СПРАВКА
Источник публикации
М.: Бюро НДТ, 2022
Примечание к документу
Документ введен в действие с 01.09.2023.
Взамен ИТС 32-2017.
Название документа
"ИТС 32-2022. Информационно-технический справочник по наилучшим доступным технологиям. Производство полимеров, в том числе биоразлагаемых"
(утв. Приказом Росстандарта от 23.12.2022 N 3250)
"ИТС 32-2022. Информационно-технический справочник по наилучшим доступным технологиям. Производство полимеров, в том числе биоразлагаемых"
(утв. Приказом Росстандарта от 23.12.2022 N 3250)
Содержание
Приказом Росстандарта
от 23 декабря 2022 г. N 3250
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК
ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПРОИЗВОДСТВО ПОЛИМЕРОВ, В ТОМ ЧИСЛЕ БИОРАЗЛАГАЕМЫХ
Production of polymers, including biodegradable
ИТС 32-2022
Дата введения
1 сентября 2023 года
Настоящий информационно-технический справочник по наилучшим доступным технологиям "Производство полимеров, в том числе биоразлагаемых" (далее - справочник НДТ) является документом по стандартизации, разработанным в результате анализа технологических, технических и управленческих решений, применяемых при производстве синтетических каучуков, термоэластопластов (ТЭП), полиэтилена, полипропилена, полистирола, поливинилхлорида (ПВХ), АБС пластиков, полиэтилентерефталата (ПЭТФ), высокомолекулярных соединений специального назначения и латексов.
Краткое содержание справочника НДТ:
Введение. Представлено краткое содержание справочника НДТ.
Предисловие. Указаны цель разработки справочника НДТ, его статус, законодательный контекст, краткое описание процедуры создания в соответствии с установленным порядком, а также взаимосвязь с аналогичными международными документами.
Область применения. Описаны основные виды деятельности, на которые распространяется действие справочника НДТ.
В разделе 1 представлена информация о состоянии и уровне развития производства полимеров, в том числе биоразлагаемых в Российской Федерации.
В разделах 2 - 11 представлена информация по производству полимеров, в том числе биоразлагаемых.
В разделах 13 - 14 представлены НДТ и информация о перспективных технологиях.
Заключительные положения и рекомендации. Приведены сведения об использованных материалах при подготовке справочника НДТ.
Библиография. Приведен перечень источников информации, использованных при разработке справочника НДТ.
Цели, основные принципы и порядок разработки справочника НДТ установлены Постановлением Правительства Российской Федерации от 23 декабря 2014 года N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям". Перечень областей применения наилучших доступных технологий определен Распоряжением Правительства Российской Федерации от 24 декабря 2014 года N 2674-р.
1 Статус документа
Настоящий справочник НДТ является документом по стандартизации.
2 Информация о разработчиках
Справочник НДТ разработан технической рабочей группой "Производство полимеров, в том числе биоразлагаемых" (ТРГ 32), состав которой утвержден Приказом Минпромторга России от 15 марта 2022 года N 810.
Справочник НДТ представлен на утверждение Бюро наилучших доступных технологий (далее - Бюро НДТ) (www.burondt.ru).
3 Краткая характеристика
Справочник НДТ содержит описание технологий, применяемых при производстве синтетических каучуков, термоэластопластов (ТЭП), полиэтилена, полипропилена, полистирола, поливинилхлорида (ПВХ), АБС пластиков, полиэтилентерефталата (ПЭТФ), высокомолекулярных соединений специального назначения и латексов, используемых в производствах и реализованных на территории Российской Федерации технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, водопотребление, повысить энергоэффективность, ресурсосбережение. Из описанных технологических процессов, оборудования, технических способов, методов определены решения, являющиеся наилучшими доступными технологиями. Для НДТ в справочнике установлены соответствующие технологические показатели НДТ.
4 Взаимосвязь с международными, региональными аналогами
При разработке справочника НДТ был использован справочник Европейского союза НДТ по полимерам Reference Document on Best Available Techniques in the Production of Polymers.
5 Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при производстве продуктов, относящихся к сфере распространения настоящего справочника, была собрана в процессе актуализации справочника НДТ в соответствии с Порядком сбора и обработки данных, необходимых для разработки и актуализации информационно-технических справочников по наилучшим доступным технологиям, утвержденным Приказом Минпромторга России 18 декабря 2019 года N 4841.
6 Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими справочниками НДТ, разработанными в соответствии с Распоряжением Правительства Российской Федерации от 30 апреля 2019 года N 866-р, приведена в разделе "Область применения".
7 Информация об утверждении, опубликовании и введении в действие
Справочник НДТ утвержден Приказом Росстандарта от 23 декабря 2022 г. N 3250.
Справочник НДТ введен в действие с 01 сентября 2023 г., официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru).
8 Взамен ИТС 32-2017
Настоящий справочник НДТ распространяется на следующие основные виды деятельности:
- производство синтетических каучуков, получаемых методом полимеризации в растворе и суспензионной полимеризации;
- производство синтетических каучуков специального назначения;
- производство термоэластопластов (ТЭП);
- производство полиэтилена;
- производство полипропилена;
- производство полистирола;
- производство АБС-пластиков;
- производство поливинилхлорида (ПВХ);
- производство полиэтилентерефталата (ПЭТФ);
- производство высокомолекулярных соединений специального назначения, в том числе поликарбонатов, полиамидов, полиуретанов, фторопласты, сэвилена (сополимера винилацетата с этиленом), биоразлагаемых полимеров;
- производство латексов.
- производство химических синтетических волокон.
Справочник НДТ также распространяется на следующие процессы, связанные с основными видами деятельности, которые могут оказывать влияние на объемы эмиссий или масштабы загрязнения окружающей среды:
- хранение и подготовка сырья;
- производственные процессы;
- методы предотвращения и сокращения эмиссий, образования и размещения отходов.
При рассмотрении каждой отдельной технологии в рамках настоящего справочника НДТ при определении НДТ учитываются удельные уровни эмиссии и удельные расходы потребления сырья и энергоресурсов. При этом, основываясь на логике принципов НДТ, можно сказать, что оптимальными показателями будут обладать существующие или проектируемые производства, где применяются наилучшие решения, в том числе в обращении со сточными водами, выбросами в атмосферу и отходами.
Сфера распространения настоящего справочника НДТ приведена на рисунке 1. Серым прямоугольником выделена сфера распространения настоящего справочника НДТ.

Дополнительные виды деятельности, осуществляемые при производстве полимеров, и соответствующие им справочники НДТ приведены в таблице 1.
Таблица 1
в том числе биоразлагаемых и соответствующие им
справочники НДТ
Вид деятельности | Соответствующий справочник НДТ |
Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух | ИТС 22 "Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях" |
Очистка и утилизация сточных вод | ИТС 8 "Очистка сточных вод при производстве продукции (товаров) выполнении работ и оказании услуг на крупных предприятиях" |
Утилизация и обезвреживание отходов | ИТС 15 "Утилизация и обезвреживание отходов (кроме обезвреживания термическим способом (сжигание отходов))" |
Размещение отходов | ИТС 17 "Размещение отходов производства и потребления" |
Хранение и складирование товаров (материалов) | ИТС 46 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)" |
Системы охлаждения | ИТС 20 "Промышленные системы охлаждения" |
Использование энергии и энергоресурсов | ИТС 48 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" |
Обращение со сточными водами и выбросами | ИТС 47 "Системы обработки (обращения) со сточными водами и отходящими газами в химической промышленности" |
Осуществление производственного экологического контроля | ИТС 22.1 "Общие принципы производственного экологического контроля и его метрологического обеспечения" |
Сфера распространения настоящего справочника НДТ приведена в таблице 2
Таблица 2
Наименование продукции по ОК 034-2014 (ОКПД) | Наименование вида деятельности по ОКВЭД 2 | ||
Производство пластмасс и синтетических смол в первичных формах | |||
Полистирол вспенивающийся | |||
Полиамиды в первичных формах | |||
Производство синтетического каучука в первичных формах | |||
Каучуки изопреновые и сополимеры изопрена | |||
Каучуки бутадиеновые | |||
Каучуки на основе сополимеров бутадиена с другими мономерами, кроме стирола и метилстирола | |||
Каучуки бутадиенпипериленовые | |||
Эластомеры кремнийорганические (каучуки) | |||
Каучуки изопреновые и сополимеры изопрена | |||
Каучуки бутадиен-нитрильные | |||
Каучуки бутадиен-стирольные и бутадиен-метилстирольные (СКС - СКМС) | |||
Каучуки карбоксилатные | |||
Каучуки хлоропреновые | |||
Каучуки элементоорганические | |||
Каучуки на основе олефинов и изоолефинов | |||
Каучуки изобутилен-изопреновые (бутилкаучуки) | |||
Каучуки изобутилен-изопреновые галогенированные | |||
Каучуки на основе олефинов и изоолефинов прочие | |||
Производство синтетических волокон |
Полимеры - неорганические и органические, аморфные и кристаллические вещества, состоящие из повторяющихся "мономерных звеньев", соединенных в длинные макромолекулы молекулярной массой от нескольких тысяч до нескольких миллионов, связанных между собой химическими или координационными связями. Полимеры образуются из мономеров в результате реакций полимеризации или поликонденсации. Мономеры, принадлежащие в основном к группе органических веществ массового производства, в настоящее время обычно получают из нефтехимического сырья (сырой нефти или газа), при производстве фторполимеров (фторопластов и фторкаучуков) используют винилиденфторид, трифторхлорэтилен, тетрафторэтилен, гексафторпропилен, этилен. Исключение составляют целлюлозные материалы, производимые из волокон хлопка или шерсти, либо биоразлагаемые продукты, являющиеся результатом переработки возобновляемого сырья.
Полимеры по происхождению могут быть природными, полусинтетическими (химически измененные природные полимеры) и синтетическими. Большей частью понятие "полимер" относится к органическим соединениям. Основные синтетические полимеры относятся к каучукам или пластмассам. Большинство видов каучука (в вулканизованном состоянии - резины) эластичны, т.е. после внешнего воздействия (изгиба или растяжения) принимают свою первоначальную форму. Пластмассы представляют собой конструкционные полимерные материалы, способные при нагреве принимать заданную форму и сохранять ее после охлаждения. Термопластичные пластмассы (пластики) легко плавятся и подвергаются переплавке, термореактивные пластмассы переплавить нельзя.
Основные свойства полимеров
Существует возможность создавать полимеры с широким рядом свойств и их сочетаний. В виде изделий, волокон или пленок полимеры могут быть:
- жесткими или пластичными;
- прозрачными, полупрозрачными или светонепроницаемыми;
- твердыми или мягкими;
- устойчивыми к погодным условиям или разлагаемыми;
- устойчивыми к высоким или низким температурам;
- устойчивыми к агрессивным химическим средам (окислители, кислоты, щелочи), маслам и топливам;
- устойчивыми к радиации и УФ-излучению;
- обладать высокими диэлектрическими характеристиками.
Обычно конкретный полимер является не единственным материалом, который можно использовать в какой-либо области. Существуют альтернативные материалы, и поэтому полимерам необходимо развиваться в условиях конкурентного рынка.
Полимеры часто имеют преимущества в многочисленных сферах применения, например:
- облегченные конструкции, что упрощает монтаж и нагрузки, а также ведет к снижению транспортных и энергетических затрат;
- обеспечение электроизоляционных свойств, необходимых для монтажа электропроводки, переключателей, розеток, а также в механических инструментах и электрических приборах;
- обеспечение прозрачности в системах оптики и освещения;
- обеспечение антикоррозионных свойств систем водопроводно-канализационных систем и орошения, непромокаемой одежды и спортивных товаров;
- обеспечение устойчивости к химикатам, грибкам и плесени;
- в упрощении процессов обработки материалов, делая возможным создание сложных форм;
- в снижении затрат по сравнению с применением альтернативных материалов.
В последние годы география производства крупнотоннажной нефтехимии - основного производителя синтетических пластических материалов и каучуков из развитых стран Северной Америки и Западной Европы смещается ближе к сырью - в регионы Ближнего Востока и Азиатско-Тихоокеанского региона. При этом потребительский спрос в развивающихся странах растет опережающими темпами.
Россия, обладающая значительными запасами углеводородного сырья, занимает около 2% мирового нефтехимического рынка. Производство и потребление полимеров в нашей стране в последние годы неуклонно растет, вместе с тем объемы потребления полимерной продукции на душу населения в России до сих пор ниже в 3 - 3,5 раза, чем в странах Западной Европы и Северной Америки. Стратегия развития химического и нефтехимического комплекса на период до 2030 года, утвержденная Министерством промышленности и торговли РФ и Министерством энергетики РФ, предусматривает ряд мероприятий, направленных на стимулирование увеличения доли продукции "высоких переделов". В совокупности данные факторы говорят о значительном потенциале роста производства полимеров в Российской Федерации.
Наиболее распространенным видом пластмасс являются полиолефины, получаемые реакциями полимеризации и сополимеризации этилена и других олефинов (пропилена, бутена-1, гексена-1 и т.д.).
По масштабу промышленного производства и широте областей применения (пленки и волокна, электроизоляционные покрытия, литьевые изделия и др.) пластики-полиолефины не имеют себе равных среди термопластичных материалов. Полиолефины позволяют сочетать в готовом изделии низкую стоимость, долговечность и небольшой вес. Полиэтилен и полипропилен составляют около половины объема годового потребления пластмасс в Европе.
Широкое распространение, кроме полиэтилена и полипропилена, имеют также сополимеры этилена с винилацетатом, пропиленом и бутиленом, обладающие повышенной эластичностью и трещиноустойчивостью, хлорированный и вспененный полиэтилен.
Полиэтилен наиболее популярен ввиду сравнительной простоты его синтеза, надежности и сравнительно низкой стоимости. Для производства 1 т полиэтилена во всех современных технологиях требуется не больше 1,005 - 1,015 т этилена и 400 - 800 кВт·ч электроэнергии. В большинстве областей, где применяются пластики, нет необходимости использования других материалов. По той же причине второй наиболее популярный материал - полипропилен.
Изделия из полипропилена, наряду с другими полимерными материалами, нашли широкое распространение в мире как отличный заменитель металлов, дерева, стекла, натуральных волокон. Трубы из полипропилена стремительно вытесняют металлические в коммунальном хозяйстве и промышленности. В связи с этим мировое производство полипропилена растет очень быстро.
Российская промышленность синтетического каучука (СК) занимает значительное место в мире. Первые технологии производства СК были разработаны на базе пищевого и гидролизного спиртов. С переходом на углеводородное сырье из нефти, попутных нефтяных газов и природного газа размещение производств СК (мономеров, пластиков и каучуков) претерпело значительные изменения. Преимущественное развитие получили производства СК в Центральном (г. Ярославль, г. Москва, г. Ефремов), Поволжском (г. Казань, г. Волжский, г. Тольятти, г. Новокуйбышевск, г. Саратов, г. Нижнекамск), Уральском (г. Уфа, г. Пермь, г. Орск, г. Стерлитамак), Западно-Сибирском (г. Омск, г. Томск), Восточно-Сибирском (г. Красноярск, г. Ангарск) регионах с высокоразвитой нефтедобывающей и нефтеперерабатывающей промышленностью.
Таким образом, наибольшее влияние на размещение производств полимеров оказывают сырьевой и энергетический факторы. В перспективе оно будет расширяться на базе западносибирской нефти и попутных газов в составе Омского, Томского нефтеперерабатывающих и нефтехимических комплексов, а также нефтеперерабатывающих заводов Восточной Сибири (г. Ачинск, г. Ангарск) с благоприятными энергетическими возможностями (Братская, Красноярская, Саяно-Шушенская, Богучанская ГЭС).
Исходным сырьем для получения полимеров являются сырая нефть и попутный нефтяной газ (ПНГ). Нефть разделяют на фракции (углеводороды определенной молекулярной массы) и далее уже используют в синтезе необходимых мономеров. Продукцию переработки ПНГ на газоперерабатывающих заводах (широкую фракцию легких углеводородов, ШФЛУ) разделяют на индивидуальные углеводороды на газофракционирующих установках (ГФУ) и далее их также используют в синтезе необходимых мономеров. Основным методом получения пластмасс и синтетических каучуков является полимеризация диенов и олефинов (алкенов). Наиболее широко в качестве мономеров в процессе производства используются бутадиен, изопрен, стирол,  , акрилонитрил, хлоропрен, изобутилен, этилен, пропилен и др.
, акрилонитрил, хлоропрен, изобутилен, этилен, пропилен и др.
, акрилонитрил, хлоропрен, изобутилен, этилен, пропилен и др.В настоящее время производится широкий ассортимент синтетических каучуков, различных по составу и потребительским свойствам. Обычно каучуки классифицируют и называют по названию мономеров, использованных для их получения (изопреновые, бутадиеновые, бутадиен-стирольные, бутадиен-нитрильные каучуки и др.) или по характерной группе атомов, входящих в их состав (полисульфидные, кремнийорганические и т.д.).
Основные типы синтетических каучуков:
- изопреновый;
- бутадиеновый;
- бутадиен-стирольный;
-  ;
;
;- бутилкаучук (изобутилен-изопреновый сополимер);
- этилен-пропиленовый;
- бутадиен-нитрильный (бутадиен-акрилонитрильный сополимер);
- хлоропреновый (поли-2-хлорбутадиен);
- силоксановый каучук;
- фторкаучуки;
- тиоколы (полисульфиды).
По областям применения каучуки принято разделять на каучуки общего и специального назначения.
Каучуки общего назначения обладают комплексом свойств, позволяющим применять их для производства широкого круга изделий, основной характеристикой которых является высокая эластичность при обычных температурах (шины, транспортерные ленты, обувь и др.).
Каучуки специального назначения должны обладать свойствами, обеспечивающими работоспособность изделий в специфических, часто экстремальных условиях: стойкостью к действию растворителей, масел, кислорода, озона, тепло- и морозостойкостью при сохранении своих основных свойств - высокой эластичности в широком диапазоне температур и другими специфическими характеристиками.
Существуют особые группы синтетических каучуков, такие как водные дисперсии каучуков - синтетические и искусственные латексы, жидкие каучуки - отверждающиеся олигомеры, наполненные каучуки - смеси каучука с наполнителями или пластификаторами.
Среди каучуков общего назначения широко распространены бутадиеновые СКД (стереорегулярный 1,4-цис-полибутадиен) и изопреновые СКИ (1,4-цис-полиизопрен) каучуки. Они обладают высокой прочностью, эластичностью, износостойкостью и невысокой стоимостью, что обусловливает их широкое применение в производстве шин (более 90%). Для модификации потребительских свойств каучуков широко используют сополимеризацию - основной диен полимеризуют с добавлением какого-либо алкена. Таким сополимером является еще один распространенный СК - бутадиен-стирольный каучук (СКС), который применяется при производстве резиновых изделий в широком ассортименте. Близок к СКС по свойствам и области применения  каучук (СКМС).
каучук (СКМС).
каучук (СКМС).Бутилкаучук (БК) - сополимер изобутилена (2-метилпропена) с небольшим количеством изопрена - относят к каучукам специального назначения, так как он обладает высокой стойкостью к различным воздействиям. Поэтому его используют для изготовления электроизоляции, антикоррозионных и теплостойких покрытий. Полихлоропрен (неопрен, наирит) - один из наиболее давно известных видов синтетических каучуков, разработанных компанией "Дюпон" еще в 1930-х годах. Каучук обладает высокой масло-, бензо- и озоностойкостью, широко используется в производстве клеев. С высокой масло-, бензо- и теплостойкостью связано также и применение бутадиен-акрилонитрильного (СКН) каучука. Высокая прочность при растяжении и стойкость к различным воздействиям обусловливает их разнообразное применение - от искусственной кожи для обуви до изготовления износостойких покрытий, клеев и герметиков.
Для работы в экстремальных условиях используют фторкаучуки - сополимеры фторированных или частично фторированных алкенов, традиционно считавшиеся каучуками, работающими в специфических условиях. Высокая теплостойкость, инертность к воздействиям агрессивных сред - растворителей, кислот, сильных окислителей, негорючесть, стойкость к УФ-облучению позволяют использовать эти уникальные каучуки для работы в условиях высоких температур, в агрессивных средах, а также для изоляции проводов и антикоррозионной защиты аппаратуры.
Кремнийорганические каучуки - полиорганосилоксаны (помимо тепло- и морозостойкости и высоких электроизоляционных свойств) - обладают еще и физиологической инертностью, что обусловливает их применение в изделиях пищевого и медицинского назначения.
Синтетические каучуки выпускаются в промышленных масштабах уже почти 80 лет.
Самой емкой областью потребления синтетического каучука в мире является шинная промышленность. Другим крупным сегментом потребления, который включает в себя самые разнообразные изделия, является производство резинотехнических изделий.
Наиболее популярными каучуками в обоих сегментах являются изопреновый каучук (СКИ), бутадиен-стирольный каучук, бутилкаучук и полибутадиен. Распределение в сегменте резинотехнических изделий общего назначения по маркам каучуков представлено на рисунке 1.1.

по маркам каучуков
Производство каучуков различного назначения является ведущим направлением в составе нефтехимической промышленности РФ в силу их конкурентоспособности и сохранения стабильных потребительских свойств, чем объясняется их дальнейшее развитие с расширением при этом экспортных позиций с одновременным развитием внутреннего рынка.
Главными предпосылками развития производства каучуков являются:
- расширение производств за счет увеличения их выработки в восточных регионах страны на базе западносибирской нефти и попутных нефтяных газов;
- создание производств мономеров, растворителей, катализаторов и других необходимых составляющих для производства каучуков с использованием отечественного сырья;
- сокращение импорта и увеличение доли отечественной полимерной продукции; при этом вытеснение импорта будет способствовать динамичному развитию отрасли и регионов в ближайшей перспективе;
- сохранение позиций на экспортных рынках;
- внедрение агрегатов большой единичной мощности, что значительно уменьшит выброс органических продуктов в окружающую среду;
- создание новых видов полимерных материалов, пригодных для изготовления трубопроводов, арматуры, емкостей и различного оборудования, работающего в условиях агрессивной среды;
- быстрое развитие систем промышленной инфраструктуры.
Этому будет способствовать расширение использования новых видов полимеров, в том числе пластиковых композитов, как материала для производства крупногабаритных корпусных и мелких, конструктивно сложных деталей машин и механизмов, заменяющих и превосходящих по своим свойствам традиционные материалы.
Основными производителями полимеров в России являются: ПАО "СИБУР Холдинг", ПАО "ЛУКОЙЛ", ПАО "НК Роснефть", ОАО "Синтез-Каучук" (г. Стерлитамак), АО "Галополимер" и др. При этом многие основные технологические процессы или стадии процессов синтеза эластомеров и пластиков совпадают или очень близки.
В крупномасштабных производствах преимущественно используется непрерывная технология получения полимеров. Лишь для отдельных типов и марок эластомеров, где требуется иметь узкое молекулярно-массовое распределение (ММР), применяют периодический или полупериодический способ. Технология процесса полимеризации в установках периодического действия проще, чем непрерывного. Однако зачастую производительность таких установок ниже, чем непрерывно работающих производств.
Практически для любой технологии и независимо от характера процесса можно условно выделить несколько основных стадий:
- прием и хранение мономеров, растворителя и другого сырья;
- полимеризация, стопперирование и усреднение;
Для всех технологий основные различия характерны для стадий 3 - 5. При этом стадия 2 часто совмещает очистку свежих и переработку возвратных растворителя и мономера.
Свойства полимера определяются в основном выбором технологии полимеризации и характеристиками используемого оборудования.
Способы проведения полимеризации
Выбор способа полимеризации определяется конкретными требованиями, предъявляемыми к продукту полимеризации или сополимеризации, природой используемых мономеров, инициатора и целью производства.
В зависимости от фазового состояния среды, в которой протекает реакция полимеризации, различают несколько видов процесса: в среде мономера (в массе или блоке и газофазная), эмульсионная, растворная и суспензионная полимеризация. Полимеры, полученные разными способами полимеризации, отличаются структурой и свойствами.
Полимеризация в массе (блочная полимеризация) - мономер - жидкость, инициатор и агент передачи цепи растворяются в мономере. Если реакцию ведут до практически полного превращения мономера, то получают монолит (блок), имеющий форму сосуда, в которой был залит исходный мономер. При блочной полимеризации можно использовать как инициаторы радикальной, так и катализаторы ионной полимеризации, растворимые в мономере.
Полимеризация в массе наиболее проста по участию наименьшего числа добавок, которые в дальнейшем могут приводить к образованию примесей или дополнительным затратам (в случае, например, растворного процесса). Полимеризация осуществляется при высокой температуре, вследствие чего затруднен теплообмен, возрастает возможность протекания побочных неуправляемых реакций, в том числе термодеструкция полученного эластомера. Если полимер растворим в собственном мономере, то реакционная масса становится очень высоковязкой и могут возникать сопутствующие эффекты типа автоускорения (гель-эффект, управляемый разогрев и др.).
Достоинства:
- простота реализации процесса;
- чистота получаемого продукта, не требующего дальнейшей переработки, отделения и очистки (хотя может возникнуть проблема удаления готового полимера из аппарата синтеза).
Недостатки:
- вязкость реакционной системы увеличивается, что постепенно затрудняет ее перемешивание и в конечном итоге приводит к получению продукта с очень широким молекулярно-массовым распределением;
- автоускорение или гель-эффект.
Применение: используют при получении каучука СКБ, радикальной полимеризации стирола (получение ПС), также полимеризуют винилхлорид для получения поливинилхлоридных смол (которые можно смешивать на стадии коагуляции с латексами каучуков СКН), АБС-пластиков.
Полимеризация в растворе - мономер, инициатор и агент передачи цепи растворяют в инертном растворителе.
Полимеризация в растворе проводится в жидкой фазе, в которой должны растворяться мономер, катализатор и полимер (гомогенный процесс). Если катализатор нерастворим, имеет место гетерогенный процесс. Механизм полимеризации может быть в отдельных случаях идентичен механизму полимеризации в массе, если растворитель полностью инертен. В противном случае он может участвовать в процессе передачи цепи, изменять полярность и др. В качестве растворителя применяют углеводородные соединения ароматического ряда - толуол, бензол и др., алифатического - гексан, изобутан, изопентан, циклогексан, циклопентан и др. и (или) их смеси разного состава (например, с нефтяным растворителем - нефрасом). Возможно также использование углеводородных растворителей в сочетании с полярными углеводородами (например, хлоралкилами).
Достоинства процесса:
- позволяет гибко управлять (менять и по ходу непрерывного процесса) свойствами получаемых каучуков в широких пределах; облегчает контроль роста вязкости;
- обеспечивает возможность организации лучшего съема, выделяемого при полимеризации тепла.
- Недостатки:
- существует определенная вероятность передачи цепи на растворитель, что затрудняет получение очень высокомолекулярных продуктов;
- присутствие растворителя ухудшает условия безопасного ведения процесса в сравнении с эмульсионной полимеризацией в водной среде;
- образующийся полимер необходимо отделять от растворителя.
Применение: используют при получении каучуков СКД, СКИ, ДССК, БК, термоэластопластов (ТЭП линейных и разветвленных), а также при радикальной полимеризации акрилонитрила и катионной полимеризации изобутилена.
Суспензионная полимеризация (капельная или бисерная) - мономер диспергируют в воде в виде мелких капелек, мономер должен быть водонерастворимым.
При суспензионной полимеризации условия проведения реакции такие же, как и при проведении реакции в растворе (низкая вязкость, улучшенная теплопередача и т.д.). Здесь в качестве среды можно использовать углеводороды (например, хлорметил, хлорэтил, изопентан, их смеси и т.п.) или воду, в которой могут быть нерастворимы или растворимы мономер, катализатор, полимер. Используемую среду требуется отделять в конце процесса с последующим возвратом в рецикл. Химический путь реакции в дисперсионной органической фазе может быть идентичным пути реакции при полимеризации в массе.
Достоинства:
- контроль длины кинетических цепей (неширокое молекулярно-массовое распределение);
- эффективный перенос тепла;
- легкость отделения от воды;
- простота переработки готового продукта.
Недостатки:
- ограниченность использования;
- дисперсию готовят механическим перемешиванием, добавляя при этом в большинстве случаев инертные стабилизаторы, вследствие чего в систему попадают загрязняющие элементы.
Применение: используют для получения полистирольных гранул (из которых получают пенополистирол), полистирол-дивинилбензольных гранул (для изготовления ионообменных смол) и гранул поливинилацетата (используемых для дальнейшего превращения в поливиниловый спирт), а также для получения полиэтилена, полипропилена, поливинилхлорида.
Эмульсионная полимеризация - мономер диспергируют в водной фазе в виде однородной эмульсии.
При эмульсионной полимеризации в качестве среды-разбавителя используется предварительно подготовленная специальным образом вода, но органическая фаза в ней более стабильна и более тонкодиспергирована. Катализатор - собственно инициатор и другие компоненты катализирующей системы - обычно растворимы в воде, а точки развития роста цепи находятся в так называемых мицеллах. Полимер выделяют коагулированием с последующими стадиями дегазации и обезвоживания.
Достоинства:
- небольшое изменение вязкости;
- относительная легкость организации теплосъема;
- достаточно высокие скорости реакции;
- простота переработки готового продукта.
Недостатки:
- необходимость использования дополнительных веществ (ПАВ, эмульгаторы и т.д.).
Применение: проводят полимеризацию бутадиена, хлоропрена, винилацетата, винилхлорида, а также акрилатов и метакрилатов. Используют для получения каучуков СКС (СКМС), СКН; АБС-пластиков, полистирола и ПВХ.
Газофазная полимеризация (является разновидностью полимеризации в среде мономера) - способ полимеризации, когда исходный мономер находится в газовой фазе, а целевой продукт образует твердую дисперсную или жидкую фазу.
Достоинства:
- гибкость процесса: параметры реакции могут быть оптимизированы на основе характеристик катализатора и продукта и не ограничиваются физико-химическими свойствами жидких смесей реакционных компонентов (обычно включающих водород в качестве регулятора степени полимеризации);
- расширение ассортимента продукта: влияние набухания растущих полимерных частиц и солюбилизации полимерных фракций в жидкой среде значительно снижает интервал получения всех видов сополимеров;
- минимизация операций полимеризации вниз по потоку: полимер получается непосредственно из реактора в виде сухого твердого вещества и требует простых операций для удаления растворенных мономеров и деактивации катализатора.
Недостатки:
- ограниченность использования.
Применение: полимеризация олефинов (получение полиэтилена, полипропилена и других полиолефинов). Методом газофазной полимеризации по С.В. Лебедеву раньше получали основной вид каучука СКБ.
В то же время все процессы полимеризации при получении полимеров не завершаются полным превращением мономеров. Это в наибольшей степени характерно для эмульсионной полимеризации, при которой конверсия мономеров обычно составляет 70 - 80%. Кроме необходимости удаления воды, появляется необходимость специального узла дегазации (отгонки) непрореагировавших мономеров. При полимеризации в растворе, как правило, конверсия (93 - 98% и более) тоже никогда не достигает 100%, полимер получается в большинстве случаев в виде гомогенной смеси с растворителем. Кроме того, исходные мономеры могут содержать примеси, которые частично остаются в полимере и/или растворителе, так как не вступают в реакцию полимеризации. Поэтому обязательной операцией при всех способах полимеризации является дегазация (наиболее энергоемкая стадия) - отгонка летучих веществ (мономеров, примесей, среды - воды, растворителей из раствора полимера, чаще всего с использованием "острого" водяного пара). С целью снижения энергозатрат возможно применение стадии предварительного концентрирования полимеризата за счет отгона части растворителя.
В соответствии с методами полимеризации могут быть идентифицированы процессы дегазации блочного полимера, латексов, а также каучуков, получаемых полимеризацией в эмульсии и растворе. В основном, как указано выше, в действующих производствах используется водная ("острым" паром) дегазация. Для производства некоторых полимеров возможно использование и безводной дегазации. Дегазация проводится в одном или двух аппаратах специальной конструкции (для некоторых процессов она совмещена с полимеризацией - производство полиизобутилена, кремнийорганических полимеров). Для ускорения процесса дегазации может применяться вакуум. Тепловая энергия для дегазации латексов и каучуков из раствора может подводиться либо через стенку, либо при непосредственном смешении с жидким или парообразным теплоносителем.
Аппаратурное оформление стадий сушки и упаковки также имеет свои особенности, связанные как со свойствами продукта, так и технико-экономическими показателями оборудования. Для каждого выпускаемого полимера используются свои технологии, которые будут рассмотрены в соответствующих разделах ИТС.
Развитие промышленности полимеров происходит в направлении повышения экономической эффективности производств и обеспечения промышленной и экологической безопасности производств.
Охрана окружающей среды и экологическая безопасность процессов получения синтетических полимеров и сополимеров должны обеспечиваться выбором исходного сырья и стадий его переработки. Реализация процессов получения полимеров (сополимеров) должна сопровождаться минимальным образованием отходов (побочных продуктов).
Загрязнение окружающей среды может быть вызвано газообразными выбросами, сбросами загрязненных вод, твердыми отходами процессов полимеризации.
На предприятиях производства полимеров проводится большая работа по дальнейшему совершенствованию технологий, изысканию путей снижения количества вредных выбросов. Это достигается за счет внедрения прогрессивных технологических процессов, которые обеспечивают сокращение количества производственных выбросов, наряду с применением более совершенного технологического оборудования.
Охрана воздушного бассейна
Количество газообразных вредных веществ, поступающих в атмосферу с производственными выбросами от предприятий подотрасли, исчисляется десятками тысяч тонн.
Основными источниками загрязнения атмосферы являются мономеры, выделяющиеся при коагуляции и сушке каучуков, переработке пластиков, абгазы, выделяющиеся на различных стадиях производства, особенно при регенерации.
Основные мероприятия по охране воздушного бассейна:
- внедрение новых каталитических систем в производство стереорегулярных каучуков, что позволяет исключить образование олигомеров и резко снизить выбросы углеводородов;
- совершенствование рецептуры полимеризации и коагуляции в производствах эмульсионных каучуков, что позволяет снизить остаточное содержание мономеров в латексе после дегазации;
- совершенствование и замена устаревших сушильных агрегатов каучука в производстве эмульсионных каучуков;
- применение каталитического и термического дожига органики, содержащейся в воздухе от сушильных агрегатов цехов выделения каучуков, в том числе с выработкой собственного водяного пара;
- объем предельно допустимых выбросов (ПДВ) и организация санитарно-защитной зоны (СЗЗ) могут потребовать внедрения дополнительных стадий очистки выбросов.
Охрана водоемов
В сбросах загрязненных вод возможно присутствие углеводородов в виде эмульсий, суспензий полимеров, поверхностно-активных веществ и солевых загрязнений. Использование процессов фильтрации, коагуляции, экстракции и биологической очистки позволяет обеспечивать состав сточных вод до нормативных требований.
Изменение экологической обстановки и требований санитарных рыбоохранных норм выдвигает задачу совершенствования очистных сооружений предприятий синтетического каучука и полимеров, которые характеризуются большим объемом водопотребления и, соответственно, сбросом сточных вод.
В основу рационального использования водных ресурсов положены следующие основные принципы:
- сокращение водопотребления за счет применения аппаратов воздушного охлаждения перерабатываемых продуктов;
- широкое использование для целей промышленного водоснабжения систем оборотного водоснабжения, работающих с минимальным сбросом или вообще без сбросов продувочных вод в водоем;
- сокращение количества сточных вод в промышленных процессах и улучшение их очистки;
- использование очищенных сточных вод различных категорий для пополнения систем промышленного водоснабжения и технических нужд, что дает возможность создания замкнутых систем без сброса сточных вод в водоемы;
- применение новых, более эффективных сооружений водоподготовки и очистки сточных вод.
Разработка и совершенствование замкнутых систем водоснабжения заводов по производству нефтехимической продукции являются главным научно-техническим направлением, обеспечивающим дальнейшее развитие с целью обеспечения требований водоохранного законодательства.
Научно-технические разработки последних лет и опыт работы на передовых предприятиях показали возможность создания беспродувочных систем оборотного водоснабжения, потребление которыми воды из источника вплотную приближается к теоретическому минимуму.
Экологический эффект беспродувочных систем оборотного водоснабжения позволяет улучшить технико-экономические показатели производства.
Задача обезвреживания сточных вод решается в двух направлениях: улучшение технологии действующих и вновь проектируемых производств в направлении сокращения количества сточных вод и их качественного состава; добавление к комплексу мероприятий такого характера внутритехнологического водооборота, локальной очистки сточных вод, изменение рецептуры реакционной смеси с целью снижения количества стоков и исключения применения токсичных и биологически неокисляемых веществ.
Решение вопросов повышения эффективности применяемых схем и сооружений биологической очистки и доочистки сточных вод.
Доочистка сточных вод с применением различных методов позволяет утилизировать сточную воду в качестве источника водоснабжения и создать схему без сброса сточных вод в водоем.
Применение указанных выше технических решений позволяет увеличить мощности производства синтетических каучуков и полимеров не только без привлечения дополнительных источников водоснабжения, но с сокращением забора воды из источников при некотором сокращении сброса сточных вод на очистку.
К твердым отходам процессов получения синтетических каучуков и полимеров относятся коагулюм, нестандартные полимеры, твердые олигомеры. При невозможности утилизации эти вещества требуют размещения на полигонах промышленных отходов.
Основные опасности при производстве различного вида полимеров обусловлены: свойствами применяемых веществ, особенностями технологических процессов, применяемым оборудованием и условиями его эксплуатации, возможными нарушениями правил безопасности работающими.
Свойства применяемых веществ
В производствах обращаются взрыво- и пожароопасные вещества, их соединения и смеси, определяющие в основном характер опасности производства. К таким веществам относятся: горючие газы (ГГ), сжиженные углеводородные газы (СУГ), легковоспламеняющиеся жидкости (ЛВЖ), горючие жидкости (ГЖ), твердые горючие и токсичные вещества. По степени токсического воздействия они относятся к веществам 1, 2, 3, 4-го классов опасности.
Особенности технологических процессов
Технологические процессы протекают при повышенных температурах и давлениях, что увеличивает вероятность разгерметизации трубопроводов и оборудования с последующим возгоранием или взрывом.
Применяемое оборудование и условия его эксплуатации
Основными факторами опасности, возникающими при эксплуатации оборудования, являются:
- наличие и эксплуатация трубопроводов пара и горячей воды;
- эксплуатация оборудования с повышенной (выше 45 °C) температурой поверхности;
- эксплуатация оборудования с пожароопасными материалами при повышенной температуре;
- эксплуатация машин и механизмов с движущимися, режущими и вращающимися деталями;
- эксплуатация насосного оборудования с высоким давлением нагнетания;
- эксплуатация электрооборудования;
- эксплуатация грузоподъемных устройств и автотранспорта;
- повышенная вибрация аппаратов;
- возможная загазованность рабочей зоны;
- наличие шума от вращающихся и грузоподъемных механизмов;
- расположение оборудования на высоте (наружные установки);
- газоопасные работы внутри аппаратов при их очистке и ремонте;
- огневые работы.
При эксплуатации оборудования могут возникать опасности, связанные со следующими факторами:
- коррозия и усталость металлов;
- механическое повреждение оборудования;
- некачественное проведение ремонта;
- нарушение условий эксплуатации;
- брак, допущенный на этапе изготовления оборудования.
Возможные нарушения правил безопасности работающими
Причинами, которые могут привести к аварийным ситуациям в процессе работы, чаще всего являются:
- ошибки производственного персонала;
- нарушение регламентных параметров технологического процесса;
- отказы оборудования;
- отключение электроэнергии;
- прекращение подачи хладагентов;
- прекращение подачи греющего пара;
- прекращение подачи охлаждающей воды;
- прекращение подачи воздуха КиА;
- разряды статического электричества при нарушении заземления;
- отказы в системах блокировок и сигнализации, вызванные неисправностью приборов и линий их подключения;
- отказы средств контроля, управления параметрами технологического процесса, отказы систем ПАЗ и противоаварийных устройств;
- нарушение правил промышленной безопасности работающими.
Эти опасности могут быть минимизированы вплоть до исключения при условии четкого выполнения рабочих инструкций, инструкций по технике безопасности и охране труда, при систематическом контроле хода производственного процесса и работы вентиляционных систем.
Наиболее важными направлениями повышения экономической эффективности в производстве полимеров являются:
- необходимость в техническом перевооружении и реконструкции морально и физически устаревших производств и предприятий;
- внедрение более эффективных технологий получения полимеров и стадий технологических процессов (полимеризации, выделения и очистки продуктов реакции, сушки, упаковки и др.);
- создание новых катализаторов, обладающих высокой активностью и обеспечивающих высокую селективность образования целевого продукта в течение длительного периода работы (до нескольких лет);
- оптимальный выбор приемлемого по стоимости, доступности и качеству сырья;
- минимизация материальных и энергетических затрат путем оптимизации параметров работы действующего оборудования и внедрения организационно-технических мероприятий по экономии материальных и энергоресурсов;
- расширение ассортимента с созданием новых видов полимеров, менее затратных (имеющих меньшие расходные нормы материальных и энергоресурсов), но более эффективных, чем существующие;
- экономическая эффективность комбинирования, которая учитывает не только снижение затрат, но и повышение сложности управления предприятием и его организационной структуры. Комбинирование эффективно, если объединяют процессы, технологически родственные и основанные на комплексном использовании сырья (например, производства продуктов из этилена, пропилена, бутиленов, производства смол, каучука и др.);
- автоматизация производств;
- более высокий уровень специализации проведения ремонтных и подготовительных работ;
- повышение производительности труда за счет совершенствования уровня контроля и управления производством, более четкой организации рабочих мест и совмещения должностных обязанностей операторов, внедрения инвестиционных проектов, увеличения межремонтного пробега оборудования за счет более рационального проведения подготовки к ремонтным работам и самого ремонта и др.
В производстве синтетических каучуков полимеризация в растворе всегда проводится как ионная: чаще всего - как анионно-координационная, реже - как анионная или катионная. Применение обезвоженных органических растворителей позволяет использовать в процессе растворной полимеризации различные эффективные каталитические системы, с помощью которых можно осуществлять направленный синтез эластомеров с заданной структурой.
Катализаторами анионно-координационной полимеризации, позволяющей получать стереорегулярные полимеры, часто являются комплексы переходных металлов и алюминийорганических соединений. Для получения различных стереорегулярных полимеров чаще других применяют следующие переходные металлы: IV периода системы элементов - титан (Ti), ванадий (V), хром (Cr), кобальт (Co), никель (Ni); V периода - молибден (Mo), родий (Rh); VI периода - празеодим (Pr), неодим (Nd), вольфрам (W).
Наиболее распространенным при получении полиизопрена является катализатор на основе титана. Для бутадиенового каучука в последнее время все чаще применяют катализатор на основе неодима. Так как в природе неодиму всегда сопутствует некоторое количество празеодима, их часто используют совместно и такую смесь называют "ди дим". Стереоспецифичность таких катализаторов очень высока и мало зависит от типа лантаноида.
Ионы неодима в составе переходного комплекса не меняют валентности, и каждый из них является активным, в то время как в катализаторе на основе титана активны только около 1% ионов переходного металла. Поэтому необходимая концентрация неодимового каталитического комплекса существенно ниже, чем титанового.
Существенную роль играет природа применяемого растворителя. При полимеризации диеновых мономеров алифатические растворители обеспечивают более высокое содержание цис-1,4 звеньев в каучуке и большие скорости полимеризации. Активность лантаноидного катализатора понижается в ряду растворителей: н гексан > н пентан > хлорированный ароматический углеводород > толуол.
Полимеризация в растворе может осуществляться как по периодической, так и по непрерывной схеме. В крупнотоннажных производствах растворную полимеризацию осуществляют непрерывным методом в батарее (каскаде) последовательно соединенных полимеризаторов, охлаждаемых через рубашку. Для более эффективного отвода теплоты реакции полимеризаторы снабжены скребковыми мешалками, способствующими очистке поверхности теплообмена от налипающего полимера.
В первый аппарат каскада подают раствор мономера в растворителе (шихту), раствор или дисперсию приготовленного катализатора (или его компонентов, если каталитический комплекс образуется непосредственно в полимеризаторе). При работе батареи из 4 - 6 полимеризаторов в изотермическом режиме первый реактор, где конверсия может достигать 30 - 50%, оказывается наиболее напряженным в отношении теплосъема, и, несмотря на автоматическое регулирование температуры, возможны местные перегревы, влекущие за собой снижение молекулярной массы каучука и его отложение на стенках реактора.
Принципиально другой подход к повышению качества полимера и интенсификации процесса реализуется при проведении процесса в адиабатическом режиме. При этом теплота реакции отводится за счет предварительного сильного охлаждения поступающих в первый реактор растворов шихты и катализатора. Такой прием позволяет почти в два раза сократить необходимое количество полимеризаторов и повысить качество каучука.
Процессы дезактивации катализатора подразделяются на три группы:
- процессы, в которых происходит разрушение остатков каталитического комплекса, но переходный металл не переводится в неактивную форму и поэтому необходимо удаление его из полимеризата путем отмывки;
- процессы, в которых дезактивация катализатора происходит за счет перевода переходного металла в неактивную форму, при этом отпадает необходимость отмывки полимеризата;
- процессы, в которых при дезактивации происходит разрушение каталитического комплекса и связывание ионов металлов в трудно диссоциирующие комплексы.
Процессы первой группы основаны на химическом взаимодействии спиртов или кетонов с растущими полимерными цепями и каталитическим комплексом.
При обработке полимеризата спиртом обрыв реакций роста цепей происходит путем разрушения связей C Mt (например, при полимеризации изопрена).
При выборе спирта для этой реакции предпочтение отдают низшим спиртам - метанолу и этанолу, поскольку при использовании высших гомологов комплексы TiCl3·6ROH обычно бывают нерастворимыми. Для полной дезактивации катализатора необходим достаточно большой избыток спирта; так, минимальная зольность каучука (на уровне 0,20 масс. %) достигается при мольном соотношении спирт : катализатор более 50 : 1.
Избыток спирта не только способствует разложению катализатора, но и повышает растворимость образующихся продуктов вследствие их сольватации спиртом.
Чаще всего для дезактивации применяют метанол, легко регенерируемый из промывных вод. Спирт смешивают с полимеризатом в интенсивном смесителе, причем для обеспечения достаточной полноты дезактивации необходимо определенное время выдержки при перемешивании; обычно для этого достаточно 20 - 30 мин.
Имеются рекомендации по использованию для дезактивации каталитического комплекса безводного CO2, подаваемого в трубопровод с полимеризатом после реактора.
Полимеризат после дезактивации катализатора направляют на отмывку; при этом нецелесообразно применять значительные количества воды, так как с увеличением ее объема эффективность отмывки повышается незначительно. Чтобы снизить зольность каучука, отмывку иногда проводят в специальных секционированных колоннах с чередующимися смесительными и отстойными секциями, где одновременно по высоте колонны осуществляется смешение полимеризата с водой и расслоение эмульсии.
Для отмывки применяют умягченную воду, освобожденную от кислорода, и возвратную воду после дегазации полимера. Подаваемую на отмывку воду подкисляют до pH = 3,0, чтобы предотвратить образование в щелочной среде нерастворимых основных солей титана и алюминия (или даже гидроксида алюминия) и, следовательно, повышение зольности каучука. В присутствии кислых добавок (чаще хлороводородной кислоты) образуются растворимые соли металлов, легче удаляемые при отмывке полимера.
Во второй группе процессов дезактивация катализатора состоит в образовании комплексов переходного металла с различными хелатирующими агентами. В комплексообразовании с соединениями трехвалентного титана могут участвовать фосфиты, амины, аммиак, фосфорная кислота, динатриевая соль этилендиаминтетрауксусной кислоты (трилон Б), олигомеры и полимеры, содержащие хелатирующие фрагменты. Применение фосфорной кислоты, ее солей, а также других водорастворимых продуктов, силикатов, солей многоосновных кислот вызывает коррозию оборудования. Поэтому более эффективно применение органических фосфитов, олиго- и полифосфатов и полифосфитов, вводимых в виде углеводородных растворов.
Такой способ дезактивации катализатора приводит к снижению количества сточных вод и улучшает технико-экономические показатели производства.
В процессе третьей группы для более полного связывания атомов переходного металла применяют комплексообразователи после дезактивации и отмывки полимеризата. Это повышает стойкость каучука к термоокислительной деструкции, однако несколько увеличивает его себестоимость.
Процесс дегазации каучука можно проводить в основном двумя способами:
- безводная дегазация, когда нагрев полимеризата осуществляют через поверхности теплообмена без непосредственного контакта полимеризата с горячим теплоносителем;
- водная дегазация, когда нагрев раствора каучука проводят путем смешения полимеризата с горячей водой и паром.
Водная дегазация каучука обеспечивает довольно полное освобождение от растворителя. В процессе дегазации каучук выделяется в виде крошки, которая в водной суспензии хорошо транспортируется по трубопроводам. Кроме того, вода является дешевым и безвредным теплоносителем, а отделение от воды растворителя и мономера происходит очень легко, так как органические мономеры и растворители в воде практически нерастворимы.
После отгонки растворителя и мономера из капель полимеризата образуются пористые частицы каучука - крошка, которая отделяется от воды и подается на дальнейшую переработку. Тепло подводится к воде паром, барботирующим через водную дисперсию крошки каучука. Количество растворителя в полимеризате обычно намного превышает количество оставшегося мономера. Кроме того, в большинстве случаев температура кипения растворителя выше температуры кипения мономера. Поэтому процесс дегазации лимитируется отгонкой растворителя.
Дегазацию можно проводить в одном или нескольких последовательно работающих аппаратах, поэтому различают одно- и многоступенчатую дегазацию. При отгонке растворителя и мономера, имеющих низкие температуры кипения и, соответственно, высокие упругости паров при температуре дегазации, а также при хорошем диспергировании полимеризата удается осуществить дегазацию до необходимого остаточного содержания растворителя уже в одноступенчатом аппарате.
Растворители, имеющие высокую температуру кипения, отгоняются с большим трудом, вследствие чего в этом случае чаще всего используют многоступенчатые схемы дегазации.
Выделение каучуков из растворов с помощью горячей воды и пара является основным промышленным способом дегазации, так как имеет ряд достоинств, связанных с возможностью осуществления непрерывного процесса, эффективным удалением растворителя и остаточного мономера, а также хорошей транспортабельностью получаемой водной дисперсии каучука (пульпы). Водная дегазация фактически сочетает несколько одновременно протекающих процессов - отгонку мономеров и растворителя, выделение каучука и промывку образовавшейся крошки каучука.
При водной дегазации растворитель и остаточный мономер удаляются из системы в виде азеотропной смеси паров углеводородов и воды. Процессы водной дегазации проводят по непрерывной схеме в одну, две и более ступени (в зависимости от природы отгоняемого растворителя), главным образом в условиях противотока, позволяющего снизить расход пара. При наиболее распространенной двухступенчатой дегазации полимеризат, горячая вода и антиагломератор подаются в дегазатор первой ступени для отгонки основной части летучих углеводородов, а затем пульпа передается в дегазатор второй ступени, где содержание растворителя в каучуке снижается до установленного нормой значения, и выводится на последующие операции. Паровой поток движется в противоположном направлении: острый пар поступает в нижнюю часть дегазатора второй ступени, проходит через перемешиваемый слой пульпы и смесь паров воды и растворителя из верхней части аппарата переходит в кубовую часть дегазатора первой ступени. Эти пары являются основным теплоносителем для аппарата первой ступени, а недостающее по балансу количество теплоты подводится в виде острого пара в крошкообразователи.
Проходя через водную дисперсию, содержащую значительное количество растворителя и мономера, пары насыщаются углеводородами и из верхней части дегазатора отводятся на конденсацию и разделение.
Аналогично могут работать системы и с большим числом дегазаторов. С ростом числа ступеней дегазации уменьшается расход пара, необходимого для достижения одинакового остаточного содержания растворителя в каучуке. Для увеличения времени пребывания частиц каучука в дегазаторе второй ступени и более полного удаления растворителя целесообразно после первой ступени дегазации концентрировать пульпу в 2 - 3 раза (например, фильтрованием).
После водной дегазации дисперсия каучука в воде (пульпа) содержит обычно 5 масс. - 8 масс. % полимера, поэтому выделение товарного каучука с минимальной влажностью обычно состоит из трех последовательных стадий:
- концентрирование пульпы (отделение крошки от воды) до влажности 30 - 60% на виброситах или в аппаратах типа отстойников (концентраторах);
- механическое обезвоживание выделенной крошки в червячном аппарате (экспеллере) до содержания воды 7 - 15%;
- сушка каучука до установленной нормы влажности.
Водная дисперсия полимера образуется и при выделении каучуков эмульсионной полимеризации, поэтому рассмотренные ниже процессы имеют много общего для обоих способов синтеза каучуков.
Концентрирование пульпы может быть основано на разности плотностей каучука и воды (отстаивание, центрифугирование) или может осуществляться методами фильтрования (вибросита, вакуум-фильтры). Пульпа выходит из дегазатора под некоторым избыточным давлением при температуре 120 - 130 °C и направляется в сепаратор, где дросселируется до атмосферного давления. Образовавшийся при этом пар с помощью эжектора возвращают в дегазатор.
Отбираемая из концентраторов крошка содержит довольно много воды, и перед сушкой целесообразно снизить влажность пульпы путем механического отжима. Для этой цели чаще всего используют экспеллеры, в загрузочную воронку которых подают крошку каучука, где она захватывается вращающимся червяком и, продвигаясь по каналам нарезки червяка в сторону головки, интенсивно перемешивается. В корпусе экспеллера за счет переменного шага червячного вала происходит постепенное сжатие и отжим влаги из массы каучука. Фильтр-корпус экспеллера выполнен с продольными щелями, проходя через которые вода стекает в поддон экспеллера и далее самотеком в сборник-гидрозатвор.
В корпусе экспеллера установлены разрывные пластины, обеспечивающие лучшее перемешивание и усреднение массы каучука. Червячным валом масса каучука продвигается к выгружному устройству, в котором имеется массивная литая плита с круглыми отверстиями для выхода каучука. Перед плитой во внутренней полости корпуса имеются механические устройства, позволяющие регулировать проходное сечение на выходе и, соответственно, давление в корпусе экспеллера. Измельчение каучука, выходящего из экспеллера, происходит за счет его нарезания четырехлопастным ножом, установленным на валу и вращающимся на расстоянии 3 мм от внешней плоскости плиты.
Степень отжима воды из каучука в экспеллере регулируется задвижками в выгружном устройстве. Остаточное влагосодержание в измельченном каучуке после экспеллера составляет 7 масс. - 15 масс. %
Окончательное высушивание каучука может осуществляться различными способами. На ряде производств растворных каучуков используют многоходовые конвейерные сушилки, в которых реализуется конвективная сушка полимера горячим воздухом или перегретым паром. Такой метод сушки, несмотря на простоту аппаратурного оформления, сопряжен с рядом трудностей, в частности, связанных с налипанием каучука на транспортерную ленту. Поэтому считается перспективной сушка каучука в псевдоожиженном слое, позволяющая осуществить интенсивный теплообмен и создать равномерное температурное поле по всему объему.
Одним из наиболее распространенных способов сушки каучука является термомеханический. В применяемых для этих целей червячных машинах (экспандерах) удаление воды основано на ее быстром испарении при сбросе давления. Экспандер снабжен фильерной головкой, число и диаметр фильер легко регулируется. Производительность экспандера регулируется изменением частоты вращения шнека. Сразу за фильерной головкой установлен нож для гранулирования выходящего каучука.
Упакованные в пленку брикеты помещают в маркированные бумажные (или полипропиленовые) мешки, подаваемые далее в прошивочную машину. Специальный толкатель подает мешки на транспортер, передающий каучук на склад готовой продукции.
Схемы и аппаратурное оформление технологических процессов производства цис-полиизопрена и цис-полибутадиена во многом сходны между собой, но они значительно отличаются от схем и оборудования, применяемых в производстве синтетических каучуков других видов.
Принципиальная технологическая схема производства синтетических каучуков стереорегулярного строения (цис-полиизопрена и цис-полибутадиена) приведена на рисунке 2.1.

1 - аппаратура для приготовления катализатора; 2 - батареи
реакторов для непрерывной полимеризации; 3 - бак для отдувки
(дегазации); 4 - промежуточная емкость; 5 - испарительные
камеры; 6 - сито для обезвоживания; 7 - установка
для очистки диена; 8 - осушители; 9 - 11 - ректификационные
колонны
производства синтетических каучуков
стереорегулярного строения
Синтетический цис-бутадиеновый каучук СКД является продуктом стереоспецифической полимеризации бутадиена в растворителе (толуол + циклогексан + нефрас) под действием комплексного катализатора первой каталитической системы (ТИБА + ДДТ).
Привозной бутадиен проходит очистку методом азеотропной осушки и ректификации и через промежуточный склад подается на захолаживание и на полимеризацию. Температура переработки - 25 - 50 °C. Давление - 0,1 - 0,4 МПа.
Возвратный влажный растворитель проходит очистку методом азеотропной осушки и ректификации и через промежуточный склад подается на захолаживание, осушку на алюмогеле и на полимеризацию. Температура переработки - 120 - 150 °C. Давление - 0,06 - 0,2 МПа.
Принципиальная схема производства приведена на рисунке 2.2.

Получение каучука СКД-НД осуществляется в производстве растворных каучуков методом ионно-координационной полимеризации в присутствии каталитической системы на основе неодима. Неодимовая каталитическая система предназначена для получения экологически чистого полибутадиена с высоким содержанием цис-1,4 звеньев (до 98%). Производство каучука осуществляется по непрерывной схеме.
В качестве растворителя используется смешанный растворитель: циклогексан + нефрас П-I-65/75.
Привозной бутадиен проходит очистку методом азеотропной осушки и ректификации и через промежуточный склад подается на захолаживание и на полимеризацию. Температура переработки - 25 - 50 °C. Давление - 0,1 - 0,4 МПа.
Возвратный влажный растворитель проходит очистку методом азеотропной осушки и ректификации и через промежуточный склад подается на захолаживание, осушку на алюмогеле и полимеризацию. Температура переработки - 90 - 110 °C. Давление - 0,06 - 0,2 МПа.
Принципиальная схема производства приведена на рисунке 2.3.

Каучук ДССК-2560-М27 является продуктом статистической сополимеризации бутадиена со стиролом под действием литиевого катализатора, модифицированного модификатором М-11 и наполненного маслом-мягчителем на стадии усреднения.
В качестве растворителя в процессе производства ДССК применяется смешанный растворитель (циклогексан + нефрас).
Привозной бутадиен проходит очистку методом азеотропной осушки и ректификации и через промежуточный склад подается на захолаживание и на полимеризацию. Температура переработки - 25 - 50 °C. Давление - 0,1 - 0,4 МПа.
Возвратный влажный растворитель проходит очистку методом азеотропной осушки и ректификации и через промежуточный склад подается на захолаживание, осушку на алюмогеле и на полимеризацию. Температура переработки - 90 - 110 °C. Давление - 0,06 - 0,2 МПа.
Процесс подготовки сырья в ППМиР для ДСТ совпадает с подготовкой сырья для ДССК.
Принципиальная схема производства приведена на рисунках 2.4 - 2.5.


в ППМиР для ДСТ
Описание технологического процесса приведено в таблице 2.1, перечень основного оборудования - в таблице 2.2.
Таблица 2.1
для производства каучуков
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Привозной бутадиен | Очистка бутадиена | Очищенный бутадиен | - | Колонны | - |
Растворитель привозной, возвратный | Очистка растворителя СКД | Очищенный растворитель | - | Колонны | - |
Растворитель привозной, возвратный | Очистка растворителя СКД-НД | Очищенный растворитель | - | Колонны | - |
Растворитель привозной, возвратный | Очистка растворителя ДСТ, ДССК | Очищенный растворитель | - | Колонны | - |
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | |||||
Таблица 2.2
растворителей для производства каучуков
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Колонна тарельчатая клапанная | Получение растворителей для производства каучуков | Вертикальный аппарат Высота цилиндрической части - 13381 мм Диаметр - 2000 мм Число тарелок - 21 шт Тип тарелки - 2-х поточная клапанная Расстояние между тарелками - 500 мм Давление расчетное - 0,25 МПа |
Колонна тарельчатая ректификационная | Вертикальный аппарат Диаметр - 2400 мм Высота цилиндрической части - 26400 мм Количество тарелок - 36 шт. Тип тарелки: с 1 по 19 - 1-поточные клапанные тарелки, с 20 по 36 - 2-поточные клапанные тарелки Расстояние между тарелками - 450 мм Давление расчетное - 2,5 МПа | |
Колонна насадочная | Вертикальный аппарат Высота цилиндрической части - 16940 мм Диаметр колонны - 600 мм Насадка - кольца Рашига 50 x 50 x 2 мм Общий объем насадки - 2,85 м3 Давление расчетное - 0,6 МПа | |
Колонна азеотропной осушки бутадиена | Вертикальный аппарат Число тарелок - 27 шт. Расстояние между тарелками - 400 мм Диаметр цилиндрической части - 1400 мм Высота общая - 16370 мм Давление расчетное - 0,6 МПа | |
Колонна тарельчатая ректификационная, щелевая | Вертикальный аппарат Вместимость - 388,5 м3 Диаметр - 2400 мм Высота цилиндрической части - 51100 мм Количество тарелок - 73 шт. Давление расчетное - 0,6 МПа | |
Колонна тарельчатая ректификационная | Вместимость - 16 м3 Диаметр - 1000 мм Высота цилиндрической части - 2000 мм Число тарелок - 40 шт. Давление расчетное - 0,25 МПа | |
Колонна тарельчатая | Тип тарелки - клапанная однопоточная с неподвижными клапанами и активаторами. Диаметр - 2400 мм Высота цилиндрической части - 15600 мм Количество тарелок - 25 шт. Вместимость - 74,7 м3 Расчетное давление - 2,50 МПа (25 кгс/см2) | |
Колонна тарельчатая | Тип тарелки - колпачковая Диаметр - 1600 мм Расстояние между тарелками 450 мм Давление расчетное - 1,0 МПа | |
Колонна тарельчатая клапанная | Вертикальный аппарат Вместимость - 280 м3 Диаметр - 4000 мм Высота цилиндрической части - 21300 мм Количество тарелок - 31 шт. Расстояние между тарелками - 500 мм Давление расчетное - 0,6 МПа | |
Колонна тарельчатая | Вертикальный аппарат Вместимость - 919 м3 Диаметр - 6000 мм Высота общая - 41400 мм Количество тарелок - 44 шт. Расстояние между тарелками - 600 мм Расчетное давление - 0,4 МПа | |
Колонна тарельчатая ректификационная | Вместимость - 24,5 м3 Высота цилиндрической части - 21200 мм Диаметр - 1200 мм Количество тарелок - 44 шт. Расстояние между тарелками - 400 мм Давление расчетное - 0,6 МПа | |
Колонна тарельчатая ректификационная | Вертикальный аппарат Диаметр - 1800 мм Высота цилиндрической части - 18900 мм Количество тарелок - 35 шт. Расстояние между тарелками - 400 мм, давление расчетное - 0,6 МПа | |
Колонна тарельчатая ректификационная | Диаметр - 2600 мм Высота цилиндрической части - 23840 мм Количество тарелок - 39 шт. Расстояние между тарелками - 450 мм Давление расчетное - 0,6 МПа Вместимость - 132 м3 | |
Колонна тарельчатая ректификационная | Высота цилиндрической части - 20200 мм Диаметр - 1200 мм Расстояние между тарелками - 400 мм Количество тарелок - 41 шт. Давление расчетное - 1,0 МПа |
Показатели потребления сырья и энергоресурсов (нормы расхода) при получении растворителей для производства каучуков приведены в таблице 2.3.
Таблица 2.3
Показатели потребления сырья и энергоресурсов <*>
при получении растворителей для производства каучуков
Наименование | Единицы измерения | Расход на 1 т продукции | |||||
СКД | СКД-НД | ДСТ, ДССК | |||||
Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | ||
Бутадиен очищенный | кг/т | 53,6 | 102,7 | 25 | 25,75 | 45,0 | 46,1 |
Стирол очищенный | кг/т | - | - | - | - | 17,0 | 17,7 |
Электроэнергия | кВт·ч/т | 225,7 | 443,5 | 190 | 352 | 360 | 550 |
Пар | Гкал/т | 0,78 | 3,42 | 1,76 | 2,9 | 4,18 | 5,31 |
В таблицах 2.4 - 2.6 представлена информация по выбросам, сбросам и образованию отходов получения растворителей для производства каучуков
Таблица 2.4
растворителей для производства каучуков
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
1,3-бутадиен (дивинил) | - | - | 0,014 | - |
Метилбензол (толуол) | - | 0,016 | - | |
Этенилбензол (стирол) | - | 0,012 | - | |
Нефрас | - | 0,03 | - | |
Таблица 2.5
Сбросы загрязняющих веществ при получении растворителей
для производства каучуков
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
ХПК | Сброс сточных вод от производства в систему заводской канализации | - | 0,08 | - |
Таблица 2.6
для производства каучуков
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Керамические изделия технического назначения отработанные незагрязненные практически неопасные | V | Очистка возвратных растворителей | Размещение | - | 0,017 | - |
Синтетические изопреновые каучуки (СКИ) получают стереоспецифической полимеризацией изопрена (2-метилбутадиена-1,3) в растворе.
При синтезе полиизопрена возможно образование макромолекул с четырьмя типами звеньев в зависимости от расположения первого и четвертого атомов углерода элементарного звена по отношению к двойной связи:

В полимерах, состоящих из цис- или транс-1,4-звеньев, вероятно соединение молекул по принципу "голова к хвосту" (C1-C4), "голова к голове" (C1-C1) или "хвост к хвосту" (C4-C4). Регулярность микроструктуры (доля звеньев, присоединенных в определенном порядке) является важнейшей характеристикой изопреновых каучуков, которая зависит от состава применяемого катализатора и условий полимеризации. Наибольшее техническое значение имеет стереорегулярный цис-1,4-изопреновый каучук, по строению и свойствам очень близкий к натуральному каучуку.
Стереорегулярные цис-1,4-полиизопрены синтезируют с помощью анионно-координационных катализаторов. В зависимости от природы металла, входящего в состав каталитического комплекса, различают три типа синтетических изопреновых каучуков:
- литиевый (СКИЛ) - на основе литийалкилов;
- титановый (СКИ-3) - на основе хлоридов титана и алюминийалкилов;
- лантаноидный (СКИ-5) - на основе солей лантаноидов неодимовой группы.
В России в промышленном масштабе выпускают изопреновый каучук двух типов - СКИ-3 и СКИ-5, а также такие марки, как СКИ-3Д, СКИ-3НТ, СКИ-3А, СКИ-3Ш, СКИ-3В, СКИ-3С, СКИ-3П, СКИ-3НТП, СКИ-3-01, СКИ-5ПМ (буквы в наименовании марки каучука СКИ-3 указывают на область применения).
2.1.2.1 Описание технологических процессов, используемых в настоящее время
Синтетический каучук изопреновый производится методом растворной полимеризации на металлорганическом катализаторе. Подготовка сырья, приготовление каталитического комплекса осуществляется на установке ректификации растворителя и азеотропной осушки изопреновой шихты. В качестве растворителя применяется изопентан, который после дегазации полимеризата конденсируется и вновь возвращается в процесс, предварительно проходя водно-щелочную отмывку, азеотропную осушку и ректификацию от тяжелых углеводородов.
Изопрен из изобутилена и изопентановый растворитель смешиваются в трубопроводе и подаются на азеотропную осушку на установке ректификации растворителя и азеотропной осушки изопреновой шихты. Далее осушенная и захоложенная изопрен-изопентановая шихта направляется на установку полимеризации изопрена, туда же подается охлажденный каталитический комплекс. По окончании полимеризации производится дезактивация в последнем по ходу полимеризаторе стабилизатором (антиоксидантом). После дезактивации каталитического комплекса полимеризат направляется на отмывку от продуктов разрушения каталитического комплекса частично обессоленной водой и усреднение. Далее полимеризат подвергается водной дегазации. Пульпа каучука в воде откачивается в цех выделения, сушки, брикетирования и упаковки СКИ, где каучук брикетируется, упаковывается и по транспортеру направляется на склад готовой продукции.
Нагрев азота в змеевиках печи осуществляется дымовыми газами, полученными при сжигании топливного газа в горелке с жиклером в топочном пространстве печи. Нагретый до 450 °C азот поступает в осушители для регенерации.
Тяжелые углеводороды направляются на отделение от легкой и тяжелой части, осушка от влаги, и откачивается потребителям через осушители. Стоки образуются на узлах отпарки органики, отмывки полимеризата водой, дегазации полимеризата, выделения каучука и сбрасываются в колодец ХЗК. Отдувки, образованные в процессе производства, сбрасываются на факел среднего давления.
Принципиальная схема производства приведена на рисунке 2.6.

Описание технологического процесса приведено в таблице 2.7, перечень основного оборудования - в таблице 2.8, перечень природоохранного оборудования - в таблице 2.9.
Таблица 2.7
цис-1,4-полиизопрена
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Изопрен Изопентан | Очистка и осушка шихты, регенерация растворителя, приготовление реагентов, полимеризация изопрена, дегазация полимеризата, выделение и сушка крошки каучука | Каучук СКИ Каучук СКИ (полимер п/чистки оборудования) Абсорбент Н м.Б ФУО | Колонны Насосы Теплообменники Емкости Реакторы полимеризации Дегазаторы Агрегаты выделения | Отстойники, теплообменники | |
Таблица 2.8
производства цис-1,4-полиизопрена
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Колонна | Отпарка органики из отработанной воды | Диаметр - 2200 мм Высота - 15920 мм Тарелки: тип - колпачковая, расстояние - 450 мм, количество - 11 шт. Расчетное давление - 6 кгс/см2 Расчетная температура - 200 °C |
Осушитель | Осушка шихты от влаги и очистки от микропримесей | Объем - 58 м3 Диаметр - 2400 мм Высота цилиндрической части - 16700 мм Расчетное давление - 10,8 кгс/см2 Расчетная температура - 200 °C Объем насадки - 34 м3 |
Осушитель | Осушка шихты от влаги и очистки от микропримесей | Объем - 58 м3 Диаметр - 2400 мм Высота цилиндрической части - 16700 мм Расчетное давление - 1,08 МПа Расчетная температура - 330 °C Объем насадки - 34 м3 |
Колонна | Азеотропная осушка изопентан-изопреновой фракции | Диаметр - 3400 мм Высота - 30225 мм Тарелки: тип - клапанные с фиксированными клапанами, расстояние - 450 мм, количество - 47 шт. Расчетное давление - 6 кгс/см2 Расчетная температура - 200 °C |
Колонна | Азеотропная осушка шихты | Диаметр - 3600 мм Высота - 32870 мм Тарелки: тип - клапанные с фиксированными клапанами, расстояние - 450 мм, количество - 41 шт. Расчетное давление - 6 кгс/см2 Расчетная температура - 200 °C |
Колонна | Ректификация изопентан-изопреновой фракции от тяжелых углеводородов | Диаметр - 5000 мм Высота - 48390 мм Тарелки: тип - клапанная, расстояние - 450 мм, количество - 67 шт. Расчетное давление - 6 кгс/см2 Расчетная температура - 90 °C |
Колонна | Азеотропная осушка толуола | Диаметр - 1600 мм Высота общая - 51090 мм Тарелки: тип - колпачковые, расстояние - 450 мм, количество - 77 шт. Расчетное давление - 10 кгс/см2 Расчетная температура - 200 °C |
Насос | Откачка отработанной аммиачной воды из емкости на узел отпарка органики | Производительность - 3 м3/час Напор - 40 м. ст. жид. Тип уплотнения - одинарное торцевое 2В Электродвигатель: мощность - 4 кВт, число оборотов - 2870 об/мин, напряжение - 380 В |
Реактор полимеризации | Полимеризация изопрена в растворителе-изопентане | Объем аппарата - 20 м3 Объем рубашки - 1,8 м3 Диаметр наружный: аппарата - 2108 мм, рубашки - 2200 мм Высота общая - 6677 мм Расчетное давление: в аппарате - 12,5 кгс/см2, в рубашке - 7,0 кгс/см2 Число оборотов мешалки - 32 об/мин Электродвигатель: мощность - 75 кВт, число оборотов - 985 об/мин, напряжение - 380 В, номинальный ток - 150 А |
Аппарат с мешалкой | Усреднение полимеризата и отстоя его от воды | Объем аппарата - 250 м3 Объем рубашки - 250 м3 Расчетное давление: в аппарате - 6,0 кгс/см2, в рубашке - 3,0 кгс/см2 Расчетная температура: в корпусе -  , ,в рубашке - 80 °C |
Дегазатор | Водная дегазация полимеризата | Объем - 274 м3 Диаметр - 5000 мм Число оборотов мешалки - 37 об/мин Электродвигатель: мощность - 132 кВт, число оборотов - 1485 об/мин, напряжение - 380 В, номинальный ток - 240 А Нижний редуктор: Число оборотов мешалки - 32 об/мин Электродвигатель: мощность - 22 кВт, число оборотов мешалки - 1470 об/мин, напряжение - 380 В, номинальный ток - 43 А |
Сушильная машина | Сушка крошки каучука | Длина - 12330 мм Высота - 2180 мм Ширина - 2300 мм Наружный диаметр червячного вала - 350 м Максимальная частота вращения червячного вала - 200 об/мин Электродвигатель привода машины: мощность - 1150 кВт, напряжение - 580 В |
Таблица 2.9
цис-1,4-полиизопрена
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Насос | Подача осветленной воды в ХЗК или на узел отпарка органики | Производительность - 160 м3/час Напор - 49 м. ст. жид. Электродвигатель: мощность - 75 кВт, число оборотов - 2950 об./мин, напряжение - 380 В |
Фильтр | Улавливание полимерной крошки из осветленной воды | Объем - 0,32 м3 Диаметр - 624 мм Длина цилиндрической части - 900 мм Расчетное давление - 16,0 кгс/см2 Расчетная температура - 65 °C |
Теплообменник | Охлаждение промывной воды | Диаметр - 1200 мм Площадь теплообмена - 509 м2 |
Теплообменник | Охлаждение промывной воды | Диаметр - 1400 мм Площадь теплообмена - 688 м2 |
При производстве каучуков СКИ загрязняющие вещества (ЗВ) в окружающую среду попадают с воздушными выбросами и сточными водами. Основными источниками выделения ЗВ являются технологическое оборудование и коммуникации. В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем.
Сточные воды
Технологические сточные воды отводятся на очистку промышленных сточных вод на биологические очистные сооружения.
Твердые отходы
В технологическом процессе получения каучука образуются твердые отходы, в основном отходы полимера - так называемый коагулюм, образующийся на внутренней поверхности технологического оборудования, а также отбракованные партии некондиционного каучука. Учитывая то, что такие отходы могут быть использованы для изготовления резинотехнических изделий неответственного назначения, они практически полностью передаются на последующую переработку в менее ответственные изделия, поэтому вредного воздействия на окружающую среду не оказывают.
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве СКИ приведены в таблице 2.10.
Таблица 2.10
при производстве СКИ <*>
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Изопентан | кг/т | - | 35 |
Изопрен | кг/т | 1018 | 1050 |
Электроэнергия | кВт·ч/т | 420 | 440 |
Теплоэнергия | Гкал/т | 2,856 | 5,5 |
Холод | Гкал/т | - | 0,32 |
Вода горячая | Гкал/т | - | 0,95 |
В таблицах 2.11 - 2.13 представлена информация по выбросам, сбросам и отходам предприятий - производителей растворных каучуков СКИ.
Таблица 2.11
при производстве СКИ
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота оксид | - | - | 0,0012 | - |
Азота диоксид | - | 0,0034 | - | |
Изопрен (2-метилбутадиен-1,3) | - | 1,2 | - | |
Таблица 2.12
Сбросы загрязняющих веществ при производстве СКИ
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Нефтепродукты | - | - | 2,0 | - |
ХПК | - | 44 | - | |
Таблица 2.13
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы производства каучуков изопреновых и сополимеров изопрена (осадок из емкости шлам гидроокиси титана и алюминия при производстве каучуков изопреновых) | III | Осадок из емкости, шлам гидроокиси титана и алюминия при производстве каучуков изопреновых | Размещение на собственном полигоне | - | 3,31 | - |
Оксид алюминия, отработанный при осушке газов в производстве изопрена | III | Замена сорбентов при потере потребительских свойств при перегрузке осушителей | Размещение на собственном полигоне | - | 0,047 | - |
Отходы зачистки емкостей и оборудования хранения сырья для производства синтетических каучуков, содержащие преимущественно карбонаты кальция и натрия | III | Зачистка емкостей и оборудования хранения сырья для производства синтетических каучуков | Размещение на собственном полигоне | - | 0,17 | - |
Отходы зачистки оборудования приготовления каталитического комплекса для производства каучуков изопреновых, содержащие преимущественно соединения титана | IV | Зачистка оборудования приготовления каталитического комплекса для производства каучуков изопреновых | Размещение на собственном полигоне | - | 0,17 | - |
Термополимер от зачистки оборудования ректификации бутадиена и дегазации каучуков синтетических | IV | Зачистка оборудования ректификации бутадиена и дегазации каучуков синтетических | Размещение на собственном полигоне | - | 1,66 | - |
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Замена сорбентов при потере потребительских свойств при перегрузке осушителей | Утилизация | - | 0,22 | - |
Керамические изделия прочие, утратившие потребительские свойства незагрязненные | V | Замена сорбентов при потере потребительских свойств при перегрузке осушителей | Утилизация | - | 0,20 | - |
Молекулярные сита, отработанные при осушке воздуха и газов, не загрязненные опасными веществами | IV | Использование по назначению с утратой потребительских свойств | Размещение на собственном полигоне | - | 0,014 | - |
Бутадиеновые каучуки (СКД) относятся к группе каучуков общего назначения. Превосходные эластические свойства и низкие значения гистерезисных потерь, стойкость к низким температурам, сочетание высокой износостойкости за счет низкого коэффициента трения и прочностных показателей делают полибутадиен весьма ценным синтетическим каучуком. По сравнению с резинами из СКИ-3, резины из СКД обладают более высокой износо- и морозостойкостью, большим сопротивлением тепловому старению, но уступают по сопротивлению раздиру и температуростойкости. Ввиду затруднений при переработке резиновых смесей, связанных с хладотекучестью СКД, его применяют в смесях из двух или более полимеров, а также с различными наполнителями.
Бутадиеновые каучуки получают полимеризацией бутадиена-1,3 различными методами.
В зависимости от природы катализатора и условий реакции бутадиен может полимеризоваться в положениях цис-1,4-, транс-1,4- и 1,2-. Содержание этих структур и их распределение в макромолекулах определяют технические свойства каучука.
Натрий-бутадиеновый каучук (СКБ) был получен жидкофазной полимеризацией в массе по технологии, разработанной проф. С.В. Лебедевым. В дальнейшем был разработан способ газофазной полимеризации бутадиена на металлическом натрии, а также с использованием лития и калия. Макромолекулы каучука этого типа построены из звеньев 1,4- и 1,2-, статистически распределенных вдоль полимерной цепи:

Содержание 1,2-звеньев составляет 40 - 66%. Это обусловливает высокую термоокислительную стойкость и пониженную эластичность резины на основе таких полибутадиенов.
Микроструктура каучуков определяется в основном составом катализатора, применяемого при синтезе. В таблице 2.14 приведены некоторые показатели физических свойств первых отечественных бутадиеновых каучуков, полученных на различных катализаторах.
Таблица 2.14
на различных катализаторах
Показатель | СКБМ <*> (литиевый) | СКВ (калиевый) | СКБ (натриевый) |
Содержание звеньев, %: | |||
1,4- | 60 | 43 | 34 |
1,2- | 40 | 57 | 66 |
Общая непредельность, % | 68 | 65 | 87 |
Плотность, кг/м3 | 900 - 920 | 900 - 920 | 900 - 920 |
Температура стеклования, °C | Минус 70 - минус 75 | Минус 57 - минус 65 | Минус 48 - минус 50 |
Диэлектрическая проницаемость | - | - | 2,5 - 2,8 |
Удельное объемное электросопротивление, Ом·м | - | - | 1012 - 1013 |
Тангенс угла диэлектрических потерь | - | - | (15 - 40)·10-4 |
2.1.3.1 Каучук цис-бутадиеновый на титановом катализаторе
В настоящем разделе описано производство каучука цис-бутадиенового на титановом катализаторе, в том числе по схеме с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации).
В промышленности для синтеза полибутадиена с высоким содержанием цис-1,4-звеньев применяют каталитические системы на основе соединений титана, кобальта, никеля и неодима.
Стереоспецифичность титановых систем существенно зависит от природы галогена, связанного с атомом титана. Каталитические системы на основе тетраиодида титана или смешанных иодидхлоридов титана и триизобутилалюминия более простые и эффективные.
Полибутадиены, синтезированные с использованием иодидов титана (СКД), имеют практически линейное строение и содержат 87 - 93% цис-1,4-звеньев.
Каталитические системы на основе соединений кобальта и алкилалюминийгалогенидов позволяют получать полибутадиены, содержащие до 98% цис-1,4-звеньев. Особенность кобальтовых систем состоит в том, что полимеризация бутадиена под их влиянием протекает с заметной скоростью лишь в присутствии небольших количеств воды или некоторых других соединений (алюминийхлорида, аллилбромида и др.). При полимеризации бутадиена на кобальтовых системах количество образующихся полимерных цепей во много раз превосходит количество введенных в систему атомов кобальта, а молекулярная масса полимера мало изменяется с увеличением степени полимеризации. Высокая разветвленность макромолекул полимера, получаемого на кобальтовых катализаторах, приводит к повышению вязкости полимеризата, особенно при синтезе каучуков с высокой молекулярной массой.
2.1.3.1.1 Описание технологических процессов, используемых в настоящее время
Молекулярные характеристики бутадиеновых каучуков зависят от типа катализатора (таблица 2.15) и условий проведения полимеризации. Наиболее узкое ММР имеют бутадиеновые каучуки, получаемые с применением литийорганических катализаторов, наиболее широкое - с применением никелевых и кобальтовых катализаторов. Наименьшей разветвленностью характеризуются макромолекулы литиевых бутадиеновых каучуков, наибольшей - кобальтовых бутадиеновых каучуков.
Таблица 2.15
полученных в присутствии катализаторов на основе
различных металлов
Показатель | Катализатор на основе | ||||
Ni | Co | Ti | Li | Nd | |
Содержание звеньев, %: | |||||
цис-1,4- | 94 - 98 | 93 - 98 | 87 - 93 | 32 - 35 | 96 - 98 |
транс-1,4- | 1 - 5 | 1 - 5 | 1 - 7 | 42 - 58 | 1 - 3 |
1,2- | 1 - 5 | 1 - 4 | 1 - 7 | 8 - 15 | < 1 |
Непредельность, % | 95 - 98 | 95 - 98 | 95 - 98 | 98 - 100 | 98 - 100 |
Содержание геля, % | 0 - 1 | 0 - 1 | 0 - 1 | 0 | 0 |
Характеристическая вязкость | 2,4 - 3,5 | 1,6 - 2,7 | 1,8 - 3,0 | 1,8 - 3,0 | 3,0 - 5,0 |
Среднечисленная молекулярная масса Mn x 10-3 | 80 - 135 | 70 - 230 | 70 - 280 | 80 - 270 | 100 - 150 |
Показатель полидисперсности Mw/Mn | 2,4 - 7,3 | 1,6 - 8,7 | 1,3 - 4,2 | 1,1 - 2,7 | 2,5 - 4 |
Степень разветвленности | Средняя | Сильная | Слабая | Слабая | Очень слабая |
Процесс получения СКД состоит из следующих основных стадий:
1) полимеризация бутадиена;
2) дезактивация катализатора и стабилизация полимера;
3) дегазация полимеризата, обезвоживание и сушка каучука.
Схема получения стереорегулярного каучука СКД аналогична схеме получения СКИ-3, однако изменяется состав каталитического комплекса; дезактивацию катализатора производят слабощелочной водой; в качестве антиоксиданта используют нетемнеющие антиоксиданты; дегазацию полимеризата проводят в 2 - 3 ступени.
Процесс полимеризации бутадиена экзотермичен, тепловой эффект реакции составляет 72 кДж/моль. Полимеризацию проводят непрерывно в батарее из четырех-шести последовательно включенных полимеризаторов (называемых также реакторами или автоклавами), таких же как и в производстве СКИ-3.
Полимеризационную шихту готовят из охлажденных бутадиена и растворителя. Шихту, содержащую 10 - 12% бутадиена, дополнительно охлаждают и насосом под давлением около 0,5 МПа подают в первый полимеризатор. Компоненты комплексного катализатора в виде растворов в толуоле подаются в полимеризаторы вместе с шихтой.
Теплота реакции полимеризации отводится за счет охлаждения шихты и полимеризаторов рассолом. Продолжительность полимеризации при 90%-ном превращении бутадиена составляет 3 ч. Полимеризат, содержащий около 10% полимера, с вязкостью около 3000 мПа·с поступает на дезактивацию катализатора и стабилизацию полимера.
Стабилизацию полимера проводят в этом же смесителе указанных выше нетемнеющих антиоксидантов. Стабилизированный полимеризат поступает затем на дегазацию, обезвоживание и сушку каучука.
Выделение полимера из полимеризата проводят водной дегазацией в двухступенчатом агрегате аналогично выделению полиизопрена. При этом на дегазацию одновременно поступает водный раствор антиагломератора. Пар на дегазацию подают противотоком полимеризату.
Пульпу каучука из второго дегазатора насосом перекачивают на обезвоживание и сушку. Содержание каучука в пульпе составляет около 5%.
Обезвоживание и сушка каучука из пульпы, получаемой при дегазации полимеризата, полностью аналогичны этим процессам при производстве СКИ-3.
Осушка и тонкая очистка растворителя осуществляются в системе из осушителей, заполненных активной окисью алюминия (или цеолитами) по схеме, аналогичной используемой при производстве СКИ-3.
В периметр производства СКД включено оборудование по производству пара на технологические нужды.
Принципиальная схема производства приведена на рисунке 2.7.

Описание технологического процесса приведено в таблице 2.16, перечень основного оборудования - в таблице 2.17.
Таблица 2.16
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Растворитель Бутадиен Катализаторы Антиоксидант | Полимеризация | Полимеризат | Реактор Полимеризатор Усреднители | ||
Полимеризат | Дегазация | Пульпа (крошка в воде) | Дегазаторы | Циклон с обратным конусом Циклон инерционный | |
Пульпа (крошка в воде) | Выделение и сушка | Каучук | Растворитель | Отжимная машина Сушильный агрегат Сушильная машина Брикетировочный | Установка очистки воздушных выбросов Котел-утилизатор |
Таблица 2.17
производства каучука СКД
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Вертикальный цилиндрический аппарат с мешалкой | Приготовление раствора ТИБА | Вместимость - 19,85 м3 Диаметр - 2624 мм Высота цилиндрической части - 2800 мм Pрасч. - 0,6 МПа (6,0 кгс/см2) Pразр. - 0,6 МПа (6,0 кгс/см2) Частота вращения мешалки - 32 об/мин Тип Мощность ЭД - 6,0 кВт Частота вращения ЭД - 970 об./мин Напряжение - 380 В |
Реактор | Проведение синтеза ДДТ | 3-х секционный аппарат, состоит из вертикальных аппаратов с рубашками. Вместимость каждого 0,177 м3 Диаметр - 300 мм Высота - 2500 мм Общая вместимость - 0,531 м3 Pразр. кор. - 0,6 МПа (6,0 кгс/см2) Pразр. руб. - 0,6 МПа (6,0 кгс/см2) |
Аппарат для приготовления раствора антиоксиданта | Приготовление раствора антиоксиданта | Вертикальный цилиндрический аппарат. Объем - 20,7 м3 Диаметр - 2768 мм Высота ц.ч. - 2296 мм Pрасч. - 0.25 МПа Tрасч. - 50 °C Число оборотов мешалки - 78 об/мин Мощность эл. двигателя - 9 кВт Напряжение - 500 В, 950 об/мин |
Полимеризатор | Полимеризация | Вертикальный цилиндрический аппарат с мешалкой скребкового типа и рубашкой. Объем - 16,6 м3 Диаметр - 2064 мм Высота ц.ч. - 3918 мм Давление расчетное в корпусе/рубашке - 1,0/0,6 МПа Рабочая температура в корпусе/рубашке - 0 - 55/минус 15 - 20 Общая площадь охлаждения - 48 м2 Поверхность рубашки - 32 м2 Мощность эл. двигателя мешалок - 30 кВт Напряжение - 500 В, 970 об/мин |
Усреднитель | Усреднение | Вертикальный цилиндрический аппарат Объем - 80 м3 Диаметр - 3200 мм Высота - ц.ч. 9600 мм Разрешенное давление - 0,6 МПа Разрешенная температура - 55 °C |
Дегазатор | Дегазация | Объем - 171,5 м3 Диаметр - 5000 мм, Высота - 10400 мм Расчетное давление - 0,07 МПа расчетная температура - 180 °C |
Дегазатор | Дегазация | Объем - 99,2 м3 Диаметр - 3200 мм Высота ц.ч. - 11200 мм Расчетное давление - 0,07 МПа расчетная температура - 180 °C Эл. двигатель мешалки: Число оборотов 53 об/мин Мощность 25 кВт Напряжение - 500 В, 1480 об/мин |
Отжимная машина | Удаление влаги из каучука механическим способом | Тип - горизонтальная одношнековая, двухкорпусная машина Наружный диаметр шнека вала - 440 мм Частота вращения вала - от 15 до 150 об/мин. Эл. двигатель - продуваемый воздухом, регулируемый, постоянного тока, мощностью 460 кВт |
Сушильный агрегат | Сушка | Трехходовая конвейерная сушилка. Состоит из стального каркаса, закрытого съемными изолирующими панелями Пластинчатый конвейер представляет собой устройство, состоящее из перфорированных пластин, шарнирно соединенных между собой Размер пластин - 3235 x 203 мм Количество пластин - 257 шт. Максимальная производительность - 4000 кг/ч крошки каучука Сушильный агрегат разделен на двенадцать зон, укомплектован циркуляционными вентиляторами, тремя вытяжными вентиляторами, скребками, рыхлителями, центрирующим шнеком. Обогрев - глухим паром Масса - 130,0 т |
Сушильная машина | Сушка | Производительность - 8000 кг/ч Диаметр шнека - 350 мм Частота вращения - 25 - 250 об/мин Эл. двигатель - продуваемый воздухом, регулируемый, постоянного тока Мощность эл. двигателя - 1150 кВт |
Брикетировочный пресс | Брикетирование | Размер полости формы - 650 x 350 x 750 мм максимальное давление пресса - 16 МПа Максимальное усилие пресса - 24,5 x 106 Н Производительность - 180 брикетов в ч Давление технологического воздуха - не менее 0,5 МПа |
2.1.3.1.2 Текущие уровни эмиссии в окружающую среду
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве СКД на титановом катализаторе приведены в таблице 2.18.
Таблица 2.18
при производстве каучука цис-бутадиенового растворного
на титановом катализаторе <*>
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен очищенный | кг/т | 1015 | 1025 |
Толуол нефтяной | кг/т | 0,0125 | 0,0225 |
Растворители гексановые | кг/т | 0,0014 | 0,0028 |
Циклогексан технический | кг/т | 0,0001 | 0,0003 |
Электроэнергия, кВт·ч/т | кВт·ч/т | 230 | 260 |
Теплоэнергия, Гкал/т | Гкал/т | 5,4 | 6 |
В побочных продуктах реакции полимеризации на титановой каталитической системе, особенно при повышенной температуре и высокой концентрации бутадиена в шихте, содержатся циклические низкомолекулярные продукты (олигомеры). В конечном итоге олигомеры распределяются между кубовыми остатками после ректификации возвратного растворителя, товарным каучуком и воздухом, выбрасываемым из сушильных агрегатов в атмосферу, что загрязняет воздушный бассейн при отсутствии подачи воздуха на термическую или каталитическую установку дожига.
Твердые отходы
Воздействие технологического процесса получения каучука на окружающую среду возможно также и от образующихся твердых отходов. Такие отходы, как песок, загрязненный нефтепродуктами с содержанием нефтепродуктов 15% и более (далее - нефтепродукты), и термополимер от зачистки оборудования ректификации бутадиена и дегазации каучуков, подлежат обезвреживанию либо захоронению на специализированном полигоне. Катализаторы, прочие отработанные отходы сорбентов, не загрязненные опасными веществами, отработанный алюмогель, загрязненный опасными веществами, подлежат захоронению или утилизации пиролизом. Отходы синтетических и полусинтетических масел и гидравлических жидкостей, отходы пленки полиэтилена и изделий из нее незагрязненные, тару деревянную, утратившую потребительские свойства (незагрязненную), отходы прочей продукции из пластмасс, не содержащих галогены, незагрязненные (упаковочная лента) возможно повторно использовать.
В таблицах 2.19 - 2.21 представлена информация по выбросам, сбросам и отходам предприятий - производителей СКД на титановом катализаторе.
Таблица 2.19
каучука цис-бутадиенового растворного на титановом
катализаторе
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | |||||
Каучук цис-бутадиеновый на титановом катализаторе | Каучук цис-бутадиеновый на титановом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Азота диоксид | - | - | 0,61 | - | - | 1,28 | - |
Азота оксид | - | 0,10 | - | - | 0,21 | - | |
Углерода оксид | - | 0,60 | - | - | 1,77 | - | |
Циклогексан | - | 0,55 | - | - | 1,82 | - | |
Бутадиен | - | 0,41 | - | - | 0,41 | - | |
Толуол | - | 0,60 | - | - | 0,83 | - | |
Гептановая фракция (нефрас) | - | 0,43 | - | - | 1,1 | - | |
Таблица 2.20
Сбросы загрязняющих веществ при производстве каучука
цис-бутадиенового растворного на титановом катализаторе
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | |||||
Каучук цис-бутадиеновый на титановом катализаторе | Каучук цис-бутадиеновый на титановом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Стирол | Сброс сточных вод от производства в систему заводской канализации | - | - | - | - | 0,015 | - |
Толуол | - | 0,61 | - | - | 0,6 | - | |
ХПК | - | 6,2 | - | - | 6,16 | - | |
pH, ед. | 7,5 | 10,5 | - | 6,5 | 10,5 | - | |
Таблица 2.21
цис-бутадиенового растворного на титановом катализаторе
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Цеолит отработанный, загрязненный негалогенированными углеводородами, (содержание углеводородов менее 15%) | IV | Осушка растворителя | Утилизация пиролизом | 0,015 | 0,019 | 0,017 |
Керамические изделия технического назначения, отработанные незагрязненные практически неопасные | V | Осушка возвратного растворителя | Размещение на полигоне | 0,061 | 0,072 | 0,066 |
Оксид алюминия, отработанный при осушке и очистке растворителя в производстве каучуков дивинильных | IV | Осушка растворителя | Утилизация пиролизом | 0,52 | 0,59 | 0,55 |
Катализатор на основе оксида алюминия активного, содержащий палладий <*> отработанный | III | Каталитическая очистка загрязненного воздуха | Регенерация | 0,059 | 0,069 | 0,063 |
2.1.3.2 Каучук цис-бутадиеновый на неодимовом катализаторе
В настоящем разделе описано производство каучука цис-бутадиенового на неодимовом катализаторе, в том числе по схеме с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации).
На мировом рынке широким спросом пользуются неодимовые каучуки, так как они являются экологически чистыми и позволяют получать изделия с высокими эксплуатационными свойствами.
Каталитические системы на основе неодима позволяют получить неодимовый цис-1,4-полибутадиен (СКД-Н, СКД-НД), который характеризуется высоким содержанием цис-1,4-звеньев (96% - 98%) и линейностью полимерных цепей, что обеспечивает его отличные физико-механические показатели при статическом и динамическом нагружении, теплообразование в вулканизатах как при переменной нагрузке, так и при переменной деформации, а также усталостную выносливость, сопротивление разрастанию трещин и порезов. Кроме того, по сравнению с другими цис-бутадиеновыми каучуками он лучше перерабатывается на вальцах, имеет большую когезионную прочность и клейкость сырых смесей, более высокие эластичность, износостойкость и сопротивление раздиру вулканизатов.
Неодимовые полибутадиены вследствие высокой стерической и молекулярной однородности и линейности имеют лучшие, по сравнению с другими полибутадиенами, динамические свойства и не имеют равных по износостойкости в процессе эксплуатации в протекторной резине. Однако в климатических условиях России проявляются и некоторые отрицательные свойства неодимовых полибутадиенов, связанные с их повышенной стереорегулярностью, - высокая кристаллизуемость и пониженная морозостойкость.
2.1.3.2.1 Описание технологических процессов, используемых в настоящее время
Бутадиен-1,3 осушается от влаги и очищается от тяжелых углеводородов. Далее осушенный и очищенные бутадиен-1,3 поступает на шихтование, где смешивается с гексановым растворителем. Раствор бутадиена в растворителе (шихта) поступает на узел полимеризации, где происходит синтез полибутадиена за счет катализатора на основе неодима и получение полимеризата (раствор каучука в растворителе). Далее раствор каучука заправляется стабилизатором и направляется на выделение каучука из растворителя (дегазация) и сушка каучука от влаги и выпуск готовых брикетов.
Растворитель, после дегазации поступает на очистку от микропримесей на узел водно-щелочной отмывки. Очищенный от микропримесей растворитель поступает, на отгонку от толуола и непрореагировавшего бутадиена методом ректификации. Отдувки с ректификационных колонн (бутадиен) поступают через узел конденсации, на узел получения бутилен-дивинильной фракции (БДФ).
Очищенный гексановый растворитель поступает на осушку от влаги и шихтование. Часть потока гексанового растворителя направляется на гидрирование от непредельных соединений. Процесс гидрирования происходит на катализаторе с подачей водорода.
Нагрев азота в змеевиках печи осуществляется дымовыми газами, полученными при сжигании топливного газа в горелке с жиклером в топочном пространстве печи. Нагретый до 450 °C азот поступает в осушители для регенерации.
В качестве теплоносителя используется пар, горячая вода. Нагрев горячей воды производится печами.
В периметр производства включено оборудование для генерации пара на технологические нужды.
Стоки образуются на узлах крошкоулавливания, водной отмывки полимеризата и сбрасываются в колодец ХЗК. Отдувки, образованные в процессе производства, сбрасываются на факел среднего давления.
Принципиальная схема производства приведена на рисунке 2.8.

Описание технологического процесса приведено в таблице 2.22, перечень основного оборудования - в таблице 2.23, перечень природоохранного оборудования - в таблице 2.24.
Таблица 2.22
цис-бутадиенового растворного на неодимовом катализаторе
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Растворитель Бутадиен Катализаторы Антиоксидант | Полимеризация | Полимеризат | - | Полимеризатор Усреднитель | - |
Полимеризат | Дегазация | Пульпа (крошка в воде) | - | Дегазатор | - |
Пульпа (крошка в воде) | Выделение и сушка | Каучук | - | Экспеллер Брикетировочный пресс | - |
Таблица 2.23
производства каучука цис-бутадиенового растворного
на неодимовом катализаторе
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Аппарат с мешалкой | Прием, приготовление растворов | Объем - 10 - 70 м3 Число оборотов мешалки в минуту - 31 - 64 Мощность электродвигателя - 1,7 - 30 кВт Расчетное давление - атм. - 10 кгс/см2 Расчетная температура - 70 - 200 °C |
Брикетировочный пресс | Брикетирование | Размер полости формы - 650 x 350 x 750 мм Максимальное давление пресса - 16 МПа Максимальное усилие пресса - 24,5 x 106 Н Производительность - 180 брикетов в ч Давление технологического воздуха - не менее 0,5 МПа |
Воздушный холодильник | Охлаждение кубовых колонны | Поверхность теплообмена - 105 м2 Трубки 25 x 2 x 1500 мм - 82 шт Давление расчетное - 1,6 МПа Температура расчетная - 100 °C Вентилятор осевой: Диаметр колеса - 800 мм Мощность эл. двигателя - 3 кВт Количество оборотов эл. двигателя - 1500 об/мин |
Дегазатор | Дегазация полимеризата | Объем - 80 - 274 м3 Диаметр - 2800/5000 мм Мощность электродвигателя - 40 - 160 кВт Число оборотов мешалки в минуту - 50 - 64 Расчетное давление - 2 - 6,0 кгс/см2 Расчетная температура - 110 - 200 °C |
Дефлегматор | Конденсация паров с верха колонны | Поверхность теплообмена - 424 - 1300 м2 Расчетное давление: в трубном пространстве - 6 - 15 кгс/см2 в межтрубном пространстве - 6 - 15 кгс/см2 Расчетная температура: в трубном пространстве - 100 - 200 °C в межтрубном пространстве - 100 - 200 °C |
Диафрагменный смеситель | Смешение гексанового растворителя с раствором щелочи, смешение гексанового растворителя с водой | Диаметр - 426 x 10 мм Длина - 4820 мм, состоит из 4-х элементов по 6 секций в каждом элементе Расчетное давление - 10,0 кгс/см2 Расчетная температура - 60 °C |
Испаритель | Захолаживание, конденсация | Поверхность теплообмена - 21 - 622 м2 Расчетное давление: в трубном пространстве - 6,6 - 25,0 кгс/см2 в межтрубном пространстве 6,6 - 25,0 кгс/см2 Расчетная температура: в трубном пространстве - минус 15 - 200 °C в межтрубном пространстве - минус 28 - 200 °C |
Кипятильник | Подача тепла в колонну | Поверхность теплообмена - 200 м2 Диаметр - 1200 мм Трубки 38 x 2 x 3500 - 511 шт Расчетное давление: в трубном пространстве - 6,0 кгс/см2 в межтрубном пространстве - 6,0 кгс/см2 Расчетная температура: в трубном пространстве - 140 °C |
Колонна | Осушка, ректификация | Диаметр - 1600 - 5000 мм Высота общая - 29300 - 50700 мм Расчетное давление - 3 - 6,6 кгс/см2 Расчетная температура - 100 - 160 °C |
Конденсатор | Конденсация паров | Поверхность теплообмена - 80 - 1440 м2 Расчетное давление в трубном/межтрубном пространстве - 6,0/20,0 кгс/см2 Расчетная температура в трубном/межтрубном пространстве - 50 - 300 °C |
Концентратор | Прием, концентрирования крошки каучука в воде из коллектора пульпы и подача крошки каучука на шнековый транспортер и на отжимные машины | Объем - 20 - 40 м3 Число оборотов шнека в минуту - 10 - 100 |
Осушитель | Осушка от влаги и очистка от микропримесей гексанового растворителя | Объем - 16 - 84,8 м3 Расчетное давление - 10,0 - 16,0 кгс/см2 (при регенерации - 3,0 кгс/см2) Расчетная температура - 100 - 150 °C (при регенерации - 350 °C) |
Отжимная машина | Отжим влаги из крошки каучука | Угловая скорость вращения шнека-вала - 15 - 220 об/мин Мощность электродвигателя - 420 - 460 кВт |
Отстойник | Отстаивание возвратного гексанового растворителя и полдимеризата от воды | Объем - 50 - 100 м3 Расчетное давление - 4,0 - 6,0 кгс/см2 Расчетная температура - 200 °C |
Печь подогрева азота | Подогрев азота при регенерации осушителей | Поверхность теплообмена - 21 м2 Диаметр змеевика - 45 x 3,5 мм Общая длина трубок - 20300 мм Расчетное давление в змеевике - 6,0 кгс/см2 Расчетная температура азота на выходе - 500 °C Температура дымовых газов на перевале - 950 °C |
Печь для перегрева пара | Нагрев гор. воды | Теплопроизводительность - 15402000 ккал/ч Поверхность теплообмена змеевиков: - подогрева сырья - 281 м2; - подогрева водяного пара - 467 м2, в том числе - конвекционной секции змеевика - 243 м2; - радиантной секции - 223 м2 Размеры и количество труб: - змеевика подогрева сырья - 127 x 6 мм (двухпоточный); - конвекционной секции змеевика подогрева водяного пара - 38 x 3 мм, 116 шт.; - радиантной секции змеевика перегрева водяного пара - 45 x 3,5 мм, 161 шт. Количество горелок - 18 шт. |
Подогреватель | Подогрев нефраса перед подачей в колонну | Поверхность теплообмена - 366 м2 Диаметр - 1000 мм Трубки 25 x 2 x 6000 мм - 804 шт Давление расчетное в трубном и межтрубном пространствах - 1,0 МПа Температура расчетная: в трубном пространстве - 100 °C; в межтрубном пространстве - 200 °C |
Полимеризатор | Полимеризация | Объем - 16,6 м3 Поверхность охлаждения - 36 - 48 м2 Диаметр - 2064 мм Высота ц.ч. - 3918 мм Давление расчетное в корпусе/рубашке - (10)/(60 - 70) МПа Рабочая температура в корпусе/рубашке - (0 - 120)/(минус 15 - 100) °C |
Сушильная машина | Сушка крошки каучука | Частота вращения вала - 250 об/мин Производительность - 4 - 8 т/ч |
Теплообменник | Подогрев, охлаждение, конденсация | Поверхность теплообмена - 18,5 - 544 м2 Диаметр - 273 мм Расчетное давление в трубном и межтрубном пространствах - 6 - 16,0 кгс/см2 Расчетная температура: в трубном пространстве - (минус) 70 - 200 °C в межтрубном пространстве - (минус) 90 - 200 °C |
Усреднитель | Прием и усреднение полимеризата | Объем - 250 м3 Диаметр - 5000 мм Высота цилиндрической части - 10800 мм Расчетное давление - 6 кгс/см2 Расчетная температура - 100 °C |
Холодильник | Охлаждение, конденсация паров | Поверхность теплообмена - 99 - 1000 м2 Диаметр - 1200 мм Расчетное давление в трубном/межтрубном пространстве - (6,0 - 25)/(14,9 - 25) кгс/см2 Расчетная температура в трубном/межтрубном пространстве - (60 - 425)/(100 - 200) °C |
Экспандер | Сушка каучука | Производительность - 5000 кг/ч Мощность двигателя - 600 кВт Частота вращения червячного вала - от 0 до 315 об/мин Габариты - 5743 x 1499 x 966 мм |
Таблица 2.24
цис-бутадиенового растворного на неодимовом катализаторе
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Топка | Сжигание природного газа и смешения образующихся дымовых газов с поступающим в топку отработанным воздухом | Две камеры: горения и смешения, с кольцевой горелкой диффузионного типа Диаметр - 2800 мм Высота - 9500 мм Pраб. - 0,01 МПа (0,1 кгс/см2) Объем камеры горения - 5 м3 Диаметр топочной камеры - 1350 мм; КПД топки - 0,98% Температура горения - +1200 °C Температура в камере смешения - не более 500 °C |
Реактор | Проведение процесса каталитического окисления кислородом органики, содержащейся в отработанном воздухе, до углекислого газа и воды | Цилиндрический пустотелый аппарат, футерован внутри шамотом Диаметр - 6000 мм Высота цилиндрической части - 3600 мм Высота слоя катализатора - от 200 до 300 мм Pрасч. = 0,01 МПа (0,1 кгс/см2) |
Каплеотбойник | Отделение из отработанного воздуха воды от оборудования фильтрации | Вместимость - 23,4 м3 Диаметр - 2600 мм Высота - 6750 мм Температура влажного воздуха - 80 °C |
Фильтр | Фильтрация отмывной воды | Объем - 0,41 м3 Диаметр - 610 мм Высота цилиндрической части - 1035 мм Расчетное давление - 1,33 МПа Расчетная температура - 300 °C |
Теплообменник | Охлаждение отмывной воды | Поверхность теплообмена - 196 м2 Диаметр - 1000 мм Трубки - 20x2x4000 мм Расчетное давление: в трубном пространстве - 2,5 МПа; межтрубном пространстве - 0,7 МПа Расчетная температура: в трубном пространстве - 100 °C; в межтрубном пространстве - 100 °C |
Емкость | Прием и отстой отмывной воды | Объем - 200 м3 Диаметр - 3400 мм Разрешенное давление - 6,0 кгс/см2 Расчетная температура - 70 °C |
Теплообменник | Охлаждение циркуляционной воды, сбрасываемой в ХЗК | Поверхность теплообмена - 447 м2 Диаметр - 1200 мм Трубки - 25 x 2 x 6000 мм Количество трубок - 945 шт. Расчетное давление в трубном пространстве - 10 кгс/см2 Расчетное давление в межтрубном пространстве - 25 кгс/см2 Расчетная температура в трубном пространстве - 100 °C Расчетная температура в межтрубном пространстве - 100 °C |
Теплообменник | Охлаждение циркуляционной воды, сбрасываемой в ХЗК | Поверхность теплообмена - 160 м2. Диаметр - 800 мм. Трубки - 25 x 2 x 6000 мм Количество трубок - 340 шт. Расчетное давление в трубном пространстве - 16 кгс/см2 Расчетное давление в межтрубном пространстве - 16 кгс/см2 Расчетная температура в трубном пространстве - 200 °C Расчетная температура в межтрубном пространстве - 200 °C |
Отделитель | Дополнительное улавливания крошки каучука, сбрасываемой в ХЗК | Объем - 1 м3 Диаметр - 1000 мм Высота общая - 2200 мм Расчетное давление - атмосферное Расчетная температура - 100 °C |
2.1.3.2.2 Текущие уровни эмиссии в окружающую среду
При производстве каучуков СКДН загрязняющие вещества (ЗВ) в окружающую среду попадают с воздушными выбросами и сточными водами. Основными источниками выделения ЗВ являются технологическое оборудование и коммуникации.
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве каучука цис-бутадиенового растворного на неодимовом катализаторе приведены в таблице 2.25.
Таблица 2.25
Показатели потребления сырья и энергоресурсов <*>
при производстве каучука цис-бутадиенового растворного
на неодимовом катализаторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен (дивинил) | кг/т | 1030 | 1100 |
Электроэнергия | кВт·ч/т | 330 | 508,32 |
Топливо | т.у.т./т | 4,15 | 4,98 |
Теплоэнергия | Гкал/т | 4,24 | 7,0 |
В таблицах 2.26 - 2.28 представлена информация по выбросам, сбросам и отходам предприятий - производителей растворных каучуков СКДН.
Таблица 2.26
каучука цис-бутадиенового растворного на неодимовом
катализаторе
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | |||||
Каучук цис-бутадиеновый на неодимовом катализаторе | Каучук цис-бутадиеновый на неодимовом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Азота диоксид | - | - | 0,62 | - | 1,43 | 2,178 | 1,80 |
Азота оксид | - | 0,10 | - | 0,176 | 0,21 | 0,19 | |
Углерода оксид | - | 0,61 | - | 1,074 | 1,82 | 1,45 | |
Циклогексан <*> | - | 0,73 | - | 0,6 | 1,88 | 1,24 | |
Бутадиен | - | 0,65 | - | 0,65 | 0,75 | 0,70 | |
Толуол | - | 0,74 | - | - | 0,84 | - | |
Гептановая фракция (нефрас) | - | 0,55 | - | - | 1,1 | - | |
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | |||||||
Таблица 2.27
Сбросы загрязняющих веществ при производстве каучука
цис-бутадиенового растворного на неодимовом катализаторе
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | |||||
Каучук цис-бутадиеновый на неодимовом катализаторе | Каучук цис-бутадиеновый на неодимовом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
ХПК | Хим. загрязненные цеховые сточные воды направляются в общий коллектор объединения и далее - на биологические очистные сооружения | - | 5,0 | - | 4,5 | 5,13 | 4,82 |
pH, ед. | 7,5 | 10,5 | - | 6,5 | 10,5 | - | |
Таблица 2.28
растворного на неодимовом катализаторе
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы зачистки оборудования ректификации бутадиена в производстве каучуков бутадиеновых | IV | Чистка оборудования в производстве каучука СКДН | Размещение на собственном полигоне | - | 0,63 | - |
Термополимер от зачистки оборудования ректификации бутадиена и дегазации каучуков синтетических | IV | Зачистка оборудования ректификации бутадиена и дегазации каучуков синтетических | Размещение на собственном полигоне | - | 0,19 | - |
Катализатор "никель на кизельгуре" отработанный, загрязненный нефтепродуктами | III | Каталитический процесс, сопровождающийся снижением или потерей каталитической активности | Утилизация | - | 0,018 | - |
Керамические изделия прочие, утратившие потребительские свойства незагрязненные | V | Использование по назначению с утратой потребительских свойств | Утилизация | - | 0,047 | - |
Отходы производства синтетического каучука в первичных формах (бельтинг, загрязненный полимером) | III | Использование по назначению с утратой потребительских свойств в связи с загрязнением | Размещение на собственном полигоне | - | 0,0014 | - |
Ткань фильтровальная хлопчатобумажная, загрязненная нефтепродуктами (содержание нефтепродуктов 15% и более) | III | Использование по назначению с утратой потребительских свойств в связи с загрязнением | Обезвреживание | - | 0,00043 | - |
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Использование по назначению с утратой потребительских свойств | Утилизация | - | 0,043 | - |
Оксид алюминия, отработанный при осушке и очистке растворителя в производстве каучуков дивинильных | IV | Осушка растворителя | Утилизация пиролизом | 1,29 | 1,41 | 1,33 |
Керамические изделия технического назначения, отработанные незагрязненные практически неопасные | V | Осушка возвратного растворителя | Размещение на полигоне | 0,15 | 0,18 | 0,16 |
Катализатор на основе оксида алюминия активного, содержащий палладий отработанный | III | Каталитическая очистка загрязненного воздуха | Утилизация/регенерация | 0,15 | 0,17 | 0,16 |
2.1.3.3 Каучук цис-бутадиеновый на литиевом катализаторе
Бутадиеновый каучук СКД Л - продукт полимеризации бутадиена в растворе в присутствии литийорганического инициатора, обладающий пониженной хладотекучестью, хорошей морозостойкостью и узким молекулярно-массовым распределением. Каучук СКД Л содержит 11 - 16% 1,2 звеньев и характеризуется вязкостью по Муни 46 - 60 усл. ед. Предназначен для использования в процессе синтеза ударопрочного полистирола.
В качестве каталитической системы используется н бутиллитий и модификатор на основе алкоголятов щелочных и щелочноземельных металлов, позволяющий повысить скорость инициирования, получать полибутадиен с узким ММР и обеспечивать высокую скорость полимеризации.
Конверсия бутадиена в процессе получения каучука СКД Л - не менее 92%.
Важной особенностью анионной полимеризации является наличие "живущих" полимерных цепей, которые в условиях непрерывного протекания процесса полимеризации и постоянной подпитки мономером способствует протеканию процессов гелеобразования и забивке полимеризационных аппаратов. Для предотвращения гелеобразования в реакционную систему вводится толуол.
Обрыв полимеризации можно проводить водой, спиртами, кислотами.
2.1.3.3.1 Описание технологических процессов, используемых в настоящее время
Синтетический каучук бутадиеновый литиевый на заводе производится методом анионной полимеризации бутадиена-1,3 в растворе гексанового растворителя с применением высококонцентрированного катализатора в присутствии модификатора.
Подготовка сырья осуществляется на установке ректификации растворителя и азеотропной осушки бутадиена. В качестве растворителя применяется нефрас, который после дегазации конденсируется и вновь возвращается в процесс, предварительно проходя осушку от влаги и очистку от каталитических ядов, которые отрицательно влияют на процесс полимеризации.
Бутадиен и гексановый растворитель смешиваются в трубопроводе и подаются на установку полимеризации бутадиена, туда же подается катализатор и модификатор.
По окончании полимеризации для прерывания процесса подается стоппер и производится заправка антиоксидантом. Далее полимеризат направляется на усреднение. После усреднения полимеризат подвергается водной дегазации. Пульпа каучука в воде с содержанием каучука откачивается в цех выделения, сушки, брикетирования и упаковки каучука СКД-L, где каучук брикетируется, упаковывается и по транспортеру направляется на склад готовой продукции.
Стоки образуются на узлах дегазации полимеризата и выделения каучука и сбрасываются в колодец ХЗК.
Отдувки, образованные в процессе производства, сбрасываются на факел среднего давления.
Принципиальная схема производства приведена на рисунке 2.9.

