СПРАВКА
Источник публикации
Документ опубликован не был
Примечание к документу
Документ утратил силу в связи с изданием "Общемашиностроительных нормативов времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть I. Нормативы времени", утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 03.02.1988 N 54/3-72.
Название документа
"Общемашиностроительные нормативы времени и режимов резания на работы, выполняемые на металлорежущих станках с программным управлением"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы времени и режимов резания на работы, выполняемые на металлорежущих станках с программным управлением"
(утв. Госкомтрудом СССР)
Содержание
Карта 16. Вспомогательное время на переходы от станка к станку и перемещение деталей электроподъемником
Карта 24. Мощность, потребная на резание. Сталь углеродистая, легированная. Резцы с пластинками твердого сплава Т15К6
Утверждены
Государственным комитетом СССР
по труду и социальным вопросам
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ
ВРЕМЕНИ И РЕЖИМОВ РЕЗАНИЯ НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ
НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Настоящий сборник содержит нормативы времени и режимов резания на токарные, сверлильные и фрезерные работы на металлорежущих станках с программным управлением.
Разработан Челябинским политехническим институтом и Центральным бюро нормативов по труду при Научно-исследовательском институте труда Государственного комитета СССР по труду и социальным вопросам при участии нормативно-исследовательских организаций и предприятий машиностроения.
Сборник рассчитан на нормировщиков и технологов, занятых расчетом технически обоснованных норм времени на работы, выполняемые на металлорежущих станках с программным управлением в механических цехах машиностроительных предприятий.
Нормативы рекомендованы ЦБНТ для применения на предприятиях машиностроения.
Настоящий сборник содержит нормативы вспомогательного времени на обслуживание рабочего места, отдых и личные надобности, подготовительно-заключительное время и нормативы режимов резания, предназначенные для расчета норм времени на работы, выполняемые на токарных, сверлильных и фрезерных станках с программным управлением в условиях мелкосерийного и среднесерийного характера производства.
Применение систем числового программного управления в станках является наиболее эффективным средством повышения удельного веса машинного (основного) времени и автоматизации мелкосерийного производства, что обеспечивает высокую технико-экономическую эффективность его и позволяет организовать многостаночное обслуживание.
Основные преимущества станков с программным управлением, применяемых взамен универсального оборудования:
- повышение производительности труда за счет сокращения вспомогательного и машинного времени обработки на станке;
- исключение предварительных ручных разметочных работ;
- автоматизация приемов вспомогательных работ (подвод и отвод инструмента или детали, установки инструмента на размер), использование оптимальных траекторий движения инструмента;
- снижение трудоемкости слесарной доработки, обусловленной высокой точностью и чистотой обработки криволинейных участков контуров и поверхностей деталей;
- сокращение затрат на проектирование и изготовление оснастки;
- снижение требований к квалификации рабочего-оператора;
- сокращение сроков освоения новых изделий.
Имеющийся опыт эксплуатации станков с программным управлением на предприятиях показал, что непосредственное применение действующих общемашиностроительных нормативов режимов резания для универсальных станков не обеспечивает нормальной работы станков с программным управлением, так как при подготовке числовой программы работы станка учитывается значительное число технологических параметров, определяющих производительность и качество обработки. Большинство из них не являются постоянными и зависят как от конкретных условий обработки, так и от различных случайных факторов. Такими параметрами являются величина припуска (глубина, ширина резания), зависящая от неточности размеров и положения заготовки; твердость обрабатываемого материала, жесткость инструмента и детали, зависящая от величины и точки приложения усилий резания; затупление и износ режущего инструмента и качество его заточки, определяющие температуру в зоне резания и т.д. Кроме того, на станках с программным управлением, как правило, обрабатываются детали сложного профиля, обработка которых связана с постоянно изменяющимися параметрами резания (скорость, направление подачи и др.).
Различным моделям станков с программным управлением присущи специфичные особенности, связанные с их конструкцией. Например, в станках с шагово-импульсной системой управления движения инструмента на рабочих режимах осуществляются дискретно (неравномерно). Такой характер движения оказывает влияние на получаемую шероховатость поверхностей и износ инструмента.
При работе на станках с программным управлением часто объединяются получистовая и чистовая обработка, причем чистовая обработка всего контура детали ведется одним инструментом. Поэтому необходимы режимы, обеспечивающие гарантийную стойкость инструмента. При обработке фасонных поверхностей осуществляется одновременное относительное движение инструмента по двум - трем и более координатам, что может вызвать повышенную деформацию обрабатываемой детали и нарушить требуемые размеры.
Учитывая возможность изменения указанных параметров, технолог-программист с целью предохранения станка от перегрузки и поломки инструмента вводит в программу оптимальные режимы обработки для каждого участка траектории движения инструмента.
В связи с этим в настоящий сборник включены нормативы режимов резания, разработанные специально для станков с программным управлением, учитывающие особенности их эксплуатации.
В разделе нормативов времени приведены нормативы на установку и снятие деталей, вспомогательное время, связанное с выполнением операции, на контрольные измерения, обслуживание рабочего места и подготовительно-заключительное время.
Нормативы времени рассчитаны для нормирования работ при обслуживании рабочим одного станка (работа на одном станке). При нормировании многостаночных работ следует применять дополнительно карты 15 и 77 - 80.
Для учета характера серийности работ в нормативах предусмотрены поправочные коэффициенты.
Поправочный коэффициент учета серийности работ Кiп определяется суммарной продолжительностью обработки партии деталей, выраженной в сборнике рабочими сменами.
Для определения коэффициента производится предварительный расчет времени на партию:
где Tпарт. - суммарное время на партию в рабочих сменах;
Tа - время автоматической основной работы по программе, составленной технологом-программистом на основе нормативов режимов резания и паспортных данных станка;
Tв - время вспомогательной работы по сборнику;
Nд - количество обрабатываемых деталей в партии.
Из карты 1 применяем поправочный коэффициент к вспомогательному времени:

Исходными материалами для разработки сборника нормативов явились:
1. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Мелкосерийное и серийное, производство. М., НИИ труда, 1974.
2. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. М., НИИ труда, 1974.
3. Нормативы времени и режимов резания при работе на станках с программным управлением, разработанные научно-исследовательским институтом технологии и организации производства (НИАТ), Минавиапрома, 1975.
4. Хронометражные наблюдения и фотографии рабочего времени предприятий машиностроения.
НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Нормативы времени на установку и снятие детали даны по видам приспособлений в зависимости от типов станков. В нормативах установлены наиболее распространенные типовые способы установки, выверки и крепления деталей в универсальных и специальных зажимных приспособлениях. В качестве главного фактора продолжительности принята масса детали. Кроме этого фактора учтены способ установки и крепления детали и тип приспособления, наличие и характер выверки и др.
Нормативное время на установку и снятие детали включает выполнение следующих работ: установка, выверка (в случае необходимости) и закрепление детали, открепление и снятие детали, очистка приспособления от стружки.
При работе в специальных приспособлениях вспомогательное время определяется как сумма времени на установку и снятие одной детали; на установку каждой последующей детали свыше одной при работе в многоместных приспособлениях; на закрепление детали с учетом количества зажимов и времени на очистку приспособления от стружки.
В отдельных случаях, когда программой предусматривается специальная технологическая пауза на перезакрепление детали, нормативное время должно уменьшаться на величину, перекрываемую автоматической работой станка.
В нормативах предусматривается установка и снятие детали массой до 20 кг вручную, а свыше 20 кг - с помощью подъемных механизмов.
СВЯЗАННОГО С ВЫПОЛНЕНИЕМ ОПЕРАЦИИ
Вспомогательное время, связанное с выполнением операции, дано в зависимости от типов станков и предусматривает следующую работу:
а) включить и выключить станок;
б) установить заданное взаимное положение детали и инструмента по координатам X, Y, Z и в случае необходимости произвести поднастройку;
в) включить и выключить лентопротяжной механизм (механизм воспроизведения программы);
г) открыть и закрыть крышку лентопротяжного механизма, перемотать, заправить ленту в считывающее устройство;
д) проверить приход детали или инструмента в заданную точку после обработки;
е) отвести деталь или инструмент из зоны обработки.
К вспомогательному времени, связанному с выполнением операции, относится и время автоматической вспомогательной работы станка по программе, расходуемое на подвод детали или инструмента от исходной точки в зону обработки и отвод; установку инструмента на размер обработки, автоматическую смену инструмента; включение и выключение подачи; холостые ходы при переходе от обработки одних поверхностей к другим; технологические паузы, предусмотренные при резком изменении направления подачи, проверке размеров, для осмотра инструмента и переустановки или перезакрепления детали. Затраты времени на эти приемы определяются по паспортным данным станков или другим регламентирующим документам (заводским производственным инструкциям, технологическим рекомендациям и т.д.), входят как составные элементы во время автоматической работы станка и отдельно не учитываются.
ИЗМЕРЕНИЯ ОБРАБОТАННОЙ ПОВЕРХНОСТИ
Достижение необходимых размеров обработки на станках с программным управлением обеспечивается конструкцией станка или режущего инструмента и точностью их настройки.
В связи с этим время на контрольные измерения (после окончания работы по программе) должно включаться в норму штучного времени только в том случае, если это предусмотрено технологическим процессом.
Время на обслуживание рабочего места дано по типам станков в процентах от оперативного времени.
Приведенное в картах нормативов время рассчитано на обслуживание рабочим одного станка и включает время на организационное и техническое обслуживание рабочего места.
В нормативах предусматривается время на выполнение следующих работ:
1. Смена инструмента (или блока с инструментом) вследствие затупления.
2. Регулировка и подналадка станка в процессе работы (изменение величины коррекции инструмента).
3. Сметание и периодическая уборка стружки в процессе работы.
1. Осмотр и опробование оборудования.
2. Раскладка инструмента в начале и уборка его в конце смены.
3. Смазка и чистка станка в течение смены.
4. Получение инструктажа в течение смены.
5. Уборка станка и рабочего места в конце смены.
Время на отдых и личные надобности дано в процентах от оперативного времени. Это время устанавливается дифференцированно в зависимости от занятости рабочего и интенсивности труда.
Время на организационное и техническое обслуживание, отдых и личные надобности может частично перекрываться временем автоматической работы станка; штучное время в этом случае должно уменьшаться на 3%.
В случае необходимости для увеличения надежности работы гидравлических систем станков предусматривается время на предварительный разогрев станка (работа на холостом ходу) в количестве 2% от оперативного времени. Это время следует добавить к времени технического обслуживания рабочего места.
В нормативах подготовительно-заключительного времени предусмотрено выполнение следующих работ:
а) получение наряда, чертежа, технологической документации, программоносителя, режущего инструмента, заготовок, приспособлений в начале обработки;
б) ознакомление с заданием, чертежом, технологической документацией и получение необходимого инструктажа от мастера, наладчика, технолога, контролера;
в) подготовка рабочего места, наладка оборудования, приспособлений, инструмента, установка программоносителя;
г) пробный проход по программе без обработки (или изготовление пробной детали) с целью проверки точности отработки данной программы системой управления станком (выполняется только в случаях, предусмотренных производственной инструкцией);
д) снятие программоносителя, инструмента, приспособлений после окончания обработки партии деталей.
Подготовительно-заключительное время определяется как сумма:
а) времени на организационную подготовку;
б) времени на наладку станка, приспособлений, инструмента;
в) времени на пробный проход по программе.
В случае, если обработка детали с одной установки производится последовательно по нескольким программам, подготовительно-заключительное время на замену программоносителя или инструмента на партию деталей определяется по формуле:
где  Тп.з - подготовительно-заключительное время на установку программоносителя в считывающее устройство или инструмента и снятие соответственно на партию деталей и на одну операцию;
Тп.з - подготовительно-заключительное время на установку программоносителя в считывающее устройство или инструмента и снятие соответственно на партию деталей и на одну операцию;
i - число программ обработки или типоразмеров инструментов;
n - количество деталей в партии.
В сборнике приведены временные режимы резания на токарные, сверлильные и фрезерные работы, соответствующие стойкости инструмента, указанные в приложениях 1 - 4.
Гостированные и среднеэкономические периоды стойкости с соответствующими режимами резания будут выпущены Минстанкоинпромом после утверждения их Государственным комитетом стандартов СССР.
для станков с программным управлением
Режимы резания при обработке конкретных деталей на станках с программным управлением назначаются на основании расчетно-технологической карты (РТК) и чертежа заготовки.
РТК содержит следующие данные:
1) чертеж детали в прямоугольной системе координат с указанием направления осей OX и OY и координат исходной точки обработки;
2) контуры детали, подлежащие обработке, вычерченные в масштабе с указанием всех размеров, необходимых для программирования;
3) траекторию движения вершины или центра инструмента в системах координат XOY и XOZ. Началом (и концом) траектории является исходная точка обработки с определенными координатами X, Y, Z. На траектории движения инструмента обозначены "опорные" точки (точки, в которых изменяется геометрический образ траектории движения инструмента или технологические параметры обработки - изменение режимов резания, холостой ход и т.д.);
4) контрольные точки, в которых предусмотрены кратковременные остановки инструмента для проверки точности обработки программы рабочими органами станка (такие точки предусматриваются перед окончательными чистовыми проходами при обработке дорогостоящих деталей) или для перезакрепления детали.
На основе РТК технолог-программист определяет последовательность обработки данной детали и количество установок детали на станке.
Для каждой установки детали определяются:
а) последовательность обработки по зонам, связанным с конструктивными особенностями детали (зоны ребер, наружных и внутренних контуров и т.д.);
б) последовательность обработки по ее видам (черновая, чистовая) в каждой из зон;
в) последовательность обработки отдельных элементов детали, находящихся в каждой из зон;
г) совокупность элементов детали, находящихся в данной зоне и обрабатываемых одним инструментом;
д) возможность охвата нескольких операций, выполняемых различными инструментами, комплексной программой обработки для одной установки детали.
Следующим этапом работы является расчет режимов резания на каждом элементарном участке траектории инструмента.
Особенностью конструкции большинства моделей, эксплуатирующихся в настоящее время фрезерных и токарных станков с программным управлением, является то, что число оборотов и интенсивность охлаждения инструмента устанавливается заранее для данного цикла обработки и не может быть изменена по программе, т.е. скорость резания для данной операции остается постоянной.
При назначении режимов резания предусматривают выделение для каждой операции одного так называемого "основного участка обработки", для которого находят оптимальные режимы резания: частота вращения шпинделя и минутная подача инструмента. Для остальных - неосновных участков, обрабатываемых в данной операции, определяются значения минутной подачи с учетом уже известного числа оборотов шпинделя.
Основной технологический участок выбирается технологом-программистом с учетом требований наиболее высокой чистоты поверхности на данном участке, повышенной точности обработки, пониженной жесткости системы СПИД или наибольшей длины обработки.
Для выбора величины подачи на каждом участке необходимо иметь точное представление о величине и конфигурации сечения снимаемого припуска. При расчете необходимо учитывать деформации от сил резания и жесткости системы СПИД, изменяющуюся при различных взаимных положениях инструмента и детали.
Рекомендуемые значения параметров режимов резания приведены в соответствующих картах нормативов.
Относительно небольшое влияние глубины резания на стойкость резца и скорость резания позволяет при черновой обработке назначать возможно большую глубину резания, соответствующую глубине срезаемого припуска за один проход.
Количество проходов больше одного при черновой обработке следует допускать в исключительных случаях при снятии повышенных припусков и обработке на маломощных станках.
При чистовой обработке глубина резания назначается в зависимости от степени точности и чистоты поверхности.
Для каждого технологического участка по чертежу детали и заготовки определяется усредненный припуск, который принимают в качестве расчетного. Колебание глубины резания допускается не более 20%. Если колебания припуска выходят за эти пределы, назначают дополнительные проходы.
При черновой обработке величина подачи назначается с учетом размеров обрабатываемой поверхности, прочности и жесткости системы СПИД.
При чистовом точении выбор подачи необходимо согласовать с классом точности и шероховатости обрабатываемой поверхности.
Выбранная для черновой обработки подача проверяется по допустимой жесткости системы станок - деталь (карта 21).
После выбора глубины резания и подачи по соответствующим картам назначается скорость резания при точении поверхности, растачивании и точении канавок.
Скорость резания по видам работ и типам инструментов даны на обработку конструкционных углеродистых, легированных и высоколегированных нержавеющих и жаропрочных сталей и сплавов, чугуна, медных и алюминиевых сплавов.
Режим резания на черновых операциях при наружном продольном, поперечном точении и растачивании проверяется по мощности и крутящему моменту станка с учетом в каждом случае его конструктивных данных.
При чистовой обработке обычными проходными и расточными резцами (t <= 2 мм, S <= 0,6 мм/об.), а также при обработке сверлами, зенкерами и развертками режим резания ввиду незначительных сил резания по мощности не проверяется.
Выбранный режим резания должен удовлетворять условиям:
N <= Nэ и 2M <= 2Mст,
Nэ - эффективная мощность станка, кВт (определяется по паспорту);
2M - двойной крутящий момент при резании, кгм;
2Mст - двойной крутящий момент на шпинделе станка, кгм, допускаемый станком по прочности механизма или мощности электродвигателя (определяется по паспорту).
Двойной крутящий момент при резании 2M определяется по формуле:
где Pz - тангенциальная сила резания в кг,
D - диаметр обрабатываемой поверхности в мм.
Если выбранный режим не отвечает указанным условиям, необходимо установленную скорость резания понизить соответственно величине, допускаемой мощностью или крутящим моментом станка.
Диаметр инструмента выбирается в зависимости от размера обрабатываемого отверстия и характера обработки. При сверлении для сокращения времени рекомендуется обработку вести в один проход. Для уменьшения машинного времени следует работать с возможно большей технологически допустимой подачей и соответствующей этой подаче скоростью резания.
При сверлении и рассверливании выбор подачи зависит от заданной чистоты и точности обработки, обрабатываемого материала, прочности сверл и жесткости системы станок - инструмент - деталь.
В карте 31 рекомендуются технологические подачи для сверления стали, чугуна и алюминиевых сплавов сверлами из стали Р18. В картах 39, 43 и 45 приводятся подачи для рассверливания, зенкерования и развертывания.
Подачи для каждого вида обработки установлены в зависимости от обрабатываемого материала, размера режущего инструмента и технических условий на обработку.
После выбора диаметра режущего инструмента и подачи назначается скорость резания.
Скорость резания на каждый тип инструмента дана для обработки деталей из конструкционных и углеродистых, Легированных и высоколегированных нержавеющих и жаропрочных сталей, чугуна и для сверления деталей из медных и алюминиевых сплавов.
Выбранный режим резания для сверления, рассверливания и зенкерования проверяется по мощности и должен отвечать условию

где N - мощность, потребная на резание, в кВт (определяется по картам нормативов в соответствующих разделах);
Nд - мощность электродвигателя станка в кВт (определяется по паспорту станка);
Если выбранный режим не отвечает этому условию, необходимо скорость резания, установленную по нормативам, понизить соответственно величине, допускаемой по мощности.
Диаметр фрезы зависит от размеров обрабатываемой поверхности, глубины резания, конструктивных размеров и формы детали, а также жесткости системы.
При выборе диаметра фрезы необходимо учитывать, что фрезы меньшего диаметра являются более производительными, поэтому в целях сокращения основного времени следует работать фрезами возможно меньшего диаметра, допускаемого конструктивными размерами детали и размерами обработки, при одновременно возможно большей жесткости фрезы.
Для сокращения основного (технологического) времени работы рекомендуется обработку вести в один проход. При повышенных требованиях к точности и чистоте обработка ведется в два прохода - один черновой и один чистовой. В случае обработки деталей с "колодцами" или "карманами" необходимо пользоваться типовыми траекториями инструмента типа "спираль", "строка" и т.д.
Выбор величины подачи при черновом фрезеровании зависит от обрабатываемого материала, материала режущей части фрезы, мощности оборудования, жесткости системы, размеров обработки и углов заточки фрез.
Чистовая подача выбирается в зависимости от заданного класса чистоты обрабатываемой поверхности.
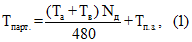
Для торцевых фрез на выбор величины подачи большое влияние оказывает вид установки фрезы относительно детали.
Значения подач в карте 50 приведены для смещенной установки фрезы (рис. 1).
Рис. 1
При симметричной установке фрезы значения подач необходимо уменьшать в 2 раза.
Подачи, рекомендуемые для работы различными типами фрез, в зависимости от мощности станка, вида обработки, обрабатываемого материала, приведены в соответствующих разделах режимов резания по типам фрез.
После выбора диаметра фрезы и подачи на зуб фрезы по картам режимов резания устанавливается скорость резания, число оборотов фрезы и минутная подача.
Скорость резания и минутная подача на каждый тип фрезы даны для обработки конструкционных углеродистых, легированных и высоколегированных жаропрочных сталей, серого чугуна и медных сплавов.
В картах даются поправочные коэффициенты на скорость резания, число оборотов и минутную подачу в зависимости от механических свойств металла, состояния обрабатываемой, поверхности, ширины фрезерования, главного угла в плане.
Режимы резания фрезами из быстрорежущей стали при обработке стали даны для условий применения смазочно-охлаждающих жидкостей, увеличивающих стойкость инструмента и улучшающих качество обрабатываемой поверхности.
Технически обоснованная норма времени состоит из нормы штучного времени Tшт. и нормы подготовительно-заключительного на партию обрабатываемых деталей T<...>.
Норма штучного времени на операцию при работе на станках с программным управлением определяется по формуле:
где Tа - время автоматической основной работы по программе, составленной технологом-программистом на основе нормативов режимов резания, паспортных данных станка (Tоа) и времени вспомогательной (Tва) работы станка по программе:
где Li - длина пути, проходимого инструментом или деталью в направлении подачи при обработке i-го технологического участка (с учетом врезания и перебега);
Sмi - минутная скорость подачи на данном участке;
i = 1, 2, 3, ... n - число технологических участков обработки.
Tва = Tх + Tост, (7)
где Tх - время автоматической вспомогательной работы: на подвод детали или инструментов от исходных точек в зоны обработки и отвод, установку инструмента на размер, изменение величины и направления подачи;
Tост - время технологических пауз-остановок подачи и вращения шпинделя для проверки размеров, осмотра или смены инструмента, перезакрепления детали;
Tв - время выполнения ручной вспомогательной работы, не перекрываемой временем автоматической работы станка.
Tв = Tву + Tвсп + Tви, (8)
где Tву - вспомогательное время на установку и снятие детали;
Tвсп - вспомогательное время, связанное с выполнением операции;
Tви - вспомогательное неперекрываемое время на измерения;
Ktв - поправочный коэффициент на время выполнения ручной вспомогательной работы, учитывающий характер серийности работы.
Автоматизация процесса обработки и вспомогательной работы на станках с программным управлением создает предпосылки для одновременного обслуживания рабочим-оператором нескольких станков.
Баланс рабочего времени при многостаночном обслуживании и выполнении циклически повторяющихся элементов операции (оперативная работа) включает время:
- установки и снятия деталей,
- управления станком,
- измерения деталей,
- активного наблюдения за работой станка,
- переходов рабочего от одного станка к другому,
- свободное время рабочего.
Время активного наблюдения, переходов и измерения готовых деталей, как правило, перекрывается временем автоматической работы данного станка.
Баланс времени цикла работы станка включает время:
- автоматической работы станка (основной и вспомогательной);
- перерывов в работе станка, вызванных выполнением рабочим вспомогательной работы на данном станке или на других обслуживаемых станках.
Различают циклическое и нециклическое обслуживание станков на многостаночном рабочем месте.
При циклическом обслуживании рабочий последовательно выполняет приемы вспомогательной работы, переходя от станка к станку.
При нециклическом обслуживании рабочий подходит к тому станку, на котором закончилась автоматическая работа, вне зависимости от расположения станков на участке. В этом случае возможны перерывы в работе одного или нескольких станков из-за того, что рабочий в это время занят обслуживанием другого станка.
Время на обслуживание рабочего места, подготовительно-заключительную работу, отдых и личные надобности не является циклическим при обработке каждой детали или нескольких деталей.
Выполнение рабочим-оператором функций обслуживания рабочего места, подготовительно-заключительной работы на одном из станков обычно также приводит к перерывам в работе других обслуживаемых станков.
В связи с более высокой интенсивностью труда в условиях многостаночного обслуживания увеличивается время на отдых.
С учетом вышеизложенного, норма штучного времени при многостаночном обслуживании определяется по формулам:


где  - штучное время при многостаночной работе в мин.;
- штучное время при многостаночной работе в мин.;
nс - количество обслуживаемых станков одним рабочим;
Kс - коэффициент увеличения оперативного времени вследствие совпадения окончания машинной работы на одном из станков с ручной работой на других станках;
Kш - коэффициент изменения штучного времени в условиях многостаночного обслуживания для мелкосерийного производства.
Вспомогательное время на переходы от станка к станку Tвп добавляется к норме штучного времени.

Норма времени на обработку партии деталей Tпарт определяется по формулам:
а) при работе на одном станке:
Tпарт. = Tшт. Nд + Tп.з; (12)
б) при работе на нескольких станках:

где Nд - количество деталей в партии, обрабатываемых на одном станке;
Tп.з - время подготовительно-заключительной работы на одном станке;
При осуществлении функций наладки станков:
а) рабочим-оператором:
б) наладчиком:
Норма времени на деталь рассчитывается по формуле:
или:
Значения соответствующих времен и поправочных коэффициентов приведены в сборнике.
