СПРАВКА
Источник публикации
ИУС "Национальные стандарты", N 3, 2026
Примечание к документу
Документ вводится в действие на территории Российской Федерации с 01.03.2026 (Приказ Росстандарта от 10.12.2025 N 1683-ст).
Название документа
"Изменение N 1 ГОСТ 24950-2019 "Отводы гнутые и вставки кривые на поворотах линейной части стальных трубопроводов. Технические условия"
(принято Протоколом Межгосударственного совета по стандартизации, метрологии и сертификации от 28.11.2025 N 191-П)
"Изменение N 1 ГОСТ 24950-2019 "Отводы гнутые и вставки кривые на поворотах линейной части стальных трубопроводов. Технические условия"
(принято Протоколом Межгосударственного совета по стандартизации, метрологии и сертификации от 28.11.2025 N 191-П)
Принято
Протоколом Межгосударственного
совета по стандартизации,
метрологии и сертификации
от 28 ноября 2025 г. N 191-П
ИЗМЕНЕНИЕ N 1 ГОСТ 24950-2019
"ОТВОДЫ ГНУТЫЕ И ВСТАВКИ КРИВЫЕ НА ПОВОРОТАХ ЛИНЕЙНОЙ ЧАСТИ
СТАЛЬНЫХ ТРУБОПРОВОДОВ. ТЕХНИЧЕСКИЕ УСЛОВИЯ"
МКС 23.040.40
Принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 191-П от 28.11.2025)
Зарегистрировано Бюро по стандартам МГС N 18304
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AM, AZ, BY, KG, RU, TJ, UZ [коды альфа-2 по МК (ИСО 3166) 004]
Дату введения в действие настоящего изменения устанавливают указанные национальные органы по стандартизации <*>
--------------------------------
Содержание. Исключить слово: "Библиография";
приложения Б, В. Заменить слова: "документа о качестве" на "паспорта".
Раздел 2. Исключить ссылки:
"ГОСТ 5378-88 Угломеры с нониусом. Технические условия";
"ГОСТ 6507-90 Микрометры. Технические условия";
"ГОСТ 11358-89 Толщиномеры и стенкомеры с ценой деления 0,01 и 0,1 мм. Технические условия";
"ГОСТ 26737-85 Толщиномеры покрытий. Магнитные и вихретоковые. Общие технические требования";
заменить ссылки: датированные на недатированные, кроме ГОСТ 427-75;
ГОСТ 22261-94. Сноска <**>. Заменить слово: "действует" на "также действует";
примечание изложить в новой редакции:
"Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку".
Пункт 3.2. Примечание. Заменить слово: "газопровода" на "отвода".
Пункт 3.11 изложить в новой редакции:
"3.11 косина реза: Отклонение фактического расположения плоскости торца от его номинального расположения".
Пункт 3.15 исключить.
Пункт 3.16. Заменить слова: ", характеризующееся ее отклонением от идеально кольцевой" на "от идеально кольцевой, характеризующееся овалообразным профилем, наибольший и наименьший диаметры которого находятся во взаимоперпендикулярных направлениях".
дополнить обозначением (после Sтр) Sп:
"Sп - толщина стенки отвода после выполнения цилиндрической проточки, мм;".
Пункт 5.3. Рисунок 3 изложить в новой редакции:
"
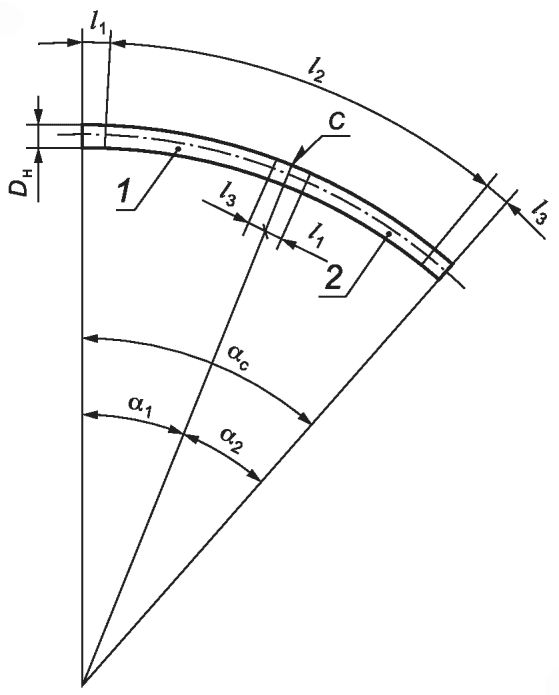
".