Описание технологического процесса приведено в таблице 2.29, перечень основного оборудования - в таблице 2.30.
Таблица 2.29
бутадиенового растворного на литиевом катализаторе
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Бутадиен-1,3 | Очистка и осушка бутадиена-1,3 Регенерация гексанового растворителя Приготовление реагентов, Полимеризация бутадиена-1,3 Дегазация полимеризата Выделение и сушка крошки каучука | Каучук СКД-Л | - | Колонны Теплообменники Емкости Реактора полимеризации Дегазаторы Агрегат выделения | - |
Таблица 2.30
производства каучука бутадиенового растворного
на литиевом катализаторе
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Аппарат воздушного охлаждения | Конденсация углеводородов с первой ступени дегазации | Количество секций - 6 шт. Поверхность теплообмена секции: наружная (по ребрам) - 885 м2 внутренняя - 73 м2 Электродвигатель: мощность - 100 кВт; число оборотов - 250 об/мин; напряжение - 380 В |
Гидроциклон | Улавливание крошки каучука из избытка циркуляционной воды перед откачкой | Объем - 0,09 м3 Диаметр - 273 мм Высота общая - 1910 мм Высота цилиндрической части - 1400 мм Расчетное давление - 16,0 кгс/см2 Расчетная температура - 250 °C |
Дегазатор | Водная дегазация полимеризата | Объем - 274 м3 Расчетное давление - 1,5 кгс/см2 Расчетная температура - 200 °C Электродвигатель: мощность - 160 кВт; число оборотов - 1500 об/мин; напряжение - 380 В; номинальный ток - 290 А |
Испаритель | Подогрев жидких углеводородов из куба колонны | Поверхность теплообмена - 241 - 372 м2 Расчетное давление: в корпусе - 9,3 - 14,9 кгс/см2; в трубном пространстве - 10 кгс/см2 Расчетная температура: в корпусе - 200 °C; в трубном пространстве - 100 - 200 °C |
Кипятильник | Обогрев колонны | Поверхность теплообмена - 149 м2 Диаметр - 800 мм Трубки - 25 x 2 x 4000 мм Количество трубок - 476 шт. Расчетное давление: в трубном пространстве - 10,0 кгс/см2; в межтрубном пространстве - 16,0 кгс/см2 Расчетная температура: в трубном пространстве - 200 °C; в межтрубном пространстве - 200 °C |
Колонна | Азеотропная осушка и ректификация | Диаметр - 1200 - 2800 мм Высота цилиндрической части - 27500 - 35630 мм Расчетное давление - 6 - 10 кгс/см2 Расчетная температура - 120 - 200 °C |
Конденсатор | Конденсация паров | Поверхность теплообмена - 149 - 1442 м2 Расчетное давление: в корпусе - 3 - 10 кгс/см2; в трубном пространстве - 6 - 10 кгс/см2 Расчетная температура: в корпусе - 100 - 300 °C; в трубном пространстве - 80 - 300 °C |
Крошкообразователь | Получение крошки каучука из полимеризата | Диаметр - 273 мм Длина - 1484 мм Расчетное давление - 20,0 кгс/см2 Расчетная температура - 250 °C Объем внутренний - 0,06 м3 |
Отделитель | Улавливание крошки каучука, уносимой парами углеводородов из дегазатора | Объем - 9,42 м3 Диаметр - 1200 мм Высота: общая - 9190 мм; цилиндрической части - 7800 мм Расчетное давление - 6,0 кгс/см2 Расчетная температура - 130 °C |
Подогреватель | Подогрев питания колонны горячей водой, подогрев толуольно-гексановой фракции перед подачей ее в колонну | Поверхность теплообмена - 10 - 70,8 м2 Расчетное давление: в корпусе - 10 кгс/см2; в трубном пространстве - 10 кгс/см2 Расчетная температура: в корпусе - 120 - 200 °C; в трубном пространстве - 200 °C |
Полимеризатор | Ведение реакции полимеризации бутадиена-1,3, усреднение состава шихты | Объем аппарата - 20 м3 Объем рубашки - 1,8 м3 Расчетное давление: в аппарате - 12,5 кгс/см2; в рубашке - 7,0 кгс/см2 Расчетная температура: в корпусе - 100 °C; в рубашке - минус 15 °C |
Теплообменник | Конденсация, охлаждение | Поверхность теплообмена - 6,5 - 499,5 м2 Расчетное давление: в корпусе - 6 - 16 кгс/см2; в трубном пространстве - 6 - 16 кгс/см2 Расчетная температура: в корпусе - 50 - 300 °C; в трубном пространстве - 100 - 300 °C |
Турбулятор | Измельчение крошки каучука | Длина - 8691 мм Ширина - 1830 мм Высота - 2940 мм Электродвигатель: мощность - 800 кВт; напряжение - 690 В; число оборотов - 1499 об/мин Турбулятор: Электродвигатель: мощность - 0,75 кВт; напряжение - 380 В. Электропривод фрезы: мощность - 75 кВт; напряжение - 380 В |
Усреднитель | Усреднение полимеризата. | Объем аппарата - 208,5 м3 Расчетное давление - 6,0 кгс/см2 Расчетная температура - 150 °C Число оборотов мешалки - 32 об/мин Электродвигатель: число оборотов - 1500 об/мин; напряжение - 380 В |
Холодильник | Захолаживание гексанового растворителя перед подачей на приготовление шихты | Поверхность теплообмена - 77,6 м2 Расчетное давление: в трубном пространстве - 10,0 кгс/см2; в межтрубном пространстве - 40,0 кгс/см2 Расчетная температура: в трубном пространстве - 50 °C; в межтрубном пространстве - 50 °C |
Экструдер | Сушка крошки каучука | Длина - 8691 мм Ширина - 1830 мм Высота - 2940 мм Электродвигатель: мощность - 800 кВт; напряжение - 690 В; число оборотов - 1499 об/мин |
2.1.3.3.2 Текущие уровни эмиссии в окружающую среду
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве СКД на литиевом катализаторе приведены в таблице 2.31.
Таблица 2.31
Показатели потребления сырья и энергоресурсов <*>
при производстве каучука бутадиенового растворного
на литиевом катализаторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен (дивинил) | кг/т | - | 1117 |
Электроэнергия, | кВт·ч/т | 667,13 | 800,5 |
Теплоэнергия | Гкал/т | 6,14 | 7,368 |
В таблицах 2.32 - 2.34 приведена информация по выбросам, сбросам, отходам предприятий - производителей СКД на литиевом катализаторе. В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем.
Таблица 2.32
каучука бутадиенового растворного на литиевом катализаторе
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Углеводороды предельные C1 - C5 (исключая метан) | - | - | 0,22 | - |
1,3-бутадиен (дивинил) | - | 0,002 | - | |
Взвешенные вещества | 0,0053 | 0,0069 | 0,00612 | |
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | ||||
Таблица 2.33
Сбросы загрязняющих веществ при производстве каучука
бутадиенового растворного на литиевом катализаторе
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Нефтепродукты | Хим. загрязненные цеховые сточные воды направляются в общий коллектор объединения и далее - на биологические очистные сооружения | - | 0,25·10-8 | - |
Взвешенные вещества | - | 0,38·10-6 | - | |
ХПК | - | 0,19·10-5 | - | |
Таблица 2.34
растворного на литиевом катализаторе
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы зачистки оборудования ректификации бутадиена в производстве каучуков бутадиеновых | IV | Зачистка оборудования ректификации бутадиена в производстве каучуков бутадиеновых | Размещение на собственном полигоне | - | 4,14 | - |
Ткань фильтровальная из полимерных волокон, загрязненная негалогенированными полимерами | IV | Замена фильтрующих элементов | Размещение на собственном полигоне | - | 0,14 | - |
Термополимер от зачистки оборудования ректификации бутадиена и дегазации каучуков синтетических | IV | Зачистка оборудования ректификации бутадиена и дегазации каучуков синтетических | Размещение на собственном полигоне | - | 10,83 | - |
Отходы теплоносителей и хладоносителей на основе диэтиленгликоля | III | Замена теплоносителя | Утилизация/обезвреживание | - | 0,22 | - |
Твердые отходы
Воздействие технологического процесса получения каучука на окружающую среду возможно также и от образующихся твердых отходов.
При замене фильтрующих элементов при производстве синтетического каучука образуются отходы фильтров и фильтровальных материалов отработанные (отходы фильтрующих элементов, загрязненные полибутадиеном) 3 класса опасности. Больший объем образующихся отходов составляют отходы зачистки оборудования ректификации бутадиена в производстве каучуков бутадиеновых (4 класс опасности). Оба вида отходов направляются на полигон захоронения промышленных отходов.
В настоящем разделе описано производство каучука бутадиен-стирольного (ДССК, БС), в том числе маслонаполненного, а также с совместным/одновременным выпуском с каучуком бутадиеновым на литиевом катализаторе (СКД-L) с генерацией тепловой энергии (пар, горячая вода).
Сополимеры бутадиена со стиролом  являются одними из наиболее массовых каучуков общего назначения. Основное количество таких каучуков получают путем радикальной сополимеризации в эмульсии. Вместе с тем бутадиен способен к сополимеризации со стиролом по анионному механизму, поэтому имеется возможность синтеза их сополимеров в растворе с использованием литийорганических катализаторов. Такие (растворные) бутадиен-стирольные каучуки в последние годы находят все более широкое применение. Технология синтеза полимеров в растворе более энергоемка и сложна, чем в эмульсии, поэтому стоимость таких полимеров оказывается несколько выше, чем у эмульсионных каучуков, но выигрыш в свойствах получаемых полимеров оправдывает эти затраты.
являются одними из наиболее массовых каучуков общего назначения. Основное количество таких каучуков получают путем радикальной сополимеризации в эмульсии. Вместе с тем бутадиен способен к сополимеризации со стиролом по анионному механизму, поэтому имеется возможность синтеза их сополимеров в растворе с использованием литийорганических катализаторов. Такие (растворные) бутадиен-стирольные каучуки в последние годы находят все более широкое применение. Технология синтеза полимеров в растворе более энергоемка и сложна, чем в эмульсии, поэтому стоимость таких полимеров оказывается несколько выше, чем у эмульсионных каучуков, но выигрыш в свойствах получаемых полимеров оправдывает эти затраты.
являются одними из наиболее массовых каучуков общего назначения. Основное количество таких каучуков получают путем радикальной сополимеризации в эмульсии. Вместе с тем бутадиен способен к сополимеризации со стиролом по анионному механизму, поэтому имеется возможность синтеза их сополимеров в растворе с использованием литийорганических катализаторов. Такие (растворные) бутадиен-стирольные каучуки в последние годы находят все более широкое применение. Технология синтеза полимеров в растворе более энергоемка и сложна, чем в эмульсии, поэтому стоимость таких полимеров оказывается несколько выше, чем у эмульсионных каучуков, но выигрыш в свойствах получаемых полимеров оправдывает эти затраты.При полимеризации на литийорганических соединениях можно получать два типа сополимеров:
- статистические (ДССК) с неупорядоченной структурой, не содержащие стирольных микроблоков; по сравнению с радикальными сополимерами они содержат меньше низкомолекулярных фракций, их макромолекулы практически не имеют разветвлений и характеризуются повышенным содержанием бутадиеновых звеньев в положении 1,4-цис- и пониженным - в положении 1,2-;
- блочные, с регулярным расположением стирольных звеньев, обладающие свойствами термоэластопластов и способные перерабатываться методами жидкого формования. Блок-сополимеры могут обладать свойствами термопластов или термоэластопластов.
Бутадиеновые звенья в молекулах бутадиен-стирольных и  каучуков соединены как в положении 1,2- (56 - 70%), так и в положении 1,4- (17 - 23%).
каучуков соединены как в положении 1,2- (56 - 70%), так и в положении 1,4- (17 - 23%).
каучуков соединены как в положении 1,2- (56 - 70%), так и в положении 1,4- (17 - 23%).2.1.4.1 Описание технологических процессов, используемых в настоящее время
Бутадиен-стирольный диблоксополимер производится методом анионной сополимеризации бутадиена-1,3 и стирола в растворе гексанового растворителя с применением катализатора в присутствии модификатора.
Подготовка сырья осуществляется на установке ректификации растворителя, азеотропной осушки бутадиена и осушки стирола. В качестве растворителя применяется нефрас, который после дегазации конденсируется и вновь возвращается в процесс, предварительно проходя осушку от влаги и очистку от каталитических ядов, которые отрицательно влияют на процесс полимеризации. Бутадиен, стирол и гексановый растворитель смешиваются в трубопроводе и подаются на установку сополимеризации бутадиена и стирола, туда же подается катализатор и модификатор. По окончании сополимеризации для прерывания процесса подается стоппер и производится заправка антиоксидантом. Далее полимеризат направляется на усреднение. После усреднения сополимеризат подвергается водной дегазации. Пульпа каучука в воде откачивается в цех выделения, сушки, брикетирования и упаковки каучука ДССК/БС, где каучук брикетируется, упаковывается и по транспортеру направляется на склад готовой продукции.
Стоки образуются на узлах дегазации полимеризата и выделения каучука и сбрасываются в ХЗК.
Отдувки, образованные в процессе производства, сбрасываются на факел среднего давления.
Принципиальная схема производства приведена на рисунке 2.10.

(ДССК/БС) непрерывным способом
Синтетический каучук бутадиен-стирольный (ДССК) совместно с СБС+СКД-777 получают периодическим способом методом сополимеризации бутадиена-1,3 и стирола в растворе гексанового и циклогексанового растворителя с применением катализатора в присутствии химреагентов. Подготовка сырья осуществляется на установке ректификации растворителя, азеотропной осушки бутадиена и адсорбции стирола. Растворитель после дегазации конденсируется и вновь возвращается в процесс, предварительно проходя осушку от влаги. Бутадиен, стирол и смесь растворителей подаются на установку сополимеризации бутадиена, туда же подается катализатор. По окончании сополимеризации для прерывания процесса подается стоппер и производится стабилизация антиоксидантом. Далее полимеризат направляется на усреднение. После усреднения полимеризат подвергается водной дегазации. Пульпа каучука в воде откачивается в цех выделения, сушки, брикетирования и упаковки каучука ДССК, где каучук ДССК выделяется на агрегате выделения. Далее каучук брикетируется, упаковывается и по транспортеру направляется на склад готовой продукции. Отработанный воздух, содержащий пыль продукта, направляется на установку очистки воздушных выбросов (УОВВ). Выделение и сушка СБС осуществляются на том же агрегате выделения что и ДССК. Далее гранулы СБС по пневмотранспорту направляются на установку автоматической упаковки, откуда засыпаются в биг-беги и направляются на склад. Пульпа каучука СКД-777 в воде откачивается в цех выделения, сушки, брикетирования и упаковки по линии каучука ДССК, где каучук СКД-777 выделяется на агрегате выделения. Далее каучук брикетируется, упаковывается и по транспортеру направляется на склад готовой продукции. Принципиальная схема производства приведена на рисунке 2.11.

(дивинил-стирольного синтетического) каучука
периодическим способом + СБС + СКД-777
Описание технологического процесса приведено в таблице 2.35, перечень основного оборудования - в таблице 2.36, перечень природоохранного оборудования - в таблице 2.37.
Таблица 2.35
бутадиен-стирольного (ДССК/БС)
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
Растворитель Бутадиен Стирол Катализаторы Антиоксидант | Полимеризация | Полимеризат | Колонны Теплообменники Реактора полимеризации | ||
Полимеризат | Дегазация | Пульпа (крошка в воде) | Дегазаторы | ||
Пульпа (крошка в воде) | Выделение и сушка | Каучук | Растворитель | Агрегат выделения Отжимная машина Сушильный агрегат Брикетировочный пресс Пленкооберточная машина | |
Таблица 2.36
производства каучука бутадиен-стирольного (ДССК/СБС/СКД)
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Аппарат воздушного охлаждения | Конденсация углеводородов с первой ступени дегазации | Поверхность теплообмена секции: наружная (по ребрам) - 885 м2; внутренняя - 73 м2 Вентилятор: диаметр - 5000 мм; число оборотов - 250 об/мин; количество лопастей - 4 шт. Электродвигатель: мощность - 100 кВт; число оборотов - 250 об/мин; напряжение - 380 В |
Дегазатор | Водная дегазация полимеризата | Объем - 274 м3 Диаметр - 5000 мм Расчетное давление - 1,5 кгс/см2 Расчетная температура - 200 °C Верхний редуктор: тип мешалки - 4-х лопастная; число оборотов мешалки - 30 - 45 об/мин Электродвигатель: мощность - 160 кВт; число оборотов - 1500 об/мин; напряжение - 380 В; номинальный ток - 290 А Нижний редуктор: тип мешалки - 4-х лопастная; число оборотов мешалки - 30 - 45 об/мин Электродвигатель: мощность - 160 кВт; число оборотов - 1500 об/мин; напряжение - 380 В; номинальный ток - 290 А |
Кипятильник | Обогрев колонны | Поверхность теплообмена - 149 м2 Диаметр - 800 мм Расчетное давление: в трубном пространстве - 10,0 кгс/см2; в межтрубном пространстве - 16,0 кгс/см2 Расчетная температура: в трубном пространстве - 200 °C; в межтрубном пространстве - 200 °C |
Колонна | Азеотропная осушка и ректификация | Диаметр - 1200 - 2800 мм Высота цилиндрической части - 27500 - 35630 мм Расчетное давление - 6 - 10 кгс/см2 Расчетная температура - 120 - 200 °C |
Конденсатор | Конденсация паров верха колонны | Поверхность теплообмена - 232,6 - 1442 м2 Расчетное давление: в корпусе - 5,6 - 10 кгс/см2; в трубном пространстве 6 - 10 кгс/см2 Расчетная температура: в корпусе - 100 - 250 °C; в трубном пространстве - 60 - 250 °C |
Крошкообразователь | Получение крошки каучука из полимеризата | Диаметр - 273 мм Длина - 1484 мм Расчетное давление - 20,0 кгс/см2 Расчетная температура - 250 °C Объем внутренний - 0,06 м3 |
Осушитель | Очистка стирола от влаги и микропримесей | Объем - 15,5 м3 Расчетное давление 12 кгс/см2 Расчетная температура 200 °C |
Отделитель | Улавливание крошки каучука, уносимой парами углеводородов из дегазатора | Объем - 9,42 м3 Расчетное давление - 6,0 кгс/см2 Расчетная температура - 130 °C |
Отжимная машина | Отжим крошки каучука | Длина - 7403 мм Ширина - 2195 мм Высота - 2215 мм Электродвигатель: мощность - 355 кВт; число оборотов - 1487 об/мин; напряжение - 690 В |
Подогреватель | Подогрев питания колонны горячей водой/толуольно-гексановой фракции перед подачей ее в колонну | Поверхность теплообмена - 10 - 70,8 м2 Расчетное давление: в корпусе - 10 кгс/см2; в трубном пространстве - 10 кгс/см2 Расчетная температура: в корпусе - 120 - 200 °C; в трубном пространстве - 100 - 200 °C |
Полимеризатор | Ведение реакции полимеризации бутадиена-1,3 в осушенном гексановом растворителе непрерывным способом | Объем аппарата - 16,6 - 20 м3 Расчетное давление: в аппарате 10 - 12,5 кгс/см2; в рубашке 6 - 7,0 кгс/см2 Расчетная температура: в корпусе - 0 - 100 °C; в рубашке - минус 15 - 150 °C |
Смеситель | Смешивание стоппера с полимером/раствора антиоксиданта с полимером | Производительность - 140 м3/час Диаметр - 350 мм Высота общая - 3625 мм Расчетное давление - 10,0 кгс/см2 Электродвигатель: исполнение - ВЗГ; мощность - 30 кВт; число оборотов - 750 об/мин; напряжение - 380 В Расчетная температура - 100 °C |
Теплообменник | Охлаждение стирола | Поверхность теплообмена 9 - 499,5 м2 Расчетное давление: в корпусе - 6 - 25 кгс/см2; в трубном пространстве - 6 - 25 кгс/см2 Расчетная температура: в корпусе - 100 - 300 °C; в трубном пространстве - 50 - 300 °C |
Турбулятор | Измельчение крошки каучука | Длина - 8691 мм Ширина - 1830 мм Высота - 2940 мм Электродвигатель: мощность - 800 кВт напряжение - 690 В число оборотов - 1499 об/мин Турбулятор: Электродвигатель: мощность - 0,75 кВт; напряжение - 380 В Электропривод фрезы: мощность - 75 кВт; напряжение - 380 В |
Усреднитель | Усреднение полимеризата | Объем аппарата - 208,5 м3 Диаметр - 4670 мм Длина общая - 13228 мм Длина цилиндрической части - 10500 мм Расчетное давление - 6,0 кгс/см2 Расчетная температура - 150 °C Число оборотов мешалки - 32 об/мин. Электродвигатель: исполнение - ВЗГ; число оборотов - 1500 об/мин; напряжение - 380 В |
Фильтр | Фильтрация | Диаметр - 208 - 4670 мм |
Холодильник | Захолаживание гексанового растворителя перед подачей на приготовление шихты | Поверхность теплообмена - 77,6 м2 Расчетное давление: в трубном пространстве - 10,0 кгс/см2; в межтрубном пространстве - 40,0 кгс/см2 Расчетная температура: в трубном пространстве - 50 °C; в межтрубном пространстве - 50 °C |
Эжектор | Смешивание циркуляционной воды и полимеризата перед подачей в крошкообразователь | Диаметр - 150/200 мм Длина - 500 мм Расчетное давление - 16,0 кгс/см2 Расчетная температура - 200 °C |
Экструдер | Сушка крошки каучука | Длина - 8691 мм Ширина - 1830 мм Высота - 2940 мм Электродвигатель: мощность - 800 кВт; напряжение - 690 В; число оборотов - 1499 об/мин |
Таблица 2.37
бутадиен-стирольного (ДССК/БС)
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Топка | Сжигания природного газа и смешения образующихся дымовых газов с поступающим в топку отработанным воздухом | Состоит из двух камер: горения и смешения, с кольцевой горелкой диффузионного типа. Диаметр - 2800 мм. Высота - 9500 мм Pраб. - 0,01 МПа (0,1 кгс/см2) Объем камеры горения - 5 м3; диаметр топочной камеры - 1350 мм; КПД топки - 0,98%; температура горения +1200 °C; температура в камере смешения - не более 500 °C |
Воздухоподогреватель | Подогрев отработанного воздуха перед подачей в топку за счет тепла очищенного воздуха, выходящего из реактора | Теплообменник трубчатый, одноходовой по трубному и многоходовой по межтрубному пространству. Поверхность теплообмена - 4600 м2 Диаметр - 3800 мм Диаметр трубок - 38 x 2 мм Длина трубок - 9000 мм Количество трубок - 4295 шт. P расч. тр. части = 0,1 кгс/см2 P расч. м. тр. части = 0,1 кгс/см2 |
Реактор | Проведение процесса каталитического окисления кислородом органики, содержащейся в отработанном воздухе, до углекислого газа и воды | Цилиндрический пустотелый аппарат, футерован внутри шамотом. Диаметр - 6000 мм Высота цилиндрической части - 3600 мм Высота слоя катализатора - от 200 до 300 мм Pрасч. = 0,01 МПа (0,1 кгс/см2) |
2.1.4.2 Текущие уровни эмиссии в окружающую среду
Показатели потребления сырья и энергоресурсов при производстве каучука бутадиен-стирольного (ДССК), в том числе маслонаполненного, приведены в таблице 2.38. В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем, чем объясняется снижение оксида углерода.
Таблица 2.38
Показатели потребления сырья и энергоресурсов <*>
при производстве каучука бутадиен-стирольного (ДССК), в том
числе маслонаполненного
Наименование | Единицы измерения | Расход на 1 т продукции | |||||
ДССК | ДССК/БС, БС-2012, совместно с СКД-L, ДССК с генерацией тепловой энергии (пар, горячая вода) | ДССК периодическим способом +СБС+СКД-777 | |||||
Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | ||
Бутадиен | кг/т | 559,7 | 820 | - | 1117 | - | 945 (1172) <*> |
Стирол | кг/т | 173,7 | 270 | - | 270 | - | 294 |
Масло | кг/т | 275 | 300 | - | 300 | - | - |
Теплоэнергия | Гкал/т | 5,5 | 7,92 | - | 7,92 | 7,3 | 8,76 |
Электроэнергия | кВт·ч/т | 320 | 918 | - | 918 | 1000 | 1200 |
Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||||||
В таблицах 2.39 - 2.41 приведена информация по выбросам, сбросам, отходам предприятий - производителей каучука бутадиен-стирольного (ДССК), в том числе маслонаполненного, включая получение ДССК+СБС+СКД-777 непрерывным методом.
Таблица 2.39
каучука бутадиен-стирольного (ДССК/БС), в том числе
маслонаполненного
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||||||||
ДССК | ДССК/БС, БС-2012, совместно с СКД-L, ДССК с генерацией тепловой энергии (пар, горячая вода) | ДССК периодическим способом +СБС+СКД-777 | ||||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | |||||
Азота диоксид | - | - | 1,2 | - | 0,96 | 1,2 | 1,1 | - | 0,25 | - |
Азота оксид | - | 0,1 | - | 0,11 | 0,20 | 0,16 | - | 0,14 | - | |
Углерода оксид | - | 3,3 | - | - | 3,3 | - | - | 5,72 | - | |
Циклогексан <*> | - | 0,9 | - | - | 1,4 | - | - | - | - | |
1,3-бутадиен (дивинил) | - | 0,8 | - | 0,80 | 4,04 | 2,42 | - | 1,67 | - | |
Метилбензол (толуол) | - | 0,8 | - | - | 0,8 | - | - | - | - | |
Этенилбензол (стирол) | - | 0,24 | - | - | 0,24 | - | - | - | - | |
Нефрас | - | 0,6 | - | - | 0,82 | - | - | - | - | |
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | ||||||||||
Таблица 2.40
Сбросы загрязняющих веществ при производстве каучука
бутадиен-стирольного (ДССК/БС), в том числе
маслонаполненного
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||||||||
ДССК | ДССК/БС, БС-2012, совместно с СКД-L, ДССК с генерацией тепловой энергии (пар, горячая вода) | ДССК периодическим способом +СБС+СКД-777 | ||||||||
Диапазон | Среднее Значение | Диапазон | Среднее Значение | Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | |||||
Стирол | Хим. загрязненные цеховые сточные воды направляются в общий коллектор объединения и далее - на биологические очистные сооружения | - | 0,025 | - | - | - | - | - | - | - |
ХПК | 0,94 | 9,55 | 6,16 | - | 8,0 | - | - | 8,80 | - | |
Нефтепродукты (нефть) | - | - | - | - | - | - | - | 2,57 | - | |
Взвешенные вещества | - | - | - | - | - | - | - | 5,24 | - | |
Таблица 2.41
бутадиен-стирольного (ДССК/БС)
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | |||||
ДССК/БС, БС-2012, совместно с СКД-L, ДССК с генерацией тепловой энергии (пар, горячая вода) | ДССК+СБС+СКД-777 периодическим способом | ||||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||||
Оксид алюминия, отработанный при осушке газов в производстве изопрена | III | Замена сорбентов при потере потребительских свойств при перегрузке осушителей | Размещение на собственном полигоне | - | 0,23 | - | - | - | - |
Отходы бутадиен-стирольных каучуков при зачистке оборудования выделения, осушки и упаковки бутадиен-стирольных каучуков | IV | Зачистка оборудования выделения, осушки и упаковки бутадиен-стирольных каучуков | Размещение на собственном полигоне | - | 3,35 | - | - | 63,5 | - |
Термополимер от зачистки оборудования ректификации бутадиена и дегазации каучуков синтетических | IV | Зачистка оборудования ректификации бутадиена и дегазации каучуков синтетических | Размещение на собственном полигоне | - | 8,13 | - | - | 50,5 | - |
Отходы теплоносителей и хладоносителей на основе диэтиленгликоля | III | Замена теплоносителя | Утилизация/обезвреживание | - | 0,17 | - | - | - | |
Керамические изделия прочие, утратившие потребительские свойства незагрязненные | V | Использование по назначению с утратой потребительских свойств | Утилизация | - | 0,34 | - | - | 1,82 | - |
Ткань фильтровальная из полимерных волокон, загрязненная негалогенированными полимерами | IV | Использование по назначению с утратой потребительских свойств в связи с загрязнением | Утилизация/обезвреживание | - | 0,081 | - | - | 0,46 | - |
Оксид алюминия, отработанный при осушке и очистке растворителя в производстве каучуков дивинильных | IV | Осушка растворителя | Утилизация пиролизом | 2,39 | 3,64 | 2,93 | - | - | - |
Керамические изделия технического назначения, отработанные незагрязненные практически неопасные | V | Осушка возвратного растворителя | Размещение на полигоне | 0,28 | 0,45 | 0,35 | - | - | - |
Катализатор на основе оксида алюминия активного, содержащий палладий отработанный | III | Каталитическая очистка загрязненного воздуха | Регенерация | 0,27 | 0,43 | 0,34 | - | - | - |
Отходы зачистки оборудования ректификации бутадиена в производстве каучуков бутадиеновых | IV | Зачистка оборудования ректификации бутадиена в производстве каучуков бутадиеновых | Размещение на собственном полигоне | - | - | - | - | 10,9 | - |
Оксид алюминия, отработанный при осушке газов в производстве изопрена | III | Замена сорбентов при потере потребительских свойств при перегрузке осушителей | Размещение на собственном полигоне | - | - | - | - | 5,3 | - |
При производстве ДССК образуются в основном полимерные отходы, в том числе термополимер, образующийся в реакторах полимеризации, на стадиях сушки и выделения полимера, и отработанные адсорбенты на основе оксидов кремния и алюминия.
Отходы передаются на утилизацию организациям - потребителям отходов, имеющим лицензию по обращению с отходами.
Бутилкаучук (БК) представляет собой сополимер изобутилена с небольшим (1 масс. % - 5 масс. %) количеством изопрена и может быть получен катионной сополимеризацией изобутилена и изопрена в присутствии катионного катализатора. В силу строения полимерной цепи бутилкаучук обладает хорошими барьерными свойствами и отличается высокой газо- и паронепроницаемостью, высокой тепло- и химической стойкостью. Эти свойства отличают его от высоконенасыщенных каучуков и определяют направления использования. Основное применение - автомобильные камеры и камеры форматоров-вулканизаторов. Однако из-за малой ненасыщенности бутилкаучук имеет такие недостатки, как плохая адгезия к металлокорду, низкая скорость вулканизации при использовании вулканизующих агентов, предназначенных для переработки непредельных каучуков, невозможность совулканизации с высоконенасыщенными каучуками. Эти недостатки устраняются модификацией БК. Наиболее распространенный способ модификации - это галогенирование с получением хлор- и бромбутилкаучука.
Известны два промышленных процесса получения бутилкаучука. Первый - это сополимеризация в среде растворителя, растворяющего мономеры, но не растворяющего каучук (бутилкаучук суспензионный). Получаемая дисперсия полимера в растворителе имеет более низкую вязкость, чем раствор каучука такой же концентрации, и поэтому можно применять повышенные концентрации мономеров в исходной шихте (до 35 масс. %).
Второй способ получения бутилкаучука имеет много общих черт с типовыми процессами синтеза растворных каучуков. Он состоит в полимеризации под действием алюминийорганических катализаторов в среде углеводородного растворителя (изопентана), растворяющего и мономеры, и каучук (бутилкаучук растворный). Галобутилкаучуки производят на основе специально полученного бутилкаучука взаимодействием с молекулярным галогеном в среде инертного к процессам галогенирования растворителя.
Каучуки, предназначенные для различных областей применения (в шинной промышленности, РТИ, строительной, медицинской и др.), различаются молекулярными параметрами, непредельностью, содержанием галогена, типом антиоксиданта, обусловливающего цвет продукта (от светлого до темно-желтого).
Резина из бутилкаучука характеризуется высокой теплостойкостью, стойкостью к термоокислительной деструкции, озонному старению. Они устойчиво работают в агрессивных средах (окислители, кислоты, щелочи), что позволяет использовать эту резину для гуммирования химической аппаратуры. Отличительная особенность бутилкаучука - исключительно высокая газо- и паронепроницаемость, по этому показателю он превосходит все известные каучуки.
2.1.5.1 Бутилкаучук суспензионный
В настоящем разделе описано производство каучука суспензионного и галобутилкаучуков, в том числе по схеме с компримированием, осушкой и очисткой возвратных продуктов.
2.1.5.1.1 Описание технологических процессов, используемых в настоящее время
Производство БК. Бутилкаучук (БК) получают путем совместной полимеризации изобутилена с изопреном в среде хлористого метила. В качестве катализатора используется раствор AlCl3 в хлористом метиле. Шихту - смесь изобутилена, изопрена, а также осушенного и очищенного хлористого метила - последовательно охлаждают пропаном и этиленом до температуры минус 90 °C и подают на полимеризацию. Реакция сополимеризации проводится в параллельно работающих полимеризаторах, затем реакционную смесь - суспензию полимера и незаполимеризовавшихся мономеров - выводят на многоступенчатую водную дегазацию. Отогнанные на дегазации возвратные продукты после осушки и очистки возвращаются вновь на приготовление шихты, а крошка каучука в воде, заправленная антиоксидантом и антиагломератором, направляется в цех на агрегаты обезвоживания, сушки, формовки и упаковки брикетов каучука. Обернутые в пленку брикеты бутилкаучука поступают на склад готовой продукции, где укладываются в контейнеры для дальнейшей отправки потребителям. Печь предназначена для подогрева воздуха на регенерацию осушителя. Нагрев воздуха осуществляется за счет сгорания топливного газа. Стоки в процессе производства сбрасываются в канализационную сеть для дальнейшей очистки на биологических очистных сооружениях.
Основным путем модификации бутилкаучука является его галогенирование, при этом каучук приобретает повышенную активность при вулканизации, а вулканизаты - повышенную теплостойкость и адгезионную стойкость.
Галогенирование проводится в растворе нефраса и протекает в основном по типу реакции замещения атома водорода в изопреновых цепях.
При производстве галобутилкаучуков (ГБК), базовый полимер (крошку БК в воде) растворяют в растворителе - нефрасе. Далее раствор БК направляют на узел галоидирования (хлором при выпуске ХБК или бромом при выпуске ББК), через усреднение.
Непрерывный способ галоидирования бутилкаучука, включает в себя взаимодействие раствора бутилкаучука с галогеном в инертном растворителе, в непрерывном потоке, в условиях, обеспечивающих отсутствие газовой фазы. Галоидирование раствора БК осуществляется по двум параллельным ниткам.
При производстве хлорбутилкаучука (ХБК) галоидирующий агент - хлор - подается из цеха реагентов и ЛВЖ в отделение галоидирования раствора БК.
При производстве бромбутилкаучука (ББК) галоидирующий агент - раствор брома в нефрасе, который получается смешением жидкого брома, поступающего с установки получения брома цеха по производству брома и нефраса в диафрагменном смесителе.
Полученный раствор ГБК после отмывки от солей возвращают в цех по производству ГБК на водную дегазацию от растворителя.
Отогнанный на дегазации растворитель возвращается вновь на узел растворения, а крошка каучука в воде, заправленная антиоксидантом и антиагломератором, направляется в цех по производству бутилкаучука и галобутилкаучука на агрегаты обезвоживания, сушки, формовки и упаковки брикетов каучука.
Стоки в процессе производства сбрасываются в канализационную сеть с последующей очисткой на биологических очистных сооружениях.
Принципиальная схема производства приведена на рисунке 2.12.

и галобутилкаучуков
Описание технологического процесса приведено в таблице 2.42, перечень природоохранного оборудования - в таблице 2.43.
Таблица 2.42
суспензионного и галобутилкаучуков
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Изобутилен Изопрен | Смешение мономеров в растворителе и охлаждение смеси | Шихта | Выбросы | - | - |
Хлористый алюминий Хлорметил | Растворение хлористого алюминия в хлорметиле и охлаждение раствора | Раствор катализатора | Выбросы | - | - |
Шихта Раствор катализатора | Сополимеризация изобутилена и изопрена. Удаление незаполимеризовавшихся мономеров и хлорметила путем водной дегазации. Осушка возвратных продуктов в адсорберах, сжатие на компрессорах и конденсация в теплообменниках | Полимер в хлорметиле, суспензия мономера в воде, конденсат возвратных продуктов компремирование | Выбросы | - | - |
Возвратные продукты | Ректификация | Изобутилен-хлорметиловая фракция, хлорметил, кубовые | Отходы, выбросы | - | - |
Полимер | Сушка полимера на агрегатах выделения | Бутилкаучук товарный, бутилкаучук на галоидирование | Выбросы, стоки, отходы | - | - |
Бутилкаучук Нефрас | Приготовление раствора бутилкаучука в нефрасе | Раствор бутилкаучука в нефрасе | Выбросы | - | - |
Галоген Раствор бутилкаучука в нефрасе | Галоидирование раствора бутилкаучука в нефрасе, нейтрализация и отмывка раствора галобутилкаучука | Раствор галобутилкаучука | Сбросы | - | - |
Раствор галобутилкаучука Антиоксидант Стабилизатор | Эмульгирование и дегазация раствора галобутилкаучука, регенерация растворителя | Крошка каучука в воде, растворитель | Выбросы, отходы | - | - |
Бромсодержащие стоки | Получение элементарного брома из бромидосодержащих стоков производства ГБК с добавлением свежего бромистого натрия | Бром | Сбросы | - | - |
Таблица 2.43
бутилкаучука суспензионного и галобутилкаучуков
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Сухой механический пылеуловитель | Очистка воздуха | Длина - 4707 мм Ширина - 1803 мм Высота - 8542 мм |
Сухой механический пылеуловитель | Очистка воздуха | Длина - 2250 мм Ширина - 2578 мм Высота - 8100 мм Диаметр цилинд. части - 2000 мм |
Колонна для санитарной очистки воздуха | Нейтрализация выбросов продуктов | Объем - 10,04 м3 Диаметр - 1200 мм Высота - 8400 мм |
Скруббер | Нейтрализации отдувок (продуктов брома, хлора и солевого раствора) | Диаметр - 800 мм Высота - 19533 мм Температура - 120 °C Расчетное давление - 6,0 кгс/см2 |
2.1.5.1.2 Текущие уровни эмиссии в окружающую среду
В таблице 2.44 приведены показатели потребления сырья и энергоресурсов при производстве БК суспензионного и галобутилкаучуков, вырабатываемых в одном производстве.
Таблица 2.44
Показатели потребления сырья и энергоресурсов <*>
при производстве бутилкаучука суспензионного
и галобутилкаучуков
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Изобутилен и изопрен на бутилкаучук | кг/т | - | 1034 |
Изобутилен и изопрен на хлорбутилкаучук | кг/т | - | 1142 |
Изобутилен и изопрен на бромбутилкаучук | кг/т | - | 1035 |
Хлор для бромбутилкаучука | кг/т | - | 23 |
Хлор для хлорбутилкаучука | кг/т | - | 27 |
Бромид натрия | кг/т | - | 38 |
Теплоэнергия: | |||
на бутилкаучук-Н | Гкал/т | 2,48 | 2,9 |
на ХБК-139 | Гкал/т | 3,26 | 3,93 |
на ББК-232 | Гкал/т | 3,14 | 3,73 |
на базовый ХБК-139 | Гкал/т | 1,87 | 2,24 |
на базовый ББК-232 | Гкал/т | 1,87 | 2,24 |
Электроэнергия: | |||
на бутилкаучук-Н | кВт·ч/т | 858 | 947 |
на ХБК-139 | кВт·ч/т | 515 | 563 |
на ББК-232 | кВт·ч/т | 503 | 550 |
на базовый ХБК-139 | кВт·ч/т | 536 | 585 |
на базовый ББК-232 | кВт·ч/т | 536 | 585 |
Топливный газ: | |||
на бутилкаучук-Н | т.у.т./т | 0,006 | 0,008 |
на базовый ХБК-139 | т.у.т./т | 0,006 | 0,007 |
на базовый ББК-232 | т.у.т./т | 0,006 | 0,007 |
В таблицах 2.45 - 2.47 представлена информация по выбросам, сбросам, отходам предприятий - производителей БК суспензионного и галобутилкаучуков, вырабатываемых в одном производстве.
Таблица 2.45
бутилкаучука суспензионного и галобутилкаучуков
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | |||||
Бутилкаучук суспензионный и галобутилкаучуки | Бутилкаучук суспензионный и галобутилкаучуки с компримированием, осушкой и очисткой возвратных продуктов | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Азота диоксид | - | - | 0,0065 | - | - | 0,138 | - |
Азота оксид | - | 0,0011 | - | - | 0,034 | - | |
Хлор | - | 0,0034 | - | - | 0,003 | - | |
Углеводороды предельные C1 - C-5 (исключая метан) | - | 0,76 | - | - | 1,196 | - | |
Изобутилен (изобутен) | - | 0,92 | - | - | 1,031 | - | |
Изопрен (2-метилбутадиен-1,3) | - | 0,03 | - | - | 0,058 | - | |
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | |||||||
Таблица 2.46
Сбросы загрязняющих веществ при производстве бутилкаучука
суспензионного и галобутилкаучуков
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | |||||
Бутилкаучук суспензионный и галобутилкаучуки | Бутилкаучук суспензионный и галобутилкаучуки с компримированием, осушкой и очисткой возвратных продуктов | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Нефтепродукты (нефть) | Хим. загрязненные цеховые сточные воды направляются в общий коллектор объединения и далее - на биологические очистные сооружения | - | 0,000056 | - | - | 0,0080 | - |
АСПАВ (анионные синтетические поверхностно-активные вещества) | - | 0,05 | - | - | 0,051 | - | |
Взвешенные вещества | - | 0,50 | - | - | 0,51 | - | |
Таблица 2.47
суспензионного и галобутилкаучуков, в т.ч по числе по схеме
с компримированием, осушкой и очисткой возвратных продуктов
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Оксид алюминия, отработанный при осушке газов в производстве изопрена | III | Замена сорбентов при потере потребительских свойств при осушке бутена-1 в производстве лин. альфа-олефинов, при осушке водорода в производстве алюмоорганических соединений) | Отходы на полигон | - | 0,46 | - |
Фильтры воздушные компрессорных установок в полимерном корпусе отработанные | IV | Замена фильтров воздушных электрогенераторных установок | Отходы на полигон | - | 0,00029 | - |
Отходы зачистки технологического оборудования | III | Зачистка оборудования в период ремонта (з-д БК) | Отходы на полигон | - | 0,24 | - |
Отходы зачистки оборудования дегазации раствора галобутилкаучука в нефрасе | IV | Чистка дегазаторов, усреднителей, агрегатов выделения каучука, производство бром и хлорбутилкаучука (з-д БК) | Отходы на полигон | - | 0,024 | - |
Термополимер от зачистки оборудования ректификации бутадиена и дегазации каучуков синтетических | IV | Чистка оборудования, полимеризация и дегазация каучука, выделение каучука, выделение, осушка и упаковка каучука, производство каучука СКИ-3, производство бутилкаучука, производство ДССК (СКДЛ), чистка оборудования производства бутадиен-1,3 и изобутилена | Отходы на полигон | - | 0,015 | - |
Отходы зачистки оборудования дегазации сополимера изобутилена с изопреном | III | Чистка дегазаторов, стадия дегазации полимеризата, производство бутилкаучука (з-д БК) | Отходы на полигон | - | 0,095 | - |
Ткань фильтрованная хлопчатобумажная, загрязненная нефтепродуктами (содержание нефтепродуктов 15% и более) | III | Замена фильтрующих элементов | Отходы на полигон | - | 0,0055 | - |
Отходы очистки приямка масла прессов при выделении каучуков бутиловых и галобутиловых, сгущенные тальком | III | Замена масла в оборудовании | Отходы на полигон | - | 0,019 | - |
Твердые отходы
Воздействие технологического процесса получения каучука на окружающую среду возможно также и от образующихся твердых отходов.
Отходы зачистки оборудования хранения сырья и промежуточных продуктов при производстве каучуков синтетических направляются на полигон захоронения промышленных отходов.
Термополимер от зачистки оборудования очистки и дегазации каучуков синтетических и обтирочный материал, загрязненный нефтепродуктами (их содержание менее 15%), подлежат обезвреживанию термическим методом либо захоронению на специализированном полигоне.
2.1.5.2 Бутилкаучук растворный
2.1.5.2.1 Описание технологических процессов, используемых в настоящее время
Для совершенствования технологии и уменьшения содержания в процессе токсичного растворителя - метилхлорида был разработан и освоен промышленностью процесс получения бутилкаучука в углеводородном растворителе (изопентане с добавлением этилхлорида) при температуре (75 +/- 5) °C с использованием в качестве катализатора комплексных алюминийорганических соединений. Каталитический комплекс получается контролируемым взаимодействием этилалюминийсесквихлорида [продукт взаимодействия AlCl3 и Al(C2H5)3] с водой. Продолжительность непрерывной полимеризации между промывками реактора - около 10 сут. Новая технология позволила регулировать молекулярную массу и молекулярно-массовое распределение бутилкаучука в широких пределах и получать полимеры, по свойствам не отличающиеся от бутилкаучука суспензионного, получаемого при использовании метилхлорида.
Для получения бутилкаучука в растворе применяют углеводороды, хорошо растворяющие полимер при низкой температуре (изопентан, не содержащий примесей, ингибирующих полимеризацию).
Для получения бутилкаучука растворного, по сравнению с получением бутилкаучука суспензионного, характерны:
- большая производительность по причине увеличения пробега полимеризаторов;
- меньший расход этиленового холода на охлаждение шихты и полимеризацию;
- уменьшение содержания токсичного хлорсодержащего растворителя;
- увеличение расходов тепла на дегазацию каучука из-за более низкого сухого остатка полимеризата;
- расширение интервала непредельности бутилкаучука.
Процесс, проводимый в соответствии с принятой в производстве растворных каучуков технологией, состоит из стадий:
- приготовление каталитического комплекса алюминийсесквихлорида с водой в растворе изопентана в реакторе, охлаждаемом жидким пропаном;
- приготовление смеси мономеров нужного состава в изопентан-этилхлоридном растворе и охлаждение шихты в этиленовых холодильниках до минус 90 °C;
- полимеризация в типовых аппаратах с мешалками трубчатого типа при температуре от минус 70 до минус 80 °C;
- дезактивация катализатора спиртом - водная дегазация;
- выделение и сушка каучука в червячных отжимных машинах;
- регенерация возвратных продуктов.
Каучуки, получаемые по суспензионному и растворному способам, идентичны по свойствам, но по техническо-экономическим показателям второй способ несколько предпочтительнее.
Приготовление шихты и каталитического комплекса
Шихта готовится смешением очищенных от микропримесей и освобожденных от влаги и кислорода изопентана, этилхлорида, изобутилена и изопрена в емкостном аппарате. Соотношение компонентов шихты определяется маркой получаемого бутилкаучука. Перемешивание и подача шихты на полимеризацию осуществляются циркуляционным насосом, контроль и регулирование состава шихты - автоматически хроматографом. Готовая шихта охлаждается до температуры -90 °C последовательно в пропановом, рекуперативном и этиленовом холодильниках и подается на сополимеризацию.
Каталитический комплекс готовится в аппарате с рубашкой и мешалкой, предварительно продутом очищенным и обескислороженным азотом. Изопентан, этилалюминийсесквихлорид и модификатор дозируются в заданном соотношении из мерников. Все аппараты и трубопроводы перед заполнением продуваются очищенным азотом. Теплота, выделяющаяся при приготовлении комплекса, отводится жидким пропаном, подаваемым в рубашку аппарата приготовления комплекса. Готовый комплекс через этиленовый холодильник подается на сополимеризацию.
Сополимеризация и выделение каучука
Сополимеризация изобутилена с изопреном проводится в трубчатом реакторе, снабженном мешалкой и рубашкой, в которую подается жидкий этилен для отвода теплоты, выделяющейся при сополимеризации. Тепловой эффект реакции - 240 ккал/кг полимера.
В реакторе поддерживается температура минус (75 +/- 5) °C. В нижнюю часть полимеризатора в заданном соотношении дозируется охлаждаемый раствор каталитического комплекса.
После прекращения процесса сополимеризации производится промывка аппаратов от полимера, для чего последовательно проводятся операции промывки катализаторным раствором, ополаскивания от катализатора и промывного раствора стоппером, промывки полимеризатора и связанного с ним оборудования незахоложенной шихтой.
Выходящий из реактора полимеризат, содержащий 10 масс. % - 12 масс. % полимера, в смеси непрореагировавших мономеров и растворителя смешивается в интенсивном смесителе со стоппером для дезактивации каталитического комплекса и через рекуперативный теплообменник поступает в усреднитель. После усреднения полученной партии продукт поступает в двухступенчатый водный дегазатор. Для предотвращения слипания крошки полимера в него подают антиагломератор. В дегазатор также вводят стабилизатор полимера в виде водной дисперсии.
В дегазаторе поддерживается постоянный уровень воды с температурой 70 - 75 °C, при этом испаряется основная часть мономеров и метилхлорида, которые после конденсаторов направляются на компримирование и переработку.
Помимо основной функции - перемешивания системы и интенсификации теплообмена - мешалка обеспечивает турбулентный режим движения, что способствует уменьшению отложения полимера на внутренней поверхности аппарата. Для удаления отложений аппарат через 20 - 60 ч работы останавливают на чистку, которая проводится путем растворения полимера в чистом углеводородном растворителе при работающей мешалке.
Для предотвращения слипания крошки каучука в дегазатор подают антиагломератор - стеарат кальция (до 1,5% от массы каучука). Из водного дегазатора первой ступени суспензия каучука в воде подается в вакуумный дегазатор, где удаляются остатки мономеров и метилхлорида. Из вакуумного дегазатора каучук с водой направляется на выделение, сушку и упаковку.
Бутилкаучук сушат в червячно-отжимных прессах по схемам, подобным принятым в производстве растворных каучуков при температуре 210 - 230 °C.
Затем каучук охлаждается воздухом на конвейере, брикетируется, упаковывается в полиэтиленовую пленку и укладывается в контейнеры. Масса брикета - 30 кг.
Для стабилизации бутилкаучука применяют неокрашивающие стабилизаторы, вводимые в полимеризат вместе с антиагломератором. Приготовление раствора стоппера, суспензии стабилизатора и суспензии антиагломератора осуществляется по обычным схемам.
В связи с разработкой различных процессов получения модифицированных бутилкаучуков и латексов процесс дегазации полимеризата может быть осуществлен с использованием вместо изопентана других органических растворителей (гексана, циклогексана, бензина и др.).
Разделение возвратных продуктов
Пары углеводородов и воды поступают в отделитель, орошаемый водой, где происходит частичная конденсация возвратных продуктов, улавливание крошки каучука и отделение летучих продуктов, направляемых на компримирование.
Конденсация возвратных продуктов осуществляется в конденсаторе, охлаждаемом рассолом. Конденсат, объединенный с конденсатом отделителя, сливается в гидрозатвор, где происходит расслаивание.
Нижний водный слой направляется на отпарку от органических продуктов, а верхний углеводородный слой насосом подается в интенсивный смеситель для смешения с водой и отмывки от стоппера. Углеводороды, отмытые от водорастворимых примесей, из верха отстойника подаются в колонну азеотропной осушки, а водный слой направляется на выделение стоппера.
Азеотроп, отгоняемый из верхней части колонны азеотропной осушки, проходит конденсатор, охлаждаемый захоложенным рассолом, и подается в отстойник, где происходит разделение конденсата на углеводородный и водный слои. Нижний водный слой из отстойника направляется на отпарку органических продуктов.
Осушенная возвратная углеводородная фракция из куба колонны азеотропной осушки подается в ректификационную колонну, снабженную кипятильником и дефлегматором. Конденсат погона колонны (смесь углеводородов) частично возвращается в колонну в виде флегмы на орошение. Другая часть подается на приготовление шихты. Кубовый продукт колонны подается в колонну разделения углеводородной фракции, снабженную кипятильником и дефлегматором. Изобутилен, сконденсированный в дефлегматоре, частично возвращается в виде флегмы, частично направляется на склад. Кубовый продукт колонны - углеводороды C5 - откачиваются на склад или переработку.
2.1.5.2.2 Текущие уровни эмиссии в окружающую среду
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве бутилкаучука растворного приведены в таблице 2.48.
Таблица 2.48
Показатели потребления сырья и энергоресурсов <*>
при производстве растворного бутилкаучука
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Изобутилен | кг/т | 980 | 1020 |
Изопрен | кг/т | 25 | 30 |
Электроэнергия | кВт·ч/т | 2000 | 2200 |
Пар | Гкал/т | 4,2 | 5 |
В таблицах 2.49 - 2.51 представлена информация по выбросам, сбросам и отходам производителей бутилкаучука растворного.
Таблица 2.49
растворного бутилкаучука
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Углеводороды предельные C1 - C-5 (исключая метан) | - | - | 12 | - |
Хлорэтан (этил хлористый) | - | 9 | - | |
Спирт метиловый | - | 0,4 | - | |
Изобутилен (изобутен) | - | 0,9 | - | |
Изопрен (2-метилбутадиен-1,3) | - | 0,8 | - | |
Таблица 2.50
Сбросы загрязняющих веществ при производстве растворного
бутилкаучука
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Метанол (метиловый спирт) | - | - | 18 | - |
Нефтепродукты | - | 4,5 | - | |
Взвешенные вещества | - | 4,5 | - | |
ХПК | - | 90 | - | |
pH, ед. | - | 4 - 12 | - | |
Таблица 2.51
бутилкаучука (отходы)
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Термополимер от зачистки оборудования очистки и дегазации каучуков синтетических | IV | - | - | - | 0,08 | - |
Отходы зачистки оборудования хранения и сырья и промежуточных продуктов при производстве каучуков синтетических | IV | - | - | - | 0,02 | - |
Обтирочный материал, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | - | - | - | 0,02 | - |
Твердые отходы
При производстве бутилкаучука растворного образуются следующие основные типы отходов: шлам от зачистки оборудования, термополимер от зачистки оборудования ректификации мономера и дегазации, оксид алюминия, отработанный при осушке газов. Отходы подлежат захоронению на специализированном полигоне.
В производстве синтетических каучуков полимеризацию в эмульсиях применяют очень часто, и эти процессы всегда протекают по радикальному механизму при высокой (48 - 50 °C) или низкой (5 °C) температуре - "горячая" или "холодная" полимеризация соответственно.
Среди синтетических каучуков довольно большую часть составляют статистические сополимеры, чаще всего получаемые путем радикальной совместной полимеризации в эмульсии двух (иногда трех или более) мономеров. При ионных процессах сополимеризации в основном сохраняются закономерности, выведенные для радикальных реакций, но активность мономеров может определяться механизмом полимеризации, природой среды и активного центра, поскольку возможны явления специфической сольватации одного из мономеров.
Наиболее распространенными каучуками общего назначения, получаемыми полимеризацией в эмульсии, являются бутадиен-стирольные  . Этим методом получают также ряд каучуков специального назначения - бутадиен-нитрильные, хлоропреновые, фторкаучуки и др., а также широкий ассортимент синтетических латексов.
. Этим методом получают также ряд каучуков специального назначения - бутадиен-нитрильные, хлоропреновые, фторкаучуки и др., а также широкий ассортимент синтетических латексов.
. Этим методом получают также ряд каучуков специального назначения - бутадиен-нитрильные, хлоропреновые, фторкаучуки и др., а также широкий ассортимент синтетических латексов.Технологический процесс получения синтетического каучука при эмульсионной полимеризации состоит из нескольких стадий:
- подготовка реагентов, включающая приготовление: мономерной фазы (шихты); водной фазы, содержащей растворенные эмульгаторы и регулирующие pH среды электролиты; растворов инициатора (или компонентов окислительно-восстановительной системы) и стоппера полимеризации; водной эмульсии гидропероксида и дисперсии антиоксиданта; раствора регулятора молекулярной массы в одном из мономеров;
- полимеризация или сополимеризация в эмульсии, которую в зависимости от температуры называют "горячей" (48 - 50 °C) или "холодной" (5 °C) и проводят в реакторах с мешалками и развитыми поверхностями теплообмена; по достижении заданной конверсии мономеров в систему вводят стоппер для обрыва реакций роста цепей и инициирования (часто одновременно вводят противостаритель);
- отгонка из латекса незаполимеризовавшихся мономеров (дегазация), необходимая практически во всех случаях, так как к каучукам и товарным латексам предъявляются жесткие требования по содержанию остаточных мономеров; с повышением конверсии уменьшается нагрузка на узел дегазации и снижаются энергетические затраты на процесс;
- выделение каучука из латекса, осуществляемое обычно коагуляцией с последующей промывкой и сушкой выделенного полимера; в зависимости от типа каучука и технологии его выделения возможно получение различных товарных форм каучука: рулонов, брикетов, неслипающейся крошки (порошка).
При полимеризации в гетерогенной эмульсионной системе обязательно присутствуют: дисперсная фаза (мономер или смесь мономеров при проведении сополимеризации), дисперсионная среда (водная фаза), эмульгатор и инициатор полимеризации.
В качестве основных мономеров в производстве синтетических каучуков применяют бутадиен и хлоропрен, а дополнительными могут быть стирол,  , акрилонитрил, 2-метил-5-винилпиридин, винилиденхлорид, метакриловая кислота и др. Почти все эти вещества в воде или практически нерастворимы, или растворяются в ограниченном количестве.
, акрилонитрил, 2-метил-5-винилпиридин, винилиденхлорид, метакриловая кислота и др. Почти все эти вещества в воде или практически нерастворимы, или растворяются в ограниченном количестве.
, акрилонитрил, 2-метил-5-винилпиридин, винилиденхлорид, метакриловая кислота и др. Почти все эти вещества в воде или практически нерастворимы, или растворяются в ограниченном количестве.Соотношение дисперсионной среды и дисперсной фазы определяется условиями полимеризации и назначением получаемого латекса или каучука. При высокотемпературной полимеризации (48 - 50 °C) и при получении товарных латексов с высокой концентрацией полимера соотношение фаз может составлять 100 : 100 (масс. ч.). При получении каучуков при низкой температуре (около 5 °C) с целью снижения вязкости латекса обычно используют большее разбавление мономеров, и соотношение водной и мономерной фаз может достигать (190 - 250) : 100 (масс. ч.). С увеличением степени разбавления облегчаются отвод теплоты полимеризации и возможность автоматического регулирования процесса, но снижается эффективность использования полимеризационного оборудования, возрастают энергетические затраты и расход материалов при выделении каучука из латекса.
Принципиальная технологическая схема производства эмульсионных каучуков приведена на рисунке 2.13.

производства эмульсионных каучуков
В настоящем разделе описано производство каучука бутадиен-стирольного (в том числе маслонаполненного), в том числе по схеме с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации)
Бутадиен-стирольные (СКС) и  каучуки (СКМС) получают методом радикальной сополимеризации бутадиена со стиролом или
каучуки (СКМС) получают методом радикальной сополимеризации бутадиена со стиролом или  в эмульсии в присутствии эмульгаторов, инициаторов и регуляторов. При этом образуются сополимеры следующего строения:
в эмульсии в присутствии эмульгаторов, инициаторов и регуляторов. При этом образуются сополимеры следующего строения:
каучуки (СКМС) получают методом радикальной сополимеризации бутадиена со стиролом или в эмульсии в присутствии эмульгаторов, инициаторов и регуляторов. При этом образуются сополимеры следующего строения:Эмульсионный бутадиен-стирольный каучук имеет преимущества и недостатки по сравнению с натуральным каучуком и конкурирует с ним.
Во многих областях практического применения натуральные и синтетические каучуки являются взаимодополняющими, используются в смесях для получения лучших свойств. Эмульсионный бутадиен-стирольный каучук является синтетическим каучуком общего назначения. Предприятия по производству эмульсионного бутадиен-стирольного каучука используют доступные мономеры - стирол и бутадиен. В производстве также используется широкий спектр других химических веществ, таких как эмульгаторы, катализаторы, модификаторы, химические соединения, приводящие к обрыву цепи, антиоксиданты и масла-наполнители.
Производство эмульсионного бутадиен-стирольного каучука - самое большое по объему производство синтетического каучука, составляющее около 30% от общего объема.
2.2.1.1 Описание технологических процессов, используемых в настоящее время
Технологический процесс получения эмульсионных бутадиен-стирольных каучуков состоит из следующих основных стадий:
- прием, хранение и подача сырья и материалов;
- синтез бутадиен-стирольных латексов способом эмульсионной полимеризации;
- выделение каучука из латекса, его сушка, брикетирование и упаковка;
- утилизация воздушных выбросов сушилок;
- хранение товарного каучука на складе и его отгрузка;
- получение холода для производства синтетического бутадиен-стирольного каучука;
- синтез антиоксидантов для каучуков.
СКС получают как при высокой температуре полимеризации (50 °C), так и при низкой (5 - 10 °C). Основная масса каучуков выпускается при низкой температуре полимеризации.
Лучший комплекс свойств имеют каучуки, полученные при низкой температуре полимеризации, однако СКС высокотемпературной полимеризации с содержанием стирола менее 10% имеют лучшую морозостойкость.
Получение СКС в больших количествах осуществляется непрерывным методом в батарее из 8 - 12 полимеризаторов в зависимости от их объема. Чаще всего их объем составляет 12 м3, иногда - 25 м3.
Примечания
1 Высокотемпературная эмульсионная полимеризация - полимеризация, при которой мономеры образуют эмульсию в воде под действием поверхностно-активных веществ и реакция протекает при температуре 50 °C. При данной температуре конверсия происходит на 5 - 6% в час и процесс полимеризации останавливают при 70 - 75%, так как более глубокая конверсия может вызвать ухудшение физических свойств полимера.
2 Низкотемпературная эмульсионная полимеризация по механизму ничем не отличается от полимеризации, проводимой при повышенных температурах, основная разница между двумя процессами эмульсионной полимеризации (высокотемпературной и низкотемпературной) состоит в системе инициирования. Используя более активную систему инициирования, полимеризация может быть осуществлена при 5 °C с высоким процентом конверсии. Для инициирования процесса используется высокоэффективная окислительно-восстановительная система. Низкотемпературную полимеризацию останавливают при ~ 60% конверсии.
Периодическим способом получают малотоннажные каучуки, в основном модифицированные, в аппаратах объемом от 25 до 45 м3.
Полимеризация
Сополимеризация бутадиена со стиролом осуществляется в эмульсии в присутствии эмульгатора, диспергатора, буфера, инициатора, окислительно-восстановительной системы, регулятора молекулярной массы в среде обессоленной и обескислороженной (деаэрированной) воды.
На активность процесса полимеризации оказывают влияние:
- различные примеси в мономерах и других ингредиентах сырья;
- содержание основного вещества в смеси бутадиенов прямого и возвратного; при этом изменение концентрации бутадиена на 1% изменяет время полимеризации на 1,0 - 1,2 ч;
- концентрация стирола прямого и возвратного; при этом изменение концентрации на 1% изменяет время полимеризации на 0,3 - 0,5 ч;
- наличие кислорода в воде и мономерах более 0,001% вызывает индукционный период от 2 до 6 ч;
- повышенное содержание абиетиновых кислот в канифоли более 5% вызывает индукционный период пропорционально увеличению времени полимеризации;
- наличие железа, аммиака, меди замедляет процесс вплоть до полной остановки;
- нарушение соотношения мыл смоляных и жирных кислот (канифолевые мыла замедляют процесс);
- изменение дозировки эмульгатора;
- увеличение pH водной фазы выше 10,8 замедляет процесс полимеризации.
Указанные зависимости в конкретных условиях могут быть скорректированы для конкретного полимеризационного оборудования.
Основными регулирующими параметрами вязкости по Муни являются:
- дозировка регулятора ТДМ;
- конверсия мономеров как конечная, так и по полимеризаторам;
- температура полимеризации;
- скорость процесса;
- недостаточное количество стоппера;
- интенсивность перемешивания в полимеризаторах.
Температура полимеризации: 4 - 8 °C.
Конечная конверсия мономеров: 70% - 72%.
Оформление схем непрерывной полимеризации практически идентично, различие состоит в количестве аппаратов, их вместимости, типе перемешивающих устройств, систем охлаждения.
Принципиальные технологические схемы получения латекса СКС (СКМС) и узла непрерывной полимеризации приведены на рисунках 2.14 и 2.15 соответственно.

1 - емкость для бутадиена; 2 - емкость для стирола;
3 - аппарат для приготовления углеводородной фазы;
4 - аппарат для приготовления водной фазы; 5 - смеситель
углеводородной и водной фаз; 6, I - XII - полимеризаторы; 7,
8 - отгонные колонны противоточной дегазации;
9 - емкость для латекса
СКС (или СКМС)

1 - смеситель; 2/1 - 2/12 - полимеризатор;
3 - дозреватель; 4 - фильтр
Дегазация латексов
После проведения полимеризации до заданной глубины, составляющей до 70%, а иногда и больше, в латексах остаются незаполимеризованные мономеры. Их количество зависит от содержания стирола  в исходной шихте и сополимере и составляет 25% - 35% от суммы исходных мономеров.
в исходной шихте и сополимере и составляет 25% - 35% от суммы исходных мономеров.
в исходной шихте и сополимере и составляет 25% - 35% от суммы исходных мономеров.Незаполимеризованные мономеры должны быть максимально удалены из латексов, так как на последующих стадиях выделения каучуков и сушки они создают опасность загорания и "хлопков" и загрязняют сточные воды и атмосферу.
Дегазация мономеров осуществляется, как правило, водяным паром и осложняется тем, что мономеры находятся не в виде отдельной фазы, а адсорбированы полимерными частицами. Кроме того, наличие эмульгатора в латексе может вызвать сильное пенообразование и последующую забивку оборудования.
Частицы полимера сферической формы имеют диаметр 10-7-10-6 мк при соответственно очень развитой поверхности.
Аппаратурное оформление стадии дегазации существенно влияет на себестоимость товарного каучука, так как требует значительных расходов водяного пара и является источником материальных потерь в виде коагулюма, образующегося вследствие термических и механических воздействий на латекс, и остаточных мономеров в латексе (которые частично выделяются в атмосферу при коагуляции и сушке, а частично попадают в товарный каучук).
При выборе схемы дегазации и технологического оборудования необходимо стремиться к достижению следующих условий:
- обеспечить минимальное пребывание латекса в зоне повышенных температур;
- создать минимальное гидравлическое сопротивление всей системы дегазации за счет вакуумирования;
- обеспечить наибольший контакт латекса с паром для улучшения максимального массообмена при одновременном исключении чрезмерно интенсивного гидродинамического воздействия на латекс или паролатексную смесь, уменьшая при этом коагуляцию;
- создать систему эффективного охлаждения в конденсаторах.
Таким образом, стадия дегазации (отгонки) незаполимеризовавшихся мономеров из латексов преследует две основные цели:
- регенерацию отогнанных мономеров для их последующей очистки и возвращения в процесс полимеризации;
- обеспечение взрыво- и пожаробезопасности, отсутствия токсичности и при последующей переработке латекса и каучука в цехах выделения и сушки и улучшение условий труда на заводах шинных и РТИ.
Отгонка незаполимеризовавшихся мономеров из латекса проводится в две или три стадии с помощью острого пара. На первой стадии отгонки - преддегазации - из латекса под небольшим избыточным давлением удаляется основное количество бутадиена, затем под вакуумом на двух- или трехступенчатом отгонном агрегате удаляются практически весь бутадиен и основная часть стирола, после чего на противоточной колонне дегазации из латекса СКС происходит отгонка остаточного стирола до содержания его в латексе ~ 0,05%. Возвратные мономеры после очистки возвращаются в процесс.
Наиболее экономичными считаются противоточные схемы дегазации независимо от числа практических ступеней дегазации. Для достижения степени дегазации до 0,15 масс., применительно к латексу СКС, расход водяного пара составляет при прямоточной дегазации 6 - 9 кг/кг отгоняемого мономера и только 3 - 4 кг/кг - при противоточной.
Прямоточная и противоточная схемы дегазации означают прежде всего, применительно к дегазаторам различных конструкций, параллельную подачу водяного пара и дегазируемого латекса в прямоточной схеме и подачу латекса и водяного пара противотоком (сверху вниз и снизу вверх в дегазаторах соответственно) в противоточной.
Дегазированный латекс поступает на следующую стадию производства - выделение каучука, его сушку, брикетирование и упаковку.
Перед выделением каучуков из латекса любым способом латекс необходимо скомплектовать и усреднить.
Усреднение латексов осуществляется, как правило, в аппаратах объемом от 150 до 500 м3 (хотя имеются сведения о емкостях объемом 1000 м3).
Чаще всего используются аппараты объемом 300 - 500 м3, снабженные лопастными или пропеллерными мешалками и циркуляционными насосами производительностью 250 - 500 м3/ч.
При эффективном перемешивании и циркуляции усреднение латексов достигается за 30 - 60 мин.
Усреднение ведется сначала по основному техническому показателю - вязкости каучука по Муни.
При получении необходимого значения вязкости по Муни латекс заправляется эмульсией или суспензией антиоксиданта, которую целесообразно вводить во всасывающую линию циркуляционного насоса и далее вести усреднение латекса при перемешивании и циркуляции в течение 40 - 60 мин.
После получения анализов латекс направляют на коагуляцию.
Выделение (коагуляция) и сушка каучука
Для выделения каучуков из латекса наиболее эффективным является бессолевой способ коагуляции, применение которого ведет к исключению или значительному сокращению расхода хлористого натрия и практически полному связыванию биологически неразлагаемого диспергатора - лейканола. Нерастворимый комплекс лейканола и коагулянта остается в составе каучука.
В качестве коагулянтов при бессолевом способе коагуляции могут применяться полимерные четвертичные аммониевые основания, такие как ЭПАМ, ВПК-402, Superfloc C-592, Нитрофлок 213, а также АПК-46 - продукт взаимодействия высокомолекулярных полимерных природных органических соединений, связанных полипептидной связью.
При получении безмасляных каучуков антиоксидант вводится в латекс в виде дисперсии или эмульсии на стадии кондиционирования партий латекса. При получении маслонаполненных каучуков масло вместе с антиоксидантом вводится в латекс непосредственно перед коагуляцией.
Коагуляция латекса и последующая промывка крошки каучука проводится в каскаде аппаратов "мокрой группы". Для более полного использования коагулянта и серной кислоты в процессе используют циркуляцию серума.
Сушка каучуков производится в две стадии: предварительное обезвоживание и окончательная сушка. Предварительное обезвоживание каучука до влажности 5% - 10% производится в отжимной машине - экспеллере. Экспеллер представляет собой горизонтальный шнек с переменным шагом винта, вращающийся в фильтр-корпусе. Непрерывное удаление влаги осуществляется нажимом шнека, вращающегося внутри цилиндра со щелями на каучуковую массу.
Из экспеллера крошка поступает в воздушную сушилку. Наиболее распространены типы сушилок, применяемые в промышленности для сушки каучуков в крошке: одноходовые, полутораходовые, трехходовые и ленточные (для сушки в ленте).
Крошка равномерным слоем толщиной около 50 мм распределяется на перфорированной металлической движущейся конвейерной ленте. Сквозь слой каучука снизу вверх продувается горячий воздух. В процессе движения ленты каучук переворачивается или рыхлится. Время пребывания каучука в сушилке - не более 1 ч. Температура сушки каучуков не более 120 °C.
Высушенная крошка каучука подается на брикетировочный пресс, где из отмеренного количества крошки формируется брикет весом 30 кг.
Брикет проверяется на отсутствие металла на металлодетекторе, упаковывается в полиэтиленовую пленку на пленкооберточной машине и транспортером подается на склад товарной продукции.
После выделения и сушки образуются воздушные выбросы и сточные воды.
Отработанный воздух из сушилок, содержащий загрязняющие вещества, подается на печи термического или каталитического дожига органики, сточные воды - в ХЗК и далее - на очистные сооружения.
Наибольший объем в общей массе производства СКС занимают маслонаполненные каучуки.
Масла для наполнения этих каучуков являются высококипящими фракциями нефти, получаемыми после отделения бензинов и низкокипящих фракций. По преобладающему типу углеводородов масла разделяют на три основные группы: ароматические, нафтеновые и парафиновые. Все они являются смесью углеводородов, содержащих в своих молекулах ароматические, нафтеновые (циклопарафиновые) и парафиновые фрагменты с преобладанием тех или иных групп в соответствующем типе масла.
Выбор типа масла для наполнения определяется его совместимостью с полимером, влиянием на технологические свойства резиновых смесей и вулканизатов, а также стоимостью и доступностью. На совместимость с каучуками и на свойства эластомеров существенное влияние оказывает групповой и фракционный состав масел, а также строение углеводородов, входящих в их состав (число колец в молекуле, длина боковых цепей). С СКС совмещаются все нефтяные масла, и совмещение тем лучше, чем выше их ароматичность. При этом наилучшее совмещение наблюдается в случае легких (коэффициент рефракции (преломления)  ) и средних
) и средних  ароматических углеводородов с двумя-четырьмя кольцами в молекуле.
ароматических углеводородов с двумя-четырьмя кольцами в молекуле.
) и средних ароматических углеводородов с двумя-четырьмя кольцами в молекуле.Масло, введенное в каучук, уменьшает межмолекулярное взаимодействие между полимерными цепями, благодаря чему становится возможна переработка высокомолекулярных каучуков (с молекулярной массой 270 - 350 тыс.), вулканизаты которых превосходят по своим свойствам вулканизаты полимеров с более низкой молекулярной массой. Введение масел, имеющих более низкую стоимость, чем каучуки, дает очевидные экономические преимущества. Использование маслонаполненных каучуков позволяет для достижения необходимой твердости резины вводить большое количество наполнителей и тем самым дополнительно уменьшать стоимость изделий. Кроме того, применение маслонаполненных каучуков позволяет избежать необходимости введения большого количества масла в резиносмесители и улучшает обрабатываемость резиновых смесей.
Для получения светлых маслонаполненных каучуков используются парафино-нафтеновые масла. Каучуки, наполненные светлыми маслами-наполнителями, на российском рынке не востребованы, хотя за рубежом ведущие фирмы-производители каучуков выпускают их в широком ассортименте.
Масла-наполнители: ароматическое, парафиновое, Норман-346, ПН-6К.
Описание технологического процесса приведено в таблице 2.52, перечень основного оборудования - в таблице 2.53, перечень природоохранного оборудования - в таблице 2.54.
Таблица 2.52
бутадиен-стирольного (СКС), в том числе маслонаполненного
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Вода, реагенты | Подготовка реагентов | Мономерная фаза, раствор инициатора, раствор эмульгатора, раствор стоппера, раствор регулятора молекулярной массы | - | - | - |
Стирол, бутадиен, растворы | Полимеризация | Полимеризат латекса | - | - | - |
Латекс | Дегазация | Дегазированный латекс | - | - | - |
Латекс после усреднения | Выделение каучука из латекса | Каучук | Бутадиен Стирол | Аппараты коагуляции Отжимные машины Сушильные агрегаты Пресс, Упаковка. | Печи каталитического дожига Котлы утилизаторы |
Таблица 2.53
производства каучука бутадиен-стирольного (СКС),
в том числе маслонаполненного
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Аппарат для приготовления, хранения и дозирования концентрированной водной фазы | Производство СКС | Вертикальный цилиндрический аппарат с мешалкой рамного типа. Эл. двигатель: 1500 об/мин, 11 кВт Исполнение - норм Частота вращения мешалки - 60 об/мин Вместимость - 80 м3 Диаметр - 4100 мм Высота - 6600 мм Давление расчетное - атмосферное |
Полимеризатор | Производство СКС | Вертикальный цилиндрический аппарат с мешалкой рамного типа оборудован змеевиком и "рубашкой". Частота вращения мешалки - 48 об/мин, поверхность змеевика - 52 м2, "рубашки" - 24 м2 Вместимость - 12 м3 Диаметр - 2,4 м, высота - 3,25 м Эл. двигатель: мощность - 7,0 кВт Частота вращения - 1500 об/мин Давление разрешенное аппарата - 0,8 МПа (8,0 кгс/см2), змеевика - 0,6 МПа (6,0 кгс/см2) |
Полимеризатор | Производство СКС | Вертикальный аппарат с мешалкой рамного типа, оборудован змеевиком и "рубашкой". Частота вращения мешалки - 48 об/мин, поверхность змеевика 52 м2, "рубашки" - 24 м2 Вместимость 12 м3 Диаметр 2,4 м Высота 3,25 м Эл. двигатель: мощность - 7,5 кВт Частота вращения - 1500 об/мин Давление разрешенное аппарата - 1,0 МПа (10,0 кгс/см2), змеевика - 0,6 МПа (6,0 кгс/см2) |
Полимеризатор | Производство СКС | Вертикальный цилиндрический аппарат с мешалкой рамного типа. Эл. двигатель: 1500 об/мин, 11 кВт, исполнение - норм. Частота вращения мешалки - 60 об/мин Вместимость - 80 м3 Диаметр - 4100 мм Высота - 6600 мм Давление расчетное - атмосферное |
Аппарат для обрыва процесса полимеризации | Производство СКС | Вертикальный цилиндрический аппарат с мешалкой. Частота вращения мешалки - 48 об/мин Вместимость - 2,5 м3 Диаметр - 1,4 м, 1,25 м Эл. двигатель: мощность - 5,5 кВт, частота вращения - 1000 об/мин, исполнение - ВЗГ Давление расчетное аппарата - 0,8 МПа (8,0 кгс/см2) |
Колонна для дегазации латекса от незаполимеризовавшихся мономеров | Производство СКС | Агрегат состоит из горизонтального куба и трех вертикальных ступеней, установленных на нем. Ступени имеют насадку типа "диск-кольцо". Куб колонны разделен на 3 части перегородкой. Диаметр куба - 2,2 м Длина куба - 6,9 м Диаметр ступени - 1,2 м Высота ступени - 6 м Вместимость колонны - 47 м3 Давление расчетное - разрежение |
Колонна предварительной дегазации латекса | Производство СКС | Вертикальный цилиндрический аппарат, состоящий из куба и ступени. Высота ступени - 2,285 м Диаметр ступени - 1,2 м Высота куба - 6,95 м Диаметр куба - 2,4 м Вместимость - 31,5 м3 Общая высота колонны - 9,7 м Давление расчетное - 0,2 МПа (2,0 кгс/см2) |
Колонна предварительной дегазации латекса | Производство СКС | Вертикальный цилиндрический аппарат, состоящий из куба и ступени. Высота ступени - 3,960 м Диаметр ступени - 1,2 м Высота куба - 5,77 м Диаметр куба - 2,4 м Вместимость - 31,25 м3 Общая высота колонны - 10,0 м Давление расчетное - 0,6 МПа (6,0 кгс/см2) |
Роторный компрессор | Производство СКС | Ротационный лопасной двухступенчатый компрессор. Производительность - 1200 м3/ч, мощность - 132 кВт Частота вращения - от 500 об/мин до 1000 об/мин Давление всаса - от 0,04 МПа до 0,07 МПа (от 0,4 кгс/см2 до 0,7 кгс/см2), давление нагнетания - 0,7 МПа |
Компрессор | Производство СКС | Вертикальный, поршневой двухступенчатый компрессор. Производительность - 600 м3/ч. Давление всаса - от 0,04 МПа до 0,07 МПа (от 0,4 кгс/см2 до 0,7 кгс/см2), давление нагнетания - 0,7 МПа (7,0 кгс/см2). Частота вращения вала компрессора - 400 об/мин. Эл. двигатель: мощность - 75 кВт Частота вращения - 1480 об/мин |
Компрессор | Производство СКС | Угловой, двухступенчатый компрессор с промежуточным и концевым охлаждением. Производительность - 1800 м3/ч Давление всаса - от 10 кПа до 40 кПа (от 0,1 кгс/см2 до 0,4 кгс/см2) Давление нагнетания - 0,8 МПа (8,0 кгс/см2) Частота вращения вала компрессора - 500 об/мин Эл. двигатель: мощность - 200 кВт Частота вращения - 590 об/мин |
Буфер-отделитель жидкости от газа на линии приема | Производство СКС | Вертикальный цилиндрический аппарат. Вместимость - 4 м3 Диаметр - 1,2 м Высота - 4,63 м Давление расчетное - 771 - 0,6 МПа (6,0 кгс/см2); 773 - 1,6 МПа (16 кгс/см2) |
Сборник возвратного бутадиена | Производство СКС | Вертикальный цилиндрический аппарат. Вместимость - 10,2 м3 Диаметр - 2 м Высота цилиндрической части - 2,5 м Давление расчетное - 0,9 МПа (9,0 кгс/см2) |
Аппарат коагуляции | Производство СКС | Вертикальный цилиндрический аппарат с мешалкой. Вместимость - 12,5 м3 Диаметр - 2,2 м Высота - 3,3 м Частота вращения пропеллерной двухъярусной трехлопастной мешалки - от 160 до 190 об/мин, эл. двигатель - 22 - 30 кВт, 1000 об/мин, исполнение закрытое. Перемешивающее устройство оборудовано преобразователем частоты вращения мешалки от 108 до 203 об/мин |
Концентратор для отделения серума от крошки каучука | Производство СКС | Вертикальный аппарат с граблями. Вместимость - 27,5 м3 Диаметр - 3,6 м Высота - 4,3 м Частота вращения граблей - 3 об/мин Эл. двигатель: 3 кВт, 1500 об/мин, исполнение - закрытое |
Сушильный агрегат | Производство СКС | Конвейерного типа двухходовая, производительность - 3,0 т/ч, рабочая поверхность транспортерной ленты - 110 м2, подача воздуха снизу вверх. Конечная влажность каучука - не более 0,35%. Агрегат снабжен двумя рыхлителями, 4 калориферами: 2 шт. - с поверхностью теплообмена каждого 440 м2, 2 шт. - с поверхностью теплообмена каждого по 293 м2, давление пара, подаваемого на калориферы, - 0,9 МПа (9 кгс/см2), мощность эл. двигатель: рыхлителей - 3 кВт, циркуляционных вентиляторов (18 шт.) - по 11 кВт каждый, вытяжных вентиляторов (3 шт.) - по 30 кВт, мощность эл. двигателя разрывного устройства - 11 кВт. Габариты общие: длина - 26,6 м, ширина - 5,12 м, высота - 8,26 м Длина рабочей зоны - 23,5 м, скорость верхнего конвейера - 1,4 м/мин, нижнего - 1,5 м/мин |
Сушильный агрегат | Производство СКС | Конвейерного типа двухходовая, производительность - 3,0 т/ч, рабочая поверхность транспортерной ленты - 110 м2, подача воздуха снизу вверх. Конечная влажность каучука - не более 0,35%. Агрегат снабжен двумя рыхлителями, 5 калориферами: 2 шт. - с поверхностью теплообмена каждого 440 м2, 3 шт. - с поверхностью теплообмена каждого по 293 м2, давление пара, подаваемого на калориферы, - 0,9 МПа (9 кгс/см2), мощность эл. двигателя: рыхлителей - 1,5 и 3 кВт, циркуляционных вентиляторов (18 шт.) - по 11 кВт каждый, вытяжных вентиляторов (3 шт.) - на 25/5 37 кВт, на 25/6 30 кВт. Длина рабочей зоны - 23,5 м, скорость верхнего и нижнего конвейеров - 1,2 м/мин |
Сушильный агрегат | Производство СКС | Конвейерного типа двухходовая, производительность - 3,0 т/ч, рабочая поверхность транспортерной ленты - 110 м2, подача воздуха снизу вверх. Конечная влажность каучука - не более 0,35%. Агрегат снабжен двумя рыхлителями, 7 калориферами: 3 шт. - с поверхностью теплообмена каждого 440 м2, 4 шт. - с поверхностью теплообмена каждого по 293 м2, давление пара, подаваемого на калориферы, - 0,9 МПа (9 кгс/см2), мощность эл. двигателя: рыхлителей - 1,5 и 3 кВт, циркуляционных вентиляторов (21 шт.) - по 11 кВт каждый. Длина рабочей зоны - 23,5 м, скорость верхнего конвейера - 0,9 м/мин, нижнего - 1,2 м/мин |
Машина отжимная | Производство СКС | Производительность - 4,0 - 4,5 т/ч, скорость вращения шнека - 120 об/мин; главный двигатель: мощность - 250 кВт, напряжение - 6000 В, 1000 об/мин; двигатель ножевого устройства (гранулятора): мощность - 37 кВт, напряжение - 380 В, 980 об/мин; редуктор: мощность - 250 кВт, расход охлаждающей воды - 18 л/мин |
Брикетировочный пресс | Производство СКС | Автоматический пресс, приводимый в действие от индивидуальной гидросистемы. Длина - 3660 мм, ширина - 2000 мм, высота - 2000 мм. Размер прессовочной камеры - 650 x 350 x 750 мм; размер брикета - 650 x 350, высота при массе брикета 30 кг - 180 мм (сжатие 1:3). Мин. производительность пресса - 45000 кг/ч, макс. производительность 6000 кг/ч. Мощность - 45 кВт. Гидравлический аппарат: давление макс. после 1 °C - 25 МПа. Давление воздуха - 0,6 МПа |
Таблица 2.54
бутадиен-стирольного (СКС), в том числе маслонаполненного
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Воздуходувка | Производство СКС | Производительность - 5500 м3/ч Напор - 1180 мм в. ст Частота вращения - 2600 об/мин Эл. двигатель: частота вращения - 3000 об/мин, мощность - 55 кВт, напряжение - 380 В |
Топка УОВВ | Производство СКС | Диаметр наружный - 3800 мм Диаметр камеры - 1510 мм Диаметр камеры смешения - 3200 мм Общая высота - 12000 мм Толщина футеровки - 300 мм Футеровка - мертель шамотный, порошок диатомитовый, диатомитовая крошка Расчетное давление - 0,015 МПа (0,15 кгс/см2) |
Реактор УОВВ | Производство СКС | Диаметр - 4500 мм Высота слоя катализатора - 6750 мм Диаметр перфорированного стакана: внутренний - 3000 мм, наружный - 3200 мм Общая высота - 17850 мм Толщина радиального слоя катализатора - 150 мм Расчетное давление - 0,015 МПа (0,15 кгс/см2) |
Паровой котел | Выработка насыщенного или перегретого пара, используемого для технологических нужд предприятия | Газоплотная паровая котельная установка,. Основными составными частями котла являются верхний и нижний барабаны, конвективный пучок и образующие топочную камеру левый топочный экран (газоплотная перегородка), правый и задний топочные экраны, а также трубы экранирования фронтовой стенки топки. Барабаны имеют толщину стенки 13 и 22 мм для котлов с рабочим абсолютным давлением соответственно 1,4 и 2,4 МПа (14 и 24 кгс/см2). Паропроизводительность - 25,0 т/ч. Рабочее (избыточное) давление теплоносителя на выходе - 1,3 (13,0) МПа (кгс/см2). Температура пара на выходе - 225 °C (перегретый). Температура питательной воды - 100 °C. Расчетный КПД (топливо-природный газ) - 93%. Расход топлива (природный газ) расчетный - 1868 м3/ч. Общая поверхность нагрева - 271 м2. Водяной объем котла - 16,5 м3. Паровой объем котла - 2,8 м3 |
Газовая горелка | Производство СКС | Газовая горелка с локальной системой автоматического управления работой котла и горелки. Номинальная тепловая мощность - 18,6 (16,0) МВт (Гкал/ч). Номинальное давление газа перед горелкой - 25,0 (0,25) кПа (кгс/см2). Номинальный расход газа - 1880 м3/ч. Коэффициент рабочего регулирования по теплоте, мощности - 5 |
Экономайзер | Производство СКС | Экономайзер водяной стальной блочный. Предназначен для подогрева питательной воды теплом уходящих газов паровых котлов. Поверхность нагрева - 239 м2 |
Экономайзер конденсационный | Охлаждение дымовых газов парового котла-утилизатора/подогрев воды | Утилизатор дымовых газов типа конденсационный экономайзер. Производительность - 1,5 МВт Поверхность теплообмена - по расчету с запасом 10% Рабочие параметры сред: Дымовые газы: давление рабочее - 500 мм вод. ст. абс.; температура рабочая на входе -  ; ;температура расчетная - 180 °C; расход - 15 - 26 тыс. нм3/ч; аэродинамическое/гидравлическое сопротивление - не более 70 мм вод. ст. Вода: давление расчетное - 0,4 МПа изб.; давление расчетное - 1,0 МПа изб.; температура рабочая на входе -  ; ;температура расчетная - 180 °C; расход - 16 - 26 т/ч; аэродинамическое/гидравлическое сопротивление - не более 0,03 МПа |
Деаэратор | Удаление коррозионноактивных газов из воды и технологического конденсата с целью снижения коррозии аппаратов и трубопроводов | Деаэратор атмосферный в составе: - бак аккумулятор с колонкой; - гидрозатвор; - охладитель выпара. Вместимость - 25 м3. Давление: - рабочее - 0,02 МПа (изб.); - максимально допустимое рабочее - 0,07 МПа (изб.); - расчетное - 0,07 МПа; - пробное - 0,103 МПа. Температура: - расчетная стенки - 250 °C; - минимальная стенки - 5 °C; - рабочая среды - 104,2 °C. Температура кипения при давлении 0,07 МПа - 115 °C. Среда - вода, водяной пар |
Дымосос | Производство СКС | Дымосос с осевым направляющим аппаратом, устройством плавного пуска и МЭО. Производительность - 42000 нм3/ч. Полное давление - 4000 Па. Перемещаемая среда - продукты сгорания. Температура перемещаемой среды - до 200 °C |
2.2.1.2 Текущие уровни эмиссии в окружающую среду
Показатели потребления сырья и энергоресурсов при производстве СКС приведены в таблице 2.55.
Таблица 2.55
Показатели потребления сырья и энергоресурсов <*>
при производстве каучука бутадиен-стирольного (СКС),
в том числе маслонаполненного
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | 240 | 260 |
Бутадиен | кг/т | 708 | 720 |
Электроэнергия | кВт·ч/т | 430 | 600 |
Пар | Гкал/т | 1,4 | 2,1 |
В таблицах 2.56 - 2.58 представлена информация по выбросам, сбросам, отходам предприятий - производителей эмульсионных бутадиен-стирольных каучуков.
Таблица 2.56
каучука бутадиен-стирольного (СКС), в том числе
маслонаполненного
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | |||||
Каучук бутадиен-стирольный (СКС, в том числе маслонаполненный) | Каучук бутадиен-стирольный (в том числе маслонаполненный) с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Азота диоксид | - | - | 0,20 | - | - | 1,41 | - |
Азота оксид | - | 0,03 | - | - | 0,23 | - | |
Серы диоксид | - | 0,03 | - | - | 0,045 | - | |
Углерода оксид | - | 0,5 | - | - | 2,39 | - | |
1,3-бутадиен | - | 1,1 | - | - | 1,1 | - | |
Стирол | - | 4,7 | - | - | 5,352 | - | |
Таблица 2.57
Сбросы загрязняющих веществ при производстве каучука
бутадиен-стирольного (СКС), в том числе маслонаполненного
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | |||||
Каучук бутадиен-стирольный (СКС, в том числе маслонаполненный) | Каучук бутадиен-стирольный (в том числе маслонаполненный) с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Стирол | Сброс сточных вод от производства в систему заводской канализации | - | 0,7 | - | - | 0,8 | - |
АСПАВ | - | 0,10 | - | - | 0,3 | - | |
Сульфаты | - | 7,7 | - | - | 35,8 | - | |
ХПК | - | 1,5 | - | - | 7 | - | |
pH, ед. | - | - | - | 6,5 | 10,5 | - | |
Таблица 2.58
бутадиен-стирольного (СКС), в том числе маслонаполненного
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Окись алюминия, отработанный при очистке и осушке стирола в производстве каучуков бутадиенстирольных | IV | Осушка стирола | Утилизация пиролизом | 0,13 | 0,16 | 0,15 |
Катализатор на основе оксида алюминия, содержащий оксиды хрома (III) и меди, отработанные | III | Каталитическая очистка загрязненного воздуха | Утилизация пиролизом | 0,14 | 0,18 | 0,16 |
При производстве каучуков СКС загрязняющие вещества (ЗВ) в окружающую среду попадают с воздушными выбросами и сточными водами. Основным источником выделения ЗВ является технологическое оборудование на стадиях дегазации полимера, выделения и сушки полимера.
Воздушные выбросы
При выделении и сушке бутадиен-стирольных каучуков образуются воздушные выбросы из сушилок, содержащие мономеры (бутадиен, стирол).
Отработанный воздух, содержащий в небольших количествах органические примеси (мономеры), продукты разложения каучука, из камер сушилки вытяжным вентилятором подается в общий коллектор и далее направляется на сжигание в печи (термического или каталитического дожига).
Сточные воды
Непрерывно в коллектор ХЗК сбрасывается серум после отжима влаги из крошки каучука в экспеллере. Основные загрязняющие вещества в сточных водах: АСПАВ, сульфаты, взвешенные вещества, стирол. Сточные воды направляются на очистку на локальные и/или общезаводские очистные сооружения.
Твердые отходы
При производстве СКС образуются следующие нецелевые продукты: крошка полимерных материалов.
Учитывая то, что в настоящее время нецелевые продукты возвращаются в производство, а также востребованы для изготовления резинотехнических изделий неответственного назначения, они практически полностью используются или реализуются.
 (СКМС) (в том числе маслонаполненный)
(СКМС) (в том числе маслонаполненный)Бутадиен-метилстирольный каучук (СКМС) - продукт сополимеризации бутадиена-1,3 и стирола - наиболее распространенный тип каучуков общего назначения, синтез которых осуществляется в эмульсии по свободнорадикальному механизму.  каучуки (СКМС) имеют близкие с СКС структуру и свойства.
каучуки (СКМС) имеют близкие с СКС структуру и свойства.
каучуки (СКМС) имеют близкие с СКС структуру и свойства.Технические и физико-механические свойства СКМС зависят от соотношения бутадиена и  , что используется для получения каучуков различного назначения.
, что используется для получения каучуков различного назначения.
, что используется для получения каучуков различного назначения.2.2.2.1 Описание технологических процессов, используемых в настоящее время
Производство  каучуков, исключая синтез мономеров, состоит из следующих стадий:
каучуков, исключая синтез мономеров, состоит из следующих стадий:
каучуков, исключая синтез мономеров, состоит из следующих стадий:- сополимеризация мономеров в эмульсии;
- отгонка незаполимеризовавшихся мономеров;
- выделение и сушка каучука.
Весь производственный процесс оформлен по непрерывной технологической схеме.
Процесс вулканизации бутадиен-стирольных и  каучуков аналогичен вулканизации смесей из натурального каучука. Скорость вулканизации бутадиен-стирольных и
каучуков аналогичен вулканизации смесей из натурального каучука. Скорость вулканизации бутадиен-стирольных и  каучуков обусловлена природой содержанием в них примесей, эмульгаторов и продуктов их превращения, антиоксидантов и др.
каучуков обусловлена природой содержанием в них примесей, эмульгаторов и продуктов их превращения, антиоксидантов и др.
каучуков аналогичен вулканизации смесей из натурального каучука. Скорость вулканизации бутадиен-стирольных и каучуков обусловлена природой содержанием в них примесей, эмульгаторов и продуктов их превращения, антиоксидантов и др.Промышленность синтетического каучука вырабатывает бутадиен-стирольные и  каучуки в широком ассортименте полимеризацией при 5 °C и 50 °C. Наиболее распространены каучуки, получаемые путем полимеризации при температуре 5 °C. Эти каучуки содержат 22,0% - 25,0% связанного стирола или
каучуки в широком ассортименте полимеризацией при 5 °C и 50 °C. Наиболее распространены каучуки, получаемые путем полимеризации при температуре 5 °C. Эти каучуки содержат 22,0% - 25,0% связанного стирола или  и относятся к каучукам общего назначения, потребляемым главным образом для изготовления автомобильных шин и резинотехнических изделий. Указанное содержание связанного стирола или
и относятся к каучукам общего назначения, потребляемым главным образом для изготовления автомобильных шин и резинотехнических изделий. Указанное содержание связанного стирола или  является оптимальным в отношении свойств каучуков.
является оптимальным в отношении свойств каучуков.
каучуки в широком ассортименте полимеризацией при 5 °C и 50 °C. Наиболее распространены каучуки, получаемые путем полимеризации при температуре 5 °C. Эти каучуки содержат 22,0% - 25,0% связанного стирола или и относятся к каучукам общего назначения, потребляемым главным образом для изготовления автомобильных шин и резинотехнических изделий. Указанное содержание связанного стирола или является оптимальным в отношении свойств каучуков.Текущие уровни эмиссии в окружающую среду
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве СКМС приведены в таблице 2.59.
Таблица 2.59
Показатели потребления сырья и энергоресурсов <*>
при производстве каучука 
(СКМС) (в том числе маслонаполненного)
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен на производство каучука марки СКМС-30АРКМ-15 | кг/т | 720 (610 <**>) | 760 (640 <**>) |
 на производство каучука марки СКМС-30АРКМ-15 на производство каучука марки СКМС-30АРКМ-15 | кг/т | 205 (175 <**>) | 220 (180 <**>) |
Электроэнергия, кВт·ч/т | кВт·ч/т | 250,00 | 275,00 |
Пар водяной, Гкал/т | Гкал/т | 2,50 | 2,75 |
В таблицах 2.60 - 2.62 представлена информация по выбросам, сбросам, отходам предприятий - производителей эмульсионных  каучуков.
каучуков.
каучуков.Таблица 2.60
каучука  (СКМС) (в том числе
(СКМС) (в том числе
(СКМС) (в том числемаслонаполненного)
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
1,3-бутадиен (дивинил) | - | - | 1,7 | - |
 | - | 0,2 | - | |
Минеральное масло | - | 0,01 | - | |
Таблица 2.61
Сбросы загрязняющих веществ при производстве каучука
 (СКМС) (в том числе
(СКМС) (в том числемаслонаполненного)
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Аммоний-ион | - | - | 3,2 | - |
Нефтепродукты | - | 2,2 | - | |
АСПАВ (анионные синтетические поверхностно-активные вещества) | - | 0,13 | - | |
Сульфат-анион (сульфаты) | - | 43,3 | - | |
Взвешенные вещества | - | 6,5 | - | |
ХПК | - | 52 | - | |
Таблица 2.62
 (СКМС) (в том
(СКМС) (в томчисле маслонаполненного)
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы зачистки оборудования сополимеризации бутадиена и  при производстве каучуков бутадиен-стирольных при производстве каучуков бутадиен-стирольных | IV | - | - | - | 0,0017 | - |
Термополимер от зачистки оборудования очистки и дегазации каучуков синтетических | IV | - | - | - | 0,11 | - |
Отходы зачистки оборудования хранения и транспортировки латекса при производстве каучуков бутадиен-стирольных | IV | - | - | - | 2,5 | - |
Отходы зачистки оборудования хранения и сырья и промежуточных продуктов при производстве каучуков синтетических | IV | - | - | - | 0,07 | - |
Обтирочный материал, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | - | - | - | 0,2 | - |
При производстве каучуков СКМС загрязняющие вещества в окружающую среду попадают с воздушными выбросами и сточными водами. Основным источником выделения ЗВ является технологическое оборудование на всех стадиях процесса.
Воздушные выбросы содержат в основном бутадиен и  .
.
.При получении СКМС образуются сточные воды, содержащие в основном АСПАВ, взвешенные вещества, сульфаты, нефтепродукты. Сточные воды направляются на очистку на локальные и/или общезаводские очистные сооружения.
Твердые отходы
При производстве СКМС образуются следующие основные типы твердых отходов:
- отходы полимерных материалов (крошка, коагулюм);
- термополимер, образующийся на стадиях сушки и очистки мономеров.
Такие отходы используются для производства резинотехнических изделий. При необходимости отходы передаются на утилизацию организациям - потребителям отходов, имеющим лицензию по обращению с отходами.
Бутадиен-нитрильные каучуки (СКН) являются продуктами совместной полимеризации бутадиена и нитрила акриловой кислоты (НАК, ACN), проводимой в водных эмульсиях в присутствии инициаторов свободнорадикальных процессов:
Бутадиен-нитрильные каучуки выпускаются с различным содержанием связанного НАК: 17 - 20, 26 - 30, 31 - 35 и 37 масс. % - 42 масс. %. Бутадиен-нитрильные каучуки (СКН, NBR) как полимеры специального назначения уступают по объему производства лишь полихлоропрену.
СКН получают высокотемпературной (при 30 °C) и низкотемпературной (при 5 °C) сополимеризацией в эмульсии. Низкотемпературные СКН, обладающие лучшими технологическими свойствами, выпускаются в гораздо более широком ассортименте. Каучуки различаются по пластичности: мягкие - с вязкостью по Муни 50 - 70, жесткие - с вязкостью по Муни выше 70, очень мягкие - с вязкостью по Муни ниже 50 и жидкие.
Для обозначения марок отечественных БНК применяются аббревиатуры СКН, БНКС. Цифры в названии марки соответствуют содержанию НАК в исходной смеси мономеров. Другие буквы, входящие в обозначение марки, характеризуют некоторые особенности каучука:
СКН (FC), (NT) | Синтетический каучук нитрильный производится с применением биоразлагаемого эмульгатора, характеризуется низким содержанием эмульгатора в каучуке. Обозначение в аббревиатуре "FC" (Fast Curing быстровулканизующийся) - для каучука с преимуществом по скорости вулканизации. Обозначение в аббревиатуре "NT" - для каучука, выпускаемого по новой технологии. |
ПБНК-28, 33, 40 ПБНК ПС | Порошкообразный бутадиен-нитрильный каучук. Цифра после обозначения типа каучука указывает марку каучука (со средним НАК связанным), используемую для получения ПБНК. Обозначение "ПС" - означает, что в данной марке используется модифицирующая добавка с целью повышения стабильности размеров заготовок при калондровании и экструзии. |
БНКС-28АМН СКН-18(26)ПВХ-30 | Индекс "ПВХ-30" означает, что каучук данной марки наполнен модификатором поливинилхлоридом в количестве ~ 30 масс. %. |
Применение БНК
БНК применяется в основном в тех областях, в которых требуются как высокая устойчивость к горюче-смазочным материалам (ГСМ) и химически активным средам, так и высокая эластичность, и низкая остаточная деформация. БНК используют в производстве разнообразных изделий и деталей, эксплуатируемых в контакте с агрессивными средами, например: уплотнителей, сальников, резиновых компенсаторов, топливных и масляных шлангов, приводных ремней, топливных баков для автомобильной, авиационной, нефтяной промышленности, полиграфических офсетных пластин, подошвы маслостойкой обуви и др. Из БНК изготавливаются грязесъемники, штоковые и поршневые уплотнения для низких давлений, уплотнения валов, прокладочные кольца круглого сечения.
БНК широко используется для изготовления перчаток в химической, пищевой и медицинской промышленности. Чаще применяются перчатки, целиком изготовленные из БНК. В машиностроении и других отраслях промышленности БНК используется как покрытие на защитных перчатках для погрузочно-разгрузочных и сборочных работ. При этом востребованы как химическая и маслобензостойкость БНК, так и высокая износостойкость и надежный, без скольжения, захват чистых и загрязненных (замасленных) предметов.
БНК также используется для изготовления изделий методом литья, обуви, клеев, герметиков, губок, монтажной строительной пены, ковриков и других покрытий.
БНК применяют также как основу адгезивов, в качестве нелетучих и невымываемых пластификаторов пластмасс, БНК некоторых типов - для изготовления оболочек электрических кабелей, эбонита и др.
Благодаря стойкости к растительным и животным жирам БНК широко применяется в пищевой и косметической промышленности.
Недостатком БНК является сравнительно невысокая погодо- и озоностойкость. Поэтому еще в первой половине XIX в. было замечено, что добавление 33 - 50 масс. ч. пластифицированного поливинилхлорида (ПВХ) от массы БНК повышает озоно- и светостойкость смесей в сравнении с обычным БНК. Приготовление таких смесей на вальцах затруднительно, поэтому достаточно быстро была освоена технология получения БНК, модифицированного ПВХ предварительным смешением обоих латексов перед коагуляцией, что упростило дальнейшую обработку. БНК, модифицированные ПВХ, стали широко применяться для изоляции в кабельной промышленности, в переплетном деле в качестве кожзаменителей, для пропитки обивочной ткани и получения других РТИ, которые должны обладать погодо- и огнестойкостью, а также стойкостью к агрессивным средам.
Начато и развивается производство новых, относительно небольших по объему производства и потребления модификаций БНК: порошкообразных каучуков, применение которых резко сокращает энерго- и трудозатраты в смежной отрасли при производстве РТИ.
2.2.3.1 Описание технологических процессов, используемых в настоящее время
Бутадиен-нитрильные каучуки
Бутадиен-1,3 (бутадиен) поступает на завод в ж/д цистернах или танк-контейнерах и передавливается азотом в заводские емкости, откуда насосом передается на очистку от ингибитора методом ректификации.
Очищенный от ингибитора бутадиен принимается в емкости для приготовления шихты мономеров.
Нитрил акриловой кислоты (НАК, акрилонитрил) поступает на завод в ж/д цистернах или танк-контейнерах и передавливается сжатым азотом в заводские емкости, откуда используется для приготовления шихты мономеров.
Шихта мономеров готовится непрерывно в потоке: бутадиен и акрилонитрил в определенном соотношении подаются насосами на полимеризацию.
Газовые отдувки бутадиена поступают на мембранную установку. Мембранная установка улавливания бутадиена состоит из рамной конструкции, в которой установлены несколько ступеней модулей мембран. Бутадиен нагнетается компрессором и проходя через мембранный модуль разделяется на чистый бутадиен и азот. Бутадиен откачивается в емкости и возвращается в процесс, а остаточные газы (азот) стравливается в атмосферу.
Приготовление растворов
- триэтаноламина, диспергатора НФ, соды кальцинированной, разбавленного раствора едкого калия, персульфата калия, диметидитиокарбамата натрия;
- водная фаза - смесь водных растворов калиевого мыла жирных кислот (ЖК), с добавлением растворов диспергатора НФ, соды кальцинированной, триэтаноламина
- суспензия стабилизатора в растворе калиевого мыла ЖК.
Водная фаза, подаваемая из отделения растворов и шихта мономеров подаются на насосы-смесители, где они смешиваются в определенном соотношении.
Полимеризация
Полученная эмульсия мономеров поступает в первый по ходу процесса полимеризатор. В этот же полимеризатор непрерывно дозируется раствор персульфата калия (инициатора реакции полимеризации), триэтаноламин (активатор полимеризации) и третичный додецилмеркаптан (регулятор молекулярной массы полимера).
Полученная эмульсия из одного полимеризатора передавливается в следующий полимеризатор и т.д. Всего в цепи находится 10 - 11 полимеризаторов. По мере перетока эмульсии мономеров по цепочке полимеризаторов проходит химическая реакция - сополимеризация мономеров. Процесс сополимеризации происходит с выделением тепла. Съем выделяемого тепла производится путем охлаждения рубашек и змеевиков полимеризаторов, в которые подается хладоноситель - рассол (раствор хлористого кальция). Рассол поступает из холодильных агрегатов, применяемых для охлаждения жидких хладоносителей и циркулирует в заводской системе. Температура, давление процесса полимеризации регулируются автоматически.
Процесс сополимеризации проводится до превращения мономеров в сополимер на 65% - 80% и прекращается путем подачи стоппера полимеризации - раствора диметилдитиокарбамата натрия, подаваемого в трубопровод на выходе из последнего полимеризатора.
Дегазация латекса
Полученная эмульсия каучука и мономеров в водной фазе - недегазированный латекс - поступает в трехступенчатую систему дегазации. Первая ступень работает под избыточным давлением, вторая, третья ступени колонны - под вакуумом. Дегазация латекса производится с применением перегретого увлажненного пара. Пары НАК, отходящие с колонн дегазации, конденсируются на конденсаторах. Дегазированный латекс поступает в емкости и откачивается насосами для выделения каучука. При откачивании латекс заправляется суспензией стабилизатора.
Газообразный бутадиен, отогнанный из колонн дегазации, проходит водную отмывку от акрилонитрила на колонне и поступает в цех компримирования и конденсации возвратного бутадиена, где сжимается компрессорами и конденсируется в жидкость. Жидкий бутадиен-возврат после конденсации направляется в емкости, откуда откачивается для приготовления шихты мономеров.
Нитрильная вода, поступающая с колонны отмывки возвратного бутадиена из конденсаторов системы дегазации, из вакуум-насосов, собирается в сборник нитрильной воды, откуда подается на колонну регенерации акрилонитрила. В колонне регенерации под действием подаваемого перегретого пара происходит испарение азеотропной смеси вода - НАК. После конденсации той смеси в конденсаторах, смесь воды и НАК поступает в разделительные сосуды, где расслаивается на два слоя: верхний - НАК-регенерат и нижний слой - 8%-ный водный раствор НАКа. Нижний водный слой сливается в сборник нитрильных вод. Верхний слой НАК-регенерат сливается последовательно в аппараты для дополнительного отстоя и используется для дозирования в шихту мономеров.
Выделение каучука
Дегазированный латекс поступает в аппараты, в которых готовятся партии латекса для выделения каучука. Латекс из аппаратов насосами подается на установку коагуляции, где коагулируется раствором хлорида магния. Полученная крошка каучука перемещается фильтрованной водой по виброситам, промывается в промывных емкостях и поступает на две отжимные машины - экспеллеры, расположенные последовательно, где отжимается до содержания воды ~ 5%, после чего поступает в воздушные сушилки. В сушилках производится обдув крошки каучука нагретым воздухом, перемещающейся по непрерывно движущемуся конвейеру - декопиру. Каучук выходит из сушилок с содержанием влаги менее 0,8%, поступает на виброподъемник, затем на виброконвеер, из которого дозируется по 30 кг в приемные бункеры прессов. В прессах формируются брикеты каучука, которые затем по конвейеру поступают на упаковку в полиэтиленовую пленку, автоматически маркируются, укладываются в контейнеры (пластиковые, картонные, фанерные). На контейнеры наклеиваются маркировочные ярлыки и далее их отвозят на склад готовой продукции. После проведения анализов готовой продукции на соответствие ее техническим условиям партии каучука готовы к отгрузке. Отгрузка производится в ж/д вагоны, автомобильный транспорт.
Современная принципиальная схема выделения и сушки БНК приведена на рисунке 2.16.

бутадиен-нитрильных каучуков
Порошковые бутадиен-нитрильные каучуки - ПБНК
Для производства порошкообразных бутадиен-нитрильных каучуков (ПБНК) основным сырьем являются брикетированные бутадиен-нитрильные каучуки. Для предотвращения слипания измельченного каучука в ПБНК вводится антиагломераторы ПВХ и стеарат кальция.
Брикеты каучука, освобожденные от упаковки, по транспортеру поступают в ножевую дробилку, из которой через циклонный сепаратор выводится через лопастный питатель и далее в дисковую дробилку. В ножевую дробилку и в дисковую дробилку подается антиагломератор - мелкодисперсионный порошок ПВХ. Измельченный каучуковый гранулят из дисковой дробилки вентилятором подается по трубопроводу в циклон, выводится через лопастный питатель в просеивающую машину. Просеивающая машина классифицирует порошок на две фракции - подрешетный продукт (готовый каучук с гранулами менее 1 мм) и надрешетный продукт (крупные гранулы каучука более 1 мм).
Крупные гранулы каучука выводятся из просеивающей машины и поступают по трубопроводу во входной канал дисковой дробилки на повторное измельчение. Готовый каучук с гранулами менее 1 мм поступает в лотковый шнековый конвейер, в который подается антиагломератор (антислеживатель) стеарат кальция, затем - в автоматическую весовую машину, снабженную цифровыми электронными весами. Расфасовка порошкообразного каучука производится в полиэтиленовые мешки по 25 кг, которые укладываются в картонные коробки. Картонные коробки укладываются в пластмассовые или гофроконтейнеры, затягиваются PET-лентой, транспортируются на существующий склад готовой продукции.
Современная принципиальная схема приведена далее на рисунке 2.17.

бутадиен-нитрильных каучуков - ПБНК
Бутадиен-нитрильные латексы (БНЛ)
Бутадиен-нитрильный латекс применяется для производства технических, медицинских перчаток и других отраслях промышленности.
Процесс полимеризации осуществляется периодическим способом в полимеризаторах. Полимеризаторы вместимостью 12 м3 каждый оборудованы рамными мешалками. Герметизация перемешивающего устройства полимеризаторов обеспечивается сальниковым уплотнением с подачей затворной жидкости. В качестве затворной жидкости используется умягченная вода.
В полимеризаторах предусмотрены системы охлаждения (змеевик) и система подогрева (рубашка). Подогрев обеспечивается водой, предварительно разогретой в теплообменнике с использованием в качестве теплоносителя перегретого пара. Для снятия выделяющегося тепла и выдерживания заданной температуры в полимеризаторах в качестве хладагента используется рассол (20% - 25%-ный раствор хлористого кальция), подаваемый в "змеевик" аппарата. Схемой предусмотрена возможность подачи промышленной воды для охлаждения полимеризаторов.
Перед загрузкой компонентов реакции полимеризаторы предварительно продуваются азотом. Далее в полимеризаторы принимается расчетное количество умягченной воды, включается перемешивающее устройство. Из мерников в полимеризаторы дозируется расчетное количество растворов водной фазы: эмульгатора, диспергатора НФ, ронгалита, кальцинированной соды (ТНФ), метакриловой кислоты. Дозирование растворов из мерников производится передавливанием азотом или подачей дозировочными насосами. Далее закачивается необходимое количество третичного додецилмеркаптана (ТДМ). Далее из отделения приготовления углеводородной шихты принимается расчетное количество нитрила акриловой кислоты (НАК), затем принимается необходимое количество бутадиена с концентрацией не ниже 96,0%. Проводится перемешивание в течение одного часа для обеспечения процесса эмульгирования. Затем из мерников дозировочным насосом подаются растворы инициирующей системы ГПП и ЖТК.
Технологической схемой предусмотрена возможность дробной подачи всех компонентов реакции полимеризации (НАК, ГПП, ЖТК, ронгалит, ТДМ) в ходе технологического процесса.
Температура реакции полимеризации выдерживается в пределах 5 - 15 °C (для низкотемпературной полимеризации) и в пределах 28 - 30 °C (для высокотемпературной полимеризации). Температура реакции выдерживается за счет подачи хладагента (рассола - раствора хлористого кальция) в змеевики полимеризаторов. Процесс полимеризации ведется до заданной конверсии мономеров 70% - 98%, после чего проводится реакция стопперирования. Для этого из мерника дозировочным насосом подается расчетное количество диэтилгидроксиламина (ДЭГА).
Синтез производится циклично. Цикличность синтезов подбирается таким образом, чтобы обеспечивать последовательную дегазацию латекса из аппаратов с минимальным количеством простоя.
Процесс дегазации латекса проводится в две ступени: первая ступень - на прямоточной колонне с насадками "диск-кольцо"; вторая ступень - на колонне тарельчатого типа с подачей латекса в верхнюю часть и подачей пара противотоком в нижнюю часть.
Процесс дегазации латекса проходит на отгонных колоннах.
Первая ступень дегазации производится на прямоточной колонне при вакууме без подачи пара. Дегазация происходит за счет разрежения. Из куба первой ступени дегазации латекс через гидрозатвор насосом подается на вторую ступень дегазации. Вторая ступень дегазации - противоточная колонна, которая работает под вакуумом, дегазация производится увлажненным водяным паром с температурой 110 °C. Увлажнение пара производится умягченной водой.
Пары углеводородов и воды из куба первой ступени и верха колонны второй ступени через каплеотбойники поступают в кожухотрубчатый теплообменник.
Латекс из каплеотбойников по мере накопления сливается самотеком в куб соответствующей колонны.
Сконденсированные пары воды и нитрила акриловой кислоты сливаются через гидрозатвор в сборную емкость нитрильной воды и откачиваются насосом в общецеховую систему сбора нитрильной воды. Несконденсированные пары углеводородов поступают в общецеховую систему дегазации и далее компримируются и конденсируются в общецеховой системе.
Отгрузка бутадиеннитрильного карбоксилированного латекса производится на наливной эстакаде из емкостей в еврокубы на автоматизированной установке, которая предусматривает возможность поочередного автоматического дозирования продукта в 4 еврокуба. Для взвешивания продукта в еврокубах под навесом установлены технологические весы.
Современная принципиальная схема приведена на рисунке 2.18.

