СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2026
Примечание к документу
Документ вводится в действие с 01.12.2026 с правом досрочного применения.
Взамен ГОСТ 7564-97.
Название документа
"ГОСТ 7564-2026. Межгосударственный стандарт. Металлопродукция из стали и сплавов. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний"
(введен в действие Приказом Росстандарта от 18.03.2026 N 243-ст)
"ГОСТ 7564-2026. Межгосударственный стандарт. Металлопродукция из стали и сплавов. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний"
(введен в действие Приказом Росстандарта от 18.03.2026 N 243-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 18 марта 2026 г. N 243-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТАЛЛОПРОДУКЦИЯ ИЗ СТАЛИ И СПЛАВОВ
ОБЩИЕ ПРАВИЛА ОТБОРА ПРОБ, ЗАГОТОВОК И ОБРАЗЦОВ
ДЛЯ МЕХАНИЧЕСКИХ И ТЕХНОЛОГИЧЕСКИХ ИСПЫТАНИЙ
Steel and alloy metal products. General rules of sampling,
rough specimens and test pieces selection for mechanical
and technological testing
(ISO 377:2017, NEQ)
ГОСТ 7564-2026
МКС 77.040.10
Дата введения
1 декабря 2026 года
с правом досрочного применения
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Центральный научно-исследовательский институт черной металлургии им. И.П. Бардина" (ФГУП "ЦНИИчермет им. И.П. Бардина")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 120 "Чугун, сталь, прокат"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 февраля 2026 г. N 194-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 18 марта 2026 г. N 243-ст межгосударственный стандарт ГОСТ 7564-2026 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2026 г. с правом досрочного применения
5 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ISO 377:2017 "Сталь и стальные изделия. Расположение и подготовка проб и образцов для механических испытаний" ("Steel and steel products - Location and preparation of samples and test pieces for mechanical testing", NEQ)
6 ВЗАМЕН ГОСТ 7564-97
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Настоящий стандарт устанавливает общие правила отбора проб, заготовок для образцов и образцов для проведения испытаний на растяжение, ударный изгиб, на осадку и изгиб от сортового, фасонного, листового (поставляемого в листах и рулонах) и широкополосного универсального проката (далее - металлопродукция).
Настоящий стандарт может быть распространен на правила отбора проб, заготовок для образцов и образцов для проведения других видов механических и технологических испытаний, если это установлено в нормативном документе на поставку металлопродукции или заказе.
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 1497 Металлы. Методы испытаний на растяжение
ГОСТ 7268 Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб
ГОСТ 8817 Металлы. Метод испытания на осадку
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9651 (ИСО 783-89) Металлы. Методы испытаний на растяжение при повышенных температурах
ГОСТ 11701 Металлы. Методы испытаний на растяжение тонких листов и лент
ГОСТ 14019 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 28870 Сталь. Методы испытания на растяжение толстолистового проката в направлении толщины
ГОСТ 30456 Металлопродукция. Трубы стальные, прокат стальной листовой и рулонный. Метод испытания на ударный изгиб падающим грузом
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 партия испытываемой металлопродукции (партия): Определенное количество или масса металлопродукции, объединенной общими признаками (характеристиками) в соответствии с нормативным документом на поставку металлопродукции, которая по результатам приемо-сдаточных испытаний принимается как годная или отклоняется от приемки.
3.2 контрольная единица металлопродукции: Изделие (например, пруток, лист, рулон), отобранное от партии, для проведения приемо-сдаточных испытаний.
3.3 проба: Часть контрольной единицы металлопродукции, обработанная или необработанная механическим или иным способом, подвергнутая, в случае необходимости, термической обработке, достаточная для изготовления одной или нескольких заготовок для образцов для проведения соответствующих испытаний.
Примечание - В некоторых случаях пробой может быть сама единица металлопродукции.
3.4 заготовка для образца: Часть пробы, обработанная или необработанная механическим или иным способом, подвергнутая, в случае необходимости, термической обработке, предназначенная для изготовления образца для испытаний.
3.5 образец для испытаний (образец): Часть пробы или заготовки определенного размера, обработанная или необработанная механическим или иным способом, подвергнутая, в случае необходимости, термической обработке и доведенная до необходимого состояния для конкретного испытания.
Примечание - В некоторых случаях, если указано в стандарте на поставку металлопродукции или стандарте на метод испытания, образцом для испытаний может быть проба или заготовка для образца.
3.6 контрольное состояние: Состояние, при котором проба, заготовка для образца или образец для испытаний могут быть подвергнуты термической и (или) механической обработке, и отличающееся от состояния поставки металлопродукции.
Примечание - В таких случаях пробу, заготовку для образца или образец для испытаний называют контрольной пробой, контрольной заготовкой или контрольным образцом для испытаний.
3.7 состояние поставки: Состояние, при котором пробу, заготовку для образца или образец для испытаний отбирают от металлопродукции, прошедшей все стадии пластической деформации и (или) термической обработки, которым должна быть подвергнута металлопродукция перед поставкой заказчику в соответствии с нормативным документом на поставку данной металлопродукции или заказом.
3.8 приемо-сдаточные испытания: Испытания готовой металлопродукции, проводимые у изготовителя при приемочном контроле на соответствие требованиям нормативных документов на ее изготовление.
Примечание - Испытания проводят на пробах, заготовках для образцов или образцах, отобранных в соответствии с приложениями Б, В и Г или другими нормативными документами на металлопродукцию.
3.9
контроль специальный: Контроль или испытания, осуществляемые изготовителем перед поставкой с целью оценки соответствия требованиям нормативных документов и заказа металлопродукции, предназначенной для поставки, или контрольной партии, представляющей собой часть поставки. [ГОСТ 7566-2018, пункт 3.11] |
3.10 Иллюстрация терминов 3.1 - 3.5 приведена на рисунке 1. Эквивалентные термины на русском, английском, французском и немецком языках приведены в приложении А.
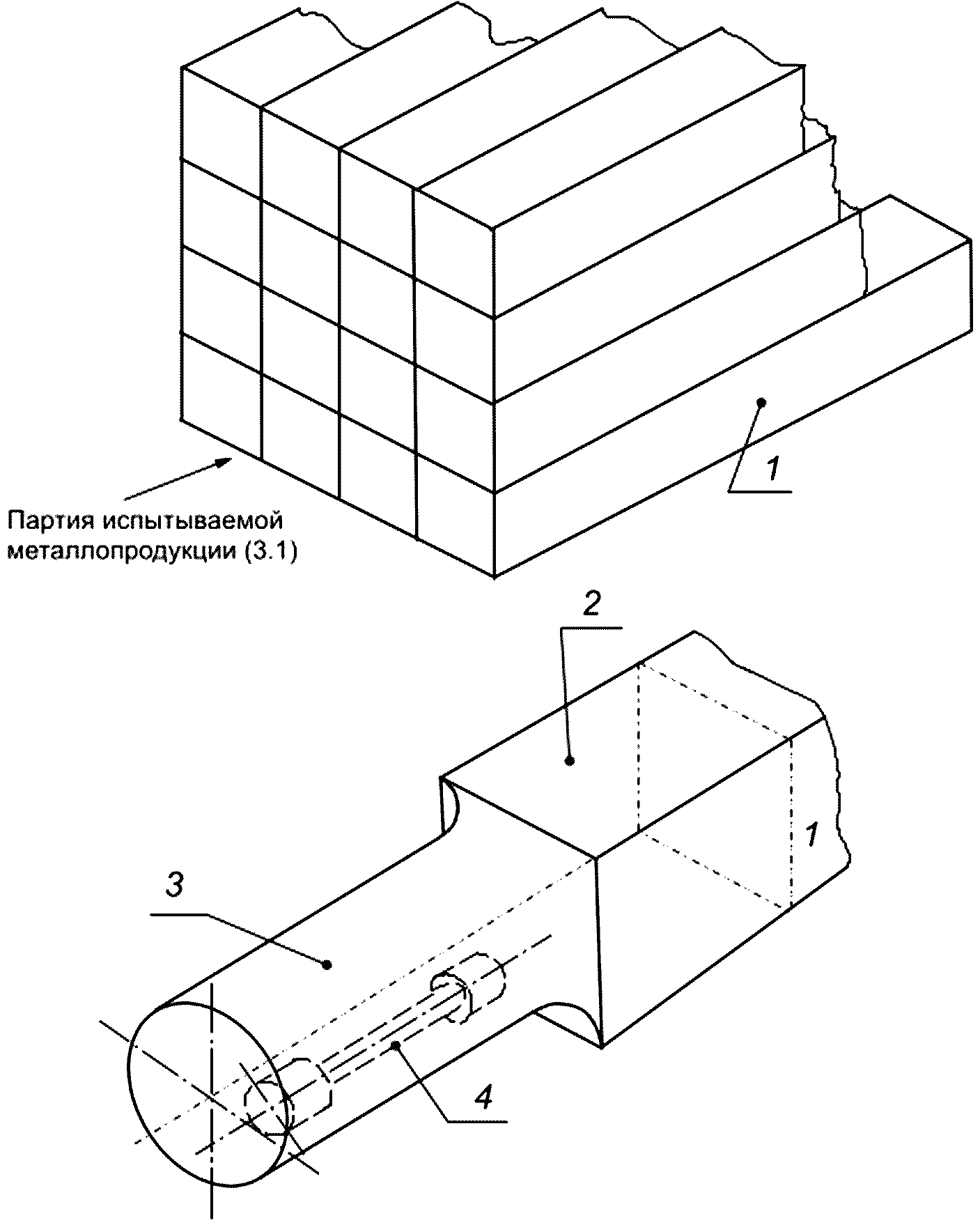
1 - контрольная единица металлопродукции (см. 3.2);
4 - образец для испытаний (см. 3.5)
4.1 Пробы, заготовки для образцов и образцы для проведения приемо-сдаточных испытаний
Пробы, заготовки и образцы, отобранные в соответствии с приложениями Б, В, Г, должны характеризовать вид произведенной металлопродукции, быть отобраны в достаточном количестве, иметь необходимые размеры для проведения соответствующих видов испытаний.
Требования к отбору и изготовлению проб, заготовок и образцов могут быть уточнены в других нормативных документах на металлопродукцию.
4.2 Маркировка контрольной единицы продукции, пробы, заготовки для образца и образца для испытаний
Контрольная единица продукции, проба, заготовка для образца и образец для испытаний должны быть замаркированы таким образом, чтобы была возможность проследить, от какой исходной партии металлопродукции они были отобраны и/или изготовлены. При необходимости маркировка может дополнительно содержать место отбора и ориентацию проб, заготовок для образов, образцов для испытаний по отношению к направлению прокатки.
Маркировка проб, заготовок для образцов, образцов должна быть нанесена таким образом, чтобы исключить изменение свойств металлопродукции в той части пробы, которая предназначена для изготовления образцов для испытаний.
Если при отборе (вырезке) проб, заготовок для образцов и/или образцов для испытаний избежать удаления маркировки невозможно, необходимо предусмотреть перенос маркировки любым способом (в том числе и способом механического клеймения), исключающим возможность потери прослеживаемости, а в случае применения автоматизированного оборудования для подготовки образцов - нанесение маркировки перед или после извлечения образца для испытания из оборудования. При проведении специального контроля и испытаний, а также по требованию заказчика перенос маркировки должен быть выполнен в присутствии его представителя.
При отсутствии возможности нанесения маркировки на пробу, заготовку для образца, образец для испытания механическим или иным методом, например, в силу малого размера, допускается наносить маркировку на индивидуальную упаковку, или проба, заготовка, образец должны сопровождаться этикеткой (биркой), содержащей требуемую идентификацию.
При полной автоматизации подготовки и проведения испытаний маркировку на пробы, заготовки для образцов и образцы для испытаний можно не наносить, поскольку в этом случае применяют контрольную систему, исключающую ошибочные результаты.
4.3 Пробы (заготовки для образцов, образцы для испытаний) отбирают таким образом, чтобы место отбора и ориентация образцов соответствовали:
- приложениям Б и В - в зависимости от вида испытаний и вида металлопродукции;
- приложению Г - по отношению к направлению прокатки и длине проката;
- приложению Д - в случае возникновения разногласий между изготовителем и заказчиком по минимальному расстоянию от конца изделия до места отбора проб (заготовок для образцов, образцов для испытаний), если в нормативном документе на металлопродукцию не оговорено иное.
Требования по отбору проб (заготовок для образцов, образцов для испытаний) могут быть уточнены в других нормативных документах на металлопродукцию или заказе.
Примечание - С целью снижения потерь металла и с учетом установившейся практики стандарт на металлопродукцию, если это приемлемо с технической точки зрения, может регламентировать возможность применения поперечных образцов для испытаний вместо продольных (для перекованных проб), чтобы проконтролировать заданные значения для продольных образцов для испытаний.
На образце для испытания на ударный изгиб ось надреза должна быть перпендикулярна поверхности проката.
4.4 Размеры пробы должны быть достаточными для изготовления заготовок для образцов (изготовления образцов для испытаний), необходимых для проведения конкретного испытания.
Размеры пробы должны быть достаточными при необходимости проведения повторных испытаний.
4.5 Количество проб (заготовок для образцов) и образцов для испытаний, отбираемых для испытаний, должно быть установлено в нормативном документе на металлопродукцию.
4.6 При отборе проб (заготовок для образцов) должны быть обеспечены условия, предохраняющие образцы для испытаний от влияния нагрева, наклепа и ускоренного охлаждения.
Припуски от линии реза до края готового образца или его испытуемой части для всех видов металлопродукции должны соответствовать таблице 1, а для листового и широкополосного универсального проката толщиной до 50 мм при лазерном или плазменном способе вырезки - таблице 2, если в нормативном документе на металлопродукцию не указаны особые условия.
Таблица 1
Припуски от линии реза
до края готового образца для испытаний
В миллиметрах
Диаметр (толщина) проката | Припуск, не менее, при способе вырезки проб и заготовок | |
огневом или с тепловым воздействием | механическом (без теплового воздействия, с наклепом) | |
До 5 включ. | 15 | 5 |
Св. 5 " 10 " | Диаметр (толщина) проката | |
" 10 " 15 " | 10 | |
" 15 " 20 " | 10 | |
" 20 " 35 " | 15 | |
" 35 " 60 " | 20 | |
Св. 60 | 20 | 20 |
Таблица 2
для испытаний при лазерной и плазменной резке
В миллиметрах
Диаметр (толщина) проката | Припуск, не менее, при лазерном или плазменном способе вырезки проб и заготовок |
До 10 включ. | 3 |
Св. 10 " 30 " | 4 |
" 30 " 50 " | 5 |
Примечание - При вырезке пробы (заготовок для образцов) из металла, в котором под воздействием резки не изменяются свойства в рабочей части пробы (заготовки для образца), допускается уменьшение указанных выше припусков, но не более чем в два раза. | |
4.7 Схему вырезки проб (образцов для испытаний), если она не оговорена в нормативном документе на металлопродукцию и не указана в заказе, выбирает изготовитель.
Место отбора проб и заготовок.
Ориентация образцов для проведения испытаний механических свойств
5.1 Проба должна быть отобрана таким образом, чтобы место отбора и ориентация образцов для испытаний, взятых от нее, по отношению к изделию соответствовали требованиям, приведенным в приложении Б.
5.2 Направление продольной оси образца для испытаний относительно направления прокатки продукции должно соответствовать заданному в нормативном документе на металлопродукцию или заказе.
Примечание - При отсутствии данного требования в нормативной документации на металлопродукцию и/или заказе направление продольной оси образца относительно направления прокатки должно соответствовать требованиям приложения Г.
5.3 В нормативном документе на металлопродукцию должно быть указано, в каком состоянии следует определять его механические свойства:
а) в состоянии поставки (см. 5.4) или
б) в контрольном состоянии (см. 5.5).
Примечание - Если в нормативном документе на металлопродукцию и/или заказе не указано, в каком состоянии определяют механические свойства, то испытания проводят в состоянии поставки.
