СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2026
Примечание к документу
Документ введен в действие с 01.04.2026.
Название документа
"ГОСТ Р ИСО 8636-2-2025. Национальный стандарт Российской Федерации. Станки металлорежущие. Условия испытаний двухстоечных продольно-фрезерных станков. Часть 2. Проверка точности станков с подвижным порталом"
(утв. и введен в действие Приказом Росстандарта от 09.12.2025 N 1657-ст)
"ГОСТ Р ИСО 8636-2-2025. Национальный стандарт Российской Федерации. Станки металлорежущие. Условия испытаний двухстоечных продольно-фрезерных станков. Часть 2. Проверка точности станков с подвижным порталом"
(утв. и введен в действие Приказом Росстандарта от 09.12.2025 N 1657-ст)
Содержание
Приказом Федерального агентства
по техническому регулированию
и метрологии
от 9 декабря 2025 г. N 1657-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
УСЛОВИЯ ИСПЫТАНИЙ ДВУХСТОЕЧНЫХ ПРОДОЛЬНО-ФРЕЗЕРНЫХ СТАНКОВ
ЧАСТЬ 2
ПРОВЕРКА ТОЧНОСТИ СТАНКОВ С ПОДВИЖНЫМ ПОРТАЛОМ
Metal-cutting machine tools. Test conditions for bridge-type
milling machines. Part 2. Testing of the accuracy
of travelling bridge (gantry-type) machines
(ISO 8636-2:2024, Machine tools - Test conditions
for bridge-type milling machines - Part 2: Testing of the
accuracy of travelling bridge (gantry-type) machines, IDT)
ГОСТ Р ИСО 8636-2-2025
ОКС 25.080.20
Дата введения
1 апреля 2026 года
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 070 "Станки"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2025 г. N 1657-ст
4 Настоящий стандарт является идентичным международному стандарту ИСО 8636-2:2024 "Станки. Условия испытания двухстоечных продольно-фрезерных станков. Часть 2. Проверка точности станков с подвижным порталом" (ISO 8636-2:2024 "Machine tools - Test conditions for bridge-type milling machines - Part 2: Testing of the accuracy of travelling bridge (gantry-type) machines", IDT).
Международный стандарт разработан подкомитетом SC 2 "Условия испытаний металлорежущих станков" Технического комитета по стандартизации ISO/TC 39 "Станки".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные и национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Фрезерный станок мостового типа - это станок с числовым программным управлением, способный выполнять несколько операций обработки, включая фрезерование, расточку, сверление и нарезание резьбы, а также автоматическую смену инструмента из инструментального магазина или аналогичного устройства хранения в соответствии с программой обработки. Его основное отличие от типичного вертикального обрабатывающего центра, рассматриваемого в ИСО 10791-2, заключается в размере (ось X длиннее 5 м), а его типичная конфигурация основана на следующих особенностях:
- большой неподвижный стол, на котором могут располагаться крупногабаритные заготовки;
- все движения по трем осям координат принадлежат инструменту в следующем порядке:
- вертикальный суппорт или ползун перемещается вертикально по оси Z;
- горизонтальный суппорт перемещается по перекладине по оси Y;
- подвижный мост перемещается по станине по оси X.
Обычные конфигурации портального станка:
- подвижный мост может быть полным порталом, образованным двумя колоннами, перемещающимися по направляющим на уровне пола, соединенными верхним мостом, где
- верхний мост может быть зафиксирован и использоваться в качестве
перекладины, или
- верхний мост может быть зафиксирован, а перекладина может
перемещаться по вертикальным направляющим на колоннах, как
вертикальное движение, дополнительное к оси Z;
- подвижный мост может быть выполнен из простой перекладины,
перемещающейся по горизонтальным направляющим, размещенным на верхних
фиксированных колоннах, часто многомодульной конструкции, которая
может быть собрана до требуемой длины оси X.
Дополнительной особенностью портального станка может быть большой поворотный стол, обычно расположенный на одном конце стола для крепления заготовок, который используется для токарных операций на больших заготовках. В этом случае портальный станок с поворотным столом становится очень похожим на вертикальный токарный станок с подвижным порталом, со следующими отличиями:
- если станок сконструирован и предназначен как фрезерный станок портального типа с дополнительным поворотным столом, то движение портала на станине называется осью X, горизонтальное движение скольжения на перекладине называется осью Y, а соответствующие геометрические испытания рассматриваются в настоящем стандарте;
- если станок сконструирован и предназначен как вертикальный токарный станок с дополнительным движением портала, то горизонтальное движение скольжения на перекладине называется осью X, движение портала на станине называется осью Y, а соответствующие геометрические испытания рассматриваются в ИСО 13041-2.
Целью настоящего стандарта является предоставление максимально широкой и всеобъемлющей информации об испытаниях, которые могут быть проведены для сравнения, приемки, обслуживания или любой другой цели, которую пользователь или изготовитель/поставщик сочтет необходимой.
Настоящий стандарт совместно с ИСО 230-1, ИСО 230-2 и ИСО 230-7 устанавливает требования к испытаниям по проверке геометрической точности и испытаниям по проверке точности и повторяемости позиционирования осей с числовым программным управлением для универсальных, нормальной точности фрезерных станков мостового типа с подвижным мостом (портального типа). Настоящий стандарт также устанавливает соответствующие допуски для описанных выше испытаний.
В настоящем стандарте приведена терминология, используемая при описании основных компонентов станка и обозначение осей со ссылкой на ИСО 841.
Настоящий стандарт применим к станкам с подвижным мостом и неподвижным столом. Настоящий стандарт не включает одностоечные (открытые) станки и станки с неподвижным мостом и подвижным столом.
Настоящий стандарт распространяется только на проверку точности станка. Он не применяется ни к испытаниям при работе станка (вибрации, ненормальные шумы, скачкообразные движения компонентов станка и т.д.), ни к характеристикам станка (скорости, подачи и т.д.), которые проверяют до начала испытания точности.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 230-1:2012, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or quasi-static conditions (Нормы и правила испытаний металлорежущих станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в квазистатических условиях)
ISO 230-2:2014, Test code for machine tools - Part 2: Determination of accuracy and repeatability of positioning of numerically controlled axes (Нормы и правила испытаний станков. Часть 2. Определение точности и повторяемости позиционирования осей станков с числовым программным управлением)
ISO 230-7:2015, Test code for machine tools - Part 7: Geometric accuracy of axes of rotation (Нормы и правила испытаний станков. Часть 7. Геометрическая точность осей вращения)
В настоящем стандарте применены следующие термины по ИСО 230-1, ИСО 230-2, ИСО 230-7 с соответствующими определениями.
ИСО и МЭК поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ИСО: доступна по адресу https://www.iso.org/obp;
- Электропедия МЭК: доступна по адресу http://www.electropedia.org/.
3.1 Определения выполняемых процессов обработки
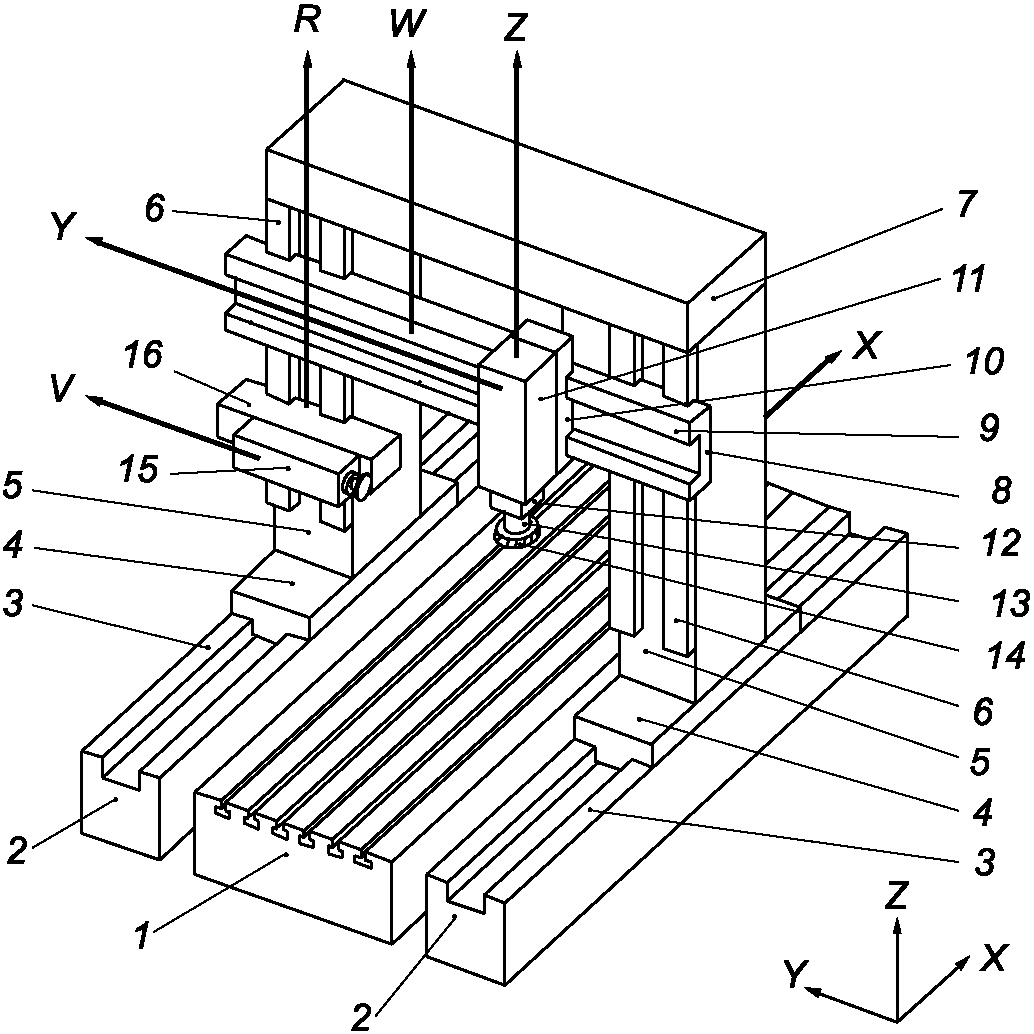
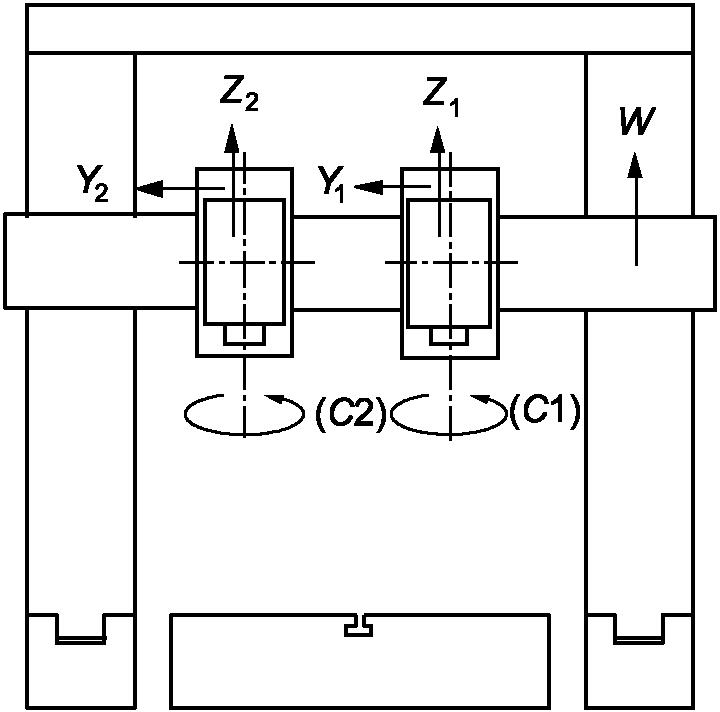
3.1.1 фрезерный станок портального типа (travelling bridge (gantry-type) milling machine): Фрезерный станок с одним неподвижным столом для удержания заготовки, двумя направляющими на двух станинах по обе стороны стола и подвижным мостом (порталом), на котором установлены шпиндельная(ые) головка(и).
Примечание 1 - Станины могут быть зависимыми или независимыми от стола и могут поддерживаться неподвижными колоннами [см. рисунок 1a) и рисунок 1b)].
Примечание 2 - Портал, состоящий из левой колонны и правой колонны, поддерживаемых соответствующими салазками колонн и выполненных заодно с неподвижным верхним мостом, перемещается по направляющим станины. Портал поддерживает горизонтальную поперечную направляющую, подвижную или неподвижную в вертикальной плоскости, на которой установлены одна или несколько шпиндельных головок с вертикальными шпинделями.
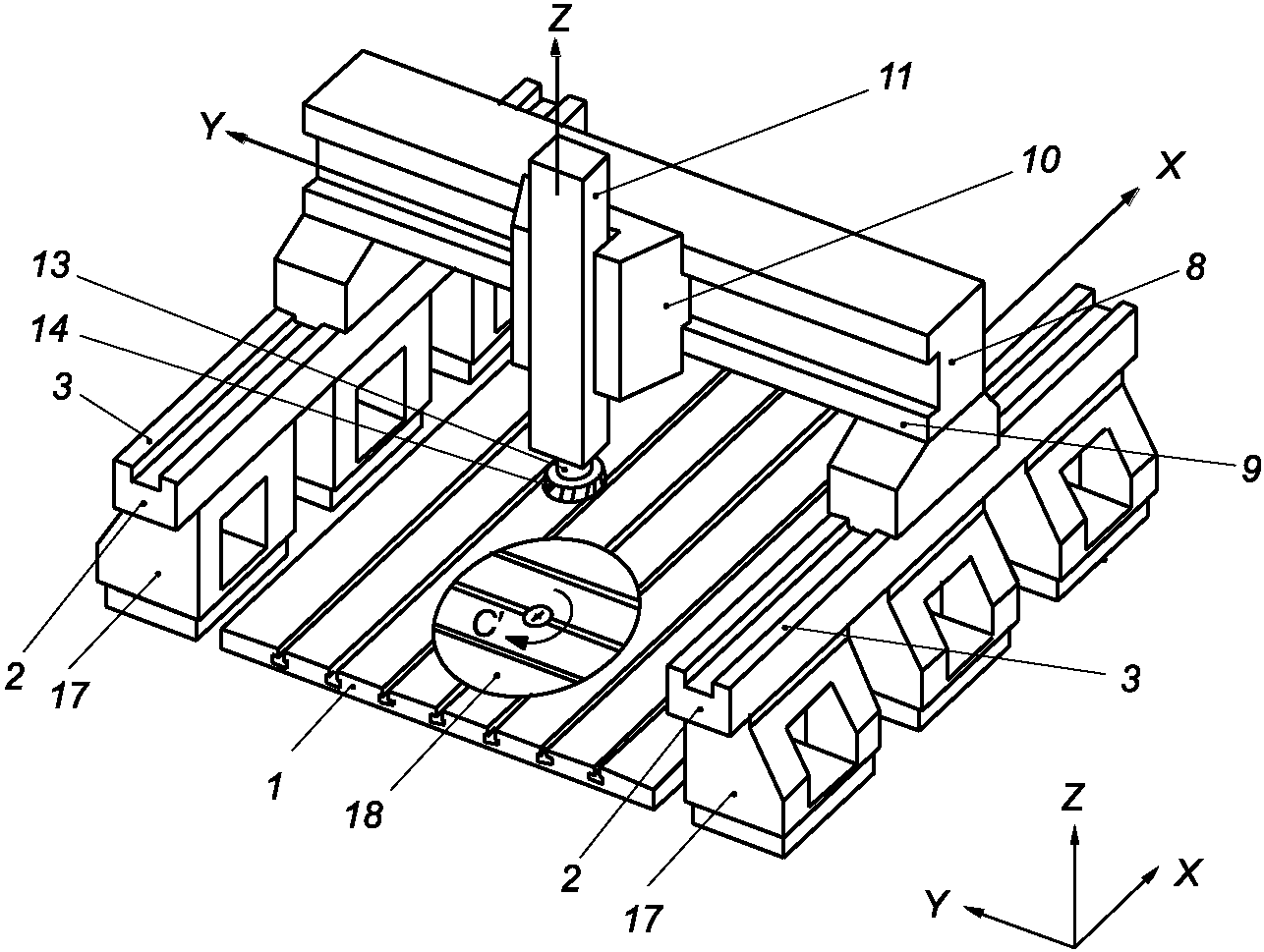
Примечание 3 - Некоторые фрезерные станки портального типа оснащены поворотным столом [см. рисунок 1b)].
4.1 Классификация
Эти станки классифицируются на следующие типы в зависимости от конструкции:
- фрезерные станки с подвижным мостом (портального типа) с перекладиной, перемещаемой по оси Z (W) [см. рисунок 1a)];
- фрезерные станки с подвижным мостом (портального типа) с перекладиной, неподвижной по оси Z [см. рисунок 1b)].
4.2.1 Станина и стол
Стол 1 (см. рисунок 1) расположен между двумя направляющими, которые образуют станину 2 (см. рисунок 1). Стол и направляющие могут быть изготовлены как единое целое. В качестве альтернативы сборка может быть выполнена из нескольких частей, жестко соединенных через основание или напрямую друг с другом.
Примечание 1 - Стол можно заменить напольной плитой.
Примечание 2 - Поворотный стол 18 (рисунок 1) может быть встроен в рабочий стол станка.
по оси W
перекладиной и станинами по оси X, поддерживаемыми
неподвижными колоннами
1 - стол (или панель пола); 2 - станина; 3 - направляющие
станины; 4 - ползун колонны; 5 - колонна; 6 - направляющие
колонны; 7 - верхний мост; 8 - подвижная или неподвижная
перекладина; 9 - направляющие перекладины; 10 - вертикальная
головка суппорта; 11 - вертикальная головка шпинделя;
12 - пиноль (хобот); 13 - шпиндельный держатель;
14 - инструмент (фреза); 15 - горизонтальная головка
шпинделя; 16 - суппорт головки колонны; 17 - неподвижные
колонны; 18 - поворотный стол (ось C'); R - вертикальное
движение боковой шпиндельной головки (ось R);
V - горизонтальное движение боковой шпиндельной головки
(ось V); W - вертикальное перемещение подвижной перекладины
(ось W); X - ось X; Y - ось Y; Z - ось Z
Примечание - Термины на французском, немецком, итальянском, японском и персидском языках см. в приложении B.
и неподвижной перекладиной
4.2.2 Колонны, верхний мост и перекладина
Согласно рисунку 1a), колонны 5 (рисунок 1) представляют собой жесткие детали с вертикальными направляющими, которые либо скользят по станине, либо жестко закреплены на направляющих колонн 4 (рисунок 1), которые скользят горизонтально по станинам.
Верхний мост 7 (рисунок 1) представляет собой неподвижную часть, соединяющую две колонны вблизи их верхних концов.
Перекладина 8 (рисунок 1) представляет собой деталь, горизонтальные направляющие которой параллельны плоскости стола. Для станков с неподвижными перекладинами перекладина выполнена заодно с колоннами и может использоваться в качестве верхнего моста. Для станков с подвижными перекладинами перекладина скользит вертикально по направляющим колонн 6 (рисунок 1).
Согласно рисунку 1b), перекладина не перемещается вдоль оси W. Перекладина и верхний мост 8 (рисунок 1) представляют собой цельную конструкцию, не закрепленную на колоннах, а скользящую непосредственно вдоль оси X по горизонтальным направляющим, закрепленным на нескольких неподвижных колоннах.
4.2.3 Шпиндельная(ые) головка(и)
Одна или несколько шпиндельных головок с вертикальными или горизонтальными шпинделями устанавливаются на направляющих перекладины.
Часть, которая находится в непосредственном контакте с направляющими перекладины, называется седлом головки 10 и 16 (см. рисунок 1).
Шпиндельные головки 11 и 15 (см. рисунок 1) устанавливаются на седлах головки 10 и 16 (см. рисунок 1), которые перемещаются по направляющим перекладины или колонны.