бутадиен-нитрильных латексов (БНЛ)
Описание технологического процесса приведено в таблице 2.63, перечень основного оборудования - в таблице 2.64.
Таблица 2.63
синтетических бутадиен-нитрильных
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Бутадиен. Нитрил акриловой кислоты | Производство бутадиен-нитрильного каучука | Бутадиен-нитрильный каучук | - | Полимеризаторы. Колонны. Водокольцевые вакуум-насосы. Компрессоры. Агрегаты выделения. Сушилки | - |
Брикетированные бутадиен-нитрильные каучуки | Производство порошкообразных бутадиен-нитрильных каучуков ПБНК | Порошкообразный бутадиен-нитрильный каучук | - | Роторный измельчитель. Дозировочный шнек с накопительной емкостью. Циклонный разделитель. Шлюзовый питатель. Устройство фильтрации. Накопительная емкость с ворошителем и выгружным шнеком. Металлосепаратор. Дисковая мельница | - |
Бутадиен. Нитрил акриловой кислоты | Производство бутадиен-нитрильного карбоксилированного латекса | Бутадиен-нитрильный карбоксилированный латекс | - | Полимеризаторы со змеевиками и рубашками. Сетчатый фильтр. Фильтр раствора ЖТК. Фильтр сетчатый. Теплообменник. Вертикальные насадочные колонны (скрубберы). Вертикальный аппарат с мешалкой и змеевиком. Фильтр-отделитель. Отгонный агрегат. Колонна противоточная. Вертикальный одноходовой теплообменный аппарат. Аппарат для концентрирования товарного латекса | |
Таблица 2.64
производства каучуков синтетических бутадиен-нитрильных
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Полимеризаторы | 3, 4, 5 батарей полимеризации | Объем - 12,5 м3 |
Колонны | Отгонка латекса от мономеров | В колонне установлено 3 пакета типа диск-кольцо, в пакете дисков - 4 шт., колец - 4 шт. Диаметр верха/куба - 1200/2400 мм. Высота цилиндр. части - 4800 мм |
Колонны | Регенерация НАК из нитрильной воды | Диаметр - 1800 мм. Высота цилиндрической части - 12600 мм. Колонна заполнена 8 пакетами, каждый пакет состоит из 6-ти дисков и 6-ти колец из нерж. стали |
Колонна | Отмывка бутадиена от НАК | Диаметр - 1200 мм, высота цилиндр. части - 12000 мм. Высота насадки - 8250 мм, насадка - кольца Рашига |
Компрессоры | Поршневые для сжатия бутадиена-газа перед конденсацией, | Производительность - 24 м3/ч, избыточное давление в трубопроводе всасывания - 0,002 - 0,03 МПа |
Агрегаты выделения сушилки | Коагуляция латекса, промывка, отжим, сушка каучука | Отжимная машина червячного типа (экспеллер) для отжима влаги из крошки каучука - 4 шт., габариты - 5700 x 1750 x 1960 мм |
Полимеризаторы со змеевиками и рубашками | Полимеризация | Вместимость - 12 м3. Рабочий объем - 11,5 м3. Диаметр - 2400 мм |
Фильтр | Фильтрация раствора ЖТК | Условный диаметр - 159 мм; условное давление - 0,1 МПа (10 кгс/см2). Диаметр корпуса - 325 мм. Высота - 500 мм |
Фильтр сетчатый | Очистка нитрильной воды | Вместимость - 0,03 м3. Диаметр - 150 мм. Давление расчетное - 6 кгс/см2. Размер ячейки - 1,0 мм |
Теплообменник | Теплообменник для охлаждения умягченной воды | Поверхность теплообмена - 8,8 м2 |
Колонны | Вертикальные насадочные колонны (скрубберы) | Диаметр - 800 мм. Высота общая - ~ 12800 мм. Производительность по бутадиену - 3000 кг/ч. Pрасч. - 2,0 кгс/см2. T расч. - 200 °C. |
Вертикальный аппарат с мешалкой и змеевиком | Приготовление и хранение раствора сульфонола | Вместимость - 10 м3. Диаметр - 2200 - 2800 мм. Давление расчетное - 0,6 МПа (6,0 кгс/см2) |
Фильтр | Фильтрация раствора эмульгатора | Pрасч. - 1,6 МПа, Tраб. среды. - плюс 40 - 80 °C. Высота - 355 мм. Масса - 31,13 кг |
Аппарат с перемешивающим устройством | Приготовление и хранение раствора альгината натрия | Объем - 2,0 м3. Внутренний диаметр - 1400 мм. Высота - 1615/3290 мм |
Фильтр-отделитель | Фильтрация | Pрасч. - 1,0 МПа. Tраб. среды. - плюс 30 - 60 °C. Диаметр вн. - 700 мм. Длина цилиндрической части - 1290 мм. Объем - 0,52 м3. Диаметр отв. фильтрующего элемента - 1 мм |
Колонна | Ректификация | Pрасч. - минус 1,0 кгс/см2; 6,0 кгс/см2. Диаметр общего куба - 1400 мм. Диаметр - 800 мм |
2.2.3.2 Текущие уровни эмиссии в окружающую среду
При производстве каучуков СКН загрязняющие вещества в окружающую среду попадают с воздушными выбросами и сточными водами. Основными источниками выделения ЗВ являются технологическое оборудование и коммуникации.
Воздушные выбросы
При выделении и сушке бутадиен-нитрильных каучуков образуются воздушные выбросы, содержащие в основном мономеры - бутадиен и акрилонитрил (НАК).
Отработанный воздух, содержащий в небольших количествах мономеры (бутадиен, НАК) из камер сушилки по вытяжным системам сбрасывается в атмосферу.
Стоки:
Сточные воды выделения каучуков поступают в емкость, откуда откачиваются насосом на станцию перекачки химически загрязненных стоков. Сточные воды остальных цехов завода самотеком поступают также на станцию перекачки химически загрязненных стоков. Объединенные сточные воды предприятия отстаиваются в отстойнике локальной очистки стоков, после чего откачиваются на городские очистные сооружения.
Твердые отходы
В действующих производствах СКН используется установка для переработки бракованных брикетов с возвращением в рецикл мелкой крошки в воде.
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве синтетических бутадиен-нитрильных каучуков приведены в таблице 2.65.
Таблица 2.65
Показатели потребления сырья и энергоресурсов <*>
при производстве каучуков синтетических бутадиен-нитрильных
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен-1,3 | кг/т | 672 | 690 |
Нитрил акриловой кислоты | кг/т | 308 | 325 |
Электроэнергия | кВт·ч/т | 330 | 360 |
Теплоэнергия | Гкал/т | 1,7 | 2 |
В таблицах 2.66 - 2.68 представлена информация по выбросам, сбросам и отходам предприятий - производителей синтетических бутадиен-нитрильных каучуков.
Таблица 2.66
каучуков синтетических бутадиен-нитрильных
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Акрилонитрил | - | - | 0,6 | - |
1,3-бутадиен (дивинил) | - | 3,55 | - | |
Таблица 2.67
Сбросы загрязняющих веществ при производстве каучуков
синтетических бутадиен-нитрильных
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Нефтепродукты (нефть) | Сточные воды передаются по договору на городские очистные сооружения | 0,31 | 0,039 | 0,1745 |
АСПАВ (анионные синтетические поверхностно-активные вещества) | 0,028 | 0,03 | 0,029 | |
НСПАВ (неионогенные синтетические поверхностно-активные вещества) | 0,003 | 0,0036 | 0,0033 | |
БПК 5 | 7,9 | 9,1 | 8,5 | |
ХПК | 24,2 | 25,1 | 24,65 | |
Таблица 2.68
бутадиен-нитрильных
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы минеральных масел компрессорных | III | Использование по назначению с утратой потребительских свойств | Обезвреживание | - | 0,068 | - |
Отходы минеральных масел гидравлических, не содержащих галогены | III | Использование по назначению с утратой потребительских свойств | Обезвреживание | - | 0,13 | - |
Отходы минеральных масел индустриальных | III | Использование по назначению с утратой потребительских свойств | Обезвреживание | - | 0,16 | - |
Производство синтетических каучуков - активно развивающаяся отрасль нефтехимической промышленности. Развитие всех отраслей промышленности в настоящее время требует разработки и производства каучуков, пригодных для эксплуатации в большом интервале температур в контакте с различными агрессивными средами. В результате было разработано и организовано производство нескольких видов малотоннажных каучуков специального назначения.
К каучукам специального назначения относят каучуки с одним или несколькими свойствами, обеспечивающими выполнение специальных требований к изделию и его работоспособность, в том числе в экстремальных условиях эксплуатации.
Натрий-бутадиеновый каучук представляет собой продукт полимеризации бутадиена в присутствии металлического натрия в качестве катализатора. Каучук СКБ нетоксичен, невзрывоопасен, самопроизвольно не воспламеняется.
Натрий-бутадиеновый каучук (СКБ) был получен жидкофазной полимеризацией в массе по технологии, разработанной академиком С.В. Лебедевым. В дальнейшем был разработан способ газофазной полимеризации бутадиена на металлическом натрии, а также с использованием лития и калия. Макромолекулы каучука этого типа построены из звеньев 1,4-цис и 1,2 - 1,4-транс, статистически распределенных вдоль полимерной цепи:
Содержание 1,2-звеньев составляет 40% - 66%. Это обусловливает высокую термоокислительную стойкость и пониженную эластичность резины на основе таких полибутадиенов.
Микроструктура каучуков определяется в основном составом катализатора, применяемого при синтезе.
Характеристика бутадиеновых каучуков, полученных на различных катализаторах, приведена в таблице 2.69.
Таблица 2.69
на различных катализаторах
Показатель | СКБМ (литиевый) | СКВ (калиевый) | СКБ (натриевый) |
Содержание звеньев, %: | |||
1,4- | 60 | 43 | 34 |
1,2- | 40 | 57 | 66 |
Общая непредельность, % | 68 | 65 | 87 |
Плотность, кг/м3 | 900 - 920 | 900 - 920 | 900 - 920 |
Температура стеклования, °C | -70 + -75 | -57 + -65 | -48 + -50 |
Диэлектрическая проницаемость | - | - | 2,5 - 2,8 |
Удельное объемное электрическое сопротивление, Ом/мм | - | - | 1012 - 1013 |
Тангенс угла диэлектрических потерь | - | - | (15 - 40) 10-4 |
При нагревании изделий из СКБ в присутствии кислорода, а также под действием  происходит дополнительное структурирование каучука, что затрудняет его применение.
происходит дополнительное структурирование каучука, что затрудняет его применение.
происходит дополнительное структурирование каучука, что затрудняет его применение.Синтез новых бутадиеновых каучуков с использованием катализаторов Циглера-Натта свел к минимуму объем производства каучука СКБ, но в небольшом объеме, преимущественно для нужд асботехники, его выпуск сохраняется.
В зависимости от типа антиоксиданта выпускаются каучук СКБ-Р - общетехнического и СКБ-РЩ - пищевого назначения, предназначенный для изготовления резиновых изделий, контактирующих с пищевыми продуктами.
В зависимости от пластичности каучук подразделяют на марки СКБ-Р (30, 40, 50), СКБ-РЩ (30, 40).
СКБ-Р применяется в различных отраслях промышленности:
- в асботехнической промышленности - для производства тормозных колодок;
- в резинотехнической промышленности - для производства транспортерных лент, резиновых уплотнителей, прокладок и т.д.;
- в кабельной промышленности - для изоляции оболочек высоковольтных и низковольтных кабелей;
- в электротехнической промышленности - для изготовления электроизоляционных прокладок (если не требуется термостойкость);
- в кабельной промышленности - для изоляции оболочек высоковольтных и низковольтных кабелей;
- в обувной промышленности - для изготовления резиновых деталей обуви, а также для лакового покрытия резиновой обуви;
- в производстве абразивных материалов - в качестве связующего материала.
СКБ-РЩ применяется в пищевой промышленности для производства никельных колец; РТИ пищевого назначения.
2.3.1.1 Описание технологических процессов, используемых в настоящее время
Первый каучук СКБ был получен методом периодической полимеризации в жидкой фазе и был реализован для получения первого промышленного синтетического каучука в г. Ярославле в 1932 г. Мономером для синтеза каучука служил бутадиен, синтезируемый из этилового спирта по методу С.В. Лебедева и содержавший около 10% бутилена. В качестве катализатора использовали металлический натрий в виде лент, покрытых тонким слоем парафина и закрепленных в специальных металлических зажимах. Этот процесс, хотя и в ограниченном масштабе, сохранился и по сей день.
Возможно также получение каучука СКБ непрерывным методом растворной полимеризации в алифатическом растворителе, но его технологические свойства значительно уступают каучукам, получаемым на литиевом катализаторе и наиболее массово производящимся на основе соединений титана и неодима, а также кобальта и никеля. Технологическое оформление и условия проведения процесса получения СКБ методом растворной полимеризации в основном аналогичны описанным выше (см. 2.1.2.2).
Этиленпропиленовые каучуки (ЭПК) получают каталитической сополимеризацией этилена с пропиленом или этилена с пропиленом и несопряженным диеном. Макромолекулы этиленпропиленового каучука СКЭП построены из чередующихся звеньев этилена и пропилена.
Коммерческие сорта ЭПК (СКЭП) и ЭПДК (СКЭПТ) различаются по молекулярной массе (ММ), молекулярно-массовому распределению (ММР), вязкости по Муни, соотношению этилена и пропилена в сополимере, микроструктуре, а СКЭПТ - также по типу и содержанию диена. В качестве третьего мономера чаще всего используют 5-этилиден-2-норборнен (ЭНБ), реже дициклопентадиен, гексадиен-1,4, метилтетрагидроинден. Третий мономер позволяет сочетать хорошую вулканизуемость и свойства конечных продуктов с приемлемой ценой. Маслонаполненные каучуки выпускаются с содержанием масла (парафинового или нафтенового) от 15 до 100 масс. ч на 100 масс. ч каучука.
СКЭП выпускаются в виде гранул, крошки или прессованных кип по 20 - 30 кг.
В общей массе потребляемых изделий, полученных из этих каучуков, наибольшая доля приходится на автомобильную промышленность, в которой они занимают первое место среди других типов СК.
В автомобилестроении около половины СКЭП расходуется на изготовление автодеталей. СКЭП могут применяться практически во всех резинотехнических деталях автомобилей, за исключением шин и маслобензостойких изделий. СКЭП применяются для изготовления атмосферостойких уплотнителей окон, дверей, багажника, капота, днища (твердые и губчатые), деталей тормозного устройства (сальников и др.), трубопроводов, гидромуфт, прокладок, звукоизоляционных, амортизирующих и антивибрирующих деталей, изоляции проводов систем зажигания, освещения и отопления, подлокотников, подголовников кресел, ковриков. Широкое использование для внутренней и внешней отделки нашли конструкционные материалы на основе термопластов, модифицированных СКЭП.
СКЭП используются в смесях с ненасыщенными каучуками (БСК, НК) для изготовления боковин шин, от которых требуется особая стойкость к атмосферным воздействиям, а также в смесях с бутилкаучуком для производства камер и велосипедных шин для придания им эластичности и озоностойкости.
В электротехнике и кабельной промышленности спрос на СКЭП обусловлен возможностью эксплуатировать изделия на их основе в экстремальных условиях при длительном сроке эксплуатации (до 25 лет). Из СКЭП изготавливают оболочки кабеля высокого, среднего и низкого напряжения, изоляцию проводов, полупроводящие компаунды, электроизоляционные материалы для фундаментов и кожухов машин и приборов; фурнитуру и детали электропроводки (розетки, вилки, муфты, приборные доски и т.п.). Благодаря стойкости к коронному разряду СКЭП используют в различных трекингостойких изолирующих устройствах: распорках, держателях, изоляторах высоковольтных линий электропередач, трансформаторах и т.п.
В строительстве СКЭП широко используются: для изготовления профилей для уплотнения и герметизации окон, дверей, стыков панелей (твердые и губчатые); тепло-, звукоизоляционных и водостойких покрытий; амортизирующих подушек несущих конструкций; материалов для защиты стенок доков, причалов (кранцев), волнорезов; плит для каналов и бассейнов; покрытий полов производственных помещений (кисло- и водостойких); кровельных материалов.
СКЭП также используют как модифицирующую добавку к битумам, асфальтобетону и т.п., которые применяют при строительстве зданий, дорог, взлетных полос аэродромов.
Из других областей применения следует отметить изготовление конвейерных лент, особенно для перемещения горячих и корродирующих материалов, компенсаторов теплового расширения, амортизаторов и виброизоляторов машин и приборов, обкладочных материалов резервуаров и контейнеров, паропроводных промышленных шлангов, поливочных рукавов и т.п. Кроме того, СКЭП используются как присадки к маслам и для изготовления новых композиционных материалов - олефиновых термоэластопластов.
В производстве товаров бытового назначения из СКЭП изготавливают: уплотнители и шланги моечных и стиральных машин; уплотнители и амортизаторы холодильников; прокладки, муфты и детали сантехнических устройств; спортивную обувь; ткани с покрытием для надувных лодок, матрацев, палаток, тентов; садовые шланги, коврики и др.
Тройной сополимер является основной промышленной продукцией и применяется во всех рассмотренных выше областях. Он способен вулканизоваться серой, что важно с технологической и экономической точек зрения, а также пероксидами, причем с большей эффективностью, чем двойной сополимер. Выпускаются также маслонаполненные каучуки, содержащие 15 - 100 масс. ч нафтенового и парафинового масел. Обычно для маслонаполнения используются каучуки с высоким содержанием этилена и высокой молекулярной массой. Маслонаполненные каучуки применяются как в индивидуальном виде, так и в смесях с каучуками других марок для улучшения их технологичности и снижения стоимости резины.
2.3.2.1 Описание технологических процессов, используемых в настоящее время
Двойные и тройные этиленпропиленовые каучуки получают растворной полимеризацией с использованием анионно-координационных катализаторов из галогенида переходного металла и металлоорганического восстановителя, обычно алкила или галогеналкила алюминия.
При полимеризации в растворе и суспензии используются реакторы с мешалками, в которые этилен, пропилен и третий мономер загружаются либо в растворе, либо вводятся в реактор, заполненный жидким пропиленом. После начала реакции при проведении процесса в растворе этиленпропиленовый сополимер растворяется в растворителе, а при суспензионном процессе остается в жидком пропилене в виде суспензии. В этих процессах используются большие количества растворителей или разбавителей, содержание полимера в которых составляет 8% - 25%.
Этиленпропиленовые каучуки можно получать и газофазной полимеризацией. Газообразные этилен и пропилен (в случае необходимости ЭНБ) подаются в реактор для проведения реакции в псевдоожиженном слое. В результате получается твердый гранулированный продукт в газовой фазе. В качестве псевдоожижающей добавки используется высокоструктурный печной техуглерод.
Этиленпропиленовые каучуки, получаемые газофазной полимеризацией, не подвергаются сушке, поскольку при производстве не используются растворители, разбавители и вода. Этот процесс позволяет получать каучуки от очень низкой до сверхвысокой молекулярной массы в широком интервале составов. Присутствие псевдоожижающей добавки исключает хладотекучесть и липкость каучука даже с очень низкой вязкостью по Муни.
При нагревании этиленпропиленовых каучуков выше 230 °C возможно выделение в воздух продуктов деструкции, содержащих предельные и непредельные углеводороды, оксид и диоксид углерода. При внесении в открытое пламя этиленпропиленовые каучуки загораются без взрыва и горят коптящим пламенем с выделением указанных продуктов. Интенсивное термическое разложение каучуков марок СКЭП и СКЭПТ в инертной среде начинается при 350 °C. Максимальная скорость пиролиза наблюдается при 410- °C - 420 °C. Разложение завершается при 470 °C - 480 °C. Продукт пиролиза - гомологи этана и этилена.
На воздухе температура разложения снижается приблизительно на 60 °C.
Технология получения этиленпропиленовых каучуков в среде углеводородных растворителей имеет много общего с процессами получения каучуков растворной полимеризации.
В процессе полимеризации применяют этилен с содержанием основного вещества 99,9%, а пропилен - не менее 99,8%. Вредное воздействие на процесс полимеризации оказывают примеси ацетилена, кислорода, влаги и сернистых соединений. Поэтому их предельное содержание в мономерах должно составлять не более 0,0001% - 0,0002%.
Сополимеризацию этилена и пропилена ведут с применением каталитических систем на основе соединений ванадия и алюминия, ванадия и титана в сочетании с алкилами или алкилхлоридами алюминия.
Поскольку этилен и пропилен имеют различную активность, соотношение мономеров в сополимере отличается от соотношения в зоне реакции. Для получения каучуков заданного состава необходимо обеспечить постоянство концентрации исходных мономеров во времени и по всему объему реакционной зоны. Поэтому при сополимеризации применяются реакторы идеального перемешивания. Теплота реакции отводится при испарении мономеров через теплопередающие поверхности реактора.
Процессы получения этиленпропиленовых каучуков в промышленности могут быть разделены на два типа в зависимости от состояния получаемого полимера на стадии полимеризации - в виде раствора или в виде суспензии.
Схема процесса получения этиленпропиленовых каучуков в среде избытка пропилена с отводом теплоты реакции за счет испарения мономеров приведена на рисунке 2.19.
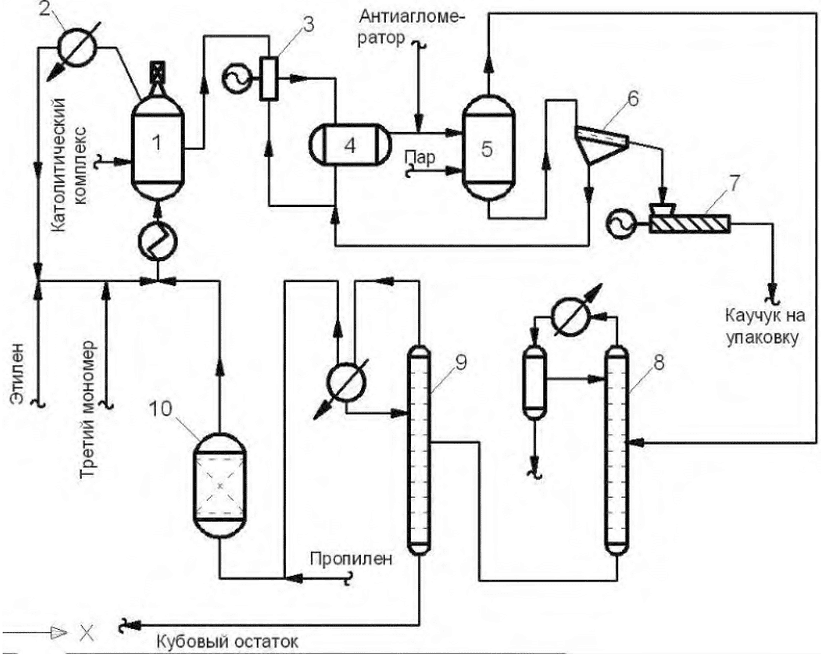
1 - реактор; 2 - конденсатор; 3 - смеситель; 4 - отстойник;
5 - дегазатор; 6 - вибросито; 7 - червячная отжимная машина;
8 - ректификационная колонна; 9 - колонна азеотропной
осушки; 10 - адсорбционный осушитель
в инертном растворителе
В реактор 1 поступают мономеры (этилен, пропилен и третий мономер), компоненты каталитического комплекса, а также циркулирующая газожидкостная смесь. Температура полимеризации поддерживается в пределах 0 °C - 20 °C, давление - 0,3 - 0,6 МПа. Газовая фаза состоит из смеси этилена, пропилена и регулятора молекулярной массы. Их соотношение определяется динамическим равновесием между газом и жидкостью в реакторе. Газовая фаза непрерывно выводится из реактора и поступает на охлаждение и конденсацию в конденсатор 2.
Суспензия полимера из реактора поступает в смеситель 3, в котором происходит смешение с водой и разрушение каталитического комплекса. После смесителя суспензия полимера поступает в отстойник 4 для разделения водного и углеводородного слоев. Часть продуктов разрушения каталитического комплекса вместе с водным слоем поступает на отмывку, а часть после смешения со свежей водой возвращается в смеситель 3.
После отмывки полученный полимер поступает в дегазатор 5, в котором часть после смешения со свежей водой возвращается в смеситель, происходит отгонка с паром непрореагировавших мономеров. В дегазаторе в пульпу полимера вводят антиагломератор с целью предотвращения слипания крошки. Из дегазатора 5 пульпа поступает на вибросито 6 для отделения воды от крошки полимера. Вода возвращается в отстойник 4, а полимер поступает в червячную отжимную машину 7, где сначала происходит предварительный отжим полимера от влаги, а на второй стадии - окончательная сушка каучука.
Непрореагировавшие мономеры после ректификационной колонны 8, колонны азеотропной осушки 9 и осушителя 10 возвращаются в процесс.
Полимеризация проводится в батарее полимеризаторов 1 - 4, соединенных последовательно с системой трубопроводов. По трубопроводам в смесители 5 - 8 подают мономеры и каталитический комплекс. Полимеризацию проводят при температуре 20 °C - 50 °C и давлении 1 - 2 МПа.
В качестве растворителя применяют гексан, гептан, бензин. Теплота реакции полимеризации отводится через рубашку хладагентом. Молекулярную массу полимера регулируют изменением параметров процесса (температуры, концентрации). Полимеризацию проводят до массового содержания полимера в суспензии 8% - 12%.
Схема получения этиленпропиленового каучука в углеводородном растворителе в батарее последовательных реакторов приведена на рисунке 2.20.

1 - 4 - реакторы; 5 - 9, 17 - смесители; 10,
16 - дросселяторы; 11, 12 - дегазаторы; 13 - вибросито;
14 - червячная отжимная машина; 15 - отмывная колонна;
18 - конденсатор; 19 - ректификационная колонна
в углеводородном растворителе в батарее последовательных
реакторов
Основным видом выпускаемых этиленпропиленовых каучуков являются тройные сополимеры - этилен-пропилен-диеновые каучуки (СКЭПТ) с небольшой молярной долей (0,9% - 2,0%) диенов: СКЭПТ-30, СКЭПТ-40, СКПТ-50, СКЭПТ-60 и др. (цифра указывает вязкость по Муни). Каучук этилен-пропилен-диеновый, который характеризуется частичной ненасыщенностью связей, допускает вулканизацию с серой. Он менее устойчив к старению, чем этиленпропиленовый каучук.
2.3.3.1 Описание технологических процессов, используемых в настоящее время
Двойные и тройные этиленпропиленовые каучуки получают растворной сополимеризацией этилена, пропилена и несопряженного диена с использованием анионно-координационных катализаторов из галогенида переходного металла и металлоорганического восстановителя, обычно алкила или галогеналкила алюминия.
При полимеризации в растворе и суспензии используются реакторы с мешалками, в которые этилен, пропилен и третий мономер загружаются либо в растворе, либо вводятся в реактор, заполненный жидким пропиленом. После начала реакции при проведении процесса в растворе образующийся этиленпропиленовый сополимер растворяется в растворителе, а при суспензионном процессе остается в жидком пропилене в виде суспензии. В этих процессах используются большие количества растворителей или разбавителей, содержание полимера в которых составляет 8% - 25%.
В промышленности в качестве исходных несопряженных диенов при синтезе тройных этиленпропиленовых каучуков ЭПДК применяются 5-этилиден-2-норборнен (ЭНБ), дициклопентадиен (ДЦПД) и 1,4-гексадиен (ГД).
Содержание пропилена в макромолекулах этиленпропиленовых каучуков составляет 20% - 60% (мол.). Сополимеры с большим и меньшим содержанием пропилена являются термопластами. Содержание диеновых звеньев колеблется от 1% до 10% (мол.).
В качестве третьего мономера чаще всего используют ЭНБ, поскольку он позволяет сочетать хорошую вулканизуемость и свойства конечных продуктов с приемлемой ценой.
Тройной сополимер является основной промышленной продукцией и применяется во всех рассмотренных выше областях. Он способен вулканизоваться серой, что важно с технологической и экономической точек зрения, а также пероксидами, причем с большей эффективностью, чем двойной сополимер. Выпускаются также маслонаполненные каучуки, содержащие 15 масс. % ч. нафтенового и парафинового масел. Обычно для маслонаполнения используются каучуки с высоким содержанием этилена и высокой молекулярной массой. Маслонаполненные каучуки применяются как в индивидуальном виде, так и в смесях с каучуками других марок для улучшения их технологичности и снижения стоимости резины.
Процесс производства каучука состоит из следующих основных стадий:
- прием, подготовка мономеров, реагентов;
- получение аммиачного холода: подача жидкого аммиака на узел полимеризации, компримирование газообразного аммиака до 14 кгс/см2 и его конденсация; захолаживание и осушка растворителя и подача его в качестве хладоносителя на узел регенерации возвратного растворителя;
- сополимеризация этилена, пропилена и третьего мономера: подача в полимеризатор растворителя, этилена, пропилена, третьего мономера (ДЦПД или ЭНБ), водорода, катализатора, сокатализатора, сополимеризация этилена, пропилена и третьего мономера (ДЦПД или ЭНБ) в среде нейтрального растворителя, абсорбция непрореагировавших мономеров этилена и пропилена с растворителем, компримирование непрореагировавших этилена и пропилена до 18 кгс/см2 и возврат их в рецикл;
- стабилизирование, отмывка и усреднение раствора полимера: стабилизация полимера, первая ступень отмывки полимера водой в смесителях интенсивного смешения, вторая ступень отмывки полимера водой в колонне с мешалкой, сбор и усреднение полимера в усреднителях;
- дегазация раствора полимера: подача раствора полимера на первую ступень дегазации, подача антиагломератора на I ступень дегазации, подача крошки каучука с водой (пульпы) с I ступени дегазации на II ступень дегазации, дегазация крошки каучука на II ступени дегазации, подача пульпы на узел выделения крошки каучука, конденсация паров дегазации, разделение растворителя и парового конденсата во флорентийских сосудах и возврат растворителя на узел регенерации растворителя;
- регенерация возвратного растворителя: ректификация возвратного растворителя в ректификационной колонне, отбор тяжелой фракции из возвратного растворителя на ректификационной колонне, абсорбция непрореагировавших мономеров - этилена, пропилена - растворителем, захолаживание и осушка растворителя, подача осушенного растворителя на узел полимеризации;
- выделение и сушка каучука: выделение из пульпы крошки каучука на вибросите, сушка каучука на установке "Андерсон", упаковка и маркировка каучука, отгрузка каучука потребителям.
Принципиальная схема производства СКЭПТ приведена на рисунке 2.21.

Описание технологического процесса приведено в таблице 2.70, перечень основного оборудования - в таблице 2.71.
Таблица 2.70
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Этилен Пропилен Третий мономер (ДЦПД или ЭНБ) Водород Растворитель Жидкий аммиак | Подготовка мономеров и регенерация возвратного бензина-растворителя | Этилен Пропилен Третий мономер (ДЦПД или ЭНБ) Водород Растворитель после регенерации | - | Печь для нагрева МВФ Ректификационная колонна Компрессор аммиачный | - |
Этилен Пропилен третий мономер (ДЦПД или ЭНБ) Водород Катализатор Сокатализатор Антиагломератор Стабилизатор | Полимеризация | Каучук СКЭПТ (пульпа) | - | Отмывная колонна Усреднитель полимера Дегазаторы Полимеризатор Компрессор | - |
Каучук СКЭПТ (пульпа) | Сушка каучука | Товарный каучук СКЭПТ (упакованный) | - | Установка Андерсон для обезвоживания, досушивания, брикетирования и упаковки каучука | - |
Таблица 2.71
производства СКЭПТ
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Печь | Нагрев метановодородной фракции | Предназначена для нагрева МВФ при регенерации растворителя |
Ректификационная колонна | Выделение высококипящей фракции из возвратного растворителя | Вертикальный цилиндрический аппарат с колпачковыми тарелками |
Компрессор | Сжатие газообразного аммиака | Холодопроизводительность - 200000 ккал/ч |
Компрессор | Сжатие газообразного аммиака | Холодопроизводительность - 400000 ккал/ч |
Ресивер | Прием жидкого аммиака | Горизонтальный цилиндрический аппарат |
Насос | Дозировка раствора катализатора на полимеризацию; сокатализатора на полимеризацию | Насос дозировочный, герметичный, одноплунжерный, одномембранный |
Отмывная колонна | Отмывка полимера водой от солей каталитического комплекса | Вертикальный цилиндрический аппарат с мешалкой |
Усреднитель полимера | Перемешивание полимера после отмывки | Вертикальный цилиндрический аппарат с рубашкой |
Дегазатор первой ступени с мешалками | Дегазация полимера путем отгонки растворителя острым паром | Вертикальный цилиндрический аппарат с двумя пропеллерными мешалками |
Дегазатор второй ступени с мешалкой | Выделение легколетучих компонентов из крошки каучука | Вертикальный цилиндрический аппарат с лопастной мешалкой |
Полимеризатор | Полимеризация этилена, пропилена и третьего мономера в растворителе | Вертикальный цилиндрический аппарат с мешалкой и рубашкой |
Сепаратор | Сепарация непрореагировавших мономеров этилена, пропилена, растворителя | Вертикальный аппарат со скребковой мешалкой и рубашкой |
2.3.3.2 Текущие уровни эмиссии в окружающую среду
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве СКЭПТ приведены в таблице 2.72.
Таблица 2.72
Показатели потребления сырья и энергоресурсов <*>
при производстве СКЭПТ
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | кг/т | - | 508 |
Пропилен | кг/т | - | 554 |
Третий мономер (ДЦПД или ЭНБ) | кг/т | - | 65,5 |
Антиоксидант | кг/т | - | 2,26 |
Электроэнергия | кВт·ч/т | 1220 | 1360 |
Пар | Гкал/т | 9,4 | 13,2 |
Пром. вода | м3/т | 900 | 1140 |
МВФ | кг/т | 20,7 | 41,3 |
В таблицах 2.73 - 2.75 представлена информация по выбросам, сбросам, отходам предприятий - производителей СКЭПТ.
Таблица 2.73
СКЭПТ
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота диоксид | - | 0,018 | 0,021 | 0,018 |
Азота оксид | 0,0029 | 0,0033 | 0,0030 | |
Аммиак | 0,66 | 0,83 | 0,72 | |
Углерода оксид | 0,82 | 0,87 | 0,85 | |
Хлористый водород | 0,11 | 0,13 | 0,12 | |
Пропилен | 1,81 | 2,88 | 2,17 | |
Этилен | 1,53 | 2,37 | 1,81 | |
Метилбензол (толуол) | 0,0015 | 0,0026 | 0,0022 | |
Бензин (нефтяной, малосернистый в пересчете на углерод) | 5,18 | 5,22 | 5,20 | |
3a,4,7,7a-тетрагидро-4,7-метано-1H-инден (Дициклопентадиен) | 0,56 | 0,68 | 0,60 | |
2,2-метилен-бис(6-ди(1,1-диметилэтил)-4-метилфенол | 0,43 | 0,45 | 0,44 | |
Гексан | - | 0,23 | - | |
Таблица 2.74
Сбросы загрязняющих веществ при производстве СКЭПТ
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Алюминий | Цех водоснабжения и водоотведения | - | 1,85 | - |
Ванадий | 1,57 | 2,12 | 1,85 | |
Хлорид-анион (хлориды) | - | 14,57 | - | |
ХПК | - | 10,60 | - | |
pH (ед.) | 2 | 7 | - | |
Таблица 2.75
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Катализатор на основе оксида алюминия с содержанием железа менее 2,0%, отработанный | IV | От производственной деятельности | Передается на полигон ТКО | - | 1,58 | - |
Изделия керамические производственного назначения, утратившие потребительские свойства, малоопасные | IV | От производственной деятельности | Полигон ТКО Перед выгрузкой пропаривается, после выгрузки увлажняется | - | 0,079 | - |
Отходы зачистки оборудования хранения сырья и промежуточных продуктов при производстве каучуков синтетических | IV | От производственной деятельности | Передается на полигон ТКО | - | 3,16 | - |
Смесь минеральных масел отработанных с примесью синтетических масел | III | От производственной деятельности | Передается специализированному предприятию | - | 3,16 | - |
Твердые отходы
Воздействие технологического процесса получения каучука на окружающую среду возможно также и от образующихся твердых отходов (отработанное масло, оксид алюминия, кольца рашига, отходы каучука).
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: п. 10.13 отсутствует. |
Уретановые каучуки (российская марка СКУ) являются одним из видов полиуретанов - высокомолекулярных соединений, содержащих в основной цепи макромолекулы - повторяющие уретановые группы -O-CO-NH-. От пластиков, по свойствам наиболее близким к полиамидам, уретановые каучуки отличаются молекулярной массой и структурой. Производство полиуретанов описано в 10.13. Общая реакция синтеза полиуретанов:
 .
.В промышленности выпускается свыше 150 марок СКУ, различающихся химическим составом (СКУ на основе простых эфиров известны в РФ под марками СКУ-ПФ, СКУ-ПФЛ; на основе сложных эфиров - СКУ-8, СКУ-7, СКУ-8П, СКУ-7Л, СКУ-7П), способами синтеза и переработки в изделия, а также назначением. В технической литературе принята классификация СКУ по методам их переработки в изделия:
- литьевые (вулколланы) жидкие композиции, из которых получают изделия, совмещая формование с синтезом твердого "сшитого" полимера - резины;
- вальцуемые, твердые линейные или разветвленные продукты;
- термоэластопласты с Мм ~= 15 - 18 тыс. перерабатываемые как термопласты.
СКУ применяют в машиностроении, автомобилестроении, авиационной, нефтяной, угольной и других отраслях промышленности. Вальцуемые СКУ используют в резинотехнической промышленности для получения на имеющемся оборудовании разных изделий: тонкостенных гибких шлангов, деталей для автомобильной промышленности и горной техники, ведущих роликов для звукозаписывающих устройств.
Вальцуемые уретановые каучуки применяются для изготовления роликов и приводных элементов лентопротяжных механизмов, уплотнительных деталей в авиационной технике и автомобилестроении, уплотнительных манжет гидросистем, уплотнителей резинотехнических деталей для АЭС, изделий медицинской техники, ортопедии и обувной промышленности, различного рода резино-тканевых материалов, стойких к воде и нефтепродуктам и др. Путем применения различных наполнителей, стабилизаторов, модифицирующих добавок, а также варьированием рецептуры резиновой смеси можно получать резину, максимально отвечающую техническим требованиям заказчика. Каучуки поставляются в виде твердых брикетов массой до 25 кг, упакованными в полиэтиленовые и крафт-мешки. В условиях, исключающих попадание влаги и при отсутствии контакта с теплом, гарантийный срок хранения уретановых каучуков достигает двух лет.
2.3.4.1 Описание технологических процессов, используемых в настоящее время
Получают уретановые каучуки взаимодействием олигомеров, содержащих гидроксильные группы, с диизоцианатами в присутствии агентов удлинения и поперечного сшивания макромолекул - низкомолекулярных многоатомных спиртов и диаминов.
В качестве катализаторов наибольшее применение получили органические производные олова и третичные амины, но могут быть использованы и другие соединения кислого или основного характера. Дибутилдилаурат олова обладает избирательной способностью, ускоряет реакцию изоцианата со спиртами и не промотирует побочных реакций.
Синтез уретановых каучуков осуществляется одно- или двухстадийным способом. Наибольшее применение получил двухстадийный способ. Он основан на образовании преполимера со средней молекулярной массой 3000 - 5000.
При использовании во второй стадии низкомолекулярных диолов удлинение цепи происходит за счет образования дополнительных уретановых связей.
Принципиальная схема получения уретановых каучуков двухстадийным способом приведена на рисунке 2.22. Процесс включает в себя четыре операции (не считая подготовки сырья): сушку олигоэфира; получение преполимера (форполимера); удлинение цепи; отверждение полимера.

1, 2, 3 - мерники; 4 - реактор; 5 - емкость
для диизоцианата; 6 - насос; 7 - тележки для каучука;
8 - термостат; 9 - калорифер; 10 - вентилятор
уретановых каучуков
Олигоэфир из цистерны передавливают сухим азотом в мерник 1. Если применяемый олигоэфир кристаллизуется при температуре выше комнатной, мерник 1 через рубашку и все трубопроводы для олигоэфира обогревают горячей водой. Диизоцианат из емкости 5 закачивают в мерник 2 насосом 6, бутандиол, используемый в качестве удлинителя цепи, - в мерник 3. Мерники 2 и 3, а также линии для изоцианата и бутандиола обогревают горячей водой.
Сушку олигоэфира осуществляют в реакторе 4, в рубашку которого можно подавать пар, горячую или холодную воду. В подогретый реактор 4 из мерника 1 загружают олигоэфир и при необходимости катализатор (третичные амины, оловоорганические и другие соединения). Сушку проводят при температуре ~ 100 °C и остаточном давлении не более 1,33 кПа при перемешивании жидкости до остаточного содержания влаги в олигомере ~ 0,05%. После сушки олигоэфир охлаждают и в реактор подают из мерника 2 диизоцианат и сухой азот. Преполимер получают при 70 °C - 75 °C, в связи с выделением теплоты реактор непрерывно охлаждают. По окончании процесса получения преполимера в реактор 4 заливают требуемое по расчету количество бутандиола и полученную смесь вакуумируют при 75 °C около 15 мин. Вязкость полимера за это время возрастает до 80 Па·с, а за следующие 30 мин - до 160 Па·с. Полученную массу сливают из реактора 4 в специальные контейнеры, которые помещают в термостат 8, где происходит отверждение полимера при 80 °C за 12 - 15 мин в среде сухого азота, циркулирующего в системе "термостат 8 - калорифер 9 - вентилятор 10". Полученный твердый полиуретан (или изделия из литьевого полиуретана) выгружают из термостата 8 и направляют на склад.
Схемы процессов получения литьевых СКУ в одну или две стадии приведены на рисунке 2.23. Высушенные олигоэфиры добавляют к диизоцианату при сильном перемешивании, но так, чтобы температура реакции в отсутствие катализатора не превышала 90 °C - 100 °C во избежание побочных реакций. При этом получают преполимеры с концевыми изоцианатными группами (преполимеры из простых олигоэфиров в герметичной упаковке могут сохраняться до одного года.) Затем преполимер смешивают с удлинителем цепи в самоочищающихся смесительных головках с частотой вращения до 30 000 мин-1 в течение 5 - 15 с. После смешения реакционную массу выливают в нагретые формы, помещенные на обогреваемые столы. Продолжительность пребывания массы в формах 10 - 60 мин при 100 °C - 140 °C. Для получения продукции оптимального качества извлеченные из формы изделия термостатируют при 100 °C - 120 °C в течение нескольких часов.
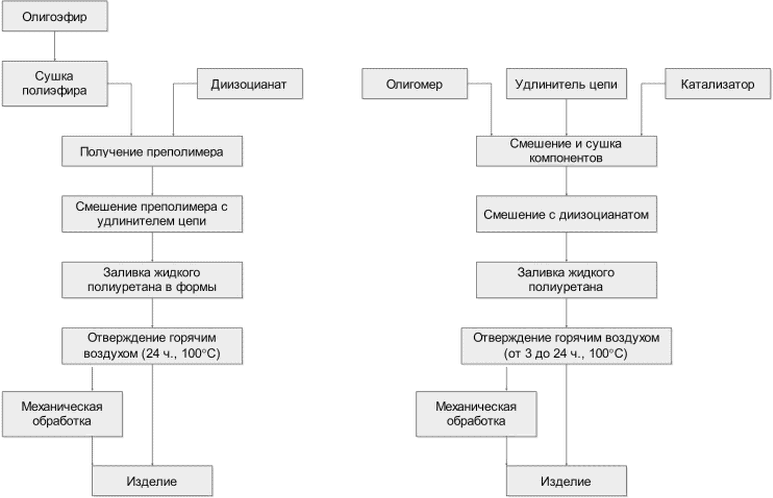
(а) (б)
двухстадийным (а) и одностадийным (б) способом
При одностадийном способе сушки подвергается смесь олигомера, катализатора и удлинителя цепи, а диизоцианат добавляют к уже высушенной смеси.
Производство вальцуемых СКУ осуществляется также одно- или двухстадийным способом из тех же мономеров.
Вальцуемые каучуки выпускают в виде листов и перерабатывают в изделия прессованием. СКУ вулканизуют диизоцианатами (димером толуилендиизоцианата) или органическими пероксидами (пероксид дикумила или др.).
Типичные уретановые термоэластопласты получают из бутиленадипината, дифенилметилендиизоцианата и 1,4-бутиленгликоля. Могут быть также использованы простые олигоэфиры и другие гликоли.
Термоэластопласты, предназначенные для конструкционных целей, перерабатывают в изделия на пластоавтоматах шнекового типа, литьем под давлением при 180 °C - 215 °C. Полимеры линейной структуры можно перерабатывать также шприцеванием и каландрованием.
Силиконовые (силоксановые, полисилоксаны, кремнийорганические) каучуки СК представляют собой каучукоподобные полимеры общей формулы:

где R и R' - алкильные или арильные группы (в основном CH3); R" - водород, реже - CH3.
Распределение звеньев статистическое. Отечественная промышленность выпускает: диметилсилоксановый каучук СКТ (R = R' = CH3, m = 0) и каучуки, содержащие также 0,05% - 0,5% мол. метилвинилсилоксановых звеньев - СКТВ (R = R' = CH3), СКТФТ (R = CH3, R' = CH2CH2CF3), сополимерные каучуки СКТФВ (содержат звенья с R = R' = CH3 и 8% - 50% мол. звеньев с R = CH3, R' = C6H5), СКТЭ (R = R' = CH3 и 8% мол. или более звеньев с R = R' = C2H6).
Из различных классов кремнийорганических соединений наибольшее применение нашли полисилоксаны, полимерная цепь которых состоит из чередующихся атомов кислорода и кремния, связанного с заместителями различной химической природы:
Силоксановые каучуки характеризуются высокой термостойкостью, поскольку прочность связи Si-O составляет 440 - 495 кДж/моль по сравнению с 360 кДж/моль для связи C-C в обычных карбоцепных полимерах. Кроме того, полисилоксановая цепь характеризуется очень высокой гибкостью, так как потенциальный барьер вращения вокруг связи Si-O весьма низок, и некоторые полисилоксаны сохраняют эластичность до температуры минус 100 °C.
Выпускаемые в настоящее время силоксановые каучуки, кроме диметильных радикалов в обрамлении цепи, содержат также метилвинильные фрагменты, позволяющие уменьшать количество вулканизующего агента, а для придания определенных свойств также и другие - этильные, метилфенильные, дифенильные,  радикалы. Введение в молекулярную цепь каучука фрагментов различного химического строения позволяет существенно улучшать свойства получаемых каучуков и их вулканизатов. Отечественные силоксановые каучуки выпускаются следующих основных марок: СКТ, СКТВ, СКТВ-1, СКТЭ-30, СКТФВ-803, СКТФТ-50, СКТФТ-100.
радикалы. Введение в молекулярную цепь каучука фрагментов различного химического строения позволяет существенно улучшать свойства получаемых каучуков и их вулканизатов. Отечественные силоксановые каучуки выпускаются следующих основных марок: СКТ, СКТВ, СКТВ-1, СКТЭ-30, СКТФВ-803, СКТФТ-50, СКТФТ-100.
радикалы. Введение в молекулярную цепь каучука фрагментов различного химического строения позволяет существенно улучшать свойства получаемых каучуков и их вулканизатов. Отечественные силоксановые каучуки выпускаются следующих основных марок: СКТ, СКТВ, СКТВ-1, СКТЭ-30, СКТФВ-803, СКТФТ-50, СКТФТ-100.Силоксановые каучуки различаются по химической природе радикалов, обрамляющих цепь, составу основной цепи и молекулярной массе (твердые и жидкие).
Наряду с промышленными силоксановыми каучуками, в ограниченном объеме выпускаются каучукоподобные полимеры, которые отличаются по строению и свойствам. В макромолекулах этих каучуков часть атомов кислорода заменена на другие группы - полиалкилен- и полиариленсилоксаны. Выпускаются также блок-сополимеры полиорганосилоксанов с метилсилсесквиоксанами, а также полиэлементоорганосилоксаны, содержащие вместо кремния в основной цепи атомы бора, алюминия, карборановые фрагменты и др. Однако несмотря на уникальные свойства этих каучуков (например, поликарборансилоксаны обладают наибольшей термостойкостью из всех известных эластомеров), они не получили широкого распространения из-за сложности синтеза, высокой стоимости, а также ряда других причин.
В отличие от других типов каучуков, силоксановые имеют высокую стоимость и выпускаются в сравнительно небольшом объеме. С учетом того, что изготовление изделий на их основе требует соблюдения определенных условий в производственных помещениях и прежде всего чистоты и отсутствия контакта с компонентами резиновых смесей общего назначения, они не поставляются, как правило, для переработки в ненаполненном виде. В основном смеси поставляются в готовом виде, заправленные вулканизующими агентами.
Вулканизаты ненаполненных резиновых смесей на основе выпускаемых в крупном промышленном масштабе силоксановых каучуков находят ограниченное применение, что связано не только с низкими прочностными свойствами каучуков и вулканизатов, но и с их относительно высокой стоимостью. Однако в последнее время области их применения существенно расширяются. Наполненная светлыми наполнителями резина на основе силоксановых каучуков все шире применяется в разных областях промышленности, транспорта и медицины.
Силоксановые каучуки в чистом виде применяются как модифицирующие добавки к жидким системам различного назначения - антиадгезионным композициям на основе водных дисперсий и органических растворителей и разнообразных гидрофобизаторов. Они могут входить в качестве компонентов в составы покрытий и пленок на основе реактопластов различного строения. Их широко используют также в электронике, при производстве микросхем и волоконной оптики. Одним из примеров использования их электроизоляционных свойств может служить производство термостойкой изоляционной ленты ЛЭТСАР на основе боросилоксана.
2.3.5.1 Описание технологических процессов, используемых в настоящее время
Промышленный синтез силоксановых каучуков основан на реакции каталитической полимеризации циклосилоксанов, которые получают гидролизом дихлорсиланов, с последующей очисткой циклов от трифункциональных примесей - ректификацией. Этот способ позволяет устранить образование побочных продуктов, которые могут вызывать при полимеризации нежелательное разветвление или обрыв цепей.
В качестве катализаторов используют щелочи или серную кислоту. В первом случае реакция протекает при 150 °C, во втором - при 20 °C. Качество получаемого каучука в значительной степени зависит от чистоты исходных циклосилоксанов и тщательности последующей отмывки продукта от остатков катализатора и дезактиваторов. Поэтому все большее применение находят так называемые термолабильные катализаторы на основе гидроксидов тетраалкиламмония или фосфония и их силанолятов, которые по окончании полимеризации удаляются путем разложения при прогревании реакционной массы в определенном температурном интервале. Другой способ существенного улучшения свойств каучуков, широко используемый в настоящее время, заключается в блокировании концевых гидроксильных групп макромолекулы замещением их на стадии синтеза в основном триметилсилильными группами.
При необходимости синтеза полимера с небольшим количеством модифицирующих звеньев используют смесь, полученную согидролизом диорганодихлорсиланов в растворе. Например, в качестве растворителя используют диметилсилоксановый деполимеризат и, гидролизуя совместно диметилдихлорсилан и метилвинилтрихлорсилан, получают "винильную шихту", на четверть состоящую из метилвинилсилоксановых звеньев. Затем при синтезе каучуков СКТВ, СКТВ-1 ее смешивают с деполимеризатом в соотношении, необходимом для получения требуемого количества винильных звеньев, после чего смесь полимеризуют. Такой же прием используют для получения каучуков с другими модифицирующими звеньями.
Существуют два метода получения силоксановых каучуков: полимеризационный и поликонденсационный. Наибольшее распространение в промышленности получил полимеризационный метод, основанный на использовании реакций перегруппировки:

--------------------------------
<*> ТКД - термокаталитическая деполимеризация.
<**> ТКП - термокаталитическая полимеризация.
Принципиальная схема получения силоксановых каучуков полимеризационным методом показана на рисунке 2.24.

каучуков методом полимеризации
Полимеризационным методом получают силоксановые каучуки основных марок СКТ, СКТВ и др. В значительно меньшей степени в промышленности используют поликонденсационные методы (для получения ариленсилоксанов, блок-сополимеров и др.), которые протекают по схеме:

Как видно из приведенных выше схем, гидролиз диоргано-дихлорсиланов R2SiCl2 является общей стадией обоих методов получения силоксановых каучуков.
Наиболее распространенный мономер для крупнотоннажного производства силоксановых каучуков - диметилдихлорсилан (CH3)2SiCl2 (ДДС) с температурой кипения 70 °C, который получают прямым синтезом из кремния, активированного разными добавками, и метилхлорида. При этом, наряду с ДДС, получаются примеси с близкими температурами кипения триметилхлорсилан (57 °C), метилтрихлорсилан (66 °C). Примеси ухудшают качество получаемого каучука: метилтрихлорсилан вызывает структурирование полимера и снижает его эластичность, а триметилхлорсилан снижает молекулярную массу полимера.
Диметилдихлорсилан, используемый для получения силоксановых каучуков поликонденсационным методом, должен содержать не менее 99,96% основного продукта (по массе). Для этого продукт прямого синтеза подвергают ректификации на высокоэффективных многотарельчатых колоннах. Ректификация связана с большими энергозатратами.
В промышленности для получения силоксановых каучуков полимеризационным методом используют циклосилоксаны с числом атомов кремния от 3 до 7. Особенно широко используют октаметилциклотетрасилоксан или его смесь с декаметилцикло-пентасилоксаном. Циклосилоксаны в присутствии катализаторов при повышенной температуре расщепляются с образованием линейных продуктов.
Полимеризацию циклосилоксанов осуществляют в присутствии каталитических количеств основных или кислотных реагентов в условиях, при которых они расщепляют только связи Si-O и не затрагивают связи Si-C или какие-либо другие связи в органических радикалах.
Силоксановые каучуки, полученные неравновесной полимеризацией циклотрисилоксанов в отсутствие катализаторов, устойчивы в реальных условиях эксплуатации при температурах до 250 °C - 350 °C.
Для полимеризации циклосилоксанов предложено много различных катализаторов и каталитических систем, включающих главным образом сильные кислоты и сильные основания.
В промышленности для полимеризации диметилциклосилоксанов при получении СКТ применяют сульфат алюминия в виде каталитической пасты - смеси прокаленного и размолотого Al2(SO4)3 с деполимеризатом и H2SO4.
Трудоемкая и энергоемкая операция отмывки от сернокислотных катализаторов необходима потому, что они уже при 150 °C вызывают деструкцию и структурирование полимера.
Полимеризация в присутствии оснований позволяет за 2 - 4 ч (а иногда и быстрее), при очень малом массовом содержании катализатора (10-2% - 10-4%), получать полимеры с молекулярной массой до 106 и более без дозревания, получать жидкие каучуки, легко регулировать молекулярную массу полимеров и заменить трудоемкую стадию отмывки нейтрализацией катализатора.
Среди большого числа катализаторов основного характера наиболее активны гидроксиды щелочных металлов и их силоксаноляты, четвертичные аммониевые или фосфониевые основания и их силоксаноляты. Для неравновесной полимеризации циклотрисилоксанов можно, кроме того, применять смеси аминов с водой и многие другие каталитические системы.
В промышленности методом полимеризации в присутствии основных катализаторов получают высокомолекулярные диметилметилвинилсилоксановые каучуки СКТВ и СКТВ-1.
Низкомолекулярные полимеры СКТН (жидкие каучуки) получают полимеризацией диметилциклосилоксанов в присутствии KOH и воды, с помощью которой регулируют вязкость полимера в интервале 1,5 - 16 Па·с при 20 °C (молекулярная масса 20 - 70 тыс.). Реакцию проводят при 180 °C и избыточном давлении 0,35 МПа до установления равновесия (20 - 30 мин). Затем из полимера удаляют циклосилоксаны нагреванием его в вакууме после предварительной дезактивации катализатора аэросилом.
Свойства отечественных высокомолекулярных силоксановых каучуков приведены в таблице 2.76.
Таблица 2.76
силоксановых каучуков
Марка каучука | Технические условия | Характеристическая вязкость, дл/ч | Молекулярная масса, тыс. ед. | Потеря массы (термостойкость), %, не более | Молярная доля MeViSi-звеньев, % | Растворимость |
СКТ | 38.103694-89 | - | 420 - 570 (группа 1) | 2,5 (3 ч, 150 °C) | - | В толуоле |
571 - 670 (группа 2) | ||||||
СКТВ | 38.103694-89 | - | 420 - 570 (группа 1) | 3,0 (3 ч, 150 °C) | 0,07 - 0,11 | В бензоле и толуоле |
571 - 670 (группа 2) | 10 (2 ч, 300 °C) | |||||
СКТВ-1 | 38.103694-89 | - | 470 - 570 (группа 1) | 3,0 (3 ч, 150 °C) | 0,18 - 0,28 | В бензоле и толуоле |
571 - 720 (группа 2) | 10,0 (2 ч, 300 °C) | |||||
СКТВ-МЕД | 38.1033560-84 | - | 600 - 950 | 4,0 (3 ч, 150 °C) | 0,07 - 0,12 | В бензоле и толуоле |
СКТФВ-803, марка 1 | 38.103371-77 | - | 430 - 680 | 4,0 (3 ч, 150 °C) | 0,3 + 0,05 | В бензоле |
СКТФВ-803, марка 2 | 38.103371-77 | - | 430 - 680 | 4,0 (3 ч, 150 °C) | 0,3 +/- 0,05 | В бензоле |
Лестосил СМ | 38.0311006-90 | 0,1 - 0,6 | - | 1,5 (4 ч, 160 °C) | - | Полная в толуоле |
Лестосил СМ-НТ | 38.0311006-90 | 0,20 - 0,35 | - | 1.5 (4 ч, 160 °C) | - | В толуоле 99,8% |
СКТЭ | 38.103371-77 | - | 470 - 670 | 4,0 (3 ч, 150 °C) | - | В бензоле |
СКТЭ щ | 38.403738-92 | - | 400 - 800 <*> | 4,0 (3 ч, 150 °C) 6,0 (2 ч, 250 °C) | - | В толуоле |
СКТЭМ-1 | 38.03.1.048-93 | 1,0 - 1,6 | 390 - 800 <**> 500 800 | 4,0 (3 ч, 150 °C) 6,0 (2 ч, 250 °C) | 0,3 + 0,1 | В толуоле, в этилацетате |
СКТФТ-50 | - | 0,75 - 1,15 | 500 - 800 | 5,0 (2 ч, 200 °C) | 0,3 +/- 0,1 | В этилацетате |
СКТФТ-50 АНТ, марка А | 38.103182-85 | 0,75 - 1,15 | 500 - 900 | 5,0 (2 ч, 200 °C) | 0,3 +/- 0,1 | В этилацетате |
СКТФТ-50 АНТ, марка Б | 38.103182-85 | - | 600 - 900 | 2,0 (2 ч, 200 °C) | 0,35 +/- 0,15 | В этилацетате |
СКТФТ-100НТ | 38.103182-85 | 0,70 - 1,15 | 700 - 900 | 5,0 (2 ч, 200 °C) | 0,3 +/- 0,1 | В этилацетате |
СКТФ-1000П | 38.403397-81 | - | 700 - 2000 | 2,0 (2 ч, 200 °C) | 0,17 +/- 0,04 | |
СКТФТ-100 лестосил | 2294-114-00151963-2006 | 0,05 - 0,30 | 45 - 60 | 2,0 (4 ч, 160 °C) | - | В толуоле, этилацетате |
Каучук термостойкий низкомолекулярный СКТН выпускают четырех марок (А, Б, В, Г), различающихся вязкостью.
По внешнему виду каучук СКТН представляет собой вязкую бесцветную мутную жидкость, содержание летучих - не более 2,0% (для марки Г - 6%), термостабильность - не более 2,0%, вулканизуемость - не более 5 ч, вода должна отсутствовать.
Ненаполненные вулканизаты на основе силиконовых каучуков имеют очень низкую прочность при разрыве (0,2 - 0,5 МПа) и практически не применяются.
Резина на основе высокомолекулярных силоксановых каучуков широко используют как эластичные материалы специального назначения во многих отраслях промышленности. В электротехнической, радиоэлектронной и кабельной промышленности резина из высокомолекулярных (твердых) эластомеров применяют для изоляции проводов и кабелей, моторов и генераторов, амортизации, защиты точных приборов и т.д. Высокие диэлектрические свойства, термо- и морозостойкость, гидрофобность силиконовой резины делают особо эффективным их применение для изоляции проводов и кабелей, работающих в жестких условиях.
Силиконовая резина, наполненная техническим углеродом печного типа, является электропроводящими термостойкими материалами и могут использоваться как беспроволочные электронагреватели.
Широкое применение нашла резина из твердых каучуков в резинотехнической, фармацевтической, медицинской и пищевой отраслях промышленности для изготовления тепло- и морозостойких изделий.
Резина на основе жидких каучуков типа СКТН применяют для изготовления заливочных, обволакивающих, герметизирующих и губчатых материалов, стойких при температурах от минус 60 °C до 300 °C.
На основе силоксановых каучуков промышленность СК выпускает в большом ассортименте одно- и двухкомпонентные герметики, компаунды и самослипающиеся электроизоляционные ленты.
Эпихлоргидриновые каучуки (ЭХГК) занимают особое положение в ряду топливо- и термостойких каучуков специального назначения: они обладают сочетанием таких свойств, как бензо-, термо- и морозостойкость, газонепроницаемость, стойкость к гидроксилсодержащим топливным смесям, а также озоностойкостью и превосходными динамическими характеристиками.
ЭХГК получают из циклических эфиров, содержащих эпоксидные группы. В результате раскрытия эпоксидного кольца образуются макромолекулы с эфирными связями в основной цепи. Звенья в ЭХГК соединяются посредством эфирных связей. В результате подвижность макромолекул определяется суммарным действием двух факторов: наличием простых эфирных связей в основной цепи и наличием полярных хлорметильных групп в боковой цепи. Увеличение межмолекулярного взаимодействия, связанное с этим, отрицательно влияет на гибкость цепи и эластические свойства ЭХГК.
Ассортимент выпускаемых ЭХГК достаточно широк. Варьирование свойств этих каучуков осуществляется путем изменения относительного содержания звеньев четырех типов: эпихлоргидриновых (ЭХГ), этиленоксидных (ОЭ), пропиленоксидных (ОП) и непредельных эпоксидных (НЭ), что обусловливает возможность получения резины с различными динамическими, температурными и другими техническими свойствами, такими как газопроницаемость, огнестойкость, масло- и топливостойкость.
По строению основной цепи ЭХГК делятся на две большие группы: насыщенные каучуки - гомополимер ЭХГ и сополимер ЭХГ с ОЭ или ОП и ненасыщенные каучуки - сополимер ЭХГ и аллилглицидилового эфира (АГЭ), а также терполимеры - сополимеры ЭХГ, ОЭ, ОП с АГЭ или с другими ненасыщенными эпоксидами (НЭ).
Свойства ЭХГК определяются природой структурных звеньев, входящих в состав макромолекул. Отсутствие непредельных связей в основной цепи придает этим каучукам стойкость к действию тепла, кислорода, озона и других агентов.
2.3.6.1 Описание технологических процессов, используемых в настоящее время
Эпихлоргидриновые каучуки получают полимеризацией эпихлоргидрина и его сополимеризацией с различными оксидами, которая проводится в присутствии каталитических систем на основе алюминийалкилов. Наиболее часто для этих целей используют системы триэтил- или триизобутилалюминия с водой (полиалкилалюмоксаны).
Для регулирования молекулярной массы полимеров, полученных в присутствии полиалкилалюмоксанов, используют хелатирующие добавки (ацетилацетон, ацетилацетонаты металлов). Ацетилацетон резко изменяет кинетику процесса полимеризации  , при увеличении его содержания в каталитической системе увеличивается молекулярная масса полимера.
, при увеличении его содержания в каталитической системе увеличивается молекулярная масса полимера.
, при увеличении его содержания в каталитической системе увеличивается молекулярная масса полимера.Аппаратурное оформление, условия и этапы проведения процесса являются характерными для каучуков растворной полимеризации и во многом соответствуют описанным выше для каучуков СКИ и СКД.
Свойства ЭХГК определяются природой структурных звеньев, входящих в состав макромолекул. Отсутствие непредельных связей в основной цепи придает этим каучукам стойкость к действию тепла, кислорода, озона и других агентов.
Пропиленоксидный каучук (СКПО) представляет собой сополимер пропиленоксида (ПО) и непредельного эпоксида, в качестве которого наиболее часто используется аллилглицидиловый эфир (АГЭ).
При этом звенья АГЭ распределяются по цепи равномерно, а присутствие 2% - 3% (мол.) непредельного мономера (по отношению к оксиду) пропиленоксида позволяет проводить серную вулканизацию с получением вулканизатов с хорошими физико-механическими свойствами.
Наличие в основной цепи простых эфирных групп придает молекуле большую гибкость вследствие низкого потенциала барьера вращения по связи "углерод - кислород", но в то же время полярность эфирного кислорода может усиливать межмолекулярное взаимодействие. Таким образом, подвижность цепей и свойства сополимера определяются сложным суммарным эффектом двух противоположно действующих факторов.
Полярность каучуков обеспечивает масло- и бензостойкость резины - лучшую, чем у резины на основе натурального и изопренового каучуков, но худшую, чем у резины на основе ЭХГК.
Высокая подвижность связи -C-O- позволяет прогнозировать хорошие низкотемпературные характеристики каучука. Отсутствие ненасыщенных связей в основной цепи придает ему большую стойкость к действию тепла, кислорода, озона по сравнению с непредельными каучуками, полученными на основе диеновых мономеров.
Сравнительный анализ свойств СКПО и других каучуков специального назначения, результаты испытаний некоторых резинотехнических изделий на его основе, показали, что СКПО может быть использован для производства резины, стойкой к агрессивным средам и работающей в широком температурном интервале.
2.3.7.1 Описание технологических процессов, используемых в настоящее время
Получают пропиленоксидный каучук сополимеризацией мономеров в растворе (катализаторы - алкилы алюминия или цинка; сокатализатор - вода). Чтобы гидролиз катализатора протекал мягко, в систему вводят эфир, для повышения активности катализатора и для регулирования молекулярной массы каучука - ацетилацетон.
Аппаратурное оформление, условия и этапы проведения процесса являются характерными для каучуков растворной полимеризации и во многом соответствуют описанным выше для каучуков СКИ и СКД.
Олигопипериленовый каучук (СКОП-К, СКОП-Н), как и другие жидкие углеводородные каучуки (или олигодиены), является олигомерным аналогом высокомолекулярных углеводородных каучуков.
Он представляет собой однородную вязкую жидкость (сухой остаток 50%) с временем высыхания 24 ч, полностью совместимую с растительными неоксидированными маслами.
Синтетический каучук олигопипериленовый (СКОП-К) предназначен для применения в качестве заменителя натуральных олиф в производстве растительных масел для масляных красок и лаков. Также жидкий каучук СКОП может быть использован как пластификатор эластомеров взамен минерального масла ПН-6.
2.3.8.1 Описание технологических процессов, используемых в настоящее время
Олигопипериленовый каучук получают в растворе по аналогии с получением каучука СКД на различных катализаторах, где в качестве мономера используют жидкий пиперилен (при более низком давлении, так как пиперилен представляет собой ЛВЖ).
Синтез жидких углеводородных каучуков проводят на таком же оборудовании, как и при получении синтетического каучука. Для наиболее специфичных узлов - выделения и сушки - чаще всего используют тонкопленочные роторные испарители высокой производительности.
Основное отличие в получении жидкого углеводородного каучука от синтетического каучука состоит в том, что для обрыва растущей цепи на стадии образования олигомера инициатор, катализатор или регулятор полимеризации используют в концентрации, превышающей на 1 - 2 порядка их концентрации при получении высокомолекулярного синтетического каучука.
Производство олигопипериленового каучука реализовано в 1987 г. на Стерлитамакском СК. Кроме проблемы замены растительных масел, создание этого производства в значительной степени было направлено на решение проблемы использования диена пиперилена, сбыт которого меньше, чем сбыт бутадиена и изопрена. Массовая доля сухого остатка в СКОП-К не менее 50%, условная вязкость по вискозиметру ВЗ равна 246 (диаметр сопла - 4 мм, время истечения - 20 - 80 с, температура измерения - 20 °C).
Жидкие углеводородные каучуки можно модифицировать как по двойным связям основной цепи (гидрирование, малеинизация, эпоксидирование, галогенирование и т.д.), так и по функциональным группам, в частности концевым.
Каучук СКОП-К модифицируют фульвенами.
Фульвены - непредельные углеводороды, содержащие циклопентадиенильную группировку (с двумя резонансными структурами).

Каучук используется также в композиции с бутанолом и скипидаром для обеспечения влагостойкости и повышения долговечности древесины (пропитка).
Отечественный транс-1,4-полиизопрен выпускают под торговой маркой СГ, его зарубежным аналогом является канадский полимер "Полисар-Х-414", а его природными аналогами - гуттаперча (гутта) и балата.
Гуттаперча представляет собой смолу, добываемую из растения pertja (pertja (малайск.) - дерево, источающее камедь), это высокомолекулярное соединение, геометрический стереоизомер натурального каучука (C5H8)n средней молекулярной массой ~ 30 - 200 тыс.
Поскольку природные запасы деревьев pertja семейства гевеи постоянно сокращались, исследователи были вынуждены искать способы синтеза синтетического продукта. Впервые такой продукт был получен в 1955 г. первооткрывателем металлоорганического катализа К. Циглером, а уже в начале 60-х гг. XX века канадская компания Polysar начала промышленное производство синтетического транс-1,4-полиизопрена на ванадиевых катализаторах.
Кроме гутты (собственно транс-1,4-полиизопрен), техническая гуттаперча содержит смолы, белковые вещества, влагу и др.
В отличие от природных полимеров, синтетические имеют более высокую молекулярную массу и содержат определенное количество геля, поэтому они требуют пластикации перед переработкой.
При комнатной температуре техническая гуттаперча - твердый кожеподобный продукт плотностью ~ 0,95 г/см3, стойкий к действию кислот (в том числе HF, HCl), водонепроницаемый, имеющий высокие электроизоляционные свойства.
Основное назначение транс-1,4-полиизопрена - изоляция подводных кабелей, изготовление клеящих и кислотоупорных материалов в силу способности к вулканизации и хорошей совместимости с другими материалами.
Применение этого материала для изготовления протезно-ортопедических изделий для иммобилизации определенных сегментов или целиком конечностей и позвоночника позволило осуществлять непосредственно лечебные функции на завершающем этапе консервативного и оперативного лечения. Материалы использовали для производства протезов голени, фиксирующих корсетов, туторов верхних и нижних конечностей, изделий для лечения сколиоза, компрессионных переломов, в стоматологии и т.д.
2.3.9.1 Описание технологических процессов, используемых в настоящее время
Процесс синтеза синтетической гуттаперчи аналогичен процессу синтеза 1,4-цис-изопренового каучука (СКИ), описанному выше в 2.1.1. Этот процесс также осуществляется на катализаторах Циглера-Натта в растворе, но в качестве катализаторов используют систему на основе ванадия.
Технические требования к транс-1,4-полиизопрену:
- пластичность по Карреру - менее 0,65;
- прочность при разрыве - более 250 кгс/см2;
- относительное удлинение при разрыве - более 400%;
- твердость по ТМ2 - более 90;
- содержание золы - менее 0,8%;
- содержание ионола - 0,2% - 0,8%;
- содержание транс-1,4-звеньев - более 85%;
- содержание ванадия - менее 0,06%;
- растворимость в бензоле (толуоле) - более 90%;
- цвет белый;
- содержание легколетучих веществ - менее 0,7%;
- время отверждения в воде - менее 6 мин.
Производство термоэластопластов (ТЭП) является одной из самых быстроразвивающихся областей полимерной промышленности, с динамично растущим спросом. Эти материалы сочетают свойства вулканизованных каучуков со свойствами термопластов, т.е. они при более низких температурах ведут себя подобно пластикам, позволяя вести переработку на оборудовании для пластиков и не требуя его вулканизации.
ТЭП - полимеры с механическими свойствами эластомеров, однако по способу переработки они являются термопластиками. В целом структура ТЭП состоит из двух микроскопических фаз: одна - низкомодульная и легкодеформируемая, а вторая - жесткая, выполняющая функции связи между упругоэластичными зонами. Такие свойства обусловливают возможность изменения внутренних механических характеристик ТЭП от упругоэластичного полимера до полимерной жидкости. При нагревании ТЭП выше температуры плавления жесткая фаза расплавляется и позволяет полимеру вытекать в перерабатывающее оборудование.
Широкое применение ТЭП обусловлено особенностью их свойств по сравнению с другими пластиками. Термопластичные эластомеры отличаются такими свойствами, как:
- мягкость и упругость;
- высокая технологичность и возможность вторичной переработки;
- высокая эластичность при низких температурах;
- термическая и климатическая стойкость;
- длительный эксплуатационный период;
- нетоксичность;
- стойкость к слабым кислотам, растворам щелочей и солей, спиртам, воде, атмосферным воздействиям;
- диэлектрические характеристики, позволяющие использовать в производстве изоляционные материалы.
ТЭП полностью перерабатываются, не содержат хлор и серу. Новые ТЭП не содержат свинцовых стабилизаторов и других тяжелых металлов. Другим положительным свойством, с точки зрения экологии, является пониженная миграция пластификатора.
Изменяя рецептуры ТЭП, можно регулировать их основные физико-механические и потребительские свойства изделий: твердость, эластичность, маслобензостойкость, морозостойкость, огнестойкость, цвет.
Но важнее всего то, что именно свойства ТЭП гарантируют длительное функционирование изделий без потери эксплуатационных свойств в условиях постоянно меняющихся атмосферных факторов (мороз и жара, высокая и низкая влажность и пр.).
Так же, как и каучуки, они позволяют вводить в свой состав различные минеральные наполнители или стабилизаторы с пластификаторами. Это позволяет регулировать свойства ТЭП.
Различные группы ТЭП образованы на основе химического различия составляющих полимеров. Основой нескольких групп стал полимер, состоящий из макромолекул, сочетающих жесткие и эластичные блоки. Это блок-сополимеры, включающие термопластичные стирольные эластомеры (СБС), термопластичные уретаны (ТПУ), сополиэфиры (COPE), сополиамиды (COPA).
Другие группы представляют собой соединения жестких и эластичных полимеров, достаточно совместимых для обеспечения связи. В них входят термопластичные соединения полиолефиновых эластомеров (ТПО) и полипропилена с поливинилхлоридом/бутадиен-нитрильными каучуковыми смесями (ПВХ/БНК). Еще одна группа объединяет отдельные жесткие и эластичные полимеры, вступившие в химические реакции для усиления механических свойств, особенно в местах поперечного сшивания фазы эластомера. ТЭП с фазой эластомера поперечного сшивания являются термопластичными вулканизатами (ТПВ) и, как правило, имеют механические свойства класса термопластичной резины. Резкий количественный рост продуктов в этих областях продолжается, особенно это касается термопластичных вулканизатов (ТПВ).
Помимо этого, ТЭП обладают способностью со временем улучшать свои прочностные показатели, в отличие от резины, которая теряет эластичность, становится хрупкой и ломкой.
Бутадиен-стирольные термоэластопласты представляют собой новый класс полимеров, сочетающих свойства эластомеров и пластмасс. При рабочих температурах они ведут себя как вулканизаты каучуков - резины, не требуя вулканизации, а при повышенных температурах перерабатываются как термопласты (литьем под давлением, экструзией и т.д.).
В связи с тем, что термопласты не требуют вулканизации, изделия из них получаются гигиеничнее, дешевле. ТЭП легко окрашиваются в различные тона, что позволяет производить из них большой ассортимент изделий.
Стирол-бутадиен-стирольные (СБС) блок-сополимеры являются наиболее известными и распространенными материалами этого класса ТЭП. Также их называют дивинилстирольные термоэластопласты (ДСТ).
В настоящее время получены различные типы стирол-бутадиен-стирольных ТЭП линейного и разветвленного строения с низким, средним и высоким содержанием связанного стирола, а также маслонаполненных с повышенной текучестью.
При получении СБС (или ДСТ), предназначенных для различных областей применения, учитывают влияние различных факторов на их свойства: соотношение мономеров, количество блоков и их размеры, микроструктуру полибутадиенового блока, содержание статистически распределенного стирола в эластомерном блоке.
Обычно полибутадиеновый блок в СБС содержит 40% - 45% цис-1,4 и 8% - 12% 1,2-звеньев и имеет температуру стеклования от -90 °C до -100 °C. Полистирольные блоки имеют атактическое строение, и их температура стеклования в зависимости от молекулярной массы колеблется от 80 °C до 100 °C. Размер полистирольного блока оказывает большое влияние на прочностные свойства стирол-бутадиен-стирольных ТЭП. При молекулярных массах полистирольных блоков ниже 5 - 10·103 ТЭП практически полностью утрачивают прочность, так как из-за низкой температуры стеклования такие блоки не создают достаточно прочных связей в структуре.
Бутадиен-стирольные ТЭП представляют собой блок-сополимеры типа полистирол - полибутадиен - полистирол:

Наибольший практический интерес представляют трехблочные сополимеры, в которых срединный блок обладает достаточно высокой гибкостью полимерных цепей (полибутадиен или полиизопрен), а концевые блоки являются жесткоцепными (полистирол или  ). Такие сополимеры проявляют свойства термоэластопластов и при обычных температурах являются гетерофазными. Жесткоцепные микроблоки при комнатной температуре находятся в стеклообразном состоянии и, поскольку полистирол в полибутадиене не растворяется, сегрегируются в эластичной матрице с образованием доменов диаметром 10 - 40 нм с последующим их микрофазовым разделением. Домены, связанные друг с другом цепями мягкого блока, выполняют функцию полифункциональных узлов полимерной пространственной сетки, хотя межмолекулярные связи в такой системе имеют исключительно физическую природу. Тем не менее при обычных условиях полимер ведет себя как сетчатый, т.е. по свойствам приближается к резине. При температурах переработки полимер жестких блоков переходит в вязкотекучее (или высокоэластическое) состояние; блок-сополимер проявляет свойства линейного полимера и хорошо формуется обычными приемами переработки термопластов. Чтобы сополимер обладал хорошей эластичностью и термопластичностью, необходимо, чтобы содержание гибкоцепных блоков в его макромолекулах было не менее 50%.
). Такие сополимеры проявляют свойства термоэластопластов и при обычных температурах являются гетерофазными. Жесткоцепные микроблоки при комнатной температуре находятся в стеклообразном состоянии и, поскольку полистирол в полибутадиене не растворяется, сегрегируются в эластичной матрице с образованием доменов диаметром 10 - 40 нм с последующим их микрофазовым разделением. Домены, связанные друг с другом цепями мягкого блока, выполняют функцию полифункциональных узлов полимерной пространственной сетки, хотя межмолекулярные связи в такой системе имеют исключительно физическую природу. Тем не менее при обычных условиях полимер ведет себя как сетчатый, т.е. по свойствам приближается к резине. При температурах переработки полимер жестких блоков переходит в вязкотекучее (или высокоэластическое) состояние; блок-сополимер проявляет свойства линейного полимера и хорошо формуется обычными приемами переработки термопластов. Чтобы сополимер обладал хорошей эластичностью и термопластичностью, необходимо, чтобы содержание гибкоцепных блоков в его макромолекулах было не менее 50%.
). Такие сополимеры проявляют свойства термоэластопластов и при обычных температурах являются гетерофазными. Жесткоцепные микроблоки при комнатной температуре находятся в стеклообразном состоянии и, поскольку полистирол в полибутадиене не растворяется, сегрегируются в эластичной матрице с образованием доменов диаметром 10 - 40 нм с последующим их микрофазовым разделением. Домены, связанные друг с другом цепями мягкого блока, выполняют функцию полифункциональных узлов полимерной пространственной сетки, хотя межмолекулярные связи в такой системе имеют исключительно физическую природу. Тем не менее при обычных условиях полимер ведет себя как сетчатый, т.е. по свойствам приближается к резине. При температурах переработки полимер жестких блоков переходит в вязкотекучее (или высокоэластическое) состояние; блок-сополимер проявляет свойства линейного полимера и хорошо формуется обычными приемами переработки термопластов. Чтобы сополимер обладал хорошей эластичностью и термопластичностью, необходимо, чтобы содержание гибкоцепных блоков в его макромолекулах было не менее 50%.Синтез таких "трехблочников" основан на анионной полимеризации с использованием "живых" полимеров. Достоинством этого процесса является возможность управления строением получаемого продукта, т.е. химическим составом, длиной и последовательностью блоков. В качестве катализаторов полимеризации обычно применяют литийорганические соединения, чаще всего втор-бутиллитий. Для получения в составе блок-сополимеров бутадиеновых или изопреновых блоков с преимущественным содержанием 1,4-цис-звеньев процесс проводят в неполярной среде.
Бутадиен образуют блоки, состоящие из нерегулярно чередующихся звеньев различного строения. В полибутадиеновых блоках 1,4-цис-звеньев обычно содержится меньше (40% - 45%), а 1,2-звеньев - больше (8% - 12%). Блоки полистирола являются атактическими, и размеры образуемых ими доменов зависят от молекулярной массы блока. Свойства термоэластопластов при переработке и эксплуатации значительно зависят от молекулярных масс гибкоцепного и жесткоцепного блоков. Наилучшими физико-механическими свойствами обладают бутадиен-стирольные ТЭП при молекулярных массах полибутадиенового блока от 80 до 100 тыс., а полистирольных блоков - около 30 тыс.
ТЭП выпускаются в виде небрикетированной массы (крошки, гранул или сыпучего порошка с размером частиц менее 2,5 мм), опудренной антиагломератором (тальком, белой сажей или стеаратом кальция).
Процесс получения ТЭП может осуществляться двумя способами. В обоих случаях применяют литийорганический катализатор, как правило втор-бутиллитий, позволяющий получать сополимеры с узким ММР. Полимеризацию необходимо проводить в неполярном растворителе. Поскольку ароматические углеводороды участвуют в реакциях переноса кинетических цепей, то предпочтительным является использование алифатических или циклоалифатических растворителей.
В первом варианте процесс получения каучука может проводиться по непрерывной схеме, а его блочное строение достигается за счет большой разницы в константах сополимеризации бутадиена и стирола (в данных условиях rбут = 10,0 и rст = 0,035). Однако при этом не удается получать строго трехблочные сополимеры и всегда какая-то часть стирола статистически распределяется в составе бутадиеновых (изопреновых) блоков.
В отечественной промышленности процесс проводится в две стадии: полимеризация стирола, затем - бутадиена. Температура реакции на второй стадии составляет 95 °C - 105 °C. На каждой из стадий мономер полностью исчерпывается. Если на первой стадии температура составляет 40 °C - 45 °C, то на второй и третьей она равна 50 °C - 60 °C и 70 °C - 80 °C соответственно. При производстве ТЭП-35 вся циклограмма в идеальных условиях с откачкой из реактора составляет 90 - 100 мин. Процесс полимеризации длится 70 - 75 мин.
Дезактивацию катализатора проводят стабилизатором, вводимым в виде раствора. Дегазацию блочных сополимеров можно проводить как путем традиционной водной дегазации, так и безводным способом на обогреваемых валковых машинах. Каучук далее гомогенизируют в червячном прессе, гранулируют или выпускают в виде порошка и упаковывают.
Обозначения промышленных марок термоэластопластов зависят от типа применяемых мономеров и содержания связанного стирола, показываемого цифрами после буквенных обозначений. Так, бутадиен-стирольные сополимеры обозначают как ДСТ-30, ДМСТ-35 (линейные) или ДМСТ-Р (разветвленные). Разветвленные (звездообразные, радиальные) полимеры получают сшиванием двухблочных сополимеров три- или тетрафункциональными низкомолекулярными органическими соединениями. Выпускают также маслонаполненные термоэластопласты.
Бутадиен-стирольные термоэластопласты обладают наиболее ценным комплексом свойств при содержании связанного стирола 25 масс. % - 35 масс. %. Они сохраняют эластические свойства при низких температурах (до -60 °C), тогда как макромолекулы других сополимеров такого же состава при этих температурах утрачивают гибкость. Поскольку эти полимеры не требуют вулканизации, их можно перерабатывать такими высокоэффективными методами, как литье под давлением, экструзия с последующим раздувом, прессование, вакуум-формование, каландрование. Переработку осуществляют при температуре 140 °C - 190 °C; существенным достоинством этого класса полимеров является возможность их многократной переработки.
ТЭП имеют большую износостойкость, являются хорошими диэлектриками, совмещаются с НК и синтетическими каучуками. Общим недостатком ТЭП является низкая температуростойкость, которая может быть несколько повышена при замене стирола на его высшие гомологи, в частности на  . Высокая регулярность физической пространственной сетки ТЭП обеспечивает им большую прочность - до 40 МПа при относительном удлинении до 1000%. Но в то же время они имеют малое сопротивление раздиру, неустойчивы к многократным деформациям.
. Высокая регулярность физической пространственной сетки ТЭП обеспечивает им большую прочность - до 40 МПа при относительном удлинении до 1000%. Но в то же время они имеют малое сопротивление раздиру, неустойчивы к многократным деформациям.
. Высокая регулярность физической пространственной сетки ТЭП обеспечивает им большую прочность - до 40 МПа при относительном удлинении до 1000%. Но в то же время они имеют малое сопротивление раздиру, неустойчивы к многократным деформациям.Процесс производства бутадиен-стирольных ТЭП состоит из следующих основных стадий:
- очистки возвратного растворителя;
- очистки бутадиена;
- очистки стирола;
- приема и приготовления растворов катализатора, электродонора, сочетающего агента, антиоксиданта, компонентов антиагломератора;
- блок-сополимеризации бутадиена со стиролом в среде растворителя;
- дезактивации, стабилизации, наполнения маслом полимеризата;
- усреднения полимеризата;
- водной дегазации полимеризата;
- усреднения пульпы крошки ТЭП;
- выделения, сушки и упаковки готового продукта;
- вспомогательные установки (очистка воздушных выбросов и сточных вод).
Химико-технологические основы процесса получения термоэластопластов представлены в таблице 3.1.
Таблица 3.1
термоэластопластов
N п/п | Стадии и узлы процесса | Химико-технологические параметры и условия процесса |
1 | Очистка возвратного растворителя | Ректификация в аппарате колонного типа Адсорбция остаточной влаги на молекулярных ситах после ректификации Адсорбция хлорорганических соединений из сухого растворителя, поступающего от аппаратов мгновенного испарения |
2 | Очистка бутадиена | Осушка от влаги, ректификация от тяжелокипящих примесей и ингибитора по непрерывной схеме на ректификационных колоннах |
3 | Очистка стирола | Осушка от влаги и очистка от примесей и ингибитора методом адсорбции в осушителях |
4 | Полимеризация | Процесс полимеризации проводится в реакторах с перемешивающим устройством периодическим способом |
4.1 | Получение 1-го блока (полистироллития) | Смешение растворителя, инициатора и стирола осуществляется непосредственно в полимеризаторе. Тепловой эффект растворения стирола в смеси циклогексан/нефрас. (75 : 25 масс. %) составляет 25 кДж/кг (6,0 ккал/кг). Полимеризация стирола проводится в адиабатическом режиме |
4.2 | Получение "живого" двухблочника | Подача бутадиена в полимеризатор после окончания полимеризации стирола. Тепловой эффект растворения бутадиена в смешанном растворителе (циклогексан/нефрас. 75/25) + 110 кДж/кг (+26 ккал/кг). Полимеризация бутадиена проводится в адиабатическом режиме. Для снятия тепла предусматривается охлаждение хладагентом +25 °C через рубашку аппарата |
4.3 | Сшивка двухблочника | Смешение раствора "живого" двухблочника с раствором сшивающего агента и проведение реакции "сшивки" проводится непосредственно в полимеризаторе. Реакция идет без теплового эффекта |
4.4 | Стабилизация ТЭП | Стабилизация проводится непрерывно в потоке с применением интенсивного механического смесителя |
4.5 | Усреднение | Усреднение растворов ТЭП осуществляется в усреднителях, снабженных мешалками. Чистка аппаратов не реже одного раза в год |
5 | Получение маслонаполненного ДСТ- (для 30РМ) | Непрерывное смешение раствора ТЭП с маслом в безобъемном смесителе перед водной дегазацией |
6 | Дегазация при получении ТЭП | ТЭП выделяются из раствора методом водной дегазации. Процесс проводится по непрерывной схеме |
7 | Сушка ТЭП и упаковка | Сушка проводится в червячных машинах по непрерывной схеме. Упаковка в мешки в виде крошки по непрерывной схеме |
8 | Улавливание газов стравливания | Узел улавливания газов стравливания в струйном аппарате, на который направляются все постоянные отдувки |
9 | Очистка воздушных выбросов стадии выделения и сушки | Очистка воздуха из аппарата досушки и отсосов с мокрой группы от органических примесей (циклогексан, нефрас, стирол, ионол и др.) проводится на установке очистки воздушных выбросов. Процесс проводится по непрерывной схеме |
10 | Очистка сточных вод от органических примесей | Основная масса углеводородов из сточной воды (циклогексан, гексан, стирол) удаляется в технологическом процессе на стадии отпарки углеводородов из воды. Доочистка стоков до требований ПДК осуществляется на ОС |
11 | Вспомогательные операции | Приготовление рабочих растворов антиоксидантов, антиагломераторов и др. проводится по периодической схеме |
Примерный цикл работы реактора при получении линейного ДСТ состоит из следующих стадий: загрузки растворителя, стирола и катализатора; полимеризации стирола; подачи и полимеризации бутадиена; загрузки чистого диметилдихлорсилана либо дифенилдихлорсилана; выгрузки продукта из реактора.
Принципиальные технологические схемы основных стадий процесса приведены на рисунках 3.1 - 3.3.

1 - реактор периодического действия; 2, 6, 7, 10, 14,
16 - насос; 3, 11 - испарительная емкость; 4,
12 - конденсатор; 5, 13 - сборник растворителя; 8,
15 - смеситель; 9 - смесительная емкость (усреднитель
раствора полимера); 4, 12 - конденсатор
полимеризации, предварительной дегазации, стабилизации
и усреднения раствора полимера ТЭП

1 - дегазатор I ступени; 18, 20, 26, 28 - насос;
19 - дегазатор II ступени; 22, 25, 29 - конденсатор;
21 - отбойник; 23 - отстойник; 24 - сборник влажного
растворителя; 27 - буферная емкость (усреднитель пульпы)
Рисунок 3.2 - Принципиальная технологическая схема
двухступенчатой водной дегазации и усреднения
пульпы крошки ТЭП

1 - вибросито; 31 - экспеллер; 32 - экспандер;
33 - вибросушилка; 34 - линия упаковки и пакетирования; 35,
36, 39 - емкости циркулярной воды; 37, 40 - насос;
38 - крошкоуловитель
выделения, сушки и упаковки крошки ТЭП
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве ТЭП приведены в таблице 3.2.
Таблица 3.2
Показатели потребления сырья и энергоресурсов <*>
при производстве ТЭП
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен | кг/т | 707,00 | 715,00 |
Стирол привозной | кг/т | 305,00 | 313,00 |
Электроэнергия | кВт·ч/т | 750,00 | 830,00 |
Пар водяной | Гкал/т | 8,00 | 9,00 |
В таблицах 3.3 и 3.4 представлена информация по выбросам и сбросам производства термоэластопластов.
Таблица 3.3
ТЭП
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Оксиды азота (в сумме) | - | - | 2,0 | - |
Оксид углерода | 2,0 | |||
Циклогексан | - | 6,0 | - | |
Гексан | - | 2,0 | - | |
Нефрас ЧС 94/99 | - | 1,0 | - | |
1,3-бутадиен (дивинил) | - | 1,1 | - | |
Толуол | - | 1,0 | - | |
Углеводороды предельные C1 - C5 (исключая метан) | - | 0,04 | - | |
Взвешенные вещества | - | 0,03 | - | |
Таблица 3.4
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Нефтепродукты | - | - | 0,017 | - |
Стирол | - | 0,094 | - | |
ХПК | - | 5,76 | - | |
При производстве ТЭП загрязняющие вещества (ЗВ) в окружающую среду попадают с воздушными выбросами и сточными водами.
Основным источником выделения ЗВ является технологическое оборудование на стадиях дегазации полимера, выделения и сушки полимера. Основными ЗВ в производстве ТЭП являются: бутадиен, гексан, циклогексан, стирол, производные н-литийбутила и сшивающий агент.
Воздушные выбросы
Для минимизации выбросов загрязняющих веществ в атмосферу от всех технологических установок предусматривается узел улавливания газов стравливания, на который направляются все постоянные отдувки.
Газы стравливания с дыхательных клапанов технологического оборудования производства ТЭП, содержащие азот и пары органических растворителей (гексана, циклогексана, бутанов и стирола), поступают в коллектор приема газов в струйный аппарат, откуда газовая фаза выводится через сепаратор и направляется по отводящему трубопроводу в каплеотбойник, а затем - на утилизацию.
При выделении и сушке ТЭП образуются воздушные выбросы, содержащие в основном гексан, циклогексан, толуол, бутадиен, взвешенные вещества (полимерная пыль).
Очистка воздушных выбросов от оборудования выделения и сушки (от вибросита, шнека-дозатора ТЭП с ворошителем, экспеллеров, вибросушилки) производится на установке очистки воздушных выбросов, также предусмотрены обводные линии для настройки оборудования при первоначальных пусках. Установка работает под разряжением, создаваемым вентилятором, воздух после которого выбрасывается в атмосферу.
Сточные воды
При получении ТЭП образуются сточные воды, содержащие в качестве основных загрязнителей нефтепродукты, стирол, соли неорганических кислот, взвешенные вещества.
В производстве ТЭП образуются сточные воды: балансовый сброс воды дегазации и балансовый избыток циркуляционной воды участка выделения, сушки, упаковки. Сточные воды сбрасываются в ХЗК, откуда направляются на биологические очистные сооружения.
Сброс сточных вод в поверхность водоемов отсутствует.
Твердые отходы
При производстве ТЭП образуются следующие основные типы твердых отходов:
- отходы полимерных материалов (крошка ТЭП);
- отработанная окись алюминия с узла очистки и осушки стирола;
- отработанный цеолит;
- термополимер, образующийся на стадиях сушки и очистки мономеров.
Отходы передаются на утилизацию организациям - потребителям отходов, имеющим лицензию по обращению с отходами.
ТЭП синтетические бутадиен-стирольные разветвленной структуры СБС Р 30-00 являются продуктами блок-сополимеризации бутадиена-1,3 со стиролом в растворе углеводородов в присутствии литийорганического инициатора, стабилизированными неокрашивающими антиоксидантами.
ТЭП ДСТ-РМ получают наполнением полимеризата соответствующих базовых полимеров маслом-мягчителем в количестве 50 - 55 масс. ч перед дегазацией полимера.
Содержание связанного стирола для ТЭП ДСТ-30Р, ДСТ-30РМ составляет 27% - 31%, для ДСТ-40Р, ДСТ-40РМ - 38% - 42%, для ДСТ-45РМ - 43% - 47% (в пересчете на базовый полимер).
ТЭП ДСТ-Р, ДСТ-РМ используются для изготовления битумных кровельных и дорожных материалов, обувных композиций, клеев, адгезивов, медицинских изделий, РТИ, для модификации пластмасс.
Термоэластопласты выпускаются в виде сыпучего порошка с размером частиц менее 2,5 мм; гранул с размером частиц не более 8 мм; крошки неопределенной формы, опудренной антиагломератором (тальком, белой сажей или стеаратом кальция).
Технология получения бутадиен-стирольных ТЭП разветвленной структуры аналогична технологии получения бутадиен-стирольных ТЭП линейной структуры (см. 3.1.1). Разница заключается только в использовании разных сочетающих агентов.
В производстве трехблочных разветвленных сополимеров типа ТЭП тетрахлорид кремния (Аппрет СА-1) используется для соединения молекул так, чтобы центральный элемент образовывал стержень, от которого отходят четыре цепи молекул. В результате полимерная молекула эластомера приобретает радиальную четырехблочную конфигурацию.
Последовательность работы реактора при получении разветвленного ДСТ аналогична циклу при производстве ТЭП линейной структуры. Разница заключается только в использовании разных сочетающих агентов. В качестве сочетающего агента используется четыреххлористый кремний.
Принципиальная схема производства приведена на рисунке 3.4.

разветвленной структуры
Описание технологического процесса приведено в таблице 3.5, перечень основного оборудования - в таблице 3.6, перечень природоохранного оборудования - в таблице 3.7.
Таблица 3.5
бутадиен-стирольных ТЭП разветвленной структуры
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Растворитель привозной, возвратный | Очистка растворителя | Очищенный растворитель | Ректификационная колонна | ||
Привозной бутадиен и стирол | Очистка бутадиена и стирола | Очищенный бутадиен и стирол | Аппарат с перемешивающим устройством Реактор Сушильный агрегат Дегазаторы Экспеллер | ||
Растворитель Бутадиен Катализаторы Антиоксидант | Полимеризация | Полимеризат | Аппарат с перемешивающим устройством Реактор Сушильный агрегат Дегазаторы | ||
Полимеризат | Дегазация | Пульпа (крошка в воде) | Реактор Сушильный агрегат Дегазаторы | ||
Пульпа (крошка в воде) | Выделение и сушка | Термоэластопласт гранулы или порошок | Экспеллер Вибросушилка Вибросито | Установка регенеративного термического окисления | |
Таблица 3.6
производства бутадиен-стирольных ТЭП разветвленной структуры
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реактор | Ведение процесса полимеризации | Вместимость - 34,5 м3 Pраб. - 0,7 МПа (7,0 кг/см2) Pрас. - 1,27 МПа (12,7 кг/см2) Pраб. руб. - 0,40 МПа (4,0 кг/см2) Pрас. руб. - 0,6 МПа (6,0 кг/см2) Высота 8,3 м Диаметр 3 м |
Дегазатор первой ступени | Дегазация | Pраб. - 0,02 МПа (0,2 кгс/см2) P расч. - 0,31 МПа (3,1 кгс/см2) Tрасч. - 150 °C Вместимость - 58,8 м3 Диаметр - 3600 мм Высота цилиндрической части - 4600 мм |
Дегазатор второй ступени | Дегазация | Вместимость - 58,8 м3 Pраб. - 0,08 МПа (0,8 кгс/см2) P расч. - 0,31 МПа (3,1 кгс/см2) Tрасч. - 150 °C Диаметр - 3600 мм Высота цилиндрической части - 4505 мм |
Дегазатор (первая ступень) | Дегазация | Вместимость - 100 м3 Высота ц.ч. - 11100 мм Диаметр - 3200 мм Расчетное давление - 0,2 МПа (2,0 кгс/см2) Pраб. - 0,07 МПа (0,7 кгс/см2) |
Дегазатор (вторая ступень) | Дегазация | Вместимость - 100 м3 Высота ц.ч. - 11100 мм Диаметр - 3200 мм Pрас. - 0,2 МПа (2 кгс/см2) Pраб. - 0,07 МПа (0,7 кгс/см2) Число оборотов мешалки - 46 об/мин Мощность - 55 кВт, 1460 об/мин Напряжение - 500 В |
Вибросито GS-603 | Отделение крошки ТЭП от циркуляционной воды и транспортировки крошки к обезвоживателю | Производительность - 4000 кг/ч Габариты - 3210 x 1700 x 2150 мм Мощность привода - 2 x 2 кВт |
Обезвоживатель крошки | Удаление воды из крошки ТЭП | Тип - горизонтальный, одношнековый, наружный Диаметр вала - 352 мм Наружный диаметр вала - 352 мм Частота вращения - 120 мин-1 (об/мин) Мощность привода - 600 кВт Производительность - 4000 кг/ч |
Экспандер | Удаление воды из ТЭП | Производительность - 4000 кг/ч Мощность привода - 600 кВт Частота вращения червячного вала - от 0 до 315 об/мин Габаритные размеры - 5743 x 1499 x 966 мм |
Турбулятор | Измельчение ТЭП | Производительность - 4000 кг/ч Привод фрезы - гидравлический Скорость фрезы - от 500 до 3000 об/мин Мощность электродвигателя - 55 кВт |
Вибросушилка | Удаление влаги из ТЭП | Производительность - 4000 кг/ч Габаритные размеры - 8930 x 2510 x 2590 мм |
Отжимная машина | Удаление воды из крошки ТЭП | Тип машины - горизонтальная, одношнековая, двухстадийная. Наружный диаметр шнека - 300 мм Частота вращения - до 250 об/мин Производительность - 4000 кг/ч Привод машины - регулируемый, постоянного тока. Мощность электродвигателя - 420 кВт Напряжение электродвигателя - 220 В Масса отжимной машины с электродвигателем - 14 т Габариты машины - 8120 x 1810 x 1515 мм |
Сушильная машина | Сушка | Тип - горизонтальная, одношнековая. Производительность - 4000 кг/ч Наружный диаметр шнекового вала - 250 мм Привод регулируемый, постоянного тока. Направление вращения вала - правое со стороны электродвигателя Мощность электродвигателя - 630 кВт Частота вращения - до 250 об/мин Напряжение - 440 В Масса машины - 15000 кг Габариты - 9360 x 1945 x 1820 мм |
Аппарат с перемешивающим устройством | Разбавление раствора НБЛ | Аппарат цельносварной с эллиптическими днищем и крышкой типа 1023.2-32-0,6 Вместимость - 32 м3 Диаметр - 3000 мм Высота - 7800 мм Расчетное давление - 0,6 МПа |
Аппарат с перемешивающим устройством | Приготовление раствора антиокислителя | Аппарат цельносварной с перемешивающим устройством с эллиптическими днищем и крышкой Вместимость - 32 м3 Диаметр - 3000 мм Высота - 7800 мм Расчетное давление - 0,6 МПа Мешалка: мощность электродвигателя - 18,5 кВт; частота вращения - 60 об/мин |
Аппарат с перемешивающим устройством | Приготовление раствора | Аппарат с плоским днищем и съемной плоской крышкой Вместимость - 2 м3 Диаметр - 1400 мм Высота - 2700 мм Расчетное давление - атмосферное Расчетная температура - 110 °C Рабочее давление - атмосферное Мешалка: мощность электродвигателя - 3 кВт; частота вращения - 125 об/мин (кгс/см2) |
Аппарат с перемешивающим устройством | Приготовление раствора | Аппарат с плоским днищем и съемной плоской крышкой Вместимость - 2 м3 Диаметр - 1400 мм Высота - 2700 мм Расчетное давление - атмосферное Расчетная температура - 110 °C Рабочее давление - атмосферное Мешалка: мощность электродвигателя - 3 кВт; частота вращения - 125 об/мин (кгс/см2) |
Ректификационная колонна | Осушка бутадиена | Ректификационная колонна с клапанными тарелками Тарелки колонны - клапанные диаметром 1000 мм - 36 шт. Внутренний объем - 16 м3 Диаметр - 1000 мм Расчетная температура - 250 °C. Расчетное давление верхней части - 0,7 МПа Расчетное давление кубовой части - 0,7 МПа Рабочее давление верхней части - 0,34 МПа Рабочее давление кубовой части - 0,4 МПа Рабочая температура верхней части - 35 - 40 °C Рабочая температура кубовой части - 40 - 45 °C Габаритные размеры: 25910 x 3250 x 1880 мм |
Ректификационная колонна | Очистка бутадиена | Ректификационная колонна с клапанными тарелками Тарелки колонны диаметром 1000 мм - 15 шт. Внутренний объем - 8,3 м3 Диаметр - 1000 мм Расчетная температура - 250 °C Расчетное давление верхней части - 0,7 МПа Расчетное давление кубовой части - 0,7 МПа Рабочее давление верхней части - 0,34 МПа Рабочее давление кубовой части - 0,4 МПа Рабочая температура верхней части - 35 - 40 °C Рабочая температура кубовой части - 40 - 45 °C Габаритные размеры - 17150 x 3240 x 1880 мм |
Ректификационная колонна | Осушка и очистка растворителя | Ректификационная колонна с клапанными тарелками Диаметр верхней части - 1400 мм Диаметр кубовой части - 2200 мм Расчетное давление: верхней части колонны - 0,6 МПа; кубовой части колонны - 0,6 МПа Расчетная температура: верхней части колонны - 180 °C; кубовой части колонны - 180 °C Рабочее давление: верхней части колонны - 0,253 МПа; кубовой части колонны - 0,268 МПа Рабочая температура: верхней части колонны - 100 - 125 °C; кубовой части колонны - 120 °C |
Реактор | Ведение реакции | Аппарат цельносварной с эллиптическими днищем и крышкой. Вместимость - 63,3 м3 Расчетное давление корпуса - 1,5 МПа Расчетное давление рубашки - 0,6 МПа Расчетное давление змеевика - 0,6 МПа Расчетная температура корпуса - 220 °C Расчетная температура рубашки - 115 °C Расчетная температура змеевика - 115 °C Рабочее давление корпуса - 0,5 МПа Рабочее давление рубашки - 0,4 МПа Рабочее давление змеевика - 0,4 МПа Рабочая температура корпуса - 115 °C Рабочая температура рубашки - 40 °C Рабочая температура змеевика - 40 °C Мощность электродвигателя - 75 кВт Частота вращения мешалки - 71 об/мин |
Дегазатор первой ступени | Дегазация | Вертикальный сварной аппарат с перемешивающим устройством Вместимость - 92 м3 Диаметр - 4000 мм Высота - 11650 мм. Расчетное давление - 0,6 МПа Расчетная температура - 200 °C Рабочее давление - 0,03 МПа Рабочая температура - 95 - 100 °C Мешалка: мощность электродвигателя - 132 кВт; частота вращения - 105 об/мин |
Дегазатор второй ступени | Дегазация | Вертикальный сварной аппарат с перемешивающим устройством. Вместимость - 92 м3. Диаметр - 4000 мм. Высота - 11550 мм. Расчетное давление - 0,6 МПа. Расчетная температура - 200 °C. Рабочее давление - 0,04 МПа. Рабочая температура - 107 - 115 °C. Мешалка: мощность электродвигателя - 132 кВт; частота вращения - 105 об/мин |
Таблица 3.7
бутадиен-стирольных ТЭП разветвленной структуры
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Скруббер | Очистка воздушных выбросов от твердых частиц | Аппарат пылегазоочистки Производительность - 50000 м3/ч Аэродинамическое сопротивление - 4800 Па Рабочая температура -  Вода на орошение: - давление -  , ,- температура -  , ,- расход -  Dц = 2200 мм Dверх = 4500 мм Нц. = 6635 мм Высота ШВ-50 - 9100 мм Рабочее или номинальное давление - атм. Расчетное давление - 0,015 МПа Пробное давление - 0,015 МПа Испытательная среда - вода температурой 20 °C Рабочая среда - газовоздушный поток, вода Электроэнергия (шкаф управления): - напряжение - 380 В, - частота - 50 Гц, - мощность - 1,0 кВт |
Установка регенеративного термического окисления | Очистка воздушных выбросов | Производительность по очищаемой газовоздушной смеси - 50000 м3/ч Рабочая температура - 840 °C Наименование вредного вещества - гексан Теплота сгорания вредных веществ - 44000 кДж/кг Коэффициент полезного действия теплообменника -  Электроэнергия: рабочее напряжение - 240/400 В (частота - 50 Гц) Габаритные размеры (без учета вытяжных вентиляторов и дымовой трубы), мм - 9730 x 3630 x 8580 |
При производстве ТЭП разветвленной структуры загрязняющие вещества (ЗВ) в окружающую среду попадают с воздушными выбросами и сточными водами и аналогичны производству ТЭП линейной структуры.
Нормы расходов материальных и энергетических ресурсов производства бутадиен-стирольных ТЭП разветвленной структуры приведены в таблице 3.8.
Таблица 3.8
Показатели потребления сырья и энергоресурсов <*>
при производстве бутадиен-стирольных ТЭП разветвленной
структуры
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | 294 | 310 |
Бутадиен | кг/т | 682 | 708 |
Растворители гексановые | кг/т | 2 | 4,2 |
Циклогексан технический | кг/т | 7,3 | 10,5 |
Электроэнергия | кВт·ч/т | 310 | 830 |
Пар | Гкал/т | 2,4 | 3,3 |
Характеристика выбросов, сбросов, отходов, образующихся при производстве бутадиен-стирольных ТЭП разветвленной структуры, приведены в таблицах 3.9 - 3.11.
Таблица 3.9
бутадиен-стирольных ТЭП разветвленной структуры
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота диоксид | - | 1,64 | - | |
Азота оксид | - | 0,29 | - | |
Углерода оксид | - | 2,0 | - | |
1,3-бутадиен | - | 1,1 | - | |
Циклогексан | - | 5,8 | - | |
Гексан (гептановая фракция, нефрас) | - | 2,73 | - | |
Взвешенные вещества | - | 0,4 | - | |
Таблица 3.10
Сбросы загрязняющих веществ при производстве
бутадиен-стирольных ТЭП разветвленной структуры
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Стирол | Сброс сточных вод от производства в систему заводской канализации | - | 0,00816 | - |
Нефтепродукты | - | 0,0163 | - | |
ХПК | - | 5,76 | - | |
Таблица 3.11
ТЭП разветвленной структуры
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Оксид алюминия, отработанный при осушке и очистке растворителя | IV | Осушка растворителя | Утилизация пиролизом | 0,56 | 1,67 | 1,18 |
Керамические изделия технического назначения, отработанные незагрязненные практически неопасные | V | Осушка возвратного растворителя | Размещение на полигоне | 0,19 | 0,20 | 0,19 |
Катализатор на основе оксида алюминия активного, содержащий палладий отработанный | III | Каталитическая очистка загрязненного воздуха | Регенерация | 0,18 | 0,19 | 0,18 |
Полиэтилен (ПЭ) является наиболее широко производимым и применяемым полимером во всем мире. Созданный в качестве изолирующего материала для электрических кабелей, сегодня ПЭ используется повсеместно благодаря его свойствам и обладает огромным потенциалом для дальнейшего применения.
ПЭ служит сырьем для производства мягкой, пластичной, а также жесткой, твердой, прочной продукции, в том числе предметов бытового назначения - упаковочных материалов, игрушек и т.п.
Благодаря особым свойствам различают следующие основные марки ПЭ:
- HDPE (ПЭВП) - высокой плотности (низкого давления) с плотностью более 0,94 г/см3;
- LDPE (ПЭНП) - низкой плотности (высокого давления) с плотностью до 0,94 г/см3;
- LLDPE (ЛПЭНП) - линейный низкой плотности (с плотностью до 0,94 г/см3);
- mLLDPE, MPE - металлоценовый линейный;
- MDPE (ПЭСП) - средней плотности;
- HMWPE, VHMWPE - высокомолекулярный;
- UHMWPE (СВМПЭ) - сверхвысокомолекулярный;
- EPE - вспенивающийся;
- PEC - хлорированный.
ПЭ производится, как правило, на предприятиях, расположенных в непосредственной близости от пиролизных производств, которые обеспечивают производство ПЭ сырьем.
Полиэтиленовая продукция заменяет традиционные материалы, такие как бумага или металл.
Полиэтилен низкой плотности (ПЭНП), или полиэтилен высокого давления (ПЭВД), получаемый в процессах при высоком давлении, представляет собой мягкий, упругий и пластичный продукт, что связано с его сильноразветвленной молекулярной структурой. Плотность ПЭНП составляет 915 - 935 кг/м3. После деформации данный тип полиэтилена восстанавливает начальную форму благодаря присущей ему эластичности. ПЭНП характеризуется более высоким показателем текучести расплава (ПТР) и, следовательно, более простыми технологическими процессами получения, чем для большинства других типов полиэтилена.
ПЭНП широко использовался для изготовления прочных, гибких элементов, например, крышек, также применялся в качестве изоляционного материала в течение длительного времени. Сегодня наибольшее распространение полимер получил в изготовлении тары и упаковочных материалов (полиэтиленовая пленка).
На рисунке 4.1 представлена сильноразветвленная молекулярная структура ПЭНП.

Кроме ПЭНП, технологии высокого давления позволяют получать следующие продукты:
- сополимеры этилена и винилацетата (СЭВ, ЭВА);
- сополимеры этилена и акриловой кислоты (ЭАК);
- сополимеры этилена и метилакрилата;
- большая часть марок ЛПЭНП;
- ПЭ очень низкой плотности;
- ПЭ сверхнизкой плотности.
Эти полимеры производят в промышленных уровнях на установках высокого давления. Для получения этих типов полимеров необходимы дополнительные инвестиции (например, в антикоррозионную защиту, хладопроизводительность, экструзионное оборудование и технологические установки для повторного использования сомономеров после очистки).
4.1.1.1 Описание технологических процессов, используемых в настоящее время
Процесс полимеризации полиэтилена может происходить в трубчатом реакторе с различной эффективностью, которая определяется различными параметрами: размером труб, температурой теплоносителя в рубашке реактора, температурой инициирования полимеризации, максимальной температурой реакции, давлением в реакторе. Кроме того, важную роль играет скорость подачи сырья, которая определяет время пребывания мономера в реакторе, а также количество точек ввода инициатора и этилена в реактор, количество и тип агента передачи цепи.
Принципиальная схема производства ПЭНП в трубчатом реакторе представлена на рисунке 4.2.

трубчатого реактора
Трубчатый реактор конструктивно представляет собой аппарат типа "труба в трубе". Он состоит из труб высокого давления, последовательно соединенных при помощи фланцев. Трубы имеют внутренний диаметр (для различных установок) от 34 до 100 мм. Общая длина реактора составляет от нескольких сотен до тысячи и более метров. Трубы снабжены наружными рубашками, в которых циркулирует теплоноситель - горячая вода под давлением. По всей длине реактора имеются термопары, измеряющие температуру реакционной среды. В начале, в конце реактора, а также в нескольких точках по длине проводится измерение давления реакционной массы. В конце реактора установлен дросселирующий клапан, с помощью которого поддерживается необходимое реакционное давление и осуществляется выгрузка реакционной массы из реактора.
По принципу действия трубчатый реактор является аппаратом вытеснения: режим движения реакционной массы в реакторе - турбулентный, поршневой. Полимеризация протекает при постоянно меняющихся по длине реактора параметрах - температуре, давлении, концентрации инициатора и образующегося полимера.
В реакторе можно выделить три участка. В первом - подогревателе - происходит разогрев этилена до температуры реакции. Образования полиэтилена на этом участке практически не происходит. Во втором участке - собственно зоне реакции - протекает полимеризация этилена, температура за счет экзотермии возрастает до максимальной, концентрация инициатора снижается к концу участка до нуля. В третьем участке реакционная масса, состоящая из полиэтилена и непрореагировавшего мономера, охлаждается. Охлаждение реакционной массы к концу реактора необходимо для того, чтобы при снижении давления температура ее не достигла температуры разложения этилена (дросселирование до давления 25 - 30 МПа сопровождается выделением теплоты). Каждый участок реактора имеет свой контур теплоносителя.
Введение инициатора или смеси этилен/воздух в различных точках реактора создает ряд зон с более высокими температурами (пиками), за которыми следуют зоны охлаждения, где удаляется тепло реакции из смеси этилен-полимер. Эти температурные пики/циклы охлаждения могут повторяться несколько раз по длине реактора. Из-за теплопередачи стенок трубчатый реактор имеет более высокую степень конверсии в полимер, чем автоклавный реактор: коэффициент конверсии достигает 36% (до 20% для автоклавного реактора). Конверсия этилена влияет на свойства продукта, при более высокой конверсии возрастает степень разветвленности.
Тепло, выделяемое при экзотермической реакции, снимается водой через охлаждающую рубашку, что позволит получить пар низкого давления. Современные установки используют закрытые системы охлаждения для минимизации потребления пресной воды для охлаждения. В то же время надлежащая подготовка воды обеспечивает максимальную защиту высокопрочных материалов, используемых на установке, от коррозии.
В общем случае трубчатый тип реактора более предпочтителен для получения полимеров с хорошими оптическими свойствами и для изготовления высококачественных пленочных изделий.
Важными факторами, влияющими на степень конверсии и уровни потребления энергии, являются следующие аспекты:
- молекулярно-массовое распределение (ММР) производимых полимеров: продукты с более широким ММР производят при более высоких уровнях конверсии этилена, чем при производстве полимеров с более узким ММР;
- теплообмен: в трубчатых реакторах конверсия этилена может быть дополнительно увеличена при сохранении желаемого качества продукта (увеличения конверсии на 5 - 15%) путем улучшения способности к теплообмену (увеличение площади поверхности теплообмена за счет удлинения реактора и/или повышения коэффициента теплообмена);
- система инициирования: оптимизация системы инициирования может позволить достичь более высокой степени конверсии для тех же свойств продуктов. Трубчатые установки могут работать только с кислородом, пероксидами/кислородом или только пероксидом в качестве системы инициирования. Трубчатые реакторы, работающие с пероксидами в качестве инициаторов, как правило, показывают более высокие степени конверсии, чем реакторы, использующие систему инициирования только кислородом. Введение органического инициатора потребует использования углеводородных растворителей в качестве пероксидного носителя для инжекции инициатора.
Описание технологического процесса приведено в таблице 4.1, перечень основного оборудования - в таблице 4.2, перечень природоохранного оборудования - в таблице 4.3.
Таблица 4.1
в трубчатом реакторе
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Этилен | Компримирование этилена | Этилен | Фильтры свежего этилена Смеситель низкого давления Фильтры возвратного этилена высокого давления Смеситель высокого Фильтры возвратного этилена низкого давления Поршневые компрессоры Плунжерные компрессоры | ||
Этилен высокого давления | Полимеризация этилена | Расплавленный полиэтилен | Реакторы полимеризации, типа труба в трубе Отделитель высокого давления Отделитель низкого давления Холодильник возвратного газа высокого давления Циклонные отделители Концевой отделитель высокого давления Сепаратор низкого давления Сборник низкомолекулярного полиэтилена | ||
ПЭВД | Экструзия/гранулирование полиэтилена | ПЭВД | Гранулятор Экструдеры | ||
ПЭВД | Обработка полиэтилена в товарный продукт и расфасовка | ПЭВД | Барабанный смеситель Гранулятор Пневматический очиститель | ||
Таблица 4.2
производства полиэтилена в трубчатом реакторе
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Компрессор 1-го каскада | Компримирование газа | Производительность компрессора 1-го каскада - 12,5 м3/мин (13460 кг/час) Давление газа на всасе - 17 кгс/см2 |
Компрессор 2-го каскада | Компримирование газа | Производительность компрессора 2-го каскада 1,12 м3/мин (28000 кг/час) Давление газа на всасе - 250 кгс/см2 Давление газа на нагнетании 2500 кгс/см2 |
Блок реакторный | Полимеризация | Блок реакторный 1 - давление рабочее 225 МПа Блок реакторный 2 - давление рабочее 225 МПа |
Экструдер | Грануляция | Производительность - до 20 т/ч |
Фильтры свежего этилена | Очистка этилена от механических примесей | Вертикальный цилиндрический аппарат. Внутри расположен перфорированный стакан, обтянутый сеткой |
Смеситель низкого давления | Смеситель газа | Цилиндрический, вертикальный аппарат |
Фильтры возвратного этилена высокого давления | Очистка этилена от механических примесей | Вертикальный цилиндрический аппарат со съемными крышками. Снабжен шестью армированными фильтрующими цилиндрами из керамики или пятнадцатью щелевыми вставками, выполненных из стали, фиксируемых решеткой |
Смеситель высокого давления | Смеситель газа | Цилиндрический вертикальный аппарат. Для улучшения смешивания газа, по высоте аппарат снабжен шестью перфорированными перегородками |
Фильтры возвратного этилена низкого давления | Очистка этилена от механических примесей | Цилиндрический, вертикальный аппарат. Снабжен 13 армированными фильтрующими цилиндрами из керамики или цилиндрами из перфорированной стали, обмотанным фетром |
Поршневые компрессоры каскада | Компримирование этилена | Сборная единица, вертикальные двухрядные, шестиступенчатые |
Плунжерные компрессоры горизонтальные двухрядные двухступенчатые | Компримирование этилена | Сборная единица, горизонтальные двухкривошипные, двухступенчатые |
Реакторы полимеризации типа "труба в трубе" | Полимеризация этилена | Реактор - трубчатый аппарат состоящий из 33 труб высокого давления, соединенных между собой трубными коленами. Трубы и колена имеют рубашки для подогрева и охлаждения реакционной смеси перегретой водой |
Реакторы полимеризации | Полимеризация этилена | Тип "труба в трубе", объем в трубе - 2,29 м3, объем в рубашке - 19,41 м3, общая длина реактора, включая зону подогрева, - 1040 м |
Отделитель высокого давления | Отделение расплава полиэтилена от этилена | Вертикальный, цилиндрический аппарат витой конструкции. Корпус имеет рубашку для обогрева перегретой водой |
Отделитель низкого давления | Отделение расплавленного полиэтилена от растворенного в нем этилена | Цилиндрический вертикальный аппарат с коническим днищем. Внутри аппарат снабжен насадкой, состоящей из двух отбойных конических тарелок для более полного отделения полиэтилена от газа. Снабжен рубашкой для обогрева паром, внутренние стенки газовой полости футерованы слоем нержавеющей стали толщиной 1,5 мм |
Холодильник возвратного газа высокого давления | Охлаждение газа | Состоит из 33 труб диаметром 70 мм, толщиной стенки - 12 мм, длина каждой трубы - 9000 мм. Выполнены из нержавеющей стали. Каждая труба снабжена рубашкой диаметром 13 мм и толщиной стенки 4 мм. Во внутреннюю трубу подается этилен, в рубашки подается пром. вода. По газу и пром. воде холодильник трехступенчатый |
Циклонные отделители | Сбор низкомолекулярного полиэтилена | Вертикальный, цилиндрический с плоским днищем и крышкой Диаметр внутренний - 325 мм Высота - 1930 мм Давление расчетное - 325 кгс/см2 Температура расчетная - 200 °C |
Сборник низкомолекулярного полиэтилена. | Сбор низкомолекулярного полиэтилена | Цилиндрический, вертикальный аппарат. Снабжен рубашкой для обогрева паром. Для более полного отделения этилена от полиэтилена аппарат внутри снабжен стаканом |
Дополнительная емкость низкомолекулярного полиэтилена | Сбор низкомолекулярного полиэтилена | Вертикальный цилиндрический аппарат со сферическим днищем. Внутри аппарат снабжен стаканом |
Гранулятор 1 ступени | Экструзия полиэтилена | Основной частью гранулятора является экструдер, представляющий собой двухваловый червячный пресс с набором шнеков и месильных дисков. Цилиндр экструдера имеет 4 зоны нагрева и охлаждения. Обогрев ведется перегретой водой, охлаждение - конденсатом. Комплектуется гранулирующим устройством |
Анализный бункер. | Сбор полиэтилена для подготовки к смешению в партию | Вертикальный, цилиндрический аппарат, с тремя опорными лапами. Снабжен месдозой для определения массы загруженного полиэтилена |
Барабанный смеситель | Усреднение полиэтилена | Горизонтальный, цилиндрический, пустотелый аппарат. Внутри барабана к стенкам приварены пластины для продольного перемещения гранул и лучшего перемешивания Приводится во вращение электродвигателем через понижающий редуктор |
Сортовой бункер | Усреднение полиэтилена | Вертикальный цилиндрический аппарат с коническим днищем и тремя опорными лапами. Комплектуется месдозой для определения количества полиэтилена в бункере |
Гранулятор 2 ступени | Экструзия полиэтилена | Основной частью гранулятора является экструдер, представляющий собой двухваловый червячный пресс с набором шнеков и месильных дисков |
Товарный бункер | Сбор полиэтилена | Цилиндрический, вертикальный аппарат, с коническим днищем. Имеет три опорные лапы. Комплектуется месдозой для определения количества загруженного в бункер полиэтилена |
Бустерный компрессор | Сжатие этилена до рабочего давления | Производительность - до 2700 кг/ч Мощность э/двигателя - 75,5 - 303 кВт |
Компрессор 1 каскада | Сжатие этилена до рабочего давления | Производительность - 2870 - 11500 кг/ч Мощность э/двигателя - 1030 кВт |
Компрессор 2 каскада | Сжатие этилена до рабочего давления | Производительность - 46000 кг/ч Мощность э/двигателя - 7700 кВ |
Кислородный компрессор | Сжатие этилена до рабочего давления | Производительность - 35 нм3/ч Мощность э/двигателя - 10 кВт |
Экструдер | Экструзия и гранулирование | Двушнековый экструдер, производительность - до 8500 кг/ч |
4.1.1.2 Текущие уровни эмиссии в окружающую среду
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве полиэтилена в трубчатом реакторе приведены в таблице 4.3.
Таблица 4.3
Показатели потребления сырья и энергоресурсов <*>
при производстве полиэтилена в трубчатом реакторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | т/т | 1,02 | 1,065 |
Электроэнергия | кВт·ч/т | 790 | 1197 |
Пар | Гкал/т | 0,2 | 0,9 |
В таблицах 4.4 - 4.6 представлены данные о выбросах, сбросах загрязняющих веществ, объемах образования отходов при получении ПЭ в трубчатом реакторе.
Таблица 4.4
полиэтилена в трубчатом реакторе
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Взвешенные вещества | - | 0,0052 | 0,13 | 0,044 |
Этилен | 2,45 | 5,62 | 3,52 | |
Таблица 4.5
Сбросы загрязняющих веществ при производстве полиэтилена
в трубчатом реакторе
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Взвешенные вещества | Сточные воды направляют в цех нейтрализации и очистки промышленных сточных вод или в сеть химзагрязненной канализации (ХЗК) предприятия | 0,017 | 0,62 | 0,31 |
ХПК | 0,080 | 1,41 | 0,54 | |
Таблица 4.6
в трубчатом реакторе
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы минеральных масел гидравлических, не содержащих галогены | III | Замена масел гидравлических | Утилизация | 0,060 | 0,066 | 0,063 |
Отходы минеральных масел индустриальных | III | Замена масел индустриальных | Утилизация/передача другим предприятиям для использования, переработки или обезвреживания | 1,70 | 1,85 | 1,80 |
Отходы минеральных масел компрессорных | III | Замена масел компрессорных | Утилизация | 0,95 | 1,03 | 0,99 |
Отходы минеральных масел турбинных | III | Замена масел турбинных | Утилизация | 0,044 | 0,048 | 0,046 |
Отходы прочих минеральных масел | III | Замена прочих минеральных масел | Утилизация | 0,0028 | 0,0031 | 0,0029 |
Отходы синтетических масел компрессорных | III | Замена синтетических масел компрессорных | Утилизация | 2,77 | 3,01 | 2,91 |
Отходы грануляции полиэтилена в его производстве | IV | Грануляция полиэтилена | Утилизация | 0,010 | 0,012 | 0,011 |
Отходы негалогенированных полимеров в смеси от зачистки оборудования в их производстве | IV | Зачистка оборудования | Утилизация/передача другим предприятиям для использования, переработки или обезвреживания | 0,15 | 0,21 | 0,18 |
Смесь минеральных масел отработанных с примесью синтетических масел | III | От производственной деятельности | Использование на собственном предприятии | 3,09 | 3,60 | 3,35 |
Лом и отходы изделий из полиэтилена незагрязненные (кроме тары) | V | От производственной деятельности | Полигон ТКО | 0,13 | 0,16 | 0,15 |
Масла синтетические компрессорные, загрязненные низкомолекулярным полиэтиленом в производстве полиэтилена | III | Выделяется на сепараторах при охлаждении и очистки возвратного газа высокого давления | Передача другим предприятиям для использования, переработки или обезвреживания | 2,00 | 2,07 | 2,03 |
4.1.2.1 Описание технологических процессов, используемых в настоящее время
Автоклавные реакторы позволяют получать полимеры для нанесения экструзионного покрытия и более однородные сополимерные продукты. Автоклавная технология обычно предполагает использование органических инициаторов.
В настоящее время в промышленности используются автоклавные реакторы двух типов:
1) удлиненный реактор со встроенным электродвигателем мешалки, работающим в среде этилена под рабочим давлением; отношение высоты к диаметру - 8 : 20;
2) компактный реактор с электродвигателем мешалки, вынесенным из реакционной зоны; отношение высоты к диаметру - 2 : 5. Объем реакторов первого типа - 0,2 - 1 м3, второго - более 1 м3.
Автоклавные реакторы работают под давлением 150 - 250 МПа и при температуре 180 - 300 °C.
Автоклавный реактор по принципу действия является аппаратом смешения - во всем объеме устанавливается одинаковая концентрация инициатора и полимера. Для автоклавов компактного типа характерен небольшой температурный градиент по высоте реактора.
В отличие от трубчатых реакторов, в которых время пребывания для всех частиц одинаково, для автоклавных реакторов характерно широкое распределение отдельных частиц по времени пребывания, что обусловлено интенсивным перемешиванием реакционной массы. Это оказывает влияние на полидисперсность и структуру получаемого полиэтилена.
Подача этилена и растворов инициаторов в реактор осуществляется через специальные вводы в одну или несколько точек по высоте.
Автоклавные реакторы оснащены быстроходными мешалками (1000 - 1500 об/мин), которые обеспечивают интенсивное перемешивание реакционной массы.
Для поддержания температуры в заданной точке используются различные типы инициаторов. Важно, чтобы инициаторы полностью потреблялись до выхода потока газа из реактора. Если в реакторе наблюдается избыточное количество свободных радикалов, то реакция полимеризации может продолжаться за пределами реактора. Инициаторы растворяют в углеводородном растворителе, затем этот раствор вводят через боковые отверстия в стенке сосуда. Некоторые технологии используют эти боковые отверстия для контролируемого введения этиленового газа. Охлаждающий эффект газа используется для контроля температуры в реакторе. Рабочий температурный диапазон автоклавных реакторов составляет 180 - 300 °C. Стенки реактора также имеют отверстия для установки термоэлементов и клапанов сброса давления.
При высокотемпературной полимеризации этилена свежий сырьевой этилен используют в качестве теплопоглотителя для тепла экзотермической реакции полимеризации. Конверсия в полимер в адиабатических условиях рассчитывается по следующей формуле:
Конверсия (%) = 0,075 * (температура реакции - температура этилена на входе).
Принципиальная схема производства приведена на рисунке 4.3.

