СПРАВКА
Источник публикации
М.: Медиа Сервис, 2012
Примечание к документу
Документ введен в действие с 1 января 1990 года.
Взамен ОСТ 26-18-2-86.
Название документа
"РД 26-18-8-89. Сварные соединения приварки люков, штуцеров и муфт. Основные типы, конструктивные элементы и размеры"
(утв. ЦКБН ОАО "Газпром")
"РД 26-18-8-89. Сварные соединения приварки люков, штуцеров и муфт. Основные типы, конструктивные элементы и размеры"
(утв. ЦКБН ОАО "Газпром")
Содержание
ЦКБН
1989 год
РУКОВОДЯЩИЙ ДОКУМЕНТ
СВАРНЫЕ СОЕДИНЕНИЯ ПРИВАРКИ ЛЮКОВ, ШТУЦЕРОВ И МУФТ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
РД 26-18-8-89
Дата введения
1 января 1990 года
Разработан и внесен Центральным конструкторским бюро нефтеаппаратуры (ЦКБН).
Утвержден ЦКБН.
Дата введения: 01-01-1990 г.
Введен в действие Листом утверждения 1989 г.
Зарегистрирован ЦКБН, 1989 г.
Взамен ОСТ 26-18-2-86.
1. Настоящий руководящий документ распространяется на сварные соединения приварки люков, штуцеров и муфт из углеродистых, низколегированных, легированных и высоколегированных сталей, выполняемые электродуговой сваркой к сосудам, аппаратам и трубопроводам блоков, проектируемым и изготавливаемым в соответствии с ОСТ 26-291-87, ОСТ 26-18-5-88 и РД 26-02-63-87.
Руководящий документ не распространяется на сварные соединения приварки конструктивных элементов из разнородных сталей (высоколегированных сталей аустенитного класса с углеродистыми, низколегированными и легированными сталями).
2. Руководящий документ устанавливает основные типы, конструктивные элементы и размеры сварных соединений приварки люков, штуцеров и муфт к сосудам, аппаратам и трубопроводам блоков.
3. Руководящий документ предусматривает типы сварных соединений приварки люков, штуцеров и муфт двусторонним швом к сосудам и аппаратам диаметром 800 мм и более и односторонним швом к трубопроводам, сосудам и аппаратам диаметром до 800 мм.
Примечание. При возможности выполнения двусторонней приварки люков, штуцеров и муфт к сосудам и аппаратам до 800 мм необходимо применять сварные соединения двусторонним швом.
4. Конструктивные элементы подготовленных кромок, размеры сварных швов и их предельные отклонения должны соответствовать указанным в таблицах 1 - 26.
