СПРАВКА
Источник публикации
М.: Бюро НДТ, 2017
Примечание к документу
Документ утратил силу с 01.06.2022 в связи с изданием Приказа Росстандарта от 22.12.2021 N 2960. Взамен введен в действие ИТС 26-2021.
Документ введен в действие с 01.07.2018.
Название документа
"ИТС 26-2017. Информационно-технический справочник по наилучшим доступным технологиям. Производство чугуна, стали и ферросплавов"
(утв. Приказом Росстандарта от 15.12.2017 N 2836)
"ИТС 26-2017. Информационно-технический справочник по наилучшим доступным технологиям. Производство чугуна, стали и ферросплавов"
(утв. Приказом Росстандарта от 15.12.2017 N 2836)
Приказом Росстандарта
от 15 декабря 2017 г. N 2836
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК
ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПРОИЗВОДСТВО ЧУГУНА, СТАЛИ И ФЕРРОСПЛАВОВ
Production of pig iron, steel and ferroalloys
ИТС 26-2017
Дата введения
1 июля 2018 года
Наилучшая доступная технология - технология производства продукции (товаров), выполнения работ, оказания услуг, определяемая на основе современных достижений науки и техники и наилучшего сочетания критериев достижения целей охраны окружающей среды при условии наличия технической возможности ее применения.
Наилучшая доступная технология определяется в информационно-техническом справочнике и является инструментом технологического нормирования, применяемого к субъектам хозяйствования, отнесенным к 1 категории объектов негативного воздействия.
Настоящий информационно-технический справочник по наилучшим доступным технологиям "Производство чугуна, стали и ферросплавов" (далее - справочник НДТ) представляет собой документ национальной системы стандартизации Российской Федерации, разработанный в результате анализа технологических, технических и управленческих решений, применяемых для обеспечения высокой ресурсоэффективности и экологической результативности производства чугуна, стали и ферросплавов.
Структура настоящего справочника НДТ соответствует ГОСТ Р 56828.14-2016, формат описания технологий - ГОСТ Р 56828.13.2016, основные термины в области наилучших доступных технологий приведены в соответствии с ГОСТ Р 56828.15-2016.
Краткое содержание справочника
Введение. Во введении приводится краткое содержание справочника НДТ.
Предисловие. Указана цель разработки справочника НДТ, его статус, законодательный контекст, краткое описание процедуры создания в соответствии с установленным порядком, а также взаимосвязь с аналогичными международными документами.
Область применения. Описаны основные виды деятельности, на которые распространяется действие справочника НДТ и приведен перечень справочников НДТ, с которыми в той или иной степени связан настоящий справочник НДТ.
В разделе 1 представлен обзор состояния и дана оценка уровня развития в Российской Федерации производства чугуна, стали и ферросплавов. Охарактеризована структура отрасли. Описаны крупные интегрированные холдинги вертикального и горизонтального типа. Приведена оценка сырьевой базы черной металлургии в Российской Федерации. Описаны основные тенденции и прогнозные параметры развития отрасли.
В разделе 2 представлены сведения о технологических процессах, получивших распространение в производстве:
- агломерата из железорудных руд;
- кокса и полукокса, бурого угля (лигнита) или торфа, угля ретортного;
- чугуна зеркального и передельного в чушках, болванках и прочих первичных формах;
- ферросплавов, включая: ферросилиций, силикокальций, силикомарганец, электроферромарганец, ферровольфрам, ферромолибден, феррованадий, пятиокись ванадия, феррониобий, ферротитан, ферробор, силикоцирконий, феррофосфор, ферроманганофосфор, феррохром, ферросиликохром, ферросиликомарганец, ферромарганец, ферросплавы и лигатуры;
- стали нелегированной в слитках или прочих первичных формах и полуфабрикатов из нелегированной стали;
- стали нержавеющей в слитках или прочих первичных формах и полуфабрикатов из нержавеющей стали;
- стали легированной прочей в слитках или в прочих первичных формах и полуфабрикатов из прочей легированной стали.
В разделе 3 дана оценка уровней эмиссий в окружающую среду, а также, при доступности соответствующей информации, показателей потребления природных ресурсов, характерных для производства чугуна, стали и ферросплавов. При подготовке раздела использованы результаты анкетирования российских предприятий и приняты во внимание сведения, приведенные в справочном документе Европейского Союза (European Commission. Best Available Techniques Reference Document for Iron and Steel Production, 2012) и Заключении по наилучшим доступным технологиям для производства чугуна и стали (BAT Conclusions for Iron and Steel Production, Offical Journal of the European Union, L70, v. 55, March 2012).
В разделе 4 описаны особенности подходов, использованных при разработке данного справочника НДТ в части идентификации НДТ, в целом соответствующих Правилам определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям (утверждены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458) и Методическим рекомендациям по определению технологии в качестве наилучшей доступной технологии (утверждены приказом Министерства промышленности и торговли Российской Федерации от 31 марта 2015 г. N 665).
В разделе 5 кратко описаны наилучшие доступные технологии производства чугуна, стали и ферросплавов, в том числе:
- инструменты систем экологического и энергетического менеджмента;
- технологические и технические решения, направленные на повышение экологической результативности и ресурсоэффективности производства чугуна, стали и ферросплавов.
В разделе 6 приведены доступные сведения об экономических характеристиках программ модернизации производства, направленных на достижение технологических показателей, соответствующих показателям наилучших доступных технологий, а также программ в области охраны окружающей среды, имеющих отношение к переходу предприятий на принципы наилучших доступных технологий.
В разделе 7 представлены краткие сведения о новых технологических, технических и управленческих подходах, направленных на повышение экологической результативности и ресурсоэффективности производства чугуна, стали и ферросплавов, которые находятся в стадии разработки или имеют ограниченное применение.
Заключительные положения и рекомендации. В разделе приведены сведения о членах технической рабочей группы, принимавших участие в разработке настоящего справочника НДТ. Даны рекомендации предприятиям по применению справочника НДТ и развитию работ по систематизации сведений об экологической результативности и ресурсоэффективности производства, направлениях улучшения показателей НДТ.
Библиография. В библиографии приведен перечень основных источников информации, использованных при разработке справочника НДТ.
Цели, основные принципы и порядок разработки справочника НДТ установлены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям".
1 Статус документа
Согласно положениям Федерального закона от 29 июня 2015 г. N 162-ФЗ настоящий справочник НДТ является документом национальной системы стандартизации.
2 Информация о разработчиках
Справочник НДТ разработан технической рабочей группой "Производство чугуна, стали и ферросплавов" (ТРГ 26), состав которой был утвержден приказом Федерального агентства по техническому регулированию и метрологии от 30.12.2016 г. N 2062 "О создании технической рабочей группе "Производство чугуна, стали и ферросплавов".
Перечень организаций, оказавших поддержку разработке справочника НДТ, приведен в разделе "Заключительные положения и рекомендации".
Справочник НДТ представлен на утверждение Бюро наилучших доступных технологий (далее - Бюро НДТ) (www.burondt.ru).
3 Краткая характеристика
Справочник НДТ содержит описание применяемых при производстве чугуна, стали и ферросплавов технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, повысить энергоэффективность, обеспечить ресурсосбережение на предприятиях. Из описанных технологических процессов, оборудования, технических способов, методов (в том числе управления) определены решения, являющиеся наилучшими доступными технологиями (НДТ). Для ряда НДТ в справочнике НДТ установлены соответствующие технологические показатели НДТ.
4 Взаимосвязь с международными и региональными аналогами
Справочник НДТ разработан на основе информации справочника Европейского союза по наилучшим доступным технологиям "Производство чугуна, стали и ферросплавов" (European Commission. Best Available Techniques Reference Document for Iron and Steel Production, 2012) с учетом климатических, экономических и социальных особенностей производства чугуна, стали и ферросплавов в Российской Федерации.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеются в виду п.п. 6, 7 ст. 28.1 Федерального закона от 10.01.2002 N 7-ФЗ, а не Федерального закона от 21.07.2014 N 219-ФЗ. |
Настоящий справочник НДТ подготовлен в соответствии с Федеральным законом N 219-ФЗ (статья 28.1, пп. 6, 7) по результатам анализа металлургической отрасли в Российской Федерации методом анкетирования, дополнительных запросов и экспертных оценок.
5 Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при производстве чугуна, стали и ферросплавов в Российской Федерации, была собрана в процессе разработки справочника НДТ в соответствии с Порядком сбора данных, необходимых для разработки информационно-технического справочника по наилучшим доступным технологиям и анализа приоритетных проблем отрасли, утвержденным приказом Росстандарта от 23 июля 2015 г. N 863.
6 Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими справочниками НДТ, разрабатываемыми в соответствии с распоряжением Правительства Российской Федерации от 31 октября 2014 г. N 2178-р, приведена в разделе "Область применения".
7 Информация об утверждении, опубликовании и введении в действие
Справочник НДТ утвержден приказом Росстандарта от 15.12.2017 г. N 2836.
Справочник НДТ введен в действие с 1 июля, официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
Настоящий справочник НДТ распространяется на следующие основные виды деятельности, определяемые в соответствии с общероссийским классификатором видов экономической деятельности (ОКВЭД 2) ОК 029-2014 (КДЕС Ред. 2) и в соответствии с общероссийским классификатором по видам продукции (ОКПД 2) ОК 034-2014 (КПЕС 2008) (приняты и введены в действие приказом Федерального агентства по техническому регулированию и метрологии от 31 января 2014 г. N 14 ст):
- агломерация железных руд;
- производство кокса и полукокса, бурого угля (лигнита) или торфа, угля ретортного;
- производство чугуна зеркального и передельного в чушках, болванках и прочих первичных формах;
- производство ферросплавов, включая: ферросилиций, силикокальций, силикомарганец, электроферромарганец, ферровольфрам, ферромолибден, феррованадий, пятиокись ванадия, феррониобий, ферротитан, ферробор, силикоцирконий, феррофосфор, ферроманганофосфор, феррохром, ферросиликохром, ферросиликомарганец, ферромарганец, ферросплавы и лигатуры;
- производство стали нелегированной в слитках или прочих первичных формах и полуфабрикатов из нелегированной стали;
- производство стали нержавеющей в слитках или прочих первичных формах и полуфабрикатов из нержавеющей стали;
- производство стали легированной прочей в слитках или в прочих первичных формах и полуфабрикатов из прочей легированной стали.
Настоящий справочник НДТ также распространяется на процессы, связанные с основными перечисленными выше видами деятельности, которые могут оказать влияние на объемы и состав эмиссий и (или) масштабы загрязнения окружающей среды:
- процессы, использующие методы предотвращения и сокращения эмиссий загрязняющих веществ (выбросы в атмосферу и сбросы в водные объекты или канализацию), утилизации отходов;
- деятельность по плавке и/или рафинированию черных металлов из руды, чушек или лома с использованием методов электрометаллургии и прочих металлургических процессов;
- производство сплавов металлов, включая сплавы со специальными свойствами (например, сверхпрочные сплавы), путем добавления в исходный чистый металл прочих химических элементов.
Настоящий справочник НДТ не распространяется на:
- производство изделий дальнейшего передела черных металлов;
- генерацию электрической и тепловой энергии;
- водоотведение и очистку хозяйственно-бытовых стоков;
- деятельность, которая касается исключительно обеспечения промышленной безопасности или охраны труда.
Дополнительные виды деятельности, осуществляемые в рамках горно-металлургического производства, и соответствующие им справочники НДТ (названия справочников НДТ даны в редакции распоряжения Правительства Российской Федерации от 31 октября 2014 г. N 2178-р), приведены в таблице 1.
Таблица 1
Вид деятельности | Соответствующий справочник НДТ | ||||
Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух | ИТС 22-2016 "Очистка выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях" | ||||
Очистка сточных вод | ИТС 8-2015 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях" ИТС 10-2015 "Очистка сточных вод с использованием централизованных систем водоотведения поселений, городских округов" | ||||
| |||||
Хранение и обработка материалов | ИТС 46-2017 "Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов)" | ||||
Обращение с отходами | ИТС 9-2015 "Обезвреживание отходов термическим способом (сжигание отходов)" ИТС 15-2016 "Утилизация и обезвреживание отходов (кроме обезвреживания термическим способом (сжигание отходов)" ИТС 17-2016 "Размещение отходов производства и потребления" | ||||
Добыча и обогащение железных руд | ИТС 25-2017 "Добыча и обогащение железных руд" | ||||
Производство изделий дальнейшего передела черных металлов | ИТС 27-2017 "Производство изделий дальнейшего передела черных металлов" | ||||
Промышленные системы охлаждения | ИТС 20-2016 "Промышленные системы охлаждения" | ||||
Производство электрической и тепловой энергии | ИТС 38-2017 "Сжигание топлива на крупных установках в целях производства энергии" | ||||
Повышение энергетической эффективности | ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" | ||||
Необходимо подчеркнуть, что межотраслевые ("горизонтальные") справочники НДТ носят методический характер, не содержат технологических показателей и не могут быть использованы для определения технологических нормативов для видов деятельности, на которые распространяется действие настоящего справочника НДТ.
Вместе с тем изложенные в межотраслевых справочниках НДТ принципы и подходы приняты во внимание при подготовке настоящего отраслевого справочника НДТ (в частности, при анализе применимости инструментов систем энергетического менеджмента, обсуждении принципов выбора существенных (маркерных) веществ для установления технологических показателей и др.)
Раздел 1. Общая информация о состоянии и развитии технологий производства чугуна, стали и ферросплавов
Российская черная металлургия развивается в общемировой системе хозяйственных связей, и ее состояние в значительной степени зависит от тенденций развития мировой металлургии в целом, что позволяет рассматривать Россию как одного из глобальных игроков на мировом рынке металлопродукции.
Отрасль "черная металлургия" состоит из комплекса предприятий по добыче и обогащению руд черных металлов, нерудных материалов, по производству чугуна, стали, проката, стальных труб, метизов, ферросплавов, огнеупоров, кокса, по заготовке и переработке лома и отходов, комплекса предприятий и производств вспомогательного назначения, а также научно-исследовательских и проектных организаций.
В структуру черной металлургии России входит более 1,5 тыс. предприятий, из которых более 70 являются градообразующими. Предприятия металлургии располагаются практически во всех федеральных округах, в 25 краях и областях. Регионы и наименования предприятий черной металлургии представлены в таблицах 1.1, 1.2 и 1.3 [1]. Географическая карта размещения металлургических предприятий России представлена на рисунке 1.1
Таблица 1.1
металлургии - производителей чугуна
Регионы | Наименования предприятий |
1. Центральный федеральный округ | |
Липецкая область | ПАО "НЛМК" |
Тульская область | ПАО "Тулачермет" |
ПАО "Косогорский металлургический завод" | |
2. Северо-Западный федеральный округ | |
ПАО "Череповецкий металлургический комбинат" | |
3. Приволжский федеральный округ | |
АО "Уральская сталь" | |
4. Уральский федеральный округ | |
ПАО "Надеждинский металлургический завод" | |
АО "ЕВРАЗ НТМК" | |
Челябинская область | |
ПАО "Челябинский металлургический комбинат" (ПАО "ЧМК") | |
ПАО "Магнитогорский металлургический комбинат" (ПАО "ММК") | |
5. Сибирский федеральный округ | |
Кемеровская область | АО "ЕВРАЗ ЗСМК" |
Таблица 1.2
металлургии - производителей стали
Регионы | Наименования предприятий |
1. Центральный федеральный округ | |
Белгородская область | АО "ОЭМК" |
Брянская область | ООО "ПК "Бежицкий сталелитейный завод" |
Калужская область | ООО "НЛМК - Калуга" |
Липецкая область | ПАО "НЛМК" |
Московская область | АО "МЗ "Электросталь" |
Смоленская область | ОАО "Ярцевский металлургический завод" |
Тульская область | ПАО "Тулачермет" <*> |
2. Северо-Западный федеральный округ | |
Вологодская область | ПАО "Череповецкий металлургический комбинат" |
Ленинградская область | ЗАО "Металлургический завод "Петросталь" |
г. Санкт-Петербург | ООО "ОМЗ - Спецсталь" |
3. Южный федеральный округ | |
Краснодарский край | ООО "Абинский ЭлектроМеталлургический завод" (ООО "АЭМЗ") |
ООО "Новоросметалл" | |
Волгоградская область | АО "Волга-ФЭСТ" |
АО "ВМК "Красный Октябрь" | |
АО "Волжский трубный завод" | |
Ростовская область | ПАО "ТАГМЕТ" |
ООО "Ростовский электрометаллургический завод" (ООО "РЭМЗ") | |
4. Северо-Кавказский федеральный округ | ООО "СтавСталь" |
5. Приволжский федеральный округ | |
Республика Татарстан | ЗАО "Камский металлургический комбинат "ТЭМПО" |
Удмуртская Республика | ОАО "Ижсталь" |
Пермский край | ООО "МЗ "Камасталь" |
ОАО "Лысьвенский металлургический завод" | |
ОАО "Нытвенский металлургический завод" | |
Кировская область | АО "Омутнинский металлургический завод" |
Нижегородская область | АО "Выксунский металлургический завод" |
АО "ОМК - Сталь" | |
ОАО "Кулебакский металлургический завод" | |
Оренбургская область | АО "Уральская сталь" |
Саратовская область | АО "Северсталь - Сортовой завод Балаково" |
6. Уральский федеральный округ | |
Свердловская область | АО "ЕВРАЗ НТМК" |
ОАО "Первоуральский новотрубный завод" | |
ПАО "Северский трубный завод" | |
ПАО "Синарский трубный завод" | |
ЗАО "Нижнесергинский метизно-металлургический завод" | |
ПАО "Надеждинский металлургический завод" | |
ООО "Верхнесалдинский металлургический завод" | |
ООО "Староуткинский металлургический завод" | |
ЗАО "Ревдинский метизно-металлургический союз" | |
Тюменская область | ООО "Завод УГМК Электросталь Тюмени" |
Челябинская область | ПАО "Челябинский металлургический комбинат" (ПАО "ЧМК") |
ПАО "Магнитогорский металлургический комбинат" | |
АО "Златоустовский электрометаллургический завод" | |
ПАО "Ашинский металлургический завод" | |
7. Сибирский федеральный округ | |
Кемеровская область | АО "ЕВРАЗ ЗСМК" |
ОАО "Гурьевский металлургический завод" | |
Новосибирская область | ОАО "Новосибирский металлургический завод имени Кузьмина" (ОАО "НМЗ им. Кузьмина") |
8. Дальневосточный федеральный округ | |
Хабаровский край | ОАО "Амурметалл" |
Таблица 1.3
металлургии - производителей готового проката
Регионы | Наименования предприятий |
1. Центральный федеральный округ | |
Белгородская область | АО "ОЭМК" |
Калужская область | ООО "НЛМК-Калуга" |
Московская область | АО "Металлургический завод "Электросталь" |
Смоленская область | ГУП "Литейно-прокатный завод" (ГУП "ЛПЗ") |
Тульская область | ОАО "Ревякинский металлургический завод" |
2. Северо-Западный федеральный округ | |
Вологодская область | ПАО "Череповецкий металлургический комбинат" |
Ленинградская область | ЗАО "Металлургический завод "Петросталь" |
3. Южный федеральный округ | |
Краснодарский край | ООО "Абинский ЭлектроМеталлургический завод" (ООО "АЭМЗ") |
ООО "Новоросметалл" | |
Волгоградская область | АО "Волга-ФЭСТ" |
АО "ВМК "Красный Октябрь" | |
АО "Волжский трубный завод" | |
Ростовская область | ПАО "ТАГМЕТ" |
ООО "Ростовский электрометаллургический завод" (ООО "РЭМЗ") | |
4. Северо-Кавказский федеральный округ | |
Ставропольский край | ОАО "Ставсталь" |
5. Приволжский федеральный округ | |
Республика Башкортостан | АО "Белорецкий металлургический комбинат" |
Республика Татарстан | ЗАО "Камский металлургический комбинат "ТЭМПО" |
Удмуртская Республика | ОАО "Ижсталь" |
Пермский край | ООО "МЗ "Камасталь" |
ОАО "Лысьвенский металлургический завод" | |
ОАО "Нытвенский металлургический завод" | |
Кировская область | АО "Омутнинский металлургический завод" |
Нижегородская область | АО "Выксунский металлургический завод" |
АО "ОМК-Сталь" | |
ОАО "Кулебакский металлургический завод" | |
Оренбургская область | АО "Уральская сталь" |
Саратовская область | АО "Северсталь - Сортовой завод Балаково" |
6. Уральский федеральный округ | |
Свердловская область | АО "ЕВРАЗ НТМК" |
ОАО "Первоуральский новотрубный завод" | |
ПАО "Северский трубный завод" | |
ООО "ВИЗ-Сталь" | |
ЗАО "Нижнесергинский метизно-металлургический завод" | |
ПАО "Надеждинский металлургический завод" | |
ООО "Верхнесалдинский металлургический завод" | |
ООО "Староуткинский металлургический завод" | |
ЗАО "Ревдинский метизно-металлургический союз" | |
Тюменская область | ООО "Завод УГМК "Электросталь Тюмени" |
Челябинская область | ПАО "Челябинский металлургический комбинат" |
ПАО "Магнитогорский металлургический комбинат" | |
ОАО "ММК-Метиз" | |
АО "Златоустовский электрометаллургический завод" | |
ПАО "Ашинский металлургический завод" | |
7. Сибирский федеральный округ | |
Кемеровская область | АО "ЕВРАЗ ЗСМК" |
ОАО "Гурьевский металлургический завод" | |
Новосибирская область | ОАО "Новосибирский металлургический завод имени Кузьмина" (ОАО "НМЗ им. Кузьмина") |
8. Дальневосточный федеральный округ | |
Хабаровский край | ОАО "Амурметалл" |
металлургических предприятий России [2]
В черной металлургии сформировалось десять крупных интегрированных Холдингов вертикального и горизонтального типа, объединяющих предприятия по всей технологической цепочке производства от добычи угля и руды и их переработки до инфраструктурных подразделений, включая ломопереработку, энергетику, порты и железнодорожный транспорт. Крупные Холдинги черной металлургии России приведены в таблице 1.4.
Таблица 1.4
Вертикально интегрированные холдинги | Горизонтально интегрированные холдинги |
Производят металлопродукцию, начиная с добычи железорудного сырья | Производят металлопродукцию, в основном трубы стальные, начиная с производства стали |
ПАО "Евраз Холдинг" | ПАО "Трубная металлургическая компания" |
ПАО "Северсталь" | ПАО "Объединенная металлургическая компания" |
ПАО "Новолипецкий металлургический комбинат" | ПАО "ЧТПЗ" |
ПАО "Металлоинвест" | |
ПАО "Мечел" | |
ПАО "Магнитогорский металлургический комбинат" (ПАО "ММК") | |
ООО УК "Промышленно-металлургический холдинг" ("ПМХ") <*> | |
Такая интеграция позволяет уменьшить риски как на внутреннем, так и на внешнем рынках, оптимизировать инвестиционную политику и обеспечивать собственную сырьевую безопасность. Холдинги активно развивают собственные сервисные службы по металлообработке и торговле готовой металлопродукцией в различных регионах страны и мира.
Предприятия холдингов производят 98% чугуна, более 90% стали и проката и 79% труб.
Главная цель металлургического предприятия - это выпуск металлопродукции, удовлетворяющей своими физическими, химическими, механическими и иными свойствами требованиям, которые установлены действующими нормативными документами по стандартизации.
Продукция черной металлургии подразделяется на основную и побочную.
Основная продукция - это та, получение которой является главной целью производства, побочная - это другие продукты, которые получают одновременно с основной продукцией.
Таким образом, основной продукцией является:
- в доменном производстве - чугун;
- в сталеплавильном производстве - сталь;
- в прокатном производстве - прокат.
В зависимости от назначения выплавляют чугуны различных видов:
- передельные для сталеплавильного производства, в том числе фосфористые, высококачественные;
- для литейного производства (содержание углерода в пределах 3,4% - 4,5%);
- специального назначения (чугуны с шаровидным графитом);
- зеркальные чугуны (содержание марганца от 10% до 25%).
Химический состав передельного чугуна для сталеплавильного и литейного производства приведен в таблице 1.5
Таблица 1.5
и литейного производства (передельный чугун изготовляют
с массовой долей углерода от 0,4% до 4,5%)
Марка чугуна | Массовая доля, % | ||||||||||||
кремния | марганца | фосфора, не более | серы, не более | ||||||||||
группы | класса | категории | |||||||||||
1 | 2 | 3 | 4 | А | Б | В | 1 | 2 | 3 | 4 | 5 | ||
П1 | Св. 0,5 до 0,9 включ. | До 0,5 включ. | Св. 0,5 до 1,0 включ. | Св. 1,0 до 1,5 включ. | - | 0,1 | 0,2 | 0,3 | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 |
П2 | До 0,5 включ. | До 0,5 включ. | Св. 0,5 до 1,0 включ. | Св. 1,0 до 1,5 включ. | - | 0,1 | 0,2 | 0,3 | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 |
ПЛ1 | Св. 0,9 до 1,2 включ. | До 0,3 включ. | Св. 0,3 до 0,5 включ. | Св. 0,5 до 0,9 включ. | Св. 0,9 до 1,5 включ. | 0,08 | 0,12 | 0,3 | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 |
ПЛ2 | Св. 0,5 до 0,9 включ. | До 0,3 включ. | Св. 0,3 до 0,5 включ. | Св. 0,5 до 0,9 включ. | Св. 0,9 до 1,5 включ. | 0,08 | 0,12 | 0,3 | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 |
Побочным продуктом является:
- в доменном производстве - доменный газ, шлак, пыль колошниковая и от установок аспирации;
- в сталеплавильном производстве - шлак, окалина, шламы, пыль от установок аспирации;
- в прокатном производстве - обрезь металлопродукции, окалина, шламы, пыль от установок аспирации.
Большинство образующихся побочных продуктов может возвращаться в технологический процесс через агломерационное, доменное и сталеплавильное производство, при этом доля утилизации вторичных ресурсов может достигать 95% - 98%, что позволяет обеспечить экономию первородного сырья и топлива, и улучшить экологическую обстановку вокруг металлургических предприятий.
Часть побочной продукции имеет определенные свойства и поставляется на рынок по нормативным документам по стандартизации.
Учет продукции осуществляется в стоимостном, а также натуральном и условно-натуральном выражении.
За 2016 г. использование мощностей по производству готового проката составило 80,4%, по производству стали - 82,2%, по производству чугуна - 83%. Данная загрузка производственных мощностей сопоставима с показателями основных зарубежных металлургических компаний-производителей черных металлов.
1.4 Основные экономические показатели отрасли, доля в ВВП и промышленном производстве, объемы экспорта/импорта
Черная металлургия, являясь одной из базовых отраслей, вносит существенный вклад в экономику России.
В 2016 г. из расчетных данных по материалам Росстата доля черной металлургии составляла в ВВП страны - около 1,4%, в промышленном производстве - 5,7%, в валютных поступлениях в экономику России - 6,1%. Как потребитель продукции и услуг субъектов естественных монополий, черная металлургия использует 11,5% электроэнергии, более 17,3% природного газа в промышленном производстве России, ее доля в грузовых железнодорожных перевозках составляет 15%. Доля черной металлургии в экономике России в 2016 г. показана на рисунке 1.2.

а - в ВВП, б - в грузовых железнодорожных перевозках,
в - в промышленном производстве, г - в валютных поступлениях
в экономику России, д - в потреблении природного газа
в промышленном производстве России, е - в потреблении
электроэнергии в промышленном производстве России
в 2016 г.
Начиная с 2000 г., тенденции развития отечественной черной металлургии кардинально изменились: объем инвестиций в 2016 г. вырос в 7,4 раза по сравнению с 2000 г., общий объем инвестиций в отрасль за период 2000 - 2016 гг. составил около 2,04 трлн руб. Динамика инвестиций в черную металлургию России представлена на рисунке 1.3.

России [3]
Благодаря инвестициям износ основных средств снизился с 53,5% - в 2000 г. и до 42% - в 2015 г. [3].
Россия занимает 5-е место в мире по производству стали (уступая Китаю, Японии, Индии и США), 2-е место по производству стальных труб (уступая Китаю), 3-е место по экспорту металлопродукции (уступая Китаю и Японии), 5-е место по производству товарной железной руды (после Китая, Австралии, Бразилии и Индии).
Общая схема производства продукции на интегрированном металлургическом предприятии включает следующие переделы:
- агломерационное производство;
- коксохимическое производство;
- ферросплавное производство;
- доменное производство;
- сталеплавильное производство;
- прокатное производство.
- Агломерационное и коксохимическое производства являются производителями основных компонентов для доменного производства - агломерата и кокса.
- Доменное производство специализируется на выпуске чугуна, который является не только полуфабрикатом для сталеплавильного производства, но и товарной продукцией первого передела.
- Сталь, получаемая в сталеплавильном производстве при продувке жидкого чугуна и металлолома технически чистым кислородом, разливается в непрерывнолитые слябы и слитки, которые в дальнейшем используются для производства проката, а также являются товарной продукцией второго передела.
- Прокатное производство представлено производством горячего проката и холодного проката. Схема производства металлопродукции на интегрированном предприятии представлена на рисунке 1.4.

на интегрированном предприятии
С середины 1980-х гг. в практику металлургического производства прочно вошло понятие "мини-заводы", которые стали успешно конкурировать с заводами полного цикла.
Современное содержание понятия "мини-завод" включает в себя минимальные затраты на производство, минимальные выбросы технологических отходов в окружающую среду, минимальные простои оборудования и агрегатов, минимальный производственный цикл при максимальной производительности. Обычно к этой категории относят заводы с объемом производства 0,1...1,6(2) млн т/г. Эти предприятия работают на металлическом ломе, поэтому производство проката начинается с подготовки лома и выплавки стали.
Мини-завод - это комплекс, состоящий из следующих агрегатов: электродуговая печь, агрегаты внепечной обработки, машина непрерывной разливки стали и группа прокатных станов.
Технологическая схема производства "мини-завода" представлена на рисунке 1.5.

"мини-завода" [4]
Динамика производства продукции
Номенклатура продукции черной металлургии России включает около 4 тыс. горячекатаных сортовых профилей, 20 тыс. типоразмеров листа, 2 тыс. гнутых и фасонных профилей, 30 тыс. профилеразмеров труб и 50 тыс. типоразмеров метизов.
Вся эта продукция состоит более чем из 2500 марок стали и сплавов и производится около 14 млн. маркопрофилеразмеров.
Динамика структуры производства основных видов продукции черной металлургии в России представлена на рисунке 1.6.

черной металлургии в России [5]
Чугун выплавляется в доменных печах. Средняя удельная производительность печей увеличилась за период 2000 - 2015 гг. на 19%, а средний удельный расход кокса снизился примерно на 12%.
Сталь производится в конвертерах (66,5%), в электропечах (31,5%) и в мартеновских печах (2,0%). Динамика структуры выплавки стали по видам производства в России представлена на рисунке 1.7.
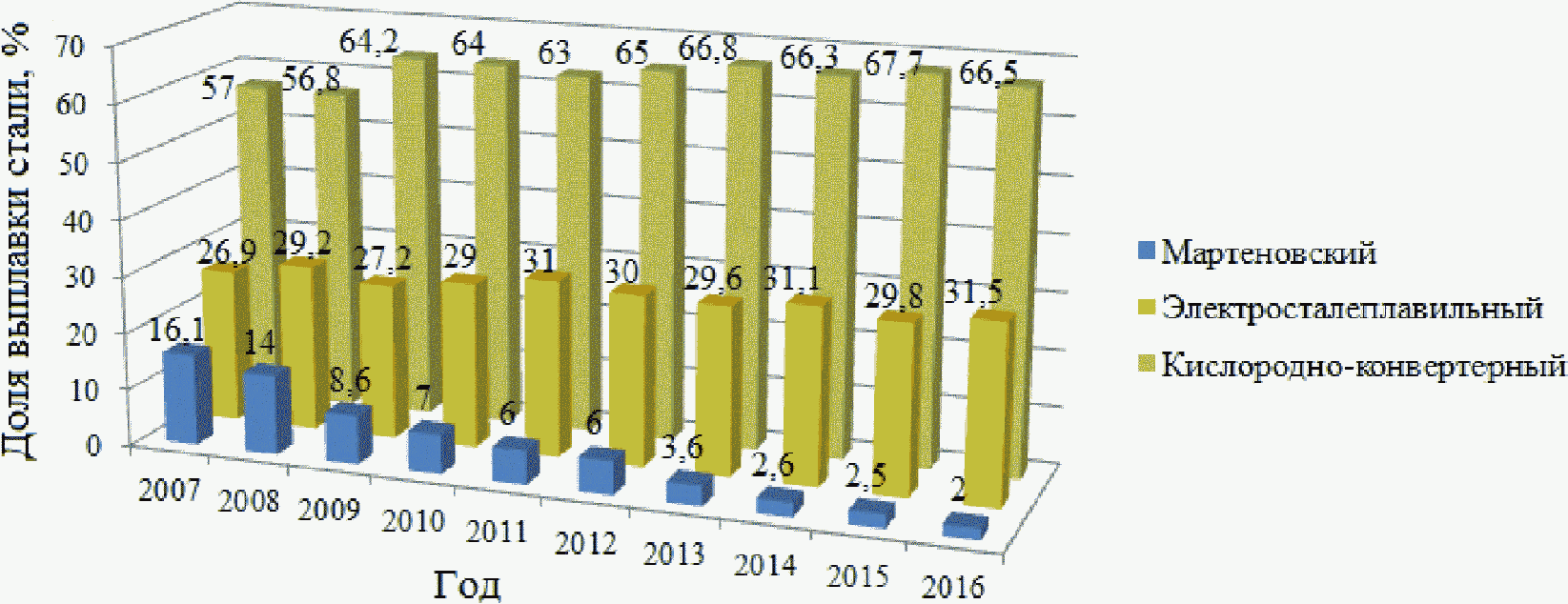
производства в России [5]
Изменения за период 2000 - 2016 гг. в сортаменте производимого готового проката в целом по отрасли характеризуются следующими данными, представленными в таблице 1.6.
Таблица 1.6
Сортамент производимого готового проката [5]
Вид продукции | 2000 г. | 2016 г. | ||
Объем производства, млн т | Доля в объеме производства, % | Объем производства, млн т | Доля в объеме производства, % | |
Готовый прокат: | 46,7 | 100 | 60,3 | 100 |
- заготовки для переката на экспорт | 11,8 | 25,3 | 14,1 | 24,0 |
- сортовой прокат | 14,6 | 31,2 | 18,5 | 31 |
- листовой прокат, в том числе: | 20,3 | 43,5 | 27,5 | 45 |
- холоднокатаный листовой прокат | 6,4 | 31,6 | 8,1 | 29,1 |
- холоднокатаный листовой прокат с покрытиями | 1,4 | 21,9 | 5,5 | 67,5 |
Увеличились объемы производства листового проката и холоднокатаного листа, в 3 раза выросла доля листового проката с покрытиями. Это явилось следствием реализации инвестиционных проектов на ПАО "ММК", ПАО "Череповецкий металлургический комбинат" и ПАО "НЛМК", а также на ОАО "Лысьвенский металлургический завод".
Динамика укрупненной структуры готового проката за период 2007 - 2016 гг. показана на рисунке 1.8.
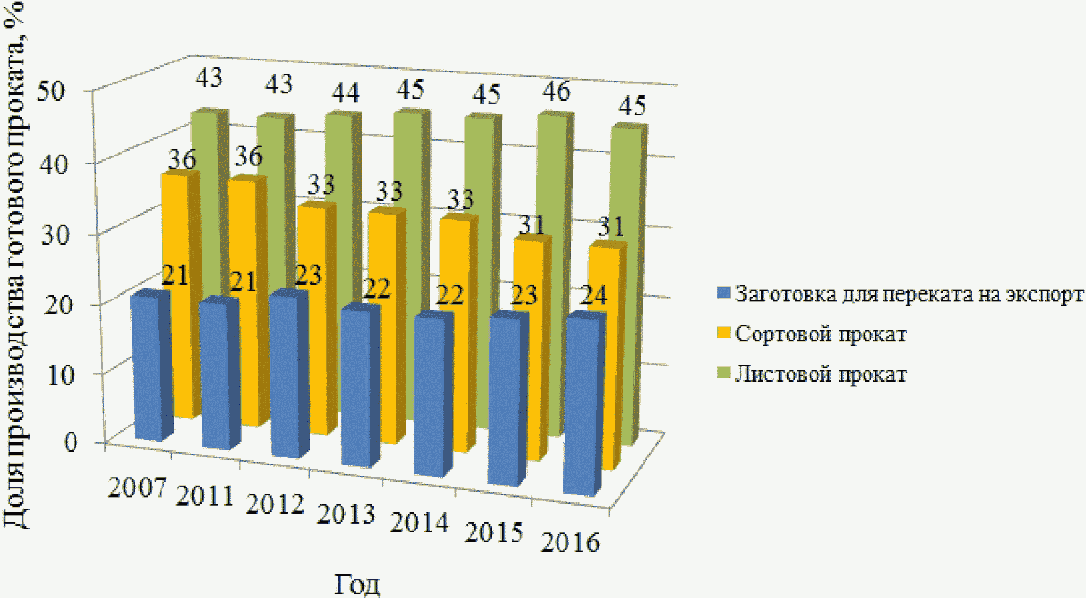
готового проката [5]
Производство, экспорт, импорт и потребление готового проката в РФ иллюстрируется динамикой производства стали, проката и объемами его потребления, представленной в таблице 1.7.
Таблица 1.7
проката в РФ [5]
Показатели | Годы | |||||||||
2000 | 2005 | 2007 | 2010 | 2011 | 2012 | 2013 | 2014 | 2015 | 2016 | |
Производство, млн т | 46,7 | 54,7 | 59,6 | 55,0 | 56,5 | 60,0 | 59,2 | 61,2 | 60,4 | 60,3 |
Экспорт, млн т <*> | 27,0 | 29,9 | 28,0 | 29,3 | 24,8 | 26,9 | 24,8 | 25,4 | 28,0 | 28,9 |
Импорт, млн т <*> | 1,8 | 4,0 | 6,4 | 5,2 | 6,4 | 6,0 | 6,0 | 5,3 | 5,1 | 2,4 |
Видимое потребление, млн т | 21,5 | 28,8 | 38,0 | 30,9 | 38,1 | 39,1 | 40,4 | 41,1 | 37,4 | 33,8 |
Доля экспорта в производстве, % | 57,8 | 54,7 | 47,0 | 53,3 | 43,9 | 44,8 | 41,9 | 41,5 | 46,4 | 47,9 |
Доля импорта в потреблении, % | 8,4 | 13,9 | 16,7 | 16,8 | 16,8 | 15,3 | 14,8 | 12,9 | 13,6 | 7,1 |
Производство и потребление ферросплавов
Ферросплавы - это сплавы железа с другими элементами (Cr, Si, Mn, Ti и др.), применяемые главным образом для раскисления и легирования стали (например, феррохром и ферросилиций). К ферросплавам условно относят также некоторые сплавы, содержащие железо лишь в виде примесей (силикокальций, силикомарганец и др.), и некоторые металлы и неметаллы (Mn, Cr, Si) с минимальным содержанием примесей.
Ферросплавы получают из руд или концентратов в электропечах или плавильных шахтах (горнах). Использование легирующего элемента в виде ферросплава при легировании и раскислении стали и сплавов повышает его усвоение расплавом, а также снижает угар
Виды ферросплавов, применяемые при выплавке стали различного назначения:
- кремнистые ферросплавы;
- хромистые ферросплавы;
- марганцевые ферросплавы;
- ферровольфрам;
- ферромолибден;
- феррованадий;
- феррониобий;
- ферротитан и титансодержащие сплавы;
- ферробор и лигатуры с бором;
- сплавы с алюминием
- сплавы с редкоземельными металлами
- ферросиликоцирконий,
- ферроалюминоцирконий
- ферроникель;
- феррокобальт.
К наиболее массовым видам ферросплавов относятся марганцевые и хромистые ферросплавы, а также ферросилиций.
Основные характеристики марганцевых и хромистых ферросплавов, а также ферросилиция приведены в таблицах 1.8, 1.9 и 1.10 соответственно.
Таблица 1.8
Высокоуглеродистый FeMn | SiMn | Низкоуглеродистый FeMn/Mn (мет) | ||
Применение | Для легирования и раскисления стандартных и углеродистых марок стали | Для раскисления и легирования стандартных и низкоуглеродистых марок стали | Легирующий материал для производства нержавеющих и специальных марок стали | |
Химический состав, % | Mn | 70 - 82 | 60 - 70 | 75 - 85/95 - 97 |
C | не более 8,0 | 0,1 - 3,5 | 0,1 - 2,0 | |
Si | не более 2,0 | 10 - 35 | не более 2,0 | |
P | не более 0,5 | 0,05 - 0,35 | 0,15 - 0,35 | |
S | не более 0,03 | не более 0,03 | не более 0,03 | |
Примечания 1 SiMn более распространен в использовании, чем FeMn и доля его составляет около 60% в мировом выпуске ферросплавов. 2 SiMn в основном используется для раскисления стали. Это свойство SiMn позволяет заменять FeSi и FeMn при производстве стали, в случае, если цена комплексного раскислителя будет ниже суммы FeMn и FeSi. | ||||
Таблица 1.9
FeCr Высокоуглеродистый | FeCr низкоуглеродистый | ||
Применение | Для производства нержавеющей стали | Для производства легированных хромистых сталей | |
Химический состав, % | Cr | 60 - 68 | 65 - 72 |
C | не более 9,0 | 0,02 - 1,00 | |
Si | не более 2,0 | не более 1,5 | |
P | не более 0,035 | не более 0,03 | |
S | не более 0,03 | не более 0,02 | |
Таблица 1.10
FeSi-45 | FeSi-65/75 | Особочистый FeSi | ||
Применение | В основном в литейном производстве | Для раскисления стали и легирования | Для раскисления и легирования особых сталей (в основном электротехнических и рельсовых) | |
Химический состав, % | Si | 42 - 46 | 63 - 76 | 63 - 76 |
C | не более 0,2 | не более 0,1 | не более 0,05 | |
P | не более 0,05 | не более 0,04 | - | |
S | не более 0,02 | не более 0,02 | - | |
Al | - | - | не более 0,5 | |
Ca | - | - | не более 0,05 | |
Ti | - | - | не более 0,05 | |
Примечание - FeSi-75 самый распространенный сплав среди всего FeSi. | ||||
Ежегодно в мире производится около 35 - 37 млн т ферросплавов. Основным сегментом среди производимых ферросплавов является феррохром, доля в объемах производства которого в мире составляет свыше 24%. На втором месте по объемам силикомарганец, доля которого - около 22% в мировом производстве. Третье место занимает ферросилиций, с долей около 20% в мировом производстве, а на четвертом месте ферромарганец с долей около 13%.
Среди стран, основных производителей ферросплавов необходимо отметить в первую очередь Китай (с долей в мировых объемах свыше 46%) и ЮАР (с долей около 15%). Крупными производителями также являются Бразилия, Индия, Япония, Норвегия, Франция и Россия, доля которой в мировом производстве составляет около 5%.
Потребление основных видов ферросплавов в РФ приведено в таблице 1.11.
Таблица 1.11
Ферросплавы | 2012 г. | 2013 г. | 2014 г. | 2015 г. | Потребление в РФ, кг/т |
FeSi | 203 | 196 | 182 | 165 | 2,35 |
SiMn | 488 | 446 | 456 | 440 | 6,3 |
FeMn | 157 | 151 | 153,9 | 160 | 2,3 |
FeCr | 67 | 62 | 61 | 60 | 0,9 |
Всего | 957 | 835 | 832 | 802 | 11,8 |
Примечание - Среднее потребление ферросплавов в мире - 20 кг/т стали. | |||||
В России среди производимых ферросплавов основным сегментом является ферросилиций. Второе место по объемам производства занимает феррохром, ферромарганец находится на третьем. Производство основных видов ферросплавов в России показано в таблице 1.12.
Таблица 1.12
Ферросплавы | 2007 г. | 2011 г. | 2012 г. | 2013 г. | 2020 г. | 2025 г. | 2030 г. |
Факт | Факт | Факт | Факт | Прогноз | |||
1 Марганцевые | |||||||
- ферромарганец доменный, тыс. т | 158,0 | 148,7 | 161,1 | 181,5 | 190,0 | 200,0 | 200,0 |
- ферромарганец электропечной, тыс. т | - | - | - | - | 5,0 | 20,0 | 50,0 |
- ферросиликомарганец, тыс. т | 72,2 | 149,5 | 164,2 | 167,6 | 180,0 | 200,0 | 230,0 |
- марганец металлический включая электролитический, тыс. т | - | - | - | - | 5,0 | 15,0 | 25,0 |
2 Хромосодержащие | |||||||
- феррохром низкоуглеродистый, тыс. т | 233,9 | 227,9 | 217,6 | 203,3 | 250,0 | 290,0 | 330,0 |
- феррохром средне- и высокоуглеродистый, тыс. т | 294,0 | 288,8 | 275,3 | 266,0 | 280,0 | 310,0 | 320,0 |
- ферросиликохром, тыс. т | 90,6 | 59,3 | 56,2 | 56,1 | 70,0 | 90,0 | 110,0 |
- хром металлический, т | 9867 | 16563 | 16476 | 12770 | 20000 | 25000 | 30000 |
- хром металлический электролитич., т | 389 | 284 | 310 | 191 | 500 | 1000 | 1500 |
3 Ферросилиций (45%) тыс. т | 896,1 | 1031,9 | 1047,5 | 1018,3 | 1100,0 | 1200,0 | 1300,0 |
4 Феррованадий (38%), т | 11545 | 7633 | 8221 | 10607 | 12000 | 13500 | 15000 |
5 Ферротитан (20%), т | 30438 | 28656 | 28921 | 29000 | 32000 | 35000 | 38000 |
6 Ферромолибден (60%), т | 6265 | 9634 | 9724 | 8769 | 10000 | 12000 | 16000 |
7 Ферровольфрам (72%), т | 66 | 28 | 8 | 0 | 60 | 80 | 100 |
8 Феррониобий (50%), т | 75 | 192 | 201 | 200 | 500 | 1000 | 2000 |
9 Ферробор (5%), т | 84 | 180 | 200 | 200 | 300 | 350 | 400 |
10 Силикокальций (15% - 28%), т | 6874 | 18855 | 3170 | 5000 | 8000 | 10000 | 15000 |
Крупнейшие производители ферросплавов в России сосредоточены в трех областях:
- Челябинская область - ОАО "Челябинский электрометаллургический комбинат", занимающий в общероссийских объемах производства свыше 43%.
- Кемеровская область - ОАО "Кузнецкие ферросплавы" (ОАО "КФ"), занимающее в общероссийских объемах производства около 25%).
- Свердловская область - несколько предприятий, среди которых:
- ОАО "Серовский завод ферросплавов" (ОАО "СЗФ"), который занимает около 22% в общих показателях производства,
- ОАО "Корпорация ВСМПО-АВИСМА", которая производит титановые сплавы с долей рынка в общих объемах ферросплавов около 2%.
- ОАО "Ключевский завод ферросплавов", с долей около 1%.
Кроме того, крупными производителями ферросплавов в других регионах РФ являются:
- ООО "Братский завод ферросплавов" (ООО "БЗФ");
- ПАО "НЛМК";
- ООО "Сорский ферромолибденовый завод";
- ОАО "Соликамский магниевый завод" (ОАО "СМЗ");
- ООО "Жирекенский ферромолибденовый завод";
- ЗАО "Камышинский литейно-ферросплавный завод" (ЗАО "КЛФЗ");
- ОАО "Полема";
- ООО "Серовский завод малой металлургии" (ООО "СЗММ").
Основным производителем ферросилиция в России является ОАО "Кузнецкие ферросплавы (ОАО "КФ"), занимающие в общих объемах производства ферросилиция в России свыше 54%. На втором месте по производству ОАО "Челябинский электрометаллургический комбинат", с долей в общем производстве около 25%. Остальные позиции занимают ПАО "НЛМК", ОАО "БЗФ" и ОАО "СЗФ".
Основными производителями феррохрома в России являются ОАО "Челябинский электрометаллургический комбинат", с долей в общих объемах производства около 60% и ОАО "Серовский завод ферросплавов", с долей в производстве феррохрома около 37%. Остальные производители - ОАО "СЗММ", ОАО "Полема" и ОАО "КЗФ".
Наиболее заметными производителями других ферросплавов (ферромарганца, ферросиликохрома, ферротитана, ферромолибдена, феррованадия, силикокальция) являются ОАО "ЧЭМК" и ОАО "СЗФ".
Производственные мощности российских ферросплавных заводов позволяют не только удовлетворить прогнозируемый спрос сталеплавильных предприятий, но и обеспечить некоторый экспорт ферросплавов.
Сырьевая база для производства ферромарганца и феррохрома в России развита слабо, и их производство базируется в основном на импортном сырье.
Производство марганцевых сплавов в России осуществляют три предприятия: доменный ферромарганец выплавляется на Косогорском металлургическом заводе (г. Тула) и Саткинском чугуноплавильном заводе (г. Сатка, Челябинской обл.), силикомарганец - на Челябинском электрометаллургическом заводе.
Однако потребность промышленности в сплавах на основе марганца удовлетворяется продукцией отечественного производства менее чем наполовину (около 46%). Остальная часть ферромарганца и силикомарганца импортируется. Россия входит в число основных мировых импортеров марганцевых сплавов (доля России в мировом импорте составляет около 2%).
Россия располагает значительными запасами рудных и топливно-энергетических ресурсов, позволяющих не только обеспечивать дальнейшее развитие отечественной черной металлургии, но и увеличивать их поставки на внешний рынок.
По подтвержденным балансовым запасам железных руд (категории A + B + C1) Россия занимает первое место в мире. На ее долю приходится 27% мировых запасов, т.е. больше чем в других основных странах, располагающих крупными железорудными ресурсами. По объемам добычи и производству товарной железной руды Россия занимает 5 место в мире, уступая лишь Китаю, Бразилии, Австралии и Индии.
Разрабатываемые в России месторождения железных руд в основном представлены железистыми кварцитами (65,5% добычи), титаномагнетитовыми (17,3%) и магнетитовыми (15,3%) рудами, которые характеризуются относительно низким содержанием железа (соответственно 35,1%, 17,7% и 34,3%) и требуют глубокого обогащения. Значительные запасы указанных типов железных руд, пригодных для карьерной разработки, предопределили развитие железорудной подотрасли черной металлургии, способы добычи, обогащения и окускования железорудного сырья.
Аналогичная ситуация имеет место в железорудной промышленности Украины и Китая, разрабатывающей подобные месторождения с низким содержанием железа. В то же время Бразилия, Австралия, Индия и страны Африки разрабатывают в основном богатые гематитомартитовые месторождения руд с содержанием железа 58% - 64%, которые не требуют обогащения. В России доля богатых руд в балансовых запасах составляет 12,5%, а в объеме добычи всего 1,2%.
Одним из основных негативных факторов обеспечения черной металлургии железорудным сырьем является неравномерное географическое размещение балансовых запасов по территории страны. Динамика балансовых запасов, добычи и производства товарной руды, по федеральным округам и географическая карта размещения железорудных предприятий черной металлургии России представлены на рисунках 1.9 и 1.10 соответственно.
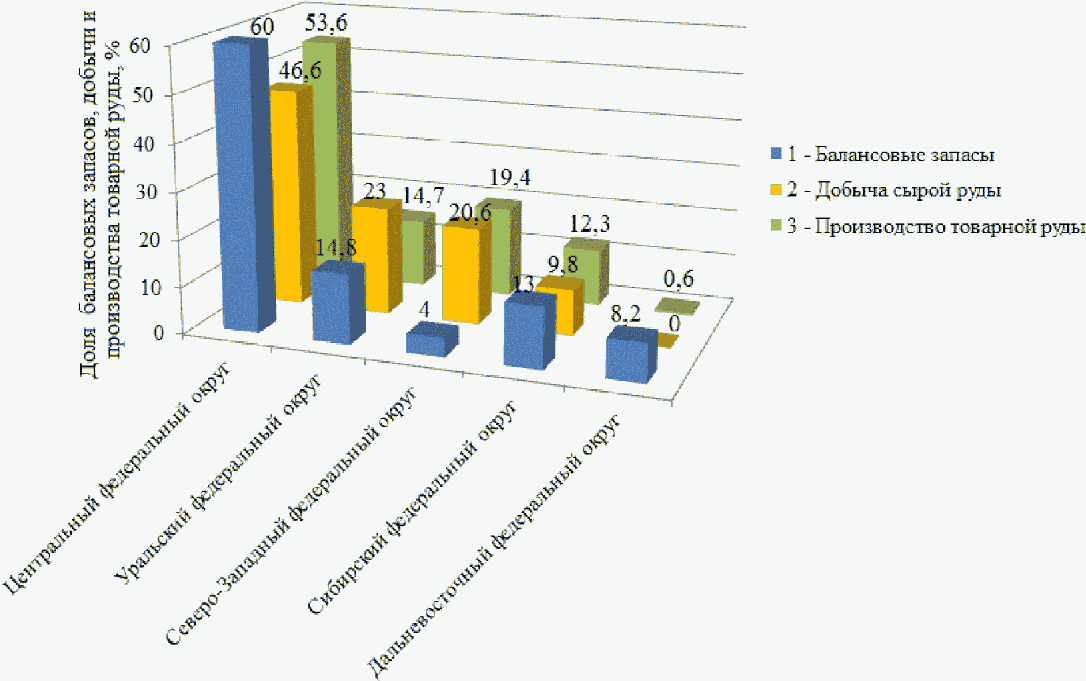
и производства товарной руды по федеральным округам [6]
предприятий черной металлургии России [6]
Производство товарной железной руды сосредоточено в Центральном федеральном округе, в основном в пределах КМА.
Вторым по запасам и добыче железных руд является Уральский федеральный округ. При этом производство 90% товарной руды размещено в 25 месторождениях Свердловской области и 10% - в 24 месторождениях Челябинской области. В результате крупнейшие металлургические комбинаты - ПАО "ММК" и ПАО "ЧЭМК" недостаточно обеспечены железорудным сырьем.
В Сибирском федеральном округе основная часть запасов удалена от АО "ЕВРАЗ ЗСМК", и он недостаточно обеспечен местными рудами.
В Приволжском федеральном округе расположено около 0,5% балансовых запасов, которые представлены в основном бедными природно-легированными рудами и были разведаны как сырьевая база ОХМК (ныне АО "Уральская сталь"), но в настоящее время практически мало используются.
Таким образом, в настоящее время имеется и в ближайшей перспективе сохраняется диспропорция в размещении металлургических комбинатов и их сырьевой базы, что приводит к транспортировке аглоруды, концентрата и окатышей на значительные расстояния. Среднее расстояние перевозки железной руды превышает 1800 км. По этой причине ПАО "ММК" является импортером порядка 9 млн т концентрата и окатышей из Казахстана.
В 2016 г. в России из добытой руды было произведено 101 млн т железорудного концентрата, 21,3 млн т концентрата и окатышей было экспортировано, в основном, в страны дальнего зарубежья и 8,1 млн т импортировано из Казахстана для обеспечения ПАО "ММК".
Другим негативным фактором в обеспечении металлургических комбинатов железорудным сырьем является тенденция постоянного ухудшения геологических и горнотехнических условий разработки месторождений. Основные горнорудные комбинаты находятся в эксплуатации уже более 40 - 50 лет и приближаются к ранее действующим нормативным срокам их службы.
Дальнейшее развитие железорудной подотрасли черной металлургии на период до 2030 г. зависит от потребности доменного производства и производства железа прямого восстановления (брикеты, окатыши).
Общий рост производства товарной железной руды предусмотрен к 2030 г. на 12,7%, что определяется мощностями действующих горнорудных предприятий с учетом возможности вовлечения в эксплуатацию новых железорудных месторождений. Кроме того, по экономическим причинам сохраняется импорт 9 млн т концентрата и окатышей из Казахстана (АО "Соколовско-Сарбайское горно-обогатительное производственное объединение" - АО "ССГПО"). Из общего объема производства товарной железной руды 121,2 млн т около 70% - 72% предназначается для использования в доменном производстве, 8% - 10% в производстве металлизованного сырья для выплавки стали и около 19% - 24% для поставок на экспорт.
Для удовлетворения современных требований металлургического производства, добытая из недр сырая руда все в большей мере подвергается последующей подготовке к плавке. Подготовка сырья к металлургическому переделу заключается в улучшении качества шихтовых материалов, обеспечивающих повышение эффективности работы доменных печей и снижение стоимости выплавляемого металла.
Большая часть обогащенной руды (концентратов) окусковывается методом агломерации и окомкования (производство окатышей).
Агломерацию следует рассматривать шире, чем окускование, так как при этом удаляются некоторые вредные примеси (сера и мышьяк), разлагаются карбонаты и получается кусковый пористый, офлюсованный материал. Содержание железа в агломерате 53% - 58%.
Динамика производства агломерата в России показана на рисунке 1.11. Химический состав агломерата представлен в таблице 1.13
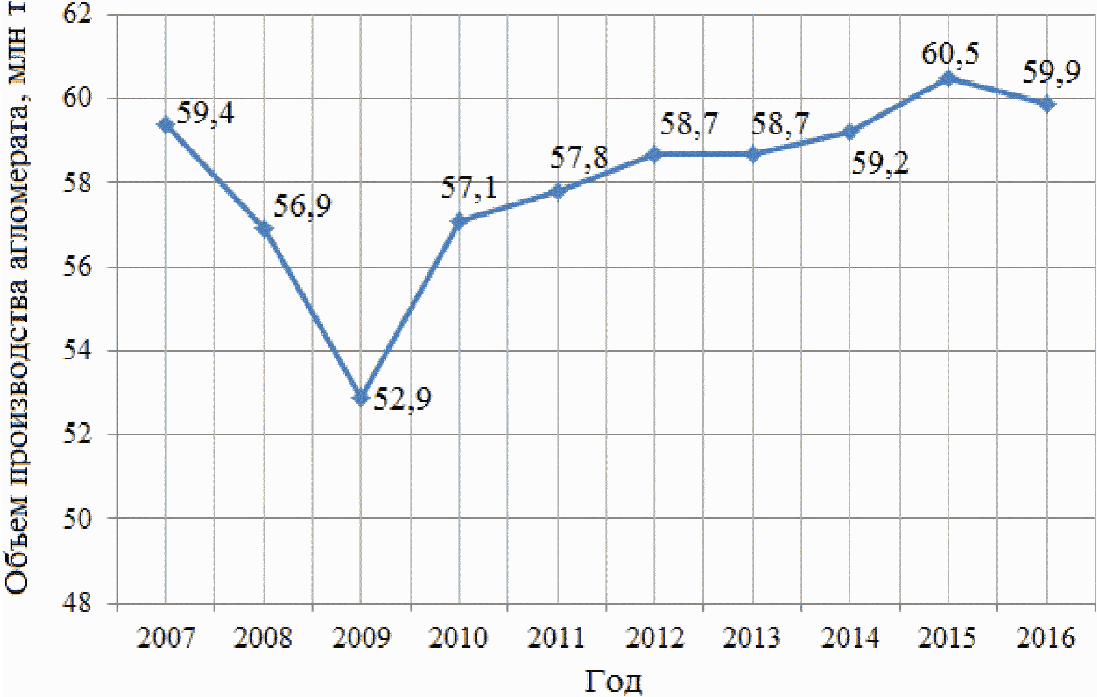
Рисунок 1.11 - Динамика производства агломерата в России [7]
Таблица 1.13
Химическое соединение | Fобщ | Fe2O3 | FeO | SiO2 | Al2O3 | CaO | MgO | P2O5 | SO3 |
Содержание, % | 48,22 - 60,0 | 53,46 - 60,17 | 11,65 - 21,1 | 4,3 - 12,63 | 1 - 5,66 | 2,6 - 15,63 | 0,4 - 2,30 | 0,04 - 0,5 | 0,04 - 0,13 |
Важное значение для оценки качества сырья имеет характеристика его прочностных свойств.
Механическую прочность агломерата (и окатышей) определяют в закрытом барабане диаметром 1000 мм и шириной 500 мм с двумя приваренными через 180° уголками 50x50x5 мм. Испытанию подвергают пробу массой 15 кг и крупностью от 5 до 40 мм для агломерата и 5 мм - для окатышей. Обработка пробы в испытательном барабане продолжается 8 мин при скорости его вращения 25 об/мин, после чего ее рассеивают на ситах 5x5 мм и 0,5x0,5 мм. Масса частиц более 5 мм, выраженная в процентах от массы всей пробы, характеризует сопротивление дроблению, а масса частиц менее 0,5 мм - сопротивление истиранию. Показатели прочности агломерата на дробление составляют от 55% до 75% и истирание от 4% до 10%.
Окатыши - твердые шарообразные тела, полученные путем окомкования тонкоизмельченных рудных материалов с добавкой связующих веществ с флюсами или без них с последующим упрочнением способами обжига, цементации (с автоклавированием или без него).
Фабрики производства окатышей входят в структуру обогатительных фабрик, что позволяет применять для подачи концентрата конвейерный транспорт.
Окатыши имеют высокую прочность (по барабанной пробе - от 88% до 95%), что позволяет транспортировать к доменным цехам на большие расстояния. Химический состав окатышей приведен в таблице 1.14.
Таблица 1.14
Химическое соединение | Fe | SiO2 | Al2O3 | CaO | MgO | Na2O + K2O | TiO2 | S | P |
Показатель % масс. | 61,3 - 65,5 | 4,1 - 8,3 | 0,20 - 2,90 | 0,4 - 1,3 | 0,22 - 1,9 | 0,08 - 0,16 | 0,013 - 2,350 | 0,005 - 0,008 | 0,011 - 0,017 |
Динамика производства окатышей железорудных (окисленных) в России показана на рисунке 1.12.
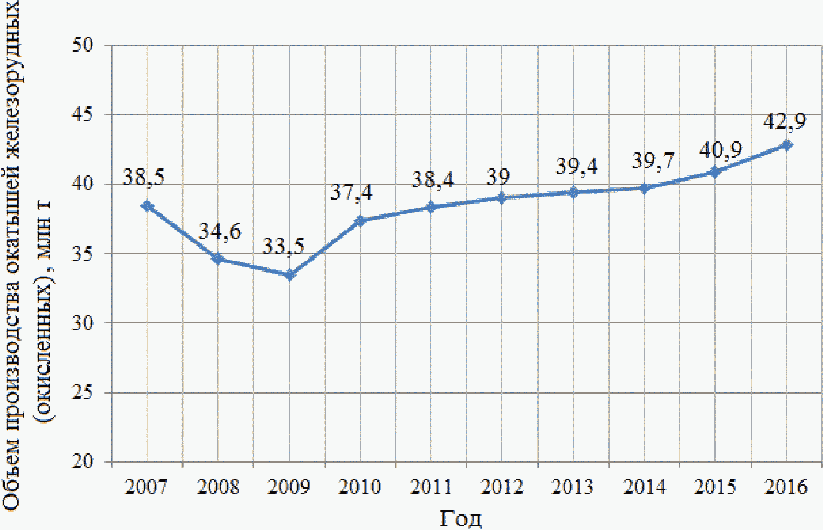
(окисленных) в России [7]
Механическую прочность окатышей определяют на основе барабанной пробы или испытанием на сжатие. Для этого из общей пробы выделяют 20 гранул и каждую раздавливают прессом, фиксируя разрушающую нагрузку. У офлюсованных окатышей удовлетворительного качества сопротивление раздавливанию составляет 2200 - 2400 Н/окатыш, у неофлюсованных 2500 - 3000 Н/окатыш.
Железнорудные окатыши, в которых часть оксидов железа (до 95%) восстановлена до металла, называются металлизированные (используются, главным образом, в электросталеплавильных печах для получения качественной стали).
Динамика производства металлизованных окатышей в России показана на рисунке 1.13.
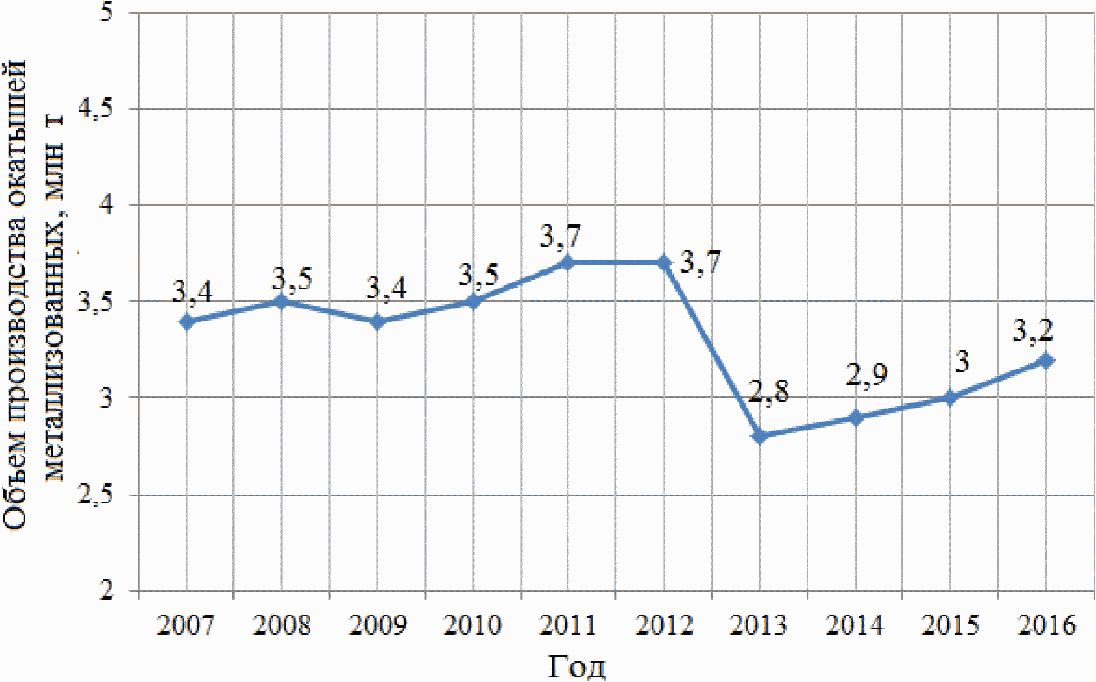
окатышей в России [8]
Горячебрикетированное железо (ГБЖ/ПВЖ) - один из видов восстановленного внедоменного передела железа - используется для производства высококачественной стали (с малым количеством вредных примесей), заменитель чугуна, металлолома.
Гарантированными качественными характеристиками ГБЖ является суммарное содержание железа, которое составляет не менее 90% (при содержании железа металлического не менее 83%) и степень металлизации соответствует уровню не менее 92%.
Неоспоримыми преимуществами ГБЖ являются стабильность химического состава, низкое содержание вредных примесей, таких как фосфор и сера; отсутствие вредных элементов - меди, никеля, неметаллических субстанций; типовой размер брикетов; высокая удельная насыпная плотность
Динамика производства горячебрикетированного железа в России показана на рисунке 1.14.

железа в России [8]
ООО УК "Металлоинвест" является единственным в России производителем металлизированных окатышей и ГБЖ. Компания завершила реализацию инвестиционного проекта по строительству Цеха N 3 мощностью 1,8 млн т/г. После завершения строительства общие мощности ООО УК "Металлоинвест" по производству ГБЖ/ПВЖ с учетом модернизации ЦГБЖ-2 составят 7,2 млн т/г.
Государственным балансом полезных ископаемых в России учитывается 29 месторождений марганцевых руд с суммарными балансовыми запасами 232 млн т или около 4,4% подтверждаемых мировых запасов.
Основные запасы (55%) представлены крупным Усинским месторождением карбонатных руд с содержанием марганца 19,6% и небольшим Дурновским месторождением окисных руд с содержанием марганца 19,3%. Кроме того, 16% запасов учтено по Порожинскому месторождению (18% марганца) и 12% - по Парнокскому месторождению (32,1% марганца). Из указанных месторождений производственные мощности созданы лишь на Парнокском месторождении, но добыча руд незначительна. В связи с этим марганцевые руды в России относятся к остродефицитным рудам, и потребность в них удовлетворяется за счет импорта руд или марганцевых ферросплавов.
В перспективе, на период до 2030 г., предусматривается ввод производственных мощностей по производству марганцевых руд в размере 535 тыс. т, в том числе 100 тыс. т на Парнокском месторождении, 200 тыс. т на Порожинском месторождении, 200 тыс. т на Усинском месторождении, 15 тыс. т на Дурновском месторождении и 20 тыс. т на месторождениях Североуральского бассейна. При этом сохраняется импорт товарной марганцевой руды в размере 500 тыс. т, так как потребность ферросплавного производства в руде оценивается в 1043 тыс. т.
Запасы хромовых руд в России также незначительны. Государственным балансом полезных ископаемых учтено 22 месторождения с суммарными балансовыми запасами 52,4 млн т или 2% мировых запасов.
В настоящее время добыча хромовых руд осуществляется только на Сарановской шахте "Рудная" и в Ямало-Ненецком АО (ОАО "Конгор-Хром"). Содержание Cr2O3 в рудах составляет 38% и 37% соответственно. Еще более бедными по содержанию хрома являются подготавливаемые к разработке Сопчегорское и Аганозерское месторождения (25,7% и 22,7% Cr2O3 соответственно).
Общий объем производства товарной хромовой руды, потребляемой в ферросплавном и огнеупорном производстве, составляет 590 тыс. т. Однако потребность только ферросплавного производства составляет 1310 тыс. т, что требует импорта около 720 тыс. т хромовой руды.
В период до 2030 г. предусматривается значительное развитие отечественной минерально-сырьевой базы хромовых руд за счет освоения хроморудных месторождений Полярно-Уральского и Карело-Кольского районов, а также небольших перспективных запасов Свердловской и Челябинской областей и республики Башкирия. Суммарный объем производства товарной хромовой руды в 2030 г. составит 1085 тыс. т при общей потребности 1737 тыс. т, что требует импорта 652 тыс. т хромовой руды.
Россия располагает значительными запасами требуемых марок коксующихся углей. Разведанные запасы коксующихся углей оцениваются в 39,8 млрд т, в том числе только действующих угольных предприятий - 4 млрд т.
Основной продукцией коксохимического производства является кокс для доменного и литейного производств. Кроме того, кокс используется в производстве ферросплавов, производстве электродов в цветной металлургии, химической промышленности.
Качественные характеристики и содержание различных веществ в коксе представлены в таблице 1.15.
Таблица 1.15
Качественные характеристики кокса [9]
Фракция, мм | Содержание, % | Холодная прочность | Горячая прочность | Реакционная способность | |||
золы | серы | летучих | влаги | единиц | |||
25 - 40 | 9,43 - 13,10 | 0,40 - 1,90 | 0,70 - 1,10 | 1,81 - 3,95 | 85 - 88 | 52 - 64 | 24 - 30 |
В настоящий момент в черной металлургии России функционирует 11 коксохимических предприятий, из них 8 предприятий находятся на площадках металлургических комбинатов. Общая мощность действующих батарей по состоянию составляет 35,9 млн т.
Производство кокса в 2016 году составило 30,35 млн т., коэффициент использования мощности - 84,6%. Характеристика производства кокса в динамике за 2012 - 2016 гг. представлена в таблице 1.16.
Таблица 1.16
в 2012 - 2016 гг., тыс. т
Предприятие | Год | ||||
2012 | 2013 | 2014 | 2015 | 2016 | |
РОССИЯ всего: В том числе: | 30879,0 | 29722,3 | 30576,8 | 30074,9 | 30345,9 |
Компания "Группа ММК" | |||||
ПАО "Магнитогорский МК" | 5519,9 | 5192,3 | 5578,7 | 5524,5 | 5330,6 |
ПАО "СЕВЕРСТАЛЬ" | |||||
ПАО "Череповецкий МК" | 4089,5 | 4518,2 | 4693,0 | 4590,0 | 4560,0 |
Группа "НЛМК" | |||||
ПАО "Новолипецкий МК" | 2594,3 | 2529,8 | 2504,6 | 2576,1 | 2608,9 |
ОАО "Алтай-Кокс" | 4524,9 | 4159,5 | 4326,6 | 4287,7 | 4318,4 |
ООО "ЕвразХолдинг" | |||||
АО "ЕВРАЗ ЗСМК" | 3197,8 | 3318,3 | 3429,9 | 3161,1 | 3213,7 |
АО "ЕВРАЗ НТМК" | 2407,9 | 2174,1 | 2324,1 | 2305,6 | 2324,5 |
Пром. площадка N 2 КХП НКМК | 472,0 | 520,0 | - | - | - |
Управляющая компания "Мечел" | |||||
ООО "Мечел - Кокс" | 2694,5 | 2418,3 | 2604,1 | 2313,5 | 2244,4 |
АО "Москокс" | 921,4 | 723,8 | 798,6 | 722,5 | 742,1 |
УК "Металлоинвест" | |||||
АО "Уральская Сталь" | 1283,9 | 1217,6 | 1233,7 | 1458,7 | 1758,8 |
Управляющая компания "Промышленно-металлургический холдинг" | |||||
ПАО "Кокс" (г. Кемерово) | 2594,6 | 2552,3 | 2601,2 | 2727,3 | 2824,2 |
ЗАО "Стройсервис" | |||||
ОАО "Губахинский Кокс" | 577,4 | 398,0 | 482,4 | 407,9 | 420,3 |
Основным технологическим оборудованием коксохимических предприятий являются коксовые батареи. Характеристика коксовых батарей РФ приведена в таблице 1.17.
Таблица 1.17
в 2012 - 2016 гг., тыс. т
Наименование предприятий и номера коксовых батарей | Кол-во действ. коксовых батарей | Год ввода | Срок службы, лет | Проектная мощность, тыс. т | Количество печей в батарее | Характеристика печей | Примечание | |
тип | Полезный объем камеры, м3 | |||||||
ОАО "Алтай-Кокс" | 5 | 5000 | 354 | |||||
в том числе: | ||||||||
к.б. N 1 | 1 | 1981 | 35 | 930 | 65 | ПВР | 41,6 | |
к.б. N 2 | 1 | 1982 | 34 | 930 | 65 | ПВР | 41,6 | |
к.б. N 3 | 1 | 1983 | 33 | 1000 | 71 | ПВР | 41,6 | |
к.б. N 4 | 1 | 1985 | 31 | 1000 | 71 | ПВР | 41,6 | |
к.б. N 5 | 1 | 2006 | 10 | 1140 | 82 | ПВР | 51,0 | |
ОАО "Губахинский Кокс" | 1 | 650 | 65 | |||||
в том числе: | ||||||||
к.б. N 1-бис | 0 | 2011 | 5 | 650 | 65 | ПВР | 30,9 | На горячей консервации с апреля 2013 г. |
к.б. N 2-бис | 1 | 2002 | 14 | 650 | 65 | ПВР | 30,9 | |
АО "ЕВРАЗ ЗСМК" | 5 | 3830 | 349 | |||||
в том числе: | ||||||||
к.б. N 1 | 1 | 2005 | 11 | 750 | 77 | ПВР | 35,5 | |
к.б. N 2 <**> | 1 | Демонтирована в 1995 г. | ||||||
к.б. N 3 <**> | 1 | 690 | 77 | ПВР | 30,0 | Остановлена в 2009 г. | ||
к.б. N 4 | 1 | 1968 | 48 | 690 | 77 | ПВР | 30,0 | |
к.б. N 5 | 1 | 1971 | 45 | 730 | 65 | ПВР | 32,3 | |
к.б. N 6 | 1 | 1971 | 45 | 730 | 65 | ПВР | 32,3 | |
к.б. N 7 | 1 | 1989 | 27 | 930 | 65 | ПВР | 41,3 | |
ПАО "Кокс" г. Кемерово | 4 | 3180 | 266 | |||||
в том числе: | ||||||||
к.б. N 3 | 1 | 2007 | 9 | 850 | 71 | ПВР | 42,9 | |
к.б. N 4 | 1 | 1975 | 41 | 700 | 65 | ПВР | 30,9 | |
к.б. N 5 | 1 | 1979 | 37 | 930 | 65 | ПВР | 41,6 | |
к.б. N 6 | 1 | 2001 | 15 | 700 | 65 | ПВР | 30,7 | |
ОАО "Новокузнецкий МК" | 0 | |||||||
в том числе: | ||||||||
к.б. N 3 <*> | 1993 | 410 | 55 | ПВР | 21,6 | Остановлена 28.05.2014 г. | ||
к.б. N 4 <*> | 1985 | 414 | 55 | ПВР | 21,6 | Остановлена 28.05.2014 г. | ||
ОАО "Магнитогорский МК" | 9 | 6603 | 573 | |||||
в том числе: | ||||||||
к.б. N 1 | 1 | 1976 | 40 | 613 | 56 | ПВР | 30,9 | |
к.б. N 2 | 1 | 1975 | 41 | 613 | 56 | ПВР | 30,9 | |
к.б. N 3 | 1 | 1971 | 45 | 613 | 56 | ПВР | 30,9 | |
к.б. N 4 | 1 | 1984 | 32 | 594 | 56 | ПВР | 30,9 | |
к.б. N 7 | 1 | 1983 | 33 | 930 | 65 | ПВР | 41,6 | |
к.б. N 8 | 1 | 1981 | 35 | 930 | 65 | ПВР | 41,6 | |
к.б. N 9 | 1 | 1986 | 30 | 930 | 65 | ПВР | 41,6 | |
к.б. N 11-бис | 1 | 1140 | 82 | ПВР | 51,0 | Строительство законсервировано 01.12.2008 | ||
к.б. N 13 | 1 | 1964 | 52 | 690 | 77 | ПВР | 30 | |
к.б. N 14 | 1 | 1966 | 50 | 690 | 77 | ПВР | 30 | |
АО "Москокс" | 4 | 1316 | 178 | |||||
в том числе: | ||||||||
к.б. N 1 | 1 | 1996 | 15 | 385 | 52 | ПВР | 23,4 | |
к.б. N 2 | 1 | 1995 | 21 | 273 | 37 | ПВР | 23,4 | |
к.б. N 3 | 1 | 1994 | 22 | 273 | 37 | ПВР | 23,4 | |
к.б. N 4 | 1 | 1993 | 16 | 385 | 52 | ПВР | 23,4 | |
АО "ЕВРАЗ НТМК" | 4 | 2846 | 264 | |||||
в том числе: | ||||||||
к.б. N 5 | 1 | 2006 | 10 | 453 | 61 | ПКр | 21,6 | |
к.б. N 6 | 1 | 2002 | 14 | 453 | 61 | ПКр | 21,6 | |
к.б. N 7 <*> | 1 | 1956 | 453 | 61 | ПК-2К | 21,6 | Остановлена в 2009 г. б.в.м. | |
к.б. N 8 <*> | 1 | 1957 | 453 | 61 | ПК-2К | 21,6 | Остановлена в 2009 г. б.в.м. | |
к.б. N 9 | 1 | 1986 | 30 | 970 | 71 | ПВР | 41,3 | |
к.б. N 10 | 1 | 1989 | 27 | 970 | 71 | ПВР | 41,3 | |
ПАО "НЛМК" | 4 | 2540 | 276 | |||||
в том числе: | ||||||||
к.б. N 1 | 1 | 2005 | 11 | 460 | 61 | ПВР | 23,7 | |
к.б. N 2 | 1 | 2007 | 9 | 460 | 61 | ПВР | 23,7 | |
к.б. N 3 <*> | 1 | 1959 | 455 | 61 | ПК-2К | 21,6 | Остановлена в 2009 г. | |
к.б. N 4 <*> | 1 | 1959 | 455 | 61 | ПК-2К | 21,6 | Остановлена в 2009 г. | |
к.б. N 5 | 1 | 1999 | 17 | 810 | 77 | ПВР | 35,2 | |
к.б. N 6 | 1 | 2000 | 16 | 810 | 77 | ПВР | 35,2 | |
к.б. N 7 <*> | 1 | 1976 | 850 | 77 | ПВР | 32,3 | Остановлена в 2008 г. | |
к.б. N 8 <*> | 1 | 1977 | 850 | 77 | ПВР | 32,3 | Остановлена в 2008 г. | |
АО "Уральская Сталь" | 4 | 1968 | 248 | |||||
в том числе: | ||||||||
к.б. N 1 | 1 | 1992 | 24 | 426 | 61 | ПВР | 20 | |
к.б. N 2 <**> | Демонтирована в 1992 г. | |||||||
к.б. N 3 | 1 | 1988 | 28 | 426 | 61 | ПВР | 20 | |
к.б. N 4 | 1 | 1987 | 29 | 426 | 61 | ПВР | 20 | |
к.б. N 5 <**> | 1 | 690 | 65 | ПВР | 30,3 | Остановлена в марте 2013 г. | ||
к.б. N 6 | 1 | 2014 | 2 | 690 | 65 | ПВР | 30,3 | Введена в сентябре 2014 г. |
ООО "Мечел-Кокс" | 7 | 3250 | 435 | |||||
в том числе: | ||||||||
к.б. N 1 | 1 | 1985 | 31 | 440 | 61 | ПК-БК | 20,0 | |
к.б. N 2 | 1 | 1981 | 35 | 440 | 61 | ПК-БК | 20,0 | |
к.б. N 3 | 1 | 440 | 61 | ПК-БК | 20,0 | Остановлена в марте 2016 г. | ||
к.б. N 4 | 1 | 1983 | 33 | 440 | 61 | ПК-БК | 20,0 | |
к.б. N 5 | 1 | 2011 | 5 | 470 | 61 | ПВР | 21,6 | |
к.б. N 6 | 1 | 2011 | 5 | 470 | 61 | ПВР | 21,6 | |
к.б. N 7 | 1 | 2006 | 10 | 495 | 65 | ПВР | 21,6 | |
к.б. N 8 | 1 | 1994 | 22 | 495 | 65 | ПВР | 21,6 | |
ПАО "Северсталь" | 7 | 4700 | 475 | |||||
в том числе: | ||||||||
к.б. N 3 | 1 | 2006 | 10 | 460 | 61 | ПВР | 21,6 | |
к.б. N 4 | Остановлена в мае 2017 г. | |||||||
к.б. N 5 | 1 | 1993 | 23 | 660 | 77 | ПВР | 29,8 | |
к.б. N 6 | 1 | 1994 | 22 | 660 | 77 | ПВР | 29,8 | |
к.б. N 7 | 1 | 2013 | 3 | 730 | 65 | ПВР | 32,3 | Введена 04.04.2013 г. |
к.б. N 8 | 1 | 1972 | 44 | 730 | 65 | ПВР | 32,3 | |
к.б. N 9 | 1 | 1978 | 38 | 730 | 65 | ПВР | 32,3 | |
к.б. N 10 | 1 | 1978 | 38 | 730 | 65 | ПВР | 32,3 | |
ВСЕГО (действующих батарей): | 54 | 35883 | 3483 | |||||
Число батарей, остановленных на перекладку: | 6 | 3396 | 402 | (ЗСМК КБ 2,3; Мечел КБ 3; Уральская Сталь КБ 2,5 и Северсталь КБ 4) | ||||
в стадии демонтажа | 1 | 460 | 61 | (КБ 4 Северсталь) | ||||
на горячей консервации | 1 | 650 | 65 | (КБ 1-бис Губахинский кокс) | ||||
Российская металлургия располагает достаточными мощностями по производству валового кокса для нужд доменного производства, поставок другим отраслям экономики и на экспорт.
По прогнозам в перспективе до 2030 г. потребность доменного производства в коксе существенно сократится за счет применения пылеугольного топлива и совершенствования технологии доменной плавки. Удельный расход скипового кокса снизится на 25 - 30% и составит в 2030 г. в среднем 330 кг/т, что эквивалентно общему потреблению кокса в 25 млн. т в год.
Увеличение выплавки стали в основном за счет развития электросталеплавильного производства требует особого внимания к вопросу обеспеченности стальным ломом.
По сравнению с 2015 г. в 2030 г. потребность в стальном ломе увеличивается - на 37% - до 44,8 млн т. Для обеспечения возрастающей потребности в стальном ломе Россия располагает значительным металлофондом, оцениваемым в размере 1,6 млрд т. С учетом роста металлопотребления в машиностроении и строительстве, увеличения производства черных металлов общие ресурсы стального лома составят 46,8 млн т. Соответственно, профицит оценивается в размере 2,0 млн т.
Неравномерность образования и сбора лома по регионам страны, а также значительная волатильность заготовки лома от своевременного вывода и ремонта основных средств, ценовых и других рыночных факторов создают дополнительные риски в обеспечении ломом черной металлургии.
Основные технологические процессы производства чугуна, стали и их последующего передела сопровождаются образованием большого количества эмиссий в виде газообразных загрязняющих веществ, пыли, сточных вод; большой номенклатуры отходов - шлаков, шламов, скрапа, окалины, боя огнеупоров, мусора и других воздействий, влияющих на состояние воздуха, воды и почвы.
При этом необходимо отметить, что в последние годы металлургические заводы уделяют значительное внимание вопросам экологии и системно занимаются направлением по снижению вредного влияния промышленности на окружающую среду и здоровье человека.
По данным Минпромторга России объем инвестиций в черную металлургию в 2000 - 2015 гг. составил около 2,04 трлн руб., что позволило уменьшить износ основных фондов за указанный период с 53% до 42%. Значительная часть инвестиционных средств направлена на обеспечение мероприятий по сокращению воздействия производственной деятельности на окружающую среду, энергосбережение и развитие транспортной инфраструктуры.
Черная металлургия имеет высокий уровень оборотного водоснабжения (93,0%), а сброс загрязненных вод в водоемы составляет менее 3%. Выбросы вредных загрязняющих веществ в атмосферу для черной металлургии составляют 5 - 6% от общего объема данных выбросов по России в целом [10].
В черной металлургии снижение удельных показателей энергоемкости проводится путем внедрения инновационных технологий: энерго- и ресурсосберегающих технологий переработки железных и других руд; дальнейшее внедрение в доменном производстве технологии пылеугольного топлива; рециклинга доменного газа и др.; внедрения совмещенных процессов производства металлопродукции с целью сокращения технологических операций.
Начиная с 2013 г., дополнительные ежегодные затраты металлургических предприятий на оснащение стационарных источников автоматическими средствами измерения объемов выбросов, сбросов загрязняющих веществ, а также техническими средствами передачи информации об их объеме в государственную автоматизированную систему экологического контроля превышают 50 млрд руб.
Все крупные металлургические предприятия России сертифицированы на соответствие стандартам серии ISO 14000 Система экологического менеджмента.
ПАО "Магнитогорский металлургический комбинат"
С целью достижения установленных на год целевых экологических показателей была разработана "Экологическая программа ПАО "ММК" на 2016 г.". В соответствии с программой выполнено 65 технических мероприятий (по 10 мероприятиям работы продолжатся в 2017 г.) различной степени сложности, направленных на сокращение и предотвращение негативного воздействия на окружающую среду.
Фактические затраты на реализацию Экологической программы ПАО "ММК" в 2016 г. составили 2854,4 млн руб. (в том числе на капитальное строительство - 2482,3 млн руб.), из них:
- 2436,6 млн руб. на реализацию мероприятий по сокращению выбросов загрязняющих веществ в атмосферу (в том числе на капитальное строительство - 2291,3 млн руб.);
- 197,1 млн руб. на реализацию мероприятий по снижению сбросов загрязняющих веществ в водные объекты (в том числе на капитальное строительство - 38,6 млн руб.);
- 220,7 млн руб. на реализацию мероприятий по утилизации промышленных отходов и рекультивацию (в том числе на капитальное строительство - 152,4 млн руб.).
В результате выполнения природоохранных мероприятий в 2016 г. достигнуты следующие результаты в области охраны окружающей среды:
- валовые выбросы загрязняющих веществ составили 201,8 тыс. т, удельные выбросы загрязняющих веществ на 1 т металлопродукции - 17,82 кг/т;
- валовые сбросы в водные объекты составили 62,9 тыс. т, удельные сбросы загрязняющих веществ на 1 т металлопродукции - 5,55 кг/т;
- количество используемых отходов ПАО "ММК" в качестве вторичных материальных ресурсов в аглошихте составило 2,317 млн т;
- переработано шлаков 11,04 млн т, получено металлической части из шлаков 0,98 млн т, отгрузка потребителям шлакового щебня и граншлака составила 1,45 млн т.
Динамики снижения валовых и удельных выбросов веществ в атмосферу, снижения валовых и удельных сбросов сточных вод в водоемы и динамика показателей переработки и использования отходов и шлаков на ПАО "ММК" показаны на рисунках 1.15, 1.16 и 1.17 соответственно.
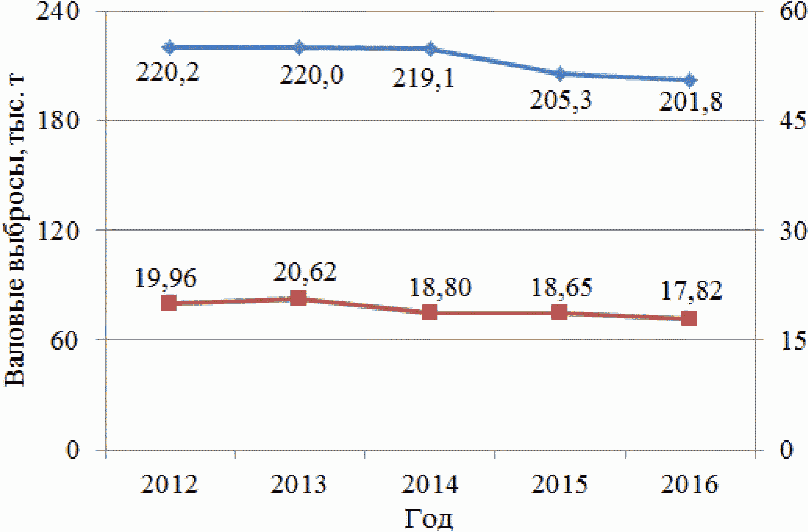
веществ в атмосферу
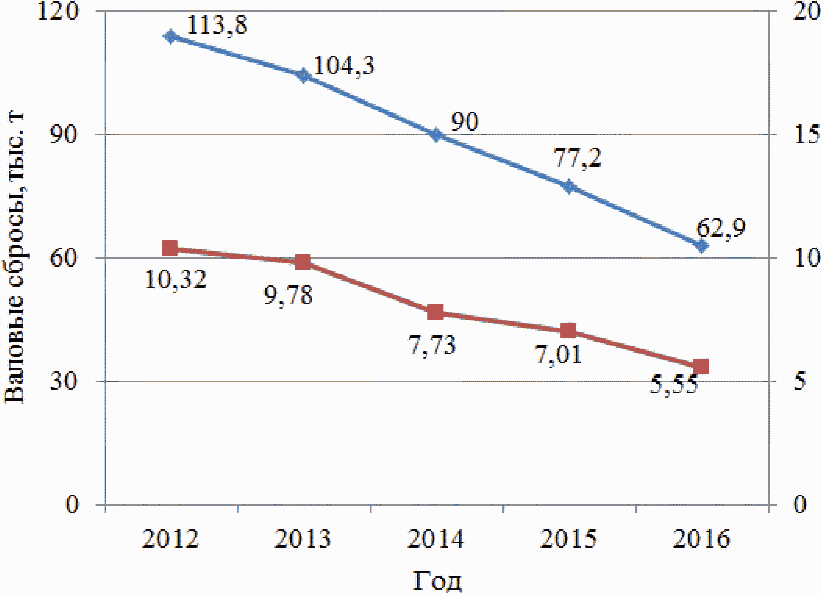
сточных вод в водоемы

и использования отходов и шлаков [11]
В 2017 г. инвестиции ММК в природоохранную деятельность составят 3,8 млрд руб. (реализация крупных инвестиционных проектов: система аспирации доменной печи N 9, 10 стоимостью 1 млрд. руб., сокращение выбросов пыли на 640 т/год); новые газоочистные установки двухванного сталеплавильного агрегата).
ПАО "Северсталь"
ПАО "Северсталь" в 2001 г. стала первой сертифицированной отечественной компанией по стандартам серии ISO 14000 Система экологического менеджмента. С 2005 ПАО "Северсталь" сократило выбросы в атмосферу на 42%, уменьшило размещение отходов на 78%, водопотребление сокращено на 42%.
ПАО "Северсталь" реализует масштабную программу мероприятий, направленных на снижение негативного воздействия производственной деятельности на окружающую среду и повышение эффективности использования ресурсов.
Ежегодно затраты на природоохранную деятельность предприятий ПАО "Северсталь" составляют более 3 млрд руб.
Признанием заслуг компании в области охраны окружающей среды явилась победа ПАО "Северсталь" во Всероссийском конкурсе РСПП "Лидеры российского бизнеса: динамика и ответственность - 2016" в номинации "За экологическую ответственность".
По данным исследования эколого-энергетического агентства "Интерфакс-ЭРА", ПАО "Северсталь" стала лидером экологической прозрачности российского бизнеса среди предприятий черной металлургии России [12].
ПАО "Новолипецкий металлургический комбинат" (ПАО "НЛМК")
ПАО "НЛМК", благодаря системной работе по внедрению современных технологий за 15 лет предприятие уменьшило удельные выбросы более чем в два раза (с 43,3 кг/т в 2000 г. до 21,05 кг/т в 2015 г.). С 2015 г. Липецк не входит в число городов с повышенным загрязнением воздуха.
С 2004 г. на ПАО "НЛМК" фактически прекращено наращивание технологических отходов за счет того, что объемы их переработки превысили объемы накопления. С 2004 г. шлаковый отвал уменьшился на 3 млн т, а согласно "Экологической программе" ПАО "НЛМК" к 2020 г. весь шлаковый отвал предприятия будет переработан, а его территория рекультивирована.
С 2009 г. комбинат полностью прекратил сброс всех промышленных стоков в р. Воронеж. Таким образом, очищенная вода снова возвращается в производство.
Группа НЛМК с 2001 г. инвестировала в природоохранные проекты более 1,25 млрд долларов. За это время объем производства почти удвоился, и компания стала крупнейшим производителем стали в России. При этом воздействие на окружающую среду существенно снизилось благодаря внедрению современных технологий и масштабной модернизации оборудования.
Динамика инвестиций Группы НЛМК в природоохранные мероприятия показана на рисунке 1.18.

мероприятия
Липецк, где расположено 80% производственных мощностей Группы НЛМК, официально признан не только самым чистым центром российской металлургии, но и самым чистым областным центром Черноземья. Комплексный индекс загрязнения атмосферы в Липецке составляет 3,4 единицы, что соответствует низкому уровню.
Динамика снижения удельных выбросов предприятий Группы НЛМК показана на рисунке 1.19.
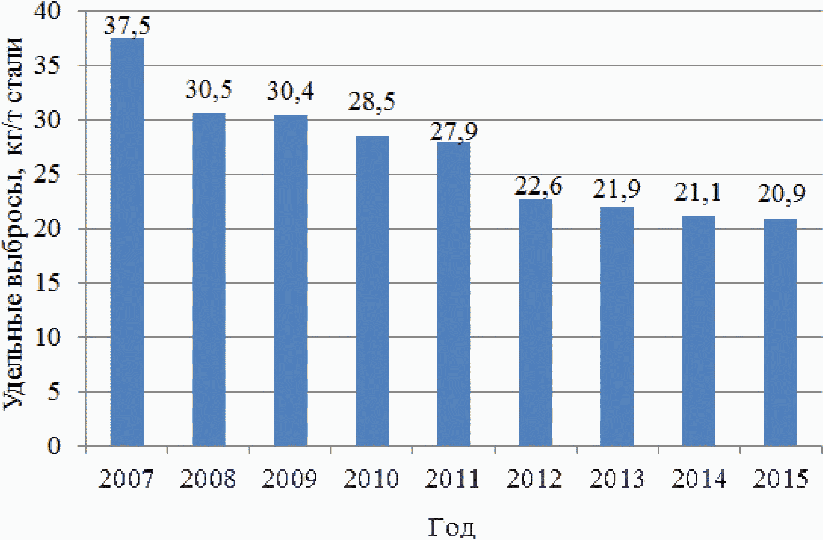
предприятий Группы НЛМК
Более чем в 54 раза Группа НЛМК сократила сбросы в водные объекты с 2007 г., а на большей части производства прекратила их полностью. Липецкая производственная площадка, на которую приходится около 80% производства Группы, а также предприятия Алтай-Кокс, Стойленский ГОК, НЛМК-Калуга и ВИЗ-Сталь работают по технологии замкнутого водооборота, когда сбросы промышленных стоков в водный объект на них отсутствуют.
Удельное водопотребление в Группе НЛМК снизилось с 2007 г. в два с половиной раза и в настоящее время более чем на 25% ниже уровня наилучших доступных технологий для интегрированного металлургического производства. Динамика снижения удельного водопотребления предприятий Группы НЛМК показана на рисунке 1.20.
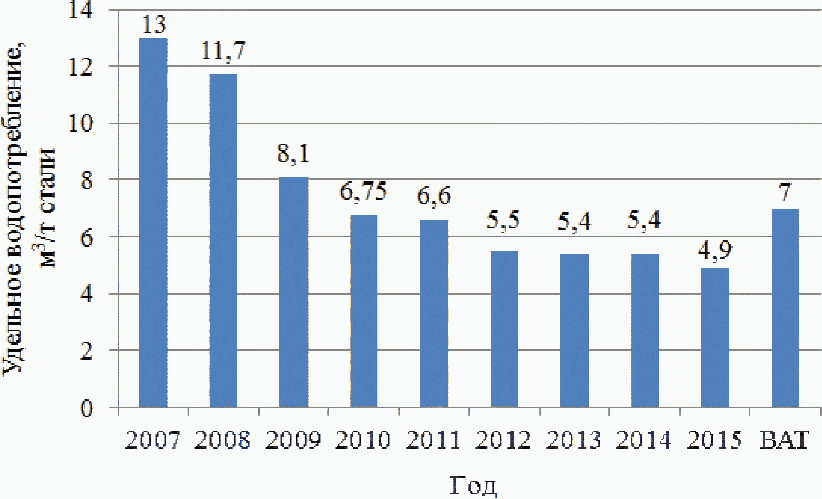
предприятий Группы НЛМК
Благодаря активному вовлечению отходов в хозяйственный оборот, уровень переработки отходов всех предприятий превышает 90%. Уровень переработки отходов российских металлургических активов группы НЛМК в процентах от образования отходов показан на рисунке 1.21.