Вертикальная шпиндельная головка может скользить вертикально по седлу головки; тогда она называется ползун. Шпиндель может быть установлен в пиноли 12 (см. рисунок 1), скользящей вертикально в головке шпинделя. Интегральные или универсальные шпиндельные головки могут применяться на нижней части головки шпинделя или хобота.
4.2.4 Движение подвижной перекладины
Вертикальное движение подвижной перекладины может быть либо движением подачи (в этом случае перекладина считается подвижной при работе), либо движением между фиксированными рабочими положениями (тогда перекладина считается подвижной при позиционировании).
См. рисунок 1 для полной иллюстрации компонентов станка.
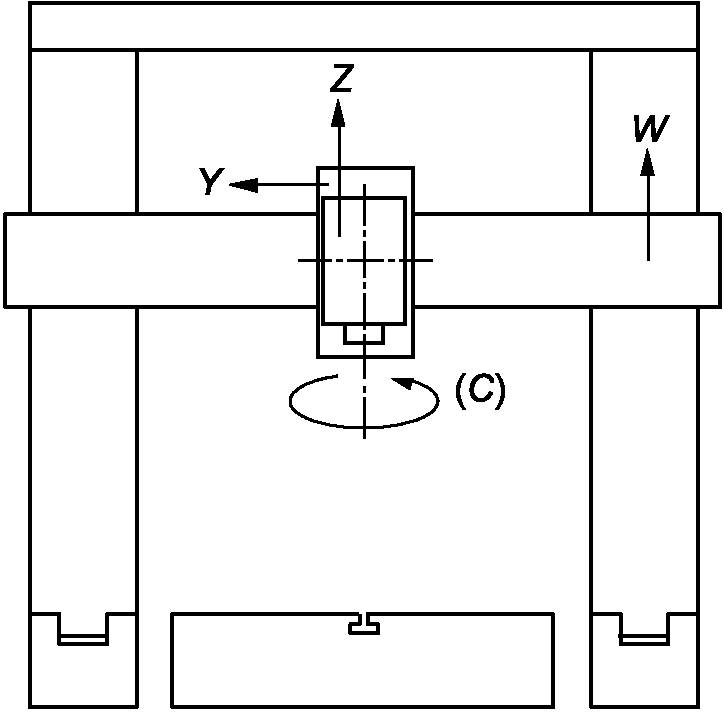
Рисунок 2 - Пример станка с одной шпиндельной головкой
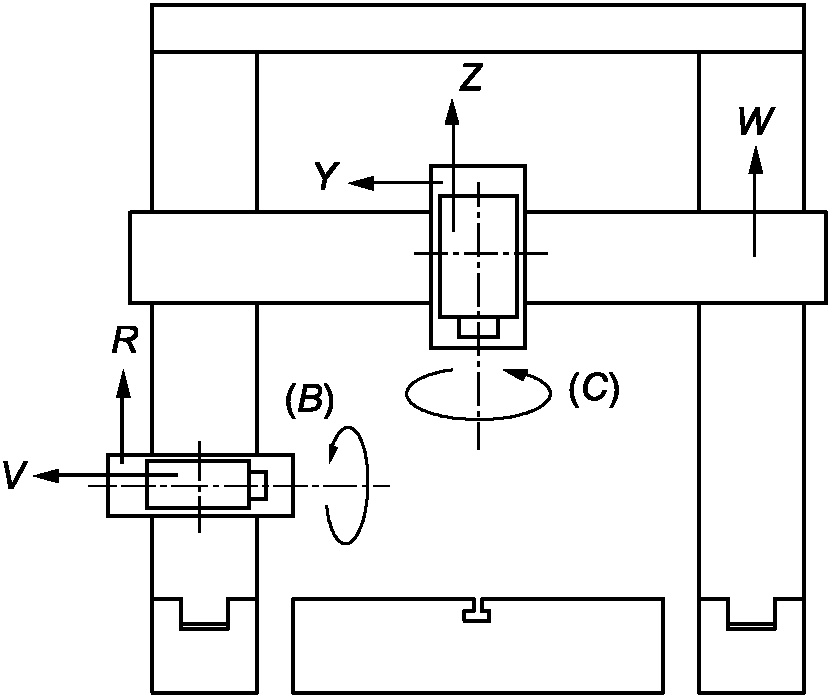
a) Одна вертикальная шпиндельная головка, установленная
на перекладине, и одна горизонтальная шпиндельная головка,
установленная на левой колонне
b) Две вертикальные шпиндельные головки, установленные
на перекладине
6.1 Единицы измерения
В настоящем стандарте все линейные размеры, отклонения, погрешности и соответствующие допуски выражены в миллиметрах; угловые размеры - в градусах и угловых погрешностях, а соответствующие допуски в основном выражены в пропорциях, (например, 0,010/1000), но в некоторых случаях для большей ясности допускается использовать микрорадианы (мкрад) или угловые секунды ("). Для преобразования единиц угловых погрешностей или допусков следует использовать формулу (1):
6.2 Ссылка на ИСО 230-1, ИСО 230-2 и ИСО 230-7
При применении настоящего стандарта следует учитывать положения ИСО 230-1, ИСО 230-2 и ИСО 230-7, в том числе при монтаже станка перед испытанием, прогревании шпиндельного и других движущихся компонентов, описании методов измерения и рекомендуемой точности испытательного оборудования.
В блоке испытаний "Наблюдения", описанных в разделах 7 - 13, после инструкций следует ссылка на соответствующие разделы ИСО 230-1, ИСО 230-2 и ИСО 230-7 в случаях, когда проводимое испытание соответствует техническим требованиям ИСО 230.
6.3 Выравнивание станка
Перед проведением испытаний станок следует выровнять в соответствии с рекомендациями поставщика/изготовителя (см. ИСО 230-1:2012, 6.1).
6.4 Температурные условия
Температурные условия в течение испытаний необходимо устанавливать по соглашению между поставщиком/изготовителем и пользователем.
6.5 Последовательность проведения испытаний
Последовательность испытаний, представленная в настоящем стандарте, не определяет практический порядок проведения испытаний. В целях упрощения установки средств измерений или калибров испытания возможно проводить в любом порядке.
6.6 Обязательные испытания
При испытаниях станка не всегда необходимо или возможно проводить все испытания, описанные в настоящем стандарте. Если необходимо провести приемочные испытания, то пользователь должен выбрать (по соглашению с поставщиком/изготовителем) те испытания, которые относятся к интересующим его компонентам и/или характеристикам станка. В ИСО 230-1:2012, приложение A, приведена информация о выборе первичных и вторичных осей и связанных с ними испытаниях. Данные испытания должны быть четко определены при заказе станка. Ссылка на настоящий стандарт для проведения приемочных испытаний без четкого определения необходимых испытаний или без соглашения о соответствующих расходах не может считаться обязательной для любой из сторон контракта.
Средства измерений, указанные в испытаниях, описанных в разделах 7 - 13, приведены только в качестве примеров. Допускается применение других приборов, измеряющих такие же величины и имеющих такую же или меньшую неопределенность измерения. В ИСО 230-1:2012, раздел 5, указана связь между неопределенностями измерений и допусками.
Когда речь идет об индикаторе часового типа, это может означать не только индикаторы с круговой шкалой (DTI), но и любой тип датчика линейного перемещения, например аналоговые или цифровые индикаторы часового типа, измерительные преобразователи линейных перемещений (LVDT), индикаторы перемещения с линейной шкалой или бесконтактные датчики, если они применимы к соответствующему испытанию.
Аналогично, когда упоминается поверочная линейка, это может означать любой тип эталонного образца прямолинейности, например, гранитную, керамическую, стальную или чугунную поверочную линейку, одну сторону поверочного угольника, одну образующую линию на цилиндрическом поверочном угольнике, любую прямую линию на эталонном кубе или специальный эталонный образец прямолинейности, изготовленный для установки в T-образные пазы или другие эталоны.
Также, если упоминается термин "угольник", то он может означать любой тип средства проверки прямоугольности, например граничный, керамический, стальной или чугунный угольник, цилиндрический проверочный угольник, эталонный куб или специально изготовленный шаблон.
6.8 Компенсация программного обеспечения
Если встроенные программные средства доступны для компенсации геометрических, позиционных, контурных и тепловых отклонений, их использование во время этих испытаний должно основываться на соглашении между изготовителем/поставщиком и пользователем с должным учетом предполагаемого использования станка, например, если предполагаемое использование станка сопряжено с программной компенсацией геометрических ошибок или без нее. Если используется программная компенсация, это должно быть указано в протоколе испытаний. Следует отметить, что при использовании программной компенсации некоторые оси станка не могут быть заблокированы для целей испытаний.
Информация о числовой компенсации геометрических ошибок приведена в ISO/TR 16907.
6.9 Минимальное допустимое отклонение
По взаимному соглашению изготовитель/поставщик и пользователь могут установить допуск на длину измерения, отличную от той, которая указана в испытаниях, описанных в разделах 7 - 13. Однако следует учитывать, что рекомендуемое минимальное значение допуска составляет 0,005 мм, если не указано иное.
При указании минимального допуска следует учитывать неопределенность измерения, связанную с испытанием и рекомендуемым прибором, см. 6.7.
6.10 Испытания позиционирования
Испытания позиционирования для станков с числовым программным управлением должны соответствовать ИСО 230-2. Допуски в настоящем стандарте приведены только для некоторых параметров. Представление результатов проверок должны соответствовать ИСО 230-2.
6.11 Схемы
При необходимости в схеме для каждого испытания a), b) и c), указанного в блоке "Цель", приводится схематическое изображение возможной испытательной установки, включая обозначение соответствующей координатной плоскости (например, XY, YZ, ZX).
Цель | G1 | ||||
Проверка прямолинейности движения портала (ось X): | |||||
Схема 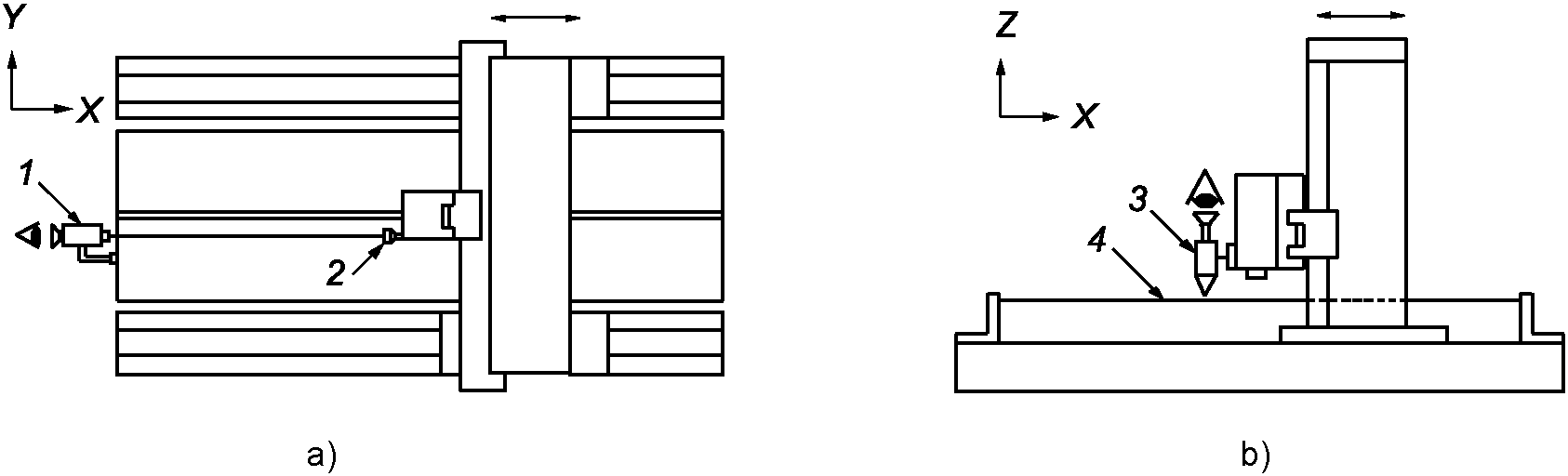 1 - установочный телескоп; 2 - мишень телескопа; 3 - микроскоп; 4 - натянутая струна | |||||
Допуск | Для измерения длины до | ||||
5000 | 10 000 | 15 000 | 20 000 | ||
0,070 | 0,140 | 0,210 | 0,280 | ||
Для длин измерения более 20 000 допуск должен быть согласован между изготовителем/поставщиком и пользователем. | |||||
Результаты измерений | Для измерения длины: | ||||
Средства измерений a) Оптические приборы для измерения прямолинейности, за исключением микроскопа и натянутой струны. b) Оптические приборы для измерения прямолинейности, включая микроскоп и натянутую струну. | |||||
Замечания и ссылки на ИСО 230-1:2012, 8.2.2.1, 8.2.2.2, 8.2.2.3 и 8.2.2.4 Для a) натянутая струна не рекомендуется из-за провисания струны. Установочный телескоп можно установить на столе для крепления заготовки таким образом, чтобы оптический луч был параллелен движению портала по оси X, или отсутствие параллельности следует учитывать при измерении. Если шпиндель можно зафиксировать, на нем можно установить мишень телескопа. Если шпиндель невозможно зафиксировать, следует установить мишень телескопа на шпиндельной головке. Для b) микроскоп следует закрепить на шпинделе, если его можно зафиксировать, или на шпиндельной головке. При использовании оптических приборов следует учитывать, что их погрешность измерения для большой длины измерения может быть выше, чем погрешность измерения микроскопа и натянутой струны. Для a) и b) измерения следует проводить не менее чем в шести положениях вдоль хода с равномерным шагом, не превышающим 500. Перемещают портал в направлении оси X и записывают показания. Измерения необходимо проводить с осями Y и Z в их средних положениях хода, в противном случае место измерения должно быть указано. | |||||
Цель | G2 | ||||||||
| |||||||||
Проверка угловых погрешностей движения портала (ось X): | |||||||||
Схема 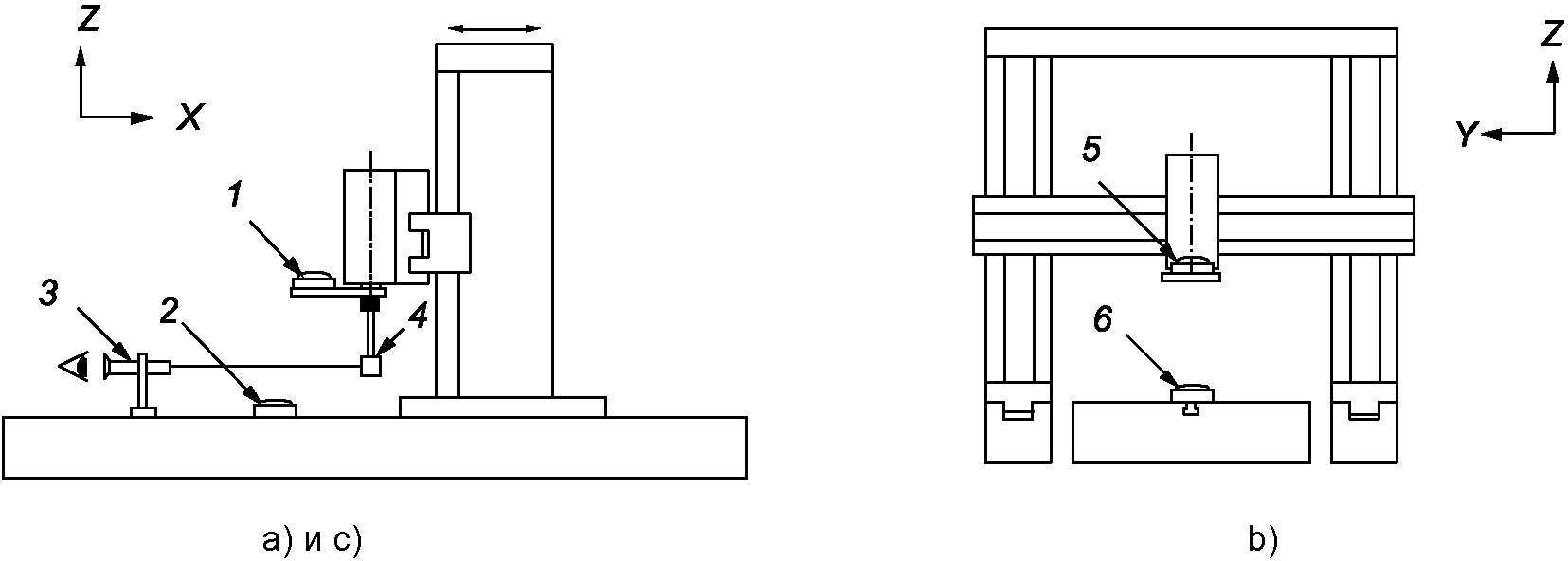 1 - измерительный уровень для тангажа; 2 - опорный уровень для тангажа; 3 - автоколлиматор для рысканья/тангажа; 4 - отражатель для рысканья/тангажа; 5 - измерительный уровень для крена; 6 - опорный уровень для крена | |||||||||
Допуск | Для измерения длины до | ||||||||
5000 | 10 000 | 15 000 | 20 000 | ||||||
0,060/1000 | 0,070/1000 | 0,080/1000 | 0,100/1000 | ||||||
Результаты измерений | Для измерения длины: | ||||||||
Средства измерений a) Прецизионный уровень или оптические приборы. b) Прецизионный уровень. c) Автоколлиматор или другие оптические приборы. | |||||||||
Замечания и ссылки на ИСО 230-1:2012, 8.4.2.1, 8.4.2.2 и 8.4.2.3 Измерительный уровень или зеркало должны быть размещены на ползуне: - для a), EBX (тангаж): в направлении оси X; - для b), EAX (крен): в направлении оси Y; - для c) ECX (рысканье): установить автоколлиматор горизонтально в направлении оси X. Если движение оси X вызывает угловое отклонение как шпиндельной головки, так и стола, должны быть выполнены дифференциальные измерения двух угловых движений. | |||||||||
Цель | G3 | ||||
Проверка прямолинейности горизонтального движения шпиндельной головки по перекладине (ось Y): | |||||
Схема 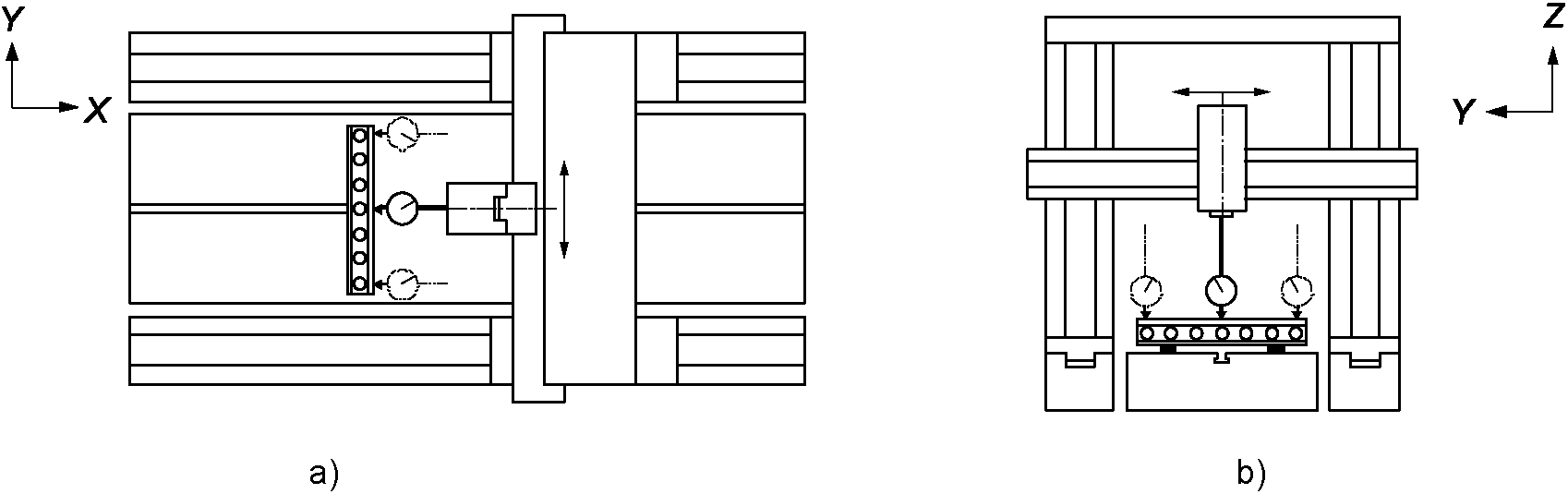 | |||||
Допуск | Для измерения длины до | ||||
2000 | 3000 | 4000 | 5000 | ||
0,030 | 0,040 | 0,050 | 0,060 | ||
Результаты измерений | Для измерения длины: | ||||
Средства измерений Циферблатный индикатор, поверочная линейка и поверочная плита или оптические приборы. | |||||
Замечания и ссылки на ИСО 230-1:2012, 8.2.2.1, 8.2.2.3, 8.2.2.4 и 8.2.2.5 Следует зафиксировать подвижную поперечину в середине хода и переместить портал в середине хода. Следует установить линейку на столе с опорной поверхностью, приблизительно параллельной оси Y: в горизонтальной плоскости для a) и в вертикальной плоскости для b). Если шпиндель возможно заблокировать, на нем можно установить индикатор часового типа. Если шпиндель невозможно заблокировать, индикатор часового типа следует установить на ползун. Следует переместить шпиндельную головку в направлении Y по длине измерения и записать показания. Длина измерения обычно равна длине между двумя колоннами (не полной длине поперечины). В других случаях это должно быть согласовано между изготовителем/поставщиком и пользователем. Измерения следует проводить не менее чем в шести положениях вдоль хода с равноотстоящими шагами, не превышающими 400. | |||||