Примечание. Допускается уменьшение угла разделки кромок под сварку в случае выполнения сварных соединений сваркой в среде защитных газов.
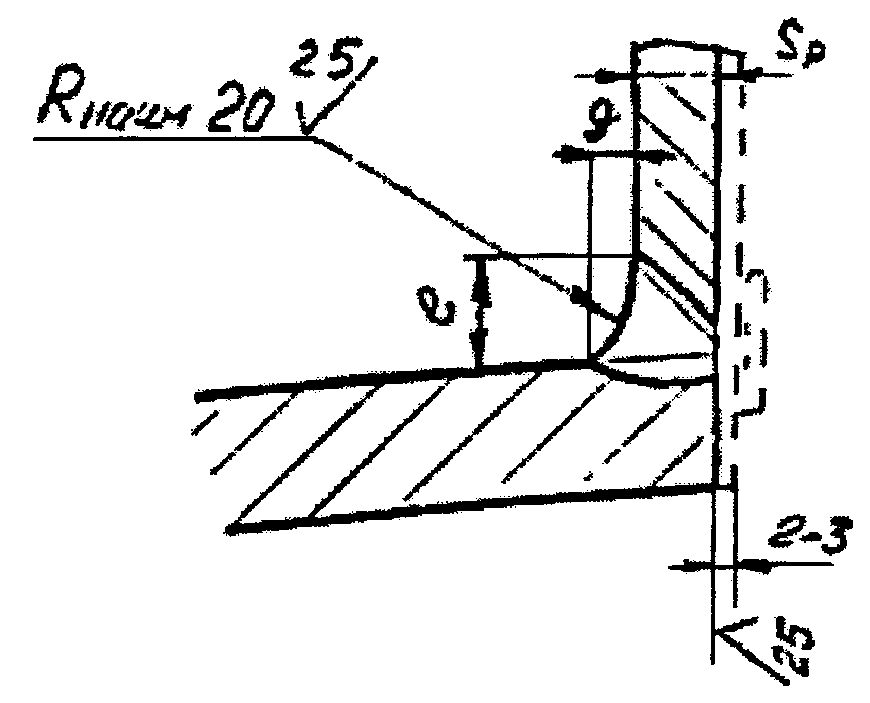
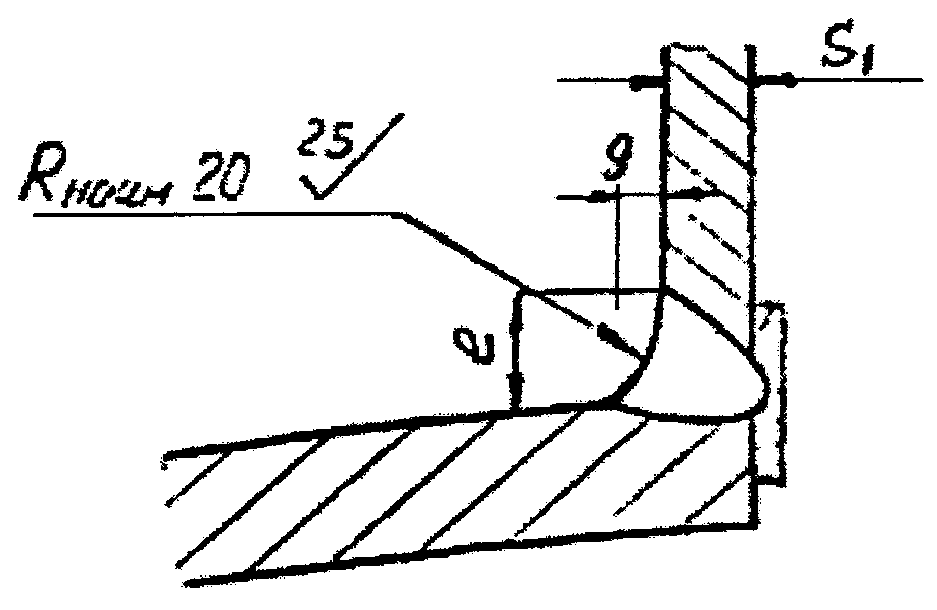
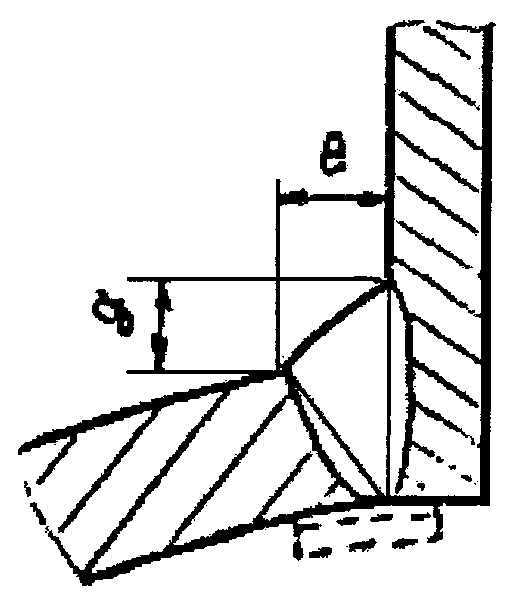
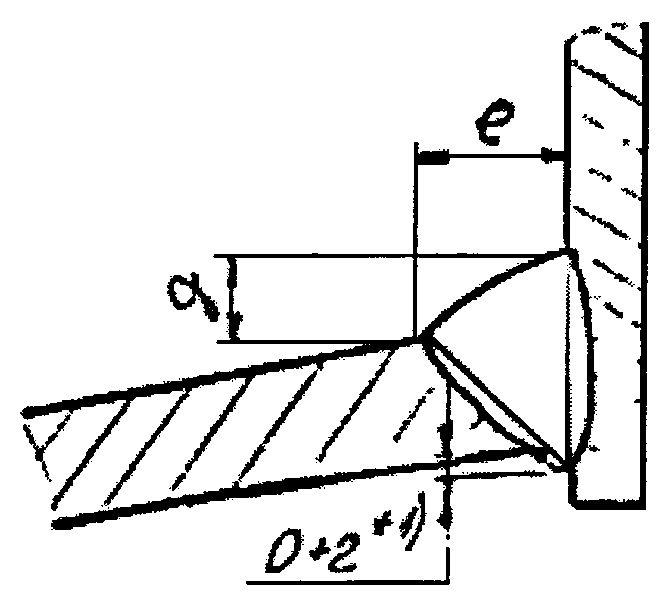
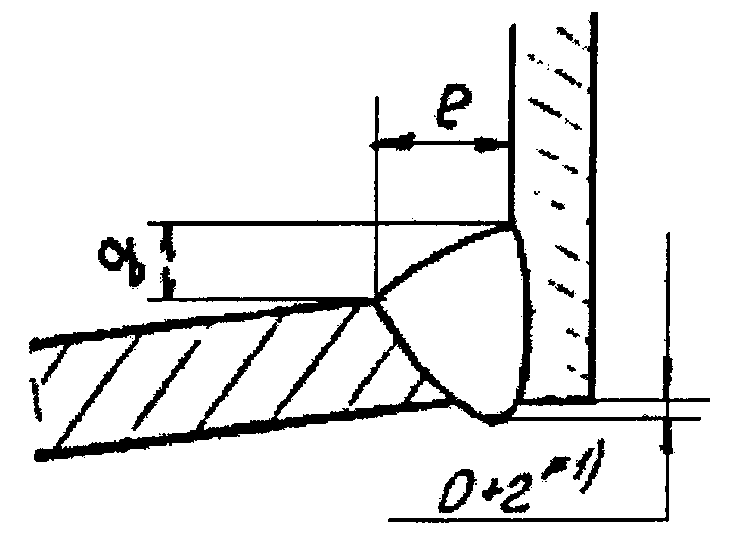
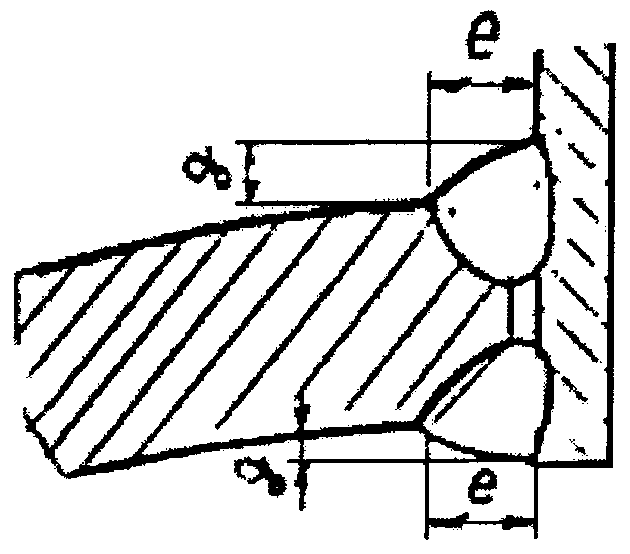
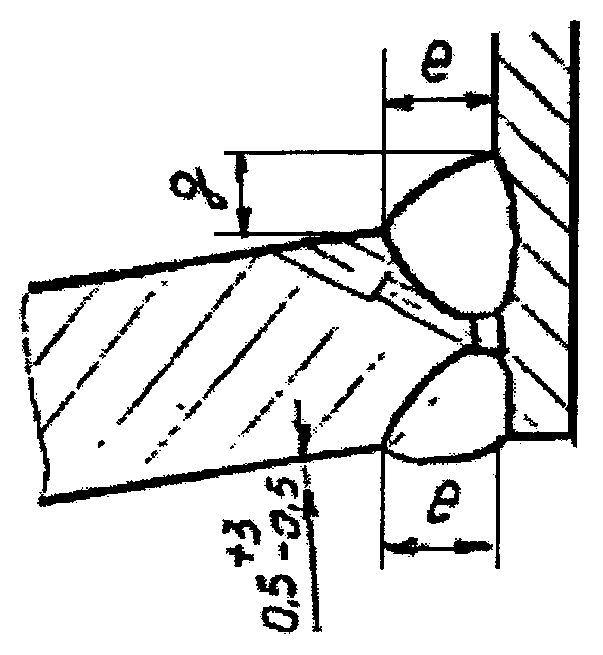
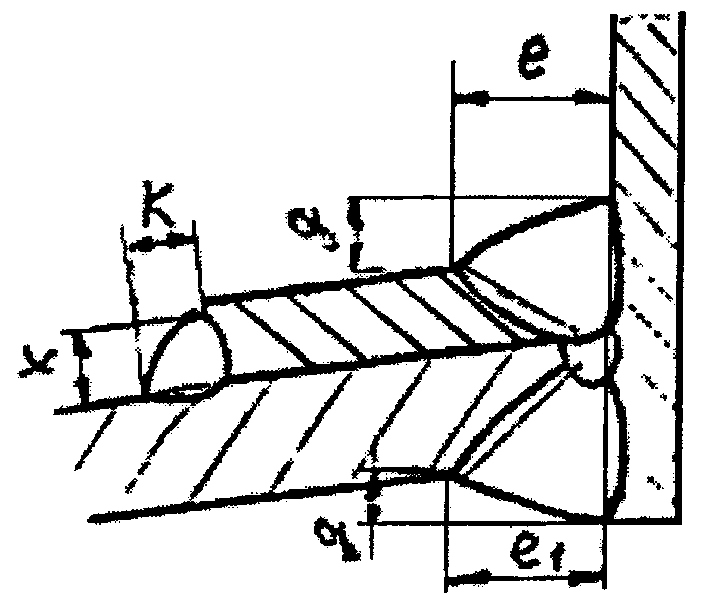
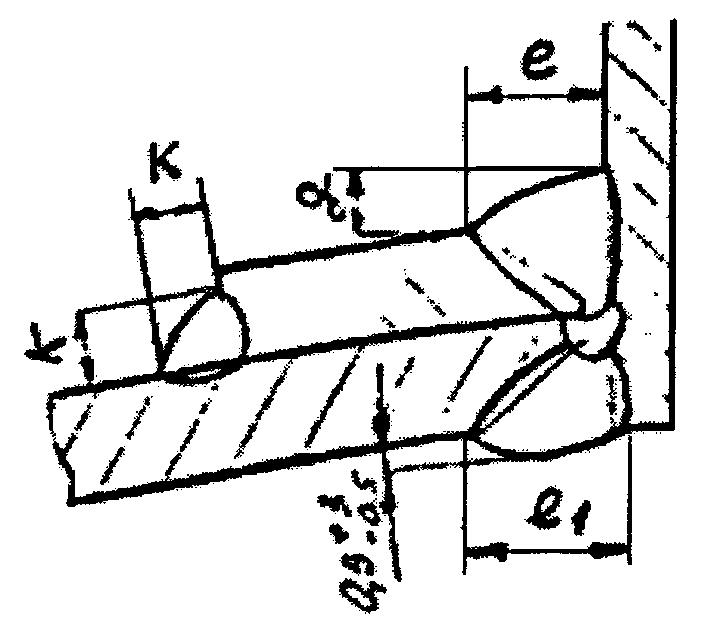
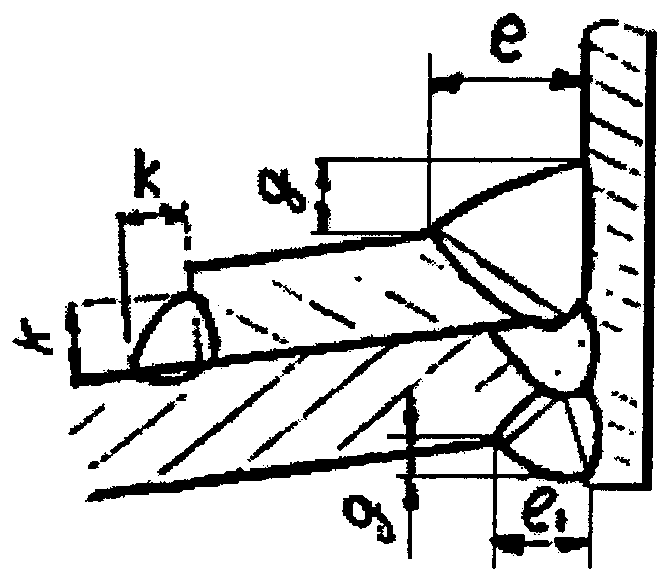
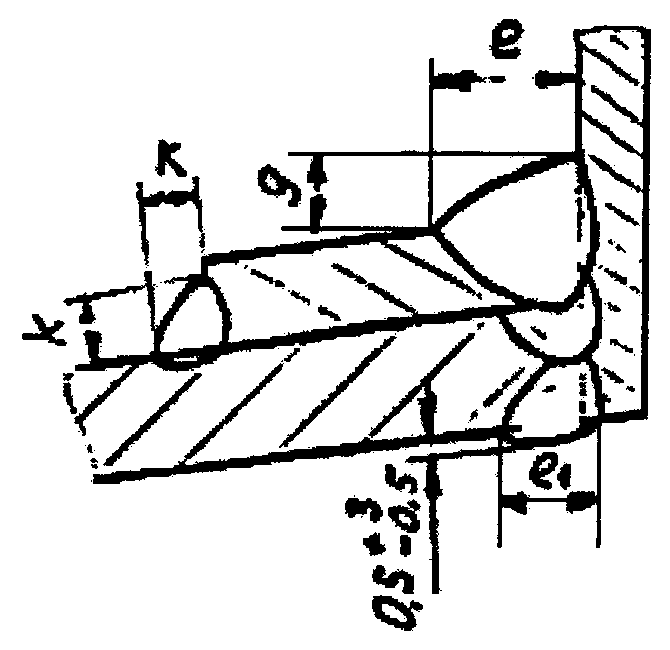
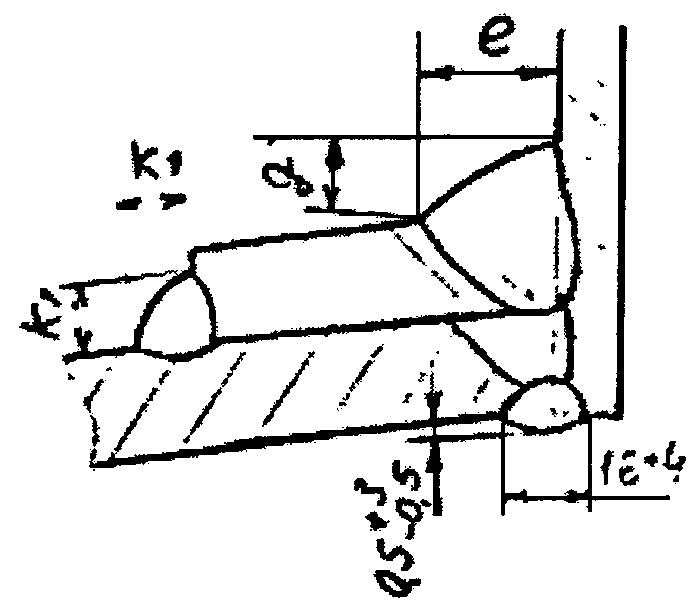
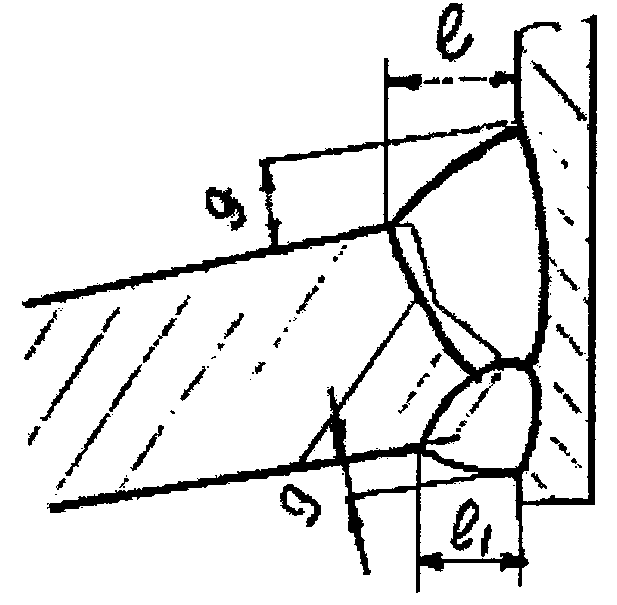
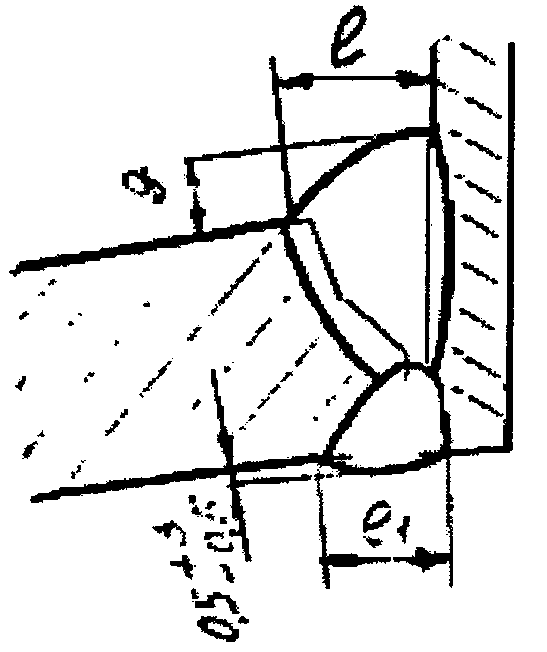
4.1. В документе приняты обозначения:
S;  ;
;  - толщины стенок свариваемых деталей
- толщины стенок свариваемых деталей
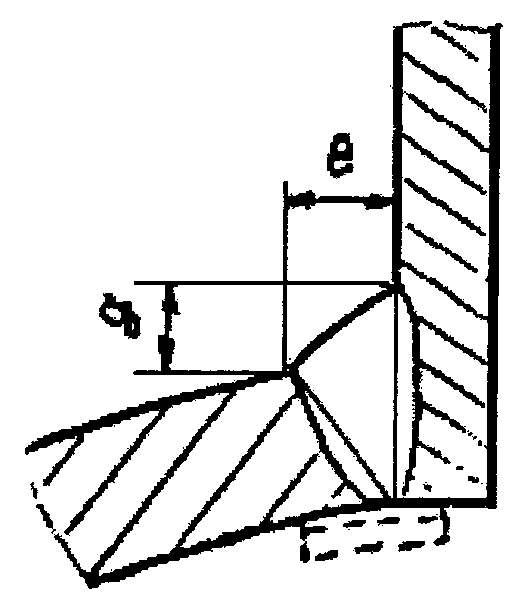
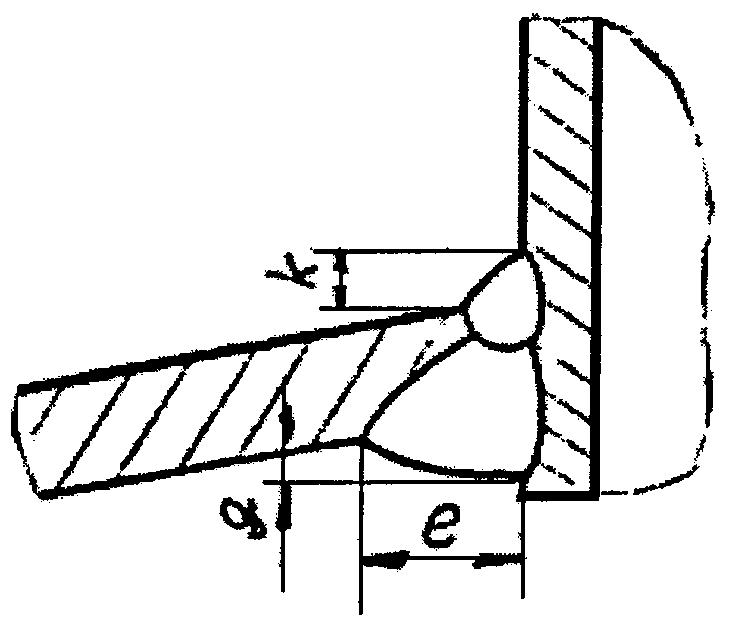
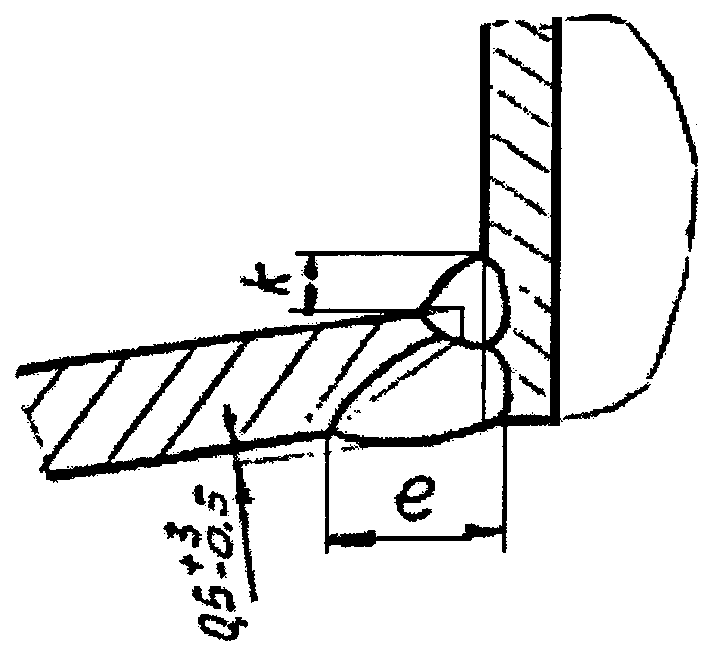
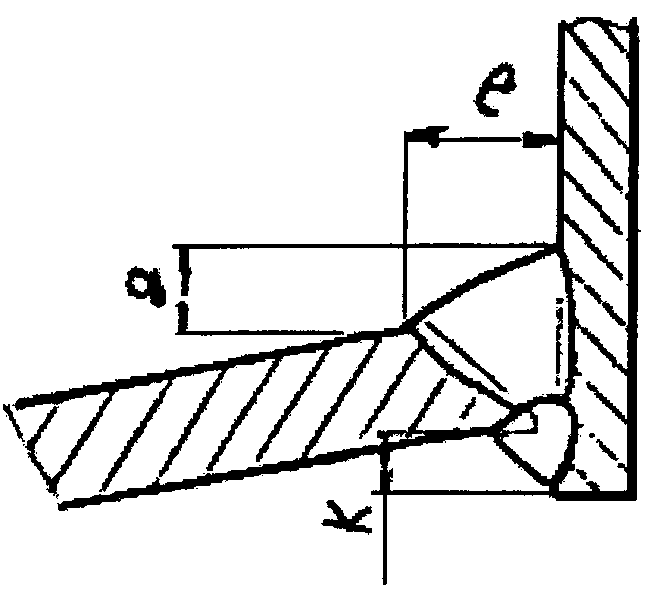
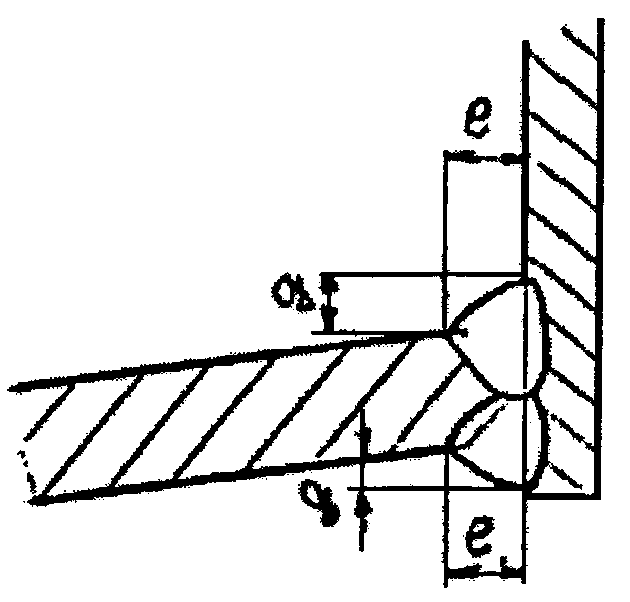
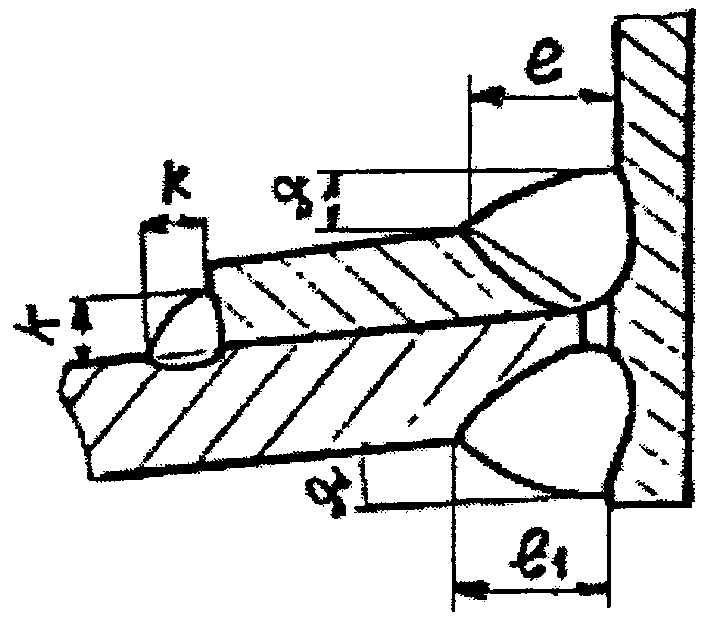
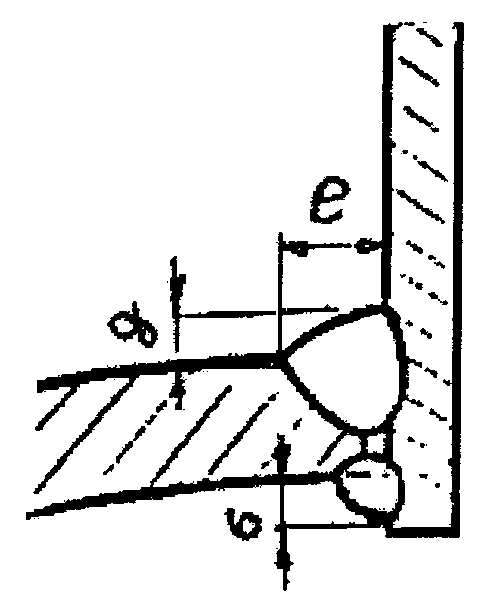
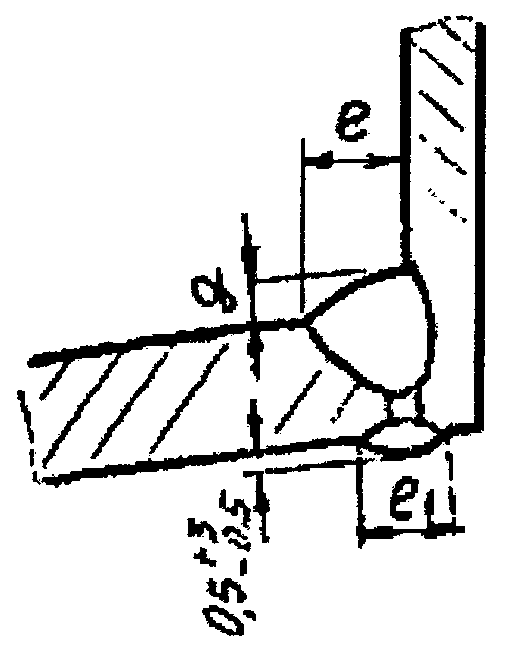
e;  - ширина сварного шва
- ширина сварного шва
g - усиление сварного шва
k - катет углового шва
c - притупление кромки
t - глубина разделки кромок
a;  - линейные размеры угла разделки кромок
- линейные размеры угла разделки кромок
D - диаметр патрубка.
4.2. Условные изображения и обозначения швов сварных соединений по ГОСТ 2.312-72.
Пример условного обозначения сварного соединения.
Сварное соединение по РД 26-18-8-89 типа У15 исполнение 2, шов по замкнутой линии,  - усиление шва снять с внутренней стороны, шероховатость поверхности после снятия усиления сварного шва
- усиление шва снять с внутренней стороны, шероховатость поверхности после снятия усиления сварного шва  .
.

мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e, не более | g (пред. откл. + 2) | |
подготовленных кромок свариваемых деталей | шва сварного соединения | ||||
У1 | 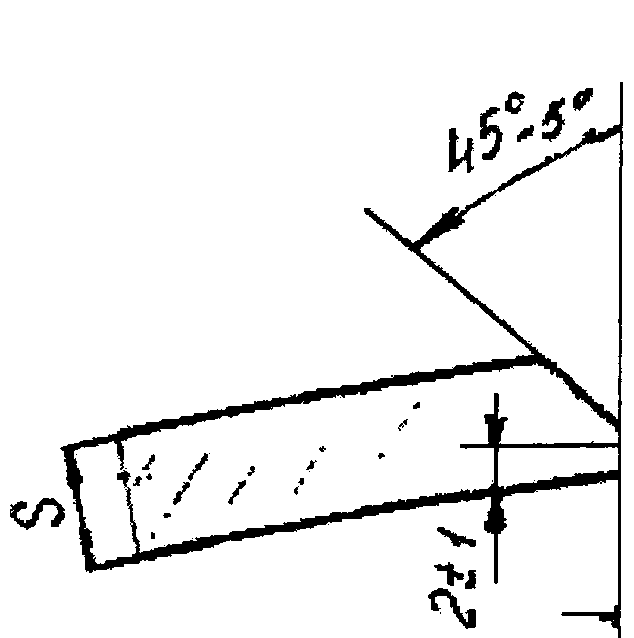 |  | 4 | 14 | 6 |
6 | 16 | 6 | |||
8 | 18 | ||||
10 | 20 | ||||
12 | 22 | ||||