металлургических активов Группы НЛМК, % от образования
отходов [13]
ООО УК "Металлоинвест"
Текущие затраты Компании, связанные с природоохранной деятельностью, составили в 2015 г. более 6 млрд руб. На предприятиях ООО УК "Металлоинвест" ежегодно реализуются комплексные программы, позволяющие сохранять уровень воздействия на окружающую среду существенно ниже установленных норм. В ноябре 2015 г. Лебединский ГОК успешно прошел инспекционный аудит системы экологического менеджмента комбината на соответствие требованиям стандартов серии ISO 14000. Проведенная проверка подтвердила, что предприятие соответствует требованиям международных стандартов в области охраны окружающей среды, на производстве обеспечены условия экологической безопасности технологических процессов.
2015 г. завершен плановый вывод из эксплуатации мартеновского производства на входящем в состав компании АО "Уральская Сталь" [14].
ПАО "ЕвразХолдинг"
Одним из приоритетных направлений для предприятий ПАО "Евраз Холдинг" в области экологии является снижение выбросов в атмосферу. Текущая стратегия по сокращению выбросов предусматривает модернизацию систем газоочистки, внедрение современных технологий и изъятие из производства устаревшего оборудования. В 2016 г. объем ключевых выбросов в атмосферу снизился на 3,5 тыс. т (или 2,6%) по сравнению с уровнем 2015 г.
Анализ показателей выбросов в атмосферу холдинга после отчуждения ряда активов показал, что объем ключевых выбросов в атмосферу на оставшихся активах увеличился с 2011 г. на 18,8%. Основной причиной такого роста стало повышение содержания серы в угле и железорудном сырье, используемых ТЭЦ и аглофабрикой АО "ЕВРАЗ ЗСМК", в результате чего повысился объем выбросов SOx, а также увеличение объема выброса NOx с ЕВРАЗ КГОК. Компания реализует инициативы по снижению объемов выбросов, которые должны дать эффект в течение нескольких лет.
ПАО "Евраз Холдинг" стремится эффективно использовать водные ресурсы и предотвращать негативное воздействие на качество воды в результате экологических аварий. В 2016 г. практически 84% потребления для производственных нужд ПАО "Евраз Холдинг" составил забор воды из поверхностных источников, в том числе рек, озер, водохранилищ; при этом действующие программы ПАО "Евраз Холдинг" по повышению эффективности потребления и использования водных ресурсов продемонстрировали первые экологические преимущества, подтвержденные снижением забора пресной воды на 3,3% (11,3 млн. м3) по сравнению с предыдущим годом (с учетом отчуждения активов объем потребления воды снизился на 78,2 млн. м3 (17,3%), а сброса воды сократился в период с 2012 по 2016 год на 45,15 млн. м3.
Вода, откачанная из шахт (в процессе осушения) не учитывается при расчете целевых показателей потребления пресной воды, при этом применяется для технологических нужд (объем шахтных вод составил в 2016 г. 20,3 млн. м3)
В результате горнодобывающих и металлургических операций генерируется существенный объем отходов, в том числе пустая порода, отработанная руда, хвосты (отходы от обогащения руды и производства концентратов). ПАО "Евраз Холдинг" стремится сократить объемы отходов производства, при возможности повторно использовать имеющиеся природные ресурсы и удалять отходы таким образом, чтобы минимизировать воздействие на окружающую среду, при этом максимально повышая операционную и экономическую эффективность своей деятельности.
В соответствии со стратегией Группы по сокращению объемов хранения отходов и расширению объемов утилизации, предприятия ПАО "Евраз Холдинг" систематически изыскивают возможности рециркуляции и повторного использования отходов.
В 2016 г. прокатные предприятия ПАО "Евраз Холдинг" генерировали 9,65 млн т металлургических отходов (шлак, шлам, окалина и т.п.), при этом было повторно использовано 11,59 млн т отходов. В целом в 2016 г. Группа подвергла рециклингу или повторному использованию 120,1% отходов с учетом ранее накопленных.
Стратегия ПАО "Евраз Холдинг" по обращению с безопасными отходами горного производства, такими как пустая порода, хвосты, вскрыша, заключается в их использовании, насколько это возможно, в восстановлении земельных участков, строительстве дамб и дорог. В 2016 г. было использовано 18,2% или 28,7 млн т таких отходов по сравнению с 17% или 24,6 млн т в 2015 г. Отходы, не подлежащие переработке, хранятся в специальных комплексах, предотвращающих попадание вредных субстанций, содержащихся в таких отходах, в окружающую среду. Безопасность в таких комплексах поддерживается на исключительно высоком уровне, предпринимаются меры по предотвращению ущерба третьим сторонам в экстренных случаях [15].
Группа "Мечел"
Группа "Мечел" ведет целенаправленную работу, направленную на улучшение экологической обстановки на всех входящих в Группу предприятиях. Все реализованные и текущие проекты модернизации предусматривают использование передовых технологий производства и современного природоохранного оборудования, что обеспечивает существенное снижение негативного воздействия на окружающую среду. Кроме того, выстроен постоянный диалог с населением регионов, где размещены предприятия "Мечел", что позволяет оперативно реагировать на волнующие жителей экологические проблемы и, соответственно, совершенствовать природоохранные программы.
Общие затраты на природоохранные мероприятия с момента образования компании составили 15,7 млрд руб [16].
Затраты и результаты деятельности Группы на природоохранную деятельность показаны в таблице 1.18.
Таблица 1.18
деятельность
Предприятия Группы | Затраты предприятий Группы на природоохранную деятельность | Результаты деятельности предприятия Группы на природоохранную деятельность |
ПАО "ЧМК" | 4,0 млрд руб. с 2001 г. | Сокращение выбросов в атмосферу на 31% сокращение выбросов твердых веществ в атмосферу на 78% |
"Южный Кузбасс" | 1,0 млрд руб. с 2003 г. | Рекультивировано 272 га земель |
Белорецкий металлургический завод | 246,0 млн руб. в 2017 г. | Сокращение выбросов в атмосферу на 83% за счет закрытия устаревшего производства Сокращение отходов производства на 90% с момента вхождения в Группу |
Ижсталь | 325,0 млн руб. с 2004 | Сокращение выбросов в атмосферу на 87% Сокращение сбросов в водные объекты на 62% |
Якутуголь | 444,0 млн руб. с 2009 г. | Рекультивировано 412 га земель |
Мечел-кокс | 1,2 млрд руб. с 2006 г. | Сокращение выбросов в атмосферу на 38% |
Братский завод ферросплавов | 154,0 млн руб. в 2017 г. | В 5 раз снижены выбросы пыли Подготовлено к рекультивации 12 га земель |
Представленная информация о природоохранной деятельности металлургических компаний показывает, что в последние годы наблюдается тенденция к снижению негативного воздействия металлургических предприятий на экологическую ситуацию в регионах размещения производства, а также рост экологической эффективности российских предприятий.
Сегодня металлургические компании уделяют большое внимание вопросам экологии, стремясь:
- повысить эффективность использования имеющихся природных ресурсов, ориентируясь тем самым на лучшие зарубежные и отечественные практики в области металлургии;
- сократить объемы выбросов вредных веществ в атмосферу, сбросов в водоемы, отходов производства, в том числе увеличивая вторичное их использование в производстве металлопродукции (рециклинг).
- активно выводить из эксплуатации устаревшие агрегаты и объекты инфраструктуры с высокой степенью негативного воздействия на окружающую среду;
- внедрять современные технологические комплексы и новейшие технические решения с улучшенными экологическими показателями на уровне наилучших доступных технологий.
В период после 2000 г. в отрасли активно производились работы по строительству новых и модернизации существующих объектов черной металлургии, в том числе:
- 4-х 160-тонных конвертеров на АО "ЕВРАЗ НТМК";
- толстолистовых станов 5000 в ПАО "ММК" и в АО "ОМК" (АО "ВМЗ");
- пятиклетьевого стана 2000 холодной прокатки в ПАО "ММК";
- рельсобалочного стана в АО "ЕВРАЗ ЗСМК";
- агрегатов по производству оцинкованного листа с полимерными покрытиями на ПАО "ММК";
- 4-х и 5-ти ручьевых машин непрерывной разливки стали на ПАО "ММК", АО "Уральская сталь", ОАО "Первоуральский новотрубный завод", ОАО "Северский трубный завод", ОАО "Волжский трубный завод", ПАО "ТАГМЕТ";
- 2-х ручьевых слябовых МНЛЗ ПАО "НЛМК";
- агрегатов "ковш-печь" в ПАО "НЛМК";
- однопозиционных вакууматоров для АО "ОЭМК";
- двухпозиционного агрегата "ковш-печь" в АО "ОЭМК"
- двухпозиционных вакууматоров для АО "ЕВРАЗ НТМК", ПАО "ММК", ПАО "Северсталь", ПАО "НЛМК".
- рельсобалочного стана в ПАО "Мечел" (ПАО "ЧМК");
- мелкосортно-проволочного стана "170"; мелкосортно-среднесортного стана "370" и среднесортного стана "450" для ПАО "ММК";
- агрегатов для производства оцинкованного листа в ПАО "НЛМК", и в ПАО "ММК";
- литейно-прокатного комплекса для АО "ОМК" (АО "ВМЗ).
- доменной печи "Россиянка" в ПАО "НЛМК" объемом 4300 м3;
- нового конвертера N 1 в ПАО "НЛМК" садкой 320 т;
- вращающейся печи N 11 для производства извести в ПАО "НЛМК";
- двух 180-тонных дуговых сталеплавильных печей в ПАО "ММК";
- 120-тонной печи для мини-завода ООО "НЛМК-Калуга";
- 100-тонных электропечей на метзаводах Нижне-Сергинский и Березовский, входящих в группу ПАО "НЛМК", на передельном металлургическом заводе в Балаково (ПАО "Северсталь") и на ОАО "Амурметалл".
- строительство двух агрегатов "ковш-печь"; строительство двух пятиручьевых МНЛЗ и полный переход на непрерывную разливку стали; строительство двух ДСП-135 с выводом из работы двух мартеновских цехов; строительство двух двухпозиционных вакууматоров на ПАО "СТЗ" и ПАО "ТАГМЕТ", входящих в ПАО "ТМК".
- реконструкция ДСП-150 и двух УНРС на АО "ВТЗ", входящего в ПАО "ТМК".
- двухванных стационарных конвертеров на ПАО "ММК". ПАО "ММК" реконструировал бывшие мартеновские цеха (из прежнего оборудования в цехе остался двухванный сталеплавильный агрегат (ДСА)) и ввел в строй электросталеплавильные мощности по производству стали. Первый этап реконструкции начался в 2003 г. В мартеновском цехе были установлены: агрегат печь-ковш, агрегат доводки стали и две сортовые машины непрерывной разливки стали (МНЛЗ).
Процесс выплавки стали в ДСА основан на интенсивной продувке кислородом ванны с чугуном и ломом и использовании тепла отходящих газов, выделяющихся при продувке, для нагрева шихты (металлолом, добавочные материалы) в соседней ванне, производительность и КПД печи при таком методе работы возрастает.
Расплавление металлошихты в ДСА осуществляется за счет тепла химических реакций окисления примесей, жидкого чугуна и лома (углерода, кремния, марганца и т.д.), аналогично как в кислородном конвертере, а не за счет сжигания большого количества топлива (природного газа и мазута) как в мартеновском производстве.
Применяемые шихтовые материалы в ДСА аналогичны конвертерному процессу, так шихтой мартеновской печи при скрап-рудном процессе (основной процесс ведения мартеновской плавки) является стальной подготовленный лом 40% - 50% и жидкий чугун в количестве 50% - 60%, а кислородный конвертер и реконструированный агрегат (ДСА) работают на шихте следующего состава 75% - жидкий чугун и 25% - металлический лом, тем самым по использованию шихтовых материалов и технологии производства сталеплавильный агрегат ДСА полностью повторяет конвертерный процесс.
В целом металлургическими компаниями России с 2001 г. импортировано металлургического оборудования более, чем на 6 млрд долл. При абсолютном преобладании использования импортного оборудования, для отдельных нужд российских металлургических предприятий, особенно для модернизации и реконструкции ранее построенных агрегатов, используется оборудование российских машиностроительных предприятий, а также предприятий машиностроения Украины.
В последние годы российские машиностроительные фирмы стали наращивать выпуск металлургического оборудования. Так, ОАО "Сибэлектротерм" поставило оборудование для ряда электросталеплавильных цехов: агрегаты "ковш-печь" и установки для вакуумирования стали.
ОАО "Уралмаш" были изготовлены и поставлены для ПАО "ММК" и других предприятий отрасли агрегаты продольной резки, оборудование для замены агломашин и т.д. ОАО "Уралмаш" является основным поставщиком оборудования для обжиговых машин по производству металлизованных окатышей для ООО УК "Металлоинвест".
Распоряжением Правительства РФ в план основных мероприятий по проведению в 2017 г. в Российской Федерации Года экологии включены следующие мероприятия компаний - членов Ассоциации "Русская Сталь" [7]:
- техническое перевооружение установки сухого тушения кокса (УСТК) коксохимического производства. Передача сбросных газов с холодных свечей УСТК в газопровод доменного газа АО "ЕВРАЗ НТМК";
- воздухоохранная программа АО "ЕВРАЗ ЗСМК". Реконструкция газопылеулавливающей установки с установкой рукавных фильтров агломерационной фабрики;
- водоохранная программа АО "ЕВРАЗ ЗСМК". Увеличение доли водооборотного водоснабжения;
- реконструкция сероулавливающих установок в аглоцехе ПАО "ММК";
- реконструкция газоочистной установки двухваннового сталеплавильного агрегата в электросталеплавильном цехе ПАО "ММК";
- строительство системы аспирации литейного двора ДП N 10 в доменном цехе ПАО "ММК";
- реконструкция и техническое перевооружение основного технологического оборудования (цех улавливания коксохимических продуктов и реконструкция доменных печей) ПАО "НЛМК";
- ввод в эксплуатацию третьей очереди завода горячебрикетированного железа АО "Лебединский ГОК", г. Губкин, Белгородская область, ООО УК "МЕТАЛЛОИНВЕСТ";
- строительство третьей очереди полигона захоронения отходов производства и потребления АО "ОЭМК";
- установка шумопоглощающих устройств крышных вентиляторов и помещения дымососной участка дуговой сталеплавильной печи ПАО "ТМК";
- реконструкция трубопрокатного производства ПАО "ТМК";
- строительство объединенной газоочистки для агрегатов "ковш-печь" N 2 и установки доводки металла, ПАО "Северсталь".
Суммарный объем инвестиций в данные мероприятия определен в размере более 52,3 млрд руб [3].
Основными стратегическими целями развития черной металлургии на перспективу до 2030 г., обусловленными как внутренними, так и внешними вызовами, являются:
- увеличение доли продукции, поставляемой на внутренний рынок;
- увеличение поставок на экспорт продукции с высокой добавленной стоимостью;
- рост импортозамещения;
- повышение требований к служебным характеристикам продукции, совершенствование ее сортамента и конкурентоспособности;
- ресурсо- и энергосбережение, снижение негативного воздействия на окружающую среду;
- оптимизация избыточных производственных мощностей;
- строительство мини-заводов, передельных и сервисных центров;
- внедрение новой техники и передовых технологий.
Развитие черной металлургии в перспективе будет определяться ростом экономики страны и соответствующим ростом внутреннего потребления черных металлов.
Главной целью развития черной металлургии России на период до 2030 г. является удовлетворение спроса внутреннего и мирового рынков на металлопродукцию в необходимой номенклатуре, качестве и объемах с использованием наилучших доступных технологий при условии стабильного сырьевого обеспечения и эффективной реализации мер государственной промышленной политики в сфере черной металлургии.
В основу прогноза развития черной металлургии на период до 2030 г. положен прогноз Социально-экономического развития Российской Федерации (от 24 ноября 2016 г., разработанный Минэкономразвития России на период до 2019 г.) и долгосрочный прогноз Социально-экономического развития Российской Федерации до 2030 г., также разработанный Минэкономразвития (опубликован в марте 2013 г. и обновлен в ноябре 2013 г.), а также нормативно-правовые акты, касающиеся прогнозов развития других отраслей [9, 17 - 35].
Стратегия предусматривает три варианта развития отрасли: вариант 1 - консервативный (инерционный), вариант 2 - умеренно-оптимистичный (энерго-сырьевой) и вариант 3 - форсированный (инновационный).
В соответствии с этими сценариями прогнозируются следующие объемы производства чугуна, стали и готового проката, показанные в таблице 1.19.
Таблица 1.19
проката
Вид продукции | Прогнозируемые объемы производства, млн т | |
2020 г. | 2030 г. | |
Чугун | ||
Вариант 1 | 53,0 | 54,8 |
Вариант 2 | 53,4 | 57,0 |
Вариант 3 | 55,6 | 58,3 |
Сталь | ||
Вариант 1 | 71,0 | 82,2 |
Вариант 2 | 71,5 | 86,0 |
Вариант 3 | 74,5 | 89,0 |
Готовый прокат | ||
Вариант 1 | 61,9 | 71,9 |
Вариант 2 | 62,4 | 75,0 |
Вариант 3 | 64,8 | 77,7 |
Наиболее вероятен сценарий умеренно-оптимистичного развития. Он опирается на использование конкурентных преимуществ России в энергетическом секторе, устойчивое наращивание экспорта сырья и повышения глубины его переработки, модернизацию транспортной инфраструктуры страны. Реализация данного сценария позволяет сформировать новые источники роста, основанные на ускоренном развитии энерго-сырьевых отраслей (ТЭК), металлургического и химического комплексов, а также транспорта. Соответствующий импульс технологического развития получат обрабатывающие отрасли, связанные с обеспечением развития энергетики, сырьевого сектора, транспорта.
При определении спроса на металлопродукцию в перспективе учитывались прогнозные показатели ВВП, промышленного производства и инвестиций в основной капитал, представленные в таблице 1.20.
Таблица 1.20
Российской Федерации на период до 2030 г. [36]
Темпы прироста к предыдущему году, % | Среднегодовые темпы прироста, % | |||||
2017 г. | 2018 г. | 2019 г. | 2020 г. | 2021 - 2025 гг. | 2026 - 2030 гг. | |
Валовой внутренний продукт | 2,0 | 1,5 | 2,2 | 2,5 | 3,6 | 3,1 |
Промышленность | 1,5 | 1,7 | 2,1 | 2,7 | 2,8 | 2,5 |
Инвестиции в основной капитал | 0,3 | 2,5 | 3,9 | 4,2 | 6,3 | 4,2 |
Достаточно мощный инновационный потенциал, созданный в металлургическом комплексе, особенно благодаря высокому объему вложенных после 2003 г. инвестиций, является надежной базой для значительного наращивания производства.
В перспективе душевое потребление металлопродукции из черных металлов составит 256 кг/чел. - в 2020 г. и 403 кг/чел. - в 2030 г. по сравнению с 249 кг/чел. - в 2015 г. По этому показателю Россия приближается к основным промышленно-развитым странам. По данным WSA, в 2014 г. душевое потребление металлопродукции составляло 411,0 кг/чел. - в Японии, 364,2 кг/чел. - в Германии, 387,3 кг/чел. - в США, 271,0 кг/чел. - в Европейском Союзе (27 стран), в Китае - 478,8 кг/чел.
В результате увеличения спроса на металлопродукцию со стороны практически всех отраслей-потребителей прогнозируется прогрессивный сдвиг в направлении увеличения доли поставок продукции на внутренний рынок.
Основным результатом реализации стратегических планов должен стать рост конкурентоспособности продукции в требуемых экономике России номенклатуре, качестве и объемах ее поставок на внутренний рынок (с учетом развития металлопотребляющих отраслей), а также на внешний рынок на базе инновационного обновления отрасли.
Основными факторами, определяющими рост спроса внутреннего рынка в периоды 2018 - 2030 гг. будут являться:
- реализация проектов утвержденных отраслевых стратегий развития промышленности;
- строительство новых предприятий и развитие инфраструктуры регионов Дальневосточного и Сибирского федеральных округов и Арктической зоны;
- развитие инфраструктурных проектов, связанных с развитием оборонно-промышленного комплекса (строительство аэродромов и космодромов, морских баз и т.д.);
- строительство новых объектов топливно-энергетического комплекса;
- техническое обновление отраслей машиностроительного комплекса;
- реконструкция жилищного фонда и развитие жилищного строительства;
- реализация региональных проектов по развитию промышленности, транспорта и строительства.
Исходя из этих предпосылок, прирост производства стали и проката в 2030 г. по умеренно-оптимистичному сценарию против уровня 2016 г. - составит соответственно 16,4 млн т и 14,7 млн т.
Россия в перспективе останется крупным экспортером металлопродукции и будет по-прежнему занимать одно из ведущих мест в мире. Абсолютные объемы экспорта металлопродукции могут сократиться с 31,2 млн т в 2016 г. до 26,0 - 27,0 млн т в 2020 г. и 17,0 - 18,0 млн т в 2030 г. за счет уменьшения объемов экспорта заготовок и полуфабрикатов.
Таким образом, доля экспортных поставок от объема производства готового проката может составить: в 2020 г. - 42,5%; в 2030 г. - 23,0% - 24,0%.
Импортные поставки металлопродукции будут обусловлены, в основном, экономической целесообразностью обеспечения готовым прокатом районов, географически удаленных от российских предприятий-производителей и развитием взаимной торговли со странами Таможенного союза и могут составить к 2030 г. около 4,5 млн т по сравнению с 4,8 млн т - в 2015 г., а доля импортных поставок в видимом потреблении готового проката будет сокращаться и составит 4,0% - в 2020 г. и 4,5% - в 2030 г.
В структуре производства готового проката будет расти доля листового и сортового проката и сокращаться доля заготовки для переката на экспорт.
Вероятность снижения потребления металлопродукции из черных металлов в перспективе в связи с расширением применения заменителей (полимеры, алюминий и его сплавы, композиты и т.п.) - невелика. Масштабы применения композиционных и др. альтернативных материалов в прогнозируемом периоде не смогут существенно повлиять на потребление металлопродукции.
В настоящее время в России сегменты рынка конструкционных композиционных материалов и изделий из них, за исключением авиации, космонавтики и атомной промышленности (применение композитов, в которых на сегодняшний день существенно ограничено), практически не освоены [36].
Основным ожидаемым результатом реализации мероприятий по развитию производства композиционных материалов и указанной подпрограммы является рост объема их производства. Потребление этих материалов на душу населения к 2020 г. составит около 1,5 кг, т.е. суммарный объем потребления не превысит 220 тыс. т [37].
В перспективе основным потребителем готового проката остается производство листового проката с защитными покрытиями, гнутых профилей, труб стальных и других видов продукции дальнейших металлургических переделов. К 2030 г. объем потребления готового проката, идущего на дальнейший передел, может увеличиться в 1,4 раза по сравнению с 2015 г., прежде всего - за счет опережающего роста потребности в листовом прокате с защитными покрытиями и, следовательно, холоднокатаного листового проката и листового проката в целом.
В результате ускорения темпов внедрения инноваций прогнозируется улучшение производственной структуры черной металлургии, в первую очередь - за счет повышения доли конкурентоспособных мощностей (на всех переделах), а также за счет увеличения доли мощностей для выпуска продукции более глубокой степени переработки, доли импортозамещающих и новых производств. Все это позволит улучшить структуру товарной продукции металлургии и повысить ее конкурентоспособность.
В сталеплавильном производстве предусматривается опережающее развитие производства стали в электропечах, доля ее составит в 2020 г. - 33,5%, в 2030 г. - 40,1%; против 31,5% - в 2016 г.; в конвертерах: в 2020 г. - 66,3%, в 2030 г. - 59,9%, против 66,5% - в 2016 г.; на МНЛЗ: в 2020 г. - 95,0%, в 2030 г. - 98%. Структура выплавки стали по видам производства представлена на рисунке 1.22.
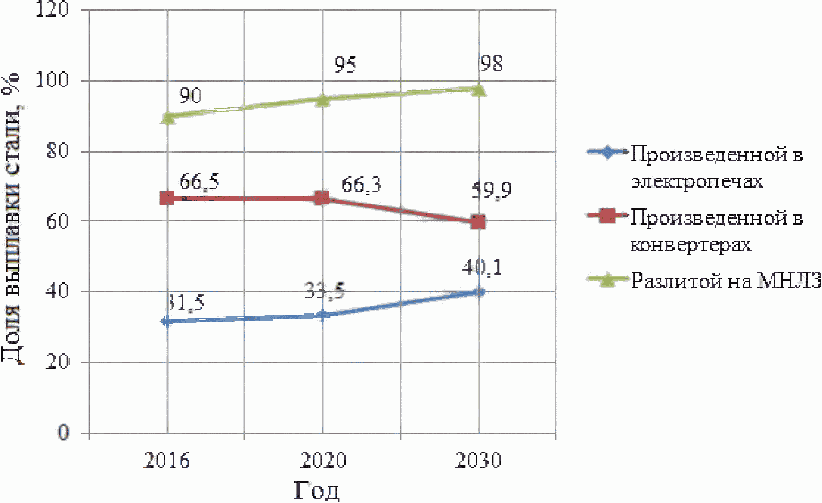
производства и доля стали, разлитой на МНЛЗ [6]
Мартеновское производство на предприятиях черной металлургии практически ликвидируется. Ожидаемое изменение структуры производства стали соответствует мировым тенденциям.
Доля листового металла в общем производстве листового и сортового проката (без учета заготовки для переката на экспорт) составила 59,8% - в 2016 г. и составит 54,8% - в 2020 г., 54,6% - в 2030 г. Эти показатели отличаются от зарубежных, что связано со структурой экономики России и металлопотребления.
В прогнозируемый период будет освоено производство высококачественного проката для оборонно-промышленного комплекса (ОПК), судостроения, атомного машиностроения; ожидается расширение производства высококачественного автомобильного листа.
Главным объектом в инвестиционной программе отрасли в период 2021 - 2030 гг. будет создание нового металлургического комплекса на Дальнем Востоке мощностью 2,5 млн т. стали [38].
Для обеспечения развития отрасли и удовлетворения растущего спроса в металлопродукции по умеренно-оптимистичному варианту необходим ввод новых мощностей по производству:
- 6 млн т электростали на мини-заводах;
- 5,5 - 6 млн т горячекатаного листового проката;
- 6,5 млн т холоднокатаного листа;
- 3,5 млн т листа с защитными покрытиями;
- 4,4 млн стальных труб;
- 15 тыс. т прецизионных сплавов;
- 8 тыс. т аморфных электротехнических сталей.
Наряду с этим предусматривается большой комплекс работ по модернизации и совершенствованию действующего производства на предприятиях, представленный в таблице 1.21.
Таблица 1.21
и совершенствованию действующего производства
на предприятиях
Наименование предприятия | Планируемый комплекс работ по модернизации и совершенствованию действующего производства |
ПАО "ММК" | Строительство новой доменной печи с целью замены изношенного оборудования |
ПАО "НЛМК" | Внедрение технологии вдувания пылеугольного топлива в доменном производстве на ДП N 6 и N 7 с целью снижения потребления кокса и природного газа при производстве чугуна |
ПАО "НЛМК" | Строительство отделения по производству металлизированных брикетов производительностью 700 тыс. т в год с целью вовлечения в рециклинг доменных шламов с заменой части традиционной железорудной шихты окатышей и концентрата |
ПАО "Северсталь" | Реконструкция доменной печи N 5 с целью увеличения производства чугуна |
ООО "ЕвразХолдинг" | Строительство доменной печи N 7 АО "ЕВРАЗ НТМК" с целью увеличения объема производства металлопродукции и ванадиевого шлака |
ООО "ЕвразХолдинг" | Техническое перевооружение РБЦ АО "ЕВРАЗ НТМК" с целью строительства шаропрокатного стана и организацией участка по производству шаров |
ПАО "ЧМК" | Реконструкция ККЦ с целью замены физически изношенного оборудования - конверторов |
ПАО "ЧМК" | Модернизация листопрокатного производства прокатного цеха N 4 с целью повышение качества листа |
ООО "Тулачермет-Сталь" | Строительство литейно-прокатного комплекса в г. Тула на площадке ПАО "Тулачермет" для производства высококачественного сортового проката с целью переработки чугуна ПАО "Тулачермет" в продукцию с более высокой добавленной стоимостью - высококачественный сортовой прокат |
Оценивая особенности позиционирования российской черной металлургии на мировом рынке следует отметить, что при благоприятном развитии экономики России в условиях расширяющейся глобализации, поступательного развития мирохозяйственных связей, стабилизации мировой финансовой системы, черная металлургия России в период до 2030 г.:
- укрепит свое присутствие на мировых рынках металлопродукции; по производству и экспорту основных видов металлопродукции Россия будет занимать 4 - 5 место в мире; увеличатся объемы поставок на мировой рынок российской высокотехнологичной металлопродукции;
- увеличит число крупных бизнес-структур (в том числе транснациональных с участием иностранных партнеров), являющихся ведущими "игроками" в соответствующих секторах мирового рынка, что согласуется с основной тенденцией его развития;
- будет соответствовать техническому уровню производства стран и компаний, являющихся лидерами в мировой черной металлургии;
- сможет эффективно использовать преимущества вступления страны в ВТО;
- повысит уровни социальной ответственности бизнеса и социальной защищенности трудящихся отрасли, что приблизит российскую металлургию по этим показателям к ведущим зарубежным бизнес-структурам.
Раздел 2. Основные технологические процессы, применяемые для производства чугуна, стали и ферросплавов
Агломерация - это один из методов окускования - превращения мелких руд и концентратов в кусковый материал - агломерат, применение которого улучшает ход металлургических процессов при производстве различных металлов из руд. В шихте доменных печей доля агломерата составляет около 60%.
Агломерат производят методом спекания железорудной шихты на ленточных машинах непрерывного действия - агломашинах. На предприятиях черной металлургии России работает 45 агломерационных машин, которые производят около 40 млн т агломерата в год. В России эксплуатируется несколько типов агломерационных машин (см. таблицу 2.1).
Таблица 2.1
Техническая характеристика отечественных агломашин [39]
Характеристики | КЗ-50 | АКМ-75 | АКМЗ-85/160 | МАК-240/138 | АКМ-312 |
Общая рабочая площадь, м2 | 50 | 75 | 160 | 240 | 312 |
Площадь спекания, м2 | 50 | 75 | 85 | 138 | 312 |
Площадь охлаждения, м2 | - | - | 75 | 102 | - |
Количество вакуум-камер, шт. | 13 | 15 | 17/15 | 26 | |
Ширина паллет, м | 2,0 | 2,5 | 2,5 | 2,5 | 4,0 |
Длина рабочей части, м | 25 | 30 | 64 | 78 | |
Число паллет, шт. | 70 | 86 | 151 | 130 | |
Мощность привода, кВт | 11 | 13 | 32 | 85 | |
Число эксгаустеров, шт. | 1 | 1 | 1 | 2 | 2 |
Производительность эксгаустеров, м3/мин | 3500 | 6500/7500 <*> | 6500 | 9000 | |
В зависимости от требований доменной плавки производят различные виды агломерата: неофлюсованный с естественной основностью, офлюсованный с основностью 1,0 - 1,2 по CaO/SiO2, высокоофлюсованный с основностью 1,4 - 1,8, железофлюс с основностью 3,0 - 5,0, промывочный агломерат с основностью 0,4 - 0,7, марганцевый агломерат.
Агломерация железных руд методом просасывания заключается в спекании агломерационной шихты, состоящей из мелкой руды, концентрата, железосодержащих добавок, дробленого известняка и измельченного твердого топлива, которые предварительно смешивают, увлажняют и окомковывают до образования гранулированной зернистой структуры. Полученную гранулированную (окомкованную) шихту загружают на колосниковую решетку спекательных тележек-паллет агломерационной машины ленточного типа. Под паллетами создают разрежение 700 - 1100 мм вод. ст. для просасывания через окомкованную газопроницаемую шихту наружного воздуха. Сразу после загрузки шихты паллеты поступают под зажигательный газовый горн, где поверхность шихты нагревается до температуры 1100 °C - 1200 °C, при которой твердое топливо воспламеняется и начинает гореть в атмосфере просасываемого воздуха. По мере выгорания твердого топлива зона горения продвигается от поверхности шихты вниз до колосниковой решетки. В зависимости от расхода твердого топлива и состава компонентов аглошихты температура в зоне горения топлива достигает 1250 °C - 1450 °C. По высоте слоя спекаемой шихты образуются характерные зоны - готового агломерата, горения, подготовки, сушки и переувлажнения (см. рисунок 2.1).
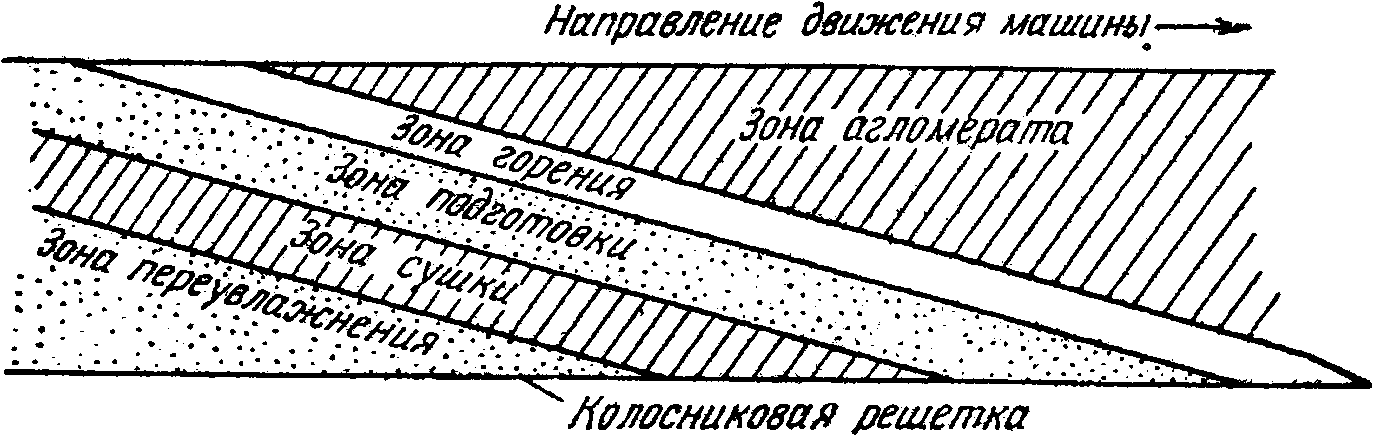
Рисунок 2.1 - Зоны в слое спекаемой шихты на аглоленте [40]
В ходе процесса образовавшиеся зоны перемещаются вниз к колосникам паллеты. Спекание заканчивается при достижении готового агломерата колосников паллеты.
При спекании агломерационной шихты сначала происходит термическое разложение гидратных соединений оксидов, карбонатных соединений рудной части и флюсов, затем происходит оплавление частиц шихты в зоне горения топлива. В высокотемпературной зоне происходит окисление сернистых соединений шихтовых материалов с их удалением в газовую фазу в виде SOx (SO2% - 80% и SO3% - 20%). С отходящими газами также удаляются образующиеся в процессе горения твердого топлива оксиды углерода и азота в виде CO, CO2 и NOx (NO, NO2). Формирование готового агломерата происходит при охлаждении и кристаллизации образовавшегося из легкоплавких соединений расплава в пористую массу - агломерат [41, 42].
Основным сырьем для получения агломерата являются железные руды различных месторождений в виде агломерационной руды фракции менее 10 мм и железорудного концентрата фракции менее 0,1 мм (таблица 2.2).
Таблица 2.2
Наименование | Содержание, % | ||||||||
Fe | Mn | S | SiO2 | CaO | MgO | Al2O3 | TiO2 | ППП | |
Лебединская аглоруда | 55,74 | 0,10 | 0,042 | 11,08 | 1,60 | 1,40 | 2,91 | - | 4,59 |
Яковлевская аглоруда | 60,50 | 0,10 | 5,10 | 3,40 | 0,60 | 2,40 | - | 3,40 | |
Бакальский сидерит | 34,20 | 1,16 | 0,16 | 6,88 | 2,96 | 8,92 | 2,52 | 11,35 | |
Михайловский концентрат | 63,83 | 0,014 | 0,005 | 10,16 | 0,20 | 0,21 | 0,08 | 0,006 | 0,65 |
Качканарский концентрат | 62,71 | 0,12 | 0,006 | 3,35 | 1,17 | 2,31 | 2,82 | 2,67 | - |
Ковдорский концентрат | 63,52 | 0,51 | 0,32 | 1,0 | 0,75 | 6,12 | 2,33 | 0,92 | |
Кроме рудного сырья, в агломерационную шихту добавляют оборотный возврат агломерата фракции менее 5 мм, различные добавки - окалину прокатных цехов, колошниковую пыль доменных печей, уловленную в циклонах или электрофильтрах сухую пыль, обезвоженные и высушенные шламы мокрой газоочистки и пр. Приход вредных веществ в аглошихту, например P2O5, ZnO и R2O, контролируют (где R - щелочные металлы - Na, K).
При производстве офлюсованного агломерата необходимым компонентом являются флюсы - известняк и доломит для обеспечения необходимого химического состава шлака в доменной печи. Основным видом твердого топлива при спекании агломерационной шихты служит коксовая мелочь. Возможно применение заменителей - антрацита и тощих углей с небольшим количеством летучих веществ. Примерный химический состав компонентов агломерационной шихты и расходные коэффициенты приведены в таблице 2.3.
Таблица 2.3
Материал | Расход, кг/100 кг | Feобщ. | SiO2 | CaO | MgO | S | C |
Аглоруда | 29,0 | 55,5 | 13,5 | 1,5 | 0,7 | 0,07 | |
Концентрат | 69,0 | 65,2 | 8,5 | 0,16 | 0,15 | 0,05 | - |
Железосодержащие добавки | 8,0 | 40,0 | 16,5 | 15,3 | 0,97 | 0,21 | |
Известняк | 20,0 | 0,4 | 1,4 | 53,0 | 0,8 | 0,02 | |
Коксовая мелочь, кг/т | 6,2 | 3,3 | 8,4 | 1,3 | 0,3 | 0,6 | 78,8 |
Общая принципиальная схема производства агломерата с основным технологическим оборудованием представлена на рисунке 2.2 [1].
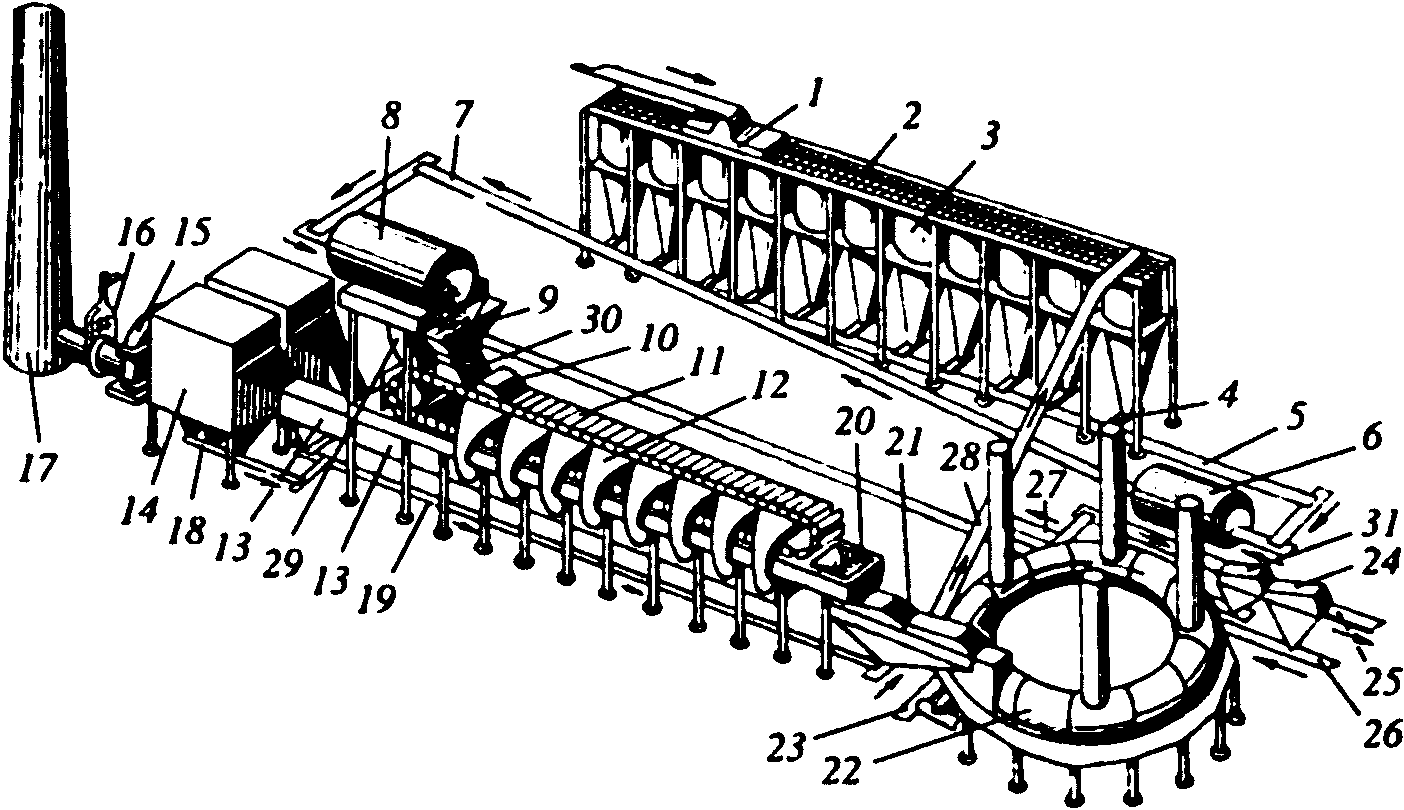
1 - реверсивный ленточный конвейер; 3 - бункеры компонентов
шихты; 6 - смесительный барабан; 8 - барабан-окомкователь;
9 - бункер окомкованной шихты; 10 - зажигательный горн;
11 - агломерационная лента; 12 - вакуум-камеры;
13 - коллектор отходящих газов; 14 - пылеуловитель;
15 - эксгаустер; 20 - дробилка пирога агломерата;
21 - грохот; 22 - кольцевой охладитель
агломерата [39]
Технологическая схема процесса агломерации с указанием материальных потоков и эмиссий представлена на рисунке 2.3.

процесса с указанием материальных потоков
и мест выделения эмиссий
Мелкие руды, тонкоизмельченные концентраты, железосодержащие отходы производства поступают на накопительный или усреднительный склад агломерационного производства. В зимнее время смерзшиеся материалы предварительно размораживают в специальном гараже размораживания. Кусковые флюсы, известняк и доломит, измельчают, как правило, в молотковых или роторных дробилках, иногда в стержневых мельницах до крупности 0 - 3 мм. Твердое топливо дробят в четырехвалковых дробилках также до крупности 0 - 3 мм. Все шихтовые компоненты поступают в бункеры шихтового отделения, где их в нужном соотношении весодозаторами дозируют на сборный ленточный конвейер.
Далее шихта направляется в смеситель барабанного типа для первичного смешивания, куда также дозируют горячий возврат для подогрева шихты, если работают по схеме с его выделением. Для устранения зоны переувлажнения при спекании шихту в барабане-окомкователе нагревают острым паром или сжиганием газа до температуры 55 °C - 65 °C. После окомкования (грануляции) шихты во вторичных смесительных барабанах-окомкователях ее укладывают на спекательные тележки-паллеты слоем высотой от 200 до 650 мм в зависимости от качества окомкования, конструкции машины и состояния оборудования - газоотводящего тракта и эксгаустера. Полученный пирог спеченного агломерата дробят, охлаждают, отсевают от него фракцию менее 5 мм. Для постели выделяют фракцию 8 - 15 мм. При работе с горячим возвратом фракцию с частицами неспекшейся шихты и кусочками агломерата менее 5 мм выделяют на грохотах после валковой дробилки горячего агломерата перед охладителем. Годный агломерат крупностью более 5 мм отправляют в доменный цех.
Основными требованиями к качеству агломерата являются:
- прочность на удар и истирание;
- минимальное количество фракции менее 5 мм;
- стабильность гранулометрического состава;
- стабильность химического состава, в том числе по содержанию FeO.
Содержание железа и основность агломерата по CaO/SiO2 или по (CaO + MgO)/SiO2 на предприятиях регламентируют в зависимости от химического состава, поступающего сырья на агломерационное производство, а также от состава всех компонентов доменной шихты. Основность агломерата устанавливают такой, чтобы основность конечного доменного шлака обеспечивала удовлетворительную его жидкотекучесть при выпуске продуктов плавки из печи, а также требуемое содержание серы в чугуне. В таблице 2.4 приведены технологические показатели работы некоторых аглофабрик и качество производимого агломерата.
Таблица 2.4
и качество агломерата
Показатели | Уральская Сталь | Тулачермет | ЧМК |
Удельная производительность, т(ч*м2) | 1,095 | 1,52 | 1,253 |
Разрежение в сборном коллекторе, кПа | 5,56 | 10,24 | 740 |
Высота слоя шихты, мм | 266 | 391 | 560 |
Температура шихты, °C | 51 | 69 | |
Скорость движения аглоленты, м/мин | 1.95 | 1,65 | |
Вертикальная скорость спекания, мм/мин | 23,3 | ||
Расход извести, кг/т | 28,3 | 31 | |
Содержание углерода в шихте, % | 4,08 | ||
Расход газообразного топлива, м3/т | |||
в т.ч.: - природного | 5,14 | 31 | |
- доменного | 24,14 | ||
Расход электроэнергии, кВт*ч/т | 27,97 | 45,4 | |
Расход воды, м3/т | 1,36 | ||
Расход диспергатора, кг/т | 1,18 | ||
Качество агломерата: | |||
Содержание железа, % | 52,07 | 55,14 | |
Основность, CaO/SiO2 | 1,65 | 1,59 | |
Прочность, %: - на удар | 68,26 | 71,0 | 76 |
- на истирание | 5,19 | 7,79 | |
Содержание в агломерате фр. 0 - 5 мм, % | 16,2 | 19,74 | 16,7 |
Равномерность по железу, % +/- 1,0% | 94,24 | 90,44 | 100 |
Равномерность по основности, % +/- 0,1 | 90,89 | 82,14 | 97,2 |
В агломерационном производстве создают технологические производственные запасы железорудного сырья, флюсов и твердого топлива, которые должны обеспечить бесперебойную работу в течение как минимум 5 сут. Минимальный запас компонентов сырья на складе зависит от удаленности поставщиков, объемов и ритмичности поставок. На современных агломерационных производствах каждый вид поступающего сырья складируют в отдельный штабель. В случае поставок железорудного сырья свыше 500 тыс. т в месяц с разных месторождений для повышения степени усреднения железорудной смеси, поступающей на агломерацию, практикуется формирование предварительного усреднительного штабеля железорудного сырья объемом от 100 тыс. т. Затем формируют общий штабель из всех железорудных компонентов агломерационной шихты.
Флюсы и твердое топливо, как правило, вводят в шихтовом отделении аглофабрики при дозировании компонентов на сборный ленточный конвейер. От качества усреднения шихты на усреднительном складе и точности дозирования отдельных компонентов в шихтовом отделении зависит стабильность качества агломерата по химическому составу, прочности и восстановимости. Стабильность показателей качества агломерата существенно влияет на ровность хода доменных печей, удельный расход кокса и производительность. Содержание железа в отдельных партиях не должно отличаться от среднего на +/- 0,5 абс. % - +/- 0,7 абс. %, а основность +/- 0,05 абс. ед - +/- 0,08 абс. ед. Для стабилизации восстановимости агломерата нормируют содержание FeO в агломерате и допустимые отклонения.
На металлургических предприятиях существуют различные схемы и технологии приема и складирования компонентов шихты. Поступающее сырье выгружают из вагонов роторными или передвижными вагоноопрокидывателями. При поступлении в зимнее время смерзшихся грузов вагоны перед выгрузкой предварительно нагревают в специальных гаражах размораживания. Открытые штабели формируют рудно-грейферными перегружателями или саморазгружающейся тележкой-конвейером по всей длине штабеля. Для усреднения поступающих партий сырья его забор производят грейферным краном или экскаватором с одного торца вразрез штабеля (см. рисунки 2.4 и 2.5).
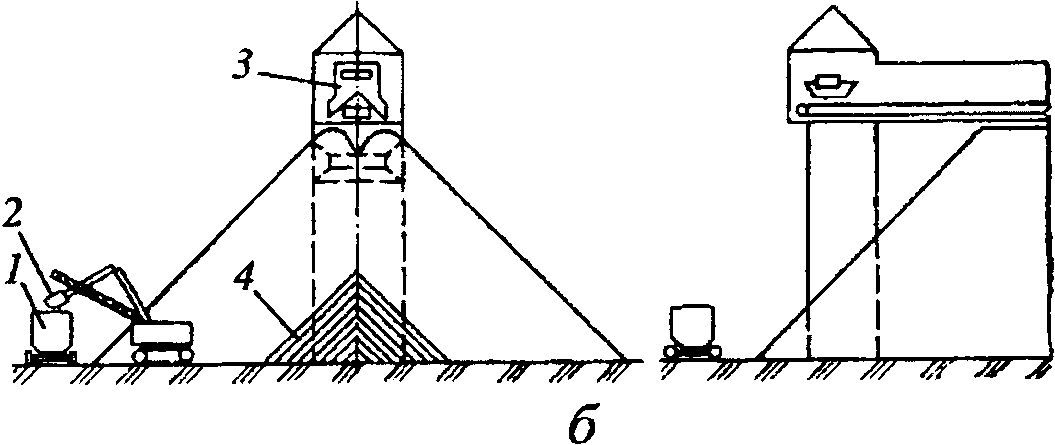
1 - вагон; 2 - экскаватор; 3 - разгрузочный конвейер;
4 - забор сырья вразрез штабеля
Рисунок 2.4 - Открытый усреднительный склад [40]

На современных агломерационных производствах для формирования штабелей на усреднительных складах применяют одно- или двухконсольные штабелеукладчики, заборно-усреднительные машины, обеспечивающие высокое качество усреднения сырья (см. рисунки 2.6 и 2.7).

1 - штабель; 3 - штабелеукладчик; 6 - разрыхлитель-реклеймер

Усреднительная установка при движении с торца штабеля зубьями разрыхлителя (реклеймера) срезает слой материала, который ссыпается вниз и подбирается ковшами роторов. Затем материал через бункера погружается на ленточный конвейер для транспортировки в шихтовое отделение аглофабрики. Процессы укладки сырья в штабели и отгрузки управляются с помощью АСУ, все механизмы работают в автоматизированном режиме.
Использование закрытых складов сырья предпочтительно по условиям охраны окружающей среды от тонкодисперсной пыли (см. рисунок 2.8).
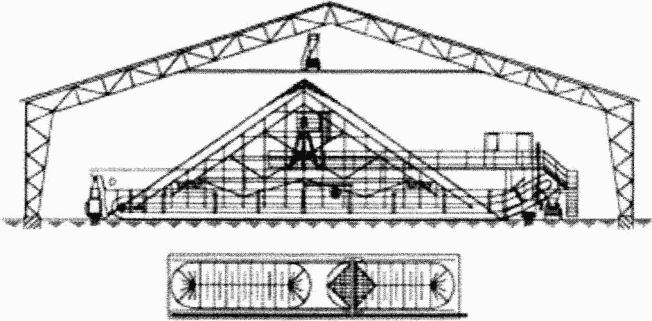
Качество агломерата в значительной степени определяется качеством подготовки компонентов агломерационной шихты к спеканию. Для повышения качества агломерата в агломерационных рудах и возврате необходимо ограничить содержание фракции более 5 мм, так как частицы более 5 мм за время прохождения зоны высоких температур высотой 20 - 30 мм не успевают усвоиться расплавом. На практике в поступающих агломерационных рудах регламентируют содержание фракций более 10 мм.
При производстве офлюсованного агломерата в качестве флюса используют известняк и доломит. Подготовка флюсов заключается в измельчении известняка до крупности менее 3 мм. Такой размер частиц флюса позволяет им в процессе спекания полностью декарбонизироваться и усвоиться расплавом. По техническим условиям большинства агломерационных производств содержание фракции 0 - 3 мм должно составлять не менее 95%. Измельчение известняка производят в основном молотковыми дробилками. Иногда применяют дробилки роторного типа или стержневые мельницы. Для отсева из дробленого известняка фракции более 3 мм используют вибрационные грохоты. Крупную фракцию направляют на повторное измельчение.
Для интенсификации агломерационного процесса и улучшения качества агломерата на некоторых аглофабриках используют известь. Предпочтительно известь вводить в железорудный концентрат при его поступлении на приемно-усреднительный склад. Перед укладкой в штабель концентрат с известью перемешивают в барабанном смесителе. Это препятствует смерзанию влажного концентрата зимой и обеспечивает лучшее окомкование аглошихты.
При наличии в шихтовом отделении печи кипящего слоя или конвейерной машины небольшой площади для обжига извести возможна подача свежеобожженной извести поверх агломерационной шихты на сборном ленточном конвейере. Далее агломерационная шихта со свежеобожженной известью поступает в первичный смесительный барабан, затем в барабан-окомкователь. Свежеобожженная известь, поданная в аглошихту, значительно улучшает окомкование и газопроницаемость шихты, что позволяет повысить высоту спекаемого слоя, улучшить качество агломерата и повысить производительность агломашины.
Твердое топливо, используемое для спекания агломерационной шихты, должно иметь содержание фракции 0 - 3 мм не менее 95%. Более крупные частицы твердого топлива дольше горят в спекаемом слое, что увеличивает высоту высокотемпературной зоны с соответствующим уменьшением максимальной температуры в зоне горения. Это приводит к снижению качества агломерата по показателям прочности и содержанию мелочи, а также повышенному расходу топлива. Повышенное количество фракции менее 0,1 мм в твердом топливе также нежелательно. В качестве твердого топлива используют коксовую мелочь. Ее получают дроблением отсева мелкой фракции от крупного кокса в доменном и коксохимическом цехах. В большинстве случаев кокс дробят в четырехвалковых дробилках. При недостатке коксовой мелочи дополнительно используют антрацит или тощие угли с низким содержанием летучих веществ.
Все подготовленные компоненты агломерационной шихты - аглоруда, железорудные концентраты, окалина, колошниковая пыль, железосодержащие добавки, флюсы, твердое топливо загружают в бункеры шихтового отделения аглофабрики. В шихтовом отделении имеются две технологические линии с одинаковыми бункерами и всеми компонентами агломерационной шихты. Бункеры оборудованы ленточными весовыми дозаторами, с помощью которых компоненты шихты дозируют в нужном соотношении на сборный ленточный конвейер. Управление дозированием компонентов агломерационной шихты и работой всех ленточных конвейеров производят из централизованного диспетчерского пункта, оборудованного необходимыми информационными системами о работе всего основного оборудования аглофабрики.
Смешивание и окомкование (гранулирование) компонентов аглошихты производят во вращающихся барабанах, как правило, в две стадии (см. рисунки 2.2 и 2.3). На первой стадии весь поток сдозированной аглошихты поступает в первичный барабан-смеситель, где смешивается с подаваемым в него горячим возвратом (если работают с его выделением), и частично увлажняется. После этого аглошихта поступает в спекательное отделение в приемный бункер агломашины. Из приемного бункера агломашины смешанную с возвратом шихту подают во вторичный барабан-окомкователь для ее озернения в виде небольших гранул полидисперсного состава. Смесительные барабаны установлены на специальных металлических или резиновых катках под углом к горизонту 1,2 - 2,2 град, с частотой вращения 5 - 9,5 об./мин, что обеспечивает перемешивание и перемещение шихты от загрузочного конца к разгрузочному.
После этого аглошихта поступает в спекательное отделение в приемный бункер агломашины. Из приемного бункера агломашины смешанную с возвратом шихту подают во вторичный барабан-окомкователь для ее озернения в виде небольших гранул полидисперсного состава.
В барабане-окомкователе на пересыпающуюся шихту подают воду для образования гранулированной структуры шихты. Вода обеспечивает сцепление тонкодисперсных минеральных частиц с образованием при перекатывании шихты гранулированной структуры полидисперсного состава. Капиллярные силы удерживают образовавшиеся комочки шихты от разрушения. Оптимальная влажность окомкованной шихты зависит от удельной поверхности шихтовых материалов и свойств поверхности частиц компонентов шихты. Для различного состава шихт оптимальная влажность может изменяться от 5,5% до 9,5%. Чем лучше окомкована шихта, тем выше газопроницаемость слоя шихты после ее укладки на паллеты агломашины, тем лучше идет спекание агломерата методом просасывания. На газопроницаемость слоя шихты при спекании агломерата оказывает влияние температура шихты, так как при температуре шихты 50 °C - 65 °C при просасывании газов в процессе спекания уменьшается явление конденсации влаги в нижележащих слоях, что устраняет разрушение гранул при их переувлажнении. Подогрев шихты осуществляется различными приемами:
- вводом горячего возврата на стадии первичного смешивания;
- подачей пара в барабан-окомкователь;
- факелом при сжигании газа.
Таким образом, на первой стадии смешивания получают более однородный химический состав шихты в отдельных разовых пробах шихты, а на второй - получают окомкованную (гранулированную) газопроницаемую шихту для спекания на аглоленте.
Из барабана-окомкователя шихта поступает в загрузочное устройство, состоящее из загрузочной воронки, барабанного питателя с шибером и загрузочного лотка. Для равномерного распределения шихты применяют челноковый распределитель (см. рисунок 2.9).
лотком
Шихту укладывают на колосниковую решетку паллет конвейерной ленточной агломерационной машины. На колосниковую решетку сначала укладывают защитную постель фракции 8 - 15 мм толщиной слоя 30 - 50 мм. Это предотвращает припекание пирога готового агломерата к колосникам, уменьшает разгар колосников с увеличением живого сечения колосниковой решетки, а также уменьшает проваливание и вынос мелких частиц шихты.
Постель выделяют из готового агломерата. На аглофабриках, где нет выделения постели, защитный слой создают из наиболее крупных комочков шихты за счет естественной сегрегации при поступлении шихты из барабанного питателя на наклонный загрузочный лоток. Загрузочный лоток регулирует высоту слоя по ширине аглоленты. Высота слоя спекаемой шихты может быть от 200 до 650 мм.
На рисунке 2.10 представлена схема агломерационной машины.

1 - паллеты; 2 - укладчик постели; 3 - челноковый питатель
шихты; 4 - зажигательный горн; 5 - постель; 6 - зона сырой
шихты; 7 - зона сушки и подогрева шихты; 8 - зона горения
твердого топлива; 9 - зона готового агломерата;
10 - разгрузочный конец машины; 11 - вакуум-камеры;
12 - ведущая звездочка привода ленты; 13 - сборный коллектор
отходящих газов
и хода процесса спекания
Спекание шихты в агломерат на конвейерной ленточной агломерационной машине состоит из трех этапов:
- зажигание под зажигательным горном верхнего слоя уложенной шихты;
- спекание аглошихты в пористый пирог в зоне горения твердого топлива;
- охлаждение готового агломерата просасываемым воздухом по мере перемещения зоны горения топлива к колосникам паллет.
На рисунке 2.11 показан выход аглоленты со спеченным агломератом из-под зажигательного горна.

из-под зажигательного горна
Скорость движения паллет агломашины поддерживают такой, чтобы окончание спекания нижних слоев шихты заканчивалось на последней вакуум-камере. Готовый спеченный пирог агломерата снимают специальным ножом при переходе паллет на нисходящую ветвь аглоленты.
Сошедший с паллет большой пирог агломерата разрушают одновалковой или щековой дробилкой на куски размером менее 80 - 100 мм. От общей массы готового агломерата на вибрационном грохоте отсевают возврат крупностью менее 5 мм, который горячим сразу идет в аглошихту для ее подогрева или на предварительное охлаждение перед подачей в шихту. Технология агломерации с охлаждением возврата обеспечивает меньшую запыленность и лучшие условия труда. Горячий агломерат поступает на охлаждение в специальные охладители:
- чашевые с просасыванием воздуха (см. рисунки 2.12 и 2.13);
- линейные охладители агломерата с продувом воздуха (см. рисунок 2.14);
- кольцевые охладители с продувом воздуха (см. рисунок 2.15).
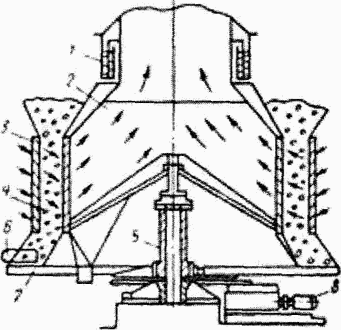
1 - гидрозатвор; 2 - надконусное пространство;
3 - жалюзийная решетка; 4 - бункер агломерата;
5 - центральная колонка; 6 - сбрасывающий нож; 7 - тарель;
8 - электропривод
воздуха
На рисунке 2.13 представлен модернизированный чашевый охладитель с увеличенной емкостью, возможностью отдельной замены внешних и внутренних жалюзи, улучшением условий охлаждения агломерата [44]. Данная конструкция охладителя позволяет на газоходе с горячим воздухом установить теплообменники для получения пара для нагрева аглошихты или горячего воздуха для горелок зажигательного горна.

воздуха модернизированный
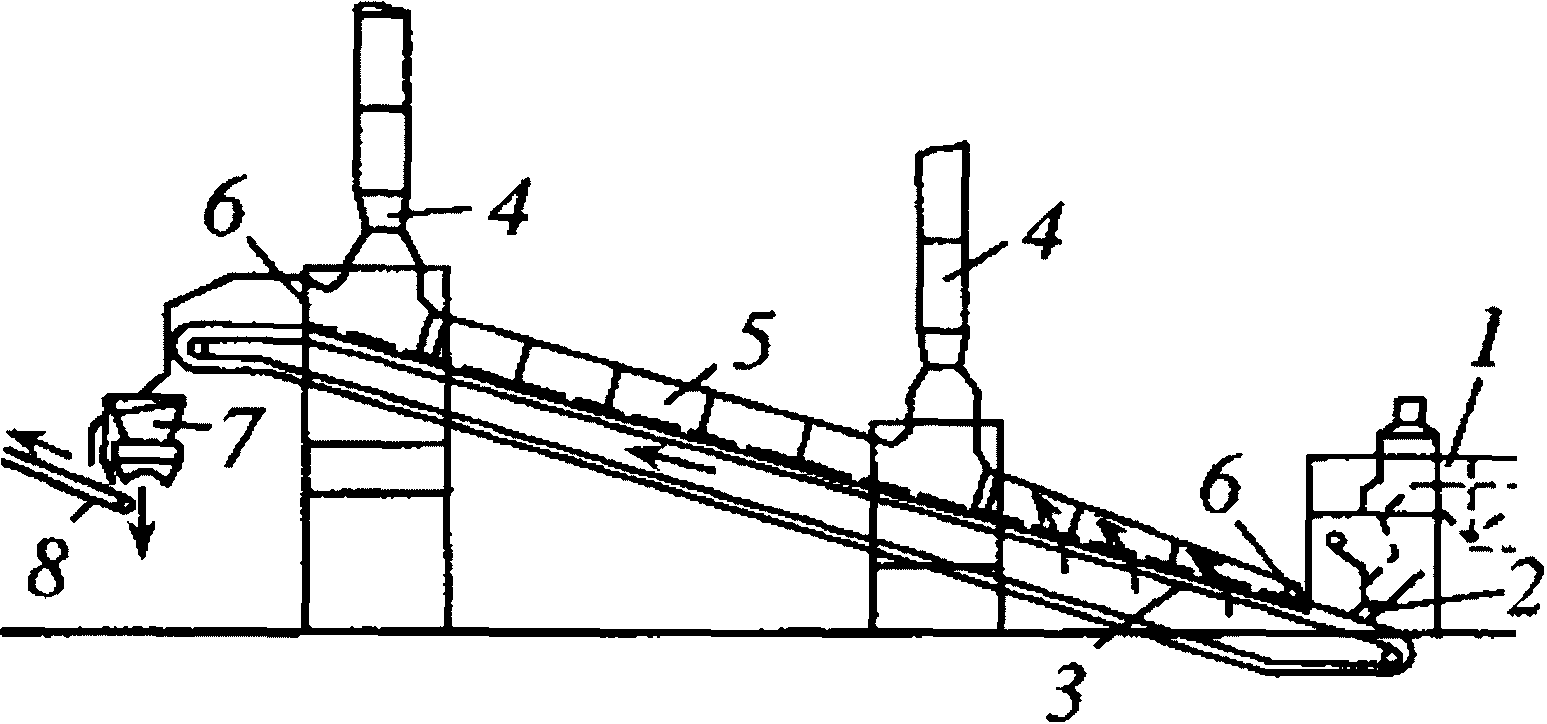
1 - дробилка агломерата; 3 - колосниковые тележки;
7 - грохот для отсева мелочи

В некоторых конструкциях конвейерных аглолент (МАК-240/138) охлаждение агломерата предусмотрено непосредственно на спекательной ленте при соотношении площадей спекания/охлаждения 138/102, что при высоте постели 40 мм и слоя спекаемой аглошихты 510 мм дает вполне удовлетворительный результат по конечной температуре охлажденного агломерата. Эксплуатационные затраты на производство агломерата с охлаждением на ленте ниже на 27% по сравнению с технологией с охлаждением агломерата в автономных охладителях [43].
После охлаждения агломерат рассевают на фракции. Фракция 0 - 5 мм поступает в возврат. Часть фракции 8 - 15 мм направляется для создания постели на паллетах перед укладкой окомкованной шихты. Годный агломерат крупностью более 5 мм отправляют в доменный цех.
Назначение, описание, технологические характеристики основного оборудования, используемого при производстве агломерата, приведены в таблице 2.5.
Таблица 2.5
при производстве агломерата
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
1 | 2 | 3 |
Гараж размораживания | Размораживание смерзшихся грузов в зимнее время | Закрытое помещение на 6 - 30 вагонов, оборудованное газовыми топками получения горячего воздуха для обогрева стенок и днищ вагонов |
Вагоноопрокидыватель | Выгрузка поступающих грузов | Вагоноопрокидыватель роторный или передвижной |
Грейферные краны | Разгрузка вагонов на склад сырья в усреднительный штабель, забор сырья | Грейферные краны: козловые, портальные, мостовые |
Штабелеукладчик, усреднитель | Формирование штабеля, усреднение и забор сырья | Усреднительный комплекс для формирования штабеля и забора усредненной шихты с конвейерами и другим специальным оборудованием |
Конвейер ленточный резиновый | Транспортировка сыпучих грузов | Ленточный резиновый с поддерживающими валками |
Конвейер ленточный металлический | Транспортировка горячего возврата | Конвейер ленточный секционный металлический |
Дробилки флюсов | Дробление и измельчение флюсов | Молотковые, роторные, валковые дробилки, стержневые мельницы |
Дробилки топлива | Дробление и измельчение твердого топлива | Дробилка четырехвалковая |
Смесительные барабаны с оборудованием для увлажнения и нагрева шихты | Смешивание, окомкование и нагрев шихты | Тщательное смешивание компонентов шихты и увлажнение для окомкования перед спеканием. Нагрев шихты до температуры 55 °C - 70 °C острым паром или факелом газовой горелки |
Челноковый распределитель шихты | Распределение шихты по ширине паллет агломашины | Равномерная укладка окомкованной шихты по ширине паллеты |
Барабанный питатель с отражательным листом | Укладка аглошихты на паллеты | Укладка шихты на паллеты на заданную высоту слоя |
Агломерационная конвейерная агломашина | Спекание агломерата | Спекание агломерата методом просасывания воздуха через слой окомкованной газопроницаемой шихты за счет горения твердого топливом внутри слоя |
Зажигательный горн | Нагрев верхнего слоя шихты для воспламенения твердого топлива | Нагрев верхнего слоя аглошихты для начала спекания методом просасывания |
Дробилка агломерата | Дробление пирога агломерата | Дробление спеченного пирога агломерата, сошедшего с аглоленты |
Грохот агломерата | Отсев мелочи менее 5 мм в возврат, сортировка годного агломерата | Выделение мелкого горячего возврата перед подачей в охладитель. Сортировка годного агломерата для выделения постели и отсева мелочи из товарного агломерата |
Охладитель агломерата | Охлаждение готового агломерата | Охлаждение готового агломерата перед отгрузкой |
Эксгаустер | Эвакуация газов от агломашины в атмосферу после очистки от пыли и загрязняющих веществ | Создание разрежения в вакуум-камерах под паллетами агломашин и по всему газоотводящему тракту |
Оборотный цикл водоснабжения. Насосы | Перекачивание технологических жидкостей | Уборка шламов циклонов газоочистки, сбор пыли от гидросмыва помещений, очистка и осветление оборотной воды |
Отстойники, сгустители шлама, вакуум-фильтры, сушильные барабаны | Обезвоживание шламов | Сгущение и обезвоживание шламов на вакуум-фильтрах, сушка обезвоженных шламов в сушильных печах |
Основное природоохранное оборудование
Для снижения негативного воздействия на окружающую среду процесса производства агломерата на технологических участках и в отделениях устанавливается природоохранное оборудование:
- газоочистное и аспирационное оборудование, обеспечивающее необходимый уровень очистки технологических газов и аспирационного воздуха от содержащихся в них загрязняющих веществ перед отводом газов или воздуха в атмосферу или возвратом обратно в рабочую зону;
- водоочистные сооружения, обеспечивающие очистку загрязненных промышленных сточных вод
Назначение, описание, технологические характеристики природоохранного оборудования, используемого при производстве агломерата, приведены в таблице 2.6.
Таблица 2.6
используемого при производстве агломерата
Наименование оборудования | Назначение оборудования | Существенные характеристики природоохранного оборудования |
1 | 2 | 3 |
Циклоны сухие | Улавливание грубой пыли вентиляционных систем дробильного оборудования | Тип ЦН-15 и ВЗП. Эффективность очистки от 70% до 85%. Остаточная запыленность до 600 мг/нм3 |
Батарейные мультициклоны циклоны | Улавливание пыли отходящих технологических газов | Тип БМЦ. Эффективность очистки частиц более 10 мкм до 90% - 95%. Частиц менее 10 мкм - от 60% до 80%. Остаточная запыленность от 100 до 200 мг/нм3 |
Электрофильтры | Улавливание пыли отходящих технологических газов | Тип Alston, MEEP. Эффективность очистки до 95% - 99%. Остаточная запыленность до 30 мг/нм3 |
Тканевые (рукавные) фильтры | Очистка от пыли отходящих технологических газов. Очистка от пыли аспирационного воздуха | Эффективность очистки от тонкой пыли до 90% - 98% |
Тканевые фильтры с комбинированными сорбционными процессами | Очистка технологических газов от тонкой пыли и газов SOx, HCl, HF, ПХДД/Ф | Тип - AIRFINE, SIMETALMEROS Выбросы SOx сокращаются на 30% - 90% |
Сероочистка | Улавливание из отходящих газов SOx раствором с Ca(OH)2, Mg(OH)2, CaCl2 с образованием гипса CaSO4 и сульфата магния MgSO4 | Степень десульфурации до 85% - 95%. Остаточная концентрация SOx в газе на выходе до 200 мг/нм3 |
Скрубберы мокрые | Улавливание пыли отходящих технологических газов с помощью воды | Тип - скрубберы оросительные, скрубберы с трубой Вентури, скрубберы AIRFINE. Остаточная запыленность от 40 до 170 мг/нм3 |
По всей технологической цепочке производства агломерата в местах выгрузки сырья, складирования, подготовки компонентов шихты на различном оборудовании, спекании агломерата, транспортировки отходов производства и готовой продукции имеют место организованные и неорганизованные выбросы (эмиссии) загрязняющих веществ в виде пыли, газов, образования отходов. Также возможно образование сточных вод.
Материальные потоки, характерные основные эмиссии при производстве агломерата представлены в таблице 2.7.
Таблица 2.7
Входной поток | Этап процесса (подпроцесс) | Выходной поток | Основное технологическое оборудование | Эмиссии |
1 | 2 | 3 | 4 | 5 |
Железные руды, концентраты, железосодержащие отходы, флюсы, твердое топливо, газ на размораживание грузов | Приемка, складирование, усреднение сырья | Усредненное железорудное сырье | Железнодорожные весы, гараж размораживания смерзшихся грузов, вагоноопрокидыватель, краны-перегружатели, усреднители сырья, ленточные конвейеры | Пыль неорганическая состава: C, Fe2O3, FeO, SiO2, CaO, MgO, MnO, Al2O3 Газовые компоненты: CO, CO2, NOx, Шум |
Флюсы - известняк, доломит 40 - 100 мм | Подготовка флюсов | Измельченные флюсы 0 - 3 мм | Дробилки молотковые, роторные, валковые, стержневые мельницы, конвейеры, циклон-пылеуловитель | Пыль неорганическая состава: CaCO3, SiO2, шум, вибрация |
Твердое топливо - кокс, антрацит | Подготовка твердого топлива | Коксовая мелочь (коксик) 0 - 3 мм | Дробилки четырехвалковые, циклоны-пылеуловители, конвейеры | Пыль неорганическая состава: C, SiO2, шум, вибрация |
Известняк 5 - 12 мм, коксик 0 - 3 мм, природный газ | Обжиг извести | Известь обожженная 5 - 12 мм | Установка для обжига извести, конвейеры, циклоны-пылеуловители | Пыль неорганическая состава: C, CaO Газовые компоненты: CO, CO2, SO2, NOx, ПХДД/Ф шум, вибрация |
Железные руды, концентраты, железосодержащие отходы, возврат, флюсы, топливо | Дозирование компонентов аглошихты | Сдозированная шихта | Бункеры, объемные и весовые дозаторы, ленточные конвейеры | Пыль неорганическая состава: C, Fe2O3, FeO, SiO2, CaO, MgO, MnO, Al2O3 шум, вибрация |
Сдозированная шихта, возврат, вода, пар, газ | Смешивание, увлажнение, окомкование шихты | Смешанная, увлажненная и окомкованная шихта | Смесительные барабаны-окомкователи, ленточные конвейеры | Пыль неорганическая состава: C, Fe2O3, FeO, SiO2, CaO, MgO, MnO, Al2O3 шум, вибрация |
Окомкованная шихта, газ | Спекание агломерата | Готовый агломерат | Челноковый распределитель шихты, загрузочный барабан, зажигательный горн, конвейерная агломашина | Пыль: C, Fe2O3, Fe3O4, FeO, FeCO3, SiO2, CaCO3, MgCO3, Al2O3, Газовые компоненты: CO, CO2, SOx, NOx, бенз(a)пирен, тепловое излучение, шум, вибрация |
Пирог спеченного агломерата | Дробление, грохочение агломерата | Горячий годный агломерат, горячий возврат 0 - 5 мм | Валковая дробилка, щековая дробилка, вибрационный грохот, конвейеры, циклоны-пылеуловители | Пыль неорганическая состава: C, Fe2O3, FeO, SiO2, CaO, MgO, MnO, Al2O3 тепловое излучение, шум, вибрация |
Дробленый агломерат | Охлаждение агломерата, сортировка и отсев мелочи | Охлажденный годный агломерат + 5 мм, возврат 0 - 5 мм, постель 8 - 20 мм | Чашевые, линейные, кольцевые охладители | Пыль неорганическая состава: C, Fe2O3, FeO, SiO2, CaO, MgO, MnO, Al2O3 тепловое излучение, шум, вибрация |
Запыленный воздух | Пылеочистка аспирационных систем | Обеспыленный воздух с выбросом в атмосферу, пыль сухая, шламы | Циклоны, мокрые скрубберы | Пыль неорганическая состава: C, Fe2O3, FeO, SiO2, CaO, MgO, MnO, Al2O3 шум, вибрация |
Сточные воды гидросмыва пыли помещений, шлам мокрых газоочисток | Оборотный цикл водоснабжения | Осветленная вода оборотного цикла, сгущенные шламы | Отстойники грязной воды, сгустители шламов | Пыль-шлам состава: C, Fe2O3, FeO, SiO2, CaO, MgO, Al2O3, ZnO, (Na, K)2O |
Шламы газоочисток | Обезвоживание и сушка шламов | Осветленная вода в оборотный цикл, шлам сухой | Сгустители шламов, вакуум-фильтры, сушильные барабаны | Пыль-шлам состава: C, Fe2O3, FeO, SiO2, CaO, MgO, Al2O3, ZnO, (Na, K)2O Газовые компоненты (для сушильных барабанов): CO, SOx, NOx; Шум, вибрация |
Неорганизованные выбросы возникают при транспортировке, выгрузке сырья, при хранении пылящих твердых материалов на открытых складах, при дроблении компонентов шихты, транспортировании материалов на открытых конвейерах, выбросов от агрегатов в технологических процессах при отсутствии или недостаточной герметичности укрытий, утечках из фланцев, насосов, вентиляторов.
Факторами негативного воздействия на окружающую среду являются следующие.
Воздействие на атмосферу
При производстве агломерата имеют место неорганизованные и организованные выбросы в атмосферу загрязняющих веществ с твердыми - C, Fe2O3, FeO, FeO, SiO2, CaO, MgO, Al2O3, MnO; газообразными компонентами: NO2, NO, SO2, CO, CO2, бенз(a)пиреном.
Воздействие на поверхностные и подземные воды
В агломерационном производстве используется техническая вода из водооборотного цикла для увлажнения шихты при ее смешивании и окомковании, в установках мокрых систем пылегазоочистки (или систем с гидроудалением), охлаждения элементов зажигательных горнов, а также смыва осевшей пыли в производственных помещениях. Водоснабжение осуществляется по локальным водооборотным системам. Сбросы воды не производятся.
Образование отходов производства и потребления
В процессе производства агломерата образуются отходы: просыпь шихтовых материалов, пыль и шламы газоочисток с различных участков, отходы футеровок при ремонтах зажигательных горнов, резиновые транспортерные ленты, отходы строительных материалов, стекла, кабельной продукции и резинотехнических изделий. Все производственные отходы утилизируются.
Вредные производственные факторы
При производстве агломерата вредными производственными факторами являются:
- повышенное напряжение в электрической цепи свыше 50 В, замыкание которой может произойти через тело человека;
- движущиеся машины и механизмы;
- подвижные части производственного оборудования;
- повышенная температура поверхности оборудования и материалов;
- расположение рабочего места на значительной высоте относительно поверхности земли;
- повышенный уровень инфракрасного излучения свыше 140 Вт/м2;
- повышенный уровень производственного шума на рабочем месте свыше 80 дБ;
- повышенная загазованность и запыленность неорганической пылью (ПДК окиси углерода - 20 мг/м3, неорганической пылью - 6 мг/м3).
Вещество кокса представляет собой спекшуюся углеродную массу, содержание углерода 82% - 89%, зольность 10% - 12%. Кокс является основным восстановительным агентом, опорным материалом и фильтрующей матрицей в доменной печи, применяется в производстве ферросплавов, производстве электродов в цветной металлургии, химической промышленности.
Кокс получают в процессе пиролиза угля, который заключается в нагреве угля без доступа воздуха. При нагреве угля образуются газы, жидкие вещества и твердый остаток, представляющий собой кокс. Пиролиз угля при высоких температурах называют коксованием (карбонизацией). В отопительных простенках коксовой батареи между печными камерами сгорает газовое топливо. Температура дымовых газов составляет 1150 °C - 1350 °C, что обеспечивает непрямой нагрев угля до температуры 1000 °C - 1100 °C. В течение 14 - 24 ч в результате нагрева получают кокс, используемый в доменном, литейном и других производствах.
Образующийся при работе печей коксовый газ подвергают охлаждению и очистке от смолистых веществ и бензольных углеводородов. Эти процессы сопровождаются улавливанием и получением ценных химических продуктов.
Традиционный способ производства кокса в камерных печах, объединенных в коксовые батареи, остается единственным. Изменяются лишь масштабы печей и применяются некоторые усовершенствования оборудования, включая установки для защиты окружающей среды от загрязнения. Разрабатываются новые технологии, в первую очередь - непрерывного и непрерывно-периодического коксования в кольцевых, шахтных печах и печах с наклонным подом. Эти технологии прошли опытно-промышленную проверку, но до настоящего времени в промышленных масштабах не используются.
Принципиальная схема производства кокса приведена на рисунке 2.16.

Только некоторые угли, обладающие необходимыми пластическими свойствами, пригодны для производства кокса. Сырьевой базой для коксохимического производства являются угли различных угольных бассейнов, обогащенные на фабриках или сортированные с шахт и разрезов.
При использовании каменных углей для коксования необходимо знать их технический состав, спекаемость, коксуемость, распределение минеральных примесей в классах углей по их крупности и насыпной вес угольной шихты.
Под техническим составом топлива обычно подразумевают данные, характеризующие техническую применимость топлива. Технический состав угля определяется содержанием влаги и минеральных примесей, выходом летучих веществ, содержанием серы и фосфора, углерода, водорода и азота, а также теплотой сгорания топлива.
Влажность углей. При нагревании угля до 100 °C - 105 °C из него испаряется вода. Количество испаренной воды при этих условиях обычно выражают в процентах к весу топлива и называют содержанием влаги в углях, или влажностью углей.
Содержание минеральных примесей в угле характеризуется его зольностью. Зольность топлива определяется по выходу остатка после сжигания угля при температуре 800 °C. Зольность угля, как и влажность, выражается в процентах к его весу. Чем меньше зольность исходной шихты, тем меньше зольность получаемого металлургического кокса.
Выход летучих веществ представляет собой количество образовавшихся газообразных продуктов в результате различных химических реакций в процессе термического разложения топлива. Выход летучих веществ характеризует химический возраст (зрелость) углей. Чем меньше выход летучих веществ из углей, тем больше их возраст.
Спекаемостью углей называется способность смеси угольных зерен образовывать при нагревании без доступа воздуха спекшийся или сплавленный нелетучий остаток. Спекание углей - результат процессов термической деструкции, вызывающий переход их в пластическое состояние с последующим образованием полукокса, протекает главным образом в зоне температур 400 °C - 450 °C.
Коксуемость углей обусловливается совокупностью всех процессов, которые протекают при нагреве их до более высоких температур (1000 °C - 1100 °C) и включают, кроме процессов спекания, упрочнение и усадку материала полукокса и кокса, образование трещин и другие явления. Поэтому коксуемостью называют способность угля самостоятельно или в смеси с другими углями при определенных условиях подготовки и нагревания до высоких температур образовывать кусковой пористый материал - кокс, обладающий определенной крупностью и механической прочностью.
Таким образом, понятия "спекаемость" и "коксуемость" различны. В первом случае мы имеем дело со способностью углей спекаться, а во втором - со способностью углей давать металлургический кокс.
Группы углей обычно обозначаются начальными буквами их названий. Буквами Д, Г, Ж, К, О, С и Т обозначают: длиннопламенные, газовые, жирные, коксовые, отощенные, спекающиеся и тощие угли. Вышеприведенный ряд углей характеризуется увеличением степени их химической зрелости (возраста). Часто для обозначения групп углей применяют их сочетание или дополнительные индексы, подразделяющие группы углей на подгруппы. Систематизация углей по группам и маркам представляет собой их классификацию.
Для получения кокса используют только те угли, которые при нагревании способны размягчаться, вспучиваться под действием выделяющихся летучих веществ и затвердевать с образованием прочных кусков. Наилучшими для этой цели являются так называемые коксующиеся угли с выходом летучих веществ в пределах 18% - 27%. Угли с большим выходом летучих (газовые) или с меньшим (тощие) обычно спекаются плохо или не спекаются совсем. Это приводит к тому, что значительная часть углей некоторых месторождений не может быть использована для производства кокса. В настоящее время для получения кокса используют и неспекающиеся или плохо спекающиеся угли, примешивая их к коксующимся. Для коксования применяют угли следующих марок: коксовые (К), жирные (Ж), отощенные спекающиеся (ОС) и газовые (Г).
Для расширения сырьевой базы несколько типов углей смешивают с целью обеспечения необходимого качества кокса, улучшения производительности доменных печей, продления срока службы коксовых батарей и т.д. В настоящее время на всех КХП России коксованию подвергают не отдельные сорта углей, а угольную шихту из нескольких марок.
Подготовка угольной шихты проводится в углеподготовительных цехах. Углеподготовительный цех (УПЦ) предназначен для приема, хранения, усреднения и измельчения углей, дозирования компонентов угольной шихты и обеспечения готовой шихтой заданного качества коксовых цехов. Продукцией УПЦ является угольная шихта для коксования, состоящая из смеси каменных углей разных марок, установленного состава и качества.
Технологическая схема подготовки углей к коксованию включает:
- гаражи размораживания углей;
- вагоноопрокидыватели;
- открытый или закрытый склад угля;
- отделения предварительного дробления;
- дозировочное отделение;
- отделение окончательного дробления;
- оборудование и сооружения для транспортировки угля и шихты (перегрузочные станции с ленточными конвейерами);
- угольные башни коксовых батарей.
Прием угля на предприятие
Прибывающие вагоны с углем разгружаются на стационарных роторных вагоноопрокидывателях в приемные бункера, из которых уголь подается транспортерами на угольный склад или непосредственно на участок углеприема в отделение предварительного дробления (ОПД). Производительность вагоноопрокидывателя по выгрузке угля в зависимости от условий выгрузки и времени года составляет от 6 до 15 вагонов в час.
Технологией процесса выгрузки угля из вагона предусмотрено, что ротор вагоноопрокидывателя переворачивает вагон и уголь падает в приемные бункера в течение нескольких секунд. Падающая масса угля увлекает (эжектирует) окружающий воздух, создавая воздушный поток, направленный вниз. Одновременно из бункера вытесняется находящийся там воздух, этот поток направлен вверх. Сталкивающиеся между собой потоки воздуха образуют завихрения и захватывают мелкие частицы, образующиеся при высыпании угля из вагона и рассыпания его в бункере. Запыленный воздух образует пылевое облако, которое загрязняет пылью рабочие места и территорию коксохимпроизводства, а также территории населенных мест и селитебных зон, расположенных вблизи предприятия. Для предотвращения этого выброса сооружаются аспирационные установки, предусматривающие окожушивание ротора с отсосом и очисткой запыленного воздуха. В качестве пылеуловителей применяются мокрые аппараты (циклоны с водяной пленкой, газопромыватели СИОТ и др.).
В зимнее время смерзшийся в вагонах уголь перед разгрузкой размораживается в гаражах размораживания. Теплоносителем для разогрева углей в железнодорожных вагонах в гараже размораживания служат дымовые газы, получаемые от сжигания коксового или природного газа в топках печей. Продукты горения нагнетаются в помещение гаража через патрубки распределительных металлических боровов, проходящих вдоль стен гаража. По всасывающим трубопроводам 80% газов из гаража размораживания возвращаются обратно на рециркуляцию в смесительные камеры топок, где, смешиваясь с продуктами горения природного газа, вновь подаются дымососами в помещение гаража. Остальная часть отводится в атмосферу через вытяжные трубы, расположенные на крыше гаража.
Усреднение и хранение углей
Хранение и усреднение поступающих на производство углей производится на угольных складах открытого или закрытого типа.
Открытые склады имеют различные схемы, но независимо от этого все снабжены мостовыми грейферными кранами, называемыми углеперегружателями, для приема углей в штабеля и выдачи их со склада. Обычно открытый склад состоит из нескольких траншей по 200 - 250 м длиной каждая, и нескольких площадок, оборудованных углеперегружателями. На складе угли усредняются путем послойной укладки их в штабеля и забора на производство вразрез уложенным слоям с помощью грейфера. Полная высота штабелей достигает 14 - 16 м. Оперативная емкость склада рассчитывается на обеспечение работы коксовых батарей в течение 12 дн.
Закрытые склады представляют собой ряд железобетонных бункеров (силосов), снабженных ленточными конвейерами для подачи угля на склад и выдачи его на производство. В закрытых складах совмещаются функции хранения, усреднения и дозирования углей в одном сооружении.
Подготовка угольной шихты
С угольного склада уголь транспортерами подается на участок углеприема в отделение предварительного дробления. Обычно подготовка углей осуществляется по схеме ДШ - дробление шихты или ДК - дробление компонентов (см. рисунок 2.17). Возможно применение схемы ГДК - групповое дробление компонентов. Выбор схемы подготовки углей зависит прежде всего от качества применяемых для приготовления шихты углей и от имеющегося на предприятии технологического оборудования.
Схема "ДШ" | Схема "ДК" | |
Предварительное дробление | Предварительное дробление | |
Дозирование | Окончательное дробление | |
Обогащение | Дозирование | |
Окончательное дробление | Смешение |
Угольная шихта представляет собой смесь углей, различающихся между собой по технологическим свойствам. Подготовка шихты заданного состава (по схеме ДШ) происходит путем дозирования угля разных марок из силосов на ленточный питатель и подачи его на сборные конвейеры, по которым шихта подается на измельчение и смешивание в молотковые дробилки отделения окончательного дробления и затем распределяется на угольные башни коксовых батарей.
Предварительное дробление углей производится барабанными дробилками, в которых уголь измельчается до размеров кусков 80 - 100 мм и удаляются посторонние крупногабаритные предметы и куски породы.
Отходы угля из барабанных дробилок по конвейерам подаются в приемный бункер, откуда по мере накопления выгружаются и вывозятся автотранспортом.
После предварительного дробления уголь по системе конвейеров подается в дозировочное отделение и распределяется по силосам (дозировочным емкостям) в зависимости от марки угля. Силоса обычно расположены в две нитки по несколько емкостей.
Технологическая схема углеподготовки приведена на рисунке 2.18.

В/о - вагоноопрокидыватель; ОПД - отделение предварительного
дробления; ПС - перегрузочная станция
Процесс производства кокса включает в себя следующие технологические операции:
- загрузка камер коксования угольной шихтой;
- нагрев угольной шихты без доступа воздуха до заданных температур за установленный период времени в коксовых печах;
- отвод и охлаждения прямого коксового газа из камер коксования;
- выдача готового кокса из печей;
- тушение кокса;
- сортировка кокса на фракции;
- транспортировка коксовой продукции в доменный цех или отгрузка кокса потребителям.
В процессе производства кокса в печах все технологические операции повторяются в течение всего времени работы цеха, причем выдача кокса и загрузка печей ведется по цикличному графику. Цикличный график выдачи кокса из печей разделяет оборот печей в блоке из двух батарей на две части: рабочую и ремонтную. В течение рабочей части цикла производится выдача кокса из всех камер блока двух батарей; в ремонтной части цикла ведутся ремонты путей коксовых печей, троллей, тушильных башен и другого оборудования; проводится уборка путей тушильного вагона и коксовыталкивателя.
Промежуток времени от загрузки печи до выдачи кокса называют периодом коксования. Период коксования с прибавкой времени на операции по загрузке шихты и выдаче кокса называют временем оборота печей или оборотом печей.
В состав коксовых цехов входят коксовые батареи со вспомогательными и обслуживающими устройствами и сооружениями, обычно объединенные в блоки из двух батарей; угольные башни; коксовые машины; тушильные башни для мокрого тушения кокса с насосами и отстойниками; коксовые рампы с транспортерами для подачи кокса на сортировку; коксосортировка с устройствами для рассева кокса, подачи его в доменный цех или в железнодорожные вагоны с бункерами для промежуточного накопления. Назначение коксовых цехов - производство из угольной шихты кокса и коксового газа установленного качества.
Коксовые батареи
Печь (камера коксования) является рабочим пространством, в котором происходит процесс коксования. Она имеет форму призмы с большим по ширине основанием на коксовой стороне батареи, т.е. в направлении выталкивания из камеры коксового пирога. С машинной и коксовой сторон камера коксования закрывается дверьми с огнеупорной футеровкой. В перекрытии камеры имеются отверстия для загрузки ее угольной шихтой и отверстия для выхода коксового газа. Под печными камерами размещены регенераторы, представляющие собой камеры, заполненные насадкой из кирпича. Продукты горения проходят через насадку и нагревают ее. Через определенные промежутки времени продукты горения отводятся (переключение называют кантовкой) в другой регенератор, а через нагретую насадку пропускается воздух, подаваемый в обогревательные простенки на горение.
Схема устройства батареи приведена на рисунке 2.19.
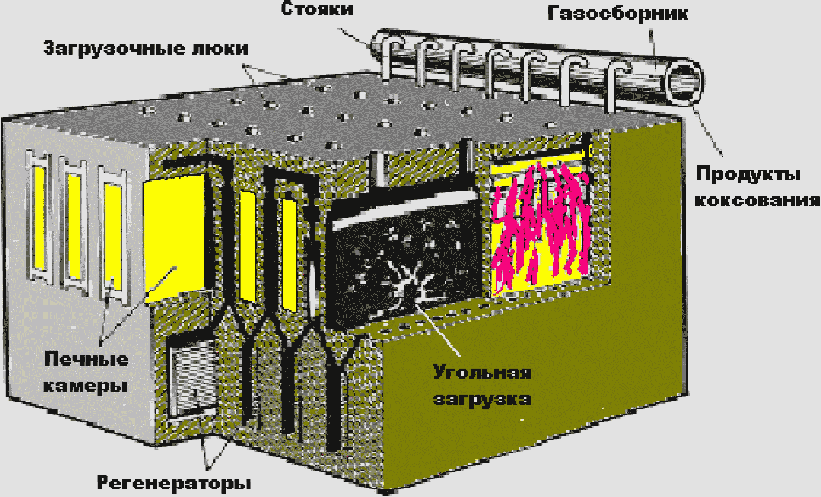
Основная конструкция современных коксовых печей была разработана к середине XX века. Процесс был механизирован, а материалы, используемые для строительства печей, усовершенствованы без значительных изменений конструкции. Печи, объединенные в батареи, имеют длину 12 - 17 м, высоту 4 - 7 м и ширину 0,3 - 0,6 м, и они оснащены дверями с обеих сторон. Между печами размещаются отопительные простенки - стены камеры с вертикальными обогревательными каналами, в которых происходит сжигание отопительного газа. Подаваемый в отопительные простенки воздух подогревается в регенераторах с помощью горячих отходящих газов; утилизация вторичного тепла дает возможность повышения температур и коксуемости. Батареи могут включать до 77 печей, каждая печь в батарее вмещает до 30 - 40 т угля.
Обогрев батарей осуществляется коксовым газом или смесью коксового (вариант - природного) и доменного газов. В зависимости от конструкции батареи и рода отопительного газа для каждого оборота печей с учетом обеспечения полноты горения газа и прогрева коксового пирога по высоте устанавливается коэффициент избытка воздуха, с которым производится сжигание газа. Дымовые газы отводятся в борова и затем через дымовую трубу батареи выбрасываются в атмосферу.
При нагревании угля выделяется коксовый газ, создавая в печи повышенное давление. Для предотвращения газовыделения (газования) через неплотности арматуры герметизации в период коксования и обеспечения необходимой герметичности камер производится уплотнение дверей, крышек загрузочных люков и стояков. Для предотвращения выбросов через неплотности дверей камер применяются уплотнения, в основном "железо по железу". Крышки загрузочных люков уплотняются специальным раствором для предотвращения выделений загрязняющих веществ (продукты пиролиза угля) через неплотности. Крышки стояков оборудуются гидравлическими или пневматическими уплотнениями.
Проведение регулярных ремонтов огнеупорной кладки позволяет предотвратить прососы коксового газа через неплотности кладки коксовых печей в отопительную систему и снизить выбросы сажи из дымовых труб коксовых батарей.
Летучие продукты коксования (прямой коксовый газ) отводятся из камеры через газовые люки, на которых установлены стояки, в газосборники и далее по трубопроводу на переработку в цеха улавливания. В газосборниках газ охлаждается путем орошения его надсмольной водой, подаваемой через специальные форсунки. По мере охлаждения газа в газопроводах и охлаждающей аппаратуре образуется конденсат. В местах его скопления устанавливаются конденсатоотводчики, через которые конденсат непрерывно вытекает в соответствующие сборники, из которых после отстаивания направляется в фенольную канализацию.
Печные системы
Существующие в РФ коксовые батареи с боковым подводом отопительного газа принципиально подразделяются по конструкции системы обогрева на батареи с перекидными каналами (ПК) и батареи с парными вертикалами и рециркуляцией продуктов горения (ПВР). Каждый тип батарей имеет свои преимущества и недостатки. Система ПВР обеспечивает относительно более гибкое регулирование распределения температуры по высоте коксового пирога, система ПК - по длине коксового пирога, особенно при резких колебаниях оборота печей.
Коксовые батареи ПВР с боковым подводом коксового газа имеют преимущества в сравнении с конструкциями коксовых батарей систем ПК. Основными достоинствами коксовых батарей системы ПВР являются: относительно низкое сопротивление отопительной системы; равномерный обогрев печной камеры по высоте; существенное снижение NOx в дымовых газах вследствие рециркуляции продуктов горения; высокая строительная прочность отопительного простенка в сравнении с печами, имеющими сборный горизонтальный канал. Несмотря на более сложную конструкцию газораспределительной корнюрной зоны, что усложняет конфигурацию фасонных огнеупоров, суммарный расход огнеупорных изделий на кладку (динасовых, шамотных, полукислых, многошамотных и др.) такой же, как для печей ПК-2К со сдвоенными регенераторами.
Загрузка печей
Загрузка угольной шихты в камеры коксования осуществляется углезагрузочным вагоном, который доставляет угольную шихту из угольной башни к загружаемой печи.
Угольная башня обычно обслуживает две батареи и должна обеспечивать 15 - 18 ч потребность коксового блока в шихте.
В нижней части угольной башни располагается ряд затворов, через которые угольная шихта поступает в бункера углезагрузочного вагона. После набора шихты углезагрузочный вагон передвигается к коксовой печи, готовой к загрузке.
В перекрытии каждой камеры находится 3 или 4 загрузочных люка, через которые в печные камеры поступает шихта. Внизу бункеров углезагрузочного вагона имеются телескопические патрубки, которые опускаются на люки печных камер.
Наиболее распространен метод гравитационной загрузки, когда шихта движется вниз под действием гравитационных сил. Загрузка печи шихтой при гравитационном способе загрузки составляет 3 - 6 мин.
Печи оборудованы устройствами для бездымной загрузки методом паро- или гидроинжекции, при которых выделяющиеся пылегазовые продукты отсасываются в газосборник.
Загруженная в печь шихта должна быть сверху выровнена. Между сводом печи и загруженной шихтой должно оставаться свободное пространство для выхода газа в стояк. Это обеспечивается выравниванием (планированием) шихты путем ввода в печь планирной штанги.
Выдача и тушение кокса
После окончания заданного периода коксования двересъемные машины на коксовой и машинной сторонах батареи снимают двери печной камеры и готовый кокс при помощи штанги коксовыталкивателя через коксонаправляющую корзину выталкивается (выдается) в приемный вагон. Схема выдачи представлена на рисунке 2.20.

При мокром тушении кокса кокс в тушильном вагоне электровозом транспортируется под башню тушения и в течение 40 - 60 с орошается водой, в качестве которой используется вода после биохимической очистки. После орошения вагон отстаивается не менее 50 с под тушильной башней для стока излишней воды.
Стекающая с вагона во время тушения вода отстаивается в специальных шламовых отстойниках. Отстоявшаяся вода забирается насосом и снова подается на тушение кокса. Шлам из отстойника грузится грейфером в железнодорожные вагоны.
Из тушильного вагона кокс выгружается на рампу, выдерживается на ней не менее 15 мин для испарения влаги, ссыпается на конвейер и подается на коксосортировку.
При сухом тушении кокса кокс выдается в коксовозный вагон и направляется на установку сухого тушения (УСТК), в которой охлаждается инертным газом, продуваемым через слой кокса в камере сухого тушения. После охлаждения в УСТК кокс подается на коксосортировку.
Транспортирование, сортировка и отгрузка кокса
Схема коксосортировки (пример приведен на рисунке 2.21) предусматривает рассев кокса на классы (по крупности кусков) при помощи валковых и вибрационных грохотов. Технологическая схема рассева кокса обычно предусматривает его разделение на классы:
- кокс литейный с размером кусков +60 мм;
- кокс литейный с размером кусков +40 мм;
- кокс доменный с размером кусков +40 мм;
- кокс доменный с размером кусков +25 мм;
- кокс доменный с размером кусков 25 - 40 мм;
- орешек коксовый с размером кусков 10 - 25 мм;
- мелочь коксовая с размером кусков 0 - 10 мм.

(пример)
Сортировка кокса по крупности производится на валковых и вибрационных грохотах и начинается с отделения крупной фракции кокса (класс от 25 до 40 мм) на валковых грохотах. Кокс после валковых и вибрационных грохотов поступает на рассевной грохот, на котором отсеивается фракция более 25 мм, коксовый орешек с размером кусков от 10 до 25 мм и коксовая мелочь с размером кусков менее 10 мм.
После рассева кокс поступает в бункеры кокса, откуда затем либо подается по транспортерам в доменный цех металлургического производства, либо отгружается потребителям в железнодорожный или автомобильный транспорт.
Коксовый газ образуется при коксовании угля в результате термического разложения последнего при повышении температуры до 1000 °C - 1150 °C и является побочным продуктом при производстве кокса. Он представляет собой смесь различных газов и паров: метана, водорода, окиси углерода, аммиака, паров каменноугольной смолы и других веществ. Коксовый газ после очистки используется для обогрева коксовых батарей, а также как энергетическое топливо для объектов металлургического и энергетического производств.
В результате осреднения выход кокса и коксового газа из батареи, состоящей из 60 - 70 печей, получается практически равномерным. Выход коксового газа колеблется в пределах 400 - 450 м3/т получаемого кокса. Этот газ называют прямым (таблица 2.8).
Для обеспечения надлежащих экологических показателей при последующем использовании коксового газа для энергетических нужд прямой коксовый газ проходит обязательную обработку, в процессе которой из него удаляются пары смолы и воды, а также улавливаются аммиак и бензольные углеводороды. После такой обработки газ называется обратным (см. таблицу 2.8) и его используют в основном для сжигания в качестве топлива как самостоятельно (Qрн ~ 16 мДж/м3), так и в смеси с доменным.
Таблица 2.8
Компонент | Содержание, % | |
Прямой газ | Обратный газ | |
Оксид углерода CO | 2 - 5 | 2 - 7 |
Кислород O2 | 0,8 - 1,0 | 0,6 - 1,5 |
Диоксид углерода CO2 | 2 - 7 | 2,4 - 3,0 |
Водород H2 | 50 - 57 | 57 - 60 |
Метан CH4 | 20 - 25 | 22 - 25 |
Углеводороды CnHm | 2,0 - 2,5 | 1,7 - 2,0 |
Аммиак NH3 | 7 - 9 | - |
Бензол C6H6 | 22 - 27 | - |
Цианистый водород HCN | 1,7 - 2,5 | - |
Нафталин C10H8 | 0,6 - 1,3 | - |
Сероводород H2S | 1,7 - 4,5 | 2,0 - 3,5 г/нм3 |
Очистка и обработка коксового газа с извлечением попутных химических продуктов коксования осуществляется в комплексе технологических процессов (химических производств), общий вид которых приведен на рисунке 2.22.

и обработки коксового газа
Схема очистки коксового газа представлена на рисунке 2.23.
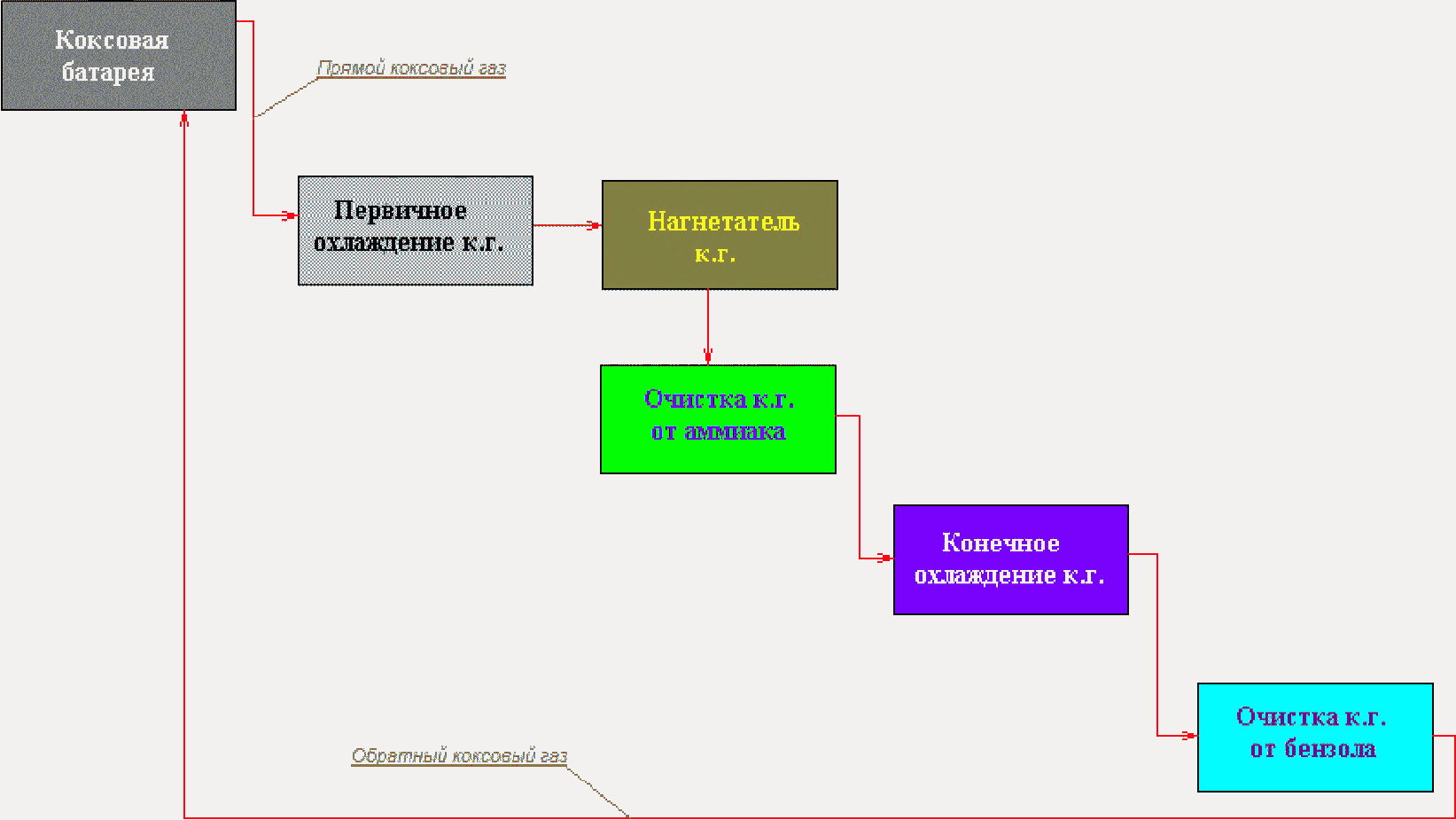
цеха улавливания (пример)
Первичное охлаждение и очистка коксового газа от аммиака
Основная очистка коксового газа производится в цехе улавливания, где происходит охлаждение летучих парогазовых продуктов, выходящих из камеры коксования с температурой 700 °C - 800 °C, до 30 °C - 40 °C, конденсацией и улавливанием аммиака.
Каменноугольная смола - сложная смесь большого числа индивидуальных соединений, основные из них - углеводороды ароматического ряда. Смола является сырьем для получения пека, нафталина, каменноугольных масел и т.д.
Основные технологические процессы:
- первичное охлаждение коксового газа и выделение из него смолы и водяных паров;
- извлечение из коксового газа и надсмольной воды аммиака (с получением сульфата аммония или с термическим уничтожением аммиака);
- конечное охлаждение коксового газа (с улавливанием нафталина);
- очистка коксового газа от бензольных углеводородов;
- подача очищенного коксового газа на обогрев коксовых батарей и другим потребителям.
Очистка коксового газа от аммиака
Улавливание аммиака из коксового газа на большинстве предприятий производят путем контакта газа с серной кислотой в сатураторах барботажного типа с получением сульфата аммония.
В ряде случаев вместо сатураторов применяют более интенсивное оборудование - форсуночные скрубберы-абсорберы, где при помощи промывки серной кислотой из газа улавливается аммиак.
По воздействию на загрязнение окружающей среды бессатураторный способ практически не отличается от сатураторного.
В последнее время получает распространение технология очистки коксового газа от аммиака круговым фосфатным способом (КФС) с улавливанием аммиака и последующей утилизацией пароаммиачной смеси с выработкой пара. Реализация этой технологии позволяет исключить из оборота концентрированную серную кислоту и предотвратить образование кислой смолки, а также снизить выбросы в атмосферу некоторых загрязняющих веществ II - IV классов опасности.
Конечное охлаждение и очистка коксового газа от бензольных углеводородов
Очищенный от аммиака газ с температурой 50 °C - 60 °C поступает газовый холодильник (КГХ), где охлаждается оборотной водой до температуры 20 °C (зимой) или 30 °C (летом). Одновременно с охлаждением газа и конденсацией содержащихся в нем водяных паров в КГХ происходит вымывание нафталина.
Из конечного газового холодильника коксовый газ поступает в бензольные скрубберы, орошаемые поглотительным маслом, при контакте с которым газ очищается от бензольных углеводородов.
Очищенный коксовый газ (обратный) направляется на отопление коксовых батарей, а также в металлургическое производство в качестве энергетического топлива.
В процессе производственной деятельности КХП образуются следующие сточные воды:
- фенольные - за счет влаги шихты, пирогенетической влаги и конденсата пара, выделяются в процессах коксования шихты и переработки продуктов коксования;
- шламовые - в процессах мокрой очистки газа и воздуха аспирационных и вентиляционных систем;
- производственные стоки, к которым относятся продувочные воды чистых и грязных оборотных циклов - при выведении из оборотных циклов части оборотной воды с целью уменьшения концентрации загрязнений в оборотной воде за счет подачи в цикл свежей воды (подпитки), а также сточные воды химводоподготовки, продувочные воды котлов и др.;
- ливневые и поливомоечные воды - за счет сбора и отведения с территории КХП ливневых, талых и поливомоечных вод.
Для канализования сточных вод на КХП обычно имеются фенольная, ливневая, шламовая и хозфекальная канализации; название системы канализования совпадает с названием вод, отводимых по ней. Для очистки фенолсодержащих сточных вод (технологических и загрязненных поверхностных) сооружается биохимическая установка (БХУ).
Биохимическая установка предназначена для очистки сточных вод от органических и неорганических соединений, а именно: от смол и масел, фенолов, роданидов, цианидов, аммонийного азота и его окисленных форм до норм, обеспечивающих возможность их использования на нужды предприятия взамен технической воды (мокрое тушение кокса). Схема биохимической очистки сточных вод приведена на рисунке 2.24.

Установка биохимической очистки представляет собой комплекс сооружений, позволяющих удалить из воды основную массу растворимых в ней загрязняющих веществ. Отделение биохимической очистки сточных вод обычно состоит из двух ступеней: механической очистки от смолы и масел и биохимической очистки от фенолов и роданидов.
Сточные воды, образующиеся в основных технологических процессах коксования (конденсат из газопроводов коксового газа, избыточная надсмольная вода цеха улавливания, продувочные воды циклов конечных газовых холодильников и др.), содержащие в значительном количестве фенолы, роданиды, соли аммония, смолы, масла и др., собираются в приемных резервуарах БХУ.
Биохимический метод обесфеноливания сточных вод основан на способности некоторых микробов разрушать фенолы. Интенсивность процесса обесфеноливания достигается применением специальных комплексов фенолоразрушающих и роданразрушающих микробов и созданием им надлежащих условий жизнедеятельности, к которым относятся:
- интенсивная аэрация сточных вод;
- pH в пределах 7,0 - 8,5;
- предварительная очистка сточных вод от смолы и масел;
- наличие в сточной воде питательных веществ в определенных количествах (углерод, азот, фосфор);
- обеспечение постоянства состава и количества сточных вод, поступающих на очистку.
Сточная вода направляется в первичные отстойники для очистки от грубодисперсных нерастворимых примесей, включая тяжелые смолы, а также от части легких масел. По мере отстоя, в зависимости от плотности, загрязнения либо всплывают на поверхность воды, либо осаждаются в нижней конусной части отстойника. Для удаления осевших загрязнений первичные отстойники снабжены коническим днищем для перемещения и выгрузки осадка в сборник смол. Всплывающие легкие загрязнения собираются в сборном лотке, откуда периодически (раз в смену) сбрасываются в сборник масел. Осадок из конической части первичных отстойников откачивается в сборник тяжелых смол и масел, откуда вывозится автоцистерной на склад угля УПЦ и используется как добавка к коксуемой шихте.
Осветленная вода с первичных отстойников перетекает в резервуар вод для продолжения механической очистки во флотаторах. Очистка методом напорной флотации производится в две ступени, сначала сточная вода проходит очистку в одном флотаторе, а затем - во втором. Вода подается сначала в напорный бак, а затем через водораспределительное устройство для равномерного распределения сточной воды по всей площади флотационной камеры, расположенной в нижней части флотатора. Из флотационной камеры сточная вода перетекает в зону отстаивания флотатора и далее поступает в резервуар после I ступени флотации.
Всплывшие вверх сфлотированные масла в виде маслянистой пены удаляются с поверхности воды напорных флотаторов постоянно вращающимися скребковыми устройствами (пеногонами) в сборные лотки, из которых далее сбрасываются в сборник легких масел. Очищенная в первом флотаторе сточная вода из резервуара подается в напорный бак и далее во флотатор II ступени, проходя очистку аналогично первой ступени флотации.
Очищенная до массовой концентрации смол и масел 30 - 50 мг/дм3 сточная вода после флотатора II ступени поступает в промежуточный сборник вод после механической очистки, откуда в летнее время подается в кожухотрубчатые теплообменники для охлаждения и далее в усреднители. В зимнее время подача сточной воды в усреднители осуществляется, минуя теплообменники.
В усреднителях происходит смешение и усреднение сточной воды по температуре, концентрации загрязняющих компонентов и pH. Усреднители работают как предаэротенки. Для этого в них подается сжатый воздух и ортофосфорная кислота.
Вода с перетоков из верхней части усреднителей собирается в резервуар усредненной воды. Благодаря усреднению вод обеспечивается постоянство состава воды, что стабилизирует качество очищаемой воды и процесс очистки.
Усредненные и предварительно осветленные сточные воды подаются в аэротенки первичной ступени, где производится очистка от фенола. Очищенные от фенола сточные воды поступают в сборник, откуда подаются в аэротенки второй ступени для очистки от роданидов. После очистки на второй ступени сточные воды поступают во вторичный отстойник, из которого сгущенный ил возвращают в аэротенки второй ступени, а очищенные стоки подают в сборник, откуда их направляют на тушение кокса либо на городские очистные сооружения для доочистки с хозбытовыми водами.
В составе биохимической установки имеются питомники для культур фенолразрушающих и роданидразрушающих бактерий. Подача подготовленных культур из питомников предусмотрена во все реакторы и усреднители и осуществляется насосами.
Основное оборудование для производства кокса приведено в таблице 2.9.
Таблица 2.9
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Вагоноопрокидыватель роторный | Разгрузка вагонов | Ротор, вращающийся на роликовых опорах. Угол поворота 170°. Подземная часть имеет бункеры для угля |
Закрытый склад угля | Хранение угля | Железобетонные бункеры емкостью до 2500 т |
Дробилки | Измельчение угля | Барабанные, молотковые, инерционно-роторные дробилки ударно-отражательного действия |
Коксовые печи | Коксование шихты | Камеры коксования, объединенные в батареи. Материал - динас |
Углезагрузочная машина | Комплекс операций по набору шихты, доставке и загрузке шихты в камеру печи | Машина, передвигающаяся по рельсам на верху батареи, имеет бункеры шихты, механизмы снятия и установки загрузочных люков, управление стояками и паро-гидроинжекцией |
Коксовыталкиватель | Обслуживание дверей, планирование шихты, выталкивание коксового пирога из печи | Машина, передвигающаяся по наземным рельсам на машинной стороне батареи, имеет механизмы снятия, чистки и установки дверей, штангу для выталкивания кокса и планирную штангу |
Двересъемная машина | Обслуживание дверей и рабочей площадки на коксовой стороне батареи | Машина, передвигающаяся по рельсам на рабочей площадке коксовой стороны батареи, имеет механизмы снятия, чистки и установки дверей |
Тушильный вагон | Прием раскаленного кокса, транспортировка его на тушение и на коксовую рампу | Вагон перемещается вдоль батарей электровозом. При мокром тушении принимает кокс в движении для равномерного рассыпания, при сухом тушении принимает кокс с одной постановки |
Тушильная башня | Тушение кокса водой | Имеет оросительную систему с вытяжной трубой |
Коксовая рампа | Отпаровывание кокса | Наклонная поверхность, футерованная базальтовыми плитами, с которой кокс по конвейерам подается на сортировку |
Установка сухого тушения кокса | Тушение кокса инертными газами | Комплекс оборудования, включающий подъемник, камеру тушения с загрузочным и разгрузочным устройствами, пылеотделители, дымосос, паровой котел |
Коксосортировка | Разделение валового кокса на фракции | Валковые и вибрационные грохоты. Двухниточный конвейерный тракт. Имеет бункеры готового кокса |
Основное природоохранное оборудование
Для снижения негативного воздействия на окружающую среду процесса производства кокса устанавливается природоохранное оборудование:
- газоочистное и аспирационное оборудование, обеспечивающее необходимый уровень очистки технологических газов и аспирационного воздуха от содержащихся в них загрязняющих веществ перед отводом газов (воздуха) в атмосферу и/или возвратом обратно в рабочую зону;
- водоочистное оборудование, обеспечивающее очистку загрязненных сточных вод;
- установки утилизации отходов производства.
Для улавливания пыли на коксохимических предприятиях используют [45] пылеуловители сухого и мокрого способов очистки. Благодаря развитию газоочистных технологий в последнее время успешно применяются высокоэффективные пылеуловители. К ним относятся рукавные фильтры, электрофильтры, а также мокрые фильтры. Среди наиболее распространенных сухих методов очистки газов от пыли наибольшей эффективности улавливания частиц тонкодисперсных (менее 5 мкм) можно добиться при использовании рукавных фильтров, а также электрофильтров. Использование рукавных фильтров позволяет достичь отметки остаточной запыленности, находящейся ниже 5 - 10 мг/м3.
Аспирационное оборудование должно быть либо прямоточным, которое после очистки воздушных масс выбрасывает их в атмосферу, или рециркуляционным, предназначенным для возвращения очищенного воздуха обратно в помещение. В этом случае следует соблюдать санитарные нормы для приточного воздуха.
В процессах углеподготовки до настоящего времени работают пылеуловители мокрого типа, что связано с взрывопожароопасностью угольной пыли. В то же время имеется положительный опыт успешного применения сухих циклонов и рукавных фильтров.
В качестве водоочистных сооружений на коксохимпроизводствах применяются установки биохимической очистки сточных вод, обеспечивающие возможность использования очищенной воды для тушения кокса, в водооборотных циклах и для сброса на городские очистные сооружения.
Природоохранное оборудование производства кокса приведено в таблице 2.10.
Таблица 2.10
Наименование оборудования | Назначение оборудования | Существенные характеристики природоохранного оборудования |
Аспирационные установки оборудования углеподготовки и обработки кокса | Локализация выделения загрязняющих веществ, недопущение поступления примесей от источника их образования при технологических процессах производства кокса в атмосферный воздух и воздух рабочей зоны. Удаление запыленного воздуха из-под укрытий транспортно-технологического оборудования | Комплекс аспирационных систем с укрытиями пылевыделяющего оборудования, разветвленной сетью воздуховодов, эффективными пылеулавливающими установками. Для улавливания угольной пыли - мокрые аппараты, циклоны, рукавные фильтры. Для улавливания коксовой пыли - циклоны, рукавные фильтры |
Устройства бездымной загрузки шихты | Предотвращение выделения загрязняющих веществ в атмосферный воздух и воздух рабочей зоны. Удаление газов загрузки в газосборник | Паровая или гидравлическая инжекция |
Установки беспылевой выдачи кокса стационарные и передвижные | Локализация выделения загрязняющих веществ, недопущение поступления примесей от места рассыпания кокса в атмосферный воздух и воздух рабочей зоны. Удаление запыленного воздуха из зонта и очистка его от коксовой пыли | Аспирационное укрытие в виде зонта, мокрые аппараты, инерционные пылеуловители, циклоны, рукавные фильтры, электрофильтры |
Водоочистные сооружения | Очистка воды, используемой для тушения кокса, в водооборотных циклах и для сброса на городские очистные сооружения | Установка биохимической очистки сточных вод от фенолов, роданидов и аммонийного азота |
Коллекторные системы | Сбор и транспортирование газовых выделений из емкостного химического оборудования | Разветвленная сеть специальных газоотводящих трубопроводов с подключением к газопроводу коксового газа |
Установки утилизации отходов | Сбор и подготовка твердых и жидких отходов к утилизации | Емкости фусов и эмульсии, дозаторы для присадки отходов к угольной шихте |
Воздействие производства кокса по стадиям технологического процесса представлено в таблице 2.11.
Таблица 2.11
на окружающую среду
Входной поток | Этап процесса (подпроцесс) | Выходной поток | Основное технологическое оборудование | Эмиссии |
Угольное сырье | Разгрузка вагонов | Угольное сырье на конвейере | Вагоноопрокидыватель | Угольная пыль, шум, вибрация, неорганизованные выбросы |
Хранение угля | Угольное сырье на конвейере | Закрытый склад угля | ||
Дробление, дозирование и смешение | Угольная шихта на конвейере | Дробилки, дозаторы | ||
Угольная шихта | Коксование | Кокс | Коксовые печи | Оксиды азота, диоксид серы, оксид углерода, сероводород, аммиак, цианистый водород, бензол, фенолы, пиридиновые основания, нафталин, сажа, бенз/a/пирен, тепловое излучение |
Загрузка шихты в печные камеры | Шихта в печной камере | Углезагрузочная машина | Угольная пыль, оксид углерода, оксиды азота, диоксид серы, сероводород, аммиак, цианистый водород, бензол, фенолы, пиридиновые основания, нафталин, бенз/a/пирен, тепловое излучение | |
Кокс | Выдача кокса | Кокс в тушильном (коксовозном) вагоне | Коксовыталкиватель | Коксовая пыль, оксид углерода, оксиды азота, диоксид серы, сероводород, аммиак, цианистый водород, бензол, фенолы, пиридиновые основания, нафталин, бенз/a/пирен, тепловое излучение |
Тушение кокса | Потушенный кокс | Тушильная башня | Коксовая пыль, оксид углерода, сероводород, аммиак, цианистый водород, фенолы | |
Установка сухого тушения кокса | Коксовая пыль, оксид углерода, сероводород, аммиак, цианистый водород, фенолы | |||
Сортировка кокса | Фракционированный кокс | Грохоты коксосортировки | Коксовая пыль |
Производство кокса по всей технологической цепочке сопровождается воздействием на атмосферу, воздух рабочей зоны, поверхностные и подземные воды, связано с образованием отходов производства.
Воздействие на атмосферу
При производстве кокса происходят выбросы в атмосферу вредных веществ: в виде газообразных компонент - оксиды азота, диоксид серы, оксид углерода, аммиак, сероводород, водород цианистый, бензол, нафталин, пиридин, фенол, сероуглерод, бенз(a)пирен ксилол, толуол, или твердых компонентов - сажа, коксовая и угольная пыли.
Воздействие на поверхностные и подземные воды
В технологии коксохимпроизводства используется большое количество воды. Источниками образования сточных вод являются влага шихты и пирогенетическая вода, выделяющиеся в процессе коксования угля, а также техническая вода и водяной пар, соприкасающиеся в технологических процессах с химическими продуктами коксования. В процессе производства эта вода загрязняется различными примесями - фенолами, аммиаком, сероводородом, цианидами, роданидами, каменноугольной смолой, маслами и др.
Химзагрязненные (фенольные) сточные воды очищаются на биохимической установке очистки сточных вод. Основная часть очищенной воды направляется на мокрое тушение кокса, оставшаяся часть передается на городские очистные сооружения.
Образование отходов производства и потребления
В процессе производства образуются отходы производства (фусы каменноугольные, кислая смолка, пыль коксовая и угольная, шламы, масла, полимеры и др.) и потребления. Особую опасность представляют фусы, представляющие собой смесь угля, графитовых и частично пиролизованных угольных частиц с каменноугольной смолой и водой.
Все производственные отходы утилизируются путем добавления в исходную шихту.
Вредные производственные факторы
При производстве кокса вредными производственными факторами являются:
- повышенное напряжение в электрической цепи, замыкание которой может произойти через тело человека (свыше 50 В);
- движущиеся машины и механизмы;
- подвижные части производственного оборудования;
- повышенный уровень инфракрасной радиации;
- повышенный уровень шума на рабочем месте;
- повышенная или пониженная температура воздуха рабочей зоны;
- повышенная температура поверхности оборудования, материалов;
- расположение рабочего места на значительной высоте относительно поверхности земли;
- повышенная запыленность и загазованность рабочей зоны.
Допускаемые санитарными нормами уровни и концентрации вредных факторов:
- уровень производственного шума - 80 дБ;
- уровень инфракрасного излучения - 140 Вт/м2;
- предельно допустимая концентрация (ПДК) вредных веществ (ГН 2.2.5.1313-03).
Таблица 2.12
Предельно-допустимые концентрации рабочей зоны
Наименование вещества | Класс опасности | Предельно допустимые концентрации в рабочей зоне, мг/м3 |
Диоксид азота | 3 | 5 |
Аммиак | 4 | 20 |
Оксид азота | 2 | 30 |
Цианистый водород | 2 | 0,3 |
Серная кислота | 2 | 1 |
Сажа | 3 | 4 |
Диоксид серы | 3 | 10 |
Сероводород | 2 | 10 |
Оксид углерода | 4 | 20 |
Бензол | 2 | 15/5 <*> |
Ксилол | 3 | 150/50 <*> |
Толуол | 3 | 150/50 <*> |
Бензпирен | 1 | 0,00015 |
Нафталин | 4 | 20 |
Фенол | 2 | 1/0,3 <*> |
Формальдегид | 2 | 0,5 |
Сероуглерод | 2 | 10/3 |
Пиридин | 2 | - |
Пыль коксовая (пыль неорганическая: менее 20% двуокиси кремния) | 3 | 6 <*> |
Пыль угольная (пыль неорганическая: менее 20% двуокиси кремния) | 3 | 10 <*> |
Чугунами принято называть сплавы железа с углеродом (Fe-Fe3C) с содержанием углерода свыше 2% (в разное время это оценивали от 1,7% до 2,14%). Наименьшую температуру плавления (1148 °C) имеет сплав без примесей с содержанием углерода 4,38% (эвтектический) [46]. В доменных печах в наибольшем количестве выплавляют чугун "передельный", предназначенный для передела в сталь или для переплавки в чугунолитейных цехах для производства различных отливок. Передельный чугун в зависимости от назначения выпускается трех видов:
- передельный коксовый для сталеплавильного производства марок П1 и П2 и для литейного производства марок ПЛ1 и ПЛ2;
- передельный коксовый фосфористый марок ПФ1, ПФ2 и ПФ3;
- передельный коксовый высококачественный марок ПВК1, ПВК2 и ПВК3.
Химические составы данных видов чугуна должны соответствовать техническим условиям ГОСТ 805-95 "Чугун передельный", который устанавливает марки, группы, классы и категории в зависимости от содержания кремния, марганца, фосфора и серы. По требованию потребителей к химическому составу передельного чугуна могут предъявляться дополнительные требования по содержанию углерода, меди, хрома и др. Например, содержание кремния в чугуне марки П1 должно быть свыше 0,5% и до 0,9% включительно, в марке П2 до 0,5%; в марке ПЛ1 свыше 0,9% и до 1,2%, в марке ПЛ2 свыше 0,5 и до 0,9 включительно.
Кроме передельного чугуна в доменных печах выплавляют различные виды и марки литейных чугунов:
- литейный коксовый марок ЛК1; ЛК2; ЛК3; ЛК4; ЛК5; ЛК6; ЛК7;
- литейные легированные чугуны, содержащие повышенное содержание некоторых металлов - хромоникелевые, титанистые, титаномедистые, ванадиевые.
Примерный химический состав чугуна: Si - 0,80%; Mn - 0,40%; S - 0,6%; Ti - 0,10%; P - 0,08%; Cr - 0,05%; C - 4,64%.
В 2014 г. в мире было выплавлено 1794,1 млн. т стали и 1153,3 млн т чугуна, что составило 64,2% от произведенной стали. Более 99% чугуна было выплавлено в доменных печах. Современное доменное производство характеризуется высокой производительностью, оптимальными расходами ресурсов и энергетическими затратами, надлежащим оснащением средозащитным оборудованием и технологиями. Удельная производительность лучших доменных печей составляет от 80 до 93,5 т/(м2*сут).
Самые большие в мире доменные печи имеет южнокорейская фирма POSKO (ДП-1 внутренним объемом 6000 м3 с диаметром горна 16,1 м и 44 воздушными фурмами) и китайская компания ShagangGroup (ДП-4 внутренним объемом 5800 м3 с диаметром горна 15,7 м) [47, 48]. Доменные печи объемом свыше 5000 м3 с использованием комбинированного дутья с вдуванием природного газа, пылеугольного топлива (ПУТ) и обогащением дутья кислородом производят более 12 тыс. т чугуна в сутки. В России, США и Канаде, имеющих собственные ресурсы природного газа, для снижения расхода кокса вдувают природный газ, в последнее время начали применять вдувание ПУТ. На современных доменных печах Южной Кореи и Китая расход вдуваемого ПУТ составляет от 160 до 250 кг/т, а расход кокса снижен до 290 кг/т [47, 48]. В Германии на некоторых доменных печах при расходе ПУТ 230 кг/т чугуна расход кокса составляет 270 кг/т [49, 50].
На металлургических предприятиях России в настоящее время в эксплуатации находятся доменные печи различных объемов (см. таблицу 2.13), основные показатели работы доменных печей представлены в таблице 2.14 [51].
Таблица 2.13
металлургических предприятий России, м3
Предприятия | ДП-1 | ДП-2 | ДП-3 | ДП-4 | ДП-5 | ДП-6 | ДП-7 | ДП-8 | ДП-9 | ДП-10 |
ММК | 1370 | 1370 | 1370 | 1380 | 1371 | 1371 | 2014 | 2014 | ||
ЧерМК | 1007 | 1033 | 2700 | 5580 | ||||||
НЛМК | 1000 | 2000 | 2000 | 3200 | 3200 | 4291 | ||||
ЗСМК | 3000 | 2000 | 3000 | |||||||
НТМК | 2200 | 2200 | ||||||||
ЧелМК | 2038 | 1386 | 1719 | |||||||
Урал. Сталь | 1007 | 1033 | 1513 | 2000 | ||||||
Тулачермет | 1510 | 1144 | 2200 | |||||||
КМЗ | 1066 | 462 | 759 | |||||||
СЧПЗ | 224 | 350 | ||||||||
Надежд. МЗ | 260 | 205 | 212 |
Таблица 2.14
Предприятия | Расходы, кг/т; м3/т | Уд. произ., т/м3 сут | Выпл. млн. т в 2015 г. | |||||||
Агломерат | Окатыши | Руда дом. | Мет. доб. | Сумм. кокс | Прир. газ | ПУТ | Кислород | |||
ММК | 1055 | 584 | 0,5 | 12 | 458,2 | 102,2 | 130,2 | 2,352 | 10,132 | |
ЧерМК | 1004 | 507 | 20 | 48 | 424,3 | 118,4 | 114,8 | 2,515 | 9,244 | |
НЛМК | 1104 | 539 | 15 | 14 | 417,6 | 102,3 | 40,9 | 109,3 | 2,533 | 12,803 |
ЗСМК | 1302 | 348 | 38 | 5 | 438,1 | 44,9 | 70,4 | 84,1 | 2,030 | 5,843 |
НТМК | 766 | 873 | 77 | 383,8 | 108,3 | 53,7 | 127,2 | 3,211 | 4,921 | |
ЧелМК | 1302 | 254 | 1,4 | 17 | 473,4 | 98,7 | 74,5 | 2,195 | 4,065 | |
Урал. Сталь | 1189 | 594 | 15 | 495,4 | 99,3 | 89,9 | 1,914 | 2,465 | ||
Тулачермет | 1582 | 14 | 51 | 38 | 488,4 | 57,5 | 55,6 | 1,776 | 2,059 | |
КМЗ | 1,002 | 0,475 | ||||||||
СЧПЗ | 1,144 | |||||||||
Надежд. М3 | 1775 | - | 2 | 142 | 505,9 | 96,8 | 2,061 | 0,351 | ||
Кроме чугуна в 2015 г. было выплавлено 155,4 тыс. доменного ферромарганца с содержанием марганца до 78% - 79%, в том числе на КМЗ 59,7 тыс. т и на СЧПЗ 95,7 тыс. т.
Доменная печь представляет собой печь шахтного типа, предназначенная для получения металла из железосодержащей шихты и кокса. По высоте доменная печь состоит из нескольких частей, в которых шихтовые материалы проходят последовательно стадии нагрева, восстановления оксидов металлов и плавления с получением продуктов плавки - чугуна и шлака. На колошнике доменной печи специальным загрузочным устройством железорудное сырье, флюсы и кокс распределяются определенным образом по окружности и радиусу печи. В шахте происходит нагрев шихтовых материалов и начинается восстановление оксидов металлов. В распаре и заплечиках практически заканчивается восстановление оксидов железа, и образуются жидкие продукты плавки, которые стекают в горн доменной печи. В горне доменной печи происходит разделение чугуна и шлака по их удельному весу, а также завершаются процессы восстановления оксидов металлов из жидкого шлака углеродом кокса, заполняющего горн печи.
Доменная печь работает по принципу противотока (см. рисунок 2.25). В горн печи через воздушные фурмы подают дутье с температурой 1000 °C - 1400 °C, активно горит кокс, температура в фурменном очаге достигает 1900 °C - 2300 °C, поднимающийся к верху печи горячий восстановительный газ с высоким содержанием окиси углерода (CO) и водорода (H2) нагревает и расплавляет опускающиеся железорудные материалы, восстанавливает из рудной части оксиды железа до металла. Температура колошникового газа составляет 110 °C - 300 °C. Образующиеся жидкие металл и шлак стекают по коксовой насадке в горн печи. В горне печи при температуре 1500 °C - 1600 °C оксиды шлака FeO, MnO, SiO2, P2O5 и другие восстанавливаются углеродом кокса. Накопленные в горне чугун и шлак периодически удаляют через чугунную летку во время выпусков по установленному графику. На место выгорающего у фурм кокса и опускающихся в горн жидких расплавов поступают новые порции рудного сырья и кокса, непрерывно загружаемых загрузочным устройством на колошнике печи.

