СПРАВКА
Источник публикации
Документ опубликован не был
Примечание к документу
Название документа
"РД 32.149-2000. Руководящий документ. Феррозондовый метод неразрушающего контроля деталей вагонов"
(утв. МПС России)
"РД 32.149-2000. Руководящий документ. Феррозондовый метод неразрушающего контроля деталей вагонов"
(утв. МПС России)
Содержание
Департаментом вагонного хозяйства
Департаментом пассажирских сообщений
Лист утв. РД 32.149-2000-ЛУ
РУКОВОДЯЩИЙ ДОКУМЕНТ
ФЕРРОЗОНДОВЫЙ МЕТОД НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ДЕТАЛЕЙ ВАГОНОВ
РД 32.149-2000
1. Разработан
Предприятием "Микроакустика"
Исполнители:
Директор и главный конструктор А.М. Шанаурин
Главный инженер Д.Г. Комлев
Заместитель директора по научной работе, к.т.н. Г.И. Кравченко
Начальник отдела В.М. Ковригин
Ведущий научный сотрудник, к.т.н. Б.В. Гусев
Ведущий научный сотрудник, к.т.н В.А. Щербинина
Руководитель группы С.Ю. Кузьмин.
При участии Государственного унитарного предприятия "Всероссийский научно-исследовательский институт железнодорожного транспорта (ГУП ВНИИЖТ) МПС России".
Исполнители:
Заведующий отделением Управления безопасностью движения и неразрушающих методов контроля, к.т.н. Л.Н. Косарев
Старший научный сотрудник, к.т.н. Г.Г. Газизова
Научный сотрудник Н.И. Олефиренко.
1.1. Настоящий руководящий документ (РД) распространяется на неразрушающий контроль (НК) деталей и узлов грузовых и пассажирских вагонов феррозондовым методом.
1.2. Настоящий РД устанавливает общие требования к средствам и методикам проведения феррозондового контроля деталей при всех видах планового ремонта вагонов.
1.3. Настоящий РД предназначен для руководителей подразделений НК на ремонтных предприятиях и дефектоскопистов.
1.4. Перечень деталей вагонов, подлежащих феррозондовому контролю, с указанием средств контроля приведен в Приложении А.
1.5. Настоящий РД применяется совместно со следующими документами:
РД 32.174-2001 Неразрушающий контроль деталей вагонов. Общие положения. Утв. 25.04.2001 г.
ЦВ/587 Грузовые вагоны железных дорог колеи 1520 мм. Руководство по деповскому ремонту. Утв. 21.08.98 г.
ЦВ/627 Грузовые вагоны железных дорог колеи 1520 мм. Руководство по капитальному ремонту. Утв. 31.12.98 г.
РД 32 ЦВ 052-99 Инструкция по ремонту тележек грузовых вагонов. Утв. 31.05.99 г.
ЦВ-ВНИИЖТ-494 Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации. Утв. 16.09.97 г.
РТМ 32 ЦВ-201-88 Инструкция по сварке и наплавке при ремонте вагонов и контейнеров. Утв. 11.11.88 г.
ЦВ-201-98 Инструкция по сварке и наплавке при ремонте грузовых вагонов. Утв. 10.03.98 г.
ЦЛ-230 Основные условия ремонта и модернизации пассажирских вагонов - на заводах МПС. Утв. 08.08.94 г.
1.6. С вводом в действие настоящего РД утрачивает силу Технологическая инструкция по испытанию на растяжение и неразрушающему контролю деталей вагонов N 637-96 ПКБ ЦВ в части раздела "Феррозондовый метод контроля".
2.1. В настоящем РД использованы ссылки на следующие нормативные документы:
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 4543-88 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 8.315-97 Стандартные образцы состава и свойств веществ и материалов
ГОСТ 21104-75 Контроль неразрушающий. Феррозондовый метод
ГОСТ 22261-94 Средства измерений электрических и магнитных величин. Общие технические условия
ГОСТ 24450-80 Контроль неразрушающий магнитный. Термины и определения
ГОСТ 3.1502-85 ЕСТД. Формы и правила выполнения документации на технический контроль
ПР 07.07-95 НИИМ Типовое положение об организации работ по неразрушающему контролю на предприятиях, производящих ремонт и модернизацию вагонов всех типов и осности
ПР 50.2.006-94 Государственная система обеспечения единства измерений. Поверка средств измерений. Организация и порядок проведения
ПР 50.2.009-94 Государственная система обеспечения единства измерений. Порядок проведения испытаний и утверждения типа средств измерений
ПР 32.140-99 Правила по метрологии. Метрологическое обеспечение стандартных образцов предприятий отрасли. Порядок разработки, аттестации, утверждения и регистрации
РД 32.174-2001 Неразрушающий контроль деталей вагонов. Общие положения. Утв. 25.04.2001 г.
РД 32.159-2000 Магнитопорошковый метод неразрушающего контроля деталей вагонов. Общие положения. Утв. 25.04.2001 г.
2.2. В настоящем РД ссылки на разделы, пункты и рисунки делаются следующим образом:
- ссылка на раздел В.3 Приложения В: "раздел В.3";
- ссылка на пункт 8.2.1 раздела 8: "п. 8.2.1";
- ссылка на рисунок 3.1 раздела 3: "рисунок 3.1".
3.1. В настоящем РД использованы термины, определения которых даны в таблице 3.1.
Таблица 3.1
Термины и их определения
──────────────────────────┬────────────────────────────────────────────────
Термин │ Определение
──────────────────────────┴────────────────────────────────────────────────
Феррозондовый метод Метод, основанный на обнаружении феррозондовым
неразрушающего контроля преобразователем(ФП) магнитного поля рассеяния
дефекта на намагниченной детали
───────────────────────────────────────────────────────────────────────────
ФП-градиентометр Электромагнитное устройство, преобразующее
градиент напряженности магнитного поля
в электрический сигнал
───────────────────────────────────────────────────────────────────────────
ФП-полемер Электромагнитное устройство, преобразующее
напряженность магнитного поля в электрический
сигнал
───────────────────────────────────────────────────────────────────────────
База феррозондового Расстояние между центрами сердечников
преобразователя измерительных катушек ФП
───────────────────────────────────────────────────────────────────────────
Основание феррозондового Плоская торцевая часть насадки ФП
преобразователя
───────────────────────────────────────────────────────────────────────────
Нормальная ось ФП Ось ФП, перпендикулярная его основанию (ось z
на рисунке 3.1)
───────────────────────────────────────────────────────────────────────────
Продольная ось ФП Ось ФП, проходящая по центру основания
и параллельная его большей стороне (ось x на
рисунке 3.1). Продольная ось направлена
в сторону метки на корпусе преобразователя
───────────────────────────────────────────────────────────────────────────
Порог чувствительности Значение градиента напряженности магнитного
феррозондового поля, превышение которого вызывает срабатывание
дефектоскопа индикаторов дефекта
───────────────────────────────────────────────────────────────────────────
Магнитное поле рассеяния Локальное магнитное поле, возникающее в зоне
дефекта дефекта вследствие магнитной поляризации его
границ
───────────────────────────────────────────────────────────────────────────
Нормальная составляющая H На рисунке 3.1 - вектор H .
n z
напряженности магнитного
поля
───────────────────────────────────────────────────────────────────────────
Тангенциальная На рисунке 3.1 - вектор H ,
составляющая H , t
t
напряженности магнитного
поля
───────────────────────────────────────────────────────────────────────────
Градиент напряженности Производная H , по переменной 
магнитного поля z
───────────────────────────────────────────────────────────────────────────
Способ приложенного поля Способ феррозондового контроля, при котором
обнаружение полей рассеяния дефектов
производится в присутствии намагничивающего поля
───────────────────────────────────────────────────────────────────────────
Способ остаточной Способ феррозондового контроля, при котором
намагниченности обнаружение полей рассеяния дефектов
производится после снятия намагничивающего поля
───────────────────────────────────────────────────────────────────────────
Зона контроля Участок поверхности детали, подвергаемый
контролю
───────────────────────────────────────────────────────────────────────────
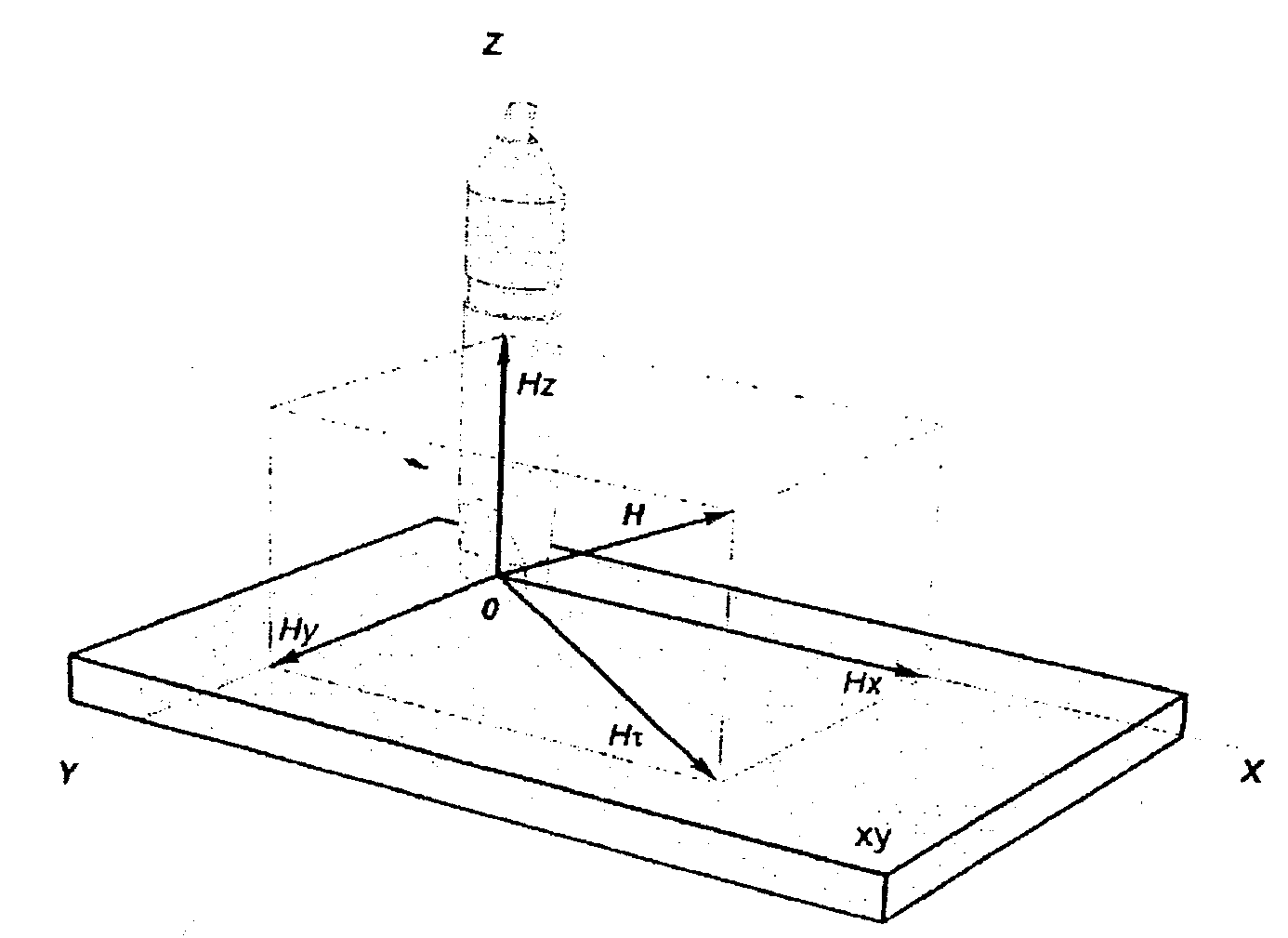
H - вектор напряженности магнитного поля; x, y, z - декартовы координаты; Hx, Hy, Hz - составляющие вектора H вдоль осей x, y, z;  - тангенциальная к плоскости (x, y) составляющая вектора H
- тангенциальная к плоскости (x, y) составляющая вектора H
3.2. В настоящем РД использованы следующие сокращения:
НК - неразрушающий контроль;
НУ - намагничивающее устройство;
ФП - феррозондовый преобразователь;
ПО - программное обеспечение;
ОСО - отраслевой стандартный образец;
СОП - стандартный образец предприятия;
ИД - искусственный дефект.
4.1. Феррозондовый метод неразрушающего контроля позволяет обнаруживать дефекты в предварительно намагниченной детали. Дефекты обнаруживаются за счет выявления пространственных искажений магнитного поля над дефектом. Искаженное поле над дефектом именуется полем рассеяния дефекта или полем дефекта. Выявляются поля рассеяния с помощью ФП, преобразующего градиент напряженности магнитного поля и электрический сигнал.
Обнаруживаются поверхностные и подповерхностные (лежащие в толще материала) дефекты типа нарушений сплошности: волосовины, трещины, раковины, закаты, ужимы и т.п. Метод применяют для обнаружения дефектов сварных швов: непроваров, трещин, неметаллических включений, пор и т.п.
4.2. В зависимости от размеров выявляемых поверхностных и подповерхностных дефектов, а также глубины их залегания, ГОСТ 21104 устанавливает одиннадцать условных уровней чувствительности метода, указанных в таблице 4.1.
Таблица 4.1
Условные уровни чувствительности
────────────────┬───────────────────────────────────────────┬──────────────
Условные уровни │Минимальные размеры выявляемых дефектов, мм│Максимальная
чувствительности├──────────────────────┬────────────────────┤глубина
│ Ширина │ Глубина │залегания
│ │ │дефекта, мм
────────────────┴──────────────────────┴────────────────────┴──────────────
Поверхностные
────────────────┬──────────────────────┬────────────────────┬──────────────
А1 │ От 0,002 до 0,005 │ │
А2 │ От 0,005 до 0,012 │ От 0,007 до 0,15 │
А3 │ От 0,012 до 0,020 │ │ -
А │ 0,1 │ 0,2 │
────────────────┼──────────────────────┼────────────────────┤
Б │ От 0,1 до 0,2 │ От 0.2 до 1,0 │
────────────────┴──────────────────────┴────────────────────┴──────────────
Подповерхностные
────────────────┬──────────────────────┬────────────────────┬──────────────
В1 │ От 0,02 до 0,004 │ От 0,2 до 0,15 │ 10
────────────────┼──────────────────────┼────────────────────┼──────────────
В │ 0,3 │ 0,5 │ 10
────────────────┼──────────────────────┼────────────────────┼──────────────
Г1 │ 0,3 │ От 0,5 до 1,0 │ 20
────────────────┼──────────────────────┼────────────────────┼──────────────
Г │ 0,3 │ От 0,5 до 1,0 │ 10
────────────────┼──────────────────────┼────────────────────┼──────────────
Д1 │ От 0,3 до 0,5 │ От 0,5 до 1,0 │ 30
────────────────┼──────────────────────┼────────────────────┼──────────────
Д │ От 0,3 до 0,5 │ От 0,5 до 1,0 │ 5
────────────────┴──────────────────────┴────────────────────┴──────────────
Минимальная длина выявляемого дефекта должна быть равна 2 мм.
4.3. ФП, применяемые при контроле деталей вагонов, подразделяют на:
- ФП-градиентометры, которые преобразуют в электрический сигнал градиент напряженности магнитного поля. Они используются для измерения градиента напряженности магнитного поля и дефектоскопирования;
- ФП-полемеры, которые преобразуют в электрический сигнал напряженность магнитного поля. Они используются для измерения напряженности магнитного поля.
ФП-градиентометры реагируют на пространственную производную (пространственное изменение) магнитного поля. При дефектоскопировании они имеют преимущество перед ФП-полемерами, так как над дефектами наблюдается резкое пространственное изменение поля.
4.4. В зависимости от магнитных свойств материала, размеров и геометрии контролируемой детали применяют два способа контроля:
- способ приложенного поля, который заключается в намагничивании изделия и регистрации магнитных полей рассеяния в присутствии намагничивающего поля;
- способ остаточной намагниченности, который заключается в намагничивании изделия и регистрации магнитных полей рассеяния после снятия намагничивающего поля (в остаточном поле).
4.5. Структурные неоднородности материала, магнитные пятна, шероховатость контролируемой поверхности и неоднородность намагничивающего поля, не связанная с дефектами, порождают на выходе преобразователя сигналы, именуемые помехами или фоном. Помехи являются причиной ошибок дефектоскопирования - пропусков дефектов и ложных браковок.
4.6. На деталях сложной формы уровень фона в разных точках различается значительно. Поэтому первоначальная настройка дефектоскопа с фиксированным порогом гарантирует высокую достоверность контроля лишь на определенном участке детали. При переходе к другому участку дефектоскоп необходимо перестраивать, что усложняет дефектоскопирование. Для того чтобы его упростить, используются дефектоскопы с автоматической (зависящей от фона) перестройкой порога.
4.7. Феррозондовый контроль деталей проводят по операционным картам по ГОСТ 3.1502 или технологическим картам, составленным на основе настоящего РД и утвержденным главным инженером предприятия.
4.8. В технологической карте феррозондового контроля должны быть указаны <*>:
- наименование детали;
- условное обозначение нормативных и технологических документов, на основании которых она разработана;
- характеристики детали (марка стали, шероховатость поверхности);
- эскиз детали с указанием зон контроля и траекторий сканирования;
- типы и характеристики дефектов, подлежащих выявлению;
- применяемые дефектоскоп, СОП, намагничивающее устройство и вспомогательные средства контроля;
- способ контроля (способ остаточной намагниченности или способ приложенного поля);
- операции контроля в последовательности их проведения;
- технологическая оснастка рабочего места, необходимая для проведения контроля (способ установки, закрепления и поворота детали; способ установки НУ);
- критерии оценки результатов контроля в соответствии с требованиями нормативных и технологических документов (инструкций или правил) по техническому обслуживанию и ремонту вагонов и их составных частей или ссылка на эти документы;
- подписи лиц, разработавших и утвердивших технологическую каргу.
Образец технологической карты феррозондового контроля приведен в Приложении Б.
--------------------------------
<*> Допускается в технологических картах указывать другие сведения, необходимые для проведения феррозондового контроля.
4.9. Типовые методики проведения феррозондового контроля деталей вагонов, необходимые для составления технологических карт, приведены в разделах 8 - 11.
4.10. Общие требования к организации работ по феррозондовому контролю, технологической оснастке и оборудованию рабочих мест контроля, к персоналу, средствам контроля, оформлению результатов контроля установлены в РД 32.174.
5.1. К средствам контроля относятся:
- дефектоскопные феррозондовые установки;
- дополнительные устройства.
Перечень и назначение феррозондовых установок содержатся в Приложении В.
Перечень и описание дополнительных устройств содержатся в Приложении Ж.
5.2. Феррозондовые установки включают в себя:
- два дефектоскопа <*>;
- намагничивающие устройства;
- стандартные образцы предприятий.
--------------------------------
В качестве дефектоскопов применяют дефектоскопы-градиентометры или магнитоизмерительные комбинированные приборы, их описание и технические характеристики содержатся в Приложении Г.
Описание НУ содержится в Приложении Е.
Описание СОП содержится в Приложении Д.
5.3. Дополнительные устройства:
- измеритель напряженности магнитного поля;
- зарядная станция;
- компьютер;
- преобразователь интерфейса.
5.4. Метрологическое обеспечение дефектоскопов-градиентометров, магнитоизмерительных комбинированных приборов и измерителей напряженности магнитного поля осуществляется в соответствии с ПР 50.2.006-94, ПР 50.2.009-94.
6.1. Подготовка намагничивающих устройств
6.1.1. Подготовка НУ к проведению контроля предусматривает:
- внешний осмотр;
- проверку работоспособности.
6.1.2. При внешнем осмотре электромагнитного НУ проверяют:
- целостность корпуса блока питания и других узлов;
- надежность соединения шнура питания и соединительных кабелей;
- наличие заземления;
- исправность переключателей и тумблеров блока питания и других узлов;
- исправность подвижных узлов.
6.1.3. При внешнем осмотре приставного НУ с постоянными магнитами проверяют отсутствие механических повреждений, надежность крепления гибкого магнитопровода к полюсам, надежность цанговых зажимов.
6.1.4. Проверку работоспособности НУ проводят в соответствии с руководством по эксплуатации (РЭ).
6.2. Подготовка дефектоскопа
6.2.1. Подготовка дефектоскопа включает в себя внешний осмотр, проверку работоспособности и настройку с помощью СОП (установку порога чувствительности).
6.2.2. При внешнем осмотре проверяют целостность корпуса электронного блока, сетевого и соединительных кабелей, защитного колпачка ФП и других составных частей дефектоскопа.
6.2.3. Проверку работоспособности и настройку дефектоскопа проводят в соответствии с РЭ.
6.3. Подготовка деталей
6.3.1. Детали должны быть очищены от загрязнений до металла с помощью волосяных или металлических щеток вручную или с помощью моечных машин.
6.3.2. Перед проведением феррозондового контроля проводят осмотр деталей с целью выявления трещин, рисок, задиров, забоин, электроожогов и других видимых дефектов; при необходимости применяют лупу. Осмотру подвергают все поверхности контролируемых деталей.
6.3.3. Выявленные при осмотре дефекты устраняют зачисткой или другими методами в соответствии с требованиями нормативных и технологических документов по техническому обслуживанию и ремонту вагонов и их составных частей.
6.3.4. Детали с обнаруженными при осмотре недопустимыми дефектами феррозондовому контролю не подлежат.
6.3.5. Детали, подлежащие феррозондовому контролю, помещают на позицию контроля и при необходимости закрепляют.
6.3.6. Если детали ремонтируют сваркой, феррозондовый контроль следует проводить до сварки. Если возникает необходимость контроля после сварки, деталь следует охладить до температуры ниже 40 °C и вновь намагнитить перед проведением контроля.
Феррозондовый контроль включает в себя намагничивание деталей и обнаружение дефектов.
Феррозондовый контроль проводят способом приложенного поля или способом остаточной намагниченности.
7.1. Намагничивание деталей <*>
--------------------------------
<*> При намагничивании следует учитывать, что вблизи полюсов могут возникать неконтролируемые зоны шириной (100 - 150) мм.
7.1.1. Намагничивание деталей проводят специализированными НУ (стационарными электромагнитными или приставными с постоянными магнитами).
7.1.2. В случаях, оговоренных настоящим РД, допускается производить намагничивание детали в составе контролируемого узла.
7.1.3. Детали после контроля размагничиванию не подлежат.
7.2. Обнаружение дефектов
7.2.1. Зоны контроля детали для обнаружения дефектов сканируют по заданным траекториям с помощью ФП. Зоны контроля и траектории сканирования деталей приведены в разделах 8 - 11. Траектории сканирования показаны на рисунках пунктирными линиями.
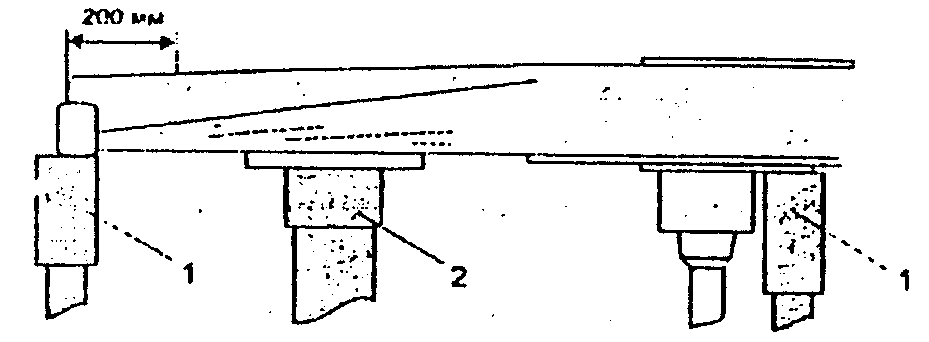
7.2.2. ФП устанавливают на поверхность детали и плавно перемещают так, чтобы его нормальная ось была перпендикулярна контролируемой поверхности, а продольная была направлена вдоль линии сканирования (рисунок 7.1).
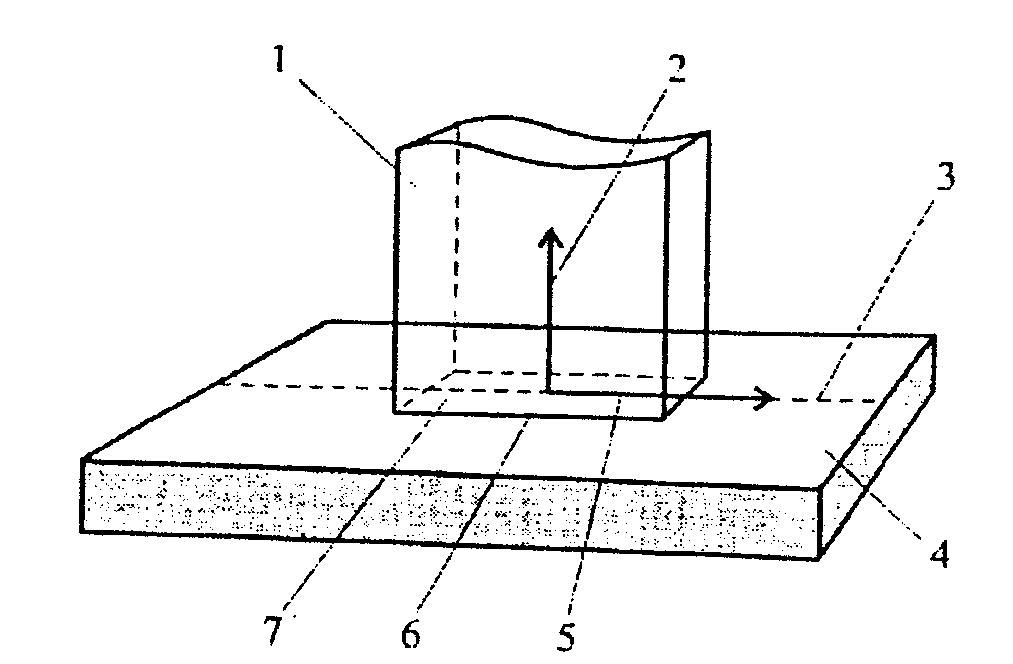
1 - ФП; 2 - нормальная ось ФП; 3 - траектория (линия) сканирования; 4 - поверхность контролируемой детали; 5 - продольная ось ФП; 6 - большая сторона основания ФП; 7 - основание ФП
Рисунок 7.1. Положение ФП на поверхности контролируемой
детали
7.2.3. Сканирование осуществляют без перекосов, наклонов и отрывов ФП от поверхности детали.
7.2.4. Шаг сканирования (расстояние между линиями, по которым перемещают ФП) указан в разделах 8 - 11. Скорость сканирования не должна превышать 8 см/с.
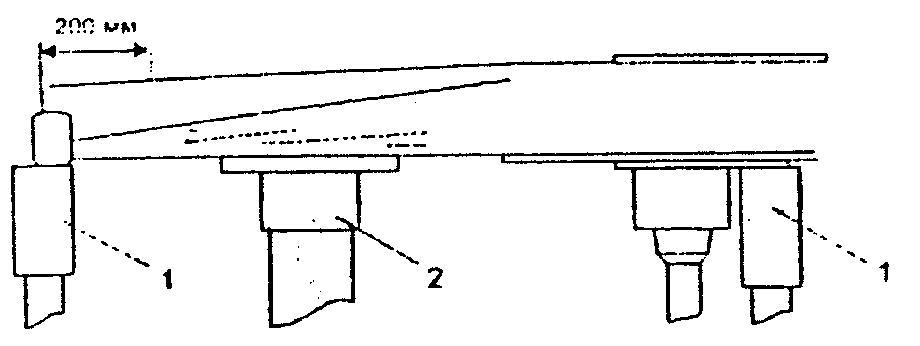
7.2.5. Для обнаружения дефектов в сварных соединениях ФП устанавливают в соответствии с рисунком 7.2. При этом продольная ось ФП должна быть параллельна продольной оси сварного шва.
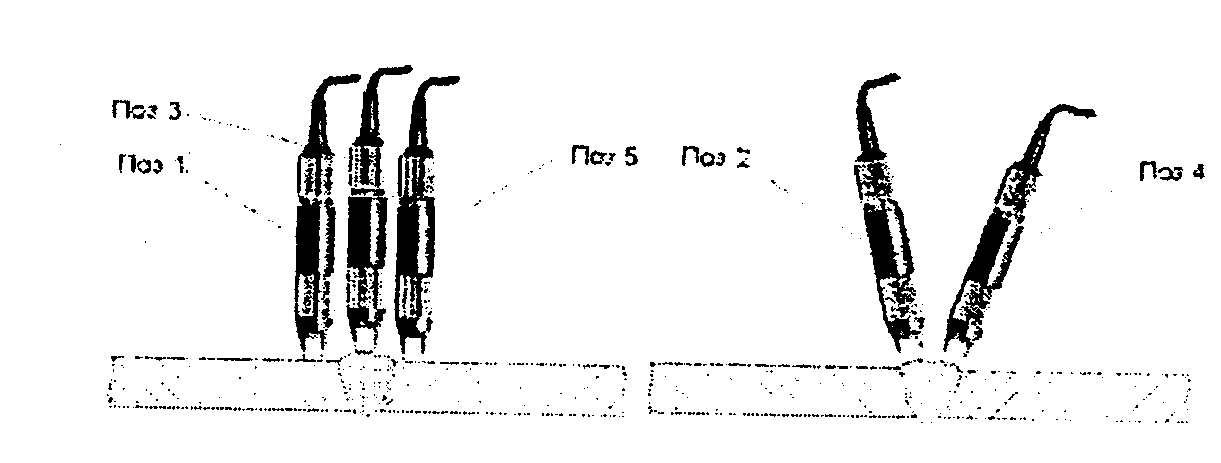
Сканирование осуществляют вдоль оси сварного шва (рисунок 7.3) в следующей последовательности:
- сканирование околошовной зоны (рисунок 7.2, поз. 1 и поз. 5) не менее трех раз с шагом (3 - 5) мм, начиная от зоны сопряжения сварного шва с основным металлом;
- сканирование зоны сопряжения сварного шва с основным металлом (рисунок 7.2, поз. 2 и поз. 4);
- сканирование валика усиления сварного шва (рисунок 7.2, поз. 3).
Допускается осуществлять сканирование сварного соединения последовательно по отдельным участкам.
сварного шва
- проводят ФП по месту появления сигнала;
- находят точку поверхности, соответствующую максимуму показаний стрелочного или цифрового индикатора, и отмечают ее мелом (маркером);
- выполняют параллельные перемещения ФП с шагом 5 мм слева и справа (выше и ниже) от отметки, фиксируя мелом точки поверхности, соответствующие максимумам показаний индикатора. Параллельные перемещения проводят до прекращения срабатывания индикаторов дефекта.
Если отметки образуют линию, осматривают отмеченный участок, чтобы убедиться в наличии трещины.
Если трещина визуально не обнаруживается, выполняют следующие операции:
- зачищают отмеченный участок металлической щеткой;
- осматривают зачищенный участок с помощью лупы и переносной лампы.
Если после зачистки щеткой трещина не обнаруживается, выполняют следующие операции:
- зачищают отмеченный участок ручной шлифовальной машинкой до удаления литейных неровностей;
- сканируют зачищенный участок ФП.
При исчезновении сигнала индикаторов дефект исключают из рассмотрения.
Если индикаторы дефекта продолжают срабатывать при параллельных перемещениях ФП с шагом 5 мм, оценивают направление и протяженность обнаруженного дефекта (трещины).
Если при параллельных перемещениях ФП срабатываний индикаторов не происходит, следует считать, что трещина отсутствует.
Из рассмотрения исключают сигналы индикаторов дефекта:
- не подтверждающиеся при параллельных перемещениях ФП;
- вызванные неоднородностью магнитного поля, обусловленной конструкцией детали (острые кромки, выступы, ступенчатое сечение и т.д.);
- в зоне магнитного пятна (на участках размещения полюсов магнитов);
- появляющиеся при пересечении границы зоны наклепа ("выработки").
8.1. Общие положения
8.1.1. Перечень деталей тележек 18-100 (18-100.04), 18-493, 18-101, 18-102 грузовых вагонов, подлежащих феррозондовому контролю, и применяемые дефектоскопные установки приведены в таблице А.1.
8.1.2. Контроль боковых рам и надрессорных балок тележек 18-100, 18-493 осуществляют в составе тележки (без колесных пар) или подетально в зависимости от принятого на предприятии технологического процесса ремонта:
- контроль боковых рам в составе тележек проводят способом остаточной намагниченности и способом приложенного поля;
- контроль надрессорных балок в составе тележек проводят способом остаточной намагниченности;
- контроль боковых рам и надрессорных балок, осуществляемый подетально, проводят способом приложенного поля.
8.1.3. Контроль соединительной балки тележки 18-101 и деталей тележки 18-102 осуществляют подетально способом приложенного поля.
8.2. Контроль боковых рам и надрессорной балки в составе тележек 18-100, 18-493
Настроить дефектоскоп с помощью стандартного образца СОП-НО-021. База ФП - 4 мм.
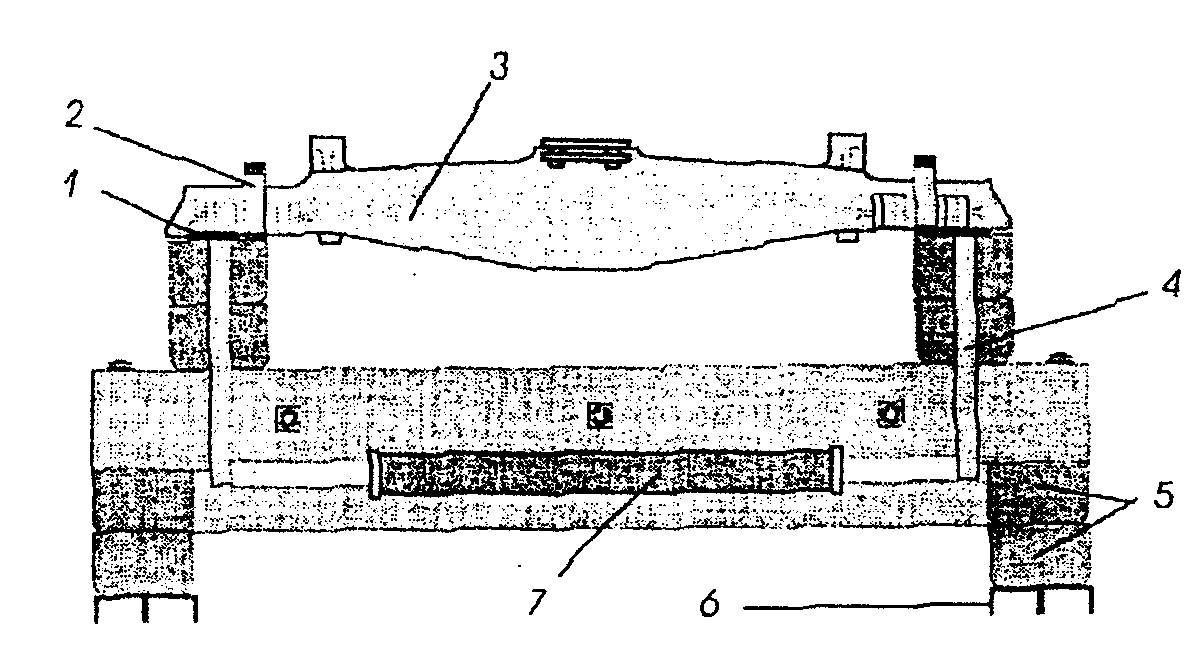
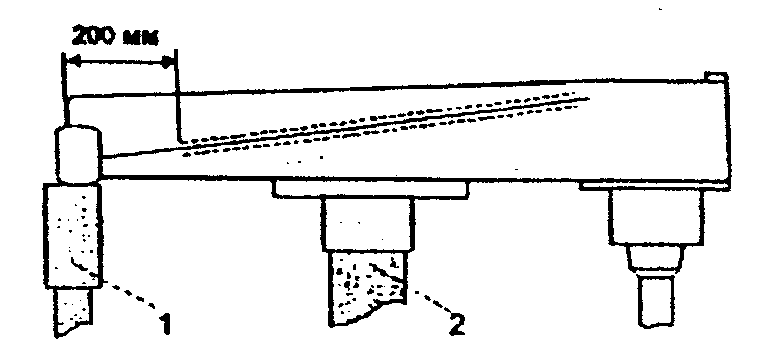
Намагнитить боковые рамы и надрессорную балку в следующей последовательности:
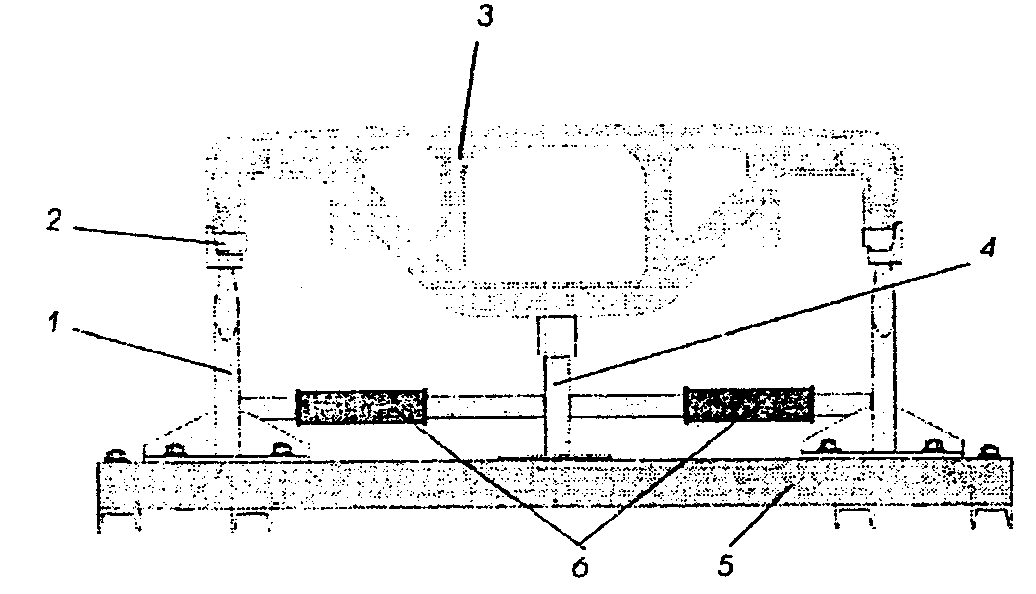
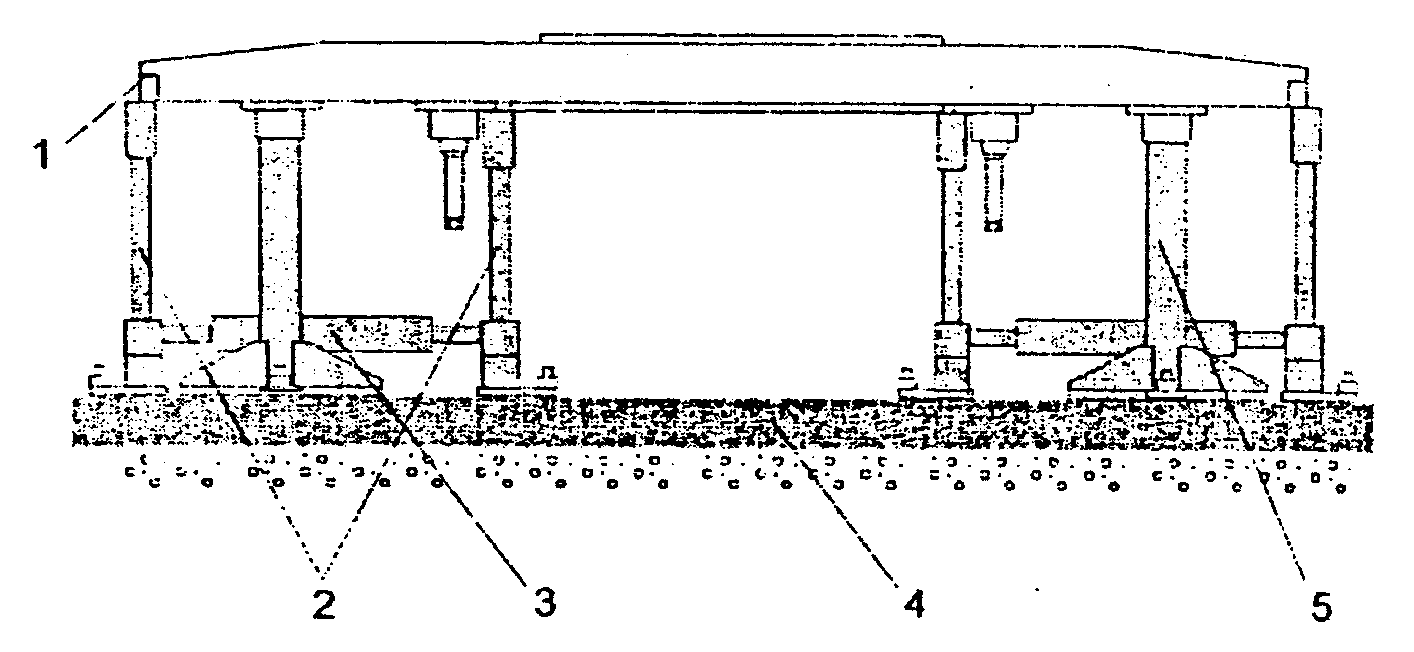
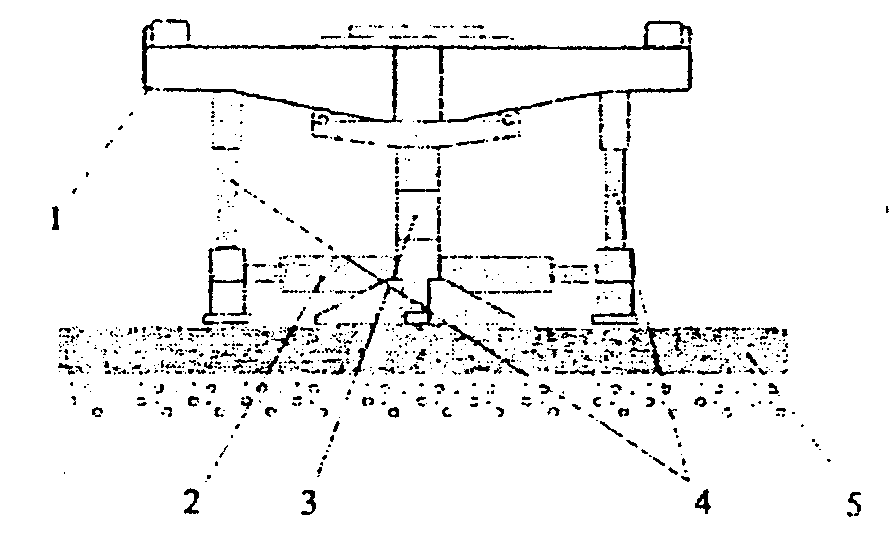
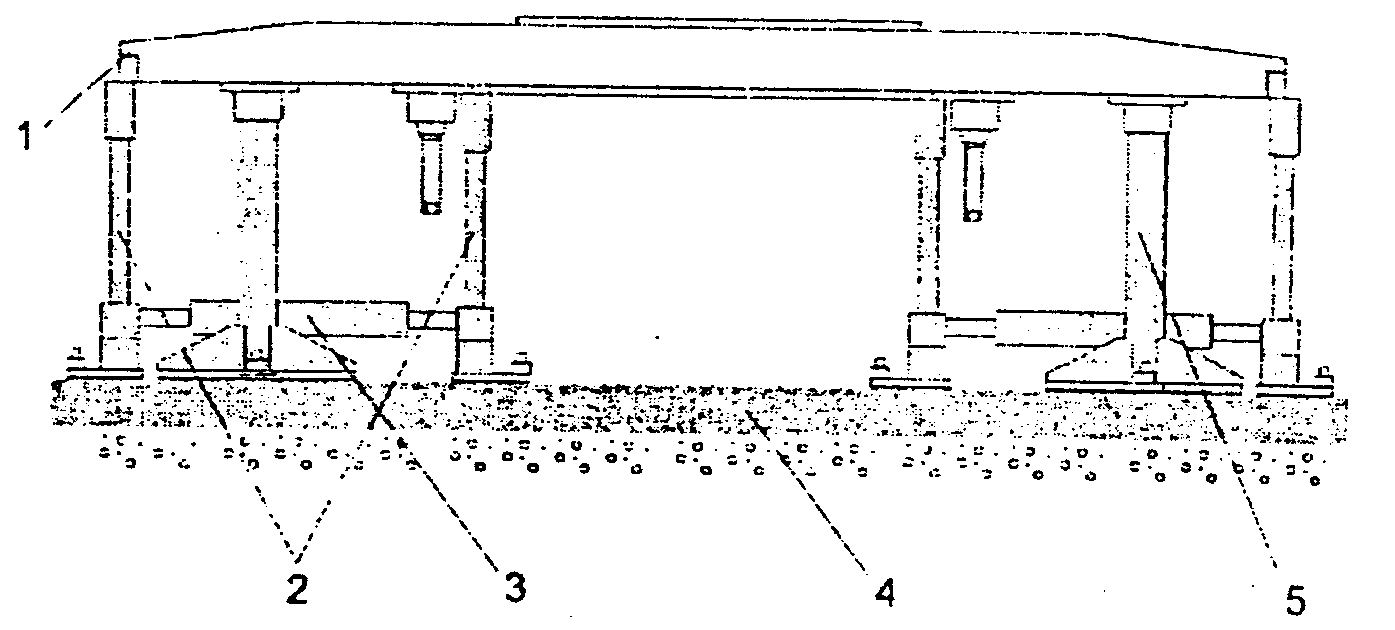
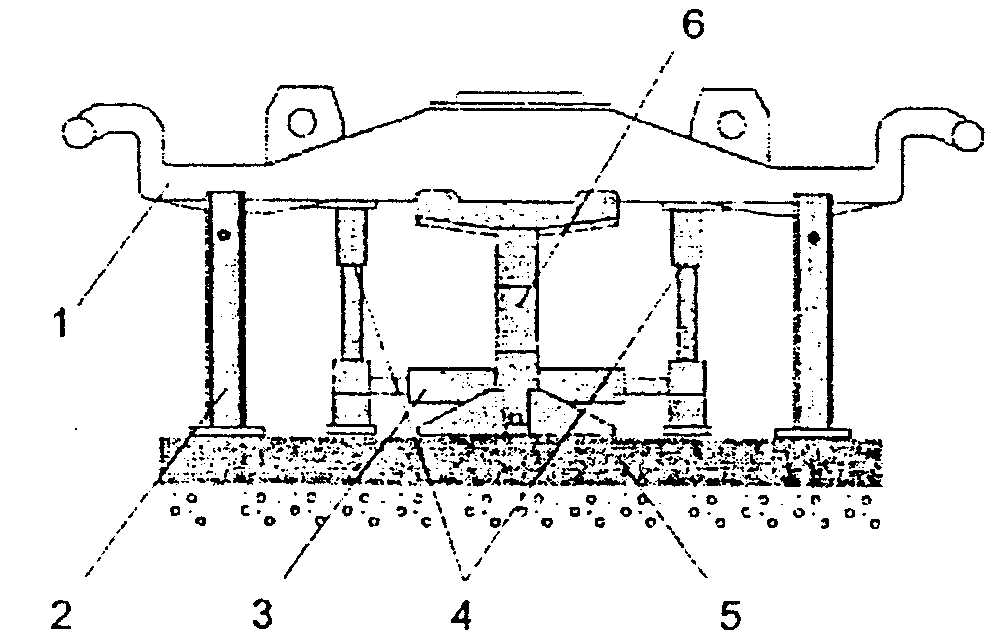
- установить тележку 18-100 на намагничивающее устройство МСН 10 (рисунок 8.1), тележку 18-493 - на МСН 10-03;
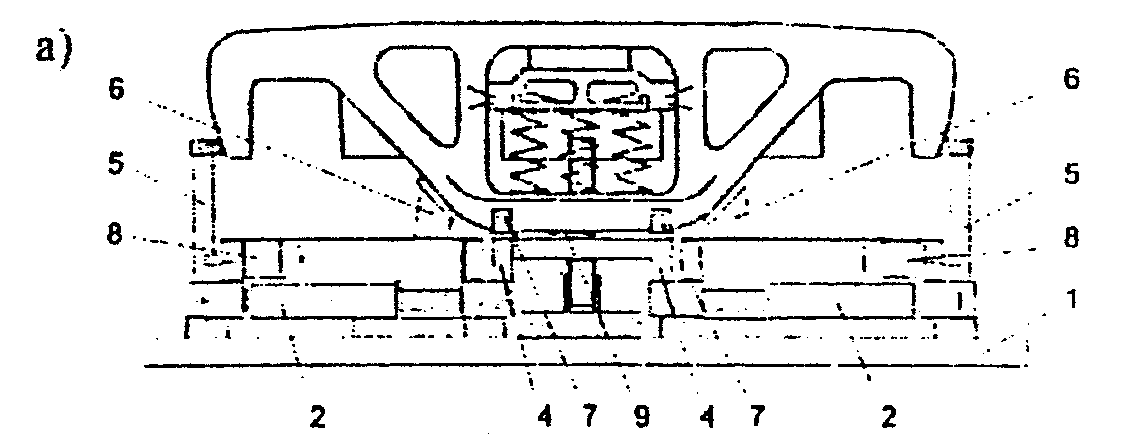
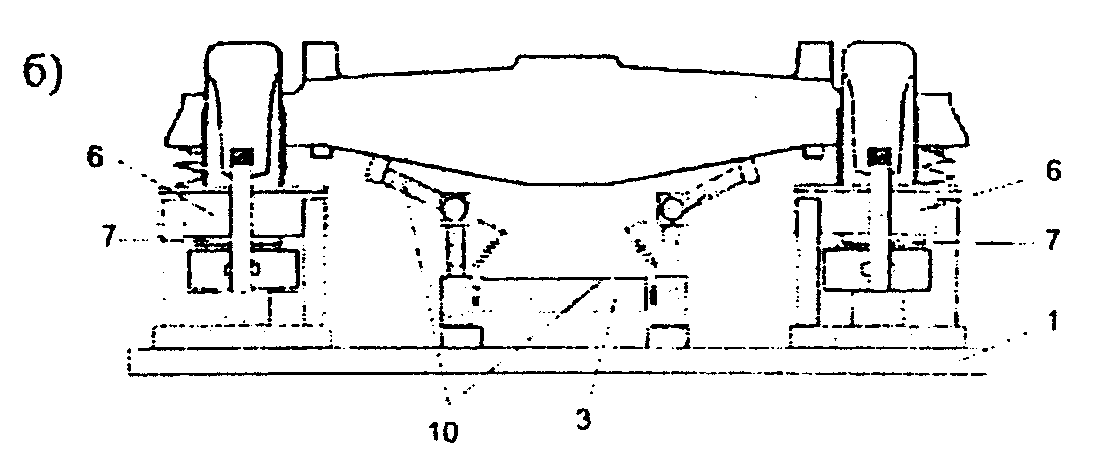
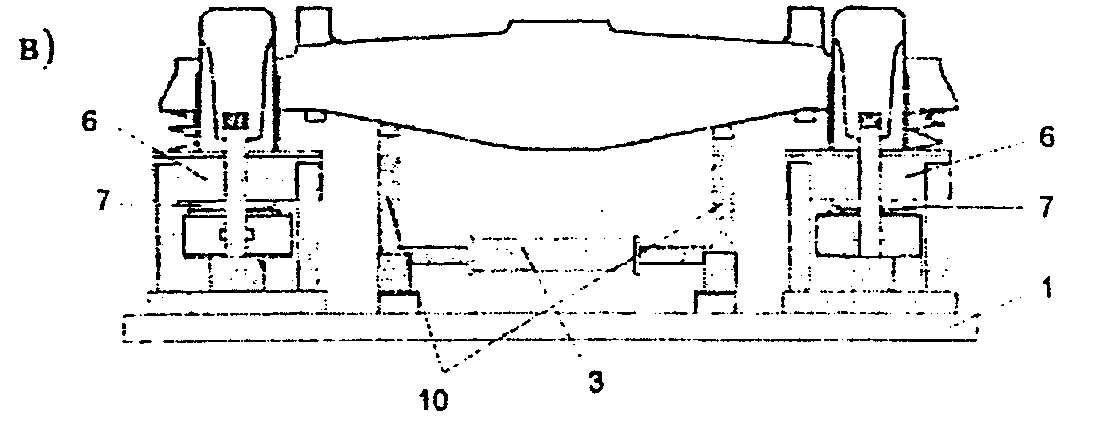
1 - фундамент; 2 - электромагниты для намагничивания боковых рам; 3 - электромагнит для намагничивания надрессорной балки; 4 - полюса-опоры; 5 - подвижные замыкатели магнитного потока; 6 - ловители, базирующие тележку в продольном направлении; 7 - ловители, базирующие тележку в поперечном направлении; 8 - пневмоцилиндры; 9 - концевой выключатель; 10 - стойки-полюса
намагничивающем устройстве МСН 10 (МСН 10-03):
а - вид со стороны боковой рамы; б, в - вид со стороны
надрессорной балки
- установить тумблер ПОДВОД ЗАМЫКАТЕЛЕЙ МАГНИТНОГО ПОТОКА блока питания МБП 9617 в положение ВКЛ. При этом должен загореться индикатор ПОДВОД ЗАМЫКАТЕЛЕЙ МАГНИТНОГО ПОТОКА. Замыкатели магнитного потока должны касаться челюстей боковых рам более чем половиной ширины полюсного наконечника. Если это условие не выполняется, установить тележку на намагничивающее устройство повторно;
- убедиться в том, что индикатор ЗАМЫКАТЕЛИ МАГНИТНОГО ПОТОКА светится зеленым светом. Свечение индикатора красным светом свидетельствует о неполном подводе замыкателей магнитного потока. Если при этом давление воздуха в пневмосистеме нормальное, установить тележку на намагничивающее устройство повторно;
- нажать кнопку НАМАГНИЧИВАНИЕ. При этом должен загореться индикатор НАМАГНИЧИВАНИЕ. Показания амперметра (ТОК НАМАГНИЧИВАНИЯ) блока питания должны составлять от 12 до 18 А. Ток отключается через (6 - 9) с.
Провести контроль доступных зон боковой рамы и надрессорной балки в составе тележки в замкнутой магнитной цепи НУ.