Если в нормативном документе на металлопродукцию не оговорено иное, для испытаний металлопродукции в состоянии поставки пробу (заготовку для образцов) отбирают от металлопродукции:
а) при производстве без термической обработки - после пластической деформации металлопродукции;
б) при производстве в термически обработанном состоянии - после заключительной термической обработки.
Если проба не может оставаться прикрепленной к единице металлопродукции до конца изготовления (например, пробы, отобранные от листа перед термической обработкой), нормативные документы на металлопродукцию должны определять стадию отбора пробы от единицы металлопродукции. В случае отсутствия в нормативном документе на металлопродукцию указания стадии отбора проб от единицы металлопродукции данное требование может быть согласовано при оформлении заказа. При отсутствии указания в заказе стадию отбора проб определяет изготовитель. Термическая обработка пробы должна проводиться по тем же режимам, что и обрабатываемая металлопродукция и, по возможности, одновременно.
Отбор проб должен проводиться таким образом, чтобы свойства металлопродукции в той части пробы, которая предназначена для изготовления образцов для испытаний, не изменялись.
При необходимости правки пробы для получения из нее качественных образцов правка должна проводиться в холодном состоянии, если не оговорено иное.
Примечание - Не рекомендуется подвергать правке те места проб, где будут располагаться рабочие части образцов. В случае разногласий, если это позволяет вид испытаний, предпочтение отдается результатам, полученным на образцах, изготовленных из невыправленных проб. В исключительных случаях, когда правка вызывает существенное изменение формы пробы, метод подготовки проб должен устанавливаться по согласованию изготовителя с заказчиком.
Проба не должна подвергаться никакой другой механической или термической обработке.
5.5.1 Проба
Пробу, предназначенную для испытаний в контрольном состоянии, отбирают от контрольной единицы металлопродукции на стадии изготовления, предусмотренной в нормативном документе на металлопродукцию. Для металлопродукции, поставляемой без термической обработки по нормативным документам, но требующей проведения испытаний на термически обработанных образцах, пробу отбирают после пластической деформации металлопродукции.
Отбор проб должен проводиться таким образом, чтобы свойства металлопродукции в той части пробы (заготовки для образца), которая предназначена для изготовления образцов для испытаний, не изменялись.
Примечание - Если необходима правка, ее можно выполнить в горячем или холодном состоянии перед окончательной термической обработкой металлопродукции. Если пробу (заготовку для образца) подвергают правке в горячем состоянии, ее следует выполнять при температуре ниже окончательной температуры термической обработки металлопродукции.
5.5.2 Заготовка для образца (образец для испытаний)
Заготовку для образца (образец для испытаний), предназначенного для испытаний в контрольном состоянии, подвергают:
а) механической обработке перед термической обработкой.
При этом, если размеры пробы должны быть уменьшены перед проведением термической обработки, то размеры, на которые обрабатывают заготовку для образца (образец для испытаний), и применяемые для этого методы придания ей необходимой формы (например, ковка, прокатка, механическая обработка) должны быть указаны в нормативном документе на металлопродукцию или заказе;
Термическая обработка заготовки для образца (образца для испытаний) должна быть выполнена в условиях, обеспечивающих равномерный нагрев и контроль температуры. Режим термической обработки должен соответствовать требованиям нормативного документа на металлопродукцию или заказа.
В случае проведения термической обработки на образцах требования должны быть такими же, как к заготовкам для образцов.
Заготовка для образца (образец для испытаний) не должна подвергаться заданной термической обработке более одного раза, за исключением отпуска, который может быть повторен в заданном диапазоне температур. Для любого повторного испытания следует отбирать новую заготовку для образца (образец для испытаний).
5.6 Отбор и подготовка образцов для проведения механических испытаний
5.6.1 Вырезка и механическая обработка
Вырезку образцов для испытаний следует проводить холодным способом, соблюдая меры предосторожности, позволяющие избежать поверхностного упрочнения и перегрева металлопродукции, которые могут изменить ее механические свойства.
Следы, оставленные инструментом после механической обработки, которые могут повлиять на результаты испытания, необходимо устранить шлифованием (при обильной подаче охлаждающей жидкости) или полированием при условии, что выбранный метод отделки поверхности не выводит размеры и форму образца для испытаний за предельные отклонения, регламентированные стандартом на соответствующее испытание.
5.6.2 Форма, размеры и предельные отклонения по размерам образцов для испытаний должны соответствовать ГОСТ 1497, ГОСТ 11701, ГОСТ 28870, ГОСТ 9651, ГОСТ 9454, ГОСТ 7268 и ГОСТ 30456.
Примечание - Место отбора проб по ГОСТ 30456 - 1/4 ширины проката, если иное не установлено в нормативном документе на металлопродукцию.
5.6.3 В случае проведения термической обработки образцов для испытаний требования к задаваемому режиму должны быть такими же, как для заготовок [см. 5.5.2, перечисление б)].
Для металлопродукции с временным сопротивлением 1270 Н/мм2 и более термической обработке подвергают образцы для испытаний, изготовленные с припуском под шлифовку, если иное не установлено в нормативном документе на металлопродукцию.
6.1 Пробы для испытаний на осадку отбирают от любого конца прутка или полосы.
Для проката, поставляемого в мотках, пробу отбирают на расстоянии не менее 1,5 м от конца при массе мотка до 250 кг включительно и на расстоянии не менее 3,0 м - при массе мотка более 250 кг.
6.2 Условия испытания, состояние поверхности образцов для испытаний и порядок оценки результатов должны соответствовать требованиям ГОСТ 8817.
7.1 Методы отбора проб (заготовок для образцов) и образцов для испытаний, виды образцов и другие требования к испытанию на изгиб должны соответствовать требованиям ГОСТ 14019.
7.2 При отборе проб (заготовок для образцов) должны быть обеспечены условия, предохраняющие образцы от влияния нагрева и наклепа, изложенные в 4.6.
7.3 Схема вырезки образцов для испытаний металлопродукции на изгиб - в соответствии с приложением В.
7.4 Место отбора проб (заготовок для образцов) по длине металлопродукции и ориентация образцов для испытаний по отношению к направлению прокатки - в соответствии с приложением Г.
7.5 Минимальное расстояние от конца изделия для отбора проб или образцов для испытания в случае возникновения разногласий между изготовителем и заказчиком - в соответствии с приложением Д.
(справочное)
В РАЗДЕЛЕ 3, НА АНГЛИЙСКОМ, ФРАНЦУЗСКОМ И НЕМЕЦКОМ ЯЗЫКАХ
Термины на английском, французском и немецком языках, эквивалентные терминам по 3.1 - 3.5, приведены в таблице А.1, а их иллюстрация - на рисунке 1.
Таблица А.1
Эквивалентные термины
Обозначение на рисунке 1 | Термин | Номер термина в разделе 3 | |||
русский | английский | французский | немецкий | ||
- | Партия испытываемой металлопродукции | Test unit |  | ||
1 | Контрольная единица продукции | Sample product | Produit echantillon |  | |
2 | Проба | Sample | Echantillon | Proben-abschnitt | |
3 | Заготовка для образца | Rough specimen | Ebauche | Probestab | |
4 | Образец для испытаний | Test piece | Eprouvette | Probe | |
(рекомендуемое)
ДЛЯ ИСПЫТАНИЙ) ДЛЯ ПРОВЕДЕНИЯ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ
Настоящее приложение устанавливает схему расположения заготовок для образцов (образцов для испытаний) для проведения механических испытаний следующих видов металлопродукции:
- сортового [круглого, квадратного, шестигранного, прямоугольного (полосового)] проката и катанки;
- фасонных профилей;
- плоского проката (листового и широкополосного).
Расположение заготовок для образцов (образцов для испытаний) для механических испытаний (на растяжение и ударный изгиб) приведено на рисунках Б.1 - Б.11.
Если требуется более чем одна заготовка (образец для испытаний), то они могут располагаться в указанном месте вплотную друг к другу.
Б.2.1 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на растяжение - в соответствии с рисунком Б.1.
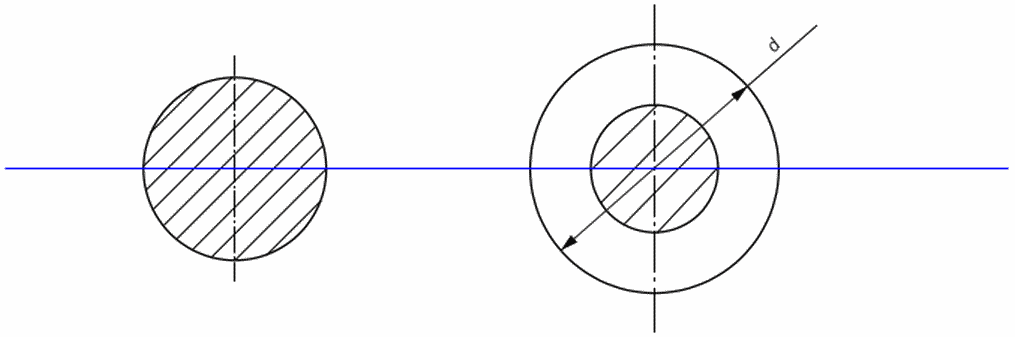
Во всех случаях, когда это позволяет испытательная машина, следует использовать образцы для испытаний, представляющие полное поперечное сечение проката [см. рисунок Б.1 а)], если в нормативном документе на металлопродукцию не установлены форма и размеры образцов для проведения соответствующих испытаний. При отсутствии данной возможности при испытании на растяжение применяют цилиндрические образцы.
Примечание - Вариант места вырезки заготовок для цилиндрических образцов (образцов для испытаний) для проведения испытаний на растяжение проката диаметром d > 25 мм [см. рисунок Б.1 в) и г)], если не оговорено в нормативном документе на металлопродукцию или заказе, выбирает изготовитель.
Б.2.1.1 Для проката диаметром до 25 мм, от которого отбор проб проводят в состоянии поставки, кроме проката из улучшаемой стали в состоянии поставки (нормализованном или улучшенном), допускается проводить испытание на растяжение на образцах, не подвергаемых механической обработке.
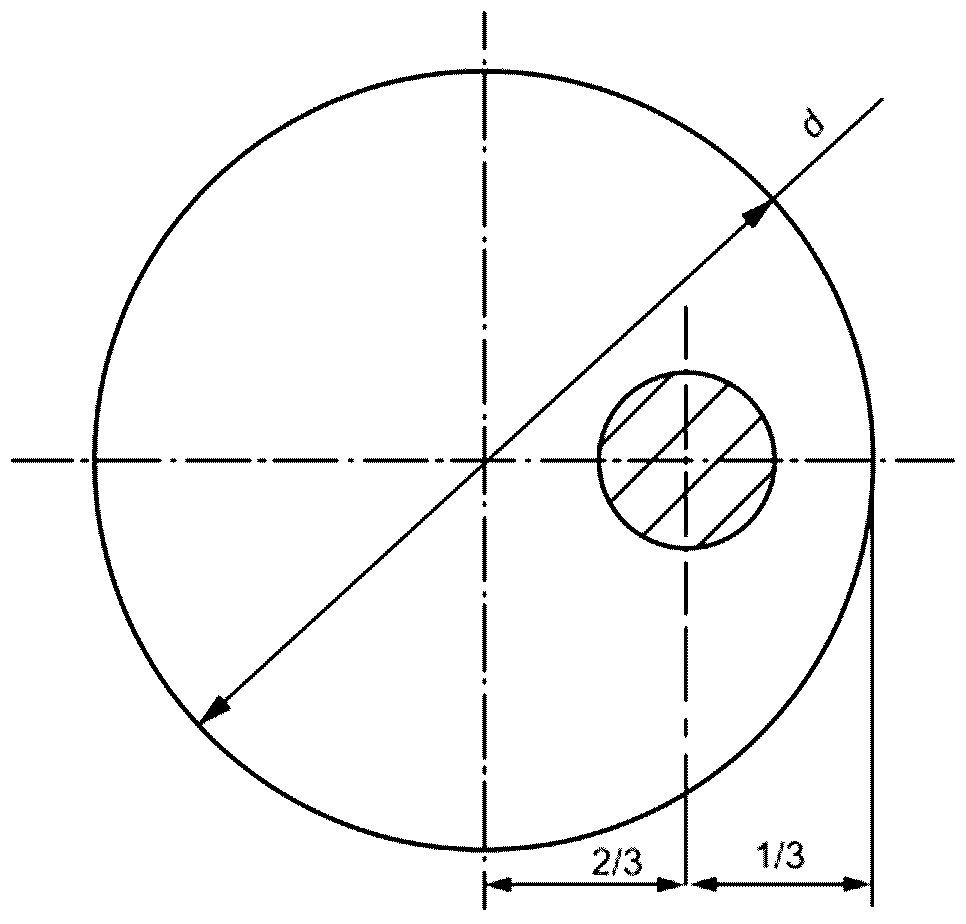
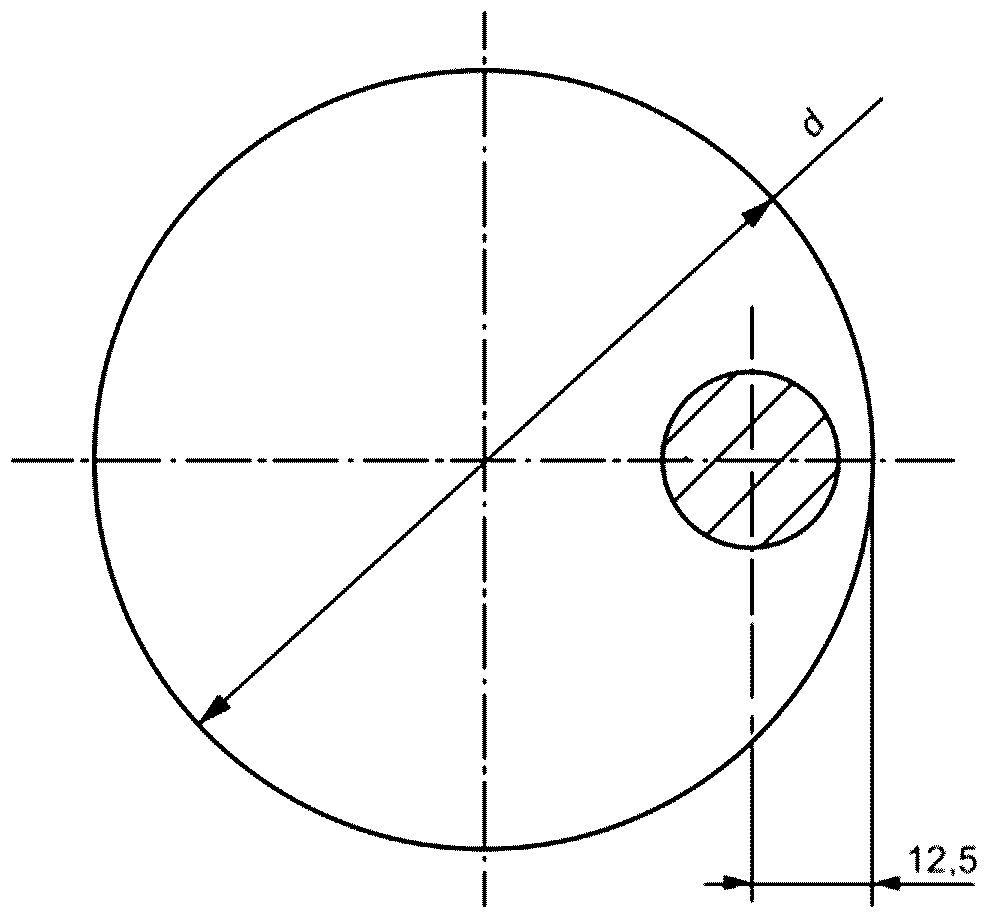
Б.2.2 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на ударный изгиб - в соответствии с рисунком Б.2.