доменной печи [52]
Передельный чугун с содержанием кремния 0,4% - 1,2% используют для выплавки стали, а литейный с кремнием свыше 1,2% поставляют на машиностроительные предприятия. При выплавке ванадийсодержащего чугуна на титаномагнетитовой шихте содержание кремния стараются держать около 0,2% - 0,3%, для ограничения восстановления титана в чугун. При азотсодержащем воздушном дутье образуются очень мелкие карбиды и нитриды титана, называемые гренали, которые не растворяются в чугуне и скапливаются между чугуном и шлаком, затрудняя отработку шлака на выпуске чугуна.
Вредными примесями в чугуне считаются фосфор и сера, причем при доменной восстановительной плавке удалить фосфор из чугуна невозможно. Серу удаляют повышением основности конечного шлака. Способствует удалению серы повышение содержания кремния в чугуне.
Шлак используют для производства строительных материалов и шлакопортландцемента. Побочной продукцией является колошниковый газ, который применяется для нагрева дутья в воздухонагревателях, основная часть которого подается в газовую сеть предприятия. Отходами производства являются скрап литейного двора, уловленная в сухом пылеуловителе колошниковая пыль, шламы системы мокрой очистки доменного газа. Пыль, уловленная в системе мокрой газоочистки, подается в виде шлама в специальные бассейны-отстойники, где шлам сгущается и откачивается со дна сгустителя, очищенная вода поступает в оборотный цикл водоснабжения. Шламы системы мокрой газоочистки доменного процесса содержат повышенное количество цинка и щелочей, поэтому могут иметь ограниченное применение в рециклинге. Как правило, этот шлам выводится из оборота и размещается либо в прудах-отстойниках, либо в шламохранилищах.
Технологический процесс производства чугуна в доменной печи, схематично представленный на рисунке 2.26, осуществляется в сложном комплексе агрегатов и оборудования, который включает:
- рудный двор с кранами-перегружателями для разгрузки и усреднения сырья;
- шихтовое отделение с бункерами для загружаемых в печь материалов;
- воздухонагреватели для нагрева дутья до 1000 °C - 1200 °C (до 1400 °C на ВНК);
- доменную печь с механизмами загрузки сырья и выдачи продуктов плавки;
- системы газоочистки;
- установки обработки шлака (придоменную грануляцию шлака или находящееся в отдалении от доменного цеха отделение по переработке шлака для получения щебня, граншлака или другой продукции);
- разливочные машины для разливки товарного чугуна.

в доменной печи, видов и мест выделения эмиссий
Технологические операции процесса выплавки чугуна, как видно из рисунка 2.26, сопряжены с эмиссиями загрязняющих веществ). Использование сухих материалов (кокса, агломерата, окатышей, железных руд, флюсов или их заменителей), обладающих к тому же абразивными свойствами, приводит к выделению пыли в местах перегрузок, при отсеве мелочи на грохотах, при наборе материалов в весовую воронку в шихтовом отделении. При выпуске чугуна происходит активное выделение графитовой спели из чугуна и окисление струи металла. При охлаждении шлака водой из него выделяется H2S, образующийся при взаимодействии сульфида кальция шлака с водой или влагой воздуха:
CaS + H2O = CaO + H2S.
При нагреве дутья в доменных воздухонагревателях образуются дымовые газы с характерным для них составом в виде оксидов азота оксида углерода, оксида серы.
Поступающее в доменный цех железорудное сырье - руда, окатыши и агломерат при отсутствии бункерной эстакады разгружают из вагонов на рудном дворе в траншеи, на эстакаде или вагоноопрокидывателем (см. рисунок 2.27). При наличии бункерной эстакады в доменном цехе материалы разгружаются в бункера, обеспечивающие, в том числе, необходимый кратковременный запас шихтовых материалов. На рудном дворе доменного цеха также хранят стратегический запас рудного сырья на случай возможных задержек поставок.
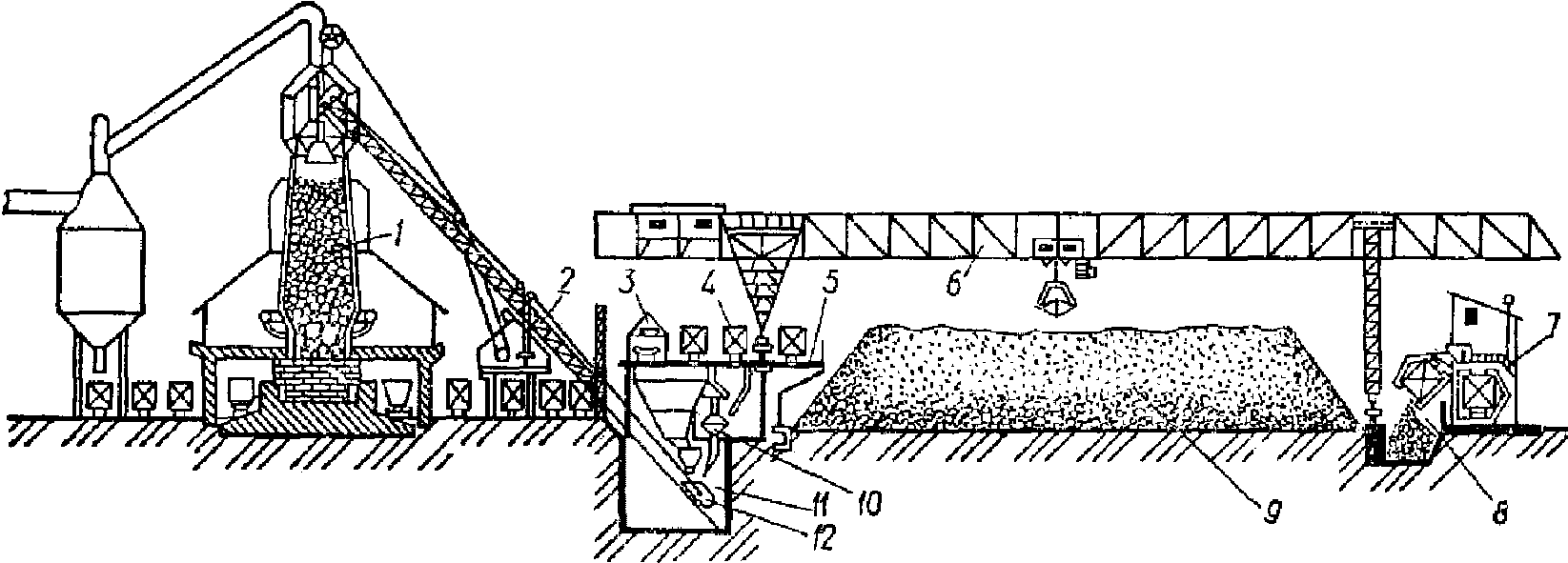
1 - доменная печь; 2 - скиповый подъемник; 3 - галерея
коксового конвейера; 4 - перегрузочный вагон (трансферкар);
5 - бункерная эстакада; 6 - рудный перегружатель;
7 - вагоноопрокидыватель; 8 - приемная траншея; 9 - штабель
руды; 10 - вагон-весы; 11 - скиповая яма; 12 - скип
в доменную печь
Рудным краном-перегружателем формируют штабели для усреднения поступивших отдельных партий сырья. Для каждого материала, как правило, отводят два штабеля, которые формируют и забирают поочередно. Руду усредняют грейферным краном, укладывая ее тонкими слоями вдоль штабеля. Забор руды производят грейфером вразрез штабеля. Окатыши и агломерат на рудном складе не усредняют. Рудное сырье кран выгружает в трансферкар, который перевозит его в нужные бункеры доменных печей. Трансферкар (перегрузочный вагон) необходим для ускорения загрузки бункеров доменных печей, чтобы не перемещать рудный кран-перегружатель вдоль фронта бункеров нескольких доменных печей. На современных металлургических комбинатах агломерат, с аглофабрики, может подаваться в доменный цех конвейерами. При загрузке доменных печей с бункерной эстакады набор компонентов шихты и их подача в загрузочный скип осуществляется системой дозаторов и транспортеров.
Перед подачей в доменную печь из рудного сырья и кокса в процессе набора дозы в весовую воронку на электровибрационных грохотах отсевают мелочь. От агломерата и окатышей отсевают фракцию менее 5 мм, а от кокса - менее 25 мм. На колошник доменных печей шихта подается скипами, а на современных печах большого объема - конвейерами.
В подбункерных помещениях доменной печи в процессе транспортировки, отсева мелочи и дозирования компонентов шихты в весовые воронки образуется много тонкодисперсной пыли. Для удаления пыли из рабочего пространства подбункерные помещения оборудуются аспирационными установками с очисткой воздуха от пыли.
Решающую роль в устойчивой и экономичной работе доменной печи играет технология загрузки печи железорудным сырьем и коксом. Для этого применяются специальные загрузочные устройства (или засыпные аппараты), которые загружают печь таким образом, чтобы рудные материалы и кокс располагались на колошнике доменной печи равномерно по окружности. Как правило, рудная часть и кокс располагаются в печи слоями с некоторой большей долей кокса в центре и на периферии. Это обеспечивает равномерный газовый поток по сечению печи по всей ее высоте с некоторой большей активностью в центре и на периферии. Ход доменной печи при таком распределении газового потока будет ровным, без подстоев шихты и осадок.
В настоящее в России на доменных печах загрузку шихты производят в основном типовыми двухконусными загрузочными устройствами (см. рисунок 2.28), а также бесконусным загрузочным устройство (БЗУ) Пауль Вюрт с вращающимся лотком (см. рисунок 2.29) (НТМК - ДП-5 и ДП-6; НЛМК - ДП-5, ДП-6 и ДП-7; ММК - пять из восьми доменных печей; ЧерМК - ДП-5) и бесконусным роторным загрузочным устройством (БРЗУ) ТОТЭМ (см. рисунок 2.30) (ЗСМК все печи - ДП-1, ДП-2 и ДП-3).
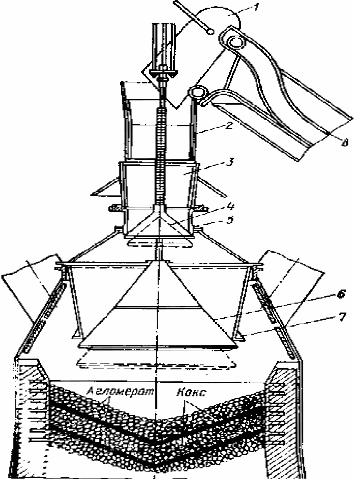
1 - скип; 2 - приемная воронка; 3 - вращающаяся воронка
малого конуса; 4 - малый конус; 5 - вращающийся
распределитель шихты (ВРШ); 6 - большой конус; 7 - воронка
большого конуса; 8 - наклонный мост
Рисунок 2.28 - Двухконусный засыпной аппарат [53]
В последнее время, сначала большие доменные печи, а затем и печи меньшего объема стали оснащаться бесконусными загрузочными устройствами (БЗУ) Пауль Вюрт с лотковой загрузкой (см. рисунок 2.29) [53]. Особенностью данной конструкции бесконусного загрузочного устройства (БЗУ) является возможность вращающегося лотка менять угол наклона для изменения траектории ссыпания шихтовых материалов одной порции. Это обеспечивается работой сложного редуктора, находящегося в колошниковой зоне печи при высоких температурах. Для охлаждения редуктора в него непрерывно подают азот.

1 - приемная воронка; 2 - газоуплотнительный клапан;
3 - бункер шихты; 4 - шихтовый затвор; 5 - вращающийся лоток
Пауль Вюрт с вращающимся лотком [53]
По сравнению с применением двухконусного засыпного аппарата БЗУ с однолотковой загрузкой оказывает меньший сдвиг шихты по радиусу печи, но приводит к большей неравномерности распределения шихты по окружности печи, так как невозможно точно регулировать или определить место начала и окончания ссыпания шихтовых материалов. Применение БЗУ с двойным распределительным лотком не устранило указанный недостаток лоткового БЗУ [52]. Загрузочное устройство с вращающимся лотковым распределителем шихты требует принятия специальных мер по устранению окружной неравномерности распределения материалов на колошнике. Для предотвращения подстоев шихты при работе с лотковым БЗУ рекомендуется режим работы с достаточно сильно раскрытым газовым потоком в центре печи, при котором в осевую зону дают увеличенное количество кокса, что приводит к повышению температуры в осевой части до 400 °C - 500 °C. Это дополнительно осложняет условия работы редуктора в этой зоне колошника.
Указанные недостатки преодолены в бесконусном роторном загрузочном устройстве (БРЗУ) TOTEM (см. рисунок 2.30).

1 - скип; 2 - приемная воронка; 3 - шихтовый и газовый
затвор конусного типа; накопительный бункер; 5 - шихтовый
клапан; 6 - газовый клапан; 7 - корпус клапанов; 8 - привод
ротора; 9 - ротор; 10 - купол печи
(БРЗУ) ТОТЭМ [53]
Бесконусное загрузочное устройство роторным принципом распределения шихты реализует принципиально новую технологию загрузки шихтовых материалов на поверхность засыпи, которое заключается в подаче их пятью плоскими веерообразными потоками, сходящими с лепестков вращающегося ротора. При этом материал, падая на поверхность засыпи, не деформирует ее и остается на месте падения. Регулирование распределения материалов по радиусу осуществляется изменением скорости вращения ротора [53]. Большим достоинством БРЗУ является то, что привод ротора для вращения загрузочных лепестков находится снаружи печи и не подвергается сильному нагреву.
Нагрев дутья, подаваемого в доменную печь, имеет большое значение в экономии энергоресурсов при выплавке чугуна. Повышение температуры дутья на 100 °C в интервале температур 800 °C - 1000 °C снижает расход кокса на 3,9%, а в интервале 1000 °C - 1200 °C - на 2,2%.
В доменном производстве используются регенеративные воздухонагреватели с внутренней камерой горения, обеспечивающие нагрев дутья до 1200 °C (см. рисунок 2.31).

1 - купол ВН; 5 - насадка; 3 - камера горения; 8 - газовая
горелка; 9 - штуцер газовой горелки; 12 - штуцер клапана
холодного дутья; 15 - подкупольное пространство
камерой горения
Однако воздухонагреватели с внутренней камерой горения, расположенной в одном кожухе с регенеративной огнеупорной насадкой, при длительной эксплуатации выявили ряд недостатков, а именно: изгиб воздухонагревателя, короткое замыкание, пульсации, крип, неравномерность распределения потоков по насадке. Эти недостатки связаны именно с наличием высокой камеры горения. Они приводят к частому выходу ее из строя, требуют ремонтов и ограничивают температуру эксплуатации до 1200 °C.
Основные недостатки, связанные с внутренней камерой горения, были устранены в воздухонагревателях с выносной камерой горения (см. рисунок 2.32).

Однако эта конструкция устранила только часть недостатков, оказалась дорогой, требует больших площадей для своего размещения, и также не обеспечивала равномерное распределение газов по всей площади огнеупорной насадки.
В последнее время получили распространение воздухонагреватели без высокой камеры горения конструкции Калугина (ВНК). На рисунке 2.33 представлена принципиальная конструкция ВНК, обеспечивающая нагрев дутья до 1400 °C и низкое содержание в дымовых газах CO и NOx.

Отличительной особенностью ВНК является то, что температура горячего дутья 1250 °C - 1300 °C обеспечивается доменным газом с низкой теплотой сгорания и без добавок высококалорийного газа. Установка теплообменников для утилизации низкопотенциального тепла отходящих дымовых газов со средней температурой 280 °C - 330 °C для нагрева доменного газа и воздуха для отопления воздухонагревателей позволила снизить температуру дыма до 120 °C и увеличить температуру дутья без добавок высококалорийного газа.
Существенным элементом этой конструкции является струйно-вихревая горелка, расположенная вверху купола по оси воздухонагревателя, имеющая форкамеру. Горелка обеспечивает концентрацию CO в отходящем дыме не более 50 мг/м3, что в два раза ниже европейских норм. Концентрация NOx составляет не более 100 мг/м3.
Гарантированный срок эксплуатации - 30 лет.
Комбинированное дутье
В качестве одного из приемов регулирования теплового состояния печи применяют увлажнение дутья подачей пара. Подача пара повышает содержание водорода в восстановительных газах и ускоряет процессы восстановления в печи [54, 55]. Для сохранения теплового состояния печи на каждый 1 г воды в 1 м3 дутья следует повысить температуру дутья на 9 °C.
Существенным шагом в развитии технологии доменной плавки стало обогащение дутья кислородом, которое вызвало некоторые изменения параметров плавки, а именно:
- повысилась теоретическая температура горения в фурменном очаге;
- повысилось содержание окиси углерода в горновых газах;
- уменьшился расход дутья на единицу сжигаемого у фурм углерода;
- увеличилась производительность печи.
Особенно большой эффект дало обогащение дутья кислородом при выплавке в доменных печах ферросплавов - ферромарганца и ферросилиция.
Новый этап в повышении содержания кислорода в дутье доменных печей наступил с началом вдувания природного газа и других добавок к дутью, так как простая подача природного газа с дутьем приводит к охлаждению горна и не экономит кокс. Например, при одновременном обогащении дутья кислородом до 120 м3/т чугуна количество вдуваемого природного газа можно увеличить до 100 м3/т без изменения теплового состояния печи. Есть примеры с расходом природного газа до 170 - 200 м3/т чугуна с соответствующей компенсацией расходом кислорода.
Обогащение дутья кислородом позволило увеличить количество вдуваемого в доменные печи ПУТ до 250 кг/т чугуна.
Несмотря на одновременное вдувание в горн доменной печи природного газа и кислорода, коэффициент замены кокса природным газом не превышает 0,8. Чрезмерный расход природного газа без соответствующей компенсации кислородом приводит к разложению метана не в фурменном очаге, а в восстановительной атмосфере шахты доменной печи, при этом образуется водород и сажистый углерод, затрудняющий работу печи. Повышение эффективности использования природного газа в доменной плавке для замены кокса можно достигнуть предварительной его конверсией перед вдуванием, например, путем использования мощных плазмотронов [56].
В настоящее время в России содержание кислорода в дутье доменных печей некоторых заводов доходит до 26% - 30% при расходе природного газа до 100 - 120 м3/т чугуна.
Рассмотрение перспектив развития технологии производства чугуна, которые могут снизить потребление углерода на восстановление железа из руд и уменьшить негативное воздействие на окружающую среду, приводит к необходимости изучения технологии доменной плавки на кислородном дутье с обогащением восстановительным газом [57, 58]. Исключение азота из объема восстановительного газа в печи с учетом дополнительного вдувания природного или коксового газов повысит восстановительный потенциал газов в печи, в том числе за счет большего участия водорода. На этом этапе отмывка CO2 от колошникового газа будет хорошим дополнением к новой технологии [50]. Применение "кислородной" доменной технологии приведет к отказу от использования воздухонагревателей для нагрева вдуваемого дутья, позволит на треть уменьшить размеры доменных печей при сохранении производительности, что снизит требования к прочности кокса.
Выплавляемые в доменной печи чугуны, кроме железа и углерода содержат кремний, марганец, фосфор, серу и другие элементы, количество которых зависит от состава шихты и температурных условий плавки. Восстановителями являются окись углерода (CO), водород (H2) и твердый углерод (C), которые, как восстановители, ведут себя по-разному при различных температурах по высоте печи. Источником газообразных восстановителей является углерод кокса, сгорающий в струе горячего дутья в фурменном очаге, по реакции
C + O2 = CO2.
Образующийся оксид углерода (CO2) при температуре в горне печи 1600 °C - 2300 °C взаимодействует с углеродом кокса по реакции
CO2 + C = 2CO.
При наличии влаги в дутье вода также взаимодействует с углеродом по реакции
H2O + C = CO + H2.
Таким образом, в горне печи присутствуют три вида восстановителя (C, CO и H2) по отношению к оксидам шихты. Восстановление оксида железа происходит по реакциям:
3Fe2O3 + CO = 2Fe3O4 + CO2;
Fe3O4 + CO = 3FeO + CO2;
FeO + CO = Fe = CO2.
Аналогично эти реакции описываются с участием водорода. В доменной печи только 50% - 80% всех оксидов железа в опускающихся полурасплавленных массах восстанавливается оксидом углерода и водородом. Остальная часть восстанавливается в горне печи из жидкого шлака твердым углеродом по реакции
FeO + C = Fe + CO.
В горне печи температура продуктов плавки равна 1500 °C - 1600 °C. При этой температуре практически завершаются процессы восстановления оксидов шлака с участием углерода кокса. Также завершается образование карбидов железа. В чистом от примесей чугуне содержание углерода составляет 4,3% - 4,4%. Марганец и хром образуют устойчивые карбиды и повышают содержание углерода в чугуне.
По мере опускания рудной части в горн печи и последовательного восстановления оксидов железа до металла, в зоне первичного шлакообразования в средней части шахты печи происходит постепенное разделение материалов на металл и шлаковую часть. При науглероживании свежевосстановленного металлического железа до 2,0% температура его плавления снижается с 1535 °C до 1330 °C и этот сплав чугуна стекает в горн, где содержание углерода при контакте чугуна с коксом увеличивается до 4,3% - 4,6%, а температура плавления понижается до 1150 °C.
Аналогично меняются состав и свойства первичного шлака по мере опускания его в горн печи, где в его состав войдет зола кокса. Доменная шихта рассчитывается таким образом, чтобы вязкость (жидкотекучесть) конечного шлака, состоящего в основном из оксидов SiO2, Al2O3, CaO, MgO, была достаточной для свободного выхода его из печи во время выпуска чугуна. В большинстве случаев это достигается при основности шлака по CaO/SiO2, равной 0,8 - 1,0.
Разная удельная плотность металла и шлака обуславливает их разделение в горне печи на два слоя. При накоплении в горне достаточного количества жидких продуктов плавки производят их выпуск через чугунную летку. Число выпусков чугуна в сутки на доменной печи составляет от 6 до 12. При совместном выходе чугуна и шлака их разделение происходит в скиммерном устройстве главного горнового желоба. Чугун сливают в чугуновозный ковш и отправляют в сталеплавильный цех, а шлак - в шлаковую чашу для переработки или сразу гранулируют на припечной гранустановке. Температура чугуна при выпуске его из печи составляет примерно 1480 °C, а шлака - 1530 °C. Для снижения выброса газов на литейный двор во время выпусков продуктов плавки транспортные желоба делают укрытыми и производят очистку аспирационных газов от пыли.
Выплавленный жидкий чугун поставляется в кислородно-конвертерный цех в чугуновозных ковшах вместимостью 70 - 100 т чугуна или в ковшах миксерного типа вместимостью до 500 т чугуна (см. рисунок 2.34).
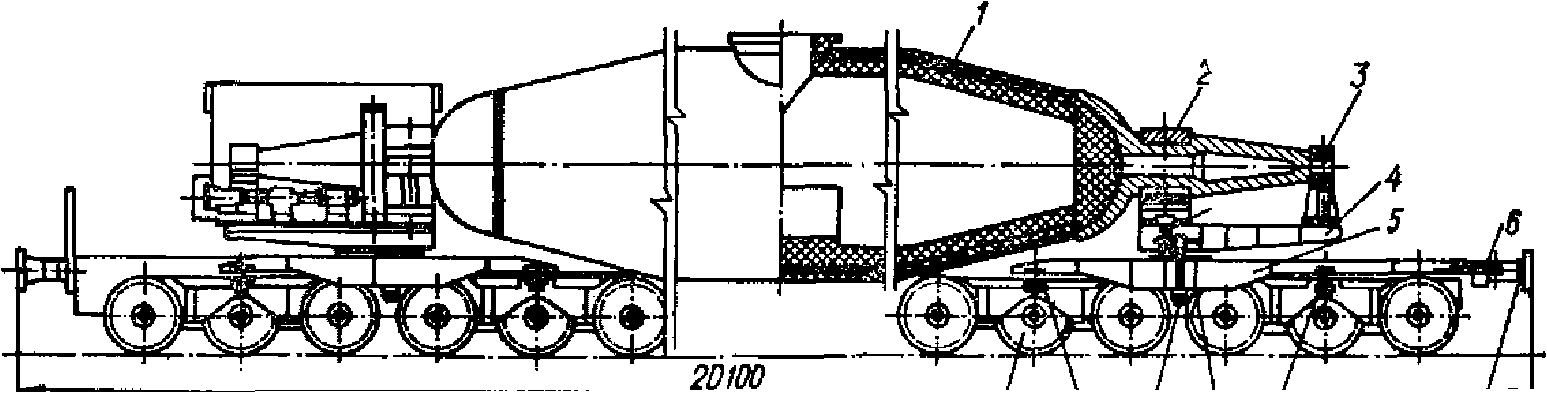
1 - футерованная емкость; 2 - опорный подшипник
Из одной чугунной летки за один выпуск в миксерный чугуновозный ковш наливают до 400 - 500 т чугуна. Стойкость футеровки и число наливов чугуна в ковшах миксерного типа больше, чем в ковшах вместимостью 70 - 100 т.
При остановке конвертерного цеха на плановый ремонт образуется избыток жидкого чугуна, который является самостоятельной товарной продукцией. Товарный чугун разливают на двухручьевой разливочной машине (см. рисунок 2.35).

1 - стенд; 2 - разливочный желоб; 3 - опрыскиватель;
4 - устройство для погрузки чушек в вагоны; 6 - конвейер
с мульдами; 7 - натяжное устройство
Чугуновозный ковш устанавливают на стенд, затем подъемным краном наклоняют его для перелива чугуна в промежуточную емкость и на разливочную машину. Чугун разливается в мульды, которые предварительно обрабатывают известковым молоком для предотвращения приваривания чугуна к мульде.
Существует технология разливки чугуна в гранулы, подобно получению гранулированного шлака. Такой чугун успешно транспортируется в железнодорожных вагонах и легко дозируется на плавку. Затраты на разливку чугуна в гранулы значительно меньше, чем на обслуживание и поддержание разливочной машины в рабочем состоянии.
Конечный доменный шлак имеет примерный химический состав: SiO2 - 37,5%; Al2O3 - 12,3%; CaO - 36,3%; MgO - 9,9%; MnO - 0,4%; FeO - 0,3%; TiO2 - 1,2%; Na2O - 1,1%; K2O - 1,0%. Основность шлака CaO/SiO2 - 0,95 - 1,1.
Шлак охлаждается водой на припечных грануляционных установках (см. рисунок 2.36) или на отдельно стоящих установках, либо в специальных шлаковых ямах. Наиболее распространенной технологией переработки доменного остается переработка шлака в щебень, являющийся широко востребованным продуктом в дорожном строительстве и в случае влияния сезонности спроса не имеет проблем с хранением.
Большая часть гранулированного доменного шлака используется при производстве цемента.
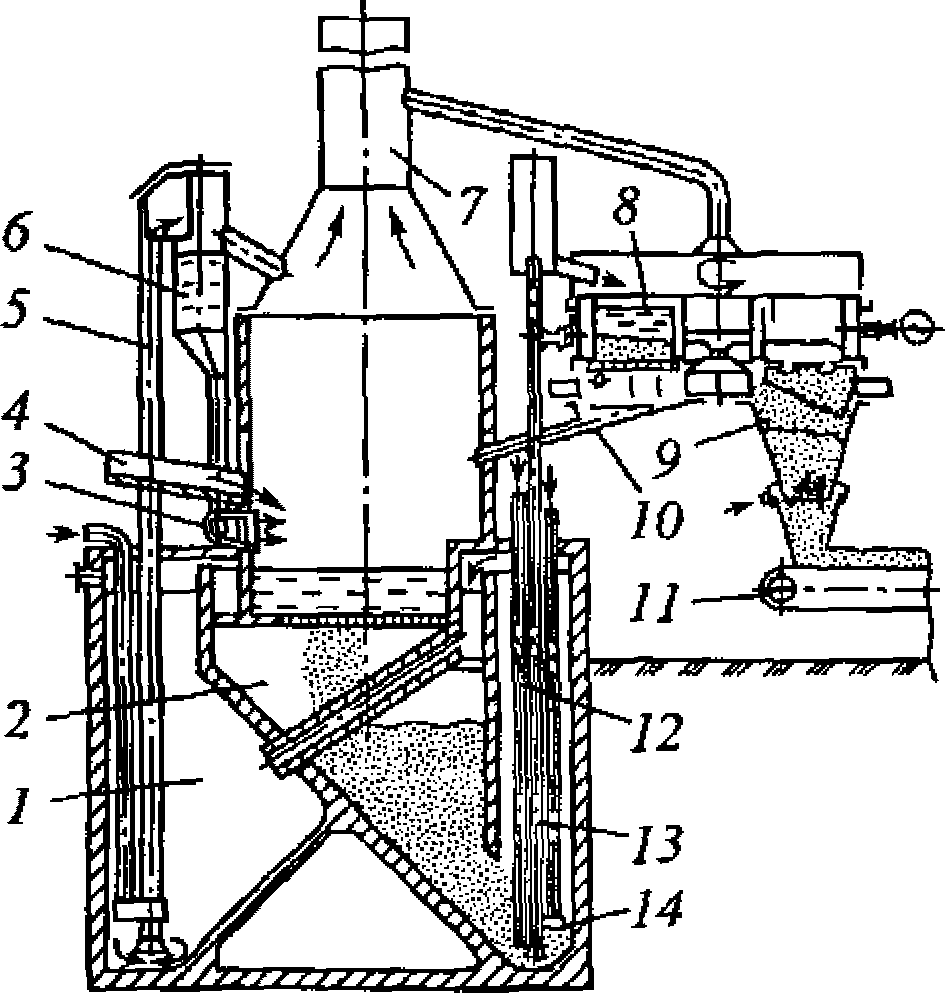
1 - камера оборотной воды; 2 - бункер; 3 - сопло
для грануляции шлака; 4 - желоб; 9 - бункер сушки;
10 - кольцевой водосборник; 14 - эрлифт
При грануляции шлака на припечной гранустановке, выходящий во время выпуска шлак стекает по желобу 4 на поток воды гранулятора 3, дробится и, попадая в бункер-охладитель 2, охлаждается. Затем полученный гранулированный шлак перекачивается и обезвоживается в специальных секциях, высушивается продувкой воздухом и отгружается. Образующийся при грануляции пар удаляется в атмосферу.
Недостатком грануляции доменного шлака является повышенная его влажность, затрудняющая его отгрузку и транспортировку потребителям в зимнее время.
Лучшим способом грануляции доменного шлака по ходу его выпуска из печи является полусухая грануляция во вращающемся сетчатом барабане. При таком способе шлак меньше смерзается и не требуется ввод антислеживающих добавок.
Доменная печь в зависимости от вида выплавляемого чугуна производит до 2500 м3/т доменного газа состава 25% - 27% CO, 22% - 25% CO2, 8% - 10% H2, представляющего в общезаводском балансе горючих газов до 25% - 30% по теплу. Для его очистки от пыли перед подачей в заводскую сеть грязный доменный газ проходит многоступенчатую очистку (см. рисунок 2.37).

1 - доменная печь; 2 - уравнительные клапаны засыпного
аппарата; 3, 4 - соответственно вертикальный и наклонный
(нисходящий) газопроводы; 5 - пылеуловитель;
6, 9, 13 - газопроводы; 7 - скруббер высокого давления;
8 - труба-распылитель (труба Вентури); 10 - дроссельное
устройство; 11 - газопровод получистого газа;
12 - электрофильтры
доменной печи
В сухом пылеуловителе содержание пыли в газе снижается до 1 - 3 г/м3. В мокром скруббере после полутонкой очистки содержание пыли в газе снижается до 0,1 - 0,8 г/м3. В дроссельных группах производится тонкая очистка, и содержание пыли в доменном газе снижается до 0,005 - 0,01 г/м3. При работе доменных печей при повышенном давлении тонкая очистка достигается в трубах-распылителях.
В настоящее время на новых и реконструируемых доменных печах стали устанавливать сухие газоочистки, которые не требуют воды для улавливания пыли.
Водопотребление
Работа доменной печи связана с потреблением большого количества технической воды, необходимой для работы системы охлаждения печи, очистки доменного газа и других производственных нужд. Для работы печи в аварийной ситуации при отключении насосов подачи воды, предусмотрена резервная емкость для обеспечения циркуляции охлаждающей воды в течение 30 - 40 мин работы цеха. Расход воды доменного цеха составляет 18% - 25% в общезаводском балансе. Удельный расход воды составляет 60 м3/т чугуна, в том числе свежей на подпитку - 4,5 м3/т.
Водное хозяйство современных металлургических заводов требует повышения качества очистки оборотной воды. Первоначально эту задачу решали увеличением количества ступеней очистки (числом радиальных отстойников), что увеличивало затраты. Более перспективным путем решения задач очистки оборотной воды является применение отстойников-флокуляторов. Например, при строительстве новой доменной печи объемом 4000 м3 три малогабаритных отстойника-флокулятора заменили три радиальных отстойника диаметром 30 м, заняли по площади в четыре раза меньше места и в два раза сократили стоимость очистных сооружений [59].
Очистки требует не только доменный газ, поступающий в заводскую газовую сеть. Необходимо очищать перед выбросом в атмосферу доменный газ из межконусного пространства загрузочного устройства доменной печи, так как из межконусного пространства в атмосферу под высоким давлением грязный доменный газ за сутки выбрасывается до 200 раз. На некоторых заводах работают установки для улавливания, очистки и утилизации доменного газа из межконусного пространства доменной печи (см. рисунок 2.38) [60]. По этой технологии грязный доменный газ из межконусного пространства не выбрасывается в атмосферу, а очищается в автономной малогабаритной газоочистке и возвращается в газопровод чистого доменного газа. Установка для улавливания и очистки газа из межконусного пространства доменной печи может работать независимо от доменной газоочистки. Расход воды на очистку составляет 40 - 50 м3/ч.
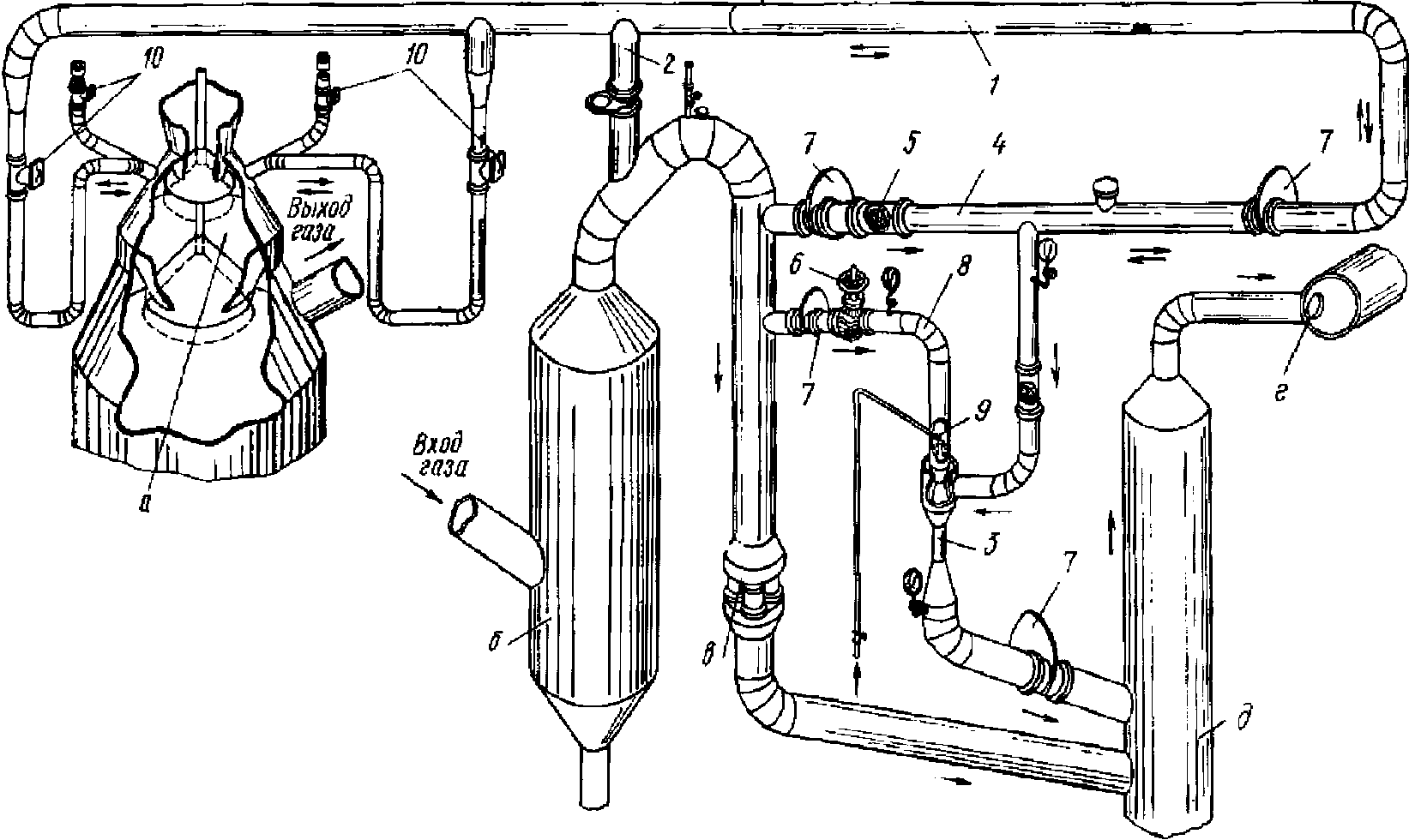
а - межконусное пространство загрузочного устройства
доменной печи; б - скруббер; в - дроссельная
группа; г - коллектор чистого доменного
газа; д - каплеуловитель; 1 - уравнительный газопровод;
2 - байпасный газопровод; 3 - эжектор; 4 - газопровод;
дроссель-клапан с приводом; 6 - дисковая задвижка;
7 - листовая задвижка; 8 - газопровод получистого газа;
9 - эвольвентная форсунка; 10 - уравнительные клапаны
большого и малого конуса
и утилизации доменного газа из межконусного пространства
доменной печи
Газовые утилизационные бескомпрессорные турбины (ГУБТ) устанавливаются на доменных печах после пылеуловителей и скруббера с трубами Вентури для выработки электроэнергии за счет использования повышенного давления колошникового газа для вращения турбины и электрогенератора. Мощность некоторых ГУБТ составляет 7 и 12 МВт. Технологическая схема утилизации повышенного давления доменного газа приведена на рисунке 2.39 [53].
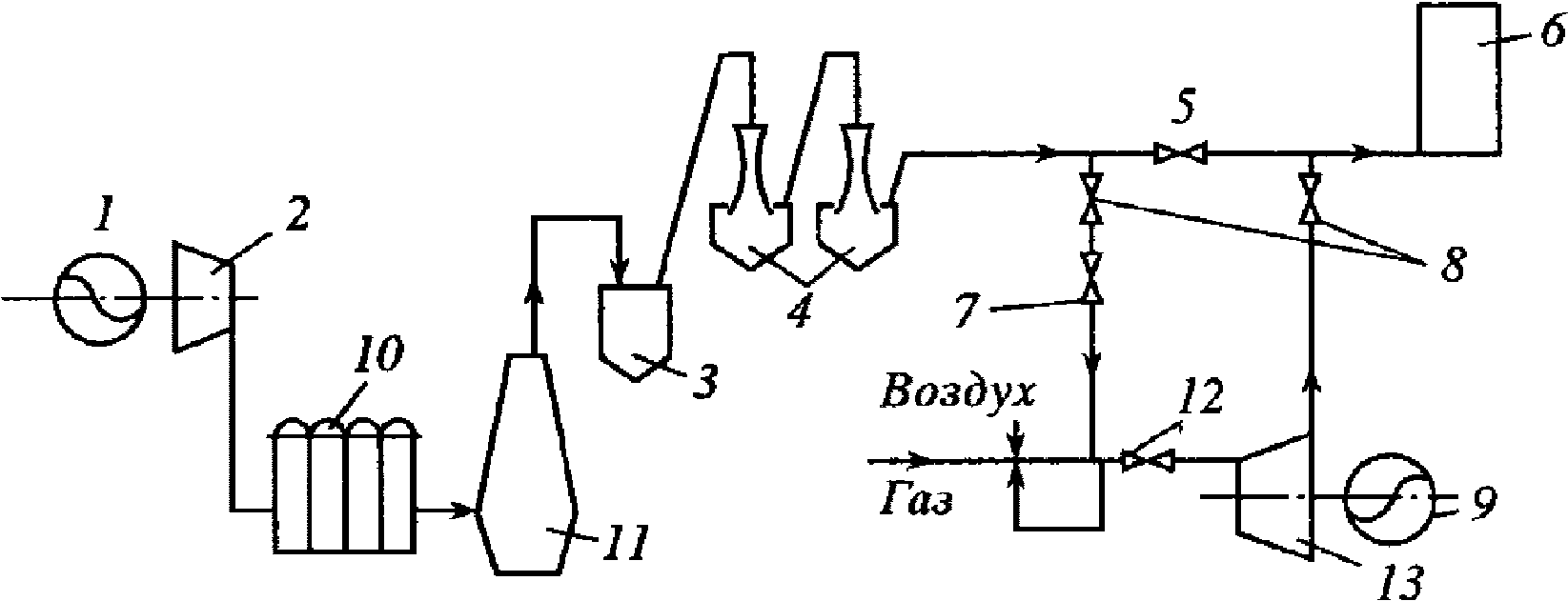
1 - двигатель; 2 - воздуходувка; 3 - пылеулавливатель;
4 - скруббер с трубами Вентури; 5 - перегораживающий клапан;
6 - газгольдер; 7 - аварийный отсечной клапан; 8 - листовая
задвижка; 9 - генератор; 10 - воздуходувка; 11 - доменная
печь; 12 - регулирующий клапан; 13 - турбина
доменного газа [53]
Назначение, описание, технологические характеристики основного оборудования, используемого при производстве чугуна, приведены в таблице 2.15.
Таблица 2.15
при производстве чугуна
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Вагоноопрокидыватель | Выгрузка поступающих грузов | Вагоноопрокидыватель роторный или передвижной |
Грейферные краны | Разгрузка вагонов на склад сырья в усреднительный штабель, забор сырья для заполнения шихтовых бункеров | Грейферные краны: козловые, портальные, мостовые |
Трансферкар (перегрузочный вагон) | Заполнение компонентами шихты бункеров доменных печей | Перегрузочный вагон |
Бункеры, весовые дозаторы, весовые воронки, ленточный конвейер | Дозировка компонентов доменной шихты на сборный конвейер в нужном соотношении | Бункеры, весодозаторы, ленточные сборные конвейеры для шихты |
Доменная печь | Выплавка чугуна | Нагрев и восстановление железорудного сырья с получением чугуна, шлака и доменного газа |
Машина для вскрытия чугунной летки | Вскрытие чугунной летки для выпуска продуктов плавки | Электрическая или гидравлическая модификация |
Пушка для забивки чугунной летки | Закрытие чугунной летки после окончания выпуска | Электрическая или гидравлическая модификация |
Чугуновозный ковш на 70 - 100 т чугуна | Транспортировка жидкого чугуна в сталеплавильный цех | Перевозка ж/д транспортом |
Чугуновозный ковш на 300 - 500 т чугуна | Транспортировка жидкого чугуна в сталеплавильный цех | Перевозка ж/д транспортом |
Шлаковая чаша | Транспортировка жидкого шлака на переработку | Перевозка ж/д транспортом |
Припечная гранустановка | Грануляция жидкого шлака по ходу выпуска | Грануляция, обезвоживание и подсушка шлака |
Гранустановка, отдельно стоящая | Грануляция шлака из шлаковых чаш | Грануляция шлака |
Пылеуловитель-циклон | Очистка аспирационного воздуха | Очистка аспирационного воздуха |
Тканевый фильтр | Очистка аспирационного воздуха | Очистка аспирационного воздуха |
Пылеуловитель сухой | Очистка отходящих технологических газов | Очистка отходящих газов от пыли |
Скруббер мокрый | Очистка отходящих технологических газов | Очистка отходящих газов от пыли |
Оборудование мокрой газоочистки | Очистка отходящих технологических газов | Очистка отходящих газов от пыли |
Оборотный водяной цикл. Водяные насосы, отстойники, сгустители шлама | Перекачивание технологических жидкостей. Сбор и очистка грязной воды, предварительное сгущение шламов | Сбор пыли от гидросмыва помещений, уборка шламов циклонов газоочистки, очистка и осветление оборотной воды |
Сгустители шлама, шламовые насосы, вакуум-фильтры, сушильные барабаны | Сгущение твердой фазы. Обезвоживание и сушка шламов | Обезвоживание шламов на вакуум-фильтрах, сушка обезвоженных шламов в сушильных печах |
ГУБТ | Использование повышенного давления колошниковых газов для выработки электроэнергии | Выработка электроэнергии |
Основное природоохранное оборудование
Для снижения негативного воздействия на окружающую среду процесса производства чугуна на технологических участках устанавливается природоохранное оборудование:
- газоочистное и аспирационное оборудование, обеспечивающее необходимый уровень очистки технологических газов и аспирационного воздуха от содержащихся в них загрязняющих веществ перед отводом газов или воздуха в атмосферу или возвратом обратно в рабочую зону;
- водоочистные сооружения, обеспечивающие очистку загрязненных промышленных сточных вод
Назначение, описание, технологические характеристики природоохранного оборудования, используемого при производстве чугуна, приведены в таблице 2.16.
Таблица 2.16
используемого при производстве чугуна
Наименование оборудования | Назначение оборудования | Существенные характеристики природоохранного оборудования |
Циклоны сухие | Улавливание грубой пыли вентиляционных систем | Тип ЦН-15 и ВЗП. Эффективность очистки от 70% до 85%. Остаточная запыленность до 600 мг/нм3 |
Пылеуловитель | Улавливание пыли отходящих технологических газов | Эффективность очистки от грубой пыли 80% - 95% |
Электрофильтры | Улавливание пыли отходящих технологических газов | Эффективность очистки до 95% - 99%. Остаточная запыленность до 30 мг/нм3 |
Тканевые (рукавные) фильтры | Очистка от пыли отходящих технологических газов. Очистка от пыли аспирационного воздуха | Эффективность очистки от тонкой пыли до 90% - 98% |
Тканевые фильтры с комбинированными сорбционными процессами | Очистка технологических газов от тонкой пыли и газов SOx, HCl, HF, ПХДД/Ф | Выбросы SOx сокращаются на 30% - 90% |
Скрубберы мокрые | Улавливание пыли отходящих технологических газов с помощью воды | Тип - скрубберы оросительные, скрубберы с трубой Вентури, остаточная запыленность от 40 до 80 мг/нм3 |
Дроссельное устройство | Поддержание и регулирование повышенного давления в доменной печи. Тонкое распыливание воды для улавливания пыли. | Группа дроссельных клапанов различного диаметра |
По всей технологической цепочке производства чугуна в местах выгрузки сырья, складирования, хранения пылящих материалов на открытых площадках, дозирования компонентов шихты на различном оборудовании, работе уравнительных клапанов при загрузке печи, выпуске чугуна и шлака, транспортировки отходов производства и готовой продукции имеют место организованные и неорганизованные выбросы (эмиссии) загрязняющих веществ в виде пыли, газов, образования отходов, образования сточных вод.
Материальные потоки, характерные основные эмиссии при производстве чугуна представлены в таблице 2.17.
Таблица 2.17
Входной поток | Этап процесса (подпроцесс) | Выходной поток | Основное технологическое оборудование | Эмиссии |
Железные руды, агломерат, кокс, окатыши, флюсы, добавки | Приемка, складирование, усреднение сырья | Усредненное железорудное сырье | Железнодорожные весы, вагоноопрокидыватель, краны-перегружатели, усреднители сырья, ленточные конвейеры | Пыль состава: C, Fe2O3, Fe3O4, FeO, FeCO3, SiO2, CaCO3, MgCO3, Al2O3 |
Железные руды, флюсы, топливо | Дозирование компонентов доменной шихты (подбункерное помещение) | Сдозированная шихта в скип | Бункеры, объемные и весовые дозаторы, ленточные конвейеры | Пыль состава: C, Fe2O3, Fe3O4, FeO, FeCO3, SiO2, CaCO3, MgCO3, Al2O3 Шум, вибрация |
Выбросы пыли и газов | Выпуск чугуна, шлака | Уловленная пыль, очищенный воздух с выбросом в атмосферу | Аспирация, циклоны, дымососы | Пыль состава: C, Fe2O3, Fe3O4, FeO, FeCO3, SiO2, CaCO3, MgCO3, Al2O3 Газы: CO, SOx, H2S Тепловое излучение |
Запыленный воздух | Пылеочистка аспирационных систем | Обеспыленный воздух с выбросом в атмосферу, пыль сухая, шламы | Циклоны, мокрые скрубберы | Пыль состава: C, Fe2O3, Fe3O4, FeO, FeCO3, SiO2, CaCO3, MgCO3, Al2O3 Шум, вибрация |
Сточные воды гидросмыва пыли помещений, жидкий шлам мокрых газоочисток | Оборотный цикл водоснабжения | Осветленная вода оборотного цикла, сгущенные шламы | Отстойники грязной воды, сгустители шламов | Пыль состава: C, Fe2O3, Fe3O4, FeO, FeCO3, SiO2, CaCO3, MgCO3, Al2O3 |
Жидкие шламы газоочисток | Обезвоживание и сушка шламов | Осветленная вода в оборотный цикл, шлам сухой | Сгустители шламов, вакуум-фильтры, сушильные барабаны | Пыль состава: C, Fe2O3, Fe3O4, FeO, FeCO3, SiO2, CaCO3, MgCO3, Al2O3 |
Факторами негативного воздействия на окружающую среду являются следующие.
Воздействие на атмосферу
При производстве чугуна происходят неорганизованные и организованные выбросы в атмосферу загрязняющих веществ с твердыми компонентами - C, Fe2O3, FeO, SiO2, MgO, Al2O3, MnO, CaO; газообразными компонентами - NO2, NO, SO2, CO, CO2, H2S, бенз(a)пиреном.
Воздействие на поверхностные и подземные воды
В доменном производстве используется техническая вода из водооборотного цикла для системы охлаждения доменной печи и воздухонагревателей, в установках пылегазоочистки, а также гидросмыва осевшей пыли в производственных помещениях. Водоснабжение осуществляется по специальным водооборотным системам. Сбросы воды не производятся.
Образование отходов производства и потребления
В процессе доменного производства образуются отходы: просыпь шихтовых материалов, колошниковая пыль, пыль и шламы газоочисток с различных участков, отходы футеровок при ремонтах печей и воздухонагревателей, отходы футеровки при ремонтах главного горнового желоба, отходы заправочных материалов транспортирующих желобов чугуна и шлака, резиновые транспортерные ленты.
Все производственные отходы утилизируются.
Вредные производственные факторы
При производстве чугуна вредными производственными факторами являются:
- жидкие расплавы чугуна и шлака;
- повышенное напряжение в электрической цепи свыше 50 В, замыкание которой может произойти через тело человека;
- движущиеся машины и механизмы;
- подвижные части производственного оборудования;
- повышенная температура поверхности оборудования и материалов;
- расположение рабочего места на значительной высоте относительно поверхности земли;
- повышенный уровень инфракрасного излучения свыше 140 Вт/м2;
- повышенный уровень производственного шума на рабочем месте свыше 80 дБ;
- повышенная загазованность и запыленность неорганической пылью (ПДК окиси углерода - 20 мг/м3, неорганической пылью - 6 мг/м3)
Конвертерный способ выплавки стали является наиболее распространенным в силу высокой производительности и более низкой стоимости передела в сравнении с электросталеплавильным и мартеновским способами.
Конвертерное производство - получение стали в сталеплавильных агрегатах-конвертерах путем продувки кислородом составляющих шихты плавки (жидкий чугун и металлолом).
Основные цели:
- снижение содержания углерода до требуемого уровня (с 4,0% - 4,5% в чугуне до 0,01% - 0,4% в расплаве в зависимости от планируемой к производству марки стали);
- окисление кислородом содержащихся в чугуне примесей (фосфора, кремния, марганца, серы и др.) с последующим их удалением из расплава в шлак [61].
В состав конвертерного цеха, как правило, входят следующие основные производственные отделения:
- приема жидкого чугуна (миксерное отделение; отделение перелива жидкого чугуна);
- приема и подготовки металлолома и шлакообразующих материалов (шихтовое отделение);
- десульфурации чугуна;
- приема и подготовки ферросплавов;
- выплавки стали;
- внепечной обработки стали;
- подготовки сталеразливочных и промежуточных ковшей;
- разливки стали на машине непрерывного литья заготовок (МНЛЗ) и в изложницы (слитки);
- переработки шлаков;
- обработки непрерывнолитых заготовок;
- обработки слитков.
2.4.2 Технологический процесс производства непрерывнолитых заготовок или слитков в конвертерном цехе
Общая блок-схема технологического процесса производства непрерывнолитых заготовок и слитков с образующимися эмиссиями в конвертерном цехе приведена на рисунке 2.40.
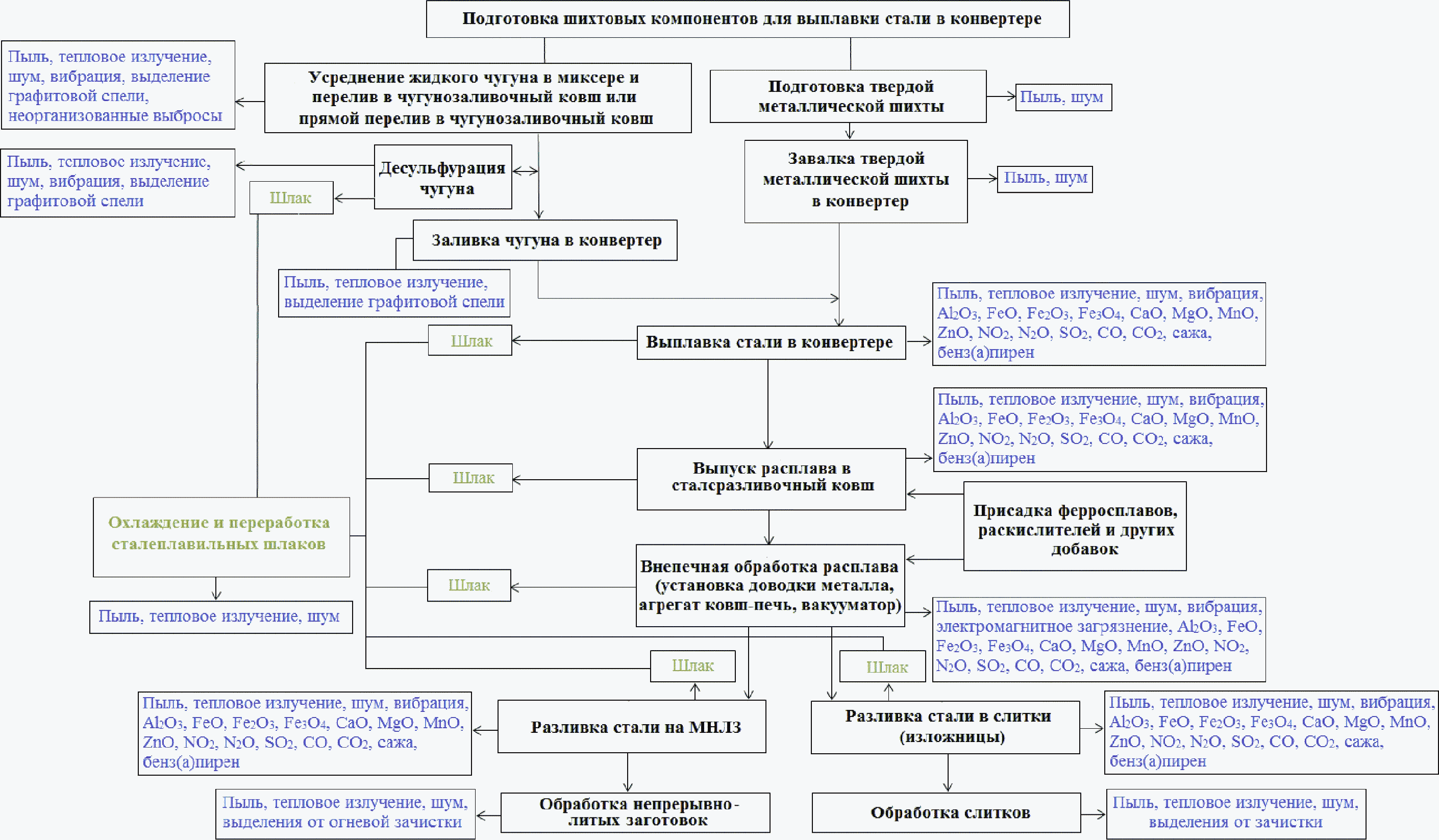
производства непрерывно-литых заготовок и слитков
с образующимися эмиссиями в конвертерном цехе
Прием жидкого чугуна. Усреднение жидкого чугуна в стационарном миксере. Перелив из чугуновозных ковшей или чугуновозных ковшей миксерного типа в чугунозаливочные ковши
Из доменного цеха (производства) жидкий чугун поступает в сталеплавильный цех (производство) в чугуновозных ковшах или в чугуновозных ковшах миксерного типа. При наличии в сталеплавильном производстве миксерного отделения чугун из чугуновозных ковшей сливают в стационарный миксер для усреднения чугуна. Затем осуществляется налив жидкого чугуна из миксера в чугунозаливочные ковши и передача их в загрузочный пролет конвертерного отделения. При отсутствии миксерного отделения чугун из чугуновозных ковшей или из чугуновозных ковшей миксерного типа в отделении перелива чугуна напрямую переливают в чугунозаливочные ковши.
После наполнения чугунозаливочного ковша производят взвешивание и измерение температуры чугуна, отбор пробы для определения химического состава. При необходимости корректируют расход чугуна на плавку по результатам измерения температуры.
Подготовка твердой металлической шихты и шлакообразующих материалов
Металлолом, используемый в конвертерной плавке, проверяется и обезвреживается от взрывоопасных и легковоспламеняющихся предметов.
Металлолом доставляется к конвертерам в совках (лотках).
Для наводки шлака применяется свежеобожженная известь с установленным фракционным составом, содержанием CaO + MgO и нормируемыми потерями при прокаливании. В качестве шлакообразующих материалов применяются также флюсы, содержащие MgO [62].
Десульфурация чугуна
При необходимости снижения серы чугун направляют на установки десульфурации чугуна. В качестве десульфураторов используют порошкообразную известь, соду, карбид кальция, гранулированный магний или смеси нескольких реагентов. Снижение содержания серы в чугуне осуществляют на установках десульфурации чугуна методом вдувания порошкообразных материалов (десульфураторов) в расплавленный чугун [63].
Прием и подготовка ферросплавов
Требования к химическому составу стали задаются диапазонами содержания элементов, а попадание химического состава стали в заданные диапазоны достигается с помощью введения ферросплавов в расплав. При необходимости ферросплавы прокаливают.
Выплавка стали
После выпуска очередной плавки производится осмотр футеровки конвертера и сталевыпускного отверстия.
При удовлетворительном состоянии футеровки конвертера после выпуска плавки производится подготовка шлака для нанесения шлакового гарнисажа. При неудовлетворительном состоянии футеровки конвертера производится локальный или капитальный ремонт футеровки.
Для подготовки шлака для нанесения шлакового гарнисажа на футеровку конвертера используется сырой, обожженный, офлюсованный доломит, бой шиберных плит, известь и каменный уголь (антрацит, кокс). Расход материалов зависит от количества и состояния шлака предыдущей плавки.
Шихта плавки конвертера состоит из жидкого чугуна и твердой металлической части шихты.
Загрузка шихты в конвертер начинается с завалки металлолома. Во избежание разрушения футеровки конвертера сначала загружается совок (лоток) с легковесным ломом, а затем с тяжеловесным. После завалки металлолома, при необходимости, производится его прогрев.
Затем осуществляется заливка жидкого чугуна. Химический состав применяемого чугуна, как правило: 4,0% - 4,5% C; 0,1% - 0,5% Mn; 0,5% - 0,9% Si; около 0,02% S; около 0,1% P [64].
При недостаточном теплосодержании чугуна, необходимого для ведения плавки, может применяться технология предварительного подогрева металлической части шихты за счет сжигания теплоносителя (коксика, антрацита) в струе кислорода. При необходимости переработки избыточного количества чугуна в качестве охладителей применяют железорудные окатыши, известняк и сырой доломит.
После заливки чугуна конвертер устанавливается в вертикальное положение, опускается фурма и начинается продувка плавки технологическими газами, преимущественно кислородом (основной газ). При продувке кислородом в реакционной зоне развиваются температуры до 2200 °C - 2500 °C, что превращает реакционную зону в очаг разогрева всей ванны.
Вдуваемый кислород прежде всего взаимодействует с железом:
 .
.Образующийся оксид железа частично переходит в шлак, частично растворяется в металле и окисляет примеси, содержащиеся в чугуне:
2FeO + Si = 2Fe + SiO2;
FeO + Mn = Fe + MnO;
5FeO + 2P = 5Fe + P2O5.
Эти химические реакции проходят с выделением большого количества тепла. С понижением содержания в металле кремния и марганца повышается температура и возрастает скорость окисления углерода как за счет взаимодействия с FeO, так и за счет прямого воздействия газообразного кислорода [65].
FeO + C = Fe + CO.
Регулируя интенсивность продувки, обеспечивают низкое содержание углерода в полупродукте (менее 0,04%) без переокисления металла и шлака, после чего осуществляется выпуск металла в ковш [66].
Окислительный характер плавки приводит к высокой концентрации кислорода в виде FeO в металле, в связи с чем проводят его удаление раскислением металла марганцем, кремнием и алюминием [67] по реакции:
FeO + Mn = Fe + MnO;
2FeO + Si = 2Fe + SiO2;
3FeO + 2Al = 3Fe + Al2O3.
Схема работы конвертера приведена на рисунке 2.41.

1 - загрузка стального скрапа; 2 - заливка расплавленного
чугуна; 3 - продувка кислородом; 4 - загрузка извести
и железной руды с началом продувки и по ходу плавки;
5 - выпуск металла; 6 - слив шлака
Конвертер представляет собой поворачивающийся на цапфах сосуд грушевидной формы, футерованный изнутри огнеупорами и снабженный леткой для выпуска стали и отверстием сверху (горловиной) для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна, загрузки лома и шлакообразующих и слива шлака. Конвертера по емкости могут вмещать от 135 т до 370 т расплавленного металла. Конструктивно конвертера емкостью от 135 т до 160 т могут изготавливаться глуходонными или со вставным днищем. Большей емкостью изготавливаются преимущественно глуходонными.
Удаление газообразных продуктов плавки, содержащих в основном CO, при продувке металла кислородом могут производить по режиму с частичным дожиганием отходящих газов до CO2 и без дожигания.
Регламент работы в режиме с частичным дожиганием отходящих газов должен включать контроль:
- расхода дымовых отходящих газов;
- расхода кислорода;
- объемной доли CO в отходящих газах.
По этой технологии отходящие газы дожигаются в подъемном газоходе.
Количество необходимого кислорода, расходуемого на плавку, обуславливается содержанием углерода, кремния, фосфора в исходной шихте. Окончание конвертерной плавки осуществляют по пробе металла. Отбор проб металла осуществляется после расчетного окончания продувки металла кислородом с наклоном конвертера при скачивании части шлака или с применением специального зонда без наклона конвертера.
Работа газоотводящего тракта в режиме без дожигания осуществляется с дожиганием отходящих газов на свече. Основными причинами образования взрывоопасных смесей при отводе газов без дожигания или с частичным дожиганием могут являться:
- резкие изменения газовыделения, вызванные нарушениями технологии ведения продувки (возобновление прерванной продувки на максимальном расходе кислорода, подача сыпучих материалов большими порциями);
- подсос воздуха в "холодную часть" газоотводящего тракта при нарушении газоплотности люков, гидрозатворов, сварных швов и т.п.;
- попадание влаги (течь фурмы, котла-охладителя или подачи в конвертер влажных шихтовых материалов) в ванну конвертера, вызывающее появление в конвертерном газе водорода, расширяющего пределы взрывоопасности смеси оксида углерода и кислорода;
- наличие застойных зон.
Продувку плавки осуществляют в соответствии с технологическими схемами продувки, с контролем следующих параметров:
- массы, химического состава и температуры заливаемого в конвертер чугуна;
- массы и вида (сорта) загружаемого в конвертер металлического лома;
- массы и вида загруженных в конвертер до начала продувки шлакообразующих материалов, теплоносителя и т.п.;
- вида, массы охладителей и шлакообразующих материалов, которые планируется присаживать в конвертер во время продувки, расходы которых (в том числе извести, доломита, магнезиальных флюсов) определяются в зависимости от химического состава исходных материалов, условий технологии и заданным химическим составом готовой стали.
Продолжительность первого периода продувки (период шлакообразования) устанавливают в зависимости от стойкости футеровки конвертера, состава твердой металлической шихты, результатов обработки чугуна на установке десульфурации и вида перерабатываемого жидкого чугуна в соответствии с требованиями нормативных документов.
В период интенсивного обезуглероживания поддерживают в отходящих газах объемную долю CO в пределах 30% - 60%.
Период продувки заканчивают при достижении объемных долей CO менее 1%.
После окончания продувки производят наклон конвертера для измерения температуры расплава и отбора проб металла и шлака с целью определения химического состава.
При получении заданной температуры перед выпуском, при необходимости, измеряют окисленность металла.
В шлаке определяют массовые доли CaO, SiO2, Feобщ, MgO, S, P2O5 и его основность (отношение суммы массовых долей оксидов кальция и магния к массовой доле диоксида кремния) [68].
Выпуск расплава из конвертера в сталеразливочный ковш, присадка ферросплавов, раскислителей и других добавок
Выпуск расплава из конвертера в сталеразливочный ковш производят при готовности машины непрерывного литья заготовок (МНЛЗ) или разливочного состава с изложницами при разливе в слиток, с учетом продолжительности внепечной обработки, времени транспортировки ковша для обеспечения необходимой температуры разливаемой жидкой стали.
Ферросплавы, раскислители (алюминий вторичный фракционированный или его сплавы) и добавки (например, карбид кальция) следует вводить в ковш время выпуска расплава из конвертера строго по расчету. Расплав раскисляют в соответствии с технологической схемы раскисления. Ферросплавы, при необходимости, подогревают для ускорения их проплавления. Во время выпуска расплава необходимо перемещать сталевоз с ковшом так, чтобы ферросплавы и другие присаживаемые материалы (твердые шлаковые смеси, известь) попадали под струю для лучшего распределения их по объему ковша.
Выпуск металла производится через сталевыпускное отверстие.
Обработку расплава синтетическими шлаками осуществляют во время выпуска расплава из конвертера, одновременно подавая струю жидкого шлака на струю жидкой стали. Синтетический шлак предварительно выплавляют и нагревают до температуры ~ 1600 °C в электродуговой печи и перед обработкой расплава выпускают в специально подготовленный шлаковый ковш.
При выпуске расплава из конвертера производят отсечку конвертерного шлака.
После выпуска расплава оставшаяся в конвертере часть шлака наносится на футеровку конвертера в виде гарнисажа. Остальной шлак сливают через горловину конвертера в шлаковую чашу [69].
Внепечная обработка расплава
После выпуска расплава из конвертера для доведения его химического состава и температуры до требуемого уровня сталеразливочный ковш с расплавом направляют на внепечную обработку. Внепечная обработка в настоящее время является ключевым звеном современных процессов получения качественной стали. Наиболее широко внепечная обработка используется при производстве высокопрочных конструкционных марок стали для машиностроения, судостроения, газонефтяного комплекса (особенно для изделий, работающих в условиях низких температур), автомобильной промышленности, электротехники.
Главные цели технологии внепечной обработки:
- перемешивание и усреднение (гомогенизация);
- корректировка и доведение химического состава до заданных значений;
- обеспечение требуемой температуры металла перед началом процесса разливки;
- дегазация (удаление нежелательных газов, таких как водород и азот);
- обеспечение чистоты металла по неметаллическим включениям за счет интенсификации перемешивания.
Эти операции выполняются в ковше на установке доводки металла, в агрегате "ковш-печь", в вакууматоре (циркуляционного, порционного или объемного рафинирования).
Выбор способа внепечной обработки определяется технологической схемой производства стали.
Продувку стали инертным газом могут осуществлять отдельно в сталеразливочном ковше на установках доводки металла или применяют как операцию, сопутствующую другим процессам. В качестве инертного газа используют в основном аргон, реже азот. Продувку инертным газом используют также для регулирования температуры металла в ковше.
Наиболее эффективным приемом внепечной обработки стали является комплексная обработка расплава в сталеразливочном ковше на агрегатах "ковш-печь", обеспечивающих нагрев и перемешивание стали в ковше, ее усреднение и корректировку химического состава.
Агрегат "ковш-печь" представляет собой установку, состоящую из крышки для ковша с отверстиями, через которые установлены три электрода. Под крышку помещается сталеразливочный ковш с металлом после выпуска из конвертера для проведения внепечной обработки стали. Кроме того, в состав установки "ковш-печь" обычно также входят средства для перемешивания металла инертным газом, система подачи ферросплавов и материалов для усреднения стали в ковше.
Вакуумирование металла осуществляют главным образом на сталях специального назначения с повышенными требованиями по содержаниям газов и неметаллическим включениям. После интенсивной дегазации в металл сверху из помещенного в вакуумной камере бункера вводят раскислители, ферросплавы и другие добавки.
После окончания внепечной обработки стали плавку передают на разливку [70].
Подготовка сталеразливочных и промежуточных ковшей
Для обеспечения бесперебойной и безопасной работы конвертерного цеха (производства) осуществляют регламентные работы по подготовке сталеразливочных и промежуточных ковшей.
Подготовка сталеразливочных ковшей
Сталеразливочный ковш представляет из себя цилиндрическую емкость, изготовленную из металла, с цапфами для подъема и транспортировки мостовыми кранами футерованный изнутри огнеупорами.
Подготовку и регламентный ремонт сталеразливочных ковшей организуют и выполняют на специализированных стендах.
После окончания разливки из сталеразливочного ковша сливают шлак в шлаковую чашу, затем ковш транспортируют в отделение подготовки ковшей. Ковш устанавливают на стенд, оборудованный охлаждающим устройством.
После охлаждения футеровки ковш устанавливают на стенд, оборудованный манипулятором для снятия и установки шиберных затворов и устройством для выдавливания стаканов. После снятия шиберного затвора и выдавливания стакана сталеразливочный ковш устанавливают на поворотный стенд, где осматривают футеровку и удаляют скрап и остатки шлака.
Далее ковш возвращают на стенд, где устанавливают новый шиберный затвор и проверяют его работу. Затем в ковш опускают кессон, с помощью которого устанавливают стакан и уплотняют гнездо, после чего ковш переносят на стенд, оборудованный устройством для сушки и разогрева ковша. Разогретый сталеразливочный ковш транспортируют к конвертеру.
Подготовка промежуточных ковшей к разливке
Перед началом разливки стали производят сушку и предварительный разогрев промежуточных ковшей на специальном стенде участка подготовки промковшей. Окончательный разогрев и поддержание рабочей температуры футеровки промежуточных ковшей производят на стендах разогрева, расположенных на рабочей площадке МНЛЗ. Производится подключение горелок для разогрева футеровки ковша.
Канал стакана промежуточного ковша прогревается как специально установленными горелками снизу, так и при помощи верхних горелок.
Для обеспечения стабильной и непрерывной работы МНЛЗ разливку стали начинают при наличии на рабочей площадке двух разогретых промежуточных ковшей.
Разливка стали на МНЛЗ или в изложницы (слитки)
Сталь после внепечной обработки направляется на разливку. Разливку стали осуществляют на МНЛЗ или в изложницы (слитки).
Разливка стали на МНЛЗ
Разливку стали на МНЛЗ производят методом "плавка на плавку" без прерывания разливки одной плавки.
После наполнения промежуточного ковша не менее чем на одну треть его высоты, начинается заполнение кристаллизатора(ов) сталью. По мере выхода сформировавшегося слитка из кристаллизатора(ов) подают воду на вторичное охлаждение. Режим вторичного охлаждения выбирают исходя из типа разливаемой стали и сечения заготовок.
Вода, применяемая для охлаждения стали и оборудования МНЛЗ, предварительно проходит реагентную обработку. Массовая концентрация взвесей и нефтепродуктов в воде не должна превышать установленные нормативами требования. Рабочую скорость разливки выбирают в зависимости от типа стали и сечения заготовок.
В течение разливки каждой плавки измеряют температуру стали в промежуточном ковше.
После окончания разливки производят закрытие шиберного затвора. Снижают скорость разливки, перемещением стенда производят замену сталеразливочных ковшей.
После прекращения подачи стали в кристаллизатор подают воду в таком количестве, чтобы происходило ее полное испарение.
В зависимости от конструкции кристаллизатора выделяют следующие типы МНЛЗ:
- криволинейного типа;
- радиального типа;
- вертикального типа.
По виду разливаемой заготовки:
- сортовые;
- слябовые.
Устройство МНЛЗ криволинейного типа показано на рисунке 2.42.

Разливка стали в изложницы (слитки)
На ряде металлургических заводов для получения слитков сталь разливают в изложницы (слитки). Изложницы изготавливают из чугуна, реже - из стали. Форма поперечного сечения изложниц может быть квадратной (для получения слитков, прокатываемых на сортовой прокат), прямоугольной (для слитков, прокатываемых на лист), круглой (для прокатки труб) и многогранной (для изготовления крупных поковок).
Перед разливкой стали в изложницы (слитки) их тщательно очищают от остатков стали предыдущего выпуска, затем подогревают до 80 °C - 120 °C и покрывают специальными обмазками.
Применяют следующие способы разливки стали в изложницы (слитки):
- в изложницы сверху (применим при получении крупных слитков);
- в изложницы сифоном (сталью заполняются одновременно от 2 до 60 изложниц, установленных на поддоне, через центровой литник, каналы и каналы в поддоне, т.е. эта разливка основана на принципе сообщающихся сосудов).
Слитки в изложницах поступают из разливочного отделения в отделение раздевания слитков или стрипперное отделение для подготовки к последующей посадке слитков в нагревательные колодцы (печи) блюминга или слябинга.
Разливка стали в изложницы (слитки) представлена на рисунке 2.43.

Обработка непрерывнолитых заготовок и слитков
Непрерывнолитые заготовки и слитки перед отгрузкой на следующий передел проходят обработку с целью контроля и удаления дефектов.
Обработка непрерывнолитых заготовок
Непрерывнолитые заготовки подают на специальные площадки, где производят визуальный осмотр поверхности и при необходимости осуществляют огневое осветление поверхности заготовок, удаление дефектов. Выявленные дефекты (трещины, шлаковые включения, завороты, наплывы, механические повреждения и др.), связанные с производством, транспортировкой и охлаждением заготовок и имеющие недопустимую степень развития, удаляют огневой зачисткой, для сталей с более высоким содержанием углерода и высоколегированных следует применять абразивную зачистку во избежание образования трещин.
Обработка слитков
Слитки, разлитые в изложницы, передают на дальнейшую обработку с целью удаления дефектов. При выборе способа удаления поверхностных дефектов со слитков учитывают степень пораженности слитка поверхностными дефектами (имеется в виду площадь распространения дефектов и глубина их залегания), характер дефектов, физические свойства зачищаемой стали, назначение в дальнейшем готового проката и его размеры.
При удалении отдельно залегающих на поверхности металла дефектов применяют местную зачистку. Сплошную зачистку применяют при наличии большого числа дефектов, расположенных по всей поверхности слитка. Для сталей с более высоким содержанием углерода и высоколегированных следует применять абразивную зачистку во избежание образования трещин.
Иногда применяют комбинированный способ зачистки, при котором отдельные, глубоко залегающие дефекты удаляют пневматической вырубкой, а мелкие дефекты, распространенные на большой площади, - абразивной зачисткой [71].
При переработке ванадиевого чугуна на отдельных предприятиях (в частности, на АО "ЕВРАЗ НТМК") применяется двухстадийный дуплекс-процесс производства стали: извлечение ванадиевого шлака и получение годной стали.
Ванадиевый чугун из доменного цеха (производства) поступает в миксерное отделение конвертерного цеха в чугуновозных ковшах емкостью 100 - 120 т и сливается в один из миксеров для усреднения химического состава и температуры. По мере необходимости чугун из миксера сливается в чугунозаливочные ковши емкостью 160 - 170 т для передачи в конвертерное отделение. Основной объем выплавляемого ванадиевого чугуна перерабатывается в четырех кислородных конвертерах емкостью 160 т каждый двухстадийным дуплекс-процессом.
На первой стадии дуплекс-процесса жидкий ванадиевый чугун с содержанием 0,40% - 0,60% V, 0,05% - 0,15% Si, 0,05% - 0,20% Ti заливается в специальный "полупродуктовый" конвертер и продувается кислородом через водоохлаждаемую фурму. В ходе кислородной продувки происходят процессы окисления углерода и примесей чугуна - кремния, титана, марганца, в том числе ванадия, с выделением тепла. При увеличении температуры расплава выше температуры скорости обезуглероживания (1370 °C - 1420 °C) реакции окисления углерода резко ускоряются, а процессы окисления ванадия затормаживаются.
Для обеспечения низкотемпературного режима конвертерной плавки присаживается твердый охладитель-окислитель (прокатная окалина).
В результате окислительной обработки чугуна в конвертерной ванне формируется шлаковый расплав, в который переведено 90% - 95% общего количества ванадия, от исходного содержания в ванадиевом чугуне. По окончании кислородной продувки углеродистый металл-полупродукт сливается через летку конвертера обратно в заливочный ковш, заранее установленный под конвертером.
В целях обеспечения запаса тепла для второй стадии дуплекс-процесса углеродистый металл-полупродукт обычно содержит 2,8% - 3,5% C; его температура в ковше после выпуска из конвертера составляет 1350 °C - 1380 °C. Концентрация фосфора и серы в металле за период окисления ванадия практически не изменяется. После выпуска полупродукта ванадиевый шлак сливают через горловину конвертера в шлаковую чашу или оставляют в конвертере на следующую плавку цикла (для накопления шлака).
Передел углеродистого металла-полупродукта осуществляется на второй стадии дуплекс-процесса в другом, "стальном" конвертере классическим способом с добавлением необходимого количества извести и других шлакообразующих материалов для обеспечения требуемой степени окисления фосфора и серы в расплаве.
Для повышения при выплавке стали содержания ванадия в образующемся шлаке известь в начале операции не загружают. Таким образом, удается в начальный период продувки получить шлак, содержащий 16% - 18% V2O5. Этот шлак скачивают и направляют на ферросплавные заводы для производства феррованадия или используют в чистом виде для прямого легирования стали.
На ПАО "ММК" проведена реконструкция двухванной мартеновской печи в двухванный сталеплавильный агрегат с заменой физически и морально устаревших газоочисток "мокрого типа" на рукавные фильтры (содержание пыли в отходящих газах снизилось с 70 - 100 г/м3 до 20 мг/м3). Процесс выплавки стали в ДСА основан на интенсивной продувке кислородом ванны с чугуном и ломом и использовании тепла отходящих газов, выделяющихся при продувке, для нагрева шихты (металлолом, добавочные материалы) в соседней ванне, производительность и КПД печи при таком методе работы возрастает.
Расплавление металлошихты в ДСА осуществляется за счет тепла химических реакций окисления примесей, жидкого чугуна и лома (углерода, кремния, марганца и т.д.), аналогично как в кислородном конвертере, а не за счет сжигания большого количества топлива (природного газ и мазута) как в мартеновском производстве.
Применяемые шихтовые материалы в ДСА аналогичны конвертерному процессу, так шихтой мартеновской печи при скрап-рудном процессе (основной процесс ведения мартеновской плавки) является стальной подготовленный лом 40% - 50% и жидкий чугун в количестве 50% - 60%, а кислородный конвертер и реконструированный агрегат (ДСА) работают на шихте следующего состава 75% жидкий чугун и 25% металлический лом, тем самым по использованию шихтовых материалов и технологии производства сталеплавильный агрегат ДСА полностью повторяет конвертерный процесс.
Основное оборудование для производства непрерывнолитых заготовок или слитков в конвертерном цехе приведено в таблице 2.18.
Таблица 2.18
заготовок или слитков в конвертерном цехе
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Чугуновозный ковш Миксер стационарный | Усреднение чугуна | Емкость, футерованная огнеупорными материалами. Агрегат отапливаемый, футерованный огнеупорными материалами |
Миксер передвижной | Усреднение чугуна Транспортировка чугуна | Емкость, футерованная огнеупорными материалами на колесах |
Установка десульфурации чугуна | Десульфурация чугуна | Стационарный стенд с системой бункеров для подачи сыпучих и газообразных материалов в чугунозаливочный ковш и системой скачивания шлака |
Лоток (совок) для твердой металлической шихты | Завалка твердой металлической шихты в конвертер | Лоток (совок) |
Чугунозаливочный ковш | Заливка чугуна в конвертер | Емкость, футерованная огнеупорными материалами для заливки жидкого чугуна в конвертер |
Конвертер с машиной подачи кислорода, системой подачи шлакообразующих и газоотводящего тракта | Выплавка стали | Грушевидный агрегат, футерованный изнутри с приводом, машиной подачи кислорода, системой бункеров подачи сыпучих материалов |
Сталеразливочный ковш | Выпуск стали | Цилиндрическая емкость, футерованная огнеупорными материалами для приема жидкой стали |
Установка доводки металла | Доводка металла до необходимого химического состава | Стационарный стенд с системой подачи инертного газа и бункеров с сыпучими материалами для обработки стали |
Агрегат "ковш-печь" | Внепечная обработка жидкой стали | Стационарный стенд с системой электродов и бункеров с сыпучими материалами для обработки стали |
Вакууматор | Внепечная обработка жидкой стали | Агрегат с системой обработки стали вакуумом |
МНЛЗ | Разливка жидкой стали | Комплекс оборудования, включающий подъемно-поворотный стенд, промежуточный ковш, кристаллизатор, зону вторичного охлаждения, тянуще правильный агрегат, резаки, рольганг |
Изложницы (мостовой разливочный кран, ж/д тележки с установленными на них изложницами | Разливка жидкой стали | Комплекс оборудования, включающий разливочный мостовой кран, маслостанцию управления шиберным затвором стальковша, передвижной тележкой осмотра изложниц |
Переработка и утилизация всей массы образующихся в сталеплавильном производстве шлаков являются обязательными элементами безотходной технологии.
Сталеплавильные шлаки в зависимости от генезиса можно разбить на несколько подгрупп, отличающихся составом и определяющих их дальнейшее использование:
- шлаки, образующиеся в начальный период плавки. Эти шлаки содержат большое количество оксидов железа (до 40% от общего количества шлака). Железо в шлаке может быть в виде оксидов FeO и Fe2O3 и в виде запутавшихся в шлаке корольков железа;
- шлаки, сформировавшиеся в конце плавки (конечные шлаки). Обычно эти шлаки содержат несколько меньшее количество железа и имеют высокое значение основности (CaO/SiO2 = 2,5 - 3,5). При выплавке низкоуглеродистой стали содержание оксидов железа и в этих шлаках может быть достаточно высоким (15% - 20%), однако корольков железа в них значительно меньше;
- шлаки, попадающие в сталеразливочный ковш с выпускаемой сталью. Эти шлаки в жидком состоянии содержат незначительное количество железа. На практике часто определенное количество металла, оставшегося на днище и стенках ковша после окончания разливки стали, попадает вместе со шлаком в шлаковые чаши (это так называемые скрапины). Получаемый в результате конгломерат конечного шлака и скрапин металла подвергают тщательной разделке с целью максимального извлечения железа;
- шлаки внепечной обработки (рафинировочные шлаки), характеризующиеся высокой основностью и практически не содержащие железа как в оксидной, так и металлической формах.
В настоящее время разрабатываются технологии получения из шлаков абразивных материалов; отрабатываются методы сухой и мокрой грануляции жидких сталеплавильных шлаков. Особенно перспективна организация сухой грануляции, при которой одновременно можно решить две задачи: сокращение потребления воды и повышение энергоэффективности за счет использования выделяемого тепла.
Извлечение скрапа из шлака в основном ведется с помощью дробильно-сортировочных установок.
Извлеченный скрап перевозят в копровый цех; его разделяют на магнитный и немагнитный, на негабаритный (более 10 - 15 т), габаритный (0,5 - 10,0 т) и мелкий (0,25 - 0,5 т). Отдельно складируется скрап, в котором видны сплавленные скрапины разных плавок, а также скрапины с большой долей (более 20%) неотделяемого шлака. Негабаритный скрап в копровом цехе разрезают с помощью газокислородных горелок и различных видов пресс-ножниц.
Основные направления использования шлака сталеплавильного производства после извлечения скрапа:
- в качестве флюсов для ваграночного и аглодоменного производства;
- в сельском хозяйстве для замены суперфосфата (фосфорсодержащие);
- в сельском хозяйстве для известкования почвы (высокоосновные шлаки);
- в качестве добавки, повышающей содержание марганца в стали (высокомарганцевые шлаки);
- для снижения расхода извести и улучшения шлакообразования в сталеплавильном производстве (высокоосновные);
- в строительстве (щебень из сталеплавильных шлаков является полноценным заменителем гранитного щебня в бетонах и железобетонах);
- в дорожном строительстве - щебень при строительстве автодорог.
Производство стали в конвертерном цехе (производстве) по всей технологической цепочке сопровождается воздействием на атмосферу, воздух рабочей зоны, поверхностные и подземные воды, образованием отходов производства и потребления.
Контроль за соблюдением нормативов предельно допустимых выбросов загрязняющих веществ в атмосферу, контроль качества воздуха рабочей зоны, контроль качества сточных вод, учет и обращение с отходами производства осуществляют специализированные подразделения металлургических предприятий.
Воздействие на атмосферу
При производстве конвертерной стали происходят выбросы в атмосферу вредных веществ: пыль, тепловое излучение, шум, вибрация, электромагнитное загрязнение, Al2O3, FeO, Fe2O3, Fe3O4, CaO, MgO, MnO, ZnO, NO2, N2O, SO2, CO, CO2, сажа, бенз(a)пирен.
Воздействие на поверхностные и подземные воды
Водоснабжение потребителей технической водой осуществляется по водооборотным системам:
- система водоснабжения шихтоподготовительного отделения;
- система водоснабжения технологических агрегатов конвертерного отделения;
- система водоснабжения технологических агрегатов участка разливки стали;
- система водоснабжения газоочисток конвертерного газа;
- система водоснабжения химически очищенной водой котлов-утилизаторов.
Образование отходов производства и потребления
В процессе производства конвертерной стали образуются отходы производства и потребления:
- пыль графитная, десульфурации чугуна, известковая;
- окалина;
- лом цветных и черных металлов;
- отходы электродов, абразивных кругов, шлаковаты, кабельной продукции, резинотехнические, стекла;
- отходы строительных материалов;
- отработанные ртутные лампы, аккумуляторы, смазка, масла, фильтры замасленные;
- промасленные ветошь и опилки;
- тара б/у;
- твердые бытовые отходы.
Вредные производственные факторы
При производстве слябов вредными производственными факторами являются:
- повышенное напряжение в электрической цепи, замыкание которой может произойти через тело человека (свыше 50 В);
- движущиеся машины и механизмы;
- подвижные части производственного оборудования;
- повышенный уровень инфракрасной радиации;
- повышенный уровень шума на рабочем месте;
- повышенная или пониженная температура воздуха рабочей зоны;
- повышенная температура поверхности оборудования, материалов;
- расположение рабочего места на значительной высоте относительно поверхности пола;
- повышенная запыленность и загазованность рабочей зоны.
Допускаемые санитарными нормами уровни и концентрации вредных факторов:
- предельно допустимая концентрация (ПДК) неорганической пыли 6 мг/м3;
- уровень производственного шума - 80 дБ;
- ПДК окиси углерода - 20 мг/м3;
- уровень инфракрасного излучения - 140 Вт/м2.
Воздействие производства непрерывнолитых заготовок или слитков в конвертерном цехе на окружающую среду по стадиям технологического процесса
Воздействие производства непрерывнолитых заготовок или слитков в конвертерном цехе на окружающую среду по стадиям технологического процесса представлено в таблице 2.19.
Таблица 2.19
непрерывнолитых заготовок или слитков в конвертерном цехе
на окружающую среду
Входной поток | Этап процесса (подпроцесс) | Выходной поток | Основное технологическое оборудование | Эмиссии |
Шихтовые компоненты плавки стали в конвертере | Слив жидкого чугуна из чугуновозного ковша в миксер, усреднение жидкого чугуна в миксере и перелив из миксера в чугунозаливочный ковш | Чугун в миксере стационарном Чугун в чугунозаливочном ковше | Миксер Чугуновозный ковш Чугунозаливочный ковш | Пыль, тепловое излучение, шум, вибрация, выделение графитовой спели, неорганизованные выбросы |
Прямой перелив чугуна из чугуновозного ковша или чугуновозного ковша миксерного типа в чугунозаливочный ковш | Чугун в чугунозаливочном ковше | Чугуновозный ковш Чугуновозный ковш миксерного типа (передвижной миксер) Чугунозаливочный ковш | ||
Подготовка твердой металлической шихты | Твердая металлическая шихта | Мостовые краны с магнитно-грейферным перегружателем | Пыль, шум | |
Чугун Десульфураторы | Десульфурация чугуна | Обработанный чугун | Установка десульфурации чугуна | Пыль, тепловое излучение, шум, вибрация, выделение графитовой спели |
Твердая металлическая шихта | Завалка твердой металлической шихты в конвертер | Твердая шихта в конвертере | Лоток (совок) | Пыль, шум |
Чугун | Заливка чугуна в конвертер | Чугун в конвертере | Чугунозаливочный ковш | Пыль, тепловое излучение, выделение графитовой спели |
Конвертер с металлошихтой, готовый к плавке | Выплавка стали в конвертере | Расплав, газообразные продукты плавки CO, CO2, жидкий шлак | Конвертер с системой подачи кислорода, шлакообразующих и газоотводящего тракта | Пыль состава: Al2O3, FeO, Fe2O3, Fe3O4, CaO, MgO, MnO, ZnO, NO2, N2O, SO2, CO, CO2, сажа, бенз(a)пирен, тепловое излучение, шум, вибрация |
Расплав | Окончание плавки, выпуск расплава в сталеразливочный ковш Раскисление, присадка ферросплавов и других добавочных материалов | Расплав в сталеразливочном ковше | Конвертер с приводом, сталеразливочный ковш | Пыль состава: Al2O3, FeO, Fe2O3, Fe3O4, CaO, MgO, MnO, ZnO, NO2, N2O, SO2, CO, CO2, сажа, бенз(a)пирен тепловое излучение, шум, вибрация |
Расплав в сталеразливочном ковше | Внепечная обработка жидкой стали (установка доводки металла, агрегат ковш-печь, вакууматор) Раскисление, присадка ферросплавов и других добавочных материалов | Сталь в ковше заданного химического состава | Агрегат "ковш-печь", вакууматор | Пыль состава: Al2O3, FeO, Fe2O3, Fe3O4, CaO, MgO, MnO, ZnO, NO2, N2O, SO2, CO, CO2, сажа, бенз(a)пирен тепловое излучение, шум, вибрация, электромагнитное загрязнение |
Сталь в ковше сталь заданного химического состава | Разливка стали на МНЛЗ | Непрерывнолитые заготовки требуемого химического состава и заданного размера | МНЛЗ, резаки | Пыль состава: Al2O3, FeO, Fe2O3, Fe3O4, CaO, MgO, MnO тепловое излучение, шум, вибрация |
Разливка стали в изложницы (слитки) | Слитки требуемого химического состава и заданного размера | Изложницы | ||
Непрерывнолитые заготовки требуемого химического состава и заданного типоразмера | Обработка непрерывнолитых заготовок | Непрерывнолитые заготовки годные к отгрузке | Оборудование для обработки заготовок | Пыль, тепловое излучение, шум, выделения от огневой зачистки |
Слитки требуемого химического состава в изложницах | Подрыв слитка | Слиток, годный для переката на блюминге или слябинге | Стрипперные краны и напольные машины | Пыль, тепловое излучение, шум, выделения от зачистки |
Сталеплавильные шлаки | Охлаждение и переработка сталеплавильных шлаков | Переработанные шлаки | Оборудование для переработки шлаков | Пыль, тепловое излучение, шум |
Для снижения негативного воздействия на окружающую среду процесса производства стали в конвертерном цехе (производстве) на технологических участках (отделениях) устанавливается природоохранное оборудование:
- газоочистное и аспирационное оборудование, обеспечивающее необходимый уровень очистки технологических газов и аспирационного воздуха от содержащихся в них загрязняющих веществ перед отводом газов (воздуха) в атмосферу и/или возвратом обратно в рабочую зону;
- водоочистные сооружения, обеспечивающие очистку загрязненных промышленных сточных вод.
Для улавливания поступающих в атмосферу газов и пыли на металлургических предприятиях широко используют газоочистные системы сухого и мокрого способов очистки. Благодаря развитию газоочистных технологий, в последнее время успешно применяются высокоэффективные пылеуловители. К ним относятся рукавные фильтры, электрофильтры, а также мокрые фильтры. Среди наиболее распространенных сухих методов очистки газов от пыли наибольшей эффективности улавливания частиц тонкодисперсных (менее 5 мкм) можно добиться от использования рукавных фильтров, а также от электрофильтров. Использование рукавных фильтров позволяет достичь отметки остаточной запыленности, находящейся ниже 5 - 10 мг/м3.
Аспирационное оборудование должно быть либо прямоточным, которое после очистки воздушных масс выбрасывает их в атмосферу, или рециркуляционным, предназначенным для возвращения очищенного воздуха обратно в помещение.
Для того чтобы воздух очищался наиболее качественно, применяется большое количество разнообразных фильтрующих элементов и устройств, работающих на гравитационном принципе, так называемых циклонов и сепараторов.
Комплексы водоочистных сооружений, независимо от их производительности и типа, включают: реагентное хозяйство со смесителем, камеры реакции (хлопьеобразование), горизонтальные отстойники или осветлители, фильтры, резервуары для чистой воды, насосная станция II подъема с электроподстанцией и др [72].
Природоохранное оборудование производства непрерывнолитых заготовок или слитков в конвертерном цехе приведено в таблице 2.20.
Таблица 2.20
Наименование оборудования | Назначение оборудования | Существенные характеристики природоохранного оборудования |
Газоочистные установки | Улавливание, охлаждение и очистка конвертерных газов, вредных выбросов и частиц воздуха при продувке в конвертере | Комплекс очистных сооружений, который выполняет функции и действия по очистке воздуха |
Аспирационные установки | Локализация выделения примесей, недопущение поступления примесей от источника их образования при технологическом процессе производства стали в конвертерном цехе в воздух рабочей зоны. Удаление запыленного воздуха из-под укрытий транспортно-технологического оборудования участков разливки стали и обработки заготовок и слитков | Комплекс оборудования с разветвленной сетью воздуховодов, с вертикальными коллекторами (аспирационными стояками), с барабанными проходными коллекторами |
Водоочистные сооружения | Очистка воды, используемой для охлаждения и промывки технологических агрегатов и устройств конвертерного цеха. Отведение шламов, образующихся в процессе производства стали | Комплекс оборудования, включающий отстойники, устройства и аппаратуру для химической обработки воды, осветлители и фильтры |
В электродуговых печах различной мощности выплавляют различные марки сталей инструментальные, углеродистые, подшипниковые, коррозионностойкие, электротехнические и прецизионные сплавы. В настоящее время отмечается рост выплавки электростали, обусловленный реализацией проектов по строительству и реконструкции ЭСПЦ на металлургических комбинатах ММК, "Северсталь", "Уральская сталь", Евраз-ЗСМК-НКМЗ (КМК). Восемь новых электросталеплавильных комплексов построено взамен мартеновского производства, в том числе на заводе "Камасталь", НСММЗ, Металлургическом заводе им. А.К. Серова (Надеждинский металлургический завод), в ПАО ТМК.
В период с 2007 г. введены новые электросталеплавильные мощности "ОМК-сталь" (г. Выкса), "ОМЗ-сталь", "Ростовский электрометаллургический завод", "Ашинский металлургический завод", "Северский трубный завод", "Первоуральский новотрубный завод", "Ижсталь". Проведена реконструкция действующих цехов ОЭМК, ЧМК, Евраз-ЗСМК, "Амурметалл", "Уральская сталь".
Запущены в эксплуатацию мини-заводы "НЛМК-Калуга", "Тюменский ЭМЗ", "Северсталь - сортовой завод Балаково", "Абинский электрометаллургический завод", "Ставсталь". Прогнозные расчеты показывают, что к 2020 г. в России мощности по производству стали достигнут более 100 млн. т, а выплавка стали 86 млн. т, в том числе электростали - до 33,4 млн. т или увеличится в 1,5 раза.
Дуговые сталеплавильные печи, и связанное с ней оборудование, постоянно совершенствуются. Появились радикальные инновационные решения [73 - 77]:
- сверхмощные ДСП с водоохлаждаемыми элементами футеровки стен и свода;
- высокомощные ДСП, работающие при высоком вторичном напряжении до 1600 В;
- разделение технологического процесса на плавку в ДСП и внепечную обработку;
- интенсивное использование кислорода;
- использование альтернативных источников энергии;
- применение подогрева лома, в том числе непрерывного;
- использование при плавке пенистых шлаков;
- использование донной продувки расплава в ДСП;
- использование металлизованных окатышей и брикетов;
- использование жидкого чугуна;
- использование АСУ ТП локального и интегрального уровней;
- дожигание CO, эффективная газоочистка, рециклинг пыли;
- регенерация тепла отходящих газов.
Эти новшества привели к сокращению длительности плавки до одного и менее часа, что позволило согласовать работу ДСП и МНЛЗ. Увеличивается сортамент выплавляемых марок стали в ДСП, в том числе низколегированных и углеродистых по различным ГОСТам и ТУ. Например, 35 ГС и 25Г2С по ГОСТ 5781; стали для проката повышенной прочности 09Г2С и другие по ГОСТ 19281; стали класса повышенной прочности К60 - 10Г2ФБ, 07Г2Б, 07Г2ФБ, 08ГБФ-У; атмосферостойкие стали 10-15ХСНД по ГОСТ 6713 и 14ХГНДЦ по ТУ 14-1-5355; высокоуглеродистые - 80Р, углеродистые стали обычного качества по ГОСТ 380; углеродистые стали SAE1005, SAE1010 по ASTMAS10M. Производство коррозионностойких сталей стало двухстадийным - выплавленную в ДСП сталь, обезуглероживают аргонно-кислородной продувкой в специальном конверторе. Для производства этих сталей в количестве до 0,8 - 1,0 млн. т на ЧМК построен цех N 6.
В таблице 2.21 приведены характеристики современных ДСП на некоторых металлургических комбинатах России [78].
Таблица 2.21
печей
Характеристика оборудования | ММК | Северсталь | Мечел | Метзавод им. А.К. Серова | Ашинский МЗ | НЛМК-Калуга |
Конструкция | Традиционная | Шахтная | ДСП-100И7 традиционная | Традиционная | Consteel | Традиционная |
Год постройки | 2006 | 1999/2005 | 1993 | 2006 | 2010 | 2013 |
Вместимость, всего/выпуск, т | 2x210/180 | 2x150/125 | 2x140/125 | 80 | 120 | 160/120 |
Трансформатор, MBA | 150 | 86 | 80 | 65 | 90 | 150 |
Шихта | Лом + 25 - 40% жид. чугун | Лом + 40% жид. чугун | Лом | Лом + 30% жид. чугун | Лом | Лом |
Продолжительность плавки, мин | 42 - 55 | 52 - 54 | 60 - 70 | 45 | 60 | 38 |
Производительность, млн. т | 2x2,0 = 4,0 | 2x1,1 = 2,2 | 2x0,75 = 1,5 | 0,75 | До 1,5 | |
Расход электроэнергии, кВт*ч/т | 260 (с жид. чугуном) - 360 | 270 (с жид. чугуном) - 338 | 310 | 380 | 416 | 380 |
Расход электродов, кг/т | 1,15 - 1,40 | 1,7 | 2,2 | 1,4 | ||
ГКГ, шт. x МВт | 1x3,5 | 6x3,2 4x3,2 | 1x3,5 | 4 | ГКГ - 2x3,5 КИ* - 4 | |
Комбинированные горелки, шт. x МВт | RCB, 6x3,5 | 2x3,0 4x3,0 | 3x3,5 | 4x3,0 | 3 | 5x3,5 |
Донная продувка | + | - | Н.д. | + | - | - |
Мировой уровень расхода материалов и энергии при производстве в ДСП 1 т жидкой стали: 340 кВт/ч электроэнергии, 1,2 кг электродов, 35 м3 кислорода, 5 м3 природного газа, 10 кг угольной шихты, 7 кг угольного порошка для вспенивания шлака, 40 кг извести. Мировой опыт работы современных ДСП показывает, что выход жидкого металла составляет от 91% до 92% от общей массы металлозавалки. При этом угар составляет от 4% до 6%, в том числе в пыль отходящих газов уходит от 1,5% до 3,0% и в виде оксидов со шлаком от 2,5% до 3,0%. Со скрапом в шлаковые отвалы уходит от 2% до 3%.
Электродуговая сталеплавильная печь (ДСП) нового поколения концепции ULTIMATE вместимостью 120 - 250 т характеризуется следующими основными особенностями:
- верхняя ступень вторичного напряжения имеет самое высокое значение - 1600 В, что позволяет вводить ультравысокую мощность - до 200 MBA с использованием стандартных электродов диаметром 610 мм на допустимом токе не более 100 кА;
- альтернативные источники энергии (газокислородные горелки и инжекторы кислорода и углерода) позволяют вводить 10% - 12% активной электрической мощности;
- увеличенная высота печного пространства до 4,5 м от зеркала металла до верха стен позволяет осуществлять загрузку шихты одной корзиной и нагрев шихты отходящими газами;
- разъемная конструкция корпуса печи, состоящая из секций стальных водоохлаждаемых панелей в верхней части и медных панелей в районе шлакового пояса с повышенными тепловыми нагрузками. Охлаждаемыми высокоскоростными потоками воды;
- система инфракрасного контроля и отсечки шлака при автоматизированном выпуске металла из печи;
- расход электроэнергии 390 кВт*ч/т, цикл плавки 50 мин, часовая производительность 300 т, что обеспечивает годовую производительность 2,4 млн т.
Показатели работы новых печей ULTIMATE представлены в таблице 2.22.
Таблица 2.22
Показатели работы печей нового поколения ULTIMATE [78]
Характеристики | Магнитогорский металлургический комбинат | НЛМК-Урал | Colakoglu Metalurgji |
Трансформатор | 800 - 1236 В 150 МВА | 740 - 1025 В 100 МВА + 20% | 880 - 1600 В 240 МВА |
Масса плавки, т | 180 | 90/120 | 250 |
Расход электроэнергии, кВт*ч/т | 313 | 325/334 | 390 |
Расход кислорода, м3/т | 29,5 | 33/39 | 40 |
Расход газа, м3/т | 3,2 | 5/6,5 | |
Цикл плавки, мин | 45 | 36/45 | 50 |
Производительность, т/ч | 240 | 150/159 | 300 |
Горелки RCB | 5/3,5 МВт, расход O2 - 2500 м3/ч | 3/3,5 МВт, расход O2 - 2000 м3/ч | |
Горелки, МВт | 1/3,5 | 4/3,5 | 1/3,5 |
Инжекторы углерода, кг/мин | 3x60 | 3x60 | 3x60 |
Главное здание электросталеплавильного цеха, как правило, имеет шихтовый пролет (шихтовое отделение может находиться в отдельно стоящем крытом здании), печной пролет и разливочный пролет [79, 80]. В состав электросталеплавильного цеха входят следующие основные отделения и участки:
- подготовки шихтовых материалов;
- склад электродов;
- склад ферросплавов;
- подготовки порошкообразных материалов;
- склад огнеупоров;
- ремонта механического и электрического оборудования;
- подготовки сталеразливочных и промежуточных ковшей;
- печное отделение;
- отделение внепечной обработки;
- разливка на МНЛЗ;
- переработка шлаков.
На рисунках 2.44 и 2.45 представлен один из вариантов российских электросталеплавильных цехов, предназначенного для производства сортамента, ориентированного на производство коррозионностойкой стали [81].

1 - железнодорожный путь; 2 - закрома для скрапа;
3 - самоходная тележка для завалочной бадьи;
5 - магнитно-грейферный кран; 6 - участок ремонта и наборки
свода; 7 - стенд для наращивания электродов; 8 - машина
для скачивания шлака; 9 - ДСП-100И7; 10 - шумо- и
пылезащитная камера; 11 - пульт управления печью;
12 - мостовой завалочный кран; 13 - кран бункерного пролета;
14 - бункер для сыпучих материалов; 15 - агрегат
аргонно-кислородного рафинирования (АКР); 16 - мостовой кран
рафинировочного пролета; 17 - стенд для шлаковой чаши;
18 - стенд для сушки футеровки агрегата АКР; 19 - стенд
для ремонта агрегата АКР; 20 - установка для доводки стали
в ковше; 22 - сталевоз; 24 - МНЛЗ; 25 - установка для сушки
сталеразливочного ковша; 27 - автошлаковоз для шлаковой чаши
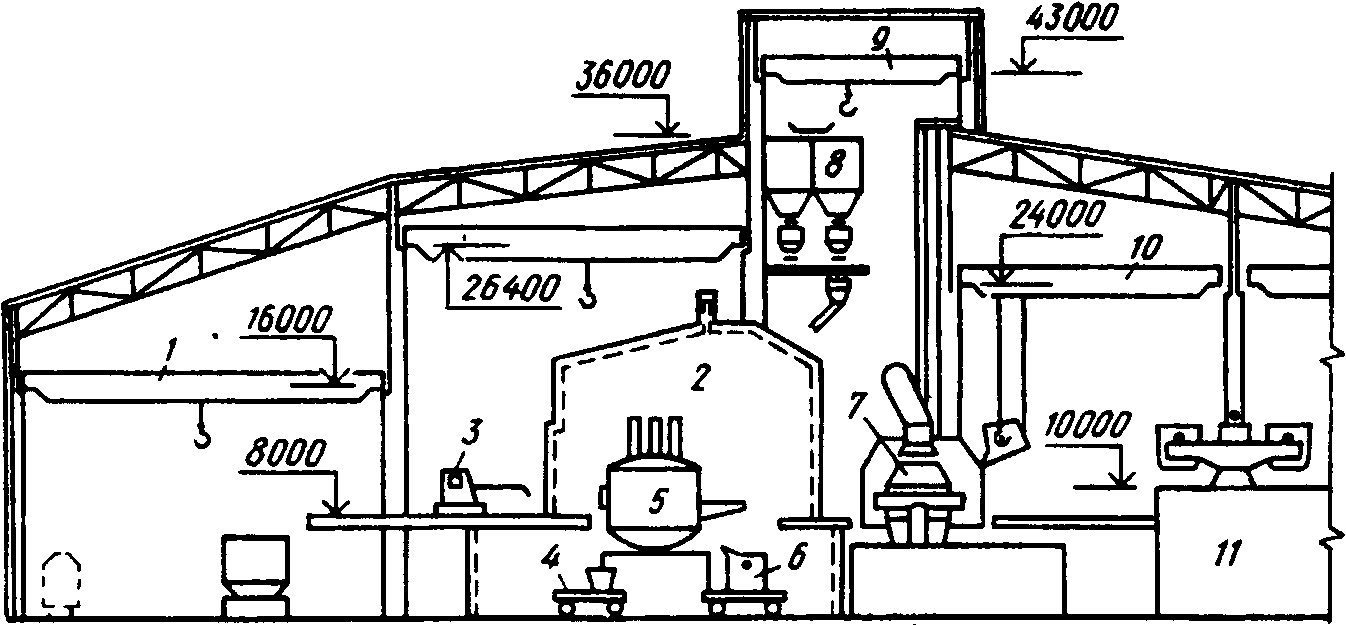
1 - магнитно-грейферный кран; 2 - шумо- и пылезащитная
камера; 3 - машина для скачивания шлака; 4 - самоходная
тележка для шлаковой чаши (автошлаковоз); 5 - ДСП-100И7;
6 - совок с металлическим ломом на самоходной тележке;
7 - агрегат АКР; 8 - бункер для сыпучих материалов; 9 - кран
бункерного пролета; 10 - мостовой кран рафинировочного
пролета; 11 - поперечный кран
На рисунке 2.46 даны типичные схемы производства стали с техническими операциями в ДСП и агрегатах внепечной обработки металла. Первая схема предусматривает доведение металла по химическому составу в ковше и десульфурацию стали. Вторая схема позволяет существенно повысить служебные свойства стали, так как в технологическую цепочку включена вакуумная обработка металла, позволяющая снизить содержание вредных примесей: газов (азот, водород, кислород), неметаллических включений, серы.