14 | 24 | ||||
16 | 28 | ||||
18 | 30 | ||||
Примечание. Ограничение по применению смотри п. 5.
Таблица 2
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | e, не более | k, не более | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | |||||
У2 |  |  | 4 | 10 | 4 | |
6 | 12 | 6 | ||||
8 | 14 | |||||
10 | ||||||
12 | 16 | |||||
14 | ||||||
16 | 20 | |||||
18 | ||||||
Примечание. Ограничение по применению смотри п.5.
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | e, не более | k, не менее | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | |||||
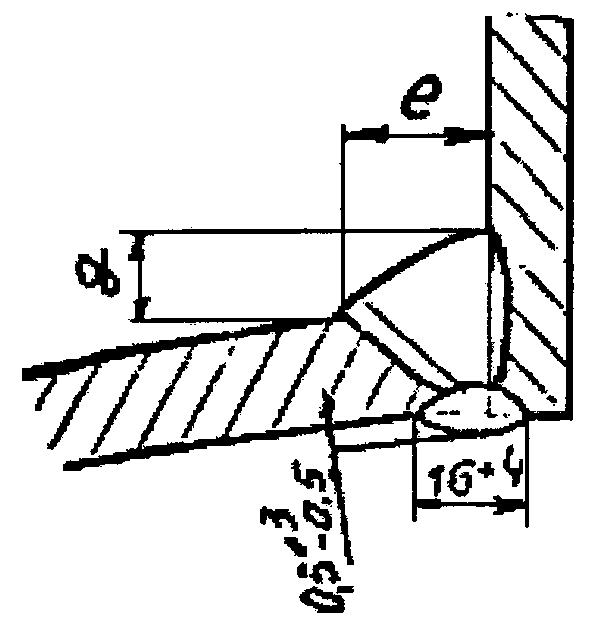
У3 |  | Исполнение 1 | 4 - 6 | 16 | 4 | |
 | ||||||
Исполнение 2 | ||||||
 | ||||||
8 - 10 | 20 | 6 | ||||
12 - 14 | 24 | |||||
16 - 18 | 30 | |||||
20 - 22 | 34 | |||||
24 - 26 | 40 | |||||
28 - 30 | 44 | |||||
Примечания: <*1> При сварке в инертных газах притупление и зазор равны 1 +/- 1.
<*2> Допускается внутренняя вогнутость корня шва глубиной до 1 мм.
Таблица 4
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | e, не более | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | ||||
У4 |  | Исполнение 1 | 3 - 4 | 18 | 4 |
 | |||||
Исполнение 2 | |||||
 | |||||
5 - 8 | 20 | 6 | |||
10 - 14 | 26 | ||||
16 - 20 | 36 | ||||
22 - 26 | 42 | ||||
28 - 32 | 48 | ||||
34 - 36 | 52 | 8 | |||
Таблица 5
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | e, не более | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | ||||
У5 | 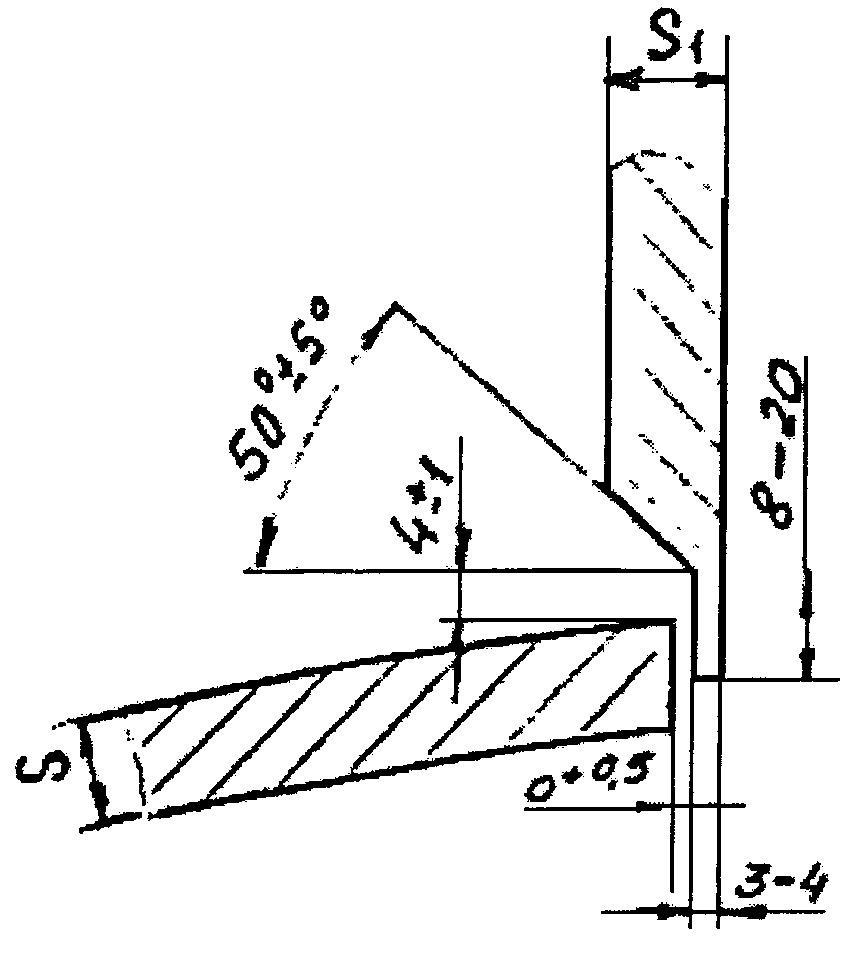 | Исполнение 1 | 7 - 8 | 18 | 6 |
 | |||||
Исполнение 2 | |||||
 | |||||
10 - 14 | 22 | ||||
16 - 20 | 30 | ||||
22 - 26 | 38 | ||||
28 - 32 | 42 | ||||
34 - 36 | 48 | 8 | |||
Таблица 6
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e, не более | g (пред. откл. + 2) | |
подготовленных кромок свариваемых деталей | шва сварного соединения | ||||
У6 |  | Исполнение 1 | 4 - 6 | 20 | 4 |
 | |||||
Исполнение 2 | |||||
 | |||||
8 - 10 | 24 | ||||
12 - 14 | 28 | 6 | |||
16 - 18 | 34 | ||||
20 - 22 | 36 | ||||
24 - 26 | 40 | ||||
28 - 30 | 46 | ||||
32 - 34 | 52 | 8 | |||
36 - 38 | 58 | ||||
40 - 44 | 64 | ||||
46 - 50 | 70 | ||||
Примечание. Ограничение по применению смотри п. 6.