Примечание - Вариант места вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на ударный изгиб проката диаметром d > 25 мм [см. рисунок Б.2 б), в) и г)], если не оговорено в нормативном документе на металлопродукцию или заказе, выбирает изготовитель.
 | |
(предпочтительно, см. Б.2.1) | б) Цилиндрический образец при d <= 25 мм |
 |  |
(вариант 2) | |
d - диаметр проката круглого сечения или катанки
Место вырезки заготовок для образцов (образцов)
для проведения испытаний на растяжение (см. Б.2.1)
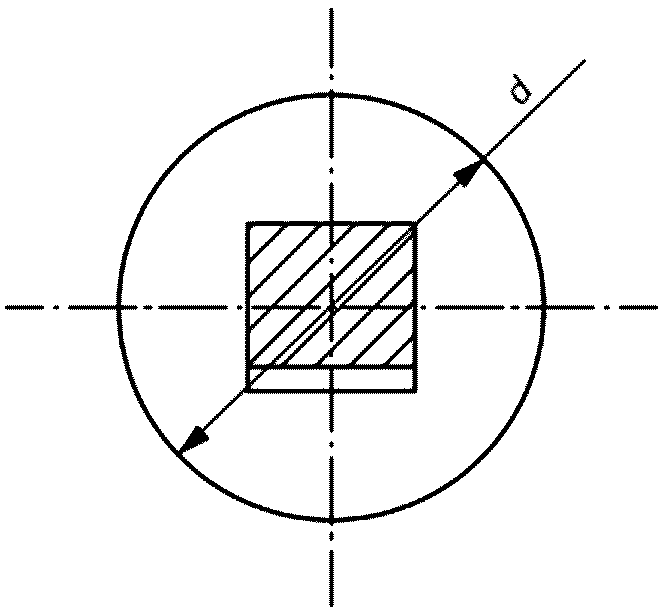 |  |
а) При d <= 25 мм | |
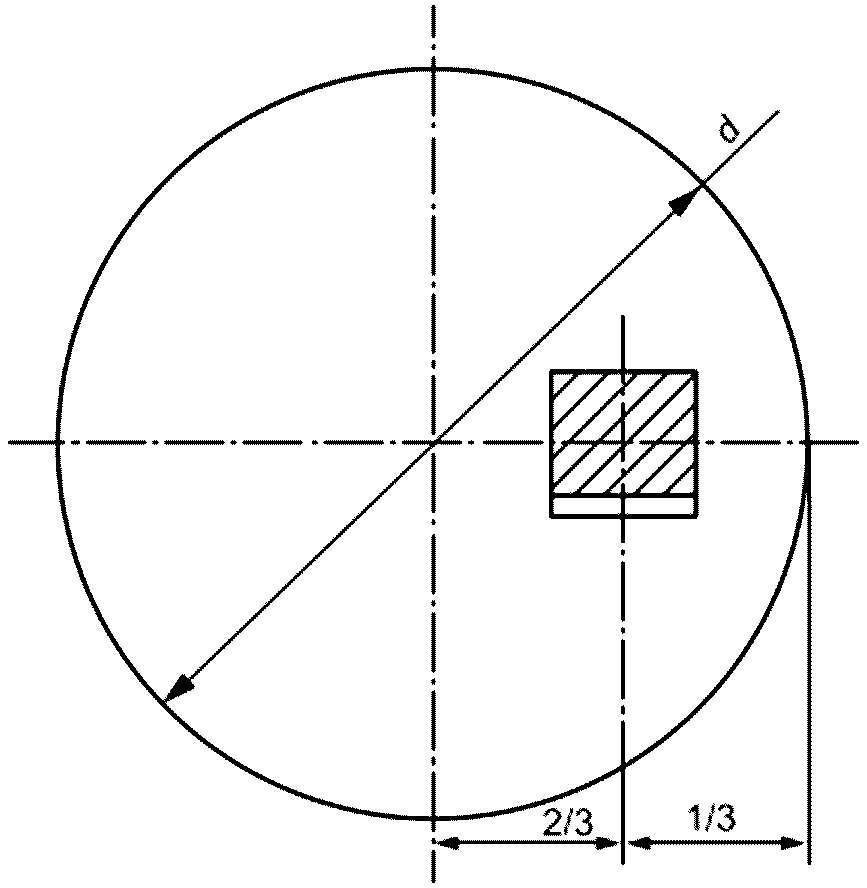 | 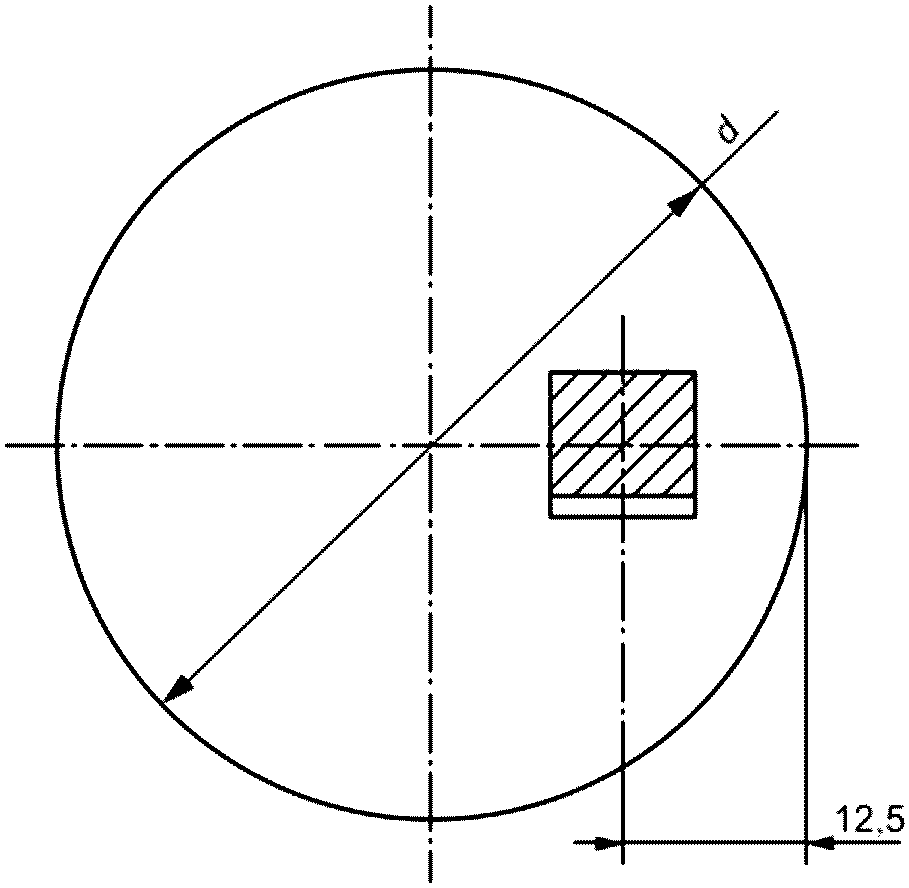 |
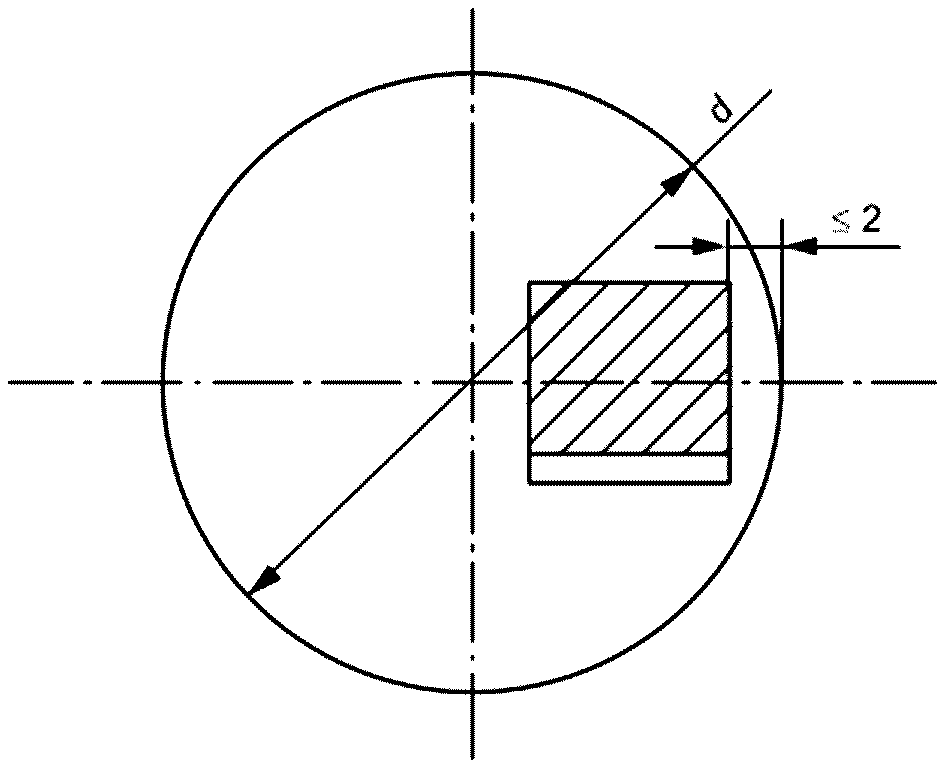
d - диаметр проката круглого сечения или катанки
Место вырезки заготовок для образцов (образцов)
для проведения испытаний на ударный изгиб (см. Б.2.2)
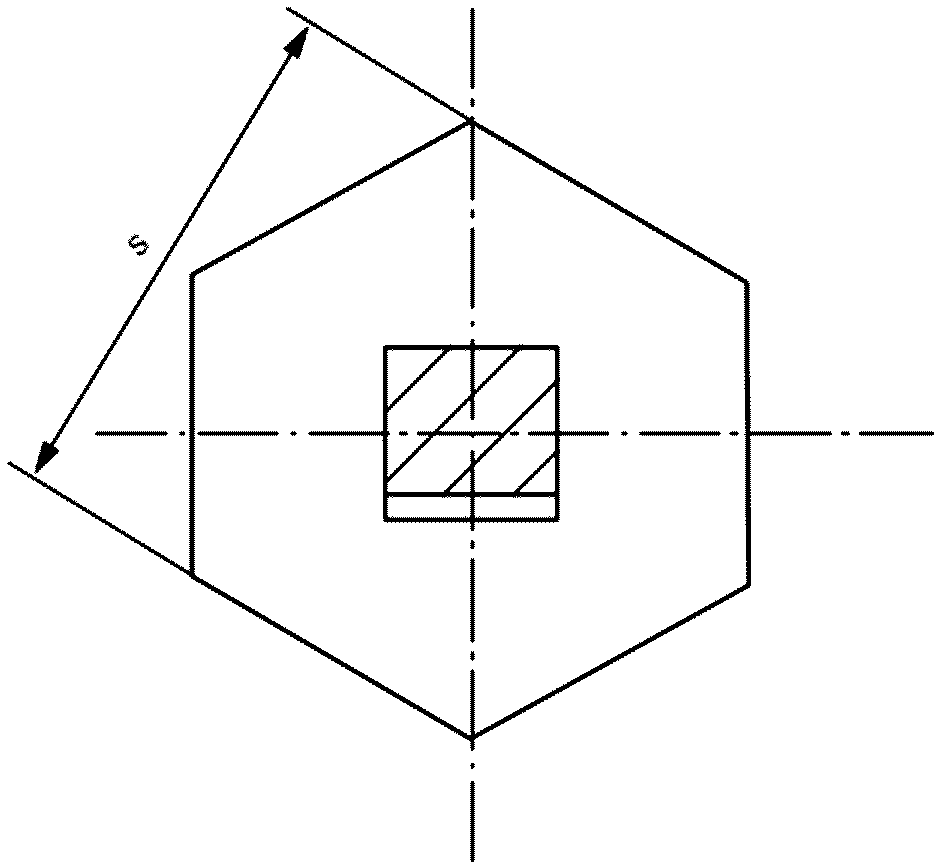
Б.3.1 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на растяжение - в соответствии с рисунком Б.3.
Во всех случаях, когда это позволяет испытательная машина, следует использовать образцы для испытаний, представляющие полное поперечное сечение проката [см. рисунок Б.3 а)], если в нормативном документе на металлопродукцию не установлены форма и размеры образцов для проведения соответствующих испытаний. При отсутствии данной возможности при испытании на растяжение применяют цилиндрические образцы.
Примечание - Вариант места вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на растяжение проката размером s > 25 мм [см. рисунок Б.3 в) и г)], если не оговорено в нормативном документе на металлопродукцию или заказе, выбирает изготовитель.
Б.3.1.1 Для проката размером до 25 мм, от которого отбор проб проводят в состоянии поставки, кроме проката из улучшаемой стали в состоянии поставки (нормализованном или улучшенном), допускается проводить испытание на растяжение на образцах, не подвергаемых механической обработке.
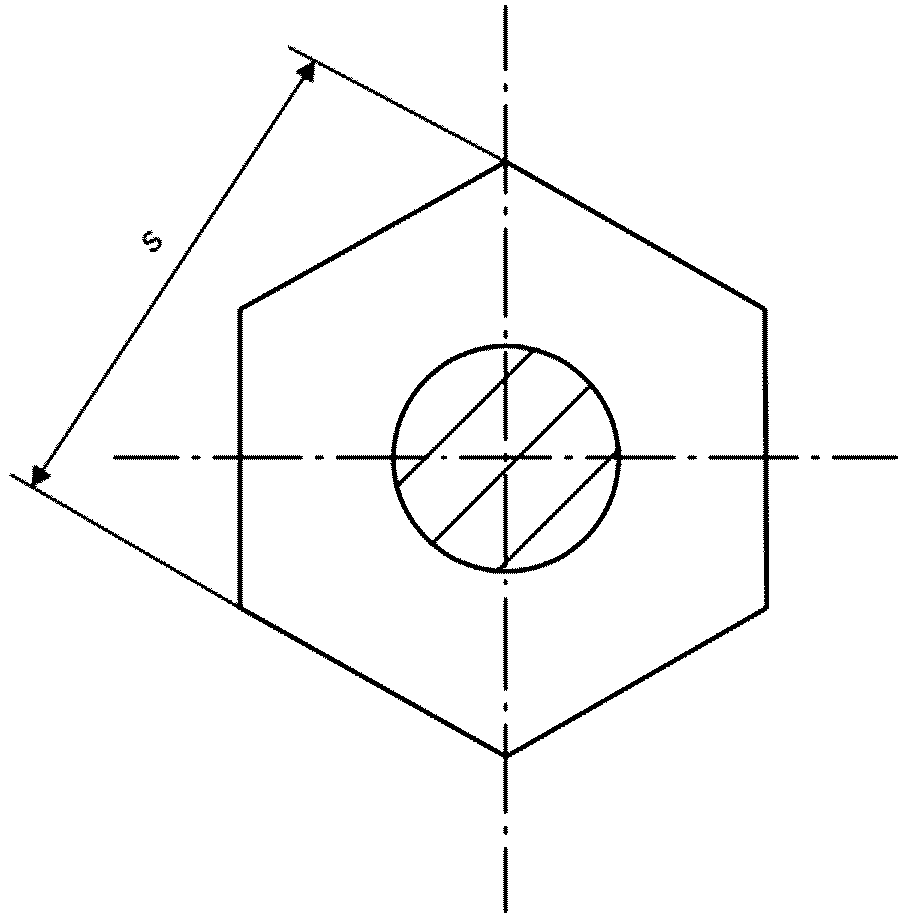
Б.3.2 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на ударный изгиб - в соответствии с рисунком Б.4.
Примечание - Вариант места вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на ударный изгиб проката размером s > 25 мм [см. рисунок Б.4 б), в) и г)], если не оговорено в нормативном документе на металлопродукцию или заказе, выбирает изготовитель.
