СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2026
Примечание к документу
Документ введен в действие с 01.04.2026.
Название документа
"ГОСТ Р ИСО 8636-1-2025. Национальный стандарт Российской Федерации. Станки металлорежущие. Условия испытаний двухстоечных продольно-фрезерных станков. Проверка точности. Часть 1. Станки с неподвижным порталом"
(утв. и введен в действие Приказом Росстандарта от 09.12.2025 N 1656-ст)
"ГОСТ Р ИСО 8636-1-2025. Национальный стандарт Российской Федерации. Станки металлорежущие. Условия испытаний двухстоечных продольно-фрезерных станков. Проверка точности. Часть 1. Станки с неподвижным порталом"
(утв. и введен в действие Приказом Росстандарта от 09.12.2025 N 1656-ст)
Содержание
Приказом Федерального агентства
по техническому регулированию
и метрологии
от 9 декабря 2025 г. N 1656-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
УСЛОВИЯ ИСПЫТАНИЙ ДВУХСТОЕЧНЫХ ПРОДОЛЬНО-ФРЕЗЕРНЫХ
СТАНКОВ. ПРОВЕРКА ТОЧНОСТИ
ЧАСТЬ 1
СТАНКИ С НЕПОДВИЖНЫМ ПОРТАЛОМ
Metal-cutting machine tools. Test conditions for bridge-type
milling machines. Testing of the accuracy. Part 1. Fixed
bridge (portal-type) machines
(ISO 8636-1:2000, Machine tools - Test conditions
for bridge-type milling machines - Testing of the accuracy -
Part 1: Fixed bridge (portal-type) machines,
IDT)
ГОСТ Р ИСО 8636-1-2025
ОКС 25.080.20
Дата введения
1 апреля 2026 года
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 070 "Станки"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2025 г. N 1656-ст
4 Настоящий стандарт является идентичным международному стандарту ИСО 8636-1:2000 "Станки. Условия испытания двухстоечных продольно-фрезерных станков. Проверка точности. Часть 1. Станки с неподвижным порталом" (ISO 8636-1:2000 "Machine tools - Test conditions for bridge-type milling machines - Testing of the accuracy - Part 1: Fixed bridge (portal-type) machines", IDT).
Международный стандарт разработан подкомитетом SC 2 "Условия испытаний металлорежущих станков" Технического комитета по стандартизации ISO/TC 39 "Станки".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Настоящий стандарт совместно со вторым изданием ИСО 2433 подготовлен взамен первого издания (ИСО 8636-1:1987), которое было технически пересмотрено. В частности:
a) перегруппированы испытания проверки геометрических параметров; новые номера испытаний представлены в сравнении с предыдущими в следующей таблице:
6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
ISO 8636-1:1987 | 9 | 6 | 5 | 1 | 4 и 7 | 3 | 14 | 13 и 15 | 16 | 12 | 11 |
b) следуют значительные модификации:
- добавлены примечания в графу "Объект" для G6, G12, G13, G14 и G15; эти примечания добавлены в связи с тем, что станки имеют несколько фрезерных бабок, и пункты испытания относятся ко всем фрезерным бабкам;
c) допуски на точность и повторяемость позиционирования изменены в соответствии с ИСО 230-2:1997.
Реальное отклонение всех параметров должно быть показано как результаты испытания, но допуски ограничиваются только на определенные параметры.
ИСО 8636 состоит из следующих частей под общим названием "Станки. Условия испытания двухстоечных продольно-фрезерных станков портального типа. Проверка точности":
- часть 1. Станки с неподвижным порталом;
- часть 2. Станки с подвижным порталом.
Приложение A к настоящему стандарту является исключительно справочным.
Настоящий стандарт совместно с ИСО 230-1 и ИСО 230-2, устанавливает требования к испытаниям по проверке геометрической точности, к испытаниям при механической обработке и испытаниям по проверке точности и повторяемости позиционирования осей с ЧПУ для двухстоечных продольно-фрезерных станков с неподвижным порталом, общего назначения и нормальной точности. Настоящий стандарт также устанавливает соответствующие допуски для описанных выше испытаний.
Настоящий стандарт применим к станкам с перемещающимися столами и двумя неподвижными стойками. Настоящий стандарт не распространяется на одностоечные продольно-фрезерные станки и станки с неподвижным столом и подвижными стойками.
Настоящий стандарт распространяется только на проверку точности станка. Он не применяется ни к испытаниям при работе станка (вибрации, ненормальные шумы, скачкообразные движения компонентов станка и т.д.), ни к характеристикам станка (скорости, подачи и т.д.), которые проверяют до начала испытания точности.
В настоящем стандарте приведена терминология, используемая при описании основных компонентов станка и обозначение осей со ссылкой на ИСО 841 [1].
Примечание - В дополнение к терминам, применяемым на трех официальных языках ИСО (английском, французском и русском) в приложении A настоящего стандарта приведены эквивалентные термины на немецком и итальянском языках. За эту терминологию несут ответственность комитет - член Германии (DIN) и Италии (UNI). Однако только термины на официальных языках могут рассматриваться как термины и определения ИСО.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 230-1:1996 <1>, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or finishing conditions (Нормы и правила испытаний металлорежущих станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в режиме чистовой обработки)
--------------------------------
<1> Заменен на ISO 230-1:2012. Однако для однозначного соблюдения требования настоящего стандарта, приведенного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 230-2:1997 <1>, Test code for machine tools - Part 2: Determination of accuracy and repeatability of positioning numerically controlled axes (Свод правил по испытанию станков. Часть 2. Определение точности и воспроизводимости позиционирования осей станков с числовым программным управлением)
--------------------------------
<1> Заменен на ISO 230-2:2014. Однако для однозначного соблюдения требования настоящего стандарта, приведенного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
В настоящем стандарте применены следующие термины с соответствующими определениями.
3.1 Определения выполняемых процессов обработки
3.1.1 фрезерование (milling operation): Операция обработки, состоящая из удаления материала с помощью вращающегося инструмента, называемого фрезой, нескольких различных типов.
Примечание - К типичным фрезерным операциям наиболее часто относят торцевое фрезерование или фрезерование концевой фрезой. Инструмент устанавливается либо на конус шпинделя или на переднюю поверхность шпинделя.
3.1.2 растачивание (boring operation): Операция, состоящая из обработки диаметров цилиндрических, конических, глухих или сквозных отверстий до заданного размера.
3.1.3 сверление и нарезание резьбы (drilling and tapping operations): Операции, состоящие из сверления и/или нарезания резьбы в глухих или сквозных отверстиях.
3.2 Определение и классификация двухстоечных продольно-фрезерных станков с неподвижным порталом
3.2.1 Определение
3.2.1.1 фрезерный станок с неподвижным порталом (fixed bridge-type (portal-type) milling machine): Двухстоечный продольно-фрезерный станок с одной или несколькими вертикально-шпиндельными головками, установленными на траверсе над столом, имеющим только продольное перемещение (ось X).
Примечание - Дополнительные горизонтальные шпиндельные головки могут устанавливаться на стойках. Горизонтальные оси шпинделей могут устанавливаться под углом.
3.2.2 Классификация
Эти станки классифицируются по двум типам в зависимости от их конструкции:
- двухстоечные продольно-фрезерные станки с переменной высотой траверсы и портала или поперечной балкой;
- двухстоечные продольно-фрезерные станки с неподвижной траверсой, которая может заменять портал или поперечную балку.
3.3 Описание основных компонентов
Основные компоненты таких станков описаны ниже. Номера, указанные в скобках, показаны и объяснены в 4.1.
3.3.1 Станина и стол
Станина 1 является неподвижным основанием станка, конструкция которого может состоять из нескольких частей. Она поддерживает стол 3, который перемещается параллельно главной оси станины.
3.3.2 Стойка, траверса и портал или соединение-связка
Стойки 4 и 5 образуют вертикальный каркас станка и неподвижно закреплены с любой стороны станины.
Стойки могут быть оснащены вертикальными направляющими для установки боковой фрезерной головки (головок) 9 с горизонтальной или поворотной осью шпинделя.
Поперечная балка 10 является неподвижной деталью, соединяющей обе стойки сверху или рядом с вершиной.
Траверса 7, главная ось которой параллельна плоскости стола, оснащена направляющими, по которым могут передвигаться одна или несколько фрезерных головок 8 с вертикальными или поворотными шпинделями.
Траверса с переменной высотой может перемещаться вверх и вниз по вертикальным направляющим 6 по стойкам.
На станках с траверсой на определенной высоте она также крепится к стойкам и может заменять поперечную балку.
3.3.3 Фрезерная(ые) головка(и)
Эти головки имеют шпиндель и приводной механизм, а также средства для установки на траверсе или стойке. В некоторых случаях шпиндель может быть вставлен в ползун 12 или гильзу (втулку) с движением подачи для сверления или растачивания.
3.3.4 Движение резания
Движение резания обеспечивается шпинделями и приводными механизмами фрезерных головок.
3.3.5 Движение подачи
Нижеприведенные подачи могут обеспечиваться с постоянной или переменной скоростью:
- горизонтальное перемещение стола;
- горизонтальное перемещение фрезерных головок по траверсе или вертикальное перемещение боковых шпиндельных бабок;
- вертикальное перемещение ползунов со шпинделями или гильз (если имеются).
Примечание 1 - Обычно кроме движения подачи имеется ускоренное перемещение.
Примечание 2 - Вертикальное перемещение траверсы (если имеется) обычно является перемещением позиционирования.
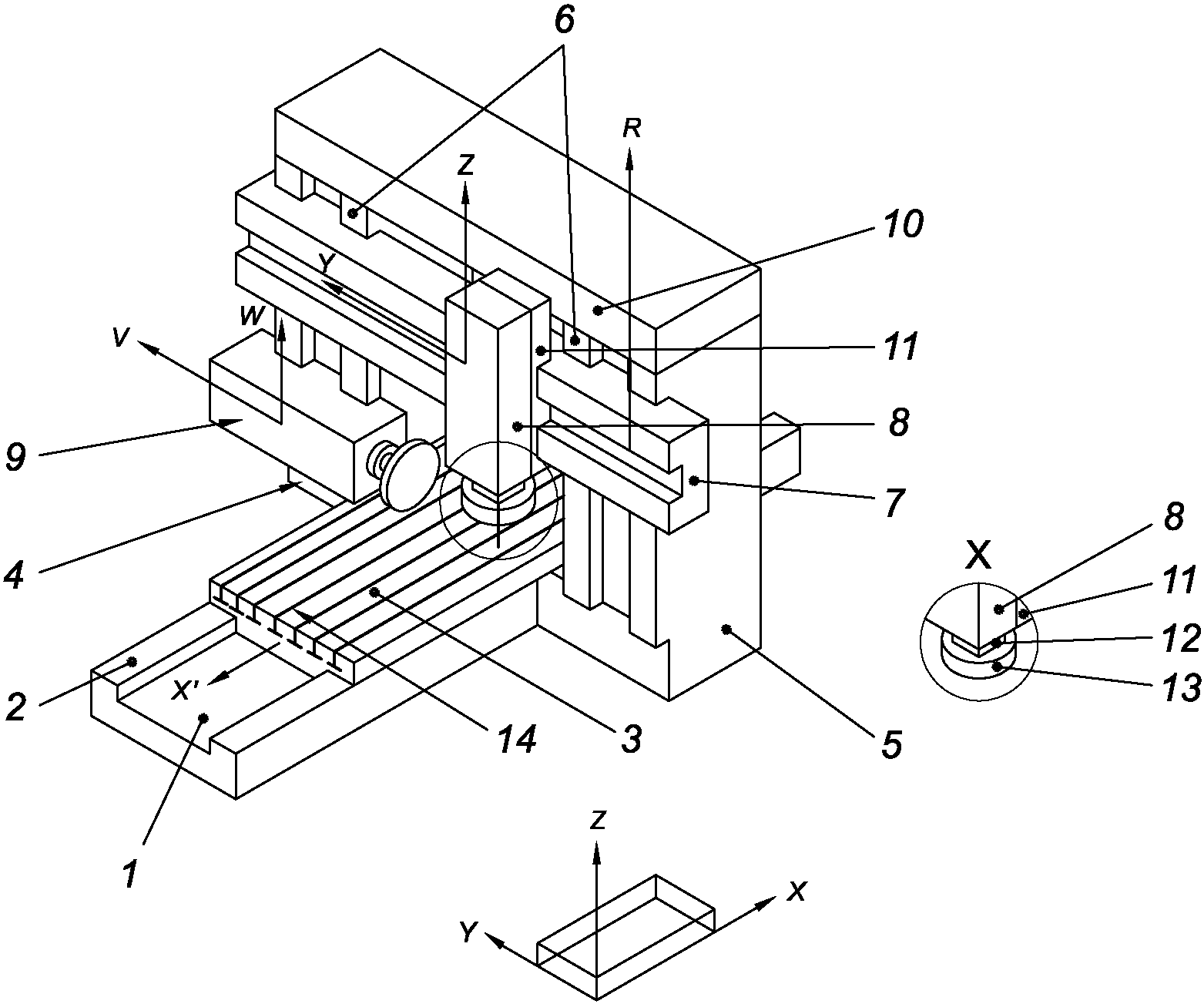
с неподвижным порталом и с траверсой переменной высоты
Таблица 1
Позиция | Английский | Французский | Русский |
Bed | Banc | Станина | |
Slideway, bed | Glissiere du banc | Направляющая станины | |
Table (clamping surface) | Table (surface de bridage) | Стол (рабочая поверхность) | |
Left-hand column | Montant gauche | Левая стойка | |
Right-hand column | Montant droit | Правая стойка | |
Slideway, right-hand and left-hand column | Glissiere des montants droit et gauche | Направляющая левой и правой стоек | |
Cross-rail (movable, fixed) | Traverse (mobile, fixe) | Траверса (подвижная, неподвижная) | |
Vertical milling head | Tete de fraisage verticale | Головка вертикально-фрезерная | |
Horizontal milling head | Tete de fraisage horizontale | Головка горизонтально-фрезерная | |
Tie-piece | Entretoise | Поперечная балка | |
Bottom slide (saddle) | Cuirasse | Каретка суппорта | |
Quill (ram) | Coulisseau (fourreau) | Ползун (втулка) | |
Tool (milling cutter) | Outil (fraise) | Инструмент (фреза) | |
Reference T-slot | Rainure de reference | Базовый паз |
4.2 Обозначение осей
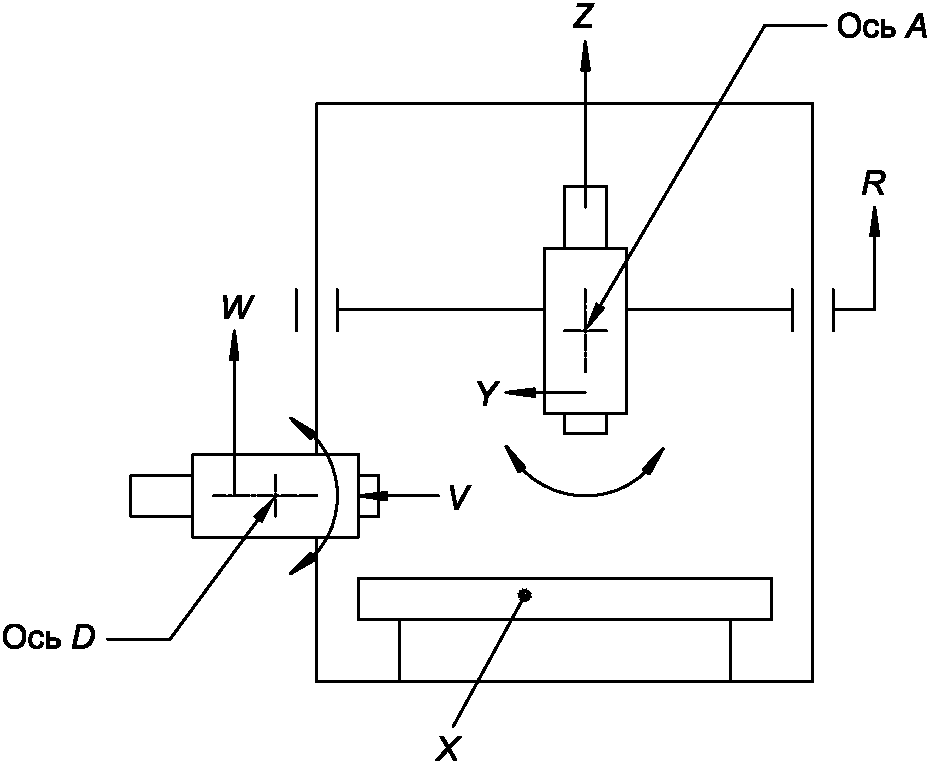
См. рисунки 2 - 5.
