.
Сульфидные руды обогащают и флотационные концентраты подвергают сульфатизирующему обжигу, позволяющему перевести сульфиды меди и кобальта в хорошо выщелачиваемые сульфаты, а соединения железа - в оксид (гематит Fe2O)3, который не растворяется в мягких условиях выщелачивания.
Так, на рафинировочном заводе Luilu (ДРК) компании Katanga Mining (75,2% у Glencore) до недавнего времени окисленный концентрат после репульпации отработанным электролитом и огарок сульфидного концентрата в виде пульпы с отработанным электролитом объединяли и выщелачивали при атмосферном давлении серной кислотой с добавками метабисульфита натрия Na2S2O5 (для улучшения растворения кобальта). Полученный раствор направляют на электроэкстракцию меди. Извлечение кобальта осуществляется из отсечного электролита цеха электролиза меди. После очистки раствора от алюминия, железа и меди, никеля и цинка раствор поступает на электроэкстракцию кобальта [21].
В конце 2017 года на заводе Luilu начался ввод в строй новых гидрометаллургических мощностей по выщелачиванию всей массы руды ('WOL'), ликвидирующих затратный, требующий ряда реагентов (все импортные) и не слишком эффективный процесс обогащения окисленной руды с получением концентрата.
Как и раньше, обезвоженный сульфидный концентрат обжигают. Пульпу огарка и пульпу обезвоженного оксидного концентрата объединяют и выщелачивают при атмосферном давлении разбавленной серной кислотой, полученной при рециклинге рафината из цеха SX меди. При необходимости к рафинату добавляется концентрированная серная кислота. К пульпе добавляют метабисульфит в качестве восстанавливающего агента для улучшения растворения кобальта. Кобальт выпускается в виде гидроксида.
Поскольку при флотации медно-кобальтовых руд извлечение кобальта ранее обычно составляло 40 - 80%, хвосты обогащения, накопленные за десятилетия добычи/обогащения, можно рассматривать как техногенный источник кобальта. Так, ERG Africa (входит в группу ERG, Казахстан) в конце 2018 года ввела в строй проект переработки гидрометаллургическим способом лежалых хвостов (112,8 млн т с 0,32% Co, 1,49% Cu), известном ранее как "проект Kolwezi". По этапу I планируется получать 77 тыс. т/г катодной меди и 14 тыс. т/г кобальта в гидроксиде с возможным расширением впоследствии до 120 тыс. т/г и 24 тыс. т/г соответственно.
В качестве техногенных источников кобальта следует рассматривать и шлаковые отвалы старых медеплавильных предприятий. Так, в шлаковых отвалах завода Nkana (Замбия) содержится порядка 0,65% Co.
Одним из вариантов переработки шлака (заводе Chambishi) является плавка в дуговой печи постоянного тока с добавками восстановителя (угля) с получением богатого по кобальту сплава, который затем после диспергирования выщелачивается под давлением, полученный раствор после соответствующих очисток направляется на получение катодного кобальта [21].
В 2008 году в Замбии компания Konkola Copper Mines ввела в строй новый медный завод Nchanga на ~= 300 тыс. т/год меди по технологии Outotec взвешенной плавки прямо на черновую медь - 'direct-to-blister' для переработки обогащенных кобальтом медных концентратов из района Медного пояса Замбии.
Получаемый в результате богатый плавки (~= 17 - 18% Cu) расплавленный шлак направляется на двухстадийное обеднение в двух последовательно соединенных электропечах. В первой (основной) обеднительной печи идет процесс восстановления с использованием металлургического кокса с целью извлечения меди в черновую медь. Во второй, "кобальтовой" электропечи, проходят восстановление коксом шлака из первой обеднительной печи и взаимодействие со свежим концентратом. В результате плавки образуются малосульфидный сплав (63,3% Cu, 23,8% Fe, 6,3% Co, 6,2% S) и сильно восстановленный шлак.
Россия обладает значительной сырьевой базой никеля, основу российской сырьевой базы никеля составляют комплексные месторождения сульфидного медно-никелевого типа, помимо никеля, продуктивные на медь, драгоценные металлы, кобальт, некоторые рассеянные элементы. Доля объектов других геолого-промышленных типов, представленных большей частью силикатными кобальто-никелевыми месторождениями, в сырьевой базе никеля страны не превышает пятой части, а качество их руд в сравнении с мировыми аналогами невысоко. Сульфидные руды обеспечивают и практически всю добычу никеля страны, составляющую 15% мировой (табл. 1.14, 1.15) [22].
Таблица 1.14
Состояние сырьевой базы никеля Российской Федерации [22]
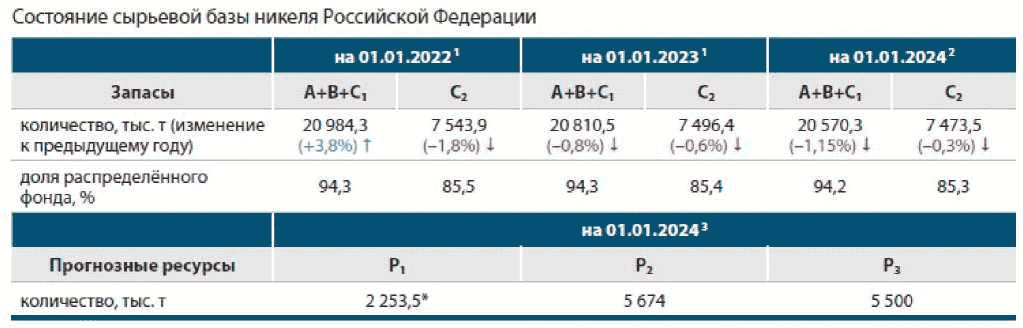
Таблица 1.15
Российской Федерации, тыс. т [22]
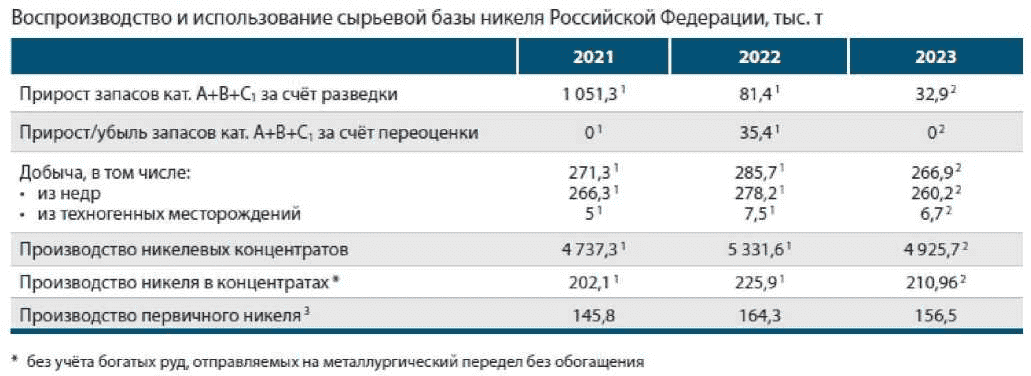
Сырьевая база никеля России по своим масштабам и качеству руд разрабатываемых месторождений позволяет занимать стране ведущее положение на мировом рынке никеля, обеспечивая 5,7% (IV место) его мирового производства в рудах и концентратах.
К основным компонентам медно-никелевых руд относятся никель, медь, часто - металлы платиновой группы (в основном палладий и платина), к попутным - кобальт, золото, серебро, селен, теллур, сера. Руды подразделяются на 3 промышленных типа: сплошные (3 - 6% Ni), вкрапленные (0,3 - 0,7% Ni) и прожилково-вкрапленные экзоконтактовые (около 1% Ni). К последнему типу также относится "медистый" тип, выделяемый в объектах Норильского рудного района. Наибольший промышленный интерес представляют сплошные и "медистые" руды, при этом в структуре запасов преобладают вкрапленные разности.
Месторождения медно-никелевых руд разведаны на территории пяти субъектов Российской Федерации, в их числе 8 объектов, запасы никеля каждого из которых превышают 1 млн т. Основу никелевой сырьевой базы страны составляют месторождения Красноярского края, в меньшей степени - Мурманской области, где расположены крупнейшие рудные районы - Норильский и Печенгский соответственно (рис. 1.6).
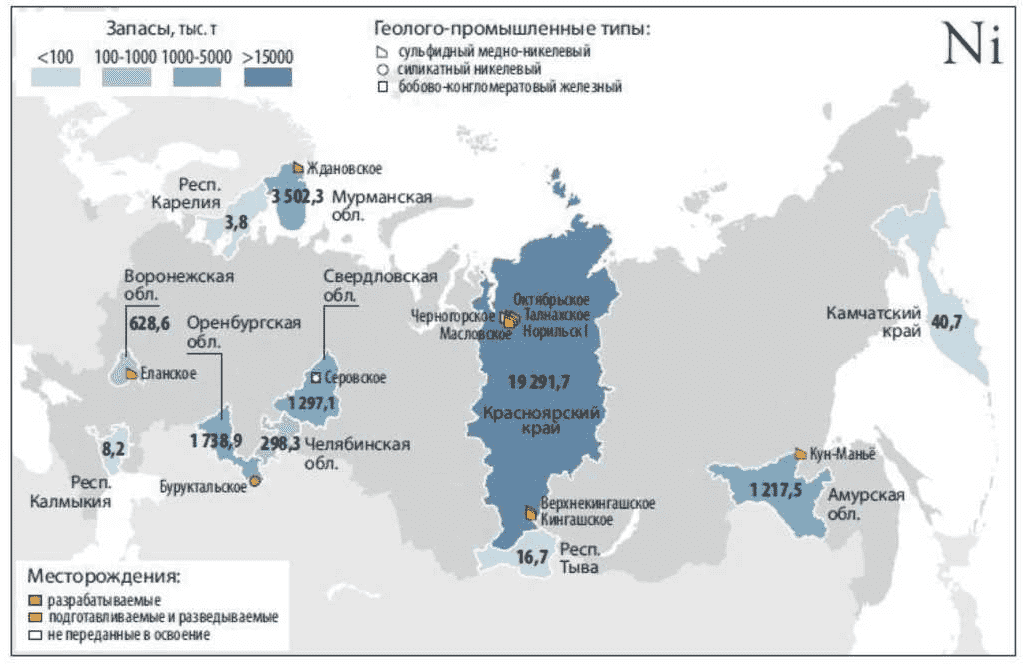
его запасов (тыс. т) между субъектами Российской Федерации
На севере Красноярского края локализованы медно-никелевые месторождения Норильского района - уникальные по масштабу запасов Октябрьское и Талнахское, крупные Норильск I, Масловское и Черногорское. В структуре запасов месторождений Октябрьское, Талнахское и Норильск I вкрапленными рудами представлено 64,2% (0,34 - 0,52% Ni), 28,8% - сплошными рудами (3% Ni), и 7% - "медистыми" разностями (0,98% Ni). Остальные месторождения района сложены вкрапленными рудами, среднее содержание Ni в них находится в диапазоне 0,2 - 0,35%.
На юге Красноярского края в Кингашском рудном районе разведаны крупные Кингашское и Верхнекингашское месторождения, которые обеспечивают 8,1% балансовых запасов страны. Их руды представлены вкрапленными разностями, по содержанию Ni они относятся к бедным (0,41 - 0,47%).
В месторождениях Печенгского рудного района Мурманской области заключено 10,7% балансовых запасов страны. Наиболее крупные запасы сосредоточены в Ждановском месторождении. Руды печенгских объектов преимущественно представлены вкрапленными разностями; среднее содержание Ni по крупным месторождениям района не превышает 0,7%, в мелких оно достигает 7,3%.
Запасы Амурской области (4,3% российских) в полном объеме заключены в медно-никелевых рудах месторождения Кун-Манье. Руды вкрапленные, среднее содержание Ni в них 0,71%.
Медно-никелевые месторождения вкрапленных руд Воронежской области (Еланское и Елкинское) и богатых руд Камчатского края (Шануч) составляют соответственно 2,2% и 0,15% балансовых запасов России.
Основным компонентом силикатных руд является никель, попутным - кобальт. Объекты этого типа выявлены на территории Оренбургской, Свердловской и Челябинской областей. По содержанию Ni (в среднем < 1%) месторождения уступают зарубежным аналогам. Наиболее крупные по запасам - Буруктальское и Серовское.
К никельсодержащим типам руд, в которых никель является попутным компонентом, относятся малосульфидные платинометалльные, бобовоконгломератовые железные, бурые железняки с асболанами, арсенидные никель-кобальтовые. Основное количество запасов попутного никеля заключено в малосульфидных платинометалльных месторождениях - они разведаны в пределах Мурманской области и Республики Карелия (1,8% российских). Содержание Ni низкое (в среднем 0,13%). Товарными продуктами, которые могут быть получены при переработке малосульфидных руд, являются никель, медь, а также концентрат благородных металлов, отправляемый на аффинаж.
Российская сырьевая база никеля характеризуется высокой степенью освоенности - 92% балансовых запасов находятся в распределенном фонде. Из 29 медно-никелевых месторождений в освоение не переданы 4 месторождения с балансовыми запасами и 6 - только с забалансовыми. Из 22 месторождений силикатного никеля в нераспределенном фонде находятся 17, на семи из которых учтены только забалансовые запасы. Все месторождения нераспределенного фонда малопривлекательны для инвесторов: они мелкие и содержат руды низкого качества (< 1% Ni).
По состоянию на 01.01.2024 балансовые запасы никеля, заключенные в недрах 46 месторождений, составили 28 043,8 тыс. т. Еще 15 месторождений содержат только забалансовые запасы. Забалансовые запасы никеля в целом по стране составляют 3 326,2 тыс. т.
Кроме того, учитываются 3 техногенных месторождения (расположены в Мурманской области и Красноярском крае), суммарные балансовые запасы которых составляют 171,1 тыс. т. По минеральному составу руд месторождения подразделяются на существенно никелевые (51 объект) и никельсодержащие (10 объектов). Собственно, никелевые месторождения, в которых сосредоточены основные запасы, представлены двумя геолого-промышленными типами (ГПТ): сульфидным медно-никелевым (29 объектов) и силикатным никелевым (22 объекта); руды обоих типов являются комплексными (табл. 1.16).
Таблица 1.16
ИС МЕГАНОРМ: примечание. Сноска в таблице дана в соответствии с официальным текстом документа. |
Месторождение | Промышленный тип руд | Доля в запасах A + B + C1 РФ, % | Содержание Ni в рудах, % | Добыча в 2023 г., тыс. т |
РАЗРАБАТЫВАЕМЫЕ | ||||
ПАО "ГМК "Норильский никель" (Заполярный филиал) | ||||
Октябрьское (Красноярский край) | Сульфидный медно-никелевый | 30,3 | 0,75 | 128,3 |
Талнахское (Красноярский край) | 20,4 | 0,65 | 87,1 | |
АО "Кольская ГМК" (ПАО "ГМК "Норильский никель") | ||||
Ждановское (Мурманская обл.) | Сульфидный медно-никелевый | 6,2 | 0,67 | 29,7 |
ООО "Медвежий ручей" (ПАО "ГМК "Норильский никель"); ООО "Таймырская ГМК" (ГК "Русская Платина") | ||||
Норильск I (Красноярский край) | Сульфидный медно-никелевый | 6,3 | 0,33 | 12,4 |
ПАО "Комбинат Южуралникель", ООО "Техномет" | ||||
Буруктальское <*> (Оренбургская обл.) | Силикатный никелевый | 5,3 | 0,63 | - |
ПОДГОТАВЛИВАЕМЫЕ К ЭКСПЛУАТАЦИИ | ||||
ООО "Масловское" (ПАО "ГМК "Норильский никель") | ||||
Масловское (Красноярский край) | Сульфидный медно-никелевый | 2,5 | 0,35 | - |
ООО "Кингашская ГРК" (Группа "ОНЭКСИМ") | ||||
Верхнекингашское (Красноярский край) | Сульфидный медно-никелевый | 4,2 | 0,47 | - |
Кингашское (Красноярский край) | 3,9 | 0,41 | - | |
ООО "Медногорский медно-серный комбинат" (ОАО "УГМК") | ||||
Еланское (Воронежская обл.) | Сульфидный медно-никелевый | 1,8 | 1,16 | - |
АО "Кун-Манье" <**> (Amur Minerals Corp.) | ||||
Кун-Манье (Амурская обл.) | Сульфидный медно-никелевый | 4,3 | 0,71 | - |
НЕРАСПРЕДЕЛЕННЫЙ ФОНД НЕДР | ||||
Серовское (Свердловская обл.) | Силикатный никелевый | 1,3 | 0,7 | - |
Бобовоконгломератовый железный | 3,1 | 0,16 | - | |
В 2023 г. добыча никеля из недр составила 260,2 тыс. т (-6,5% относительно 2022 г.), еще 6,7 тыс. т было добыто из техногенных месторождений (в 2022 г. - 7,5 тыс. т).
На обогатительных фабриках (ОФ) произведено 211 тыс. т никеля в концентратах - 6,6%). Выпуск первичного никеля составил 156,5 тыс. т (-4,7%).
В 2023 г. никель добывался на семи комплексных сульфидных медно-никелевых месторождениях. Разработка силикатных объектов Урала полностью прекращена с 2018 г. Основным центром добычи является Норильский рудный район (НРР) на севере Красноярского края, где месторождения Октябрьское, Талнахское и Норильск I обеспечили 87,5% российского показателя. В Мурманской области на месторождениях Печенгской группы было добыто еще 12,5% металла. Кроме того, на территории Красноярского края разрабатываются техногенные месторождения. В Камчатском крае на месторождении Шануч в 2022 - 2023 гг. добыча не велась в связи с проведением горно-подготовительных работ и процедурой согласования проектной документации, в 2024 г. также не ожидалась. До 2025 г. недропользователь завершит строительство флотационной обогатительной фабрики для более глубокой переработки никелевой руды.
Крупнейшей компанией, ведущей добычу никеля (100% в 2023 г.) и производящей никелевую продукцию, является вертикально-интегрированный холдинг ПАО "ГМК "Норильский никель" ("Норникель"); его подразделениям передана в освоение основная часть российских запасов металла.
Подразделения "Норникеля" ведут разработку комплексных сульфидных руд месторождений НРР в Красноярском крае и ПРР в Мурманской области, полностью обеспечивая собственные перерабатывающие мощности никелевым сырьем. Кроме того, структурное подразделение холдинга ООО "Медвежий ручей" эксплуатирует техногенное месторождение Хвостохранилище N 1 НОФ, сложенное отходами обогащения сульфидных медно-никелевых руд и "лежалым" пирротиновым концентратом.
Талнахское и Октябрьское месторождения разрабатываются подземными рудниками "Таймырский", "Октябрьский", "Комсомольский", "Скалистый" и "Маяк" с селективной отработкой выделяемых промышленных типов руд: сплошных, "медистых" и вкрапленных со средним содержанием Ni в разрабатываемых рудах 3,26%, 0,94%, 0,51% соответственно. Богатые руды (сплошные и "медистые") в структуре запасов категорий A + B + C1 Талнахского и Октябрьского месторождений составляют 32,5% и обеспечивают около 91,3% добычи; в более бедных вкрапленных рудах заключено 67,5% запасов, они обеспечивают 8,7% валовой добычи. Исходя из проектной производительности обеспеченность запасами Октябрьского рудника составляет более 50 лет, остальных рудников - более 100 лет.
Для компенсации выбывающих добычных мощностей по сплошным рудам к эксплуатации подготавливаются запасы рудников "Северный" (Талнахское месторождение) и "Глубокий" (Октябрьское месторождение). Прирост запасов богатых руд также может быть обеспечен за счет поисков на флангах месторождений. Так, в результате поисковых работ на западном фланге Октябрьского месторождения установлены медно-никелевые руды, в 2022 - 2023 гг. проведена их оценка. Ожидаемый прирост запасов богатых руд - 500 тыс. т, медистых руд - 2 140 тыс. т, вкрапленных руд - 546 тыс. т.
Масштаб имеющейся сырьевой базы дает возможность нарастить добычу никеля за счет вовлечения в освоение новых объектов. В 2023 г. к освоению подготавливались 14 месторождений - 10 сульфидных и 4 силикатных. Наиболее крупные по масштабу планируемого производства проекты реализуются на базе сульфидных медно-никелевых месторождений Черногорское, Масловское, Норильск I (южная часть), Кингашское и Верхнекингашское (Красноярской край), Кун-Манье (Амурская обл.), Еланское и Елкинское (Воронежская обл.).
В 2023 г. (как и годом ранее) новые месторождения никеля на государственный учет поставлены не были. Прирост запасов никеля категорий A + B + C1 был получен за счет эксплуатационно-разведочных работ на месторождениях Норильского (21,7 тыс. т) и Печенгского (6,5 тыс. т) районов. Кроме того, в результате разведки получен прирост запасов (4,7 тыс. т) на подготавливаемом к освоению Мончетундровском платинометалльном месторождении в Мурманской области.
По итогам 2023 г. прирост запасов никеля категорий A + B + C1 за счет разведки и переоценки компенсировал 12% их погашения при добыче.
В 2023 г. запасы никеля в целом с учетом разведки, добычи и потерь при добыче уменьшились: категорий A + B + C1 на 240,2 тыс. т (-1,15%), категории C2 - на 22,9 тыс. т (-0,3%).
Процессы, используемые в никелевой отрасли России, приведены в табл. 1.17.
Таблица 1.17
Компания | Предприятие, местоположение | Процесс/технологическая схема | Ссылка на разделы/зарубежный аналог | Примечание |
Русникель | Режский завод, г. Реж (РФ) | Плавка окисленной никелевой руды в шахтных печах на штейн; штейн перерабатывается далее на комбинате Уфалейникель | Зарубежных аналогов по части шахтной плавки нет | Закрыт |
- | ||||
Русникель | Комбинат Уфалейникель, г. Верхний Уфалей (РФ) | Плавка окисленной никелевой руды на штейн в шахтных печах, конвертирование, обжиг в печах КС, хлорирование, выщелачивание от меди, повторный обжиг в трубчатых печах - с получением NiO, восстановительная электроплавка NiO | Зарубежных аналогов по части шахтной плавки нет, дальнейшая схема переработки отчасти аналогична Sorowako/Matsusaka | Закрыт |
- | ||||
ПАО "ГМК "Норильский никель" | Никелевый завод, г. Норильск; комбинат Печенганикель, п. Никель | Плавка в электропечи предварительно обожженного флотационного рудного концентрата на штейн | Заводы Sudbury (Glencore); Thompson (Vale), Bindura Nickel, заводы платиновой подотрасли ЮАР | Никелевый завод, остановлен в июне 2016 г. |
ПАО "ГМК "Норильский никель" | Надеждинский завод, г. Норильск | Взвешенная плавка Outokumpu флотационных концентратов на штейн | Заводы Selebi Phikwe, Kalgoorlie, Jinchang | - |
ПАО "ГМК "Норильский никель" | Печенганикель (п. Никель), Надеждинский завод (г. Норильск) | Конвертирование штейна до файнштейна в конвертерах Пирса-Смита | Sudbury (Glencore); Thompson (Vale) - до 2018 года, Kalgoorlie, Gansu, BCL, Copper Cliff (до 2013 года) и др. | В 2020 г. закрыт плавильный цех в п. Никель |
- | ||||
ПАО "ГМК "Норильский никель" | Надеждинский завод (г. Норильск) | Гидрометаллургическое обогащение никель-пирротинового концентрата (автоклавное окислительное выщелачивание с получением сульфидного концентрата цветных металлов) | Зарубежных аналогов нет | - |
ПАО "ГМК "Норильский никель" | Кольская ГМК, г. Мончегорск | Получение никеля высокой чистоты методом карбонилирования | Vale Inco, завод Clydach в Великобритании, завод Copper Cliff (CCR) в Канаде | - |
ПАО "ГМК "Норильский никель" | АО "Кольская ГМК", г. Мончегорск | Электролитическое рафинирование черновых никелевых анодов | Зарубежных аналогов нет | Осуществляется переход на рафинирование ПНТП |
ПАО "ГМК "Норильский никель" | Кольская ГМК, г. Мончегорск | Гидрометаллургическая технология рафинирования НПТП | Зарубежных аналогов нет | - |
Предприятия ПАО "ГМК "Норильский Никель", выпускающие порядка 12% мирового никеля, имеют 4 зарегистрированные на ЛБМ марки никеля со статусом Good Delivery и опережают по данному показателю все зарубежные компании (табл. 1.18).
Таблица 1.18
зарегистрированные на ЛБМ
N | Марка | Компания/предприятие | Продукт |
1 | Norilsk Nickel Harjavalta Cathodes | Norilsk Nickel Harjavalta Оу/Харьявалта (Финляндия) | Резаные катоды Полноразмерные катоды |
2 | Norilsk Nickel Harjavalta Briquettes | Norilsk Nickel Harjavalta Оу/Харьявалта (Финляндия) | Брикеты |
3 | Severonickel Combine H-1 | Кольская ГМК | Резаные катоды Полноразмерные катоды |
4 | Severonickel Combine H-1Y | Кольская ГМК | Резаные катоды Полноразмерные катоды |
Прочие формы товарной никелевой продукции, выпускаемой российскими подразделениями ПАО "ГМК "Норильский Никель", представлены в табл. 1.19 - 1.20.
Таблица 1.19
ЛБМ 1 | Н-1у | Н-1 | Н-3 | Н-4 ГОСТ | ||||
Факт | Факт | ГОСТ | Факт | |||||
Ni | 99,80 min | 99,97 2 | 99,96 2 | 99,93 7 | ||||
Ni + Co | 99,95 | 99,98 | 99,93 | 99,98 | 98,6 | 99,96 | 97,6 | |
Co | 0,15 max | 0,10 | 0,012 | 0,10 | 0,017 | 0,7 | 0,021 | 0,70 |
Cu | 0,02 max | 0,015 | 0,0053 | 0,02 | 0,0066 | - | 0,0093 | 1 |
C | 0,03 max | 0,01 | 0,005 | 0,01 | 0,005 | 0,1 | 0,009 | 0,15 |
Fe | 0,02 max | 0,01 | 0,0069 | 0,02 | 0,0069 | 0,022 | ||
S | 0,01 max | 0,001 | 0,0006 | 0,001 | 0,0007 | 0,03 | 0,0013 | 0,04 |
P | < 0,005 | 0,001 | < 0,0003 | 0,001 | < 0,0003 | - | < 0,0003 | |
Mn | < 0,005 | - | < 0,0002 | - | - | - | - | |
Si | < 0,005 | 0,002 | 0,0008 | 0,002 | 0,0009 | 0,6 | 0,0012 | |
As | < 0,005 | 0,001 | < 0,0002 | 0,001 | < 0,0003 | - | 0,0003 | |
Pb | < 0,005 | 0,0005 | 0,00030 | 0,001 | 0,00057 | - | 0,00064 | |
Sb | < 0,005 | 0,0005 | < 0,0001 | 0,001 | < 0,0001 | - | < 0,0001 | |
Bi | < 0,005 | 0,0003 | < 0,00002 | 0,0006 | < 0,00002 | - | < 0,00002 | |
Sn | < 0,005 | 0,0005 | < 0,0001 | 0,001 | < 0,0001 | - | < 0,0001 | |
Zn | < 0,005 | 0,001 | 0,00057 | 0,001 | 0,00073 | - | 0,00077 | |
Mg | 0,001 | < 0,0002 | 0,001 | < 0,0002 | - | < 0,0002 | ||
Cd | 0,0005 | < 0,0001 | 0,001 | < 0,0001 | - | < 0,0001 | ||
1 - Требования к никелю Лондонской биржи металлов. 2 - Расчетный метод определения. | ||||||||
Размеры для марок полноразмерных катодов Н-1у и Н-1: с обрезанной кромкой 895 - 915 x 1145 - 1165 мм, толщина 2 - 10 мм, вес 30 - 80 кг. Размеры для марок полноразмерных катодов Н-3 и Н-4: Кольская - необрезанный 935 x 1135, толщина 2 - 6 мм, вес 30 - 70 кг.
Кроме того, Кольская ГМК выпускает резаные катодные листы: Н-1у и Н-1 2 x 2 и 4 x 4 дюйма, толщина пластины 2 - 6 мм, а также брикеты Н-3.
В отделении карбонильного никеля (ОКН) Кольской ГМК по заявкам потребителей выпускается широкая номенклатура карбонильных никелевых порошков и карбонильной никелевой дроби в соответствии с требованиями ГОСТ 9722, СТО 00201365-01-2006 "Стандарт организации. Карбонильная никелевая продукция. Часть I. Порошок", ТУ 1732-122-48200234-2002 "Дробь никелевая карбонильная. Технические условия". В таблицах 1.20 и 1.21 приведены характеристики типичной карбонильной продукции.
Таблица 1.20
ПАО "ГМК "Норильский никель"
Обозначение порошка, СТО 00201365-01-2006 | Средний размер частиц по Фишеру, мкм | Форма частиц | Насыпная плотность, г/см3 | Массовая доля элементов, % не более | ||
C | Fe | S | ||||
Л5 (L5) | 0,8 - 3,5 | волокнистая | 1,01 - 1,40 | 0,28 | 0,002 | 0,001 |
Л8 (L8) | 0,6 - 2,5 | волокнистая | 0,45 - 0,60 | 0,28 | 0,002 | 0,001 |
УТ1 (UT1) | 5,0 - 10,0 | зернистая (округлая) | 3,0 - 3,5 | 0,09 | 0,0015 | 0,0007 |
УТ3 (UT3) | 3,0 - 6,0 | зернистая (округлая) | 1,91 - 2,50 | 0,09 | 0,0015 | 0,0007 |
Таблица 1.21
ПАО "ГМК "Норильский никель"
Обозначение дроби, ТУ 1732-122-48200234-2002 | Средний размер частиц, мкм | Форма частиц | Массовая доля элементов, % не более | |||
O | C | Fe | S | |||
ДНК-0 (DNK-0) | 8 - 20 | Сферическая | 0,02 | 0,015 | 0,015 | 0,001 |
Степень освоенности запасов отечественной сырьевой базы кобальта умеренно высокая - в нераспределенном фонде недр находится около четверти запасов металла, в разработку вовлечено менее половины запасов. Практически единственным промышленным источником кобальта в стране являются сульфидные медно-никелевые руды (табл. 1.22, 1.23). Основным продуцентом кобальта является ПАО "ГМК "Норильский никель", на предприятиях которого осуществляется полный цикл переработки руд с получением металлического кобальта.