Провести контроль боковой рамы в следующей последовательности;
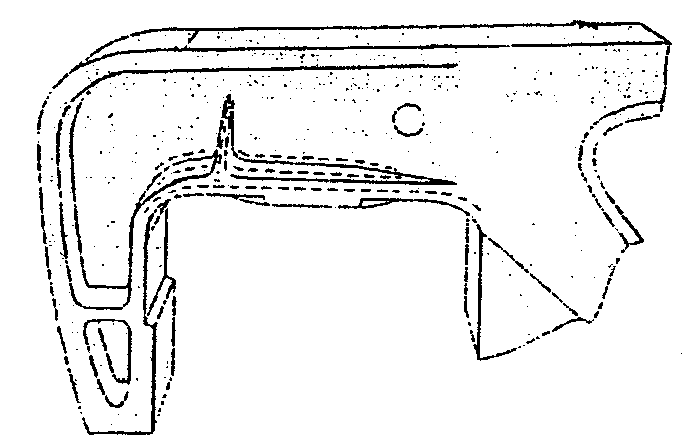
- сканировать с шагом (5 - 8) мм опорную часть, зоны наружного и внутреннего углов буксовых проемов (рисунок 8.2)
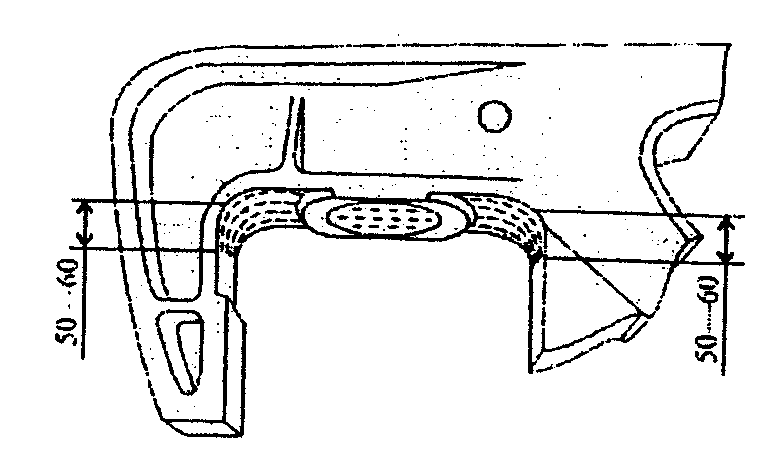
Рисунок 8.2. Контроль буксового проема
- сканировать с шагом (5 - 8) мм кромки, полки верхнего пояса и ребра усиления над буксовым проемом с обеих сторон боковой рамы (рисунок 8.3). При контроле ребра усиления продольная ось ФП должна быть параллельна кромкам ребра. Для боковых рам 18-100.04 сканировать нижнюю половину боковых поверхностей над буксовым проемом;
- сканировать с шагом (5 - 8) мм наклонный пояс с обеих сторон боковой рамы (рисунок 8.4);
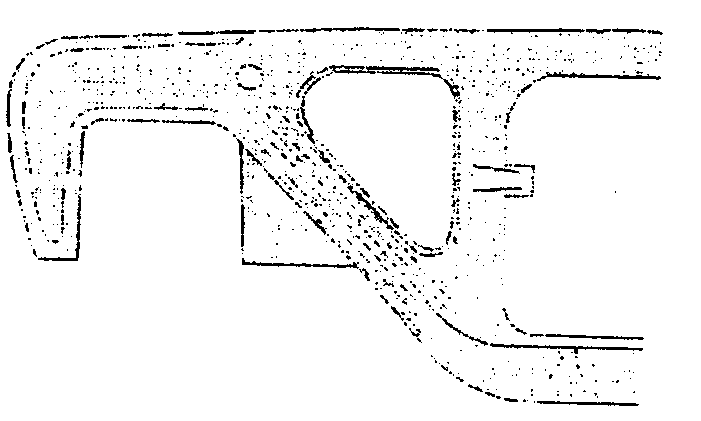
Рисунок 8.4. Контроль наклонного пояса
- сканировать кромки технологического окна на расстоянии (5 - 10) мм от края с обеих сторон боковой рамы (рисунок 8.5);
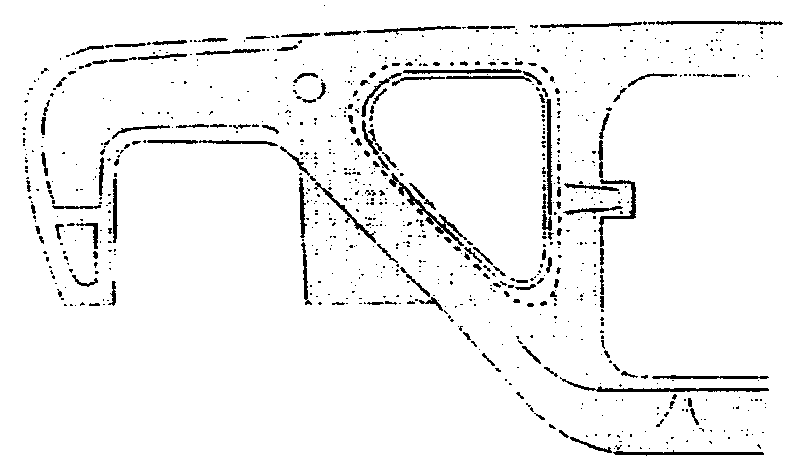
Рисунок 8.5. Контроль кромки технологического окна
- сканировать кромки внутри технологического окна с обеих сторон боковой рамы (рисунок 8.6);
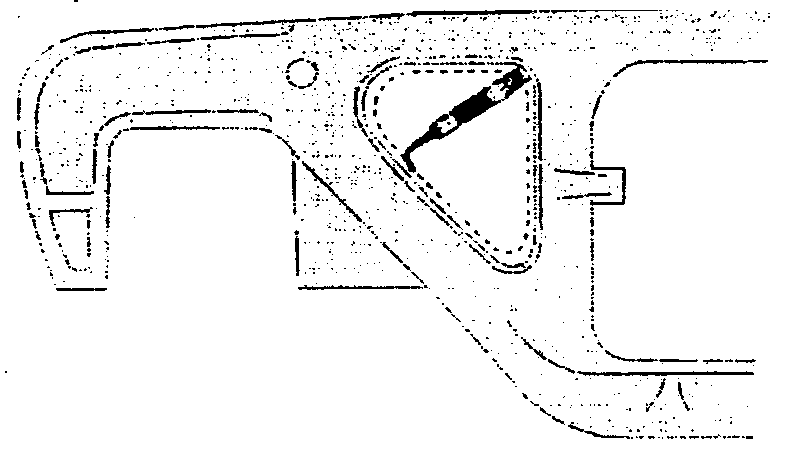
Рисунок 8.6. Контроль кромки внутри технологического окна
Провести контроль надрессорной балки в следующей последовательности:
- сканировать верхний пояс надрессорной балки с шагом (5 - 15) мм на длине (800 - 1000) мм (рисунок 8.7);
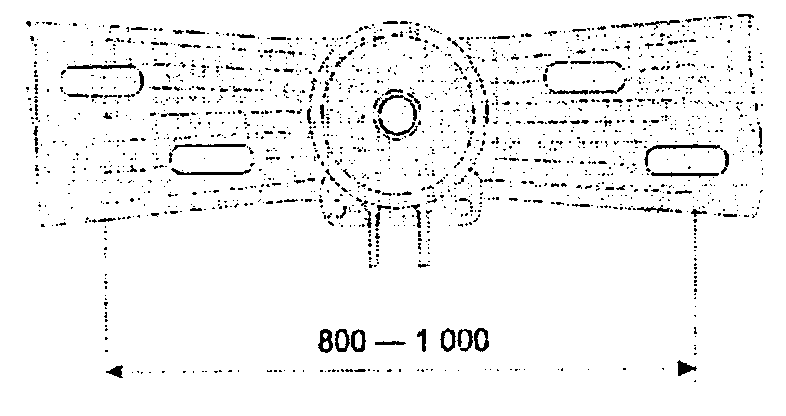
Рисунок 8.7. Контроль верхнего пояса
- сканировать кромки технологических отверстий в верхнем поясе надрессорной балки на расстоянии (5 - 10) мм от края (рисунок 8.8);
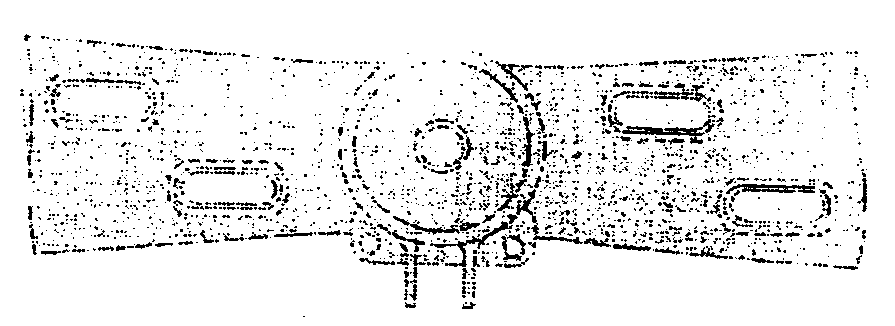
Рисунок 8.8. Контроль кромок технологических отверстий
в верхнем поясе
- выполнить радиальное сканирование с шагом (5 - 8) мм опорной поверхности подпятника (рисунок 8.9);
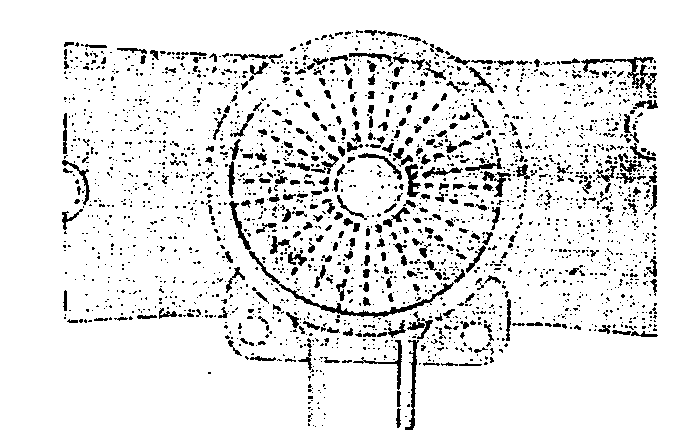
Рисунок 8.9. Радиальное сканирование опорной поверхности
подпятника
- выполнить круговое сканирование с шагом (5 - 8) мм опорной поверхности подпятника (рисунок 8.10);
Рисунок 8.10. Круговое сканирование опорной поверхности
подпятника
- сканировать кромку наружного бурта подпятника (рисунок 8.11);
Рисунок 8.11. Контроль наружного бурта подпятника
- сканировать кромку внутреннего бурта подпятника (рисунок 8.12);
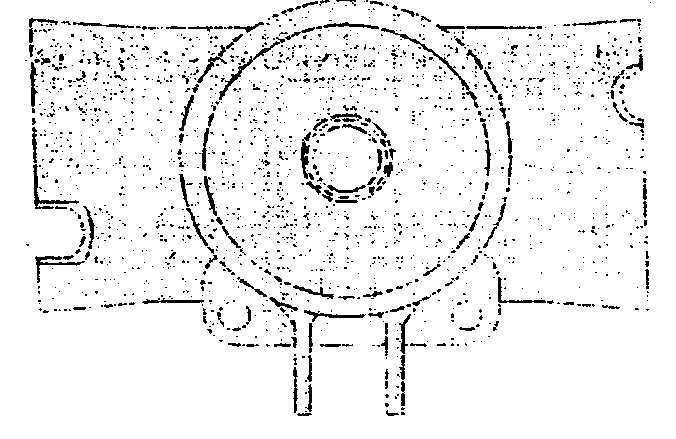
Рисунок 8.12. Контроль внутреннего бурта подпятника
- выполнить радиальное сканирование с шагом (5 - 8) мм переходов от наружного бурта подпятника к верхнему поясу надрессорной балки (рисунок 8.13);
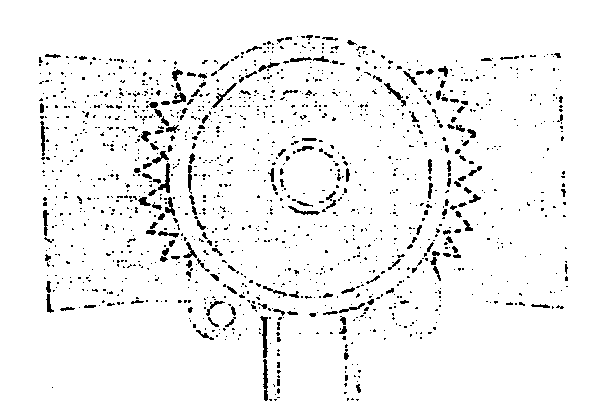
Рисунок 8.13. Радиальное сканирование переходов
от наружного бурта подпятника к верхнему поясу
- выполнить круговое сканирование переходов от наружного бурта подпятника к верхнему поясу надрессорной балки (рисунок 8.14);
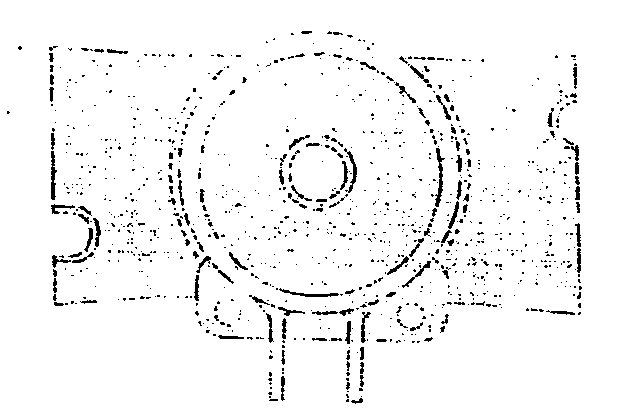
Рисунок 8.14. Круговое сканирование переходов от наружного
бурта подпятника к верхнему поясу
- сканировать боковые стенки надрессорной балки с шагом (5 - 15) мм на длине (800 - 1000) мм (рисунок 8.15);
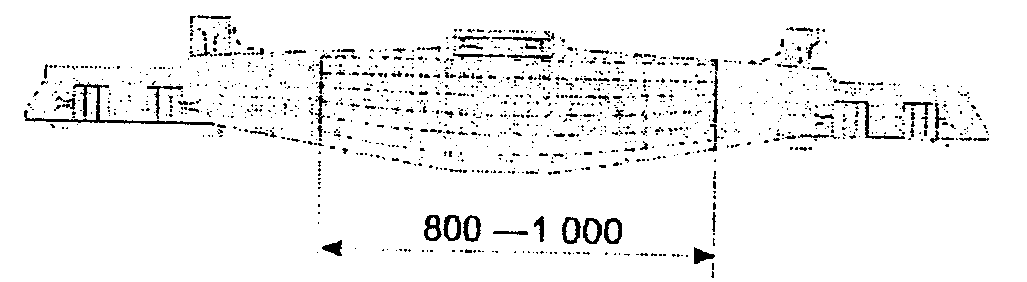
Рисунок 8.15. Контроль боковых стенок и переходов
от скользунов к верхнему поясу
- сканировать переходы от верхнего пояса балки к опорам скользунов (рисунок 8.15);
- сканировать нижний пояс надрессорной балки с шагом (5 - 8) мм на длине (800 - 1000) мм (рисунок 8.16) <*>;
--------------------------------
<*> Допускается контролировать нижний пояс надрессорной балки на стенде-кантователе после разборки тележки без дополнительного намагничивания
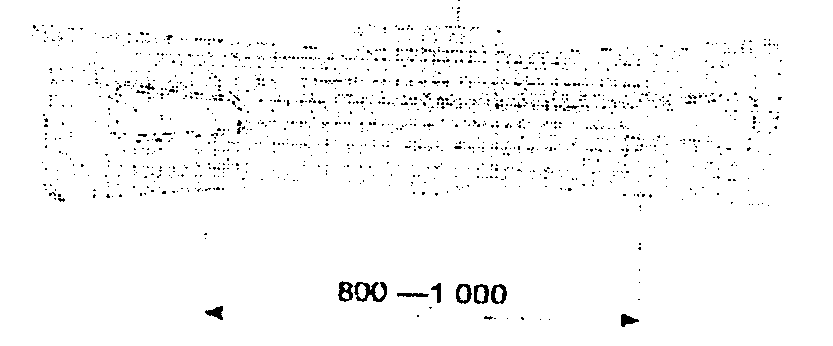
Рисунок 8.16. Контроль нижнего пояса
- сканировать кромки технологических отверстий в нижнем поясе надрессорной балки на расстоянии (5 - 10) мм от края (рисунок 8.17).
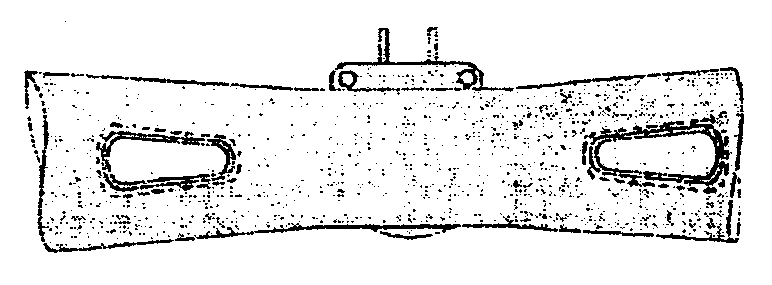
Рисунок 8.17. Контроль кромок технологических отверстий
в нижнем поясе
8.2.3. Установить тумблер ПОДВОД ЗАМЫКАТЕЛЕЙ МАГНИТНОГО ПОТОКА в положение ОТКЛ. При этом погаснет индикатор ПОДВОД ЗАМЫКАТЕЛЕЙ МАГНИТНОГО ПОТОКА, а замыкатели магнитного потока отведутся от челюстей буксовых проемов боковых рам.
Снять тележку с позиции намагничивания и установить на позицию разборки. Разобрать тележку на составные части.
Провести контроль недоступных до разборки тележки зон контроля боковых рам и надрессорной балки на любой позиции ремонта в следующей последовательности:
- сканировать с шагом (5 - 8) мм верхние и нижние углы рессорного проема боковой рамы (рисунок 8.18);
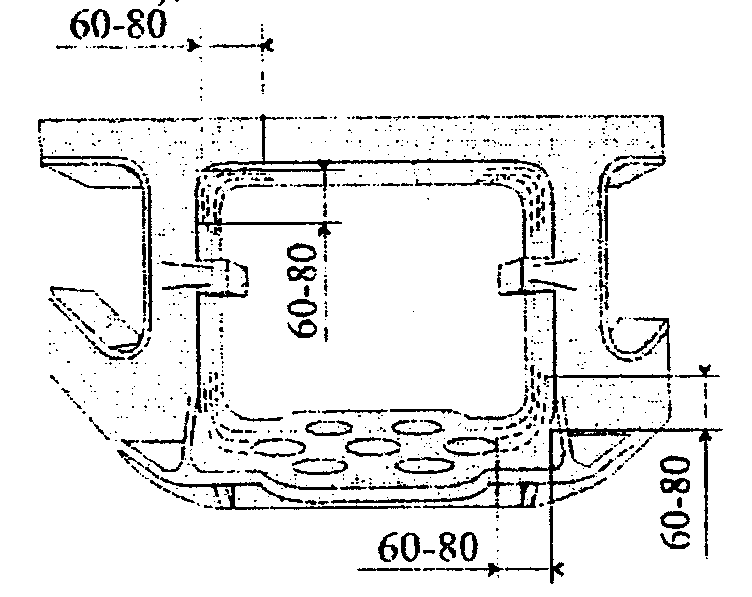
Рисунок 8.18. Контроль углов рессорного проема
- сканировать кромки ребер усиления рессорного проема боковой рамы (рисунок 8.19). При контроле продольная ось ФП должна быть параллельна кромкам ребра;
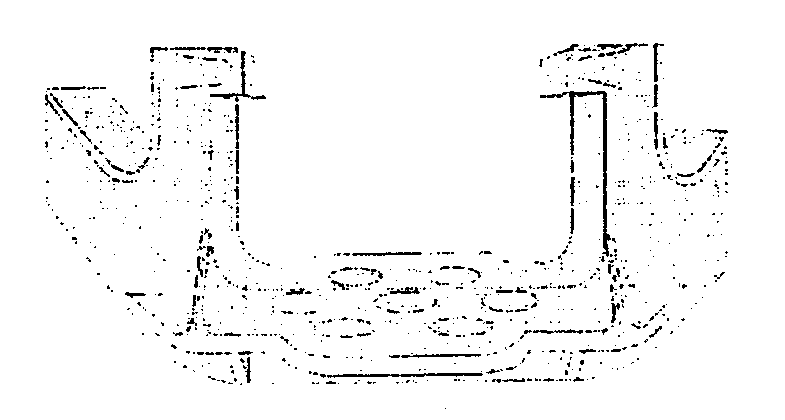
Рисунок 8.19. Контроль ребер усиления рессорного проема
- установить намагничивающее устройство МСН 14 на боковую раму в зоне технологического окна (рисунок 8.20);
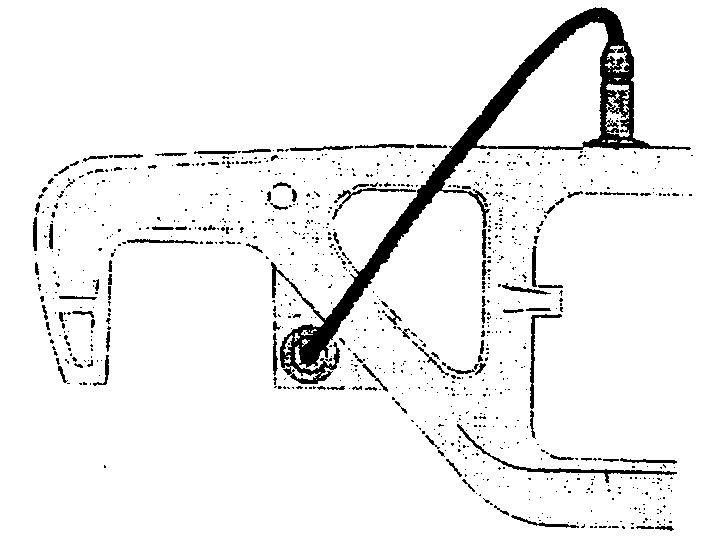
Рисунок 8.20. Намагничивание боковой рамы в зоне
технологического окна
- сканировать кромку ближнего к буксовому проему угла технологического окна способом приложенного магнитного поля (рисунок 8.21).
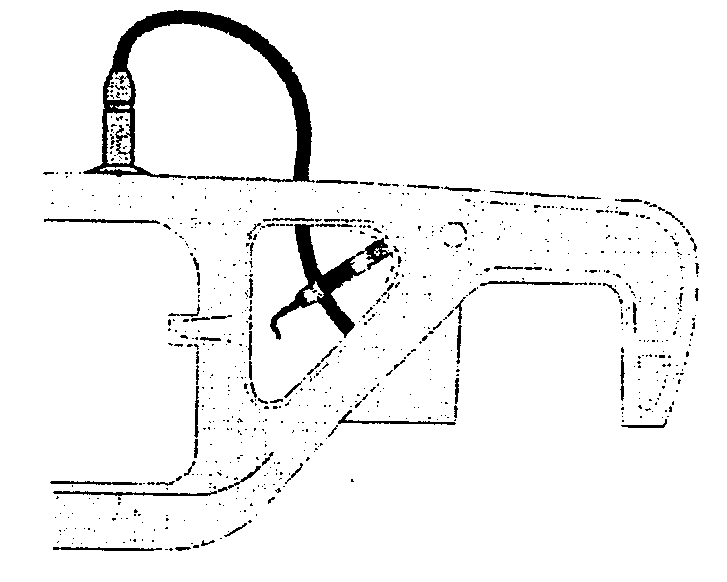
Рисунок 8.21. Контроль кромки технологического окна
- аналогично проконтролировать другое технологическое окно боковой рамы;
- сканировать с шагом (5 - 8) мм наклонные плоскости для клина в двух направлениях и переходы от ограничительных буртов к наклонным плоскостям (рисунок 8.22) <*>;
--------------------------------
<*> Наклонные плоскости, восстановленные сваркой, феррозондовому контролю не подлежат.
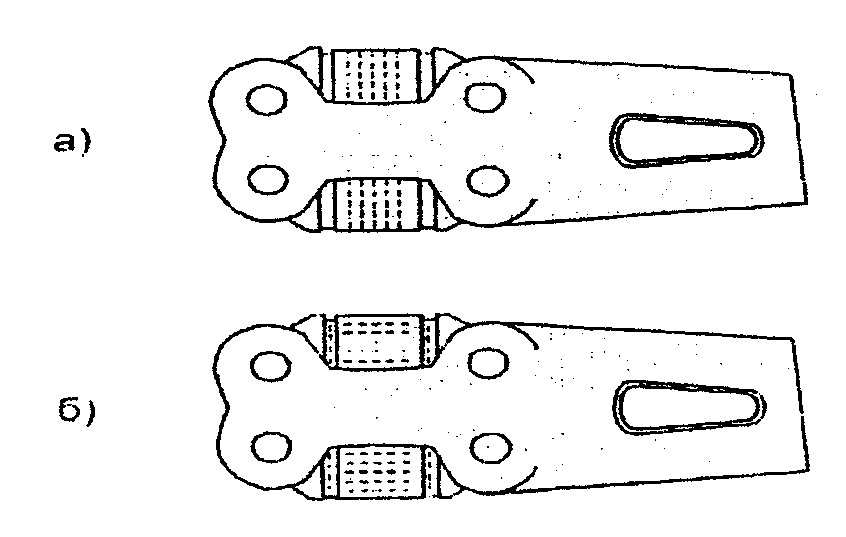
а) - поперечное сканирование; б) - продольное сканирование
Рисунок 8.22. Контроль наклонных плоскостей надрессорной
балки
8.3. Контроль боковой рамы и надрессорной балки тележек 18-100, 18-493 подетально
Настроить дефектоскоп с помощью стандартного образца СОП-НО-021. База ФП - 4 мм.
8.3.1. Контроль боковой рамы
Провести контроль боковой рамы в следующей последовательности:
- установить боковую раму на намагничивающее устройство МСН 32 <*> (рисунок 8.23);
--------------------------------
<*> При контроле боковых рам на заводе-изготовителе используются намагничивающие устройства МСН 34.
1 - полюсный наконечник; 2 - ловитель; 3 - боковая рама; 4 - стойка магнитопровода; 5 - основание; 6 - электромагниты
Рисунок 8.23. Электромагнитное намагничивающее устройство
МСН 32
- включить ток намагничивания;
- контролировать боковую раму в соответствии с п. 8.2.1;
- контролировать углы и ребра усиления рессорного проема в соответствии с п. 8.2.3;
- выключить ток намагничивания;
- контролировать с помощью МСН 14 кромки ближних к буксовым проемам углов технологических окон в соответствии с п. 8.2.3.
8.3.2. Контроль надрессорной балки
Провести контроль надрессорной балки в следующей последовательности:
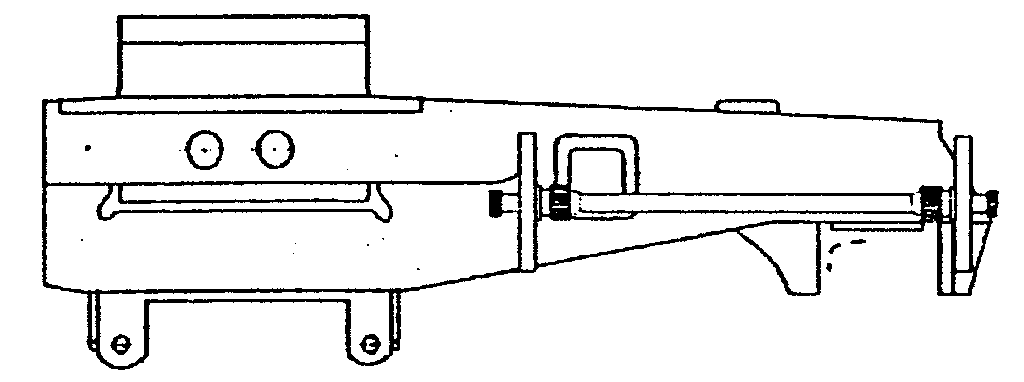
- установить надрессорную балку на МСН 31 <*> рисунок 8.24);
--------------------------------
<*> При контроле надрессорных балок на заводе-изготовителе используются намагничивающие устройства МСН 33.
1 - полюсный наконечник; 2 - ловитель; 3 - надрессорная балка;
4 - стойка магнитопровода; 5 - основание; 6 - полоз; 7 - электромагнит
МСН 31
- включить ток намагничивания;
- контролировать надрессорную балку в соответствии с п.п. 8.2.2, 8.2.3;
- выключить ток намагничивания.
8.4. Контроль соединительной балки тележки 18-101
Настроить дефектоскоп с помощью стандартного образца СОП-НО-024. База ФП - 4 мм.
Провести контроль соединительной балки с шагом сканирования (5 - 8) мм в следующей последовательности:
- установить намагничивающее устройство МСН 11 симметрично относительно центрального подпятника и сканировать кромки технологических окон на расстоянии (5 - 10) мм от края (рисунок 8.25);
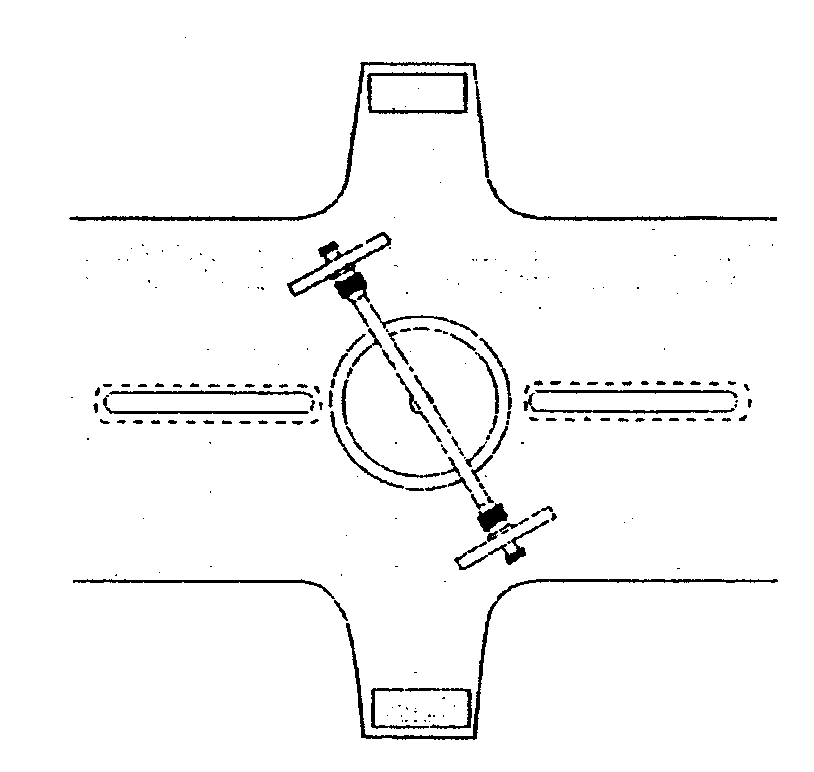
Рисунок 8.25. Контроль технологических окон
- сканировать опорную поверхность центрального подпятника при исходном положении МСН 11 (рисунок 8.26);
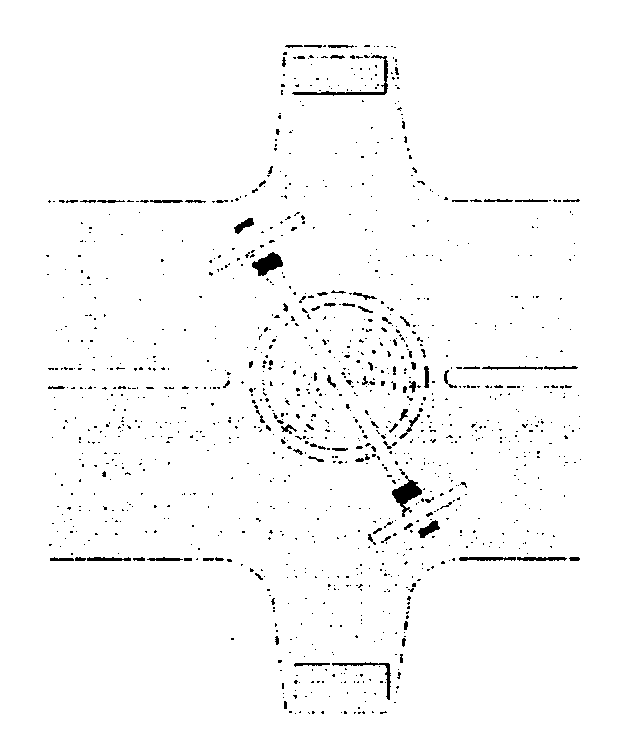
Рисунок 8.26. Контроль опорной поверхности подпятника
при исходном положении МСН 11
- сканировать бурт центрального подпятника и сварное соединение верхнего листа с плитой центрального подпятника (рисунок 8.27);
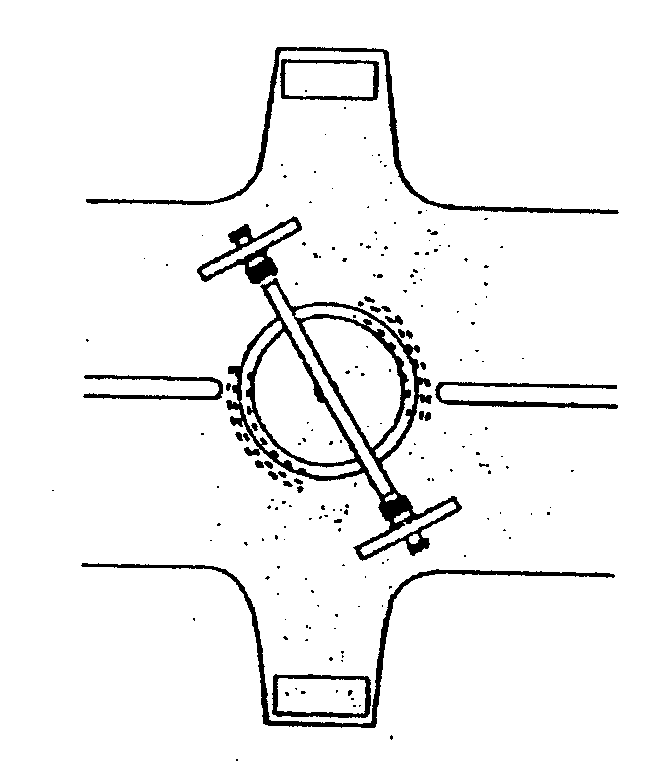
Рисунок 8.27. Контроль бурта центрального подпятника
и верхнего листа при исходном положении МСН 11
- установить намагничивающее устройство МСН 11 симметрично относительно центрального подпятника (перпендикулярно исходному положению) и сканировать опорную поверхность подпятника (рисунок 8.28);
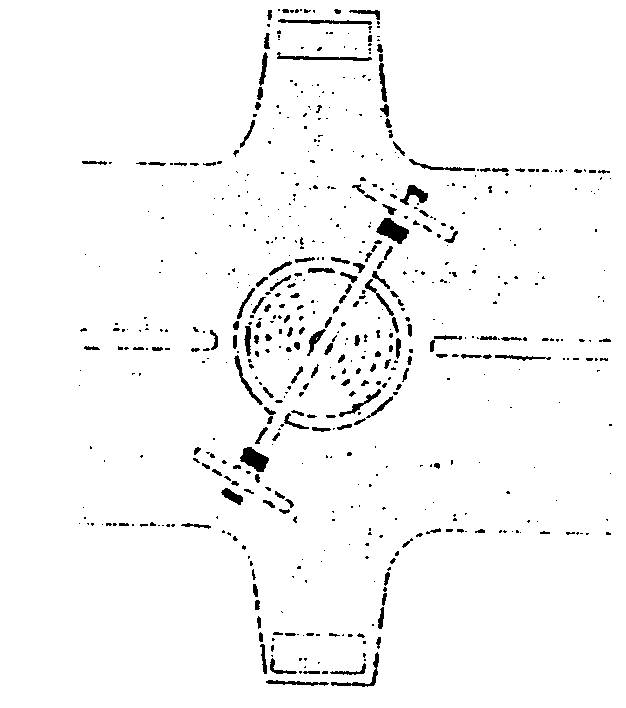
Рисунок 8.28. Контроль опорной поверхности подпятника
- сканировать бурт центрального подпятника и сварное соединение верхнего листа с плитой центрального подпятника (рисунок 8.29);
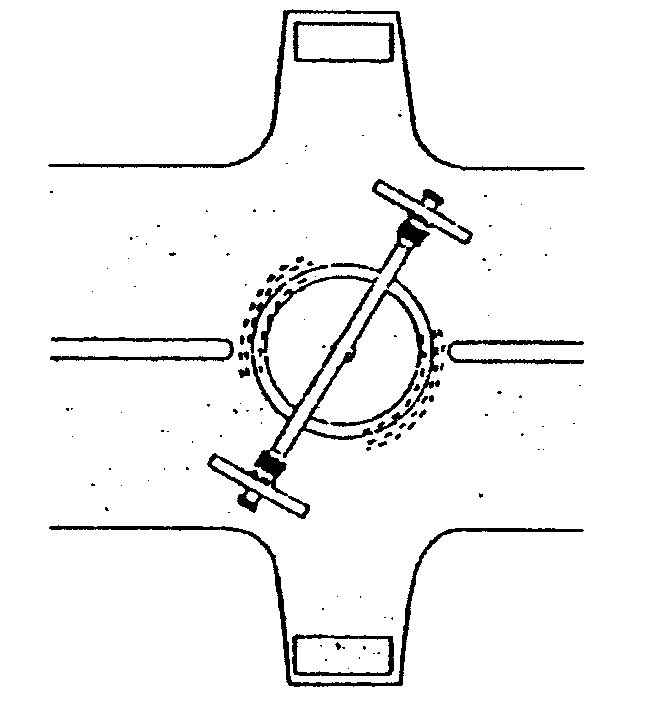
Рисунок 8.29. Контроль бурта центрального подпятника
и верхнего листа
- установить МСН 11 на поверхность верхнего листа симметрично относительно пятника и сканировать сварное соединение верхнего листа с пятниковой отливкой (рисунок 8.30);
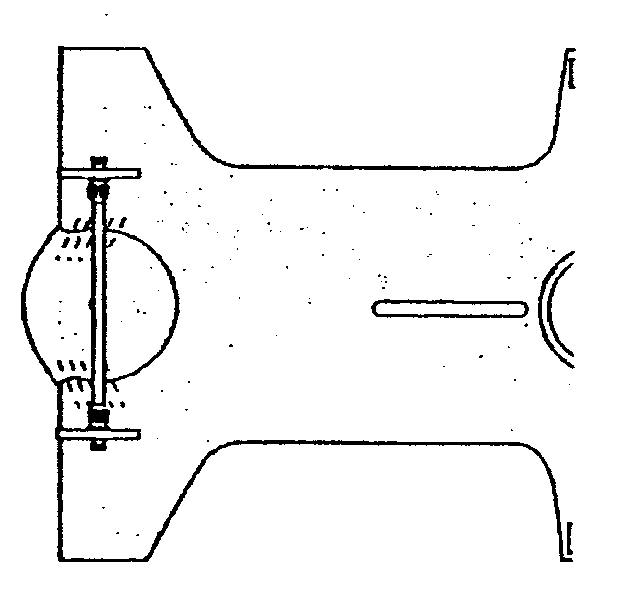
Рисунок 8.30. Контроль сварного соединения верхнего листа
с пятниковой отливкой
- аналогично проконтролировать сварное соединение верхнего листа с другой пятниковой отливкой;
- снять МСН 11 и повернуть соединительную балку нижней поверхностью вверх;
- установить МСН 11 на нижний лист соединительной балки и сканировать сварное соединение подкрылка скользуна с нижним листом (рисунок 8.31);
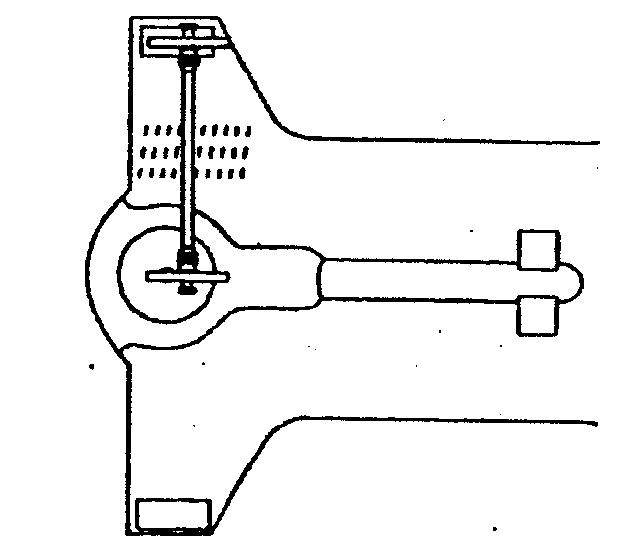
Рисунок 8.31. Контроль сварного соединения подкрылка
скользуна с нижним листом
- аналогично контролировать другие сварные соединения подкрылков скользунов с нижним листом соединительной балки;
- установить МСН 11 на нижний лист соединительной балки симметрично относительно пятника и сканировать сварное соединение нижнего листа с пятниковой отливкой (рисунок 8.32);
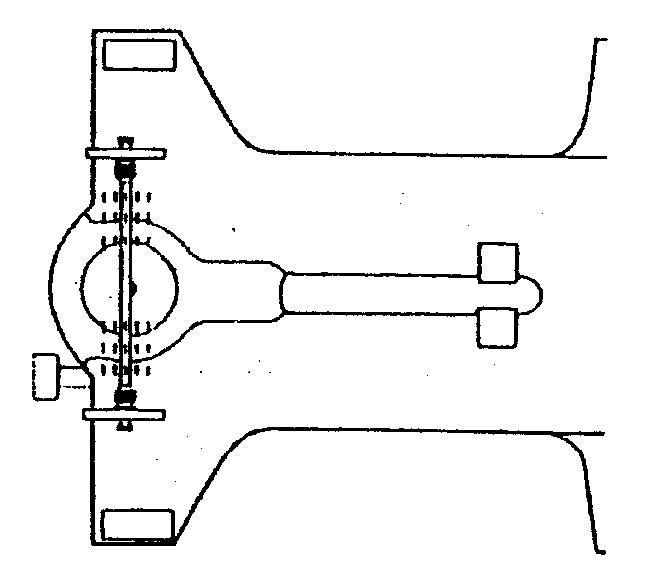
Рисунок 8.32. Контроль сварного соединения нижнего листа
с пятниковой отливкой
- сканировать сварное соединение кронштейна торсиона с балкой (рисунок 8.32)
- аналогично проконтролировать сварное соединение нижнего листа с другой пятниковой отливкой;
- установить МСН 11 и сканировать нижний лист между полюсами вдоль продольной оси балки на длине 500 мм (рисунок 8.33);
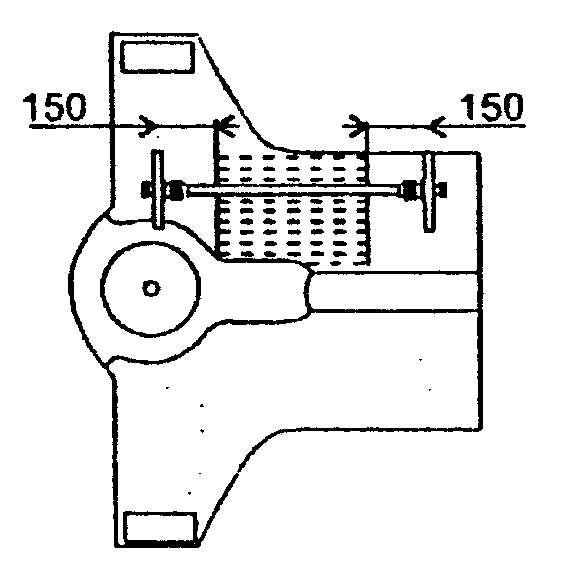
Рисунок 8.33. Контроль нижнего листа соединительной балки
- аналогично проконтролировать нижний лист в зонах других кронштейнов скользунов.
8.5. Контроль боковой рамы тележки 18-102
Настроить дефектоскоп с помощью стандартного образца СОП-НО-024. База ФП - 4 мм.
Провести контроль боковой рамы 18-102 с шагом сканирования (5 - 8) мм в следующей последовательности:
- установить намагничивающее устройство МСН 11-03 на боковую поверхность хобота рамы (рисунок 8.34);
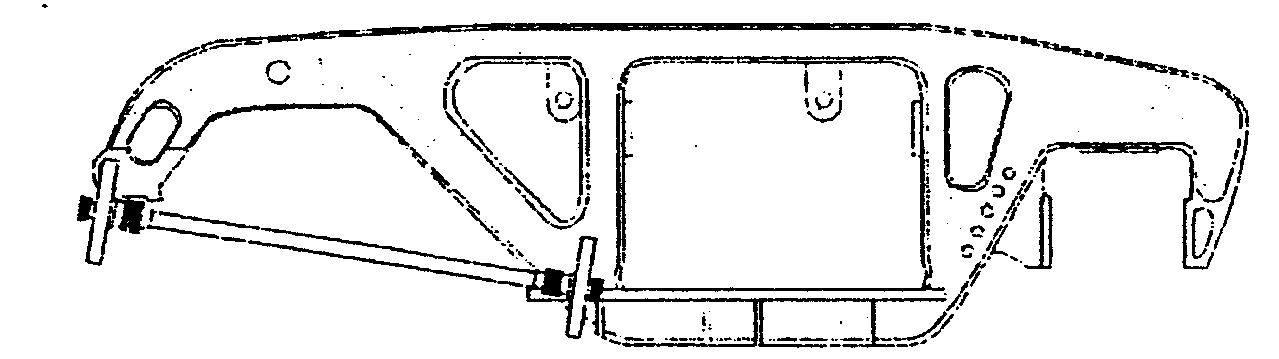
Рисунок 8.34. Намагничивание хобота и наклонного пояса
боковой рамы
- сканировать кромки технологических отверстий хобота на расстоянии (5 - 10) мм от края (рисунок 8.35). Сканирование проводить на стороне, противоположной той, на которой установлено МСН 11-03;
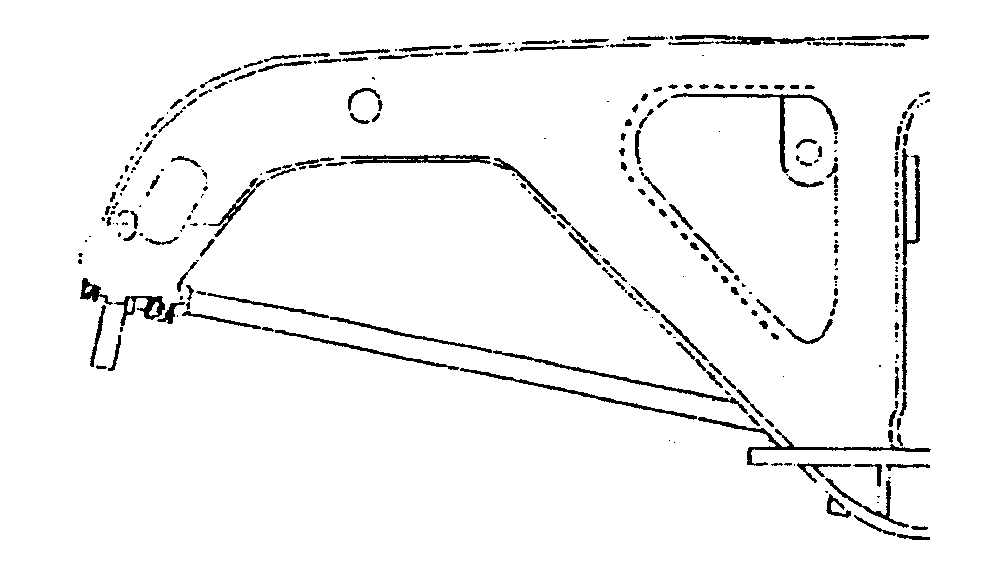
Рисунок 8.35. Контроль кромок технологических отверстий
- сканировать переходы от нижней поверхности хобота к наклонному поясу и опорной части боковой рамы (рисунок 8.36);
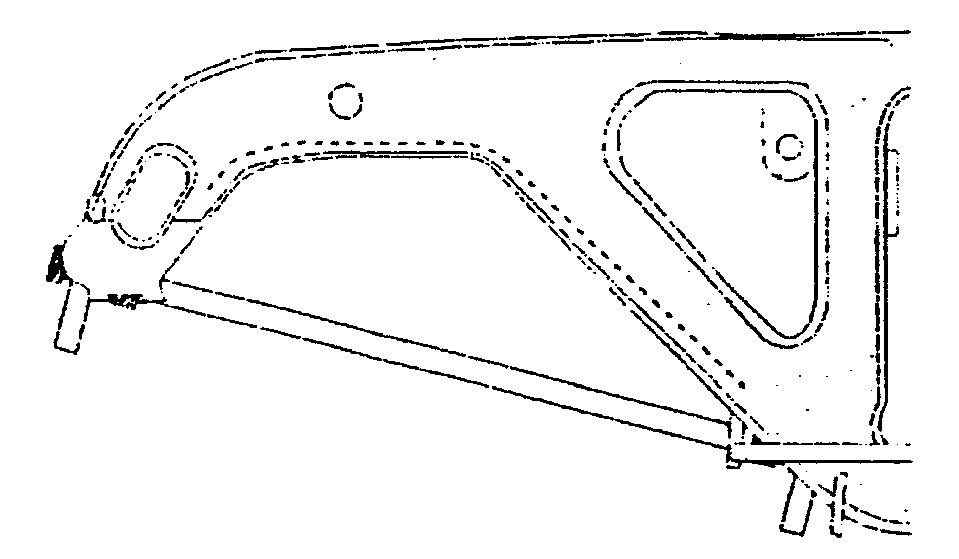
Рисунок 8.36. Контроль переходов от нижней поверхности хобота к наклонному поясу и опорной части
- установить МСН 11-03 на другую сторону хобота боковой рамы и аналогично контролировать кромки технологических отверстий на противоположной стороне хобота;
- установить МСН 11-02 на боковую раму (рисунок 8.37) и сканировать кромку технологического отверстия (вертикальный пояс) хобота на расстоянии (5 - 10) мм от края с обеих сторон боковой рамы;
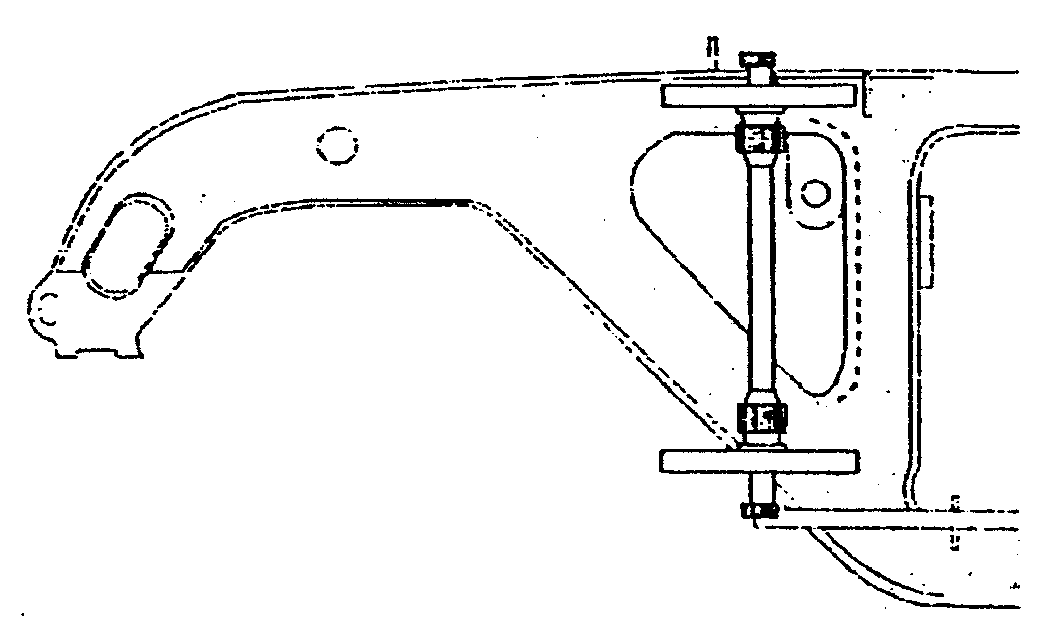
Рисунок 8.37. Контроль вертикального пояса
- установить МСН 11-02 на буксовый проем боковой рамы (рисунок 8.38а) и сканировать внутренний и наружный углы буксового проема;
- сканировать кромки технологического отверстия на расстоянии (5 - 10) мм с обеих сторон боковой рамы (рисунок 8.38а);
- сканировать зоны над буксовым проемом и на наклонной плоскости с обеих сторон боковой рамы (рисунок 8.38б);
- установить МСН 11 на наружную боковую поверхность рамы (рисунок 8.39) и сканировать верхние и нижние углы рессорного проема с выходом на сопряженные поверхности на длину (60 - 80) мм.
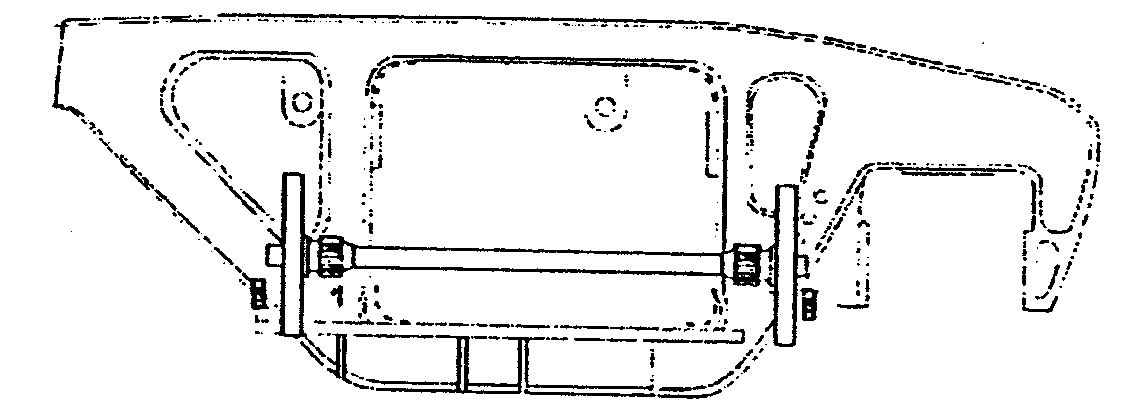
Рисунок 8.39. Контроль углов рессорного проема
8.6. Контроль шкворневой балки тележки 18-102
Провести контроль шкворневой балки тележки 18-102 с шагом сканирования (5 - 8) мм в следующей последовательности:
- установить МСН 11 симметрично относительно подпятника и выполнить круговое сканирование опорной поверхности подпятника, бурта и перехода от бурта к верхнему поясу балки (рисунок 8.40);
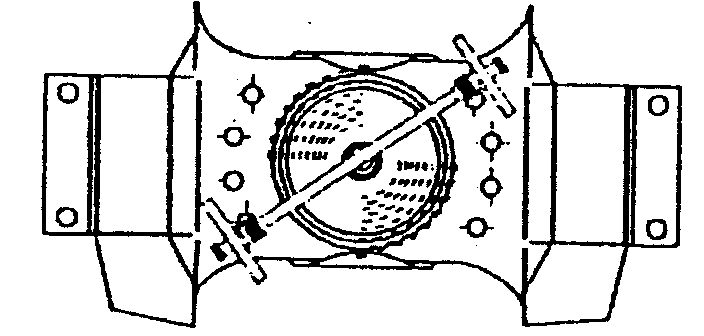
Рисунок 8.40. Контроль подпятника при исходном положении
МСН 11
- установить МСН 11 симметрично относительно подпятника (перпендикулярно исходному положению) и выполнить круговое сканирование опорной поверхности подпятника, бурта и перехода от бурта к верхнему поясу балки (рисунок 8.41);
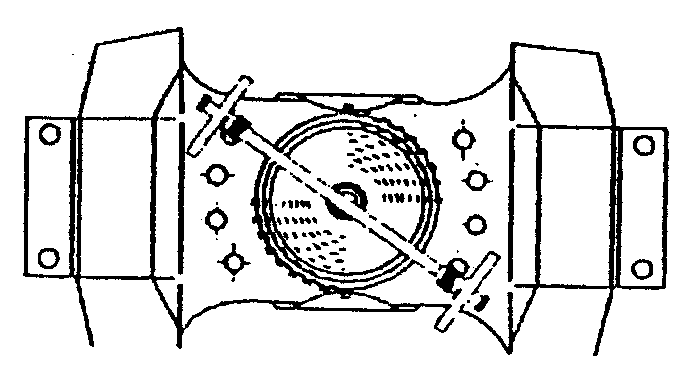
Рисунок 8.41. Контроль подпятника при другом положении
МСН 11
- установить МСН 11 на челюсть шкворневой балки (рисунок 8.42) и сканировать переходы от челюсти к нижней поверхности балки (рисунок 8.43);
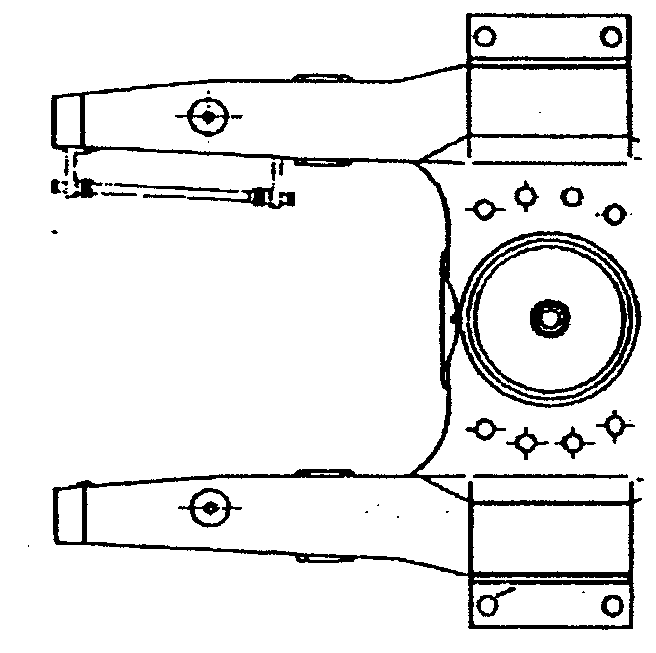
Рисунок 8.42. Намагничивание челюсти шкворневой балки
поверхности шкворневой балки
- аналогично проконтролировать другие челюсти шкворневой балки;
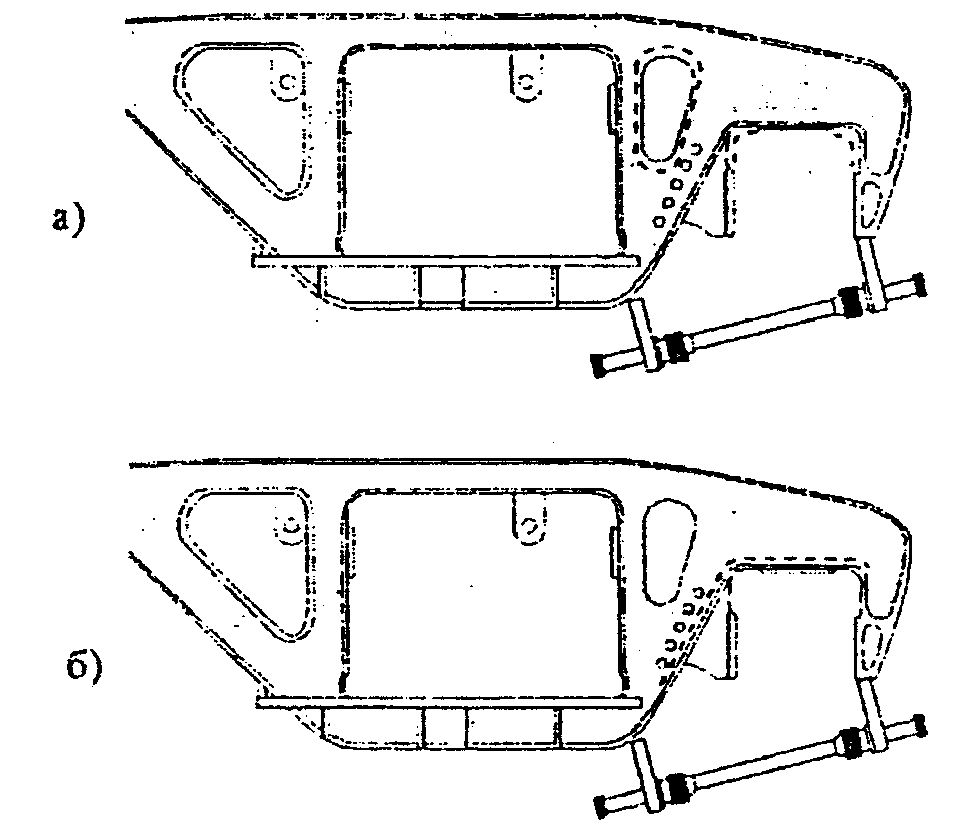
- установить МСН 11-02 симметрично относительно окон для тяг тормозов (рисунок 8.44);
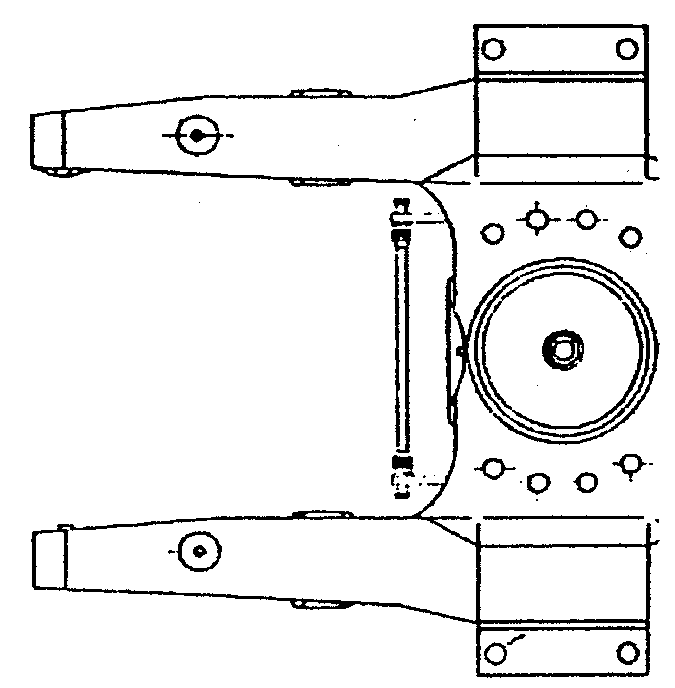
Рисунок 8.44. Намагничивание кромок окон для тяг тормозов
- сканировать кромки окон для тяг тормозов (рисунок 8.45);
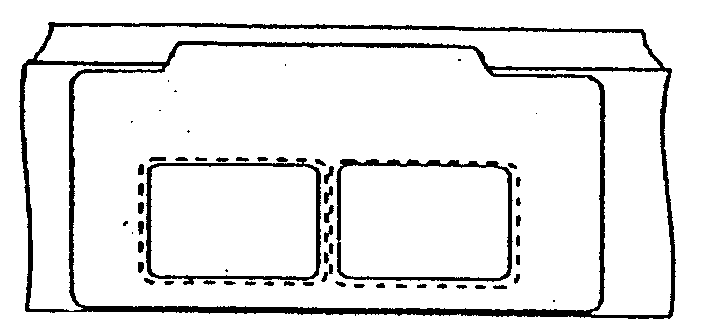
Рисунок 8.45. Контроль кромки окон для тяг тормозов
- аналогично намагнитить и сканировать кромки окон с другой стороны шкворневой балки;
- установить МСН 11-02 симметрично относительно кронштейна скользуна и сканировать сварное соединение кронштейна скользуна с балкой (рисунок 8.46);
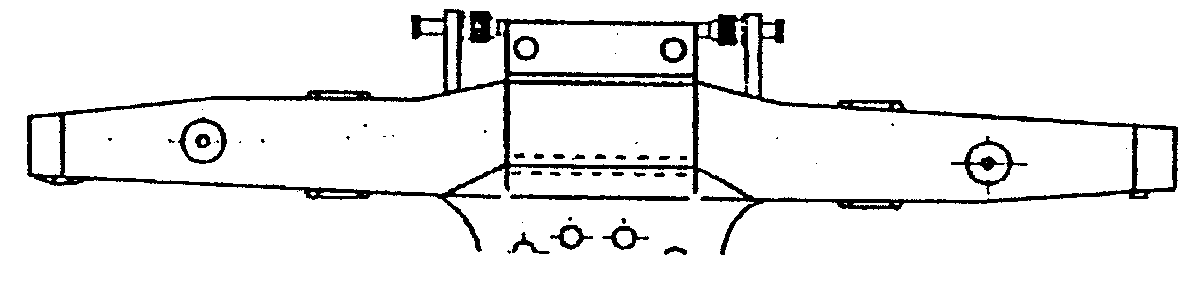
Рисунок 8.46. Контроль сварного соединения кронштейна
скользуна с балкой
- ослабить гайки цанговых зажимов МСН 11-02, установить расстояние между треугольными магнитопроводами (380 - 400) мм, затянуть гайки цанговых зажимов;
- установить МСН 11-02 на нижнюю поверхность скользуна (рисунок 8.47) и сканировать наружную поверхность скользуна и кромок крепежных отверстий.