Одним из условий, необходимых для получения максимального экономического эффекта от внедрения станков с программным управлением, является их концентрация на отдельных участках. Такая концентрация дает возможность:
- организовать технологический поток при обработке сложных деталей;
- создать условия для групповой обработки деталей и многостаночного обслуживания;
- снизить затраты на обслуживающий персонал;
- снизить затраты на калиброванный инструмент благодаря возможности широкого использования переточенного инструмента меньших размеров;
- повысить надежность работы станков, связанную с улучшением условий профилактики и ремонта оборудования, обеспечить возможность резервирования для осмотра и ремонта оборудования без нарушения технологического потока;
- улучшить условия работы и хранения программ, специальной оснастки и инструмента;
- внедрить наиболее прогрессивную систему обслуживания рабочих мест.
Создание участков станков с программным управлением - это не просто количественное увеличение числа станков и их группирование, а качественно новый этап автоматизации, связанный с коренными изменениями в организации производства; переход к созданию больших автоматизированных систем, в которых планирование производства, определение оптимальной технологии и управление механизмами осуществляются с помощью электронных вычислительных машин.
По мере увеличения парка станков с программным управлением на заводе необходимо создать специализированный отдел разработки программ и эксплуатации оборудования, имеющий технологическое бюро; бюро расчета управляющей информации; бюро обслуживания средств расчета, записи и контроля программ с соответствующими специалистами и техническими средствами.
Для уменьшения затрат времени рабочего-оператора на выполнение подготовительно-заключительных и вспомогательных работ рекомендуется система обслуживания рабочих мест, предусматривающая:
- предварительную комплектовку технологической документации, заготовок, инструментов, приспособлений, программ вспомогательным персоналом;
- доставку на рабочее место нарядов на работу, технологической документации, заготовок, инструментов, приспособлений, программ вспомогательным персоналом;
- установку и снятие приспособлений, наладку станка на выполнение данной работы наладчиком;
- централизованную заточку инструмента;
- оснащение рабочего места необходимым комплектом приспособлений для установки и снятия детали, инструмента, тумбочками и подставками для технологической документации, режущих и измерительных инструментов, стеллажами и тарой для заготовок, деталей и приспособлений.
Шифры инструмента и приспособлений указываются в операционно-технологической карте, которую оператор получает у мастера вместе с программой. На ряде предприятий выполнение вышеперечисленных работ осуществляется полностью или частично самим рабочим-оператором. В связи с этим нормативы времени разработаны на отдельные элементы работы, что позволяет установить затраты времени рабочего-оператора при различных системах обслуживания рабочих мест.
При рациональной организации рабочее место должно быть оснащено в соответствии с требованиями производственного процесса, условиями выполнения работы и соблюдением правил санитарной гигиены и техники безопасности.
Расположение на рабочем месте оборудования, инвентаря, производственной мебели, тары, стеллажей для заготовок и готовой продукции планируется с таким расчетом, чтобы не создавалось стесненных условий работы, лишних затрат времени на хождение и поиски. Освещение рабочего места должно быть достаточным и правильным. Требуемая освещенность определяется в зависимости от характера и точности работы, размеров объекта различения, контракта рассматриваемого объекта с фоном и действующими санитарными нормами.
Нормы освещенности металлорежущих станков приведены в нижеследующей таблице.
Таблица 1
Наименование группы станков | Разряды работы | Нормы освещенности от системы комбинированного освещения (местное + общее) лк - не менее | Местное освещение | |
нормы освещенности на рабочей поверхности | источники света | |||
Токарные, фрезерные, сверлильные | 2 | 1500 | 1200 | Лампы накаливания |
2000 | 1700 | Люминесцентные лампы | ||
Расточные | 3 | 1000 | 7000 | Люминесцентные лампы |
750 | 450 | Лампы накаливания | ||
Внешнее оформление рабочих мест и производственных помещений должно соответствовать требованиям технической эстетики.
Количество инструмента и приспособлений на рабочем месте должно быть минимально необходимым.
Количество обрабатываемых деталей, заготовок на рабочем месте определяется системой организации производства и должно обеспечивать непрерывную работу в течение смены. Не допускается загромождение рабочего места сверхнормативными запасами деталей, заготовок.
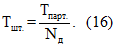
Типовые примеры планировок рабочих мест на участках станков с программным управлением (ЧПУ).
Учитывая многостаночное обслуживание станков с программным управлением, специфические конкретные условия предприятий, приводим примеры планировки отдельных рабочих мест станочников: токаря, фрезеровщика, сверловщика, разработанных экспериментальным институтом Оргстанкинпром.
Рис. 2. Планировка рабочего места на станках с ЧПУ
1 - столик приемный с инструментальными ящиками;
2 - решетка под ноги; 3 - стеллаж-подставка
В типовом проекте приводится порядок хранения инструмента в ящиках приемного столика, обеспечивающий его сохранность и хороший обзор при пользовании.
Компоновка ящиков на секции, предназначенные для хранения определенного вида инструмента, производится при помощи переставных перегородок.
Укладка инструмента в секциях производится в ложементы из дерева или полистирола. Ячейки ложементов соответствуют конфигурации инструмента и способствуют закреплению мест хранения за определенным типоразмером инструмента.
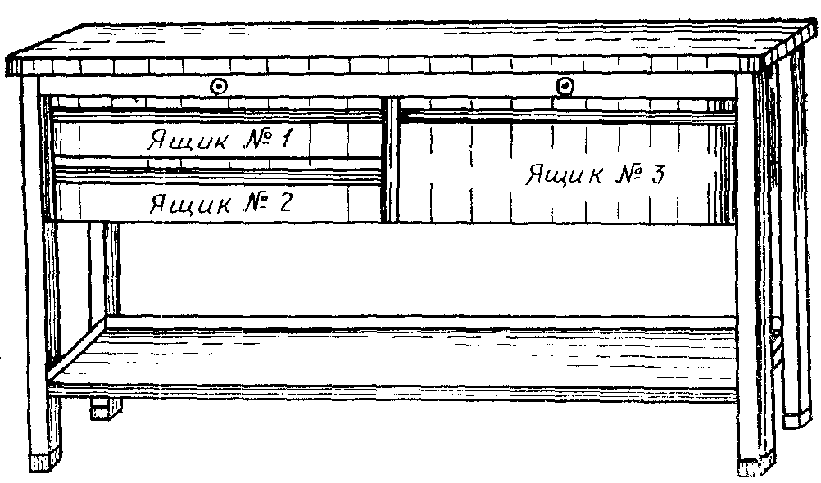
Рис. 3. Внутренняя планировка рабочего места (стола)
Высота ящиков: N 1 - 2 - 100 мм, N 3 - 150 мм. Окончательный вариант внутренней планировки ящиков определяется размером и количеством инструмента на конкретном рабочем месте.
Точение | ||||||||||
Лист 1 | ||||||||||
Исходные данные для расчета | Эскиз обработки, способ установки | Деталь | Станок | |||||||
 | Наименование | вал | Наименование | токарно-винторезный с ЧПУ | ||||||
Марка материала | Ст. 45 | |||||||||
Твердость | НВ = 241 | Модель | МК6064 | |||||||
Вес заготовки | 3,75 кг | Наибольший диаметр обработки над станиной | 400 мм | |||||||
Способ установки | самоцентрирующий патрон с пневмозажимом без выверки | Мощность двигателя | 7,5 кВт | |||||||
Партия деталей | 30 шт. | Программоноситель | перфолента | |||||||
Расчет нормы времени | N п/п | Что определяется | Содержание работы | Обоснование | Окончательное время | |||||
1 | Вспомогательное время | Установить деталь и снять | 0,2 мин. | |||||||
Включить станок и выключить | 0,04 мин. | |||||||||
Открыть заградительный щиток и закрыть | 0,03 мин. | |||||||||
Включить пульт лентопротяжного механизма, выключить | 0,04 мин. | |||||||||
Продвинуть перфоленту в исходное положение | 0,25 мин. | |||||||||
Установить координату X и Y | 0,15 мин. | |||||||||
Ввести коррекцию | 0,08 мин. | |||||||||
Перемотать перфоленту | 0,04 мин. | |||||||||
Измерить размеры 1, 2, 3, 4, 5, 6 микрометром, штангенциркулем | Перекрывается временем автоматической работы станка | - | ||||||||
Поправочный коэффициент на вспомогательное время в зависимости от характера серийности работ | K1в = 1,32 | |||||||||
- | Tв = Tву + Tвсп | 0,83 мин. | ||||||||
2 | Время автоматической работы станка | Автоматическая основная работа станка | См. пример расчета Tоа, стр. | 1,28 мин. | ||||||
Автоматическая вспомогательная работа станка | - | 0,28 мин. | ||||||||
- | Tа = Tоа + Tва | 1,56 мин. | ||||||||
3 | Время на организационно-техническое обслуживание рабочего места, отдых и личные надобности | 0,24 мин. (10% от Tоп) | ||||||||
4 | Подготовительно-заключительное время (на одну деталь) | Организационно-подготовительные работы | 0,3 мин. | |||||||
Наладка станка, инструмента, приспособления | 0,077 мин. | |||||||||
- | T = Tоа + Tв + K1в + Tоб + Tп.з | 0,377 мин. | ||||||||
5 | Штучное время | - | T = 1,28 + 0,83 + 1,32 + 0,24 + 0,377 = 3,07 мин. | T = 3,07 мин. | ||||||
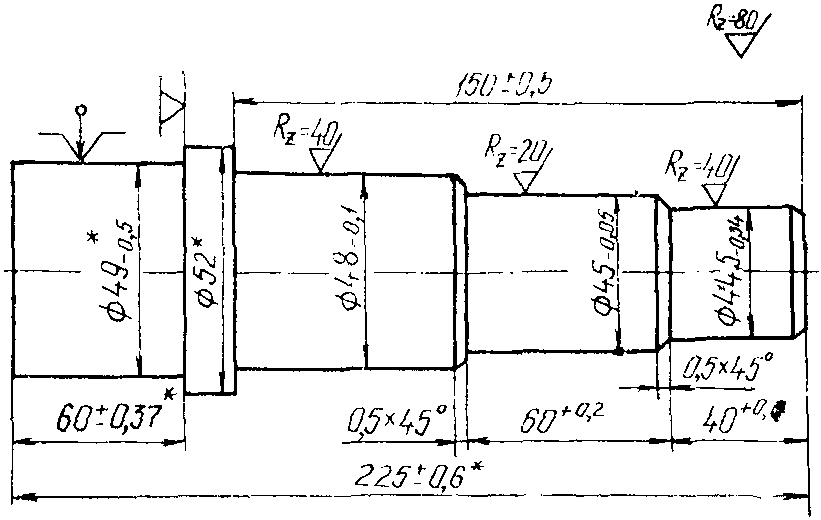
Точение | |||||||||
Лист 2 | |||||||||
Исходные данные для расчета | Эскиз обработки, размеры, допуск и шероховатость поверхности | ||||||||
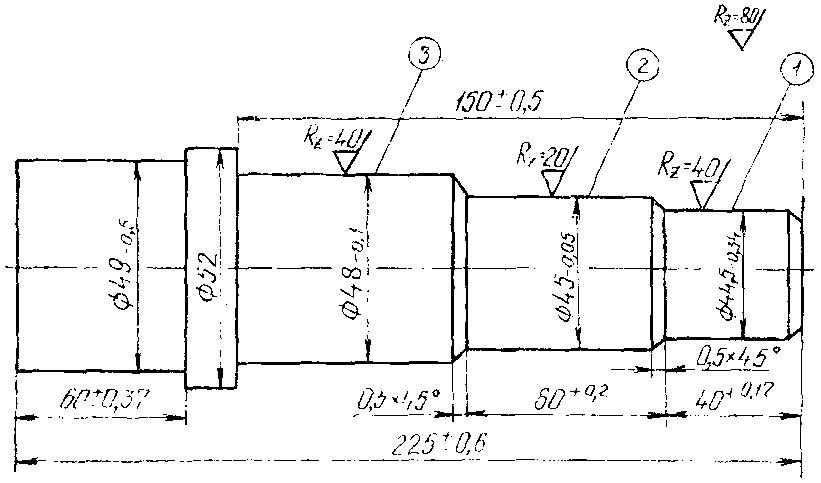 | |||||||||
Деталь | Станок | Инструмент | |||||||
Наименование | вал | Наименование | Наименование | резец | |||||
Марка материала | ст. 45 | Модель | МК 6064 | Марка режущей части | Т15К6 | ||||
Твердость | НВ = 220, | Пределы чисел оборотов шпинделя | 12,5 - 2000 об./мин. | Размер державки резца | 16 x 25 | ||||
Обрабатываемый размер | Пределы подач | 3 - 800 мм/мин. | Главный угол в плане | 90° | |||||
Состояние поверхности заготовки | без корки | Мощность электродвигателя | 7,5 кВт | Радиус при вершине резца | 0,5 мм | ||||
Припуск 2П | 6,0 мм; 7 мин.; 4 мин. | Программоноситель | перфолента | Передний угол | 10° | ||||
Шероховатость поверхности | Rz = 40 мкм; Rz = 20 мкм | ||||||||
Врезание инструмента | l = 3 мм | ||||||||
Расчетная длина обработки | L = 152,6 мм | ||||||||
Расчет режимов и основного времени | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные | |||
1 | Период стойкости инструмента | Стойкость инструмента | 150 мин. | 150 мин. | |||||
2 | Расчет режимов резания | I. Черновой проход | S = 0,5 - 0,7 м/об. | S = 0,6 мм/об. | |||||
Подача на оборот | |||||||||
Подача, допускаемая жесткостью системы | S = 0,6 мм/об. | ||||||||
Поправочные коэффициенты на S в зависимости от | главного угла в плане | 1,0 | - | ||||||
допускаемой стрелы прогиба детали | 1,0 | ||||||||
способа крепления детали | 1,0 | ||||||||
жесткости станка | 1,0 | ||||||||
обрабатываемого материала | 1,0 | ||||||||
Точение | ||||||||
Лист 3 | ||||||||
Расчет режимов резания и основного времени | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||
2 | Расчет режимов резания | Скорость резания | V = 82 м/мин. | V1 = 73 м/мин. | ||||
Поправочные, коэффициенты на V в зависимости от | материала инструмента | 1,0 | - | |||||
состояния поверхности заготовки | 1,0 | |||||||
стойкости инструмента | 0,9 | |||||||
Число оборотов шпинделя |  | n1 = 505 об./мин. n2 = 500 об./мин. n3 = 470 об./мин. | Принимаем по паспорту станка n = 500 об./мин. | |||||
Скорость резания: | поверхность 1 |  | V1 = 73 м/мин. | V1 = 73 м/мин. | ||||
поверхность 2 | V2 = 73,8 м/мин. | V2 = 73,8 м/мин. | ||||||
поверхность 3 | V3 = 78,5 м/мин. | V3 = 78,5 м/мин. | ||||||
II. Чистовой проход | ||||||||
Подача на оборот | поверхность 1 | S1 = 0,4 - 0,55 мм/об. | S1 = 0,45 мм/об. | |||||
поверхность 2 | S2 = 0,25 - 0,3 мм/об. | S2 = 0,25 мм/об. | ||||||
поверхность 3 | S3 = 0,4 - 0,55 мм/об. | S3 = 0,45 мм/об. | ||||||
Скорость резания | поверхность 1 | V1 = 104 м/мин. | V1 = 93,6 м/мин. | |||||
поверхность 2 | V2 = 132 м/мин. | V2 = 118,8 м/мин. | ||||||
поверхность 3 | V3 = 104 м/мин. | V3 = 93,6 м/мин. | ||||||
Поправочные коэффициенты на S1 в зависимости от | материала инструмента | 1,0 | - | |||||
состояния поверхности заготовки | 1,0 | |||||||
стойкости инструмента | 0,9 | |||||||
Число оборотов шпинделя |  | n1 = 670 об./мин. n2 = 662 об./мин. n3 = 622 об./мин. | Принимаем по паспорту станка n = 630 об./мин. | |||||
Скорость резания | поверхность 1 |  | V1 = 88 м/мин. | V1 = 88 м/мин. | ||||
поверхность 2 | V2 = 89 м/мин. | V2 = 89 м/мин. | ||||||
поверхность 3 | V3 = 95 м/мин. | V3 = 95 м/мин. | ||||||
3 | Проверочный расчет мощности | Мощность, потребная на резание | N = 3,4 квт | N = 3,67 квт | ||||
Поправочные коэффициенты на N в зависимости от: | переднего угла | 0,9 | ||||||
главного угла в плане | 1,2 | |||||||
4 | Расчет основного времени | Основное время для чернового прохода |  |  | Tоа (черн.) = 0,52 мин. | |||
Основное время для чистового прохода | поверхность 1 |  |  | Tоа (чист.) = 0,76 мин. | ||||
поверхность 2 |  |  | ||||||
поверхность 3 |  |  | ||||||
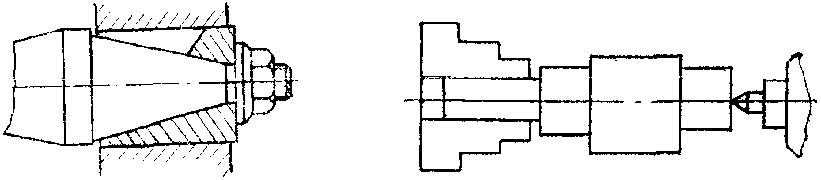
Сверление | |||||||||
Лист 4 | |||||||||
Исходные данные для расчета | Эскиз обработки, размеры, допуск и шероховатость поверхности | ||||||||
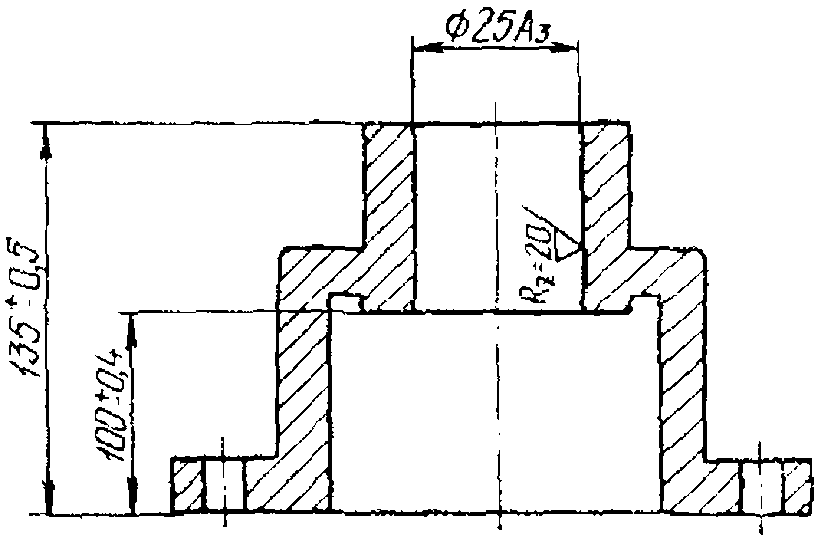 | |||||||||
Деталь | Станок | Инструмент | |||||||
Наименование | корпус | Наименование | вертикально-сверлильный с крестовым столом с револьверной головкой и ЧПУ | Наименование | сверло | ||||
Марка материала | ст. 45 | ||||||||
Твердость | НВ = 241; | ||||||||
Обрабатываемый размер | Модель | 2Р135Ф2 | Материал режущей части | Р18 | |||||
Состояние поверхности заготовки | без корки | Пределы чисел оборотов шпинделя | 31,5 - 1400 об./мин. | ||||||
Припуск | 12,5 мм | ||||||||
Шероховатость поверхности | Rz = 20 | Пределы подач | 10 - 500 мм/мин. | ||||||
Мощность электродвигателя | 4 квт | ||||||||
Программоноситель | перфолента | ||||||||
Расчет режимов резания и основного времени | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |||
1 | Период стойкости инструмента | Стойкости инструмента: | сверло | 50 мин. | 50 мин. | ||||
зенкер | 40 мин. | 40 мин. | |||||||
развертка | 80 мин. | 80 мин. | |||||||
Подачи на оборот | сверло | Sс = 0,22 - 0,35 мм/об. | Sс = 0,3 мм/об. | ||||||
зенкер | Sз = 0,55 - 0,7 мм/об. | Sз = 0,6 мм/об. | |||||||
развертка | Sр = 0,8 мм/об. | Sр = 0,8 мм/об. | |||||||
глубина сверления | Kс = 1,0 | ||||||||
Поправочные коэффициенты на V в зависимости от | материалы режущей части сверла | Kс = 1,0 | - | ||||||
Сверление | ||||||||
Лист 5 | ||||||||
Расчет режимов резания и основного времени | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | ||
2 | Расчет режимов резания | Скорость резания | сверло | Vс = 21,6 м/мин. | Vс = 16,6 м/мин. | |||
зенкер | Vз = 18,7 м/мин. | Vз = 14,4 м/мин. | ||||||
развертка | Vр = 7,1 м/мин. | Vр = 4,96 м/мин. | ||||||
Поправочные коэффициенты на V в зависимости от | группы сталей | Kс = Kз = Kр = 0,7 | - | |||||
глубины отверстия | Kс = Kз = Kр = 1,0 | |||||||
марки инструмента | Kс = Kз = Kр = 1,0 | |||||||
стойкости инструмента | Kс = 1,1; Kз = 1,1; Кр = 1,0 | |||||||
Число оборотов шпинделя | сверло |  | nс = 223 об./мин. | Уточняем по паспорту станка nс = 180 об./мин. | ||||
зенкер | nз = 185 об./мин. | nз = 180 об./мин. | ||||||
развертка | nр = 63,3 об./мин. | nр = 63 об./мин. | ||||||
Минутная подача | сверло | Sм = S0 · n | Sмс = 54 мм/мин. | Sмс = 54 мм/мин. | ||||
зенкер | Sмз = 108 мм/мин. | Sмз = 108 мм/мин. | ||||||
развертка | Sмр = 50,4 мм/мин. | Sмр = 50,4 мм/мин. | ||||||
Скорость резания V | сверло |  | Vс = 13,4 м/мин. | Vс = 13,4 м/мин. | ||||
зенкер | Vз = 14 м/мин. | Vз = 14 м/мин. | ||||||
развертка | Vр = 4,9 м/мин. | Vр = 4,9 м/мин. | ||||||
3 | Проверочный расчет мощности | Мощность, потребная на резание | N = 1,2 квт | N = 1,2 квт | ||||
4 | Расчет основного времени | Основное время Tоа | - |  | Tоа = 0,83 мин. | |||
 | Tоа = 0,35 мин. | |||||||
 | Tоа = 1,07 мин. | |||||||
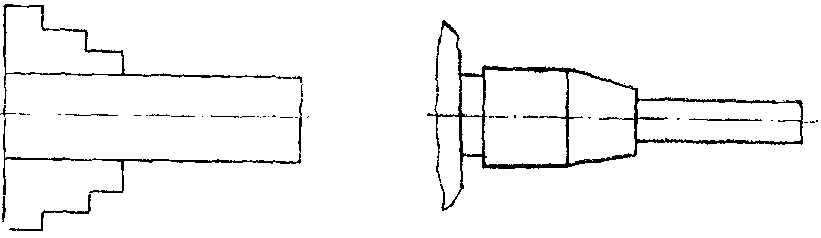
Фрезерование | |||||||
Лист 6 | |||||||
Эскиз обработки, размеры, допуск и шероховатость поверхности | |||||||
Исходные данные для расчета | 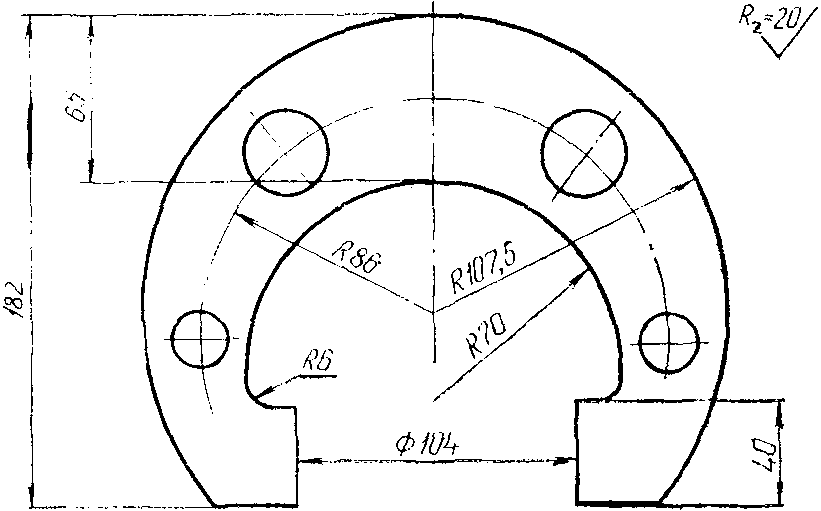 | ||||||
Деталь | Станок | Инструмент | |||||
Наименование | скоба | Наименование | вертикально-фрезерный консольный станок с ЧПУ | Наименование | фреза концевая | ||
Марка материала | ст. 20 | Марка режущей части | Р18 | ||||
Твердость | НВ <= 150 | ||||||
Диаметр | 12 м | ||||||
Обрабатываемый размер | по контуру | Модель | 6Р13ФЗ | Число зубьев | 5 | ||
Состояние поверхности заготовки | без корки | Пределы чисел оборотов шпинделя | 40 - 2000 об./мин. | Вылет фрезы | 30 мм | ||
Припуск | 3 мм | ||||||
Шероховатость поверхности | Rz = 20 | Пределы подач | 10 - 600 мм/мин. | ||||
Мощность электродвигателя | 7,5 квт | ||||||
Расчетная длина обработки | 893 мм | Программоноситель | магнитная лента | ||||
Расчет режимов резания и основного времени | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |
1 | Расчет режимов резания | Подача на зуб фрезы | Sz = 0,035 - 0,025 мм/зуб | Sz = 0,014 мм/зуб | |||
Поправочные коэффициенты на Sz в зависимости от | отношения Zф/ZH | 1,0 | - | ||||
шероховатости поверхности | 0,6 | ||||||
конструктивных форм, размеров, способов крепления деталей и инструментов на станке | 0,8 | ||||||
Скорость резания | V = 30 м/мин. | V = 24,3 м/мин. | |||||
Число оборотов | n = 965 об./мин. | n = 1040 об./мин. По паспорту станка n = 1000 об./мин. | |||||
Минутная подача | Sм = 152 мм/мин. | Sм = 164 мм/мин. | |||||
Фрезерование | |||||||
Лист 7 | |||||||
Расчет режимов резания и основного времени | N п/п | Что определяется | Определяемые параметры | Обоснование | Табличные значения и величины поправочных коэффициентов | Окончательные данные | |
1 | Расчет режимов резания | Поправочные коэффициенты на V, n, Sм в зависимости от | состояния обрабатываемой поверхности | 1,0 | - | ||
обрабатываемой поверхности | 0,9 | ||||||
марки обрабатываемого материала | 1,0 | ||||||
марки режущего инструмента | 1,0 | ||||||
отношения Вф/Вп | 1,2 | ||||||
Поправочный коэффициент на Vz в зависимости от конструктивных форм, способов крепления | 0,75 | - | |||||
Скорость резания | 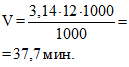 | V = 37,7 м/мин. | |||||
2 | Проверочный расчет мощности | Мощность, потребная на резание | N = 0,9 квт | N = 0,76 квт | |||
Поправочные коэффициенты на N в зависимости от твердости стали | 0,84 | ||||||
3 | Расчет основного времени | Основное время |  | 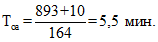 | Tоа = 5,5 мин. | ||
Токарные, сверлильные и фрезерные станки | ||||||
Карта 1 | ||||||
Характер выполняемой работы | Суммарная продолжительность обработки партии деталей по трудоемкости операции, рабочих смен по типу производства | |||||
Мелкосерийное | Среднесерийное | |||||
0,25 | 0,25 - 0,5 | 0,6 - 1,0 | 1 - 2 | 3 - 4 | 5 - 6 | |
Коэффициент на вспомогательные работы | ||||||
Мелкие станки: обработка деталей мелких размеров | 0,15 | 0,0 | 0,87 | 0,76 | 0,66 | 0,57 |
Средние станки: обработка деталей повторяющихся конструкций и средних размеров | - | 1,32 | 1,15 | 1,0 | 0,87 | 0,76 |
Крупные станки: обработка корпусных и оригинальных деталей | - | - | - | 1,3 | 1,15 | 1,0 |
Примечание. Продолжительность работы станка по обработке партии деталей рассчитывается с учетом трудоемкости операции и количества деталей в партии или как средняя величина, учитывающая количество операций, выполняемых рабочим или группой рабочих при обработке однородных деталей в течение месяца.