Цель | G4 | ||||
Проверка угловых погрешностей горизонтального перемещения шпиндельной головки (ось Y): | |||||
Схема 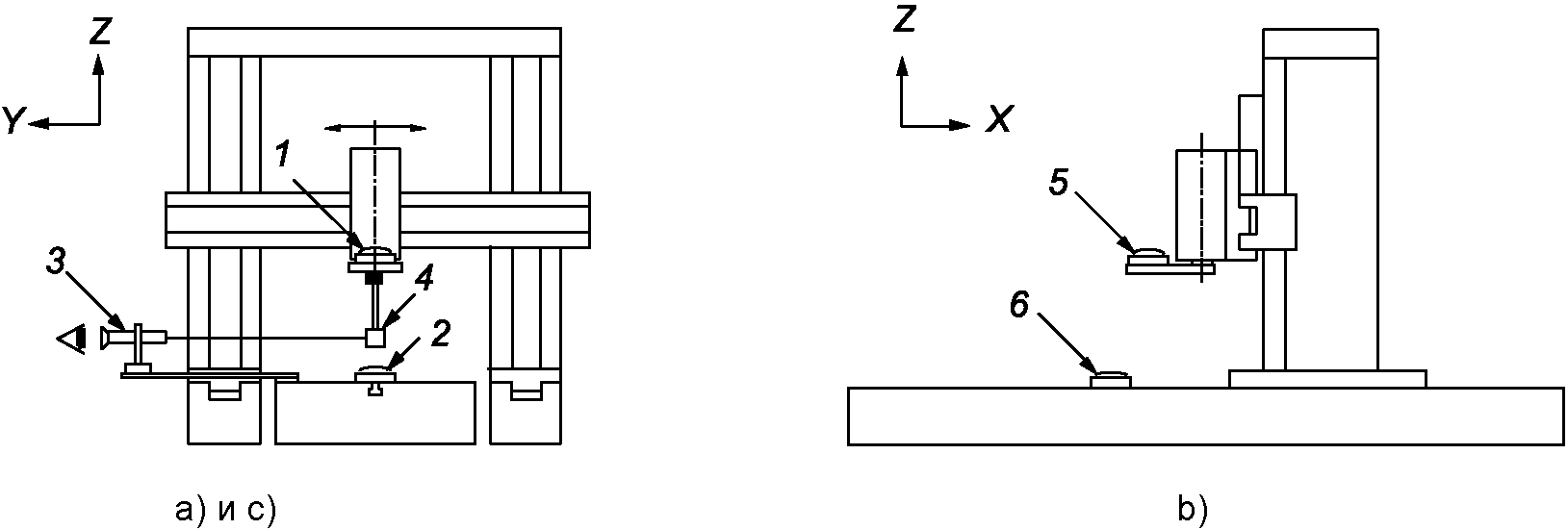 1 - измерительный уровень для EAY; 2 - опорный уровень для EAY; 3 - автоколлиматор для ECY/EAY; 4 - отражатель для ECY/EAY; 5 - измерительный уровень для EBY, крен; 6 - опорный уровень для EBY, крен | |||||
Допуск | Для измерения длины до | ||||
2000 | 3000 | 4000 | 5000 | ||
0,035/1000 | 0,050/1000 | 0,060/1000 | 0,060/1000 | ||
Результаты измерений | Для измерения длины: | ||||
Средства измерений a) Прецизионный уровень или оптические приборы. b) Прецизионный уровень. c) Автоколлиматор или другие оптические приборы. | |||||
Замечания и ссылки на ИСО 230-1:2012, 8.4.2.1, 8.4.2.2 и 8.4.2.3 Уровень или отражатель или световозвращатель должны быть размещены на подвижном элементе: - для a), (EAY): уровень следует размещать в направлении оси Y; - для b), (EBY): уровень следует размещать в направлении оси X; - для c), (ECY): автоколлиматор следует устанавливать горизонтально в направлении оси Y. Измерения необходимо проводить не менее чем в шести положениях вдоль хода с равноотстоящими шагами, не превышающими 400. | |||||
Цель | |||||
Проверка прямолинейности вертикального перемещения шпиндельной головки (ось Z): | |||||
 | |||||
Допуск | Для измерения длины до | ||||
1000 | 2000 | 3000 | 4000 | ||
0,015 | 0,020 | 0,030 | 0,040 | ||
Результаты измерений | Для измерения длины: | ||||
Средства измерений Угольник, поверочная линейка, регулируемые блоки и индикатор часового типа или оптические приборы, или микроскоп и натянутая струна. | |||||
Замечания и ссылки на ИСО 230-1:2012, 8.2.2.1 Следует установить портал, подвижную поперечину и шпиндельную головку в середине хода. Натянутая струна, если используется, должна быть натянута между столом и другой неподвижной частью, независимой от портала. Для a) следует установить поверочную линейку, ориентированную вдоль оси X, и поместить на нее угольник. Необходимо закрепить индикатор часового типа на шпиндельной головке. Следует зафиксировать поперечную направляющую на колоннах, где это возможно. Необходимо приложить щуп индикатора часового типа к угольнику, измеряя в направлении X. Следует переместить ось Z и записать показания индикатора часового типа. Измерения следует проводить как минимум в шести позициях вдоль хода с равноотстоящими шагами, не превышающими 300. Для b) следует установить поверочную линейку, ориентированную вдоль оси Y, и поместить на нее угольник. Необходимо приложить щуп индикатора часового типа к угольнику, измеряя в направлении Y. Следует переместить ось Z и записать показания индикатора часового типа. Измерения необходимо проводить не менее чем в шести положениях вдоль хода с равноотстоящими шагами, не превышающими 300. Примечание - Испытательная установка, изображенная на схеме, также применима к испытаниям G9, G10 и G13. Использование поверочной линейки необязательно. | |||||
Цель | G6 | |||||
Проверка угловых погрешностей вертикального перемещения шпиндельной головки (ось Z): | ||||||
Схема 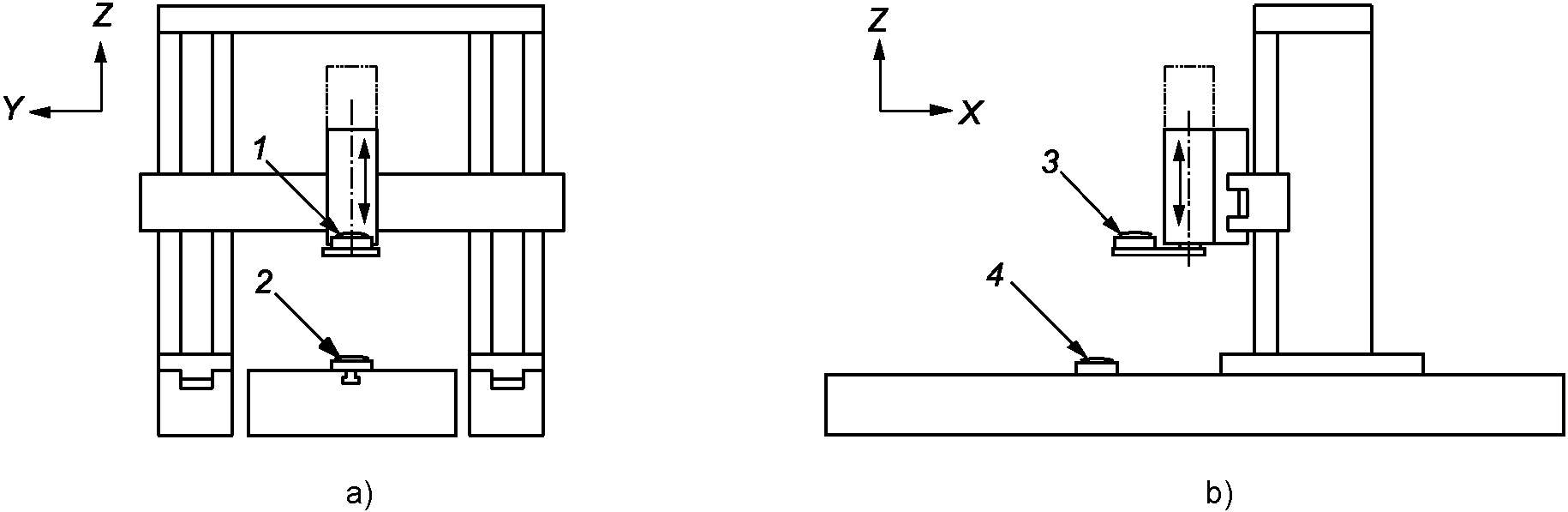 1 - измерительный уровень для EAZ; 2 - эталонный уровень для EAZ; 3 - измерительный уровень для EBZ; 4 - эталонный уровень для EBZ | ||||||
Допуск | Для измерения длины до | |||||
1000 | 2000 | 3000 | 4000 | |||
0,020/1000 | 0,030/1000 | 0,040/1000 | 0,050/1000 | |||
Результаты измерений | Для измерения длины: | |||||
Средства измерений Прецизионные уровни или оптические приборы. | ||||||
Замечания и ссылки на ИСО 230-1:2012 Уровень или отражатель или световозвращатель следует размещать на подвижном элементе: - для a), (EAZ): уровень необходимо размещать в направлении оси Y; - для b), (EBZ): уровень необходимо размещать в направлении оси X. Измерения следует проводить не менее чем в шести положениях вдоль хода с равноотстоящими шагами, не превышающими 300. | ||||||
Цель | G7 | ||||
Проверка угловой погрешности вертикального перемещения шпиндельной головки (ось Z) в горизонтальной плоскости XY, ECZ (крен). | |||||
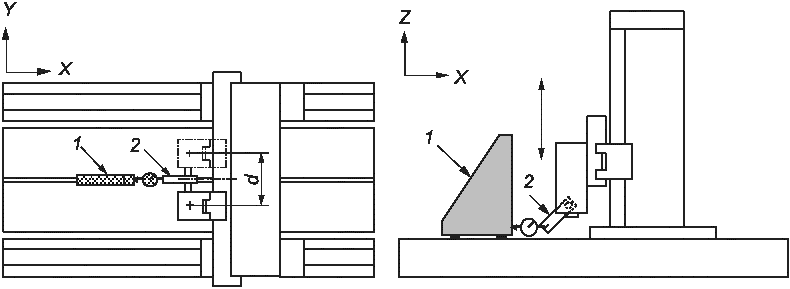 1 - угольник; 2 - специальное коромысло; d - пройденное расстояние по оси Y | |||||
Допуск | Для измерения длины до | ||||
1000 | 2000 | 3000 | 4000 | ||
0,020/1000 | 0,030/1000 | 0,040/1000 | 0,050/1000 | ||
Местное допустимое отклонение 0,015/1000 на любой длине измерения из 600. Для длин измерения более 4000 допустимое отклонение должно быть согласовано между изготовителем/поставщиком и пользователем. | |||||
Результаты измерений | Для измерения длины: | ||||
Средства измерений Угольник, индикатор часового типа, установленный на специальном рычаге или натянутой струне, и микроскоп или сканирующий лазер | |||||
Замечания и ссылки на ИСО 230-1:2012, 8.4.2.4 Следует измерить отклонение прямолинейности EXZ оси Z с помощью прибора, установленного на специальном коромысле с горизонтальным смещением d/2 от оси шпинделя, или с помощью индикатора часового типа против угольника, установленного как в G5 a) и в G9 a), как показано на схеме, с помощью микроскопа, нацеленного на вертикальную натянутую струну, или с помощью мишени сканирующего лазера, создающего оптическую плоскость YZ. Необходимо отметить показания и соответствующие измерительные позиции на ходе шпиндельной головки (ось Z). Следует поместить или повернуть специальное коромысло (несущий инструмент) на противоположную сторону шпиндельной головки и переместить ось Y на расстояние d, чтобы повторить те же показания относительно того же эталона; возможный крен движения оси Y должен быть измерен и учтен. При использовании сканирующего лазера перемещение оси Y не требуется. Прибор должен быть сброшен, новые измерения должны быть выполнены на тех же высотах, что и предыдущие, и результаты должны быть записаны. Измерения следует проводить не менее чем в шести положениях вдоль хода с равноотстоящими шагами, не превышающими 300. Для каждого положения измерения необходимо вычислить алгебраическую разницу между двумя показаниями, а затем вычислить разницу между максимумом и минимумом, деленную на расстояние d, для получения углового отклонения. Примечание - Эта настройка также применима для испытания G12. | |||||
Цель | G8 |
Проверка перпендикулярности горизонтального перемещения шпиндельной головки по перекладине (ось Y) к перемещению портала (ось X), EC(0X)Y. | |
Схема 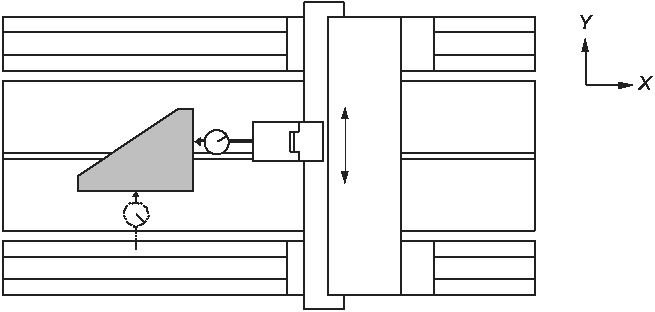 | |
Допуск 0,040/1000 | |
Результаты измерений | |
Средства измерений Угольник и индикатор часового типа или оптические приборы. | |
Замечания и ссылки на ИСО 230-1:2012, 10.3.2.2 Следует установить портал в среднее положение. Необходимо закрепить индикатор часового типа на шпиндельной головке. Следует установить угольник на столе и выровнять одну сторону параллельно движению портала (ось X), иначе при измерении необходимо учитывать отсутствие параллельности. Необходимо поместить щуп индикатора часового типа напротив другого плеча угольника, измеряя в направлении X. Расположить ось Y близко к одному концу квадратной поверхности и обнулить индикатор часового типа. Следует переместить ось Y для измерения близко к другому концу квадратной поверхности и записать показание. Ошибка перпендикулярности, EC(0X)Y, которая должна быть сообщена, представляет собой отношение между показанием и пройденным расстоянием по оси Y. Для больших станков измерение следует повторить в двух крайних положениях портала. | |
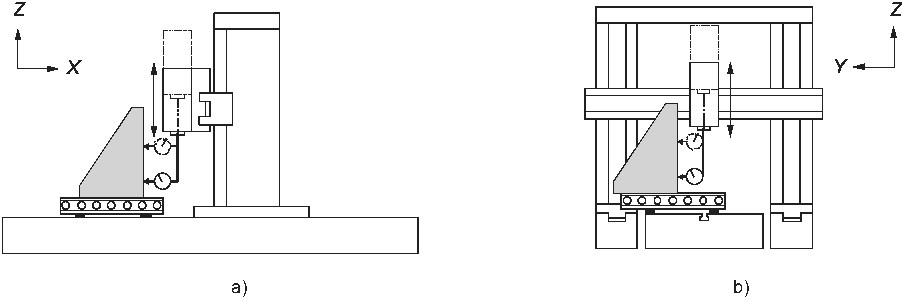
Цель | ||
Проверка перпендикулярности вертикального перемещения шпиндельной головки (ось Z) к: Это испытание также применимо к дополнительным вертикальным шпиндельным головкам на перекладине. | ||
Схема 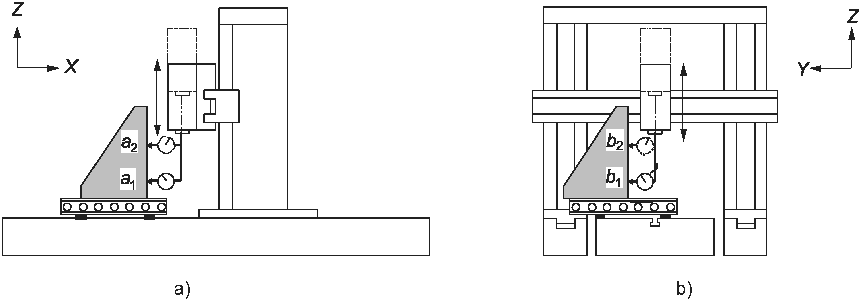 a1, a2, b1 и b2 - положения измерения | ||
Допуск | ||
Результаты измерений | ||
Средства измерений Угольник, поверочная линейка, регулируемые блоки и индикаторы часового типа или оптические приборы. | ||
Замечания и ссылки на ИСО 230-1:2012, 10.3.2.2 Следует поместить портал, подвижную перекладину и шпиндельную головку в среднее положение. Для a) необходимо установить поверочную линейку параллельно движению оси X с помощью регулируемых блоков, иначе при измерении необходимо учитывать отсутствие параллельности, а затем поместить на нее угольник. Следует закрепить индикатор часового типа на шпиндельной головке. Необходимо зафиксировать подвижную перекладину на колоннах, где это возможно. Следует приложить щуп индикатора часового типа к угольнику в положении a1, измерив в направлении X, и обнулить индикатор часового типа. Переместить ось Z в положение a2 и записать показания индикатора часового типа. Ошибка перпендикулярности, EB(0X)Z, которая должна быть сообщена, представляет собой отношение между показанием в a2 и пройденным расстоянием по оси Z. Для b) необходимо установить линейку параллельно движению оси Y с помощью регулируемых блоков, иначе при измерении следует учитывать отсутствие параллельности, а затем поместить на нее угольник. Следует приложить щуп индикатора часового типа к угольнику в положении b1, измерив в направлении Y, и обнулить индикатор часового типа. Переместить ось Z в положение b2 и записать показания индикатора часового типа. Ошибка перпендикулярности, EA(0Y)Z, которая должна быть сообщена, представляет собой отношение между показанием в b2 и пройденным расстоянием по оси Z. Для больших станков проверка ошибки перпендикулярности оси ZX, EB(0X)Z, должна быть повторена в двух крайних положениях портала. Примечание - Эта испытательная настройка также применима к испытаниям G5, G10 и G13. Использование линейки необязательно. | ||
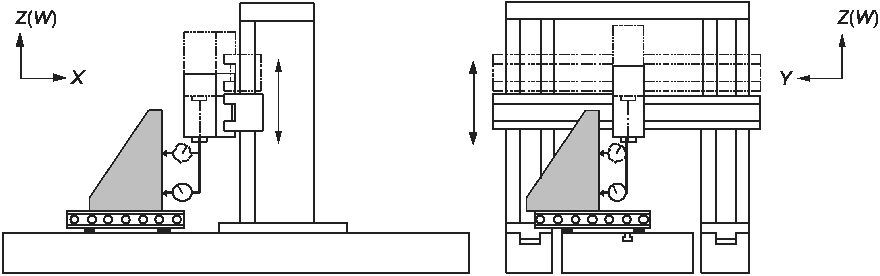
Цель | |||||
Проверка прямолинейности подвижной перекладины при ее движении по оси W: Это испытание не применимо к перекладинам, которые подвижны только при размещении в неподвижных ступенях. | |||||
 | |||||
Допуск | Для измерения длины до | ||||
2000 | 3000 | 4000 | 5000 | ||
0,020 | 0,030 | 0,040 | 0,050 | ||
Результаты измерений | Для измерения длины: | ||||
Средства измерений Угольник, поверочная линейка, регулируемые блоки и индикатор часового типа или оптические приборы, или микроскоп и натянутая струна. | |||||