в ДСП, заготовок и слитков
Схема технологии производства стали в ДСП и заготовок с указанием входа ресурсов и мест появления эмиссий приведена на рисунке 2.47.
Схема технологии производства электростали (выплавка,
внепечная обработка стали и разливка на МНЛЗ)

и заготовок с указанием входа ресурсов и мест появления
эмиссий
Устройство дуговой печи
На рисунке 2.48 показана принципиальная схема устройства дуговой печи и основные элементы ее оборудования.

1 - свод; 2 - рабочее окно; 3 - сталевыпускное отверстие;
4 - электроды; 5 - электрододержатели; 6 - короткая сеть;
7 - трансформатор; 8 - кислородная фурма; 9 - отвод
отходящих газов; 10 - загрузочная воронка
Футеровка подины печи, ее стен и свода выполняются из магнезитохромитовых и хромомагнезитовых огнеупоров. Подина печи выдерживает 1000 - 1500 плавок. Применение водоохлаждаемых сводов и стен печи (см. рисунок 2.49) увеличило их стойкость до и более 1000 плавок.

и эркерным выпуском
Для отсечки шлака при выпуске применяют эркерное или донное сталевыпускные отверстия с шиберными затворами. Это при необходимости позволяет оставлять в печи часть металла до 10% - 25% (работа на "болоте"). Для ускорения процессов нагрева и расплавления шихты современные печи оборудованы стеновыми или сводовыми горелками, для интенсификации обезуглероживания - сводовыми или глубинными кислородными фурмами (см. рисунки 2.50 и 2.51).
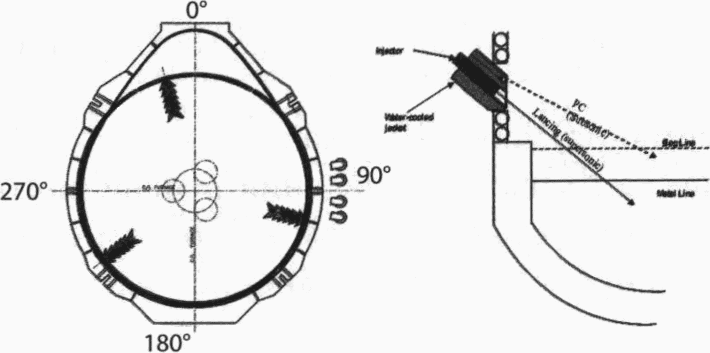
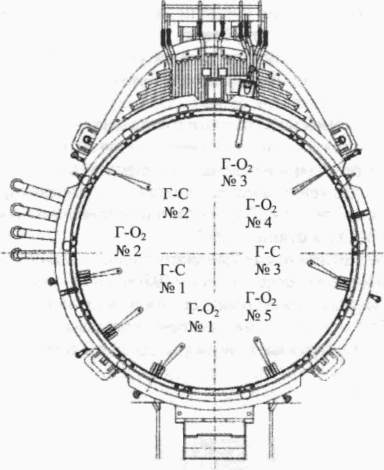
Г-O2 - горелка и инжектор кислорода; Г-C - горелка
и инжектор углеродосодержащих материалов
в ДСП-160
Эти усовершенствования позволили сократить продолжительность плавки до 40 - 60 мин и сравняться по времени плавок с кислородными конвертерами [82].
Процесс плавления металла в дуговых электропечах сопровождается большим выделением газов и аэрозолей окислов железа. Поэтому электропечи оборудуют системой газоочистки, включающей эвакуацию продуктов горения непосредственно из рабочего пространства печи в общую систему аспирации цеха с последующей очисткой на рукавных фильтрах. Электропечи оснащают современными системами автоматического управления технологическим процессом АСУ ТП, решающими следующие задачи:
- контроль параметров и управление электрическим режимом плавки с учетом технологических факторов и реактора электропечи;
- контроль параметров и управление весодозирующим комплексом;
- контроль параметров и управление системами подачи альтернативных источников тепла и вспенивания шлака;
- контроль состояния и управление механизмами печи, трансформатора и переключателя ступеней напряжения;
- расчет количества и управление подачей в печь кислорода для продувки металла и твердых окислителей;
- контроль параметров водоохлаждаемых элементов печи;
- контроль параметров и управление системой удаления и очистки газов;
- вывод данных на монитор оператора, визуализация процесса плавки, передача и получение данных по системе ввода/вывода и пр.
Подготовка шихтовых материалов
В настоящее время перечень шихтовых и всевозможных материалов, используемых при выплавке стали в электропечах, весьма широк. Он включает в себя металлический лом, чугун, ферросплавы, шлакообразующие, огнеупоры и ряд других. Препятствием для выплавки отдельных марок стали может являться металлический лом, содержащий медь, олово и другие примеси, доля которого в металлошихте достигает 90% - 95%. В ряде случаев эта проблема решается разбавлением металлошихты металлизованным сырьем, чугуном, а также другими техническими приемами.
Металлолом в копровом цехе заранее сортируют по весу, по содержанию углерода, наличию легирующих элементов. Металлолом на плавку в ДСП, как правило, подается на платформах в контейнерах или загрузочных корзинах. Немагнитный лом для выплавки легированных марок стали подается в мульдах.
Необходимые для плавки ферросплавы в большинстве случаев поступают в шихтовый пролет в контейнерах или навалом в железнодорожных вагонах. Сыпучие материалы из железнодорожных вагонов разгружают в шихтовом пролете ЭСПЦ в специальные бункеры.
Для выплавки стали требуется большое количество сыпучих, порошкообразных и шлакообразующих материалов: свежеобожженную известь кусковую, плавиковый шпат, шамотный бой, кварцевый песок, боксит, железную руду, кокс, молотый ферросилиций, алюминиевый порошок. Эти материалы перед использованием должны быть просушены и прокалены для удаления гигроскопической и гидратной влаги, влияющей на образование флокенов и волосовин из-за попадания в сталь водорода. Прокаливание ведут в специальных печах или мульдах рядом с дуговой печью. Дробление и подготовку сыпучих и порошкообразных материалов ведут в отдельных, рядом стоящих зданиях.
Шлакообразующие материалы и ферросплавы доставляются в печной пролет из шихтового отделения мостовым краном в мульдах или в саморазгружающихся бадьях, а на ряде заводов через бункерную эстакаду по системе ленточных конвейеров.
Подготовка печи
После каждой плавки подина и откосы печи осматриваются, очищаются перед очередной плавкой и заправляются порошкообразным обожженным магнезитом, а при работе с оставлением части металла от предыдущей плавки - заправляются только откосы. Осуществляется подача к печи электродов и их наращивание.
Завалка шихты
Завалка шихты осуществляется в печь при открытом своде бадьями с открывающимся днищем, завалка флюсов и добавок через бункера с дозирующими устройствами. Жидкий чугун в печь заливают при помощи специального желоба (см. рисунок 2.52).

на манипуляторе находится желоб для заливки чугуна, на кране
висит ковш с чугуном
Плавка
Плавление шихты ведут на максимальной мощности печного трансформатора с использованием газокислородных горелок. Для ускорения плавления шихты поворачивают корпус печи вокруг оси в одну и другую стороны на 45°. На современных печах повороты не нужны, так как проплавляется один колодец. К окончанию расплавления ванна должна быть покрыта слоем шлака. Шлак периода расплавления имеет примерный состав: 35% - 45% CaO; 15% - 25% SiO2; 5% - 10% MnO; 10% - 12% MgO; 4% - 7% Al2O3; 10% - 15% FeO; до 0,5% P2O5 (основность 1,5 - 2,0). Скачивание и уборка шлака производятся через окно под печь самотеком или специальными скребками.
Окислительный период
В современных печах при активном использовании кислорода, которое начинается на стадии плавления металлошихты, период расплавления совмещен с окислительным периодом. Основная задача окислительного периода заключается в окончательном удалении фосфора. Начинается этот процесс при расплавлении порядка 70% - 80% металлошихты при активном сходе шлака. Для создания благоприятных условий дефосфорации необходимо обеспечить требуемую окисленность ванны, которая достигается за счет активной продувки расплава кислородом и снижением содержания углерода в металле до значений 0,1% - 0,05% и менее. При этом основность шлака должна быть на уровне 2 - 3. Окисление фосфора протекает по реакции:
2[P] + 5(FeO) + 4(CaO) = (P2O5)·4(CaO) + 5 [Fe];
Для протекания реакции окисления фосфора необходимы: высокое содержание кислорода в металле и шлаке, повышенное содержание CaO в шлаке и пониженная температура в реакционной зоне. Выполнение этих условий обеспечивают наводкой свежего шлака и постоянным обновлением шлака путем скачивания из печи насыщенного (CaO)4·P2O5 шлака. По ходу окислительного периода происходит дегазация стали - удаление из нее водорода и азота, которые выделяются в пузыри CO, проходящие через металл. Выделение пузырьков CO сопровождается удалением из металла неметаллических включений, которые выносятся на поверхность потоками металла или поднимаются наверх вместе с пузырьками газа. Хорошее кипение ванны обеспечивает перемешивание металла, выравнивание температуры и химического состава.
К концу окислительного периода шлак имеет примерный состав: 40% - 45% CaO; 10% - 20% SiO2; 10% - 20% FeO; 5% - 19% MgO; 2% - 4% Al2O3; 0,5% - 2,0% P2O5 (основность 2,5 - 4,0). Общая продолжительность окислительного периода зависит от мощности трансформатора и продувочных устройств. На лучших печах время выплавки полупродукта В ДСП составляет от 35 - 50 мин.
Восстановительный период
После окислительного периода проводят полное скачивание шлака для удаления из печи фосфора. Далее плавку ведут под восстановительным белым шлаком, содержащим менее 0,5% FeO. В этот период происходит диффузионное раскисление металла, завершается десульфурация до требуемого содержания серы, легирование металла и регулирование его температуры перед выпуском. Десульфурация металла активно проходит в восстановительный период плавки, а также при выпуске стали под слоем шлака, когда происходит хорошее перемешивание металла со шлаком:
[S] + (CaO) = CaS = [O].
Десульфурации способствует хорошее раскисление стали и шлака, высокое содержание извести в шлаке и высокая температура.
В цехах, оборудованных агрегатами "ковш-печь", операции окислительного и восстановительного периодов, раскисления и легирования выполняются в одну стадию.
Для увеличения производительности дуговых печей, уменьшения угара ферросплавов процессы раскисления, легирования, рафинирования и доводки металла до нужной температуры проводятся не в печи, а в сталеразливочном ковше и/или специальных агрегатах. Применение такой технологии также положительно сказалось на улучшении качества стали и свойствах металлопродукции - механических свойствах, коррозионной стойкости и др. Внепечная обработка стали ("ковшевая металлургия") стала широко применяться для любых марок стали. Были разработаны простые (одним методом) и комбинированные способы внепечной обработки стали одновременно несколькими методами [82, 83]:
- в обычном сталеразливочном ковше;
- в сталеразливочном ковше, оборудованном для вдувания газа или газопорошковой струи снизу через смонтированные в днище устройства;
- в установке "ковш-печь" с крышкой (сводом), через которую опущены электроды, нагревающие металл в процессе его обработки (при этом, установка оборудована системой подачи ферросплавов из бункеров или микродобавок порошковой проволокой);
- в агрегате типа конвертера с продувкой металла кислородом, аргоном (агрегат аргоно-кислородного рафинирования);
- в агрегате типа конвертера, снабженном оборудованием для вакуумирования;
- в вакууматорах различного типа.
При продувке инертным газом (аргоном или азотом) через отверстие в днище ковша происходит очищение металла от газовых и неметаллических включений, имеет место перемешивание металла и усреднение его состава. Если необходимо понизить содержание углерода в металле, то к инертному газу добавляют кислород. Продувкой жидкого металла инертным газом регулируют температуру металла.
Для интенсификации рафинирования металла от серы, фосфора и кислорода применяют перемешивание металла с жидким синтетическим шлаком, который наводится при использовании твердых шлаковых смесей. Для снижения содержания серы в металле и его раскисления используют известково-глиноземистый шлак, для дефосфорации - известково-железистый. Рафинирование проводят путем смешивания, нагретого до 1600 °C синтетического шлака со струей металла, сливаемого из печи в сталеразливочный ковш. Рафинирование металла синтетическим шлаком можно совмещать с одновременной продувкой инертным газом или вакуумированием.
В настоящее время установка для внепечной обработки жидкой стали превратилась в многофункциональный агрегат "ковш-печь" (см. рисунок 2.53), позволяющий производить нагрев металла с помощью трех вводимых электродов, дозировать кусковые ферросплавы, флюсы или различные добавки (углерод, раскислители, модификаторы), в том числе с применением порошковой проволоки [78, 79].

1 - ковш; 2 - крышка-свод; 3 - трайб-аппарат для подачи
проволоки; 4 - электроды; 5 - фурма для вдувания порошка
силикокальция в струе аргона; 6 - устройство для подачи
сыпучих ферросплавов и флюсов; 7 - пористая пробка
для подачи аргона
Для повышения чистоты металла по неметаллическим включениям и содержанию газов проводят вакуумирование стали в вакууматоре.
С разделением операций получения жидкой стали и ее внепечной обработки общая продолжительность плавки составляет 1,5 - 2,0 ч, обработка на каждом агрегате не превышает 40 - 50 мин, что позволяет организовать разливку стали на машине непрерывной разливке стали по схеме "плавка на плавку". Удельный расход электроэнергии на установке "ковш-печь" - 30 - 40 кВт·ч/т, расход электродов 0,2 - 0,3 кг/т стали.
После внепечной обработки сталеразливочный ковш ставят на сталевоз, который перевозит его в разливочный пролет, где разливочный кран устанавливает ковш на разливочный стенд для разливки на МНЛЗ [84, 85].
Сталь из ковша поступает в промежуточный ковш, который имеет стопор для одноручьевой машины или несколько стопоров для нескольких ручьев. Промежуточный ковш снабжен перегородкой для задерживания шлака. Из промежуточного ковша сталь через стопорное устройство или стакан-дозатор заполняет кристаллизатор. В кристаллизатор с нижней стороны вводится затравка - штанга сечения кристаллизатора или формы будущей заготовки. Верхний торец затравки образует дно кристаллизатора и имеет устройство в виде ласточкиного хвоста для сцепления со слитком. Когда уровень металла поднимается над затравкой на высоту 300 - 400 мм, включается механизм вытягивания заготовки. Под действием тянущих валков этого механизма затравка опускается и тянет за собой формирующийся слиток.
Медный или бронзовый, с полыми стенками, интенсивно охлаждаемый водой кристаллизатор с внутренним сечением по форме заготовки формирует корочку слитка-заготовки. Для предотвращения надрыва корочки и ухода металла, кристаллизатор выполняет возвратно-поступательное движение специальным механизмом. Кристаллизатор движется по направлению движения заготовки (вниз) и затем возвращается вверх. Ход качания - от 10 до 40 мм. В процессе разливки стенки кристаллизатора смазываются специальными шлакообразующими смесями (ШОС), парафином или другими смазывающими веществами. В кристаллизаторе над поверхностью металла может быть создана восстановительная или нейтральная атмосфера для предотвращения окисления металла при разливке.
Наибольшее распространение получил радиальный тип МНЛЗ, требующий меньшую высоту. При выходе непрерывнолитого слитка на горизонтальный участок рольганга слиток разрезают кислородным резаком на заготовки мерной длины. Разливку на МНЛЗ ведут методом "плавка на плавку" без прерывания разливки. При разливке контролируют температуру металла в промежуточном ковше, работу механизмов и качество поверхности непрерывнолитых заготовок.
Сталеразливочные ковши относятся к основному оборудованию разливочного пролета. Корпус ковша цельносварной, оборудован цапфами и кантовательными устройствами. Внутри ковш футеруется огнеупорным шамотным ковшовым кирпичом или монолитной футеровкой. Рабочая футеровка выполняется из периклазовых либо периклазоуглеродистых огнеупоров. Некоторые заводы используют высокоглиноземистые материалы. Для увеличения стойкости футеровки ковшей с помощью специальной установки проводят периодическое торкретирование изношенной футеровки пульповым раствором. Чаще всего ремонтируют "шлаковый пояс".
Сталь из ковша выпускают через донное отверстие, перекрываемое стопором, который вводится в ковш через металл, или шиберным затвором, устанавливаемым снаружи ковша в днище. Шиберные затворы собирают на специально оборудованном участке. Шиберный затвор представляет собой две одинаковые огнеупорные плиты овального типа с отверстиями в центре. Плиты закрепляются в специальной рамке таким образом, что одна плита закреплена к неподвижной рамке к днищу ковша, а вторая подвижная (см. рисунок 2.54).

При совмещении отверстий жидкая сталь будет поступать из ковша в промежуточный ковш МНЛЗ. Регулируя положение нижней подвижной рамки, соответственно величину зазора отверстий, можно регулировать скорость истечения металла из ковша. Собранные шиберные затворы и вновь зафутерованные сталеразливочные ковши сушат на стенде газовыми горелками до температуры 1200 °C. После этого сталеразливочные ковши могут отдаваться на разливку.
Шлак
Суммарный выход шлака при выплавке стали в дуговой печи достигает до 200 кг/т, при среднем уровне около 120 - 150 кг/т стали.
В современных электросталеплавильных цехах слив печного и ковшевого шлака осуществляется "под печь". По остывании поверхности (до красного состояния) специальными погрузчиками шлак вывозится либо на шлаковый двор, либо в специально оборудованные бункера ("шлаковые закрома", ямы) для окончательного охлаждения. В некоторых случаях горячий шлак под печью орошается водой, затем загружается в спецкузов, забираемый автомобилем, оборудованный системой мультилифт, для последующей транспортировки на участок шлакопереработки.
Для уборки шлака, как правило, используются шлаковые чаши объемом 16 м3 (см. рисунок 2.55).

Наполненные шлаковые чаши со шлаком перевозятся на шлаковый двор для опорожнения. Шлаковый двор оборудован траншеей для слива жидкого шлака, электромостовыми кранами и экскаватором для отгрузки шлака. Освобожденные от шлака шлаковые чаши еще в горячем состоянии опрыскиваются изнутри сплошным слоем известкового молока, затем передаются в цех под налив шлака.
Охлажденный шлак подвергают магнитной сепарации для отделения скрапа (направляется на переплав), а после дробления и сепарации (фракционирование) отправляют потребителям.
Печной шлак с основностью 1,5 - 2,0 легко перерабатывается на шлаковом дворе в шлаковых ямах с последующей переработкой на дробильно-сортировочной установке с получением фракционированного щебня, а высокоосновной шлак внепечной обработки с основностью 2,5 - 4,0 имеет другие свойства и требует иной технологии переработки. Двухкальциевый силикат, имеющийся в высокоосновном шлаке, из-за полиморфизма кристаллической решетки рассыпается в порошок. Такой шлак трудно перерабатывать и невозможно перевозить из-за пыления. Проблема его переработки может быть решена двумя способами:
- сливом его на дробленый известняк для получения декарбонизированной шлако-известковой смеси, пригодной для переработки в цементной промышленности;
- вводом в ковшевой шлак при внепечной обработке стали добавок, стабилизирующих двухкальциевый силикат для предотвращения полиморфизма;
- ковшевой шлак может быть использован для формирования печного шлака в качестве частичной замены извести, однако требуется его стабилизация и отработка технологии, позволяющих значительно уменьшить его вынос из ДСП в виде пыли.
Пыль
Удельный выход пыли при производстве стали в дуговых печах может достигать 30 кг/т стали. В таблицах 2.23 и 2.24 представлены химические и гранулометрические составы высокоосновного ковшевого шлака и пыли дуговой печи.
Таблица 2.23
Материал | Массовая доля, % | ||||||||||||
CaO | SiO2 | P2O5 | Cr2O3 | FeO | Fe2O3 | MnO | MgO | Al2O3 | S | Zn | ппп | Feобщ | |
Шлак | 55,0 | 11,8 | 0,05 | 0,05 | 0,2 | - | 0,22 | 7,2 | 10,61 | 0,27 | - | - | - |
Пыль | 9,92 | 3,49 | - | 0,366 | 11,1 | 47,34 | 3,33 | 2,15 | 3,4 | 0,41 | 6,05 | 3,76 | 41,8 |
Таблица 2.24
Материал | Фракция, мм, % | |||
0,5 - 3,0 | 0,25 - 0,5 | 0,1 - 0,25 | Менее 0,1 | |
Шлак | 5,5 | 16,0 | 15,5 | 63,0 |
Пыль | - | - | 8 | 92 |
Пыль или шламы при мокрой очистке, уловленные от дуговой печи, содержат значительные концентрации оксидов цинка (до 25%), свинца. Эта пыль требует специальной подготовки и технологии для извлечения железа, цинка и свинца [86, 87].
Существенную часть технологической цепочки выплавки стали в дуговой печи составляет улавливание и очистка отходящих газов электропечи.. Выделяющиеся при продувке газы вместе с пылью отводят из-под свода печи через четвертое отверстие в своде.
Устанавливают различной конструкции колпаки над сводом, рабочим окном и сливным носком для аспирации газов. Для уменьшения шума в цехе печи устанавливаются в газо- и шумозащитных камерах.
На рисунке 2.56 представлена пылеочистная система с рукавными фильтрами в ЭСПЦ (с двумя ДСП-180), где аспирационные газы отбираются из-под крыши производственного здания.

с отбором аспирационных газов из-под крыши производственного
здания ЭСПЦ
Современные технологии выплавки стали в электродуговых печах оснащены общей системой газоочистки, когда в общий коллектор принимаются отходящие газы дуговой печи и аспирационные потоки, которые передаются на рукавный фильтр. Остаточная концентрация по пыли на дымовой трубе не превышает 10 мг/м3. Современная система газоочистки, выполненная на мини-заводе НЛМК-Калуга с ДСП-150, представлена на рисунках 2.57 и 2.58.

фильтре

с рукавным фильтром
В связи с увеличением доли стального лома, загрязненного полихлорвиниловыми соединениями (провода, обшивка и т.п.) маслами, красками в процессе переработки такого лома возрастает опасность образования диоксинов и фуранов. Улавливание диоксинов/фуранов представляет большую проблему. Обычные системы газоочистки улавливают до 60% диоксинов. Обеспечить полную очистку крайне трудно. На рисунке 2.59 представлена схема оптимального процесса обработки отходящих газов шахтной печи, где все функции газоочистки представлены на примере отдельных модулей [78].
Эффективность работы данной технологической линии подтверждена на ряде металлургических предприятий.
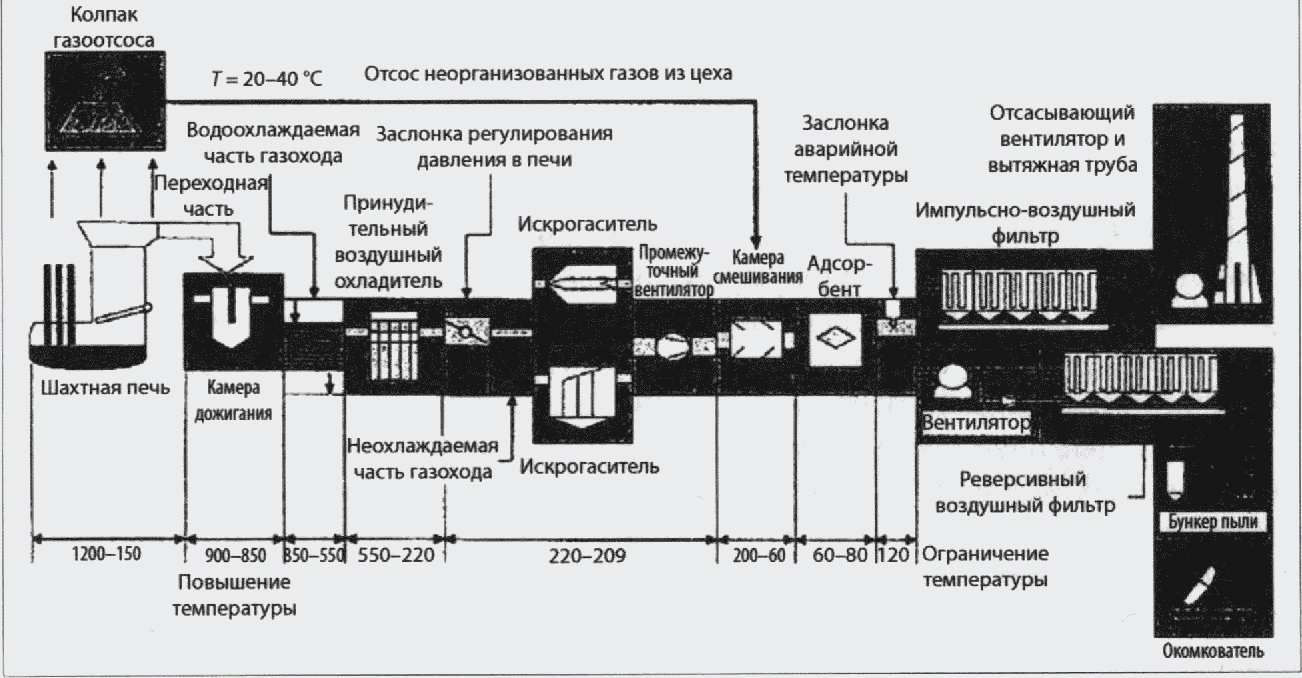
газоочистки шахтной дуговой печи
Назначение, описание, технологические характеристики основного оборудования, используемого при производстве стали в дуговых печах и заготовок, приведены в таблице 2.25.
Таблица 2.25
при производстве стали в дуговых печах и заготовок
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
Магнитно-грейферные краны | Разгрузка вагонов на склад сырья, забор сырья | Грейферные краны: козловые, мостовые |
Магнитный кран на шлаковом дворе | Отмагничивание металла от шлака | Кран мостового типа |
Экскаватор | Отгрузка шлака | |
Автошлаковоз | Транспортировка шлаковых чаш | На резиновом ходу |
Электромостовые краны | Перемещение грузов | Кран мостового типа |
Дробилки флюсов | Дробление и измельчение флюсов | Молотковые, валковые дробилки |
Дробилки кусковых материалов | Дробление материалов для компонентов шихты | Молотковые, валковые дробилки |
Дробилки топлива | Дробление и измельчение твердого топлива - кокса, угля | Дробилка четырехвалковая |
Дробилка щековая | Предварительное дробление крупных кусков материала до 40 - 100 мм | Модель С-644, производительность 19 м3/ч |
Дробилка молотковая | Среднее дробление материала до 10 мм | Модель СМ-431, производительность 6 - 30 т/ч |
Дробилка двухвалковая | Тонкое дробление материала до 2 - 14 мм | Модель ДВГ-2М, производительность 3 - 12 м3/ч |
Дробилка четырехвалковая | Тонкое дробление материала до 0,5 - 5 мм | Производительность 6 - 30 м3/ч |
Машины-грохоты | Рассев материалов по фракциям | Производительность 1 - 15 т/ч |
Оборудование аспирации | Аспирация | Аспирация мест с дробильно-измельчительным оборудованием |
Тележки погрузочно-разгрузочные | Прием и доставка материалов | Прием и доставка материалов |
Электропогрузчики | Перемещение грузов | Перемещение грузов |
Автопогрузчики | Перемещение грузов | Перемещение грузов |
Бункеры, питатели, весовые дозаторы | Хранение и дозирование компонентов шихтовых материалов | Хранение и дозирование компонентов |
Конвейеры | Транспортировка сыпучих грузов | Ленточный конвейер |
Сушильные, прокалочные печи, барабаны | Сушка и прокалка материалов и ферросплавов перед подачей в печь на плавку | Сушка и прокалка материалов и ферросплавов перед подачей в печь на плавку для предотвращения насыщения жидкой стали водородом |
Завалочные саморазгружающиеся бадьи | Завалка металлошихты в ДСП | Навешивается на кран |
Машина для загрузки шлакообразующих в печь | Загрузка материалов в печь | Загрузка материалов в печь |
Мульдозавалочная машина напольная | Загрузка материалов в печь | Напольного типа |
Мульдозавалочная машина крановая | Загрузка материалов в печь | Кранового типа |
Мостовой разливочный кран разливочного пролета | Транспортировка сталеразливочного ковша | Транспортировка сталеразливочного ковша со сталевоза на разливочный стенд и обратно |
Дуговая печь | Выплавка стали | Выплавка стали из металлической шихты |
Сталевоз | Перемещение сталеразливочного ковша | Перемещение сталеразливочного ковша из печного в разливочный пролет |
Сталеразливочный ковш | Прием и перемещение выплавленной стали | Цилиндрическая емкость, футерованная огнеупорными материалами для приема жидкой стали |
Машина "Орбита" | Футеровка сталеразливочных ковшей | Машина портального типа с пескометным механизмом подачи огнеупорной массы |
Шлаковая чаша | Прием и транспортировка шлака | Чугунная емкость объемом 16 м3 |
Агрегат "ковш-печь" | Внепечная обработка жидкой стали | Стационарный стенд с системой электродов и бункеров с сыпучими материалами для обработки стали |
Вакууматор | Внепечная обработка жидкой стали | Агрегат с системой обработки стали вакуумом |
МНЛЗ | Разливка жидкой стали | Комплекс оборудования, включающий подъемно-поворотный стенд, промежуточный ковш, кристаллизатор, зону вторичного охлаждения, тянуще-правильный агрегат, резаки, рольганг |
Основное природоохранное оборудование
Для снижения негативного воздействия на окружающую среду процесса производства стали в дуговых печах на технологических участках и в отделениях устанавливается природоохранное оборудование:
- газоочистное и аспирационное оборудование, обеспечивающее необходимый уровень очистки технологических газов и аспирационного воздуха от содержащихся в них загрязняющих веществ перед отводом газов или воздуха в атмосферу;
- водоочистные сооружения, обеспечивающие очистку загрязненных промышленных сточных вод
Назначение, описание, технологические характеристики природоохранного оборудования, используемого при производстве стали в дуговых печах и заготовок, приведены в таблице 2.26.
Таблица 2.26
используемого при производстве стали в дуговых печах
и заготовок
Наименование оборудования | Назначение оборудования | Существенные характеристики природоохранного оборудования |
Система газоочистки комплекса агрегатов печи и МНЛЗ | Улавливание, эвакуация и очистка отходящих и аспирационных газов от пыли | Комплекс улавливающих зонтов (укрытий), газоходы, регулирующие заслонки, сборный коллектор, фильтр |
Электрофильтры | Улавливание пыли отходящих технологических газов | Эффективность очистки до 95% - 99%. Остаточная запыленность до 30 мг/нм3 |
Тканевые (рукавные) фильтры | Очистка от пыли отходящих технологических газов. Очистка от пыли аспирационного воздуха | Эффективность очистки от тонкой пыли до 99,5%, остаточная запыленность до 10 мг/м3 |
Тканевые фильтры с комбинированными сорбционными процессами | Очистка технологических газов от тонкой пыли и газов SOx, HCl, HF, ПХДД/Ф | Тип - AIRFINE, SIMETALMEROS Выбросы SOx сокращаются на 30% - 90% |
Скрубберы мокрые | Улавливание пыли отходящих технологических газов с помощью воды | Тип - скрубберы оросительные, скрубберы с трубой Вентури, скрубберы AIRFINE. Остаточная запыленность от 40 до 80 мг/нм3 |
Водоочистные сооружения | Очистка воды, используемой для охлаждения технологического оборудования ДСП и МНЛЗ. Отведение образующихся на пылегазоочистках шламов. | Комплекс оборудования, включающий отстойники, осветлители и фильтры, устройства для химической обработки воды. |
По всей технологической цепочке производства стали в дуговых печах и заготовок в местах выгрузки сырья, складирования, подготовки компонентов шихты на различном оборудовании, выплавки, внепечной обработки и разливки, транспортировки отходов производства и готовой продукции имеют место организованные и неорганизованные выбросы (эмиссии) загрязняющих веществ в виде пыли, газов, а также образование отходов.
Материальные потоки, характерные основные эмиссии по стадиям технологического процесса при производстве стали в дуговых печах и заготовок представлены в таблице 2.27.
Таблица 2.27
Входной поток | Этап процесса (подпроцесс) | Выходной поток | Основное технологическое оборудование | Эмиссии |
Шихтовые компоненты плавки стали в ДСП | Подготовка твердой металлической шихты | Твердая металлическая шихта | Мостовые краны с магнитно-грейферным перегружателем | Пыль, шум |
Твердая металлическая шихта | Завалка твердой металлической шихты в ДСП | Твердая шихта в ДСП | Бадья | Пыль, шум |
ДСП с загруженной металлошихтой | Выплавка стали в ДСП | Расплав, газообразные продукты плавки CO, CO2, пыль, жидкий шлак | ДСП с системой подачи кислорода, шлакообразующих и газоотводящего тракта | Пыль неорганическая состава: Al2O3, FeO, Fe2O3, CaO, MgO, MnO, ZnO; Газовые компоненты: NO2, NO, SO2, CO, CO2, бенз(a)пирен; Тепловое излучение, шум, вибрация |
Расплав | Окончание плавки, выпуск расплава в сталеразливочный ковш. Раскисление, присадка ферросплавов и других добавочных материалов | Расплав в сталеразливочном ковше | ДСП, сталеразливочный ковш | Пыль неорганическая состава: Al2O3, FeO, Fe2O3, CaO, MgO, MnO, ZnO; Газовые компоненты: NO2, NO, SO2, CO, CO2, бенз(a)пирен. Тепловое излучение, шум, вибрация |
Расплав в сталеразливочном ковше | Внепечная обработка жидкой стали (агрегат ковш-печь, вакууматор) Раскисление, присадка ферросплавов и других добавочных материалов | Сталь в ковше заданного химического состава | Агрегат "ковш-печь", вакууматор | Пыль неорганическая состава: Al2O3, FeO, Fe2O3, CaO, MgO, MnO, ZnO; Газовые компоненты: NO2, NO, SO2, CO, CO2, бенз(a)пирен. Тепловое излучение, шум, вибрация, электромагнитное загрязнение |
Сталь в ковше, заданного химического | Разливка стали на МНЛЗ | Непрерывно-литые заготовки требуемого химического состава и заданного размера | МНЛЗ, резаки | Пыль неорганическая состава: Al2O3, FeO, Fe2O3, CaO, MgO, MnO, ZnO; Тепловое излучение, шум, вибрация |
Непрерывно-литые заготовки требуемого химического состава и типоразмера | Обработка непрерывно-литых заготовок | Непрерывно-литые заготовки, годные к отгрузке | Оборудование для обработки заготовок | Тепловое излучение, шум, выделения от огневой зачистки |
Сталеплавильные шлаки | Охлаждение и переработка сталеплавильных шлаков | Переработанные шлаки | Оборудование для переработки шлаков | Пыль неорганическая состава: Al2O3, FeO, Fe2O3, CaO, MgO, MnO, ZnO; Тепловое излучение, шум |
Неорганизованные выбросы возникают при транспортировке, выгрузке сырья, при хранении пылящих твердых материалов на открытых складах, при дроблении компонентов шихты, транспортировании материалов на открытых конвейерах, выбросов от агрегатов в технологических процессах при отсутствии или недостаточной герметичности укрытий, утечках из фланцев, насосов, вентиляторов.
Факторами негативного воздействия на окружающую среду являются следующие.
Воздействие на атмосферу
При производстве стали в электродуговых печах имеют место неорганизованные и организованные выбросы в атмосферу вредных веществ: с твердыми компонентами - Al2O3, FeO, Fe2O3, CaO, MgO, MnO, ZnO; газообразными компонентами - NO2, NO, SO2, CO, CO2, бенз(a)пиреном.
Воздействие на поверхностные и подземные воды
В электросталеплавильном производстве используется химически очищенная вода для охлаждения водоохлаждаемых сводов и стен дуговых печей, а также элементов МНЛЗ.
При наличии мокрых систем газоочистки используется оборотная вода.
Водоснабжение осуществляется по специальным водооборотным системам с охлаждением воды (см. рисунок 2.60).

ДСП-180
Образование отходов производства и потребления
В процессе электросталеплавильного производства образуются отходы: пыль сухих газоочисток с различных участков, в том числе графитная, просыпь шихтовых и заправочных материалов, шламы мокрых газоочисток, отходы электродов и абразивных кругов, окалина, отходы футеровок ДСП и ковшей.
Производственные отходы преимущественно утилизируются.
Вредные производственные факторы
При производстве электростали и заготовок для проката вредными производственными факторами являются:
- повышенное напряжение в электрической цепи свыше 50 В, замыкание которой может произойти через тело человека;
- движущиеся машины и механизмы;
- подвижные части производственного оборудования;
- повышенная температура поверхности оборудования и материалов;
- расположение рабочего места на значительной высоте относительно поверхности земли;
- повышенный уровень инфракрасного излучения свыше 140 Вт/м3;
- повышенный уровень производственного шума на рабочем месте свыше 80 дБ;
- повышенная загазованность и запыленность неорганической пылью (ПДК окиси углерода - 20 мг/м3, неорганической пылью - 6 мг/м3).
Ферросплавы - это сплавы железа с кремнием, марганцем, хромом, вольфрамом и другими элементами, применяемые в производстве стали для улучшения ее свойств и легирования [88 - 93]. Ферросплавы, содержащие более трех ведущих элементов (металлов), называют комплексными сплавами или лигатурами.
Кроме лигатур, различают ферросплавы - модификаторы, которые отличаются от лигатур назначением [88 - 93]. Модификаторы обладают свойством модифицировать (видоизменять) структуру обработанного ими металла или сплава (например, измельчать зерно стали или сплава и т.п.).
Ферросплавы получают восстановлением окислов соответствующих металлов. Для получения любого сплава необходимо выбрать подходящий восстановитель и создать условия, обеспечивающие высокое извлечение ценного (ведущего) элемента из перерабатываемого сырья.
Восстановителем может служить элемент, обладающий более высоким химическим сродством к кислороду, чем элемент, который необходимо восстановить из оксида. Т.е. восстановителем может быть элемент, образующий более химически прочный оксид, чем восстанавливаемый элемент.
Все металлы, в зависимости от их окислительно-восстановительной активности, объединяют в ряд, который называется рядом активности металлов. В порядке уменьшения активности этот ряд имеет следующий вид: Li, K, Ba, Ca, Na, Al, Mg, Ti, V, Si, B, C, Nb, Mn, Cr, P, Fe, Mo, W, Co, Ni, Sn, Pb, H, Cu, Hg, Ag, Pt, Au.
Процессы, в которых ферросплавы получают за счет восстановления одного металла другим, называются металлотермическими [88].
Для производства ферросплавов с минимальным содержанием углерода применяют или силикотермический процесс (восстановителем является кремний), или алюмотермический процесс (восстановителем является алюминий), или комбинированный алюмосиликотермический процесс [88 - 94].
При силикотермическом способе применяются рафинировочные печи небольшой мощности. Алюмотермический процесс осуществляют в плавильных горнах (внепечной процесс).
Процессы, в которых ферросплавы получают за счет восстановления металла из оксида углеродом, называются углетермическими (углеродотермическими, углевосстановительными, карботермическими) [88 - 93].
Выделяют следующие основные способы производства ферросплавов, существующие в настоящее время [88 - 93]:
- электротермический: подвод энергии для протекания восстановительных реакций производится за счет электроэнергии - рудотермические и рафинировочные печи;
- металлотермический: подвод энергии производится за счет тепла от окисления металла-восстановителя - горны, электроплавильные горны;
- доменный: подвод энергии производится за счет тепла от сжигания углерода кокса кислородом воздуха - доменные печи, вагранки;
- электролитический - способ на основе электролиза растворов (расплавов), содержащих какой-либо ведущий металл, в электролитических ваннах; используется для получения ферросплавов в металлическом виде высокой чистоты (в отличие от огневых металлических ферросплавов, с большим содержанием примесей, получаемых в электродуговых печах).
Группа больших ферросплавов (крупнотоннажные сплавы) - это ферросплавы, потребление и, соответственно, производство которых измеряется от десятков тысяч до сотен тысяч (миллионов) тонн в год. К числу больших ферросплавов относятся высокоуглеродистые ферромарганец и феррохром, силикомарганец и силикохром, а также ферросилиций и кремний кристаллический, получаемые углеродовосстановительным способом в руднотермических или доменных печах (доменный ферромарганец). Их доля от общего объема производимых в мире ферросплавов превышает 90%.
Группа малых ферросплавов (малотоннажные ферросплавы) - это ферросплавы, потребление и, соответственно, производство которых измеряется от нескольких тонн до тысяч тонн в год. Ферросплавы малой группы (сплавы с W, Mo, Ti, Zr, Nb, V, B, редкоземельные металлы (РЗМ) и щелочноземельные металлы (ЩЗМ)) получают, как правило, металлотермическими способами.
Количество видов и марок производимых ферросплавов достигает нескольких десятков. В таблице 2.28 приведен перечень основных видов ферросплавов [88 - 93].
Таблица 2.28
Наименование сплава | Назначение | Восстановитель | Способ получения |
Крупнотоннажные ферросплавы | |||
Марганец и его сплавы | |||
Углеродистый ферромарганец (Mn не менее 75%, C < 7%) | Раскисление и легирование стали | Углерод | Плавка в доменной или в руднотермической электропечи |
Среднеуглеродистый ферромарганец (Mn не менее 85%, C < 1,5%) | Раскисление и легирование стали | Кремний | Плавка в рафинировочной электропечи |
Малоуглеродистый (Mn не менее 85%, C < 0,05%) | Раскисление и легирование стали | Кремний | Плавка в рафинировочной электропечи |
Металлический марганец (95% - 98% Mn, 0,2% C) | Легирование стали и изготовление сплавов в цветной металлургии | Кремний | Плавка в дуговой электропечи, электролиз |
Ферросиликомарганец (Mn не менее 60%, в товарном силикомарганце Si до 25,9%, в передельном не менее 26,0%) | Раскисление стали и восстановление оксидов в силикотермических процессах | Углерод | Плавка в руднотермической электропечи |
Кремний и его сплавы | |||
Бедный ферросилиций (содержание кремния 9% - 29%) | Раскисление и легирование стали | Углерод | Плавка в доменной или в руднотермической электропечи |
Богатый ферросилиций (содержание кремния 45, 65, 75 и 90%) | Раскисление и легирование стали | Углерод | Плавка в руднотермической электропечи |
Кремний кристаллический (кремния до 98%) | Легирование стали и изготовление сплавов в цветной металлургии | Углерод | Плавка в руднотермической электропечи |
Хром и его сплавы | |||
Углеродистый феррохром (Cr не менее 65%, 6,5% - 8% C) | Легирование стали | Углерод | Плавка в руднотермической электропечи |
Среднеуглеродистый феррохром (Cr не менее 65%, 1% - 2% C) | Легирование стали | Кремний | Плавка в рафинировочной электропечи и конверторе |
Малоуглеродистый феррохром (Cr не менее 65%, 0,1% - 0,5% C) | Легирование стали | Кремний | Плавка в рафинировочной электропечи и конверторе |
Безуглеродистый феррохром (Cr не менее 68%, 0,01% - 0,06% C) | Легирование стали | Кремний и алюминий | Плавка в рафинировочной электропечи, конверторе и горне |
Металлический хром (Cr не менее 97,5%) | Легирование стали и изготовление сплавов в цветной металлургии | Кремний и алюминий | Плавка в горне и электролиз |
Азотированный феррохром (Cr не менее 60%, C не более 0,6%, 0,9% - 6,0% N) | Легирование стали | Кремний | Плавка в рафинировочной электропечи с последующей обработкой в атмосфере азота |
Ферросиликохром (Si не менее 30% - 50%, 20% - 30% Cr) | Восстановление оксидов в силикотермических процессах и раскисление стали | Углерод | Плавка в руднотермической электропечи |
Малотоннажные ферросплавы | |||
Ферровольфрам (W не менее 65%, C не более 0,8%) | Легирование стали | Углерод, кремний и алюминий | Плавка в электродуговой печи и горне |
Ферромолибден (Mo не менее 55%, C < 0,20%) | Легирование стали | Кремний и алюминий | Плавка в горне |
Феррованадий (V не менее 35%, C < 1,0%) | Легирование стали | Кремний и алюминий | Плавка в электропечи, горне |
Ферротитан (Ti не менее 25%, C < 0,20%) | Легирование стали | Алюминий | Плавка в горне |
Феррониобий (Nb + Ta не менее 50%) | Легирование стали | Алюминий | Плавка в горне |
Ферросиликоцирконий (Zr не менее 40%) | Раскисление и легирование стали | Алюминий | Плавка в горне |
Ферроалюмоцирконий (Zr не менее 15% - 18%) | Раскисление и легирование стали | Алюминий | Плавка в горне |
Ферробор (5% - 12% B) | Легирование стали и сплавов | Алюминий | Плавка в горне |
Ферроборал (B до 4%) | Легирование стали и сплавов | Алюминий | Плавка в горне |
Силикокальций (Ca - 30%, Si ~ 60%) | Раскисление стали | Углерод | Плавка в руднотермической электропечи |
Ферросиликокальций (Ca ~ 17%, Si - 60%, Fe ~ 20%) | Раскисление стали | Кремний | Плавка в электродуговой печи |
Силикоалюминий (A 1% - 25%, Si ~ 75%) | Раскисление стали | Кремний | Плавка в электродуговой печи |
Ферросплавы ферромарганец и ферросилиций, необходимые для раскисления и легирования стали, первоначально выплавляли в доменных печах, где топливом и восстановителем был кокс. Удельный расход кокса на их выплавку был значительно больше, чем на обычный чугун, так как на восстановление марганца и кремния требуется больше затрат энергии и более высокая температура ведения плавки.
С появлением электродуговых печей и развитием технологии электроплавки большинство ферросплавов начали выплавлять электропечным способом, где тепло подводилось электроэнергией, а углетермическое восстановление осуществлялось коксом. Например, на выплавку доменного ферромарганца расходовалось 1800 кг/т кокса, а электропечного - 550 кг/т [95, 96].
В доменных печах выплавляли высокоуглеродистый ферромарганец (70% - 75% Mn), зеркальный чугун (15% - 25% Mn), ферросилиций (9% - 18% Si), феррофосфор (14% - 18% P), ферроманганофосфор (ФМнФ 1% - 60% Mn и более 10% P, ФМнФ5 30% Mn и более 14% P), а также доменный углеродистый феррохром с содержанием хрома до 40%. Выбор способа плавки ферросплавов в большой степени определяется стоимостью электроэнергии и кокса. В связи с этим при определенных рыночных условиях вполне целесообразна выплавка в доменной печи ферросилиция марки ФС17 (17% Si), силикомарганца СМн10-17 (10% - 20% Si и 65% Mn), а также углеродистого феррохрома с содержанием хрома до 40% - 45%.
Современное доменное производство имеет температуру горячего дутья до 1100 °C - 1200 °C. Нагрев дутья на каждые 100 °C экономит 95 - 125 кг кокса и 10 кг марганца. Есть возможность обогащать дутье кислородом и вдувать природный газ. Переход на работу с обогащением дутья кислородом увеличит температуру в горне печи и создаст более благоприятные условия для восстановления марганца и кремния, снизит расход кокса. Например, обогащение дутья кислородом на 1,0% повышает температуру в горне и снижает расход марганца на 1,3%. При увеличении содержания кислорода в дутье с 21% до 96% теоретическая температура горения углерода, нагретого до 1400 °C, при температуре дутья 1000 °C увеличивается с 2120 °C до 4200 °C, что вполне сравнимо с температурой в зоне электродов дуговой руднотермической печи [97].
В настоящее время при сложившихся ценах на кокс и электроэнергию высокоуглеродистый ферромарганец в электродуговых печах в России не производится. Его выплавляют в доменных печах с расходом кокса 1500 - 1800 кг/т в зависимости от содержания марганца в руде.
В 2015 г. в России было выплавлено 155,4 тыс. т доменного ферромарганца с содержанием марганца до 78% - 79%, в том числе на КМЗ 59,7 тыс. т и на СЧПЗ 95,7 тыс. т.
Доменные ферросплавы, применяемые в качестве раскислителей при производстве стали, должны отвечать следующим требованиям (см. таблицу 2.29):
Таблица 2.29
Марка ферросплава | Массовая доля, % | |||
кремния | марганца | фосфора | серы | |
не более | ||||
1 | 2 | 3 | 4 | 5 |
Ферросилиций доменный (ГОСТ 5163-49) | ||||
СИ15 | 13,10 и более | Не более 3,0 | 0,20 | 0,04 |
СИ10 | 9,0 - 13,0 | То же | 0,20 | 0,04 |
Чугун зеркальный (ТУ 14-15-72-78, с изменениями от 01.11.1984) | ||||
3ч1 | Не более 2,0 | 10,0 - 12,0 | 0,18 | 0,03 |
3ч2 | То же | 12,1 - 14,0 | 0,18 | 0,03 |
3ч3 | То же | 14,1 - 16,0 | 0,18 | 0,03 |
3ч4 | То же | 16,1 - 18,0 | 0,20 | 0,03 |
3ч5 | То же | 18,1 - 20,0 | 0,22 | 0,03 |
3ч6 | То же | 20,1 - 22,0 | 0,22 | 0,03 |
3ч7 | То же | 22,1 - 24,0 | 0,22 | 0,03 |
3ч8 | То же | 24,1 - 25,0 | 0,22 | 0,03 |
Ферромарганец доменный (ТУ 14-5-80-77, с изменениями от 01.10.1985) <*> | ||||
Группа А | ||||
Мн5 | Не более 1,8 | 75,1 и более | 0,35 | 0,02 |
Мн6 | То же | 70,0 - 75,0 | 0,35 | 0,02 |
Мн7 | Не более 0,9 | 70,0 и более | 0,35 | 0,02 |
Группа Б | ||||
Мн5 | Не более 1,8 | 75,1 и более | 0,50 | 0,02 |
Мн6 | То же | 70,0 - 75,0 | 0,50 | 0,02 |
Мн7 | Не более 0,9 | 70,0 и более | 0,50 | 0,02 |
В России длительные годы в доменной печи успешно выплавляли хромоникелевый чугун с содержанием никеля до 1,0%. В настоящее время в Китае из бедных никелевых руд в доменных печах массово выплавляют ферроникель с содержанием никеля 2% - 4%, который применяют для выплавки нержавеющих марок стали. Никель в таком сплаве значительно дешевле никеля, полученного по обычной технологии.
На выплавку 1 т сплава в электропечи расходуется 2400 кВт·ч электроэнергии и 360 кг кокса, а в шахтной печи - 200 кВт·ч и 1500 кг соответственно. Производительность одной доменной печи объемом 1000 м3 при выплавке углеродистого ферромарганца равна производительности трех электропечей мощностью 27 МВА [95].
Общая характеристика технологической схемы производства доменного ферромарганца
Производство ферромарганца в России было организовано в 1876 г. на доменной печи Нижне-Тагильского металлургического завода [98].
Доменная плавка ферромарганца аналогична технологии выплавки чугуна с некоторыми отличиями по свойствам сырья, условиям восстановления марганца в печи, ведению процесса плавки.
Для выплавки ферромарганца используют оксидные и карбонатные марганцевые руды и концентраты с 36% - 44% Mn, кокс, флюсы - известняк и доломит, а также различные добавки [98, 99]. Нежелательные примеси в марганцевой руде - это фосфор, щелочные соединения R2O (Na2O и K2O) и кремнезем. От качества руды по содержанию марганца и составу пустой породы зависят показатели плавки. В таблице 2.30 представлен химический состав оксидного и карбонатного концентратов марганцевой руды, а также Усинской карбонатной руды.
Таблица 2.30
марганцевой руды, карбонатной руды Усинского месторождения
Концентрат, руда | Массовое содержание, % | ||||||||
Mn | SiO2 | CaO | MgO | Al2O3 | Fe2O3 | P | S | R2O | |
Оксидный | 44,07 | 13,2 | 2,14 | 4,4 | 2,06 | 2,51 | 0,19 | 0,073 | 1,07 |
Карбонатный | 28,66 | 9,23 | 9,8 | 3,8 | 1,88 | 2,86 | 0,17 | 0,041 | 0,36 |
Усинская карбонатная руда | 19,3 | 16,3 | 14,8 | 7,8 | |||||
Технологическая схема производства доменного высокоуглеродистого ферромарганца с указанием вида и мест эмиссий представлена на рисунке 2.61.

ферромарганца в доменной печи, видов и мест эмиссий
На рудном дворе доменного цеха поступающие марганцевые руды с различных месторождений хранятся отдельно и в шихту задаются в соотношении согласно расчету. Все компоненты доменной шихты, включая флюсы, железосодержащие добавки, оборотный шлак с высоким содержанием марганца с рудного двора по конвейеру загружают в бункера шихтового отделения. При дозировании в шихту доменных печей от рудного сырья отсевают фракцию менее 5 мм и от кокса менее 25 мм. Шихтовое отделение оборудовано аспирацией с улавливанием пыли в циклонах.
Дутье в доменную печь подают нагретым до 1100 °C - 1200 °C. По мере накопления в горне доменной печи продуктов плавки производят совместный выпуск ферромарганца и шлака через чугунную летку. В случае проплавления бедной марганцевой руды с большим удельным выходом шлака производят дополнительный выпуск шлака через шлаковую летку.
Вскрытие чугунной летки для выпуска продуктов плавки выполняют электрической бурмашиной, а закрытие после окончания выпуска - специальной пушкой. Шлаковую летку после выпуска верхнего шлака закрывают специальным устройством с водоохлаждаемым медным наконечником (шлаковый стопор).
Обработка шлака
В главном горновом желобе шлак от ферромарганца отделяют с помощью скиммерного устройства. Разделение металла от шлака происходит не полностью. В шлаковозный ковш вместе со шлаком поступает много сплава в виде мелких и крупных капелек. Шлак транспортируют в шлаковых ковшах на шлаковый отвал, но сливают его не полностью, а примерно 2/3. Оставшуюся часть шлака оставляют в шлаковозном ковше для более полного осаждения ферромарганца. После охлаждения и затвердевания шлак из шлаковозного ковша выгружают, дробят и ручной разборкой отделяют металл от шлака. Богатый марганцовистый шлак направляют на повторную переплавку.
Обработка ферромарганца
Полученный в доменной печи ферромарганец на литейном дворе обрабатывают двумя способами. По первому способу наливают в чугуновозный ковш и разливают на разливочной машине в чушки весом не более 18 кг.
Ковш с металлом устанавливают на стенд, затем подъемным краном наклоняют его для перелива расплава в промежуточную емкость и на разливочную машину. Ферромарганец разливается в мульды, которые предварительно обрабатывают известковым молоком для предотвращения приваривания металла к мульде.
Далее чушки ферромарганца дробят на щековой дробилке до размера кусков менее 100 мм. Образовавшуюся мелочь ферромарганца (фракция менее 10 мм) отсевают для последующей повторной утилизации.
По второму способу ферромарганец разливают непосредственно на литейном дворе в чугунные изложницы или в песчаные, на дно которых насыпают для утилизации отсеянную мелочь ферромарганца. Полученные большие слитки сплава после их остывания разбивают на более мелкие куски для последующего дробления в щековой дробилке и рассева на стандартные фракции.
2.6.2.1 Устройство и принцип действия доменной печи
Доменной печью называют вертикальную шахтную печь для выплавки главным образом чугуна из железорудного сырья или ферромарганца, ферросилиция и других сплавов из соответствующего сырья [100]. Общая схема основного оборудования доменной печи представлена на рисунке 2.62, где обозначены основные ее элементы.

ИС МЕГАНОРМ: примечание. Нумерация позиций дана в соответствии с официальным текстом документа. |
1 - скип; 2 - приемная воронка; 3 - малый конус; 4 - большой
конус; 5 - воронка большого конуса; 6 - защитные сегменты;
7 - колошник; 8 - шахта; 9 - распар; 10 - заплечики;
11 - горн; 12 - чугунная летка; 13 - фурма; 14 - шлаковая
летка; 15 - лещадь; 15 - камера горения воздухонагревателя;
17 - подкупольное пространство; 18 - огнеупорная насадка;
19 - поднасадочное пространство
Загрузка печи
По скиповому подъемнику скипами шихта, состоящая из рудной части, флюсов и кокса, подается в приемную воронку засыпного устройства и опускается в печь на колошник доменной печи для проплавления. В большинстве случаев загрузку печи осуществляют двухконусным засыпным аппаратом с вращающимся распределителем шихты.
Главная задача засыпного устройства заключается в равномерном распределении рудного сырья и кокса по окружности колошника печи. От этого будет зависеть равномерность газопроницаемости шихты по окружности печи по всей ее высоте, упорядоченность процессов восстановления и шлакообразования, ровность хода печи и ее производительность.
Дутье
В нижней части печи в горн через воздушные фурмы вдувается дутье, нагретое в воздухонагревателях до температуры 1000 °C - 1200 °C. Нагрев дутья производится в регенеративных воздухонагревателях. На доменной печи устанавливают 3 или 4 воздухонагревателя. Воздухонагреватели работают поочередно, сначала в режиме "нагрев", когда насадку нагревают продуктами сгорания доменного газа, затем в режиме "дутье", когда через нагретую насадку продувают холодное дутье, которое на выходе из насадки нагревается до температуры 1100 °C - 1200 °C. Конструкции воздухонагревателей, применяемых в доменном производстве представлены в разделе 2.3.
Плавление и восстановление
При подаче дутья перед фурмами образуется очаг горения кокса, в котором температура горновых газов достигает 1900 °C - 2300 °C. Поднимающийся верх газ, состоящий из CO, H2 и N2, нагревает опускающиеся материалы. К выходу газов на колошнике печи их температура уже может достигать 500 °C.
Состав доменного газа зависит от обогащения дутья кислородом и вдувания природного газа, %: 24 - 32 CO; 10 - 18 CO2; 43 - 59 N2; 0,2 - 0,6 CH4; 1 - 13 H2.
При выплавке в доменной печи ферромарганца процессы восстановления и шлакообразования отличаются от процессов при выплавке чугуна из железорудного сырья. В марганцевой руде марганец находится в виде оксидов MnO2, Mn2O3, Mn3O4, MnO. Первые два оксида восстанавливаются в верхней части шахты печи при сравнительно невысоких температурах:
3MnO2 + 2CO = Mn3O4 + CO2
Mn2O3 + CO = 2Mn3O4 + CO2
Оксид Mn3O4 также восстанавливается при умеренных температурах до MnO, но реакция обратима. Оксид MnO восстанавливается только твердым углеродом при температурах свыше 1100 °C:
MnO + C = Mn + CO
Практически металлический марганец образуется в горне печи при контакте высокомарганцовистого шлака с углеродом кокса, начиная с температуры 1200 °C, т.е. в нижней части распара, заплечиков и горне. Степень извлечения марганца из руды составляет 65% - 80%. Остальная часть марганца в виде возгонов уносится из печи газами и в виде недовосстановленного MnO остается в шлаке. Степень извлечения марганца увеличивается при повышении температуры в горне печи. Этому может способствовать увеличение расхода кокса, повышение температуры дутья, обогащение дутья кислородом, а также подбор шлакового режима плавки.
Присутствие восстановленного железа ускоряет процесс восстановления марганца и снижает температуру, при которой он восстанавливается до карбида по реакции
3MnO + 4Fe3C = Mn3C + 6Fe + 3CO
Марганец образует с углеродом прочные карбиды. С увеличением содержания марганца в сплаве возрастает содержание углерода. В передельном чугуне с марганцем до 1,0% углерода около 4,4% - 4,67%, в зеркальном чугуне с марганцем до 25% углерода 5,0% - 6,0%, а в ферромарганце с 80% Mn углерода около 7,0%.
Показатели доменной плавки при выплавке ферросплавов
Ферромарганец
Ферромарганец выплавляют в доменных печах объемом от 172 до 1033 м3. Показатели работы доменной печи при выплавке чугуна и ферромарганца сильно отличаются из-за различного механизма восстановления железа и марганца (марганец из оксидов преимущественно восстанавливается углеродом кокса), поэтому расход кокса выше и производительность ниже, чем при выплавке чугуна.
Работу доменных печей при выплавке ферромарганца осложняет присутствие оксиды Na2O и K2O (щелочи), содержащихся в марганцевой руде. При выплавке ферромарганца на 1 т сплава поступает с марганцевой рудой и коксом до 40 - 70 кг оксидов щелочей против 5 - 9 кг при выплавке литейного чугуна. Материальный баланс щелочей показал, что со шлаком ферромарганца уходит 9,9%, с колошниковой уловленной пылью 15,5%, со шламом 18,0%, переходит в воду оборотного цикла газоочистки 53,6%. Часть щелочей циркулирует в доменной печи, что оказывает разрушающее воздействие на кокс и вызывает его перерасход.
Показатели работы доменных печей, выплавляющих ферромарганец, зависят от качества проплавляемого рудного сырья, удельного выхода и состава шлака, использования кислорода, простоев печей [98, 99]. В таблице 2.31 представлен диапазон параметров основных показателей доменной плавки ферромарганца на сырых рудах и марганцевом агломерате. Простои печей связаны с очисткой газоотводящих трактов и пылеочистных устройств от отложений настылей и заменой сгоревших воздушных фурм.
Таблица 2.31
Параметры | Размерность | Значение показателя | |
мин. | макс. | ||
Полезный объем доменной печи | м3 | 292 | 1033 |
Содержание марганца в шихте | % | 40,1 | 49,0 |
Удельная производительность | т/м3·сут | 0,336 | 0,516 |
Удельный расход кокса | кг/т | 1698 | 2057 |
Интенсивность плавки по коксу | кг/м3·сут | 603 | 999 |
Дутье: температура | °C | 940 | 1161 |
содержание кислорода | % | 21 | 28,3 |
Давление на колошнике | МПа | 0,020 | 0,117 |
Расход материалов (диапазон параметров): | кг/т | ||
окисленная руда Никопольская | 2597 | 2615 | |
карбонатная руда Никопольская | 206 | 1022 | |
концентрат Ушкатын-3 | 795 | 1780 | |
агломерата Никопольского | 1932 | 2652 | |
Всего рудного сырья на 1 т сплава | 1932 | 2936 | |
Известняк | 150 | 1080 | |
Доломит | 204 | 700 | |
Металлодобавки | 146 | 262 | |
Вынос колошниковой пыли | кг/т | 16 | 133 |
Состав сплава: кремний | % | 1,58 | 2,25 |
марганец | % | 70,40 | 72,66 |
фосфор | % | 0,36 | 0,48 |
сера | % | 0,01 | 0,02 |
Состав шлака: MnO | % | 5,68 | 21,7 |
MgO | % | 4,7 | 8,48 |
Al2O3 | % | 5,10 | 9,20 |
FeO | % | 0,16 | 1,50 |
Основность CaO:SiO2 | ед. | 1,04 | 1,42 |
Удельный выход шлака | кг/т | 1110 | 1186 |
Степень извлечения марганца | % | 69,5 | 81,7 |
Простои печей, календарное время | % | 0,45 | 5,56 |
Снижение удельного расхода кокса и увеличение производительности при выплавке ферромарганца можно обеспечить вдуванием природного газа с одновременным обогащением дутья кислородом. Совместное их применение не приведет к чрезмерному росту температуры в фурменном очаге и температуры колошникового газа, что снизит потери марганца с возгонами. При выплавке ферромарганца были проведены достаточно представительные работы по обогащению дутья кислородом [101, 102]. Применение дутья, обогащенного кислородом, сокращает удельный расход кокса с 2,08 до 1,79 т (на 14%). Теплотворность колошникового газа повышается с 1158 до 1500 ккал/м3. Расход дутья уменьшается с 6100 до 3720 м3/т. Экономия кокса происходит главным образом за счет снижения температуры колошникового газа из-за более полного теплообмена в горне и нижней части шахты печи.
На степень извлечения марганца при выплавке ферромарганца большое влияние оказывает состав шлака - основность и содержание MgO. При высокой основности шлака по CaO/SiO2 до 1,3 - 1,4 имеет место лучшее восстановление марганца из шлака, однако возрастают его потери с возгонами из-за повышенной температуры конечного шлака в горне печи. Меньшие потери марганца с возгонами имеют место при работе на шлаках с основностью 1,0 - 1,2, положительно влияние содержание в шлаке MgO в пределах 6% - 10%.
Феррофосфор
На доменной печи объемом 172 м3 Староуткинского металлургического завода длительное время выплавляли феррофосфор и ферроманганофосфор, которые применялись при выплавке автоматных марок стали [98]. Феррофосфор выплавляли из фосфоритовой руды с добавлением железной стружки. При выплавке ферроманганофосфора вместо железной стружки использовали марганцевую руду. В сутки выплавляли 29,6 т ферроманганофосфора. На 1 т сплава расходовалось 4,04 т кокса, выход шлака составлял 2,47 т/т сплава. В сплаве содержалось, %: 55,51 Mn; 13,22 P; 1,75 C; 0,58 Si; 0,022 S. Состав шлака, %: 27,95 SiO2; 8,90 Al2O3; 43,2 CaO; 1,19 MgO; 16,70 MnO; 0,73 FeO; 0,86 P2O5. Состав колошниковой пыли, %: 18,56 C; 18,50 SiO2; 23,04 Al2O3; 15,73 H2O; 12,02 CaO; 1,35 MgO; 6,48 P2O5; 4,32 MnO.
В таблице 2.32 представлен материальный баланс плавки ферроманганофосфора на 1 т сплава.
Таблица 2.32
Поступило в печь | т | Получено | т |
Марганцевой руды | 2,60 | Сплава | 1,00 |
Фосфоритовой руды | 1,41 | Шлака | 2,47 |
Известняка | 0,68 | Газа | 16,22 |
Стружки | 0,15 | Влаги | 1,16 |
Кокса | 4,04 | Пыли | 0,06 |
Дутья | 12,9 | Улет оксидов по разности | 0,87 |
Всего | 21,78 | Всего | 21,78 |
По результатам балансовых плавок феррофосфора степень извлечения марганца составила 59,75% и фосфора - 89,50%.
Феррофосфор
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: таблица 2.6.2.1 отсутствует. |
Марки выплавлявшегося в доменных печах ферросилиция приведены в таблице 2.6.2.1. Кремнезем является более прочным оксидом, чем MnO, и может восстанавливаться только углеродом в нижней части печи при температуре свыше 1500 °C. При наличии свежевосстановленного железа восстановление кремния в доменной печи начинается около 1400 °C. Восстановление кремния идет с предварительным образованием его монооксида - SiO:
SiO2 + C = SiO + CO
SiO + C = Si + CO
-----------------------------
SiO2 + 2C = Si + 2CO
Кремний с железом образует силициды железа, например:
Fe + Si = FeSi
Предельное содержание кремния в ферросилиции 33%. Практически в доменных печах при температуре дутья около 700 - 1000 °C получали ферросилиций, содержащий 13% - 15% SiO2. Степень восстановления оксида кремния, переходящего в металл, составляет не более 35% - 50%. Около 15% Si уносится газом в виде легко испаряющегося SiO, остальная часть в виде SiO2 переходит в шлак.
Для выплавки ферросилиция в доменной печи предпочтительно использовать бедную железную руду, а не агломерат, так как наличие в нем закиси железа дает легкоплавкие холодные шлаки, которые охлаждают горн печи, где восстановление железа и кремния углеродом кокса происходит при пониженных температурах с большими затратами энергии.
Расход кокса при выплавке ферросилиция несколько ниже, чем при производстве доменного ферромарганца. Повышение температуры дутья и обогащение его кислородом благоприятны для улучшения показателей выплавки ферросилиция. Например, при увеличении содержания кислорода в дутье с 21% до 26% при выплавке ферросилиция на Челябинском металлургическом заводе выход газа уменьшился с 4300 до 3220 м3 на 1 т ферросилиция, а температура колошникового газа - с 500 °C - 700 °C до 200 °C - 300 °C. Коэффициент полезного использования тепла в печи возрос с 0,67 до 0,75 [97].
В таблице 2.33 приведена характеристика шлаков доменного ферросилиция, выплавлявшегося на разных железных рудах на нескольких заводах.
Таблица 2.33
N п/п | Химический состав, % | CaO/SiO2 | Темп. плавл., °C | |||
SiO2 | Al2O3 | CaO | MgO | |||
1 | 38,8 | 9,5 | 44,9 | 4,0 | 1,16 | 1350 |
2 | 39,4 | 9,06 | 41,4 | 5,7 | 1,05 | 1350 |
3 | 38,9 | 10,96 | 44,63 | 1,58 | 1,14 | 1350 |
4 | 38,4 | 10,3 | 45,6 | 1,71 | 1,16 | 1350 |
5 | 42,55 | 15,81 | 34,48 | 4,9 | 0,81 | 1350 |
6 | 45,26 | 16,40 | 31,30 | 4,29 | 0,79 | 1350 |
Феррохром
В доменной печи успешно выплавляется феррохром, поведение оксидов хрома в доменной печи аналогично оксидам марганца.
Степень извлечения хрома из руды составляет более 90%. Выплавка феррохрома требует повышенного расхода кокса, высокого нагрева дутья и основных шлаков. Хром - карбидообразующий металл, поэтому в доменной печи получается высокоуглеродистый феррохром с содержанием углерода до 10% - 12%. Несмотря на восстановление хрома в доменной печи, получить металл с содержанием хрома более 40% - 45% затруднительно из-за увеличения вязкости расплава и трудности его выпуска из печи. В то же время, полученный в доменной печи высокоуглеродистый феррохром с содержанием хрома 40% - 45% будет иметь более низкую себестоимость в пересчете на хром металлический по сравнению с электропечным.
Отвод доменного газа, его очистка и водопотребление
При выплавке ферросплавов колошниковые газы имеют высокую калорийность благодаря содержанию CO до 30% - 38%. Для очистки колошникового газа, образующегося при выплавке ферросплавов, применяется та же совокупность пылеочистного оборудования доменной печи, что и при выплавке чугуна, с таким показателями эффективности очистки (раздел 2.3).
Большую проблему для очистки колошникового газа представляют щелочи, в большом количестве содержащиеся в марганцевых рудах. Выносимая из печи марганцевая пыль совместно со щелочами образует камнеподобные отложения в газоотводах и газовом тракте на участках мокрой очистки вплоть до полного их закупоривания, что требует периодической остановки печи для очистки газоходов механическим способом.
Щелочи из доменной печи возгоняются в виде цианистых соединений калия, которые образуются по следующей схеме:
2C + N2 = (CN)2;
2K + (CN)2 = 2KCN.
Цианистые соединения, образующиеся в нижних частях шахты печи, возгоняются в верхние горизонты. При температуре колошника выше 300 °C они с колошниковым газом и пылью попадают в газоочистку.
Содержание аммиака в колошниковом газе составляет 1 - 2 г/м3, в промывочных водах газоочистки при выходе из скруббера 300 - 500 мг/л, в оборотной воде 150 - 250 мг/л [98].
При выплавке ферросплавов применение сухой газоочистки устранит образование камнеподобных отложения в газопроводе, снизит простои доменных печей и улучшит показатели работы доменной печи. При установке ГУБТ за сухой газоочисткой на 20% - 25% увеличивается выработка электроэнергии [103].
Сухая газоочистка доменного газа установлена на доменных печах N 1 и N 2 Косогорского металлургического заводах.
Водопотребление
Работа доменной печи связана с потреблением большого количества технической воды, необходимой для работы системы охлаждения печи, очистки доменного газа и других производственных нужд. На доменную печь вода подается двух видов давлений: среднего 40 - 60 мм вод. ст. и высокого 70 - 100 мм вод. ст. для промывки холодильников. Система охлаждения доменной печи состоит из холодильников, фурм, чугунной и шлаковой леток, напорной сети водопроводных труб, снабжающих холодильники водой и самотечной сети труб, отводящих отработанную воду из холодильников в оборотный цикл доменного цеха. Расход воды на доменную печь объемом 1033 м3 составляет от 1600 до 1800 м3/ч. От общего коллектора водоснабжения вода подается на охлаждение шиберов воздухонагревателей (200 м3/ч) и на водоснабжение пылеуловителей (50 м3/ч), разливочные машины (175 м3/ч) и другие нужды.
Основное технологическое и природоохранное оборудование
Назначение, описание, технологические характеристики основного и природоохранного оборудования, используемого при производстве доменных ферросплавов, аналогичны для производства чугуна и приведены в разделе 2.3.
Материальные потоки, виды эмиссий
По всей технологической цепочке производства ферросплавов в доменных печах в местах выгрузки сырья, складирования, хранения пылящих материалов на открытых площадках, дозирования компонентов шихты на различном оборудовании, работе уравнительных клапанов при загрузке печи, выпуске чугуна и шлака, транспортировки отходов производства и готовой продукции имеют место организованные и неорганизованные выбросы (эмиссии) загрязняющих веществ в виде пыли, газов, образования отходов, сточных вод.
Факторы негативного воздействия на окружающую среду
Факторы негативного воздействия на окружающую среду при производстве ферросплавов в доменных печах аналогичны таковым при выплавке чугуна в доменных печах и изложены в разделе 2.3.
2.6.3.1 Общий принцип плавки ферросплавов в руднотермических печах
Общий принцип восстановительной плавки в руднотермических печах заключается в восстановлении оксидов металлов, содержащихся в исходных рудах (концентратах, окатышах, брикетах и т.д.), углеродом, содержащимся в углеродистых восстановителях (кокс, антрацит, уголь, древесная щепа и т.д.).
В общем виде процесс восстановления оксидов углеродом описывается реакциями [88]:
2/yMexOy + 2C = 2x/yMe + 2CO - Qc,
2/y MexOy + (2 + 2 x/z) C = 2 x/yzMezCy + 2CO - Qc',
где Qc - тепло, затрачиваемое при восстановлении элемента из оксида углеродом;
Qc' - тепло, затрачиваемое при восстановлении элемента из оксида углеродом с образованием карбида.
Перемешанные компоненты шихты постоянно (порциями или непрерывно) загружают сверху в руднотермическую печь на колошник (верхний уровень шихты) ванны печи (ванна - емкость, в которой производится плавка ферросплава). Ванна печи до самого верха постоянно заполнена шихтой. В шихту погружают электроды, на концах которых постоянно горит электрическая дуга. Шихта находится со всех сторон электрода (плавка с закрытой дугой).
Температура дуги столь высока, что вокруг зоны горения дуги образуется пространство, заполненное только печными газами, - тигель, из которого вся шихта испаряется. Граница тигля определяется температурой испарения шихтовых материалов. За этой границей материалы шихты находятся сначала в жидком, а затем в полужидком и твердом виде.
Строение ванны рудотермической печи приведено на рисунке 2.63 [90].
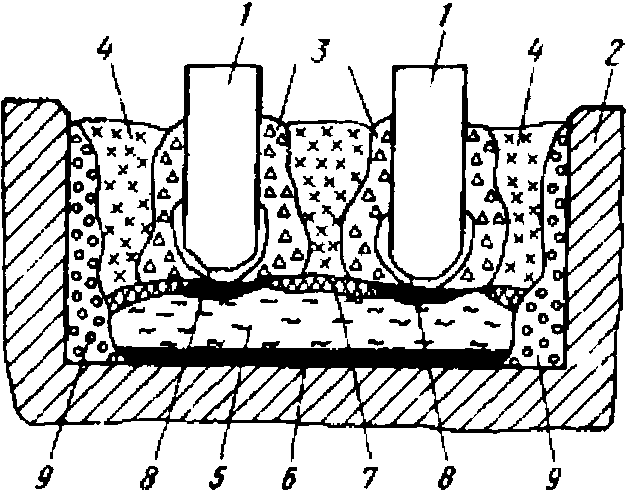
1 - электроды; 2 - угольная футеровка печи; 3 - зона
максимального схода шихты; 4 - зона замедленного схода
шихты; 5 - зона расплавления шихты или шлака; 6 - жидкий
металл; 7 - зона скопления кокса; 8 - тонкая газовая
прослойка (тигель); 9 - гарнисаж
и металла в ванне рудно-термической печи
За счет тепла электрических дуг происходит непрерывный нагрев и плавление поступающих в зону горения дуги шихтовых материалов. Тепла оказывается достаточно для протекания процесса восстановления оксидов металлов углеродом. При этом углерод окисляется кислородом оксидов металлов и образует газообразный оксид углерода - CO, который через неплотности и поры смеси шихтовых материалов удаляется вверх, через слой непрерывно загружаемой шихты, в атмосферу.
Жидкий ферросплав в процессе плавки под собственной тяжестью собирается в нижней части ванны на подине печи. На этом уровне в боковой стенке печи просверливают отверстие, называемое "летка печи". Это отверстие - летку печи закрывают ("затыкают") материалом, который легко удаляется из канала летки. Вместе с тем этот материал не позволяет жидкому ферросплаву вытекать из ванны печи. Чаще всего для закрытия летки используют влажную огнеупорную глину или используют специально изготовленные леточные массы.
Периодически летку печи открывают путем расчистки леточного канала вручную, либо перфоратором, либо электропрожигом, либо прожигом кислородом. Жидкий ферросплав (металл) через этот канал самотеком вытекает из печи по леточному желобу в ковш. Происходит выпуск плавки (выпуск металла). Вместе с металлом из печи вытекает шлак, который образуется из невосстановленных оксидов шихтовых материалов.
Таким образом, плавка в руднотермической печи - это плавка с непрерывной загрузкой шихты и периодическим выпуском.
В некоторых случаях для обеспечения более высокого извлечения металла в ферросплав в состав шихты вводят добавки, регулирующие состав печного шлака, - флюсы. В этом случае количество шлака увеличивается, однако потери металла за счет меньшего перехода металла в шлак меньше. Если флюсы в шихту не добавляют, то плавка называется бесфлюсовой, если добавляют - флюсовой. Такие варианты процесса используют, например, для выплавки углеродистого ферромарганца.
Жидкий ферросплав разливают на разливочных машинах или в стационарные плоские чугунные изложницы. Застывшие слитки отправляют в склад готовой продукции, где металл дробят, фракционируют, упаковывают и отгружают потребителям.
Шлак вывозят на участок переработки шлака или шлакоотвал.
Общая блок-схема технологического процесса производства ферросплавов с образующимися эмиссиями приведена на рисунке 2.64.
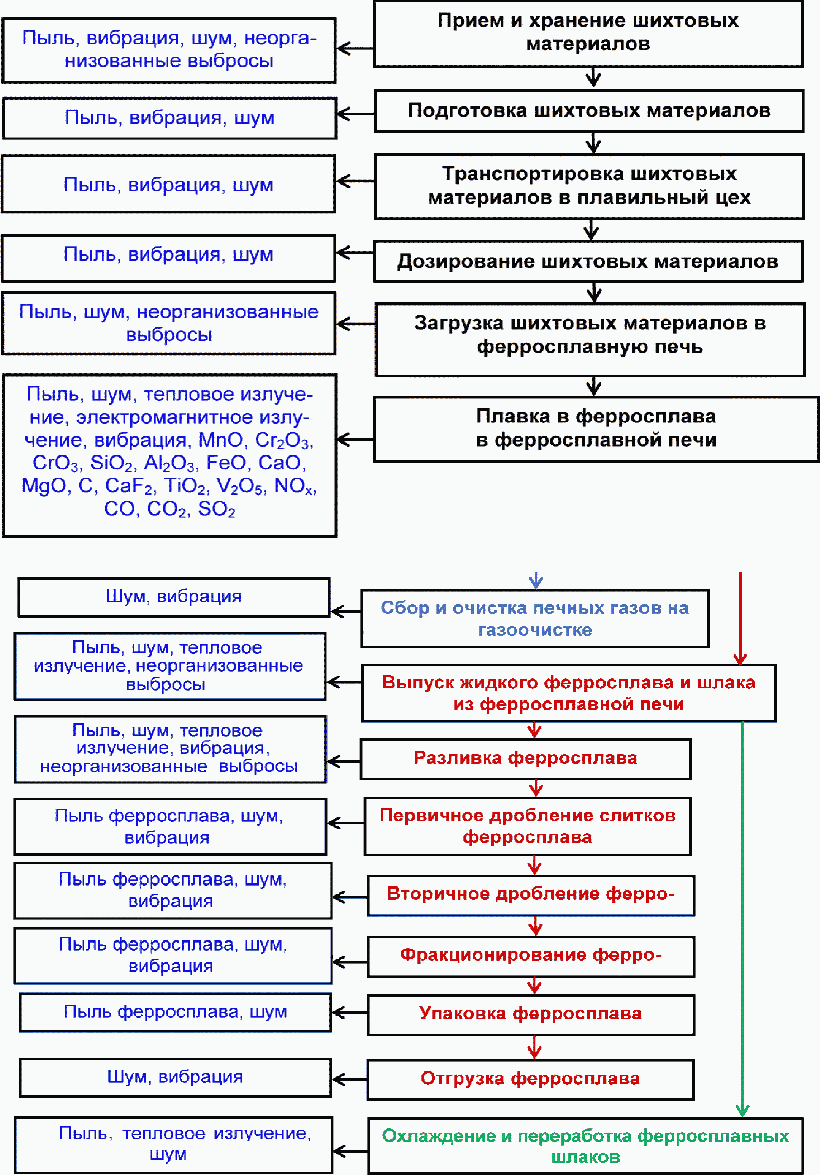
производства ферросплавов с образующимися эмиссиями
В соответствии с представленной схемой производственный процесс в ферросплавном цехе включает три основные последовательные стадии:
- подготовку шихтовых материалов, включая дозирование;
- плавку подготовленной шихты в электропечах;
- разливку и разделку готового сплава.
Исходя из этого, ферросплавный цех включает в себя:
- склад шихтовых материалов (склад шихты) с отделением или корпусом подготовки шихты;
- корпус шихтовых бункеров;
- плавильный корпус;
- склад готовой продукции.
Элементы конструкции руднотермических печей
В поперечном сечении большая часть ванн рудотермических имеет круглую форму, а ряд мощных печей имеют прямоугольную форму (иногда - эллипсную форму) [89 104, 105]. Высота ванн руднотермических печей сопоставима с диаметром (шириной) кожуха ванны, поэтому их называют низкошахтными в отличие от шахтных печей, например доменных, в которых высота печи составляет несколько ее диаметров.
Кожух печей выполняют из листовой стали толщиной 15 - 35 мм и усиливают снаружи вертикальными ребрами и горизонтальными поясами жесткости, днище кожуха выполняют плоским.
Ванна печи выкладывается внутри кожуха из огнеупорных материалов (огнеупорный кирпич (шамотный, магнезитовый, муллитокорундовый и т.д.), огнеупорные бетоны, асбест, углеродистые блоки и т.д.), которые составляют - футеровку печи. Материалы, применяемые для футеровки печи, выбирают в зависимости от выплавляемого сплава. Так, для выплавки кремнистых сплавов и углеродистого ферромарганца рабочее пространство печи выкладывают из угольных блоков, для выплавки углеродистого феррохрома - из магнезитового кирпича. Верх стен выкладывают шамотным кирпичом.
В ванну печи вертикально сверху опущены электроды. Вниз электроды перемещаются под собственной тяжестью. Вверх электроды поднимают с помощью механизмов перемещения электродов. Схема самоспекающегося электрода приведена на рисунке 2.65 [104].
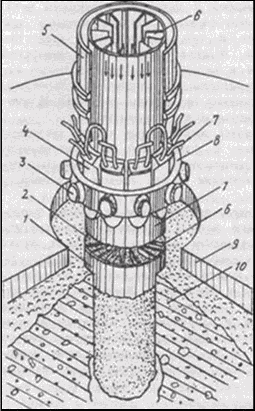
1 - кожух электрода; 2 - электродная масса; 3 - нажимное
устройство; 4 - контактная щека; 5 - несущий цилиндр;
6 - ребра; 7 - труба подвода электрического тока и воды;
8 - нажимное кольцо; 9 - свод печи; 10 - шихта
В руднотермических печах используются самоспекающиеся непрерывные электроды, изготовляемые непосредственно в процессе работы печи. Электроды состоят из железного кожуха, заполняемого специальной электродной массой, состоящей из термоантрацита, литейного кокса, каменноугольной смолы и пека.
Схема рудовосстановительной печи представлена на рисунке 2.66 [105].
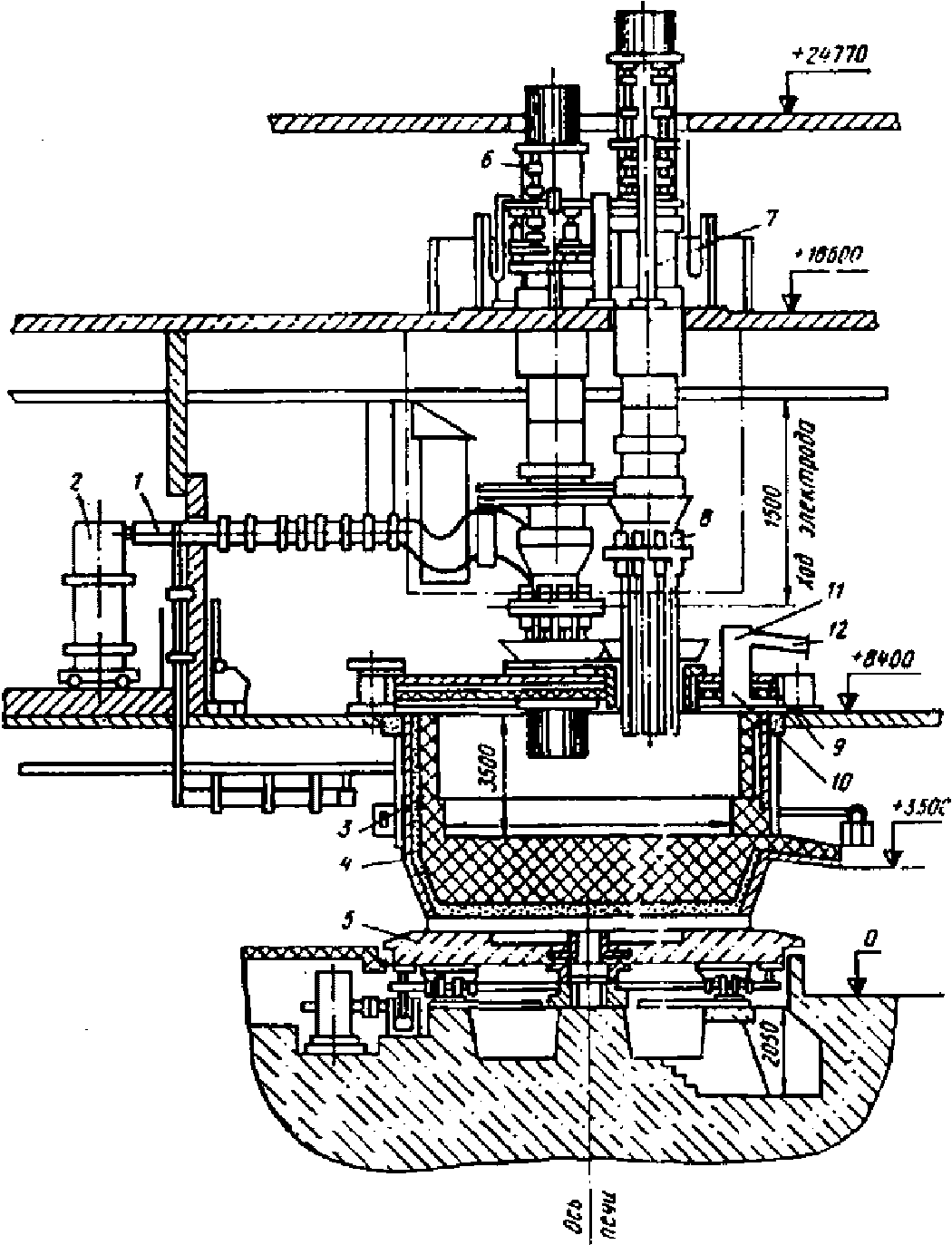
1 - короткая сеть; 2 - трансформатор; 3 - футеровка;
4 - кожух; 5 - механизм вращения; 6 - устройство
для перепуска электродов; 7 - гидроподъемник;
8 - электрододержатель; 9 - свод; 10 - отверстия газоходов;
11 - стакан газосборника; 12 - наклонный газоход
Мощность трансформаторов руднотермических печей составляет от 10 до 115 МВА, вторичное напряжение - в пределах 130 - 250 В, сила тока в электроде на мощных печах достигает 100 - 110 кА.
Большая часть руднотермических печей - печи переменного тока. Их оборудуют тремя электродами, установленных по вершинам равностороннего треугольника (круглые печи), а печи большой мощности иногда имеют шесть электродов, установленных в линию (прямоугольные печи). Эти печи оборудуют одним трехфазным или тремя однофазными печными трансформаторами.
В руднотермических печах постоянного тока используется один электрод. В качестве второго электрода используют подовый электрод - электрод, установленный в подине печи, или вторым электродом служит токопроводящая подина специальной конструкции. Электропитание печи постоянного тока производится от источника питания, который преобразует переменный ток печного трансформатора в постоянный.
Подвод электрического тока от печных трансформаторов к электродам производится по медным водоохлаждаемым трубошинам.
В процессе плавки в руднотермической печи оборудование, которое находится в зоне воздействия высоких температур (все оборудование под зонтом печи и оборудование электроподвода), требует интенсивного охлаждения. Это охлаждение достигается за счет применения заводской водооборотной системы. Из бассейна с холодной водой вода насосами под давлением подается на "горячие" элементы печи. Горячая вода свободно сбрасывается из элементов печи в приемные коллектора и далее самотеком собирается в бассейн горячей воды. Из этого бассейна горячая вода насосами подается на градирни для охлаждения. Охлажденная вода от градирен возвращается в бассейн с холодной водой и снова на охлаждение элементов печи.
Печные газы, выделяющиеся с колошника и от летки руднотермической печи, собирают различными способами и направляют на газоочистку. В зависимости от способа сбора печных газов, выделяют открытые, закрытые, герметичные и полузакрытые печи [89, 104, 105].
Открытые печи - это печи, оборудованные высоким зонтом (газовым колпаком) над колошником печи, крышу которого устанавливают выше токоподводов к электродам печи, а между нижней границей боковой части зонта и рабочей площадкой вокруг печи на уровне колошника оставляют свободное пространство. Это пространство (кольцевой зазор высотой около 2 м) используют для доступа к колошнику печи для его обслуживания. Газы из открытой печи вместе с частью окружающего воздуха, поступающего через кольцевой зазор, забирают из-под крыши зонта на газоочистку сухого типа (тканевые рукава). Однако часть печных газов из-за неравномерного хода печи выбивается из-под зонта в атмосферу цеха и окружающую среду.
Закрытые печи - это печи, колошник которых полностью закрыт водоохлаждаемым сводом [89, 104, 105]. Секции (части) свода подвешивают к перекрытию над печью. Периферийная часть секций опирается на стены печи. В своде оставляют кольцевые отверстия для электродов. Зазор между электродами и сводом герметизируют за счет непрерывной подачи шихты вокруг электродов. Между верхним уровнем загруженной в печь шихты и сводом оставляют свободное пространство, из которого через специальные проемы в своде отбирают выделяющиеся печные газы на газоочистку мокрого типа (орошаемый скруббер Вентури). В мокрых газоочистках пыль улавливается водой и в виде шлама отправляется в шламоотстойник - опасное сооружение с точки зрения охраны окружающей среды.
Примерно 1/3 печных газов закрытых печей выделяется через шихту вокруг электродов и выбрасывается в атмосферу без газоочистки, нанося вред окружающей среде.
Герметичные печи - это печи, укрытые водоохлаждаемым сводом, герметизация электродных отверстий в котором производится за счет специальных уплотнений, а шихта загружается на колошник печи по труботечкам, проходящим через соответствующие отверстия в своде печи. В герметичных печах все выделяющиеся из печи газы собираются в подсводовом пространстве и удаляются на мокрую газоочистку. Уловленная пыль также в виде шлама отправляется в шламоотстойник.
Полузакрытые печи (печи с низким зонтом) отличаются от открытых печей тем, что кольцевой зазор между низом боковой поверхности зонта и рабочей площадкой укрывают щитами, дополнительно герметизируя зонт печи [104]. За счет этого повышается эффективность сбора печных газов на газоочистку и сокращаются выбросы неочищенного газа в атмосферу цеха.
Крыша зонта полузакрытых печей выполняется ниже уровня токоподвода к электродам. Это продлевает срок службы короткой сети печи неопределенно долго. Это же позволяет разместить печные трансформаторы максимально близко к электродам и максимально сократить электрические потери.
Полузакрытые печи имеют преимущество перед печами другого типа:
- перед открытыми печами - более высокая степень сбора печных газов на газоочистку, лучшие условия эксплуатации короткой сети;
- перед закрытыми и герметичными печами - сохраняется возможность обработки колошника печи для корректировки хода плавки, ниже расход электрической энергии из-за отсутствия потерь с индукцией на свод (3% - 5%), используется газоочистка сухого типа - отсутствует необходимость строительства экологически опасного сооружения - шламонакопителя, имеется возможность отгрузки потребителям товарной пыли.
Подавляющая часть новых ферросплавных печей строится с полузакрытыми зонтами.
Подготовка шихтовых материалов
- усреднение шихты;
- сушка шихты;
- подогрев и прокалка шихты;
- обеспечение газопроницаемости шихты.
Усреднение состава шихты достигается в результате операций разгрузки сырья в складе шихты, подачи материалов на подготовку, перегрузок шихты при транспортировке к печам и пересылках при дозировании и подаче шихты в печь.
Сушка шихты. В практике работы рудовосстановительных печей на территории России сушка шихтовых материалов не применяется. Как правило, влага из шихтовых материалов испаряется на колошнике печи за счет подогрева шихты выделяющимися печными газами.
Предварительный подогрев и прокалка шихты нашли применение в зарубежных заводах при выплавке ферро- и ферросиликохрома с целью экономии электрической энергии. На российских предприятиях не применяются.
Обеспечение газопроницаемости шихты. Из-за высокой интенсивности углеродовосстановительных реакций в руднотермических печах происходит постоянное образование газообразного оксида углерода, особенно в зоне тигля печи, под электродами. Для предотвращения таких явлений необходимо предпринимать меры для обеспечения хорошей газопроницаемости шихты. Подготовка шихты для обеспечения хорошей газопроницаемости заключается в выделении целевой фракции шихтового материала перед подачей в печь за счет отсева мелочи и додрабливания кусков, превышающих допустимый размер.
Подготовка кусковых руд. Необходимая фракция рудной части шихты (марганцевые и хромовые руды, железная руда, агломерат и т.п.) для плавки - 10 - 100 мм, для кварцита - 20 - 120 мм. Однако при перегрузке руд в вагоны, перевозке, выгрузке руд на складах шихтовых материалов происходит повторное образование мелочи. Поэтому руды перед подачей в печь рассевают на 2-ситном грохоте на ситах с ячейками 10 x 10 мм и 100 x 100 мм.
Фракцию более 100 мм додрабливают на щековой дробилке и возвращают на отсев мелочи. В некоторых случаях, если доля фракции + 100 мм в руде невелика, отсев на сите 100 x 100 мм не производят.
Мелочь руд 0 - 10 мм направляют на окускование или агломерирование и возвращают на плавку. Мелочь кварцита 0 - 20 мм на плавку больше не возвращают - используют как флюс в других металлургических переделах, при строительстве дорог в качестве балласта, в цементном производстве в качестве кремнеземистой добавки и т.п.
Рудные концентраты после обогащения представляют собой пески крупностью менее 3 мм или тонкопомолотые концентраты крупностью менее 0,75 мм и менее. Поэтому непосредственно в плавке на руднотермической печи их использовать невозможно. Концентраты подвергают предварительному окускованию - агломерированию, окатыванию или брикетированию на соответствующих фабриках. Мелочь агломерата, окатышей, брикетов отсеивают в процессе производства. На ферросплавные заводы поступает готовое окускованное сырье, поэтому дополнительную подготовку этого сырья перед плавкой не производят.
Флюсы. Для флюсов используют фракцию 10 - 30 мм. Как правило, эту фракцию получают от поставщиков и используют для плавки в руднотермических печах без предварительной подготовки.
Подготовка восстановителя. Подготовку кокса проводят на выделение целевой фракции 5 - 16 мм. Для этого кокс додрабливают на 4-валковой дробилке и рассевают на 2-ситном грохоте на ситах с ячейками 5 x 5 мм и 16 x 16 мм. Фракцию более 16 мм возвращают на додрабливание и рассев.
Мелочь кокса 0 - 10 мм отгружают потребителям. Фракцию 5 - 16 мм подают на печь.
Подготовку каменного угля (антрацита) проводят на выделение целевой фракции 10 - 100 мм. Как правило, с угледобывающих предприятий поставляется уголь фракции 20 - 50 мм. В этом случае уголь и антрацит рассевают на односитном грохоте на сите с ячейками 8 x 8 (10 x 10) мм. Додрабливание не производят. Однако если поставляется уголь крупностью более 100 мм, то этот уголь направляют на додрабливание на 2-валковой дробилке и рассевают на односитном грохоте на сите с ячейками 8 x 8 (10 x 10) мм.
Угольную (коксоугольную) мелочь 0 - 10 мм отгружают потребителям. Фракцию угля 10 - 50 (10 - 100) мм подают на печь.
Нерудные железосодержащие материалы. К ним относятся стальная стружка, чугунная стружка, доменный присад. Крупность чугунной стружки и доменного присада не превышает 10 мм, поэтому это сырье не требует предварительной подготовки.
Длина витков стальной стружки не должна превышать 50 мм. В противном случае происходит зависание стружки в суточных бункерах и труботечках с прекращением поступления стружки в печь. Поэтому стружку подвергают предварительному измельчению на стружкодробильной машине и рассеву на барабанном сите.
Шихтовое хозяйство ферросплавного завода, оборудованного руднотермическими печами, состоит из:
- корпуса разгрузочного оборудования с вагоноопрокидывателями;
- открытого напольного или закрытого склада шихтовых материалов;
- корпуса подготовки шихтовых материалов;
- корпуса шихтовых бункеров;
- дозировочного отделения, которое может быть совмещенным либо с корпусом подготовки материалов, либо с корпусом шихтовых бункеров.
Поступающее на ферросплавный завод сырье складируется на складе шихтовых материалов.
Для хранения шихтовых материалов применяются три типа складов [91]:
- закрытый грейферный с железнодорожной колеей, расположенной посередине склада (см. рисунок 2.67, а);
- закрытый бескрановый ангарного типа с конвейерной подачей (см. рисунок 2.67, б);
- открытый с конвейерной подачей сырых материалов, оборудованный мостовым грейферным перегружателем для подачи, штабелирования и выдачи материала на подготовку (см. рисунок 2.67, в).
Из склада каждый шихтовый материал передается в корпус подготовки.
а - закрытый грейферный; б - закрытый бескрановый;
в - открытый
для хранения шихтовых материалов
В корпусе подготовки материалов установлено необходимое сушильное, дробильное и классифицирующее оборудование для подготовки шихтовых материалов, как указано выше.
Подача и загрузка шихты в печь
Подготовленная шихта по системе ленточных транспортеров передается в корпус шихтовых (суточных) бункеров. Под каждым из суточных бункеров установлен питатель, который позволяет выдавать материал из бункера с определенной скоростью. Существует два вида питателей:
- вибрационный питатель - наклонный желоб, по которому материал перемещается за счет вибрации;
- ленточный питатель - конвейерная лента, передвигающаяся с заданной скоростью.
Шихтовые бункера могут располагаться как в отдельном здании (корпус шихтовых бункеров, отделение дозирования шихты и т.п.) - для мощных печей, так и в плавильном корпусе - для печей малой и средней мощности.
Здание плавильного корпуса, как для печей малой мощности, так и для печей большой мощности, состоит из трех пролетов: разливочный пролет, печной пролет, трансформаторный пролет.
Шихтовые материалы перед подачей в печь необходимо смешивать в определенных пропорциях - произвести дозирование шихты, только после этого шихту можно загружать в печь. В ферросплавном производстве существует два принципа дозирования шихтовых материалов: порционное и непрерывное.
Дозирование в цехах малой мощности - порционное и производится непосредственно под суточными бункерами, которые располагают на цеховых отметках значительно выше печи. Принцип порционного дозирования заключается в формировании порции шихты (колоши), в которой компоненты заданы в определенном соотношении (см. рисунок 2.68) [92].
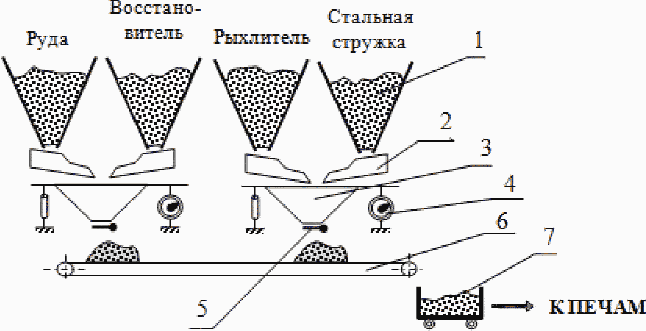
1 - бункер с шихтовым компонентом; 2 - питатель; 3 - весовой
бункер; 4 - весоизмерительное устройство; 5 - затвор;
6 - транспортное устройство для формирования колоши;
7 - транспортное устройство для передачи колоши шихты в печь
порционного дозирования шихты
Это достигается за счет подачи небольших порций шихтовых материалов из суточных бункеров через вибрационные питатели в весовые бункера (один на два бункера). Под весовыми бункерами проходит монорельсовая или напольная тележка, в которую последовательно сбрасывается шихта из весовых бункеров. Тележка набранную колошу шихты доставляет и сбрасывает в свободный печной бункер (карман) печи.
Под каждым печным бункером (карманом) установлен затвор, при открывании которого с пульта управления печью шихта из печного кармана самотеком по стальным трубам - труботечкам падает на колошник печи. Иногда вместо затвора в труботечке устанавливают вибропитатель. В этом случае количество шихты, загружаемой в печь, может быть меньше одной колоши и регулируется длительностью работы вибропитателя. Нижняя часть труботечек, находящаяся под зонтом печи, выполняется водоохлаждаемой.
Непрерывное дозирование шихтовых материалов применяется в цехах с мощными рудотермическими печами. В этом случае дозирование производится в корпусе шихтовых бункеров.
Принцип непрерывного дозирования заключается в том, что на движущуюся транспортерную ленту из суточных бункеров шихтовые компоненты насыпаются со строго определенной производительностью, как правило, с помощью ленточных весовых дозаторов. При этом соотношение компонентов выдерживается в соответствии с требованиями технологии.
Принципиальная схема непрерывного дозирования изображена на рисунке 2.69 [92].
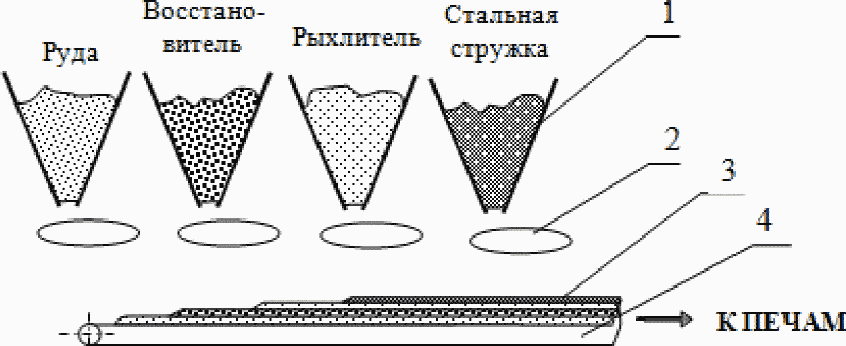
1 - бункер с шихтовыми компонентами; 2 - ленточный дозатор;
3 - сдозированная шихта; 4 - транспортер
непрерывного дозирования шихты
Восстановительная плавка в руднотермической печи
На колошник печи постоянно загружается свежая шихта, с колошника ванны руднотермической печи постоянно выделяются печные газы, нагретые до высоких температур (900 °C - 1500 °C) которые образуются в печи в результате испарения влаги, выделения летучих из шихтовых материалов и в результате восстановления оксидов шихты углеродом.
В процессе плавки нижний конец электрода постоянно сгорает. Задача поддержания оптимальной длины рабочих концов решается за счет перепуска электродов; обычно небольшими разовыми перепусками по 10 - 20 мм за перепуск.
Между выпусками происходит накопление металла в печи, в первую очередь в тиглях. Из-за сравнительно небольшого объема в тиглях происходит довольно быстрый рост уровня накопленного металла. Накопившийся в процессе плавки металл периодически выпускают из руднотермической печи. Жидкий ферросплав (металл) вместе со шлаком через леточный канал самотеком вытекает из печи по леточному желобу (сливной носок: наклонный, металлический, футерованный кирпичом, желоб) в ковш.
По окончании выпуска летку закрывают, либо вручную конусами из огнеупорной глины или леточной массы, либо машиной для обслуживания летки печи (пушкой).
Для печей большой мощности выпуск металла и шлака производят раздельно - через отдельные шлаковую и металлическую летки. Шлаковая летка выполняется выше металлической - на уровне верхней границы накопленного перед выпуском металла. Для бесшлаковых процессов (производство ферросилиция) вся плавка выпускается в ковш (металла + печной шлак).
В зависимости от типа выплавляемого сплава количество печного шлака значительно меняется: от 3% - 5% от веса металла (выплавка ферросилиция - бесшлаковый процесс) до 150% - 300% от веса металла (выплавка феррохрома, ферромарганца - шлаковые процессы). Отношение веса шлака к весу выпускаемого металла называется кратностью шлака.
Ковш выполняется футерованным (см. рисунок 2.70), а шлаковни изготавливаются литыми из стали и не футеруются [105].

1 - корпус ковша; 2 - цапфы; 3 - футеровка;
4 - носок; 5 - днище
емкостью 20 м3
Для шлаковых процессов (ферро- и силикомарганец, ферро- и силикохром) объем ковша подбирают равным объему металла за выпуск (+25% запас объема). А шлак из ковша в процессе выпуска по сливному носку перетекает в шлаковню (или шлаковый ковш), которую устанавливают под сливным носком ковша. Шлаковня также имеет сливной носок, под который устанавливают вторую шлаковню и т.д., такая установка называется каскадным выпуском (каскад).
В настоящее время в практике ферросплавного производства нашли наибольшее применение следующие способы разливки:
- на разливочных машинах различного типа;
- в стационарные поддоны и изложницы;
- послойно в напольные изложницы или в канаву методом "плавка на плавку".
Наибольшее распространение получила разливка ферросплавов на ленточных конвейерных машинах (см. рисунок 2.71) [105]. Они применяются для разливки углеродистого ферромарганца, силикомарганца, углеродистого феррохрома, силикохрома и низкопроцентного ферросилиция.
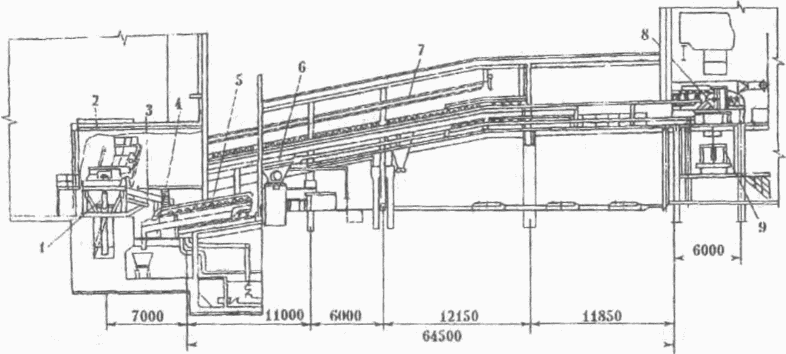
1 - ковш; 2 - передвижное укрытие камеры; 3 - желоб;
4 - натяжная станция; 5 - лента; 6 - бункер для опрыскивания
известковым молоком; 7 - трубопроводы для водяного
душирования слитков; 8 - приводная станция;
9 - короб для металла
конвейерного типа, двухленточная
Кроме конвейерных разливочных машин, используют также машины конвейерно-тележечного типа для разливки высококремнистых сплавов, модификаторов и лигатур, а также сплавов, содержащих элементы, легко поддающиеся окислению (см. рисунок 2.72) [105].

1 - ковш с кантователем; 2 - изложница;
3 - приемный бункер для металла
Машина представляет собой непрерывный эллиптический конвейер, составленный из установленных на рельсовые пути тележек с поддонами-изложницами овальной трапецеидальной формы для приема металла. На одной ветви конвейерной машины в разливочном пролете установлено оборудование для заливки сплава, подсыпки изложниц отсевами ферросплавов. Другая ветвь разливочного конвейера размещается за стеной разливочного пролета и служит для охлаждения слитков. Там же установлен кантователь для изложниц и бункер для приема металла.
Широкое распространение получает послойная разливка методом "плавка на плавку". Установки могут располагаться как в закрытом помещении, так и на открытой площадке. Основным элементом установки является железобетонная чаша, футерованная с трех боковых сторон и снизу чугунными плитами. Для облегчения выгрузки затвердевшего сплава передняя поита съемная.
Для разливки ферросилиция используют водоохлаждаемые медные изложницы. Ферросилиций из летки печи по желобу через копильник поступает в одну из двух медных изложниц, принимающей весь выпуск металла, из которой металл после охлаждения подают на рольганг молотковой дробилки. Короба с дробленым металлом отправляют в сталеплавильное производство.
Заполненные шлаком шлаковни (шлаковые ковши) вывозят из разливочного пролета на участок переработки шлака или шлакоотвал.
Дробление, сортировка, упаковка ферросплавов
Сталеплавильные заводы, оборудованные автоматизированными линиями подачи ферросплавов, потребляют ферросплавы только определенной фракции, в основном фракции 10 - 50 мм (в некоторых случаях 10 - 100 мм).
Разливка ферросплавов позволяет получать слитки с поддонов с габаритными размерами до 500 x 800 x 1500 мм, с разливочных машин - до 150 x 250 x 700 мм.
Для этого, как правило, применяется двухстадийное дробление с последующим рассевом на двухситном грохоте на фракции 0 - 10, 10 - 50, 50 - 100 мм.
Выделенные фракции упаковывают в мягкие контейнеры (биг-беги) или отгружают навалом в сухогрузных контейнерах или вагонах [92].
Обработка шлаков ферросплавного производства
Производство ферросплавов сопровождается образованием значительного количества отвальных шлаков [91]. Общий выход ферросплавных шлаков составляет более 1,5 млн т/г. Разные сплавы имеют разный удельный выход шлаков на 1 т выплавляемого сплава.
При бесшлаковых (малошлаковых) процессах производства ферросплавов карботермическим способом (ферросилиций, двухстадийный силикохром) кратность шлака (отношение веса шлака к весу металла) составляет 0,06 - 0,07, а при шлаковых процессах (ферросиликомарганец, феррохром и силикохром, низкоуглеродистые сплавы) кратность шлака может достигать величины 2,7 - 3,5.
Ферросплавные шлаки содержат корольки готового сплава, различное количество оксидов ведущего элемента и других ценных металлов и минералов. К тому же шлаки характеризуются прочностью, абразивностью, огнеупорностью, поэтому представляют собой достаточно ценное сырье для использования в различных отраслях промышленности.
Все ферросплавные шлаки в зависимости от выплавляемых сплавов и химического состава делятся на саморассыпающиеся и несаморассыпающиеся. Причиной саморассыпания является полиморфное превращение ортосиликата кальция 2CaO·SiO2 при остывании шлаков до температуры 450 °C - 550 °C, происходящее с увеличением объема.
К саморассыпающимся относятся шлаки производства низкоуглеродистого феррохрома, силикокальция и марганца металлического, которые во время остывания превращаются в порошок. Применение указанных шлаков весьма разнообразно: шлаки производства низкоуглеродистого феррохрома применяются в литейном производстве для получения быстротвердеющих формовочных смесей, в сельском хозяйстве для известкования кислых почв, в цементной промышленности и ряде других производств.
Нерассыпающиеся шлаки высокоуглеродистого феррохрома представляют собой плотный камневидный материал, который обычно поступает в отвал и в дальнейшем используется в качестве строительного материала. Переработанный шлак может быть использован как щебень и инертный песок в качестве заполнителя для жаростойких бетонов. Одной из проблем является наличие в составе этих шлаков некоторого количества токсичных соединений шестивалентного хрома (так называемых подвижных или водорастворимых форм).
В настоящее время перерабатывают около 45% образующихся шлаков. Способы переработки ферросплавных шлаков весьма разнообразны (металлургический передел, воздушная и магнитная сепарация, механическое измельчение, водная грануляция и др.), их выбор определяется особенностями шлака.
При переработке шлаков с вовлечением их для использования в качестве металлургического сырья (на собственные нужды ферросплавного предприятия) приходится примерно 10% от общего количества текущего шлака. Около 40% отправляется в отвал. Остальное количество стремятся реализовать в смежные отрасли, главным образом производителям цемента и строительных материалов.
Переработка текущих и отвальных нерассыпающихся шлаков
В настоящее время применяют два основных способа переработки жидких шлаков: охлаждение и дробление в твердом состоянии; гранулирование или поризация с последующим охлаждением. Первый способ является основой технологии производства товарного продукта в виде щебня, второй - обеспечивает получение более высококачественного продукта.
Универсальная схема переработки шлаков в жидком состоянии показана на рисунке 2.73 [91].