Таблица 7
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e, не более | g (пред. откл. + 2) | |
подготовленных кромок свариваемых деталей | шва сварного соединения | ||||
У7 |  | Исполнение 1 | 4 - 6 | 16 | 4 |
 | |||||
Исполнение 2 | |||||
 | |||||
8 - 10 | 20 | 6 | |||
12 - 14 | 24 | ||||
16 - 18 | 30 | ||||
20 - 22 | 34 | ||||
24 - 26 | 38 | ||||
28 - 30 | 44 | ||||
32 - 34 | 50 | 8 | |||
36 - 38 | 56 | ||||
40 - 44 | 62 | ||||
46 - 50 | 68 | ||||
Примечание. <*1> Допускается внутренняя вогнутость корня сварного шва глубиной до 1 мм.
Таблица 8
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | k, не менее | |
подготовленных кромок свариваемых деталей | шва сварного соединения | |||
У8 |  |  | 4 | 6 |
6 | ||||
8 | 8 | |||
Примечание. Ограничение по применению смотри п. 6.
Таблица 9
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e, не более | g (пред. откл. + 2) | |
подготовленных кромок свариваемых деталей | шва сварного соединения | ||||
У9 |  | Исполнение 1 | 10 - 14 | 16 | 6 |
 | |||||
Исполнение 2 | |||||
 | |||||
16 - 20 | 20 | ||||
22 - 26 | 24 | ||||
28 - 32 | 26 | ||||
34 - 38 | 30 | 8 | |||
40 - 44 | 32 | ||||
46 - 50 | 36 | ||||
52 - 56 | 38 | ||||
58 - 62 | 42 | ||||
64 - 68 | 46 | 10 | |||
70 - 74 | 50 | ||||
76 - 80 | 52 | ||||
82 - 86 | 56 | ||||
88 - 92 | 58 | ||||
94 - 98 | 62 | ||||
100 - 104 | 64 | ||||
106 - 110 | 68 | ||||
112 - 116 | 72 | ||||
118 - 120 | 76 | ||||
Примечания: <*1>  , при этом C <= 0,5S.
, при этом C <= 0,5S.
Ограничение по применению смотри п. 6.
Таблица 9а
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e, не более | g (пред. откл. + 2) | |
подготовленных кромок свариваемых деталей | шва сварного соединения | ||||
У9а |  | Исполнение 1 | 36 - 40 | 31 | 8 |
 | |||||
Исполнение 2 | |||||
 | |||||
42 - 46 | 33 | ||||
48 - 52 | 37 | ||||
54 - 58 | 39 | ||||
60 - 64 | 43 | 10 | |||
66 - 70 | 46 | ||||
72 - 76 | 50 | ||||
78 - 82 | 52 | ||||
84 - 88 | 56 | ||||
90 - 94 | 58 | ||||
69 - 98 | 62 | ||||
100 | 64 | ||||
Примечания: <*1>  , при этом C <= 0,5S.
, при этом C <= 0,5S.
<*2> Контрольное отверстие.
Таблица 10
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | ||||
У10 | 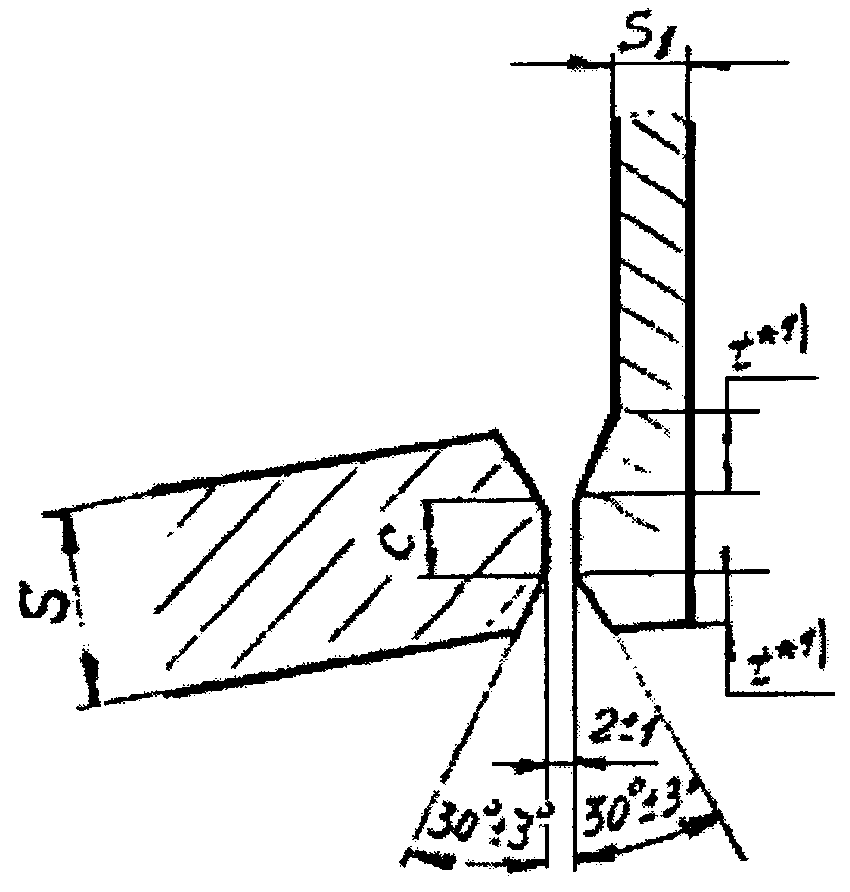 |  | 10 - 14 | 16 | 18 | 6 |
16 - 20 | 20 | 22 | ||||
22 - 26 | 24 | 26 | ||||
28 - 32 | 30 | 32 | ||||
34 - 38 | 32 | 34 | 8 | |||
40 - 44 | 34 | 36 | ||||
46 - 50 | 36 | 38 | ||||
52 - 56 | 38 | 40 | ||||
58 - 62 | 40 | 42 | ||||
64 - 68 | 44 | 46 | 10 | |||
70 - 74 | 46 | 48 | ||||
76 - 80 | 50 | 52 | ||||
82 - 86 | 52 | 54 | ||||
88 - 92 | 54 | 56 | ||||
94 - 98 | 58 | 60 | ||||
100 - 104 | 62 | 64 | ||||
106 - 110 | 64 | 66 | ||||
112 - 116 | 66 | 68 | ||||
118 - 120 | 70 | 72 | ||||
Примечания: <*1>  , при этом C <= 0,5S.
, при этом C <= 0,5S.
Ограничение по применению смотри п. 6.
Таблица 10а
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | ||||
У10а | 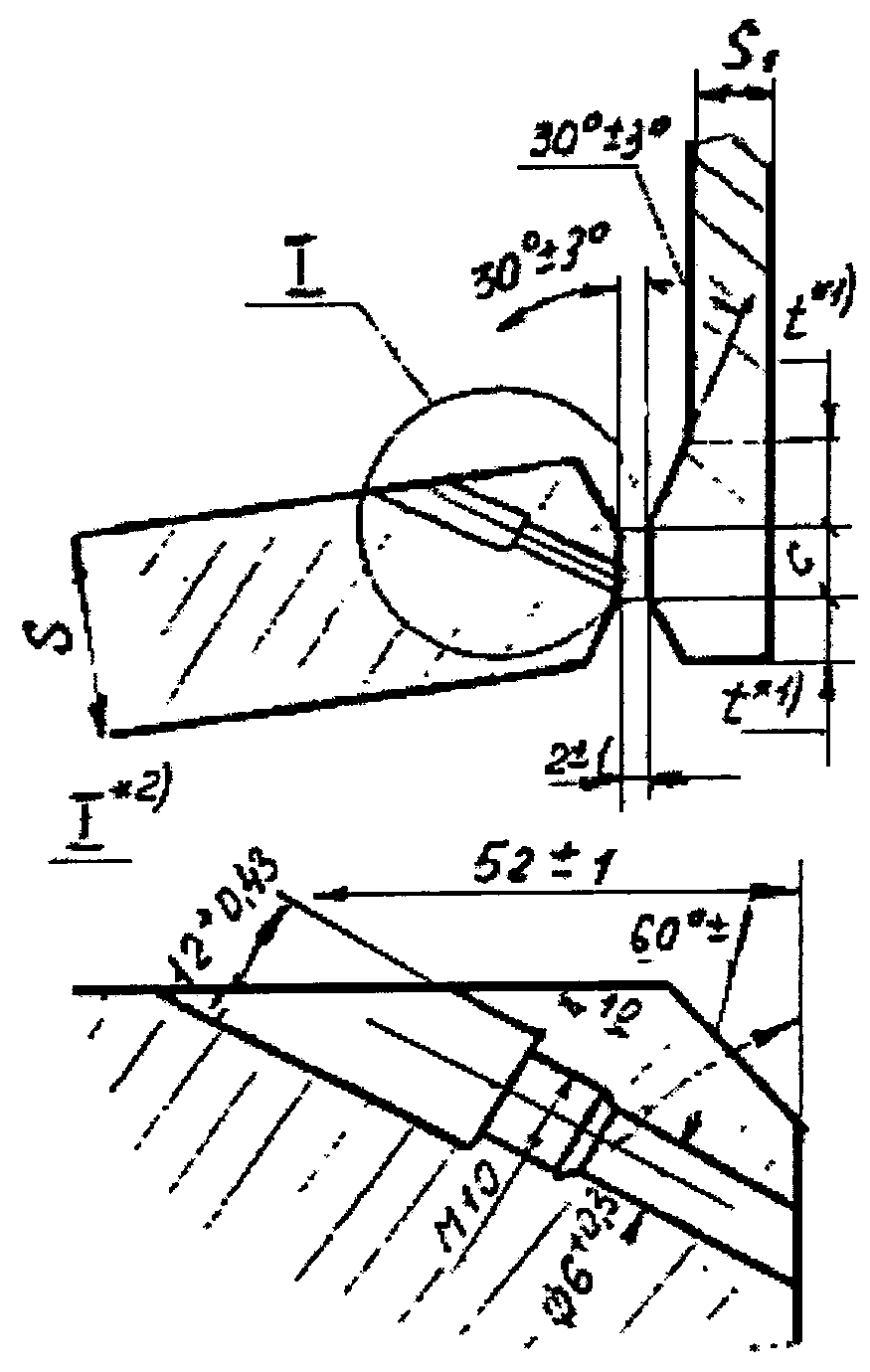 |  | 36 - 40 | 32 | 34 | 8 |
42 - 46 | 34 | 36 | ||||
48 - 52 | 38 | 40 | ||||
54 - 58 | 40 | 42 | ||||
60 - 64 | 42 | 44 | ||||
66 - 70 | 46 | 48 | 10 | |||
72 - 76 | 50 | 52 | ||||
78 - 82 | 52 | 54 | ||||
84 - 88 | 56 | 58 | ||||
90 - 94 | 58 | 60 | ||||
96 - 100 | 62 | 64 | ||||
Примечания: <*1>  , при этом C <= 0,5S.
, при этом C <= 0,5S.
<*2> Контрольное отверстие.