реакторе
Описание технологического процесса приведено в таблице 4.7, перечень основного оборудования - в таблице 4.8, перечень природоохранного оборудования - в таблице 4.9.
Таблица 4.7
в автоклавном реакторе
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Этилен | Компримирование этилена | Сжатый этилен | Компрессоры | ||
Этилен Пропилен Инициаторы | Полимеризация | Расплав полиэтилен | Реакторы | ||
Расплав полиэтилена | Экструзия и гранулирование | Гранулированный полиэтилен | Экструдеры | ||
Гранулированный полиэтилен | Расфасовка и паллетирование | Гранулы полиэтилена из бункеров идут на расфасовку, паллетирование и отгрузку | Бункера | ||
Таблица 4.8
производства полиэтилена в автоклавном реакторе
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Компрессор дожимной | Компримирование этилена | Q = 1200 м3/ч Pвс. = 0,2 кгс/см2 Pнагн. = 9 кгс/см2 Электродвигатель: U = 380 В, I = 278 А, N = 132 кВт, n = 500 об/мин |
Компрессор дожимной | Компримирование этилена | Q = 1200 м3/ч Pвс. = 0,2 кгс/см2 Pнагн. = 9 кгс/см2 Эл. двигатель: U = 380 В, I = 234 А, N = 125 кВт, n = 500 об/мин Температура - до 115 °C. |
Компрессор 1-го каскада | Компримирование этилена | Q = 516 м3/ч (3200 нм3/ч) Pвс. = 6 кгс/см2 Pнагн. = 250 кгс/см2 Tвс. = 35 - 45 °C Электродвигатель: U = 440 В, I = 1220 А, N = 500 кВт, n = 0 - 500 об/мин |
Компрессор 2-го каскада | Компримирование этилена | Q = 42,3 м3/ч Pвс. = 250 кгс/см2 Pнагн. = 1450 - 1600 кгс/см2 Tвс. = 35 - 45 °C Электродвигатель: U = 6000 В, I = 251 А, N = 2500 кВт, n = 200 об/мин |
Бустерный компрессор | Компримирование этилена | Производительность - 1630 кг/ч Мощность э/двигателя - 205 кВт |
Компрессор 1 каскада | Компримирование этилена | Производительность - 460 - 4600 кг/ч Мощность э/двигателя - 432 кВт |
Компрессор 2 каскада | Компримирование этилена | Производительность - 8900 кг/ч Мощность э/двигателя - 1040 кВт |
Гранулятор | Для получения гранул полиэтилена заданных размеров | Q = 4000 кг/ч Электродвигатель: 1BAO-280 S-0,38. U = 380 В, I = 111 А, N = 55 кВт, n = 10 - 750 об/мин |
Отделитель высокого давления | Разделение полиэтилена и непрореагировавшего этилена | Dвн. = 520 мм, Dнар. = 712 мм, Dруб. = 1120 мм, H = 5250 мм, V = 1 м3, P раб. корп. = до 250 кгс/см2, P раб. рубашка = до 18 кгс/см2, T = до 250 °C |
Отделитель низкого давления | Разделение полиэтилена и непрореагировавшего этилена | Dвн. = 900 мм, Dнар. = 1000 мм, H = 8520 мм, V = 5 м3, P раб. корп. = до 3 кгс/см2, P раб. рубашка = до 18 кгс/см2, T = до 250 °C |
Реактор | Полимеризация этилена в полиэтилена | Dвн. = 305 мм, Dнар. = 550 мм, H = 5800 мм, V = 0,25 м3, Pраб. = до 1500 кгс/см2, Tраб. = 160 - 280 °C |
Экструдер | Образование экструдатов полиэтилена | Q = 4000 кг/ч, P16Д = до 160 кгс/см2 |
Отделитель низкого давления | Экструзия и гранулирование | Объем - 3,8 м3 |
Экструдер | Экструзия и гранулирование | Производительность - 3200 кг/ч |
Гранулятор | Экструзия и гранулирование | Количество отверстий фильеры - 400 шт, количество ножей - 8 шт. |
Таблица 4.9
полиэтилена в автоклавном реакторе
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Циклон | Очистка газа | Средняя фактическая степень очистки 74,16 - 88,12% (полиэтен) |
4.1.2.2 Текущие уровни эмиссии в окружающую среду
Показатели потребления сырья и энергоресурсов (нормы расхода) приведены в таблице 4.10.
Таблица 4.10
Показатели потребления сырья и энергоресурсов <*>
при производстве полиэтилена в автоклавном реакторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | т/т | 1,01 | 1,041 |
Масло компрессорное | кг/т | - | 4,2 |
Масло-растворитель | кг/т | 3,4 | 4,65 |
Инициаторы Луперокс 270, Тригонокс 21S, Тригонокс 36-C75, Тригонокс 42S | кг/т | - | 0,14 |
Инициатор Тригонокс B | кг/т | - | 0,05 |
Инициатор Тригонокс C | кг/т | - | 0,32 |
Промышленная вода | м3/т | 290 | 310 |
Теплоэнергия | Гкал/т | 0,15 | 2,9 |
Электроэнергия | кВт·ч/т | 846 | 1300 |
В таблицах 4.11 - 4.13 представлены данные о выбросах, сбросах загрязняющих веществ, объемах образования отходов при получении ПЭ в автоклавном реакторе.
Таблица 4.11
полиэтилена в автоклавном реакторе
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Этилен | 2,5 | 6,70 | 4,60 | |
Полиэтилен | 0,23 | 0,46 | 0,32 | |
Углеводороды предельные C1 - C-5 (исключая метан) | - | 0,31 | - | |
Таблица 4.12
Сбросы загрязняющих веществ при производстве полиэтилена
в автоклавном реакторе
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Нефтепродукты | Сточные воды направляются на механическую и биологическую очистку | - | 0,032 | - |
ХПК | - | 1,85 | - | |
Таблица 4.13
в автоклавном реакторе
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Пыль полиэтилена при очистке воздуха пневмотранспорта, узлов хранения, усреднения и отгрузки полиэтилена | IV | При проведении ремонтных работ | Передача другим предприятиям для использования, переработки или обезвреживания | 0,069 | 0,077 | 0,073 |
Отходы минеральных масел индустриальных | III | Ремонт оборудования | Передача другим предприятиям для использования, переработки или обезвреживания | 0,48 | 2,69 | 1,41 |
Лом и отходы изделий из полиэтилена незагрязненные (кроме тары) | V | От производственной деятельности | Размещение на полигоне ТКО/ТБО | 0,10 | 0,49 | 0,38 |
Смесь минеральных масел отработанных с примесью синтетических масел | III | От производственной деятельности | Использование на собственном предприятии | 2,54 | 2,96 | 2,75 |
Производство полиэтилена в газовой фазе остается наиболее популярной технологией в России и в мире благодаря механической простоте и возможности производить полиэтилен в широком диапазоне ассортимента - полиэтилен высокой (ПЭВП) и средней плотности (ПЭСП), линейный (ЛПЭНП) и бимодальный полиэтилен. Благодаря упрощенной конструкции оборудования и возможности использования широкого ассортимента сомономеров (бутена-1, гексена-1 и, потенциально, октена-1) газофазные процессы имеют преимущества перед другими процессами.
Полиэтилен, получаемый газофазным методом, выпускают в виде композиций со стабилизаторами.
Существует три основных вида процессов производства полиэтилена в газовой фазе: один реактор с псевдоожиженным слоем, конфигурация с двумя каскадными реакторами и гибридный процесс. Газофазная технология получения полиэтилена позволяет использовать различные катализаторы - хромоорганические, металлоценовые и Циглера-Натта, с помощью которых можно выпускать полиэтилен высокой, средней и низкой плотности.
4.2.1.1 Полиэтилен, получаемый по газофазной технологии в реакторе с псевдоожиженным слоем
Технология основана на сополимеризации этилена и сомономеров (пропилена, бутена-1 и гексена-1) при температуре от 90 °C до 115 °C и давлении от 1,5 до 3,0 МПа с применением катализаторов в реакторе с псевдоожиженным слоем.
Центральным звеном процесса является газофазный реактор с псевдоожиженным слоем, дающий продукт очень однородного качества, что уменьшает потребность в усреднении по сравнению с другими процессами. Взвешенный слой образующихся и растущих частиц полимера поддерживается подачей циркуляционного газа, состоящего из газообразного этилена, сомономера, азота и водорода, которым регулируют молекулярную массу полимера. На одном катализаторе возможно получение ПЭ плотностью 0,916 - 0,965 г/см3 из 2 - 3 сополимеров, что позволяет производить полимеры высокой прочности, однородные, без гелей.
На рисунке 4.4 представлена общая схема производства ПЭ газофазным методом.

в реакторе с псевдоожиженным слоем
Катализаторы полимеризации поставляются в готовом виде: катализаторы Циглера-Натта и бимодальные - в виде порошка или суспензии, а металлоорганические и хромооксидные - в сухом виде. Подача катализатора производится периодически очищенным азотом.
В газофазной технологии полимер находится в твердой фазе, а мономер и сомономер используются в качестве газообразного носителя для поддержания псевдоожиженного слоя и удаления тепла. Требования к твердому состоянию накладывают ограничения на максимальную рабочую температуру и возможность получения полимеров более низкой плотности.
Новое поколение газофазных процессов может работать в режиме конденсации, что значительно улучшает теплоотвод и производительность реактора. С этой целью в процесс вводят сомономер гексен-1 и/или "конденсируемый" растворитель (например, гексан, изопентан). Конденсация этих компонентов в контуре рециркуляции значительно повышает интенсивность отвода теплоты.
Реактор производит легко гранулированный полимерный порошок с частицами постоянного размера. Устойчивость и надежность процесса позволяют осуществлять гранулирование наиболее экономичным способом, соединив смеситель и гранулятор с выходом реакторной секции, выходящий из системы гранулят пневматическим способом доставляется в хранилище.
Основное преимущество технологии производства ПЭ в одном реакторе по сравнению с каскадными реакторами - механическая простота, что ведет к низким капитальным и оперативным затратам.
4.2.1.2 Полиэтилен, получаемый по газофазной технологии по двухреакторной схеме
Газофазная полимеризация этилена проводится по двухреакторной схеме в каскаде, что позволяет получать более выраженные бимодальные свойства ПЭ.
В основе процесса получения ПЭ лежит реакция полимеризации этилена газофазной полимеризацией в псевдоожиженном слое на высокоактивных катализаторах Циглера-Натта на титановой основе при низких давлениях. Для обеспечения равномерного распределения катализатора в реакционной смеси предварительно готовят катализаторную пасту, представляющую собой суспензию катализатора в смеси консистентной смазки и парафинового масла.
В первый реактор непрерывно вводится катализаторная паста, в результате полимеризации мономера (этилена) в газофазном реакторе происходит образование порошка полимера, который далее подается во второй реактор и затем выводится из реактора. В отпаривателе проводится пропарка полимера, предназначенная для дезактивации остатков катализатора, алкилов и удаления растворенных углеводородов из полимера путем контакта между паром и полимером. После отпарки полимер направляется в осушитель для сушки. Далее порошок подается через питатель в блок дозирования и шнековый питатель, где непрерывно смешивается с жидкими и твердыми добавками и подается на экструдер. В экструдере порошок ПЭ и добавки усредняются, экструдируются и гранулируются и затем по системе пневмотранспорта гранулы направляются в силосы хранения.
На рисунке 4.5 представлена общая схема производства ПЭ газофазным методом по двухреакторной схеме.

технологии по двухреакторной схеме
4.2.1.3 Полиэтилен, получаемый по газофазной технологии по схеме с двумя теплообменниками на линии рецикла
Технологический процесс производства включает следующие основные секции:
Секция подготовки сырья
Секция включает в себя узлы очистки этилена и азота (общие для установок по производству ПЭВП и ЛПЭНП/ПЭВП), узел очистки изопентана (общий для обеих технологических линий), узлы очистки сомономеров: бутена-1 и гексена-1 (один узел на каждую технологическую линию). В качестве сомономеров могут применяться бутен-1, который поступает с установки пиролиза, и гексен-1.
Очищенный от примесей этилен разделяется на два потока: первый поток с давлением 3,0 МПа направляется в реактор полимеризации установки по производству ЛПЭНП/ПЭВП, второй поток компримируется до давления 5,15 МПа и направляется на установку по производству ПЭВП и производство полипропилена (при производстве сополимерных марок). Компримирование этилена осуществляется винтовыми компрессорами.
Секция полимеризации
Секция включает в себя узел подачи катализатора, реакторную систему. В качестве катализаторов могут применяться катализатор Циглера, металлоценовый и хромовый катализаторы.
Реактор полимеризации (один реактор на каждой технологической линии) представляет собой вертикальный цилиндрический аппарат с расширением в верхней части и горизонтальной решеткой ожижающего устройства в нижней. Реакция полимеризации протекает в псевдоожиженном слое при давлении 2,3 МПа (изб.) и температуре 74 - 102 °C. Растущие частицы полимера, образующиеся в реакторе, поддерживаются в псевдоожиженном состоянии при помощи подаваемого восходящего потока технологического газа, состоящего из этилена, сомономера, водорода и инертных компонентов. Компримирование технологического газа обеспечивается циркуляционным центробежным компрессором. Технологический газ подается под горизонтальную решетку для достижения хорошего распределения газа. Скорость газа снижается в верхней, расширенной, части реактора для ограничения уноса мелкой фракции полимера.
Секция дегазации порошка и извлечения сомономера
Секция включает в себя шлюзовые бункеры системы выгрузки, дегазатор и отдувочную колонну.
Порошок полимера выгружается из реактора через систему, состоящую из шести шлюзовых бункеров. Выгружаемый из реактора порошок содержит в своем составе адсорбированные углеводороды (этилен, сомономеры, инертные компоненты) и активный катализатор полимеризации. Для их удаления порошок последовательно проходит дегазатор и отдувочную колонну. Непрореагировавшие сомономеры и изопентан возвращаются в реактор полимеризации. Для дезактивации остаточного катализатора, содержащегося в порошке, производится дозирование паров воды.
Секция ввода добавок, гранулирования и гомогенизации
Деактивированный и дегазированный порошок гранулируется на двух линиях экструзии. Наличие пяти узлов дозирования добавок на каждой из линий экструзии позволяет выпускать марки полиэтилена с широким диапазоном свойств продукта. Экструдер включает в себя систему вентиляции, систему гидротранспорта гранул, систему сушки гранул.
Готовые гранулы посредством системы пневмотранспорта поступают в один из четырех гомогенизаторов на каждой линии. Однородный гранулированный продукт транспортируется из гомогенизаторов в зону логистической платформы.
Логистическая платформа (секция расфасовки и отгрузки).
Перед поступлением в силосы хранения логистической платформы гранулы проходят через систему обеспыливания. Предусмотрены две параллельно работающие системы обеспыливания.
На рисунке 4.6 представлена общая схема производства ПЭ газофазным методом по газофазной технологии по схеме с двумя теплообменниками на линии рецикла.
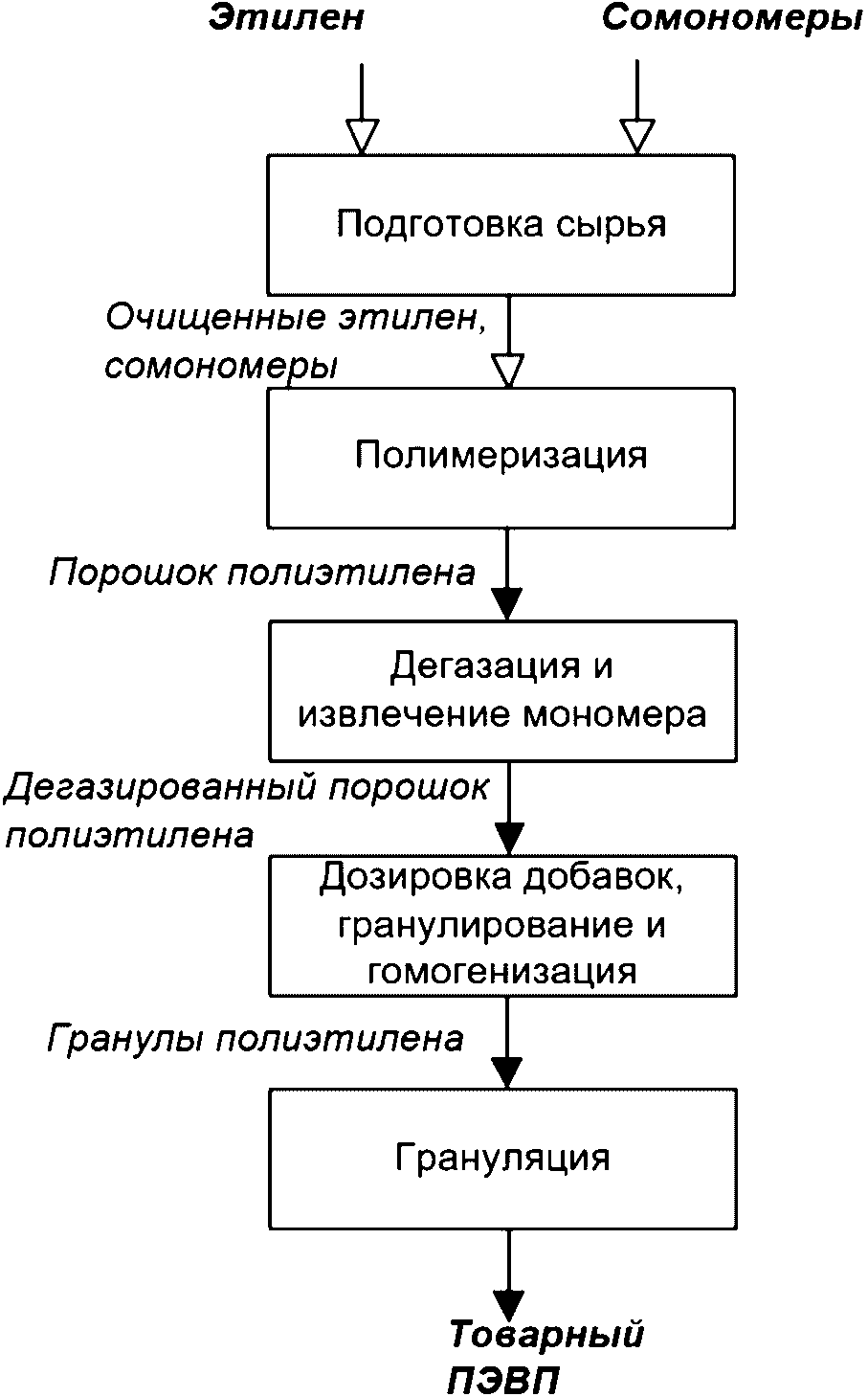
технологии по схеме с двумя теплообменниками на линии
рецикла
Описание технологического процесса приведено в таблице 4.14, перечень основного оборудования - в таблице 4.15, перечень природоохранного оборудования - в таблице 4.16.
Таблица 4.14
по газофазной технологии
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Этилен Сомономеры (бутен-1, гексен-1) | Подготовка сырья | Адсорберы, колонны | |||
Этилен очищенный Сомономеры очищенные | Полимеризация этилена | Порошок полиэтилена | Реакторы | ||
Порошок п/э | Компаундирование, гранулирование порошка полиэтилена | Гранулированный полиэтилен | Экструдеры | ||
Гранулированный полиэтилен | Гомогенизация, упаковка и отгрузка | Гранулы полиэтилена | Бункера гомогенизации | ||
Таблица 4.15
производства ПЭВП по газофазной технологии
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Адсорбер очистки азота | Очистка азота от H2S, O2, CO и воды | Насадочные колонны |
Адсорбер очистки изопентана | Осушка и доочистка изопентана от кислородсодержащих соединений и соединений серы | Насадочная колонна |
Адсорбер очистки сомономера | Удаление остаточных количеств воды, карбонилов, пероксидов и спиртов | Насадочные колонны |
Адсорбер очистки этилена | Доочистка поступающего на установку потока этилена от таких микропримесей как ацетилен, кислород, окись углерода, двуокись углерода, влага, меркаптаны | Насадочные колонны |
Винтовой компрессор | Производство ПЭВП | Расход - 7045 кг/ч Среда - пропилен Pрасч. = 2,6 МПа Tрасч. = минус 52/120 °C Pраб. прием/нагн. = 0,04/1,56 МПа Tраб. = 75 °C Мощность двигателя - 500 кВт |
Воздуходувка транспортирующего газа | Производство ПЭВП | Тип - винтовой Производительность - 7156 м3/ч Среда - азот Pрасч. = минус 0,10/0,45 МПа Tрасч. = минус 20 - 300 °C Условия на приеме: Pраб. = 0,105 МПа Tраб. = 30 °C Условия на нагнетании: Pраб. = 0,202 МПа Tраб. = 158 °C Мощность двигателя - 520 кВт |
Второй теплообменник узла регенерации сдувок | Производство ПЭВП | Кожухотрубчатый одноходовой горизонтальный теплообменный аппарат с эллиптическими крышками и неподвижной трубной решеткой (BEM). Расчетная тепловая нагрузка - 268,8 кВт Рабочая тепловая нагрузка - 224 кВт Поверхность теплообмена - 54 м2 Межтрубное пространство: Среда - углеводородный конденсат Pрасч. = 3,7 МПа Pраб. = 2,53 МПа Tраб. вход/выход = минус 34,7/5,0 °C Трубное пространство: Среда - углеводородный газ Pрасч. = 2,9 МПа Pраб. = 2,13 МПа Tраб. вход/выход = 24,2/1,0 °C |
Выпарной аппарат | Отпарка полиэтилена | Объем - 40 м3 |
Дегазатор | Дегазация и деактивация остаточного катализатора | Вертикальный аппарат с полусферической крышкой и коническим днищем, оборудован газораспределительным устройством |
Дегазатор | Производство ПЭВП | Вертикальный аппарат с полусферической крышкой и коническим днищем, оборудован газораспределительным устройством. V = 305 м3 Dцил. = 5000 мм Hобщ. = 24026 мм Среда - твердая фаза: порошок полиэтилена, газовая фаза: углеводороды Pраб. = 0,03 - 0,07 МПа Tраб. = 5 108 °C Pрасч. = 0,45 МПа/полный вакуум. Tрасч. = минус 39/133 °C |
Защитный фильтр | Производство ПЭВП | D = 1400 мм H = 4165 мм Среда - газовая фаза: азот, твердая фаза: порошок полиэтилена Pраб. = 0,005 - 0,015 МПа Tраб. = 5 - 108 °C. Pрасч. = минус 0,05/0,45 МПа. Tрасч. = минус 52/133 °C. Эффективность очистки: 5 мкм. 99% |
Колонна отдувки | Предназначена для отделения остаточных углеводородов, абсорбированных порошком полиэтилена и деактивации остаточного катализатора | Вертикальный аппарат с эллиптической крышкой и коническим днищем, оборудован газораспределительным устройством Dверх. = 7500 мм Газораспределитель: Dцил. верх = 2900 мм Hобщ. = 33475 мм Среда - твердая фаза: порошок полиэтилена, газовая фаза: углеводороды. Pраб. = 0,006 (верх) - 0,050 МПа Tраб. = окр. среда - 108 °C Pрасч. = 0,45 МПа/полный вакуум Tрасч. = минус 39 - 133 °C |
Компрессор газа рециркуляции | Производство ПЭВП | Двухступенчатый бессмазочный винтовой компрессор. Производительность - 11118/1877 м3/ч Pрасч. = 1,0 МПа Tрасч. = минус 39/185 °C Первая ступень: Tраб. = 22 °C Pраб. (прием)/(нагн.) = 0,009/0,649 МПа Мощность на валу - 1244 кВт Вторая ступень: Pрасч. (нагн.) = 2,9 МПа Tраб. = 28,3 °C Pраб. (прием)/(нагн.) = 0,613/2,300 МПа Мощность на валу - 851 кВт Мощность двигателя - 3300 кВт |
Компрессор главного контура | Контроль скорости циркулирующего газа в реакторе | Центробежный одноступенчатый компрессор. Производительность - 47742 нм3/ч |
Конденсатор главного контура | Съем тепла за счет подачи охлажденной воды в межтрубное пространство конденсатора | Кожухотрубчатый одноходовой горизонтальный теплообменный аппарат с эллиптическими крышками и неподвижной трубной решеткой |
Конденсатор пропилена | Производство ПЭВП | Кожухотрубчатый горизонтальный теплообменный аппарат с эллиптическими крышками и неподвижной трубной решеткой. Тепловая нагрузка - 729,943 кВт Поверхность теплообмена - 132,57 м2 Диаметр корпуса внутр. - 620 мм Диаметр труб - 19,05 мм Длина труб - 6000 мм Межтрубное пространство: Среда - пропилен Pрасч. = 2,0 МПа/полный вакуум Pраб. = 1,56 МПа Tраб. вход/выход = 75/40 °C Трубное пространство: Среда - оборотная вода Pрасч. = 1,6 МПа Pраб. = 0,65 МПа Tраб. вход/выход = 25/30 °C |
Конденсатор холодильной установки | Производство ПЭВП | Горизонтальный теплообменный аппарат с кожухом барабанного типа, с U-образными трубами и эллиптическими крышками. Тепловая нагрузка - 467,144 кВт Поверхность теплообмена - 61,518 м2 Диаметр корпуса внутр. - 550 мм Межтрубное пространство: Среда - пропилен Pрасч. = 2,25 МПа/полный вакуум Pраб. = 0,0475 МПа Tраб. = минус 40 °C Трубное пространство: Среда - углеводородный газ Pрасч. = 2,9 МПа Pраб. = 2,059 МПа Tраб. вход/выход = 1,0/минус 35 °C |
Межступенчатый сепаратор компрессора газа рециркуляции | Производство ПЭВП | Вертикальная емкость с эллиптическим днищем и крышкой. V = 8,05 м3 D = 1700 мм Hцил. = 2980 мм Среда - жидкая фаза: углеводородный конденсат, газовая фаза: углеводороды Pраб. = 0,510 - 0,619 МПа Tраб. = 28 - 37 °C Pрасч. = 1,0 МПа/полный вакуум Tрасч. = минус 39/185 °C |
Мембрана | Производство ПЭВП | Dкорпуса = 304,8 мм Lкорпуса = 5154 мм Dмембраны = 300 мм Lмембраны = 5182 мм Среда - отпарной газ Pрасч. = 2,9 МПа/полный вакуум Tрасч. = минус 52/80 °C Pраб. = 1,94 МПа |
Мембранная установка | Для снижения содержания этилена в отпарном газе | Корпус: нержавеющая сталь. Мембрана: тканая бумага, нейлоновая сетка |
Основной сепаратор узла регенерации сдувок | Производство ПЭВП | Вертикальная емкость с эллиптическим днищем и крышкой. V = 3,77 м3 D = 1100 мм Hцил. = 3600 мм Среда - жидкая фаза: углеводородный конденсат, газовая фаза: углеводороды. Pраб. = 1,98 МПа Tраб. = минус 35 °C Pрасч. = 2,9 МПа Tрасч. = минус 52/80 °C |
Первый теплообменник узла регенерации сдувок | Производство ПЭВП | Кожухотрубчатый одноходовой горизонтальный теплообменный аппарат с эллиптическими крышками и неподвижной трубной решеткой. Расчетная тепловая нагрузка - 148,8 кВт Рабочая тепловая нагрузка - 124 кВт Поверхность теплообмена - 25 м2 Диаметр корпуса внутр. - 387,34 мм. Межтрубное пространство: Среда - углеводородный газ Pраб. = 1,98 МПа Tраб. вход/выход = минус 35,3/25,0 °C Трубное пространство: Среда - углеводородный газ Pраб. = 2,21 МПа Tраб. вход/выход = 36,5/24,2 °C |
Подогреватель отпарного газа | Производство ПЭВП | Горизонтальный теплообменный аппарат типа "труба в трубе". Поверхность теплообмена - 2,29 м2 Диаметр наружной трубы (обечайки) - 114,3 мм Диаметр внутренней трубы - 66,7 мм Pрасч. = 0,9 МПа Tрасч. = минус 39/325 °C Межтрубное пространство: Среда - азот Pраб. = 0,30 МПа Tраб. вход/выход = 5/80 °C Трубное пространство: Среда - пар НД Pраб. = 0,37 МПа Tраб. вход/выход = 223/149 °C |
Подогреватель смазочного масла (встроенный) | Производство ПЭВП | Электрический нагреватель. Мощность - 5 - 30 кВт |
Подогреватель уплотнительного газа | Производство ПЭВП | Электрический нагреватель Среда - этилен Расчетная тепловая нагрузка - 5 кВт Рабочая тепловая нагрузка - 3 кВт Расход - 151,5 кг/ч Pрасч. = 4,2 МПа/полный вакуум Tрасч. = минус 52/80 °C Pраб. вход/выход = 3,47 МПа Tраб. вход/выход = 5/36 °C |
Реактор полимеризации этилена | Полимеризация этилена | Вертикальный цилиндрический аппарат. Высота цилиндрической части 12000 - 26512 мм D = 4420 мм, Dрасш. части = 7300 - 7316 мм |
Реактора 1 и 2 ступеней | Полимеризация этилена | Объем - 300 - 700 м3 |
Ротационный питатель | Гомогенизация | Питатель ротационного типа. Производительность - 7 т/час, N = 1,1 кВт, n = 1420 об/мин |
Роторный питатель (Секторный питатель) | Производство ПЭВП | Роторный питатель лопастного типа. Среда - газовая фаза: азот, твердая фаза: порошок полиэтилена Fраб. = 7,5 - 50 т/ч Pраб. = 0,02 - 0,088 МПа Tраб. = 104 - 108 °C Fрасч. = 7,5 - 52,5 т/ч Pрасч. = 0,35 МПа Tрасч. = минус 52/133 °C Мощность двигателя - 1,1 - 11 кВт |
Сепаратор компрессора газа рециркуляции | Производство ПЭВП | Вертикальная емкость с эллиптическим днищем и крышкой. V = 8,552 м3 D = 1600 мм Hцил. = 3720 мм Среда - углеводородный газ Pраб. = 0,009 - 0,021 МПа Tраб. = минус 10,3 - 33,6 °C Pрасч. = 0,45 МПа/полный вакуум Tрасч. = минус 52/100 °C |
Система пневмотранспорта порошка | Система пневмотранспорта работает по замкнутому контуру и служит для следующих целей: - транспортировки порошка полиэтилена из дегазатора к колонне отдувки; - рециркуляции порошка полиэтилена через дегазатор с использованием азота НД очищенного; - рециркуляции порошка полиэтилена через колонну отдувки с использованием азота | Работа системы пневмотранспорта при транспортировке из дегазатора в колонну отдувки - непрерывный |
Смеситель непрерывного действия | Грануляция полиэтилена | Горизонтальный аппарат, производительность - 20 т/ч Диаметр шнека - 320 мм, количество зон - 5 Число оборотов ротора - 500 об/мин Нагрев насыщенным паром - 25 кгс/см2 Охлаждение - водяное Pрас./раб. = 0,98/0,59 МПа Мощность главного двигателя - 4400 кВт |
Сушилка | Осушка полиэтилена | Объем - до 30 м3 |
Фильтр азота | Производство ПЭВП | Pраб. = 3,4 МПа Pрасч. = 40 МПа Tраб. = 40 °C Tрасч. = минус 39/80 °C Среда - азот Степень фильтрации - 3 мкм |
Фильтр газа на приеме компрессора (Фильтр на всасе компрессора) | Производство ПЭВП | D = 355,6 мм H = 705 мм Среда - пропилен Pраб. = 1,56 МПа Tраб. = минус 52 - минус 40 °C Pрасч. = 2 МПа/полный вакуум Tрасч. = минус 52/120 °C |
Фильтр дегазатора | Производство ПЭВП | D = 3200 мм H = 864 мм Среда - газовая фаза: азот, твердая фаза: порошок полиэтилена Pраб. = 0,020 - 0,069 МПа Tраб. = окр. среда - 98 °C Pрасч. = 0,45 МПа/полный вакуум Tрасч. = минус 39/98 °C Эффективность очистки: 10 мкм. 99,98% |
Фильтр колонны отдувки | Производство ПЭВП | D = 1650 мм H = 420 мм Среда - газовая фаза: азот, твердая фаза: порошок полиэтилена Pраб. = 0,020 - 0,005 МПа Tраб. = окр. среда - 104 °C Pрасч. = 0,45 МПа Tрасч. = минус 39/104 °C Эффективность очистки: 10 мкм. 99,98% |
Фильтр мембраны | Производство ПЭВП | D = 609 мм H = 2284 мм Среда - отпарной газ Pрасч. = 2,9 МПа/полный вакуум Tрасч. = минус 52/80 °C Pраб. = 1,95 МПа Эффективность очистки - 1,0 - 0,3 мкм. 99% |
Фильтр пускового силоса | Производство ПЭВП | D = 1148 мм H = 305 мм Среда - газовая фаза: азот, твердая фаза: порошок полиэтилена Pраб. = 0,004 - 0,050 МПа Tраб. = окр. среда - 104 °C Pрасч. = 0,45 МПа Tрасч. = минус 52/130 °C Эффективность очистки - 10 мкм. 99,98% |
Фильтр сдувок с катализатором | Перед сбросом в атмосферу сдувки проходят очистку от твердых частиц на фильтре и в масляном затворе, заполненном минеральным маслом | Вертикальный фильтр картриджного типа |
Фильтр системы пневмотранспорта порошка полиэтилена | Производство ПЭВП | D = 3000 мм H = 9013 мм Среда - газовая фаза: азот, твердая фаза: порошок полиэтилена Pраб. = 0,005 - 0,015 МПа Tраб. = 5 - 105 °C Pрасч. = минус 0,05/0,45 МПа Tрасч. = минус 39/133 °C Эффективность очистки - 10 мкм. 99,98% |
Фильтр смазочного масла компрессора главного контура | Производство ПЭВП | Сдвоенный фильтр картриджного типа. L = 750 мм W = 300 мм H = 660 мм Pраб. = 0,65 МПа Tраб. = 35 - 55 °C Pрасч. = 0,9 МПа Tрасч. = минус 39/80 °C Среда - смазочное масло Степень фильтрации - 10 мкм |
Фильтр смазочного масла на нагнетании винтового компрессора | Производство ПЭВП | D = 199 мм H = 540 мм Pраб. = 1,87 МПа Tраб. = минус 10 - 80 °C Pрасч. = минус 0,1 - 2,5 МПа Tрасч. = минус 39/120 °C |
Фильтр этилена основного сухого газового уплотнения компрессора главного контура | Производство ПЭВП | Вертикальный сдвоенный фильтр. H = 391 мм Pраб. = 2,77 - 3,48 МПа Tраб. = минус 39/43 °C Pрасч. = 4,2 МПа Tрасч. = минус 39 - 110 °C Среда - этилен Эффективность фильтрации - 2 мкм. 99,5% |
Холодильник на нагнетании воздуходувки | Производство ПЭВП | Кожухотрубчатый одноходовой горизонтальный теплообменный аппарат с эллиптической крышкой и плавающей трубной решеткой. Тепловая нагрузка - 299,4 кВт Поверхность теплообмена - 24,99 м2 Диаметр корпуса - 368 мм Межтрубное пространство: Среда - оборотная вода Pрасч. = 1,0 МПа Tрасч. = минус 39/80 °C Pраб. = 0,5 МПа Tраб. вход/выход = 25/35 °C Трубное пространство: Среда - азот Pрасч. = 0,45 МПа Tрасч. = минус 39/220 °C Pраб. = 0,23 МПа Tраб. вход/выход = 164/60 °C |
Холодильник на нагнетании компрессора газа рециркуляции | Производство ПЭВП | Кожухотрубчатый одноходовой горизонтальный теплообменный аппарат с U-образными трубами и эллиптическими крышками. Расчетная тепловая нагрузка - 1060,8 кВт Рабочая тепловая нагрузка - 884 кВт Поверхность теплообмена - 111 м2 Диаметр корпуса внутр. - 650 мм Pрасч. = 2,9 МПа/полный вакуум Tрасч. = минус 39/185 °C Межтрубное пространство: Среда - углеводородный газ Pраб. = 2,3 МПа Tраб. вход/выход = 139,2/34,9 °C Трубное пространство: Среда - оборотная вода Pраб. = 0,57 МПа Tраб. вход/выход = 25/35 °C |
Холодильник на приеме воздуходувки (Охладитель всасывания) | Производство ПЭВП | Кожухотрубчатый одноходовой горизонтальный теплообменный аппарат с эллиптической крышкой и плавающей трубной решеткой. Тепловая нагрузка - 217,8 кВт Поверхность теплообмена - 91,57 м2 Диаметр корпуса - 522 мм Межтрубное пространство: Среда - оборотная вода Pрасч. = 1,0 МПа Tрасч. = минус 39/80 °C Pраб. = 0,5 МПа Tраб. вход/выход = 25 °C Трубное пространство: Среда - азот Pрасч. = 0,45 МПа Tрасч. = минус 39/120 °C Pраб. вход/выход = 0,005 МПа Tраб. вход/выход = 108 °C |
Холодильник отходящего газа | Производство ПЭВП | Кожухотрубчатый двухходовой горизонтальный теплообменный аппарат с эллиптическими крышками и неподвижной трубной решеткой. Расчетная тепловая нагрузка - 445 кВт Рабочая тепловая нагрузка - 356 кВт Поверхность теплообмена - 173 м2 Диаметр корпуса внутр. - 825 мм Межтрубное пространство: Среда - оборотная вода Pрасч. = 1,0 МПа Pраб. = 0,57 МПа Tраб. вход/выход = 25 °C/32 °C Трубное пространство: Среда - углеводородный газ Pрасч. = 0,45 МПа/полный вакуум Pраб. = 0,026 МПа Tраб. вход/выход = 74,6/35,0 °C |
Холодильник первой ступени компрессора газа рециркуляции | Производство ПЭВП | Кожухотрубчатый одноходовой горизонтальный теплообменный аппарат с эллиптическими крышками и с U-образными трубами. Расчетная тепловая нагрузка - 2188 кВт Рабочая тепловая нагрузка - 1903 кВт Поверхность теплообмена - 266 м2 Диаметр корпуса внутр. - 880 мм Pрасч. = 1,0 МПа/полный вакуум Tрасч. = минус 39/185 °C Межтрубное пространство: Среда - углеводородный газ Pраб. = 0,649 МПа Tраб. вход/выход = 150/30 °C Трубное пространство: Среда - оборотная вода Pраб. = 0,57 МПа Tраб. вход/выход = 25/30 °C |
Холодильник смазочного масла компрессора главного контура (охладитель смазочного масла) | Производство ПЭВП | Кожухотрубчатый одноходовой горизонтальный теплообменный аппарат со съемной крышкой и плавающей трубной решеткой. Тепловая нагрузка - 44 кВт Поверхность теплообмена - 10,078 м2 Pрасч. = 1,0 МПа Tрасч. = минус 52/80 °C Межтрубное пространство: Среда - минеральное масло Pраб. = 0,7 МПа Tраб. вход/выход = 60/43 °C Трубное пространство: Среда - оборотная вода Pраб. = 0,57 МПа Tраб. вход/выход = 20,00 - 31,82 °C |
Циклон сдувок с катализатором | отделение и осаждение твердых частиц | Вертикальный аппарат с коническим днищем |
Циклон сдувок с порошком полиэтилена | отделение и осаждение твердых частиц | Вертикальная емкость с коническим днищем |
Экономайзер пропилена | Производство ПЭВП | Кожухотрубчатый горизонтальный теплообменный аппарат с эллиптическими крышками и неподвижной трубной решеткой (BEM). Тепловая нагрузка - 156,389 кВт Поверхность теплообмена - 11,872 м2 Диаметр корпуса внутр. - 581 мм Pрасч. = 2,0 МПа/полный вакуум Tрасч. = минус 52/120 °C Межтрубное пространство: Среда - пропилен Pраб. = 0,475 МПа Tраб. = минус 7 °C Трубное пространство: Среда - пропилен Pраб. = 1,66 МПа Tраб. вход/выход = минус 40/минус 2 °C |
Экструдер | Компаундирование | Двухшнековый; диаметр шнека - 250 - 320 мм; нагрев - электрический; охлаждение - водяное |
Таблица 4.16
по газофазной технологии
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Фильтр системы вакуумной очистки | Вакуумная очистка | Фильтр патронного типа. Среда - сдувки вакуумной очистки Продувочный газ - воздух Размер ячейки фильтра - 2 мкм Степень очистки - 99,9% Pрасч. = 1 МПа/полный вакуум Tрасч. = 93 °C Pраб. = минус 0,045 МПа Tраб. = 5/38 °C Fрасч. = 1100 м3/ч Fраб. = 690 нм3/ч |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве полиэтилена по газофазной технологии приведены в таблице 4.17.
Таблица 4.17
Показатели потребления сырья и энергоресурсов <*>
при производстве полиэтилена по газофазной технологии
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | кг/т | 933 | 1194 |
Этилен + сумма сомономеров | кг/т | 1021 | 1305 |
Электроэнергия | кВт·ч/т | 160,0 | 723,4 |
Теплоэнергия | Гкал/т | 0,11 | 0,42 |
Характеристика выбросов, сбросов, отходов, образующихся при производстве полиэтилена по газофазной технологии, приведена в таблицах 4.18 - 4.20.
Таблица 4.18
полиэтилена по газофазной технологии
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота диоксид | - | 0,0012 | 0,093 | 0,047 |
Азота оксид | 0,00021 | 0,016 | 0,0077 | |
Углерода оксид | - | 0,93 | 0,43 | |
Этилен | - | 3,33 | 0,70 | |
Углеводороды предельные C1 - C-5 (исключая метан) | 0,040 | 0,12 | 0,067 | |
Углеводороды предельные C6 - C10 | - | 0,022 | 0,0071 | |
Бутилен | 0,011 | 0,053 | 0,025 | |
Ацетальдегид | - | 0,00018 | - | |
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | ||||
Таблица 4.19
Сбросы загрязняющих веществ при производстве полиэтилена
по газофазной технологии
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Взвешенные вещества | Сточные воды направляются в цех нейтрализации и очистки промышленных сточных вод (механическая и биологическая очистка) | 0,018 | 0,2 | 0,11 |
ХПК | 0,042 | 0,30 | 0,15 | |
Таблица 4.20
по газофазной технологии
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Адсорбент на основе оксида алюминия, отработанный при осушке газа | III | Замена сорбентов при потере потребительских свойств при производстве полипропилена, полиэтилена | Передается в стороннюю организацию | 0,0033 | 0,52 | 0,26 |
Водяной конденсат пропарки оборудования фильтрации хромоцена | IV | Пропарка фильтра фильтрации хромоцена пароводяной смесью для дезактивации остатков хромоцена и удаления углеводородов | Утилизация | 0,067 | 0,095 | 0,085 |
Глинозем активированный, отработанный при осушке воздуха и газов, не загрязненный опасными веществами | IV | Производство ПЭВП | Размещение на объекте размещения отходов по договору | - | 0,0076 | - |
Изделия керамические производственного назначения, утратившие потребительские свойства, малоопасные | IV | Утилизация | - | 0,011 | - | |
Изделия производственного назначения из глинозема, утратившие потребительские свойства, малоопасные | IV | Размещение на объекте размещения отходов по договору | - | 0,013 | - | |
Изопентан отработанный при получении катализатора на основе оксида кремния, содержащего силилхромат и оксид алюминия | III | Удаление растворителей из смесителя в процессе получения катализатора | Утилизация | - | 0,0038 | - |
Катализатор на алюмосиликатной основе с содержание никеля не более 35,0% отработанный | III | Замена катализатора при очистке водорода от CO, CO2 и O2 в колонне-метанизаторе | Передается в стороннюю организацию | - | 0,010 | - |
Катализатор на основе оксида алюминия активного содержащий палладий отработанный | III | Замена катализатора в узле очистки азота | Передается в стороннюю организацию | - | 0,12 | - |
Катализатор на основе оксида алюминия с содержанием хрома менее 27,0% отработанный | III | Выгрузка катализаторов на стадии полимеризации | Передача другим предприятиям для использования, переработки или обезвреживания | 0,093 | 0,11 | 0,097 |
Катализатор на основе оксида алюминия с содержанием цинка менее 70,0% отработанный | III | Выгрузка катализатора из аппарата для удаления серы из этилена | Передача другим предприятиям для использования, переработки или обезвреживания | 0,019 | 0,022 | 0,012 |
Катализатор на основе оксида алюминия, содержащий серебро, отработанный | III | Замена катализатора при снижении или потере каталитической активности при окислении этилена кислородом | Передается в стороннюю организацию | - | 0,35 | - |
Катализатор на основе оксидов кремния и алюминия отработанный закоксованный | IV | Производство пластмасс и синтетических смол в первичных формах | Утилизация | 0,0049 | 0,0076 | 0,0062 |
Катализатор цинкмедный отработанный | III | Замена катализатора при производстве полиэтилена | Передается в стороннюю организацию | - | 0,034 | - |
Катализатор цинкмедный, содержащий серебро, платину, палладий, отработанный | III | Замена катализатора при снижении или потере каталитической активности при очистке от оксида углерода и следов карбонилсульфида на узле дополнительной очистки этилена в производстве линейных альфа-олефинов, очистка этилена от углерода оксида в производстве полиэтилена | Передается в стороннюю организацию | - | 0,080 | - |
Осадок при выделении фильтрацией силилхромата из реакционной массы на фильтре бумажном | II | Производство силилхромата (остаток с фильтра после зерновой фильтрации с фильтровальной бумагой) | Передача другим предприятиям для использования, переработки или обезвреживания | 0,0015 | 0,0017 | 0,0016 |
Осадок при выделении фильтрацией хромоцена из реакционной массы на бумажном фильтре | III | Производство хромоцена 5% (осадок с фильтра от промывки реактора с фильтровальной бумагой) | Передача другим предприятиям для использования, переработки или обезвреживания | 0,0049 | 0,0055 | 0,0052 |
Осадок при отстое сточных вод производств полиэтилена и полипропилена, содержащий преимущественно соединения кальция, алюминия и парафиновые углеводороды | III | После чистки бассейна-отстойника | Захоронение | - | 0,20 | - |
Отходы минеральных масел индустриальных | III | Процесс замены масла в системах смазочного масла | Утилизация/размещение на объекте размещения отходов по договору | 0,0074 | 0,037 | 0,017 |
Отходы минеральных масел компрессорных | III | Процесс замены масла в колонне крекинга | Утилизация/размещение на объекте размещения отходов по договору | 0,0010 | 0,061 | 0,021 |
Отходы пленки полиэтилена и изделий из нее незагрязненные | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,0067 | - |
Отходы полиэтиленовой тары незагрязненной | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | 0,00038 | 0,0034 | 0,0011 |
Отходы промывки белым минеральным маслом оборудования производств полиэтилена и полипропилена, содержащие алкоголяты алюминия | III | Промывка трубопроводов и оборудования | Передается в стороннюю организацию | - | 1,00 | - |
Отходы прочих минеральных масел | III | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,0073 | - |
Отходы прочих синтетических масел | III | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,0048 | - |
Отходы прочих теплоизоляционных материалов на основе минерального волокна незагрязненные | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | 0,0010 | 0,040 | 0,020 |
Отходы растворителей на основе толуола и тетрагидрофурона при промывке оборудования синтеза хромоцена | III | Регламентная промывка оборудования при синтезе хромоцена | Утилизация | - | 0,0082 | - |
Отходы сжигания продуктов полимеризации этилена при пропарке и зачистке оборудования процесса димеризации этилена в производстве альфа бутилена | IV | Сжигание отпаренного полимера производства альфа-бутилена | Размещение | - | 0,0036 | - |
Отходы упаковочного картона незагрязненные | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,0037 | - |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | - | 0,0014 | - |
Продукты полимеризации этилена при пропарке и зачистке оборудования процесса димеризации этилена в производстве альфа-бутилена | IV | Зачистка от полимера димеризатора | Передача другим предприятиям для использования, переработки или обезвреживания | 0,0035 | 0,053 | 0,030 |
Просыпи полипропилена и полиэтилена в производстве изделий из них | IV | Производство ПЭВП | Размещение на объекте размещения отходов по договору | - | 0,0023 | - |
Пыль (порошок) от шлифования черных металлов с содержанием металла 50% и более | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | - | 0,00062 | - |
Пыль технического углерода при газоочистке пересыпки и перемещения технического углерода (отходы технического углерода - сажи) | IV | Влажная крошка технического углерода, гранулы полиэтилена, некондиционные гранулы, потери на пробы, пересыпка и перемещения технического углерода | Передача другим предприятиям для использования, переработки или обезвреживания | 0,024 | 0,027 | 0,025 |
Растворители на основе толуола и изопентана, отработанные при получении катализатора на основе кремния содержащего хромоцен | III | Удаление смеси растворителей из емкости при получении катализатора на основе хромоцена и оксида кремния, используемого для проведения реакции полимеризации этилена | Утилизация | - | 0,024 | - |
Сорбент на основе оксида цинка отработанный | III | Производство ПЭВП | Размещение на объекте размещения отходов по договору | - | 0,23 | - |
Сорбент на основе оксидов кремния, бария и алюминия отработанный | III | Замена сорбентов | Захоронение | - | 0,014 | - |
Тара деревянная, утратившая потребительские свойства, незагрязненная | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,025 | - |
Тара из черных металлов, загрязненная нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,0031 | - |
Ткань фильтровальная из полимерных волокон, загрязненная нерастворимыми или малорастворимыми минеральными веществами | IV | Производство ПЭВП | Размещение на объекте размещения отходов по договору | - | 0,0044 | - |
Ткани фильтровальные из разнородных материалов в смеси, загрязненные нерастворимыми или малорастворимыми минеральными веществами | IV | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,00057 | - |
Уголь активированный отработанный, загрязненный оксидами железа и нефтепродуктами (суммарное содержание менее 15%) | IV | Очистка от загрязнения оксидами железа и нефтепродуктами с утратой потребительских свойств в связи со снижением сорбционной емкости | Передача другим предприятиям для использования, переработки или обезвреживания | 0,0095 | 0,011 | 0,0099 |
Фильтры волокнистые из полимерных материалов, загрязненные преимущественно полиэтиленом в пылевой форме | IV | Производство пластмасс и синтетических смол в первичных формах | Утилизация/размещение на объекте размещения отходов по договору | - | 0,033 | - |
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Выгрузка молекулярных сит из осушителей на стадии осушки этилена, азота, из осушителей сомономеров | Передача другим предприятиям для использования, переработки или обезвреживания | 0,095 | 0,11 | 0,099 |
Цеолит отработанный при осушке газов в том числе углеводородных | IV | Регламентная замена молекулярных сит процесса осушки углеводородов, азота, водорода | Размещение | - | 0,0043 | - |
Суспензионной полимеризацией называют полимеризацию, протекающую в каплях мономера, диспергированного в жидкой среде. Основными компонентами суспензионной полимеризации являются: мономер, инициатор, стабилизатор и дисперсионная среда. Необходимым фактором для осуществления процесса является интенсивное перемешивание.
Технологический процесс полимеризации с получением полиэтилена высокой плотности осуществляется в суспензионном контуре в двухреакторной системе в среде легкого разбавителя - изобутана с использованием хромового катализатора или катализатора Циглера.
Данный процесс реализуется в бимодальном и мономодальном режимах с использованием катализатора Циглера, в мономодальном режиме с использованием хромового катализатора.
В основе суспензионной технологии лежит применение эффективного и надежного петлевого реактора, который обеспечивает возможность организации реакции полимеризации, теплообмена и рециркуляции посредством одной единицы оборудования.
В процессе полимеризации в суспензионном петлевом реакторе частицы полимера образуются в среде легкого углеводородсодержащего разбавителя (изобутана), который содержит смесь этилена, водорода и сомономеров.
На вход реакторов полимеризации поступают:
- этилен и водород с границы установки;
- тяжелая фракция восстановленного разбавителя (содержащая сомономеры гексен-1 или бутен-1) и легкая фракция восстановленного разбавителя из сектора сепарации и регенерации разбавителя;
- сокатализатор от узла выгрузки и подачи сокатализатора;
- катализатор из системы подачи катализатора.
На линии подачи этилена в каждый реактор расход этилена контролируется и регулируется по заданному количеству с корректировкой по данным автоматического анализатора - содержанию этилена в суспензии реактора или соотношению компонентов в реакционной смеси (для бимодального режима).
На входе линии подачи водорода в реакторы расход водорода контролируется и регулируется по заданному значению с корректировкой по данным автоматического анализатора - соотношению водорода и этилена в суспензии реактора.
Легкая фракция и тяжелая фракция регенерированного разбавителя насосом подается в реакторы полимеризации. Расходы потоков контролируются с сигнализацией минимального значения и регулируются по заданному количеству с корректировкой по содержанию твердых компонентов в реакционной суспензии.
В поток тяжелой фракции предусмотрена подача дозировочным насосом добавок для полимеризации.
Катализатор (суспензия хромового катализатора или катализатора Циглера в изобутане) подается в реакторы полимеризации насосами из системы подготовки катализатора.
Сокатализатор (ТЭАЛ или ТЭБ) поступает в реакторы полимеризации из системы выгрузки сокатализатора посредством насосов. На линиях подачи расход потока сокатализатора контролируется с сигнализацией минимального значения и регулируется по заданному количеству.
Реакция протекает в среде изобутанового разбавителя. Полимеризация осуществляется при температуре 70 °C - 110 °C и давлении 2,5 - 4,0 МПа.
Мономеры растворяются в разбавителе. Катализаторы, сокатализаторы и добавки также подаются в реакторы в жидкой фазе. Мономеры контактируют с катализатором в среде разбавителя с образованием порошкообразного полимера.
Реакторы работают по принципу суспензионного контура. Реакторы петлевого типа имеют относительно небольшой диаметр и большую длину. Концы трубы соединены друг с другом, образуя реакционный контур большой протяженности, в котором постоянная циркуляция поддерживается при помощи насосов, встроенных в реакционный контур.
Реакция полимеризации сопровождается выделением значительного количества тепла, которое с высокой эффективностью переносится разбавителем к стенкам реактора. Отвод тепла через стенки ректоров и поддержание заданной температуры реакции осуществляется подачей охлаждающей деминерализованной воды в рубашку реакторов.
Для подавления реакции полимеризации в аварийной ситуации предусматривается подача газа, содержащего до 20% CO и до 80% N2, из баллонов, находящихся под давлением 20 МПа.
В бимодальном режиме суспензия из первого реактора поступает в гидроциклон системы промежуточной очистки. Реакционная смесь из верхней части гидроциклона насосом возвращается в реактор. Реакционная суспензия из нижней части гидроциклона направляется в емкость промежуточной очистки.
Пройдя промежуточную очистку, суспензия насосом подается во второй реактор (в бимодальном режиме).
Суспензия из второго реактора поступает в гидроциклоны узла концентрирования суспензии. Реакционная смесь из верхней части гидроциклонов рециркулирует во второй реактор с помощью насосов. Суспензия из нижней части гидроциклонов поступает в подогреватели суспензии.
Для аварийного опорожнения реакторов полимеризации предусмотрена специальная емкость аварийной выгрузки. Объем емкости рассчитан на одновременный прием аварийных сбросов их двух реакторов полимеризации. Управление аварийным опорожнением осуществляется с помощью дистанционной арматуры, установленной на линиях сброса.
Парогазовые выбросы из аварийной емкости направляются в коллектор факельной системы.
Для защиты от аварийного превышения давления все оборудование узла полимеризации оснащено предохранительными клапанами. Аварийные сбросы давления от предохранительных клапанов направляются в емкость аварийной выгрузки реакторов, а затем газовые выбросы из емкости поступают в коллектор факельной системы.
В мономодальном режиме для реакции полимеризации используются как хромовый катализатор, так и катализатор Циглера. Катализатор вводится в первый реактор. Для некоторых марок готового продукта катализатор вводится в оба реактора одновременно.
Качество продукта достигается посредством регулировки определенных параметров процесса полимеризации:
- управление плотностью ПЭВП достигается за счет изменения концентрации сомономера в реакционной суспензии вне зависимости от используемого типа катализатора;
- для достижения необходимого индекса расплава, в случае использования хромового катализатора, производится регулирование температуры реакционной смеси, в случае использования катализатора Циглера производится регулирование концентрации водорода;
- управление скоростью образования твердых частиц и, соответственно, временем пребывания реакционной смеси в реакторе осуществляется за счет регулирования соотношения разбавителя к мономерному сырью в каждом реакторе;
- управление температурой в реакторе полимеризации осуществляется посредством регулировки расхода и температуры охлаждающего агента (деминерализованной воды), подаваемого в рубашку каждого реактора;
- поддержание заданного давления в реакторе осуществляется с помощью регулирующих клапанов, установленных на линиях выхода реакционной смеси из реактора.
Управление рабочими условиями каждого реактора производится в соответствии с выпускаемой маркой полимера. В каждом реакторе осуществляется независимое регулирование состава (мономер, сомономер, водород), содержания твердых веществ и температуры.
Для мономодального режима работы параметры технологического процесса аналогичны для каждого реактора. В бимодальном режиме параметры технологического процесса значительно различаются для обоих реакторов.
При работе в мономодальном режиме узел промежуточной обработки реакционной суспензии не задействован. При работе в бимодальной конфигурации узел промежуточной обработки реакционной смеси задействован.
Технология производства ПЭВП по суспензионной технологии представлена на рисунке 4.7.

(суспензионной) технологии в среде инертного растворителя
В жидкофазной технологии полимер растворен в фазе растворителя/сомономера. Более высокие  хорошо смешиваются с углеводородным растворителем (обычно C6 - C9); применение в качестве сополимера бутена-1 может привести к необходимости повышения рабочего давления, чтобы обеспечить однофазные условия. Жидкофазный процесс очень гибок в отношении плотности полимера. Как правило, жидкофазные реакторы работают в адиабатических условиях, но с возможностью включения в систему реактора циркуляционных охладителей. Использование охладителей способно улучшить соотношение между полимером и растворителем в выходящем из ректора потоке и таким образом уменьшить энергозатраты на испарение фракции растворителя. Достигаемое соотношение между полимером и растворителем может ограничиваться максимальной рабочей температурой каталитической системы, возможностью теплоотвода и максимально допустимой вязкостью. Вязкость среды не должна негативно сказываться на смешении в реакторе и/или теплообменной способности.
хорошо смешиваются с углеводородным растворителем (обычно C6 - C9); применение в качестве сополимера бутена-1 может привести к необходимости повышения рабочего давления, чтобы обеспечить однофазные условия. Жидкофазный процесс очень гибок в отношении плотности полимера. Как правило, жидкофазные реакторы работают в адиабатических условиях, но с возможностью включения в систему реактора циркуляционных охладителей. Использование охладителей способно улучшить соотношение между полимером и растворителем в выходящем из ректора потоке и таким образом уменьшить энергозатраты на испарение фракции растворителя. Достигаемое соотношение между полимером и растворителем может ограничиваться максимальной рабочей температурой каталитической системы, возможностью теплоотвода и максимально допустимой вязкостью. Вязкость среды не должна негативно сказываться на смешении в реакторе и/или теплообменной способности.
хорошо смешиваются с углеводородным растворителем (обычно C6 - C9); применение в качестве сополимера бутена-1 может привести к необходимости повышения рабочего давления, чтобы обеспечить однофазные условия. Жидкофазный процесс очень гибок в отношении плотности полимера. Как правило, жидкофазные реакторы работают в адиабатических условиях, но с возможностью включения в систему реактора циркуляционных охладителей. Использование охладителей способно улучшить соотношение между полимером и растворителем в выходящем из ректора потоке и таким образом уменьшить энергозатраты на испарение фракции растворителя. Достигаемое соотношение между полимером и растворителем может ограничиваться максимальной рабочей температурой каталитической системы, возможностью теплоотвода и максимально допустимой вязкостью. Вязкость среды не должна негативно сказываться на смешении в реакторе и/или теплообменной способности.Описание технологического процесса приведено в таблице 4.21, перечень основного оборудования - в таблице 4.22.
Таблица 4.21
получаемого по жидкофазной (суспензионной) технологии
в среде инертного растворителя
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Неактивированный хромовый катализатор | Активация хромового катализатора | Хромовый катализатор (активированный) | Воздушный холодильник воздуха псевдоожижения, эжектор загрузки, подогреватель активатора, осушитель воздуха, воздуходувка активатора | ||
Хромовый катализатор (активированный) | Подготовка и подача хромового катализатора | Хромовый катализатор (активированный) | Фильтр, сепаратор | ||
Катализатор Циглера | Подготовка и подача катализатора Циглера МТ | Катализатор Циглера | Гомогенизатор катализатора Циглера, фильтр, сепаратор | ||
ТЭАЛ (чистый) либо ТЭБ (25%-ная суспензия в гексане) | Выгрузка и подача сокатализатора | ТЭАЛ (чистый) либо ТЭБ (25%-ная суспензия в гексане) | |||
Этилен | Полимеризация | Полиэтилен высокой плотности (ПЭВП) | Реакторы полимеризации | ||
ПЭВП | Промежуточная обработка и концентрирование | ПЭВП | Гидроциклон, скрубберы | ||
ПЭВП | Нагревание и концентрирование суспензии | ПЭВП | Гидроциклоны, подогреватели суспензии, пароохладитель | ||
ПЭВП | Сепарация и дегазация порошка ПЭВП | ПЭВП | Сепараторы, циклоны, дегазаторы, фильтры | ||
Разбавитель | Сепарация и регенерация разбавителя | Легкие и тяжелые фракции, обедненный изобутан | Скрубберы, конденсаторы, сепараторы, холодильники, ребойлеры | ||
Порошок ПЭВП | Грануляция | Гранулированный ПЭВП | |||
Таблица 4.22
производства полиэтилена, получаемого по жидкофазной
(суспензионной) технологии в среде инертного растворителя
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Адсорбер очистки изобутана от серы | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Вертикальный аппарат Vномин. = 1,083 м3 Dвнутр. = 400 мм Hцил. = 8540 мм Hадсорб. = 7640 мм Pрасч. = 1,7 МПа Tрасч. = минус 39/80 °C Pраб. = 0,55 МПа Tраб. = 20/38 °C |
Внешний фильтр активатора | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Фильтр картриджного типа Среда - воздух, азот, углеводороды, частицы катализатора L = 2 311 мм D = 691 мм Перепад давл. - до 0,00002 МПа Pрасч. = 0,035 МПа Tрасч. = минус 52/200 °C Tраб. = минус 39/200 °C Pраб. = 0,01 МПа Фильтрующий элемент L = 610 мм D = 292 мм Фильтрующий слой - стекловолокно |
Внутренний фильтр активатора | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Вертикальный аппарат Среда - азот, катализатор, воздух H = 1 396 мм D = 984,2 мм D = 54 мм H = 1 000 мм Pрасч. = 0,035 МПа Tрасч. = минус 39/920 °C Перепад давления, МПа - 0,0014 (чистый)/0,007 (забитый) Tраб. = минус 39/920 °C |
Воздуходувка | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Тип - центробежная Расход раб. = 4 700 - 13 600 кг/ч Расход расч. = 21 931 кг/ч Напор - 7335 Па Tрасч. = минус 52/40 °C Tраб. = 5 - 40 °C Мощность двигателя = 45 кВт |
Входной холодильник газодувки | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Диаметр обечайки - 824 мм Диаметр труб - 19,45 мм Длина труб - 2016 мм Количество труб - 566 Поверхность теплообмена: F = 103 м2 Pрасч (межтр. пр-во) = 0,77/0,101 МПа Tрасч. (межтр. пр-во) = 150 °C Tвх/вых (межтр. пр.-во) = 100 - 40 °C Pраб. (межтр. пр-во) = 0,025 МПа Трубное пространство - оборотная вода Pрасч (тр. пр-во) = 1,0/0,101 МПа Tрасч. (тр. пр-во) = 150 °C Tвх/вых (труб. пр.-во) = 25 - 31 °C Pраб. (труб. пр-во) = 0,59 МПа |
Входной холодильник компрессора | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Горизонтальный кожухотрубчатый теплообменник Диаметр обечайки - 467 мм Диаметр труб - 19,05 мм Длина труб - 2742 мм Количество труб - 276 Поверхность теплообмена: F = 44,33 м2 Межтрубное пространство - вода Pрасч (межтр. пр-во) = 0/1,0 МПа Tрасч. (межтр. пр-во) = минус 39/80 °C Pраб. (межтр. пр-во) = 0,5 МПа Tвх/вых (межтр. пр.-во) = 25 - минус 39 °C Трубное пространство - азот. Pрасч (тр. пр-во) = ПВ/0,28 МПа Tрасч. (тр. пр-во) = минус 39 - 120 °C Tвх/вых (труб. пр.-во) = 95 - минус 39 °C Pраб. (труб. пр-во) = 0,005 МПа |
Выходной холодильник компрессора | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Горизонтальный кожухотрубчатый теплообменник Диаметр обечайки - 416 мм Диаметр труб - 19,05 мм Длина труб - 2592 мм Количество труб - 181 Поверхность теплообмена: F = 27,74 м2 Межтрубное пространство - вода Pрасч. (межтр. пр-во) = 1,0 МПа Tрасч. (межтр. пр-во) = минус 39 - 80 °C Pраб. (межтр. пр-во) = 0,5 МПа Трубное пространство - азот Pрасч (тр. пр-во) = 0,28 МПа Tрасч. (тр. пр-во) = минус 39/200 °C Pраб. (труб. пр-во) = 0,187 МПа |
Гидроциклон | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Вертикальная емкость Среда - суспензия ПЭ в изобутане. V = 0,384 м3 Dцилиндр. части (внутр.) = 508 мм Hполн. = 3 977 мм Pрасч. = 7,5 МПа Tрасч. = минус 39/200 °C Tраб. = 70 - 105 °C Pраб. = 3,1 - 4,2 МПа |
Гидроциклон промежуточной очистки | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Вертикальная емкость Среда - суспензия ПЭ V = 0,145 м3 Dцилиндр. части (внутр.) = 343 мм Hполн. = 2761 мм Pрасч. = 7,5 МПа/0,101 Tрасч. = минус 39/200 °C Tраб. = 80 - 105 °C Pраб. = 4,3 МПа |
Гомогенизатор катализатора Циглера | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Габаритные размеры: W = 1 725 мм H = 2 433 мм L = 2 120 мм Tраб. = 5 - 40 °C Мощность - 5,5 кВт |
Горелка активатора | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Тип - встраиваемая в воздуховод Габариты 460 x 500 мм Мощность = 1400 кВт Расход природного газа расч. = 114 кг/ч Pрасч. = 1,35 МПа Tрасч. = минус 52/80 °C Расход природного газа (раб.) = 26 - 88 кг/ч Pраб. = 0,63/1,12 МПа |
Дегазатор | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Вертикальная емкость Среда - порошок ПЭ Vполезн. = 3 76,9 м3 Dверх. цилиндр. части (внутр.) = 5 000 мм Dнижн. цилиндр. части (внутр.) = 3 500 мм Hверх. цилиндр. части = 13 098 мм Hнижн. цилиндр. части = 5 800 мм Со стороны сосуда: Tрасч. = минус 52/185 °C Pрасч. = 0,40 МПа/ПВ Tраб. = 85,6/88,9 °C Pраб. = 0,035 МПа Со стороны рубашки: среда - пар Tрасч. = минус 52/185 °C Pрасч. = 0,38 МПа/ПВ Tраб. = 120 °C Pраб. = 0,1 МПа |
Дегазатор изобутана | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Дегазатор состоит из верхней части - колонны и кубовой части Vобщ. = 3,6 м3 Колонна: Dвнутр. = (482,6 +/- 1%) мм Hверх. = 6 551 мм Высота слоя насадки - 4050 мм (кольца Палля) Кубовая часть: Vобщ. = 3,6 м3 D = 1 110 мм L = 1900 мм Pрасч. = 1,7 МПа Tрасч. = минус 39/180 °C Pраб. = 0,5 МПа Tраб. = 42 - 45 °C |
Испаритель пробы (первого/второго) реактора (фильтр испаритель пробы первого реактора) | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Фильтр патронного типа Среда - углеводороды, порошок полиэтилена, примеси сокатализатора Корпус: Vемк. = 0,156 м3 Dемк. = 330 мм H полн. = 2 405 мм Pраб. = 0,035 - 0,2 МПа Tраб. = 43 - 50 °C Tрасч. = минус 39/200 °C Pрасч. = 1,35 МПа Рубашка: Среда - горячая вода Vкожуха = 0,11 м3 Dкожух = 480 мм Pраб. = 0,3 МПа Tраб. = 95 °C Tрасч. = минус 39/200 °C Pрасч. = 0,65/ПВ МПа |
Компрессор системы пневмотранспорта порошка | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Винтовой компрессор Среда - азот Производительность - 9850 м3/ч Pрасч. = минус 0,1/0,3 МПа Tрасч. = минус 39/250 °C Pвсас. = 0,0981 МПа Pнагн. = 0,2481 МПа Tвсас. = 40 °C Tнагн. = 164 °C Уплотнение вала - угольное лабиринтное Мощность электродвигателя - 460 кВт |
Конденсатор дегазатора изобутана | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Кожухотрубчатый теплообменник одноходовой с эллиптическими крышками Диаметр колпака - 450 мм Длина корпуса - 240 мм Диаметр U-образных труб - 19,05 мм Число труб - 209 Вместимость по трубному пространству - 0,507 м3 Поверхность теплообмена: F = 30,5 м2 Межтрубное пространство - оборотная вода Pрасч. (межтр. пр-во) = 1,3 МПа Pраб. (межтр. пр-во) = 0,44 МПа Tрасч. (межтр. пр-во) = минус 39/180 °C Tвх/вх (межтр. пр.-во) = 25/27,5 °C. Трубное пространство - жидкие углеводороды Pрасч. (тр. пр-во) = 1,7 МПа Tрасч. (тр. пр-во) = минус 39/180 °C Tвх/вых (труб. пр.-во) = 36,7/30 °C Pраб. (труб. пр-во) = 0,50 МПа |
Конденсатор скруббера промежуточной очистки | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Кожухотрубчатый теплообменник вертикальный одноходовой с эллиптическими крышками Поверхность теплообмена: F = 653 м2 Диаметр обечайки - 1335 мм Диаметр труб - 19,05 мм Длина труб - 4877 мм Число труб - 230 Корпус сосуда - оборотная вода Pрасч. (межтр. пр-во) = 1,4 МПа Tрасч. (межтр. пр-во) = минус 39/95 °C Pраб. (межтр. пр-во) = 0,23 МПа Tвх/вых (межтр. пр.-во) = 25/29 °C Трубное пространство - газообразные углеводороды Pрасч. (тр. пр-во) = 1,4 МПа Tрасч. (тр. пр-во) = минус 39/95 °C Tвх/вых (труб. пр.-во) = 60,9/29 °C Pраб. (труб. пр-во) = 1,0 МПа |
Контейнер отходов катализатора | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Вертикальная емкость Vномин. = 3,996 м3 Dвнутр. = 1 600 мм Hцил. = 1 230 мм Pрасч. = 1,0/ПВ МПа Tраб. = окр. среда/132 °C Pраб. = 0,03 МПа Tрасч. = 185 °C |
Пароохладитель пара подогревателя суспензии | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Среда - пар, конденсат Tрасч. = минус 39/325 °C Pрасч. = 0,9/FV МПа Tраб. = 150 - 238 °C Pраб. = 0,37 - 0,7 МПа |
Роторный (секторный) питатель | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Среда - порошок полиэтилена Pрасч. = 0,35 МПа Tрасч. = минус 52/120 °C Расход 5600 - 50300 кг/ч Pраб. = 0,35 - 0,08 МПа Tраб. = 90 °C Электродвигатель N = 1,1 - 5,5 кВт |
Сепаратор активатора | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Вертикальный аппарат Среда - воздух, азот, углеводороды, частицы катализатора V = 1,8 м3 H = 3 965 мм D = 1 200 мм Pрасч. = 0,035 МПа Tрасч. = минус 52/200 °C Tраб. = минус 39/200 °C Pраб. = 0,01 МПа |
Сепаратор ВД | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Вертикальная емкость Среда - порошок ПЭ + смесь газообразных углеводородов Vномин. = 119 м3 Dвнутр. = 4 500 мм Hцил. = 4 600 мм Tрасч. = минус 39/160 °C Pрасч. = 1,35 МПа/ПВ Tраб. = 86,5/90,0 °C Pраб. = 0,75/1,025 МПа |
Сепаратор катализатора и добавок | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Вертикальная емкость Vномин. = 5,301 м3 Dвнутр. = 1 500 мм Hцил. = 2 500 мм Pрасч. = 0,5/ПВ МПа Tраб. = окр. сред./175 °C Pраб. = 0,01 - 0,20 МПа Tрасч. = минус 52/200 °C |
Скруббер промежуточной очистки | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Тарельчатая колонна Среда - углеводороды (главным образом, изобутан), частицы ПЭ Vномин. = 14,793 м3 Dвнутр. = 1 400 мм Hцил. = 9 200 мм Pрасч. = 1,4 МПа Tрасч. = минус 39/150 °C Tраб. = 63/68 °C Pраб. = 1,0 МПа Насадка - 5 секций по 1 - 5 тарелок в секции Тип тарелок - сетчатые |
Фильтр HPSR (предохранительный фильтр системы рециркуляции высокого давления) | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Фильтр картриджного типа. Среда - углеводороды, частицы полиэтилена, азот V = 0,738 м3 D = 711 мм H = 2 625 мм Pраб. = 1,03 МПа Tраб. = минус 39/90 °C Tрасч. = минус 39/160 °C Pрасч. = 1,35 МПа |
Фильтр верхнего погона LPSR (Верхний предохранительный фильтр системы рециркуляции низкого давления) | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Фильтр картриджного типа Среда - углеводороды, частицы полиэтилена, азот V = 0,738 м3 D = 711 мм H = 2 625 мм Pраб. = 0,1 МПа Tраб. = минус 39/90 °C Tрасч. = минус 39/150 °C Pрасч. = 0,4 МПа/ПВ |
Фильтр верхнего погона сепаратора ВД | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Фильтр патронного типа Среда - углеводороды, азот, частицы полиэтилена, примеси сокатализатора V = 9,02 м3 D = 1 400 мм H = 5 018 мм Pраб. = 1,03 МПа Tраб. = 90 °C Pрасч. = 1,35 МПа/ПВ Tрасч. = минус 39 - 160 °C Перепад давл. макс. - 0,1 МПа |
Фильтр дегазатора (фильтр колонны отдувки) | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Фильтр патронного типа Среда - газообразные углеводороды + азот + частицы ПЭ V = 13,5 м3 D = 1 955 мм H = 2914 мм Расход расч. - 3790 м3/ч Tраб. = 60 - 90 °C Pраб. = 0,035/0,06 МПа Tрасч. = минус 39/150 °C Pрасч. = 0,4 МПа |
Фильтр компрессора (Защитный фильтр типа PPR) | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Фильтр картриджного типа Среда - азот + частицы ПЭ V = 5,3 м3 D = 1 400 мм H = 2 660 мм Расход макс. - 9 800 м3/ч Tраб. = 60 - 90 °C Pраб. = 0,01 - 0,02 МПа Tрасч. = минус 52/150 °C Pрасч. = минус 0,05/0,28 МПа Размер картриджа - 325 x 1000 мм |
Фильтр на входе воздуходувки активатора | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Фильтр картриджного типа. L = 1 529 мм H = 1440 мм Перепад давл. рабочий - 0,00025 МПа Перепад давл. макс. - 0,0004 МПа Tрасч. = минус 52/40 °C Pраб. - атм Tраб. = 5/40 °C Фильтрующий элемент L = 592 мм D = 592 мм Объем фильтрующего элемента = 0,03 м3 Фильтрующий слой - синтетическое волокно |
Фильтр осушки воздуха | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Фильтр картриджного типа V = 0,015 м3 H = 829 мм D = 168,3 мм Pрасч. = 1,3 МПа Перепад давл. макс. - 0,08 МПа Tрасч. = минус 52 - 80 °C |
Фильтр роторного питателя | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Среда - азот + порошок полиэтилена V = 3,2 м3 D = 1 000 мм H = 5 350 мм Расход расч. - 593 м3/ч Tраб. = 60/90 °C Pраб. = 0,01/0,1 МПа Tрасч. = минус 52/130 °C Pрасч. = минус 0,05/0,4 МПа |
Фильтр сдувок силоса порошка (Продувочный фильтр силоса подачи порошка) | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Среда - азот + порошок полиэтилена V = 31 м3 D = 3000 мм H = 3947 мм Расход расч. - 8850 м3/ч Tраб. = 60 - 90 °C Pраб. = 0,01 МПа Tрасч. = минус 52/120 °C Pрасч. = минус 0,005/0,025 МПа |
Фильтр системы катализатора | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Вертикальный аппарат Dвнутр. = 1 500 мм Hцил. = 1 900 мм Расход раб. - 200 м3/ч Pрасч. = 1,0/ПВ МПа Tрасч. = минус 39/185 °C Перепад давл. макс. - 0,2 МПа Размер фильтруемых частиц - от 1 до 200 мкм Tраб. = окр. среда/115 °C Pраб. = 0,05 - 0,25 МПа Рубашка: Pрасч. = 0,38/ПВ МПа Tрасч. = минус 39/185 °C Tраб. = 120 °C Pраб. = 0,1 МПа |
Холодильник воздуха псевдоожижения | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Теплообменник с оребренными трубами Среда - воздух, азот, углеводороды Тепловая нагрузка - 64 кВт Поверхность теплообмена (общая) - F = 52 м2 Pрасч. = 0,035 МПа Tрасч. = минус 52/816 °C Pраб. = 0,011 МПа Tраб. вход = 5/654 °C Tраб. выход = минус 52/200 °C |
Холодильник дегазатора изобутана | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Горизонтальный теплообменный аппарат типа "труба в трубе" Диаметр обечайки - 97,2 мм Длина обечайки - 3604 мм Диаметр труб - 14,83 мм Длина труб - 3853 мм Число труб - 14 Вместимость по межтрубному пространству - 0,045 м3 Вместимость по трубному пространству - 0,01 м3 Поверхность теплообмена - 3,04 м2 Внутренняя труба - обедненный изобутан Pрасч. (внутр. тр.) = 1,7/ПВ МПа Tрасч. (внутр. тр.. = минус 39/180 °C Pраб. (внутр. тр.) = 0,51 МПа. Tраб. вх./вых. (внутр. тр.) = 44 - 35 °C Наружная труба - оборотная вода Pрасч. (наруж. тр.) = 1,3 МПа Tрасч. (наруж. тр.) = минус 39/180 °C Pраб. (наруж. тр.) = 0,60 МПа Tраб. вх./вых. (наруж. тр.) = 25 - 29,8 °C |
Холодильник хладагента реактора | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Пластинчатый рамный теплообменник Поверхность теплообмена F = 612,76 м2 Габаритные размеры - 3220 x 1406 x 2865 мм Холодная сторона - оборотная вода Pрасч. (хол. стор.) = 1,43 МПа Tрасч. (хол. стор.) = минус 39/130 °C Pраб. (хол. стор.) = 0,57 МПа Tраб. вх./вых. (хол. стор.) = (25 - 47) °C Горячая сторона - деминерализованная вода Pрасч. ("горячая" стор.) = 1,43 МПа Tрасч. (гор. стор.) = минус 39/130 °C Pраб. (гор. стор.) = 1,09 МПа Tраб. вх./вых. (гор. стор.) = (66,4 - 31,9) °C |
Циклон верхнего погона сепаратора ВД | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Вертикальная емкость Среда - углеводороды, азот, частицы полиэтилена V = 1,378 м3 Dцилиндр. части (верх.) = 830 мм Dконич. части (низ.) = 247,7 мм Hцилиндр. части = 1 407,9 мм Hконич. части = 1 660 мм Hполн. = 5730 мм Pрасч. = 1,35 МПа/-0,1 Tрасч. = минус 39/160 °C Tраб. = 86,5 °C Pраб. = 0,75 МПа |
Эжектор | Производство ПЭ по жидкофазной (суспензионной) технологии в среде инертного растворителя | Расход побудительной среды (технологический воздух) раб. - 243 кг/час Расход технологической среды (технологический воздух) раб. - 595 кг/час Расход среды на выходе (технологический воздух с азотом) раб. - 838 кг/час Pрасч. = 1,3 МПа (побудительная среда) Pрасч. = 0,05/ПВ МПа (технологическая среда) Tрасч. = минус 52/120 °C Tраб. = 39/50 °C Pраб. = 0,37/0,9 МПа (побудительная среда) Pраб. = минус 0,005 МПа (технологическая среда) |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве полиэтилена, получаемого по жидкофазной (суспензионной) технологии в среде инертного растворителя приведены в таблице 4.23.
Таблица 4.23
Показатели потребления сырья и энергоресурсов <*>
при производстве полиэтилена, получаемого по жидкофазной
(суспензионной) технологии в среде инертного растворителя
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | кг/т | 1158,6 | 1166,7 |
1-гексен | кг/т | 6,90 | 7,02 |
Изобутан | кг/т | 8,51 | 9,43 |
Электроэнергия | кВт·ч/т | 323,5 | 374,6 |
Характеристика выбросов, отходов, образующихся при производстве полиэтилена, получаемого по жидкофазной (суспензионной) технологии в среде инертного растворителя. Приведена в таблицах 4.24 - 4.25.
Таблица 4.24
полиэтилена, получаемого по жидкофазной (суспензионной)
технологии в среде инертного растворителя
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Углерода оксид | - | - | 0,164 | - |
Углеводороды предельные C1 - C-5 (исключая метан) | - | 0,24 | - | |
Этилен | - | 0,058 | - | |
Взвешенные вещества | - | 0,072 | - | |
Таблица 4.25
получаемого по жидкофазной (суспензионной) технологии
в среде инертного растворителя
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Катализатор на алюмосиликатной основе никелевый с содержанием никеля более 35,0% отработанный | II | Производство пластмасс и синтетических смол в первичных формах | Обезвреживание | - | 0,0013 | - |
Отходы минеральных масел моторных | III | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,0076 | - |
Отходы синтетических и полусинтетических масел индустриальных | III | Производство пластмасс и синтетических смол в первичных форма | Утилизация | - | 0,014 | - |
Отходы прочих синтетических масел | III | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,022 | - |
Пыль (порошок) от шлифования черных металлов с содержанием металла 50% и более | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | - | 0,00067 | - |
Тара полиэтиленовая, загрязненная нефтепродуктами (содержание менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,0013 | - |
Тара из разнородных полимерных материалов, загрязненная поверхностно-активными веществами | IV | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,0076 | - |
Фильтры волокнистые из полимерных материалов, загрязненные преимущественно полиэтиленом в пылевой форме | IV | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,014 | - |
Отходы прочих теплоизоляционных материалов на основе минерального волокна незагрязненные | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | - | 0,022 | - |
Тара из черных металлов, загрязненная нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,000754 | - |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | - | 0,0013 | - |
Тара деревянная, утратившая потребительские свойства, незагрязненная | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,028 | - |
Отходы упаковочного картона незагрязненные | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,014 | - |
Отходы пленки полиэтилена и изделий из нее незагрязненные | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,022 | - |
Отходы полиэтиленовой тары незагрязненной | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,0033 | - |
Полипропилен (ПП) - один из наиболее экономически важных термопластичных материалов. Области применения ПП многочисленны: изготовление прозрачных или окрашенных пищевых упаковок, текстиля, автомобильных комплектующих, изделий медицинского назначения и товаров народного потребления.
Свойства ПП определяются процессом полимеризации и использованием катализаторов. Как показано на рисунке 5.1, мономерное звено молекулы ПП состоит из трех атомов углерода и шести атомов водорода.

ПП представляет собой линейный полимер и относится к полиолефинам, метильная группа (CH3) является характерной. В зависимости от расположения метильных групп в основной цепи C-C различают несколько видов ПП (рисунок 5.2):
- атактический ПП (АПП (A)) с неравномерным расположением CH3;
- изотактический ПП (ИПП (B)) с CH3, расположенными на одной стороне углеродной цепи;
- синдиотактический ПП (СПП (C)) с чередующимися CH3.

СПП (C)
Увеличение тактичности (регулярности расположения метильной группы) приводит к росту степени кристалличности, температуры плавления, прочности при растяжении, жесткости и твердости.
ИПП в настоящее время представляет большой интерес для промышленности (степень кристаллизации 40% - 60%). Некристаллический АПП используется в качестве эластомерных компонентов в ПП сополимерах. Производство СПП только недавно стала возможной благодаря развитию промышленности катализаторов. СПП характеризуется высокой эластичностью, несмотря на то, что СПП кристаллизуется медленнее и в той же степени, что и ИПП.
ПП не подвержен растрескиванию, хрупок как гомополимер (но ударопрочен в полимерных композициях), обладает более высокой размерной стабильностью при нагревании, чем полиэтилен, а также неустойчив к окислению. Такие параметры, как степень кристаллизации, температурный интервал плавления, прочность при растяжении, жесткость и твердость, возрастают с увеличением степени изотактичности. Воздействие кислорода и высокоэнергетического излучения приводит к охрупчиванию и разложению ПП. ПП светопроницаемы (ПП-пленка, например, очень прозрачна), неустойчивы к воздействию ультрафиолетового излучения без стабилизации, гидрофобны, химически устойчивы к воздействию кислот, щелочей, солевых растворов, растворителей, спиртов, воды, фруктовых соков, молока, а также масел, жиров и моющих средств. ПП неустойчив к ароматическим и хлорированным углеводородам, бензолу, бензину и сильным окислителям.
ПП обладает достаточно высокой температурой плавления, низкой плотностью, хорошей прочностью и ударной вязкостью. Эти свойства зависят от степени кристаллизации и типа, уровня сомономера, входящего в состав продукта. В состав полипропиленовых изделий может включаться каучук, чтобы изменить их низкотемпературные свойства, или минеральные наполнители, стекловолокно, чтобы повысить крепость и размерную стабильность.
Общая схема производства ПП приведена на рисунке 5.3.

В мировой практике в качестве сырья для производства ПП обычно используются пропилен пиролиза, пропилен нефтезаводских газов и пропилен, полученный дегидрированием индивидуального пропана.
Основные существующие газофазные технологии получения ПП отличаются способами перемешивания и отвода тепла реакции.
В целом газофазные процессы характеризуются (в силу отсутствия жидких сред и легкости регулирования содержания водорода и сомономеров) возможностью производства полимеров с широким диапазоном регулируемых молекулярных масс и содержанием сомономера, сокращением сроков перехода с марки на марку и пониженной энергоемкостью.
Газофазная технология предполагает контакт газообразного пропилена с твердым катализатором (или катализатором, суспензированным в масле), который тщательно диспергирован в объеме сухого порошка полимера. В настоящее время распространение получили три основные газофазные технологии:
- полимеризация осуществляется в псевдоожиженном слое, перемешивание происходит потоком мономера, проходящим через слой полимерных частиц;
- используются реакторы с вертикальной конструкцией мешалки и удалением тепла реакции испарением жидкого пропилена;
- применяются горизонтальные многозонные цилиндрические реакторы, в которых отвод тепла организован за счет циркуляции и испарения жидкого мономера.
5.1.1.1 Газофазная технология с реактором с псевдоожиженным слоем
В реактор данного типа непрерывно поступают потоки катализатора, мономера и водорода, которые смешиваются в псевдоожиженном слое. Для реализации сополимеризации в технологическую схему включают второй реактор с кипящим слоем. Процесс протекает при температуре менее 88 °C и давлении ниже 4 МПа. На рисунке 5.4 представлена схема получения ПП по газофазной технологии в реакторе с псевдоожиженным слоем.

1 - газофазный реактор с псевдоожиженным слоем;
2 - газофазный реактор сополимеризации с псевдоожиженным
слоем; 3 - компрессоры; 4 - холодильники; 5, 6 - циклоны;
7 - бункер очистки полимера
с псевдоожиженным слоем
Для удаления остаточного содержания не прореагировавших мономеров полимер из реактора выгружается в бункер очистки полимера, продуваемый азотом.
5.1.1.2 Газофазная технология с вертикальным реактором
Реакторы, используемые для получения гомополимеров, блок-сополимеров и статистических этилен-пропиленовых сополимеров, обычно характеризуются объемами 25, 50 или 75 м3, они оборудованы винтовыми мешалками. Для получения гомополимеров достаточно использования первичного реактора, в который загружается катализатор, который должен быть хорошо диспергирован в порошковом слое во избежание образования уплотнений.
Реакции полимеризации протекают при температуре 70 °C - 80 °C и давлении 3 МПа, данные условия достаточны для поддержания газообразного состояния мономерной фазы в реакторе. Низкие концентрации водорода необходимы для осуществления контроля молекулярной массы полимера в широком диапазоне. Температура контролируется следующим образом: из верхней части реактора удаляется газообразный пропилен путем его конденсации с помощью охлаждающей воды, собранный пропиленовый конденсат возвращается обратно в реактор, где его испарение обеспечивает требуемое охлаждение, а также дополнительную аэрацию перемешиваемого порошкообразного слоя. На каждую тонну производимого ПП требуется порядка 6 т жидкого пропилена, который выпаривается в качестве охлаждающего агента.
На рисунке 5.5 представлена технологическая схема производства ПП.

1 - первичный реактор; 2 - сополимеризатор; 3 - компрессоры;
4 - холодильник; 5 - жидкостный насос; 6 - фильтры;
7 - первичный циклон; 8 - дезактивация/продувка
в вертикальном реакторе
Дисперсная фаза и газ-носитель непрерывно поступают из первичного реактора непосредственно в циклон низкого давления. Пропиленовый газ-носитель из циклона направляется на рецикл в реактор после сжатия, сжижения и иногда дистилляции. Затем дисперсная фаза подается на продувку, где дезактиватор подавляет остаточную активность катализатора, азот удаляет следы пропилена из порошка. Отсюда порошок направляется в силос для стабилизации и гранулирования. Экструзия сопровождается отпариванием для удаления всех олигомеров и окисленных остатков из гранул для обеспечения товарных свойств.
5.1.1.3 Газофазная технология с горизонтальным реактором
Данная технология отличается использованием горизонтально расположенной мешалки, предназначенной для перемешивания слоя порошка в реакторе.
Свежий мономер и сконденсированные рециркулирующие мономеры распыляют в верхней части реактора, обеспечивая охлаждение, в то время как несконденсированные мономеры и водород вводят для поддержания газового состава.
На рисунке 5.6 представлена схема получения ПП по газофазной технологии с горизонтальным реактором.

1 - горизонтальный реактор; 2 - бункер дезактивация
и очистки полимера; 3 - компрессор; 4 - холодильник;
5 - накопитель/сепараторный бак
в горизонтальном реакторе
Схема включает стадии дезактивации каталитического комплекса и продувки как в технологии с вертикальным реактором.
Описание технологического процесса приведено в таблице 5.1, перечень основного оборудования - в таблице 5.2.
Таблица 5.1
по газофазной технологии
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Пропилен | Полимеризация пропилена | Пропилен | Реакторы | - | |
Порошок полипропилена | Грануляция полипропилена | Гранулированный полипропилен | Смесители | - | |
Таблица 5.2
производства ПП по газофазной технологии
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реактор полимеризации | Горизонтальный цилиндрический аппарат, предназначен для газофазной полимеризации пропилена | V = 273,2 м3 |
Насос подачи катализатора | Для подачи катализатора | 10 м3/ч |
Насос подачи триэтилалюминия | Для подачи ТЭА | 0,017 м3/ч |
Насос подачи донора | Для подачи донора | 0,005 м3/ч |
Масляный уловитель триэтилалюминия | V = 4,26 м3 | |
Насос подачи пропилена в реактор | Для подачи пропилена | 673 м3/ч |
Рукавный фильтр газа | Вертикальный цилиндрический аппарат для дегазации порошка полипропилена | V = 72 м3 |
Сепаратор паров реактора | Горизонтальный цилиндрический аппарат. Сепарация сконденсированного пропилена | V = 86 м3 |
Ресивер и циклон отходящих газов реактора | Вертикальный циклонный аппарат, предназначен для извлечение частиц порошка из паров пропилена | Q = 5377 м3/ч |
Компрессор рециркулирующего газа реактора | Одноступенчатый центробежный компрессор для компримирования паров реактора и поддержания давления в системе реактор-сепаратор | Q = 22736 нм3/ч |
Мембранная установка извлечения пропилена | Извлечение пропилена из отходящего газа продувочной колонны на мембранных фильтрах | Q = 2115 кг/ч |
Конденсатор паров реактора | Горизонтальный теплообменный аппарат. Предназначен для конденсации паров реактора | V = 12,5/22,8 м3 |
Реактор | Полимеризация пропилена | Цилиндрический вертикальный сосуд с расширенной верхней частью и газораспределительной плитой. Диаметр внутр. = 3500 мм H = 16310 мм Прямая секция: Диаметр внутр. = 5728 мм H = 8737 мм Расширенная секция: V = 308 м3 t расч. = минус 36/160 °C P расч. = 42,2 над плитой/43,25 кг/см2 (изб.) под плитой Среда - углеводороды, полипропилен |
Реактор | Полимеризация пропилена | Цилиндрический вертикальный сосуд с расширенной верхней частью. Прямая секция: Диаметр внутр. = 2438 мм Высота общ (с юбкой) = 32475 мм Высота = 15226 мм Расширенная секция: Диаметр внутр. = 4038 мм Высота = 7269 мм V общ. = 134,2 м3 V ном. = 61,3 м3 t расч. = минус 36/150 °C P расч. (конус и выше) = 2,393 МПа (24,4 кгс/см2) (изб.) P расч. (над плитой) = 2,491 МПа (25,4 кгс/см2) (изб.) P расч. (под плитой) = 2,53 МПа (25,8 кгс/см2) (изб.) Среда - углеводороды, азот, водород, порошок полипропилена, пропилен |
Смеситель полимера | Компаундирование полипропилена | Число оборотов роторов: 280 об/мин Габариты - 12000 x 3000 x 2300 мм Производительность - 12500 кг/час Мощность электродвигателей: - главный привод смесителя - 2500 кВт; - вспомогательный привод смесителя - 55 кВт; - насос подачи смазочного масла в редуктор смесителя - 5,5 кВт; - насос подачи смазочного масла к подшипникам смесителя - 1,5 кВт; - насос возврата смазочного масла от подшипников смесителя - 1,5 кВт; - насос подачи смазочного масла в редуктор вспомогательного двигателя смесителя - 0,37 кВт |
Смеситель полимера | Компаундирование полипропилена | Число оборотов роторов - 320 об/мин Габариты - 12000 x 3000 x 2300 мм Производительность - 12500 кг/час Мощность электродвигателей: - главный привод смесителя - 3000 кВт; - вспомогательный привод смесителя - 55 кВт; - насос подачи смазочного масла в редуктор смесителя - 5,5 кВт; - насос подачи смазочного масла к подшипникам смесителя - 1,5 кВт |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве ПП по газофазной технологии приведены в таблице 5.3.
Таблица 5.3
Показатели потребления сырья и энергоресурсов <*>
при производстве ПП по газофазной технологии
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | 1155,75 | 1174,15 |
Электроэнергия | кВт·ч/т | 272,9 | 490,2 |
Теплоэнергия | Гкал/т | 0,11 | 0,27 |
Топливо | кг у.т./т | 20,3 | 45,2 |
В таблицах 5.4 и 5.5 представлена информация по выбросам и образованию отходов производства ПП по газофазной технологии.
Таблица 5.4
по газофазной технологии
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота диоксид | - | - | 1,19 | - |
Азота оксид | - | 0,20 | - | |
Взвешенные вещества | - | 0,069 | - | |
Метан | 0,011 | 0,014 | 0,013 | |
Углерода оксид | 0,044 | 0,22 | 0,13 | |
Пропилен | 0,0010 | 0,097 | 0,049 | |
Этилен | 0,0031 | 0,011 | 0,0082 | |
Таблица 5.5
технологии
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы минеральных масел трансмиссионных | III | Производство пластмасс и синтетических смол в первичных формах | - | 0,019 | - | |
Отходы прочих минеральных масел | III | Производство пластмасс и синтетических смол в первичных формах | - | 0,0037 | - | |
Отходы масел минеральных | III | Производство пластмасс и синтетических смол в первичных формах | - | 0,056 | - | |
Отходы прочих синтетических масел | III | Производство пластмасс и синтетических смол в первичных формах | - | 0,0069 | - | |
Тара полиэтиленовая, загрязненная негалогенированными органическими растворителями (содержание менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах; производство нефтепродуктов | - | 0,0022 | - | |
Ткань фильтровальная из полимерных волокон при очистке воздуха отработанная | IV | Производство пластмасс и синтетических смол в первичных формах; производство нефтепродуктов | - | 0,0039 | - | |
Лом и отходы черных металлов в виде изделий, кусков, содержащих пластмассовые фрагменты, в смеси | IV | Производство пластмасс и синтетических смол в первичных формах; производство нефтепродуктов | - | 0,00081 | - | |
Тара из черных металлов, загрязненная нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах; производство нефтепродуктов | - | 0,038 | - | |
Тара из черных металлов, загрязненная лакокрасочными материалами (содержание менее 5%) | IV | Производство пластмасс и синтетических смол в первичных формах [использование по назначению с утратой потребительских свойств в связи с загрязнением нефтепродуктами] | - | 0,0019 | - | |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах; производство нефтепродуктов | - | 0,0038 | - | |
Тара деревянная, утратившая потребительские свойства | V | Производство пластмасс и синтетических смол в первичных формах | - | 0,14 | - | |
Отходы упаковочного картона незагрязненного | V | Производство пластмасс и синтетических смол в первичных формах | - | 0,022 | - | |
Отходы пленки полиэтилена и изделий из нее незагрязненные | V | Производство пластмасс и синтетических смол в первичных формах | - | 0,051 | - | |
Отходы полиэтиленовой тары незагрязненной | V | Производство пластмасс и синтетических смол в первичных формах; производство нефтепродуктов | - | 0,0082 | - | |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | V | Производство пластмасс и синтетических смол в первичных формах | - | 0,0040 | - | |
Отходы зачистки емкостей сбора промливневых сточных вод производств полиэтилена и полипропилена | IV | Процесс зачистки от шлама | Размещение | - | 0,043 | - |
Цеолит отработанный при осушке газов в том числе углеводородных | IV | Регламентная замена молекулярных сит процесса осушки углеводородов, азота, водорода | Размещение | - | 0,066 | - |
5.2 Гранулированный гомополимер полипропилена, получаемый по газофазной технологии с горизонтальным реактором
Данная технология включает в себя процессы полимеризации, экструзии, и фасовки марочного гранулированного гомополимера.
Реактор полимеризации представляет собой горизонтальный цилиндрический аппарат с перемешивающим устройством, в котором протекает непрерывный процесс полимеризации пропилена в газовой фазе. Реактор заполнен порошком полимера, который непрерывно перемешивается горизонтальной мешалкой.
Катализатор и смесь сокатализатора (ТЭА) с донором подаются в первую зону реактора. Порошок полипропилена периодически, по сигналу уровнемера, выгружается из реактора и направляется для удаления остатков пропилена и деактивации сокатализатора ТЭА. Для регулирования молекулярной массы полипропилена подается необходимое количество водорода.
Для проведения полимеризации и снятия избыточного тепла в реактор подается жидкий пропилен. Снятие тепла осуществляется за счет испарения пропилена. Газообразный пропилен отводится из центральной части реактора через конденсатор паров реактора в сепаратор, в котором происходит разделение на жидкий и газообразный. В этот же сепаратор подается свежий пропилен. Жидкий пропилен направляется из сепаратора обратно в реактор полимеризации.
Порошок полимера из рукавного фильтра (в котором происходит отделение унесенного из реактора пропилен из пор порошка, за счет снижения давления) поступает в продувочную колонну. Для удаления остатков пропилена из порошка и дезактивации ТЭА в колонну подается "влажный азот". Дезактивированный и дегазированный порошок снизу колонны направляется в секцию экструзии. Газ с верха продувочной колонны отводится в мембранную установку на разделение пропилена и азота.
В секции экструзии деактивированный и дегазированный порошковый полипропилен из продувочной колонны смешивается с необходимыми добавками, затем расплавляется и гранулируется в экструдере. В экструдере расплав полимера продавливается через фильтрующие сетки, а затем через фильеру в гранулятор, где вращающиеся на кассете ножи нарезают полимер на гранулы. Гранулы охлаждаются водой и застывают. Вода с гранулами полимера проходит через водоотделительное сито, а затем на сушку в центрифугу. Товарные гранулы полипропилена направляются в гомогенизатор.
Из гомогенизатора партия полипропилена направляется в элютриатор, где товарная продукция проходит обработку воздухом для очистки от пыли и волокон, откуда далее направляется в силоса хранения.
Товарные гранулы полимера могут направляется до конечного пользователя следующими способами: в мешках по 25 кг, насыпью в контейнерах. Для отгрузки насыпью в контейнерах, гранулы подаются из силоса хранения в контейнеры, для упаковки в мешки применяются передвижные фасовочные машины. На рисунке 5.7 представлена схема получения гранулированного гомополимера ПП по газофазной технологии с горизонтальным реактором.

гранулированного гомополимера полипропилена
в горизонтальном реакторе
Описание технологического процесса приведено в таблице 5.6, перечень основного оборудования - в таблице 5.7
Таблица 5.6
гранулированного гомополимера ПП по газофазной технологии
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Пропилен | Полимеризация пропилена | Порошок полипропилена | Реакторы | - | |
Порошок полипропилена | Грануляция полипропилена | Гранулированный полипропилен | Экструдеры | - | |
Таблица 5.7
производства гранулированного гомополимера ПП по газофазной
технологии
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реактор полимеризации | Горизонтальный цилиндрический аппарат, предназначен для газофазной полимеризации пропилена. | V = 273,2 м3 |
Насос подачи катализатора | Для подачи катализатора | 10 м3/ч |
Насос подачи триэтилалюминия | Для подачи ТЭА | 0,017 м3/ч |
Насос подачи донора | Для подачи донора | 0,005 м3/ч |
Насос подачи пропилена в реактор | Для подачи пропилена | 673 м3/ч |
Рукавный фильтр газа | Вертикальный цилиндрический аппарат для дегазации порошка полипропилена. | V = 72 м3 |
Сепаратор паров реактора | Горизонтальный цилиндрический аппарат. Сепарация сконденсированного пропилена. | V = 86 м3 |
Конденсатор паров реактора | Горизонтальный теплообменный аппарат. Предназначен для конденсации паров реактора. | V = 12,5/22,8 м3 |
Компрессор рециркулирующего газа реактора | Одноступенчатый центробежный компрессор для компримирования паров реактора и поддержания давления в системе реактор-сепаратор. | Q = 22736 нм3/ч |
Мембранная установка извлечения пропилена | Извлечение пропилена из отходящего газа продувочной колонны на мембранных фильтрах. | Q = 2115 кг/ч |
Экструдер | Двушнековый горизонтальный аппарат для плавления порошка полипропилена и добавок с последующей грануляцией. | Q = 31,25 тн/ч |
Гомогенизатор | Вертикальный цилиндрический аппарат для перемешивания гранул полипропилена. | V = 623 м3 |
Силос хранения | Вертикальный цилиндрический аппарат для хранения гранул полипропилена. | V = 623 м3 |
Колонна продувки | Вертикальная цилиндрическая продувочная колонна. Аккумулирование и продувка порошка полипропилена от остаточных углеводородов. | V = 320 м3 |
ИС МЕГАНОРМ: примечание. Нумерация пунктов дана в соответствии с официальным текстом документа. |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве гранулированного гомополимера по газофазной технологии с горизонтальным реактором приведены в таблице 5.8.
Таблица 5.8
Показатели потребления сырья и энергоресурсов <*>
при производстве гранулированного гомополимера ПП
по газофазной технологии с горизонтальным реактором
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | 1005,9 | 1022,7 |
Электроэнергия | кВт·ч/т | 237,32 | 254,14 |
В таблицах 5.9 и 5.10 представлена информация по выбросам и образованию отходов производства гранулированного гомополимера ПП по газофазной технологии с горизонтальным реактором.
Таблица 5.9
гранулированного гомополимера ПП по газофазной технологии
с горизонтальным реактором
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Взвешенные вещества | - | 0,126 | - | |
Углерода оксид | - | 0,436 | - | |
Пропилен | - | 0,175 | - | |
Таблица 5.10
гомополимера ПП по газофазной технологии с горизонтальным
реактором
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы минеральных масел трансмиссионных | III | Производство пластмасс и синтетических смол в первичных формах | - | 0,019 | - | |
Отходы прочих минеральных масел | III | Производство пластмасс и синтетических смол в первичных формах | - | 0,0037 | - | |
Отходы масел минеральных | III | Производство пластмасс и синтетических смол в первичных формах | - | 0,056 | - | |
Отходы прочих синтетических масел | III | Производство пластмасс и синтетических смол в первичных формах | - | 0,0276 | - | |
Тара полиэтиленовая, загрязненная негалогенированными органическими растворителями (содержание менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах; Производство нефтепродуктов | - | 0,0134 | - | |
Ткань фильтровальная из полимерных волокон при очистке воздуха отработанная | IV | Производство пластмасс и синтетических смол в первичных формах; Производство нефтепродуктов | - | 0,0039 | - | |
Лом и отходы черных металлов в виде изделий, кусков, содержащих пластмассовые фрагменты, в смеси | IV | Производство пластмасс и синтетических смол в первичных формах; Производство нефтепродуктов | - | 0,0024 | - | |
Тара из черных металлов, загрязненная нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах; Производство нефтепродуктов | - | 0,038 | - | |
Тара из черных металлов, загрязненная лакокрасочными материалами (содержание менее 5%) | IV | Производство пластмасс и синтетических смол в первичных формах [Использование по назначению с утратой потребительских свойств в связи с загрязнением нефтепродуктами] | - | 0,0019 | - | |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах; Производство нефтепродуктов | - | 0,0038 | - | |
Тара деревянная, утратившая потребительские свойства | V | Производство пластмасс и синтетических смол в первичных формах | - | 0,14 | - | |
Отходы упаковочного картона незагрязненного | V | Производство пластмасс и синтетических смол в первичных формах | - | 0,022 | - | |
Отходы пленки полиэтилена и изделий из нее незагрязненные | V | Производство пластмасс и синтетических смол в первичных формах | - | 0,051 | - | |
Отходы полиэтиленовой тары незагрязненной | V | Производство пластмасс и синтетических смол в первичных формах; Производство нефтепродуктов | - | 0,0280 | - | |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | V | Производство пластмасс и синтетических смол в первичных формах | - | 0,0040 | - | |
Отходы зачистки емкостей сбора промливневых сточных вод производств полиэтилена и полипропилена | IV | Процесс зачистки от шлама | размещение | - | 0,043 | - |
Цеолит отработанный при осушке газов в том числе углеводородных | IV | Регламентная замена молекулярных сит процесса осушки углеводородов, азота, водорода | размещение | - | 0,066 | - |
Процесс получения полипропилена - суспензионный в среде углеводородного растворителя нефраса с применением нанесенного титаномагниевого катализатора, донора и сокатализатора - триэтилалюминия (ТЭА), в качестве регулятора молекулярной массы используется водород (см. рисунок 5.8). Порошок полипропилена отделяется от нефраса на центрифуге, сушится горячим азотом и пневмотранспортом подается на установку гранулирования полипропилена. Отработанный нефрас очищается от примесей на узле регенерации растворителей и возвращается на полимеризацию.
Получение порошка полипропилена осуществляется на технологической линии, где возможно получение как гомополимера, так и сополимера пропилена с этиленом.
Процесс получения порошка полипропилена состоит из следующих основных стадий:
- приготовление каталитического комплекса;
- полимеризация пропилена или сополимеризация пропилена с этиленом;
- отделение суспензии полимера;
- сушка порошка полипропилена;
- отделение атактического полипропилена и очистка нефраса;
- гранулирование порошка полипропилена;
- расфасовка и упаковка.
Приготовление катализаторного комплекса
Для приготовления катализаторного комплекса (ТМК + ТЭА + донор) в емкость загружаются расчетные количества реагентов:
- нефрас с узла регенерации растворителей;
- раствор триэтилалюминия (ТЭА) в нефрасе (является сокатализатором и дополнительно служит для очистки нефраса и пропилена от влаги);
- раствор донора в нефрасе (регулирует степень изотактичности полипропилена);
- титаномагниевый катализатор (ТМК) из контейнера.
По окончании загрузки ТМК в емкость подается на форобработку пропилен, выполняющий роль инициатора катализаторного комплекса. После обработки пропиленом суспензия катализаторного комплекса направляется в расходные емкости, откуда подается дозировочными насосами в реакторы полимеризации.
Полимеризация пропилена
Процесс полимеризации осуществляется последовательно в двух реакторах с предварительной полимеризацией в форполимеризаторе. Полученная суспензия полимера в нефрасе с низа реактора выгружается во вторичный реактор и далее поступает в дегазаторы для удаления непрореагировавшего пропилена. Отделение пропилена происходит за счет снижения его растворимости в нефрасе при снижении давления до 0,04 МПа (0,4 кгс/см2). Сконденсировавшийся нефрас из конденсатора сливается обратно в дегазатор. Дегазатор - цилиндрическая вертикальная емкость с мешалкой. Температура в дегазаторе поддерживается в пределах 50 °C - 60 °C. Насосом осуществляется откачка суспензии в буферную емкость.
Центрифугирование суспензии полипропилена
Суспензия полипропилена из буферной емкости подается в центрифугу. Центрифуга отделяет влажный изотактический полимер от нефраса, содержащего растворенную фракцию атактического полимера. Нефрас поступает в сборник, откуда насосом направляется в отделение регенерации растворителей. После регенерации нефрас поступает в сборник, откуда насосом направляется в первичные реакторы полимеризации (рецикл растворителя). Влажный полимер выгружается в бункер и шнеком подается на первую ступень сушки.
Сушка порошка полипропилена
Процесс сушки полимера осуществляется горячим азотом в двухступенчатом сушильном агрегате: 1-я ступень - пневматическая сушилка, 2-я ступень - двухкамерная сушилка "кипящего" слоя. Каждая из ступеней сушки имеет свой независимый замкнутый контур циркуляции теплоносителя (азота). Влажный полимер со шнека подается в пневматическую сушилку. Поток горячего азота, подаваемый снизу, испаряет большую часть нефраса и доставляет порошок полимера в параллельно работающие циклоны, в которых происходит разделение фаз. Твердая фаза (полимер) секторными питателями подается на вторую ступень сушки - сушилку "кипящего слоя". Поток горячего теплоносителя, насыщенный парами нефраса, поступает на очистку в скруббер. В скруббере происходит охлаждение теплоносителя и его очистка от паров нефраса. Очищенный азот из скруббера возвращается, предварительно нагреваясь в теплообменнике в пневматическую сушилку. Пневмотранспортом сухой порошок полимера доставляется к складским емкостям установки гранулирования.
Отделение нефраса от атактического полимера
Нефрас, содержащий растворенный атактический полипропилен, пропилен, не вступивший в реакцию, воду, изотактический полипропилен, высококипящие олигомеры подаются в выпарные аппараты для отделения атактического полипропилена. Пары нефраса, не вступивший в реакцию пропилен, высококипящие олигомеры поступают в ректификационную колонну. В колонне происходит отделение нефраса от олигомеров и остатков атактического полимера, унесенного с парами растворителя.
Гранулирование полипропилена
Технологический процесс производства товарного полипропилена состоит из следующих подстадий:
- прием и сортировка порошка полипропилена для создания необходимого запаса порошка;
- транспортировка порошка на линии экструзии;
- получение стабилизированного полипропилена методом экструзии;
- холодная гомогенизация гранулированного полипропилена;
- хранение, расфасовка, отгрузка товарного полипропилена.
Технологическая схема данного процесса представлена на рисунке 5.8.

1, 4 - смесители-диспергаторы; 2, 3 - мерники;
5 - форполимеризатор; 6, 7 - полимеризаторы; 8 - дегазатор;
9 - центрифуга; 10 - питатель; 11 - вентилятор;
12 - калорифер; 13 - труба-сушилка; 14 - бункер;
15 - сушилка в кипящем слое; 16 - промежуточная емкость
технологии в растворителе
Описание технологического процесса приведено в таблице 5.11, перечень основного оборудования - в таблице 5.12.
Таблица 5.11
по суспензионной технологии в растворителе
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
Пропилен, этилен, нефрас, комплексный катализатор, состоящий из триэтилалюминия, титаномагниевого катализатора и донора | Полимеризация пропилена и сополимеризация пропилена с этиленом в среде растворителя в присутствии комплексного катализатора с дальнейшей грануляцией на двушнековых экструдерах | Порошок полипропилена, атактический полипропилен | Реакторы полимеризации | Узел очистки сточных вод | |
Порошок полипропилена, добавки, перекисные инициаторы | Грануляция полипропилена | Гранулят | Двушнековые экструдеры | Газоочистные установки | |
Таблица 5.12
производства ПП по суспензионной технологии в растворителе
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реакторы полимеризации | Полимеризация | Вертикальная цилиндрическая емкость с рубашкой и мешалкой. V = 71,6 м3 Вертикальная цилиндрическая емкость с рубашкой и мешалкой V = 42,9 м3 |
Вертикальная тарельчатая колонна | Выделение тяжелых фракций и олигомеров | V = 113,2 м3 Сетчатые тарелки - 26 V = 167 м3 Сетчатые тарелки - 50 |
Вертикальная тарельчатая ректификационная колонна | Очистка нефраса от воды | |
Двухшнековый экструдер | Экструдирование | Диаметр шнеков - 160 мм, производительность - 2 - 3 т/ч. Диаметр шнеков - 170 мм, производительность - 4 - 5 т/ч. Диаметр шнеков - 177 мм, производительность - до 11 т/ч |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве ПП по суспензионной технологии в растворителе приведены в таблице 5.13.
Таблица 5.13
Показатели потребления сырья и энергоресурсов <*>
при производстве ПП по суспензионной технологии
в растворителе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | 1019 | 1024 |
Электроэнергия | кВт·ч/т | 507,6 | 524,3 |
Пар | Гкал/т | 0,79 | 0,81 |
В таблицах 5.14 - 5.16 представлена информация по выбросам, сбросам и образованию отходов производства ПП по суспензионной технологии в растворителе.
Таблица 5.14
по суспензионной технологии в растворителе
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота диоксид | - | - | 0,11 | - |
Азота оксид | - | 0,018 | - | |
Взвешенные вещества | - | 0,20 | - | |
Серы диоксид | - | 0,0054 | - | |
Углерода оксид | - | 0,19 | - | |
Углеводороды предельные C6 - C10 | - | 2,95 | - | |
Пропилен | - | 2,95 | - | |
Этилен | - | 0,052 | - | |
Минеральное масло | - | 0,020 | - | |
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | ||||
Таблица 5.15
Сбросы загрязняющих веществ при производстве ПП
по суспензионной технологии в растворителе
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Алюминий | В сеть химзагрязненной канализации (ХЗК) предприятия, далее в централизованную систему водоотведения | - | 0,21 | - |
Нефтепродукты (нефть) | - | 0,019 | - | |
Взвешенные вещества | 0,032 | 1,18 | 0,60 | |
ХПК | 0,15 | 2,70 | 1,42 | |
Таблица 5.16
технологии в растворителе
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы (осадок) механической очистки нейтрализованных стоков | IV | Очистка нейтрализованных стоков | Обезвреживание | - | 1,03 | - |
Отходы грануляции полипропилена | IV | Полимеризация пропилена | Утилизация | 0,15 | 0,19 | 0,17 |
Золы и шлаки от инсинераторов и установок термической обработки отходов | IV | Термическое обезвреживание углеводородных отходов | Обезвреживание | 0,15 | 0,32 | 0,21 |
Отходы минеральных масел индустриальных | III | Замена индустриальных масел | Утилизация | - | 0,63 | - |
Отходы минеральных масел компрессорных | III | Замена масел компрессорных | Утилизация | - | 0,31 | - |
Отходы минеральных масел трансмиссионных | III | Замена масел трансмиссионных | Утилизация | - | 0,056 | - |
Отходы минеральных масел трансформаторных, не содержащих галогены | III | Замена масел трансформаторных | Утилизация | - | 0,26 | - |
В настоящее время при производстве ПП в мире и в России самым распространенным способом является полимеризация пропилена суспензионным методом в петлевом реакторе в жидком пропилене.
Появление и дальнейшее совершенствование нанесенных катализаторов IV поколения повысило энергоэффективность и снизило прямые производственные затраты ранее внедренных суспензионных процессов. Появление высокоэффективных каталитических систем IV поколения с активностью более 20 кг полипропилена на 1 г катализатора позволило разработать упрощенный процесс полимеризации в жидком мономере (пропилене).
Технологический процесс производства полипропилена позволяет получать широкий ассортимент полипропилена, его статсополимеров и блок-сополимеров с этиленом и бутеном (бутиленом). Процесс суспензионной полимеризации пропилена при низком давлении протекает по анионно-координационному механизму.
Полимеризация пропилена проводится в условиях относительно невысокого давления и температуры в присутствии усовершенствованной каталитической системы Циглера-Натта (высокоэффективный титаномагниевый катализатор). Тепло реакции отводится охлаждающей водой, циркулирующей в рубашках петлевых реакторов и теплообменниках.
В качестве сокатализатора (активатора) применяется триэтилалюминий (ТЭА). Кроме того, в состав каталитического комплекса входит донор, который позволяет регулировать изотактичность полимера, т.е. соотношение изотактического и атактического полимера.
Нижняя граница содержания атактического полимера в изотактическом полимере должна обеспечивать легкость переработки полимера, а верхняя граница содержания атактического полипропилена определятся требованиями к качеству полимера. Повышение содержания атактического полипропилена ухудшает показатели прочности полимера.
Технологический процесс получения полипропилена состоит из следующих основных стадий:
а) прием, хранение и подача сырья и материалов;
б) приготовление каталитического комплекса;
в) полимеризация, состоящая из следующих технологических стадий:
1) форполимеризация;
2) полимеризация в петлевых реакторах;
г) дегазация, отпаривание и сушка, состоящая из следующих технологических стадий:
1) дегазация мономеров при высоком давлении;
2) регенерация пропилена и водорода при высоком давлении;
3) дегазация мономеров при низком давлении;
д) добавление бензоата натрия;
е) отпаривание полимера;
ж) гранулирование порошка полипропилена.
Принципиальная технологическая схема полимеризации пропилена в петлевом реакторе с предварительным контактом катализатора и пропилена в реакторе предварительной полимеризации представлена на рисунке 5.9.