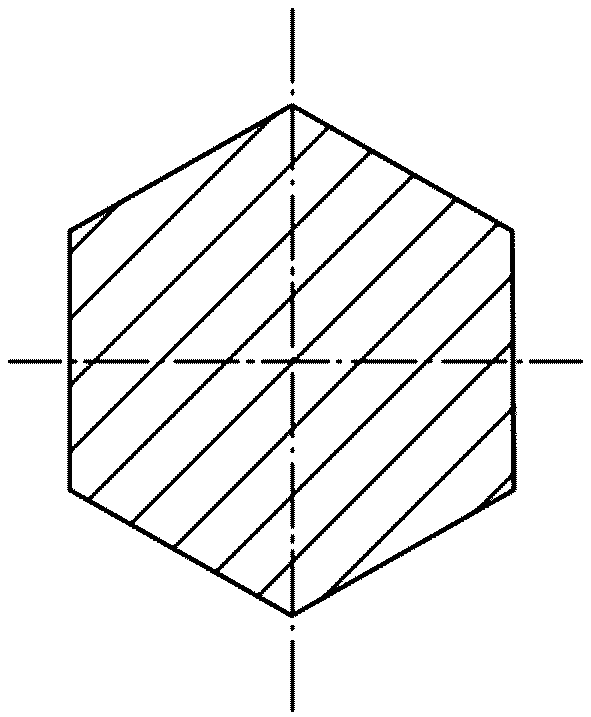 |  |
(предпочтительно, см. Б.3.1) | б) Цилиндрический образец при s <= 25 мм |
 |  |
(вариант 2) |
s - размер проката шестигранного сечения под ключ
Место вырезки заготовок для образцов (образцов)
для проведения испытаний на растяжение (см. Б.3.1)
 | 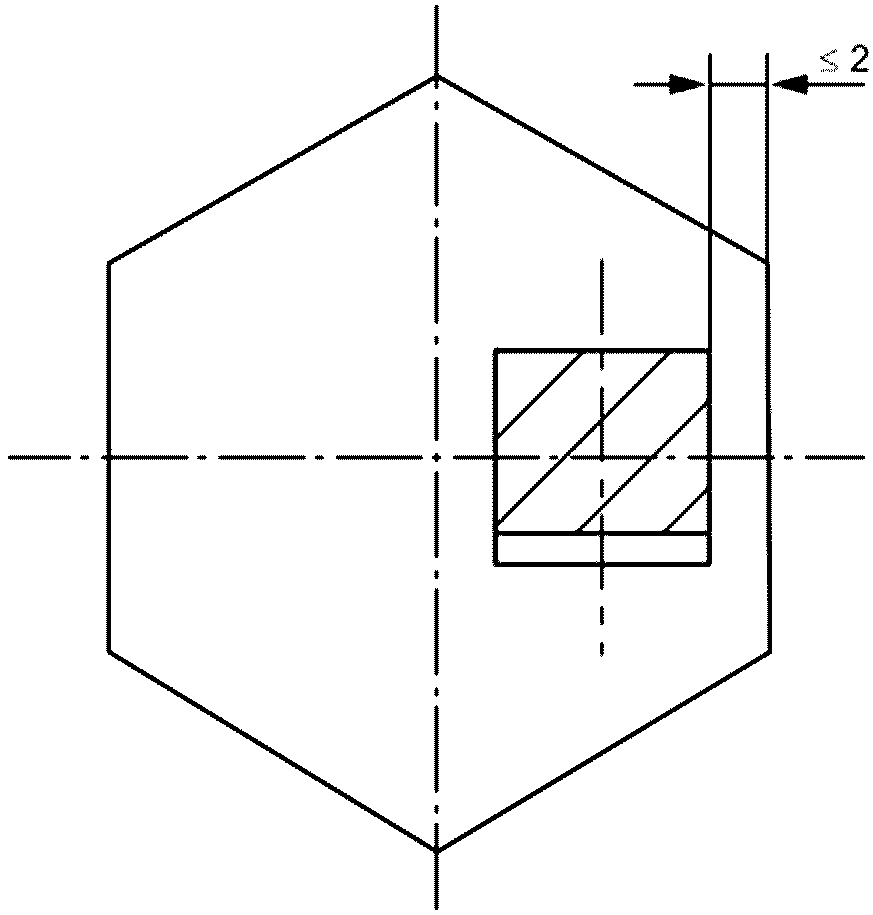 |
а) При s <= 25 мм | |
 |  |
s - размер проката шестигранного сечения под ключ
Место вырезки заготовок для образцов (образцов)
для проведения испытаний на ударный изгиб (см. Б.3.2)
Б.4.1 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на растяжение - в соответствии с рисунком Б.5.
Во всех случаях, когда это позволяет испытательная машина, следует использовать образцы для испытаний, представляющие полное поперечное сечение проката или плоские образцы [см. рисунок Б.5 а)], если в нормативном документе на металлопродукцию не установлены форма и размеры образцов для проведения соответствующих испытаний. При отсутствии данной возможности для испытания на растяжение проката применяют цилиндрические образцы.
Б.4.1.1 Для испытания на растяжение полосового проката толщиной до 25 мм включительно применяют плоские образцы, от 7 мм - цилиндрические образцы. В документе о качестве указывают вид образца.
Б.4.1.2 Для проката со стороной квадрата до 25 мм, полосового толщиной до 25 мм и шириной до 25 мм, от которого отбор проб проводят в состоянии поставки, кроме проката из улучшаемой стали в состоянии поставки (нормализованном или улучшенном), допускается проводить испытание на растяжение на образцах, не подвергаемых механической обработке.
Б.4.2 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на ударный изгиб - в соответствии с рисунком Б.6.
Примечание - Вариант места вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на ударный изгиб проката шириной и толщиной более 50 мм [см. рисунок Б.6 в) и г)], если не оговорено в нормативном документе на металлопродукцию или заказе, выбирает изготовитель.
 |  |
а) Образец полного поперечного сечения (когда это возможно, см. Б.4.1) | д) Цилиндрический образец при w <= 50 мм и t <= 50 мм |
 |  |
б) Плоский образец при w <= 50 мм | е) Цилиндрический образец при w > 50 мм и t <= 50 мм |
 |  |
в) Плоский образец при w > 50 мм | ж) Цилиндрический образец при w > 50 мм и t > 50 мм |
 | |
г) Плоский образец (для полосы со скошенными кромками) | |
w - ширина полосы; t - толщина полосы
сечения, а также полосы со скошенными кромками.
Место вырезки заготовок для образцов (образцов)
для проведения испытаний на растяжение (см. Б.4.1)
а) При 12 мм <= w <= 50 мм и t <= 50 мм
б) При w > 50 мм и t <= 50 мм
w - ширина полосы; t - толщина полосы
сечения. Место вырезки заготовок для образцов (образцов)
для проведения испытаний на ударный изгиб (см. Б.4.2)
Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на растяжение и ударный изгиб по отношению к ширине полки приведено на рисунке Б.7.
Примечания
1 Для швеллеров и двутавров заготовки для образцов (образцы для испытаний) отбирают от полки. Допускается отбор заготовки для образцов (образцов для испытаний) от стенки профиля при наличии данного требования в соответствующем нормативном документе на металлопродукцию или в заказе.
2 В случае неодинаковых уклонов внутренних граней полок заготовки для образцов (образцы для испытаний) допускается отбирать от любой полки.
3 У неравнополочных уголков отбор заготовок для образцов (образцов для испытаний) проводят из большей полки.
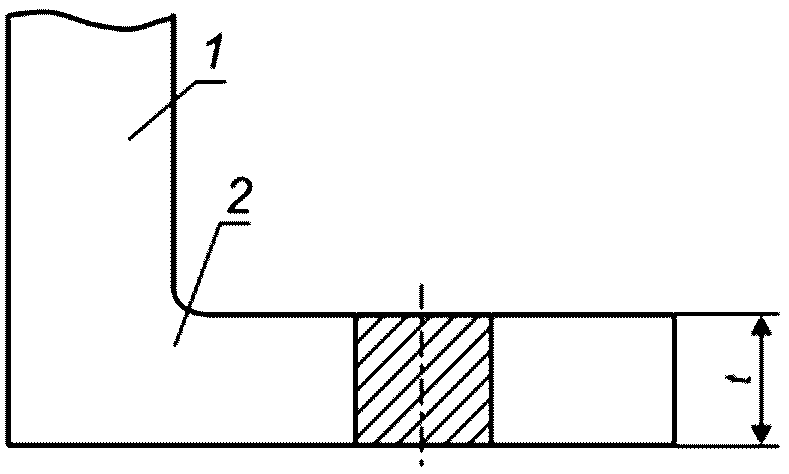
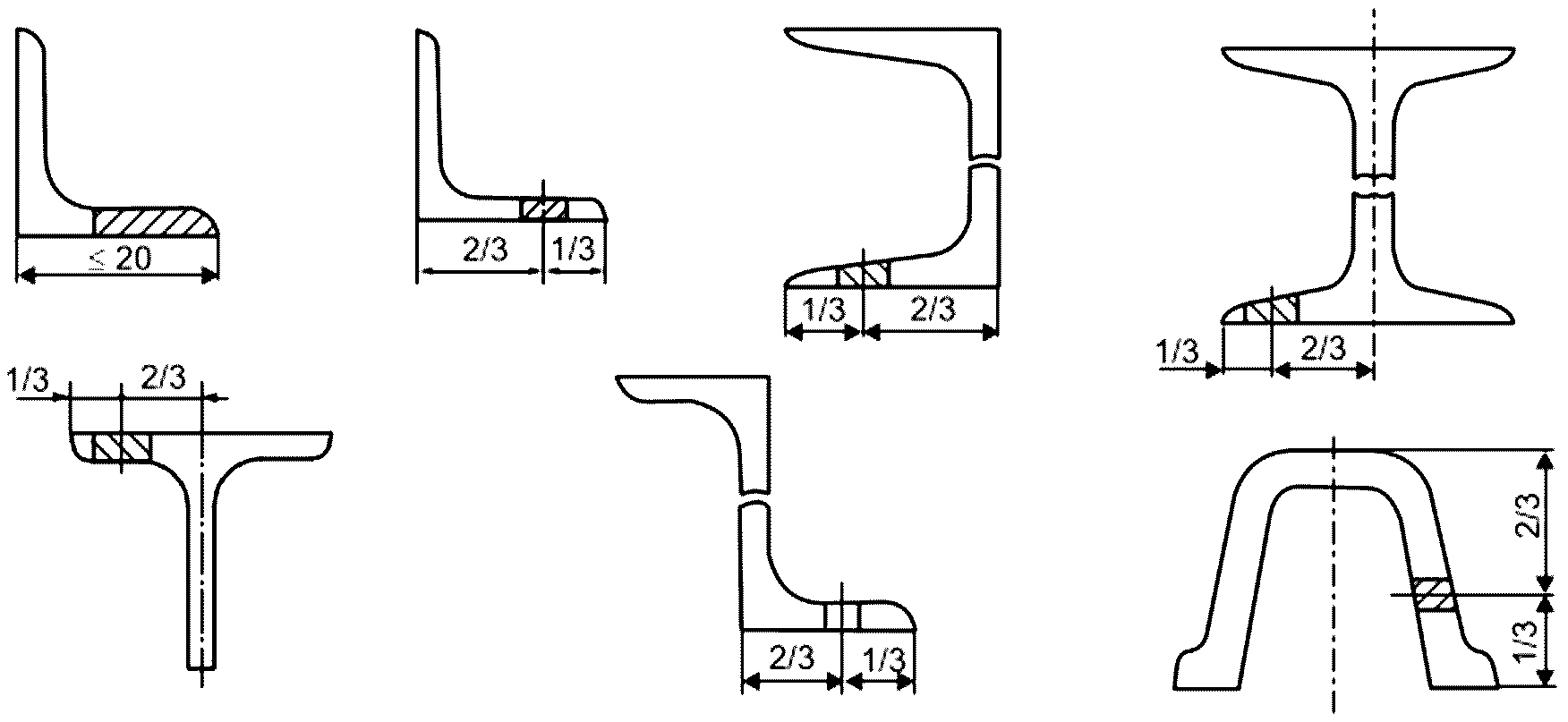
Б.5.2 Место вырезки заготовок для образцов (образцов для испытаний) по отношению к толщине полки
Б.5.2.1.1 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на растяжение по отношению к толщине полки - в соответствии с рисунком Б.8.
Во всех случаях, когда это позволяет испытательная машина, следует использовать образцы для испытаний, представляющие полную толщину профиля [см. рисунок Б.8 а)], если в нормативном документе на металлопродукцию не установлены форма и размеры образцов для проведения соответствующих испытаний.
Б.5.2.1.2 Для испытания на растяжение фасонного проката толщиной до 7 мм включительно применяют плоские образцы, свыше 7 мм - плоские или цилиндрические образцы. В документе о качестве указывают вид образца.
При применении плоских образцов при толщине фасонного проката до 25 мм включительно используют:
- образцы с сохранением на них поверхностных слоев проката с двух сторон - для проката с параллельными сторонами полки;
- образцы с сохранением поверхностных слоев проката на одной стороне - для проката с непараллельными сторонами полки.
При применении плоских образцов при толщине фасонного проката свыше 25 мм используют образцы с сохранением поверхностных слоев проката на одной стороне образца поверхности проката, при этом допускается обработка плоского образца до толщины 25 мм.
Б.5.2.1.3 Для проката с толщиной полки до 4 мм, от которого отбор проб проводят в состоянии поставки, кроме проката из улучшаемой стали в состоянии поставки (нормализованном или улучшенном), допускается проводить испытание на растяжение на образцах, не подвергаемых механической обработке.