Таблица 11
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e, не более | k, не менее | g (пред. откл. + 2) | |
подготовленных кромок свариваемых деталей | шва сварного соединения | |||||
У11 | 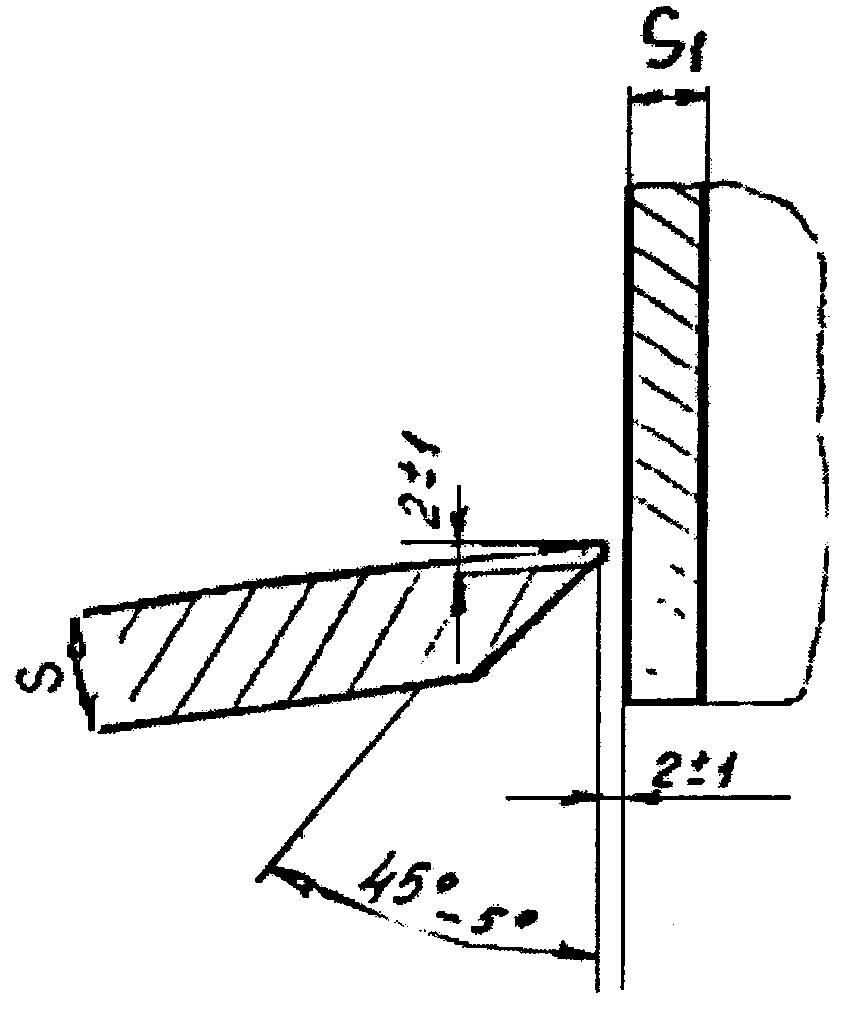 | Исполнение 1 | 4 - 6 | 16 | 3 | 4 |
 | ||||||
Исполнение 2 | ||||||
 | ||||||
8 - 10 | 20 | |||||
12 - 14 | 22 | 4 | 6 | |||
16 - 18 | 30 | |||||
20 - 22 | 34 | |||||
24 - 26 | 38 | 6 | ||||
28 - 30 | 44 | |||||
32 - 34 | 50 | 8 | 8 | |||
36 - 38 | 56 | |||||
40 - 44 | 62 | |||||
46 - 50 | 68 | 10 | ||||
52 - 56 | 74 | |||||
58 - 60 | 80 | |||||
Таблица 12
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e, не более | k, не менее | g (пред. откл. + 2) | |
подготовленных кромок свариваемых деталей | шва сварного соединения | |||||
У12 | 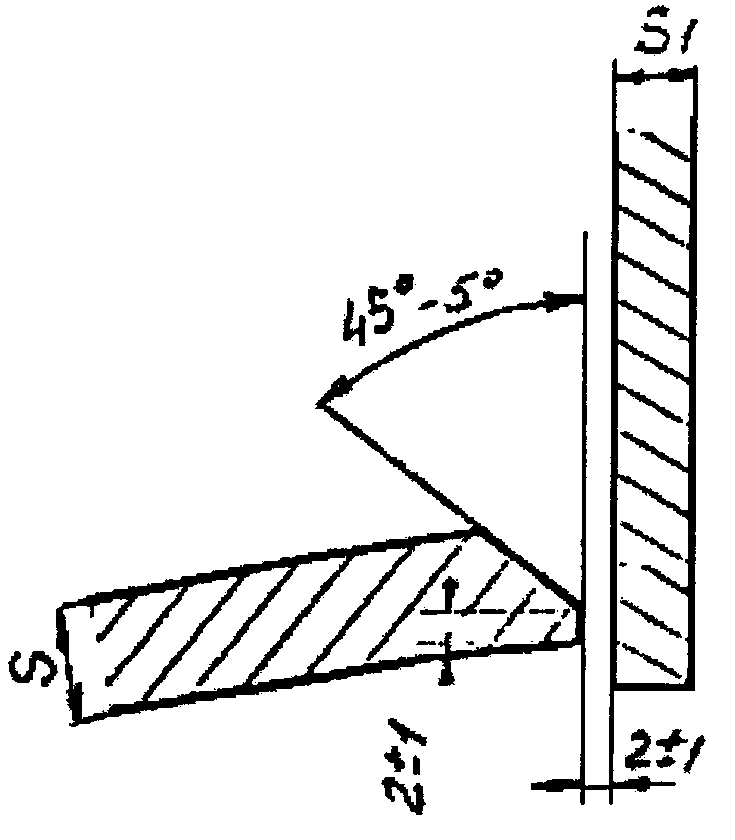 | Исполнение 1 | 4 - 6 | 16 | 3 | 4 |
 | ||||||
Исполнение 2 | ||||||
 | ||||||
8 - 10 | 20 | |||||
12 - 14 | 24 | 4 | 6 | |||
16 - 18 | 30 | |||||
20 - 22 | 34 | |||||
24 - 26 | 38 | 6 | ||||
28 - 30 | 44 | |||||
32 - 34 | 50 | 8 | 8 | |||
36 - 38 | 56 | |||||
40 - 44 | 62 | |||||
46 - 50 | 68 | 10 | ||||
52 - 56 | 74 | |||||
58 - 60 | 80 | |||||
Таблица 13
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | ||||
У13 | 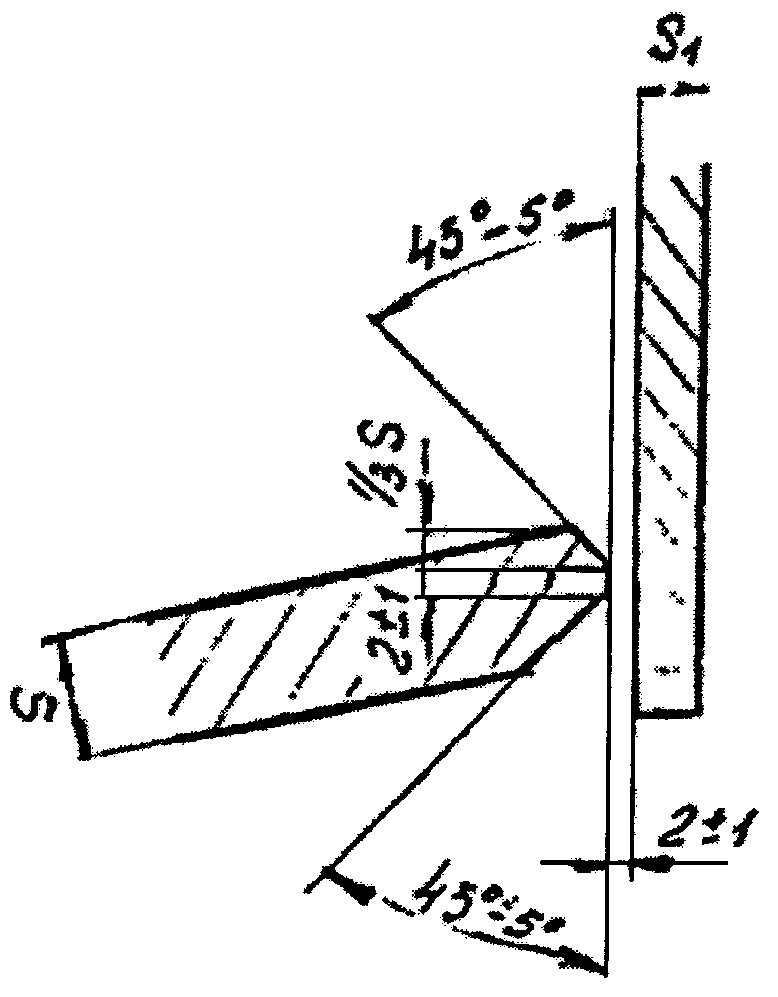 | Исполнение 1 | 32 - 36 | 24 | 40 | 8 |
 | ||||||
Исполнение 2 | ||||||
 | ||||||
38 - 42 | 26 | 44 | ||||
44 - 48 | 28 | 48 | ||||
50 - 54 | 32 | 52 | ||||
56 - 60 | 34 | 56 | ||||
62 - 66 | 36 | 60 | 10 | |||
68 - 72 | 40 | 64 | ||||
74 - 78 | 44 | 68 | ||||
80 - 84 | 46 | 72 | ||||
86 - 90 | 48 | 76 | ||||
92 - 96 | 50 | 80 | ||||
98 - 102 | 54 | 84 | ||||
104 - 108 | 58 | 88 | ||||
110 - 114 | 62 | 92 | ||||
116 - 120 | 66 | 96 | ||||
Таблица 14
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e | a <*> | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | |||||
У14 | 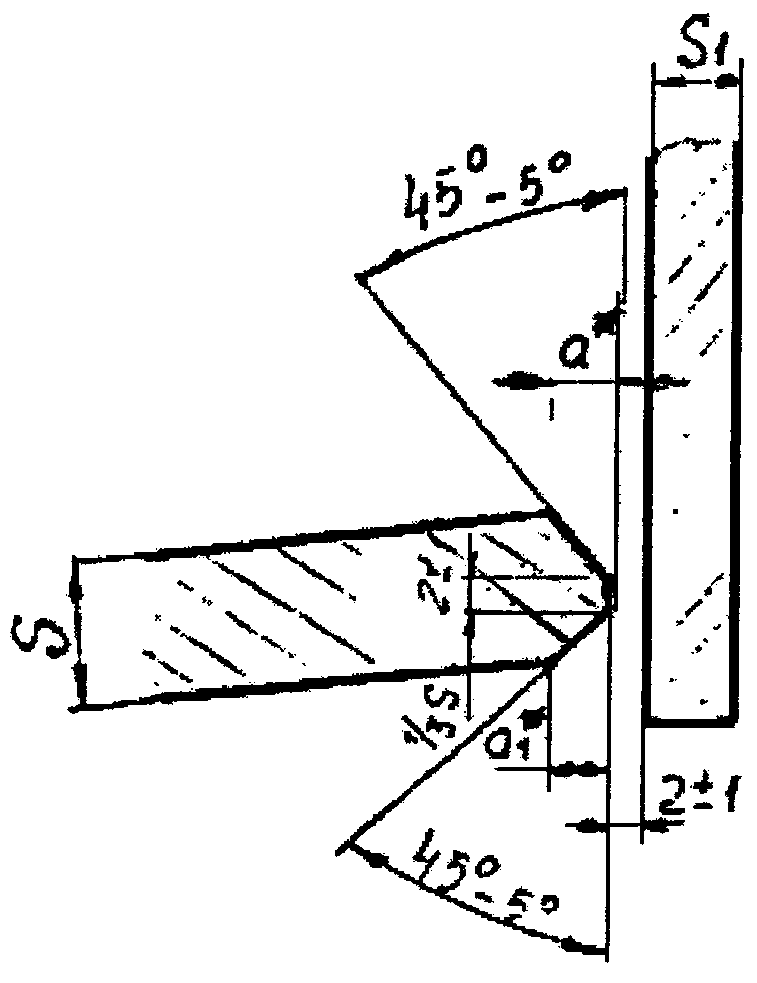 | Исполнение 1 | 32 - 36 | 40 | 24 | 22 | 12 |
 | |||||||
Исполнение 2 | |||||||
 | |||||||
38 - 42 | 44 | 26 | 28 | 14 | |||
44 - 48 | 48 | 28 | 32 | 14 | |||
50 - 54 | 52 | 32 | 36 | 16 | |||
56 - 60 | 56 | 34 | 38 | 20 | |||
62 - 66 | 60 | 36 | 42 | 22 | |||
68 - 72 | 64 | 40 | 46 | 24 | |||
74 - 78 | 68 | 44 | 50 | 26 | |||
80 - 84 | 72 | 46 | 54 | 28 | |||
86 - 90 | 76 | 48 | 60 | 30 | |||
92 - 96 | 80 | 50 | 62 | 32 | |||
98 - 102 | 84 | 54 | 66 | 34 | |||
104 - 108 | 88 | 58 | 70 | 36 | |||
110 - 114 | 92 | 62 | 74 | 38 | |||
116 - 120 | 96 | 66 | 80 | 40 | |||
Таблица 15
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e, не более | g (пред. откл. + 2) | |
подготовленных кромок свариваемых деталей | шва сварного соединения | ||||