Пункт 6.1.2 изложить в новой редакции:
"6.1.2 Толщина стенки отвода в любом сечении на гнутой части должна быть не менее толщины стенки присоединяемой трубы с учетом минусового допуска, регламентированного в НД на трубы".
Пункт 6.1.6 исключить.
Пункт 6.1.8 изложить в новой редакции:
"6.1.8 Стыковые кольцевые сварные соединения отводов типа 2, типа 3 и вставок должны быть выполнены дуговыми способами сварки с полным проваром разделки.
Каждый стыковой кольцевой сварной шов отводов типа 2 во время его изготовления послойно подвергают визуальному и измерительному контролю или после его изготовления до гибки отводов - визуальному и измерительному, а также ультразвуковому контролю.
Каждый стыковой кольцевой сварной шов отводов типа 3 и вставок должен быть проверен визуальным и измерительным, ультразвуковым и радиографическим контролем.
Нормы оценки качества стыковых кольцевых сварных соединений отводов должны соответствовать требованиям нормативно-правовых актов государств, проголосовавших за принятие настоящего стандарта <*>";
сноску <*> изложить в новой редакции:
"<*> В Российской Федерации действует СП 86.13330.2022 "СНиП III-42-80* Магистральные трубы".
Пункт 6.1.11. Рисунок 4 изложить в новой редакции:
"
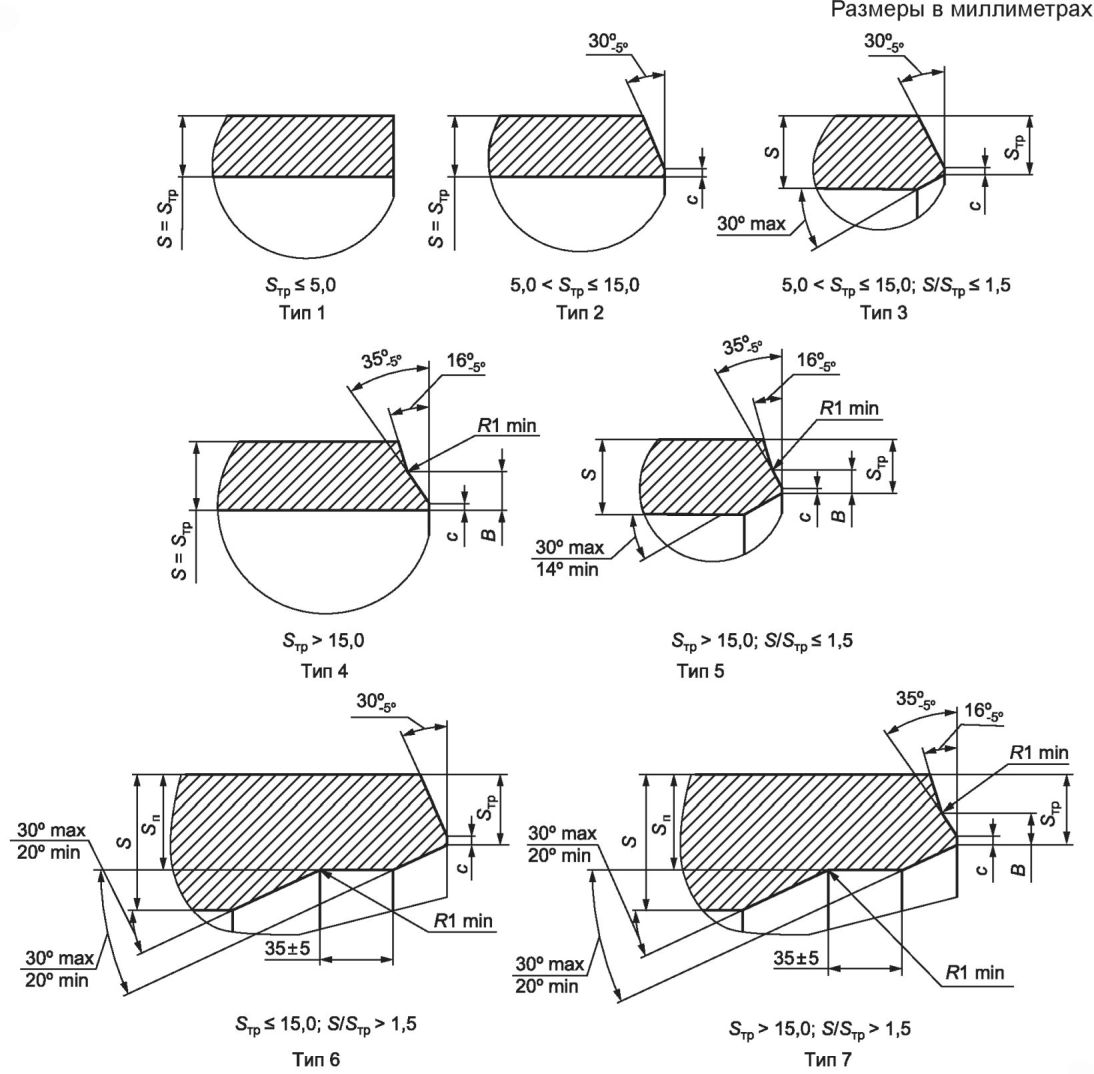
";
таблица 2. Первая графа. Заголовок. Заменить слова: "Номинальный диаметр, DN" на "Наружный диаметр, Dн";
заменить значения: "350" на "377"; "400" на "426"; "500" на "530"; "1400" на "1420";
таблица 3. Первая графа. Заголовок. Заменить слово: "Толщина" на "Номинальная толщина";
второй абзац. После слов "превышает 2 мм" дополнить словами: "и отношение номинальных толщин стенок отвода и присоединяемой трубы не более 1,5";
третий абзац изложить в новой редакции:
"Если отношение номинальных толщин стенок отвода и присоединяемой трубы более 1,5, следует применять разделку кромок типа 6 или типа 7 (рисунок 4), при этом отношение толщины стенки отвода после выполнения цилиндрической проточки Sп к номинальной толщине стенки присоединяемой трубы должно находиться в пределах от 1,1 до 1,5";