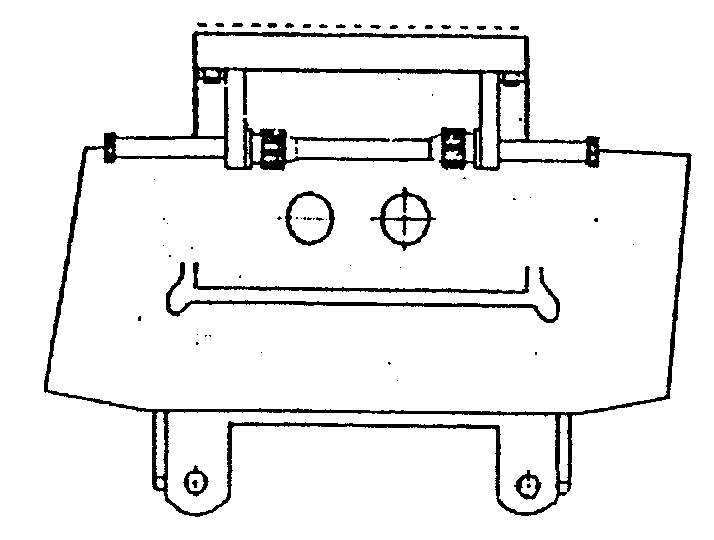
Рисунок 8.47. Контроль скользуна
8.7. Контроль надрессорной балки тележки 18-102
Провести контроль надрессорной балки с шагом сканирования (5 - 8) мм в следующей последовательности:
- установить намагничивающее устройство МСН 11 на верхний пояс надрессорной балки (рисунок 8.48);
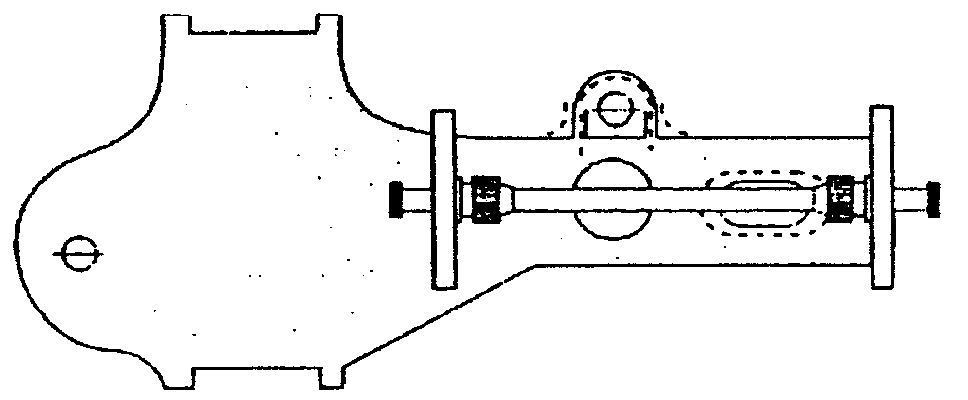
Рисунок 8.48. Контроль верхнего пояса надрессорной балки
- сканировать кромки технологического отверстия на расстоянии (5 - 10) мм от края отверстия;
- сканировать переходы от кронштейнов к боковой стенке;
- сканировать кромки ребер усиления кронштейнов;
- сканировать кромки отверстий кронштейнов на расстоянии (5 - 10) мм от края отверстий;
- аналогично контролировать кронштейн и кромку отверстия на другой половине верхнего пояса балки;
- установить устройство МСН 11-02 на поверхность надрессорной балки вблизи края (рисунок 8.49);
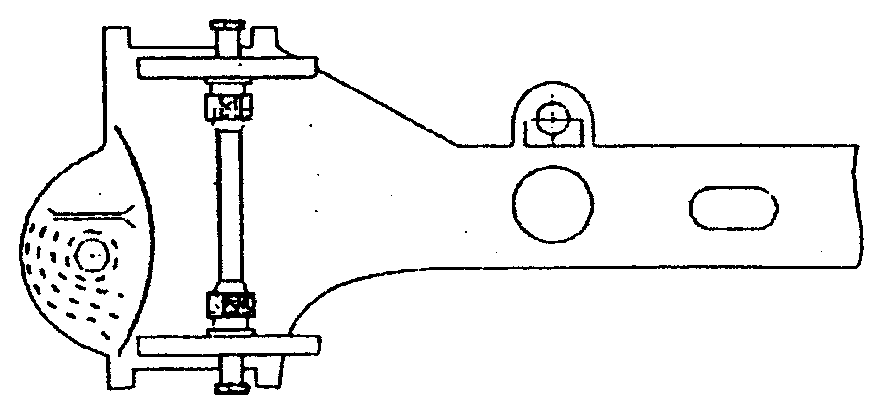
Рисунок 8.49. Контроль края надрессорной балки
- выполнить дугообразное сканирование края балки;
- сканировать кромки отверстия на конце балки на расстоянии (5 - 10) мм от края;
- аналогично контролировать другой край и кромки отверстия надрессорной балки.
8.8. Контроль балансира тележки 18-102
Провести контроль балансира с шагом сканирования (5 - 8) мм в следующей последовательности:
- установить намагничивающее устройство МСН 11-03 на боковую поверхность балансира (рисунок 8.50);
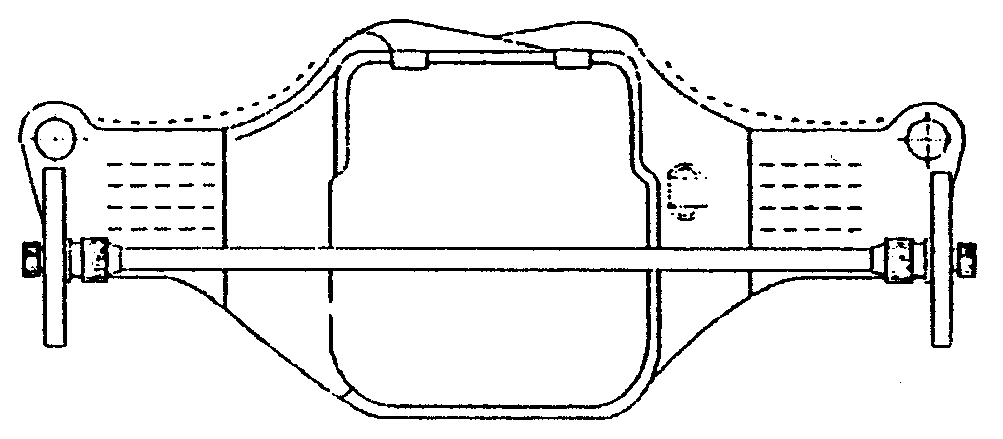
Рисунок 8.50. Контроль балансира
- сканировать щечки и переходы от верхнего горизонтального пояса к щечкам.
9.1. Общие положения
9.1.1. Перечень деталей тележек КВ3-И2 и ЦМВ рефрижераторных вагонов, подлежащих феррозондовому контролю, и применяемые дефектоскопные установки приведены в таблице А.2.
9.1.2. Контроль рамы и надрессорной балки проводят способом приложенного поля.
9.1.3. Дефектоскоп настраивают с помощью стандартного образца СОП-НО-025. База ФП - 4 мм.
9.2. Контроль рамы тележек
Провести контроль рамы тележек КВ3-И2 и ЦМВ с шагом сканирования (5 - 8) мм в следующей последовательности:
- установить раму на намагничивающее устройство МСН 22 так, чтобы наружные шпинтоны зафиксировались в ловителях-опорах (рисунок 9.1);
1 - рама; 2 - стойки-полюса; 3 - электромагнит; 4 - фундамент; 5 - ловитель-опора
- нажатием кнопки ВКЛ/ОТКЛ канала 2 источника питания Б4-621 включить МСН 22, при этом загорится индикатор над кнопкой, а показания амперметра должны составлять от 3,0 до 4,5 А;
- сканировать верхнюю стенку продольных балок рамы (рисунок 9.2);
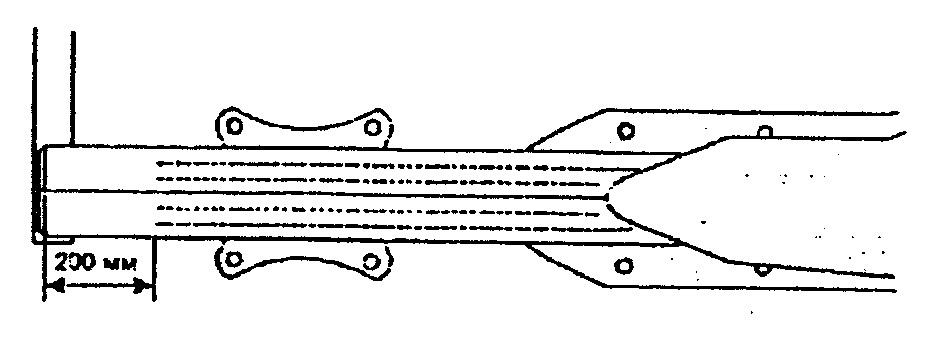
Рисунок 9.2. Контроль верхней стенки продольной балки рамы
- сканировать сварной шов верхней стенки продольных балок рамы (рисунок 9.3);
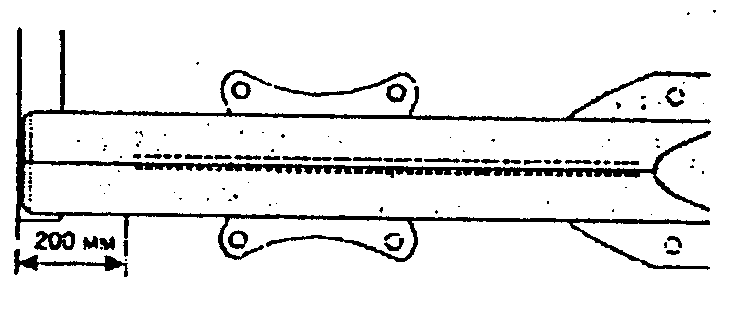
Рисунок 9.3. Контроль сварного шва верхней стенки
продольной балки рамы
- сканировать сварной шов накладок верхнего пояса продольных балок рамы (рисунок 9.4);
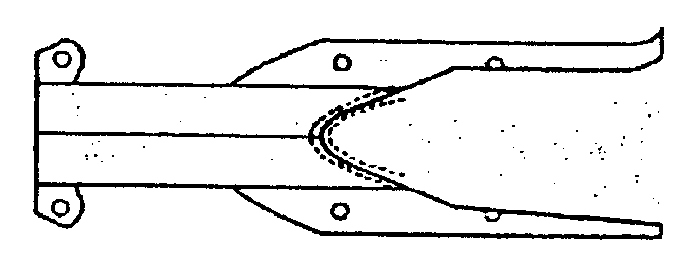
Рисунок 9.4. Контроль сварного шва накладок верхнего пояса
продольной балки рамы
- сканировать боковые стенки продольных балок рамы (рисунок 9.5);
1 - стойки-полюса; 2 - ловитель-опора
Рисунок 9.5. Контроль боковой стенки продольной балки рамы
- сканировать сварной шов боковых стенок продольных балок рамы (рисунок 9.6):
1 - стойка-полюс; 2 - ловитель опора
Рисунок 9.6. Контроль сварного шва боковой стенки
продольной балки рамы
- сканировать сварные швы внутренних поперечных балок рамы (рисунок 9.7);
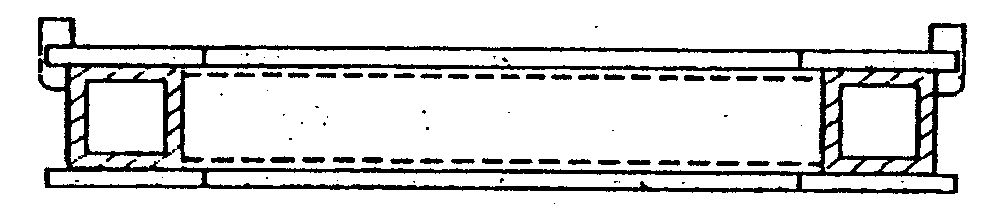
Рисунок 9.7. Контроль сварных швов внутренней поперечной
балки рамы
- уменьшить чувствительность дефектоскопа, установив значение порога (8000 - 9000) А/м2, и сканировать нижнюю стенку продольных балок рам (рисунок 9.8);
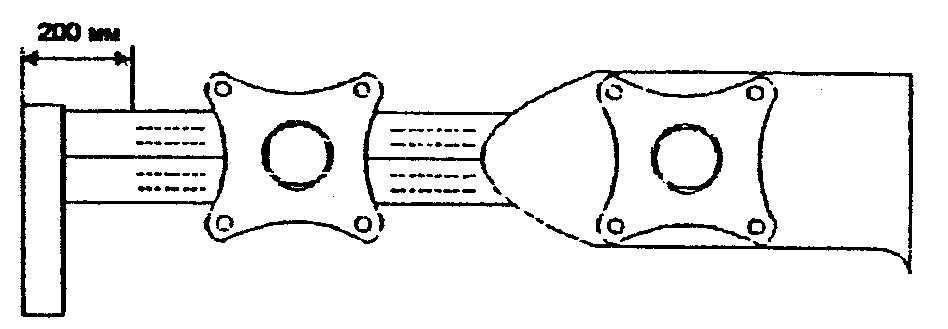
Рисунок 9.8. Контроль нижней стенки продольной балки рамы
- сканировать сварной шов нижней стенки продольных балок рамы (рисунок 9.9);
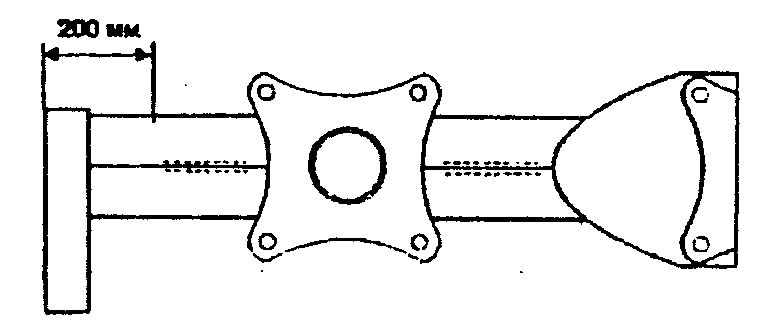
Рисунок 9.9. Контроль сварного шва нижней стенки продольной
балки рамы
- сканировать сварной шов накладок нижнего пояса продольных балок рамы (рисунок 9.10);
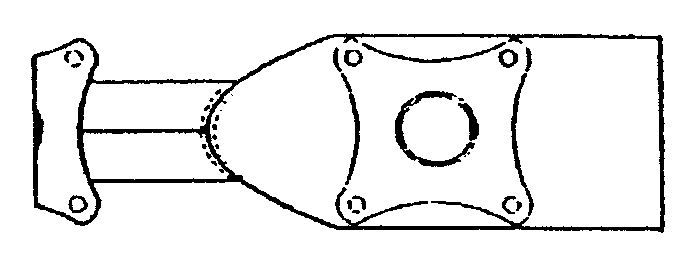
Рисунок 9.10. Контроль сварного шва накладок нижнего пояса
продольной балки рамы
- нажатием кнопки ВКЛ/ОТКЛ канала 2 источника питания выключить МСН 22, при этом индикатор над кнопкой погаснет;
- установить чувствительность дефектоскопа, соответствующую настройке на СОП-НО-025.
9.3. Контроль надрессорной балки
Провести контроль надрессорной балки тележек КВ3-И2 и ЦМВ в следующей последовательности:
- установить надрессорную балку на намагничивающее устройство МСН 22 (рисунок 9.11);
1 - надрессорная балка; 2 - электромагнит; 3 - ловитель-опора; 4 - стойки-полюса; 5 - фундамент
для намагничивания надрессорной балки
- нажатием кнопки ВКЛ/ОТКЛ канала 1 источника питания Б4-621 включить МСН 22, при этом загорится индикатор над кнопкой, а показания амперметра должны составлять от 0,8 до 1,2 А;
- выполнить с шагом (5 - 8) мм радиальное сканирование опорной поверхности подпятника (рисунок 9.12);
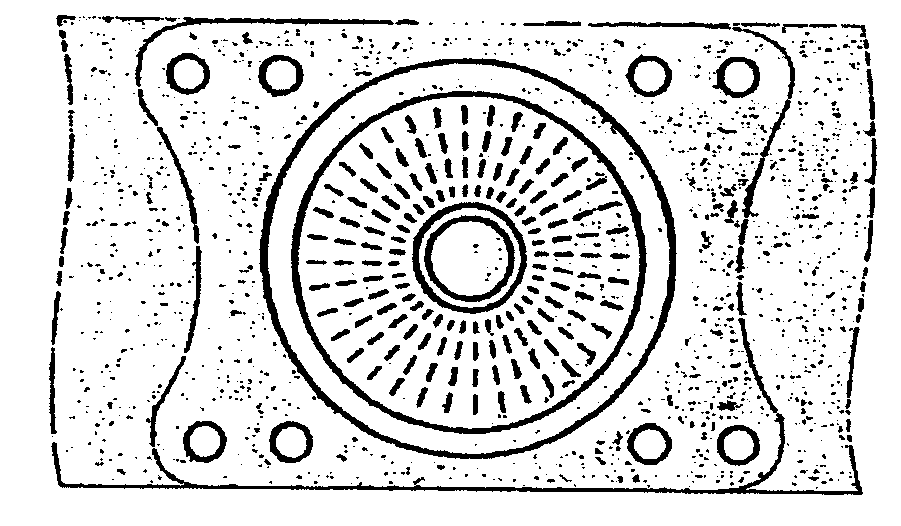
Рисунок 9.12. Радиальное сканирование опорной поверхности
подпятника
- нажатием кнопки ВКЛ/ОТКЛ канала 2 источника питания выключить МСН 21, при этом индикатор над кнопкой погаснет;
- установить намагничивающее устройство МСН 14 на боковую стенку перехода от продольной балки к поперечной (рисунок 1). Контроль производить способом приложенного магнитного поля;
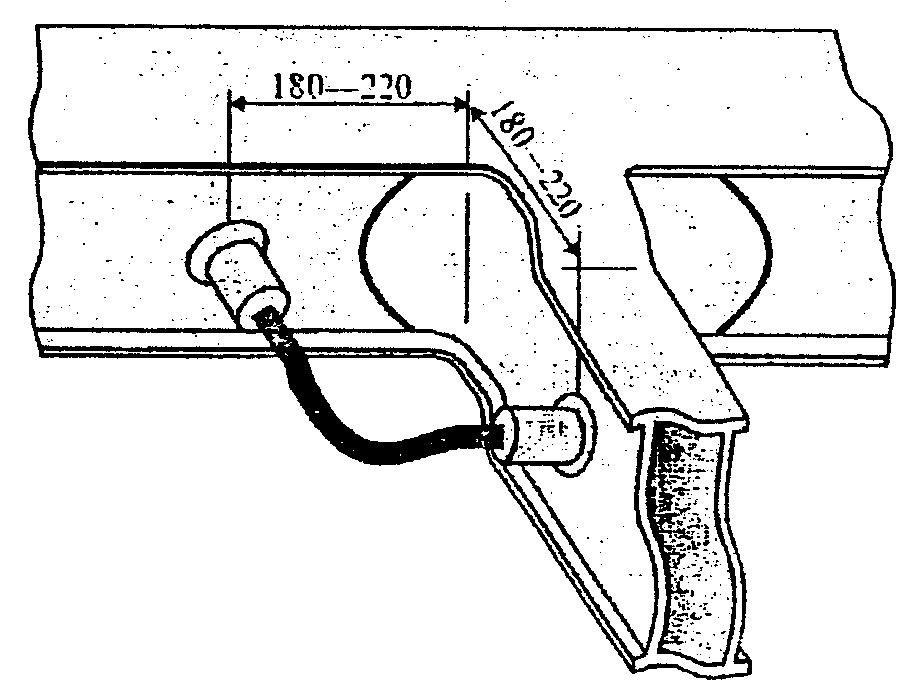
Рисунок 1. Намагничивание перехода от продольной балки
к поперечной
- сканировать вертикальные (рисунок 2);
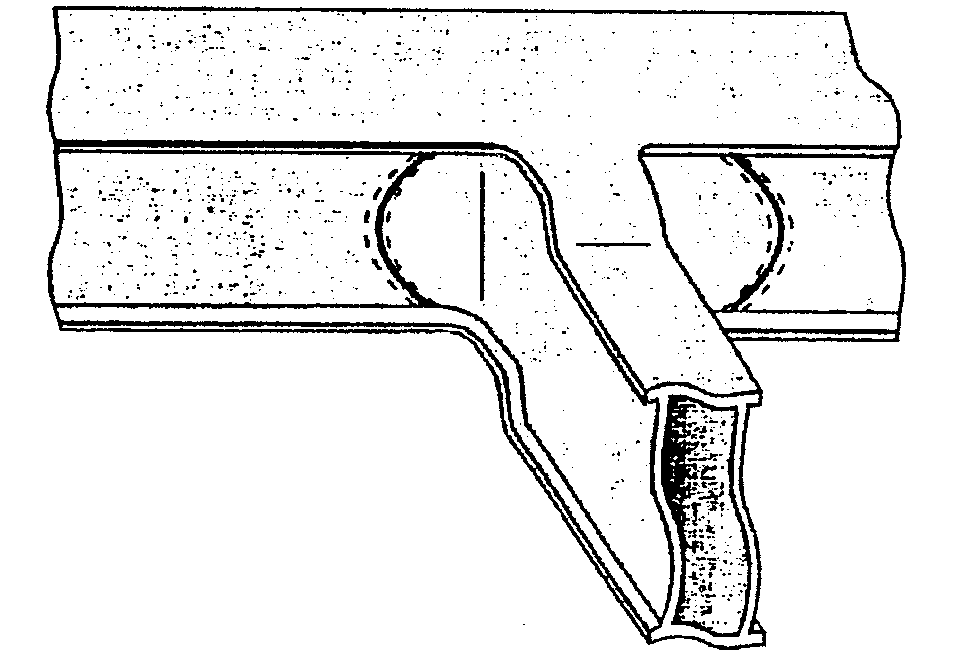
Рисунок 2. Контроль вертикальных сварных швов
- сканировать сварные швы соединения верхних и нижних стенок с боковыми стенками продольной и поперечной балок (рисунок 3).
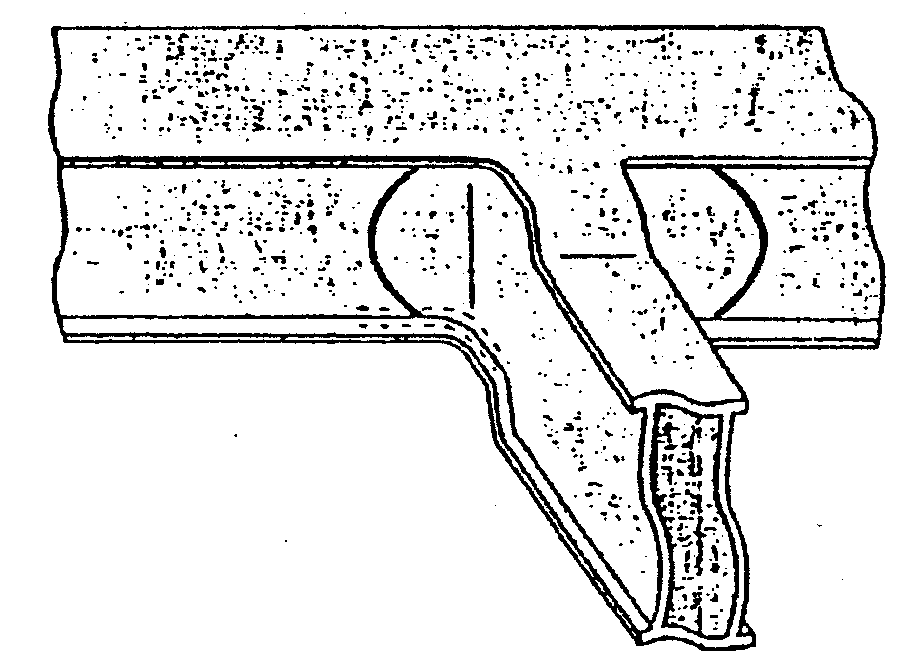
Рисунок 3. Контроль сварных швов соединения верхних
и нижних стенок с боковыми стенками
- выполнить круговое сканирование опорной поверхности подпятника с шагом (5 - 8) мм (рисунок 9.13);
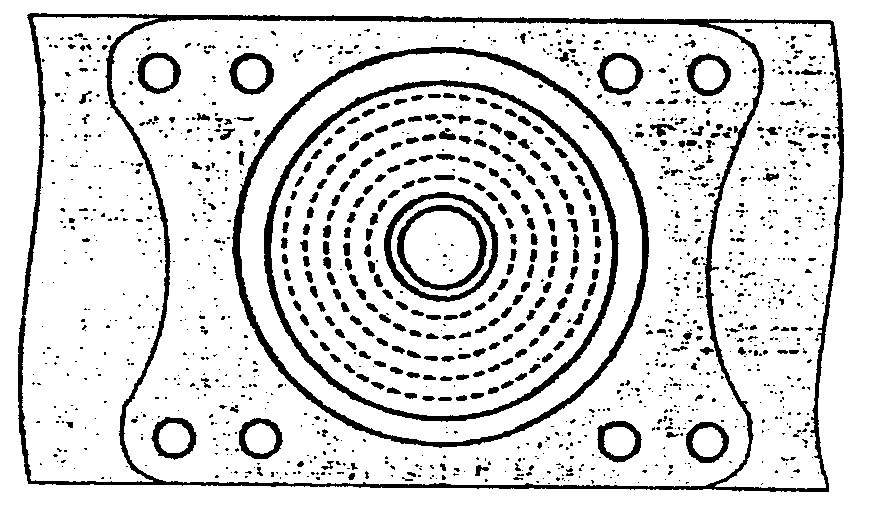
Рисунок 9.13. Круговое сканирование опорной поверхности
подпятника
- сканировать кромку наружного бурта подпятника (рисунок 9.14);
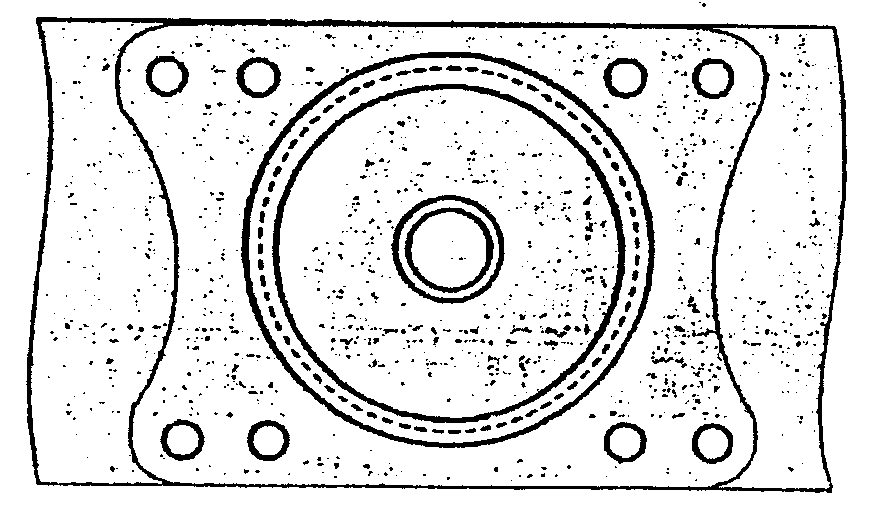
Рисунок 9.14. Контроль наружного бурта подпятника
- сканировать кромку внутреннего бурта подпятника (рисунок 9.15);
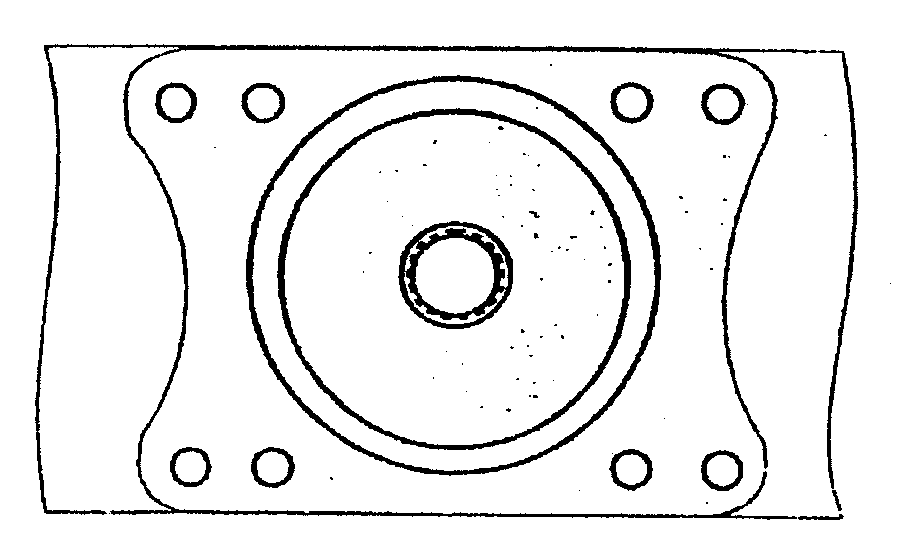
Рисунок 9.15. Контроль внутреннего бурта подпятника
- сканировать сварные соединения боковых стенок с верхней и нижней пластинами (рисунок 9.16);
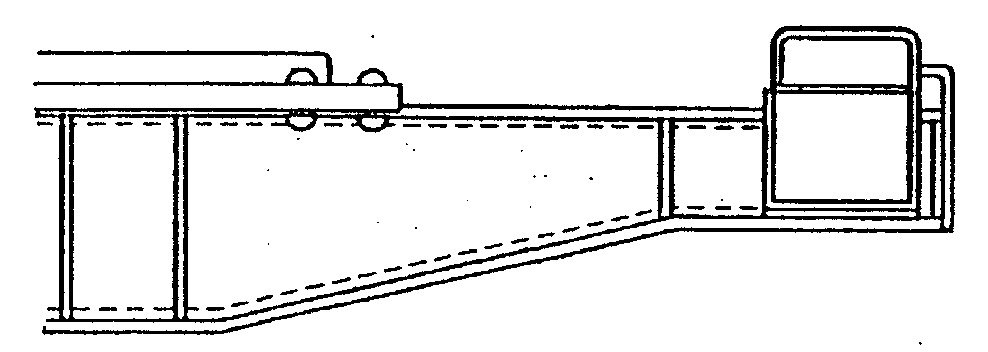
Рисунок 9.16. Контроль сварных соединений боковой стенки
с верхней и нижней пластинами
- сканировать места крепления подпятника (рисунок 9.17);
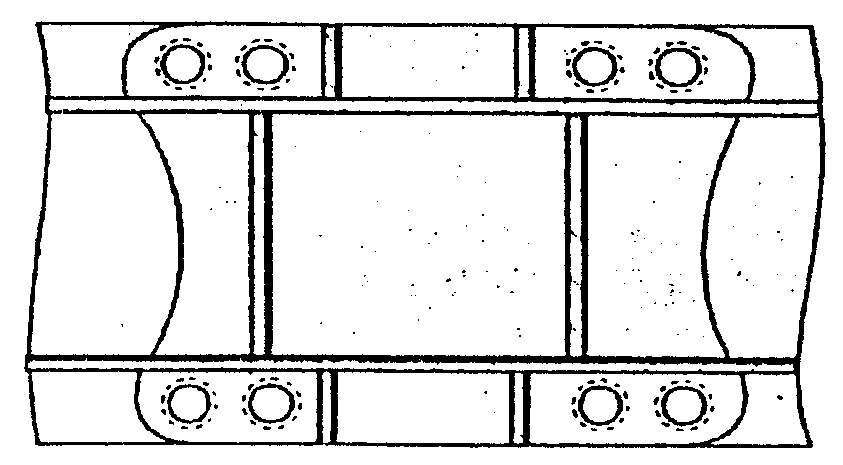
Рисунок 9.17. Контроль мест крепления подпятника
(вид снизу)
- нажатием кнопки ВКЛ/ОТКЛ канала 1 источника питания выключить МСН 22. При этом индикатор над кнопкой погаснет.
10.1. Общие положения
10.1.1. Перечень деталей тележек КВ3-ЦНИИ и КВ3-5 пассажирских вагонов, подлежащих феррозондовому контролю, и применяемые дефектоскопные установки приведены в таблице А.3.
10.1.2. Контроль рамы тележек КВ3-ЦНИИ и КВ3-5 проводят способом приложенного поля, надрессорной балки - способом приложенного поля и способом остаточной намагниченности. Контроль сварных соединений выполняют в соответствии с п. 7.2.5.
10.1.3. Дефектоскоп настраивают с помощью стандартного образца СОП-НО-025. База ФП - 4 мм.
10.2. Контроль рамы тележек КВ-ЦНИИ и КВ3-5
Провести контроль рамы тележек КВ3-ЦНИИ и КВ3-5 с шагом сканирования (5 - 8) мм в следующей последовательности:
- установить раму на намагничивающее устройство МСН 21 так, чтобы наружные шпинтоны зафиксировались в ловителях-опорах (рисунок 10.1);
1 - рама; 2 - стойки-полюса; 3 - электромагнит для намагничивания рамы; 4 - фундамент; 5 - ловитель-опора
для намагничивания рамы тележек КВ3-ЦНИИ и КВ3-5
- нажатием кнопки ВКЛ/ОТКЛ канала 2 источника питания Б4-621 включить МСН 21, при этом загорится индикатор над кнопкой, а показания амперметра должны составлять от 3,0 до 4,5 А;
- сканировать верхнюю стенку продольных балок рамы (рисунок 10.2);
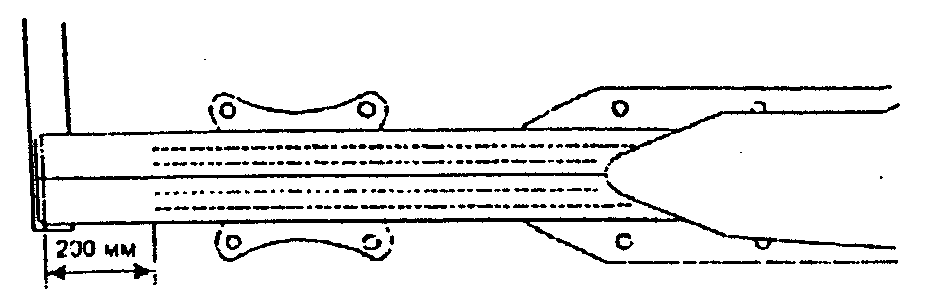
Рисунок 10.2. Контроль верхней стенки продольной балки рамы
- сканировать сварной шов верхней стенки продольных балок рамы (рисунок 10.3);
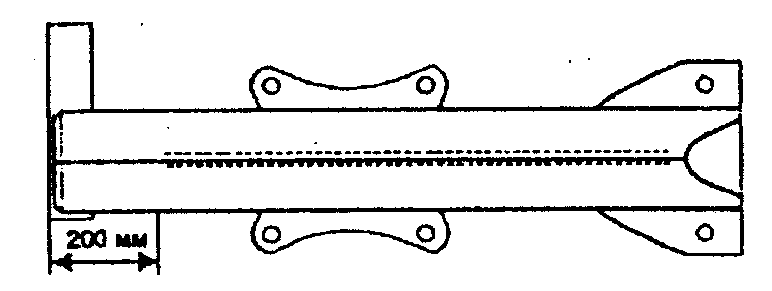
Рисунок 10.3. Контроль сварного шва верхней стенки
продольной балки рамы
- сканировать сварной шов накладок верхнего пояса продольных балок рамы (рисунок 10.4);
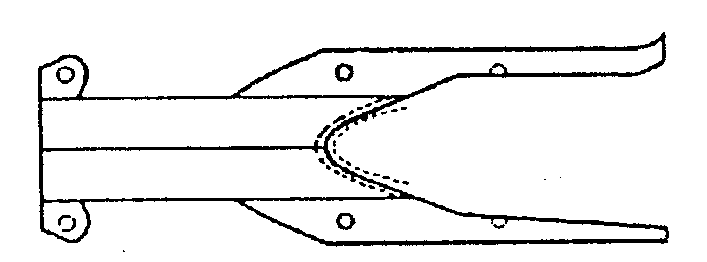
Рисунок 10.4. Контроль сварного шва накладок верхнего пояса
продольной балки рамы
- сканировать боковые стенки продольных балок рамы (рисунок 10.5);
1 - стойки-полюса; 2 - ловитель-опора
Рисунок 10.5. Контроль боковой стенки продольной балки рамы
- сканировать сварной шов боковых стенок продольных балок рамы (рисунок 10.6);
1 - стойка-полюс; 2 - ловитель-опора
Рисунок 10.6. Контроль сварного шва боковой стенки
продольной балки рамы
- сканировать сварные швы внутренних поперечных балок рамы (рисунок 10.7);
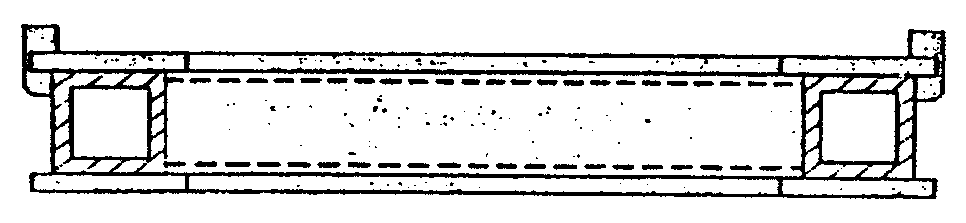
Рисунок 10.7. Контроль сварных швов внутренней поперечной
балки рамы
- уменьшить чувствительность дефектоскопа, установив значение порога (8000 - 9000) А/м2, и сканировать нижнюю стенку продольных балок рам (рисунок 10.8);
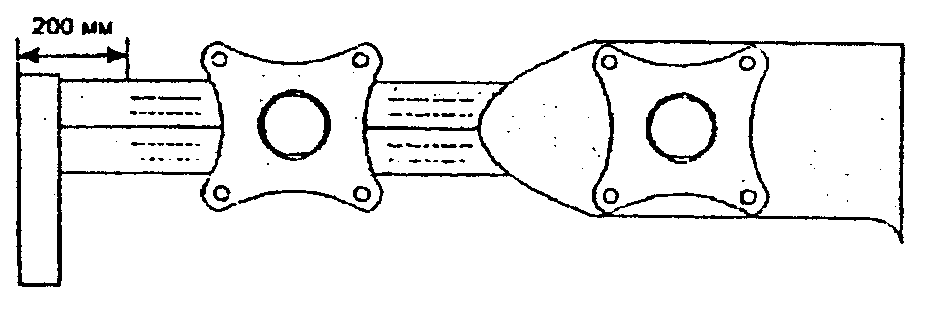
Рисунок 10.8. Контроль нижней стенки продольной балки рамы
- сканировать сварной шов нижней стенки продольных балок рамы (рисунок 10.9);
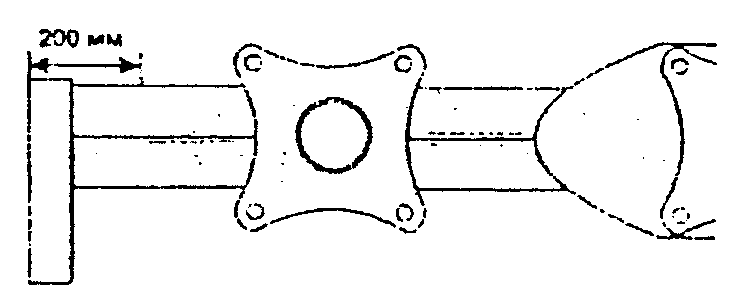
Рисунок 10.9. Контроль сварного шва нижней стенки
продольной балки рамы
- сканировать сварной шов накладок нижнего пояса продольных балок рамы (рисунок 10.10);
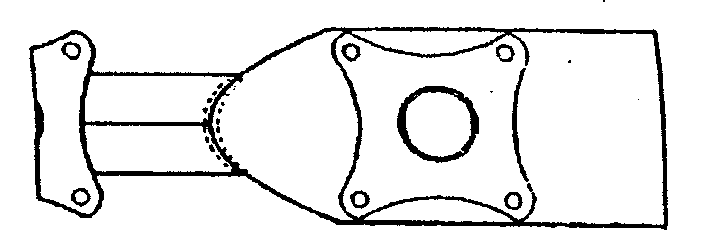
Рисунок 10.10. Контроль сварного шва накладок нижнего пояса
продольной балки рамы
- нажатием кнопки ВКЛ/ОТКЛ канала 2 источника питания выключить МСН 21, при этом индикатор над кнопкой погаснет;
- установить чувствительность дефектоскопа, соответствующую настройке на СОП-НО-025.
10.3. Контроль надрессорной балки тележки КВ3-ЦНИИ
Провести контроль надрессорной балки тележки КВ3-ЦНИИ с шагом сканирования (5 - 8) мм в следующей последовательности:
- установить надрессорную балку на намагничивающее устройство МСН 21 (рисунок 10.11)
1 - надрессорная балка; 2 - дополнительная опора; 3 - электромагнит; 4 - стойки-полюса; 5 - фундамент; 6 - ловитель-опора
Рисунок 10.11. Электромагнитное устройство МСН 21 для намагничивания надрессорной балки тележки КВ3-ЦНИИ
- нажатием кнопки ВКЛ/ОТКЛ канала 1 источника питания Б4-621 включить МСН 21, при этом загорится индикатор над кнопкой, а показания амперметра должны составить от 0,8 до 1,2 А:
- выполнить радиальное сканирование опорной поверхности подпятника (рисунок 10.12):
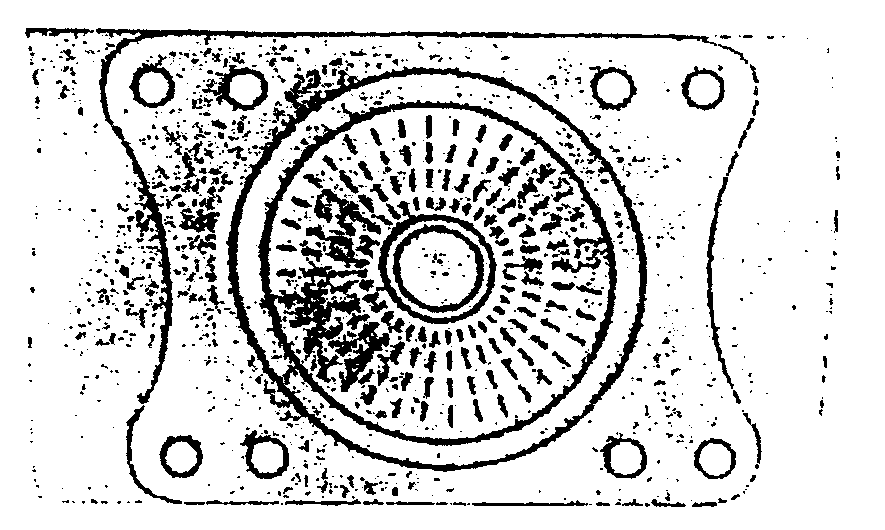
Рисунок 10.12. Радиальное сканирование опорной поверхности
подпятника
- нажатием кнопки ВКЛ/ОТКЛ канала 2 источника питания выключить МСН 21, при этом индикатор над кнопкой погаснет;
- установить намагничивающее устройство МСН 14 на боковую стенку перехода от продольной балки к поперечной (рисунок 1). Контроль производить способом приложенного магнитного поля;
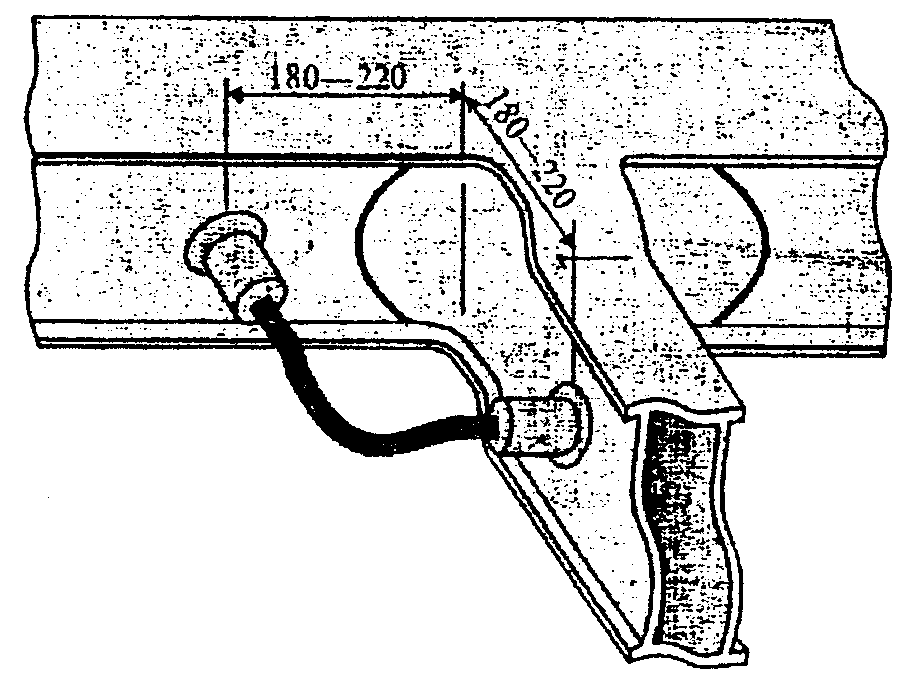
Рисунок 1. Намагничивание перехода от продольной балки
к поперечной
- сканировать вертикальные (рисунок 2);
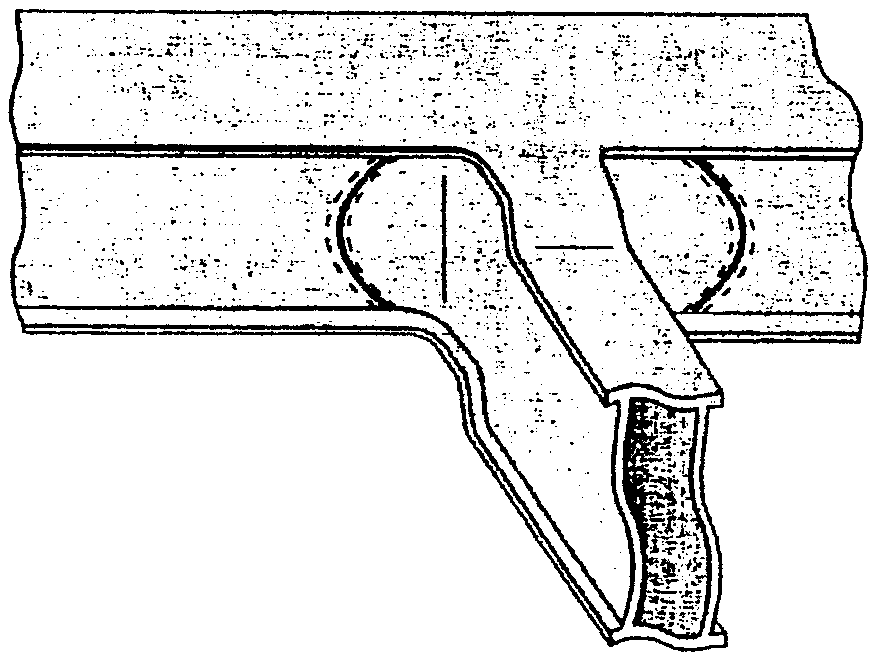
Рисунок 2. Контроль вертикальных сварных швов
- сканировать сварные швы соединения верхних и нижних стенок с боковыми стенками продольной и поперечной балок (рисунок 3).
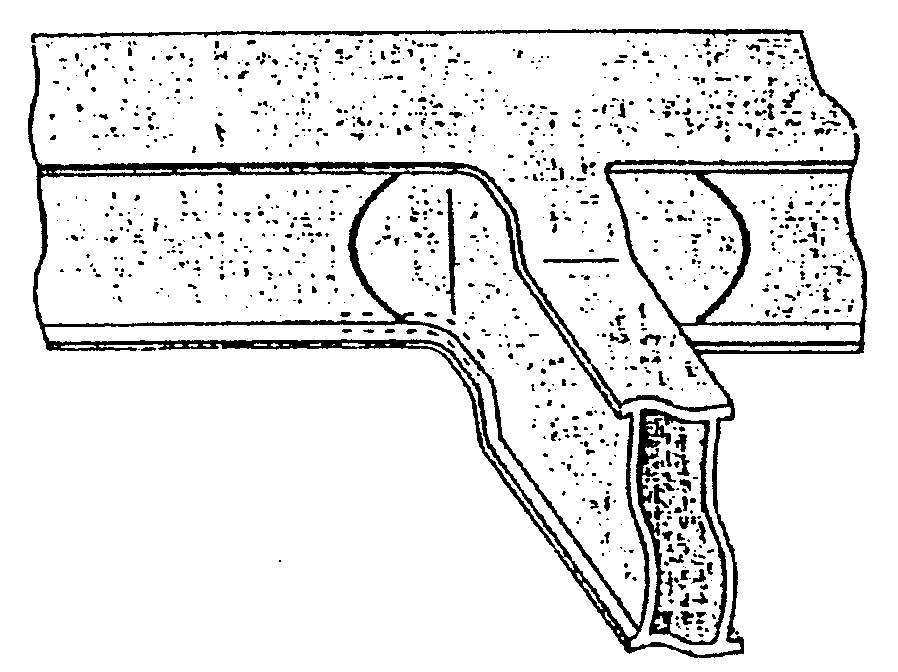
Рисунок 3. Контроль сварных швов соединения верхних
и нижних стенок с боковыми стенками
- выполнить круговое сканирование опорной поверхности подпятника (рисунок 10.13);
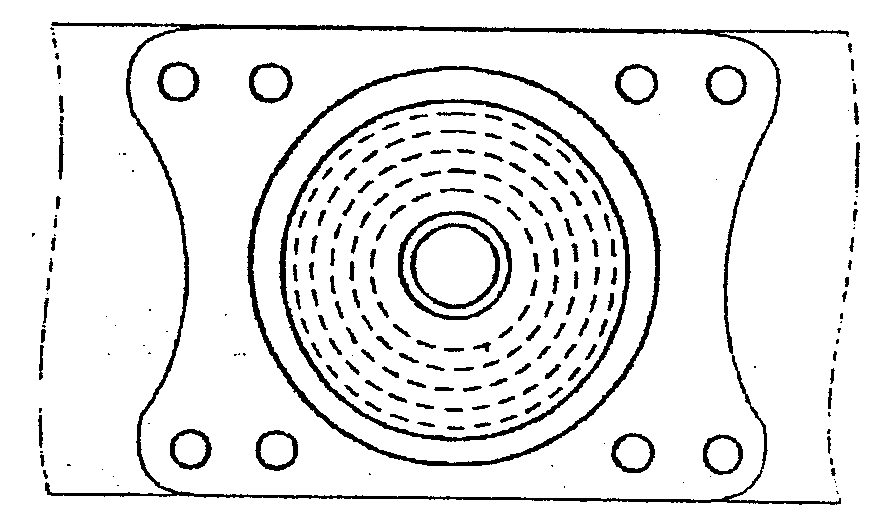
Рисунок 10.13. Круговое сканирование опорной поверхности
подпятника
- сканировать кромки наружного бурта подпятника (рисунок 10.14);
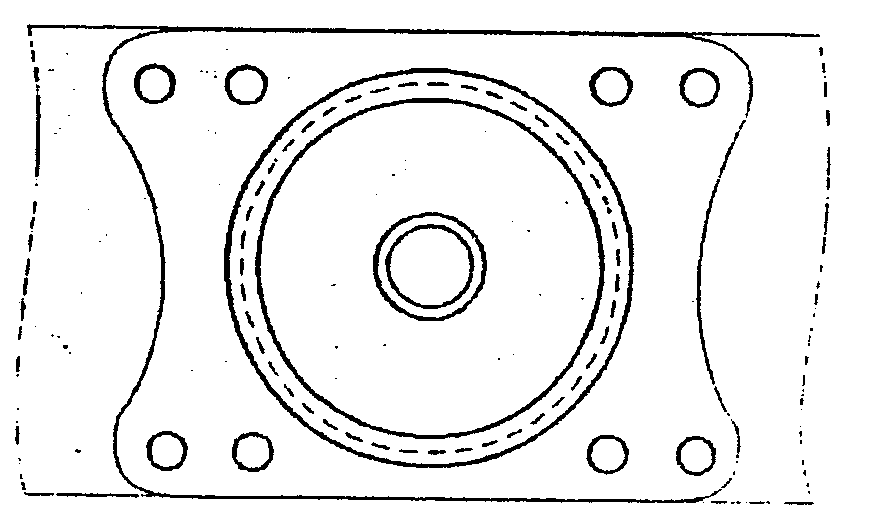
Рисунок 10.14. Контроль наружного бурта подпятника
- сканировать кромку внутреннего бурта подпятника (рисунок 10.15);
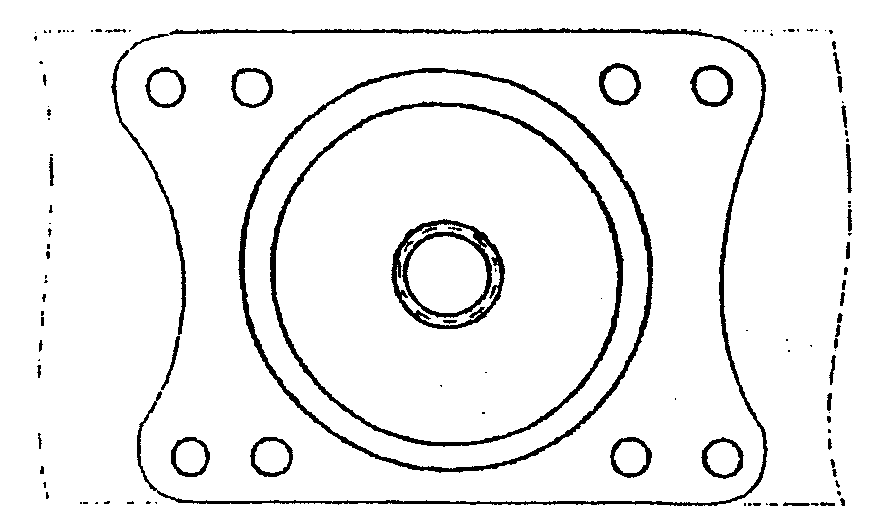
Рисунок 10.15. Контроль внутреннего бурта подпятника
- сканировать сварное соединение боковых стенок с верхней и нижней пластинами надрессорной балки (рисунок 10.16);
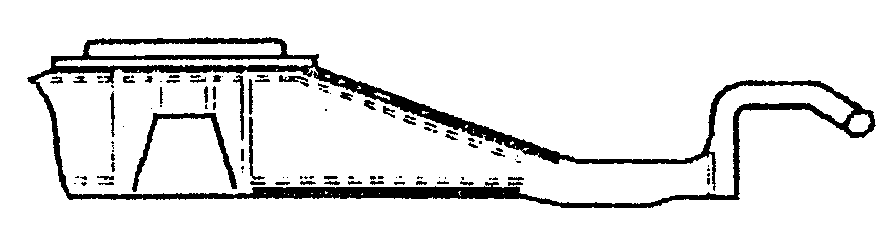
Рисунок 10.16. Контроль сварных соединений боковой стенки
с верхней и нижней пластинами
- нажатием кнопки ВКЛ/ОТКЛ канала 1 источника питания выключить МСН 21, при этом индикатор над кнопкой погаснет.