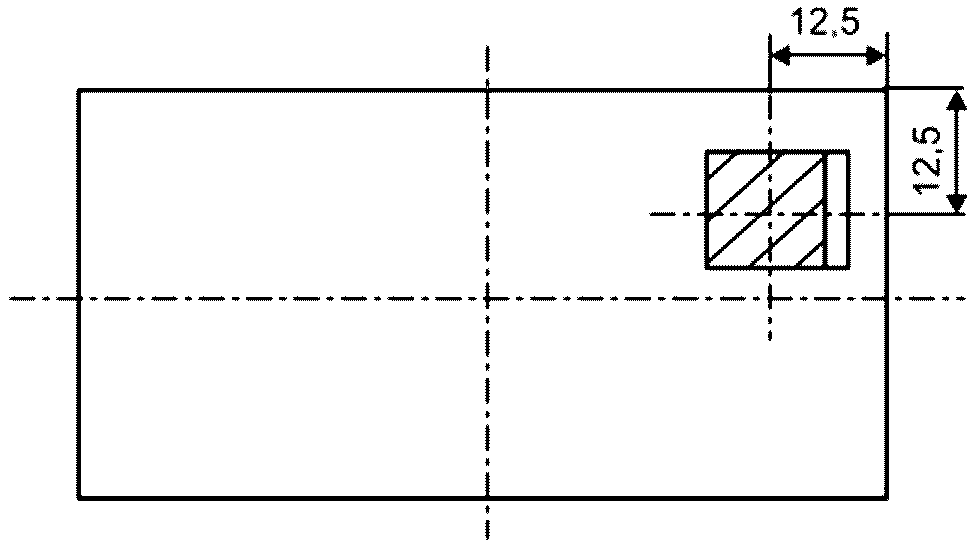
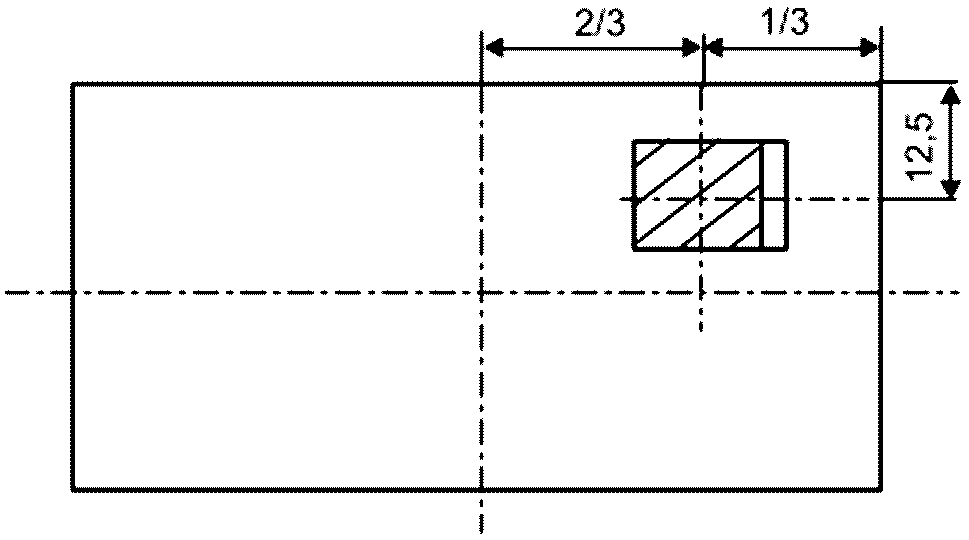
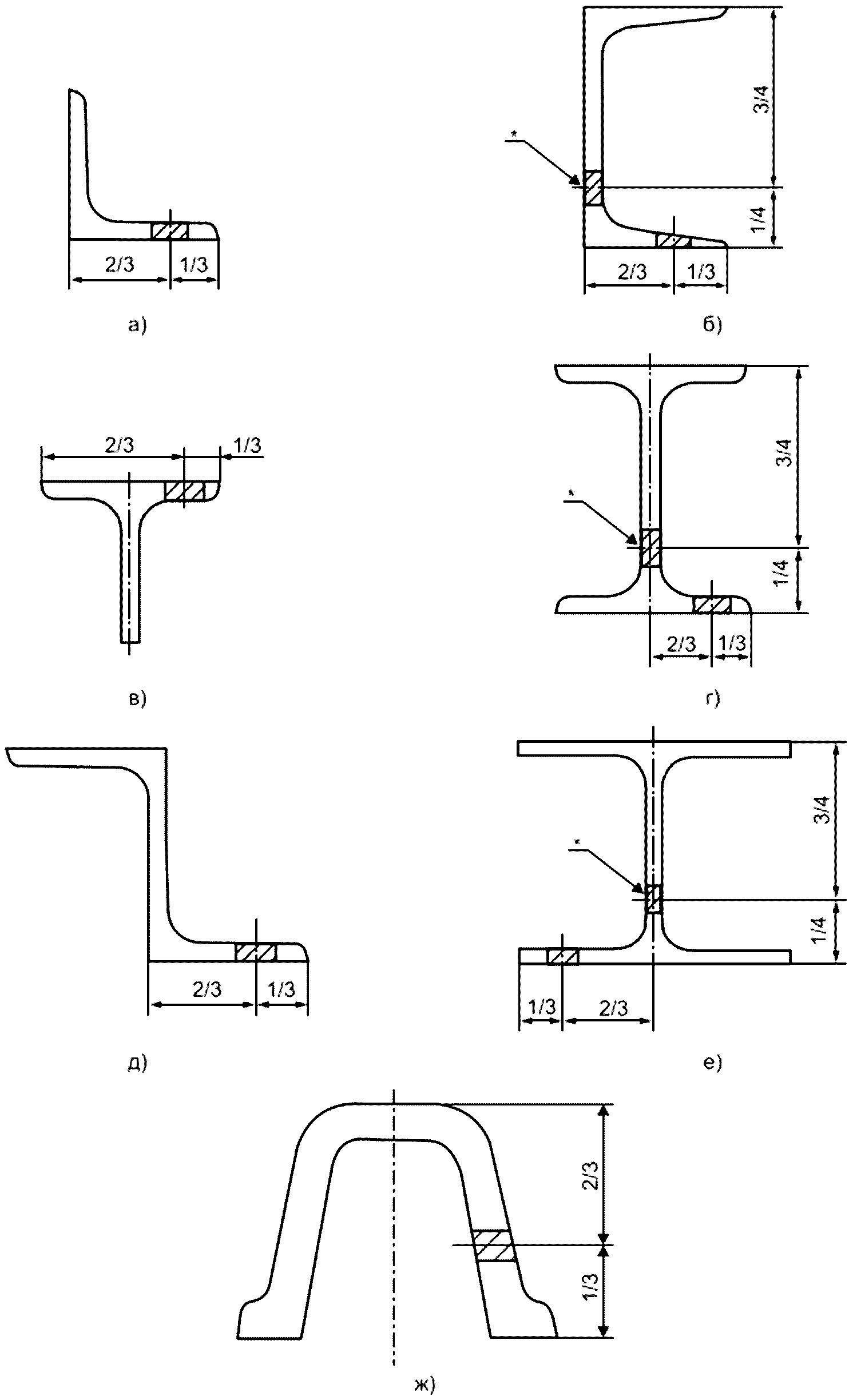
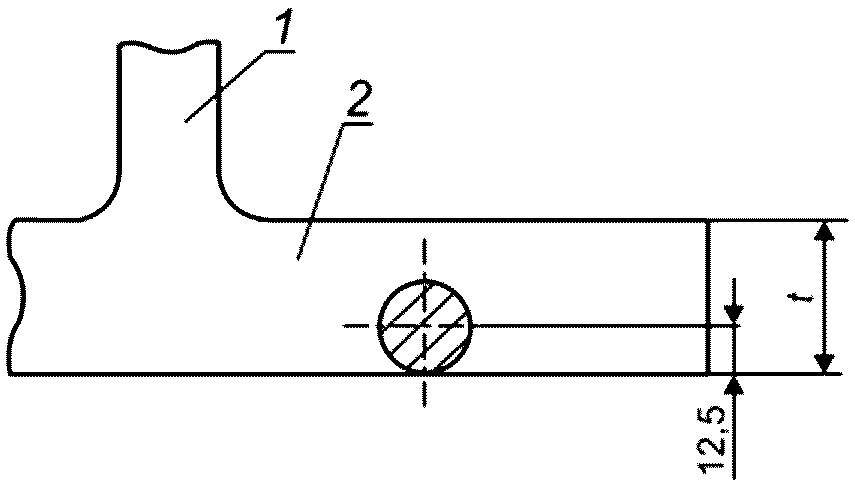
Б.5.2.2.1 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на ударный изгиб по отношению к толщине полки с сохранением внутренней поверхности фасонного проката - в соответствии с рисунком Б.9.
Б.5.2.2.2 Образцы для испытания на ударный изгиб от фасонного проката вырезают таким образом, чтобы одна из боковых граней совпадала с поверхностью проката. Ось надреза должна быть перпендикулярна к поверхности проката.
--------------------------------
<*> См. примечание 1 к Б.5.1.
для образцов (образцов) для проведения испытаний
на растяжение и ударный изгиб по отношению
к ширине полки (см. Б.5.1)
б) Цилиндрический образец при t <= 50 мм
в) Цилиндрический образец при t > 50 мм
1 - стенка; 2 - полка; t - толщина полки
для образцов (образцов) для проведения испытаний
на растяжение по отношению к толщине полки (см. Б.5.2.1)
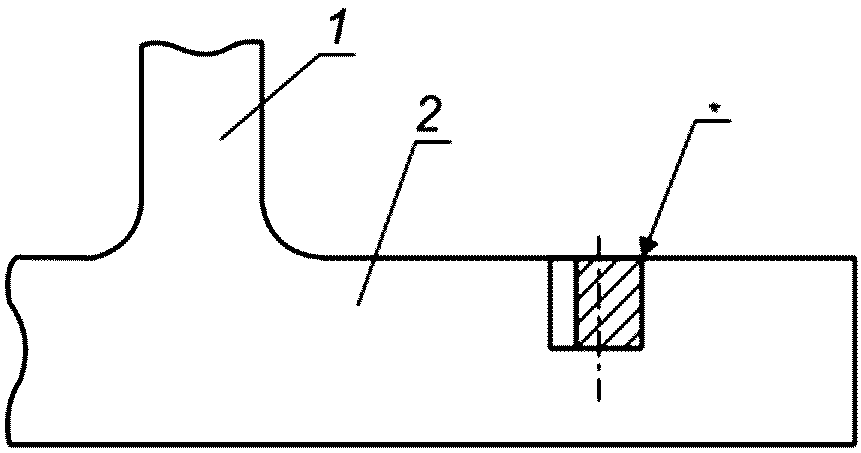
--------------------------------
<*> См. примечание к Б.5.2.2.
1 - стенка; 2 - полка
для образцов (образцов) для проведения испытаний на ударный
изгиб по отношению к толщине полки (см. Б.5.2.2)
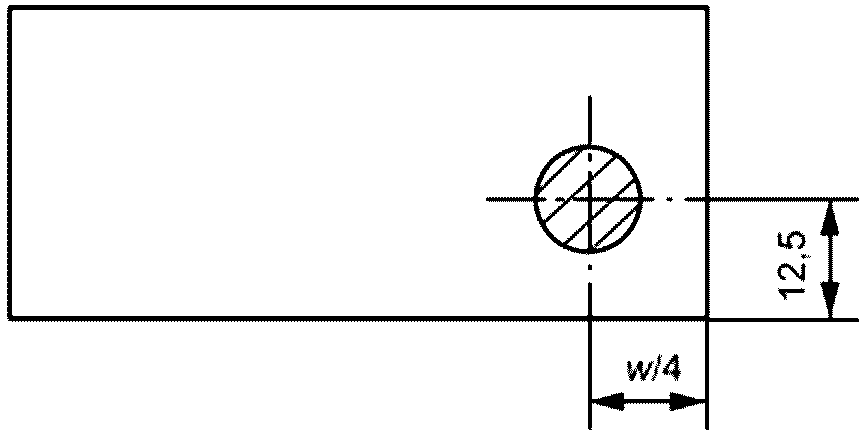
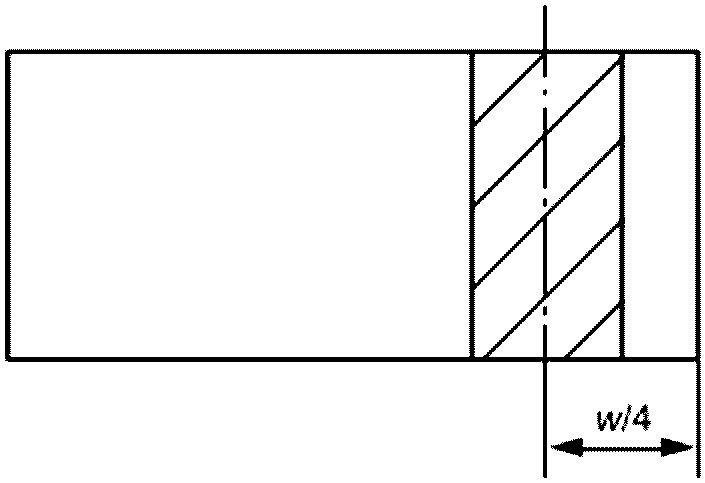
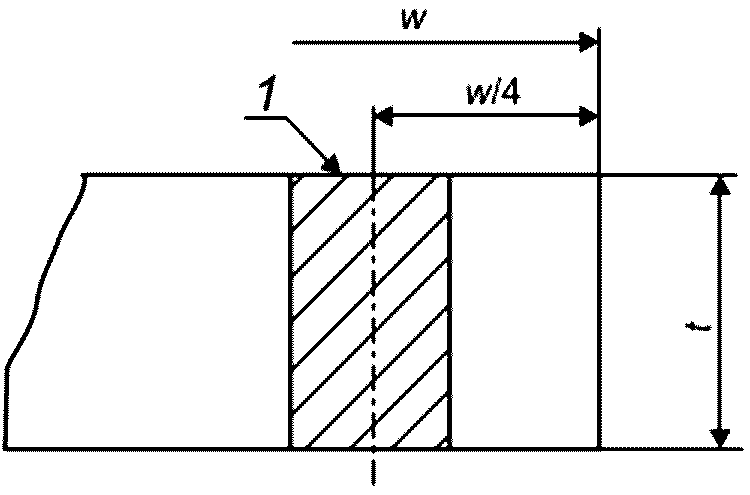
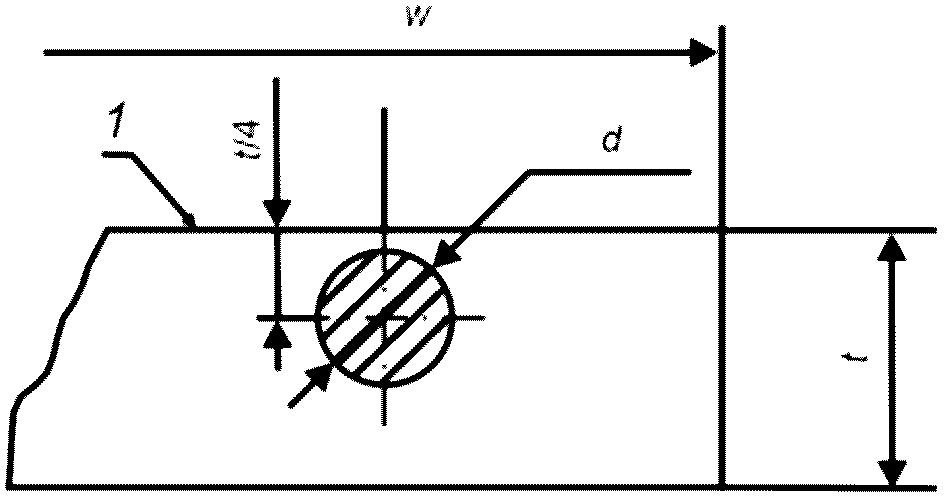
Б.6.1 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на растяжение - в соответствии с рисунком Б.10.
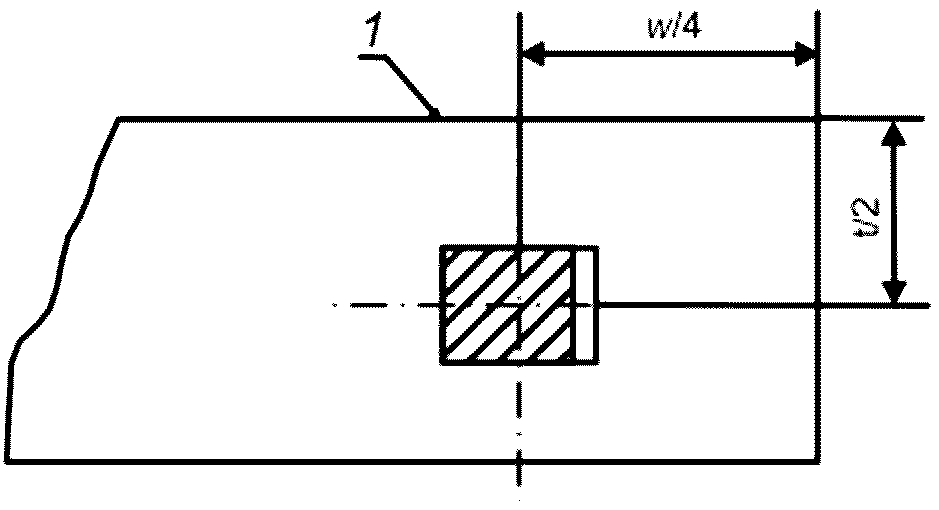
Во всех случаях, когда это позволяет испытательная машина, следует использовать образцы для испытаний, представляющие полное поперечное сечение проката [см. рисунок Б.10 а)], если в нормативном документе на металлопродукцию не установлены форма и размеры образцов для проведения соответствующих испытаний. Для листов толщиной 30 мм и более допускается использовать образцы для испытаний, отобранные в соответствии с рисунком Б.10 б).
Если испытание на растяжение необходимо выполнить в поперечном направлении, а ширина проката является недостаточной для того, чтобы заготовку для образца можно было вырезать на участке, который от кромки листа находится на расстоянии w/4, следует стремиться к тому, чтобы как можно ближе к этому месту находилась середина образца для испытаний.