Замечания и ссылки на ИСО 230-1:2012, 8.2.2.1 Следует установить портал и шпиндельную головку в середине хода. Если используется натянутая струна, она должна быть натянута между столом и другой неподвижной частью, независимой от портала. Для a) необходимо установить поверочную линейку, ориентированную вдоль оси X, и поместить на нее угольник. Следует закрепить индикатор часового типа на шпиндельной головке. Приложить щуп индикатор часового типа к угольнику, измеряя в направлении X. Необходимо переместить ось W и записать показания индикатора часового типа. Измерения необходимо проводить как минимум в шести позициях вдоль хода с равноотстоящими шагами, не превышающими 500. Для b) следует установить поверочную линейку, ориентированную вдоль оси Y, и поместить на нее угольник. Необходимо приложить щуп индикатора часового типа к угольнику, измеряя в направлении Y. Следует переместить ось W и записать показания индикатора часового типа. Измерения следует проводить не менее чем в шести положениях вдоль хода с равноотстоящими шагами, не превышающими 500. Примечание - Установка, изображенная на схеме, также применима к испытаниям G5, G9 и G13. Использование поверочной линейки необязательно. | |||||
Цель | G11 | |||||
Проверка угловых погрешностей подвижной перекладины при ее движении по оси W: | ||||||
Схема 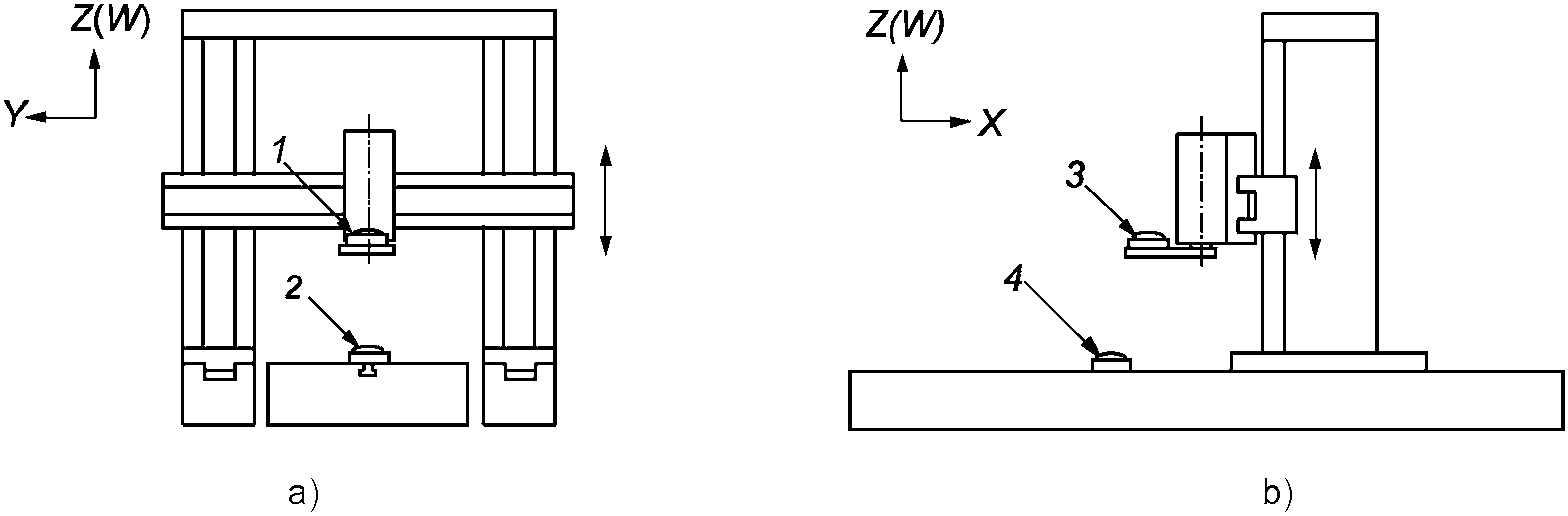 1 - измерительный уровень для EAW; 2 - эталонный уровень для EAW; 3 - измерительный уровень для EBW; 4 - эталонный уровень для EBW | ||||||
Допуск | Для измерения длины до | |||||
2000 | 3000 | 4000 | 5000 | |||
0,030/1000 | 0,040/1000 | 0,050/1000 | 0,060/1000 | |||
Результаты измерений | Для измерения длины: | |||||
Средства измерений Прецизионные уровни или оптические приборы. | ||||||
Замечания и ссылки на ИСО 230-1:2012, 8.4.2.1, 8.4.2.2 и 8.4.2.3 Для a) и b) следует поместить уровень в середине хода перекладины или, в случае станков только с одной вертикальной шпиндельной головкой, поместить уровень на шпиндельную головку. Необходимо разместить вертикальные шпиндельные головки симметрично относительно стола. Для станков только с одной вертикальной шпиндельной головкой она должна быть размещена в центральном положении. Следует зафиксировать перекладину в каждом положении, где это возможно. Измерения следует проводить как минимум в шести положениях вдоль хода с равноотстоящими шагами, не превышающими 500. Если перекладина подвижна только при позиционировании в фиксированных шагах, положения измерений должны быть выбраны соответствующим образом. | ||||||
Цель | |||||
Проверка угловой погрешности подвижной перекладины при ее перемещении по оси W в горизонтальной плоскости XY, ECW | |||||
Схема 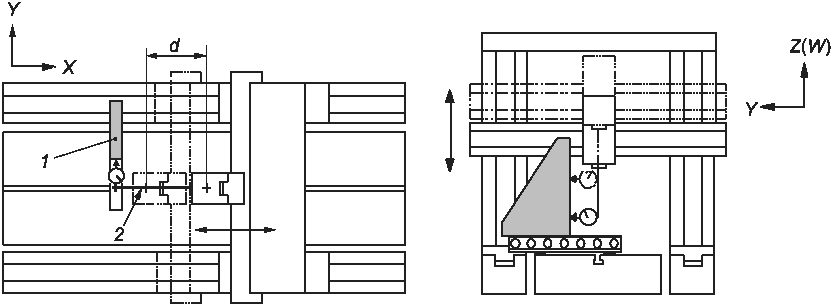 1 - угольник; 2 - специальное коромысло (a); d - пройденное расстояние вдоль оси X | |||||
Допуск | Для измерения длины до | ||||
2000 | 3000 | 4000 | 5000 | ||
0,030/1000 | 0,040/1000 | 0,050/1000 | 0,060/1000 | ||
Местное допустимое отклонение: 0,015/1000 на любой длине измерения из 1000. Для длин измерения более 5000 допустимое отклонение должно быть согласовано между изготовителем/поставщиком и пользователем. | |||||
Результаты измерений | Для измерения длины: | ||||
Средства измерений Угольник, индикатор часового типа, установленный на двух специальных рычагах разной длины, или натянутая струна и микроскоп, или сканирующий лазер. | |||||
Замечания и ссылки на ИСО 230-1:2012, 8.4.2.4 Следует установить угольник, ориентированный для измерения в направлении Y. Необходимо установить индикатор часового типа на специальное коромысло с большой длиной; снять показания в разных положениях оси W и записать их. Измерения следует проводить как минимум в шести положениях вдоль хода оси W с равноотстоящими шагами, не превышающими 500. Если перекладина может перемещаться только при позиционировании с фиксированными шагами, положения измерений должны быть выбраны соответствующим образом. Следует установить индикатор часового типа на специальное коромысло с малой длиной. Необходимо переместить портал так, чтобы индикатор часового типа коснулся угольника в той же точке(ах), где были сняты предыдущие показания, и повторить измерения в тех же положениях оси W. Крен оси W, ECW, который должен быть указан, представляет собой максимальную разницу показаний индикатора часового типа в двух разных положениях оси X. в каждом измеренном положении оси W, деленную на расстояние d, пройденное вдоль оси X. Крен оси X, EAX, должен быть измерен и учтен. | |||||
Цель | ||
Проверка параллельности вертикального перемещения подвижной перекладины (ось W) движению оси Z: | ||
Схема 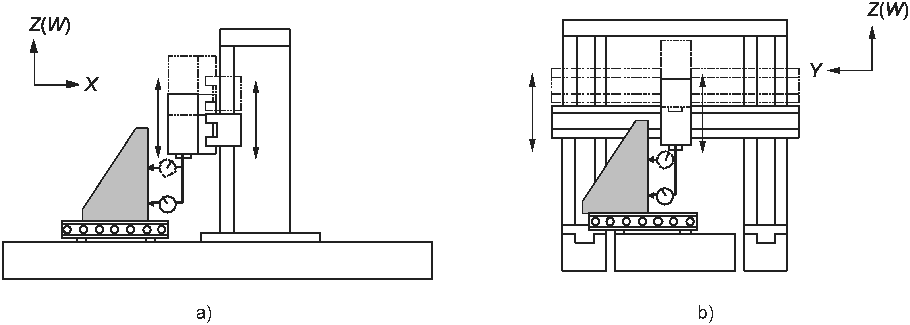 | ||
Допуск | ||
Результаты измерений | ||
Средства измерений Угольник, линейка на регулируемых блоках и индикатор часового типа. | ||
Замечания и ссылки на ИСО 230-1:2012, 10.1.2.2 Для a) следует выполнить измерение прямолинейности EXZ, описанное в G5 a), и записать вычисленный наклон, затем, не изменяя выравнивание квадрата, выполнить измерение прямолинейности EXW, описанное в G10 a), и записать вычисленный наклон. Отчетная ошибка параллельности EB (0Z) W представляет собой разницу наклонов, полученных в G5 a) и в G10 a). | ||
Цель | G14 | ||||
Проверка параллельности поверхности стола движению портала (ось X). | |||||
Схема 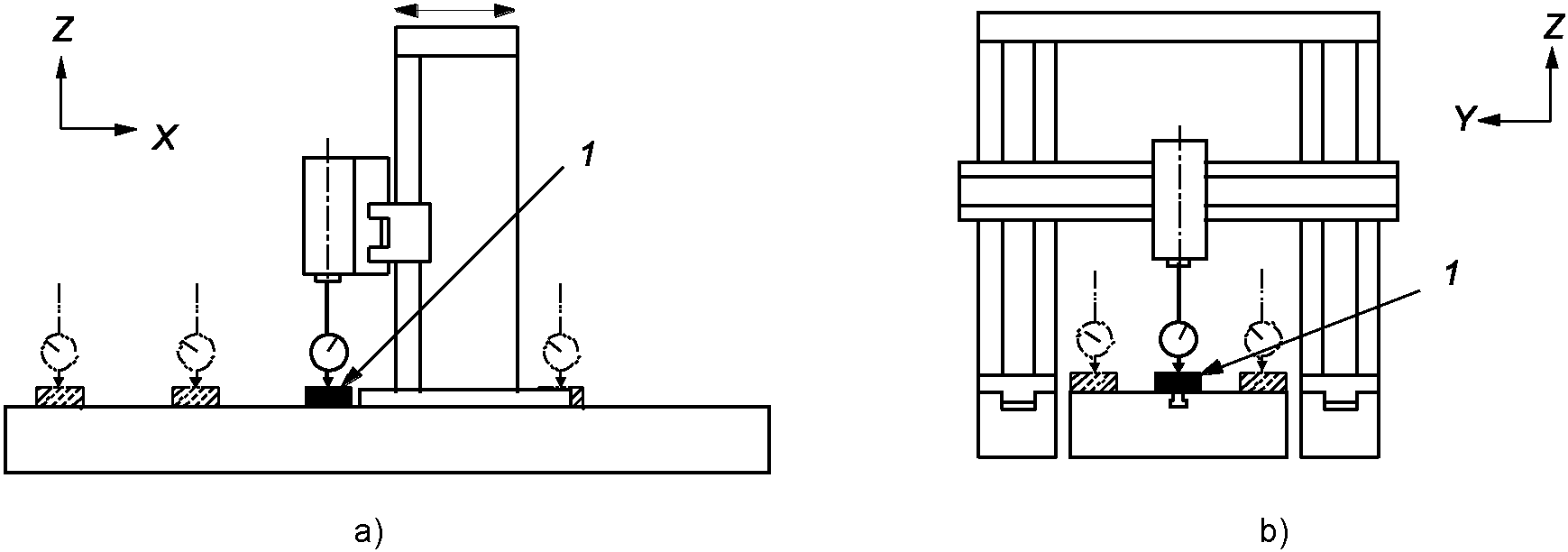 1 - концевые меры длины | |||||
Допуск | Для длины самой длинной стороны стола до | ||||
5000 | 10 000 | 15 000 | 20 000 | ||
Допуск параллелизма | 0,100 | 0,200 | 0,300 | 0,400 | |
Для столов длиной более 20 000 допустимое отклонение должно быть согласовано между изготовителем/поставщиком и пользователем. Вышеуказанные допуски указаны при условии, что окончательная обработка стола не выполняется на месте после сборки. Если стол обрабатывается на месте, допуски должны быть согласованы между изготовителем/поставщиком и пользователем. | |||||
Результаты измерений | Для расстояния измерения: | На длине стола: | |||
Средства измерений Индикатор часового типа и плоскопараллельная концевая мера длины. | |||||
Замечания и ссылки на ИСО 230-1:2012, 12.3.2.5.2 Следует прикрепить индикатор часового типа к шпинделю держателя инструмента или к головке около шпинделя. Щуп индикатора часового типа должен касаться поверхности стола напрямую или касаться плоскопараллельной концевой меры длины, расположенной на поверхности стола. Шпиндельная головка находится в середине хода. Необходимо переместить портал в направлении X и записать показания индикатора часового типа. Измерения следует проводить в ряде положений, равномерно распределенных с шагом, не превышающим 1/10 самой длинной стороны стола [см. схему a)]. Следует повторить испытание в двух других положениях оси Y шпиндельной головки, симметричных предыдущему положению, и записать максимальную разницу показаний таким же образом [см. схему b)]. Ошибка параллельности, которая должна быть зарегистрирована, является наибольшей из максимальных разниц, зарегистрированных в каждом положении оси Y. | |||||
Цель | G15 | ||||
Проверка параллельности поверхности стола движению шпиндельной головки (ось Y). | |||||
Схема 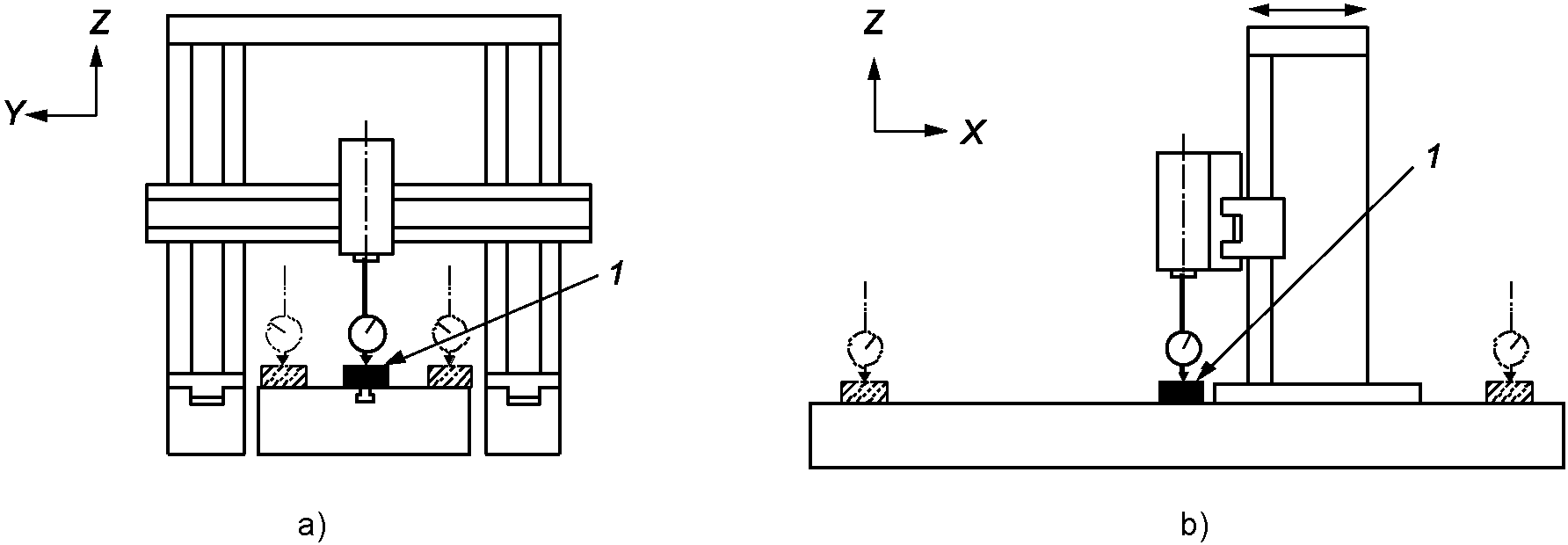 1 - плоскопараллельная концевая мера длины | |||||
Допуск | Для длин самой короткой стороны стола до | ||||
3000 | 4000 | 5000 | 6000 | ||
Допуск параллелизма | 0,030 | 0,050 | 0,070 | 0,090 | |
Для стола с длиной самой короткой стороны более 6000 допустимое отклонение должно быть согласовано между изготовителем/поставщиком и пользователем. Вышеуказанные допуски указаны при условии, что окончательная обработка стола не выполняется на месте после сборки. Если стол обрабатывается на месте, допуски должны быть согласованы между изготовителем/поставщиком и пользователем. | |||||
Результаты измерений | Для расстояния измерения: | На ширине стола: | |||
Средства измерений Индикатор часового типа и плоскопараллельная концевая мера длины. | |||||
Замечания и ссылки на ИСО 230-1:2012, 12.3.2.5.2 Следует прикрепить индикатор часового типа к шпинделю держателя инструмента или к головке около шпинделя. Щуп индикатора часового типа должен касаться поверхности стола напрямую или касаться плоскопараллельной концевой меры длины, расположенной на поверхности стола. Портал находится в середине хода. Следует переместить шпиндельную головку в направлении Y и записать показания индикатора часового типа. Измерения следует проводить в ряде положений, равномерно распределенных с шагом, не превышающим 1/5 самой короткой стороны стола [см. схему a)]. Следует повторить испытание в двух крайних положениях портала и записать максимальные различия показаний таким же образом [см. схему b)]. Ошибка параллельности, которая должна быть зарегистрирована, является наибольшей из максимальных различий, зарегистрированных в каждом положении портала. | |||||
Цель | G16 | ||||
Проверка параллельности срединного или опорного T-образного паза (если имеется) движению портала (ось X). | |||||
Схема 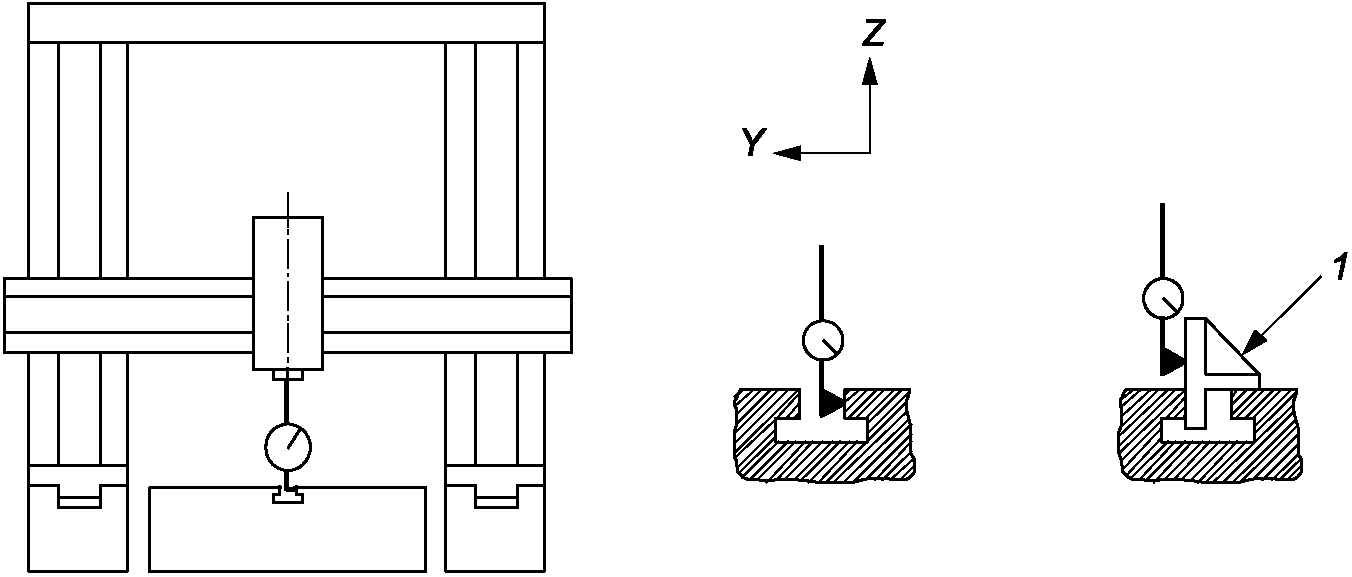 1 - поперечный угольник | |||||
Допуск | Для длины самой длинной стороны стола до | ||||
5000 | 10 000 | 15 000 | 20 000 | ||
Допуск параллелизма | 0,150 | 0,200 | 0,250 | 0,300 | |
Для столов длиной более 20 000 допустимое отклонение должно быть согласовано между изготовителем/поставщиком и пользователем. | |||||
Результаты измерений | Для расстояния измерения: | На длине стола: | |||
Средства измерений Индикатор часового типа и поперечный угольник. | |||||
Замечания и ссылки на ИСО 230-1:2012, 12.3.2.5.2 Необходимо прикрепить индикатор часового типа к шпинделю держателя инструмента или к головке около шпинделя. Следует поместить щуп индикатора в контакт с измерительной поверхностью эталонного T-образного паза или использовать угольник. Следует переместить портал и записать показания индикатора часового типа. Измерения следует выполнять в ряде положений, равномерно распределенных с шагом, не превышающим 1/10 самой длинной стороны стола. Необходимо перемещаться по оси X от одного положения измерения к следующему без контакта между щупом и эталонной поверхностью. В каждом положении измерения следует либо перемещаться вниз по оси Z, чтобы привести индикатор часового типа в контакт с эталонной поверхностью, либо вставлять угольник между щупом и поверхностью стола. Ошибка параллельности, которая должна быть сообщена, представляет собой разницу между максимальным и минимальным показаниями. | |||||
Цель | G17 | ||||
Проверка: | |||||
Схема 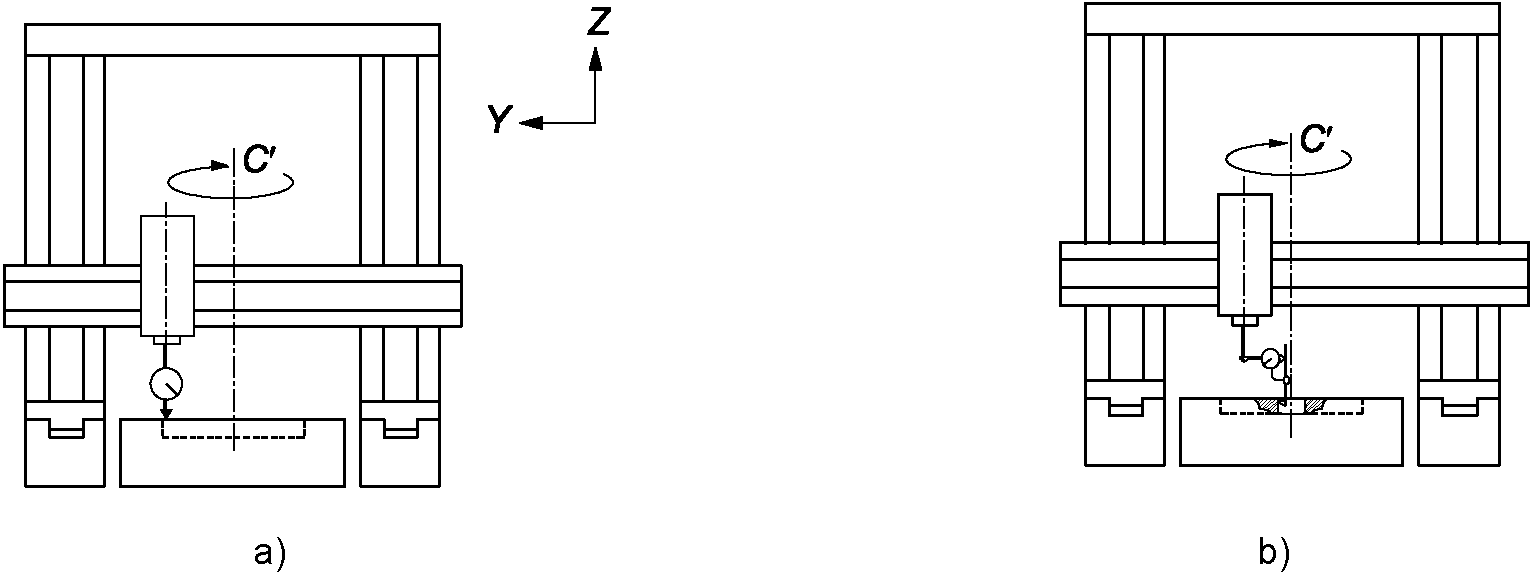 | |||||
Допуск | |||||
D <= 3000 | 3000 < D <= 5000 | D > 5000 | |||
для a) | 0,030 | 0,050 | 0,080 | ||
для b) | 0,015 | 0,020 | 0,025 | ||
где D - диаметр поворотного стола. | |||||
Результаты измерений | |||||
Средства измерений Индикатор часового типа. | |||||