- установить намагничивающее устройство МСН 12-01 одним полюсом на кронштейн гасителя колебаний, другим - на вертикальную поверхность надрессорной балки (рисунок 10.17). Рекомендуемая полярность полюсов указана в формуляре намагничивающего устройства МСН 21;
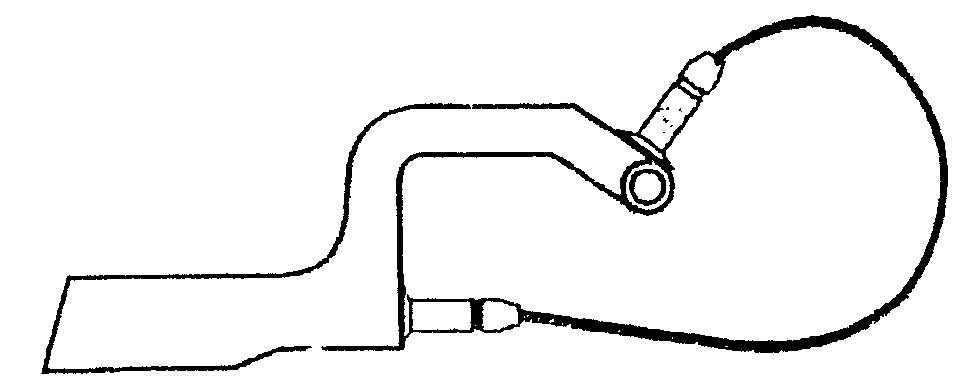
Рисунок 10.17. Намагничивание кронштейна гасителя колебаний
- не менее, чем через 10 с снять МСН 12-01 с надрессорной балки;
- аналогично намагнитить другие кронштейны гасителей колебаний надрессорной балки,
- сканировать боковые поверхности кронштейна гасителя колебаний надрессорной балки (рисунок 10.18);
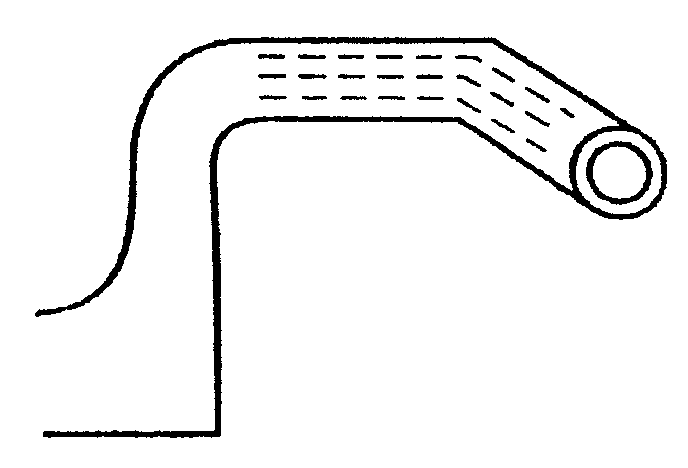
Рисунок 10.18. Контроль кронштейна гасителя колебаний
- контролировать сварное соединение кронштейна гасителя колебаний с опорной плитой (рисунок 10.19);
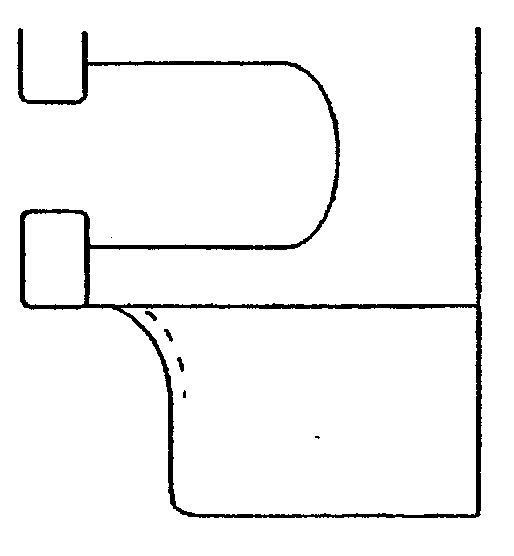
Рисунок 10.19. Контроль сварного соединения кронштейна
гасителя колебаний с опорной плитой
- контролировать сварное соединение кронштейна поводка с опорной плитой (рисунок 10.20).
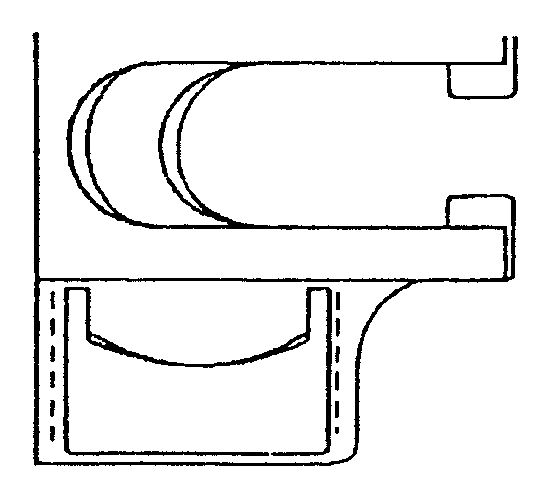
Рисунок 10.20. Контроль сварного соединения кронштейна
поводка с опорной плитой
10.4. Контроль надрессорной балки тележки КВ3-5
Провести контроль надрессорной балки тележки КВ3-5 с шагом сканирования (5 - 8) мм в следующей последовательности:
- установить надрессорную балку на намагничивающее устройство МСН 21 (по аналогии с рисунком 10.11);
- нажатием кнопки ВКЛ/ОТКЛ канала 1 источника питания Б4-621 включить МСН 21, при этом загорится индикатор над кнопкой, а показания амперметра должны составить от 0,8 до 1,2 А;
- выполнить радиальное сканирование опорной поверхности подпятника (рисунок 10.21);
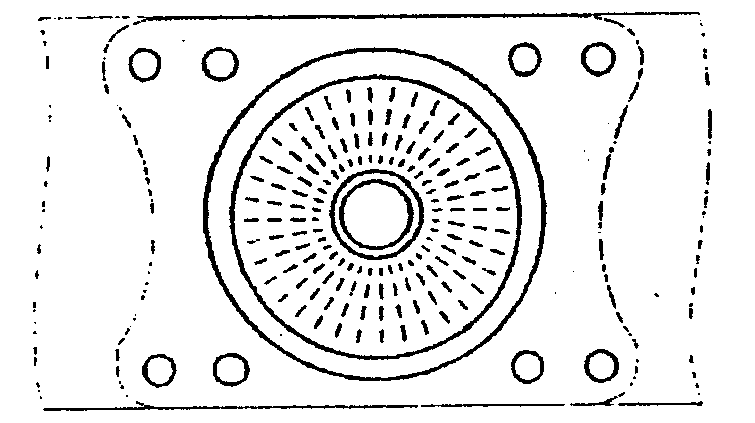
Рисунок 10.21. Радиальное сканирование опорной
поверхности подпятника
- выполнить круговое сканирование опорной поверхности подпятника (рисунок 10.22);
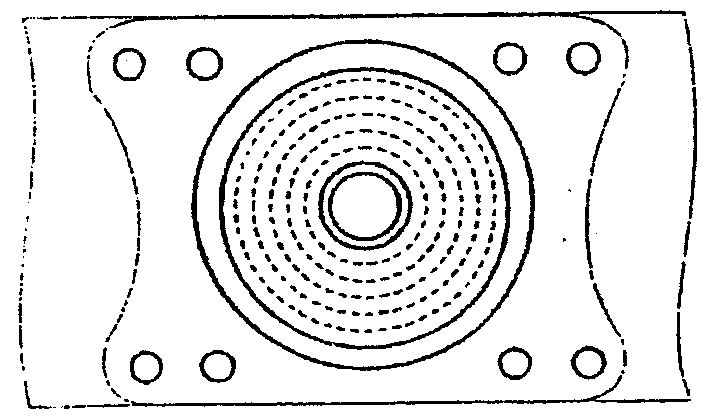
Рисунок 10.22. Круговое сканирование опорной поверхности
подпятника
- сканировать кромку наружного бурта подпятника (рисунок 10.23);
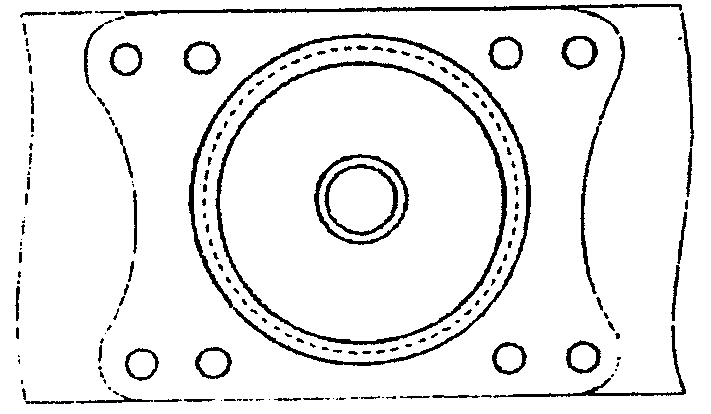
Рисунок 10.23. Контроль наружного бурта подпятника
- сканировать кромку внутреннего бурта подпятника (рисунок 10.24)
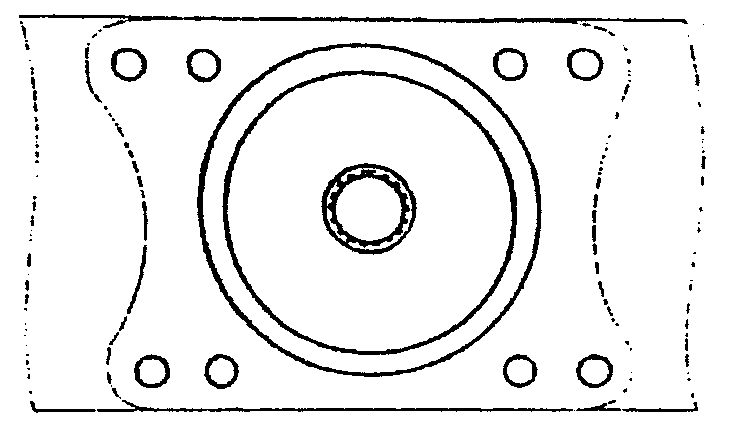
Рисунок 10.24. Контроль внутреннего бурта подпятника
- сканировать сварное соединение боковых стенок с верхней и нижней пластинами (рисунок 10.25);
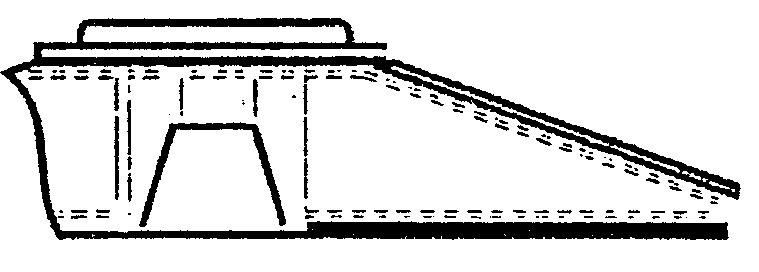
Рисунок 10.25. Контроль сварного соединения боковой стенки
с верхней и нижней пластинами
- нажатием кнопки ВКЛ/ОТКЛ канала 1 источника питания выключить МСН 21, при этом индикатор над кнопкой погаснет;
- установить намагничивающее устройство МСН 12-01 на кронштейн гасителя колебаний и надрессорную балку (рисунок 10.26). Рекомендуемая полярность полюсов указана в формуляре намагничивающего устройства МСН 21;
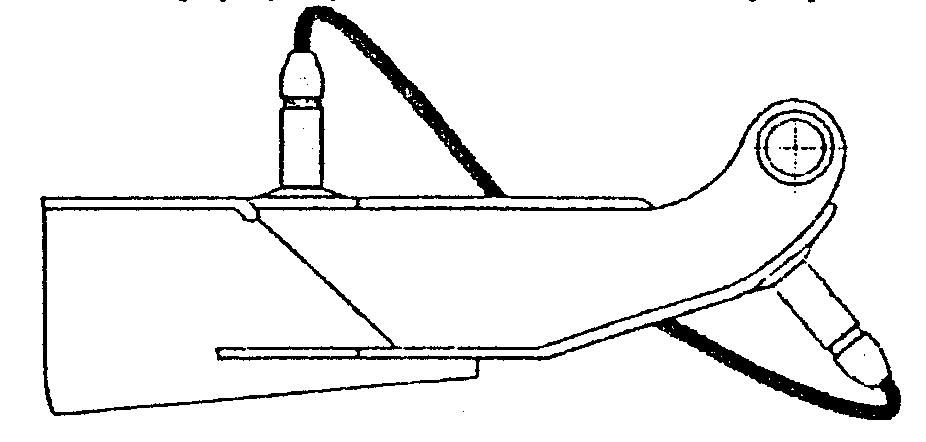
Рисунок 10.26. Намагничивание кронштейна гасителя колебаний
- не менее, чем через 10 с снять МСН 12-01 с надрессорной балки;
- сканировать боковые поверхности кронштейна гасителя колебаний и средний лист надрессорной балки (рисунок 10.27);
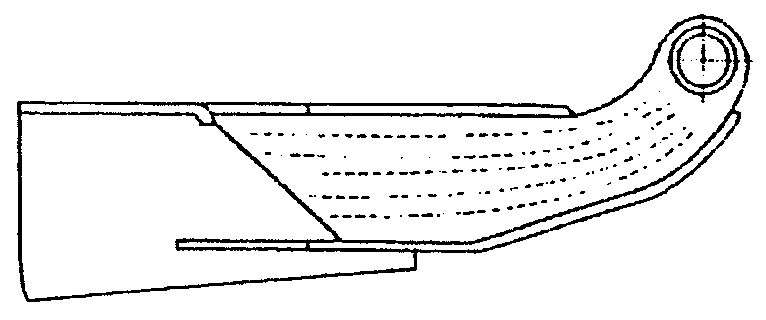
Рисунок 10.27. Контроль кронштейна гасителей колебаний
и среднего листа
- сканировать сварное соединение кронштейна гасителя колебаний со средним листом (рисунок 10.28);
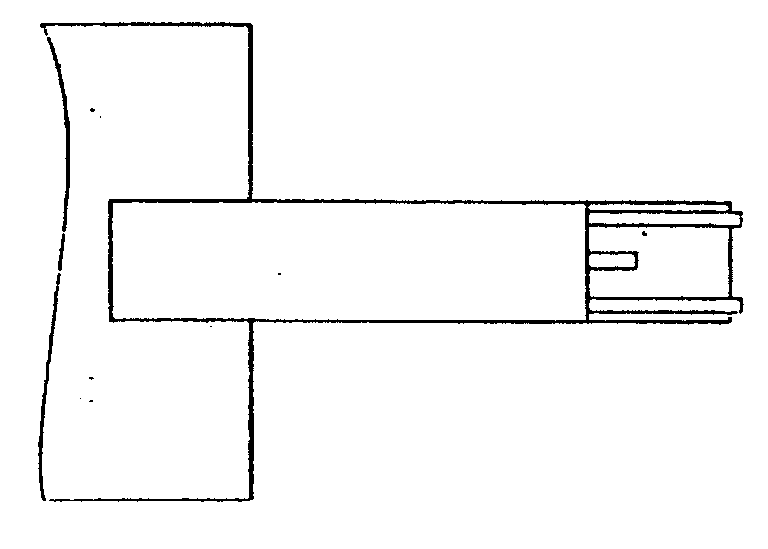
Рисунок 10.28. Контроль сварного соединения кронштейна
гасителя колебаний со средним листом
- аналогично намагнитить и проконтролировать другой кронштейн гасителя колебаний надрессорной балки.
11.1. Общие положения
11.1.1. Перечень деталей автосцепных устройств СА-3 и СА-3М, подлежащих феррозондовому контролю, и применяемые дефектоскопные установки приведены в таблице А.4.
11.1.2. Контроль хвостовика корпуса автосцепки проводят способом остаточной намагниченности, зева головной части - способом приложенного поля. Контроль тягового хомута проводят способом приложенного поля.
11.1.3. В местах установки полюсных наконечников приставных намагничивающих устройств образуются магнитные полюса, сигналы от которых не следует воспринимать как дефекты.
11.2. Контроль корпуса автосцепки
Настроить дефектоскоп с помощью стандартного образца СОП-НО-023. База ФП - 3 мм.
Провести контроль корпуса автосцепки с шагом сканирования (5 - 8) мм в следующей последовательности:
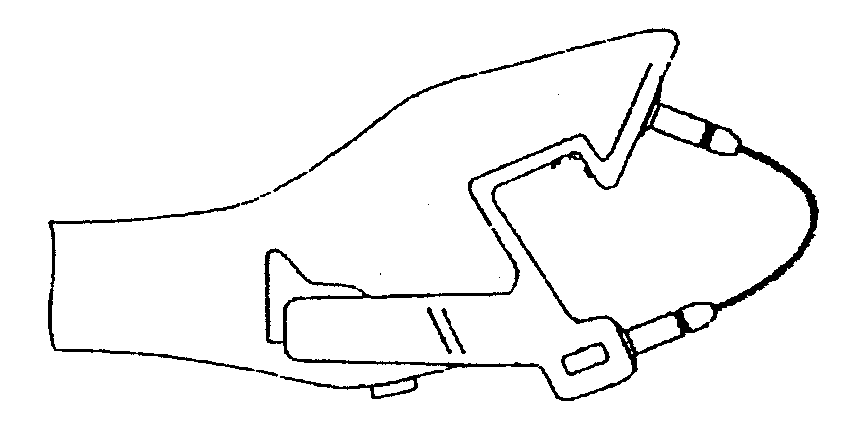
- установить два намагничивающих устройства МСН 11-01 на корпус автосцепки (рисунок 11.1);
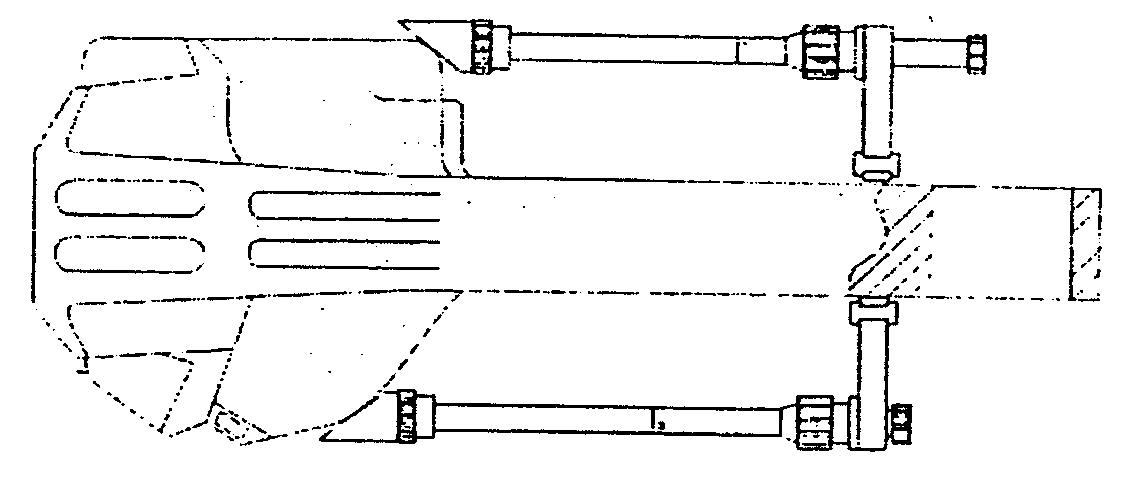
Рисунок 11.1. Намагничивание хвостовика корпуса автосцепки
- не менее, чем через 10 с удалить МСН 11-01 с корпуса автосцепки;
- сканировать четыре плоскости хвостовика (рисунок 11.2);
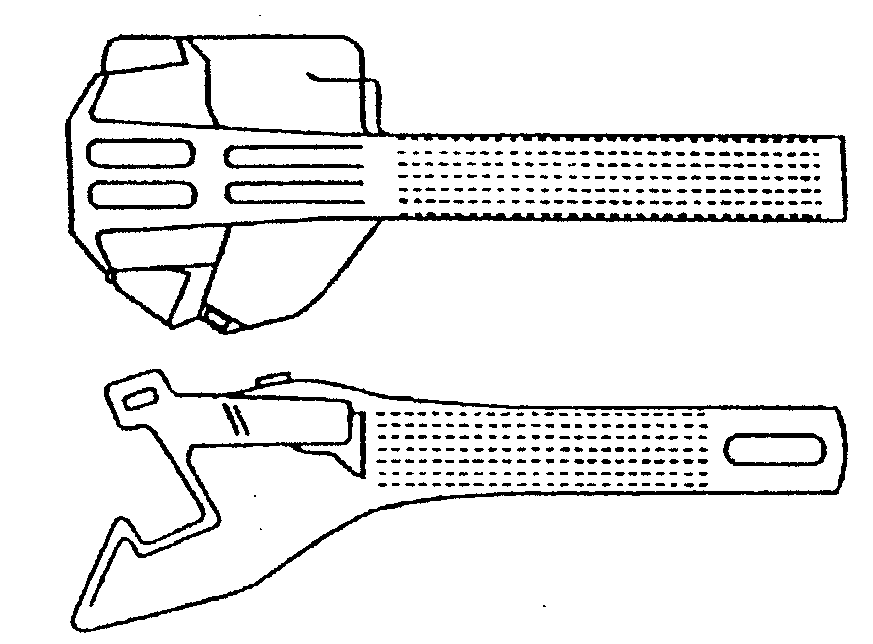
Рисунок 11.2. Контроль хвостовика корпуса автосцепки
- сканировать кромки отверстия для клина тягового хомута на расстоянии (5 - 10) мм от края с обеих сторон хвостовика (рисунок. 11.3);
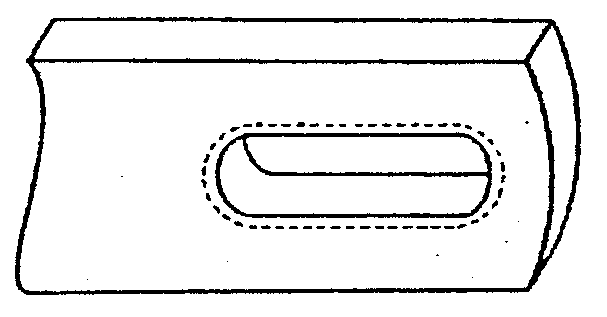
Рисунок 11.3. Контроль кромки отверстия для клина
- сканировать перемычку с обеих сторон хвостовика (рисунок 11.4);
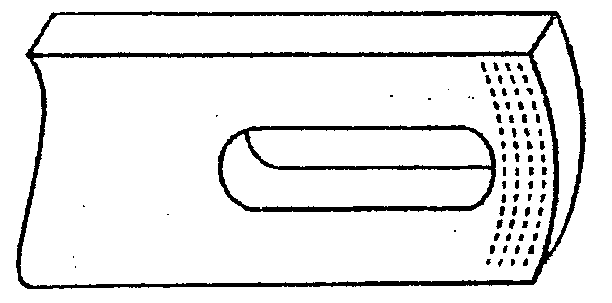
Рисунок 11.4. Контроль перемычки хвостовика
- увеличить чувствительность дефектоскопа по сравнению с настроенной на стандартном образце СОП-НО-023: для дефектоскопа ДФ-103 на два деления регулятора ТОЧНО, для дефектоскопа ДФ-105 на два сегмента индикатора чувствительности, для дефектоскопов ДФ-201.1, Ф-205.03, Ф-205.30А, установив значение порога (8000 - 8800) А/м2;
- сканировать переходы от хвостовика к головной части корпуса автосцепки на длине (15 - 20) мм (рисунок 11.5);
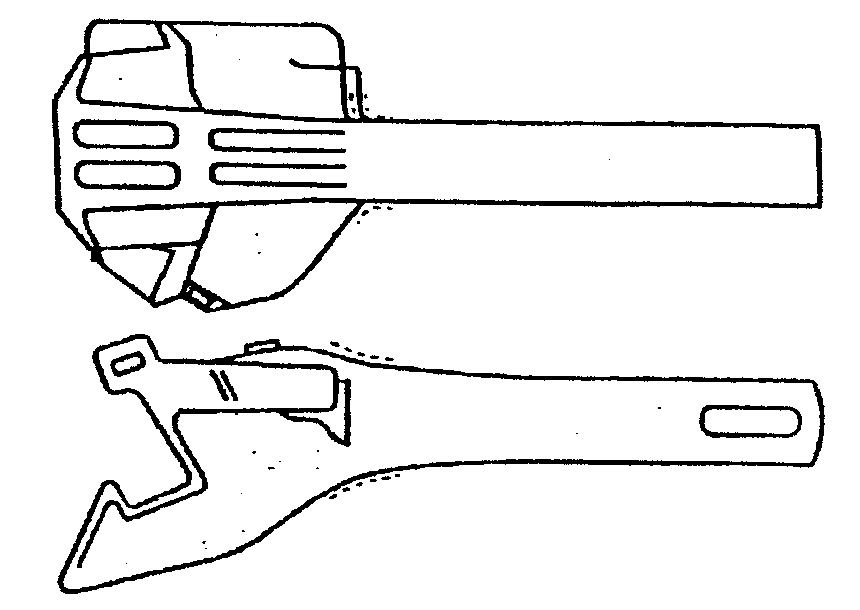
Рисунок 11.5. Контроль переходов от хвостовика к головной
части корпуса автосцепки
- установить намагничивающее устройство МСН 12-01 на головной части корпуса автосцепки и сканировать кромки контура большого зуба (рисунок 11.6) способом приложенного поля;
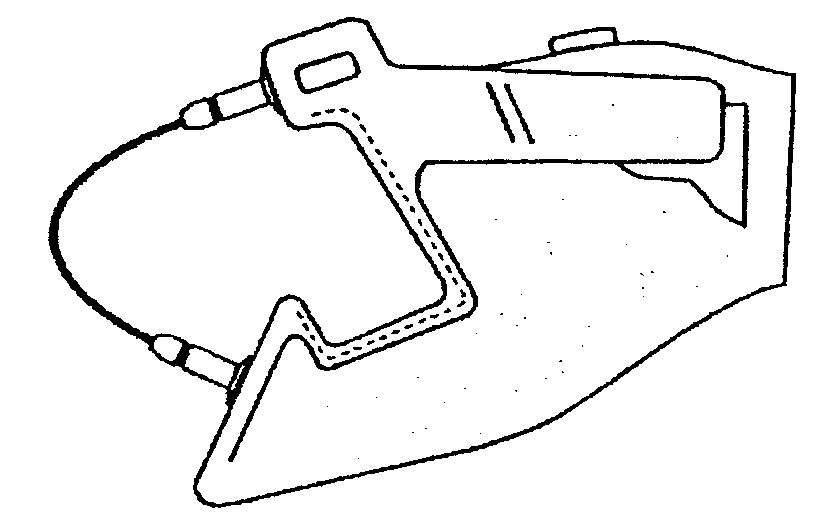
Рисунок 11.6. Контроль кромки контура большого зуба
- сканировать переход от ударной к боковой поверхности большого зуба (рисунок 11.7);
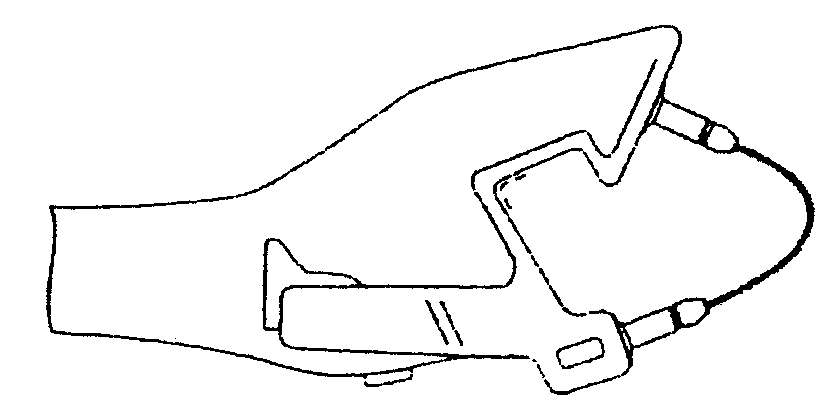
Рисунок 11.7. Контроль перехода от ударной к боковой
поверхности большого зуба
- сканировать переход от боковой к тяговой поверхности большого зуба (рисунок 11.8).
поверхности большого зуба
- сканировать кромку окна для замка и замкодержателя на расстоянии (5 - 10) мм от края (рисунок 11.9);
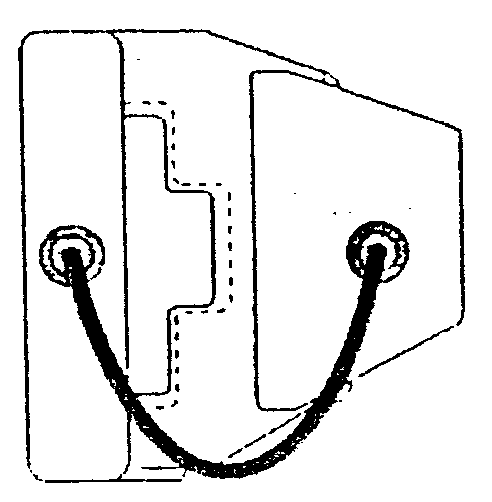
Рисунок 11.9. Контроль кромки окна для замка
и замкодержателя
- установить чувствительность дефектоскопа, соответствующую настройке на СОП-НО-023.
11.3. Контроль тягового хомута
Настроить дефектоскоп с помощью стандартного образна СОП-НО-022. База ФП - 3 мм.
Провести контроль тягового хомута с шагом сканирования (5 - 8) мм в следующей последовательности:
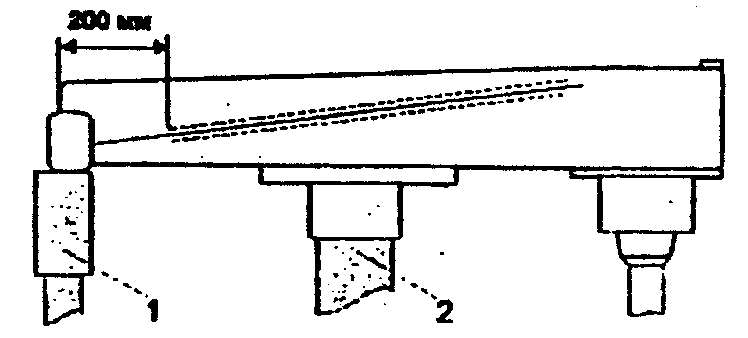
- установить намагничивающее устройство МСН 12-01 в середине внутренних поверхностей тяговых полос (рисунок 11.10);
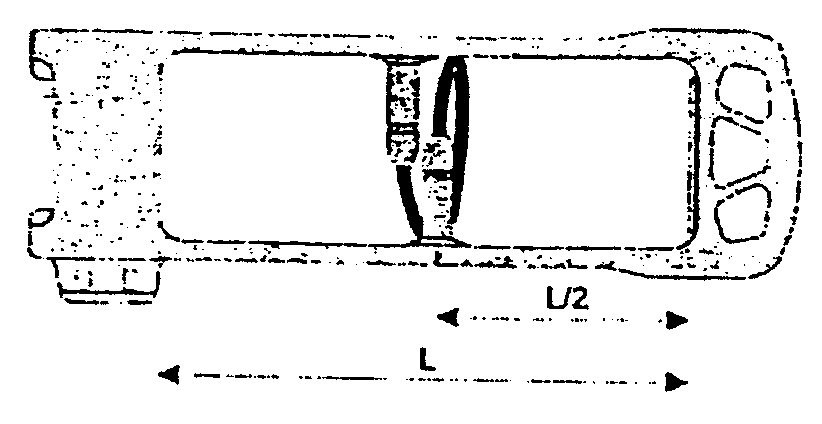
Рисунок 11.10. Намагничивание тяговых полос
- сканировать внешние поверхности тяговых полос (рисунок 11.11);
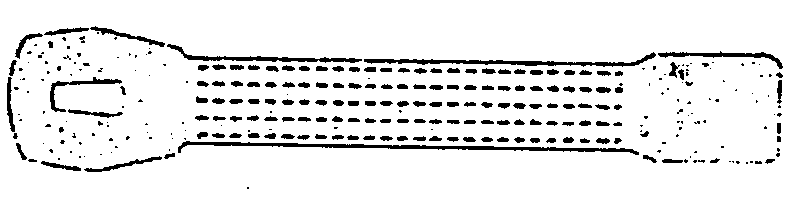
Рисунок 11.11. Контроль внешних поверхностей тяговых полос
- сканировать кромки тяговых полос (рисунок 11.12);
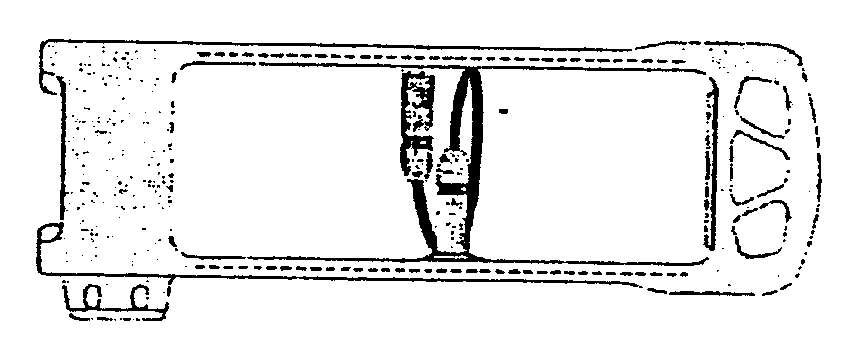
Рисунок 11.12. Контроль кромок тяговых полос
- установить МСН 12-01 на внешние стороны тяговых полос (рисунок 11.13) на расстоянии 1/4 длины тяговой полосы от задней опорной части (полярность полюсов по отношению к тяговым полосам не менять);
- сканировать кромки задней опорной части тягового хомута (рисунок 11.13);
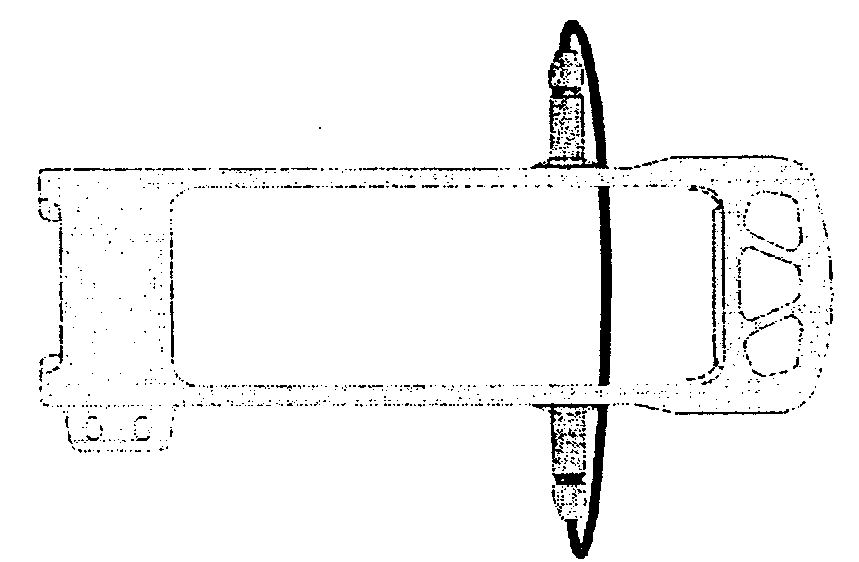
Рисунок 11.13. Контроль задней опорной части
- сканировать переходы от задней опорной части к тяговым полосам (рисунок 11.14);
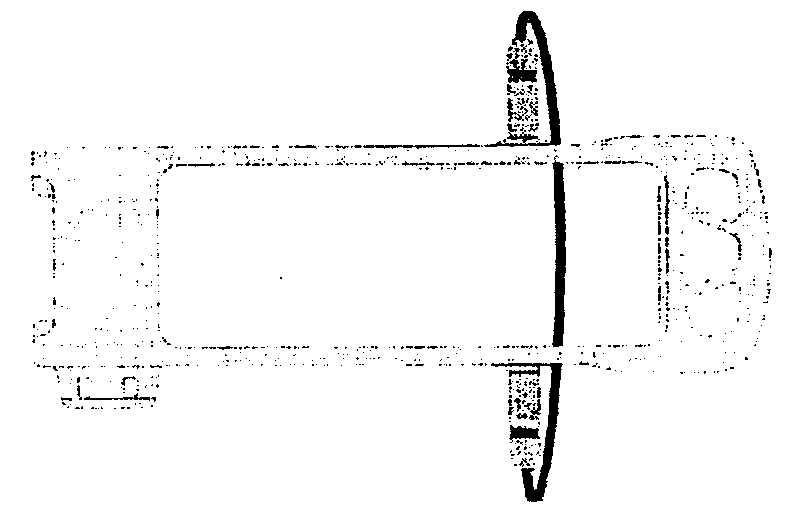
Рисунок 11.14. Контроль переходов от задней опорной части
к тяговым полосам
- сканировать тяговые полосы от середины внутренних сторон до перехода к задней опорной части (рисунок 11.15);
Рисунок 11.15. Контроль внутренних сторон тяговых полос
- установить МСН 12-01 на внешние стороны тяговых полос на расстоянии 1/4 длины тяговой полосы от соединительных планок и сканировать внутренние поверхности тяговых полос от середины до перехода к соединительным планкам (рисунок 11.16);
Рисунок 11.16. Контроль внутренних сторон тяговых полос
- сканировать кромки соединительных планок и переходы к тяговым полосам (рисунок 11.17);
Рисунок 11.17. Контроль соединительных планок и переходов
к тяговым полосам
- сканировать переходы от приливов отверстия для клина к тяговым полосам (рисунок 11.18);
Рисунок 11.18. Контроль переходов от приливов отверстия
для клина к тяговым полосам
- установить МСН 12-01 на внутренние поверхности тяговых полос на расстоянии 1/4 длины тяговой полосы от соединительных планок и сканировать переходы от ушек для болтов к тяговой полосе (рисунок 11.19);
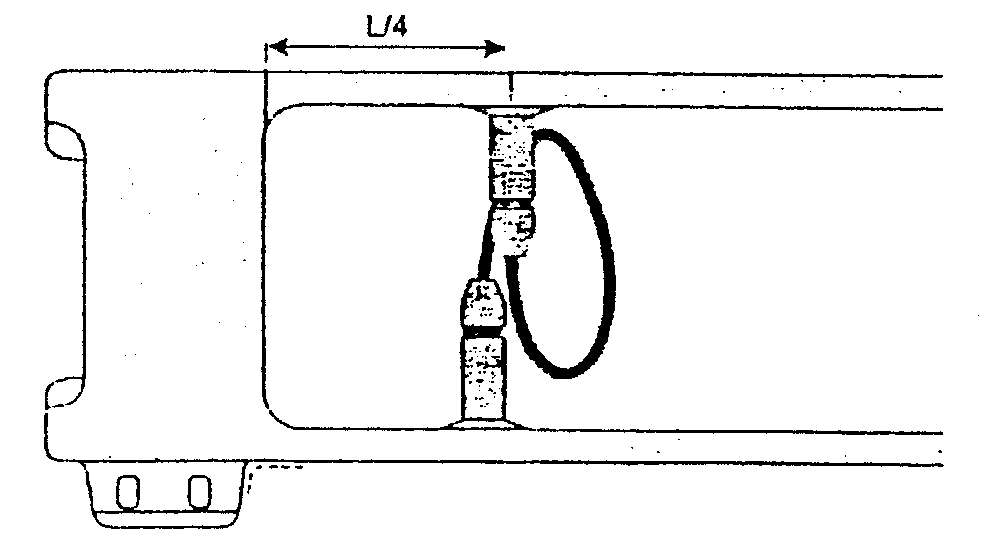
Рисунок 11.19. Контроль переходов от ушек для болтов
к тяговой полосе
12.1. Оценку результатов контроля следует проводить в соответствии с требованиями, установленными в РД 32.174.
12.2. Результаты феррозондового контроля регистрируют в журналах установленной формы по РД 32.174.
12.3. Результаты феррозондового контроля, полученные с помощью микропроцессорных дефектоскопов и накопленные в памяти компьютера, должны быть распечатаны (Приложение Р) и подшиты в журналы.
13. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
Все работы при проведении феррозондового контроля деталей вагонов должны проводиться с соблюдением требований безопасности, установленных в РД 32.174.
(обязательное)
ПЕРЕЧЕНЬ ДЕТАЛЕЙ ВАГОНОВ И ФЕРРОЗОНДОВЫХ УСТАНОВОК
Таблица А.1
Наименование детали | Феррозондовая установка |
Боковая рама, надрессорная балка при контроле в составе тележки 18-100 | 8-ДФ-103 8-ДФ-105 8-ДФ-201 8-ДФ-205 |
Боковая рама, надрессорная балка при контроле в составе тележки 18-493 | 7-ДФ-201 7-ДФ-205 |
Боковая рама тележек 18-100, 18-493 при контроле подетально | 9-ДФ-201 9-ДФ-205 |
Надрессорная балка тележек 18-100, 18-493 при контроле подетально | 5-ДФ-201 5-ДФ-205 |
Боковая рама, надрессорная банка тележки 18-100 и соединительная балка, входящие в состав тележки 18-101 | 4-ДФ-201 4-ДФ-205 |
Боковая рама, надрессорная балка, шкворневая балка, балансир тележки 18-102 | 3-ДФ-201 3-ДФ-205 |
Надрессорная балка тележек 18-100, 18-493 (после изготовления на заводе) | 51-ДФ-201 51-ДФ-201 |
Боковая рама тележек 18-100, 18-493 (после изготовления на заводе) | 91-ДФ-201 91-ДФ-201 |
Таблица А.2
Наименование детали | Феррозондовая установка |
Надрессорная балка, рама тележки КВ3-И2, ЦМВ | 6-ДФ-201 6-ДФ-205 |
Таблица А.3
Наименование детали | Феррозондовая установка |
Надрессорная балка, рама тележек КВ3-ЦНИИ, КВ3-5 | 2-ДФ-201 2-ДФ-205 |
Таблица А.4
Наименование детали | Феррозондовая установка |
Корпус автосцепки, тяговый хомут автосцепных устройств СА-3 и СА-3М | 1-ДФ-103 1-ДФ-105 1-ДФ-201 1-ДФ-205 |
Таблица А.5
Наименование узла, детали | Феррозондовая установка |
Сварные соединения котла, стяжной хомут | 10-ДФ-205 |
Таблица А.6
Наименование детали | Феррозондовая установка |
Диск колеса | 11-ДФ-205 |
(рекомендуемое)
ТЕХНОЛОГИЧЕСКАЯ КАРТА ФЕРРОЗОНДОВОГО КОНТРОЛЯ (ОБРАЗЕЦ)
(справочное)
В.1. В состав феррозондовых установок входят дефектоскоп (дефектоскоп-градиентометр или комбинированный магнитоизмерительный прибор), НУ и СОП (таблица В.1).
Таблица В.1
Состав феррозондовых установок
┌─────────────────────┬───────────────┬─────────────────┬─────────────────┐
│Феррозондовая │Дефектоскоп │Намагничивающее │СОП │
│установка │ │устройство │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│1-ДФ-103 │ │ │ │
│МКИЯ.427631.002-01 │ДФ-103 │ │ │
├─────────────────────┼───────────────┤ │ │
│1-ДФ-105 │ │МСН 11-01 (2 шт.)│СОП-НО-022 │
│МКИЯ.427631.003-01 │ДФ-105 │МСН 12-01 │СОП-НО-023 │
├─────────────────────┼───────────────┤ │ │
│1-ДФ-201 │ │ │ │
│МКИЯ.427631.004-01 │ДФ-201.1 │ │ │
├─────────────────────┼───────────────┤ │ │
│1-ДФ-205 │Ф-205.03 │ │ │
│МКИЯ.427631.005-01 │Ф-205.30А │ │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│2-ДФ-201 │ │ │ │
│МКИЯ.427631.004-02 │ДФ-201.1 │МСН 21 │СОП-НО-025 │
├─────────────────────┼───────────────┤МСН 12-01 │ │
│2-ДФ-205 │Ф-205.03 │МСН 14 │ │
│МКИЯ.427631.005-02 │Ф-205.30А │ │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│3-ДФ-201 │ │ │ │
│МКИЯ.427631.004-03 │ДФ-201.1 │МСН 11 │ │
├─────────────────────┼───────────────┤МСН 11-02 │СОП-НО-024 │
│3-ДФ-205 │Ф-205.03 │МСН 11-03 │ │
│МКИЯ.427631.005-03 │Ф-205.30А │ │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│4-ДФ-201 │ │ │ │
│МКИЯ.427631004-04 │ДФ-201.1 │МСН 10 │СОП-НО-021 │
├─────────────────────┼───────────────┤МСН 11 │СОП-НО-024 │
│4-ДФ-205 │Ф-205.03 │ │ │
│МКИЯ.427631.005-04 │Ф-205.30А │ │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│5-ДФ-201 │ │ │ │
│МКИЯ.427631.004-05 │ДФ-201.1 │МСН 31 │СОП-НО-021 │
├─────────────────────┼───────────────┤ │ │
│5-ДФ-205 │Ф-205.03 │ │ │
│МКИЯ.427631.005-05 │Ф-205.30А │ │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│6-ДФ-201 │ДФ-201.1 │ │ │
│МКИЯ.427631.004-06 │ │МСН 22 │СОП-НО-025 │
├─────────────────────┼───────────────┤МСН 14 │ │
│6-ДФ-205 │Ф-205.03 │ │ │
│МКИЯ.427631.005-06 │Ф-205.30А │ │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│7-ДФ-201 │ │ │ │
│МКИЯ.427631.004-07 │ДФ-201.1 │МСН 10-03 │СОП-НО-021 │
├─────────────────────┼───────────────┤МСН 14 │ │
│7-ДФ-205 │Ф-205.03 │ │ │
│МКИЯ.427631.005-07 │Ф-205.30А │ │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│8-ДФ-103 │ДФ-103 │ │ │
│МКИЯ.427631.002-08 │ │ │ │
├─────────────────────┼───────────────┤ │ │
│8-ДФ-105 │ДФ-105 │МСН 10 │СОП-НО-021 │
│МКИЯ.427631.003-08 │ │МСН 14 │ │
├─────────────────────┼───────────────┤ │ │
│8-ДФ-201 │ДФ-201.1 │ │ │
│МКИЯ.427631.004-08 │ │ │ │
├─────────────────────┼───────────────┤ │ │
│8-ДФ-205 │Ф-205.03 │ │ │
│МКИЯ.427631.005-08 │Ф-205.30А │ │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│9-ДФ-201 │ │ │ │
│МКИЯ.427631.004-09 │ДФ-201.1 │МСН 32 │СОП-НО-021 │
├─────────────────────┼───────────────┤МСН 14 │ │
│9-ДФ-205 │Ф-205.03 │ │ │
│МКИЯ.427631.005-09 │Ф-205.30А │ │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│10-ДФ-205 │Ф-205.03 │ │ │
│МКИЯ.427631.005- │Ф-205.30А │МСН 14 (2 шт.) │СОП-НО-027 │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│11-ДФ-205 │Ф-205.03 │МСН 14 (2шт.) │СОП-НО-026 │
│МКИЯ.427631.005- │Ф-205.30А │ │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│51-ДФ-201 │ │ │ │
│МКИЯ.427631.005- │ДФ-201.1 │МСН 33 │СОП-НО-021 │
├─────────────────────┼───────────────┤ │ │
│51-ДФ-205 │Ф-205.03 │ │ │
│МКИЯ.427631.005- │Ф-205.30А │ │ │
├─────────────────────┼───────────────┼─────────────────┼─────────────────┤
│91-ДФ-201 │ │ │ │
│МКИЯ.427631.005- │ДФ-201.1 │МСН 34 │ │
├─────────────────────┼───────────────┤МСН 14 │СОП-НО-021 │
│91-ДФ-205 │Ф-205.03 │ │ │
│МКИЯ.427631.005- │Ф-205.30А │ │ │
└─────────────────────┴───────────────┴─────────────────┴─────────────────┘
Вместо дефектоскопа-градиентометра ДФ-103 может применяться его модификация ДФ-103А, вместо дефектоскопа-градиентометра ДФ-105 - его модификации ДФ-105А, ДФ-105И.
(справочное)
Г.1. Феррозондовый дефектоскоп-градиентометр ДФ-103
Г.1.1. Дефектоскоп-градиентометр ДФ-103 МКИЯ.427631.020 ТУ предназначен для обнаружения дефектов в деталях и измерения градиента напряженности магнитного поля.
Г.1.2. Основные технические характеристики дефектоскопа ДФ-103 приведены в таблице Г.1.
Таблица Г.1
Наименование характеристики | Значение характеристики |
Условные уровни чувствительности контроля по ГОСТ 21104 | А, Б, Д |
Диапазон измерения градиента напряженности магнитного поля, А/м2 | 800 - 50000 |
Относительная погрешность измерения градиента напряженности магнитного поля, %, не более | 10 |
Напряжение питания, В | 8,8 - 12,0 |
Потребляемый ток, мА, не более | 30 |
Габаритные размеры электронного блока, мм, не более | 170 x 125 x 58 |
Масса электронного блока в чехле, г, не более | 820 |
Г.1.3. Дефектоскоп состоит из электронного блока, соединенного гибким кабелем с ФП.
Г.1.4. Дефектоскоп комплектуется одним из двух типов ФП с базой 4 мм или с базой 3 мм.
Г.1.5. Питание электронного блока осуществляется от сменной аккумуляторной батареи. В дефектоскопе предусмотрено автоматическое отключение питания при разряде аккумуляторной батареи ниже допустимого значения.
Г.1.6. Внешний вид электронного блока дефектоскопа ДФ-103 показан на рисунке Г.1.
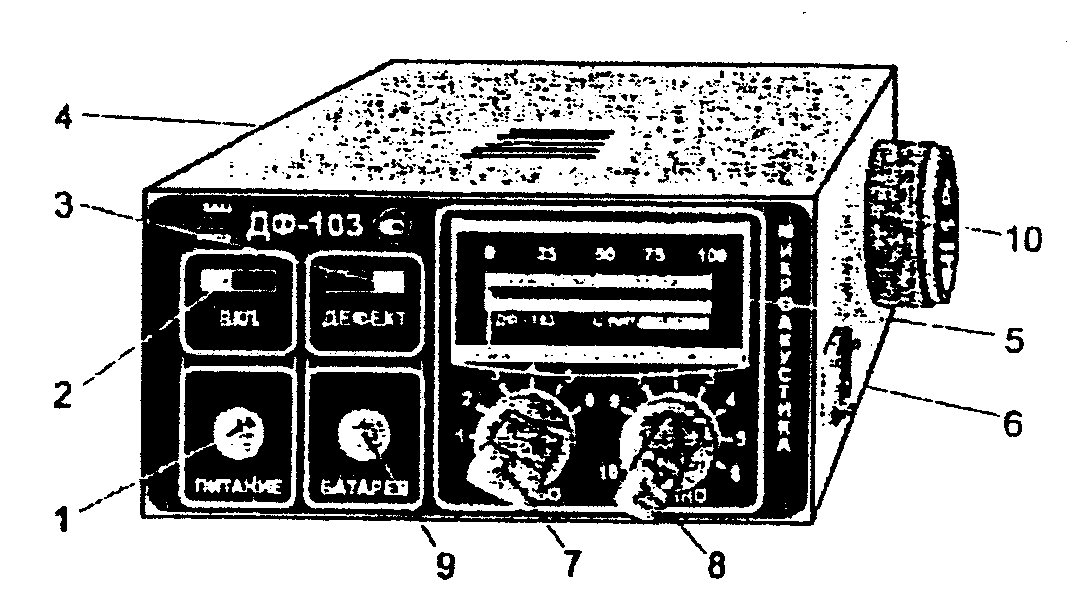
1 - кнопка включения питания; 2 - световой индикатор питания; 3 - световой индикатор дефектов; 4 - решетка звукового индикатора дефектов; 5 - стрелочный прибор; 6 - соединитель для подключения феррозондового преобразователя; 7 - регулятор чувствительности ГРУБО; 8 - регулятор чувствительности ТОЧНО; 9 - кнопка проверки аккумуляторной батареи; 10 - аккумуляторная батарея
Рисунок Г.1. Электронный блок дефектоскопа ДФ-103
Г.1.7. Работа с дефектоскопом ДФ-103 проводится в соответствии с руководством по эксплуатации МКИЯ.427631.020 РЭ.
Г.2. Феррозондовый дефектоскоп-градиентометр ДФ-105
Г.2.1. Дефектоскоп-градиентометр ДФ-105 МКИЯ.427631.030 ТУ предназначен для обнаружения дефектов в деталях и измерения градиента напряженности магнитного поля.
Г.2.2. Основные технические характеристики дефектоскопа приведены в таблице Г.2.
Таблица Г.2
Наименование характеристики | Значение характеристики |
Условные уровни чувствительности контроля по ГОСТ 21104 | А, Б, Д |
Диапазон измерения градиента напряженности магнитного поля, А/м2 | 2000 - 65000 |
Относительная погрешность измерения градиента, %, не более | 10 |
Напряжение питания, В | 8,8 - 12,0 |
Ток потребления, мА, не более | 35 |
Габаритные размеры электронного блока, мм, не более | 173 x 135 x 62 |
Масса электронного блока в чехле, г, не более | 940 |
Г.2.3. Дефектоскоп состоит из электронного блока, соединенного гибким кабелем с ФП.
Г.2.4. Дефектоскоп комплектуется одним из двух типов ФП с базой 4 мм или с базой 3 мм.
Г.2.5. Питание электронного блока осуществляется от сменной аккумуляторной батареи. В дефектоскопе предусмотрено автоматическое отключение питания при разряде аккумуляторной батареи ниже допустимого значения.
Г.2.6. Внешний вид электронного блока дефектоскопа ДФ-105 приведен на рисунке Г.2.