У15 | 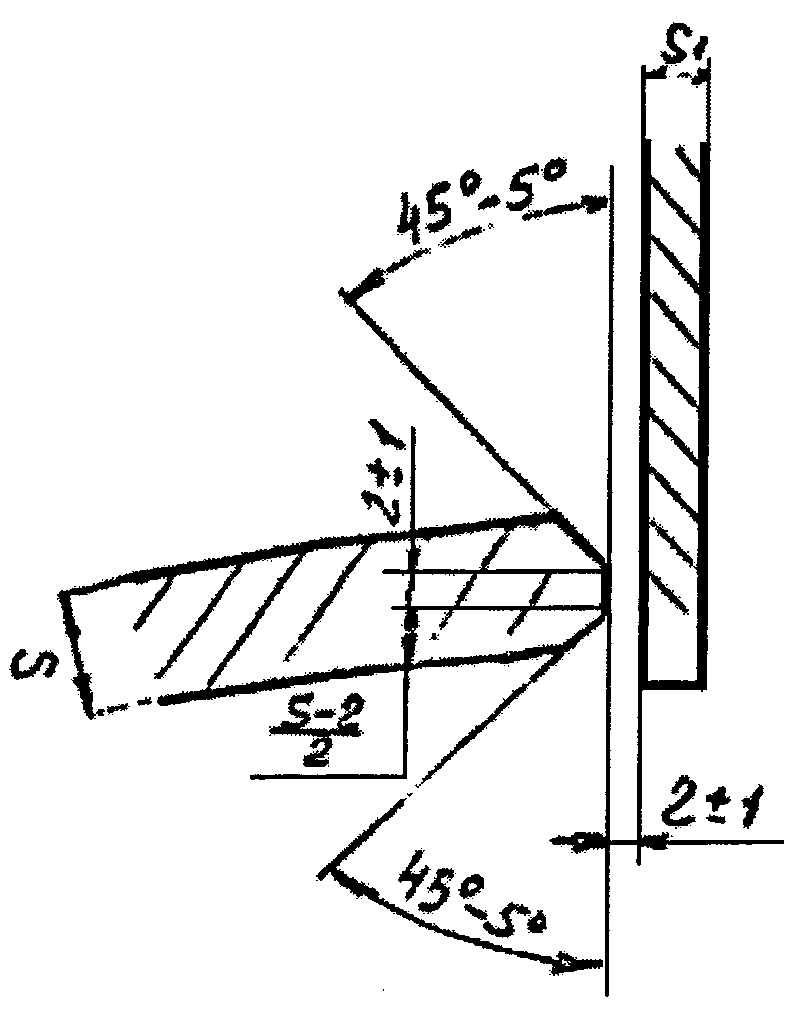 | Исполнение 1 | 12 - 16 | 16 | 6 |
 | |||||
Исполнение 2 | |||||
 | |||||
18 - 22 | 20 | ||||
24 - 28 | 24 | ||||
30 - 34 | 28 | 8 | |||
36 - 38 | 32 | ||||
40 - 44 | 36 | ||||
46 - 50 | 40 | ||||
52 - 56 | 44 | ||||
58 - 62 | 48 | ||||
64 - 68 | 50 | 10 | |||
70 - 74 | 54 | ||||
76 - 80 | 58 | ||||
82 - 86 | 62 | ||||
88 - 92 | 66 | ||||
94 - 98 | 70 | ||||
100 - 104 | 74 | ||||
106 - 110 | 78 | ||||
112 - 120 | 82 | ||||
Таблица 16
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | ||||
У16 | 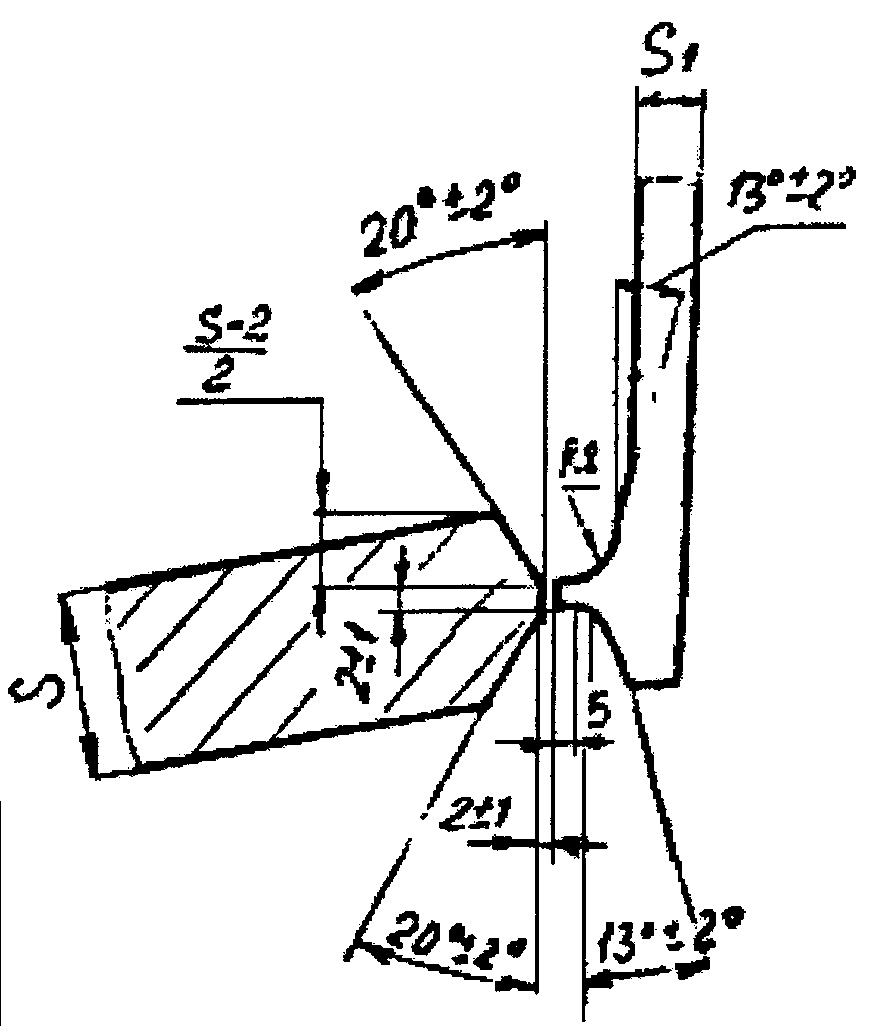 | 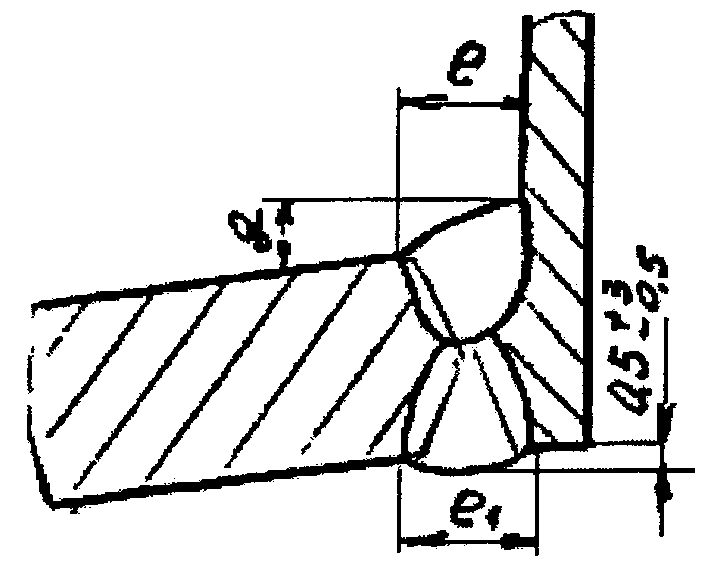 | 32 - 36 | 26 | 28 | 8 |
38 - 42 | 30 | 32 | ||||
44 - 48 | 32 | 34 | ||||
50 - 54 | 34 | 36 | ||||
56 - 60 | 36 | 38 | ||||
62 - 66 | 38 | 40 | 10 | |||
68 - 72 | 40 | 42 | ||||
74 - 78 | 42 | 44 | ||||
80 - 84 | 44 | 46 | ||||
86 - 90 | 46 | 48 | ||||
92 - 96 | 48 | 50 | ||||
98 - 102 | 50 | 52 | ||||
104 - 108 | 52 | 54 | ||||
110 - 120 | 58 | 60 | ||||
Таблица 17
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | e | k, не менее | g (пред. откл. + 2) | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | |||||
У17 | 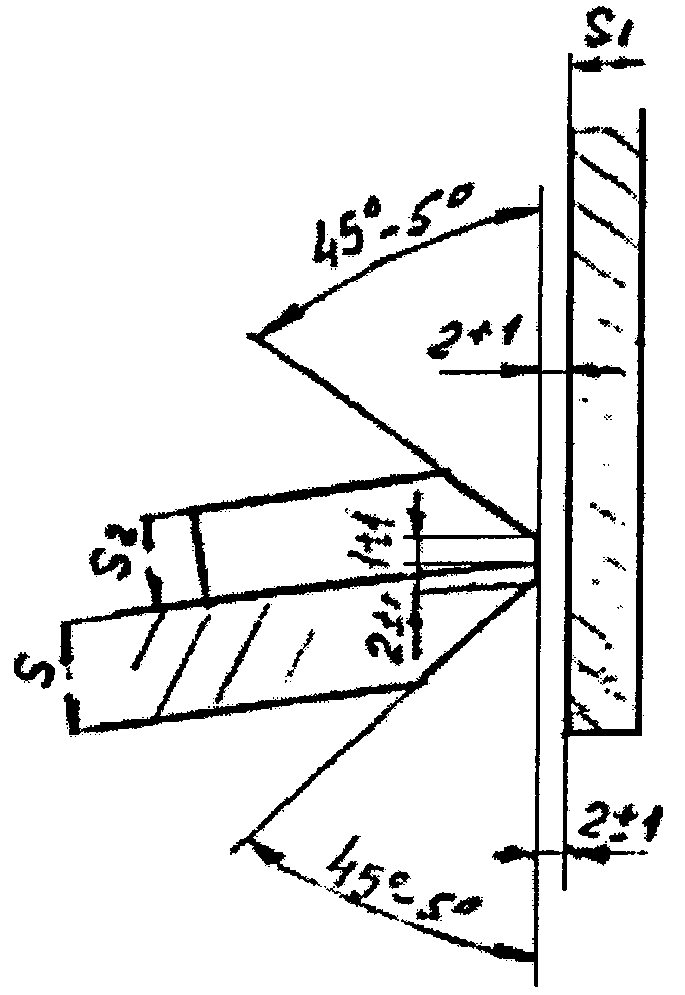 | Исполнение 1 | 4 - 6 | 16 | 16 | 4 | |
 | |||||||
Исполнение 2 | |||||||
 | |||||||
8 - 10 | 22 | 20 | 6 | ||||
12 - 14 | 28 | 24 | |||||
16 - 18 | 34 | 30 | |||||
20 - 22 | 38 | 36 | |||||
24 - 26 | 44 | 40 | |||||
28 - 30 | 50 | 44 | |||||
Таблица 18
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | e | k, не менее | g (пред. откл. + 2) | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | |||||
У18 |  | Исполнение 1 | 12 - 14 | 24 | 16 | 6 | |
 | |||||||
Исполнение 2 | |||||||
 | |||||||
16 - 18 | 30 | 18 | |||||
20 - 22 | 34 | 20 | |||||
24 - 26 | 40 | 24 | |||||
28 - 30 | 44 | 26 | |||||
Таблица 19
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | e | k | g (пред. откл. + 2) | |||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | |||||
У19 | 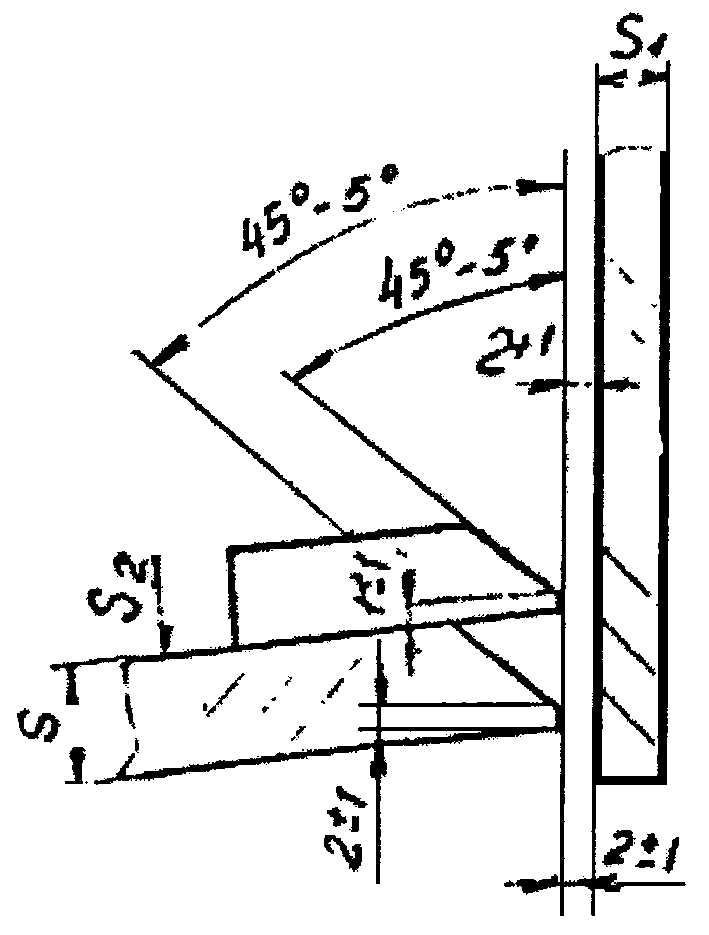 | Исполнение 1 | 4 - 6 | 16 | 4 | 4 | |
 | |||||||
Исполнение 2 | |||||||
 | |||||||
8 - 10 | 20 | 6 | |||||
12 - 14 | 24 | 6 | |||||
16 - 18 | 30 | ||||||
20 - 22 | 34 | 8 | |||||
24 - 26 | 38 | ||||||
28 - 30 | 44 | ||||||
Таблица 20
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | k, не менее | ||||
подготовленных кромок свариваемых деталей | шва сварного соединения | |||||
У20 | 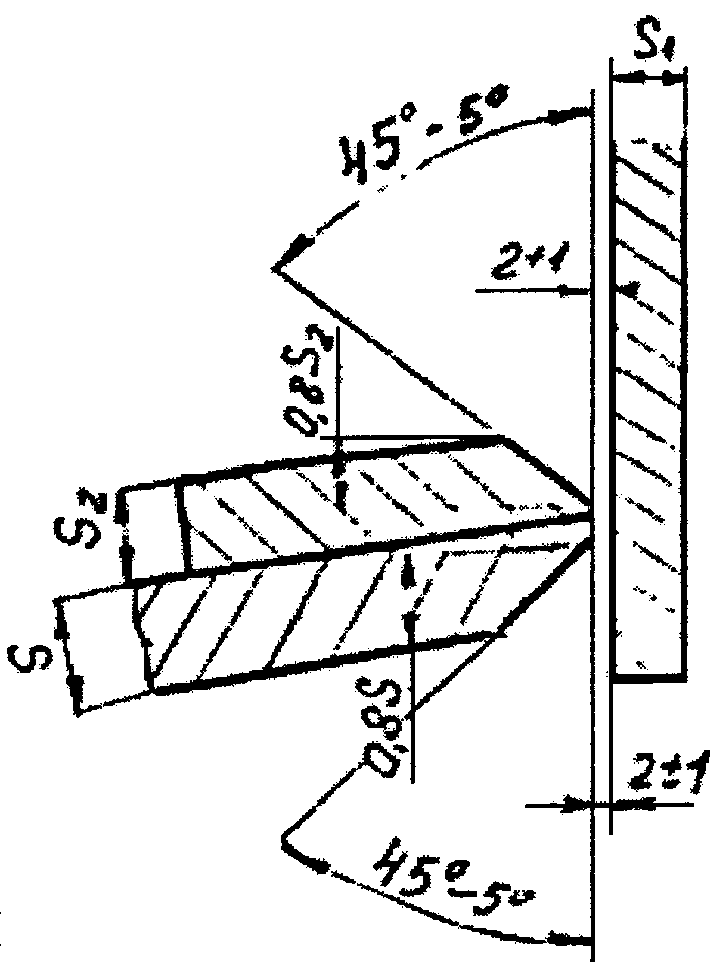 | Исполнение 1 | 4 - 6 | 16 | 4 | |
 | ||||||
Исполнение 2 | ||||||
 | ||||||
8 - 10 | 20 | |||||
12 - 14 | 24 | 6 | ||||
16 - 18 | 28 | |||||
20 - 22 | 34 | |||||
24 - 26 | 38 | |||||
28 - 30 | 42 | |||||
Примечание: ограничения по применению смотри п. 6.