1 - ДСП; 2 - ограничитель шлакового потока; 3 - установка
барабанного типа; 4 - конвейер; 5 - магнитная шайба;
6 - магнит подвесной; 7 - агрегат сортировки передвижной
СМД-174 А; 8 - закрома, емкости для магнитного продукта:
9 - склад щебня фракции 40 - 70 мм; 10 - агрегат второй
стадии дробления СМД-131А; 11 - конвейер передвижной;
12 - агрегат сортировки передвижной СМД-174 А-10;
13 - отгрузочные передвижные конвейеры со шкивными
железоотделителями для щебня фракций 10 - 20 и 20 - 40 мм;
14 - склад щебня фракции 20 - 40 мм; 15 - склад щебня
фракции 10 - 20 мм; 16 - бункерный склад щебеночно-песчаной
смеси 0 - 10 мм; 17 - автосамосвал; 18 - экскаватор;
19 - думпкар железнодорожный; 20 - автопогрузчик
фронтальный; 21 - шлак
Существует ряд способов охлаждения жидких шлаков с дроблением их на щебень в твердом состоянии. Наиболее простой заключается в сливе шлака послойно в шлаковую яму с дальнейшей разработкой экскаваторами и дроблением в дробилках. Однако в последнее время все чаще применяют охладители барабанного типа, состоящие из одного-двух барабанов, имеющие наружное или внутреннее охлаждение, с дальнейшим дроблением шлаковой ленты или корки в дробилках.
Горячий шлак поступает на отвал по железнодорожным путям в отдельных изложницах. На оборудованной площадке отвала он сбрасывается и интенсивно охлаждается посредством орошения водой на первой стадии и погружением в яму с водой - на второй. Не исключено и естественное охлаждение с предварительным дроблением падающим грузом.
Охлажденный шлак грузится экскаватором на поворотную решетку (с ячейками 200 x 400 мм) приемного бункера, откуда пластинчатым питателем подается в агрегат первичного дробления. Над пластинчатым питателем установлены спаренные электромагнитные шайбы типа ЭМ-12 для отбора крупных металлических включений.
С ленточного транспортера через колосниковый грохот шлак поступает в агрегат вторичного дробления и окончательно додрабливается, после чего рассеивается на передвижной установке, состоящей из грохота и транспортера. Дробленый фракционированный щебень грузится в автомашины или в железнодорожные вагоны для отправки потребителям.
Переработка нерассыпающихся шлаков гравитационными методами
Определенное распространение получила переработка нерассыпающихся шлаков гравитационными методами в водной среде. Отделение переработки шлаков гравитационными методами размещают в специальном отапливаемом помещении.
Технологическая схема гравитационного обогащения на примере шлаков углеродистого феррохрома представлена на рисунке 2.74 [91].

обогащения шлака высокоуглеродистого феррохрома
В состав отделения обогащения входят: приемный бункер (сдвоенный) объемом 20 м3; ленточные конвейеры желобного типа с шириной ленты (В) 800 мм; вибропитатель типа ПЭВ 1-0,5; отсадочная машина ВБ-2,5 x 2-В; питательные насосы ГРАТ-350/40; компрессорная установка ВЦ 1-50/1,6М 1 с ресивером; емкости для грязной и осветленной воды автономного оборотного цикла; электромостовой кран грузоподъемностью 10 т; цепные элеваторы ЭОЦП - 2 шт.
Процесс обогащения осуществляется следующим образом: материал по течке поступает на решето загрузочного устройства, где под действием пульсирующих восходящих и нисходящих потоков воды, создаваемых сжатым воздухом, прерывисто поступающим из пневмопровода в воздушные камеры машины, необогащенный материал, содержащий металлоконцентрат и шлаковую составляющую, под воздействием горизонтального транспортирующего потока и вследствие текучести во взвешенном состоянии движется вдоль машины. В результате материал расслаивается по высоте, образуя слои продуктов с различной плотностью. В нижних слоях концентрируются тяжелые фракции (металл), выше - смесь тяжелых и легких фракций, а в самом верхнем слое - легкие фракции (шлаковая составляющая).
Тяжелые фракции (концентрат) обогащаемого материала попадают в разгрузочные камеры в конце каждого отделения машины, накапливаются и разгружаются роторными разгрузчиками в приемные воронки обезвоживающих ковшевых элеваторов, собираются в специальную тару и отгружаются потребителям. Промежуточный продукт, в зависимости от выбранной схемы, поступает вместе с исходным материалом обратно в отсадочную машину или складируется.
Легкие фракции вместе с транспортной водой направляются через сливной порог машины на грохот-обезвоживатель и дальше наклонным ленточным транспортером передаются в закром-накопитель, откуда также отгружаются потребителям как товарный щебень.
Переработка саморассыпающихся шлаков
Саморассыпающиеся шлаки содержат до 5% корольков сплава. Корольки сплава выделяются из этого шлака воздушной или магнитной сепарацией. Конечный шлак широко применяется как известковое удобрение в сельском хозяйстве, для изготовления жидких самотвердеющих смесей в литейном производстве, в составе минерального порошка для асфальтобетона в строительстве. Ежегодно реализуется потребителям более 800 тыс. т сепарированного шлака. Технология переработки саморассыпающихся шлаков на примере низкоуглеродистого феррохрома приведена на рисунке 2.75 [91].

1 - ковш; 2 - стенд; 3 - кран; 4 - решетка;
5, 12, 14, 17, 21, 26, 27 - бункер; 6 - дозатор;
7, 13, 16, 18, 22 - конвейер; 15 - упаковочная машина;
19 - скип; 20 - наклонная галерея; 23, 29 - грохот-бункер;
24 - барабанный магнитный сепаратор;
25 - индукционно-роликовый сепаратор; 28 - вибрационный
питатель; 30 - грохот; 31 - шнековый питатель;
32 - элеватор; 33 - челюстной затвор
саморассыпающегося шлака рафинированного феррохрома
Шлак в литых ковшах-шлаковнях подают в отделение остывания шлака на железнодорожных платформах, а затем ковши со шлаком устанавливают на специальные стенды для остывания на воздухе. После остывания в течение 2 сут шлак из ковша выдают в приемные решетки бункерной эстакады, где он рассыпается и проваливается через решетку в бункер. На решетке остается металлический скрап размером более 80 мм, который собирают при помощи крановых клещей и отправляют обратно в цех на переплав.
Шлак из бункеров подается на воздушную сепарацию. В отделении воздушной сепарации шлак поступает на грохот, где происходит отделение фракции от 10 до 120 мм, которая направляется в бункер крупного продукта. Шлак фракции от 0 до 10 мм поступает на воздушный сепаратор, где его разделяют на классы -0,4 и 0,4 - 10 мм. Фракцию 0,4 - 10 мм направляют на вторичное додрабливание. Шлак фракции -0,4 мм передается при помощи пневмотранспортера в бункера, из которых его загружают в железнодорожные вагоны и отправляют потребителям.
Переработка шлаков производства ферросилиция
Производство ферросилиция относится к бесшлаковым процессам, однако при выплавке образуется 40 - 100 кг шлака по 1 т сплава [92]. В шлаках ферросилиция содержится значительное количество металлической фазы (от 40% до 60%) в виде корольков и ковшевых остатков, а также до 15% карбида кремния. Химический состав металла обычно соответствует марке выплавляемого сплава, а минеральная часть содержит, %: SiO2 - 32; CaO - 18; Al2O3 - 16; MgO - 0,8; SiC - 15. Эти шлаки успешно используются в составе раскислительных и рафинирующих смесей в сталеплавильном производстве. Шлаки богатых по кремнию марок ферросилиция применяются в шихте взамен кварцита при выплавке силикохрома и литейных чугунов, в качестве флюса при производстве углеродистого феррохрома.
Шлаки ферросилиция дробят на щековой дробилке до крупности менее 150 мм. Иногда крупные куски ферросилиция из дробленого шлака вручную выбирают на ленточном транспортере.
Показатели производства ферросплавов в руднотермических печах
В таблицах 2.34 - 2.38 приведены основные показатели производства ферросплавов в руднотермических печах [88, 93, 106].
Таблица 2.34
выплавки углеродистого ферромарганца
Показатели | Способ выплавки | Материальный баланс | ||||
флюсовый | бесфлюсовый | Задано: | кг | Получено | кг | |
Удельный расход, кг/б.т. (78% Mn): | Руда марганцевая | 100,0 | Сплав | 35,9 | ||
- марганцевое сырье (48% Mn) | 2060 | 2971 | Кокс | 17,8 | Шлак | 37,1 |
- кокс | 580 | 415 | Железная стружка | 2,9 | Пыль | 4,9 |
- окатыши | 110 | 85 | Электродная масса | 0,8 | Газы | 43,6 |
- известняк | 700 | - | ||||
- электродная масса | 21 | 22,4 | ||||
Удельный расход электроэнергии, кВт·ч/б.т. | 4290 | 3498 | ||||
Выход малофосфористого шлака (48% Mn), кг/б.т. | - | 1353 | ||||
Содержание Mn в шлаке, % | 14,2 | 35,8 | ||||
Кратность шлака | 1,2 | 0,88 | ||||
Извлечение Mn, % | 78 - 82 | 98 | Всего: | 121,5 | Всего: | 121,5 |
Таблица 2.35
Основные технико-экономические показатели
выплавки ферросиликомарганца (17% Si)
Показатели | Содержание фосфора, % | Материальный баланс | |||||
0,20 | 0,35 | 0,60 | Задано: | кг | Получено | кг | |
Удельный расход, кг/т: | Концентрат марганцевый | 30,0 | Сплав | 51,4 | |||
- марганцевое сырье (48% Mn) | 1843 | 1728 | 1674 | Руда марганцевая | 70,0 | Шлак | 52,2 |
- кокс | 415 | 425 | 395 | Кварцит | 34,1 | Пыль | 5,9 |
- кварцит | 285 | 333 | 294 | Кокс | 32,4 | Газы | 64,5 |
- известняк | 100 | - | - | Доломит | 3,8 | ||
- возвратные отходы | 163 | 234 | 217 | Кислород воздуха | 3,7 | ||
- вторичное марганцевое сырье | - | 208 | 153 | ||||
- электродная масса | 28,5 | 24,6 | 24,0 | ||||
Удельный расход электроэнергии, кВт·ч/т | 4191 | 4088 | 3840 | ||||
Содержание Mn в шлаке, % | 11,7 | 12,4 | 12,5 | ||||
Кратность шлака | 1,6 | 1,5 | 1,3 | ||||
Извлечение Mn, % | 75 | 80 | 82 | Всего: | 174,0 | Всего: | 174,0 |
Таблица 2.36
Основные технико-экономические показатели
выплавки углеродистого феррохрома
Показатели | Значение | Материальный баланс | |||
Задано: | кг | Получено | кг | ||
Удельный расход, кг/т: | Руда хромовая | 192,9 | Сплав | 99,5 | |
- хромовая руда | 1900 | Кварцит | 28,5 | Шлак | 85,0 |
- кварцит | 70 | Кокс | 45,0 | Пыль | 4,7 |
- кокс | 440 | Электродная масса | 2,6 | Газы | 118,9 |
- электродная масса | 27 | Воздух | 39,1 | ||
Удельный расход электроэнергии, кВт·ч/б.т. | 3400 | ||||
Кратность шлака | 0,85 | ||||
Извлечение Cr, % | 92 | Всего: | 308,2 | Всего: | 308,2 |
Таблица 2.37
Основные технико-экономические показатели
выплавки ферросиликохрома
Показатели | Ферросиликохром | Материальный баланс | ||||
ФСХ30 | ФСХП | Задано: | кг | Получено | кг | |
Удельный расход, кг/т: | Феррохром передельный | 58,2 | Сплав | 102,6 | ||
- кварцит | 650 | 1100 | Кварцит | 106,8 | Шлак | 4,1 |
- кокс | 280 | 500 | Кокс | 43,6 | Пыль | 5,4 |
- феррохром передельный | 750 | 540 | Электродная масса | 5,0 | Газы | 148,6 |
- электродная масса | 48 | 74 | Воздух | 47,2 | ||
Удельный расход электроэнергии, кВт·ч/б.т. | 3700 | 5500 | ||||
Извлечение Cr, % | 94 | 96 | Всего: | 260,9 | Всего: | 260,9 |
Таблица 2.38
выплавки ферросилиция
Показатели | ФС45 <*> | ФС65 <*> | ФС75 <*> | Материальный баланс ФС45 <**> | |||
Удельный расход, кг/б.т: | Задано: | кг | Получено | кг | |||
- кварцит | 1015/931 | 1520/1568 | 1786/1930 | Кварцит | 100,0 | Сплав | 101,7 |
- стальная стружка | 560/558 | 320/343 | 223/250 | Кокс | 15,2 | Шлак | 3,2 |
- кокс | 485/438 | 665/720 | 840/845 | Полукокс | 44,8 | Газы | 135,5 |
- электродная масса | 19/16 | 45/43,3 | 54/54 | Стальная стружка | 57,6 | Пыль | 5,1 |
Удельный расход электроэнергии, кВт·ч/б.т. | 4580/4760 | 7410/7610 | 8490/8840 | Электродная масса | 2,4 | ||
Извлечение Si, % | 97,9/98,2 | 94,9/92,1 | 92,3/91,8 | Прутья для прожига летки | 0,7 | ||
Воздух | 24,8 | ||||||
Всего: | 245,5 | Всего: | 245,5 | ||||
Для выплавки высоколегированных сталей (нержавеющих, жаропрочных и др.) необходимо иметь минимальное содержание углерода в ферросплавах. Для этой цели выплавляют ферросплавы с низким содержанием углерода, например: малоуглеродистый ферромарганец, безуглеродистый феррохром, металлический хром и марганец, ферросплавы с титаном, вольфрамом, ванадием и другими металлами.
Для этих ферросплавов применяют или силикотермический процесс (восстановителем является кремний), или алюмотермический процесс (восстановителем является алюминий), или комбинированный алюмо-силикотермический процесс [88, 93].
2.6.4.1 Силикотермический процесс
Силикотермический процесс производства ферросплавов основан на восстановлении оксидов металлов кремнием [88, 93].
В упрощенном виде реакция силикотермического восстановления может быть представлена в следующем виде [88]:
2/yMexOy + Si = 2x/yMe + SiO2 + QSi,
SiO2 + z CaO = (CaO)z·SiO2 + QCaO SiO2
где QSi - тепло, выделяющееся при восстановлении элемента из оксида кремнием;
QCaO SiO2 - тепло, выделяющееся при образовании силицида кальция.
Для увеличения степени восстановления ведущего элемента из оксидов в шихту добавляют флюс (как правило, известь - CaO), связывающий кремнезем в легкоплавкие соединения для обеспечения требуемой вязкости и жидкоподвижности шлака. Кратность шлака может составлять 1,5 - 2,5 и более, что также требует дополнительных затрат тепла и, следовательно, электроэнергии.
В качестве кремнистого восстановителя применяют сплавы кремния, полученные более дешевым, углеродовосстановительным способом: ферросилиций, передельные кремнистые сплавы (ферросиликохром, ферросиликомарганец) с высоким содержанием кремния.
Производство ферросплавов силикотермическим способом осуществляется в рафинировочных печах небольшой мощности.
Мощность рафинировочных печей по сравнению с рудовосстановительными печами относительно невелика и составляет 2,5 - 7 МВА. Отличительными особенностями рафинировочных печей являются периодический характер процесса и работа в открытом режиме. Общий вид рафинировочной печи РКО-3,5 показан на рисунке 2.76 [89].
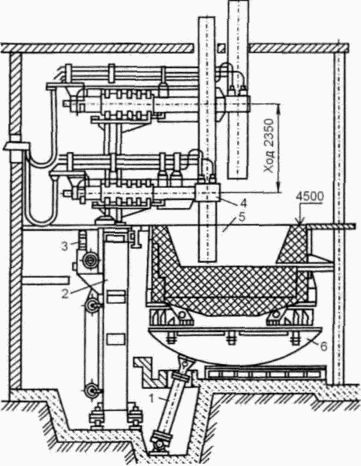
1 - механизм наклона; 2 - шахта стойки электрододержателя;
3 - механизм перемещения электродов; 4 - электрододержатель;
5 - ванна печи; 6 - опорные секторы
мощностью 5 МВА
Для хранения подготовленных шихтовых материалов в рафинировочных цехах устанавливают бункерную эстакаду, встроенную в виде отдельного пролета. Шихта из бункерного пролета передается в печной пролет самоходной монорельсовой тележкой и подается в печные карманы бадьей с помощью мостового крана.
Основной объем силикотермического производства занимает производство металлического марганца и низкоуглеродистого феррохрома.
Производство металлического марганца
Для производства металлического марганца используют вместо марганцевой руды малофосфористый шлак. Малофосфористый шлак выплавляют в рудовосстановительной печи с получением попутного высокофосфористого сплава. Малофосфористый шлак от руднотермических печей передают на выплавку рафинированных сплавов в стальных ковшах в жидком виде заливают в рафинировочную печь. Туда же загружают известь и твердый силикомарганец. В процессе проплавления загруженной шихты происходит восстановление марганца из марганцевого шлака кремнием силикомарганца по реакции [89, 106]:
[MnSi] + 2(MnO) + 2(CaO) = 3[Mn] + (2CaO·SiO2)
После окончания плавки металл и шлак из рафинировочной печи выпускают в стальной ковш, заполненный шлаком предыдущей плавки. Избыток шлака переливается из ковша в шлаковую чашу. Металл после вакуумирования разливают в металлические изложницы (поддоны). Шлак отправляют на шлакопереработку.
В общем виде производство металлического марганца может быть представлено схемой, приведенной на рисунке 2.77 [91]:
- выплавка высокомарганцовистого бесфосфористого шлака;
- производство передельного силикомарганца;
- получение металлического марганца путем восстановления бесфосфористого марганцевого шлака силикомарганцем в присутствии извести.

производства металлического марганца с получением на первой
стадии высокоуглеродистого ферромарганца ФМн78Б
и малофосфористого передельного шлака
Производство низкоуглеродистого феррохрома силикотермическим методом подобно производству металлического марганца. Отличие: в качестве сырья используют концентрат хромовой руды, ферросиликохром и известь.
Показатели производства ферросплавов силикотермическим методом
В таблицах 2.39 и 2.40 приведены основные показатели производства металлического марганца и низкоуглеродистого феррохрома силикотермическим методом [88, 93, 106].
Таблица 2.39
выплавки марганца металлического
Показатели | Значение | Материальный баланс | |||
Задано: | кг | Получено | кг | ||
Удельный расход, кг/т: | Малофосфористый шлак (48% Mn) | 100,0 | Сплав | 42,7 | |
- малофосфористый шлак (48% Mn) | 2113 | Силикомарганец передельный | 30,2 | Шлак | 159,0 |
- известь | 1694 | Известь | 77,1 | Пыль | 5,0 |
- силикомарганец передельный | 676 | Воздух | 14,2 | Газы | 14,8 |
Удельный расход электроэнергии, кВт·ч/т | 2641 | ||||
Кратность шлака | |||||
Извлечение Mn, % | 62,8 | Всего: | 221,5 | Всего: | 221,5 |
Таблица 2.40
выплавки низкоуглеродистого феррохрома
Показатели | Значение | Материальный баланс | |||
Задано: | кг | Получено | кг | ||
Удельный расход, кг/т: | Хромовая руда (50% Cr2O3) | 100 | Сплав | 230 | |
- хромовая руда (50% Cr2O3) | 1782 | Ферросиликохром (48%) | 426 | Шлак | 569 |
- ферросиликохром (48%) | 615 | Известь | 311 | Пыль | 84 |
- известь | 1560 | Воздух | 222 | Газы | 176 |
Графитированные электроды | 12 | ||||
Удельный расход электроэнергии, кВт·ч/т | 2807 | ||||
Кратность шлака | |||||
Извлечение Cr, % | 75,64 | Всего: | 1059 | Всего: | 1059 |
2.6.4.2 Алюмотермический процесс
Алюмотермический процесс основан на восстановлении оксидов алюминием [94]. В упрощенном виде реакция алюмотермического восстановления может быть представлена в следующем виде [89]:
2/yMexOy + 4/3 Al = 2x/yMe + 2/3 Al2O3 + QAl,
2/3 Al2O3 + z CaO = 2/3(CaO)z·Al2O3 + QCaO Al2O3
где QAl - тепло, выделяющееся при восстановлении элемента из оксида алюминием;
QCaO Al2O3 - тепло, выделяющееся при образовании алюмината кальция.
Из-за относительно высокой стоимости алюминия алюмотермический процесс применяют только для восстановления из оксидов элементов, обладающих высокой термодинамической прочностью, высокой температурой плавления, а также для получения ферросплавов с низким содержанием углерода и кремния. Рудное сырье для алюмотермического процесса обычно представляет собой либо чистый оксид элемента, либо концентрат с минимальной долей пустой породы и примесей, что обычно обуславливается высокой стоимостью элемента и необходимостью как можно более полного его восстановления и извлечения в сплав. Шихтовые материалы находятся обычно в дисперсном виде: концентрат в виде порошка, алюминий в виде порошка либо крупки.
Алюмотермический процесс осуществляют в плавильных горнах; возможно также применение предварительного расплавления шихты в дуговых электропечах или добавление в состав шихты материалов, выделяющих при взаимодействии с алюминием много тепла: аммиачная или калиевая селитра, бертолетова соль.
Установка для проведения алюмотермического процесса с предварительным проплавлением части шихты под электродами трехфазной печной установки приведена на рисунке 2.78 [91].
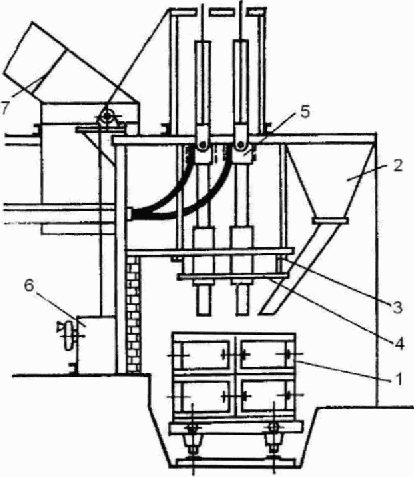
1 - плавильный горн; 2 - загрузочный бункер;
3, 4 - теплоизоляционные экраны; 5 - электрододержатели;
6 - механизм подъема электродов; 7 - вытяжной зонт
металлического хрома с предварительным расплавлением
части оксидов (плавка на блок)
Цехи алюмотермических ферросплавов и лигатур выполняются обычно двухпролетными. В шихтовом пролете располагаются склад шихтовых материалов и оборудование для подготовки шихты. В плавильном пролете на специальной площадке под вытяжными зонтами или на тележках, закрываемых в плавильные камеры, устанавливают плавильные горны или электропечи типа ДСП. В этом же пролете предусмотрены площадки для разделки и хранения готовых сплавов.
Наибольшее распространение (по объемам производства) получили технологии производства алюмотермическим способом сплавов хрома и титана.
Производство металлического хрома
Восстановление хрома алюминием происходит по реакции [94]:
(Cr2O3) + 2Al = 2[Cr] + (Al2O3)
На рисунке 2.79 приведена технологическая схема получения металлического хрома, включая переработку конечных шлаков на полупродукт для изготовления синтетических шлаков или клинкера [91, 94].

1 - весы; 2 - смеситель; 3 - пресс брикетировочный;
4 - гранулятор тарельчатый; 5 - печь сушильная; 6, 8 - горн
плавильный; 7 - изложница для металла и шлака; 9 - шлаковня;
10 - дробилка для шлака; 11 - электропечь
для довосстановления шлака; 12 - ковш разливочный
металлического хрома с довосстановлением шлаков и получением
полупродукта или клинкера высокоглиноземистого цемента
Плавку металлического хрома "на блок" ведут в разъемном чугунном горне с футеровкой в нижней части стен магнезитовым кирпичом и подиной из магнезитового кирпича. Плавку ведут на шихте, состоящей из оксида хрома технической чистоты, алюминиевого порошка и натриевой селитры. Расплав после окончания плавки выдерживается в горне в течение 6 ч, а затем горн снимают с тележки. Полученный слиток охлаждают в воде еще 4 ч, а затем подвергают дроблению.
Производство ферротитана
Наиболее распространенная технологическая схема выплавки ферротитана приведена на рисунке 2.80 [91, 94].

1 - весы; 2 - смеситель; 3 - плавильный горн для выплавки
ферротитана; 4 - изложница для металла и шлака;
5 - дробилка; 6 - упаковочная машина; 7 - электропечь
для довосстановления шлака; 8 - копильник;
9 - установка для сухой грануляции
ферротитана с довосстановлением шлаков и получением
полупродукта или клинкера высокоглиноземистого цемента
Основное количество ферротитана получают из ильменитовых концентратов. В качестве восстановителя для получения ферротитана используется алюминиевый порошок, получаемый из вторичного алюминия. В качестве флюса используют свежеобожженную известь.
Выплавляют ферротитан в разборном чугунном горне, состоящем из отдельных половин либо нескольких секций. Подготовленный горн на тележке подается в плавильную камеру, оборудованную бункерами для шихты и шнеками для ее подачи в горн, а также установкой для пылеулавливания и вентиляции.
После полного остывания продуктов плавки в горне слиток отделяют от шлака, охлаждают, дробят и отправляют потребителю.
Шлак переплавляют в дуговой электропечи с алюминиевым порошком и кварцитом для получения высокоглиноземистого клинкера для цементной промышленности и ферросиликотитана.
Показатели производства ферросплавов алюмотермическим методом
В таблицах 2.41 и 2.42 приведены основные показатели производства металлического хрома и ферротитана алюмотермическим методом [94, 106].
Таблица 2.41
выплавки металлического хрома
Показатели | Значение | Материальный баланс | ||||
Задано: | кг | Получено | кг | |||
Удельный расход, кг/т: | внепечной | электропечной | Окись хрома (99% Cr2O3) | 2320 | Сплав (97% Cr) | 1456 |
- окись хрома (99% Cr2O3) | 1650 | 1593 | Алюминиевый порошок | 842 | Шлак | 1990 |
- алюминиевый порошок | 620 | 578 | Известь | 200 | Пыль | 34 |
- известь | 100 | 137 | Натриевая селитра | 16 | ||
- натриевая селитра | 140 | 11 | Подсыпка | 102 | ||
Расход электроэнергии, кВт·ч/т | - | 576 | ||||
Кратность шлака | 1,4 | 1,37 | ||||
Извлечение Cr, % | 88,0 | 92,5 | Всего: | 3580 | Всего: | 3580 |
Таблица 2.42
выплавки ферротитана
Показатели | Значение | Материальный баланс | |||
Задано: | кг | Получено | кг | ||
Удельный расход, кг/т: | Ильменитовый концентрат | 100,0 | Сплав (28% Ti) | 66,1 | |
- ильменитовый концентрат (42% TiO2) | 940 | Алюминиевый порошок | 41,8 | Шлак | 92,6 |
- алюминиевый порошок | 400 | Известь | 10,0 | Пыль | 3,3 |
- известь | 100 | Железная руда | 8,0 | Газы | 3,7 |
- ферросилиций (75% Si) | 24 | Ферросилиций (75% Si) | 1,5 | ||
- железная руда | 130 | Воздух | 4,4 | ||
- титановые отходы | 9 | ||||
Кратность шлака | 1,45 | ||||
Извлечение Ti, % | 70 - 80 | Всего: | 165,7 | Всего: | 165,7 |
Ванадий относится к группе рассеянных элементов, несмотря на то, что содержится в земной коре в количествах, исчисляемых миллионами тонн. Тем не менее ванадий не образует собственных минералов, встречающихся в промышленно значимых количествах, они представляют собой, скорее, геологическую экзотику.
В основном ванадий в виде примеси встречается преимущественно в титаномагнетитовых рудах, а также в тяжелых нефтях, фосфоритах, бокситах, урановых рудах и др. Поэтому за редким исключением соединения ванадия выделяют как побочный продукт при производстве основной продукции, например стали [107].
Даже будучи выведенным в соответствующий концентрат, ванадий требует дополнительной технологической переработки, он является единственным химическим элементом, применяемым для легирования стали, получение которого требует использования достаточно дорогих и сложных гидрометаллургических и химических процессов. Однако экономическая эффективность его применения окупает затраты, в частности введение его в сталь при производстве арматуры всего до 0,05% - 0,07% приводит к повышению ее класса прочности с А500 до А600 - А700 и позволяет применять сварные соединения без ограничений и без потери прочности по сварному шву [108].
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду рисунок 2.81, а не 2.88. |
Основная технологическая схема производства феррованадия представлена на рисунке 2.88.
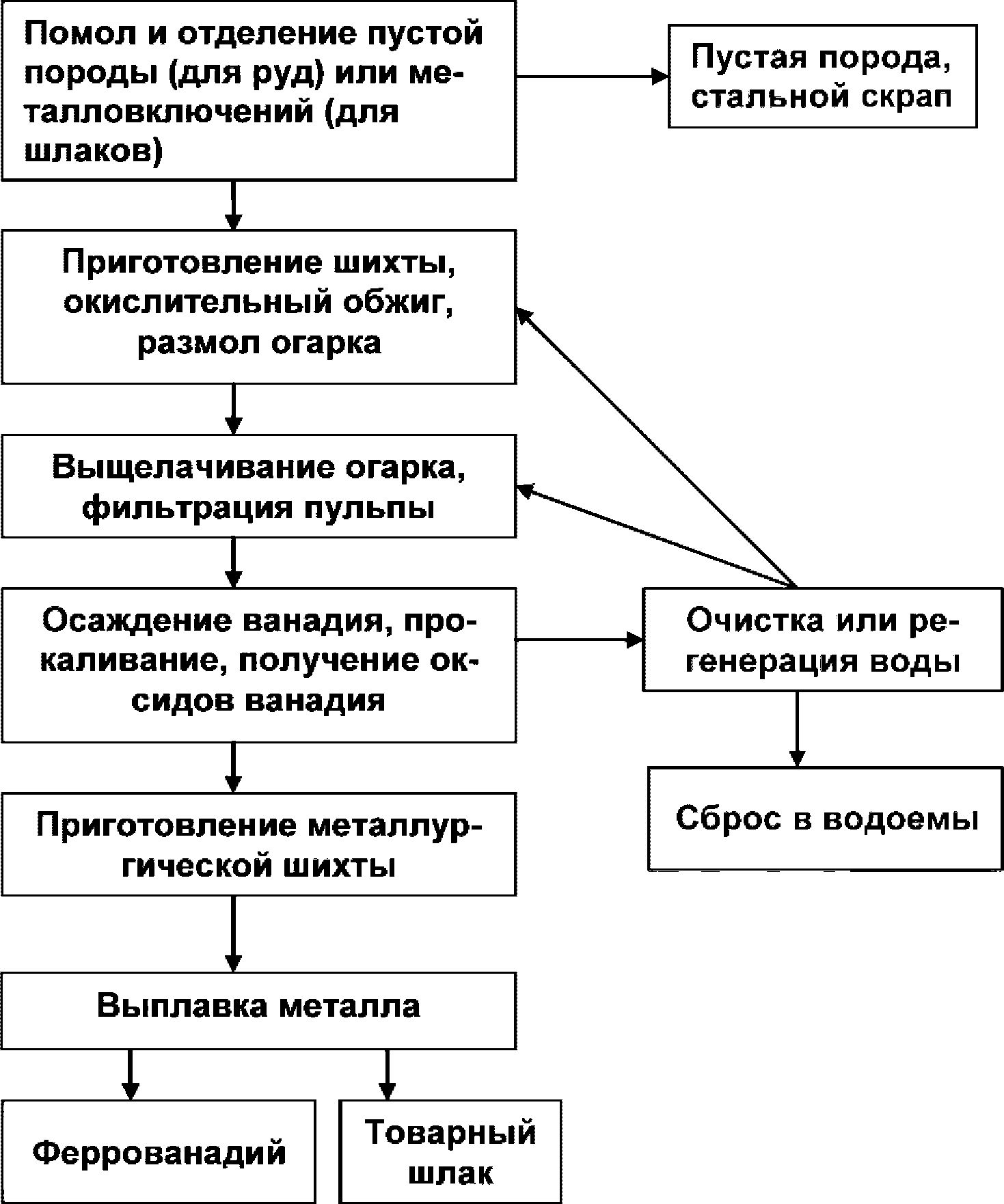
производства оксидов ванадия и феррованадия
2.6.5.1 Извлечение ванадия с получением оксидов ванадия
Основным сырьем для производства феррованадия являются оксиды ванадия, как индивидуальные (V2O5, V2O3), так и смешанные, которые можно определить как продукты частичного восстановления пентоксида или частичного окисления триоксида ванадия.
При производстве феррованадия степень окисления применяемых оксидов отражается на расходе восстановителя, кратности шлака и выборе оборудования.
Основными сырьевыми источниками при производстве оксидов ванадия являются титаномагнетитовые руды и концентраты, а также конвертерные шлаки, получаемые при переработке ванадиевых чугунов дуплекс-процессом. Однако ванадий находится в этих сырьевых источниках в чрезвычайно стабильных химических соединениях, преимущественно в виде твердых растворов V2O3·Fe2O3 и др., шпинелидов - FeO·V2O3, MnO·V2O3 и т.д. Их разрушение требует применения достаточно "жестких" химических приемов. Кроме того, необходимы процессы обработки, обладающие высокой селективностью по отношению к ванадию.
Производство оксидов ванадия из титаномагнетитовых железорудных концентратов
Извлечение ванадия гидрометаллургическим путем непосредственно из титаномагнетитовых руд возможно осуществить при наличии дисперсной (минус 15 мм) фракции руды с высоким содержанием (более 3%) пентоксида ванадия руд. Во всех остальных случаях переработка титаномагнетитовых руд состоит из следующих основных переделов:
1. Мокрый размол руды (-0,1 мм) и магнитное обогащение с выделением титаномагнетитовой фракции, содержащей 2% - 3% пентоксида ванадия.
2. Смешивание титаномагнетита с содой и сульфатом натрия.
3. Обжиг полученной смеси во вращающейся печи длиной ~ 100 м и диаметром до 4 м при температуре 1050 °C - 1150 °C. При этом ванадий переходит в технологически извлекаемое состояние по следующей схеме:

4. Охлаждение и размол огарка.
5. Противоточное выщелачивание огарка водой и оборотными растворами, отделение твердого остатка сгущением или фильтрацией, его промывка и удаление на шламовое поле.
6. Очистка раствора от взвеси и примесей кремния, добавление осадителя - раствора сульфата аммония, осаждение кристаллов метаванадата аммония (МВА) схеме:

7. Отделение МВА фильтрацией, его промывка и сушка.
8. Термическое разложение (МВА) с получением триоксида ванадия - V2O3

или пентоксида ванадия - V2O5

9. Упарка маточных растворов, выделение оборотного сульфата натрия для использования при обжиге и оборотного раствора сульфата аммония, используемого после укрепления твердым сульфатом аммония для осаждения ванадия.
В дальнейшем использует пентоксид ванадия для получения феррованадия. К основным недостаткам рассмотренных процессов следует отнести:
- необходимость работы на бедном сырье, что приводит к образованию значительного количества твердых отходов (70 - 100 т на тонну ванадия);
- существенные энергозатраты на упаривание растворов, объем которых превышал 25 м3/ч;
- высокое содержание диоксида серы в отходящих газах.
Производство оксидов ванадия из конвертерных шлаков дуплекс-процесса
При переработке ванадиевого чугуна дуплекс-процессом образуется шлак, содержащий до 30% V2O5 [109, 110], который является наиболее ценным сырьем для переработки с получением оксидов ванадия. Отличительная особенность такого шлака состоит в значительном содержании (до 25%) металловключений, представляющих собой застывшие выплески металла, захваченные шлаком во время продувки конвертера. Эти металлические включения имеют размеры от 0,5 до 200 мм и создают значительные трудности для измельчения шлака. Они заполняют собой межшаровое пространство мельниц, вынуждая периодически производить их остановку и переборку шаров, а также способствуют увеличению содержания в шихте дисперсного железа. Это ухудшает проведение окислительного обжига и приводит к спеканию шихты и образованию настылей и гарнисажных колец во вращающейся печи.
Обобщенная схема извлечения ванадия из дуплекс-шлака выглядит следующим образом:
1. Измельчение шлака сухим или мокрым методом в шаровых мельницах с удалением металловключений.
2. Смешение молотого шлака с реакционной добавкой - содой 7% - 16% или известняком - 10%.
3. Окислительный обжиг шихты во вращающейся печи длиной от 45 м и диаметром от 3 м при температуре 780 °C - 820 °C в случае применения соды и 820 °C - 850 °C в случае известняка.
4. Охлаждение и измельчение огарка.
5. Выщелачивание огарка водой (при содержании соды 16%), водой и серной кислотой (при содержании соды 7% - 8%) или серной кислотой при использовании известняка. При этом протекают следующие процессы:

Твердый остаток промывают водой и складируют.
6. Осаждение ванадия из раствора. При этом в зависимости от применяемых дополнительных реагентов может образовываться поливанадат аммония (NH4)2V6O16·H2O или поливанадат магния-марганца (0,5Mg*0,5Mn)V6O16·H2O. Осадки отделяют от маточных растворов и промывают водой.
7. Поливанадат аммония прокаливают в восстановительной атмосфере и получают триоксид ванадия, а в окислительной атмосфере - пентоксид ванадия. Поливанадаты магния-марганца плавят в подовой печи и охлаждают струю расплава на водоохлаждаемом вращающемся столе, получая пластины буро-фиолетового цвета. Порошкообразный пентоксид ванадия также часто переплавляют для получения компактного непылящего материала.
8. Маточные растворы после осаждения ванадия подвергают очистке от солей марганца и хрома (VI), а затем отводят в водные бассейны (при обжиге с содой) или используют в технологическом обороте (при обжиге с известняком).
Состав пентоксида ванадия, производимого в РФ, представлен в таблице 2.43.
Таблица 2.43
различных производителей.
Производитель | Компоненты, масс. % | ||||||||
V2O5 | MnO | Fe2O3 | SiO2 | CaO | As | Na2O + K2O | S | P | |
ОАО "Чусовской металлургический завод" | 87 - 88 | 0,9 - 2,1 | 4,2 - 4,8 | 0,6 - 0,7 | 1,4 | н.д. | 2,0 - 2,2 | 0,05 | 0,02 - 0,04 |
ОАО "ЕВРАЗ Ванадий-Тула" | 93 - 94,5 | 1,2 - 1,5 | 0,5 - 1 | 0,2 - 0,6 | 1,0 - 1,5 | н.д. | 0,2 | 0,05 - 0,1 | 0,02 - 0,05 |
Южная Корея | 98,3 | н.д. | 0,1 | 0,3 | н.д. | 0,1 | 0,8 | 0,01 | 0,03 |
Китай | 99,2 - 99,6 | Н.д. | 0,2 | 0,3 - 0,4 | Н.д. | 0,002 | 0,6 - 0,8 | 0,005 | 0,012 - 0,018 |
ЮАР | 99,7 | 0,003 | 0,05 | 0,1 | Н.д. | 0,001 | 0,22 | 0,003 | 0,009 |
2.6.5.2 Производство феррованадия с использованием различных оксидов ванадия
Металлический ванадий обладает высокой температурой плавления (1910 °C), легко окисляется при повышенных температурах и имеет более низкую плотность в сравнении с железом - 5,49 г/см3 (против 7,85), а также высокую стоимость. Это делает его малопригодным материалом для легирования стали. Основным видом ванадийсодержащего легирующего материала является феррованадий - сплав ванадия и железа. Его получают восстановлением окислов ванадия в присутствии железа. В качестве восстановителей могут применяться кремний, сплавы на его основе и алюминий, протекающие при этом процессы можно схематически описать следующим образом:


В зависимости от термичности выбранного состава шихты, вида оксида ванадия и восстановителя, а также особенности технологического процесса производство феррованадия может быть организовано по двум путям - тигельный процесс или электропечной.
Особенности организации тигельного процесса
Тигельный процесс возможен в случае применения пентоксида ванадия или его смеси с небольшим (до 25%) количеством триоксида ванадия. Тигельный процесс организован следующим образом:
1. Загрузка в смеситель компонентов шихты - оборотных ванадийсодержащих отходов, стальной высечки или отходов метизов, пентоксида ванадия, триоксида ванадия, извести и алюминиевой крупки в выбранном соотношении. После перемешивания шихту пересыпают в саморазгружающуюся бадью. Массу шихты выбирают в зависимости от емкости тигля.
2. Шихту подают в стальной тигель, футерованный периклазовым кирпичом или оборотным глиноземистым шлаком.
3. Заполненный тигель перемещают в запальную камеру, погружают в шихту электрозапал, закрывают камеру и зажигают запал, а от него всю массу шихты.
4. После прекращения горения шихты тигель выдерживают в запальной камере 30 мин до затвердения металла, после чего тигель перемещают в зону охлаждения не менее чем на 12 ч.
5. Остывший тигель разбирают, отделяют шлаковый слиток и слиток металла, металл охлаждают в ванне с водой; при необходимости зачищают поверхность и дробят на щековой дробилке до требуемого размера кусков.
Дробленый феррованадий упаковывают в биг-бэги или стальные барабаны.
6. Шлаковый слиток дробят на щековой дробилке до фракции минус 50 мм и упаковывают в биг-бэги.
7. На остывшем тигле ремонтируют футеровку и готовят к следующей плавке.
В том случае, если термичность шихты недостаточна для самостоятельного протекания процесса по причине большого количества оборотных отходов или значительной доли трехокиси ванадия в шихте, применяют дополнительный ее разогрев с помощью электрической дуги. Как правило, такой процесс проводят в электродуговых печах типа ДСП-3 или ДСП-6 или их модификациях.
Особенности электрометаллургического процесса производства феррованадия
Применение электродуговых печей различной конструкции позволяет использовать при выплавке феррованадия в качестве сырья не только низкоэнергетические восстановители типа углерода и ферросилиция, но и значительное количество возвратных отходов. Также становится возможным перерабатывать исключительно триоксид ванадия, что приводит к экономии до 40% восстановителя и соответственному снижению кратности шлака.
Производство феррованадия в электродуговой печи включает следующие основные этапы:
- для одностадийного процесса
1. Приготовление шихты путем смешения оборотных отходов, стальной высечки, оксида ванадия, алюминиевой крупки и извести.
2. Загрузка полученной шихты в электродуговую печь, расплавление ее при помощи электрической дуги.
3. Выпуск содержимого печи в стальную изложницу, футерованную графитовыми плитами.
4. Перемещение изложницы на площадку охлаждения, по остывании разделка металлошлакового слитка, выделенный металл отправляют на дробление и упаковку, а шлак дробят и упаковывают в биг-бэги.
Применяется технология, по которой расплав оставляют охлаждаться в ванне печи с удаленными электродами, после охлаждения расплава ванну разбирают, отделяя донную часть, в которой находится слиток феррованадия. Из корпуса выбивают шлаковый слиток, ремонтируют футеровку корпуса и дна, собирают печь и проводят новую плавку;
- для двух-трех стадийного процесса
1. Загрузка компонентов шихты в смеситель с таким расчетом, чтобы она содержала максимальное количество относительно бедных отходов и оборотных материалов, а количество восстановителя было взято с таким избытком, чтобы в получившемся металле содержалось 8% - 10% кремния или алюминия.
2. Загрузка шихты в печь и проплавление ее.
3. Скачивание шлака в шлаковую чашу с сохранением металла в печи.
4. Загрузка в печь новой партии шихты, содержащей меньшее количество восстановителя из такого расчета, чтобы в конечном металле содержалось до 5% алюминия или кремния.
5. Проплавление шихты и скачивание шлака в шлаковню. Металл сохраняется в печи.
6. Загрузка на жидкий металл рафинировочной смеси, состоящей из извести и пентоксида ванадия, перемешивание содержимого ванны. После окончания процесса рафинировочный шлак скачивают в специальную емкость, а металл сливают в стальную изложницу.
7. После охлаждения слитка металла его выбивают из изложницы, зачищают и отправляют на дробление и упаковку, остывший рафинировочный шлак используют в качестве компонента шихты первого периода плавки.
2.6.5.3 Основное оборудование для производства ферросплавов
Для производства оксидов ванадия из титаномагнетитовых руд используется металлургическое и гидрометаллургическое оборудование - вращающиеся обжиговые печи стандартного образца, радиальные сгустители, пульповые насосы, химические реакторы, ленточные фильтры, вращающиеся печи для сушки или прокаливания.
Для производства оксидов ванадия из шлаков дуплекс-процесса применяют стандартное термическое и химическое оборудование - вращающиеся или многоподовые печи, шаровые мельницы с классификаторами, сгустители, химические реакторы с перемешивающими устройствами емкостью 20 - 30 м3, пульповые и водяные насосы, ленточные и пресс-фильтры, барабанные печи для прокаливания сыпучих продуктов и подовые печи с охлаждающими грануляционными столами для получения плавленого пентоксида ванадия.
Дробление слитка феррованадия и классификацию по размерам проводят, используя щековые дробилки, вибросита и барабанные грохота.
2.6.5.4 Материальные потоки, виды эмиссий, их образование и улавливание
Воздействие производства на окружающую среду по стадиям технологического процесса представлено в таблице 2.44.
Таблица 2.44
оксидов ванадия и феррованадия на окружающую среду
Входной поток | Этап процесса (подпроцесс) | Выходной поток | Основное технологическое оборудование | Эмиссии |
Производство оксидов ванадия из титаномагнетитовых железорудных концентратов | ||||
Руда | Выделение титаномагнетитовой фракции (при размоле руд) | Титаномагнетиты | Конусные и щековые дробилки, грохота, мельницы мокрого помола, магнитные сепараторы | Рудная пыль, шум, хвосты обогащения |
Шихтовые компоненты обжига | Смешение компонентов шихты, обжиг во вращающейся печи | Огарок | Проходной смеситель, конвейеры, вращающаяся обжиговая печь, холодильник, шаровая мельница | Пыль, тепловое излучение, шум, вибрация, дымовые газы, диоксид серы |
Пульпа огарка | Выщелачивание ванадия из огарка, фильтрация пульпы, очистка раствора от кремния | Раствор метаванадата натрия | Радиальные сгустители, агитаторы, ленточные фильтры | Отвальный шлам, проливы растворов |
Раствор метаванадата натрия | Осаждение метаванадата аммония | Маточный раствор | Агитаторы, радиальные сгустители, ленточные фильтры | Проливы растворов, выделение аммиака в атмосферу |
Маточный раствор | Выпарка | Техническая вода, оборотный раствор сульфата аммония, оборотный сульфат натрия | Выпарные установки | Дымовые газы |
Метаванадат аммония | Термическое разложение метаванадата аммония | Оксиды ванадия | Барабанная сушилка, реакторы термического разложения | Аммиак, пыль ванадата аммония, пыль оксидов ванадия |
Производство оксидов ванадия из конвертерных шлаков дуплекс-процесса | ||||
Шлак дуплекс-процесса | Измельчение шлака, отделение металловключений, смешение с реакционной добавкой | Шихта, металловключения | Щековые и роторные дробилки, шаровые мельницы, классификаторы, сгустители, фильтры, конвейеры | Пыль, шум |
Шихта | Окислительный обжиг | Огарок | Вращающаяся или многоподовая печь, холодильник, стержневая мельница | Пыль, дымовые газы, тепло шум |
Огарок | Выщелачивание ванадия | Раствор ванадия | Агитаторы, насосы, фильтры, баки | Отвальный шлам, проливы серной кислоты, отработанные фильтровальные ткани |
Раствор ванадия | Осаждение ванадия, термическая обработка осадка ванадия | Товарные оксиды ванадия, маточный раствор, соединения Cr(VI) | Баки, агитаторы, сгустители, фильтры, печи | Кислотные испарения, диоксид серы, маточные растворы, дымовые газы |
Маточный раствор, соединения Cr(VI) | Нейтрализация маточных растворов, очистка от Cr(VI) | Оборотная техническая вода | Баки, агитаторы, фильтры | Сливная вода, осадки известкования, осадки соединений хрома |
Производство феррованадия | ||||
Компоненты шихты | Смешение компонентов | Шихта | Бункера, смеситель, технологическая посуда | Пыль |
Шихта | Выплавка сплава | Слиток ФВд, шлаковый слиток | Тигли, электродуговые печи, шлаковые чаши, изложницы, краны | Пыль, электромагнитное излучение, тепло, шум |
Слиток феррованадия | Дробление, классификация и упаковка металла | Товарный продукт | Щековые дробилки, грохота | Пыль, шум |
Шлаковый слиток | Дробление | Товарный продукт | Копер, щековая дробилка | Пыль, шум |
2.6.5.5 Факторы негативного воздействия на окружающую среду
Производство оксидов ванадия и феррованадия по всей технологической цепочке сопровождается воздействием на атмосферу, воздух рабочей зоны, поверхностные и подземные воды образованием отходов производства и потребления.
Контроль над соблюдением нормативов предельно-допустимых выбросов загрязняющих веществ в атмосферу, контроль качества воздуха рабочей зоны, контроль качества сточных вод, учет и обращение с отходами производства осуществляют специализированные подразделения предприятия.
Воздействие на атмосферу
При производстве оксидов ванадия и феррованадия происходят выбросы в атмосферу вредных веществ: пыль, тепловое излучение, шум, вибрация, электромагнитное загрязнение, Al2O3, FeO, Fe2O3, Fe3O4, CaO, MgO, MnO, NO2, N2O, SO2, CO, CO2, V2O5; газы NO2, NO, SO2, CO,; а также физические воздействия (тепловое излучение, шум, вибрация, электромагнитное излучение).
Воздействие на поверхностные и подземные воды
Водоснабжение потребителей технической водой осуществляется по водооборотным системам:
- система водоснабжения шихтоподготовительного отделения;
- система водоснабжения технологических агрегатов гидрометаллургического цеха;
- система водоснабжения газоочисток дымовых газов;
- система очистки отработанных растворов для их регенерации и многократным использованием (при работе с известняком) или сбросу в водные бассейны.
Образование отходов производства
В процессе производства оксидов ванадия и феррованадия образуются отходы производства:
- шлаки;
- шламы;
- пыль шлаковая и известняковая;
- бой огнеупорной футеровки;
- отработанные кислотные растворы;
- лом цветных и черных металлов;
- отходы электродов.
Отходы производства в полной мере утилизируются.
Вредные производственные факторы
При производстве оксидов ванадия и феррованадия вредными производственными факторами являются:
- повышенное напряжение в электрической цепи, замыкание которой может произойти через тело человека (свыше 50 В);
- движущиеся машины и механизмы;
- подвижные части производственного оборудования;
- повышенный уровень инфракрасной радиации;
- повышенный уровень шума на рабочем месте;
- повышенная или пониженная температура воздуха рабочей зоны;
- повышенная температура поверхности оборудования, материалов;
- расположение рабочего места на значительной высоте относительно поверхности пола;
- повышенная запыленность и загазованность рабочей зоны.
Допускаемые санитарными нормами уровни и концентрации вредных факторов:
- предельно допустимая концентрация (ПДК) неорганической пыли - 6 мг/м3;
- уровень производственного шума - 80 дБ;
- ПДК окиси углерода - 20 мг/м3;
- уровень инфракрасного излучения - 140 Вт/м2.
Таблица 2.45
Наименование оборудования | Назначение оборудования | Существенные характеристики технологического оборудования |
1 | 2 | 3 |
Дробилка щековая | Дробление руд. Дробление ферросплавов | Стационарная установка заводского изготовления, имеющая вертикально расположенные неподвижную и подвижную металлические щеки, между которыми дробят загружаемый сверху материал |
Дробилка валково-зубчатая 2-валковая | Дробление угля | Стационарная установка заводского изготовления, имеющая 2 стальных зубчатых валка, вращающиеся навстречу друг другу, между которыми дробят загружаемый сверху материал |
Дробилка 4-валковая | Дробление кокса | Стационарная установка заводского изготовления, имеющая 4 стальных гладких валка, вращающиеся навстречу друг другу, расположенные по 2 валка друг под другом, между которыми дробят загружаемый сверху материал |
Грохот инерционный 2-дечный | Рассев руд. Рассев угля и кокса. Рассев ферросплавов | Стационарная установка заводского изготовления, имеющая 2 сита, расположенные горизонтально друг над другом, с приводом для встряхивания сит, сверху на которые подают рассеваемый материал |
Ленточные транспортеры | Транспортировка сырьевых материалов | Стационарная установка заводского изготовления, состоящая из транспортерной ленты, натянутой между двумя вращающимися стальными барабанами, горизонтально или под углом, поддерживаемая опорными роликами |
Установка дозирования | Смешивание сырьевых материалов в заданном соотношении | Стационарная установка, состоящая из бункеров с сырьевыми материалами и дозаторами |
Руднотермическая печь | Выплавка ферросплавов углетермическим методом непрерывным процессом | Стационарная установка, состоящая из футерованной ванны круглой или прямоугольной формы, в которую погружены электроды, с системой загрузки шихты, с системой электроподвода к электродам, мощностью 8 - 110 МВА, с системой сбора и эвакуации отходящих газов, с системой выпуска металла и шлака из печи |
Машина для обслуживания леток руднотермических печей | Открывание и закрывание леток руднотермических печей | Стационарная установка заводского изготовления, состоящая из перфоратора для открывания летки и гидравлического пресса для закрывания летки огнеупорной массой |
Рафинировочная печь | Выплавка ферросплавов силикотермическим методом периодическим процессом | Стационарная установка, состоящая из футерованной ванны круглой формы, в которую погружаются электроды, с системой загрузки шихты, с системой электроподвода к электродам, мощностью 4 - 11,5 МВА, с системой сбора и эвакуации отходящих газов и механизмом наклона ванны для слива металла и шлака |
Установка печь-горн | Выплавка ферросплавов алюмотермическим методом периодическим процессом | Стационарная установка, состоящая из футерованного горна на выкатной тележке, в который погружаются электроды, с системой загрузки шихты, с системой электроподвода к электродам, мощностью 1 - 1,5 МВА, с системой сбора и эвакуации отходящих газов |
Ковш для ферросплава | Выпуск (слив) ферросплава | Цилиндрическая емкость, футерованная огнеупорными материалами для приема жидкого ферросплава |
Шлаковня | Выпуск (слив) шлака | Стальная нефутерованная емкость для приема жидкого шлака |
Выкатная тележка | Передача ковша с ферросплавом и шлаковен со шлаком от печи в разливочный пролет | Рельсовая колесная тележка с приводом для перемещения |
Разливочная машина | Разливка ферросплавов | Машина с системой изложниц для приема ферросплава, расположенных в виде транспортерной ленты или круговой карусели |
Поддоны | Разливка ферросплавов | Плоские изложницы для приема ферросплава |
Короб технологический | Сбор горячих слитков ферросплавов | Металлический сварной короб |
Межцеховая передаточная тележка | Передача ферросплавов из разливочного пролета в склад готовой продукции | Рельсовая колесная тележка с приводом для перемещения |
Узел первичного дробления ферросплавов | Дробление слитков ферросплавов | Стационарный стенд с решеткой, на которой разбивают слитки ферросплава гидромолотом. Стационарная установка на базе щековой дробилки |
Узел вторичного дробления ферросплавов | Дробление ферросплава до заданной крупности | Стационарная установка на базе щековой дробилки |
Узел рассева ферросплавов | Рассев ферросплава на товарные фракции | Стационарная установка на базе инерционного грохота |
Узел упаковки ферросплавов в мягкие контейнеры | Упаковка товарных партий ферросплавов в мягкие контейнеры | Стационарная установка, имеющая бункера для ферросплава с дозаторами и весами |
Узел загрузки ферросплавов в сухогрузные контейнера | Загрузка ферросплава в сухогрузные контейнеры | Стационарная установка, имеющая бункера с питателями для ферросплава, ленточный транспортер для передачи ферросплава в сухогрузный контейнер и весовое устройство |
Электромостовой кран. Электромостовой литейный кран | Разгрузка и подача сырья на подготовку в складах шихтовых материалов. Перемещение грузов в печном пролете и складе готовой продукции. Перемещение грузов в разливочном пролете | Мобильная установка заводского изготовления в виде стальной фермы, перемещающаяся по подкрановым рельсовым путям, с колесным приводом и с подкрановой тележкой, на которой установлены крановые лебедки, перемещающиеся по крановой ферме |
Основное природоохранное оборудование
Для снижения негативного воздействия на окружающую среду процесса производства ферросплавов на технологических участках (отделениях) устанавливается природоохранное оборудование:
- газоочистное и аспирационное оборудование, обеспечивающее необходимый уровень очистки технологических газов и аспирационного воздуха от содержащихся в них загрязняющих веществ перед отводом газов (воздуха) в атмосферу и/или возвратом обратно в рабочую зону;
- водоочистные сооружения, обеспечивающие очистку загрязненных промышленных сточных вод.
Комплексы водоочистных сооружений, независимо от их производительности и типа, включают: реагентное хозяйство со смесителем, камеры реакции (хлопьеобразование), горизонтальные отстойники или осветлители, фильтры, резервуары для чистой воды, насосная станция II подъема и т.д.
Таблица 2.46
по производству ферросплавов
Наименование оборудования | Назначение оборудования | Существенные характеристики природоохранного оборудования |
Газоочистные установки | Улавливание, охлаждение и очистка печных газов и газов от леток печей | Комплекс очистных сооружений, который выполняет функции и действия по очистке воздуха |
Аспирационные установки | Локализация выбросов в ферросплавных цехах в воздух рабочей зоны. Удаление запыленного воздуха из-под укрытий оборудования подготовки шихты, транспортно-технологического оборудования, узлов пересыпки, оборудования дозирования шихты, узлов разливки ферросплава на разливочных машинах, узлов дробления, рассева и упаковки ферросплава | Комплекс оборудования с разветвленной сетью воздуховодов, с вертикальными коллекторами (аспирационными стояками), с барабанными проходными коллекторами; оборудования для очистки воздуха от локальных точек забора запыленного воздуха |
Водоочистные сооружения | Очистка воды, используемой для охлаждения и промывки технологических агрегатов и устройств ферросплавного цеха. Отведение шламов, образующихся на газоочистках | Комплекс оборудования, включающий отстойники, устройства и аппаратуру для химической обработки воды, осветлители и фильтры |
По всей технологической цепочке производства ферросплавов в местах выгрузки сырья, складирования, хранения пылящих материалов на открытых площадках, дробления, дозирования компонентов шихты на различном оборудовании, загрузке в ферросплавные печи, дроблении и рассеве получаемых ферросплавов, переработки шлаков имеют место организованные и неорганизованные выбросы (эмиссии) загрязняющих веществ в виде пыли, газов, образования отходов, образования сточных вод.
Воздействие производства ферросплавов на окружающую среду по стадиям технологического процесса представлено в таблице 2.47 [89, 91].
Таблица 2.47
по стадиям технологического процесса
Входной поток | Этап процесса | Выходной поток | Основное технологическое оборудование | Эмиссии |
1 | 2 | 3 | 4 | 5 |
Шихтовые компоненты для плавки ферросплавов | Подготовка руды | Фракция руды | Щековая дробилка. Грохот | Пыль, шум, вибрация, неорганизованные выбросы |
Подготовка углеродистых восстановителей | Фракция угля и кокса | Валковые дробилки. Грохот | ||
Подготовка стальной стружки | Фракция стальной стружки | Стружкодробилка. Барабанный грохот | Пыль, шум, неорганизованные выбросы | |
Фракционированные шихтовые компоненты | Транспортировка шихтовых материалов плавильный цех | Фракционированные шихтовые компоненты | Ленточные конвейера | Пыль, шум, вибрация |
Фракционированные шихтовые компоненты | Дозирование шихты | Смешанная шихта | Дозаторы непрерывные или порционные | Пыль, шум, вибрация |
Смешанная шихта | Загрузка шихтовых материалов в ферросплавную печь | Загруженная шихта в ферросплавной печи | Труботечки. Машина DDS | Пыль, шум, неорганизованные выбросы |
Загруженная шихта в ферросплавной печи | Плавка ферросплава в ферросплавной печи | Расплав в печи, газообразные продукты плавки, CO, CO2, жидкий ферросплав, жидкий шлак | Ферросплавная печь | Пыль, шум, тепловое излучение, электромагнитное излучение, вибрация, MnO, Cr2O3, CrO3, SiO2, Al2O3, FeO, CaO, MgO, C, CaF2, TiO2, V2O5, NOx, CO, CO2, SO2 |
Печные газы | Сбор и очистка печных газов | Очищенные газы. Уловленная пыль | Газоочистные установки | Шум, вибрация |
Жидкий ферросплав и жидкий шлак | Выпуск жидкого ферросплава и шлака в ковш и шлаковни | Жидкий ферросплав и шлак в разливочном ковше и шлаковнях | Машина для открывания и закрывания леток печей | Пыль, тепловое излучение, шум, неорганизованные выбросы |
Жидкий ферросплав в разливочном ковше | Разливка ферросплава | Слитки ферросплава | Разливочные машины. Поддоны | Пыль, тепловое излучение, шум, вибрация, неорганизованные выбросы |
Слитки ферросплава | Первичное дробление слитков ферросплава | Дробленый ферросплав первичного дробления | Узел первичного дробления | Пыль ферросплава, шум, вибрация |
Дробленый ферросплав первичного дробления | Вторичное дробление ферросплава | Дробленый ферросплав вторичного дробления | Узел вторичного дробления | Пыль ферросплава, шум, вибрация |
Дробленый ферросплав вторичного дробления | Фракционирование ферросплава | Фракционированный ферросплав | Узел рассева на базе инерционного грохота | Пыль ферросплава, шум, вибрация |
Фракционированный ферросплав | Упаковка ферросплава | Упакованный ферросплав в мягких или сухогрузных контейнерах | Узел упаковки в мягкие контейнеры. Узел упаковки в сухогрузные контейнеры | Пыль ферросплава, шум |
Упакованный ферросплав в мягких или сухогрузных контейнерах | Отгрузка ферросплава | Товарный ферросплав | Мостовой кран, козловой кран. Ричстакер | Шум, вибрация |
Жидкие ферросплавные шлаки | Охлаждение и переработка ферросплавных шлаков | Переработанные шлаки, металлоконцентрат | Оборудование для переработки шлаков | Пыль, тепловое излучение, шум |
Производство ферросплавов по всей технологической цепочке сопровождается воздействием на атмосферу, воздух рабочей зоны цехов, поверхностные и подземные воды, образованием отходов производства и потребления [89, 91].
Воздействие на атмосферу
При производстве ферросплавов происходят выбросы в атмосферу вредных веществ: пыль неорганическая, в составе которой представлены MnO, Cr2O3, CrO3, SiO2, Al2O3, FeO, CaO, MgO, C, CaF2, TiO2, V2O5 и т.д.; газообразные компоненты - оксиды азота (NOx), оксиды углерода (CO, CO2), диоксид серы (SO2), а также физические факторы - тепловое излучение, шум, вибрация, электромагнитное излучение.
Воздействие на поверхностные и подземные воды
Водоснабжение потребителей технической водой осуществляется по водооборотным системам:
- система водоснабжения технологических агрегатов плавильного цеха;
- система водоснабжения технологических агрегатов разливки ферросплавов;
- система водоснабжения мокрых газоочисток закрытых и герметизированных руднотермических печей.
Образование отходов производства и потребления
В процессе производства ферросплавов образуются отходы производства и потребления:
- отсевы угля и кокса;
- отсевы руды;
- пыль шихтовых материалов;
- пыль сухих газоочисток;
- шламы мокрых газоочисток;
- лом стальной;
- отходы от самоспекающихся электродов;
- отходы футеровки ковшей;
- отходы футеровки ферросплавных печей;
Отходы производства преимущественно утилизируются.
Вредные производственные факторы
При производстве ферросплавов производственными факторами являются:
- повышенное напряжение в электрической цепи, замыкание которой может произойти через тело человека (свыше 50 В);
- движущиеся машины и механизмы;
- подвижные части производственного оборудования;
- повышенный уровень инфракрасной радиации;
- повышенный уровень шума на рабочем месте;
- повышенная или пониженная температура воздуха рабочей зоны;
- повышенная температура расплавов, поверхности оборудования, материалов;
- расположение рабочего места на значительной высоте относительно поверхности пола;
- повышенная запыленность и загазованность рабочей зоны.
Допускаемые санитарными нормами уровни и концентрации вредных факторов:
- предельно допустимая концентрация (ПДК) неорганической пыли - 6 мг/м3;
- уровень производственного шума - 80 дБ;
- ПДК окиси углерода - 20 мг/м3;
- уровень инфракрасного излучения - 140 Вт/м2.
Базово металлургическая промышленность (производство чугуна, стали и ферросплавов) включает следующие мощности:
- агломерационные производства (для окускования мелкодисперсного железорудного сырья);
- производство металлургического кокса;
- цехи по выплавке чугуна;
- производства по выплавке стали (мартеновским, конвертерным или электросталеплавильным процессом);
- вспомогательные цехи и производства (по производству ферросплавов, переработке шлаков, производству электрической энергии, обработке сточных вод и др.).
Основные металлургические процессы, их взаимосвязи проиллюстрированы рисунком 3.1.

слева - сырье; справа - продукты производства;
при производстве чугуна и стали [112]
Вклады различных производств в формирование эмиссий металлургического предприятия показаны в таблице 3.1
Таблица 3.1
в основных производствах черной металлургии [114]
Производство | Доля выбросов в общем количестве, % | |||
Пыль | CO | SO2 | NOx | |
Агломерационное | 31,1 | 77,8 | 61,0 | 26,0 |
Сталеплавильное | 19,7 | 5,4 | 0,02 | 6,5 |
Огнеупорное и известковое | 18,4 | 0,4 | 0,4 | 5,4 |
Доменное | 17,3 | 3,5 | 0,3 | 3,0 |
Энергетическое (ТЭЦ-ПВС) | 7,4 | нет данных | 36,7 | 36,6 |
Коксохимическое | 2,0 | 7,8 | 1,0 | 9,1 |
Прокатное | 1,2 | нет данных | 0,2 | 10,5 |
Ремонтное | 1,0 | 4,9 | 0,02 | 1,5 |
Прочие | 1,9 | 0,2 | 0,36 | 1,4 |
Современные высокопроизводительные доменные печи достигают нужных характеристик благодаря предшествующей металлургической подготовке шихты, которая связана с процессом агломерации шихты, т.е. ее спеканием, либо окомкованием.
Шихта для производства агломерата состоит из смеси пылевидной руды, добавок (например, известь, оливин), флюса (известняк, доломит, иное), подвергнутых рециклингу железосодержащих материалов из последующих операций (в том числе крупная пыль и шламы от очистки доменного газа, прокатная окалина, иное), к которым добавляют коксовую мелочь для обеспечения теплопотребностей процесса. Схема материальных потоков агломерационного процесса представлена на рисунке 3.2

на агломерационном производстве [113]
В зависимости от сырьевой базы компонентная структура, расходные коэффициенты, состав агломерационной шихты могут изменяться в широких пределах (см. таблицу 3.2).
Таблица 3.2
агломерата в отрасли (по данным анкетирования)
Сырьевые материалы | Расход | ||
Страны ЕС [113] | Аглофабрики ОАО "ЧМК" и ОАО "Тулачермет" [114] | По данным анкетирования | |
Железная руда, в т.ч. концентрат | 813,1 | 880 - 928,5 | 640 - 1048 |
Отсев на грохочении (внутренний возврат) | 250,7 | ||
Известняк/доломит | 131,1 | 68,5 - 74 | 76 - 203 |
Отсев агломерата из доменного цеха | 63,0 | ||
Отходы (возврат с разных процессов производства, включая отходы флюсов) | 51,8 | ||
Другие материалы (окатыши, и измельченная кусковая руда для загрузок, возврат с других участков) | 31,4 | ||
Добавки | 26,4 | ||
Пыль колошниковая | 12,7 | 8 - 25 | |
Известь | 10,2 | 41 - 66,2 | |
Окалина | 35 - 38 | ||
Шламы | 34 - 122,1 | ||
Коксовая мелочь | Н. св. | Н. св. | 24 - 49 |
ВСЕГО: | 1390,4 | 1072 - 1330 | |
Данные по энергопотреблению на производство агломерата представлены в таблицах 3.3 - 3.4. В европейской практике теплопотребление на производство агломерата (твердые топлива, включая углерод колошниковой пыли и жидкое или газообразное топливо на отопление горна) составляет порядка 1290 - 1910 МДж/т агломерата (в среднем 1344 МДж/т агломерата), что эквивалентно 39 - 64 кг коксовой мелочи на тонну агломерата (в среднем 50 кг).
Таблица 3.3
агломерата, МДж/т агломерата [113]
Наименование | Расход | |||
максимальный | минимальный | средний | ||
Топливо | Твердое топливо (коксовая мелочь, антрацит и др.) | 1834 | 1254 | 1276,6 |
Газ коксовый/доменный/природный | 185 | 35 | 67,0 | |
Электроэнергия | Для вентиляции (эксгаустеры) | 91 | 30 | 39,4 |
Всего | 155 | 92 | - | |
Таблица 3.4
(по данным анкетирования)
Потребление электроэнергии, кВт*ч/т | Топливо - природный газ, м3/т | Расход | |
максимальный | минимальный | ||
23 - 49 | 2,4 - 6,3 | 1,8 - 5,9 | 0,2 - 3,1 |
Общая потребность в электрической энергии находится в диапазоне 68 - 176 МДж/т агломерата со средним значением 105 МДж/т агломерата. Существует только небольшое различие в потреблении топлива между низкоосновным агломератом (< 1,7 CaO/SiO2) и высокоосновным агломератом (>= 1,7 CaO/SiO2) [113].
Приходная часть теплового баланса агломерации обеспечивается коксовой мелочью (~88%), остальное поступает от экзотермических реакций и сжигания газа (коксовый газ, и (или) доменный газ, и (или) природный газ) для отопления горна.
Основными расходными статьями теплового баланса процесса агломерации служат отходящие газы, испарение воды, эндотермические реакции, потери тепла с агломератом и за счет рассеивания
Расход технической воды на процесс (в том числе оборотных циклов) находится в диапазоне от 1,8 до 5,9 м3/т продукции, однако основная часть этой воды находится в водооборотном цикле, который в агломерационном производстве составляет 69% - 86%.
Источники эмиссий в атмосферный воздух при производстве агломерата объединяются в две большие категории: аспирационные системы, где за счет дробления, измельчения, выноса, развеивания образуются исключительно пылевые выбросы, и технологические отходящие газы агломерационных машин, содержащие как пылевую компоненту, так и химические соединения.
В результате протекания физико-химических процессов в агломерационном слое за счет фильтрации воздуха формируются выбросы загрязняющих веществ:
- пылевые выбросы, обусловленные механическим выносом из слоя мелкодисперсной шихты или образованным в процессе разрушения материалов (разрушения агломерата при сходе с агломашины, при охлаждении, дробления пирога агломерата после спекания);
- выбросы оксида углерода, которые ввиду особенностей горения распределенного твердого топлива в агломерационном слое (вызвано неполнотой горения) являются технологически оправданными;
- выбросы диоксида серы SO2, зависящие от содержания серы в коксе, который используется в качестве топлива, а также от состава шихты (если преобладает с оксидом кальция (CaO), то выбросы SO2 снижаются; в иных случаях, в том числе, при использовании сырья, содержащего оксида магния (MgO), ~97% содержащейся серы удаляется в виде SO2), преимущественная часть выбросов SO2 имеет место на второй трети агломерационной ленты (ближе к разгрузочному концу);
- выбросы NOx, обусловленные процессами горения в горелках зажигательного горна, а также с эмиссией "тепловых" оксидов азота, обусловленных содержанием азота в коксе и железной руде;
- выбросы тяжелых металлов (цинк (Zn), свинец (Pb) и кадмий (Cd)) в специфических условиях спекания, если повышается восстановительный потенциал процесса агломерации или в составе шихты появляются хлориды; однако процессы возгона тяжелых металлов получают ограниченное развитие вследствие сравнительно невысоких температур агломерационного процесса, кратковременности пребывания слоя при этих температурах;
- выбросы многофазного органического материала (например, ПАУ и ПХДД/Ф) в специфических условиях спекания (наличие веществ, содержащих хлор, в том числе некоторые масла), поэтому применение дисперсной прокатной окалины без соответствующей обработки не рекомендуется.
Объем отходящих газов в зависимости от производительности процесса, условий спекания, шихтовых компонентов, требований к качеству агломерата находится в интервале от 1500 до 2500 нм3 на тонну агломерата.
Величина удельных эмиссий в агломерационном процессе по данным из европейской практики дана в таблице 3.5.
Таблица 3.5
Основные эмиссии в агломерационном производстве [113]
Параметр | Единица измерения | Максимальное значение | Минимальное значение | Производительность по агломерату, Кт |
Пыль | г/т агл. | 559,4 | 40,7 | 94 321 |
Тонкодисперсная пыль (< 10 мкм) | 177,13 | 66,30 | 60385 | |
CO | 37 000 | 8783 | 81 284 | |
NOx (по NO2) | 1031,2 | 302,1 | 94 321 | |
SO2 | 973,3 | 219,9 | 94 321 | |
HCl | 847,6 | 1,4 | 63 579 | |
CH4 | 412,5 | 35,5 | 48 835 | |
НЛОС <*> | 260,9 | 1,5 | 56 901 | |
HF | 8,2 | 0,4 | 59 129 | |
Pb | мг/т агл. | 5661,2 | 26,1 | 69 140 |
Zn | 1931,3 | 2,1 | 75 197 | |
Бенз(a)пирен | 41,5 | 0,1 | 41 243 | |
Cu | 600,5 | 1,9 | 69 140 | |
ПАУ | 591,7 | 0,2 | 40 441 | |
Mn | 539,4 | 3,4 | 56 612 | |
Cd | 276,7 | 0,2 | 77 731 | |
Hg | 207,0 | 0,1 | 72 693 | |
Ni | 175,6 | 1,3 | 65 492 | |
V | 158,5 | 0,6 | 47 156 | |
Cr | 125,1 | 3,6 | 69 140 | |
Se | 120,5 | 21,8 | 40 598 | |
Tl | 86,6 | 0,5 | 56 612 | |
As | 15,0 | 0,6 | 66 358 | |
Производственные остатки (отходы и побочные продукты) | ||||
Шлам | г/т агл. | 4492,18 | 472,73 | 11341 |
Пыль | 3641,29 | 171,05 | 23021 | |
Сточная вода | м3/т агл. | 0,06 | 0,03 | 7028 |
Выбросы агломерационного производства дают значительный вклад в общие выбросы от металлургических заводов с полным циклом (см. таблицу 3.1).
В российской практике для эвакуации локальных выбросов (дробильных установок, грохотов, перегрузок сыпучих материалов и др.) применяются вытяжные зонты или укрытия с последующим отведением запыленного газового потока на очистное устройство. Для очистки отходящих технологических газов применяют батарейные циклоны (таблица 3.6), для очистки аспирационных газов - мокрые или сухие электрофильтры (таблица 3.7).
Таблица 3.6
из батарейных циклонов агломашин ПАО "Северсталь" [114]
Показатель | Концентрация, мг/м3 | |
АМ N 4 - 9 | АМ N 10 - 11 | |
Пыль | До 140 | До 150 |
CO | До 6500 | До 6600 |
SO2 | До 690 | До 790 |
NO2 | До 140 | До 140 |
NO | До 30 | До 40 |
Таблица 3.7
электрофильтра на Челябинском металлургическом
комбинате [114]
Загрязняющее вещество | Концентрация, вход/выход, мг/нм3 | |
средняя | максимальная | |
Al2O3 | 24,906/ 0,901 | 25,952/ 1,706 |
Fe2O3 | 817,067/ 29,545 | 851,363/ 55,980 |
Mn и его соединения | 157,634/ 5,700 | 164,250/ 10,800 |
Сажа | 1,576/ 0,057 | 1,643/ 0,108 |
Пыль с содержанием SiO2 < 20% | 87,014/ 3,146 | 90,666/ 5,962 |
Суммарное содержание твердых веществ | 1050,890/ 38,000 | 1095,000/ 72,000 |
CO | 391,000 | 667,000 |
SO2 | 29,583 | 35,132 |
Таблица 3.7.1
в агломерационном производстве отрасли
(по данным анкетирования), г/т продукции
Наименование ЗВ | Технологический этап/Источник выброса | Масса ЗВ в отходящих газах после очистки | |
диапазон | среднее | ||
Пыль неорганич. < 20% SiO2 | Подготовка шихты - сухая очистка - батарейный циклон, фильтр рукавный, электрофильтр | 2,46 - 68 | 49,6 |
Пыль неорганич. < 20% SiO2 | Первичное смешивание - мокрая очистка - труба Вентури, каплеуловитель | 0,6 - 7,5 | 4,1 |
NO2 | Спекание шихты на агломашине - сухая очистка - батарейные циклоны | 179,8 - 760 | 409 |
NO | 30 - 139 | 120 | |
CO | 10875 - 21750 | 14531 | |
SO2 | 450 - 5000 | 4000 | |
Пыль неорганич. < 20% SiO2 | 59,9 - 4736 | 1367 | |
MgO | 4 - 62 | 24 | |
Fe2O3 | 139 - 162 | 151 | |
CO | Отгрузка агломерата (охлаждение, дробление, отсев) - сухая и мокрая очистка - циклон, батарейные циклоны, скруббер, электрофильтр | 3,764 | |
SO2 | 2,521 | ||
Пыль неорганич. < 20% SiO2 | 58 - 327 | 88,7 | |
MgO | 0,5 - 19 | 6,3 | |
Fe2O3 | 4 - 114,5 | 39,6 | |
Наибольшие объемы эмиссии загрязняющих веществ при агломерации имеют место на стадии спекания шихты (см. таблицу 3.7.1). Приоритетными веществами в выбросах при агломерации являются пыль неорганическая и оксид углерода, однако в зависимости от содержания серы в шихтовых материалах в отходящих агломерационных газах представлены значительные выбросы диоксида серы. Меры по снижению выбросов в первую очередь направлены на выбросы пыли.
Отходящие за агломашиной технологические газы, а также аспирационные газы с охладителей агломерата и других участков аспирации проходят очистку в разнообразных устройствах: циклонных установках (батарейных циклонах), влажных или сухих электрофильтрах, высоконапорных скрубберах мокрой очистки или тканевых фильтрах и отводятся, как правило, через отдельные дымовые трубы.
В европейской практике циклоны и батарейные циклоны автономно для очистки агломерационных газов не применяют, наиболее часто используют сухие электрофильтры с 3 и 4 полями.
Потребление воды на аглофабриках составляет до 5 м3/т агломерата. Сточные воды образуются в основном в процессе мокрой пылеочистки, а также при санитарной обработке помещений и оборудования и содержат взвешенные вещества в концентрациях до 20 г/л, pH составляет до 12.
В составе сточных вод агломерационных производств могут находиться взвешенные вещества (в том числе, тяжелые металлы), соединения серы (сульфаты и сульфиды), хлориды, органические соединения.
Сточные воды перед отведением в водные объекты или дальнейшим использованием осветляют в отстойниках. На металлургических предприятиях возможны три схемы водоснабжения: прямоточная (отведение в водный объект после очистки), локальный оборотный цикл (использование после очистки в собственном производстве с подпиткой свежей технической водой), замкнутый бессточный водооборот (отсутствие сброса сточных вод). Требования к составу сточной воды в оборотных циклах устанавливаются предприятием по условиям эксплуатации оборудования.
Требования к составу сбросов сточных вод при отведении в водный объект определяются условиями водопользования (в том числе, категорией водного объекта).
Сведения в отношении требований к составу сточных вод, отводимых в водный объект, являются существенно более жесткими, нежели в европейском регулировании, и представлены в таблице 3.8.
Таблица 3.8
Нормируемое вещество | В водных объектах рыбохозяйственного пользования - приказ Минсельхоза России от 13.12.2016 N 552 | В воде водных объектов хозяйственно-питьевого и культурно-бытового водопользования - ГН 2.1.5.1315-03 |
Взвешенные вещества | Фон + 0,25 (объекты высшей и 1-й категории) Фон + 0,75 (объекты 2-й категории) | Не установлено |
Азот общий | Не установлено | Не установлено |
Нитраты | 40 | 45 |
Аммоний-ион | 0,5 | 1,5 (по азоту) |
БПК полн. | 3,0 | Не установлено |
Фосфаты | 0,05 (по P) - олиготрофные; 0,15 (по P) - мезотрофные; 0,2 (по P) - эвтрофные водоемы | 3,5 (полифосфаты) |
Сульфаты | 100 | 500 |
Хлориды | 300 | 350 |
Фториды | 0,05 (в дополнение к фоновому содержанию фторидов, но не выше их суммарного содержания 0,75 мг/дм3) | 0,7 - 1,5 (для разных климатических районов) |
Железо общее | 0,1 | 0,3 |
Марганец | 0,01 | 0,1 |
Нефтепродукты | 0,05 | 0,3 (для нефти) |
Вода также используется для охлаждения конструкций зажигательного горна, эксгаустеров, вентиляторов, а также для агломашин. В системах охлаждения при производстве агломерата используется вода оборотных циклов.
До 90% - 95% шламов и пылей образуется при удалении пыли из пылевых мешков газовых коллекторов и аспирационных систем, аппаратов сухой и мокрой очистки отходящих газов, при гидравлической уборке помещений и промывке трубопроводов. Остальные 5% - 10% шламов и пылей поступают от других отделений агломерационных фабрик: вагоноопрокидывателей, рудных складов, корпусов подготовки шихты и т.п., где источниками их образования являются главным образом аспирационные системы, а также рассыпанные шихтовые материалы и отложения пыли на стенах и оборудовании.
Шламы агломерационных фабрик принадлежат к группе относительно богатых железом, по основным химическим компонентам они близки к агломерационной шихте.
Таблица 3.9
Содержание основных элементов
в шламах агломерационного производства, % [115]
Feобщ | Fe2O3 | FeO | CaO | SiO2 |
Новолипецкий металлургический комбинат | ||||
52,53 | 60,52 | 12,85 | 6,32 | 8,80 |
Череповецкий металлургический комбинат | ||||
47,3 - 51,3 | 52,6 - 56,5 | 13,6 - 15,1 | 7,8 - 11,8 | 4,4 - 4,7 |
Обычно все твердые отходы производства (пыль из пылеулавливающих устройств, мелкую фракцию, отсеянную при грохочении) возвращают обратно в технологический процесс (см. таблицу 3.10).
Таблица 3.10
(по данным анкетирования)
Наименование отходов | Объем образования, кг/т продукции | Обращение с отходами |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | 0,00523 - 1000 | Рециклинг - переплавка в электропечах; использование в качестве твердой металлошихты для конвертерной плавки. |
Железосодержащие отходы мокрой очистки аспирационного воздуха и гидроуборки в смеси при производстве агломерата | 3,3 - 30,5 | Рециклинг - в качестве железосодержащей добавки при производстве агломерата |
Пыль коксовая газоочистки при сортировке кокса | 0,01 | Рециклинг - в качестве углеродосодержащей содержащей добавки при производстве агломерата |
Ограниченно могут быть использованы в агломерационном процессе шламы и пыли металлургического предприятия (и агломерационного передела в том числе) с повышенным содержанием оксида цинка и щелочей из-за возможных осложнений доменного процесса.
Агломерационный процесс играет ключевую роль на заводах с полным циклом производства железа и стали для утилизации производственных отходов и остатков. Пыли различных производственных процессов (в том числе колошниковая) и систем аспирации, отсевы флюсов, коксовой мелочи, шламы агломерационного и доменного переделов, окалина и др. поступают в агломерационную шихту, обеспечивая таким образом рециклинг отходов.
Агломерационное производство металлургических предприятий России располагает потенциалом вторичных энергетических ресурсов (ВЭР) в виде тепла воздуха после охлаждения агломерата, и отходящих агломерационных газов.
Удельная выработка ВЭР при использовании тепла воздуха, охлаждающего агломерат, составляет по достигнутым за рубежом данным [114] 460 МДж, а при использовании агломерационных газов - примерно 146 Мдж/т агломерата. Системы утилизации тепла с выработкой пара и электроэнергии нашли применение в Японии и ряде других стан.
Выполненный проект утилизации тепла воздуха охладителей агломерата для условий Западно-Сибирского металлургического комбината показал, что его внедрение позволит полностью обеспечить теплоснабжение бытовых помещений и, кроме того, вырабатывать не менее 5 - 8 МВт электроэнергии.
Одним из важнейших компонентов шихты для выплавки чугуна, имеющий множество функций, обеспечивающих протекание восстановительной плавки, является кокс, который производится из специально подобранной угольной шихты
Расходы материальных ресурсов в процессе производства кокса и выход основных и побочных продуктов представлены в таблице 3.11 и 3.12.
Таблица 3.11
Наименование | Единицы измерения | Расход на тонну кокса | |
Минимальный | Максимальный | ||
Угольная шихта (сух.) | т/т | 1,2 | 1,3 |
Серная кислота | т/т | 0,0014 | 0,0040 |
Поглотительное масло (свежее) | т/т | 0,0014 | 0,0016 |
Таблица 3.12
Наименование | Единицы измерения | Выход на тонну кокса | |
Минимальный | Максимальный | ||
Коксовый газ | м3/т | 400 | 450 |
Каменноугольная смола | т/т | 0,04 | 0,05 |
Сырой бензол | т/т | 0,12 | 0,14 |
Каменноугольный пек | т/т | 0,01 | 0,03 |
Пар (УСТК) | т/т | 0,4 | 0,5 |
Потребление энергетических ресурсов (по данным анкетирования) показано в таблице Д.1 Приложения Д.
Основными технологическими процессами коксохимического производства, которые сопровождаются выделением загрязняющих веществ в атмосферу, являются:
- переработка угля в процессе подготовки шихты для коксования;
- коксование (пиролиз) угля в коксовых печах с получением кокса;
- сортировка кокса и отгрузка его потребителям;
- охлаждение и очистка коксового газа (улавливание и переработка химических продуктов коксования).
Относительная доля технологических процессов в суммарном выбросе коксового производства приведена в таблице 3.13.
Таблица 3.13
в суммарные выбросы производства кокса
Технологический процесс | Доля в общих выбросах, % | Загрязняющие вещества |
Прием, транспортировка угля, его хранение, измельчение и подача в коксовые печи | 1,9 - 2,5 | Угольная пыль |
Коксование (Организованные выбросы из дымовых труб коксовых батарей) | 62,5 - 75,0 | Оксиды азота, диоксид серы, оксид углерода, сажа, бенз(a)пирен |
Выдача кокса, его тушение, сортировка | 10,0 - 12,5 | Коксовая пыль |
Охлаждение и очистка коксового газа (от смолы, аммиака, бензольных углеводородов, сероводорода) | 6,0 - 10,0 | Оксид углерода, оксиды азота, сероводород, аммиак, бензол, нафталин, пиридин, фенол |
Неорганизованные выбросы от процессов загрузки коксовых печей шихтой, газование коксовых дверей, люков и стояков | 2,5 - 6,25 | Угольная пыль, оксиды азота, диоксид серы, оксид углерода, аммиак, сероводород, водород цианистый, фенол, бензол, нафталин, пиридин, бенз(a)пирен |
Общий вид производственной площадки предприятия по выпуску кокса, иллюстрирующий источники эмиссий показан на рисунке 3.3.

Источники формирования выбросов с указанием их качественного состава показаны на рисунке 3.4

при производстве кокса
Источниками выбросов при переработке угля и подготовке шихты являются: трубы аспирационных систем, открытые склады угля, трубы общеобменной вентиляции производственных помещений.
Производственный процесс получения кокса делится на периодически выполняемые операции: загрузка угольной шихты в камеры коксования, коксование, выдача (выгрузка) готового кокса из коксовой печи, тушение кокса и его сортировка.
Во время загрузки угля в коксовые печи из открытых загрузочных люков происходит выделение парогазовой смеси, содержащей частицы пыли, компоненты коксового газа и паров смолы. Для предотвращения выбросов печи оснащены устройствами, обеспечивающими эвакуацию газов загрузки в газосборник коксовой батареи или в соседнюю печь.
При гравитационном способе загрузки печей отвод газов загрузки из печи осуществляется в газосборники созданием в подсводовом пространстве камеры коксования разрежения с помощью эжекторов на стояках, с поочередным выпуском шихты из бункеров углезагрузочной машины и созданием при планировании свободного пространства под сводом печи для эвакуации сырого газа. При одном газосборнике газы загрузки дополнительно отсасываются в газосборник через подсводовое пространство соседней печи.
Процесс коксования (пиролиза) осуществляется без доступа воздуха с небольшим избыточным давлением, что приводит к выделению образующихся газовых продуктов коксования из камеры через неплотности арматуры герметизации дверей, крышек загрузочных люков и стояков в атмосферу. Примеры газовыделений приведены на рисунке 3.5. Уменьшения выбросов от этих источников добиваются, применяя различные устройства, обеспечивающие высокую герметичность уплотнения.

из дверей и люков коксовых печей
Выделение в атмосферу газов на верху батареи происходит через неплотности крышек и компенсаторов (раструбных соединений) стояков и через крышки загрузочных люков. Крышки загрузочных люков помимо конструктивных решений (конфигурация "нож по поверхности") дополнительно заливаются уплотняющим раствором. Для крышек стояков применяется система гидроуплотнения (пневмоуплотнения). Для раструбных соединений применяется гидроуплотнение с дополнительной укладкой эластичного шнура.
Для устранения неорганизованных выбросов на коксовой батарее требуется обеспечение плотности дверей камер коксования. Существуют различные варианты конструкции уплотняющих устройств дверей. Наиболее эффективной признана дверь с эластичной подпружиненной уплотняющей рамкой, с пружинными ригельными затворами. При всех конструктивных улучшениях эффективная плотность дверей обеспечивается только при систематическом контроле и уходе:
- первичное регулирование прилегания рамок под щуп 0,7 мм;
- механическая очистка рам и дверей от смоляных отложений при каждой выдаче кокса;
- регулярный (не реже одного раза в год) ремонт и наладка уплотняющих рамок дверей;
- своевременный ремонт футеровки дверей [116].
Одним из заметных источников неорганизованных выбросов пыли и газов в атмосферу на коксовой батарее является выдача готового кокса из печей. Для локализации выбросов от этого источника типовым решением является установка беспылевой выдачи кокса (УБВК).
При наличии УБВК выброс при выдаче делится на две части: организованную (поступающую в зонт и после очистки выбрасываемую в атмосферу через выхлопную трубу) и неорганизованную, которая не затягивается в зонт УБВК. Соотношение этих частей определяется степенью локализации выброса.
Для обогрева коксовых печей используется коксовый, доменный или смесь коксового и доменного газа. Продукты горения газа через дымовые трубы коксовых батарей выбрасываются в атмосферу. Дымовые трубы являются наиболее крупными источниками валовых выбросов в атмосферу на коксохимическом производстве. Основную часть этих выбросов представляет монооксид углерода, кроме того присутствуют оксиды азота, диоксид серы и другие вещества.
Горячий готовый кокс охлаждают либо водой на башнях тушения, либо инертным газом на установках сухого тушения кокса (УСТК).
При мокром тушении кокса из башен с парами воды в атмосферу выбрасываются фенол, аммиак, цианистые соединения, сероводород и коксовая пыль. Конструкции башен тушения приведены на рис. 3.6. Потушенный кокс выгружается на коксовую рампу, где из кокса выделяются пары оставшейся воды с содержанием тех же веществ. Обычно для тушения используется биохимически очищенная или техническая вода.

а - деревянная старого типа; б - цельнометаллическая;
в - железобетонная; г - комбинированная
При тушении кокса водой применяется также комбинированный способ тушения с подачей воды в тушильный вагон сверху и снизу. Это позволяет применять тушильный вагон для приема кокса без перемещения, что упрощает перекрытие вагона зонтом УБВК [116].
На УСТК кокс охлаждают (тушат) в герметичных камерах, пропуская через слой кокса инертный газовый теплоноситель. Во время выгрузки кокса из камер имеют место выбросы коксовой пыли. В процессе тушения образуется избыток газового теплоносителя, который сбрасывается через специальную трубу (свечу). В этом выбросе содержится главным образом монооксид углерода и коксовая пыль.
При сортировке и транспортировке кокса мокрого тушения особых проблем с загрязнением атмосферного воздуха не возникает. Переработка кокса сухого тушения сопровождается интенсивным пылевыделением. Места рассева и перегрузок кокса оборудуются системами аспирации с очисткой запыленного воздуха.
Источниками выбросов загрязняющих веществ в атмосферу при охлаждении и очистке коксового газа являются градирни для охлаждения оборотной воды открытого цикла конечных газовых холодильников, воздушники емкостного оборудования, а также другие технологические объекты.
Многообразие типов источников выбросов обусловливает необходимость их классификации для разработки мероприятий по защите атмосферного воздуха от загрязнения. Основным критерием классификации источников производства кокса является характеристика выбросов. Классификация источников выбросов коксохимического предприятия по [117] приведена на рисунке 3.7.

при производстве кокса
В состав организованных источников выбросов входят несколько групп, отличающихся различным уровнем концентраций загрязняющих веществ и объемов газовоздушной смеси:
- источники вентиляционных выбросов, которые имеют малые концентрации загрязняющих веществ при больших объемах выбрасываемых газов;
- технологические выбросы с большим содержанием загрязняющих веществ и малыми объемами газовоздушной смеси (воздушники емкостного оборудования);
- высокие источники нагретых выбросов - дымовые трубы.
С учетом значительной разницы в объемах и концентрациях организованные вентиляционные выбросы дополнительно подразделяются на выбросы от устройств естественной вентиляции (фонари, дефлекторы, вытяжные шахты) и принудительной вентиляции помещений и аспирации оборудования (трубы).
По формальным признакам к организованным выбросам должны быть отнесены выбросы из башен мокрого тушения кокса и градирен воды оборотного цикла конечного охлаждения коксового газа. Однако, в связи с трудностями измерения расходов парогазовых потоков при больших размерах устьев (диаметр до 15 м) и малых скоростях газа, а также с затруднениями при отборе представительных проб для определения концентраций загрязняющих веществ в выбросах, эти источники классифицируются как неорганизованные, для которых определение выбросов связано со специальными методами на основе балансовых оценок.
Перечень загрязняющих веществ от источников выделения и выбросов определяется на основе анализа технологических процессов и перерабатываемого сырья и материалов.
Для производства кокса характерными загрязняющими веществами являются угольная и коксовая пыли, составляющие дымовых газов (оксид углерода, оксиды азота, диоксид серы, сажа и др.), а также составляющие коксового газа, выделяющегося из неорганизованных источников, (аммиак, сероводород, бензольные углеводороды, фенол, цианистый водород, нафталин, пиридин, сероуглерод, бенз(a)пирен и др.).
В состав угольной пыли (угли Кузбасса), которая интерпретируется по коду 2909 [118] как пыль с содержанием SiO2 менее 20% входят, %: углерод - 75 - 93; сера -  ; влажность -
; влажность -  ; зола - 9,0; в золе: SiO2 -
; зола - 9,0; в золе: SiO2 -  (на общую массу -
(на общую массу -  ); Al2O3 -
); Al2O3 - 
 ; CaO -
; CaO - 
 ; MgO -
; MgO - 
 ; Fe2O3 -
; Fe2O3 - 
 .
.
; влажность - ); Al2O3 - ; CaO - ; MgO - ; Fe2O3 - .Коксовая пыль (интерпретируется по коду 2909 [118] как пыль с содержанием SiO2 менее 20%) образуется при пересылках кокса и может иметь повышенную зольность (до 18% - 20%) за счет "угара". В состав коксовой пыли по результатам анализа химического состава входят, %: углерод - 82,8; кремний - 2,28; алюминий - 1,48; кальций - 1,30; магний - 0,66; железо общее - 1,55; сера - 0,473.
Характеристики основных загрязняющих веществ, выбрасываемых источниками коксового производства, представлены в таблице 3.14.
Таблица 3.14
N | Наименование вещества | Код <*> | Код для формы "2 тп-воздух" | Класс опасности | ||||
1 | Диоксид азота | 301 | ГО | 2 | ||||
2 | Аммиак | 303 | ГП | 4 | ||||
3 | Оксид азота | 304 | ГО | 3 | ||||
4 | Цианистый водород | 317 | ГП | 2 | ||||
5 | Сажа | 328 | Т | 3 | ||||
6 | Диоксид серы | 330 | ГО | 3 | ||||
7 | Сероводород | 333 | ГП | 2 | ||||
8 | Оксид углерода | 337 | ГО | 4 | ||||
9 | Сероуглерод | 334 | ЛОС | 2 | ||||
10 | Бензол | 602 | ЛОС | 2 | ||||
11 | Ксилол | 616 | ЛОС | 3 | ||||
12 | Толуол | 621 | ЛОС | 3 | ||||
13 | Бенз(a)пирен | 703 | Т | 1 | ||||
14 | Нафталин | 708 | ЛОС | 4 | ||||
15 | Фенол | 1071 | ЛОС | 2 | ||||
16 | Формальдегид | 1325 | ГО | 2 | ||||
17 | Пиридин | 2418 | ЛОС | 2 | ||||
18 | Пыль коксовая (пыль неорганическая: < 20% SiO2) | 2909 | Т | 3 | ||||
| ||||||||
219 | Пыль угольная (пыль неорганическая: < 20% SiO2) | 2909 | Т | 3 | ||||
Удельные выбросы загрязняющих веществ в атмосферу на основе среднеотраслевых показателей приведены в таблице 3.15 [116, 117].
Таблица 3.15
веществ в атмосферу от источников производства кокса
Технология | Загрязняющее вещество | Удельные выбросы, г/т кокса | Концентрация ЗВ на выходе, мг/м3 | Примечание |
Подготовка шихты | ||||
Гаражи размораживания угля | оксид углерода | 3 - 100 | 200 - 600 | маркер |
диоксид азота | 1 - 60 | |||
оксид азота | 0,1 - 5,2 | |||
диоксид серы | 15 - 150 | |||
Подготовка шихты | угольная пыль | 200 - 700 | 20 - 50 | маркер |
Коксование | ||||
Дымовые трубы коксовых батарей <4> | пыль (сажа) | 100 - 350 | 80 - 200 | маркер |
оксид углерода | 900 - 5500 | 500 - 5000 | ||
диоксид азота | 260 - 800 | 200 - 700 | ||
оксид азота | 40 - 700 | |||
диоксид серы | 500 - 1500 | 120 - 1300 | Зависит от содержания серы в шихте | |
Загрузка коксовых батарей с применением гидро-(паро-)инжекции <5> (неорганизованный) | угольная пыль | 15 - 40 | маркер | |
оксид углерода | 4,6 - 30 | маркер | ||
диоксид азота | 4,6 - 30 | |||
оксид азота | 5 - 10 | |||
диоксид серы | 2,5 - 10 | |||
сероводород | 1,5 - 5,5 | |||
аммиак | 0,5 - 6,0 | |||
цианистый водород | 0,3 - 1,0 | |||
бензол | 1,5 - 8,5 | |||
фенолы | 0,1 - 0,4 | |||
пиридин | 0,01 - 0,3 | |||
нафталин | 2,5 - 5,0 | |||
бенз/a/пирен | 0,002 - 0,015 | |||
Двери, люки, стояки коксовых батарей (неорганизованный) | оксид углерода | 5 - 100 | маркер | |
диоксид азота | 0,1 - 1,0 | |||
оксид азота | 0,01 - 0,9 | |||
диоксид серы | 2 - 18 | |||
сероводород | 0,8 - 5 | |||
аммиак | 1,5 - 40 | |||
цианистый водород | 0,03 - 7 | |||
бензол | 0,2 - 35 | |||
фенолы | 0,02 - 2,7 | |||
пиридин | 0,01 - 3 | |||
нафталин | 1 - 25 | |||
бенз/a/пирен | 0,005 - 0,25 | |||
Выдача кокса <6> (неорганизованный) | коксовая пыль | 300 - 750 | маркер | |
оксид углерода | 10 - 100 | маркер | ||
диоксид азота | 1 - 40,0 | |||
оксид азота | 0,1 - 3,5 | |||
диоксид серы | 10 - 50 | |||
сероводород | 2 - 10 | |||
аммиак | 1 - 30 | |||
цианистый водород | 1 - 8 | |||
бензол | 0,5 - 13 | |||
фенолы | 0,5 - 2,5 | |||
пиридин | 1 - 2,1 | |||
бенз/a/пирен | 0,003 - 0,05 | |||
нафталин | 2 - 25 | |||
Тушение кокса биохимически очищенной водой <7> (башня тушения, неорганизованный) | коксовая пыль | 50 - 350 | ||
сероводород | 5 - 40 | |||
аммиак | 10 - 50 | |||
цианистый водород | 0,6 - 2,0 | |||
фенолы | 1 - 5 | |||
оксид углерода | 38 - 1000 | |||
Сортировка кокса мокрого тушения | пыль (90% очистки) | 13,0 | 10 - 30 | маркер |
Сортировка кокса сухого тушения | пыль (90% очистки) | 780 | 20 - 150 | маркер |
Сухое тушение кокса (свечи УСТК) <8> | диоксид серы | 0,05 | ||
оксид углерода | 4600 | 100000 - 150000 | маркер | |
сероводород | 0,9 | |||
цианистый водород | 0,1 | |||
аммиак | 1,4 | |||
фенолы | 0,2 | |||
пыль | 31 | |||
Разгрузка УСТК (вентсистемы) <8> | пыль | 730 | 50 - 120 | маркер |
диоксид серы | 2,5 | |||
оксид углерода | 1250 | 1000 - 4000 | маркер | |
сероводород | 0,8 | |||
цианистый водород | 0,4 | |||
аммиак | 2,0 | |||
фенолы | 0,5 | |||
Охлаждение и очистка коксового газа | ||||
Конденсация паров из коксового газа. Технологическое оборудование (воздушники) <8> | аммиак | 80 - 150 | ||
сероводород | 10 - 15 | |||
цианистый водород | 20 - 35 | |||
фенол | 2,5 - 5,0 | |||
бензол | 120 - 150 | |||
толуол | 10 - 15 | |||
ксилол | 2 - 5 | |||
нафталин | 2 - 5 | |||
Перекачка коксового газа Машинный зал (вентсистемы, дефлекторы) <8> | оксид углерода | 1 - 6 | маркер | |
сероводород | 5 - 12 | |||
аммиак | 3 - 6 | |||
бензол | 5 - 10 | |||
нафталин | 1,0 - 2,5 | |||
Перекачка жидкостей Вентсистемы помещений отделения конденсации (насосные) <8> | аммиак | 4 - 6 | ||
бензол | 0,1 - 0,5 | |||
нафталин | 0,5 - 1,0 | |||
Очистка коксового газа от аммиака с сушилкой сульфата аммония <8> | азота диоксид | 0,5 - 35,0 | ||
азота оксид | 0,1 - 5,5 | |||
углерода оксид | 0,2 - 2,0 | маркер | ||
сероводород | 0,5 - 1,2 | |||
цианистый водород | 10 - 20 | |||
аммония сульфат | 15 - 25 | 100 - 300 | ||
серная кислота | 0,01 - 0,03 | |||
Уничтожение аммиака круговым фосфатным способом (КФС) Дымовая труба реактора установки | азота диоксид | 5 - 85 | 100 - 250 | |
азота оксид | 1 - 55 | 20 - 80 | ||
углерода оксид | 4 - 100 | 150 - 280 | маркер | |
серы диоксид | 3 - 25 | 80 - 160 | ||
аммиак | 0,3 - 1,0 | |||
сероводород | 0,05 - 0,10 | |||
цианистый водород | 0,01 - 0,05 | |||
Очистка коксового газа от бензола Технологическое оборудование бензольно-скрубберного отделения (воздушники) <8> | сероводород | 1,5 - 2,5 | ||
фенол | 0,01 - 0,05 | |||
цианистый водород | 1,0 - 2,5 | |||
бензол | 15 - 25 | |||
толуол | 2 - 5 | |||
ксилол | 0,5 - 1,0 | |||
нафталин | 0,1 - 0,3 | |||
сероуглерод | 0,5 - 1,0 | |||
Вентсистемы и дефлекторы помещений бензольно-скрубберного отделения <8> | сероводород | 0,1 - 0,5 | ||
аммиак | 10 - 15 | |||
бензол | 25 - 35 | |||
толуол | 2 - 5 | |||
ксилол | 0,5 - 1,0 | |||
нафталин | 0,5 - 1,0 | |||
цианистый водород | 0,15 - 0,30 | |||
фенол | 0,05 - 0,1 | |||
Конечное охлаждение коксового газа Градирня цикла КГХ | сероводород | 30 - 50 | ||
аммиак | 20 - 35 | |||
цианистый водород | 150 - 250 | |||
бензол | 50 - 150 | |||
фенол | 5 - 10 | |||
нафталин | 10 - 70 | |||
Биохимическая очистка сточных вод (отстойники, флотаторы, усреднители, аэротенки) <9> | аммиак | 1,0 - 2,0 | ||
фенолы | 0,14 - 3,0 | |||
цианистый водород | 0,2 - 0,5 | |||
роданиды | 0 - 3 | маркер | ||
Примечания: 1 Величины удельных выбросов загрязняющих веществ в атмосферу по углекоксовому блоку, процессам очистки коксового газа и установке биохимической очистки сточных вод рассчитаны в граммах выброса на тонну валового кокса 6% влажности. 2 Величины удельных выбросов относятся к источникам выбросов без учета атмосфероохранных мероприятий за исключением специально оговоренных случаев. В частности, выбросы из воздушников емкостного оборудования могут объединяться с помощью коллекторных систем, соединенных с газопроводом коксового газа, и утилизироваться путем сжигания совместно с коксовым газом. Величины удельных выбросов из этих источников имеют значительный интервал значений,  из которых относятся к случаям отсутствия коллекторных систем. из которых относятся к случаям отсутствия коллекторных систем.3 Для источников, величины выбросов которых, сильно зависят от состава шихты, состояния источников эмиссии и уровня обслуживания, удельные выбросы даны в интервалах значений. 4 Содержание диоксида серы рассчитывается по известному содержанию сероводорода в сжигаемом газе, содержание оксида углерода, оксидов азота и сажи определяется по результатам прямых измерений. 5 Выбросы сероводорода, аммиака, цианистого водорода и фенола при тушении кокса определяются балансовым методом с использованием результатов анализа конденсата пара | ||||
Величины удельных выбросов в атмосферу от источников коксохимических предприятий России корреспондируются со среднеотраслевыми удельными показателями выбросов стран Европейского союза, приведенными в [119] (см. таблицу 3.16).
Таблица 3.16
разных заводов в странах ЕС [119]
Процесс | Выброс загрязняющего вещества, г/т кокса | |||||
Твердые | CO | SO2 | H2S | NH3 | NOx | |
Загрузка | 0,3 - 0,45 0,03 - 1,05 0,09 | 2,1 - 3,9 0,006 - 7,2 0,09 | 0,0009 - 0,9 | - | < 0,03 | - |
Двери Люки Стояки | 1,2 0,03 - 0,6 0,09 0,0018 - 0,09 < 0,021 | 0,15 - 3,0 0,15 - 0,9 0,0003 - 0,6 | 0,015 - 0,15 0,015 - 0,09 0,0009 - 1,5 | 0,0018 0,0009 < 0,0009 | 0,009 - 0,15 0,009 - 0,03 < 0,0009 | 0,003 - 0,045 0,003 - 0,015 |
Выдача | 40,5 - 60 < 0,6 > 21 0,09 | 0,6 - 3,6 | 0,6 - 2,4 | - | - | - |
Тушение | > 13,5 1,5 | 9 - 15 30 - 141 | - | 6,6 5,1 - 8,1 | 0,45 0,3 - 0,9 | - |
Рассев | 0,6 <*> | - | - | - | - | - |
В технологии КХП используется большое количество воды. Химзагрязненные сточные воды, образующиеся при производстве кокса, имеют свои источники:
- влага шихты, подаваемой на коксование (шихта 7 - 9%-ной влажности);
- пирогенетическая влага шихты, подаваемой на коксование (2,5% по массе шихты);
- свежая техническая вода, используемая в технологических процессах;
- конденсаты пара, применяемого в технологических процессах;
- влага атмосферных осадков с огражденных площадок расположения химоборудования.
Типы сточных вод, формирующихся при производстве кокса:
- фенольные - за счет влаги шихты, пирогенетической влаги и конденсата пара, выделяются в процессах коксования шихты и переработки продуктов коксования;
- шламовые - в процессах мокрой очистки газа и воздуха аспирационных и вентиляционных систем;
- производственные стоки, к которым относятся продувочные воды чистых и грязных оборотных циклов (при выведении из оборотных циклов части оборотной воды с целью уменьшения концентрации загрязнений в оборотной воде за счет подачи в цикл свежей воды (подпитки)), а также сточные воды химводоподготовки, продувочные воды котлов и др.;
- ливневые и поливомоечные воды - за счет сбора и отведения с территории ливневых, талых и поливомоечных вод.
Химзагрязненные (фенольные) сточным водам подаются на установку биохимической очистки сточных вод (БХУ) следующими потоками:
- избыточные надсмольные воды отделения конденсации;
- продувочные воды цикла конечного охлаждения коксового газа.
Объемы водоотведения для некоторых коксохимических предприятий России приведены в таблице 3.17, характеристика сточных вод представлена в таблице 3.18.
Таблица 3.17
предприятий России по производству кокса, м3/т кокса
Предприятие | Водоотведение на БХУ |
Алтай-кокс | 0,52 |
ЗСМК | 0,61 |
ОАО "Кокс", г. Кемерово | 0,30 |
КХП ММК | 0,44 |
МКГЗ, г. Видное | 0,50 |
КХП Уральская Сталь | 0,46 |
КХП Северсталь | 0,62 |
КХП НЛМК | 0,36 |
Мечел-кокс | 0,36 |
КХП НТМК | 0,97 |
Таблица 3.18
сточных вод производства кокса РФ
Аспект/ингредиент | Единица измерения | Состав сточных вод | |
на входе в БХУ | на выходе с БХУ | ||
Общий сток КХП | м3/ч | 65 - 300 | |
pH | - | 7 - 9,5 | 6,5 - 8,5 |
БПК5 | мг O2/дм3 | 1000 - 2000 | 10 - 20 |
ХПК | мг/дм3 | 1500 - 4500 | 180 - 350 |
Взвешенные вещества | мг/дм3 | 30 - 100 | 100 - 200 |
TOC | 700 - 1100 | ||
Фенол | 300 - 1000 | 0,02 - 0,1 | |
Роданид (тиоцианат) | 180 - 650 | 0 - 3 | |
Азот (по Кьельдалю) | 250 - 800 | 1 - 10 | |
Аммонийный азот | 180 - 800 | 1 - 30 | |
Нитритный азот | Отс. | 0,5 - 3 | |
Нитратный азот | Отс. | 5 - 35 | |
Масла и смолы | 50 - 150 | 2 - 6 | |
Цианиды летучие | 5 - 45 | 0,05 - 0,2 | |
ПАУ <*> (6 Borneff) | 1000 - 1800 | 0,1 - 45 | |
6 Borneff (BaP, BbF, BkF, BghiP, FLA, and IcdP) - это сумма флуорантрена, бенз[b]флуорантрена, бенз[k]флуорантрена, бенз[a]пирена, индено[1,2,3-c,d]пирена и бенз[g,h,i]перилена. | |||
Основная часть очищенной на БХУ воды направляется на мокрое тушение кокса, оставшаяся часть загрязненной биологическим осадком воды после БХУ передается на городские очистные сооружения (ГОС), объемом не более 3% - 5%.
При проведении комплекса мероприятий по использованию сточных вод в оборотных циклах и сокращению водопотребления на отдельных коксохимических предприятиях удается полностью ликвидировать передачу на городские очистные сооружения и обеспечить бессточность производства
В процессе производства кокса на предприятии образуются отходы производства (фусы каменноугольные, кислая смолка, пыль коксовая и угольная, шламы, масла, и др.)
Источниками образования фусов являются механизированные осветлители, в которых происходит отстаивание надсмольной воды и смолы, а также сборники, отстойники и хранилища смолы. В емкостном оборудовании при хранении жидких коксохимических продуктов образуются шламы, которые представляют собой "жидкие фусы".
Источниками образования отходов в виде коксовой и угольной пыли являются установки пылеулавливания в системах аспирации углеподготовительного и коксового цехов.
Отходом производства является кислая смолка, которая образуется при контакте коксового газа с серной кислотой в процессе очистке коксового газа от аммиака.
На БХУ при флотации образуются отходы в виде смолы первичных и фенольных отстойников и масел. В таблице 3.19 приведены данные о количественных показателях отходов коксохимического производства.
Таблица 3.19
Наименование отходов | Класс опасности | Масса образующихся отходов, кг/т продукции | Источники образования | Метод очистки и повторного использования |
Фусы каменноугольные | 2 | 0,002 - 0,003 | Присадка к шихте | |
Кислая смолка | 2 | 0,0006 - 0,0009 | Присадка к шихте | Механизированные осветлители, сборники, отстойники и хранилища смолы |
Кислая смолка высокоопасная | 3 | 0,00024 - 0,00028 | Присадка к шихте | Сернокислотная очистка коксового газа от аммиака |
Коксовая пыль | 4 | 0,00048 - 0,00216 <*> | Передача на аглофабрику, присадка к шихте | Сернокислотная очистка сырого бензола |
Угольная пыль | 4 | 0,000215 - 0,000240 | Присадка к шихте | Выдача, транспортирование и рассев кокса |
Полимеры бензольного отделения | 3 | 0,00025 - 0,00032 | Присадка к шихте | Прием, транспортирование и измельчение угля |
Масла первичных отстойников биохимустановки | 2 | 0,00019 - 0,00025 | Присадка к шихте | При регенерации поглотительного масла и хранении смолы |
Загрязнение почвы
Пролив или утечка органических соединений, выделяемых из коксового газа, а также неорганизованные выбросы пыли, могут вызывать опасность загрязнения почвы в зависимости от местных почвенных условий. Для предотвращения загрязнения почвы имеются возможные меры, которые включают:
- минимизацию количества фланцев и мест возможных утечек из трубопроводов;
- поддержание трубопроводов и фланцев в состоянии, видимом для инспекции (например, размещение их выше земли или в трубах-оболочках);
- эффективную локализацию и очистку пылевых выбросов;
- хранение и транспортирование веществ, которые являются потенциально опасными для почвы надлежащим образом, предотвращающим возможные проливы на почву.
Ориентировочный энергетический баланс коксохимического производства приведен в таблице 3.20.
Таблица 3.20
На входе | На выходе | ||
Энергоноситель | ГДж/т кокса | Энергоноситель | ГДж/т кокса |
Уголь | 40,19 | Кокс | 27,05 |
Обогрев коксовых печей | 3,01 | Коксовый газ | 8,08 |
Химические реакции | 0,32 | Энергетические потери | 3,33 |
Дополнительные продукты | 2,56 | ||
Отходы кокса после его рассева | 1,92 | ||
Коксовая пыль | 0,26 | ||
Всего | 43,52 | Всего | 43,20 |
Основным энергетическим ресурсом в коксохимическом производстве является коксовый газ, являющийся высококалорийным топливом, которое может использоваться для различных теплопотребностей [120] металлургического предприятия см. (рисунок 3.8).