Токарные и сверлильные станки | |||||||||||||
Карта 2 | |||||||||||||
 | |||||||||||||
Номер позиции | Способ установки детали | Установка детали | |||||||||||
вручную | подъемником | ||||||||||||
Масса детали, кг, до | |||||||||||||
0,25 | 1 | 3 | 5 | 8 | 12 | 20 | 30 | 80 | 200 | 500 | |||
Время, мин. | |||||||||||||
1 | В самоцентрирующем патроне с креплением ключом | без выверки (визуально) | 0,18 | 0,25 | 0,32 | 0,37 | 0,45 | 0,55 | 0,68 | 2,3 | 2,6 | - | - |
2 | с выверкой по индикатору | 0,50 | 0,65 | 0,82 | 0,94 | 1,15 | 1,4 | 1,7 | - | - | - | - | |
3 | В самоцентрирующем патроне с креплением пневматическим зажимом | без выверки (визуально) | 0,09 | 0,12 | 0,15 | 0,20 | 0,24 | 0,29 | 0,35 | 1,7 | 2,0 | - | - |
4 | с выверкой по индикатору | 0,29 | 0,38 | 0,48 | - | - | - | - | - | - | - | - | |
5 | В самоцентрирующем патроне с центром задней бабки при подводе пиноли | пневматическим устройством или отводной рукояткой | - | 0,32 | 0,38 | 0,45 | 0,55 | 0,70 | 0,85 | 2,8 | 3,2 | 3,9 | 4,5 |
6 | На конической оправке с креплением | гайкой и быстросъемной шайбой | 0,17 | 0,25 | 0,33 | 0,41 | 0,51 | 0,62 | 0,76 | - | - | - | - |
7 | гайкой и простой шайбой | 0,30 | 0,38 | 0,50 | 0,60 | 0,70 | 0,80 | 1,0 | - | - | - | - | |
8 | На конической разжимной оправке с креплением | пневматическим зажимом | 0,12 | 0,19 | 0,25 | 0,37 | 0,37 | 0,42 | 0,65 | - | - | - | - |
9 | гайкой | 0,14 | 0,21 | 0,27 | 0,35 | 0,44 | 0,53 | 0,76 | - | - | - | - | |
Примечания:
1. При переустановке детали время по карте применять с коэффициентом 0,8.
2. При установке деталей из легких сплавов время по карте применять с коэффициентом 1,1.
Токарные станки | ||||||||||||||
Карта 3 | ||||||||||||||
 | ||||||||||||||
Номер позиции | Способ установки детали | Установка детали | ||||||||||||
Вручную | Подъемником | |||||||||||||
Масса детали, кг, до | ||||||||||||||
0,25 | 1 | 3 | 5 | 8 | 12 | 20 | 30 | 80 | 200 | 500 | 1000 | |||
Время, мин. | ||||||||||||||
1 | В центрах | с надеванием хомутика | 0,19 | 0,23 | 0,28 | 0,34 | 0,41 | 0,50 | 0,60 | 2,0 | 2,3 | 2,8 | 3,3 | 3,9 |
2 | без надевания хомутика | 0,11 | 0,13 | 0,16 | 0,20 | 0,24 | 0,29 | 0,35 | 1,7 | 2,0 | 2,4 | 2,8 | 3,4 | |
3 | В центрах с самозажимным поводковым патроном | - | 0,20 | 0,22 | 0,25 | 0,28 | 0,33 | 0,40 | - | - | - | - | - | |
4 | В центрах с самозажимным хомутиком | - | 0,22 | 0,25 | 0,28 | 0,31 | 0,37 | 0,43 | - | - | - | - | - | |
5 | В центровой оправке с креплением гайкой и шайбой | быстросъемной | - | 0,37 | 0,45 | 0,50 | 0,60 | 0,75 | 0,90 | 2,4 | 2,7 | - | - | - |
6 | простой | - | 0,50 | 0,60 | 0,70 | 0,80 | 0,95 | 1,2 | 2,7 | 2,9 | - | - | - | |
7 | На центровой разжимной оправке | 0,32 | 0,40 | 0,45 | 0,55 | 0,65 | 0,75 | 0,95 | - | - | - | - | - | |
Установить и снять деталь с оправкой (при работе с двумя оправками) | - | 0,13 | 0,16 | 0,20 | 0,24 | 0,29 | 0,35 | 1,7 | 2,0 | - | - | - | ||
Примечания:
1. В тех случаях, когда время на надевание и снятие с хомутика перекрывается основным временем, работу следует вести с двумя хомутиками и время на установку и снятие детали брать по позиции "без надевания хомутика".
2. При обработке деталей на центровой оправке в массу детали входит масса оправки.
3. В тех случаях, когда время на установку детали на оправку и снятие ее с оправки перекрывается основным временем, работу следует вести с двумя оправками и время принимать по позиции 8.
4. При установке деталей из легких сплавов время по карте применять с коэффициентом 1,1.
Токарные и сверлильные станки | ||||||||
Карта 4 | ||||||||
 | ||||||||
Номер позиции | Способ установки детали | Длина вылета заготовки, мм, до | Диаметр прутка, мм, до | |||||
10 | 20 | 40 | 50 | |||||
Время, мин. | ||||||||
1 | В самоцентрирующем патроне с креплением | ключом | по упору | 50 | 0,20 | 0,23 | 0,26 | - |
2 | 100 | 0,22 | 0,25 | 0,29 | - | |||
3 | 200 | - | 0,28 | 0,32 | - | |||
4 | по линейке | 50 | 0,25 | 0,28 | 0,33 | - | ||
5 | 100 | 0,28 | 0,30 | 0,35 | - | |||
6 | 200 | - | 0,33 | 0,38 | - | |||
7 | пневматическим зажимом | по упору | 50 | 0,09 | 0,12 | 0,17 | - | |
8 | 100 | 0,12 | 0,14 | 0,19 | 0,24 | |||
9 | 200 | - | 0,17 | 0,24 | 0,28 | |||
10 | по линейке | 50 | 0,14 | 0,17 | 0,22 | - | ||
11 | 100 | 0,17 | 0,20 | 0,25 | 0,30 | |||
12 | 200 | - | 0,22 | 0,29 | 0,35 | |||
13 | В цанговом патроне с креплением | рукояткой рычага | 50 | 0,12 | 0,14 | 0,21 | 0,26 | |
14 | 100 | 0,14 | 0,17 | 0,23 | 0,28 | |||
15 | 200 | - | 0,19 | 0,27 | 0,32 | |||
16 | пневматическим зажимом | 50 | 0,09 | 0,12 | 0,17 | 0,22 | ||
17 | 100 | 0,12 | 0,14 | 0,19 | 0,24 | |||
18 | 200 | - | 0,17 | 0,23 | 0,27 | |||
19 | ключом | 50 | 0,17 | 0,19 | 0,23 | - | ||
20 | 100 | 0,19 | 0,22 | 0,26 | - | |||
21 | 200 | - | 0,25 | 0,29 | - | |||
Сверлильные и фрезерные станки | ||||||||||||||||
Карта 5 | ||||||||||||||||
Номер позиции | Способ установки детали | Характер выверки | Количество одновременно устанавливаемых деталей | Установка детали | ||||||||||||
Вручную | Подъемником | |||||||||||||||
Масса детали, кг, до | ||||||||||||||||
0,50 | 1 | 3 | 5 | 8 | 12 | 20 | 30 | 80 | 200 | 500 | 1000 | |||||
Время, мин. | ||||||||||||||||
1 | На столе по упорам с креплением болтами и планками | без выверки | 1 | 0,55 | 0,6 | 0,65 | 0,75 | 0,85 | 0,95 | 1,1 | 2,7 | 3,3 | 4,0 | 4,6 | 5,4 | |
2 | 2 | 0,95 | 1,05 | 1,2 | 1,35 | 1,5 | 1,7 | 2,0 | 4,1 | 5,0 | 6,0 | 7,0 | - | |||
3 |  | 3 | 1,35 | 1,5 | 1,7 | 1,9 | 2,2 | 2,5 | 2,9 | 5,5 | 6,5 | 8,0 | 9,5 | - | ||
4 | выверка простая | 1 | 0,95 | 1,05 | 1,2 | 1,4 | 1,6 | 1,8 | 2,2 | 4,2 | 4,7 | 5,6 | 7,0 | 8,5 | ||
5 | 2 | 1,3 | 1,9 | 2,1 | 2,4 | 2,8 | 3,4 | 4,0 | 7,0 | 8,0 | 9,6 | 11,5 | - | |||
6 | 3 | 2,6 | 2,8 | 3,0 | 3,5 | 4,0 | 4,7 | 5,7 | 9,5 | 10,5 | 13,1 | 16,5 | - | |||
7 | выверка сложная | 1 | 1.4 | 1,55 | 1,85 | 2,05 | 2,3 | 2,6 | 2,9 | 5,5 | 7,0 | 9,0 | 11,0 | 13,0 | ||
8 | 2 | 2,8 | 3,0 | 3,4 | 3,8 | 4,3 | 4,8 | 5,2 | 9,5 | 12,5 | 15,5 | 19,5 | 23,0 | |||
9 | 3 | 4,1 | 4,4 | 5,0 | 5,6 | 6,2 | 7,0 | 7,6 | 13,0 | 18,0 | 22 | 27 | 30,0 | |||
10 | На угольнике или сбоку стола с креплением болтами и планками | на опоре | без выверки | 1 | 0,65 | 0,75 | 0,90 | 1,0 | 1,2 | 1,4 | 1,6 | 3,2 | 3,9 | - | - | - |
11 | на весу | без выверки по фиксатору или направляющей | 1 | 0,60 | 0,70 | 0,80 | 0,9 | 1,05 | 1,15 | 1,3 | 2,4 | 3,1 | - | - | - | |
12 |  | с выверкой по контуру необработанной поверхности | 0,75 | 0,85 | 1,1 | 1,3 | 1,5 | 1,8 | 2,1 | 3,7 | 4,4 | - | - | - | ||
Примечания:
1. Время в карте дано на крепление и открепление деталей с обработанной установочной поверхностью двумя болтами. В случаях крепления деталей большим количеством болтов на каждый последующий болт к времени следует добавлять 0,4 мин.
2. При установке деталей из легких сплавов время по карте применять с коэффициентом 1,1.
Сверлильные и фрезерные станки | |||||||||
Карта 6 | |||||||||
 | |||||||||
Установка в тисках | |||||||||
Номер позиции | Способ установки детали | Выверка | Количество крепежных точек | Масса детали, кг, до | |||||
1 | 3 | 5 | 8 | 12 | 20 | ||||
Время, мин. | |||||||||
1 | В тисках с винтовым зажимом | без выверки | - | 0,24 | 0,29 | 0,33 | 0,37 | 0,4 | 0,44 |
2 | В тисках с винтовым зажимом | с выверкой | 1 | 2,0 | 2,4 | 2,6 | 2,9 | 3,1 | 3,3 |
3 | С дополнительным креплением прижимными планками | - | 2 | 2,3 | 2,7 | 3,0 | 3,3 | 3,5 | 3,8 |
3 | 2,6 | 3,1 | 3,3 | 3,7 | 4,0 | 4,2 | |||
4 | В тисках с пневматическим зажимом | - | - | 0,15 | 0,17 | 0,2 | 0,25 | 0,3 | 0,38 |
УСТАНОВКА В ТИСКАХ | Сверлильные и фрезерные станки | ||||||
Карта 6, лист 2 | |||||||
Очистка приспособлений от стружки | |||||||
N позиции | Наименование приемов | Размер очищаемой поверхности | |||||
100 x 100 | 200 x 300 | 300 x 400 | 300 x 500 | 500 x 1000 | |||
Время, мин. | |||||||
1 | Очистка приспособления от стружки | сжатым воздухом | 0,05 | 0,07 | 0,08 | 0,09 | 0,12 |
2 | щеткой | 0,07 | 0,03 | 0,09 | 0,12 | 0,14 | |
3 | кантованием приспособления | 0,04 | 0,05 | - | - | - | |
Примечания:
1. Время на установку и снятие детали дано при длине детали до 800 мм.
2. При переустановке деталей время по карте применять с коэффициентом 0,8.
3. При установке деталей из легких сплавов время по карте применять с коэффициентом 1,1.
Сверлильные и фрезерные станки | ||||||||||||||
Карта 7, лист 1 | ||||||||||||||
Установка и снятие детали | ||||||||||||||
Номер позиции | Основные элементы приспособления | Установочная плоскость | Установка детали | |||||||||||
Вручную | Подъемником | |||||||||||||
Масса детали, кг, до | ||||||||||||||
0,25 | 1 | 3 | 8 | 12 | 20 | 30 | 80 | 200 | ||||||
Время, мин. | ||||||||||||||
1 | Плоскость, призма | горизонтальная | 0,08 | 0,09 | 0,11 | 0,15 | 038 | 0,23 | 0,8 | 0,9 | 1,3 | |||
2 |  | вертикальная | 0,09 | 0,10 | 0,12 | 0,16 | 0,20 | 0,25 | 0,9 | 1,0 | 1,4 | |||
3 | Палец, отверстие | горизонтальная | 0,09 | 0,11 | 0,12 | 0,17 | 0,20 | 0,26 | 0,9 | 1,0 | 1,4 | |||
4 | 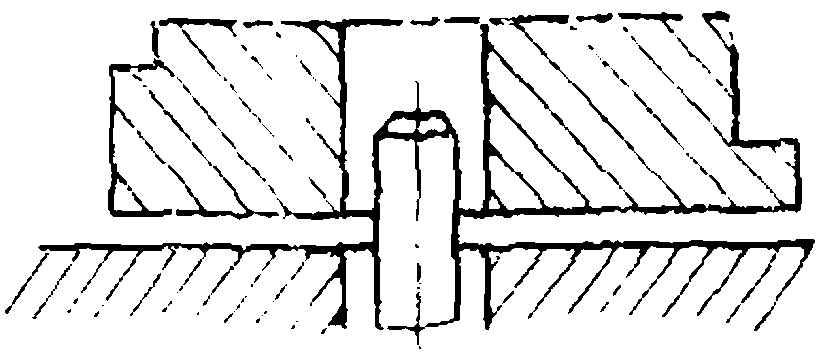 | вертикальная | 0,10 | 0,12 | 0,13 | 0,19 | 0,22 | 0,28 | 1,0 | 1,1 | 1,5 | |||
5 | Два выдвижных или утопающих пальца | горизонтальная | 0,12 | 0,13 | 0,14 | 0,21 | 0,24 | 0,35 | 1,0 | 1,1 | 1,5 | |||
6 | 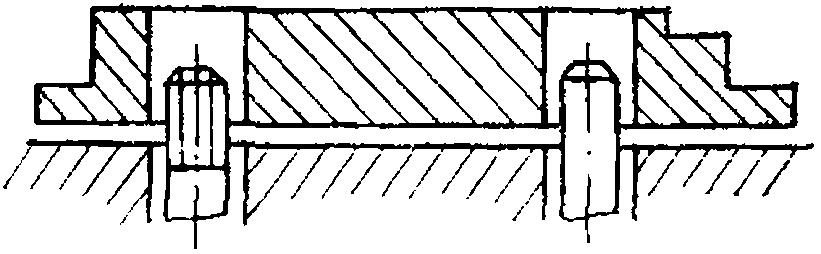 | вертикальная | 0,13 | 0,14 | 0,15 | 0,23 | 0,26 | 0,35 | 2,5 | 2,6 | 2,9 | |||
7 | При установке детали в многоместном приспособлении на каждую последующую деталь добавлять с базированием на | плоскость | 0,05 | 0,06 | 0,08 | 0,12 | 0,15 | 0,20 | - | - | - | |||
8 | призма, палец, отверстие | 0,06 | 0,08 | 0,09 | 0,14 | 0,17 | 0,23 | - | - | - | ||||
9 | два пальца | 0,09 | 0,10 | 0,11 | 0,18 | 0,21 | 0,29 | - | - | - | ||||
Закрепление и открепление детали | ||||||||||||||
Номер позиции | Способ крепления | Количество зажимов | Масса детали, кг, до | |||||||||||
0,25 | 1,0 | 8 | 20 | 20 | ||||||||||
Время, мин. | ||||||||||||||
10 | Рукоятки пневматического или гидравлического зажима | 1 | 0,04 | |||||||||||
УСТАНОВКА В СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЯХ | Сверлильные и фрезерные станки | ||||||
Карта 7, лист 2 | |||||||
Номер позиции | Способ крепления | Количество зажимов | Масса детали, кг, до | ||||
0,25 | 1,0 | 8 | 20 | 20 | |||
Время, мин. | |||||||
Винтовым зажимом | |||||||
11 |  | 1 | 0,05 | 0,06 | 0,08 | 0,10 | 0,20 |
12 | 2 | 0,08 | 0,10 | 0,13 | 0,16 | 0,32 | |
13 | 3 | 0,11 | 0,14 | 0,18 | 0,22 | 0,44 | |
Гаечным зажимом | |||||||
14 |  | 1 | 0,14 | 0,15 | 0,20 | 0,25 | 0,28 |
15 | 2 | 0,22 | 0,24 | 0,32 | 0,40 | 0,48 | |
16 | 3 | 0,30 | 0,33 | 0,44 | 0,55 | 0,68 | |
Рукояткой пневматического зажима | |||||||
17 | 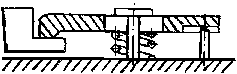 | 1 | 0,05 | 0,05 | 0,06 | 0,07 | 0,09 |
18 | 2 | 0,06 | 0,06 | 0,07 | 0,08 | 0,10 | |
Гайкой с помощью гаечного ключа | |||||||
19 |  | 1 | 0,12 | 0,13 | 0,18 | 0,21 | 0,28 |
20 | 2 | 0,18 | 0,21 | 0,29 | 0,34 | 0,48 | |
21 | 3 | 0,24 | 0,29 | 0,40 | 0,47 | 0,68 | |
22 | 4 | 0,30 | 0,37 | 0,51 | 0,60 | 0,88 | |
Пальцевым фиксатором или шпилькой | |||||||
23 |  | 1 | - | 0,04 | 0,07 | 0,08 | 0,10 |
24 | 2 | - | 0,07 | 0,13 | 0,15 | 0,18 | |
Примечание. При установке деталей из легких сплавов время по карте применять с коэффициентом 0,8.
Токарные, сверлильные и фрезерные станки | |||||
Карта 8 | |||||
Номер позиции | Содержание работы | Токарные станки | Сверлильные станки | Фрезерные станки | |
Время, мин. | |||||
1 | Включить станок, выключить | 0,04 | 0,04 | 0,04 | |
2 | Открыть заградительный щиток и закрыть | 0,03 | 0,03 | 0,03 | |
3 | Включить пульт лентопротяжного механизма, выключить | 0,04 | 0,03 | 0,04 | |
4 | Продвинуть перфоленту в исходное положение | 0,25 | 0,25 | 0,5 | |
5 | Установить координаты X, Y (время на 100 мм) | 0,15 | 0,1 | 0,25 | |
6 | Ввести коррекцию (время на 1 корректор) | 0,04 | 0,04 | 0,05 | |
Скорость воспроизведения программы в м/мин. | Время автоматической работы станка, мин. | ||||||||||||||||||
2 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 100 | 120 | |||||
Время на перемотку ленты, мин. | |||||||||||||||||||
Магнитная лента | 12 | 0,08 | 0,2 | 0,4 | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,4 | 2,8 | 3,2 | 4,0 | 4,8 | |||
3 | 0,02 | 0,05 | 0,1 | 0,15 | 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,2 | ||||
Перфорированная лента | Перемотка ленты | Автоматическая | Ручная | ||||||||||||||||
Длина ленты, м | 2 | 4 | 6 | 8 | 10 | 15 | На каждые последующие 10 м добавлять | 2 | 4 | 6 | 3 | 10 | |||||||
Время на перемотку ленты, мин. | 0,045 | 0,09 | 0,13 | 0,18 | 0,22 | 0,33 | 0,18 | 0,8 | 1,0 | 1,3 | 1,5 | 1,7 | |||||||
Примечание. Скорость перемотки магнитной ленты 300 м/мин.