Замечания и ссылки на ИСО 230-1:2012, 12.5.2 и 12.5.3 Подвижная перекладина и верхний суппорт, если возможно, зафиксированы в положении. Для a) индикатор часового типа должен быть установлен на вертикальной шпиндельной головке или на шпинделе, если его можно зафиксировать, и его щуп должен касаться периферии верхней поверхности поворотного стола. Если поверхность стола была обработана на месте, щуп должен касаться поверхности приблизительно под углом 180° от относительного положения инструмента, используемого для обработки. Для b) щуп индикатора часового типа должен быть размещен приблизительно под углом 180° от положения, занимаемого инструментом, если центральное отверстие поворотного стола было обработано на месте. См. также испытание AR2 в приложении A. | |||||
Цель | G18 | |
Проверка параллельности движения оси Z оси вращения поворотного стола: | ||
Схема 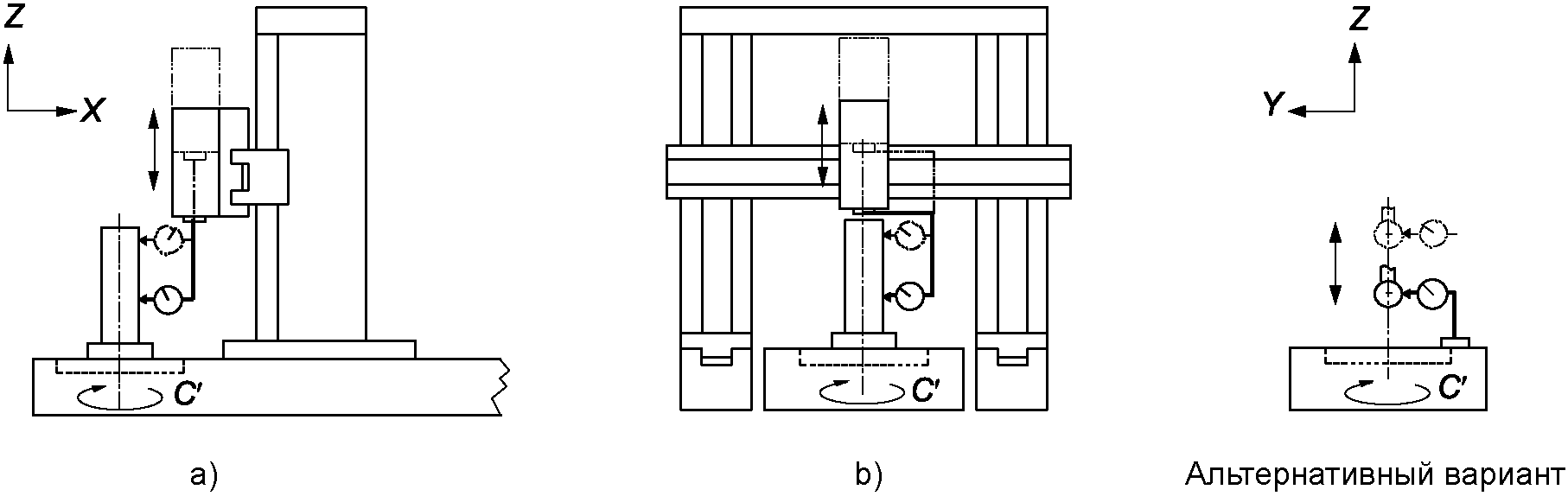 | ||
Допуск | ||
Результаты измерений | ||
Средства измерений Цилиндрический угольник с фланцевым основанием и индикатором часового типа или оптическими приборами, или, для альтернативного метода, контрольной сферой и индикатором часового типа. | ||
Замечания и ссылки на ИСО 230-1:2012, 3.6.4, 10.1.4, 10.1.4.3, или 10.1.4.4 в качестве альтернативы Если шпиндель возможно заблокировать, то на нем возможно установить индикатор часового типа. Если шпиндель невозможно заблокировать, то индикатор часового типа следует установить на шпиндельной головке. Для a) следует заблокировать ось X, если это возможно. Для b) следует заблокировать ось Y, если это возможно. Поместить цилиндрический угольник с фланцевым основанием на стол, отцентрировать его примерно по оси вращения и зафиксировать индикатор часового типа с помощью щупа, ориентированного в направлении оси X для a) и в направлении оси Y для b). Шаг 1). Следует коснуться угольника цилиндра щупом, близко к дну цилиндра, и найти максимальное показание, делая небольшие движения вдоль оси Y для a) и вдоль оси X для b). Необходимо обнулить индикатор часового типа. Шаг 2) Следует отодвинуть головку от стола вдоль оси Z и снова коснуться цилиндра близко к его верхней части. Необходимо отметить длину хода оси Z. Следует найти максимальное показание, делая небольшие движения вдоль оси Y для a) и вдоль оси X для b), и отметить новое показание. Для обоих измерений a) и b) ошибка параллельности, которая должна быть сообщена, представляет собой среднее значение (половина алгебраической суммы) двух показаний вблизи верхней части цилиндра, деленное на длину, пройденную по оси Z. Альтернативный метод: испытательную сферу устанавливают на шпиндельной головке станка, а индикатор часового типа должен быть установлен на столе. Испытательная сфера должна быть отцентрирована относительно средней линии оси C' путем перемещения осей X и Y, при вращении оси C'. Затем ось Z должна быть перемещена в другое место. Индикатор часового типа перемещается в положение для считывания напротив испытательной сферы в этом новом месте. Ошибка в центральном положении должна быть записана как половина разницы показаний индикатора часового типа в противоположных точках на сфере. Этот альтернативный метод может быть использован, когда возможно коснуться полной горизонтальной окружности сферы (например, экватора сферы). | ||
Цель | G19 | ||||
Проверка биения внутреннего конуса инструментального шпинделя: b) на расстоянии 250 мм от положения a). Необходимо проводить эти испытания для каждого инструментального шпинделя станка. | |||||
Схема 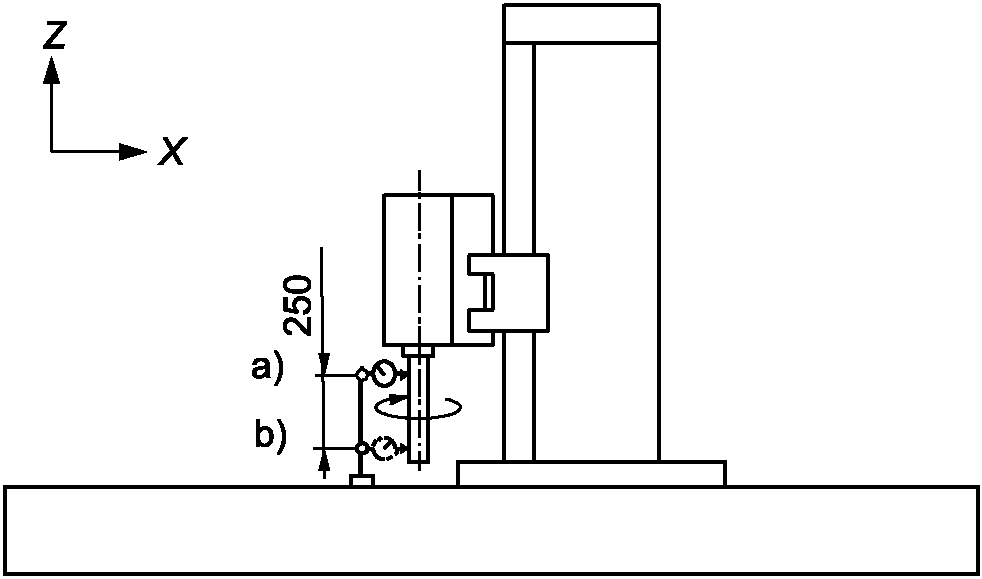 a) и b) - положения измерения | |||||
Допуск | |||||
D <= 125 | 125 < D <= 200 | D > 200 | |||
Для a) | 0,010 | 0,015 | 0,020 | ||
Для b) | 0,020 | 0,025 | 0,030 | ||
где D - диаметр торца шпинделя (см. схему G20). | |||||
Результаты измерений | |||||
Средства измерений Индикатор часового типа и испытательная оправка. | |||||
Замечания и ссылки на ИСО 230-1:2012, 12.5.2 Следует прикрепить индикатор часового типа к неподвижной части машины и вставить испытательную оправку в шпиндель. Для a) следует поместить щуп индикатора часового типа как можно ближе к носу шпинделя, повернуть шпиндель и записать показания. См. также испытание AR1 в приложении A. | |||||
Цель | G20 | |||||
Проверка инструментального шпинделя: Необходимо проводить эти испытания для каждого вертикального и горизонтального инструментального шпинделя станка. | ||||||
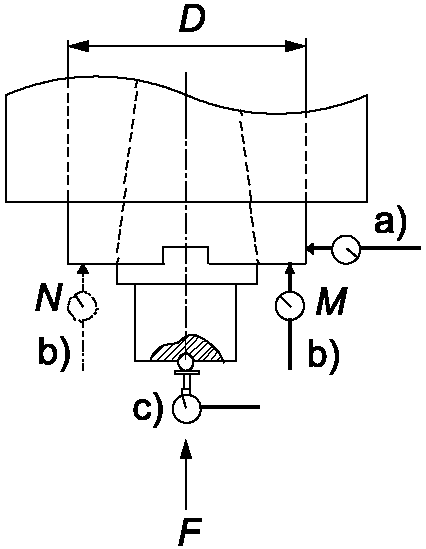 N, M - положения измерения; F - усилие; D - диаметр торца шпинделя | ||||||
Допуск | ||||||
D <= 125 | 125 < D <= 200 | D > 200 | ||||
0,010 | 0,015 | 0,020 | ||||
Для b) | 0,020 | 0,025 | 0,030 | |||
где D - диаметр торца шпинделя. | ||||||
Результаты измерений | ||||||
Средства измерений Для c): индикатор часового типа с плоским наконечником и испытательной сферой | ||||||
Замечания и ссылки на ИСО 230-1:2012, 12.5 [для a) и b)] и на ИСО 230-7:2015, 5.4.4 [для c)] Необходимо прикрепить опору индикатора часового типа и индикатор часового типа к столу. Для a) следует поместить щуп индикатора часового типа в контакт с цилиндрической внешней поверхностью шпинделя, повернуть шпиндель и записать показания. Для b) следует поместить щуп индикатора часового типа как можно ближе к внешнему краю плоской поверхности в положении M, повернуть инструментальный шпиндель и записать показания. Следует повторить ту же операцию в положении N после перемещения индикатора часового типа. Необходимо определить среднее значение. Для c) следует вставить стальной шарик в центр шпинделя. Необходимо поместить щуп индикатора часового типа в контакт со стальным шариком, повернуть шпиндель и записать показания. Значение и направление прилагаемой силы должны быть указаны изготовителем/поставщиком. При использовании подшипников с осевым предварительным натягом нет необходимости прикладывать силу F. См. также испытание AR1 в приложении A. | ||||||
Цель | G21 | |
Проверка перпендикулярности оси вращения вертикального инструментального шпинделя (C): Это испытание также применимо к дополнительным вертикальным шпиндельным головкам на портале | ||
Схема 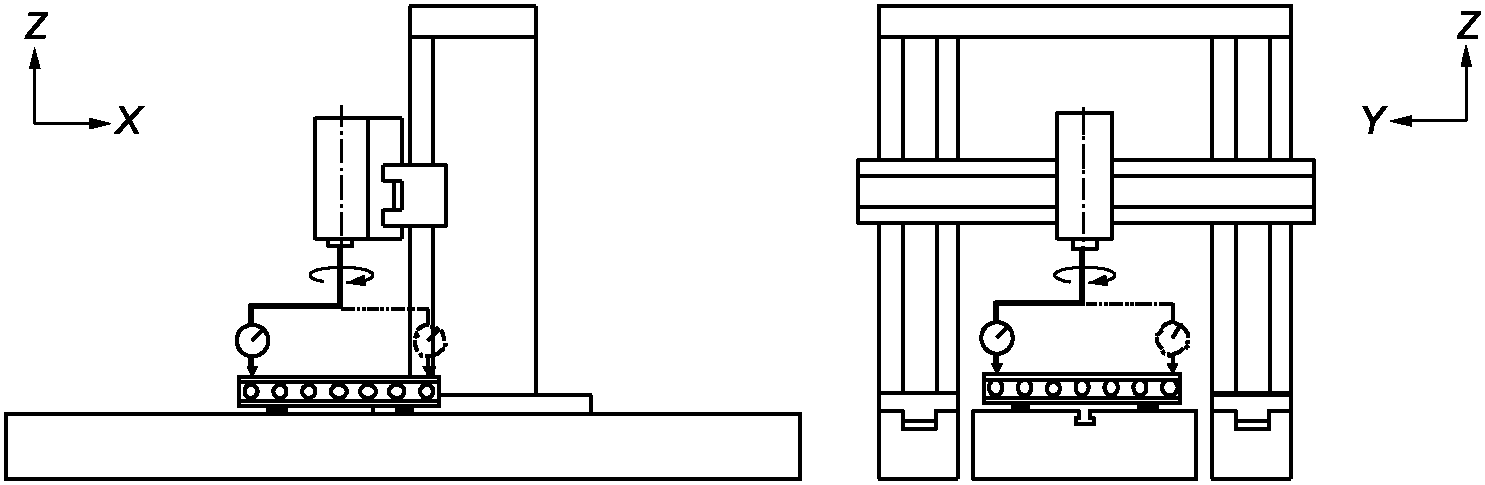 | ||
Допуск -------------------------------- <a> Расстояние между двумя точками измерения, о которых идет речь. | ||
Результаты измерений | ||
Средства измерений Индикатор часового типа, установленный на специальном коромысле, и поверочная линейка или поверочная плита. | ||
Замечания и ссылки на ИСО 230-1:2012, 10.3.3 Подвижную поперечину блокируют в середине хода, вертикальную шпиндельную головку блокируют в середине хода, где это возможно. Пиноль или ползун находятся на расстоянии 1/3 хода от верхнего конца хода. Для a) необходимо поместить поверочную линейку в центр стола параллельно оси X движения портала в вертикальной плоскости, иначе отсутствие параллельности будет учтено при измерении. Следует прикрепить специальный рычаг с индикатором часового типа к шпинделю держателя инструмента и отрегулировать щуп индикатора часового типа так, чтобы он касался поверочной линейки, и записать показание. Затем необходимо повернуть шпиндель на 180° и записать новое показание. Ошибка перпендикулярности, EB(0X)(C), которая должна быть сообщена, является разницей между двумя показаниями на расстоянии между двумя точками измерения. Для b) необходимо поместить поверочную линейку в центр стола параллельно оси Y в вертикальной плоскости, иначе отсутствие параллельности будет учтено при измерении. Следует прикрепить специальное коромысло с индикатором часового типа к шпинделю держателя инструмента и отрегулировать щуп индикатором часового типа так, чтобы он касался линейки, и записать показания. Затем необходимо повернуть шпиндель на 180° и записать новые показания. Ошибка перпендикулярности EA(0Y)(C), которая должна быть сообщена, является разницей между двумя показаниями на расстоянии между двумя точками измерения. Данное испытание возможно выполнять без поверочной линейки. Следует установить индикатор часового типа на специальное коромысло и коснуться плоскопараллельной концевой меры длины, размещенной в определенной точке стола. Необходимо установить индикатор часового типа на ноль и отметить точку. Следует повернуть коромысло на 180° и переместить ось X для a) и ось Y для b), чтобы коснуться отмеченной точки и считать показания индикатора часового типа. Разница между двумя показаниями, деленная на расстояние перемещения оси, является ошибкой, которая должна быть сообщена. | ||
11 Испытания проверки геометрической точности горизонтальной шпиндельной головки (боковая шпиндельная головка)
Цель | G22 | |
Проверка перпендикулярности вертикального перемещения боковой шпиндельной головки (ось R) на колонне: | ||
Схема 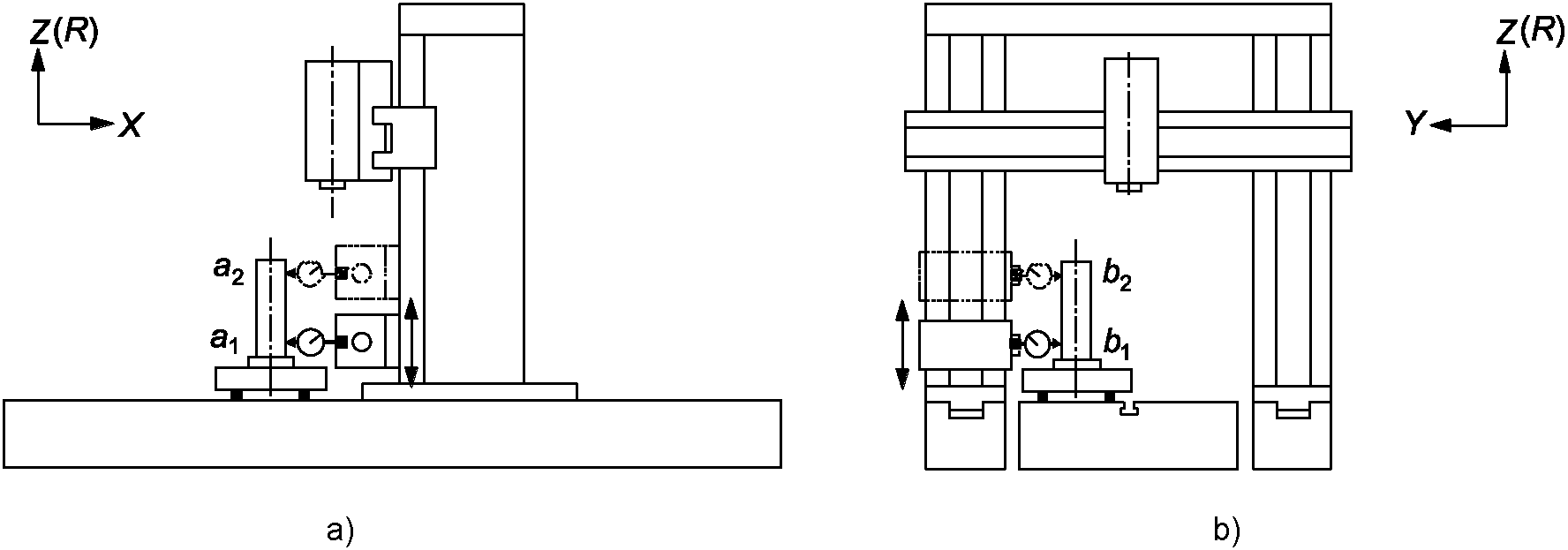 a1, a2, b1 и b2 - положения измерения | ||
Допуск | ||
Результаты измерений | ||
Средства измерений Цилиндрический угольник, поверочная плита, регулируемые блоки и индикаторы часового типа или оптические приборы. | ||
Замечания и ссылки на ИСО 230-1:2012, 10.3.2.2 Необходимо установить подвижную поперечину и вертикальную шпиндельную головку в середине хода. Закрепить индикатор часового типа на боковой шпиндельной головке. Если шпиндель возможно заблокировать, индикатор часового типа возможно установить на нем. Если шпиндель невозможно заблокировать, индикатор часового типа следует разместить на неподвижной части боковой шпиндельной головки. Необходимо поместить цилиндрический угольник или обычный угольник на поверочную плиту, ориентированную параллельно эталонной плоскости, определяемой движением по оси X портала и движением по оси Y вертикальной шпиндельной головки, или отсутствие параллельности должно учитываться при измерении; затем сориентировать щуп индикатора часового типа в направлении оси X, чтобы коснуться точки a1 на цилиндрическом угольнике и обнулить индикатор часового типа. Переместить боковую шпиндельную головку в точку a2 и записать показания индикатора часового типа. Повернуть цилиндрический угольник на 180° и повторить проверку в том же порядке. Затем следует выполнить проверку в направлении оси Y в точках b1 и b2 для определения ошибки перпендикулярности, EA(0Y)R. | ||
Цель | G23 | |
Проверка параллельности оси шпинделя горизонтальной головки шпинделя (B), движению оси Y: Применимо только для шпиндельной головки с горизонтальной осью шпинделя. Данное испытание не применяется к съемным шпиндельным головкам. | ||
Схема 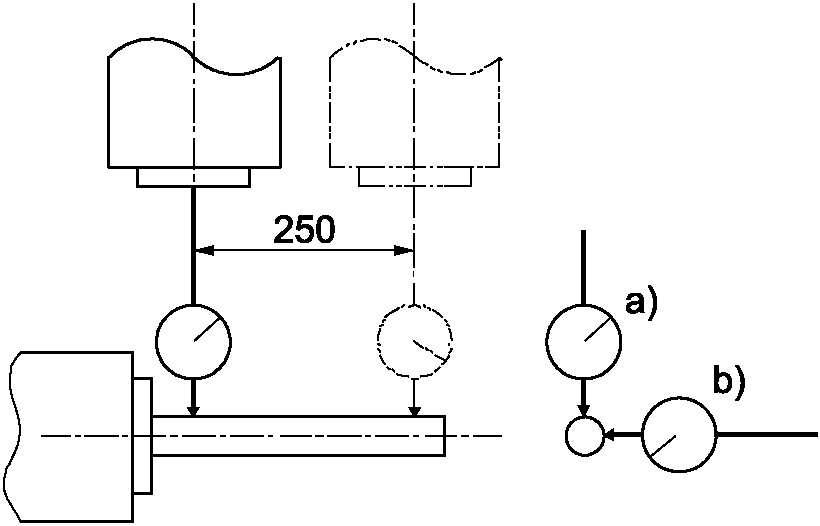 | ||
Допуск | ||
Результаты измерений | ||
Средства измерений Испытательная оправка и индикатор часового типа или оптические приборы. | ||
Замечания и ссылки на ИСО 230-1:2012, 10.1.4 Индикатор часового типа прикрепляют к вертикальной шпиндельной головке и регулируют его щуп так, чтобы он касался испытательной оправки, установленной на горизонтальном инструментальном шпинделе, для a) - вертикально и для b) - горизонтально, как можно ближе к носу шпинделя. Горизонтальную шпиндельную головку блокируют в нижнем положении. Подвижную перекладину блокируют в середине хода, где это возможно. Необходимо переместить вертикальную шпиндельную головку (ось Y) на длину измерения и записать показания. Записывают максимальную разницу показаний индикатора часового типа, затем поворачивают ось шпинделя (B) на 180° и снова записывают максимальную разницу показаний индикатора часового типа. Результаты измерений, которые должны быть получены, представляют собой средние значения максимальных показаний, зарегистрированных с осью шпинделя (B) при 0° и при 180° соответственно. | ||