на металлургическом комбинате [119]
Выход коксового газа составляет 400 - 450 м3/т кокса.
Коксовый газ может применяться на металлургическом комбинате в нескольких целях:
- для повышения теплотворной способности других технологических газов, предназначенных для применения в подогревателях дутья и нагревательных печах станов горячей прокатки, а также в других процессах, где требуется высокая температура;
- для отопления коксовых печей;
- в доменной печи в качестве альтернативного восстанавливающего вещества (при наличии подобной технологии)
- в качестве основного топлива на электростанциях
- в других отопительных системах отдельно или в смеси с низкокалорийными газами.
Источником энергии на коксохимическом предприятии с сухим тушением кокса является водяной пар, получаемый при тушении кокса на УСТК (паропроизводительность 0,4 - 0,5 т пара/т кокса). Параметры пара не позволяют использовать его в целях производства электроэнергии, поэтому он используется на технологические нужды предприятия.
Доменное производство является источником антропогенного воздействия на окружающую среду, основные аспекты которого приведены на рисунке 3.9.

Информация о потреблении ресурсов при производстве чугуна дана в таблицах 3.21 и 3.22.
Таблица 3.21
в отрасли (по данным анкетирования)
Потребление электроэнергии, кВт·ч/т | Топливо - природный газ, м3/т | Технологические газы (кислород), м3/т | Потребление воды, м3/т |
техническая вода на технологические нужды (в т.ч. оборотных циклов) | |||
4,9 - 27,4 | 64 - 116 | 77 - 138 | 18 - 40 |
Таблица 3.22
в отрасли (по данным анкетирования)
Сырьевые материалы | Расход |
Агломерат | 620 - 1692 |
Окатыши | 326 - 869 |
Кокс | 358 - 487 |
Коксовая мелочь | 1,2 - 26,6 |
Добавки | 77 - 208 |
Угли | 32 - 48 |
Руда | 4,9 - 18,4 |
Металлодобавки | 5,3 - 21,5 |
Флюсы | 2,6 |
ВСЕГО | 1043 - 2423 |
Удельное потребление технической воды на процесс (в т.ч. оборотных циклов) находится на высоком уровне, однако большая часть ее находится в водооборотном цикле, объем которого на предприятиях может достигать 100%.
Доменное производство характеризуется наличием организованных и неорганизованных выбросов пыли и газов в атмосферу, в т.ч. выбросов от переработки шлака (см. таблица 3.23).
Таблица 3.23
в странах ЕС [113]
Вход (производство 73,4 млн т чугуна/год) | Выход | ||||
Сырьевые материалы | Эмиссии и отходы | ||||
Агломерат | кг/т чугуна | 116 - 1621 | Энергия | ||
Железная руда | 0 - 684 | Доменный газ | МДж/т чугуна | 3377 - 6061 | |
Окатыши | 0 - 972 | Электроэнергия | 40 - 91 | ||
Кокс | 282 - 515 | Отходы и побочная продукция | |||
Возврат | 0 - 106 | Шлак | кг/т чугуна | 150 - 346,6 | |
Известняк/известь | 0 - 80 | Пыль колошникового газа | 3,4 - 18 | ||
Вдувание в фурмы | Шлам колошникового газа | 2 - 22,3 | |||
Жидкое топливо | кг/т чугуна | 0 - 116 | Пыль от обеспыливания литейного двора | 0,6 - 5,1 | |
Уголь | 0 - 232 | Использованные огнеупоры | 0,3 - 5,9 | ||
Коксовый газ | 0 - 46,9 | Сточные воды | м3/т чугуна | 0,0096 - 13,736 | |
Природный газ | 0 - 5,6 | ||||
Кислород | 0 - 85,1 | ||||
Прочее <1> | 0 - 73,5 | ||||
К воздухонагревателям | |||||
Доменный газ | МДж/т чугуна | 1,2 - 2287 | |||
Коксовый газ | 0,024 - 817 | ||||
Природный газ | 0 - 819 | ||||
Конвертерный газ | 0,124 - 259 | ||||
Энергия | |||||
Электроэнергия | МДж/т чугуна | 107 - 850 | |||
Прочее | |||||
Кислород | м3/т чугуна | 4,6 - 67 | |||
Азот | 33 - 59 | ||||
Пар | 14,8 - 435 | ||||
Сжатый воздух | 0,008 - 35 | ||||
Охлаждающая вода <2> | 0,37 - 22,9 | ||||
Техническая вода <3> | 0,28 - 13 | ||||
Различия в уровнях охлаждающей воды и сточных вод отражают прямоточные и оборотные системы. | |||||
Организованными источниками эмиссий в окружающую среду служат: дымовые газы воздухонагревателей, имеющие характерный для процессов сжигания газообразного топлива состав; аспирационные системы литейных дворов доменных печей и бункерной эстакады; выбросы от переработки шлаков для процессов придоменной грануляции
Выход дымовых газов из воздухонагревателей составляет приблизительно от 100 тыс. до 500 тыс. нм3/ч или в удельных единицах - 400 - 1500 нм3/ч чугуна.
Концентрации выбросов SO2 находятся в диапазоне от 4 до 154 мг/нм3 в зависимости от применяемого газа, что соответствует 1,6 - 154 г/т чугуна.
Содержание оксидов азота составляет  [121]. Содержание пыли в выбросах от воздухонагревателей составляет 1 - 12 мг/нм3, что соответствует 0,4 - 18 г/т выплавленного чугуна [113].
[121]. Содержание пыли в выбросах от воздухонагревателей составляет 1 - 12 мг/нм3, что соответствует 0,4 - 18 г/т выплавленного чугуна [113].
[121]. Содержание пыли в выбросах от воздухонагревателей составляет 1 - 12 мг/нм3, что соответствует 0,4 - 18 г/т выплавленного чугуна [113].Таблица 3.24
Выбросы загрязняющих веществ в атмосферу
в доменном производстве отрасли
(по данным анкетирования), г/т продукции
Наименование ЗВ | Технологический этап/Источник выброса | Масса ЗВ в отходящих газах после очистки | |
Диапазон | Среднее | ||
Пыль неорганич. суммарно | Бункерная эстакада - сухая очистка - циклон, фильтр рукавный | 0,172 - 36,6 | 4,4 |
MgO | 0,096 - 15 | 1,66 | |
Mn и его соединения | 0,0092 - 2 | 0,022 | |
NO2 | Подготовка дутья | 34 - 600 | 55 |
NO | 8,1 - 78 | 35 | |
CO | 2238 - 6000 | 4900 | |
SO2 | 50 - 254 | 200 | |
Литейный двор - сухая очистка - циклон, электрофильтр или рукавный фильтр | |||
CO | 242 | ||
SO2 | 33,6 | ||
Пыль неорганическая суммарно | 137,9 - 490,0 | ||
MgO | 0,129 - 0,271 | ||
Mn и его соединения | 0,0061 - 0,0219 | ||
Основные выбросы при производстве чугуна связаны с работой воздухонагревателей. Приоритетными веществами в выбросах доменного производства являются оксиды азота и оксид углерода, а также дисперсная пыль, образующаяся при выпуске чугуна на литейном дворе, и при дозировании и загрузке шихты в доменную печь. Меры по снижению выбросов в первую очередь направлены на выбросы пыли.
Аспирационные газы, отбираемые из подбункерных помещений доменных цехов, содержат пыль в количестве 2 - 5 г/м3, для очистки от которой в основном используются электрофильтры, что позволяет снизить содержание пыли до 60 - 80 мг/м3. Выбросы литейного двора, содержащие пыль и газы, также очищаются в электрофильтрах с эффективностью пылеулавливания 93% - 96% (возможно применение рукавных фильтров).
При работе доменной печи в результате горения кокса и восстановительных процессов образуется доменный газ в количестве от 1600 до 2500 м3/т; его состав зависит от вида выплавляемого чугуна или ферросплава, технологии доменной плавки, поэтому характеризуется диапазоном значений параметров (таблица 3.25).
Таблица 3.25
после двухстадийной очистки [113]
Компонент | Ед. измерения | Значение | Удельные выбросы | Ед. измерения |
Пыль | мг/нм3 | 1 - 10 | 1 - 20 | г/т чугуна |
H2S | мг/нм3 | 14 | 17 - 26 | |
Металлы: | ||||
Mn | 0,10 - 0,29 | 0,2 - 0,37 | ||
Pb | 0,01 - 0,05 | 0,02 - 0,07 | ||
Zn | 0,03 - 0,17 | 0,07 - 0,22 | ||
CO | об. % | 20 - 28 | 300 - 700 | кг/т чугуна |
CO2 | 17 - 25 | 400 - 900 | ||
H2 | 1 - 5 | 1 - 7,5 |
Доменный газ является вторичным энергетическим ресурсом и после многоступенчатой очистки поступает в газовую сеть предприятия.
Пыль и шлам от очистки доменного газа
Доменный газ подвергается многоступенчатой очистке от пыли (рисунок 3.10).
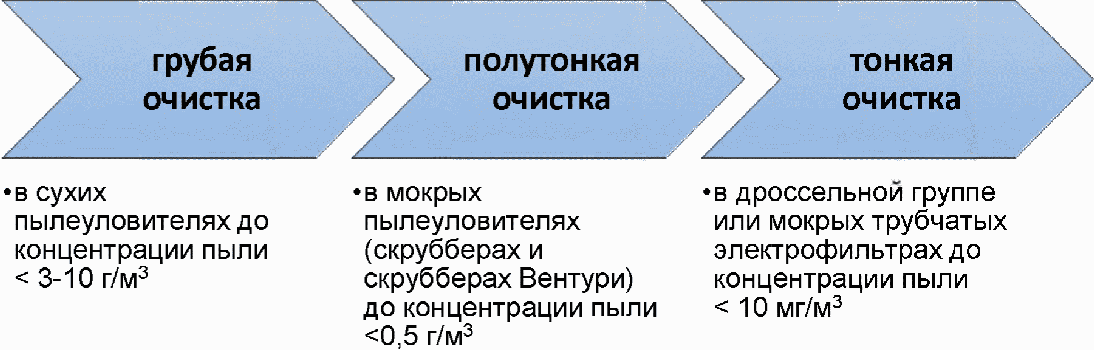
доменного газа
Сначала в сухом пылеуловителе отделяется крупная часть колошниковой пыли размером более 50 мкм (грубая очистка). После мокрой газоочистки (скрубберы или скрубберы Вентури) от доменного газа отделяют более тонкую пыль (полутонкая очистка), на третьей ступени (в дроссельной группе) отделяются очень дисперсные фракции (тонкая очистка), которые в виде шлама поступают в радиальные отстойники.
Очистка аспирационных газов осуществляется, как правило в электрофильтрах, реже в рукавных фильтрах. На ПАО "НЛМК", например, реализована модульная аспирационная установка с использованием рукавных фильтров для литейного двора доменной печи N 4 (2,1 млн. тонн чугуна/год), что позволит снизить валовые выбросы пыли доменной печи в атмосферу почти на 500 т/год при эффективности газоочистки 99,7%.
Согласно европейским требованиям уровень эмиссии, соответствующий требованиям НДТ, составляет:
- для пыли - < 10 мг/нм3;
- для диоксида серы SO2 - < 200 мг/нм3;
- для оксидов азота NOx (в пересчете на NO2) < 100 мг/нм3.
На охлаждение доменной печи расходуется значительное количество пресной воды - до 30 м3 при выплавке 1 т чугуна [121]. В доменных цехах загрязненные сточные воды образуются при очистке доменного газа, на разливочных машинах чугуна, в газопроводах коксового и смешанного газа, при грануляции доменного шлака, гидроуборке пыли в подбункерных помещениях.
При очистке 1000 м3 газа образуется 4 - 6 м3 сточных вод, содержащих пыль (частицы руды, кокса, известняка, агломерата), химические соединения (сульфаты, хлориды), а также растворенные газы.
Расход воды на одну разливочную машину чугуна составляет около 350 м3/ч. В сточных водах разливочных машин содержатся осколки застывшего чугуна, окалина, коксовая мелочь, графит, негашеная известь и известняковый шлам, что приводит к высокой степени щелочности стоков. Количество сточных вод при этом составляет 70% - 80% потребляемой воды.
В результате охлаждения газа в трубопроводах образуется конденсат в количестве 20 - 40 л на 1000 м3 газа. Конденсат из газопроводов коксового и смешанного газа содержит аммиак, фенолы, цианиды, нафталин, масла, смолы, серу.
При грануляции доменного шлака расходуется до 3 м3 воды на 1 т жидкого чугуна. В сточных водах содержатся сульфаты, сероводород, хлориды.
Загрязненные сточные воды доменного производства, как правило, не сбрасываются в естественные водоемы, а используются в оборотном водоснабжении.
Организация оборотной системы водоснабжения доменного производства
Вода после мокрой очистки доменного газа обычно очищается в радиальных отстойниках (обычно блок из двух или четырех отстойников с одним распределительным колодцем), охлаждается на градирнях и вновь включается в технологический цикл. Удельная нагрузка на отстойники при осветлении сточных вод достигает 2,5 м3/(ч·м2). Для улучшения осветления воды применяют реагентные методы коагуляции, что позволяет довести нагрузку до 4 м3/(ч·м2) поверхности отстойника.

Рисунок 3.11 - Оборотная схема
водоснабжения доменного цеха [113]
При грануляции расплавленного шлака происходят выбросы H2S и SO2, которые являются потенциальными источниками запаха и вызывают коррозию оборудования. Диапазон удельных выбросов составляет 1 - 320 г H2S/т жидкого чугуна и 1 - 150 г SO2/т жидкого чугуна. Вода, используемая в процессе грануляции, собирается и повторно возвращается в цикл.
Широкое распространение получили объединенные оборотные циклы водоснабжения газоочисток доменного и сталеплавильного цехов [121].
Перечень отходов, образующихся в процессе выплавки чугуна представлен в таблице 3.26
Таблица 3.26
Наименование отхода | Объем образования, кг/т продукции | Обращение с отходами |
Шлак доменный основной не гранулированный | 204 - 830 | Утилизация с получением побочной продукции "Щебень доменный фракционированный для дорожного строительства"; утилизация потребителю в качестве шлакового щебня; использование при ликвидации горных выработок; |
Шлак доменный гранулированный | 140 | Реализация как побочной продукции; Использование при ликвидации горных выработок; |
Пыль колошниковая при сухой очистке доменного газа | 5,5 - 33 | Утилизация в процессе агломерации в качестве добавки в шихту; |
Пыль газоочистки черных металлов незагрязненная | 1,6 - 8 | Утилизация в процессе агломерации; |
Лом футеровок печей и печного оборудования производства черных металлов | 1,1 - 3,5 | Переработка для собственных нужд или реализации; Утилизация в огнеупорном производстве; Использование при ликвидации горных выработок; |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | 1,4 - 24 | Рециклинг - в конвертерной плавке либо в электропечах; |
Отходы (осадки) механической очистки (осветления) воды систем мокрой газоочистки производств чугуна и стали с преимущественным содержанием оксидов железа | 0,8 - 19 | Утилизация в процессе агломерации в качестве добавки в шихту; |
Скрап чугунный незагрязненный | 0,7 - 22,5 | Утилизация в сталеплавильном производстве; |
Пыль коксовая газоочистки при сортировке кокса | 0,032 - 0,1 | Утилизация в производстве агломерата в качестве углеродосодержащей добавки |
Пыль при разливке
На литейном дворе может выделяться 0,6 - 5,1 кг пыли/т жидкого чугуна, которую собирают при очистке газов в рукавном или электрофильтрах для повторного использования в агломерационной шихте.
Пыль и шлам от очистки доменного газа
Для очистки доменного газа применяется многоступенчатая схема, с сухим пылеуловителем на первой стадии, при этом образуется 5 - 30 кг сухой пыли/т жидкого чугуна, которая поступает в агломерационную шихту. На второй и третьей стадии при мокром способе очистки доменного газа формируется 2 - 25 кг шламов/т жидкого чугуна.
Сгущенный шлам направляют в пруды-отстойники или шламохранилища для предварительного отстаивания, а далее в шламовые карты для естественного обезвоживания (с полным или частичным применением в аглошихте, если содержание оксида цинка не превышает допустимых пределов).
На рисунке 3.12 представлены потенциальные источники вторичных энергетических ресурсов доменного процесса.

Наиболее мощным вторичным энергетическим ресурсом является доменный (колошниковый) газ - за счет его сжигания в энергетическом балансе металлургических предприятий покрывается 35% - 45% теплопотребностей, характеристика которого дана в таблице 3.27.
Таблица 3.27
Наименование параметра | Значение |
Температура, °C | 120 - 350 |
Выход, м3/т чугуна | 1600 - 2500 |
Теплота сгорания, МДж/м3 | ~ 4 |
Давление на колошнике, МПа | До 4 |
Температура доменного газа в зависимости от условий ведения плавки (вида комбинированного дутья) и виды выплавляемого чугуна на выходе из печи составляет 120 °C - 350 °C. Очищенный от пыли колошниковый газ применяется в доменных воздухонагревателях, энергетических котлах, для отопления зажигательных горнов агломерационных машин, нагревательных колодцев и печей прокатного производства.
Доменный газ, обладая избыточным давлением, используется в газовых бескомпрессорных турбинах (ГУБТ). ГУБТ и технология ее применения впервые разработана в СССР в 1951 г., изготовлена на Невском машиностроительном заводе и установлена на доменной печи ММК в 1956 - 1962 гг. На Уральском турбинном заводе с 1970 по 1990 гг. было произведено 20 ГУБТ, из которых 5 поставили в Японию, 2 - в Индию и 1 - в Италию. В настоящее время в США, Японии, Великобритании, Франции, Германии имеются десятки газотурбинных установок, работающих на колошниковом газе. Германия, установив газовые турбины на всех крупных доменных печах, ежегодно вырабатывает на них до 360 млн кВт·ч электроэнергии.
К ВЭР доменного производства относится также теплота отходящих газов воздухонагревателей (температурой 300 °C - 500 °C), составляющая 15% - 20% от ее расхода на подогрев доменного дутья. Этот ресурс может быть использован для выработки пара, горячей воды или для подогрева доменного газа перед входом в газовую турбину.
Наибольший коэффициент использования характеризует химическую энергию доменного газа - 95%. На российских металлургических комбинатах реализован рециклинг вторичных технологических газов - доменного газа (89,7% - 99,1%) и коксового газа (99,5% - 99,9%).
Процесс производства стали в кислородном конвертере является источником выбросов пыли при первичном и вторичном обеспыливании, предварительной обработке жидкого металла и внепечной обработке стали, а также образования твердых отходов (побочных продуктов) и сточных вод от мокрого обеспыливания и от непрерывной разливки. Схема материальных потоков при кислородно-конвертерном производстве стали приведена на рисунке 3.13.

при кислородно-конвертерном производстве стали [113]
Таблица 3.28
Удельное потребление ресурсов в конвертерном производстве
отрасли (по данным анкетирования)
Потребление электроэнергии, кВт·ч/т | Топливо - природный газ, м3/т | Технологические газы (кислород), м3/т | Потребление воды, м3/т |
техническая вода на технологические нужды (в т.ч. оборотных циклов) | |||
19,04 - 2,4 | 1,09 - 11 | 60 - 132 | 0,94 - 24 |
Удельное потребление технической воды на процесс (в т.ч. оборотных циклов) определяется потребностями процесса, при этом водооборот организован либо на основе локальных оборотных циклов, либо в замкнутой системе водооборота предприятия.
Таблица 3.29
Удельный расход сырья (кг/т) в конвертерном
производстве отрасли (по данным анкетирования)
Сырьевые материалы | Расход |
Чугун | 472 - 1082 |
Лом | 20 - 585 |
Известь | 31 - 72,3 |
Известняк | 0,04 - 8,174 |
Доломит | 5,2 - 50,4 |
Окатыши | 1,9 |
Ферросплавы | 5,6 - 19 |
Скрапы | 59,5 |
Стружка | 17,0 |
Окалина | 76 |
Кокс | 0,04 - 0,4 |
Коксовая мелочь | 0,161 - 2,83 |
Угли | 5,24 - 16,84 |
Агломерат | 0,01 - 1,25 |
ВСЕГО | 1153 - 1237 |
Конвертерное производство стали является источником выбросов пыли, газовых компонентов, образования твердых отходов/побочных продуктов и сточных вод (см. таблицы 3.30, 3.31).
Таблица 3.30
в странах ЕС [113]
Вход | Выход | ||||||||
Сырьевые материалы | Продукты <1> | ||||||||
Жидкий чугун | кг/т жидкой стали | 800 - 950 | Непрерывнолитые заготовки Слитки | кг/т жидкой стали | 1000,0 | ||||
Лом | 150 - 300 | ||||||||
Кокс | 0 - 0,4 | ||||||||
Известь | 30 - 67 | Энергия | |||||||
Доломит | 0 - 28,4 | Конвертерный газ | МДж/т жидкой стали | 350 - 700 | |||||
Легирующие | 1,3 - 33 | Пар | 24 - 335 | ||||||
Газы | Выбросы | ||||||||
Кислород | м3/т жидкой стали | 49,5 - 70 | Пыль | г/т жидкой стали | 14 - 143 | ||||
Аргон | 0,55 - 1,2 | Cr | 0,01 - 0,075 | ||||||
Азот | 2,3 - 18,2 | Fe | 15,15 | ||||||
Cu | 0,01 - 2,72 | ||||||||
Энергия | Pb | 0,17 - 0,98 | |||||||
Электроэнергия | МДж/т жидкой стали | 35 - 216 | Mn | 0,3 - 1,56 | |||||
Природный газ | 49,5 - 730 | NOx | 8,2 - 55 | ||||||
Коксовый газ | 0 - 800 | CO | 393 - 7200 | ||||||
ПАУ | мг/т жидкой стали | 10 | |||||||
Общий пар | МДж/т жидкой стали | 13 - 150 | ПХДД/Ф | мкг I-TEQ/т жидкой стали | 0,043 - 0,094 | ||||
Сжатый воздух | нм3/т жидкой стали | 8 - 26 | Остатки производства (отходы/побочная продукция) | ||||||
Вода | м3/т жидкой стали | 0,8 - 41,7 | Шлак: от десульфурации конвертерный от внепечной обработки стали от непрерывной разливки | кг/т жидкой стали | 3 - 40 85 - 165 9 - 15 4 - 5,7 | ||||
Выплески | 2,8 - 15 | ||||||||
Пыль | 0,75 - 24 | ||||||||
Окалина | 2,3 - 7,7 | ||||||||
Сточные воды | м3/т жидкой стали | 0,3 - 6 | |||||||
| |||||||||
<2> Данные приводятся, но регулирование выбросов парниковых газов осуществляется иными, не регламентируемыми Директивой о промышленных эмиссиях (2010/63/EU) нормативными документами. | |||||||||
Таблица 3.31
в конвертерном производстве отрасли, г/т продукции
Наименование ЗВ | Масса ЗВ в отходящих газах после очистки |
CO | 1979 - 5651 |
NO2 | 28 - 320 |
NO | 6 - 70 |
SO2 | 15 - 290 |
Пыль неорганическая суммарно | 113 - 350 |
Выбросы при работе кислородных конвертеров образуются в ходе:
- загрузки конвертеров шихтовыми материалами;
- продувки шихты кислородом;
- выпуска жидкой стали и шлака из конвертера.
Неорганизованные (рассеянные) выбросы происходят в течение всех перечисленных процессов, когда отходящие газы не полностью улавливаются.
Основным отходящим газом является конвертерный газ, последующее его удаление и обеспыливание рассматриваются как приоритетные мероприятия.
Концентрации загрязняющих веществ в выбросах после мокрой очистки составляют [мг/м3]: NO2 - 94...100; NO - 44...47; CO - 5700...6090; SO2 - 8,3...8,8.
Выбросы от всех других источников, связанные с процессами выплавки стали в кислородном конвертере, рассматриваются как вторичные отходящие газы и выбросы системы вторичного обеспыливания. Выбросы от предварительной обработки расплава металла удаляются и очищаются отдельно
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду рисунок 3.14, а не 3.8. |
Блок-схема процесса кислородно-конвертерного производства стали с указанием источников выбросов приведена на рисунке 3.8.

производства стали с указанием источников выбросов [113]
Приоритетными веществами в выбросах конвертерного производства являются оксид углерода и пыль неорганическая (взвешенные вещества), меры по снижению выбросов в первую очередь направлены на выбросы пыли.
В выбросах в воздух при переливании металла из ковша в заливочный ковш, в процессах десульфурации, последующего отделения шлака и взвешивания образуется до 10 г/нм3 (или 1000 г/т стали) пыли. Эффективный сбор выбросов от предварительной обработки расплава металла достигается с помощью применения пылезащитных кожухов. Собранные с их помощью газы очищаются в скрубберах, трубах Вентури, циклонах, рукавных фильтрах, электрофильтрах.
По данным предприятий отрасли после очистки в рукавных фильтрах (или иных аппаратах) содержание пыли в отходящих газах составляет от 20,9 до 91,6 мг/м3, содержание оксидов серы находится в пределах от 12 до 53 мг/м3, содержание оксида углерода от 52 до 180 мг/м3.
При работе в режиме полного дожигания выбросы пыли в атмосферу находятся в диапазоне 25 - 100 мг/нм3 после очистки, выход продуктов сгорания достигает 2000 - 3000 нм3/т (что дает величину выбросов пыли порядка 180 г/т жидкой стали).
Другие источники выбросов в процессе производства стали в кислородных конвертерах, включая внепечную обработку стали и непрерывную разливку, дают удельные показатели выбросов в диапазоне 1 - 275 г/т стали, после очистки 0,1 - 50 г/т стали.
Неорганизованные (рассеянные) выбросы конвертерного производства стали эвакуируются системой вторичного обеспыливания.
Система вторичного обеспыливания состоит из вытяжного зонта, расположенного непосредственно над горловиной конвертера в наклонном положении, и кожуха вокруг 3/4 конвертера. Расход отходящих газов вторичного обеспыливания составляет 300 000 - 3 500 000 нм3/ч, а очистка выполняется в большинстве случаев с помощью рукавных фильтров, реже - электрофильтров. Удельный расход электроэнергии на транспорт такого количества газа составляет 0,72 - 13 МДж/т стали.
Эффективность вторичного обеспыливания (с учетом процессов улавливания и эвакуации) конвертерной плавки составляет: при заливке жидкого чугуна - 89% - 99%, при загрузке лома - 24% - 64%, при продувке 89% - 99%; при выпуске стали - 49% - 55%. Достигаемые уровни пыли при вторичном обеспыливании при использовании электрофильтра около 30 мг/нм3, рукавного фильтра - менее 2 - 13 мг/нм3.
В процессе десульфурации, скачивания шлака, транспортирования жидкой стали удельные выбросы пыли (перед очисткой) изменяются от 110 до 830 г/т жидкой стали и более. Для обеспыливания этих выбросов применяют преимущественно рукавные фильтры. Ключевые меры по эвакуации такой пыли - использование крышек для ковшей, контролируемое введение реагентов для десульфурации, комплексные операции скачивания шпака, использование систем удаления газов закрытого типа и установка подвижных шторок. В результате работы систем вторичного пылеулавливания образуется 0,5 - 1,2 кг/т стали уловленных твердых отходов [113].
На ПАО "ММК" реализована автоматизированная централизованная система аспирации и обеспыливания 1400 тыс. м3/ч неорганизованных выбросов конвертерного цеха, включающая 2-е ступени очистки (24 циклона и напорный рукавный фильтр), что обеспечивает очистку выбросов до остаточной запыленности 20 - 30 мг/м3. Уловленная пыль в количестве 10 тыс. т/год возвращается в агломерационный цех для использования в шихте [122].
В конвертерном производстве вода используется:
- для очистки конвертерного газа (скрубберная вода), после очистки воду возвращают в цикл;
- для вакуумной обработки (5 - 8 м3/т жидкой стали), эти сточные воды очищают вместе с другими потоками от прокатных станов и возвращают в цикл;
- для прямого охлаждения при разливке стали на МНЛЗ или в изложницы (5 - 35 м3/т жидкой стали), эти сточные воды очищают вместе с другими потоками от прокатных станов и возвращают в цикл.
Для оптимизации использования сточных вод на металлургическом заводе предпочтительным подходом является локальная очистка и организация оборотных циклов. К примеру, водоснабжение кислородно-конвертерного цеха ПАО "ММК" осуществляется по оборотной схеме, в которую входят 4 цикла (см. рисунок 3.15).
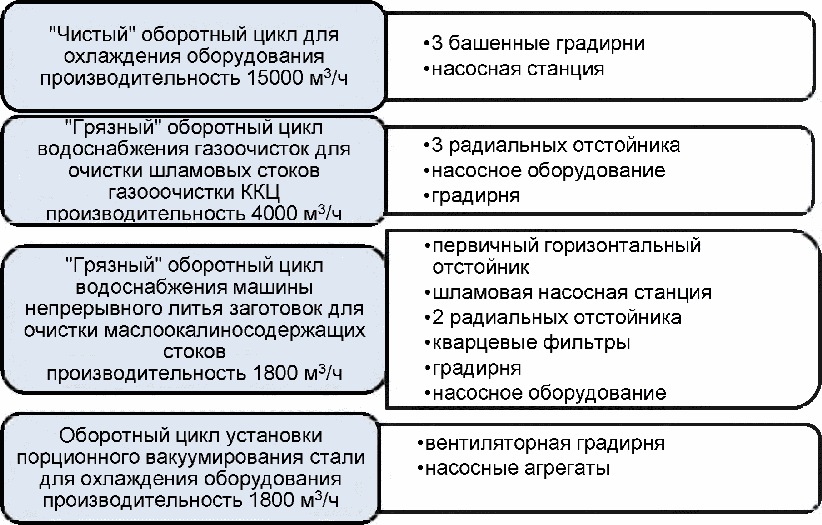
кислородно-конвертерного цеха ПАО "ММК" [122]
На ПАО "НЛМК" с 2009 г. действует полностью закрытый оборотный цикл водоснабжения.
Основной перечень отходов производства, образующихся при выплавке, обработке и разливке стали представлен ниже (а также в таблице 3.32), кг/т жидкой стали:
- конвертерный шлак - 85...165;
- шлак от десульфурации - 3...21 (данный шлак частично используется при строительстве полигонов или просто размещается на полигонах промышленных отходов);
- мелкая и грубая пыль - 0,75...24;
- шлак от внепечной обработки - 9...15 (возможно применение в производственном рециклинге);
- брызги металла - 2,8...15;
- шлак при непрерывной разливке - 4...5;
- окалина при непрерывной разливке на МНЛЗ или в изложницы - 2,3...6,4.
Таблица 3.32
в конвертерном производстве отрасли, г/т продукции
Наименование отхода | Объем образования, кг/т продукции | Обращение с отходами |
Шлак конвертерного производства | 114,6 - 191,8 | Рециклинг в сталеплавильном производстве; использование при ликвидации горных выработок; использование для дорожного строительства |
Окалина при непрерывном литье заготовок | Нет данных | Рециклинг - вторичное использование в качестве металлошихты |
Скрап чугунный незагрязненный | Нет данных | |
Скрап стальной незагрязненный | 11 - 34 | |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | 9,58 - 24,1 | |
Отходы (осадки) механической очистки (осветления) воды систем мокрой газоочистки производств стали с преимущественным содержанием оксидов железа | 11,72 - 22,29 | Реализация в качестве побочной продукции |
Отходы (осадки) механической очистки (осветления) воды систем мокрой газоочистки производств стали с преимущественным содержанием оксидов кальция и алюминия | 0,56 - 17,82 | Рециклинг - утилизация в процессе агломерации; переработка для собственных нужд; реализация сторонним организациям |
Лом футеровок печей и печного оборудования производства черных металлов | 2,95 - 17,06 | Рециклинг - утилизация в огнеупорном производстве; использование при ликвидации горных выработок |
Пыль газоочистки неорганизованных выбросов конвертерного производства | 0,27 - 5,65 | Рециклинг - утилизация в процессе агломерации; переработка для собственных нужд; реализация сторонним организациям |
Пыль газоочисток при десульфурации чугуна | 0,2 | Переработка для собственных нужд или реализация |
Пыль миксерного отделения (пыль чугунная) | 0,002 - 0,13 | Переработка для собственных нужд или реализация |
Отходы известняка, доломита и мела в кусковой форме практически неопасные | 1,9 - 311 | Утилизация в процессе агломерации; |
Переработка конвертерных шлаков является обязательным элементом безотходной технологии, так как позволяет исключить образование отвалов и связанное с этим отчуждение сельскохозяйственных угодий, устранить неизбежное в условиях шлаковых отвалов образование пыли, загрязнение водного и воздушного бассейнов.
Основными путями утилизации конвертерных шлаков является извлечение из них металла, фракционирование, использование в производственном рециклинге (для интегрированных предприятий - в агломерационном и доменном производствах), в глобальном рециклинге (для дорожного строительства, промышленного и гражданского строительства, для производства цемента), в качестве материалов для рекультивации [123].
Ввиду востребованности шлаковой продукции конвертерные шлаки имеют статус побочной продукции, а не отхода.
На ПАО "Северсталь", ПАО "НЛМК" конвертерный шлак после дробления и сортировки используют непосредственно в доменной печи (фракция крупнее 10 мм) и аглошихте (фракция 0 - 10 мм) [124]. Кроме того, смесь сталеплавильных шлаков после дробления и магнитной сепарации применяют в виде сталеплавильного скрапа с повышенным содержанием железа, в том числе металлического, также в доменной и агломерационной шихте.
Конвертерные шлаки перерабатываются на многих металлургических предприятиях, в том числе на ПАО "НЛМК", ПАО "Северсталь", в ПАО "Евраз НТМК", в ПАО "ММК", ТагМет с получением строительных материалов (щебня, шлаковой муки, фосфат-шлака) и извлечением значительного количества металла [123].
Комплекс переработки отвальных шлаков на ПАО "НЛМК" позволяет ежегодно перерабатывать до 3 млн т шлака с получением до 300 тыс. т металлопродукта, используемого в агломерационном, доменном и сталеплавильном производствах.
Пыль и шламы, собранные после систем первичного и вторичного обеспыливания в конвертерном производстве, могут содержать примеси тяжелых металлов, в особенности цинка, источником которого является главным образом лом, загружаемый в кислородный конвертер.
Для выполнения требований по производственному рециклингу пыли следует использовать лом с низким содержанием цинка, например исключить лом, в котором содержатся продукты гальванической обработки. Для вовлечения в хозяйственный оборот необходима разработка технологий переработки таких отходов с извлечением прежде всего цинка
Конвертерный газ сталеплавильного производства является вторичным энергетическим ресурсом. Его усредненный состав при плавке с верхней и нижней продувкой может быть охарактеризован следующим образом, %: 67 - 79 CO, 13 - 16 CO2, 5 - 14 N2, 0 - 3 H2, 0 - 3 H2O. Теплота сгорания газа составляет 8,4 - 9,2 МДж/м3 при температуре на выходе из конвертера 1400 °C - 1600 °C. Выход конвертерного газа оценивается в 60 - 80 м3/т стали.
Для утилизации энергии конвертерных газов возможно применение трех систем:
- с полным дожиганием и утилизацией тепловой энергии;
- частичным дожиганием и утилизацией тепловой энергии;
- без дожигания газа и использованием его как топлива в энергетическом балансе предприятия.
В системе полного дожигания технологический газ после выхода из конвертера сжигается в газоотводящем тракте. Энергия утилизируется путем использования физического тепла этого газа в котле-утилизаторе. Серийные котлы-утилизаторы (охладители конвертерных газов) имеют производительность по пару 160 - 210 т/ч при его пиковом давлении до 5 МПа. Системы полного дожигания характеризуются большим удельным выходом газов (500 - 1000 нм3/т жидкой стали и более) по сравнению с системами без дожигания (50 - 100 нм3/т жидкой стали).
В системе с частичным дожиганием часть отходящего конвертерного газа дожигается в газоотводящем тракте перед котлом-утилизатором (при коэффициенте расхода воздуха  ), далее газ выводится на "свечу", где осуществляется его полное дожигание и отведение в атмосферу.
), далее газ выводится на "свечу", где осуществляется его полное дожигание и отведение в атмосферу.
), далее газ выводится на "свечу", где осуществляется его полное дожигание и отведение в атмосферу.В системе без дожигания CO перед котлом-утилизатором утилизируется физическое тепло отходящих газов с последующим полным сжиганием на "свече" (отраслевая практика) или отведением в газгольдер и применением в качестве топлива (европейский опыт).
В любом из рассмотренных вариантов очистка газов производится после их использования в котле-утилизаторе.
Охлажденный в охладителях конвертерных газов и очищенный конвертерный газ может улавливаться (направляться в газгольдер). В этом случае, в соответствии с зарубежной практикой, газ поступает в струйные охладители и полые скрубберы, затем в трубы Вентури и далее в центробежные скрубберы (мокрые циклоны), после которых попадает в газгольдер.
На российских заводах конвертерный газ не улавливается.
Блок-схема материальных потоков выплавки стали в электродуговых печах дана на рисунке 3.16, а количественная характеристика материальных потоков в таблице 3.33.

в электродуговых печах [113]
Таблица 3.33
в странах ЕС [113]
Вход | Выход | ||||
Сырьевые материалы | Продукты | ||||
Лом | кг/т жидкой стали | 1039 - 1232 | Жидкая сталь | кг | 1000,0 |
Чугун в чушках | 0 - 153 | ||||
Чугун жидкий <1> | Выбросы в воздух | ||||
Железо прямого восстановления DRI | 0 - 215 | Отходящие газы | Млн нм3/ч | 1 - 2 | |
Известь/доломит <2> | 25 - 140 | CO | г/т жидкой стали | 50 - 4500 | |
Уголь (включая антрацит и уголь) | 3 - 28 | SO2 | 13 - 460 | ||
Графитовые электроды | 2 - 6 | NOx | 13 - 460 | ||
Огнеупорная футеровка | 4 - 60 | Пыль | 4 - 300 | ||
Лигатура | 11 - 40 | ||||
Углеродистая сталь Высоколегированная и нержавеющая сталь | 23 - 363 | ||||
HCl | мг/т жидкой стали | 5800 - 35 250 | |||
Zn | 200 - 24 000 | ||||
Pb | 75 - 2850 | ||||
Cr | 12 - 2800 | ||||
Cu | 11 - 510 | ||||
Газы | Ni | 3 - 200 | |||
Кислород | м3/т жидкой стали | 5 - 65 | Hg | 2 - 200 | |
Аргон | 0,3 - 1,45 | Cd | 1 - 148 | ||
Азот | 0,8 - 12 | HF | 0,04 - 15 000 | ||
Пар <3> | кг/т жидкой стали | 33 - 360 | TOC | 35 - 260 | |
Энергия | Бензол | 30 - 4400 | |||
Электроэнергия | кВт·ч/т жидкой стали | 404 - 748 | Хлорбензолы | 0,2 - 12 | |
МДж/т жидкой стали | 1454 - 2693 | ПАУ | 9 - 970 | ||
Топливо (природный газ и жидкие топлива) | МДж/т жидкой стали | 50 - 1500 | ПХБ | 0,01 - 5 | |
Вода | м3/т жидкой стали | 1 - 42,8 | ПХДД/Ф | мкг I-TEQ/т жидкой стали | 0,04 - 6 |
Выход | |||||
Остатки производства (отходы/побочная продукция) | |||||
Шлак от печи | кг/т жидкой стали | 60 - 270 | |||
Шлак от ковша | 10 - 80 | ||||
Пыль | 16 - 22,8 | ||||
Отходы огнеупоров | |||||
Шум | дБ(А) | 90 - 133 | |||
При производстве стали в электродуговых печах основными источниками энергии являются электроэнергия и природный газ. Общее потребление энергии на входе для данного технологического процесса составляет 2300 - 2700 МДж/т произведенной стали, из которых 1250 - 1800 МДж/т приходится на электроэнергию. Затраты кислорода составляют 24 - 56 м3/т стали [113].
За последние 40 лет использование физического тепла отходящих газов электродуговой печи достигло 140 кВт ч/т жидкой стали, в основном расходуемого на нагрев лома (приблизительно до 800 °C), что снижает потребление энергии на 100 кВт ч/т жидкой стали. Таблица 3.34 иллюстрирует потребление ресурсов в отрасли при производстве стали в электродуговых печах.
Таблица 3.34
стали в электродуговых печах (по данным анкетирования)
Потребление электроэнергии, кВт·ч/т | Топливо - природный газ, м3/т | Технологические газы (кислород), м3/т | Потребление воды, м3/т | |
техническая вода на технологические нужды (в т.ч. оборотных циклов) | "свежая" вода | |||
312 - 590 | 10 - 52 | 32 - 71 | 61 - 210 | 0,06 - 7,3 |
Расход технической воды на процесс (в том числе оборотных циклов) находится в диапазоне от 61 до 210 м3/т продукции, однако основная часть этой воды почти полностью находится в замкнутом водооборотном цикле, который составляет 98,8% - 100%.
Таблица 3.35
Удельное расход сырья (кг/т) при производстве стали
в электродуговых печах в отрасли (по данным анкетирования)
Сырьевые материалы | Расход |
Лом | 559 - 1126 |
Чугун | 3,7 - 542 |
Скрап | 16,3 - 59,5 |
Ферросплавы | 10,8 - 21,4 |
ГБЖ | 15,8 - 19 |
Окатыши | 16,8 |
Коксовая мелочь | 12 - 19,3 |
Кокс | 0,3 - 2,9 |
Известь | 54,4 - 61,2 |
Известняк/доломит | 0,3 - 51,8 |
Стружка | 17 |
Легирующие | 7,6 |
Окалина | 6,8 |
ВСЕГО | 1102 - 1274 |
Источниками выбросов в электросталеплавильном производстве являются собственно электродуговая печь, машины непрерывного литья заготовок, а также дополнительные агрегаты, предназначенные для обеспечения процесса плавки (стенды сушки и разогрева стальковшей и промежуточных ковшей, печи-ковши, установки вакуумирования стали).
Отходящие газы электродуговой печи квалифицируются как первичные выбросы и составляют ~ 95% общих выбросов процесса. Первичные выбросы отбираются из четвертого отверстия с патрубком для газоотсоса (в случае трех электродов - печи на переменном токе) или из второго отверстия с патрубком для газоотсоса (в случае одного электрода - печи на постоянном токе). Существуют также электродуговые печи без четвертого отверстия, которые снабжены шумопылезащитным кожухом с полным закрытием печи и с отводом газа из-под кожуха.
Отходящие газы, которые образуются при разделке лома, загрузке шихты и выпуске плавки, а также при выбросах из печных отверстий, улавливаются с помощью вытяжного зонта, обычно размещаемого выше печи (или в районе крыши) и идентифицируются как вторичные выбросы. В зависимости от размеров здания и мощности печи расход газов в системе аспирации может превышать 1 млн м3/ч.
Применяют следующие конфигурации для улавливания:
- электродуговые печи с улавливанием первичных отходящих газов от печи (2 и 4 отверстия) и вытяжной зонт для улавливания вторичных отходящих газов, установленный в здании с открытой секцией крыши;
- электродуговые печи с улавливанием первичных отходящих газов от печи (2 и 4 отверстия) и шумо- и пылезащитным кожухом, улавливающим весь дым из печи, с отводом в одну систему вытяжки, установленную в здании с открытыми секциями крыши;
- электродуговые печи с улавливанием первичных отходящих газов от печи (2 и 4 отверстия), установленные в здании с полностью закрытой крышей, со сбором потока вторичных отходящих газов;
- в некоторых случаях улавливание происходит только из одного отверстия (2 или 4).
Удельные выбросы в процессах загрузки печи, выпуска стали из печи (с учетом неорганизованных утечек) составляют варьируют от 1,4 до 3,5 кг пыли/т жидкой стали перед очисткой.
Выход газов из электросталеплавильной печи и состав газовой фазы зависит от состава шихты, скорости плавления, технологического и температурного режима плавки, режима кислородной продувки и т.п. В процессе плавки стали в электропечах, особенно при вдувании кислорода, температура металла повышается до 3000 °C, происходят различные химические реакции, сопровождающиеся образованием газа. Этот газ содержит продукты выгорания электродов, испарения железа, кремния и других веществ, содержащихся в металле. Из электропечи газы выделяются во время загрузки шихты, в процессе плавки и слива стали в ковш. Газ, выделяющийся из печи, имеет следующий примерный состав: 15% - 25% CO; 5% - 11% CO2; 0,5% - 3,5% H2; 3,5% - 10% O2; 61% - 72% N2.
Температура газа на выходе из печи составляет 1800 °C - 2000 °C. Газ взрывоопасен из-за наличия в нем CO, поэтому перед очисткой CO дожигается в специальном устройстве.
Концентрация пыли в газе может изменяться в широких пределах: от 2 до 10 г/м3 без продувки кислородом и при продувке - от 14 до 100 г/м3, причем запыленность газов зависит от объема подсоса в зоне дожигания. Средний удельный выход пыли составляет 6 - 9 кг/т стали [125]. Основная масса пыли (~42%) - мелкодисперсная (< 10 мкм) и образуется в результате испарения металла в зоне действия электрических дуг и кислородной продувки и последующей конденсации в печном пространстве и газоходах. Шлакообразующие добавки дают более крупные фракции. Состав пыли представлен оксидами железа (до 80%), кремния, алюминия, марганца, кальция, а также содержит тяжелые металлы (свинец, цинк, медь, хром, никель, мышьяк, кадмий и ртуть). Вынос ферромагнитной пыли из печи составляет 2,5 - 10 кг/т стали.
Обычно удельные значения выбросов (концентраций) включают и вторичные выбросы, поскольку первичные и вторичные выбросы часто объединяются в общую газоотводящую систему (см. таблицу 3.36).
Таблица 3.36
при производстве стали в электродуговых печах в отрасли
(по данным анкетирования), г/т
Наименование ЗВ | Технологический этап/Источник выброса | Масса ЗВ в отходящих газах после очистки | |
Диапазон | Среднее | ||
NO2 | Подготовка стальковшей | 0,1 - 10,7 | 3,6 |
NO | 0,1 - 1,74 | 0,7 | |
CO | 0,4 - 18,1 | 7,7 | |
SO2 | 0,14 - 1,24 | 0,7 | |
NO2 | Печь-ковш Очистка мокрая: Труба Вентури, каплеуловитель Очистка сухая: Фильтр рукавный | 6 - 9,8 | 7,9 |
NO | 1 - 3,48 | 2,2 | |
CO | 0,017 | ||
Пыль неорганич. | 0,105 - 4 | 1,9 | |
MgO | 1 - 2 | 1,5 | |
Mn и его соед. | 0,1 - 1,43 | 0,8 | |
NO2 | Дуговая электросталеплавильная печь (ДСП) Очистка сухая: Фильтр рукавный | 8,5 - 552,9 | 281 |
NO | 2,5 - 257,4 | ||
CO | 270 - 4499 | 2910 | |
SO2 | 4 - 335 | 41 | |
Пыль неорганич. суммарно | 140 - 749,4 | 500 | |
MgO | 1,5 - 7,6 | 4,4 | |
Mn и его соед. | 1 - 17 | 6,4 | |
Fe2O3 | 9 - 230 | 85,7 | |
Разливка стали (МНЛЗ) Очистка сухая: Фильтр рукавный | |||
CO | 0,36 - 3,8 | 2,1 | |
Пыль неорганич | 5,9 | ||
Mn и его соед. | 0,09 | ||
NO2 | Установка внепечной обработки стали (УВОС) Очистка сухая: Фильтр рукавный | 67,9 - 80 | 73,9 |
NO | 11 | ||
CO | 30 - 52,8 | 41,4 | |
Пыль неорганич. суммарно | 3,9 - 91 | 53 | |
MgO | 3,8 | ||
Mn и его соед. | 2,1 | ||
Fe2O3 | 23 | ||
В небольших количествах в газах находятся следующие загрязняющие вещества, мг/м3 (г/т): оксиды азота - 550 (270); оксиды серы - 5 (1,6); цианиды - 60 (28,4); фториды - 1,2 (0,56) [121, 125].
В электросталеплавильном производстве из-за периодического режима плавки имеют место так называемые технологические выбросы, достаточно сложно эвакуируемые. Для улавливания таких выбросов применяются следующие системы:
- устройство фонарей и вытяжных шахт в крыше цеха, через которые попавший в цех газ удаляется естественным путем;
- установка над электропечью зонта или колпака, полностью перекрывающего свод печи (вместо зонта иногда делают колпаки, укрепленные на каркасе печи, непосредственно у мест пыле- и газовыделений);
- секционный отсос, представляющий собой укрытие из нескольких секций, присоединенных к вытяжному газоходу;
- отвод газа непосредственно из-под свода печи, в котором делают специальное отверстие, через которое при помощи водоохлаждаемого патрубка, соединенного с газоотводящим газопроводом, отсасывают газ;
- отвод газа из-под свода печи через патрубок с разрывом газового потока;
- полное укрытие печи, позволяющее улавливать газы, выделяющиеся при загрузке, плавке и сливе металла.
Очистку отходящих газов электропечей от пыли осуществляют мокрым способом в трубах Вентури и сухим способом в электрофильтрах или рукавных фильтрах, сравнительная эффективность которых показана в таблице 3.37. В настоящее время для очистки газов от пыли все чаще используют рукавные фильтры с применением термостойких фильтровальных тканей из синтетических волокон (выдерживают температуру до 250 °C).
Таблица 3.37
электродуговой печи полного цикла [113]
Технология очистки выбросов | КПД <*>, % |
Рукавный фильтр | 95 |
Электрофильтр | > 95 |
Кожух, зонт и тканевый фильтр | > 99,5 |
Волокнистый фильтр и дожигание | > 95 |
На ПАО "ММК" выбросы дуговых сталеплавильных печей N 1 и N 2 направляются на газоочистку с рукавными фильтрами производительностью 1,3 млн м3/ч от начальной концентрации пыли 2 - 5 г/м3 до остаточной концентрации 0,010 г/м3 [122].
Сточные воды газоочистки электросталеплавильных цехов (в случае применения мокрых систем газоочистки) загрязняются мельчайшими ферромагнитными взвесями, включающими оксиды железа, алюминия, марганца, магния, никеля, кремния, кальция, хрома и др. Следует отметить, что пыль, выносимая из печи, склонна к слипанию, плохо смачивается водой, а примерно 70% частиц, содержащихся в сточных водах, характеризуется крупностью < 10 мкм; взвесь сточных вод электросталеплавильных цехов очень трудно осаждается.
Сточные воды от установок охлаждения и гидравлической чистки изложниц, охлаждения оборудования МНЛЗ, загрязненные шлаком, окалиной, известью, осветляются в яме окалины, затем - в радиальных или горизонтальных отстойниках. Доочистка воды осуществляется на скорых или напорных песчаных фильтрах, после чего очищенная вода вновь поступает в систему оборотного водоснабжения.
При очистке сточных вод после промывки фильтров, после центрифуги, чаще всего в сточные воды добавляют коагулянт (сульфат алюминия, сульфат железа) и флокулянт (полиакриламид). Для осветления сточных вод применяют аппараты-осветлители. Для первичного обезвоживания шлама, образующегося при осветлении и очистке сточных вод, применяют отстойники-сгустители, фильтр-прессы, центрифуги для обезвоживания шлама и сушильные барабаны
Данные по удельному образованию отходов при производстве стали в электродуговых печах в странах ЕС представлены таблице 3.33, для металлургической отрасли в РФ - в таблице 3.38.
Таблица 3.38
в отрасли (по данным анкетирования)
Наименование отхода | Объем образования, кг/т продукции | Обращение с отходами | |
среднее | диапазон | ||
Шлак электросталеплавильный | 197,7 | 127 - 282 | Рециклинг - в сталеплавильном производстве; Переработка в шлаковый щебень; Использование для ликвидации горных выработок; Использование в производстве цемента; Использование в качестве инертного материала на полигоне |
Скрап стальной незагрязненный | 49,5 | 43 - 56 | Рециклинг - в сталеплавильном производстве |
Лом и отходы, содержащие незагрязненные черные металлы в виде изделий, кусков, несортированные | 28,8 | 0,88 - 82,6 | Рециклинг - в сталеплавильном производстве |
Отходы известняка, доломита и мела в кусковой форме практически неопасные | 21,6 | 0,116 - 43 | Использование сторонними организациями при производстве строительных материалов |
Пыль газоочистки черных металлов незагрязненная | 15,8 | 12,9 - 18,8 | Размещение на полигоне (90%); Использование при создании инертного слоя при рекультивации полигонов |
Пыль аспирации электросталеплавильного производства | 14,7 | 0,12 - 41 | Рециклинг - переработка в окатыши железосодержащие; Рециклинг - в качестве железосодержащей добавки при производстве агломерата; Использование для ликвидации горных выработок; Размещение на ОРО; Передача сторонним организациям |
Окалина при непрерывном литье заготовок | 6,6 | 0,02 - 18,7 | Рециклинг - в агломерационном и/или сталеплавильном производстве; Передача сторонним организациям |
Лом футеровок печей и печного оборудования производства черных металлов | 4,3 | 2,3 - 6,6 | Сортировка, извлечение металлоскрапа; Рециклинг - при выплавке стали; Использование в собственном производстве полученных огнеупорных порошков |
Электроды графитовые отработанные не загрязненные опасными веществами | 0,2 | 0,03 - 0,92 | Рециклинг - в качестве добавочного материала; Повторное использование после восстановления резьбы; Передача сторонним организациям |
Производственные остатки (отходы и побочная продукция) включают электросталеплавильный шлак, шлак внепечной обработки, пыль систем газоочисток, отходы огнеупорных материалов от ремонта печей и печного оборудования и являются, в основном, малоопасными и практически неопасными отходами (IV и V классов опасности).
Предприятия по производству ферросплавов оказывают значительное негативное воздействие на окружающую среду - выбросы, содержащие отходящие газы и пыль, загрязненные стоки и отходы в виде шлаков сложного состава.
Основные процессы при выплавке углетермическим процессом ферросплавов (ферромарганца и силикомарганца) представлены на рисунке 3.17.
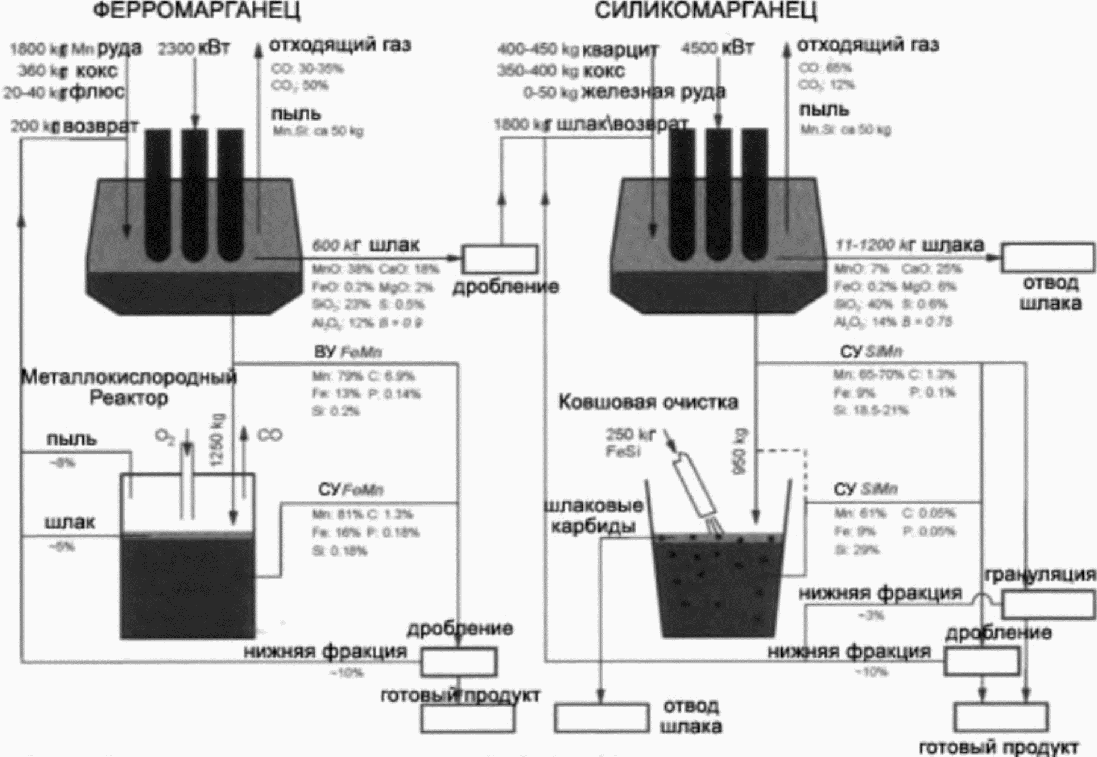
НУ - низкоуглеродистый; СУ - среднеуглеродистый;
ВУ - высокоуглеродистый
Рисунок 3.17 - Схема производства FeMn и SiMn [122]
Потребление ресурсов при производстве ферросплавов представлено в приложении Д.
Ферросплавные электропечи - источники пылегазовых выделений, количество и состав которых зависят от состава ферросплава, технологии выплавки ферросплавов и конструкции ферросплавных печей (см. таблицу 3.39).
Таблица 3.39
Вещество | Ферросплав | ||||
Феррохром | Ферросилиций | Ферромолибден | |||
По данным анкетирования | По данным анкетирования | По данным анкетирования | |||
SO2 | 0,2 - 3,0 | 0,5 - 9 | 1,326 - 4,26 | 64,96 - 86,5 | |
CO | не изм. | 0,93 - 1,068 | 14 - 24 | 2,16 - 9,78 | 93,7 - 135,6 |
NO2 | 0,5 - 1,5 <*> | 1,4 - 1,763 | 6 - 7 <*> | 0,77 - 14,322 | 2,2 - 3,53 |
NO | 0,23 - 0,286 | 0,125 - 6,552 | 0,3 - 0,5 | ||
ПХДД/Ф | < 0,1 нг/нм3 | н.д. | 40 нг/т | н.д. | н.д. |
ПАУ | не изм. | н.д. | 0,0015 | н.д. | н.д. |
ЛОС | не изм. | н.д. | 0,045 | н.д. | н.д. |
Пыль 20 - 70% SiO2 | н.д. | н.д. | 3,7 - 8,6 | ||
Пыль > 70% SiO2 | н.д. | 0,17 - 7,5 | н.д. | ||
Взвеш. вещества | 0,954 - 1,031 | н.д. | н.д. | ||
Cr | 0,039 | н.д. | н.д. | ||
Образующиеся колошниковые газы содержат 70% - 90% оксида углерода и других газообразных оксидов (SO2, NOX), значительное количество мелкодисперсной пыли, в незначительных концентрациях возможно присутствие HF, полиароматических углеводородов (ПАУ), летучих органических соединений (ЛОС) и тяжелых металлов [127]. Образование ПХДД/Ф в зоне горения и в зоне охлаждения газоочистки (вторичный синтез) вероятно для полуоткрытых печей. В производстве ферромолибдена в качестве флюса может применяться плавиковый шпат CaF2, что может приводить к эмиссии фторидов в количестве 150 - 260 мг/нм3
Источниками загрязнения воздуха являются также печи для сушки и обжига шихтовых материалов.
Пыль, выделяющаяся при производстве различных ферросплавов, состоит из SiO2, CaO, MgO, Al2O3, FeO + Fe2O3, Cr2O3 и других компонентов, содержание которых зависит от типа сплава и состава шихты. Так, при получении ферросилиция основным компонентом пылей является диоксид кремния, силикокальция - оксиды кремния и кальция. Для марганцевых ферросплавов характерно наличие в пыли оксидов марганца, для хромистых ферросплавов - оксидов хрома.
Загрязняющие вещества содержатся также в возгонах. Так, при производстве ферровольфрама, помимо основных пылевых выбросов оксидов кремния, кальция, марганца, железа и вольфрама, в возгонах содержатся свинец, висмут, медь, мышьяк, цинк, фосфор, сера, оксиды магния, алюминия [128].
В связи с тем, что в состав отходящих газов входит много различных химических соединений, очистка их связана с большими затратами. Стоимость системы очистки газов закрытой печи составляет 10% от стоимости всей печной установки, для открытой печи стоимость возрастает до 90% [121].
Газы, отходящие от открытых печей, улавливают с помощью зонта, расположенного над печью. При этом вместе с газами под зонт всасывается воздух и происходит сгорание составляющих газа при смешивании их с кислородом воздуха. Образуются большие объемы (до 400 тыс. м3/ч) газовоздушной смеси с температурой до 500 °C и содержанием пыли 1 - 3 г/м3. Очистку газов от открытых ферросплавных печей осуществляют в тканевых фильтрах, скоростных пылеуловителях с трубами Вентури и электрофильтрах. Конструкции пылегазоочистных сооружений для улавливания токсичных марганцевых пылей в составе отходящих газов открытых печей, производящих высокоуглеродистый ферромарганец и силикомарганец, обеспечивают сухую очистку газа с применением рукавных фильтров до уровня остаточной запыленности менее 10 мг/м3 при содержании пыли перед рукавными фильтрами 1,15 г/м3, (эффективность 99%) [126].
Основным компонентом отходящих газов из закрытой печи является CO (70% - 90%);  содержание CO соответствует выплавке кремнистых сплавов, меньшее - выплавке углеродистого феррохрома. Кроме того, в газе содержатся, %): 2 - 19 CO2, 2 - 11 H2, 0,3 - 5,0 CH4, 0,1 - 4,0 N2, 0,2 - 2,0 O2. Горючую часть газа составляют CO, H2 и CH4, в небольшом количестве имеются SO2, H2S и другие компоненты, приводящие к коррозии газового тракта, аппаратов пыле- и газоочистки и шламового хозяйства. Температура неразбавленного газа может быть от 400 °C до 1150 °C [121]. Запыленность газа составляет 15 - 40 г/м3, причем 98% частиц пыли имеют размер < 10 мкм и 65% - 80% - < 5 мкм. Основная масса газа (до 85%) выводится на очистку, в цех попадает небольшая его часть, которая удаляется через фонарь.
содержание CO соответствует выплавке кремнистых сплавов, меньшее - выплавке углеродистого феррохрома. Кроме того, в газе содержатся, %): 2 - 19 CO2, 2 - 11 H2, 0,3 - 5,0 CH4, 0,1 - 4,0 N2, 0,2 - 2,0 O2. Горючую часть газа составляют CO, H2 и CH4, в небольшом количестве имеются SO2, H2S и другие компоненты, приводящие к коррозии газового тракта, аппаратов пыле- и газоочистки и шламового хозяйства. Температура неразбавленного газа может быть от 400 °C до 1150 °C [121]. Запыленность газа составляет 15 - 40 г/м3, причем 98% частиц пыли имеют размер < 10 мкм и 65% - 80% - < 5 мкм. Основная масса газа (до 85%) выводится на очистку, в цех попадает небольшая его часть, которая удаляется через фонарь.
содержание CO соответствует выплавке кремнистых сплавов, меньшее - выплавке углеродистого феррохрома. Кроме того, в газе содержатся, %): 2 - 19 CO2, 2 - 11 H2, 0,3 - 5,0 CH4, 0,1 - 4,0 N2, 0,2 - 2,0 O2. Горючую часть газа составляют CO, H2 и CH4, в небольшом количестве имеются SO2, H2S и другие компоненты, приводящие к коррозии газового тракта, аппаратов пыле- и газоочистки и шламового хозяйства. Температура неразбавленного газа может быть от 400 °C до 1150 °C [121]. Запыленность газа составляет 15 - 40 г/м3, причем 98% частиц пыли имеют размер < 10 мкм и 65% - 80% - < 5 мкм. Основная масса газа (до 85%) выводится на очистку, в цех попадает небольшая его часть, которая удаляется через фонарь.Для очистки отходящих газов закрытых печей применяются мокрые (скрубберы Вентури) и сухие способы (рукавные фильтры с использованием тканей повышенной термостойкости обеспечивают конечную запыленность отводимого газа менее 10 мг/м3). Электрофильтры применяют реже, так как удельное электрическое сопротивление сухой пыли составляет более 1011 Ом·см. Метод сухой очистки позволяет вернуть в производство пыль, уносимую газами из ферросплавных печей.
Однако сухой способ имеет ряд недостатков: низкую стойкость тканевых фильтров, высокие эксплуатационные и капитальные расходы. Если стоимость мокрой системы газоочистки закрытых печей составляет около 10% от затрат на всю печную установку, то стоимость системы сухой газоочистки открытых печей - 30%. Для повышения эффективности очистки и снижения эксплуатационных затрат целесообразны слоевые зернистые фильтры, в которых запыленные газы проходят через слой шихтовых материалов, используемых при производстве данного сплава; применение новых высокотемпературных материалов (металлоткани, графитовые ткани и др.).
Преимущество мокрой газоочистки состоит в том, что колошниковый газ в контакте с водой сразу охлаждается, однако это требует создания локального оборотного цикла.
Газ после очистки либо используется в качестве топлива, либо выбрасывается в атмосферу с предварительным дожиганием до диоксида углерода (CO2), что выполняется в открытых печах. Газы, отходящие от закрытой ферросплавной печи, можно использовать как топливо и как сырье для химической промышленности.
Сточные воды ферросплавного производства образуются при очистке газов, разливке и грануляции ферросплавов, производстве углеродной массы. Стоки характеризуются наличием взвешенных частиц, обладают щелочной реакцией, содержат цианиды и роданиды (стоки от газоочистки электропечей при выплавке ферросплавов), в увеличенном количестве сухой остаток и фенолы (стоки цеха электродных масс), марганец, фтор (стоки флюсоплавильного производства), хром, мышьяк, ванадий, никель и др [126]. Сточные воды загрязняются мельчайшими ферромагнитными взвесями. Примерно 70% частиц, содержащихся в сточных водах газоочисток электропечей, характеризуется крупностью < 10 мкм, поэтому такая взвесь очень трудно осаждается.
В ферросплавном производстве используется оборотное водоснабжение (85% всей используемой воды находится в обороте): при этом в оборот включается и грязная вода от промывки газа, она используется после осветления в горизонтальных, радиальных отстойниках или в сгустителе. Гидравлическая нагрузка на 1 м2 поверхности отстойника не превышает 0,6 м3/ч, применение магнитной коагуляции способствует увеличению удельной нагрузки на 1 - 1,2 м3/(ч·м2) [121]. Наряду с магнитным полем, вводят добавки флокулянтов (полиакриламид).
Количество и состав отходов, образующихся в процессе производства ферросплавов, зависят от используемого сырья, количественные характеристики приоритетных отходов даны в таблице 3.40.
Таблица 3.40
при производстве ферросплавов в РФ [126]
Вид сплава | Объем производства, тыс. т/г | Пыль | Шламы | Шлаки | |||
Выход, кг/т | Масса. т/год | Выход, кг/т | Масса. т/год | Кратность | Масса, т/год | ||
Кремниевые | 566,4 | 120 | 67968 | н.д. | н.д. | 0,1 | 56640 |
Хромовые | 354,0 | 50 | 17700 | н.д | н.д. | 0,9 | 318600 |
Марганцевые | 188,8 | 10 | 1888 | 100 | 18880 | 1.2 | 226560 |
Всего: | 1109,2 | 87556 | 18880 | - | 601800 | ||
Уловленная при сухой очистке газа, отходящего от ферросплавных печей, пыль содержит цветные металлы, входящее в состав компонентов шихты для производства ферросплавов (с высокой стоимостью ведущего компонента - феррованадия, ферромолибдена, феррониобия), поэтому пыли и шламы (после обезвоживания) подвергаются рециклингу.
Пыль кремнистых сплавов используют в производстве огнеупоров, стройматериалов, бетонов, для нанесения защитных покрытий на поверхность изложниц, в качестве теплоизолирующего материала и т.д.
Текущие шлаки производства ферросплавов после дробления и фракционирования применяют в дорожном строительстве.
В составе отходящих газов закрытых ферросплавных печей преобладает оксид углерода (70% - 90%), по этой причине газ ферросплавных печей является вторичным энергетическим ресурсом. Выход ферросплавного газа варьирует в пределах от 300 до 1350 м3/т сплава.
Очищенный колошниковый газ закрытых ферросплавных печей является высококалорийным топливом с теплотворной способностью 9250 - 10500 кДж/м3 и используется при отоплении котлов, в печах обжига извести, а также в трубчатых печах для предварительного нагрева шихты.
Предприятия, реализующие виды деятельности, отнесенные к областям применения настоящего справочника НДТ, занимаются разработкой, внедрением и совершенствованием систем экологического менеджмента (СЭМ), со времени публикации первых международных стандартов (1996 - 1998 гг.). В настоящее время действуют стандарты ISO 14001:2015 Environmental management systems - Requirements with guidance for use [129] и ГОСТ Р ИСО 14001-2016 [130] <1>, и многие компании сообщают о подготовке к сертификации или о получении сертификатов в соответствии с новыми требованиями.
--------------------------------
<1> До конца сентября 2018 г. организации могут использовать прошлые версии стандартов.
СЭМ представляет собой часть системы менеджмента организации, используемую для управления экологическими аспектами, выполнения принятых обязательств и учитывающую риски и возможности [130]. В общем случае система менеджмента - это совокупность взаимосвязанных элементов, используемых для установления политики и целей, а также для достижения этих целей. СЭМ включает в себя организационную структуру, деятельность по планированию, распределение ответственности, практики, процедуры, процессы и ресурсы. Современные системы менеджмента разрабатываются с учетом оценки рисков и возможностей: первоочередное внимание уделяется экологическим аспектам, вызывающим наиболее значимое негативное воздействие на ОС, обусловливающим репутационные риски и проблемы взаимодействия с природоохранными органами и населением и, напротив, открывающим дополнительные возможности для развития бизнеса [129 - 131] <2>.
--------------------------------
<2> Концепция риск-ориентированного мышления подразумевалась и в предыдущих версиях стандартов, включая, например, выполнение предупреждающих и корректирующих действий.
Экологический аспект - ключевое понятие СЭМ, позволяющее соотнести деятельность организации и ее взаимодействие с окружающей средой. Экологический аспект рассматривается как элемент деятельности организации, ее продукции или услуг, который может взаимодействовать с ОС. Использование этого понятия существенно облегчает применение подходов предотвращения загрязнения, так как позволяет идентифицировать и обеспечить контроль экологических аспектов и тем самым минимизацию негативного воздействия при условии соблюдения производственных требований. Соотношение "экологические аспекты" и "воздействие на окружающую среду" можно рассматривать как соотношение "причины и условия" и "следствие". В контексте НДТ это означает, что контроль причин и условий воздействия - экологических аспектов - позволяет решать задачи предотвращения и (или) сокращения негативного воздействия организации на окружающую среду, т.е. обеспечивать ее защиту.
Для предприятий области распространения настоящего справочника НДТ приоритетные экологические аспекты идентифицируются в результате анализа таких факторов воздействия на окружающую среду, как (см. раздел 3):
- выбросы загрязняющих веществ в атмосферу;
- образование отходов;
- сбросы загрязняющих веществ в водные объекты и организация водооборотных циклов;
- потребление энергии, сырья и материалов.
В открытых нефинансовых отчетах компаний, предприятия которых реализуют виды деятельности, отнесенные к областям применения настоящего справочника НДТ, отмечено, что приоритетное внимание следует уделять улучшению показателей экологической результативности производственных процессов и учету экологических требований в инвестиционной политике при реконструкции и развитии производства.
Последовательное улучшение экологической результативности и предотвращение загрязнения являются ключевыми принципами СЭМ.
Предотвращение загрязнения предполагает использование процессов, практических методов, подходов, материалов, продукции или энергии для того, чтобы избежать, уменьшить или контролировать (отдельно или в сочетании) образование, выброс или сброс любого типа загрязняющих веществ или отходов, чтобы уменьшить отрицательное воздействие на окружающую среду. Предотвращение загрязнения может включать уменьшение или устранение источника, изменение процесса, продукции или услуги, эффективное использование ресурсов, замену материалов и энергии, повторное использование, восстановление, вторичную переработку, утилизацию и очистку [130]. Таким образом, принцип предотвращения загрязнения полностью соответствует содержанию термина "наилучшие доступные технологии".
Последовательное улучшение - периодический процесс совершенствования системы экологического менеджмента с целью улучшения общей экологической результативности, согласующийся с экологической политикой организации [129].

Рисунок 3.18 - Модель системы
экологического менеджмента [130]
Более детальное разъяснение этого принципа приведено в "Схеме экоменеджмента и аудита" (The Eco-Management and Audit Scheme (EMASIII) [132]):
"Процесс улучшения, год за годом, измеримых результатов системы экологического менеджмента, связанных с управлением организацией ее значимыми экологическими аспектами, основанный на ее экологической политике, целях и задачах, причем улучшение результатов необязательно должно происходить во всех сферах деятельности одновременно".
Процесс последовательного улучшения реализуется путем постановки экологических целей и задач, выделения ресурсов и распределения ответственности для их достижения и выполнения. При этом с точки зрения наилучших доступных технологий детализированные требования к результативности должны ставиться с учетом технологических показателей НДТ. Тем самым, принцип последовательного улучшения приобретает конкретность, получает численные ориентиры, что соответствует современным взглядам на требования к системам экологического менеджмента [129].
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду ст. 22 Федерального закона от 10.01.2002 N 7-ФЗ, а не Федерального закона от 21.07.2014 N 219-ФЗ. |
В связи с тем, что для постановки и проверки выполнения задач СЭМ необходимо обеспечить систему оценки (в том числе и по результатам измерений) показателей результативности, разработка программ экологического менеджмента предполагает и совершенствование практики производственного экологического мониторинга и контроля, включая выбор, обоснование и организацию измерений ключевых параметров [133]. Это тем более важно, что в соответствии со статьей 22 Федерального закона от 21 июля 2014 г. N 219-ФЗ "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации" [134] предприятий категории I должны будут передавать результаты измерений концентраций загрязняющих веществ, содержащихся в выбросах в атмосферный воздух и сбросах в водные объекты, в "...государственный фонд данных государственного экологического мониторинга (государственного мониторинга окружающей среды), создаваемый и используемый в соответствии с законодательством в области охраны окружающей среды".
В отличие от прошлых версий стандартов, устанавливающих требования к СЭМ, в документах 2015 - 2016 гг. [129, 130] более значительное внимание уделено таким понятиям, как демонстрация лидерства на всех уровнях, учет контекста (среды) организации и ожиданий заинтересованных сторон, а также, как уже отмечено, учет рисков и возможностей.
В порядке учета контекста (среды) организации необходимо определить внешние и внутренние факторы, относящиеся к намерениям организации и влияющие на ее способность достигать намеченных результатов. Такие факторы должны включать в себя особенности экологических условий, воздействия организации на окружающую среду, а также сложившееся в обществе восприятие вида деятельности или отрасли.
Подчеркнем, что в ряде субъектов Российской Федерации предприятия черной металлургии (в том числе, предприятия, производящие чугун и сталь) воспринимаются как крупнейшие загрязнители, вносящие существенный вклад в загрязнение воздушной среды и в объемы образования отходов в регионе. Отнесение предприятий черной металлургии к объектам I категории не может не проявиться в формировании новых ожиданий заинтересованных сторон, в том числе, предполагающих, что компании возьмут на себя новые обязательства. При этом инструменты СЭМ могут быть использованы для идентификации заинтересованных сторон, их потребностей и ожиданий, а также для обеспечения доступа к информации о соблюдении требований наилучших доступных технологий.
Действенность СЭМ обеспечивается путем разработки, внедрения и соблюдения основных процедур, необходимых для управления экологическими аспектами. Процедуры определяют последовательность операций и важные факторы этапов различных видов деятельности. В процедуры могут быть включены рабочие критерии нормального выполнения этапа, действия в случае отклонения от нормы, или критерии выбора последующих этапов.
Процедуры позволяют обеспечить:
- взаимодействие подразделений для решения задач, вовлекающих более одного подразделения;
- функционирование сложных организационных структур (например, матричных);
- точное выполнение всех этапов важных видов деятельности;
- надежный механизм изменения действий (в частности, последовательного улучшения);
- накопление опыта и передачу его от специалистов новым работникам.
В связи с тем, что значительное негативное воздействие на окружающую среду нередко оказывается в результате возникновения нештатных ситуаций, СЭМ включает требование обеспечения подготовленности к таким ситуациям и разработки ответных действий. Предприятие должно установить, внедрить и поддерживать процедуру(ы), необходимую(ые) для выявления потенциально возможных аварий и нештатных ситуаций, которые могут оказывать воздействие на ОС, и для определения того, как организация будет на них реагировать. Предприятие должно также реагировать на возникающие нештатные ситуации и аварии и предотвращать или смягчать связанные с ними негативные воздействия на окружающую среду. Работоспособность таких процедур целесообразно периодически проверять на практике.
В контексте наилучших доступных технологий речь не идет о сертификации систем экологического менеджмента. Аналогичная позиция представлена в справочнике Европейского Союза по наилучшим доступным технологиям Best Available Techniques (BAT) Reference Document for Iron and Steel Production (2013) [113]. В этом документе сказано, что наилучшей доступной технологией следует считать разработку СЭМ и следование ее принципам. Практический опыт отечественных предприятий свидетельствует о том, что основные преимущества состоят в использовании ключевых методов СЭМ, в том числе таких, как:
- идентификация экологических аспектов производства (и выделение из их числа приоритетных аспектов);
- укрепление системы производственного экологического мониторинга и контроля;
- разработка и выполнение программ экологического менеджмента и тем самым достижение последовательного улучшения результативности там, где это практически возможно;
- разработка и внедрение процедур, необходимых для обеспечения соответствия организации требованиям нормативов, установленных на основе технологических показателей.
В то же время следует отметить, что практически все предприятия, которые приняли участие в бенчмаркинге в рамках разработки настоящего справочника НДТ, подтвердили соответствие систем экологического менеджмента требованиям стандартов и добились сертификации или готовятся к ней. Информация об этом размещена на официальных сайтах компаний.
Затраты и выгоды внедрения систем экологического менеджмента
Затраты на внедрение СЭМ зависят от многих факторов, в том числе от наличия работоспособной системы менеджмента качества, от уровня подготовки персонала, от размера предприятия (количества сотрудников), от решения руководства о привлечении консультационных компаний или о внедрении системы экологического менеджмента собственными силами. По некоторым оценкам, для крупных организаций затраты на полномасштабное внедрение СЭМ могут достигать 2 - 4 млн руб. (не включая трудозатраты персонала). При этом следует подчеркнуть, что разработка и применение основных методов СЭМ, как правило, не требуют привлечения сторонних консультантов, но позволяют получить многие преимущества в сфере управления приоритетными экологическими аспектами.
Наиболее значимая составляющая экономической эффективности природоохранной деятельности, усиливающая внедрение СЭМ, связана с применением принципа предотвращения загрязнения. Гораздо более эффективно, а нередко - единственно возможно, снизить негативное воздействие какой-либо деятельности на ОС за счет влияния на процессы, его вызывающие, - первопричину воздействия. Процессный подход и методы предотвращения загрязнения стремятся устранить причину вредного воздействия, оперируя такими методами, как:
- изменение подходов управления и организации производства;
- вторичное и многократное использование и/или переработка материалов;
- изменение технического оформления производственных процессов;
- изменение технологии (переход на технологию, соответствующую НДТ, более экологически безопасную и ресурсоэффективную).
Методы предотвращения загрязнения зачастую оказываются весьма результативными и экономически эффективными. Это относится и к методам, связанным с изменением технологических решений (требующим значительных затрат), но в первую очередь - к организационным подходам, связанным с контролем процесса производства, вторичным использованием или переработкой материалов, логистикой производства и т.п.
Именно эти методы становятся основным инструментом СЭМ по снижению воздействия на окружающую среду. Подходы предотвращения загрязнения могут использоваться совместно и одновременно с методами "на конце трубы", дополняя друг друга для обеспечения максимальной экономической эффективности и экологической результативности. Более того, СЭМ играет роль той структуры, в которой поиск и применение подходов предотвращения загрязнения принимает регулярный и систематический характер, а организационные и управленческие решения реализуются наиболее успешно.
Черная металлургия России занимает первое место по вовлечению вторичных энергетических ресурсов (ВЭР). На долю черной металлургии приходится около 40% тепловых и до 80% горючих ВЭР, применяемых в промышленности. Потребности предприятий с полным металлургическим циклом в топливе (без угля для коксования) только на 30% - 40% покрываются за счет его привоза и на 60% - 70% - вторичными энергетическими ресурсами. Распределение ВЭР по основным переделам черной металлургии и возможное их использование приведено в таблице 3.41.
Таблица 3.41
% к общему по отрасли | % к выходу | |
Коксохимическое | 41,7 | 90 |
Доменное | 37,0 | 85 |
Мартеновское | 14,6 | 60 |
Прокатное | 6,7 | 40 |
По отрасли | 100 | 80 |
К топливным ВЭР черной металлургии относят доменный, ферросплавный и конвертерный газы.
Готовая продукция переделов черной металлургии (кокс, чугун, сталь, прокат), а также шлаки доменного и сталеплавильного процесса обладают двумя из указанных выше особенностей: температура их составляет 1200 °C - 1700 °C и доля уносимого физического тепла в балансе агрегатов от 5% до 50%. Потери тепла с готовым продуктом в черной металлургии составляют [ГДж/т продукции]: с агломератом 0,63, с коксом (после печи) 1,26, с жидким чугуном 1,05, с жидкой сталью 1,26, с жидким шлаком 0,84, с прокатом 0,5.
Физическое тепло горячих продуктов в общем случае может быть использовано по одному из следующих вариантов:
- регенерация тепла с его возвратом в данный процесс;
- технологическое использование тепла в последующем процессе;
- энергетическое использование тепла.
Тепло уходящих газов может быть использовано для нагрева шихты, воздуха, топлива, для получения пара и электроэнергии. Большинство печей оснащено теплоутилизационным оборудованием: рекуператорами, котлами-утилизаторами и другими установками.
С целью увеличения срока службы отдельные устройства печей подвергаются принудительному охлаждению. Потери тепла с охлаждением в ряде случаев составляют 10% - 20%. Это тепло может быть использовано в системах испарительного охлаждения (СИО), которыми оборудуют мартеновские, доменные, нагревательные печи. В СИО вырабатывается насыщенный пар давлением до 4 МПа.
Возможности и практику использования ВЭР следует учитывать как при идентификации НДТ, так и при установлении технологических показателей.
В целом обеспечение высокой энергоэффективности производства является одним из критериев отнесения технологических, технических и управленческих решений к НДТ [135]. Кроме того, системы энергетического менеджмента (их инструменты) отнесены к наилучшим доступным технологиям в справочнике Европейского союза по наилучшим доступным технологиям Best Available Techniques (BAT) Reference Document for Iron and Steel Production (2013) [113]. В этом документе сказано, что наилучшей доступной технологией следует считать разработку СЭМ и следование ее принципам. В 2017 г. выпущен ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" [136]. Более того, в 2011 - 2015 гг. опубликован ряд стандартов, предписывающих требования к разработке СЭнМ [137 - 142].
Заявления о последовательном снижении энергопотребления можно найти в открытой нефинансовой отчетности российских компаний, предприятия которых реализуют виды деятельности, соответствующие области определения настоящего справочника НДТ; приводятся сведения об использовании энергии различных источников, об общих энергозатратах в компаниях и их динамике. Такие компании, как ПАО "НЛМК", ПАО "ММК" сообщают о внедрении систем энергетического менеджмента, подготовке кадров в этой области и активном использовании различных инструментов повышения энергоэффективности производства, о последовательном снижении потребления энергии.
Система энергетического менеджмента: основные положения
Система энергетического менеджмента представляет собой совокупность взаимосвязанных или взаимодействующих элементов, используемых для установления энергетической политики и энергетических целей, а также процессов и процедур для достижения этих целей. Это определение, приведенное в действующем ГОСТ Р ИСО 50001-2012 [142], а также модель системы (см. рисунок 3.19) свидетельствуют о том, что стандарт (и его международный прообраз) был разработан до вступления в силу новых стандартов (2015 г.) в области систем менеджмента качества и систем экологического менеджмента. Особенность новых стандартов состоит в том, что в число обязательных позиций включено выполнение принятых организацией обязательств (которые, впрочем, должны получать отражение в политике), а также учет рисков и возможностей. В контексте СЭнМ следует рассматривать риски, обусловленные несоблюдением требований к обеспечению эффективности использования энергии, устанавливаемых на государственном уровне (в том числе, например, в Стратегии развития черной металлургии), и возможности для развития бизнеса, открывающиеся при выполнении потенциально поддерживаемых различными фондами проектов в области повышения энергоэффективности производства.

(по [141])
СЭнМ включает в себя организационную структуру, деятельность по планированию, распределение ответственности, практики, процедуры, процессы и ресурсы. Как и любая другая система менеджмента (менеджмента качества экологического менеджмента, менеджмента безопасности и охраны труда и др.), система энергетического менеджмента наиболее результативна в том случае, когда она органично встроена в общую систему менеджмента организации, а приоритет высокой энергетической эффективности присутствует в процессах принятия решений в компании. Достижение высоких показателей не зависит от того, является ли система энергетического менеджмента сертифицированной на соответствие международному (ISO 50001:2011) [137] или российскому (ГОСТ Р ИСО 50001-2012) [142] стандарту. Российское законодательство не требует обязательной сертификации систем энергетического менеджмента. Таким образом, решение о необходимости процедуры сертификации, хотя и дающей вполне определенную ценность независимой оценки внедренной системы и дополнительные инструменты ее совершенствования, остается на усмотрение каждого предприятия. Необходимо принимать во внимание, что любые методики и стандарты носят рамочный, рекомендательный характер и чем для более широкого круга организаций они применимы, тем более общие принципы содержат. Внедрение в конкретной организации всегда требует учета ее специфики.
Наиболее полно преимущества применения инструментов энергоменеджмента проявляются при внедрении и поддержании функционирования системы энергетического менеджмента.
В состав СЭнМ входят, в той мере, в какой это применимо в конкретных условиях, следующие элементы:
- обязательства высшего руководства;
- разработка и принятие энергетической политики (политики в области энергоэффективности);
- организация учета и мониторинга, энергетические аудиты, определение базовой линии энергопотребления, использование методов визуализации и построение моделей, бенчмаркинг;
- планирование, в том числе выбор значимых энергопотребителей и энергетический анализ; установление целей и задач, показателей энергетической результативности (например, показатели удельного потребления энергоресурсов на единицу выпускаемой продукции, площади помещения, количества сотрудников и т.д.); определение возможностей для улучшений и формирование плана энергосберегающих мероприятий (программы энергосбережения) с оценкой их ожидаемой экономической эффективности по одному или нескольким параметрам (простой или дисконтированный срок окупаемости, чистый дисконтированный доход, индекс рентабельности и т.д).
- операционный контроль, критические операционные параметры и технические проверки;
- проектирование;
- закупки;
- внедрение энергосберегающих мероприятий с дальнейшим мониторингом последовательного повышения энергоэффективности, соблюдения требований процедур и пр., включая определение полученного энергосберегающего эффекта в сопоставимых условиях;
- проверки результативности, в том числе внутренние аудиты; оценка со стороны руководства; подготовка периодической декларации об энергоэффективности;
- обеспечение вовлеченности персонала, в том числе информирование; обучение и повышение квалификации; создание системы рационализаторских предложений; создание системы мотивации;
- разработка и соблюдение процедур, в том числе организационная структура; документирование и ведение записей.
Для предприятий, занимающихся производством чугуна, стали, ферросплавов, решение о внедрении системы энергетического менеджмента должно приниматься на основании анализа текущей ситуации и определения приоритетных (реалистичных, позволяющих добиться значимого эффекта) направлений повышения эффективности использования энергии. При проведении такого анализа целесообразно использовать результаты отраслевого бенчмаркинга (в том числе международного), рекомендации относительно возможностей сокращения затрат энергии на всех этапах производства.
Процедура определения наилучших доступных технологий для области применения настоящего справочника НДТ организована Бюро НДТ и технической рабочей группой ТРГ 26 в соответствии с Правилами определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям (утверждены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458) [143]. Определение технологических процессов, оборудования, технических способов, методов в качестве НДТ проведено членами ТРГ 26 с учетом Методических рекомендаций по определению технологии в качестве наилучшей доступной технологии (утверждены приказом Министерства промышленности и торговли Российской Федерации от 31 марта 2015 г. N 665) (далее - Методические рекомендации) [144].
Основные технологические процессы, технические решения и оборудование описаны в разделе 2. В разделе 3 приведены сведения о мерах, направленных на снижение негативного воздействия на ОС и повышение ресурсоэффективности, применяемых на предприятиях, реализующих виды деятельности, относящиеся к областям применения настоящего справочника НДТ. Информация разделов 2 и 3 положена в основу экспертного анализа при выборе наилучших доступных технологий. Кроме того, принята во внимание международная и отечественная практика отнесения систем экологического и энергетического менеджмента к НДТ для различных видов деятельности, в том числе получившая отражение в таких справочниках, как европейский отраслевой справочник по НДТ производства чугуна и стали - Best Available Techniques (BAT) Reference Document for Iron and Steel Production (2013) [145], российский и европейский справочники по энергоэффективности - ИТС 48-2017 "Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности" [146] и Reference Document on Best Available Techniques for Energy Efficiency (2009) [147].
Отметим, что в прошлом издании европейского справочника НДТ для производства чугуна и стали к НДТ были отнесены системы экологического менеджмента, но вопросам повышения энергоэффективности уделялось значительное внимание во всех разделах документа. В новом справочнике системы энергетического менеджмента уже отнесены к НДТ для всех производств области распространения настоящего справочника НДТ.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду п. 14 ст. 1 Федерального закона от 21.07.2014 N 219-ФЗ, а не п. 14 ст. 28.1. |
При определении технологических процессов, оборудования, технических способов, методов в качестве наилучшей доступной технологии члены ТРГ 26 учитывали требование выбора НДТ, наилучшим образом сочетающих критерии достижения целей охраны окружающей среды, изложенное в п. 14 Ст. 28.1 Федерального закона от 21.07.2014 г. N 219-ФЗ "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации [148] и в Ст. 28.1 Федерального закона от 10.01.2002 N 7-ФЗ "Об охране окружающей среды" [149].
Сочетанием таких критериев считаются:
- "...наименьший уровень негативного воздействия на окружающую среду в расчете на... объем производимой продукции (товара)...;
- экономическая эффективность... внедрения и эксплуатации;
- применение ресурсо- и энергосберегающих методов;
- период... внедрения;
- промышленное внедрение... технологии на двух и более объектах, оказывающих негативное воздействие на окружающую среду".
Рассмотрим критерии подробнее.
Наименьший уровень негативного воздействия на ОС (критерий 1) предполагает обеспечение комплексной защиты окружающей среды, минимизацию воздействия на ее различные компоненты. Поэтому в контексте настоящего справочника НДТ практически во всех случаях речь шла об идентификации спектра решений, использование которых позволяет сократить выбросы вредных веществ в атмосферный воздух, оптимизировать обращение с отходами и снизить их количество, а также обеспечить функционирование водооборотных циклов. Такой подход соответствует ранжированию факторов воздействия на ОС, характерному для Государственных докладов о состоянии окружающей среды в Российской Федерации. Так, в отчете за 2015 г. подчеркнуто: "Предприятия черной металлургии характеризуются высоким уровнем оборотного водоснабжения (93,0%), а сброс загрязненных вод в водные объекты составляет менее 3%, что позволяет в значительной степени предотвратить ущерб водной среде" [150]. Можно сказать, что вопросам последовательного улучшения показателей экологической результативности, связанным с сокращением выбросов загрязняющих веществ в атмосферный воздух и с совершенствованием системы обращения с отходами, в настоящее время уделяется более пристальное внимание как в Госдокладах, так и в открытых нефинансовых отчетах компаний. Это отражает принцип ранжирования экологических аспектов по приоритетам: по достижении запланированных целевых показателей результативности аспект переходит в категорию меньшей значимости, а усилия организации сосредотачиваются на других аспектах при условии поддержания достигнутого уровня и обеспечения надлежащего контроля (в данном случае - в части поддержания функционирования водооборотных циклов).
Применение ресурсо- и энергосберегающих методов (критерий 2) оценивали по таким показателям, как потребление энергии, сырья, воды и вспомогательных веществ в расчете на единицу произведенной продукции, применение вторичных энергетических ресурсов. Вопросам повышения энергоэффективности в черной металлургии уделено значительное внимание в Государственных докладах о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации (см., например, Госдоклады за 2014 и 2015 гг. [151]). Анализ открытых отчетов свидетельствует о том, что повышение энергоэффективности является одним из приоритетов стратегий развития компаний отрасли.
В тех случаях, когда известны надежные данные о количественных показателях по двум основным критериям отнесения технологических и технических решений к НДТ (критерий 1 и критерий 3), определяли предельные значения, соответствующие лучшей и наиболее широко распространенной практике российских предприятий. В других случаях принимали во внимание сведения, систематизированные в европейском справочнике [145], а также оценки, данные экспертами в соответствующих областях применения НДТ.
Факт промышленного внедрения технологических процессов, оборудования, технических способов, методов на двух и более российских предприятиях (критерий 5) в области распространения данного справочника НДТ устанавливали по результатам обработки анкет, поступивших от предприятий, дополнительных запросов, и на основании материалов открытых нефинансовых отчетов российских компаний. Также учитывали позиции экспертов, принимавших участие в разработке и обсуждении проекта настоящего справочника НДТ. При этом следует учитывать, что есть ряд специфических решений, разработанных для конкретных предприятий, учитывающих исторически сложившиеся особенности производства. Поэтому при нормировании предприятий по принципам наилучших доступных технологий первоочередное внимание следует уделять не описательной части раздела 5, а технологическим показателям, установленным для НДТ и подлежащим достижению на конкретных объектах, отнесенных к областям применения настоящего справочника НДТ.
К общим подходам, которые включены в перечень НДТ как в международных, так и в российских справочниках НДТ, относятся системы менеджмента [145, 146]. Факт внедрения систем экологического менеджмента получил отражение в Государственном докладе "О состоянии и охране окружающей среды Российской Федерации в 2015 г.". В этом документе подчеркнуто, что СЭМ всех крупных металлургических предприятий России сертифицированы на соответствие требованиям международных (ISO 14001) или российских (ГОСТ Р ИСО 14001) стандартов [150]. Судя от открытой отчетности, в настоящее время компании работают над ресертификацией систем экологического менеджмента в соответствии с требованиями выпущенных в 2015 - 2016 гг. стандартов. Системы энергетического менеджмента получили пока несколько меньшее распространение, что связано со сравнительно недавним опубликованием международных и российских стандартов; до 2011 г. некоторые предприятия использовали подходы, систематизированные в ряде национальных стандартов европейских стран.
Период внедрения НДТ (критерий 4) оценивали, в том числе с учетом необходимости проведения значительной реконструкции технологических процессов и модернизации оборудования, возможности последовательного улучшения показателей ресурсоэффективности и экологической результативности путем внедрения технических усовершенствований и процедур в рамках систем экологического и энергетического менеджмента. Следует отметить, что период внедрения целесообразно рассматривать для отрасли в целом. Такие подходы применяются и за рубежом [153]. Период внедрения зависит и от состояния отрасли конкретных предприятий, и от доступности средств, необходимых для модернизации, и от возможности получения государственной поддержки (в том числе поддержки Фонда развития промышленности). Вероятно, при актуализации настоящего справочника НДТ можно будет говорить и о временных рамках внедрения тех или иных решений, отнесенных к НДТ. При разработке первого варианта настоящего справочника НДТ цель состоит в определении четких и реалистичных условий технологического нормирования в сфере охраны окружающей среды и стимулировании предприятий к проведению более глубокого анализа и систематизации сведений об экологической результативности и ресурсоэффективности к совершенствованию отчетности в этих областях для получения надежных и сопоставимых данных и проведения бенчмаркинга на национальном уровне.
Вопросы экономической эффективности (критерий 2) рассмотрены только в тех случаях, когда членам ТРГ 26 удавалось получить надежные данные от отечественных предприятий, внедривших конкретные технологические, технические или управленческие решения, позволяющие достичь высокого уровня защиты окружающей среды и ресурсоэффективности производства. Следует отметить, что компании, реализующие виды деятельности, отнесенные к области применения настоящего справочника НДТ, публикуют сведения о затратах на природоохранные мероприятия и о результатах, достигнутых по выполнении конкретных программ (в том числе направленных на эколого-технологическую модернизацию производства). Соответствующая информация приведена в разделе 6, Приложении Д.
При подготовке настоящего справочника НДТ и определении наилучших доступных технологий члены ТРГ 26 в целом следовали логике, описанной в приложении 1 к Методическим рекомендациям [144], а также в справочнике Европейского союза "Экономические аспекты и вопросы воздействия на различные компоненты окружающей среды" (в русском переводе [153] (Reference Document on Economics and Cross-Media Effects, 2006 [154]). Последовательность этапов рассмотрения технологических процессов, технических решений и методов при определении наилучших доступных технологий представлена на рисунке 4.1.

технологических процессов, технических решений и методов
при определении НДТ настоящего справочника НДТ
Приведенные в разделе 5 описания наилучших доступных технологий включают как методы, применимые для всех производств, составляющих область распространения настоящего справочника НДТ, так и подходы, характерные для производства конкретных видов продукции, в том числе:
- агломерация железных руд;
- производство кокса и пека;
- производство чугуна зеркального и передельного;
- производство ферросплавов;
- производство стали нелегированной;
- производство стали нержавеющей и полуфабрикатов из нержавеющей стали;
- производство стали легированной и полуфабрикатов из прочей легированной стали.
Руководствуясь представленными общими подходами, принимая во внимание существенные масштабы технического перевооружения в металлургической отрасли за последние 10 - 15 лет, применительно к технологиям производства чугуна, стали и ферросплавов члены ТРГ 26 нашли возможным принять следующие исключения:
- принять как НДТ существующие технологии, если они в полной мере отвечают критериям 1, 2, 3, 5, исключив таким образом критерий 4;
- при соответствии критериям 1, 2, 3, 4 технология рекомендована как НДТ при ее внедрении на одном предприятии, если она является эксклюзивной (современной даже по европейским критериям), как пример, технология рециркуляции отходящих агломерационных газов; или применение для загрузки доменных печей бесконусного роторного загрузочного устройства;
- при соответствии критериям 1, 2, 3, 4 отнесение технологии к НДТ проводилось в случаях, если технология внедрена на одном предприятии, но на нескольких агрегатах (технология очистки агломерационных газов от сернистых соединений);
- при соответствии критериям 1, 2, 3, 4 технология рекомендована как лучшая практика, если она создана на базе устаревшей технологии в ее развитие на современном уровне (двухванный сталеплавильный агрегат).
Кроме того, к наилучшим практикам в соответствии с международной практикой также отнесено внедрение систем экологического и энергетического менеджмента.
В соответствии с принятой классификацией наилучших доступных технологий (НДТ) в области энергосбережения и ресурсосбережения при очистке выбросов вредных (загрязняющих) веществ в атмосферный воздух при производстве продукции (товаров), а также при проведении работ и оказании услуг на крупных предприятиях выделены следующие группы:
- технологии, интегрированные в производственный процесс и направленные на повышение технических, энергетических показателей процесса, сопровождаемые сокращением выбросов вредных (загрязняющих) веществ или образования отходов в результате осуществления технологических мероприятий;
- технологии, связанные с очисткой выбросов загрязняющих веществ локально в местах их выделения и направленные на максимально возможное извлечение из отходящих газов загрязняющих веществ и их последующее использование, либо с утилизацией отходов.
Именно такие подходы применительно к производствам чугуна, стали и ферросплавов применены для технических решений, идентифицированных как наилучшие доступные технологии.
Наилучшие доступные технологии производства агломерата, чугуна, стали и ферросплавов, позволяющие достичь наименьший уровень негативного воздействия на окружающую среду, экономическую эффективность внедрения и эксплуатации, применения ресурсо- и энергосберегающих методов, уже имеющие промышленное внедрение технологических процессов, оборудования, способов и методов на двух и более предприятиях России, представлены ниже.
Система экологического менеджмента заключается в разработке и внедрении системных процедур по управлению экологической безопасностью предприятий, снижению экологических рисков при производстве ферросплавов, управлении обращением с отходами.
Система энергетического менеджмента заключается в разработке и внедрении системных процедур по управлению энергоресурсами, внедрению мер по энергосбережению и повышению энергетической эффективности при производстве ферросплавов.
НДТ 5.1.3 Технологии, направленные на предотвращение загрязнения водного бассейна и минимизацию водопотребления путем реализации одного или комбинации двух и более методов, приведенных в таблице 5.1
Таблица 5.1
N | Метод/оборудование | Примечание |
а | Измерение объемов используемой воды | |
б | Применение реагентов для очистки воды | При технической целесообразности |
в | Организация локальных оборотных циклов | При реконструкции |
г | Применение оборотного водоснабжения | При реконструкции |
д | Применение замкнутых водооборотных систем | При реконструкции |
е | Обезвоживание шламов | При технической возможности |
НДТ 5.1.4 Технологии, направленные на снижение воздействия физических факторов (шума) путем реализации одного или комбинации двух и более методов, приведенных в таблице 5.2
Таблица 5.2
N | Метод/оборудование | Примечание |
а | Выбор подходящего места для шумных операций | Для новых предприятий |
б | Ограждение шумных операций/агрегатов | |
в | Виброизоляция производств/агрегатов | |
г | Использование внутренней и внешней изоляции на основе звукоизолирующих материалов | |
д | Звукоизоляция зданий для укрытия любых шумопроизводящих операций, включая оборудование для переработки материалов | |
е | Установка звукозащитных стен и/или природных барьеров | |
ж | Применение глушителей на отводящих трубах | |
з | Звукоизоляция каналов и вентиляторов, находящихся в звукоизолированных зданиях | |
и | Закрытие дверей и окон в цехах и помещениях | |
к | Использование звукоизоляции машинных помещений | |
л | Использование звукоизоляции стенных проемов, например, установка шлюза в месте ввода ленточного конвейера | |
м | Установление звукопоглотителей в местах выхода воздуха, например, на выпуске после газоочистки | |
н | Снижение скорости потоков в каналах | |
о | Использование звукоизоляции каналов | |
п | Сепарация шумовых источников и потенциально резонансных компонентов, например, компрессоров и каналов | |
р | Использование глушителей для дымососов и газодувок фильтров | |
с | Использование звукоизолирующих модулей в технических устройствах (например, компрессорах) | |
т | Использование резиновых щитов при дроблении угля (для предотвращения контакта металла с металлом) | |
у | Возведение построек или посадка деревьев и кустов между защитной полосой и шумным производством |
НДТ 5.2.1 Технология производства агломерата методом спекания на конвейерных машинах различной площади за счет фильтрации воздуха, обеспечивающего горение твердого топлива, распределенного в слое, с применением ресурсо- и энергоэффективных технических решений, процессов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ 5.2.2 - НДТ 5.2.7
НДТ 5.2.2 Технологии, направленные на улучшение общих показателей производства агломерата, обеспечивающие сокращение потерь сырья, образование эмиссий в атмосферу и отходов
НДТ 5.2.2.1 Обеспечение стабильности качества агломерата, снижение потерь сырья за счет использования одного или комбинации двух и более методов, приведенных в таблице 5.3
Таблица 5.3
N | Метод/оборудование | Примечание |
а | Стабильный состав поставляемых компонентов шихты | |
б | Известкование концентратов | |
в | Применение закрытых усреднительных складов сырья |
НДТ 5.2.2.2 Дозирование, смешивание, окомкование шихты, повышение производительности процесса посредством использования одного или комбинации двух и более методов, приведенных в таблице 5.4
Таблица 5.4
N | Метод/оборудование | Примечание |
а | Поддержание оптимального расхода негашеной извести | |
б | Применение интенсификаторов окомкования | |
в | Нагрев шихты острым паром или сжиганием газа в окомкователе | |
г | Применение современных конструкций окомкователей с рациональным увлажнением шихты |
НДТ 5.2.2.3 Оптимизация процесса спекания, сокращение потерь сырья и выбросов загрязняющих веществ за счет использования одного или комбинации двух и более методов, приведенных в таблице 5.5
Таблица 5.5
N | Метод/оборудование | Примечание |
а | Укладка защитной постели | При технической возможности |
б | Обеспечение плавной работы агломашины с минимальными остановками | |
в | Работа с постоянной высотой спекаемого слоя и скоростью аглоленты | |
г | Оптимальный режим окомкования шихты (обеспечение надлежащей газопроницаемости слоя) | |
д | Устранение бортовых прососов, например, применением "глухих" колосников | |
е | Поддержание уплотнений аглоленты и газоотводящего тракта в герметичном состоянии |
НДТ 5.2.3 Внедрение систем автоматизированного контроля и управления при использовании одного или комбинации двух и более методов, приведенных в таблице 5.6
Таблица 5.6
N | Метод/оборудование | Примечание |
а | Непрерывные измерения основных параметров производственных процессов, свидетельствующих о стабильности технологии, таких как скорость агломерационной ленты, влажность окомкованной агломерационной шихты, температура в зажигательном горне, температура в вакуум камерах и сборном коллекторе, разрежение в сборном коллекторе отходящих газов и перед эксгаустерами агломашин и др. | |
б | Использование микропроцессорной техники и АСУ ТП для регулирования скорости агломашины в зависимости от скорости спекания аглошихты | |
в | Периодический отбор представительных проб для контроля состава агломерационной шихты и готового агломерата в соответствии с графиком производственного контроля | |
г | Периодический контроль представительных проб для контроля системы взвешивания и дозирования аглошихты в соответствии с графиком производственного контроля | |
д | Периодические замеры выбросов CO, SO2 и NOx с технологическими газами в соответствии с графиком производственного экологического контроля | |
е | Периодические замеры выбросов пыли с технологическими газами от агломашин и из аспирационных систем участков подготовки, смешивания и транспортировки шихты, спекательного отделения и от охладителей агломерата в соответствии с графиком производственного экологического контроля | |
ж | Периодические обследования эффективности газоочистных установок в порядке производственного экологического контроля и/или специализированными организациями | |
з | Непрерывный инструментальный контроль работы конвейерных лент и уровня вибрации оборудования для обнаружения завалов и возможных отказов оборудования |
НДТ 5.2.4 Технологии, направленные на снижение удельных расходов сырья, топлива при производстве агломерата при производстве агломерата повышенного качества с меньшим расходом твердого топлива путем применения одного, нескольких или совокупности методов, приведенных в таблице 5.7
Таблица 5.7
N | Метод/оборудование | Примечание |
а | Применение постели высотой 30 - 40 мм | При технической возможности |
б | Спекание аглошихты с долей концентрата более 50% с высотой спекаемого слоя до 500 мм | При технической возможности |
в | Повышение высоты спекаемого слоя | При технической возможности |
НДТ 5.2.5 Повышение эффективности использования энергии путем использования одного или комбинации из двух и более методов, приведенных в таблице 5.8
Таблица 5.8
N | Метод/оборудование | Примечание |
а | Минимизация расхода твердого топлива на процесс спекания | |
б | Рециркуляция отходящих газов от агломашин при спекании | При реконструкции или новом строительстве |
в | Устранение вредных подсосов воздуха на агломашинах, в том числе торцевых, боковых, а также в неплотностях сборного коллектора отходящих газов | |
г | Теплоизоляция объектов или элементов оборудования, функционирующих при высоких температурах, например, элементов газоотводящего тракта агломашин |
НДТ 5.2.6.1 Применение газоочистного оборудования для снижения выбросов пыли посредством применения одного или комбинации методов, приведенных в таблице 5.9
Таблица 5.9
N | Метод/оборудование | Примечание |
а | Применение сухих циклонов, мультициклонов, усовершенствованных пылеуловителей сухого типа | |
б | Применение электрофильтров |
НДТ 5.2.6.2 Сокращение выбросов SO2 за счет применения систем обессеривания отходящих агломерационных газов посредством обработки потока газов известковым молоком (или иным доступным реагентом)
НДТ 5.2.6.3 Снижение вторичных выбросов пыли при дроблении и грохочении агломерата за счет применения решений, приведенных в таблице 5.10
Таблица 5.10
N | Метод/оборудование | Примечание |
а | Применение сухих циклонов, усовершенствованных пылеуловителей сухого типа | |
б | Организация укрытий и систем аспирации |
НДТ 5.2.7 Технологии утилизации отходов применением одного или комбинации двух и более методов, приведенных в таблице 5.11
Таблица 5.11
N | Метод/оборудование | Примечание |
а | Утилизация отходов производства агломерата, содержащих железо и флюсы | |
б | Производственный рециклинг (использование отходов других металлургических переделов в производстве агломерата) | |
в | Избирательные технологии рециклинга отходов металлургических производств: - Контроль прихода вредных примесей в аглошихту; - Ограничение поступления фосфора, цинка, свинца, щелочей, тяжелых металлов; - Минимизация поступления в шихту хлоридов, масел, углеводородов |
НДТ 5.3.1 Технология производства кокса в коксовых печах путем термической обработки угольной шихты без доступа воздуха, последующего охлаждения и сортировки коксового пирога и очистки коксового газа с применением ресурсо- и энергоэффективных процессов и методов ограничения негативного воздействия на окружающую среду, включающих технологии НДТ 5.3.2 - НДТ 5.3.12
НДТ Технологии для уменьшения загрязнения атмосферного воздуха
НДТ заключается в реализации одного, нескольких или совокупности технических решений, обеспечивающих уменьшение выбросов загрязняющих веществ (пыли) в атмосферу, приведенных в таблице 5.12
Таблица 5.12
при подготовке угля к коксованию
N | Метод/оборудование | Примечание |
а | Аспирационные системы с эффективной очисткой от пыли | Применение на вагоноопрокидывателях, дробилках, перегрузочных узлах и конвейерах |
б | Строительство закрытых складов угля | Для новых предприятий |
в | Устройство стенок для ограждения штабелей, минимизация высоты падения разгружаемого в штабели угля (менее 0,5 м), распыление воды или полимерных эмульсий на поверхности штабелей | Для открытых угольных складов |
г | Применение сухих методов пылеулавливания для очистки аспирационного воздуха | |
д | Уборка осевшей пыли с поверхностей полов, стен и оборудования |
Технологические показатели выбросов в атмосферу для НДТ 5.3.2 приведены в таблице 5.13.
Таблица 5.13
для НДТ 5.3.2
Технологический показатель | Единица измерения | Значение (диапазон) |
Пыль | г/т кокса | <= 700 |
Типы применяемых пылеуловителей определяются физико-химическими свойствами улавливаемых веществ, такими как дисперсный состав, плотность, абразивность, смачиваемость, слипаемость, пожаро- и взрывоопасные свойства. Сухие методы очистки с использованием рукавных фильтров являются наиболее эффективными, они позволяют обеспечить концентрацию взвешенных веществ после очистки до 20 мг/м3.
При подготовке шихты наибольшее распространение получила мокрая уборка, что обусловлено взрывоопасными свойствами угольной пыли. При сухой уборке целесообразно использовать централизованные пылесосные установки с водокольцевыми вакуум-насосами
НДТ 5.3.3 является составной частью энергоэффективной и экологически безопасной технологии производства кокса в коксовых печах и состоит в организации системы насыпной загрузки коксовой печи шихтой, предотвращающей выбросы угольной пыли и газа, происходящие в результате вытеснения образующейся при контакте угля с раскаленными стенками печной камеры пылегазовой смеси из объема загружаемой печи через зазоры между телескопом углезагрузочной машины (УЗМ) и периметром загрузочного люка, путем реализации одной, нескольких или совокупности мер, указанных в таблице 5.14
Таблица 5.14
N | Метод/оборудование | Примечание |
а | Уплотнение посадки телескопов углезагрузочной машины на загрузочные люки | |
б | Применение инжекции газов загрузки в газосборники (бездымная загрузка) | Применение на две стороны при двух газосборниках или вспомогательном отсосе через колено и подсводовое пространство соседней печи при одном газосборнике |
в | Поочередный выпуск шихты из бункеров УЗМ с оставлением в подсводовом пространстве возможности отведения газов загрузки на две стороны печи | |
г | Оборудование планирных лючков уплотняющими устройствами для предотвращения выбросов при планировании угольной шихты |
Эффективность НДТ определяется давлением инжекционного агента (пара или воды) в системе паро- и гидроинжекции.
Технологические показатели для НДТ 5.3.3 приведены в таблице 5.15.
Таблица 5.15
Технологический показатель | Единица измерения | Значение (диапазон) |
Давление пара на форсунках при пароинжекции | МПа | 0,7 - 0,9 |
Давление воды на форсунках при гидроинжекции | МПа | 2 - 3 |
Основным недостатком метода пароинжекции с экологической точки зрения является увеличение количества загрязненной аммиачной воды в результате конденсации пара, израсходованного для отсоса газов загрузки. Применение технологии гидроинжекции позволяет уменьшить объем образующихся загрязненных вод. Недостатком этого метода является необходимость регулярной чистки стояков, колена которых зарастают отложениями в течение 7 - 10 суток.
Дымовая труба коксовой батареи является основным источником организованных выбросов загрязняющих веществ на коксовой батарее. Основными загрязняющими веществами, содержащимися в продуктах горения, являются газы, содержащие CO, NOx, SO2 и твердые взвешенные вещества в виде сажи. Сажа в продуктах горения образуется в результате неполного сгорания в отопительных простенках сырого коксового газа, фильтрующегося через неплотности в стенах камер коксования (трещины, очаговые разрушения). НДТ по снижению выбросов от систем обогрева коксовых батарей приведены в таблице 5.7
НДТ 5.3.4 является составной частью энергоэффективной и экологически безопасной технологии производства кокса в коксовых печах и заключается в реализации одной, нескольких или совокупности мер, представленных в таблице 5.16, гарантирующих сокращение выбросов загрязняющих веществ с продуктами горения (CO, NOx, SO2 и твердые взвешенные вещества в виде сажи, последняя образуется в результате неполного сгорания в отопительных простенках сырого коксового газа, фильтрующегося через неплотности в стенах камер коксования (трещины, очаговые разрушения)).
Таблица 5.16
от систем обогрева коксовых батарей
N | Метод/оборудование | Примечание |
а | Стабильная ритмичная работа батареи | |
б | Систематический контроль состояния кладки и своевременное выполнение текущих ремонтов (торкретирование, керамическая сварка, ремонт с заменой части огнеупоров в головках печей) | |
Применение рециркуляции продуктов горения в системе обогрева печей | При технической возможности | |
г | Ступенчатый подвод воздуха в вертикалы | При технической возможности |
Снижение заданных температур коксования | При технической возможности |
Технологические показатели выбросов в атмосферу для НДТ 5.3.4 приведены в таблице 5.17.
Таблица 5.17
для НДТ 5.3.4
Технологический показатель | Единица измерения | Значение (диапазон) |
Сажа | г/т | <= 350 |
Оксид углерода | г/т | <= 5500 |
Оксиды азота | г/т | <= 700 |
Диоксид серы | г/т | <= 1200 |
Снижение выбросов NOx с дымовыми газами может достигаться главным образом уменьшением температуры факела горения в отопительной системе коксовых печей при применении НДТ 5.3.4 в - НДТ 5.3.4 д. Выполнение НДТ 5.3.4 д возможно при уменьшении толщины греющей стенки, позволяющем достичь снижения температурного градиента по толщине кладки стен.
Снижение выбросов SO2 с дымовыми газами батареи достигается очисткой отопительного коксового газа от сернистых соединений (в основном от H2S). Практически глубина очистки коксового газа достигает уровня 0,5 г/нм3, что считается достаточным для уменьшения выбросов SO2 в атмосферу при сжигании коксового газа как топлива.
На коксохимических предприятиях России используются малосернистые угли и, как показывает практика подфакельных измерений и расчетов загрязнения атмосферного воздуха, проблема уменьшения выбросов SO2 неактуальна для обеспечения экологической безопасности производства.
НДТ 5.3.5 является составной частью энергоэффективной и экологически безопасной технологии производства кокса в коксовых печах и заключается в реализации одного, нескольких или совокупности мероприятий, указанных в таблице 5.18, для исключения повышенных газовыделений загрязняющих веществ в атмосферу (неорганизованных выбросов) через неплотности уплотняющих устройств (двери, люки, крышки стояков), особенно критичных в период интенсивного газовыделения при коксовании.
Таблица 5.18
от уплотняющей арматуры коксовых печей
N | Метод/оборудование | Примечание |
а | Обеспечение свободного прохода газа в подсводовом пространстве печи | |
б | Герметизация дверей, люков и стояков коксовых печей | |
в | Обеспечение надежной работы коксовой батареи | |
г | Квалифицированное обслуживание коксовых печей |
Технологические показатели выбросов в атмосферу для НДТ 5.3.5 приведены в таблице 5.19.
Таблица 5.19
для НДТ 5.3.5
Технологический показатель | Единица измерения | Значение (диапазон) |
Наличие газовыделений из дверей, люков, стояков коксовых печей | Визуальные наблюдения по методике [155] | Степень газоплотности не менее 95% |
Основным средством предупреждения выбросов из дверей печных камер, стояков и загрузочных люков является эффективная герметизация неплотностей.
Для обеспечения газоплотности дверей коксовых печей рекомендуется:
- применение дверей с гибкими подпружиненными рамками;
- тщательная очистка дверей и дверных рам от смолистых отложений при каждой выдаче кокса;
- предусмотреть в конструкции дверей создание газоотводящего канала, способствующего уменьшению давления газа за уплотняющей рамкой.
Среди мероприятий, обеспечивающих надежную работу коксовой батареи, отмечаются:
- обеспечение надежной работы оборудования;
- применение устройств для измерения температуры стен камер коксования, устанавливаемых на выталкивающей штанге, при этом одновременно ведется мониторинг состояния кладки печи;
- применение инфракрасных пирометров с записывающим устройством для измерения температур в вертикалах;
- автоматизация процессов обогрева печей;
- автоматизация контроля выполнения графика выдачи и загрузки печей.
Обслуживание коксовых печей в соответствии с НДТ является одной из важнейших мер, встроенных в технологический процесс, решающим фактором ровной и бесперебойной работы. В программу текущего обслуживания печей могут быть включены следующие операции:
- периодический (ежедневный) контроль состояния кладки печей;
- наблюдение за отложениями графита на стенах и сводах камер, в стояках и загрузочных люках, удаление избыточных отложений графита;
- проведение текущих ремонтов дефектов кладки (заварка трещин, торкретирование раковин, подливка подов и др.);
- регулярный ремонт дверей коксовых печей с разборкой и чисткой, восстановление или замена футеровки;
- наблюдение за состоянием армирования кладки печей (анкерных колонн, узлов армирования, стяжек), выполнение регулировки нагрузок на узлы армирования.
НДТ 5.3.6 является составной частью энергоэффективной и экологически безопасной технологии производства кокса в коксовых печах и предусматривает внедрение устройства, обеспечивающего локализацию неорганизованных выбросов, образующихся за счет конвективных потоков атмосферного воздуха над раскаленным коксом во время его выдачи из печи при разрушении коксового пирога и рассыпании его в вагоне, отводом и очисткой газопылевого облака, описанного в таблице 5.20.
Таблица 5.20
от уплотняющей арматуры коксовых печей
N | Метод/оборудование | Примечание |
а | Установка беспылевой выдачи кокса с локализацией выбросов, отсосом и очисткой аспирационного воздуха от пыли | Стационарные установки применяются на новых батареях, локальные могут сооружаться на действующих батареях |
Технологические показатели выбросов в атмосферу для НДТ 5.3.6 приведены в таблице 5.21.
Таблица 5.21
для НДТ 5.3.6
Технологический показатель | Единица измерения | Значение (диапазон) |
Пыль | г/т | <= 30 |
Система беспылевой выдачи кокса (УБВК) включает: укрытие коксонаправляющей, зонт на двересъемной машине, сборный коллектор с передвижным патрубком и пылеулавливающую установку в составе сухого инерционного пылеуловителя, рукавного фильтра и дымососа. Очистка отсасываемого воздуха в рукавных фильтрах обеспечивает содержание пыли на выходе в атмосферу не более 30 мг/м3 (менее 25 г/т кокса), при расходе запыленных газов 500 - 1000 м3/т кокса [156].
При выдаче в движущийся вагон установка беспылевой выдачи кокса с удлиненным зонтом и перегородками в вагоне может обеспечить степень локализации 85% - 90%, тогда как при выдаче в вагон с одной постановки степень локализации может достигать 95% - 98%.
Для очистки выбросов от пыли на таких локальных установках применяются как мокрые, так и сухие пылеуловители. Применение мокрых аппаратов [157] связано с необходимостью подвода воды и отвода шлама, что в условиях размещения на двересъемной машине достаточно проблематично. В качестве надежных сухих пылеуловителей могут быть рекомендованы конические циклоны [158, 159], устойчивые к абразивному износу и способные обеспечить высокую эффективность при приемлемых энергозатратах.
НДТ 5.3.7 состоит в минимизации выбросов загрязняющих веществ в составе паровоздушной смеси, образующейся в результате испарения воды, используемой при тушении, от контакта с раскаленным коксом, за счет реализации одного из перечня мероприятий, представленных в таблице 5.22
Таблица 5.22
N | Метод/оборудование | Примечание |
а | Отбойные перегородки в башне тушения кокса | Для башен новой конструкции |
б | Комбинированное тушение кокса | Для новых батарей |
в | Сухое тушение кокса | Для новых батарей |
Технологические показатели выбросов в атмосферу приведены в таблице 5.23.
Таблица 5.23
для НДТ 5.3.7
Технологический показатель | Единица измерения | Значение (диапазон) |
Пыль при обычном мокром тушении, башня с отбойниками | г/т кокса | <= 70 |
Пыль при комбинированном мокром тушении | г/т кокса | <= 20 |
Пыль при сухом тушении (от свечей УСТК <*>) | г/т кокса | <= 31 |
Оксид углерода от свечей УСТК <*> | г/т кокса | <= 4600 |
Оптимальные решения включают использование пластинчатых отбойных перегородок и усовершенствованную конструкцию тушильной башни. Необходимая минимальная высота башни должна быть не менее 30 м, чтобы обеспечить условия для достаточной тяги.
Расход воды при комбинированном тушении кокса уменьшается до 2 - 2,5 м3/т. За счет температуры существенно (в 2 - 3 раза) возрастает объем водяного пара, поэтому требуется увеличение высоты тушильной башни. Башня для комбинированного тушения кокса имеет двойные перегородки и достигает высоты 70 метров, что значительно выше обычных 40-метровых башен (рис. 5.1).