Токарные, сверлильные и фрезерные станки | |||||||||||||||
Карта 9, лист 1 | |||||||||||||||
Номер позиции | Измерительный инструмент | Точность измерения | Измеряемый размер D, B, H, мм, до | Длина измеряемой поверхности L, мм, до | |||||||||||
50 | 100 | 150 | 200 | 300 | 450 | 600 | 800 | 1000 | 1500 | 2000 | |||||
Время, мин. | |||||||||||||||
1 | Штангенциркуль | 0,02 мкм | 50 | 0,16 | 0,19 | 0,22 | 0,25 | 0,30 | 0,45 | 0,60 | 0,75 | 1,00 | 1,35 | 1,8 | |
2 | 100 | 0,19 | 0,22 | 0,25 | 0,30 | 0,35 | 0,50 | 0,70 | 0,90 | 1,15 | 1,6 | 2,15 | |||
3 | 200 | 0,22 | 0,25 | 0,30 | 0,35 | 0,45 | 0,60 | 0,85 | 1,10 | 1,40 | 1,9 | 2,50 | |||
4 | Микрометр | простой | 0,01 мм | 50 | 0,23 | 0,26 | 0,29 | 0,32 | - | - | - | - | - | - | - |
5 | 100 | 0,26 | 0,30 | 0,33 | 0,37 | 0,40 | - | - | - | - | - | - | |||
6 | 200 | 0,30 | 0,35 | 0,39 | 0,42 | 0,46 | 0,50 | 0,54 | - | - | - | - | |||
7 | рычажный | 0,002 мм | 50 | 0,33 | 0,33 | 0,34 | 0,35 | 0,42 | 0,45 | 0,55 | 0,60 | 0,70 | 0,80 | - | |
8 | Нутромер | 0,01 мм | 50 | 0,14 | 0,17 | 0,19 | 0,21 | - | - | - | - | - | - | - | |
9 | 100 | 0,16 | 0,18 | 0,20 | 0,22 | - | - | - | - | - | - | - | |||
10 | 200 | 0,17 | 0,19 | 0,22 | 0,24 | - | - | - | - | - | - | - | |||
11 | Скоба односторонняя предельная | 4 - 5 класс | 50 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,10 | 0,11 | 0,12 | 0,13 | 0,13 | |
12 | 100 | 0,06 | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | |||
13 | 200 | 0,07 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,14 | 0,14 | 0,15 | 0,16 | |||
14 | Скоба односторонняя предельная | 2 - 3 класс | 50 | 0,09 | 0,11 | 0,12 | 0,13 | 0,14 | 0,16 | 0,17 | 0,18 | 0,19 | 0,21 | 0,22 | |
15 | 100 | 0,10 | 0,12 | 0,13 | 0,14 | 0,16 | 0,18 | 0,19 | 0,20 | 0,21 | 0,23 | 0,25 | |||
16 | 200 | 0,11 | 0,14 | 0,15 | 0,16 | 0,17 | 0,20 | 0,21 | 0,23 | 0,24 | 0,26 | 0,27 | |||
17 | Скоба двусторонняя предельная, калибр-пробка гладкий, двусторонний | 4 - 5 класс | 50 | 0,05 | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,12 | 0,13 | 0,14 | 0,15 | - | |
18 | 100 | 0,07 | 0,08 | 0,09 | 0,10 | 0,12 | 0,13 | 0,14 | 0,15 | 0,15 | 0,17 | - | |||
19 | 200 | 0,08 | 0,09 | 0,10 | 0,11 | 0,13 | 0,14 | 0,15 | 0,16 | 0,17 | 0,19 | - | |||
20 | 2 - 3 класс | 50 | 0,11 | 0,13 | 0,14 | 0,15 | 0,17 | 0,19 | 0,21 | 0,22 | 0,23 | 0,25 | - | ||
21 | 100 | 0,12 | 0,14 | 0,15 | 0,16 | 0,18 | 0,22 | 0,23 | 0,24 | 0,26 | 0,28 | - | |||
22 | 200 | 0,14 | 0,16 | 0,17 | 0,19 | 0,21 | 0,24 | 0,25 | 0,27 | 0,28 | 0,31 | - | |||
23 | Шаблон фасонный | простого профиля | 0,15 - 0,25 мм | - | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | 0,12 | 0,15 | 0,17 | 0,19 | 0,23 | 0,28 |
24 | < 0,15 мм | - | 0,07 | 0,09 | 0,10 | 0,11 | 0,13 | 0,16 | 0,20 | 0,22 | 0,26 | 0,31 | 0,38 | ||
25 | сложного профиля | 0,15 - 0,25 мм | - | 0,08 | 0,10 | 0,11 | 0,12 | 0,14 | 0,18 | 0,22 | 0,25 | 0,29 | 0,35 | 0,42 | |
26 | < 0,15 мм | - | 0,12 | 0,15 | 0,16 | 0,18 | 0,21 | 0,27 | 0,33 | 0,37 | 0,43 | 0,52 | 0,63 | ||
ВРЕМЯ НА КОНТРОЛЬНЫЕ ИЗМЕРЕНИЯ | Токарные, сверлильные фрезерные станки | |||||||||||
Карта 9, лист 2 | ||||||||||||
Номер позиции | Измерительный инструмент | Точность измерения | D, мм, до | S, мм, до | Длина измеряемой поверхности L, мм, до | |||||||
5 | 10 | 15 | 20 | 30 | 40 | 50 | 60 | |||||
Время, мин. | ||||||||||||
27 | Калибр-пробка резьбовая двухсторонняя | 2 - 3 класс | 10 | 0,5 | 0,3 | 0,55 | 0,85 | 1,1 | - | - | - | - |
28 | 1,5 | 0,15 | 0,22 | 0,30 | 0,40 | 0,55 | - | - | - | |||
29 | 20 | 1,0 | 0,18 | 0,32 | 0,45 | 0,60 | 0,85 | - | - | - | ||
30 | 1,5 | 0,13 | 0,23 | 0,32 | 0,42 | 0,60 | 0,80 | 1,0 | - | |||
31 | 2,5 | 0,11 | 0,15 | 0,21 | 0,27 | 0,38 | 0,50 | 0,60 | - | |||
32 | 40 | 1,0 | 0,21 | 0,35 | 0,50 | 0,65 | 0,95 | 1,2 | 1,5 | - | ||
33 | 2,5 | 0,12 | 0,18 | 0,24 | 0,29 | 0,41 | 0,50 | 0,65 | - | |||
34 | 60 | 1,0 | 0,23 | 0,39 | 0,55 | 0,70 | 1,05 | 1,35 | 1,6 | - | ||
35 | 3,0 | - | 0,18 | 0,23 | 0,27 | 0,39 | 0,50 | 0,60 | 0,70 | |||
Токарные, сверлильные и фрезерные станки | |||||||||
Карта 10 | |||||||||
Содержание работ: | |||||||||
1. Раскладка инструмента в начале и уборка его в конце смены. 2. Осмотр и опробование станка в процессе работы. 3. Регулировка и подналадка станка. 4. Уход за рабочим местом в течение смены. 5. Смена инструмента. 6. Смазка и чистка станка. 7. Уборка станка и рабочего места в конце смены. 8. Получение инструмента в начале смены. 9. Отдых и личные надобности. | |||||||||
Токарные станки | Сверлильные станки | Фрезерные станки | |||||||
Группа станков | |||||||||
I | II | I | II | III | IV | I | II | III | IV |
Наибольший диаметр изделия, устанавливаемого над станиной, мм, до | Наибольший диаметр просверливаемого отверстия, мм, до | Длина стола, мм, до | |||||||
400 | Св. 400 | 12 | 25 | 50 | 75 | 1200 | 2000 | 3000 | 6000 |
% к оперативному времени | |||||||||
10 | 12 | 10 | 10 | 10 | 12 | 10 | 10 | 12 | 12 |
Примечание. Если производственной инструкцией предусматривается предварительный разогрев станка на холостом ходу, к табличному времени следует добавлять - 2%.
Токарные станки | ||||
Карта 11 | ||||
I. На организационную подготовку | ||||
N позиции | Содержание работы | Группа станков | ||
I | II | |||
Наибольший диаметр изделия, устанавливаемого над станиной, мм, до | ||||
400 | св. 400 | |||
Время, мин. | ||||
Получить наряд, чертеж, технологическую документацию, программоноситель, режущий инструмент, заготовки до начала и сдача их после окончания обработки партии: | ||||
а) на рабочем месте | 4 | 4 | ||
б) в инструментальной кладовой | 7 | 10 | ||
Ознакомиться с работой, чертежом, технической документацией, осмотреть заготовки | 2 | 3 | ||
Инструктаж мастера | 3 | 3 | ||
II. На наладку станка, инструмента и приспособлений | ||||
4 | Установить и снять | патрон 3-х или 4-х кулачковый | 4 | 5 |
патрон с центром | 6 | 8 | ||
центра | 3,5 | 4,5 | ||
оправку | 1.5 | 2,0 | ||
Установить и снять блок или отдельные режущие инструменты и заменить новыми. Время на 1 инструмент | 0,8 | 1,3 | ||
Установить исходные режимы работы станка (число оборотов и т.д.). Время на 1 измерение | 0,5 | 0,5 | ||
7 | Установить исходные координаты X и Y | 1,3 | 1,3 | |
Установить программоноситель в считывающее устройство и снять | 1,0 | 1,0 | ||
9 | Набор программы переключателями на пульте управления станка. Время на 1 размер | 0,4 | 0,4 | |
10 | Расточить кулачки самоцентрирующего патрона | сырые | 5 | - |
11 | закаленные | 7 | 8 | |
Примечание. Если производственной инструкцией предусматривается пробный проход по программе без точения с целью проверки точности отработки данной программы системой управления станком или изготовление пробной детали, к времени подготовительно-заключительной работы необходимо добавлять время на пробный проход или изготовление детали.
Сверлильные станки | ||||||
Карта 12 | ||||||
I. На организационную подготовку | ||||||
Номер позиции | Содержание работы | Группа станков | ||||
I | II | III | IV | |||
Наибольший диаметр просверливаемого отверстия, мм, до | ||||||
12 | 25 | 50 | 75 | |||
Время, мин. | ||||||
1 | Получить наряд, чертеж, технологическую документацию, программоноситель, режущий инструмент, заготовки до начала и сдача их после окончания обработки партии: | |||||
а) на рабочем месте | 4 | 4 | 4 | 4 | ||
б) в инструментальной кладовой | 5 | 5 | 7 | 7 | ||
2 | Ознакомиться с работой, чертежом, технической документацией, осмотреть заготовки | 2 | 2 | 3 | 3 | |
3 | Инструктаж мастера | 3 | 3 | 3 | 3 | |
II. На наладку станка, инструмента и приспособлений | ||||||
4 | Установить и снять | патрон | 4 | 4 | 5 | 5 |
тиски | 3 | 2,5 | 4 | 4 | ||
болты с планками | 2 | 3 | 2,7 | 3,0 | ||
приспособление, собранное на базе УСП | 5 | 5 | 6 | 6 | ||
5 | Установить и снять режущие инструменты и заменить новыми. Время на 1 инструмент при быстросменном варианте | 1,0 | 1,2 | 1,5 | 1,5 | |
6 | Установить исходные режимы работы станка (число оборотов и т.д.). Время на 1 измерение | 0,5 | 0,5 | 0,5 | 0,5 | |
7 | Установить программоноситель в считывающее устройство и снять | 1,0 | 1,0 | 1,0 | 1,0 | |
Примечание. Если производственной инструкцией предусматривается пробный проход по программе без сверления с целью проверки точности отработки данной программы системой управления станком или изготовление пробной детали, к времени подготовительно-заключительной работы необходимо добавлять время на пробный проход или изготовление детали.
Фрезерные станки | |||||||
Карта 13, лист 1 | |||||||
I. На организационную подготовку | |||||||
Номер позиции | Содержание работы | Масса приспособления, кг, до | Группа станков | ||||
I | II | III | IV | ||||
Длина стола, мм, до | |||||||
1200 | 2000 | 3000 | 6000 | ||||
Время, мин. | |||||||
1 | Получить наряд, чертеж, технологическую документацию, программоноситель, режущий инструмент, заготовки до начала и сдача их после окончания обработки партии: | ||||||
а) на рабочем месте | - | 4 | 4 | 4 | 5 | ||
б) в инструментальной кладовой | - | 10 | 10 | 14 | 14 | ||
2 | Ознакомиться с работой, чертежом, технической документацией, осмотреть заготовки | - | 2 | 2 | 2 | 3 | |
3 | Инструктаж мастера | - | 3 | 3 | 3 | 3 | |
II. На наладку станка, инструмента и приспособлений | |||||||
4 | Установить и снять | патрон | - | 3,5 | 4,0 | 4,5 | 5,0 |
болты с планками | - | 2,5 | 2,7 | 3,2 | 4,0 | ||
тиски | - | 3 | 3 | 4 | 5,0 | ||
специальное приспособление с выверкой по координатам | 20 | 8 | 10 | 12 | 15 | ||
50 | 11 | 13 | 16 | 20 | |||
200 | 14 | 16 | 20 | 25 | |||
св. 200 | - | - | 27 | 32 | |||
регулирующую опору, упор | - | 2 | 2 | 3 | 4 | ||
5 | Установить и снять блок или отдельные режущие инструменты и заменить новыми. Время на 1 инструмент при быстросменном варианте | - | 1,2 | 1,2 | 1,5 | 2,0 | |
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ | Фрезерные станки | |||||
Карта 13, лист 2 | ||||||
Номер позиции | Содержание работы | Масса приспособления, кг, до | Группа станков | |||
I | II | III | IV | |||
Длина стола, мм, до | ||||||
1200 | 2000 | 3000 | 6000 | |||
Время, мин. | ||||||
6 | Установить исходные режимы работы станка (число оборотов и т.д.). Время на 1 измерение | - | 0,3 | 0,3 | 0,5 | 0,5 |
7 | Установить исходные координаты X, Y и Z | - | 1,5 | 1,5 | 1,5 | 1,5 |
8 | Установить программоноситель в считывающее устройство и снять | - | 1,0 | 1,0 | 1,1 | 1,1 |
9 | Набор программы переключателями на пульте управления станка. Время на один размер | - | 0,5 | 0,5 | 0,5 | 0,5 |
Примечание. Если производственной инструкцией предусматривается пробный проход по программе без фрезерования с целью проверки точности отработки данной программы системой управления станком или изготовления пробкой детали, к времени подготовительно-заключительной работы необходимо добавлять время на пробный проход или изготовление детали.
Токарные, фрезерные и сверлильные станки | |||||||||||||||||
Карта 14 | |||||||||||||||||
Тип станка | Основные параметры станка | Организационное обслуживание | Техническое обслуживание | Наладчиком | |||||||||||||
Количество станков, обслуживаемых одним рабочим-оператором | |||||||||||||||||
2 | 3 | 4 | 5 | 6 | 7 | 8 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||||
Время, % от оперативного времени | |||||||||||||||||
Токарные | Наибольший диаметр обработки над станиной, мм, до | 400 | 3,5 | 5,5 | 7,0 | 9,0 | 10,5 | 12,5 | 14,0 | 5,6 | 6,2 | 7,2 | 7,6 | 8,4 | 9,0 | 10,0 | 4,0 |
св. 400 | 4,5 | 7,0 | 9,0 | 11,5 | 13,5 | 16,0 | 18,0 | 7,0 | 7,8 | 9,0 | 9,5 | 10,0 | 11,0 | 13,0 | 5,0 | ||
Вертикально-сверлильные | Наибольший диаметр просверливаемого отверстия, мм, до | 12 | 3,0 | 4,5 | 6,0 | - | - | - | - | 1,4 | 1,6 | 1,8 | - | - | - | - | 1,0 |
50 | 3,6 | 5,4 | 7,2 | - | - | - | - | 1,7 | 19 | 2,2 | - | - | - | - | 1,2 | ||
75 | 4,0 | 6,0 | 8,0 | - | - | - | - | 2,1 | 2,3 | 2,7 | - | - | - | - | 1,5 | ||
Горизонтально-фрезерные, вертикально-фрезерные | Длина стола, мм, до | 750 | 2,0 | 3,0 | 4,0 | - | - | - | - | 2,8 | 3,1 | 3,6 | - | - | - | - | 2,0 |
1250 | 2,4 | 3,6 | 4,8 | - | - | - | - | 3,5 | 4,0 | 4,5 | - | - | - | - | 2,5 | ||
1800 | 3,0 | 4,5 | 6,0 | - | - | - | - | 4,2 | 4,7 | 5,4 | - | - | - | - | 3,0 | ||
2500 | 4,0 | 6,0 | 8,0 | - | - | - | - | 5,0 | 5,5 | 6,3 | - | - | - | - | 3,5 | ||
Токарные, фрезерный и сверлильные станки | ||||||
Карта 15 | ||||||
Способ установки детали | Масса детали, кг, до | Занятость рабочего в % от оперативного времени | Оперативное время операции, мин, до | |||
3 | 5 | 10 | 10 | |||
Время, % от оперативного времени | ||||||
Вручную | 1 | 20 | 7 | 6 | 5 | 5 |
40 | 7 | 6 | 6 | 5 | ||
80 | 7 | 6 | 6 | 5 | ||
100 | 8 | 7 | 7 | 6 | ||
5 | 20 | 7 | 6 | 6 | 5 | |
40 | 7 | 6 | 6 | 6 | ||
80 | 7 | 6 | 6 | 6 | ||
100 | 8 | 7 | 7 | 7 | ||
10 | 20 | 7 | 6 | 6 | 5 | |
40 | 8 | 6 | 6 | 6 | ||
80 | 8 | 6 | 6 | 6 | ||
100 | 9 | 7 | 7 | 7 | ||
20 | 20 | - | 7 | 7 | 6 | |
40 | - | 8 | 8 | 7 | ||
80 | - | 8 | 8 | 7 | ||
100 | - | 9 | 9 | 8 | ||
Подъемником | св. 20 | - | 5 | |||
Примечание. Занятость рабочего определяется по формуле:
(Kз1 + Kз2 + Kзn) · 100,
где Kз1, Kз2, Kзn - занятость рабочего на одном станке.
Токарные, сверлильные и фрезерные станки | |||||||||||||
Карта 16 | |||||||||||||
Номер позиции | Вид работы | Вид перемещения | Способ перемещения | Расстояние перемещения L, м, до | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||
Время, мин. | |||||||||||||
1 | Переходы рабочего | - | без груза | 0,02 | 0,04 | 0,06 | 0,08 | 0,1 | 0,12 | 0,14 | 0,16 | 0,18 | 0,2 |
2 | Перемещение электроподъемника | горизонтальное | с грузом | 0,05 | 0,1 | 0,15 | 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 |
3 | без груза | 0,01 | 0,08 | 0,12 | 0,16 | 0,2 | 0,24 | 0,28 | 0,32 | 0,36 | 0,4 | ||
4 | вертикальное | с грузом | 0,13 | 0,26 | 0,39 | - | - | - | - | - | - | - | |
5 | без груза | 0,1 | 0,2 | 0,3 | - | - | - | - | - | - | - | ||
Примечание. Вспомогательное время на переходы от станка к станку и перемещение деталей электроподъемником следует добавлять к норме штучного времени только в том случае, если организационно-технические условия производства отличаются от предусмотренных нормативами.
Резцы с пластинками твердого сплава и быстрорежущей стали | Точение | |||||||||||
Карта 17 | ||||||||||||
Обрабатываемый материал | ||||||||||||
Сталь углеродистая и легированная | Чугун и медные сплавы | Жаропрочные, жаростойкие и титановые сплавы | ||||||||||
Глубина резания t, мм, до | ||||||||||||
3 | 5 | 8 | 12 | св. 12 | 3 | 5 | 8 | 3 | 5 | 8 | ||
Подача S, мм/об. | ||||||||||||
40 | 0,4-0,5 | 0,3 - 0,4 | - | - | - | 0,4 - 0,5 | - | - | 0,2 - 0,3 | - | - | |
12 x 20 | 60 | 0,5 - 0,7 | 0,4 - 0,6 | 0,3 - 0,5 | - | - | 0,6 - 0,8 | 0,5 - 0,8 | 0,4 - 0,6 | 0,25 - 0,35 | 0,2 - 0,3 | 0,16 - 0,3 |
16 x 25 | 100 | 0,6 - 0,9 | 0,5 - 0,7 | 0,5 - 0,6 | 0,4 - 0,5 | - | 0,8 - 1,2 | 0,7 - 1,0 | 0,6 - 0,8 | 0,35 - 0,4 | 0,27 - 0,37 | 0,2 - 0,34 |
200 | 0,8 - 1,2 | 0,7 - 1,0 | 0,6 - 0,8 | 0,5 - 0,6 | - | 0,9 - 1,3 | 0,3 - 1,2 | 0,7 - 1,0 | 0,45 - 0,5 | 0,4 - 0,45 | 0,35 - 0,4 | |
60 | 0,6 - 0,7 | 0,5 - 0,8 | 0,4 - 0,6 | - | - | 0,6 - 0,9 | 0,5 - 0,8 | 0,4 - 0,7 | 0,30 - 0,45 | 0,25 - 0,4 | 0,2 - 0,35 | |
20 x 32 | 100 | 0,8 - 1,0 | 0,7 - 0,9 | 0,05 - 0,7 | 0,4 - 0,7 | - | 0,9 - 1,3 | 0,8 - 1,2 | 0,7 - 1,0 | 0,4 - 0,5 | 0,32 - 0,45 | 0,25 - 0,4 |
25 x 25 | 200 | 1,0 - 1,2 | 0,9 - 1,1 | 0,7 - 0,9 | 0,5 - 0,8 | 0,3 - 0,5 | 1,1 - 1,4 | 0,9 - 1,3 | 0,8 - 1,2 | 0,55 - 0,6 | 0,42 - 0,55 | 0,35 - 0,5 |
св. 200 | 1,2 - 1,4 | 1,0 - 1,2 | 0,8 - 1,0 | 0,6 - 0,9 | 0,4 - 0,6 | 1,2 - 1,8 | 1,2 - 1,6 | 1,0 - 1,3 | 0,7 - 0,8 | 0,56 - 0,7 | 0,45 - 0,6 | |
60 | 0,6 - 0,9 | 0,5 - 0,8 | 0,4 - 0,7 | - | - | 0,6 - 0,9 | 0,5 - 0,8 | 0,4 - 0,7 | 0,3 - 0,45 | 0,25 - 0,4 | 0,2 - 0,35 | |
25 x 40 | 100 | 0,8 - 1,2 | 0,7 - 1,1 | 0,6 - 0,9 | 0,5 - 0,8 | - | 1,0 - 1,4 | 0,9 - 1,2 | 0,8 - 1,0 | 0,5 - 0,6 | 0,38 - 0,55 | 0,3 - 0,48 |
32 x 40 | 500 | 1,0 - 1,3 | 0,9 - 1,2 | 0,8 - 1,1 | 0,7 - 0,9 | 0,6 - 0,7 | 1,4 - 1,8 | 1,2 - 1,6 | 1,0 - 1,4 | 0,65 - 0,72 | 0,5 - 0,66 | 0,42 - 0,6 |
40 x 63 | 1000 | 1,2 - 1,5 | 1,1 - 1,5 | 0,9 - 1,2 | 0,8 - 1,0 | 0,7 - 0,8 | 1,5 - 2,0 | 1,2 - 1,8 | 1,0 - 1,4 | 0,85 - 1,0 | 0,5 - 0,75 | 0,45 - 0,6 |
32 x 40 40 x 63 | 1500 | 1,3 - 2,0 | 1,3 - 1,8 | 1,2 - 1,6 | 1,1 - 1,5 | 1,0 - 1,5 | 1,6 - 2,4 | 1,5 - 2,0 | 1,4 - 1,8 | 0,9 - 1,0 | 0,6 - 0,8 | 0,5 - 0,7 |
Примечания:
1. При обработке на станках с шагово-импульсной системой и максимальной дискретностью отсчета 0,05 мм значения подачи умножать на коэффициент Ks = 0,85, при дискретности 0,01 мм - Ks = 0,9.
2. Подачи в зависимости от жесткости см. в карте 21.
3. При обработке прерывистых поверхностей и на работах с ударами принять коэффициент Ks = 0,754 - 0,85.
4. Верхние пределы подачи рекомендуются для меньшей глубины резания при обработке менее прочных сталей и чугуна, нижние - для большей глубины резания и большей твердости обрабатываемого материала.
Точение и растачивание | ||||||||||||
Карта 18 | ||||||||||||
Черновое растачивание | ||||||||||||
Диаметр резца (круглого сечения), мм | Вылет резца, мм, до | Сталь | Чугун и медные сплавы | |||||||||
Глубина резания t, мм, до | ||||||||||||
3 | 5 | 3 | 5 | |||||||||
Подача S, мм/об. | ||||||||||||
12 | 60 | 0,08 | - | 0,12 - 0,15 | - | |||||||
16 | 80 | 0,15 | 0,10 | 0,15 - 0,25 | 0,10 - 0,18 | |||||||
20 | 100 | 0,15 - 0,25 | 0,12 | 0,25 - 0,35 | 0,12 - 0,25 | |||||||
25 | 125 | 0,15 - 0,40 | 0,12 - 0,20 | 0,30 - 0,50 | 0,25 - 0,35 | |||||||
30 | 150 | 0,20 - 0,50 | 0,12 - 0,30 | 0,40 - 0,60 | 0,25 - 0,45 | |||||||
40 | 200 | 0,25 - 0,60 | 0,15 - 0,40 | 0,60 - 0,80 | 0,30 - 0,60 | |||||||
Точение канавок | ||||||||||||
Ширина резца | Сталь | Жаростойкие и жаропрочные стали | ||||||||||
Диаметр детали D, мм, до | ||||||||||||
50 | 100 | 200 | св. 200 | 50 | 100 | 200 | св. 200 | |||||
Подача S, мм/об. | ||||||||||||
2 - 4 | 0,05 | 0,06 | 0,08 | 0,10 | 0,04 | 0,05 | 0,07 | 0,08 | ||||
4 - 10 | 0,06 | 0,08 | 0,10 | 0,12 | 0,05 | 0,06 | 0,08 | 0,10 | ||||
Св. 10 | - | - | 0,12 | 0,15 | - | - | 0,10 | 0,12 | ||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПОДАЧУ ТОЧЕНИЯ
КАНАВОК В ЗАВИСИМОСТИ ОТ ПОВЕРХНОСТИ:
Шероховатость поверхности |  |  |  |  |  |
Коэффициент | 1,5 | 1,0 | 0,65 | 0,4 | 0,2 |
Примечание. Верхние пределы подачи рекомендуются для меньшей глубины резания при обработке менее прочных сталей и чугуна, нижние - для большей глубины резания и большей твердости обрабатываемого материала.