1, 2, 6 - фильтры; 3 - предконтактная емкость; 4 - реактор
форполимеризации; 5 - петлевой реактор; 7, 8, 9 - насосы;
10, 11, 12, 13 - теплообменные аппараты; 14, 15 - расходные
емкости
технологии в пропилене
Активированный катализатор из емкости предварительного контакта (смесь катализатора, донора и ТЭАЛ) поступает в смесители, где он смешивается с охлажденным пропиленом и подается в реактор предполимеризации, предназначенный для предварительной полимеризации пропилена на поверхности катализатора.
Полимеризация небольшого количества пропилена происходит при контролируемых условиях: температуре 20 °C, давлении 3,4 МПа (максимально 5,6 МПа) и времени форполимеризации 10 мин. При форполимеризации формируются активные центры полимера вокруг частиц катализатора, что предотвращает измельчение частиц катализатора во время основной полимеризации. Форполимеризация производится в предполимеризационном реакторе, где на каждый грамм подаваемого катализатора полимеризуется только 200 - 300 г пропилена. Цель форполимеризации - постепенно капсулировать или создать оболочку вокруг частицы катализатора. Эта оболочка защищает катализатор, когда он поступает в петлевой реактор полимеризации.
Капсулированный катализатор из реактора форполимеризации выводится в контурный петлевой реактор. Поток пропилена подается в петлю реактора.
Процесс полимеризации для производства гомополимера, статсополимера и тройного сополимера протекает в петлевых реакторах. Количество реакторов определяется производительностью установки и временем полимеризации.
Условия полимеризации для гомополимеров и статсополимеров:
- температура - 70 °C;
- давление - 3,4 - 4,3 МПа;
- время полимеризации - 1 - 1,5 ч (при максимальной нагрузке);
- концентрация суспензии - 50% - 60% от массы.
Для получения тройного сополимера необходимо обеспечить меньшую температуру полимеризации 60 °C с учетом повышенной химической активности. Другие рабочие параметры остаются неизменными.
Для получения статсополимера в петлевые реакторы с постоянным расходом подается этилен. Этилен подается в газообразном виде и смешивается с жидким пропиленом перед введением его в петлевой реактор.
Для получения тройного сополимера бутен-1 подается в петлевые реакторы с основным потоком пропилена, бутен-1 смешивается с пропиленом, поступающим перед подачей пропилена на осушку и в емкость подачи пропилена, из которой смесь пропилена и бутена-1 в требуемом по материальному балансу соотношении подается в петлевые реакторы.
Общее количество мономеров определяется в соответствии с заданным соотношением этилена к бутену-1 в полимере и общей производительностью.
Тепло реакции отводится охлаждающей водой, циркулирующей в рубашках петлевых реакторов и теплообменниках.
Для прекращения реакции в случаях произошедших инцидентов в нижнюю часть реактора в несколько точек подается подавляющий агент - смесь оксида углерода с азотом (2% CO + 98% N2).
Описание технологического процесса приведено в таблице 5.17, перечень основного оборудования - в таблице 5.18, перечень природоохранного оборудования - в таблице 5.19.
Таблица 5.17
по суспензионной технологии в пропилене
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Пропилен Каталитический комплекс Водород | Полимеризация пропилена | Суспензия порошка полипропилена в пропилене | Реактор предполимеризации, петлевые реактора полимеризации, циркуляционные насосы петлевых реакторов | ||
Суспензия порошка полипропилена в пропилене | Дегазация полимера | Полипропилен порошок со следами углеводородных газов | Сдувки несконденсированных углеводородных газов | Испарительная емкость с мешалкой, рукавный фильтр рециркулирующего газа, компрессор рециркулирующего газа, скруббер вторичного пропилена, скруббер пропилена низкого давления | Узел компримирования и конденсации отходящих газов с последующей откачкой в сырьевые емкости хранения ППФ |
Полипропилен порошок со следами углеводородных газов | Отпаривание и сушка полимера | Полипропилен порошок | Сдувки парогазовой смеси (смесь углеводородных газов и водяного пара) | Отпарной аппарат, сушилка кипящего слоя | Комплектная установка осушки отходящих газов и узел компримирования и конденсации отходящих газов с последующей откачкой в сырьевые емкости хранения ППФ |
Полипропилен порошок | Экструзия | Полипропилен гранулят | Выбросы азота, воздуха со следами пыли полипропилена от пневмотранспорта | Экструдер, гранулятор подводный, центробежная сушилка, вибросито | Рукавный фильтр |
Таблица 5.18
производства ПП по суспензионной технологии в пропилене
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реактор преполимеризации | Медленное образование оболочки из полипропилена вокруг частиц катализатора | Vкор. = 1,81 м3 |
Реактор полимеризации | Прием полимера с пропиленом для диспергирования в суспензию | Vкор. = 98 м3 |
Реактор полимеризации | Для реакции полимеризации | V = 36 - 98 м3 |
Фильтр рециклового газа | Фильтрация рециклового газа | Vкор. = 56 м3 |
Компрессор рециклового газа | Нагнетание рециклового газа | Q = 3982 - 4217 м3/ч |
Отпарной аппарат | Для обработки паром движущегося слоя полимера | Vкор. = 60 м3 |
Реактор преполимеризации | Реактор газофазной полимеризации | Vкор. = 186,5 м3 |
Фильтр среднего давления | Для отделения твердой фазы от газа | Vкор. = 17 м3 |
Колонна отпарки этилена | Для разделения водорода, этилена и этана от пропилена и пропана | V = 20,21 м3 |
Компрессор рециклового газа | Для нагнетания рециркуляционного газа | Q = 43000 м3/ч |
Конденсатор пропилена | Для конденсации пропилена и возвращения его в производство | V = 9,93 м3 |
Компрессор отходящих газов отпарного аппарата | Для отсасывания отходящих газов (углеводороды и пар) и сжатия до 0,4 МПа (изб.) | Q = 1300 м3/ч |
Сдувка сушилки | Для сжатия рециклового газа | Q = 17882 м3/ч |
Компрессор холодильной установки | Для нагнетания газообразного | Q = 2289 м3/ч |
Реактор форполимера | Предварительная полимеризация | V = 0,66 м3 |
Циркуляционный насос петлевого реактора | Циркуляция суспензии в предполимеризационном реакторе | Производительность - 250 - 7000 м3/ч |
Питающий резервуар пропилена | Расходная емкость пропилена | V = 51,1 м3 |
Испарительная емкость с мешалкой | Испарение жидкого мономера для дальнейшей его регенерации | V = 5,25 м3 |
Насос подачи пропилена | Подача пропилена в процесс из расходной емкости | Производительность - 90 - 110 м3/ч |
Рукавный фильтр рециркулирующего газа | Отделение порошка полимера от остаточных количеств | V = 14,3 м3 |
Скруббер вторичного пропилена | Рекуперация пропилена | V = 17 м3 |
Скруббер пропилена низкого давления | Очистка возвратного пропилена от следов тэала перед подачей в компрессор | V = 6,8 м3 |
Отпарной аппарат с мешалкой | Дезактивация в полимере остатков компонентов каталитического комплекса; очистка полимера от остатков мономеров | V = 14,7 м3 |
Сушилка кипящего слоя | Осушка порошка полимера | V = 13 м3 |
Экструдер | Гомогенизация, расплавление, экструдирование смеси порошка полипропилена с различными добавками и получения товарного стабилизированного полипропилена | Производительность - 25 - 40 т/ч |
Гранулятор подводный | Гранулирование экструдата | Производительность - 25 т/ч |
Центробежная сушилка | Обезвоживание и сушка гранул полипропилена | Производительность - 25 т/ч |
Вибросито | Классификация гранул полипропилена по размеру | Производительность - 25 т/ч |
Скруббер отпарного аппарата | Удаление остатков углеводородов из парогазовой смеси отпарного аппарата | V = 11,1 м3 |
Скруббер сухой очистки | Очистка азота от воды и остаточного порошка для возврата в систему горячего азота для сушки полимера | V = 13,4 м3 |
Газодувка сушилки полимера | Подача горячего азота в сушилку кипящего слоя | Производительность - 7385 м3/ч |
Таблица 5.19
по суспензионной технологии в пропилене
Наименование оборудования | Назначение оборудования | Технологические характеристики |
Установка осушки отходящих газов | Осушка отходящих газов с узла отпаривания и осушки порошка | Производительность - 570 - 720 м3/ч |
Узел компримирования и конденсации отходящих газов | Компримирование и конденсация отходящих газов с последующей откачкой в сырьевые емкости хранения ППФ | Производительность - 1200 м3/ч |
Фильтр 5 системы вытяжной вентиляции (обеспыливания) | Очистка воздуха из системы обеспыливания перед сбросом в атмосферу | Производительность - 3000 м3/ч |
Фильтр системы вакуумной очистки (обеспыливания) | Очистка воздуха из системы вакуумной очистки перед сбросом в атмосферу | Производительность - 300 м3/ч |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве ПП по суспензионной технологии в пропилене приведены в таблице 5.20.
Таблица 5.20
Показатели потребления сырья и энергоресурсов <*>
при производстве ПП по суспензионной технологии в пропилене
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | 1002 | 1175 |
Электроэнергия | кВт·ч/т | 257,0 | 329,9 |
Пар | Гкал/т | 0,13 | 0,26 |
В таблицах 5.21 - 5.23 представлена информация по выбросам, сбросам и образованию отходов производства ПП по суспензионной технологии в пропилене.
Таблица 5.21
по суспензионной технологии в пропилене
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Взвешенные вещества | - | 0,058 | 0,64 | 0,25 |
Углерода оксид | 0,20 | 0,28 | 0,24 | |
Углеводороды предельные C1 - C-5 (исключая метан) | 0,0098 | 0,064 | 0,011 | |
Пропилен | 0,058 | 0,11 | 0,078 | |
Формальдегид | 0,0011 | 0,0014 | 0,0012 | |
Ацетон | 0,022 | 0,028 | 0,025 | |
Кислота уксусная | 0,19 | 0,42 | 0,28 | |
Минеральное масло | 0,015 | 0,019 | 0,017 | |
Сольвент нафта | 0,0031 | 0,0053 | 0,0042 | |
Таблица 5.22
Сбросы загрязняющих веществ при производстве ПП
по суспензионной технологии в пропилене
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Взвешенные вещества | Стоки передаются на очистку | - | 0,0058 | 0,0036 |
ХПК | 0,00014 | 0,0029 | 0,0019 | |
pH (ед.) | 6,5 | 8,5 | - | |
Таблица 5.23
технологии в пропилене
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | 0,0041 | 0,018 | 0,011 |
Олигомеры при отпарке порошка полипропилена в его производстве | III | Отпарка порошка полипропилена | Реализация на сторону для вторичной переработки | - | 0,074 | - |
Отходы антифризов на основе этиленгликоля | III | Замена антифриза | Реализация на сторону для вторичной переработки | - | 0,036 | - |
Отходы бумаги и мешки бумажные с полиэтиленовым слоем незагрязненные | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | - | 0,00030 | - |
Отходы минеральных масел моторных | III | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,020 | - |
Отходы пленки полиэтилена и изделий из нее незагрязненные | V | Производство пластмасс и синтетических смол в первичных форма | Утилизация | - | 0,018 | - |
Отходы полиэтиленовой тары незагрязненной | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | 0,0042 | 0,013 | 0,0081 |
Отходы прочих минеральных масел | III | Замена масел | Реализация на сторону для вторичной переработки | - | 0,411047441 | - |
Отходы прочих синтетических масел | III | Производство пластмасс и синтетических смол в первичных формах | Утилизация | 0,013 | 0,032 | 0,022 |
Отходы прочих теплоизоляционных материалов на основе минерального волокна незагрязненные | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | - | 0,0049 | - |
Отходы синтетических масел компрессорных | III | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,056 | - |
Отходы упаковочного картона незагрязненные | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,0043 | - |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | - | 0,00024 | - |
ПП-1 (гранулы крупная и мелкая фракции, просыпи) | V | Вибросито | Реализация на сторону для вторичной переработки | 0,10 | 0,39 | 0,26 |
ПП-1А (арбитражные пробы) | V | Лаборатория производственного контроля | Реализация на сторону для вторичной переработки | 0,14 | 0,31 | 0,22 |
ПП-2 (отходы порошка полипропилена) | V | Аварийные емкости | Реализация на сторону для вторичной переработки | 0,34 | 1,07 | 0,77 |
ПП-3 (агломераты, куски, спеки, "лепешки") | V | Экструдер | Реализация на сторону для вторичной переработки | 0,17 | 0,27 | 0,22 |
ПП-4 (смесь различных форм отходов полимера: гранул, порошка, стружки, агломератов, пыли и аддитивов) | V | Экструдер, фильтр системы обеспыливания, фильтр системы пылеуборки, смеситель, дозаторы добавок и др.) | Реализация на сторону для вторичной переработки | - | 0,28 | - |
ПП-5 (смесь различных форм отходов полимера: гранул, порошка, стружки, агломератов, пыли и аддитивов, содержащая свободную воду) | V | Переливное устройство на сбросе конденсата со следами крошки полимера из колонны сушилки полимера, фильтр емкости гранводы | Реализация на сторону для вторичной переработки | - | 0,13 | - |
Смесь масел минеральных отработанных, не содержащих галогены, пригодная для утилизации | III | Замена масел | Реализация на сторону для вторичной переработки | - | 0,065 | - |
Тара деревянная, утратившая потребительские свойства, незагрязненная | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,037 | - |
Тара из черных металлов, загрязненная нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,012 | - |
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Замена отработанной загрузки | Передача другим хозяйствующим субъектам для утилизации | 0,0041 | 0,018 | 0,011 |
Для производства полипропилена требуется пропилен высокой степени чистоты, который получают из пропан-пропиленовой фракции (ППФ). На этих предприятиях установки выделения пропилена из пропан-пропиленовой фракции входят в состав производства ПП и размещены на одной производственной площадке.
Данная технология заключается в очистке пропан-пропиленовой или пропиленовой фракции от балластных компонентов и примесей, входящих в их состав, и состоит из следующих стадий:
Стадия отделения тяжелой (высококипящей) фракции
В колонне отделения тяжелой фракции углеводородов (бутан-бутиленовой фракции) происходит разделение пропан-пропиленовой фракции за счет процесса ректификации. Из куба колонны в виде жидкости выводится бутан-бутиленовая фракция (ББФ), с верха в виде паров - ППФ с примесями (C2, CO, CO2, H2S, COS, меркаптанов и т.п.).
Стадия гидролиза COS
ППФ подогревается до температуры 150 °C и направляется в реактор каталитического гидролиза COS. Катализатор представляет собой оксид платины на носителе Al2O3.
После охлаждения до 40 °C ППФ направляется далее - на блок щелочной очистки от сернистых соединений, CO2 и меркаптанов.
Стадия щелочной очистки от сернистых соединений, CO2 и окисления меркаптанов
На этой стадии можно выделить два основных процесса:
- поглощение сероводорода, диоксида углерода и меркаптанов раствором щелочи;
- каталитическое окисление меркаптанов до дисульфидов.
Поглощение сероводорода и диоксида углерода происходит при пропускании ППФ через слой раствора едкого натра, затем ППФ направляется на стадию отделения легкой фракции углеводородов (сухого газа).
Стадия отделения легкой фракции углеводородов (сухого газа)
В колонне отделения легкой фракции происходит разделение легких углеводородов и ППФ ректификацией. Из куба колонны в виде жидкости отводится ППФ, с верха - сухой газ.
Стадия разделения пропана и пропилена
Разделение пропана и пропилена происходит ректификацией. Из куба колонны в виде жидкости выводится пропан, с верха - пары пропилена.
Стадия осушки пропилена
Процесс осушки представляет собой поглощение влаги из пропилена при пропускании его через слой молекулярных сит (цеолитов), которые обладают высокой влагоемкостью.
После стадии осушки пропилен должен соответствовать по своим качественным показателям товарному пропилену.
Полимеризация пропилена
Жидкий пропилен с отделения подготовки сырья поступает в колонну, заполненную адсорбентом Selecsorb COS, где происходит поглощение COS. С низа колонны жидкий пропилен через фильтр поступает в питательную емкость полимеризации. Каталитическая система состоит из твердого катализатора (TiCl4 - MgCl2), сокатализатора триэтилалюминия (ТЭАЛа), стереорегулирующего агента Донора-С. Твердый катализатор диспергируется в смеси масла и консистентной смазки. Готовая суспензия в виде пасты периодически выдавливается в дозировочные гидроцилиндры, откуда подается в емкость предварительного контакта (секция 200), туда же подается и сокатализатор триэтилалюминий (ТЭАЛ). Секция 200: в секции 200 происходят следующие процессы: предварительное контактирование компонентов каталитической системы в емкости предконтакта; предварительная полимеризация в мягких условиях с низкими скоростями в одноконтурном реакторе; реакция полимеризации пропилена в контурном петлевом реакторе трубчатого типа; Секция 300: выходящая из реактора суспензия (60% порошка полипропилена и 40% смеси пропилена и пропана) поступает в испарительный трубопровод, а затем в мешочный фильтр высокого давления. В фильтре высокого давления удаляется основная масса непрореагировавшего пропилена, который проходит очистку от мелкой фракции полимера в колонне промывки газообразного пропилена.
Газовый поток с верха колонны выводится в конденсатор-холодильник. Из холодильника-конденсатора жидкий пропилен поступает в питательную емкость полимеризации. Полимер из нижней части фильтра высокого давления направляется в рукавный фильтр, являющийся основным аппаратом узла дегазации, где происходит окончательное удаление пропилена из порошка. Пропилен, пройдя промывку от следов порошка полимера и окончательную нейтрализацию остатков ТЭАЛа в колонне с нейтрализующей смесью масла и Атмера-163, компримируется компрессором и подается в колонну промывки газообразного пропилена. Порошок полипропилена из нижней части рукавного фильтра самотеком поступает в пропариватель секции 500. Секция 500: пропариватель предназначен для дезактивации катализатора и отпарки остаточных углеводородов, содержащихся в полимере.
В пропаривателе полимер находится в псевдоожиженном слое. Водяной пар в пропариватель подается двумя основными потоками. Верхний поток поступает под первую распределительную решетку и предназначен для обработки полимера и создания псевдоожиженного слоя. Нижний поток пара подается под вторую распределительную решетку и предназначен для облегчения выгрузки полимера из пропаривателя. Влажный полимер из пропаривателя самотеком поступает в сушилку для сушки полимера горячим азотом в режиме псевдокипящего слоя. Из сушилки D-502 полипропилен выгружается в систему транспортировки на грануляцию. Грануляция полипропилена.
Гранулирование полипропилена применяется с целью облегчения расфасовки, транспортировки и улучшения условий дальнейшей переработки полипропилена в изделия. Для предотвращения различных видов деструкции в полипропилен вводятся добавки - стабилизаторы или смесь стабилизирующих добавок (клиентскую смесь), согласно рецептуре стабилизации. Технологический процесс получения гранулированного полипропилена из порошка состоит из следующих стадий: транспортировка порошка полипропилена от границ отделения полимеризации в силосы приема и хранения; приготовление смеси "Мастер" из порошка полипропилена и стабилизаторов/клиентской смеси; смешение "Мастера" и порошка полипропилена и дозирование смеси в загрузочную воронку экструдера; экструзия и гранулирование; сушка, классификация гранул и транспортировка их в силосы хранения и гомогенизации. Расфасовка полипропилена. Заполненный силос переключают на гомогенизацию полипропилена (усреднение характеристик за счет перемешивания гранул). Гомогенизированный полимер направляют в питательные бункеры отгрузки в зависимости от назначения: отгрузка автомобильными цистернами; затаривание в мешки.
Процесс производства товарного пропилена отличается практически безотходной технологией (незначительное количество подтоварной воды сбрасывается в промканализацию), все побочные продукты: ББФ, сухой газ, фракция пропановая - используются как компоненты продукции или как готовая продукция. Принципиальная схема производства приведена на рисунке 5.10.
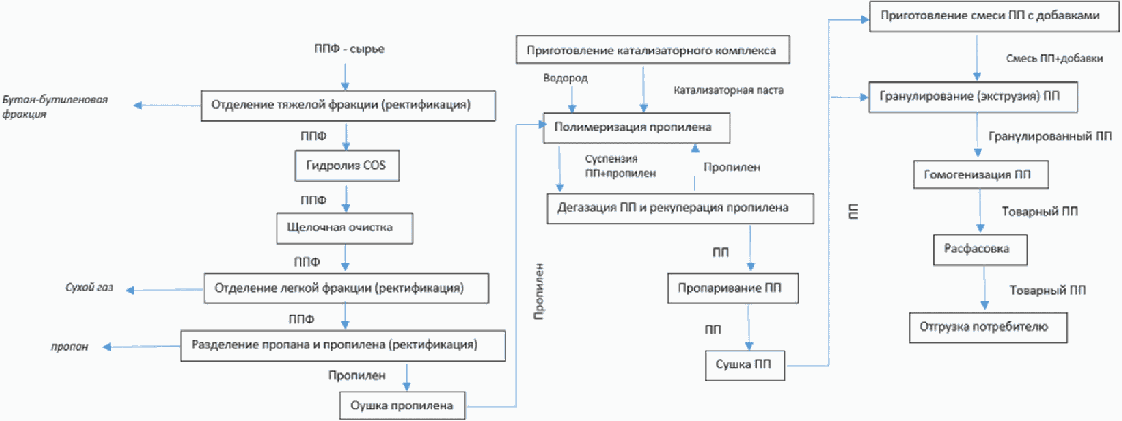
технологии
Описание технологического процесса приведено в таблице 5.24, перечень основного оборудования - в таблице 5.25.
Таблица 5.24
по суспензионной технологии
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
ППФ | Отделение тяжелой фракции | Основной ППФ, побочный ББФ | Емкость кондиционного сырья, емкости некондиционного сырья, емкость очищенного сырья, колонна отделения тяжелой фракции, насос подачи сырья | ||
ППФ | Гидролиз COS | ППФ | Реактор гидролиза COS | ||
ППФ | Щелочная очистка | ППФ очищенный от сероводорода | Емкость защелачивания ППФ, экстракционная колонна меркаптанов | ||
ППФ | отделение легкой фракции | Основной продукт - ППФ, побочный - сухой газ (этан и этилен) | Колонна отделения легкой фракции (1-я ступень), колонна отделения легкой фракции (2-я ступень) | ||
ППФ | разделение пропана и пропилена | Основной - пропилен, побочный - пропан | Колонна отделения пропана (1-я ступень), колонна отделения пропана (2-я ступень), Компрессор пропилена блока разделения пропана и пропилена | ||
Пропилен | Осушка пропилена | Пропилен | Колонна осушки пропилена | ||
Масло, вазелин, катализатор | Приготовление катализаторной пасты | Масло, вазелин, катализатор | Емкость для приготовления катализаторной пасты, Агрегат дозирования катализаторной пасты в аппарат предварительного контакта | ||
Пропилен | Полимеризация пропилена | Основной - полипропилен, непрореагирововавший пропилен возвращается обратно в процесс | Предполимеризатор Контурный реактор полимеризации | ||
Пропилен | Дегазация полипропилена и рекуперация пропилена | Основной - полипропилен, пропилен возвращается обратно в процесс | Мешочный фильтр высокого давления Емкость питания реактора Полимеризации Отпарной аппарат порошка полипропилена Сушилка порошка ПП с псевдоожиженным слоем Блок компрессии циркулирующего пропилена | ||
Полипропилен, стабилизирующие добавки | Гранулирование (экструзия) | Стабилизированный полипропилен | Смеситель порошка ПП с добавками Экструдер с гранулирующей головкой мод. | ГОУ: Рукавный фильтр, разгрузочный бункер, вентилятор, вентилятор | |
Полипропилен | Гомогенизация | Стабилизированный полипропилен | Емкость (силос) смешения и хранения гранулята ПП | ||
Полипропилен | Расфасовка | Стабилизированный полипропилен | Фасовочная линия | ||
Таблица 5.25
производства ПП из ППФ по суспензионной технологии
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Насос подачи сырья | Насос подачи сырья из емкости кондиционного сырья на очистку | Вертикальный консольный м/ступенчатый центробежный насос, расчетные параметры: Q = 40 м3/час H = 350 м H20P нагн. = 50 кгс/см2 Tрасч. = -45/+90 °C Перекач. среда - ППФ (жид.) Эл. двигатель: N = 37 кВт n = 2960 об/мин U = 380 в - 50 Hz |
Колонна отделения тяжелой фракции | Отделение тяжелой фракции из ППФ | Вертикальный цилиндрический аппарат с эллиптическими днищами, тарельчатой насадкой и цилиндрической опорой. V = 25 м3 Рабочая среда - углеводороды (пар + жид.) Pрасч. = 22,5 кгс/см2 Tрасч. = -45/+150 °C Тарелки - ситчатые Количество тарелок - 20 шт. G = 11750 кг |
Реактор гидролиза COS | Гидролиз COS | Горизонтальный цилиндрический аппарат с эллиптическими днищами, заполненный катализатором V = 11,2 м3 Рабочая среда - ППФ Pрасч. = 22,5 кгс/см2 Tрасч. = -45/+250 °C G = 6400 кг |
Экстракционная колонна меркаптанов | Очистка от меркаптанов | Вертикальный цилиндрический аппарат с эллиптическими днищами, тарельчатой насадкой и цилиндрической опорой V = 17,7 м3 Рабочая среда - углеводороды + щелочь P расч. = 40 кгс/см2 Tрасч. = -45/+90 °C Тип тарелок - ситчатые Количество тарелок - 7 шт. G = 9600 кг |
Колонна отделения легкой фракции от ППФ (1-я ступень) | Отделение легкой фракции из ППФ | Тип тарелок - ситчатые Количество тарелок - 7 шт. G = 9600 кг |
Колонна отделения легкой фракции от ППФ (2-я ступень) | Отделение легкой фракции из ППФ | Вертикальный цилиндрический аппарат с эллиптическими днищами и тарельчатой насадкой V = 2,6 м3 Рабочая среда - ППФ + легкая фракция P расч. = 33,5 кгс/см2 T расч. = - 45/+90 °C Тарелки - ситчатые Количество тарелок - 12 шт. |
Колонна отделения пропана (1-я ступень) | Отделение пропана | Вертикальный цилиндрический аппарат с эллиптическими днищами и тарельчатой насадкой и цилиндрической опорой V = 494 м3 Рабочая среда - ППФ P расч. = 13 кгс/см2 T расч. = - 45/+90 °C Тарелки - ситчатые Количество тарелок - 98 шт. |
Колонна отделения пропана (2-я ступень) | Отделение пропана | Вертикальный цилиндрический аппарат с эллиптическими днищами и тарельчатой насадкой и цилиндрической опорой V = 551 м3 Рабочая среда - ППФ P расч. = 13 кгс/см2 Tрасч. = -45/+60 °C Тарелки - ситчатые Количество тарелок - 114 шт. G = 105700 кг |
Колонна осушки пропилена | Осушка пропилена | Вертикальный цилиндрический аппарат с эллиптическими днищами и насадкой из молекулярных сит (цеолитов) V = 5,17 м3 Рабочая среда - пропилен (жид.) P расч. = 35 кгс/см2 T расч. = -45/+90 °C |
Компрессор пропилена блока разделения пропана и пропилена | Повышение давления пропилена после блока осушки | Автоматизированный агрегат на базе одноступенчатого центробежного компрессора RT-35 Q = 227000 кг/час, (на приеме) n ротора - 12165 об/мин N потр. = 2274 квт P всас. = 10 кгс/см2 T всас. = 19 °C, p нагн. = 17 кгс/см2, t нагн.. = 38,5 °C Перекач. среда - пропилен Эл. двигатель: МС-001, N = 2400 квт, n = 1494 об/мин, U = 6000 в - 50Hz |
Колонна удаления COS | Поглощение COS из пропилена | Вертикальный цилиндрический аппарат с эллиптическим днищем и плоской съемной крышкой. V = 0,85 м3 Рабочая среда - пропилен Pрас. = 40 кгс/см2 Pраб. <= 25 кгс/см2 Pги = 50 кгс/см2  Tраб. <= 38 °C G = 1100 кг |
Агрегат дозирования катализаторной пасты в аппарат предварительного контакта | Предварительный контакт компонентов каталитического комплекса | Двухблочный автоматизированный гидроагрегат для непрерывного дозирования каталитической пасты на базе: - двухпоршневых объемных дозаторов с гидроприводом (шприцов) D108A/B; - двухплунжерных дозировочных маслонасосов P108A/B; - пневмогидросхемы управления процессом дозирования Qmax = 8 л/час Pр <= 62,5 кгс/см2 Tр = 10 °C G = 1800 кг |
Предполимеризатор | Реактор предварительной полимеризации | Вертикальный трубчатый петлевой реактор с рубашкой охлаждения и встроенным аксиальным циркуляционным насосом Р-200 Корпус тр. Д 168,3 x 7,11 V = 0,41 м3 Рабочая среда - пропилен + порошок ПП Pрас. = 47 кгс/см2  Pги = 58,75 кгс/см2  tраб. <= 20 °C Рубашка - тр dxs = 273 x 7,8 V = 0,2 м3 Рабочая среда - вода + 20% этиленгликоль Pрас. = 7 кгс/см2 Pраб. <= 6 кгс/см2 Pги = 8,75 кгс/см2  tраб. <= 10 °C |
Контурный реактор полимеризации | Полимеризация пропилена | Вертикальный трубчатый петлевой реактор с рубашкой охлаждения и встроенным аксиальным циркуляционным насосом Р-201 Корпус тр. Dxs 609,6 x 13 V = 66,60 м3 Рабочая среда - пропилен + порошок ПП Pрас. = 47 кгс/см2  Pги = 66,4 кгс/см2  tраб. <= 74 °C Рубашка - тр D 820 x 10,7 x 10 V = 22,63 м3 Рабочая среда - конденсат Pрас. = 8 кгс/см2 Pраб. <= атм Pги = 12 кгс/см2  раб. <= 60 °C |
Мешочный фильтр высокого давления | Отделение непрореагировавшего пропилена | Фильтр мешочного типа автоматически очищается обратным продувом технологическим газом - пропиленом, выпаренным в перегонной трубе в паровой рубашке. Фильтр конической формы. Пропускная способность - 5750 л/ч, Pраб. = 18 кгс/см2 |
Дегазатор низкого давления (фильтр - отделитель порошка) | Отделение непрореагировавшего пропилена | Вертикальный цилиндрический аппарат с эллиптической крышкой, коническим днищем, встроенными фильтрующими рукавными элементами и автоматической системой регенерации. Q = 1300 нм3/час Друк. = 150 мм nрук. = 22 шт. Перепад Рф <= 0,05 кгс/см2 V = 10 м3 Рабочая среда - пропилен (газ) + полипропилен (порошок) Pрас. = 5 кгс/см2  Pги = 7,5 кгс/см2  tраб. >= 20 °C |
Отпарной аппарат порошка полипропилена | Дезактивация катализатора, отпарка оставшихся углеводородов | Вертикальный цилиндрический аппарат с эллиптической крышкой, коническим днищем и рубашкой обогрева, встроенной лопастной мешалкой А-501 и псевдоожиженным слоем Корпус: V = 10,2 м3 Рабочая среда - порошок ПП + водяной пар + следы углеводородов и катализаторов Pрас. = 3,5 кгс/см2  Pги = 6,8 кгс/см2 tрас. = 190 °C  Рубашка: V = 1,86 м3 Рабочая среда - водяной пар + конденсат Pрас. = 1 кгс/см2 Pраб. <= 0,5 кгс/см2 Pги = 3,1 кгс/см2 tрас. = 190 °C tраб. = 110 °C |
Сушилка порошка ПП с псевдоожиженным слоем | Сушка полимера горячим азотом | Вертикальный цилиндрический аппарат с эллиптическими днищами, перфорированным ложным днищем и встроенным направляющим аппаратом V = 11,8 м3 Рабочая среда - азот + пары воды + порошок ПП Pрас. = 0,5 кгс/см2 Pраб. = 0,15 кгс/см2 Pги = гидростат tрас. = 120 °C  |
Блок компрессии циркулирующего пропилена | Рецикл пропилена | Автоматизированная установка для компримирования циркулирующего в процессе полимеризации пропилена |
Смеситель порошка ПП с добавками | Приготовление смеси стабилизаторов | Вертикальный конический аппарат с рубашкой охлаждения и планетарным шнековым смесителем Q = 5 м3, n водила = 0,066, 0,39 об/мин n шнека = 3,20 об/мин G загр. <= 3500 кг Корпус: V = 5 м3 Рабочая среда - порошок ПП + добавки + азот P расч. = 0,03 кгс/см2 P раб. <= 0,01 кгс/см2 t расч. = 90 °C t раб. <= 80 °C Рубашка охлаждения: (полутор D = 50) V = 35 л Рабочая среда - захоложенная вода P расч. = 6,0 бар P раб. <= 4 кгс/см2 t расч. = 60 °C, t раб. <= 10 °C |
Экструдер с гранулирующей головкой | Гранулирование полипропилена | Агрегат для плавления, перемешивания, экструдирования и гранулирования композиций порошка ПП и добавок - 2-х шнековый экструдер с гранулирующей головкой |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве ПП из ППФ по суспензионной технологии приведены в таблице 5.26.
Таблица 5.26
Показатели потребления сырья и энергоресурсов <*>
при производстве ПП из ППФ по суспензионной технологии
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропан-пропиленовая фракция | т/т | 1,25 | 1,61 |
Катализатор для высокоиндексных марок | кг/т | 0,013041 | 0,017733 |
Катализатор для низкоиндексных марок | кг/т | 0,015705 | 0,022708 |
ТЭАЛ | кг/т | 0,1621 | 0,2206 |
Донор | кг/т | 0,0007 | 0,0013 |
Электроэнергия | кВт·ч/т | 422,5 (548,48) <**> | 486,7 (620,66) <**> |
Пар низкого давления | Гкал/т | 0,36 (0,28) <**> | 0,62 (0,48) <**> |
Речная вода (подпиточная) | м3/т | 0,69 | 1,6 |
В таблицах 5.27 и 5.28 представлена информация по выбросам и образованию отходов производства ПП из ППФ по суспензионной технологии.
Таблица 5.27
из ППФ по суспензионной технологии
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Углерода оксид | - | - | 0,25 | - |
Формальдегид | - | 0,00052 | - | |
Кислота уксусная | - | 0,40 | - | |
Взвешенные вещества | - | 0,82 | - | |
Пропилен | - | 0,075 | - | |
Таблица 5.28
по суспензионной технологии
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы минеральных масел технологических | III | Использование по назначению с утратой потребительских свойств | Утилизация/обезвреживание/размещение | - | 0,048 | - |
Отходы прочих минеральных масел | III | Использование по назначению с утратой потребительских свойств | Утилизация/обезвреживание/размещение | - | 0,12 | - |
Отходы растворов гидроксида натрия с ph = 9,0 - 10,0 при технических испытаниях и измерениях | IV | Очистка сырья перед полимеризацией | Утилизация/обезвреживание/размещение | 0,19 | 0,53 | 0,40 |
Отходы шлаковаты незагрязненные | IV | Использование по назначению (теплоизоляция) с утратой потребительских свойств | Утилизация/обезвреживание/размещение | 0,0055 | 0,0081 | 0,0065 |
Силикагель отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Осушка воздуха и газов с утратой потребительских свойств в связи со снижением сорбционной емкости | Утилизация/размещение | 0,00066 | 0,00090 | 0,00075 |
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Осушка воздуха и газов с утратой потребительских свойств в связи со снижением сорбционной емкости | Утилизация/размещение | 0,011 | 0,017 | 0,013 |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | V | Обращение с черными металлами и продукцией из них, приводящее к утрате ими потребительских свойств | Утилизация/размещение | 0,46 | 0,68 | 0,57 |
Алюмогель отработанный при осушке воздуха и газов, не загрязненный опасными веществами | V | Осушка воздуха и газов с утратой потребительских свойств в связи со снижением сорбционной емкости | Утилизация/размещение | 0,00054 | 0,00069 | 0,00063 |
5.6.1.1 Полипропилен, получаемый из пропан-пропиленовой фракции
Технология позволяет получать гомополимеры и ударопрочные сополимеры в зависимости от выбора катализатора.
Активность каталитической системы должна быть достаточно высокой, чтобы потом не возникала необходимость в их последующем удалении из продукта. Высокая стереоспецифичность катализатора позволяет предупредить образование АПП и, следовательно, необходимость его выделения из продукта.
На рисунке 5.11 представлена технологическая схема получения ПП из пропан-пропиленовой фракции (ППФ), получаемого по суспензионной технологии.

1 - петлевой реактор; 2 - первичный циклон; 3 - колонна
сополимеризации с кипящим слоем; 4 - вторичный циклон
и циклон сополимеризации; 5 - аппарат инактивации;
6 - продувка
суспензионного и газофазного процессов
Полимеризация происходит при температуре 70 °C и давлении порядка 4 МПа в жидком пропилене, который циркулирует в одном (или более) петлевом реакторе. Каждый реактор снабжен осевой мешалкой, которая обеспечивает высокую объемную скорость перемешивания и, следовательно, хороший теплообмен со стенками реактора, охлаждаемыми водой. Также эффективное перемешивание предотвращает осаждение суспензии. Катализатор, сокатализатор и стереорегулятор (основание Льюиса) непрерывно поступают в реактор.
Первые секунды полимеризации со свежим, высокоактивным катализатором являются решающими для протекания реакции, поэтому некоторые установки имеют стадию предварительной полимеризации, в которой каталитические компоненты реагируют при более низкой температуре и концентрации мономера. Это может происходить в резервуаре с мешалкой или в петлевом реакторе. Затем предварительно полимеризованный материал поступает в реактор с циркуляцией в обычном режиме. Среднее время пребывания в одном реакторе составляет от одного до двух часов. Два петлевых реактора могут работать последовательно, чтобы выровнять время выдержки, модифицировать полимер и увеличить производство.
Непрерывный поток суспензии проходит через нагретую зону в циклон. Этот циклон непосредственно связан с циклоном стадии инактивации/выпаривания при производстве гомополимера; стадия сополимеризации при этом обходится с помощью байпасной линии. Непрореагировавший пропилен выпаривается в первичном циклоне, конденсируется с помощью охлаждающей воды и возвращается обратно в реактор. Затем полимер транспортируют в емкости и катализатор дезактивируют паром. Остаточная влажность и летучие вещества удаляются потоком горячего азота до того, как полимер будет транспортирован в силос для хранения и стабилизирован или экструдирован в гранулят.
5.6.1.2 Полипропилен, получаемый сополимеризацией пропилена и этилена
В настоящем разделе описано производство полипропилена сополимеризацией пропилена и этилена и комбинацией суспензионного и газофазного процессов, включая процессы экструзии и грануляции.
Технология позволяет получать гомополимеры, статистические сополимеры пропилена и этилена, гетерофазные ударопрочные сополимеры пропилена и этилена (рисунок 5.12).

суспензионного и газофазного процессов
Процесс полимеризации протекает в присутствии катализаторов Циглера-Натта. Полимеризация пропилена в суспензии осуществляется в последовательно расположенных реакторах петлевого типа. При производстве ударопрочных блок-сополимеров пропилена с этиленом дополнительно используется газофазный реактор.
Для получения гомополимера и статистического сополимера полимеризацию проводят в жидком пропилене в трубчатых контурных реакторах. Гетерофазные ударопрочные сополимеры получают при помощи дополнительного газофазного реактора, установленного последовательно. Удаление остатков катализатора и аморфного полимера не требуется. Непрореагировавший мономер выделяют испарением в двухстадийной системе и возвращают обратно в реакторы. Это увеличивает выход и сокращает потребление энергии.
Растворенный мономер удаляют из полимера при помощи продувки. Порошкообразный полимер поступает в отпарную емкость, где дезактивируются (инактивируются) остатки катализатора. Затем поступает для удаления влаги горячим и сухим азотом в сушильном аппарате. Высушенный полимер из сушильного аппарата 8 отправляется на экструзию.
В экструдере полимер и добавки пластифицируются и тщательно перемешивается шнеком до образования однородной массы. Расплав продавливается через нагретую фильеру. При выходе расплава из отверстий фильеры стренги ПП попадают в камеру с водой, вращающиеся лезвия подводного гранулятора (резак) рубят образующиеся при охлаждении стренги на отрезки требуемой длины. Гранулы и поток воды, выходящие из подводного гранулятора, направляются в сушилку. В сушилке из гранул полипропилена удаляется влага, затем гранулы поступают в вибрационный грохот, в котором производится отделение крупных и мелких частиц полимера от обычных, стандартизированного размера, гранул, выгружаемых в бункер пневмотранспорта. Из бункера гранулы ПП пневмотранспортом подаются в усреднительные силосы. Далее следуют усреднение, расфасовка, укладка ПП на поддоны.
Описание технологического процесса приведено в таблице 5.29, перечень основного оборудования - в таблице 5.30.
Таблица 5.29
и газофазного процесса получения ПП
Входной Поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Пропилен, водород, этилен | Полимеризация | Порошок полипропилена | Реакторы, компрессоры, колонна отпарки этилена, сепаратор высокого давления, скрубберы, фильтры | ||
Порошок полипропилена | Гранулирование | Гранулы полипропилена | Экструдер | ||
Гранулы полипропилена | Расфасовка | Мешки с гранулами полипропилена | |||
Таблица 5.30
производства ПП комбинацией суспензионного и газофазного
процессов
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Агрегат насосный циркуляционный | Обеспечивают циркуляцию суспензии внутри реакторов | Q = 11000 м3/ч |
Газодувка | Производство ПП комбинацией суспензионного и газофазного процессов | Q = 8000 м3/ч |
Классификатор | Производство ПП комбинацией суспензионного и газофазного процессов | Q = 28 т/ч |
Колонна отпарки этилена | Для разделения водорода, этилена и этана от пропилена и пропана | V = 20,21 м3 |
Компрессор | Подача циркуляционного газа | Центробежный одноступенчатый компрессор. Компрессор снабжен системой подачи смазочного масла, системой подачи затворного масла и системой буферного газа |
Компрессор отходящих газов отпарного аппарата | Для отсасывания отходящих газов (углеводороды и пар) и сжатия до 0,4 МПа (изб.) | Q = 1300 м3/ч |
Компрессор рециклового газа | Нагнетание рециклового газа | Q = 3982 - 43000 м3/ч |
Компрессор холодильной установки | Производство ПП комбинацией суспензионного и газофазного процессов | Q = 2289 м3/ч |
Конденсатор пропилена | Для конденсации пропилена и возвращения его в производство | V = 9,93 м3 |
Компрессор | Производство ПП | Q = 24 - 13500 кг/ч |
Отпарной аппарат | Для обработки паром движущегося слоя полимера | Vкор. = 60 м3 |
Реактор | Полимеризация | V - до 50 м3 |
Реактор | Предварительная полимеризация | Вертикальный петлевой реактор |
Реактор | Жидкофазная полимеризация | Одноконтурный 6-шаговый петлевой реактор |
Реактор | Газофазная сополимеризация | Вертикальный цилиндрический аппарат со сферическими днищем и крышкой, снабженный решеткой и встроенной мешалкой |
Реактор полимеризации | Для реакции полимеризации | Vкор. = 98 м3 |
Реактор преполимеризации | Медленное образование оболочки из полипропилена вокруг частиц катализатора | Vкор. = 1,81 - 186,5 м3 |
Роторный питатель | Производство ПП комбинацией суспензионного и газофазного процессов | Q = 28 м3/ч |
Скруббер | Производство ПП | V = до 17 м3 |
Смеситель | Производство ПП комбинацией суспензионного и газофазного процессов | Q = 70 куб. ч |
Сушилка барабанная | Производство ПП комбинацией суспензионного и газофазного процессов | 290 об./мин |
Фильтр рециклового газа | Фильтрация рециклового газа | Vкор. = 56 м3 |
Фильтр среднего давления | Для отделения твердой фазы от газа | Vкор. = 17 м3 |
Экструдер | Для гомогенизации, расплавления, экструзии и грануляции полимера | Q = max 40 т/ч |
Экструдер | Производство ПП комбинацией суспензионного и газофазного процессов | P = 240 кгс/см2 T = 300 °C |
Экструдер | Гранулирование полипропилена в смеси с добавками | Экструдер с вращающимися внутри них двумя параллельными шнековыми валами |
Экструзионная установка | Производство рукавной полиэтиленовой пленки с нанесением печати | Автоматическая установка для производства рукавной полиэтиленовой пленки с печатным узлом для нанесения на пленку флексографической печати. Производительность установки до 215 кг/час. Ширина плоского рукава пленки от 300 до 720 мм. Толщина пленки от 50 до 250 мкм. Количество шнеков - 3 шт. |
Электродвигатель экструдера | Двигатель экструдера | Трехфазный асинхронный горизонтальный электродвигатель |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве ПП комбинацией суспензионного и газофазного процессов приведены в таблице 5.31.
Таблица 5.31
Показатели потребления сырья и энергоресурсов <*>
при производстве ПП комбинацией суспензионного и газофазного
процессов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | 967 | 1045 |
Этилен | кг/т | 18 | 131 |
Электроэнергия | кВт·ч/т | 276 | 378 |
Пар | Гкал/т | 0,13 | 0,46 |
В таблицах 5.32 - 5.34 представлена информация по выбросам, сбросам и образованию отходов производства ПП комбинацией суспензионного и газофазного процессов.
Таблица 5.32
комбинацией суспензионного и газофазного процессов
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | |||||
Полипропилен, получаемый сополимеризацией пропилена и этилена | Полипропилен, получаемый комбинацией суспензионного и газофазного процессов, включая стадии экструзии, грануляции | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Взвешенные вещества | - | - | 0,01 | - | 0,029 | 0,073 | 0,045 |
Углерода оксид | - | 0,01 | - | 0,053 | 0,53 | 0,19 | |
Пропилен | - | - | - | 0,078 | 1,06 | 0,67 | |
Кислота уксусная | - | - | - | 0,014 | 0,25 | 0,096 | |
Формальдегид | - | 0,001 | - | - | - | - | |
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | |||||||
Таблица 5.33
Сбросы загрязняющих веществ при производстве ПП комбинацией
суспензионного и газофазного процессов
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | |||||
Полипропилен, получаемый сополимеризацией пропилена и этилена | Полипропилен, получаемый комбинацией суспензионного и газофазного процессов, включая стадии экструзии, грануляции | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Нефтепродукты (нефть) | Сточные воды направляются на биологические очистные сооружения (в цех водоснабжения и водоотведения) | - | - | - | 0,00048 | 0,0016 | 0,0010 |
Взвешенные вещества | - | - | - | 0,0033 | 0,0059 | 0,0046 | |
ХПК | - | - | - | 0,051 | 0,18 | 0,11 | |
Таблица 5.34
суспензионного и газофазного процессов
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Адсорбент на основе оксида алюминия, отработанный при осушке газа | III | Периодически при замене катализатора в узле очистки азота | Утилизация/обезвреживание | - | 0,0031 | - |
Катализатор на основе оксида алюминия активного содержащий палладий отработанный | III | Периодически при замене катализатора в узле очистки азота | Утилизация | 0,017 | 0,061 | 0,029 |
Катализатор на основе оксида алюминия с содержанием железа менее 2,0%, отработанный | IV | От производственной деятельности | Передается на полигон ТКО | 0,063 | 0,070 | 0,066 |
Катализатор на основе оксида алюминия, содержащий серебро, отработанный | III | Замена катализатора при снижении или потере каталитической активности при окислении этилена кислородом | Утилизация специализированной организацией, имеющей лицензию | - | 0,32 | - |
Катализатор на основе оксида никеля, отработанный | III | От производственной деятельности | Передается специализированному предприятию | 0,00023 | 0,00026 | 0,00024 |
Катализатор цинкмедный отработанный | III | От производственной деятельности | Передается специализированному предприятию | 0,0069 | 0,0076 | 0,0072 |
Лом и отходы изделий из полипропилена незагрязненные (кроме тары) | V | От производственной деятельности | Передается на полигон ТКО | 0,28 | 0,31 | 0,29 |
Лом и отходы изделий из полиэтилена незагрязненные (кроме тары) | V | От производственной деятельности | Утилизируются на собственном производстве или передаются на полигон ТКО | 0,34 | 0,37 | 0,35 |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | 0,0041 | 0,018 | 0,011 |
Олигомеры при отпарке порошка полипропилена | III | Периодически в процессе производства полипропилена | Утилизация | - | 1,21 | - |
Осадок при отстое сточных вод производств полиэтилена и полипропилена, содержащий преимущественно соединения кальция, алюминия и парафиновые углеводороды | III | Периодически при чистке бассейна сточных вод | Размещение (захоронение) | - | 0,16 | - |
Отходы антифризов на основе этиленгликоля | III | Производство пластмасс и синтетических смол в первичных формах | Обезвреживание | - | 0,036 | - |
Отходы бумаги и мешки бумажные с полиэтиленовым слоем незагрязненные | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | - | 0,00030 | - |
Отходы грануляции полипропилена | IV | Постоянно в процессе производства полипропилена | Утилизация | 0,0077 | 0,61 | 0,16 |
Отходы минеральных масел моторных | III | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,020 | - |
Отходы пленки полиэтилена и изделий из нее незагрязненные | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,018 | - |
Отходы полиэтиленовой тары незагрязненной | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | 0,0042 | 0,013 | 0,0081 |
Отходы промывки белым минеральным маслом оборудования производств полиэтилена и полипропилена, содержащие алкоголяты алюминия | III | От производственной деятельности | Передается специализированному предприятию | 0,0058 | 0,91 | 0,23 |
Отходы прочих минеральных масел | III | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,014 | 0,0066 |
Отходы прочих синтетических масел | III | Производство пластмасс и синтетических смол в первичных формах | Утилизация | 0,013 | 0,032 | 0,022 |
Отходы прочих теплоизоляционных материалов на основе минерального волокна незагрязненные | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | - | 0,0049 | - |
Отходы растворителей на основе спирта пропилового и его эфиров | V | От производственной деятельности | Передается специализированному предприятию | 0,0092 | 0,010 | 0,0096 |
Отходы синтетических масел компрессорных | III | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,061 | - |
Отходы упаковочного картона незагрязненные | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,0043 | - |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах | Размещение | - | 0,00024 | - |
Смесь минеральных масел отработанных с примесью синтетических масел | III | От производственной деятельности | Используется на собственном производстве | 0,065 | 0,073 | 0,068 |
Сорбент на основе оксидов кремния, бария и алюминия отработанный | III | Периодически при замене сорбентов | Размещение (захоронение) | - | 0,013 | - |
Тара деревянная, утратившая потребительские свойства, незагрязненная | V | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,041 | - |
Тара из черных металлов, загрязненная нефтепродуктами (содержание нефтепродуктов менее 15%) | IV | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,111 | - |
Фильтры полипропиленовые, утратившие потребительские свойства, незагрязненные | IV | Производство пластмасс и синтетических смол в первичных формах | Утилизация | - | 0,00077 | - |
Цеолит отработанный при осушке воздуха газов, не загрязненный опасными веществами | V | От производственной деятельности | Передается на полигон ТКО | 0,0096 | 0,011 | 0,010 |
Полистирол (ПС) - это продукт полимеризации стирола, который, в свою очередь, представляет собой мономер, синтезируемый из продуктов нефте- газопереработки. Промышленность выпускает полистирол в виде гранул, имеющих размер от 2 до 5 мм. Полистирол - твердый полимер, для которого характерны: термопластичность; низкая теплопроводность; влагоустойчивость; хорошие диэлектрические свойства; прозрачность.
Полистирол имеет большое значение среди современных видов конструкционных пластмасс. Хотя в настоящее время удельный вес полистирола в объеме производства синтетических смол и пластмасс невелик области применения этого вида полимера, обусловленные широким спектром физико-механических свойств, охватывают все сферы промышленности, начиная от производства товаров народного потребления и заканчивая автомобильной промышленностью и строительством.
На практике различают три различных типа полистирола:
- ПС общего назначения (GPPS, ПС) - прозрачный, хрупкий полимер;
- ударопрочный ПС (IPS или HIPS, УПС) - белый, относительно гибкий, модифицированный каучуком полимер;
- вспенивающийся ПС, пенополистирол (EPS, ПСВ, ППС).
ПС общего назначения представляет собой бесцветный, прозрачный материал. Легко подвергается механической обработке: ПС, формуемый при температуре ниже 100 °C, характеризуется схожестью со стеклом, обладает достаточной механической прочностью, хорошими диэлектрическими свойствами и химической устойчивостью; при температуре выше точки размягчения ПС может подвергаться обработке путем литьевого формования или экструзии. В ПС часто добавляют антистатические агенты, УФ стабилизаторы, стекловолокно, красители.
Благодаря своим физическим свойствам и тому, что обычный ПС легко подвергается механической обработке, он используется в различных отраслях народного хозяйства: в медицине, пищевой промышленности, сельском хозяйстве, электротехнической промышленности, строительстве. На рисунке 6.1 приведено строение полимерной цепи ПС.

Ударопрочный ПС (УПС) приобретает свои свойства благодаря добавлению в него каучука (полибутадиена). ПС образует непрерывную фазу (матрицу), а полибутадиен - дискретную фазу (каучуковая частица). Каучуковые частицы содержат небольшие включения из полистирола. На рисунке 6.2 показана структура ударопрочного ПС, содержащая полистирольные и полибутадиеновые цепи.

Модификация ударопрочного полистирола: трудногорючие марки создаются на основе ударопрочного полистирола. Введение антипиренов (добавок, способствующих затуханию пламени) позволяет увеличить температуру стойкости при испытаниях с 650 °C (стандартные марки) до 960 °C (трудногорючие марки). Это позволяет использовать материал при производстве клавиш выключателей, розеток и других электроизделий в соответствии с мировыми стандартами.
Как и обычный ПС, ударопрочный полистирол не является стойким к УФ излучению. Светостойкость материала повышается путем введения специальных добавок.
УПС легко перерабатывается литьем под давлением, экструзией и соэкструзией с полистиролом общего назначения. Материал хорошо сохраняет форму и совместим с антиадгезионными добавками, что позволяет избежать дополнительных расходов на смазку пресс-форм. Низкая усадка (0,2% - 0,4%) позволяет использовать пресс-формы.
Вспенивающийся полистирол представляет собой материал с замкнутой ячеистой структурой, на 95% объема состоящий из газов, которые используются в процессе вспенивания. Важной характеристикой материала является гранулометрический состав, который определяет его последующее использование.
Отличительные дополнительные особенности:
- низкая теплопроводность, хорошие термо- и звукоизоляционные качества;
- высокая ударопрочность, прочность при растяжении, сжатии и изгибе, вибростойкость, светостойкость, водо- и пыленепроницаемость;
- стойкость к гидролизу, жирам, кислотам, растворам щелочей и кислот.
Применение марок общего назначения:
- для производства изоляционных изделий и блоков высокой плотности;
- для использования при двойном вспенивании;
- для производства изделий стандартного размера;
- для производства пищевой упаковки и одноразовой посуды;
- для производства изделий высокой плотности.
Самозатухающие марки используются:
- для производства изоляционных плит, декоративных изделий низкой плотности и дренажных плит;
- для изготовления изоляционных плит и блоков в процессе непрерывного производства;
- для производства тонкостенных изделий;
- для производства огнестойкой технической упаковки;
- для производства огнестойкого утеплителя.
Эмульсионная полимеризация проводится в водных растворах эмульгатора при умеренных температурах и в условиях хорошего теплообмена. В качестве эмульгаторов применяются различные поверхностно-активные вещества (ПАВ), оптимальная концентрация эмульгатора составляет 0,2% масс. - 2% масс. При этом инициаторами процесса полимеризации служат водорастворимые пероксиды, такие как персульфаты аммония и калия, водорода, их концентрации лежат в пределах 0,1% - 1% от массы мономера. Соотношение дисперсионной среды и дисперсной фазы определяется условиями проведения процесса и назначением получаемой суспензии и составляет обычно (1,5 - 3) : 1.
УПС получают путем добавления каучука в стирол при полимеризации. Благодаря этому повышается ударная прочность ПС, уменьшаются хрупкость и прозрачность материала.
УПС является двухфазной системой, состоящей из непрерывной жесткой полистирольной матрицы и распределенной в ней дискретной каучуковой фазы с привитым сополимером (гель-фракция) на границе раздела фаз. С повышением содержания каучука ударная прочность возрастает, но снижаются разрывная прочность и прочность на изгиб с резким уменьшением твердости материала, поэтому содержание каучука в УПС не превышает 10%. Материал имеет низкое содержание свободного стирола, хорошие литьевые и экструзионные свойства.
В общем случае технологический процесс состоит из следующих стадий:
- приготовление растворов инициатора, эмульгатора, регулятора и электролита для коагуляции;
- полимеризация стирола;
- коагуляция ПС;
- промывка, центрифугирование полимера;
- сушка, просев и гранулирование, упаковка ПС.
Эмульсионный ПС получают по периодической и непрерывной схемам.
Технологическая схема производства ПС по периодической схеме приведена на рисунке 6.3.

1 - хранилище стирола; 2 - мерник; 3 - полимеризатор;
4 - кожухотрубный холодильник; 5 - промежуточная емкость;
6 - высадитель; 7 - промыватель ПС; 8 - ловушка;
9 - центрифуга; 10 - сушилка с кипящим слоем; 11 - вибросито
Стирол из емкости 1 через мерник 2 поступает в реактор 3, снабженный рубашкой, мешалкой и обратным холодильником 4. В реактор предварительно через дозатор подают деминерализованную воду с температурой около 50 °C и при перемешивании эмульгатор и раствор едкого натра. После перемешивания в реактор подают водный раствор инициатора, смесь нагревают до 65 °C - 70 °C, дальнейший рост температуры обусловлен теплом реакции, выделяющимся при полимеризации.
Полученный продукт представляет собой тонкодисперсную устойчивую суспензию, для выделения полимера проводят коагуляцию суспензии, доводя pH среды до 5,5 - 6. Для этого реакционную смесь из промежуточной емкости 5 медленно подают в осадитель 6, где находятся квасцы, взмученные в воде. Смесь продувают острым паром, нагревают до 75 °C - 85 °C, перемешивают в течение 1,5 - 2 ч, добавляют аммиачную воду, выделяют маточный раствор и полимер промывают горячей водой. Маточный раствор после высаживания ПС спускают через ловушку 8 в систему очистки сточных вод. Отжатый на центрифуге 9 полимер осушают с применением инертного теплоносителя или увлажненного воздуха.
По непрерывному методу водно-эмульсионная полимеризация ПС осуществляется в каскаде аппаратов идеального смешения (рисунок 6.4).

1 - емкость-смеситель; 2 - подогреватель; 3,
4 - полимеризаторы; 5 - теплообменник; 6 - коагулятор;
7 - отпарная колонна; 8 - обратный холодильник;
9 - гидрозатвор; 10 - центрифуга; 11 - сушилка с кипящим
слоем; 12 - вибросито; 13 - ловушка
В емкость-смеситель 1 подается деминерализованная вода, эмульгатор, стирол и инициатор. Перемешанную и подогретую до 50 °C смесь направляют в первый реактор каскада полимеризаторов. Полимеризацию проводят с постепенным повышением температуры от первого реактора к последнему, начиная с 50 °C и заканчивая 75 °C. Полученная масса из последнего полимеризатора поступает в осадитель 6, в который также подается раствор алюмокалиевых квасцов для коагуляции и вода для разбавления суспензии.
Отгонка непрореагировавшего стирола и укрупнение частиц суспензии производится в отпарной колонне 7 обработкой острым паром. Пары стирола конденсируются в холодильнике 8. Затем суспензия подается в гидрозатвор 9, где нейтрализуется аммиачной водой. ПС отжимается на центрифуге 10 и многократно промывается деминерализованной водой, после чего влажный ПС осушается на вибросите 12 и поступает на упаковку.
Производство полистирола является источником загрязнения окружающей среды. Основные объекты загрязнения - воздушный бассейн и гидросфера. В атмосферу выбрасываются ЗВ в виде непредельных соединений, а также оксидов, щелочей и солей. Из вредных выбросов две трети приходятся на газообразные продукты, а треть - на твердые пылевидные частицы. В водный бассейн поступают сточные воды производства. Удельный расход воды на производство 1 т продукции может существенно колебаться в широком интервале.
К наиболее распространенным причинам загрязнения воздушной среды относятся:
- неполная конверсия мономеров и потери летучих органических веществ;
- выбросы в атмосферу примесей и загрязнений, присутствующих в используемом сырье;
- недостаточная герметичность оборудования;
- испарение летучих продуктов из различных резервуаров и хранилищ.
Суспензионный метод получения полимеров и сополимеров стирола в присутствии инициаторов обеспечивает более низкое содержание свободного стирола в готовом продукте (0,1% - 0,5%) и позволяет получать широкий ассортимент материалов. Недостатки этого метода: периодичность и многостадийность процесса, меньшая производительность по сравнению с блочным методом, наличие сточных вод и необходимость их очистки.
Механизм полимеризации мономера или смеси мономеров в суспензии аналогичен процессу в массе (в блоке), поскольку он протекает в каплях, представляющих собой микрореакторы.
Суспензионная (капельная) гранульная полимеризация (для всех мономеров) стирола протекает в двухфазной системе "мономер - вода", однако по механизму процесс является разновидностью блочной полимеризации (в массе). Мономер энергично диспергируется в водной фазе перемешиванием мешалкой до образования капель диаметром 0,1 - 1,0 мм. В водной фазе необходимо присутствие стабилизаторов - ПАВ. Капельки мономера обволакиваются слабыми эмульгаторами, такими как поливиниловый спирт, крахмал, желатин, метилцеллюлоза, тальк, бентонит, оксиды металлов и т.д. Если мономер растворим в воде, дисперсионной средой могут также являться растворы соли, глицерин, гликоли и другие вязкие, обладающие большой плотностью жидкости. Полимеризация от начала и до конца протекает в капле, как в миниатюрном блоке. Отвод тепла осуществляется с помощью дисперсионной среды. Кинетика реакции аналогична кинетике блочного процесса.
Процесс получения ПС суспензионным способом включает следующие основные стадии:
- подготовка исходного сырья;
- приготовление растворов стабилизаторов в воде, инициатора, растворенного в стироле;
- полимеризация;
- выделение из суспензии ПС и его отмывка;
- сушка ПС;
- грануляция и упаковка ПС.
На рисунке 6.5 представлена технологическая схема получения вспенивающегося ПС по суспензионной технологии.

для вспенивания
Предварительно приготовленные растворы пероксиды бензоила в стироле и сольвара в воде поступают в соответствующие мерники, очищенные стирол и изопентан также заливают в мерники, чистый азот поступает по трубопроводу.
Предварительная полимеризация стирола осуществляется в форполимеризаторе, в который загружают стирол из мерника и раствор перекиси бензоила из мерника. Загрузка компонентов и предварительная полимеризация происходят в среде азота. Реакционную смесь нагревают при перемешивании до 80 °C и выдерживают при этой температуре в течение 5 ч до конверсии 35% - 40%.
Затем раствор охлаждают до 40 °C, в него добавляют раствор инициатора для окончательной полимеризации и содержимое форполимеризатора сразу выгружают в полимеризатор. При перемешивании содержимое реактора нагревают до 75 °C и сначала в него подают форполимер, затем из мерника изопентан. Нагрев реакционной смеси продолжают до 80 °C, выдерживают ее при этой температуре в течение 10 ч, затем при 85 °C - в течение 2 ч. При этом давление в реакторе повышается до 0,6 МПа.
По окончании процесса полимеризации реакционную смесь охлаждают до 40 °C и выгружают. Выгрузку суспензии полистирола в промежуточную емкость производят центробежным насосом через фильтр, на котором задерживаются корки и комки полимера.
Промывку, обезвоживание, сушку и рассев осуществляют по непрерывной схеме. Предусмотрено улавливание и очистка азота, паров стирола, изопентана, промывных вод и воздуха, выходящего из сушилок.
Описание технологического процесса производства ПС суспензионным способом приведено в таблице 6.1, перечень основного оборудования - в таблице 6.2, перечень природоохранного оборудования - в таблице 6.3.
Таблица 6.1
суспензионным способом
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Продукты и полупродукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Реагенты Деминерализованная вода Пар | Приготовление растворов стабилизаторов в воде, инициатора, растворенного в стироле | Растворы реактивов | Емкостное оборудование | ||
Растворы реактивов Стирол Деминерализованная вода Оборотная вода Пар | Полимеризация | Суспензия полистирола | Отходящие газы | Реакторы | |
Суспензия полистирола Сушильный воздух Промывочная вода Оборотная вода | Выделение из суспензии ПС и его отмывка | Гранулы полистирола | Сточные воды | Фильтры Холодильники Буферные емкости Центрифуги | |
Гранулы полистирола Сушильный воздух Антистатик | Сушка ПС | Фракции полистирола Побочные фракции | Отходящие газы | Вибрационные сита Буферные емкости Сушильные бункеры | Скруббер |
Фракции полистирола | Грануляция и упаковка ПС | Готовая продукция | Отходящие газы | Буферные емкости Расфасовочные бункеры | |
Таблица 6.2
суспензионным способом
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реакторы | Проведение реакции полимеризации | Вертикальный цилиндрический аппарат с мешалкой, рубашкой. Объем - 10 - 75 м3 В аппарате: - расчетное давление - от минус 1 до 13 бар; - рабочее давление - от 0 до 8 бар; - расчетная температура - от 0 до 170 °C; - рабочая температура - 60 - 135 °C Габариты: - диаметр - 4000 мм; - длина цилиндрической части - 4800 мм |
Центрифуги | Отделение воды, загрязненной остатками аддитивов и содержащей мельчайшие частицы ПСВ от гранул ПСВ. | Рабочее давление - атм. Расчетная температура - до 60 °C Число оборотов - 1800 об/мин Рабочая температура - 40 °C Мощность - 55 кВт |
Вибрационное сито | Система рассева | Расчетное давление - атм. Расчетная температура - до 65 °C Габариты - 3000 x 1950 x 3336 мм Мощность - 3,5 кВт |
Смеситель поверхностной обработки | Нанесение поверхностной обработки | Лопастной смеситель - 0,5 т/на загрузку Рабочее давление - атм. Расчетная температура - до 60 °C Мешалка - 49 об./мин (49,6 об./мин) Мощность - 8,8 кВт (11 кВт) |
Репульпатор | V = 5 м3 F = 1800 мм H - 2225 мм Pрасч. - 0,3 МПа T < 2000 °C | |
Центрифуга | Q = 1300 кг/ч n = 1000 об/мин (ротор P = 40 кВт n = 1460 об/мин | |
Буферная емкость | V = 25 м3 Д = 2800 мм H = 7000 мм | |
Репульпатор | V = 5 м3 F = 1800 мм H - 2795 мм P - 0,3 МПа, T < 200 °C | |
Буферная емкость | D = 2800 мм H = 5295 мм V = 25 м3 n = 110 об/мин (мешалка) | |
Центрифуга | Q = 5000 кг/ч, n (макс) - 3500 об/мин T раб. макс - 1000 °C |
Таблица 6.3
суспензионным способом
Наименование оборудования | Назначение оборудования | Существенные характеристики природоохранного оборудования |
Скруббер | Очистка газа | Средняя фактическая степень очистки - 55% - 62% (пыль полистирола) |
6.2.2 Текущие уровни потребления ресурсов и эмиссии в окружающую среду при производстве полистирола суспензионным способом
Нормы расходов материальных и энергетических ресурсов производства ПС суспензионным способом приведены в таблице 6.4.
Таблица 6.4
ресурсов при производстве ПС суспензионным способом
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | 953 | 958 |
Пентаны | кг/т | 58 | 68 |
Электроэнергия | кВт·ч/т | 89 | 343 |
Теплоэнергия | Гкал/т | 0,25 | 2,4 |
Природный газ | тут/т | 0,007 | 0,008 |
Характеристика выбросов, сбросов, отходов, образующихся при производстве ПС суспензионным способом, приведена в таблицах 6.5 - 6.7.
Таблица 6.5
суспензионным способом
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота диоксид | - | - | 0,051 | - |
Азота оксид | - | 0,01 | - | |
Серы диоксид | - | 0,025 | - | |
Углерода оксид | - | 0,063 | ||
Углеводороды предельные C1 - C5 (исключая метан) | - | 0,12 | - | |
Этенилбензол (стирол) | - | 0,03 | - | |
В периметр технологии не включены источники выбросов от факельных систем. | ||||
Таблица 6.6
Сбросы загрязняющих веществ при производстве ПС
суспензионным способом
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов <*> загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Взвешенные вещества | 1,38 | 1,79 | - | |
ХПК | 2,79 | 3,63 | - | |
АСПАВ (анионные синтетические поверхностно-активные вещества) | 0,009 | 0,011 | - | |
Показатели сбросов после ЛОС | ||||
Таблица 6.7
способом
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Обслуживание оборудования | Обезвреживание | 0,0038 | 0,0040 | 0,0039 |
Тара полиэтиленовая, загрязненная | IV | Использование материалов и реагентов | Утилизация/размещение на полигоне ТБО | 0,43 | 2,5 | 1,47 |
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов | III | Чистка оборудования | Обезвреживание | 0,1 | 0,5 | 0,3 |
Тара деревянная, утратившая потребительские свойства, незагрязненная | V | Транспортировка реагентов и продукции | Утилизация | 0,67 | 0,88 | 0,78 |
Вторсырье (картон, макулатура, пластик) | V | Упаковка реагентов и др распечатка документов | Утилизация | 0,36 | 0,37 | 0,365 |
Ил стабилизированный биологических очистных сооружений хозяйственно-бытовых и смешанных сточных вод | V | Очистка сточных вод производства ПСВ | Утилизация | 3,18 | 5,24 | 4,21 |
Отходы (осадок) механической очистки нейтрализованных стоков производств органического синтеза | IV | Очистка сточных вод в отделении очистки сточных вод | Размещение | 64,72 | 69,3 | 67,01 |
Лом и отходы изделий из полистирола незагрязненные | V | Зачистка оборудования | Размещение | 3,30 | 3,53 | 3,42 |
Лом и отходы стальных изделий незагрязненные | V | Растаривание катализаторов | Утилизация | - | 0,009 | - |
Лом и отходы стальные несортированные | V | Обслуживание и замена оборудования | Утилизация | 0,64 | 2,44 | 1,54 |
Лом и отходы алюминия несортированные | V | Обслуживание и замена оборудования | Утилизация | 0,003 | 0,036 | 0,02 |
Различают несколько методов получения ПС в массе, к наиболее распространенным и перспективным относится непрерывный метод полимеризации в массе с неполной конверсией стирольных пластиков. Процесс полимеризации протекает в каскаде изотермических реакторов с перемешиванием до максимальной конверсии 85% - 90% с последующим перегревом реакционной массы на 20 °C - 30 °C ниже предельной температуры для полистирола, последующего удаления непрореагировавшего мономера и примесей под вакуумом, выделения, очистки и возврата отогнанного мономера.
В общем виде рассматриваемый технологический процесс непрерывной полимеризации (сополимеризации) стирола в массе с неполной конверсией состоит из следующих основных стадий:
- подготовка исходного сырья;
- полимеризация;
- удаление непрореагировавшего мономера и примесей под вакуумом;
- выгрузка, транспортировка и грануляция расплава полимера;
- упаковка полимера;
- улавливание и очистка отогнанного мономера от примесей и возврат его в процесс;
- обогрев основной производственной линии (горячим теплоносителем);
- утилизация и/или термическое обезвреживание жидких отходов.
В оформлении стадии полимеризации существующих высокопроизводительных процессов непрерывной полимеризации стирола в массе условно можно выделить четыре схемы, принципиально различающиеся системой теплосъема (рисунки 6.6 - 6.9).

1 - форполимеризатор; 2 - полимеризатор; 3 - перегреватель
расплава; 4 - двухступенчатая испарительная камера;
5 - выгрузное устройство; 6 - фильтр расплава;
7 - гранулятор; 8, 9 - вакуум-насосы
с неполной конверсией

1 - форполимеризатор; 2, 3 - полимеризатор;
4 - перегреватель расплава 1-ой ступени; 5 - испарительная
камера 1-ой ступени; 6 - 10 - выгрузные устройства;
11 - перегреватель расплава 2-ой ступени; 12 - испарительная
камера 2-ой ступени; 13 - фильтр расплава; 14 - гранулятор;
15 - 18 - конденсаторы отогнанного мономера; 19 - емкость
регенирированного мономера; 20 - 22 - вакуум-насосы;
23 - печь нагрева
с неполной конверсией при съеме теплоты реакции на стадии
форполимеризации методом испарения с генерацией
теплоносителя и утилизацией технологических сдувок

1 - форполимеризатор; 2 - теплообменник; 3 - полимеризатор;
4 - испарительный контур; 5 - 7 - транспортирующие насосы;
8 - перегреватель; 9 - испарительная камера; 10 - выгрузное
устройство; 11 - фильтр расплава; 12 - гранулятор; 13,
14 - конденсаторы отогнанного мономера; 15 - емкость
регенерированного мономера; 16, 17 - вакуум-насосы
Рисунок 6.8 - Получение ПС методом полимеризации в массе
с неполной конверсией в каскаде реакторов смешения

1 - теплообменник; 2 - полимеризатор; 3 - перегреватель
испарительной камеры 1-ой ступени; 4 - испарительная камера;
5, 6 - выгрузные устройства; 7 - перегреватель испарительной
камеры 2-ой ступени; 8 - испарительная камера 2-ой ступени;
9 - фильтр расплава; 10 - гранулятор; 11 - 13 - конденсаторы
отогнанного мономера; 14 - емкость регенерированного
мономера; 15, 16 - вакуум-насосы
Сопоставление рассмотренных вариантов технологических схем процессов получения стирольных пластиков методом непрерывной полимеризации в массе с неполной конверсией позволяет сделать следующие выводы:
Для производства, предусматривающего выпуск только полистирола общего назначения наиболее подходящей является схема при существенно неполной конверсии (рисунок 6.9).
При планировании периодического выпуска на линии полистирола общего назначения и ударопрочного полистирола оптимальным можно считать использование схемы с теплосъемом на стадии форполимеризации путем испарения с последующей полимеризацией в горизонтальных реакторах малого объема (рисунок 6.7).
При получении УПС перед стадией полимеризации добавляется стадия растворения каучука в стироле.
Описание технологического процесса производства ПС методом полимеризации в массе с неполной конверсией при съеме теплоты реакции на стадии форполимеризации методом испарения приведено в таблице 6.8, перечень основного оборудования - в таблице 6.9.
Таблица 6.8
полимеризации в массе с неполной конверсией при съеме
теплоты реакции на стадии форполимеризации методом испарения
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Продукты и полупродукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Стирол Минеральное масло Этилбензол Стирол-рецикл | Прием сырья | Стирол, минеральное масло, этилбензол | Отходящие газы | Резервуары Насосы | |
Стирол Минеральное масло Каучук | Приготовление шихты | Шихта ПСОН, шихта УППС | Отходящие газы | Аппараты с мешалкой Резервуары Насосы | |
Шихта ПСОН Шихта УППС Этилбензол | Полимеризация стирола | Расплав полистирола, стирол рецикл | Отходящие газы Сточные воды | Реакторное оборудование Дегазаторы Теплообменное оборудование Насосы | |
Расплав полистирола | Выделение полистирола | Полистирол (чистота 99,95%) | Отходящие газы | Фильерная плита ситополимера Ванны охлаждения Воздуходувки Эжекторы Гранулятор Сортировальное устройство | |
Маслотеплоноситель | Прием и нагрев маслотеплоносителя | Маслотеплоноситель | Отходящие газы | Печь нагрева Аппараты воздушного охлаждения Аппараты Насосы | |
Вода Биоциды водообработки | Водоподготовка | Вода | - | Градирня Насосная станция | |
Топливный газ | Факел | Топливный газ | Отходящие газы | Факел, сепараторы | |
Таблица 6.9
методом полимеризации в массе с неполной конверсией
при съеме теплоты реакции на стадии форполимеризации
методом испарения
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Резервуары | Прием, хранение, приготовление, подача сырья и (или) полупродуктов, и (или) продуктов | Объем - 50 - 300 м3 |
Аппарат с мешалкой | Приготовление шихты ПСОН/УППС | Объем - 90,8 м3 |
Реактор | Форполимеризация | Объем - 42,94 м3 Давление (рас.) - 0,5 МПа/полный вакуум Температура (рас.) - 149 °C |
Реакторы | Полимеризация | Объем - 7,3 8,75 м3 Давление (рас.) - 0,46 - 0,7 МПа Температура (рас.) - 316 - 343 °C |
Блок дегазации стирола | Дегазация паров стирола | Объем - 1,55 - 17 м3 Давление (рас.) - 0,48 МПа/полный вакуум Температура (рас.) - 315 - 343 °C |
Конденсатор | Конденсация стирол-рецикла | Объем - 6.6 м3 Давление (рас.) - 0.53 МПа/полный вакуум Давление (рас.) - 343 град. Поверхность теплообмена - 277,25 м2 |
Емкости | Сбор, хранение и подача сырья, материалов, полупродуктов | Объем - 2 - 10 м3 |
Вакуумный насос | Откачка паров стирола с дегазации | Производительность - 1200 - 3853 м3/час Давление всаса - 2 - 30 мм. рт. ст. Давление нагнетания - 28 - 80 мм. рт. ст. |
Струйный эжектор | Создание и поддержание первичного вакуума | Производительность - 20 м3/час |
Испаритель | Дегазация паров стирола | Объем - 16.3 м3 Давление (рас.) - 0,52 МПа/полный вакуум Температура (рас.) - 343 °C |
Устройство переключения фильтров | Очистка от мех. включений | Габаритные размеры - 3170 x 700 мм Размер сеток - 0,297 мм/0,149 мм |
Экструдер | Создание формы гранул | Диаметр отверстия - 3,8 мм Количество отверстий - 125 |
Воздуходувка | Осушка нитей полистирола | Производительность - 2200 - 9800 м3/час Напор - 0,013 - 0,01 МПа |
Гранулятор | Гранулирование | Производительность - 4200 кг/час |
Сепаратор гранул | Сортировальное устройство | Производительность - 4764 кг/час |
Инжектор | Транспортировка гранул | Размеры - 1422,4 x 406,4 мм |
Бункер | Промежуточное хранение гранул | Объем - 7,45 м3 |
Аппарат воздушного охлаждения | Охлаждение маслотеплоносителя | Поверхность теплообмена - 830 м3 |
Печь | Нагрев маслотеплоносителя | Выделяемая энергия - 2324 кВт |
Факел | Аварийный факел | Высота - 35000 мм |
Бассейн | Хранение промышленной воды | Объем - 420 м3 |
Градирня | Охлаждение воды | Производительность - 1400 м3/час Температура воды на выходе - не ниже 15 °C Температура воды на входе - не выше 35 °C |
Описание технологического процесса производства ПС методом полимеризации в массе при существенно неполной конверсии приведено в таблице 6.10, перечень основного оборудования - в таблице 6.11.
Таблица 6.10
полимеризации при существенно неполной конверсии
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |||||
Продукты и полупродукты | Эмиссии | ||||||||
1 | 2 | 3.1 | 3.2 | 4 | 5 | ||||
Стирол Этилбензол Стирол рецикл | Подготовка сырья | Смешанный мономер | Емкостное оборудование | ||||||
Смешанный мономер | Полимеризация стирола | Расплав полистирола | Реактор с мешалкой | ||||||
| |||||||||
Расплав полистирола | Дегазация, конденсация, вакуумная система, ре | Полистирол (гранулы) Олигомеры стирола Непрореагировавший мономер | Дегазатор | ||||||
Полистирол (гранулы) | Гранулирование и транспортировка гранул | Гранулы полистирола | Линия гранулирования | ||||||
Непрореагировавший мономер | Регенерация мономеров | Стирол-рецикл | Емкостное оборудование | ||||||
Таблица 6.11
методом полимеризации в массе при существенно
неполной конверсии
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Трубчатая печь | Нагрев маслотеплоносителя | Мощность - 3838 кВт КПД - 84,5% |
Реактор | Полимеризация стирола | Объем - 67,4 м3 Температура - 131 °C Давление - 0,31 МПа |
Стренговый подводный гранулятор | Гранулирование полистирола | Производительность - 4500 кг/ч |
Холодильная машина | Охлаждение антифриза | Мощность - 334 кВт |
6.3.2 Текущие уровни потребления ресурсов и эмиссии в окружающую среду при производстве полистирола методом полимеризации в массе
Нормы расходов материальных и энергетических ресурсов производства ПС методом полимеризацией в массе приведены в таблицах 6.12 - 6.13.
Таблица 6.12
ресурсов при производстве ПС методом полимеризации в массе
с неполной конверсией при съеме теплоты реакции на стадии
форполимеризации методом испарения
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол + каучук + минеральное масло (для УППС) | кг/т | 953,8 | 1050,14 |
Стирол + минеральное масло (для ПСОН) | кг/т | 976 | 1058,14 |
Электроэнергия | кВт·ч/т | 76 | 229,2 |
Топливный газ | т.у.т./т | 0,013 | 0,049 |
Таблица 6.13
ресурсов при производстве ПС методом полимеризации в массе
при существенно неполной конверсии
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | 1018 | 1029 |
Электроэнергия | кВт·ч/т | 182 | 218,4 |
Топливный газ | т.у.т./т | 0,035 | 0,042 |
Характеристика выбросов, сбросов, отходов, образующихся при производстве ПС методом полимеризации в массе, приведена в таблицах 6.14 - 6.20. При производстве ПС методом полимеризации в массе при существенно неполной конверсии сточные воды не образуются.
Таблица 6.14
методом полимеризации в массе
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота диоксид | - | - | 0,04 | - |
Азота оксид | - | 0,27 | - | |
Серы диоксид | - | 0,001 | - | |
Углерода оксид | - | 0,08 | ||
Этенилбензол (стирол) | - | 0,007 | - | |
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | ||||
Таблица 6.15
Выбросы загрязняющих веществ в атмосферу при производстве ПС
методом полимеризации в массе с неполной конверсией
при съеме теплоты реакции на стадии форполимеризации методом
испарения с генерацией теплоносителя и утилизацией
технологических сдувок.
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота диоксид | - | - | 0,242 | - |
Азота оксид | - | 0,27 | - | |
Серы диоксид | - | 0,2 | - | |
Углерода оксид | - | 0,194 | ||
Этенилбензол (стирол) | - | 0,216 | - | |
Взвешенные вещества | - | 0,033 | ||
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | ||||
Таблица 6.16
Выбросы загрязняющих веществ в атмосферу при производстве ПС
методом полимеризации в массе при существенно неполной
конверсии с генерацией теплоносителя и утилизацией
технологических сдувок.
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота диоксид | - | - | 0,242 | - |
Азота оксид | - | 0,27 | - | |
Серы диоксид | - | 0,22 | - | |
Углерода оксид | - | 0,194 | - | |
Этенилбензол (стирол) | - | 0,216 | - | |
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | ||||
Таблица 6.17
Сбросы загрязняющих веществ при производстве ПС методом
полимеризации в массе
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции после очистки на локальных очистных сооружениях, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Нефтепродукты (нефть) | Технологические сточные воды отводятся на очистку на биологические очистные сооружения | - | 0,00000112 | - |
Таблица 6.18
Сбросы загрязняющих веществ при производстве ПС методом
полимеризации в массе с неполной конверсией при съеме
теплоты реакции на стадии форполимеризации методом испарения
с генерацией теплоносителя и утилизацией технологических
сдувок
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Нефтепродукты (нефть) | Технологические сточные воды отводятся на очистку на биологические очистные сооружения | 0,005 | 0,006 | - |
Таблица 6.19
Отходы, образующиеся при производстве ПС методом
полимеризации в массе с неполной конверсией при съеме
теплоты реакции на стадии форполимеризации методом испарения
с генерацией теплоносителя и утилизацией технологических
сдувок
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Адсорбент на основе оксида алюминия, отработанный при очистке стирола от пара-третбутилпирокатехина в производстве полистирола | III | Адсорбер по очистке стирола | Захоронение | 0,035 | ||
Керамические изделия прочие, утратившие потребительские свойства незагрязненные | V | Адсорбер по очистке стирола | Утилизация | 0,007 | ||
Цеолит, отработанный при осушке газов, в том числе углеводородных | IV | Утилизация | 0,007 | |||
Ткань фильтровальная из натуральных волокон, загрязненная негалогенированными полимерами | V | Фильтр воды узла выделения Riter | Утилизация или Обезвреживание | 0,103 | ||
Отходы зачистки реакторов полимеризации стирола в производстве полистирола | III | Зачистка оборудования в период капремонта, ППР | Захоронение | 0,07 | ||
Бумага фильтровальная, загрязненная нефтепродуктами (содержание менее 15%) | IV | Обезвреживание | 0,103 | |||
Таблица 6.20
полимеризации при существенно неполной конверсии
с генерацией теплоносителя и утилизацией технологических
сдувок
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Ткань фильтровальная из натуральных волокон, загрязненная негалогенированными полимерами | V | Отходы фильтрующих элементов | Обезвреживание | 0,03 | ||
АБС-пластик (луран, люстран, силак, сиколак, терлуран) - термопластичный тройной сополимер акрилонитрила, полибутадиена и стирола. Название свое АБС-пластик получил от начальных букв мономеров и каучука, которые входят в его состав - акрилонитрила, бутадиенового каучука и стирола. Фактически АБС-пластик является одним из основных видов модифицированного полистирола. Это термопластичный, ударопрочный, эластичный материал, который в настоящее время используется для изготовления разнообразной продукции бытового и промышленного назначения. Недостаточная стойкость к воздействию УФ-излучения, достаточно легко преодолеваемая посредством введения в состав определенных добавок, - это, пожалуй, единственный недостаток данного универсального материала.
Полимер выпускается в виде гранул и отдельных листов. Гранулированный пластик служит сырьем для дальнейшего точного литья различных изделий. Листовой АБС может использоваться как готовая продукция или полуфабрикат для оформления интерьеров помещений, склеивания различных моделей и форм. Пластик в листах применяется и как сырьевой материал изготовления сложных деталей методом вакуумной формовки.
По химическому строению АБС-пластики можно разделить на две основные группы:
- собственно АБС-сополимер;
- полимерные композиты (АБС-композиты).
Исходным сырьем для производства АБС-пластика являются: стирол, акрилонитрил, бутадиен. Сведения по производству данных мономеров представлены в ИТС 18-2016 "Производство основных органических химических веществ".
Свойства
Росту популярности и широкому распространению АБС-пластик обязан набору технических характеристик, которыми он обладает. Основными свойствами, влияющими на востребованность материала на рынке, являются: высокие показатели износостойкости и прочности в сочетании с эластичностью, долговечность при условии эксплуатации без воздействия ультрафиолетовых лучей, высокая сопротивляемость воздействию моющих средств и щелочных составов, устойчивость к воздействию влаги, кислот и масел, нетоксичность в нормальных условиях, широкий интервал эксплуатации при температурах от минус 40 °C до + 90 °C с сохранением технических характеристик. В чистом виде материал имеет матовую поверхность желтоватого оттенка, но при помощи пигментных добавок может окрашиваться в любые цвета и становиться прозрачным.
Применение
Из АБС-пластика изготавливают большое количество автомобильных деталей, таких как внутренняя обшивка кабин, панели приборов, рукоятки рычагов переключения скоростей, ручных тормозов. Полимер широко применяется для производства корпусов домашней бытовой техники: пылесосов, кухонных комбайнов, телефонных аппаратов, компьютерной и оргтехники. Корпусы промышленных агрегатов, моек высокого давления, компрессорного оборудования, санитарно-технических изделий, электротехнических приборов выполняют из пластика АБС.
Из пластика производят практически все виды канцелярских товаров: авторучки, степлеры, маркеры, подставки для карандашей, держатели для документов и пр. Имеется пищевая разновидность пластика, из которой изготавливают всевозможные контейнеры для хранения продуктов, тару, емкости питьевой воды. Огромное количество детских товаров (конструкторские наборы, игрушки, развивающие игры) производят из АБС. Также материал применяется при создании спортивного, торгового и рекламного оборудования, инструментов и оружия. В последнее время все большее распространение в мире получает 3D-печать. В качестве расходного материала для 3D-принтеров применяется в том числе и АБС-пластик. Для этого используются высококачественные брендовые модификации материала, поставляемые на специальных катушках. Детали, отпечатанные из этого полимера, отличаются высокой прочностью и сопротивляемостью механическим нагрузкам.
Композиционные материалы на основе АБС
АБС-пластик обладает большим потенциалом для создания различных модификаций и композиционных материалов на своей основе. Путем комбинации полимера с другими компонентами можно изменить характеристики основных показателей и некоторые свойства:
- для повышения атмосферостойкости в состав пластика необходимо добавить насыщенные эластомеры;
- эффекта прозрачности можно добиться, используя в качестве добавки метилметакрила;
- введением  рабочий диапазон температур материала может быть расширен до 110 °C - 130 °C.
рабочий диапазон температур материала может быть расширен до 110 °C - 130 °C.
рабочий диапазон температур материала может быть расширен до 110 °C - 130 °C.Наиболее востребованными и распространенными композитами на основе АБС-пластика являются:
- сплав АБС с поликарбонатом (АБС-ПК), обладающий повышенной ударопрочностью, температурной и химической стойкостью, одной из областей применения материала является точное литье и формовка;
- в результате комбинации с поливинилхлоридом (АБС-ПВХ) образуется аморфный материал, пригодный для эксплуатации на открытом воздухе. Допустима его кратковременная эксплуатация при температуре 95 °C. Комбинация с полибутилентерефталатом (АБС-ПБТ) дает жесткий материал с повышенными прочностными характеристиками и долговечностью, при этом свойства материала остаются стабильными при кратковременном нагревании до температуры 150 °C;
- смесь АБС с полиамидом (АБС-ПА) выдерживает кратковременное воздействие температуры 180 °C, обладает отличными диэлектрическими показателями; различные элементы хорошо соединяется путем склеивания и спайки;
- при сплавлении с термополиуретаном образуется прочный пластичный материал, обладающий очень высокими показателями стойкости к воздействию влаги и отрицательных температур.
Данный метод получения АБС-полимера сводится к следующему: стирол и акрилонитрил добавляют в эмульсию полибутадиена, перемешивают и нагревают до 5 °C. Затем добавляют растворимый в воде инициатор, например раствор персульфата калия, и смесь полимеризуется. Полученную в результате суспензию дегазируют, фильтруют, полимер высушивают и упаковывают.
Процесс считается достаточно энергоемким. Для изготовления 1 т сырьевого пластика затрачивается около 2 т нефти в эквиваленте энергии и материалов.
В процессе эмульсионной полимеризации существуют широкие возможности для регулирования структуры и морфологии АБС-пластиков. Размер частиц эластомера и их распределение по размеру предопределяются уже в процессе получения латекса. Сшивание эластомера, степень прививки и структура частиц определяются на стадии полимеризации.
Кинетика и механизм эмульсионной полимеризации существенно отличаются от таковых для гомогенной полимеризации в массе. Кроме обычных для свободнорадикальной полимеризации стадий инициирования, роста и обрыва цепи, необходим процесс нуклеации латексных частиц, в котором главную роль играет поверхностно-активное вещество.
Эмульсионная полимеризация является стандартным методом производства АБС-полимеров и ряда подобных материалов. АБС-сополимеры содержат 5% - 35% акрилонитрила (обеспечивающего химическую стойкость, термостойкость), 10% - 40% полибутадиена (определяющего высокую ударную вязкость) и 25% - 80% стирола (обеспечивающего механическую прочность, перерабатываемость).
Технологический процесс производства АБС методом привитой сополимеризации в эмульсии состоит из следующих основных стадий:
- получение латекса каучука,
- смешение латекса с мономерами,
- привитая сополимеризация каучука с мономерами,
- отгонка непрореагировавших мономеров,
- коагуляция латекса,
- выделение, промывка и сушка порошка,
- гранулирование АБС-сополимеров (рисунок 7.1).

1 - реактор; 2 - сборник-хранилище; 3 - смеситель;
4 - реакторы; 5 - сборник непрореагировавших мономеров;
6 - аппарат коагуляции; 7 - сборник суспензии;
8 - барабанный вакуум-фильтр; 9 - ленточная сушилка;
10 - бункер
эмульсионной полимеризацией
Мономеры загружают в реактор 1, содержащий воду, эмульгатор, инициатор и регулятор молекулярной массы, и заранее синтезированный латекс каучука. После отгонки непрореагировавшего бутадиена латекс охлаждают и сливают в сборник-хранилище 2, из которого дозировочным насосом непрерывно подают в смеситель 3. В сборник 2 вводятся дополнительные количества эмульгатора и инициатора, необходимые для стабилизации добавляемых в смеситель 3 мономеров (стирола и акрилонитрила) и инициирования их сополимеризации. Из смесителя 3 латекс непрерывно поступает в каскад реакторов 4, в которых последовательно протекает реакция привитой сополимеризации.
Каждый реактор снабжен мешалкой и рубашкой для обогрева с индивидуальной системой регулирования температуры. Непрореагировавшие мономеры непрерывно отгоняют с помощью острого водяного пара под вакуумом в аппарате 5, охлаждают в холодильнике и собирают в приемник. После перегонки их возвращают в цикл. Затем латекс коагулируют добавлением коагулянта в аппарате 6 и образовавшуюся суспензию собирают в сборнике 7. Фильтрование суспензии и промывка осадка водой проводятся на барабанном вакуум-фильтре непрерывного действия 8. Промытый и отжатый порошкообразный продукт поступает в ленточную сушилку 9 и сушится горячим воздухом. Сушилка снабжена специальным валковым приспособлением для таблетирования порошка. Таблетки собирают в бункер 10, а затем смешивают с красителями и другими добавками и гранулируют.
Смешение компонентов АБС-пластика
Существует несколько способов смешения. Простейшим и наиболее часто применяемым является смешение расплавов в экструдере, смесителе Бэнбери или на обогреваемых двухвалковых вальцах. Гомогенность продукта зависит от эффективности смесительного оборудования. Преимуществами двухшнекового экструдера являются высокие сдвиговые усилия и непрерывность процесса, однако не менее эффективен одношнековый экструдер, если он используется последовательно со статическим смесителем. Смешение в растворе может дать более однородный материал, однако необходимость отгонки растворителя делает процесс неудобным и дорогим. Возможно также смешение полимерных латексов с последующей их коагуляцией; область применения метода ограничена эмульсионными полимерами.
Сопоставительный анализ особенностей промышленных технологических процессов получения АБС-пластика свидетельствует о явном преимуществе метода полимеризации в массе по:
- низкому энерго- и водопотреблению;
- возможности создания автоматической системы управления производством;
снижению расхода вспомогательных видов сырья и, как следствие, снижению капитальных вложений в основное производство на 30% - 35%.
В настоящем разделе описано производство АБС пластиков полимеризацией в массе, в том числе по схеме с генерацией теплоносителя и утилизацией технологических сдувок.
Процесс производства АБС-пластика методом радикальной полимеризации в массе включает следующие основные стадии:
- подготовка сырья и реагентов;
- полимеризация в каскаде реакторов;
- удаление непрореагировавших мономеров и растворителя;
- первичное гранулирование и компаундирование;
- упаковка и складирование готовых продуктов;
- регенерация мономеров и растворителя;
- стадия подготовки ВОТ и подачи его на технологические стадии.
Процесс получения АБС-пластика методом непрерывной полимеризации в массе производится в присутствии 15 масс. % - 25 масс. % растворителя и специального инициатора. Выбранные инициаторы в процессе образования свободных радикалов не должны приводить к появлению бензойной кислоты или бензальдегида, так как эти примеси способствуют протеканию циклизации по  , что приводит к пожелтению и ускоренной деструкции полимера.
, что приводит к пожелтению и ускоренной деструкции полимера.
, что приводит к пожелтению и ускоренной деструкции полимера.Стадия полимеризации реализуется в три этапа:
- предфорполимеризация до конверсии 5% - 7%;
- форполимеризация до конверсии 32% - 37%;
- полимеризация до конверсии 75% - 80%;
- обогрев основной производственной линии (горячим теплоносителем);
- утилизация и/или термическое обезвреживание жидких отходов, в том числе с производства полистиролов.
Использование внутренних теплообменных поверхностей в форполимеризаторе и полимеризаторе не допускается из-за большой забивки охлаждающих поверхностей.
Введение регуляторов молекулярной массы, термостабилизаторов и других добавок производится в полимеризатор, что необходимо для поддержания степени прививки на максимальном уровне.
В общем виде блок-схема процесса получения АБС-пластика методом непрерывной полимеризации в массе представлена на рисунках 7.2 и 7.3.

1 - дробилка каучука; 2 - растворитель каучука; 3(1),
3(2) - теплообменники; 4 - буферная емкость; 5 - дозирующий
насос; 6 - роторно-пульсационный аппарат; 7(1), 7(2),
7(3) - фильтры; 8 - насос очистки фильтров;
9 - предфорполимеризатор; 10 - форполимеризатор;
11 - полимеризатор; 12 - испарительный контур;
13 - теплообменник; 14 - насос; 15(1),
15(2) - циркуляционные насосы; 16(1), 16(2),
16(3) - выгрузные устройства; 17, 18 - перегреватели; 19,
20 - испарительные камеры; 21 - фильтр расплава;
22 - гранулятор; 23 - бункер хранения гранул; 24(1), 24(2),
24(3) - конденсаторы; 25(1), 25(2) - сборники отогнанных
мономеров и растворителя; 26(1), 26(2),
26(3) - вакуум-насосы

1 - дробилка каучука; 2 - растворитель каучука; 3(1),
3(2) - теплообменники; 4 - буферная емкость; 5 - дозирующий
насос; 6 - роторно-пульсационный аппарат; 7(1), 7(2),
7(3) - фильтры; 8 - насос очистки фильтров;
9 - предфорполимеризатор; 10 - форполимеризатор;
11 - полимеризатор; 12 - испарительный контур;
13 - теплообменник; 14 - насос; 15(1),
15(2) - циркуляционные насосы; 16(1), 16(2),
16(3) - выгрузные устройства; 17, 18 - перегреватели; 19,
20 - испарительные камеры; 21 - фильтр расплава;
22 - гранулятор; 23 - бункер хранения гранул; 24(1), 24(2),
24(3) - конденсаторы; 25(1), 25(2) - сборники отогнанных
мономеров и растворителя; 26(1), 26(2),
26(3) - вакуум-насосы; 27 - печь нагрева, 28 - холодильная
станция, 29 - печь термоокисления отходов
методом непрерывной полимеризации в массе с генерацией
теплоносителя и утилизацией технологических сдувок
Описание технологического процесса производства АБС-пластика методом непрерывной полимеризации в массе приведено в таблице 7.1, перечень основного оборудования - в таблице 7.2.
Таблица 7.1
методом непрерывной полимеризации в массе
Входной Поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Продукты и полупродукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Стирол Каучук | Подготовка сырья и реагентов | Шихта (стирол + каучук) | Емкости с мешалками Дробилка | ||
Шихта (стирол + каучук) Нитрил акриловой кислоты (НАК) | Полимеризация в каскаде реакторов | Полимер АБС-пластика Стирол-рецикл Отработанная органика | Реакторы Дегазаторы | ||
Полимер АБС-пластика | Выделение, гранулирование и транспортирование АБС-пластиков | Гранулы АБС-пластика | Отходящие газы | Гранулятор | Циклон |
Таблица 7.2
АБС-пластика методом непрерывной полимеризации в массе
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Трубчатая печь | Нагрев маслотеплоносителя | Мощность - 4100 кВт КПД - 85,78% |
Реакторы | Полимеризация раствора АБС-пластика | Объем - до 30 м3 Температура - не более 180 °C Давление - не более 1,0 МПа |
Гранулятор | Гранулирование АБС-пластика | - |
Печь термоокисления отходов | Термоокисление отходов | Теплопроизводительность - 2,130 кВт |
Холодильная машина | Охлаждение антифриза | Мощность - 480 кВт |
7.2.2 Текущие уровни потребления ресурсов и эмиссии в окружающую среду при производстве АБС-пластика методом непрерывной полимеризации в массе
Нормы расходов материальных и энергетических ресурсов производства АБС-пластика методом непрерывной полимеризации в массе приведены в таблице 7.3.
Таблица 7.3
ресурсов при производстве АБС-пластика методом непрерывной
полимеризации в массе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | 676,5 | 686,4 |
Акрилонитрил | кг/т | 225,5 | 228,8 |
Каучук | кг/т | 123 | 124,8 |
Электроэнергия | кВт·ч/т | 263 | 315,6 |
Топливный газ | т.у.т./т | 0,048 | 0,0576 |
Характеристика выбросов, сбросов, отходов, образующихся при производстве АБС-пластика методом непрерывной полимеризации в массе, приведена в таблицах 7.4 - 7.6.
Таблица 7.4
АБС-пластика методом непрерывной полимеризации в массе
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | |||||
Производство АБС-пластиков (акрилонитрил-бутадиен-стирольных сополимеров) методом непрерывной полимеризации в массе | Производство АБС-пластиков (акрилонитрил-бутадиен-стирольный сополимер) методом непрерывной полимеризации в массе с генерацией теплоносителя и утилизацией технологических сдувок | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Азота диоксид | - | - | 0,09 | - | - | 0,213 | - |
Азота оксид | - | 0,02 | - | - | 0,034 | - | |
Углерода оксид | - | 0,11 | - | - | 0,186 | - | |
Этенилбензол (стирол) | - | 0,17 | - | - | 0,17 | - | |
Акрилонитрил | - | 0,28 | - | - | 0,28 | - | |
В периметр технологии не включены источники выбросов от парков хранения исходного сырья, готовой продукции, эстакад и факельных систем | |||||||
Таблица 7.5
Сбросы загрязняющих веществ при производстве АБС-пластика
методом непрерывной полимеризации в массе, в т.ч.
с генерацией теплоносителя и утилизацией технологических
сдувок
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Нефтепродукты (нефть) | - | 0,016 | 1,17 | - |
Таблица 7.6
непрерывной полимеризации в массе
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы зачистки оборудования производства сополимеров акрилонитрил-бутадиен-стирольных (АБС-пластика) | III | Производство АБС-пластиков | Захоронение | - | 0,31 | - |
Ткань фильтровальная из натуральных волокон, загрязненная негалогенированными полимерами | V | Производство АБС-пластиков | Обезвреживание | - | 0,31 | - |
Бумага фильтровальная, загрязненная нефтепродуктами (содержание менее 15%) | IV | Производство АБС-пластиков | Обезвреживание | - | 0,31 | - |
Отходы бутадиен-стирольных каучуков при зачистке оборудования выделения, осушки и упаковки бутадиен-стирольных каучуков | IV | Производство АБС-пластиков | Утилизация | - | 0,04 | - |
Отходы производства основных органических химических веществ прочих (отходы органики производства АБС-пластиков) | III | Производство АБС-пластиков | Обезвреживание | - | 0,34 | - |
Поливинилхлорид (ПВХ), один из наиболее крупнотоннажно производимых видов пластика, представляет собой термопластичный полимер, получаемый радикальной полимеризацией винилхлорида (ВХ) в присутствии инициаторов.
Изделия из ПВХ отличаются долговечностью, погодостойкостью, низкой воспламеняемостью. Около 60% ПВХ продукции находит применение в строительной индустрии, другим направлением использования является изготовление упаковочных материалов, автомобильных деталей и медицинского оборудования.
Основными способами производства ПВХ являются следующие технологические решения:
- технология эмульсионной (латексной) полимеризации;
- технология суспензионной полимеризации;
- технология блочной полимеризации (в массе).
Эмульсионный ПВХ получают полимеризацией ВХ по периодической и непрерывной схемам. При эмульсионной полимеризации скорость реакции и свойства полимера зависят от природы и концентрации эмульгатора, инициатора, pH среды, соотношения ВХ и водной среды (водный модуль), температуры и др.
При получении эмульсионного ПВХ в качестве эмульгаторов широко используются анионоактивные вещества: в зависимости от pH применяют соли щелочных металлов, алкилсульфаты, алкилсульфонаты, мыла жирных кислот.
Выбор водорастворимого инициатора зависит от условий полимеризации и заданных свойств полимера. Часто применяют персульфаты калия и аммония.
Снижение температуры и повышение скорости протекания полимеризации достигается путем использования окислительно-восстановительных систем (персульфат калия + бисульфит или тиосульфат натрия; перекись водорода + соль железа (II) и др.). Решающее влияние на степень полимеризации оказывает температура полимеризации.
В качестве регуляторов pH используют буферные вещества - фосфаты, карбонаты.
Основные стадии получения эмульсионного ПВХ:
- подготовка исходного сырья;
- полимеризация ВХ;
- дегазация латекса;
- дестабилизация латекса (в ряде технологий стадия не используется);
- выделение ПВХ из латекса (сушка);
- расфасовка и упаковка полимера.
Технологическая схема получения эмульсионного ПВХ представлена на рисунке 8.1.

1 - аппарат для растворения эмульгатора; 2, 5, 12 - фильтры;
3 - сборник водной фазы; 4 - полимеризатор; 6 - дегазатор
латекса; 7 - сборник латекса; 8 - растворитель соды;
9 - сборник раствора соды; 10 - емкость для стабилизации
латекса; 11 - вакуум-насос
Полимеризацию проводят при температуре 45 °C - 60 °C и давлении до 1 МПа в автоклавах-реакторах - цилиндрических вертикальных аппаратах, оснащенных низкоскоростными перемешивающими устройствами и "рубашками" для подвода и отвода тепла. Наиболее часто используются автоклавы-реакторы 12 - 60 м3, изготовленные из углеродистой стали, покрытой стеклоэмалью или высоколегированной.
При полимеризации непрерывным методом все рецептурные компоненты, кроме ВХ, предварительно растворяются в обессоленной и обескислороженной воде в отдельном миксере, откуда полученный раствор подается в верхнюю часть автоклава-реактора колонного типа, одновременно туда же подается жидкий ВХ. Конверсия ВХ обычно составляет 90% - 95%. Полученный в результате полимеризации латекс непрерывно выводится снизу автоклава-реактора в отпарной аппарат, в котором за счет понижения давления до 0,05 МПа выделяется не вступивший в реакцию ВХ. После осушки этот ВХ компримируется, сжижается и очищается ректификацией, а затем он рециркулирует в начало процесса.
В отличие от непрерывного метода при периодической полимеризации все компоненты (в определенном порядке) загружаются в один автоклав-реактор, в котором аналогично осуществляются и полимеризация, и процесс выделения непрореагировавшего ВХ. Затем с целью очистки от ВХ латекс подвергается вакуумной дегазации. Готовый латекс, содержащий 30% - 50% полимера, с целью предотвращения коагуляции и термодеструкции стабилизируется (добавлением соответствующих добавок) и через сборник-усреднитель направляется на стадию выделения полимера. Некоторые технологии предусматривают стадию ультрафильтрации латекса, которая позволяет повысить содержание в нем полимерной составляющей, что сокращает энергозатраты на производство ПВХ.
Получение товарной формы ПВХ из латекса, как правило, осуществляется методом распылительной сушки, который "совмещает" три процесса: обезвоживание, осушку и спекание микрочастиц в агломераты требуемой морфологии и гранулометрии. Для осуществления этого процесса используется горячий воздух с температурой до 200 °C. Аппараты, применяемые для распылительной сушки латекса, представляют собой цилиндрические аппараты большого диаметра с коническим днищем, оборудованные устройствами для распыления латекса (форсунками или вращающимися перфорированными дисками), а также устройствами подачи и обеспечения требуемой скорости и траектории движения горячего воздуха. Образующиеся частицы полимера уносятся из сушильного аппарата потоком воздуха и последовательно улавливаются в циклонах и на рукавных фильтрах. Отработанный воздух после очистки от ПВХ сбрасывается в атмосферу.
Описание технологического процесса эмульсионного ПВХ приведено в таблице 8.1, перечень основного оборудования - в таблице 8.2.
Таблица 8.1
эмульсионного ПВХ
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Продукты и полупродукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Винилхлорид мономер Добавки | Подготовка сырья | Смешанный мономер | Емкостное оборудование | ||
Смешанный мономер Добавки Вода | Полимеризация | Латекс (смесь ПВХ и воды) | Отходящие газы | Реактор Гомогенизатор Емкостное оборудование | |
Латекс (смесь ПВХ и воды) | Осушка | ПВХ Непрореагировавший мономер | Отходящие газы | Распылительная сушилка Дробилка-классификатор | |
Непрореагировавший мономер | Регенерация мономеров | Винилхлорид - рецикл | Емкостное оборудование | ||
Таблица 8.2
эмульсионного ПВХ
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реактор предварительного смешения | Предварительное смешение | Вертикальная емкость с коническими днищами, снабженная полутрубным змеевиком и мешалкой с нижним приводом |
Реактор полимеризации винилхлорида | Полимеризация винилхлорида | Вертикальный аппарат с эллиптическими днищами, снабжен рубашкой и мешалкой с нижним приводом |
Гомогенизатор | Гомогенизация | Коллоидная мельница |
Емкость хранения латекса | Хранение латекса | Вертикальный аппарат с коническими днищами с перемешивающим устройством |
Распылительная сушилка | Сушка | Вертикальный цилиндрический аппарат с коническим днищем |
Дробилка-классификатор | Измельчение | Дробилка-классификатор |
8.1.2 Текущие уровни потребления ресурсов и эмиссии в окружающую среду при производстве эмульсионного поливинилхлорида
Нормы расходов материальных и энергетических ресурсов производства эмульсионного поливинилхлорида способом приведены в таблице 8.3.
Таблица 8.3
ресурсов при производстве эмульсионного поливинилхлорида
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Винилхлорид мономер | кг/т | 1015 | 1060 |
Добавки | кг/т | 15,99 | 18,3 |
Электроэнергия | кВт·ч/т | 360 | 440 |
Пар среднего давления | т/т | 0,125 | 0,193 |
Вода захоложенная | м3/т | 4,3 | 5,2 |
Вода оборотная | т/т | 68,4 | 83,6 |
Деминерализованная вода | т/т | 2,25 | 2,75 |
Характеристика выбросов, сбросов, отходов, образующихся при производстве эмульсионного поливинилхлорида, приведена в таблицах 8.4 - 8.6.
Таблица 8.4
эмульсионного поливинилхлорида
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Винилхлорид (хлористый винил) | - | 0,01 | 0,014 | - |
Натрий гидроксид (натрия гидроокись, натр едкий, сода каустическая) | 0,00001 | 0,005 | - | |
Взвешенные вещества | 0,033 | 0,045 | - | |
Натрий бисульфит | 0,004 | 0,006 | ||
Таблица 8.5
Сбросы загрязняющих веществ при производстве эмульсионного
поливинилхлорида
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Аммоний-ион | Технологические сточные воды отводятся на очистку | - | 0,3 | - |
Нитрат-анион | - | 0,3 | - | |
Сульфат-анион (сульфаты) | - | 0,3 | - | |
Взвешенные вещества | - | 1,0 | - | |
ХПК | - | 1,0 | - | |
pH (ед) | 6 | 10 | - | |
Таблица 8.6
поливинилхлорида
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы поливинилхлорида при фильтрации латекса поливинилхлорида эмульсионного | III | Просеивание сырого латекса после полимеризации на сите латекса для отделения крупной фракции; очистка оборудования от корок ПВХ | Утилизация (рециклинг) | 0,76 | 3,37 | 2,1 |
Брак поливинилхлорида | III | Контроль качества продукции: отделение отходов ПВХ от продукции и побочной продукции производства ПВХ | Утилизация (рециклинг) | 0,12 | 0,18 | 0,15 |
Ткань фильтровальная из полиэфирного волокна, отработанная при очистке воздуха в производстве поливинилхлорида | III | Замена загрязненных фильтров технологического оборудования процесса получения ПВХ | Обезвреживание (сжигание) | 0,08 | 0,10 | 0,09 |
Отходы поливинилхлорида фильтра-уплотнителя при очистке сточных вод производства полимеров винилхлорида | IV | Очистка вращающегося фильтра | Утилизация (рециклинг) | - | 0,03 | - |
Процесс суспензионной полимеризации осуществляется в каплях эмульсии, полученных диспергированием ВХ в воде в присутствии высокомолекулярных стабилизаторов эмульсии и растворимого в мономере инициатора.
Суспензионный ПВХ получают по полунепрерывной схеме, где в качестве инициаторов применяют органические пероксиды или азосоединения (динитрил азо-бис-изо-масляной кислоты (порофор), пероксид лауроила, пероксидикарбонаты и др.), стабилизаторами служат поливиниловый спирт, метилцеллюлоза, желатин и др., для поддержания постоянного pH при полимеризации ВХ в систему вводят буферные добавки - водорастворимые карбонаты, фосфаты.
Технологическая схема полимеризации суспензионного ПВХ приведена на рисунке 8.2.

1 - емкость обессоленной воды; 2 - мерник ВХ; 3 - емкость
приготовления раствора инициатора; 4 - емкость приготовления
раствора стабилизатора эмульсии; 5 - фильтр;
6 - реактор-полимеризатор; 7 - усреднитель
В реактор-полимеризатор 6 загружают деминерализованную воду из емкости 1, раствор стабилизатора эмульсии из емкости 4 через фильтр 5, а также инициатор в виде раствора в ВХ из емкости 3 или в виде порошка. Затем в реактор загружают жидкий ВХ из мерника 2. Реактор разогревают до 50 °C - 75 °C и проводят полимеризацию, затем после сдувки непрореагировавшего ВХ суспензию полимера выгружают в усреднитель 7.
Важнейшим параметром, определяющим молекулярную массу ПВХ и степень разветвленности его макромолекул, является температура полимеризации. Для получения ПВХ с узким ММР отклонение этого параметра не должно превышать 0,5 °C. Для снижения температуры полимеризации при получении ПВХ используют агенты переноса цепи - хлоруглеводороды (трихлорэтилен, тетрахлорид углерода).
Описание технологического процесса суспензионного ПВХ приведено в таблице 8.7, перечень основного оборудования - в таблице 8.8, перечень природоохранного оборудования - в таблице 8.9.
Таблица 8.7
суспензионного ПВХ
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Продукты и полупродукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Винилхлорид Добавки Вода | Полимеризация | Суспензия (смесь ПВХ и воды) | Отходящие газы | Реактор полимеризации Дегазатор Колонна отпарная | |
Суспензия (смесь ПВХ и воды) | Осушка | ПВХ Непрореагировавший мономер | Отходящие газы | Буферная емкость суспензии ПВХ Центрифуга Сушилка "кипящего" слоя | Скруббер |
Непрореагировавший мономер | Регенерация мономеров | Винилхлорид - рецикл | Емкостное оборудование | ||
Таблица 8.8
суспензионного ПВХ
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реактор полимеризации | Полимеризация | Вертикальный аппарат с эллиптическими днищами и с рубашкой |
Дегазатор | Дегазация суспензии ПВХ | Горизонтальный аппарат с эллиптическими днищами |
Емкость питания отпарной колонны | Вертикальный аппарат с эллиптическими днищами | |
Колонна отпарная | Дегазация суспензии ПВХ | Вертикальный цилиндрический аппарат со сферическими днищами |
Буферная емкость суспензии ПВХ | Вертикальный аппарат с эллиптическими днищами и боковым люком | |
Центрифуга | Выделение ПВХ | Шнековая полнобарабанная горизонтальная центрифуга непрерывного действия |
Сушилка "кипящего" слоя | Сушка ПВХ | Сушилка представляет собой двухсекционную сушилку псевдосжиженного слоя |
Емкость с инициатором | Хранение инициатора | Снабжена 2-х лопастной мешалкой |
Установка холодильная | Обеспечение качества инициатора | |
Колонна дегазации сточной воды | Дегазация сточной воды | Тип тарелок - кассетные с клапанами |
Газгольдер | Прием незаполимеризовавшегося газообразного ВХ | |
Установка воздуходувная | Пневмотранспорт ПВХ | |
Установка затарочная | Фасовка ПВХ в мягкие контейнеры | |
Автоматическая линия фасовки | Фасовка ПВХ в клапанные бумажные мешки | |
Агрегат компрессорный | Компримирование газообразного ВХ | |
Абсорбер | Нейтрализация хлористого водорода | Аппарат колонного типа с кольцами Рашига |
Насосы | Транспортировка продуктов | Центробежные; пневмонасосы |
Таблица 8.9
суспензионного ПВХ
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Скруббер Вентури | Очистка отработанного воздуха сушки ПВХ | |
Фильтры рукавные | ||
Фильтры | Очистка воздуха аспирации | |
Адсорберы | Очистка абгазов, отходящих газов | |
Мультигидроциклон | Очистка стоков от взвешенных веществ (ПВХ) |
8.2.2 Текущие уровни потребления ресурсов и эмиссии в окружающую среду при производстве суспензионного поливинилхлорида
Нормы расходов материальных и энергетических ресурсов производства суспензионного поливинилхлорида приведены в таблице 8.10.
Таблица 8.10
ресурсов при производстве суспензионного поливинилхлорида
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Винилхлорид мономер | кг/т | 1005 | 1014 |
Добавки | кг/т | 2,62 | 5,06 |
Электроэнергия | кВт·ч/т | 130 | 210 |
Пар | т/т | 0,33 | 0,88 |
Вода захоложенная | м3/т | 2 | 2,5 |
Вода оборотная | т/т | 63 | 136 |
Деминерализованная вода | т/т | 2,4 | 2,98 |
Характеристика выбросов, сбросов, отходов, образующихся при производстве суспензионного поливинилхлорида, приведена в таблицах 8.11 - 8.13.
Таблица 8.11
суспензионного поливинилхлорида
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Винилхлорид (хлористый винил) | - | 0,0002 | 1,243 | - |
Натрий гидроксид (натрия гидроокись, натр едкий, сода каустическая) | 0,000012 | 0,000017 | - | |
Взвешенные вещества | 0,022 | 0,72 | - | |
Таблица 8.12
Сбросы загрязняющих веществ при производстве суспензионного
поливинилхлорида
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Аммоний-ион | Технологические сточные воды отводятся на очистку | - | 0,24 | - |
Нитрат-анион | - | 0,2 | - | |
Сульфат-анион (сульфаты) | - | 1,14 | - | |
Взвешенные вещества | - | 1,0 | - | |
ХПК | - | 2,16 | - | |
pH (ед) | 6,5 | 8,5 | - | |
Таблица 8.13
поливинилхлорида
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы поливинилхлорида в виде изделий или лома изделий незагрязненные | IV | Захоронение | - | 0,09 | - | |
Брак поливинилхлорида | III | Контроль качества продукции: отделение отходов ПВХ от продукции и побочной продукции производства ПВХ | Утилизация (рециклинг) | 0,011 | 0,0162 | 0,014 |
Ткань фильтровальная из полиэфирного волокна, отработанная при очистке воздуха в производстве поливинилхлорида | III | Замена загрязненных фильтров технологического оборудования процесса получения ПВХ | Обезвреживание (сжигание) | 0,0008 | 0,001 | 0,00088 |
Отходы деструкции масла синтетического отработанного в синтезе инициатора полимеризации поливинилхлорида | IV | Замена отработанного масла, образующегося при разрушении инициатора | Утилизация (рециклинг) | 0,006 | 0,053 | 0,03 |
Картридж полипропиленовый фильтра очистки атмосферного воздуха при производстве поливинилхлорида | IV | Замена картриджей фильтров компрессора пневматического конвейера | Утилизация (рециклинг) | 0,0003 | 0,001 | 0,000565 |
Полиэтилентерефталат (ПЭТФ) представляет собой линейный полиэфир, являющийся сополимером терефталевой кислоты и этиленгликоля в качестве основных компонентов и изофталевой кислоты и диэтиленгликоля в качестве сомономеров. Благодаря исключительному балансу возможностей ПЭТФ и тому, что в готовом изделии степень кристалличности и уровень ориентации можно контролировать, ПЭТФ используется для производства разнообразной упаковки для продуктов и напитков, косметики и фармацевтических средств. ПЭТФ-материалы незаменимы при изготовлении аудио-, видео- и рентгеновских пленок, кордовых нитей для автомобильных шин, бутылок для напитков, пленок с высокими барьерными свойствами, волокон для тканей. По физическим свойствам ПЭТФ - это твердое вещество, без запаха, белого цвета при кристаллическом состоянии и прозрачное - при аморфном состоянии. ПЭТФ прочный, жесткий и легкий материал. Пластик не ядовит.
Преимущества:
- высокая прочность и жесткость;
- высокое сопротивление ползучести;
- высокая поверхностная твердость;
- высокая устойчивость к деформации;
- хорошее свойство трения скольжения и износостойкость;
- хорошие электрические изолирующие свойства;
- высокая стойкость к химикатам (кроме щелочи, в которой материал подвержен питтинговой коррозии);
- хорошо лакируется.
Недостатки:
- диэлектрические свойства на среднем уровне.
Физические свойства ПЭТФ делают его идеальным материалом для использования при изготовлении:
- упаковки;
- пленок;
- волокна (торговое название - "полиэстер");
- конструкционных элементов для строительства, композиционных материалов для машиностроительной промышленности и др.
Производство ПЭТФ основано на реакции терефталевой кислоты с гликолями, такими как бутандиол, пропиленгликоль и этиленгликоль, который используется наиболее часто. Использование других кислот в производстве, таких как нафталиндикарбоновая или молочная кислоты приводит к образованию других полиэфиров, таких как волокна полиэтиленнафталата и полилактидной кислоты.
Полиэфирные волокна являются одним из основных видом волокон, использующихся в легкой промышленности в России. Производство волокон - капиталоемкое, доля ручного труда минимальна. Наличие развитого нефтехимического комплекса в перспективе позволит обеспечивать производителей выгодным доступом к сырью.
Мировое производство ПЭТФ-волокон в 2015 г. составило 52,1 млн т (75% от объема всех видов химических волокон), в том числе 36,2 млн т комплексные нити (82% от мирового производства химических нитей) и 15,9 млн т штапельное волокно. В 2016 г. в России произведено около 443 тыс. т ПЭТФ.
В данной главе не рассматриваются полимерные модификации продукции полиэтилентерефталата, т.е. специальные продукты на основе двухкомпонентных систем (комбинации с различными полимерами) и полимерные добавки (для антистатических, огнестойких, антибактериальных и термостойких свойств).
Исходными продуктами для синтеза ПЭТФ являются диметилтерефталат (ДМТ) и этиленгликоль (ЭГ). Реакция заключается в обмене метильной группы ДМТ на этиленгликолевую группу с образованием метанола как побочного продукта. Эту реакцию обмена сложного эфира проводят при температуре около 160 °C. Важное значение имеет соотношение ЭГ:ДМТ, которое обычно равно мольному соотношению 3,8:1. Реакция проходит при участии марганцевых катализаторов, которые попадают в состав продукта. По химическому соотношению для каждого моля ДМТ требуется больше двух молей ЭГ. Если обе метильные группы ДМТ не подвергаются обмену, то образование ПЭТФ с высокой молекулярной массой становится невозможным. В этом случае непрореагировавшие метильные группы выступают агентами обрыва полимеризационных цепей и ограничивают их рост.
В результате реакции обмена сложного эфира образуется мономер бисгидроксиэтилентерефталат. При достижении необходимого выхода этого промежуточного продукта избыток ЭГ удаляется перегонкой при атмосферном давлении и температуре от 235 °C до 250 °C. В качестве стабилизатора процесса используют соединения фосфора, такие как полифосфорная кислота.
Перед дальнейшей полимеризацией проводят деактивацию марганцевого катализатора с целью уменьшения образования нежелательных побочных продуктов, которые ухудшают качество и приводят к плохой термической стабильности конечного ПЭТФ.
Конечный полимер получают в результате реакций поликонденсации при непрерывном удалении избытка ЭГ. Температура реакции лежит в пределах 285 °C - 300 °C под вакуумом.
Как правило, для катализации реакции поликонденсации добавляют сурьму (в виде триоксида, тригликолята или триацетата), а также другие соединения, не содержащие сурьму. Избыток ЭГ удаляют под вакуумом, что приводит к увеличению молекулярной массы.
Молекулярную массу полимера рассчитывают по вязкости раствора или характеристической вязкости. Характеристическая вязкость типичного аморфного полимера составляет 0,64 (что эквивалентно 835 вязкости раствора). Расплавленный полимер экструдируют, охлаждают и разрезают на гранулят, который транспортируют на склад и хранят до последующей обработки.
На рисунке 9.1 показана упрощенная блок-схема процесса.