1 - для обычного тушения с подачей воды сверху;
2 - для комбинированного тушения с подачей воды сверху
и снизу
Выбросы твердых веществ в процессе мокрого тушения без проведения мероприятий по их снижению составляют около 300 г/т кокса. С помощью описанных мероприятий их можно снизить до 25 г/т кокса (при содержании твердых веществ в тушильной воде менее 50 мг/л).
НДТ 5.3.8 заключается в минимизации выбросов при сортировке и транспортировке кокса за счет реализации одного, нескольких или совокупности мероприятий, рекомендованных в таблице 5.24
Таблица 5.24
и транспортировке кокса
N | Метод/оборудование | Примечание |
а | Окожушивание пылевыделяющего оборудования, рекомендуются двойные щелевые аспирационные укрытия [160] | |
б | Достаточная аспирация объектов пылевыделения | |
в | Обеспыливание аспирационного воздуха с применением сухих методов и аппаратов | Для новых предприятий |
Технологические показатели выбросов в атмосферу приведены в таблице 5.25.
Таблица 5.25
для НДТ 5.3.8
Технологический показатель | Единица измерения | Значение (диапазон) |
Пыль при обработке кокса мокрого тушения | г/т кокса | <= 13 |
Пыль при обработке кокса сухого тушения | г/т кокса | <= 780 |
Специфические свойства коксовой пыли (абразивность, низкая смачиваемость и др.) обусловливают применение для ее улавливания сухих методов и аппаратов [159]. Рекомендуются высокоэффективные конические циклоны и рукавные фильтры. Конические циклоны устойчивы к абразивному износу. Надежность работы рукавных фильтров обеспечивается предварительным напылением на ткань рукавов тонкодисперсных инертных порошков (доломит, известняк и др.).
НДТ 5.3.9 заключается в охлаждении и очистке коксового газа от смолы, аммиака, нафталина и бензольных углеводородов с целью снижения выбросов от систем отопления коксовых батарей и других энергетических объектов металлургического производства при использовании коксового газа при последовательной реализации технологий, представленных в таблице 5.26
Таблица 5.26
коксового газа
N | Метод/оборудование | Примечание |
а | Охлаждение и очистка коксового газа от смолы | |
б | Очистка коксового газа от аммиака сатураторным и бессатураторным методом | |
в | Очистка коксового газа от аммиака круговым фосфатным способом (КФС) | При технико-экономической целесообразности |
г | Очистка коксового газа от нафталина и бензольных углеводородов |
Показатели выбросов в атмосферу приведены в таблице 5.27.
Таблица 5.27
согласно НДТ 5.3.9
Технологический показатель | Единица измерения | Значение (диапазон) |
Оксид углерода CO | % | <= 7 |
Кислород O2 | % | <= 1,5 |
Диоксид углерода CO2 | % | <= 3,0 |
Водород H2 | % | <= 60 |
Метан CH4 | % | <= 25 |
Углеводороды Cm Hn | % | <= 2,0 |
Аммиак NH3 | % | следы |
Бензол C6H6 | % | следы |
Цианистый водород HCN | % | следы |
Нафталин C10H8 | % | следы |
Сероводород H2S | г/нм3 | <= 3,5 |
Очистка коксового газа от смолы и водяных паров производится в отделении конденсации, где происходит первичное охлаждение летучих парогазовых продуктов, выходящих из камеры коксования с температурой 700 °C - 800 °C, до 30 °C - 40 °C.
Улавливание аммиака из коксового газа на большинстве предприятий производят путем контакта газа с серной кислотой в сатураторах барботажного типа с получением сульфата аммония. В ряде случаев вместо сатураторов применяют более интенсивное оборудование - форсуночные скрубберы-абсорберы.
В процессе конечного охлаждения коксового газа происходит конденсация содержащихся в нем водяных паров и очистка от нафталина. Очистка от бензольных углеводородов производится в бензольных скрубберах, орошаемых поглотительным маслом.
Технологические показатели для НДТ 5.3.9 в зависимости от применяемой технологии охлаждения и очистки коксового газа могут быть установлены стандартами организации или национальными стандартами
НДТ 5.3.10 состоит в минимизации (предотвращении) неорганизованных выбросов в атмосферу от емкостного оборудования (воздушники сборников, мерников, хранилищ жидкостей) посредством реализации одной, нескольких или совокупности мер, предусмотренных в таблице 5.28.
Таблица 5.28
оборудования
N | Метод/оборудование | Примечание |
а | Уменьшение количества фланцев за счет сварки трубных соединений. | |
б | Использование герметичных уплотнений для фланцев и клапанов | |
в | Использование насосов с эффективными уплотнениями (например, магнитные насосы) | |
г | Герметизация газового пространства емкостей с жидкими продуктами | |
д | Предотвращение выбросов из дыхательных клапанов емкостного оборудования путем сбора газов в коллекторные системы и направлением их в трубопровод коксового газа | При реконструкции |
Показатели выбросов в атмосферу приведены в таблице 5.29.
Таблица 5.29
для мероприятий НДТ 5.3.10
Технологический показатель | Единица измерения | Значение (диапазон) <*> |
Аммиак | г/т кокса | <= 10,0 |
Сероводород | г/т кокса | <= 0,95 |
Цианистый водород | г/т кокса | <= 3,1 |
Фенол | г/т кокса | <= 0,35 |
Бензол | г/т кокса | <= 160 |
Толуол | г/т кокса | <= 11,0 |
Ксилол | г/т кокса | <= 6,0 |
Наилучший эффект (> 95%) достигается применением коллекторных систем [161] сбора и транспортирования выбросов из воздушников емкостного оборудования с использованием внутренних газоперетоков между емкостями с различными режимами работы для сокращения или полного прекращения выброса в атмосферу (метод "д").
Наиболее эффективным способом утилизации паров из коллекторной системы является подключение к газопроводу прямого коксового газа перед первичными газовыми холодильниками.
Технологические показатели для выбросов от емкостного оборудования в зависимости от технологической конфигурации предприятия, его производительности, применяемых технологий очистки коксового газа, наличия сопутствующих производств химической продукции, типов резервуаров и т.д. могут быть установлены стандартами организации или национальными стандартами.
НДТ Технологии предотвращения загрязнения водных объектов
НДТ 5.3.11 состоит в организации водооборотных циклов с использованием всех видов сточных вод (производственных, ливневых, шламовых) с целью уменьшения нагрузки на БХУ (сокращение объема отведения) и создания максимально замкнутой системы водоснабжения, а в перспективе - полностью бессточного коксохимического производства посредством реализации одного, нескольких или совокупности мероприятий таблицы 5.30.
Таблица 5.30
в производстве
N | Метод/оборудование | Примечание |
а | Создание системы сбора и отведения условно чистых и поверхностных стоков с территории предприятия с прекращением сброса в промливневую канализацию химзагрязненных стоков | При технической возможности |
б | Реконструкция накопителей поверхностных стоков с организацией возможности их посекционной работы и удаления шлама | При технической возможности |
в | Создание системы сбора и возврата конденсатов пара | |
г | Напорная подача фенольных стоков на БХУ | При технической возможности |
д | Прекращение сброса шламовых вод от систем мокрого пылеулавливания | При технической возможности |
е | Создание замкнутой системы водооборота | Для новых предприятий |
Технологические показатели использования очищенных сточных вод приведены в таблице 5.31.
Таблица 5.31
Технологический показатель | Единица измерения | Значение (диапазон) |
Доля оборотного водоснабжения в потреблении воды на производственные нужды | % | 90 - 100 |
Одним из возможных решений по использованию стоков КХП после их очистки на БХУ является подпитка оборотных систем коксового производства взамен технической воды, при этом испарение воды осуществляется на градирнях оборотных систем.
При реализации НДТ возможно создание полностью бессточного коксохимического производства, что реализовано на ОАО "Кокс" и ОАО "Алтай-кокс".
НДТ Технологии утилизации отходов коксохимического производства
НДТ 5.3.12 заключается в использовании отходов производства во внутреннем рециклинге при осуществлении одной, нескольких или совокупности мер, показанных в таблице 5.32.
Таблица 5.32
N | Метод/оборудование | Примечание |
а | Подача фусов в шихту | |
б | Подача пыли угольной и коксовой в шихту | При экономической целесообразности |
в | Подача жидких отходов в шихту |
Технологические показатели установки утилизации отходов приведены в таблице 5.33.
Таблица 5.33
для НДТ 5.3.12
Технологический показатель | Единица измерения | Значение (диапазон) |
Фусы | кг/т кокса | <= 3 <1> |
Угольная пыль | кг/т кокса | <= 0,8 <1> |
Коксовая пыль | кг/т кокса | <= 2,3 <1> |
Кислая смолка | кг/т кокса | <= 0,9 <1> |
Полимеры бензольного отделения | кг/т кокса | <= 0,85 <1> |
Масла первичных отстойников биохимустановки | кг/т кокса | <= 0,25 <1> |
Метод присадки отходов к угольной шихте наиболее прост и универсален и в настоящее время рекомендуется как основной.
Утилизация твердых отходов внедрена на ОАО "ЕВРАЗ НТМК", ОАО "ЕВРАЗ ЗСМК", ПАО "Уральская сталь", ОАО "Кокс", ОАО "Алтай-кокс", ПАО "Северсталь".
НДТ 5.4.1 Технология производства чугуна в доменных печах различного объема, работающих на комбинированном дутье, с использованием металлургического кокса и применением ресурсо- и энергоэффективных технических решений, технологических процессов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ 5.4.2 - НДТ 5.4.6
НДТ 5.4.2 Технологии, направленные на улучшение общих показателей производства чугуна, обеспечивающие снижение потерь ресурсов, образование эмиссий и отходов
НДТ 5.4.2.1 Улучшение показателей работы доменной печи за счет использования одного или комбинации методов, приведенных в таблице 5.34, приводящих к увеличению срока службы огнеупоров и холодильников шахты доменной печи с увеличением кампании печи между ремонтами второго и первого разрядов.
Таблица 5.34
N | Метод/оборудование | Примечание |
а | Оптимизация профиля доменной печи при работе на комбинированном дутье с учетом вдувания ПУТ и свойств проплавляемого сырья | |
б | Усовершенствование системы охлаждения шахты печи | При реконструкции |
НДТ 5.4.2.2 Применение бесконусного роторного загрузочного устройства (БРЗУ) с вынесенным из пространства печи роторным механизмом вращения, что улучшит показатели работы доменной печи, срок службы и ремонтопригодность.
НДТ 5.4.2.3 Производство гранулированного доменного шлака на малогабаритной установке придоменной грануляции.
Обеспечит минимизацию инвестиционных затрат, снижение операционных затрат, связанных с эксплуатацией чашевого хозяйства, увеличение выхода граншлака по сравнению с обработкой на отдельно стоящих установках по обработке шлака.
НДТ 5.4.2.4 Применение чугуновозных ковшей миксерного типа вместимостью до 500 т чугуна.
Обеспечит повышение стойкости футеровки ковшей, увеличение числа наливов, повышение температуры чугуна, поставляемого в сталеплавильный цех.
НДТ 5.4.3 Внедрение систем автоматизированного контроля и управления при использовании одного или комбинации двух и более методов, приведенных в таблице 5.35.
Таблица 5.35
N | Метод/оборудование | Примечание |
а | Непрерывные измерения основных параметров производственных процессов, свидетельствующих о стабильности технологии, таких как расход, давление и температура горячего дутья, температура и давление состав колошниковых газов, расход природного газа, кислорода, ПУТ и др. | |
б | Использование микропроцессорной техники и АСУ ТП для контроля и регулирования режимов загрузки доменной печи в заданном соотношении компонентов шихты и в зависимости от скорости схода шихты | |
в | Периодический отбор проб для контроля состава доменного газа в соответствии с графиком производственного контроля | |
г | Отбор проб чугуна на каждом выпуске для контроля качества чугуна | |
д | Отбор проб шлака для контроля его состава | |
е | Периодический контроль правильности взвешивания компонентов шихты весовыми устройствами | |
ж | Периодические замеры выбросов CO и NOx в дымовых газах воздухонагревателей в соответствии с графиком производственного экологического контроля | |
з | Непрерывный инструментальный контроль работы и уровня вибрации оборудования для обнаружения возможных отказов оборудования |
НДТ 5.4.4 Технологии, направленные на снижение удельного расхода топлива при производстве чугуна за счет применения одного из методов, приведенных в таблице 5.36.
Позволяют обеспечить удельную производительность доменной печи до 2,1 - 2,4 т/м3 сут и удельный расход кокса 340 - 360 кг/т.
Таблица 5.36
N | Метод/оборудование | Примечание |
а | Технология доменной плавки на подготовленном сырье и комбинированном дутье с расходом природного газа свыше 60 м3/т чугуна и кислорода до 26% - 32% | |
б | Технология доменной плавки на подготовленном сырье, комбинированном дутье с вдуванием ПУТ (рисунок 5.2) Расход природного газа 40 - 80 м3/ч чугуна, кислорода до 23% - 30%, ПУТ - 80 - 150 кг/т |

и подачи ПУТ
Применение технологии вдувания пылеугольного топлива (ПУТ) в доменные печи позволяет: снизить расход металлургического кокса на производство чугуна на 20% - 25%; снизить на 20% - 25% эксплуатационные расходы и воздействие на окружающую среду при производстве кокса; снизить расход природного газа на производство чугуна на 70% - 80%.
НДТ 5.4.5 Повышение эффективности использования энергии при производстве чугуна путем использования одного или комбинации из двух и более методов, приведенных ниже (НДТ 5.4.5.1 - НДТ 5.4.5.4).
Использование ВНК позволяет нагревать дутье до 1400 °C. Гарантийный срок эксплуатации 30 лет. Концентрация CO в отходящем газе не более 50 мг/м3, концентрация NOx не более 100 мг/м3.
НДТ 5.4.5.2 Утилизация тепла дымовых газов воздухонагревателей с использованием теплообменников
Использование теплообменников обеспечивает экономию энергоресурсов за счет снижения температуры отходящего дыма с 400 °C до 120 °C (рисунок 5.3). Это позволяет повысить температуру горячего дутья без использования природного газа для нагрева дутья.

дымовых газов
НДТ 5.4.5.3 Установка на доменных печах газовых утилизационных бескомпрессорных турбин (ГУБТ) для утилизации избыточного давления колошникового газа
ГУБТ предназначена для выработки электроэнергии за счет избыточного давления доменного газа. Доменный газ, образующийся при выплавке чугуна, выходит из доменной печи под высоким давлением и после газоочистки по системе трубопроводов поступает на вход турбины. Проходя через проточную часть турбины, доменный газ приводит во вращение ротор турбины, что сопровождается расширением и снижением давления газа. Ротор турбины приводит во вращение генератор, который вырабатывает электроэнергию. Выработанная электроэнергия через повышающие трансформаторы поступает в общую энергосистему комбината, замещая закупку из внешней сети.
Мощность турбин ГУБТ составляет 10 - 20 МВт.
Применимо для печей объемом свыше 1000 м3.
НДТ 5.4.5.4 Исключение потерь дутья, обогащенного кислородом, через неплотности воздухопровода и сочленения элементов фурменных приборов
НДТ 5.4.6.1 Улавливание, очистка и утилизация доменного газа из межконусного пространства доменной печи.
Исключается эмиссия неочищенного доменного газа в атмосферу, сокращение выбросов CO, SOx, NOx, HCN.
НДТ 5.4.6.2 Применение эффективных пылеочистных устройств (электрофильтров или рукавных фильтров) для очистки аспирационных выбросов литейных дворов и бункерной эстакады доменных печей.
НДТ 5.5.1 Технология производства стали в конвертерах методом продувки расплава чугуна техническим кислородом и наведением покровного шлака с целью удаления из расплава металла углерода и вредных примесей с применением ресурсо- и энергоэффективных технических решений, процессов и методов ограничения негативного воздействия на окружающую среду, включающая технологии НДТ 5.5.2 - НДТ 5.5.6
НДТ 5.5.2 Технология выплавки стали конвертере методом продувки расплава чугуна техническим кислородом, направленная на обеспечение надлежащего содержания углерода в стали (и соответственно образование пыли и оксида углерода), включающая на альтернативной основе меры, представленные в НДТ 5.5.2.1 и НДТ 5.5.2.2
НДТ 5.5.2.1 Продувка расплава в конвертере сверху (см. рисунок 5.4)
НДТ состоит в применении продувки расплава в конвертере кислородом сверху через водоохлаждаемую фурму с промежуточным наклоном для отбора проб и измерения температуры расплава (см. таблицу 5.37).
Таблица 5.37
N | Метод/оборудование | Примечание |
а | Оптимальная шихтовка конвертерной плавки | |
б | Оптимальный расход шлакообразующих материалов, в том числе извести | |
в | Оптимальный расход кислорода на продувку расплава | |
г | Отбор проб и измерение химического состава и температуры расплава | |
д | Контроль состояния газоотводящего тракта, системы улавливания отходящих газов с мокрой газоочисткой. |

НДТ 5.5.2.2 Комбинированная продувка в конвертере (сверху и донная) (см. рисунок 5.5)
НДТ состоит в применении комбинированной продувки расплава в конвертере кислородом сверху через водоохлаждаемую фурму и снизу подачей нейтрального газа (азот, аргон) через донные блоки с промежуточным наклоном для отбора проб и измерения температуры расплава (см. таблицу 5.38).
Таблица 5.38
N | Метод/оборудование | Примечание |
а | Оптимальная шихтовка конвертерной плавки | |
б | Оптимальный расход шлакообразующих материалов, в том числе извести | |
в | Оптимальный расход кислорода на продувку расплава | |
г | Оптимальный расход нейтрального газа (азот, аргон) через донные блоки | |
д | Отбор проб и измерение химического состава и температуры расплава | |
е | Промежуточная повалка конвертера для отбора проб. Получение информации о содержании углерода в расплаве | |
ж | Выпуск стали из конвертера через сталевыпускное отверстие в сталеразливочный ковш | |
з | Раздувка шлака на футеровку конвертера в виде защитного гарнисажа | |
и | Слив шлака через горловину конвертера в шлаковую чашу | |
к | Контроль состояния газоотводящего тракта, системы улавливания отходящих газов с мокрой газоочисткой |

(сверху и донная)
НДТ 5.5.2.3 Выплавка стали с рекуперацией тепла газов, образующихся при продувке (стационарный дуплекс-конвертер)
НДТ состоит в интенсивной продувке кислородом ванны с чугуном и ломом, и синхронизации технологических процессов в двух ваннах по использованию тепла отходящих газов, выделяющихся при продувке, для нагрева шихты (металлолом, добавочные материалы) в соседней ванне с улучшением показателей энергоэффективности, увеличением производительности процесса, обеспечением высокого качества выплавляемой стали, сокращением потребления флюсовых материалов и эмиссии пыли в атмосферу (рукавные фильтры оригинальной конструкции с горизонтальным расположением рукавов).
НДТ 5.5.3 Технологии, направленные на улучшение общих показателей выплавки стали, обеспечивающие стабильность процесса, получение качественных характеристик готовой стали, сокращение расхода и потерь сырья, снижение образования эмиссий в атмосферу и отходов путем реализации одного или комбинации мероприятий, представленных в таблице 5.39.
Таблица 5.39
N | Метод/оборудование | Примечание |
а | Поддержание стабильного химического состава жидкого чугуна | |
б | Обработка жидкого чугуна десульфураторами в ковше на УДЧ | |
в | Применение эффективных десульфураторов (гранулированный магний, порошкообразную известь, соду, карбид кальция или смеси нескольких реагентов) | |
г | Внепечная обработка расплава стали (на печи-ковше, вакууматоре) | При реконструкции |
д | Применение низкокремнистого чугуна | При технической возможности |
е | Применение новых шестисопловых фурм для продувки расплава металла в конвертере | При технической возможности |
ж | Применение специальных (устройств перегородки, рассекатели и др.) в промежуточных ковшах МНЛЗ для максимального удаления неметаллических включений | При технической возможности |
з | Выпуск стали из конвертера в сталеразливочный ковш при оптимальной температуре расплава (рисунок 5.6) | |
и | Разливка стали в изложницы (рисунок 5.7) | В случае применения такой технологии |

ковш

слева - наполнение изложницы сверху; справа - наполнение
изложницы с помощью сифона
НДТ 5.5.4 Внедрение систем автоматизированного контроля и управления плавкой стали в конвертере, в том числе, для увеличения производительности конвертера и минимизации эмиссий и отходов, включая технологии НДТ 5.5.4.1 - НДТ 5.5.4.3.
НДТ 5.5.4.1 Выпуск стали из конвертера на основе информации технических устройств или сенсорных систем по анализу отходящих газов
НДТ состоит в выпуске расплава из конвертера на основе информации технических устройств или сенсорных систем по анализу отходящих газов без промежуточного наклона конвертера для отбора проб.
НДТ 5.5.4.2 Электромагнитное перемешивание стали в кристаллизаторе МНЛЗ
НДТ состоит в гомогенизации расплава по температуре, интенсификации удаления неметаллических включений, что позволяет увеличить количество плавок, разливаемых за одну серию.
НДТ состоит в обеспечении герметичности закрытия проема конвертера.
НДТ 5.5.5 Технологии, направленные на повышение ресурсо- и энергоэффективности конвертерного производства, включающие НДТ 5.5.5.1 - НДТ 5.5.5.2.
НДТ состоит в применении технологии непрерывной разливки жидкой стали на МНЛЗ с последующим затвердеванием стали в кристаллизаторе установленной толщины и ширины и последующей порезкой непрерывно-литых слитков на мерные длины (см. рисунок 5.8).

НДТ состоит в использовании химической и физической энергии отходящего конвертерного газа для производства пара.
Температура конвертерного газа на уровне горловины конвертера составляет 1500 °C - 1700 °C. Образовавшийся конвертерный газ в процессе продувки кислородом удаляется из конвертера через газоотводящий тракт. На рисунке 5.9 представлена принципиальная схема газоотводящего тракта сталеплавильного конвертера.

сталеплавительного конвертера
Для утилизации тепла конвертерного газа и его охлаждения в газоотводящем тракте устанавливают котел-охладитель, который производит пар для использования на нужды металлургических предприятий. Газоотводящий тракт заканчивается дымовой трубой, в оголовке, которой устанавливается система дожигания конвертерного газа.
НДТ 5.5.6 Технологии, направленные на снижение негативного воздействия на атмосферный воздух, за счет применения эффективного пылегазоочистного оборудования, показанного в таблице 5.40.
Таблица 5.40
N | Метод/оборудование | Примечание |
а | Применение усовершенствованных систем улавливания и эвакуации газопылевых выбросов (типа "дог хауз", вытяжных зонтов, эффективных укрытий) | |
б | Применение рукавных фильтров для очистки аспирационных выбросов | |
в | Применение скрубберов и скрубберов Вентури для очистки технологических газов | |
г | Применение электрофильтров для очистки технологических газов |
НДТ 5.6.1 Технология производства стали в электродуговых печах различной мощности с применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ 5.6.2 - НДТ 5.6.7
НДТ 5.6.2 Технология выплавки стали в электродуговых печах с удельной мощностью источника питания 0,8 - 1,0 МВА/т и активной продувкой кислородом, обеспечивающая снижение потребления электрической энергии, уменьшение угара металла, повышение качества металла путем применения одного или комбинации методов, перечисленных в таблице 5.41
Таблица 5.41
N | Метод/оборудование | Примечание |
а | Выплавка стали электродуговых печах | |
б | Выплавка стали в электродуговых печах с регулируемой защитной атмосферой | |
в | Выплавка стали в электродуговых печах в широком интервале давлений газовой фазы (от разрежения до повышенного давления) | |
г | Выплавка стали в электродуговых печах с электромагнитным перемешиванием ванны расплава и продувкой инертным газом | При технической возможности |
д | Выплавка стали в электродуговых печах с предварительным подогревом металлошихты | При реконструкции |
НДТ 5.6.3 Технологии, направленные на улучшение общих показателей и условий работы при производстве электростали, обеспечивающие снижение потерь ресурсов, образование эмиссий и отходов путем использования одной или комбинации мер, приведенных в таблице 5.42
Таблица 5.42
N | Метод/оборудование | Примечание |
а | Использование бункерно-транспортерных систем для подачи материалов в электродуговую печь и ковш | |
б | Использование пакетированного металлолома | При экономической целесообразности |
в | Использование манипулятора для замера температуры, отбора проб, измерения окисленности металла | |
г | Использование установок торкретирования при горячем ремонте стен и откосов электродуговой печи | |
д | Использование бункерной системы загрузки эркерного выпускного отверстия |
НДТ 5.6.4 Технологии, направленные на снижение удельных расходов сырья, и энергии при производстве электростали, путем применения одной или комбинации методов, представленных в таблице 5.43
Таблица 5.43
N | Метод/оборудование | Примечание |
а | Оставление в печи на подине после выпуска плавки 10% - 25% жидкого металла ("болото") и части шлака | |
б | Использование жидкого чугуна взамен части металлолома | Для интегрированных предприятий |
в | Использование металлизованного сырья с металлоломом | При экономической целесообразности |
г | Технология пенистого шлака |
НДТ 5.6.5 Автоматизация системы управления процессом плавки в электродуговых печах за счет внедрения АСУ ТП плавкой и качеством металла повышает производительность печи, сокращает потребление электроэнергии
НДТ 5.6.6 Повышение эффективности использования энергии при производстве стали в электродуговых печах путем использования одного или комбинации двух и более методов, показанных в таблице 5.44
Таблица 5.44
N | Метод/оборудование | Примечание |
а | Оптимизация электрического режима плавки в начальный период расплавления | |
б | Интенсификация плавки с использованием комбинированной продувки и химического тепла (применение газокислородных горелок) | Сокращение потребления энергии до 50% |
в | Одноразовая завалка лома всей плавки одной корзиной вместо двух | При реконструкции печи |
г | Использование тепла отходящих газов, образующихся при реализации основных технологических процессов | |
д | Исключение и устранение вредных подсосов воздуха в электродуговую печь | При технической возможности |
е | Теплоизоляция объектов или элементов оборудования, функционирующих при высоких температурах, например, элементов газоотводящего тракта и водяного охлаждения | |
ж | Повышение давления и температуры воды в контурах охлаждения электродуговой печи и утилизация этого тепла для нужд ГВС и отопления |
НДТ 5.6.7 Технологии, направленные на уменьшение загрязнения атмосферного воздуха путем реализации одной или комбинации мер и методов, показанных в таблице 5.45
Таблица 5.45
N | Метод/оборудование | Примечание |
а | Герметизация печи и газоотводящих трактов | |
б | Сокращение времени загрузки и бестоковых периодов | |
в | Периодические замеры выбросов CO, SO2 и NOx с технологическими газами в соответствии с графиком производственного контроля | |
г | Периодические замеры выбросов пыли из аспирационных систем в соответствии с графиком производственного контроля | |
д | Периодические обследования эффективности газоочистных установок специализированными организациями | |
е | Применение газоочистного оборудования (электрофильтров, рукавных фильтров) |
НДТ 5.7.1 состоит во внедрении и последовательном совершенствовании технологии производства ферросплавов в руднотермических печах.
НДТ 5.7.1 относится к производству ферросплавов приведенных в таблице 5.46.
Таблица 5.46
Наименование ферросплава | Тип печи |
Углеродистый ферромарганец (Mn не менее 75%, C < 7%) | Руднотермическая электропечь |
Ферросиликомарганец (Mn не менее 60%, в товарном силикомарганце, Si до 25,9%, в передельном не менее 26,0%) | Руднотермическая электропечь |
Углеродистый феррохром (Cr не менее 65%, 6,5% - 8% C) | Руднотермическая электропечь |
Ферросиликохром (Si не менее 30% - 50%, 20% - 30% Cr) | Руднотермическая электропечь |
Ферросилиций (содержание кремния 45, 65, 75 и 90%) | Руднотермическая электропечь |
Кремний кристаллический (кремния до 98%) | Руднотермическая электропечь |
Силикокальций (Ca - 30%, Si ~60%) | Руднотермическая электропечь |
Ферросиликоалюминий (Al % - 15% - 20%, 35% - 45% Si) | Руднотермическая электропечь |
Совершенствование технологии производства ферросплавов в руднотермических печах позволяет сократить расходы электроэнергии и сырьевых материалов, снизить себестоимость производства, снизить эмиссии и образование отходов, для чего используются методы, приведенные в таблице 5.47.
Таблица 5.47
N | Метод/оборудование НДТ | Примечание |
1) | Применение полива углеродистых и пылящих шихтовых материалов в складе шихты в летний период | Актуально для складов шихтовых материалов закрытого типа |
2) | Применение аспирационных установок на базе рукавных фильтров для подготовки шихтовых материалов, транспортировки, дозировки, загрузки шихты в печь, дробления и фракционирования ферросплава | Требует наличия сжатого воздуха на предприятии, или применения локальных установок сжатого воздуха |
3) | Применение полузакрытых руднотермических печей | Низкие потери электроэнергии с индукционным нагревом сводов. Высокий уровень сбора печных газов. Высокая стойкость оборудования. Ограничено планировкой существующих цехов |
4) | Применение окускованного (агломерированного) сырья | Снижение выбросов пыли на 10% - 20% |
5) | Применение каменных углей в качестве заменителя кокса для плавки ферросплава в руднотермических печах | Снижение себестоимости на 5% - 7% |
6) | Применение АСУ ТП руднотермических печей на базе микропроцессорной техники | Применение возможно для всех типов руднотермических печей |
7) | Применение угольной футеровки ковшей для разливки кремнистых сплавов | Стойкость ковшей увеличивается до 3 раз |
8) | Применение разливочных машин | При технической возможности |
9) | Применение полигонной разливки | При технической возможности |
10) | Переработка марганцовистых и хромистых шлаков в водной среде | При технической возможности |
11) | Применение сухих тканевых газоочисток | Ограничение по наличию площадей для размещения сухих газоочисток на площадке предприятия |
НДТ 5.7.2 состоит во внедрении и последовательном совершенствовании технологии производства ферросплавов силикотермическим методом.
НДТ 5.7.2 относится к производству ферросплавов, приведенных в таблице 5.48.
Таблица 5.48
Наименование ферросплава | Тип печи |
Среднеуглеродистый ферромарганец (Mn не менее 85%, C < 1,5%) | Рафинировочная электропечь |
Низкоуглеродистый ферромарганец (Mn не менее 85%, C < 0,05%) | Рафинировочная электропечь |
Металлический марганец (95% - 98% Mn, 0,2% C) | Рафинировочная электропечь |
Азотированный марганец (87% - 91% Mn, 0,2% C, 2% - 6% N) | Рафинировочная электропечь с последующей обработкой в атмосфере азота |
Среднеуглеродистый феррохром (Cr не менее 65%, 1% - 2% C) | Рафинировочная электропечь и конвертор |
Низкоуглеродистый феррохром (Cr не менее 65%, 0,1% - 0,5% C) | Рафинировочная электропечь и конвертор |
Безуглеродистый феррохром (Cr не менее 68%, 0,01% - 0,06% C) | Рафинировочная электропечь |
Азотированный феррохром (Cr не менее 60%, C не более 0,6%, 0,9% - 6,0% N) | Рафинировочная электропечь с последующей обработкой в атмосфере азота |
Ферросиликокальций (Ca ~25%, Si - 60%, Fe ~15%) | Плавка в электродуговой печи |
Силикоалюминий (Al % - 25%, Si ~75%) | Плавка в электродуговой печи |
Феррованадий (V не менее 35%, C < 1,0%) | Электродуговая печь |
Совершенствование технологии производства ферросплавов силикотермическим методом позволяет сократить расходы электроэнергии и сырьевых материалов, снизить себестоимость производства, снизить эмиссии и образование отходов, для чего используются методы, приведенные в таблице 5.49.
Таблица 5.49
N | Метод/оборудование НДТ | Примечание |
1) | Применение полива углеродистых и пылящих шихтовых материалов в складе шихты в летний период | Актуально для складов шихтовых материалов закрытого типа |
2) | Применение аспирационных установок на базе рукавных фильтров для подготовки шихтовых материалов, транспортировки, дозировки, загрузки шихты в печь, дробления и фракционирования ферросплава | Требует наличия сжатого воздуха на предприятии или применения локальных установок сжатого воздуха |
3) | Применение окускованного (агломерированного) сырья | Снижение выбросов пыли на 10% - 20% |
4) | Применение АСУ ТП рафинировочных печей на базе микропроцессорной техники | Снижение расхода электроэнергии на 2% - 3% |
5) | Применение сухих тканевых газоочисток | Ограничение по наличию площадей для размещения сухих газоочисток на площадке предприятия |
НДТ 5.7.3 состоит во внедрении и последовательном совершенствовании технологии производства ферросплавов алюмотермическим методом.
НДТ 5.7.3 относится к производству ферросплавов, приведенных в таблице 5.50.
Таблица 5.50
Наименование ферросплава | Тип печи |
Металлический марганец (95% - 98% Mn, 0,2% C) | Горн |
Безуглеродистый феррохром (Cr не менее 68%, 0,01% - 0,06% C) | Печь-горн, горн |
Хром металлический (97% - 99% Cr) | Печь-горн, горн |
Ферротитан (Ti не менее 25%, C < 0,20%) | Печь-горн, горн |
Ферровольфрам (W не менее 65%, C не более 0,8%) | Горн |
Ферромолибден (Mo не менее 55%, C < 0,20%) | Горн |
Феррованадий (V не менее 35%, C < 1,0%) | Электродуговая печь, горн |
Азотированный ванадий (V не менее 35%, 2% - 10% N) | Электродуговая печь, горн с последующей обработкой в атмосфере азота |
Феррониобий (Nb + Ta не менее 50%) | Горн |
Ферросиликоцирконий (Zr не менее 40%) | Горн |
Ферроалюмоцирконий (Zr не менее 15% - 18%) | Горн |
Ферробор (5% - 12% B) | Горн |
Ферроборал (B до 4%) | Горн |
Ферросплавы и лигатуры с РЗМ | Горн |
Совершенствование технологии производства ферросплавов алюмотермическим методом позволяет сократить расходы электроэнергии и сырьевых материалов, снизить себестоимость производства, снизить эмиссии и образование отходов, для чего используются методы, приведенные в таблице 5.51.
Таблица 5.51
N | Метод/оборудование НДТ | Примечание |
1) | Применение аспирационных установок на базе рукавных фильтров для подготовки шихтовых материалов, транспортировки, дозировки, загрузки шихты в печь, дробления и фракционирования ферросплава | Требует наличия сжатого воздуха на предприятии или применения локальных установок сжатого воздуха |
2) | Применение барабанных смесителей для предварительного смешивания шихты | Снижает расход материалов на 3% - 5% |
3) | Применение предварительного подогрева шихты | Снижает расход алюминия. Ограничено технологией плавки ферросплава |
4) | Применение предварительного электродугового расплавления части шихты для алюмотермической плавки | Снижает расход алюминия. Ограничено технологией плавки ферросплава |
5) | Применение довосстановления шлаков с получением попутной продукции | Снижает расход сырья на 5% - 10%. Ограничено технологией плавки ферросплава |
6) | Применение герметизирующих укрытий для установок печь-горн и внепечных горнов | Ограничено планировкой действующих цехов |
7) | Применение сухих тканевых газоочисток | Ограничение по наличию площадей для размещения сухих газоочисток на площадке предприятия |
НДТ 5.7.4 Снижение образования отходов при производстве ферросплавов
НДТ 5.7.4 состоит во внедрении и последовательном совершенствовании технологий и организационных мероприятий для переработки и перевода образующихся отходов в попутную продукцию при производстве ферросплавов.
Используются методы, приведенные в таблице 5.52.
Таблица 5.52
N | Метод/оборудование НДТ | Примечания |
1) | Окускование отсевов шихтовых материалов и возврат в производство | Ограничено технологией плавки ферросплава |
2) | Реализация отсевов шихтовых материалов потребителям | Коксо-угольные отсевы используются как топливо; отсевы кварцита - для цементной промышленности и т.п. |
3) | Производство гравия, щебня и песков из ферросплавных шлаков | Особенно актуально для производства углеродистого ферромарганца и силикомарганца, а также для производства углеродистого феррохрома и силикохрома |
4) | Извлечение металлоконцентрата из шлаков, в том числе в жидкой среде | Особенно актуально для производства углеродистого ферромарганца и силикомарганца, а также для производства углеродистого феррохрома и силикохрома |
5) | Реализация ферросплавного шлака потребителям | Требует предварительного дробления шлака |
6) | Применение упаковки сухой пыли газоочисток в мягкие контейнеры для продажи потребителям | Для кремнистых пылей требуется предварительное уплотнение |
7) | Рекультивация глиняных карьеров с использованием шламов и сухой пыли газоочисток и заводских технологических отходов | Ограничение по наличию глиняных карьеров в данной местности |
Наилучшие доступные технологии производства оксидов ванадия и феррованадия
НДТ состоит во внедрении и последовательном совершенствовании технологии производства оксидов ванадия из шлаков дуплекс-процесса и включает мероприятия, представленные в таблице 5.53, обеспечивающие сокращение энергозатрат на процесс и сырьевых материалов, снижение себестоимости производства, а также образование отходов.
Таблица 5.53
N | Метод/оборудование | Примечание |
а | Измельчение и деметаллизация шлака путем сухого помола смеси шлака и известняка. | Снижение энергозатрат за счет исключения перекачивания больших объемов воды, снижение эксплуатационных затрат на обслуживание оборудования (насосы, фильтры, классификаторы и т.д.), исключение энергозатрат на удаление влаги при обжиге шихты |
б | Измельчение и деметаллизация шлака путем мокрого помола смеси шлака и известняка | Исключение потерь шлака с пылевыносом (при сухом помоле ~1%) позволяет значительно снизить выбросы ванадия в атмосферу. Кроме того, увеличение извлечения ванадия при мокром помоле на 3 - 5% позволяет увеличить производительность оборудования |
в | Применение рукавных фильтров для очистки отходящих газов обжиговых печей. | Улучшение экологических характеристик и повышение эффективности производства за счет возврата уловленной пыли в технологию |
г | Окислительный обжиг шихты с известняком | Позволяет избежать накопления сульфата натрия в системе и создать систему с замкнутым оборотным циклом |
д | Сернокислотное выщелачивание шихты | При сернокислотном выщелачивании в сочетании с обжигом с известняком возможно создание замкнутого оборотного цикла производства оксидов ванадия |
е | Плавка пентаоксида ванадия | Плавленный пентаоксид ванадия, по сравнению с порошковым, обладает гораздо большей насыпной плотностью, что позволяет избежать пылевыноса при плавке феррованадия и попадания пентаоксида ванадия в атмосферу |
НДТ 5.7.6 состоит во внедрении и последовательном совершенствовании технологии производства феррованадия и включает мероприятия, представленные в таблице 5.54, приводящие к снижению потерь основного компонента, сокращению потребления ресурсов, снижение себестоимости производства, объема выбросов и отходов.
Таблица 5.54
N | Метод/оборудование | Примечание |
а | Освоение выплавки ванадиевых лигатур непосредственно из шлака | Повышение извлечения ванадия на 15% - 20%, экономия ванадия за счет снижения угара при производстве стали |
б | Освоение выплавки феррованадия многостадийным процессом при выплавке феррованадия в электродуговых печах | Технология позволяет увеличить извлечение ванадия из оксида на ~1% |
в | Освоение внепечного производства феррованадия | Технология позволяет снизить расходы на электроэнергию за счет отказа от использования электродуговых печей; применима при экономической эффективности |
НДТ 5.7.7 заключается в применении в производстве оксидов ванадия процессов обращения с отходами, обеспечивающими их извлечение и последующую утилизацию.
Таблица 5.55
Описание НДТ 5.7.7
N | Метод/оборудование | Примечание |
а | Применение мокрой системы газоочистки обжиговых печей | Повышение эффективности пылеулавливания |
б | Производство побочной продукции из осадка сточных вод оборотных циклов производства оксидов ванадия | Повышает эффективность осветления сточных вод, позволяет вовлекать продукцию в хозяйственный оборот, что исключает образование отходов |
в | Производство побочной продукции из минеральной части сырьевых материалов | Технология позволяет снизить объем образования отходов путем вовлечения их в хозяйственный оборот |
г | Использование уловленных пылей в качестве смесей шихтовых в собственном производстве или реализация смесей шихтовых потребителям | Требуется уплотнение пылей, упаковывание в мягкие контейнеры (для реализации потребителям) |
В 2016 г. Россия выплавила 71 млн т стали, заняв 5 место в мире по объему производства после Китая, Японии, Индии и США, при этом в экспорте Россия занимает 7% долю (и третье место в мире).
В период после 2000 г. в металлургической отрасли активно производились работы по строительству новых и модернизации существующих объектов и производств черной металлургии, развитию высокотехнологичных способов выплавки стали, причем ориентированных на самые современные мировые технологии и стандарты, что можно с уверенностью отнести к наилучшим доступным технологическим решениям или наилучшим практикам.
В целом металлургическими компаниями России в период 2000 - 2016 гг. было инвестировано в строительство новых производств и модернизацию существующих 2,04 трлн руб (по последним уточненным данным [162] 4 трлн руб.).
Эффективность модернизации черной металлургии на этапе с 2000 г. по 2016 г. можно оценить следующими технико-экономическими показателями:
- износ основных производственных фондов снизился с 53,5% до 42%;
- доля мартеновского производства в общем производстве стали сократилась менее чем на 3%;
- доля разливки стали на машинах непрерывного литья заготовок увеличилась до 82%;
- расход стали на производство одной тонны проката уменьшился на 12,4% (с 1,262 до 1,105 т/т стали).
Масштабная реорганизация в черной металлургии коснулась прежде всего крупных холдингов. Этот период характеризовался следующими достижениями в сфере технологий производства чугуна, стали и ферросплавов:
- освоением суперсовременной комплексной (сквозной) технологии производства проката (литейно-прокатный модуль АО ОМК);
- новыми мощностями (9 крупнотоннажных электродуговых печей) по производству стали на основе маршрута ЭДП-МНЛЗ (НЛМК-Калуга, НЛМК-Урал, Северсталь-Балаково);
- запуском агрегатов по производству чугуна (НЛМК-Доменная печь "Россиянка");
- строительством современной обжиговой машины;
- вводом в строй новых агрегатов по выплавке стали конвертерным процессом (4 конвертера АО "Евраз НТМК", конвертер N 1 на ПАО "НЛМК");
- заменой мартеновских печей на новые типы плавильных устройств (ЭДП) (ПАО "ММК", ПАО "ТАГМЕТ", ОАО "Северский трубный завод");
- вводом в эксплуатацию 18 машин непрерывного литья заготовок (ПАО "ММК", АО "Уральская сталь", ПАО "НЛМК");
- строительством 13 комплексов по повышению качества выплавленной стали, в том числе одно- и двухпозиционные ковш-печи и одно- и двухпозиционные вакууматоры (АО "ОЭМК", ПАО "НЛМК", ПАО "ММК", ПАО "Северсталь", АО "Евраз НТМК", ПАО "ТАГМЕТ", ПАО "Северский трубный завод").
Практика показывает, что существенного прогресса в обеспечении экологической безопасности удается достичь при комплексном решении проблем совмещением модернизации и оснащения средозащитным оборудованием. Вследствие этого обстоятельства экономические аспекты реализации НДТ должны рассматриваться с точки зрения потребных совокупных затрат на модернизацию (реконструкцию или строительство новых агрегатов или установок) действующих металлургических производств и природоохранное оборудование по той причине, что, как показывает практика, такой подход в отличие только от действий на "конце трубы" гарантирует не только более высокую эффективность, но, что немаловажно, и окупаемость проекта (при условии увеличения производительности обновленных агрегатов).
Вместе с тем ввиду высокой конкуренции в металлургической отрасли как в национальном, так и мировом масштабе вследствие глобализации производства экономическая информация имеет статус коммерческой тайны. По этой причине получить исчерпывающие сведения о затратах на проекты технического перевооружения (внедрения НДТ) затруднительно или не всегда возможно:
- отдельные компании дают агрегированные сведения о затратах по программе модернизации в целом (иначе говоря, для совокупности проектов), поэтому невозможно выделить затраты именно на конкретный объект;
- для некоторых проектов имеются только данные по стоимости оборудования (без проектирования и строительно-монтажных работ), что делает оценку существенно заниженной;
- в частных случаях приводятся сведения о затратах на средозащитное оборудование без затрат на технологическое оборудование, которое именно в комплексе обеспечивает наилучшие показатели в части воздействия на окружающую среду, ресурсо- и энергосбережения;
- преимущественно информация о стоимости сооружения объекта (технологии) не приводится.
Для неких предварительных оценок в отношении средозащитного оборудования имеются определенные стандартные эмпирические правила: стоимость сооружений очистки от пыли отходящих в металлургических процессах технологических или аспирационных газов, отвечающих требованиям НДТ, ориентировочно оценивается величиной 1000 руб./м3 очищаемого газа.
Затраты на оборудование (без стоимости вспомогательного оборудования, строительно-монтажных и пуско-наладочных работ), применяемого для очистки газов от пыли в технологиях производства кокса, приведены в таблицах 6.1 - 6.4.
Таблица 6.1
Электрофильтры <*>
Наименование | Технологические характеристики | Стоимость |
Электрофильтры (очистка от пыли аспирационного воздуха объектов углеподготовки, объектов транспортирования и рассева кокса, установки беспылевой выдачи кокса) | Степень очистки - до 99,8%. Остаточная запыленность газов - 50 - 100 мг/нм3. Производительность - от 50 000 нм3/ч | 40 - 50 млн руб. (в ценах 2005 г.) <1> 75 - 100 млн руб. (в ценах 2013 г.) <2> |
Примечания: <1> Отечественный электрофильтр производительностью от 50 тыс. нм3/ч, температура отходящих газов - до 300 °C. <2> Отечественный электрофильтр, объем газов - 100 тыс. нм3/ч, температура - до 250 °C, входная запыленность - 15 г/нм3, степень очистки - 90% - 95%. <*> Электрофильтры для улавливания пыли до настоящего времени на коксохимических предприятиях РФ не применяются. Известен лишь один случай успешного применения электрофильтра ЭГБМ1-17-7,5-4-4 номинальной производительностью по газу около 150 тыс. м3/ч в составе установки беспылевой выдачи кокса батарей 5 - 6 ОАО "Северсталь". | ||


Таблица 6.2
Циклоны
Наименование | Технологические характеристики | Стоимость |
Циклоны высокопроизводительные, высокоэффективные (очистка от пыли аспирационного воздуха объектов углеподготовки, объектов транспортирования и рассева кокса, установки беспылевой выдачи кокса) | Отечественные циклоны типа ЦН-15, СДК-ЦН-33 производительностью до 100 тыс. м3/ч | До 850 тыс. руб. |
Таблица 6.3
Рукавные фильтры
Наименование | Технологические характеристики | Стоимость |
Рукавный фильтр (очистка от пыли аспирационного воздуха объектов углеподготовки, объектов транспортирования и рассева кокса, установки беспылевой выдачи кокса) | Отечественные фильтры с рукавами из импортных материалов. Объемы газов 5500 - 12000 м3/ч. Максимальная температура 140 °C - 275 °C. Входная запыленность 30 - 65 г/м3. Остаточная запыленность 10 мг/м3 | 0,9 - 2,5 млн руб. (в ценах 2013 г.) |
Таблица 6.4
(УБВК)
Наименование | Технологические характеристики | Стоимость |
Электрофильтр | Объем газов 150 000 нм3/ч. Максимальная температура < 250 °C. Входная запыленность < 30 г/м3. Остаточная запыленность < 100 мг/м3 | 46 млн руб. (в ценах 2013 г.) |
Рукавный фильтр | Объем газов 200 000 нм3/ч. Максимальная температура < 275 °C. Входная запыленность < 30 г/м3. Остаточная запыленность < 20 мг/м3 | 30 млн руб. (в ценах 2013 г.) |
Информация о затратах на внедрение наилучших доступных технологий при производстве кокса размещена в НДТ 5.3.6 (Установка беспылевой выдачи кокса стационарного варианта) в размере $2,5 млн. Сопоставление затрат на проект и стоимости природоохранного оборудования в этом проекте (см. таблицу 6.4) демонстрирует существенную разницу, что следует принимать в расчет при планировании затрат на внедрение НДТ.
Строительство комплекса очистки воздуха после охладителей агломерата на базе сухих электрофильтров на объем 1,5 млн м3/ч обошлось в 1,3 млрд руб.; для модуля очистки аспирационного воздуха литейного двора доменной печи на базе рукавного фильтра нового поколения на объем очищаемого воздуха в 600 тыс. м3/ч затраты составили 300 млн руб.
Внедрение сухих систем газоочисток при производстве ферросплавов оценивается в 150 млн руб. на один модуль.
Сравнительно с природоохранными затраты на технологическое оборудование более значительны, например, полузакрытая руднотермическая печь в производстве ферросплавов стоит около 700 млн руб. Еще более существенны затраты на комплексы технологического оборудования при производстве чугуна, стали - в зависимости от объема строительства или реконструкции могут достигать величин, исчисляемых в млрд руб. Например, комплекс современной доменной печи "Россиянка" (вместе с энергообъектом для утилизации доменного газа) обошелся в 43 млрд. руб.
Уровень затрат на отдельные мероприятия в сфере энергоэффективности представлен в таблице Д.5 Приложения Д. Современные энергоэффективные технологии в металлургии сопряжены со значительными затратами: строительство одной машины непрерывного литья заготовок потребует не менее 7 млрд. руб; установка вдувания пылеугольного топлива нуждается в инвестициях на уровне ниже 7 млрд. руб.
Следует понимать, что представленный материал отражает лишь порядок затрат, возникающий при внедрении НДТ, но не может служить достоверной оценкой, которая будет определяться для конкретных условий реализации объекта НДТ на основе предпроектной и проектной документации, а также в том числе по условиям кредитования, состоянию валютного рынка, уровню инфляции и т.д.
Понимая НДТ как "наилучшую технологию производства продукции...", следование концепции модернизации основного производства, а не действиям "на конце трубы", следует считать предпочтительным путем перехода на НДТ с одновременным пониманием того, что такой подход потребует серьезных инвестиционных затрат (например, суммарный объем инвестиций в мероприятия Года экологии, включенные в Распоряжение Правительства РФ от 2 июня 2016 г. N 1082-р, составляет более 52,8 млрд руб.).
С учетом состояния экономики (и развития ключевых инструментов управления), динамики ее роста, стратегии развития отрасли действительный (а не формальный) переход на НДТ потребует определенного временного периода.
Достижение показателей НДТ на основе концепции модернизации вместе с тем может обеспечить определенные экономические преимущества:
- увеличение производительности агрегатов;
- повышение выхода годной продукции за счет снижения потерь;
- устранение брака (и увеличение тем самым выхода годной продукции);
- сокращение потребления сырья и материалов;
- повышения энергоэффективности (снижение энергопотребления и соответственно операционных затрат);
- снижение природоохранных платежей в связи с уменьшением объема размещаемых отходов, снижения эмиссий в атмосферный воздух и сбросов в водные объекты.
Представленные в данном разделе технические решения отражают передовые тенденции в развитии металлургических технологий и техники в направлении создания новых процессов, производства новых материалов, повышения энергоэффективности, обеспечения экологической безопасности.
Вместе с тем, их отличает различный уровень технической, конструкционной проработки и коммерческой готовности.
Технология газовой агломерации [163, 164] может быть осуществлена на любой ленточной агломашине на шихте (после реконструкции), подготовленной и окомкованной обычными методами, но без добавления твердого топлива при использовании высококалорийного газа. При работе на низкокалорийном доменном газе в шихту необходимо добавлять твердое топливо до ~ 2% углерода в шихте. Способ осуществляется путем установки специальных горелок над спекаемой шихтой по длине агломашины.
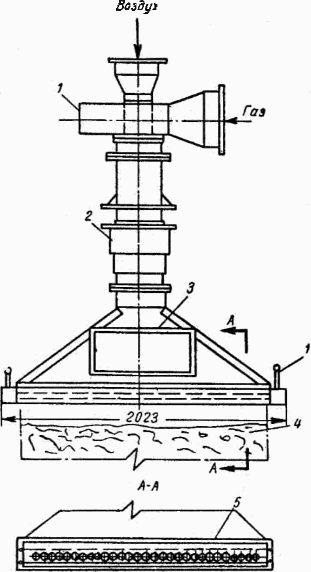
1 - смеситель; 2 - телескоп; 3 - предохранительный клапан;
4 - спекаемая шихта; 5 - трубы для охлаждения
Рисунок 7.1 - Устройство горелки для сжигания газа в слое
спекаемой шихты при газовой агломерации
Технология газовой агломерации без использования твердого топлива обеспечивает повышение качества агломерата по прочности, восстановимости, снижение содержания серы. Отсутствие в спекаемом слое твердого топлива приведет к существенному уменьшению выбросов пыли, CO, SOx и NOx.
Опробована в опытно-промышленном режиме на агломашине площадью 50 м2 на доменном газе калорийностью 930 ккал/нм3, удельная производительность достигала 1,6 т/м2 в час.
Технология введения активной извести в агломерационную шихту способствует повышению эффективности ее использования, увеличению высоты спекаемого слоя, повышению производительности агломашины, сокращению выбросов пыли за счет повышения качества окомкования и агломерата. Для получения активной извести необходимо строительство на аглофабрике участка по обжигу извести.
Опробована в промышленном масштабе.
Применение нового современного оборудования для смешивания и окомкования шихты (высокоинтенсивные смесители) гарантирует повышение качества агломерата, снижение расхода коксовой мелочи, уменьшение выбросов пыли, CO, SOx, NOx.
Промышленно освоенная техника.
Применение технологии утилизации тепла воздуха охлаждения агломерата (см. рисунок 7.2) способствует снижению затрат энергии на производство агломерата. Для сбора нагретого воздуха от охладителей устанавливаются улавливающие зонды, через которые нагретый воздух направляется в циклоны для удаления абразивной пыли и после этого по трубопроводам может подаваться:
- на теплообменники для выработки пара или горячей воды, с возможностью последующей выработки электроэнергии;
- на горелки зажигательного горна для снижения расхода газообразного топлива;
- в защитный колпак агломерационной машины, устанавливаемого после зажигательного горна.

агломерата и агломашин для утилизации тепла горячего воздуха
Технология применение электрофильтров с сухим пылеудалением для очистки технологических газов обеспечивает высокую степень очистки от мелких частиц пыли с эффективностью 90% - 95%.
Промышленно освоена.
Технология применение тканевых (рукавных) фильтров для очистки отходящих технологических газов и аспирационного воздуха с высокой степенью очистки от мелких частиц пыли с эффективностью до 95% - 99%.
7.1.7.1 Применение мокрых скрубберов для очистки от пыли (степень очистки до 98%)
7.1.7.2 Применение мокрых скрубберов AIRFINE для очистки от пыли и газов, от SOx, HF, HCl, ПХДД/Ф, тяжелых металлов.
Промышленно освоены в зарубежной практике.
7.1.8.1 Применение для отопления горна горелок с низким образованием NOx.
Применение газовых рекуперативных горелок с принудительной подачей газа с неполным предварительным смешиванием и специальной закруткой газового потока обеспечивает эффективное сжигание газо-воздушной смеси с меньшим образованием CO и NOx. Горелочные устройства типа ГНП.Р-250-31 успешно работают в зажигательных горнах на нескольких агломерационных машинах (см. рисунок 7.3).

горне агломашин
7.1.8.2 Применение селективного каталитического восстановления
Использование антрацита позволяет снизить выбросы NOx примерно на 30%. Большего эффекта можно добиться при использовании катализаторов, который вызывает химические превращения оксидов азота без их участия в самой химической реакции. При их применении эффективность нейтрализации оксидов азота составляет примерно 89%.
Применительно к процессам агломерации не опробована.
7.1.9 Технология окускования дисперсных материалов методом брикетирования (жесткая вакуумная экструзия)
Технология брикетирования методом жесткой вакуумной экструзии (при давлении 5 МПа и выше) имеет в 3 раза более высокую производительность сравнительно с вибропрессованием, не требует тепловой обработки сырых брикетов, позволяет получать прочный материал (горячая прочность брикета из магнетитового концентрата и коксовой мелочи по показателю RDI+6,3 превышает RDI+6,3 агломерата основностью 1,2 - 1,6) изометрической формы и металлургических размеров, пригодный для загрузки в доменную печь (а также для использования в других металлургических агрегатах), подлежащий штабелированию и длительному хранению.
Технологическая схема процесса производства брикетов (они имеют специфическое название "брэксы") представлена на рисунке 7.4.

методом жесткой экструзии [165]
Шихтовые компоненты после дозирования направляются в смеситель для гомогенизации состава, а далее через питающее устройство с вакуумным затвором (типа "глиномялка") подаются в экструдер, откуда выходят "брэксы" в виде стрежней определенного по усмотрению потребителя диаметра в диапазоне 5 - 35 мм и длины (см. рисунок 7.5).

"брэксов" - штабелирование "брэксов" (А); Разгрузка
"брэксов" из экструдера (Б)
Технология брикетирования методом жесткой вакуумной экструзии весьма эффективна не только как метод утилизации техногенных материалов, но прежде всего в качестве экологически безопасной альтернативы процессу агломерации.
Первая фабрика производства брэксов на 700 тыс. т в год начата строительством в России (ПАО "НЛМК").
7.2.1 Технология разгрузки угля на вагоноопрокидывателе с эффективной аспирацией места падения угля в приемный бункер
Технологией разгрузки угля с эффективной аспирацией предусмотрен равномерный по длине ротора отсос запыленного воздуха в месте его максимального выхода из зоны рассыпания угля в бункерах и наддув малозапыленного воздуха с противоположной стороны бункеров для подачи запыленных потоков воздуха в зону размещения отсосов. Для направления этих потоков на роторе вагоноопрокидывателя размещается направляющая. Аспирационный воздух подается на очистку от пыли, очищенный воздух дымососами выбрасывается в атмосферу. Уловленная пыль из бункеров циклонов винтовым конвейером подается к окомкователю, откуда выгружается в железнодорожный вагон, подаваемый на разгрузку. Схема аспирации вагоноопрокидывателя приведена на рисунке 7.6.
Технология разгрузки угля эффективной аспирацией на вагоноопрокидывателе (с объемом аспирации 96,5 тыс. м3/ч) внедрена на ОАО "НЛМК".
Угольную шихту уплотняют в трамбовочной камере с размерами, несколько меньшими, чем размеры камеры коксования, и загружают на поддоне в коксовую печь с машинной стороны. Трамбованный угольный пирог имеет плотность 1 - 1,15 т/м3, что значительно выше плотности шихты, загружаемой в печи насыпью при традиционной технологии (0,75 т/м3). В связи с этим в шихте можно увеличить долю слабоспекающихся углей на 15% - 20% и получить кокс более высокого качества.
Комплекс трамбования шихты включает основные машины, обеспечивающие работу данной технологии: трамбовочно-загрузочно-выталкивающая машина (ТЗВМ) и машина по отсосу и сжиганию газов загрузки (ОСЗГ).
ТЗВМ выполняет следующие функции:
- снятие двери с коксовой печи, ее очистку и установку;
- очистку боковых поверхностей, рам и зеркал рам;
- выталкивание готового коксового пирога;
- изготовление трамбованного угольного пирога;
- ввод трамбованного угольного пирога;
- удаление просыпей угля, накопившихся при трамбовании угольного пирога;
- уборку и зачистку рабочей площадки от небольших количеств просыпей и обломков угля и кокса со сбросом их на транспорт;
- обеспечение возможности аварийного завершения: окончание рабочих операций посредством вспомогательных механизмов резервного или ручного привода;
- поддержание положительной температуры для угольной шихты в бункере машины и камере трамбования;
- очистку пода камеры коксования при выталкивании кокса.
Скорость передвижения ТЗВМ - 70 м/мин, объем наполнения машинного бункера - 204 м3, что соответствует примерно 163 т угля (достаточно для 4,5 наполнений печи); установленная мощность трансформаторов - 3050 кВт; мощность, потребляемая машиной с отоплением зимой (до -40 °C) - 21 671 кВт/ч, без отопления - 13 550 кВт/ч.
При загрузке трамбованной шихты в печи создается разрежение инжекцией в газосборник и отсосом устройствами на ОСЗГ, передвигающейся по верху батареи, что снижает выбросы при загрузке коксовой батареи.
Машина ОСЗГ выполняет операции по отсосу газов загрузки, их дожигу в камере сгорания, разбавлению наружным воздухом и передаче через коллектор бездымной загрузки на очистку. Машина оборудована механизмами очистки газоотводящей арматуры от смолы и графита. Объем отсасывания: загрузочный газ - за камерой сгорания - 21 000 нм3/ч, за кондиционированием - 51 000 нм3/ч.
Технология производства кокса является распространенной: в Китае в настоящее время работают более 360 батарей с загрузкой трамбованной шихты общей мощностью более 80 млн т/год кокса.
В СНГ технология трамбования реализована на Украине на коксовых батареях N 9 (1993 г.) и N 10 (2006 г.) ОАО "Алчевсккокс".
Угольная шихта подвергается измельчению до крупности менее 3 мм и поступает в сушилку-классификатор, в которой происходит сушка и разделение шихты на два класса: мелкий и крупный. Затем крупный уголь подвергается скоростному нагреву до 350 °C в трубчатом подогревателе в потоке воздуха. Мелкие классы угля с температурой ~160 °C после сушилки-классификатора поступают в двухвалковые прессы и подвергаются горячему брикетированию, после чего объединяются с крупными классами и загружаются в коксовую печь. Схема технологии приведена на рисунке 7.7.
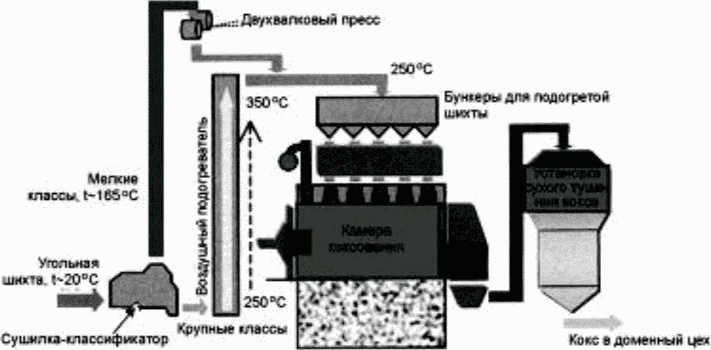
брикетирования шихты
Технологический процесс имеет следующие главные отличительные особенности:
- применение скоростного нагрева шихты позволяет сократить продолжительность коксования, снизить затраты энергии на коксование и повысить прочность кокса;
- на печах применяется система обогрева с малым выбросом оксидов азота (NOx): использована схема с одноступенчатым подводом газа и трехступенчатым подводом воздуха в сочетании с рециркуляцией продуктов сгорания.
Новая технология обеспечивает возможность получения из шихты с 50%-ным участием слабоспекающихся углей кокса, прочность которого по показателю DI15150 выше 84%, что определяет пригодность получаемого кокса для использования в доменной печи.
Наиболее значимым новшеством последних лет в области охраны окружающей среды при производстве кокса считают [166] разработку, освоение и промышленное внедрение технологии индивидуального регулирования давления газа в каждой отдельной печи коксовой батареи. Новые решения стабильно обеспечивают пониженное давление в газосборнике, что позволяет отвести все газы загрузки в систему улавливания сырого коксового газа и практически исключить выбросы при эксплуатации коксовых печей.
Существует несколько вариантов реализации технологии: система PROven (рисунок 7.8) и клапан Sopreco.

1 - подсводовое пространство; 2 - свод печи; 3 - стояк;
4 - аммиачная вода; 5 - линия замера давления; 6 - регулятор
давления; 7 - пневмоцилиндр; 8 - управляющий клапан;
9 - труба быстрого заполнения;
10 - клапан FixCup:  ; 11 - газосборник
; 11 - газосборник
В системе PROven стояки коксовых печей сообщаются с газосборником с помощью клапанов новой конструкции - стационарных чашевидных клапанов FixCup с воронкообразными днищами с отверстием. В колене стояка установлены две распылительные форсунки, которые обеспечивают охлаждение сырого газа и орошают внутреннюю поверхность колена, препятствуя образованию смоляных и других отложений. Имеется трубопровод и клапан быстрого заполнения чаши клапана FixCup, когда печь отключают от газосборника.
Поскольку с применением системы PROven возможна работа при разрежении в газосборнике и за счет этого разрежения осуществляется отсос газов загрузки, необходимость в аспирации газов загрузки аммиачной водой или паром отпадает.
Система успешно действует более чем на 2000 коксовых печах во всем мире, в том числе на 12 батареях в Китае; 11 в Южной Корее; 9 в Бразилии; на 1 в США и 3 в Германии.
Клапан Sopreco (SingleOvenPressureControl) используется исключительно как регулирующий элемент и расположен между тарельчатым клапаном-гидрозатвором и стояком (рис. 7.9). Тарельчатый клапан-гидрозатвор сохраняется с целью обеспечения надежного отсоединения печной камеры от газосборника. Дополнительно система оснащается соответствующей аппаратурой измерения давления и программируемым устройством управления.

50 клапанов Sopreco эксплуатируются более 2 лет на батарее N 3 завода ZKS с загрузкой шихты по технологии трамбования.
Схема ступенчатого охлаждения кокса (вариант с использованием в качестве охлаждающего агента 2 ступени распыляемой в теплообменном барабане воды) приведена на рисунке 7.10 [167].

кокса
Выдаваемый из коксовых камер кокс с температурой ~1000 °C - 1100 °C в коксовозный вагон специальным подъемником подают на верх бункера 1 ступени охлаждения и через загрузочное устройство (1) высыпают в форкамеру (2). Далее кокс по мере разгрузки 1 ступени поступает в камеру охлаждения (3) и, проходя между рядами специальных панелей рекуперативного теплообменника (4), охлаждается до температуры ~650 °C и попадает на разгрузочное устройство 1 ступени (5) и питатель (6). Пар, образующийся в рекуперативном теплообменнике за счет тепла кокса, с параметрами P = 1,4 МПа и t = 320 °C, используют для энергетических нужд коксохимического производства.
Частично охлажденный до температуры = 650 °C кокс посредством питателя (6) подают внутрь барабанного теплообменника (7), являющегося 2 ступенью охлаждения. Барабанный теплообменник (7) оснащен внутренними устройствами специальной конструкции (8). Эти устройства создают пересыпающийся и перемешивающийся поток кокса, который при вращении барабана продвигается от загрузочной (9) к разгрузочной (10) части теплообменника. Внутри барабанного теплообменника кокс посредством оснащенных распылительными форсунками трубопроводов (11) и регулировочных устройств (12) орошают водой. В результате ее испарения кокс охлаждается до температуры ~ 200 °C.
Далее охлажденный кокс через разгрузочное устройство (13) выдают из теплообменника и направляют на сортировку и к потребителю.
Образующийся в теплообменнике 2 ступени охлаждения пар подают в обеспыливающий циклон (14), а пульпу из циклона возвращают на поступающий в барабан кокс. Обеспыленный пар подогревают продуктами горения топки (15) и сбрасывают в атмосферу через дымовую трубу (16).
Помимо описанного, данная технология имеет и другие варианты:
- с использованием в качестве охлаждающего агента 2 ступени очищенные стоки после биохимической очистки, утилизацией тепла кокса в конденсаторе-холодильнике для "мягкого" испарения коксохимических стоков в градирне системы оборотного водоснабжения;
- с утилизацией тепла кокса 2 ступени в холодильнике-конденсаторе на бытовые энергетические нужды;
- с использованием в качестве охлаждающего агента 2 ступени угольной шихты, поступающей на коксование.
Технология позволяет: использовать для охлаждения кокса биохимически очищенные стоки коксохимического производства со значительным снижением химически загрязненных выбросов в атмосферу [168] по сравнению с традиционными способами охлаждения; использовать тепло выдаваемого из коксовых камер кокса (~40%) на производство энергетического пара высоких параметров (P = 1,4 МПа, t = 320 °C).
Опробована на опытно-промышленной установке производительностью по коксу ~10 т/ч.
Способ беспылевой выдачи и косвенного сухого тушения кокса [169], обеспечивающий предотвращение выбросов при выдаче и тушении кокса. В соответствии с этим способом, получившим название KIDC [170], выдача кокса производится в стальной вагон-контейнер, идентичный по форме и размеру печной камере. Контейнер затем перевозится на тушильную станцию и орошается водой, в результате чего обеспечиваются мягкие условия охлаждения кокса без контакта его с водой. Опробование этого способа на заводе "Грэнит Сити" фирмы "Нэшнл стил" (США) в 1987 г. показало принципиальную пригодность его для предотвращения выбросов как при выдаче, так и при тушении кокса [171, 172].
Оценивая возможности применения системы на отечественных предприятиях, необходимо отметить, что для этого потребуется полностью пересмотреть комплекс машин и оборудования коксовой стороны батарей. Это связано с очень большими капитальными затратами и в условиях реконструкции действующих предприятий представляется весьма проблематичным.
Технология опробована на заводе "Грэнит Сити" фирмы "Нэшнл стил" (США) и внедрена на заводе "Спарроус Пойнт" фирмы "Бетлихем стил".
С целью уменьшения выбросов, образующихся при основных технологических операциях обработки дверей и печей (снятии дверей печных камер перед выдачей, их очистке, забрасывании концов, чистке привалочных поверхностей и установке дверей на место) предусмотрена установка аспирации и очистки на коксовой стороне батареи.
Установка состоит из двух зонтов, газоходов, рукавного фильтра и дымососа. Один зонт предназначен для захвата выбросов от печи и имеет возможность перемещения по направлению к печи с одновременным присоединением к стационарно расположенному газоходу. Другой зонт размещен над механизмом чистки дверей. Газоходы от зонтов соединяются в общий газоход, направляемый к рукавному фильтру и далее к дымососу. В газоходе имеется искрогаситель, предотвращающий попадание раскаленных частиц в рукавный фильтр. Материал рукавов термоустойчив до 550 °C.
Объемы выбросов сокращаются на 93,8%.
Установка внедрена на ПАО "Кокс".
7.2.8 Технология утилизации газов холодных свечей УСТК путем передачи их в газопровод доменного газа
Эксплуатация УСТК сопровождается загрязнением окружающей среды при сбросе в атмосферу избыточного охлаждающего агента через "холодные" свечи дымососом тракта циркуляции. Основные компоненты сбрасываемого газа - оксид углерода (CO), пыль, а также присутствуют бензапирен, сероводород, аммиак, диоксид серы и другие вредные вещества. По регламенту содержание CO в циркулирующем теплоносителе должно быть в пределах 8% - 12%.
Для снижения выбросов через холодные свечи УСТК применяется технологический прием - дожигание CO с помощью кислорода воздуха, подаваемого в тракт циркуляции охлаждающего агента - кольцевой канал камеры УСТК. Данный прием приводит к снижению концентрации CO в газе, но в то же время - увеличению угара (потерь) кокса, выгружаемого из камер, увеличению объема выбрасываемых газов.
Существует несколько вариантов технических решений по утилизации избыточных газов УСТК и ликвидации выброса их в атмосферу. Предлагалось направить их в коксовый газ, сжигать в специальной котельной, очищать перед сбросом в атмосферу и т.д.
Наиболее приемлемым решением является передача их в газопровод доменного (бедного) газа для последующего применения в качестве топлива в металлургическом производстве. Доменный газ близок по составу циркулирующему газу УСТК и отличается содержанием CO.
Перед передачей избыточных газов УСТК в газопровод доменного газа его необходимо очистить пыли и несколько повысить его калорийность. При этом нужно в постоянном режиме определять его состав, при необходимости в автоматическом режиме корректировать содержание CO и поддерживать его на уровне не менее 12%. Для этих целей сооружается специальная установка. Для стабилизации калорийности газ обогащается топливом (коксовым или природным газом) до 800 ккал на 1 тыс. м3.
Эффективность технологии: снижение валовых выбросов вредных веществ; утилизация избыточного циркуляционного газа; снижение расхода углей на коксование за счет снижения потерь кокса при тушении на УСТК.
Технология внедрена на ОАО "ЕВРАЗ НТМК".
Печи коксования по данной технологии горизонтальные (см. рисунок 7.11) и находятся под небольшим разрежением. В основном газ для горения подается через порты в дверях и частично сжигает образующиеся летучие вещества в камере коксования. Дополнительный воздух подается в изогнутые каналы, которые пролегают в днище печи. Конструкция каналов, а также контроль потока воздуха позволяют балансировать скорость коксования сверху и снизу.

Горячие газы проходят по туннелю для отходящих газов к бойлерной установке, на которой получают пар высокого давления для производства электроэнергии или отопления. Охлажденный отработанный газ очищается от серы известковым молоком с получением гипса, который в основном используется в строительном производстве.
Отмечается, что с точки зрения влияния на окружающую среду технология производства кокса рекуперативного типа обладает меньшим воздействием, чем коксохимический вариант. Ввиду отрицательного давления и сжигания летучих продуктов, технология производства кокса рекуперативного типа значительно снижает выбросы токсичных газов. Конфигурация слоя угля также обеспечивает значительно меньшие выбросы пыли.
Для полного сжигания смолистых веществ и бензольных углеводородов требуется обеспечить их смешение с воздухом при высоких значениях коэффициента избытка воздуха и достаточном времени для прохождения реакции окисления.
Необходимо отметить, что как традиционное коксохимическое производство, так и технология с батареями рекуперативного типа способны производить кокс высокого качества, достаточного для применения в доменных печах высокой производительности. Множество различных факторов могут повлиять на решение о выборе технологии, например размер участка и доступность энергетических ресурсов, конфигурация металлургических предприятий, потребителей энергии, региональные проблемы защиты окружающей среды, стоимость оборудования и, естественно, срок окупаемости.
Характеризуется рядом преимуществ: исключение выбросов из дверей, люков и стояков коксовых печей, ликвидация химических цехов и установок, устранение загрязнения водного бассейна и образования отходов химических цехов (фусы, кислая смолка, полимеры и т.д.).
Технология внедрена на многих предприятиях за рубежом (Китай, США, Индия, Австралия).
Разработана принципиально новая технология, позволяющая решить проблемы утилизации загрязненных сточных вод и избытка коксового газа. Суть новой технологии заключается в термическом обезвреживании сточных вод при сжигании коксового газа.
Технологический процесс сжигания части сточных вод после установки биохимической очистки (БХУ) позволяет отказаться от прямого сжигания в факельной системе значительных количеств коксового газа, уменьшить гидравлическую нагрузку на БХУ за счет сокращения доли возврата на начало технологического цикла, что приводит к улучшению степени очистки стоков, а также снизить долю сточных вод после БХУ в системе мокрого тушения кокса.
При совместном сжигании коксового газа и сточных вод содержащиеся в очищенных сточных водах примеси восстановительного характера (аммиак и др.) позволяют в определенном температурном интервале значительно снизить содержание оксидов азота в дымовых газах. Кроме того, сжигание сточных вод при высоких температурах приводит к сокращению номенклатуры выбрасываемых в атмосферу веществ по сравнению с мокрым тушением, с полным исключением органических соединений, а за счет замещения промышленной водой части очищенной сточной воды в процессе мокрого тушения кокса - к уменьшению концентрации вредных веществ в выбросах из башни тушения.
Установка состоит из двух автономных технологических линий с реакторами сжигания, каждая из которых содержит емкости сточной воды, насосы для подачи воды, фильтры для доочистки сточных вод от механических примесей и реактор с трубопроводами подвода коксового газа, сточной и промышленной воды. Установка содержит также общую для обеих технологических линий емкость промышленной воды с насосами и фильтрами. Схема одной технологической линии приведена на рисунке 7.12.

1 - Сборник промышленной воды
2 - Насос
3 - Сборник сточной воды
4 - Насос
5 - Реактор УДСВ
6 - Конденсатоотводчик
7 - Фильтр
Технология внедрена на ПАО "Кокс", позволяет сократить выбросы из факельной системы и из башни тушения.
На установке предусмотрен приемный бункер, куда выгружаются каменноугольные фусы после мехосветлителей химических цехов, доставляемые к установке утилизации автотранспортом. Имеется сборник-накопитель для жидких химотходов, куда периодически закачивается эмульсия после нейтрализации.
Из приемного бункера фусы передаются в один из двух бункеров-накопителей твердых отходов, где осуществляется их постоянная циркуляция через мокрый измельчитель (мацератор). Поступившие фусы и эмульсия из соответствующих бункеров-накопителей и сборника-накопителя закачиваются в сборник - смеситель готовой суспензии, где осуществляется их постоянное циркуляционное перемешивание. Дозировочным насосом из сборника - смесителя готовой суспензии периодически выполняется подача суспензии на ленту с шихтой. В месте непосредственной подачи суспензии на шихту на транспортере устанавливается роторный смеситель специальной модели, с помощью которого выполняется перемешивание до однородного состояния дозируемой суспензии с шихтой на ленте.
Установка сооружена на АО "Уральская сталь".
7.3.1 Технология доменной плавки на подготовленном сырье, комбинированном дутье и повышенным расходом ПУТ
Технология доменной плавки на подготовленном сырье, комбинированном дутье с повышенным расходом ПУТ с расходом природного газа 40 - 80 м3/ч чугуна, кислорода до 28% - 32%, ПУТ до 160 - 180 кг/т. При этом достигается удельная производительность 2,1 - 2,3 т/м3 сут, расход кокса снижается до 330 - 350 кг/т.
7.3.2 Применение на доменных печах с АСУ-ТП, повышающих эффективность доменной плавки путем непрерывного автоматического контроля состояния печи и измерения технологических параметров с их анализом и рекомендациями по оптимизации и прогнозированию теплового состояния печи
Применение на печах с БЗУ автоматизированной системы контроля, оптимизации и прогноза доменной плавки с модулями контроля, оптимизации и прогноза гарантирует безошибочность ведения доменной плавки для достижения высоких технико-экономических показателей и минимизации расхода кокса.
Применение на печах с БЗУ автоматизированной системы непрерывного контроля и оптимизации зоны плавления с помощью двумерной математической модели теплового состояния печи, которая позволяет вести постоянный автоматический контроль параметров зоны плавления, что дает повышение эффективности работы, в том числе, экономию расхода кокса и срока службы доменных печей
7.3.3 Применение автоматизированной системы модели управления аглококсодоменным производством, основанной на совместном применении методов интеллектуального анализа данных
Применение автоматизированной системы модели управления аглококсодоменным производством, основанной на совместном применении методов интеллектуального анализа данных. Обеспечивает повышение качества агломерата и кокса при минимизации расхода последнего, снижение себестоимости чугуна на 2% - 3%.
Нагрев дутья осуществляется в бесшахтных воздухонагревателях со струйно-вихревой горелкой с подогревом воздуха горения в малых ВНК. Обеспечивает дутье до 1400 °C. Срок эксплуатации - 30 лет, концентрация CO в отходящем газе - не более 50 мг/м3. Концентрация NOx - не более 100 мг/м3.
Основной аппарат очистки доменного газа представлен рукавным фильтром. Позволяет снизить затраты на обслуживание газоочистки, увеличить производительность доменной печи, уменьшить расход кокса, снизить водопотребление.
Промышленно освоена на одном предприятии.
Использование таких ковшей исключает образование ковшевых остатков, благодаря образующемуся гарнисажу; увеличивает на 20 - 25% количество перерабатываемого в жидком виде шлака; ускоряет оборот шлаковозов и сокращает их число в 3 - 5 раз; позволяет почти полностью улавливать содержащийся в шлаке металл; удлиняет срок службы шлаковозов.
Опробована в опытно-промышленном режиме.

Рисунок 7.13 - Шлаковоз-миксер вместимостью 36 м3
Доменная плавка на кислородном дутье и природном газе приведет к отказу от воздухонагревателей дутья, повысит восстановительный потенциал газов в печи, в том числе за счет большой доли водорода, ускорит процессы восстановления, позволит уменьшить высоту доменной печи и снизить требования к прочности кокса, сократит его потребность.
Доменный газ не будет содержать балластный азот, с меньшими затратами можно будет осуществить отмывку колошникового газа от CO2.
В целях повышения энергоэффективности доменной плавки разработана и опробована технология вдувания горячих восстановительных газов (ГВГ).
Традиционная схема производства конвертерной стали и схема производства конвертерной стали с применением технологии ГВГ приведены на рисунке 7.14. Подобная технология на 50% исключает использование природного газа в доменной плавке, повышает производительность доменной печи на 25,0%, снижает расход кокса на 30%, обеспечивает снижение себестоимости чугуна на 10% - 12% [173].
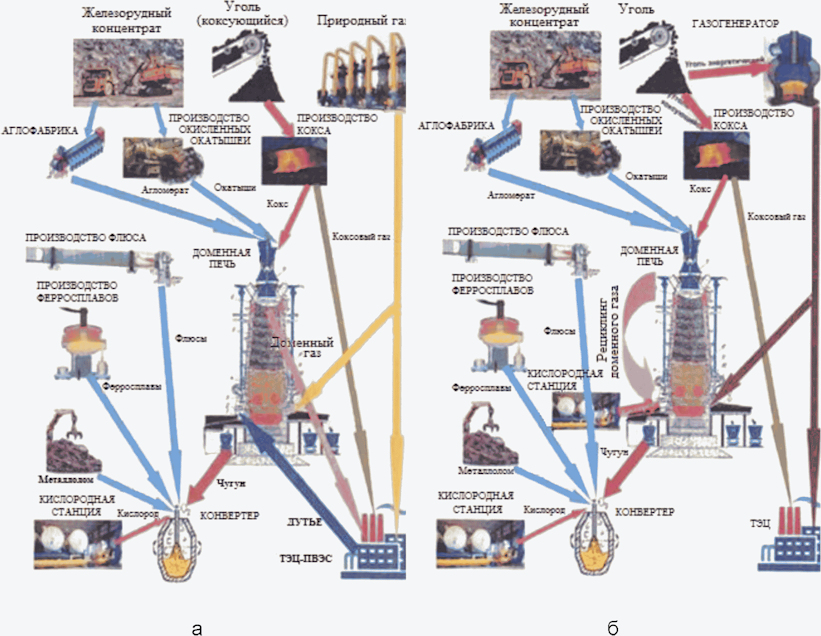
производства конвертерной стали; б - схема производства
конвертерной стали с применением технологии ГВГ)
В мире широко распространены технологии газификации углей. Произведенный генераторный газ может использоваться как энергоноситель для производства электрической и тепловой энергии, использоваться в качестве энергоносителя на предприятиях металлургии, а также в качестве ГВГ для вдувания в доменные печи. Одной из наиболее перспективных разновидностей технологии газификации углей является их газификация в жидком шлаковом расплаве (в барботажных печах). Предлагается использовать политопливные газогенераторы для производства ГВГ с последующим вдуванием их в доменные печи [174]. Политопливный газогенератор конструкции НИТУ "МИСиС" показан на рисунке 7.15.

НИТУ "МИСиС" [174]
Вдувание ГВГ на уровне до 400 м3/т чугуна приводит к существенному (до 104 кг/т чугуна) снижению расхода кокса. При этом расход дутья снижается на 200 - 220 м3/т, расход шлака снижается на 10 кг/т при неизменной производительности печи и улучшении параметров доменного газа (выхода и калорийности).
Устройство плазменного подогрева металла в промежуточном ковше позволяет снизить перегрев стали над ликвидусом и стабилизировать температуру разливаемой стали, что положительно сказывается на качестве непрерывнолитой заготовки и повышает выход годного металла.
В результате применения технологии увеличивается серийность разливаемой стали, снижается уровень отходов в виде обрези и окалины при финишной обработке продукции.
Промышленно освоенная технология.
7.4.2 Технология переработки железосодержащих материалов в жидкой шлаковой ванне без предварительной подготовки (окускования) шихтовых компонентов (Процесс РОМЕЛТ)
Низкие удельные расходы энергоносителей: на 20% - 50% ниже, чем у лучших мировых аналогов.
Опробована в опытно-промышленном масштабе, построена промышленная установка (см. рисунок 7.16).

7.4.3 Новая (контактная оптиковолоконная) система контроля температуры жидкой стали (в конвертере и на установках ковш-печь)
Система может устанавливаться в любой огнеупорной конструкции, в том числе в существующих огнеупорных изделиях. Расходной частью при этом является только оптоволокно. Измерение возможно проводить как непрерывно, так и дискретно.
Применение данной системы:
- позволит в непрерывном режиме осуществлять измерение температуры на конвертере и на установках "ковш-печь";
- позволит снизить расход ферросплавов на 5% - 10% (экспертно) за счет точной информации о температуре расплава во время внепечной обработки на установках "ковш-печь".
Данная интеллектуальная система позволяет определить браковочный признак по дефектам поверхности заготовки и соответствие структурного состояния заготовки заданным параметрам.
Эффективность технологии: сокращение отбраковки по дефектам поверхности и структуре заготовки, снижение отходов при финишной обработке металла.
7.4.5 Технологический комплекс стабилизации жидких сталеплавильных шлаков и их последующей переработки
Технология интенсивного охлаждения реализуется в установке, называемой "Барабанный кристаллизатор", который представляет собой вращающийся барабан (рисунок 7.17). Внутренний объем барабана поделен на некоторое количество секций, заполненных металлическими шарами. Каждая секция перекрыта колосниковой решеткой, а сам барабан помещен в тепло-шумо-изолирующий кожух, имеющий проемы для подачи расплава и выгрузки затвердевшего шлака размером 50 - 100 мм.

охлаждения шлака [175]
Существо технологии заключается в предотвращении самопроизвольного распада шлака из-за полиморфного превращения двухкальциевого силиката за счет его кристаллохимической стабилизации при быстром охлаждении.
Производительность установки 3 т/мин (или 60 - 90 т в час), расход воды 1 м3/т шлака.
Устанавливается непосредственно рядом с агрегатом внепечной обработки. Возможно применение для охлаждения шлаков конвертерной плавки (при увеличении производительности модуля).
Результативность: обеспечивает рециклинг 90% шлака и металла с возвратом шлак в качестве заменителя извести, снижение потребления извести и доломита.
Опробован в опытно-промышленном режиме; построена установка "Барабанный кристаллизатор" в АО "Выксунский металлургический завод".
Комплексная технология переработки шлаков после охлаждения в "Барабанном кристаллизаторе" представлена на рисунке 7.18.

после охлаждения в "Барабанном кристаллизаторе"
Конверторный газ представляет собой вторичный энергетический ресурс с теплотворной способностью до 9,2 Мдж/м3.

Рисунок 7.19 - Система сбора и хранения конверторного газа
Для реализации схемы сбора, хранения и транспортировки конвертерного газа и его использования в качестве топлива необходима установка в схему газоотводящего тракта конвертера клапанной станции, которая позволит направлять поток конвертерного газа в систему его сбора или на дымовую трубу (свечу дожигания).
Переключение клапанов осуществляется системой автоматического управления в зависимости от теплотворной способности конвертерного газа (содержания CO как основного горючего элемента в конвертерном газе). Общемировая практика реализации систем сбора конвертерного газа - подача конвертерного газа в систему его сбора при объемной доле CO 27% и выше. Соответственно при снижении CO ниже 27% происходит переключение потока конвертерного газа на дымовую трубу.
Газоочистка конвертерного газа обеспечивает его запыленность на уровне 50 мг/м3. Для использования конвертерного газа в качестве топлива на газопотребляющих агрегатах необходима дополнительная его очистка от пыли до уровня 4 мг/м3. Это достигается путем установки электрофильтров или рукавных фильтров в газоотводящий тракт после клапанной станции
Очищенный конвертерный газ подается в систему его хранения, представляющую из себя газгольдер. Газгольдер - устройство для хранения газов, которые делятся по типу на газгольдеры постоянного объема и динамические газгольдеры, имеющие конструктивную возможность изменять объем хранения газов. В газгольдере происходит усреднение химического состава конвертерного газа, а также его температура.
Для транспортировки конвертерного газа к потребителю на выходе из газгольдера устанавливаются газодувки, которые обеспечивают постоянный расход конвертерного газа с необходимым уровнем давления.
Технология обеспечивает снижение выбросов загрязняющих веществ, сокращение потребления природного газа и повышение таким образом энергоэффективности производства стали.
Технология предполагает строительство футерованных термосов-накопителей для обеспечения замедленного охлаждения слябов толщиной 355 мм, что позволит улучшить качество выпускаемой продукции, снизить теплопотери в окружающую среду и улучшить условия труда на складе слябов.
Повышение максимального вторичного напряжения с 1000 В до 1350 - 1600 В позволит увеличить мощность печных трансформаторов без увеличения плотности тока в электродах с сохранением расхода электродов на прежнем уровне.
Печи нового поколения вместимостью 120 - 250 т. Конструктивные особенности печи нового поколения представлены на рисунке 7.20.

печи ULTIMATE
Печь концепции ULTIMATE характеризуется следующими особенностями:
- верхняя ступень вторичного напряжения имеет самое высокое значение - 1600 В, что позволяет вводить ультравысокую мощность - до 200 МВА с использованием стандартных электродов диаметром 610 мм на допустимом токе не более 100 кА;
- альтернативные источники энергии газокислородные горелки с мощностью по 3.6 МВт и инжекторы кислорода и углерода позволяют вводить до 10% - 12% активной электрической мощности;
- увеличенная высота печного пространства до 4,5 м от зеркала металла до верха стен позволяет осуществлять загрузку шихты одной корзиной и нагрев шихты отходящими газами, сокращается время бестоковых пауз, уменьшается угар металла и выбросы газов из печи;
- система инфракрасного контроля и отсечки шлака при автоматизированном выпуске металла из печи;
- организация дожигания CO в рабочем пространстве, работа со вспененными шлаками.
Часовая производительность печи вместимостью 180 т составляет 240 т/ч, расход электроэнергии 340 кВт*ч/т стали.

Рисунок 7.21 - Электродуговая печь Quantum
Проектные решения, заложенные в конструкцию этой печи обеспечивают высокую производительность при исключительно низких затратах. Отходящий газ, образующийся во время плавки, используется для подогрева 100% лома, который впоследствии опускается в ванну. Это сокращает длительность плавки до 33 мин и менее. ЭДП Quantum имеет ряд преимуществ перед другими шахтными печами, в том числе с удерживающими пальцами для подогрева лома:
- повышенная герметичность, обеспечивающая минимальное всасывание воздуха, благодаря фиксированной конструкции шахты и подвижному кожуху печи;
- улучшенная, трапециевидная шахта для оптимального распределения лома и эффективности подогрева, особенно при низкой плотности лома;
- новая конструкция системы удержания лома для лучшей подачи лома в зону плавления;
- увеличение болота для улучшения теплообмена и ускорения процесса плавления;
- плавление без скачков напряжения благодаря новой конструкции, предусматривающей особое положение электродов относительно шахты.
Уровень энергопотребления 280 кВтч/т, в сочетании со сниженным потребления кислорода и топлива.
Промышленно освоена.
Подача кислорода для дожигания оксида углерода до диоксида углерода в ДСП. Повышение использования теплотворной способности углерода в ДСП. Снижение расхода электроэнергии на 5% - 10%.
Затраты составят примерно 0,1% - 0,5% от основной стоимости ДСП.
Продувка металла инертным газом производится через пористые вставки - пробки, как правило, имеется три, установленные в подине печи вне диаметра распада электродов. Это позволяет ускорить процесс расплавления лома, в ходе всей плавки обеспечить усреднение температуры и состава жидкой ванны, способствует формированию пенистого шлака.
Расход электроэнергии снижается на 10 - 25 кВтч/т.
В процессе нагрева лома в корзинах в помещении цеха выделяются вредные вещества. Как правило, металлический лом содержит масла, пластмассы и другие горючие материалы. При нагреве эти материалы возгоняются и горят с образованием токсичных газообразных химических соединений. Технология нагрева лома в установке с рециркуляцией газов решает эту проблему (см. рисунок 7.22). Газы, охладившиеся после нагрева корзины с ломом, возвращаются в камеру дожигания 2, установленную на тракте прямого отсоса газов из рабочего пространства печи. В этой камере газы смешиваются с высокотемпературными газами, отводимыми из печи, и дополнительно нагреваются горелками, что приводит к достаточно полному разложению и выгоранию токсичных выделений из лома. Из камеры дожигания примерно 60% газов возвращается в камеру 1 для нагрева лома в корзине. Остальные газы направляются по газоходу 3 на газоочистку. Таким образом, большая часть уходящих из печи газов с помощью дополнительного дымососа 4 циркулирует между камерой дожигания и установкой нагрева лома.

с рециркуляцией газов
Включение в перечень агрегатов внепечной обработки стенда для тщательного скачивания шлака. Повышение степени рафинирования металла при внепечной обработке.
Затраты на стенд для скачивания шлака могут составить 10% - 15% от установки комплексной обработки сталей.
Структурная схема математической модели включает:
- модуль управления химическим составом шлака;
- модуль расчета добавок материалов;
- модуль расчета температуры стали;
- модуль управления процессом обработки.
Использование данной модели позволит получать металлопродукцию в узких пределах химического состава и заданными характеристиками, снизить количество плавок с переводом в пониженную марку.
Структурная схема математической модели обработки плавки на УКП изображена на рисунке 7.23.

обработки плавки на УКП
7.6.1 Применение предварительного подогрева шихты, загружаемой в руднотермическую печь, отходящими газами
Предварительный подогрев шихты может осуществляться двумя способами: за счет физического тепла отходящих газов и/или их химического потенциала. Отходящие от руднотермической печи газы проходят через загружаемую в печь шихту в вертикальной шахте над ванной руднотермической печи, после чего направляются на газоочистку.
Применение предварительного подогрева шихты за счет сжигания печного газа наиболее отработано при производстве углеродистого феррохрома в компании Outotec (Финляндия) в герметичных руднотермических печах, см. рисунок 7.24.

нагрева, плавки и газоочистки в технологическом процессе
производства феррохрома компании Outotec
Подготовленные и сдозированные шихтовые материалы загружают в печь предварительного нагрева, установленную над герметичной руднотермической печью. Подогрев шихты в печи предварительного нагрева производят за счет сжигания печного газа из руднотермической печи (80% - 88% CO). Печной газ предварительно очищают в мокрой газоочистке - скрубберах Вентури. Тепло от сжигания печного газа передается шихте, поступающей в печь предварительного подогрева. Подогретая шихта по труботечкам в днище печи предварительного подогрева под собственным весом опускается в руднотермическую печь, где происходит плавка углеродистого феррохрома.
Газ из печи предварительного нагрева также очищают в скрубберах Вентури. После этого чистый газ выбрасывают в атмосферу.
Применение подогрева шихты за счет химического тепла печных газов позволяет снизить расход электроэнергии на 10% - 15% и значительно снизить себестоимость выплавки феррохрома.
Технология применима к ферросплавам, которые выплавляют в открытых и полузакрытых руднотермических печах (например, при выплавке ферросилиция).
В полузакрытых рудотермических печах горючие компоненты технологических газов полностью сгорают над колошником печи. Современные печи оснащены заслонками, позволяющими точно регулировать температуру отходящих газов от 550 °C до 750 °C. Вместо того чтобы охлаждать отходящие газы за счет разбавления воздухом, энергия отходящего газа используется для генерации перегретого пара внутри котла-утилизатора.
Типичная блок-схема рекуперации энергии от руднотермической печи приведена на рисунке 7.25.

при выплавке ферросплава
Котел-утилизатор представляет собой башню, в верхнюю часть которой подают горячий газ от печи. Внутри башни находятся пакеты труб для экономайзера, испарителя и пароперегревателя. Охлажденный газ забирают снизу башни на газоочистку.
Верхняя часть корпуса котла состоит из водоохлаждаемых стен и относится к испарительной системе (пароперегреватель). Эта мера приводит к очень высокой гибкости системы в случае пиков температуры отходящих газов и т.д.
Производимый пар от пароперегревателя может быть использован для различного применения, например для выработки электроэнергии или для отопления.
Электроэнергия возвращается в сеть, пар направляется на нужды отопления. Это позволяет, например, при выплавке ферросилиция возвратить до 22% электроэнергии, за счет этого - снизить себестоимость его выплавки.
Печи постоянного тока получают все большее распространение при выплавке ферросплавов. Мощность действующих печей достигает 60 МВт. Принципиальная схема печи постоянного тока представлена на рисунке 7.26.