Резцы с пластинками твердого сплава и быстрорежущей стали | Точение | ||||
Карта 19, лист 1 | |||||
Шероховатость поверхности | Обрабатываемый материал | Диапазон скоростей резания, м/мин. | Радиус при вершине резца r, мм | ||
0,5 | 1,0 | 2,0 | |||
Подача S, мм/об. | |||||
 | Сталь углеродистая, легированная | < 50 | 0,25 - 0,5 | 0,35 - 0,6 | 0,5 - 0,7 |
> 50 | 0,4 - 0,55 | 0,55 - 0,65 | 0,65 - 0,7 | ||
Чугун, медные и алюминиевые сплавы | Весь диапазон скоростей | 0,25 - 0,4 | 0,4 - 0,5 | 0,5 - 0,6 | |
Жаропрочные, жаростойкие, титановые сплавы | > 50 | 0,25 - 0,41 | 0,33 - 0,48 | 0,39 - 0,58 | |
 | Сталь углеродистая, легированная | < 50 | 0,16 - 0,25 | 0,22 - 0,3 | 0,3 - 0,4 |
> 50 | 0,25 - 0,3 | 0,3 - 0,35 | 0,35 - 0,5 | ||
Чугун, медные и алюминиевые сплавы | Весь диапазон скоростей | 0,15 - 0,25 | 0,25 - 0,4 | 0,4 - 0,5 | |
Жаропрочные, жаростойкие, титановые сплавы | > 50 | 0,15 - 0,28 | 0,18 - 0,33 | 0,2 - 0,4 | |
ПОДАЧИ ДЛЯ ЧИСТОВОГО ТОЧЕНИЯ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ Резцы с пластинками твердого сплава и быстрорежущей стали | Точение | ||||
Карта 19, лист 2 | |||||
Шероховатость поверхности | Обрабатываемый материал | Диапазон скоростей резания, м/мин. | Радиус при вершине резца r, мм | ||
0,5 | 1,0 | 2,0 | |||
Подача S, мм/об. | |||||
 | Сталь углеродистая, легированная | < 50 | 0,10 | 0,11 - 0,15 | 0,15 - 0,22 |
> 50 | 0,11 - 0,2 | 0,16 - 0,25 | 0,25 - 0,35 | ||
Чугун, медные и алюминиевые сплавы | Весь диапазон скоростей | 0,1 - 0,15 | 0,15 - 0,20 | 0,20 - 0,35 | |
Жаропрочные, жаростойкие, титановые сплавы | > 50 | 0,07 - 0,2 | 0,1 - 0,24 | 0,15 - 0,29 | |
 | Сталь углеродистая, легированная | < 50 | 0,07 | 0,09 - 0,12 | 0,13 - 0,18 |
> 50 | 0,08 - 0,14 | 0,12 - 0,15 | 0,16 - 0,21 | ||
Чугун, медные и алюминиевые сплавы | Весь диапазон скоростей | 0,07 - 0,10 | 0,10 - 0,12 | 0,12 - 0,15 | |
Жаропрочные, жаростойкие, титановые сплавы | > 50 | 0,07 - 0,4 | 0,08 - 0,12 | 0,10 - 0,13 | |
Резцы с пластинками твердого сплава и быстрорежущей стали | Точение | |||||||||
Карта 20, лист 1 | ||||||||||
Шероховатость поверхности Rz, мкм | Обрабатываемый материал | Угол наклона образующей обрабатываемого контура, град. | Тип применяемого интерполятора и привода подач | |||||||
I | II | III | ||||||||
Радиус при вершине резца, м | ||||||||||
1,0 | 2,0 | 0,5 | 1,0 | 2,0 | 0,5 | 1,0 | 2,0 | |||
Подача S, мм/об. | ||||||||||
80 - 40 | Сталь углеродистая и легированная | до 15 | 0,3 - 0,35 | 0,35 - 0,4 | 0,3 - 0,45 | 0,45 - 0,6 | 0,55 - 0,7 | 0,55 - 0,65 | 0,6 - 0,7 | 0,7 - 0,9 |
45 | 0,2 - 0,25 | 0,27 - 0,3 | 0,25 - 0,3 | 0,3 - 0,35 | 0,35 - 0,4 | |||||
80 | 0,15 - 0,2 | 0,25 - 0,3 | 0,2 - 0,25 | 0,2 - 0,3 | 0,25 - 0,35 | |||||
Чугун, бронза и алюминиевые сплавы | 15 | 0,25 - 0,3 | 0,3 - 0,35 | 0,25 - 0,4 | 0,35 - 0,4 | 0,45 - 0,5 | 0,5 - 0,55 | 0,55 - 0,65 | 0,7 - 0,8 | |
45 | 0,15 - 0,2 | 0,2 - 0,25 | 0,2 - 0,3 | 0,3 - 0,35 | 0,3 - 0,4 | |||||
30 | 0,1 - 0,15 | 0,15 - 0,2 | 0,2 - 0,25 | 0,2 - 0,3 | 0,2 - 0,3 | |||||
40 - 20 | Сталь углеродистая и легированная | до 15 | 0,2 - 0,25 | 0,25 - 0,3 | 0,25 - 0,3 | 0,3 - 0,35 | 0,35 - 0,5 | 0,4 - 0,55 | 0,55 - 0,65 | 0,65 - 0,7 |
45 | 0,1 - 0,15 | 0,15 - 0,25 | 0,2 - 0,25 | 0,25 - 0,3 | 0,3 - 0,4 | |||||
80 | 0,07 - 0,1 | 0,1 - 0,11 | 0,1 - 0,2 | 0,15 - 0,25 | 0,2 - 0,3 | |||||
Чугун, бронза и алюминиевые сплавы | до 15 | 0,15 - 0,2 | 0,2 - 0,25 | 0,15 - 0,2 | 0,25 - 0,3 | 0,35 - 0,4 | 0,25 - 0,4 | 0,4 - 0,5 | 0,5 - 0,6 | |
45 | 0,1 - 0,11 | 0,15 - 0,2 | 0,1 - 0,15 | 0,15 - 0,2 | 0,2 - 0,3 | |||||
80 | 0,05 - 0,1 | 0,07 - 0,11 | 0,1 - 0,13 | 0,1 - 0,15 | 0,15 - 0,25 | |||||
ПОДАЧИ ДЛЯ ЧИСТОВОГО ТОЧЕНИЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ Резцы с пластинками твердого сплава и быстрорежущей стали | Точение | ||||||||||
Карта 20, лист 2 | |||||||||||
Шероховатость поверхности Rz, мкм | Обрабатываемый материал | Угол наклона образующей обрабатываемого контура, град. | Тип применяемого интерполятора и привода подач | ||||||||
I | II | III | |||||||||
Радиус при вершине резца, м | |||||||||||
1,0 | 2,0 | 0,5 | 1,0 | 2,0 | 0,5 | 1,0 | 2,0 | ||||
Подача S, мм/об. | |||||||||||
20 - 10 | Сталь углеродистая и легированная | до 15 | 0,1 - 0,15 | 0,15 - 0,2 | 0,15 - 0,2 | 0,2 - 0,25 | 0,25 - 0,35 | 0,25 - 0,3 | 0,3 - 0,35 | 0,35 - 0,5 | |
45 | 0,05 - 0,1 | 0,07 - 0,15 | 0,1 - 0,13 | 0,16 - 0,2 | 0,2 - 0,3 | ||||||
80 | 0,07 - 0,1 | 0,1 - 0,15 | 0,07 - 0,1 | 0,11 - 0,15 | 0,15 - 0,2 | ||||||
Чугун, бронза и алюминиевые сплавы | до 15 | 0,07 - 0,11 | 0,1 - 0,15 | 0,1 - 0,15 | 0,15 - 0,25 | 0,2 - 0,25 | 0,15 - 0,25 | 0,25 - 0,1 | 0,4 - 0,5 | ||
45 | 0,05 - 0,1 | 0,07 - 0,11 | 0,07 - 0,1 | 0,1 - 0,15 | 0,1 - 0,2 | ||||||
80 | 0,07 - 0,1 | 0,07 - 0,15 | 0,05 - 0,1 | 0,07 - 0,1 | 0,1 - 0,15 | ||||||
Примечание. Типы применяемых интерполяторов и приводов подач подразделяются по следующим признакам:
I тип - интерполяторы, работающие по принципу импульсного умножения.
Привод подач с ценой импульсов 
II тип - интерполяторы, работающие по принципу дифференциального анализатора.
Привод подач с ценой импульсов 
III тип - интерполяторы, работающие по оценочной функции.
Привод подач с ценой импульсов 
Точение | |||||||
Карта 21, лист 1 | |||||||
Диаметр детали D, мм, до | Глубина резания t, мм, до | Вылет детали L/D, до | |||||
1,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | ||
Подача S, мм/об. | |||||||
10 | 0,5 | > 1,5 | 0,80 | 0,38 | 0,20 | ||
1,0 | 1,5 | 1,15 | 0,75 | 0,32 | 0,14 | 0,07 | |
1,5 | 1,10 | 0,68 | 0,42 | 0,18 | 0,08 | 0,04 | |
20 | 1,0 | > 1,5 | 1,40 | 0,65 | 0,35 | 0,18 | |
2,0 | 1,0 | 0,75 | 0,55 | 0,25 | 0,13 | 0,07 | |
3,0 | 0,6 | 0,45 | 0,32 | 0,15 | 0,07 | 0,04 | |
30 | 1,0 | > 1,5 | 0,95 | 0,50 | 0,28 | ||
2,0 | 1,15 | 0,95 | 0,70 | 0,38 | 0,20 | 0,11 | |
4,0 | 0,50 | 0,40 | 0,30 | 0,15 | 0,09 | 0,04 | |
40 | 1,5 | > 1,5 | 1,20 | 0,70 | 0,36 | 0,20 | |
2,5 | 0,85 | 0,75 | 0,58 | 0,35 | 0,20 | 0,10 | |
4,0 | 0,50 | 0,42 | 0,33 | 0,20 | 0,11 | 0,06 | |
7,0 | 0,23 | 0,20 | 0,15 | 0,09 | 0,05 | 0,03 | |
50 | 1,5 | > 1,5 | 1,5 | 1,20 | 0,75 | 0,45 | 0,25 |
2,5 | 0,90 | 0,75 | 0,60 | 0,38 | 0,22 | 0,13 | |
5,0 | 0,38 | 0,32 | 0,27 | 0,17 | 0,10 | 0,05 | |
7,0 | 0,23 | 0,20 | 0,15 | 0,10 | 0,06 | 0,03 | |
10,0 | 0,14 | 0,12 | 0,10 | 0,07 | 0,03 | - | |
ПОДАЧИ, ДОПУСКАЕМЫЕ ЖЕСТКОСТЬЮ СИСТЕМЫ "СТАНОК - ДЕТАЛЬ" | Точение | |||||
Карта 21, лист 2 | ||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПОДАЧУ В ЗАВИСИМОСТИ ОТ: | ||||||
1) | главного угла | главный угол в плане | 45° | 60° | 90° | |
коэффициент Ks | 0,6 | 0,8 | 1,0 | |||
2) | допускаемой стрелы прогиба детали | прогиб детали fy | 0,05 | 0,1 | ||
коэффициент Ks | 1,0 | 3,0 | ||||
3) | способа крепления детали | крепление | трехкулачковый патрон | цанга | ||
коэффициент Ks | 1,0 | 0,8 | ||||
4) | жесткости станка | модель | 16К20ФЗ, 1К62ФЗ, МК6064 | 1М63Ф306, 1А616ФЗ | ||
коэффициент Ks | 1,0 | 0,6 | ||||
5) | обрабатываемого материала | материал | сталь | чугун | ||
коэффициент Ks | 1 | 1,5 | ||||
Примечание. При прерывистом точении величины подач уменьшать на 15 - 25%.
Сверление, рассверливание, зенкерование и развертывание | |||||||||
Карта 22, лист 1 | |||||||||
Сверление | |||||||||
Обрабатываемый материал | Диаметр сверла D, мм, до | ||||||||
6 | 10 | 13 | 16 | 20 | 25 | 30 | св. 30 | ||
Подача S, мм/об., до | |||||||||
Сталь | < 90 | 0,09 - 0,11 | 0,11 - 0,16 | 0,12 - 0,24 | 0,14 - 0,28 | 0,16 - 0,32 | 0,18 - 0,36 | 0,2 - 0,4 | 0,3 - 0,5 |
>= 90 | 0,06 - 0,08 | 0,07 - 0,12 | 0,07 - 0,17 | 0,08 - 0,20 | 0,1 - 0,23 | 0,12 - 0,26 | 0,14 - 0,3 | 0,2 - 0,4 | |
Чугун HB | < 200 | 0,27 - 0,35 | 0,35 - 0,45 | 0,4 - 0,5 | 0,46 - 0,55 | 0,5 - 0,65 | 0,59 - 0,7 | 0,67 - 0,83 | 0,75 - 0,9 |
>= 200 | 0,18 - 0,21 | 0,21 - 0,25 | 0,23 - 0,3 | 0,27 - 0,45 | 0,35 - 0,40 | 0,40 - 0,54 | 0,45 - 0,65 | 0,6 - 0,7 | |
Рассверливание | |||||||||
Обрабатываемый материал | Диаметр сверла D, мм, до | ||||||||
30 | 40 | 50 | 60 | ||||||
Диаметр предварительно просверленного отверстия D, мм, до | |||||||||
20 | 20 | 30 | 30 | 40 | 30 | 40 | |||
Подача S, мм/об., до | |||||||||
Сталь | 0,9 | 0,9 | 1,0 | 1,0 | 1,1 | 1,0 | 1,0 | ||
Чугун | 1,2 | 1,28 | 1,3 | 1,4 | 1,5 | 1,35 | 1,5 | ||
ПОДАЧИ ДЛЯ СВЕРЛЕНИЯ, РАССВЕРЛИВАНИЯ, ЗЕНКЕРОВАНИЯ И РАЗВЕРТЫВАНИЯ НА ТОКАРНО-РЕВОЛЬВЕРНЫХ СТАНКАХ | Сверление, рассверливание, зенкерование и развертывание | |||||||||||
Карта 22, лист 2 | ||||||||||||
Зенкерование | ||||||||||||
Обрабатываемый материал | Диаметр зенкера D, мм, до | |||||||||||
30 | 40 | 50 | 60 | 80 и выше | ||||||||
Подача S, мм/об., до | ||||||||||||
Сталь | - | 0,6 - 0,8 | 0,7 - 1,0 | 0,8 - 1,1 | 0,9 - 1,2 | 1,0 - 1,3 | ||||||
Чугун HB | < 200 | 0,9 - 1,1 | 1,1 - 1,4 | 1,3 - 1,6 | 1,5 - 1,8 | 1,6 - 2,0 | ||||||
>= 200 | 0,6 - 0,7 | 0,8 - 1,0 | 1,0 - 1,1 | 1,05 - 1,2 | 1,1 - 1,4 | |||||||
Развертывание | ||||||||||||
Обрабатываемый материал | Диаметр развертки D, мм, до | |||||||||||
15 | 30 | 40 | 50 | 60 | 80 и выше | |||||||
Подача S, мм/об., до | ||||||||||||
Сталь | - | 0,9 | 1,2 | 1,3 | 1,4 | 1,5 | 1,9 | |||||
Чугун HB | < 200 | 2,0 | 2,8 | 3,0 | 3,4 | 4,0 | 4,6 | |||||
>= 200 | 1.7 | 2,2 | 2,4 | 2,8 | 3,1 | 3,5 | ||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПОДАЧУ В ЗАВИСИМОСТИ ОТ: | ||||||||||||
1) Глубина сверления | Глубина сверления в диаметрах сверла | 3D | 5D | 7D | 10D | |||||||
Коэффициент Ks | 1,0 | 0,9 | 0,8 | 0,75 | ||||||||
2) Вида отверстия | Вид отверстия | Сквозное | Глухое | |||||||||
Коэффициент Ks | 1,0 | 0,7 | ||||||||||
Сталь углеродистая, легированная Резцы с пластинками твердого сплава Т15К6 | Точение и растачивание | ||||||||||||||||||||
Карта 23, лист 1 | |||||||||||||||||||||
Предел прочности при растяжении | Подача S, мм/об., до | ||||||||||||||||||||
44 - 49 | 50 - 55 | 56 - 62 | 63 - 70 | 71 - 79 | 80 - 89 | 90 - 100 | св. 100 | ||||||||||||||
Твердость по Бринелю HB | |||||||||||||||||||||
120 - 140 | 141 - 158 | 159 - 177 | 178 - 200 | 201 - 226 | 227 - 255 | 256 - 286 | св. 286 | ||||||||||||||
Глубина резания t, мм, до | |||||||||||||||||||||
1,4 | - | - | - | - | - | - | 0,25 | 0,38 | 0,54 | 0,75 | 0,97 | 1,27 | 1,65 | - | - | - | - | - | - | - | |
3 | 1,4 | - | - | - | - | - | - | 0,14 | 0,25 | 0,38 | 0,54 | 0,75 | 0,97 | 1,27 | 1,65 | - | - | - | - | - | - |
7 | 3 | 1,4 | - | - | - | - | - | - | 0,14 | 0,25 | 0,38 | 0,54 | 0,75 | 0,97 | 1,27 | 1,65 | - | - | - | - | - |
15 | 7 | 3 | 1,4 | - | - | - | - | - | - | 0,14 | 0,25 | 0,38 | 0,54 | 0,75 | 0,97 | 1,27 | 1,65 | - | - | - | - |
- | 15 | 7 | 3 | 1,4 | - | - | - | - | - | - | 0,14 | 0,25 | 0,38 | 0,54 | 0,75 | 0,97 | 1,27 | 1,65 | - | - | - |
- | - | 15 | 7 | 3 | 1,4 | - | - | - | - | - | - | 0,14 | 0,25 | 0,38 | 0,54 | 0,75 | 0,97 | 1,27 | 1,65 | - | - |
- | - | - | 15 | 7 | 3 | 1,4 | - | - | - | - | - | - | 0,14 | 0,25 | 0,38 | 0,54 | 0,75 | 0,97 | 1,27 | 1,65 | - |
- | - | - | - | 15 | 7 | 3 | 1,4 | - | - | - | - | - | - | 0,14 | 0,25 | 0,38 | 0,54 | 0,75 | 0,97 | 1,27 | 1,65 |
СКОРОСТЬ РЕЗАНИЯ Сталь углеродистая, легированная Резцы с пластинками твердого сплава Т15К6 | Точение и растачивание | |||||||||||||||
Карта 23, лист 2 | ||||||||||||||||
Характер обработки | Главный угол в плане | Скорость резания V, м/мин. | ||||||||||||||
Наружное продольное и поперечное точение при d/D = 0,84 - 1,0 | 30 | 290 | 257 | 228 | 204 | 180 | 161 | 142 | 127 | 113 | 100 | 89 | 79 | 70 | 62 | |
45 - 60 | 242 | 214 | 190 | 170 | 150 | 134 | 118 | 106 | 94 | 83 | 74 | 66 | 58 | 52 | ||
90 | 212 | 189 | 167 | 149 | 132 | 117 | 104 | 93 | 82 | 74 | 66 | 58 | 51 | 46 | ||
Растачивание до D = 500 мм | 30 | 265 | 235 | 209 | 187 | 165 | 147 | 130 | 116 | 103 | 92 | 81 | 72 | 64 | 57 | |
45 - 60 | 221 | 196 | 174 | 154 | 138 | 122 | 109 | 96 | 86 | 76 | 68 | 60 | 34 | 48 | ||
90 | 192 | 171 | 152 | 135 | 120 | 106 | 94 | 84 | 75 | 66 | 59 | 53 | 46 | 42 | ||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
1) Отношения при поперечном точении диаметров | 2) Материала инструмента | ||||||||||||
Отношение | 0 - 0,4 | 0,5 - 0,7 | 0,8 - 1,0 | Марка | Р18 | Т17К12 | Т5К12В | Т5К10 | Т14К8 | Т15К6 | Т30К4 | ||
Коэффициент Kv | 1,2 | 1,13 | 1,0 | ||||||||||
Коэффициент | 0,2 | 0,39 | 0,36 | 0,65 | 0,8 | 1,0 | 1,4 | ||||||
3) Состояния поверхности заготовки | 4) Точения фасонных (сферических, криволинейных поверхностей) | ||||||||||||
Состояние поверхности | Без корки | С коркой | Поверхность | Наружная | Внутренняя | ||||||||
Коэффициент Kv | 1,0 | 0,9 | Коэффициент | 0,75 | 0,6 | ||||||||
Сталь углеродистая, легированная Резцы с пластинками твердого сплава Т15К6 | Точение и растачивание | |||||||||||||||||||||
Карта 24, лист 1 | ||||||||||||||||||||||
Предел прочности при растяжении | Жаропрочная сталь | Подача S, мм/об., до | ||||||||||||||||||||
< 58 | 59 - 97 | > 57 | ||||||||||||||||||||
Глубина резания, t, мм, до | ||||||||||||||||||||||
2,0 | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - | - | - | - | - | - | - |
2,4 | 2,0 | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - | - | - | - | - | - |
2,8 | 2,4 | 2,0 | 2,0 | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - | - | - | - | - |
3,4 | 2,8 | 2,4 | 2,4 | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - | - | - | - |
4,0 | 3,4 | 2,8 | 2,8 | - | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - | - | - |
4,8 | 4,0 | 3,4 | 3,4 | - | - | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - | - |
5,7 | 4,8 | 4,0 | 4,0 | - | - | - | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - |
6,8 | 5,7 | 4,8 | 4,8 | - | - | - | - | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,1 | - | - | - |
8,0 | 6,8 | 5,7 | - | - | - | - | - | - | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,2 | - | - |
9,7 | 8,0 | 6,8 | 6,8 | - | - | - | - | - | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | 1,9 | |
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Сталь углеродистая, легированная Резцы с пластинками твердого сплава Т15К6 | Точение и растачивание | ||||||||||||||||||
Карта 24, лист 2 | |||||||||||||||||||
Скорость резания V, м/мин., до | Мощность резания N, кВт | ||||||||||||||||||
30 | - | - | - | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 |
37 | - | - | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 |
46 | - | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 |
57 | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 |
70 | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 |
86 | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - |
106 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - | - |
131 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - | - | - |
162 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - | - | - | - |
200 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - | - | - | - | - |
245 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - | - | - | - | - | - |
300 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - | - | - | - | - | - | - |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ В ЗАВИСИМОСТИ
ОТ ПЕРЕДНЕГО УГЛА И ГЛАВНОГО УГЛА В ПЛАНЕ
Угол резца в град. | Передний угол | +10 | 0 | -10 |
Главный угол в плане | 30 | 45 - 60 | св. 60 - 90 | |
Коэффициент KN | 0,9 | 1,0 | 1,2 | |
Сталь жаропрочная (типа Х18Н9Т, Х18Н9М) Резцы с пластинками твердого сплава ВК8 Работа с охлаждением | Точение и растачивание | ||||||||||||
Карта 25 | |||||||||||||
Глубина резания t, мм, до | Подача S, мм/об., до | ||||||||||||
0,8 | 0,09 | 0,12 | 0,16 | 0,21 | 0,27 | 0,35 | 0,46 | 0,59 | 0,77 | - | - | ||
1,4 | - | 0,09 | 0,12 | 0,16 | 0,21 | 0,27 | 0,35 | 0,46 | 0,59 | 0,77 | - | ||
2,6 | - | - | 0,09 | 0,12 | 0,16 | 0,21 | 0,27 | 0,35 | 0,46 | 0,59 | 0,77 | ||
4,6 | - | - | - | 0,09 | 0,12 | 0,16 | 0,21 | 0,27 | 0,35 | 0,46 | 0,59 | ||
Характер обработки | Главный угол в плане | Скорость резания V, м/мин. | |||||||||||
1. | Наружное продольное и поперечное точение при d/D = 0,84 - 1,0 | 30 | 130 | 114 | 101 | 89 | 79 | 70 | 62 | 56 | 50 | 44 | 38 |
45 - 60 | 107 | 95 | 84 | 75 | 67 | 60 | 53 | 47 | 42 | 37 | 33 | ||
90 | 95 | 86 | 76 | 67 | 59 | 52 | 46 | 41 | 36 | 32 | 28 | ||