a) Одна шпиндельная фрезерная головка, поворотная вокруг оси
A, расположенная на траверсе и одна шпиндельная фрезерная
головка, поворотная вокруг оси D, расположенная на правой
или левой стойке
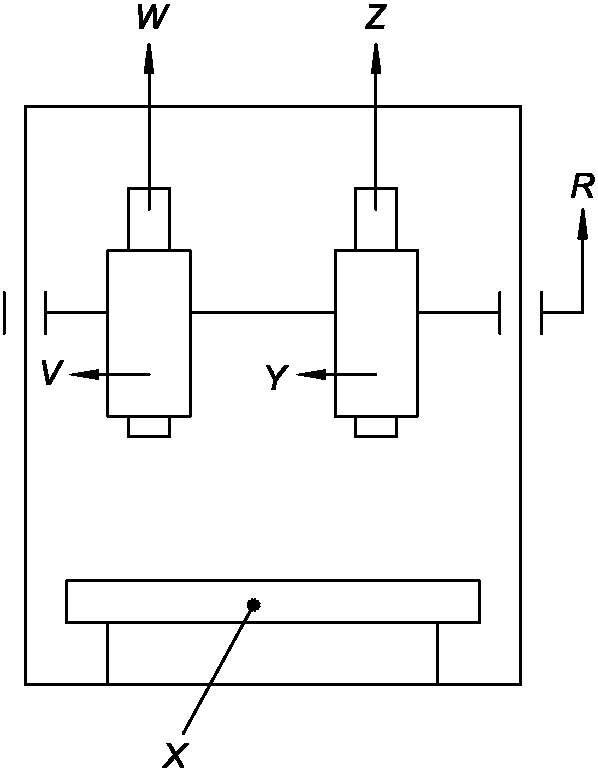
b) Две фрезерных головки на траверсе
Рисунок 2 - Тип 1: станки с двумя фрезерными головками
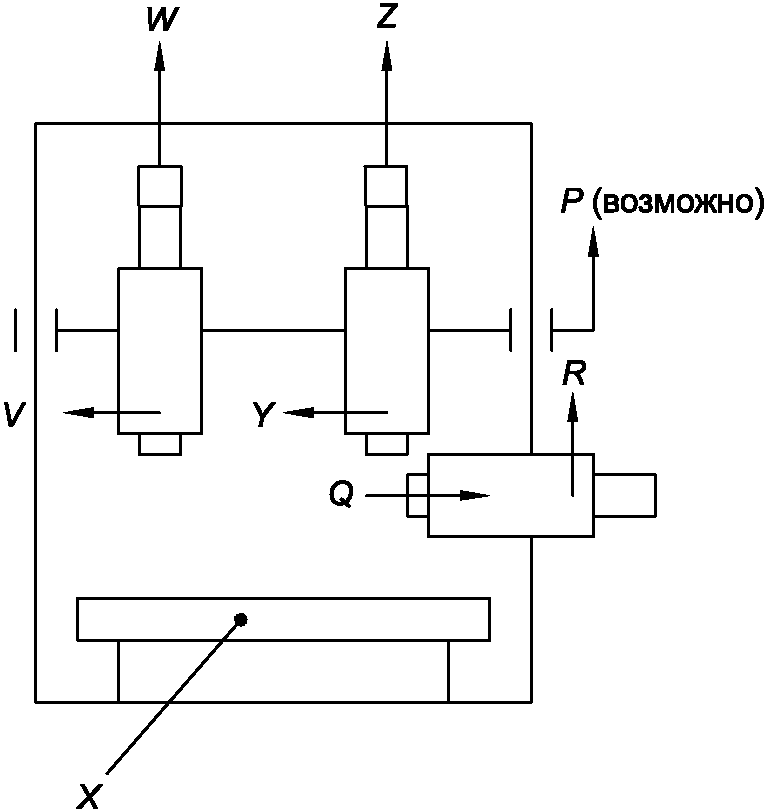
Рисунок 3 - Тип 2: станок с тремя фрезерными головками
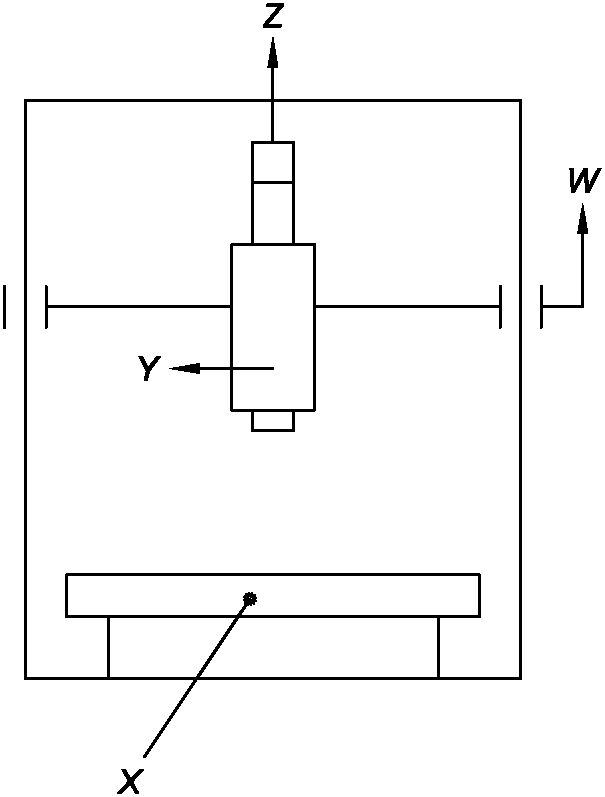
Рисунок 4 - Тип 3: станок с одной фрезерной головкой
на траверсе
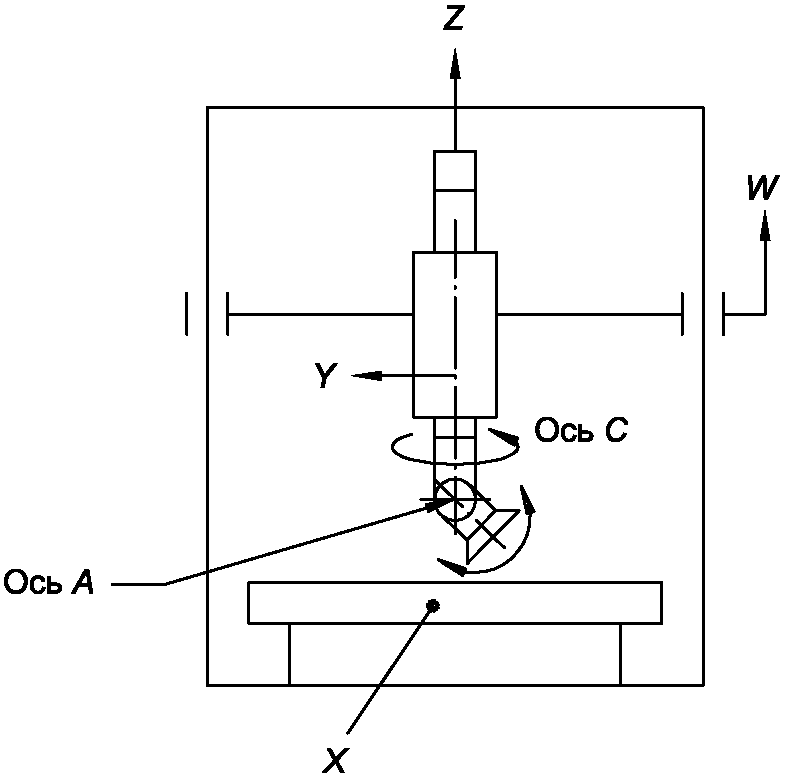
на траверсе, поворотной вокруг осей C и A
5.1 Единицы измерения
В настоящем стандарте все линейные размеры, отклонения и соответствующие допуски выражены в миллиметрах; угловые размеры - в градусах, а угловые отклонения и соответствующие допуски - в пропорциях (например, 0,00x/1000), но в некоторых случаях для большей ясности допускается использовать микрорадианы и угловые секунды. Необходимо помнить о равнозначности приведенного ниже выражения:
0,010/1000 = 10 мкрад ~= 2".
5.2 Ссылка на ИСО 230-1
При применении настоящего стандарта следует учитывать положения ИСО 230-1, в том числе при монтаже станка перед испытанием, прогревании шпиндельного и других движущихся компонентов, описании методов измерения и рекомендуемой точности испытательного оборудования.
В блоке испытаний "Наблюдения", описанных в нижеприведенных разделах, после инструкций следует ссылка на соответствующие разделы ИСО 230-1 в случаях, когда проводимое испытание соответствует техническим требованиям ИСО 230-1.
5.3 Температурные условия
Температурные условия в течение испытаний необходимо устанавливать по соглашению между поставщиком/изготовителем и пользователем.
5.4 Последовательность проведения испытаний
Последовательность испытаний, представленная в настоящем стандарте, не определяет практический порядок проведения испытаний. В целях упрощения установки средств измерений или калибров испытания возможно проводить в любом порядке.
5.5 Обязательные испытания
При испытаниях станка не всегда необходимо или возможно проводить все испытания, описанные в настоящем стандарте. Если необходимо провести приемочные испытания, то пользователь должен выбрать (по соглашению с поставщиком/изготовителем) те испытания, которые относятся к интересующим его компонентам и/или характеристикам станка. Данные испытания должны быть четко определены при заказе станка. Ссылка на настоящий стандарт для проведения приемочных испытаний без четкого определения необходимых испытаний или без соглашения о соответствующих расходах не может считаться обязательной для любой из сторон контракта.
5.6 Средства измерений
Средства измерений, указанные в испытаниях, описанных в 5 и 6, приведены только в качестве примеров. Допускается применение других приборов, измеряющих такие же параметры и имеющих как минимум такую же точность.
5.7 Минимальное допустимое отклонение
Если допуск при испытании геометрических параметров установлен на длину измерения, отличную от допуска в настоящем стандарте (см. ИСО 230-1:1996, 2.311), то необходимо учитывать, что минимальное значение допуска равно 0,005 мм.
5.8 Испытания при механической обработке
Испытания станка проводят в режиме чистовой обработки. Черновую обработку следует избегать, поскольку при ней возникают значительные силы резания.
5.9 Испытания позиционирования
Испытания позиционирования для станков с ЧПУ должны соответствовать ИСО 230-2. Допуски в настоящем стандарте приведены только для некоторых параметров. Представление результатов проверок должны соответствовать ИСО 230-2.
Допуски установлены для станков с размером стола до 3000 x 10 000 мм. Для станков со столом, превышающим эту длину и ширину, допуск должен быть согласован между поставщиком/изготовителем и пользователем.
6.1 Координатные оси перемещения
Объект | G1 | |
Проверка прямолинейности перемещения стола (ось X) в горизонтальной плоскости XY (EYX) | ||
Схема 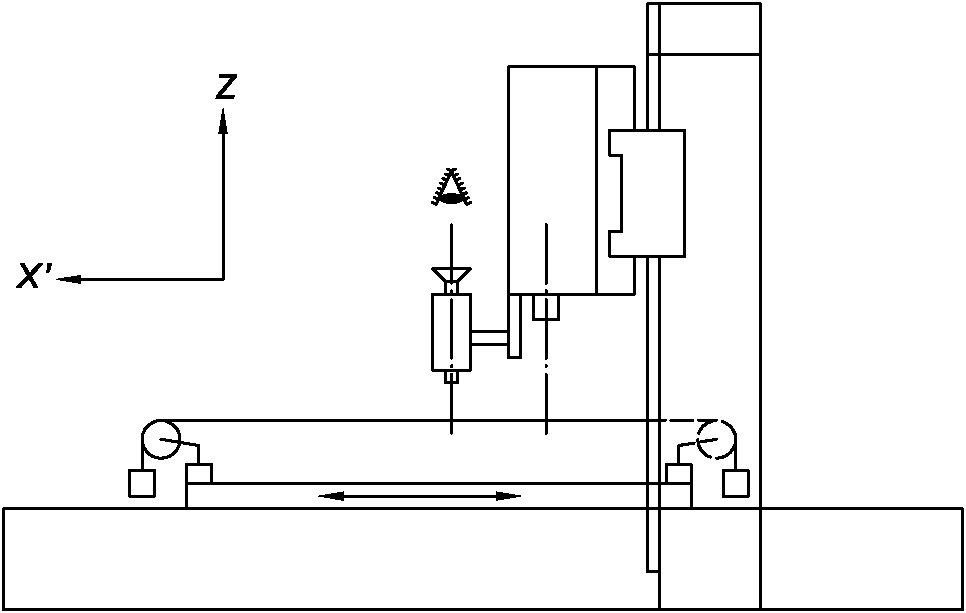 | ||
Допуск 0,02 на длине измерения до 2000 К вышеприведенному допуску добавляют 0,01 на каждые 1000 увеличения длины свыше 2000 Максимальный допуск: 0,10 Местное допустимое отклонение: 0,01 на любой длине измерения из 1000 | Измеренное отклонение | |
Средства измерений Микроскоп и натянутая струна или другие оптические методы. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.232.12, 5.232.13 и 5.232.14 При использовании микроскопа и натянутой струны, микроскоп устанавливают на фрезерную головку, а натянутую струну закрепляют к каждому концу стола, параллельно <1> перемещению стола по оси X. Перемещают стол по оси X и записывают показания. Если используют оптические методы, цель должна быть установлена на переднем конце шпинделя или на головке рядом со шпинделем. Сетка устанавливается на столе, параллельно перемещению стола по оси X и выравнивается с целью горизонтально. Перемещают стол по оси X и записывают показания. -------------------------------- | ||
Объект | G2 | |||
Проверка угловых отклонений перемещения стола (ось X): | ||||
Схема 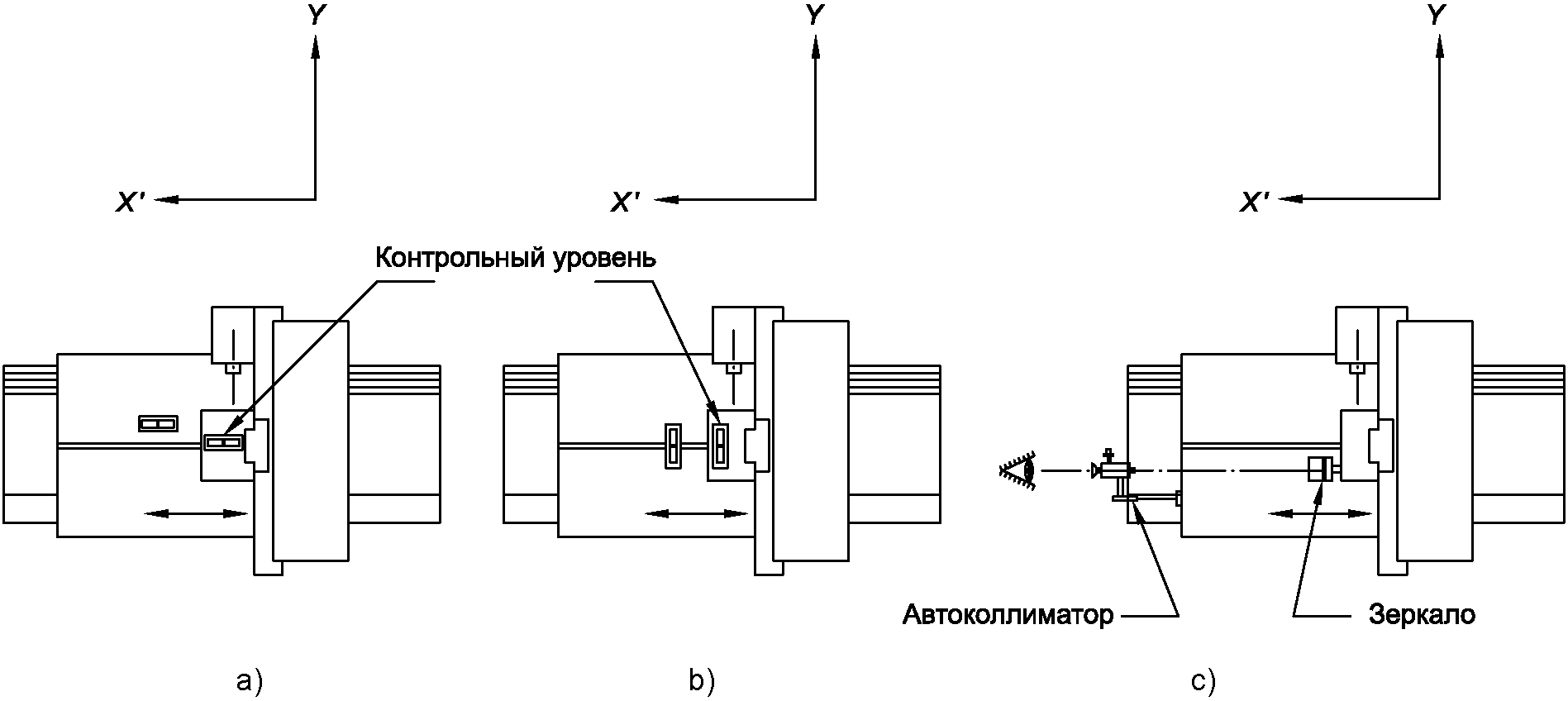 | ||||
Допуск | Измеренное отклонение X = .... | |||
X <= 4000 | 0,04/1000 | 0,02/1000 | ||
X > 4000 | 0,06/1000 | 0,02/1000 | ||
Местное допустимое отклонение: 0,02/1000 на любой длине измерения из 1000 | ||||
Средства измерений a) Высокоточный нивелир или оптические приборы измерения углового отклонения. b) Высокоточный нивелир. c) Оптические приборы измерения углового отклонения. | ||||