дополнить абзацем (после последнего):
"При выполнении разделки кромки возможно неравномерное по ширине или частичное образование внутренней фаски".
Пункт 6.1.14. Заменить значение: "2 мТл" на "3 мТл".
Пункт 6.1.16 после слов "не должна выходить за минусовой допуск." дополнить словами: "Места зачисток должны быть проверены визуальным и измерительным контролем";
заменить слова: "неразрушающими методами" на "с помощью методов ультразвуковой толщинометрии".
Пункт 6.1.18. Заменить слово: "гофр" на "гофров".
Пункт 6.1.20. Шестое перечисление перед словом "толщину" дополнить словом: "номинальную";
примеры условных обозначений. Перед словом "толщиной" дополнить словом: "номинальной" (три раза).
Пункт 6.2.5. Заменить слова: "за минусовой допуск, регламентированный в НД на трубы" на "за пределы номинального значения толщины стенки присоединяемой трубы с учетом минусового допуска, регламентированного в НД на трубы, при этом толщины стенок труб диаметром менее 1020 мм с наружным покрытием должны быть не менее номинального значения толщины стенки присоединяемой трубы".
Пункт 6.3.5. Исключить слово: "оси"; перед словами "диаметра отвода" дополнить словом: "наружного";
заменить слова: "оси ложемента трубогибочного оборудования" на "продольной кромки гибочного ложемента оборудования".
Пункт 6.3.8. Заменить слова: "номинального диаметра" на "наружного диаметра", "для диаметров" на "для наружных диаметров" (2 раза).
Пункт 6.3.9. Заменить слово: "гофр" на "гофров".
Пункт 7.2. Заменить слова: "В документе о качестве" на "В паспорте";
дополнить перечислением (после четвертого):
"- наименование изготовителя отвода;".
Пункт 7.3. Заменить слова: "В документе о качестве" на "В паспорте".
Пункт 9.3.1 дополнить перечислением (после первого):
"- отсутствие дефектов на наружной и внутренней поверхностях отвода, не допускаемых требованиями НД на трубу, из которой изготовлен отвод;".