Таблица 1.22
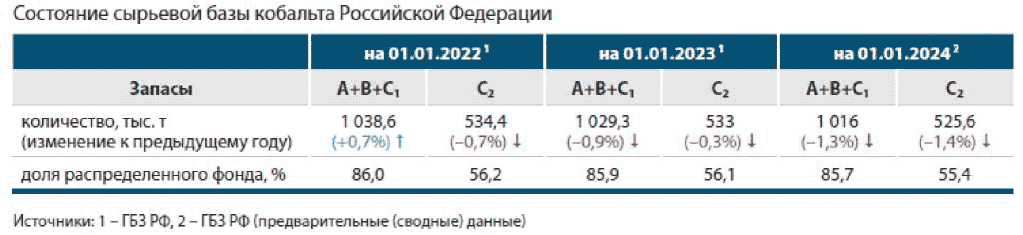
Таблица 1.23
Российской Федерации, тыс. т
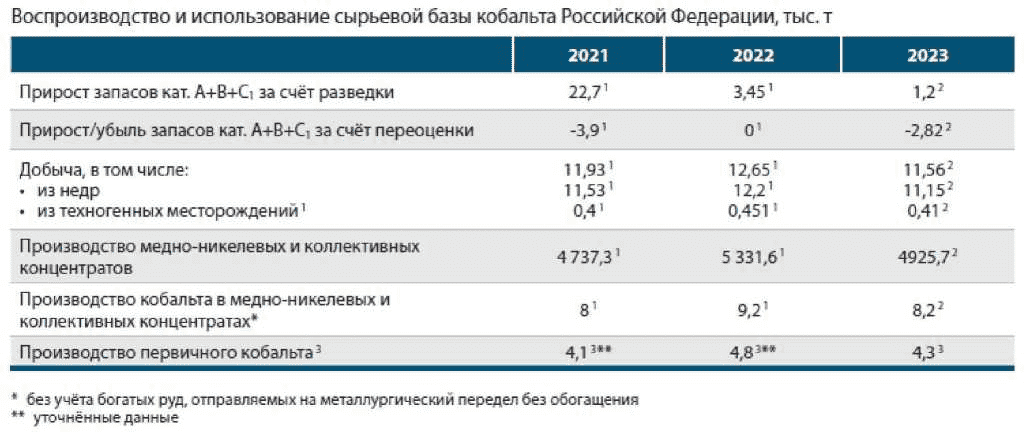
Россия занимает 4-е место в мире по ресурсам кобальта и III место по его производству в рудах и концентратах, обеспечивая 3,5% мирового показателя. Основным промышленным источником кобальта в стране являются сульфидные медно-никелевые руды. Все добываемое сырье перерабатывается внутри страны; на экспорт поставляется кобальтовый штейн, металлический кобальт и изделия из него (включая отходы и лом).
По состоянию на 01.01.2024 балансовые запасы кобальта, заключенные в недрах 60 месторождений, составили 1 541,6 тыс. т. Еще в 15 месторождениях содержатся только забалансовые запасы. Забалансовые запасы в целом по стране составляют 229,9 тыс. т.
Кроме того, учитываются 3 техногенных месторождения (расположены в Мурманской области и Красноярском крае), суммарные балансовые запасы кобальта которых составляют 10,8 тыс. т.
Коренные месторождения подразделяются на собственно кобальтовые (4 объекта - 2,5% запасов страны) и кобальтсодержащие (71 объект - 97,5% запасов), в которых кобальт присутствует в качестве попутного компонента.
Собственные месторождения кобальта с суммарными балансовыми запасами 39,2 тыс. т находятся в нераспределенном фонде недр. К ним относятся крупное по запасам Кара-Кульское месторождение сульфидных кобальтовых руд в Республике Алтай (25,7 тыс. т, среднее содержание Co 0,235%) и ранее разрабатывавшееся Ховуаксинское месторождение арсенидных никель-кобальтовых руд в Республике Тыва (остаточные запасы 13,5 тыс. т, 2,22% Co). Еще на двух объектах учитываются только забалансовые запасы металла. Это Елизаветинская группа месторождений в Свердловской области, содержащая бурые железняки с асболанами (14,8 тыс. т, 0,072% Co), и Бутрахтинское месторождение арсенидных кобальтовых руд в Республике Хакасия (1,2 тыс. т, 0,069% Co). Технологические исследования руд Каракульского месторождения (пока только лабораторные) показали принципиальную возможность получения из них кобальтового концентрата с извлечением около 93%.
Собственные месторождения кобальта с суммарными балансовыми запасами 39,2 тыс. т находятся в нераспределенном фонде недр. К ним относятся крупное по запасам Кара-Кульское месторождение сульфидных кобальтовых руд в Республике Алтай (25,7 тыс. т, среднее содержание Co 0,235%) и ранее разрабатывавшееся Ховуаксинское месторождение арсенидных никель-кобальтовых руд в Республике Тыва (остаточные запасы 13,5 тыс. т, 2,22% Co). Еще на двух объектах учитываются только забалансовые запасы металла. Это Елизаветинская группа месторождений в Свердловской области, содержащая бурые железняки с асболанами (14,8 тыс. т, 0,072% Co), и Бутрахтинское месторождение арсенидных кобальтовых руд в Республике Хакасия (1,2 тыс. т, 0,069% Co). Технологические исследования руд Каракульского месторождения (пока только лабораторные) показали принципиальную возможность получения из них кобальтового концентрата с извлечением около 93%.
Месторождения медно-никелевых руд располагаются на территории пяти субъектов России. Более половины балансовых запасов (52,9% - 815,6 тыс. т) заключено в семи месторождениях Красноярского края, где в пределах Норильского рудного района разведаны уникальные по масштабам сульфидные медно-никелевые месторождения Октябрьское, Талнахское и Норильск I, крупные Масловское и Черногорское, на юге Красноярского края - крупные Кингашское и Верхнекингашское (табл. 1.24, рис. 1.7). Руды этих объектов (за исключением Талнахского и Октябрьского) вкрапленные со средним содержанием Co <= 0,015%.
Таблица 1.24
ИС МЕГАНОРМ: примечание. Сноска в таблице дана в соответствии с официальным текстом документа. |
Месторождение (субъект РФ) | Геолого-промышленный тип | Запасы на 01.01.2024 категории, тыс. т | Доля в запасах РФ, % | Содержание Co в рудах, % | Добыча в 2023 г., тыс. т | |
A + B + C1 | C2 | |||||
РАЗРАБАТЫВАЕМЫЕ | ||||||
ПАО "ГМК "Норильский никель" | ||||||
Октябрьское (Красноярский край) | Сульфидный медно-никелевый | 280,8 | 90,3 | 24,1 | 0,034 | 5,5 |
Талнахское (Красноярский край) | 173,5 | 53,9 | 14,8 | 0,026 | 3,2 | |
ООО "Медвежий ручей" (ПАО "ГМК "Норильский никель"), ООО "Таймырская ГМК" (ГК "Русская платина") | ||||||
Норильск I (Красноярский край) | Сульфидный медно-никелевый | 64,1 | 15,5 | 5,2 | 0,015 | 0,6 |
АО "Кольская ГМК" (ПАО "ГМК "Норильский никель") | ||||||
Ждановское (Мурманская обл.) | Сульфидный медно-никелевый | 45,7 | 17,1 | 4,1 | 0,024 | 1,0 |
Тундровое (Мурманская обл.) | 7,7 | 8,3 | 1,0 | 0,023 | ||
ПАО "Комбинат Южуралникель", ООО "Техномет" | ||||||
Буруктальское (Оренбургская обл.) | Силикатный никелевый | 123,6 | 13,1 | 8,9 | 0,058 | |
ПОДГОТАВЛИВАЕМЫЕ К ЭКСПЛУАТАЦИИ | ||||||
ООО "Масловское" (ПАО "ГМК "Норильский никель") | ||||||
Масловское (Красноярский край) | Сульфидный медно-никелевый | 26,3 <*> | 1,7 | 0,013 | ||
ООО "Кингашская ГРК" (Группа "ОНЭКСИМ") | ||||||
Верхнекингашское (Красноярский край) | Сульфидный медно-никелевый | 30,2 | 13,9 | 2,9 | 0,017 | |
Кингашское (Красноярский край) | 27,1 | 18,9 | 2,9 | 0,016 | ||
ООО "Черногорская ГРК" (ООО "Русская платина") | ||||||
Черногорское (Красноярский край) | Сульфидный медно-никелевый | 13,7 | 7,2 | 1,4 | 0,015 | |
АО "Кун-Манье" <**> (Amur Minerals Corp.) | ||||||
Кун-Манье (Амурская обл.) | Сульфидный медно-никелевый | 22,7 | 2,4 | 1,6 | 0,015 | |
НЕРАСПРЕДЕЛЕННЫЙ ФОНД НЕДР | ||||||
Серовское (Свердловская обл.) | Силикатный никелевый и бобовоконгломератовый | 69,9 | 63,9 | 8,7 | 0,026 | |
Кара-Кульское (Республика Алтай) | Сульфидный кобальтовый | 25,7 | 1,7 | 0,235 | ||
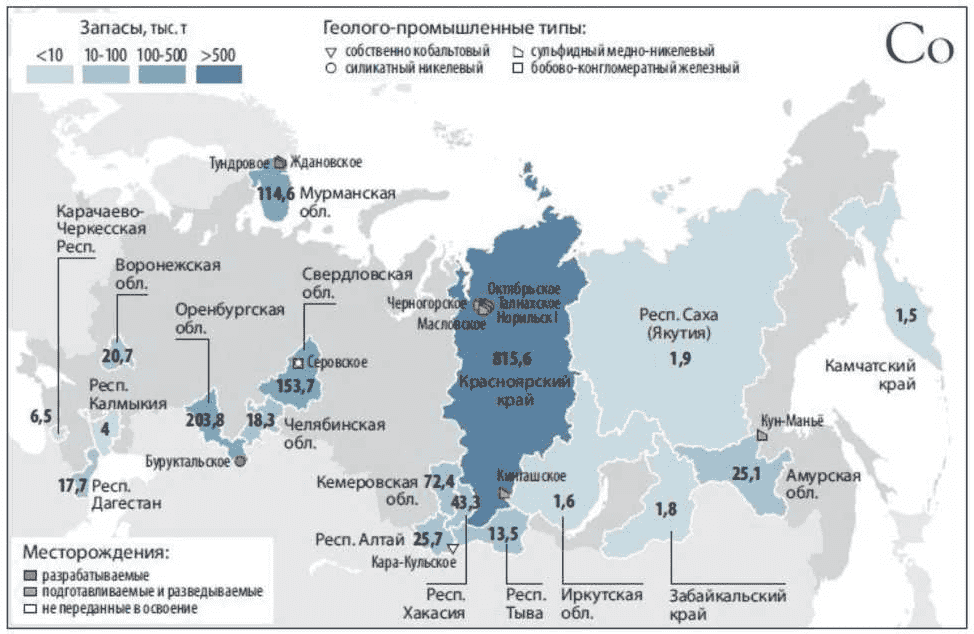
между субъектами Российской Федерации (тыс. т)
и его основные месторождения
На Октябрьском и Талнахском месторождениях при преобладании вкрапленных руд также выделяются "медистые" (0,035% Co) и сплошные (0,13% Co) типы.
В 2023 г. валовая добыча кобальта из недр уменьшилась относительно показателя 2022 г. на 8,6% (до 11,15 тыс. т), товарная - на 8,1% (до 10,51 тыс. т). Сокращение было связано с переходом на новое горное оборудование. После проведения его тестирования и постепенного ввода в эксплуатацию рудники в конце 2023 г. вышли на плановые показатели по добыче руды.
Производство кобальта в концентратах снизилось на 10,7% (до 8,2 тыс. т), первичного металла - на 11% (до 4,3 тыс. т).
Кроме того, 0,41 тыс. т металла металла было извлечено из двух техногенных месторождений Норильского района.
В 2023 г. с учетом разведки, добычи и потерь при добыче запасы кобальта категорий A + B + C1 уменьшились на 13,3 тыс. т (-1,3%), категории C2 - на 7,4 тыс. т (-1,4%). Апробированные прогнозные ресурсы кобальта в настоящее время не учитываются. Работы ранних стадий (поисковые и оценочные) на кобальтсодержащие руды за счет средств федерального бюджета с 2018 г. не ведутся и на 2024 г. не планируются.
Перспективы развития кобальтовой промышленности полностью определяются состоянием и использованием сырьевой базы никеля и в ближайшей и среднесрочной перспективе зависят от состояния фактически единственного продуцента - ПАО "ГМК "Норильский никель", действующие и проектируемые мощности предприятий которого обеспечены собственным сырьем на длительный срок. Новыми центрами добычи медно-никелевых руд могут стать Амурская и Воронежская области, где планируется разработка месторождений Кун-Манье, Елкинское и Еланское.
Раздел 2. Основные технологические процессы и оборудование, применяемые в настоящее время при производстве никеля и кобальта в Российской Федерации. Текущие уровни эмиссий
Ниже рассмотрены основные применяемые в настоящее время при производстве никеля и кобальта процессы и оборудование, а также текущие уровни эмиссий. Следует принимать во внимание, что уровни эмиссий определяются не только применяемым оборудованием, но и составом сырья. Так, при переработке на Кольской ГМК и в Заполярном филиале ГМК "Норильский никель" сырья с различным содержанием серы, никеля, свинца и т.п. содержание этих элементов в отходящих газах и пыли, а также валовый выброс будут существенно различны.
2.1. Технологии производства никеля из сульфидных медно-никелевых концентратов <1>
--------------------------------
2.1.1.1. Технология гидрометаллургического обогащения бедного никель-пирротинового концентрата
Гидрометаллургическое обогащение никель-пирротинового концентрата является уникальным в своем роде процессом и преследует цель повышения содержания цветных металлов за счет окисления основной части пирротина и отделения невскрывшихся и вторичных сульфидов цветных металлов от сформировавшегося при автоклавном окислительном выщелачивании (АОВ) железистого гидратного осадка и элементарной серы.
Процесс реализуется в условиях высокотемпературного автоклавного (130 - 150 °C) выщелачивания (ВТВ) при использовании кислородо-воздушной смеси (80% O2) в качестве окислителя и лигносульфоната технического (ЛСТ) в качестве поверхностно-активного вещества (ПАВ), препятствующего пассивации поверхности сульфидов пленкой элементарной серы. Реализация процесса при температуре выше точки плавления серы обеспечивает не только высокую скорость окисления, но и существенно снижает скорость образования серосульфидных настылей на поверхности теплообменников.
ВТВ осуществляется с обязательной добавкой ПАВ, препятствующих смачиванию расплавленной серой поверхности сульфидов. Недостаток ПАВ приводит к образованию серосульфидных гранул - "песков", нарушающих ход технологического процесса, или плавов - "козлов", полностью останавливающих процесс, избыток - к повышению потерь ценных компонентов с отвальными хвостами.
Химизм процесса окисления пирротина при выщелачивании описывается реакцией, по которой порядка 80% серы пирротина переходит в элементарную форму. Перешедшее в раствор в процессе окисления сульфидов железо далее подвергается окислению и гидролизу с формированием твердой железоокисной фазы.
Учитывая последовательно-параллельное протекание реакций окисления сульфидов цветных металлов и пирротина, для обеспечения глубокого окисления последнего необходимо частично вскрыть также пентландит и халькопирит. В результате этого в раствор переходит порядка 75% никеля, 50% меди, 70% кобальта.
Учитывая конечную цель процесса гидрометаллургического обогащения бедного никель-пирротинового концентрата - получение пригодного для дальнейшей переработки пирометаллургическими методами сульфидного концентрата цветных металлов, из растворов автоклавного выщелачивания производится осаждение частично растворившихся цветных металлов.
В качестве осадителя используются металлизированные железистые окатыши и присутствующая в пульпе элементарная сера. Осажденные на этой операции вторичные сульфиды меди, никеля и кобальта, а также не вскрытые на головном выщелачивании первичные сульфиды цветных металлов вместе с элементарной серой извлекаются в серосульфидный концентрат методом флотации.
Учитывая флотационные свойства компонентов пульпы и задачи процесса, флотацию ведут в кислой среде при использовании в качестве собирателя бутилового ксантогената. Промпродукты флотации являются оборотными и возвращаются на основную флотацию, концентрат направляется на получение элементарной серы и товарного сульфидного концентрата, хвосты после двухстадийной нейтрализации в присутствии воздуха - в отвал.
Процесс получения элементарной серы и товарного сульфидного концентрата из серосульфидного концентрата состоит из нескольких основных технологических операций: дезинтеграции, серной флотации и автоклавной выплавки серы.
Целью дезинтеграции - высокотемпературной обработки серосульфидного концентрата - является разрушение сростков сульфидов цветных металлов и железа с элементной серой. При этом происходит выделение серы и сульфидов из их мелкодисперсных конгломератов в самостоятельные частицы и агрегации - укрупнение капель выделенной серы до размеров, обеспечивающих оптимальные показатели последующих операций. Введение технической извести в серосодержащую пульпу приводит к развитию процессов образования различных серосодержащих соединений кальция, в том числе сульфида и гидросульфида, подавляющих процесс смачивания сульфидов расплавленной серой.
Полученную пульпу вместе с хвостами серной плавки направляют на серную флотацию, концентрат которой - на автоклавную выплавку серы, а хвосты, являющиеся товарным концентратом ЦМ - в пирометаллургическое производство.
Хвосты плавки передаются на серную флотацию, расплавленная сера - в аппараты отстойники, где происходит окончательное отделение зольной составляющей (сульфидов). Зола вместе с частью серы гранулируется и передается на серную плавку, чистая сера - на склад готовой продукции.
Основное технологическое оборудование, используемое в технологической схеме переработки никель-пирротинового концентрата, представлено в табл. 2.1.
Таблица 2.1
N | Наименование оборудования | Назначение оборудования | Технологические характеристики |
1. | Сгуститель П-50 (Ц-50) | Сгущение пирротинового концентрата | Сгуститель с периферическим (центральным) приводом в кислотостойком исполнении, диаметр - 50 м, глубина чана - 4,5 м, площадь сгущения - 1800 м2 |
2. | Реактор | Приготовление пульпы автоклавного выщелачивания, осаждение ЦМ из раствора автоклавного выщелачивания | Из двухслойной стали (титана), емкость - 80 м3 |
3. | Автоклав | Автоклавное окислительное выщелачивание | Геометрическая емкость без футеровки - 125 м3, рабочее давление - 15 кг/см2, с перемешивающими устройствами |
4. | Сгуститель П-25 | Сгущение пульпы серосульфидного концентрата, сгущение пульпы серного концентрата | Сгуститель с периферическим приводом в кислотостойком исполнении, диаметр - 25 м, площадь сгущения - 500 м2, глубина чана - 3,6 м |
5. | Механическая флотомашина ФМР-63К, 8-камерная | Серосульфидная флотация | Объем камеры - 6,3 м3, производительность по потоку пульпы - до 12 м3/мин. |
6. | Механическая флотомашина ФМР-63К, 12-камерная | Серная флотация | Объем камеры - 6,3 м3, производительность по потоку пульпы - до 12 м3/мин |
7. | Пачук для нейтрализации | Нейтрализация хвостов серосульфидной флотации | Объем - 225 м3, из стали Х18Н10Т |
8. | Смеситель-подогреватель | Нагрев пульпы серосульфидного концентрата | Емкость - 40 м3, из стали Х18Н10Т, с перемешивающими устройствами |
9. | Автоклав дезинтеграции | Дезинтеграция пульпы серосульфидного концентрата | Емкость - 50 м3, из титана ВТ 1-0, рабочее давление - 5 кг/см2, с перемешивающим устройством |
10. | Реактор-охладитель | Отстаивание расплавленной серы | Емкость - 80 м3, из титана ВТ 1-0, с перемешивающим устройством |
11. | Реактор-подогреватель | Нагрев пульпы серного концентрата | Емкость - 50 м3, из титана ВТ 1-0, рабочее давление - 5 кг/см2, с перемешивающим устройством |
12. | Автоклав сероплавильный | Выплавка серы | Емкость - 32 м3, из титана ВТ 1-0, рабочее давление - 5 кг/см2, с перемешивающим устройством |
При гидрометаллургическом обогащении никель-пирротинового концентрата в качестве основных технологических материалов и реагентов используются: осадитель металлизированный, лигносульфонат технический, кислородо-воздушная смесь, сжатый воздух, пульпа известняка, пульпа извести технической, раствор гидроксида натрия, металлизированные железистые окатыши, моторное топливо регенерированное, бутиловый ксантогенат калия.
При гидрометаллургическом обогащении никель-пирротинового концентрата в качестве основных технологических материалов и реагентов используются: осадитель металлизированный, лигносульфонат технический, кислородо-воздушная смесь, сжатый воздух, пульпа известняка, пульпа извести технической, раствор гидроксида натрия, металлизированные железистые окатыши, моторное топливо регенерированное, бутиловый ксантогенат калия.
Основными источниками выбросов загрязняющих веществ в атмосферу являются отходящие газы автоклавов окислительного выщелачивания и аппаратов участка выплавки элементарной серы (табл. 2.2).
Таблица 2.2
Источники выбросов | Выбрасываемые вредные вещества | Метод очистки, повторного использования |
Автоклавы окислительного выщелачивания, пачуки нейтрализации | Ni, Cu, Co, Fe и их соединения, серная кислота | Улавливание брызг в каплеотбойниках |
Смесители, подогреватели, самоиспарители, дезинтеграторы, автоклавы | H2S | Очистка в газопромывателе типа "труба Вентури", улавливание брызг в каплеотбойниках |
Пульпа нейтрализованных отвальных хвостов, являющаяся отходом производства, откачивается на складирование в хвостохранилище по пульпопроводу. Осветленная вода (слив хвостохранилища) возвращается в цех для повторного использования в технологии (табл. 2.3).
Таблица 2.3
Наименование | Объем или масса образующихся отходов, т/т Ni | Метод очистки, повторного использования | Объем или масса размещенных отходов, т/т Ni |
Нейтрализованные хвосты серосульфидной флотации (твердая часть пульпы) | 70 - 75 | - | 70 - 75 |
2.1.1.2. Технологии производства штейна
Технология получения штейна в руднотермической печи РТП
В настоящее время сульфидный медно-никелевый концентрат подвергают брикетированию и направляют на электроплавку без обжига.
Схема переработки пульпы концентрата на стадии приготовления брикетов включает в себя следующие основные этапы:
- первичное обезвоживание пульпы на пресс-фильтрах;
- смешивание концентрата со связующим (жидкий лигносульфонат);
- сушка смеси в сушильном барабане;
- повторное введение в подсушенную шихту лигносульфоната;
- брикетирование шихты на валковом брикет-прессе.
Перечень основного технологического оборудования участка брикетирования приведен в табл. 2.4.
Таблица 2.4
N п.п. | Наименование оборудования | Назначение оборудования | Технологические характеристики |
1. | Контактные чаны | Приемка концентрата | Емкость - 50 м3 |
2. | Ленточные сита | Удаление инородных тел | Площадь фильтрации - 0,825 м2, полимерный материал |
3. | Фильтр-пресс | Первичное обезвоживание концентрата | Площадь фильтрации - 96 м2, количество фильтрующих плит - 16 шт., фильтровальная ткань - полипропилен, потребляемая мощность - 90 кВт, давление: подача пульпы - 0,2 - 1,0 МПа, прессование 0,5 - 1,6 МПа, сушка - 0,4 - 1,2 МПа, вода для промывки ткани - 1,0 - 1,4 МПа |
4. | Приемные бункера | Приемка первично обезвоженного концентрата | Емкость - 50 т |
5. | Двойной ленточный конвейер | Транспортировка первично обезвоженного концентрата | |
6. | Смеситель интенсивного действия | Формирование шихты из Cu-Ni концентрата и ЛСТ заданной консистенции | Полезный объем - 1,5 м3, длина - 3 м, диаметр - 1,1 м, число оборотов мешалки - 107, число оборотов завихрителя - 1500 |
7. | Барабанная сушилка | Предварительная сушка концентрата | Диаметр - 3 м, длина - 25 м, температура: материала при загрузке - 10 - 20 °C, продукта на выходе - 70 - 90 °C, отходящих газов - 190 °C |
8. | Рукавный фильтр | Очистка газов сушильного барабана | Площадь фильтрации - 1642 м2, рабочий объемный расход газа - 100000 м3/час, максимальная температура газов - 250 °C, расход воздуха на регенерацию - 100 м3/час, материал рукавов PTFE |
9. | Приемный бункер сухого материала | Приемка сухого материала | |
10. | Ковшовый элеватор | Подъем материала в смеситель | |
11. | Шнековый смеситель | Усреднение материала и смешение с ЛСТ | Число оборотов шнека 15 - 40 мин-1 |
12. | Валковый брикет-пресс | Брикетирование материала | |
13. | Система конвейеров | Транспортировка брикетов на склад готовой продукции |
Со склада готовой продукции готовые брикеты железнодорожным или автомобильным транспортом транспортируются на склад привозного сырья участка подготовки сырья и шихты (УПСиШ), где шихтуется со флюсом и восстановителем и транспортером по тракту подачи шихты подаются в расходные бункера РТП.
Основным сырьем для электроплавки является шихта, состоящая из: сульфидной медно-никелевой руды, брикетов, собственных и привозных оборотных никельсодержащих оборотов, флюса (песка), углеродистого восстановителя.
Физико-химические превращения шихтовых материалов и образование продуктов плавки происходят в основном в ванне печи на поверхности шихты, погруженной в шлак.
При нагреве шихты до 1000 °C в ней протекают процессы термического разложения сложных сульфидов, сульфатов, карбонатов и гидратов, а также процессы взаимодействия между различными химическими соединениями, наиболее важными из которых являются реакции между сульфидами и окислами. При повышении температуры шихты до 1000 - 1300 °C эти процессы получают активное развитие.
Сульфиды никеля, меди, кобальта, железа расплавляются, частично разлагаются (общая десульфуризация при электроплавке составляет около 20 - 35%) и, взаимно растворяясь, образуют основной продукт электроплавки - штейн, в котором также растворяются драгоценные металлы и магнетит.
Полученный штейн (% масс.: никель - 7 - 17, медь - 3 - 12, кобальт - 0,6 - 0,8, железо - 38 - 50, сера - 25 - 27; извлечение никеля в штейн составляет - 97 - 98%, меди - 95 - 97%, кобальта - 77 - 85%) в жидком виде направляется на конвертирование.
Окисленное железо и другие основные оксиды, вступая во взаимодействие с SiO2, образуют силикаты типа mMeO x nSiO2, которые, смешиваясь в расплавленном состоянии, образуют другой продукт электроплавки - шлак. Выход шлаков при электроплавке составляет 85 - 110% от общей массы загруженной шихты. Основу шлаков электроплавки (97 - 98%) составляют кремнезем (SiO2), закись железа (FeO), окись магния (MgO), глинозем (Al2O3) и окись кальция (CaO). Содержание SiO2 в шлаке - 37 - 42%, Ni не более 0,25%, Co не более 0,1%.
Газы, отходящие из печного пространства при температуре 500 - 600 °C, состоят из азота (N), кислорода (O2), сернистого газа (SO2), углекислого газа (CO2) и паров воды (H2O), эвакуируются через систему газоходов и подаются в пылевую камеру, а затем - в трубу. Улавливаемая в пылевой камере и газоходах металлосодержащая пыль выгружается через воронки в автомобиль и перевозится на переработку в закрытый склад СПС.
Основное оборудование процесса плавки сульфидного сырья на штейн показано в табл. 2.5.
Таблица 2.5
медно-никелевого сырья на штейн в руднотермической печи
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Руднотермическая печь | Электроплавка руды, брикетов | Уст. мощность - 45 МВт, число электродов - 6 шт., площадь пода - 150 - 160 м2, количество штейновых шпуров - 3 шт., количество шлаковых шпуров - 4 шт., два торцевых и четыре боковых футерованных газохода |
Уст. мощность - 30 МВт, число электродов - 3 шт., площадь пода - 80 м2, количество штейновых шпуров - 3 шт., количество шлаковых шпуров - 2 шт., 2 водоохлаждаемых патрубка, соединяющие свод печи с вертикальными футерованными газоходами (штейновым и шлаковым) |
Технология получения штейна в печи взвешенной плавки
Технологическая схема получения штейна в печи взвешенной плавки включает в себя (рис. 2.1):
- фильтрацию концентратов на керамических фильтрах;
- сушку концентратов и флюсов в распылительных и барабанных сушилках;
- взвешенную плавку шихты концентратов в двух печах взвешенной плавки;
- пневматическую транспортировку высушенных концентратов;
- охлаждение отходящих газов в котле-утилизаторе с одновременной грубой очисткой от пыли;
- тонкую очистку от пыли в электрофильтрах;
- обеднение шлаков печей взвешенной плавки и конвертеров в электрообеднительных печах;
- грануляцию шлака обеднительных печей и его транспортирование на склад временного хранения.