9.1.2 Получение высоковязкого гранулированного кристаллического ПЭТФ посредством непрерывного процесса
Процесс получения высоковязкого гранулированного кристаллического ПЭТФ (непрерывный процесс) осуществляется в две стадии:
- непрерывная поликонденсация на основе терефталевой кислоты (ТФК);
- непрерывная твердофазная дополиконденсация.
9.1.2.1 Непрерывная поликонденсация на основе терефталевой кислоты (ТФК)
Процесс является непрерывным и заключается в использовании терефталевой кислоты в качестве сырья и этиленгликоля для получения полиэфирных нитей. На выходе образуется полимер с высокой вязкостью, что достигается за счет:
- смешения ТФК и ЭГ;
- предварительной поликонденсации;
- поликонденсации.
9.1.2.2 Непрерывная твердофазная дополиконденсация
Производство ПЭТФ для пищевой упаковки предусматривает дополнительную стадию - твердофазную дополиконденсацию аморфного гранулята.
Полученный на первой стадии процесса аморфный гранулят ПЭТФ необходимо кристаллизовать до степени кристаллизации около 40%, что позволяет снизить его склонность к слипанию. Помимо кристаллизации необходимо также снизить содержание воды и ацетальдегида. Для этого используются различные способы:
- кристаллизация в пульсирующем слое;
- кристаллизация в псевдоожиженном слое;
- использование трубчатого противоточного реактора-смесителя.
Для всех конфигураций температура процесса колеблется от 120 °C до 200 °C. Газовая фаза (азот или воздух) используется для нагрева продукта и удаления воды, ацетальдегида и полимерной пыли.
На следующей стадии продукт нагревают до необходимой температуры для твердофазной полимеризации (например, 215 °C - 240 °C), обычно с большим противотоком азота, инициируя полимеризацию.
Затем гранулы полимера медленно проходят через реакционную зону к выпускному отверстию реактора. Противоток азота удаляет продукты реакции, воду и гликоль из гранулята. Реактор работает по принципу реактора с поршневым потоком. Изменение температуры процесса и времени пребывания гранулята в реакторе позволяет контролировать вязкость (степень полимеризации) конечного продукта.
Азот, используемый в реакторе и зоне нагрева, рециркулируется. Перед входом в нижний конец реактора азот пропускают через систему газоочистки. При очистке азота удаляются полимерная пыль, олигомеры, ЛОС, кислород и вода. Удаление этих примесей необходимо, поскольку их наличие влияет на производительность реактора и/или качество продукта.
Процесс очистки азота состоит из нескольких этапов:
- (электростатическая) фильтрация;
- каталитическое окисление;
- осушка.
После выгрузки стружки из реактора твердофазной дополиконденсации (ТФП) гранулят охлаждается и хранится на складе. Продукт необходимо хранить в сухом помещении. Поскольку гранулят ПЭТФ гигроскопичен, присутствие влаги в воздухе влияет на степень полимеризации, особенно при последующей обработке при повышенных температурах.
На рисунке 9.2 приведена блок-схема производства ПЭТФ.
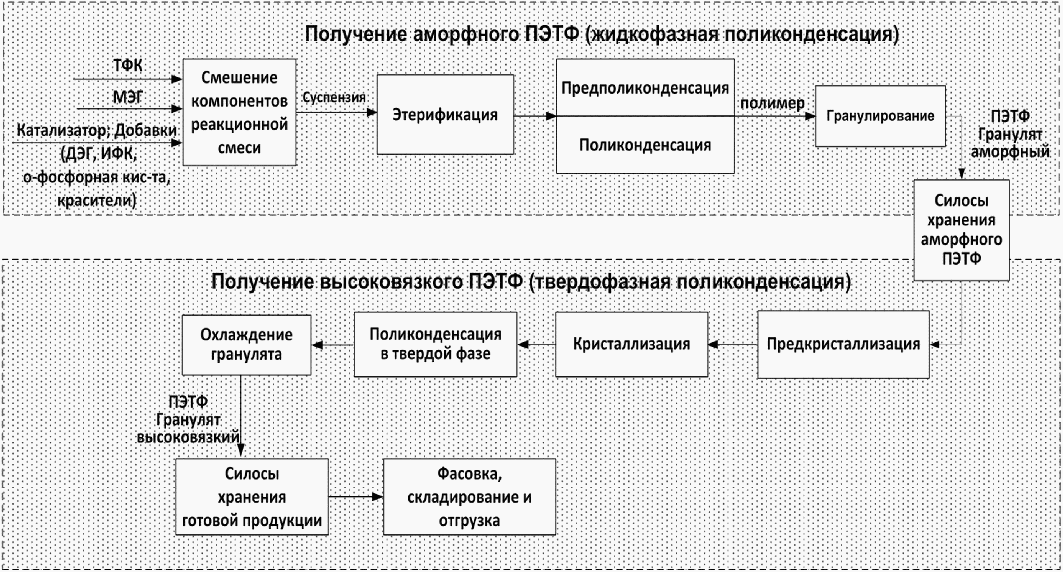
Описание технологического процесса получения высоковязкого гранулированного кристаллического ПЭТФ посредством непрерывного процесса приведено в таблице 9.1, перечень основного оборудования - в таблице 9.2, перечень природоохранного оборудования - в таблице 9.3.
Таблица 9.1
высоковязкого гранулированного кристаллического ПЭТФ
посредством непрерывного процесса
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Продукты и полупродукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Терефталевая кислота Изофталевая кислота Этиленгликоль Диэтиленгликоль | Этерификация | ДГТ Олигомеры | Реакторы Емкости Насосы | Скрубберы | |
ДГТ | Поликонденсация | Аморфный ПЭТФ Олигомеры ПЭТФ литьевой | Реакторы Емкости Насосы | Скрубберы | |
Аморфный ПЭТФ | Твердофазная поликонденсация | ПЭТФ | Реакторы Емкости Насосы Газодувки Компрессоры | Циклоны | |
Таблица 9.2
высоковязкого гранулированного кристаллического ПЭТФ
посредством непрерывного процесса
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Компрессор | Подача азота на транспортировку ТФК | Мощность электродвигателя - 132 кВт |
Циркуляционные насосы | Подача ЭГ | Мощность электродвигателя - 7,5 - 10 кВт |
Кран козловой | Прием КТК | Мощность электродвигателя - 110 кВт |
Шестеренчатые насосы | Дозировка растворов | Мощность электродвигателя - 0,25 кВт |
Емкость приготовления красителя | Емкость приготовления красителя | Объем - 1,2 м3 |
Емкость расходная красителя | Расходная емкость | Объем - 1,2 м3 |
Емкость приготовления термостабилизатора | Емкость приготовления термостабилизатора | Объем - 2,5 м3 |
Емкость приготовления катализатора | Емкость приготовления катализатора | Объем - 4,6 м3 |
Пастосмеситель | Смешение компонентов | Объем - 29,2 м3 |
Пастонасосы | Дозировка пасты | Мощность электродвигателей - 11 кВт |
Реактор этерификации 1-й ступени | Стадия синтеза ПЭТФ | Объем реактора - 44 м3 Рабочее давление - 0,4 - 0,8 бар (изб.) Температура продукта - от 260 до 265 °C |
Реактор этерификации 2-й ступени | Стадия синтеза ПЭТФ | Объем реактора - 20,3 м3 Рабочее давление - 0,1 бар (изб.) Температура продукта - от 260 до 268 °C |
Насосы этерификата | Передача полупродукта | Мощность электродвигателей - 6,5 кВт |
Ректификационная колонна | Стадия синтеза ПЭТФ | Объем кубовой части колонны - 2,7 м3 Давление в голове - атмосферное Давление в кубе - около 100 мбар (изб.) Температура в голове - 100 °C Температура в кубе - от 175 до 179 °C |
Реактор предполиконденсации | Стадия синтеза ПЭТФ | Объем - 45,2 м3 Рабочее давление - от 18 до 25 мбар (абс.) Температура продукта - от 270 до 273 °C |
Реактор поликонденсации | Стадия синтеза ПЭТФ | Объем реактора - 58,5 м3 Рабочее давление - около 1 мбар (абс.) Рабочая температура - около 280 °C |
Вакуумная система | Создание вакуума в реакторах | Мощность электродвигателя - 90 кВт |
Выгружной насос | Выгрузка продукта на гранулирование | Мощность электродвигателя - 90 кВт |
Грануляторы | Резка гранул | макс. производительность - 8200 кг/час |
Газодувки | Подача азота на контур | Мощность электродвигателя - 132 - 355 кВт |
Кристаллизатор | Кристаллизация гранул | Мощность электродвигателя - 110 кВт |
Компрессоры | Подача азота на пневмотранспорт | Мощность электродвигателя - 75 - 110 кВт |
Нагреватель азота | Нагрев азота | Мощность - 115 - 270 кВт |
Циркуляционные насосы ВОТ | Обогрев реакторов и трубопроводов продукта | Мощность электродвигателя - 76 кВт |
Печи нагрева ВОТ | Разогрев контура ВОТ | Тепловая мощность - 6944 кВт КПД - 0,89 |
Радиальные вентиляторы подачи воздуха | Подача воздуха | Мощность электродвигателя - 30 кВт |
Насосы | Циркуляция ЭГ в контурах | Мощность ЭД - от 10 кВт до 32 кВт |
Насосы | Циркуляция ЭГ в контурах | Мощность ЭД - от 10 кВт до 80 кВт |
Насосы | Циркуляция ЭГ в контурах | Мощность ЭД - от 15 кВт до 32 кВт |
Промежуточные емкости аморфного гранулята | Емкость загрузки аморфной гранулы | Объем - 9,2 м3 |
Предкристаллизатор | Аппарат предварительной кристаллизации гранулята | Габаритные размеры: - длина - 5020 мм; - ширина - 1400 мм; - высота - 5616 мм; - вес - 9580 кг |
Маслостанция кристаллизатора | Подача масла на редуктор | Мощность ЭД - 10 кВт |
Циклоны | Сбор пыли полимера с предкристаллизатора | Габаритные размеры: - ширина - 3080 мм; - высота - 7145 мм; - вес - 4400 кг |
Реактор | Процесс поликонденсации | Объем - 183,975 м3 |
Циклон | Сбор пыли полимера с предкристаллизатора | Габаритные размеры: - объем - 1,05 м3; - диаметр - 770 мм; - высота - 1330 мм; - масса - 330 кг |
Система регенерации азота | Система очистки азота | Рабочие температуры - до 300 °C |
Адсорбера | Осушка азота | Объем - 8,86 м3 |
Станции пневмотранспорта | Транспортировка гранулята | Мощность питателя шлюз. - 2,5 кВт |
Силоса хранения гранулята | Силоса хранения гранулята | Объем - от 100 м3до 500 м3 |
Станции затаривания | Упаковка гранулята | Суммарная мощность ЭД одной станции - 4,85 кВт |
Таблица 9.3
высоковязкого гранулированного кристаллического ПЭТФ
посредством непрерывного процесса
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Скруббер | Очистка газообразной смеси | Производительность по газу (воздуху): - на входе - 27,9 м3/ч; - на выходе - 27,7 м3/ч |
Циклон | Сбор пыли полимера предкристаллизатора | Габаритные размеры: - высота - 2400 мм; - диаметр - 1380 мм; - объем - 6,1 м3; - вес - 1150 кг |
Фильтр бункера ТФК | Обеспыливание воздуха от пыли ТФК | Производительность - 1500 м3/час поверхность (23 свечи) - 9 м2 Рабочее давление - 0,6 МПа Рабочая температура max - 60 °C |
В реактор подаются аморфный гранулят полимера с низкой вязкостью. Реактор вращают, нагревают до 120 °C - 170 °C и выдерживают при этой температуре до превращения гранулята в полукристаллический и сухой материал. Полукристаллический гранулят обладает меньшей склонностью к склеиванию при температурах выше температуры стеклования ПЭТФ.
В качестве альтернативы гранулят можно кристаллизовать перед ее загрузкой во вращающийся реактор.
Когда степень кристаллизации достигает заданного значения, температура постепенно увеличивается и инициируется реакция поликонденсации. Для нагрева реактора используется циркулирующее топливо. Для нагрева топлива используется несколько конфигураций, например, система центрального отопления (работает на газе или мазуте) или реактор (пар и/или электрическая мощность).
Реактор оснащен вакуумной системой, которая снижает давление внутри реактора до < 500 Па. Используемые вакуумные системы основаны на паровых эжекторах (в сочетании с водяным насосом) или сухих вакуум-насосах.
В дополнение к вакууму в некоторых случаях в реактор подается азот для дальнейшего уменьшения парциальных давлений продуктов реакции. Ацетальдегиды высвобождаются из гранулята во время процесса кристаллизации и твердофазной поликонденсации.
Когда степень полимеризации достигает заданного значения, реактор охлаждается и создается избыточное давление азотом. Затем продукт выгружают, например, на склад.
Поскольку гранулят ПЭТФ гигроскопичен, присутствие влаги в воздухе влияет на степень полимеризации, особенно при последующей обработке при повышенных температурах (реакция гидролиза).
На рисунке 9.3 приведена упрощенная блок-схема процесса.

постконденсации
Синтез ПЭТФ в периодической поликонденсации на основе ДМТ представляет собой двухступенчатую реакцию:
- реакция обмена сложного эфира;
- процесс поликонденсации.
Инициирование реакции обмена: ДМТ и ЭГ одновременно подаются в реактор из резервуаров-хранилищ в сосуд для обмена сложного эфира. После введения катализатора и повышения температуры до 150 °C - 200 °C реакция начинается с замены метильных групп на ЭГ. Образовавшийся метанол конденсируют и хранят в резервуарах. Избыток ЭГ выпаривают при температуре 200 °C - 260 °C, конденсируют и регенерируют в дистилляционной колонне и хранят в резервуарах.
Конечная температура процесса обмена сложного эфира зависит от типа ПЭТФ (технический ПЭТФ, текстильный ПЭТФ) и/или типа используемого для поликонденсации катализатора.
Получившийся продукт обмена сложного эфира переносят в автоклав для дальнейшей обработки. В автоклаве происходит поликонденсация путем повышения температуры (типичная температура - 260 °C - 310 °C) и эвакуации (< 500 Па, с использованием паровых инжекторов и/или вакуумных насосов). Вытесненный моноэтиленгликоль (МЭГ) выпаривают, конденсируют, регенерируют в дистилляционной колонне и хранят в резервуарах для дальнейшей обработки.
Окончание процесса поликонденсации определяется по характеристической вязкости, которая зависит от типа продукта. ПЭТФ прессуют азотом, охлаждают водой, разрезают, сушат и просеивают. Сформированный гранулят ПЭТФ хранится в хранилищах для дальнейшей обработки.
На рисунке 9.4 показана упрощенная блок-схема процесса.

на основе ДМТ
Процесс производства полиэтилентерефталата (ПЭТФ) с использованием вторичного сырья состоит из следующих основных стадий:
- получение первичного аПЭТ жидкофазной полимеризацией;
- доочистка и сортировка флексы;
- экструзия вторичного аПЭТ и смешение с первичным аПЭТ;
- твердофазная поликонденсация.
На рисунке 9.5 приведена схема процесса производства ПЭТФ с использованием вторичного сырья.

вторичного сырья
Технологический процесс производства полиэтилентерефталата с использованием вторичного сырья осуществляется следующим образом:
- порошок изофталевой кислоты (ИФК) из бункера хранения через питатель подается в суспензатор;
- порошок очищенной терефталевой кислоты (ТФК) из бункера хранения подается в суспензатор;
- этиленгликоль подается в суспензатор двумя потоками: со стадии этерификации и со стадии предполиконденсации. При пуске технологической линии свежий этиленгликоль принимается в емкость подачи этиленгликоля, откуда подается в суспензатор;
- приготовление суспензии ТФК (ИФК) в этиленгликоле осуществляется в суспензаторе при постоянном перемешивании мешалкой порошка ТФК и этиленгликоля. Готовая суспензия насосами подается на стадию этерификации;
- суспензия через форсунки впрыскивается в постоянно циркулирующий поток олигомера, подаваемый в теплообменник, соединенный с этерификатором нижней циркуляционной трубой - по потоку олигомера и верхней циркуляционной трубой - по парожидкостному потоку, где нагревается до  парами динила. Реакция этерификации проводится в этерификаторе. Пары воды, этиленгликоля и низкокипящих компонентов из верхней части этерификатора отводятся в колонну для отделения воды от этиленгликоля. Олигомер насосами из нижней части этерификатора подается в линейный реактор и далее подается на стадию предполиконденсации;
парами динила. Реакция этерификации проводится в этерификаторе. Пары воды, этиленгликоля и низкокипящих компонентов из верхней части этерификатора отводятся в колонну для отделения воды от этиленгликоля. Олигомер насосами из нижней части этерификатора подается в линейный реактор и далее подается на стадию предполиконденсации;
парами динила. Реакция этерификации проводится в этерификаторе. Пары воды, этиленгликоля и низкокипящих компонентов из верхней части этерификатора отводятся в колонну для отделения воды от этиленгликоля. Олигомер насосами из нижней части этерификатора подается в линейный реактор и далее подается на стадию предполиконденсации;- в поток олигомера, направляемого на предполиконденсацию, посредством форсунок вводятся растворы добавок в этиленгликоле. Далее олигомер нагревается в подогревателях и подается в предполиконденсатор. В результате воздействия высокой температуры  и вакуума
и вакуума 
 в предполиконденсаторе образуется полимер со степенью полимеризации
в предполиконденсаторе образуется полимер со степенью полимеризации  и выводится 97% избытка этиленгликоля, который конденсируется в конденсаторе орошения. Полимер со степенью полимеризации
и выводится 97% избытка этиленгликоля, который конденсируется в конденсаторе орошения. Полимер со степенью полимеризации  (далее по тексту - предполимер) подается на стадию поликонденсации;
(далее по тексту - предполимер) подается на стадию поликонденсации;
и вакуума в предполиконденсаторе образуется полимер со степенью полимеризации и выводится 97% избытка этиленгликоля, который конденсируется в конденсаторе орошения. Полимер со степенью полимеризации (далее по тексту - предполимер) подается на стадию поликонденсации;- готовый предполимер поступает в поликонденсатор, где под действием высокой температуры  и глубокого вакуума (0,066 - 0,532) кПа
и глубокого вакуума (0,066 - 0,532) кПа  продолжается рост цепи полимера до степени полимеризации
продолжается рост цепи полимера до степени полимеризации  . Пары этиленгликоля отводятся в конденсатор орошения, где конденсируются и подаются в сборник. Полимер из поликонденсатора выгружается подается на фильтрацию и стадию гранулирования. Вакуум в системе поликонденсатора создается гликолевыми эжекторами;
. Пары этиленгликоля отводятся в конденсатор орошения, где конденсируются и подаются в сборник. Полимер из поликонденсатора выгружается подается на фильтрацию и стадию гранулирования. Вакуум в системе поликонденсатора создается гликолевыми эжекторами;
и глубокого вакуума (0,066 - 0,532) кПа продолжается рост цепи полимера до степени полимеризации . Пары этиленгликоля отводятся в конденсатор орошения, где конденсируются и подаются в сборник. Полимер из поликонденсатора выгружается подается на фильтрацию и стадию гранулирования. Вакуум в системе поликонденсатора создается гликолевыми эжекторами;- перед подачей на стадию гранулирования полимер фильтруется на сдвоенных свечевых фильтрах, установленных на расплавопроводе. Для первой линии перед подачей на фильтрацию полимер смешивается с вторичным полимером, поступившим от экструдеров.
- от каждой линии полимеризации полимер подается в два гранулятора (одновременно находящиеся в работе, с равномерно распределенной нагрузкой), с помощью которых осуществляется гранулирование готового полимера;
- аморфный ПЭТ-гранулят пневмотранспортом подается в силосы промежуточного хранения гранулята, подается в силос установки твердофазной поликонденсации;
- после усреднения в силосах аморфный ПЭТ-гранулят направляется в буферный силос гранулята, откуда самотеком подается в предкристаллизатор, где гранулы ПЭТ обеспыливаются горячим азотом, псевдоожижаются и нагреваются до температуры  для достижения степени кристалличности полимера
для достижения степени кристалличности полимера  (вес.);
(вес.);
для достижения степени кристалличности полимера (вес.);- из предкристаллизатора ПЭТ-гранулят самотеком подается в кристаллизатор, где происходит дальнейшее повышение степени кристалличности полимера до  (вес.);
(вес.);
(вес.);- из кристаллизатора ПЭТ-гранулят с температурой  самотеком направляется в реактор твердофазной поликонденсации, где происходит дальнейший рост степени кристалличности полимера до
самотеком направляется в реактор твердофазной поликонденсации, где происходит дальнейший рост степени кристалличности полимера до  весовых процентов;
весовых процентов;
самотеком направляется в реактор твердофазной поликонденсации, где происходит дальнейший рост степени кристалличности полимера до - из реактора твердофазной поликонденсации высоковязкий ПЭТ-гранулят подается самотеком в холодильник, где обеспыливается во взвешенном слое и охлаждается до температуры  . Из холодильника ПЭТ-гранулят направляется в статический холодильник, охлаждается до температуры
. Из холодильника ПЭТ-гранулят направляется в статический холодильник, охлаждается до температуры  и подается в систему пневмотранспорта для транспортировки в отделение приема, хранения и фасовки готовой продукции.
и подается в систему пневмотранспорта для транспортировки в отделение приема, хранения и фасовки готовой продукции.
. Из холодильника ПЭТ-гранулят направляется в статический холодильник, охлаждается до температуры и подается в систему пневмотранспорта для транспортировки в отделение приема, хранения и фасовки готовой продукции.Технологический процесс очистки флексы ПЭТ состоит из следующих этапов:
- загрузка флексы ПЭТ;
- смешение флексы ПЭТ;
- аэродинамическое разделение и сортировка флексы ПЭТ;
- оптическая сортировка и анализ флексы ПЭТ.
При подтверждении лабораторного анализа соответствия установленным требованиям флекса ПЭТ направляется на вторичную переработку на установку экструзии.
Отработанный воздух от технологического оборудования подготовки флексы направляется в рукавные фильтры, где проходит очистку от пыли и вытяжными вентиляторами выбрасывается в атмосферу.
Технологический процесс вторичной переработки ПЭТ способом экструзии вторичного ПЭТ и ввода его в первичный ПЭТ состоит из двух основных стадий:
- прием, хранение и дозирование флексы ПЭТ;
- экструзия вторичного ПЭТ.
Очищенная и подготовленная флекса ПЭТ подается в линию экструзии. Существует возможность подачи флексы ПЭТ, как в два экструдера одновременно, так и в один из экструдеров, в зависимости от требуемого содержания вторичного сырья в готовом продукте.
В узел загрузки встроена магнитная решетка и металлоотделитель для отделения посторонних металлических включений. В загрузочной зоне экструдера осуществляется плавление и гомогенизация флексы ПЭТ. Далее расплав полимера подается в многошнековую зону дегазации с целью удаления летучих и вредных веществ.
Для поддержания требуемой чистоты цвета полимера предусмотрена возможность ввода в экструдер оптического отбеливателя с помощью дозирующего устройства подачи отбеливателя.
Образующиеся в процессе расплавления и гомогенизации расплава полимера газообразные продукты (водяной пар, замасливающие компоненты) удаляются из многошнековой зоны дегазации с помощью вакуума и направляются в вакуум-систему. Сточная вода, насыщенная ацетальдегидом с узла этерификации, направляется на очистку в отпарные колонны. В отпарных колоннах происходит испарение ацетальдегида и потоком атмосферного воздуха, подаваемого воздуходувками в отпарные колонны, ацетальдегид подается в печи сжигания жидких отходов. Сточные воды, очищенные от ацетальдегида, подаются из отпарных колонн на биологическую очистку. Процесс термического обезвреживания ацетальдегида представляет собой процесс термического окисления ацетальдегида, содержащегося в парах сточной воды, подаваемого потоком воздуха в печи сжигания жидких отходов. При взаимодействии ацетальдегида (C2H4O) и других органических веществ с кислородом воздуха происходит их окисление с образованием оксида углерода (M) и воды: C2H4O + 2,5O2 = 2CO2 + 2H2O.
Образующиеся отходы направляются на обезвреживание в печи сжигания твердых отходов. После удаления вредных летучих веществ и примесей из расплава продукт в процессе перемещения по экструдеру с помощью шнека перемешивается с небольшим количеством этиленгликоля, впрыскиваемого системой дозирования и ввода этиленгликоля. Этиленгликоль добавляется в расплав для уменьшения длины полимерной цепи и, как следствие, вязкости.
Затем расплав полимера поступает в насос расплава. По давлению, создаваемому насосом расплава полимера, регулируется скорость вращения основного шнека экструдера, тем самым регулируя загрузку экструдера с целью поддержания стабильного давления на входе в насос расплава.
На выходе из насоса расплава установлен статический смеситель для обеспечения гомогенности расплава.
Далее расплав полимера поступает в систему фильтрации. Система фильтрации работает при постоянном давлении расплава с многократно используемыми фильтрующими элементами.
Описание технологического процесса получения ПЭТФ с использованием вторичного сырья приведено в таблице 9.4, перечень основного оборудования - в таблице 9.5, перечень природоохранного оборудования - в таблице 9.6.
Таблица 9.4
с использованием вторичного сырья
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Продукты и полупродукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Терефталевая кислота Изофталевая кислота Моноэтиленгликоль Диэтиленгликоль | Получение аморфного ПЭТ | ПЭТ аморфный первичный и ПЭТ аморфный первичный с добавлением вторичного сырья | Отходящие газы Сточные воды | Суспензатор Этерефикатор Предполиконденсатор Поликонденсатор Гранулятор Конденсатор Скрубберы Теплообменники Силосы Фильтры | Конденсаторы Скрубберы Фильтры |
ПЭТ аморфный первичный и ПЭТ аморфный первичный с добавлением вторичного сырья | Получение высоковязкого ПЭТ | ПЭТ высоковязкий и ПЭТ высоковязкий с добавлением вторичного сырья | Отходящие газы Сточные воды | Силосы Предкристаллизатор Кристаллизатор Реактор твердофазной поликонденсации Газодувки | Рукавные фильтры |
Флекса ПЭТ | Доочистки и сортировки флексы ПЭТ | Очищенная флекса ПЭТ | Отходящие газы | Вибросита Аэродинамические сепараторы Сушилка Сортировщики Металлосепараторы Силосы хранения флексы ПЭТ | Рукавные фильтры |
Очищенная флекса ПЭТ, ЭГ, отбеливатель | Экструзия вторичного ПЭТ | Расплав вторичного ПЭТ | Экструдер Фильтр Вакуумная система | Распылительный конденсатор вакуумной установки экструзии | |
Таблица 9.5
с использованием вторичного сырья
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Бак смешения катализатора | Вертикальный цилиндрический с мешалкой d вн. = 2000 мм H = 4650 мм T = (20 - 180) °C P = 0,003 МПа (0,03 кгс/см2) | |
Промежуточный силос гранулята | Вертикальный цилиндрический аппарат с коническим днищем d нар. = 3500 мм H = 15220 мм T = 20...40 °C P = атм. | |
Барометрическая емкость | Горизонтальный прямоугольный аппарат I = 2883 м H = 1680 мм T = 80...90 °C P = атм. | |
Емкость для воды технологического эжектора | Прямоугольный аппарат I = 6800 мм H = 4500 мм. T = 20...60 °C P = атм. | |
Аварийная емкость для воды | Прямоугольный аппарат с паровым змеевиком I = 30000 мм H = 1650 мм T = 25...35 °C T в змеевике = 133 °C P корп = атм. P змеевик = 0,18...0,3) МПа (1,8...3,0) кгс/см2) | |
Конденсатор | Кожухотрубный, горизонтальный аппарат d = 655 мм I = 3120 мм T корп = 121...200 °C Tтруб. = 23...33 °C P корп. = 5,98 - 7,31 кПа (45 - 55 мм рт. ст.) P труб. = 0,5...0,7 МПа (5,0...7,0 кгс/см2) | |
Сборник флегмы | Вертикальный цилиндрический аппарат d = 912 мм H = 2280 мм  P = 0,0065 МПа (0,065 кгс/см2) | |
Вакуумный сепаратор | Вертикальный цилиндрический аппарат d = 610 мм H = 1530 мм. T = (100 - 150) °C P = 0,0007 МПа (0,07 кгс/см2) | |
Гидрозатвор | Горизонтальный цилиндрический аппарат d = 762 мм H = 1210 мм  P = атм. | |
Вытяжной вентилятор фильтра | Центробежный Производительность - 3000 м3/ч T = окр. ср. P = 0,11 МПа (1,1 кгс/см2) Электродвигатель: Мощность - 1,5 кВт Частота вращения - 1450 об/мин | |
Гидрозатвор | Вертикальный цилиндрический аппарат d внутр = 1100 мм H = 2434 мм  P = 0,004 МПа (0,04 кгс/см2) | |
Фильтр ЭГ (для предполиконденсатора) | Горизонтальный цилиндрический, корзиночный I = 1345 мм Поверхность фильтрации - 1,5 м2 Тонкость фильтрации - 50 меш. T = 45 °C P = 0,83 МПа (8,3 кг/см2) | |
Бункер хранения ТФК | Вертикальный цилиндрический аппарат с коническим днищем H = 12250 мм T = 70 °C P = 0,004 МПа (0,04 кгс/см2) | |
Сборник флегмы | Вертикальный цилиндрический аппарат d внутр. = 1200 мм H = 4450 мм T = (25 - 50) °C P = атм. | |
Сборник горячего ЭГ | Вертикальный цилиндрический аппарат со змеевиком d = 1800 мм H = 5892 мм Tкорп. = 150...170 °C Tзмеевик = 185 °C Pкорп. = 0,01 МПа (0,1 кгс/см2) Pзмеевик = 1,0 МПа (10,0 кгс/см2) | |
Фильтр шлама | Горизонтальный цилиндрический, корзиночный dкорп. = 559 мм Поверхность фильтрации - 1,5 м2 Тонкость фильтрации - 50 меш. (0,3297 мм) T = 156 °C P = 0,15 МПа (1,5 кгс/см2) | |
Горшковый фильтр ЭГ | Горизонтальный цилиндрический, корзиночный, dкорп. = 559 мм Поверхность фильтрации - 1,5 м2 Тонкость фильтрации - 50 меш. (0,3297 мм) T = 156 °C P = 0,67 МПа (6,7 кгс/см2) | |
Промывочная емкость | Вертикальный цилиндрический аппарат d = 1200 мм H = 2600 мм Расход на входе: 22,8 м3/ч для 4 корзин T = 35...65 °C P = атм. | |
Емкость для очистки | Вертикальный цилиндрический аппарат d = 1900 мм H = 2450 мм Расход на входе: 12,0 м3/ч для 4 корзин T = 280 °C P = атм. | |
Конденсатор выброса | Кожухотрубный, горизонтальный аппарат d = 350 мм I = 2700 мм Количество трубок - 44 шт. Поверхность теплообмена - 6,7 м2 Теплообмен - 23000 ккал/ч Tкорп. = (180 - 40) °C Tтруб. = 23...33 °C P корп. = атм. Pтрубк. = 0,5...0,7 МПа (5,0...7,0 кгс/см2) | |
Загрузочный бункер ИФК | Вертикальный цилиндрический аппарат с коническим днищем d = 1800 мм H = 2300 мм T = 50 °C P = минус 0,002 МПа (минус 0,02 кгс/см2) | |
Бункер хранения ИФК | Вертикальный цилиндрический аппарат с коническими днищем и крышкой d внутр. = 2000 мм H = 8518 мм P = 0,0125 МПа (0,125 кгс/см2) | |
Емкость ДЭГ | Вертикальный цилиндрический аппарат с плоской крышкой и коническим днищем d внутр. = 2340 мм T корп. = 30...40 °C Tзмеевик = 133 °C P = атм. Pзмеевик = 0,2 МПа (2,0 кгс/см2) | |
Бак смешения стабилизатора | Вертикальный цилиндрический аппарат с мешалкой, коническими крышкой и днищем d = 1450 мм H обечайки = 1700 мм H нижнего конуса = 345 мм T = 15 °C P = атм. | |
Расходный бак стабилизатора | Вертикальный цилиндрический аппарат с мешалкой, коническими крышкой и днищем d = 1700 мм H обечайки = 1850 мм H днища = 230 мм T = 15 °C P = атм. | |
Нагреватель динила | Вертикальный цилиндрический аппарат со змеевиком d нар. = 2900 мм H = 9200 мм Количество трубок - 6 шт. Tзмеевик: вход - 328 °C, выход - 362 °C T корп = 380 °C P змеевик = 0,62 - 1,2 МПа (6,2 - 12 кгс/см2) | |
Емкость для хранения и сбора мазута | Горизонтальный цилиндрический аппарат d нар. = 1600 мм  P = атм. | |
Буферный силос гранулята | Вертикальный цилиндрический аппарат с коническим днищем d = 3000 мм H = 4900 мм  P = атм. | |
Расширительный бак теплоносителя | Горизонтальный цилиндрический аппарат d = 1800 мм I = 4090 мм  P = 0,05 МПа (0,5 кгс/см2) | |
Расходная емкость теплоносителя | Горизонтальный цилиндрический аппарат, оборудованный электронагревателем d = 2500 мм I = 6146 мм  P = атм. | |
Силос-гомогенизатор | Вертикальный цилиндрический аппарат с коническим днищем H = 31120 мм d = 7350 мм  . .P = атм. | |
Силос некондиционного продукта | Вертикальный цилиндрический аппарат с коническим днищем H = 12783 мм d = 3800 мм.  P = атм. | |
Печи для сжигания жидких отходов | Очистка сточных вод | Вертикальные печи (3 шт) с верхним расположением горелок d = 3600 мм h = 14700 мм V = 158 м3 T расчетная = 1100 °C |
Фильтр полимера | Фильтрация первичного расплава | Тип - свечевой сдвоенный фильтр с принадлежностями Производительность - 12500 кг/ч Пропускная способность - 60 мкм (абсолютная) Длина - 4357 мм Ширина - 2315 мм Высота - 2671 мм Поверхность фильтрации - 55 м2 |
Фильтр расплава полимера | Фильтрация первичного или смешанного расплава | Тип - свечевой сдвоенный фильтр с принадлежностями Производительность - 4000 кг/ч Длина - 1500 мм Ширина - 965 мм Высота - 1200 мм Поверхность фильтрации - 15,9 м2 |
Аспирационный фильтр | Отделение пыли ПЭТ от воздуха | Диаметр - 1300 мм Высота - 3284 мм Масса - 560 кг Общий объем - 2,2 м3 Площадь фильтрования - 60 м2 |
Фильтр воздухозаборника | Фильтрация воздуха | Длина - 1005 мм Высота - 1180 мм Ширина - 868 мм Объем - 0,42 м3 Масса - 140 кг Тонкость фильтрации - н/д мкм |
Фильтр воздухозаборника | Фильтрация воздуха | Длина - 1005 мм Высота - 1180 мм Ширина - 868 мм Объем - н/д м3 Масса - 140 кг Тонкость фильтрации - н/д мкм |
Сборник пыли ПЭТ | Сбор пыли ПЭТ | Тип - вертикальная цилиндрическая емкость Внутренний диаметр - 800 мм Высота - 1670 мм Объем - 0,31 м3 Масса - 145 кг Температура: расчетная - 100 °C, рабочая - 60 °C Давление: расчетное - 0,02 МПа (0,2 кгс/см2) рабочее - атм. |
Промежуточный силос | Буферная емкость флексы | Длина - 9080 мм Ширина - 2360 мм Высота - 3450 мм Объем - 10 м3 Масса - 2700 кг Температура - рабочая 20 - 40 °C |
Система фильтрации | Фильтрация вторичного расплава | Длина - 2030 мм Ширина - 810 мм Высота - 1630 мм Масса - 4900 кг Производительность - 1,62 м3/ч Активная площадь фильтрации - 1350 см2 |
Сборник вертикальный | Сбор сточной воды | Тип - вертикальный аппарат с эллиптическими днищами Диаметр - 800 мм Высота - 1670 мм Объем - 0,63 м3 Масса - 450 кг Температура: расчетная - 100 °C, рабочая - 20 - 40 °C |
Аэродинамический сепаратор | Отделение легкой фракции флексы | Длина - 1740 мм Ширина - 1560 мм Высота - 4700 мм Масса - 1400 кг |
Сушилка с псевдоожиженным слоем | Сушка флексы | В комплекте: - нагреватель воздуха для сушки. Длина - 4530 мм Ширина - 1360 мм Высота - 2480 мм Нагревательная батарея: Количество нагревательных элементов - 6 Общая мощность - 240 кВт Расход воздуха - 6000 - 10000 м3/ч Температура воздуха: На входе - 20 °C На выходе - 90 - 145 °C Масса - 1400 кг |
Узел аспирации центрифуги | Отделение пыли флексы от воздуха | В комплекте: - воздуходувка; - циклон; - обвязочные трубопроводы; - запорная арматура. Воздуходувки: Длина - 731 мм Ширина - 47,3 мм Высота - 1255 мм Масса - 200 кг Производительность - 3000 - 10000 м3/ч Температура: расчетная - 28 °C, рабочая - окр. ср. Электродвигатель: Мощность - 5,5 - 11 кВт Частота вращения - 1450 - 2900 об/мин |
Магнитный сепаратор | Отделение металлических включений | В комплекте с конвейером и сбросным клапаном N = 2 x 1,1 кВт (вибропривод 1) N = 1,5 кВт (лента) N = 5,5 кВт (вращатель) N = 0,75 кВт (магнитный разделитель 1). N = 2 x 1,1 кВт (вибропривод 2) N = 0,75 кВт (магн. разделитель 2) Масса - 5000 кг |
Буферный силос | Буферная емкость флексы | Объем - 140 м3 N = 18,5 кВт, 380 В Диаметр - 5000 мм Масса - 40000 кг |
Силос смешивания | Смешение флексы | Тип - вертикальный цилиндрический аппарат с коническим днищем В комплекте с весовыми датчиками и подающим шнеком N = 18,5 кВт, 400 В Наружный диаметр - 2200 мм Высота - 6700 мм Объем - 16,9 м3 Масса - 2000 кг Температура: рабочая - 10...70 °C |
Сортировщик флексы | Сортировка флексы | Количество виброплит/желобов - 7 Количество камер - 14 Количество электромагнитных клапанов/пусковых каналов - 378 Расход сжатого воздуха - 58,8 л/с Давление воздуха - 6 бар N = 3,5 кВт, 230 В Масса - 1650 кг |
Сортировщик флексы | Сортировка флексы | В комплекте с загрузочными бункерами Длина - 2000 мм Ширина - 1800 мм Высота - 2800 мм Мощность охлаждения - 8 кВт Масса - 1800 кг |
Силос анализа | Промежуточное хранение флексы | Тип - вертикальный цилиндрический аппарат с коническим днищем Наружный диаметр - 2400 мм Высота - 7480 мм Масса - 1700 кг Температура: расчетная - 80 °C, рабочая - 20...40 °C Давление: расчетное - 0,003 МПа (0,03 кгс/см2), рабочее - 0,0015 МПа (0,015 кгс/см2) |
Вибросито | Разделение фракций флексы | Мощность - 1,84 кВт Масса - 650 кг |
Пресс | Сжимание | LxBxH = 5600 x 2443 x 2182 мм Усилие прессования - 40 тонн Производительность - 1,5 - 2,5 тонн/час N = 19 кВт, 380 В, 37 А Масса - 4300 кг |
Таблица 9.6
ПЭТФ с использованием вторичного сырья
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Фильтр рукавный | Отделение пыли флексы от воздуха | Производительность - 4000 м3/ч Поверхность фильтрации - 0,16 м2 |
Фильтр рукавный | Отделение пыли флексы от воздуха | Производительность - 9000 м3/ч Максимальный перепад давления - 2000 Па Потребление сжатого воздуха - 14 нм3/ч Давление сжатого воздуха - 0,5 - 0,6 МПа В комплекте: - карман фильтрующий; - встряхиватель; - ротационный клапан; - ресивер; - обвязочные трубопроводы; - запорная арматура. Основной материал - сборный N = 0,75 кВт, 380 В Масса: 2002 кг |
Печь для сжигания твердых и жидких отходов | Обезвреживание отходов | Тип: горизонтальная установка двухстадийного сжигания. Длина - 14300 мм Ширина - 4000 мм Высота - 21200 мм Температура расчетная - 1300 °C Давление расчетное - атм. Производительность - 700 кг/ч |
Полиэфирное сырье хранится в резервуарах. Материал взвешивают и пневматически транспортируют в приемный желоб полиэфирных сушилок. Перед сушкой полимер кристаллизуют при температуре от 150 °C до 200 °C в перемешиваемом слое для предотвращения агломерации.
В сушильных камерах продукт нагревают до 150 °C - 200 °C с использованием потоков горячего осушенного воздуха.
На рисунке 9.6 приведена блок-схема процесса.

Высушенный полиэфирный полимер транспортируется в экструдеры, где он расплавляется и закачивается в прядильные головки, которые загружаются в коллектор. Прядильные головки состоят из фильеры с большим количеством мелких отверстий, через которые расплавленный полимер течет с образованием нитей. Любые загрязняющие вещества в полимере удаляются его фильтрованием до поступления в фильеры. Разнообразие конструкций фильер позволяют создавать широкий ассортимент поперечных сечений волокон, включая круглые, полые и трилобальные.
Горячие нити охлаждаются продувкой воздуха через пучок нитей и формируются в жгуты. Толщина волокна определяется скоростью прохождения сетчатого устройства. Прядильно-вытяжная машина применяется для последующей обработки полимера.
Скрученные жгуты наматываются в рулоны и направляются на оптимизацию растягивающих свойств волокон. Затем жгуты извивают с целью придания необходимых объемных характеристик продукта для разных конечных целей. Извитые жгуты высушиваются и подвергаются окончательной обработке в соответствии с требованиями заказчика. Жгуты разрезаются на волокна требуемой длины волокна до 150 мм перед транспортировкой.
Комплексные нити получают из гранулята ПЭТФ. Гранулят смешивается до однородного состояния перед предварительной кристаллизацией и высушивается для расплавки в экструдере. После экструдера гранулят подается в специальный коллектор для равномерного распределения расплава.
Затем расплавленный полимер пропускают через фильеры для формирования нитей. Нити вытягивают, обрабатывают технологическими добавками и перемешиваются для придания пряже определенных свойств. Затем они наматываются на головки.
Процессы контролируются с помощью систем компьютерного мониторинга и управления качеством на всех этапах производства, которые связаны с роботизированными системами обработки, упаковки и хранения пряжи.
На последней стадии процесса полимер проходит оценку в испытательных центрах, которые гарантируют качество продукции перед упаковкой.
9.2 Текущие уровни потребления ресурсов и эмиссии в окружающую среду при производстве полиэтилентерефталата
Нормы расходов материальных и энергетических ресурсов получения высоковязкого гранулированного кристаллического ПЭТФ посредством непрерывного процесса приведены в таблице 9.7.
Таблица 9.7
ресурсов получения высоковязкого гранулированного
кристаллического ПЭТФ посредством непрерывного процесса
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Терефталевая кислота | кг/т | - | 874 |
Этиленгликоль | кг/т | - | 345 |
Диэтиленгликоль | кг/т | - | 6 |
Изофталевая кислота | кг/т | - | 30,6 |
Электроэнергия | кВт·ч/т | - | 217 |
Природный газ | нм3/т | - | 80 |
Нормы расходов материальных и энергетических ресурсов производства полиэтилентерефталата с использованием вторичного сырья приведены в таблице 9.8.
Таблица 9.8
ресурсов при производстве полиэтилентерефталата
с использованием вторичного сырья
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Терефталевая кислота | кг/т | 835 | 850 |
Этиленгликоль | кг/т | 332 | 344 |
Изофталиевая кислота | кг/т | 21,3 | 23,8 |
Диэтиленгликоль | кг/т | 4 | 5,3 |
Электроэнергия | кВт·ч/т | 161,5 | 208,5 |
Природный газ | м3/т | 72,01 | 81,1 |
Теплоэнергия | Гкал/т | 0,1 | 0,17 |
Характеристика выбросов, сбросов, отходов, образующихся при производстве высоковязкого гранулированного кристаллического ПЭТФ посредством непрерывного процесса приведено в таблицах 9.9 - 9.11.
Таблица 9.9
высоковязкого гранулированного кристаллического ПЭТФ
посредством непрерывного процесса
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота диоксид | - | - | 0,26 | - |
Азота оксид | 0,042 | |||
Взвешенные вещества | - | 0,1 | - | |
Углерода оксид | - | 1,1 | - | |
Ацетальдегид | - | 0,071 | - | |
Этиленгликоль (1,2-этандиол) | - | 0,15 | - | |
Таблица 9.10
Сбросы загрязняющих веществ при производстве высоковязкого
гранулированного кристаллического ПЭТФ посредством
непрерывного процесса
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Взвешенные вещества | Технологические сточные отводятся на очистку на биологические очистные сооружения | - | 0,09 | - |
ХПК | - | 15,12 | - | |
pH, ед. pH | 3,8 | 8,0 | - | |
Таблица 9.11
гранулированного кристаллического ПЭТФ посредством
непрерывного процесса
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Сметки терефталевой кислоты | II | Производство ПЭТФ | Обезвреживание | - | 0,1 | - |
Растворители на основе гликолей, отработанные при гранулировании ПЭТФ | III | Производство ПЭТФ | Обезвреживание | - | 0,17 | - |
Олигомеры некондиционные при чистке оборудования производства ПЭТФ | IV | Чистка оборудования производства ПЭТФ | Обезвреживание | - | 0,06 | - |
Характеристика выбросов, сбросов, отходов, образующихся при производстве полиэтилентерефталата с использованием вторичного сырья, приведена в таблицах 9.12 - 9.14.
Таблица 9.12
полиэтилентерефталата с использованием вторичного сырья
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Азота оксид Азота диоксид (суммарно) | - | - | 0,81 | - |
Взвешенные вещества | - | 0,15 | - | |
Углерода оксид | - | 1,69 | - | |
Ацетальдегид | - | 0,11 | - | |
Этиленгликоль (1,2-этандиол) | - | 0,15 | - | |
Таблица 9.13
Сбросы загрязняющих веществ при производстве
полиэтилентерефталата с использованием вторичного сырья
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
ХПК | Технологические сточные отводятся на очистку на биологические очистные сооружения | - | 34 | - |
pH, ед. pH | 2,4 | 8 | - | |
Таблица 9.14
с использованием вторичного сырья
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Олигомеры некондиционные при чистке оборудования производства полиэтилентерефталата | IV | Производство ПЭТ | Обезвреживание | - | 0,33 | - |
Ткань фильтровальная из полимерных волокон, загрязненная негалогенированными полимерами | IV | Производство ПЭТ | Обезвреживание | - | 0,32 | - |
Лом и отходы изделий из полиэтилентерефталата незагрязненные | V | Производство ПЭТ | Утилизация | - | 14,7 | - |
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами | IV | Производство ПЭТ | Утилизация/размещение на полигоне | - | 0,14 | - |
Поликарбонаты - это синтетические полимеры, сложные полиэфиры угольной кислоты и двухатомных спиртов с общей формулой (-O-R-O-CO-)n, где R - это ароматический или алифатический остаток. Наибольшее промышленное значение имеют ароматические поликарбонаты, в первую очередь, поликарбонат на основе бисфенола А, благодаря его доступности.
Поликарбонаты имеют высокую теплостойкость (до 153 °C). Отдельные термостойкие марки полимера (PC-HT - в латинской транскрипции) выдерживают температуру до 160 °C - 205 °C. Полимеры обладают высокой жесткостью и стойкостью к ударным воздействиям, выдерживают циклические перепады температур от -253 °C до +100 °C, имеют высокую размерную стабильность, незначительное водопоглощение и проявляют хорошие диэлектрические свойства. Поликарбонат обладает высокой химической устойчивостью к большинству неинертных веществ, что дает возможность применять его в агрессивных средах без изменения его химического состава и свойств. К таким веществам относятся минеральные кислоты даже высоких концентраций, соли, насыщенные углеводороды и спирты, включая метанол. Перечисленные выше свойства поликарбоната обусловили его широкое применение во многих отраслях промышленности.
Основными областями потребления поликарбонатов являются электротехника и электроника, автомобилестроение, строительство и производство потребительских товаров, прежде всего бытовых приборов. Ключевой областью, определяющей перспективы применения поликарбонатов считается остекление автомобилей, так как широкое внедрение поликарбоната для этой цели приведет к значительному росту объемов его потребления.
В настоящем разделе описано производство поликарбоната, в том числе совместно с получением бисфенола А.
Технологический процесс производства поликарбоната периодическим методом (рисунок 10.1) состоит из следующих стадий: фосгенирование дифенилолпропана, промывка раствора полимера, высаждение полимера и выделение его из суспензии, сушка полимера и регенерация растворителей и осадителей.

1 - реактор поликонденсации; 2 - аппарат для растворения дифенилолпропана; 3 - фильтр сетчатый; 4 - холодильник кожухотрубный; 5 - декантатор-промыватель; 6 - аппарат для обезвоживания; 7 - насадочная колонна; 8 - дефлегматор; 9 - высадитель; 10 - мерник осадителя; 11 - нутч-фильтр; 12 - вакуум-гребковая сушилка; 13 - гранулятор
В реактор поликонденсации 1 загружают воднощелочной раствор дифенилолпропана из аппарата для растворения 2, затем добавляют метиленхлорид и катализатор и при 20 °C - 25 °C пропускают газообразный фосген. Выделяющееся тепло реакции отводится при помощи холодной воды, подаваемой в рубашку аппарата. Образующийся полимер растворяется в метиленхлориде. Содержимое реактора в виде вязкого раствора поступает в декантатор-промыватель 5, в котором оно промывается водой и раствором соляной кислоты, а затем в аппарат для обезвоживания 6'. Пары воды, проходя через насадочную колонну 7, конденсируются в холодильнике-дефлегматоре 8 и собираются в сборниках водного слоя. Раствор полимера поступает в аппарат 9, где полимер высаждается осадителем (метанол или ацетон). Суспензия поликарбоната фильтруется на фильтре 11 (барабанный или нутч-фильтр). Смесь растворителя и осадителя поступает на регенерацию и ректификацию, а порошок полимера в сушилку 12 и далее в гранулятор 13 для получения гранул.
Схема процесса производства поликарбоната непрерывным методом представлена на рисунке 10.2.
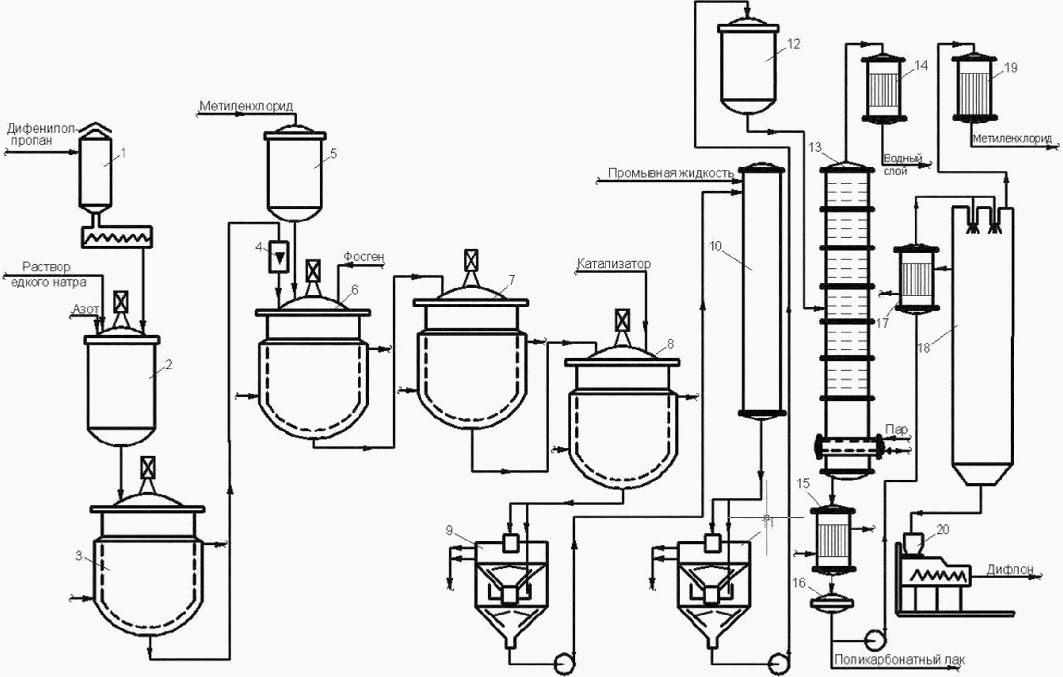
1 - бункер-дозатор; 2 - аппарат для приготовления раствора дифенолята натрия; 3 - емкость; 4 - ротаметр; 5 - мерник; 6, 7, 8 - реакторы поликонденсации; 9, 11 - флорентийские сосуды; 10 - промывная колонна; 12 - напорная емкость; 13 - ректификационная колонна; 14 - дефлегматор; 15, 17, 19 - теплообменники; 16 - фильтр; 18 - высадительная колонна; 20 - гранулятор
Дифенилолпропан из бункера-дозатора 1 подается в аппарат 2, в котором при перемешивании готовится водный раствор дифенолята натрия. Полученный раствор из сборника 3 через дозатор 4 непрерывно поступает в реактор каскада реакторов 6. Сюда же подаются метиленхлорид и фосген. Образующийся низкомолекулярный поликарбонат перетекает в реактор 7. В реактор 8 каскада (для повышения молекулярного веса поликарбоната) подается катализатор (алкиларилхлорид аммония). Во всех реакторах поддерживается постоянная температура, равная 30 °C.
Реакционная масса из реактора 8 поступает на отстаивание и отделение от водного раствора щелочи во флорентийский сосуд 9. Раствор поликарбоната в метиленхлориде промывается водой в промывной колонне 10, поступает во флорентийский сосуд 11, где отделяется от воды и далее через напорную емкость 12 поступает в ректификационную колонну 13 для освобождения от остатков воды. В колонне происходит отгонка азеотропной смеси вода - метиленхлорид, пары которой поступают в дефлегматор 14 и конденсируются.
Обезвоженный раствор поликарбоната (лак) охлаждается в холодильнике 15, отфильтровывается на фильтре 16 и поступает либо на высаждение полимера, либо непосредственно на расфасовку. При высаждении лак подогревается в теплообменнике 17 °C до 130 °C и под давлением 6,0 МПа (60 кгс/см2) впрыскивается в высадительную колонну 18. В высадительной колонне за счет снижения температуры паров метиленхлорида до 40 °C и давления до атмосферного происходит испарение метиленхлорида и отделение поликарбоната в виде порошка. Поликарбонат далее поступает на грануляцию в гранулятор 20.
Совместное производство поликарбоната и бисфенола А
Синтез этиленкарбоната (ЭК)
Реакция синтеза ЭК проводится в трех реакторах ЭК. Полученный из очищенного жидкофазного диоксида углерода газообразный диоксид углерода подается в реакторы идеального смешения. Окись этилена подается только в первый реактор идеального смешения. Сырой этиленкарбонат, образующийся в секции реакции в присутствии катализатора, подается из третьего реактора ЭК в испарительный барабан секции дистилляции. Не прореагировавший в испарителе ЭК диоксид углерода и окись этилена выбрасываются в скруббер. Сырой этиленкарбонат, не содержащий диоксида углерода и окиси этилена, подается в испарители ЭК и очищается при остаточном давлении выпарном аппарате. Очищенный этиленкарбонат поступает в установку ДМК в качестве исходного сырья.
Синтез диметилкарбоната (ДМК)
Реакция синтеза проводится в колонне сепарации CO2 и реакторе ДМК. В колонне сепарации CO2, диоксида углерода извлекается из метанола (МЕ) и подается в реактор ДМК. В реакторе ДМК, диметилкарбонат и этиленгликоль синтезируются из этиленкарбоната и метанол в присутствии катализатора. Диметилкарбонат извлекается с верхней части реактора ДМК. Этиленгликоль и катализатор извлекаются с низа реактора ДМК вместе с метанолом. Жидкость, извлекаемая с верхней части реактора ДМК, подается в колонну сепарации ДМК и дистиллируется. Диметилкарбонат извлекается с низа колонны сепарации ДМК и хранится в резервуаре ДМК. Из резервуара ДМК диметилкарбонат подается на установку ДФК. Метанол извлекается с верхней части колонны сепарации ДМК и хранится в резервуаре МЕ. Жидкость с низа реактора ДМК подается в колонну сепарации и дистиллируется. Метанол извлекается с верхней части колонны сепарации и затем подается в резервуар МЕ. Смесь этиленгликоля, катализатора и тяжелых компонентов извлекается с низа колонны сепарации и подается в колонну очистки. В колонне очистки продукт этиленгликоля извлекается в качестве побочной фракции и затем подается в емкости. Тяжелые компоненты с катализатором сливаются с низа колонны очистки и затем подаются в емкость сточных вод. Метанол поступает обратно с установки ДФК. Метанол, находящийся в резервуаре, подается в секцию реакции.
Синтез дифенилкарбоната (ДФК)
Очистка сырого диметилкарбоната (ДМК) и дистиллята колонны МФК от метанола производится в колонне очистки ДМК. Дистиллят колонны МФК подается в колонну очистки ДМК. Метанол из колонны очистки ДМК направляется в резервуар МЕ. Кубовая жидкость из колонны очистки ДМК выводится в колонну МФК.
Синтез метилфенилкарбоната (МФК) протекает в реакционной колонне МФК. Катализатор и рецикловый фенол подается в колонну МФК. Дистиллят колонны МФК подается в колонну очистки ДМК, кубовая жидкость из куба колонны подается в колонну ДФК.
Синтез дифенилкарбоната протекает в реакционной колонне ДФК. Кубовый продукт колонны МФК и катализатор кубового продукта колонны сепарации высококипящих подаются в среднюю часть колонны ДФК. Дистиллят колонны ДФК выводится в резервуар хранения смеси МФК и фенола, кубовая жидкость колонны откачивается в колонну сепарации высококипящих.
Колонна сепарации высококипящих предназначена для выделения катализатора из кубового продукта колонны ДФК. Кубовая жидкость колонны ДФК и кубовая жидкость колонны подаются в кубовую часть колонны сепарации высококипящих. Дистиллят колонны выводится в колонну очистки ДФК, кубовая жидкость откачивается в колонну ДФК.
Колонна очистки ДФК предназначена для разделения верхнего продукта колонны сепарации высококипящих с целью выделения чистого дифенилкарбоната. Дистиллят колонны сепарации высококипящих поступает в колонну очистки ДФК. Дистиллят колонны подается в качестве питания в колонну выделения среднекипящих, в колонну ДФК. ДФК выводится из колонны очистки ДФК боковым погоном в резервуары хранения ДФК, а кубовая жидкость колонны откачивается в колонну регенерации фенола.
Колонна выделения анизола предназначена для очистки рециклового фенола от анизола. Рецикловый фенол из резервуара хранения смеси МФК и фенола подается в качестве питания в колонну. Дистиллят колонны выводится в резервуар хранения смеси МФК и фенола, фракция анизола из бокового отбора колонны выводится в резервуар хранения сточной жидкости, кубовая жидкость откачивается в резервуар хранения смеси МФК и фенола.
Колонна регенерации фенола предназначена для выделения фенола из смеси потоков с установок ДФК и ПК. Дистиллят колонны направляется в резервуар хранения фенола МФК, ДФК из бокового отбора направляется в колонну выделения среднекипящих.
Синтез поликарбоната
Начальная смесь (НС) готовится расплавлением и смешиванием бисфенола-А (БФА) с дифенилкарбонатом (ДФК) в емкости приготовления начальной смеси. Готовая НС из емкости откачивается попеременно в емкости хранения готовой НС и подается в первый предреактор.
В первом предреакторе осуществляется синтез поликарбоната методом поликонденсации дифенилкарбоната (ДФК) с бисфенолом А (БФА) с получением форполимера. Форполимер из предреактора подается во второй предреактор.
Во втором предреакторе осуществляется синтез поликарбоната с увеличенной молекулярной массой. Форполимер из второго предреактора выводится в первый реактор подготовки. Выделяющиеся в процессе синтез поликарбоната фенол отводятся в колонну регенерации фенола.
В первом реакторе подготовки производится насыщение форполимера азотом. По мере движения вниз расплав полимера насыщается азотом. Насыщенный азотом форполимер из реактора подается в первый главный реактор.
В первом главном реакторе осуществляется синтез поликарбоната с получением расплава поликарбоната с повышенной молекулярной массой. Для снижения парциального давления фенола в реактор подается азот. Расплав поликарбоната из реактора подается во второй реактор подготовки. Выделяющиеся в процессе синтеза поликарбоната фенол отводится в колонну регенерации фенола.
Во втором реакторе подготовки производится насыщения расплава поликарбоната азотом. По мере движения, расплав поликарбоната насыщается азотом. Насыщенный азотом расплава поликарбоната из реактора подается во второй главный реактор линии "A" и второй главный реактор линии "B".
Во втором главном реакторе линии "A" и во втором главном реакторе линии "B" осуществляется синтез поликарбоната методом поликонденсации ДФК с БФА с получением расплава поликарбоната целевой молекулярной массой. Для снижения парциального давления фенола в реактор подается азот. Расплав поликарбоната из реакторов подается в экструдеры. Выделяющиеся в процессе синтеза поликарбоната фенол отводится в колонну регенерации фенола.
В экструзии из расплава поликарбоната получается гранулированный поликарбонат определенного размера гранул. Ввод расплава добавок производится в экструдеры, где они смешиваются с расплавом полимера, после чего расплав полимера с добавками экструдируется через фильеру с получением расплава полимера в виде нитей (стренг). Стренги поступают в гранулятор, где образуются гранулы. Гранулы поликарбоната через в приемный бункер пневмотранспортом направляются в технологические бункеры для накопления и сортировки.
Синтез бисфенола А
Получение бисфенола А основано на синтезе фенола с ацетоном в присутствии кислотного катализатора (катионообменной смолы) в трех реакторах проточного типа, установленных последовательно. Реакция является экзотермической.
С целью извлечения сырья (фенола и ацетона), не вступивших в реакцию в реакторах, выходящий из последнего реактора поток подается в колонну дегидратации. Эта колонна работает под вакуумом, и отделяет бисфенол А (БФА) с фенолом (куб) от воды и ацетона, который далее поступает в колонну регенерации ацетона для разделения на ацетоновую фракцию (дистиллят) и фракцию воды с фенолом. Ацетоновая фракция из колонны регенерации ацетона направляется в колонну очистки ацетона, для дополнительной очистки от метанола, поступающего в незначительном количестве со свежим ацетоном. Дистиллят колонны - фракция ацетона с метанолом, направляется на сжигание в факельную систему. Кубовая часть - чистый ацетон, направляется обратно в реакцию.
Фракция воды с фенолом из кубовой части колонны регенерации ацетона поступают в колонну регенерации фенола, где осуществляется азеотропная дистилляция с использованием этилбензола для выделения фенола. Сточные воды, содержащие небольшое количество фенола, выводятся из верхней части колонны (дистиллят) и направляются на переработку в производство фенола и ацетона (щелочная очистка от фенола). Фракция фенола со смолистыми побочными продуктами реакции из кубовой части колонны регенерации фенола поступает в колонну очистки фенола, где разделяется на чистый фенол, который возвращается в реакцию и смолистый остаток БФА, куб колонны, который направляется на сжигание в факельную систему.
Поток (БФА 20% и фенол 80%) из кубовой части колонны дегидратации поступает в выпарные аппараты-концентраторы фенола, где происходит концентрирование БФА. Часть фенола отделяется и возвращается обратно в блок реакции, а концентрированная жидкость (БФА 52% и фенол 48%) из кубовой части поступает далее в кристаллизатор для очистки БФА от посторонних примесей, таких как побочные продукты реакции: изомер, трисфенол и производные хромана. Кристаллизатор работает под вакуумом, и кристаллы аддукта (БФА : фенол (1:1)) осаждаются в результате адиабатного охлаждения в результате испарения воды и фенола в вакууме. Суспензия (кристаллы аддукта и жидкость) поступает в горизонтальный вакуумный фильтр, где кристаллы отделяются от жидкости, промываются фенолом и направляются в расплавитель. Фенол после промывки кристаллов направляется в колонну-дегидратор рекристаллизатора для удаления воды. Обезвоженный фенол направляется на переработку в концентраторы фенола. Выделенная в колоннах - дегидраторах вода, используется повторно в процессах смешения при вводе жидкости с высоким содержанием БФА в кристаллизатор и рекристаллизатор.
Расплавленные кристаллы аддукта из расплавителя подаются в рекристаллизатор. Рекристаллизатор работает под вакуумом, и кристаллы аддукта осаждаются в результате адиабатного охлаждения в результате испарения воды и фенола в вакууме. Далее кристаллы Аддукта поступают в центрифугу, где отделяются от жидкости и промываются фенолом. Отделенная жидкость с содержанием фенола после промывки направляются в колонну-дегидратор рекристаллизатора для удаления влаги. Отделенные кристаллы расплавляются в расплавителе и направляются в систему испарителей фенола для удаления фенола. Остаточный фенол из БФА удаляется в отпарной колонне путем непосредственного введения пара в колонну.
Гранулирование бисфенола А
Расплавленный БФА из кубовой части отпарной колонны поступает в верхнюю часть грануляционной башни и распыляется по колонне. Распыленный БФА охлаждается азотом, поступающим противотоком с низа башни и превращается при падении в гранулы, которые выводятся из нижней части грануляционной башни и транспортируются в силосы хранения БФА для дальнейшей упаковки и отгрузки потребителю.
Выходящий из верхней части башни азот подается в рукавный фильтр для удаления унесенных частиц порошкообразного БФА. Уловленные в фильтре частицы БФА расплавляются и откачиваются в концентратор фенола.
Часть очищенного азота после рукавного фильтра вторично подается в грануляционную башню, а часть направляется в адсорбер для более тонкой очистки азота. В качестве адсорбента используется активированный уголь. После адсорбера очищенный азот возвращается в рецикл в грануляционную башню.
Данный производственный процесс получения БФА - это процесс без применения меркаптана, безвредный для окружающей среды и соответственно более безопасный с точки зрения эксплуатации и экологии. Также производство бисфенола А имеет свою факельную установку закрытого типа, обеспечивающую максимально возможную утилизацию образующихся на производстве отходов.
Схема процесса производства поликарбоната методом поликонденсации дифенилкарбоната с бисфенолом А приведена на рисунке 10.3.

методом поликонденсации дифенилкарбоната с бисфенолом А
Описание технологического процесса приведено в таблице 10.1, перечень основного оборудования - в таблице 10.2.
Таблица 10.1
поликарбонатов
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Оксид этилена CO2 | Синтез этилен-карбоната | Этилен-карбонат | Реакторы, выпарной аппарат | ||
Этиленкарбонат Метанол | Синтез диметилкарбоната (ДМК) | ДМК, Этиленгликоль | Экструдеры | ||
ДМК Фенол | Синтез дифенилкарбоната (ДФК) | ДФК | Бункера гомогенизации | ||
Фенол Ацетон | Синтез и гранулирование бисфенола А | БФА | Реакторы ректификационная колонна, кристаллизатор, гранулятор | ||
ДФК Бисфенол А | Синтез поликарбоната | Поликарбонат | Реакторы, экструдеры | ||
Таблица 10.2
производства поликарбонатов
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реактор | Синтез ЭК | Объем - 12,8 м3 Давление расч. - 12,955 МПа Температура расч. - 300 °C |
Реактор | Синтез ЭК | Объем - 16,1 м3 Давление расч. - 6,69 МПа Температура расч. - 250 °C |
Реактор | Синтез ЭК | Объем - 3,3 м3 Давление расч. - 6,69 МПа Температура расч. - 250 °C |
Выпарной аппарат | Выделение ЭК | Поверхность теплообмена - 14,7 м2 Давление расч. - полн. вакуум/0,918 МПа Температура расч. - 200 °C |
Реактор сепарации ДМК | Синтез ДМК | Объем - 237 м3 Давление расч. - 0,194 МПа/вакуум Температура расч. - 138 °C Насадка - ситчатые тарелки |
Колонна очистки ЭГ | Выделение ЭГ | Объем - 39 м3 Давление расч. 0,194 МПа/вакуум Температура расч. - 180 °C Насадка - ситчатые тарелки |
Колонна сепарации ДМК | Выделение ДМК | Объем - 63,5 м3 Давление расч. - 1,73 МПа Температура расч. - 240 °C Насадка - ситчатые тарелки |
Реакционно-ректификационная колонна МФК, ДФК | Синтез ДФК | Объем - 709 м3 Давление расч. - 1,18 МПа Температура расч. - минус 32/300 °C Насадка - ситчатые тарелки (МФК) Объем - 637 м3 Давление расч. - 0,39 МПа Температура расч. - минус 32/250 °C, ситчатые тарелки |
Колонна очистки ДФК | Выделение ДФК | Объем - 122 м3 Давление расч. - 0,19 МПа Температура расч. - минус 32/250 °C |
Колонна сепарации анизола | Выделение ДФК | Объем - 13,6 м3 Давление расч. - 0,19 МПа Температура расч. - минус 32/200 °C |
Колонна регенерации фенола | Выделение ДФК | Объем - 89,5 м3 Давление расч. - 0,19 МПа Температура расч. - минус 32/200 °C |
Первый главный реактор | Синтез поликарбоната | Объем - 156 м3 Давление расч. - 0,5 МПа Температура расч. - 320 °C |
Второй главный реактор | Синтез поликарбоната | Объем - 198 м3 Давление расч. - 0,5 МПа Температура расч. - 320 °C |
Экструдеры | Экструзия и грануляция ПК | Производительность - 4100 - 4500 кг/час Количество шнеков - 2 Скорость вращения шнеков - 100 - 150 об/мин Мощность электродвигателя - 315 кВт |
Технологические блендеры | Хранение ПК | Объем - 225 м3 Давление расч. - минус 5/70 mbar Температура расч. - 80 °C |
Главный реактор | Синтез БФА | Давление рабочее - до 0,65 МПа изб. Температура рабочая - 80 °C Внутреннее устройство - колпачки Джонсона |
Ректификационные колонны | Синтез БФА | Давление рабочее - 0,01 - 0,99 МПа; Температура рабочая - 112 - 180 °C |
Дегидраторы | Синтез БФА | Давление рабочее - 0,027 МПа (абс.) |
Кристаллизатор | Синтез БФА | Производительность - 88 м3/ч Рабочее давление - 19 торр Рабочая температура - 45 °C |
Колонна отгонки фенола | Синтез БФА | Давление рабочее - 1,5 кПа (изб.) Температура рабочая - 41 - 67 °C |
Грануляционная башня | Гранулирование БФА | Давление рабочее - 1,5 кПа (изб.) Температура рабочая - 41 - 67 °C |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве поликарбонатов приведены в таблице 10.3.
Таблица 10.3
Показатели потребления сырья и энергоресурсов <*>
при производстве поликарбонатов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Окись этилена | т/т ПК | 0,194 | 0,224 |
Диоксид углерода | т/т ПК | 0,195 | 0,235 |
Метанол | т/т ПК | 0,022 | 0,028 |
Фенол | т/т ПК | 0,035 | 0,059 |
Бисфенол-А | т/т ПК | 0,89 | 0,899 |
Фенол | т/т БФА | - | 0,85 |
Ацетон | т/т БФА | - | 0,27 |
Электроэнергия | кВт·ч/т ПК | 344 | 575 |
кВт·ч/т БФА | - | 273 | |
Пар | т/т ПК | 9,924 | 11,5 |
Гкал/т БФА | 2,78 | 2,78 | |
Азот | нм3/т ПК | - | 49,5 |
нм3/т БФА | - | 183 | |
Чистая вода | т/т ПК | 0,328 | 0,505 |
В таблицах 10.4 - 10.6 представлена информация по выбросам, сбросам и образованию отходов производства поликарбонатов.
Таблица 10.4
поликарбонатов
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | |||||
Производство поликарбонатов | Совместное производство поликарбонатов и бисфенола А | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Азота диоксид | - | 0,512 | - | - | 0,512 | - | |
Азота оксид | - | 0,088 | - | - | 0,088 | - | |
Метан | - | 0,006 | - | - | 0,013 | - | |
Углерода оксид | - | 0,065 | - | - | 0,1 | - | |
Фенол | - | 0,0087 | - | - | 0,025 | - | |
Спирт метиловый | - | 0,283 | - | - | 0,09 | - | |
Ацетон | - | - | - | - | 0,006 | - | |
Диметилкарбонат (ДМК) | - | 0,05 | - | - | 0,04 | - | |
Таблица 10.5
Сбросы загрязняющих веществ при производстве поликарбонатов
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | |||||
Производство поликарбонатов | Совместное производство поликарбонатов и бисфенола А | ||||||
Диапазон | Среднее значение | Диапазон | Среднее значение | ||||
Минимальное значение | Максимальное значение | Минимальное значение | Максимальное значение | ||||
Фенол, гидроксибензол | Сточные воды направляются на механическую и биологическую очистку | - | - | - | 0,0038 | 0,57 | 0,223 |
ХПК | - | - | - | 3,16 | 48,08 | 23,01 | |
Нефтепродукты (нефть) | - | 0,003 | - | - | - | - | |
Таблица 10.6
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Катализатор на основе оксида титана отработанный | III | Выгрузка катализатора из отделения синтеза этилен- и диметилкарбоната Работа инсинератора | Передача другим предприятиям для использования, переработки или обезвреживания | 0,074 | 0,096 | 0,085 |
Катализатор на основе полимера стирол-дивинилбензола отработанный | III | Выгрузка отработанной катионо-обменной смолы с реакторов | Передача другим предприятиям для использования, переработки и обезвреживания | 2,80 | 3,60 | 3,22 |
Уголь активированный отработанный загрязненный негалогенированными органическими веществами (содержание менее 15%) | IV | Выгрузка отработанного активированного угля из аппаратов | Передача другим предприятиям для использования, переработки и обезвреживания | 0,032 | 0,041 | 0,036 |
Лом и отходы изделий из поликарбонатов незагрязненные | V | Стадия расфасовки и транспортировки поликарбонатов | Вторичное использование | 0,032 | 0,041 | 0,036 |
Полиамиды - высокомолекулярные соединения, содержащие в основной цепи амидные группы (-NH-CO-). Полиамиды получаются в результате полимеризационно-поликонденсационных процессов, которые придают конкретные химические свойства конечным продуктам.
Современная химическая промышленность выпускает следующие основные модификации продуктов:
- алифатические полиамиды (аморфные полимеры, кристаллизующиеся гомо- и сополимеры);
- ароматические и полуароматические полиамиды (кристаллизующийся полифталамид и некоторые аморфные продукты);
- стеклонаполненные полиамиды (модифицированные композиты, состоящие из вяжущей смолы, стеклянных наполнителей и полиамидных нитей).
Известно два промышленных способа образования амидной группы.
Таким образом, линейный полиамид можно разделить на два типа:
- тип AB - получают путем полимеризации лактамов (циклических амидов) или аминокислот, где A обозначает аминогруппу и B - карбоксильную группу и оба являются частью одной и той же молекулы мономера. Наиболее важным полиамидом этой группы является полиамид 6 (ПА 6), где "6" указывает количество атомов углерода в исходном мономере (в этом случае капролактаме). Другими продуктами этой группы полиамидов являются полиамид 11 и полиамид 12. Основная реакция, раскрытие кольца и аддитивная полимеризация капролактама показаны на рисунке 10.4.

- тип AA-BB - получают путем полимеризации диамина (обозначенного AA) и дикарбоновой кислоты (обозначенной BB). Главным представителем этого типа является полиамид 66, где "66" обозначает 6 атомов углерода между двумя аминогруппами диамина и 6 атомов углерода дикарбоновой кислоты. Основная реакция 1,6-гександиамина и адипиновой кислоты показана на рисунке 10.5.

Найлоны - это первые синтетические полукристаллические пластики, первые синтетические волокна и первые промышленные пластмассы.
Полиамиды легко принимают различные формы, они твердые, устойчивые к истиранию, усадке и тепловым воздействиям. Выделяют также гибкие полиамиды, которые устойчивы к различным видам воздействий. Полиамиды также устойчивы к действию щелочей, нефтепродуктов и органических растворителей. Нагретый фенол, формальдегиды, ультрафиолетовое излучение и минеральные кислоты разрушают полиамиды. Большинство полиамидов обладают свойствами к самозатуханию в случае пожара.
Наиболее известными промышленными марками полиамидов являются:
- полиамид 6 ([-NH(CH2)5CO-]n);
- полиамид 12 ([-NH(CH2)11CO-]n);
- полиамид 66 ([-NH(CH2)6NHCO(CH2)4-CO-]n);
- полиамид 610 ([-NH(CH2)6NHCO(CH2)8-CO-]n.
10.2.1.1 Описание технологических процессов, используемых в настоящее время
10.2.1.1.1 Полиамиды
Полиамид 6 получают в процессе периодической и непрерывной полимеризации. Периодическая полимеризация применяется при необходимости производства широкого спектра конечных продуктов с различными молекулярными массами. Использование реакторов непрерывной полимеризации позволяет получить более высокую производительность, однако ограничивает выбор товарной продукции. Непрерывная полимеризация используется для производства текстильных или промышленных волокон. В непрерывных процессах производства используется конфигурация с одним или двумя последовательными реакторами.
Основными этапами процесса, используемыми для получения полиамида 6, являются:
- полимеризация - раскрытие кольца капролактама в присутствии воды (гидролиз), присоединение линейной молекулы и образование макромолекулярной цепи (аддитивная полимеризация), длина которой определяется наличием агента обрыва цепи (например, уксусной кислоты);
- гранулирование - полимерный расплав проходит фильеру и с помощью ножей срезается, образуются гранулы овальной формы;
- обрезка - полимерный расплав подвергают экструзии через пластину с отверстиями (фильеру), получая цилиндрические гранулы (стружку);
- экстракция - удаление мономеров и циклических олигомеров из конечной смеси. В условиях равновесия реакции аддитивной полимеризации выход ПА 6 составляет 89% - 90%, поэтому продукт загрязнен исходным мономером и циклическими олигомерами, которые должны быть удалены. Мешающие соединения удаляются путем экстракции горячей дистиллированной водой в противотоке;
- сушка - удаление влаги из гранул полимера по окончании процесса экстракции (12% - 13% воды). Влага удаляется в потоке горячего азота, при этом должна быть достигнута высокая чистота азота, так как ПА 6 чувствителен к кислороду;
- получение вторичного лактама из экстракционных вод - капролактам и олигомеры, извлеченные из конечной смеси промывочной водой, повторно используются в процессе. Для этого экстракты подаются в теплообменники, где происходит концентрация смеси путем испарения воды.
Непрерывное получение ПА 6
Сырье (капролактам, деминерализованная вода, регулятор вязкости и замутняющий агент) смешивается и непрерывно подается в верхнюю часть реактора (полимеризационную колонну). Реакция протекает в течение 15 - 20 ч при температуре до 300 °C (при постоянном использовании теплоносителя для нагрева реактора). Протекая вниз по реактору через разные температурные зоны, капролактам нагревается и полимеризуется до ПА 6. Полиамид проходит через фильер, расположенный в нижней части колонны, охлаждается и разрезается на гранулы с помощью режущей машины. Выбросы, образующиеся при охлаждении, направляются на установку очистки. Поскольку не весь капролактам полимеризуется до полиамида, гранулы промываются в противотоке дистиллированной воды в экстракторе. После промывки вода содержит высокие концентрации капролактама и, следовательно, направляется на концентрирование для повторного использования в процессе. Гранулят после экстракции поступает на стадию сушки, где высушивается в потоке азота. Затем сухие гранулы отправляются в бункер для хранения путем пневматической транспортировки.
На рисунке 10.6 показана упрощенная блок-схема процесса.

поликонденсации ПА 6
10.2.1.1.2 Полиамид-6 марок Волгамид 25, 27, F34, 24, 24SD, 34
В настоящем разделе описано производство полиамида-6 различных марок на следующих установках:
- установка по производству ПА-6 марок Волгамид 25, 27, F34;
- установка по производству ПА-6 марок Волгамид 24, 24SD;
- установка по производству ПА-6 марки Волгамид 24SD;
- установка по производству ПА-6 марок Волгамид 27, 34.
При производстве полиамида-6 марок Волгамид 25, Волгамид 27, Волгамид F34, Волгамид 24, Волгамид 24SD, Волгамид 34 сырье (капролактам, химобессоленная вода, стабилизатор вязкости (при необходимости)) смешивается и непрерывно подается в верхнюю часть реактора (полимеризационную колонну). При производстве ПА-6 марки Волгамид 24SD дополнительно подают матирующий агент (диоксида титана TiO2).
Гидролитическая полимеризация-поликонденсация протекает в течение 15 - 20 ч при температуре до 300 °C (при постоянном использовании теплоносителя для нагрева реактора). Реакционная смесь протекает вниз по колоннам полимеризации и поликонденсации через разные температурные зоны, что приводит к образованию расплава полиамида-6.
Для регулирования степени полимеризации и стабилизации молекулярной массы в процессе получения полиамида-6 используются стабилизаторы вязкости, которые позволяют получить полимер с постоянной вязкостью.
Полиамид-6 при высоких температурах очень чувствителен к воздействию кислорода, который вызывает протекание нежелательных побочных процессов. Поэтому процессы полимеризации и поликонденсации ведутся под очищенным азотом, с остаточным содержанием кислорода не более 5 ppm.
Далее расплав полимера поступает в гранулятор, где поток расплава фильтруется, продавливается через перфорированную фильеру, нарезается в гранулы и охлаждается потоком химобессоленной воды. Для выпуска матированного и полуматированного гранулята полиамида-6 (марка Волгамид 24SD) в реакционную смесь перед полимеризацией или в расплав полимера непосредственно перед гранулированием вводят определенное количество диоксида титана TiO2 в виде водного раствора или суперконцентрата. Суперконцентрат представляет собой гранулированный полимер с равномерно распределенным в нем матирующим агентом TiO2, который полностью смешивается с полимерным расплавом перед подачей на стадию гранулирования.
Поскольку реакция гидролитической полимеризации-поликонденсации обратима в грануляте полиамида-6 остается некоторое количество низкомолекулярных соединений (НМС), которые удаляются из гранул при их промывке в экстракторе химобессоленной водой, поступающей противотоком движению гранулята. После промывки экстракционная вода содержит значительные концентрации НМС, которые можно повторно использовать. Поэтому экстракционная вода направляется для концентрирования на установку выпаривания. Упаренный раствор НМС, состоящий из капролактама и олигомеров, направляется в полимеризационную колонну для повторного использования.
Гранулят после экстракции поступает на стадию сушки, где высушивается в потоке очищенного от кислорода горячего азота. Затем готовые гранулы полиамида-6 путем пневматической транспортировки отправляются в бункер для хранения, куда также подается очищенный от кислорода азот.
Выбросы, образующиеся при гидролитической полимеризации-поликонденсации, охлаждении и экстракции гранулята полиамида-6, направляются на установку очистки.
Принципиальная схема производства ПА-6 различных марок приведена на рисунках 10.7 - 10.10.

Волгамид 25, Волгамид 27, Волгамид F34

Рисунок 10.8 - Схема получения гранулята полиамида-6 марок
Волгамид 24, Волгамид 24SD

Рисунок 10.9 - Схема получения гранулята полиамида-6 марки
Волгамид 24SD

Волгамид 27, Волгамид 34
Описание технологического процесса приведено в таблице 10.7, перечень основного оборудования - в таблице 10.8.
Таблица 10.7
марок Волгамид 25, 27, F34, 24, 24SD, 34
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Стабилизатор молекулярной массы полимера | Приготовление и дозирование стабилизатора | Раствор стабилизатора | Уксусная кислота | Бак приготовления стабилизатора | |
Раствор стабилизатора, капролактам | Гидролитическая полимеризация-поликонденсация | Расплав полиамида-6 | Гексагидро-2H-азепин-2-он | Реактор предполимеризации Реактор поликонденсации | - |
Расплав полиамида-6 Матирующий агент <*> | Грануляция расплава полиамида-6 | Гранулят полиамида-6 с НМС и влагой | Гексагидро-2H-азепин-2-он | Гранулятор | - |
Гранулят полиамида-6 с НМС и влагой | Экстракция гранулята полиамида-6 | Гранулят полиамида-6 с влагой | - | Экстрактор | - |
Гранулят полиамида-6 с влагой | Сушка гранулята полиамида-6 | Гранулят полиамида-6 | - | Сушилка | - |
Азот с содержанием кислорода более 5ppm | Очистка азота от кислорода и нагревание азота | Нагретый азот с содержанием кислорода не более 5 ppm | - | - | - |
Экстракционная вода с содержанием НМС 10 - 14% | Установка выпарки экстракционной воды | Концентрированный раствор капролактама и олигомеров | - | - | - |
Динил Терминол <**> | Нагревание теплоносителя | Нагретые динил и терминол <**> | Динил (смесь 25% дифенила с 75% 1,1'-оксидибензолом) Терминол (1,1',4',1"-терфенил) | - | - |
Гранулят полиамида-6 | Транспортировка и хранение гранулята полиамида-6 | Гранулят полиамида-6 | - | ||
Гранулят полиамида-6 | Упаковка и отгрузка гранулята полиамида-6 | Гранулят полиамида-6 | Пыль полиамида-6 | ||
Таблица 10.8
производства полиамидов марок Волгамид 25, 27, F34, 24,
24SD, 34
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Бункер гранулята | Для хранения гранулята | Габариты: Dy = 4240 x 20000 мм V = 230 м3 Pрас. = 0,045 бар  Tрас. = 100 °C |
Ванна осаждения TiO2 | Для приготовления суспензии TiO2 | V = 2,968 м3 P раб. = атм T = 30 °C |
Газодувка | Для транспортировки азота | Поршневая азотодувка Габариты: 4348 x 3480 x 2800 мм Q = 14500 кг/ч Эл. привод: N = 250 кВт, n = 1485 об/мин |
Газодувка центробежная | для транспортировки азота | Dвн = 3500/3514/3512 мм Hобщ. = 17004 мм V = 107 м3 Масса единицы = 15300 кг |
Газодувка центробежная | для транспортировки азота | Комплектно с электродвигателем мощностью 200 кВт Масса единицы = 1900 кг |
Гранулятор | Производство ПА | Горизонтально установленный агрегат - подводный гранулятор Q = 43 т/сут; N = 140 кВт |
Гранулятор | Для образования гранул из расплава | Подводный гранулятор Q = 2500 кг/ч, m (гранулятор с приводом) = 610 кг, N = 15 кВт, n = 500 - 3600 об/мин |
Деполимеризатор | Производство ПА | Вертикальный цилиндрический аппарат с рубашкой Габариты: Dy = 1350 мм H = 4625 мм V = 3,4 м3 Pраб. = 22,5 бар Pрас. = 40 бар Tраб. = 230 °C/270 °C |
Дозирующий шнек | для перемешивания плава с диоксидом титана | Длина шнека = 1000 мм Диаметр шнека = 100 мм n = 5 - 20 об./мин Двигатель 0,37 кВт |
Испаритель | Для концентрирования экстракционной воды | Кожухотрубный теплообменник Габариты: L = 12104 мм Dy = 508 мм Объем = 2,375 м3 Д = 610 мм Меж. труб/Труб/Змеевик: Pраб. = 0,455/-0,71/0,2 МПа T = 86/69/69 °C Среда: конденсат/пар/лактам |
Испаритель | Для концентрирования экстракционной воды | Кожухотрубный теплообменник Габариты: L = 12159 мм Dy = 610 мм Объем = 3,28 м3 Д = 610 мм Меж. труб/Труб. Pраб. = -1/0,5 МПа T = 69/55 °C Среда: конденсат/пар |
Колонна сушки | Для удаления влаги из гранулята | Шахтная сушилка с интегрированным охладителем гранулята Габариты: H = 15752 мм Dy = 2800 x 2000 x 1400 мм V = 40 м3 Pрас. = 1 бар Pраб. = 0,2 бар Tрас. = 170 °C |
Компрессор азота | Для транспортировки азота | Винтовой компрессор Габариты: L = 2800 мм Ш = 2108 мм H = 1150 мм Q = 1397 м3/ч Pрас. = 2,5 бар Tрас. = 20 °C. Электродвигатель: N = 110 кВт; n = 2950 об/мин |
Подводный гранулятор | для образования гранул из расплава | Мощность 18,5 кВт n = 800 - 2500 об/мин Привод: мощность 0,55 кВт, n = 1500 об/мин |
Предварительный полимеризатор | Для синтеза полимера | Вертикальный цилиндрический аппарат с рубашкой, коническим днищем и эллиптической крышкой Габариты: Dy = 1950 мм H = 10188,5 мм m = 13200 кг Аппарат: V = 21,95 м3, Pрас. = 10 бар Pраб. = 5 бар; Tрас. = 300 °C Tраб. = 250 - 270 °C |
Реактор дополнительной полимеризации | Для синтеза полимера | Вертикальный цилиндрический аппарат с коническим днищем и эллиптической крышкой, рубашкой обогрева и встроенным змеевиком Габариты: Dyвн/нар = 3000 x 26/3100 x 26 мм m = 19000 кг Vаппарата = 33 м3 Pрас. = 3 бар; Pраб. = -0,2/3 бар. Tрас. = 300 °C; Tраб. = 275 °C |
Реактор поликонденсации | Для синтеза полимера | Габариты: Dвн = 2000 мм Hобщ. = 22054 мм Масса единицы = 37 тн V = 67,65 м3 |
Реактор поликонденсации | Для синтеза полимера | Габариты: D с рубашкой = 2000 мм Vвнут = 67650 м3 Масса единицы = 34700 кг |
Реактор предполимеризации | Для синтеза полимера | Габариты: D с рубашкой = 1800 мм Vвнут = 29000 м3 Масса единицы = 18460 кг |
Реактор предполимеризации | Для синтеза полимера | Вертикальный цилиндрический аппарат Габариты: Dy = 1550 мм L = 5900 мм V = 7,3 м3 |
Реактор-смеситель | Для синтеза полимера | Габариты: D с рубашкой = 1830 мм Vвнут = 6380 м3 Масса единицы = 4150 кг |
Сборник гранулята | Для хранения гранулята | Вертикальный цилиндрический аппарат с верхним эллиптическим, нижним коническим (60°) днищами Габариты: Dy = 2524 мм H = 6405 мм Ш = 3390 мм V = 20 м3 Pраб. = 0,05 бар Pрас. = 0,10 бар Tрас. = 120 °C Tраб. = 95 °C |
Сборник для аварийного слива | Для хранения аварийного слива | Цилиндрическая емкость с обогревом Габариты: 8344 x 2224 x 2900 мм Dy = 2224 мм V = 30 м3 Pрас. = 2 бар Pраб. = 0,3 бар Tраб. max = 320 °C Tраб. мин = 20 °C Tрас. = 350 °C |
Сборник капролактама | Для хранения капролактама | Вертикальный цельносварной аппарат с эллиптическим днищем и наружным змеевиком Аппарат: Габариты: D = 3220 мм H = 7950 мм V = 50 м3 Pраб. = 0,025 бар Pрас. = 0,09 бар (изб.) Tрасч. = 160 °C Tраб. = 90 °C |
Сборник лактамной воды | Для хранения лактамной воды | Цилиндрическая емкость для хранения воды Габариты: Dy = 1000 мм H = 2162 мм V = 1,5 м3 Д = 1000 мм Pраб = 0,22 кгс/см2 T = 62 °C |
Сборник регенерированного лактама | Для хранения регенерированного лактама | Цилиндрический аппарат с рубашкой Габариты: H = 4825 мм Ш = 2488 мм Dy = 1880 мм V = 5 м3 Pрас. = 6 бар Pраб. = 0,5 бар Tраб. max = 130 °C Tрас. = 170 °C |
Силос гранулята | Емкость для хранения гранулята | Аппарат цилиндрический Габариты: Dy = 3500 - 4200 мм L = 11250 - 14400 мм V = 114 - 150 м3 |
Сушилка | Предназначена для сушки гранулята | ПК3 Габариты: Dвн. = 3500 мм Hобщ. = 17312 мм V = 115,220 м3 Масса единицы = 15850 кг |
Сушилка | Предназначена для сушки гранулята | Габариты: F = 1,276 м2 Dкорпус = 1,8 мм Pрас. = 0,01 бар Tрас. = 95 °C N = 5,5 кВт n = 1500 об/мин |
Сушилка | Предназначена для сушки гранулята | Аппарат цилиндрический вертикальный Габариты: Dy = 4000 мм L = 17400 мм V = 99 м3 |
Центрифуга | Предназначена для отделения влаги от гранулята | Центрифуга с дырчатым барабаном Габариты: H = 3000 мм Dy = 1000 мм Dyбарабана= 880 мм Электродвигатель: N = 7,5 кВт n = 720 об/мин |
Центробежный насос | Для циркуляции транспортировочной воды | ПК3: Производительность = 60 м3/ч Напор = 51,0 м, n = 2940 об/мин Двигатель - тип V15 Eff2 N = 50 кВт n = 2940 об/мин |
Центробежный насос | Для транспортировки гранулята | ПК3: Производительность = 30 м3/ч Число ступеней = 5 n = 2900 об/мин |
Центробежный насос | Насос для циркуляции теплоносителя | ПК3:. Производительность расчетная = 5,0 м3/час Напор расч. = 49,8 м n = 2895 об/мин Двигатель N = 4,6 кВт n = 2895 об/мин Масса единицы вкл. двигатель = 125 кг ПК 1,2: Q = 5 м3/час Напор - 49,8 м. ст. ж. Двигатель: N = 5,5 кВт n = 2900 об/мин |
Экстрактор | Для экстрагирования гранулята водой | Габариты: Dвн = 4010/4012/4020 мм Hобщ. = 24689 мм Объем = 235,2 м3 Масса единицы = 23,414 тн. |
Экстрактор | Для экстрагирования гранулята водой | ПК3: Габариты: Dвн = 3000 мм Hобщ. = 24327 мм V = 127,310 м3 Масса единицы = 13480 кг |
10.2.1.2 Текущие уровни эмиссии в окружающую среду
10.2.1.2.1 Полиамиды
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве полиамидов приведены в таблице 10.9.
Таблица 10.9
ресурсов при производстве полиамидов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Электроэнергия | кВт·ч/т | 207 | 263 |
Паровой конденсат | т/т | 0,86 | 2,3 |
Пар | Гкал/т | 0,35 | 1,51 |
Деминерализованная вода (химобессоленная) | м3/т | 0,1 | 0,27 |
Азот | м3/т | 19 | 120 |
Водород | м3/т | 0,03 | 0,08 |
Капролактам | кг/т | 1002 | 1003 |
Кислота уксусная | кг/т | 1,1 | 1,1 |
Природный газ | м3/т | 23 | 42 |
Теплоноситель | кг/т | 0,001 | 0,18 |
3-диэтиламино-1-пропиламин | кг/т | 4,8 | 5,3 |
Кислота терефталевая | кг/т | 5,0 | 5,7 |
Триацетондиамин | кг/т | 1,4 | 1,6 |
В таблицах 10.10 - 10.12 представлена информация по выбросам, сбросам и образованию отходов производства полиамидов.
Таблица 10.10
полиамидов
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Эпсилон-капролактам (гексагидро-2H-азепин-2-он) | - | - | 0,03 | - |
1,4-Дифенилбензол | - | 0,02 | - | |
Углерода оксид | - | 0,013 | - | |
Метан | - | 0,0002 | ||
Азота оксид | - | 0,003 | - | |
Азота диоксид | - | 0,02 | ||
Пыль полиамида | - | 0,008 | - | |
Этановая кислота (уксусная кислота) | - | 0,005 | - | |
1,1', 4',1"-Терфенил (1,4-Дифенилбензол) | - | 0,006 | - | |
2-(4-Изобутилфенил) пропионовая кислота [(ибупрофен)] | - | 0,0005 | - | |
Бензол-1,4-дикарбоновая кислота (кислота терефталевая) | - | 0,0005 | - | |
Таблица 10.11
Сбросы загрязняющих веществ при производстве полиамидов
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Капролактам | - | - | 0,005 | - |
Таблица 10.12
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы минеральных масел компрессорных | III | - | - | - | 0,29 | - |
Лом и отходы изделий из полиамида незагрязненные | V | - | - | 0,002 | 0,005 | 0,0035 |
Отходы минеральных масел индустриальных | III | - | - | 0,003 | 0,008 | 0,0055 |
Ткань фильтровальная из полимерных волокон, загрязненная негалогенированными полимерами | IV | - | - | 0,0001 | 0,0003 | 0,0002 |
Катализатор на основе оксида алюминия активного, содержащий палладий отработанный | III | - | - | 0,0002 | 0,001 | 0,0006 |
10.2.1.2.2 Полиамид-6 марок Волгамид 25, 27, F34, 24, 24SD, 34
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве полиамидов марок Волгамид 25, 27, F34, 24, 24SD, 34 приведены в таблице 10.13.
Таблица 10.13
при производстве полиамидов марок
Волгамид 25, 27, F34, 24, 24SD, 34
Наименование | Единицы измерения | Расход на 1 т продукции | |||||||
Волгамид 25, Волгамид 27, Волгамид F34 | Волгамид 24, Волгамид 24SD | Волгамид 24SD | Волгамид 27, Волгамид 34 | ||||||
Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | ||
Капролактам | т/т | 1,001 | 1,003 | 0,992 | 1 | 0,992 | 1 | 1,002 | 1,004 |
Природный газ | м3/т | 21 | 28 | 20 | 43 | 20 | 43 | 25 | 65 |
Водород | м3/т | 0,02 | 0,06 | 0,01 | 0,06 | 0,5 | 0,6 | - | - |
Азот | м3/т | 1 | 4 | 10 | 130 | 19 | 105 | 5 | 70 |
Уксусная кислота (100%)/лимонная кислота (кроме марки Волгамид F34) | кг/т | 1,1 | 1,6 | - | - | 0,03 | 0,04 | 1 | 2,3 |
Теплоноситель (динил) | кг/т | 0,08 | 0,15 | 0,0001 | 0,15 | 0,0001 | 0,15 | 0,08 | 0,15 |
Теплоноситель (терминол) | кг/т | 0,1 | 0,15 | 0,0001 | 0,15 | - | - | - | - |
Терефталевая кислота | кг/т | - | - | 4 | 6 | 4 | 6 | - | - |
Триацетондиамин | кг/т | - | - | 1,4 | 1,6 | 1,4 | 1,6 | - | - |
3-диэтиламино-1-пропиламин | кг/т | - | - | 0,5 | 1 | 0,5 | 1,5 | - | - |
Диоксид титана | кг/т | - | - | - | - | 3 | 7,9 | - | - |
Вода химобессоленная | м3/т | 0,1 | 0,15 | 0,1 | 0,3 | 0,3 | 0,5 | 0,1 | 0,3 |
Пар | Гкал/т | 0,5 | 1,15 | 0,5 | 1,15 | 0,7 | 1,7 | 1 | 2 |
Электроэнергия | кВт·ч/т | 210 | 250 | 210 | 250 | 370 | 450 | 270 | 430 |
Паровой конденсат | т/т | 1 | 1,7 | 0,8 | 1,7 | 0,4 | 1,5 | 0,8 | 2 |
Оборотная вода | м3/т | 44 | 45 | 44 | 45 | 20 | 30 | 21 | 22 |
В таблицах 10.14 - 10.16 представлена информация по выбросам, сбросам и образованию отходов производства полиамидов.
Таблица 10.14
полиамидов марок Волгамид 25, 27, F34, 24, 24SD, 34
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | |||||||||||
Волгамид 25, Волгамид 27, Волгамид F34 | Волгамид 24, Волгамид 24SD | Волгамид 24SD | Волгамид 27, Волгамид 34 | ||||||||||
Диапазон | Средн. | Диапазон | Средн. | Диапазон | Средн. | Диапазон | Средн. | ||||||
Мин. | Макс. | Мин. | Макс. | Мин. | Макс. | Мин. | Макс. | ||||||
Азота диоксид | 0,013 | 0,016 | 0,014 | 0,020 | 0,045 | 0,029 | 0,018 | 0,051 | 0,029 | 0,10 | 0,11 | 0,10 | |
Азота оксид | 0,0025 | 0,0027 | 0,0025 | 0,0035 | 0,0090 | 0,0053 | 0,0058 | 0,0094 | 0,0071 | 0,022 | 0,032 | 0,025 | |
Метан | 0,010 | 0,011 | 0,010 | - | 0,0046 | - | 0,026 | 0,026 | 0,026 | 0,76 | 0,89 | 0,83 | |
Углерода оксид | 0,070 | 0,13 | 0,093 | 0,044 | 0,094 | 0,061 | - | - | - | 0,030 | 0,035 | 0,032 | |
Динил (смесь 25% дифенила и 75% дифенилоксида) | 0 | 0,0035 | 0,0011 | - | - | - | 0,012 | 0,029 | 0,018 | 0,17 | 0,38 | 0,28 | |
Кислота уксусная | 0,023 | 0,024 | 0,023 | - | - | - | 0,00090 | 0,0013 | 0,0010 | ||||
1,1',4',1"-Терфенил (1,4-дифенилбензол) | 0 | 0,01 | 0,005 | 0 | 0,0029 | 0,0015 | - | - | - | - | - | - | |
Пыль полиамида | 0,0065 | 0,0065 | 0,0065 | 0,0087 | 0,012 | 0,0095 | 0,0038 | 0,0041 | 0,0039 | 0,0067 | 0,0075 | 0,0070 | |
Эпсилон-капролактам (гексагидро-2H-азепин-2-он) | 0,040 | 0,061 | 0,047 | 0,012 | 0,012 | 0,012 | 0,034 | 0,25 | 0,10 | 0,15 | 0,52 | 0,27 | |
Таблица 10.15
Сбросы загрязняющих веществ при производстве полиамидов
марок Волгамид 25, 27, F34, 24, 24SD, 34
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | |||||||||||
Волгамид 25, Волгамид 27, Волгамид F34 | Волгамид 24, Волгамид 24SD | Волгамид 24SD | Волгамид 27, Волгамид 34 | ||||||||||
Диапазон | Средн. | Диапазон | Средн. | Диапазон | Средн. | Диапазон | Средн. | ||||||
Мин. | Макс. | Мин. | Макс. | Мин. | Макс. | Мин. | Макс. | ||||||
Капролактам (гексагидро-2H-азепин-2-он) | Установка нитриденитрификации цеха по переработки органических и неорганических продуктов | - | 0,0174 | - | - | 0,156 | - | - | 0,009 | - | - | 0,0137 | - |
Таблица 10.16
Волгамид 25, 27, F34, 24, 24SD, 34
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | |||||||||||
Волгамид 25, Волгамид 27, Волгамид F34 | Волгамид 24, Волгамид 24SD | Волгамид 24SD | Волгамид 27, Волгамид 34 | ||||||||||||
Диапазон | Средн. | Диапазон | Средн. | Диапазон | Средн. | Диапазон | Средн. | ||||||||
Мин. | Макс. | Мин. | Макс. | Мин. | Макс. | Мин. | Макс. | ||||||||
Отходы минеральных масел компрессорных | III | Компрессорное оборудование | Обезвреживание | - | 0,0088 | - | - | 0,077 | - | - | - | - | 0,00062 | - | |
Отходы минеральных масел индустриальных | III | Насосное оборудование | Обезвреживание | - | 0,0032 | - | - | 0,0033 | - | - | 0,0020 | - | - | 0,00031 | - |
Катализатор на основе оксида алюминия активного содержащий палладий отработанный | III | Узел очистки азота от кислорода | Утилизация | - | 0 (образование раз в 10 лет) | - | - | 0 (образование раз в 10 лет) | - | - | 0 (образование раз в 10 лет) | - | - | 0 (образование раз в 10 лет) | - |
Ткань фильтровальная из полимерных волокон загрязненная негалогенированными полимерами | IV | Склад капролактама, гранулирование полиамида | Размещение | - | 0,019 | - | - | 0,018 | - | - | - | - | 0,018 | - | |
Фильтр металлический, загрязненный полиамидом | IV | При подводном гранулировании | Размещение | - | 0,0063 | - | - | 0,0066 | - | - | 0,018 | - | - | 0,0062 | - |
Катализатор на основе диоксида титана, содержащий ванадий не более 2% | IV | Узел приготовления добавок | Утилизация | - | - | - | - | - | - | - | 0,13 | - | - | - | - |
Полиамидные нити предназначены для производства изделий технического назначения (канатов, шнуров, веревок для промышленности, в т.ч. морских), сетеснастного оборудования для рыбоводства и рыболовства; армирующего текстиля в производстве резинотехнических изделий (конвейерные ленты, пожарные рукава и т.п.); кордных тканей для производства автомобильных и грузовых шин, фильтровальных тканей для различных сред; геотекстиля для дорожного строительства и стройиндустрии.
10.2.2.1 Описание технологических процессов, используемых в настоящее время
Сырье (гранулят полиамида-6, полимерный концентрат стабилизатора (ПКС) или чистый термостабилизатор и при необходимости полимерный концентрат красителя (ПКК)) смешивается и непрерывно подается в экструдер, где при температуре до 330 °C происходит расплавление и гомогенизация сырья. Из экструдера расплав под высоким давлением подается к дозирующим насосам формования, с помощью которых расплав полимера в точно дозируемом количестве продавливается через фильерные комплекты.
Для защиты гранулята от окисления кислородом воздуха в расплав полимера подается азот, отработанный азот стравливается из верхней части бункера через гидрозатвор.
Филаменты, выходящие из фильер, охлаждаются кондиционированным воздухом.
Атмосферный воздух очищается от механических примесей и сжимается на центробежных компрессорах. Затем сжатый воздух подается в ресивер для удаления конденсата (влаги) из воздуха.
Образующиеся полиамидные нити, проходят обдувочную и сопроводительную шахты и поступают в вытяжную часть машины.
Нить в этой части машины вытягивается, усаживается, термически фиксируется и передается в намоточную часть машины.
Обработка нити замасливателем проводится с целью придания нити компактности, эластичности, антистатичности, улучшения ее способности скольжения при прохождении через нитепроводящую гарнитуру, вытяжные галеты на последующих стадиях ее переработки. В качестве замасливателя используется замасливатель типа "Фазавин 2732" или его аналог.
Намоточный модуль предназначен для намотки готовой нити на бобины, которые затем передаются на участок сортировки и упаковки.
Принципиальная схема производства полиамидных нитей представлена на рисунке 10.11.

Описание технологического процесса приведено в таблице 10.17, перечень основного оборудования - в таблице 10.18.
Таблица 10.17
нитей
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Полимерный концентрат термостабилизатора (ПКС) и полимерный концентрат красителя (ПКК) и гранулят полиамида-6 | Приготовление и дозирование добавок | Расплав термостабилизатора, красителя и полиамида-6 | Гексагидро-2H-азепин-2-он | ||
Расплав термостабилизатора, красителя и полиамида-6 | Экструзия гранулята полиамида-6 | Расплав термостабилизатора, красителя и полиамида-6 | Гексагидро-2H-азепин-2-он | ||
Расплав термостабилизатора, красителя и полиамида-6 | Формование полиамидной нити | Элементарные полиамидные нити | Гексагидро-2H-азепин-2-он | ||
Элементарные полиамидные нити и замасливатель | Вытягивание полиамидной нити | Вытянутые полиамидные нити | Гексагидро-2H-азепин-2-он | ||
Вытянутые полиамидные нити | Намотка полиамидной нити | Полиамидные нити, намотанные на бобины | |||
Бобины с полиамидной нитью | Транспортировка и хранение полиамидной нити | Бобины с полиамидной нитью | |||
Таблица 10.18
производства полиамидных нитей
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Адсорбционный осушитель сжатого воздуха | Осушка сжатого воздуха | Сталь. Производительность - 27 м3/мин. Давление - 16 кгс/см2 |
Диски вытяжные | Вытягивание нити | Сталь механическая скорость намотки - до 3500 м/мин |
Диски приемные | Прием нити для вытягивания | Сталь 12х18н10 т, механическая скорость намотки - 1500 м/мин |
Дозатор | Дозирование добавок | Нержавеющая сталь |
Дозатор | Дозирование добавок | Производительность - 1,5 - 14 кг/ч |
Дозирующий насос | Дозирование добавок | Мощность - N = 1,25 кВт; P раб. - до 30 МПа |
Измерительная головка | Гомогенизированный расплав в аппарате, в рубашке динил | Нержавеющая сталь, углеродистая сталь. T раб. - до 319 °C P раб. - до 25 МПа |
Камера охлаждения | Вертикальный канал поперечного обдува | Нержавеющая сталь, площадь обдува - 1020 x 1500 мм |
Канал для нити | Вертикальный канал | Нержавеющая сталь |
Компрессионная холодильная установка | Хладагент R 134 a Холодопроизводительность = 1230 - 7030 кВт Pраб. = 5,703 бар (изб.) Tраб. = 4,0 °C N = 313 кВт n = 2987 об/мин | |
Компрессор | Давление рабочее - 4 - 20 бар Мощность - 55 - 400 кВт | |
Компрессор винтовой | Корпус - сталь Производительность - 4,9 - 27 м3/мин | |
Конденсационный сепаратор | Габариты аппарата: D = 168,3 мм L = 428 мм Среда - динил. Tраб. = 300 °C Tрасч. = 320 °C Pраб. = 0,252 МПа Pрасч. = 0,257 МПа | |
Кондиционер | Получение необходимых климатических показателей | Производительность - 150 - 200 тыс. м3/час |
Котел динила | Поддержание теплоносителя в заданном температурном режиме | Углеродистая сталь вместимостью 0,6 м3 Tраб. - до 300 °C P - до 0,25 МПа |
Намоточное устройство | Намотка нити на патронник | Поперечно-кулачкового типа Рабочая скорость - 2500 м/мин |
Намоточный модуль | Мощность - 4 - 5,18 кВт Напряжение - 400 В | |
Насос центробежный | Перекачка | Нержавеющая сталь, мощность - 15 кВт |
Обдувочная шахта | Выдвижная шахта со штуцерами подачи обдувочного воздуха сверху и штуцером возврата воздуха снизу Диаметр - 300 мм Длина - 5000 мм | |
Ороситель | Мощность вентилятора - 0,55 кВт Расход воды - не менее 15 л/ч Производительность по подаче аэрозоля - не менее 700 м3/ч | |
Печь вакуумного пиролиза | N = 19 кВт, 50 Гц, 380 V L x W x H = 2320 x 1200 x 1850 мм | |
Печь вакуумной очистки | Обжиг деталей | Углеродистая сталь Мощность нагрева - 36 кВт Температура расчетная - 800 °C |
Печь для подогрева фильерных пакетов | Мощность - 19,5 - 24 кВт | |
Прядильная балка | Pмакс. = 500 бар Tмакс. = 320 °C | |
Прядильный насос | N = 1,8 кВт n = 1000 об/мин | |
Расплавопровод | Перемещение плава внутри т/п, в межтрубном - теплоноситель динил | Сталь 12х18н10 т. T раб. - до 319 P раб. - до 25 МПа |
Распределительный кожух | Tрасч. = 320 °C Pрасч = 300 бар | |
Сборник динила | V = 3,0 м3 Tрасч. = 160 °C Pрасч. = 0,64 бар | |
Сепаратор вода-масло | Отделение | Корпус - сталь Производительность - 21 - 27 м3/мин Давление - 16 кгс/см2 |
Система распределения расплава | Система трубопроводов различного диаметра с рубашкой обогрева Pмакс. = 160 бар Tмакс. = 320 °C | |
Ультразвуковая ванна | Обработка деталей | Нержавеющая сталь Частота ультразвуковых колебаний в рабочем режиме - 22 кГц |
Установка просеивания пропантов | Удаление попадания мелких пропантов | Чугун, сталь Площадь сит - 0,16 м2 |
Фильтр тонкой очистки от пыли | Сталь Производительность - 21 м3/мин | |
Фильтр удаления пыли | Сталь Производительность - 21 м3/мин | |
Холодильная установка с винтовым компрессором | Хладагент R 410a Холодопроизводительность = 733 кВт Pмакс. воды = 16 бар T макс. воды = 80 °C Pмакс. фреона = 35 бар T макс. фреона = 95 °C; N = 173 кВт | |
Экструдер горизонтальный с двигателем | Расплав ПА | Нержавеющая сталь XD сплав, тип - JK81A-105-150*25 |
Экструдер с инвертором | Двигатель: N = 110 - 258 кВт n = 1460 - 1488 об/мин | |
Электроиспаритель | Котел мощностью 12 - 45 кW | |
Электропароперегреватель | Tраб. вх. = 148 °C Tраб. вых. = 380 °C Tпр. = 450 °C; Pраб. вх. = 4,5 бар Pраб. вых. = 2,6 бар P пр. = 6 бар Теплоемкость = 15 кW Геометр. емкость = 530 дм3 | |
Электропечь | Обжиг фильер в нитрите натрия | Сталь Ст35, шамот мощность 18 кВт Число нагревательных спиралей - 3 |
10.2.2.2 Текущие уровни эмиссии в окружающую среду
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве полиамидных нитей приведены в таблице 10.19.
Таблица 10.19
при производстве полиамидных нитей
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Гранулят полиамида-6 | т/т | 1,02 | 1,2 |
Полимерный концентрат стабилизатора (ПКС) | т/т | 0,01 | 0,95 |
Полимерный концентрат красителя на полиамидной матрице (ПКК) | т/т | 0,02 | 0,03 |
Замасливатель | кг/т | 14 | 20 |
Теплоноситель (динил) | кг/т | 0,08 | 1 |
Азот газообразный | м3/т | 13 | 75 |
Электроэнергия | кВт·ч/т | 3700 | 3900 |
Пар | Гкал/т | 0,8 | 3 |
Вода обессоленная | м3/т | 0,4 | 0,5 |
Конденсат возвратный | т/т | 1 | 1,2 |
В таблицах 10.20 - 10.22 представлены данные о выбросах, сбросах загрязняющих веществ, объемах образования отходов при получении полиамидных нитей.
Таблица 10.20
полиамидных нитей
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Аммиак | - | 0,019 | 0,019 | 0,019 |
Углерода оксид | 0,0056 | 0,92 | 0,25 | |
Углеводороды предельные C12 - C19 | 0,46 | 2,16 | 1,31 | |
Динил (смесь 25% дифенила и 75% дифенилоксида) | 0,091 | 0,19 | 0,14 | |
Триэтаноламин | 0,00073 | 0,26 | 0,13 | |
Эпсилон-капролактам (гексагидро-2H-азепин-2-он) | 0,38 | 3,32 | 1,34 | |
Пыль полиамида | - | 0,022 | 0,0056 | |
Азота диоксид | 0,00090 | 0,019 | 0,0096 | |
Азота оксид | 0,00050 | 0,017 | 0,0087 | |
Углеводороды предельные C1 - C-5 (исключая метан) | - | 0,13 | 0,061 | |
Углеводороды предельные C6 - C10 | 7,52 | 16,39 | 11,9 | |
Этиленгликоль (1,2-этандиол) | 0,10 | 0,11 | 0,11 | |
Таблица 10.21
Сбросы загрязняющих веществ при производстве полиамидных
нитей
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Капролактам (гексагидро-2H-азепин-2-он) | Сточные воды направляют на установку нитриденитрификации или агрегат сжигания | 0,017 | 0,11 | 0,056 |
Таблица 10.22
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы солевых теплоносителей в виде нитритнитратных смесей | III | Фильерная мастерская | Обезвреживание | 0,11 | 0,97 | 0,47 |
Аккумуляторы свинцовые отработанные неповрежденные, с электролитом | II | Электропогрузчик | Обезвреживание | - | 0,012 | 0,0032 |
Покрышки пневматических шин с металлическим кордом отработанные | IV | Электропогрузчик | Утилизация | - | 0,032 | 0,014 |
Фторопласты - синтетические термопластичные полимеры, принадлежащие к классу фторолефинов. Общая химическая формула для этих полимеров - (-CF2-CF2-)n.
Ассортимент фторопластов, выпускаемых промышленностью, чрезвычайно широк. Разработаны фторопласты с разнообразным сочетанием физико-механических, электрических, термических, химических, реологических свойств (рисунок 10.12).

Производство политетрафторэтилена включает в себя три стадии: на первой стадии происходит синтез хлордифторметана заменой атомов хлора в трихлорметане на фтор в присутствии соединений сурьмы (реакция Свартса), на второй стадии получают тетрафторэтилен пиролизом хлордифторметана, на третьей стадии проходит полимеризация тетрафторэтилена.
Изделия из фторопласта производятся способом холодного прессования с последующим запеканием при температуре (365 +/- 5) °C. Процесс прессования идет из водной эмульсии ПТФЭ в присутствии ПАВ.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду рисунок 10.13, а не 10.10. |
Блок-схема распределения сырья на выпуск фторопластов приведена на рисунке 10.10.

фторопластов
Политетрафторэтилен (ПТФЭ)
Самую большую группу реализуемых на рынке фторопластов составляют продукты из ПТФЭ, которые составляют более 60% от общего объема продаж фторопластов. Эти полимеры обладают исключительной устойчивостью к воздействию химических веществ, низким коэффициентом трения, низкой диэлектрической постоянной и широким диапазоном рабочих температур. Помимо своего обычного применения при производстве антипригарных покрытий для кухонного оборудования, ПТФЭ также применяется при изготовлении герметизирующих материалов, сальников, обрабатываемых деталей, а также компонентов труб, арматуры и насосов. Благодаря биологической совместимости с организмом человека политетрафторэтилен с успехом применяется для изготовления имплантатов для сердечно-сосудистой и общей хирургии, стоматологии, офтальмологии.
Наполнители, улучшающие свойства фторопластов, вводятся каждый в отдельности или в различных сочетаниях (комбинированные наполнители) в зависимости от назначения композиций.
Введение во фторопласты таких наполнителей, как стекловолокно, графит, бронза, коксовая мука, дисульфид молибдена, силициды металлов, позволяет в 200 - 1000 раз уменьшить износ уплотнительного элемента, в несколько раз увеличить теплопроводность, в 5 - 10 раз увеличить прочность при сжатии и твердость, уменьшить трение. Графит используют как наполнитель для повышения механической прочности и стойкости; введение бронзы повышает теплопроводность, твердость, стабильность размеров, в 450 раз увеличивает износостойкость композиции; введение дисульфида молибдена увеличивает твердость и прочность, снижает коэффициент трения; введение стекловолокна повышает износостойкость, стабильность размеров при водопоглощении и усадке, теплостойкость, уменьшает коэффициент линейного расширения композиции со стекловолокном; 5% дисульфида молибдена используют для получения деталей, работающих в условиях глубокого вакуума, сухого и влажного воздуха и газов; внедрение углеродного волокна повышает износостойкость, твердость и удельную теплопроводность, сопротивление ползучести, снижает деформацию при нагрузке, повышает модуль упругости при сжатии и модуль пластичности; введение коллоидного графита повышает жесткость и уменьшает хладотекучесть материала. При использовании в качестве наполнителей стекловолокна, кремнезема, асбестовой ткани, металлической ваты увеличивается жесткость композита, уменьшается относительная деформация при невысоких коэффициентах трения.
Фторопласт-4, марок Ф-4Д, Ф-4А, Ф-4ТГ, Ф-4ТМ и др. на его основе отличаются исключительной химической инертностью этого полимера по отношению к практически всем агрессивным средам. В России фторопласт-4 производится в соответствии с ГОСТ 10007-80.
В связи с тем что фторопласт-4 не может переходить в высокоэластическое и вязкотекучее состояние, его переработка в изделия проводится методом предварительного формования заготовки на холоду с последующим спеканием. Разработаны плавкие фторопласты, которые могут подвергаться многократному высокотемпературному формованию, не претерпевая термодеструкции и не изменяя основных свойств. Это фторопласт-4МБ, -40,42, -3,4Н, -3М, -30, -32Л, -2, -2М, -3 и др. Плавкие фторопласты уступают фторопласту-4 по теплостойкости, диэлектрическим, антифрикционным и антиадгезионным свойствам, однако они надежны в работе при высоких механических нагрузках, повышенной радиации, которых фторопласт-4 не выдерживает. Плавкие фторопласты могут быть получены в виде концентрированных суспензий. Покрытия из таких суспензий отличаются повышенной адгезией к металлам. Покрытия можно получать методом порошкового напыления.
Некоторые фторопласты (Ф-26, -32Л, -42, -4Н, -2, -2М) обладают избирательной растворимостью в органических растворителях. Их применяют для получения пленок, покрытий, лакотканей, волокон.
Гомологический ряд фторированных полимеров включает фторопласт-1 (поливинилфторид), фторопласт-2 (поливинилиденфторид), фторопласт-3 (политрифторхлорэтилен) и фторопласт-4 (политетрафторэтилен). С уменьшением количества фтора в полимере снижается плотность полимера, что позволяет снижать массу изделия, его стоимость.
Разработаны различные разновидности фторопластов, позволяющие расширять области практического использования и создавать материалы и изделия с комплексом необходимых эксплуатационных характеристик.
Например, фторопласт-2М отличается от Ф-2 большей эластичностью и более низкой температурой плавления. Фторопласты-2Б и -2МБ обладают более высокими электрическими свойствами. Фторопласт-2БА превосходит все марки фторопластов на основе ПВДФ по адгезии и обладает повышенными цвето- и светостабильностью. Фторопласт-2МЭ пригоден для изготовления микропористых фильтров с высокой проницаемостью, применяемых для ультрафильтрации агрессивных сред.
Модификацией фторопласта-3 получен фторопласт-3М, отличающийся меньшей скоростью кристаллизации, меньшим размером образующихся при кристаллизации сферолитов и более высокой молекулярной массой. Изделия из фторопласта-3М более прозрачны, чем изделия из фторопласта-3. По физико-механическим свойствам он мало отличается от фторопласта-3, но более эластичен.
Фторопласт-4МБ обладает почти всеми свойствами фторопласта-4, но способен перерабатываться в изделия обычными для термопластов методами - экструзией, литьем под давлением, прессованием. Эта способность фторопласта-4 МБ обусловлена пониженной вязкостью его расплава (103 - 105 Па·с при 300 °C) по сравнению с вязкостью расплава фторопласта-4 (1016 Па·с при 370 °C).
Фторопласт-4МБ-2 - разновидность фторопласта-4 МБ. Он отличается лучшей термостабильностью, более высокими диэлектрическими показателями. Фторопласт-4 МД выпускается в виде концентрированной водной суспензии и применяется для получения антикоррозионных, антиадгезионных, электроизоляционных, антифрикционных покрытий, лакотканей и свободных пленок.
Фторопласт-40 по сравнению со фторопластом-4 имеет более высокую прочность, твердость, износостойкость и способен перерабатываться в изделия обычными для термопластов методами. Изменяя условия полимеризации, можно получить полимер с различной молекулярной массой и вязкостью расплава 103 - 108 Па·с.
Фторопласт-400 имеет высокие оптические характеристики. Оптическая прозрачность: светопропускание в видимой части спектра составляет 90% - 95%, светорассеяние - 5% - 8% и не зависит от толщины образца (до 10 мм). Высококачественные оптические изделия можно получать методами прессования и экструзии без закалки. Изделия сохраняют свою прозрачность до 150 °C при выдержке в течение 3 ч. При 100 °C - 120 °C фторопласт-400 сохраняет высокую прочность при растяжении (24,5 МПа) и не утрачивает эластичность при низких температурах.
Политетрафторэтилен (ПТФЭ, фторопласт-4, фторлон-4), получаемый полимеризацией тетрафторэтилена, является полностью фторированным полиэтиленом.
В промышленных условиях производство высокомолекулярного ПТФЭ осуществляют полимеризацией ТФЭ в водной суспензии или в эмульсии. При проведении реакции в растворе обычно получают теломеры с низкой молекулярной массой, используемые в качестве масел и смазок, или низкомолекулярные жидкие вещества, например фторированные спирты H(CF2CF2)nCH2OH, где n = 1 - 6, пригодные для получения гидроперфторкарбоновых кислот - эмульгаторов эмульсионной полимеризации.
Процесс производства ПТФЭ полимеризацией ТФЭ в воде под давлением до 10 МПа в присутствии инициатора, но без применения эмульгатора носит название суспензионного. Он состоит из следующих стадий: загрузка компонентов в автоклав, полимеризация ТФЭ, выделение, промывка и сушка полимера (см. рисунок 10.14).