Замечания и ссылки на ИСО 230-1:1996, 5.231.3 и 5.232.2 Нивелир или прибор необходимо поместить на движущийся компонент: a) (EBX: тангаж) в направлении оси X установить вертикально; b) (EAX: крен) в направлении оси Y установить вертикально; c) (ECX: рыскание) в направлении оси X установить автоколлиматор горизонтально. Если движение по оси X вызывает угловое отклонение обеих шпиндельных головок и стола для крепления заготовки, то необходимо по отдельности измерить оба угловые отклонения. Когда проводится раздельное измерение, контрольный уровень помещают на шпиндельную головку, которая должна располагаться в среднем положении своего диапазона перемещения. Измерения должны проводиться как минимум в пяти положениях, равноотстоящих друг от друга по пути перемещения, в обоих направлениях. Разность между максимальным и минимальным показаниями не должна превышать допуска. Для проверок a) и b) прибор должен располагаться на двух концах и возможно в среднем положении стола. Прибор, расположенный на одном конце стола, проверяет характеристики половины станины. Прибор, расположенный в среднем положении стола, определяет отклонения, отличающиеся от показаний, на обоих концах стола. | ||||
Объект | G3 | |
Проверка прямолинейности горизонтального перемещения фрезерной головки (ось Y): | ||
Схема 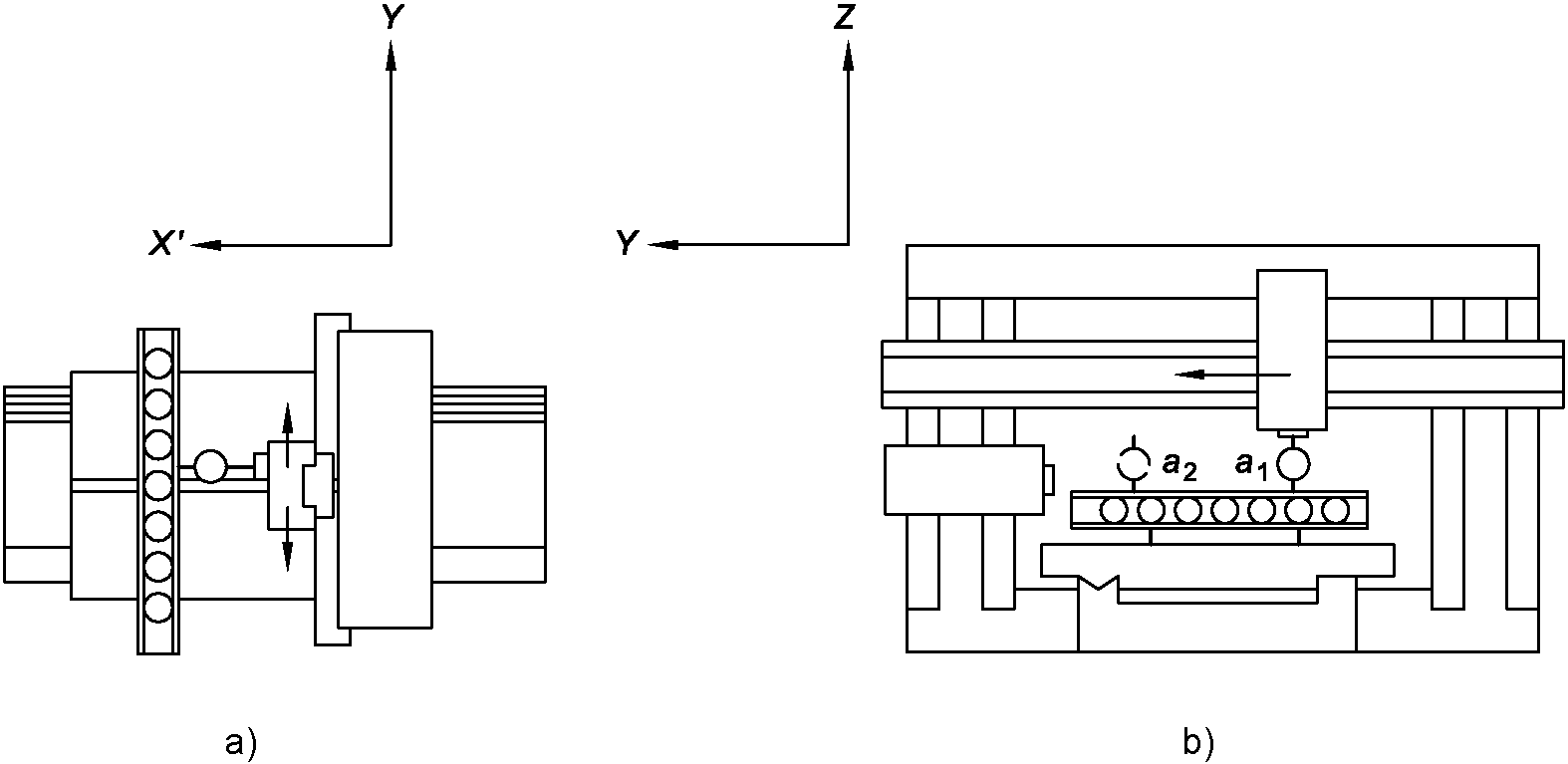 | ||
Допуск 0,02 на длине измерения до 1000 К вышеприведенному допуску добавляют 0,01 на каждые 1000 увеличения длины свыше 1000 Максимальный допуск: 0,04 Местное допустимое отклонение: 0,01 на любой длине измерения из 500 | Измеренное отклонение | |
Средства измерений Поверочная линейка, индикатор часового типа/стойка и измерительные плитки или оптические методы, или микроскоп и натянутая струна (для измерения только в горизонтальной плоскости). | ||
Замечания и ссылки на ИСО 230-1:1996, 5.232.11, 5.232.12 и 5.232.13 Закрепляют траверсу в среднем положении по высоте и перемещают стол в среднее положение. Поверочную линейку кладут на стол параллельно <1> перемещению фрезерной головки по оси Y, для a) горизонтально и для b) вертикально. На фрезерной головке закрепляют индикатор часового типа. Наконечник индикатора часового типа должен быть перпендикулярен к контрольной стороне поверочной линейки. Перемещают фрезерную головку по оси Y по всей длине измерения <2> и регистрируют показания. -------------------------------- | ||
Объект | G4 | |
Проверка угловых отклонений горизонтального перемещения фрезерной головки (ось Y): | ||
Схема 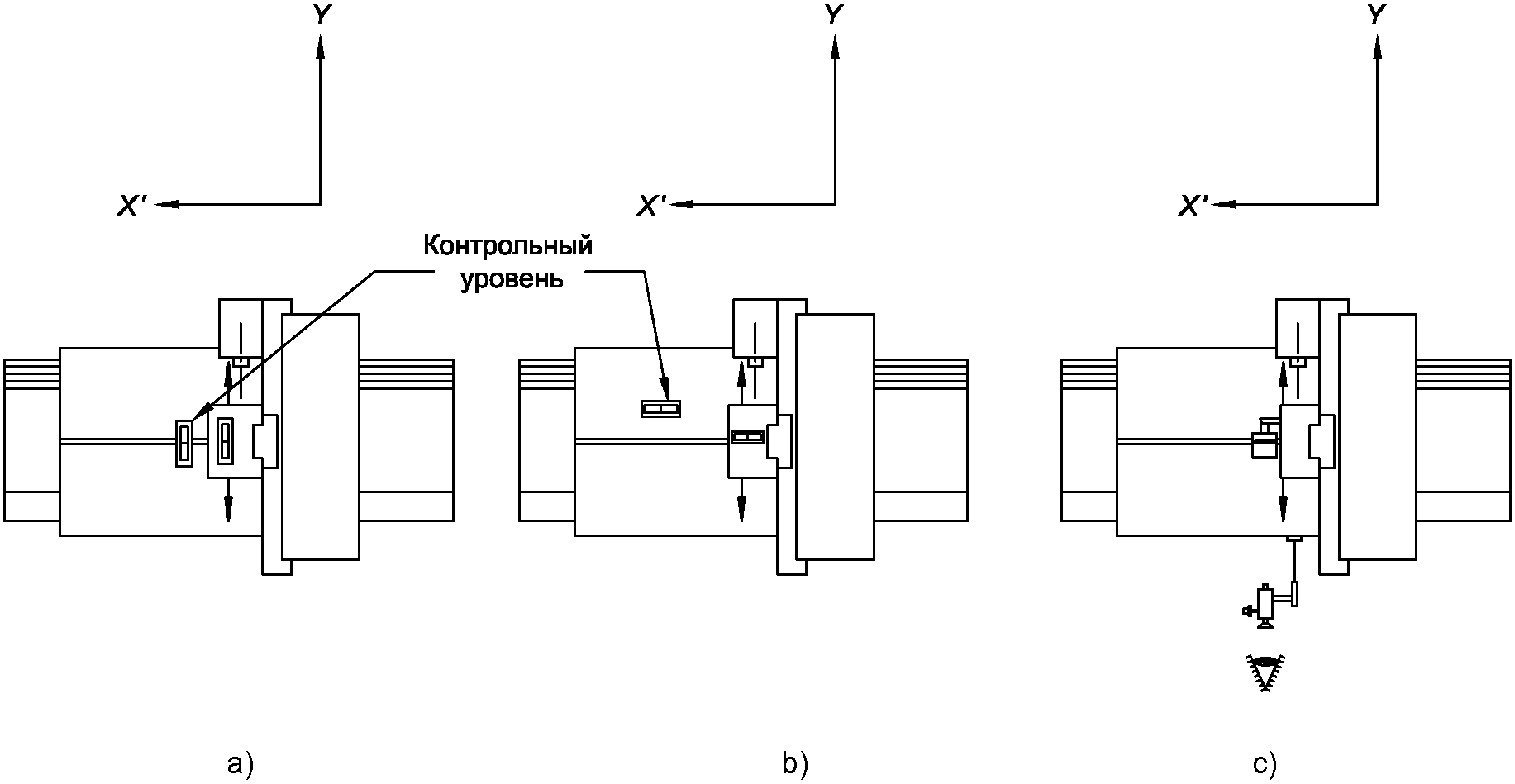 | ||
Допуск Местное допустимое отклонение: 0,02/1000 на любой длине измерения из 300 | Измеренное отклонение | |
Средства измерений a) высокоточный нивелир или оптические приборы измерения углового отклонения. b) высокоточный нивелир. c) оптические приборы измерения углового отклонения | ||
Замечания и ссылки на ИСО 230-1:1996, 5.231.3 и 5.232.2 Нивелир или прибор необходимо поместить на движущийся компонент: a) (EAY: тангаж) в направлении оси Y установить вертикально; b) (EBY: крен) в направлении оси X установить вертикально; c) (ECY: рыскание) в направлении оси Y установить автоколлиматором горизонтально. Если движение по оси Y вызывает угловое отклонение как обеих шпиндельных головок, так и стола для крепления заготовки, то необходимо измерить отдельно два угловых отклонения. Когда проводится раздельное измерение, контрольный уровень помещают на стол для крепления заготовки, который должен располагаться в среднем положении своего перемещения. Измерения должны проводиться как минимум в пяти положениях, равноотстоящих друг от друга по пути перемещения, в обоих направлениях. Разность между максимальным и минимальным показаниями не должна превышать допуска. | ||
Объект | G5 | |
Проверка перпендикулярности между перемещением стола (ось X) и горизонтальным перемещением фрезерной головки (ось Y) | ||
Схема 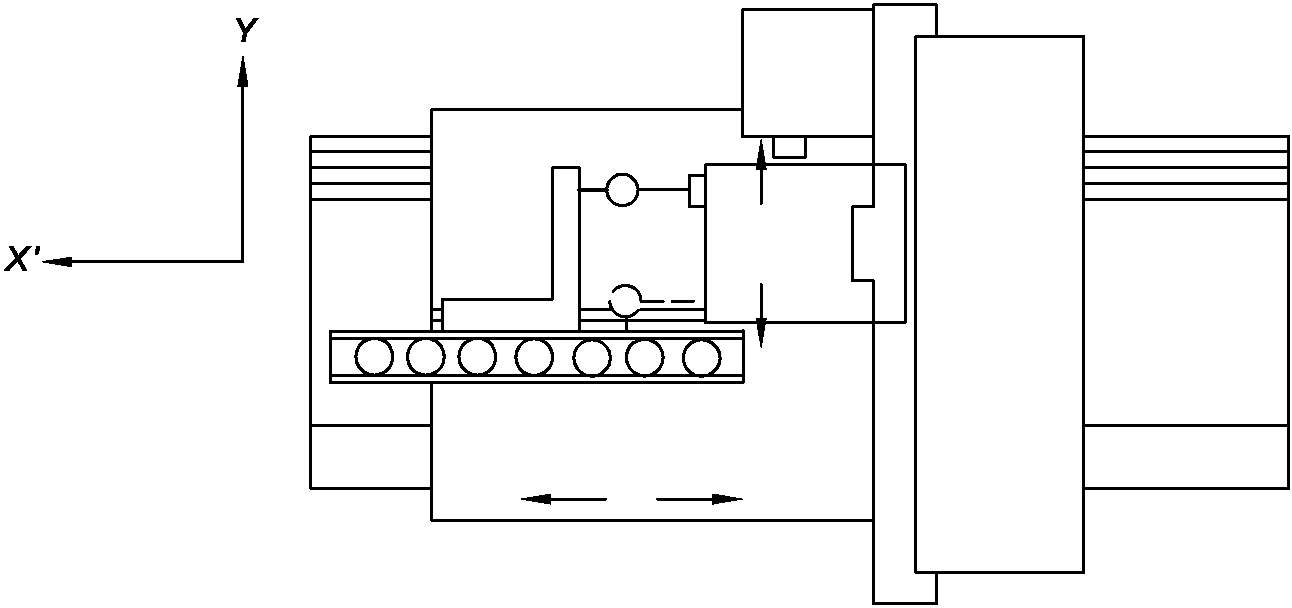 | ||
Допуск 0,03 на любой длине измерения из 1000, для ширины стола до 3000 Примечание - При ширине стола более 3000 допуск устанавливается по соглашению между поставщиком/изготовителем и пользователем. | Измеренное отклонение | |
Средства измерений Поверочная линейка, угольник и индикатор часового типа. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.222.4 Закрепляют траверсу в среднем положении перемещения. На фрезерной головке закрепляют индикатор часового типа. Поверочную линейку кладут параллельно <1> перемещению стола (ось X) в горизонтальной плоскости. Прижимают одну сторону угольника к поверочной линейке и устанавливают индикатор часового типа напротив другой стороны угольника. Передвигают фрезерную головку на длину измерения <2> и считывают показания не менее чем в пяти равноотстоящих положениях. Регистрируют максимальную разность показаний. Для более точного измерения поворачивают угольник на 180° и повторяют проверку в таком же порядке. Рассчитывают среднее значение в каждой измерительной позиции и регистрируют максимальную разность. Если ширина стола превышает 2000 мм, испытания повторяют в разных положениях по ширине стола. -------------------------------- | ||
Объект | G6 | |
Проверка перпендикулярности между вертикальным перемещением фрезерной головки (ось Z) и: | ||
Схема 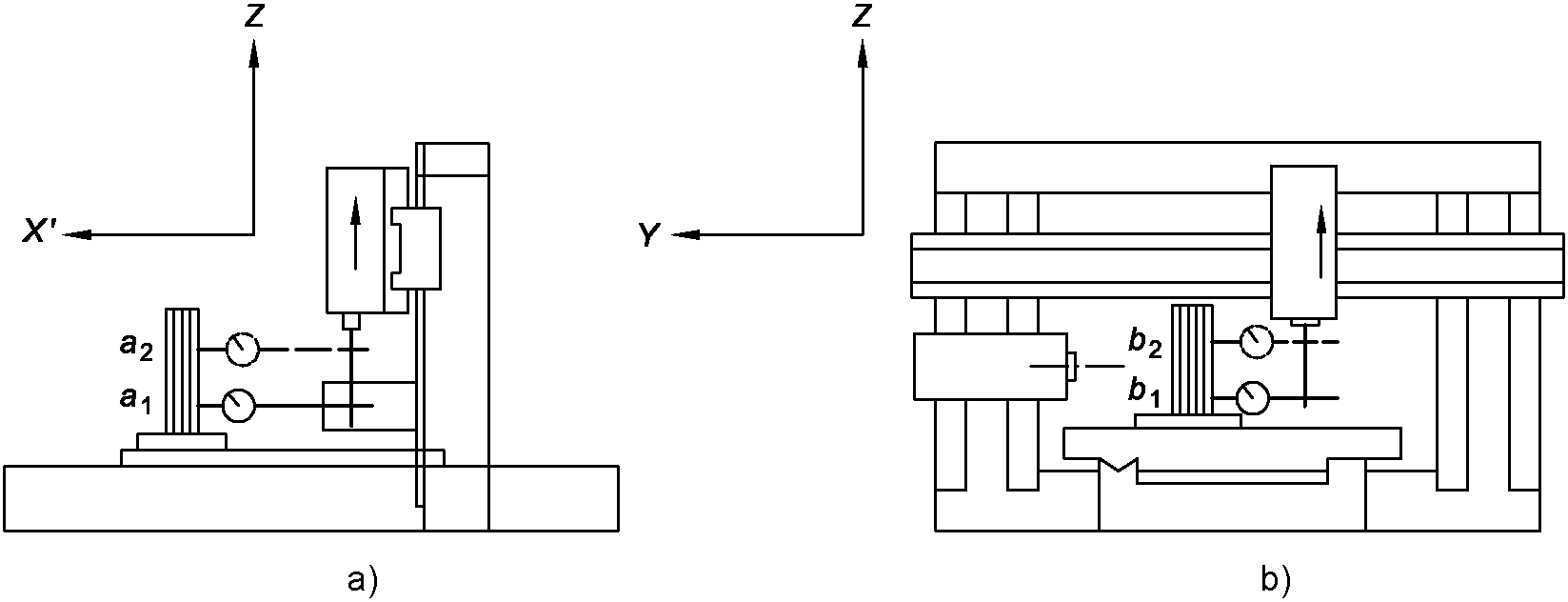 | ||
Допуск 0,02 на длине измерения 300 | Измеренное отклонение | |
Средства измерений Цилиндрический угольник, поверочная плита и индикатор часового типа. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.222.4 Поверочную плиту кладут на стол и регулируют ее верхнюю поверхность параллельно обоим перемещениям по оси X и по оси Y. Устанавливают цилиндрический угольник на поверочную плиту. Индикатор часового типа закрепляют к фрезерному шпинделю, если шпиндель можно закрепить, или же к фрезерной головке рядом со шпинделем и закрепляют каретку фрезерной головки (ось Y) на траверсе. Наконечник индикатора часового типа приставляют к цилиндрическому угольнику в направлении X, а затем перемещают головку по длине измерения a1a2 и регистрируют максимальную разность в показаниях индикатора часового типа. Для более точного измерения поворачивают цилиндрический угольник на 180° и повторяют проверку в таком же порядке. Рассчитывают среднее значение в каждой измерительной позиции и регистрируют максимальную разность. Затем проводят проверку по направлению Y по длине измерения b1b2. Для станка больших размеров проверку допускается проводить в среднем положении и в двух крайних положениях траверсы. | ||