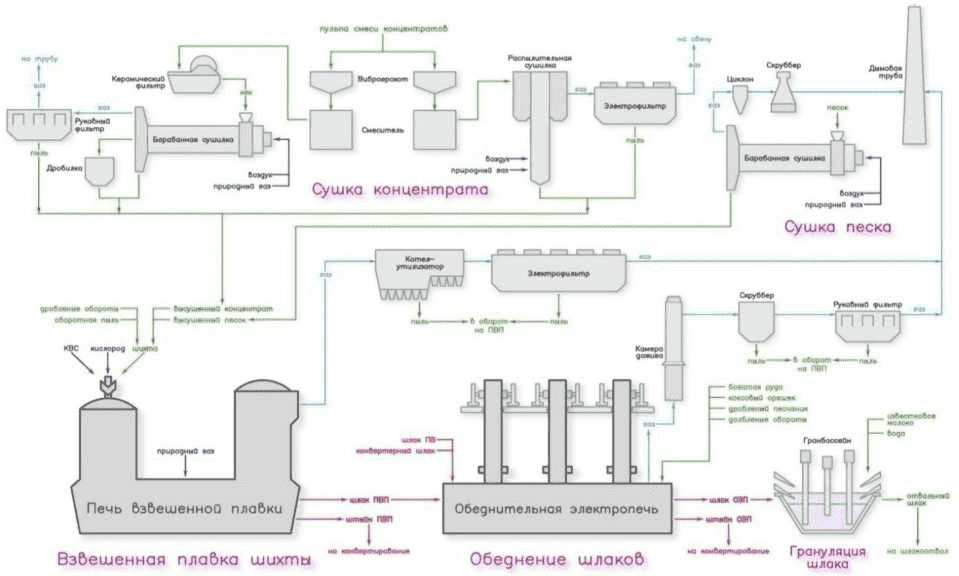
в ПВП
Печь взвешенной плавки является головным агрегатом в цепи переработки сульфидных концентратов.
Степень обогащения дутья кислородом на печах взвешенной плавки может достигать 70%, что позволяет вести процесс плавки в автогенном режиме, без применения дополнительного топлива. Дутье предварительно не подогревают. Пылевынос из печей взвешенной плавки составляет не более 5 - 7% от веса загружаемой шихты.
Медно-никелевый штейн из ПВП (Ni - 31,3 - 41,6%, Cu - 8,95 - 15,93%, Co - 0,6 - 0,85%, Fe - 29,5 - 31,8%, S - 25,3 - 28,4%), как и любой штейн, представляет собой сплав сульфидов никеля, меди, железа, кобальта с небольшим содержанием магнетита, которое зависит от содержания цветных металлов. Выпуск штейна осуществляется в ковши через шпуры, расположенные в отстойной зоне печи; штейн передают на никелевое конвертирование для переработки до файнштейна.
Шлак ПВП представляет собой многокомпонентный сплав оксидов и в значительной степени обогащен цветными металлами (табл. 2.6), в связи с чем подается (в расплавленном состоянии) в обеднительные печи (вместе с конвертерными шлаками).
Таблица 2.6
Никель | Медь | Кобальт | Железо | Сера | Диоксид кремния |
0,6 - 0,8 | 0,24 - 0,34 | 0,165 - 0,205 | 37,5 - 41,0 | 0,55 - 1,15 | 32,0 - 35,0 |
Основными реакциями, протекающими в реакционной шахте печи, являются реакции диссоциации и окисления сульфидов. Эта реакция экзотермическая, ее тепловой эффект обеспечивает самопроизвольный ход процесса без затрат тепла извне. Не окислившиеся сульфиды формируют штейн.
В отстойнике ПВП проходят основные реакции шлакообразования, обменные реакции и процесс физического разделения расплава на штейновую и шлаковую фазы, связанный с разностью их удельных весов. С учетом высокого содержания ценных компонентов в шлаках их направляют на обеднение.
При обеднении в печи периодически заливают жидкий шлак, производят загрузку твердой шихты: руду, песчаник, антрацит, коксовый орешек, дробленые обороты. Руда используется в качестве извлекающей фазы (сульфидизатора) для процесса штейнообразования, дробленый песчаник - в качестве флюсующего материала, антрацит, коксовый орешек - в качестве восстановителя, дробленые бедные обороты - для регулирования состава штейна ОЭП по содержанию цветных металлов, а также в качестве металлосодержащего сырья.
Перечень основного технологического оборудования участка обезвоживания и складирования концентратов и комплекса печи взвешенной плавки приведен в табл. 2.7. Параметры электропечей, используемых для обеднения шлаков ПВП и шлаков конвертирования, приведены в табл. 2.8.
Таблица 2.7
обезвоживания и сушки концентратом и комплекса печи
взвешенной плавки
Наименование | Назначение | Технические характеристики | |
1. | Сгуститель | Сгущение концентратов | С центральным приводом в кислотостойком исполнении, диаметр - 12 м, глубина чана - 3 м |
2. | Керамический фильтр СС-60 | Фильтрация пульпы концентратов | Площадь фильтрации (1 фильтра) - 60 м2, влажность после фильтрации - до 12% |
3. | Барабанная сушилка концентрата | Сушка концентратов | Диаметр - 3,2 м, длина - 27000 мм, с газовым воздухоподогревателем и системой газоочистки |
4. | Смеситель "Денвер" | В кислотостойком исполнении, с перемешивающим устройством, диаметр - 7,2 м, высота - 7,2 м | |
5. | Сушилки распылительные "Ниро-Атомайзер" | Сушка концентратов | Диаметр - 14 м, высота - 18 м, с центробежным распылителем и газовым воздухоподогревателем "ПибодиГольмс" с горелкой кольцевого типа |
6. | Электрофильтры "Элекс" | Очистка газового потока распылительных сушилок | Двухпольные, производительность по газу - 375000 нм3/час, КПД - 99,8% |
7. | Сушилки барабанные | Диаметр - 2,5 м, длина - 19500 мм, с газовым воздухоподогревателем и системой газоочистки | |
8. | Печи взвешенной плавки "Оутокумпу" | Плавка концентратов | Площадь зеркала ванны - 264 - 277 м2, с устройствами распыления шихты, и подачи кислородо-воздушной смеси с обогащением кислорода до 70%. Печь оборудована газогорелочными устройствами и выпускными шпурами штейна и шлака |
9. | Котел-утилизатор для печи взвешенной плавки | Охлаждение газов ПВП | Производительность по газу до 125000 нм3/час, по утилизационному пару до 100 тонн/час |
10. | Электрофильтры "Флект" | Очистка газового потока печи ПВП | Пятипольные, производительность по газу - 65000 нм3/час каждый, КПД - 99,8% |
11. | Обеднительные электропечи "Крупп" | Обеднение шлаков печи ПВП | |
12. | Обеднительные электропечи "Outokumpu Technology Ou" - ОЭП-1,3 | Обеднение шлаков печи ПВП | |
13. | Установки грануляции отвального шлака | Грануляция шлака обеднительных печей | Производительность - до 250 т/ч. Тип - водная грануляция. Оборудованы системой замкнутого оборотного водоснабжения |
Таблица 2.8
N п/п | Наименование параметра | Значение параметра | |
ОЭП-1,3 | ОЭП-2,4 | ||
1. | Мощность трансформатора, МВт·А | 35 | 30 |
2. | Площадь зеркала ванны, м2 | 175 | 176 |
3. | Диаметр электрода, мм | 1272 | 1272 |
4. | Распад электродов, мм | 4850 | 4850 |
5. | Тип электродов | самоспекающиеся | самоспекающиеся |
6. | Охлаждение корпуса | кессонированное | кессонированное |
В табл. 2.9 приведены основные источники выбросов загрязняющих веществ при производстве штейна в печах РТП и на комплексе ПВП-обеднительные электропечи.
Таблица 2.9
Производственный процесс, наименование оборудования | Наименование загрязняющего вещества |
Сушка концентрата и шихтовых материалов | Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов |
Азота диоксид (двуокись азота; пероксид азота) | |
Никель, оксид никеля /в пересчете на никель/ | |
Свинец и его неорг. соед. | |
Серы диоксид | |
Плавка концентрата в ПВП | Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов |
Азота диоксид (двуокись азота; пероксид азота) | |
Никель, оксид никеля /в пересчете на никель/ | |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | |
Серы диоксид | |
Обеднение шлака в обеднительных электропечах (ОЭП) с получением штейна обеднения и отвального шлака | Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов |
Азота диоксид (двуокись азота; пероксид азота) | |
Никель, оксид никеля /в пересчете на никель/ | |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | |
Серы диоксид |
На величину выбросов загрязняющих веществ в технологии производства штейна влияют:
1. Состав сырья. Так, при большем содержании серы и неизменном целевом составе штейна выброс серы будет возрастать; при росте содержания свинца и мышьяка в концентрате растет содержание их в пыли и т.п.
2. Целевой состав штейна. Если при плавке необходимо окислить больше железа и серы, выброс последней с газами возрастает.
3. Особенности конструкции печи, соблюдение требований к шихтоподготовке с учетом конструкции печи. Например, переработка в руднотермических печах обычной конструкции влажного, мелкодисперсного материала приводит к повышенному пылевыносу.
4. Особенности технологии подготовки сырья к плавке. Интенсивное перемешивание материала при сушке, низкая его остаточная влажность способствуют росту пылевыноса.
При переработке сульфидного медно-никелевого сырья в руднотермических электропечах и на комплексе ПВП-обеднительные печи образуется отвальный шлак (табл. 2.10), который подвергается грануляции. Кроме того, твердые отходы образуются в результате обслуживания и ремонта оборудования - выломки футеровки печей, бой кирпича, бетон, теплоизоляция, металлолом. Гранулированный отвальный шлак НМЗ используется для приготовления закладочных смесей и как материал для дорожного строительства, для отсыпки дамб, насыпей и т.д.
Таблица 2.10
Наименование отхода | Средний состав, % | Способ утилизации | Количество, т/т Ni в штейне |
Шлак РТП | N - 0,198; Cu - 0,123; Co - 0,091; Fe - 27,71; SiO2 - 37,4; CaO - 2,3; MgO - 12,5; S - 1,15 | В отвал | 12 |
Шлак обеднительных печей | Ni - 0,10; Cu - 0,19; Co - 0,132; Fe - 38,12; SiO2 - 34,5; CaO - 3,81; MgO - 3,17; S - 0,87 | В отвал | 15 |
Технология получения медного штейна в ПВ
Рудный медный концентрат и концентрат от разделения медно-никелевого файнштейна подвергаются плавке на медный штейн в печи Ванюкова.
Процесс Ванюкова представляет собой плавку сульфидного сырья в интенсивно перемешиваемой шлако-штейновой ванне с использованием тепла окислительных реакций. От других способов плавки в расплаве процесс Ванюкова отличается подачей обогащенного кислородом дутья и шихты в шлаковую ванну с небольшим содержанием штейна.
Плавка сульфидных материалов в печи Ванюкова осуществляется в интенсивно перемешиваемом шлаковом расплаве, доля сульфидов в котором достигает 10%. Подача окислительного дутья осуществляется через боковые фурмы в слой шлако-штейновой эмульсии, что позволяет использовать в наиболее теплонагруженной части агрегата водоохлаждаемые кессоны, которые являются основным конструктивным элементом шахты печи и непосредственно контактируют с расплавом. В нижней части печи, в зоне штейновой ванны, кессонированные элементы (закладные кессоны) используются только внутри огнеупорной кладки. В качестве окислительного дутья используется смесь технологического кислорода и компрессорного воздуха с содержанием кислорода от 60 до 80%.
Фурменный пояс делит шлаковую ванну на две зоны: надфурменную и подфурменную. В надфурменной, интенсивно перемешиваемой дутьем области происходят, в основном, процессы испарения воды, диссоциации, плавления и окисления шихты, образования продуктов плавки и коалесценции капель штейна. В более спокойной подфурменной области происходит, главным образом, разделение продуктов плавки по плотности на донную штейновую фазу и верхнюю шлаковую.
Штейн и шлак выдаются из печи непрерывно через соответствующие сифоны и по обогреваемым водоохлаждаемым желобам поступают в поворотные миксеры.
2.1.1.3. Технологии производства файнштейна
При конвертировании штейнов в конвертер могут быть загружены штейн, песок, никелевый шлак и другие оборотные холодные материалы. Основными реакциями, протекающими при конвертировании штейнов, являются реакции окисления, обменного взаимодействия, восстановления и шлакообразования (табл. 2.11).
Таблица 2.11
Предприятие | Тип штейна | Тип окислителя |
ЗФ ПАО "ГМК "Норильский Никель" | Штейн ПВП, штейн обеднительных электропечей | Воздух, при недостатке тепла - кислород |
При конвертировании штейнов выделяют следующие технологические операции:
- зарядка конвертера;
- период набора массы;
- "варка" файнштейна;
- разливка и охлаждение файнштейна.
В период набора массы при конвертировании в шлак интенсивно удаляется железо, в результате чего количество обогащенной массы сокращается. В этот период идет активная загрузка в конвертер кварцевого песка и холодных материалов для поддержания теплового баланса процесса. После прекращения набора штейна начинается период варки файнштейна. В задачу этого периода входит почти полное удаление железа из обогащенной конвертерной массы. Полученный файнштейн содержит 22 - 24% S и до 3,7% железа.
Полученный медно-никелевый файнштейн перевозится в разливочный пролет цеха и разливается в стальные формы - изложницы, зафутерованные блоками из графита, для медленного охлаждения и раскристаллизации расплава, обеспечивающих хорошие показатели разделения на никелевый и медный концентраты.
Отходящие от горловины конвертера газы содержат 7 - 11% SO2, однако за счет подсосов воздуха через напыльник и неплотности газохода концентрация SO2 снижается. В ЗФ очищенные от пыли газы выбрасываются в трубу.
Химический состав продуктов конвертирования - в табл. 2.12, перечень основного оборудования передела конвертирования штейнов приведен в табл. 2.13.
Таблица 2.12
Предприятие | Продукт | Массовая доля, % | |||||||||
Ni | Cu | Co | Fe | S | SiO2 | MgO | Al2O3 | CaO | Fe3O4 | ||
ЗФ ПАО "ГМК "Норильский Никель" | Шлак | 2,0 - 2,5 | 1,5 - 2,0 | 0,8 - 1,0 | 50,0 - 52,0 | 1,2 - 1,6 | 18,0 - 22,0 | 0,3 | 2,2 | 0,6 | 29 |
Файнштейн | 47 - 52 | 20 - 22 | 1,00 - 1,59 | 3,05 - 3,10 | 23 | 0,095 | |||||
Таблица 2.13
Предприятие | Наименование | Назначение | Технические характеристики |
ЗФ ПАО "ГМК "Норильский Никель" | Конвертер - типа Пирса-Смита | Конвертирование штейна | Емкость - 80 тонн, на воздушном дутье, число фурм - 48 |
Котел-утилизатор для конвертеров | Утилизация тепла, охлаждение газов | Производительность по газу - до 65000 нм3/час, по утилизационному пару - до 13 тонн/час | |
Электрофильтры "Флект" | Очистка газов от тонкой пыли | Двухпольные, производительность по газу - 65000 нм3/час каждый, КПД - 99,8% |
При конвертировании штейна осуществляется выброс следующих загрязняющих веществ:
- серы диоксид;
- азота диоксид (двуокись азота; пероксид азота);
- азота оксид (азот (II) оксид; азот монооксид);
- углерода оксид (углерод окись; углерод моноокись; угарный газ);
- пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов;
- никель, оксид никеля /в пересчете на никель/;
- кобальт и его соединения (кобальт; кобальт оксид (кобальт окись, кобальт монооксид, кобальт (II) оксид); кобальт сульфат (кобальт моносульфат гептагидрат); диацетат кобальта (II) (кобальт (II) уксуснокислый тетрагидрат)) /в пересчете на кобальт/;
- медь и ее соединения (медь оксид (медь окись; тенорит); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/;
- свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/.
2.1.2.1. Технология разделения медно-никелевого файнштейна с получением никелевого сульфидного концентрата
Флотационное разделение файнштейна на медный и никелевый концентраты было предложено в конце 40-х - начале 50-х годов XX века И.Н. Масленицким (АС N 113715). Согласно предложенному способу, медно-никелевый файнштейн измельчали, а затем флотировали в "обычном" режиме с переводом медных сульфидов в пенный продукт, а никелевых - в камерный. Одним из описанных И.Н. Масленицким вариантов реализации данного способа являлось применение перед флотацией магнитной сепарации, что обеспечивало не только получение более бедного по меди никелевого концентрата, но и извлечение в отдельный, обогащенный продукт основного количества содержащихся в файнштейне платиновых металлов.
Впервые процесс был внедрен на Норильском горно-металлургическом комбинате в 1957 году, и без особых изменений способ дошел до сегодняшних дней, однако за счет оптимизации реагентного режима, параметров операций и организации технологической схемы удалось достичь более низких, чем заявлено в АС, содержаний вторых металлов в концентратах.
Химическими основами флотационного разделения файнштейна являются различные условия формирования и устойчивости пленок ксантогенатов меди и никеля на поверхности соответствующих минералов. Регулированием концентрации гидроксидионов в водной части пульпы обеспечиваются условия для подавления процесса образования ксантогената никеля и образования на поверхности пленки гидроксида.
Технологический процесс разделения файнштейна на никелевый и медный концентраты включает в себя следующие технологические операции: крупное дробление, шихтовка, дробление и измельчение и собственно флотацию. Перечень основного технологического оборудования представлен в табл. 2.14.
Таблица 2.14
N пп | Наименование оборудования | Назначение оборудования |
1. | Агрегат первичного дробления Rammer G 90 | Первичное дробление |
2. | Щековые дробилки ЩДП-9x12 и СМД-118 | Крупное дробление |
3. | Конусные дробилки КСД-2200Т и КМД-2200Т | Мелкое дробление |
4. | МШР-3200x3100 | Измельчение |
5. | Классификатор Тип I КСН-20 | |
6. | Гидроциклон Кребса | Гидравлическая классификация промпродуктов |
7. | Флотационные машины ФМР-10 | Флотация |
8. | Флотационные машины WEMCO | Флотация |
9. | Сгустители тип Ц-6МI, тип Ц-9МI, тип Ц-12МI | Сгущение конечных и промежуточных продуктов |
10. | Свечевые фильтры ПАР-80-248М и ПТЖ-80-ЗТ-41 |
Разделение файнштейна, предварительно измельченного до крупности 85 - 95% - 45 мкм, происходит во флотомашинах основной флотации с получением пенного и камерного продуктов, представляющих собой черновые медный и никелевый концентрат, соответственно, которые затем подвергаются дополнительной очистке.
Никелевый концентрат очищается от меди за счет добавки свежего ксантогената, который повышает флотируемость медных сульфидов, медный - от никеля на 1 - 4 перечистных флотациях за счет повышения щелочности пульпы и снижения плотности камерных продуктов от первой до последней перечистки.
Для обеспечения эффективного разделения медных и никелевых сульфидов часть пенных и камерных промпродуктов объединяется и направляется на классификацию, пески которой доизмельчаются. Точки рецикла промпродуктов и объединения потоков пенных и камерных продуктов выбираются, исходя из их состава, в первую очередь, из содержания в них вторых металлов.
Существующая технологическая схема флотационного разделения файнштейна позволяет достичь извлечения никеля в никелевый концентрат до 92%, меди в медный - до 91%.
Получаемый медный концентрат содержит 67 - 68% меди и 3,2 - 4,2% никеля, никелевый - 68 - 69% никеля и 2,3 - 2,9% меди.
При разделении медно-никелевого файнштейна в качестве основных технологических материалов используются бутиловый ксантогенат калия, сода каустическая, шары стальные и вода оборотного водоснабжения.
Образующиеся при разделении файнштейна соединения меди, никеля и кобальта попадают в атмосферу в составе пыли, выделяющейся через неплотности технологического оборудования. Вредности удаляются с вентвыбросами естественным путем через дефлекторы и вентшахты.
Жидкая фаза, образующаяся при обезвоживании продуктов флотации (никелевого и медного концентратов), наплавляется в систему оборотного водоснабжения участка. Избыточное количество воды передается в производственную канализацию; сброс воды в природные объекты отсутствует (табл. 2.15).
Таблица 2.15
Наименование | Источники сброса | Направление сброса (водный объект, канализация) | Метод очистки, повторного использования |
Никель в/р | Верхний слив отстойников, фильтрат свечевых фильтров | Оборотное водоснабжение участка, производственная канализация | Оборотное водоснабжение участка |
Медь в/р | |||
Взвешенные вещества | |||
Ксантогенат |
Твердые отходы процесса образуются в ходе ремонтных и строительных работ.
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
2.1.2.1. Технология получения частично восстановленного никелевого огарка
Технология получения частично восстановленного никелевого огарка (ПНТП - порошка никелевого трубчатых печей) включает в себя операции обезвоживания никелевого концентрата флотации файнштейна, его окислительного обжига в печах кипящего слоя и восстановительного обжига в трубчатых вращающихся печах.
Окислительный обжиг, целью которого является максимальное удаление серы и подготовка материала к восстановлению, ведется при температуре 1050 - 1250 °C. Загрузку шихты регулируют по температуре в слое, по концентрации диоксида серы (SO2) в отходящих газах, по заданному расходу воздуха (или воздуха, обогащенного кислородом).
Основная часть полученного огарка передается на восстановление в трубчатые вращающиеся печи, часть подается в бункер "горячего" огарка для использования его без восстановления при доводке анодного металла по углероду.
Газы после прохождения через систему газоочистки, включающей в себя охладитель газов, циклоны испарительного охлаждения и электрофильтр, передаются в сернокислотное производство. Газы аспирационных систем передаются в общий газоход и выбрасываются в трубу.
В процессе (1050 - 1150 °C) происходит дальнейшее укрупнение огарка и восстановление до металла присутствующих в огарке никеля и кобальта (85 - 90%), а также части железа и меди. В качестве восстановителя используют доменный кокс и уголь в количестве 12 - 14%.
Перечень основного технологического оборудования приведен в табл. 2.16, выбросы основных загрязняющих веществ в атмосферу при получении ПНТП - в табл. 2.17, характеристика сточных вод - в табл. 2.18.
Таблица 2.16
N пп | Наименование оборудования | Назначение оборудования | Характеристика оборудования |
1. | Сгустители Ц9 | Сгущение пульпы никелевого концентрата | Площадь поверхности - 60 м |
2. | Сгустители Ц12 | Сгущение пульпы никелевого концентрата | Площадь поверхности - 110 м |
3. | Барабанный вакуумный фильтр | Фильтрация сгущенного никелевого концентрата | Площадь фильтрации - 40 м2, содержание влаги в кеке - 6 - 9% |
4. | Печь кипящего слоя | Обжиг концентрата | Площадь пода - 24 м2 |
5. | Трубчатая вращающаяся печь (ТВП) | Восстановление огарка окислительного обжига | Длина печи - 20 м, диаметр печи - 2,2 м, диаметр в свету - 1,688 м |
Таблица 2.17
Производственный процесс | Наименование загрязняющего вещества |
Окислительный обжиг сульфидного никелевого концентрата в печах кипящего слоя (КС) с получением никелевого огарка | Серы диоксид |
Азота оксиды | |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | |
Никель, оксид никеля /в пересчете на никель/ |
Таблица 2.18
Наименование сточных вод по переделам | Нормируемое количество в сутки, м3/т Ni | Содержание вредных примесей | Место сброса |
Оборотная вода комбината | 0,005 | Не более уровня в оборотной системы | Самотечные коллектора оборотной системы |
Твердые отходы процесса получения ПНТП образуются в ходе ремонтных и строительных работ - выломки футеровки печей, бой кирпича, бетон, теплоизоляция, металлолом.
2.1.2.3. Технология производства черновых никелевых анодов
На сегодняшний день основная часть никелевого порошка трубчатых печей поступает на анодную плавку в дуговые электропечи, часть - на хлорное растворение для восполнения дефицита никеля. Шихта печей включает в себя, помимо порошка, восстановитель и анодный скрап.
При расплавлении шихты свободной углерод и закись никеля растворяются в расплавленном металле, при этом происходит "науглероживание" ванны металла по реакции с образованием карбида никеля (Ni3C), который при растворении в металле взаимодействует с закисью никеля.
Растворимость углерода в металле высока, и на начальных этапах плавки, с учетом положительного влияния науглероживания расплава на температуру плавления металла, процесс ведут с избытком восстановителя, который на финальных этапах удаляют присадкой огарка в жидкий металл. Доводка металла по содержанию углерода может также осуществляться кислородной продувкой.
К моменту полного расплавления шихты в печи образуются шлаковая и металлические фазы. В основном шлак состоит из окислов, содержание которых может достигнуть 95%. Снижение потерь цветных металлов со шлаками и увеличение их извлечения в анодный никель происходит тем полнее, чем лучше восстановительные условия в печи и чем выше активность окислов в шлаке, которая зависит от количества флюсующих добавок, таких как известняк, окись кремния.
После обеднения шлака избыток его порционно сливают путем наклона печи. При этом богатая часть шлака возвращается на плавку, а бедная отправляется на переработку в РТП. Готовый металл разливается по изложницам карусельной машины и направляется на электролитическое рафинирование с получением катодного металла. Запыленные отходящие газы очищаются в электрофильтрах и выбрасываются в атмосферу.
Перечень основного технологического оборудования приведен в табл. 2.19, выбросы загрязняющих веществ - в табл. 2.20.
Таблица 2.19
N | Наименование оборудования | Основные характеристики |
1. | Бункер восстановленной закиси | Емкость - 40 т |
Емкость - 60 т | ||
2. | Бункер не восстановленной закиси | Емкость - 10 т |
Емкость - 5 т | ||
3. | Бункер восстановителя | Объем - 25 м3 |
4. | Питатель тарельчатый | Диаметр тарелки - 1000 мм |
Диаметр тарелки - 800 мм | ||
5. | Питатель шнековый | Диаметр шнека - 450 мм |
6 | Электропечь РКЗ N 1 | Мощность трансформатора - 12500 кВ·А |
7. | Электропечь ОКБ N 2 | Мощность трансформатора - 9000 кВ·А |
8. | Электропечь РКЗ N 3 | Мощность трансформатора - 15000 кВ·А |
9. | Индукционный миксер ИЧТМ-16 | Мощность трансформатора - 1300 кВ·А |
10. | Индукционный миксер ИЧТМ-16 | Мощность трансформатора - 1600 кВ·А |
11. | Разливочная машина | Диаметр - 10 м |
Таблица 2.20
Производственный процесс | Наименование загрязняющего вещества |
Восстановительная плавка никелевого огарка в электропечах с получением никелевых анодов | Серы диоксид |
Азота оксиды | |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | |
Никель, оксид никеля /в пересчете на никель/ |
Шлак анодной плавки, выломки футеровки, улавливаемая в электрофильтрах пыль не являются отвальными продуктами и направляются на переработку на другие переделы технологического цикла. Прочие твердые отходы передела связаны с проведением ремонта оборудования и зданий.
2.1.2.4. Технологии получения катодного никеля
Электролитическое рафинирование черновых никелевых анодов - достаточно старая технология, обеспечивающая получение товарного никеля, в том числе из драгметаллсодержащего сырья.
В процессе многолетней эксплуатации технология рафинирования черновых никелевых анодов непрерывно совершенствовалась, и к настоящему времени пути ее дальнейшего улучшения практически исчерпаны и экономически бесперспективны. Именно поэтому эта технология, имевшая ранее широкое распространение, повсеместно замещена более современными способами. Основные недостатки технологии рафинирования черновых никелевых анодов определяются собственно необходимостью их производства. Альтернативные гидрометаллургические способы рафинирования файнштейна или продуктов его переработки предполагают в качестве товарного передела электроэкстракцию никеля из хлоридных или сульфатных растворов. При этом передел производства черновых никелевых анодов заменяется переделом растворения файнштейна или продуктов его переработки, например, никелевый концентрат и/или металлизированная фракция от разделения файнштейна. Очевидны следующие общие преимущества подобных решений:
- ликвидация затрат на производство промежуточных продуктов, а именно черновых анодов;
- ликвидация определяющихся наличием анодного скрапа оборотов;
- существенное упрощение обслуживания электролизных ванн (обработка анодов и скрапа, чистка ванн с выделением и переработкой шлама);
- возможности более полной механизации и внедрения дополнительных, более совершенных систем контроля процессов рафинирования;
- возможности использования более современного основного оборудования;
- существенное сокращение незавершенного производства (срок растворения черновых анодов составляет приблизительно 30 сут, кроме того, он увеличивается за счет наличия оборотного скрапа).
В настоящее время на Кольской ГМК, единственном отечественном предприятии, выпускающем товарный никель высокой чистоты, начался переход от технологии рафинирования черновых никелевых анодов к гидрометаллургической технологии рафинирования восстановленного никелевого порошка (ПНТП).
Эта технология предусматривает получение товарного никеля электроэкстракцией из хлоридных растворов. На первом этапе в качестве исходного сырья предусматривается использование ПНТП. В дальнейшей перспективе представляется целесообразным использование в качестве обособленного сырья металлизированной фракции от разделения файнштейна и далее никелевого концентрата от разделения файнштейна. Замена ПНТП никелевым концентратом позволит полностью ликвидировать переделы окислительного и восстановительного обжига, что позволит существенно сократить в том числе потери ценных компонентов, трудозатраты, энергозатраты и эмиссию вредных веществ.
Организационно производство электролитного никеля включает в себя три основных отделения: электролизное, гидрометаллургическое (ГМО) и отделение готовой продукции.
Процесс перехода на новую технологию осуществляется постепенным переводом действующих электрорафинировочных ванн на технологию электроэкстракции. С учетом одновременной эксплуатации электрорафинирования черновых никелевых анодов и рафинирования ПНТП в технологической цепочке используется основное технологическое оборудование электролизного отделения рафинирования черновых никелевых анодов. Также, в соответствии с проектом реконструкции никелевого производства, устанавливается новое технологическое оборудование.
В настоящем разделе описаны обе технологии.