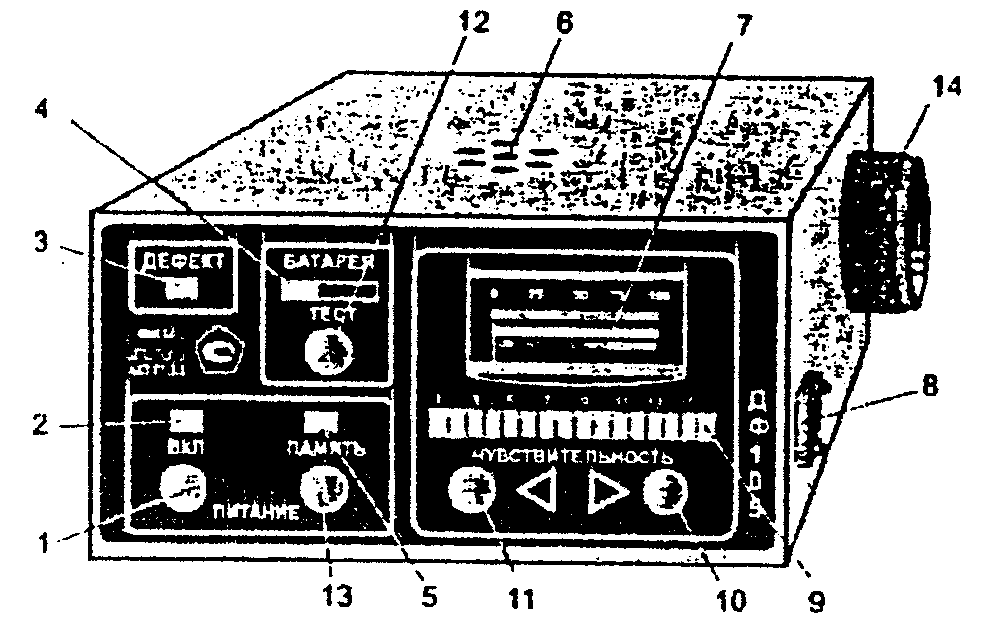
1 - кнопка включения питания; 2 - световой индикатор питания; 3 - световой индикатор дефектов; 4 - световой индикатор разряда аккумуляторов; 5 - индикатор настройки дефектоскопа; 6 - решетка звукового индикатора дефектов; 7 - стрелочный прибор; 8 - соединитель для подключения ФП; 9 - индикатор уровня чувствительности; 10 - кнопка увеличения чувствительности; 11 - кнопка уменьшения чувствительности; 12 - кнопка проверки напряжения аккумуляторной батареи; 13 - кнопка дежурного режима дефектоскопа; 14 - аккумуляторная батарея
Рисунок Г.2. Электронный блок дефектоскопа ДФ-105
Г.2.7. Работа с дефектоскопом ДФ-105 проводится в соответствии с руководством по эксплуатации МКИЯ.427631.030 РЭ.
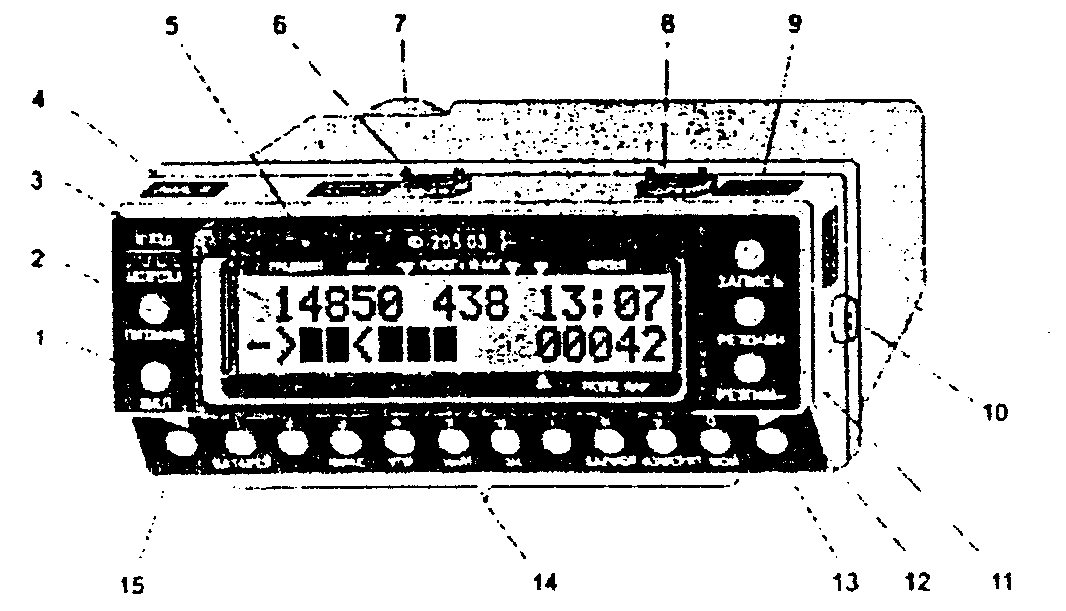
Г.3. Феррозондовый дефектоскоп-градиентометр ДФ-201.1
Г.3.1. Дефектоскоп-градиентометр ДФ-201.1 МКИЯ.427631.040 ТУ совмещает в себе функции дефектоскопа и измерителя градиента напряженности магнитного поля и обеспечивает:
- обнаружение и запись параметров дефекта и детали;
- измерение градиента напряженности магнитного поля;
- передачу информации о результатах контроля на компьютер.
Г.3.2. Основные технические характеристики дефектоскопа ДФ-201.1 приведены в таблице Г.3.
Таблица Г.3
Наименование характеристики | Значение характеристики |
Условные уровни чувствительности контроля по ГОСТ 21104, обеспечиваемые дефектоскопом | А, Б, Д |
Диапазон измерения градиента напряженности магнитного поля, А/м2 | 1000 - 200 000 |
Класс точности измерения градиента напряженности магнитного поля | 10/0,05 |
Напряжение аккумуляторной батареи, В | 8,5 - 13,0 |
Ток потребления, мА, не более | 25 |
Габаритные размеры электронного блока без чехла, мм, не более | 155 x 135 x 70 |
Масса в чехле, кг, не более | 1,4 |
Г.3.3. Дефектоскоп состоит из электронного блока, соединенного гибким кабелем с ФП.
Г.3.4. Дефектоскоп комплектуется одним из двух типов ФП с базой 4 мм или с базой 3 мм.
Г.3.5. Питание электронного блока осуществляется от сменной аккумуляторной батареи. В дефектоскопе предусмотрено автоматическое отключение питания при разряде аккумуляторной батареи ниже допустимого значения.
Г.3.6. Внешний вид электронного блока дефектоскопа показан на рисунке Г.3.
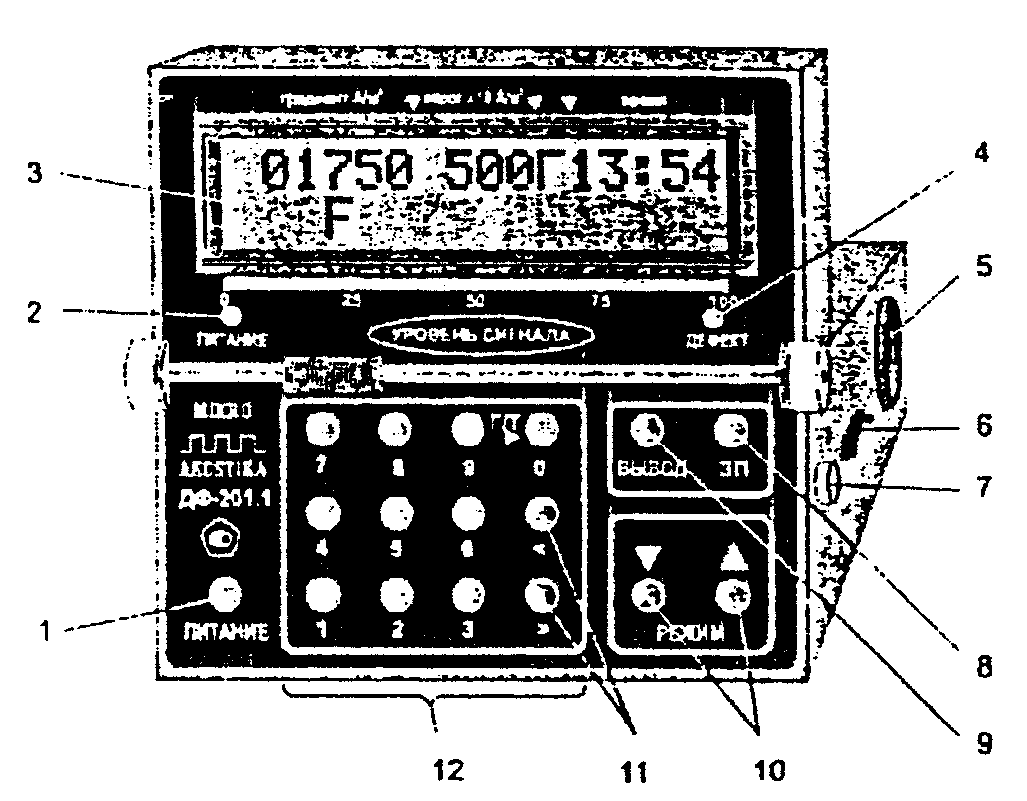
1 - кнопка включения питания; 2 - индикатор включения питания; 3 - дисплей; 4 - световой индикатор дефекта; 5 - батарея аккумуляторная; 6 - соединитель для подключения ФП; 7 - соединитель для подключения компьютера; 8 - кнопка записи информации о дефекте; 9, 10, 11 - кнопки переключения состояний прибора; 12 - кнопки ввода цифровой информации
Рисунок Г.3. Электронный блок дефектоскопа ДФ-201.1
Г.3.7. Характеристики ввода, хранения и вывода информации
Количество проверяемых деталей, информация о которых может храниться в памяти дефектоскопа, - не менее 400.
В дефектоскоп вводится (хранится в его памяти):
- заводской номер изделия;
- заводской номер контролируемой детали;
- код контролируемой детали;
- код предприятия-изготовителя;
- год изготовления контролируемой детали;
- параметр контролируемой детали;
- табельный номер дефектоскописта;
- значение градиента над дефектом;
- дата и время контроля (фиксируются автоматически);
- тип дефекта;
- зона контроля
- длина дефекта;
- заключение по дефекту.
Форма хранения и вывода информации определена в документе "Пакет программ РМД-1. Руководство по эксплуатации" МКИЯ.ИД-О3 РЭ.
Г.3.8. Работа с дефектоскопом ДФ-201.1 проводится в соответствии с руководством по эксплуатации МКИЯ.427631.040 РЭ.
Г.4. Магнитоизмерительный феррозондовый комбинированный прибор Ф-205.03
Г.4.1. Магнитоизмерительный комбинированный прибор Ф-205.03 МКИЯ.427633.001 ТУ совмещает в себе функции дефектоскопа и измерителя напряженности и градиента напряженности магнитного поля. Прибор обеспечивает:
- обнаружение и запись параметров дефектов;
- измерение напряженности постоянного магнитного поля;
- измерение градиента напряженности магнитного поля;
- запись характеристик магнитного поля;
- автоматическую и ручную настройку порога;
- передачу информации о результатах контроля на компьютер.
Г.4.2. Основные технические характеристики прибора приведены в таблице Г.4.
Таблица Г.4
┌────────────────────────────────────────────┬───────────────────┐
│Наименование характеристики │Значение │
│ │характеристики │
├────────────────────────────────────────────┼───────────────────┤
│Условные уровни чувствительности контроля по│А, Б, Д │
│ГОСТ 21104 │ │
├────────────────────────────────────────────┼───────────────────┤
│Диапазон измерения напряженности магнитного │+/- (30 - 3 000) │
│поля, А/м │ │
├────────────────────────────────────────────┼───────────────────┤
│Класс точности при измерении напряженности │10/0,05 │
│магнитного поля │ │
├────────────────────────────────────────────┼───────────────────┤
│Диапазон измерения градиента напряженности │+/- (1000 - 150000)│
│магнитного поля, А/м2 │ │
├────────────────────────────────────────────┼───────────────────┤
│Класс точности при измерении градиента │10/0,01 │
│напряженности магнитного поля │ │
├────────────────────────────────────────────┼───────────────────┤
│Напряжение аккумуляторной батареи, В │8,5 - 13,0 │
├────────────────────────────────────────────┼───────────────────┤
│Продолжительность непрерывной работы │20 │
│прибора, ч, не менее │ │
├────────────────────────────────────────────┼───────────────────┤
│Габаритные размеры электронного блока │152 x 195 x 96 │
│прибора (в чехле), мм, не более │ │
├────────────────────────────────────────────┼───────────────────┤
│Масса прибора (в чехле) с двумя ФП, кг, │1,4 │
│не более │ │
└────────────────────────────────────────────┴───────────────────┘
Г.4.3. Прибор комплектуется четырьмя ФП в соответствии с таблицей Г.5.
Таблица Г.5
────────────────┬────────────────────────────┬──────┬─────────────
Обозначение │Наименование │Кол-во│Примечание
│ │(шт.) │
────────────────┼────────────────────────────┼──────┼─────────────
МДФ 605-03 │Блок электронный Ф 205.03 │ 1 │
────────────────┼────────────────────────────┼──────┼─────────────
МДФ 9405.30-02 │Преобразователь │ 1 │Полемер
│феррозондовый Р2/3 Тп │ │
────────────────┼────────────────────────────┼──────┼─────────────
МДФ 9405.130-01 │Преобразователь │ 1 │Полемер
│феррозондовый Р2/4 Нп │ │
────────────────┼────────────────────────────┼──────┼─────────────
МДФ 9405.30 │Преобразователь │ 1 │Градиентометр
│феррозондовый Р2/3 Нг │ │
────────────────┼────────────────────────────┼──────┼─────────────
МДФ 9405.130 │Преобразователь │ 1 │Градиентометр
│феррозондовый Р2/4 Нг │ │
────────────────┴────────────────────────────┴──────┴─────────────
Г.4.4. Питание электронного блока осуществляется от сменной аккумуляторной батареи. В дефектоскопе предусмотрено автоматическое отключение питания при разряде аккумуляторной батареи ниже допустимого значения.
Г.4.5. Внешний вид прибора показан на рисунке Г.4.
1 - кнопка включения питания; 2 - индикатор включения питания; 3 - дисплей; 4 - заводской номер; 5 - световой индикатор; 6 - соединитель для подключения ФП-градиентометра; 7 - батарея аккумуляторная; 8 - соединитель для подключения ФП-полемера; 9 - кнопка записи информации о дефекте; 10 - соединитель для подключения компьютера; 11, 12, 13, 15 - кнопки переключения состояний прибора; 14 - кнопки ввода цифровой информации и переключения состояний прибора
Рисунок Г.4. Электронный блок прибора Ф-205.03
Г.4.6. Характеристики ввода, хранения и вывода информации
Количество проверяемых деталей, информация о которых может храниться в памяти прибора, - до 400.
В прибор вводится и хранится в его памяти:
- заводской номер контролируемого изделия;
- заводской номер контролируемой детали;
- код контролируемой детали;
- параметр контролируемой детали;
- код предприятия-изготовителя и год изготовления контролируемой детали;
- табельный номер дефектоскописта;
- значения измеряемых характеристик поля в виде таблицы значений;
- дата и время контроля (фиксируются автоматически);
- тип дефекта;
- зона контроля;
- длина дефекта;
- заключение по дефекту.
Форма хранения и вывода информации определена в документе "Пакет программ РМД-1. Руководство по эксплуатации" МКИЯ.НД-ОЗ РЭ.
Г.4.7. Работа с прибором Ф-205.03 проводится в соответствии с руководством по эксплуатации МКИЯ.427633.001-03 РЭ.
Г.5. Магнитоизмерительный феррозондовый комбинированный прибор Ф-205.30А
Г.5.1. Магнитоизмерительный комбинированный прибор Ф-205.30А МКИЯ.427633.001-30А МКИЯ.427633.001 ТУ совмещает в себе функции дефектоскопа и измерителя напряженности магнитного поля и градиента напряженности магнитного поля. Прибор обеспечивает:
- обнаружение и запись параметров дефекта;
- измерение напряженности постоянного магнитного поля;
- измерение градиента напряженности постоянного магнитного поля;
- запись характеристик магнитного поля;
- передачу информации на компьютер.
Г.5.2. Основные технические характеристики прибора приведены в таблице Г.6.
Таблица Г.6
Наименование характеристики | Значение характеристики |
Условные уровни чувствительности контроля по ГОСТ 21104 | А, Б, Д |
Диапазон измерении напряженности постоянного магнитного поля/й, А/м | +/- (30-3 000) |
Класс точности при измерении напряженности магнитного поля | 10/0,05 |
Диапазон измерений градиента напряженности постоянного магнитного поля, А/м2 | +/- (1000 - 150000) |
Класс точности при измерении градиента напряженности магнитного поля | 10/0,01 |
Напряжение аккумуляторной батареи, В | 8,5 - 13,0 |
Ток потребления, мА, не более | 30 |
Продолжительность непрерывной работы прибора, ч, не менее | 20 |
Габаритные размеры прибора (в чехле), мм, не более | 152 x 195 x 96 |
Масса прибора (в чехле) с двумя ФП, кг, не более | 1,4 |
Г.5.3. Внешний вид электронного блока прибора показан на рисунке Г.5.
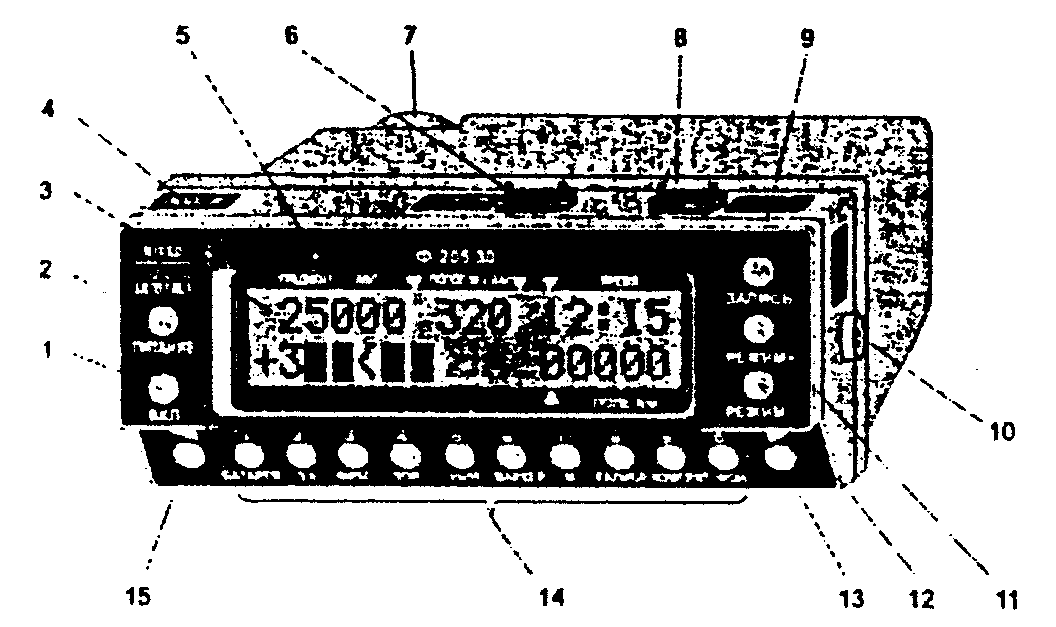
1 - кнопка включения питания; 2 - индикатор включения питания; 3 - дисплей; 4 - заводской номер; 5 - световой индикатор; 6 - соединитель для подключения ФП-градиентометра; 7 - батарея аккумуляторная; 8 - соединитель для подключения ФП-полемера; 9 - кнопка записи информации; 10 - соединитель для подключения устройства указания (манипулятора) или компьютера; 11, 12, 13, 15 - кнопки переключения состояний прибора; 14 - кнопки ввода цифровой информации и переключения состояний прибора
Рисунок Г.5. Электронный блок прибора Ф-205.30А
Г.5.4. Характеристики ввода, хранения и вывода информации
Количество измерений, информация о которых может храниться в памяти прибора, - 16 000.
В прибор вводятся оператором и хранятся в его памяти:
- заводской номер контролируемой детали;
- параметр контролируемой детали;
- год изготовления контролируемой детали;
- код предприятия-изготовителя;
- табельный номер дефектоскописта;
- значения измеряемых характеристик поля в виде таблицы значений;
- дата и время проверки (вводятся автоматически).
Форма хранения и вывода информации определена в документе "Пакет программ РМД-1. Руководство по эксплуатации" МКИЯ.НД-О3 РЭ.
Г.5.5. Работа с прибором Ф-205.30А проводится в соответствии с руководством по эксплуатации МКИЯ.427633.001-30А РЭ.
(обязательное)
Д.1. СОП предназначены для проверки работоспособности и настройки феррозондовых дефектоскопов перед проведением контроля.
Д.2. Внешний вид СОП приведен на рисунке Д.1 <*>.
--------------------------------
<*> Допускается другое конструктивное исполнение СОП.
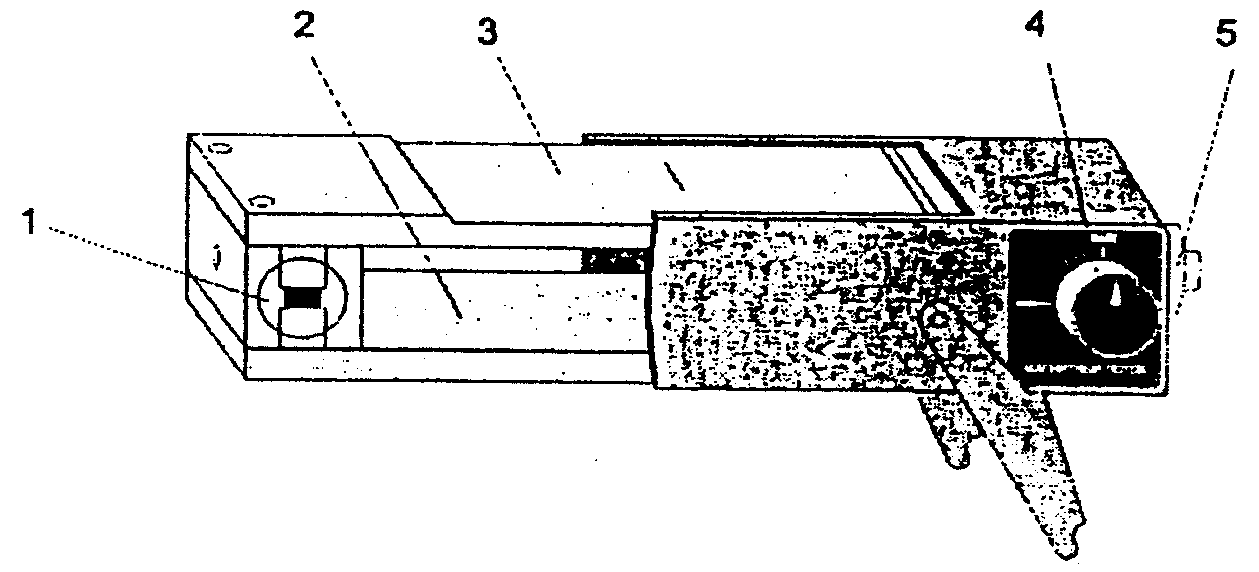
1 - устройство для регулирования магнитного потока; 2 - магнитопровод; 3 - пластина с ИД; 4 - ручка регулировочного устройства; 5 - фиксатор регулировочного устройства
Рисунок Д.1. Стандартный образец предприятия
Д.3. Пластина СОП размерами 300 x 40 x 10 мм изготовлена из Ст. 3 по ГОСТ 380 или Ст. 20 ГФЛ по ГОСТ 977. На пластине имеются один или три нормированных ИД.
Д.5. Стандартные образцы предприятия, их назначение и основные характеристики приведены в таблице Д.1.
Наименование СОП | Номинальное значение градиента напряженности магнитного поля над ИД, А/м2 | Погрешность воспроизведения градиента напряженности магнитного поля, % | Детали, при контроле которых применяется СОП для настройки дефектоскопа |
СОП-НО-021 | 6500 | +/- 5 | Боковые рамы и надрессорные балки тележек 18-100, 18-493 |
СОП-НО-022 | 10500 | +/- 5 | Тяговый хомут |
СОП-НО-023 | 12000 | +/- 5 | Корпус автосцепки |
СОП-НО-024 | 6500 | +/- 5 | Детали тележки 18-102, соединительная балка тележки 18-101 |
СОП-НО-025 | 6500 | +/- 5 | Надрессорные балки и рамы тележек КВ3-И2, ЦМВ, КВ3-ЦНИИ и КВ3-5ОГ |
СОП-НО-026 | 8000 | +/- 5 | Цельнокатаное колесо |
СОР-НО-027 | 8000 | +/- 5 | Сварные соединения котлов вагонов-цистерн |
Д.6. Для СОП, имеющих три ИД, в таблице Д.1 приведено минимальное из трех значение градиента. В паспорте СОП приведены значения градиента напряженности магнитного поля над всеми тремя ИД.
(справочное)
Е.1. Электромагнитные намагничивающие устройства МСН 10 и МСН 10-03
Е.1.1. Электромагнитное стационарное намагничивающее устройство МСН 10 предназначено для намагничивания боковых рам и надрессорных банок в составе тележки 18-100 грузовых вагонов.
Е.1.2. Электромагнитное стационарное намагничивающее устройство МСН 10-03 предназначено для намагничивания боковых рам и надрессорных балок в составе тележки 18-493 грузовых вагонов.
Е.1.3. Основные технические характеристики МСН 10 и МСН 10-03 приведены в таблице Е.1.
Таблица Е.1
Наименование характеристики | Значение характеристики |
Номинальное напряжение питающей сети, В | 220 +/- 22 |
Напряжение питания электромагнитов, В | 27 - 35 |
Ток электромагнитов, А | 12 - 18 |
Продолжительность включения электромагнитов, с | 5 - 9 |
Потребляемая мощность, ВА, не более | 2000 |
Е.1.4. В состав МСН 10 и МСН 10-03 входят:
- блок питания МБП 9617 (рисунок Е.1);
- два устройства намагничивания боковых рам (рисунок 8.1а);
- одно устройство намагничивания надрессорной балки.
Устройство намагничивания надрессорной балки выполняется в двух вариантах (рисунки 8.1б и 8.1в). В эксплуатационном отношении они эквивалентны.
Отличие МСН 10 и МСН 10-03 - в расстояниях между стойками-полюсами и ловителями.
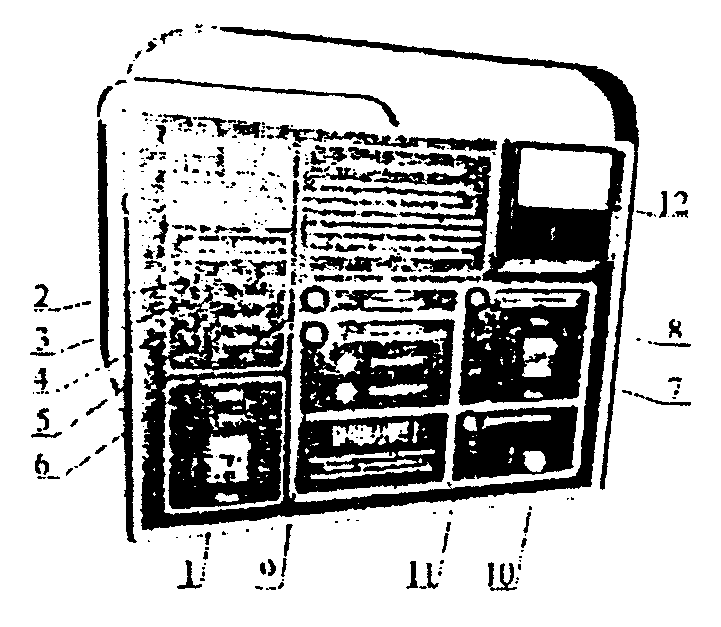
1 - тумблер включения питания; 2 - индикатор наличия питания регулируемого источника; 3 - индикатор целостности предохранителя Пр1 и наличия питания нерегулируемого источника; 4 - индикатор целостности предохранителя Пр2; 5 - индикатор целостности предохранителя Пр3; 6 - индикатор установки тележки на полюс-опоры; 7 - тумблер включения режима подвода замыкателей магнитного потока; 8 - индикатор включения режима подвода замыкателей магнитного потока; 9 - индикатор положения замыкателей магнитного потока; 10 - кнопка включения режима намагничивания; 11 - индикатор включения намагничивающего тока; 12 - амперметр
Е.1.5. Работа с МСН 10 и МСН 10-03 производится в соответствии с руководством по эксплуатации МСН 10РЭ.
Е.1.6. Порядок монтажных и пусконаладочных работ МСН 10 и МСН 10-03 определен "Инструкцией по монтажу, пуску, регулированию и обкатке МСН 10 ИМ".
Е.2. Электромагнитные намагничивающие устройства МСН 21 и МСН 22
Е.2.1. Электромагнитное стационарное намагничивающее устройство МСН 21 предназначено для намагничивания рам и надрессорных балок тележек КВ3-ЦНИИ и КВ3-5 пассажирских вагонов.
Е.2.2. Электромагнитное стационарное намагничивающее устройство МСН 22 предназначено для намагничивания рам и надрессорных балок тележек КВ3-И2 и ЦМВ рефрижераторных вагонов, а также рам и надрессорных балок тележек ЦМВ пассажирских вагонов.
Е.2.3. Основные технические характеристики МСН 21 и МСН 22 приведены в таблице Е.2.
Таблица Е.2
Наименование характеристики | Значение характеристики |
Номинальное напряжение питающей сети, В | 220 +/- 22 |
Напряжение питания электромагнитов, В | 4 - 6 |
Ток электромагнитов, А канал 1, канал 2 | 0,5 - 1,5 3,0 - 4,5 |
Потребляемая мощность, ВА, не более |
Е.2.4. В состав МСН 21 и МСН 22 входят:
- источник питания Б4-621 (рисунок Е.2);
- устройство намагничивания рамы тележки, содержащее четыре электромагнита (рисунки 9.1, 10.1);
- устройство намагничивания надрессорной балки, содержащее один электромагнит (рисунки 9.11 и 10.11).
Намагничивающие устройства МСН 21 и МСН 22 отличаются конструкцией ловителя-опоры и дополнительными опорами, поддерживающими надрессорную балку.
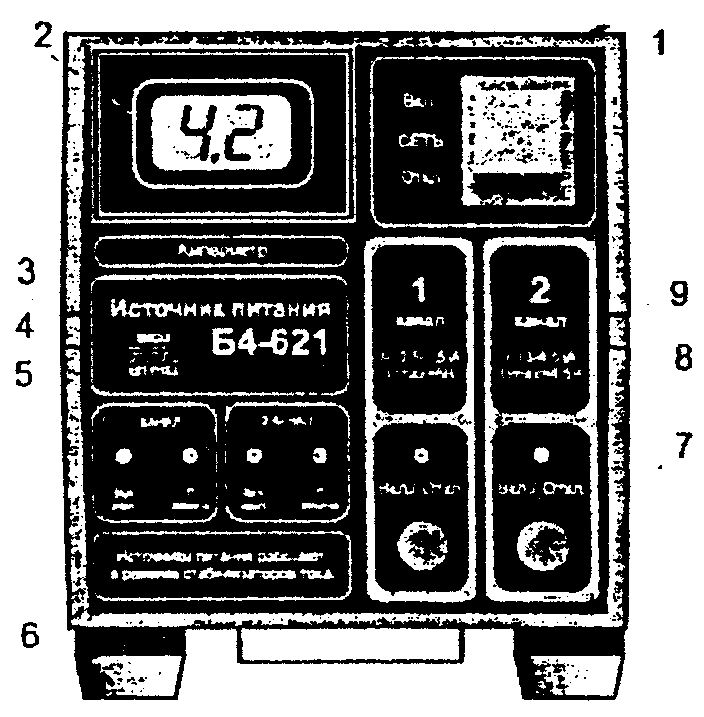
1 - выключатель питания со световой индикацией; 2 - измеритель напряжения; 3 - индикатор включения вентилятора второго канала, 4 - индикатор аварийного отключения первого канала; 5 - включения вентилятора второго канала; 6 - индикатор аварийного отключения второго канала; 7 - кнопки включения и отключения тока намагничивания; 8 - индикаторы включения намагничивающего тока второго канала; 9 - индикаторы включения намагничивающего тока первого канала
Е.2.5. Работа с МСН 21 и МСН 22 производится в соответствии с руководствами по эксплуатации МСН 21 РЭ и МСН 22 РЭ.
Е.2.6. Порядок монтажных и пусконаладочных работ для МСН 21 и МСН 22 определяется инструкциями по монтажу, пуску, регулированию и обкатке, соответственно МСН 21 ИМ и МСН 22 ИМ.
Е.3. Электромагнитные намагничивающие устройства МСН 31
Е.3.1. Электромагнитное стационарное намагничивающее устройство МСН 31 предназначено для намагничивания надрессорнных балок предварительно разобранных тележек 18-100 и 18-493.
Е.3.2. Основные технические характеристики МСН 31 приведены в таблице Е.3.
Таблица Е.3
Наименование характеристики | Значение характеристики |
Номинальное напряжение питающей сети, В | 220 +/- 22 |
Напряжение питания электромагнита, В | 2,5 - 4,5 |
Ток электромагнита, А | 0,5 - 1,2 |
Потребляемая мощность, ВА, не более |
Е.3.3. В состав МСН 31 (рисунок 8.24) входят:
- устройство для намагничивания надрессорной балки;
- источник питания БЗ-761.6А (рисунок Е.4).
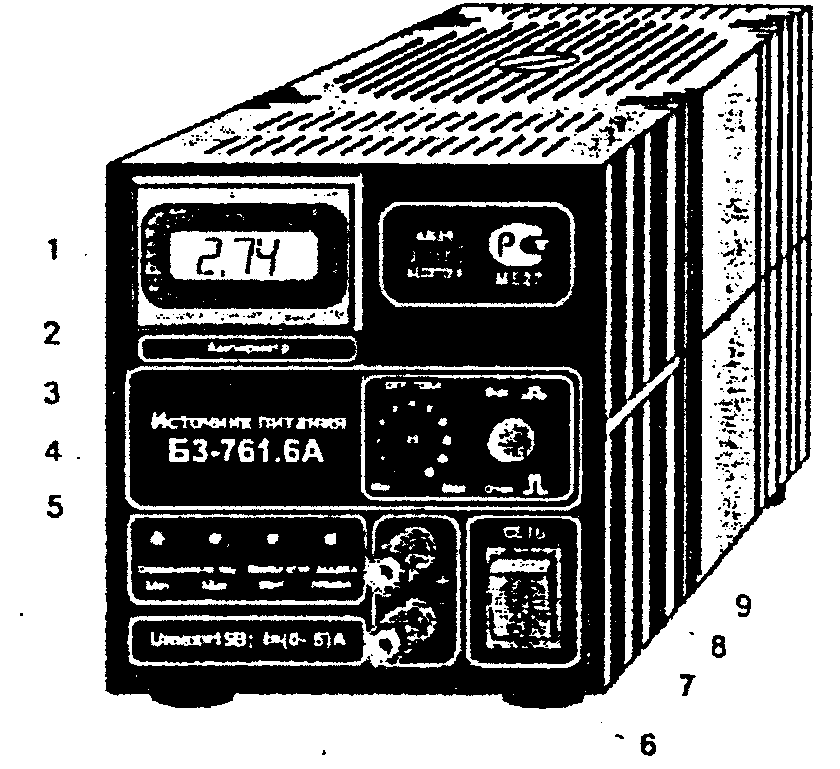
1 - светодиодный дисплей амперметра; 2 - индикатор отключения блока - ТЕМПЕРАТУР. ЗАЩИТА ПРЕДЕЛ; 3 - индикатор включения вентилятора - ТЕМПЕРАТУР. ЗАЩИТА ВЕНТ.; 4 - индикатор ограничения по току Мах; 5 - индикатор ограничения по току Min; 6 - клеммы подключения нагрузки; 7 - тумблер включения питания со световой индикацией; 8 - регулятор ограничения по току ОГР. ТОКА.;9 - кнопка включения электромагнита Вкл./Откл
Е.3.4. Намагничивающее устройство МСН 31 монтируется на основании из деревянных брусьев или шпал. С помощью подъемного крана его устанавливают на любом месте ремонтного участка, в соответствии со схемой технологического процесса.
Е.3.5. Работа с МСН 31 производится в соответствии с руководством по эксплуатации МСН 31 РЭ.
Е.3.6. Порядок монтажных и пусконаладочных работ определен "Инструкцией по монтажу, пуску, регулированию и обкатке МСН 31 ИМ".
Е.4. Электромагнитные намагничивающие устройства МСН 32
Е.4.1. Электромагнитное стационарное намагничивающее устройство МСН 32 предназначено для намагничивания боковых рам предварительно разобранных тележек 18-100 и 18-493 грузовых вагонов.
Е.4.2. Основные технические характеристики МСН 32 приведены в таблице Е.4.
Таблица Е.4
Наименование характеристики | Значение характеристики |
Номинальное напряжение питающей сети, В | 220 +/- 22 |
Напряжение питания электромагнитов, В | 1,5 - 2,5 |
Ток электромагнитов, А | 1,0 - 1,5 |
Потребляемая мощность, ВА, не более |
Е.4.3. В состав МСН 32 входят:
- источник питания БЗ-761.6А (рисунок Е.4);
- устройство для намагничивания боковой рамы (рисунок 8.24).
Е.4.4. Намагничивающее устройство МСН 32 монтируется на основании из деревянных брусьев или шпал. С помощью подъемного крана его устанавливают на любом месте ремонтного участка, в соответствии со схемой технологического процесса.
Е.4.5. Работа с МСН 32 производится в соответствии с руководством по эксплуатации МСН 32 РЭ.
Е.4.6. Порядок монтажных и пусконаладочных работ определен "Инструкцией по монтажу, пуску, регулированию и обкатке МСН 32 ИМ".
Е.5. Приставные намагничивающие устройства МСН 11, МСН 11-01, МСН 11-02, МСН 11-03
Е.5.1. Приставные намагничивающие устройства МСН 11, МСН 11-01, МСН 11-02, МСН 11-03 предназначены для намагничивания деталей тележки 18-102 и соединительной балки тележки 18-101. Устройство МСН 11-01 предназначено для намагничивания корпуса автосцепки.
Е.5.2. Основные технические характеристики МСН 11, МСН 11-01, МСН 11-02 и МСН 11-03 приведены в таблице Е.5.
Таблица Е.5
Наименование характеристики | МСН 11 | МСН 11-01 | МСН 11-02 | МСН 11-03 |
Размеры магнитного полюса, мм | 240 x 15 | 160 x 20 | 240 x 15 | 240 x 15 |
Максимальное расстояние между полюсами, мм | 800 | 400 | 600 | 1000 |
Расстояние между контролируемой поверхностью и магнитопроводом, мм | 100 | 60 | 100 | 100 |
Магнитная индукция в листе из материала сталь 10 размером 800 x 1500 x 15 мм при расстоянии между полюсами 400 мм, мТл не менее <1> | 25 | 60 | 25 | 25 |
--------------------------------
Е.5.3. Намагничивающие устройства МСН 11, МСН 11-02, МСН 11-03 представляют собой П-образные магнитные системы (рисунки Е.5 и Е.6), у которых изменяются расстояния между магнитными полюсами.
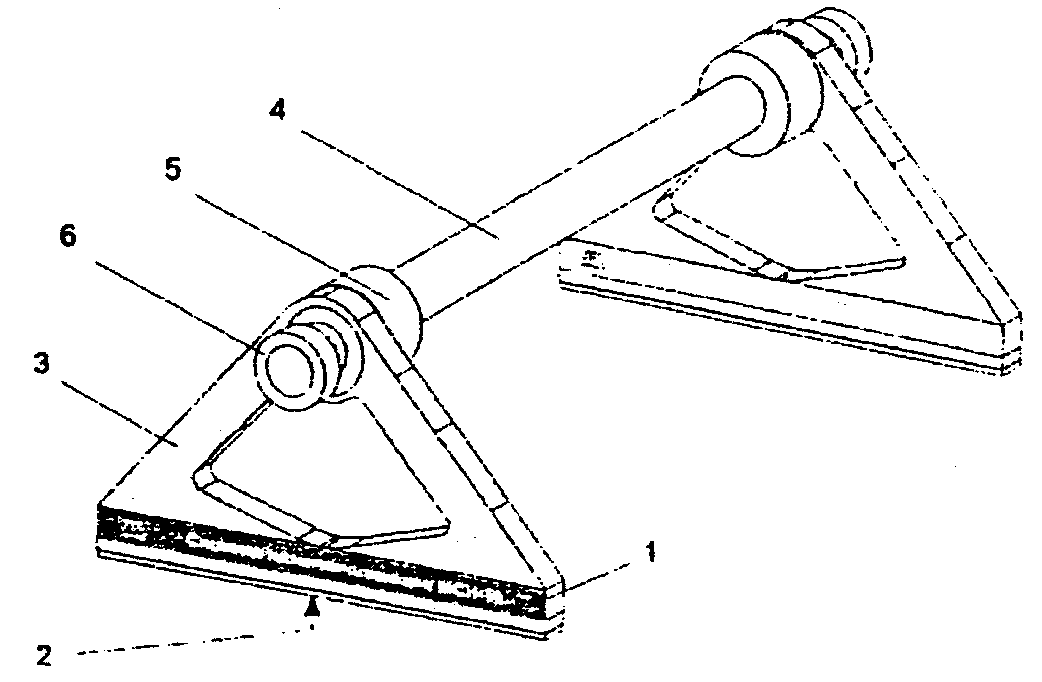
1 - кассета с постоянными магнитами; 2 - полюсный наконечник; 3 - треугольный магнитопровод; 4 - штанга; 5 - цанговый зажим; 6 - ограничительная гайка
Рисунок Е.5. Приставные намагничивающие устройства МСН-11,
МСН 11-02, МСН 11-03
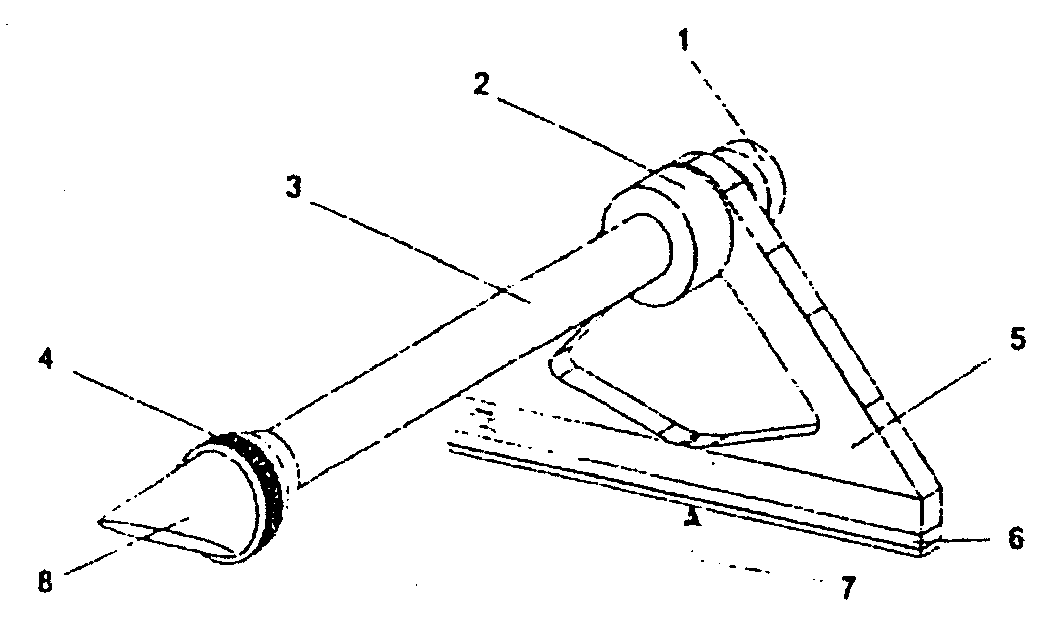
1 - ограничительная гайка; 2 - цанговый зажим; 3 - штанга; 4, 6 - кассеты с постоянными магнитами; 5 - треугольный магнитопровод; 7, 8 - полюсные наконечники
МСН 11-01
Е.5.4. Работа с МСН 11, МСН 11-01, МСН 11-02 и МСН 11-03 проводится в соответствии с руководством по эксплуатации МСН 11 РЭ.
Е.6. Приставное намагничивающее устройство МСН 12
Е.6.1. Приставное намагничивающее устройство МСН 12 содержит постоянные магниты и предназначено для намагничивания деталей вагонов.
Е.6.2. Основные технические характеристики МСН 12 приведены в таблице Е.6.
Таблица Е.6
Наименование характеристики | Значение характеристики |
Высота полюсного наконечника, мм | 60 |
Диаметр полюсного наконечника, мм | 30 |
Максимальное расстояние между полюсами, мм | 750 |
Магнитная индукция в листе из материала сталь 10 размером 800 x 1500 x 15 мм при расстоянии между полюсами 400 мм, мТл, не менее <2> | 25 |
--------------------------------
Е.6.3. Намагничивающее устройство МСН 12 представляет собой магнитную систему с гибким магнитопроводом (рисунок Е.7).
1 - полюсные наконечники; 2 - держатели; 3 - гибкий магнитопровод
Рисунок Е.7. Приставное намагничивающее устройство МСН 12
Е.6.4. Работа с МСН 12 проводится в соответствии с руководством по эксплуатации МСН 12 РЭ.
Е.7. Приставное намагничивающее устройство МСН 14
Е.7.1. Приставное намагничивающее устройство МСН 14 содержит постоянные магниты и предназначено для намагничивания деталей вагонов.
Е.7.2. Основные технические характеристики МСН 14 приведены в таблице Е.7.
Таблица Е.7
Наименование характеристики | Значение характеристики |
Высота полюсного наконечника, мм | 95 |
Диаметр полюсного наконечника, мм | 69 |
Максимальное расстояние между полюсами, мм | 800 |
Магнитная индукция в листе из материала сталь 10 размером 800 x 1500 x 15 мм при расстоянии между полюсами 400 мм, мТл, не менее <3> | 65 |
--------------------------------
Е.7.3. Намагничивающее устройство МСН 14 представляет собой магнитную систему с гибким магнитопроводом (рисунок Е.8).
1 - полюсные наконечники; 2 - держатели; 3 - гибкий магнитопровод
Рисунок Е.8. Приставное намагничивающее устройство МСН 14
Е.7.4. Работа с МСН 14 проводится в соответствии с руководством по экплуатации МСН 14 РЭ.
(справочное)
Ж.1. Перечень феррозондовых установок и применяемых с ними дополнительных устройств приведен в таблице Ж.1.
Таблица Ж.1
Феррозондовая установка | Дополнительные устройства | Назначение устройств |
1-ДФ-103 8-ДФ-103 | Измеритель напряженности магнитного поля МФ-107 (МФ-109) или магнитоизмерительный комбинированный прибор Ф-205.03 (30, 38) Зарядная станция ЗС 850.10 | Измерение напряженности магнитного поля на поверхности контролируемой детали и СОП Заряд аккумуляторов |
1-ДФ-105 8-ДФ-105 | Измеритель напряженности магнитного поля МФ-107 (МФ-109) или магнитоизмерительный комбинированный прибор Ф-205.03 (30, 38) Зарядная станция ЗС 850.10 | Измерение напряженности магнитного поля на поверхности контролируемой детали и СОП Заряд аккумуляторов |
1-ДФ-201 2-ДФ-201 3ДФ-201 4ДФ-201 5ДФ-201 51-ДФ-201 6ДФ-201 7ДФ-201 8ДФ-201 9ДФ-201 91-ДФ-201 10ДФ-201 | IBM-совместимый компьютер с процессором 486 и выше Преобразователь интерфейса МПИ 40 Измеритель напряженности магнитного поля МФ-107 (МФ-109) или магнитоизмерительный комбинированный прибор Ф-205.03 (30, 38) Зарядная станция ЗС 850.10 | Обработка данных и оформление протоколов контроля Передача данных Измерение напряженности магнитного поля на поверхности контролируемой детали и на СОП Заряд аккумуляторов |
1-ДФ-205 2-ДФ-205 3ДФ-205 4ДФ-205 5ДФ-205 51-ДФ-205 6ДФ-205 7ДФ-205 8ДФ-205 9ДФ-205 91-ДФ-205 10ДФ-205 | IВМ-совместимый компьютер с процессором 486 и выше Преобразователь интерфейса МПИ 40 Зарядная станция ЗС 850.10 | Обработка данных и оформление протоколов контроля Передача данных Заряд аккумуляторов |
Преобразователь МПИ 40 используется, если длина (1,5 м) кабеля, входящего в комплект поставки дефектоскопа, недостаточна для соединения его с компьютером.
Ж.2. Измеритель напряженности магнитного ноля МФ-107 (МФ-107А)
Ж.2.1. Прибор МФ-107 МКИЯ 422543.001 ТУ предназначен для измерения напряженности постоянного магнитного поля в свободном пространстве и на поверхности контролируемых деталей.
Ж.2.2. Основные технические характеристики прибора представлены в таблице Ж.2.
Таблица Ж.2
Наименование характеристики | Значение характеристики |
Диапазон измерения магнитного поля, А/м | +/- 40 - 180 160 - 1800 |
Класс точности | 10/1 |
Номинальное напряжение аккумуляторной батареи, В | 9,6 |
Ток потребления, мА, не более | 35 |
Габаритные размеры в чехле, мм, не более | 140 x 182 x 66 |
Масса, кг, не более | 1,95 |
Ж.2.3. В комплект измерителя входят ФП-полемеры двух типов:
ФП-полемер для измерения нормальной  составляющей вектора напряженности магнитного поля;
составляющей вектора напряженности магнитного поля;
ФП-полемер для измерения тангенциальной  составляющей вектора напряженности магнитного поля.
составляющей вектора напряженности магнитного поля.
Ж.2.4. Питание электронного блока осуществляется от сменной аккумуляторной батареи. В дефектоскопе предусмотрено автоматическое отключение питания при разряде аккумуляторной батареи ниже допустимого значения.
Ж.2.5. Внешний вид электронного блока прибора МФ-107 показан на рисунке Ж.1.
1 - кнопка включения питания; 2 - индикатор включения питания; 3 - соединитель для подключения ФП; 4 - аккумуляторная батарея; 5 - индикатор разряда батареи; 6 - звуковой индикатор; 7 - дисплей; 8 - индикаторы режимов измерения нормальной и тангенциальной  , составляющих вектора напряженности магнитного поля; 9 - кнопка переключения режимов измерения; 10 - индикатор включения второго диапазона измерения; 11 - кнопка переключения диапазонов измерения
, составляющих вектора напряженности магнитного поля; 9 - кнопка переключения режимов измерения; 10 - индикатор включения второго диапазона измерения; 11 - кнопка переключения диапазонов измерения
Рисунок Ж.1. Электронный блок прибора МФ-107
Ж.2.6. Работа с прибором МФ-107 проводится в соответствии с руководством по эксплуатации МКИЯ. 422543.001-01 РЭ.
Ж.3. Измеритель напряженности магнитного поля МФ-109
Ж.3.1. Прибор МФ-109 МКИЯ 422543.001 ТУ предназначен для измерения напряженности постоянного магнитного поля в свободном пространстве и на поверхности контролируемых деталей.
Ж.3.2. Основные технические характеристики прибора представлены в таблице Ж.3.
Таблица Ж.3
Наименование характеристики | Значение характеристики |
Диапазон измерения напряженности магнитного поля, А/м | +/- (40 - 19 000) |
Класс точности | 5/0,05 |
Номинальное напряжение аккумуляторной батареи, В | 12 |
Ток потребления, мА, не более | 35 |
Габаритные размеры в чехле, мм, не более | 145 x 196 x 80 |
Масса, кг, не более | 1,25 |
Ж.3.2. В комплект прибора входят ФП-полемеры двух типов:
ФП-полемер для измерения нормальной  составляющей вектора напряженности магнитного поля;
составляющей вектора напряженности магнитного поля;
ФП-полемер для измерения тангенциальной  составляющей вектора напряженности магнитного поля.
составляющей вектора напряженности магнитного поля.
Ж.3.3. Питание электронного блока осуществляется от сменной аккумуляторной батареи. В дефектоскопе предусмотрено автоматическое отключение питания при разряде аккумуляторной батареи ниже допустимого значения.
Ж.3.5. Внешний вид электронного блока прибора МФ-109 показан на рисунке Ж.2.
1 - кнопка включения питания; 2 - индикатор включения питания; 3 - индикатор разряда батареи; 4 - дисплей; 5 - индикатор полярности магнитного поля; 6 - индикатор режима измерения нормальной составляющей магнитного поля  , 7 - индикатор режима измерения тангенциальной составляющей магнитного поля
, 7 - индикатор режима измерения тангенциальной составляющей магнитного поля  , 8 - кнопка переключения режимов измерений; 9 - соединитель для подключения ФП; 10 - звуковой индикатор
, 8 - кнопка переключения режимов измерений; 9 - соединитель для подключения ФП; 10 - звуковой индикатор
Рисунок Ж.2. Электронный блок прибора МФ-109
Ж.3.5. Работа с прибором проводится в соответствии с руководством по эксплуатации измерителя напряженности магнитного поля МФ-109 МКИЯ, 422543.001-02 РЭ.
Ж.4. Магнитоизмерительный феррозондовый комбинированный прибор Ф-205.38
Ж.4.1. Магнитоизмерительный комбинированный прибор Ф-205.38 МКИЯ.427633.001-38 МКИЯ.442633.001 ТУ совмещает в себе функции дефектоскопа и измерителя напряженности и градиента напряженности магнитного поля. Прибор обеспечивает:
- обнаружение дефектов;
- измерение напряженности постоянного и переменного магнитных полей;
- измерение градиента напряженности постоянного и переменного магнитных полей;
- запись результатов измерений;
- автоматическую и ручную настройку порога;
- передачу информации о результатах контроля на компьютер.
Примечание. Значения напряженности магнитного поля или его градиента, записанные с заданным пространственным интервалом, могут быть преобразованы компьютером в трехмерную картину распределения напряженности магнитного поля или его градиента.
Ж.4.2. Основные технические характеристики прибора приведены в таблице Ж.4.
Таблица Ж.4
Наименование характеристики | Значение характеристики |
Условные уровни чувствительности контроля по ГОСТ 21104 | А, Б, Д |
Диапазон измерения напряженности магнитного поля, А/м | +/- (30 - 3 000) +/- (2 000 - 20 000) |
Класс точности при измерении напряженности магнитного поля | 10/0,05 |
Диапазон измерений градиента напряженности магнитного поля, А/м2 | +/- (1000-150000) |
Класс точности при измерении градиента напряженности магнитного поля | 10/0,01 |
Напряжение аккумуляторной батареи, В | 8,5 - 13,0 |
Ток потребления, мА, не более | 80 |
Продолжительность непрерывной работы прибора, ч, не менее | 15 |
Напряжение аккумуляторной батареи, при котором срабатывает схема контроля разряда, В | 8,5 + 0,2 |
Габаритные размеры прибора (в чехле), мм, не более | 152 x 195 x 96 |
Масса прибора (в чехле) с двумя ФП, кг, не более | 1,4 |
Ж.4.3. Составные части прибора перечислены в таблице Ж.5.
Таблица Ж.5
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду сноска <1>, а не сноска <2>. |
Обозначение | Наименование | Кол-во | Примечание |
МДФ 605-38 | Блок электронный Ф-205.38 | 1 | |
МДФ 9405.30 | Преобразователь феррозондовый Р2/3Hr <1> | 1 | ФП-градиентометр с базой 3 мм |
МДФ 9405.130 | Преобразователь феррозондовый Р2/4Hr <2> | 1 | ФП-градиентометр с базой 4 мм |
МПФ 207 | Преобразователь феррозондовый Р2/7Hr <2> | 1 | ФП-градиентометр с базой 7 мм |
МДФ 9405.30-02 | Преобразователь феррозондовый Р2/3Тп | 1 | ФП-полемер (для измерения напряженности поля до 3000 А/м) |
МПФ 205 | Преобразователь феррозондовый Р2/5Тп | 1 | ФП-полемер (для измерения напряженности поля до 20000 А/м) |
МУМ.025 | Устройство указания (манипулятор) | 1 | |
МОТ2 | Батарея аккумуляторная | 1 | В комплект поставки входит запасная батарея |
МДФ 707.60 | Кабель для соединения с компьютером | 1 |
--------------------------------
Ж.4.4. Питание электронного блока осуществляется от сменной аккумуляторной батареи. В дефектоскопе предусмотрено автоматическое отключение питания при разряде аккумуляторной батареи ниже допустимого значения.
Ж.4.5. Внешний вид прибора показан на рисунке Ж.3.