Объект | G7 | |
Проверка перпендикулярности между вертикальным перемещением траверсы (осей W и R) и: | ||
Схема 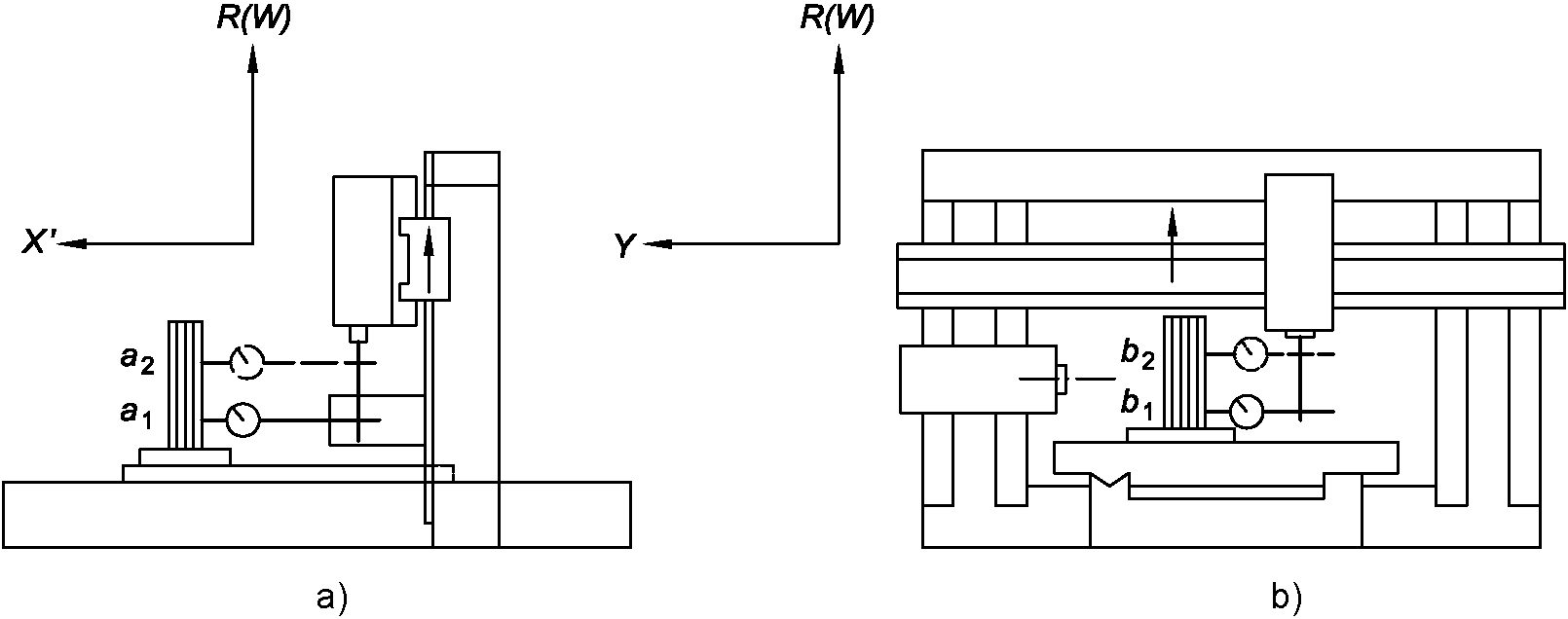 | ||
Допуск 0,02 на длине измерения 500 | Измеренное отклонение | |
Средства измерений Индикатор часового типа, цилиндрический угольник, поверочная плита и регулировочные блоки. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.222.4 Поверочную плиту кладут на стол и регулируют ее верхнюю поверхность параллельно обоим перемещениям по оси X и по оси Y. Устанавливают цилиндрический угольник на поверочную плиту. Индикатор часового типа закрепляют на фрезерном шпинделе, если шпиндель можно закрепить, или же к фрезерной головке рядом со шпинделем и закрепляют фрезерную головку (ось Y) на траверсе. Наконечник индикатора часового типа приставляют к цилиндрическому угольнику в направлении X, а затем перемещают траверсу по длине измерения a1a2 и регистрируют максимальную разность в показаниях индикатора часового типа. Для более точного измерения, поворачивают цилиндрический угольник на 180° и повторяют проверку в таком же порядке. Рассчитывают среднее значение в каждой измерительной позиции и регистрируют максимальную разность. Затем проводят проверку по направлению Y по длине измерения b1b2. Для станка больших размеров проверку допускается проводить в среднем положении и в двух крайних положениях траверсы. | ||
Объект | G8 | |
Проверка изменения наклона траверсы при ее перемещении по оси W или R в вертикальной плоскости YZ: a) в нижнем положении; b) в среднем положении; c) в верхнем положении. | ||
Схема 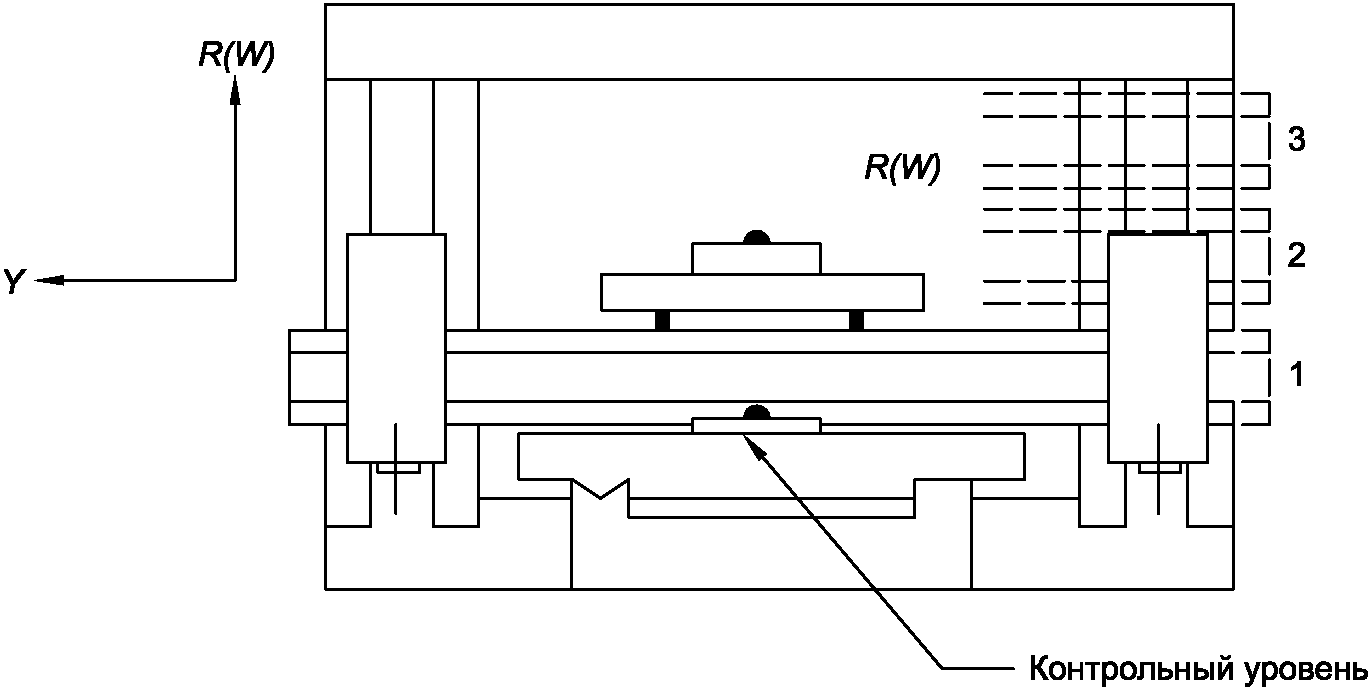 | ||
Допуск 0,02/1000 | Измеренное отклонение | |
Средства измерений Высокоточный нивелир. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.232.21 Нивелир помещают на соответствующую сторону в среднем положении траверсы и считывают показание в рассматриваемых положениях. Если движение по осям W и R вызывает угловое отклонение как траверсы, так и стола для крепления заготовки, необходимо провести раздельные измерения двух угловых перемещений. Если проводят раздельные измерения, контрольный уровень следует помещать на рабочий стол, который должен находиться в среднем положении диапазона своего перемещения. Фрезерные головки располагают симметрично относительно стола станка. Для станков только с одной фрезерной головкой необходимо устанавливать ее в центральном положении. Траверсу закрепляют в каждом положении. | ||
6.2 Стол
Объект | G9 | |
Проверка плоскостности рабочей поверхности стола | ||
Схема 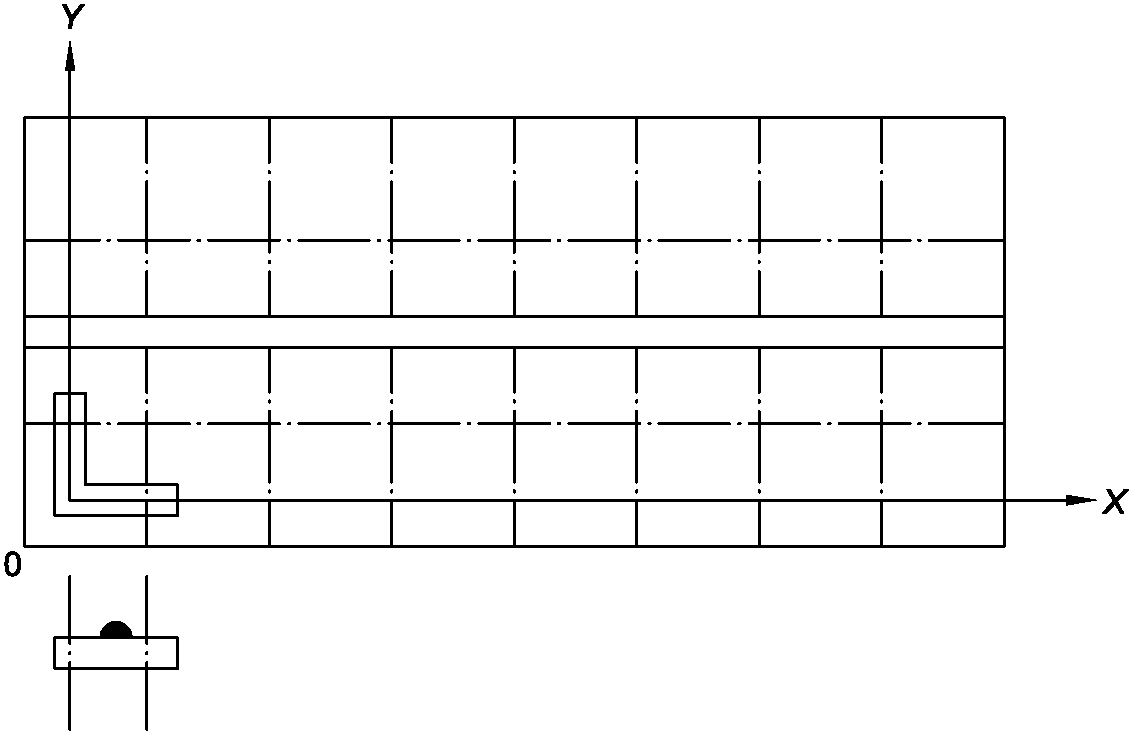 | ||
Допуск Для Y <= 3000 и X <= 1000 0,02 на длине измерения до 1000 К предыдущему допуску добавляют 0,01 на каждые 1000 увеличения длины Максимальное допустимое отклонение: 0,1 | Измеренное отклонение | |
Средства измерений Высокоточные нивелиры и опора с точками контакта, разнесенными на расстоянии 500 мм, или оптическое, или иное оборудование | ||
Замечания и ссылки на ИСО 230-1:1996, 5.322, 5.323, 5.324 Стол располагается в среднем положении своего перемещения. Высокоточный нивелир с опорой помещают на рабочую поверхность стола и перемещают его в направлениях O-X и O-Y поэтапно в соответствии с длиной опоры (500 мм) в необходимом направлении и регистрируют показания. Метод испытания G10 также полезен для проверки плоскостности. | ||
G10 | ||
Проверка параллельности рабочей поверхности стола: | ||
Схема 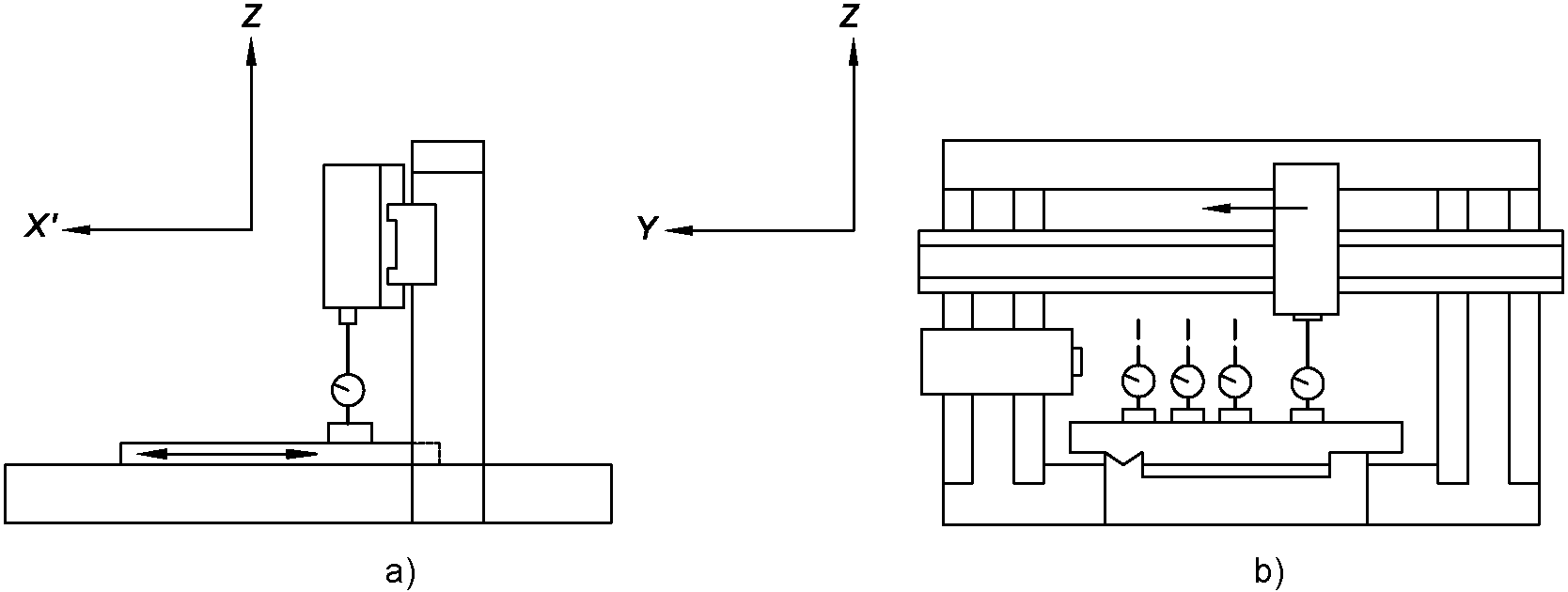 | ||
Допуск 0,020 на длине измерения до 2000 К предыдущему допуску добавляют 0,005 на каждые 1000 увеличения длины Максимальное допустимое отклонение: 0,05 | Измеренное отклонение | |
Средства измерений Индикатор часового типа, поверочная линейка и набор измерительных плиток. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.422.21 и 5.422.22 Индикатор часового типа закрепляют на фрезерном шпинделе или на фрезерной головке рядом со шпинделем. Наконечник индикатора часового типа должен быть перпендикулярен к рабочей поверхности стола и касаться непосредственно ее или измерительной плитки, расположенной на рабочей поверхности стола. a) Траверсу закрепляют в среднем положении по высоте. Фрезерная головка располагается в среднем положении перемещения. Стол перемещают по оси X и регистрируют максимальную разность показаний. Испытание повторяют в двух других положениях фрезерной головки, симметричных предыдущему, и регистрируют максимальную разность показаний таким же образом. Самая большая из максимальных разностей означает отклонение от параллельности. b) Траверсу закрепляют. Стол располагают в среднем положении перемещения. Фрезерную головку перемещают по оси Y и регистрируют максимальную разность показаний. Испытание повторяют в двух других положениях, симметричных предыдущему, и регистрируют максимальные разности показаний таким же образом. Самая большая из максимальных разностей означает отклонение от параллельности. Примечание - Вышеуказанные допуски установлены при допущении, что окончательная обработка выполняется после сборки. Если это не так, то допуски должны согласовываться между поставщиком/изготовителем и пользователем. | ||
Объект | G11 | |
Проверка параллельности центрального или базового T-образного паза перемещению стола (ось X) | ||
Схема 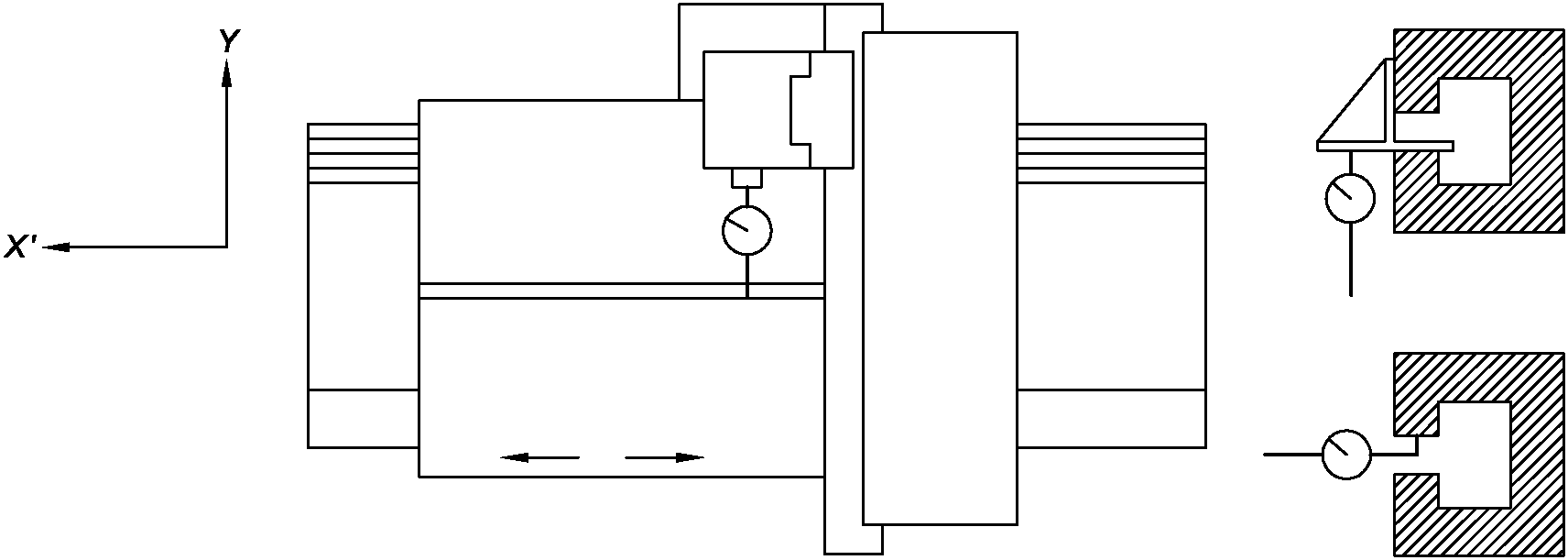 | ||
Допуск 0,03 на длине измерения до 2000 К предыдущему допуску добавляют 0,01 на каждые 1000 увеличения длины Максимальное допустимое отклонение: 0,1 Местное допустимое отклонение: 0,02 на любую длину измерения из 1000 мм | Измеренное отклонение | |