Технология рафинирования черновых анодов
Наряду с металлическим никелем черновые аноды содержат первые проценты основных примесей: железа и меди, кобальта и доли процента серы. Кроме того, в черновых анодах содержится широкий спектр различных микропримесей, включая драгоценные металлы. Рафинирование черновых никелевых анодов осуществляется в электролизных ваннах (электролизерах ящичного типа) с разделением катодного и анодного пространств проточной тканевой диафрагмой. При этом используется сульфат-хлоридный никелевый электролит. Катоды внутри ванн помещены в диафрагменные ячейки, а аноды находятся в общем анодном пространстве. За счет прохождения постоянного тока на анодах происходит растворение никеля и примесей с получением загрязненного никелевого раствора - анолита. На катодах в эквивалентном пропущенному току количестве осаждается чистый катодный никель. В каждую катодную ячейку непрерывно подается очищенный от примесей никелевый раствор - католит. За счет его подачи уровень раствора в катодных ячейках превышает уровень в анодном пространстве. Католит просачивается через поры диафрагмы в анодное пространство ванны, препятствуя попаданию в катодное пространство примесей из анолита. После прохождения через диафрагму католит объединяется с анолитом и самотеком удаляется из ванны на очистку. Часть анодных примесей не растворяется и преимущественно осаждается в донной части анодного пространства ванны. Часть нерастворенных примесей формирует на поверхности анода нерастворимый шлам, в котором, в частности, концентрируются драгоценные металлы.
Осаждение товарного никеля осуществляется на никелевые основы, которые производятся в отдельных электролизных ваннах путем катодного осаждения никеля на титановые матрицы. Такие ванны, в отличие от ванн производства товарного никеля, называются матричными. Срок наращивания основ составляет 12 - 24 ч. Катоды с осажденными на них основами выгружаются, промываются, основы сдираются и правятся. К ним контактной сваркой привариваются вырезанные из основ ушки. Никелевые основы с приваренными ушками загружаются в товарные ванны для наращивания на них товарных никелевых катодов. Срок наращивания товарных катодов (катодная кампания) составляет 3 - 4 сут. По завершении катодной кампании товарные катоды выгружаются, промываются и передаются в дальнейшую обработку, включающую взвешивание, пробоотбор, резку, сортировку (разбраковку), фасовку (упаковку) первичного никеля для отправки партиями на склад готовой продукции. По завершении анодной кампании осуществляется чистка ванн. Перед чисткой ванны шунтируются. Из ванн выгружаются анодный скрап и катодные ячейки, ванны опорожняются и очищаются от шлама, который отправляют на переделы производства драгоценных металлов. Не растворившаяся часть анодов из ванн - скрап - после промывки от шлама направляется на анодную плавку. Анодная осыпь направляется на хлорное выщелачивание либо на анодную плавку. После чистки в ванны устанавливаются новые аноды и катодные ячейки, ванна заполняется католитом и цикл рафинирования повторяется.
Загрязненный примесями анолит из ванн очищается от примесей гидрометаллургическими способами, включающими в себя последовательное удаление железа путем его окисления воздухом в присутствии основного карбоната никеля в качестве нейтрализатора, меди - цементационным осаждением на ПНТП и кобальта, который окисляют хлором в присутствии нейтрализатора - основного карбоната никеля.
После корректировки кислотности очищенный от кобальта раствор в качестве католита подается в ванны рафинирования. Первичный железистый кек репульпируется для удаления из него никеля и получения отвального гидратного железистого кека.
Кобальтовый кек также репульпируется для удаления присутствующего в нем никеля и после фильтрования направляется на производство катодного кобальта.
Содержащая никель и иные примеси цементная медь передается в производство меди. Дефицит водорастворимого никеля восполняется хлорированием ПНТП. Основной карбонат никеля для очистки от примесей получают на карбонатном переделе с использованием бедных никелевых растворов от репульпации первичных кеков примесей. Осаждение карбоната осуществляется раствором кальцинированной соды. В производство вовлекаются никельсодержащие растворы и иные полупродукты смежных медного и кобальтового производств, а также продукты участка переработки шламов. На репульпациях и для регулирования кислотности по операциям очисток используется серная кислота смежного сернокислотного производства, производимая как попутный продукт из газов пирометаллургических производств.
При производстве нейтрализатора (карбоната никеля) образуются солевые стоки, которые перерабатываются на выпарной установке с получением товарных солей (сульфат и хлорид натрия) (табл. 2.21).
Таблица 2.21
электролиза никеля
Наименование оборудования | Назначение | Характеристика |
Электролизное отделение | ||
Ванны электролизные рафинирования | Получение катодного никеля | Полимербетонные ванны, 51 - 51 анодов, 49 - 50 катодов, с рабочей поверхностью 935 x 1085 |
Ванны электролизные рафинирования | Получение катодного никеля | Полимербетонные ванны, 61 анод, 60 катодов |
Мостовые краны | Q = 10 т, H = 13 м, L = 21 м | |
Спецкраны | Обслуживание ванн | Q = 3,2/30 т, L = 10,5 м |
Гильотинные и дисковые ножницы | Резка основ на уши, резка заготовок основ | |
Машины точечной сварки | Приварка ушей | МТ-1222 (МТ-2202) |
Гидрометаллургическое отделение | ||
Баковое оборудование | Сборники католита и анолита | Емкость - до 400 м3 |
Аппараты с пневматическим перемешиванием (пачуки) | Реакционное оборудование | Емкость - до 170 м3 |
Аппараты с механическим перемешиванием, с коническим и плоским днищем | Репульпация осадков, проведение технологических процессов | Емкость - до 20 м3 |
Аппараты с перемешиванием в псевдоожиженном слое (цементаторы) | Очистка анолита от примесей | Емкость - до 90 м3 |
Патронные фильтры | Разделение жидкого и твердого | Объем фильтра: ПАР-80 - 11 м3; ПКФ80 - 11,4 м3; ПКФ40 - 6,0 м3; Поверхность фильтрования: ПАР-80 - 80 м2; ПКФ80 - 80 м2; ПКФ40 - 40 м2 |
Дисковые вакуумные фильтры | Разделение жидкого и твердого | Поверхность фильтрования: 68 м2; Разрежение: (-0,25) - (-0,5) МПа |
Фильтр-прессы рамные | Разделение жидкого и твердого | Поверхность фильтрования: до 50 м2 |
Газоочиститель пенный | Очистка воздуха от хлора | Производительность: 18000 м3/ч |
Гидроциклон | Разделение жидкого и твердого | |
Сгуститель одноярусный, с центральным приводом | Разделение жидкого и твердого | Диаметр - 9 м |
Двухспиральные классификаторы | Разделение жидкого и твердого | Диаметр спиралей - 280 мм, шаг спиралей - 300 мм |
Передел дегазации анолита и компримирования анодного газа | ||
Вакуумный дегазатор | Удаление хлор-газа из анолита | H = 7,0 м; Диаметр - 1,95 м; Разрежение - (-0,8) бар |
Улавливающий бак | Сборник дегазированного анолита | H = 2,0 м; Диаметр - 1,6 м; Разрежение - (-0,05) бар |
Конденсатор | Удаление влаги из хлор-газа | Мощность: 3,5 МВт; 0,4 МВт |
Компрессор | Транспортирование хлор-газа | Производительность - 2520 Ам3/ч; Давление выпуска - 1,5 бар |
Сепаратор | Отделение хлора от рабочей жидкости | L = 4,0 м; диаметр 1,8 м; давление 1,5 бар |
Участок утилизации солевых стоков | ||
Выпарные аппараты | Выпаривание солевых растворов | Поверхность теплообмена - 650 м2 |
Отделение готовой продукции | ||
Мостовые краны | Транспортировка готовой продукции | Q = 5/20 т |
Аккумуляторные погрузчики, электрические моторные тележки | Транспортировка готовой продукции | Q = 10 т |
Гильотинные ножницы кривошипные, линии автоматической резки | Резка катодов | |
Приспособления для фасовки и упаковки товарного никеля | Упаковка катодов | |
Технология рафинирования ПНТП
Исходным сырьем процессов гидрометаллургического рафинирования в производстве электролитного никеля в КГМК является восстановленный порошок трубчатых печей ПНТП.
По химическому составу ПНТП близок к черновым никелевым анодам, однако содержит значительное количество кремния, кальция, магния и алюминия, поступающих в процесс с зольной составляющей угля, используемого на операции восстановления.
Технология переработки ПНТП включает в себя три основных блока: хлорное растворение в обедненном никелевом растворе, очистку от примесей и электроэкстракцию никеля.
Основным отличием процесса электроэкстракции от электрорафинирования черновых анодов является то, что в процессе используются нерастворимые аноды, и никель, осаждающийся из раствора под действием тока на катоды, не восполняется в электролите за счет растворения никеля из анодов. Таким образом, в раствор не переходят и соответствующие примеси.
Хлорное выщелачивание ПНТП в обедненном по никелю растворе после электроэкстракции осуществляется в аппаратах с псевдоожижением - цементаторах. В процессе хлорного растворения в жидкую часть пульпы извлекаются никель и основные примеси, при этом сульфидная сера и драгоценные металлы коллектируются в нерастворимом остатке, который направляется в производство драгоценных металлов. Раствор после хлорного растворения очищают от основной части, поступающей с ПНТП меди на операциях предварительной и дополнительной медеочистки в цементаторах. Цементная медь передается в производство меди.
Далее обогащенный никелем раствор хлорного выщелачивания очищается от примесей совместно с анолитом от рафинирования черновых анодов. Поскольку в растворах после хлорного выщелачивания содержание железа более высокое (сравнительно с черновыми никелевыми анодами), в качестве окислителя в процессе железоочистки используют кислородо-воздушную смесь с содержанием кислорода до 40%). В связи с повышенным содержанием в ПНТП цинка (сравнительно с черновыми никелевыми анодами) раствор после железоочистки подвергается экстракционной очистке от цинка. После очистки от остаточной меди (цементацией) и кобальтоочистки (операции описаны выше) раствор передается в электролизные ванны.
В качестве нейтрализатора в процессах железо- и кобальтоочистки, как и ранее, используют основной карбонат никеля.
Очищенный от примесей богатый никелем продукционный раствор в качестве католита поступает в ванны электроэкстракции.
Электроэкстракция никеля осуществляется в полимербетонных электролизных ваннах с разделением катодного и анодного пространств проточной тканевой диафрагмой. Конструкция и расположение электродов внутри ванн электроэкстракции, а также обвязка этих ванн по растворам принципиально отличается от ванн электрорафинирования.
В каждой ванне 61 стационарный нерастворимый титановый анод с активным покрытием типа ОРТА и 60 катодов, рабочей поверхностью 935 x 1340 мм. Вдоль борта ванны проходит коллектор для совместной эвакуации анолита и хлора. Сохраняется попарная группировка ванн в блоки с последовательным подключением ванн по току в серии. Максимальная токовая нагрузка - до 35 кА.
Для электроэкстракции никеля используется общий с рафинировочными ваннами никелевый электролит. Нерастворимые титановые аноды с активным покрытием типа ОРТА помещены в оборудованные колпаками и работающие под разрежением диафрагменные ячейки, а катоды находятся в общем катодном пространстве ванны. За счет прохождения постоянного тока на анодах выделяется хлор. На катодах в эквивалентном пропущенному току количестве осаждается чистый катодный никель. Католит непрерывно подается в общее катодное пространство ванны.
Основным отличием процесса электроэкстракции от электрорафинирования черновых анодов является то, что в процессе используются нерастворимые аноды, и никель, осаждающийся из раствора под действием тока на катоды, не восполняется в электролите за счет растворения никеля из анодов. Таким образом, в раствор не переходят и соответствующие примеси, вследствие чего часть раствора, выходящего из электролизной ванны, поступает обратно на переделы электролиза без очистки от металлов-примесей.
Часть обедненного по никелю раствора из катодного пространства ванны (~ 10%) по переливу поступает на объединение с раствором после кобальтоочистки. Остальной раствор через анодную диафрагму под действием разрежения просачивается в анодные ячейки, препятствуя попаданию в катодное пространство хлора.
Из каждой анодной ячейки анолит совместно с анодным хлором эвакуируется за счет разрежения в бортовой коллектор ванны, где происходит разделение водной и газовой фаз. Часть анолита, насыщенного хлором, поступает на хлорное выщелачивание ПНТП, остальной анолит откачивается на передел дегазации и далее в электролизные ванны. Хлор-газ из бортовых коллекторов по вакуумным линиям транспортируется на операцию компримирования.
Дегазация анолита и компримирование анодных газов
На переделе компримирования хлора и дегазации анолита осуществляют сбор хлор-газа из анодных ячеек ванн электроэкстракции, его сжатие и распределение хлора на переделы хлорного выщелачивания ПНТП и кобальтоочистки никелевого раствора.
Компрессоры, установленные на переделе, обеспечивают необходимое разрежение в анодных ячейках, бортовых коллекторах и хлоропроводе, а также необходимое сжатие хлор-газа. На хлоропроводах установлены охлаждаемые водой емкости-конденсаторы для осушки хлор-газа, поступающего на компримирование. Осушенный и сжатый газ (давление 1,0 - 1,5 бар) собирают в емкость, откуда по системе хлоропроводов он дозируется на переделы гидрометаллургического отделения цеха электролиза никеля.
Анолит из бортовых коллекторов нагревают в теплообменниках и откачивают насосами в вакуумные колонные дегазаторы. Разрежение в колоннах (-0,8 - 0,9 бар) создается вакуум-насосами. Удаляющийся из кипящего анолита хлор-газ поступает на компрессоры компримирования, анолит после вакуумного обесхлоривания откачивают на электролизный передел, где после дополнительной химической дегазации (восстановление остаточного хлор-газа в электролите раствором сульфита натрия) его объединяют с католитом, поступающим в электролизные ванны.
При рафинировании черновых никелевых анодов и ПНТП используются следующие основные материалы и реагенты: кислота серная, хлор, сода кальцинированная, борная кислота (будет исключена по завершении переходного этапа), ткани диафрагменная (хлопколавсановая) и фильтровальные (лавсановая, полипропиленовая и смесовые).
При производстве катодного никеля основными вредными веществами, выбрасываемыми в атмосферу, являются никель (в том числе в водорастворимой форме), серная кислота в виде аэрозолей, а также хлор. Удаление аэрозолей осуществляется через аэрационные фонари и систему вытяжной вентиляции электролизного отделения (табл. 2.22).
Таблица 2.22
при производстве никелевых катодов
Производственный процесс | Наименование загрязняющего вещества |
Получение электролитного никеля методом электролиза растворимых никелевых анодов | Серная кислота (по молекуле H2SO4) |
Никель, оксид никеля /в пересчете на никель/ | |
Получение электролитного никеля методом электроэкстракции из НПТП | Серная кислота (по молекуле H2SO4) |
Никель, оксид никеля /в пересчете на никель/ | |
Очистка анолита от кобальта | Хлор |
Удаление паровоздушной хлорсодержащей смеси производится с помощью аспирационных систем из емкостного оборудования с последующей очисткой в пенных аппаратах.
В качестве основных отходов производства образуются очищенные от цветных металлов сульфат-хлоридные сливы карбонатного передела и отвальный железистый кек.
Сточные воды образуются в результате получения карбоната никеля и вследствие использования на очистных операциях основных реагентов - серной кислоты, соды каустической и хлора.
В настоящее время внедрена новая технология утилизации солевых стоков. Процесс утилизации заключается в выпаривании солевого стока с селективным получением солей сульфата и хлорида натрия. Полученный при выпарке конденсат утилизируется на технологических переделах АО "Кольская ГМК", соли являются товарными продуктами технологии.
Твердые отходы передела получения товарного электролитного никеля образуются в процессе эксплуатации электролизных ванн и очистки никелевого анолита от железа. Железистый кек, отходы диафрагменных тканей и кек отстойников складируют совместно как один отвальный продукт 4-го класса опасности. Выход железистого кека (сух. вес) составляет 0,10 - 0,15 т/т электролитного никеля, его влажность - 40 - 60%.
2.1.2.5. Технология производства карбонильного никеля
Сырьем для карбонильного производства служат никелевые гранулы, выплавляемые из продуктов обжигового отделения и собственных оборотов ЭПО РЦ, а также различных видов привозных металлосодержащих материалов других цехов в рафинировочном цехе.
Физико-химические показатели гранул никелевых в соответствии с ТУ 1732-052-48200234-2015 "Гранулы никелевые": никель - не менее 85,0%, медь - не более 5,0%, железо - не более 4,0%; сера - 1,5 - 3,0%; углерод - не более 0,1%; содержание влаги - не более 0,5%; насыпная плотность - не менее 3,6 т/м3; крупность - не более 75 мм.
Основными переделами процесса являются передел газификации пекового кокса, синтеза, ректификации и разложения тетракарбонила никеля.
Передел газификации предназначен для получения оксида углерода газификацией пекового кокса в газогенераторе. Полученный оксид углерода очищают от пыли водой в пенном аппарате и в скрубберах, при этом коксовая пыль смывается водой в водяные баки.
Передел синтеза предназначен для получения тетракарбонила никеля (ТКН), осуществляющийся при взаимодействии твердых никельсодержащих материалов с оксидом углерода при высоких давлении и температуре.
Передел синтеза ТКН состоит из технологических секций, где расположены установки синтеза, коридор разводки трубопроводов, помещения пароперегревателя, камер приточной, вытяжной и аварийной вентиляции, узла производственного водоснабжения, пульта управления, административных и бытовых помещений, понизительной подстанции с пультом управления, помещений РП и ремонтных мастерских.
В состав установки синтеза входят реакционные колонны, подогреватели реакционного газа, пылевой фильтр, холодильник-конденсатор, сборник-отделитель и контрольный сборник - отделитель сырого ТКН, сборник-разрядник сырого ТКН и фильтры для отделения масла и влаги (маслоловушки). Циркуляция реакционного газа в процессе синтеза ТКН осуществляется циркуляционным компрессором, расположенным на переделе газовых компрессоров.
После окончания загрузки сырья в колонны и закрытия верхних затворов система трубопроводов и аппаратов установки синтеза ТКН опрессовывается азотом, затем после полного сброса давления промывочного газа включаются в работу циркуляционный компрессор и подогреватель газа. Подогретый реакционный газ (оксид углерода) подается в нижнюю часть колонны, проходит через слой сырья и извлекает из него никель в виде карбонила никеля. Кроме карбонила никеля, в процессе синтеза происходит образование карбонилов железа и кобальта.
Для восполнения убыли оксида углерода, который расходуется на образование карбонилов и частично растворяется в жидком карбониле, система непрерывно или периодически подпитывается "свежим" газом из ресиверов высокого давления.
Выходящий из колонн реакционный газ, содержащий пары карбонилов, проходит через выносной пылевой фильтр и направляется в холодильник-конденсатор (аппарат типа "труба в трубе"), где за счет снижения температуры газа до 10 - 40 °C происходит конденсация паров карбонилов. Конденсат отделяется от газа в системе сборников-отделителей, которые представляют собой горизонтальные цилиндрические аппараты высокого давления.
Реакционный газ из сборника-отделителя через маслоловушку направляется в циркуляционный компрессор, из которого подается в подогреватели и поступает вновь в колонны синтеза.
В сырой карбонил извлекается до 96 - 97% никеля, до 15% кобальта, до 70% железа. Практически вся медь, сера и благородные металлы остаются в остатках синтеза, которые затем направляются на обжиг в трубчатой печи для полной дегазации и сульфатизирующего обжига остатков синтеза, обеспечивающего подготовку материала к переработке в цикле основного производства.
Передел ректификации предназначен для производства дистиллята тетракарбонила никеля, получаемого путем отгонки его из смеси нагретых карбонилов никеля, железа и кобальта, с последующей термической обработкой кубовых остатков с образованием остатков дожигания.
При нагревании исходного продукта в кубе карбонил никеля полностью испаряется, карбонил железа испаряется частично и в основном остается в кубе. В процессе ректификации поднимающиеся в колонне пары постепенно обогащаются низкокипящим компонентом смеси, а стекающая вниз жидкость - высококипящим компонентом.
Пар, выходящий из верхней части ректификационной колонны, представляет собой чистый легколетучий компонент смеси, конденсация которого дает готовый продукт - дистиллят, основная часть которого направляется в соответствующие сборники для производства готовой продукции, а другая часть в виде флегмы остается в ректификационной колонне. Из нижней части куба отбирается продукт, богатый высококипящим компонентом, который является кубовым остатком, и дополнительно перегоняется в колоннах II ректификации.
Установки ректификации размещены в помещениях четырех технологических секций, в том числе четыре установки I ректификации, две установки II ректификации, промежуточные аппараты, сборники и емкости. Все аппараты соединены с газгольдерами оксида углерода уравнительными трубопроводами.
Очищенные пары карбонила никеля конденсируются и охлаждаются в дефлегматоре (трубчатый теплообменник, охлаждаемый проточной холодной водой). Пары, не успевшие сконденсироваться в дефлегматоре, попадают в конденсатор остаточного газа, где происходит их окончательная конденсация. Часть конденсата направляется в колонну на орошение насадки (флегма), остальная часть (дистиллят) выводится из колонны в сборники, из которых давлением оксида углерода передавливается в напорные баки отделения разложения, ОПУ дроби и спецпорошков.
Кубовые остатки первой ректификации направляются в сборник, из которого подаются на дополнительную перегонку в колонны II ректификации. Дистиллят II ректификации направляют в сборники I ректификации на повторную очистку.
Кубовые остатки II ректификации направляют в сборник, из которого их передавливают в промежуточный аппарат и далее, самотеком, продукт поступает на термическую дегазацию в печь дожигания N 1.
Передел разложения тетракарбонила никеля предназначен для производства карбонильных никелевых порошков и карбонильной никелевой дроби путем термического разложения тетракарбонила никеля.
Выделившийся при разложении карбонила никеля оксид углерода направляется из разложителя на очистку от никелевого порошка, а затем направляется в газгольдеры оборотного газа.
Передел разложения состоит из пяти технологических секций, разделенных по горизонтали перекрытиями на три уровня. В каждой секции расположены четыре установки разложения, связанные через общий коллектор парообразного ТКН с башней, где установлены два напорных бака, два испарителя, буферная емкость, две газодувки и система обогрева испарителя.
Получение никелевых порошков с комплексом заданных физико-технологических свойств обеспечивается ведением процесса разложения паров ТКН при различных температурных режимах и различных количествах подачи паров ТКН в реторту разложителя.
Карбонильная никелевая дробь (ДНК) является одним из наиболее чистых продуктов никелевого производства. Благодаря исключительно низкому содержанию легкоплавких примесей ДНК используется для выплавки специальных жаропрочных сталей и сплавов для атомной и авиационной промышленностей.
Наращивание дроби осуществляют термическим разложением паров карбонила никеля на нагретой поверхности непрерывно циркулирующей исходной загрузки, составленной из дроби разных фракций размерами от -1 до +10 мм. Постоянно работающий вертикальный ковшовый элеватор забирает дробь внизу на выходе из аппарата и поднимает ее наверх, где она разгружается из ковшей и вновь поступает в аппарат на укрупнение.
Качество карбонильной никелевой продукции определяется требованиями ГОСТ 9722-97 и СТО 00201365-01-2006 и гарантируется соблюдением технологических параметров на всех переделах.
Выпуск конкретных марок карбонильной продукции не зависит от причин, связанных с технологией, и определяется плановым заданием.
Выбросы загрязняющих веществ при производстве тетракарбонила никеля приведены в таблице 2.23.
Таблица 2.23
тетракарбонила никеля
Производственный процесс | Наименование загрязняющего вещества |
Получение тетракарбонила никеля в аппаратах высокого давления (до 20 МПа) | Тетракарбонил никеля |
Плавкой окисленных никелевых руд в России занимались три уральских предприятия: комбинаты Южуралникель и Уфалейникель, а также Режский никелевый завод (см. ниже).
Производственные мощности комбината Южуралникель (с 2001 года комбинат входит в ОАО "Мечел") были законсервированы в декабре 2012 года и выставлены на продажу, но покупателя пока не нашлось. Мощности могут быть перезапущены в случае кардинального изменения ситуации на рынке никеля и роста цен на металл.
Производство на Уфалейникеле остановлено в 2017 году, в 2019 году предприятие проходит процедуру банкротства, осуществляется распродажа имущества.
Производство на Режском заводе также остановлено в 2017 году.
Все три предприятия находились на значительном удалении (200 - 500 км) от действующих рудников: комбинат Южуралникель - в г. Орске (Оренбургская обл.), Режский никелевый завод - в г. Реже (Свердловская обл.), комбинат Уфалейникель - в г. Верхний Уфалей (Челябинская обл.).
На всех трех предприятиях применялась шахтная плавка агломерированной руды на штейн.
Сырьем для комбината Южуралникель являлась окисленная руда Буруктальского и Сахаринского месторождений. Буруктальский рудник расположен рядом с г. Светлый в Оренбургской области, рядом с границей с Казахстаном и в 230 км к востоку от г. Орска. Сахаринский рудник расположен в Челябинской области - в 10 - 15 км от пос. Субутак и примерно в 375 км от г. Орска. Руду с обоих рудников по железной дороге перевозили в г. Орск. Примерный состав руд приведен в табл. 2.24.
Таблица 2.24
и Сахаринской руды
Ni | Co | Feобщ | MgO | CaO | SiO2 | Al2O3 | Cr2O3 | |
Буруктальская | 1,02 | 0,115 | 23,1 | 11,8 | 0,8 | 41,5 | 3,5 | 1,7 |
Сахаринская | 1,09 | 0,055 | 20,6 | 10,5 | 0,7 | 41,4 | 5,0 | 1,9 |
На переработку поступала смесь руд двух месторождений (примерно в соотношении 1:1 - 2:1). Руду сушили и агломерировали. Агломерат имеет примерный состав, %: Ni 1,15 - 1,20; Co 0,08 - 0,1; Feобщ 22,5 - 24,5; SiO2 45 - 48; MgO 12 - 13; CaO 0,7 - 1,2; Al2O3 4 - 5; C 0,5 - 2,0. Этот агломерат в смеси с коксом, сульфидизатором (железным колчеданом) и флюсом (известняком) плавят в шахтной печи на штейн. Штейн шахтных печей продувается в конвертерах до файнштейна, содержащего 78 - 79,5% никеля; 0,3 - 0,5% кобальта; 0,2 - 0,3% железа; 0,8 - 2,5% меди и 17 - 19% серы. Файнштейн дробится, измельчается и обжигается в две стадии.
Первая стадия осуществляется в печах КС при температуре 900 - 950 °C, при этом обеспечивается снижение содержания серы до 1,0 - 1,5%. Полученный огарок полностью или частично подвергают хлорирующему обжигу для очистки от меди. С этой целью огарок печей КС в горячем состоянии смешивают с 10 - 15% сильвинита и обжигают при температуре 700 - 750 °C. Образующиеся при этом хлориды и сульфаты меди хорошо выщелачиваются горячим (70 - 80 °C) слабым раствором серной кислоты. Выщелоченный огарок вместе с газоходной пылью, пылью электрофильтров и другими оборотными материалами поступает на вторую стадию окислительного обжига в трубчатой вращающейся печи (750 - 800 °C в хвостовой части, куда идет загрузка, и 1250 - 1300 °C в головной - в месте выгрузки) с целью получения закиси никеля, содержащей не более 0,02% серы.
Полученная в результате двойного обжига закись никеля может быть восстановлена до металла в дуговых электропечах с восстановителем (нефтяной или пековый кокс). В последнее время в электропечь загружали железные отходы, поэтому получали не огневой никель, как раньше, а так называемый "маложелезистый ферроникель", содержащий более 85% никеля и 4 - 12% железа, что, заметим, снижает требования по содержанию кобальта (максимальное содержание кобальта в огневом никеле по ГОСТ 849-2008 - 0,7%, а в маложелезистом ферроникеле - до 3%).
Режский никелевый завод был построен в 1936 году для переработки соседних месторождений окисленных руд, ресурсы которых были полностью исчерпаны к 1994 году.
Основное производство завода перед остановкой в 2017 году - плавка в трех шахтных печах никелевой руды Серовского рудника с получением никелевого штейна, который отправлялся на "Уфалейникель". Мощности Режского никелевого завода позволяли перерабатывать до 700 тысяч т руды в год. За счет ряда технических мероприятий и налаживания снабжения завода рудой выпуск штейна мог составлять примерно до ~= 7 тыс. т никеля в штейне в год.
Кроме того, завод располагал электротермическим цехом, в котором перерабатывались отработанные железоникелевые аккумуляторы и другие никельсодержащие ломы и отходы с выпуском гранулированного ферроникеля и других сплавов на железоникелевой основе. В 2005 году электротермический цех освоил выпуск никеля Н-З из закиси никеля "Уфалейникеля".
Мощности комбината Уфалейникель составляли около 15 тыс. т/г никеля. Производство никеля было основано на шахтной плавке предварительно подсушенной окисленной никелевой руды. В качестве серосодержащего агента использовался колчедан.
Полученный отвальный шлак гранулируется и выводится в отвал, газы очищаются от пыли и выбрасываются в атмосферу. Штейн поступает на конвертирование, куда также добавляются в качестве холодных присадок металлоотходы, штейн Режского завода, в качестве флюса - кварц. Полученные газы от конвертеров очищаются от пыли в электрофильтре.
Файнштейн (78% никеля) разливается в песчаные изложницы. Затем файнштейн дробится, мелется и поступает вместе с оборотной пылью в печь кипящего слоя (КС) для выжигания серы. Огарок далее подвергается хлорированию сильвинитом (смесь натриевой и калиевой солей), хлорированный огарок выщелачивается на перколяторе для максимального перевода меди и кобальта в раствор с получением маломедистого твердого остатка (не более 0,05% кислотнорастворимой меди). Фильтрат направляется на гидрометаллургическое извлечение никеля, кобальта и меди.
Твердый остаток далее подвергается второму обжигу в трубчатых печах до полного удаления серы. Полученная закись никеля (76% никеля) является товарной продукцией или идет на электроплавку (на Режском заводе) с получением гранулированного никеля. При электроплавке в качестве восстановителя используется нефтекоксик.