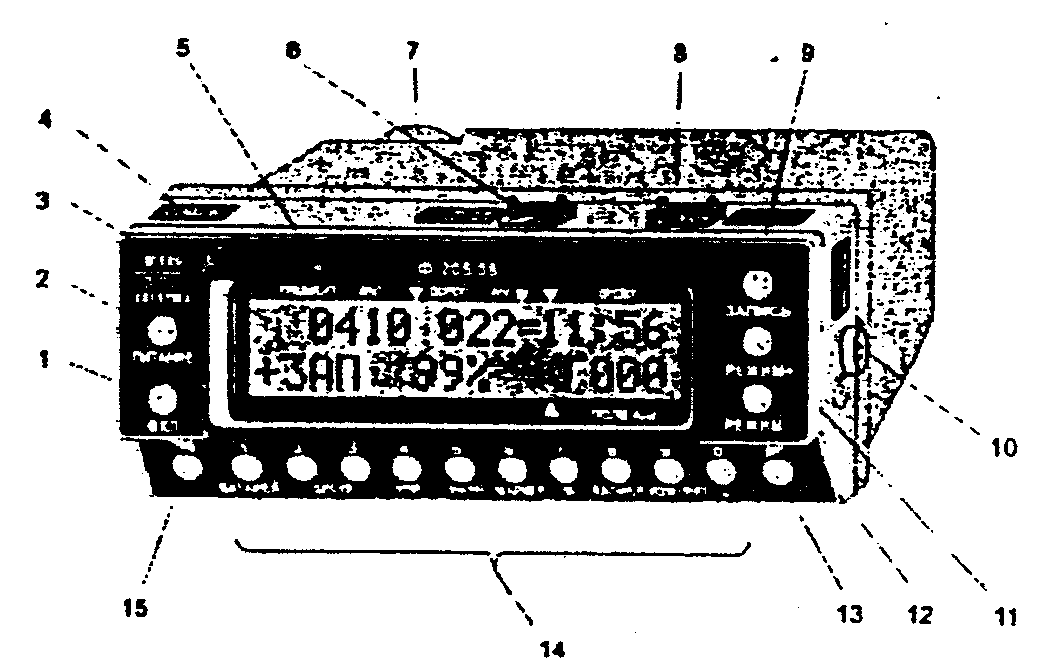
1 - кнопка включения питания; 2 - индикатор включения питания; 3 - дисплей; 4 - заводской номер; 5 - световой индикатор; 6 - аккумуляторная батарея; 7 - соединитель для подключения ФП-градиентометров; 8 - соединитель для подключения ФП-полемеров; 9 - кнопка записи; 10 - соединитель для подключения устройства указания или компьютера; 11, 12, 13, 15 - кнопки переключения состояний прибора; 14 - кнопки ввода цифровой информации и переключения состояний прибора
Рисунок Ж.3. Электронный блок прибора Ф-205.38
Ж.4.6. Характеристики ввода, хранения и вывода информации Количество измерений, информация о которых может храниться в памяти прибора - до 4 000.
В прибор вводятся и хранятся в его памяти:
- значения измеряемых напряженности магнитного поля и его градиента в виде таблицы;
- заводской номер контролируемой детали;
- параметр контролируемой детали;
- код предприятия-изготовителя;
- год изготовления контролируемой детали;
- табельный номер дефектоскописта;
- дата и время контроля (фиксируются автоматически).
Форма хранения и вывода информации определена в документе "Пакет программ РМД-1. Руководство по эксплуатации" МКИЯ.НД-ОЗ РЭ.
Ж.4.7. Работа с прибором Ф-205.38 проводится в соответствии с руководством по эксплуатации МКИЯ.427633.001-38 РЭ.
Ж.5. Преобразователь интерфейса МПИ 40
Ж.5.1. Преобразователь интерфейса МПИ 40 предназначен для передачи данных от микропроцессорных дефектоскопов (приборов) к IBM-совместимому компьютеру. МПИ 40 преобразует интерфейс RS-232 в интерфейс RS-485 и обратно. Передача данных осуществляется с помощью кабеля связи длиной до 1200 м.
Ж.5.2. Технические характеристики преобразователя интерфейса МПИ 40 приведены в таблице Ж.6.
Таблица Ж.6
Наименование характеристики | Значение характеристики |
Количество модулей | 2 |
Скорость передачи информации, не более, кбод | 250 |
Гальваническая развязка вход-выход, не менее, МОм | 100 |
Волновое сопротивление кабеля, Ом | 120 +/- 10 |
Напряжение питания, В | 220 +/- 22 |
Частота питающей сети переменного тока, Гц | 50 +/- 1 |
Ток потребления одного модуля, не более, А | 0,02 |
Габариты модуля МПИ 40,01, не более, мм | 230 x 120 x 80 |
Масса модуля МПИ 40,01, не более, кг | 1,2 |
Габариты модуля МПИ 40,02, не более, мм | 150 x 100 x 70 |
Масса модуля МПИ 40,02, не более, кг | 1,0 |
Ж.5.3. Преобразователь интерфейса МПИ 40 состоит из двух модулей, соединенных кабелем. Модуль МПИ 40.01 подключается к дефектоскопу, модуль МПИ 40,02 - к компьютеру.
Ж.5.4. Работа с МПИ 40 производится в соответствии с "МПИ 40 РЭ".
Ж.6. Зарядная станция ЗС 850.10
Ж.6.1. Зарядная станция ЗС 850.10 (далее по тексту - "станция") предназначена для заряда аккумуляторных батарей с номинальным напряжением 9,6 В и 12 В.
Ж.6.2. Станция содержит два автономных канала. Первый канал предназначен для заряда батарей с напряжением 9,6 В, второй - для заряда батарей с напряжением 12 В.
Ж.6.3. Технические характеристики станции приведены в таблице Ж.7.
Таблица Ж.7
┌──────────────────────────────────────────────┬─────────────────┐
│ Наименование характеристики │ Тип │
│ │ аккумуляторной │
│ │ батареи │
│ ├────────┬────────┤
│ │ МОТ 2 │ МБА 10 │
├──────────────────────────────────────────────┼────────┴────────┤
│Напряжение питания, В │ 220 +/- 22 │
├──────────────────────────────────────────────┼─────────────────┤
│Потребляемая мощность, Вт, не более │ 6 │
├──────────────────────────────────────────────┼────────┬────────┤
│Количество автономных каналов заряда │ 1 │ 1 │
├──────────────────────────────────────────────┼────────┴────────┤
│Номинальное значение зарядного тока, мА │ 55 │
├──────────────────────────────────────────────┼─────────────────┤
│Номинальное значение разрядного тока, мА │ 110 │
├──────────────────────────────────────────────┼────────┬────────┤
│Номинальное напряжение в момент окончания │ 8 │ 12 │
│разряда, В │ │ │
├──────────────────────────────────────────────┼────────┼────────┤
│Максимальное напряжение заряда, В │ 12 │ 15 │
├──────────────────────────────────────────────┼────────┴────────┤
│Номинальное время заряда, ч │ 15 │
├──────────────────────────────────────────────┼─────────────────┤
│Номинальное время дозаряда, ч │ 3 │
├──────────────────────────────────────────────┼─────────────────┤
│Время поддержания саморазряда │ Не ограничено │
├──────────────────────────────────────────────┼─────────────────┤
│Включение режимов разряда, заряда, дозаряда, │ Автоматическое │
│поддержания саморазряда │ │
├──────────────────────────────────────────────┼─────────────────┤
│Время переключения режимов, с, не более │ 0,1 │
├──────────────────────────────────────────────┼─────────────────┤
│Время непрерывной работы, ч │ Не ограничено │
├──────────────────────────────────────────────┼─────────────────┤
│Габаритные размеры, мм, не более │220 x 130 x 120 │
├──────────────────────────────────────────────┼─────────────────┤
│Масса, кг, не более │ 2,2 │
└──────────────────────────────────────────────┴─────────────────┘
Ж.6.4. Общий вид станции приведен на рисунке Ж.4.
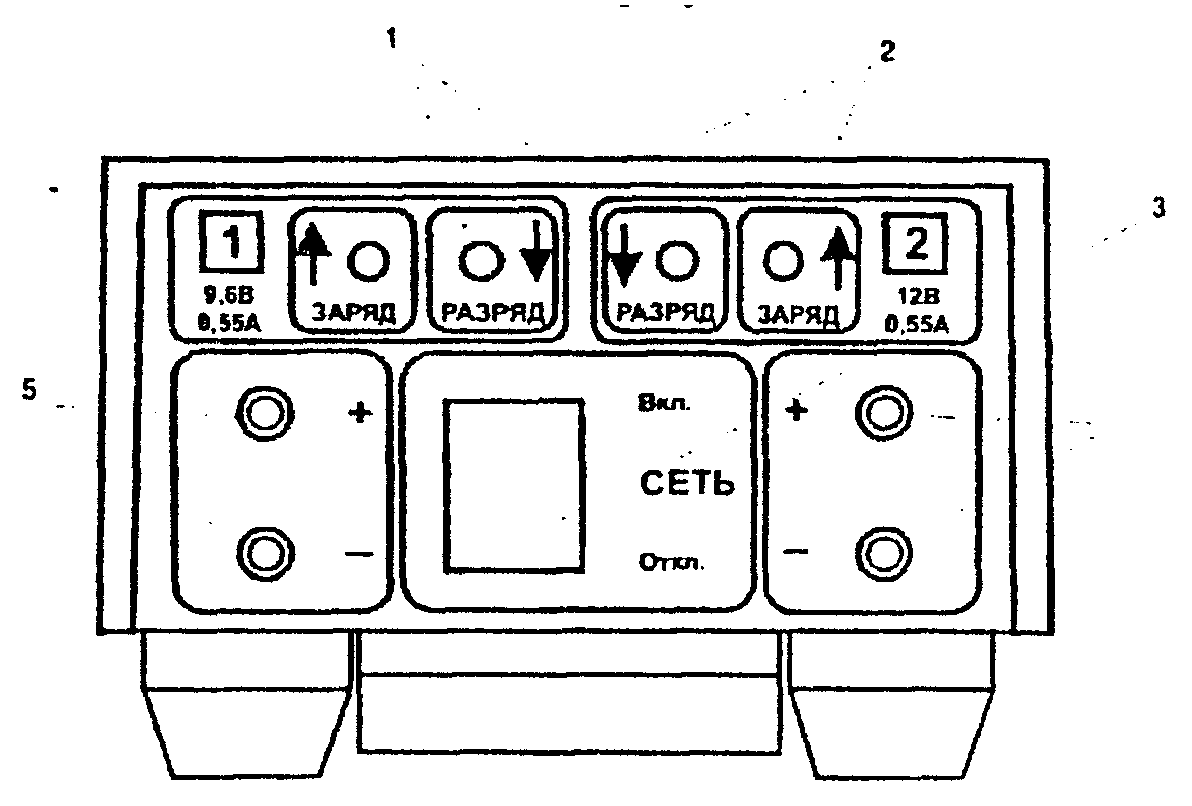
1 - индикаторы разряда; 2 - индикаторы заряда; 3 - выключатель и индикатор питания; 4 - клеммы для подсоединения батарей 12 В; 5 - клеммы для подсоединения батареи 9,6 В
Рисунок Ж.4. Зарядная станция ЗС 850.10
Ж.6.5. Режимы работы станции определяются индикаторами ЗАРЯД и РАЗРЯД (таблица Ж.8)
Таблица Ж.8
Режим работы канала | Индикатор ЗАРЯД | Индикатор РАЗРЯД |
Ожидание | Одну десятую секунды светится, полторы секунды не светится | Не светится |
Разряд | Три с половиной секунды светится, одну десятую секунды не светится | Светится непрерывно |
Заряд | Светится непрерывно | Не светится |
Дозаряд или поддержание саморазряда | Одну десятую секунды светится, одну десятую секунды не светится | Не светится |
Ж.6.6. Работа со станцией производится в соответствии с "МСЗ 850-10 РЭ".
Допускается применение зарядных станций ЗС 120, ЗС 850.11, ЗС 850.12, ЗС 850.13, ЗС 850.14, ЗС 850.24.
(обязательное)
ИЗМЕРЕНИЕ НАПРЯЖЕННОСТИ МАГНИТНОГО ПОЛЯ
Достоверность феррозондового контроля зависит от намагниченности контролируемой детали, поэтому намагниченность детали должна быть нормирована. Непосредственное измерение намагниченности деталей сложной формы является трудновыполнимой задачей. В производственных условиях следует измерять связанную с намагниченностью тангенциальную составляющую вектора напряженности магнитного поля на поверхности детали и сравнивать ее с приведенными в настоящей инструкции нормами.
Для того, чтобы гарантировать необходимый уровень намагниченности во всех зонах контроля, достаточно проконтролировать напряженность магнитного поля в указанных в инструкции точках на поверхности детали.
При проведении измерений ФП устанавливать в точках измерения таким образом, чтобы его нормальная ось была перпендикулярна поверхности детали, а продольная параллельна направлению магнитных силовых линий.
И.1. Измерение напряженности магнитного поля на поверхности деталей тележек 18-100 и 18-493 грузовых вагонов
И.1.1. Подготовить прибор для измерения напряженности магнитного поля к работе в соответствии с руководством по эксплуатации.
И.1.2. Установить:
- раму (отдельные детали) тележки 18-100 на электромагнитное намагничивающее устройство МСН 10;
- раму (отдельные детали) тележки 18-493 на электромагнитное намагничивающее устройство МСН 10-03;
- надрессорную балку с восстановленным наплавкой подпятником на электромагнитное намагничивающее устройство МСН 31.
И.1.3. Намагнитить детали тележки в соответствии с руководством по эксплуатации электромагнитного намагничивающего устройства (МСН 10, МСН 10-03 или МСН 31).
И.1.4. Для намагничивающих устройств МСН 10 и МСН 10-03 измерения проводить в замкнутой магнитной цепи, при подведенных к челюстям боковых рам замыкателях магнитного потока.
И.1.5. Напряженность магнитного поля на поверхности боковых рам измерять в указанных на рисунке И.1 точках:
- на поверхности наружного угла буксового проема;
- на поверхности внутреннего угла буксового проема;
- на поверхности внутреннего угла буксового проема;
- на наклонном поясе.
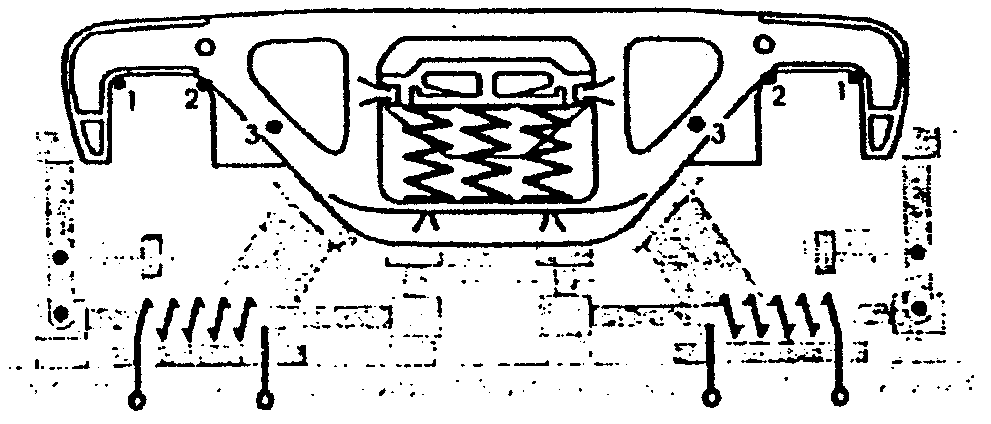
1, 2 и 3 - точки, в которых измеряют напряженность магнитного поля, соответственно в наружном и внутреннем углах буксового проема и на наклонном поясе
на поверхности боковой рамы
И.1.6. Измеренная величина напряженности магнитного поля на поверхности боковой рамы тележек моделей 18-100, 18-493 должна быть (рисунок И.2):
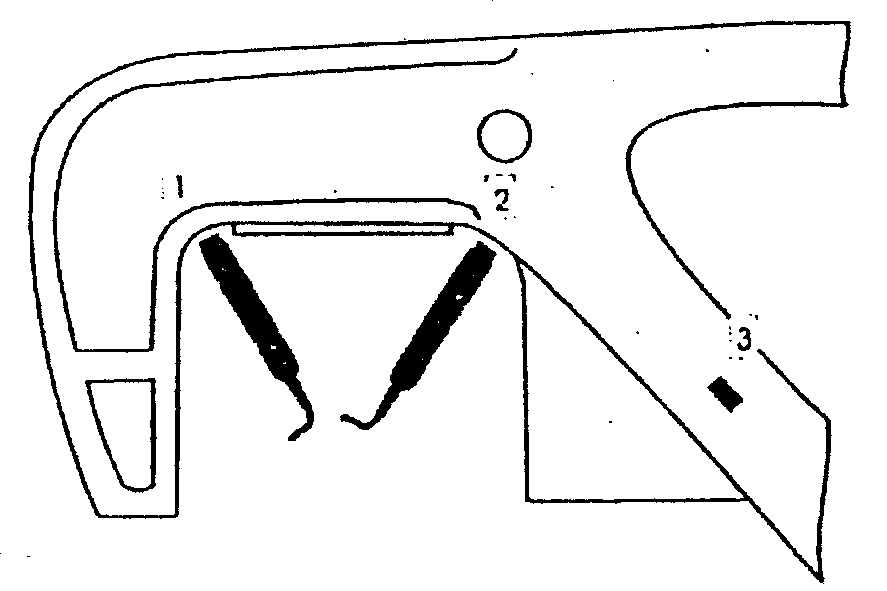
1, 2 - ФП в буксовом проеме; 3 - положение основания ФП на наклонном поясе
Рисунок И.2. Положение ФП при измерении напряженности
магнитного поля на поверхности боковой рамы
- в точке 1 не менее 80 А/м;
- в точке 2 не менее 60 А/м;
- в точке 3 не менее 40 А/м.
И.1.7. Напряженность магнитного поля на поверхности надрессорной балки тележек 18-100, IS-493 измерять на обеих боковых стенках в точках, указанных на рисунке И.3.
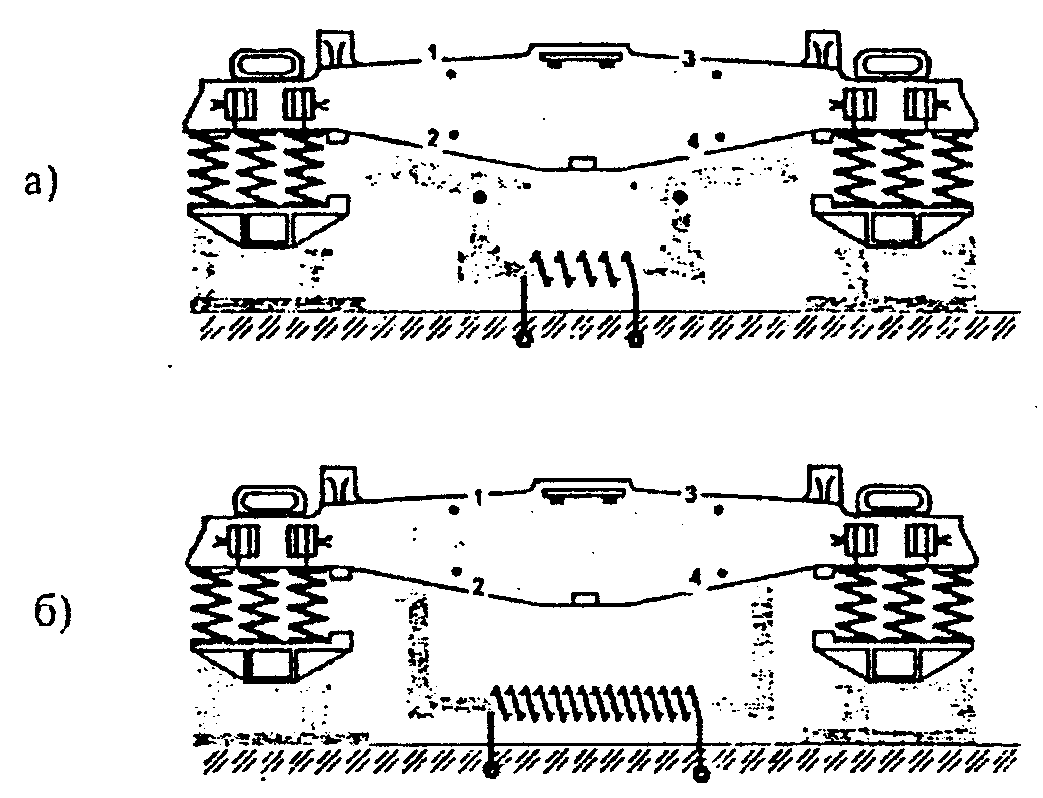
1, 2, 3 и 4 - точки, в которых измеряют напряженность магнитного поля
на поверхности надрессорной балки
И.1.8. ФП должен находиться между технологическими отверстиями верхнего пояса (рисунки И.4, И.5).
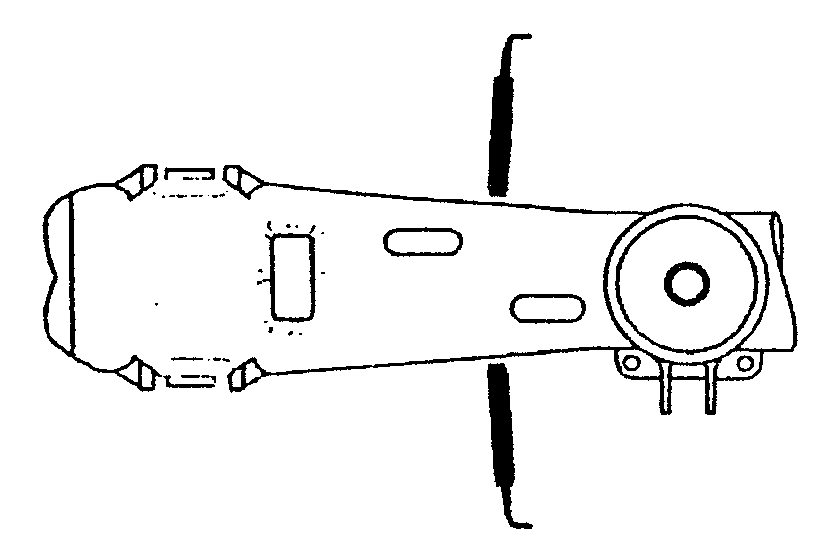
Рисунок И.4. Положение ФП при измерении напряженности
магнитного поля на поверхности надрессорной балки
(вид сверху)
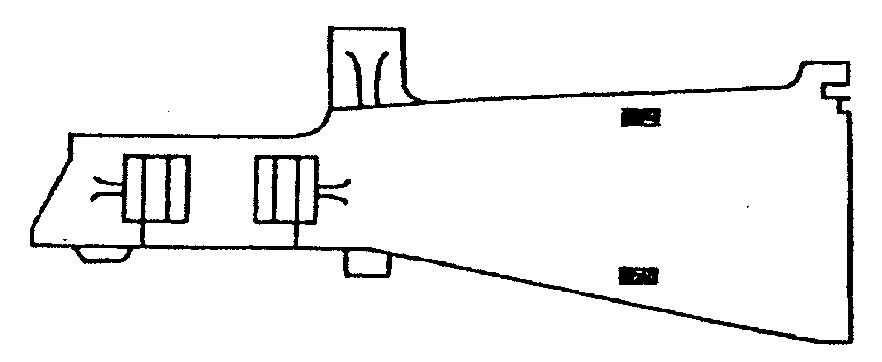
напряженности магнитного поля на поверхности надрессорной
балки (вид сбоку)
И.1.9. Измеренная величина напряженности магнитного ноля на поверхности боковых стенок надрессорной балки тележек 18-100,18-493 в точках 1, 2, 3, 4 (рисунок И.3) должна быть не менее 40 А/м.
И.1.10. Для намагничивающего устройства, показанного на рисунке И.3а, достаточно соблюдения требования п. И.1.9 или в точках 1, 2, или в точках 3, 4.
И.2. Измерение напряженности магнитного поля на поверхности деталей тележек КВ3-И2 и ЦМВ рефрижераторных вагонов
И.2.1. Подготовить измеритель напряженности магнитного поля к работе в соответствии с РЭ.
И.2.2. Установить раму тележки на электромагнитное намагничивающее устройство МСН 22.
И.2.3. Включить ток намагничивания рамы тележки в соответствии с РЭ намагничивающего устройства МСН 22.
И.2.4. Напряженность магнитного поля на поверхности рамы тележки измерять в околошовных зонах сварных швов верхнего и нижнего пояса продольных балок (рисунок И.6).
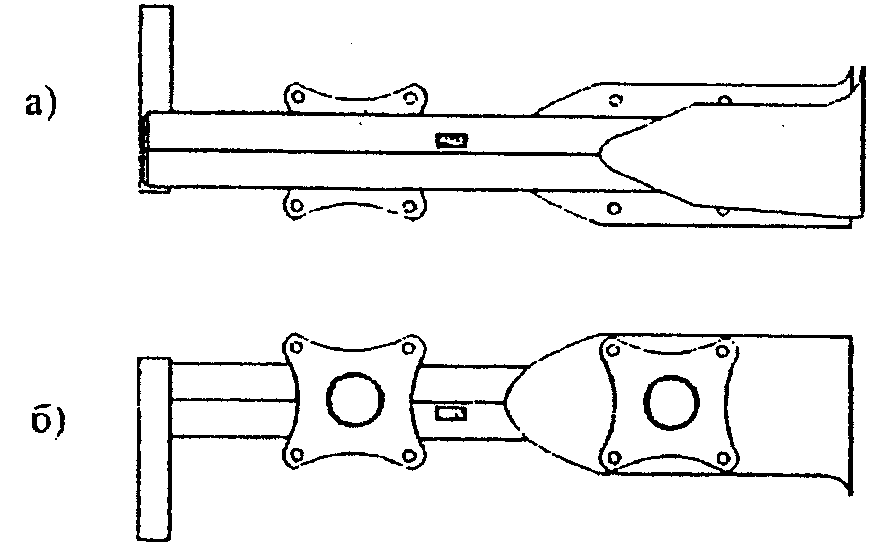
Рисунок И.6. Положение основания ФП при измерении
напряженности магнитного поля на поверхности верхней (а)
и нижней (б) стенки продольной балки рамы
И.2.5. Измеренная величина напряженности магнитного поля на поверхности рамы тележки рефрижераторного вагона (рисунок И.7) должна быть:
- на верхнем поясе продольных балок не менее 100 А/м;
- на нижнем поясе продольных балок не менее 120 А/м.
магнитного поля на поверхности верхней и нижней стенки
продольной балки рамы (вид сбоку)
И.2.6. Выключить намагничивающий ток, снять раму тележки с НУ.
И.2.7. Установить надрессорную балку на намагничивающее устройство МСН 22.
И.2.8. Включить намагничивающий ток надрессорной балки в соответствии с руководством по эксплуатации НУ.
И.2.9. Напряженность магнитного поля на поверхности надрессорной балки измерять на обеих боковых стенках в околошовных зонах верхнего и нижнего сварного шва в точках, указанных на рисунке И.8.
напряженности магнитного поля на поверхности надрессорной
балки (вид сбоку)
И.2.10. Измеренная величина напряженности магнитного поля на поверхности боковой стенки надрессорной балки рефрижераторного (рисунок И.8) вагона должна быть:
- в околошовной зоне верхнего сварного шва не менее 120 А/м;
- в околошовной зоне нижнего сварного шва не менее 150 А/м.
И.2.11. Выключить ток намагничивания, снять надрессорную балку с намагничивающего устройства МСН 22.
И.3. Измерение напряженности магнитного поля на поверхности соединительной балки тележки 18-101 и деталей тележки 18-102
И.3.1. Измерение проводят в приложенном поле после установки приставных намагничивающих устройств МСН 11, МСН 11-02 и МСН 11-03. Измерения проводят в каждой зоне контроля. При этом ФП устанавливают под магнитопроводом в середине межполюсного пространства.
И.3.2. Измеренные значения напряженности на поверхности деталей должны быть не менее 60 А/м.
И.4. Измерение напряженности магнитного поля на поверхности деталей тележек КВ3-ЦНИИ и КВ3-5 пассажирских вагонов
И.4.1. Подготовить измеритель напряженности магнитного поля к работе в соответствии с руководством по эксплуатации.
И.4.2. Установить раму тележки на электромагнитное намагничивающее устройство МСН 21.
И.4.3. Включить ток намагничивания рамы тележки в соответствии с руководством по эксплуатации намагничивающего устройства МСН 21.
И.4.4. Напряженность магнитного поля на поверхности рамы тележки измерять в околошовных зонах сварных швов верхней и нижней стенки продольных балок рамы (рисунок И.9).
а - вид сверху; б - вид снизу
Рисунок И.9. Положение основания ФП при измерении
напряженности магнитного поля на поверхности рамы тележки
И.4.5. Измеренная величина напряженности магнитного поля на поверхности рамы тележки (рисунок И.10) должна быть:
- на верхнем поясе продольных балок не менее 100 А/м;
- на нижнем поясе продольных балок не менее 120 А/м.
магнитного поля на поверхности рамы тележки
(вид сбоку)
И.4.6. Выключить ток намагничивания, снять раму тележки с намагничивающего устройства МСН 21.
И.4.7. Установить надрессорную балку тележки пассажирского вагона на электромагнитное намагничивающее устройство МСН 21.
И.4.8. Включить ток намагничивания надрессорной балки в соответствии с руководством по эксплуатации намагничивающего устройства МСН 21.
И.4.9. Напряженность магнитного поля на поверхности надрессорной балки измерять на обеих боковых стенках в околошовных зонах верхнего и нижнего сварного шва в точках, расположенных посередине между ловителем-опорой и полюсом (аналогично рисунку 11.8).
И.4.10. Измеренные значения напряженности магнитного поля в точках на поверхности боковой стенки надрессорной балки должны быть:
- в околошовной зоне приварки к верхней пластине не менее 120 А/м;
- в околошовной зоне приварки к нижней пластине не менее 150 А/м.
И.4.11. Выключить намагничивающий ток, снять надрессорную балку с НУ.
И.5. Измерение напряженности магнитного поля на поверхности деталей тележки ЦМВ пассажирского вагона
И.5.1. Измерение напряженности магнитного поля на поверхности деталей тележки ЦМВ пассажирского вагона выполнять так же, как и для деталей тележки ЦМВ рефрижераторного вагона (см. раздел И.2).
И.6. Измерение напряженности магнитного поля на поверхности деталей автосцепного устройства
И.6.1. Подготовить измеритель напряженности магнитного поля к работе в соответствии с руководством по эксплуатации прибора.
И.6.2. Разместить корпус автосцепки на позиции дефектоскопирования.
И.6.3. Намагнитить хвостовик и головную часть корпуса автосцепки в соответствии с разделом 11.
И.6.4. Напряженность магнитного поля на поверхности корпуса автосцепки измерять в следующих точках (рисунок И.13):
- на поверхности перехода головки автосцепки к хвостовику (точка 1);
- на боковой поверхности большого зуба в средней части зева (точка 2).
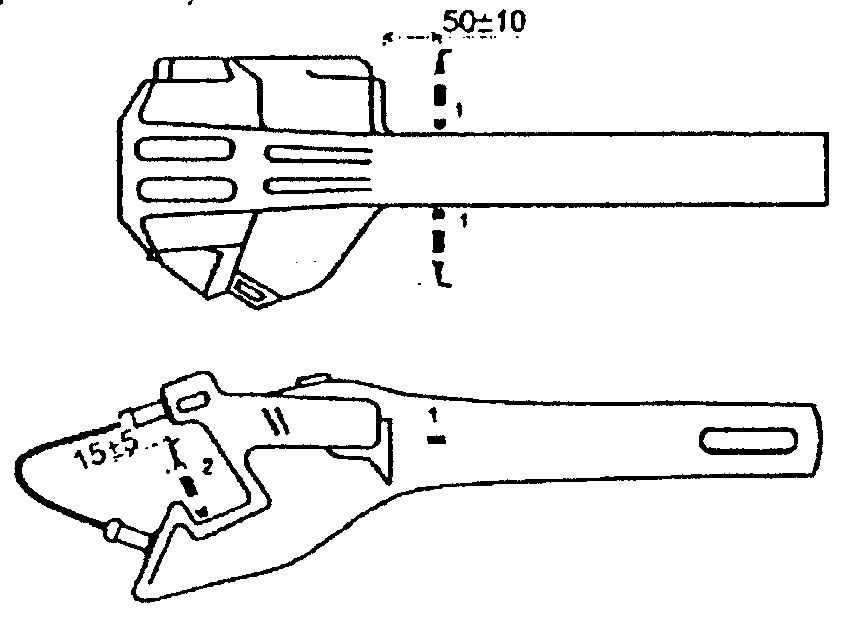
1 и 2 - точки, в которых измеряют напряженность магнитного поля
автосцепки при измерении напряженности магнитного поля
И.6.5. Измеренная величина напряженности магнитного поля на поверхности корпуса автосцепки в точках 1, 2 должна быть не менее 50 А/м.
И.6.6. Разместить тяговый хомут автосцепного устройства на позиции дефектоскопирования.
И.6.7. Установить намагничивающее устройство МСН 12-01 на внутренние поверхности тяговых полос тягового хомута в соответствии с разделом 11, (рисунок И.10).
И.6.8. Напряженность магнитного поля на поверхности тягового хомута измерять в точках 1, 2, 3, 4 (рисунок 11.14).
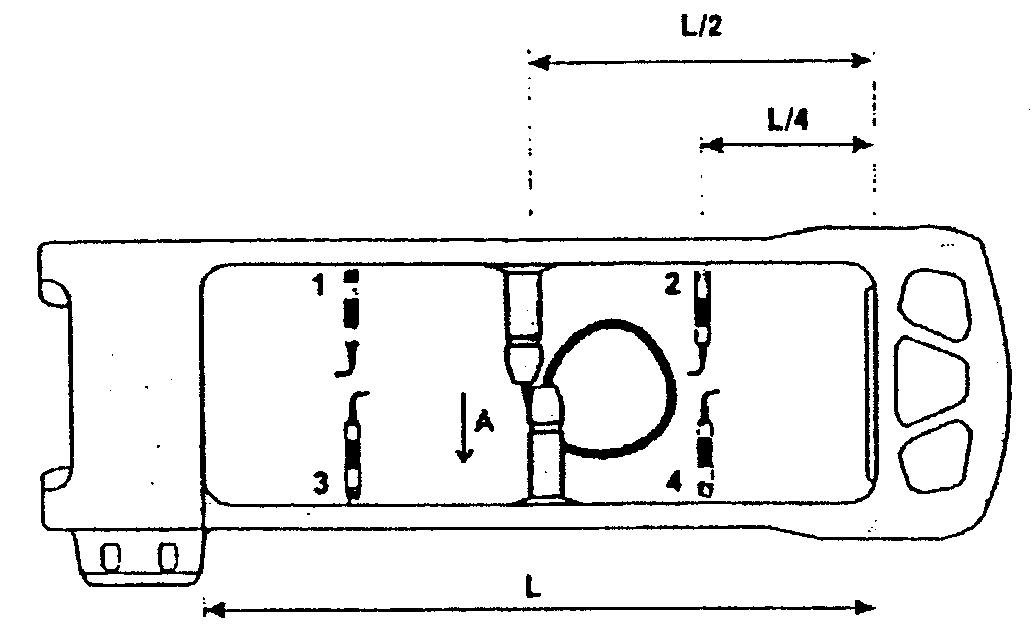
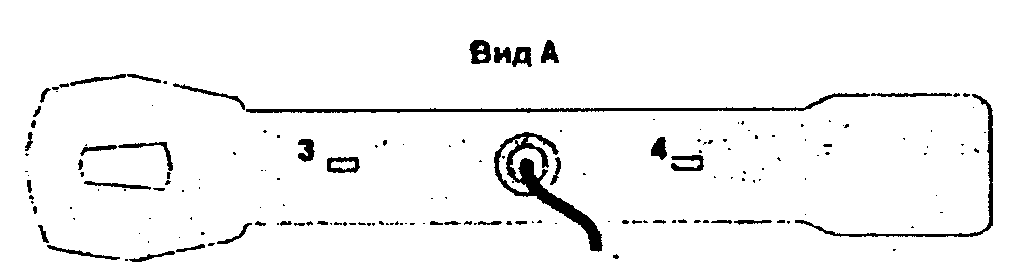
Рисунок И.14. Точки измерения и положение основания ФП
на поверхности тягового хомута
И.6.9. Измеренная величина напряженности магнитного поля на поверхности тягового хомута должна быть не менее 40 А/м, по крайней мере, в трех точках измерения.
(справочное)
СРЕДСТВА МЕТРОЛОГИЧЕСКОГО ОБЕСПЕЧЕНИЯ
К.1. Комплект средств метрологического обеспечения Ф-01-универсальный
К.1.1. Комплект средств метрологического обеспечения Ф-01-универсальный (далее - "комплект") предназначен для поверки следующих приборов:
- дефектоскопов,
- приборов магнитоизмерительных феррозондовых комбинированных,
- измерителей напряженности магнитного поля,
- измерителей градиента напряженности магнитного поля.
Комплект содержит в своем составе три стенда: "Поле", "Градиент", "Зона-Ф-01", а также измеритель напряженности магнитного поля МФ-107А и измеритель градиента напряженности магнитного поля ГФ-105.
К.1.2. В таблице К.1 приведен перечень дефектоскопов и приборов, поверяемых на стендах.
Таблица К.1
Стенд | Поверяемые приборы |
"Поле" | МФ-107, МФ-109, Ф-205.03, Ф-205.30, Ф-205.30А, Ф-205.38 |
"Градиент" и "Зона" | ДФ-103, ДФ-105, ДФ-201.1, Ф-205.03, Ф-205.30, Ф-205.30А, Ф-205.38 |
К.1.3. Средства измерения, входящие в состав стендов, приведены в таблице К.2.
Стенд | Средства измерения и вспомогательные устройства |
"Поле" | Мера напряженности магнитного поля М-103 или М-113; Прибор для измерения напряженности магнитного поля МФ-107 (МФ-107А) или МФ-109; Вольтметр В7-58/1 (покупное изделие); Источник питания Б3-724.4 |
"Градиент" | Мера градиента напряженности магнитного поля М 101; Прибор для измерения напряженности магнитного поля МФ-107 (МФ-107А) или МФ-109; Вольтметр B7-58/I (покупное изделие) <*>; Источник питания Б3-724.4 Источник питания Б3-715.4 |
"Зона" | Отраслевые стандартные образцы ОСО-Г-032, ОСО-Г-033, ОСО-Г-034 Источник питания Б3-715.4 Прибор для измерения напряженности магнитного поля МФ-107 (МФ-107А) или МФ-109 <**> Прибор для измерения градиента напряженности магнитного поля ГФ-105 Электромагнитное намагничивающее устройство для стандартных образцов Устройство координатное для перемещения феррозондовых преобразователей |
--------------------------------
<*> Вместо вольтметров В7-58-1 могу использоваться цифровые измерители тока с классом точности не хуже 0,1 с шунтами класса точности не хуже 0.1.
К.2. Мера градиента напряженности магнитного поля М-101
К.2.1. Мера М-101 МКИЯ 427698.101 предназначена для воспроизведения единицы градиента напряженности (индукции) постоянного магнитного поля и используется при калибровке (поверке) феррозондовых дефектоскопов, магнитоизмерительных феррозондовых комбинированных приборов и измерителей градиента напряженности магнитного поля.
К.2.2. Характеристики меры М-101 приведены в таблице К.3.
Таблица К.3
Наименование характеристики | Значение характеристики |
2 Постоянная меры, 1/м | 3 От 36 x 10 3 до 40 x 10 |
Погрешность определения постоянной меры, %, не более | 3 |
Максимальный воспроизводимый градиент напряжен- 2 ности магнитного поля, А/м | 200 000 |
Рабочее пространство меры (прямоугольный параллелепипед), длина x высота x ширина, мм | 4 x 7 x 2 |
Габаритные размеры, мм, не более | 160 x 100 x 200 |
Масса, кг, не более | 3,2 |
К.2.3. Внешний вид меры градиента напряженности магнитного поля М-101 приведен на рисунке К.1.
Рисунок К.1. Мера градиента напряженности
магнитного поля М-101
К.3. Мера напряженности магнитного поля М-103
К.3.1. Мера М-103 МКИЯ 422540.103 предназначена для воспроизведения единицы напряженности постоянного магнитного поля и используется при калибровке (поверке) феррозондовых дефектоскопов и магнитоизмерительных приборов.
К.3.2. Характеристики меры М-103 приведены в таблице К.4.
Таблица К.4
Наименование характеристики | Значение характеристики |
Постоянная меры, 1/м | 3 От 3,4 x 10 3 до 3,8 x 10 |
Погрешность определения постоянной меры, %, не более | 1,5 |
Диапазон воспроизводимых значений напряженности магнитного поля, А/м | 0 - 4000 |
Рабочее пространство меры - куб со сторонами, мм | 10 |
Неоднородность напряженности магнитного поля в рабочем пространстве меры, %, не более | 0,5 |
Габаритные размеры, мм, не более | 100 x 130 x 180 |
Масса, кг, не более | 2 |
К.3.3. Внешний вид меры напряженности магнитного поля М-103 приведен на рисунке К.2.
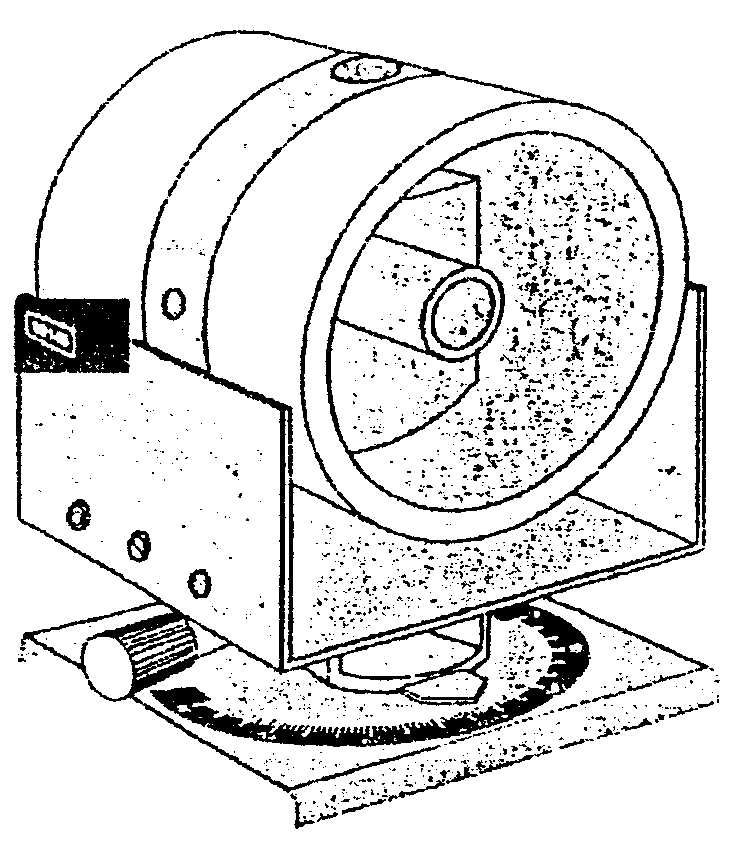
Рисунок К.2. Мера напряженности магнитного поля М-103
К.4. Мера напряженности магнитного поля М-113
К.4.1. Мера М-113 МКИЯ.422540.103 предназначена для воспроизведения единицы напряженности постоянного магнитного поля и используется при калибровке (поверке), феррозондовых дефектоскопов и магнитоизмерительных приборов.
К.4.2. Характеристики меры М-113 приведены в таблице К.5.
Таблица К.5
Наименование характеристики | Значение характеристики |
Постоянная меры, 1/м2 | 3 От 6,4 x 10 3 до 6,8 x 10 |
Погрешность определения постоянной меры, %, не более | 1,5 |
Диапазон воспроизводимых значений напряженности магнитного поля, А/м | 0 - 20 000 |
Рабочее пространство меры - куб со сторонами, мм | 10 |
Неоднородность напряженности магнитного поля в рабочем пространстве меры, %, не более | 0,5 |
Габаритные размеры, мм, не более | 160 x 160 x 260 |
Масса, кг, не более | 5,2 |
К.4.3. Внешний вид меры напряженности магнитного поля М-113 приведен на рисунке К.3.
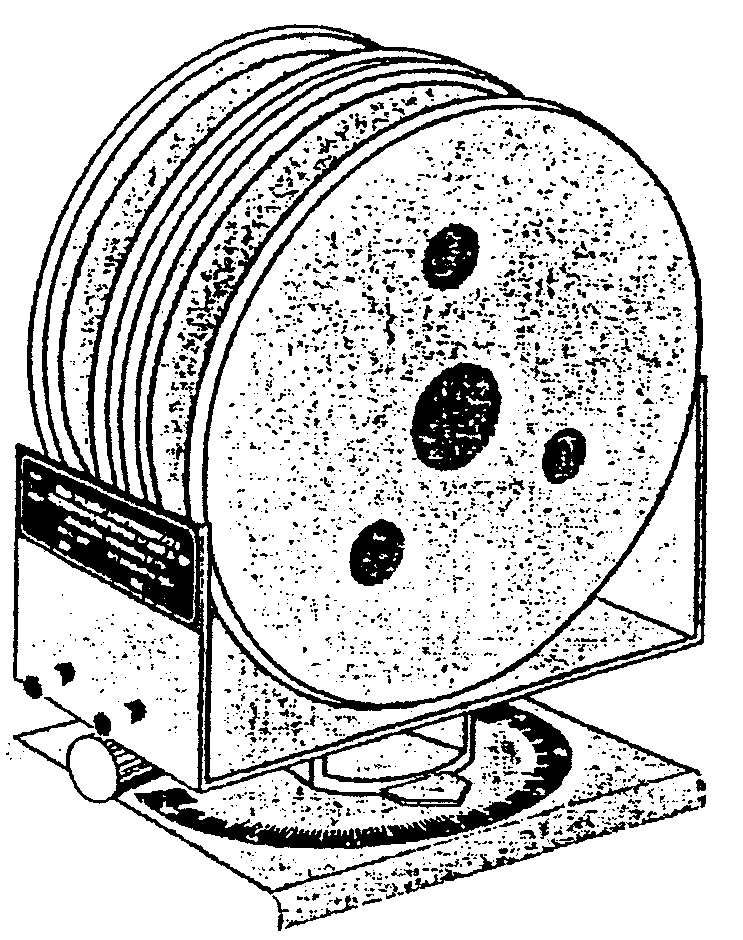
Рисунок К.3. Мера напряженности магнитного поля М-113
К.5. Прибор для измерения градиента напряженности магнитного поля ГФ-105
К.5.1. Прибор ГФ-105 МКИЯ.422543.010 ТУ предназначен для измерения абсолютного значения и определения знака градиента напряженности постоянного магнитного поля.
К.5.2. Характеристики прибора ГФ-105 представлены в таблице К.6.
Таблица К.6
Наименование характеристики | Значение характеристики |
Диапазон измерения градиента напряженности 2 магнитного поля, А/м | 3 (1,0 - 18,0) x 10 3 (18,0 - 180,0) x 10 |
Класс точности | 5/0,1 |
Номинальное напряжение аккумуляторной батареи, В | 9,6 |
Продолжительность непрерывной работы от аккумуляторной батареи, ч, не менее | 8 |
Ток потребления, мА, не более | 50 |
Габаритные размеры (в чехле), мм, не более | 145 x 175 x 55 |
Масса электронного блока с ФП, кг, не более | 0,9 |
К.5.3. Внешний вид прибора ГФ-105 для измерения градиента напряженности магнитного поля показан на рисунке К.4.
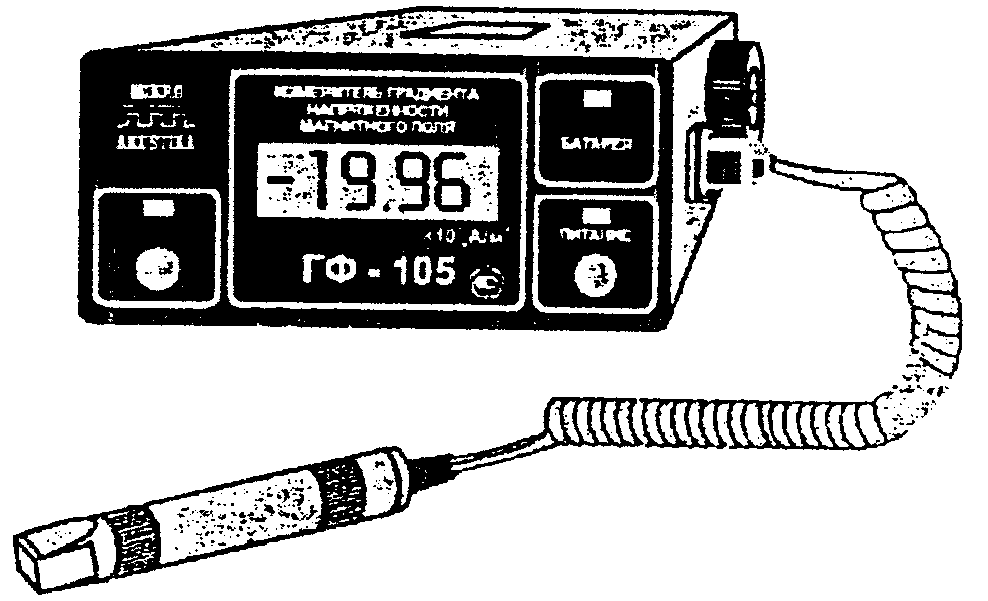
1 - звуковой индикатор; 2 - индикатор разряда батареи; 3 - батарея аккумуляторная; 4 - индикатор включения второго диапазона; 5 - кнопка переключения диапазонов; 6 - дисплей; 7 - индикатор включения питания; 8 - кнопка включения питания; 9 - соединитель для подключения ФП; 10 - ФП
Рисунок К.4. Прибор ГФ-105 для измерения градиента
напряженности магнитного поля
К.5.4. Работа с прибором ГФ-105 проводится в соответствии с руководством по эксплуатации МКИЯ.422543.011 РЭ.
К.6. Отраслевые стандартные образцы
К.6.1. Отраслевые стандартные образцы (ОСО) предназначены для периодической калибровки (поверки) феррозондовых дефектоскопов.
К.6.2. ОСО представляет собой замкнутую магнитную систему, которая состоит из пластины с искусственным дефектом, магнитопровода и электромагнита.
К.6.3. Пластина имеет размеры 300 x 40 x 10 мм и изготовлена из стали 20 ГФЛ (или Ст. 20).
К.6.4. Основные типы и характеристики ОСО приведены в таблице К.7.
Таблица К.7
Условное обозначение ОСО | Номинальное значение градиента напряженности магнитного поля, 2 А/м | Относительная погрешность воспроизведения градиента напряженности магнитного поля, % |
ОСО-Г-032 | 6 500 | +/- 5 |
ОСО-Г-033 | 10 000 | +/- 5 |
ОСО-Г-034 | 12 000 | +/- 5 |
К.7. Источник питания Б3-715.4
К.7.1. Источник питания Б3-715.4 входит в состав стенда "Зона" и предназначен для намагничивания ОСО с помощью электромагнитного намагничивающего устройства (см. таблицу К.2).
К.7.2. Основные характеристики источника питания приведены в таблице К.8.
Таблица К.8
Наименование характеристики | Значение характеристики |
Напряжение первичного электрического питания, В | 220 +/- 22 |
Потребляемая мощность, Вт, не более | 110 |
Диапазон регулируемого выходного тока, А | 0 - 1,5 |
Пульсации выходного напряжения, мВ, не более | 15 |
Выходное напряжение, В, не более | 45 |
Габаритные размеры, мм, не более | 300 x 160 x 130 |
Масса, кг, не более | 5,5 |
К.7.3. Внешний вид источника питания Б3-715.4 приведен на рисунке К.5.
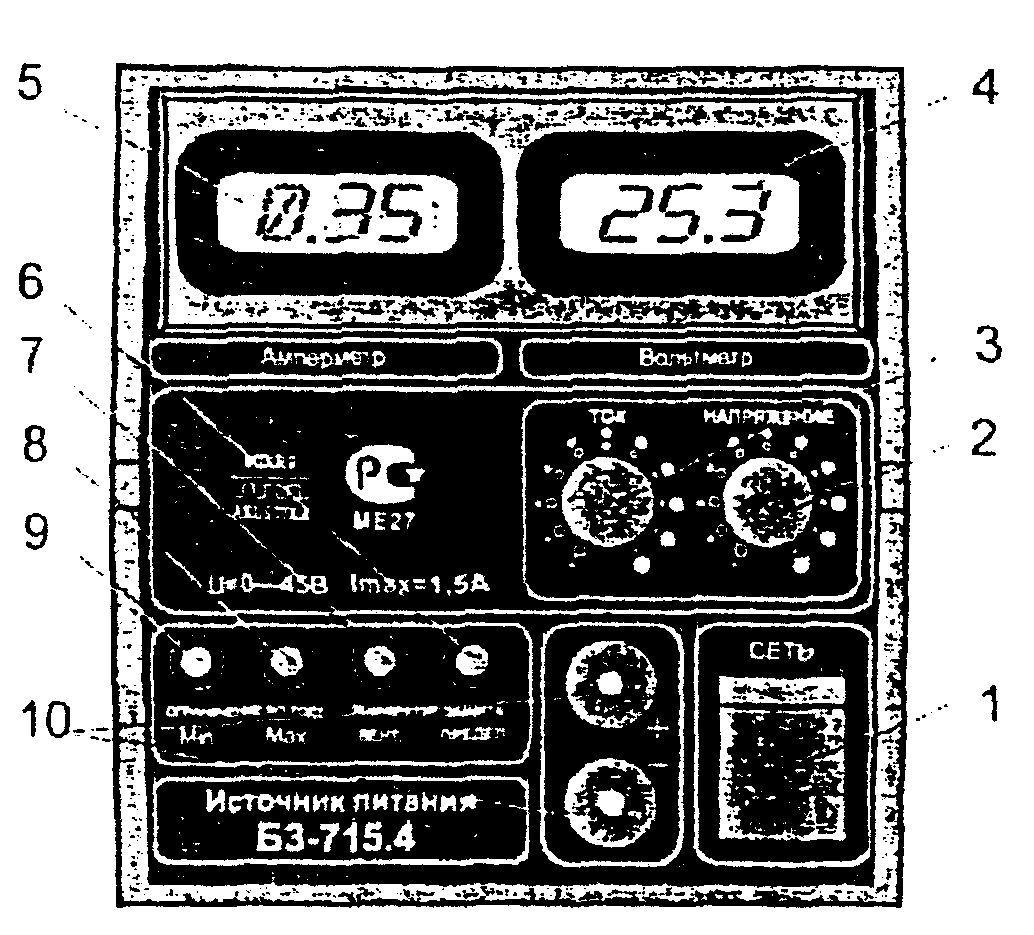
1 - тумблер включения питания; 2 - регулятор НАПРЯЖЕНИЕ; 3 - регулятор ОГР. ТОКА; 4 - светодиодный дисплей вольтметра; 5 - светодиодный дисплей амперметра; 6 - индикатор отключения источника - Температур. защита ПРЕДЕЛ; 7 - индикатор включения вентилятора - Температур. защита ВЕНТ.; 8 - индикатор Ограничение по току Max; 9 - индикатор Ограничение по току Min; 10 - клеммы подключения нагрузки
Рисунок К.5. Источник питания Б3-715.4
К.7.4. Работа с источником питания проводится в соответствии с руководством по эксплуатации Б3-715.4 РЭ.
К.9. Источник питания Б3-724.4А
К.9.1. Источник питания Б3-724.4А входит в состав стенда "Поле" и предназначен для питания мер напряженности магнитного поля М-103, М-113.
К.9.2. Основные характеристики источника питания приведены в таблице К.10.
Таблица К.10
┌─────────────────────────────────┬──────────────────────────────┐
│ Нормируемая характеристика │ Диапазоны регулировки │
│ │ выходного напряжения, В │
│ ├───────────────┬──────────────┤
│ │ 0 - 20 │ 20 - 30 │
├─────────────────────────────────┼───────────────┼──────────────┤
│Диапазон регулировки выходного│ 0 - 2,5 │ 0 - 6,0 │
│тока, А │ │ │
├─────────────────────────────────┼───────────────┼──────────────┤
│Пульсации выходного напряжения│ 10 │ 15 │
│в режиме стабилизации напряжения,│ │ │
│мВ, не более │ │ │
└─────────────────────────────────┴───────────────┴──────────────┘
К.9.3. Внешний вид источника питания Б3-724.4А приведен на рисунке К.7.
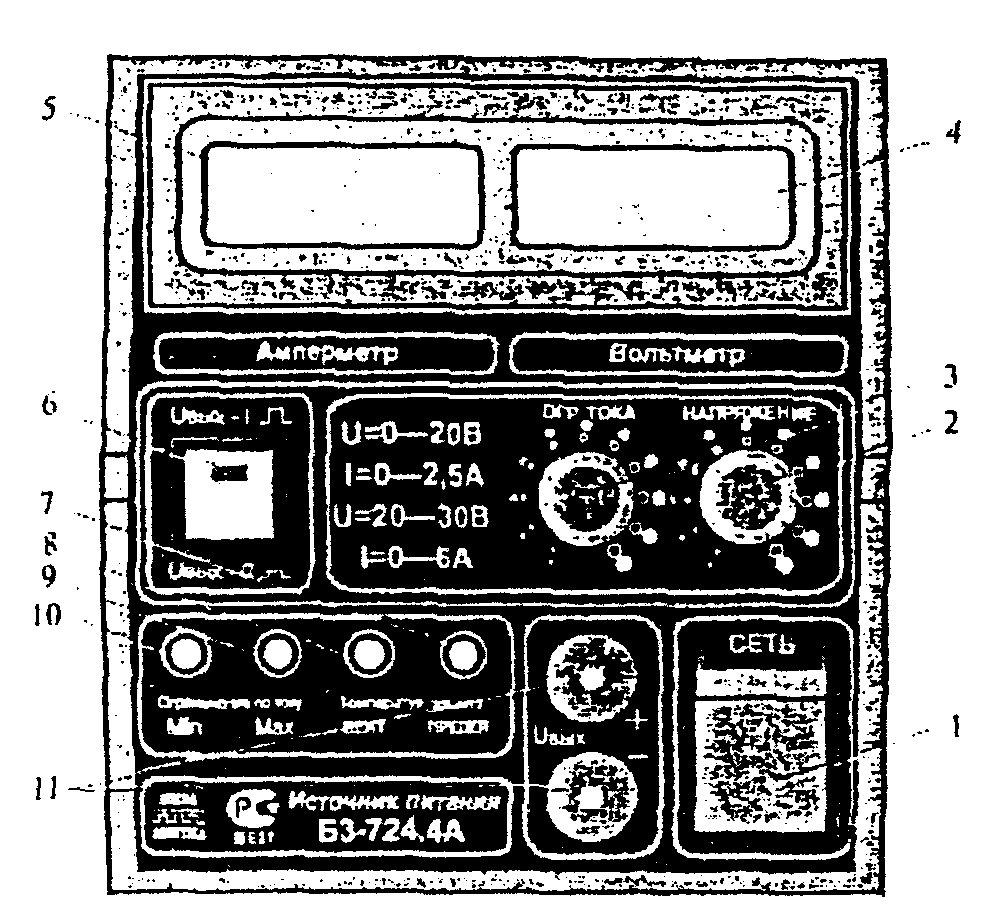
1 - тумблер включения питания; 2 - регулятор НАПРЯЖЕНИЕ; 3 - регулятор ОГР. ТОКА; 4 - светодиодный дисплей вольтметра; 5 - светодиодный дисплей амперметра; 6 - кнопка отключения клемм; 7 - индикатор отключения источника - Температур. защита ПРЕДЕЛ; 8 - индикатор включения вентилятора - Температур. защита ВЕНТ.; 9 - индикатор Ограничение по току Max; 10 - индикатор Ограничение по току Min; 11 - клеммы подключения нагрузки
Рисунок К.7. Источник Б3-724.4А.