Таблица 21
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e | k | g (пред. откл. + 2) | |
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | ||||
У21 | 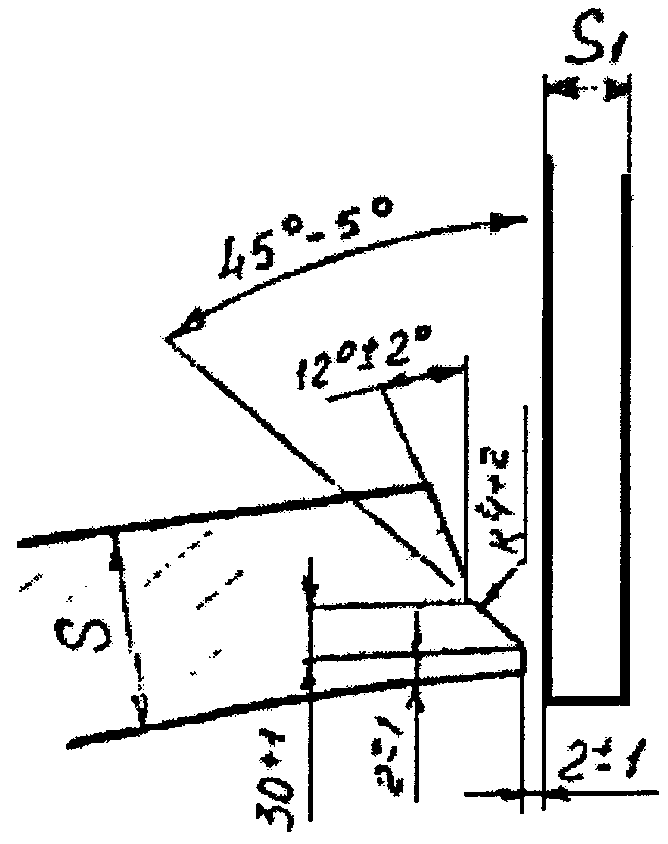 | Исполнение 1 | 60 - 62 | 40 | 14 | 10 |
 | ||||||
Исполнение 2 | ||||||
 | ||||||
64 - 66 | 42 | |||||
68 - 70 | 44 | |||||
72 - 74 | 46 | |||||
76 - 78 | 48 | |||||
80 | 50 | |||||
Таблица 22
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | ||||
У22 | 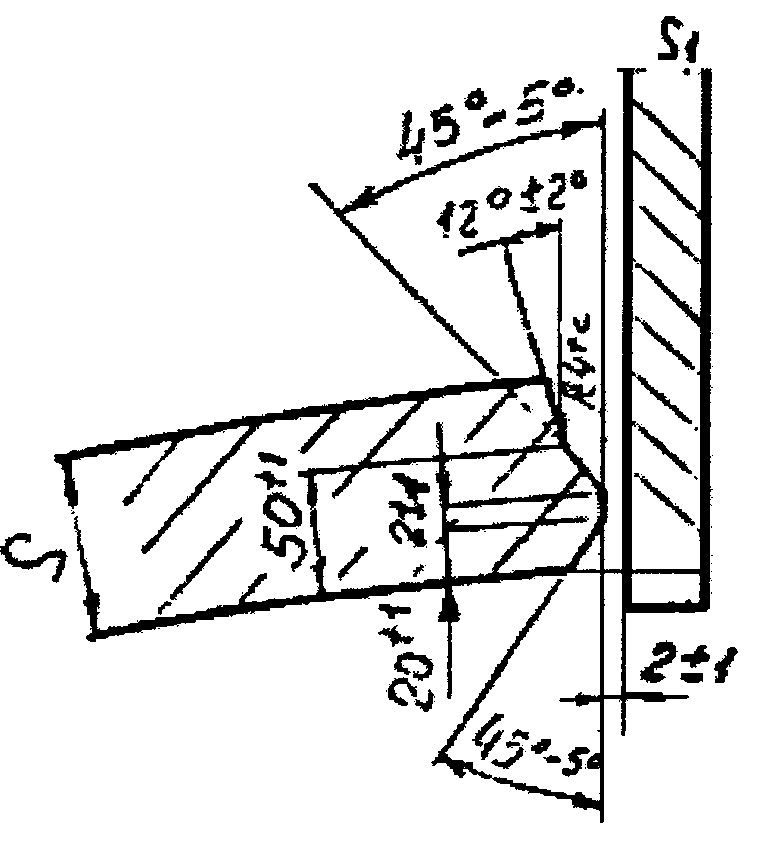 | Исполнение 1 | 82 - 86 | 50 | 40 | 10 |
 | ||||||
Исполнение 2 | ||||||
 | ||||||
88 - 92 | 52 | |||||
94 - 98 | 54 | |||||
100 - 104 | 56 | |||||
106 - 110 | 58 | |||||
120 | 62 | |||||
Таблица 23
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | e, не более | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | ||||
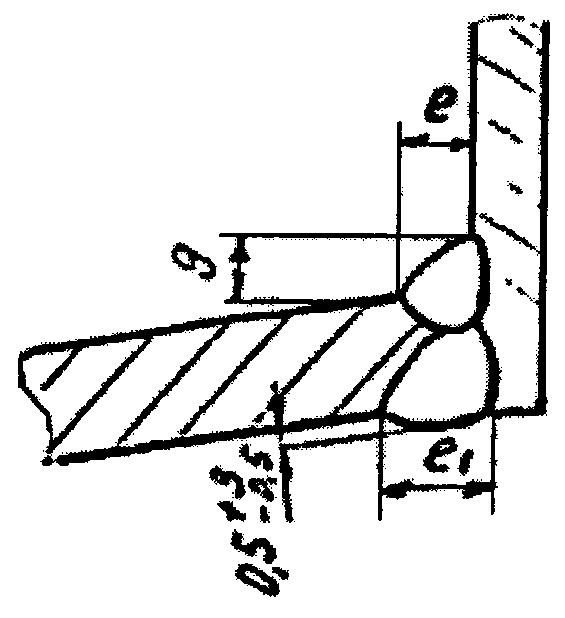
У23 | 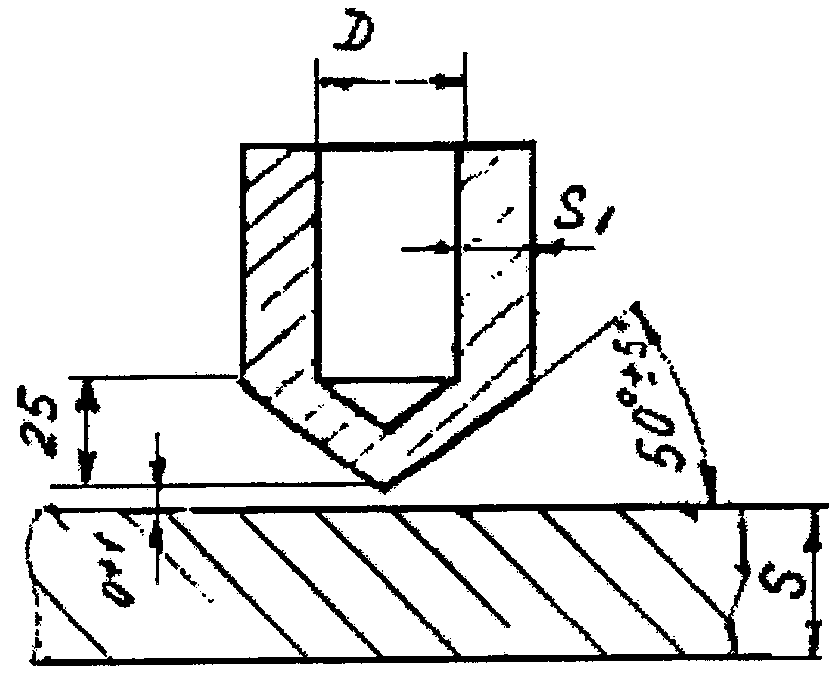 |  | 10 - 14 | 25 | 6 |
 | 16 - 20 | 41 | |||
22 - 24 | 48 | ||||
26 - 30 | 50 | ||||
32 - 34 | 55 | 8 | |||
36 - 40 | 63 | ||||
42 - 44 | 68 | ||||
45 - 50 | 78 | ||||
51 - 54 | 85 | ||||
55 - 60 | 95 | ||||
61 - 65 | 100 | 10 | |||
66 - 70 | 105 | ||||
Примечания: 1. Ограничение по применению смотри п. 6.
2. D < 50 мм.
Таблица 24
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | e, не более | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | ||||
У24 | 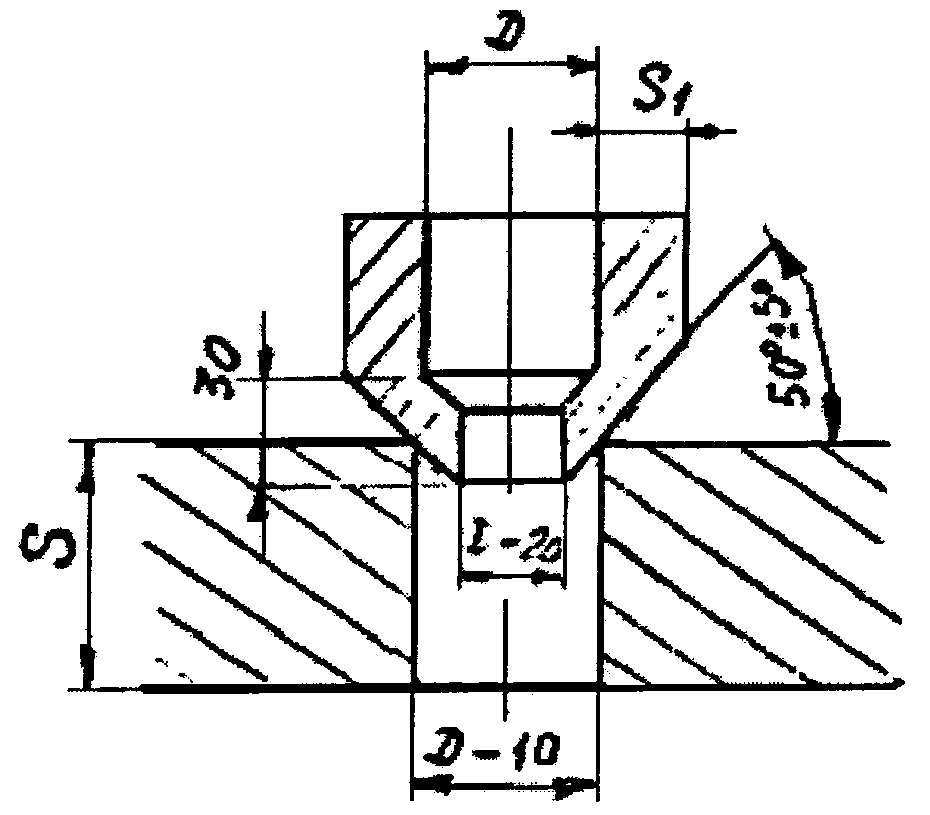 | 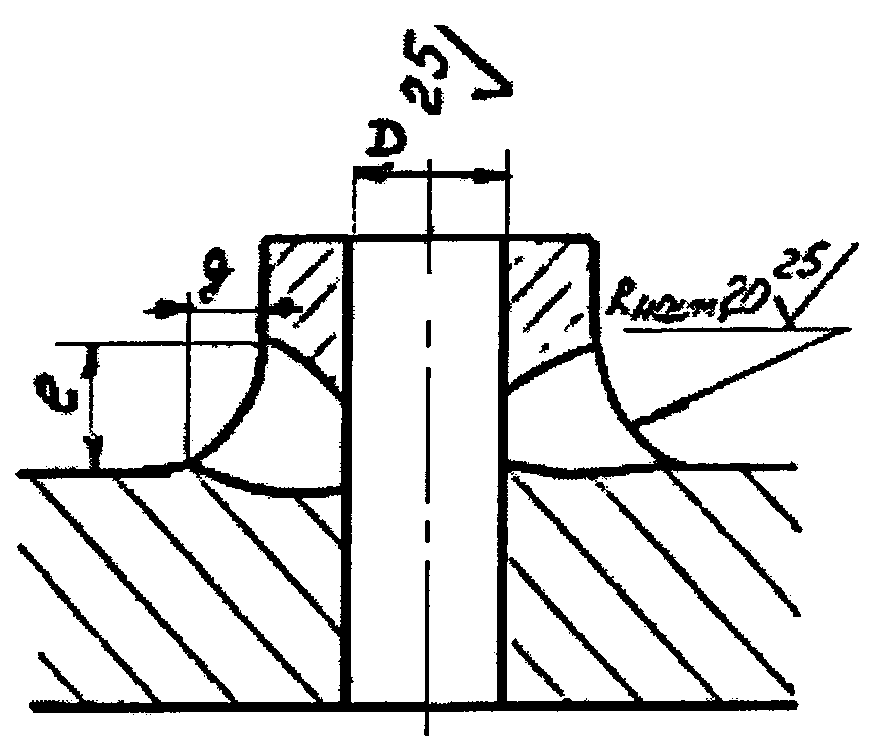 | 10 - 14 | 25 | 6 |
16 - 20 | 41 | ||||
 | 22 - 24 | 48 | |||
26 - 30 | 50 | ||||
32 - 34 | 55 | 8 | |||
36 - 40 | 63 | ||||
42 - 44 | 68 | ||||
45 - 50 | 78 | ||||
51 - 54 | 85 | ||||
55 - 60 | 95 | ||||
61 - 65 | 100 | 10 | |||
66 - 70 | 105 | ||||
Примечания: 1. Ограничение по применению смотри п. 6.