Товарной продукцией является никель марки Н-З (Ni + Co не менее 98,6%) и закись никеля (Ni + Co не менее 76%).
Перечень основного технологического оборудования приведен в табл. 2.25, выбросы вредных веществ в атмосферу - в табл. 2.26.
Таблица 2.25
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Сушильный барабан | Сушка руды | Прямоточный, топливо - газ или мазут, регулируемая скорость вращения |
Шахтная печь | Плавка на штейн | Площадь сеч. в обл. фурм - 20 м2, число фурм - 28, диаметр фурм - 273 мм, производительность - 25 - 35 т/м2 сут, топливо - кокс металлургический, воздушное дутье - 55000 - 75000 нм3/ч, число газоотводящих труб - 4, диаметр газоотводящих труб - 1812 мм |
Горизонтальный конвертор | Конвертирование штейна | Вместимость по файнштейну - 3,6 м3 (30 т), количество фурм - 16 - 18 шт., диаметр фурм - 50 мм, площадь сечения фурм - 294,37 см2, расход воздуха - 120 м3/мин, давление дутья - 0,7 - 0,9 атм., расход электроэнергии - 50 кВт на 1 т файнштейна |
Печь кипящего слоя | Окислительный обжиг файнштейна | Тип печи - цилиндрическая с раструбом вверху, высота печи - 9900 мм, расход воздуха - 3500 - 5000 м3/ч, удельная производительность - 5 - 7,3 т/м2 в сутки, давление воздуха под слоем - 0,25 - 0,4 атм., производительность - 65 т/сутки |
Трубчатый реактор | Сульфатохлорирующий обжиг файнштейна | Тип - вращающийся, трубчатый, длина - 12500 - 14000 мм, диаметр - 2000 - 2200 мм, длина реакционной зоны - 10,5 м |
Нутч-фильтры | Обезмеживание - сернокислотное выщелачивание хлорированного огарка | Тип - механический, вакуумный, опрокидывающийся, номинальная вместимость - 1950 - 2600 кг, фильтрующая поверхность - 4 м2, разрежение - до 80 Па, объем заливаемого раствора - 1,5 - 2,0 м3 |
Трубчатая печь | 2 стадия обжига (обжиг твердого остатка и оборотных материалов) | Тип - трубчатая, вращающаяся, частота вращения - 1,2 - 1,5 об/мин, топка - откатная трубчатого типа, топливо - газ, расход природного газа - 250 - 350 м3, расход воздуха 1600 - 1950 м3/ч, электродвигатель - АО 2-52-6, 7,5 кВт, 1000 об/мин |
Электропечь | Электроплавка закиси никеля | Мощность трансформаторов - 3000 кВ·А, номинальный линейный ток с высокой стороны - 288 А, номинальное линейное напряжение с низкой стороны - 135 В, номинальный линейный ток с низкой стороны - 12773 А, футеровка хромомагнезитовая или периклазовая |
Таблица 2.26
Источники выбросов | Метод очистки, повторного использования | Наименование |
Шахтная плавка | Скруббер, бат. циклон | Азота диоксид (двуокись азота; пероксид азота) |
Азота оксид (азот (II) оксид; азот монооксид) | ||
Кобальт и его соединения (кобальт; кобальт оксид (кобальт окись, кобальт монооксид, кобальт (II) оксид); кобальт сульфат (кобальт моносульфат гептагидрат); диацетат кобальта (II) (кобальт (II) уксуснокислый тетрагидрат)) /в пересчете на кобальт/ | ||
Никель, оксид никеля /в пересчете на никель/ | ||
Медь и ее соединения (медь оксид (медь окись; тенорит); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | ||
Мышьяк и его соединения /в пересчете на мышьяк/, кроме водорода мышьяковистого | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | ||
Серы диоксид | ||
Конвертирование штейна | Электрофильтр | Азота диоксид (двуокись азота; пероксид азота) |
Азота оксид (азот (II) оксид; азот монооксид) | ||
Кобальт и его соединения (кобальт; кобальт оксид (кобальт окись, кобальт монооксид, кобальт (II) оксид); кобальт сульфат (кобальт моносульфат гептагидрат); диацетат кобальта (II) (кобальт (II) уксуснокислый тетрагидрат)) /в пересчете на кобальт/ | ||
Никель, оксид никеля /в пересчете на никель/ | ||
Медь и ее соединения (медь оксид (медь окись; тенорит); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | ||
Мышьяк и его соединения /в пересчете на мышьяк/, кроме водорода мышьяковистого | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | ||
Серы диоксид | ||
Окислительный и сульфат-хлорирующий обжиг | Электрофильтр | Азота диоксид (двуокись азота; пероксид азота) |
Азота оксид (азот (II) оксид; азот монооксид) | ||
Кобальт и его соединения (кобальт; кобальт оксид (кобальт окись, кобальт монооксид, кобальт (II) оксид); кобальт сульфат (кобальт моносульфат гептагидрат); диацетат кобальта (II) (кобальт (II) уксуснокислый тетрагидрат)) /в пересчете на кобальт/ | ||
Никель, оксид никеля /в пересчете на никель/ | ||
Медь и ее соединения (медь оксид (медь окись; тенорит); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | ||
Мышьяк и его соединения /в пересчете на мышьяк/, кроме водорода мышьяковистого | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | ||
Серы диоксид | ||
Обжиг в трубчатой вращающейся печи | ЦБУ-6Т-2 | Кобальт и его соединения (кобальт; кобальт оксид (кобальт окись, кобальт монооксид, кобальт (II) оксид); кобальт сульфат (кобальт моносульфат гептагидрат); диацетат кобальта (II) (кобальт (II) уксуснокислый тетрагидрат)) /в пересчете на кобальт/ |
Никель, оксид никеля /в пересчете на никель/ | ||
Медь и ее соединения (медь оксид (медь окись; тенорит); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | ||
Мышьяк и его соединения /в пересчете на мышьяк/, кроме водорода мышьяковистого | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | ||
Серы диоксид | ||
Электроплавка | Циклоны | Кобальт и его соединения (кобальт; кобальт оксид (кобальт окись, кобальт монооксид, кобальт (II) оксид); кобальт сульфат (кобальт моносульфат гептагидрат); диацетат кобальта (II) (кобальт (II) уксуснокислый тетрагидрат)) /в пересчете на кобальт/ |
Никель, оксид никеля /в пересчете на никель/ | ||
Медь и ее соединения (медь оксид (медь окись; тенорит); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | ||
Серы диоксид |
В Советском Союзе существовал единственный кобальтовый комбинат - "Тува-кобальт", перерабатывавший гидрометаллургическим способом до богатого концентрата местные бедные кобальтовые мышьяковистые рудные концентраты. В настоящее время он закрыт. На остальных отечественных предприятиях в ходе комплексной переработки никельсодержащих руд, в которых кобальт присутствует в подчиненном количестве, производился огневой кобальт либо оксид кобальта. Технология производства огневого кобальта устарела и не имела действующих мировых аналогов.
С закрытием Никелевого завода ЗФ ПАО "ГМК "Норильский никель" производство огневого кобальта в России прекращено.
При производстве никеля из кобальтсодержащих никелевых руд сырье для производства кобальта выделяется в качестве полупродукта на рафинировочных операциях. В частности, при традиционном рафинировании черновых никелевых анодов кобальт выделяется в гидратный осадок в ходе очистки никелевого анолита. В настоящее время в России только на Кольской ГМК действует технология производства металлического электролитного кобальта. Сырьем для этого производства является пульпа первичного кобальтового кека гидролитической очистки никелевых растворов. Технология предусматривает производство катодного кобальта электроэкстракцией из хлоридных растворов и находится на стадии промышленного освоения. Организационно кобальтовое производство является отделением цеха электролиза никеля.
Готовой продукцией кобальтового производства является электролитный (катодный) кобальт, который должен соответствовать ТУ 24.45.30-231-48200234 "Кобальт электролитный. Технические условия".
Предусматривается выпуск четырех марок кобальта, различающихся по виду изготовления и химическому составу, согласно табл. 2.27.
Таблица 2.27
ТУ 24.45.30-231-48200234 "Кобальт электролитный.
Технические условия"
Элемент | Массовая доля, % | |||
NORILSK PRIME | NORILSK I | NORILSK II | NORILSK III | |
Co, не менее | 99,95 | 99,90 | 99,80 | 99,30 |
Примеси, не более | ||||
Ni | 0,02 | 0,05 | 0,05 | 0,3 |
Fe | 0,003 | 0,005 | 0,01 | 0,03 |
Cu | 0,0015 | 0,005 | 0,01 | 0,03 |
Mn | 0,0001 | 0,0001 | 0,0003 | - |
Si | 0,0003 | 0,001 | 0,002 | - |
Al | 0,0002 | 0,0002 | 0,0005 | - |
As | 0,0002 | 0,0005 | 0,001 | 0,002 |
Bi | 0,00003 | 0,0001 | 0,0004 | - |
Sb | 0,00005 | 0,0001 | 0,0005 | - |
Sn | 0,0001 | 0,0001 | 0,0004 | - |
Pb | 0,0002 | 0,0003 | 0,0005 | - |
Zn | 0,0001 | 0,0004 | 0,002 | - |
Cd | 0,0002 | 0,0003 | 0,001 | - |
P | 0,0003 | 0,0003 | 0,001 | - |
Mg | 0,0002 | 0,0002 | 0,0005 | - |
S | 0,0003 | 0,001 | 0,004 | 0,005 |
C | 0,004 | 0,01 | 0,02 | 0,03 |
Ca | 0,002 | 0,002 | 0,005 | - |
Cr | 0,0001 | 0,0001 | 0,0005 | - |
O | 0,01 | 0,02 | 0,03 | - |
N | 0,0005 | 0,0005 | 0,001 | - |
H | 0,0003 | 0,0035 | 0,005 | - |
Примечания 1. Знак "-" в графах химического состава обозначает, что примесь не регламентирована. 2. Массовые доли селена, титана, серебра, теллура, таллия, молибдена, ванадия, бора, индия, галлия определяются по желанию потребителя, но не регламентируются. | ||||
Кобальт выпускают в виде катодных листов, пластин установленного размера, полос произвольного размера, нарезанных из катодных листов толщиной от 1,5 до 10,0 мм, и обрези. Размеры пластин и полос приведены в табл. 2.28. Основную массу готовой продукции (марка NORILSK I) составляет кобальт в виде пластин размером 25 x 25 мм.
Таблица 2.28
согласно ТУ 24.45.30-231-48200234-2017
"Кобальт электролитный. Технические условия"
Марка | Вид изготовления, толщина | Размер, мм |
NORILSK PRIME NORILSK I NORILSK II NORILSK III | Пластины (менее 3 мм) Пластины (от 3 до 10 мм) | 25 +/- 5 x 25 +/- 5 50 +/- 10 x 50 +/- 10 100 +/- 10 x 100 +/- 10 |
NORILSK PRIME NORILSK I NORILSK II NORILSK III | Полосы произвольного размера (менее 3 мм) Полосы произвольного размера (от 3 до 10 мм) | Длина не более 200, ширина не регламентируется |
NORILSK III | Обрезь (менее 10 мм) |
Пульпа первичного кобальтового кека после водной отмывки и репульпации в оборотном растворе выщелачивания (вскрытия) растворяется в солянокислом хлоридном никельсодержащем растворе в присутствии восстановителя, в качестве которого используются находящиеся в растворе в низшей форме окисленности поливалентные ионы железа и меди. Для растворения используется привозная соляная кислота. Последующая регенерация восстановителя осуществляется за счет восстановления ионов железа и меди на сопряженной с операцией растворения кобальта операции растворения ПНТП. Одновременно за счет цементационного осаждения на ПНТП обеспечивается грубая очистка растворов от меди.
Далее экстракцией обеспечивается глубокая очистка полученного фильтрата от меди и цинка. Примеси из полученного экстракта выделяются при их реэкстракции реэкстрактом примесей из цикла экстракции кобальта.
Никель-кобальтовый рафинат смешивается с рафинатом экстракции кобальта и упаривается. Из упаренного раствора осуществляется основная, грубая экстракция кобальта, и большая часть рафината возвращается на упаривание, а меньшая часть подвергается глубокой экстракции кобальта и далее передается на гидролитическую очистку от железа и малых примесей. Полученный при глубокой экстракции кобальта экстракт смешивается с оборотным экстрагентом и подается на основную экстракцию кобальта. Из экстракта основной кобальтовой экстракции после промывки кобальтовым раствором от электроэкстракции (католитом) реэкстрагируют кобальт с получением богатого кобальтового реэкстракта. Основное количество экстрагента после этого возвращается в цикл экстракции, а из меньшей части, после дополнительной отмывки от кобальта, реэкстракцией водой выделяют примеси меди, железа и цинка. Полученный реэкстракт примесей далее используется для реэкстракции меди.
На всех экстракционных операциях используется экстрагент на основе третичных алкиламинов фракции C7 - C9 в разбавителе из технической смеси ароматических и насыщенных алифатических углеводородов с модификатором из алифатических спиртов фракции C8 - C10.
В результате растворения ПНТП и очисток от примесей образуется ряд направляемых на переработку в гидрометаллургическое отделение производства рафинированного никеля кеков и растворов. В частности, из передаваемого в никелевое производство никелевого рафината предварительно окислением хлором или гипохлоритом натрия в присутствии основного карбоната никеля осаждают железо, свинец и марганец. Никелевый раствор передается на передел кобальтоочистки ЦЭН, а кек очистки направляется на передел репульпации железистых кеков ЦЭН. Таким образом, обеспечивается канал вывода из сопряженного никелевого производства в отвальный железистый кек проблемных микропримесей свинца и марганца.
Богатый кобальтовый реэкстракт после контрольной гидролитической очистки от железа и микропримесей, где в качестве нейтрализатора используется основной карбонат кобальта собственного производства, смешивается с частью отходящего из ванн электроэкстракции кобальтового анолита и в качестве католита поступает в ванны электроэкстракции.
Электроэкстракция кобальта осуществляется в аналогичных никелевому производству полимербетонных электролизных ваннах с разделением катодного и анодного пространств проточной тканевой диафрагмой. При этом используется хлоридный электролит. Нерастворимые титановые аноды с активным покрытием типа ОРТА помещены в оборудованные колпаками и работающие под разрежением диафрагменные ячейки, а катоды находятся в общем катодном пространстве ванны. За счет прохождения постоянного тока на анодах выделяется хлор. На катодах в эквивалентном пропущенному току количестве с учетом пониженного выхода по току кобальта осаждается чистый катодный кобальт. Осаждение товарного кобальта осуществляется на кобальтовые основы, которые наращиваются отдельно на титановых матрицах. Католит непрерывно подается в общее катодное пространство ванны. Из каждой анодной ячейки анолит совместно с анодным хлором эвакуируется за счет разрежения в бортовой коллектор. Католит просачивается через поры диафрагмы в анодные ячейки, препятствуя попаданию в катодное пространство хлора. Анодный хлор-газ отделяется от анолита вне ванны в коллекторе и сепараторах и направляется в никелевое производство на очистку от кобальта никелевого анолита. Анолит частично направляется на дегазацию и далее возвращается в цикл электроэкстракции вместе с переливом католита. Часть католита направляется на передел экстракции кобальта.
По завершении катодной кампании товарные катоды выгружаются, промываются и передаются в дальнейшую обработку, включающую взвешивание, пробоотбор, резку, сортировку (разбраковку), фасовку (упаковку) товарного кобальта для отправки партиями на склад готовой продукции.
Основное оборудование производства катодного кобальта включает в себя реакционное, фильтровальное, экстракционное оборудование, электролизные ванны.
Основное реакционное оборудование: аппараты с пневматическим перемешиванием (пачуки) емкостью 170 м3, аппараты с механическим перемешиванием и плоским или коническим днищем различного объема (до 20 м3), аппараты с псевдоожижением (цементаторы) емкостью 11 м3. Основное емкостное оборудование - баки (аппараты) емкостью от 0,23 до 200 м3.
Фильтровальное оборудование: фильтры патронные ПКФ-40, дисковые вакуум-фильтры ДТ68-2,5 и ДТ34-2,5, фильтр-прессы рамные ФРП-50-2П.
Экстракционное оборудование: экстракторы ящичные типа смеситель-отстойник с площадью камер отстаивания 2,6 м2 и аналогичные экстракторы с выносной камерой смешения и площадью камер отстаивания 17,5 м2.
Выпарная станция вакуумная, двухкорпусная с выносными теплообменниками F = 37,6 и 48,5 м2, кожухотрубным поверхностным конденсатором F = 37,9 м2 и предварительным пластинчатым нагревателем-теплообменником F = 10 м2.
Транспортирующее оборудование. Центробежные насосы (станции) типа АХН Q/H.21, ХМ-8/40.
Система компримирования хлора и хлорной безопасности компании ERG (Англия) на базе водокольцевого компрессора хлора Q = 180 нм3/ч, Pизб = 0,15 МПа, N = 22 кВт.
Блоки сдвоенные ванн электролизных полимербетонных на 61 титановый анод с покрытием типа ОРТА в диафрагменных ячейках с колпаками и 60 катодов, рабочей поверхностью 935 x 1340 мм. Вдоль борта ванны проходит коллектор для совместной эвакуации анолита и хлора. По току ванны последовательно включены в серию с максимальной токовой нагрузкой до 35 кА.
Подъемно-транспортное оборудование включает мостовой кран (Q = 10 т, H = 13 м, L = 21 м) и спецкран (Q = 3,2/30 т, L = 10,5 м) для обслуживания ванн. Обработка готовой продукции осуществляется на участке, выделенном в составе отделения готовой продукции никелевого производства с использованием его оборудования.
Для снижения выбросов загрязняющих веществ в атмосферный воздух предусмотрено:
- установка герметичного, оснащенного аспирационными отсосами оборудования;
- общеобменная приточно-вытяжная вентиляция помещений в требуемых объемах;
- оборудование аспирационных систем газоочистными установками, позволяющими сократить выбросы на 98,0 - 99,97%;
- аварийная вентиляция насосных помещений склада соляной кислоты с автоматическим включением в работу при превышении концентраций хлористого водорода;
- аварийная вентиляция части производственных помещений электролизного участка с автоматическим включением в работу при превышении концентрации хлора с очисткой хлорсодержащих газов.
Для очистки аспирационных отсосов от емкостного оборудования (с хлоридными растворами металлов, с растворами соляной кислоты) устанавливается пенный газоочиститель, орошаемый содовым раствором (степень очистки - 98,5%). Прошедшие очистку газы сбрасываются в атмосферу через вентсистему. Аспирационные газы от оборудования, в котором возможно выделение хлора, направляются на очистку для исключения возможных проскоков хлора в существующие пенные газоочистители (степень очистки - 98%), где происходит их нейтрализация содовым раствором. Прошедшие очистку газы сбрасываются в атмосферу через существующую свечу.
Для аспирации экстракторов, насадочных колонн, емкостей с органической фазой предусмотрены системы с естественной тягой с выбросом на свечу. Ввиду отсутствия экономичных и эффективных систем улавливания паров предельных углеводородов (компонентов экстрагента) для снижения выбросов в атмосферу и потерь дорогостоящих реагентов предусмотрено водяное охлаждение секций аспирационных газоходов.
Технологической схемой электролизного участка предусмотрена установка двух скрубберов для очистки (нейтрализации) хлорсодержащих газов: аспирационного и аварийного, орошаемых щелочным раствором (15 - 20%-ным раствором NaOH). Скрубберы включены в комплектную поставку системы хлороудаления, дехлорирования анолита, очистки хлорсодержащих газов. Расчетная степень очистки газов на скрубберах (99,97%) определена исходя из немецких нормативов по содержанию хлора в очищенных сбросных газах - не более 3 мг/м3. На постоянно работающий аспирационный скруббер поступают аспирационные отсосы от укрытий электролизных ванн, ванн регенерации, емкостного и фильтровального оборудования электролизного участка, продувочные газы, а также "бедные" хлорсодержащие газы аварийной вентиляции из помещений.
Абгазы емкостей соляной кислоты направляются в аппарат-газоочиститель для нейтрализации содовым раствором. Очищенные газы сбрасываются в атмосферу через свечу.
Самостоятельные стоки кобальтового производства не образуются, поскольку все полупродукты перерабатываются в ГМО никелевого производства (ЦЭН).
В таблице 2.29 приведены загрязняющие вещества, выбрасываемые в атмосферный воздух при производстве электролитного кобальта.
Таблица 2.29
при производстве электролитного кобальта
Производственный процесс | Наименование загрязняющего вещества |
Получение кобальта электролитного методом электроэкстракции из раствора | Никель растворимые соли /в пересчете на никель/ |
Кобальт и его соединения (кобальт; кобальт оксид (кобальт окись, кобальт монооксид, кобальт (II) оксид); кобальт сульфат (кобальт моносульфат гептагидрат); диацетат кобальта (II) (кобальт (II) уксуснокислый тетрагидрат)) /в пересчете на кобальт/ | |
Хлор | |
Серная кислота (по молекуле H2SO4) |
Применение НДТ направлено на комплексное предотвращение и (или) минимизацию негативного воздействия на окружающую среду.
В настоящее время утверждены "Методические рекомендации по определению технологии в качестве наилучшей доступной технологии" [24], разработанные на основании постановления Правительства Российской Федерации "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям" [5].
Определение технологических процессов, оборудования, технических способов, методов в качестве наилучшей доступной технологии для конкретной области применения, утверждение методических рекомендаций по определению технологии в качестве наилучшей доступной технологии осуществляются уполномоченным Правительством Российской Федерации федеральным органом исполнительной власти, который создает технические рабочие группы, включающие экспертов заинтересованных федеральных органов исполнительной власти, государственных научных организаций, коммерческих и некоммерческих организаций, в том числе государственных корпораций.
Сочетанием критериев достижения целей охраны окружающей среды для определения наилучшей доступной технологии являются:
а) наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара), выполняемой работы, оказываемой услуги, либо соответствие другим показателям воздействия на окружающую среду, предусмотренным международными договорами Российской Федерации; приоритетным, оказывающим наименьшее отрицательное воздействие на окружающую среду, рекомендовано считать воздействие от отходов, затем выбросы в воду и загрязнение почвы; воздействие от выбросов в воздух рекомендовано рассматривать как фактор, имеющий наибольший отрицательный эффект;
б) экономическая эффективность внедрения и эксплуатации; анализ экономической эффективности заключается в оценке затрат на внедрение и эксплуатацию технологии и выгоды от ее внедрения путем применения метода анализа затрат и выгод; в процессе оценки рекомендуется разделять объекты (предприятия) на новые и действующие;
в) применение ресурсо- и энергосберегающих методов;
г) период внедрения;
д) промышленное внедрение технологических процессов, оборудования, технических способов, методов на двух и более объектах в Российской Федерации, оказывающих негативное воздействие на окружающую среду.
В качестве источников информации о применяемых на практике технологиях, относящихся к НДТ, были использованы сведения, полученные в результате анкетирования предприятий отрасли, результаты научно-исследовательских работ, публикаций, а также информация, полученная в ходе консультаций с профильными экспертами.
Наилучшие доступные технологии и методы, а также, в необходимых случаях, соответствующие им технологические показатели (значения концентрации эмиссий) определялись технической рабочей группой применительно к следующим вспомогательным и основным процессам производства никеля и кобальта:
ИС МЕГАНОРМ: примечание. Обозначения пунктов даны в соответствии с официальным текстом документа. |
1. Процессы подготовки сырья:
е) сушка, окускование (брикетирование);
ж) гидрометаллургическое обогащение никель-пирротинового концентрата.
2. Процессы плавки первичного сырья и конвертирования с использованием следующих агрегатов:
а) рудно-термическая печь;
б) печь взвешенной плавки;
в) электропечь обеднения;
г) шахтная печь;
д) конвертер Пирса-Смита.
3. Процессы получения товарных форм никеля и кобальта:
а) флотационное разделение файнштейна;
б) окислительный обжиг никелевого концентрата флотации файнштейна;
в) получение порошка никелевого трубчатых печей (ПНТП);
г) рафинирование ПНТП в хлоридных средах до катодного никеля;
д) получение электролитного кобальта;
е) получение катодной меди.
Настоящий раздел содержит перечень кратких описаний НДТ, применяемых при производстве никеля и кобальта на различных этапах технологического процесса.
НДТ в рамках раздела сгруппированы в подразделы в соответствии с целями их применения - например, НДТ для повышения эффективности использования энергии, НДТ для управления отходами, промежуточными и побочными продуктами и др.
При выборе НДТ необходимо обращать внимание на указание в описании НДТ на конкретное производство (передел/установку), для которого должна применяться соответствующая технология. Также для каждой НДТ, где необходимо, указаны ограничения применимости включенных в описание НДТ методов.
НДТ 1. Повышение общей результативности природоохранной деятельности. Внедрение и поддержание системы экологического менеджмента (СЭМ), соответствующей требованиям ГОСТ Р ИСО 14001 или ISO 14001 <2>.
--------------------------------
НДТ 2. Повышение эффективности использования энергии: использование комбинации двух или более методов, приведенных в таблице 4.1.
Таблица 4.1
Метод/оборудование | Применимость | |
а) | Система управления энергоэффективностью (например, в соответствии с требованиями ГОСТ Р ИСО 50001 <1> или ISO 50001 <1>) | Общеприменим |
б) | Оптимальное размещение взаимосвязанных производств, переделов и отдельного оборудования, обеспечивающее минимизацию материальных потоков | Общеприменимо при новом строительстве, изменении конфигурации существующих производств или реконструкции |
в) | Использование избыточного тепла (например, пара, горячей воды или горячего воздуха), образующегося при реализации основных процессов | Применим для пирометаллургических процессов |
г) | Регенеративные дожигающие устройства | Применим, когда требуется очистка выбросов от горючих загрязняющих веществ |
д) | Подача на горелки воздуха, обогащенного кислородом, или чистого кислорода для уменьшения потребления энергии | Применим для пирометаллургических процессов |
е) | Низкотемпературная сушка концентратов и влажного сырья перед плавкой | Общеприменим |
ж) | Теплоизоляция объектов, функционирующих при высоких температурах, например трубопроводов пара и горячей воды | Общеприменим |
з) | Использование высокоэффективных электродвигателей, оборудованных частотными преобразователями, для таких устройств, как, например, вентиляторы | Общеприменим |
и) | Использование горячих технологических газов от процессов плавления для нагревания подаваемых компонентов | Применим для пирометаллургических процессов |
к) | Применение автогенных процессов плавки сырья | Применим для пирометаллургических процессов |
л) | Использование тепла химических реакций для поддержания теплового баланса гидрометаллургических процессов | Применим при реализации окислительных процессов, сопровождающихся выделением тепла |
НДТ 3. Обеспечение стабильности производственного процесса. Внедрение системы автоматизированного контроля и использование комбинации двух или более методов, приведенных в таблице 4.2.
Таблица 4.2
Метод/оборудование | Применимость | |
а) | Проверка и сортировка исходных материалов в соответствии с требованиями, определяемыми используемым технологическим оборудованием и применяемыми методами сокращения загрязнения | Общеприменим |
б) | Тщательное перемешивание различных материалов, входящих в состав шихты, для достижения оптимальной эффективности переработки и сокращения выбросов и отходов | |
в) | Системы взвешивания и дозирования шихты | |
г) | Использование микропроцессорных устройств для контроля скорости подачи материала, ключевых технологических параметров, включая сигнализацию, условий сжигания и подачи дополнительного газа | |
д) | Непрерывный инструментальный контроль температуры, давления, расхода реагентов | |
е) | Контроль критических параметров процессов, реализуемых на установках очистки воздуха, таких как температура газа, количество подаваемых реагентов, падение давления, ток и напряжение на электрофильтре, объем подачи и pH жидкости в мокром скруббере | |
ж) | Контроль содержания пыли в отходящих газах перед их подачей на сернокислотную установку | Применим для заводов по производству цветных металлов, включающих производство серной кислоты или жидкого SO2 |
з) | Непрерывный инструментальный контроль силы тока, напряжения, скорости циркуляции, состава растворов и качества электрических контактов и др. | Применим для процессов электролиза |
и) | Непрерывный инструментальный контроль содержания вредных веществ в воздухе рабочей зоны с системами оповещения и аварийной остановки (при наличии технической возможности) работы основного оборудования в случае превышения их пороговых значений | Общеприменим |
к) | Контроль и регулирование температуры для предотвращения образования выбросов металлов и оксидов металлов из-за перегрева | Применим для спекающих и плавильных печей |
л) | Использование локальных и глобальных систем контроля и управления работой оборудования, включая непрерывный инструментальный контроль основных параметров: температуры, мутности, ОВП, pH, электропроводности, давления, уровня, потоков, состава и др. | Общеприменим для гидрометаллургических процессов |
НДТ 4. Сокращение расхода реагентов за счет внедрения новых процессов (таблица 4.3).
Таблица 4.3
Метод/оборудование | Применимость | |
а) | Использование сульфата натрия или сульфата кальция в качестве флюсующих добавок для улучшения физико-химических свойств шлаков и снижения потерь цветных металлов | Применим для пирометаллургических процессов |
б) | Замена гидролитического способа выделения кобальта из никелевого раствора безреагентным экстракционным | Применимо для хлоридных сред рафинирования ПНТП или иных полупродуктов, после разработки не гидролитического способа очистки от свинца и марганца |
в) | Утилизация солевого стока дробной выпаркой с выделением товарного сульфата натрия и оборотного хлорида натрия и производства хлора электролизом последнего взамен использования привозного хлора | Применим для установок очистки сточных вод от хлоридного рафинирования ПНТП или иных полупродуктов |
г) | Использование известково-серного отвара в качестве осадителя тяжелых цветных металлов | Применим в гидрометаллургических производствах, сопровождающихся образованием и выделением элементарной серы |
д) | Применение фильтрации расплавленной элементарной серы взамен автоклавной выплавки | Применим для гидрометаллургических процессов, сопровождающихся образованием элементарной серы при необходимости ее выделения |
НДТ 5. Предотвращение или уменьшение неорганизованных выбросов пыли: разработка и реализация в качестве составной части СЭМ (см. НДТ 1) плана мероприятий по неорганизованным выбросам, предусматривающего, в том числе, использование методов, приведенных в таблице 4.4.