Пункт 9.3.2. Перечисления изложить в новой редакции:
"- наружный диаметр на торцах;
- толщину стенки в середине гнутой части (на внешней образующей).
Примечание - В связи с затрудненными условиями проведения замеров для отводов, изготовленных из труб наружным диаметром менее 1020 мм с наружным покрытием, контроль толщины стенки гнутой части не проводят;
- толщину стенки отводов в местах зачистки (при наличии);
- овальность сечения на торцах и изогнутой части;
- угол (углы) и высоту скоса кромок, ширину притупления кромок, косину реза, толщину присоединяемой стенки (в случае механической обработки торцов);
- угол гибки;
- высоту стрелы прогиба (радиус гибки);
- высоту и шаг гофров";
сноску <*> изложить в новой редакции:
"<*> В Российской Федерации в соответствии с приказом Федеральной службы по экологическому, технологическому и атомному надзору от 16 января 2024 г. N 8 "Об утверждении Руководства по безопасности "Методические рекомендации о порядке проведения визуального и измерительного контроля".
Пункт 9.3.4. Второе перечисление. Заменить слова: "на внешней образующей изогнутых участков" на "на внешней и внутренней образующей изогнутого участка";
третье перечисление. Исключить слова: "на гнутой части отвода";
дополнить перечислениями:
"- угол скоса покрытия (в случае механической обработки торцов);
- длину неизолированных участков (в случае механической обработки торцов)".
Пункт 10.1 изложить в новой редакции:
"10.1 Средства измерений, приборы и инструменты для контроля качества работ должны иметь заводские (серийные) номера, утвержденную эксплуатационную документацию, соответствующую требованиям единства измерений, и быть поверены или калиброваны в установленном порядке".
Пункт 10.2. Заменить слова: "на образующей с наружной и на внутренней образующей кривой" на "на внешней и внутренней образующей с наружной стороны отвода".
Пункт 10.3. Заменить слова: "микрометров по ГОСТ 6507 или толщиномеров с ценой деления 0,01 мм по ГОСТ 11358 с погрешностью измерения +/- 0,1 мм" на "ультразвукового толщиномера в соответствии с ГОСТ 28702".
Пункт 10.4. Исключить ссылку: "по ГОСТ 5378".
"10.5 Радиус гибки контролируют измерением высоты стрелы прогиба отвода на любом изогнутом участке.
Высоту стрелы прогиба отвода определяют по середине линейки по ГОСТ 427-75 (черт. 3) с помощью штангенциркуля с глубиномером по ГОСТ 166 в соответствии с рисунком 7.
Высота стрелы прогиба отвода равна расстоянию от середины линейки (хорды), расположенной перпендикулярно к ней, до наружной поверхности отвода (до нижней точки впадины гофра), уменьшенному на 1/2 высоты гофра.
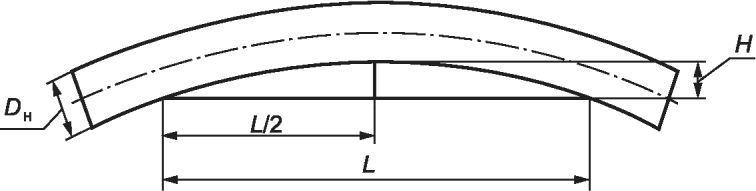
Рисунок 7 - Измерение высоты стрелы прогиба отвода
Значения высоты стрелы прогиба отвода при контроле в соответствии с рисунком 7, с применением линейки длиной 2000 мм, не должны превышать значений, приведенных в таблице 4";
дополнить абзацами (после таблицы 4):
"Для отводов наружным диаметром от 1020 до 1420 мм допускается проводить измерение высоты стрелы прогиба на внутренней поверхности отвода в соответствии с рисунком 8. Высота стрелы прогиба отвода в этом случае равна расстоянию от середины линейки (хорды), расположенной перпендикулярно к ней, до внутренней поверхности отвода.