2. | Растачивание до D = 500 мм | 30 | 116 | 102 | 90 | 80 | 71 | 63 | 55 | 50 | 45 | 39 | 35 |
45 - 60 | 96 | 85 | 75 | 67 | 60 | 54 | 47 | 42 | 38 | 34 | 30 | ||
90 | 85 | 77 | 68 | 60 | 53 | 47 | 41 | 37 | 32 | 29 | 25 | ||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
1) | Вида поперечного точения | Отношение диаметров d/D | 0 - 0,4 | 0,54 - 0,7 | 0,84 - 1,0 | |||
Коэффициент Kv | 1,2 | 1,13 | 1,0 | |||||
2) | Марки материала инструмента | Марка | Р18 | ВК8 | Т5К10 | Т15К6 | ||
Коэффициент Kv | 0,3 | 1,0 | 1,4 | 1,9 | ||||
3) | Состояния поверхности заготовки | Поверхность | Без корки | С коркой | ||||
Коэффициент Kv | 1,0 | 0,9 | ||||||
4) | точения фасонных сферических) поверхностей | Поверхность | Наружная | Внутренняя | ||||
Коэффициент Kv | 0,75 | 0,6 | ||||||
Чугун серый Резцы с пластинками твердого сплава ВК6 | Точение и растачивание | ||||||||||||||||
Карта 26 | |||||||||||||||||
Группа твердости по Бринелю HB | Подача S, мм/об., до | ||||||||||||||||
143 - 229 | 190 - 225 | 197 - 269 | |||||||||||||||
Глубина резания t, мм, до | |||||||||||||||||
0,8 | - | - | 0,14 | 0,23 | 0,42 | 0,56 | 0,75 | 1,0 | 1,3 | 1,8 | 2,5 | 3,3 | - | - | - | - | - |
1,8 | 0,8 | - | - | 0,14 | 0,23 | 0,42 | 0,56 | 0,75 | 1,0 | 1,3 | 1,8 | 2,5 | 3,3 | - | - | - | - |
4 | 1,8 | 0,8 | - | - | 0,14 | 0,23 | 0,42 | 0,56 | 0,75 | 1,0 | 1,3 | 1,8 | 2,5 | 3,3 | - | - | - |
9 | 4 | 1,8 | - | - | - | 0,14 | 0,23 | 0,42 | 0,56 | 0,75 | 1,0 | 1,3 | 1,8 | 2,5 | 3,3 | - | - |
- | 9 | 4 | - | - | - | - | 0,14 | 0,23 | 0,42 | 0,56 | 0,75 | 1,0 | 1,3 | 1,8 | 2,5 | 3,3 | - |
- | - | 9 | - | - | - | - | - | 0,14 | 0,23 | 0,42 | 0,56 | 0,75 | 1,0 | 1,3 | 1,8 | 2,5 | 3,3 |
Характер обработки | Главный угол в плане | Скорость резания V, м/мин. | |||||||||||||||
Наружное, продольное и поперечное точение при d/D = 0,8 - 1,0 | 30 | 167 | 148 | 131 | 118 | 103 | 92 | 83 | 73 | 65 | 58 | 50 | 46 | 41 | 36 | 31 | |
45 - 60 | 139 | 123 | 109 | 98 | 86 | 77 | 69 | 61 | 54 | 48 | 42 | 38 | 34 | 30 | 26 | ||
90 | 115 | 102 | 91 | 81 | 72 | 64 | 57 | 50 | 45 | 40 | 35 | 31 | 28 | 25 | 22 | ||
Растачивание до D = 500 мм | 30 | 151 | 134 | 119 | 107 | 93 | 83 | 75 | 66 | 59 | 52 | 45 | 42 | 37 | 33 | 28 | |
45 - 60 | 126 | 112 | 99 | 88 | 78 | 70 | 62 | 55 | 49 | 44 | 38 | 34 | 30 | 27 | 24 | ||
90 | 104 | 93 | 82 | 74 | 65 | 58 | 51 | 46 | 41 | 36 | 32 | 29 | 26 | 22 | 20 | ||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
1) | Вида поперечного точения | Отношение диаметров d/D | 04 - 0,4 | 0,5 - 0,7 | 0,84 - 1,0 | |
Коэффициент Kv | 1,2 | 1,13 | 1,0 | |||
2) | Марки материала инструмента | Марка | ВК8 | ВК6 | ВК3 | ВК2 |
Коэффициент Kv | 0,83 | 1,0 | 1,15 | 1,2 - 1,25 | ||
3) | Состояния поверхности заготовки | Поверхность | Без корки | С коркой | ||
Коэффициент Kv | 1,0 | 0,9 | ||||
4) | Точения фасонных (сферических) поверхностей | Поверхность | Наружная | Внутренняя | ||
Коэффициент Kv | 0,75 | 0,6 | ||||
Чугун серый Резцы с пластинками твердого сплава ВК6 | Точение и растачивание | ||||||||||||||||||
Карта 27 | |||||||||||||||||||
Глубина резания t, мм, до | Подача S, мм/об., до | ||||||||||||||||||
2.8 | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | 1,9 | 2,5 | - | - | - | - | - | - | - | - |
3,4 | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - | - | - | - | - | - |
4,0 | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - | - | - | - | - |
4,3 | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - | - | - | - |
0,7 | - | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - | - | - |
6,3 | - | - | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - | - |
8,0 | - | - | - | - | - | - | 0,25 | 0,3 | 0,37 | 0,47 | 0,6 | 0,75 | 0,96 | 1,2 | 1,5 | - | - | - | - |
Скорость резания V, м/мм, до | Мощность резания N, квт | ||||||||||||||||||
24 | - | - | - | - | - | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 |
29 | - | - | - | - | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 |
35 | - | - | - | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 |
41 | - | - | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 |
49 | - | - | - | 1,0 | 1, 9 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 |
59 | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8 3 | 10 | 12 | 14 | 17 |
70 | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 17 | 17 | 20 |
84 | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - |
100 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - | - |
120 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - | - | - |
142 | 1,7 | 2,0 | 2,4 | 2,9 | 0, 4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - | - | - | - |
170 | 2,0 | 2,4 | 2,9 | 3,4 | 4,1 | 4,9 | 5,8 | 7,0 | 8,3 | 10 | 12 | 14 | 17 | 20 | - | - | - | - | - |
Медные и алюминиевые сплавы Резцы из стали Р18 | Точение и растачивание | |||||||||||
Карта 28, лист 1 | ||||||||||||
Глубина резания t, мм | Подача S, мм/об., до | |||||||||||
0,7 - 1,7 | 0,25 | 0,32 | 0,4 | 0,5 | 0,62 | 0,79 | 1,0 | 1,26 | 1,58 | 2,0 | - | |
1,8 - 4.0 | 0,25 | 0,25 | 0,32 | 0,4 | 0,5 | 0,62 | 0,79 | 1,0 | 1,26 | 1,58 | 2,0 | |
4,6 - 12 | - | 0,2 | 0,25 | 0,32 | 0,4 | 0,5 | 0,62 | 0,70 | 1,0 | 1,26 | 1,58 | |
Характер обработки | Угол в плане | Скорость резания V, м/мин. | ||||||||||
Наружное продольное точение | 60 | 107 | 95 | 85 | 75 | 67 | 60 | 53 | 47 | 42 | 39 | 33 |
90 | 89 | 79 | 70 | 62 | 56 | 50 | 44 | 39 | 34 | 31 | 27 | |
Растачивание до D = 500 мм | 60 | 96 | 85 | 76 | 67 | 60 | 54 | 47 | 42 | 37 | 35 | 30 |
90 | 81 | 71 | 63 | 56 | 53 | 45 | 40 | 35 | 31 | 28 | 24 | |
Поперечное точение при d/D = 0,84 - 1,0 | 60 | 112 | 99 | 89 | 78 | 70 | 63 | 55 | 49 | 44 | 41 | 34 |
90 | 93 | 82 | 73 | 65 | 58 | 52 | 46 | 41 | 35 | 32 | 28 | |
СКОРОСТЬ РЕЗАНИЯ Медные и алюминиевые сплавы Резцы из стали Р18 | Точение и растачивание | |||||||||
Карта 28, лист 2 | ||||||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | ||||||||||
1) | Группы медного сплава | Группы медного сплава | Сплавы гетерогенные | Сплавы свинцовистые при основной гетерогенной структуре | Гомогенные сплавы | Сплавы с содержанием свинца < 10% при основной гомогенной структуре | Медь | Сплавы с содержанием свинца > 15% | ||
Высокой твердости | Средней твердости | |||||||||
Коэффициент Kv | 0,7 | 1,0 | 1,7 | 2,0 | 4,0 | 8,0 | 12,0 | |||
2) | Группы алюминиевого сплава | Группы алюминиевого сплава | Силумин и литейные сплавы | Силумин и литейные сплавы | Дуралюмин | |||||
Коэффициент Kv | 1,5 | 1,8 | 2,2 | |||||||
3) | Отношения при поперечном точении d/D | Отношение d/D | 0 - 0,4 | 0,5 - 0,7 | 0,8 - 1,0 | |||||
Коэффициент Kv | 1,18 | 1,11 | 1,0 | |||||||
4) | Марки материала инструмента | Марка | Р9; Р18 | ВК4; ВК6 | ||||||
Коэффициент Kv | 1,0 | 2,5 | ||||||||
5) | Состояния поверхности заготовки | Поверхности | Без корки | С коркой | ||||||
Коэффициент Kv | 1,0 | 0,9 | ||||||||
6) | Точения фасонных (сферических) поверхностей | Поверхности | Наружная | Внутренняя | ||||||
Коэффициент Kv | 0,75 | 0,6 | ||||||||
Медные и алюминиевые сплавы Резцы из стали Р18 | Точение и растачивание | |||||||||||||||
Карта 29 | ||||||||||||||||
Глубина резания t, мм, до | Подача S, мм/об., до | |||||||||||||||
2,0 | 0,23 | 0,3 | 0,4 | 0,52 | 0,68 | 0,9 | 1,2 | 1,5 | 2,0 | - | - | - | - | - | - | - |
2,4 | 0,18 | 0,23 | 0,3 | 0,4 | 0,52 | 0,68 | 0,9 | 1,2 | 1,5 | 2,0 | - | - | - | - | - | - |
2,9 | 0,13 | 0,18 | 0,23 | 0,3 | 0,4 | 0,52 | 0,68 | 0,9 | 1,2 | 1,5 | 2,0 | - | - | - | - | - |
3,5 | 0,1 | 0,13 | 0,18 | 0,23 | 0,3 | 0,4 | 0,52 | 0,68 | 0,9 | 1,2 | 1,5 | 2,0 | - | - | - | - |
4,1 | - | 0,1 | 0,13' | 0,18 | 0,23 | 0,3 | 0,4 | 0,52 | 0,68 | 0,9 | 1,2 | 1,5 | 2,0 | - | - | - |
4,9 | - | - | 0,1 | 0,13 | 0,18 | 0,23 | 0,3 | 0,4 | 0,52 | 0,68 | 0,9 | 1,2 | 1,5 | 2,0 | - | - |
5,9 | - | - | - | 0,1 | 0,13 | 0,18 | 0,23 | 0,3 | 0,4 | 0,52 | 0,68 | 0,9 | 1,2 | 1,5 | 2,0 | - |
7,0 | - | - | - | - | 0,1 | 0,13 | 0,18 | 0,23 | 0,3 | 0,4 | 0,52 | 0,68 | 0,9 | 1,2 | 1,5 | 2,0 |
8,4 | - | - | - | - | - | 0,1 | 0,13 | 0,18 | 0,23 | 0,3 | 0,4 | 0,52 | 0,68 | 0,9 | 1,2 | 1,5 |
Скорость резания V, м/мин. | Мощность резания N, квт | |||||||||||||||
34 | - | - | - | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 |
41 | - | - | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 |
49 | - | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 |
58 | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 |
70 | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 |
83 | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,5 |
99 | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,5 | 7,7 |
118 | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,5 | 7,7 | 9,3 |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ
В ЗАВИСИМОСТИ ОТ ГРУППЫ СПЛАВОВ
Группы сплавов | Медные сплавы | Алюминиевые сплавы | ||||||
Гетерогенные | Свинцовистые при основной гетерогенной структуре | Гомогенные | С содержанием свинца < 10% при основной гомогенной структуре | Медь | С содержанием свинца > 15% | Все сплавы | ||
твердые | средней твердости | |||||||
Коэффициент KN | 0,75 | 1,0 | 0,62 | 18 - 22 | 0,65 - 0,7 | 1,7 - 2,1 | 0,25 - 0,45 | 1,25 |
Сталь конструкционная, жаростойкая и жаропрочная, титановые сплавы Резцы с пластинками твердого сплава ВК8 | Точение | ||||||||
Карта 30 | |||||||||
Конструкционные стали | |||||||||
Подача S, мм/об., до | 0,03 | 0,04 | 0,05 | 0,07 | 0,1 | 0,14 | 0,2 | 0,28 | |
Скорость резания V, м/мин. | 100 | 92 | 82 | 73 | 66 | 59 | 53 | 47 | |
Титановые сплавы | |||||||||
Подача S, мм/об., до | 0,04 | 0,06 | 0,08 | 0,1 | 0,13 | 0,17 | 0,21 | 0,27 | |
Скорость резания V, м/мин. | 54 | 49 | 45 | 41 | 38 | 34 | 31 | 29 | |
Жаростойкие и жаропрочные стали | |||||||||||
Подача S, мм/об., до | 0,04 | 0,05 | 0,06 | 0,07 | 0,085 | 0,1 | 0,12 | 0,14 | 0,17 | 0,2 | 0,24 |
Скорость резания V, м/мин. | 80 | 72 | 61 | 52 | 46 | 41 | 36 | 32 | 25 | 25 | 22 |
Примечания:
1. Стойкость инструментов равна 60 мин.
2. При точении канавок резцами из стали Р18, Р6М5 применять коэффициент K = 0,4.
Сталь углеродистая и легированная, чугун, алюминиевые сплавы Сверла из стали Р18 | Сверление | ||||||
Карта 31 | |||||||
Диаметр сверла D, мм, до | Сталь углеродистая, легированная | Чугун серый и ковкий, медные и алюминиевые сплавы | |||||
Группа подач | |||||||
I | II | III | I | II | III | ||
Подача S, мм/об. | |||||||
2 | 0,03 - 0,05 | 0,02 - 0,04 | 0,02 - 0,03 | 0,06 - 0,09 | 0,03 - 0,06 | 0,02 - 0,05 | |
4 | 0,05 - 0,08 | 0,03 - 0,06 | 0,02 - 0,04 | 0,13 - 0,18 | 0,07 - 0,13 | 0,04 - 0,09 | |
6 | 0,08 - 0,14 | 0,05 - 0,10 | 0,04 - 0,07 | 0,18 - 0,27 | 0,12 - 0,20 | 0,08 - 0,13 | |
8 | 0,10 - 0,17 | 0,07 - 0,13 | 0,05 - 0,08 | 0,24 - 0,35 | 0,14 - 0,26 | 0,10 - 0,17 | |
10 | 0,13 - 0,21 | 0,10 - 0,15 | 0,06 - 0,10 | 0,31 - 0,46 | 0,19 - 0,34 | 0,12 - 0,22 | |
13 | 0,14 - 0,23 | 0,11 - 0,17 | 0,08 - 0,11 | 0,34 - 0,50 | 0,21 - 0,38 | 0,14 - 0,25 | |
16 | 0,17 - 0,28 | 0,13 - 0,20 | 0,09 - 0,14 | 0,41 - 0,60 | 0,25 - 0,44 | 0,16 - 0,29 | |
20 | 0,20 - 0,32 | 0,15 - 0,24 | 0,10 - 0,17 | 0,47 - 0,68 | 0,29 - 0,50 | 0,19 - 0,33 | |
25 | 0,22 - 0,35 | 0,17 - 0,26 | 0,11 - 0,18 | 0,52 - 0,74 | 0,33 - 0,57 | 0,21 - 0,36 | |
30 | 0,24 - 0,41 | 0,18 - 0,31 | 0,12 - 0,21 | 0,60 - 0,84 | 0,35 - 0,63 | 0,23 - 0,41 | |
Св. 30 до 60 | 0,30 - 0,53 | 0,23 - 0,41 | 0,15 - 0,26 | 0,65 - 0,93 | 0,44 - 0,74 | 0,29 - 0,53 | |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПОДАЧУ
В ЗАВИСИМОСТИ ОТ:
1) | Глубины сверления (для I группы подач) | Глубина сверления в диаметрах сверла | 3D | 5D | 7D | 10D |
Коэффициент K1 | 1,0 | 0,9 | 0,8 | 0,75 | ||
2) | Материала режущей части инструмента | Марка инструмента | Р18 | ВК8 | ||
Коэффициент Kи | 1,0 | 0,8 | ||||
Примечание. Верхние пределы подачи рекомендуются для меньшей глубины сверления менее прочных сталей и чугуна, нижние - для большей глубины сверления и большей твердости обрабатываемого материала.
Технологические факторы выбора подач:
I группа подач. Сверление отверстий в жестких деталях бел допуска или с допуском до 5-го класса точности под последующую обработку сверлом, зенкером или резцом.
II группа подач. Сверление отверстий в деталях средней жесткости (тонкостенные детали коробчатой формы, тонкие выступающие части детали и т.п.) без допуска или с допуском до 5-го класса точности под последующую обработку сверлом, зенкером или резцом.
III группа подач. Сверление точных отверстий при последующей обработке развертками. Сверление в деталях малой жесткости и с неустойчивыми опорами поверхности; сверление отверстий, ось которых неперпендикулярна плоскости; сверление для последующего нарезания резьбы метчиком. Сверление центровочными сверлами.
Сталь углеродистая и легированная Сверла из стали Р18 Работа с охлаждением | Сверление | |||||||||||
Карта 32, лист 1 | ||||||||||||
Форма заточки | Диаметр сверла D, мм, до | Подача S, мм/об., до | ||||||||||
0,09 | 0,12 | 0,15 | 0,20 | 0,27 | 0,37 | 0,50 | 0,66 | 0,88 | ||||
Скорость резания V, м/мин. | ||||||||||||
Двойная ДП | 20 | - | - | 33,3 | 28,8 | 24,8 | 21,6 | 18,5 | 15,9 | 13,5 | ||
30 | - | - | - | 33.3 | 28,8 | 24,8 | 21,6 | 18,5 | 15,9 | |||
60 | - | - | - | - | 33,3 | 28,8 | 24,8 | 21,6 | 18,5 | |||
Нормальная Н и НП | 4,6 | 28,8 | 24,8 | 21,6 | 18,5 | 15,9 | 13,5 | 11,7 | 9,9 | 8,6 | ||
9,6 | - | 28,8 | 24,8 | 21,6 | 18,5 | 15,9 | 13,5 | 11,7 | 9,9 | |||
20 | - | - | 28,8 | 24,8 | 21,6 | 18,5 | 15,9 | 13,5 | 11,7 | |||
30 | - | - | - | 28,8 | 24,8 | 21,6 | 18,5 | 15,9 | 13,5 | |||
60 | - | - | - | - | 28,8 | 24,8 | 21,6 | 18,5 | 15,9 | |||
Комбинированное центровочное сверло | Диаметр сверла D, мм | 2,5 | 3 - 5 | |||||||||
Скорость резания V, м/мин. | 13,5 | 16,2 | ||||||||||
Сталь углеродистая и легированная Сверла из стали Р18 Работа с охлаждением | Сверление | |||||||||||||
Карта 32, лист 2 | ||||||||||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | ||||||||||||||
1) Группы и механических характеристик стали | Группы стали | Углеродистые (с < 0,6%) | Хромоникелевые | |||||||||||
Типовые марки сталей | 10, 15, 20, 25 | 30, 35, 40 | 45, 50 | 12Х2Н3А | 12Х2Н14А | 20ХНМ | 40ХНМА | |||||||
Предел прочности | 56 | 51 - 75 | 61 - 83 | 75 - 98 | 56 - 75 | 61 - 83 | 75 - 98 | 97 - 110 | 102 - 116 | 53 - 74 | 61 - 86 | 53 - 70 | 67 - 91 | |
Твердость HB | 156 | 143 - 207 | 170 - 229 | 207 - 269 | 156 - 207 | 170 - 229 | 207 - 269 | 269 - 302 | 285 - 321 | 156 - 217 | 179 - 255 | 156 - 207 | 197 - 269 | |
Коэффициент Kм | 0,7 | 1,0 | 0,9 | 0,8 | 1,0 | 0,8 | 0,7 | 0,7 | 0,65 | 0,9 | 0,7 | 1,2 | 0,7 | |
СКОРОСТЬ РЕЗАНИЯ Сталь углеродистая и легированная Сверла из стали Р18 Работа с охлаждением | Сверление | ||||||||||||||||||||||
Карта 32, лист 3 | |||||||||||||||||||||||
1) | Группы и механических характеристик стали | Группы стали | Углеродистые труднообрабатываемые (с > 0,6%), хромистые, хромоникелевольфрамовые, инструментальные | Хромомарганцовистые, хромокремнистые, хромокремнемарганцовистые и близкие к ним | Автоматные | ||||||||||||||||||
Типовые марки сталей | 30Х, 35Х, 38ХА, 40Х | 15Х, 20Х | 45Г, 50Г | 35ХГС | 18ХГТ | 30ХГТ | А12, А20 | А30 | А40Г | ||||||||||||||
Предел прочности | 54 - 72 | 60 - 76 | 72 - 89 | 89 - 100 | 100 - 117 | 48 - 63 | 60 - 80 | 80 - 94 | 94 - 100 | 56 - 82 | 94 - 113 | 113 - 134 | 49 - 62 | 56 - 65 | - | - | - | ||||||
Твердость HB | 156 - 207 | 170 - 217 | 207 - 255 | 255 - 285 | 285 - 331 | 137 - 179 | 170 - 229 | 229 - 269 | 269 - 285 | 170 - 241 | 269 - 321 | 321 - 375 | 149 - 187 | 170 - 197 | - | - | - | ||||||
Коэффициент Kм | 0,8 | 0,8 | 0,7 | 0,65 | 0,55 | 0,93 | 0,65 | 0,55 | 0,5 | 0,6 | 0,5 | 0,4 | 1,1 | 0,7 | 1,56 | 1,34 | 1,16 | ||||||
2) | Глубины отверстия | Глубина отверстия в диаметрах инструмента | 3D | 5D | 7D | 10D | |||||||||||||||||
Коэффициент K | 1,0 | 0,9 | 0,8 | 0,75 | |||||||||||||||||||
3) | Стойкости инструмента | Период стойкости Tм, мин. | до 15 | 30 | 60 | 100 | 150 | 200 | 250 | 300 | 400 | ||||||||||||
Коэффициент Kст | 1,5 | 1,3 | 1,1 | 1,0 | 0,9 | 0,85 | 0,80 | 0,75 | 0,65 | ||||||||||||||
Примечание. Среднее значение стойкости сверл приведено в приложении 2.