Примечание - Расположение образца для испытаний по ширине и толщине может быть уточнено в нормативном документе на металлопродукцию или в заказе.
Б.6.1.1 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на растяжение толстолистового проката в направлении толщины проводят на расстоянии w/2, если в нормативном документе на металлопродукцию или заказе не оговорено иное.
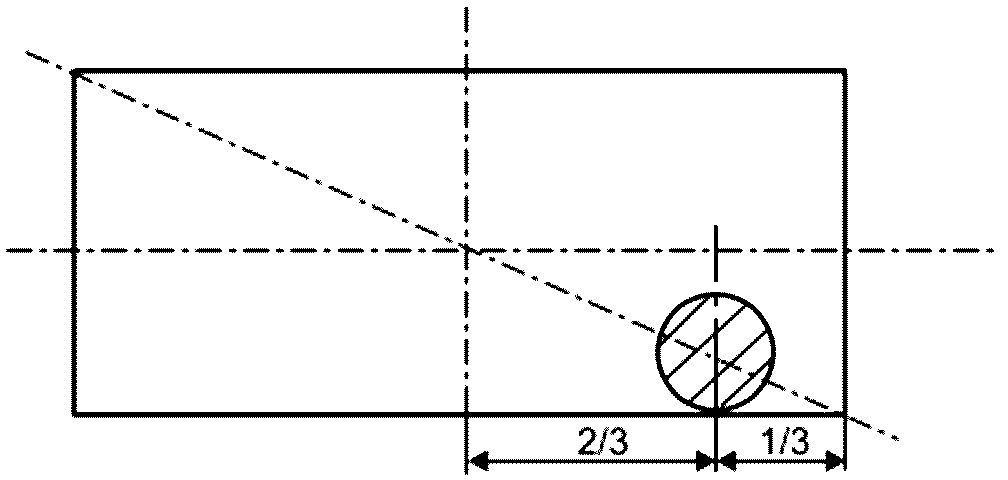
Б.6.1.2 Для испытания на растяжение листового проката свыше 25 мм допускается использовать цилиндрические образцы, при этом расположение образца должно соответствовать рисунку Б.10 в). Испытание проката толщиной от 7 до 25 мм допускается проводить как на плоских, так и на цилиндрических образцах. В документе о качестве указывают вид образца.
При проведении испытания на растяжение проката толщиной от 7 до 25 мм на цилиндрических образцах центр заготовки должен быть расположен в центре толщины проката, при этом используют образцы диаметром, максимально близким по значению к толщине проката.
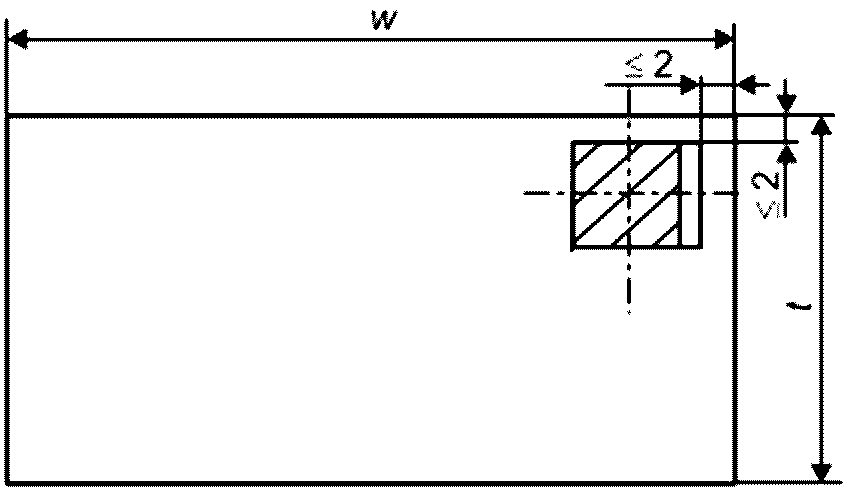
Б.6.2 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на растяжение при повышенных температурах - в соответствии с рисунком Б.11.
Образцы отбирают рядом с образцами для проведения испытаний на растяжение.
Размеры образцов для проведения испытаний на растяжение при повышенных температурах - в соответствии с требованиями ГОСТ 9651 и нормативного документа на металлопродукцию.
 | 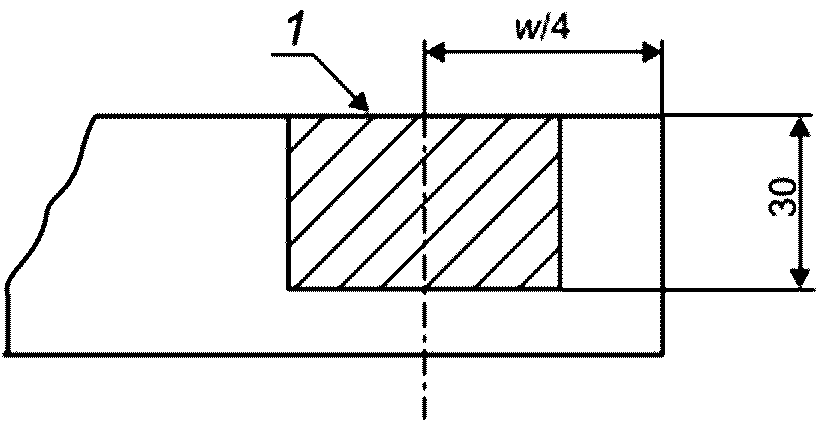 |
(предпочтительно, см. Б.6.1) | |
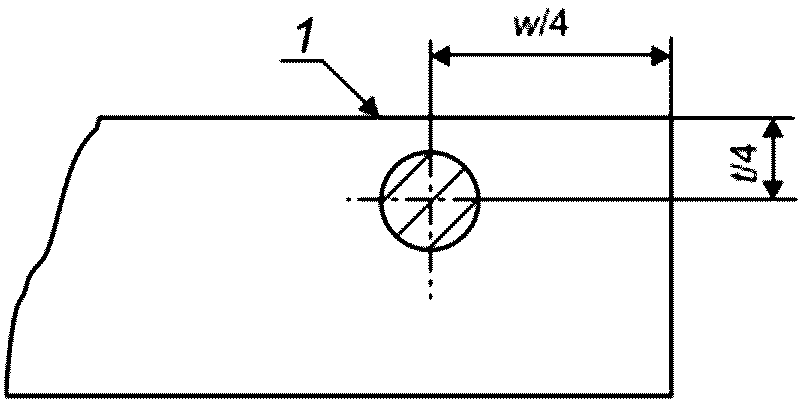 | |
1 - поверхность проката;
w - ширина проката; t - толщина проката
Место вырезки заготовок для образцов (образцов)
для проведения испытаний на растяжение (см. Б.6.1)
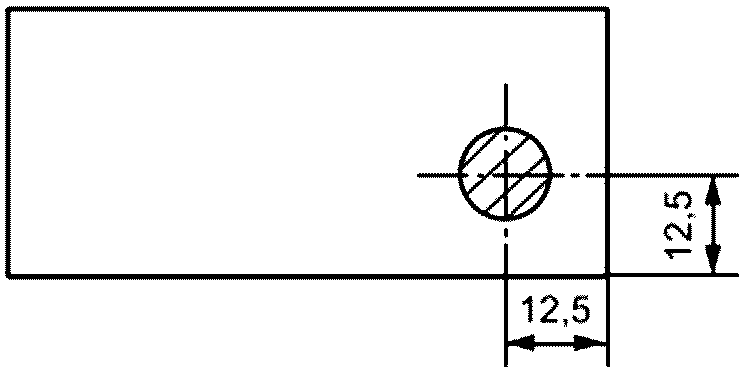
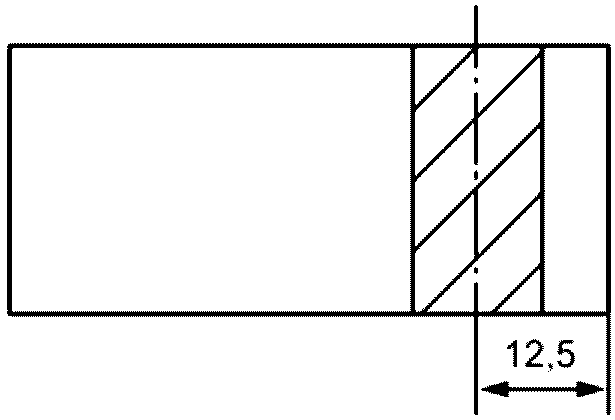
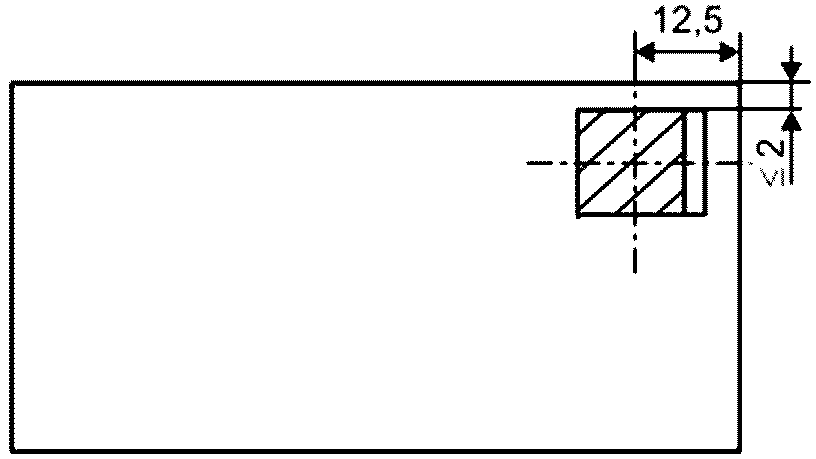
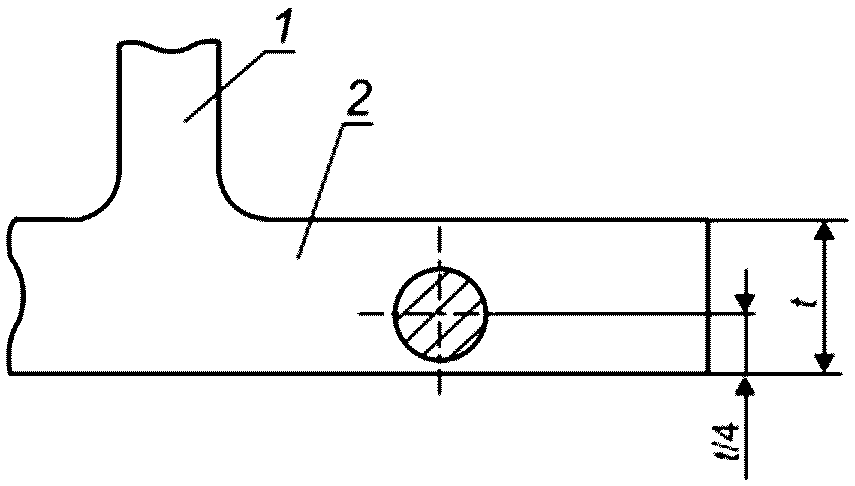
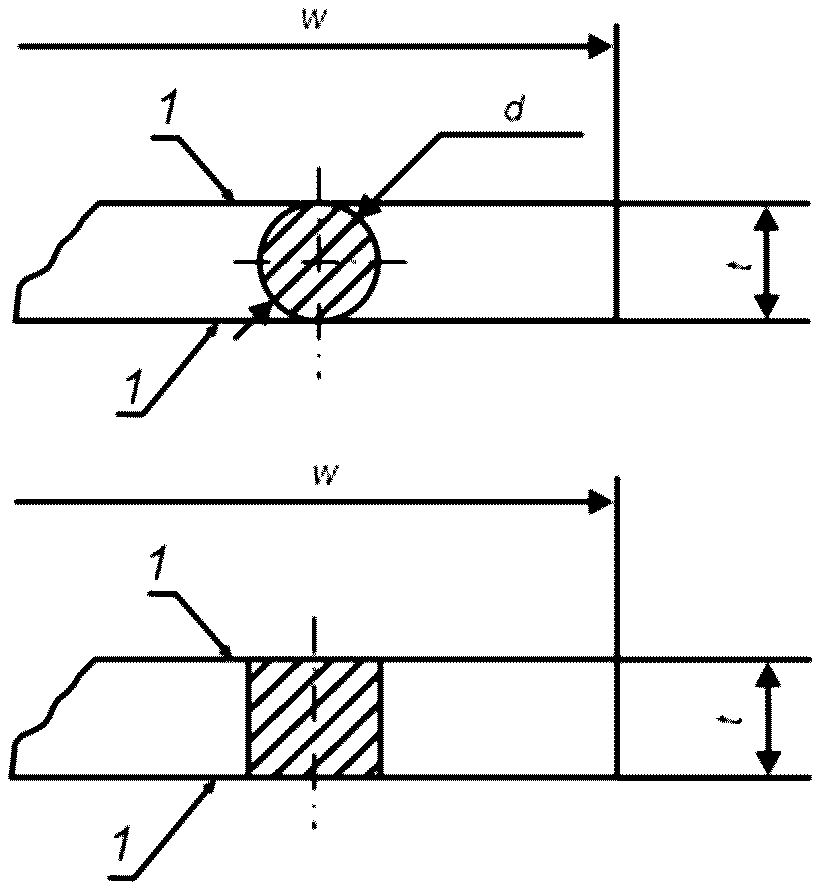
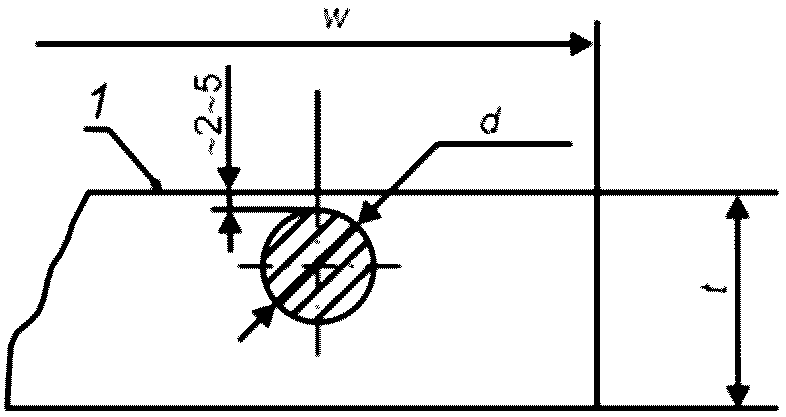
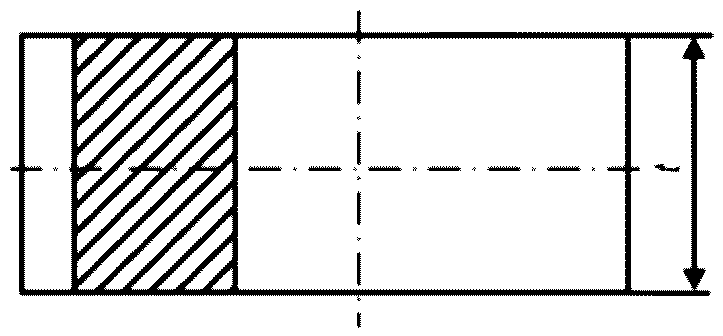
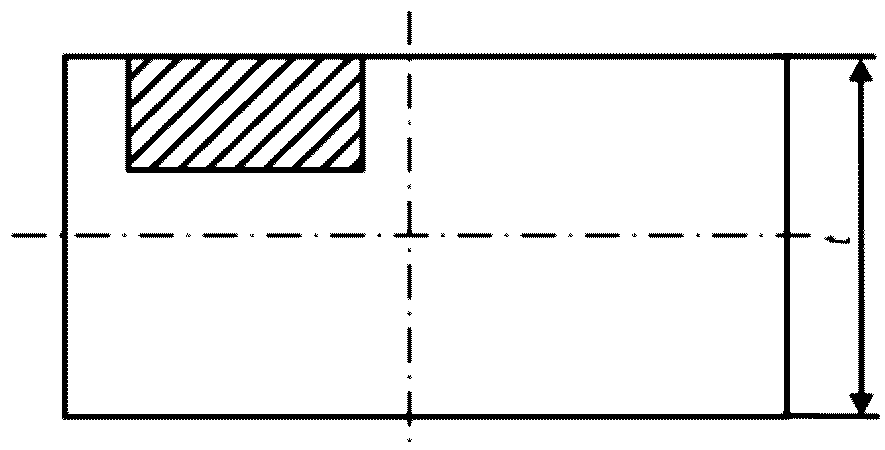
Б.6.3 Место вырезки заготовок для образцов (образцов для испытаний) для проведения испытаний на ударный изгиб - в соответствии с рисунком Б.12. При этом для листового проката толщиной до 10 мм включительно - в соответствии с рисунком Б.12 а), св. 10 до 40 мм - в соответствии с рисунком Б.12 б), для листового проката толщиной более 40 мм - в соответствии с рисунком Б.12 в).