Таблица 4.4
неорганизованных выбросов пыли
Метод/оборудование | |
а) | Инвентаризация наиболее характерных источников неорганизованных выбросов |
б) | Определение и реализация соответствующих мероприятий и методов по предотвращению и сокращению неорганизованных выбросов. |
НДТ 6. Предотвращение или уменьшение неорганизованных эмиссий в воздух и водные объекты: организация местных систем аспирации, замена реагентов и материалов менее летучими и токсичными, ликвидация складов хранения токсичных реагентов и материалов или сокращение объема их хранения и потребления за счет улучшения логистики производства или изменения технологии производства.
НДТ 7. Уменьшение неорганизованных выбросов, образующихся при хранении сырья (таблица 4.5).
Таблица 4.5
образующихся при хранении сырья
Метод/оборудование | Применимость | |
а) | Регулярная уборка и, при необходимости, увлажнение площадки хранения и обращения с сыпучими материалами | Общеприменим |
б) | Применение защитных посадок, ограждений для защиты от ветра или обвалований с наветренной стороны для снижения скорости ветра | Применяется при складировании на открытом воздухе |
в) | Хранение материалов там, где это возможно, в одной куче вместо нескольких | Общеприменим |
г) | Герметичная упаковка | Применяется для хранения и транспортировки пылящих материалов, а также сырья, содержащего растворимые в воде органические соединения |
д) | Разбрызгивание воды с применением или без применения таких добавок, как латекс | Не применяется для процессов, в которых используются сухие материалы или руды/концентраты, содержащие достаточное количество естественной влаги, чтобы предотвратить пылеобразование. Применение также ограничено в регионах с нехваткой воды или с очень низкими зимними температурами |
е) | Размещение устройств для улавливания пыли в точках загрузки и перегрузки | Применяется в местах складирования пылящих материалов |
НДТ 8. Уменьшение неорганизованных эмиссий, образующихся при обработке и транспортировке сырья (таблица 4.6).
Таблица 4.6
образующихся при обработке и транспортировке сырья
Метод/оборудование | Применимость | |
а) | Использование закрытых конвейеров или пневматических транспортных систем | Общеприменим |
б) | Сооружение конвейеров для непылящих твердых материалов под навесами | |
в) | Организация систем аспирации при транспортировке и перегрузке пылящих материалов в сочетании с системой пылеулавливания и очистки отходящих газов | Общеприменим |
г) | Установка устройств для сбора пыли в пунктах доставки, вентиляционных отверстиях, пневматических транспортных системах и точках перегрузки на конвейерах передачи, и их подключение к системе фильтрации | Применяется при использовании пылящих материалов |
д) | Использование для обращения с измельченными или водорастворимыми материалами закрытых мешков или бочек | Общеприменим |
е) | Использование специальных контейнеров для обработки уложенных на поддонах материалов | Общеприменим |
ж) | Обработка пылящих материалов, например их смешивание, в закрытом помещении | Общеприменим. Для существующих заводов применение может быть затруднено в связи с необходимостью больших пространств |
з) | Разбрызгивание воды для увлажнения материалов в местах их обработки | Не применяется для процессов, требующих сухих материалов |
и) | Использование максимально коротких маршрутов транспортировки | Общеприменим |
к) | Регулировка скорости открытых ленточных конвейеров (< 3,5 м/с) | Применяется при использовании открытых ленточных конвейеров |
л) | Размещение передающих конвейеров и трубопроводов на безопасных открытых площадках выше уровня земной поверхности с целью оперативного обнаружения утечек и предупреждения повреждений транспортными средствами и другим оборудованием. Если для перемещения неопасных материалов используются подземные трубопроводы, местоположение их трасс должно быть документально зафиксировано и отмечено на местности соответствующими предупреждающими знаками; должны применяться системы безопасного ведения земляных работ | Общеприменим |
м) | Мойка колес и шасси транспортных средств, используемых для доставки или обработки пылящих материалов | Не применяется в условиях, которые могут привести к обледенению |
н) | Проведение плановых кампаний по уборке дорог | Общеприменим |
о) | Использование систем пылеподавления, таких как водометы или дождевальные установки | Применяется при перемешивании материалов вне помещений. Не применяется для процессов, требующих сухих материалов. Применение также ограничено в регионах с нехваткой воды или с очень низкими зимними температурами |
п) | Использование закрытого оборудования, оснащенного системой улавливания отходящих газов, связанной с системой газоочистки | Применяется при подаче смесей, полученных с помощью бункеров-дозаторов или системы потери веса, при сушке, смешивании, помоле, разделении и гранулировании |
НДТ 9. Предупреждение или уменьшение неорганизованных выбросов: оптимизация параметров эффективности улавливания и очистки отходящих газов (таблица 4.7).
Таблица 4.7
неорганизованных выбросов
Метод/оборудование | Применимость | |
а) | Использование закрытых печей, оснащенных системами пылеулавливания, или оснащение печей и другого технологического оборудования вытяжными системами | Применение может быть ограничено соображениями безопасности (например, типом/конструкцией печи, наличием угрозы взрыва) |
б) | Оснащение печей вторичными системами отведения газов в точках загрузки и выгрузки | Общеприменим |
в) | Оптимизация конструкции и технологии эксплуатации вытяжных устройств и газоходов с целью улавливания газов, возникающих при загрузке шихты и отходящих от разогретого металла; выдача и перемещение расплавов сульфидов или шлаков по закрытым желобам | Для существующих заводов применение может быть ограничено имеющимся пространством и сложившейся планировкой размещения объектов в цехах |
г) | Сооружение укрытий печей/реакторов, для улавливания выбросов при загрузочных операциях и выдаче расплавов | Применение может быть ограничено соображениями безопасности (например, типом/конструкцией печи, наличием угрозы взрыва) |
д) | Использование систем, позволяющих подавать сырье небольшими порциями | Общеприменим |
е) | Использование непрерывных процессов и агрегатов, например замена периодического процесса конвертирования в горизонтальных конвертерах Пирса-Смита на двухзонную печь Ванюкова для конвертирования медно-никелевых штейнов, процесс Ausmelt, ACP-процесс | Применим при новом строительстве или реконструкции |
ж) | Оптимизация потока отходящих из печи газов на основе компьютеризированных исследований и индикаторов гидродинамики | Общеприменим |
з) | Окускование сырья (брикетирование, окатывание) | Применим только для процессов и печей, предназначенных для использования окускованного сырья |
и) | Эксплуатация печи и газоотводящих каналов при разрежении и скорости газоотведения, достаточной для предотвращения повышения давления | Общеприменим |
к) | Размещение печи в вытяжном укрытии | Применим при малых размерах печи |
л) | Поддержание температуры в печи на самом низком допустимом уровне | Общеприменим |
м) | Закрытые помещения в сочетании с другими методами улавливания неорганизованных выбросов | Применение может быть ограничено соображениями безопасности (например, типом/конструкцией печи, наличием угрозы взрыва) |
н) | Система вторичных вытяжных зонтов, дополняющих основной при загрузке печи и выпуске из нее металла | Для существующих заводов применение может быть ограничено имеющимся пространством и сложившейся планировкой размещения объектов в цехах |
НДТ 10. Уменьшение неорганизованных выбросов при реализации гидрометаллургических процессов (таблица 4.8).
Таблица 4.8
при реализации гидрометаллургических процессов
Метод/оборудование | Применимость | |||||
| ||||||
а) | Организация укрытия зеркала флотомашин | Для существующих заводов применение может быть ограничено имеющимся | ||||
б) | Использование закрытого реакторного и бакового оборудования, трубопроводов вместо желобов для транспортировки растворов и пульп | Общеприменим при отсутствии необходимости визуального контроля за процессом | ||||
в) | Добавление поверхностно-активных веществ при электролизе | Применим, если не нарушает ведение основных процессов | ||||
г) | Использование общеобменной вентиляции и локальной аспирации из области зеркала ванн с последующей очисткой абгазов | Общеприменим | ||||
д) | Использование укрытия электролизных ванн и отведение абгазов в систему газоочистки | Применим для электролизных ванн за исключением случаев, когда они должны оставаться | ||||
е) | Улавливание аэрозолей от скрапомывочных машин | Применимо для рафинирования черновых анодов | ||||
НДТ 11. Сокращение выбросов пыли и металлов. Поддержание в качестве составляющей СЭМ (см. НДТ 1) подсистемы, обеспечивающей эффективность эксплуатации систем пылеподавления и пылеулавливания.
НДТ 12. Сокращение выбросов пыли (взвешенных веществ) и металлов от процесса плавки медного никельсодержащего сырья в печах Ванюкова. Использование газоочистного оборудования, в т.ч. "сухих" и "мокрых" электрофильтров (таблица 4.9).
Таблица 4.9
Технологический показатель | Единица измерения | Диапазон/значение |
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 180,0 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 7,0 |
Мышьяк и его соединения /в пересчете на мышьяк/, кроме водорода мышьяковистого | мг/нм3 | <= 2,5 |
Медь и ее соединения (медь оксид (медь окись; тенорит)); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | мг/нм3 | <= 150,0 |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | мг/нм3 | <= 600,0 |
НДТ 13. Сокращение выбросов пыли (взвешенных веществ) и металлов от процессов сушки концентрата и шихтовых материалов. Использование газоочистного оборудования (таблица 4.10).
Таблица 4.10
Технологический показатель | Единица измерения | Диапазон/значение |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т концентрата | <= 5,0 |
Никель, оксид никеля /в пересчете на никель/ | кг/т концентрата | <= 0,1 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т концентрата | <= 0,0005 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 5,0 |
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 130,0 |
Медь и ее соединения (медь оксид (медь окись; тенорит); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | мг/нм3 | <= 30,0 |
НДТ 14. Сокращение выбросов пыли (взвешенных веществ) и металлов от процесса плавки концентрата в ПВП. Использование газоочистного оборудования (таблица 4.11).
Таблица 4.11
Технологический показатель | Единица измерения | Диапазон/значение |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т штейна | <= 0,7 |
Никель, оксид никеля /в пересчете на никель/ | кг/т штейна | <= 0,025 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т штейна | <= 0,0005 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 8 |
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 300 |
НДТ 15. Сокращение выбросов пыли (взвешенных веществ) и металлов от процесса обеднения шлака ПВП в обеднительных электропечах. Использование газоочистного оборудования (таблица 4.12).
Таблица 4.12
Технологический показатель | Единица измерения | Диапазон/значение |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т штейна | <= 3,0 |
Никель, оксид никеля /в пересчете на никель/ | кг/т штейна | <= 0,01 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т штейна | <= 0,003 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 2,6 |
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 5,5 |
НДТ 16. Сокращение выбросов пыли (взвешенных веществ) и металлов от процесса конвертирования медно-никелевого штейна. Использование газоочистного оборудования (таблица 4.13).
Таблица 4.13
Технологический показатель | Единица измерения | Диапазон/значение |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т файнштейна | <= 0,6 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т файнштейна | <= 0,004 |
Никель, оксид никеля /в пересчете на никель/ | кг/т файнштейна | <= 0,03 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 5,0 |
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 12,0 |
НДТ 17. Сокращение выбросов пыли (взвешенных веществ) и металлов от процесса окислительного обжига сульфидного никелевого концентрата в печах кипящего слоя. Использование газоочистного оборудования (таблица 4.14).
Таблица 4.14
Технологический показатель | Единица измерения | Диапазон/значение |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т ПНТП | <= 0,004 |
Никель, оксид никеля /в пересчете на никель/ | кг/т ПНТП | <= 0,5 |
НДТ 18. Сокращение выбросов пыли (взвешенных веществ) и металлов от анодной плавки (никель). Использование газоочистного оборудования (таблица 4.15).
Таблица 4.15
Технологический показатель | Единица измерения | Диапазон/значение |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т анодов никелевых | <= 1,7 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т анодов никелевых | <= 0,01 |
Никель, оксид никеля /в пересчете на никель/ | кг/т анодов никелевых | <= 1,6 |
НДТ 19. Сокращение выбросов пыли и металлов от первичного и вторичного производства медных анодов: использование одной или нескольких газоочистных установок.
Таблица 4.16
Технологические показатели: пыль и металлы в первичных
и вторичных выбросах, образующихся при первичном
и вторичном производстве медных анодов
Параметр | Единица измерений | Уровень выбросов для данной НДТ |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | мг/нм3 | <= 600,0 |
Мышьяк и его соединения /в пересчете на мышьяк/, кроме водорода мышьяковистого | мг/нм3 | <= 1,0 |
Медь и ее соединения (медь оксид (медь окись; тенорит)); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | мг/нм3 | <= 150,0 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 2,0 |
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 13,0 |
НДТ 20. Снижение выбросов SO2 за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству элементарной серы.
Применимость: только для новых/реконструируемых предприятий в зависимости от содержания диоксида серы в газах, от наличия рынка производимого продукта или условий для долговременного хранения.
Таблица 4.17
Технологический показатель: выбросы SO2
после утилизации серы диоксида
Параметр | Единица измерений | Уровень выброса для НДТ |
Серы диоксид | мг/нм3 | <= 9400 |
НДТ 21.1. Снижение выбросов SO2 за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты.
Применимость: только для новых/реконструируемых предприятий в зависимости от содержания серы диоксида в газах, от наличия рынка производимого продукта или условий для долговременного хранения.
Таблица 4.18
Технологический показатель: выбросы SO2 после утилизации
серы диоксида за счет направления отходящих газов
(с предварительной очисткой от пыли) на установки
по производству серной кислоты
Параметр | Единица измерений | Уровень выброса для НДТ |
Серы диоксид | мг/нм3 | <= 9400 |
НДТ 21.2. Снижение выбросов SO2 за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству продукционной серной кислоты.
Применимость: только для новых/реконструируемых предприятий в зависимости от содержания серы диоксида в газах, от наличия рынка производимого продукта или условий для долговременного хранения.
Таблица 4.19
Технологический показатель: выбросы SO2 после утилизации
серы диоксида за счет направления отходящих газов
(с предварительной очисткой от пыли) на установки
по производству продукционной серной кислоты
Параметр | Единица измерений | Уровень выброса для НДТ |
Серы диоксид | мг/нм3 | <= 5700 |
НДТ 22. Снижение выбросов SO2 за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты методом двухстадийного контактирования (ДКДА) с последующей нейтрализацией и получением отвального гипса.
Применимость: только для новых/реконструируемых предприятий в зависимости от содержания серы диоксида в газах, от наличия рынка производимого продукта или условий для долговременного хранения.
Таблица 4.20
Технологический показатель: выбросы SO2 после утилизации
серы диоксида за счет направления отходящих газов
(с предварительной очисткой от пыли) на установки
по производству серной кислоты методом двухстадийного
контактирования (ДКДА) с последующей нейтрализацией
и получением отвального гипса
Параметр | Единица измерений | Уровень выброса для НДТ |
Серы диоксид | мг/нм3 | <= 3500 |
НДТ 23. Снижение выброса в воздух кислых газов и других загрязняющих веществ от гидрометаллургических операций (таблица 4.21).
Таблица 4.21
от гидрометаллургических операций
Метод/оборудование | Применимость | |
а) | Локальные системы аспирации основного оборудования с последующей переработкой абгазов в системах каплеотбойников и мокрых скрубберов | Общеприменимо |
б) | Мокрый скруббер | Для существующих заводов применение может быть ограничено имеющимся пространством и сложившейся планировкой размещения объектов в цехах |
в) | Каплеотбойник |
Таблица 4.22
Технологический показатель: выбросы загрязняющих веществ
в атмосферу при производстве первичного никеля методом
электроэкстракции из раствора никелевого порошка трубчатых
печей (НПТП), включая выбросы от процессов хлорного
выщелачивания НПТП и технологических переделов очистки
никелевого раствора от примесей
Наименование загрязняющего вещества | Единица измерения | Значение |
Серная кислота (по молекуле H2SO4) | кг/т никеля первичного | <= 0,007 |
Никель, оксид никеля /в пересчете на никель/ | кг/т никеля первичного | <= 0,025 |
Хлор | кг/т никеля первичного | <= 0,8 |
Таблица 4.23
Технологический показатель: выбросы серной кислоты
от процесса электролитического рафинирования, промывочной
камеры машин для обдирки катодов и машины для промывки
отработанных анодов в производстве меди
Параметр | Единица измерений | Уровень выбросов для данной НДТ |
Серная кислота (по молекуле H2SO4) | мг/нм3 | <= 3,5 |
НДТ 24. Снижение выбросов SO2 при первичном производстве никеля и меди из сульфидных медно-никелевых руд и концентратов: направление отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты, серы, жидкого диоксида серы или других продуктов утилизации диоксида серы с эффективностью не ниже 90% при условии соблюдения санитарных нормативов в селитебной зоне.
Технология утилизации диоксида серы определяется с учетом концентрации диоксида серы в перерабатываемом газе, наличия рынка производимого продукта, условий для его долговременного хранения и/или продажи. Выбор технологии должен учитывать положения п. 4 Статьи 28.1 Наилучшие доступные технологии Федерального закона от 10.01.2002 N 7-ФЗ.
Таблица 4.24
Технологический показатель: выбросы SO2 от первичного
производства никеля и меди из сульфидных медно-никелевых
руд и концентратов (после утилизации серы диоксида)
Параметр | Единица измерений | Уровень выброса для НДТ |
Серы диоксид | г/нм3 | <= 35,0 |
НДТ 25. Снижение выбросов SO2 при вторичном производстве никеля и меди из сульфидных медно-никелевых руд и концентратов: направление отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты, серы, жидкого серы диоксида или других продуктов утилизации серы диоксида с эффективностью не ниже 90%.
Необходимость утилизации серы диоксида от вторичного производства никеля и меди определяется с учетом соблюдения санитарных нормативов в селитебной зоне, прилегающей к объектам производства никеля.
В случае необходимости утилизации серы диоксида технология определяется с учетом концентрации серы диоксида в перерабатываемом газе, наличия рынка производимого продукта, условий для его долговременного хранения и/или продажи. Выбор технологии должен учитывать положения п. 4 Статьи 28.1 Наилучшие доступные технологии Федерального закона от 10.01.2002 N 7-ФЗ.
Таблица 4.25
Технологический показатель: выбросы SO2 от вторичного
производства никеля и меди из сульфидных медно-никелевых
руд и концентратов (до утилизации серы диоксида)
Параметр | Единица измерений | Уровень выброса для НДТ |
Серы диоксид | г/нм3 | <= 24,5 |
Таблица 4.26
Технологический показатель: выбросы SO2 от вторичного
производства никеля и меди из сульфидных медно-никелевых
руд и концентратов (после утилизации серы диоксида) <*>
Параметр | Единица измерений | Уровень выброса для НДТ |
Серы диоксид | г/нм3 | <= 2,8 |
НДТ 26. Уменьшение неорганизованных сбросов в водные объекты (табл. 4.27).
Таблица 4.27
Метод/оборудование | Применимость | |
а) | Применение современных коррозионно-стойких конструкционных и футеровочных материалов для изготовления бакового и реакторного оборудования, трубопроводов | Применим при новом строительстве и реконструкции |
б) | Хранение кислот и других агрессивных реагентов и рабочих растворов в емкостях с двойными стенками или в емкостях, размещенных внутри устойчивого к воздействию агрессивных сред обвалования избыточной вместимости | Применим при небольших объемах емкостей |
в) | Проектирование площадок для хранения таким образом, чтобы любые утечки из емкостей и систем доставки удерживались внутри обвалования, способного вместить объем жидкости, равный, по крайней мере, объему наибольшей емкости, размещенной внутри обвалования. Площадка для хранения должна быть обвалована и иметь покрытие, не подверженное воздействию хранящегося агрессивного материала | Применим при новом строительстве или реконструкции |
г) | Использование нефтеловушек и песколовушек в дренаже площадок хранения и обращения с сыпучими материалами | Общеприменим |
д) | Использование для хранения материалов, которые могут содержать нефтепродукты (например, замасленной стружки), бетонированных площадок с бортами или иными удерживающими устройствами | Общеприменим |
е) | Применение надежных систем обнаружения утечек и индикации уровня заполнения емкостей с подачей сигналов для предотвращения их переполнения | Общеприменим |
Таблица 4.28
Технологические показатели для сбросов загрязняющих веществ
Вещество | Ед. изм. | Значение концентрации загрязняющих веществ в сточных водах, образующихся при производстве | Значение концентрации загрязняющих веществ в сточных водах перед сбросом в водные объекты |
Цинк | мг/дм3 | 30 | 1,0 |
Никель | мг/дм3 | 85 | 2,5 |
Кобальт | мг/дм3 | 5 | 0,5 |
Взвешенные вещества | мг/дм3 | 550 | 50 |
pH | ед. | 6 - 10 | 6 - 9 |
Медь | мг/дм3 | 10 | 1,0 |
Железо | мг/дм3 | 220 | 2,5 |
НДТ 27. Предотвращение загрязнения почвы и подземных вод при эксплуатации хвостохранилищ (табл. 4.29).
Таблица 4.29
при эксплуатации хвостохранилищ
Метод/оборудование | Применимость | |
а) | Комплекс противодренажных мероприятий | Общеприменим |
б) | Организация гидроизоляции | При строительстве новых хвостохранилищ |
Таблица 4.30
Технологические показатели для сбросов загрязняющих веществ
Вещество | Ед. изм. | Значение концентрации загрязняющих веществ в сточных водах, образующихся при производстве | Значение концентрации загрязняющих веществ в сточных водах перед сбросом в водные объекты |
Цинк | мг/дм3 | 30 | 1,0 |
Никель | мг/дм3 | 85 | 2,5 |
Кобальт | мг/дм3 | 5 | 0,5 |
Взвешенные вещества | мг/дм3 | 550 | 50 |
pH | ед. | 6 - 10 | 6 - 9 |
Медь | мг/дм3 | 10 | 1,0 |
Железо | мг/дм3 | 220 | 2,5 |
НДТ 28. Предотвращение загрязнения почвы и подземных вод электролитом при производстве никеля, кобальта и меди: использование комбинации двух или более методов, приведенных в табл. 4.31.
Таблица 4.31
и подземных вод электролитом
Метод/оборудование | Применимость | |
а) | Использование оборотной дренажной системы | Общеприменим |
б) | Использование влагонепроницаемых подвалов с зумпфом и кислотостойких полов | Применим при новом строительстве и реконструкции |
в) | Использование емкостей с двойными стенками или размещение их внутри прочного обвалования с непроницаемыми полами |
Таблица 4.32
Технологические показатели для сбросов загрязняющих веществ
Вещество | Ед. изм. | Значение концентрации загрязняющих веществ в сточных водах, образующихся при производстве | Значение концентрации загрязняющих веществ в сточных водах перед сбросом в водные объекты |
Цинк | мг/дм3 | 30 | 1,0 |
Никель | мг/дм3 | 85 | 2,5 |
Кобальт | мг/дм3 | 5 | 0,5 |
Взвешенные вещества | мг/дм3 | 550 | 50 |
pH | ед. | 6 - 10 | 6 - 9 |
Медь | мг/дм3 | 10 | 1,0 |
Железо | мг/дм3 | 220 | 2,5 |
НДТ 29. Предотвращение образования сточных вод: использование одного из или комбинации методов, приведенных в табл. 4.33.
Таблица 4.33
Метод/оборудование | Применимость | |
а) | Повторное использование слабых кислот из стоков, образующихся в мокрых электростатических фильтрах и мокрых скрубберах | Применяется в зависимости от содержания в сточных водах металлов и твердых веществ |
б) | Использование поверхностных стоков | Общеприменим |
в) | Использование систем полного или частичного оборотного водоснабжения | Общеприменим |
г) | Утилизация солевых стоков рафинирования никеля выпаркой и дробной кристаллизацией товарных или оборотных сульфата и хлорида натрия и возвратом конденсата выпарки в основное производство | Применим для процессов рафинирования черновых анодов, ПНТП или иных полупродуктов |
Таблица 4.34
Технологические показатели для сбросов загрязняющих веществ
Вещество | Ед. изм. | Значение концентрации загрязняющих веществ в сточных водах, образующихся при производстве | Значение концентрации загрязняющих веществ в сточных водах перед сбросом в водные объекты |
Цинк | мг/дм3 | 30 | 1,0 |
Никель | мг/дм3 | 85 | 2,5 |
Кобальт | мг/дм3 | 5 | 0,5 |
Взвешенные вещества | мг/дм3 | 550 | 50 |
pH | ед. | 6 - 10 | 6 - 9 |
Медь | мг/дм3 | 10 | 1,0 |
Железо | мг/дм3 | 220 | 2,5 |
НДТ 30. Очистка сточных вод, образующихся при производстве никеля, кобальта и меди с целью удаления металлов и взвешенных веществ на основе применения методов, приведенных в табл. 4.35.
Таблица 4.35
Метод/оборудование | Применимость | |
а) | Химическое осаждение | Общеприменим |
б) | Седиментация | Общеприменим |
в) | Фильтрация | Общеприменим |
г) | Флотация | Общеприменим |
д) | Обратный осмос | Общеприменим |
е) | Выпарка и кристаллизация солей | Общеприменим |
ж) | Электрокоагуляция | Общеприменим |
Таблица 4.36
Технологические показатели для сбросов загрязняющих веществ
Вещество | Ед. изм. | Значение концентрации загрязняющих веществ в сточных водах, образующихся при производстве | Значение концентрации загрязняющих веществ в сточных водах перед сбросом в водные объекты |
Цинк | мг/дм3 | 30 | 1,0 |
Никель | мг/дм3 | 85 | 2,5 |
Кобальт | мг/дм3 | 5 | 0,5 |
Взвешенные вещества | мг/дм3 | 550 | 50 |
pH | ед. | 6 - 10 | 6 - 9 |
Медь | мг/дм3 | 10 | 1,0 |
Железо | мг/дм3 | 220 | 2,5 |
НДТ 31. Уменьшение количества отходов, направляемых на утилизацию при производстве никеля, кобальта и меди: организация обращения с отходами, промежуточными и побочными продуктами, способствующая их повторному использованию, а в случае невозможности - вторичной их переработке (табл. 4.37).
Таблица 4.37
направляемых на утилизацию
Метод/оборудование | Применимость | |
а) | Извлечение металлов из пыли поступающих из системы пылеулавливания | Общеприменим |
б) | Регенерация или переработка отработанных катализаторов | Общеприменим |
в) | Извлечение металла из осадка, образующегося при очистке сточных вод | Применим в зависимости от содержания металлов и от наличия рынка/процесса |
г) | Использование отвальных шлаков в качестве абразивных или строительных (для отсыпки дорог) материалов | Применим в зависимости от содержания металлов и от наличия рынка |
д) | Использование футеровки печей для извлечения металлов или повторное ее использование в качестве огнеупорных материалов | Общеприменим |
е) | Использование гипса с установок по очистке сточных вод в пирометаллургических процессах или в качестве закладочного материала для отработанных горных выработок | Применим в зависимости от качества получаемого гипса и особенностей технологического процесса |
Раздел 5. Экономические аспекты применения наилучших доступных технологий при производстве никеля и кобальта
Ресурсы, которые предприятия отрасли могут направить на модернизацию производств и реализацию природоохранных мероприятий, напрямую зависят от конъюнктуры рынка никеля - основного металла, определяющего доходность никелевых предприятий. На таком рынке компании - производители никеля не имеют возможности по отдельности воздействовать на цену конечной продукции, что позволило бы в той или иной степени переложить понесенные в связи с реализацией природоохранных мероприятий и внедрением экологически эффективных технологий затраты на потребителя.
Это означает, что возможности по компенсации любых существенных затрат, понесенных в связи с реализацией природоохранных мероприятий компаниями - производителями никеля, ограничены и преимущественно могут быть реализованы за счет внедрения новых способов производства и расширения номенклатуры выпускаемой продукции, прежде всего с высокой добавленной стоимостью. Оба варианта связаны с технологическими и экономическими рисками и требуют значительных капитальных затрат, срок окупаемости которых весьма высок.
Усовершенствования "на конце трубы" в большинстве случаев приводят к увеличению эксплуатационных расходов и не дают такого повышения эффективности производственного процесса, которое может быть получено в результате внедрения мер, интегрированных в технологический процесс производства продукции. Это также свидетельствует в пользу выбора проектов коренной модернизации производственного процесса при определении мер, направленных на сокращение эмиссий загрязняющих веществ в окружающую среду. Причем при ранжировании мотиваций последние находятся в подчиненном положении. Вместе с тем такой подход связан со значительными капитальными вложениями и иными потерями ввиду необходимости временной остановки производства и перестройки производственного процесса в целом, что обусловливает снижение привлекательности полномасштабной модернизации производства при неблагоприятной рыночной конъюнктуре.
Собственный экономический потенциал природоохранных мероприятий, таких как, например, внедрение малоотходных технологий, производство побочной продукции и (или) полезное использование образующихся в основном производственном процессе отходов, в российских условиях следует признать скорее незначительным.
С одной стороны, природоохранные технологии во многих случаях характеризуются высокой энергоемкостью, а поддержание оборудования в функциональном состоянии требует регулярных затрат на расходные материалы и комплектующие и иных эксплуатационных затрат; в некоторых случаях при производстве побочной продукции, такой, например, как серная кислота, значительные издержки могут возникать и в связи с необходимостью хранения и транспортировки агрессивного вещества. С другой стороны, низкая емкость российских рынков и территориальная удаленность от них никелевых предприятий не обеспечивают вывод "побочных" производств на экономически эффективный уровень и не смогут гарантировать устойчивое потребление продукции вновь вводимых производственных мощностей, а потенциал выхода на внешние рынки ограничен и малоперспективен с экономической точки зрения.