К.9.4. Работа с источником питания проводится в соответствии с руководством по эксплуатации Б3-724.4 РЭ.
(рекомендуемое)
КОНТРОЛЬ ЦЕЛЬНОКАТАНЫХ КОЛЕС ПАССАЖИРСКИХ
ВАГОНОВ
Л.1. Общие положения
Л.1.1. Контролю подлежат цельнокатаные колеса, изготовленные из колесной стали по ГОСТ 10791-89, с шероховатостью поверхности  .
.
.Л.1.2. Дефектоскопные установки, применяемые при контроле цельнокатаных колес, приведены в таблице А.6.
Л.1.3. Контроль цельнокатаных колес проводят способом приложенного поля.
Л.1.4. Дефектоскопы настраивают с помощью стандартного образца СОП-НО-026. База ФП - 3 мм.
Л.2. Контроль цельнокатаных колес
Л.2.1. Провести контроль колеса с шагом сканирования (5 - 8) мм в следующей последовательности:
- установить колесную пару на стенд, обеспечивающий ее вращение;
- отметить на колесе места установки полюсов намагничивающего устройства МСН 14 (рисунок Л.1);
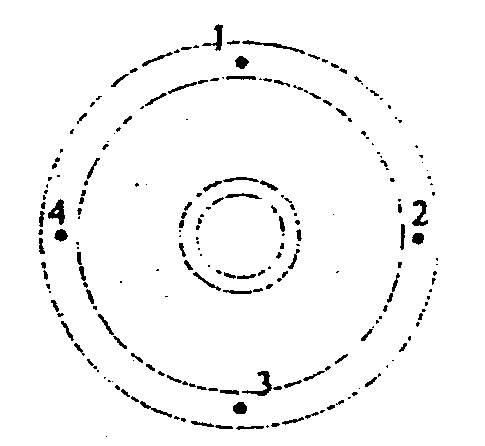
Рисунок Л.1. Разметка колеса
- установить намагничивающие устройства на внутреннюю грань обода колеса, как показано на рисунке Л.2;
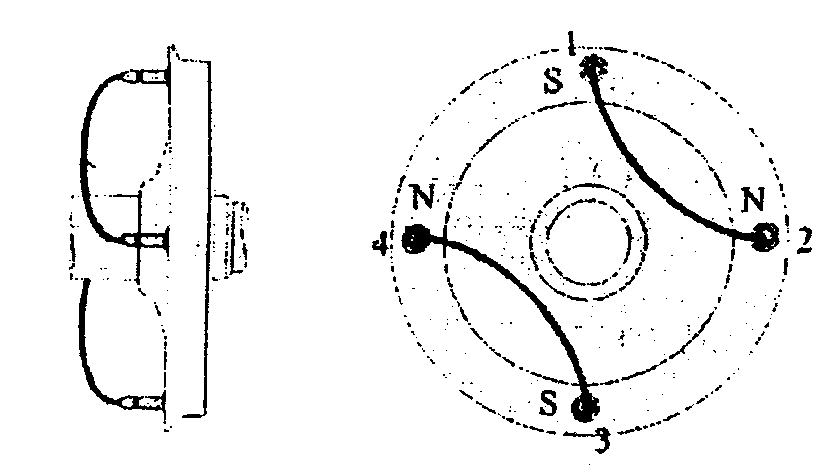
Рисунок Л.2. Положение намагничивающих устройств
при контроле колеса
- сканировать наружную грань обода колеса (рисунок Л.3);
Рисунок Л.3. Контроль наружной грани обода колеса
- сканировать приободную зону наружной поверхности диска шириной (50 - 100) мм от обода (рисунок Л.4);
Рисунок Л.4. Контроль приободной зоны диска диску колеса
- сканировать переход от ступицы к диску (рисунок Л.5);
Рисунок Л.5. Контроль перехода от ступицы к диску
Л.2.2. Если при срабатывании индикаторов дефекта дефектоскопа над какой-либо точкой контролируемой поверхности сделанные отметки (см. п. 7.2.6) не образуют линию, выполнить следующие операции:
- установить один полюс намагничивающего устройства на внутреннюю поверхность обода вблизи отметки, а второй полюс - на среднюю часть оси около ступицы в соответствии с рисунком Л.6;
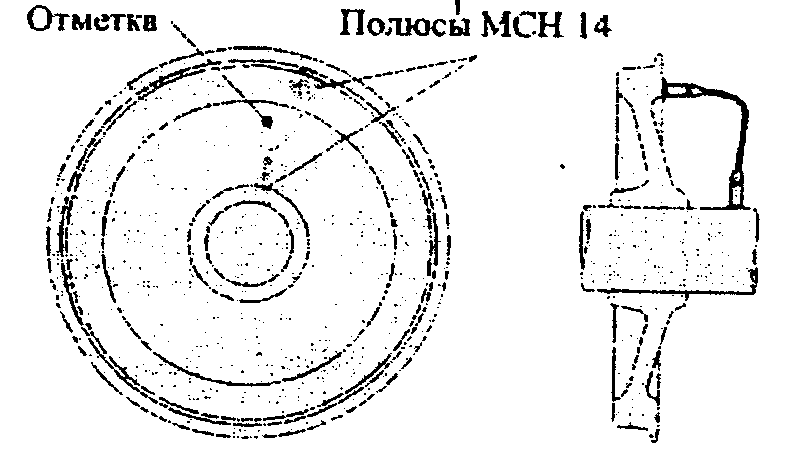
Рисунок Л.6. Положение намагничивающего устройства
при контроле вблизи отметки
- выполнить с помощью ФП параллельные проходы слева и справа (выше и ниже) от отметки в зоне шириной не менее 200 мм, фиксируя мелом точки срабатывания индикаторов дефекта. Параллельные проходы производить до прекращения срабатывания индикаторов дефекта.
(рекомендуемое)
КОНТРОЛЬ КОТЛОВ ВАГОНОВ-ЦИСТЕРН
М.1. Общие положения
М.1.1. Перечень углов и деталей котлов вагонов - цистерн, подлежащих феррозондовому контролю, и применяемые дефектоскопные установки приведены в таблице А.5.
М.1.2. Неразрушающий контроль сварных соединений (сварных швов) котлов осуществляют в следующей последовательности:
- проводят феррозондовый контроль сварных соединений;
- поверхность участков предполагаемых дефектов, выявленных при феррозондовом контроле, подготавливают для проведения ультразвукового контроля в соответствии с требованиями нормативных документов;
- проводят ультразвуковой контроль участков предполагаемых дефектов.
М.1.3. Принятие решения о браковке проводят по результатам ультразвукового контроля.
М.1.4. Феррозондовый контроль сварных соединений проводят в соответствии с п. 7.2.5.
М.1.5. Феррозондовый контроль стяжных хомутов проводят в соответствии с п. п. 7.2.1 - 7.2.4.
М.1.6. Контроль сварных соединений лестницы с котлом проводят способом остаточного магнитного поля. Контроль других сварных соединений котла проводят способом приложенного магнитного поля.
М.1.7. Настройку дефектоскопа осуществляют с помощью СОП-НО-027. База ФП - 3 мм.
М.1.8. Величина тангенциальной составляющей напряженности магнитного поля на участке контроля 80 - 150 А/м. ФП - полемер при измерении располагают вдоль силовых линий, перпендикулярно продольной оси сварного шва. Измерения проводят по краям и в середине участка контроля (рисунок М.1).
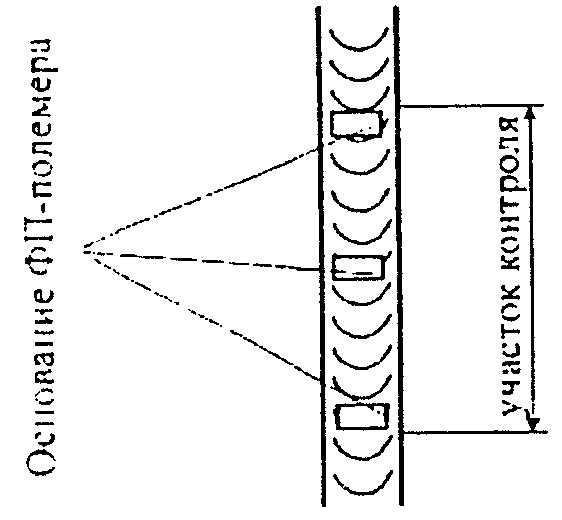
Рисунок М.1. Измерение тангенциальной составляющей
напряженности магнитного поля
М.2.9. Длина участка контроля (L) подбирается таким образом, чтобы величина тангенциальной составляющей напряженности магнитного поля на этом участке соответствовала требованию п. М.1.8.
М.2. Контроль сварных соединений
М.2.1. Зоны феррозондового контроля котла вагона - цистерны приведены на рисунке М.2.
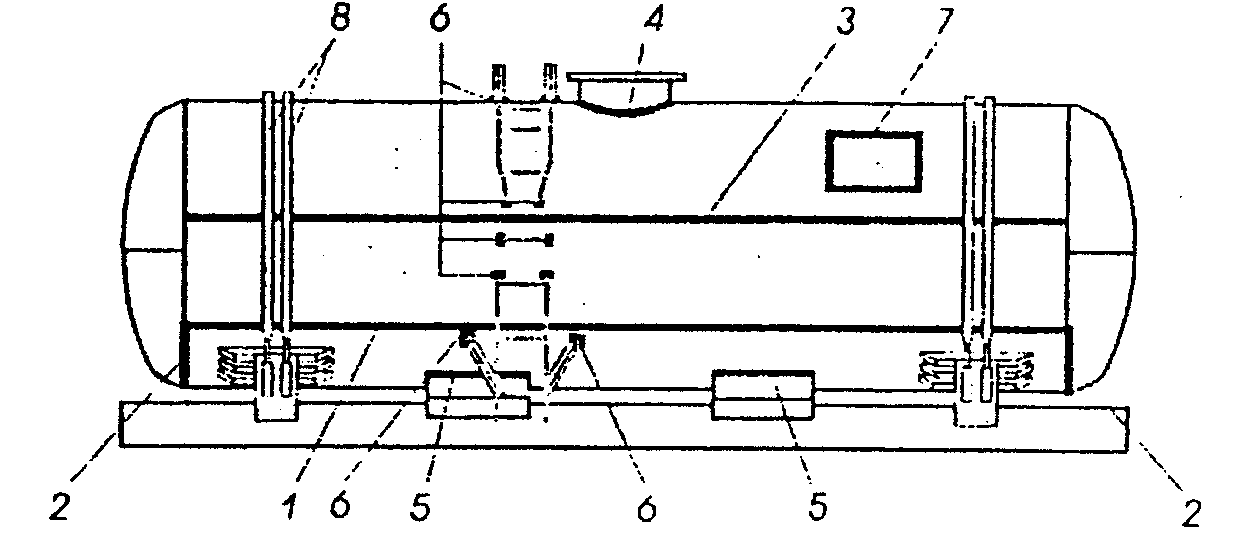
1 - сварные швы соединения нижнего (броневого) листа с боковыми листами; 2 - сварные швы соединения нижнего (броневого) листа с днищами котла; 3 - сварные швы соединения боковых листов с верхним листом; 4 - сварной шов соединения горловины люка с котлом; 5 - сварные соединения фасонных лап с котлом; 6 - сварные соединения лестницы с котлом; 7 - сварные швы приварки накладок; 8 - стяжные хомуты
Рисунок М.2. Зоны феррозондового контроля котла
М.2.2. Провести феррозондовый контроль сварных швов соединения нижнего (броневого) листа с боковыми и сварных швов соединения боковых листов с верхним листом в следующей последовательности:
- установить намагничивающее устройство МСН 14 (НУ1) в положение 1, другое устройство МСН 14 (НУ2) в положение 2 (рисунок М.3)., Одноименные полюсы намагничивающих устройств должны находиться с одной стороны шва;
- сканировать участок сварного шва между намагничивающими устройствами, находящимися в положениях 1 и 2;
- переставить НУ1 в положение 3 (рисунок М.3);
- сканировать участок сварного шва между намагничивающими устройствами, находящимися в положениях 2 и 3;
- переставить НУ2 в положение 4 (рисунок М.3);
- сканировать участок сварного шва между намагничивающими устройствами, находящимися в положениях 3 и 4;
- последовательно переставляя намагничивающие устройства, сканировать сварной шов по всей длине.
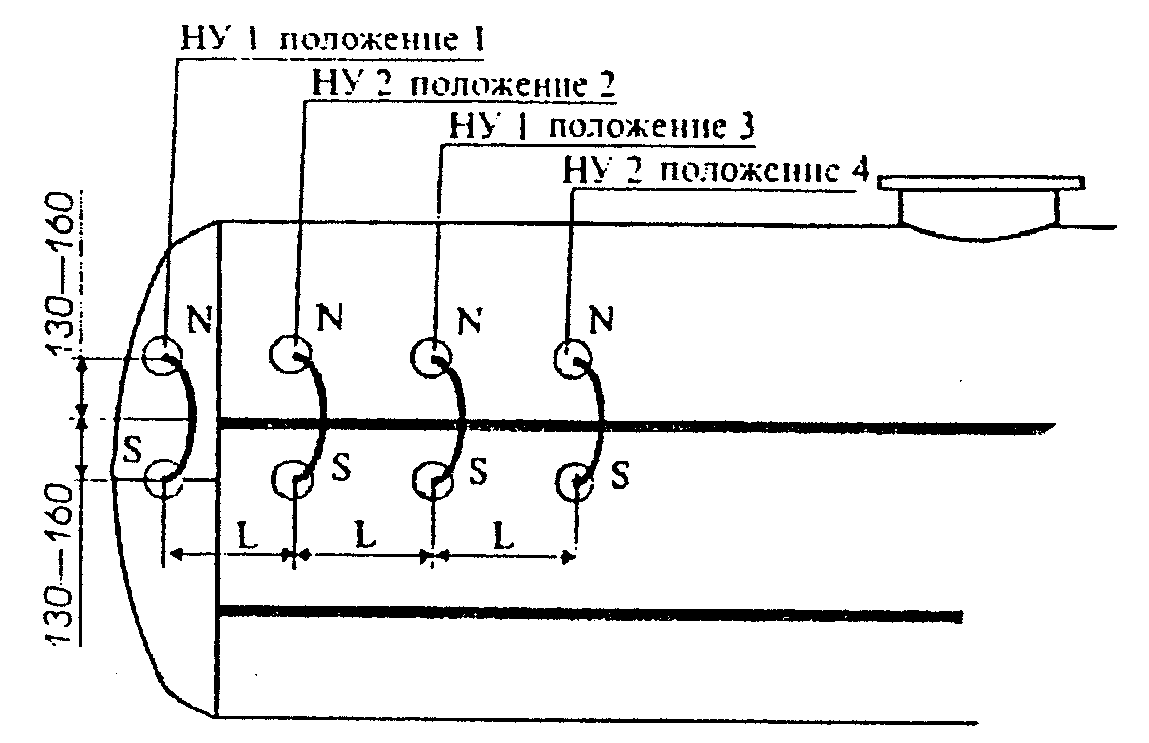
(броневого) листа с боковыми и сварных швов соединения
боковых листов с верхним листом
М.2.3. Контроль сварных швов соединения нижнего (броневого) листа с днищами котла (рисунок М.4) проводится аналогично описанному в п. М.2.2.
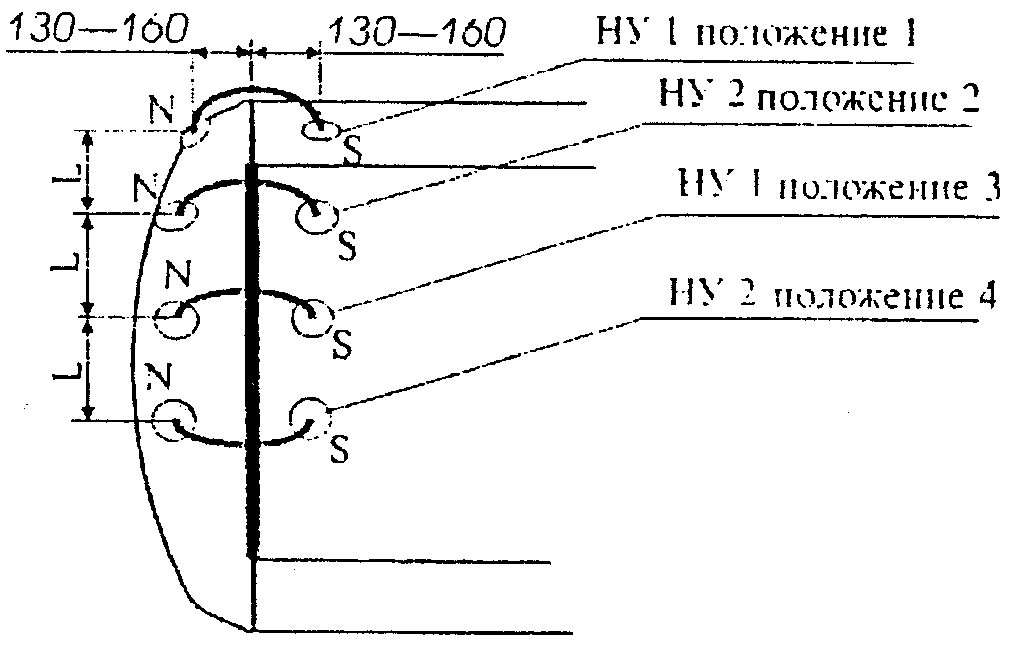
Рисунок М.4. Контроль сварных швов соединения нижнего
(броневого) листа с днищами котла
М.2.4. Последовательно переставляя намагничивающие устройства, провести контроль сварного шва соединения горловины люка с котлом (рисунок М.5) аналогично описанному в п. М.2.2.
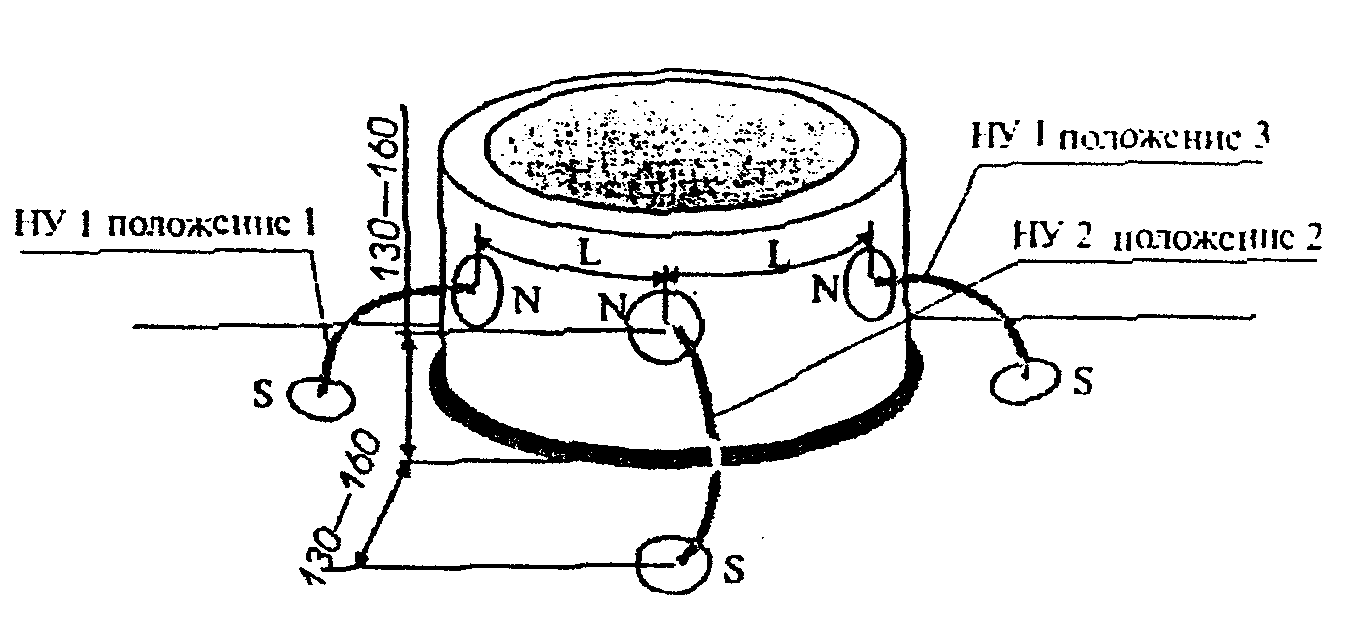
Рисунок М.5. Контроль сварного шва соединения
горловины люка с котлом
М.2.5. Провести контроль сварных соединений фасонных лап с котлом в следующей последовательности:
- установить НУ1 в положение 1, НУ2 - по центру фасонной лапы (рисунок М.6). Одноименные полюсы намагничивающих устройств должны находиться с одной стороны шва;
- сканировать участок сварного шва между намагничивающими устройствами;
- переставить НУ1 в положение 2 (рисунок М.6);
- сканировать другой участок сварного шва между намагничивающими устройствами.
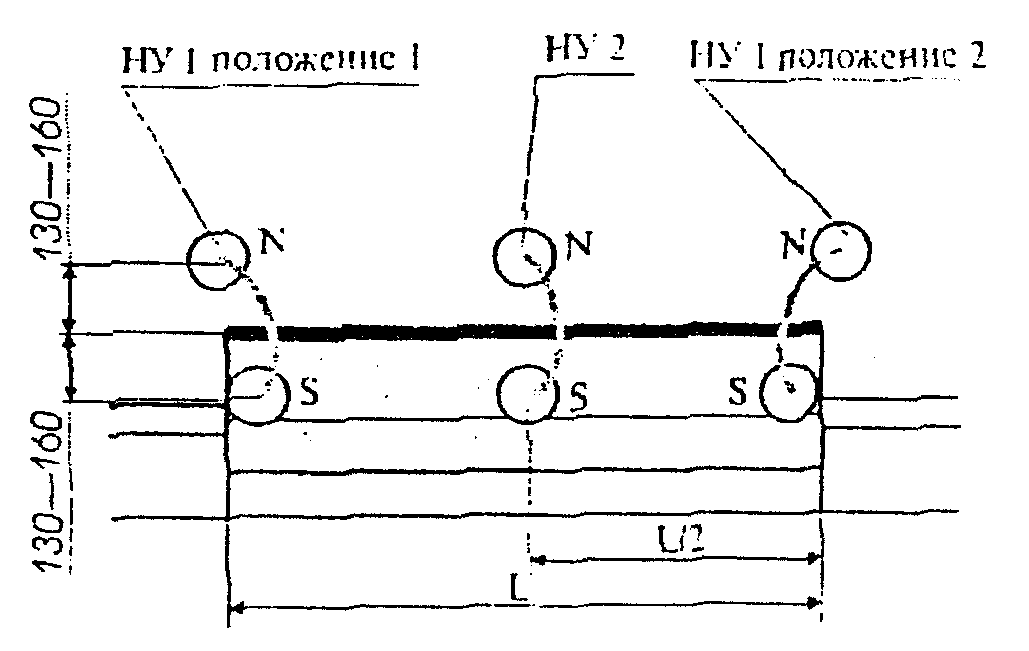
лап с котлом
М.2.6. Провести контроль сварных соединений лестницы с котлом в следующей последовательности:
- установить МСН 14, как показано на рисунке М.7;
- намагничивать сварное соединение в течение 8 - 10 секунд;
- снять МСН 14;
- сканировать сварное соединение:
- аналогично намагнитить и контролировать другие сварные соединения лестницы с котлом.
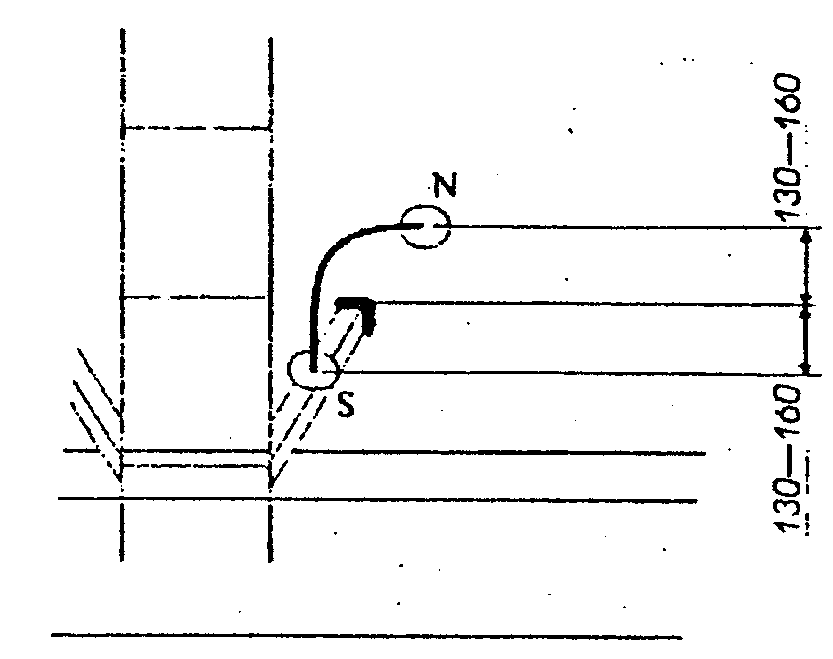
М.2.7. Контроль сварных швов приварки накладок с размерами сторон менее 200 мм произвести в следующей последовательности:
- установить МСН 14 в положение 1 (рисунок М.8а);
- сканировать вертикальные сварные швы накладки;
- установить МСН 14 в положение 2 (рисунок М.8б);
- сканировать горизонтальные сварные швы накладки.
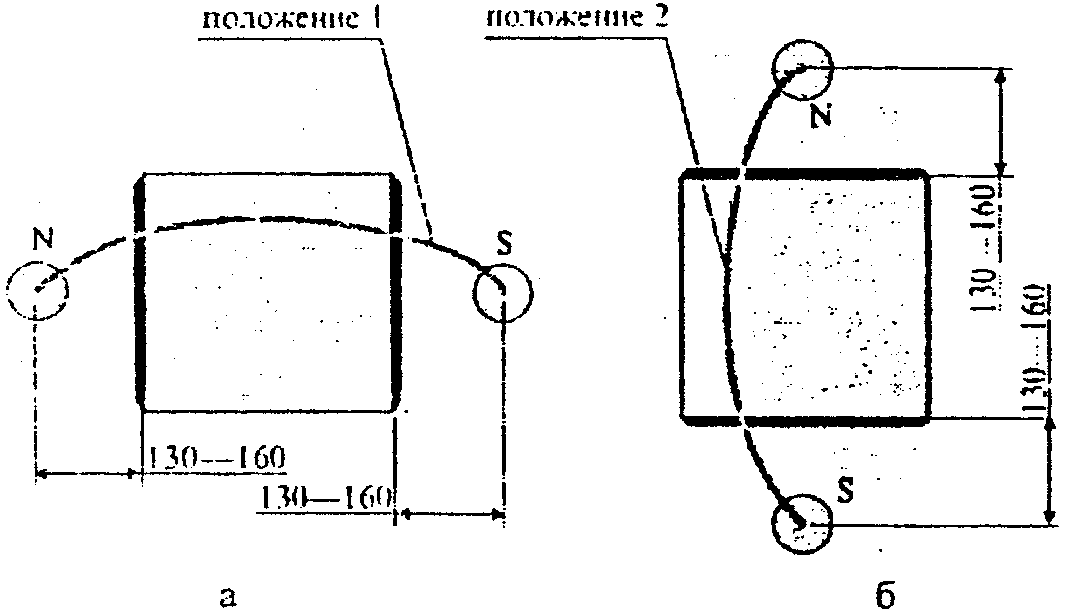
Рисунок М.8. Контроль сварных швов накладок
с размерами сторон менее 200 мм
М.2.8. Контроль сварных швов приварки накладок с размерами сторон (200 - 300) мм произвести в следующей последовательности:
- установить МСН 14 в положение 1 как показано на рисунке М.9 (один из полюсов в центре накладки);
- сканировать левый вертикальный сварной шов;
- поочередно переставляя другой полюс МСН 14 (рисунок М.9), сканировать другие сварные швы накладки.
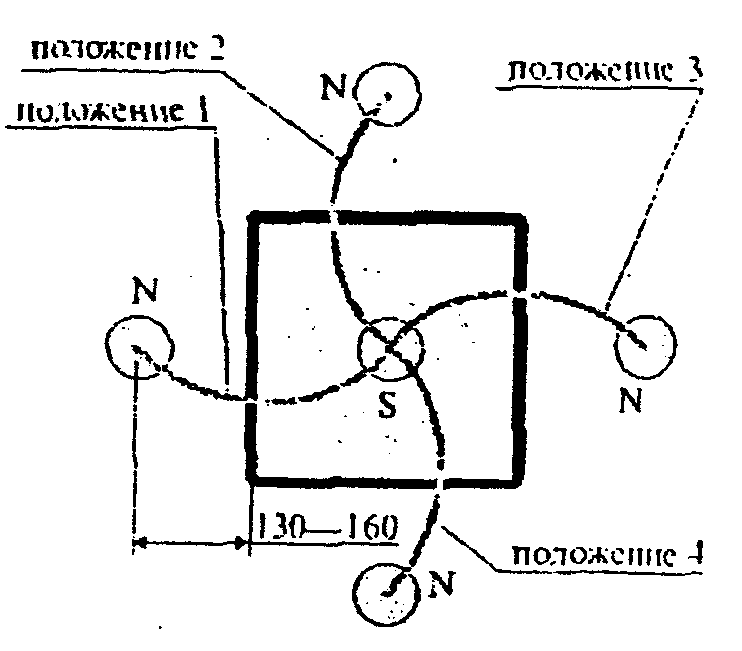
сторон (200 - 300) мм
М.2.9. Контроль сварных швов приварки накладок с размерами сторон (300 - 600) мм произвести в следующей последовательности:
- установить намагничивающие устройства НУ1 и НУ2 в положение 1 (рисунок М.10а);
- сканировать левый вертикальный шов накладки;
- установить намагничивающие устройства НУ1 к НУ2 в положение 2 (рисунок М.10б);
- сканировать верхний горизонтальный шов накладки;
- аналогично переставляя намагничивающие устройства, сканировать другие сварные швы накладки.
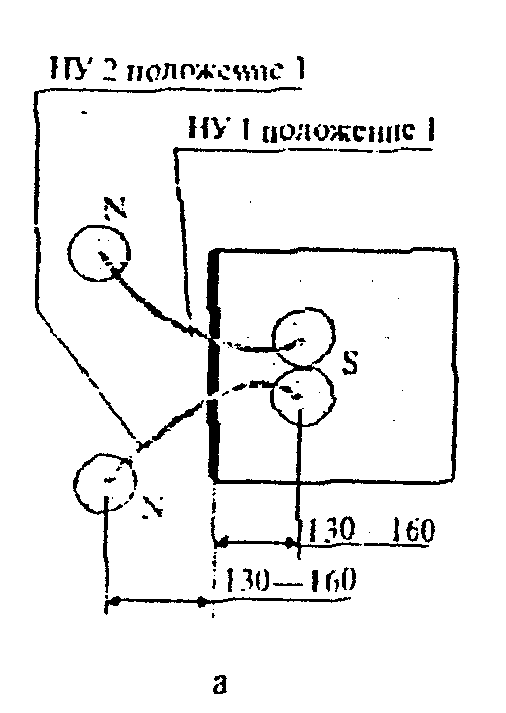
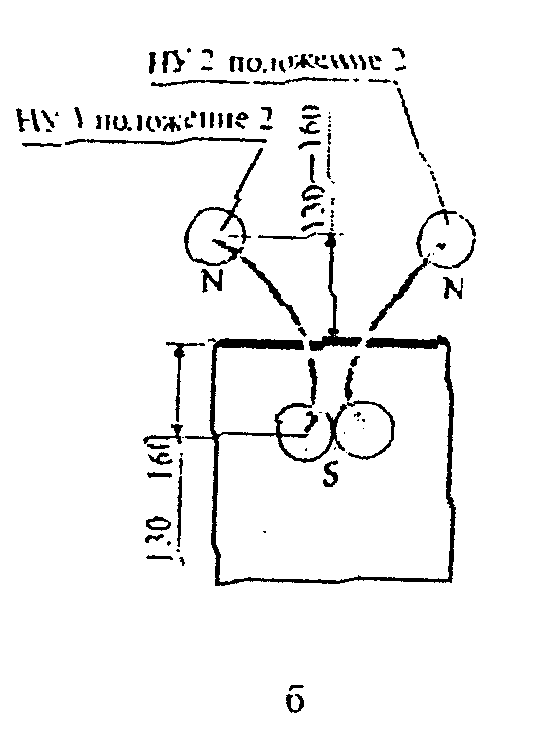
(300 - 600) мм
М.2.10. Контроль спорных швов приварки накладок с размерами одной из сторон менее 200 мм, другой - (300 - 600) мм произвести в следующей последовательности:
- установить намагничивающие устройства НУ1 и НУ2 в положение 1 (рисунок М.11а);
- сканировать горизонтальные сварные швы накладки;
- установить намагничивающие устройства НУ1 и НУ2 в положение 2 (рисунок М.11б);
- сканировать вертикальные сварные швы накладки.
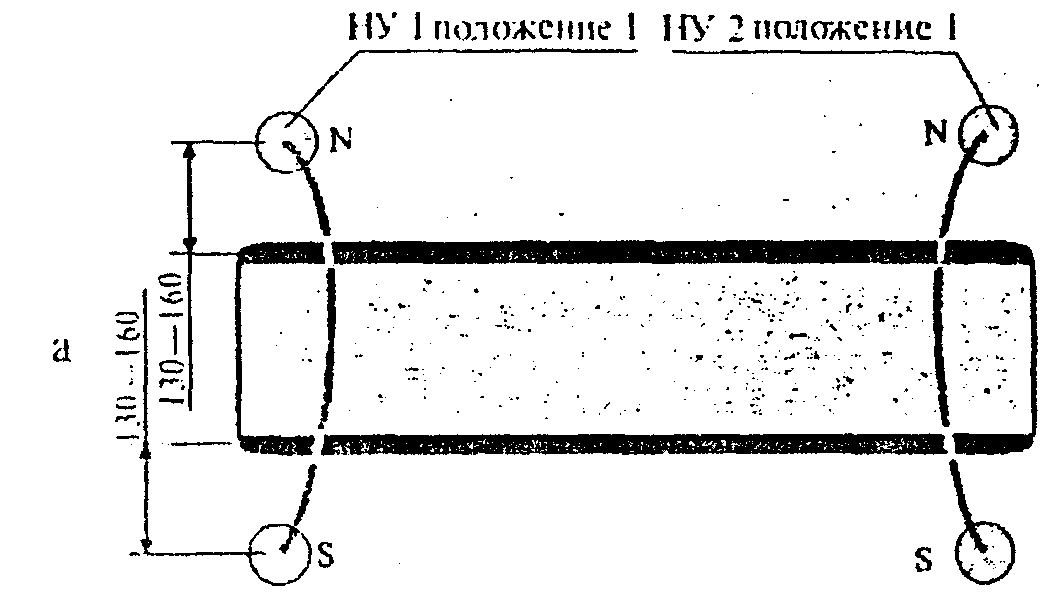
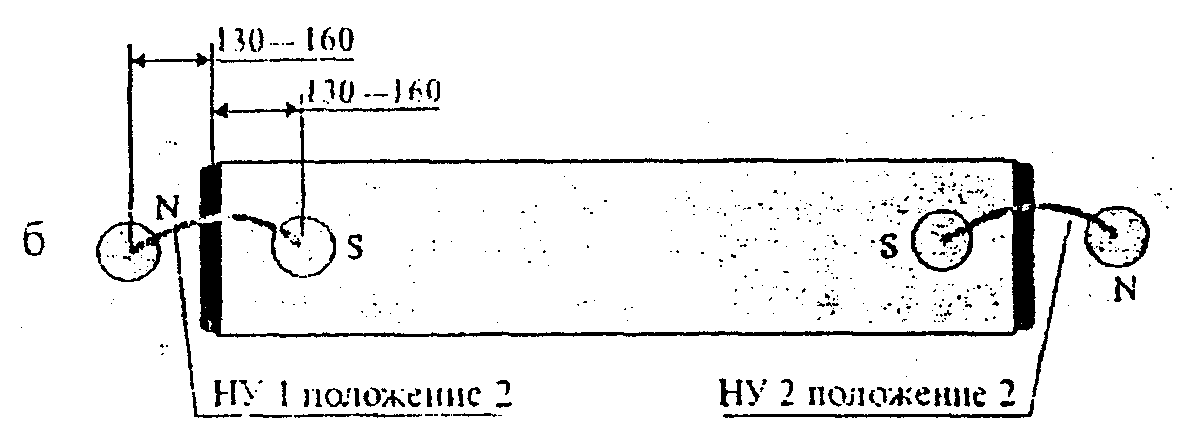
с размерами одной из сторон менее 200 мм,
другой - 300 - 600 мм
М.3. Контроль стяжных хомутов
М.3.1. Провести контроль стяжных хомутов с шагом сканирования (5 - 8) мм в следующей последовательности:
- установить полюс N намагничивающего устройства МСН 14 между стяжными хомутами (положение 1) в месте их касания с котлом. Полюс S установить на крепежную часть хомута в положение 2 на расстоянии 100 - 120 мм от края хомута, как показано на рисунке М.12 (в дальнейшем устанавливать аналогично);
- переставить полюс S намагничивающего устройства из положения 2 в положение 3 (рисунок М.12);
- сканировать участок другого хомута, находящийся между полюсами намагничивающего устройства;
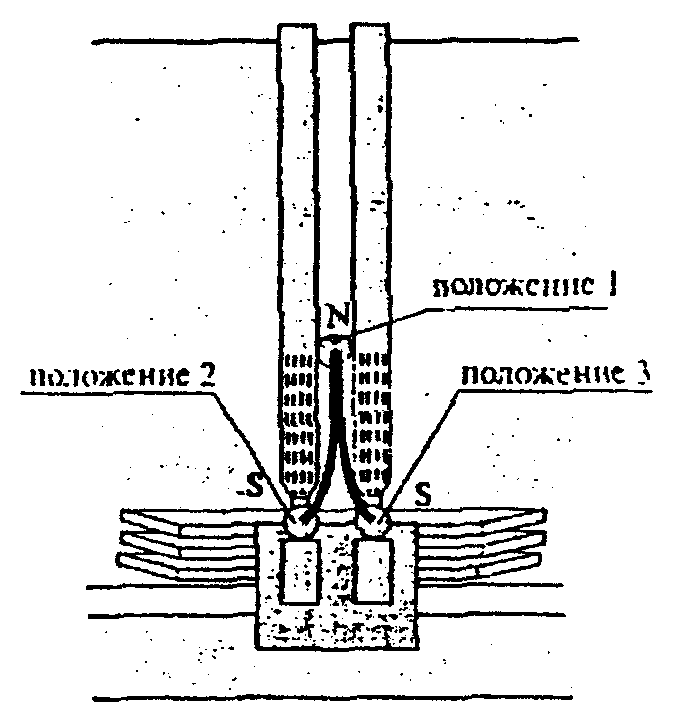
- переставить полюс S намагничивающего устройства из положения 3 в положение 4 (рисунок М.13а). Длина участка контроля выбирается в соответствии с требованиями п. М.1.8;
- сканировать участок хомута, находящийся между полюсами намагничивающего устройства;
- переставить полюс S намагничивающего устройства из положения 4 в положение 5 (рисунок М.13а);
- сканировать участок хомута, находящийся между полюсами намагничивающего устройства;
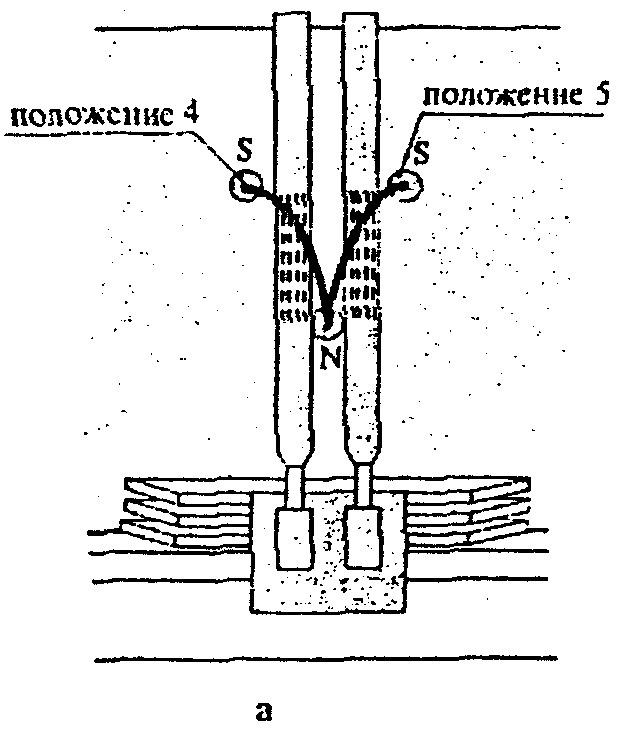
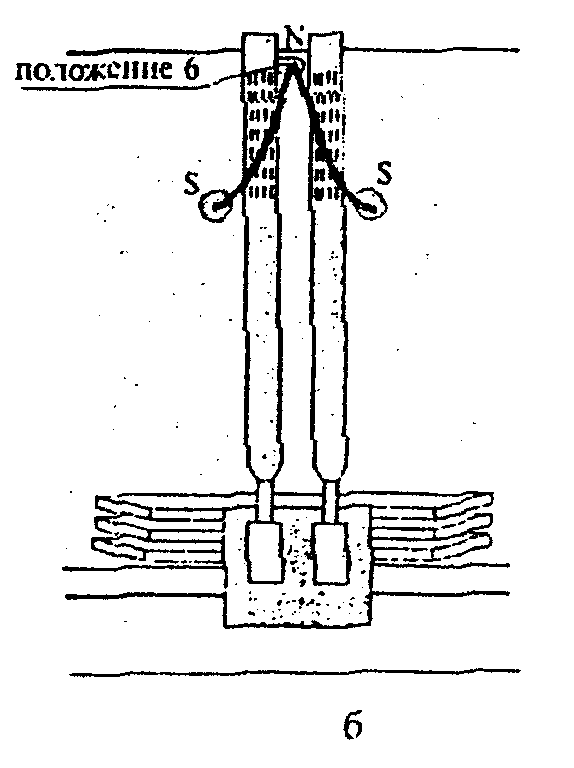
(последующие позиции)
- переставить полюс N намагничивающего устройства из положения 1 в положение 6 (рисунок М.13б);
- сканировать участок хомута, находящийся между полюсами намагничивающего устройства;
- переставить полюс S намагничивающего устройства из положения 5 в положение 4 (рисунок М.13б);
- сканировать участок хомута, находящийся между полюсами намагничивающего устройства;
- аналогично переставляя полюса намагничивающего устройства, контролировать стяжные хомуты по всей длине.
(рекомендуемое)
КРИТЕРИИ БРАКОВКИ ДЕТАЛЕЙ ВАГОНОВ
Н.1. Критерии браковки деталей грузовых вагонов
Н.1.1. Критерии браковки боковой рамы
Эксплуатационные дефекты боковой рамы тележки 18 - 100 показаны на рисунке Н.1. Критерии браковки приведены в таблице Н.1.
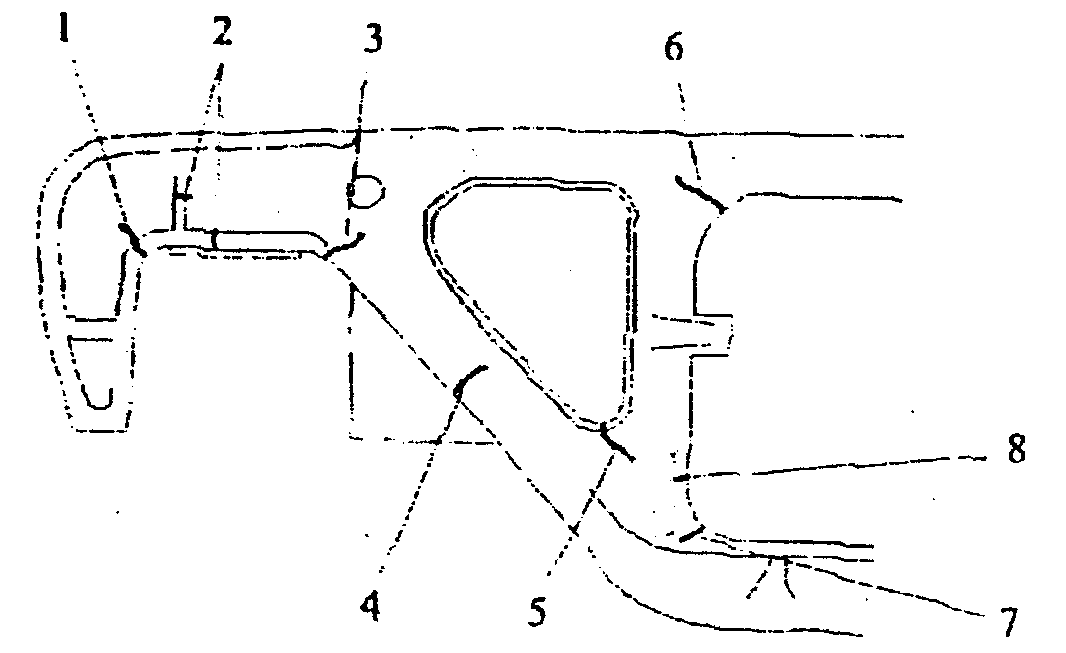
(см. таблицу Н.1)
N по рис. | Зона контроля | Характеристика дефекта | Критерий браковки | Принимаемые меры |
1 | Угол буксового проема наружный | Трещины поверхностные и подповерхностные, поперечные и наклонные | Независимо от размера | Брак |
Раковины литейные трещиновидные | Независимо от длины, глубиной более 7 мм | Брак | ||
2 | Полка и кромка пояса над буксо- вым проемом | Трещины поверхностные и подповерхностные: поперечные | Независимо от размера | Брак |
наклонные | Длиной более 70 мм Длиной менее 70 мм | Брак Ремонт | ||
2 | Ребро усиления над буксовым проемом | Трещины поверхностные и подповерхностные, поперечные и наклонные | Выходящие на сопряженные поверхности | Брак |
Не выходящие на сопряженные поверхности | Ремонт | |||
3 | Угол буксового проема внутренний | Трещины поверхностные и подповерхностные, поперечные и наклонные | Независимо от размера | Брак |
Раковины литейные трещиновидные | Независимо от длины, глубиной более 7 мм | Брак | ||
4 | Наклонный пояс | Трещины поверхностные и подповерхностные, поперечные и наклонные | Независимо от размера | Брак |
Раковины литейные трещиновидные | Независимо от длины, глубиной более 7 мм | Брак | ||
5 | Кромка технологи- ческого отверстия | Трещины поверхностные и подповерхностные, поперечные и наклонные | Независимо от размера | Брак |
6 | Угол рессорного проема верхний | Трещины поверхностные и подповерхностные, поперечные и наклонные | Независимо от размера | Брак |
Раковины литейные трещиновидные | Независимо от длины, глубиной более 7 мм | Брак | ||
7 | Угол рессорного проема нижний | Трещины поверхностные и подповерхностные, поперечные и наклонные | Независимо от размера | Брак |
Раковины литейные трещиновидные | Независимо от длины, глубиной более 7 мм | Брак | ||
8 | Ребро усиления рессорного проема | Трещины поверхностные и подповерхностные, поперечные и наклонные | Выходящие на сопряженные поверхности | Брак |
Не выходящие на сопряженные поверхности | Ремонт |
Н.1.2. Критерии браковки надрессорной балки
Эксплуатационные дефекты боковой рамы тележки 18-100 показаны на рисунке Н.2. Критерии браковки приведены в таблице Н.2.
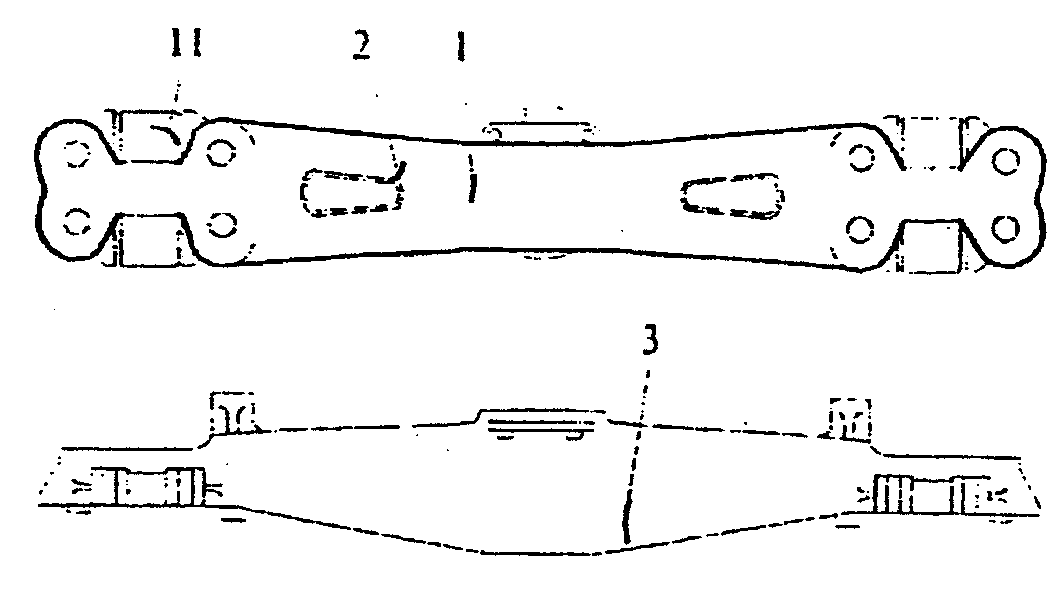
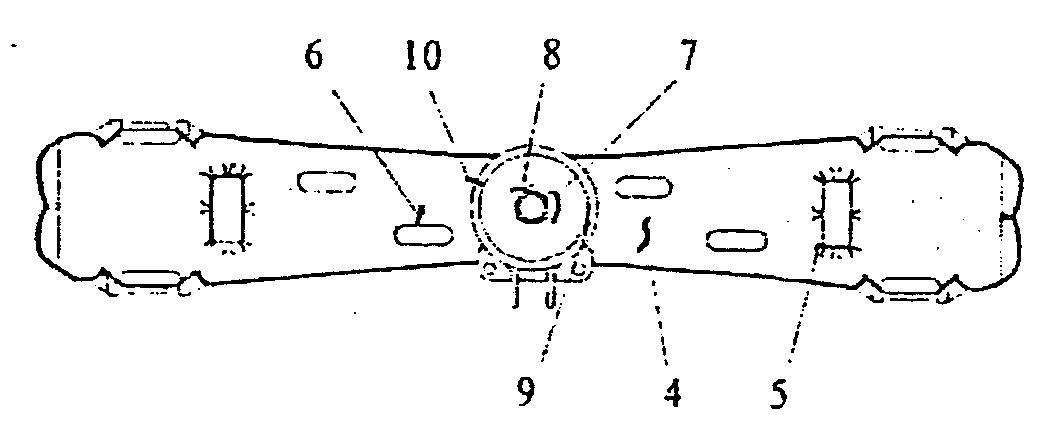
(см. таблицу Н.2)
N по рис. | Зона контроля | Характеристика дефекта | Критерий браковки | Принимаемые меры |
Эксплуатационные дефекты поверхностные и подповерхностные | ||||
1 | Нижний пояс на длине (800 - 1000) мм | Трещины поперечные и наклонные | Независимо от размера | Брак |
2 | Кромки технологи- ческих отверстий нижнего пояса | Трещины поперечные, наклонные и продольные | Независимо от размера | Брак |
3 | Боковые стенки на длине (800 - 1000) мм | Трещины поперечные и наклонные | Независимо от размера | Брак |
4 | Верхний пояс на длине (800 - 1000) мм | Трещины поперечные и наклонные | Независимо от размера | Брак |
Трещины продольные | Суммарная длина менее 250 мм | Ремонт | ||
Суммарная длина более 250 мм | Брак | |||
5 | Переходы от верхнего пояса к опорам скользунов | Трещины поперечные и наклонные: выходящие на верхний пояс | Независимо от размера | Брак |
не выходящие на верхний пояс | Независимо от размера | Ремонт | ||
6 | Кромки технологи- ческих отверстий верхнего пояса | Трещины поперечные и наклонные | Независимо от размера | Брак |
7 | Опорная поверх- ность подпятника | Трещины любой конфигу- рации, не выходящие на наружный бурт подпятника | Суммарная длина более 250 мм | Брак |
Суммарная длина менее 250 мм | Ремонт | |||
8, 9 | Внутренний и наружный бурты подпятника | Трещины любой конфигу- рации: выходящие на сопряженные поверхности | Независимо от размера | Брак |
не выходящие на сопряженные поверхности | Независимо от размера | Ремонт | ||
10 | Галтельный пере- ход от наружного бурта подпятника к верхнему поясу | Трещины поперечные, наклонные и продольные | Независимо от размера | Ремонт |
11 | Наклонная плос- кость для клина, переходы между ограничительными буртами и наклон- ной плоскостью | Трещины поперечные и наклонные, выходящие на внутреннюю полость | Независимо от размера | Брак |
Трещины поперечные и и наклонные, не выхо- дящие на внутреннюю полость | Независимо от размера | Ремонт | ||
Литейные дефекты | ||||
Нижний пояс | Раковины трещиновидные | Независимо от длины, глубиной более 7 мм | Брак | |
Боковая стенка и верхний пояс | Раковины трещиновидные | Длиной менее 30 мм, глубиной менее 7 мм | Ремонт | |
Длиной более 30 мм, глубиной более 7 мм | Брак | |||
Н.1.3. Критерии браковки боковой рамы
Эксплуатационные дефекты боковой рамы тележки 18-102 показаны на рисунке Н.3. Критерии браковки по этим дефектам приведены в таблице Н.3.
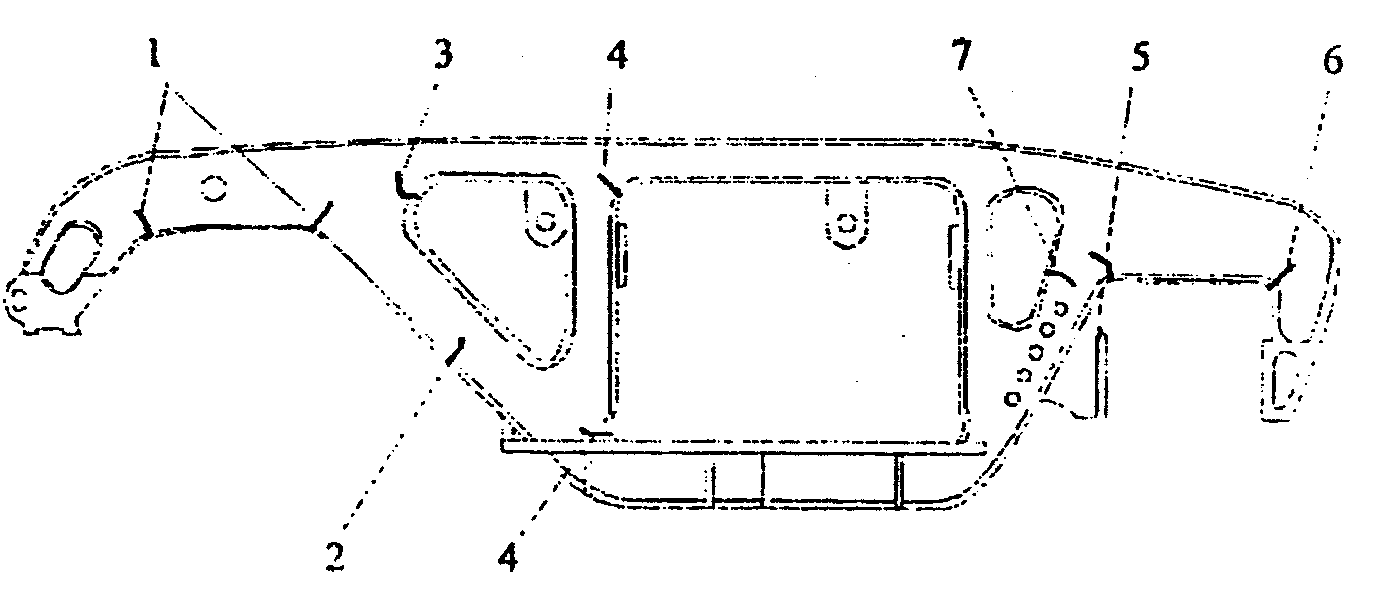
(см. таблицу Н.3)
N по рис. | Зона контроля | Характеристика дефекта | Критерий браковки | Принимаемые меры |
1 | Переходы нижней поверхности хобота к наклон- ному поясу и опорной части | Трещины поверхностные и подповерхностные, поперечные и наклонные | Не переходящие на сопряженные поверхности | Ремонт |
Переходящие на сопряженные поверхности | Брак | |||
2 | Наклонный пояс | Трещины поверхностные и подповерхностные, поперечные и наклонные | Независимо от размера | Брак |
3 | Кромка технологи- ческого отверстия со стороны хобота | Трещины поверхностные и подповерхностные, поперечные и наклонные | Не переходящие на сопряженные поверхности | Ремонт |
Переходящие на сопряженные поверхности | Брак | |||
4 | Верхние и нижние углы рессорного проема | Трещины поверхностные и подповерхностные, поперечные и наклонные | Не переходящие на сопряженные поверхности | Ремонт |
Переходящие на сопряженные поверхности | Брак | |||
5 | Угол буксового проема внутренний | Трещины поверхностные и подповерхностные, поперечные и наклонные | Независимо от размера | Брак |
Раковины литейные трещиновидные | Независимо от длины, глубиной более 7 мм | Брак | ||
6 | Угол буксового проема наружный | Трещины поверхностные и подповерхностные, поперечные и наклонные | Независимо от размера | Брак |
Раковины литейные трещиновидные | Независимо от длины, глубиной более 7 мм | Брак | ||
7 | Кромка технологи- ческого отверстия со стороны буксового проема | Трещины поверхностные и подповерхностные, поперечные и наклонные | Не переходящие на сопряженные поверхности | Ремонт |
Переходящие на сопряженные поверхности | Брак |
Н.1.4. Критерии браковки шкворневой балки
Эксплуатационные дефекты шкворневой рамы тележки 18-102 показаны на рисунке Н.4. Критерии браковки по этим дефектам приведены в таблице Н.4.