Примечание - Допускается место вырезки заготовок для образцов (образцов для испытаний) для листового проката t > 40 мм в соответствии с рисунком Б.12 г), что должно быть оговорено в нормативном документе на металлопродукцию или заказе.
 |  |
а) При 3 мм < t <= 10 мм | б) При 10 мм < t <= 30 мм |
 | |
в) При t > 30 мм | |
1 - поверхность проката;
w - ширина проката; t - толщина проката
Место вырезки заготовок для образцов (образцов)
для проведения испытаний на растяжение
при повышенных температурах (см. Б.6.2)
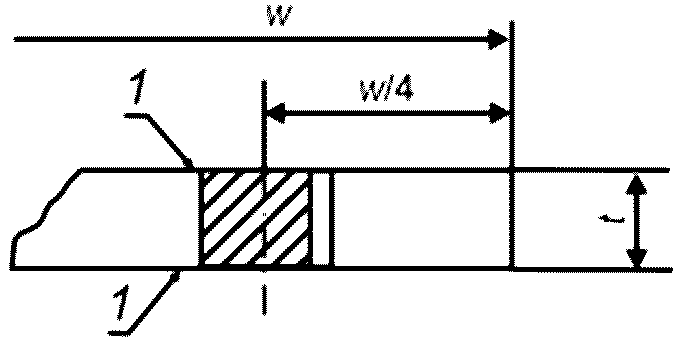
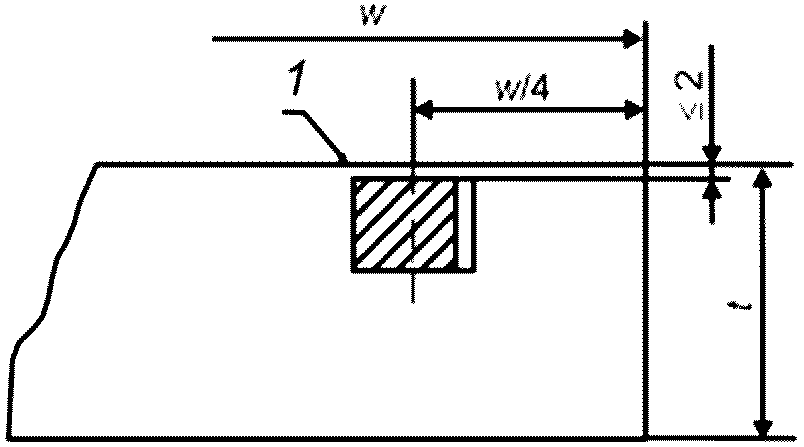
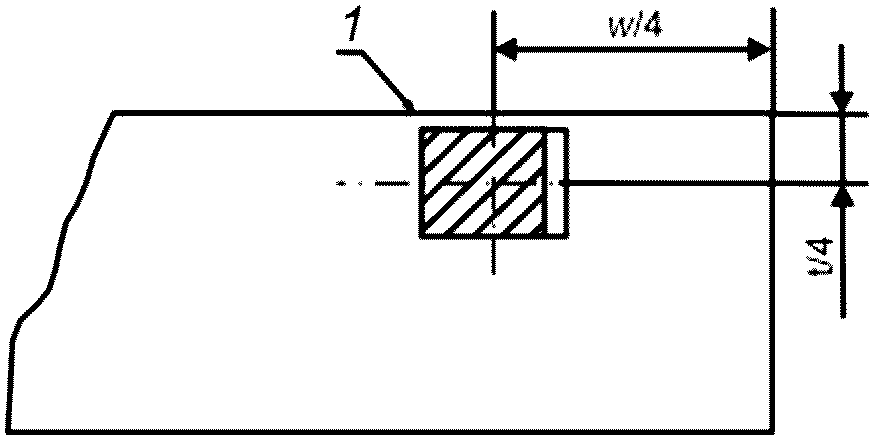
1 - поверхность проката;
w - ширина проката; t - толщина проката
Место вырезки заготовок для образцов (образцов)
для проведения испытаний на ударный изгиб (см. Б.6.3)
(рекомендуемое)
В.1 Отбор проб от сортового проката
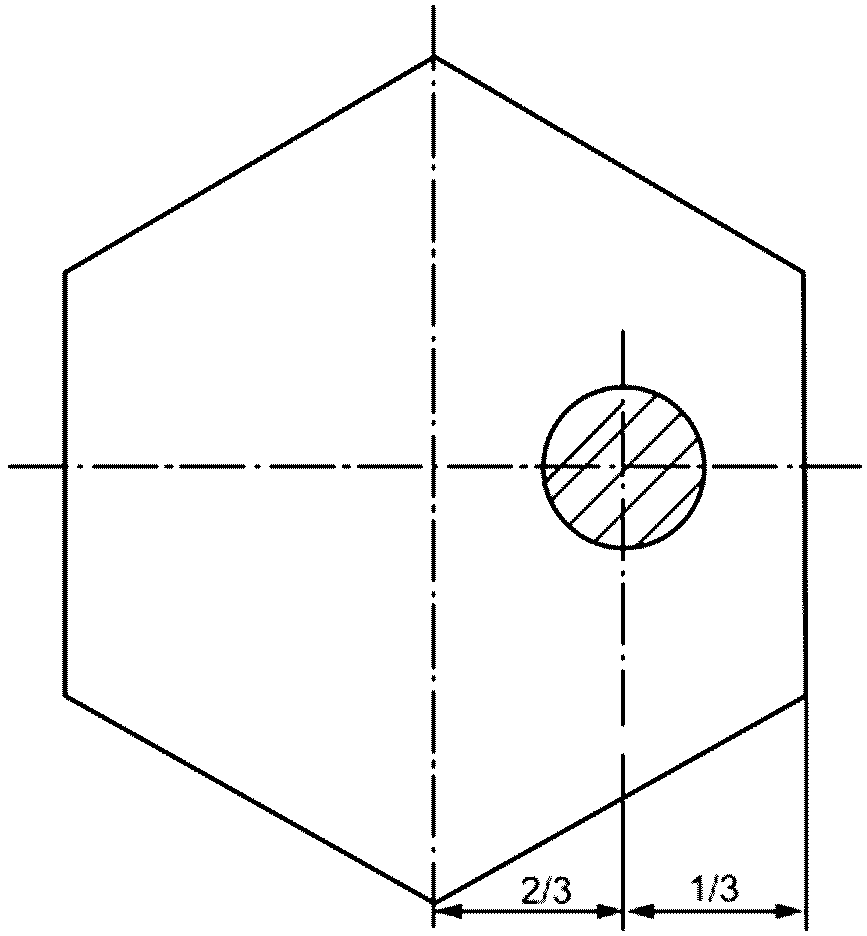
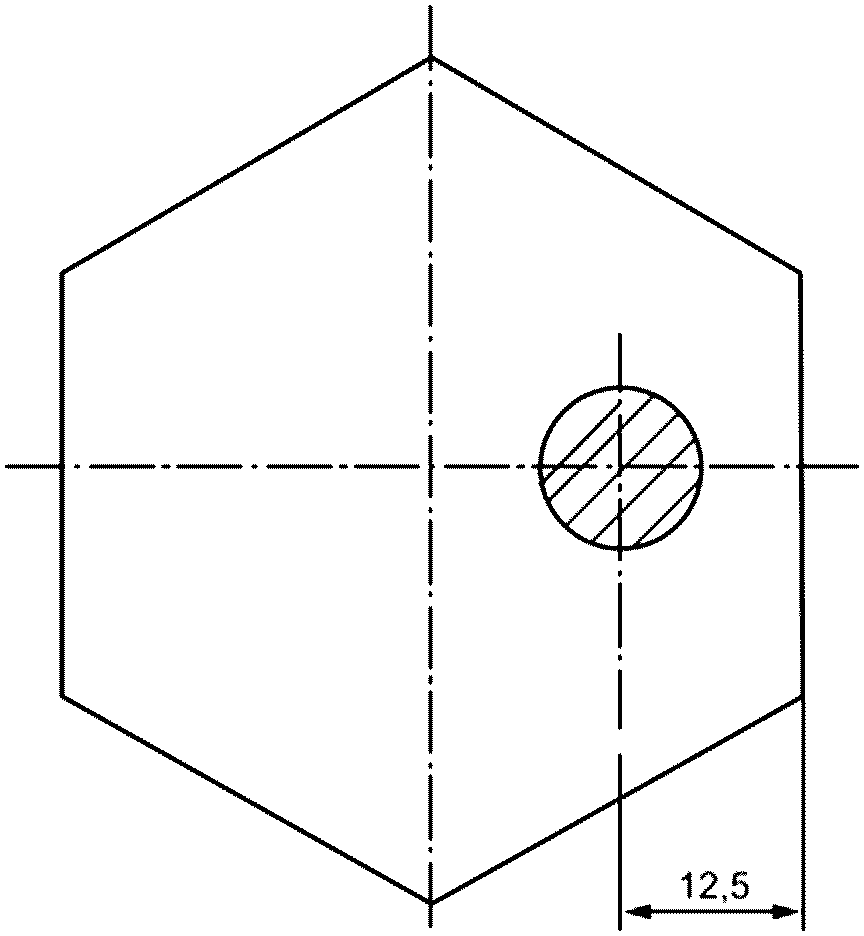
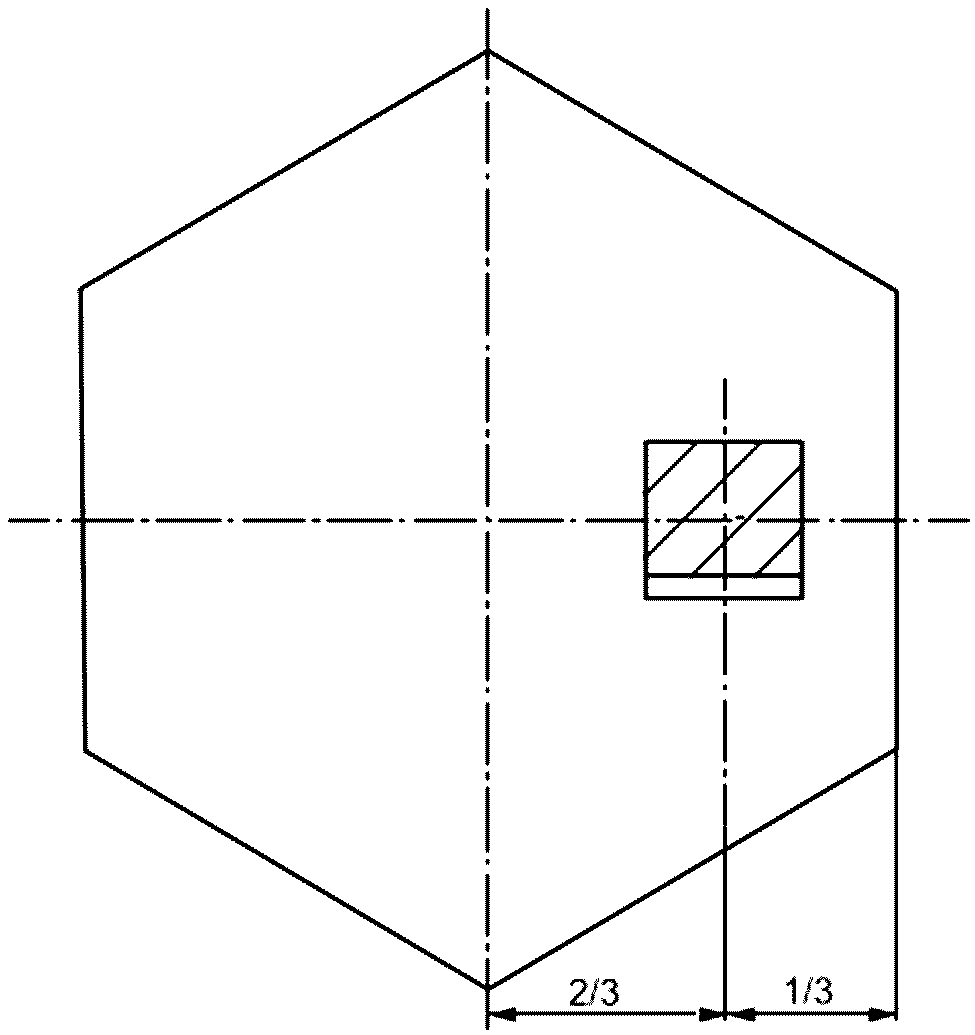
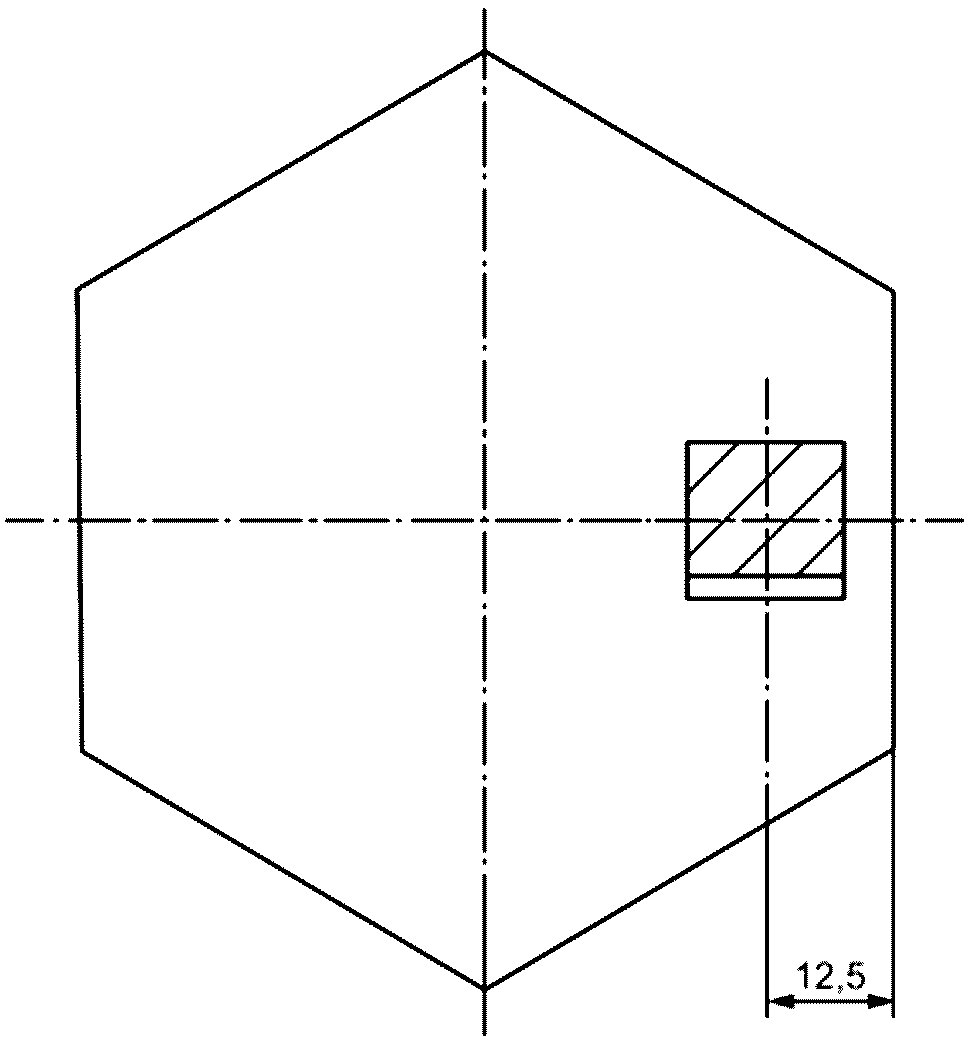
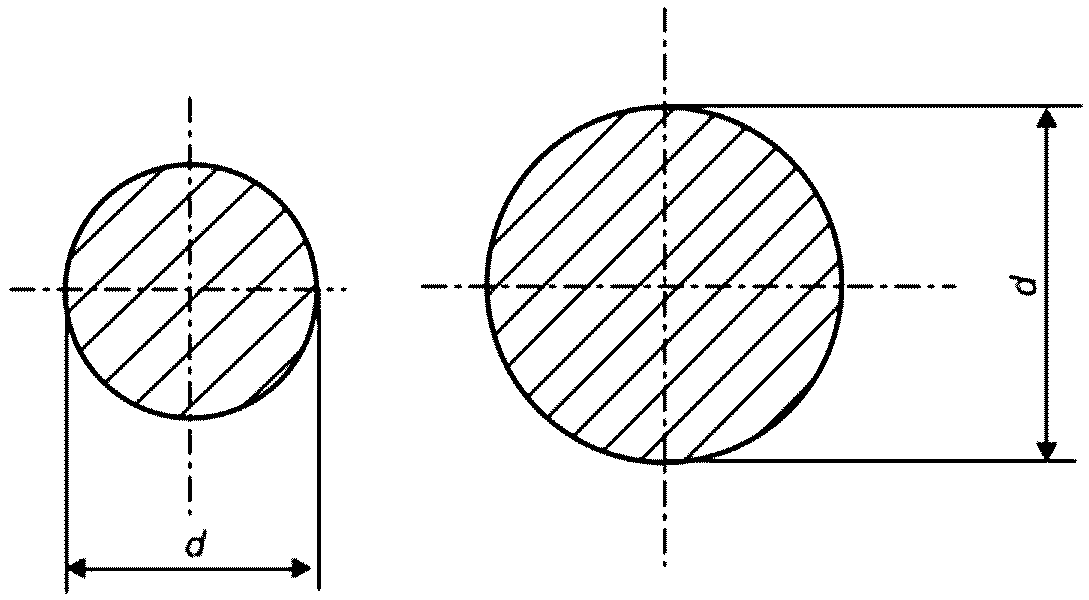
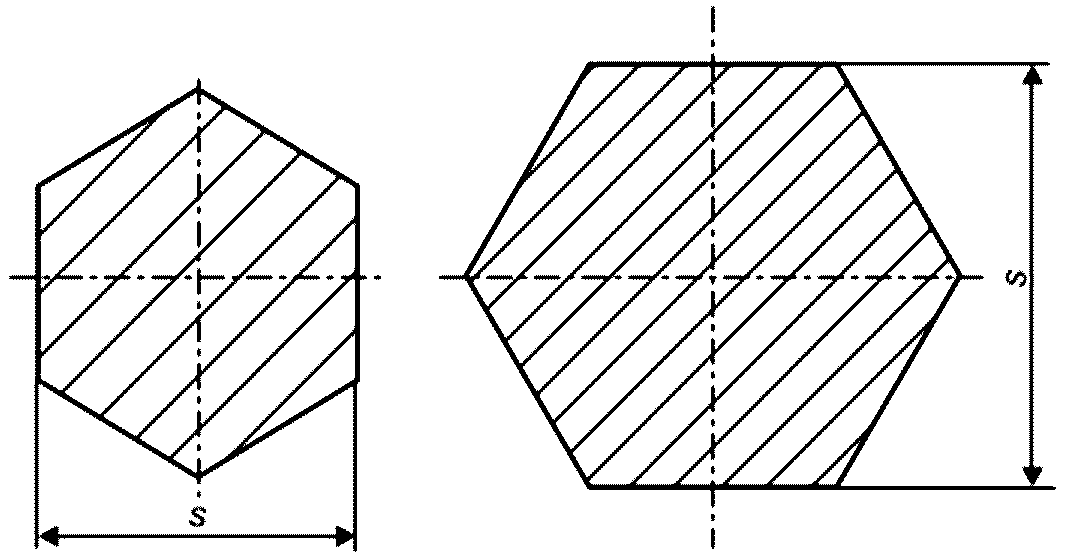
В.1.1 Прокат круглого и многоугольного сечений (см. рисунок В.1)
 | или | 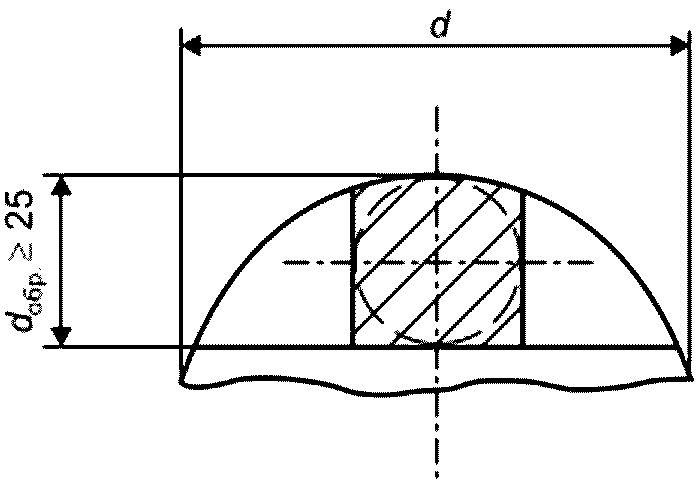 |
а) При d <= 30 мм | б) При d > 30 мм | |
 | или | 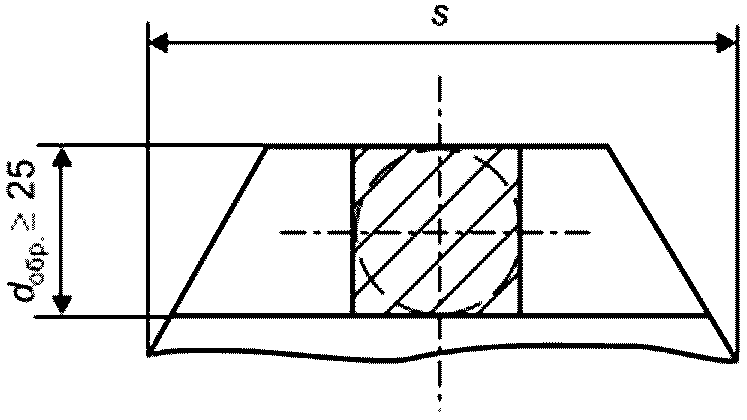 |
в) При s <= 30 мм | г) При s > 30 мм |
d - диаметр проката круглого сечения или катанки;
s - размер проката шестигранного сечения
под ключ; dобр - диаметр образца
Рисунок В.1 - Схема отбора проб
от проката круглого и многоугольного сечения
В.1.2 Прокат квадратного сечения (см. рисунок В.2)
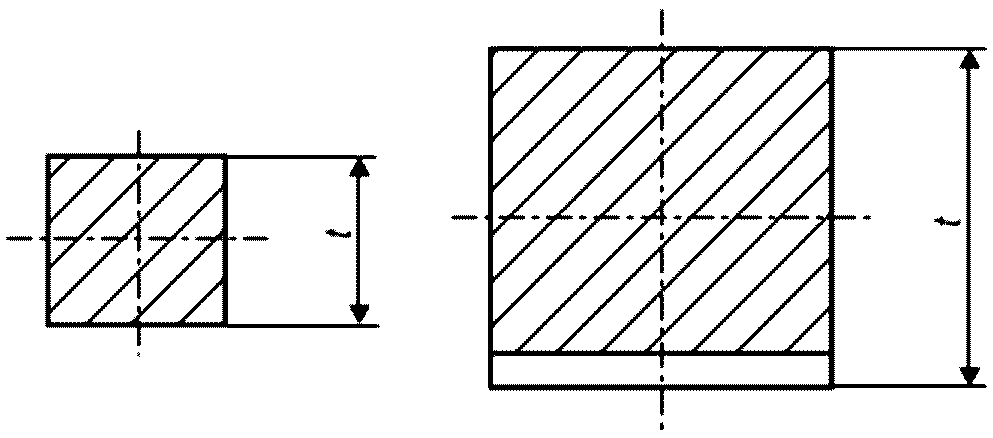 | или | 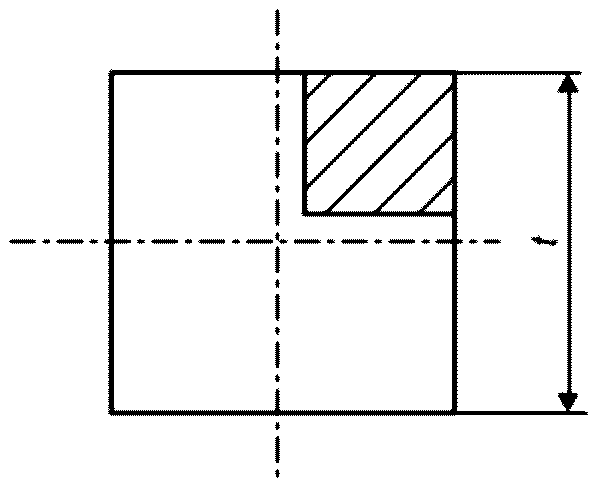 |
а) При t <= 25 мм | б) При t > 25 мм |
t - сторона проката квадратного сечения
Рисунок В.2 - Схема отбора проб
от проката квадратного сечения
В.1.3 Прокат прямоугольного сечения (см. рисунок В.3)
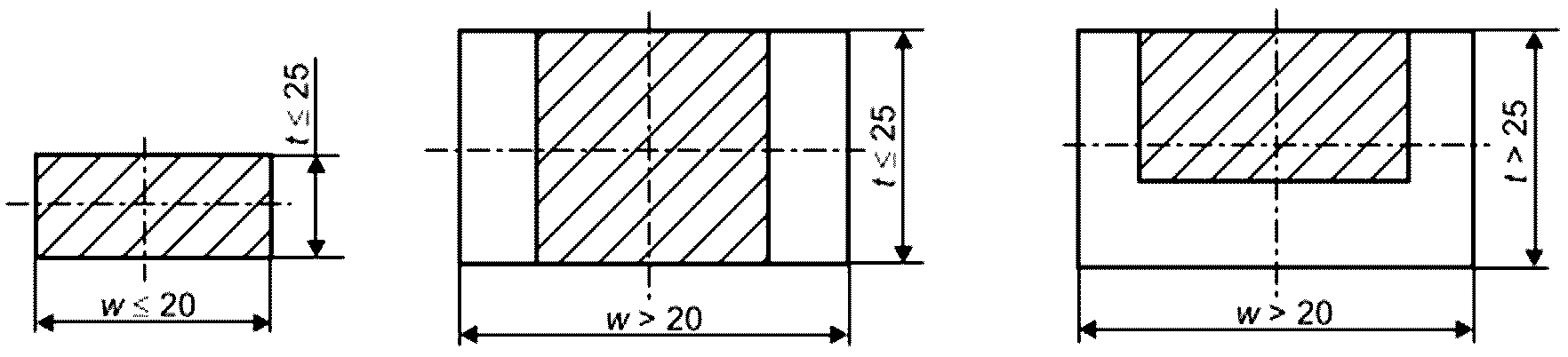
t, w - стороны проката прямоугольного сечения
Рисунок В.3 - Схема отбора проб
от проката прямоугольного сечения
В.2 Отбор проб от фасонного проката <1> (см. рисунок В.4)
--------------------------------
<1> У неравнополочных уголков отбор проб проводят из большей полки.
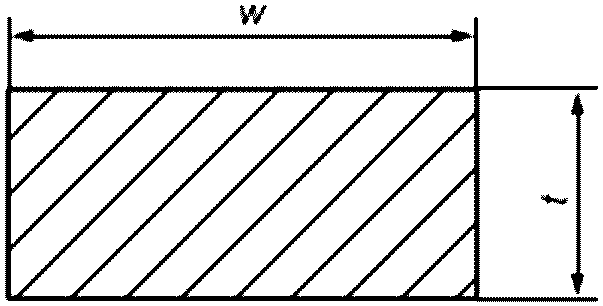
В.3 Отбор проб от листового и широкополосного универсального проката
От листового и широкополосного универсального проката пробы отбирают в любом месте по ширине проката в зависимости от толщины, как показано на рисунке В.5.
 |  |
а) При t <= 30 мм | б) При t > 30 мм |
t - толщина листа
Рисунок В.5 - Схема отбора проб от листового