Таким образом, наибольшим потенциалом с точки зрения возмещения затрат, понесенных в связи с внедрением на предприятии новых природоохранных методов и технологий, обладают комплексные меры, увязывающие экологическую модернизацию производства с перенастройкой производственного процесса в целом, оптимизацией отдельных его звеньев и расширением номенклатуры выпускаемой продукции, в том числе с высокой добавленной стоимостью.
"Процесс плавки в жидкой ванне" (переименованный после смерти его создателя, профессора Андрея Владимировича Ванюкова, в "Процесс Ванюкова") является конкурентоспособной разновидностью существующих в мире автогенных процессов плавки сульфидного сырья, таких как взвешенная плавка Outokumpu, процессы Ausmelt и Isasmelt, кислородно-взвешенная плавка Inco, Mitsubishi, Noranda, Teniente и др.
Схематическое изображение однозонной печи Ванюкова представлено на рис. 6.1.
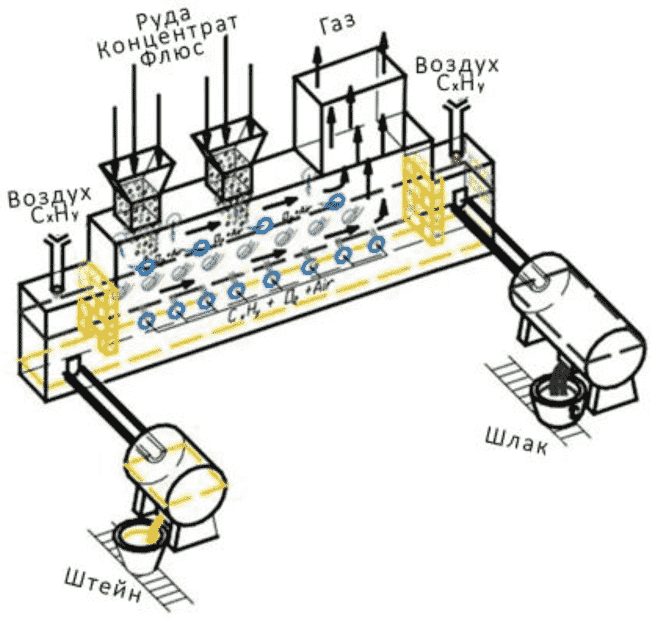
однозонной печи Ванюкова
Однозонная печь состоит из плавильной камеры, аптейка, штейнового и шлакового сифонов. В плавильную камеру через отверстия в своде печи подается шихта, состоящая из концентрата (руды) и флюса. При необходимости в шихту может добавляться уголь с целью улучшения теплового баланса печи и восстановления магнетита. Через фурмы нижнего ряда, находящиеся в шлаковом слое печи, подается кислородно-воздушная смесь. При необходимости, для поддержания теплового баланса печи, через фурмы нижнего ряда может дополнительно подаваться углеводородное топливо.
В настоящее время в действующих печах Ванюкова в качестве такого топлива используется природный газ. В процессе взаимодействия шихты и дутья в надфурменной зоне образуется шлако-штейновая эмульсия. Она разделяется в подфурменной зоне на шлак и штейн, которые движутся в печи в противоположных направлениях. Из сифонов шлак и штейн поступают в миксеры, откуда они сливаются в ковши по мере требований дальнейшего производства. Отходящие концентрированные по SO2 газы дожигаются в плавильной камере с помощью воздушно-кислородной смеси, подаваемой через верхний ряд фурм, расположенных над расплавом шлака.
Дожигание газов производят в случае необходимости. Цель дожигания - не допустить попадания в газоходную систему газов с высокой концентрацией S2. Сифоны служат для отстаивания расплавов, после чего шлак и штейн по желобам перетекает в миксеры. Для поддержания температуры продуктов плавки в сифонах и миксерах используют горелки, работающие на газообразном или жидком углеводородном топливе (природный газ, пропан-бутан, мазут и пр.). В конструкции миксеров печей Ванюкова Балхашского горно-металлургического комбината вместо горелок используется электроподогрев с помощью графитированных электродов (площадь пода одного миксера - 50,5 м2, мощность трансформатора - 9 МВт).
Технология плавки сульфидных концентратов в печах Ванюкова имеет следующие достоинства:
- высокую удельную производительность печи;
- возможность использования дутья с высокой концентрацией кислорода (до 95%);
- достижение состояния, близкого к равновесию между шлаком и штейном, что обеспечивает высокое извлечение ценных компонентов;
- непрерывность процесса и поддержание постоянного уровня в печи шлака и штейна за счет использования сифонов.
Печь Ванюкова может быть размещена в действующих производственных помещениях, так как занимает небольшую площадь и не требует значительной высоты здания.
Процесс Ванюкова постоянно улучшается, как в направлении повышения технико-экономических показателей, так и в плане совершенствования конструкции металлургических агрегатов. Наиболее важным шагом в совершенствовании плавки Ванюкова в последние годы является разработка двухзонных печей Ванюкова, конструктивные разновидности которой разработаны в институтах МИСиС [25; 26] и Гипроникель [27 - 29].
В 2004 - 2008 годах на комбинате Южуралникель ОАО "Стальная группа Мечел" была опробована промышленная двухзонная печь Ванюкова (площадь пода - 26 м2) для плавки окисленных никелевых руд с получением штейна [25; 26]. Положительный итог освоения новой технологии, проводившегося под научным руководством профессора МИСиС В.П. Быстрова, был окончательно подтвержден тестовыми испытаниями в 2008 году [26], показавшими преимущества данной технологии по сравнению с существующей на комбинате шахтной плавкой. Важным положительным моментом этих испытаний является также то, что в промышленном масштабе была показана возможность успешного использования печи Ванюкова для плавки окисленного сырья, что открывает перед этим процессом новые перспективы.
На комбинате "Североникель" ПАО "ГМК "Норильский Никель" в 2005 году была построена и в течение 2005 - 2006 годов эксплуатировалась опытно-промышленная двухзонная печь Ванюкова площадью пода 11,4 м2 и производительностью до 15 т/час по перерабатываемому сырью. Проект выполнен ООО "Институт Гипроникель". В процессе испытаний были успешно отработаны следующие технологии:
- переработка богатой сульфидной медной руды рудника "Октябрьский" Норильского комбината ПАО "ГМК "Норильский Никель" (% масс.: Cu - 17,1; Ni - 3,1; Co - 0,079; Fe - 34,0; S - 26,5; SiO2 - 8,5) с получением богатых штейнов и отвальных шлаков [27];
- переработка никелевого сульфидного рудного концентрата ОАО "Кольская ГМК" (% масс.: Ni - 8,3; Cu - 4,6; Co - 0,25; Fe - 30,3; S - 20,5; SiO2 - 15,4; CaO - 1,6; Al2O3 - 1,3; MgO - 10,0) с получением богатых штейнов и отвальных шлаков [29];
- переработка медного никельсодержащего концентрата от разделения файнштейна комбината Североникель ОАО "Кольская ГМК" (% масс.: Cu - 67,5; Ni - 3,8; Co - 0,24; Fe - 4,5; S - 21,2) с получением черновой меди и жидкотекучих никелевых шлаков [28].
На основании выполненных опытно-промышленных испытаний для промышленной реализации процесса переработки сульфидных концентратов с получением богатых штейнов и отвальных шлаков предложена двухзонная печь, схематически изображенная на рис. 6.2.
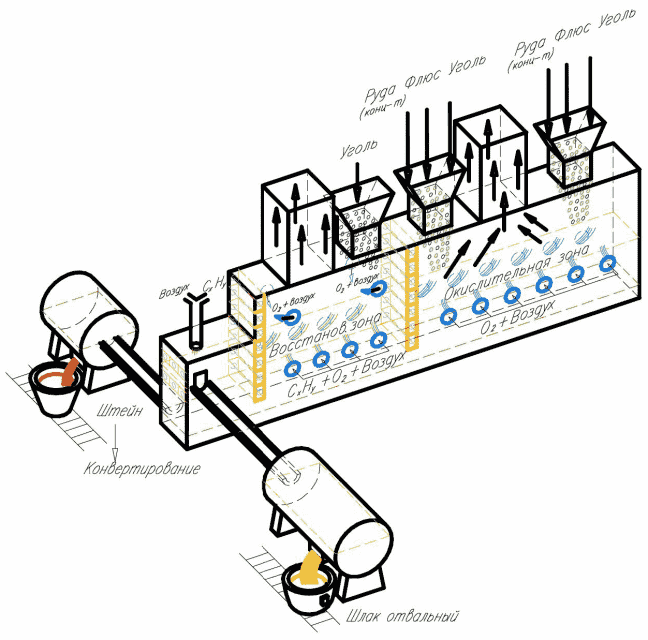
промышленной печи Ванюкова
Конструктивно двухзонная печь для плавки медных и медно-никелевых руд и концентратов состоит из окислительной зоны, восстановительной зоны и совмещенного сифона, предназначенного для выпуска как штейна, так и отвального шлака. Рабочие пространства зон печи разделены водоохлаждаемыми перегородками; системы газоудаления - раздельные. Концентрированные по SO2, газы окислительной зоны могут быть использованы для производства серной кислоты, элементной серы или жидкого диоксида серы. Газы восстановительной зоны, содержащие CO и H2, дожигаются кислородно-воздушной смесью через специально установленные в верхнем ряду кессонов фурмы, очищаются от пыли и выбрасываются в атмосферу. Сифон печи оригинальной конструкции предусматривает возможность непрерывного выпуска шлака и штейна.
Процесс переработки сульфидного сырья в двухзонной печи Ванюкова может быть представлен следующим образом. В окислительную зону печи подаются совместно сульфидное сырье, флюс и уголь. Через фурмы подаются кислородно-воздушная смесь и газообразное (пр. газ, пропан-бутан генераторный газ) или жидкое (мазут, солярка) топливо. Использование газообразного (жидкого) топлива и/или угля необходимо в случае дефицита тепла, образующегося в результате окисления сульфидов. Шлак окислительной зоны поступает в восстановительную зону печи, где ведется его восстановление газовой смесью, образующейся в результате сжигания газообразного или жидкого топлива в условиях дефицита кислорода, и углем. Образующийся в процессе восстановления металлический сплав смешивается со штейном, полученным в зоне окисления, и выпускается через сифон из печи. Шлак восстановительной зоны также поступает в сифон, откуда происходит его непрерывный слив через порог, расположенный на уровне ~ 2200 мм от пода печи. С обеих сторон сифона расположены миксеры, где накапливаются конечные продукты плавки: штейн и отвальный шлак.
Основные преимущества двухзонных печей Ванюкова:
- возможность увеличения качества штейна по содержанию цветных металлов без роста их потерь со шлаком (как следствие обеднения последнего во второй зоне);
- перевод большего количества серы в концентрированные по SO2 газы, снижение затрат на ее утилизацию;
- растворение образующейся при обеднении металлической фазы в штейне окислительной зоны с сохранением сравнительно невысокой температуры плавления последнего; при проведении обеднения в отдельной печи с получением тугоплавкого металлического сплава необходимо либо поддерживать в ней высокую температуру, либо подавать в печь сульфидизатор и в дальнейшем утилизовать бедные по SO2 газы;
- высокая производительность процесса обеднения шлака, что в сочетании с высокой производительностью окислительной плавки сульфидного сырья позволяет размещать два пирометаллургических передела на ограниченной площади.
Перспективность перехода от технологии обеднения шлаков в электропечах переменного тока или электроотстойниках (недостатки такого обеднения хорошо известны) к технологии барботажного обеднения шлаков подтверждается мировыми тенденциями в совершенствовании процесса обеднения шлаковых расплавов. В настоящее время одним из основных направлений в технологии обеднения шлаков является создание процессов, основанных на продувке шлаковых расплавов восстановительными газовыми смесями, образующимися при разложении жидкого или газообразного топлива или продуктами их сжигания при недостатке кислорода.
В табл. 6.1 представлено сравнение результатов работы опытно-промышленной двухзонной ПВ с технологией плавки обожженных никелевых концентратов с повышенным содержанием MgO в рудно-термических печах.
Таблица 6.1
в сравнении с двухзонной печью Ванюкова
Технологический процесс | Тип печи | Содержание в штейне/шлаке, % | Сумма ЦМ в штейне, % | ||
Cu | Ni | Co |  | ||
Переработка никелевых концентратов | Рудно-термическая плавка | 10,5/0,10 | 18,9/0,18 | 0,74/0,09 | 30,0 |
Двухзонная ПВ | 25,5/0,28 | 42,3/0,20 | 0,87/0,07 | 69,0 | |
Видно, что при переработке никелевого сырья качество штейна увеличилось более чем в 2 раза; при этом заметное увеличение концентрации в отвальном шлаке наблюдается только для меди. Для никеля содержание на том же уровне, а для кобальта наблюдается даже снижение потерь.
Таким образом, двузонная печь Ванюкова является не механическим сочетанием двух металлургических агрегатов, а единым технологическим комплексом, имеющим общую штейновую (металлическую ванну). Оригинальная конструкция печи, создающая крайне ограниченное взаимодействие между конечным продуктом плавки и обедненным шлаком, позволяет добиться высокого извлечения цветных и драгоценных металлов.
6.2. Усовершенствование технологии гидрометаллургического обогащения бедного никель-пирротинового концентрата
В мировой практике все медно-никелевые рудные концентраты, содержащие платиновые металлы, за исключением гидрометаллургического производства Надеждинского металлургического завода (ГМП НМЗ) ЗФ ПАО "ГМК "Норильский никель", перерабатываются по классической пирометаллургической технологии. Переработка рудных пентландит-пирротиновых концентратов в Норильске по автоклавной технологии связана с выделением на стадии обогащения относительно бедного продукта, переработка которого по пирометаллургической технологии не оправдана.
Используемая в настоящее время в ГМП НМЗ технология гидрометаллургического обогащения имеет потенциал для развития.
Применяемые для окисления пульпы пирротинового концентрата условия, с одной стороны, обеспечивают решение поставленной задачи - получение пригодного для пирометаллургической переработки сульфидного медно-никелевого концентрата, с другой - не позволяют снизить высокие потери с отвальными хвостами цветных и в особенности драгоценных металлов, что негативно сказывается на ее рентабельности. Этот факт, а также отсутствие в мире других подобных производств связаны с тем, что до настоящего момента не было готовых к промышленной реализации гидрометаллургических технологий, обеспечивающих низкие потери платиновых металлов, соизмеримые с достигаемыми на действующих пирометаллургических предприятиях.
Высокие потери ценных компонентов в действующей технологии гидрометаллургического обогащения во многом обусловлены свойствами формирующихся при автоклавном выщелачивании гидратных форм железа, обладающих развитой поверхностью и, соответственно, высокой сорбционной способностью по отношению к драгоценным металлам. Кроме того, оксиды железа формируют пленки на поверхности недоразложенных на АОВ сульфидов, что препятствует полноте их извлечения на стадии серосульфидной флотации. Еще одной причиной потерь ценных компонентов является использование в действующей технологии ПАВ - ЛСТ, что неизбежно при ведении процесса в режиме ВТВ. Отказ от использования ПАВ при АОВ возможен только в случае перехода на режим окисления при температурах ниже точки плавления серы (НТВ), но при этом необходимо изменить и другие параметры таким образом, чтобы не происходило снижение производительности оборудования.
С учетом всех этих обстоятельств в ООО "Институт Гипроникель" разрабатываются технологические приемы, позволяющие многократно снизить потери ценных компонентов, в том числе и платиновых металлов, при гидрометаллургической переработке никель-пирротинового сырья. В основе предложенных решений лежит создание условий, обеспечивающих формирование на стадии автоклавного окислительного выщелачивания крупнокристаллических частиц окисленных железистых фаз с пониженной по отношению к цветным и драгоценным металлам сорбционной способностью - например, натроярозита (пат. RU N 2573306, RU N 2626257).
Результаты проведенных экспериментов, обзор научно-технической литературы и анализ действующей технологии гидрометаллургического обогащения показали, что разработанные ООО "Институт Гипроникель" технические решения весьма конкурентоспособны по сравнению как с действующим производством, так и с ближайшим аналогом - Activox-процессом (табл. 6.2). Более того, они показали свою эффективность для переработки концентратов широкого диапазона составов - от бедных по цветным и благородным металлам до весьма богатых (табл. 6.3).
Таблица 6.2
Activox-процесса и перспективной технологии
Технология | Извлечение в концентрат флотации, % | ||
Ni | Cu | МПГ | |
Действующая | 94 | 91 | 52 |
Activox | 94 | 87 | 72 |
Перспективная | 98 | 93 | 93 |
Таблица 6.3
по перспективной технологии
Состав сырья | Извлечение в концентрат флотации, % | ||||||
Ni, % | Cu, % | МПГ, г/т | Pt + Pd + Rh, г/т | Ni | Cu | МПГ | Pt + Pd + Rh |
0,7 | 0,05 | 2,1 | 1,8 | 98,2 | 68,3 | 82,3 | 86,3 |
1,1 | 0,20 | 4,0 | 3,8 | 98,2 | 94,2 | 88,5 | 92,5 |
1,3 | 0,20 | 4,3 | 4,1 | 98,2 | 93,2 | 93,2 | 95,7 |
8,7 | 0,40 | 26,5 | 26,2 | 99,2 | 93,0 | 94,2 | 94,5 |
3,4 | 7,40 | 33,7 | 33,3 | 97,7 | 98,8 | 95,3 | 96,1 |
3,9 | 2,80 | 38,2 | 37,8 | 94,9 | 96,9 | 96,9 | 97,2 |
При этом в зависимости от состава поступающего в переработку сырья возможна различная организация схемы переработки растворов автоклавного выщелачивания (рис. 6.3). В обоих случаях обеспечиваются высокие показатели извлечения всех ценных компонентов.
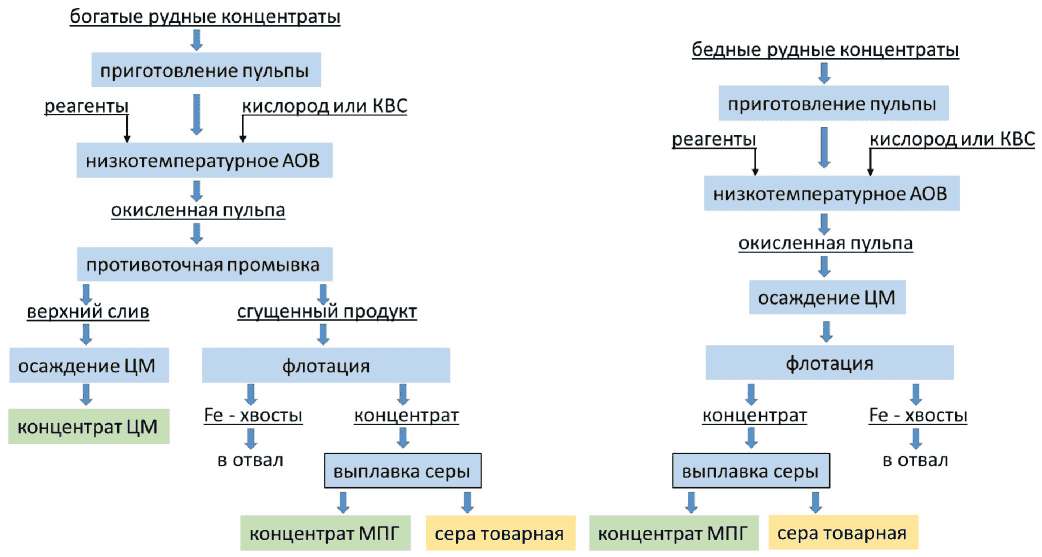
для богатого (а) и бедного (б) сырья
На сегодняшний день в мировой практике получения товарного катодного никеля повсеместно используется процесс электроэкстракции из сульфатных или хлоридных растворов.
По сравнению с электрорафинированием черновых металлических или сульфидных анодов процесс получения никеля методом электроэкстракции имеет следующие преимущества:
- ликвидация затрат на производство промежуточных продуктов, а именно черновых анодов;
- ликвидация определяющихся наличием анодного скрапа оборотов;
- существенное упрощение обслуживания электролизных ванн (обработка анодов и скрапа, чистка ванн с выделением и переработкой шлама);
- возможности более полной механизации и внедрения дополнительных, более совершенных систем контроля процессов рафинирования;
- возможности использования более современного основного оборудования;
- существенное сокращение незавершенного производства (срок растворения черновых анодов составляет приблизительно 30 суток, кроме того, оно увеличивается за счет наличия оборотного скрапа).
В отечественной практике получения катодного никеля по состоянию на сегодняшний день электроэкстракция имеет ограниченное применение, а хлорное растворение выступает как вспомогательный процесс для восполнения дефицита никеля и переработки оборотных полупродуктов. Однако в ближайшее время планируется полный перевод схемы производства катодного никеля на электроэкстракцию.
Перспективная технологическая схема включает в себя:
- последовательный окислительный и восстановительный обжиг никелевого концентрата флотации файнштейна с получением порошка никелевого трубчатых печей (ПНТП);
- хлорное выщелачивание ПНТП;
- грубую медеочистку раствора;
- экстракционную цинкоочистку;
- гидролитическую железоочистку;
- тонкую медеочистку;
- двухстадиальную гидролитическую кобальтоочистку.
Очищенный богатый никелевый раствор разбавляется оборотным дехлорированным анолитом ванн электроэкстракции, объединяется с переливом католита из ванн электроэкстракции и в качестве католита питания направляется в напорные баки электролизного отделения для дальнейшей подачи в ванны электроэкстракции.
Первичные железистый и кобальтовый кеки подвергаются дальнейшей переработке с получением отвального железистого кека и катодного кобальта соответственно. Остаток хлорного растворения направляется на извлечение драгоценных металлов.
Принятая для развития рафинировочных мощностей ПАО "ГМК "Норильский никель" концепция постепенного перехода от способа рафинирования черновых анодов к способу рафинирования ПНТП с использованием хлоридных сред решение обеспечивает постепенный переход к новой технологии с минимальными капитальными затратами и без остановки основного производства. Это объясняется близостью существующих и требуемых операций очистки никелевых растворов и возможностью использования действующего оборудования, включая основное оборудование очистных отделений и существующих электролизных ванн.
Дополнительный бонус может быть получен при организации обособленной переработки хлорным выщелачиванием магнитной фракции от разделения файнштейна. Тогда эта, коллектирующая в себя основную массу драгоценных металлов, фракция перерабатывается хлорным выщелачиванием, минуя операции окислительного и восстановительного обжига. Кроме того, богатый драгоценными металлами остаток ее выщелачивания может быть переработан до концентратов драгоценных металлов по короткой цепочке. Тем самым сокращаются передельные затраты и общие потери драгоценных металлов.
Дополнительное использование экзотермических реакций хлорирования исходного сырья для подупарки растворов непосредственно на операции хлорирования открывает принципиальную возможность безреагентной экстракционной очистки от кобальта, которая становится целесообразной после разработки эффективного не гидролитического способа очистки никелевого раствора от свинца и марганца. Внедрение экстракционной очистки от кобальта позволит существенно сократить расход основного реагента - соды, одновременно значительно упростить новое кобальтовое производство, ликвидируя в нем основные головные переделы, и пропорционально сокращению расхода соды сократить количество направляемых на утилизацию солевых стоков.
Перечисленные мероприятия и потенциальные пути дальнейшего усовершенствования технологии иллюстрируют преимущества предлагаемого способа рафинирования никеля.
6.4. Производство никеля электроэкстракцией растворов выщелачивания никелевого концентрата от разделения файнштейна
Дальнейшим развитием технологии производства никеля электроэкстракцией из растворов от выщелачивания промпродуктов переработки медно-никелевого файнштейна российских предприятий является переход от рафинирования ПНТП (см. п. 6.3) к рафинированию никелевого концентрата флотации файнштейна. В этом случае дополнительно ликвидируются связанные с потерями затратные и экологически не совершенные переделы окислительного и восстановительного обжига. Присутствующая в никелевом концентрате сера не отгоняется в газовую фазу, а практически полностью сохраняется в остатке выщелачивания, переходя в элементарную.
Упрощенно процесс переработки никелевого концентрата методом хлорного выщелачивания можно представить состоящим из трех блоков: блока выщелачивания и медеочистки, блока получения продукционного никелевого раствора и блока электроэкстракции.
В свою очередь, блок выщелачивания и медеочистки состоит из трех стадий. На первой стадии проводят хлорное выщелачивание НК и оборотного медного кека, на второй стадии - очистку никелевого раствора от меди никелевым концентратом с получением оборотного медного кека, на третьей стадии - выведение меди в виде сульфидного медного продукта из технологической схемы для сохранения баланса по меди.
В результате процесса хлорного выщелачивания цветные металлы и железо переходят в раствор, а в твердой фазе, содержащей до 85 - 90% элементной серы, концентрируются платиновые металлы. Пульпу после хлорного выщелачивания фильтруют, никелевый раствор направляют на выделение медного продукта из технологической схемы и на стадию медеочистки. Влажный кек после отмывки от хлор-иона направляют на получение концентрата платиновых металлов.
На стадии медеочистки раствора происходит гидротермальное осаждение меди никелевыми сульфидами и присутствующим в никелевом концентрате металлическим никелем.
Пульпу медеочистки фильтруют, никелевый раствор подают на контрольную фильтрацию, после чего его направляют на железоочистку, влажный кек - на стадию приготовления пульпы ХВ.
Выделение меди из технологической схемы может быть организовано различными способами с получением металлизированного либо сульфидного медистого полупродукта.
Очистка никелевого раствора от примесей может быть также организована различно. Кроме очистки от меди, она включает в себя стадии гидролитической железоочистки, экстракционную либо гидролитическую кобальтоочистку. В варианте сохранения гидролитической кобальтоочистки очистка от свинца и марганца сохраняется в кобальтовом производстве. Условия безреагентной экстракционной кобальтоочистки и ее преимущества описаны в разделе 6.2.
Очищенный раствор поступает в электролизеры в качестве католита для производства товарного никеля.
По сравнению с процессом рафинирования ПНТП переработка никелевого концентрата флотации файнштейна сопряжена с рядом трудностей, главными из которых являются организация рациональной многостадийной очистки и необходимость переработки остатка хлорного выщелачивания на основе элементарной серы с получением концентрата драгметаллов.
Организация производства, аналогичного получению серы при переработке никель-пирротинового концентрата, в данном случае представляется не самым лучшим решением ввиду громоздкости, создающей предпосылки к повышенным потерям платиновых металлов. В то же время фильтрация расплавленной серы представляется весьма перспективной и интересной. В настоящее время проводятся исследования по выбору наиболее эффективного варианта удаления серы из остатков хлорного выщелачивания сульфидных полупродуктов.
В варианте рафинирования никелевого концентрата, так же как в варианте рафинирования ПНТП, сохраняется актуальность обособленной переработки металлизированной фракции файнштейна. В этом случае дополнительный экономический эффект возникает за счет сокращения количества операций и потерь в ходе переработки остатка выщелачивания металлизированной фракции до концентрата драгоценных металлов. Кроме того, в этом варианте остаток выщелачивания бедного драгоценными металлами никелевого концентрата может быть переработан в медном производстве.
За рубежом синтез ТКН реализуют при атмосферном и среднем давлении. В отечественной металлургии карбонилирование осуществляют в колоннах высокого давления, карбонильное производство России не превышает 5600 т/год.
В табл. 6.4 проведено сравнение эффективности работы промышленных реакторов синтеза. На мировом рынке карбонильного никеля доминирующее положение занимает компания VALE, выпускающая до 104 000 т/год продукции, из них 54 400 т/год - по технологии синтеза среднего давления (Коппер-Клифф, Канада). Синтез ТКН осуществляется на трех горизонтально-вращающихся реакторах. Реакторы рассчитаны на рабочее давление 70,2 атм. и температуру 175 °C. Диаметр реактора - 3,65 м, длина - 20,4 м. Реакторы работают в периодическом режиме: 28 часов - синтез, 14 часов - перезагрузка. Общее время одной операции - 42 часа. Выбранный режим обеспечивает равномерное потребление оксида углерода, так как в работе постоянно находятся два реактора, а третий перезагружается. Реакторы изготовлены из углеродистой стали, толщина стенки - 127 мм. Внутренний объем реакторов разделен на две камеры. В первой камере длиной 13,4 м происходит непосредственно карбонилирование сырья. Камера охлаждается водой. Вторая камера длиной 7 м, по-видимому, является пылеулавливающим устройством с установленными фильтрами.
Таблица 6.4
синтеза в мировом производстве карбонила никеля и железа
Страна | Производительность синтеза (т/год) | Параметры синтеза | Состав исходного сырья, % мас. | Скорость циркуляции CO, нм3/т·час | Извлечение, % | Продолжительность синтеза (час) | Количество и тип реакторов | |||||||
Давление (ати) | Температура (°C) | Ni | Fe | Co | Cu | S | Ni | Fe | Co | |||||
Синтез ТКН атмосферного давления | ||||||||||||||
Англия | 50 000 | 1 | 50 | 95 | 0,6 | 1,2 | 3,1 | 0,5 (+2) | 16 | 92 | - | - | 96 | 2 шт. горизонтально-вращающихся реакторов |
Китай | 1 500 | 1 | 50 | 93 | 1,2 | 2,0 | 3,5 | 0,2 (+2,5) | нет данных | 120 | Количество - нет данных, горизонтально-вращающийся | |||
Синтез ТКН среднего давления | ||||||||||||||
Канада | 54 400 | 70 | 180 | 72 | 3 | 1 | 18 | 5 | 77 | 96 | 30 | 1 | 28 | 3 шт. горизонтально-вращающихся реактора |
Синтез ТКН высокого давления | ||||||||||||||
Россия | 5 500 | 200 | 200 | 85 | 3,7 | 2,2 | 5,1 | 2,5 | 250 | 96 | 75 | 1 | 72 | 12 шт. стационарных колонн |
Синтез ПКЖ среднего давления | ||||||||||||||
Германия | 25 000 | 75 | 190 | - | 93 | нет данных | 58 | Количество - нет данных, горизонтально-вращающийся | ||||||
Синтез ПКЖ высокого давления | ||||||||||||||
Россия | 3 000 | 150 | 200 | - | 95 | - | - | - | 450 | - | 70 | - | 96 | 4 шт. стационарные колонны |
Исходным сырьем для карбонилирования является материал, в основе которого находится магнитная фракция файнштейна, шихтуемая шламами электролиза и платиносодержащей вторичкой. Материал подвергается плавке в вертикальных конверторах с последующей грануляцией расплава. Гранулированный материал имеет состав %, мас.: Ni - 72,0; Cu - 18,0; Fe - 3,0; Co - 1,0; S - 5,0; C < 0,1; остальное примеси. Насыпная плотность исходного сырья - 4,0 т/м3. На одну операцию в каждый из реакторов загружается примерно 136 т сырья. Общий вес реактора с загрузкой - 500 т.