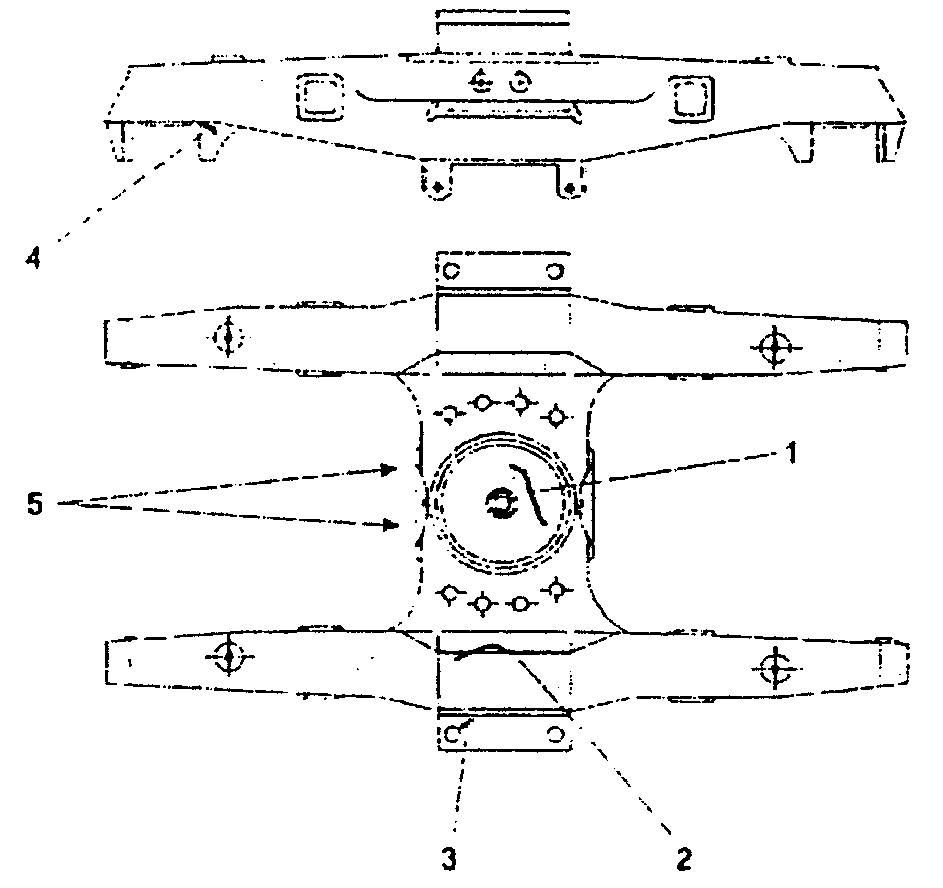
(см. в таблицу Н.4)
Таблица Н.4
N по рис. | Зона контроля | Характеристика дефекта | Критерий браковки | Принимаемые меры |
1 | Опорная поверх- ность подпятника | Трещины поверхностные и подповерхностные любого направления | Не более двух трещин суммар- ной длиной до 120 мм | Ремонт |
Не переходящие через бурт на верхний пояс | Ремонт | |||
Более двух трещин | Брак | |||
Одна или две трещины суммар- ной длиной более 120 мм | Брак | |||
Переходящая бурт с выходом на верхний пояс | Брак | |||
2 | Сварной шов при- варки кронштейна скользуна | Трещины поверхностные и подповерхностные любого направления | Не переходящие на сопряженные поверхности | Ремонт |
Переходящие на сопряженные поверхности | Брак | |||
3 | Наружная поверх- ность и места крепления скользуна | Трещины поверхностные и подповерхностные, любого направления | Независимо от размера | Брак |
4 | Переход от челюсти к нижней поверхности балки | Трещины поверхностные и подповерхностные, поперечные и наклонные | Площадь попе- речного сечения после разделки: уменьшилась менее, чем на 20% | Ремонт |
уменьшилась более, чем на 20% | Брак | |||
5 | Кромка окна для прохода тяги тормоза | Трещины поверхностные и подповерхностные, любого направления | Не переходящие на сопряженные поверхности | Ремонт |
Переходящие на сопряженные поверхности | Брак |
Н.1.5. Критерии браковки надрессорной балки
Эксплуатационные дефекты надрессорной балки тележки 18-102 показаны на рисунке Н.5. Критерии браковки приведены в таблице Н.3.
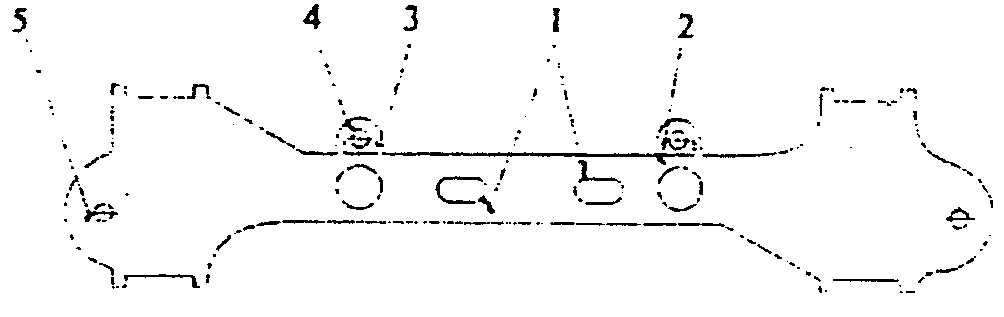
(см. таблицу Н.3)
Таблица Н.5
N по рис. | Зона контроля | Характеристика дефекта | Критерий браковки | Принимаемые меры |
1 | Кромка технологи- ческого отверстия | Трещины поверхностные и подповерхностные, поперечные и наклонные | Не переходящие на боковой пояс | Ремонт |
Переходящие на боковой пояс | Брак | |||
2 | Переход от кронштейна к боковому поясу | Трещины поверхностные и подповерхностные, поперечные и наклонные | Независимо от размера | Ремонт |
3 | Ребро усиления кронштейна | Трещины поверхностные и подповерхностные | Независимо от размера | Ремонт |
4 | Кромка отверстия кронштейна | Трещины поверхностные и подповерхностные | Независимо от размера | Ремонт |
5 | Концы балки | Трещины поверхностные и подповерхностные | Независимо от размера | Ремонт |
Н.1.6. Критерии браковки балансира
Эксплуатационные дефекты балансира тележки 18-102 показаны на рисунке Н.6. Критерии браковки по этим дефектам приведены в таблице Н.6.
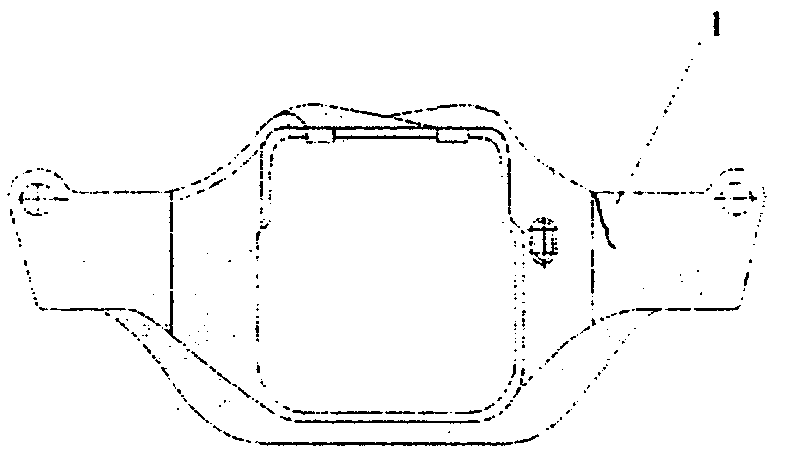
(см. таблицу Н.6)
N по рис. | Зона контроля | Характеристика дефекта | Критерий браковки | Принимаемые меры |
1 | Переход от горизонтального пояса к щечке и непосредственно щечка | Трещины поверхностные и подповерхностные, поперечные и наклонные | Длиной менее 50 мм | Ремонт |
Длиной более 50 мм | Брак |
Н.1.7. Критерии браковки соединительной балки
Эксплуатационные дефекты соединительной балки тележки 18-101 показаны на рисунке Н.7. Критерии браковки приведены в таблице Н.7.
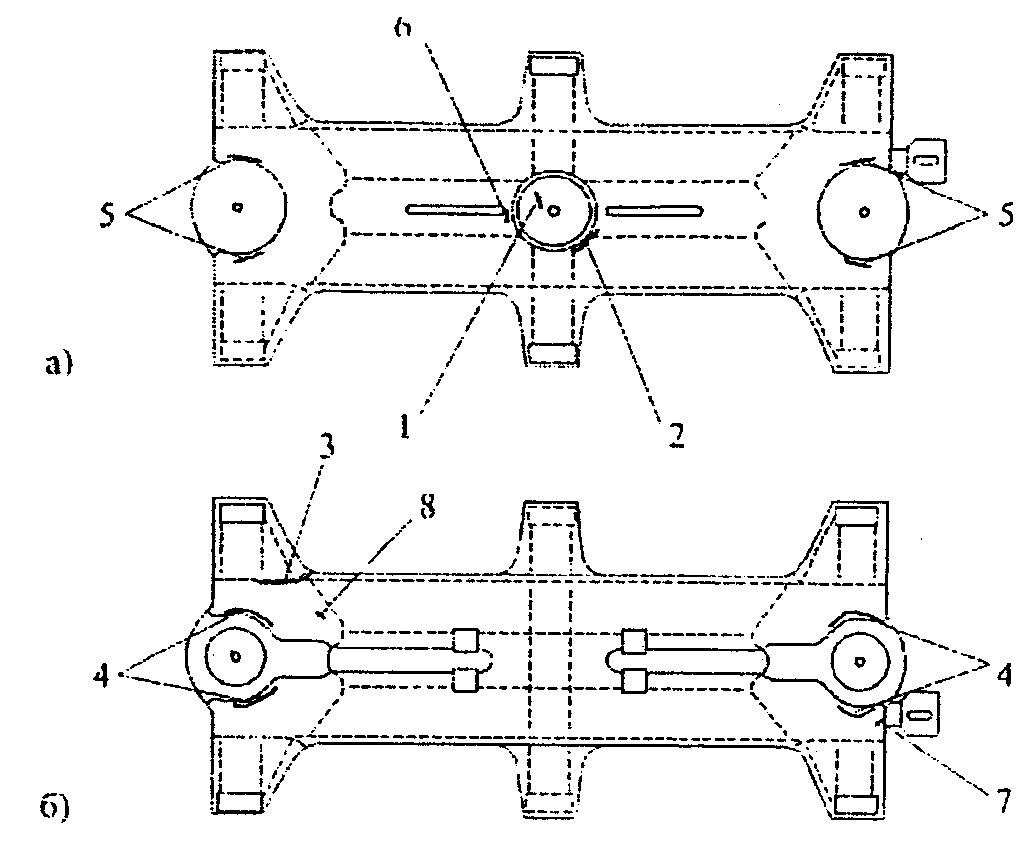
а - вид сверху; б - вид снизу
(см. таблицу Н.7)
N по рис. | Зона контроля | Характеристика дефекта | Критерий браковки | Принимаемые меры |
1 | Опорная поверх- ность и бурт центрального подпятника | Трещины любого направления: поверхностные | Суммарной длиной более 250 мм | Брак |
Суммарной длиной менее 250 мм | Ремонт | |||
подповерхностные | Независимо от размера | Брак | ||
2 | Сварной шов приварки верхнего листа к плите центрального подпятника | Трещины поверхностные и подповерхностные любого направления | Глубиной более 24 мм, независимо от длины | Брак |
Суммарной длиной менее 250 мм и глуби- ной менее 24 мм | Ремонт <*> | |||
Суммарной длиной более 250 мм, независимо от глубины | Брак | |||
3 | Сварной шов приварки нижнего листа с подкрыл- ком скользуна | Трещины поверхностные и подповерхностные любого направления | При суммарной длине ремонтных сварных швов более 300 мм | Брак |
При суммарной длине ремонтных сварных швов менее 300 мм: суммарной длиной менее 250 мм и глубиной менее 24 мм | Ремонт <*> | |||
Суммарной длиной более 250 мм или глубиной более 250 мм | Брак | |||
4 | Сварной шов приварки нижнего листа к крайнему пятнику (с одной стороны) | Трещины поверхностные и подповерхностные любого направления | При суммарной длине ремонтных сварных швов более 300 мм | Брак |
При суммарной длине ремонтных сварных швов менее 300 мм: суммарной длиной менее 250 мм | Ремонт <*> | |||
Суммарной длиной более 250 мм | Брак | |||
5 | Верхняя часть крайнего пятника (с одной стороны) | Трещины поверхностные и подповерхностные любого направления | При суммарной длине ремонтных сварных швов более 300 мм | Брак |
При суммарной длине ремонтных сварных швов менее 300 мм: суммарной длиной менее 250 мм | Ремонт <*> | |||
Суммарной длиной более 250 мм | Брак | |||
6 | Верхний лист в зоне центрального подпятника | Трещины поверхностные и подповерхностные любого направления | Независимо от размера | Ремонт |
7 | Кронштейн горсиона, включая сварной шов приварки | Трещины поверхностные и подповерхностные любого направления | Независимо от размера | Ремонт |
8 | Нижний лист в зоне крайних пятников | Трещины поверхностные и подповерхностные любого направления | Независимо от размера | Ремонт <*> |
--------------------------------
<*> В зависимости от срока эксплуатации рекомендуется отправлять в капитальный ремонт или браковать.
Н.1.8. Критерии браковки рамы тележек
Эксплуатационные дефекты рамы тележек ЦМВ, KB3-И2 показаны на рисунке Н.8. Критерии браковки по этим дефектам приведены в таблице Н.8.
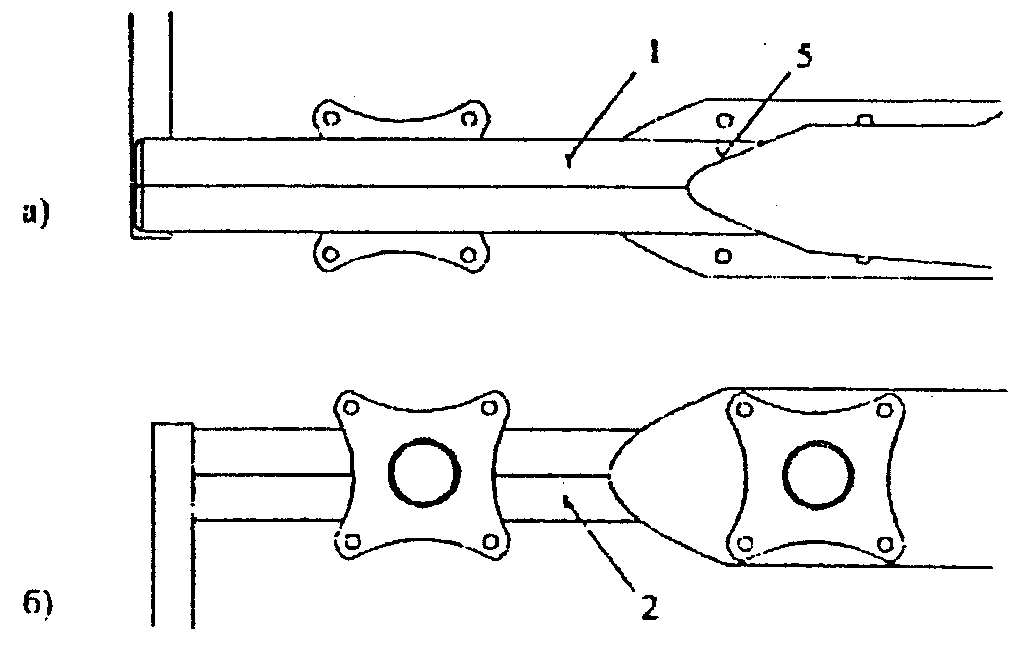
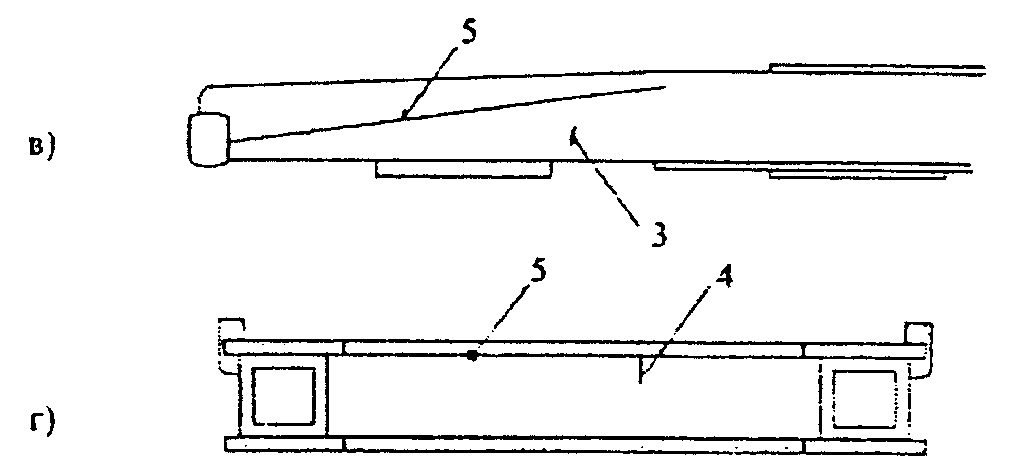
а - продольная балка, вид сверху; б - продольная балка, вид снизу; в - продольная балка, вид сбоку; г - внутренняя поперечная балка
(см. таблицу Н.8)
N по рис. | Зона контроля | Характеристика дефекта | Критерий браковки | Принимаемые меры |
1 | Верхняя стенка продольной балки | Трещины поверхностные и подповерхностные любого направления: не переходящие на сопряженные поверх- ности | Независимо от размера | Ремонт |
2 | Нижняя стенка продольной балки | |||
3 | Боковая стенка продольной балки | Переходящие на сопряженные поверх- ности | Независимо от размера | Браковка |
4 | Внутренняя поперечная балка | |||
5 | Сварные швы нак- ладок, продольной и внутренней поперечной балки | Трещины поверхностные и подповерхностные любого направления | Независимо от размера | Браковка |
Н.1.9. Критерии браковки сварной надрессорной балки тележек ЦМВ, КВ3-И2
Эксплуатационные дефекты сварной надрессорной балки тележек ЦМВ, КВ3-И2 показаны на рисунке Н.9. Критерии браковки по этим дефектам приведены в таблице Н.9.
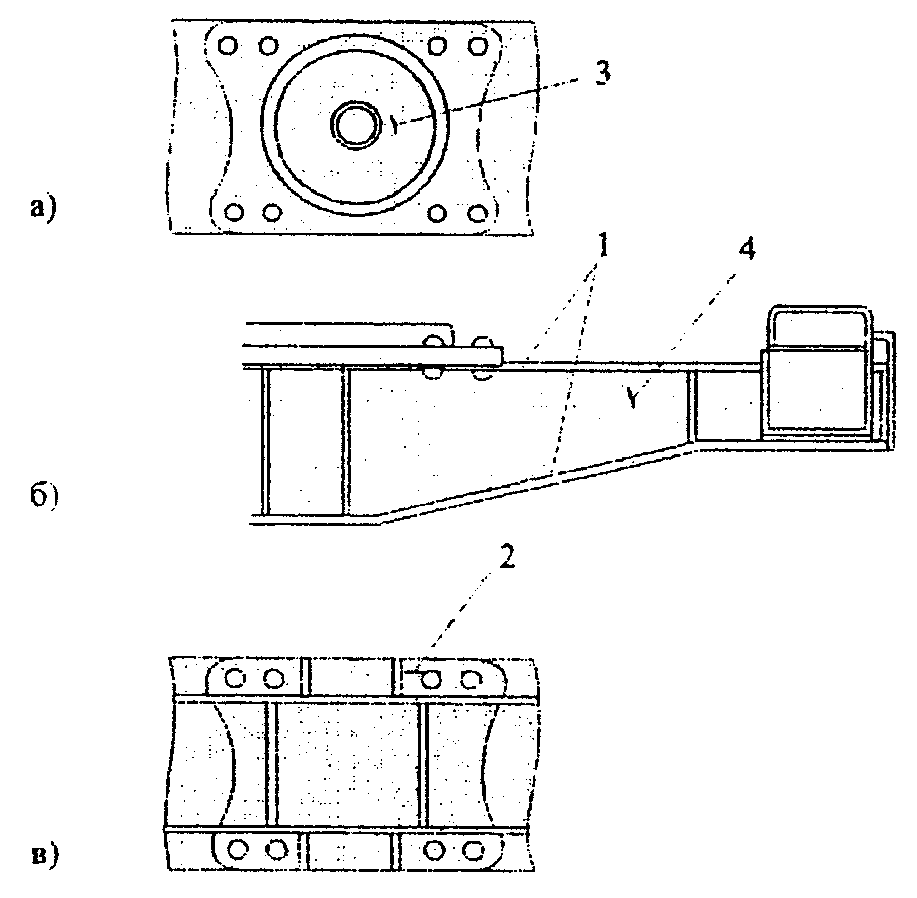
а - вид сверху; б - вид сбоку; в - вид снизу
ЦМВ, КВ3-И2 (см. таблицу Н.9)
N по рис. | Зона контроля | Характеристика дефекта | Критерий браковки | Принимаемые меры |
1 | Сварные швы сое- динения боковых стенок с верхней и нижней пластинами | Трещины поверхностные и подповерхностные любого направления | Независимо от размера | Ремонт |
2 | Места крепления съемного подпятника | Трещины поверхностные и подповерхностные любого направления | Независимо от размера | Ремонт |
3 | Опорная поверх- ность подпятника | Трещины поверхностные и подповерхностные любого направления: переходящие через наружный бурт | Суммарная длина более 250 мм | Брак |
Суммарная длина менее 250 мм | Брак | |||
не переходящие через наружный бурт | Суммарная длина менее 250 мм | Ремонт | ||
4 | Боковые стенки | Трещины поверхностные и подповерхностные поперечные и наклон- ные: не переходящие на сопряженные поверхности | Независимо от размера | Ремонт |
переходящие на соп- ряженные поверхности | Независимо от размера | Брак |
Н.1.10. Критерии браковки надрессорной балки, имеющей подпятник, отремонтированный наплавкой
Дефекты наплавленной и механически обработанной поверхности подпятника надрессорной балки показаны на рисунке Н.10. Критерии браковки по этим дефектам приведены в таблице Н.10.
подпятник, отремонтированный наплавкой (см. таблицу Н.10)
Таблица Н.10
N по | Характеристика дефекта | Критерии браковки | Принимаемые меры |
1 | Трещины поверхностные или подповерхностные любого направления: переходящие на металл балки | Независимо от размера | Брак |
не переходящие на металл балки | Независимо от размера | Ремонт | |
2 | Несплавления | Независимо от размера | Брак |
Подрезы | Независимо от размера | Ремонт |
Н.2. Критерии браковки тележек пассажирских вагонов
Н.2.1. Критерии браковки рамы тележек
Эксплуатационные дефекты рамы тележек КВ3-ЦНИИ, КВ3-5 показаны на рисунке Н.11. Критерии браковки по этим дефектам приведены в таблице Н.11.
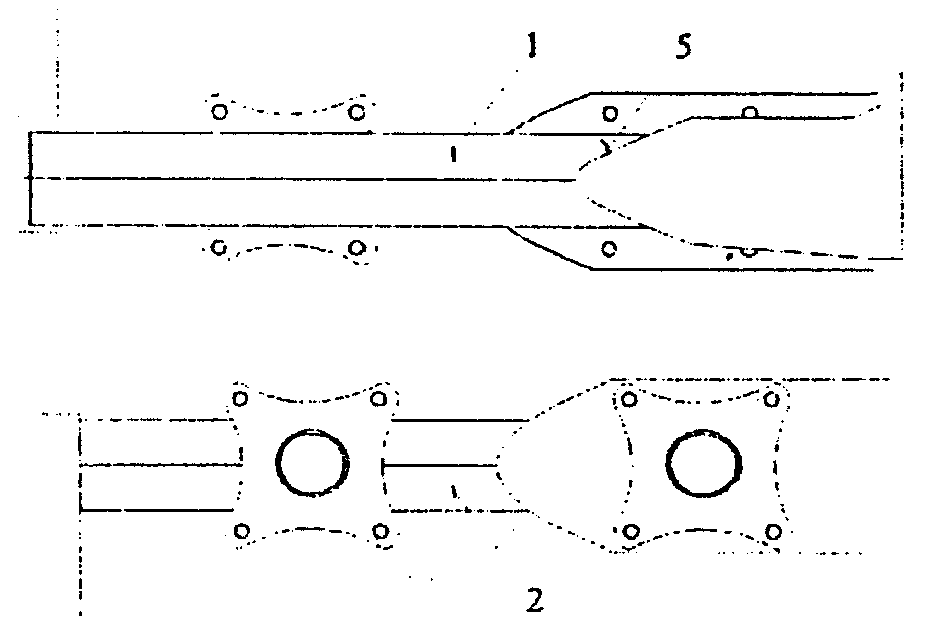
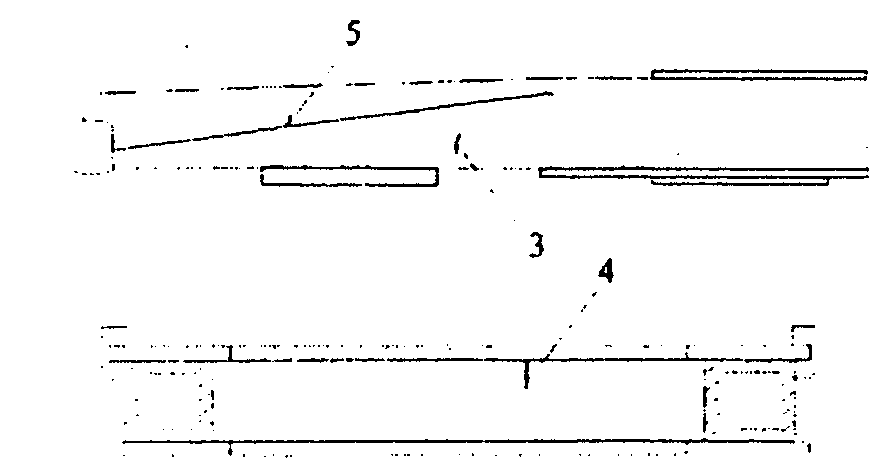
а - продольная балка, вид сверху; б - продольная балка, вид снизу; в - продольная балка, вид сбоку; г - внутренняя поперечная балка
(см. таблицу Н.11)
┌────┬─────────────────┬──────────────────────┬───────────────┬───────────┐
│N по│ Зона │ Характеристика │ Критерий │Принимаемые│
│рис.│ контроля │ дефекта │ браковки │ меры │
│Н.11│ │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 1 │Верхняя стенка │Трещины поверхностные │Независимо от │Ремонт │
│ │продольной балки │и подповерхностные │размера │ │
├────┼─────────────────┤любого направления: │ │ │
│ 2 │Нижняя стенка │ │ │ │
│ │продольной балки │ │ │ │
├────┼─────────────────┤ │ │ │
│ 3 │Боковая стенка │не переходящие на │ │ │
│ │продольной балки │сопряженные поверх- │ │ │
│ │ │ности, │ │ │
├────┼─────────────────┤ ├───────────────┼───────────┤
│ 4 │Внутренняя │переходящие на сопря- │Независимо от │Браковка │
│ │поперечная балка │женные поверхности │размера │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 5 │Сварные швы │Трещины поверхностные │Независимо от │Ремонт │
│ │накладок, │и подповерхностные │размера │ │
│ │продольной и │любого направления │ │ │
│ │внутренней │ │ │ │
│ │поперечной балки │ │ │ │
└────┴─────────────────┴──────────────────────┴───────────────┴───────────┘
Н.2.2. Критерии браковки надрессорной балки тележки КВ3-ЦНИИ
Эксплуатационные дефекты надрессорной балки тележки КВ3-ЦНИИ показаны на рисунке Н.12. Критерии браковки этих дефектов приведены и таблице Н.12.
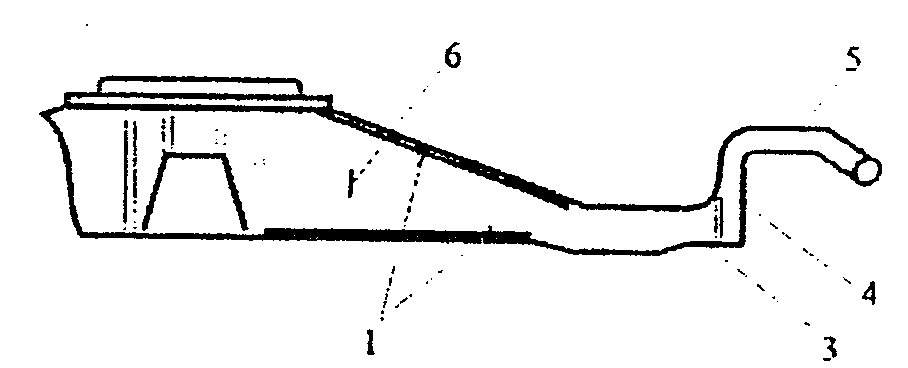
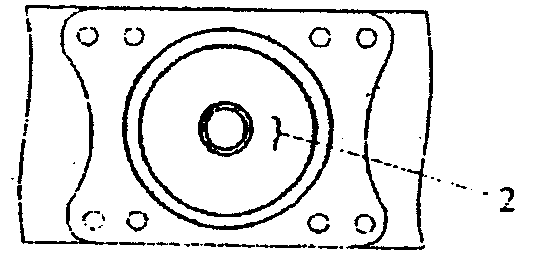
Рисунок Н.12. Дефекты надрессорной балки КВ3-ЦНИИ
(см. таблицу Н.12)
┌────┬─────────────────┬──────────────────────┬───────────────┬───────────┐
│N по│ Зона │ Характеристика │ Критерии │Принимаемые│
│рис.│ контроля │ дефекта │ браковки │ меры │
│Н.12│ │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 1 │Сварные швы │Трещины поверхностные │Независимо от │Ремонт │
│ │соединения боко- │и подповерхностные │размера │ │
│ │вых стенок с │любого направления │ │ │
│ │верхней и нижней │ │ │ │
│ │пластинами │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 2 │Опорная │Трещины поверхностные │Суммарная длина│Брак │
│ │поверхность │и подповерхностные │более 250 мм │ │
│ │подпятника │любого направления: ├───────────────┼───────────┤
│ │ │переходящие через │Суммарная длина│Брак │
│ │ │наружный бурт, │менее 250 мм │ │
│ │ │ │───────────────┼───────────┤
│ │ │не переходящие через │Суммарная длина│Ремонт │
│ │ │наружный бурт │менее 250 мм │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 3 │Сварной шов │Трещины поверхностные │Независимо от │Ремонт │
│ │соединения │и подповерхностные │размера │ │
│ │кронштейна гаси- │любого направления │ │ │
│ │теля колебаний с │ │ │ │
│ │опорной плитой │ │ │ │
├────┼─────────────────┤ │ │ │
│ 4 │Кронштейн гасите-│ │ │ │
│ │ля колебаний │ │ │ │
├────┼─────────────────┤ │ │ │
│ 5 │Сварной шов │ │ │ │
│ │соединения крон- │ │ │ │
│ │штейна поводка с │ │ │ │
│ │опорной плитой │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 6 │Боковая стенка │Трещины поверхностные │ │ │
│ │ │и подповерхностные │ │ │
│ │ │любого направления: │ │ │
│ │ │не переходящие на со- │Независимо от │Ремонт │
│ │ │пряженные поверхности,│размера │ │
│ │ │ ├───────────────┼───────────┤
│ │ │переходящие на сопря- │Независимо от │Брак │
│ │ │женные поверхности │размера │ │
└────┴─────────────────┴──────────────────────┴───────────────┴───────────┘
Н.2.3. Критерии браковки надрессорной балки тележки КВ3-5
Эксплуатационные дефекты надрессорной балки тележки КВ3-5 показаны на рисунке Н.13. Критерии браковки по этим дефектам приведены в таблице Н.13.
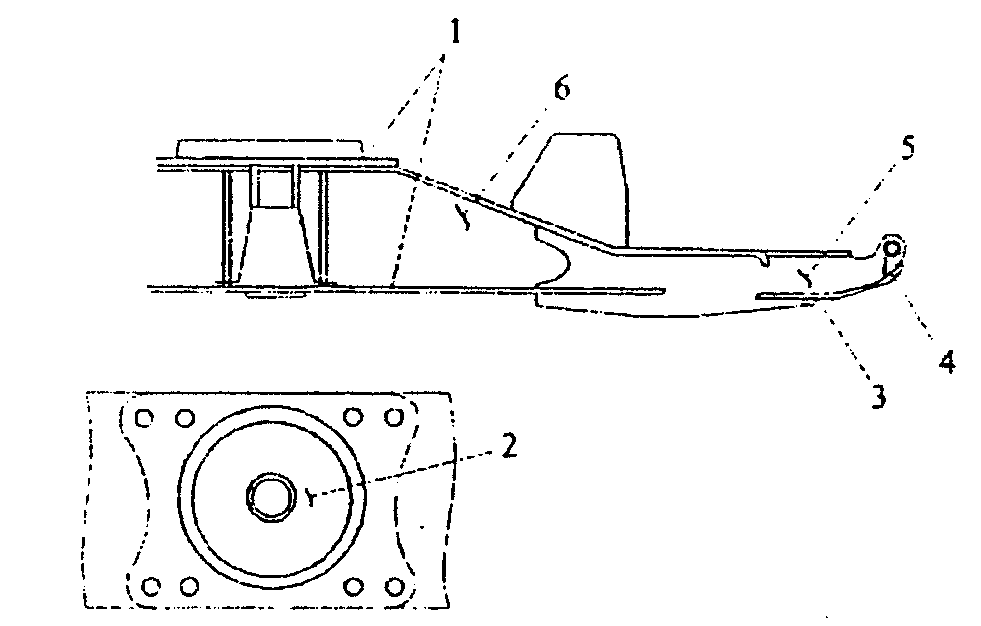
(см. таблицу Н.13)
┌────┬─────────────────┬──────────────────────┬───────────────┬───────────┐
│N по│ Зона │ Характеристика │ Критерий │Принимаемые│
│рис.│ контроля │ дефекта │ браковки │ меры │
│Н.13│ │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 1 │Сварные швы │Трещины поверхностные │Независимо от │Ремонт │
│ │соединения боко- │и подповерхностные │размера │ │
│ │вых стенок с │любого направления │ │ │
│ │верхней и нижней │ │ │ │
│ │пластинами │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 2 │Опорная поверх- │Трещины поверхностные │Суммарная длина│Брак │
│ │ность подпятника │и подповерхностные │более 250 мм │ │
│ │ │любой конфигурации: ├───────────────┼───────────┤
│ │ │переходящие через │Суммарная длина│Брак │
│ │ │наружный бурт, │менее 250 мм │ │
│ │ │ ├───────────────┼───────────┤
│ │ │не переходящие через │Суммарная длина│Ремонт │
│ │ │наружный бурт │менее 250 мм │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 3 │Сварной шов при- │Трещины поверхностные │Независимо от │Ремонт │
│ │варки кронштейна │и подповерхностные │размера │ │
│ │гасителя │любого направления │ │ │
│ │колебаний │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 4 │Кронштейн гасите-│Трещины поверхностные │Независимо от │Ремонт │
│ │ля колебаний │и подповерхностные │размера │ │
│ │ │любого направления │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 5 │Лист средний │Трещины поверхностные │Независимо от │Ремонт │
│ │ │и подповерхностные │размера │ │
│ │ │любого направления │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 6 │Боковая стенка │Трещины поверхностные │ │ │
│ │ │и подповерхностные: │ │ │
│ │ │ │ │ │
│ │ │не переходящие на со- │Независимо от │Ремонт │
│ │ │пряженные поверхности,│размера │ │
│ │ │ ├───────────────┼───────────┤
│ │ │переходящие на сопря- │Независимо от │Брак │
│ │ │женные поверхности │размера │ │
└────┴─────────────────┴──────────────────────┴───────────────┴───────────┘
Н.2.4. Критерии браковки рамы тележки
Эксплуатационные дефекты рамы тележки ЦМВ показаны на рисунке Н.14. Критерии браковки по этим дефектам приведены в таблице Н.14.
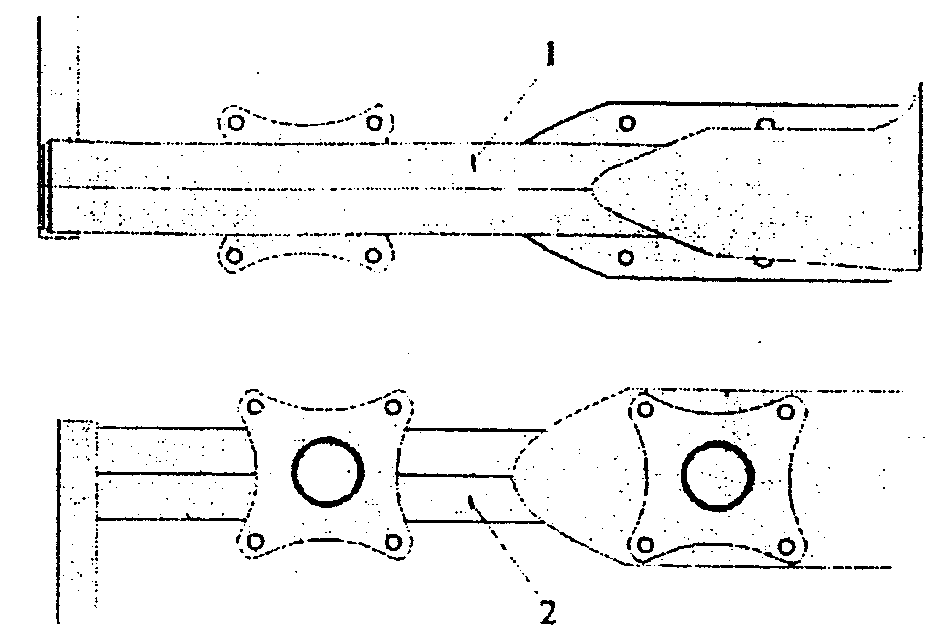
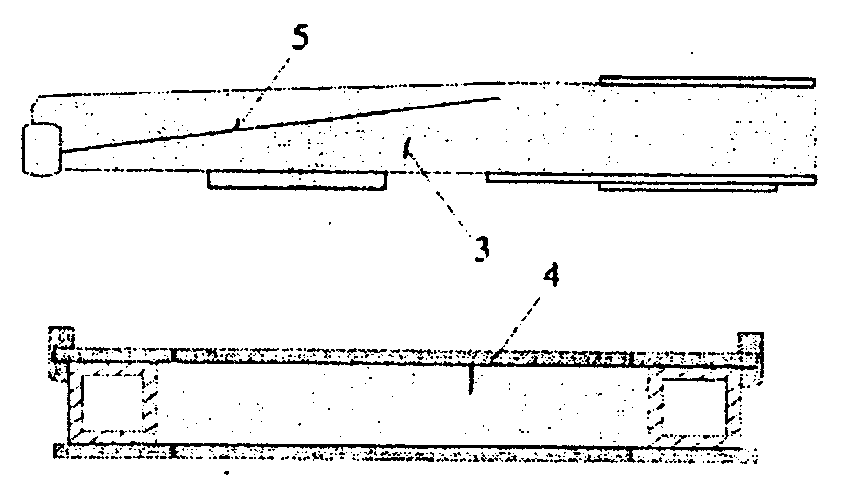
а - продольная балка, вид сверху; б - продольная балка, вид снизу; в - продольная балка, вид сбоку; г - внутренняя поперечная балка
┌────┬─────────────────┬──────────────────────┬───────────────┬───────────┐
│N по│ Зона │ Характеристика │ Критерии │Принимаемые│
│рис.│ контроля │ дефекта │ браковки │ меры │
│Н.14│ │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 1 │Верхняя стенка │Трещины поверхностные │ │ │
│ │продольной балки │и подповерхностные │ │ │
├────┼─────────────────┤любого направления: │ │ │
│ 2 │Нижняя стенка │не переходящие на │Независимо от │Ремонт │
│ │продольной балки │сопряженные поверх- │размера │ │
├────┼─────────────────┤ности, │───────────────┼───────────┤
│ 3 │Боковая стенка │переходящие на │Независимо от │Брак │
│ │продольной балки │сопряженные поверх- │размера │ │
├────┼─────────────────┤ ности │ │ │
│ 4 │Внутренняя │ │ │ │
│ │поперечная балка │ │ │ │
│ │ │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 5 │Сварные швы │Трещины поверхностные │Независимо от │Ремонт │
│ │накладок, про- │и подповерхностные │размера │ │
│ │дольной и внут- │любого направления │ │ │
│ │ренней поперечной│ │ │ │
│ │балки │ │ │ │
└────┴─────────────────┴──────────────────────┴───────────────┴───────────┘
Н.2.5. Критерии браковки сварной надрессорной балки
Эксплуатационные дефекты сварной надрессорной балки тележки ЦМВ показаны на рисунке Н.15. Критерии браковки по этим дефектам приведены в таблице Н.15.
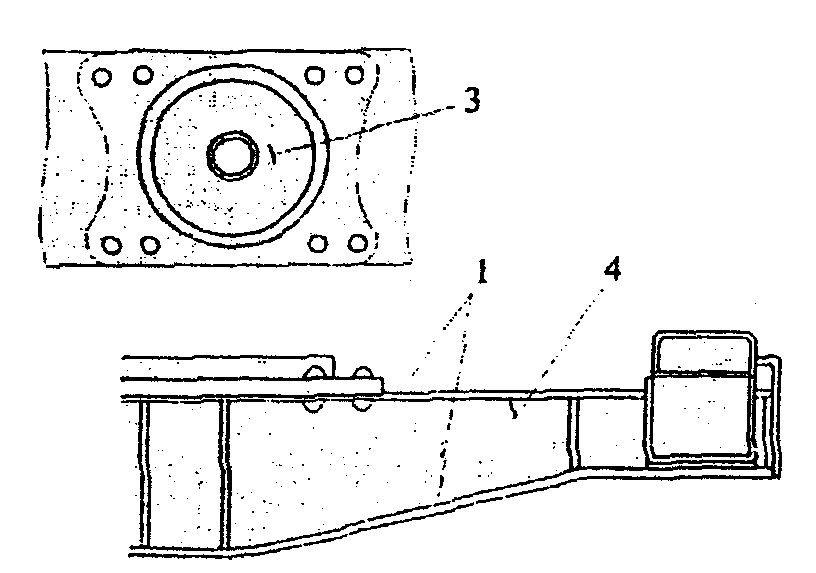
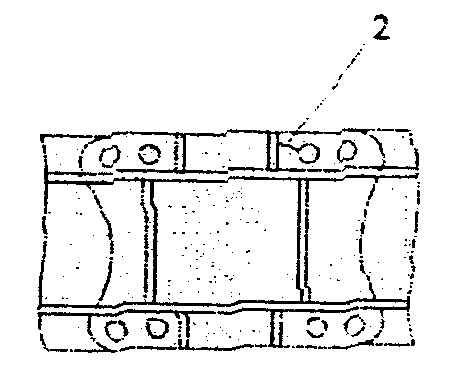
а - вид сверху: б - вид сбоку: в - вид снизу
(см. таблицу Н.15)
┌────┬─────────────────┬──────────────────────┬───────────────┬───────────┐
│N по│ Зона │ Характеристика │ Нормы │Принимаемые│
│рис.│ контроля │ дефекта │ браковки │ меры │
│Н.15│ │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 1 │Сварные швы │Трещины поверхностные │Независимо от │Ремонт │
│ │соединения боко- │и подповерхностные │размера │ │
│ │вых стенок с │любого направления │ │ │
│ │верхней и нижней │ │ │ │
│ │пластинами │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 2 │Места крепления │Трещины поверхностные │Независимо от │Ремонт │
│ │съемного подпят- │и подповерхностные │размера │ │
│ │ника │любого направления │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 3 │Опорная │Трещины поверхностные │Суммарная длина│Брак │
│ │поверхность │и подповерхностные │более 250 мм │ │
│ │подпятника │любого направления: ├───────────────┼───────────┤
│ │ │переходящие через │ │ │
│ │ │наружный бурт, │Суммарная длина│Брак │
│ │ │ │менее 250 мм │ │
│ │ │ ├───────────────┼───────────┤
│ │ │не переходящие через │Суммарная длина│Ремонт │
│ │ │наружный бурт │менее 250 мм │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 4 │Боковые стекни │Трещины поверхностные │ │ │
│ │ │и подповерхностные │ │ │
│ │ │поперечные и наклон- │ │ │
│ │ │ные: │ │ │
│ │ │не переходящие на со- │Независимо от │Ремонт │
│ │ │пряженные поверхности,│размера │ │
│ │ │ ├───────────────┼───────────┤
│ │ │переходящие на сопря- │Независимо от │Брак │
│ │ │женные поверхности │размера │ │
│ │ │ │ │ │
└────┴─────────────────┴──────────────────────┴───────────────┴───────────┘
Н.3. Критерии браковки деталей автосцепного устройства
Н.3.1. Критерии браковки тягового хомута автосцепного устройства
Эксплуатационные дефекты тягового хомута показаны на рисунке Н.16. Критерии браковки по этим дефектам приведены в таблице Н.16.
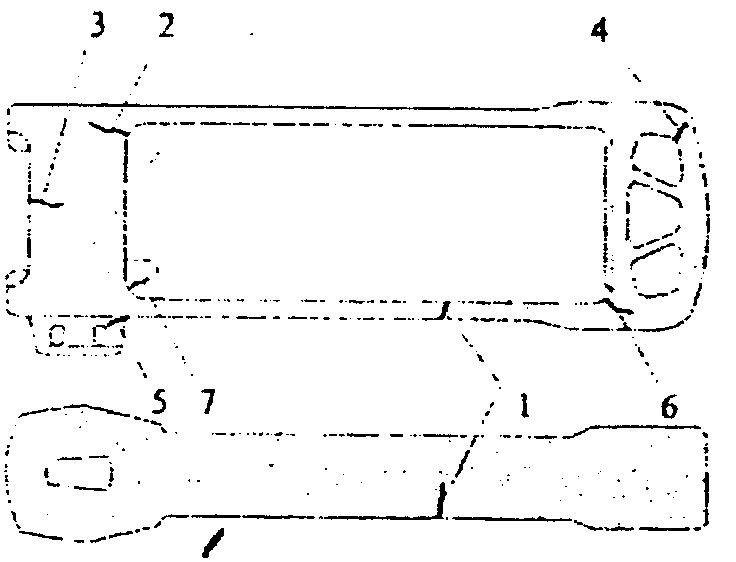
┌────┬─────────────────┬──────────────────────┬───────────────┬───────────┐
│N по│ Зона │ Характеристика │ Критерии │Принимаемые│
│рис.│ контроля │ дефекта │ браковки │ меры │
│Н.16│ │ │ │ │
├────┴─────────────────┴──────────────────────┴───────────────┴───────────┤
│ Эксплуатационные дефекты поверхностные и подповерхностные │
├────┬─────────────────┬──────────────────────┬───────────────┬───────────┤
│ 1 │Полоса тяговая │Трещины поперечные и │Независимо от │Брак │
│ │ │наклонные │размера │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 2 │Переход от │Трещины поперечные и │Независимо от │Ремонт │
│ │соединительных │наклонные: не │размера │ │
│ │планок к тяговым │выходящие на тяговую │ │ │
│ │ │полосу │ │ │
│ │полосам ├──────────────────────┼───────────────┼───────────┤
│ │ │выходящие на тяговую │Независимо от │Брак │
│ │ │полосу │размера │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 3 │Планки соедини- │Трещины поперечные и │Независимо от │Ремонт │
│ │тельные │наклонные │размера │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 4 │Кромки задней │Трещины поперечные и │ │ │
│ │опорной части │наклонные: │ │ │
│ │ │не выходящие на │Независимо от │Ремонт │
│ │ │тяговую полосу │размера │ │
│ │ ├──────────────────────┼───────────────┼───────────┤
│ │ │выходящие на тяговую │Независимо от │Брак │
│ │ │полосу │размера │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 5 │Переход от крон- │Трещины поперечные и │ │ │
│ │штейнов к тяговой│наклонные: │ │ │
│ │полосе │не выходящие на │Независимо от │Ремонт │
│ │ │тяговую полосу │размера │ │
│ │ ├──────────────────────┼───────────────┼───────────┤
│ │ │выходящие на тяговую │Независимо от │Брак │
│ │ │полосу │размера │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 6 │Переход от задней│Трещины поперечные │Независимо от │Брак │
│ │опорной части │по отношению к кромкам│ размера │ │
│ │к тяговым по- │тяговых полос │ │ │
│ │лосам │ │ │ │
├────┼─────────────────┼──────────────────────┼───────────────┼───────────┤
│ 7 │Переход от прили-│Трещины любого направ-│Независимо от │Ремонт │
│ │вов отверстия для│ления: не выходящие │размера │ │
│ │клина к тяговым │на тяговую полосу │ │ │
│ │полосам │──────────────────────┼───────────────┼───────────┤
│ │ │выходящие на тяговую │Независимо от │Брак │
│ │ │полосу │размера │ │
├────┴─────────────────┴──────────────────────┴───────────────┴───────────┤
│ Литейные дефекты │
├────┬─────────────────┬──────────────────────┬───────────────┬───────────┤
│ │Все контролируе- │Раковины трещиновидные│Независимо от │Ремонт │
│ │мые поверхности │ │длины: глубиной│ │
│ │ │ │менее 7 мм │ │
│ │ │ ├───────────────┼───────────┤
│ │ │ │глубиной более │ │
│ │ │ │7 мм │Брак │
└────┴─────────────────┴──────────────────────┴───────────────┴───────────┘
(рекомендуемое)
ФОРМЫ ЖУРНАЛОВ ПРОВЕРКИ СРЕДСТВ КОНТРОЛЯ
Журнал проверки работоспособности дефектоскопной установки
┌──────┬───────────┬──────────┬───────────┬─────────────┬────────┐
│ Дата │Дефектоскоп│Намагни- │Стандартный│ Результаты │Подпись │
│ │ │чивающее │ образец │ проверки │дефекто-│
│ │ │устройство│ │ (заключение │скописта│
│ │ │ │ │о пригодности│ │
│ │ │ │ │к применению)│ │
├──────┼───────────┼──────────┼───────────┼─────────────┼────────┤
│ 1 │ 2 │ │ 3 │ 4 │ 5 │
├──────┼───────────┼──────────┼───────────┼─────────────┼────────┤
│ │ │ │ │ │ │
Журнал калибровки (или поверки) дефектоскопов
┌───────┬──────────────┬──────────┬──────────┬──────────┬─────────────────┐
│ Номер │Наименование, │Периодич- │ Дата │ Место │Лицо, ответствен-│
│ п/п │тип,заводской │ность │проведения│проведения│ное за НК на │
│ │номер дефекто-│калибровки│последней │калибровки│предприятии │
│ │скопа │ │калибровки│ │ │
├───────┼──────────────┼──────────┼──────────┼──────────┼─────────────────┤
│ 1 │ 2 │ 3 │ 4 │ 5 │ 6 │
├───────┼──────────────┼──────────┼──────────┼──────────┼─────────────────┤
│ │ │ │ │ │ │
(рекомендуемое)
Цех ___________________________________________________________________
Рабочее место (участок) контроля ______________________________________
Наименование детали ___________________________________________________
Заводской номер дефектоскопа __________________________________________
┌────┬──────┬────────┬───────┬──────┬─────────┬──────────┬────────┬────────┬───────┐
│Дата│Номер │Наимено-│ Вид │Номер │Код │Результаты│Заключе-│ Ф.И.О. │Ф.И.О. │
│ │вагона│вание │ремонта│детали│завода- │контроля │ние о │и под- │и под- │
│ │ │узла │ │ │изготови-│(положение│годности│пись │пись │
│ │ │ │ │ │теля, год│и характе-│детали │дефекто-│мастера│
│ │ │ │ │ │изготов- │ристика │(годная,│скописта│ │
│ │ │ │ │ │ления │дефекта) │подлежит│ │ │
│ │ │ │ │ │ │ │ремонту │ │ │
│ │ │ │ │ │ │ │или бра-│ │ │
│ │ │ │ │ │ │ │ковке) │ │ │
├────┼──────┼────────┼───────┼──────┼─────────┼──────────┼────────┼────────┼───────┤
│ 1 │ 2 │ 3 │ 4 │ 5 │ 6 │ 7 │ 8 │ 9 │ 10 │
├────┼──────┼────────┼───────┼──────┼─────────┼──────────┼────────┼────────┼───────┤
│ │ │ │ │ │ │ │ │ │ │
Ф.И.О. дефектоскописта
_________________________________________________
Дата проведения контроля
__________________________________________________
┌──────┬──────┬────────┬───────┬────────┬──────┬───────┬──────┬───────┬───────┬──────┬──────┐
│ Код │Завод-│Геомет- │Код │Год │Время │Поряд- │Код │ Код │ Длина │Превы-│Заклю-│
│ типа │ской │рические│завода-│изготов-│начала│ковый │зоны │ типа │дефекта│шение │чение │
│детали│номер │размеры │изгото-│ления │конт- │номер │конт- │дефекта│ │поро- │о год-│
│ │детали│детали │вителя │ │роля │дефекта│роля, │ │ │га, % │ности │
│ │ │ │ │ │ │ │в ко- │ │ │ │детали│
│ │ │ │ │ │ │ │торой │ │ │ │ │
│ │ │ │ │ │ │ │выяв- │ │ │ │ │
│ │ │ │ │ │ │ │лен │ │ │ │ │
│ │ │ │ │ │ │ │дефект│ │ │ │ │
├──────┼──────┼────────┼───────┼────────┼──────┼───────┼──────┼───────┼───────┼──────┼──────┤
│ 1 │ 2 │ 3 │ 4 │ 5 │ 6 │ 7 │ 8 │ 9 │ 10 │ 11 │ 12 │
├──────┼──────┼────────┼───────┼────────┼──────┼───────┼──────┼───────┼───────┼──────┼──────┤
│ │ │ │ │ │ │ │ │ │ │ │ │
Подпись дефектоскописта ___________________________
Подпись мастера ___________________________________
Сведения, необходимые для занесения в протокол контроля деталей тележек и автосцепного устройства, приведены в таблице Р.1.
Таблица Р.1
Номер столбца | Содержание столбца |
1 | Код детали |
2 | Заводской номер детали (нанесен на деталь) |
3 | Геометрический размер детали, мм (определяется шаблоном или калибром |
4 | Код завода-изготовителя детали (нанесен на деталь) |
5 | Год изготовления детали (нанесен на деталь) |
6 | Время начала контроля детали (часы, минуты) |
7 | Порядковый номер дефекта на детали (наносится дефекто- скопистом) |
8 | Код зоны контроля, в которой выявлен дефект |
9 | Код типа дефекта |
10 | Длина дефекта, мм |
11 | Превышение порога чувствительности, % (определяется по индикатору на панели управления дефектоскопа) |
12 | Код годности детали |
Изм. | Номера листов (страниц) | Всего листов | Номер доку- мента | Входящий номер сопроводи- тельного документа | Подпись | Дата | |||
Изме- ненных | Заме- ненных | Новых | Аннули- рованных | ||||||