и широкополосного универсального проката
(рекомендуемое)
ЗАГОТОВОК ДЛЯ ОБРАЗЦОВ И ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЙ
И ОРИЕНТАЦИЯ ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЙ ПО ОТНОШЕНИЮ
К НАПРАВЛЕНИЮ ПРОКАТКИ МЕТАЛЛОПРОДУКЦИИ
Таблица Г.1
Место отбора проб для вырезки заготовок для образцов
и образцов для испытаний для металлопродукции
в состоянии поставки или в контрольном состоянии
Вид металлопродукции | Положение продольной оси образца по отношению к направлению прокатки | Место отбора проб для вырезки заготовок для образцов и образцов для испытаний по длине металлопродукции |
Сортовой прокат круглого, квадратного, шестигранного и прямоугольного сечений | Вдоль | От любого конца прутка или мотка. Для проката в мотках пробы отбирают на расстоянии не менее 1,5 м от конца при массе мотка до 250 кг включительно и на расстоянии не менее 3,0 м - при массе мотка более 250 кг |
Фасонный прокат (двутавры, швеллеры, уголки, тавры, зетовый профиль, профиль для крепи горных выработок - СВП и др.) | Вдоль | От любого конца |
Листовой, рулонный, широкополосный прокат, в т.ч. после продольного роспуска | Поперек | От любого конца готовой единицы листового и широкополосного проката. Для рулона - на расстоянии не менее 1 м от конца |
Примечание - Для плоского проката (листового, поставляемого в листах и рулонах, широкополосного проката, в т.ч. после продольного роспуска) направление осей образцов для испытаний относительно направлений прокатки может быть установлено в соответствии с требованиями нормативного документа на металлопродукцию или в заказе. | ||
(рекомендуемое)
(ЗАГОТОВОК ДЛЯ ОБРАЗЦОВ, ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЙ)
В СЛУЧАЕ ВОЗНИКНОВЕНИЯ РАЗНОГЛАСИЙ
Таблица Д.1
Минимальное расстояние от конца изделия до места отбора проб
(заготовок для образцов, образцов для испытаний)
Вид проката | Минимальное расстояние от конца изделия |
Сортовой прокат в мотках с катаными концами диаметром <*>, мм: | |
От 5 до 7 включ. | 5 м |
Св. 7 " 13 " | 4 м |
" 13 " 18 " | 3 м |
" 18 " 23 " | 2 м |
" 23 " 28 " | 1,5 м |
" 28 " 30 " | 1 м |
Сортовой прокат в прутках и фасонный прокат | 150 мм |
Прокат рулонный с катаными концами | 3 м |
Прокат рулонный закаленный и отпущенный | 0,5 x диаметр рулона, но не менее 160 мм |
Листовой и широкополосный прокат с концами огневой или холодной резки | 15 мм |
УДК 669.14-543.05:006.354 | МКС 77.040.10 |
Ключевые слова: металлопродукция; общие правила отбора проб, заготовок для образцов и образцов для испытаний; механические и технологические испытания | |