Средства измерений Индикатор часового типа, рамный поверочный угольник. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.422.21 Индикатор часового типа закрепляют на неподвижной части станка. Наконечник индикатора часового типа вводят в контакт с измеряемой стороной базового T-образного паза либо используют деталь подходящей формы. Перемещают стол и регистрируют изменение показания индикатора часового типа. | ||
6.3 Фрезерный шпиндель
Объект | G12 | |||
Проверка биения внутреннего конуса фрезерного шпинделя: | ||||
Схема 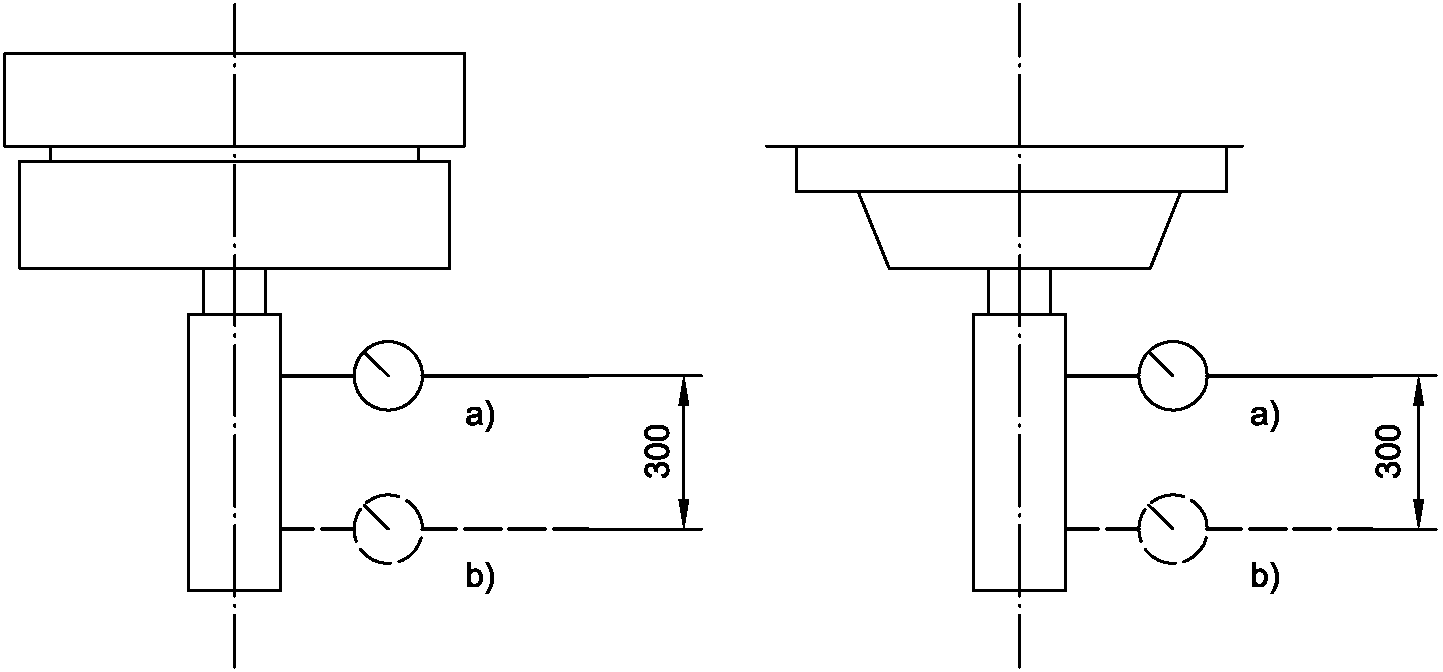 | ||||
Допуск | Измеренное отклонение D = ... | |||
D <= 200 | a) 0,010 | b) 0,020 | ||
D > 200 | a) 0,015 | b) 0,030 | ||
где D - наружный диаметр торца переднего конца шпинделя. | ||||
Средства измерений Индикатор часового типа и контрольная оправка. | ||||
Замечания и ссылки на ИСО 230-1:1996, 5.612.3 Индикатор часового типа закрепляют на фрезерной головке и вставляют контрольную оправку в шпиндель. Наконечник индикатора часового типа устанавливают как можно ближе к положению a), поворачивают шпиндель и регистрируют показание. | ||||
Объект | G13 | |||
Проверка фрезерного шпинделя: | ||||
Схема 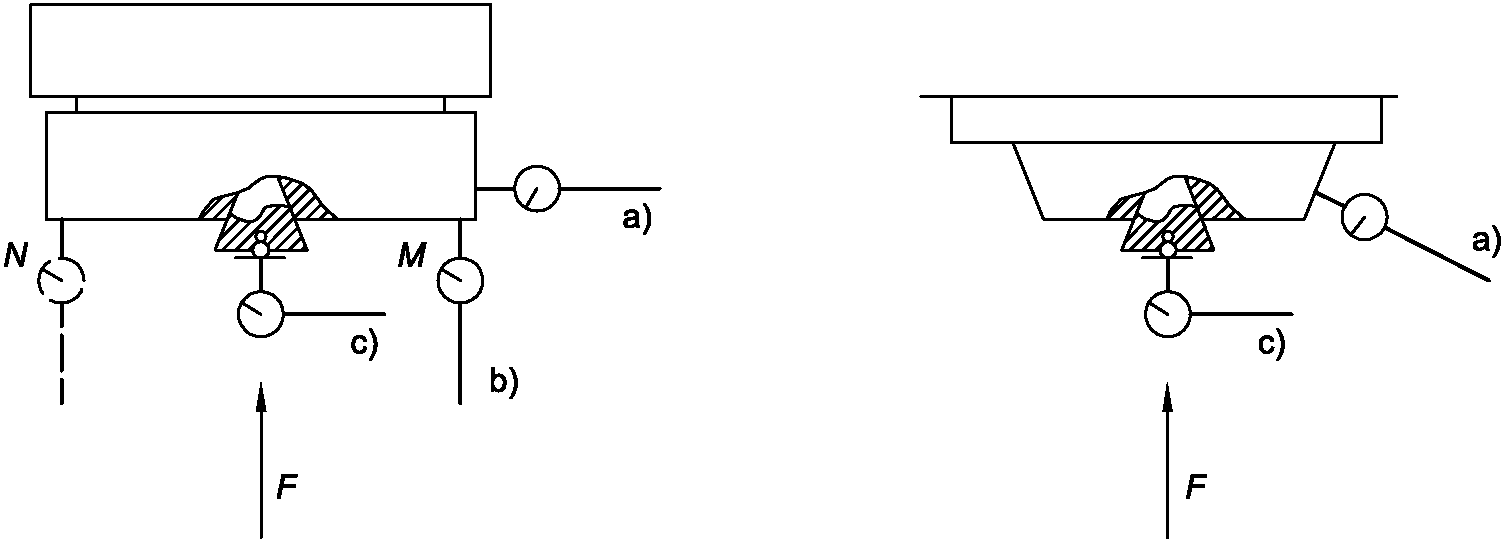 | ||||
Допуск | Измеренное отклонение D = ... | |||
D <= 200 | D > 200 | |||
0,010 | 0,015 | |||
0,015 | 0,020 | |||
0,010 | 0,015 | |||
где D - наружный диаметр торца переднего конца шпинделя. | ||||
Средства измерений Индикатор часового типа. | ||||
Замечания и ссылки на ИСО 230-1:1996 Закрепляют опору индикатора часового типа и сам индикатор часового типа на фрезерной головке или неподвижной части станка. a) 5.612.2 Наконечник индикатора часового типа устанавливают перпендикулярно к образующей линии, поворачивают фрезерный шпиндель и регистрируют показание. b) 5.632 Наконечник индикатора часового типа устанавливают как можно ближе к наружной кромке плоского торца, в положение M, поворачивают фрезерный шпиндель и регистрируют показание. Операцию повторяют в положении N после перемещения индикатора часового типа. Определяют среднее значение. c) 5.622.1 и 5.622.2 В центр шпинделя вставляют стальной шарик (при необходимости с помощью вспомогательных средств). Наконечник индикатора часового типа устанавливают в контакт со стальным шариком, поворачивают фрезерный шпиндель и регистрируют показание. Значение и направление прикладываемой силы устанавливаются поставщиком/изготовителем. Если применяют осевые шарикоподшипники с предварительным натягом, то нет необходимости прикладывать силу F. | ||||
Объект | G14 | |
Проверка перпендикулярности между осью вращения вертикально-фрезерного шпинделя и: | ||
Схема 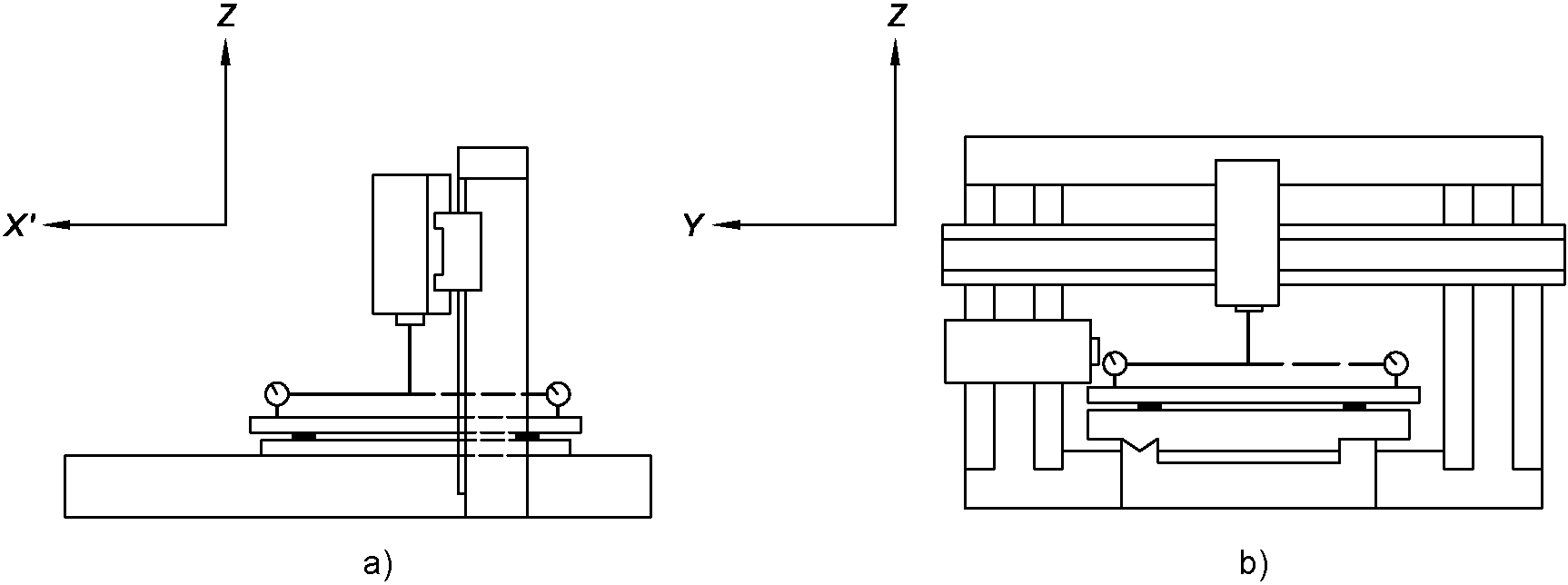 | ||
Допуск 0,04/1000 <1> -------------------------------- <1> Расстояние между двумя точками измерения. | Измеренное отклонение | |
Средства измерений Индикатор часового типа/опорный кронштейн и поверочная линейка или поверочная плита. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.512.32 a) Поверочную линейку кладут в центр стола параллельно перемещению стола по оси X в вертикальной плоскости. Стол закрепляют в среднем положении перемещения. Траверсу располагают в среднем положении по высоте и закрепляют. Вертикально-фрезерную головку располагают в среднем положении перемещения и закрепляют. Ползун или гильзу устанавливают на 1/3 перемещения от головки. Опорный кронштейн с индикатором часового типа закрепляют на фрезерном шпинделе и регулируют наконечник индикатора так, чтобы он касался поверочной линейки, и регистрируют показание. Поворачивают шпиндель на 180° и регистрируют новое показание. Вычисляют разность между двумя показаниями, деленную на расстояние между двумя точками измерения. b) Повторяют вышеуказанное измерение с поверочной линейкой, установленной параллельно перемещению по оси Y. | ||
6.4 Поворотная фрезерная головка
Объект | G15 | |
Проверка параллельности поворотной оси фрезерной головки и перемещения стола (по оси X), когда фрезерная головка поворачивается. | ||
Схема 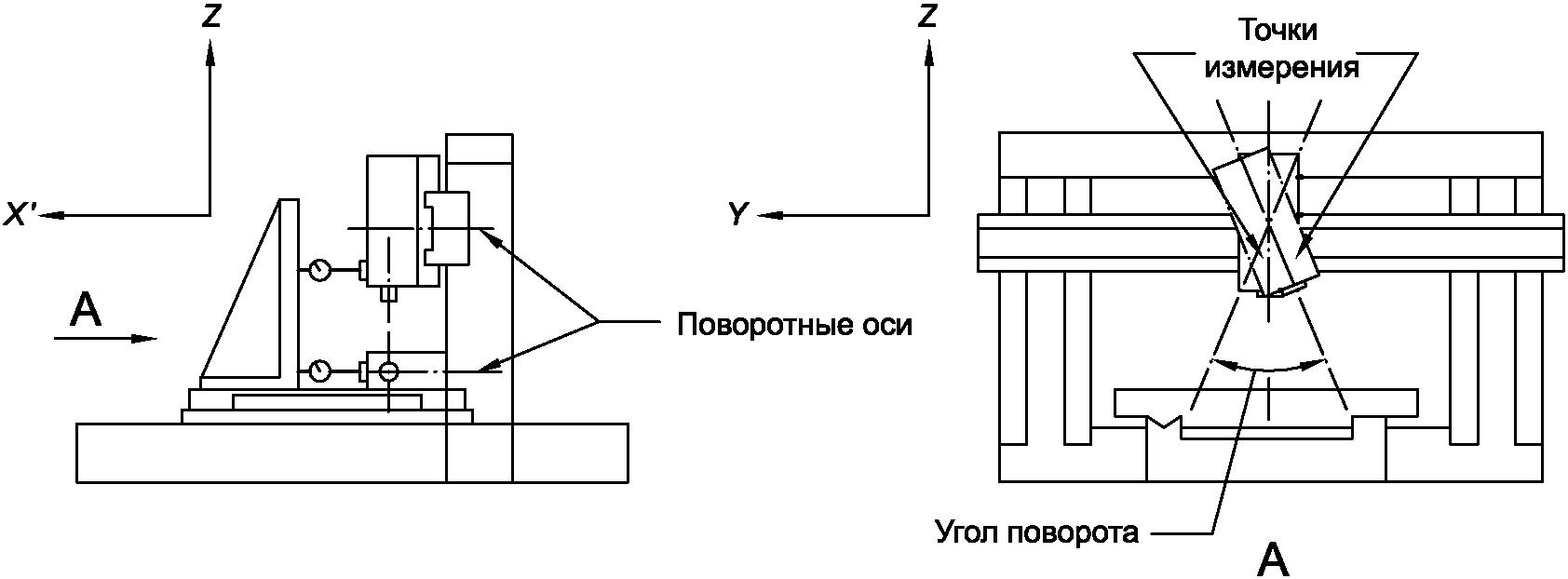 | ||
Допуск Для индикатора часового типа, расположенного на расстоянии 500 мм от поворотной оси фрезерной головки 0,02 для 0,03 для  0,04 для  | Измеренное отклонение | |
Средства измерений Угольник, поверочная плита, регулируемые плитки и индикатор часового типа. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.422.22 Поверочную плиту кладут на стол и регулируют ее верхнюю поверхность параллельно перемещениям по осям X и Y. Устанавливают на нее рамный поверочный угольник так, чтобы его вертикальная поверхность была параллельна перемещению по оси Y. Траверсу закрепляют в среднем положении по высоте перемещения, каретку фрезерной головки закрепляют в среднем положении перемещения. Индикатор часового типа закрепляют на фрезерной головке так, чтобы его наконечник располагался на расстоянии 500 мм от поворотной оси фрезерной головки. Наконечник индикатора часового типа приставляют к стороне рамного поверочного угольника в направлении X, поворачивают фрезерную головку и регистрируют показания. | ||
6.5 Горизонтально-фрезерная головка (боковая фрезерная головка)
Объект | G16 | |
Проверка перпендикулярности между вертикальным перемещением боковой фрезерной головки (ось W) по стойке и: | ||
Схема 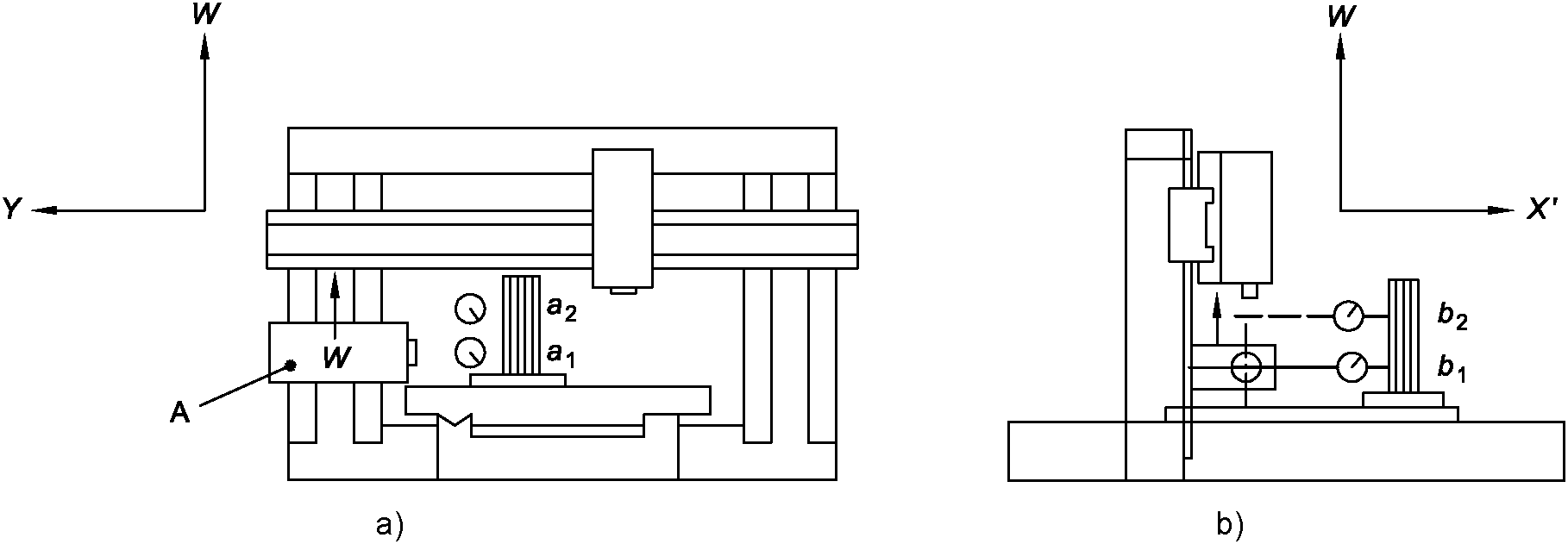 | ||
Допуск 0,03 на длине измерения 500 | Измеренное отклонение | |
Средства измерений Цилиндрический угольник, поверочная плита, регулируемые плитки и индикатор часового типа. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.522.4 Поверочную плиту кладут на стол и регулируют ее верхнюю поверхность параллельно перемещениям по осям X и Y. На нее устанавливают цилиндрический угольник. Индикатор часового типа/опору закрепляют на фрезерной головке A. a) Наконечник индикатора часового типа приставляют к цилиндрическому угольнику в направлении Y, перемещают фрезерную головку A на длину измерения a1a2 и регистрируют максимальную разность в показаниях индикатора часового типа. Для более точных измерений цилиндрический угольник поворачивают на 180° и повторяют проверку в том же порядке. Для каждой измерительной позиции рассчитывают среднее значение и регистрируют максимальную разность. b) Затем проводят проверку в направлении оси X на длине измерения b1b2. | ||