1 - автоклав; 2, 5 - центрифуги; 3 - бункер порошка;
4 - дробилка; 6 - сушилка
в суспензии
В автоклав 1, предварительно продутый азотом, который не содержит кислорода, загружают деионизированную воду, инициатор (персульфат калия) и регулятор pH среды (буру). Затем после охлаждения и вакуумирования в автоклав вводят ТФЭ и при перемешивании поднимают температуру до 70 °C - 80 °C. Реакцию проводят под давлением 4 - 10 МПа. Обычно за 1 ч при 80 °C образуется 85% - 90% ПТФЭ. После окончания процесса автоклав охлаждают, не вступивший в реакцию ТФЭ вытесняют азотом, суспензию полимера в воде подают на центрифугу 2 и отделяют жидкую фазу. ПТФЭ собирают в бункере 3, измельчают в дробилке 4, многократно промывают горячей водой и после центрифугирования в центрифуге 5 сушат в сушилке 6 при 150 °C. ПТФЭ представляет собой белый, непрозрачный, рыхлый, волокнистый порошок.
Введение в водную суспензию ПТФЭ поверхностно-активных веществ в количестве 9% - 12% приводит к получению более концентрированных суспензий, содержащих 50% - 65% полимера.
При эмульсионном способе получения ПТФЭ полимеризацию ТФЭ проводят в воде в присутствии эмульгатора (аммониевой или калиевой соли перфторкарбоновой или моногидроперфторкарбоновой кислоты) и инициатора при 55 °C - 70 °C и давлении до 7 МПа в течение 25 ч. В результате реакции образуется латекс полимера в воде, содержащий частицы диаметром 0,1 - 1,0 мкм. Концентрирование латекса и выделение полимера после разрушения эмульсии позволяют получить тонкодисперсный порошок.
Сополимеры ТФЭ с ВДФ, ГФП, ТФХЭ и этиленом получают по аналогичным схемам.
Политрифторхлорэтилен (ПТФХЭ, фторопласт-3, фторлон-3) получают полимеризацией трифторхлорэтилена (ТФХЭ) (CF2 = CFCl). Газообразный и жидкий ТФХЭ взаимодействует с кислородом воздуха при комнатной температуре и обычном давлении в отсутствие света, образуя соединения, которые после гидролиза дают щавелевую кислоту, фтористый и хлористый водород и небольшое количество перекиси. Соприкосновение ТФХЭ с водой приводит к образованию продуктов гидролиза, содержащих ионы фтора и хлора.
ТФХЭ полимеризуется в массе, в органическом растворителе и в водной среде. Во всех случаях образующиеся высокомолекулярные продукты выпадают из раствора в осадок, так как они не растворяются ни в жидком мономере, ни в других растворителях. Полимеризацией в растворителе обычно получают низкомолекулярные продукты (масла), а высокомолекулярный полимер синтезируют полимеризацией ТФХЭ в водной среде (суспензионный метод). На скорость процесса большое влияние оказывает pH среды, который должен быть в интервале 2,5 - 4,0.
После удаления непрореагировавшего ТФХЭ реактор разгружают, ПТФХЭ, представляющий собой белый порошок, отделяют от водной среды, промывают несколько раз горячей водой и сушат. Размолом порошка в органических жидкостях получают как нестабилизированные (например, в спирте, в смеси спирта и ксилола), так и стабилизированные (например, в смеси спирта и воды) суспензии с добавкой поверхностно-активных веществ.
Сополимеры ТФХЭ с ВДФ, ГФП и этиленом получают аналогичным образом.
Низкомолекулярный ПТФХЭ синтезируют полимеризацией ТФХЭ в хлороформе при 100 °C - 150 °C в присутствии пероксидов. Хлороформ является не только растворителем, но и агентом переноса цепи, снижающим молекулярную массу полимера.
Описание технологического процесса приведено в таблице 10.23, перечень основного оборудования - в таблице 10.24.
Таблица 10.23
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Мономер-4 | Прием, хранение, выдача М-4 | Мономер-4 | Компрессор Сборник Конденсатор | ||
Мономер-4 Высоко-очищенная вода Инициатор полимеризации Эмульгатор Парафин | Синтез фторопласта-4 | Фторопластовая дисперсия | Парафин | Реактор-полимеризатор | |
Дисперсия фторопласта-4Д Вода высокоочищенная | Помол и отмывка фторопласта-4 | Фторопласт-4Д влажный | Вода | Мельницы помола Коагулятор | Локальные очистные сооружения очистки сточных вод от взвешенных веществ |
Фторопласт-4Д влажный | Сушка фторопласта-4 | Фторопласт-4Д | Вода | Полочные печи Сборник-дозатор Циклон Рукавный фильтр Электрокалорифер | |
Таблица 10.24
производства фторопластов
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реактор-полимеризатор | Синтез фторопласта-4 | D = 1400 мм Вместимость - 3 - 6,3 м3 P = 30 кгс/см2 Аппарат снабжен рубашкой, мешалкой, предохранительной мембраной |
Коагулятор | Коагуляция | Вместимость аппарата - 0,7 м3 D = 810 мм H = 1440 мм Оборудован мешалкой |
Полочные печи | Сушка | Оборудована вентилятором, калорифером мощностью до 80 кВт, фильтром Размеры - 4250 x 1000 x 1700 мм |
Компрессор | Прием и передача мономера-4 | Предназначен для передачи мономера-4. Одно- и двухступенчатый Pраб. = 15 - 220 кгс/см2 Производительность - 20 - 60 м3/ч |
Сборник | Прием и хранение мономера-4 | Предназначен для приема, хранения и выдачи мономера-4. Вертикальный цилиндрический аппарат с приварными сферическими днищами, с рубашкой, сифоном для выдачи М-4. Вместимость аппарата - 10 - 15 м3 P = 5 кгс/см2 Оборудован разрывной мембраной и рубашкой для теплосъема |
Реактор-полимеризатор | Синтез фторопласта-4 | D = 1400 мм Вместимость - 3,2 м3 P = 40 кгс/см2 Аппарат снабжен рубашкой, мешалкой, двумя предохранительными мембранами. Электродвигатель мощностью 11 кВт |
Промыватель | Измельчение и отмывка фторопласта | Вместимость аппарата - 3 м3 Снабжен рубашкой и пропеллерной мешалкой Электродвигатель мощностью 13 - 15 кВт |
Мельницы помола | Измельчение фторопласта | Вертикальная виброкавитационная мельница Электродвигатель мощностью 13 - 55 кВт |
Сборник-дозатор | Сушка фторопласта | D = 1100 - 1600 мм H = 1600 - 2000 мм Вместимость - 1,5 - 4 м3 Оборудован рыхлителем и системой подачи фторопласта |
Циклон | Сушка фторопласта | С рубашкой D = 550 мм Высота - 2520 мм |
Рукавный фильтр | Сушка фторопласта | Вертикальный цилиндрический аппарат со съемной плоской крышкой и коническим днищем. Площадь поверхности фильтрации - 58 м2 |
Электрокалорифер | Сушка фторопласта | Аппарат прямоугольной формы с плоской съемной крышкой. Оборудован нагревательными секциями с ТЭНами. Потребляемая мощность - 220 кВт |
Конденсатор | Прием мономера | Предназначен для конденсации газообразного мономера-4 Вертикальный кожухотрубный теплообменник Д= 500 мм F = 30 м2 P = 16 кгс/см2 Снабжен предохранительной мембраной и предохранительным клапаном |
Сборник | Прием и хранение мономера | Предназначен для приема, хранения и выдачи мономера-4. Вертикальный цилиндрический аппарат с приварными сферическими днищами, с рубашкой, сифоном для выдачи М-4 Вместимость аппарата - 1 - 1,2 м4 P = 40,5 кгс/см2 Оборудован разрывной мембраной и рубашкой для теплосъема |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве фторопластов приведены в таблице 10.25.
Таблица 10.25
при производстве фторопластов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Мономер-4 | т/т | 1,02 | 1,2 |
Высокоочищенная вода | м3/т | 35 | 75 |
Парафин | т/т | 25 | 35 |
Холод минус 15 | Гкал/т | 0,15 | 6,1 |
Холод минус 40 | Гкал/т | 0,6 | 0,8 |
Электроэнергия | кВт·ч/т | 1200 | 4900 |
Вода производственная | м3/т | 50 | 600 |
Азот газообразный | м3/т | 140 | 200 |
Воздух сжатый | м3/т | 160 | 210 |
В таблицах 10.26 - 10.28 представлена информация по выбросам, сбросам и образованию отходов производства фторопластов.
Таблица 10.26
фторопластов
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Тетрафторэтилен | - | - | 2,36 | - |
Гексафторпропилен | - | 0,19 | - | |
Таблица 10.27
Сбросы загрязняющих веществ при производстве фторопластов
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Фторид-анион | Проходят очистку на локальных очистных сооружениях | 0,10 | 1,92 | 0,90 |
Взвешенные вещества | - | 0,33 | - | |
Таблица 10.28
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы полимерные от зачистки оборудования производства изделий из разнородных пластмасс (отходы фторопласта) | IV | Чистка технологического оборудования | Размещение | 5,7 | 105,0 | 49,4 |
Сэвилен - продукт сополимеризации этилена и винилацетата, представляющий высокомолекулярное соединение, относящееся к полиолефинам:

Сэвилен получают методом, аналогичным методу производства полиэтилена высокого давления. Сэвилен превосходит полиэтилен по прозрачности и эластичности при низких температурах, обладает повышенной адгезией к различным материалам.
Сэвилен имеет высокую прочность, низкую плотность, обладает электроизоляционными свойствами, стоек ко многим агрессивным средам и обладает повышенной адгезией к различным материалам. Сополимер хорошо растворим в кетонах, ароматических и хлорированных углеводородах. Свойства сэвилена зависят главным образом от содержания винилацетата (5 - 30 вес. %). С повышением содержания винилацетата уменьшаются твердость, теплостойкость, кристалличность (разрушающее напряжение при растяжении), в то время как плотность, эластичность, прозрачность и адгезия увеличиваются.
Сэвилен предназначен для изготовления изделий технического назначения, изделий, контактирующих с пищевыми продуктами, восковых покрытий и упаковки пищевых продуктов; изоляционных материалов и прокладок; ремонта и уплотнения узлов и деталей систем хозяйственно-питьевого водоснабжения, клеевых композиций, продукции для бытовой химии, покрытий стальных труб. Сэвилен используется в качестве депрессорной присадки для нефтяных топлив.
В таблице 10.29 перечислены основные марки и области применения этого полимера, а также рекомендуемые методы его переработки.
Таблица 10.29
сэвилена
Базовая марка сэвилена | Основное рекомендуемое применение | Рекомендуемый метод переработки |
11104-030 11205-040 11306-075 12206-007 12306-020 12508-150 | Изделия технического назначения, изделия, контактирующие с сухими, сыпучими, водо- и жиросодержащими пищевыми продуктами, пленка сельскохозяйственная и технического назначения | Экструзия, литье |
11407-027 11607-040 | Изделия технического назначения, клеящий слой для покрытия стальных труб | Экструзия |
11507-070 | Для изготовления изоляционных материалов, прокладок и т.д. для ремонта и уплотнения узлов и деталей систем хозяйственно-питьевого водоснабжения, клеевых композиций. Изделия технического назначения. Основы клея-расплава | Литье, компаундирование |
11708-210 11808-340 | Депрессорная присадка к нефтяным топливам. Использование в качестве клеев-расплавов | Компаундирование |
11708-210 11808-340 12206-007 12306-020 12508-150 | В составе композиции ПКС-25 (парафин, канифоль, сэвилен) для покрытия пергамента и картона, предназначенных для упаковки сухих сыпучих продуктов | Компаундирование |
11507-070 11708-210 11808-340 | В составе покрытий тары и упаковки пищевых продуктов, туалетного мыла | Экструзия |
12206-007 12306-020 12508-150 | В составе композиций и сплавов для покрытия тары и упаковки пищевых продуктов | Компаундирование, экструзия |
Сэвилен низкомолекулярный предназначен для использования в резиновой промышленности при изготовлении резиновых смесей различного назначения.
Характеристики низкомолекулярного сэвилена приведены в таблице 10.30.
Таблица 10.30
N | Наименование показателя | Норма |
1 | Внешний вид | Воско- или мазеподобная масса или твердые куски различной величины от светло-серого до темно-серого цвета |
2 | Массовая доля летучих веществ (в том числе влаги), %, не более | 10,0 |
3 | Массовая доля золы, %, не более | 0,1 |
4 | Вязкость расплава, мПа·с | Не нормируется |
Сополимеры этилена с винилацетатом получают радикальной полимеризацией при высоком давлении. Обычно процесс сополимеризации ведется в том же реакторе, что и гомополимеризация этилена. Принципиальная схема установки по получению сополимеров этилена с винилацетатом представлена на рисунке 10.15.

Основным сырьем при производстве сэвилена является этилен и винилацетат. Свежий этилен по этиленопроводу поступает в отделение компрессии цеха в общий коллектор компрессоров 1-го каскада где распределяется на две параллельно работающие технологические системы ("A", "B",). Из общего коллектора этилен поступает в смесители НД, где смешивается с возвратным этиленом НД. После смешения газ идет на всас компрессоров 1-го каскада систем "A", "B". Далее этилен поступает в смесители ВД, в котором происходит его перемешивание с возвратным газом ВД в смеси со свежим винилацетатом, который дозируется насосами. После чего, смесь этилена с винилацетатом разделяется на два потока и поступает на всас двух параллельно работающих компрессоров 2-го каскада систем "A", "B".
При производстве сэвилена некоторых марок в смеситель НД поступает кислород, который является инициатором реакции сополимеризации, где он смешивается со свежим и возвратным этиленом. При производстве остальных марок сэвилена используется раствор инициатора.
Непрореагировавший винилацетат (винилацетат на ректификацию) откачивается насосом в емкости, затем закачивается в ректификационную колонну. Далее винилацетат-ректификат сливается, с последующей откачкой насосом в соотношении 1:3 со свежим винилацетатом в отделение полимеризации.
Сжатый до заданного "рабочего" давления этилен с винилацетатом по трубопроводу ВД подается в реактора "трубчатого типа". Для обеспечения процесса сополимеризации в реактор подается смесь масла с инициатором.
Из реакторов технологических систем "A", "B" сополимерэтиленовая смесь поступает в ОВД, где происходит разделение сополимера и газовой этилен-винилацетатной смеси. Из обоих ОВД возвратный газ ВД направляется в систему очистки и охлаждения, а расплав сополимера подается в ОНД, в котором происходит также отделение сополимера от непрореагировавшего этилен-винилацетатной смеси.
Из ОНД непрореагировавшая этилен-винилацетатная смесь направляется в возвратный газ НД контура сэвилена, а расплав сополимера подается в загрузочную зону экструдера. Сополимер захватывается шнеками, сжимается, перемешивается и перемещается в сторону фильеры. Срезанный гранулят охлаждается в трубопроводе и направляется на сушку в центробежную сушилку и направляется на сушильное качающееся, где происходит разделение гранулята от воды, далее гранулят поступает через шлюзовый питатель в трубопровод по которому транспортируется воздухом в отделение обработки.
Прием сэвилена происходит через автоматические порционные приемные весы в один из трех анализных бункеров сэвилена. Перегонка сэвилена пневмотранспортом из анализных бункеров, предварительно с присвоенным номером партии, производится в бункера ГП. Из бункеров ГП гранулят поступает для расфасовки на РУМ системами "A", "B". Расфасовка сэвилена на складе ГП происходит из бункеров ГП, гранулят поступает в 10 расфасовочных машин. Фасовка осуществляется вручную. В каждый мешок отвешивается 25 +/- 0,25 (кг) гранулята.
Описание технологического процесса приведено в таблице 10.31, перечень основного оборудования - в таблице 10.32.
Таблица 10.31
Входной поток | Стадия технологического процесса | Выходной поток | Основное Технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Этилен | Компримирование смеси этилена с винилацетатом | Сжатая этилен-винилацетатная смесь | Компрессоры | ||
Этилен, винилацетат, кислород, инициаторы | Сополимеризация | Расплав сэвилена | Реакторы | ||
Расплав сэвилена | Экструзия и гранулирование | Гранулированный СЭВ | Экструдеры | ||
Гранулированный сэвилен | Расфасовка и паллетирование | Гранулы на расфасовку, паллетирование и отгрузку | ГОУ | ||
Таблица 10.32
производства сэвилена
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Компрессор | Сжатие этилена до рабочего давления | Производительность - 1000 нм3/ч, мощность эл/двигателя - 265 кВт. Производительность - 3800 нм3/ч, мощность э/двигателя - 480 кВт |
Реактор | Полимеризация | Объем - 370 л Длина реактора - 350 м Количество труб - 33 шт |
Экструдер | Экструзия и гранулирование | Объем - 1050 л Объем - 2,1 м3 Производительность - 400 - 500 кг/ч Количество отверстий фильеры - 50 - 300 шт, мощность привода - 24 кВт |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве сэвилена приведены в таблице 10.33.
Таблица 10.33
Показатели потребления сырья и энергоресурсов <*>
при производстве сэвилена
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | т/т | 0,777 | 0,961 |
Винилацетат | т/т | - | 0,278 |
Электроэнергия | кВт·ч/т | - | 1588 |
Пар | Гкал/т | 2,208 | 3,483 |
Вода оборотная | тыс. м3/т | - | 0,425 |
Продувочный газ на факел | нм3/ч | - | 50 |
В таблицах 10.34 - 10.36 представлена информация по выбросам, сбросам и образованию отходов производства сэвилена.
Таблица 10.34
сэвилена
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Этилен | - | - | 0,971 | - |
Винилацетат | - | 0,3 | - | |
Полиэтилен | 0,05 | |||
Таблица 10.35
Сбросы загрязняющих веществ при производстве сэвилена
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Нефтепродукты (нефть) | Сточные воды направляются на механическую и биологическую очистку | - | 0,00278 | - |
НСПАВ (неионогенные синтетические поверхностно-активные вещества) | - | 0,001 | - | |
ХПК | - | 0,3 | - | |
Таблица 10.36
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Кубовые остатки производства винилацетата | II | Получение сэвилена | Обезвреживание на территории предприятия | - | 7,44 | - |
Воды промывки технологического оборудования в производстве винилацетата | IV | Получение сэвилена | Обезвреживание на территории предприятия | - | 0,35 | - |
Отходы негалогенированных полимеров от зачистки оборудования (отходы низкомолекулярного полиэтилена) | IV | Чистка холодильников, решеток, реакторов, стадия хранения и транспортировки порошка полиэтилена | Передача другим предприятиям для использования, переработки или обезвреживания | - | 1,55 | - |
Отходы зачистки оборудования производства сэвилена и винилацетата, содержащие преимущественно сэвилен и поливинилацетат | III | Наросты полимеров винилацетата на стенке реактора и мешалки. Полимерная пленка винилацетата на внутренней поверхности реактора синтеза и мешалки | Передача другим предприятиям для использования, переработки или обезвреживания | - | 2,59 | - |
Основным стимулом для разработки биоразлагаемых полимеров стала проблема утилизации пластиковых отходов, прежде всего, полиэтилена и полипропилена, объемы производства которых растут с каждым годом. Сегодня полимерная продукция составляет до 40% объема промышленных и бытовых отходов.
Биоразлагаемые полимеры отличаются от прочих пластиков тем, что в окружающей среде под действием микроорганизмов (бактерий или грибков) и физических факторов они разлагаются, в большинстве случаев продуцируя воду и диоксид углерода, а также метан, биомассу и неорганические соединения. Обычно полимер считается биоразлагаемым, если он деструктирует в почве или в воде за полгода.
Разложение продуктов, получаемых поликонденсацией (полиамиды, полиэфиры и др.), происходит посредством гидролиза, а полимеров, основная полимерная цепочка которых содержит только углеводородные атомы, - посредством окисления, за которым могут происходить и реакции гидролиза продуктов окисления. О разложении полимеров может свидетельствовать уменьшение длины полимерных цепочек, диагностируемое измерением концентрации функциональных групп.
В то же время такие полимеры перерабатываются с использованием обычных технологий и оборудования производства пластмасс (экструзия, горячее, литьевое и выдувное формование).
Разработка процессов синтеза биоразлагаемых полимеров развивается по трем ведущим направлениям: получение биоразлагаемых полиэфиров на базе гидроксикарбоновых кислот, придание свойств биоразлагаемости выпускаемым в настоящие время пластикам за счет смешения и модификации, производство новых пластиков на основе воспроизводимых природных компонентов. Указанные технологии синтеза биоразлагаемых полимеров интенсивно развиваются в США, Европе, Корее и Японии. В России разработка таких технологий, существенно осложнявшаяся ранее ресурсами относительно дешевого сырья, находится в начале становления и развития.
Наиболее актуально в нашей стране использование биоразлагаемых полимеров в производстве упаковочных материалов, а также в медицине.
Способы производства биоразлагаемых полимеров могут быть химическими или биологическими (под воздействием микроорганизмов или ферментов).
Наиболее известны:
- получение из природных полимеров их механической и химической обработкой (применительно к биоразлагаемым пластикам из деструктурированного крахмала);
- получение биотехнологическим способом из возобновляемых сырьевых источников (применительно к ферментации сахаров, при которой микроорганизмы синтезируют термопластичные алифатические полиэфиры, в частности, полигидроксибутират);
- химический синтез полимеров из мономеров, получаемых биопревращением возобновляемых источников сырья (в частности, использование молочной кислоты, получаемой при ферментизации сахаров, для выработки химическим способом полимолочной кислоты);
- химический синтез из продуктов переработки нефти и др. невозобновляемых источников сырья.
Биоразлагаемые пластики, в основном, производятся из крахмала, полимолочной кислоты, полигидроксиалканоатов, целлюлозы и лигнина (при этом все компоненты материала биоразлагаемы).
Доступны также т.н. биокомпозиты, представляющие собой смесь полимера (пластика) с наполнителем, вводимым с целью снижения себестоимости материалов и/или для улучшения химико-механических свойств продукта.
Добавление к небиоразлагаемому пластику природных биоразлагаемых наполнителей (типа крахмала и древесной муки) не делает результирующий товарный продукт биоразлагаемым.
Биоразлагаемые пластики не требуют раздельного сбора, сортировки, переработки в сопоставлении с традиционными пластиками. Но для достижения максимальной биологической разлагаемости они должны компостироваться вместе с органическими отходами - наиболее распространенным аэробным способом компостирования, реже в анаэробных условиях.
Блок-схема переработки полимеров выглядит следующим образом:

Получение полиарилата ДВ осуществляется по быстродействующей реакции поликонденсации дифенилолпропана и дихлорангидридов изофталевой и терефталевой кислоты в эмульсионной системе тетрагидрофуран-вода-хлористый натрий в присутствии гидроокиси натрия. Синтез и высаживание полиарилата ДВ эмульсионного проводится в реакторе. Для приготовления эмульсионной системы в реактор загружаются расчетные количества дистиллированной воды, хлористого натрия, регенерированного тетрагидрофурана, гидроокиси натрия, дифенилолпропана. Очистка тетрагидрофурана от стабилизатора и примесей осуществляется путем регенерации на ректификационной колонне. Дихлорангидриды терефталевой и изофталевой кислоты расплавляются в плавителе и сливаются в реактор. Реакция поликонденсации быстродействующая, после выдержки нейтрализуют реакционную массу ортофосфорной кислотой и проводят высаживание полиарилата ДВ дистиллированной водой. Затем суспензию сливают на друк-фильтр, где полиарилат ДВ четырехкратно промывается водой с отжимом промывной воды сжатым азотом. Влажный полиарилат выгружается в противни и сушится в сушильном шкафе. Получение полиарилата ФВ осуществляется по быстродействующей реакции поликонденсации фенолфталеина изофталевой кислоты в эмульсионной системе тетрагидрофуран-вода-хлористый натрий в присутствии гидроокиси натрия. Синтез и высаживание полиарилата ФВ осуществляется в реакторе. В реактор загружаются расчетные количества дистиллированной воды, хлористого натрия, регенерированного тетрагидрофурана, фенолфталеина, и почти одновременно загружается водный раствор гидроокиси натрия и расплава изофталоилхлорида.
Сушка и смешение полиарилатов разных марок.
Экструзия полиарилата ДВ-524 порошкообразного с последующей резкой на гранулирующем устройстве. Принципиальная схема процесса приведена на рисунке 10.16.

Описание технологического процесса приведено в таблице 10.37, перечень основного оборудования - в таблице 10.38.
Таблица 10.37
полиарилата ДВ-524
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Полиарилат ДВ эмульсионный | Синтез и высаживание полиарилата ДВ | Полиарилат ДВ | Отсутствуют | Реактор синтеза Плавитель Друк-фильтры Ректификационная колонна Сушильный шкаф полочный с электрообогревом | |
Полиарилат ФВ марки ФВ-1 | Синтез и высаживание полиарилата ФВ | Полиарилат ФВ | Отсутствуют | Реактор синтеза Плавитель Друк-фильтры Ректификационная колонна Сушильный шкаф полочный с электрообогревом | |
Полиарилат ДВ-524 порошкообразный | Промывка и сушка полиарилата ДВ | Полиарилат ДВ-524 порошкообразный | Отсутствуют | Смеситель Сушильный шкаф с электрообогревом | |
Полиарилат гранулированный повышенной трещиностойкости марки ДВ-524 | Экструзия полиарилата ДВ-524 порошкообразного с последующей резкой на гранулирующем устройстве | Полиарилат гранулированный повышенной трещиностойкости марки ДВ-524 | Отсутствуют | Экструдер Дозатор с зашивочной промышленной головкой | |
Таблица 10.38
производства полиарилата ДВ-524
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реактор синтеза | Синтез полиарилата | Вертикальный цилиндрический аппарат со сферическим днищем и крышкой, рубашкой, лопастной мешалкой. Ст. 12Х18Н10Т D = 600 мм H = 1000 мм Vn = 0,154 м3 Vp = 0,095 м3 n меш. = - 735 мин-1 Sруб. = 6,5 м2 Электродвигатель: N = 11,0 кВт, n = 750 мин-1 |
Друк-фильтр с механической выгрузкой | Промывка полиарилата | Вертикальная цилиндрическая емкость с мешалкой. D = 1030 мм H = 1400 мм Vп = 0,4 м3 Vp = 0,36 м3 n меш. = 45 мин-1 электродвигатель АИМ, N = 0,75 кВт, n = 1500 мин-1 |
Сушильный шкаф полочный | Сушка полиарилата | Горизонтальная прямоугольная емкость с электрообогревом T = 250 °C L = 1230 мм B = 1977 мм H = 1200 мм N = 18,0 кВт Vp = 0,562 м3 Vп = 0,998 м3 |
Смеситель СРКШ-200 | Смешивание компонентов | Горизонтальная цилиндрическая емкость D = 600 мм H = 1000 мм Vn = 0,26 м3 Vp = 0,2 м3 Электродвигатель ротора АИМ-160 м6 N = 15,0 кВт, n = 1000 мин-1 Электродвигатель шнека выгрузки: N = 11,0 кВт, n = 1000 мин-1 |
Колонна ректификационная | Очистка тетрагидрофурана от стабилизаторов и примесей | Вертикальная цилиндрическая емкость с кольцами Паля D = 400 мм H = 6000 мм |
Мерник влажного тетрагидрофурана | Вертикальная цилиндрическая емкость D - 400 мм H - 1038 мм Vn = 0,1 м3 Vp = 0,063 м3 | |
Плавитель ИФХ, ТФХ | Вертикальная цилиндрическая емкость из титана D = 400 мм H = 400 мм Vn = 0,03 м3 Vp = 0,024 м3 |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве полиарилата ДВ-524 приведены в таблице 10.39.
Таблица 10.39
при производстве полиарилата ДВ-524
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Дифенилолпропан техн. | кг/т | - | 758,11 |
Изофталоилхлорид | кг/т | - | 823,15 |
Натрий хлористый хч. | кг/т | - | 3199,02 |
Терефталоилхлорид | кг/т | - | 524,12 |
Тетрагидрофуран | кг/т | - | 8000,56 |
Натрий гидроокись хч (Na едк. жид.) | кг/т | - | 510,45 |
Фенолфталеин чда | кг/т | - | 264 |
Электроэнергия | тыс. кВт.ч./т | - | 766,6 |
Холод | тыс кВт/т | - | 6,9 |
Сжатый воздух | м3/т | - | 2105,2 |
Вода | м3/т | - | 61,3 |
Азот газообразный | м3/т | - | 1725,1 |
Пар отборный п/ф | Гкал/т | - | 46,1 |
В таблицах 10.40 - 10.42 представлена информация по выбросам, сбросам и образованию отходов производства полиарилата ДВ-524.
Таблица 10.40
полиарилата ДВ-524
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) | - | - | 2,26 | - |
Натрий хлорид (поваренная соль) | - | 22,51 | - | |
Дифенилолпропан | - | 22,51 | - | |
Терефталоила дихлорид | - | 0,456 | - | |
Красители органические трифенилметановые кислотные (фенолфталеин) | - | 22,51 | - | |
Полиэфиры фталевых кислот (пыль полиарилатов) | - | 22,51 | - | |
Ортофосфорная кислота | - | 4,53 | - | |
Тетрагидрофуран | - | 1203,34 | - | |
Таблица 10.41
Сбросы загрязняющих веществ при производстве полиарилата
ДВ-524
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Хлорид-анион (хлориды) | По договору на отведение сточных вод через централизованную систему водоотведения | - | 0,268 | - |
Взвешенные вещества | - | 0,522 | - | |
pH (ед.) | 7,2 | 7,5 | 7,4 | |
Фосфор общий | - | 0,025 | - | |
Таблица 10.42
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Тара полиэтиленовая, загрязненная фенолами | IV | Упаковка из-под дифенилолпропана | Захоронение | - | 8,34 | - |
Упаковка из бумаги и/или картона, загрязненная органическими красителями | IV | Упаковка из-под фенолфталеин | Термическое Обезвреживание | - | 5,7 | - |
Тара из черных металлов, загрязненная негалогенсодержащими простыми эфирами | IV | Тара из-под тетрагидрофурана | Обезвреживание | - | 933,4 | - |
Тара из черных металлов, загрязненная жидкими органическими галогенсодержащими веществами (содержание менее 10%) | IV | Тара из-под изофталоилхлорида, терефталоилхлорида | Обезвреживание | - | 188,62 | - |
Упаковка полиэтиленовая, загрязненная неорганическими хлоридами и/или сульфатами | IV | Упаковка из-под натрия хлористого | Захоронение | - | 15,78 | - |
Отходы термореактивной пластмассы при производстве изделий из фенопласта | IV | Комки после операции просеивания, неисправимый брак, сметки пыли с оборудования, случайные россыпи | Захоронение | - | 85 | - |
Для очистки товарного ДЦПД от примесей каталитических ядов используется фильтр, заполненный оксидом алюминия. Отфильтрованный ДЦПД, собранный в реакторе, подвергается термической олигомеризации. В реактор, заполненный 0,06% раствором поливинилового спирта, под слой жидкости подается смесь мономера с добавками и катализатором. Перемешивание в реакторе продолжают до тех пор, пока вязкость органической фазы не достигнет 40 сП. Далее полученную суспензию нагревают в реакторе при перемешивании.
По окончании выдержки суспензию из реактора сливают на вакуум-воронку, где после отделения от маточника гранулы промываются водой от остатков стабилизатора. Для отделения образовавшихся дефектных сферических частиц с газовыми включениями ПДЦПД на вакуум-воронке заливают 7% раствором хлорида натрия. Всплывшие частицы собирают, сачком с мелкой сеткой, в мешки и отправляют на утилизацию, солевой раствор откачивается в перевозную емкость и далее - на сжигание. Отфильтрованные осевшие гранулы далее обрабатываются антистатиком АЛКАПАВ и отправляются в сушильный шкаф на предварительную сушку при температуре 50 - 60 °C. После сушки гранулы ПДЦПД рассеивают на просейке.. Гранулы отправляют на стадию получения проппанта в сушильный шкаф. Проппант получают методом высокотемпературного пост-отверждения при температуре Охлажденные гранулы проппанта выгружают из сушильного шкафа и обрабатывают антистатиком. Обработанные антистатиком гранулы проппанта отправляются на рассев на просейку или в вибрационный сепаратор с использованием вибросита. Выделенные на вибросите целевые фракции проппанта отправляются на упаковку, отделенные нецелевые фракции - на хранение, для дальнейшего использования на хозяйственные нужды предприятия. Принципиальная схема процесса приведена на рисунке 10.17.

на основе ПДЦПД
Описание технологического процесса приведено в таблице 10.43, перечень основного оборудования - в таблицу 10.44.
Таблица 10.43
полимерный на основе ПДЦПД
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Дициклопентадиен (ДЦПД) | Очистка и подготовка дициклопентадиена (ДЦПД) | Олигомеризованный ДЦПД | Фильтр Реактор | ||
Олигомеризованный ДЦПД | Получение сферических гранул полидициклопентадиена (ПДЦПД) | ПДЦПД | Реактор Вакуум-воронка | ||
ПДЦПД | Получение и просейка проппанта | Проппант полимерный на основе ПДЦПД | Сушильный шкаф Вибрационный сепаратор Просейка | ||
Таблица 10.44
производства проппанта полимерный на основе ПДЦПД
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реактор | Полимеризация ДЦПД | Vп. = 6,3 м3 Vр. = 5 м3 Vруб. = 1,18 м3 Fруб. = 13 м2, теплоизолирован nмеш. = 46 мин-1, с частотным преобразователем, Электродвигатель ВАО-52-4, исп. IP44, N = 10 кВт, n = 1500 мин-1 |
Реактор | Олигомеризация ДЦПД | Vп. = 6,3 м3 Vр. = 5 м3 Vруб. = 1,18 м3 Fруб. = 13 м2, теплоизолирован nмеш. = 46 мин-1, с частотным преобразователем, Электродвигатель ВАО-52-4, исп. IP44, N = 10 кВт, n = 1500 мин-1 |
Фильтр | Очистка ДЦПД | Vп. = 1,2 м3 Vр. = 1 м3 F = 0,44 м2, теплоизолирован |
Вакуум-воронка | Отделение гранул ПДЦПД из раствора | Vр над решеткой - 1,3 м3 F = 2,5 м2 |
Сушильный шкаф | Высокотемпературное пост-отверждение гранул ПДЦПД | 1720 x 12420 x 3000 мм T = 30 - 350 °C N - не более 25 кВт Vп. = 5,9 м3 Vр. = 4,7 м3 |
Вибрационный сепаратор | Просейка проппанта | N = 0,37 кВт n = 1460 мин-1 |
Просейка | Просейка проппанта | Q = 1000 кг/час, электродвигатель АИМЛ8086, N = 1,1 кВт, n = 980 мин-1 |
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве проппанта полимерного на основе ПДЦПД приведены в таблице 10.45.
Таблица 10.45
при производстве проппанта полимерного на основе ПДЦПД
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
ДЦПД | т/т | 1,917 | |
Оксид алюминия | т/т | 0,072 | |
Поливиниловый спирт | т/т | 0,005 | |
Натрий хлористый | т/т | 0,20543 | |
Антистатик | шт./т | 27 | |
Азот | т/т | 2,5 | |
Вода обессоленная | т/т | 8,333 | |
Вода ПХВ | т/т | 10 | |
Воздух | т/т | 2,4 | |
Электроэнергия | тыс. кВт·ч/т | 26 | |
Пар | Гкал/т | 40 | |
В таблицах 10.46 - 10.48 представлена информация по выбросам, сбросам и образованию отходов производства проппанта полимерный на основе ПДЦПД
Таблица 10.46
проппанта полимерного на основе ПДЦПД
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Диалюминий триоксид (в пересчете на алюминий) | - | - | 7,083 | - |
Натрий хлорид (поваренная соль) | - | 5,883 | - | |
Поли(этандиол) | - | 14,525 | - | |
3a,4,7,7a-тетрагидро-4,7-метано-1H-инден | - | 1,625 | - | |
Дихлорметан | - | 0,059 | - | |
Алкил C10 - 16 триметиламмонийхлорид | - | 0,588 | - | |
1-метил-1-фенилэтилгидропероксид | - | 1,433 | - | |
Таблица 10.47
Сбросы загрязняющих веществ при производстве проппанта
полимерного на основе ПДЦПД
Наименование загрязняющего вещества | Направление сбросов | Показатели сбросов загрязняющих веществ в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Хлорид-анион (хлориды) | - | - | 0,268 | - |
Взвешенные вещества | - | 0,522 | - | |
pH (ед.) | 7,2 | 7,5 | 7,4 | |
Таблица 10.48
на основе ПДЦПД
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Тара из черных металлов, загрязненная жидкими органическими галогеносодержащими веществами | 4 68 118 11 51 4 | Тара из-под хлористого метилена | Обезвреживание | - | 25,2 | - |
Упаковка из разнородных полимерных материалов, загрязненная одно- и многоосновными спиртами | 4 38 193 21 52 4 | Упаковка из-под поливинилового спирта | Захоронение | - | 0,75 | - |
Тара из черных металлов, загрязненная нефтепродуктами (содержание нефтепродуктов менее 15%) | 4 68 111 02 51 4 | Тара из-под ДЦПД | Обезвреживание | - | 230,04 | - |
Синтетические латексы представляют собой коллоидные дисперсии полимеров (сополимеров), являющихся дисперсной фазой, в дисперсионной среде. Дисперсионной средой является подготовленная вода с растворенными в ней поверхностно-активными веществами (ПАВ), электролитами, добавками, определяющими pH среды, инициатором, регулятором и другими необходимыми компонентами.
Синтетические латексы по ряду свойств сближаются с натуральным латексом. Это сходство объясняется тем, что как натуральный, так и синтетические латексы стабилизированы поверхностно-активными веществами.
Все синтетические латексы относятся к полидисперсным системам, размер частиц которых колеблется от сотых долей до нескольких микрометров.
Синтетические латексы представляют собой более высокодисперсные системы, чем натуральный латекс. Частицы синтетических латексов меньше (0,05 мкм) и более однородны по размерам, чем частицы натурального латекса (0,15 - 14 мкм). Благодаря высокой дисперсности синтетические латексы обладают рядом преимуществ по сравнению с натуральным латексом, например: большей устойчивостью, лучшей диффузионной способностью и т.д.
От размера частиц латекса зависят многие их свойства. Характерным свойством синтетических латексов является их меньшая подверженность самопроизвольному расслаиванию, или сливкоотделению, по сравнению с натуральным латексом. Для концентрирования таких латексов применяют особые приемы.
Вязкость синтетических латексов зависит от их концентрации, температуры, наличия электролита и др. С увеличением концентрации латекса вязкость его возрастает, причем для каждого вида латекса имеется своя критическая концентрация пастообразования.
Синтетические латексы обладают достаточно высокой химической устойчивостью, что обеспечивает возможность практического их применения.
На свойства синтетических латексов большое влияние оказывают состав и свойства дисперсионной среды, главным образом природа эмульгатора или стабилизатора, и чистота исходных мономеров. В производстве латекса используется более широкий ассортимент эмульгаторов, чем для каучуков эмульсионной полимеризации. В большинстве случаев применяются анионоактивные эмульгаторы - соли жирных кислот, абиетиновой кислоты, сульфокислот и др.
Производство первого промышленного синтетического латекса - хлоропренового - было начато в 1936 г. Затем были разработаны и внедрены бутадиеновый, бутадиен-стирольный, бутадиен-винилиденхлоридный, бутадиен-нитрильный и другие латексы. С 2010-х годов в России активно развивается производство сополимер-акриловых, акриловых, стирол-акриловых, латексов на основе акриловой кислоты и акриламида.
Области применения латексов чрезвычайно разнообразны вследствие высокой технико-экономической эффективности их использования в различных отраслях промышленности.
Из латекса получают материалы и изделия, которые невозможно изготовить непосредственно из высокополимерных веществ в твердом виде. Замена каучука латексом облегчает условия труда, так как смешение каучука с ингредиентами происходит на энергоемком и тяжелом оборудовании, тогда как в латексы ингредиенты вводят в виде водных дисперсий и растворов.
В середине XX века промышленность вырабатывала широкий ассортимент синтетических латексов (см. таблицу 11.1).
Таблица 11.1
N | Марка | Мономеры, массовое соотношение | Основной эмульгатор | Температура полимеризации, °C | Конверсия мономеров, % | Массовое содержание сухого вещества, % | Массовое содержание летучих органических веществ, % | Назначение |
Бутадиеновые латексы | ||||||||
1 | СКД-1 | Бутадиен и метакриловая кислота (100:2) | Некаль, сульфонол НП-3 | 30 | 60 | >= 23 | <= 0,2 | Пропитка шинного корда |
2 | СКС-65 ГП | Те же (35:65) | Некаль, сульфонол НП-3 | 50 - 60 | 98 - 100 | >= 47 | <= 0,7 | Изготовление водостойких красок и обоев |
3 | БС-85 | Те же (15:85) | То же | 50 - 60 | Глубокая | >= 47 | <= 0,3 | Изготовление ковров |
Другие бутадиенсодержащие латексы | ||||||||
4 | ДВХБ-70 | Бутадиен и винилиденхлорид (30:70) | Мыло СЖК | 60 | 55 - 60 | 25 - 40 | <= 0,3 | Заменитель кожи и получение цементно-латексных смесей |
Сополимер-акриловые, акриловые латексы | ||||||||
5 | Novopol 110 | Стирол, эфир бутиловый акриловой кислоты (19:25) | Аммонийная соль сульфата алкилполигликолиевого эфира | 80 | 99,95 | 45 - 50 | Меньше 0,05 | Универсальный латекс для ЛКМ, легкой промышленности |
6 | Homacryl 540 | Эфир бутиловый акриловой кислоты | Натриевая соль сульфата фенол-алкилполигликолиевого эфира | 80 | 99,95 | 50 | Меньше 0,05 | Латекс с постоянной липкостью для липких лент и защитных пленок |
Основными синтетическими латексами в настоящее время являются акриловые и стирол-акриловые латексы.
Производство синтетических латексов - это многостадийный процесс, который включает: приготовление мономеров, водной фазы и растворов регулятора, эмульсионную полимеризацию, отгонку незаполимеризовавшихся мономеров и введение антиоксидантов. Кроме того, часто бывают необходимы такие операции, как агломерация частиц и концентрирование латекса.
При производстве товарных латексов полимеризацию проводят до более глубоких стадий (с доведением конверсии в большинстве случаев до 95% - 100%) по сравнению с латексами-полупродуктами при получении эмульсионных каучуков. Как показала практика, на качество товарных латексов это почти не влияет, но позволяет в ряде случаев существенно сократить расходы энергосредств на отгонку незаполимеризовавшихся мономеров.
Продолжительность процесса полимеризации в производстве латексов меняется в широких пределах: при получении латексов глубокой полимеризации продолжительность синтеза достигает 30 - 40 ч.
Получение крупнотоннажных синтетических латексов прежде осуществлялось непрерывным методом в батарее из 6 - 9 полимеризаторов объемом 12 м3. В настоящее время в связи с резким сокращением объемов выпускаемого латекса экономически выгодно осуществлять процесс получения латексов периодическим способом.
В отличие от латексов эмульсионных каучуков температура полимеризации при получении большинства синтетических латексов гораздо выше температуры при синтезе эмульсионных каучуков и составляет 40 °C - 100 °C.
В производстве латексов часто используют добавки, улучшающие те или иные свойства латексов.
Основной трудностью при отгонке, особенно при использовании противоточной схемы, является пенообразование, поэтому обычно вводят специальный пеногаситель.
Концентрирование латекса является дополнительной технологической операцией в производстве товарных латексов некоторых типов. Получение концентрированных латексов необходимо в основном для адаптации к технологии предприятий-потребителей.
Производство сополимер-акрилового латекса
Процесс получения стирол-акриловой дисперсии основан на методе эмульсионной сополимеризации стирола, бутилакрилата, метакриловой кислоты, акриловой кислоты и акриламида. В зависимости от марки продукта (дисперсии) в процессе полимеризации участвуют: бутилакрилат, метилакрилат, метакриловая кислота, акриловая кислота, 2-гидроксиэтилметакрилат, 2-этилгексилакрилат, метилолметакриламид.
Процесс осуществляется по периодической схеме.
Синтез сополимерной акриловой дисперсии проводят в следующей последовательности: загрузка в реактор синтеза водной фазы  термостатирование водной фазы до требуемой температуры
термостатирование водной фазы до требуемой температуры  проведение затравочной полимеризации
проведение затравочной полимеризации  проведение стадии непрерывной дозировки
проведение стадии непрерывной дозировки  выдержка реакционной массы
выдержка реакционной массы  проведение стадии дополимеризации
проведение стадии дополимеризации  охлаждение реакционной массы до 40 °C
охлаждение реакционной массы до 40 °C  проведение стадии нейтрализации
проведение стадии нейтрализации  ввод постдобавок
ввод постдобавок  отбор пробы в ЛКК
отбор пробы в ЛКК  охлаждение реакционной массы до 25 °C
охлаждение реакционной массы до 25 °C  слив дисперсии.
слив дисперсии.
В большей части процессов переработки синтетические латексы могут применяться с концентрацией, с которой они обычно получаются на заводе (т.е. около 50%). Иногда латексы подвергаются разбавлению.
Производство латексов методом эмульсионной полимеризации имеет ряд преимуществ. Это прежде всего низкая пожаро- и взрывоопасность за счет наличия в полимеризационной системе, кроме органических соединений, воды в количестве до половины объема, значительно более низких энергозатрат в сравнении с производством латексов-полупродуктов эмульсионных каучуков, возможности легкого регулирования молекулярной массы и состава сополимера, использования для теплосъема более дешевых хладоагентов, существенно меньших требований к чистоте исходных мономеров.
В то же время недостатком производства является наличие большого количества сточных вод. Однако в настоящее время практически все используемые компоненты биоразложимы и постоянно ведутся работы по сокращению объема сточных вод, применению менее токсичных компонентов и возврату сточных вод в производственный цикл.
Синтез карбоксилированных латексов БС-65Н, БСК-70/2 осуществляется методом эмульсионной полимеризации основных мономеров (бутадиена, стирола с метакриловой кислотой) в водной фазе.
Синтез латексов БС-50, СКС-65 ГП, БС-85 осуществляется методом эмульсионной полимеризации основных мономеров (бутадиена и стирола) в водной фазе. Водная фаза является непрерывной средой в латексах и содержит следующие основные компоненты:
- воду;
- эмульгатор - сульфонол, или неонол АФ 9-10, или алкилсульфонат, или алкилбензолсульфонат щелочного металла, канифольное мыло или "ЭДиСКАН 5600", парафинат калия, или олеат калия, или калиевое мыло "Пальмак 505", или калиевое мыло "Прифрак 2920", вспомогательное вещество ОП-10;
- электролит - сернокислый натрий, хлористый калий;
- компонент, определяющий pH-водной фазы, - калия гидроксид;
- комплексообразователи - трилон Б, ронгалит;
- дополнительный эмульгатор для повышения температурной устойчивости - диспергатор НФ (лейканол).
Перед использованием в полимеризации вода проходит специальную очистку на ионообменных смолах или с использованием мембранных технологий от солей, обуславливающих постоянную и временную жесткость, и удаление кислорода.
Эмульгаторы вводятся в систему в количестве, превышающем критическую концентрацию мицеллообразования для стабилизации образующейся эмульсии мономеров в воде. Они являются поверхностно-активными веществами, способными адсорбироваться на границе раздела фаз.
Электролиты вводятся в систему для повышения мицеллярной растворимости (солюбилизации) эмульгируемых мономеров, снижения поверхностного натяжения и повышения устойчивости латекса. Кроме того, электролиты уменьшают вязкость латекса, способствуя лучшему отводу тепла.
Значение pH водной фазы - важный параметр, определяющий коллоидно-химические свойства латекса, в частности его устойчивость. Буферы предназначаются для поддержания определенного значения pH.
Перед стадией полимеризации в водную фазу подаются мономеры, инициаторы, регулятор, в конце полимеризации - стоппер.
Мономер или смесь мономеров образуют дисперсную фазу, которая, распределяясь в дисперсной среде, образует эмульсию. Инициированные радикалами мономеры в процессе полимеризации образуют полимерные частицы (макромолекулы).
Инициаторы - персульфат калия, персульфат аммония. Инициаторы - вещества, распадающиеся в условиях реакции на свободные радикалы, являющиеся активными центрами полимеризации.
Регулятор - третичный додецилмеркаптан. Регуляторы вводятся в систему для регулирования молекулярной массы и степени разветвленности макромолекул.
Стоппер - диметилдитиокарбамат натрия (ДДК), карбамат МН. Стопперы прекращают реакцию полимеризации, они вводятся в систему по достижении заданной степени конверсии мономеров.
После отгонки в латексы БСК-70/2, БС-50 вводится антиоксидант - ирганокс 1010. Антиоксиданты - это вещества, предотвращающие старение полимера в процессе его транспортирования, хранения, переработки и эксплуатации.
Технологический процесс получения латексов состоит из следующих основных стадий:
- приготовление растворов;
- приготовление водной фазы;
- приготовление углеводородной эмульсии;
- сополимеризация углеводородов в эмульсии;
- отгонка незаполимеризовавшихся мономеров;
- дополнительная стабилизация для отдельных марок латекса;
- концентрирование отдельных марок латексов;
- розлив латекса, хранение латекса и отгрузка его потребителям;
- локальная очистка латексных стоков.
Получение синтетических латексов в больших количествах осуществляется непрерывным методом в батарее из 6 - 9 полимеризаторов объемом 12 м3.
Полимеризация
Сополимеризация бутадиена со стиролом осуществляется в эмульсии в присутствии эмульгатора, диспергатора, буфера, окислительно-восстановительной системы, регулятора молекулярной массы в среде обессоленной и обескислороженной (деаэрированной) воды.
В отличие от эмульсионных бутадиен-стирольных латексов, вырабатываемых для получения каучуков, процесс полимеризации товарных латексов (т.е. латекс является конечным товаром) проходит при более высоких температурах. Начало процесса полимеризации - при 40 °C, окончание процесса полимеризации - при 90 °C и выше. Полимеризация в эмульсии протекает по радикальному механизму. Она включает три стадии - инициирование, рост цепи и регулирование молекулярной массы, обрыв цепи.
Процесс полимеризации - экзотермический, тепловой эффект реакции полимеризации бутадиена и стирола 71,5 кДж/моль.
Механизм эмульсионной полимеризации, достаточно подробно изложенный в многочисленной технической литературе, в данной работе не рассматривается.
Принципиальная схема непрерывной полимеризации латексов не отличается от схемы полимеризации эмульсионных каучуков, приведенной в разделе 2.
Полимеризация периодическим способом отличается от непрерывной полимеризации тем, что весь процесс происходит в одном аппарате.
Дегазация латексов (отгонка незаполимеризовавшихся мономеров)
После проведения полимеризации в латексах остаются незаполимеризованные мономеры. Их количество зависит от содержания высококипящего мономера в исходной шихте и сополимере и обычно составляет 2% - 3% от суммы исходных мономеров.
Незаполимеризованные мономеры должны быть удалены из латексов до величины паспортных значений для товарного латекса. Эта величина составляет 0,2% - 0,07%.
Дегазация мономеров осуществляется, как правило, водяным паром и осложняется тем, что мономеры находятся не в виде отдельной фазы, а адсорбированы полимерными частицами. Кроме того, наличие эмульгатора в латексе может вызвать сильное пенообразование и последующую забивку оборудования.
Аппаратурное оформление стадии дегазации существенно влияет на себестоимость товарного латекса, так как дегазация (отгонка) требует значительных расходов водяного пара и связана с потерями полимера в виде коагулюма, образующегося вследствие термических и механических воздействий на латекс.
При выборе схемы дегазации и технологического оборудования необходимо стремиться к достижению следующих условий:
- обеспечить минимальное пребывание латекса в зоне повышенных температур;
- создать минимальное гидравлическое сопротивление всей системы дегазации за счет вакуумирования;
- обеспечить наибольший контакт латекса с паром для улучшения максимального массообмена при одновременном исключении чрезмерно интенсивного гидродинамического воздействия на латекс или паролатексную смесь, уменьшая при этом коагуляцию;
- создать систему эффективного охлаждения в конденсаторах.
Таким образом, стадия дегазации (отгонки) незаполимеризовавшихся мономеров из латексов преследует две основные цели:
- регенерацию отогнанных мономеров для их последующей очистки и возвращения в процесс полимеризации;
- обеспечение взрывопожаробезопасности и отсутствия токсичности товарного латекса при хранении и последующей переработке латекса и улучшение условий труда на предприятиях, использующих товарный латекс в качестве полуфабриката для изготовления продукции.
Отгонка незаполимеризовавшихся мономеров из латекса чаще всего проводится в две стадии с помощью острого пара. На первой стадии отгонки, преддегазации бутадиен-стирольных латексов, из латекса под вакуумом удаляется основное количество бутадиена и стирола, затем под вакуумом на второй стадии происходит отгонка остаточного стирола до содержания его в латексе ~ 0,07% - 0,1%. Возвратные мономеры после очистки возвращаются в процесс.
Для дегазации товарного латекса применима прямоточная схема, так как в латексе, поступающем на дегазацию, содержится относительно малое количество свободных мономеров.
Дегазированный латекс поступает в накопительные емкости для хранения и отгрузки потребителю. При необходимости в этих емкостях латекс заправляют антиоксидантом.
Концентрирование
В середине XX в. применялось несколько методов концентрирования латексов: центрифугирование, сливкоотделение и упаривание. В настоящее время упаривание является основным способом концентрирования латексов. Этот метод высокопроизводителен и обеспечивает дополнительную отгонку незаполимеризовавшихся мономеров с водяным паром.
Принципиальная схема концентрирования показана на рисунке 11.1.

1 - расходная емкость; 2, 5, 7, 10, 13 - насосы;
3 - концентратор; 4 - гидрозатвор; 6 - промежуточная
емкость; 8 - фильтр; 9 - емкость товарного латекса, 11,
14 - конденсаторы смешения; 12, 16 - гидрозатворы;
15 - одноступенчатая пароэжекционная установка
латексов
Латекс из емкости 1 насосом 2 подается в концентратор 3, представляющий собой полую колонну с распылителем, работающую под вакуумом. Из концентратора латекс стекает в гидрозатвор 4, откуда насосом 5 подается в емкость 1. Циркуляция латекса через концентратор осуществляется до достижения требуемого сухого остатка. Концентрированный латекс подается в емкость с мешалкой 6, откуда насосом 7 через фильтр 8 откачивается в емкость товарного латекса. 9. Товарный латекс насосом 10 подается на розлив в специальную тару для транспортирования потребителю.
Система конденсации паров, отгоняемых при окончательном концентрировании латекса, включает конденсаторы смешения 11 и 14, гидрозатворы 12 и 16, насос 13 и одноступенчатую пароэжекционную установку 15.
В последнее время эта схема была упрощена и включала в себя концентратор, теплообменник, два конденсатора, пароэжекционную установку (либо вакуум-насос) и насос для подачи латекса.
Получение латекса СКС-30 ОХ
Сополимеризация бутадиена и стирола
Схема установки для получения товарного латекса СКС-30 ОХ приведена на рисунке 11.2.

1, 3, 5, 7, 9, 11, 19, 21 - аппараты с мешалками
для приготовления компонентов шихты; 2, 4, 6, 8, 10, 12, 14,
17, 20, 22 - насосы; 13 - аппарат приготовления водной фазы;
15, 18 - холодильники; 16 - аппарат приготовления
углеводородной фазы; 23 - 32 - полимеризаторы; 33 - фильтр
при получении товарных латексов
Приготовление углеводородной шихты проводится непрерывно смешением бутадиена и стирола в аппарате предварительного смешения 16, состав шихты контролируется по плотности. Раствор лейканола готовится в емкости с мешалкой 9, куда подается умягченная вода и порошкообразный лейканол. Готовый раствор лейканола насосом 10 откачивается в аппарат 13 для приготовления водной фазы. Раствор олеата калия готовится в емкости 7, снабженной мешалкой, смешением воды и олеата калия, подаваемых в заданном соотношении. Готовый раствор насосом 8 подается на приготовление водной фазы в аппарат 12. Эмульсия гидропероксида изопропилциклогексилбензола готовится в аппарате с мешалкой 19, куда в заданном соотношении вводятся умягченная вода, инициатор и олеат калия. Готовая эмульсия дозировочным насосом 20 подается в линию углеводородной фазы. Водный раствор трилона Б готовится в аппарате 1, готовый раствор подается на приготовление водной фазы насосом 2 в аппарат 13. Приготовление раствора сульфата железа (II) осуществляется в аппарате 3, откуда насосом 4 раствор направляется в аппарат 13 на приготовление водной фазы. Раствор ронгалита готовится в аппарате с мешалкой 5 смешением умягченной воды и ронгалита, а затем насосом 6 подается на приготовление водной фазы в аппарат 13. Раствор трет-додецилмеркаптана в стироле готовится в аппарате 21, откуда насосом 22 подается в линию углеводородной фазы. Стоппер - водный раствор диметилдитиокарбамата натрия - готовится в аппарате 11, откуда насосом 12 подается в линию готового латекса на выходе из полимеризатора 32.
Сополимеризация бутадиена и стирола при получении латекса СКС-30 ОХ проводится непрерывно в батарее из 10 полимеризаторов 23 - 32 - стандартных аппаратов объемом 12 м3. Водная и углеводородная фазы охлаждаются в холодильниках 15 и 18 и смешиваются в трубопроводе перед подачей в полимеризатор 231.
Полимеризатор - стандартный аппарат объемом 12 м3. Сополимеризация бутадиена со стиролом осуществляется при температуре 4 °C - 8 °C и давлении не выше 0,8 МПа до конверсии 70% - 75%. Латекс смешивается со стоппером и через фильтр 33 подается на дегазацию.
На рисунке 11.3 приведена принципиальная схема производства сополимерных акриловых дисперсий периодическим способом. Метод получения акриловых эмульсий основан на методе эмульсионной сополимеризации стирола и (мет)акриловых мономеров в водной среде в присутствии инициаторов и эмульгаторов.

методом эмульсионной сополимеризации стирола
и (мет)акриловых мономеров в водной среде
Синтез стирол-акрилового латекса типа novopol 110
Синтез дисперсии производится реакторах, которые представляют собой вертикальные цилиндрические аппараты с эллиптическими крышкой и днищем объемом, из нержавеющей стали. Реакторы снабжены мешалками с регулируемым числом оборотов, рубашкой для охлаждения/нагрева, штуцерами для слива/налива. Все реакторы оснащены обратными теплообменниками. В трубном пространстве теплообменников конденсируются пары реакционной массы, конденсат возвращается в реактор. Через теплообменники дыхание реакторов направляется в атмосферу.
Температура в реакторах контролируется с помощью термометров сопротивления, расположенных в нижней части аппаратов. В качестве теплоносителя для рубашки реакторов используется либо горячая вода с температурой 90 - 95 °C, либо оборотная вода.
Температура в реакторах в процессе синтеза регулируется автоматически при помощи клапанов, установленных на трубопроводе подачи оборотной воды в рубашку реактора.
На линии подачи теплоносителя в рубашку реактора установлен расходомер для контроля количества теплоносителя, расходуемого на нагрев/охлаждение реактора синтеза в процессе полимеризации на одну операцию. На линии входа/выхода теплоносителя в рубашку реактора установлены термопреобразователи. Для контроля за температурой теплоносителя на входе/выходе из рубашки реактора.
Перед началом синтеза в рубашку реактора подается горячая вода. После этого, в реактор синтеза загружается водная фаза. Далее рабочий реактор синтеза продувается азотом, включается мешалка реактора. При необходимости, водная фаза в реакторе синтеза нагревается. После достижения в реакторе синтеза необходимой температуры из реактора приготовления ПЭМ загружается затравочное количество ПЭМ. Контроль количества затравки осуществляется по тензовесам реактора при загрузке заданного количества автоматически закрывается клапан, установленный на трубопроводе ПЭМ. После ввода затравки ПЭМ производится выдержка. Затем в реактор загружается затравочная порция раствора инициатора - персульфата аммония (ПСА). Контроль объема загружаемой порции производится по расходомеру поз. FT102, установленному на линии подачи раствора ПСА.
После загрузки затравочной порции раствора ПСА возможен скачок температуры, это свидетельствует о начале реакций полимеризации. В зависимости от интенсивности роста температуры, начинают порционную подачу охлаждающей воды в рубашку реактора.
После стабилизации температуры проводят выдержку, во время которой в реакторы догружают заданный объем воды и начинают непрерывную дозировку ПСА. Время дозировки ингредиентов на синтез дисперсии задается в соответствии с бланком производства (либо с технологической прописью), выдаваемой главным технологом.
Контроль количества ПЭМ производится по тензовесам. Расход ПЭМ поддерживается автоматически при помощи запорно-регулирующего клапана установленного на трубопроводе дозировки ПЭМ. Контроль объема раствора ПСА - по расходомеру, установленному на линии подачи раствора ПСА в реактор синтеза. Расход ПСА поддерживается автоматически при помощи запорно-регулирующего клапана, установленного на трубопроводе дозировки ПСА. Загрузка раствора ПСА должна закончиться на 10 - 15 минут позднее окончания дозировки ПЭМ.
По окончании дозировки ПЭМ в реактор приготовления ПЭМ заливается обессоленная вода для промывки реактора и линии ПЭМ в количестве 100 - 120 литров. Промывочная вода из реактора приготовления ПЭМ сливается в реактор синтеза (до окончания дозировки ПСА).
Содержимое реактора синтеза выдерживается при определенной температуре и перемешивании. После выдержки в рубашку реактора синтеза подается холодная оборотная вода, с целью охлаждения реакционной массы. Одновременно с охлаждением в реактор синтеза производится параллельная дозировка раствора пиросульфита и эмульсии третбутила гидропероксида. Ввод пиросульфита натрия и эмульсии третбутила гидропероксида необходим для проведения процесса дополимеризации: уменьшения количества остаточного мономера в дисперсии.
После введения Red-Ox системы содержимое реактора охлаждают.
При снижении температуры в реакторе в дисперсию загружается пеногаситель и производится перемешивание. Затем в реактор синтеза загружается водный раствор нейтрализующего агента. Производится перемешивание, после чего в реактор загружается следующий пеногаситель, реакционная масса перемешивается и в реактор синтеза загружается и консервант. Реакционная масса выдерживается при перемешивании.
После перемешивания мешалка реактора останавливается и отбирается проба полученной дисперсии для лабораторного анализа.
После получения положительных результатов лабораторного анализа готовая дисперсия из реактора синтеза поступает на узел фильтрации и розлива.
Описание технологического процесса приведено в таблице 11.2, перечень основного оборудования - в таблице 11.3.
Таблица 11.2
синтетических латексов
Входной поток | Стадия технологического процесса | Выходной поток | Основное технологическое оборудование | Природоохранное оборудование | |
Основные, побочные и промежуточные продукты | Эмиссии | ||||
1 | 2 | 3.1 | 3.2 | 4 | 5 |
Вода обессоленная Раствор эмульгатора | Подготовка водной фазы | Вода с ПАВ | Реактор | ||
Вода обессоленная Натрий углекислый кислый пищевой Эмульгатор Акриламид кристаллический | Приготовление раствора эмульгатора для предварительной эмульсии мономеров | Раствор эмульгатора | Реактор | ||
Стирол Силан А-174 ВТЭС Бутилакрилат Метакриловая кислота Акриловая кислота Раствор эмульгатора | Приготовление предварительной эмульсии мономеров | Предварительная эмульсия мономеров | Реактор | ||
Вода обессоленная Аммиак водный 25% Вода обессоленная Моноэтаноламин чистый | Приготовление раствора нейтрализующего агента | Раствор аммиака 12% Раствор моноэтаноламина 34% | Реактор | ||
Вода обессоленная Персульфат аммония | Приготовление раствора инициатора | Раствор персульфата аммония | Реактор | ||
Пиросульфит натрия Вода обессоленная Гидропероксид третбутила Вода обессоленная Аскорбиновая кислота | Приготовление окислительно-восстановительной системы (восстановитель 1) | Раствор пиросульфита натрия Раствор ГПТБ Раствор аскорбиновой кислоты | Реактор | ||
Вода с ПАВ Предварительная эмульсия мономеров Раствор инициатора Окислительно-восстановительная система Пеногаситель Нейтрализующий агент Раствор консерванта | Синтез сополимерно-акриловой дисперсии | Кислая дисперсия с остаточными мономерами Кислая дисперсия без остаточных мономеров Нейтральная дисперсия Готовый латекс | Реактор Теплообменник | ||
Таблица 11.3
производства синтетических латексов
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Реактор синтеза | Производство синтетических латексов | V = 12 м3 D = 2200 мм H = 4350 мм |
Реактор синтеза | Производство синтетических латексов | V = 15 м3 D = 2500 мм H = 4300 мм |
Реактор синтеза | Производство синтетических латексов | V = 12,5 м3 D = 2300 мм H = 3920 мм |
Реактор синтеза | Производство синтетических латексов | V = 12,66 м3 D = 2200 мм H = 6408 мм |
Реактор предварительной эмульсии | Производство синтетических латексов | Аппарат: V = 10 м3 D = 2000 мм H = 4450 мм Pраб. = 0 ~ 0,7 кгс/см2 Tmax = 30 °C Среда - предварительная эмульсия мономеров Змеевик: V ~= 0,1 м3 Pраб. = 2,5 ~ 3 кгс/см2 Tраб. - от +12 до +95 Мотор-редуктор: n = 62 об/мин N = 2,2 кВт U = 380 В |
Реактор предварительной эмульсии | Производство синтетических латексов | Аппарат: V = 10 м3 D = 2200 мм H = 5865 мм Pраб. = 0 ~ 0,7 кгс/см2 Tmax = 30 °C. Среда - предварительная эмульсия мономеров Рубашка: V ~= 0,3 м3 Pраб. = 2,5 ~ 3 кгс/см2 Tраб. = от +12 до +95 Мотор-редуктор: n = до 62 об/мин N = 5,5 кВт U = 380 В |
Реактор предварительной эмульсии | Производство синтетических латексов | Аппарат: V = 10 м3 H = 3044 мм D = 2200 мм Pраб. = 0 ~ 0,7 кгс/см2 Tmax = 30 °C Среда - предварительная эмульсия мономеров Змеевик: V = 0,2 м3 Pраб. = 2,5 ~ 3 кгс/см2 Tраб. = от +12 до +95 Мотор-редуктор: n = от 43 ~ 63 об/мин N = 3 кВт U = 380 В |
Реактор раствора эмульгатора | Производство синтетических латексов | Аппарат: V = 4,1 м3 D = 1450 мм H = 3390 мм Pраб. = 0,3 кгс/см2 Tраб. = +80 ~ +90 °C Среда - раствор эмульгатора Рубашка: V ~= 0,3 м3 Pраб. = 2,5 ~ 3 кгс/см2 Tраб. = от +12 до +95 Мотор-редуктор: n = 62 об/мин N = 1,5 кВт U = 380 В |
Реактор нагрева водной фазы | Производство синтетических латексов | Аппарат: V = 4 м3 D = 1600 мм H = 4400 мм Pраб. = 0,04 кгс/см2, Tраб. = +80 ~ +90 °C. Среда - раствор эмульгатора Рубашка: V = 0,35 м3 Pраб. = 2,5 ~ 3 кгс/см2 Tраб. = от +12 до +95 Мотор-редуктор: n = 45 ~ 50 об/мин N = 3 кВт U = 380 В |
Реактор приготовления раствора инициатора | Производство синтетических латексов | Аппарат: V = 1,95 м3 D = 1400 мм H = 2455 мм Pраб. = 0,7 кгс/см2 Tраб. = +20 °C. Рубашка: V = 0,23 м3 Pраб. = 2,5 ~ 3 кгс/см2 Tраб. = от +12 до +95 Мотор-редуктор: n = 160 об/мин N = 2,2 кВт U = 380 В |
Реактор приготовления раствора инициатора | Производство синтетических латексов | Аппарат: V = 1,95 м3 D = 1400 мм H = 1850 мм Pраб. = 0,7 кгс/см2 Tраб. = +36 °C Рубашка: V = 0,3 м3 Pраб. = 2,5 ~ 3 кгс/см2 Tраб. = от +12 до +95 Мотор-редуктор: n = 47 об/мин N = 7,5 кВт U = 380 В |
Реактор приготовления эмульсии окислителя | Производство синтетических латексов | Аппарат: V = 0,34 м3 D = 700 мм H = 1102 мм Pраб. = атмосферное Tраб. = +36 °C Мотор-редуктор: n = 45 об/мин N = 0,2 кВт U = 380 В |
Реактор приготовления эмульсии окислителя | Производство синтетических латексов | Аппарат: V = 0,2 м3 D = 600 мм H = 994 мм Pраб. = 0,7 кгс/см2 Tраб. = +36 C Мотор-редуктор: n = 45 об/мин N = 1,5 кВт U = 380 В |
Реактор приготовления раствора восстановителя | Производство синтетических латексов | Аппарат: V = 0,2 м3 D = 500 мм H = 1175 мм Pраб. = 0,5 кгс/см2 Tраб. = +36 °C Мотор-редуктор: n = 45 об/мин N = 0,2 кВт U = 380 В |
Реактор приготовления раствора восстановителя | Производство синтетических латексов | Аппарат: V = 0,2 м3 D = 600 мм H = 994 мм Pраб. = 0,7 кгс/см2 Tраб. = +36 °C Мотор-редуктор: n = 45 об/мин N = 1,5 кВт U = 380 В |
Реактор приготовления водного раствора аммиака | Производство синтетических латексов | Аппарат: V = 2 м3 D = 1400 мм H = 1350 мм Pраб. = 0,7 кгс/см2 Tраб. = +36 °C Мотор-редуктор: n = 47 об/мин N = 7,5 кВт U = 380 В |
Реактор приготовления раствора моноэтаноламина | Производство синтетических латексов | Аппарат: V = 2 м3 D = 1400 мм H = 1350 мм Pраб. = 0,7 кгс/см2 Tраб. = +36 °C Мотор-редуктор: n = 47 об/мин N = 7,5 кВт U = 380 В |
Реактор приготовления эмульгатора | Производство синтетических латексов | Аппарат: V = 3,2 м3 D = 1600 мм H = 1915 мм Pраб. = 0,7 кгс/см2 Tраб. = +100 °C Рубашка: V = 0,45 м3 Pраб. = 3 кгс/см2 V = 0,45 м3. Мотор-редуктор: n = 62 об/мин N = 11 кВт U = 380 В |
Производство латексов связано с потреблением большого количества органического сырья и реагентов. Это связано со спецификой производства. Использование большого спектра веществ в производстве приводит к попаданию их в выбросы, сбросы и отходы производства.
Выбросы
В процессе производства товарных латексов возможны выбросы мономеров через неплотности оборудования. В последнее время, особенно при производстве латексов способом периодической полимеризации, этот показатель сведен до минимума. Это связано с несколькими факторами:
- как полимеризация, так и дегазация латекса происходят в одном аппарате. Дегазацию при периодическом процессе обычно проводят в том же аппарате, что и полимеризацию;
- конверсия мономеров при периодическом процессе приближается к 100%.
Сточные воды
Сточные воды производства синтетических латексов содержат неорганические и органические примеси. Многокомпонентность состава сточных вод объясняется тем, что рецептуры получения синтетических латексов содержат большую номенклатуру различных веществ.
При производстве синтетических латексов, промывке оборудования и транспортной тары образуются "латексные" стоки, содержащие разбавленные растворы латексов, способные оказывать негативное воздействие на окружающую среду. Также в сточных водах может содержаться значительное количество эмульгаторов и токсичных веществ (стирол). К сожалению, в настоящее время проблема очистки сточных вод производства латексов окончательно не решена. Полимерная составляющая отходов очищается на локальных установках. Повышение эффективности работы этих установок идет в направлении поиска новых, более эффективных коагулянтов.
Отходы
Воздействие на окружающую среду возможно также и от образующихся твердых отходов, в основном отходов полимера - так называемый коагулюм, образующийся на внутренней поверхности технологического оборудования. Общая токсичность отходов синтетических латексов разных марок невелика. Учитывая то, что в настоящее время отходы и такого рода востребованы для изготовления резинотехнических изделий неответственного назначения, они практически полностью утилизируются, поэтому вредного воздействия на окружающую среду оказывать не могут.
Показатели потребления сырья и энергоресурсов (нормы расхода) при производстве синтетических латексов приведены в таблице 11.4.
Таблица 11.4
при производстве синтетических латексов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Вода обессоленная | кг/т | 450,25 | 463,39 |
Эмульгатор анионный | кг/т | 35,76 | 50,21 |
Эмульгатор неионный | кг/т | 0,94 | 0,95 |
Натрий углекислый кислый пищевой | кг/т | 1,36 | 1,36 |
Амид акриловой кислоты кристаллический | кг/т | 6,62 | 7,39 |
Стирол | кг/т | 232,88 | 233,12 |
Силан А-174 ВТЭС | кг/т | 0,98 | 0,98 |
Бутилакрилат | кг/т | 242,51 | 242,66 |
Метакриловая кислота | кг/т | 6,53 | 6,55 |
Акриловая кислота | кг/т | 2,81 | 2,98 |
Персульфат аммония | кг/т | 4,26 | 4,88 |
Пеногаситель | кг/т | 0,196 | 0,4 |
Пиросульфит натрия | кг/т | 0,49 | 0,51 |
Гидропероксид третбутила | кг/т | 0,23 | 0,51 |
Аскорбиновая кислота | кг/т | 0,25 | 0,25 |
Аммиак водный 12% | кг/т | 10,97 | 11,05 |
Консервант | кг/т | 2 | 2,03 |
Электроэнергия | кВт·ч/т | 149 | 243 |
Теплоэнергия | Гкал/т | 0,074 | 0,14 |
Вода | Гкал/т | 11,4 | 28,6 |
В таблицах 11.5 и 11.6 представлена информация по выбросам, сбросам и образованию отходов производства синтетических латексов.
Таблица 11.5
синтетических латексов
Наименование загрязняющего вещества | Метод очистки, обработки, повторного использования | Масса выбросов загрязняющих веществ после очистки в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||
Минимальное значение | Максимальное значение | |||
Аммиак | 0,17 | 0,20 | 0,19 | |
Сбросы отсутствуют, сточные воды направляют в общезаводской оборотный цикл
Таблица 11.6
Наименование | Класс опасности | Источник образования | Способ утилизации, обезвреживания, размещения | Масса образующихся отходов производства в расчете на 1 т продукции, кг/т | ||
Диапазон | Среднее значение | |||||
Минимальное значение | Максимальное значение | |||||
Отходы минеральных масел индустриальных | III | Техническое обслуживание технологического оборудования | Обезвреживание/утилизация | 0,00050 | 0,0019 | 0,0011 |
Отходы материалов лакокрасочных на основе акриловых полимеров в водной среде | IV | Проведение лабораторных анализов | Обезвреживание | 0,41 | 1,04 | 0,63 |
Упаковка из бумаги и/или картона, загрязненная неорганическими растворимыми карбонатами | IV | Растаривание сырья | Утилизация | 0,030 | 0,11 | 0,059 |
Отходы упаковки из бумаги и картона, загрязненные амидами органических кислот (содержание не более 3%) | IV | Растаривание сырья | Утилизация | - | 0,030 | - |
Тара полиэтиленовая, загрязненная щелочами (содержание менее 5%) | IV | Растаривание сырья | Утилизация | 0,58 | 0,81 | 0,67 |
Упаковка полиэтиленовая, загрязненная смесью органических растворителей, включая хлорсодержащие (содержание растворителей менее 5%) | IV | Растаривание сырья | Утилизация | - | 0,055 | - |
Упаковка полиэтиленовая, загрязненная органическими пероксидами | IV | Растаривание сырья | Утилизация | 0,0036 | 0,025 | 0,015 |
Тара полиэтиленовая, загрязненная поверхностно-активными веществами | IV | Растаривание сырья | Утилизация | 3,63 | 4,13 | 3,89 |
Упаковка полипропиленовая, загрязненная растворимыми в воде органическими кислотами | IV | Растаривание сырья | Утилизация | - | 0,045 | - |
Упаковка полипропиленовая, загрязненная синтетическими полимерами | IV | Растаривание сырья | Утилизация | - | 0,045 | - |
Упаковка полипропиленовая, загрязненная клеем на акриловой основе | IV | Растаривание сырья | Утилизация | - | 0,03 | - |
Упаковка из разнородных полимерных материалов в смеси, загрязненная неорганическими солями, гидроксидами, оксидами (содержание загрязнителей менее 3%) | IV | Растаривание сырья | Утилизация | 0,18 | 0,23 | 0,21 |
Тара из черных металлов, загрязненная органическими негалогенированными растворителями | IV | Растаривание сырья | Утилизация | - | 0,090 | - |
Обтирочный материал, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) | IV | Техническое обслуживание технологического оборудования | Захоронение/Обезвреживание | - | 0,0050 | - |
Тара деревянная, утратившая потребительские свойства, незагрязненная | V | Снятие транспортной упаковки с сырья | Использование/утилизация | 0,23 | 0,30 | 0,25 |
Определение технических способов, методов, оборудования в качестве НДТ проведено с учетом Методических рекомендаций по определению технологии в качестве наилучшей доступной технологии (утверждены Приказом Министерства промышленности и торговли Российской Федерации от 23 августа 2019 года N 3134).
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду разд. 11, а не 12. |
При определении оборудования, технических способов, методов в качестве НДТ рассматривали их соответствие следующим критериям:
- снижение уровня негативного воздействия на окружающую среду (критерий определен по значениям таких факторов, как выбросы, сбросы загрязняющих веществ в расчете на единицу производимой продукции);
- применение ресурсо- и энергосберегающих методов и достижение высоких показателей ресурсоэффективности (прежде всего энергоэффективности) производства, определенных по потреблению энергии в расчете на единицу произведенной продукции;
- промышленное внедрение оборудования, технических способов, методов на двух и более предприятиях;
- период внедрения (возможность последовательного улучшения показателей ресурсоэффективности и экологической результативности путем внедрения технических усовершенствований и процедур в рамках систем энергетического и экологического менеджмента).
Также рассматривались системы экологического менеджмента, в рамках которых осуществляются планирование, разработка программ повышения экологической результативности (а также ресурсоэффективности) и их реализация.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду разд. 13, а не 14. |
Приведенные в разд. 14 описания НДТ включают методы, технические способы и оборудование, способствующие снижению негативного воздействия на окружающую среду и повышению ресурсо- и энергосбережения.
Настоящий раздел содержит перечень кратких описаний НДТ, внедрение которых целесообразно при производстве синтетических полимеров (полиолефинов, синтетических каучуков, термоэластопластов, латексов и других высокомолекулярных соединений) на различных этапах технологического процесса.
НДТ 1. Повышение экологической результативности (эффективности) путем внедрения и поддержания системы экологического менеджмента (СЭМ), соответствующей требованиям ГОСТ Р ИСО 14001 <1> или ISO 14001 <1>, или применение инструментов СЭМ.
НДТ 3. Сбор и использование побочных газообразных продуктов, сдувок, не находящих применение в качестве сырьевых компонентов в качестве топлива.
НДТ 4. Использование "сухих" методов очистки отходящих газов от пыли, применение циклонов и рукавных фильтров.
НДТ 5. Применение скрубберов мокрой (или масляной) очистки в случаях, где это приемлемо по технологическим соображениям.
НДТ 6. Предотвращение или снижение неорганизованных выбросов загрязняющих веществ в воздух путем соблюдения требований технологических регламентов и режимов, а также надлежащего технического обслуживания оборудования.
НДТ 7. Мониторинг выбросов маркерных загрязняющих веществ в воздух в соответствии с установленными требованиями.
НДТ 9. Снижение выбросов загрязняющих веществ в воздух за счет замены в производстве каучуков воздушных сушилок устаревших конструкций на новые, улучшенной конструкции.
НДТ 10. Контроль, регулировка и автоматизация стадий технологического процесса, влияющих на образование и выделение загрязняющих веществ (соотношение реагентов, температура, кислотность и др.).
НДТ 11. Внедрение более современных установок утилизации газовых выбросов в качестве дутьевого или топливного газа.
НДТ 14. Сброс сточных вод в заводскую канализационную сеть с последующей очисткой на собственных центральных очистных сооружениях.
НДТ 15. Соблюдение требований, установленных для сброса сточных вод в централизованные системы водоотведения (для организаций, передающих сточные воды на очистку с использованием централизованных систем водоотведения поселений, городских округов).
НДТ 16. Использование способа и химикатов для бессолевой коагуляции латексов при синтезе эмульсионных каучуков на стадии коагуляции с целью сокращения водопотребления и сброса сточных вод.
НДТ 18. Использование установок для переработки бракованных брикетов с возвращением в рецикл мелкой крошки в воде.
НДТ 19. Организация сбора и использования отходов полимеров для изготовления резинотехнических и других изделий неответственного назначения.
НДТ 20. Передача твердых отходов (отработанные катализатор, адсорбент и др.) на утилизацию организациям - потребителям отходов, имеющим лицензию по обращению с отходами.
НДТ 21. Увеличение времени работы катализаторов, обеспечение высокой степени конверсии сырья: применение одного из или комбинации следующих методов:
- обоснование выбора оптимального катализатора;
- предотвращение дезактивации катализатора;
- контроль показателей работы катализатора.
НДТ 23. Стабилизация работы технологической системы путем равномерного распределения производственной программы.
НДТ 24. Внедрение агрегатов большей единичной мощности на всех стадиях синтеза, где это возможно по соображениям генерального плана и экономической целесообразности.
НДТ 25. Учет методов повышения энергоэффективности, изложенных в ИТС 48.
НДТ 26. Снижение потребления энергоресурсов (тепла или пара) путем использования вторичных энергоресурсов: тепла отходящих газов и низкопотенциального пара.
НДТ 28. Внедрение мероприятий по снижению удельного потребления энергии (электроэнергии, топлива и тепла).
НДТ 30. Модернизация технологических систем с расширением ассортимента и возможностью быстрого перехода "с марки на марку".
НДТ 32. Оптимизация рецептуры полимеризации, стопперирования и стабилизации каучуков и пластических масс, а также их смешения.
НДТ 33. Повышение эффективности и экологичности режимов коагуляции в производстве эмульсионных каучуков.
Технологические показатели НДТ приведены в таблице 13.1.
Таблица 13.1
Продукт | Технологический показатель | Единица измерения | Значение, не более |
Для атмосферного воздуха | |||
Растворители для производства каучуков | 1,3-бутадиен (дивинил) | кг/т | 0,014 |
Метилбензол (толуол) | 0,016 | ||
Этенилбензол (стирол) | 0,012 | ||
Каучук цис-изопреновый | Азота оксид | кг/т | 0,0012 |
Азота диоксид | 0,0034 | ||
Каучук цис-бутадиеновый на титановом катализаторе | Азота диоксид | кг/т | 0,5 |
Азота оксид | 0,09 | ||
Углерода оксид | 0,5 | ||
1,3-бутадиен (дивинил) | 0,4 | ||
Циклогексан | 0,5 | ||
Каучук цис-бутадиеновый на титановом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | Азота диоксид | кг/т | 1,28 |
Азота оксид | 0,21 | ||
Углерода оксид | 1,77 | ||
Циклогексан | 1,82 | ||
Каучук цис-бутадиеновый растворный на неодимовом катализаторе | Азота диоксид | кг/т | 0,5 |
Азота оксид | 0,09 | ||
Углерода оксид | 0,5 | ||
Циклогексан | 0,6 | ||
1,3-бутадиен (дивинил) | 0,6 | ||
Каучук цис-бутадиеновый на неодимовом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | Азота диоксид | кг/т | 2,178 |
Азота оксид | 0,21 | ||
Углерода оксид | 1,82 | ||
Циклогексан <*> (<*> Применимо при использовании в качестве растворителя) | 1,88 | ||
1,3-бутадиен (дивинил) | 0,75 | ||
Каучук цис-бутадиеновый на литиевом катализаторе | Углеводороды предельные C1 - C5 (исключая метан) | кг/т | 0,22 |
1,3-бутадиен (дивинил) | 0,002 | ||
Взвешенные вещества | 0,007 | ||
Каучук бутадиен-стирольный (ДССК) (в том числе маслонаполненный) | Азота диоксид | кг/т | 1,0 |
Азота оксид | 0,09 | ||
Углерода оксид | 3,0 | ||
1,3-бутадиен (дивинил) | 0,69 | ||
Каучук бутадиен-стирольный (ДССК/БС, БС-2012), в том числе маслонаполненный и каучук будиеновый на литиевом катализаторе (СКД-L), ДССК с генерацией тепловой энергии (пар, горячая вода). | Азота диоксид | кг/т | 1,2 |
Азота оксид | 0,2 | ||
Углерода оксид | 3,3 | ||
1,3-бутадиен (дивинил) | 4,04 | ||
Каучук бутадиен-стирольный (ДССК периодическим способом + СБС + СКД-777) | Азота диоксид | кг/т | 0,25 |
Азота оксид | 0,14 | ||
Углерода оксид | 5,72 | ||
1,3-бутадиен (дивинил) | 1,67 | ||
Бутилкаучук суспензионный и галобутилкаучуки | Углеводороды предельные C1 - C-5 (исключая метан) | кг/т | 0,76 |
Бутилкаучук суспензионный и галобутилкаучуки с компримированием, осушкой и очисткой возвратных продуктов | Азота диоксид | кг/т | 0,138 |
Азота оксид | 0,034 | ||
Углеводороды предельные C1 - C-5 (исключая метан) | 1,196 | ||
Бутилкаучук растворный | Углеводороды предельные C1 - C-5 (исключая метан) | кг/т | 10 |
Хлорэтан (этил хлористый) | 8 | ||
Спирт метиловый | 0,4 | ||
Каучук бутадиен-стирольный (СКС, в том числе маслонаполненный) | Азота диоксид | кг/т | 0,17 |
Азота оксид | 0,03 | ||
Серы диоксид | 0,03 | ||
Этенилбензол (стирол) | 4,0 | ||
Каучук бутадиен-стирольный (в том числе маслонаполненный) с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | Азота диоксид | кг/т | 1,41 |
Азота оксид | 0,23 | ||
Серы диоксид | 0,045 | ||
Углерода оксид | 2,39 | ||
1,3-бутадиен | 1,1 | ||
Этенилбензол (стирол) | 5,352 | ||
Каучук бутадиен  (СКМС) (в том числе маслонаполненный) (СКМС) (в том числе маслонаполненный) | 1,3-бутадиен (дивинил) | кг/т | 1,5 |
Альфа-метилстирол | 0,2 | ||
Каучук бутадиен-нитрильный (в том числе наполненный поливинилхлоридом) | Акрилонитрил | кг/т | 0,6 |
1,3-бутадиен (дивинил) | 3,55 | ||
Синтетический каучук этилен-пропиленовый тройной (СКЭПТ) | Азота диоксид | кг/т | 0,021 |
Азота оксид | 0,0033 | ||
Углерода оксид | 0,7 | ||
Пропилен | 2,41 | ||
Стирол-бутадиеновый блок-сополимер разветвленный | Азота оксид | кг/т | 0,29 |
Азота диоксид | 1,64 | ||
Оксид углерода | 2,0 | ||
Циклогексан | 5,8 | ||
1,3-бутадиен (дивинил) | 1,1 | ||
Стирол-бутадиеновый блок-сополимер линейный | Азота оксид Азота диоксид (суммарно) | кг/т | 1,7 |
Углерода оксид | 1,7 | ||
Циклогексан | 5,1 | ||
Полиэтилен (технология производства в трубчатом реакторе) | Взвешенные вещества | кг/т | 0,05 |
Этилен | 4,3 | ||
Полиэтилен (технология производства в автоклавном реакторе) | Этилен | кг/т | 2,5 |
Взвешенные вещества | 0,23 | ||
Полиэтилен, получаемый по газофазной технологии | Азота диоксид | кг/т | 0,093 |
Азота оксид | 0,016 | ||
Углерода оксид | 0,93 | ||
Этилен | 3,33 | ||
Ацетальдегид | 0,00018 | ||
Полиэтилен, получаемый по жидкофазной (суспензионной) технологии в среде инертного растворителя | Углерода оксид | кг/т | 0,164 |
Углеводороды предельные C1 - C-5 (исключая метан) | 0,24 | ||
Этилен | 0,058 | ||
Взвешенные вещества | 0,072 | ||
Полипропилен, получаемый по газофазной технологии в вертикальном реакторе | Пропилен | кг/т | 0,009 |
Взвешенные вещества | 0,08 | ||
Полипропилен, получаемый по газофазной технологии в горизонтальном реакторе | Азота диоксид | кг/т | 1,19 |
Азота оксид | 0,20 | ||
Взвешенные вещества | 0,009 | ||
Углерода оксид | 0,22 | ||
Пропилен | 0,097 | ||
Гранулированный гомополимер полипропилена, получаемый по газофазной технологии с горизонтальным реактором | Пропилен | кг/т | 0,126 |
Взвешенные вещества | 0,175 | ||
Полипропилен, получаемый по суспензионной технологии в растворителе | Азота диоксид | кг/т | 0,09 |
Азота оксид | 0,017 | ||
Взвешенные вещества | 0,17 | ||
Углерода оксид | 0,17 | ||
Углеводороды предельные C6 - C10 | 2,6 | ||
Пропилен | 2,6 | ||
Полипропилен, получаемый по суспензионной технологии в пропилене | Азота диоксид | кг/т | 0,06 |
Азота оксид | 0,01 | ||
Взвешенные вещества | 0,64 | ||
Углерода оксид | 0,28 | ||
Углеводороды предельные C1 - C-5 (исключая метан) | 0,064 | ||
Пропилен | 0,11 | ||
Полипропилен из пропан-пропиленовой фракции, получаемый по суспензионной технологии | Углерода оксид | кг/т | 0,25 |
Взвешенные вещества | 0,04 | ||
Пропилен | 0,075 | ||
Полипропилен, получаемый сополимеризацией пропилена и этилена | Формальдегид | кг/т | 0,001 |
Взвешенные вещества | 0,01 | ||
Углерода оксид | 0,01 | ||
Полипропилен, получаемый комбинацией суспензионного и газофазного процессов, включая стадии экструзии, грануляции | Взвешенные вещества | кг/т | 0,073 |
Углерода оксид | 0,53 | ||
Пропилен | 1,06 | ||
Полистирол, получаемый суспензионным способом | Азота диоксид | кг/т | 0,051 |
Азота оксид | 0,01 | ||
Серы диоксид | 0,025 | ||
Углерода оксид | 0,063 | ||
Углеводороды предельные C1 - C-5 (исключая метан) | 0,12 | ||
Этенилбензол (стирол) | 0,03 | ||
Полистирол, получаемый методом полимеризации в массе (в том числе ударопрочный) | Азота диоксид | кг/т | 0,04 |
Азота оксид | 0,27 | ||
Углерода оксид | 0,08 | ||
Серы диоксид | 0,001 | ||
Этенилбензол (стирол) | 0,007 | ||
Полистирол, получаемый методом полимеризации в массе с неполной конверсией при съеме теплоты реакции на стадии форполимеризации методом испарения с генерацией теплоносителя и утилизацией технологических сдувок | Азота диоксид | кг/т | 0,242 |
Азота оксид | 0,27 | ||
Серы диоксид | 0,2 | ||
Углерода оксид | 0,168 | ||
Этенилбензол (стирол) | 0,216 | ||
Полистирол, получаемый методом полимеризации в массе при существенно неполной конверсии с генерацией теплоносителя и утилизацией технологических сдувок | Азота диоксид | кг/т | 0,161 |
Азота оксид | 0,03 | ||
Серы диоксид | 0,22 | ||
Углерода оксид | 0,194 | ||
Этенилбензол (стирол) | 0,022 | ||
Производство АБС-пластиков (акрилонитрил-бутадиен-стирольных сополимеров) методом непрерывной полимеризации в массе | Азота диоксид | кг/т | 0,09 |
Азота оксид | 0,02 | ||
Углерода оксид | 0,11 | ||
Этенилбензол (стирол) | 0,17 | ||
Акрилонитрил | 0,28 | ||
Производство АБС-пластиков (акрилонитрил-бутадиен-стирольный сополимер) методом непрерывной полимеризации в массе с генерацией теплоносителя и утилизацией технологических сдувок | Азота диоксид | кг/т | 0,213 |
Азота оксид | 0,034 | ||
Углерода оксид | 0,186 | ||
Этенилбензол (стирол) | 0,17 | ||
Акрилонитрил | 0,28 | ||
Поливинилхлорид эмульсионный | Взвешенные вещества | кг/т | 0,24 |
Поливинилхлорид суспензионный | Взвешенные вещества | кг/т | 0,34 |
Полиэтилентерефталат высоковязкий гранулированный кристаллический, получаемый непрерывным процессом | Азота оксид и азота диоксид (суммарно) | кг/т | 0,2 |
Взвешенные вещества | 0,1 | ||
Углерода оксид | 1,1 | ||
Ацетальдегид | 0,071 | ||
Этиленгликоль (1,2-этандиол) | 0,15 | ||
Полиэтилентерефталат с использованием вторичного сырья | Азота оксид и азота диоксид (суммарно) | кг/т | 0,81 |
Взвешенные вещества | 0,15 | ||
Углерода оксид | 1,69 | ||
Ацетальдегид | 0,11 | ||
Этиленгликоль (1,2-этандиол) | 0,15 | ||
Поликарбонаты | Азота диоксид | кг/т | 0,512 |
Азота оксид | 0,088 | ||
Фенол | 0,0087 | ||
Поликарбонаты (совместное производство с бисфенолом А) | Азота диоксид | кг/т | 0,512 |
Азота оксид | 0,088 | ||
Углерода оксид | 0,1 | ||
Фенол | 0,025 | ||
Полиамиды | Азота диоксид | кг/т | 0,02 |
Азота оксид | 0,003 | ||
Углерода оксид | 0,013 | ||
Эпсилон-капролактам (гексагидро-2H-азепин-2-он) | 0,03 | ||
Взвешенные вещества | 0,008 | ||
Полиамиды марок Волгамид 25, 27, F34, 24, 24SD, 34 | Азота диоксид | кг/т | 0,11 |
Азота оксид | 0,032 | ||
Углерода оксид | 0,13 | ||
Эпсилон-капролактам (гексагидро-2H-азепин-2-он) | 0,52 | ||
Полиамидные нити | Эпсилон-капролактам (гексагидро-2H-азепин-2-он) | кг/т | 3,32 |
Углеводороды предельные C1 - C-5 (исключая метан) | кг/т | 0,13 | |
Углеводороды предельные C6 - C10 | кг/т | 16,39 | |
Углеводороды предельные C12 - C19 | кг/т | 2,16 | |
Фторопласты | Тетрафторэтилен | кг/т | 2,36 |
Сэвилен | Этилен | кг/т | 0,971 |
Винилацетат | 0,3 | ||
Синтетические латексы | Аммиак | кг/т | 0,20 |
Для водных объектов | |||
Получение растворителей для производства каучуков | ХПК | кг/т | 0,08 |
Каучук цис-изопреновый | Нефтепродукты | кг/т | 2,0 |
ХПК | 44 | ||
Каучук цис-бутадиеновый на титановом катализаторе | ХПК | кг/т | 5,3 |
Каучук цис-бутадиеновый на титановом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | ХПК | кг/т | 6,16 |
Каучук цис-бутадиеновый растворный на неодимовом катализатор | ХПК | кг/т | 4,5 |
Каучук цис-бутадиеновый на неодимовом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | ХПК | кг/т | 5,13 |
Каучук цис-бутадиеновый на литиевом катализаторе | Нефтепродукты | кг/т | 0,0000000025 |
Взвешенные вещества | 0,00000038 | ||
ХПК | 0,0000019 | ||
Каучук бутадиен-стирольный (ДССК) (в том числе маслонаполненный) | ХПК | кг/т | 8,0 |
Каучук бутадиен-стирольный (ДССК/БС, БС-2012), в том числе маслонаполненный; каучук бутадиеновый на литиевом катализаторе (СКД-L), ДССК с генерацией тепловой энергии (пар, горячая вода). | ХПК | кг/т | 8,0 |
Каучук бутадиен-стирольный (ДССК периодическим способом + СБС + СКД-777) | Нефтепродукты (нефть) | кг/т | 2,57 |
Взвешенные вещества | 5,24 | ||
ХПК | 8,80 | ||
Бутилкаучук суспензионный и галобутилкаучуки | Нефтепродукты (нефть) | кг/т | 0,000056 |
АСПАВ (анионные синтетические поверхностно-активные вещества) | 0,05 | ||
Взвешенные вещества | 0,5 | ||
Бутилкаучук суспензионный и галобутилкаучуки с компримированием, осушкой и очисткой возвратных продуктов | Нефтепродукты (нефть) | кг/т | 0,0080 |
АСПАВ (анионные синтетические поверхностно-активные вещества) | 0,051 | ||
Взвешенные вещества | 0,51 | ||
Бутилкаучук растворный | Нефтепродукты | кг/т | 4,0 |
ХПК | 77 | ||
Каучук бутадиен-стирольный (СКС, в том числе маслонаполненный) | АСПАВ (анионные синтетические поверхностно-активные вещества) | кг/т | 0,09 |
ХПК | 1,3 | ||
Каучук бутадиен-стирольный (в том числе маслонаполненный) с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | АСПАВ (анионные синтетические поверхностно-активные вещества) | кг/т | 0,3 |
Сульфаты | 35,8 | ||
ХПК | 7 | ||
Каучук бутадиен  (СКМС) (в том числе маслонаполненный) (СКМС) (в том числе маслонаполненный) | Нефтепродукты | кг/т | 1,9 |
АСПАВ (анионные синтетические поверхностно-активные вещества) | 0,1 | ||
ХПК | 44,2 | ||
Каучук бутадиен-нитрильный (в том числе наполненный поливинилхлоридом) | АСПАВ (анионные синтетические поверхностно-активные вещества) | кг/т | 0,03 |
ХПК | 25 | ||
Синтетический каучук этилен-пропиленовый тройной (СКЭПТ) | Алюминий | кг/т | 1,85 |
Ванадий | 0,015 | ||
ХПК | 10,60 | ||
Стирол-бутадиеновый блок-сополимер разветвленный | Нефтепродукты (нефть) | кг/т | 0,0163 |
ХПК | 5,76 | ||
Стирол-бутадиеновый блок-сополимер линейный | Нефтепродукты (нефть) | кг/т | 0,03 |
ХПК | 5,1 | ||
Полиэтилен (технология производства в трубчатом реакторе) | Взвешенные вещества | кг/т | 0,17 |
ХПК | 0,03 | ||
Полиэтилен (технология производства в автоклавном реакторе) | Нефтепродукты (нефть) | кг/т | 0,032 |
ХПК | 1,85 | ||
Полиэтилен, получаемый по газофазной технологии | Взвешенные вещества | кг/т | 0,2 |
ХПК | 0,30 | ||
Сульфат-анион (сульфаты) | 3,8 | ||
Хлорид-анион (хлориды) | 0,7 | ||
Сухой остаток | 7,6 | ||
Полиэтилен, получаемый по жидкофазной (суспензионной) технологии в среде инертного растворителя | ХПК | кг/т | 0,05 |
Полипропилен, получаемый по газофазной технологии в горизонтальном реакторе | Взвешенные вещества | кг/т | 0,02 |
ХПК | 0,026 | ||
Полипропилен, получаемый по газофазной технологии в вертикальном реакторе | Взвешенные вещества | кг/т | 0,03 |
ХПК | 0,068 | ||
Полипропилен, получаемый по суспензионной технологии в растворителе | Взвешенные вещества | кг/т | 0,26 |
ХПК | 0,3 | ||
Полипропилен, получаемый по суспензионной технологии в пропилене | Взвешенные вещества | кг/т | 0,0058 |
Нефтепродукты (нефть) | 0,5 | ||
ХПК | 0,0029 | ||
Полипропилен из пропан-пропиленовой фракции, получаемый по суспензионной технологии | Взвешенные вещества | кг/т | 1,8 |
ХПК | 1,1 | ||
Нефтепродукты (нефть) | 0,026 | ||
Полипропилен, получаемый комбинацией суспензионного и газофазного процессов, включая стадии экструзии, грануляции | Нефтепродукты (нефть) | кг/т | 0,0016 |
Взвешенные вещества | 0,0059 | ||
ХПК | 0,18 | ||
Полистирол, получаемый суспензионным способом | ХПК | кг/т | 3,62 |
Взвешенные вещества | 1,79 | ||
АСПАВ (анионные синтетические поверхностно-активные вещества) | 0,011 | ||
Полистирол, получаемый методом полимеризации в массе (в том числе ударопрочный) (после очистки) | Нефтепродукты (нефть) | кг/т | 0,00000112 |
Полистирол, получаемый методом полимеризации в массе с неполной конверсией при съеме теплоты реакции на стадии форполимеризации методом испарения с генерацией теплоносителя и утилизацией технологических сдувок | Нефтепродукты (нефть) | кг/т | 0,006 |
Производство АБС-пластиков (акрилонитрил-бутадиен-стирольный сополимер) методом непрерывной полимеризации в массе, в т.ч. с генерацией теплоносителя и утилизацией технологических сдувок | Нефтепродукты (нефть) | кг/т | 1,17 |
Поливинилхлорид эмульсионный | ХПК | кг/т | 1,0 |
Взвешенные вещества | 1,0 | ||
Поливинилхлорид суспензионный | ХПК | кг/т | 2,16 |
Взвешенные вещества | 1,0 | ||
Полиэтилентерефталат высоковязкий гранулированный кристаллический, получаемый непрерывным процессом | Взвешенные вещества | кг/т | 0,09 |
pH | ед pH | 3,8 - 8,0 | |
ХПК | кг/т | 15,12 | |
Полиэтилентерефталат с использованием вторичного сырья | pH | ед pH | 6,0 - 8,0 |
ХПК | кг/т | 34 | |
Поликарбонаты | Нефтепродукты (нефть) | кг/т | 0,003 |
Сухой остаток | 9 | ||
Поликарбонаты (совместное производство с бисфенолом А) | Фенол (гидроксибензол) | кг/т | 0,57 |
ХПК | 48,08 | ||
Полиамиды | Капролактам (гексагидро-2H-азепин-2-он) | кг/т | 0,005 |
Полиамиды марок Волгамид 25, 27, F34, 24, 24SD, 34 | Капролактам (гексагидро-2H-азепин-2-он) | кг/т | 0,156 |
Полиамидные нити | Капролактам (гексагидро-2H-азепин-2-он) | кг/т | 0,11 |
Фторопласты | Фторид-анион | кг/т | 0,39 |
Взвешенные вещества | 0,33 | ||
Сэвилен | Алюминий | кг/т | 0,002 |
Аммоний-ион | 0,009 | ||
Железо | 0,004 | ||
НСПАВ (неионогенные синтетические поверхностно-активные вещества) | 0,001 | ||
Сульфат-анион (сульфаты) | 4,5 | ||
Фосфаты (по фосфору) | 0,01 | ||
Взвешенные вещества | 0,23 | ||
БПК 5 | 0,04 | ||
Химизм процессов производства каучуков растворной полимеризации, получаемых, в основном, с использованием катализаторов Циглера-Натта и алкилов лития: 1,4-цис-полиизопрена (заменителя натурального каучука), полибутадиена, бутадиен-стирольного каучука и бутилкаучука достаточно подробно изучен. Технологический процесс, как правило, осуществляют по непрерывной схеме в нескольких полимеризаторах различного объема, водная дегазация обычно проводится в системе не менее двух аппаратов, последовательно соединенных по ходу дегазируемого продукта, сушка проводится в сушилках различной конструкции, чаще всего с предварительным отжимом влаги в экспеллерах.
Возможно встраивание в общую схему производства узла предварительного концентрирования полимеризата с повышением вязкости раствора каучука до величины, не препятствующей его транспортировке специальными насосами. Попытки в производственном масштабе внедрить процесс безводной дегазации пока успехами не увенчались. Основные направления совершенствования технологического процесса:
- повышение уровня автоматизации, включая максимальное внедрение анализаторов в потоке;
- совершенствование технологического процесса в аспекте энергосбережения (например, использование котлов-утилизаторов для термического обезвреживания (окисления) органических веществ (стирол, циклогексан, гептан и др.), содержащихся в отработанном воздухе после сушилок каучука);
- переход на более эффективные или стереоселективные катализаторы, каталитические систем, например: для синтеза СКД и СКИ - это каталитические системы на основе редкоземельных металлов, в частности неодима; для ДССК - специальные электронодоноры в составе каталитической системы, а для СКИ - металлоценовые катализаторы;
- расширение марочного ассортимента выпускаемых каучуков.
14.1.1.1 Растворный бутадиен-стирольный каучук (ДССК/БС)
К перспективным направлениям развития технологии растворного бутадиен-стирольного каучука (ДССК) относится получение модифицированных полимеров с заданной микро- и макроструктурой (содержание звеньев 1,2- и 1,4-цис(транс)-бутадиена, стирола, степень разветвления, полидисперсность). Такие каучуки обладают требуемым комплексом свойств (температура стеклования, пласто-эластические и вязкоупругие характеристики, термостойкость и пр.), а благодаря модификации способны к лучшему взаимодействию с другими компонентами резиновых смесей и в первую очередь наполнителями - осажденным коллоидным диоксидом кремния и/или техническим углеродом. Модифицированные ДССК находят применение преимущественно в протекторе шин. Способы модификации каучука разнообразны, но наиболее экономически оправдано проводить модификацию на стадии синтеза, результатом этого процесса является функционализация каучука, т.е. введение функциональных групп в молекулу (например, аминных и/или кремнийорганических), либо его разветвление посредством применения ди-, три-, тетра- или полифункциональных разветвляющих агентов.
14.1.1.2 Растворный бутадиеновый каучук (СКД)
Получение каучуков СКД на неодимовой каталитической системе (СКН-НД) является наиболее перспективным по сравнению с технологиями синтеза, основанными на применении кобальт- или титансодержащих каталитических систем. Современные разработки направлены на модификацию неодимсодержащих катализаторов или применение катализаторов на основе других редкоземельных металлов с целью дальнейшего улучшения процесса получения и свойств конечного продукта.
Развитие технологий производства каучука СКД-НД так же, как и в случае с каучуком ДССК, направлено на получение модифицированных марок за счет функционализации и/или разветвления. Основная область применения таких марок СКД-НД - производство шин.
Перспективным также является получение СКД-НД, обеспечивающего более высокую морозостойкость конечных изделий (например, зимних шин) по сравнению с существующими марками этого каучука.
14.1.1.3 Синтетический изопреновый каучук (СКИ)
Технология получения полиизопрена на литиевых катализаторах открывает широкие возможности для его функционализации по концам и длине цепи, а также разветвления. Такие подходы к синтезу и модификации СКИ позволят приблизить его свойства к натуральному каучуку, расширить области применения.
14.1.1.4 Бутилкаучук и галобутилкаучук (БК, ГБК)
Перспективными направлениями в технологии получения растворного бутилкаучука являются:
- повышение температуры синтеза за счет использования новых каталитических систем, что позволит упростить метод получения данного каучука и существенно снизить затраты на его производство;
- проведение "живой" катионной полимеризации изобутилена и получения блочных сополимеров со стиролом, акриловыми и другими мономерами.
- получение бутилкаучуков со звездчатой структурой star-shaped.
Развитие технологии ГБК может быть направлено:
- на минимизацию количества галогенов (брома или хлора) в отходах производства за счет их эффективной рекуперации;
- разработку и применение новых бромирующих/хлорирующих реагентов с целью повышения экологичности и улучшения экономических показателей;
- разработку технологии бромирования, исключающей стадию выделения БК из полимеризационного раствора и повторное его растворение в заданном растворителе.
Также перспективным видится применение исходного БК с заданной микро- и макроструктурой (третий мономер, молекулярно-массовые характеристики) для последующего галогенирования, что открывает дополнительные возможности для улучшения потребительских свойств конечных продуктов, расширения областей применения каучука.
Основные усовершенствования в технологии получения эмульсионных каучуков в последние годы связаны с:
- повышением уровня автоматизации производства;
- реализацией противоточной дегазации латекса, повышающей эффективность процесса отгонки остаточных мономеров;
- улучшением качества очистки возвратных мономеров;
- модернизацией линий выделения каучука из латекса, сушки, брикетирования;
- реализацией автоматизированной системы дробного дозирования мономеров и регуляторов молекулярной массы в процессе синтеза, что наиболее актуально при производстве бутадиен-нитрильных каучуков;
- применением более эффективных стабилизаторов каучука, обеспечивающих более длительную стабильность свойств каучука при хранении и исключающих изменение его окраски;
- для маслонаполненных марок применение масел-наполнителей (SRAE, MES, TDAE), отвечающих требованиям REACH по содержанию полициклических ароматических углеводородов (ПАУ);
- внедрением бессолевой и малосолевой коагуляции. Для выделения каучуков из латекса наиболее эффективным является бессолевой способ коагуляции, применение которого ведет к исключению или значительному сокращению расхода хлористого натрия и практически полному связыванию биологически не разлагаемого диспергатора - лейканола. Нерастворимый комплекс лейканола и коагулянта остается в составе каучука. В качестве коагулянтов при бессолевом способе коагуляции могут применяться полимерные четвертичные аммониевые основания, такие как ЭПАМ, ВПК-402 или Superfloc C-592, а также АПК-46 - продукт взаимодействия высокомолекулярных полимерных природных органических соединений, связанных полипептидной связью;
- реализацией мероприятий по химическому связыванию диспергатора - лейканола;
- совершенствованием процесса очистки сточных вод.
Синтез новых модифицированных каучуков эмульсионной полимеризации показывает несомненную перспективу развития этого важного сектора нефтехимии.
Увеличение ассортимента выпускаемых каучуков заметно расширяет возможности их применения, в том числе и в производстве так называемых зеленых шин.
14.1.2.1 Эмульсионные  каучуки (СК(М)С)
каучуки (СК(М)С)
каучуки (СК(М)С)Для технологии производства СК(М)С ключевыми векторами развития являются повышение стабильности свойств каучука от партии к партии за счет автоматизации процесса и качества исходного сырья; использование более эффективных ингредиентов с точки зрения экономики, экологии и стабильности.
Важным направлением работ в отечественной промышленности СК следует считать доработку и восстановление технологий по модификации производства модифицированных за счет введения третьего мономера эмульсионных бутадиен-стирольных каучуков, таких как СК(М)С-30 АРКП-МЭГ, СКС-30 АРКМ-27 МЭГ, модифицированного метиметакрилатом Резиласта М-1, модифицированного акрилонитрилом Резиласта 2, модифицированных амидными группами СКС-30 АРК и СКС-30 АРКМ-15. Эти каучуки могут использоваться и в производстве так называемых зеленых шин для РТИ с улучшенными свойствами.
Перспективным может быть развитие прежних разработок эмульсионных БСК с содержанием звеньев стирола 30% - 40%, со светлыми маслами-наполнителями, БСК с наполнением поливинилхлоридом, диэлектрических БСК и БСК для асбестотехнических изделий.
14.1.2.2 Бутадиен-нитрильные каучуки (СКН)
Для технологии производства СКН важными векторами развития являются: повышение стабильности свойств каучука от партии к партии за счет автоматизации процесса и стабилизации качества исходного сырья, реализации низкотемпературной полимеризации, использование более эффективных ингредиентов (стабилизаторов, эмульгаторов, регуляторов молекулярной массы).
К перспективным относятся технологии получения таких марок СКН, как:
- частично сшитые (cross-linked) с различной степенью структурирования в виде кип или порошков требуемой дисперсности;
- быстровулканизующиеся (fast curing) для производства изделий методом высокоскоростного литья под давлением;
- чистые, или зеленые, обеспечивающие меньшее загрязнение пресс-форм при производстве РТИ;
- каучуки с бимодальным молекулярно-массовым распределением, что обеспечивает лучшую перерабатываемость, стойкость резин к набуханию в маслах и когезионную прочность мягких резин;
- модифицированные за счет введения третьего мономера (акриловой кислоты и ее эфиров, винилиденхлорида и др.). Наибольшее распространение получил карбоксилатный каучук (XNBR);
- порошкообразные СКН, применение которых сокращает энерго- и трудозатраты при производстве РТИ.
Гидрированные бутадиен-нитрильные каучуки важны для производства РТИ с высокой устойчивостью к углеводородам и термоокислительному старению. Развитие данной технологии направлено на совершенствование процессов гомо- и гетерофазного гидрирования за счет применения новых катализаторов и каталитических систем.
Комбинаций СКН с поливинилхлоридом (ПВХ), используемых для изготовления огнестойких изделий и оболочек кабелей прежде всего в электротехнической промышленности, и с другими термопластичными материалами.
Фактически этот каучук жидкофазной полимеризации является единственным сохранившимся из видов каучука, разработанных и предложенных к внедрению основоположником промышленности СК академиком С.В. Лебедевым. Эта стабильность производства на протяжении многих лет, хотя и в малых количествах, объясняется потребностью асбестотехнической промышленности в полимере, жесткость которого при эксплуатации и повышении температуры и других условиях возрастает. ВНИИСК имени академика С.В. Лебедева долго пытался разработать полноценную замену этому каучуку, но и до настоящего времени ОАО "Казанский завод СК" продолжает его выпуск.
На основе этилена и пропилена могут вырабатываться насыщенные двойные сополимеры (СКЭП), а с применением дополнительного третьего мономера - ненасыщенные (СКЭПТ). В настоящее время СКЭПТ является основным и самым распространенным эластомером в производстве герметиков для автомобилей, кровельных и изоляционных материалов, при герметизации промышленных резервуаров и водостоков.
Существует два способа синтеза этилен-пропиленовых каучуков: в растворе и в суспензии. Кроме того, разработана технология газофазной полимеризации, требующая значительно меньших энергетических затрат и позволяющая получать каучук в гранулированной форме.
Серьезную перспективу представляют динамические термоэластопласты (ДТЭП) на базе этилен-пропиленовых каучуков и полиолефинов.
Такие материалы, имея широчайший температурный интервал применения (-60° + 125 °C), хорошо формуются, мало подвержены стиранию, характеризуются высокими диэлектрическими показателями.
Такие полимеры, как каучуки уретановый, силиконовый, эпихлоргидриновый и пропиленоксидный, сами по себе являются узкоспециальными, сравнительно новыми продуктами.
Эти специальные каучуки имеют очень важное, но специфическое и ограниченное применение, с учетом описанных выше по тексту особенностей их синтеза, опасных свойств применяемых химикатов и других особенностей.
Синтез уретановых каучуков осуществляется одно- или двухстадийным способами. Наибольшее применение получил двухстадийный способ. Недостаток двухстадийного способа получений изделий из вулколлана на основе СКУ - использование высоковязких преполимеров, в связи с чем из реакционной массы трудно удаляются пузырьки воздуха, которые могут служить причиной дефектов в готовых изделиях (раковины, трещины и др.). Следует предпочесть одностадийный способ. При таком способе сушке подвергается смесь олигомера, катализатора и удлинителя цепи, а ди-изоцианат добавляется к уже высушенной смеси.
В производстве силиконовых каучуков предпочтительнее проведение стадии гидролиза диорганодихлорсиланов без растворителей с образованием смеси линейных и циклических соединений, которую затем термокаталитической деполимеризацией возможно практически полностью преобразовать в циклосилоксаны. При этом происходит дополнительная очистка продуктов от трифункциональных примесей, остающихся в кубовом остатке. Это позволяет снизить требования к чистоте исходных диорганохлорсиланов, тщательная очистка которых связана с большими затратами.
При получении силиконовых каучуков процесс полимеризации предпочтительнее проводить в присутствии оснований. Это позволяет за 2 - 4 ч при малом массовом содержании катализатора (10% - 2% - 10% - 4%) получать полимеры с молекулярной массой до 106 и более без дозревания, получать жидкие каучуки, легко регулировать молекулярную массу полимеров и заменять трудоемкую стадию отмывки нейтрализацией катализатора.
Полимеризация циклосилоксанов при получении силиконовых каучуков в присутствии оснований является наиболее эффективным методом синтеза силоксановых сополимеров заданной структуры.
Для улучшения качества силоксанов рекомендуется использовать при синтезе термолабильные катализаторы на основе гидроксидов тетраалкиламмония или фосфония и их силанолятов, которые по окончании полимеризации удаляются путем разложения при прогревании реакционной массы в определенном температурном интервале. Есть и другой способ существенного улучшения свойств каучуков, широко используемый в настоящее время, который заключается в блокировании концевых гидроксильных групп макромолекулы, замещении их на стадии синтеза в основном триметилсилильными группами.
Транс-1,4-полиизопрен, синтетический аналог гуттаперчи и балаты, является продуктом специального назначения, выпускаемым в основном для получения разнообразных изделий медицинского назначения. Периодический процесс синтеза этого продукта с использованием металлорганических катализаторов практически близок к процессам получения основных полимеров растворной полимеризации. Относительно небольшая потребность в таких полимерах делает более глубокие изыскания в развитии и совершенствовании этого процесса малоцелесообразными.
Процесс производства транс-1,4-полиизопрена рекомендуется проводить с использованием титан-магниевых катализаторов, что позволит при необходимости и экономической целесообразности организовать в РФ новое производство транс-1,4-полиизопрена.
Фактически термоэластопласты представляют собой реализованное в промышленном масштабе производство новых типов полимеров. Термоэластопласты (ТЭП) явились связующим, отсутствовавшим ранее в подобных размерах мостом, объединяющим подотрасли синтетического каучука и пластиков, так как они при относительно низких температурах имеют свойства каучуков, а при повышении температуры позволяют осуществлять переработку в изделия методами переработки пластических масс. До разработки ТЭП подобную ситуацию можно было видеть в основном применительно к полиуретанам. Последние разработки в области производства бутадиен-стирольных ТЭП включают в себя очень мягкие составы, имеющие свойства гелей при низкой твердости по Шору А 5 - 10. Недавно синтезированы оптически прозрачные марки подобных ТЭП и марки ТЭП, реагирующие как термоэластичные вулканизаты (ТПВ), характеризующиеся сокращением формы, повышенной химической и термической стабильностью.
Самими распространенными полимерными смесями ТЭП являются термопластичные полиолефиновые эластомеры (ТПО) - смеси тройного сополимера этилена, пропилена и диена с полипропиленом. Полимеризация олефинов с использованием металлоорганических катализаторов обеспечила возможность получения полимеров с заданными свойствами, например эластичных полиолефиновых эластомеров и полужестких полиолефиновых пластиков.
Особенно перспективны разработки пластичных вулканизатов именно на основе упомянутых ТПО, позволяющие осуществлять химическое связывание и ТПВ с полиамидами, АБС и полиэфирами.
К перспективным также относятся стирол-бутадиен-стирольные (СБС) и стирол-изопрен-стирольные (СИС) ТЭП, а также продукты их гидрирования (СЭБС и СЭПС). Разработка технологий получения блок-сополимеров посредством применения алкил-литиевых инициаторов с функциональными группами позволит получать функционализированные ТЭП (СБС-Ф, СИС-Ф). Такие ТЭП могут применяться для улучшения диспергирования наполнителей в композитах, повышения межфазной адгезии и взаимодействия с другими полимерами, образуя при этом области, улучшающие совместимость смесей, что улучшит потребительские свойства конечных изделий, будь то битум, кровля или подошва.
Продолжающиеся в этом направлении работы обеспечивают развитие производства ТЭП и в перспективе, открывая новые экономические возможности.
Полиэтилен является одним из наиболее крупнотоннажных полимеров в мире с четко выраженной тенденцией по увеличению объемов полиэтилена низкого давления в сравнении с полиэтиленом высокого давления. Как и в любых каталитических процессах, основной вектор развития определяется уровнем разработанных каталитических систем. В настоящее время наблюдается увеличение объемов применения металлоценовых каталитических систем и первые промышленные опыты использования постметаллоценовых катализаторов, позволяющих синтезировать полимеры с заданной структурой. Данные возможности позволяют получать марки полиэтилена для узконаправленных областей применения (например, ориентированные пленки) и обуславливают изменение стратегии многих, в основном европейских, производителей в виде перехода к выпуску относительно малотоннажных марок с добавленной стоимостью. Этот тренд, в том числе связан и с изменением общественного мнения в отношении пластиковых продуктов, которые становятся одним из основных источников загрязнения окружающей среды. Кроме того, развитие каталитических систем полимеризации открывает возможности и для технологических преобразований. Одним из самых ожидаемых является объединение процессов олигомеризации и сополимеризации этилена в присутствии двухцентровых катализаторов с целью получения сополимеров этилена и гексена-1 методом in situ.
Гексен-1 является одним из компонентов (сомономером) в производстве полиэтилена. Технология селективного получения гексен-1 основана на реакции тримеризации этилена. Зачастую установка производства гексена-1 входит в состав производственных комплексов полиэтилена.
Основным сырьем для получения гексена-1 является этилен. Этилен, водород (гидрирующий агент) и циклогексан (растворитель - рабочая среда) подаются в реакторный блок из блоков приема сырья и готовой продукции. В нижнюю часть реакторов подается каталитический комплекс из блока приготовления катализатора.
Реакционная смесь после нейтрализации от остатков катализатора поступает в отстойник. Очищенная реакционная смесь направляется на блок выделения товарного продукта, где происходит выделение легких фракций и товарного продукта гексен-1.