Сталь углеродистая и легированная Сверла из стали Р18 | Сверление | ||||||||||||||||||||||||||
Карта 33, лист 1 | |||||||||||||||||||||||||||
Сталь углеродистая и легированная | Подача S, мм/об., до | ||||||||||||||||||||||||||
до 40 | 40 - 47 | 48 - 56 | 57 - 68 | 69 - 82 | 83 - 98 | 99 - 120 | |||||||||||||||||||||
Диаметр сверла D, мм, до | |||||||||||||||||||||||||||
15 | 13,2 | 11,4 | 11 | 8,7 | 7,5 | 6,6 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
17,4 | 15 | 13,2 | 11,4 | 10 | 8.7 | 7,5 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
20 | 17,4 | 15 | 13,2 | 11,4 | 10,0 | 8,7 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
23 | 20 | 17,4 | 15 | 13,2 | 11,4 | 10,0 | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - | - | - | - | - | - | - | - | - |
26,5 | 23 | 20 | 17,4 | 15 | 13,2 | 11,4 | 0,14 | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - | - | - | - | - | - | - | - |
30 | 26,5 | 23 | 20 | 17,4 | 15 | 53,2 | - | 0,14 | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - | - | - | - | - | - | - |
34,5 | 30 | 26,5 | 2,3 | 20 | 17,4 | 15 | - | - | - | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - | - | - | - | - | - |
40 | 34,5 | 30 | 25,5 | 23 | 20 | 17,4 | - | - | - | - | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - | - | - | - | - |
46 | 40 | 34,5 | 30 | 26,5 | 23 | 20 | - | - | - | - | - | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - | - | - | - |
52 | 46 | 40 | 34,5 | 30 | 26,5 | 23 | - | - | - | - | - | - | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - | - | - |
60 | 52 | 46 | 40 | 34,5 | 30 | 26,5 | - | - | - | - | - | - | - | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - | - |
- | 60 | 52 | 46 | 40 | 34.5 | 30 | - | - | - | - | - | - | - | - | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - | - |
- | - | 60 | 52 | 46 | 40 | 34,5 | - | - | - | - | - | - | - | - | - | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - | - |
- | - | - | 60 | 52 | 46 | 40 | - | - | - | - | - | - | - | - | - | - | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - | - |
- | - | - | - | 60 | 52 | 46 | - | - | - | - | - | - | - | - | - | - | - | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - | - |
- | - | - | - | - | 60 | 52 | - | - | - | - | - | - | - | - | - | - | - | - | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | - |
- | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,17 | 0,20 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | |
МОЩНОСТЬ, ПОТРЕБНАЯ НА РЕЗАНИЕ Сталь углеродистая и легированная Сверла из стали Р18 | Сверление | ||||||||||||||||||||||||||
Карта 33, лист 2 | |||||||||||||||||||||||||||
Сталь углеродистая и легированная | |||||||||||||||||||||||||||
до 40 | 40 - 47 | 48 - 56 | 57 - 68 | 69 - 82 | 83 - 98 | 99 - 120 | Подача S, мм/об., до | ||||||||||||||||||||
Диаметр сверла D, мм, до | |||||||||||||||||||||||||||
Скорость резания V, м/мин., до | Мощность резания N, квт | ||||||||||||||||||||||||||
9 | - | - | - | - | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 3,8 | ||||||
10,35 | - | - | - | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 3,8 | 4,4 | ||||||
11,88 | - | - | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 3,8 | 4,4 | 5,0 | ||||||
13,6 | - | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 3,8 | 4,4 | 5,0 | 5,8 | ||||||
13,7 | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 3,8 | 4,4 | 5,0 | 5,8 | 6,6 | ||||||
18 | - | - | - | 0,8 | 0,9 | 1,0 | 1 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 3,8 | 4,4 | 5,0 | 5,8 | 6,6 | 7,7 | ||||||
20,7 | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 3,8 | 4,4 | 5,0 | 5,8 | 6,6 | 7,7 | 8,8 | ||||||
23,9 | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 3,8 | 4,4 | 5,0 | 5,8 | 6,6 | 7,7 | 8,8 | 9,0 | ||||||
27 | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 3,8 | 4,4 | 5,0 | 5,8 | 6,6 | 7,7 | 8,8 | 9,9 | - | ||||||
31,5 | 0,9 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 3,8 | 4,4 | 5,0 | 5,8 | 6,6 | 7,7 | 8,8 | 9,9 | - | - | ||||||
36 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 3,8 | 4,4 | 5,0 | 5,8 | 6,6 | 7,7 | 8,8 | 9,9 | - | - | - | ||||||
Стали нержавеющие и жаропрочные Сверла из стали Р18 Работа с охлаждением | Сверление | ||||||||||||||||
Карта 34, лист 1 | |||||||||||||||||
Диаметр сверла D, мм, до | Группа подач | Подача S, мм/об., до | Марка стали или сплава и механические свойства | ||||||||||||||
Х18Н9Т | 2Х13 | 2Х13 | 4Х14Н14В2М (ЭИ69) | 1Х14Н9 (ЭИ268) | 13Х14НВФРА (ЭИ736) | Х23Н18 (ЭИ417) | 20ХЗМВФ (ЭН415) HB300 - 320 | 4Х12Н8Г8МФБ (ЭИ481) | ЭИ654 | 1Х12ВНМФ (ЭИ802) | 1Х12112ВМФ (ЭИ961) | СН2 | СН3 | ||||
Скорость | |||||||||||||||||
3,0 | I | 0,05 | 19,8 | 14,0 | 10,8 | 12,6 | 17,1 | 17,6 | 16,7 | 13,5 | 20,7 | 8,6 | 18,0 | 23.9 | 16,2 | 12,0 | |
II | 0,04 | 23,4 | 15,8 | 12,6 | 14,4 | 18,9 | 19,8 | 18,5 | 15,1 | 22,5 | 11,0 | 19,8 | 25,2 | 20,7 | 14,9 | ||
III | 0,03 | 33,3 | 17,6 | 14,0 | 16,2 | 21,6 | 22,5 | 20,7 | 16,9 | 24,3 | 12,3 | 24,3 | 27 | 26,1 | 18,6 | ||
5,0 | I | 0,12 | 12,6 | 12,6 | 10,1 | 11,7 | 11,7 | 9,9 | 8,1 | 12,0 | 11,3 | 8,6 | 18,0 | 18,9 | 13,3 | 9,54 | |
II | 0,09 | 17,1 | 14,0 | 10,8 | 12,6 | 15,3 | 11,3 | 11,1 | 13,5 | 14,4 | 11,0 | 19,8 | 19.8 | 16,2 | 12,0 | ||
III | 0,06 | 23,4 | 15,8 | 12,6 | 14,4 | 18,9 | 14,0 | 14,9 | 16,9 | 18.0 | 12,3 | 24,3 | 21,2 | 22,5 | 16,7 | ||
СКОРОСТЬ РЕЗАНИЯ Стали нержавеющие и жаропрочные Сверла из стали Р18 Работа с охлаждением | Сверление | ||||||||||||||||
Карта 34, лист 2 | |||||||||||||||||
Диаметр сверла D, мм, до | Группа подач | Подача S, мм/об., до | Марка стали или сплава и механические свойства | ||||||||||||||
Х18Н9Т | 2Х13 | 2Х13 | 4Х14Н14В2М (ЭИ69) | 1Х14Н9 (ЭИ268) | 13Х14НВФРА (ЭИ736) | Х23Н18 (ЭИ417) | 20ХЗМВФ (ЭН415) HB300 - 320 | 4Х12Н8Г8МФБ (ЭИ481) | ЭИ654 | 1Х12ВНМФ (ЭИ802) | 1Х12112ВМФ (ЭИ961) | СН2 | СН3 | ||||
Скорость | |||||||||||||||||
8,0 | I | 0,15 | 10,8 | 12,6 | 10,1 | 11,7 | 8,1 | 9,9 | 9,5 | 10,8 | 9,0 | 7.0 | 18,0 | 18,9 | 11,7 | 8,6 | |
II | 0,11 | 12,6 | 14,0 | 10,8 | 12.6 | 10,8 | 11,3 | 11,1 | 12,1 | 11,3 | 8.3 | 19,8 | 21,2 | 14,9 | 10,7 | ||
III | 0,08 | 17,1 | 15,8 | 12,6 | 14,4 | 13,5 | 14,0 | 14,9 | 13,5 | 14,4 | 9,7 | 24,3 | 23,9 | 20,7 | 14,9 | ||
12 | I | 0,23 | 9.0 | 13,1 | 10,4 | 11,7 | 7,2 | 9,0 | 8,1 | 10,8 | 5,6 | 6.5 | 14,4 | 16,7 | 10,8 | 7,7 | |
II | 0,18 | 10,8 | 14,0 | 11,2 | 12.6 | 8,1 | 9,9 | 10,1 | 12,1 | 7,2 | 7.0 | 16,2 | 18,9 | 11,7 | 8,6 | ||
III | 0,12 | 14,4 | 15,8 | 12,6 | 16,2 | 17,7 | 12,6 | 12,2 | 15,1 | 9,9 | 7,8 | 19,8 | 21,2 | 16,2 | 12,0 | ||
18 | I | 0,32 | 7,7 | 11,3 | 9,0 | 10,8 | 5,4 | 6,8 | 7,4 | 9,7 | 4,4 | 5,0 | 14,4 | 14,9 | 10,8 | 7,7 | |
II | 0,24 | 9,0 | 12,6 | 10,1 | 11,7 | 6,0 | 7,2 | 9,5 | 10,8 | 5,6 | 5,7 | 18,0 | 16,7 | 11,7 | 8,6 | ||
III | 0,17 | 10,8 | 14,0 | 11,2 | 14,4 | 7,2 | 8,1 | 11,1 | 12,1 | 8,1 | 6,5 | 19,8 | 18,9 | 14,9 | 10,7 | ||
25 | I | 0,35 | 6,7 | 12,6 | 10,1 | 11,7 | 5,4 | 6,3 | 5,9 | 9,7 | 4,1 | 4,5 | 16,2 | 14,9 | 10,8 | 7,7 | |
II | 0,26 | 7,7 | 14,0 | 11,2 | 12,6 | 6,8 | 6,8 | 7,4 | 10,8 | 5,4 | 5,2 | 18,0 | 16,7 | 11,7 | 8,6 | ||
III | 0,18 | 10,8 | 15,8 | 12,6 | 14,4 | 8,1 | 7,2 | 10,1 | 12,1 | 7,7 | 5,7 | 21,6 | 18,9 | 14,9 | 10,7 | ||
более 25 | I | 0,50 | 5,7 | 11,3 | 9,0 | 11,7 | 5,2 | 6,3 | 5,9 | 9,7 | 4,1 | 4,5 | 16,2 | 14,9 | 10,8 | 7,7 | |
II | 0,35 | 6,7 | 12,6 | 10,1 | 12,6 | 5,4 | 6,8 | 7,4 | 10,8 | 5,4 | 5,2 | 18,0 | 16,7 | 11,7 | 8,6 | ||
III | 0,25 | 9,0 | 14,0 | 11,0 | 14,4 | 6,8 | 7,2 | 10,1 | 12,1 | 7,7 | 5,7 | 21,6 | 18,9 | 14,9 | 10,8 | ||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
1) | Глубины отверстия | Глубина отверстия в диаметрах инструмента | 3D | 5D | 7D | 10D | |||||||
Коэффициент Kс | 1,0 | 0,9 | 0,8 | 0,75 | |||||||||
2) | Стойкости инструмента | Период стойкости Tм в мин. | до 15 | 30 | 60 | 100 | 150 | 200 | 250 | 300 | 400 | ||
Коэффициент Kт | 1,5 | 1,3 | 1,1 | 1,0 | 0,9 | 0,85 | 0,80 | 0,75 | 0,65 | ||||
Стали нержавеющие и жаропрочные Сверла из стали Р18 | Сверление | ||||||||||||||
Карта 35 | |||||||||||||||
Марки стали | Подача S, мм/об., до | ||||||||||||||
2Х13 | Х18Н9Т, Х23Н18, 1Х14Н14В2М | 4Х14Н14В2М | |||||||||||||
Диаметр сверла D, мм, до | |||||||||||||||
10,7 | 9,8 | - | 0,25 | 0,32 | 0,40 | - | - | - | - | - | - | - | - | - | - |
12,6 | 11,5 | 9,8 | 0,20 | 0,25 | 0,32 | 0,40 | - | - | - | - | - | - | - | - | - |
14,8 | 13,5 | 11,5 | 0,16 | 0,20 | 0,25 | 0,32 | 0,40 | - | - | - | - | - | - | - | - |
17.4 | 15,8 | 13,5 | - | 0,16 | 0,20 | 0,25 | 0,32 | 0,40 | 0,50 | - | - | - | - | - | - |
20,5 | 18,5 | 15,8 | - | - | 0,16 | 0,20 | 0,25 | 0,32 | 0,40 | 0,50 | - | - | - | - | - |
24 | 22 | 18,5 | - | - | - | 0,16 | 0,20 | 0,25 | 0,32 | 0,40 | 0,50 | - | - | - | - |
28 | 26 | 22 | - | - | - | - | 0,16 | 0,20 | 0,25 | 0,32 | 0,40 | 0,50 | 0,63 | - | - |
33 | 30 | 26 | - | - | - | - | - | 0,16 | 0,20 | 0,25 | 0,32 | 0,40 | 0,50 | 0,63 | - |
- | - | 30 | - | - | - | - | - | - | 0,16 | 0,20 | 0,25 | 0,32 | 0,40 | 0,50 | 0,63 |
Скорость резания V, м/мин. | Мощность резания N, квт | ||||||||||||||
6,5 | - | - | - | - | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | ||
7,7 | - | - | - | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,7 | ||
9,0 | - | - | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,7 | 2,0 | ||
10,5 | - | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | ||
12,4 | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | ||
14,6 | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,2 | ||
17.1 | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,2 | 3,8 | ||
20,3 | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,2 | 3,8 | 4,4 | ||
23,9 | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,2 | 3,8 | 4,4 | 5,2 | ||
27,9 | 0,9 | 1,1 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,2 | 3,8 | 4,4 | 5,2 | 6,3 | ||
Чугун серый, медные и алюминиевые сплавы Сверла из стали Р18 | Сверление | ||||||||||||||||||||
Карта 36, лист 1 | |||||||||||||||||||||
Группа твердости по Бринелю HB | Обрабатываемый материал | ||||||||||||||||||||
чугун серый | Медные и алюминиевые сплавы | ||||||||||||||||||||
Подача S, мм/об., до | |||||||||||||||||||||
100 - 140 | - | - | - | - | - | - | - | - | - | - | - | 0,12 | 0,15 | 0,18 | 0,23 | 0,30 | 0,40 | 0,53 | 0,71 | 0,95 | |
143 - 229 | 0,15 | 0,18 | 0,23 | 0,30 | 0,40 | 0,53 | 0,71 | 0,98 | 1,28 | 1,68 | - | - | - | - | - | - | - | - | - | - | |
170 - 255 | - | 0,15 | 0,18 | 0,23 | 0,30 | 0,40 | 0,53 | 0,71 | 0,98 | 1,28 | 1,68 | - | - | - | - | - | - | - | - | - | |
197 - 269 | - | 0,12 | 0,15 | 0,18 | 0,23 | 0,30 | 0,40 | 0,53 | 0,71 | 0,98 | 1,28 | - | - | - | - | - | - | - | - | - | |
Форма заточки | Диаметр сверла, D, мм | Скорость резания V, м/мин. | |||||||||||||||||||
Двойная заточка ДП | до 20 | - | - | - | 25,5 | 22,5 | 20,3 | 18 | 15,8 | 14,3 | 12,8 | 11,3 | 41 | 41 | 41 | 41 | 41 | 41,0 | 38,0 | 34,0 | 30,0 |
св. 20 | - | - | - | - | 26,3 | 23,3 | 20,6 | 18,4 | 16,5 | 14,6 | 12,8 | 41 | 41 | 41 | 41 | 41,0 | 41,0 | 41,0 | 39,0 | 34,9 | |
Нормальная Н и НП | до 3,2 | 23,3 | 21,0 | 18,3 | 16,5 | 15,0 | 12,8 | 16,3 | 10,5 | 9,4 | 8,3 | 7,1 | 41 | 41 | 41 | 36 | 32,3 | 28,5 | 22,5 | 22,5 | 20,3 |
до 8 | - | 23,0 | 21,0 | 18,8 | 16,5 | 15,0 | 12,8 | 16,3 | 10,5 | 9,4 | 8,3 | 41 | 41 | 41 | 41 | 36 | 32,3 | 28,5 | 5,5 | 22,5 | |
до 20 | - | - | 23,3 | 21,0 | 18,8 | 16,5 | 15,0 | 12,0 | 16,3 | 10,5 | 9,4 | 41 | 41 | 41 | 41 | 41 | 36,0 | 32,3 | 28,5 | 25,5 | |
св. 20 | - | - | - | 24,8 | 28,13 | 19,5 | 17,3 | 15,8 | 13,5 | 12,0 | 10,9 | 41 | 41 | 41 | 41 | 41 | 41 | 37,0 | 33,0 | 30,0 | |
СКОРОСТЬ РЕЗАНИЯ Чугун серый, медные и алюминиевые сплавы Сверла из стали Р18 | Сверление | |||||||||||||
Карта 36, лист 2 | ||||||||||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | ||||||||||||||
1) | Группа сплавов | Медные сплавы | Алюминиевые сплавы | |||||||||||
Группа | Сплавы гетерогенные | Сплавы свинцовистые при основной гетерогенной структуре | Гомогенные сплавы | Сплавы с содержанием свинца 10% при основной гомогенной структуре | Медь | Сплавы с содержанием свинца 15% | Силумин и литейные сплавы | Силумин и литейные сплавы | Дуралюмин | |||||
высокой твердости | средней твердости | |||||||||||||
Коэффициент | 0,7 | 1,0 | 1,7 | 2,0 | 4,0 | 8,0 | 12,0 | 1,0 | 1,25 | 1,5 | ||||
2) | Глубины отверстия | Глубина отверстия в диаметрах сверла | 3D | 5D | 7D | 10D | ||||||||
Коэффициент K1 | 1,0 | 0,9 | 0,8 | 0,75 | ||||||||||
3) | Марки инструмента | Марка инструмента | Р18 | ВК8 | ||||||||||
Коэффициент Kи | 1,0 | 2,5 | ||||||||||||
Чугун серый Сверла из стали Р18 | Сверление | |||||||||||||||||||
Карта 37 | ||||||||||||||||||||
Твердость чугуна HB | Подача S, мм/об., до | |||||||||||||||||||
до 229 | св. 229 | |||||||||||||||||||
Диаметр сверла D, мм, до | ||||||||||||||||||||
10 | 8,7 | 0,56 | 0,68 | 0,80 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
11,5 | 10 | 0,47 | 0,56 | 0,68 | 0,80 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
13.2 | 11,5 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
15 | 13,2 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | - | - | - | - | - | - | - | - | - | - | - | |
17,4 | 15 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | 1,13 | - | - | - | - | - | - | - | - | - | |
20 | 17,4 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | 1,13 | - | - | - | - | - | - | - | - | |
23 | 20 | - | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | 1,13 | 1,35 | - | - | - | - | - | - | |
26,5 | 23 | - | - | - | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | 1,13 | 1,35 | - | - | - | - | - | |
30 | 26,5 | - | - | - | - | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | 1,13 | 1,35 | - | - | - | - | |
34,5 | 30 | - | - | - | - | - | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | 1,13 | 1,35 | - | - | - | |
40 | 34,5 | - | - | - | - | - | - | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | 0,13 | 1,35 | - | - | |
46 | 40 | - | - | - | - | - | - | - | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | 1,13 | 1,35 | - | |
52 | 46 | - | - | - | - | - | - | - | - | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | 1,13 | 1,35 | |
60 | 52 | - | - | - | - | - | - | - | - | - | - | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | 1,13 | |
- | 60 | - | - | - | - | - | - | - | - | - | - | - | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | 0,94 | |
Скорость резания V, м/мин., до | Мощность резания N, квт | |||||||||||||||||||
7,5 | - | - | - | - | - | - | - | - | - | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,4 | 2,8 | ||
8,6 | - | - | - | - | - | - | - | - | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,4 | 2,8 | 3,2 | ||
9,9 | - | - | - | - | - | - | - | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,4 | 2,8 | 3,2 | 3,7 | ||
11,3 | - | - | - | - | - | - | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,4 | 2,8 | 3,2 | 3,7 | 4,3 | ||
13,1 | - | - | - | - | - | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,4 | 2,8 | 3,2 | 3,7 | 4,3 | 4,9 | ||
15 | - | - | - | - | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,4 | 2,8 | 3,2 | 3,7 | 4,3 | 4,9 | 5,7 | ||
17,3 | - | - | - | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,4 | 2,8 | 3,2 | 3,7 | 4,3 | 4,9 | 5,7 | 6,5 | ||
19,9 | - | - | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,4 | 2,8 | 3,2 | 3,7 | 4,3 | 4,9 | 5,7 | 6,5 | 7,4 | ||
22,5 | - | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,4 | 2,8 | 3,2 | 3,7 | 4,3 | 4,9 | 5,7 | 6,5 | 7,4 | 8,5 | ||
26,3 | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,4 | 2,8 | 3,2 | 3,7 | 4,3 | 4,9 | 5,7 | 6,5 | 7,4 | 8,5 | 9,9 | ||
30 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,1 | 2,4 | 2,8 | 3,2 | 3,7 | 4,3 | 4,9 | 5,7 | 6,5 | 7,4 | 8,5 | 9,9 | 11,0 | ||
Медные и алюминиевые сплавы Сверла из стали Р18 | Сверление | |||||||||||
Карта 38 | ||||||||||||
Диаметр сверла D, мм, до | Подача S, мм/об., до | |||||||||||
10,0 | 0,47 | 0,56 | 0,68 | 0,80 | - | - | - | - | - | - | - | - |
11,5 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | - | - | - | - | - | - | - |
13,2 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | - | - | - | - | - | - |
15 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | - | - | - | - | - |
17,4 | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | - | - | - | - |
20 | - | 0,24. | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | - | - | - |
23 | - | - | 0,24 | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | - | - |
26,5 | - | - | - | - | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 | - |
30 | - | - | - | - | - | 0,29 | 0,34 | 0,40 | 0,47 | 0,56 | 0,68 | 0,80 |
Скорость резания V, м/мин. | Мощность резания N, квт | |||||||||||
9,9 | - | - | - | - | - | - | - | - | - | - | 0,7 | 0,8 |
11,3 | - | - | - | - | - | - | - | - | - | 0,7 | 0,8 | 0,9 |
13,1 | - | - | - | - | - | - | - | - | 0,7 | 0,8 | 0,9 | 1,1 |
15 | - | - | - | - | - | - | - | 0,7 | 0,8 | 0,9 | 1,1 | 1,2 |
17,3 | - | - | - | - | - | - | 0,7 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 |
19,9 | - | - | - | - | - | 0,7 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 |
22,5 | - | - | - | - | 0,7 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,8 |
26,3 | - | - | - | 0,7 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 |
30 | - | - | 0,7 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 |
34,5 | - | 0,7 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,8 |
39,8 | 0,7 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,8 | 2,1 | 2,4 | 2,8 | 3,1 |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ
В ЗАВИСИМОСТИ ОТ ГРУППЫ СПЛАВОВ
Медные сплавы | Алюминиевые сплавы | |||||||||
Группы сплавов | Гетерогенные | Свинцовистые при основной гетерогенной структуре | Гомогенные | С содержанием свинца < 10% при основной гомогенной структуре | Медь | С содержанием свинца > 15% | Силумин и литейные сплавы | Силумин л литейные сплавы | Дуралюмин | |
твердые | средней твердости | |||||||||
Коэффициенты | 0,75 | 1,0 | 0,62 | 1,8 - 2,2 | 0,65 - 0,7 | 1,7 - 2,1 | 0,75 - 0,43 | 1,0 | 1,0 | 0,9 |
Сталь углеродистая и легированная, стальные отливки и чугун серый Сверла из стали Р18 | Рассверливание | |||||||
Карта 39 | ||||||||
Диаметр сверла D, мм, до | Диаметр предварительно просверленного отверстия, d, мм | Сталь углеродистая и легированная | Чугун серый | |||||
Группа подач | ||||||||
I | II | III | I | II | III | |||
Подача S, мм/об., до | ||||||||
25 | 10 | 0,53 - 0,83 | 0,38 - 0,53 | 0,23 - 0,30 | 0,83 - 1,13 | 0,53 - 0,83 | 0,30 - 0,38 | |
15 | 0,60 - 0,90 | 0,45 - 0,60 | 0,30 - 0,38 | 0,90 - 1,20 | 0,60 - 0,83 | 0,34 - 0,45 | ||
30 | 10 | 0,53 - 0,83 | 0,38 - 0,53 | 0,23 - 0,30 | 0,75 - 1,05 | 0,53 - 0,83 | 0,30 - 0,38 | |
15 | 0,53 - 0,83 | 0,38 - 0,53 | 0,23 - 0,30 | 0,83 - 1,13 | 0,60 - 0,90 | 0,34 - 0,41 | ||
20 | 0,60 - 0,90 | 0,45 - 0,60 | 0,30 - 0,38 | 0,90 - 1,20 | 0,60 - 0,90 | 0,38 - 0,45 | ||
40 | 15 | 0,60 - 0,90 | 0,38 - 0,53 | 0,23 - 0,30 | 0,75 - 1,20 | 0,53 - 0,83 | 0,30 - 0,38 | |
20 | 0,68 - 0,90 | 0,45 - 0,60 | 0,30 - 0,38 | 0,83 - 1,28 | 0,60 - 0,90 | 0,38 - 0,45 | ||
30 | 0,68 - 0,98 | 0,45 - 0,60 | 0,30 - 0,38 | 0,90 - 1,35 | 0,60 - 0,98 | 0,45 - 0,53 | ||
50 | 20 | 0,68 - 0,90 | 0,45 - 0,60 | 0,30 - 0,38 | 0,90 - 1,35 | 0,68 - 0,98 | 0,38 - 0,45 | |
30 | 0,75 - 0,98 | 0,53 - 0,68 | 0,30 - 0,38 | 0,98 - 1,50 | 0,75 - 1,05 | 0,45 - 0,53 | ||
40 | 0,75 - 1,05 | 0,60 - 0,68 | 0,38 - 0,45 | 0,98 - 1,50 | 075 - 1,05 | 0,53 - 0,60 | ||
60 | 30 | 0,68 - 0,90 | 0,53 - 0,68 | 0,30 - 0,38 | 0,90 - 1,35 | 0,68 - 0,90 | 0,41 - 0,45 | |
40 | 0,75 - 0,98 | 0,60 - 0,68 | 0,30 - 0,38 | 0,98 - 1,50 | 0,68 - 0,98 | 0,45 - 0,53 | ||
50 | 0,75 - 1,05 | 0,60 - 0,68 | 0,38 - 0,45 | 0,98 - 1,50 | 0,75 - 1,05 | 0,53 - 0,60 | ||
Технологические факторы выбора подач:
I группа подач. Рассверливание отверстий в жестких деталях без допуска или с допуском до 5-го класса точности под последующую обработку зенкером, резцом.
II группа подач. Рассверливание отверстий в деталях средней жесткости (тонкостенные детали коробчатой формы, тонкие выступающие части детали и т.д.) без допуска, с допуском до 5-го класса точности под последующую обработку сверлом, резцом.
III группа подач. Рассверливание точных отверстий при последующей обработке развертками, рассверливание для последующего нарезания резьбы метчиком.
Сталь углеродистая, легированная и чугун серый Сверла из стали Р18 | Рассверливание | |||||||||||||||||||
Карта 40 | ||||||||||||||||||||
Сталь углеродистая и легированная | ||||||||||||||||||||
Форма заточки сверла | Подача S, мм/об., до | |||||||||||||||||||
ДП | Н и НП | |||||||||||||||||||
Разность диаметра (D - d), мм, до | ||||||||||||||||||||
11,5 | 5,5 | 0,23 | 0,31 | 0,41 | 0,56 | 0,75 | 0,98 | 1,35 | 1,8 | - | - | - | ||||||||
24 | 11,5 | 0,17 | 0,23 | 0,31 | 0,41 | 0,56 | 0,75 | 0,98 | 1,35 | 1,8 | - | - | ||||||||
50 | 24 | - | 0,17 | 0,23 | 0,31 | 0,41 | 0,56 | 0,75 | 0,98 | 1,35 | 1,8 | - | ||||||||
- | 50 | - | - | 0,17 | 0,23 | 0,31 | 0,41 | 0,56 | 0,75 | 0,98 | 1,35 | 1,8 | ||||||||
Скорость резания V, м/мин. | ||||||||||||||||||||
34,2 | 29,7 | 25,2 | 22,05 | 18,9 | 16,4 | 14,13 | 12,24 | 10,53 | 9,09 | 7,83 | ||||||||||
Чугун серый | ||||||||||||||||||||
Группа твердости по Бринелю HB | Подача S, мм/об., до | |||||||||||||||||||
143 - 229 | 170 - 255 | 197 - 269 | ||||||||||||||||||
Разность диаметров (D - d), мм, до | ||||||||||||||||||||
16 | - | - | 0,32 | 0,42 | 0,56 | 0,75 | 0,98 | 1,35 | 1,8 | 2,4 | - | |||||||||
50 | 16 | - | - | 0,32 | 0,42 | 0,56 | 0,75 | 0,98 | 1,35 | 1,8 | 2,4 | |||||||||
- | 50 | 16 | - | - | 0,32 | 0,42 | 0,56 | 0,75 | 0,98 | 1,35 | 1,8 | |||||||||
- | - | 50 | - | - | - | 0,32 | 0,42 | 0,56 | 0,75 | 0,98 | 1,35 | |||||||||
Форма заточки | Скорость резания V, м/мин. | |||||||||||||||||||
Двойная ДП | - | 28,13 | 24,75 | 22,13 | 19,5 | 17,63 | 15,75 | 13,8 | 12,3 | |||||||||||
Нормальная Н и НП | 26,25 | 23,63 | 21,0 | 18,75 | 16,5 | 14,7 | 13,16 | 11,7 | 10,35 | |||||||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТ В ЗАВИСИМОСТИ ОТ:
1) | Марки инструмента | Марка инструмента | Р18 | 9ХС | ||||||||
Коэффициент Kи | 1,0 | 0,6 | ||||||||||
2) | Стойкости инструмента | Обрабатываемый материал | Материал режущей части инструмента | Периода стойкости Tм, в мин. резания | ||||||||
до 15 | 30 | 60 | 100 | 150 | 200 | 250 | 300 | 400 | ||||
Сталь | Быстрорежущая сталь | 1,5 | 1,3 | 1,1 | 1,0 | 0,9 | 0,85 | 0,8 | 0,75 | 0,65 | ||
Твердый сплав | 1,6 | 1,35 | 1,15 | 0,7 | ||||||||
Чугун | Быстрорежущая сталь | 1,3 | 1,2 | 1,1 | 1,0 | 0,25 | 0,25 | 0,9 | 0,85 | 0,8 | ||
Твердый сплав | 2,15 | 1,65 | 1,25 | 0,65 | 0,75 | 0,7 | 0,65 | 0,55 | ||||
Примечания:
1. Рассверливание необходимо вести с охлаждением D - диаметр сверла; d - диаметр предварительно просверленного отверстия.