2.  .
.
.Таблица 25
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e | g (пред. откл. + 2) | ||
подготовленных кромок свариваемых деталей | шва сварного соединения | не более | ||||
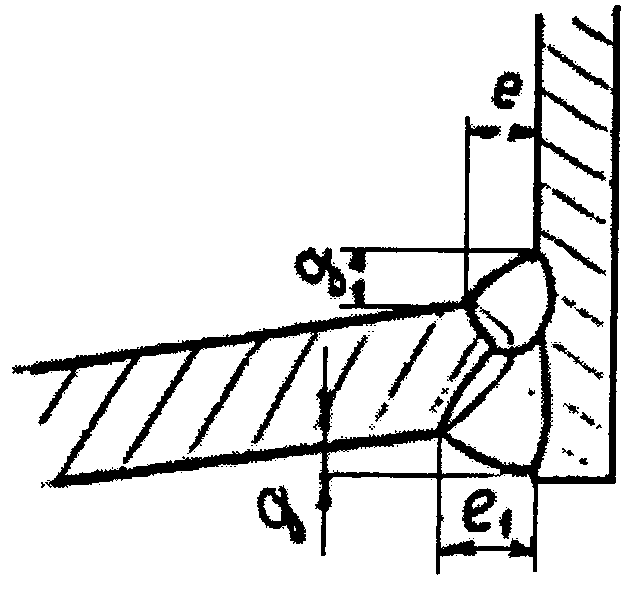
У25 | 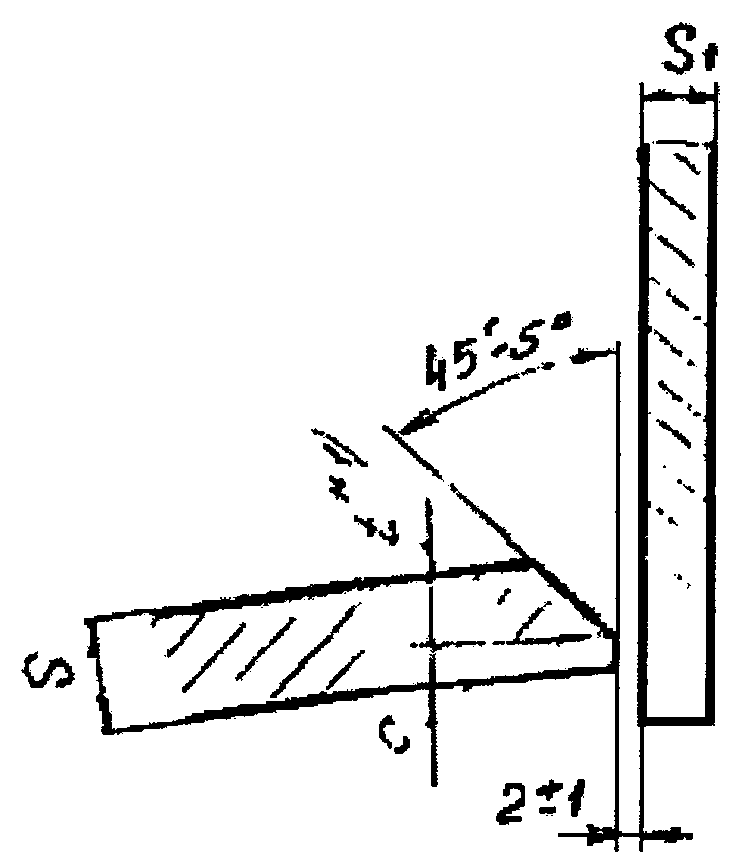 | Исполнение 1 | 4 - 6 | 20 | 14 | 4 |
 | ||||||
Исполнение 1 | ||||||
 | ||||||
8 - 10 | ||||||
12 - 14 | 30 | 18 | 6 | |||
16 - 18 | ||||||
20 - 24 | 38 | 26 | ||||
26 - 28 | ||||||
30 - 32 | 46 | |||||
34 - 36 | 8 | |||||
38 - 40 | 54 | |||||
42 - 44 | ||||||
Примечания:
<*1>  , но при этом C <= 0,5S.
, но при этом C <= 0,5S.
Ограничение по применению смотри п. 6
мм
Условное обозначение шва сварного соединения | Конструктивные элементы | S | e, не более | g (пред. откл. + 2) | |
подготовленных кромок свариваемых деталей | шва сварного соединения | ||||
С1 | 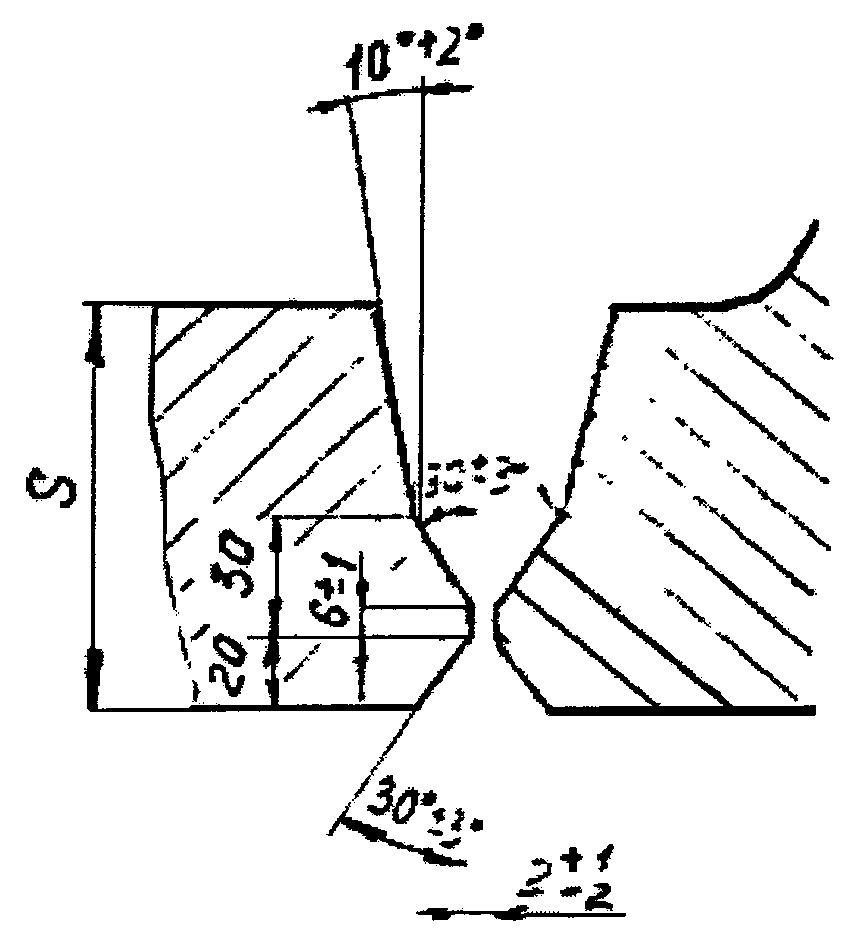 |  | 70 - 74 | 52 | 2,5 |
76 - 80 | 56 | ||||
82 - 86 | 60 | ||||
88 - 92 | 64 | ||||
94 - 96 | 68 | ||||
98 - 102 | 72 | ||||
104 - 108 | 76 | ||||
110 - 114 | 80 | ||||
116 - 120 | 84 | ||||
Примечание. См. п. 11.
5. Для сосудов и аппаратов, на которые не распространяются "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением", могут применяться типы У1, У2 и типы, указанные в п. 6 настоящего руководящего документа.
6. Для сосудов и аппаратов, на которые распространяются "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением", должны применяться типы сварных соединений приварки люков, штуцеров и муфт, указанные в таблицах 3 - 26.
Примечания:
1) Не допускается применять типы У8, У9, У9а, У10, У10а, У20, У25 в сосудах и аппаратах:
1, 2, 3, 4, 5а групп <*> из низколегированных марганцовистых и кремнемарганцовистых сталей с температурой стенки, при рабочем давлении, ниже минус 30 °C без термообработки и ниже минус 40 °C с термообработкой;
1, 2, 3 групп при внутреннем диаметре патрубка 100 мм и более;
4 и 5а групп при внутреннем диаметре патрубка более 250 мм.
--------------------------------
2) Не допускается применять в сосудах и аппаратах, предназначенных для работы в водородо- и сероводородосодержащих средах, вызывающих коррозионное растрескивание, типы У4 исполнение 1, У5 исполнение 1 при внутреннем диаметре патрубка более 100 мм; У4 исполнение 2, У5 исполнение 2, У8, У9, У10, У20, У25, У6 исполнение 1 независимо от диаметра патрубка.
3) Перед приваркой штуцеров и муфт типа У4, У5, У23, У24 к сосудам и аппаратам из листовой стали необходимо производить 100% контроль ультразвуковой дефектоскопией зоны приварки с окружностью диаметром, равным наружному диаметру патрубка, штуцера или муфты плюс 100 мм на наличие внутренних дефектов типа расслоений, трещин и т.п.
Ультразвуковой контроль по ГОСТ 22727-88.
7. Для трубопроводов блока сварные соединения типа У4 исполнение 1, У5 исполнение 1, У23, У24 применяются при наружном диаметре патрубка 57 мм и более и отношении наружного диаметра патрубка к основной трубе не более 0,6.
8. Применение типов сварных соединений приварки люков, штуцеров и муфт к трубопроводам блоков, сосудам и аппаратам, на которые распространяются "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением", в зависимости от размеров свариваемых элементов указано в рекомендуемом Приложении 2 к настоящему руководящему документу.
9. В сварных соединениях типов У3 и У7 рекомендуется выполнять корень шва в среде инертных газов.
10. Сварные соединения типа У6 исполнение 2 выполняются с применением съемных подкладок.
11. Сварные соединения типа С1 рекомендуется применять для приварки люков или штуцеров в центре днищ.
12. Выбор толщины стенки патрубков, люков, штуцеров и муфт в зависимости от толщины стенки сосуда или аппарата может производиться с учетом таблицы, приведенной в справочном Приложении 1 к настоящему руководящему документу, если нет других указаний в технической документации.
13. Шероховатость поверхности свариваемых кромок и стальных подкладок должна быть не более  по ГОСТ 2789-73.
по ГОСТ 2789-73.
14. Контроль качества сварных соединений приварки люков, штуцеров и муфт производить в соответствии с требованиями ОСТ 26-291-87.
15. Возможность контроля сварных соединений радиографией и ультразвуковой дефектоскопией в зависимости от типа приварки люков, штуцеров и муфт приведена в справочном Приложении 3 к настоящему руководящему документу
16. Допускается применение других типов сварных соединений приварки люков, штуцеров и муфт к сосудам и аппаратам при согласовании с разработчиком руководящего документа.
Справочное
СОСУДА ИЛИ АППАРАТА ПРИВОДИТСЯ В ТАБЛИЦЕ
мм
Толщина стенки сосуда или аппарата, S | 4 | 6 | 8 - 10 | 12 - 14 | 16 - 18 | 20 - 24 | 26 - 38 | 40 - 70 | 75 - 80 | 85 - 90 | 95 - 100 | 110 - 120 |
Толщина стенки патрубка, | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 24 |
Рекомендуемое
И МУФТ К ТРУБОПРОВОДАМ БЛОКОВ, СОСУДАМ И АППАРАТАМ,
НА КОТОРЫЕ РАСПРОСТРАНЯЮТСЯ "ПРАВИЛА УСТРОЙСТВА
И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ СОСУДОВ, РАБОТАЮЩИХ
ПОД ДАВЛЕНИЕМ", В ЗАВИСИМОСТИ ОТ РАЗМЕРОВ СВАРИВАЕМЫХ
ЭЛЕМЕНТОВ
Свариваемые элементы | |||||
Диаметр люков, штуцеров и муфт, мм | Исполнение приварки | Диаметр сосудов и аппаратов, мм | Днища | Трубопроводы | |
до 800 | 800 и более | ||||
до 100 вкл. | Без укрепления отверстия | У4, У5, У6, У7, У23, У24 | У4, У5, У8, У9, У10, У11, У12, У15 У16, У23, У24, У25, У9а, У10а | У4, У5, У8, У9, У10, У11, У12, У15, У16, У21, У22, У23, У24, У25, У9а, У10а | У4-1, У5-1, У23, У24 |
более 100 | Без укрепления отверстия | У4, У5, У6, У7 | У4, У5, У8, У9,У11,У12, У13, У14, У16 | У4, У5, У8, У9, У10, У11, У12, У13, У14, У16, У21, У22, С1 | У4-1, У5-1 |
С укреплением отверстия | У3, У20 | У17, У18, У19, У20 | У17, У18, У19, У20 | ||
Справочное
ОТ ТИПОВ ПРИВАРКИ ЛЮКОВ, ШТУЦЕРОВ И МУФТ
Методы контроля | Условное обозначение типа сварного соединения |
Радиографический | У3, У4, У5, У6, У7, У11, У12, У13, У14, У16, У17, У18, У19, У21, У22, У23,У24, С1 |
Ультразвуковая дефектоскопия | У4, У6, У7, У11, У12, У13, У14, У15, У16, У21, У22, У23, С1 |
по РД 26-11-01-85 швов, неэффективных для контроля радиографией и ультразвуковой дефектоскопией | У1, У2, У8, У9а, У9, У10а, У10, У20, У25 |