Объект | G17 | |
Проверка параллельности оси горизонтально-фрезерного шпинделя и горизонтального перемещения вертикально-фрезерной головки (ось Y): (Применяется только к фрезерной головке с горизонтальной осью шпинделя. Данная проверка не применяется к перемещающимся фрезерным головкам.) | ||
Схема 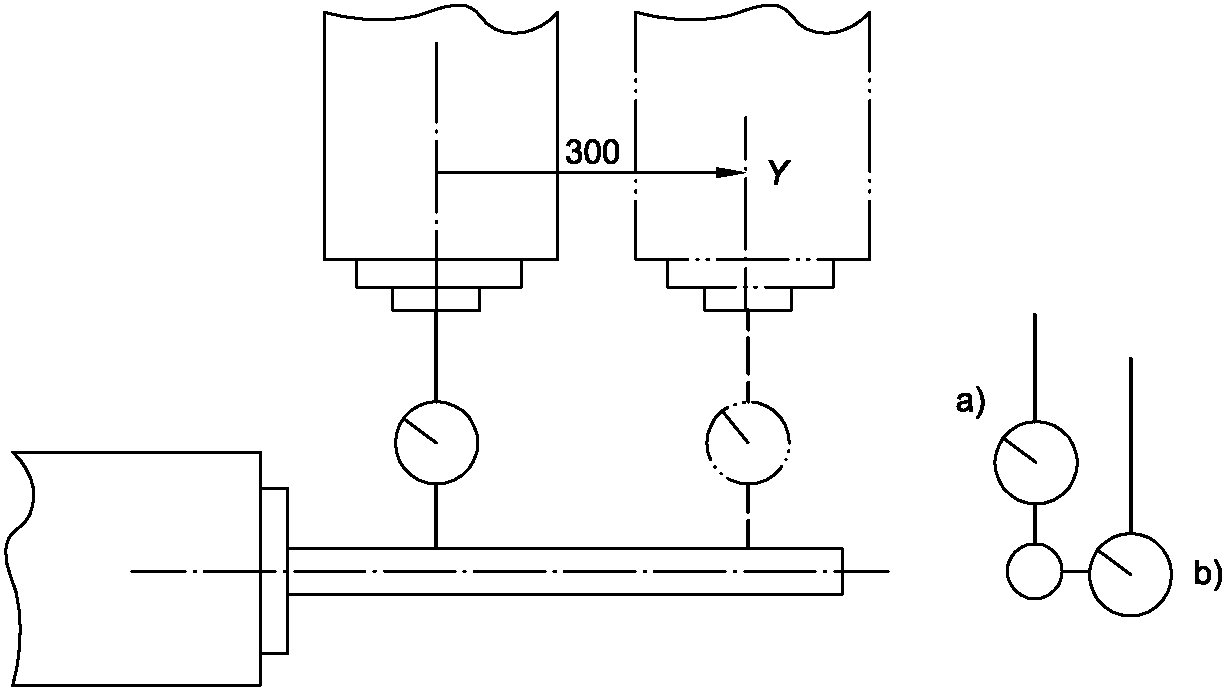 | ||
Допуск 0,03 на длине измерения 300 | Измеренное отклонение | |
Средства измерений Контрольная оправка и индикатор часового типа. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.422.3 Горизонтально-фрезерную головку закрепляют в нижнем положении. Траверсу закрепляют в среднем положении. Индикатор часового типа закрепляют на вертикально-фрезерной головке и регулируют его наконечник так, чтобы он касался контрольной оправки, установленной в горизонтально-фрезерном шпинделе, a) вертикально, b) горизонтально, как можно ближе к передней поверхности шпинделя. Перемещают вертикально-фрезерную головку на длину измерения и регистрируют показания. Регистрируют максимальную разность показаний индикатора часового типа. | ||
Объект | G18 | |
Проверка перпендикулярности между осью вращения горизонтально-фрезерного шпинделя и перемещением стола (ось X). (Применяется только к фрезерной головке с горизонтальной осью шпинделя. Данная проверка не применяется к перемещающимся фрезерным головкам.) | ||
Схема 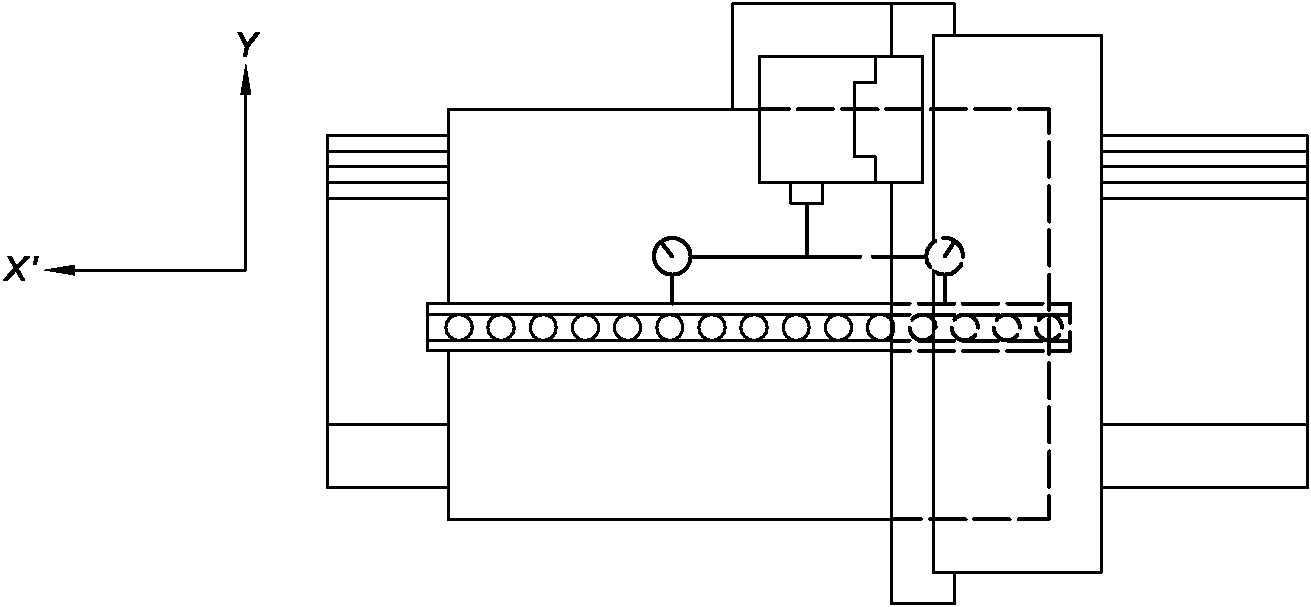 | ||
Допуск 0,04/1000 <1> -------------------------------- <1> Расстояние между двумя точками измерения. | Измеренное отклонение | |
Средства измерений Поверочная линейка, индикатор часового типа и опорный кронштейн. | ||
Замечания и ссылки на ИСО 230-1:1996, 5.512.32 Поверочную линейку кладут горизонтально в центре стола, параллельно перемещению стола по оси X. Стол закрепляют в среднем положении перемещения. Горизонтально-фрезерную головку закрепляют в нижнем положении. Опорный кронштейн с индикатором часового типа закрепляют на горизонтально-фрезерном шпинделе и регулируют наконечник индикатора часового типа так, чтобы он касался поверочной линейки, и регистрируют показание. Затем поворачивают шпиндель на 180°. Регистрируют новое показание и рассчитывают разность между двумя показаниями. | ||
7.1 Плоскостность образцов изделий при плоском фрезеровании
Тип испытания | M1 | ||||||
Для стола длиной более 2000 мм, по согласованию, можно положить шесть (или восемь) образцов-изделий, как показано на схеме. (Испытание следует проводить при отсутствии любого другого специального требования, например изготовление специальной детали, требуемой пользователем.) | |||||||
l1 - длина стола; l2 - расстояние между крайними торцами образцов-изделий, установленных последовательно; l1 - l2 = 600 мм | 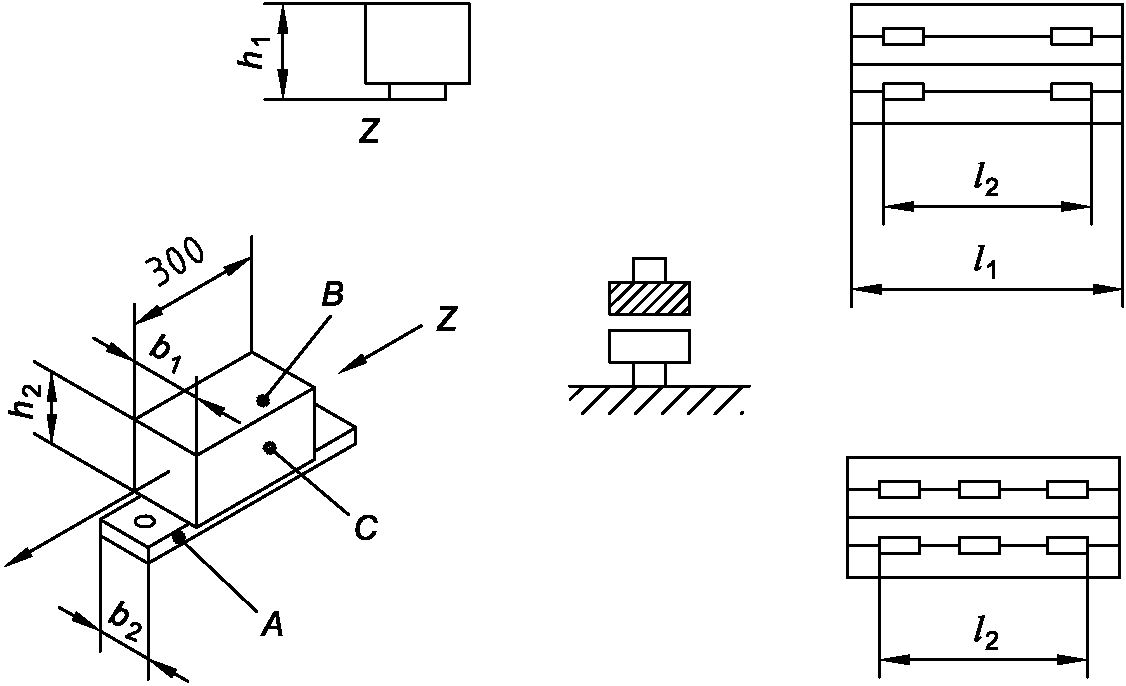 b1 = h1 = 150 мм b2 = h2 = 110 мм | ||||||
Тест | Проводимая проверка | Допуск | Средства измерений | Замечания и ссылки на ИСО 230-1:1996 | |||
Плоскостность торца B для каждого образца-изделия | 0,02 | Поверочная линейка и измерительные плитки или индикатор часового типа и поверочная плита, микрометр | 3.1, 3.22, 4.1, 4.2, 5.321 и 5.412.2 Перед началом испытания: - следует убедиться в параллельности торцов A; - следует сориентировать блок(и) параллельно перемещению стола (ось X); - для фрезы, установленной на фрезерном шпинделе, рекомендуются следующие допуски: 1) радиальное биение <= 0,02 2) осевое биение <= 0,03 | ||||
Высота h1 блоков должна быть постоянной | Для одного образца-изделия или для | ||||||
l2 <= 2000 | 0,03 | ||||||
2000 < l2 <= 5000 | 0,05 | ||||||
5000 < l2 <= 10 000 | 0,08 | ||||||
Условия испытания Обработку следует выполнять концевой фрезой или фрезой со вставными пластинами, установленной на вертикально-фрезерном шпинделе. Все прочие условия испытания (качество и размеры инструментов, скорость резания и скорость подачи инструмента, материал образцов-изделий) устанавливаются поставщиком/изготовителем. Все образцы изделия должны иметь одинаковую твердость. | |||||||
7.2 Фрезерование боковых торцов
Тип испытания | M2 | |||
Фрезерование одного из боковых торцов двух или трех образцов изделий, уложенных на столе вдоль оси X. Один торец, перпендикулярный к поверхности B допускается обрабатывать инструментом (фрезерной головкой), перемещающимся по направляющим правой или левой стойки. (Испытание проводят, если станок оснащен требуемыми шпинделями.) (Испытание проводят при отсутствии любого другого специального требования, например изготовление специальной детали, требуемой пользователем.) | ||||
Схема 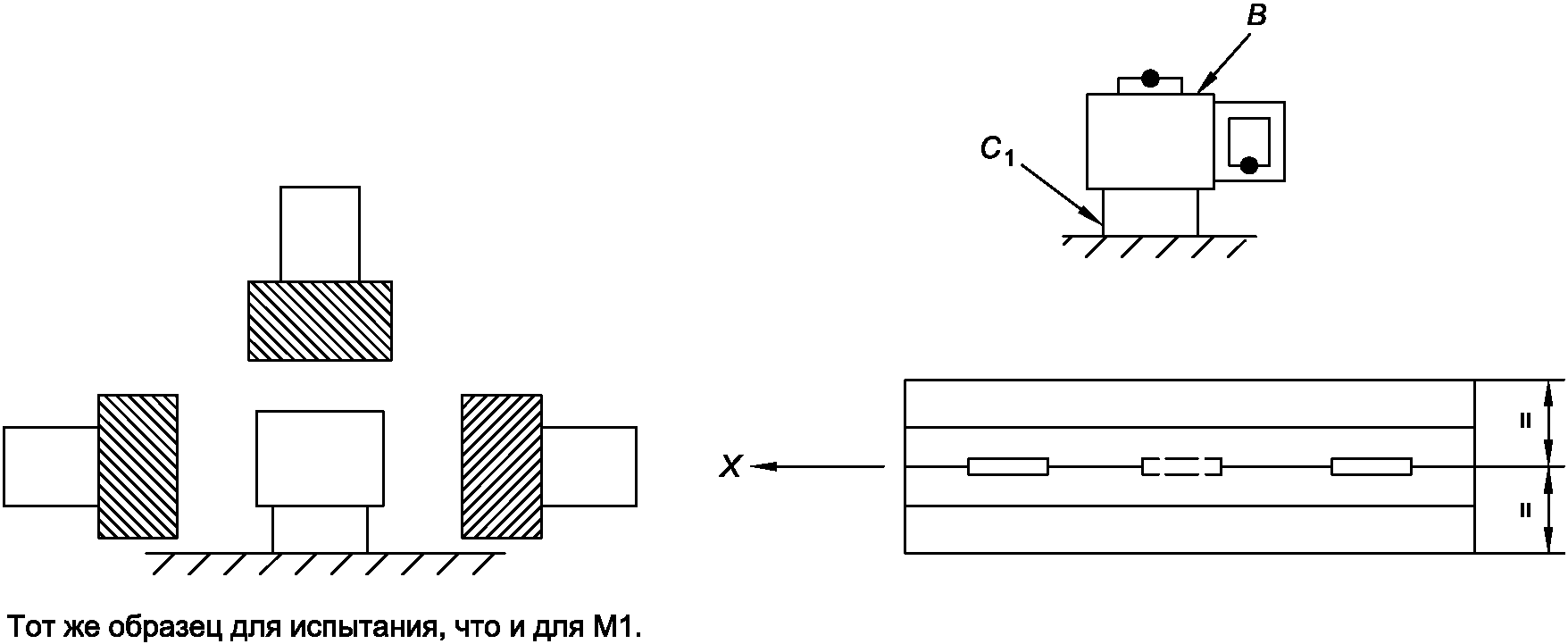 | ||||
Проводимая проверка | Допуск | Средства измерений | Замечания и ссылки на ИСО 230-1:1996 | |
Перпендикулярность бокового торца C и торца B | 0,02/300 | Высокоточный нивелир | 3.1, 3.22, 4.1, 4.2, 5.321 и 5.512.2 Необходимо сориентировать блок(и) параллельно перемещению стола по оси X. | |
Условия испытания Обработку следует выполнять концевой фрезой или фрезой со вставными пластинами, установленной на горизонтально-фрезерном шпинделе. Все прочие условия испытания (качество и размеры инструментов, скорость резания и скорость подачи инструмента, материал образцов-изделий) устанавливаются поставщиком/изготовителем. Все образцы изделия должны иметь одинаковую твердость. | ||||
8.1 Линейные оси
Объект | P1 | |||||
Проверка точности и повторяемости позиционирования перемещения стола по оси X | ||||||
Схема 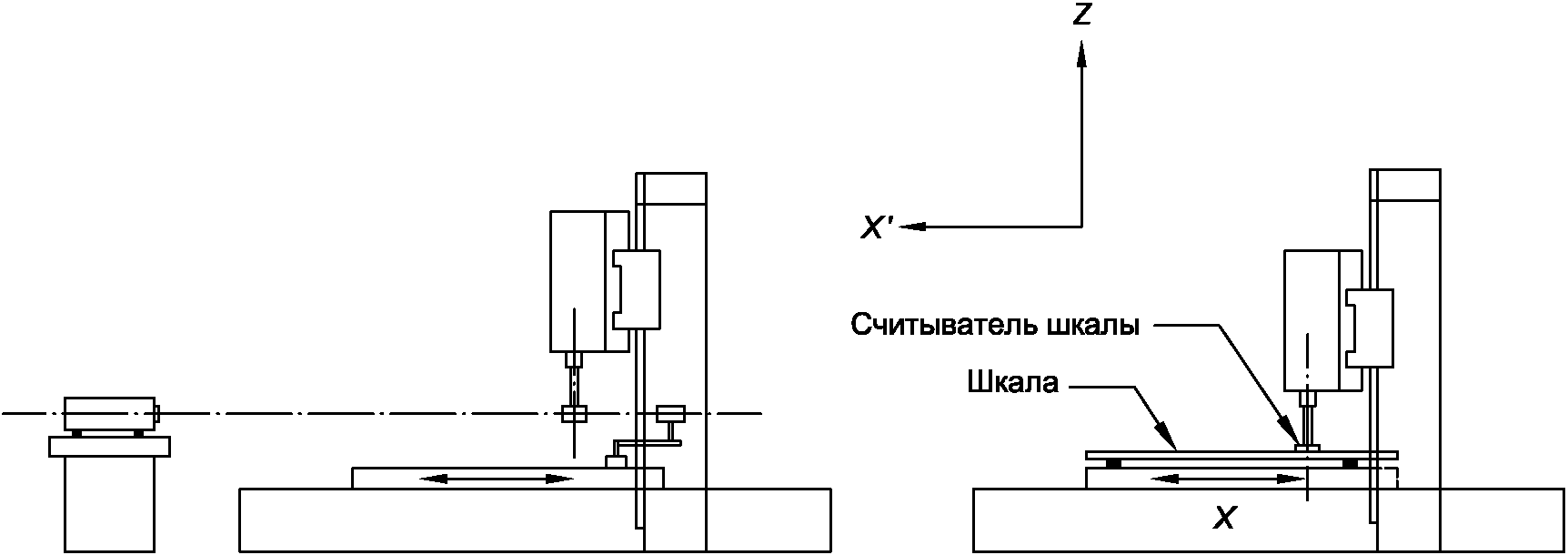 | ||||||
Допуск | Длина измерения | Измеренные отклонения | ||||
<= 500 | <= 1000 | <= 2000 | ||||
Оси до 2000 мм | ||||||
Точность двустороннего позиционирования | A | 0,020 | 0,025 | 0,032 | ||
Повторяемость одностороннего позиционирования | 0,008 | 0,010 | 0,013 | |||