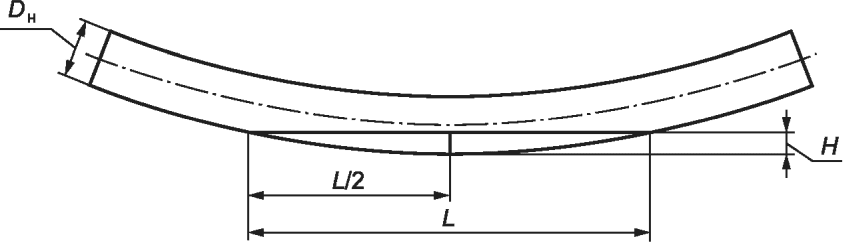
Рисунок 8 - Измерение высоты стрелы прогиба на внутренней
поверхности отвода наружным диаметром от 1020 до 1420 мм".
Пункты 10.6, 10.7 изложить в новой редакции:
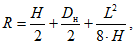
"10.6 При проведении измерения высоты стрелы прогиба отвода в соответствии рисунком 7, с применением линеек длиной менее 2000 мм, но не менее 1000 мм (длина хорды), максимально допустимую высоту стрелы прогиба вычисляют, принимая R равным 40 наружным диаметрам отвода, по формуле
 (4)
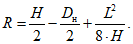
(4)При проведении измерения высоты стрелы прогиба отвода в соответствии с рисунком 8, с применением линеек длиной от 1000 до 2000 мм (длина хорды), максимально допустимую высоту стрелы прогиба вычисляют, принимая R равным 40 наружным диаметрам отвода, по формуле
 (5)
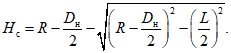
(5)10.7 При необходимости радиус гибки R при измерении высоты стрелы прогиба в соответствии с рисунком 7 определяют по формуле
 (6)
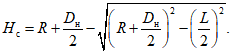
(6)а при измерении высоты стрелы прогиба в соответствии с рисунком 8 - по формуле
 (6а)".
(6а)".Пункт 10.8 дополнить абзацем:
"Контроль отклонения продольного сварного шва труб от нейтральной плоскости выполняют перед каждым единичным гибом".
Пункт 10.10 дополнить словами: "и другими средствами измерений по документации изготовителя".
Раздел 10 дополнить пунктом 10.10а:
"10.10а Наружный диаметр на торцах отвода определяют по методике изготовителя".
Пункт 10.11. Последний абзац. Заменить слова: "по методике изготовителя" на "и другие средства измерений по документации изготовителя".
Пункт 10.12. Заменить слова: "гофр" на "гофров" (3 раза); "одиночной гофры" на "одиночного гофра".
Пункт 10.15. Сноску <*> изложить в новой редакции:
"<*> В Российской Федерации в соответствии с приказом Федеральной службы по экологическому, технологическому и атомному надзору от 16 января 2024 г. N 8 "Об утверждении Руководства по безопасности "Метрологические рекомендации о порядке проведения визуального и измерительного контроля".
Пункт 10.17. Сноску <**> изложить в новой редакции:
"<**> В Российской Федерации действует СП 86.13330.2022 "СНиП III-42-80* Магистральные трубопроводы".
Пункт 10.18. Второй абзац. Заменить значение: "50 мм" на "40 мм".
Пункт 10.19. Последнее перечисление. Исключить ссылку: "по ГОСТ 26737".
Пункт 11.3. Перечисление б). Заменить значение: "свыше 426 мм" на "530 мм и более".
Пункт 11.4 изложить в новой редакции:
"11.4 Маркировка отводов, изготовленных в трассовых условиях, должна содержать:
- наименование и/или товарный знак организации (подрядчика), выполнившей гибку;
- условное обозначение без слова "Отвод" в соответствии с 6.1.20;
- номер отвода и через дефис год изготовления (две последние цифры).
По требованию заказчика состав маркировки может быть изменен.
Пример маркировки:
Наименование или товарный знак организации (подрядчика),
выполнившей гибку
1ГО.3°.720.10-ГОСТ 20295-К52. ГОСТ 24950
N 06-24".
Пункт 11.7. Второе перечисление. Заменить значения: "от 30" на "от 25", "свыше 426 мм" на "530 мм и более".
Пункт 11.11 перед словом "толщинам" дополнить словом: "номинальным".
Приложение Б. Наименование. Заменить слова: "документа о качестве" на "паспорта";
после строки "Заводской номер отвода" дополнить строкой:
"Наименование изготовителя отвода _______________________".
Приложение В. Наименование. Заменить слова: "документа о качестве" на "паспорта".
Элемент стандарта "Библиография" исключить.