Цель | G24 |
Проверка перпендикулярности оси вращения горизонтального инструментального шпинделя (B) к движению портала (ось X), EC(0X)(B). Применимо только для шпиндельной головки с горизонтальной осью шпинделя. Данное испытание не применяется к съемным шпиндельным головкам. | |
Схема 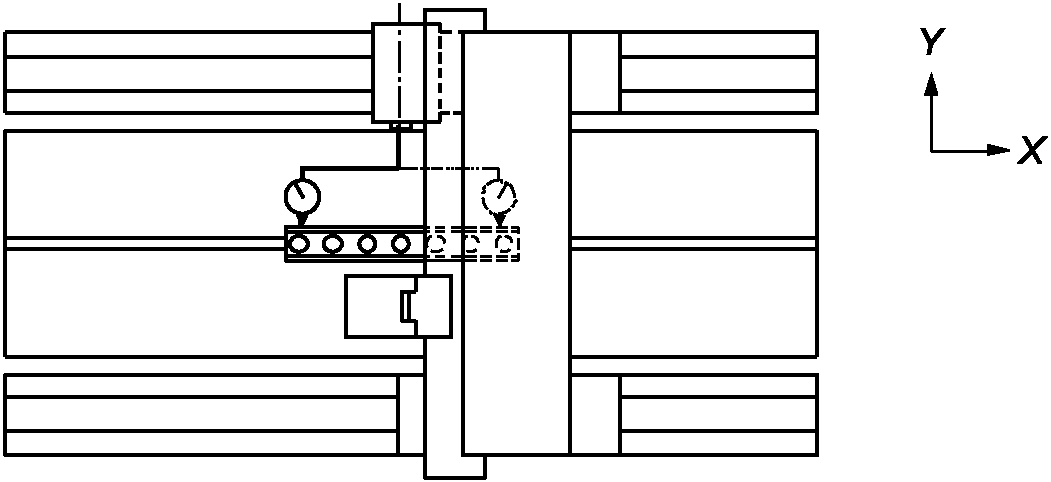 | |
Допуск 0,060/1000 (0,030/500 <a>) -------------------------------- <a> Расстояние между двумя соприкасающимися точками измерения. | |
Результаты измерений | |
Средства измерений Поверочная линейка, индикатор часового типа, установленный на специальном коромысле. | |
Замечания и ссылки на ИСО 230-1:2012, 10.3.3 Необходимо поместить поверочную линейку в центр стола параллельно движению колонны по оси X в горизонтальной плоскости, иначе при измерении следует учитывать отсутствие параллельности. Колонну фиксируют в середине хода, где это возможно. Горизонтальную шпиндельную головку фиксируют в нижнем положении, где это возможно. Пиноль или плунжер находятся на расстоянии 1/3 хода от горизонтальной шпиндельной головки. Следует прикрепить специальное коромысло с индикатором часового типа к горизонтальному шпинделю держателя инструмента и отрегулировать щуп индикатора часового типа так, чтобы он касался поверочной линейки и записать показания. Затем повернуть шпиндель на 180° и записать новые показания. Ошибка перпендикулярности, EC(0X)(B), которая должна быть сообщена, представляет собой отношение разницы между двумя показаниями к расстоянию между двумя точками измерения. | |
Цель | P1 | ||||
Проверка точности и повторяемости перемещения портала по оси X, EXX. | |||||
Схема 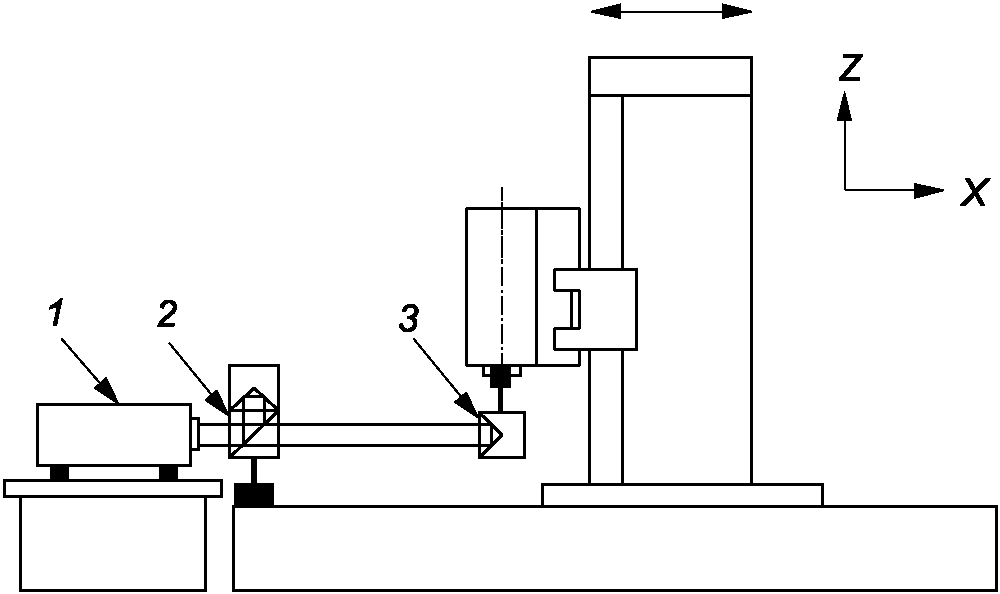 1 - лазерная головка; 2 - интерферометр; 3 - световозвращатель | |||||
Допуск | Измеренная длина | Результаты измерений | |||
Для осей до 2000 | <= 500 | <= 1000 | <= 2000 | ||
Точность позиционирования в двух направлениях по оси X <a> | EXX,A | 0,020 | 0,025 | 0,032 | |
Повторяемость позиционирования в одном направлении по оси X <a> | 0,008 | 0,010 | 0,013 | ||
Повторяемость позиционирования в двух направлениях по оси X | EXX,R | 0,011 | 0,014 | 0,017 | |
Среднее значение реверса по оси X | 0,010 | 0,013 | 0,016 | ||
Двунаправленная систематическая ошибка позиционирования по оси X <a> | EXX,E | 0,016 | 0,020 | 0,025 | |
Средняя двунаправленная ошибка позиционирования по оси X <a> | EXX,M | 0,010 | 0,013 | 0,016 | |
Для осей, превышающих 2000 | |||||
Двунаправленная систематическая ошибка позиционирования оси X <a> | EXX,E | 0,025 + 0,005 для каждой дополнительной 1000 | |||
Средняя двунаправленная ошибка позиционирования оси X <a> | EXX,M | 0,016 + 0,003 для каждой дополнительной 1000 | |||
Средства измерений Лазерное измерительное оборудование или датчик линейного положения. | |||||
Замечания и ссылки на ИСО 230-1:2012, 3.4.3; ИСО 230-2:2014, раздел 3, 5.3.2 и 5.3.3 Рекомендуется выполнить относительное измерение между положением инструмента и положением заготовки. При использовании датчика линейного положения его следует установить на столе параллельно оси X, а считыватель датчика - на положении инструмента. При использовании лазерного оборудования отражатель следует установить на вертикальной шпиндельной головке, а интерферометр - на столе. Для осей, превышающих 2000, следует измерить один или несколько сегментов по 2000 с пятью ходами вперед и назад на каждом. Применяются допуски для длин осей <= 2000. Для осей до 4000 рекомендуется одно измерение на одном сегменте 2000; для осей свыше 4000 и до 8000 рекомендуются два сегмента по 2000 и т.д. Испытательные сегменты должны быть равномерно распределены по всей длине оси, при этом любая избыточная длина должна быть поровну разделена в начале, между и в конце испытательных сегментов. Другое количество сегментов по 2000 мм, другая длина сегментов, а также положение сегментов в рабочей зоне могут быть предметом соглашения между изготовителем/поставщиком и пользователем. Кроме того, должно быть проведено одно испытание по всему ходу оси (один раз вперед и один раз назад). Что касается условий испытаний, программы испытаний и представления результатов следует ссылаться на ИСО 230-2:2014, разделы 3, 4 и 7 и 8.2.4. Должна быть указана начальная точка измерения. | |||||
Цель | P2 | ||||
Проверка точности и повторяемости перемещения суппорта вертикальной шпиндельной головки по оси Y, EYY. | |||||
Схема 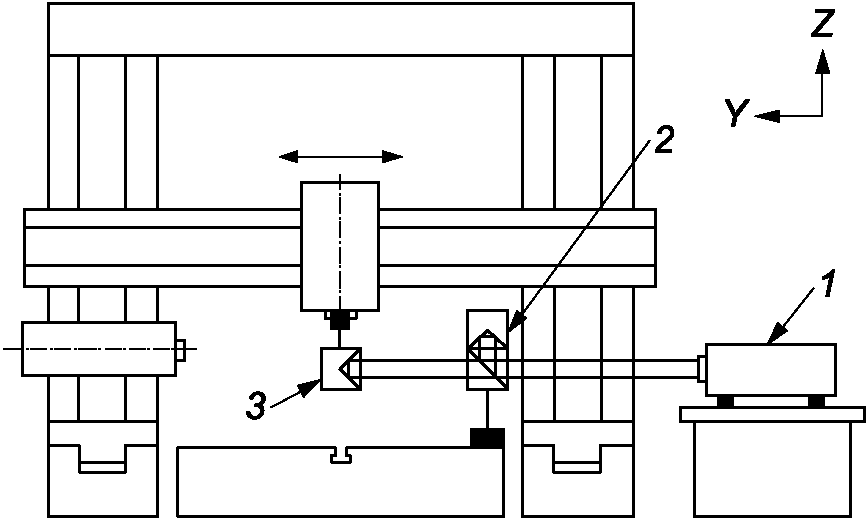 1 - лазерная головка; 2 - интерферометр; 3 - световозвращатель | |||||
Допуск | Измеренная длина | Результаты измерений | |||
Для осей до 2000 | <= 500 | <= 1000 | <= 2000 | ||
Точность позиционирования в двух направлениях по оси Y <a> | EYY,A | 0,020 | 0,025 | 0,032 | |
Повторяемость позиционирования в одном направлении по оси Y <a> | 0,008 | 0,010 | 0,013 | ||
Повторяемость позиционирования в двух направлениях по оси Y | EYY,R | 0,011 | 0,014 | 0,017 | |
Среднее значение реверса по оси Y | 0,010 | 0,013 | 0,016 | ||
Двунаправленная систематическая ошибка позиционирования по оси Y <a> | EYY,E | 0,016 | 0,020 | 0,025 | |
Средняя двунаправленная ошибка позиционирования по оси Y <a> | EYY,M | 0,010 | 0,013 | 0,016 | |
Для осей свыше 2000 | |||||
Двунаправленная систематическая ошибка позиционирования оси Y <a> | EYY,E | 0,025 + 0,005 для каждой дополнительной 1000 | |||
Средняя двунаправленная ошибка позиционирования оси Y <a> | EYY,M | 0,016 + 0,003 для каждой дополнительной 1000 | |||
Средства измерений Лазерное измерительное оборудование или датчик линейного положения. | |||||
Замечания и ссылки на ИСО 230-1:2012, 3.4.3; ИСО 230-2:2014, раздел 3, 5.3.2 и 5.3.3 Рекомендуется выполнить относительное измерение между положением инструмента и положением заготовки. При использовании датчика линейного положения его следует установить на столе параллельно оси Y, а считыватель датчика - на положении инструмента. При использовании лазерного оборудования отражатель следует установить на вертикальной шпиндельной головке, а интерферометр - на столе. Для осей, превышающих 2000, следует измерить один или несколько сегментов по 2000 с пятью ходами вперед и назад на каждом. Применяются допуски для длин осей <= 2000. Для осей до 4000 рекомендуется одно измерение на одном сегменте 2000; для осей свыше 4000 и до 8000 рекомендуются два сегмента по 2000 и т.д. Испытательные сегменты должны быть равномерно распределены по всей длине оси, при этом любая избыточная длина должна быть поровну разделена в начале, между и в конце испытательных сегментов. Другое количество сегментов по 2000 мм, другая длина сегментов, а также положение сегментов в рабочей зоне могут быть предметом соглашения между изготовителем/поставщиком и пользователем. Кроме того, должно быть проведено одно испытание по всему ходу оси (один раз вперед и один раз назад). Что касается условий испытаний, программы испытаний и представления результатов, следует ссылаться на ИСО 230-2:2014, разделы 3, 4 и 7 и 8.2.4. Должна быть указана начальная точка измерения. | |||||
Цель | P3 | ||||
Проверка точности и повторяемости перемещения по оси Z вертикальной головки шпинделя, ползуна или пиноли, EZZ. | |||||
Схема 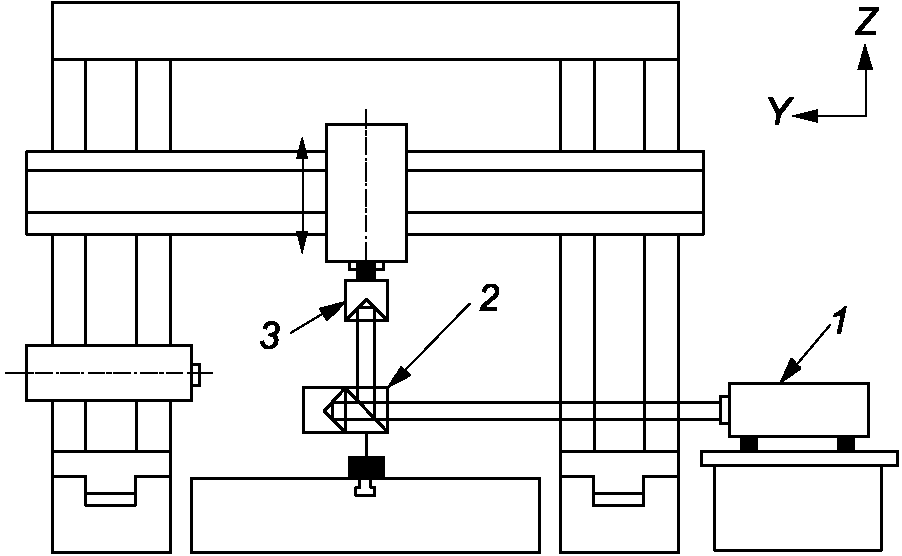 1 - лазерная головка; 2 - интерферометр; 3 - световозвращатель | |||||
Допуск | Измеренная длина | Результаты измерений | |||
Для осей до 2000 | <= 500 | <= 1000 | <= 2000 | ||
Точность позиционирования в двух направлениях по оси Z <a> | EZZ,A | 0,020 | 0,025 | 0,032 | |
Повторяемость позиционирования в одном направлении по оси Z <a> | 0,008 | 0,010 | 0,013 | ||
Повторяемость позиционирования в двух направлениях по оси Z | EZZ,R | 0,011 | 0,014 | 0,017 | |
Среднее значение реверса по оси Z | 0,010 | 0,013 | 0,016 | ||
Двунаправленная систематическая ошибка позиционирования по оси Z <a> | EZZ,E | 0,016 | 0,020 | 0,025 | |
Средняя двунаправленная ошибка позиционирования по оси Z <a> | EZZ,M | 0,010 | 0,013 | 0,016 | |
Для осей свыше 2000 | |||||
Двунаправленная систематическая ошибка позиционирования оси Z <a> | EZZ,E | 0,025 + 0,005 для каждой дополнительной 1000 | |||
Средняя двунаправленная ошибка позиционирования оси Z <a> | EZZ,M | 0,016 + 0,003 для каждой дополнительной 1000 | |||
Средства измерений Лазерное измерительное оборудование или датчик линейного положения. | |||||
Замечания и ссылки на ИСО 230-1:2012, 3.4.3 и ИСО 230-2:2014, раздел 3, 5.3.2 и 5.3.3 Рекомендуется выполнить относительное измерение между положением инструмента и положением заготовки. При использовании датчика линейного положения его следует установить на столе параллельно оси Z, а считыватель датчика - на положении инструмента. При использовании лазерного оборудования отражатель следует установить на вертикальной шпиндельной головке, а интерферометр - на столе. Для осей, превышающих 2000, следует измерить один или несколько сегментов по 2000 с пятью ходами вперед и назад на каждом. Применяются допуски для длин осей <= 2000. Для осей до 4000 рекомендуется одно измерение на одном сегменте 2000; для осей свыше 4000 и до 8000 рекомендуются два сегмента по 2000 и т.д. Испытательные сегменты должны быть равномерно распределены по всей длине оси, при этом любая избыточная длина должна быть поровну разделена в начале, между и в конце испытательных сегментов. Другие количества сегментов по 2000 мм, длины сегментов и положения сегментов в рабочей зоне могут быть предметом соглашения между изготовителем/поставщиком и пользователем. Кроме того, должно быть выполнено одно испытание на всем протяжении перемещения оси (один раз вперед и один раз назад). Что касается условий испытаний, программы испытаний и представления результатов следует ссылаться на ИСО 230-2:2014, разделы 3, 4 и 7 и 8.2.4. Должна быть указана начальная точка измерения. | |||||
Цель | P4 | ||||
Проверка точности и повторяемости вертикального перемещения оси R горизонтальной шпиндельной головки, EZR. | |||||
Схема 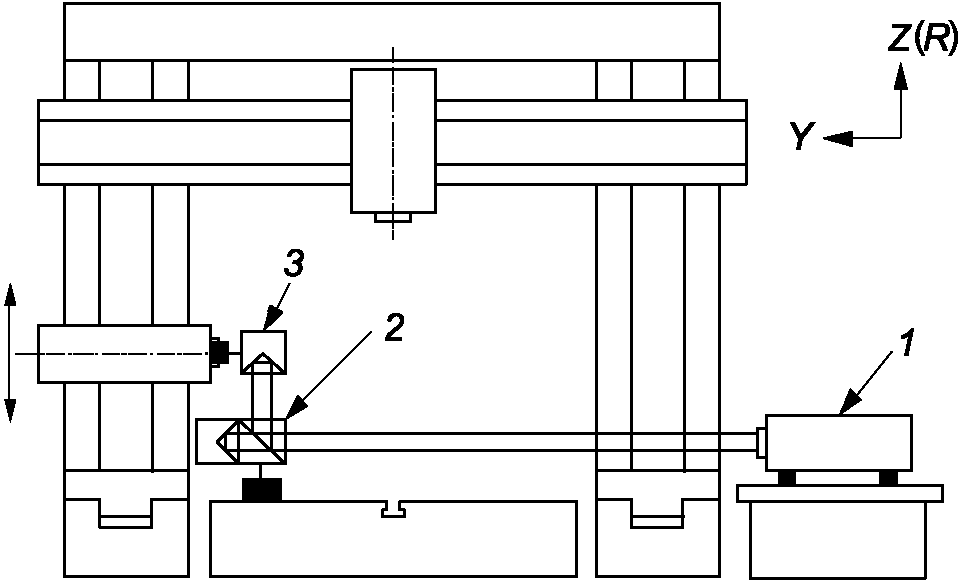 1 - лазерная головка; 2 - интерферометр; 3 - световозвращатель | |||||
Допуск | Измеренная длина | Результаты измерений | |||
Для осей до 2000 | <= 500 | <= 1000 | <= 2000 | ||
Точность позиционирования в двух направлениях по оси R <a> | EZR,A | 0,020 | 0,025 | 0,032 | |
Повторяемость позиционирования в одном направлении по оси R <a> | 0,008 | 0,010 | 0,013 | ||
Повторяемость позиционирования в двух направлениях по оси R | EZR,R | 0,011 | 0,014 | 0,017 | |