Значение при реверсе оси | B | 0,010 | 0,013 | 0,016 | ||
Двустороннее систематическое отклонение позиционирования | E | 0,016 | 0,020 | 0,025 | ||
Размах среднего отклонения двустороннего позиционирования оси | M | 0,010 | 0,013 | 0,016 | ||
Оси свыше 2000 мм | ||||||
Двустороннее систематическое отклонение | E | 0,025 + 0,005 на каждую дополнительную 1000 | ||||
Размах среднего отклонения двустороннего позиционирования оси | M | 0,016 + 0,003 на каждую дополнительную 1000 | ||||
Значение при реверсе оси | B | 0,016 + 0,003 на каждую дополнительную 1000 | ||||
Средства измерений Линейная шкала или лазерное измерительное оборудование. | ||||||
Замечания и ссылки на ИСО 230-2 Рекомендуется провести относительные измерения между положением инструмента и положением заготовки. Если используется линейная шкала, она должна быть установлена на столе параллельно оси X, а считыватель шкалы установлен в позиции инструмента. Когда используют лазерное оборудование, отражатель устанавливают на столе, а интерферометр в позиции инструмента. В отношении условий испытания, программы испытания и представления результатов следует ссылаться на разделы 3, 4 и 7 ИСО 230-2:1992. | ||||||
Объект | P2 | |||||
Проверка точности и повторяемости позиционирования перемещения каретки вертикально-фрезерной головки по оси Y | ||||||
Схема 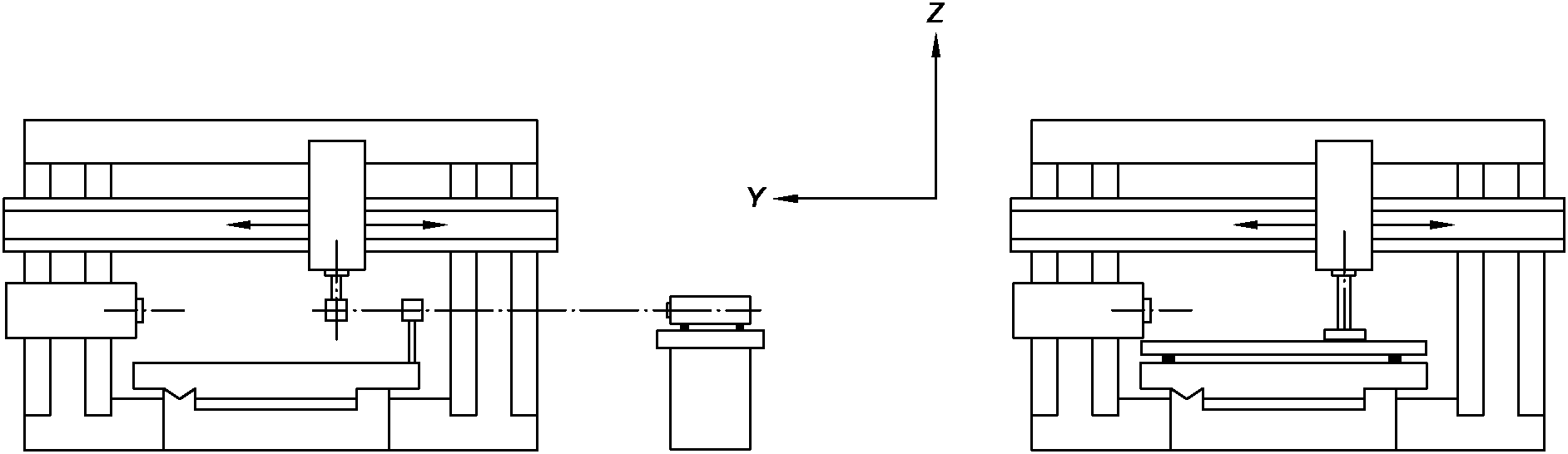 | ||||||
Допуск | Длина измерения | Измеренные отклонения | ||||
<= 500 | <= 1000 | <= 2000 | ||||
Оси до 2000 мм | ||||||
Точность двустороннего позиционирования | A | 0,020 | 0,025 | 0,032 | ||
Повторяемость одностороннего позиционирования | 0,008 | 0,010 | 0,013 | |||
Значение при реверсе оси | B | 0,010 | 0,013 | 0,016 | ||
Двустороннее систематическое отклонение позиционирования | E | 0,016 | 0,020 | 0,025 | ||
Размах среднего отклонения двустороннего позиционирования оси | M | 0,010 | 0,013 | 0,016 | ||
Оси свыше 2000 мм | ||||||
Двустороннее систематическое отклонение | E | 0,025 + 0,005 на каждую дополнительную 1000 | ||||
Размах среднего отклонения двустороннего позиционирования оси | M | 0,016 + 0,003 на каждую дополнительную 1000 | ||||
Значение при реверсе оси | B | 0,016 + 0,003 на каждую дополнительную 1000 | ||||
Средства измерений Линейная шкала или лазерное измерительное оборудование. | ||||||
Замечания и ссылки на ИСО 230-2 Рекомендуется провести относительные измерения между положением инструмента и положением заготовки. Если используется линейная шкала, она должна быть установлена на столе параллельно оси Y, а считыватель шкалы установлен в позиции инструмента. Когда используют лазерное оборудование, отражатель устанавливают в позиции инструмента, а интерферометр на столе или на его продолжении. В отношении условий испытания, программы испытания и представления результатов следует ссылаться на разделы 3, 4 и 7 ИСО 230-2:1992. | ||||||
Объект | P3 | ||||
Проверка точности и повторяемости позиционирования перемещения вертикально-фрезерной головки или ползуна по оси Z | |||||
Схема 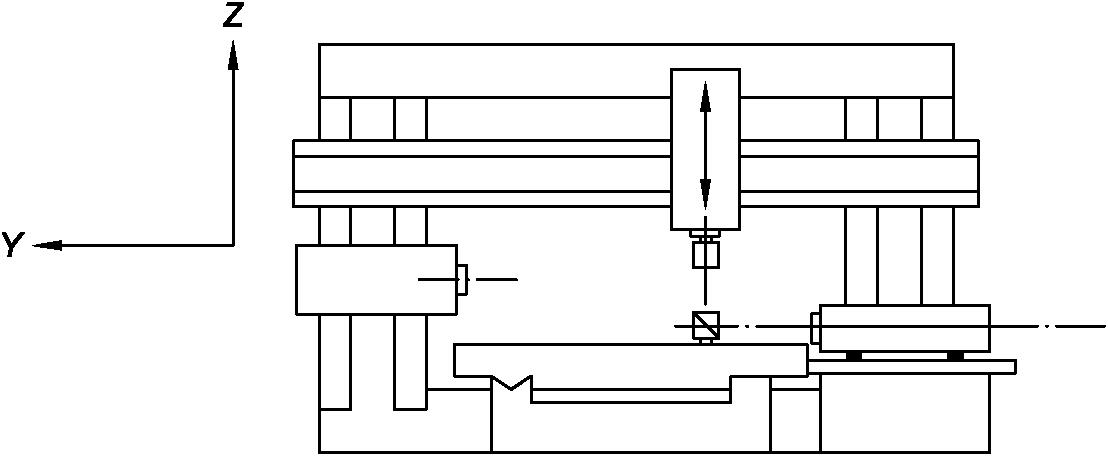 | |||||
Допуск | Длина измерения | Измеренные отклонения | |||
<= 500 | <= 1000 | ||||
Оси до 2000 мм | |||||
Точность двустороннего позиционирования | A | 0,020 | 0,025 | ||
Повторяемость одностороннего позиционирования | 0,008 | 0,010 | |||
Значение при реверсе оси | B | 0,010 | 0,013 | ||
Двустороннее систематическое отклонение позиционирования | E | 0,016 | 0,020 | ||
Размах среднего отклонения двустороннего позиционирования оси | M | 0,010 | 0,013 | ||
Средства измерений Линейная шкала или лазерное измерительное оборудование. | |||||
Замечания и ссылки на ИСО 230-2 Рекомендуется провести относительные измерения между положением инструмента и положением заготовки. Если используется линейная шкала, она должна быть установлена на столе параллельно оси Z, а считыватель шкалы установлен в позиции инструмента. Когда используют лазерное оборудование, отражатель устанавливают в позиции инструмента, а интерферометр на столе. В отношении условий испытания, программы испытания и представления результатов следует ссылаться на разделы 3, 4 и 7 ИСО 230-2:1992. | |||||
Объект | P4 | |||||
Проверка точности и повторяемости позиционирования перемещения горизонтально-фрезерной головки по оси W | ||||||
Схема 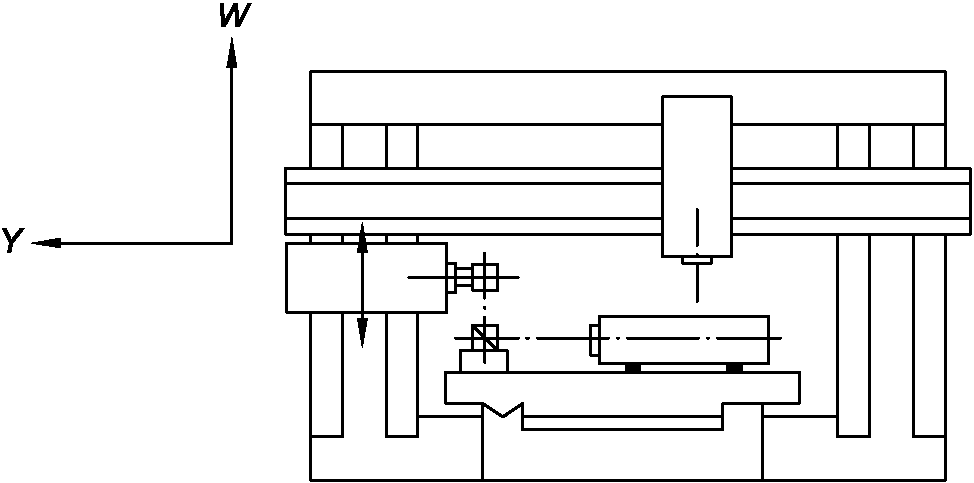 | ||||||
Допуск | Длина измерения | Измеренные отклонения | ||||
<= 500 | <= 1000 | <= 2000 | ||||
Оси до 2000 мм | ||||||
Точность двустороннего позиционирования | A | 0,020 | 0,025 | 0,032 | ||
Повторяемость одностороннего позиционирования | 0,008 | 0,010 | 0,013 | |||
Значение при реверсе оси | B | 0,010 | 0,013 | 0,016 | ||
Двустороннее систематическое отклонение позиционирования | E | 0,016 | 0,020 | 0,025 | ||
Размах среднего отклонения двустороннего позиционирования оси | M | 0,010 | 0,013 | 0,016 | ||
Оси свыше 2000 мм | ||||||
Двустороннее систематическое отклонение | E | 0,025 + 0,005 на каждую дополнительную 1000 | ||||
Размах среднего отклонения двустороннего позиционирования оси | M | 0,016 + 0,003 на каждую дополнительную 1000 | ||||
Значение при реверсе оси | B | 0,016 + 0,003 на каждую дополнительную 1000 | ||||
Средства измерений Линейная шкала или лазерное измерительное оборудование. | ||||||
Замечания и ссылки на ИСО 230-2 Рекомендуется провести относительные измерения между положением инструмента и положением заготовки. Если используется линейная шкала, она должна быть установлена на столе параллельно оси Z, а считыватель шкалы установлен в позиции инструмента. Когда используют лазерное оборудование, отражатель устанавливают в позиции инструмента, а интерферометр на столе. В отношении условий испытания, программы испытания и представления результатов следует ссылаться на разделы 3, 4 и 7 ИСО 230-2:1992. | ||||||
Объект | P5 | ||||
Проверка точности и повторяемости позиционирования перемещения горизонтально-фрезерной головки или ползуна по оси V | |||||