Трехфазный электрический ток для этой печи преобразуется в выпрямителе в постоянный электрический ток. Анодом (отрицательная фаза) служит токопроводящая подина печи. Катодом (положительная фаза) - подвижный графитовый электрод, который опускают в ванну печи сверху через герметизированный свод, так же, как это делается в сталеплавильных печах. Загрузку шихты производят через отверстия в своде печи. Выпуск металла и шлака производят через медные водоохлаждаемые летки, чаще всего - раздельные.
Горение дуги постоянного тока более устойчиво; более простое и точное управление посадкой электрода. За счет этого снижается расход электрической энергии на выплавку ферросплава. Печь позволяет использовать для плавки мелкие руды и концентраты без окускования, особенно при загрузке шихты через отверстие в центре электрода.
Конструкция печи постоянного тока позволяет минимизировать все неорганизованные выбросы и создает хорошие условия для использования тепла печных газов для производства тепловой и электроэнергии.
7.6.4.1 Производство триоксида ванадия
Производство триоксида ванадия, хотя и является более затратным, чем производство пентаоксида ванадия, однако позволяет существенно экономить при производстве феррованадия. Потребление алюминия для восстановления ванадия из триоксида на ~40% ниже, чем в случае с пентаоксидом. Данная технология будет интересна в первую очередь для предприятий, способных заместить 100% пентаоксида триоксидом в случае экономической эффективности производства последнего.
Получение триоксида ванадия происходит во вращающихся прокалочных печах. Процесс получения описывается следующей схемой:

7.6.4.2 Производство феррованадия на основе триоксида ванадия
Замена пентоксида ванадия триоксидом позволит экономить до 40% восстановителя на тонну ванадия и увеличить производительность печей за счет снижения кратности шлака. Восстановление ванадия происходит по следующим стадиям:
1) 
2) 
7.6.4.3 Окислительный обжиг шихты при производстве оксидов ванадия
Обеспечивает повышение степени вскрытия ванадия до 95% - 96%. Сегодня вскрытие ванадия в обжиговых печах ограничено. Это вызвано намеренным ограничением температуры обжига для недопущения окомкования материала. Освоение окислительного обжига окомкованной шихты позволит увеличить температуру, а, следовательно, и вскрытие шихты до уровня 95% - 96%.
7.6.4.4 Использование тепла отходящих газов обжиговых печей и печей плавки пентоксида ванадия
Обеспечивает сокращение энергозатрат на производство продукции. Отходящие газы обжиговой печи имеют температуру 300 °C - 400 °C, отходящие газы на печах плавки пентаоксида ванадия - около 500 °C - 600 °C. При этом на производстве существует постоянная потребность в тепле для следующих процессов:
1) Сушка полупродуктов
2) Отопление
3) Нагрев воды
Проекты по использованию тепла отходящих газов за счет установки теплообменников на трубопроводах газоочистки принимаются в рассмотрение, однако их экономическая эффективность в существующих условиях крайне низка.
7.6.4.5 Использование сливного шлака, образующегося при выплавке феррованадия, в качестве материала для рекультивации земель
В качестве материала для рекультивации техногенно-нарушенных земель и материала для пересыпки твердых коммунальных отходов при их захоронении на полигонах заменяет природные материалы.
Для использования в этих целях требуется разделение шлака на фракции, дробление, выборка металлических включений, площадка с искусственным водонепроницаемым покрытием для складирования готового материала или накопитель
Настоящий справочник НДТ подготовлен в соответствии с Поэтапным графиком создания в 2015 - 2017 гг. справочников НДТ, утвержденным распоряжением Правительства Российской Федерации от 31.10.2014 г. N 2178.
В работе над настоящим справочником НДТ руководствовались перечнем областей применения НДТ, утвержденным распоряжением Правительства Российской Федерации от 24.12.2014 г. N 2674-р, Правилами определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям, утвержденными постановлением Правительства Российской Федерации от 23.12.2014 г. N 1458, а также Методическими рекомендациями по определению технологии в качестве наилучшей доступной (приказ Минпромторга России от 31.03.2015 г. N 665.
При подготовке данного справочника НДТ в максимально возможной степени там, где это применимо, были учтены положения проекта второй редакции справочника Европейского союза по НДТ в производстве чугуна, стали и ферросплавов (Best Available Techniques (BAT) Reference Document for the Iron and Steel Production, 2012 г.), а также Conclusions for the Iron and Steel Production.
В создании настоящего справочника НДТ принимала участие техническая рабочая группа из технических специалистов отрасли от промышленных предприятий, науки, экспертного сообщества в области охраны окружающей среды, представителей регулирующих органов, общественных организаций, состав которой был утвержден приказом Росстандарта от 30.12.2016 г. N 2062.
В подготовке информационных материалов, обсуждении проекта данного справочника НДТ принимали участие следующие организации: ООО УК "Металлоинвест", ПАО "ММК", ПАО "НЛМК", ПАО "ТМК", ООО УК "Мечел", ПАО "Северсталь", ООО УК "Евраз", ООО "ВКМ-Сталь", НО "ФРТП", ПАО "Кокс", АО "ОЭМК", ФГУП "ЦНИИчермет им. И.П. Бардина", ПАО "ЧМК", ОАО "Алтай-Кокс", АО "НЗХЗ", ООО "УГМК-Холдинг" и др.
Для проведения бенчмаркинга отрасли производства черных металлов (в составе металлургических пределов - агломерационного, производства кокса, выплавка чугуна в доменных печах, производство стали конвертерным и электросталеплавильным процессом, производство ферросплавов) и определения показателей экологической результативности, ресурсо- и энергоэффективности были подготовлены и направлены на предприятия (список рассылки включал 57 адресов) опросные анкеты. Рубрики и вопросы анкеты отвечали разделам, рекомендуемым для описания технологий (ГОСТ Р 56828.14-2016 "Наилучшие доступные технологии. Структура информационно-технического справочника"), а также отражал специфику металлургического производства и воздействия на окружающую среду.
Технологические показатели НДТ определялись по результатам обработки данных, представленных предприятиями. Принималась во внимание также информация справочника ЕС (BREF Iron and Steel Production, 2012 г.), а также сведения из различных научных источников, в том числе интернет-ресурсы. Подобные подходы позволили определить не только перечень НДТ, но выявить и перспективные направления технологического развития.
Проведенный анализ представленных данных и информации, сопоставление результатов с европейскими практиками позволили дать рекомендации для дальнейшего развития справочника НДТ, разработки и поиска ресурсо- и энергоэффективных технологических процессов, создания процедур внедрения НДТ:
- причастность к НДТ - это однозначно путь к совершенствованию, причем не только за счет модернизации, но и за счет улучшения технологий (такие НДТ также отмечены в настоящем справочнике НДТ), процессов управления (с использованием, например, инструментов Производственной системы), разработки оборудования и устройств, приспособлений, поощрения изобретательской деятельности;
- расширение обменов опытом (новыми техническими достижениями, решениями, идеями) внутри отрасли в целях распространения лучших практик (и взаимоисключения ошибок);
- необходимость на отраслевом (и в рамках компаний) развития новых инструментальных методов и методик экспресс-аналитики, в том числе автоматического контроля для эмиссий (в воздушную и водную среду) с возможным уточнением в дальнейшем перечня маркерных веществ;
- при нынешних возможностях компьютерной техники следует создавать, вести, актуализировать электронную базу данных по обширному списку показателей, например реализованные эффективные проекты и мероприятия с их конкретными технико-экономическими параметрами и ресурсно-экологическими характеристиками, что позволит откорректировать технологические показатели на статистическом объеме информации;
- требуется развивать законодательную базу, до настоящего времени не подготовленную, для формирования однозначных процедур нормирования воздействия на основе технологических показателей (показателей НДТ).
(справочное)
НАСТОЯЩЕГО СПРАВОЧНИКА НДТ
Наименование продукции по ОКПД 2 | Наименование вида деятельности по ОКВЭД 2 | ||||||
Обогащение и агломерация железных руд | |||||||
Агломерат железорудный | |||||||
Агломерация угля, антрацита и бурого угля (лигнита), производство термоуглей | |||||||
Кокс и полукокс из каменного угля, бурого угля (лигнита) или торфа, уголь ретортный | |||||||
Производство металлургическое | |||||||
| |||||||
Чугун зеркальный и передельный в чушках, болванках или в прочих первичных формах | Производство чугуна | ||||||
Ферросплавы | Производство ферросплавов | ||||||
Ферросилиций | |||||||
Силикокальций | |||||||
Силикомарганец | |||||||
Электроферромарганец | |||||||
Ферровольфрам | |||||||
Ферромолибден | |||||||
Феррованадий | |||||||
Пятиокись ванадия | |||||||
Феррониобий | |||||||
Ферротитан | |||||||
Ферробор | |||||||
Силикоцирконий | |||||||
Феррофосфор электротермический | |||||||
Ферроманганофосфор | |||||||
Феррохром | |||||||
Ферросиликохром | |||||||
Ферросиликомарганец | |||||||
Ферромарганец | |||||||
Ферросплавы и лигатуры прочие | |||||||
Производство стали в слитках | |||||||
Сталь нелегированная в слитках или в прочих первичных формах и полуфабрикаты из нелегированной стали | |||||||
Сталь нержавеющая в слитках или в прочих первичных формах и полуфабрикаты из нержавеющей стали | |||||||
Сталь легированная прочая в слитках или в прочих первичных формах и полуфабрикаты из прочей легированной стали | |||||||
(обязательное)
ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ ДЛЯ РЕАЛИЗАЦИИ
НАИЛУЧШИХ ДОСТУПНЫХ ТЕХНОЛОГИЙ
NN пп | Наименование оборудования | Код ОКОФ | Существенные характеристики технологического оборудования (марка, тип, производительность, габариты, энергопотребление, иное) | Примечание (назначение, особенности, иное) | ||||
1 | 2 | 3 | 4 | 5 | ||||
Агломерация | ||||||||
1.1 | Гараж размораживания | Закрытое помещение на 6 - 30 вагонов, оборудованное газовыми топками получения горячего воздуха для обогрева стенок и днищ вагонов | Размораживание смерзшихся грузов в зимнее время | |||||
1.2 | Вагоноопрокидыватель | Вагоноопрокидыватель роторный или передвижной | Выгрузка поступающих грузов | |||||
1.3 | Рудно-грейферные краны | Грейферные краны: козловые, портальные, мостовые | Разгрузка вагонов на склад сырья в усреднительный штабель, забор сырья | |||||
1.4 | Штабелеукладчик, усреднитель | Усреднительный комплекс для формирования штабеля и забора усредненной шихты с конвейерами и другим специальным оборудованием | Формирование штабеля, усреднение и забор сырья | |||||
1.5 | Конвейер ленточный резиновый | Ленточный, резиновый с поддерживающими валками | Транспортировка сыпучих грузов | |||||
1.6 | Конвейер пластинчатый металлический | Конвейер пластинчатый секционный металлический | Транспортировка горячего возврата | |||||
1.7 | Дробилка флюсов | Молотковые, роторные, валковые дробилки, стержневые мельницы | Дробление и измельчение флюсов | |||||
1.8 | Дробилка топлива | Дробилка четырехвалковая | Дробление и измельчение твердого топлива | |||||
1.9 | Смесительные барабаны с оборудованием для увлажнения и нагрева шихты | Скорость вращения 8 об/мин | Тщательное смешивание компонентов шихты и увлажнение для окомкования перед спеканием. Нагрев шихты до температуры 65 °C острым паром или факелом газовой горелки | |||||
1.10 | Барабан-окомкователь | Скорость вращения 6 об/мин | Окомкование аглошихты | |||||
1.11 | Челноковый распределитель шихты | Равномерная укладка окомкованной шихты по ширине паллеты | Распределение шихты по ширине паллет агломашины | |||||
1.12 | Барабанный питатель с отражательным листом | Укладка шихты на паллеты на заданную высоту слоя | Укладка аглошихты на паллеты | |||||
1.13 | Агрегаты, машины и механизмы для производства агломерата, охладители | Комплекс оборудования для производства агломерата с энергоэффективными решениями | Машиностроительное оборудование для агломерационных фабрик | |||||
1.14 | Агломерационная конвейерная агломашина | Машины типа АКМ с площадью спекания, м2: 30, 50, 75, 84, 252, 312 | Спекание агломерата методом просасывания воздуха через слой окомкованной газопроницаемой шихты с горящим твердым топливом внутри слоя | |||||
1.15 | Зажигательный горн | Нагрев верхнего слоя аглошихты для воспламенения топлива и начала спекания методом просасывания | ||||||
1.16 | Дробилка агломерата | Дробление спеченного пирога агломерата, сошедшего с аглоленты | ||||||
1.17 | Грохот агломерата | Выделение мелкого горячего возврата перед подачей в охладитель. Сортировка годного агломерата для выделения постели и отсева мелочи из товарного агломерата | Отсев мелочи менее 5 мм в возврат | |||||
1.18 | Охладитель агломерата | Производительность 150 - 400 т/час | Охлаждение готового агломерата перед отгрузкой | |||||
1.19 | Эксгаустер | Создание разрежения в вакуум-камерах под паллетами агломашин и по всему газоотводящему тракту | Эвакуация газов от агломашины и выброс в атмосферу после очистки от пыли и вредных газов | |||||
1.20 | Водооборотный цикл. Водяные насосы | Уборка шламов циклонов газоочистки, сбор пыли от гидросмыва помещений, очистка и осветление оборотной воды, сгущение шламов | Перекачивание технологических жидкостей. | |||||
1.21 | Отстойники, сгустители шлама, вакуум-фильтры, сушильные барабаны | Сгущение и обезвоживание шламов на вакуум-фильтрах, сушка обезвоженных шламов в сушильных печах | Обезвоживание шламов | |||||
1.22 | Электрофильтр | Производительность 2800 тыс. м3/час, эффективность очистки 99,85%, концентрация пыли на выходе не более 50 мг/м3 | Очистка отходящих газов на участке разгрузки агломерата | |||||
1.23 | Система смачивания и установка силоса ЦАС-2 | Уменьшение пыления материалов | ЦАС-2 - центральная аспирационная система для улавливания и очистки воздуха охладителей агломерата | |||||
1.24 | Комплекс оборудования для утилизации отходящего тепла агломерационных машин и охладителей агломерата | Рециркуляция отходящих газов, теплообменники | Утилизация тепла отходящих горячих газов и воздуха | |||||
Производство кокса | ||||||||
2.1 | Аспирационные системы в составе укрытий, воздуховодов, вентиляторов и пылеуловителей | Эффективность очистки от пыли 92% - 96% | Подготовка угольной шихты | |||||
2.2 | Установка утилизации фусов (короб) | Возврат отходов 3 класса опасности коксохимического производства в качестве добавки к сырью | -"- | |||||
2.3 | Закрытый склад угля | Хранение угля и подготовка шихты для коксования | -"- | |||||
2.4 | Насосная шламовых вод | Транспортировка технологических вод оборотного цикла | -"- | |||||
2.5 | Очистные сооружения шламовых вод | Очистка технологических вод оборотного цикла | -"- | |||||
2.6 | Воздухосборник | Обеспечение работы пароинжекции при загрузке коксовых печей | Коксование | |||||
2.7 | Система пароинжекции для бездымной загрузки | Бездымная загрузка коксовых печей; пар под избыточным давлением 8 - 9 атм | -"- | |||||
2.8 | Система гидроинжекции для бездымной загрузки | Давление 352 Па; объем воды, подаваемой на орошение 60 м3/час | -"- | |||||
2.9 | Установка беспылевой выдачи кокса | Улавливание пылевых выбросов при выдаче кокса из коксовых печей в составе зонта, дымососа, коллектора запыленного воздуха и пылеуловителя | -"- | |||||
2.10 | Закрытый склад валового кокса | Хранение готовой продукции до отгрузки потребителю | -"- | |||||
2.11 | Установка сухого тушения кокса | Охлаждение кокса циркулирующим инертным газом | -"- | |||||
2.12 | Камера тушения | Камера тушения установки сухого тушения кокса с загрузочным и разгрузочным устройствами | -"- | |||||
2.13 | Котел-утилизатор УСТК | Производительность по пару 36,8 т/час | -"- | |||||
2.14 | Деаэрационная питательная установка | Производительность 400 т/час | -"- | |||||
2.15 | Аспирационная система приточно-вытяжной вентиляции на бункерах погрузки кокса | Удаление пыли из производственных помещений | Отгрузка кокса | |||||
2.16 | Аспирационные системы мокрой очистки в составе вентиляторов и очистных аппаратов типа СИОТ-5, СИОТ-6, СИОТ-8, ПМ-35А, КМП-3.2, КМП-6.3 | Эффективность очистки выбросов 92 - 96% | -"- | |||||
2.17 | Дымососы и вентиляторы мелкие одностороннего всасывания с диаметром рабочего колеса до 1,3 м | Удельный расход энергоресурсов не более 52,3 кг у.т./т | -"- | |||||
2.18 | Вентиляторы промышленные | Коэффициент полезного действия не менее 75 при производительности до 5000 м3/час; не менее 85 при производительности 5000 м3/час и более | -"- | |||||
2.19 | Рукавный фильтр с импульсной регенерацией | Эффективность очистки выбросов 99% | -"- | |||||
2.20 | Отделение конденсации и охлаждения коксового газа | Первичное охлаждение коксового газа с выделением каменноугольной смолы | Охлаждение (и очистка) коксового газа (и утилизация его химической энергии) | |||||
2.21 | Аппарат воздушного охлаждения коксового газа АВОГ | Поверхность теплообмена 8020 м2 | -"- | |||||
2.22 | Аппараты теплообменные (холодильники, подогреватели, решоферы) | Поверхность теплообмена 3000 м2 | -"- | |||||
2.23 | Электрофильтр | Очистка коксового газа от смолы | -"- | |||||
2.24 | Нагнетатель коксового газа | Производительность 1270 м3/мин | -"- | |||||
2.25 | Установка охлаждения пека с эстакадой | Охлаждение пека | -"- | |||||
2.26 | Первичные отстойники Вторичные отстойники | Подготовка воды к очистке | Биохимическая очистка сточных вод | |||||
2.27 | Градирня | Производительность по воздуху 50 000 м3/час | -"- | |||||
2.28 | Установка мгновенного вскипания | Поверхность теплообмена более 425 м2 | -"- | |||||
2.29 | Турбовоздуходувка (газодувка, воздуходувка) | Производительность 18000 м3/час | -"- | |||||
2.30 | Усреднитель | Усреднение состава воды | -"- | |||||
2.31 | Аэротенки I ступени | Биохимическая очистка воды от фенолов | -"- | |||||
2.32 | Аэротенки II ступени | Биохимическая очистка воды от роданидов | -"- | |||||
2.33 | Аммиачно-сульфатное отделение | Улавливание аммиака из коксового газа, получение побочной продукции - сульфата аммония | Получение химических продуктов (попутно с очисткой коксового газа) | |||||
2.34 | Сатуратор | Улавливание аммиака | -"- | |||||
2.35 | Центрифуга | Отделение сульфата аммония | -"- | |||||
2.36 | Сушилка сульфата аммония | Производительность 5 т/час | -"- | |||||
2.37 | Конвейер-охладитель | Охлаждение сульфата | -"- | |||||
2.38 | Установка утилизации химических отходов | Утилизация отходов коксохимического производства в производственный процесс | -"- | |||||
2.39 | Санитарный скруббер для улавливания и эвакуации паров вредных испарений | Очистка выбросов из воздушников емкостей | -"- | |||||
2.40 | Установка термокаталитическая | Эффективность очистки от бенз(a)пирена 90% | -"- | |||||
2.41 | Реактор | Обработка отходов в целях возврата в производство | -"- | |||||
2.42 | Коллекторная система | Система сбора выбросов емкостей и хранилищ с последующей транспортировкой в прямой коксовый газ | -"- | |||||
2.43 | Градирня | Охлаждение воды оборотного цикла | Генерация электрической и тепловой энергии | |||||
2.44 | Котлоагрегат (котел) | Котлы, работающие на коксовом газе | -"- | |||||
2.45 | Турбогенератор (турбина) | Производство электроэнергии | -"- | |||||
2.46 | Подогреватель (холодильник, теплообменник) | Подогреватели ПН 130-6-10, ПН 200-16-7-1, ПН 425-230-25-4, ПСВ 315-14-23, ПСВ 500-14-23 | -"- | |||||
Производство чугуна | ||||||||
3.1 | Вагоноопрокидыватель | Вагоноопрокидыватель роторный или передвижной | Выгрузка поступающих грузов | |||||
3.2 | Грейферные краны | Грейферные краны: козловые, портальные, мостовые | Разгрузка вагонов на склад сырья в усреднительный штабель, забор сырья для заполнения шихтовых бункеров | |||||
3.3 | Трансферкар | Перегрузочный вагон | Заполнение компонентами шихты бункеров доменных печей | |||||
3.4 | Бункеры, весовые дозаторы, весовые воронки, ленточный конвейер | Бункеры, весовые дозаторы, ленточные сборные конвейеры для шихты | Дозировка компонентов доменной шихты на сборный конвейер или в скип в нужном соотношении | |||||
3.5 | Краны-перегружатели, трансферкары, электромеханические вагон-весы, грохоты, конвейеры, бункеры | Транспортировка, дозирование и загрузка шихты в доменную печь | ||||||
3.6 | Машина для вскрытия чугунной летки | Электрическая или гидравлическая модификация | Вскрытие чугунной летки для выпуска продуктов плавки | |||||
3.7 | Машина для закрытия чугунной летки ("пушка") | Электрическая или гидравлическая модификация | Закрытие чугунной летки после окончания выпуска | |||||
3.8 | Чугуновозный ковш | Вместимость ковша 70 - 100 т чугуна | Транспортировка жидкого чугуна в сталеплавильный цех ж.д. транспортом | |||||
3.9 | Чугуновозный ковш миксерного типа | Вместимость ковша 300 - 500 т чугуна | Транспортировка жидкого чугуна в сталеплавильный цех ж.д. транспортом | |||||
3.10 | Шлаковый ковш | Вместимость шлакового ковша 16 м3 | Транспортировка жидкого шлака на переработку ж.д. транспортом | |||||
3.11 | Припечная гранустановка | Грануляция, обезвоживание и подсушка шлака вблизи доменной печи | Грануляция жидкого шлака по ходу выпуска | |||||
3.12 | Гранустановка отдельно стоящая | Грануляция шлака, сливаемого из шлаковых чаш на шлакоперерабатывающей установке | Грануляция шлака | |||||
3.13 | Комплекс оборудования по переработке шлака | Шлакоперерабатывающая установка (ШПУ), дробильно-сортировочная установка (ДСУ), насосы, экскаваторы, конвейеры | Переработка шлака, ШПУ - год пуска 1965 | |||||
3.14 | Пылеуловитель-циклон | Очистка аспирационного воздуха от крупной пыли | Очистка аспирационного воздуха | |||||
3.15 | Пылеуловитель | Сухая очистка доменного газа | Рукавный фильтр | |||||
3.16 | Газоочистка доменной печи мокрого типа | Скруббер и трубы-Вентури. Установка скруббера объемом 1407 м3 и труб Вентури ТВР 940/740-0,25 в составе газоочистки доменного газа | (ДП N 1, год пуска 2007, стоимость 149 млн. руб.) | |||||
3.17 | Водооборотный цикл. Водяные насосы, отстойники, сгустители шлама, | Сбор пыли от гидросмыва помещений, уборка шламов циклонов газоочистки. Перекачивание технологических жидкостей. Сбор и очистка грязной воды, предварительное сгущение шламов | Очистка и осветление оборотной воды | |||||
3.18 | Сгустители шлама, шламовые насосы, вакуум-фильтры, сушильные барабаны | Обезвоживание шламов на вакуум-фильтрах, сушка обезвоженных шламов в сушильных печах | Сгущение твердой фазы. Обезвоживание и сушка шламов | |||||
3.19 | Доменная печь | Полезный объем, м3/год пуска: 260/1895; 1007, 1033, 1370, 2002/1955 - 1993 1007, 1033 м3, 2700, 5580/2005 - 2010 | Нагрев и восстановление железорудного сырья с получением чугуна, шлака и доменного газа | |||||
3.20 | Разливочные машины, маневровые устройства | Разливка из чугуновозных ковшей товарного жидкого чугуна в чушки | Год пуска Р/М 1,2 - 1954, Р/М 3 - 1973 | |||||
3.21 | Блок воздухонагревателей доменной печи | Удельный расход условного топлива на 1 тыс. м3 дутья до 72 - 80 кг у.т./тыс. м3 | Год пуска 2011 | |||||
3.22 | Блок воздухонагревателей доменной печи | Расхода условного топлива на нагрев дутья не более 72 кг у.т./тыс. м3 дутья | Блок воздухонагревателей с указанными характеристиками предназначен для эффективной утилизации вторичных энергоресурсов за счет нагрева дутья для доменных печей до температуры 1200 - 1250 °C с использованием смеси попутных металлургических газов (доменный, коксовый) и природного газа, а также с утилизацией тепла дымовых газов для нагрева топлива и воздуха горения. | |||||
3.23 | Турбокомпрессор (турбина Т-30-90-1, компрессор К-7000-41-1) | Производительность по дутью 7000 нм3/мин, давление воздуха 5,3 ата | Ст. N 5, год пуска 1973 | |||||
3.24 | Турбокомпрессор (турбина ВКВ-22-90-10, компрессор К-5500-41-1) | Производительность по дутью 5500 нм3/мин, давление воздуха 5,3 ата | Ст. N 4, год пуска 1971 | |||||
3.25 | Комплекс оборудования для вдувания пылеугольного топлива в доменные печи | Современный уровень технологии вдувания ПУТ позволяет обеспечить стабильный уровень вдувания ПУТ в количестве 150 - 200 кг/т чугуна. Применение технологии вдувания пылеугольного топлива (ПУТ) в доменные печи позволяет: - снизить расход металлургического кокса на производство чугуна на 20 - 25%; - снизить на 20 - 25% эксплуатационные расходы и воздействие на окружающую среду при производстве кокса: затраты на энергоресурсы, на закупку дорогостоящих коксующихся углей (имеющие конечные запасы в месторождениях); - снизить расход природного газа на производство чугуна на 70 - 80%. | Реализовано для доменных печей N 4, 5 и доменных печей N 6, 7. | |||||
3.26 | Газовые утилизационные бескомпрессорные турбины (ГУБТ) | Использование повышенного давления колошниковых газов для выработки электроэнергии | Мощность 12, 15, 25 МВт | |||||
Производство стали в конвертерах | ||||||||
4.1 | Миксер стационарный | Усреднение чугуна | ||||||
4.2 | Миксер передвижной | Усреднение чугуна, транспортирование чугуна | ||||||
4.3 | Установка десульфурации чугуна | Стационарный стенд с системой бункеров для подачи сыпучих и газообразных материалов в чугунозаливочный ковш и системой скачивания шлака | ||||||
4.4 | Чугунозаливочный ковш | Емкость, футерованная огнеупорными материалами, для заливки жидкого чугуна в конвертер | ||||||
4.5 | Сталеразливочный ковш | Цилиндрическая емкость, футерованная огнеупорными материалами, для приема жидкой стали | ||||||
4.6 | Установка доводки металла | Стационарный стенд с системой подачи инертного газа и бункеров с сыпучими материалами для обработки стали | ||||||
4.7 | Агрегат ковш-печь | Стационарный стенд с системой электродов и бункеров с сыпучими материалами для обработки стали | ||||||
4.8 | Установки вакуумирования стали | Агрегат с системой обработки стали вакуумом | ||||||
4.9 | Комплекс оборудования конвертеров сталеплавильных и машины для их обслуживания | Удельный расход энергоресурсов не более 40 кг у.т./т | Применение современных энергоэффективных технических решений по транспортировке шихтовых материалов, автоматизированных электроприводов, систем автоматического управления процессом выплавки стали позволяет снизить энергозатраты на 30% | |||||
4.10 | Установки непрерывной разливки стали (машины непрерывного литья заготовок или МНЛЗ) | Удельный расход энергоресурсов не более 11 кг у.т./т | Современные решения в отношении регулируемых приводов транспорта слитка, оборудования по качанию кристаллизатора, систем первичного и вторичного охлаждения слитка, систем газовой резки и автоматизация работы установки позволяет снизить затраты энергоресурсов на 10 - 15% | |||||
4.11 | Изложницы | Комплекс оборудования включающий разливочный мостовой кран, маслостанцию управления шиберным затвором стальковша, передвижной тележкой осмотра изложниц | ||||||
4.12 | Комплекс оборудования по сбору, хранению и транспортировке конвертерного газа | Удельный выход конвертерного газа 60 - 80 м3/т стали | ||||||
4.13 | Оборудование котельное | КПД на уровне 92% - 96% против 60% - 85% | За счет применения современных конструктивных решений (горелочная система, возврат тепла дымовых газов, автоматизация и т.д.) | |||||
Производство стали в электропечах | ||||||||
5.1 | Магнитно-грейферные краны | Грейферные краны: козловые, мостовые | Разгрузка вагонов на склад сырья, забор сырья | |||||
5.2 | Магнитный кран на шлаковом дворе | Кран мостового типа | Отмагничивание металла из шлака | |||||
5.3 | Экскаватор | Погрузка шлаковой продукции в ж.д. или автотранспорт | Отгрузка шлака | |||||
5.4 | Автошлаковоз | На резиновом ходу | Транспортировка шлаковых чаш | |||||
5.5 | Электромостовые краны | Кран мостового типа | Перемещение грузов | |||||
5.6 | Дробилки флюсов (и кусковых материалов) | Молотковые, валковые дробилки, | Дробление и измельчение флюсов и кусковых материалов | |||||
5.7 | Дробилка топлива | Дробилка четырехвалковая | Дробление и измельчение твердого топлива - кокса, угля | |||||
5.8 | Дробилка щековая | Модель С-644, производительность 19 м3/ч | Предварительное дробление крупных кусков материала до 40 - 100 мм | |||||
5.9 | Дробилка молотковая | Модель СМ-431, производительность 6 - 30 т/ч | Среднее дробление материала до 10 мм | |||||
5.10 | Дробилка двухвалковая | Модель ДВГ-2М, производительность 3 - 12 м3/ч | Тонкое дробление материала до 2 - 14 мм | |||||
5.11 | Дробилка четырехвалковая | Производительность 6 - 30 м3/ч | Тонкое дробление материала до 0,5 - 5 мм | |||||
5.12 | Машины-грохоты | Производительность 1 - 15 т/ч | Рассев материалов по фракциям | |||||
5.13 | Оборудование аспирации | Аспирация мест с дробильно-измельчительным оборудованием | Аспирация | |||||
5.14 | Тележки погрузочно-разгрузочные | Прием и доставка материалов | Перемещение грузов | |||||
5.15 | Электропогрузчики | Перемещение грузов | Перемещение грузов | |||||
5.16 | Автопогрузчики | Перемещение грузов | Перемещение грузов | |||||
5.17 | Бункеры, питатели, весовые дозаторы | Хранение и дозирование компонентов шихтовых материалов | Хранение и дозирование компонентов | |||||
5.18 | Конвейеры | Ленточный конвейер | Транспортировка сыпучих грузов | |||||
5.19 | Сушильные, прокалочные печи, барабаны, | Сушка и прокалка материалов и ферросплавов перед подачей в печь на плавку для предотвращения насыщения жидкой стали водородом | Сушка и прокалка материалов и ферросплавов перед подачей в печь на плавку | |||||
5.20 | Завалочные саморазгружающиеся бадьи | Навешивается на кран | Завалка металлошихты в ДСП | |||||
5.21 | Машина для загрузки шлакообразующих в печь | Загрузка материалов в печь | Загрузка материалов в печь | |||||
5.22 | Мульдозавалочная машина напольная | Напольного типа | Загрузка материалов в печь | |||||
5.23 | Мульдозавалочная машина крановая | Кранового типа | Загрузка материалов в печь | |||||
5.24 | Мостовой разливочный кран разливочного пролета | Транспортировка сталеразливочного ковша со сталевоза на разливочный стенд и обратно | Транспортировка сталеразливочного ковша | |||||
5.25 | Электропечи дуговые сталеплавильные | Удельный расход энергоресурсов (электроэнергия, природный газ, кислород) не более 73 кг у.т./т Вместимость печи/мощность трансформатора/год пуска, соответственно, т/МВ*А/год: 160/140/н. св. 160/н. св./2013 160/110/н. св. 150/110/1990 135/100/2005 135/110/2008 120/н. св./2011 н. св./120/2010 115/95/2017 | Применение современных энергоэффективных технологий, в том числе за счет дополнительного вдувания углеродсодержащего сырья, газа и кислорода позволит снизить энергозатраты на 30 - 35% | |||||
5.26 | Дуговая сталеплавильная печь шахтного типа | Вместимость печи 150 т. | Год пуска: соответственно ШП N 1, 2 - 1999 г., 2005 г. | |||||
5.27 | Агрегат (установка) "ковш-печь" (АКП или УКП) | Стационарный стенд с системой электродов и бункеров с сыпучими материалами для обработки стали, различается по числу позиций для обработки ковша, объему обрабатываемого ковша, мощности трансформатора. Объемы обрабатываемого ковша, т: 110, 120, 130, 135, 150. Мощность трансформатора: 18, 20 МВ*А | Внепечная обработка жидкой стали | |||||
5.28 | Установки вакуумирования стали | Агрегаты с системой обработки стали вакуумом, различаются типом, числом вакуумных камер, массой обрабатываемого металла | Новое оборудование, годы пуска 2005 - 2013 гг. | |||||
5.29 | Сталевоз | Перемещение сталеразливочного ковша из печного в разливочный пролет | Перемещение сталеразливочного ковша | |||||
5.30 | Сталеразливочный ковш | Цилиндрическая емкость, футерованная огнеупорными материалами для приема жидкой стали | Прием и перемещение выплавленной стали | |||||
5.31 | Машина "Орбита" | Машина портального типа с пескометным механизмом подачи огнеупорной массы | Футеровка сталеразливочных ковшей | |||||
5.32 | Шлаковая чаша | Стальная емкость объемом 16 м3 | Прием и транспортировка шлака | |||||
5.33 | Установки непрерывной разливки стали (машины непрерывного литья заготовок или МНЛЗ) | Комплекс оборудования, включающий подъемно-поворотный стенд, промежуточный ковш, кристаллизатор, зону вторичного охлаждения, тянуще-правильный агрегат, резаки, рольганг для получения сортовой или слябовой заготовки. Различают по числу ручьев (от 3-х до 8 ручьев для сортовой заготовки и до 2-х ручьев для слябовой заготовки), скорости машины (от 0,5 до 6,0 м/мин) | Применение современных решений по оборудованию. Удельный расход энергоресурсов (электроэнергия, природный газ, кислород, техническая вода) не более 11,7 кг у.т./т Новое оборудование, годы пуска 1984 - 2013 гг. | |||||
5.34 | Машина непрерывного литья заготовки с системой электромагнитного перемешивания металла | Тип: 4-х ручьевая криволинейного типа с базовым радиусом 14 м и разгибом непрерывно-литого слитка в 3-х точках. Оснащена системой электромагнитного перемешивания металла | Предназначена для отливки заготовки диаметром 150 мм, 156 мм, 196 мм, 228 мм, 260 мм. | |||||
5.35 | Оборудование слябовой МНЛЗ (система вторичного охлаждения слитка, участок для наплавки роликов, подъемный рольганг) | Максимальный расход воды на вторичное охлаждение слитка при скорости разливки 1,6 м/мин, длительности разливки плавки 39 мин и среднем весе плавки 110 т - 1,24 м3/т; расход воздуха на вторичное охлаждение слитка - 24,8 м3/т; расход технической воды на охлаждение транспортной линии - 1,56 м3/т | ||||||
5.36 | Установка подачи шлакообразующей смеси в кристаллизатор МНЛЗ N 2 | Установочная мощность - 6 кВт; скорость подачи ШОС - (от 230 до 2000) г/мин. | Стоимость 5,24 млн. руб | |||||
5.37 | Стенды сушки сталеразливочных ковшей | Сушка в вертикальном и горизонтальном положении | Стоимость 35,79 млн. руб | |||||
5.38 | Стенды разогрева сталеразливочного ковша | Топливо - природный газ, мощность горелки - 1,8 Гкал/час, расход газа на горелку - 220 нм3/ч | Температура разогрева 1100 °C | |||||
5.39 | Стенд выжигания скардовин | Обработка ковшей | ||||||
5.40 | Оборудование системы газоочистки дуговой электросталеплавильной печи | Газопылеулавливающая установка, расход дымовых газов - 1000 - 2400 тыс. м3/ч; запыленность перед фильтрами - 1,5 - 2 г/м3 Запыленность после фильтров - до 10 мг/м3 | Рукавный фильтр, фильтрующий материал - рукава из полиэфирных волокон, импульсная продувка сжатым воздухом | |||||
5.41 | Газоочистная установка (ГОУ) ковша-печи и вакууматора | Объем неочищенного газа до входа в фильтр - 110000 м3/ч, температура очищаемого газа - 100 °C | Рукавный фильтр | |||||
5.42 | Пресс-ножницы РС 1600-АС | Номинальное усилие резания - 1600 тс. Наибольшие размеры разрезаемого металла (при G = 45 кгс/м2): плоский лист (толщина*ширина) - 120*900 мм; круг (диаметр) - 260 мм; квадрат (сторона) - 230 мм. Число резов - 2,5 - 3,5 резов/мин. Производительность при длине реза 55 мм - 40 т/час. | ||||||
5.43 | Линия дробления шлака | Продукция переработки - щебень шлаковый фракций 0 - 20 мм и 20 - 70 мм. Производительность линии - 30 т/час | ||||||
5.44 | Погрузчик DRESSTA 560E EXITRA (5 шт.) | |||||||
5.45 | Электропечи и устройства новых видов нагрева - нагревательные и плавильные | Применение современных энергоэффективных типов оборудования, автоматизации режимов нагрева, современных теплоизоляционных материалов. Удельный расход энергоресурсов (электроэнергии, газообразного топлива) не более 73 кг у.т./т | Экономия энергии | |||||
5.46 | Установки, предназначенные для утилизации тепла отходящих газов электросталеплавильных печей | Применение теплообменного оборудования для утилизации тепла высокотемпературных отходящих газов электросталеплавильных печей для получения пара, горячей воды или нагрева воздуха. Снижение расхода энергоресурсов на плавку до 25%. | Экономия энергии | |||||
Производство ферросплавов | ||||||||
| ||||||||
6.1 | Дробилка щековая | Крупность дробленого материала 150 - 500 мм. Производительность - 550 м3/ч. Предел прочности при сжатии до 300 МПа. Тип: СМД-111А. Крупность дробленого материала 55 - 100 мм. Производительность - 250 м3/ч. Предел прочности при сжатии до 300 МПа. Тип: СМД 109 А. | Дробление руд Дробление ферросплавов | |||||
| ||||||||
6.2 | Дробилка валково-зубчатая 2-х валковая | Крупность дробленого материала 25 - 125 мм. Производительность - 80 - 120 м3/ч. Предел прочности при сжатии до 300 МПа. Тип: ДДЗ-4, ДДЗ-6. | Дробление угля | |||||
6.3 | Дробилка 4-х валковая | Крупность дробленого материала 10 - 40 мм. Производительность - 15 - 30 м3/ч. Предел прочности при сжатии до 200 МПа. Мощность эл. двигателя - 55 кВт. Тип ДВД 350. | Дробление кокса | |||||
6.4 | Грохот инерционный 2-х дечный | Размер куска исходного материала 100 - 200 мм. Производительность 100 - 180 т/ч. Мощность электродвигателя - 11 - 15 кВт. Тип: ГИЛ-32, ГИС-32. | Рассев руд Рассев угля и кокса Рассев ферросплавов | |||||
6.5 | Барабан сушильный | Диаметр барабана 0,75 - 3,2 м. Длина 5,5 - 18 м. Мощность электродвигателя 4 - 55 кВт. Тип: АБС 0,75 - АБС-3,2. | Сушка, смешивание и подогрев шихты до 200 - 400 °C. | |||||
6.6 | Печь обжиговая | Диаметр барабана 1,4 - 3,2 м. Длина 33 - 50 м. Мощность электродвигателя 18 - 125 кВт. | Обжиг шихтовых материалов при температуре 700 - 1300 °C. | |||||
6.7 | Конвейеры ленточные | Ширина ленты 400 - 1200 мм. Скорость ленты 1,0 - 4,5 м/с. Суммарная мощность приводных электродвигателей 0,5 - 500 кВт. Удельный расход электроэнергии на перемещение 1 т груза на 1 м не более - 0,0017 кВт*ч/т*м | Транспортировка сырьевых материалов. | |||||
6.8 | Дозатор непрерывного действия | Ширина ленты 500 - 1400 мм. Производительность 1 - 200 т/ч. Предел погрешности 1 - 1, %. Тип: М8401-1 - М8401-6. | Смешивание сырьевых материалов в заданном соотношении | |||||
6.9 | Рудно-термическая печь | Мощность активная 8 - 80 МВт, Установленная мощность печных трансформаторов 9 - 110 МВА. Масса 100 - 600 т. Напряжение с высокой стороны 10 - 110 кВ. Ток электрода 60 - 100 кА. Тип: РКО, РКЗ, РКГ, РКПЗ, РПЗ, РПГ. | Выплавка ферросплавов углетермическим методом непрерывным процессом | |||||
6.10 | Рафинировочная печь | Мощность активная 2 - 10 МВт, Установленная мощность печных трансформаторов 2,5 - 12 МВА. Масса 50 - 150 т. Напряжение с высокой стороны 10 кВ. Ток электрода 50 - 70 кА. Тип: РКО-2,5-10 Р. | Выплавка ферросплавов силикотермическим методом периодическим процессом | |||||
6.11 | Установка печь-горн | Мощность активная 1 - 1,5 МВА. Напряжение с высокой стороны 10 кВ. Ток электрода 20 - 30 кА. | Выплавка ферросплавов алюмотермическим методом периодическим процессом | |||||
6.12 | Установка горн | Объем горна 3 - 8 м3. Масса 5 - 10 т. Масса футеровки: 3 - 6 т. | Выплавка ферросплавов алюмотермическим методом периодическим процессом | |||||
6.13 | Машина для обслуживания леток руднотермических печей | Скорость перемещения машины не более 21,4, м/мин. Усилие выдавливания огнеупорной массы, 300 кН. Габаритные размеры: 3770x1880x2170 мм. Масса машины с токоподводом и комплектом: 5610 кг. Тип: МЗЛФ1. | Открывание и закрывание леток руднотермических печей | |||||
6.14 | Ковш для ферросплава | Полезная емкость 1 - 8 м3. Габаритные размеры: высота: 1500 - 2000 мм; длина: - 2000 - 2612 мм; ширина: 1900 - 2356 мм. Вес металла при нормальном заполнении: 8 - 30 т. Вес порожнего футерованного ковша (с засыпкой): 5 - 12 т. Коэффициент запаса прочности цапф > 8. | Выпуск (слив) ферросплава | |||||
6.15 | Шлаковня (шлаковый ковш) | Полезная емкость 1 - 10 м3. Вес шлака при нормальном заполнении: 3 - 30 т. Вес порожней шлаковни 2 - 15 т. Коэффициент запаса прочности цапф > 8. | Выпуск (слив) шлака | |||||
6.16 | Тележка выкатная | Грузоподъемность 10 - 50 т. Мощность электропривода 20 - 100 кВт. | Передача ковша с ферросплавом и шлаковен со шлаком от печи в разливочный пролет | |||||
6.17 | Разливочная машина | Длина разливочной ленты 40 - 70 м. Количество лент 1 - 2. Емкость ковшей для разливки 3 - 8 м3. Масса слитка 15 - 25 кг. | Разливка ферросплавов | |||||
6.18 | Поддоны | Габаритные размеры: 300x900x1400 мм. Размеры углубления для слитка: 65x760x1260 мм. Масса: 0,9 т. | Разливка ферросплавов | |||||
6.19 | Короб технологический | Полезный объем 1,5 - 2,5 м3. Габаритные размеры: 600 - 800 x 1500 - 1800 x 2000 - 2200 мм. Масса: 0,9 - 1,2 т. | Сбор горячих слитков ферросплавов | |||||
6.20 | Тележка передаточная межцеховая | Грузоподъемность 20 - 60 т. Мощность электропривода 40 - 110 кВт. | Передача ферросплавов из разливочного пролета в склад готовой продукции | |||||
6.21 | Станция затаривания ферросплавов в мягкие контейнеры | Габаритные размеры 2040x4450x1990/2990 мм, масса 730 кг. Величина дозы 500 - 1000 кг. Установленная мощность 4 кВт. Производительность до 20 биг-бегов/ч. | Упаковка товарных партий ферросплавов в мягкие контейнеры | |||||
6.22 | Станция загрузки ферросплавов в сухогрузные контейнеры | Габаритные размеры 4000 - 4500 x 2500 - 3000 x 12000 - 14000 мм. Величина дозы 22 - 28 т. Установленная мощность 30 кВт. Производительность до 4 контейнеров/ч. | Загрузка ферросплава в сухогрузные контейнеры | |||||
6.23 | Электромостовой кран | Грузоподъемность 1,5/5 - 5/20 т. Длина фермы моста 5 - 34 м. Установленная мощность 20 - 80 кВт. | Разгрузка и подача сырья на подготовку в складах шихтовых материалов Перемещение грузов в печном пролете и складе готовой продукции. | |||||
6.24 | Электромостовой литейный кран | Грузоподъемность 5/20 - 10/50 т. Длина фермы моста 22 м. Установленная мощность 50 - 120 кВт. | Перемещение грузов и жидкого металла и шлака в разливочном пролете | |||||
6.25 | Фильтр рукавный для газоочисток печей | Производительность по газу: 100 - 500 тыс. нм3/час, фильтрующий элемент - тканевые рукава. Диаметр рукава 135 мм. Площадь фильтрации 3200 - 8600 м2. Остаточная запыленность не более 10 мг/м3 газа. Мощность электродвигателей дымососов 0,5 - 2,0 МВт. Тип: ФРКН-3200-8600. | Очистка печных газов открытых и полузакрытых руднотермических печей, рафинировочных печей, установок печь-горн | |||||
6.26 | Газоочистная установка мокрого типа | Производительность 50 - 100 тыс. нм3/час. Остаточная запыленность 10 - 20 мг/м3 газа. Мощность электродвигателей дымососов 0,25 - 0,4 МВт. | Очистка печных газов закрытых и герметичных руднотермических печей | |||||
6.27 | Фильтр рукавный для аспирационных установок | Производительность 1,1 - 6 тыс. нм3/час. Площадь фильтрования 15 - 60 м2. Масса 0,9 - 2,5 т. Остаточная запыленность не более 10 мг/м3 газа. Тип: ФРКН-15-60ВУ. | Очистка воздуха от пыли при подготовке шихтовых материалов, транспортировке, дозировке, загрузке шихты в печь, дробления и фракционирования ферросплава | |||||
6.28 | Котел-утилизатор | Температура газа: до 700 °C. Производительность: насыщенный пар до 20 т/ч. Максимальная температура пара: до 450 °C. Мощность до 15 МВт. | Преобразование тепла отходящих газов в пар или горячую воду. | |||||
6.29 | Турбина паровая (установка паросиловая) | Мощность 1 - 6 МВт. Номинальное давление свежего пара 3,9 МПа. Номинальная температура свежего пара до 440 °C. Расход пара 8 - 60 т/ч. | Преобразование энергии пара котла-утилизатора в электроэнергию. | |||||
6.30 | Градирня | Расход воды 100 - 1000 м3/ч. Площадь орошения 6 - 64 м2. Габаритные размеры: 3,3 - 8 x 2,9 - 8 x 5,2 - 10,6 м. Масса 2,7 - 26 т. Перепад температур 10 °C. Мощность мотора 15 - 55 кВт. Тип: БМГ-100-1000. | Охлаждение оборотной воды в системе водоохлаждения. | |||||
6.31 | Трансформаторы трехфазные двухобмоточные и трехобмоточные масляные класса напряжения 110 и 220 кВ для металлургии | Номинальная мощность 10 - 160 МВА. Номинальное напряжение первичной обмотки 115 - 230 кВ. Напряжение вторичной обмотки 6 - 38 кВ. Габаритные размеры: 6,3 - 10 x 3,7 - 7 x 6 - 7,9 м. Масса: 41-122 т. Тип: ТДТНМ, ТДНМ, ТРДНМ, ТДЦНМ. | Преобразование электрического тока электрических сетей напряжением 110 - 220 кВ в электрический ток напряжением 6 - 38 кВ заводских сетей | |||||
6.32 | Трансформаторы преобразовательные трехфазные для питания электротермических установок. | Номинальная мощность 1 - 29 МВА. Номинальное напряжение первичной обмотки 6 - 11 кВ. Напряжение вторичной обмотки 40 - 460 В. Габаритные размеры: 3 - 4,2 x 1,8 - 3,5 x 3,5 - 4,8 м. Масса: 8 - 56 т. Тип: ЭТМП, ЭТМПР, ЭТМПКР. ЭТДЦНКР. | Преобразование электрического тока напряжением 6 - 11 кВ в электрический ток напряжением 40 - 460 В. | |||||
6.33 | Трансформаторы однофазные для питания руднотермических электропечей. | Номинальная мощность 0,6 - 29 МВА. Номинальное напряжение первичной обмотки 6 - 110 кВ. Напряжение вторичной обмотки 120 - 980 В. Габаритные размеры: 2,2 - 7 x 2,3 - 3,1 x 2,6 - 6,3 м. Масса: 12 - 78 т. Тип: ЭОЦН, ЭОДЦН, ЭОДЦНКР, ЭОДЦНР, ЭОМПКС, ЭОЦНР. | Преобразование электрического тока напряжением 6 - 110 кВ в электрический ток напряжением 120 - 980 В. | |||||
6.34 | Конденсаторы для электротермических установок продольной компенсации. | Напряжение 0,66 - 2,1 кВ. Мощность 80 - 150 квар. Емкость 108 - 585 мкФ. Масса 53 кг. Тип: КЭКП, КСП. | Компенсация реактивной мощности печных трансформаторов. | |||||
Производство феррованадия | ||||||||
6.35 | Баки-емкости для сбора и хранения растворов | Н/ж сталь, полипропилен, V = 2 - 50 м3. | Сбор и хранение технологических растворов в ГМУ. | |||||
6.36 | Бак-реактор с перемешивающим устройством для выщелачивания WK-E-20-3,0-3,5-PP-01-Rw(E31-1) | Полипропилен, V > 15 м3. | Кислотное выщелачивание обожженной шихты в ГМУ. | |||||
6.37 | Вентиляторы-дымососы | Сталь, н/ж сталь, Q = 2550 - 196000 м3/час, N = 1,1 - 400 кВт. | Подача (удаление) воздуха или отработанных газов в (из) помещения и технологические агрегаты. | |||||
6.38 | Фильтры | Сталь, н/ж сталь, полипропилен, S = 25 - 200 м2. | Разделение пульп на твердую и жидкую фазы. | |||||
6.39 | Краны мостовые электрические | Г/п = 5 - 50 т. | Подъем и перемещение грузов. | |||||
6.40 | Агрегаты насосные | Сталь, н/ж сталь, чугун, Q = 14 - 540 м3/час, N = 4 - 200 кВт. | Перекачивание жидких технологических сред. | |||||
6.41 | Сгустители - отстойники | V = 36 - 760 м3, Soc = 12 - 300 м2. | Осаждение твердых взвешенных частиц (сгущение пульп). | |||||
6.42 | Узел слива для склада серной кислоты | V = 680 т., Q = 40 м3/час. | Прием и хранение серной кислоты. | |||||
6.43 | Помольное оборудование | МШР-21-22, N = 200 кВт, Q = 3 - 40 т/час. | Размол крупной фракции сырья. | |||||
6.44 | Дробильно-сортировочное оборудование | Q = 0,6 - 104 м3/час, N = 11 - 75 кВт. | Дробление крупной фракции сырья и готовой продукции. | |||||
6.45 | Смесители | Q = 9 м3/час, N = 17 кВт. | Смешение компонентов шихты. | |||||
6.46 | Питатели | Q = 25 - 50 м3/час. | Непрерывная/периодическая подача сырья, вспомогательных материалов или полуфабрикатов на переработку. | |||||
6.47 | Шлаковозы | V = 16,5 м3. | Слив, охлаждение и транспортировка электрометаллургических шлаков. | |||||
6.48 | Печи | Вращающиеся печи, печи сушки-плавки пятиокиси ванадия | Термическая обработка сырья и готовой продукции. | |||||
6.49 | Пульт/станция управления | U = 220 - 380 В, N = 7,5 - 40 кВт, n = 1 - 5 ед. | Управление электроприводами технологического оборудования. | |||||
6.50 | Компрессор | Q = 63 м3/мин, P = 9 Bar, N = 400 кВт. | Производство сжатого воздуха для технологических целей. | |||||
(обязательное)
НАИЛУЧШИЕ ДОСТУПНЫЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
ЧУГУНА, СТАЛИ И ФЕРРОСПЛАВОВ
Технология | Номер НДТ | Наименование НДТ | ||||
Общего назначения | Система экологического менеджмента | |||||
Система энергетического менеджмента | ||||||
Технологии, направленные на предотвращение загрязнения водного бассейна и минимизацию водопотребления | ||||||
Технологии, направленные на снижение воздействия физических факторов (шума) | ||||||
Агломерация | Технология производства агломерата методом спекания на конвейерных машинах различной площади за счет фильтрации воздуха, обеспечивающего горение твердого топлива, распределенного в слое, с применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ 5.2.2 - НДТ 5.2.7 (Раздел 5.2) | |||||
Технологии, направленные на улучшение общих показателей производства агломерата, обеспечивающие сокращение потерь сырья, образование эмиссий в атмосферу и отходов | ||||||
Внедрение систем автоматизированного контроля и управления | ||||||
Технологии, направленные на снижение удельных расходов сырья, топлива при производстве агломерата | ||||||
Повышение эффективности использования энергии | ||||||
Технологии, направленные на снижение негативного воздействия на атмосферный воздух | ||||||
Технологии утилизации отходов | ||||||
Производство кокса | Технология производства кокса в коксовых печах различного объема, объединенных в коксовые батареи, путем высокотемпературного пиролиза без доступа воздуха угольной шихты с применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ 5.3.2 - НДТ 5.3.12 (Раздел 5.3) | |||||
Снижение выбросов при подготовке угля к коксованию | ||||||
Бездымная загрузка печей | ||||||
Уменьшение выбросов от систем обогрева коксовых батарей | ||||||
Технология коксования с минимальными газовыделениями | ||||||
Технологии беспылевой выдачи кокса | ||||||
Снижение выбросов при тушении кокса | ||||||
Уменьшение выбросов при сортировке и транспортировке кокса | ||||||
Очистка коксового газа от аммиака и бензольных углеводородов | ||||||
Снижение выбросов от емкостного оборудования при охлаждении и очистке коксового газа | ||||||
Использование очищенных сточных вод в производстве | ||||||
Технология утилизации отходов | ||||||
Производство чугуна | Технология производства чугуна в доменных печах различного объема, работающих на комбинированном дутье, с использованием металлургического кокса и применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ 5.4.2 - НДТ 5.4.6 (Раздел 5.4) | |||||
Технологии, направленные на улучшение общих показателей производства чугуна, обеспечивающие снижение потерь ресурсов, образование эмиссий и отходов | ||||||
Внедрение систем автоматизированного контроля и управления | ||||||
Технологии, направленные на снижение удельного расхода топлива при производстве чугуна | ||||||
Повышение эффективности использования энергии при производстве чугуна | ||||||
Технологии, направленные на уменьшение загрязнения атмосферного воздуха, за счет применения установки для улавливания, очистки и утилизации доменного газа из межконусного пространства доменной печи. | ||||||
Производство стали в конвертерах | Технология производства стали в конвертерах различной емкости путем продувки расплава чугуна техническим кислородом и наведением покровного шлака с целью удаления из расплава металла углерода и вредных примесей с применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ 5.5.2 - НДТ 5.5.6 (Раздел 5.5) | |||||
Технология выплавки стали в конвертере методом продувки расплава чугуна техническим кислородом, направленная на обеспечение надлежащего содержания углерода в стали (и соответственно образование пыли и оксида углерода) | ||||||
Технологии, направленные на улучшение общих показателей выплавки стали, обеспечивающие получение качественных характеристик готовой стали, сокращение расхода и потерь сырья, снижение образования эмиссий в атмосферу и отходов | ||||||
Внедрение систем автоматизированного контроля и управления плавкой стали в конвертере, в том числе, для увеличения производительности конвертера и минимизации эмиссий и отходов | ||||||
Технологии, направление на повышение ресурсо- и энергоэффективности конвертерного производства | ||||||
Технологии, направленные на снижение негативного воздействия на атмосферный воздух, за счет применения эффективного пылегазоочистного оборудования | ||||||
Производство стали в электродуговых печах | ||||||
Технология выплавки стали в электродуговых печах с удельной мощностью источника питания 0,8 - 1,0 МВА/т и активной продувкой кислородом, обеспечивающая снижение потребления электрической энергии, уменьшение угара металла, повышение качества металла | ||||||
Технологии, направленные на улучшение общих показателей и условий работы при производстве электростали, обеспечивающие снижение потерь ресурсов, образование эмиссий и отходов | ||||||
Технологии, направленные на снижение удельных расходов сырья, и энергии при производстве электростали | ||||||
Автоматизация системы управления процессом плавки в электродуговых печах за счет внедрения АСУ ТП плавкой и качеством металла | ||||||
Повышение эффективности использования энергии при производстве стали в электродуговых печах | ||||||
Технологии, направленные на уменьшение загрязнения атмосферного воздуха | ||||||
Производство ферросплавов | Производство ферросплавов углетермическим методом в руднотермических печах | |||||
Производство ферросплавов силикотермическим методом | ||||||
Производство ферросплавов алюмотермическим методом | ||||||
| ||||||
Производство оксидов ванадия из шлаков дуплекс-процесса | ||||||
| ||||||
Производство феррованадия | ||||||
| ||||||
Технологии рациональной утилизации отходов | ||||||
(обязательное)
ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ ПРОИЗВОДСТВА
ЧУГУНА, СТАЛИ И ФЕРРОСПЛАВОВ
Г.1 Перечень маркерных веществ <*>
--------------------------------
<*> Маркерное вещество - характерное для процесса вещество в выбросах в атмосферный воздух, применяемый для целей производственного экологического контроля. Автоматическому контролю подлежат источники с высотой труб более 80 м
N | Наименование технологии | Маркерное вещество | Примечание |
Агломерация: | |||
- системы аспирации воздуха охлаждения агломерата, системы аспирации; | Пыль | ||
- отходящие технологические газы | Пыль, CO | ||
Производство кокса: | |||
- отопление коксовых батарей; | Пыль, CO | ||
- системы аспирации (вагоноопрокидыватели, углеподготовка, УБВК, коксосортировка) | Пыль | ||
Производство чугуна: | |||
- воздухонагреватели доменной печи; | NOx | ||
- аспирация литейного двора и бункерной эстакады | Пыль | ||
Производство стали в конвертерах: | |||
- отходящий конвертерный газ; | Пыль, CO | ||
- система вторичной газоочистки (при повалках конвертеров); | Пыль | ||
- стенды сушки и разогрева стальковшей | CO | ||
Производство стали в электропечах | Пыль, CO | ||
Производство ферросплавов: | |||
- углетермический; | Пыль, CO | ||
- силикотермический; | Пыль, NOx | ||
- алюмотермический; | Пыль, SO2 | ||
- алюмотермический (внепечной) | Пыль, SO2 | ||
Производство феррованадия | Пыль |
Г.2 Технологические показатели <**>
--------------------------------
<**> Технологические показатели - показатели концентрации загрязняющих веществ, объема и (или) массы выбросов, сбросов загрязняющих веществ, образования отходов производства и потребления, потребления воды и использования энергетических ресурсов в расчете на единицу времени или единицу производимой продукции (товара), выполняемой работы, оказываемой услуги.
При совокупности технологических операций и технологических участков в составе конкретной технологии (множество источников воздействия на окружающую среду), а также в целях сопоставления подобных технологий различных предприятий наиболее приемлем удельный показатель выбросов, рассчитанный как отношение нормативно разрешенного годового объема (массы выбросов) конкретной технологии к годовому объему продукции, произведенной в данной технологии (агломерату, коксу, чугуну, стали, ферросплавам). Именно такой показатель выбран в качестве технологического показателя в ИТС НДТ 26.
Наилучшая доступная технология (НДТ) - технология производства продукции (товаров), выполнения работ, оказания услуг, определяемая на основе современных достижений науки и техники и наилучшего сочетания критериев достижения целей охраны окружающей среды при условии наличия технической возможности ее применения.
Передел | Шифр НДТ | Наименование НДТ | Показатель НДТ, кг/т продукции | |||||
Агломерация | Технология производства агломерата методом спекания на конвейерных машинах различной площади за счет фильтрации воздуха, обеспечивающего горение твердого топлива, распределенного в слое, с применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ 5.2.2 - НДТ 5.2.7 (Раздел 5.2) | |||||||
Азота диоксид | <= 0,4 <= 0,75 (при спекании железо-ванадиевого концентрата) | |||||||
Азота оксид | <= 0,15 | |||||||
Оксид углерода | <= 14,0 <= 24,0 (при спекании железо-ванадиевого концентрата) | |||||||
Диоксид серы | <= 4,0 | |||||||
Пыль общая | <= 1,2 | |||||||
Производство кокса | Технология производства кокса в коксовых печах различного объема, объединенных в коксовые батареи, путем высокотемпературного пиролиза без доступа воздуха угольной шихты с применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ 5.3.1 - НДТ 5.3.12 | |||||||
Азота диоксид | <= 0,8 | |||||||
Азота оксид | <= 0,8 | |||||||
Оксид углерода | <= 5,5 | |||||||
Диоксид серы | <= 1,5 | |||||||
Пыль общая | <= 0,7 | |||||||
Производство чугуна | Технология производства чугуна в доменных печах различного объема, работающих на комбинированном дутье, с использованием металлургического кокса и применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ 5.4.2 - НДТ 5.4.6 (Раздел 5.4) | |||||||
Азота диоксид | <= 0,3 | |||||||
Азота оксид | <= 0,02 | |||||||
Оксид углерода | <= 5,0 | |||||||
Диоксид серы | <= 0,2 | |||||||
Пыль общая | <= 0,5 | |||||||
Производство стали в конвертерах | Технология производства стали в конвертерах различной емкости путем продувки расплава чугуна техническим кислородом с применением ресурсо- и энергоэффективных технических решений, технологических приемов и методов ограничения негативного воздействия на окружающую среду, включающих одну или комбинацию технологий НДТ 5.5.2 - НДТ 5.5.6 (Раздел 5.5) | |||||||
Азота диоксид | <= 0,2 | |||||||
Азота оксид | <= 0,05 | |||||||
Оксид углерода | <= 5,0 | |||||||
Диоксид серы | <= 0,05 | |||||||
Пыль общая | <= 0,5 | |||||||
| ||||||||
Производство стали в электродуговых печах | ||||||||
Азота диоксид | <= 0,35 <= 0,6 (при работе на жидком чугуне до 70% садки) | |||||||
Азота оксид | <= 0,2 | |||||||
Оксид углерода | <= 3,0 <= 4,5 (при работе на металлизованных окатышах) | |||||||
Диоксид серы | <= 0,3 | |||||||
Пыль общая | <= 0,5 <= 0,8 (при работе на жидком чугуне до 70% садки) | |||||||
Производство ферросплавов | Производство ферросплавов углетермическим методом в руднотермических печах | |||||||
Азота диоксид | <= 10,0 | <= 1,5 | ||||||
Азота оксид | <= 5,0 | <= 0,3 | ||||||
Оксид углерода | <= 13,0 | <= 1,0 | ||||||
Диоксид серы | <= 5,0 | нет | ||||||
Пыль общая | <= 8,5 | <= 1,0 | ||||||
Производство ферросплавов силикотермическим методом | ||||||||
Азота диоксид | <= 3,2 | |||||||
Азота оксид | <= 0,6 | |||||||
Оксид углерода | <= 8,6 | |||||||
Пыль общая | <= 6,1 | |||||||
Производство ферросплавов алюмотермическим методом | ||||||||
Азота диоксид | <= 3,0 | |||||||
Азота оксид | <= 0,5 | |||||||
Оксид углерода | <= 130,0 | |||||||
Диоксид серы | <= 80,0 | |||||||
Пыль общая | <= 7,0 | |||||||
Производство оксидов ванадия из шлаков дуплекс-процесса | ||||||||
Азота диоксид | <= 4,0 | |||||||
Азота оксид | <= 0,7 | |||||||
Оксид углерода | <= 1,2 | |||||||
Пыль общая | <= 3,5 | |||||||
Производство феррованадия | ||||||||
Азота диоксид | <= 22,0 | |||||||
Азота оксид | <= 4,0 | |||||||
Оксид углерода | <= 5,5 (для алюмотермического процесса) | |||||||
Пыль общая | <= 3,6 | |||||||
(обязательное)
Повышение энергоэффективности экономики в Российской Федерации отнесено к приоритетам высокого уровня: принципы, цели, требования и правила в области энергопотребления и энергосбережения регулируются на законодательном уровне [176]. Направления развития металлургической отрасли в области энергосбережения определены [177].
Д.1 Краткая характеристика отрасли в аспекте ресурсо- и энергопотребления
Металлургические технологии сопряжены с высокотемпературными процессами подготовки шихты, выплавки, обработки материалов с получением высоконагретых продуктов, огненно-жидких расплавов металла и шлака, образованием нагретых отходящих газов и неизбежными тепловыми потерями, что обуславливает существенное потребление топлива и электрической энергии.
В металлургических переделах потребление тепловой энергии имеет место в процессах отопления коксовых батарей, работе зажигательных горнов агломерационных машин, нагреве дутья для доменных печей, подогреве шихтовых материалов для выплавки стали в электропечах и конвертерным процессом.
Основные расходы электроэнергии в металлургии вызваны работой дробильного, смесительного, транспортирующего и иного оборудования при подготовке шихты для агломерации и коксования, функционированием газоочистного оборудования и дымососов на всех металлургических переделах, воздуходувок для подачи дутья в доменную печь, работой обслуживающих агрегатов и устройств, работой печей с электродуговым нагревом при выплавке стали (ковшевая металлургия), при производстве стали в электродуговых печах, в производстве ферросплавов.
В структуре топливопотребления интегрированного металлургического предприятия [178] лидирующее положение занимает производство чугуна: его доля в топливном балансе составляет 48,6% (см. рисунок Д.1).

металлургии России [178]
В отношении энергопотребления первенство принадлежит горнорудному производству (добыча и обогащение железной руды, включая производство концентрата и окатышей) - с долей в 18,0% (рисунок Д.2).

металлургии [178]
ИС МЕГАНОРМ: примечание. Здесь и далее нумерация таблиц дана в соответствии с официальным текстом документа. |
Отдельные металлургические переделы выступают донорами вторичных энергетических ресурсов, характеристика которых дана в таблице Д.2.
Таблица Д.2
предприятия
Передел | Вид ресурса | Выход ресурса, м3/т <*> | Характеристика ресурса | Примечание | |
состав, % | калорийность <**> | ||||
Производство кокса | Коксовый газ | 400 - 450 | 60 H2; 30 CH4; 10 CO | 16000 | В энергобаланс предприятия |
Производство чугуна | Доменный газ | До 2000 | 27 CO; 10 H2 | 4000 | В энергобаланс предприятия |
Производство стали | Конвертерный газ | 60 - 80 | до 90 CO | 9000 | Не используется |
Производство ферросплавов | Ферросплавный газ | 300 - 1350 | 70 - 90 CO | 9000 | Используется не в полном объеме |
Ожидается [177], что в металлургической отрасли за счет внедрения энергосберегающих технологий и мероприятий в 2030 г. по сравнению с 2015 г. удельные расходы топлива снизятся: всего по отрасли - на 30%, в том числе: кокса - на 35%, природного газа - на 35%.
Удельный расход электроэнергии снизится на 16,4%. Вместе с тем, увеличения доли электросталеплавильного производства в общем балансе выплавки стали, ориентация на выплавку высококачественных марок стали (требующих дополнительных технологий внепечной обработки) приведет к увеличению абсолютного объема потребления электроэнергии в 2030 г. по сравнению с 2015 г. на 5,3%.
Д.2 Уровни ресурсо- и энергопотребления в металлургических переделах
Таблица Д.1 представляет информацию (на основе удельных показателей) по потреблению ресурсов, топлива и электрической энергии в технологических процессах производства агломерата, кокса, чугуна, стали, ферросплавов.
Таблица Д.1
на повышение энергоэффективности
Ресурс | Агломерация | Производство кокса | Производство чугуна | Производство стали в конвертерах | Производство стали в ЭДП | Производство ферросплавов |
Энергоемкость, Гкал на т продукции | 7,04 (ферросилиций) 0,08 (ферромолибден) | |||||
Электрическая энергия, кВт*ч/т продукции | 23,0 - 48,7 | 30 - 70 | 4,9 - 27,4 | 19,0 - 72,4 | 419,1 - 440,2 | 8692 (ферросилиций) 390 (ферромолибден) 8800 (феррованадий) 3529 (феррохром н/у <*>) 4175 (феррохром у) 5906 (ферросиликохром) |
Тепловая энергия, ГДж/т продукции | 0,022 - 0,099 | 0,14 - 0,17 | 0,09 - 1,23 | - | 0 - 0,41 | 0,78 (ферросилиций) 10000 (феррованадий) |
Применяемое топливо: | ||||||
- природный газ, м3/т продукции | 2,45 - 6,3 | - | 63,4 - 116,6 | 1,1 - 11,0 | 0 - 15,8 | 1,33 (ферросилиций) 3100 (феррованадий) |
- мазут, т/т | - | - | - | - | - | |
- кокс, кг/т продукции | 23,6 - 48,9 | - | 433,15 - 486,6 | - | 0 - 19,3 | 142 (ферросилиций) 334 (феррохром у <**>) 237 (ферросиликохром) |
- уголь, кг/т продукции | 0 - 10,8 | 1200 - 1400 | 0 - 1,2 | - | - | 1161 (ферросилиций) 112 (феррохром у <**>) 1600 (ферромолибден) 439 (ферросиликохром) |
- пековый кокс сухой с отсевами и потерями, кг/т продукции | - | - | - | - | - | 317,6 (ферросилиций) |
Технологические газы: | ||||||
- воздух, м3/т продукции | 10,4 - 26,3 | 2,0 - 5,3 | 55,9 - 1190,7 | 19,3 - 54,2 | - | 1958 (ферромолибден) |
- кислород, м3/т продукции | 0,08 - 0,85 | 0,09 - 0,105 | 77 - 137,5 | 60,0 - 132,0 | 43,0 - 70,7 | 2,06 (ферромолибден) |
- азот, м3/т продукции | - | 1,1 - 1,55 | 0 - 27,0 | 0,002 - 37,0 | 0 - 14,4 | - |
- аргон, м3/т продукции | - | - | 0 - 0,11 | 0,05 - 0,85 | 0 - 0,87 | - |
- пар, м3/т продукции | 0,0006 - 23,9 | 0,05 - 0,12 | 0,02 - 98,0 | 0,020 - 8,5 | 0 - 0,14 | - |
- технологические газы | доменный газ | коксовый газ | доменный газ | - | - | - |
Потребление воды: | ||||||
- "свежей воды" (на подпитку), м3/т продукции | 0 - 0,25 | 0,025 - 0,055 | 0 - 2,4 | - | 0 - 2,14 | |
- технической воды на процесс (в том числе, оборотных циклов), м3/т продукции | 0,06 - 5,9 | - | 18,4 - 40,3 | 0,95 - 24,0 | 21 - 210,2 | 183,3 (ферросилиций) 18 (ферромолибден) |
Д.3 Основные мероприятия по энергосбережению в отрасли
Формирование программ повышения энергоэффективности предприятиями отрасли и их успешная реализация обеспечивают прогресс в части снижения потребления энергетических ресурсов. Основные (наиболее масштабные) мероприятия отрасли в области энергосбережения показаны в таблице Д.3.
Таблица Д.3
N п/п | Мероприятие | Эффективность | Примечание |
0.1 | Модернизация систем освещения с использованием энергоэффективного светотехнического оборудования | Сокращение потребления энергии на освещение на 70% | Замена ртутных газоразрядных ламп на металлогалогенные светильники, а также источники света, способные работать в условиях повышенной температуры |
0.2 | Внедрение систем энергетического менеджмента | ||
1.1 | Рециркуляция отходящих агломерационных газов | Сокращение энергозатрат до 25% | В зависимости от объема рециркуляции |
2.1 | Локальные установки беспылевой выдачи кокса | Расход аспирируемого воздуха 40 тыс. м3/ч, мощность вентилятора не более 50 кВт, уменьшение расхода электроэнергии примерно в 8 раз | Щелевой улавливающий зонт с локальной системой очистки на двересъемной машине |
2.2 | Технология трамбования шихты | Снижение потребления качественных коксующихся углей, повышение производительности коксовых печей на 7% - 15%, повышение выхода доменного кокса на 3% - 4% | Новое оборудование для загрузки угольной шихты |
Строительство установки сухого тушения кокса (УСТК) | Снижает энергозатраты на 40 кг у.т./т кокса | ||
2.4 | Утилизация газов холодных свечей УСТК путем передачи их в газопровод доменного газа | Снижение валовых выбросов вредных веществ (до 30%), утилизация избыточного циркуляционного газа в качестве топлива, снижение потерь кокса при его охлаждении | Применимо только на интегрированных заводах |
Вдувание пылеугольного топлива (ПУТ) в доменные печи | Экономия кокса до 30%, природного газа до 50% | ||
Применение бесконусных засыпных аппаратов для загрузки шихты в доменную печь | Снижение энергозатрат на 15 кг у.т./т чугуна | ||
Разливка стали на машинах непрерывного литья заготовок | Снижение расходного коэффициента металлопродукции на 15% - 25% | ||
Строительство системы оборотного водоснабжения, блока очистных сооружений МНЛЗ-6 и комплекса внепечной обработки стали | Исключение потребления технической воды в объеме 41500 тыс. м3/год | Оборотная система водоснабжения (радиальный отстойник, шламовая насосная станция, насосно-фильтровальная станция, вентиляторная градирня) | |
Строительство комплекса по обезвоживанию конвертерных шламов | Снижение водоотведения до 2,6 млн. м3/год; сокращение сбросов фторидов на 60 т/год, цинка на 40 т/год, марганца на 8,5 т/год. | Два сгустителя шламов, три пресс-фильтра, водоводы, насосная станция | |
4.4 | Снижение расхода природного газа, за счет снижения удельного расхода изложниц | Снижение расхода природного газа на 2,98% | |
4.5 | Увеличение выдачи пара в сеть комбината с котлов-охладителей конвертерного цеха | Увеличение выдачи пара на 9,3% | |
4.6 | Увеличение выработки пара котлами-охладителями конвертерного цеха | Увеличение выработки пара на 22,6% | |
Установка утилизации конвертерного пара | Экономия природного газа за счет утилизации низкопотенциального тепла пара, вырабатываемого на котлах ОКГ. | Ожидаемая экономия природного газа 19610 тыс. м3/год | |
Реконструкция ЭСПЦ с увеличением производительности | Сокращение энергопотребления на 0,5% | Системы интенсификации плавки, подачи добавок | |
5.2 | Разработка и строительство утилизационной тепловой электростанции мощностью 25 МВт | Собственная генерация 219 млн. кВт*ч электроэнергии в год | Модернизация дымового тракта электросталеплавильной печи и строительство утилизационной ТЭЦ |
5.3 | Оптимизация энерготехнологического и шлакового режима ДСП. Снижение выдержки металла в сталеразливочном ковше с 110 до 108 мин. | Экономический эффект 1,4 млн. руб. | Электросталеплавильная печь ДСП-120 |
5.4 | Оптимизация работы градирен | ||
5.5 | Изменение системы отопления стендов сушки и разогрева сталь-ковшей | 25% | 2 стенда сушки и разогрева сталь-ковшей |
5.6 | Внедрение автоматизированной информационно-измерительной системы технического учета электроэнергии | 1% | |
5.7 | Ввод в действие устройств компенсации реактивной мощности на УПМ | 1,8% | |
6.1 | Установка утилизации тепла отходящих газов печей производства ферросплавов | Снижение потребления электроэнергии на 5% - 10% |
Д.4 Наилучшие доступные технологии, направленные на повышение энергоэффективности, и энергоэффективное оборудование
В Таблице Д.4 проиллюстрированы технические решения, направленные на повышение энергоэффективности, и энергоэффективное оборудование.
Таблица Д.4
энергоэффективности, и энергоэффективное оборудование
Технология | Наименование оборудования | Код ОКОФ | Характеристика | Примечание | ||||
Агломерация | ||||||||
| ||||||||
1.1 | Комплекс оборудования для утилизации отходящего тепла агломерационных машин и охладителей агломерата | Рециркуляция отходящих газов: улавливающие зонты, циклон, теплообменник, турбина | Сбор нагретого до 500 - 550 °C воздуха, очистка в циклонном аппарате, подача на теплообменники для выработки пара и электроэнергии либо в качестве воздуха горения в горн, либо в аглослой | |||||
1.2 | Агрегаты, машины и механизмы производства агломерата и окатышей, охладители | Комплекс оборудования для производства агломерата с энергоэффективными решениями, удельный расход энергоресурсов не более 52,3 кг у.т./т | Автоматизация технологических операций, применение устройств регулирования нагрузки электродвигателей, утилизация вторичного тепла, внедрение современных аспирационных систем. | |||||
1.3 | Зажигательный горн | Нагрев верхнего слоя аглошихты для воспламенения топлива и начала спекания методом просасывания | Нагрев верхнего слоя шихты | |||||
1.4 | Охладитель агломерата | Производительность 150 - 400 т/час | Охлаждение агломерационного спека с 700 °C до 100 °C | |||||
1.5 | Дымососы и вентиляторы мелкие одностороннего всасывания с диаметром рабочего колеса до 1,3 м | Снижение потребления энергоресурсов на 10% - 20% | Применение современных энергоэффективных типов оборудования с меньшими удельными затратами на транспортировку воздуха или других газообразных сред | |||||
1.6 | Электрофильтр | Производительность 2800 тыс. м3/час, эффективность очистки 99,85%, концентрация пыли на выходе не более 50 мг/м3 | Очистка отходящих газов на участке разгрузки агломерата | |||||
Производство кокса | ||||||||
2.1 | Установка сухого тушения кокса (УСТК) | Выработка вторичных энергоресурсов, производство, утилизация тепловой энергии | ||||||
2.2 | Генерация электрической и тепловой энергии при использовании коксового газа. Градирня | Охлаждение воды оборотного цикла | ||||||
2.3 | Генерация электрической и тепловой энергии. Котлоагрегат (котел) | Котлы, работающие на коксовом газе | ||||||
2.4 | Генерация электрической и тепловой энергии. Турбогенератор (турбина) | Производство электроэнергии при использовании коксового газа | ||||||
2.5 | Генерация электрической и тепловой энергии. Подогреватель (холодильник, теплообменник) | Подогреватели ПН 130-6-10, ПН 200-16-7-1, ПН 425-230-25-4, ПСВ 315-14-23, ПСВ 500-14-23 | Производство электроэнергии при использовании коксового газа | |||||
Производство чугуна | ||||||||
3.1 | Комплекс оборудования доменной печи | Расход суммарного топлива не более 625,9 кг у.т./т | Внедрение современных процессов и технологий высокой энергетической эффективности, в том числе, вдувания пылеугольного топлива, расхода кокса и природного газа, повышение производительности доменной печи за счет установки автоматических систем управления и других мероприятий | |||||
3.2 | Блок воздухонагревателей доменной печи | Расход условного топлива на нагрев дутья не более 72 кг у.т./тыс. м3 дутья | Блок воздухонагревателей предназначен для эффективной утилизации вторичных энергоресурсов за счет нагрева дутья для доменных печей до температуры 1200 - 1250 °C с использованием смеси ВЭР (доменный, коксовый) и природного газа, а также с утилизацией тепла дымовых газов для нагрева топлива и воздуха горения | |||||
| ||||||||
3.3 | Комплекс оборудования для вдувания пылеугольного топлива в доменные печи | 330.26.30.11.130 | Расход ПУТ 150 - 200 кг/т чугуна | Технология ПУТ позволяет: - снизить расход металлургического кокса на производство чугуна на 20 - 25%; - снизить на 20 - 25% эксплуатационные расходы - воздействие на окружающую среду при производстве кокса; - снизить расход природного газа на 70 - 80%. | ||||
3.4 | Газовые утилизационные бескомпрессорные турбины (ГУБТ) | Мощность турбин ГУБТ составляет 10 - 20 МВт | Утилизация энергии избыточного давления доменного газа | |||||
Производство стали в конвертерах | ||||||||
4.1 | Комплекс оборудования конвертеров сталеплавильных и машины для их обслуживания | Удельный расход энергоресурсов не более 40 кг у.т./т | Применение современных энергоэффективных технических решений по транспортировке шихтовых материалов, автоматизированных электроприводов, систем автоматического управления процессом выплавки стали позволяет снизить энергозатраты на 30% | |||||
4.2 | Установки непрерывной разливки стали | Удельный расход энергоресурсов не более 11 кг у.т./т | Современные решения в отношении регулируемых приводов транспорта слитка, оборудования по качанию кристаллизатора, систем первичного и вторичного охлаждения слитка, систем газовой резки и автоматизация работы установки позволяет снизить затраты энергоресурсов на 10 - 15% | |||||
4.3 | Комплекс оборудования по сбору, хранению и транспортировке конвертерного газа | Удельный выход конвертерного газа 60 - 80 м3/т стали | ||||||
4.4 | Оборудование котельное | КПД на уровне 92 - 96% против 60 - 85% | За счет применения современных конструктивных решений (горелочная система, возврат тепла дымовых газов, автоматизация и т.д.) | |||||
Производство стали в ЭДП | ||||||||
5.1 | Электропечи дуговые сталеплавильные | Удельный расход энергоресурсов (электроэнергия, природный газ, кислород) не более 73 кг у.т./т | Применение современных энергоэффективных технологий, в том числе за счет дополнительного вдувания углеродсодержащего сырья, газа и кислорода позволит снизить энергозатраты на 30 - 35% | |||||
5.2 | Электропечи и устройства новых видов нагрева - нагревательные и плавильные | Удельный расход энергоресурсов (электроэнергии, газообразного топлива) не более 73 кг у.т./т | Применение современных энергоэффективных типов оборудования, автоматизации режимов нагрева, современных теплоизоляционных материалов | |||||
5.3 | Установки непрерывной разливки стали | Удельный расход энергоресурсов (электроэнергия, природный газ, кислород, техническая вода) не более 11,7 кг у.т./т | Применение современных решений по оборудованию | |||||
5.4 | Установки, предназначенные для утилизации тепла отходящих газов электросталеплавильных печей | Снижение расхода энергоресурсов на плавку до 25% | Применение теплообменного оборудования для утилизации тепла высокотемпературных отходящих газов электросталеплавильных печей для получения пара, горячей воды или нагрева воздуха | |||||
Производство ферросплавов | ||||||||
6.1 | Электропечи и устройства нагрева (печь трубчатая, печь обжиговая, печь обжига) | При производстве ферромолибдена, феррованадия | ||||||
6.2 | Установка утилизации тепла отходящих газов печей производства ферросплавов | Снижение потребления электроэнергии на 5 - 10% | Рукавный фильтр, системы автоматизации процесса ведения плавки, системы утилизации тепла отходящих технологических газов | |||||
6.3 | Котел-утилизатор | Получение пара за счет использования теплоты уходящих газов технологических агрегатов | При производстве ферросилиция | |||||
6.4 | Центробежный дымосос-1 | При производстве ферросилиция | ||||||
6.5 | Вентиляторы промышленные | Коэффициент полезного действия не менее 75 при производительности до 5000 м3/час; не менее 85 при производительности 5000 м3/час и более | ||||||
6.6 | Установки компенсации реактивной мощности на печах плавильного цеха | Увеличение коэффициента мощности до 0,98; повышение напряжения высокой стороны до 10,5 кВ; высвобождение дополнительной активной мощности без увеличения полной. | При производстве феррохрома | |||||
6.7 | Турбина паровая (установка паросиловая) | Мощность 1 - 6 МВт. Номинальное давление свежего пара 3,9 МПа. Номинальная температура свежего пара до 440 °C. Расход пара 8 - 60 т/ч. | Преобразование энергии пара котла-утилизатора в электроэнергию. | |||||
6.8 | Градирня | Расход воды 100 - 1000 м3/ч. Площадь орошения 6 - 64 м2. Габаритные размеры: 3,3 - 8 x 2,9 - 8 x 5,2 - 10,6 м. Масса 2,7 - 26 т. Перепад температур 10 °C. Мощность мотора 15 - 55 кВт. Тип: БМГ-100-1000. | Охлаждение оборотной воды в системе водоохлаждения. | |||||
6.9 | Трансформаторы трехфазные двухобмоточные и трехобмоточные масляные класса напряжения 110 и 220 кВ для металлургии | Номинальная мощность 10 - 160 МВА. Номинальное напряжение первичной обмотки 115 - 230 кВ. Напряжение вторичной обмотки 6 - 38 кВ. Габаритные размеры: 6,3 - 10 x 3,7 - 7 x 6 - 7,9 м. Масса: 41 - 122 т. Тип: ТДТНМ, ТДНМ, ТРДНМ, ТДЦНМ. | Преобразование электрического тока электрических сетей напряжением 110 - 220 кВ в электрический ток напряжением 6 - 38 кВ заводских сетей | |||||
6.10 | Трансформаторы преобразовательные трехфазные для питания электротермических установок. | Номинальная мощность 1 - 29 МВА. Номинальное напряжение первичной обмотки 6 - 11 кВ. Напряжение вторичной обмотки 40 - 460 В. Габаритные размеры: 3 - 4,2 x 1,8 - 3,5 x 3,5 - 4,8 м. Масса: 8 - 56 т. Тип: ЭТМП, ЭТМПР, ЭТМПКР, ЭТДЦНКР. | Преобразование электрического тока напряжением 6 - 11 кВ в электрический ток напряжением 40 - 460 В. | |||||
6.11 | Трансформаторы однофазные для питания руднотермических электропечей. | Номинальная мощность 0,6 - 29 МВА. Номинальное напряжение первичной обмотки 6 - 110 кВ. Напряжение вторичной обмотки 120 - 980 В. Габаритные размеры: 2,2 - 7 x 2,3 - 3,1 x 2,6 - 6,3 м. Масса: 12 - 78 т. Тип: ЭОЦН, ЭОДЦН, ЭОДЦНКР, ЭОДЦНР, ЭОМПКС, ЭОЦНР. | Преобразование электрического тока напряжением 6 - 110 кВ в электрический ток напряжением 120 - 980 В. | |||||
6.12 | Конденсаторы для электротермических установок продольной компенсации. | Напряжение 0,66 - 2,1 кВ. Мощность 80 - 150 квар. Емкость 108 - 585 мкФ. Масса 53 кг. Тип: КЭКП, КСП. | Компенсация реактивной мощности печных трансформаторов. | |||||
Д.5 Экономические аспекты внедрения НДТ, направленные на повышение энергоэффективности
Общей тенденцией совершенствования современных металлургических технологий является снижение энергетических затрат на единицу продукции, в том числе за счет модернизации и технического перевооружения отрасли (общий объем затрат в металлургии на техническое перевооружение в 2000 - 2016 гг. составил 2,04 трн. руб.).
Мероприятия и проекты технического перевооружения, направленные на повышение энергоэффективности, представлены в таблицах Д.3 и Д.4, отдельные доступные оценки по инвестиционным затратам - в таблице Д.5.
Таблица Д.5
на повышение энергоэффективности
N п/п <*> | Мероприятие | Затраты, млн. руб. | Примечание |
Строительство установки сухого тушения кокса (УСТК) | 280,0 | На производительность 1,3 млн. т. кокса | |
Вдувание пылеугольного топлива (ПУТ) в доменные печи | 6900 | Для объема производства чугуна 7,4 млн. т в год | |
Применение бесконусных засыпных аппаратов для загрузки шихты в доменную печь | ~ 300,0 | 5 - 6 млн. долл. на одну доменную печь | |
Разливка стали на машинах непрерывного литья заготовок | ~ 4000 - 6000 | Ориентировочно | |
Строительство системы оборотного водоснабжения, блока очистных сооружений МНЛЗ-6 и комплекса внепечной обработки стали МНЛЗ-6 | 984,1 | ||
Строительство комплекса по обезвоживанию конвертерных шламов ККЦ | 297,7 | ||
Утилизация конвертерного пара | 171,6 | ||
Реконструкция ЭСПЦ с увеличением производительности | ~300,0 | ||
<*> Нумерация мероприятий соответствует таблице Д.3 | |||
1. Российский статистический ежегодник 2007 - 2016 гг. Социально-экономическое положение России, Росстат, ежемесячная информация.
2. Официальный сайт ФГУП ЦНИИчермет им. И.П. Бардина. Раздел: Структура. Институт экономики черной металлургии. Режим доступа: http://www.chermet.net/index.php?option=com_content&view=article&id=20:2010-06-08-16-28-40&catid=4:struktura&Itemid=22.
3. Доклад Сентюрина А.В. (Ассоциация "Русская сталь") на 15 Международном стальном саммите, г. Москва, 06.06.2017 г.
4. Смирнов А.Н., Сафонов В.М. и др. Металлургические мини-заводы - Донецк: Норд-Пресс, 2005. - 469 с.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: источник приведен дважды. |
5. Смирнов А.Н., Сафонов В.М. и др. Металлургические мини-заводы - Донецк: Норд-Пресс, 2005. - 469 с.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: Стратегия утверждена Приказом Минпромторга России N 839 от 05.05.2014, а не от 09.05.2014. |
6. "Стратегия развития черной металлургии России 2014 - 2020 гг. и на перспективу до 2030 г." утверждена Приказом Минпромторга России от 09 мая 2014 г. N 839.
9. Щербаков В.П. "Основы доменного производства" - Москва: Издательство "Металлургия", 1969. - 326 с.
10. Государственный доклад "О состоянии и об охране окружающей среды Российской Федерации в 2015 году", Министерство природных ресурсов и экологии Российской Федерации, г. Москва, 2016 г.
11. Официальный сайт ПАО "ММК". Раздел: Природоохранная деятельность. [Электронный ресурс]. Режим доступа: http://www.mmk.ru/about/responsibility/ecology/environmental_activities/ (Дата обращения 20 июля 2017 г.).
12. Официальный сайт ПАО "Северсталь". Раздел: Охрана окружающей среды. [Электронный ресурс]. Режим доступа: https://www.severstal.com/rus/csr/issues/9103/ (Дата обращения 20 июля 2017 г.).
13. Официальный сайт ПАО "НЛМК". Раздел: Ключевые экологические показатели. [Электронный ресурс]. Режим доступа: https://nlmk.com/ru/responsibility/ecology/key-indicators/ (Дата обращения 20 июля 2017 г.).
14. Официальный сайт ООО УК "Металлоинвест". Раздел: Охрана окружающей среды. [Электронный ресурс]. Режим доступа: http://www.metalloinvest.com/sustainability/environmental-protection/ (Дата обращения 20 июля 2017 г.).
15. Официальный сайт ПАО "Евраз Холдинг". Раздел: Окружающая среда. [Электронный ресурс]. Режим доступа: https://www.evraz.com/ru/sustainability/health_and_safety/environment/ (Дата обращения 20 июля 2017 г.).
16. Официальный сайт ПАО "Мечел" Раздел: 2017. Год экологии в Российской Федерации. [Электронный ресурс]. Режим доступа: http://www.mechel.ru/social_policy/environmental/ (Дата обращения 20 июля 2017 г.).
17. Российская Федерация. Законы. "О промышленной политике в Российской Федерации". N 488-ФЗ: федер. закон: [принят Гос. Думой 16 декабря 2014 г.: одобр. Советом Федерации 25 декабря 2014 г.].
18. Постановление Правительства Российской Федерации от 29 октября 2015 г. N 1162 "Об утверждении Правил разработки, корректировки, осуществления мониторинга и контроля реализации отраслевых документов стратегического планирования Российской Федерации по вопросам, находящимся в ведении Правительства Российской Федерации".
19. Российская Федерация. Законы. "Об энергосбережении и повышении энергетической эффективности". N 261-ФЗ: федер. закон: [принят Гос. Думой 11 ноября 2009 г.: одобрен Советом Федерации 18 ноября 2009 г.].
20. Российская Федерация. Законы. "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации". N 219-ФЗ: федер. закон: [принят Гос. Думой 2 июля 2014 г.: Одобрен Советом Федерации 9 июля 2014 г.].
21. Постановление Правительства Российской Федерации от 15 апреля 2014 г. N 303 "Об утверждении государственной программы Российской Федерации "Развитие авиационной промышленности на 2013 - 2025 гг.".
22. Постановление Правительства Российской Федерации от 15 апреля 2014 г. N 323 "Об утверждении государственной программы Российской Федерации "Обеспечение доступным и комфортным жильем и коммунальными услугами граждан Российской Федерации".
23. Постановление Правительства Российской Федерации от 15 апреля 2014 г. N 328 "Об утверждении государственной программы Российской Федерации "Развитие промышленности и повышение ее конкурентоспособности" (в редакции постановления Правительства Российской Федерации от 31 марта 2017 г. N 382-13).
24. Постановление Правительства Российской Федерации от 02 июня 2014 г. N 506-12 "Об утверждении государственной программы Российской Федерации "Развитие атомного энергопромышленного комплекса".
25. Постановление Правительства Российской Федерации от 16 июля 2015 г. N 708 "О специальных инвестиционных контрактах для отдельных отраслей промышленности".
26. Постановление Правительства Российской Федерации от 16 мая 2016 г. N 425-8 "Об утверждении государственной программы Российской Федерации "Развитие оборонно-промышленного комплекса".
27. Постановление Правительства Российской Федерации от 14 января 2017 г. N 9 "Об установлении запрета на допуск товаров, происходящих из иностранных государств, работ (услуг), выполняемых (оказываемых) иностранными лицами, для целей осуществления закупок товаров, работ (услуг) для нужд обороны страны и безопасности государства".
28. Распоряжение Правительства Российской Федерации от 17 ноября 2008 г. N 1662-р об утверждении Концепции долгосрочного социально-экономического развития Российской Федерации на период до 2020 года.
29. Приказ Минпромэнерго России от 6 сентября 2007 г. N 354 "Стратегия развития судостроительной промышленности на период до 2020 года и на дальнейшую перспективу".
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: Стратегия утверждена Приказом Минпромторга России N 651, Минэнерго России N 172 от 08.04.2014, а не от 06.04.2014. |
30. Приказ Минпромторга России N 651, Минэнерго России N 172 от 6 апреля 2014 г. об утверждении Стратегии развития химического и нефтехимического комплекса на период до 2030 г.
31. Распоряжение Правительства Российской Федерации от 22 ноября 2008 г. N 1734-р об утверждении Транспортной стратегия Российской Федерации на период до 2030 г.
32. Распоряжение Правительства Российской Федерации от 13 ноября 2009 г. N 1715-р об утверждении Энергетической стратегии Российской Федерации на период до 2030 г.
33. Стратегия развития авиационной промышленности Российской Федерации на период до 2030 г. (проект).
34. Стратегия развития энергетического машиностроения на 2017 - 2020 гг. и на перспективу до 2030 г. (проект).
35. Стратегия развития тяжелого машиностроения на период до 2020 г. и на перспективу до 2030 г. (проект).
36. Долгосрочный прогноз социально-экономического развития Российской Федерации на период до 2030 г. (Публикация в ноябре 2013 г.).
37. Проект подпрограммы "Развитие производства композиционных материалов (композитов) и изделий из них.
38. Государственная программа Российской Федерации /"Социально-экономическое развитие Дальнего Востока и Байкальского региона"/, утвержденная распоряжением Правительства Российской Федерации от 29 марта 2013 г. N 466.
40. Доменное производство: Справочник в 2-х томах. Т. 1. / Под ред. Бардина И.П. М. Металлургиздат. 1963. 648 с.
43. Фролов Ю.А. Агломерация. Технология. Теплотехника. Управление. Экология. М.: Металлургиздат. 2016. 672 с.
44. Заславский Е.Е., Шкурко Е.Ф., Матюх И.Я. Авт. свид. N 730845 "Чашевый охладитель кусковых материалов".
45. В.Т. Стефаненко Очистка от пыли газов и воздуха на коксохимических предприятиях / LAP Lambert Academic Publishing, 2016. - 132 с. ISBN 978-3-659-82785-3.
47. Материалы 7-го Международного конгресса по аглококсодоменному производству, 3 - 7 мая 2015 г. Кливленд, США. Yi S.-H., Lee H.-G. Ironmaking in South Korea - Beyong the Blast Furnace: Vol. 1. P. 1491 - 1498.
48. Материалы 7-го Международного конгресса по аглококсодоменному производству, 3 - 7 мая 2015 г. Кливленд, США. Xuegong Bi, Shourong Zhang. The Past, the Present and the Prospects of Ironmaking in China: Vol. 1. P. 1472 - 1480.
49. Материалы 7-го Международного конгресса по аглококсодоменному производству, 3 - 7 мая 2015 г. Кливленд, США. Luengen Н.В., Peters V., Schmole Р. Ironmaking in Western Europe-Status Quo and Future Trends: Vol. 1. P. 1481 - 1490.
50. Материалы 7-го Международного конгресса по аглококсодоменному производству, 3 - 7 мая 2015 г. Кливленд, США. Saito K., Kurita Y. Current Status and the Perspective of Japanese Ironmaking Technology for Enviromental Solution: Vol. 1. P. 1463 - 1471.
51. Металлургия чугуна - вызовы XXI века. Труды VIII Международного конгресса доменщиков. - М.: Издательский дом "Кодекс", 2017. - 624 с.
52. М. Геердас, Р. Ченьо, И.Ф. Курунов, О. Лингарди, Д. Риккетс. "Современный доменный процесс. Введение. М.: Металлургиздат, 2016. 280 с., 136 илл.
54. Доменное производство: Справочник в 2-х томах. Т. 1. / Под ред. Бардина И.П. М. Металлургиздат. 1963. 648 с.
55. Ефименко Г.Г., Гиммельфарб А.А., Левченко В.Е. Металлургия чугуна. - К.: Выща шк. Головное изд-во, 1988. - 351 с.
56. Шкурко Е.Ф., Губайдуллин М.Г., Сударев А.И., Мурин Г.Ф. и Яковлев Е.А. Испытание мощных дуговых плазмотронов для конверсии природного газа. Сталь N 9, 1996. С. 17 - 20.
57. Кондаков В.В. Доменная плавка на обогащенном дутье кислородом. ОНТИ-НКПТ-СССР. Свердловск-Москва. 1935 г. 126 с.
58. Коппенберг Г., Венцель В. Кислородное дутье в шахтной печи. Металлургиздат. Москва. 1959 г. 159 с.
59. Галкин Ю.А. Инновационные технологии очистки оборотной воды технологических агрегатов заводов черной металлургии. "Новые проекты и технологии в металлургии": [Сб. научных трудов Уралгипромеза]. Екатеринбург, 2010. - 636 с.
61. Воскобойников В.Г., Кудрин В.А., Якушев А.М. Общая металлургия. М., "Металлургия", 1979 - 487 с.
63. Шевченко А.Ф., Двоскин Б.В., Вергун А.С. и др. Сопоставление эффективности способов десульфурации чугуна // Сталь. 2000. N 8.
64. Смирнов А.Н. Развитие конвертерного производства стали в мире // Прогрессивные технологии в металлургии стали: 21 век. Труды международной научно-технической конференции. - Донецк: ДонНТУ, 2007.
65. Баптизманский В.И., Меджибожский М.Я., Охотский В.Б. Конвертерные процессы производства стали. - Киев: Техника, 1984 - 343 с.
66. Синельников В.А., Югов П.И. Металлургия: проблемы, поиски, решения / Тематический сборник трудов ЦНИИчермет. - М.: Металлургия, 1989. - 40 с.
67. Линчевский Б.В., Соболевский А.Л., Кальменев А.А. Металлургия черных металлов. - М.: Металлургия, 1986. - 360 с.
68. Дюдкин Д.А., Кисиленко В.В. Производство стали. Том 1. Процессы выплавки, внепечной обработки и непрерывной разливки. - М.: "Теплотехник", 2008. - 528 с.
69. Колпаков С.В., Старов Р.В., Смоктий В.В., под ред. Колпаков С.В. Технология производства стали в современных конверторных цехах - М.: Машиностроение, 1991. - 464 с.
71. Лякишев Н.П., Шалимов А.Г. Развитие технологии непрерывной разливки стали. - М.: ЭЛИЗ, 2002. - 208 с.
72. Лисин В.С., Юсфин Ю.С. Ресурсо-экологические проблемы XXI века и металлургия - М.: Высш. шк., 1998. - 446 с.
73. Лузгин В.П., Махт О.А. Энергетика металлургических процессов и проблема "устойчивого развития" // Черные металлы. 2008. N 2. С. 9 - 14.
74. Лузгин В.П., Косырев К.Л., Комолова О.А. Энергетика применения альтернативных энергоносителей при плавке в дуговых сталеплавильных печах // Черные металлы. 2010. N 10. С. 8 - 12.
75. Лузгин В.П., Косырев К.Л., Семин А.Е., Досматов. Д.А. Энергетика сталеплавильных процессов // Электрометаллургия. 2010. N 1. С. 17 - 24.
76. Семин А.Е. и др. Вторичные металлы и электроплавка стали // Электрометаллургия. 2007. N 6. С. 2 - 6.
77. Уточкин Ю.И., Семин А.Е., Смирнов Н.А. Развитие в России металлургического мини-производства и возникающие проблемы с металлоломом // Электрометаллургия. 2011. N 10. С. 2 - 5.
78. Шалимов А.Г., Семин А.Е., Галкин М.П., Косырев К.Л. Инновационное развитие электросталеплавильного производства. Монография. М.: Металлургиздат, 2014. 308 с. ил.
79. Воскобойников В.Г. и др. Общая металлургия - 6-изд., перераб. и доп. - М.: ИКЦ "Академкнига", 2005 - 768 с.
81. Никольский Л.Е., Зинуров И.Ю. Оборудование и проектирование электросталеплавильных цехов. Учебное пособие для вузов. - М.: Металлургия, 1993. - с. 272.
82. Тулуевский Ю.Н., Зинуров И.Ю. Инновации для дуговых сталеплавильных печей. Научные основы выбора: Монография. Новосибирск: Изд-во НГТУ, 2010. - 347 с.
83. Скляр В.О. Инновационные и ресурсосберегающие технологии в металлургии. Учебное пособие. - Донецк: ДонНТУ, 2014. - 224 с.
85. Дюдкин Д.А., Кисиленко В.В. Производство стали. Том 1. Процессы выплавки, внепечной обработки и непрерывной разливки. - М.: 2008. "Теплотехник". - 528 с.
86. Немчинова Н.В., Черных В.Е. и др. Переработка пылей электросталеплавильного производства с целью извлечения цинка и железа. Сталь, 2016, N 5, с. 68 - 71.
87. Патент N 2623509 от 23.06.2016 г. "Устройство для селективного получения цинка и свинца из пыли электросталеплавильного производства". Симонян Л.М., Шкурко Е.Ф., Алпатова А.А.
88. Гасик М.И. Физикохимия и технология электроферросплавов: Учебник для вузов / М.И. Гасик, Н.П. Лякишев. - Днепропетровск: ГНПП "Системные технологии", 2005. - 448 с.
89. Гладких В.А. Проектирование и оборудование электросталеплавильных и ферросплавных цехов: Учебник / В.А. Гладких, М.И. Гасик, А.Н. Овчарук, Ю.С. Пройдак. - Днепропетровск: ГНПП "Системные технологии", 2009. - 736 с.
90. Каблуковский А.Ф. Производство электростали и ферросплавов: - М.: ИКЦ "Академкнига", 2003. - 511 с.
91. Мысик В.Ф. Проектирование и оборудование электроферросплавных цехов: учебное пособие / В.Ф. Мысик, А.В. Жданов - Екатеринбург: УрФУ, 2014. - 526 с.
92. Производство ферросилиция. Справочник: / Под ред. д.т.н. Ю.П. Снитко. - Новокузнецк: Полиграфкомбинат, 2000. - 426 с.
93. Рожихина И.Д. Теория и технология производства ферросплавов: учебное пособие. Ч. 1. / И.Д. Рожихина, О.И. Нохрина; СибГИУ. - Новокузнецк, 2006. - 258 с.
96. Гасик М.И., Лякишев Н.П. Физикохимия и технология электроферросплавов. Днепропетровск. Системные технологии. 2005. 448 с.
97. Ефименко Г.Г., Гиммельфарб А.А., Левченко В.Е. Металлургия чугуна. - К.: Выща шк. Головное изд-во, 1988. - 351 с.
98. Жучков В.И., Смирнов Л.А., Зайко В.П., Воронов Ю.И. Технология марганцевых ферросплавов. Ч. 1. Высокоуглеродистый ферромарганец. Екатеринбург. 2007. - 415 с.
100. Доменное производство: Справочник в 2-х томах. Т. 1. / Под ред. Бардина И.П. М. Металлургиздат. 1963. 648 с.
101. Цылев Л.М. Первичное шлакообразование в доменных печах // Выплавка ферросплавов в доменной печи на дутье, обогащенном кислородом. М., 1959. с. 8 - 16.
102. Шаповалов М.А. Анализ выплавки ферросплавов в доменной печи на дутье, обогащенном кислородом // Выплавка ферросплавов в доменной печи на дутье, обогащенном кислородом. М. 1959. с. 3 - 7.
103. Доменное производство - XXI. Труды международного конгресса доменщиков. Москва, 12 - 16 апреля 2010 г.
104. Рожихина И.Д. Конструкции и проектирование дуговых печей: учебное пособие. Ч. 1. / И.Д. Рожихина, О.И. Нохрина; СибГИУ. - Новокузнецк, 2011. - 311 с.
105. Шевченко В.Ф. Устройство и эксплуатация оборудования ферросплавных заводов. Справочник / В.Ф. Шевченко - М.: Металлургия, 1982. - 208 с.
106. Рысс М.А. Производство ферросплавов / М.А. Рысс. - 2-е изд., перераб. и доп. - М.: Металлургия, 1985. - 540 с.
107. Л.Ф. Борисенко, Н.П. Слотвинский-Сидак, Н.С. Поликашина "Минеральное сырье. Ванадий". Справочник. - Министерство природных ресурсов РФ, Москва, 1998.
108. Д.В. Домов "Разработка технологии производства ванадиевой лигатуры из сталеплавильных шлаков для выплавки арматурных строительных сталей" Автореферат дисс. на соиск. уч. степени канд. техн. наук. - ФГУП ЦНИИчермет им. И.П. Бардина, Москва, 2016 г.
109. Н.П. Лякишев, Н.П. Слотвинский-Сидак, Ю.Л. Плинер, С.И. Лаппо "Ванадий в черной металлургии". - Москва, "Металлургия", 1983 г.
110. Е.М. Рабинович, В.Г. Мизин и др. "Комплексная переработка ванадиевого сырья. Химия и технология. Металлургия.". - Екатеринбург, 2005 г.
111. Шевченко В.Ф. Совершенствование цехов и оборудования ферросплавного производства. Справочник / В.Ф. Шевченко - М-Х: Металлургия, 1997. - 470 с.
112. EMEP/EEA air pollutant emission inventory guidebook. 2016. [Электронный ресурс]. URL: https://www.eea.europa.eu/publications/emep-eea-guidebook-2016].
113. Best Available Techniques (BAT) Reference Document for Iron and Steel Production, 2013. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/IS_Adopted_03_2012.pdf.
114. Агломерация: технология, теплотехника, управление, экология / Ю.А. Фролов. М.: Металлургиздат. 2016. 672 с.
115. Перспективы использования природного и техногенного железорудного сырья в Российской Федерации. Горный информ.-аналитич. бюллетень. 2014, N 12.
116. Стефаненко В.Т. Источники загрязнения атмосферы на коксохимических предприятиях / LAP Lambert Academic Publishing, 2014. - 115 с.
117. Инструкция по проведению инвентаризации выбросов в атмосферу коксохимических производств. - Екатеринбург, ВУХИН, 2007. - 56 с.
119. Best Available Techniques Reference Document on the Production of Iron and Steel, BREF, European IPPC Bureau, Seville, 2012.
120. UN-ECE, The Recuperation and Economic Utilization of By-products of the Iron and Steel Industry, United Nations, Economic Commission for Europe CH-Geneve, 1990.
121. Экология металлургического производства: Курс лекций / Большина Е.П. Новотроицк: НФ НИТУ "МИСиС". 2012. 155 с.
123. Шаповалов Н.А. и др. Рациональные пути использования сталеплавильных шлаков // Фундаментальные исследования. 2013. N 1 (часть 2). С. 439 - 443.
124. Зоря В.Н. Исследование техногенных отходов черной металлургии, в том числе отходов от обогащения и сжигания углей, и разработка технологий их переработки. Дисс. на соиск. уч. ст. канд. технич. наук, 2015. Специальность 05.16.07 "Металлургия техногенных и вторичных ресурсов".
125. Энерго-экологический анализ эффективности металлургических процессов: Учеб. пособие / Шульц Л.А. М.: Изд. дом МИСиС. 2014. 267 с.
126. Жданов А.В., Жучков В.И., Дашевский В.Я., Леонтьев Л.И. Проблемы образования и утилизации отходов ферросплавного производства // Металлург. 2014. N 12. С. 36 - 41.
127. Best Available Techniques (BAT) Reference Document for the Non-Ferrous Metals Industries. 2017. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/NFM/JRC107041_NFM_bref2017.pdf
128. Тугуз Ш.М., Шенфельд Б.Е. и др. Экологические аспекты производства ферросплавов // Сталь, 2008, N 7, с. 118 - 119.
130. ГОСТ Р ИСО 14001-2016. Системы экологического менеджмента. Требования и руководство по применению.
131. Системы экологического менеджмента: практический курс / Дайман С.Ю., Гусева Т.В., Заика Е.А., Сокорнова Т.В. М.: Форум, 2010. 336 с.
132. Regulation (EC) No 1221/2009 of the European Parliament and of the Council of 25 November 2009 on the voluntary participation by organizations in a Community eco-management and audit scheme (EMAS), repealing Regulation (EC) No 761/2001 and Commission Decisions 2001/681/EC and 2006/193/EC.
133. ИТС 22.1-2016 "Общие принципы производственного контроля и его метрологическое обеспечение.
134. Федеральный закон от 21.07.2014 г. N 219-ФЗ О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации (в редакции федеральных законов от 29.12.2014 г. N 458-ФЗ; от 29.12.2015 г. N 404-ФЗ; от 03.07.2016 г. N 254-ФЗ).
135. Методические рекомендации по определению технологии в качестве наилучшей доступной. Утверждены приказом Министерства промышленности и торговли Российской Федерации N 665 от 31.03.2015.
136. ИТС 48-2017. Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности.
138. ISO 50002:2014. Energy audits - Requirements with guidance for use.
139. ISO 50004:2014. Energy management systems - Guidance for the implementation, maintenance and improvement of an energy management system.
140. ISO 50006:2014. Energy management systems - Measuring energy performance using energy baselines (EnB) and energy performance indicators (EnPI) - General principles and guidance.
141. ISO 50015:2014. Energy management systems - Measurement and verification of energy performance of organizations - General principles and guidance.
142. ГОСТ Р ИСО 50001-2012. Системы энергетического менеджмента. Требования и руководство по применению.
143. Правила определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям. Утверждены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458.
144. Методические рекомендации по определению технологии в качестве наилучшей доступной технологии. Утверждены приказом Министерства промышленности и торговли Российской Федерации от 31 марта 2015 г. N 665.
145. Best Available Techniques (BAT) Reference Document for Iron and Steel Production, 2013. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/I&S/IS_Published_0312.pdf.
146. ИТС 48-2017. Повышение энергетической эффективности при осуществлении хозяйственной и (или) иной деятельности.
147. Reference Document on Best Available Techniques for Energy Efficiency. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/ENE_Adopted_02-209.pdf/.
148. Федеральный закон от 21.07.2014 г. N 219-ФЗ О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации (в редакции федеральных законов от 29.12.2014 г. N 458-ФЗ; от 29.12.2015 г. N 404-ФЗ; от 03.07.2016 г. N 254-ФЗ).
149. Федеральный закон от 10.01.2002 г. N 7-ФЗ "Об охране окружающей среды" (в ред. от 03.07.2016 г. с изм. и доп., вступ. в силу с 01.03.2017 г.).
150. Государственный доклад "О состоянии и охране окружающей среды Российской Федерации в 2015 году". [Электронный ресурс]. [Режим доступа]: http://www.mnr.gov.ru/regulatory/list.php?part=1996.
151. Государственный доклад о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации в 2014 г. [Электронный ресурс]. Режим доступа: http://minenergo.gov.ru/system/download-pdf/5197/69065.
152. Государственный доклад о состоянии энергосбережения и повышении энергетической эффективности в Российской Федерации в 2015 г. [Электронный ресурс]. Режим доступа: http://minenergo.gov.ru/system/download-pdf/5197/66062.
153. Справочный документ ЕС по наилучшим доступным технологиям "Экономические аспекты и вопросы и воздействия на различные компоненты окружающей среды". [Электронный ресурс]. [Режим доступа]: http://www.mnr.gov.ru/upload/iblock/b2e/economika_1303.pdf.
154. Reference Document on Economics and Cross-Media Effects, 2006. [Электронный ресурс]. URL: http://eippcb.jrc.ec.europa.eu/reference/BREF/ecm_bref_0706.pdf
155. Кауфман А.А., Яшин А.А., Костоусова Т.В. и др. Оценка выбросов из неплотностей арматуры герметизации коксовых печей // Кокс и химия. 1993. N 1. С. 49.
156. Нечаева О.В., Тутынина Р.М., Зайденберг М.А., Стефаненко В.Т., Воронкова Т.И., Конкина В.И. Уменьшение пылевыделений при выдаче кокса // Кокс и химия, 1989, N 11, С. 54 - 56
157. Стефаненко В.Т. Очистка от пыли газов и воздуха на коксохимических предприятиях. Изд. 2-е переработанное и дополненное / LAP Lambert Academic Publishing, 2016. - 132 с.
158. Стефаненко В.Т., Лысенко Т.В., Новиков Л.М. Циклоны для улавливания коксовой пыли // Кокс и химия, 1985, N 5, С. 41 - 42.
160. Стефаненко В.Т., Олифер В.Д., Попова Н.П. О комплексном подходе к разработке способов снижения выбросов пыли // Кокс и химия, 2006, N 3, С. 58 - 61.
161. Лунцов Е.Ф, Моисеенко А.С., Килин С.Ю., Мазанов А.Н. Опыт эксплуатации коллекторной системы сбора и отвода вредных паров из аппаратуры и емкостей смолоперегонного отделения // Кокс и химия, 2011, N 12, С. 53 - 55.
162. Неделя металлов в Москве начала свою работу // Metalinfo.ru, metaldaily.ru. 13.11.17 (доклад П. Серватинского, Директора департамента металлургии и материалов Минпромторга РФ).
165. А. Бижанов, И. Курунов Брикеты экструзии (брэксы) новый этап в окусковании сырья для черной металлургии. - М. - Металлургиздат, 2017 г., 233 с., илл.
166. Европейское экологическое регулирование и сокращение выбросов коксовых печей и коксохимических заводов / Ф. Сова, М. Каисер, М. Хейн / 6-ой Международный конгресс науки и технологий производства чугуна - ICSTI. - Рио-де-Жанейро, 2012. - С. 1395 - 1405.
167. Бабанин В.И., Зайденберг М.А. Способ и устройство для охлаждения кокса. / Патент РФ 2110552 от 10.05.98.
168. Бабанин Б.И., Бабанин В.И., Пермяков Е.А. и др. Экологическая характеристика совмещенного процесса термической подготовки угольной шихты и тушения кокса. // Кокс и химия, 1985, N 12.
170. Ухмылова Г.С. Система беспылевой выдачи и косвенного охлаждения кокса / Экспресс-информация. Черная металлургия. М., 1984. Вып. 12. - 7 с.
171. Ухмылова Г.С. Система Кресс для контроля выбросов и обслуживания дверей на коксовой стороне батареи. // Кокс и химия. 1993. N 2. с. 52 - 54.
172. Ухмылова Г.С. Эксплуатация системы Кресс на коксохимическом заводе Спорроуз Пойнт. // Кокс и химия. 1993. N 4. с. 45 - 46.
173. "Применение технологии горячих восстановительных газов для повышения энергоэффективности производства чугуна", Сосковец О.Н., Шевелев Л.Н., Шатлов В.А., Журнал "Сталь" N 5, 2014 г., стр. 103 - 107.
174. Разработка технологии и технических решений политопливного газогенератора на базе местных и возобновляемых топливных ресурсов [Электронный ресурс]. Режим доступа: https://xpir.ru/conference2015/theses/14.578.21.0065.
175. Технология утилизации металлургических шлаковых расплавов "Экошлак-рециклинг" [Электронный ресурс]. Режим доступа: https://ecoslag.ru.
176. Федеральный закон "Об энергосбережении и о повышении энергетической эффективности и о внесении изменений в отдельные законодательные акты Российской Федерации" от 23.11.2009 г. N 261-ФЗ (от 29.07.2017 г.).
177. Стратегия развития черной металлургии России на 2014 - 2020 годы и на перспективу до 2030 года. Утверждена приказом Министерства промышленности и торговли Российской Федерации от 5 мая 2014 г. N 839.
178. Шевелев Л.Н. Современный уровень выбросов парниковых газов в черной металлургии России и перспективные направления их снижения. Доклад на XIV Международном конгрессе сталеплавильщиков и производителей металла, г. Электросталь, 17 - 20 октября 2016 г.