Твердые остатки синтеза обезвреживаются смесью азота и кислорода. Содержание кислорода в газовой смеси составляет 8 - 10%, об. Химический состав остатков синтеза %, масс.: Ni - 7,0; Cu - 59,0; Fe - 8,0; Co - 4,0; S - 17,0. Извлечение никеля составляет не менее 95%, железа - не более 30%, Co - не свыше 1%. Остатки синтеза поступают на дальнейшую переработку.
Высокая производительность процесса синтеза ТКН достигается при использовании горизонтально-вращающихся реакторов. Причина, обуславливающая резкий рост скорости реакции синтеза во вращающихся реакторах по сравнению с карбонилированием в стационарных колоннах, заключается в организации эффективного отвода тепла реакции из движущегося слоя карбонилируемого сырья. При этом избыток тепла в горизонтально-вращающихся реакторах утилизируется встроенными холодильниками, что намного эффективнее снятия тепла циркулирующим потоком моноксида углерода, как это осуществляется в колоннах высокого давления. Увеличение скорости циркуляции оксида углерода в синтезе высокого давления до 250 нм3/т·час по сравнению со скоростью циркуляции в синтезе среднего давления 77 нм3/т·час не приводит к сокращению времени карбонилирования.
Продолжительность процесса при высоком давлении составляет 72 часа, что в 2,5 раза больше, чем при среднем. При этом условия карбонилирования при 250 атм. более "жесткие", чем при 70 атм. Таким образом, для организации высокопроизводительного синтеза ТКН необходимо обеспечить интенсивный отвод тепла из зоны реакции. При движении и интенсивном перемешивании загруженного сырья во вращающихся реакторах коэффициент теплопередачи от встроенных холодильников значительно выше теплосъема циркулирующим газом через неподвижный слой материала. Съем тепла обеспечивает выигрыш в скорости синтеза в движущемся слое материала. В неподвижном слое карбонилируемого материала требуемый отвод тепла достигается при значительно более высоких скоростях циркуляции моноксида углерода, с чем связаны дополнительные энергетические затраты и значительные технические трудности в продувке больших газовых потоков.
В существующем в России карбонил-процессе высокого давления наиболее дорогостоящим и энергоемким переделом является синтез карбонила никеля. Анализ результатов промышленной эксплуатации карбонил-процесса показывает, что производство с использованием синтеза высокого давления не эффективно. Основными причинами, ограничивающими производительность синтеза высокого давления, являются:
- низкие скорости карбонилирования, обусловленные недостаточным отводом тепла реакции в колоннах синтеза;
- несовершенство операции по загрузке и разгрузке реакционных колонн;
- высокая стоимость оборудования на давление 150 кгс/см2;
- большие энергетические затраты на компримирование реакционного газа;
- значительные капиталовложения, в том числе на соблюдение экологической безопасности.
Одним из перспективных направлений увеличения производительности карбонил-процесса является переход на синтез карбонила никеля при средних давлениях реакционного газа до 70 кгс/см2 с использованием горизонтально-вращающихся реакторов. Такой переход позволит повысить производительность отделения синтеза на существующих промышленных площадях в результате:
- использования принципиально новой конструкции реактора синтеза, обеспечивающего высокую скорость извлечения никеля за счет утилизации тепла реакции, быструю загрузку исходного сырья и выгрузку твердых остатков синтеза;
- увеличения избирательности процесса карбонилирования при снижении давления и сохранения железа в твердых остатках синтеза на 50 - 70%, кобальта - 98 - 99%.
Информационно-технический справочник по наилучшим доступным технологиям "Производство никеля и кобальта" подготовлен в соответствии с распоряжением Правительства РФ от 10 июня 2022 г. N 1537-р "Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям" и правилами определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям, утвержденных постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458.
Состав ТРГ 12 "Производство никеля и кобальта" утвержден приказом Минпромторга России от 07 марта 2025 г. N 1126 "О создании технической рабочей группы "Производство никеля и кобальта" (в редакции приказа Министерства промышленности и торговли Российской Федерации от 19 сентября 2025 г. N 4654 "О внесении изменений в состав технической рабочей группы "Производство никеля и кобальта", утвержденный приказом Министерства промышленности и торговли Российской Федерации от 07 марта 2025 г. N 1126").
В настоящем справочнике НДТ приведено описание применяемых в настоящее время и перспективных технологических процессов при производстве никеля и кобальта.
При подготовке справочника НДТ были использованы материалы, полученные от предприятий по производстве никеля и кобальта в ходе сбора данных. Также учитывались результаты научно-технических работ, получивших отражение в открытой печати и в диссертационных работах, маркетинговых исследований.
Проведенный анализ представленных данных и информации позволил также сформулировать рекомендации относительно направлений дальнейшей работы над настоящим справочником НДТ и над процессом внедрения НДТ. К ним, прежде всего, относятся следующие:
1) предприятиям - производителям никеля рекомендуется целенаправленно накапливать информацию об уровнях эмиссий маркерных веществ, потреблении сырья и энергоресурсов, проведении модернизации основного и природоохранного оборудования, а также экономических аспектах внедрения НДТ;
2) для оценки экологических характеристик методов, интегрированных в производственные процессы, может оказаться полезным сбор конкретных данных и информации об используемом сырье, объемах производства и удельных характеристиках;
3) для уточнения технологических показателей по выбросам металлов и их соединений необходимы подготовка описаний и сбор детальных данных по конкретным методам предупреждения и снижения выбросов этих веществ и по соответствующим им показателям;
4) при проведении модернизации технологического и природоохранного оборудования на предприятиях приоритетное внимание следует уделять повышению эффективности методов и технологий улавливания диоксида серы, вторичным и третичным методам улавливания неорганизованных выбросов неорганической пыли.
(обязательное)
Для атмосферного воздуха | Для водных объектов (перечень может быть сокращен предприятием на основании анализа состава сточных вод) |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | Цинк |
Никель, оксид никеля /в пересчете на никель/ | Никель |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | Кобальт |
Мышьяк и его соединения /в пересчете на мышьяк/, кроме водорода мышьяковистого | Взвешенные вещества |
Серы диоксид | pH |
Медь и ее соединения (медь оксид (медь окись; тенорит)); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | Медь |
Серная кислота (по молекуле H2SO4) | Железо |
Хлор |
Технологический показатель | Единица измерения | Диапазон/значение |
Выбросы пыли и металлов от процесса плавки медного никельсодержащего сырья в печах Ванюкова. Использование газоочистного оборудования, в т.ч. "сухих" и "мокрых" электрофильтров. (НДТ 12) | ||
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 180,0 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 7,0 |
Мышьяк и его соединения /в пересчете на мышьяк/, кроме водорода мышьяковистого | мг/нм3 | <= 2,5 |
Медь и ее соединения (медь оксид (медь окись; тенорит)); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | мг/нм3 | <= 150,0 |
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | мг/нм3 | <= 600,0 |
Выбросы пыли и металлов от процессов сушки концентрата и шихтовых материалов. Использование газоочистного оборудования. (НДТ 13) | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т концентрата | <= 5,0 |
Никель, оксид никеля /в пересчете на никель/ | кг/т концентрата | <= 0,1 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т концентрата | <= 0,0005 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 5,0 |
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 130,0 |
Медь и ее соединения (медь оксид (медь окись; тенорит)); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | мг/нм3 | <= 30,0 |
Выбросы пыли и металлов от процесса плавки концентрата в ПВП. Использование газоочистного оборудования. (НДТ 14) | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т штейна | <= 0,7 |
Никель, оксид никеля /в пересчете на никель/ | кг/т штейна | <= 0,025 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т штейна | <= 0,0005 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 8 |
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 300 |
Выбросы пыли и металлов от процессов обеднения шлака ПВП в обеднительных электропечах. Использование газоочистного оборудования. (НДТ 15) | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т штейна | <= 3,0 |
Никель, оксид никеля /в пересчете на никель/ | кг/т штейна | <= 0,01 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т штейна | <= 0,003 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 2,6 |
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 5,5 |
Выбросы пыли и металлов от процесса конвертирования медно-никелевого штейна. Использование газоочистного оборудования. (НДТ 16) | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т файнштейна | <= 0,6 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т файнштейна | <= 0,004 |
Никель, оксид никеля /в пересчете на никель/ | кг/т файнштейна | <= 0,03 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 5,0 |
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 12,0 |
Выбросы пыли и металлов от процесса окислительного обжига сульфидного никелевого концентрата в печах кипящего слоя. Использование газоочистного оборудования. (НДТ 17) | ||
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т ПНТП | <= 0,004 |
Никель, оксид никеля /в пересчете на никель/ | кг/т ПНТП | <= 0,5 |
Выбросы пыли и металлов от анодной плавки (никель). Использование газоочистного оборудования. (НДТ 18) | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | кг/т анодов никелевых | <= 1,7 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | кг/т анодов никелевых | <= 0,01 |
Никель, оксид никеля /в пересчете на никель/ | кг/т анодов никелевых | <= 1,6 |
Выбросы пыли и металлов от первичного и вторичного производства медных анодов: использование одной или нескольких газоочистных установок. (НДТ 19) | ||
Пыль неорганическая с содержанием кремния менее 20, 20 - 70, а также более 70 процентов | мг/нм3 | <= 600,0 |
Мышьяк и его соединения /в пересчете на мышьяк/, кроме водорода мышьяковистого | мг/нм3 | <= 1,0 |
Медь и ее соединения (медь оксид (медь окись; тенорит)); медь сульфат (медь сернокислая; медная соль серной кислоты); медь сульфит (1:1); медь хлорид (монохлорид меди; хлористая медь); медь дихлорид (медь (II) хлорид)) /в пересчете на медь/ | мг/нм3 | <= 150,0 |
Свинец и его соединения, кроме тетраэтилсвинца /в пересчете на свинец/ | мг/нм3 | <= 2,0 |
Никель, оксид никеля /в пересчете на никель/ | мг/нм3 | <= 13,0 |
Выбросы SO2 после утилизации диоксида серы за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству элементарной серы. (НДТ 20) | ||
Серы диоксид | мг/нм3 | <= 9400 |
Выбросы SO2 после утилизации серы диоксида за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты. (НДТ 21.1) | ||
Серы диоксид | мг/нм3 | <= 9400 |
Выбросы SO2 после утилизации серы диоксида за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству продукционной серной кислоты. (НДТ 21.2) | ||
Серы диоксид | мг/нм3 | <= 5700 |
Выбросы SO2 после утилизации серы диоксида за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты методом двухстадийного контактирования (ДКДА) с последующей нейтрализацией и получением отвального гипса. (НДТ 22) | ||
Серы диоксид | мг/нм3 | <= 3500 |
Выбросы загрязняющих веществ в атмосферу при производстве первичного никеля методом электроэкстракции из раствора НПТП, включая выбросы от процессов хлорного выщелачивания НПТП и технологических переделов очистки никелевого раствора от примесей. (НДТ 23) | ||
Серная кислота (по молекуле H2SO4) | кг/т никеля первичного | <= 0,007 |
Никель, оксид никеля /в пересчете на никель/ | кг/т никеля первичного | <= 0,025 |
Хлор | кг/т никеля первичного | <= 0,8 |
Выбросы серной кислоты от процесса электролитического рафинирования, промывочной камеры машин для обдирки катодов и машины для промывки отработанных анодов в производстве меди. (НДТ 23) | ||
Серная кислота (по молекуле H2SO4) | мг/нм3 | <= 3,5 |
Выбросы SO2 при первичном производстве никеля и меди из сульфидных медно-никелевых руд и концентратов (после утилизации диоксида серы): направление отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты, серы, жидкого диоксида серы или других продуктов утилизации диоксида серы с эффективностью не ниже 90% при условии соблюдения санитарных нормативов в селитебной зоне. (НДТ 24) | ||
Серы диоксид | г/нм3 | <= 35 |
Выбросы SO2 от вторичного производства никеля и меди из сульфидных медно-никелевых руд и концентратов (до утилизации диоксида серы): направление отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты, серы, жидкого диоксида серы или других продуктов утилизации диоксида серы с эффективностью не ниже 90%. (НДТ 25) | ||
Серы диоксид | г/нм3 | <= 24,5 |
Выбросы SO2 от вторичного производства никеля и меди из сульфидных медно-никелевых руд (после утилизации диоксида серы): направление отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты, серы, жидкого диоксида серы или других продуктов утилизации диоксида серы с эффективностью не ниже 90%. (НДТ 25) | ||
Серы диоксид | г/нм3 | <= 2,8 |
Вещество | Ед. изм. | Величина |
Цинк | мг/дм3 | <= 1,0 |
Никель | мг/дм3 | <= 2,5 |
Кобальт | мг/дм3 | <= 0,5 |
Взвешенные вещества | мг/дм3 | <= 50 |
pH | ед. | 6 - 9 |
Медь | мг/дм3 | <= 1,0 |
Железо | мг/дм3 | <= 2,5 |
(обязательное)
ПЕРЕЧЕНЬ НДТ
Номер НДТ | Наименование НДТ |
Повышение общей результативности природоохранной деятельности. Внедрение и поддержание системы экологического менеджмента (СЭМ), соответствующей требованиям ГОСТ Р ИСО 14001 или ISO 14001. | |
Повышение эффективности использования энергии. | |
Обеспечение стабильности производственного процесса. Внедрение системы автоматизированного контроля. | |
Сокращение расхода реагентов за счет внедрения новых процессов. | |
Предотвращение или уменьшение неорганизованных выбросов пыли: разработка и реализация в качестве составной части СЭМ (см. НДТ 1) плана мероприятий по неорганизованным выбросам. | |
Предотвращение или уменьшение неорганизованных эмиссий в воздух и водные объекты: организация местных систем аспирации, замена реагентов и материалов менее летучими и токсичными, ликвидация складов хранения токсичных реагентов и материалов или сокращение объема их хранения и потребления за счет улучшения логистики производства или изменения технологии производства. | |
Уменьшение неорганизованных выбросов, образующихся при хранении сырья. | |
Уменьшение неорганизованных эмиссий, образующихся при обработке и транспортировке сырья. | |
Предупреждение или уменьшение неорганизованных выбросов: оптимизация параметров эффективности улавливания и очистки отходящих газов. | |
Уменьшение неорганизованных выбросов при реализации гидрометаллургических процессов. | |
Сокращение выбросов пыли и металлов. Поддержание в качестве составляющей СЭМ (см. НДТ 1) подсистемы, обеспечивающей эффективность эксплуатации систем пылеподавления и пылеулавливания. | |
Сокращение выбросов пыли (взвешенных веществ) и металлов от процесса плавки медного никельсодержащего сырья в печах Ванюкова. Использование газоочистного оборудования, в т.ч. "сухих" и "мокрых" электрофильтров. | |
Сокращение выбросов пыли (взвешенных веществ) и металлов от процессов сушки концентрата и шихтовых материалов. Использование газоочистного оборудования. | |
Сокращение выбросов пыли (взвешенных веществ) и металлов от процесса плавки концентрата в ПВП. Использование газоочистного оборудования. | |
Сокращение выбросов пыли (взвешенных веществ) и металлов от процесса обеднения шлака ПВП в обеднительных электропечах. Использование газоочистного оборудования. | |
Сокращение выбросов пыли (взвешенных веществ) и металлов от процесса конвертирования медно-никелевого штейна. Использование газоочистного оборудования. | |
Сокращение выбросов пыли (взвешенных веществ) и металлов от процесса окислительного обжига сульфидного никелевого концентрата в печах кипящего слоя. Использование газоочистного оборудования. | |
Сокращение выбросов пыли (взвешенных веществ) и металлов от анодной плавки (никель). Использование газоочистного оборудования. | |
Сокращение выбросов пыли и металлов от первичного и вторичного производства медных анодов: использование одной или нескольких газоочистных установок. | |
Снижение выбросов SO2 за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству элементарной серы. | |
Снижение выбросов SO2 за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты. | |
Снижение выбросов SO2 за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству продукционной серной кислоты. | |
Снижение выбросов SO2 за счет направления отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты методом двухстадийного контактирования (ДКДА) с последующей нейтрализацией и получением отвального гипса. | |
Снижение выброса в воздух кислых газов и других загрязняющих веществ от гидрометаллургических операций. | |
Снижение выбросов SO2 при первичном производстве никеля и меди из сульфидных медно-никелевых руд и концентратов: направление отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты, серы, жидкого диоксида серы или других продуктов утилизации диоксида серы с эффективностью не ниже 90% при условии соблюдения санитарных нормативов в селитебной зоне. | |
Снижение выбросов SO2 при вторичном производстве никеля и меди из сульфидных медно-никелевых руд и концентратов: направление отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты, серы, жидкого диоксида серы или других продуктов утилизации диоксида серы с эффективностью не ниже 90%. | |
Уменьшение неорганизованных сбросов в водные объекты. | |
Предотвращение загрязнения почвы и подземных вод при эксплуатации хвостохранилищ. | |
Предотвращение загрязнения почвы и подземных вод электролитом при производстве никеля, кобальта и меди. | |
Предотвращение образования сточных вод. | |
Очистка сточных вод, образующихся при производстве никеля, кобальта и меди с целью удаления металлов и взвешенных веществ. | |
Уменьшение количества отходов, направляемых на утилизацию при производстве никеля, кобальта и меди: организация обращения с отходами, промежуточными и побочными продуктами, способствующая их повторному использованию, а в случае невозможности - вторичной их переработке. |
(обязательное)
РЕСУРСНАЯ И ЭНЕРГЕТИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
В.1. Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
Основной тенденцией современной металлургии в области переработки высокосернистых концентратов является применение автогенных процессов. К наиболее распространенным относится технология и печь взвешенной плавки, разработанная и внедренная в производство в конце 1940-х годов фирмой Outokumpu для плавки медных концентратов. Начиная с 1960-х годов этот процесс начал свое победоносное шествие по миру и на сегодняшний день реализован на многих предприятиях медной и никелевой подотраслей.
В.2. Основные технологические процессы, связанные с использованием ресурсов и энергии
В автогенных процессах большая часть потребности в тепле удовлетворяется за счет окисления железа и серы, содержащихся в концентрате, в результате чего расходы топлива или электричества малы. Производительность печей взвешенной плавки по сырью (в пересчете на сухой вес) обычно составляет 100 - 150 т/час. В печах Outotec содержание кислорода в реакционном газе меняется от 30 - 40 об. % до 70 об. %; печи Inco (завод Copper Cliff) работают на кислородном дутье.
В.3. Наилучшие доступные технологии, направленные на повышение энергоэффективности и ресурсной эффективности
НДТ 2. Повышение эффективности использования энергии: использование комбинации двух или более методов, приведенных в табл. В.1.
Метод/оборудование | Применимость | |
1. | Система управления энергоэффективностью (например, в соответствии с требованиями ГОСТ Р ИСО 50001 <1> или ISO 50001 <1>) | Общеприменим |
2. | Оптимальное размещение взаимосвязанных производств, переделов и отдельного оборудования, обеспечивающее минимизацию материальных потоков | Общеприменимо при новом строительстве, изменении конфигурации существующих производств или реконструкции |
3. | Использование избыточного тепла (например, пара, горячей воды или горячего воздуха), образующегося при реализации основных процессов | Применим для пирометаллургических процессов |
4. | Регенеративные дожигающие устройства | Применим, когда требуется очистка выбросов от горючих загрязняющих веществ |
5. | Подача на горелки воздуха, обогащенного кислородом, или чистого кислорода для уменьшения потребления энергии | Применим для пирометаллургических процессов |
6. | Низкотемпературная сушка концентратов и влажного сырья перед плавкой | Общеприменим |
7. | Теплоизоляция объектов, функционирующих при высоких температурах, например трубопроводов пара и горячей воды | Общеприменим |
8. | Использование высокоэффективных электродвигателей, оборудованных частотными преобразователями, для таких устройств как, например, вентиляторы | Общеприменим |
9. | Использование горячих технологических газов от процессов плавления для нагревания подаваемых компонентов | Применим для пирометаллургических процессов |
10. | Применение автогенных процессов плавки сырья | Применим для пирометаллургических процессов |
11. | Использование тепла химических реакций для поддержания теплового баланса гидрометаллургических процессов | Применим при реализации окислительных процессов, сопровождающихся выделением тепла |
НДТ 4. Сокращение расхода реагентов за счет внедрения новых процессов (табл. В.2).
Метод/оборудование | Применимость | |
1. | Использование сульфата натрия или сульфата кальция в качестве флюсующих добавок для улучшения физико-химических свойств шлаков и снижения потерь цветных металлов | Применим для пирометаллургических процессов |
2. | Замена гидролитического способа выделения кобальта из никелевого раствора безреагентным экстракционным | Применимо для хлоридных сред рафинирования ПНТП или иных полупродуктов, после разработки не гидролитического способа очистки от свинца и марганца |
3. | Утилизация солевого стока дробной выпаркой с выделением товарного сульфата натрия и оборотного хлорида натрия и производства хлора электролизом последнего взамен использования привозного хлора | Применим для установок очистки сточных вод от хлоридного рафинирования ПНТП или иных полупродуктов |
4. | Использование известково-серного отвара в качестве осадителя тяжелых цветных металлов | Применим в гидрометаллургических производствах, сопровождающихся образованием и выделением элементарной серы |
5. | Применение фильтрации расплавленной элементарной серы взамен автоклавной выплавки | Применим для гидрометаллургических процессов, сопровождающихся образованием элементарной серы при необходимости ее выделения |
В.4. Экономические аспекты реализации НДТ, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления
Совершенствование действующих и создание новых способов производства никеля определяются существующим уровнем техники и требуют значительных инвестиций, часто сопряженных с высокими рисками. При прочих равных условиях основные критерии успешной производственной деятельности имеют исключительно экономическую основу. Эти критерии, в свою очередь, являются интегральными характеристиками совокупности различных обычно разнонаправленных технологических факторов, в том числе и факторов ресурсо- и энергоэффективности, а также экологической безопасности производства.
Собственный экономический потенциал природоохранных мероприятий, таких как, например, внедрение малоотходных технологий, производство побочной продукции и (или) полезное использование образующихся в основном производственном процессе отходов в российских условиях, следует признать скорее незначительным. С одной стороны, природоохранные технологии во многих случаях характеризуются высокой энергоемкостью, а поддержание оборудования в функциональном состоянии требует регулярных затрат на расходные материалы и комплектующие и иных эксплуатационных затрат; в некоторых случаях при производстве побочной продукции, например, такой как серная кислота, значительные издержки могут возникать и в связи с необходимостью хранения и транспортировки агрессивного вещества. С другой стороны, низкая емкость российских рынков и территориальная удаленность от них никелевых предприятий не обеспечивают вывод "побочных" производств на экономически эффективный уровень и не смогут гарантировать устойчивое потребление продукции вновь вводимых производственных мощностей, а потенциал выхода на внешние рынки ограничен и малоперспективен с экономической точки зрения.
Таким образом, наибольшим потенциалом с точки зрения возмещения затрат, понесенных в связи с внедрением на предприятии новых природоохранных методов и технологий, обладают комплексные меры, увязывающие экологическую модернизацию производства с перенастройкой производственного процесса в целом, оптимизацией отдельных его звеньев и расширением номенклатуры выпускаемой продукции, в том числе с высокой добавленной стоимостью.
Можно выделить следующие перспективные технологии, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления:
- технология двухзонной печи Ванюкова;
- усовершенствование технологии гидрометаллургического обогащения бедного никель-пирротинового концентрата;
- производство никеля электроэкстракцией рафинированием ПНТП;
- производство никеля электроэкстракцией растворов выщелачивания никелевого концентрата от разделения файнштейна;
- технология производства карбонильного никеля с использованием синтеза среднего давления.
Распоряжение Правительства Российской Федерации от 10 июня 2022 г. N 1537-р "Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям". | |
ГОСТ Р 113.00.03-2019 Наилучшие доступные технологии. Структура информационно-технического справочника. | |
ГОСТ Р 113.00.04-2024 Наилучшие доступные технологии. Формат описания технологий. | |
ГОСТ Р 113.00.12-2023 Наилучшие доступные технологии. Термины и определения. | |
Постановление Правительства Российской Федерации от 23 декабря 2014 г. N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям" (с изменениями от 17.11.2022 г.). | |
Распоряжение Правительства Российской Федерации от 24 декабря 2014 г. N 2674-р "Об утверждении перечня областей применения наилучших доступных технологий" (с изменениями от 01.11.2021 г.). | |
Федеральный закон от 10 января 2002 N 7-ФЗ "Об охране окружающей среды" (ред. от 08.08.2024). | |
Приказ Министерства промышленности и торговли Российской Федерации от 18 декабря 2019 г. N 4841 "Об утверждении порядка сбора и обработки данных, необходимых для разработки и актуализации информационно-технических справочников по наилучшим доступным технологиям" (ред. от 21.03.2023). | |
International Nickel Study Group. Press Release, Lisbon, 24 April, 2025. | |
International Nickel Study Group. Tne World Nickel Factbook 2024. | |
The world nickel market in 2025 - a growing surplus in an uncertain global landscape. (2025, June). Stainless Steel World. URL: https://stainless-steel-world.net/the-world-nickel-market-in-2025-a-growing-surplus-in-an-uncertain-global-landscape/// | |
ПАО "ГМК "Норильский никель". Металлы для прогресса: годовой отчет / ПАО "ГМК "Норильский никель". - URL: https://nornik-upload.storage.yandexcloud.net/iblock/2a7/5knquo2ffsuqw6b2lhzf8h8oth4h1im3/ru_2024_annual_report_of_pjsc_mmc_norilsk_nickel.pdf/. | |
Cobalt Institute. Cobalt Market Report 2024 - URL: https://www.cobaltinstitute.org/wp-content/uploads/2025/05/Cobalt-Market-Report-2024.pdf. | |
U.S. Geological Survey, Mineral Commodity Summaries, Nickel, January 2024. | |
U.S. Geological Survey, Mineral Commodity Summaries, Cobalt, January 2024. | |
Методические рекомендации по применению классификации запасов месторождений и прогнозных ресурсов твердых полезных ископаемых. Никелевые и кобальтовые руды. ФГУ ГКЗ, Москва, 2007 г. | |
F. Crundwell, M. Moats et al. Extractive Metallurgy of Nickel, Cobalt and Platinum Group Metals. Elsevier, 2011, 609 pp. | |
M. Elias (CSA Global). Nickel Laterites in SE Asia. Presentation at 'Bali 2013' (East Asia: Geology, Exploration, Technologies and Mines), May 27, 2013, 48 pp. | |
H. Johto, P. Latostenmaa et al. Review of Boliden Harjavalta Nickel Smelter. 'Extraction 2018': Proceedings of the First Global Conference on Extractive Metallurgy, Editors: Davis, B., Moats, M. et al., 2018, pp. 81 - 87. | |
S. Rezaei, F. Liu et al. Canadian Pyrrhotite Treatment: the History, Inventory and Potential for Tailings Processing. Canadian Metallurgical Quarterly, 2017, v. 56, #4, pp. 410 - 417. | |
Golder Associates. An Independent Technical Report on the Material Assets of Katanga Mining Ltd, March 31, 2011, 340 pp. | |
Государственный доклад о состоянии и использовании минерально-сырьевых ресурсов Российской Федерации в 2023 году, Минприроды России, 2024. | |
R.T. Jones, T.R. Curr. Pyrometallurgy at Mintek. 'Southern African Pyrometallurgy 2006', 2006, pp. 127 - 150. | |
Приказ Минпромторга России от 23.08.2019 N 3134 "Об утверждении методических рекомендаций по определению технологии в качестве наилучшей доступной технологии". | |
А.Н. Федоров, А.А. Комков, В.Н. Бруэк и др. Освоение процесса Ванюкова для переработки окисленных никелевых руд на Южноуральском никелевом комбинате // Цветные металлы. 2007. N 12. С. 33 - 37. | |
В.И. Костин. Опыт работы печи Ванюкова на ОАО "Комбинат Южуралникель" // Цветные металлы. 2008. N 11. С. 45 - 48 | |
M.V. Knyazev, A.G. Ryabko, L.B. Tsymbulov at all. Two-Zone Vaniukov Furnace: New Potential Copper and Nickel Production // Proc. of the Sohn International Symposium, San Diego, USA, August 27 - 31, 2006, Vol. 8, P. 327 - 334. | |
L.B. Tsymbulov, M.V. Knyazev, L.Sh. Tsemekhman at all. Pilot testing of a process treatment of Ni-containing copper concentrate after high-grade matte separation resulting in blister copper production in two-zone Vaniukov furnace // Proceedings of the sixth international Copper-Cobre Conference, The Carlos Diaz Symposium on Pyrometallurgy, Toronto, Ontario, Canada, August 25 - 30, 2007, Vol. III (Book1), P. 397 - 409 | |
Л.Б. Цымбулов, М.В. Князев, Л.Ш. Цемехман и др. Опытно-промышленные испытания технологии брикетированного медно-никелевого концентрата в двухзонной печи Ванюкова // Цветные металлы - 2008. - N 6. - С. 30 - 36. |