Среднее значение реверса по оси R | 0,010 | 0,013 | 0,016 | ||
Двунаправленная систематическая ошибка позиционирования по оси R <a> | EZR,E | 0,016 | 0,020 | 0,025 | |
Средняя двунаправленная ошибка позиционирования по оси R <a> | EZR,M | 0,010 | 0,013 | 0,016 | |
Для осей свыше 2000 | |||||
Двунаправленная систематическая ошибка позиционирования оси R <a> | EZR,E | 0,025 + 0,005 для каждой дополнительной 1000 | |||
Средняя двунаправленная ошибка позиционирования оси R <a> | EZR,M | 0,016 + 0,003 для каждой дополнительной 1000 | |||
Средства измерений Лазерное измерительное оборудование или датчик линейного положения. | |||||
Замечания и ссылки на ИСО 230-1:2012, 3.4.3; ИСО 230-2:2014, раздел 3, 5.3.2 и 5.3.3 Рекомендуется выполнить относительное измерение между положением инструмента и положением заготовки. При использовании датчика линейного положения ее следует установить на столе параллельно оси R, а считыватель датчика - на положении инструмента. При использовании лазерного оборудования отражатель следует установить на горизонтальной шпиндельной головке, а интерферометр - на столе. Для осей, превышающих 2000, следует измерить один или несколько сегментов по 2000 с пятью ходами вперед и назад на каждом. Применяются допуски для длин осей <= 2000. Для осей до 4000 рекомендуется одно измерение на одном сегменте 2000, для осей свыше 4000 и до 8000 рекомендуется два сегмента по 2000 и т.д. Испытательные сегменты должны быть равномерно распределены по всей длине оси, при этом любая избыточная длина должна быть поровну разделена в начале, между и в конце испытательных сегментов. Другое количество сегментов по 2000 мм, другая длина сегментов, а также положение сегментов в рабочей зоне могут быть предметом соглашения между изготовителем/поставщиком и пользователем. Кроме того, должно быть проведено одно испытание по всему ходу оси (один раз вперед и один раз назад). Что касается условий испытаний, программы испытаний и представления результатов, следует ссылаться на ИСО 230-2:2014, разделы 3, 4 и 7 и 8.2.4. Должна быть указана начальная точка измерения. | |||||
Цель | P5 | |||
Проверка точности и повторяемости горизонтального перемещения оси V горизонтальной шпиндельной головки или пиноли, EYV. | ||||
Схема 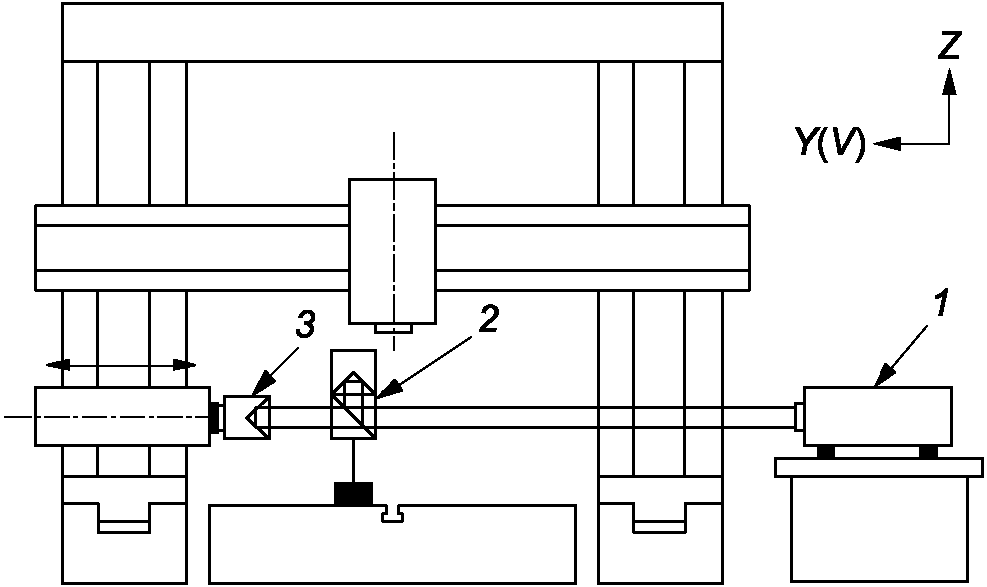 1 - лазерная головка; 2 - интерферометр; 3 - световозвращатель | ||||
Допуск | Измеренная длина | Результаты измерений | ||
Для осей до 1000 | <= 500 | <= 1000 | ||
Точность позиционирования в двух направлениях оси V <a> | EYV,A | 0,020 | 0,025 | |
Повторяемость позиционирования в одном направлении оси V <a> | 0,008 | 0,010 | ||
Повторяемость позиционирования в двух направлениях оси V | EYV,R | 0,011 | 0,014 | |
Среднее значение реверса оси V | 0,010 | 0,013 | ||
Систематическая ошибка позиционирования в двух направлениях оси V <a> | EYV,E | 0,016 | 0,020 | |
Средняя ошибка позиционирования в двух направлениях оси V <a> | EYV,M | 0,010 | 0,013 | |
Средства измерений Лазерное измерительное оборудование или датчик линейного положения. | ||||
Замечания и ссылки на ИСО 230-1:2012, 3.4.3; ИСО 230-2:2014, раздел 3, 5.3.2 и 5.3.3 Рекомендуется выполнить относительное измерение между положением инструмента и положением заготовки. При использовании датчика линейного положения его следует установить на столе параллельно оси V, а считыватель датчика - на положении инструмента. При использовании лазерного оборудования отражатель следует установить на горизонтальной шпиндельной головке, а интерферометр - на столе. Что касается условий испытаний, программы испытаний и представления результатов, следует ссылаться на ИСО 230-2:2014, разделы 3, 4 и 7, и 8.2.4. | ||||
Цель | P6 | ||||
Проверка точности и повторяемости движения поперечины по оси W при числовом управлении, EZW. | |||||
Схема 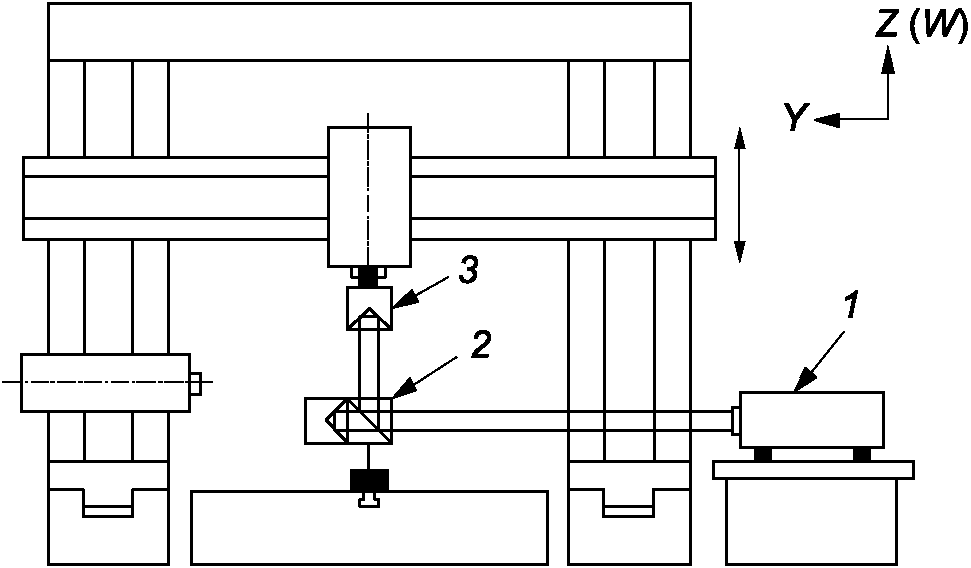 1 - лазерная головка; 2 - интерферометр; 3 - световозвращатель | |||||
Допуск | Измеренная длина | Результаты измерений | |||
Для осей до 2000 | <= 500 | <= 1000 | <= 2000 | ||
Точность позиционирования в двух направлениях по оси W <a> | EZW,A | 0,020 | 0,025 | 0,032 | |
Повторяемость позиционирования в одном направлении по оси W <a> | 0,008 | 0,010 | 0,013 | ||
Повторяемость позиционирования в двух направлениях по оси W | EZW,R | 0,011 | 0,014 | 0,017 | |
Среднее значение реверса по оси W | 0,010 | 0,013 | 0,016 | ||
Двунаправленная систематическая ошибка позиционирования по оси W <a> | EZW,E | 0,016 | 0,020 | 0,025 | |
Средняя двунаправленная ошибка позиционирования по оси W <a> | EZW,M | 0,010 | 0,013 | 0,016 | |
Для осей свыше 2000 | |||||
Двунаправленная систематическая ошибка позиционирования оси W <a> | EZW,E | 0,025 + 0,005 для каждой дополнительной 1000 | |||
Средняя двунаправленная ошибка позиционирования оси W <a> | EZW,M | 0,016 + 0,003 для каждой дополнительной 1000 | |||
Средства измерений Лазерное измерительное оборудование или датчик линейного положения. | |||||
Замечания и ссылки на ИСО 230-1:2012, 3.4.3; ИСО 230-2:2014, раздел 3, 5.3.2 и 5.3.3 Рекомендуется выполнить относительное измерение между положением инструмента и положением заготовки. При использовании датчика линейного положения его следует установить на столе параллельно оси W, а считыватель датчика - на положении инструмента. При использовании лазерного оборудования отражатель следует установить на вертикальной шпиндельной головке, а интерферометр - на столе. Для осей, превышающих 2000, следует измерить один или несколько сегментов по 2000 с пятью ходами вперед и назад на каждом. Применяются допуски для длин осей <= 2000. Для осей до 4000 рекомендуется одно измерение на одном сегменте 2000, для осей свыше 4000 и до 8000 рекомендуются два сегмента по 2000 и т.д. Испытательные сегменты должны быть равномерно распределены по всей длине оси, при этом любая избыточная длина должна быть поровну разделена в начале, между и в конце испытательных сегментов. Другое количество сегментов по 2000 мм, другая длина сегментов, а также положение сегментов в рабочей зоне могут быть предметом соглашения между изготовителем/поставщиком и пользователем. Кроме того, должно быть проведено одно испытание по всему ходу оси (один раз вперед и один раз назад). Что касается условий испытаний, программы испытаний и представления результатов, следует ссылаться на ИСО 230-2:2014, разделы 3, 4 и 7, и 8.2.4. Должна быть указана начальная точка измерения. | |||||
Цель | P7 | |||
Проверка точности и повторяемости вращения оси C' поворотного стола, ECC'. | ||||
Схема 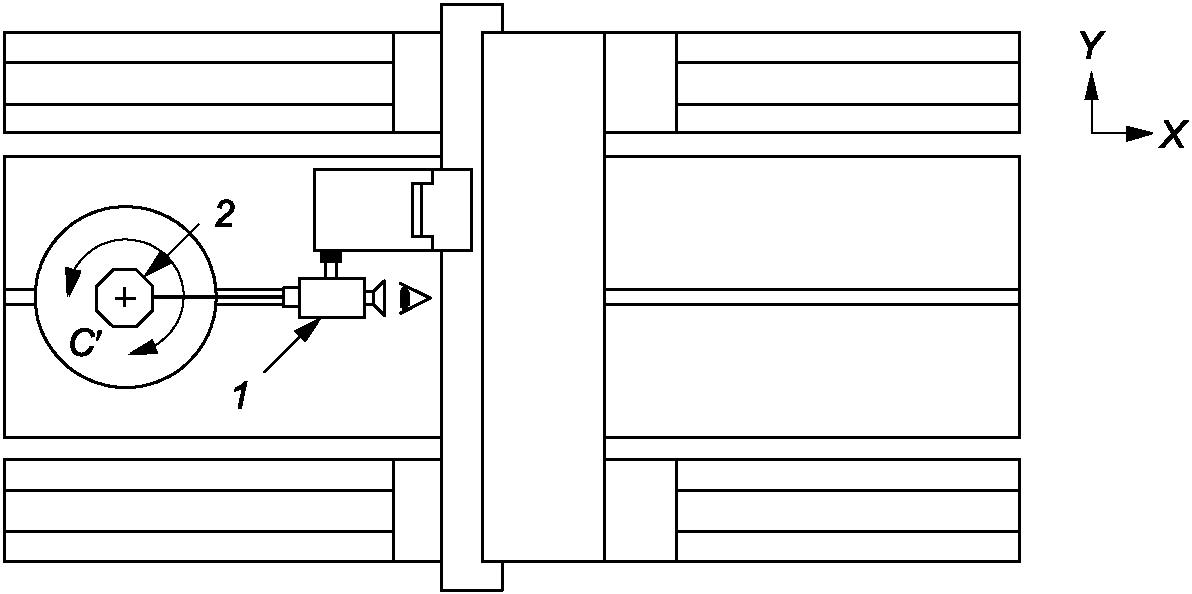 1 - автоколлиматор; 2 - многоугольное зеркало | ||||
Допуск | Для 360° | Результаты измерений | ||
(позиционирование с интервалом 30° или 45°) | " | мкрад | ||
Точность позиционирования в двух направлениях оси C' <a> | ECC',A | 11 | 55 | |
Повторяемость позиционирования в одном направлении оси C' <a> | 6 | 30 | ||
Повторяемость позиционирования в двух направлениях оси C' | ECC',R | 8 | 40 | |
Среднее значение реверса оси C' | 6 | 30 | ||
Двунаправленная систематическая ошибка позиционирования оси C' <a> | ECC',E | 6 | 30 | |
Средняя двунаправленная ошибка позиционирования оси C' <a> | ECC',M | 4 | 20 | |
Средства измерений Многоугольное зеркало и автоколлиматор или лазерное измерительное оборудование. | ||||
Замечания и ссылки на ИСО 230-1:2012, 3.4.3; ИСО 230-2:2014, раздел 3, 5.3.4 и 5.3.5 Необходимо закрепить автоколлиматор на стороне шпинделя станка и закрепить многоугольное зеркало около центра стола, выровняв его с автоколлиматором в первой измерительной поворотной позиции. Если движение поворотного стола не вызывает никакого движения между плунжером и неподвижной частью станка, автоколлиматор допускается закрепить на неподвижной части станка. Положения мишени должны быть выбраны в соответствии с ИСО 230-2:2014, таблица 1. Скорость подачи углового позиционирования должна быть согласована между изготовителем/поставщиком и пользователем. Что касается условий испытаний, программы испытаний и представления результатов, следует ссылаться на ИСО 230-2:2014, разделы 3, 4 и 7, и 8.2.4. | ||||
(справочное)
Цель | |||||
Проверка погрешности перемещения инструментального шпинделя (C): Данное испытание применимо ко всем вертикальным и горизонтальным шпинделям держателя инструмента. | |||||
Схема 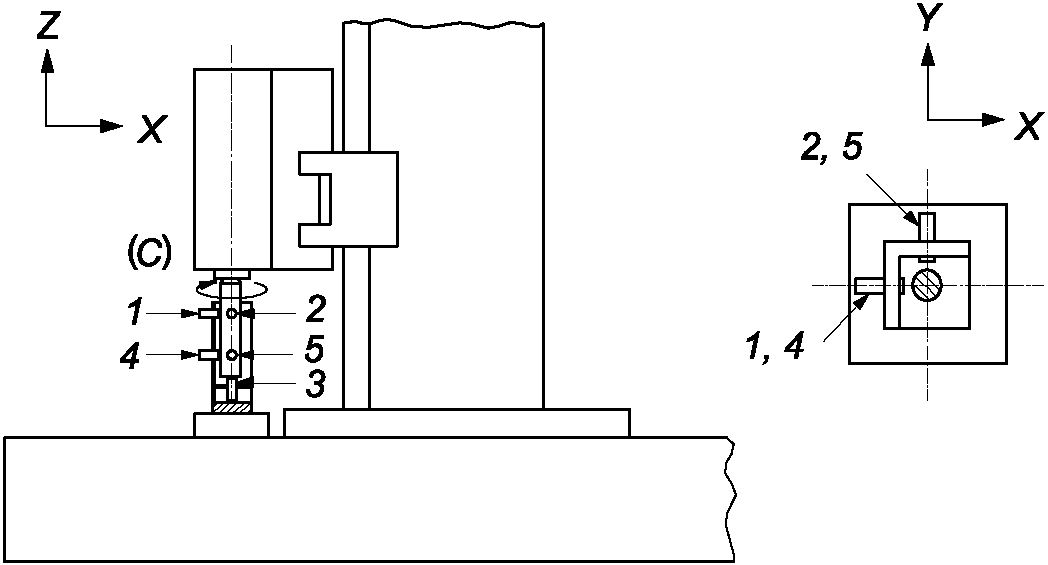 1 - 5 - датчики линейного перемещения | |||||
Допуск | Процент от максимальной скорости | ||||
10% | 50% | 100% | |||
a) значение полной радиальной погрешности перемещения | EXY(C) | 0,005 на всех скоростях | |||
b) значение полной осевой погрешности перемещения | EZ(C) | 0,003 на всех скоростях | |||
c) значение полного погрешности перемещения при наклоне | EAB(C) | Определяется изготовителем/поставщиком и пользователем | |||
Если минимальная скорость превышает 10% от максимальной скорости, шпиндель должен работать на минимальной скорости. | |||||
Результаты измерений | Процент от максимальной скорости | ||||
10% | 50% | 100% | |||
Средства измерений Испытательная оправка, бесконтактные датчики и угловое измерительное устройство или две прецизионные сферы, расположенные слегка эксцентрично к средней линии шпинделя и бесконтактным датчикам. Необходимо учитывать максимальную безопасную скорость вращения испытательной оправки. | |||||
Замечания и ссылки на ИСО 230-7 Данное испытание представляет собой испытание шпинделя с чувствительным направлением вращения (см. ИСО 230-7:2015, 5.3). Ошибочные смещения шпинделя могут быть разными в разных положениях поперечной направляющей или ползуна из-за возможного влияния структурной динамики станка. Местоположение измерительной установки (положения X, Y, Z и W) должно быть согласовано между изготовителем/поставщиком и пользователем. После настройки измерительного прибора шпиндель должен быть прогрет до 50% от максимальной скорости шпинделя в течение 10 мин, если иное не согласовано между изготовителем/поставщиком и пользователем. Измерения следует проводить следующим образом. a) Значение полной радиальной погрешности перемещения, EXY(C) (с использованием датчиков 1 и 2): измерение радиальной погрешности перемещения описано в ИСО 230-7:2015, 5.3.2. Ее следует измерять как можно ближе к носовой части шпинделя. Должен быть предоставлен полярный график полной погрешности перемещения с центром LSC. b) Значение полной осевой погрешности перемещения, EZ(C) (с использованием датчика 3): Измерение осевой погрешности перемещения описано в ИСО 230-7:2015, 5.3.4. Для осевой погрешности перемещения, EZ(C), следует предоставить полярный график полной погрешности перемещения с центром полярной диаграммы (PC). c) Значения полной погрешности перемещения при наклоне, EAB(C) (с использованием датчиков 1, 2, 4 и 5): измерение погрешности перемещения при наклоне описано в ИСО 230-7:2015, 5.3.3. Погрешность перемещения при наклоне также можно проверить с помощью всего двух бесконтактных датчиков (см. ИСО 230-7:2015, 5.3.3.2). Для погрешности перемещения, EAB(C), следует предоставить полярный график полной погрешности перемещения с центром PC. | |||||