Схема 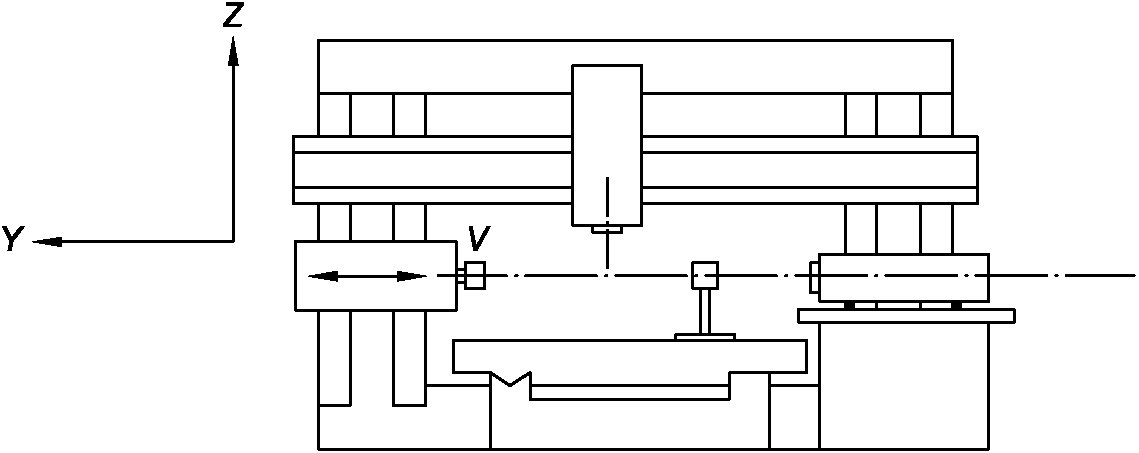 | |||||
Допуск | Длина измерения | Измеренные отклонения | |||
<= 500 | <= 1000 | ||||
Оси до 2000 мм | |||||
Точность двустороннего позиционирования | A | 0,020 | 0,025 | ||
Повторяемость одностороннего позиционирования | 0,008 | 0,010 | |||
Значение при реверсе оси | B | 0,010 | 0,013 | ||
Двустороннее систематическое отклонение позиционирования | E | 0,016 | 0,020 | ||
Размах среднего отклонения двустороннего позиционирования оси | M | 0,010 | 0,013 | ||
Средства измерений Линейная шкала или лазерное измерительное оборудование. | |||||
Замечания и ссылки на ИСО 230-2 Рекомендуется провести относительные измерения между положением инструмента и положением заготовки. Если используется линейная шкала, она должна быть установлена на столе параллельно оси Y, а считыватель шкалы установлен в позиции инструмента. Когда используют лазерное оборудование, отражатель устанавливают в позиции инструмента, а интерферометр на столе. В отношении условий испытания, программы испытания и представления результатов следует ссылаться на разделы 3, 4 и 7 ИСО 230-2:1992. | |||||
Объект | P6 | |||||
Проверка точности и повторяемости позиционирования перемещения траверсы по оси Z при наличии ЧПУ | ||||||
Схема 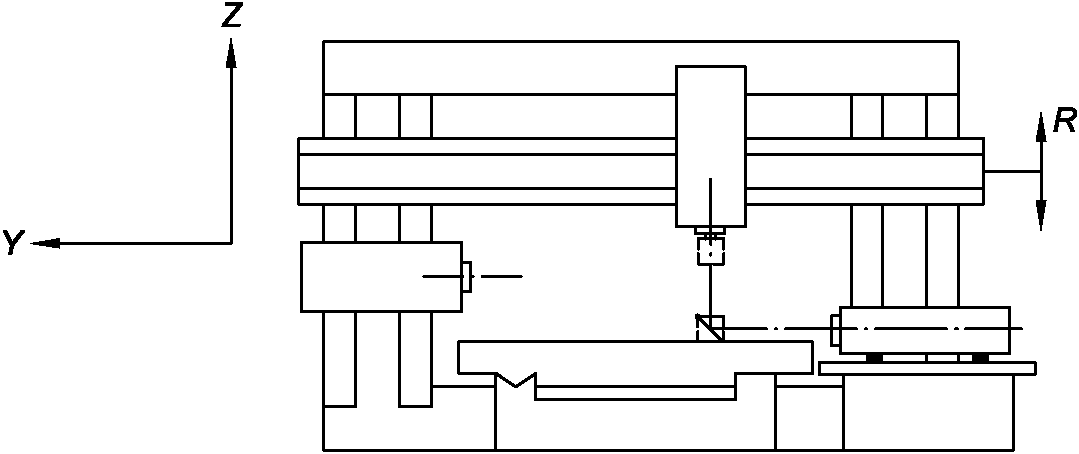 | ||||||
Допуск | Длина измерения | Измеренные отклонения | ||||
<= 500 | <= 1000 | <= 2000 | ||||
Оси до 2000 мм | ||||||
Точность двустороннего позиционирования | A | 0,020 | 0,025 | 0,032 | ||
Повторяемость одностороннего позиционирования | 0,008 | 0,010 | 0,013 | |||
Значение при реверсе оси | B | 0,010 | 0,013 | 0,016 | ||
Двустороннее систематическое отклонение позиционирования | E | 0,016 | 0,020 | 0,025 | ||
Размах среднего отклонения двустороннего позиционирования оси | M | 0,010 | 0,013 | 0,016 | ||
Оси свыше 2000 мм | ||||||
Двустороннее систематическое отклонение | E | 0,025 + 0,005 на каждую дополнительную 1000 | ||||
Размах среднего отклонения двустороннего позиционирования оси | M | 0,016 + 0,003 на каждую дополнительную 1000 | ||||
Значение при реверсе оси | B | 0,016 + 0,003 на каждую дополнительную 1000 | ||||
Средства измерений Линейная шкала или лазерное измерительное оборудование. | ||||||
Замечания и ссылки на ИСО 230-2 Рекомендуется провести относительные измерения между положением инструмента и положением заготовки. Если используется линейная шкала, она должна быть установлена на столе параллельно оси Z, а считыватель шкалы установлен в позиции инструмента. Когда используют лазерное оборудование, отражатель устанавливают в позиции инструмента, а интерферометр на столе. В отношении условий испытания, программы испытания и представления результатов следует ссылаться на разделы 3, 4 и 7 ИСО 230-2:1992. | ||||||
8.2 Поворотные оси
Объект | P7 | ||||
Проверка точности и повторяемости позиционирования вертикально-фрезерной головки по оси A | |||||
Схема 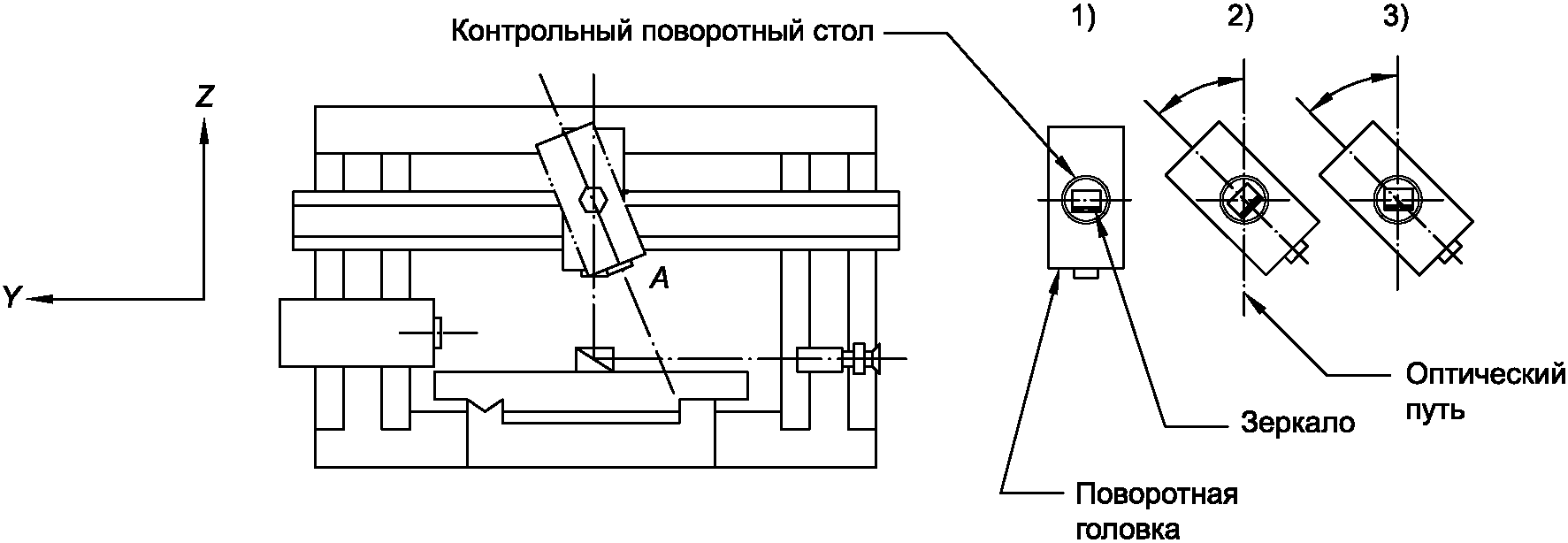 | |||||
Допуск (в угловых секундах) | Перемещение при измерении | Измеренные отклонения | |||
<= 90 | <= 180 | ||||
Точность двустороннего позиционирования | A | 12 | 16 | ||
Повторяемость одностороннего позиционирования | 5 | 6 | |||
Двустороннее систематическое отклонение позиционирования | E | 10 | 13 | ||
Значение при реверсе оси | B | 6 | 8 | ||
Средства измерений Многоугольник с автоколлиматором или контрольный поворотный стол с зеркалом и автоколлиматором, или контрольный поворотный стол с угловым интерферометром. | |||||
Замечания и ссылки на ИСО 230-2 Если используют контрольный поворотный стол, его устанавливают на поворотную головку так, чтобы его поворотная ось была параллельна и располагалась рядом с осью поворота головки. Головку поворачивают на заданный угол, а затем поворачивают обратно поворотный стол так, чтобы зеркало вернулось в свое первоначальное положение, и затем проверяют угловое отклонение. В отношении условий испытания, программы испытания и представления результатов следует ссылаться на разделы 3, 4 и 7 ИСО 230-2:1992. | |||||
(справочное)
(СМ. 4.1)
Таблица А.1
Позиция | Обозначение | |
Немецкий | Итальянский | |
Bett | Banco | |
 , Bett , Bett | Guida del banco | |
Tisch | Tavola (superficie di fissaggio) | |
 , links , links | Montante sinistro | |
 , rechts , rechts | Montante destro | |
 , ,  rechts und links rechts und links | Guide dei montanti | |
Querbalken (beweglich, test) | Traversa mobile (o fissa) | |
 , senkrecht , senkrecht | Testa a fresare vertical | |
 , waagerecht , waagerecht | Testa a fresare orizzontale | |
Traverse | Traversa fissa | |
Unterschlitten | Slitta orizzontale | |
 (Pinole) (Pinole) | Cannotto | |
Werkzeug  | Utensile (fresa) | |
Richtnut | Scanalatura di riferimento | |
(справочное)
НАЦИОНАЛЬНЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 230-1:1996 | IDT | ГОСТ Р ИСО 230-1-2010 "Испытания станков. Часть 1. Методы измерения геометрических параметров" |
ISO 230-2:1997 | - | |
<*> Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичный стандарт. | ||
--------------------------------
<1> Действует ГОСТ ISO 230-1-2018 "Нормы и правила испытаний станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в квазистатических условиях", идентичный ISO 230-1:2012.
ISO 841:- <1> | Industrial automation systems - Physical device control - Coordinate system and motion nomenclature (Система промышленной автоматизации. Управление физическими устройствами. Координатная система и номенклатура) | |
[2] | ISO 8636-2:1988 | Machine tools - Test conditions for bridge-type milling machines - Testing of accuracy - Part 2: Gantry-type machines (Условия приемки продольно-фрезерных станков. Проверка точности. Часть 2. Станки с подвижным порталом) |
--------------------------------
УДК 621.9:006.354 | ОКС 25.080.20 |
Ключевые слова: продольно-фрезерные станки, условия испытаний, шпиндель, ЧПУ, проверка точности, допуск | |