Рисунок 14.1 - Принципиальная схема получения гексена-1
Несмотря на более полувековую историю, полипропилен до сих пор относится к динамично развивающимся полимерам. Появление "безрастворных" технологий (в среде жидкого мономера и в газовой фазе) в совокупности с теплофизическими свойствами самого полимера (возможность стерилизации) открыло широкие возможности его применения в медицинских целях (шприцы, емкости для хранения растворов, средства гигиены и т.д.) с сохранением его популярности в таких традиционных областях применения, как пленочная упаковка, трубы горячего и холодного водоснабжения, автомобилестроение и т.д.
Как в случае с полиэтиленом, узкая специализация полипропилена за счет синтеза специальных марок обуславливает снижение популярности относительно крупных мощностей и появление интереса к относительно небольшим установкам, позволяющим достичь уникального качества продукции не только за счет применения современных катализаторов, но и прогрессивных технологических решений.
В дальнейшем следует ожидать разработку новых аналогичных процессов, позволяющих получать гетерофазные полимеры непосредственно в реакторах сополимеризации.
Мировые тенденции способствуют значительному увеличению выработки полипропилена за счет вытеснения других пластиков, прежде всего полистирола и ПВХ, из-за экологических характеристик при производстве и утилизации отходов.
В настоящее время при производстве ПП в мире и в России самым распространенным способом является полимеризация пропилена суспензионным методом в петлевом реакторе в жидком пропилене. Появление и дальнейшее совершенствование нанесенных катализаторов IV поколения повысило энергоэффективность и снизило прямые производственные затраты ранее внедренных суспензионных процессов. Появление высокоэффективных каталитических систем IV поколения с активностью более 20 кг полипропилена на 1 г катализатора (кг/г) позволило разработать упрощенный процесс полимеризации в жидком мономере (пропилене).
Технологический процесс производства полипропилена позволяет получать широкий ассортимент полипропилена и его стат-сополимеров и блок-сополимеров с этиленом и бутеном. Процесс суспензионной полимеризации пропилена при низком давлении протекает по анионно-координационному механизму.
Работы по усовершенствованию процессов производства полипропилена направлены на решение трех следующих крупных проблем:
- получение высокоэффективных катализаторов, обеспечивающих интенсификацию процессов производства полипропилена и упрощение технологической схемы, в частности исключение или сокращение трудоемких стадий очистки полимера от остатка катализатора и регенерации промывной жидкости;
- расширение марочного ассортимента за счет использования высокоэффективных модифицированных катализаторов, а также сополимеризации пропилена с другими мономерами;
- снижение разброса показателя текучести расплава (ПТР). Полипропилен с узким разбросом ПТР даст возможность переработчикам выпускать продукцию с меньшими затратами и лучшим качеством.
Перспективными являются марки, характеризующиеся узким молекулярно-массовым распределением и предназначенные для изготовления нетканых материалов по технологии спанбонд. Производство минирандомных марок, особенностью которых является то, что они представляют собой полипропилен с небольшим содержанием этилена (минирандом) и предназначено для выпуска БОПП-пленок на высокоскоростных линиях (более 400 м/мин). Производство высокоиндексных марок, которые используются при изготовлении нетканых материалов и литьевых изделий, направлено на применение в строительстве, упаковочной промышленности, в производстве мебели и медицинских изделий. Разработка рецептур и технологий производства марок полипропилена, предназначенных для производства нетканых материалов по технологии Мельтблаун.
При производстве полипропилена развивается использование металлоценовых катализаторов. Ожидается, что металлоценовые катализаторы станут следующим поколением катализаторов, как и в случае с полиэтиленом.
Новые свойства таких продуктов:
- более низкая температура плавления;
- добавление новых сомономеров, таких как гексен-1;
- более высокая прозрачность продукции на выходе из реактора;
- возможность получения необходимых свойств уже в реакторе (например, более высокого уровня текучести расплава) без использования контроля над реологическими свойствами.
Использование современных каталитических систем позволяет существенно расширить марочный ассортимент продукции.
К крупнотоннажным полимерам стирола относятся:
- полистирол общего назначения (GPPS);
- ударопрочный полистирол (HIPS);
- пенополистирол (EPS, ПСВ, XPS, ЭПС);
- акрилонитрил-бутадиен-стирольные пластики (АБС, ABS);
- стирол-акрилонитрильные (САН, SAN) пластики.
Полистиролы общего назначения и ударопрочные используются в большом объеме для изготовления тары и упаковочного материала и изделий одноразового применения. Из полистирола изготавливается как контактирующая, так и не контактирующая с пищей тара и упаковка. Упаковочный материал, не контактирующий с пищей, имеет широкое применение в медицине, небольших потребительских товарах и промышленной упаковке. Эта группа полимеров находит широкий спрос в строительстве в результате замены традиционных материалов полистиролом. В последнее время активно развивается рынок производства листов и пленки из полистирола.
Полистирол нашел нишу на рынке реализации однослойных и многослойных экструзионно-раздувных пленок (БОПС-пленок), поскольку он жесткий, прозрачный и на него можно наносить печать. У него также хорошая способность держать складку, а его газопроницаемость делает его еще более привлекательным для производства упаковки для свежих пищевых продуктов.
Преимущества БОПС-пленки по сравнению с литой пленкой заключаются в значительно менее дорогом используемом оборудовании, а также возможности производить более тонкую пленку.
В настоящее время пенополистирол применяется как один из наиболее оптимальных теплоизоляционных материалов по соотношению "цена - качество".
В целом к будущим тенденциям развития пенополистирола (EPS и XPS) в сегменте строительной изоляции относятся:
- снижение энергетических и материальных затрат при производстве;
- улучшение изоляционных характеристик благодаря использованию новых экологически безопасных вспенивающих агентов, новых добавок, способствующих уменьшению размера ячеек, получение смесей с аэрогелями;
- переход на более экологически безопасные антипирены.
При производстве вспенивающегося полистирола наиболее современным и эффективным является способ получения ВПС полимеризацией в массе. Помимо того, что полимеризация в массе является более экономичным способом производства, качество конечной продукции очень сильно отличается. Вспенивающийся полистирол, произведенный методом полимеризации в массе, позволяет изготавливать более качественную и сложную продукцию.
Помимо традиционных областей применения ВПС, представляют интерес такие направления использования полимера, как точное литье металлов по газифицируемым моделям из ППС; поддержание судов на плаву, судоподъемные и судоспасательные работы; изготовление тонкостенных емкостей, в частности стаканчиков для горячих и холодных напитков.
В настоящее время коммерческое производство АБС-пластиков проводится как традиционным методом эмульсионной полимеризации, так и более экономичным и прогрессивным методом полимеризации в массе (блочным) с использованием растворителя.
Основные усовершенствования эмульсионного метода получения АБС-пластиков осуществляются в следующих направлениях:
1) разработка технологических приемов, обеспечивающих получение латексов каучуков с регулируемым размером частиц от 0,5 мкм до 9,0 мкм;
2) разработка технологии получения АБС-пластиков с высоким содержанием каучука до 70%, так называемых графт-концентратов АБС (ГК - АБС);
3) использование экструдеров специальной конструкции для сушки эмульсионного АБС-пластика, и в первую очередь графт-концентратов АБС;
4) усовершенствование стадии получения латекса каучука с целью сокращения цикла его получения.
Наиболее актуальные технологические аспекты совершенствования процессов получения АБС-пластиков и сополимеров САН методом полимеризации в массе заключаются в:
- изыскании эффективных и надежных способов тепломассообмена в реакторах;
- сокращении времени перехода с одного вида сополимера на другой в непрерывном процессе;
- совмещении процесса выделения латекса каучука с технологическим процессом получения АБС-пластика методом полимеризации в массе;
- отработке условий очистки возвратных мономеров в газовой фазе без их предварительной конденсации - процесс in situ.
Благодаря реализации коммерческих производств АБС в массе стало возможным развитие производства полимерных компаундов, так как в этом случае АБС-пластик не содержит примесей карбоксильных соединений, оказывающих отрицательное воздействие на получение композиции с поликарбонатом, полиамидом и полибутилентерефталатом.
Наиболее перспективными сплавами и композиционными термопластами на основе АБС являются:
- АБС/САН (в основном, графт-концентрат/САН);
- АБС/ПК (поликарбонат);
- АБС/СМА (сополимер стирола с малеиновым ангидридом);
- АБС/ПА (полиамид);
- АБС/ПЭТФ (полиэтилентерефталат).
Имеются сведения о получении на основе композиций АБС/ПЭТФ смарт-полимеров с вживленными в них электронными датчиками с памятью до 100 Мбайт.
Также одним из наиболее перспективных направлений использования АБС-пластика является 3D-печать. ABC-пластик для 3D-принтеров также пригоден для металлизации, нанесения гальванического покрытия и пайки контактов.
Суспензионный способ получения ПВХ является самым важным процессом для получения ряда марок ПВХ общего назначения и марок для специальных применений.
Современные технологии получения ПВХ-С отличаются:
- тем, что все стадии установки - агрегаты собственной разработки компании;
- использованием технологии чистого и закрытого реактора-полимеризатора;
- высокой производительностью >= 600 т/м3 в год;
- низким потреблением сырья;
- низким энергопотреблением;
- низкими капитальными затратами;
- низкими издержками на техобслуживание;
- высоким уровнем безопасности;
- тем, что она занимает ведущую позицию по экологической чистоте (сертификация по ДИН ИСО 14001);
- высоким качеством продукта (со сертификатом по ДИН ИСО 9001).
Одним из важных преимуществ технологии производства ПВХ-С является технология чистого реактора-полимеризатора: работа без припекания и коркообразования достигается за счет применения надежного ингибитора коркообразования, создания оптимальных рабочих условий во время полимеризации и использования реактора-полимеризатора, рассчитанного на удовлетворение указанных требований.
Данная технология отличается тем, что:
- реактор-полимеризатор - высокопроизводительный;
- используется технология чистого и закрытого реактора-полимеризатора;
- остановки, например для открытия и очистки реактора, отсутствуют;
- обеспечивается постоянный теплоотвод.
Вся установка управляется цифровой системой управления процессом. Таким образом, обеспечиваются:
- точная дозировка реактивов в реактор-полимеризатор;
- высокий уровень постоянства параметров технологического процесса;
- отличная воспроизводимость реакции и тем самым постоянное хорошее качество продукта;
- высокий уровень безопасности и надежности работы установки;
- обслуживание установки малочисленным штатом операторов.
За счет использования технологии чистого и закрытого реактора, автоматизации всего технологического процесса и эффективной дегазации продукта, выбросы ВХ-мономера очень низки и при нормальных условиях работы они значительно ниже, чем нижеприведенные законодательные нормы:
- менее 1 мг/м3 в отходящем воздухе сушилки;
- менее 1 мг/м3 в сточных водах;
- менее 1 ppm по объему (средняя ПДК в рабочей зоне в течение смены).
Благодаря эффективным мерам содержание ПВХ в отходящем воздухе сушилки составляет менее 10 мг/м3.
Среди инновационных решений в производстве ПВХ следует отметить технологию непрерывного дозирования инициатора. По старой схеме процесс полимеризации длится 11 ч. За счет внедрения этого новшества время процесса полимеризации уменьшается на 40%, т.е. составит 6 - 7 ч, плюс значительно повышается качество ПВХ.
Также рекомендуется замена старых на новые двухкамерные сушильные печи ПВХ с системой мокрой очистки отходящего воздуха, в состав которой входят две центрифуги, спиральные теплообменники, колонна дегазации с уникальной конструкцией насадок.
Основными потребителями ПЭТФ являются предприятия по производству тары (в основном, бутылок) и синтетического волокна (в РФ - лавсана (аббревиатура образована от слов "Лаборатория высокомолекулярных соединений Академии наук")). В мировой практике рост производства "пищевых" ПЭТФ не препятствует развитию производства волокон. Именно поэтому сегодня в большинстве регионов России столь серьезное внимание уделяется сбору бывшей в употреблении тары (при раздельном сборе отходов) и возвращению ее на вторичную переработку в высоколиквидные текстильные изделия.
В сфере упаковочного сегмента выделяются следующие направления, интересные для компаний - производителей бутылочного ПЭТФ:
- формованные изделия, тара, фитинги, медицинские инструменты и упаковка: улучшенные свойства ПЭТФ по гибкости, ударопрочности;
- бутылочный ПЭТФ с повышенной прозрачностью;
- повышенная термостойкость;
- повышенные газобарьерные свойства;
- композиции для тары и упаковки (косметика, бытовая химия);
- высокомолекулярный ПЭТФ, ПЭТФ с повышенной вязкостью.
Наибольшую тенденцию роста демонстрирует волоконный сегмент, в частности полиэфиры в структуре кабельной оболочки.
Сфера композиционных материалов на основе полиэфиров представлена разными направлениями. В данную группу были включены композиции, применяемые в автопромышленности, электронике и электрике, полиэфирные эластомеры. Довольно большой сегмент занимают здесь огнестойкие композиционные материалы ПЭТФ. В большинстве случаев это стеклонаполненные волоконные материалы - 35% в выделенном контуре.
Здесь встречаются не только огнестойкие, но и водоотталкивающие решения, применяемые, например, в покрытиях взлетно-посадочных полос.
Также актуальны следующие направления: разработка новых каталитических систем для ПЭТФ бутылочного применения, биоразлагаемые полиэфиры на основе биосырья, пленочные марки ПЭТФ для печатных плат и ЖК-дисплеев.
В эту группу условно включены производства поликарбонатов, полиамидов, полиуретанов, фторопластов, сэвилена (сополимера винилацетата с этиленом), полисульфидных каучуков и биоразлагаемых полимеров.
Существующие, используемые много лет технологии производства совершенствуются в основном в части автоматизации и энергосбережения.
Данные по остальным производствам относительно небольшой мощности и специфического характера применения (вплоть до изделий оборонного назначения) публикуются в ограниченном объеме.
Производство биоразлагаемых полимеров в России находится в процессе разработки и становления.
Совершенствование технологии производства латексов в основном сводятся к частичному уточнению рецептур с использованием более дешевых продуктов, а также к расширению ассортимента выпускаемой продукции.
Планируется разработка рецептуры и технологии получения полиэфирного связующего, для покрытия целлюлозно-бумажной основы с целью производства высококачественной бумаги и/или картона, пригодных к вторичной переработке и использующихся, в том числе, для изготовления упаковочного материала с термосвариваемым слоем, применяемого для упаковки пищевых продуктов, стерилизуемых медицинских изделий и лекарственных препаратов.
Преимуществом предлагаемой рецептуры и технологии получения полимерного латекса является:
1) благодаря уникальному составу данного продукта достаточно нанесения на бумагу или картон одного слоя полимерной композиции на его основе для получения всего комплекса оптимальных барьерных свойств, требующихся для производства термосвариваемой упаковки в том числе и для пищевых продуктов и лекарственных препаратов;
2) в связи с этим удается в 2 - 3 раза снизить количество наносимого на основу полимера без потери эксплуатационных свойств и качества получаемого материала;
3) это, в свою очередь, упрощает технологическую схему нанесения полимерного покрытия за счет исключения стадий сушки промежуточных слоев и снижает затраты на производство, удешевляя получаемый продукт;
4) для нанесения данного покрытия возможно использование поливочных машин, входящих в производственный цикл целлюлозно-бумажного комбината, тем самым снимая потребность в приобретении и установке дополнительного оборудования и позволяя производителям бумаги и картона в больших объемах выпускать высококачественный продукт для производства пищевой упаковки;
5) в отличие от ламинирования, предлагаемый способ обработки бумаги и картона позволяет при необходимости вводить в состав дисперсии специальные добавки, придающие получаемому материалу пролонгированное антимикробное действие, что может быть важно при производстве упаковки для пищевых продуктов, увеличивая их срок хранения и стойкость к плесени и грибкам;
6) в качестве бумаги-основы возможно использование, кроме прочего, бумаги двустороннего мелования ввиду сродства полимерных связующих, что актуально, к примеру, при производстве упаковки для лекарственных препаратов и стерильных медицинских материалов;
7) ввиду сродства полимерной основы с полимерами, использующимися в современной технологии внутримассной проклейки бумаги и картона, вероятно, при вторичной переработке полученных предложенным в данном проекте способом бумаги и картона возможно улучшение прочностных и эксплуатационных характеристик вырабатываемого из вторсырья макулатурного картона
В целом химизм процессов получения различных полимеров давно изучен теоретически, катализаторы полностью определены технологией синтеза.
Основные направления оптимизации технологий:
- автоматизация схем производства вплоть до "верхнего" уровня с сокращением трудозатрат операторов;
- увеличение производительности существующего оборудования с уменьшением потерь продуктов;
- организация энергосбережения;
- расширение ассортимента выпускаемой продукции с внедрением новых и заменой ранее применявшихся химикатов;
- освоение выработки новых выпускных форм товарной продукции;
- модернизация технологических систем (замена морально и физически устаревшего оборудования на современное, снижение выбросов загрязняющих веществ за счет использования более эффективного оборудования и материалов);
- стабилизация работы технологической системы путем равномерного распределения производственной программы с целью снижения удельных расходов сырья и энергоресурсов;
- внедрение новых технологий.
Проект Справочника НДТ разработан в соответствии с поэтапным графиком актуализации информационно-технических справочников по наилучшим доступным технологиям, утвержденным Распоряжением Правительства Российской Федерации от 30 апреля 2019 года N 866-р.
При подготовке проекта справочника НДТ были использованы:
- ИТС НДТ 32-2017 "Производство полимеров, в том числе биоразлагаемых";
- материалы, полученные от российских производителей полимерных материалов.
Справочник НДТ содержит описание способов производства различных полимеров (в том числе биоразлагаемых), использующихся в производстве и реализованных на территории Российской Федерации технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, водопотребление, повысить энергоэффективность, обеспечить ресурсосбережение.
При разработке справочника НДТ был использован справочный документ Европейского союза "Лучшие имеющиеся методы в производстве полимеров" (Reference Document on Best Available Techniques in the Production of Polymers).
Справочник НДТ разработан в рамках ТРГ 32, состав которой утвержден приказом Минпромторга России от 15 февраля 2022 года N 810.
В целях сбора информации о применяемых на промышленных предприятиях технологических процессах, оборудовании, об источниках загрязнения окружающей среды, технологических, технических и организационных мероприятиях, направленных на снижение загрязнения окружающей среды и повышение энергоэффективности и ресурсосбережения, была подготовлена анкета для предприятий, содержащая формы для сбора данных, необходимых для разработки проекта справочника НДТ.
Публичное обсуждение проекта справочника НДТ проходило в сети Интернет на официальном сайте Бюро НДТ с ____________ по ____________ 2022 года.
(обязательное)
ПЕРЕЧЕНЬ МАРКЕРНЫХ ВЕЩЕСТВ И ТЕХНОЛОГИЧЕСКИХ ПОКАЗАТЕЛЕЙ
Таблица А.1
Перечень маркерных веществ
Наименование производства | Маркерные вещества | |
в выбросах | в сбросах | |
Подготовка растворителей для производства каучуков | 1,3-бутадиен (дивинил) Метилбензол (толуол) Этенилбензол (стирол) | ХПК |
Производство каучука цис-изопренового | Азота оксид Азота диоксид | Нефтепродукты ХПК |
Производство каучука цис-бутадиенового на титановом катализаторе | Азота диоксид Азота оксид Углерода оксид Циклогексан 1,3-бутадиен (дивинил) | ХПК |
Производство каучука цис-бутадиенового на титановом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | Азота диоксид Азота оксид Углерода оксид Циклогексан | ХПК |
Производство каучука цис-бутадиенового растворного на неодимовом катализаторе | Азота диоксид Азота оксид Углерода оксид Циклогексан 1,3-бутадиен (дивинил) | ХПК |
Каучук цис-бутадиеновый на неодимовом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | Азота диоксид Азота оксид Углерода оксид Циклогексан <*> (<*> Применимо при использовании в качестве растворителя) 1,3-бутадиен (дивинил) | ХПК |
Производство каучука цис-бутадиенового на литиевом катализаторе | Углеводороды предельные C1 - C5 (исключая метан) 1,3-бутадиен (дивинил) Взвешенные вещества | Нефтепродукты Взвешенные вещества ХПК |
Каучук бутадиен-стирольный (ДССК) (в том числе маслонаполненный) | Азота диоксид Азота оксид Углерода оксид 1,3-бутадиен (дивинил) | ХПК |
Каучук бутадиен-стирольный (ДССК/БС, БС-2012), в том числе маслонаполненный; каучук бутадиеновый на литиевом катализаторе (СКД-L), ДССК с генерацией тепловой энергии (пар, горячая вода). | Азота диоксид Азота оксид Углерода оксид 1,3-бутадиен (дивинил) | ХПК |
Каучук бутадиен-стирольный (ДССК периодическим способом; СБС; СКД-777) | Азота диоксид Азота оксид Углерода оксид 1,3-бутадиен (дивинил) | Нефтепродукты (нефть) Взвешенные вещества ХПК |
Производство бутилкаучука суспензионного и галобутилкаучуков | Углеводороды предельные C1 - C-5 (исключая метан) | Нефтепродукты (нефть) АСПАВ (анионные синтетические поверхностноактивные вещества) Взвешенные вещества |
Производство бутилкаучука суспензионного и галобутилкаучуков с компримированием, осушкой и очисткой возвратных продуктов | Азота диоксид Азота оксид Углеводороды предельные C1 - C-5 (исключая метан) | Нефтепродукты (нефть) АСПАВ (анионные синтетические поверхностноактивные вещества) Взвешенные вещества |
Производство бутилкаучука растворного | Углеводороды предельные C1 - C-5 (исключая метан) Хлорэтан (этил хлористый) Спирт метиловый | Нефтепродукты ХПК |
Производство каучука бутадиен-стирольного (СКС, в том числе маслонаполненного) | Азота диоксид Азота оксид Серы диоксид Этенилбензол (стирол) | АСПАВ (анионные синтетические поверхностноактивные вещества) ХПК |
Производство каучука бутадиен-стирольного (в том числе маслонаполненного) с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | Азота диоксид Азота оксид Серы диоксид Углерода оксид 1,3-бутадиен Этенилбензол (стирол) | АСПАВ (анионные синтетические поверхностноактивные вещества) Сульфат-ион (сульфаты) ХПК |
Производство каучука бутадиен  (СКМС) (в том числе маслонаполненного) (СКМС) (в том числе маслонаполненного) | 1,3-бутадиен (дивинил) Альфа-метилстирол | Нефтепродукты АСПАВ (анионные синтетические поверхностно-активные вещества) ХПК |
Производство каучука бутадиен-нитрильного (в том числе наполненного поливинилхлоридом) | Акрилонитрил 1,3-бутадиен (дивинил) | АСПАВ (анионные синтетические поверхностно-активные вещества) ХПК |
Производство синтетического каучука этилен-пропиленового тройного (СКЭПТ) | Азота диоксид Азота оксид Углерода оксид Пропилен | Алюминий Ванадий ХПК |
Производство стирол-бутадиенового блок-сополимера разветвленного | Азота оксид Азота диоксид Оксид углерода Циклогексан 1,3 бутадиен (дивинил) | Нефтепродукты (нефть) ХПК |
Производство стирол-бутадиенового блок-сополимера линейного | Азота оксид Азота диоксид (суммарно) Углерода оксид Циклогексан | Нефтепродукты (нефть) ХПК |
Производство полиэтилена в трубчатом реакторе | Взвешенные вещества Этилен | Взвешенные вещества ХПК |
Производство полиэтилена в автоклавном реакторе | Этилен Взвешенные вещества | Нефтепродукты (нефть) ХПК |
Производство полиэтилена по газофазной технологии | Азота диоксид Азота оксид Углерода оксид Этилен Ацетальдегид | Взвешенные вещества ХПК Сульфат-анион (сульфаты) Хлорид-анион (хлориды) Сухой остаток |
Производство полиэтилена по жидкофазной (суспензионной) технологии в среде инертного растворителя | Углерода оксид Углеводороды предельные C1 - C-5 (исключая метан) Этилен Взвешенные вещества | ХПК |
Производство полипропилена по газофазной технологии в вертикальном реакторе | Взвешенные вещества Пропилен | Взвешенные вещества ХПК |
Производство полипропилена по газофазной технологии в горизонтальном реакторе | Азота диоксид Азота оксид Взвешенные вещества Углерода оксид Пропилен | Взвешенные вещества ХПК |
Производство гранулированного гомополимера полипропилена по газофазной технологии с горизонтальным реактором | Пропилен Взвешенные вещества | - |
Производство полипропилена по суспензионной технологии в растворителе | Азота диоксид Азота оксид Взвешенные вещества Углерода оксид Углеводороды предельные C6 - C10 Пропилен | Взвешенные вещества ХПК |
Производство полипропилена по суспензионной технологии в пропилене | Азота диоксид Азота оксид Взвешенные вещества Углерода оксид Углеводороды предельные C1 - C-5 (исключая метан) Пропилен | Взвешенные вещества ХПК Нефтепродукты (нефть) |
Производство полипропилена из пропан-пропиленовой фракции по суспензионной технологии | Углерода оксид Взвешенные вещества Пропилен | Взвешенные вещества ХПК Нефтепродукты (нефть) |
Производство полипропилена сополимеризацией пропилена и этилена | Формальдегид Взвешенные вещества Углерода оксид | - |
Производство полипропилена комбинацией суспензионного и газофазного процессов, включая стадии экструзии, грануляции | Взвешенные вещества Углерода оксид Пропилен | Нефтепродукты (нефть) Взвешенные вещества ХПК |
Производство полистирола суспензионным способом | Азота диоксид Азота оксид Серы диоксид Углерода оксид Углеводороды предельные C1 - C-5 (исключая метан) Этенилбензол (стирол) | ХПК Взвешенные вещества АСПАВ (анионные синтетические поверхностно-активные вещества) |
Производство полистирола методом полимеризации в массе (в том числе ударопрочного) | Азота диоксид Азота оксид Углерода оксид Серы диоксид Этенилбензол (стирол) | Нефтепродукты (нефть) |
Производство полистирола методом полимеризации в массе с неполной конверсией при съеме теплоты реакции на стадии форполимеризации методом испарения с генерацией теплоносителя и утилизацией технологических сдувок | Азота диоксид Азота оксид Серы диоксид Углерода оксид Этенилбензол (стирол) | Нефтепродукты (нефть) |
Производство полистирола методом полимеризации в массе при существенно неполной конверсии с генерацией теплоносителя и утилизацией технологических сдувок | Азота диоксид Азота оксид Серы диоксид Углерода оксид Этенилбензол (стирол) | |
Производство АБС-пластиков (акрилонитрил-бутадиен-стирольный сополимер) методом непрерывной полимеризации в массе, в т.ч. с генерацией теплоносителя и утилизацией технологических сдувок | Азота диоксид Азота оксид Углерода оксид Этенилбензол (стирол) Акрилонитрил | Нефтепродукты (нефть) |
Производство поливинилхлорида эмульсионного | Взвешенные вещества | ХПК Взвешенные вещества |
Производство поливинилхлорида суспензионного | Взвешенные вещества | ХПК Взвешенные вещества |
Производство полиэтилентерефталата высоковязкого гранулированного кристаллического непрерывным процессом | Азота диоксид Азота оксид (суммарно) Взвешенные вещества Углерода оксид Ацетальдегид Этиленгликоль (1,2-этандиол) | Взвешенные вещества pH ХПК |
Производство полиэтилентерефталата с использованием вторичного сырья | Азота оксид и азота диоксид (суммарно) Взвешенные вещества Углерода оксид Ацетальдегид Этиленгликоль (1,2-этандиол) | pH ХПК |
Производство поликарбонатов | Азота диоксид Азота оксид Фенол | Нефтепродукты (нефть) Сухой остаток |
Производство поликарбонатов (совместно с бисфенолом А) | Азота диоксид Азота оксид Углерода оксид Фенол | Фенол, гидроксибензол ХПК |
Производство полиамидов | Азота диоксид Азота оксид Углерода оксид Эпсилон-капролактам (гексагидро-2H-азепин-2-он) Взвешенные вещества | Капролактам (гексагидро-2H-азепин-2-он) |
Производство полиамидов марок Волгамид 25, 27, F34, 24, 24SD, 34 | Азота диоксид Азота оксид Углерода оксид Эпсилон-капролактам (гексагидро-2H-азепин-2-он) | Капролактам (гексагидро-2H-азепин-2-он) |
Производство полиамидных нитей | Эпсилон-капролактам (гексагидро-2H-азепин-2-он) Углеводороды предельные C1 - C-5 (исключая метан) Углеводороды предельные C6 - C10 Углеводороды предельные C12 - C-19 | Капролактам (гексагидро-2H-азепин-2-он) |
Производство фторопластов | Тетрафторэтилен | Фторид-анион Взвешенные вещества |
Производство сэвилена | Этилен Винилацетат | Алюминий Аммоний-ион Железо НСПАВ (неионогенные синтетические поверхностно-активные вещества) Сульфат-анион (сульфаты) Фосфаты (по фосфору) Взвешенные вещества БПК 5 |
Производство синтетических латексов | Аммиак | |
Таблица А.2
Технологические показатели НДТ
Продукт | Технологический показатель | Единица измерения | Значение, не более |
Для атмосферного воздуха | |||
Растворители для производства каучуков | 1,3-бутадиен (дивинил) | кг/т | 0,014 |
Метилбензол (толуол) | 0,016 | ||
Этенилбензол (стирол) | 0,012 | ||
Каучук цис-изопреновый | Азота оксид | кг/т | 0,0012 |
Азота диоксид | 0,0034 | ||
Каучук цис-бутадиеновый на титановом катализаторе | Азота диоксид | кг/т | 0,5 |
Азота оксид | 0,09 | ||
Углерода оксид | 0,5 | ||
1,3-бутадиен (дивинил) | 0,4 | ||
Циклогексан | 0,5 | ||
Каучук цис-бутадиеновый на титановом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | Азота диоксид | кг/т | 1,28 |
Азота оксид | 0,21 | ||
Углерода оксид | 1,77 | ||
Циклогексан | 1,82 | ||
Каучук цис-бутадиеновый на неодимовом катализаторе | Азота диоксид | кг/т | 0,5 |
Азота оксид | 0,09 | ||
Углерода оксид | 0,5 | ||
Циклогексан | 0,6 | ||
1,3-бутадиен (дивинил) | 0,6 | ||
Каучук цис-бутадиеновый на неодимовом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | Азота диоксид | кг/т | 2,178 |
Азота оксид | 0,21 | ||
Углерода оксид | 1,82 | ||
Циклогексан <*> (<*> Применимо при использовании в качестве растворителя) | 1,88 | ||
1,3-бутадиен (дивинил) | 0,75 | ||
Каучук цис-бутадиеновый на литиевом катализаторе | Углеводороды предельные C1 - C5 (исключая метан) | кг/т | 0,22 |
1,3-бутадиен (дивинил) | 0,002 | ||
Взвешенные вещества | 0,007 | ||
Каучук бутадиен-стирольный (ДССК) (в том числе маслонаполненный) | Азота диоксид | кг/т | 1,0 |
Азота оксид | 0,09 | ||
Углерода оксид | 3,0 | ||
1,3-бутадиен (дивинил) | 0,69 | ||
Каучук бутадиен-стирольный (ДССК/БС, БС-2012), в том числе маслонаполненный и каучук бутадиеновый на литиевом катализаторе (СКД-L), ДССК с генерацией тепловой энергии (пар, горячая вода). | Азота диоксид | кг/т | 1,2 |
Азота оксид | 0,2 | ||
Углерода оксид | 3,3 | ||
1,3-бутадиен (дивинил) | 4,04 | ||
Каучук бутадиен-стирольный (ДССК периодическим способом; СБС; СКД-777) | Азота диоксид | кг/т | 0,25 |
Азота оксид | 0,14 | ||
Углерода оксид | 5,72 | ||
1,3-бутадиен (дивинил) | 1,67 | ||
Бутилкаучук суспензионный и галобутилкаучуки | Углеводороды предельные C1 - C-5 (исключая метан) | кг/т | 0,76 |
Бутилкаучук суспензионный и галобутилкаучуки с компримированием, осушкой и очисткой возвратных продуктов | Азота диоксид | кг/т | 0,138 |
Азота оксид | 0,034 | ||
Углеводороды предельные C1 - C-5 (исключая метан) | 1,196 | ||
Бутилкаучук растворный | Углеводороды предельные C1 - C-5 (исключая метан) | кг/т | 10 |
Хлорэтан (этил хлористый) | 8 | ||
Спирт метиловый | 0,4 | ||
Каучук бутадиен-стирольный (СКС, в том числе маслонаполненный) | Азота диоксид | кг/т | 0,17 |
Азота оксид | 0,03 | ||
Серы диоксид | 0,03 | ||
Этенилбензол (стирол) | 4,0 | ||
Каучук бутадиен-стирольный (в том числе маслонаполненный) с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | Азота диоксид | кг/т | 1,41 |
Азота оксид | 0,23 | ||
Серы диоксид | 0,045 | ||
Углерода оксид | 2,39 | ||
1,3-бутадиен | 1,1 | ||
Этенилбензол (стирол) | 5,352 | ||
Каучук бутадиен  (СКМС) (в том числе маслонаполненный) (СКМС) (в том числе маслонаполненный) | 1,3-бутадиен (дивинил) | кг/т | 1,5 |
Альфа-метилстирол | 0,2 | ||
Каучук бутадиен-нитрильный (в том числе наполненный поливинилхлоридом) | Акрилонитрил | кг/т | 0,6 |
1,3-бутадиен (дивинил) | 3,55 | ||
Синтетический каучук этилен-пропиленовый тройной (СКЭПТ) | Азота диоксид | кг/т | 0,021 |
Азота оксид | 0,0033 | ||
Углерода оксид | 0,7 | ||
Пропилен | 2,41 | ||
Стирол-бутадиеновый блок-сополимер разветвленный | Азота оксид | кг/т | 0,29 |
Азота диоксид | 1,64 | ||
Оксид углерода | 2,0 | ||
Циклогексан | 5,8 | ||
1,3-бутадиен (дивинил) | 1,1 | ||
Стирол-бутадиеновый блок-сополимер линейный | Азота оксид Азота диоксид (суммарно) | кг/т | 1,7 |
Углерода оксид | 1,7 | ||
Циклогексан | 5,1 | ||
Полиэтилен (технология производства в трубчатом реакторе) | Взвешенные вещества | кг/т | 0,05 |
Этилен | 4,3 | ||
Полиэтилен (технология производства в автоклавном реакторе) | Этилен | кг/т | 2,5 |
Взвешенные вещества | 0,23 | ||
Полиэтилен, получаемый по газофазной технологии | Азота диоксид | кг/т | 0,093 |
Азота оксид | 0,016 | ||
Углерода оксид | 0,93 | ||
Этилен | 3,33 | ||
Ацетальдегид | 0,00018 | ||
Полиэтилен, получаемый по жидкофазной (суспензионной) технологии в среде инертного растворителя | Углерода оксид | кг/т | 0,164 |
Углеводороды предельные C1 - C-5 (исключая метан) | 0,24 | ||
Этилен | 0,058 | ||
Взвешенные вещества | 0,072 | ||
Полипропилен, получаемый по газофазной технологии в вертикальном реакторе | Пропилен | кг/т | 0,009 |
Взвешенные вещества | 0,08 | ||
Полипропилен, получаемый по газофазной технологии в горизонтальном реакторе | Азота диоксид | кг/т | 1,19 |
Азота оксид | 0,20 | ||
Взвешенные вещества | 0,009 | ||
Углерода оксид | 0,22 | ||
Пропилен | 0,097 | ||
Гранулированный гомополимер полипропилена, получаемый по газофазной технологии с горизонтальным реактором | Пропилен | кг/т | 0,126 |
Взвешенные вещества | 0,175 | ||
Полипропилен, получаемый по суспензионной технологии в растворителе | Азота диоксид | кг/т | 0,09 |
Азота оксид | 0,017 | ||
Взвешенные вещества | 0,17 | ||
Углерода оксид | 0,17 | ||
Углеводороды предельные C6 - C10 | 2,6 | ||
Пропилен | 2,6 | ||
Полипропилен, получаемый по суспензионной технологии в пропилене | Азота диоксид | кг/т | 0,06 |
Азота оксид | 0,01 | ||
Взвешенные вещества | 0,64 | ||
Углерода оксид | 0,28 | ||
Углеводороды предельные C1 - C-5 (исключая метан) | 0,064 | ||
Пропилен | 0,11 | ||
Полипропилен из пропан-пропиленовой фракции, получаемый по суспензионной технологии | Углерода оксид | кг/т | 0,25 |
Взвешенные вещества | 0,04 | ||
Пропилен | 0,075 | ||
Полипропилен, получаемый сополимеризацией пропилена и этилена | Формальдегид | кг/т | 0,001 |
Взвешенные вещества | 0,01 | ||
Углерода оксид | 0,01 | ||
Полипропилен, получаемый комбинацией суспензионного и газофазного процессов, включая стадии экструзии, грануляции | Взвешенные вещества | кг/т | 0,073 |
Углерода оксид | 0,53 | ||
Пропилен | 1,06 | ||
Полистирол, получаемый суспензионным способом | Азота диоксид | кг/т | 0,051 |
Азота оксид | 0,01 | ||
Серы диоксид | 0,025 | ||
Углерода оксид | 0,063 | ||
Углеводороды предельные C1 - C-5 (исключая метан) | 0,12 | ||
Этенилбензол (стирол) | 0,03 | ||
Полистирол, получаемый методом полимеризации в массе (в том числе ударопрочный) | Азота диоксид | кг/т | 0,04 |
Азота оксид | 0,27 | ||
Углерода оксид | 0,08 | ||
Серы диоксид | 0,001 | ||
Этенилбензол (стирол) | 0,007 | ||
Полистирол, получаемый методом полимеризации в массе с неполной конверсией при съеме теплоты реакции на стадии форполимеризации методом испарения с генерацией теплоносителя и утилизацией технологических сдувок | Азота диоксид | кг/т | 0,242 |
Азота оксид | 0,27 | ||
Серы диоксид | 0,2 | ||
Углерода оксид | 0,168 | ||
Этенилбензол (стирол) | 0,216 | ||
Полистирол, получаемый методом полимеризации в массе при существенно неполной конверсии с генерацией теплоносителя и утилизацией технологических сдувок | Азота диоксид | кг/т | 0,161 |
Азота оксид | 0,03 | ||
Серы диоксид | 0,22 | ||
Углерода оксид | 0,194 | ||
Этенилбензол (стирол) | 0,022 | ||
Производство АБС-пластиков (акрилонитрил-бутадиен-стирольных сополимеров) методом непрерывной полимеризации в массе | Азота диоксид | кг/т | 0,09 |
Азота оксид | 0,02 | ||
Углерода оксид | 0,11 | ||
Этенилбензол (стирол) | 0,17 | ||
Акрилонитрил | 0,28 | ||
Производство АБС-пластиков (акрилонитрил-бутадиен-стирольный сополимер) методом непрерывной полимеризации в массе с генерацией теплоносителя и утилизацией технологических сдувок | Азота диоксид | кг/т | 0,213 |
Азота оксид | 0,034 | ||
Углерода оксид | 0,186 | ||
Этенилбензол (стирол) | 0,17 | ||
Акрилонитрил | 0,28 | ||
Поливинилхлорид эмульсионный | Взвешенные вещества | кг/т | 0,24 |
Поливинилхлорид суспензионный | Взвешенные вещества | кг/т | 0,34 |
Полиэтилентерефталат высоковязкий гранулированный кристаллический, получаемый непрерывным процессом | Азота оксид и азота диоксид (суммарно) | кг/т | 0,2 |
Взвешенные вещества | 0,1 | ||
Углерода оксид | 1,1 | ||
Ацетальдегид | 0,071 | ||
Этиленгликоль (1,2-этандиол) | 0,15 | ||
Полиэтилентерефталат с использованием вторичного сырья | Азота оксид и азота диоксид (суммарно) | кг/т | 0,81 |
Взвешенные вещества | 0,15 | ||
Углерода оксид | 1,69 | ||
Ацетальдегид | 0,11 | ||
Этиленгликоль (1,2-этандиол) | 0,15 | ||
Поликарбонаты | Азота диоксид | кг/т | 0,512 |
Азота оксид | 0,088 | ||
Фенол | 0,0087 | ||
Поликарбонаты (совместное производство с бисфенолом А) | Азота диоксид | кг/т | 0,512 |
Азота оксид | 0,088 | ||
Углерода оксид | 0,1 | ||
Фенол | 0,025 | ||
Полиамиды | Азота диоксид | кг/т | 0,02 |
Азота оксид | 0,003 | ||
Углерода оксид | 0,013 | ||
Эпсилон-капролактам (гексагидро-2H-азепин-2-он) | 0,03 | ||
Взвешенные вещества | 0,008 | ||
Полиамиды марок Волгамид 25, 27, F34, 24, 24SD, 34 | Азота диоксид | кг/т | 0,11 |
Азота оксид | 0,032 | ||
Углерода оксид | 0,13 | ||
Эпсилон-капролактам (гексагидро-2H-азепин-2-он) | 0,52 | ||
Полиамидные нити | Эпсилон-капролактам (гексагидро-2H-азепин-2-он) | кг/т | 3,32 |
Углеводороды предельные C1 - C-5 (исключая метан) | кг/т | 0,13 | |
Углеводороды предельные C6 - C10 | кг/т | 16,39 | |
Углеводороды предельные C12 - C-19 | кг/т | 2,16 | |
Фторопласты | Тетрафторэтилен | кг/т | 2,36 |
Сэвилен | Этилен | кг/т | 0,971 |
Винилацетат | 0,3 | ||
Синтетические латексы | Аммиак | кг/т | 0,20 |
Для водных объектов | |||
Получение растворителей для производства каучуков | ХПК | кг/т | 0,08 |
Каучук цис-изопреновый | Нефтепродукты | кг/т | 2,0 |
ХПК | 44 | ||
Каучук цис-бутадиеновый на титановом катализаторе | ХПК | кг/т | 5,3 |
Каучук цис-бутадиеновый на титановом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | ХПК | кг/т | 6,16 |
Каучук цис-бутадиеновый растворный на неодимовом катализаторе | ХПК | кг/т | 4,5 |
Каучук цис-бутадиеновый на неодимовом катализаторе с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | ХПК | кг/т | 5,13 |
Каучук цис-бутадиеновый на литиевом катализаторе | Нефтепродукты | кг/т | 0,0000000025 |
Взвешенные вещества | 0,00000038 | ||
ХПК | 0,0000019 | ||
Каучук бутадиен-стирольный (ДССК) (в том числе маслонаполненный) | ХПК | кг/т | 8,0 |
Каучук бутадиен-стирольный (ДССК/БС, БС-2012), в том числе маслонаполненный; каучук бутадиеновый на литиевом катализаторе (СКД-L), ДССК с генерацией тепловой энергии (пар, горячая вода). | ХПК | кг/т | 8,0 |
Каучук бутадиен-стирольный (ДССК; СБС; СКД-777, получение непрерывным методом) | Нефтепродукты (нефть) | кг/т | 2,57 |
Взвешенные вещества | 5,24 | ||
ХПК | 8,80 | ||
Бутилкаучук суспензионный и галобутилкаучуки | Нефтепродукты (нефть) | кг/т | 0,000056 |
АСПАВ (анионные синтетические поверхностноактивные вещества) | 0,05 | ||
Взвешенные вещества | 0,5 | ||
Бутилкаучук суспензионный и галобутилкаучуки с компримированием, осушкой и очисткой возвратных продуктов | Нефтепродукты (нефть) | кг/т | 0,0080 |
АСПАВ (анионные синтетические поверхностноактивные вещества) | 0,051 | ||
Взвешенные вещества | 0,51 | ||
Бутилкаучук растворный | Нефтепродукты | кг/т | 4,0 |
ХПК | 77 | ||
Каучук бутадиен-стирольный (СКС, в том числе маслонаполненный) | АСПАВ (анионные синтетические поверхностноактивные вещества) | кг/т | 0,09 |
ХПК | 1,3 | ||
Каучук бутадиен-стирольный (в том числе маслонаполненный) с генерацией тепловой энергии (пар, горячая вода) на технологические нужды (с учетом полимеризации и дегазации) | АСПАВ (анионные синтетические поверхностноактивные вещества) | кг/т | 0,3 |
Сульфаты | 35,8 | ||
ХПК | 7 | ||
Каучук бутадиен  (СКМС) (в том числе маслонаполненный) (СКМС) (в том числе маслонаполненный) | Нефтепродукты | кг/т | 1,9 |
АСПАВ (анионные синтетические поверхностно-активные вещества) | 0,1 | ||
ХПК | 44,2 | ||
Каучук бутадиен-нитрильный (в том числе наполненный поливинилхлоридом) | АСПАВ (анионные синтетические поверхностно-активные вещества) | кг/т | 0,03 |
ХПК | 25 | ||
Синтетический каучук этилен-пропиленовый тройной (СКЭПТ) | Алюминий | кг/т | 1,85 |
Ванадий | 0,015 | ||
ХПК | 10,60 | ||
Стирол-бутадиеновый блок-сополимер разветвленный | Нефтепродукты (нефть) | кг/т | 0,0163 |
ХПК | 5,76 | ||
Стирол-бутадиеновый блок-сополимер линейный | Нефтепродукты (нефть) | кг/т | 0,03 |
ХПК | 5,1 | ||
Полиэтилен (технология производства в трубчатом реакторе) | Взвешенные вещества | кг/т | 0,17 |
ХПК | 0,03 | ||
Полиэтилен (технология производства в автоклавном реакторе) | Нефтепродукты (нефть) | кг/т | 0,032 |
ХПК | 1,85 | ||
Полиэтилен, получаемый по газофазной технологии | Взвешенные вещества | кг/т | 0,2 |
ХПК | 0,30 | ||
Сульфат-анион (сульфаты) | 3,8 | ||
Хлорид-анион (хлориды) | 0,7 | ||
Сухой остаток | 7,6 | ||
Полиэтилен, получаемый по жидкофазной (суспензионной) технологии в среде инертного растворителя | ХПК | кг/т | 0,05 |
Полипропилен, получаемый по газофазной технологии в горизонтальном реакторе | Взвешенные вещества | кг/т | 0,02 |
ХПК | 0,026 | ||
Полипропилен, получаемый по газофазной технологии в вертикальном реакторе | Взвешенные вещества | кг/т | 0,03 |
ХПК | 0,068 | ||
Полипропилен, получаемый по суспензионной технологии в растворителе | Взвешенные вещества | кг/т | 0,26 |
ХПК | 0,3 | ||
Полипропилен, получаемый по суспензионной технологии в пропилене | Взвешенные вещества | кг/т | 0,0058 |
Нефтепродукты (нефть) | 0,5 | ||
ХПК | 0,0029 | ||
Полипропилен из пропан-пропиленовой фракции, получаемый по суспензионной технологии | Взвешенные вещества | кг/т | 1,8 |
ХПК | 1,1 | ||
Нефтепродукты (нефть) | 0,026 | ||
Полипропилен, получаемый комбинацией суспензионного и газофазного процессов, включая стадии экструзии, грануляции | Нефтепродукты (нефть) | кг/т | 0,0016 |
Взвешенные вещества | 0,0059 | ||
ХПК | 0,18 | ||
Полистирол, получаемый суспензионным способом | ХПК | кг/т | 3,62 |
Взвешенные вещества | 1,79 | ||
АСПАВ (анионные синтетические поверхностно-активные вещества) | 0,011 | ||
Полистирол, получаемый методом полимеризации в массе (в том числе ударопрочный) (после очистки) | Нефтепродукты (нефть) | кг/т | 0,00000112 |
Полистирол, получаемый методом полимеризации в массе с неполной конверсией при съеме теплоты реакции на стадии форполимеризации методом испарения с генерацией теплоносителя и утилизацией технологических сдувок | Нефтепродукты (нефть) | кг/т | 0,006 |
АБС-пластики (акрилонитрил-бутадиен-стирольный сополимер), получаемые методом непрерывной полимеризации в массе, в т.ч. с генерацией теплоносителя и утилизацией технологических сдувок | Нефтепродукты (нефть) | кг/т | 1,17 |
Поливинилхлорид эмульсионный | ХПК | кг/т | 1,0 |
Взвешенные вещества | 1,0 | ||
Поливинилхлорид суспензионный | ХПК | кг/т | 2,16 |
Взвешенные вещества | 1,0 | ||
Полиэтилентерефталат высоковязкий гранулированный кристаллический, получаемый непрерывным процессом | Взвешенные вещества | кг/т | 0,09 |
pH | ед pH | 3,8 - 8,0 | |
ХПК | кг/т | 15,12 | |
Полиэтилентерефталат с использованием вторичного сырья | pH | ед pH | 6,0 - 8,0 |
ХПК | кг/т | 34 | |
Поликарбонаты | Нефтепродукты (нефть) | кг/т | 0,003 |
Сухой остаток | 9 | ||
Поликарбонаты (совместное производство с бисфенолом А) | Фенол, гидроксибензол | кг/т | 0,57 |
ХПК | 48,08 | ||
Полиамиды | Капролактам (гексагидро-2H-азепин-2-он) | кг/т | 0,005 |
Полиамиды марок Волгамид 25, 27, F34, 24, 24SD, 34 | Капролактам (гексагидро-2H-азепин-2-он) | кг/т | 0,156 |
Полиамидные нити | Капролактам (гексагидро-2H-азепин-2-он) | кг/т | 0,11 |
Фторопласты | Фторид-анион | кг/т | 0,39 |
Взвешенные вещества | 0,33 | ||
Сэвилен | Алюминий | кг/т | 0,002 |
Аммоний-ион | 0,009 | ||
Железо | 0,004 | ||
НСПАВ (неионогенные синтетические поверхностно-активные вещества) | 0,001 | ||
Сульфат-анион (сульфаты) | 4,5 | ||
Фосфаты (по фосфору) | 0,01 | ||
Взвешенные вещества | 0,23 | ||
БПК 5 | 0,04 | ||
(обязательное)
ПЕРЕЧЕНЬ НДТ
Таблица Б.1
Перечень НДТ
Номер НДТ | Наименование НДТ |
Повышение экологической результативности (эффективности) путем внедрения и поддержания системы экологического менеджмента (СЭМ), соответствующей требованиям ГОСТ Р ИСО 14001 <2> или ISO 14001 <1>, или применение инструментов СЭМ | |
Минимизация выброса путем применения интенсивного абсорбционного оборудования. | |
Сбор и использование побочных газообразных продуктов, сдувок, не находящих применение в качестве сырьевых компонентов в качестве топлива. | |
Использование "сухих" методов очистки отходящих газов от пыли, применение циклонов и рукавных фильтров. | |
Применение скрубберов мокрой (или масляной) очистки в случаях, где это приемлемо по технологическим соображениям. | |
Предотвращение или снижение неорганизованных выбросов загрязняющих веществ в воздух путем соблюдения требований технологических регламентов и режимов, а также надлежащего технического обслуживания оборудования. | |
Мониторинг выбросов маркерных загрязняющих веществ в воздух в соответствии с установленными требованиями. | |
Локальные системы аспирации от узлов пересылок и транспортного оборудования. | |
Снижение выбросов загрязняющих веществ в воздух за счет замены в производстве каучуков воздушных сушилок устаревших конструкций на новые, улучшенной конструкции. | |
Контроль, регулировка и автоматизация стадий технологического процесса, влияющих на образование и выделение загрязняющих веществ (соотношение реагентов, температура, кислотность и др.). | |
Внедрение более современных установок утилизации газовых выбросов в качестве дутьевого или топливного газа. | |
Оптимизация процессов водопотребления и организация водооборотных систем. | |
Обеспечение надлежащей очистки сточных вод на собственных очистных сооружениях. | |
Сброс сточных вод в заводскую канализационную сеть с последующей очисткой на собственных центральных очистных сооружениях. | |
Соблюдение требований, установленных для сбора сточных вод в централизованные системы водоотведения (для организаций, передающих сточные воды на очистку с использованием централизованных систем водоотведения поселений, городских округов). | |
Использование способа и химикатов для бессолевой коагуляции латексов при синтезе эмульсионных каучуков на стадии коагуляции с целью сокращения водопотребления и сброса сточных вод. | |
Оптимизация системы обращения с отходами в соответствии с установленными требованиями. | |
Использование установок для переработки бракованных брикетов с возвращением в рецикл мелкой крошки в воде. | |
Организация сбора и использования отходов полимеров для изготовления резинотехнических и других изделий неответственного назначения. | |
Передача твердых отходов (отработанные катализатор, адсорбент и др.) на утилизацию организациям - потребителям отходов, имеющим лицензию по обращению с отходами. | |
Увеличение времени работы катализаторов, обеспечение высокой степени конверсии сырья: применение одного из или комбинации следующих методов: - обоснование выбора оптимального катализатора; - предотвращение дезактивации катализатора; - контроль показателей работы катализатора. | |
Модернизация технологических систем с увеличением мощности. | |
Стабилизация работы технологической системы путем равномерного распределения производственной программы. | |
Внедрение агрегатов большей единичной мощности на всех стадиях синтеза, где это возможно по соображениям генерального плана и экономической целесообразности. | |
Учет методов повышения энергоэффективности, изложенных в ИТС 48. | |
Снижение потребления энергоресурсов (тепла или пара) путем использования вторичных энергоресурсов: тепла отходящих газов и низкопотенциального пара. | |
Переход на локальную систему обеспечения сжатым воздухом. | |
Внедрение мероприятий по снижению удельного потребления энергии (электроэнергии, топлива и тепла). | |
Повышение уровня автоматизации, направленное на энергосбережение. | |
Модернизация технологических систем с расширением ассортимента и возможностью быстрого перехода "с марки на марку". | |
Модернизация автоматизированных систем управления технологическим процессом. | |
Оптимизация рецептуры полимеризации, стопперирования и стабилизации каучуков и пластических масс, а также их смешения. | |
Повышение эффективности и экологичности режимов коагуляции в производстве эмульсионных каучуков. | |
Внедрение новых химикатов, более эффективных и экологически менее опасных. | |
Обучение производственного персонала. Внедрение обучающих тренажеров. |
(обязательное)
РЕСУРСНАЯ И ЭНЕРГЕТИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
Промышленность по производству полимеров характеризуется высоким энергопотреблением. При этом значительная часть от общего потребления энергетических ресурсов расходуется на производство.
Технологические процессы, связанные с производством полимеров, в том числе биоразлагаемых, описаны в соответствующих разделах справочника НДТ.
Информация об уровнях потребления основных видов ресурсов и энергии при производстве полимерных материалов приведена в таблицах В.1 - В.68 соответственно.
Таблица В.1
растворителей для производства каучуков <*>
Наименование | Единицы измерения | Расход на 1 т продукции | |||||
СКД | СКД-НД | ДСТ, ДССК | |||||
Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | ||
Бутадиен очищенный | кг/т | 53,6 | 102,7 | 25 | 25,75 | 45,0 | 46,1 |
Стирол очищенный | кг/т | - | - | - | - | 17,0 | 17,7 |
Электроэнергия | кВт·ч/т | 225,7 | 443,5 | 190 | 352 | 360 | 550 |
Пар | Гкал/т | 0,78 | 3,42 | 1,76 | 2,9 | 4,18 | 5,31 |
Таблица В.2
Показатели потребления сырья и энергоресурсов
при производстве СКИ <*>
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Изопентан | кг/т | - | 35 |
Изопрен | кг/т | 1018 | 1050 |
Электроэнергия | кВт·ч/т | 420 | 440 |
Теплоэнергия | Гкал/т | 2,856 | 5,5 |
Холод | Гкал/т | - | 0,32 |
Вода горячая | Гкал/т | - | 0,95 |
Таблица В.3
Показатели потребления сырья и энергоресурсов
при производстве каучука цис-бутадиенового растворного
на титановом катализаторе <*>
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен очищенный | кг/т | 1015 | 1025 |
Толуол нефтяной | кг/т | 0,0125 | 0,0225 |
Растворители гексановые | кг/т | 0,0014 | 0,0028 |
Циклогексан технический | кг/т | 0,0001 | 0,0003 |
Электроэнергия | кВт·ч/т | 230 | 260 |
Теплоэнергия | Гкал/т | 5,4 | 6 |
Таблица В.4
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве каучука цис-бутадиенового
растворного на неодимовом катализаторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен (дивинил) | кг/т | 1030 | 1100 |
Электроэнергия | кВт·ч/т | 330 | 508,32 |
Топливо | т.у.т./т | 4,15 | 4,98 |
Теплоэнергия | Гкал/т | 4,24 | 7,0 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.5
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве каучука бутадиенового растворного
на литиевом катализаторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен (дивинил) | кг/т | - | 1117 |
Электроэнергия, | кВт·ч/т | 667,13 | 800,5 |
Теплоэнергия | Гкал/т | 6,14 | 7,368 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.6
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве каучука бутадиен-стирольного
(ДССК), в том числе маслонаполненного
Наименование | Единицы измерения | Расход на 1 т продукции | |||||
ДССК | ДССК/БС, БС-2012, совместно с СКД-L, ДССК с генерацией тепловой энергии (пар, горячая вода) | ДССК периодическим способом + СБС + СКД-777 | |||||
Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | ||
Бутадиен | кг/т | 559,7 | 820 | - | 1117 | - | 945 (1172) <*> |
Стирол | кг/т | 173,7 | 270 | - | 270 | - | 294 |
Масло | кг/т | 275 | 300 | - | 300 | - | - |
Теплоэнергия | Гкал/т | 5,5 | 7,92 | - | 7,92 | 7,3 | 8,76 |
Электроэнергия | кВт·ч/т | 320 | 918 | - | 918 | 1000 | 1200 |
Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||||||
Таблица В.7
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве бутилкаучука суспензионного
и галобутилкаучуков
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Изобутилен и изопрен на бутилкаучук | кг/т | - | 1034 |
Изобутилен и изопрен на хлорбутилкаучук | кг/т | - | 1142 |
Изобутилен и изопрен на бромбутилкаучук | кг/т | - | 1035 |
Хлор для бромбутилкаучука | кг/т | - | 23 |
Хлор для хлорбутилкаучука | кг/т | - | 27 |
Бромид натрия | кг/т | - | 38 |
Теплоэнергия: | |||
на бутилкаучук-Н | Гкал/т | 2,48 | 2,9 |
на ХБК-139 | Гкал/т | 3,26 | 3,93 |
на ББК-232 | Гкал/т | 3,14 | 3,73 |
на базовый ХБК-139 | Гкал/т | 1,87 | 2,24 |
на базовый ББК-232 | Гкал/т | 1,87 | 2,24 |
Электроэнергия: | |||
на бутилкаучук-Н | кВт·ч/т | 858 | 947 |
на ХБК-139 | кВт·ч/т | 515 | 563 |
на ББК-232 | кВт·ч/т | 503 | 550 |
на базовый ХБК-139 | кВт·ч/т | 536 | 585 |
на базовый ББК-232 | кВт·ч/т | 536 | 585 |
Топливный газ: | |||
на бутилкаучук-Н | т.у.т./т | 0,006 | 0,008 |
на базовый ХБК-139 | т.у.т./т | 0,006 | 0,007 |
на базовый ББК-232 | т.у.т./т | 0,006 | 0,007 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.8
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве растворного бутилкаучука
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Изобутилен | кг/т | 980 | 1020 |
Изопрен | кг/т | 25 | 30 |
Электроэнергия | кВт·ч/т | 2000 | 2200 |
Пар | Гкал/т | 4,2 | 5 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.9
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве каучука бутадиен-стирольного
(СКС), в том числе маслонаполненного
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | 240 | 260 |
Бутадиен | кг/т | 708 | 720 |
Электроэнергия | кВт·ч/т | 430 | 600 |
Пар | Гкал/т | 1,4 | 2,1 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.10
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве каучука
 (СКМС)
(СКМС)(в том числе маслонаполненного)
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен на производство каучука марки СКМС-30АРКМ-15 | кг/т | 720 (610 <**>) | 760 (640 <**>) |
 на производство каучука марки СКМС-30АРКМ-15 на производство каучука марки СКМС-30АРКМ-15 | кг/т | 205 (175 <**>) | 220 (180 <**>) |
Электроэнергия, кВт·ч/т | кВт·ч/т | 250,00 | 275,00 |
Пар водяной, Гкал/т | Гкал/т | 2,50 | 2,75 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.11
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве каучуков синтетических
бутадиен-нитрильных
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен-1,3 | кг/т | 672 | 690 |
Нитрил акриловой кислоты | кг/т | 308 | 325 |
Электроэнергия | кВт·ч/т | 330 | 360 |
Теплоэнергия, | Гкал/т | 1,7 | 2 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.12
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве СКЭПТ
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | кг/т | - | 508 |
Пропилен | кг/т | - | 554 |
Третий мономер (ДЦПД или ЭНБ) | кг/т | 65,5 | |
Антиоксидант | кг/т | 2,26 | |
Электроэнергия | кВт·ч/т | 1220 | 1360 |
Пар | Гкал/т | 9,4 | 13,2 |
Пром. вода | м3/т | 900 | 1140 |
МВФ | кг/т | 20,7 | 41,3 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.13
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве термоэластопластов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен | кг/т | 707,00 | 715,00 |
Стирол привозной | кг/т | 305,00 | 313,00 |
Электроэнергия | кВт·ч/т | 750,00 | 830,00 |
Пар водяной | Гкал/т | 8,00 | 9,00 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.14
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве бутадиен-стирольных ТЭП
разветвленной структуры
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | 294 | 310 |
Бутадиен | кг/т | 682 | 708 |
Растворители гексановые | кг/т | 2 | 4,2 |
Циклогексан технический | кг/т | 7,3 | 10,5 |
Электроэнергия | кВт·ч/т | 310 | 830 |
Пар | Гкал/т | 2,4 | 3,3 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.15
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полиэтилена в трубчатом реакторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | т/т | 1,02 | 1,065 |
Электроэнергия | кВт·ч/т | 790 | 1197 |
Пар | Гкал/т | 0,2 | 0,9 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.16
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полиэтилена в автоклавном реакторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | т/т | 1,01 | 1,041 |
Масло компрессорное | кг/т | - | 4,2 |
Масло-растворитель | кг/т | 3,4 | 4,65 |
Инициаторы Луперокс 270, Тригонокс 21S, Тригонокс 36-C75, Тригонокс 42S | кг/т | - | 0,14 |
Инициатор Тригонокс B | кг/т | - | 0,05 |
Инициатор Тригонокс C | кг/т | - | 0,32 |
Промышленная вода | м3/т | 290 | 310 |
Теплоэнергия | Гкал/т | 0,15 | 2,9 |
Электроэнергия | кВт·ч/т | 846 | 1300 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.17
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полиэтилена
по газофазной технологии
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | кг/т | 933 | 1194 |
Этилен + сумма сомономеров | кг/т | 1021 | 1305 |
Электроэнергия | кВт·ч/т | 160,0 | 723,4 |
Теплоэнергия | Гкал/т | 0,11 | 0,42 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.18
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полиэтилена, получаемого
по жидкофазной (суспензионной) технологии
в среде инертного растворителя
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | кг/т | 1158,6 | 1166,7 |
1-Гексен | кг/т | 6,90 | 7,02 |
Изобутан | кг/т | 8,51 | 9,43 |
Электроэнергия | кВт·ч/т | 323,5 | 374,6 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.19
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полипропилена
по газофазной технологии
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | 1155,75 | 1174,15 |
Электроэнергия | кВт·ч/т | 272,9 | 490,2 |
Теплоэнергия | Гкал/т | 0,11 | 0,27 |
Топливо | кг у.т./т | 20,3 | 45,2 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.20
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полипропилена по суспензионной
технологии в растворителе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | 1019 | 1024 |
Электроэнергия | кВт·ч/т | 507,6 | 524,3 |
Пар | Гкал/т | 0,79 | 0,81 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.21
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полипропилена по суспензионной
технологии в пропилене
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | 1002 | 1175 |
Электроэнергия | кВт·ч/т | 257,0 | 329,9 |
Пар | Гкал/т | 0,13 | 0,26 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.22
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полипропилена
из пропан-пропиленовой фракции, получаемый
по суспензионной технологии
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропан-пропиленовая фракция | т/т | 1,25 | 1,61 |
Катализатор для высокоиндексных марок | кг/т | 0,013041 | 0,017733 |
Катализатор для низкоиндексных марок | кг/т | 0,015705 | 0,022708 |
ТЭАЛ | кг/т | 0,1621 | 0,2206 |
Донор | кг/т | 0,0007 | 0,0013 |
Электроэнергия | кВт·ч/т | 422,5 (548,48) <**> | 486,7 (620,66) <**> |
Пар низкого давления | Гкал/т | 0,36 (0,28) <**> | 0,62 (0,48) <**> |
Речная вода (подпиточная) | м3/т | 0,69 | 1,6 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.23
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полипропилена, получаемого
комбинацией суспензионного и газофазного процессов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | 967 | 1045 |
Этилен | кг/т | 18 | 131 |
Электроэнергия | кВт·ч/т | 276 | 378 |
Пар | Гкал/т | 0,13 | 0,46 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.24
Показатели потребления сырья и энергоресурсов
при производстве полистирола суспензионным способом
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | 953 | 958 |
Пентаны | кг/т | 58 | 68 |
Электроэнергия | кВт·ч/т | 89 | 343 |
Теплоэнергия | Гкал/т | 0,25 | 2,4 |
Таблица В.25
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полистирола методом полимеризации
в массе с неполной конверсией при съеме теплоты реакции
на стадии форполимеризации методом испарения
Наименование | Единицы измерения | Расход | |
Минимальный | Максимальный | ||
Стирол + каучук + минеральное масло (для УППС) | кг/т | 953,8 | 1050,14 |
Стирол + минеральное масло (для ПСОН) | кг/т | 976 | 1058,14 |
Электроэнергия | кВт·ч/т | 76 | 229,2 |
Топливный газ | т.у.т./т | 0,013 | 0,049 |
Таблица В.26
Показатели потребления сырья и энергоресурсов
при производстве полистирола методом полимеризации
в массе при существенно неполной конверсии
Наименование | Единицы измерения | Расход | |
Минимальный | Максимальный | ||
Стирол | кг/т | 1018 | 1029 |
Электроэнергия | кВт·ч/т | 182 | 218,4 |
Топливный газ | т.у.т./т | 0,035 | 0,042 |
Таблица В.27
Показатели потребления сырья и энергоресурсов
при производстве АБС-пластика методом непрерывной
полимеризации в массе
Наименование | Единицы измерения | Расход | |
Минимальный | Максимальный | ||
Стирол | кг/т | 676,5 | 686,4 |
Акрилонитрил | кг/т | 225,5 | 228,8 |
Каучук | кг/т | 123 | 124,8 |
Электроэнергия | кВт·ч/т | 263 | 315,6 |
Топливный газ | т.у.т./т | 0,048 | 0,0576 |
Таблица В.28
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве эмульсионного поливинилхлорида
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Винилхлорид мономер | кг/т | 1015 | 1060 |
Добавки | кг/т | 15,99 | 18,3 |
Электроэнергия | кВт·ч/т | 360 | 440 |
Пар среднего давления | т/т | 0,125 | 0,193 |
Вода захоложенная | м3/т | 4,3 | 5,2 |
Вода оборотная | т/т | 68,4 | 83,6 |
Деминерализованная вода | т/т | 2,25 | 2,75 |
Таблица В.29
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве суспензионного поливинилхлорида
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Винилхлорид мономер | кг/т | 1005 | 1014 |
Добавки | кг/т | 2,62 | 5,06 |
Электроэнергия | кВт·ч/т | 130 | 210 |
Пар | т/т | 0,33 | 0,88 |
Вода захоложенная | м3/т | 2 | 2,5 |
Вода оборотная | т/т | 63 | 136 |
Деминерализованная вода | т/т | 2,4 | 2,98 |
Таблица В.30
Показатели потребления сырья, материалов и энергетических
ресурсов получения высоковязкого гранулированного
кристаллического ПЭТФ посредством непрерывного процесса
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Терефталевая кислота | кг/т | - | 874 |
Этиленгликоль | кг/т | - | 345 |
Диэтиленгликоль | кг/т | - | 6 |
Изофталевая кислота | кг/т | - | 30,6 |
Электроэнергия | кВт·ч/т | - | 217 |
Природный газ | нм3/т | - | 80 |
Таблица В.31
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полиэтилентерефталата
с использованием вторичного сырья
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Терефталевая кислота | кг/т | 835 | 850 |
Этиленгликоль | кг/т | 332 | 344 |
Изофталиевая кислота | кг/т | 21,3 | 23,8 |
Диэтиленгликоль | кг/т | 4 | 5,3 |
Электроэнергия | кВт·ч/т | 161,5 | 208,5 |
Природный газ | м3/т | 72,01 | 81,1 |
Теплоэнергия | Ккал/т | 0,1 | 0,17 |
Таблица В.32
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве поликарбонатов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Окись этилена | т/т ПК | 0,194 | 0,224 |
Диоксид углерода | т/т ПК | 0,195 | 0,235 |
Метанол | т/т ПК | 0,022 | 0,028 |
Фенол | т/т ПК | 0,035 | 0,059 |
Бисфенол-А | т/т ПК | 0,89 | 0,899 |
Фенол | т/т БФА | - | 0,85 |
Ацетон | т/т БФА | - | 0,27 |
Электроэнергия | кВт·ч/т ПК | 344 | 575 |
кВт·ч/т БФА | - | 273 | |
Пар | т/т ПК | 9,924 | 11,5 |
Гкал/т БФА | 2,78 | 2,78 | |
Азот | нм3/т ПК | - | 49,5 |
нм3/т БФА | - | 183 | |
Чистая вода | т/т ПК | 0,328 | 0,505 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.33
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полиамидов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Электроэнергия | кВт·ч/т | 207 | 263 |
Паровой конденсат | т/т | 0,86 | 2,3 |
Пар | Гкал/т | 0,35 | 1,51 |
Деминерализованная вода (химобессоленная) | м3/т | 0,1 | 0,27 |
Азот | м3/т | 19 | 120 |
Водород | м3/т | 0,03 | 0,08 |
Капролактам | кг/т | 1002 | 1003 |
Кислота уксусная | кг/т | 1,1 | 1,1 |
Природный газ | м3/т | 23 | 42 |
Теплоноситель | кг/т | 0,001 | 0,18 |
3-диэтиламино-1-пропиламин | кг/т | 4,8 | 5,3 |
Кислота терефталевая | кг/т | 5,0 | 5,7 |
Триацетондиамин | кг/т | 1,4 | 1,6 |
Таблица В.34
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полиамидов марок
Волгамид 25, 27, F34, 24, 24SD, 34
Наименование | Единицы измерения | Расход на 1 т продукции | |||||||
Волгамид 25, Волгамид 27, Волгамид F34 | Волгамид 24 | Волгамид 24SD | Волгамид 34 | ||||||
Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | ||
Капролактам | т/т | 1,001 | 1,003 | 0,992 | 1 | 0,992 | 1 | 1,002 | 1,004 |
Природный газ | м3/т | 21 | 28 | 20 | 43 | 20 | 43 | 25 | 65 |
Водород | м3/т | 0,02 | 0,06 | 0,01 | 0,06 | 0,5 | 0,6 | - | - |
Азот | м3/т | 1 | 4 | 10 | 130 | 19 | 105 | 5 | 70 |
Уксусная кислота (100%)/лимонная кислота (кроме марки Волгамид F34) | кг/т | 1,1 | 1,6 | - | - | 0,03 | 0,04 | 1 | 2,3 |
Теплоноситель (динил) | кг/т | 0,08 | 0,15 | 0,0001 | 0,15 | 0,0001 | 0,15 | 0,08 | 0,15 |
Теплоноситель (терминол) | кг/т | 0,1 | 0,15 | 0,0001 | 0,15 | 0,0001 | 0,15 | - | - |
Терефталевая кислота | кг/т | - | - | 4 | 6 | 4 | 6 | - | - |
Триацетондиамин | кг/т | - | - | 1,4 | 1,6 | 1,4 | 1,6 | - | - |
3-диэтиламино-1-пропиламин | кг/т | - | - | 0,5 | 1 | 0,5 | 1,5 | - | - |
Диоксид титана | кг/т | - | - | - | - | 3 | 7,9 | - | - |
Вода химобессоленная | м3/т | 0,1 | 0,15 | 0,1 | 0,3 | 0,3 | 0,5 | 0,1 | 0,3 |
Пар | Гкал/т | 0,5 | 1,15 | 0,5 | 1,15 | 0,7 | 1,7 | 1 | 2 |
Электроэнергия | кВт·ч/т | 210 | 250 | 210 | 250 | 370 | 450 | 270 | 430 |
Паровой конденсат | т/т | 1 | 1,7 | 0,8 | 1,7 | 0,4 | 1,5 | 0,8 | 2 |
Оборотная вода | м3/т | 44 | 45 | 44 | 45 | 20 | 30 | 21 | 22 |
Таблица В.35
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полиамидных нитей
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Гранулят полиамида-6 | т/т | 1,02 | 1,2 |
Полимерный концентрат стабилизатора (ПКС) | т/т | 0,01 | 0,95 |
Полимерный концентрат красителя на полиамидной матрице (ПКК) | т/т | 0,02 | 0,03 |
Замасливатель | кг/т | 14 | 20 |
Теплоноситель (динил) | кг/т | 0,08 | 1 |
Азот газообразный | м3/т | 13 | 75 |
Электроэнергия | кВт·ч/т | 3700 | 3900 |
Пар | Гкал/т | 0,8 | 3 |
Вода обессоленная | м3/т | 0,4 | 0,5 |
Конденсат возвратный | т/т | 1 | 1,2 |
Таблица В.36
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве фторопластов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Мономер-4 | т/т | 1,02 | 1,2 |
Высокоочищенная вода | м3/т | 35 | 75 |
Парафин | т/т | 25 | 35 |
Холод минус 15 | Гкал/т | 0,15 | 6,1 |
Холод минус 40 | Гкал/т | 0,6 | 0,8 |
Электроэнергия | кВт·ч/т | 1200 | 4900 |
Вода производственная | м3/т | 50 | 600 |
Азот газообразный | м3/т | 140 | 200 |
Воздух сжатый | м3/т | 160 | 210 |
Таблица В.37
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве сэвилена
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | т/т | 0,777 | 0,961 |
Винилацетат | т/т | - | 0,278 |
Электроэнергия | кВт·ч/т | - | 1588 |
Пар | Гкал/т | 2,208 | 3,483 |
Вода оборотная | тыс. м3/т | - | 0,425 |
Продувочный газ на факел | нм3/ч | - | 50 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.38
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве синтетических латексов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Вода обессоленная | кг/т | 450,25 | 463,39 |
Эмульгатор анионный | кг/т | 35,76 | 50,21 |
Эмульгатор неионный | кг/т | 0,94 | 0,95 |
Натрий углекислый кислый пищевой | кг/т | 1,36 | 1,36 |
Амид акриловой кислоты кристаллический | кг/т | 6,62 | 7,39 |
Стирол | кг/т | 232,88 | 233,12 |
Силан А-174 ВТЭС | кг/т | 0,98 | 0,98 |
Бутилакрилат | кг/т | 242,51 | 242,66 |
Метакриловая кислота | кг/т | 6,53 | 6,55 |
Акриловая кислота | кг/т | 2,81 | 2,98 |
Персульфат аммония | кг/т | 4,26 | 4,88 |
Пеногаситель | кг/т | 0,196 | 0,4 |
Пиросульфит натрия | кг/т | 0,49 | 0,51 |
Гидропероксид третбутила | кг/т | 0,23 | 0,51 |
Аскорбиновая кислота | кг/т | 0,25 | 0,25 |
Аммиак водный 12% | кг/т | 10,97 | 11,05 |
Консервант | кг/т | 2 | 2,03 |
Электроэнергия | кВт·ч/т | 149 | 243 |
Теплоэнергия | Гкал/т | 0,074 | 0,14 |
Вода | Гкал/т | 11,4 | 28,6 |
В.4 Наилучшие доступные технологии, направленные на повышение энергоэффективности, оптимизацию и сокращение ресурсопотребления
Таблица В.39
Наилучшие доступные технологии, направленные
на повышение энергоэффективности, оптимизацию
и сокращение ресурсопотребления
Номер НДТ | Наименование НДТ |
Учет методов повышения энергоэффективности, изложенных в ИТС 48. | |
Снижение потребления энергоресурсов (тепла или пара) путем использования вторичных энергоресурсов: тепла отходящих газов и низкопотенциального пара. | |
Переход на локальную систему обеспечения сжатым воздухом. | |
Внедрение мероприятий по снижению удельного потребления энергии (электроэнергии, топлива и тепла). | |
Повышение уровня автоматизации, направленное на энергосбережение. |
Целевые показатели ресурсной и энергетической эффективности при производстве продукции полимеров, в том числе биоразлагаемых приведены в таблицах В.40 - В.77 соответственно.
Таблица В.40
при производстве технического каучуков <*>
Наименование | Единицы измерения | Расход на 1 т продукции | |||||
СКД | СКД-НД | ДСТ, ДССК | |||||
Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | ||
Бутадиен очищенный | кг/т | - | 102,7 | - | 25,75 | - | 46,1 |
Стирол очищенный | кг/т | - | - | - | - | - | 17,7 |
Электроэнергия | кВт·ч/т | - | 443,5 | - | 352 | - | 550 |
Пар | Гкал/т | - | 3,42 | - | 2,9 | - | 5,31 |
Таблица В.41
Целевые показатели ресурсной и энергетической эффективности
при производстве СКИ <*>
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Изопентан | кг/т | - | 35 |
Изопрен | кг/т | - | 1050 |
Электроэнергия | кВт·ч/т | - | 440 |
Теплоэнергия | Гкал/т | - | 5,5 |
Таблица В.42
Целевые показатели ресурсной и энергетической эффективности
при производстве каучука цис-бутадиенового растворного
на титановом катализаторе <*>
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен очищенный | кг/т | - | 1025 |
Толуол нефтяной | кг/т | - | 0,0225 |
Электроэнергия | кВт·ч/т | - | 260 |
Теплоэнергия | Гкал/т | - | 6 |
Таблица В.43
Целевые показатели ресурсной и энергетической эффективности
при производстве каучука цис-бутадиенового растворного
на неодимовом катализаторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен (дивинил) | кг/т | - | 1100 |
Электроэнергия | кВт·ч/т | - | 508,32 |
Топливо | т.у.т./т | - | 4,98 |
Теплоэнергия | Гкал/т | - | 7,0 |
<*> Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||
Таблица В.44
Целевые показатели ресурсной и энергетической эффективности
при производстве каучука бутадиенового растворного
на литиевом катализаторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен (дивинил) | кг/т | - | 1117 |
Электроэнергия, | кВт·ч/т | - | 800,5 |
Теплоэнергия | Гкал/т | - | 7,368 |
Таблица В.45
Целевые показатели ресурсной и энергетической эффективности
при производстве каучука бутадиен-стирольного (ДССК), в том
числе маслонаполненного
Наименование | Единицы измерения | Расход на 1 т продукции | |||||
ДССК | ДССК/БС, БС-2012, совместно с СКД-L, ДССК с генерацией тепловой энергии (пар, горячая вода) | ДССК периодическим способом + СБС + СКД-777 | |||||
Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | ||
Бутадиен | кг/т | 559,7 | 820 | - | 1117 | - | 945 (1172) <*> |
Стирол | кг/т | 173,7 | 270 | - | 270 | - | 294 |
Теплоэнергия | Гкал/т | 5,5 | 7,92 | - | 7,92 | 7,3 | 8,76 |
Электроэнергия | кВт·ч/т | 320 | 918 | - | 918 | 1000 | 1200 |
Удельные расходы по потреблению энергоресурсов показаны только по энергоресурсам, поставляемым со стороны, собственные энергоресурсы в расчетах удельных показателей не учтены | |||||||
Таблица В.46
Целевые показатели ресурсной и энергетической эффективности
при производстве бутилкаучука суспензионного
и галобутилкаучуков
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Изобутилен и изопрен на бутилкаучук | кг/т | - | 1034 |
Изобутилен и изопрен на хлорбутилкаучук | кг/т | - | 1142 |
Изобутилен и изопрен на бромбутилкаучук | кг/т | - | 1035 |
Теплоэнергия: | - | ||
на бутилкаучук-Н | Гкал/т | - | 2,9 |
на ХБК-139 | Гкал/т | - | 3,93 |
на ББК-232 | Гкал/т | - | 3,73 |
на базовый ХБК-139 | Гкал/т | - | 2,24 |
на базовый ББК-232 | Гкал/т | - | 2,24 |
Электроэнергия: | - | ||
на бутилкаучук-Н | кВт·ч/т | - | 947 |
на ХБК-139 | кВт·ч/т | - | 563 |
на ББК-232 | кВт·ч/т | - | 550 |
на базовый ХБК-139 | кВт·ч/т | - | 585 |
на базовый ББК-232 | кВт·ч/т | - | 585 |
Топливный газ: | - | ||
на бутилкаучук-Н | т.у.т./т | - | 0,008 |
на базовый ХБК-139 | т.у.т./т | - | 0,007 |
на базовый ББК-232 | т.у.т./т | - | 0,007 |
Таблица В.47
Целевые показатели ресурсной и энергетической эффективности
при производстве растворного бутилкаучука
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Изобутилен | кг/т | - | 1020 |
Изопрен | кг/т | - | 30 |
Электроэнергия | кВт·ч/т | - | 2200 |
Пар | Гкал/т | - | 5 |
Таблица В.48
Целевые показатели ресурсной и энергетической эффективности
при производстве каучука бутадиен-стирольного (СКС), в том
числе маслонаполненного
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | - | 260 |
Бутадиен | кг/т | - | 720 |
Электроэнергия | кВт·ч/т | - | 600 |
Пар | Гкал/т | - | 2,1 |
Таблица В.49
Целевые показатели ресурсной и энергетической эффективности
при производстве каучука 
(СКМС) (в том числе маслонаполненного)
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен на производство каучука марки СКМС-30АРКМ-15 | кг/т | - | 760 (640 <*>) |
 на производство каучука марки СКМС-30АРКМ-15 на производство каучука марки СКМС-30АРКМ-15 | кг/т | - | 220 (180 <*>) |
Электроэнергия, кВт·ч/т | кВт·ч/т | - | 275,00 |
Пар водяной, Гкал/т | Гкал/т | - | 2,75 |
Таблица В.50
Целевые показатели ресурсной и энергетической эффективности
при производстве каучуков синтетических бутадиен-нитрильных
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен-1,3 | кг/т | - | 690 |
Нитрил акриловой кислоты | кг/т | - | 325 |
Электроэнергия | кВт·ч/т | - | 360 |
Теплоэнергия | Гкал/т | - | 2 |
Таблица В.51
Целевые показатели ресурсной и энергетической эффективности
при производстве СКЭПТ
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | кг/т | - | 508 |
Пропилен | кг/т | - | 554 |
Третий мономер (ДЦПД или ЭНБ) | кг/т | - | 65,5 |
Электроэнергия | кВт·ч/т | - | 1360 |
Пар | Гкал/т | - | 13,2 |
Таблица В.52
Целевые показатели ресурсной и энергетической эффективности
при производстве термоэластопластов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Бутадиен | кг/т | - | 715,00 |
Стирол привозной | кг/т | - | 313,00 |
Электроэнергия | кВт·ч/т | - | 830,00 |
Пар водяной | Гкал/т | - | 9,00 |
Таблица В.53
Целевые показатели ресурсной и энергетической эффективности
при производстве бутадиен-стирольных ТЭП
разветвленной структуры
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | - | 310 |
Бутадиен | кг/т | - | 708 |
Электроэнергия | кВт·ч/т | - | 830 |
Пар | Гкал/т | - | 3,3 |
Таблица В.54
Целевые показатели ресурсной и энергетической эффективности
при производстве полиэтилена в трубчатом реакторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | т/т | - | 1,065 |
Электроэнергия | кВт·ч/т | - | 1197 |
Пар | Гкал/т | - | 0,9 |
Таблица В.55
Целевые показатели ресурсной и энергетической эффективности
при производстве полиэтилена в автоклавном реакторе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | т/т | - | 1,041 |
Теплоэнергия | Гкал/т | - | 2,9 |
Электроэнергия | кВт·ч/т | - | 1300 |
Таблица В.56
Целевые показатели ресурсной и энергетической эффективности
при производстве полиэтилена по газофазной технологии
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | кг/т | - | 1194 |
Этилен + сумма сомономеров | кг/т | - | 1305 |
Электроэнергия | кВт·ч/т | - | 723,4 |
Теплоэнергия | Гкал/т | - | 0,42 |
Таблица В.57
Целевые показатели ресурсной и энергетической эффективности
при производстве полиэтилена, получаемого по жидкофазной
(суспензионной) технологии в среде инертного растворителя
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | кг/т | - | 1166,7 |
Изобутан | кг/т | - | 9,43 |
Электроэнергия | кВт·ч/т | - | 374,6 |
Таблица В.58
Целевые показатели ресурсной и энергетической эффективности
при производстве полипропилена по газофазной технологии
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | - | 1174,15 |
Электроэнергия | кВт·ч/т | - | 490,2 |
Топливо | кг у.т./т | - | 45,2 |
Таблица В.59
Целевые показатели ресурсной и энергетической эффективности
при производстве полипропилена по суспензионной
технологии в растворителе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | - | 1024 |
Электроэнергия | кВт·ч/т | - | 524,3 |
Пар | Гкал/т | - | 0,81 |
Таблица В.60
Целевые показатели ресурсной и энергетической эффективности
при производстве полипропилена по суспензионной
технологии в пропилене
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | - | 1175 |
Электроэнергия | кВт·ч/т | - | 329,9 |
Пар | Гкал/т | - | 0,26 |
Таблица В.61
Целевые показатели ресурсной и энергетической эффективности
при производстве полипропилена из пропан-пропиленовой
фракции, получаемый по суспензионной технологии
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропан-пропиленовая фракция | т/т | - | 1,61 |
Электроэнергия | кВт·ч/т | - | 486,7 (620,66) <**> |
Пар низкого давления | Гкал/т | - | 0,62 (0,48) <**> |
Таблица В.62
Целевые показатели ресурсной и энергетической эффективности
при производстве полипропилена, получаемого комбинацией
суспензионного и газофазного процессов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Пропилен | кг/т | - | 1045 |
Этилен | кг/т | - | 131 |
Электроэнергия | кВт·ч/т | - | 378 |
Пар | Гкал/т | - | 0,46 |
Таблица В.63
Целевые показатели ресурсной и энергетической эффективности
при производстве полистирола суспензионным способом
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | - | 958 |
Электроэнергия | кВт·ч/т | - | 343 |
Теплоэнергия | Гкал/т | - | 2,4 |
Таблица В.64
Целевые показатели ресурсной и энергетической эффективности
при производстве полистирола методом полимеризации в массе
с неполной конверсией при съеме теплоты реакции на стадии
форполимеризации методом испарения
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол + каучук + минеральное масло (для УППС) | кг/т | - | 1050,14 |
Стирол + минеральное масло (для ПСОН) | кг/т | - | 1058,14 |
Электроэнергия | кВт·ч/т | - | 229,2 |
Топливный газ | т.у.т./т | - | 0,049 |
Таблица В.65
Целевые показатели ресурсной и энергетической эффективности
при производстве полистирола методом полимеризации в массе
при существенно неполной конверсии
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | - | 1029 |
Электроэнергия | кВт·ч/т | - | 218,4 |
Топливный газ | т.у.т./т | - | 0,042 |
Таблица В.66
Целевые показатели ресурсной и энергетической эффективности
при производстве АБС-пластика методом
непрерывной полимеризации в массе
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | - | 686,4 |
Акрилонитрил | кг/т | - | 228,8 |
Каучук | кг/т | - | 124,8 |
Электроэнергия | кВт·ч/т | - | 315,6 |
Топливный газ | т.у.т./т | - | 0,0576 |
Таблица В.67
Целевые показатели ресурсной и энергетической эффективности
при производстве эмульсионного поливинилхлорида
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Винилхлорид мономер | кг/т | - | 1060 |
Добавки | кг/т | - | 18,3 |
Электроэнергия | кВт·ч/т | - | 440 |
Пар среднего давления | т/т | - | 0,193 |
Таблица В.68
при производстве суспензионного поливинилхлорида
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Винилхлорид мономер | кг/т | - | 1014 |
Добавки | кг/т | - | 5,06 |
Электроэнергия | кВт·ч/т | - | 210 |
Пар | т/т | - | 0,88 |
Таблица В.69
Целевые показатели ресурсной и энергетической эффективности
при производстве получения высоковязкого гранулированного
кристаллического ПЭТФ посредством непрерывного процесса
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Терефталевая кислота | кг/т | - | 874 |
Этиленгликоль | кг/т | - | 345 |
Электроэнергия | кВт·ч/т | - | 217 |
Природный газ | нм3/т | - | 80 |
Таблица В.70
Целевые показатели ресурсной и энергетической эффективности
при производстве полиэтилентерефталата с использованием
вторичного сырья
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Терефталевая кислота | кг/т | - | 850 |
Этиленгликоль | кг/т | - | 344 |
Электроэнергия | кВт·ч/т | - | 208,5 |
Природный газ | м3/т | - | 81,1 |
Теплоэнергия | Ккал/т | - | 0,17 |
Таблица В.71
Целевые показатели ресурсной и энергетической эффективности
при производстве поликарбонатов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Окись этилена | т/т ПК | - | 0,224 |
Диоксид углерода | т/т ПК | - | 0,235 |
Бисфенол-А | т/т ПК | - | 0,899 |
Фенол | т/т БФА | - | 0,85 |
Ацетон | т/т БФА | - | 0,27 |
Электроэнергия | кВт·ч/т ПК | - | 575 |
кВт·ч/т БФА | - | 273 | |
Пар | т/т ПК | - | 11,5 |
Гкал/т БФА | - | 2,78 | |
Таблица В.72
Целевые показатели ресурсной и энергетической эффективности
при производстве полиамидов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Капролактам | кг/т | 1002 | 1003 |
Электроэнергия | кВт·ч/т | 207 | 263 |
Паровой конденсат | т/т | 0,86 | 2,3 |
Пар | Гкал/т | 0,35 | 1,51 |
Природный газ | м3/т | 23 | 42 |
Таблица В.73
Целевые показатели ресурсной и энергетической эффективности
при производстве полиамидов марок
Волгамид 25, 27, F34, 24, 24SD, 34
Наименование | Единицы измерения | Расход на 1 т продукции | |||||||
Волгамид 25, Волгамид 27, Волгамид F34 | Волгамид 24 | Волгамид 24SD | Волгамид 34 | ||||||
Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | Минимальный | Максимальный | ||
Капролактам | т/т | - | 1,003 | - | 1 | - | 1 | - | 1,004 |
Природный газ | м3/т | - | 28 | - | 43 | - | 43 | - | 65 |
Пар | Гкал/т | - | 1,15 | - | 1,15 | - | 1,7 | - | 2 |
Электроэнергия | кВт·ч/т | - | 250 | - | 250 | - | 450 | - | 430 |
Таблица В.74
Показатели потребления сырья, материалов и энергетических
ресурсов при производстве полиамидных нитей
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Гранулят полиамида-6 | т/т | 1,02 | 1,2 |
Электроэнергия | кВт·ч/т | 3700 | 3900 |
Пар | Гкал/т | 0,8 | 3 |
Таблица В.75
Целевые показатели ресурсной и энергетической эффективности
при производстве фторопластов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Мономер-4 | т/т | - | 1,2 |
Электроэнергия | кВт·ч/т | - | 4900 |
Таблица В.76
Целевые показатели ресурсной и энергетической эффективности
при производстве сэвилена
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Этилен | т/т | - | 0,961 |
Винилацетат | т/т | - | 0,278 |
Электроэнергия | кВт·ч/т | - | 1588 |
Пар | Гкал/т | - | 3,483 |
Таблица В.77
при производстве синтетических латексов
Наименование | Единицы измерения | Расход на 1 т продукции | |
Минимальный | Максимальный | ||
Стирол | кг/т | - | 233,12 |
Бутилакрилат | кг/т | - | 242,66 |
Электроэнергия | кВт·ч/т | - | 243 |
Теплоэнергия | Гкал/т | - | 0,14 |
(обязательное)
ЗАКЛЮЧЕНИЕ ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
Область применения
Настоящий справочник НДТ распространяется на следующие основные виды деятельности:
- производство синтетических каучуков, получаемых методом полимеризации в растворе и суспензионной полимеризации;
- производство синтетических каучуков специального назначения;
- производство термоэластопластов (ТЭП);
- производство полиэтилена;
- производство полипропилена;
- производство полистирола;
- производство АБС-пластиков;
- производство поливинилхлорида (ПВХ);
- производство полиэтилентерефталата (ПЭТФ);
- производство высокомолекулярных соединений специального назначения, в том числе поликарбонатов, полиамидов, полиуретанов, фторопласты, сэвилена (сополимера винилацетата с этиленом), биоразлагаемых полимеров;
- производство латексов.
- производство химических синтетических волокон.
Справочник НДТ также распространяется на следующие процессы, связанные с основными видами деятельности, которые могут оказывать влияние на объемы эмиссий или масштабы загрязнения окружающей среды:
- хранение и подготовка сырья;
- производственные процессы;
- методы предотвращения и сокращения эмиссий, образования и размещения отходов.
Дополнительные виды деятельности, осуществляемые при производстве полимеров, и соответствующие им справочники НДТ приведены в таблице Г.1.
Таблица Г.1
тонкого органического синтеза и соответствующие
им справочники НДТ
Вид деятельности | Соответствующий справочник НДТ |
Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух | ИТС 22 "Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях" |
Очистка и утилизация сточных вод | ИТС 8 "Очистка сточных вод при производстве продукции (товаров) выполнении работ и оказании услуг на крупных предприятиях" |
Утилизация и обезвреживание отходов | ИТС 15 "Утилизация и обезвреживание отходов (кроме обезвреживания термическим способом (сжигание отходов))" |
Размещение отходов | ИТС 17 "Размещение отходов производства и потребления" |
Хранение и складирование товаров (материалов) | ИТС 46 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)" |
Системы охлаждения | ИТС 20 "Промышленные системы охлаждения" |
Использование энергии и энергоресурсов | ИТС 48 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" |
Обращение со сточными водами и выбросами | ИТС 47 "Системы обработки (обращения) со сточными водами и отходящими газами в химической промышленности" |
Осуществление производственного экологического контроля | ИТС 22.1 "Общие принципы производственного экологического контроля и его метрологического обеспечения" |
Сфера распространения настоящего справочника НДТ приведена в таблице Г.2.
Таблица Г.2
Наименование продукции по ОК 034-2014 (ОКПД) | Наименование вида деятельности по ОКВЭД 2 | ||
Производство пластмасс и синтетических смол в первичных формах | |||
Полистирол вспенивающийся | |||
Полиамиды в первичных формах | |||
Производство синтетического каучука в первичных формах | |||
Каучуки изопреновые и сополимеры изопрена | |||
Каучуки бутадиеновые | |||
Каучуки на основе сополимеров бутадиена с другими мономерами, кроме стирола и метилстирола | |||
Каучуки бутадиенпипериленовые | |||
Эластомеры кремнийорганические (каучуки) | |||
Каучуки изопреновые и сополимеры изопрена | |||
Каучуки бутадиен-нитрильные | |||
Каучуки бутадиен-стирольные и бутадиенметилстирольные (СКС - СКМС) | |||
Каучуки карбоксилатные | |||
Каучуки хлоропреновые | |||
Каучуки элементоорганические | |||
Каучуки на основе олефинов и изоолефинов | |||
Каучуки изобутилен-изопреновые (бутилкаучуки) | |||
Каучуки изобутилен-изопреновые галогенированные | |||
Каучуки на основе олефинов и изоолефинов прочие | |||
Производство синтетических волокон |
Г.1 Наилучшие доступные технологии
НДТ 1. Повышение экологической результативности (эффективности) путем внедрения и поддержания системы экологического менеджмента (СЭМ), соответствующей требованиям ГОСТ Р ИСО 14001 <3> или ISO 14001 <1>, или применение инструментов СЭМ.
--------------------------------
<3> Соответствие системы менеджмента указанным стандартам не означает ее обязательную сертификацию.
НДТ 2. Минимизация выброса путем применения интенсивного абсорбционного оборудования.
НДТ 3. Сбор и использование побочных газообразных продуктов, сдувок, не находящих применение в качестве сырьевых компонентов в качестве топлива.
НДТ 4. Использование "сухих" методов очистки отходящих газов от пыли, применение циклонов и рукавных фильтров.
НДТ 5. Применение скрубберов мокрой (или масляной) очистки в случаях, где это приемлемо по технологическим соображениям.
НДТ 6. Предотвращение или снижение неорганизованных выбросов загрязняющих веществ в воздух путем соблюдения требований технологических регламентов и режимов, а также надлежащего технического обслуживания оборудования.
НДТ 7. Мониторинг выбросов маркерных загрязняющих веществ в воздух в соответствии с установленными требованиями.
НДТ 8. Локальные системы аспирации от узлов пересылок и транспортного оборудования.
НДТ 9. Снижение выбросов загрязняющих веществ в воздух за счет замены в производстве каучуков воздушных сушилок устаревших конструкций на новые, улучшенной конструкции.
НДТ 10. Контроль, регулировка и автоматизация стадий технологического процесса, влияющих на образование и выделение загрязняющих веществ (соотношение реагентов, температура, кислотность и др.).
НДТ 11. Внедрение более современных установок утилизации газовых выбросов в качестве дутьевого или топливного газа.
НДТ 12. Оптимизация процессов водопотребления и организация водооборотных систем.
НДТ 13. Обеспечение надлежащей очистки сточных вод на собственных очистных сооружениях.
НДТ 14. Сброс сточных вод в заводскую канализационную сеть с последующей очисткой на собственных центральных очистных сооружениях.
НДТ 15. Соблюдение требований, установленных для сброса сточных вод в централизованные системы водоотведения (для организаций, передающих сточные воды на очистку с использованием централизованных систем водоотведения поселений, городских округов).
НДТ 16. Использование способа и химикатов для бессолевой коагуляции латексов при синтезе эмульсионных каучуков на стадии коагуляции с целью сокращения водопотребления и сброса сточных вод.
НДТ 17. Оптимизация системы обращения с отходами в соответствии с установленными требованиями.
НДТ 18. Использование установок для переработки бракованных брикетов с возвращением в рецикл мелкой крошки в воде.
НДТ 19. Организация сбора и использования отходов полимеров для изготовления резинотехнических и других изделий неответственного назначения.
НДТ 20. Передача твердых отходов (отработанные катализатор, адсорбент и др.) на утилизацию организациям - потребителям отходов, имеющим лицензию по обращению с отходами.
НДТ 21. Увеличение времени работы катализаторов, обеспечение высокой степени конверсии сырья: применение одного из или комбинации следующих методов:
- обоснование выбора оптимального катализатора;
- предотвращение дезактивации катализатора;
- контроль показателей работы катализатора.
НДТ 22. Модернизация технологических систем с увеличением мощности.
НДТ 23. Стабилизация работы технологической системы путем равномерного распределения производственной программы.
НДТ 24. Внедрение агрегатов большей единичной мощности на всех стадиях синтеза, где это возможно по соображениям генерального плана и экономической целесообразности.
НДТ 26. Снижение потребления энергоресурсов (тепла или пара) путем использования вторичных энергоресурсов: тепла отходящих газов и низкопотенциального пара.
НДТ 27. Переход на локальную систему обеспечения сжатым воздухом.
НДТ 28. Внедрение мероприятий по снижению удельного потребления энергии (электроэнергии, топлива и тепла).
НДТ 29. Повышение уровня автоматизации, направленное на энергосбережение.
НДТ 30. Модернизация технологических систем с расширением ассортимента и возможностью быстрого перехода "с марки на марку".
НДТ 31. Модернизация автоматизированных систем управления технологическим процессом.
НДТ 32. Оптимизация рецептуры полимеризации, стопперирования и стабилизации каучуков и пластических масс, а также их смешения.
НДТ 33. Повышение эффективности и экологичности режимов коагуляции в производстве эмульсионных каучуков.
НДТ 34. Внедрение новых химикатов, более эффективных и экологически менее опасных.
НДТ 35. Обучение производственного персонала. Внедрение обучающих тренажеров.
Г.2 Производственно-экологический контроль
Таблица Г.3
Методы контроля технологических показателей для выбросов
Измеряемые показатели | Метод контроля (непрерывный с применением систем автоматического контроля, периодический, расчетный метод) | Метод измерения |
Азота диоксид | В соответствии с программой производственного экологического контроля | Фотометрический Фотоколориметрический Ионная хроматография Газохроматографический Линейно-колористический |
Азота оксид | В соответствии с программой производственного экологического контроля | Фотометрический Фотоколориметрический Ионная хроматография Газохроматографический Линейно-колористический |
Акрилонитрил | В соответствии с программой производственного экологического контроля | Газохроматографический |
Альфа-метилстирол | В соответствии с программой производственного экологического контроля | Газохроматографический |
Аммиак | В соответствии с программой производственного экологического контроля | Фотометрический Ионная хроматография |
Ацетальдегид | В соответствии с программой производственного экологического контроля | Газохроматографический |
Винилацетат | В соответствии с программой производственного экологического контроля | Газохроматографический |
Метилбензол (толуол) | В соответствии с программой производственного экологического контроля | Газохроматографический |
Пропилен | В соответствии с программой производственного экологического контроля | Газохроматографический Фотометрический |
Серы диоксид | В соответствии с программой производственного экологического контроля | Ионная хроматография Титриметрический |
Спирт метиловый | В соответствии с программой производственного экологического контроля | Хроматографический |
Углеводороды предельные C12 - C19 | В соответствии с программой производственного экологического контроля | Газохроматографический |
Углеводороды предельные C1 - C5 (исключая метан) | В соответствии с программой производственного экологического контроля | Газохроматографический |
Углеводороды предельные C6 - C10 | В соответствии с программой производственного экологического контроля | Газохроматографический Спектрофотометрический |
Углерода оксид | В соответствии с программой производственного экологического контроля | Газохроматографический |
Фенол | В соответствии с программой производственного экологического контроля | Фотометрический |
Формальдегид | В соответствии с программой производственного экологического контроля | Газохроматографический |
Хлорэтан (этил хлористый) | В соответствии с программой производственного экологического контроля | Газохроматографический |
Циклогексан | В соответствии с программой производственного экологического контроля | Хромато-масс-спектрометрический Газохроматографический |
Этилен | В соответствии с программой производственного экологического контроля | Газообъемный метод Газохроматографический |
Этенилбензол (стирол) | В соответствии с программой производственного экологического контроля | Газохроматографический |
Эпсилон-капролактам (гексагидро-2H-азепин-2-он) | В соответствии с программой производственного экологического контроля | Газохроматографический |
1,3-бутадиен (дивинил) | В соответствии с программой производственного экологического контроля | Газохроматографический Метод капиллярной газовой хроматографии |
Таблица Г.4
Методы контроля технологических показателей для сбросов
Измеряемые показатели | Метод контроля (непрерывный с применением систем автоматического контроля, периодический, расчетный метод) | Метод измерения |
Алюминий | В соответствии с программой производственного экологического контроля | Спектрометрический Фотометрический |
Аммоний-ион | В соответствии с программой производственного экологического контроля | Ионометрический Фотометрический |
АСПАВ (анионные синтетические поверхностноактивные вещества)) | В соответствии с программой производственного экологического контроля | Фотометрический Флуориметрический |
БПК5 | В соответствии с программой производственного экологического контроля | Манометрический |
Ванадий | В соответствии с программой производственного экологического контроля | Рентгенофлуоресцентный Спектрометрический |
Взвешенные вещества | В соответствии с программой производственного экологического контроля | Фотометрический Гравиметрический Фотоколориметрический |
Железо | В соответствии с программой производственного экологического контроля | Фотометрический Флуориметрический Рентгенофлуоресцентный |
Капролактам (гексагидро-2H-азепин-2-он) | В соответствии с программой производственного экологического контроля | Газохроматографический |
Хлорид-анион (хлориды) | В соответствии с программой производственного экологического контроля | Ионная хроматография Фотометрический Титриметрический (меркуриметрический) |
ХПК | В соответствии с программой производственного экологического контроля | Титриметрический (бихроматный) Фотометрический Спектрофотометрический |
Нефтепродукты (нефть) | В соответствии с программой производственного экологического контроля | Спектрофотометрический Спектрометрический |
НСПАВ (неионогенные синтетические поверхностно-активные вещества) | В соответствии с программой производственного экологического контроля | Фотометрический |
Сульфат-ион | В соответствии с программой производственного экологического контроля | Фотометрический Потенциометрический Ионная хроматография |
Фенол (гидроксибензол) | В соответствии с программой производственного экологического контроля | Фотометрический Газохроматографический Флуориметрический |
Фторид-анион | В соответствии с программой производственного экологического контроля | Ионная хроматография |
Фосфаты (по фосфору) | В соответствии с программой производственного экологического контроля | Ионная хроматография Фотометрический |
(обязательное)
ИНДИКАТИВНЫЕ ПОКАЗАТЕЛИ УДЕЛЬНЫХ ВЫБРОСОВ ПАРНИКОВЫХ ГАЗОВ
В целях реализации Стратегии социально-экономического развития Российской Федерации, утвержденной распоряжением Правительства РФ от 29 октября 2021 г. N 3052-р, предусматривающей внедрение технологий с низким уровнем выбросов парниковых газов и высокой энергоэффективностью в углеродоемких отраслях промышленности, при актуализации справочников НДТ устанавливаются индикативные показатели удельных выбросов парниковых газов, определенные по результатам проведения национального отраслевого бенчмаркинга, или справочная информация об удельных выбросах парниковых газов. Применение индикативных показателей в рамках промышленной политики будет направлено на мотивацию предприятий к модернизации в сторону повышения ресурсной и энергетической эффективности: максимальный уровень (бенчмарк) будет применяться при установлении ограничительных требований углеродного регулирования, минимальный - при принятии решений о государственной поддержке.
Д.1 Краткая характеристика отрасли с точки зрения выбросов парниковых газов
Количественная оценка выбросов парниковых газов для полимерных материалов на всем жизненном цикле "от колыбели до могилы" затруднена в силу разнообразия сырьевой базы и областей применения. Например, этилен - мономер для производства полиэтилена - может быть получен пиролизом как прямогонных нефтяных фракций (нафты), так и продуктов переработки попутного нефтяного газа (СУГ, ШФЛУ). В последнем случае производство полимеров способствует сокращению выбросов парниковых газов от сжигания попутного нефтяного газа на факелах при добыче нефти. Другой пример - сокращение выбросов парниковых газов за счет увеличения сроков хранения продуктов питания при использовании относительно небольшой массы полимерных пленок. Прямые выбросы диоксида углерода от технологических процессов получения полимеров в границах настоящего Справочника НДТ относительно невелики, поскольку процессы полимеризации в целом характеризуются низким потреблением углеводородного топлива и отсутствием реакторных потоков CO2. В настоящем справочнике НДТ приведена справочная информация об удельных выбросах парниковых газов для технологических процессов, в которых присутствуют прямые выбросы диоксида углерода от сжигаемого топлива.
Д.2 Этапы проведения бенчмаркинга
Национальный бенчмаркинг для отрасли минеральных удобрений в соответствии с требованиями ГОСТ Р 113.00.11-2022 "Наилучшие доступные технологии. Порядок проведения бенчмаркинга удельных выбросов парниковых газов в отраслях промышленности".
Д.3 Методология проведения бенчмаркинга удельных выбросов парниковых газов
Расчеты удельных прямых выбросов парниковых газов проведены на основании данных, предоставленных предприятиями при анкетировании (расход и состав углеродсодержащего топлива (сырья), объем выпускаемой продукции и др.), с учетом положений методических указаний, утвержденных приказом Минприроды России от 30.06.2015 N 300, в периметре технологии, соответствующему описанию в настоящем Справочнике НДТ. Удельные значения выбросов парниковых газов (в единицах т или кг CO2-экв/т продукта) определены для каждого процесса (установки) как отношение массы образованных парниковых газов к массе выпущенной продукции за календарный год.
Д.4 Индикативные показатели удельных выбросов парниковых газов
Индикативные показатели удельных выбросов парниковых газов не устанавливаются.
Для процессов, указанных в таблице Д.1, приведена справочная информация об удельных показателях выбросов парниковых газов. Для остальных процессов, описанных в настоящем Справочнике НДТ, прямые выбросы парниковых газов отсутствуют.
Таблица Д.1
производственных процессов полимерной отрасли (справочно)
Продукт/производственный процесс | Удельные показатели выбросов парниковых газов, кг CO2-экв./т продукции <*> | |
Минимальное значение | Максимальное значение | |
Каучук цис-изопреновый (СКИ) | - | 8,7 |
Каучук цис-бутадиеновый на титановом катализаторе | - | 78,4 |
Каучук цис-бутадиеновый на неодимовом катализаторе | 0,41 | 315,6 |
Каучук бутадиен-стирольный (ДССК) | - | 66,4 |
Каучук бутадиен-стирольный (СКС) | - | 72,6 |
Стирол-бутадиеновый блок-сополимер разветвленный (в том числе маслонаполненный) | 0,53 | 10,6 |
Полиэтилен, получаемый при высоком давлении в трубчатом реакторе | - | 0,28 |
Полиэтилен, получаемый по газофазной технологии | - | 9,0 |
Полиэтилен, получаемый по жидкофазной (суспензионной) технологии в среде инертного растворителя | - | 8,3 |
Полипропилен, получаемый по газофазной технологии | - | 15,3 |
Полипропилен, получаемый по суспензионной технологии в растворителе | - | 30,9 |
Полипропилен, получаемый по суспензионной технологии в пропилене | 4,1 | 83,0 |
Полипропилен, получаемый комбинацией суспензионного и газофазного процессов | - | 4,1 |
Полистирол, получаемый полимеризацией в массе, в том числе ударопрочный полистирол | 113,5 | 129,0 |
АБС пластики, получаемые полимеризацией в массе | 953,6 | 1422,7 |
Поливинилхлорид эмульсионный | - | 373,1 |
Полиэтилентерефталат | - | 213,8 |
Полиамиды (установка по производству ПА-6 марки Волгамид 24SD) | - | 80 |
Полиамиды (установка по производству ПА-6 марок Волгамид 25, 27, F34) | - | 55 |
Полиамиды (установка по производству ПА-6 марок Волгамид 24, 24SD) | - | 80 |
Полиамиды (установка по производству ПА-6 марок Волгамид 27, 34) | - | 120 |
Д.5 Основные направления снижения выбросов парниковых газов
Общие подходы к сокращению выбросов парниковых газов включает следующие мероприятия:
- реструктуризация топливного баланса;
- вовлечение вторичных топливно-энергетических ресурсов;
- повышение энергоэффективности за счет нового оборудования или оптимизации режимов действующего;
- применение новых катализаторов, обеспечивающих высокую конверсию сырья и селективность по целевому продукту;
- комбинирование технологических процессов (например, совместное производство аммиака и метанола с общей стадией получения синтез-газа).
1. О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям: Постановление Правительства РФ от 23 декабря 2014 года N 1458 (с изм. и доп.).
2. Об охране окружающей среды: Федеральный закон от 10 января 2002 года N 7-ФЗ.
3. Об утверждении методических рекомендаций по определению технологии в качестве наилучшей доступной технологии: Приказ Минпромторга России от 23 августа 2019 года N 3134.
4. Об утверждении перечня загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды: Распоряжение Правительства РФ от 8 июля 2015 года N 1316-р (с изм. и доп.).
5. Об утверждении перечня областей применения наилучших доступных технологий: Распоряжение Правительства Российской Федерации от 24 декабря 2014 года N 2674-р (с изм. на 24 мая 2018 г.).
6. Об утверждении Порядка сбора данных, необходимых для разработки информационно-технического справочника по наилучшим доступным технологиям и анализа приоритетных проблем отрасли: Приказ Минпромторга России от 18 апреля 2017 года N 1234.
7. Об утверждении поэтапного графика актуализации информационно-технических справочников по наилучшим доступным технологиям: Распоряжение Правительства РФ от 30 апреля 2019 года N 866-р.
8. ГОСТ Р 113.00.03-2019 Наилучшие доступные технологии. Структура информационно-технического справочника.
9. ГОСТ Р 113.00.04-2020 Наилучшие доступные технологии. Формат описания технологий.
10. ГОСТ Р 56828.15-2016 Наилучшие доступные технологии. Термины и определения.
11. Аверко-Антонович, Л.А. и др. Химия и технология синтетического каучука. - М.: Химия, КолосС, 2008. - 357 с.
12. Большой справочник резинщика. Ч. 1. Каучуки и ингредиенты / Под ред. С.В. Резниченко, Ю.Л. Морозова. - М.: ООО "Издательский центр "Техинформ" МАИ", 2012. - 744 с.
13. "Синтетический каучук" / Под ред. Гармонова И.В.. - Л.: Издательство "Химия", Ленинградское отделение, 1976. - 752 с.
14. Башкатов, Т.В., Жигалин, Я.Л. Технология синтетических каучуков: учебник для техникумов. - 2-е изд., перераб. - Л.: Химия, 1987. - 360 с.
15. Седых В.А., Гусев А.В. и др. Технология производства каучуков растворной полимеризации. ВГТА-Воронеж: 2010. - 308 с.
16. Папков В.Н., Ривин Э.М., Блинов Е.В. Бутадиен-стирольные каучуки. Синтез и свойства, Воронеж, 2015, - 315 с.
17. Папков В.Н., Гусев Ю.К., Ривин Э.М., Блинов Е.В. Бутадиен-нитрильные каучуки. Синтез и свойства, Воронеж, 2014, - 218 с.
18. International Institute of Synthetic Rubber Producers, I. (2002). Best Available Techniques: Production of Emulsion polymerised Styrene-Butadiene Rubber (ESBR).
19. Modern Advances in Organic and Inorganic Chemistry. Devrim  ,
,  Efremovich Zaikov. Nova Science Publishers, Inc. New York, 2005. - 179 p.
Efremovich Zaikov. Nova Science Publishers, Inc. New York, 2005. - 179 p.
, Efremovich Zaikov. Nova Science Publishers, Inc. New York, 2005. - 179 p.20. Reference Document on Best Available Techniques in the Production of Polymers. EUROPEAN COMMISSION. August, 200.7 - 288 p.
21. Handbook of elastomers. Second Edition, Revised and Expanded. Edited by Anil K. Bhowmick and Howard L. Stephens. CRC Press, 2000. - 944 p.
22. Handbook of Polymer Research: Monomers, Oligomers, Polymers and Composites. Richard Arthur Pethrick, Antonio Ballada,  Efremovich Zaikov. Nova Publishers, 2007. - 459 p.
Efremovich Zaikov. Nova Publishers, 2007. - 459 p.
Efremovich Zaikov. Nova Publishers, 2007. - 459 p.23. "Синтетический каучук" / Под ред. Уитби Г.С.. - Л.: Госхимиздат, Ленинградское отделение, 1957. - 998 с.
24. Новый справочник химика и технолога. Сырье и продукты промышленности органических и неорганических веществ. В 2-х частях / Под ред. Ю.В. Поконова, СПб.: АНО НПО "Профессионал", 2007, - 1144 с.
25. Популярная нефтехимия [Электронный ресурс] / Под ред. А. Костина // Сибур. Тобольская промышленная площадка [Официальный сайт]. - URL: http://sibur-tobolsk.ru/books/18/ (дата обращения: 29.05.2017).
26. Климов, И.Г. Модернизация технологического процесса Polimir производства полиэтилена в ООО "Томскнефтехим" / И.Г. Климов // Известия ТПУ. - 2010. - N 3. - С. 169 - 174.
27. Агабеков, В.Е. Нефть и газ. Технологии и продукты переработки / В.Е. Агабеков, В.К. Косяков. - Ростов-на-Дону: Феникс, 2014. - 458 с.
28. Никифоров, В.А. Альбом технологических схем: по курсу "Общая химическая технология полимеров"; учеб. Пособие / В.А. Никифоров, Е.А. Панкратов, Е.И. Лагусева. - Тверь: ТГТУ, 2003. - 36 с.
29. Усачева, Т.С. Общая химическая технология полимеров / Т.С. Усачева, В.А. Козлов. - Иваново: Иван. гос. хим.-технол. ун-т, 2012. - 238 с.
30. Белокурова, А.П. Химия и технология получения полиолефинов / А.П. Белокурова, Т.А. Агеева. - Иваново: Иван. гос. хим.-технол. ун-т, 2011. - 126 с.
31. Vasile C., Pascu M. // Practical Guide to Polyethylene. - Shawbury: Smithers Rapra Press, 2008.
32. Дж. Уайт, Д. Чой. Полиэтилен, полипропилен и другие полиолефины. - СПб.: Профессия, 2007.
33. Шабалин, Е.Ю. Развитие и современное состояние технологий производства полипропилена / Е.Ю. Шабалин, О.Л. Аркатов, Э.А. Майер // I-ая Международная Российско-Казахстанская конференция по химии и химической технологии, 26 - 29 апр. 2011 г.: [Секция VI. Химия и химическая технология нефтегазохимической промышленности]: материалы конференции. - Томск, 2011. - С. 657 - 660.
34. Иванюков Д.В., М.Л. Фридман. Полипропилен. Москва.: Химия, 1974. - 270 с.
35. Handbook of Polypropylene and Polypropylene Composites / ed. H.G. Karian. - NewYork.: MarcelDekker Inc, 2003. - 740 p.
36. Polypropylene. An A to Z reference / ed. J. Karger-Kocsis. Kluwer, 1999. - 987 p.
37. Кузнецов, Е.В. Альбом технологических схем производства полимеров и пластических масс на их основе / Е.В. Кузнецов, И.П. Прохорова, Д.А. Файзуллина. - М.: Химия, 1976. - 108 с.
38. Капкин, В.Д. Технология органического синтеза: учебник для техникумов / В.Д. Капкин, Г.А. Савинецкая, В.И. Чапурин. - М.: Химия, 1987. - 400 с.
39. Полистирол (ПС) [Электронный ресурс] / Корпоративный портал. Томский политехнический университет [Официальный сайт]. - URL: http://portal.tpu.ru/SHARED/f/FITERER/instruction_work/Tab1/polystyrene.pdf (дата обращения: 18.07.2017).
40. Павлов, В.А. Пенополистирол / А.В. Павлов. - М.: Химия, 1973. - 240 с.
41. Егорова, Е.И. Основы технологии полистирольных пластиков / Е.И. Егорова, В.Б. Коптенармусов. - СПб: ХИМИЗДАТ, 2005. - 272 с.
42. Krevelen Dirk Willem. Properties of Polymers: Their Correlation With Chemical Structure; Their Numerical Estimation and Prediction from Additive Group Contributions. - Elsevier. - P. 849. [Электронный ресурс] https://ru.wikipedia.org/wiki/.
43. Вольфсон С.А. АБС-пластик // Химическая энциклопедия: в 5 т / Гл. ред.: Кнунянц И.Л. (тт. 1 - 3), Зефиров Н.С. (тт. 4 - 5). - М.: Советская энциклопедия (тт. 1 - 2); Большая Российская энциклопедия (тт. 3 - 5), 1988 - 1998. - ISBN 5-85270-008-8. [Электронный ресурс] https://ru.wikipedia.org/.
44. Егорова Е.И., Коптинармусов А.Е.. Технология производства полимеризационных пластмасс. 2005. - 300 с.
45. Поливинилхлорид (ПВХ) [Электронный ресурс] / Корпоративный портал. Томский политехнический университет [Официальный сайт]. - URL: http://portal.tpu.ru/SHARED/f/FITERER/instruction_work/Tab1/polyvinylchloride.pdf (дата обращения: 19.07.2017).
46. Ульянов, В.М. Поливинилхлорид / В.М. Ульянов, Э.П. Рыбкин, А.Д. Гуткович, Г.А. Пишин. - М.: Химия, 1992. - 228 с.
47. Айзенштейн, Э.М., Клепиков, Д.Н. Полиэфирные волокна: сегодня и завтра [Электронный ресурс] / Вестник химической промышленности [Официальный сайт]. URL: http://vestkhimprom.ru.
48. Reference Document on Best Available Techniques in the Production of Polymers - 27, TWGComments, 2004 [Electronic resource] / European IPPC Bureau [Official site]. URL: http://eippcb.jrc.ec.europa.eu/.
49. Поликарбонаты (ПК): характеристика, способы получения, технология переработки, области применения [Электронный ресурс] / Пластинфо [Официальный сайт]. URL: https://plastinfo.ru.
50. Современное состояние производства поликарбоната в России [Электронный ресурс] / Вестник химической промышленности [Официальный сайт]. URL: http://vestkhimprom.ru.
51. Environmental guideline No. 20 manufacture of polyurethane foam [Electronic resource] / Ministry of Social Security, National Solidarity, and Environment and Sustainable Development [Official site]. URL: http://environment.govmu.org.
52. Бузник, В.М. Фторполимерные материалы: применение в нефтегазовом комплексе / В.М. Бузник. Серия "Академические чтения". - Вып. 61. - М.: Изд-во "НЕФТЬ и ГАЗ" РГУ нефти и газа им. И.М. Губкина, 2009. - 31 с.
53. Описание и марки полимеров - фторпласты [Электронный ресурс] / Полимерные материалы, изделия, оборудование [Официальный сайт]. URL: http://www.polymerbranch.com.
54. Брацыхин, Е.А. Технология пластических масс: учеб. пособие для техникумов / Е.А. Брацыхин, Э.С. Шульгина. - Изд. 3-е, перераб. и доп. - М.: Химия, 1982. - 328 с.: ил.
55. Сэвилен (сополимер этилена с винилацетатом) ТУ 6-05-1636-97 [Электронный ресурс] / Пластинфо [Офиц. сайт]. URL: https://plastinfo.ru.
56. Обзор рынка сополимера этилена с винилацетатом (сэвилена) в СНГ и прогноз его развития в условиях финансового кризиса [Электронный ресурс] / Инфомайн [Офиц. сайт]. URL: www.infomine.ru.
57. 67 Биоразлагаемые полимеры и пластики [Электронный ресурс] / Plastice [Офиц. сайт]. URL: http://www.plastice.org.
58. Биоразлагаемые полимеры: классификация и основные характеристики [Электронный ресурс] / Cleandex [Офиц. сайт]. URL: http://www.cleandex.ru.
59. Левченко, Е.В., Чернышева, Н.Л. Производство биоразлагаемого полимера полиактида [Электронный ресурс] / Киберленинка [Официальный сайт]. URL: https://cyberleninka.ru.
60. Жмыхов, И.Н. Процессы и оборудование производства волокнистых и пленочных материалов / Жмыхов И.Н., Гальбрайх И.Н., Акулич А.В., Щербина Л.А., Сорокин Ф.А. - Мн.: Вышэйшая школа, 2013. - 592 с.
61. Шляхтин, А.В. Влияние среды на реакционную способность мономеров в синтезе полиактидов и сополимеров акрилонитрила: дис. ... канд. хим. наук: 02.00.03, защищена 02.00.06 / Шляхтин Андрей Владимирович. - М., 2014. - 118 с.
62. Чернышев А.К., Герасименко В.И., Сокол Б.А. [и др.] Капролактам: свойства, производство, применение. - Москва, 2016. - 755 с.
63. Цимноль Р. "The Chemical Journal", 2009, N. 64 - 65с.
64. Латексы синтетические [Электронный ресурс] / Химик [Офиц. сайт]. URL: http://www.xumuk.ru.
65. Кирпичников, П.А. Альбом технологических схем основных производств промышленности синтетического каучука: учеб. пособие для вузов / П.А. Кирпичников, В.В. Береснев, Л.М. Попова. - Л.: Химия, 1986. - 224 с.
66. Абызгильдин, А.Ю. Графические модели основных производств промышленности синтетического каучука: учебное пособие для вуза / А.Ю. Абызгильдин, Н.А. Руднев, Б.П. Тонконогов, М.Ю. Абызгильдина; под редакцией Ю.М. Абызгильдина. - М.: Химия. 2001. - 140 с.
67. Корчагин, В.И. Защита окружающей среды в производстве эластомерных композиций: дис. докт. техн. наук: 03.00.16 / Корчагин Владимир Иванович. - Воронеж, 2008. - 351 с.
68. Куликов, Е.П. Охрана окружающей среды при производстве и переработке мономеров и эластомеров / Е.П. Куликов, А.В. Гусев, А.Е. Шевченко, А.В. Рачинский; Центрально-черноземное книжное издательство. - Воронеж, 2001. - 320 с.
69. Горшков, В.С. Использование полимеров, выделенных при очистке латексных сточных вод, для изготовления материалов строительного назначения / В.С. Горшков, Н.А. Глотова, В.И. Кац и др. // Тезисы докладов VI Всесоюзной латексной конф. "Синтетические латексы, их модифицирование и применение в народном хозяйстве. - Воронеж. - 1981. - С. 263 - 264.
70. Корчагин, В.И. Совершенствование процесса очистки сточных вод от полимерных загрязнений в производстве латексов. В 2 ч. Ч. 1 Материалы XXXIX отчетной научной конф. за 2000 / В.И. Корчагин, П.Т. Полуэктов, И.А. Хакова; Гос. технол. акад. - Воронеж, 2001. - С. 212 - 214.
71. Коршак В.В. Химия пластических масс. - М.: Химия. 1985. - 562 с.