Для вышеприведенных испытаний необходимо указать следующие параметры: 1) радиальные, осевые или торцевые положения, в которых проводятся измерения; 2) идентификация всех используемых артефактов, целей и приспособлений; 3) расположение измерительной установки; 4) положение любых линейных или вращательных элементов позиционирования, которые подключены к тестируемому устройству; 5) угол направления чувствительного направления, например осевой, радиальный или промежуточный углы в зависимости от ситуации; 6) представление результата измерения, например значение погрешности перемещения, полярный график, график на основе времени, график частотного содержания; 7) частота вращения шпинделя (ноль для статического движения ошибки); 8) продолжительность времени, выраженная в секундах или количестве оборотов шпинделя; 9) соответствующая процедура прогрева или обкатки; 10) частотная характеристика прибора, выраженная в герцах или циклах на оборот, включая характеристики спада любых электронных фильтров - в случае цифрового прибора, разрешение смещения и частота дискретизации; 11) структурный контур, включая положение и ориентацию датчиков относительно корпуса шпинделя, из которого сообщается о погрешности перемещения, указанные объекты, относительно которых расположены оси шпинделя и опорные оси координат, и элементы, соединяющие эти объекты; 12) время и дата измерения; 13) тип и статус калибровки всех средств измерения; 14) любые другие рабочие условия, которые могут повлиять на измерение, такие как температура окружающей среды. Если по соглашению между изготовителем/поставщиком и пользователем измерения погрешности перемещения наклона не требуются, то используют только три бесконтактных датчика (1, 2 и 3), а испытательная оправка может быть заменена прецизионной испытательной сферой. | |||||
Цель | |||||
Проверка погрешности перемещения поворотного стола (ось C'): | |||||
Схема 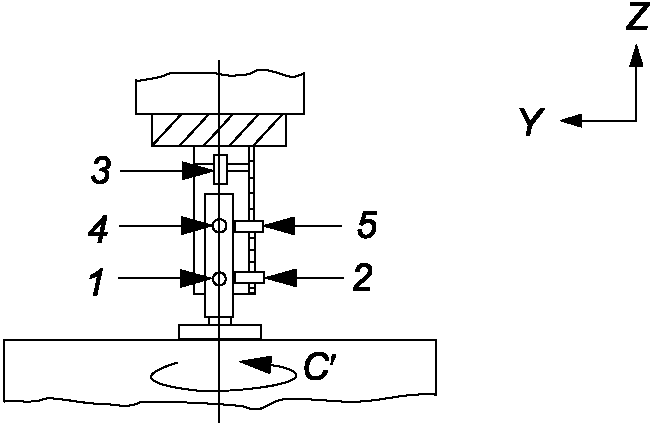 1 - 5 - датчики линейного смещения | |||||
Допуск | Процент от максимальной скорости | ||||
10% | 50% | 100% | |||
a) значение полной погрешности перемещения | EXC' | ||||
b) значение полной радиальной погрешности перемещения | EYC' | ||||
c) значение полной осевой погрешности перемещения | EZC' | ||||
d) значение полной наклонной погрешности перемещения | EAC' | ||||
e) значение полной наклонной погрешности перемещения | EBC' | ||||
Если минимальная скорость превышает 10% от максимальной скорости, то поворотный стол должен работать на минимальной скорости. Если производитель/поставщик и пользователь по взаимному согласию решают включить это испытание в договорные процедуры приемки станка, то они также должны по взаимному согласию определить соответствующие допуски, которые будут применяться. | |||||
Результаты измерений | Процент от максимальной скорости | ||||
10% | 50% | 100% | |||
Средства измерений Испытательная оправка, бесконтактные датчики и угловое измерительное устройство или две прецизионные сферы, расположенные слегка эксцентрично к средней линии шпинделя и бесконтактным датчикам. | |||||
Замечания и ссылки на ИСО 230-7: Данное испытание представляет собой испытание поворотного стола с фиксированным чувствительным направлением (см. ИСО 230-7:2015, 5.4). После настройки измерительного прибора поворотный стол должен быть прогрет на 50% от максимальной скорости поворотного стола в течение 10 мин, если иное не согласовано между изготовителем/поставщиком и пользователем. Измерения следует проводить следующим образом: Для a) и b) общие значения радиальной погрешности перемещения EXC' и EYC' (с использованием датчиков 1 и 2): измерение радиальной погрешности перемещения описано в ИСО 230-7:2015, 5.4.3. Ее следует измерять как можно ближе к носу шпинделя. Для каждой радиальной погрешности перемещения EXC' и EYC' должен быть предоставлен полярный график общей погрешности перемещения с центром в виде окружности наименьших квадратов (LSC). Для c) значение общей осевой погрешности перемещения EZC' (с использованием датчика 3): измерение осевой погрешности перемещения описано в ИСО 230-7:2015, 5.4.4. Для осевой погрешности перемещения EZC' следует предоставить полярный график общей погрешности перемещения с центром PC. Для d) и e) значения общей погрешности перемещения наклона EAC' и EBC' (с использованием датчиков 2 и 5, 1 и 4): измерение погрешности перемещения наклона описано в ИСО 230-7:2015, 5.4.5. Любую погрешность перемещения наклона также можно проверить с помощью всего одного бесконтактного датчика (см. ИСО 230-7:2015, 5.4.5.3). Для каждого ошибочного смещения наклона EAC' и EBC' следует предоставить полярный график общего ошибочного смещения с центром PC. | |||||
Для этих испытаний необходимо указать следующие параметры: 1) радиальные, осевые или торцевые положения, в которых проводятся измерения; 2) идентификация всех используемых артефактов, целей и приспособлений; 3) расположение измерительной установки; 4) положение любых линейных или вращательных элементов позиционирования, которые подключены к тестируемому устройству; 5) угол направления чувствительного направления, например осевой, радиальный или промежуточный углы в зависимости от ситуации; 6) представление результата измерения, например значение погрешности перемещения, полярный график, график на основе времени, график частотно-контентной зависимости; 7) частота вращения поворотного стола (ноль для статического ошибочного смещения); 8) продолжительность времени в секундах или количество оборотов стола; 9) соответствующая процедура прогрева или обкатки; 10) частотная характеристика прибора, заданная в герцах или циклах на оборот, включая характеристики спада любых электронных фильтров. В случае цифрового прибора - разрешение смещения и частота дискретизации; 11) структурный контур, включая положение и ориентацию датчиков относительно неподвижного стола, с которого сообщается об ошибочном смещении, указанные объекты, относительно которых расположены ось вращения стола и опорные оси координат, и элементы, соединяющие эти объекты; 12) время и дата измерения; 13) тип и статус калибровки всех измерительных приборов; 14) любые другие рабочие условия, которые могут повлиять на измерение, такие как температура окружающей среды. Если по соглашению между изготовителем/поставщиком и пользователем измерения погрешности перемещения наклона не требуются, то используют только три бесконтактных датчика (1, 2 и 3), а испытательная оправка может быть заменена прецизионной испытательной сферой. | |||||
(справочное)
ТЕРМИНЫ НА ДРУГИХ ЯЗЫКАХ ДЛЯ РИСУНКА 1
Таблица B.1
Позиция | Французский | Немецкий | Итальянский | Японский | Персидский |
1 | table (ou taque) | tisch (oder aufspannplatte) | tavola (o piastra a pavimento) |  | |
2 | banc | maschinenbett | banco | ||
3 |  du banc du banc |  | guide del banco |  |  |
4 | chariot porte-montant | portalschlitten | slitta porta montante |  |  |
5 | montant | portal | montante | ||
6 |  du montant du montant |  | guide del montante |  |  |
7 | entretoise | querbalken | ponte superiore | ||
8 | traverse (mobile ou fixe) | traverse (beweglich oder fest) | traversa (mobile o fissa) |  |  |
9 |  de la traverse de la traverse |  | guide della traversa |  |  |
10 | chariot porte-outils vertical | horizontaler spindelstockschlitten | slitta di traversa |  |  |
11 | vertikaler spindelstockschlitten | testa di fresatura verticale |  |  | |
12 | fourreau (coulant) |  (pinole) (pinole) | cannotto (slittone) |  | |
13 | broche porte-outil |  | mandrino porta-fresa |  |  |
14 | outil (fraise) | werkzeug  | utensile (fresa) |  |  |
15 | horizontaler  | testa di fresatura orizzontale |  |  | |
16 | chariot porte-outils de montant | schlitten | slitta di montante |  |  |
17 | colonnes fixes | feststehende | colonne fisse |  | |
18 | table tournante (axe C') | rotationstisch (C'-achse) | tavola rotante (asse C') |  |  |
R | mouvement vertical de la | vertikale bewegung des horizontalen  (R-achse) (R-achse) | movimento verticale della testa di fresatura orizzontale (asse R) |  |  |
V | mouvement horizontal de la | horizontale bewegung des horizontalen  (V-achse) (V-achse) | movimento orizzontale della testa di fresatura orizzontale (asse V) |  |  |
W | mouvement vertical de la traverse mobile (axe W) | bewegliche traverse, vertikale bewegung (W-achse) | movimento verticale della traversa mobile (asse W) |  |  |
X | axe X | X-achse | asse X | ||
Y | axe Y | Y-achse | asse Y | ||
Z | axe Z | Z-achse | asse Z |
(справочное)
МЕЖГОСУДАРСТВЕННЫМ И НАЦИОНАЛЬНЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного, национального стандарта |
ISO 230-1:2012 | IDT | ГОСТ ISO 230-1-2018 "Нормы и правила испытаний станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в квазистатических условиях" |
ISO 230-2:2014 | IDT | ГОСТ ISO 230-2-2016 "Нормы и правила испытаний станков. Часть 2. Определение точности и повторяемости позиционирования осей станков с числовым программным управлением" |
ISO 230-7:2015 | IDT | ГОСТ Р ИСО 230-7-2021 "Нормы и правила испытаний металлорежущих станков. Часть 7. Геометрическая точность осей вращения" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
[1] | ISO/TR 230-11 | Test code for machine tools - Part 11: Measuring instruments suitable for machine tool geometry tests (Нормы и правила испытаний станков. Часть 11. Измерительные инструменты, применяемые при геометрических испытаниях станков) |
[2] | ISO 841 | Industrial automation systems and integration - Numerical control of machines - Coordinate system and motion nomenclature (Системы промышленной автоматизации и интеграция. Числовое программное управление станками. Системы координат и обозначение перемещений) |
[3] | ISO 10791-7 | Test conditions for machining centres - Part 7: Accuracy of finished test pieces (Условия испытаний обрабатывающих центров. Часть 7. Точность обработки испытательных образцов) |
[4] | ISO 13041-2 | Test conditions for numerically controlled turning machines and turning centres - Part 2: Geometric tests for machines with a vertical workholding spindle (Условия испытаний токарных станков с числовым программным управлением и токарных обрабатывающих центров. Часть 2. Геометрические испытания станков с вертикальным шпинделем для крепления заготовки) |
[5] | ISO/TR 16907 | Machine tools - Numerical compensation of geometric errors (Станки. Коррекция геометрических погрешностей с помощью ЧПУ) |
УДК 621.9:006.354 | ОКС 25.080.20 |
Ключевые слова: продольно-фрезерные станки, подвижный портал, условия испытаний, шпиндель, ЧПУ, проверка точности, допуск | |