2. Средние периоды стойкости сверл приведены в приложении 2.
Сталь углеродистая и легированная Сверла из стали Р18 | Рассверливание | |||||||||||||||||||||||||||
Карта 41 | ||||||||||||||||||||||||||||
Сталь | Подача S, мм/об., до | |||||||||||||||||||||||||||
до 38 | 38 - 45 | 46 - 55 | 56 - 68 | 69 - 82 | 83 - 100 | 101 - 120 | ||||||||||||||||||||||
Разность диаметров мм, до (D - d) <*>, мм, до | ||||||||||||||||||||||||||||
14,6 | 12,6 | 10,8 | - | - | - | - | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - | - | - | - | - | - | - | - | - | - | - | - |
17 | 14,6 | 12,6 | 10,8 | - | - | - | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - | - | - | - | - | - | - | - | - | - | - |
20 | 17 | 14,6 | 12,6 | 10,8 | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - | - | - | - | - | - | - | - | - | - |
23 | 20 | 17 | 14,6 | 12,6 | 10,8 | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - | - | - | - | - | - | - | - | - |
27 | 23 | 20 | 17 | 14,6 | 12,6 | 10,8 | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - | - | - | - | - | - | - | - |
32 | 27 | 23 | 20 | 17 | 14,6 | 12,6 | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - | - | - | - | - | - | - |
37 | 32 | 27 | 23 | 20 | 17 | 14,6 | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - | - | - | - | - | - |
43 | 37 | 32 | 27 | 23 | 20 | 17 | - | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - | - | - | - | - |
50 | 43 | 37 | 32 | 27 | 23 | 20 | - | - | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - | - | - | - |
- | 50 | 43 | 37 | 32 | 27 | 23 | - | - | - | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - | - | - |
- | - | 50 | 43 | 37 | 32 | 27 | - | - | - | - | - | - | - | - | 0,23 | 0,27 | 0,38 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - | - |
- | - | - | 50 | 43 | 37 | 32 | - | - | - | - | - | - | - | - | - | 0,23 | 0,27 | 0,38 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | - |
- | - | - | - | 50 | 43 | 37 | - | - | - | - | - | - | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 |
- | - | - | - | - | 52 | 43 | - | - | - | - | - | - | - | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 |
- | - | - | - | - | - | 50 | - | - | - | - | - | - | - | - | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 |
Скорость резания V, м/мин., до | Мощность резания N, квт | |||||||||||||||||||||||||||
9 | - | - | - | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,2 | 4,8 | 5,5 | ||||||
10,4 | - | - | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,2 | 4,8 | 5,5 | 6,3 | ||||||
12,3 | - | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,2 | 4,8 | 5,5 | 6,3 | 7,4 | ||||||
73,6 | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,2 | 4,8 | 5,5 | 6,3 | 7,4 | 8,4 | ||||||
15,7 | - | - | - | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,2 | 4,8 | 5,5 | 6,3 | 7,4 | 8,4 | 9,5 | ||||||
18 | - | - | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,2 | 4,8 | 5,5 | 6,3 | 7,4 | 8,4 | 9,5 | 10,9 | ||||||
20,7 | - | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,2 | 4,8 | 5,5 | 6,3 | 7,4 | 8,4 | 9,5 | 10,9 | 12,6 | ||||||
23,8 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,2 | 4,8 | 5,5 | 6,3 | 7,4 | 8,4 | 9,5 | 10,9 | 12,6 | - | ||||||
27 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,2 | 4,8 | 5,5 | 6,3 | 7,4 | 8,4 | 9,5 | 10,9 | 12,6 | - | - | ||||||
31,5 | 1,1 | 1,2 | 1,4 | 1,7 | 1,8 | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,2 | 4,8 | 5,5 | 6,3 | 7,4 | 8,4 | 9,5 | 10,5 | 12,6 | - | - | - | ||||||
--------------------------------
Чугун серый Сверла из стали Р18 | Рассверливание | ||||||||||||||||||||
Карта 42 | |||||||||||||||||||||
Твердость HB | Подача S, мм/об., до | ||||||||||||||||||||
до 213 | св. 213 | ||||||||||||||||||||
Разность диаметров (D - d), мм, до | |||||||||||||||||||||
9,6 | - | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | 1,80 | - | - | - | - | - | - | - | - |
11,4 | 9,6 | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | 1,80 | - | - | - | - | - | - | - |
13,6 | 11,4 | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | 1,80 | - | - | - | - | - | - |
16,6 | 13,6 | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | 1,80 | - | - | - | - | - |
20 | 16,6 | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | 1,80 | - | - | - | - |
24 | 20 | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | 1,80 | - | - | - |
28,5 | 24 | - | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | 1,80 | - | - |
34,5 | 28,5 | - | - | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | 1,80 | - |
41 | 34,5 | - | - | - | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 | 1,80 |
50 | 41 | - | - | - | - | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 | 1,50 |
- | 50 | - | - | - | - | - | - | - | - | - | 0,23 | 0,27 | 0,32 | 0,38 | 0,45 | 0,53 | 0,63 | 0,75 | 0,90 | 1,05 | 1,28 |
Скорость V, м/мин., до | Мощность резания N, кВт | ||||||||||||||||||||
9,9 | - | - | - | - | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,5 | |
11,3 | - | - | - | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,5 | 4,0 | |
13,1 | - | - | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,5 | 4,0 | 4,6 | |
15 | - | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,5 | 4,0 | 4,6 | 5,3 | |
17,3 | - | - | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,5 | 4,0 | 4,6 | 5,3 | 6,1 | |
19,8 | - | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,5 | 4,0 | 4,6 | 5,3 | 6,1 | 7,0 | |
22,5 | - | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,5 | 4,0 | 4,6 | 5,3 | 6,1 | 7,0 | 7,9 | |
26,3 | - | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,5 | 4,0 | 4,6 | 5,3 | 6,1 | 7,0 | 7,9 | 9,2 | |
30 | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 2,0 | 3,5 | 4,0 | 4,6 | 5,3 | 6,1 | 7,0 | 7,9 | 9,2 | 10,6 | |
35 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 1,7 | 2,0 | 2,3 | 2,7 | 3,0 | 3,5 | 4,0 | 4,6 | 5,3 | 6,1 | 7,0 | 7,9 | 9,2 | 10,6 | - | |
Сталь углеродистая и легированная, чугун серый Зенкеры из стали Р18 | Зенкерование | |||||
Карта 43 | ||||||
Диаметр зенкера D, мм, до | Сталь углеродистая и легированная | Чугун серый и ковкий HB < 229 | Чугун серый HB > 229 | |||
Группа подач | ||||||
I | II | I | II | I | II | |
Подача S, мм/об. | ||||||
15 | 0,4 - 0,5 | 0,3 - 0,35 | 0,55 - 0,7 | 0,4 - 0,5 | 0,4 - 0,5 | 0,3 - 0,35 |
20 | 0,5 - 0,55 | 0,35 - 0,4 | 0,7 - 0,9 | 0,5 - 0,55 | 0,5 - 0,6 | 0,4 - 0,44 |
25 | 0,55 - 0,7 | 0,4 - 0,5 | 0,8 - 0,95 | 0,55 - 0,65 | 0,55 - 0,65 | 0,44 - 0,5 |
30 | 0,63 - 0,8 | 0,5 - 0,55 | 0,9 - 1,05 | 0,65 - 0,7 | 0,65 - 0,7 | 0,5 - 0,55 |
35 | 0,7 - 0,9 | 0,5 - 0,55 | 0,95 - 1,2 | 0,7 - 0,8 | 0,7 - 0,8 | 0,52 - 0,6 |
40 | 0,7 - 0,95 | 0,55 - 0,64 | 1,1 - 1,35 | 0,8 - 0,95 | 0,8 - 0,95 | 0,55 - 0,64 |
50 | 0,8 - 1,05 | 0,64 - 0,7 | 1,3 - 1,6 | 0,9 - 1,05 | 0,95 - 1,1 | 0,68 - 0,8 |
60 | 0,9 - 1,05 | 0,68 - 0,7 | 1,44 - 1,75 | 0,95 - 1,1 | 1,05 - 1,2 | 0,7 - 0,9 |
80 | 0,95 - 1,2 | 0,7 - 0,9 | 1,6 - 1,9 | 1,1 - 1,35 | 1,1 - 1,35 | 0,8 - 0,95 |
Примечание. Подачи даны для случаев обработки сквозных отверстий. При зенкеровании глухих отверстий, особенно при одновременной обработке дна отверстия, рекомендуются подачи в пределах 0,3 - 0,6 мм/об.
Технологические факторы выбора группы подач:
I группа. Зенкерование отверстий без допуска или с допуском до 5-го класса точности; зенкерование под последующую обработку зенкером и разверткой или двумя развертками.
II группа. Зенкерование отверстий при повышенных требованиях к чистоте поверхности; зенкерование отверстий по 3 - 4-му классам точности с малой глубиной резания; зенкерование под последующую обработку одной разверткой; зенкерование под нарезание резьбы.
Сталь углеродистая и легированная, чугун серый Зенкеры из стали Р18 | Зенкерование | ||||||||||
Карта 44 | |||||||||||
Сталь углеродистая и легированная | Диаметр D, мм, и тип зенкера | Глубина резания t, мм | Подача S, мм/об., до | ||||||||
0,34 | 0,4 | 0,6 | 0,8 | 1,0 | 1,4 | 1,9 | 2,5 | 3,2 | |||
Скорость резания V, м/мин. | |||||||||||
15 - 35 (цельные) | 0,5 - 1,0 | 25,08 | 21,68 | 18,70 | 16,15 | 13,94 | 11,99 | 10,37 | 8,93 | 7,74 | |
1,1 - 2,0 | 22,10 | 19,13 | 16,41 | 14,19 | 12,24 | 10,54 | 9,095 | 7,91 | 6,80 | ||
Св. 2,0 | 19,98 | 17,0 | 14,71 | 12,75 | 10,97 | 9,44 | 8,16 | 7,06 | 6,12 | ||
36 - 80 (насадные) | 0,5 - 1,0 | 22,95 | 19,55 | 16,92 | 14,62 | 12,58 | 10,88 | 9,35 | 8,08 | 6,97 | |
1,1 - 2,0 | 19,98 | 17,43 | 14,88 | 12,84 | 11,05 | 9,52 | 8,25 | 7,14 | 6,12 | ||
Св. 2,0 | 17,85 | 15,3 | 13,26 | 11,39 | 9,85 | 8,50 | 7,31 | 6,38 | 5,44 | ||
Чугун серый | Группа твердости по Бринелю HB | Подача S, мм/об., до | |||||||||
143 - 229 | 0,34 | 0,4 | 0,6 | 0,8 | 1,0 | 1,4 | 1,9 | 2,5 | - | ||
170 - 255 | - | 0,34 | 0,4 | 0,6 | 0,8 | 1,0 | 1,4 | 1,9 | 2,5 | ||
197 - 269 | - | - | 0,34 | 0,4 | 0,6 | 0,8 | 1,0 | 1,4 | 1,9 | ||
Диаметр D, мм, и тип зенкера | Глубина резания t, мм | Скорость резания V, м/мин. | |||||||||
15 - 35 (цельные) | 0,5 - 1,0 | 29,75 | 26,35 | 23,38 | 20,83 | 18,7 | 16,58 | 14,71 | 13,09 | 11,65 | |
1,1 - 2,0 | 28,05 | 24,65 | 22,10 | 19,55 | 17,43 | 15,47 | 13,77 | 12,24 | 10,88 | ||
36 - 80 (насадные) | 1,0 - 2,0 | 26,78 | 23,8 | 21,25 | 18,70 | 16,75 | 14,88 | 13,18 | 11,73 | 10,46 | |
2,1 - 3,0 | 25,50 | 22,95 | 20,40 | 17,85 | 15,98 | 14,20 | 12,58 | 11,22 | 9,95 | ||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ ЧУГУНА
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
1) | Состояния поверхности заготовки | Поверхность | Без корки | С коркой | ||||||||||
Коэффициент Kз | 1,0 | 0,8 | ||||||||||||
2) | Марки режущей части инструмента | Марка сплава | Р18 | ВК8 | ВК6 | ВК4 | ||||||||
Коэффициент Kи | 1,0 | 4,4 | 5,3 | 5,7 - 6,2 | ||||||||||
3) | Стойкости инструмента | Материал режущей части инструмента | Период стойкости Tм, в мин. резания | |||||||||||
15 | 30 | 60 | 100 | 150 | 200 | 250 | 300 | 400 | 600 | 800 | ||||
Сталь Р18 | Коэффициент Kv | 1,3 | 1,2 | 1,1 | 1,0 | 0,25 | 0,25 | 0,9 | 0,85 | 0,8 | 0,7 | 0,6 | ||
Твердый сплав | 2,15 | 1,65 | 1,25 | 1,0 | 0,65 | 0,75 | 0,7 | 0,65 | 0,55 | 0,50 | 0,45 | |||
Примечания:
1. Зенкерование деталей из стали необходимо вести с охлаждением.
2. Поправочные коэффициенты на скорость резания стали для измененных условий работы см. в карте 32, лист 2.
3. Средние периоды стойкости зенкеров приведены в приложении 2.
Сталь углеродистая и легированная. Чугун Развертки из стали Р18 и с пластинками твердого сплава | Развертывание | ||||||||||
Карта 45 | |||||||||||
Развертки машинные из стали Р18 | Диаметр развертки D, мм, до | Сталь углеродистая и легированная | Чугун серый и ковкий HB < 229 | Чугун серый HB > 229 | |||||||
Группа подач | |||||||||||
I | II | III | I | II | III | I | II | III | |||
Подача S, мм/об., до | |||||||||||
10 | 0,72 | 0,6 | 0,45 | 2,0 | 1,5 | 1,25 | 1,5 | 1,3 | 0,9 | ||
15 | 0,81 | 0,7 | 0,54 | 2,15 | 1,7 | 1,35 | 1,7 | 1,35 | 1,1 | ||
20 | 0,9 | 0,7 | 0,63 | 2,3 | 1,8 | 1,5 | 1,8 | 1,5 | 1,25 | ||
25 | 0,99 | 0,8 | 0,72 | 2,4 | 2,0 | 1,7 | 2,0 | 1,7 | 1,35 | ||
30 | 1,1 | 0,9 | 0,72 | 2,8 | 2,15 | 1,8 | 2,15 | 1,7 | 1,35 | ||
35 | 1,2 | 0,9 | 0,81 | 2,9 | 2,3 | 1,8 | 2,3 | 1,8 | 1,35 | ||
40 | 1,25 | 1,1 | 0,9 | 3,05 | 2,4 | 2,0 | 2,4 | 1,8 | 1,5 | ||
50 | 1,35 | 1,3 | 1,1 | 3,4 | 2,6 | 2,3 | 2,8 | 2,0 | 1,7 | ||
60 | 1,5 | 1,4 | 1,3 | 3,9 | 3,05 | 2,6 | 3,1 | 2,3 | 2,0 | ||
80 и 1 выше | 1,8 | 1,5 | 1,4 | 4,5 | 3,6 | 3,05 | 3,4 | 2,4 | 2,3 | ||
Развертки машинные с пластинками твердого сплава | Диаметр развертки D, мм | ||||||||||
10 - 20 | 21 - 40 | 41 - 60 | св. 60 | ||||||||
Подача S, мм/об. | |||||||||||
0,7 - 1,1 | 0,9 - 1,2 | 0,9 - 1,4 | 1,4 - 1,8 | ||||||||
Примечание. Подачи даны для случаев обработки сквозных отверстий. При развертывании развертками из стали Р18 глухих отверстий, особенно с одновременной обработкой дна отверстия, подачи рекомендуются в пределах 0,2 - 0,5 мм/об.
Технологические факторы выбора группы подач:
I группа. Предварительное (черновое) развертывание под последующий чистовой проход разверткой.
II группа. Чистовое развертывание отверстий за один проход по 3 - 4 классу точности или с чистотой поверхности.
Развертывание отверстий под полирование или хонингование.
III группа. Чистовой проход после чернового развертывания отверстий по 2-му классу точности или с чистотой поверхности 

Сталь углеродистая и легированная, чугун серый Развертки из стали Р18 | Развертывание | |||||||||||
Карта 46 | ||||||||||||
Сталь углеродистая и легированная | Черновое развертывание, 3 - 4 класс точности  | |||||||||||
Диаметр развертки D, мм | Подача S, мм/об., до | |||||||||||
0,45 | 0,57 | 0,72 | 0,90 | 1,20 | 1,45 | 1,80 | 2,30 | 2,90 | 3,60 | 4,50 | ||
Скорость резания, V м/мин. | ||||||||||||
10 - 20 | 12,9 | 11,7 | 9,5 | 8,3 | 7,1 | 6,1 | 5,3 | 4,6 | 4,0 | 3,4 | 3,0 | |
21 - 80 | 11,7 | 9,5 | 8,3 | 7,1 | 6,1 | 5,3 | 4,6 | 4,0 | 3,4 | 3,0 | 2,5 | |
Чистовое развертывание | ||||||||||||
Класс точности | Класс чистоты обработанной поверхности | Скорость резания V, м/мин. | ||||||||||
2 - 2а | 1,8 - 2,7 | |||||||||||
 | 3,6 - 4,5 | |||||||||||
Чугун серый | Развертывание, 2 - 3 класс точности | |||||||||||
Группа твердости по Бринелю HB | Подача S, мм/об., до | |||||||||||
143 - 229 | 0,56 | 0,71 | 0,90 | 1,20 | 1,45 | 1,80 | 2,34 | 3,00 | 3,70 | 4,70 | - | |
170 - 255 | - | 0,56 | 0,71 | 0,90 | 1,20 | 1,45 | 1,80 | 2,34 | 3,0 | 3,70 | 4,70 | |
197 - 269 | - | - | 0,56 | 0,71 | 0,90 | 1,20 | 1,45 | 1,80 | 2,34 | 3,00 | 3,70 | |
Диаметр развертки D, мм | Скорость резания V, м/мин. | |||||||||||
10 - 20 | 10,5 | 9,4 | 8,4 | 7,4 | 6,6 | 5,9 | 5,2 | 4,6 | 4,1 | 3,7 | 3,2 | |
21 - 80 | 9,4 | 8,4 | 7,4 | 6,6 | 5,9 | 5,2 | 4,6 | 4,1 | 3,7 | 3,2 | 2,9 | |
Примечание:
1. При расчете скорости резания чугуна величины припуска на обработку приняты в пределах 0,2 - 0,4 мм на диаметр соответственно размеру отверстия. При изменении величины припуска в 1,5 - 2 раза отклонения скорости резания не превышают 5 - 7%.
2. Для чернового развертывания стали поправочные коэффициенты на скорость резания для измененных условий работы см. в карте 32, лист 2.
3. При развертывании стали необходимо применять обильное охлаждение сульфофрезолом.
Сталь углеродистая и чугун серый Развертки с пластинками твердого сплава | Развертывание | |||
Карта 47 | ||||
Обрабатываемый материал | Материал режущей части инструмента | Шероховатость поверхности | Диаметр развертки, D, мм | Скорость резания V, м/мин. |
Стали конструкционные, углеродистые | Т15К6 |  | - | 11 - 16 |
<= 20 | 11 | |||
> 20 | 7 | |||
Чугун серый и ковкий | ВК8 ВК6 ВК4 |  | - | 11 - 16 |
Примечание. При развертывании стали необходимо применять обильное охлаждение сульфофрезолом.
Сталь углеродистая, легированная и чугун серый, ковкий Метчики из стали Р18 | Нарезание резьбы метчиками со шлифованным профилем в сквозных отверстиях | |||||||||
Карта 48, лист 1 | ||||||||||
Диаметр и шаг резьбы, мм, до | Сталь углеродистая и легированная | Чугун серый | Чугун ковкий | |||||||
Работа с охлаждением | Работа без охлаждения | |||||||||
Режимы резания | ||||||||||
V, м/мин. | n, об./мин. | N, кВт | V, м/мин. | n, об./мин. | N, кВт | V, м/мин. | n, об./мин. | N, кВт | ||
4 | 0,5 | 6,2 | 490 | 0,03 | 2,1 | 165 | 0,01 | 5,1 | 405 | 0,02 |
0,7 | 4,3 | 340 | 0,04 | 3,3 | 250 | 0,03 | 8,0 | 635 | 0,06 | |
6 | 0,75 | 7,1 | 375 | 0,08 | 5,0 | 265 | 0,06 | 12,0 | 635 | 0,12 |
1,0 | 5,4 | 285 | 0,10 | 3,9 | 205 | 0,07 | 9,4 | 450 | 0,14 | |
8 | 0,75 | 10 | 400 | 0,13 | 7,1 | 280 | 0,09 | 17,0 | 675 | 0,18 |
1,0 | 7,7 | 305 | 0,16 | 5,5 | 220 | 0,11 | 13,3 | 530 | 0,22 | |
1,25 | 6,3 | 250 | 0,18 | 4,5 | 180 | 0,13 | 10,8 | 430 | 0,26 | |
10 | 1,0 | 10 | 320 | 0,22 | 7,1 | 225 | 0,16 | 17,0 | 540 | 0,32 |
1,25 | 8,2 | 260 | 0,25 | 5,9 | 190 | 0,18 | 14,0 | 445 | 0,36 | |
1,5 | 7 | 220 | 0,28 | 4,9 | 155 | 0,20 | 11,8 | 375 | 0,40 | |
РЕЖИМЫ РЕЗАНИЯ Сталь углеродистая, легированная и чугун серый, ковкий Метчики из стали Р18 | Нарезание резьбы метчиками со шлифованным профилем в сквозных отверстиях | |||||||||
Карта 48, лист 2 | ||||||||||
Диаметр и шаг резьбы, мм, до | Сталь углеродистая и легированная | Чугун серый | Чугун ковкий | |||||||
Работа с охлаждением | Работа без охлаждения | |||||||||
Режимы резания | ||||||||||
V, м/мин. | n, об./мин. | N, кВт | V, м/мин. | n, об./мин. | N, кВт | V, м/мин. | n, об./мин. | N, кВт | ||
12 | 1,0 | 12,3 | 325 | 0,29 | 8,9 | 235 | 0,21 | 21,4 | 565 | 0,42 |
1,25 | 10,3 | 270 | 0,34 | 7,3 | 195 | 0,24 | 17,5 | 465 | 0,48 | |
1,75 | 7,6 | 200 | 0,42 | 5,4 | 110 | 0,30 | 12,8 | 340 | 0,60 | |
16 | 1,5 | 12,3 | 245 | 0,60 | 8,9 | 175 | 0,44 | 21,4 | 425 | 0,88 |
2,0 | 9,4 | 185 | 0,71 | 6,7 | 130 | 0,51 | 16,2 | 320 | 1,02 | |
20 | 1,5 | 16,2 | 260 | 0,87 | 11,4 | 180 | 0,61 | 27,4 | 435 | 1,22 |
2,5 | 10,2 | 160 | 1,18 | 7,2 | 115 | 0,83 | 17,3 | 275 | 1,66 | |
24 | 1,5 | 20 | 265 | 1,16 | 14,2 | 190 | 0,82 | 34 | 450 | 1,64 |
2,0 | 15,4 | 205 | 1,37 | 10,9 | 145 | 0,97 | 26,2 | 345 | 1,94 | |
3,0 | 10,7 | 140 | 1,75 | 7,6 | 100 | 1,24 | 18,2 | 240 | 2,48 | |
30 | 2,0 | 20 | 210 | 1,94 | 9,9 | 105 | 0,96 | 23,8 | 250 | 1,92 |
3,5 | 12,2 | 130 | 2,75 | 8,7 | 90 | 1,96 | 20,8 | 220 | 3,92 | |
36 | 3,0 | 17,3 | 150 | 3,32 | 12,4 | 110 | 2,38 | 29,8 | 260 | 4,76 |
4,0 | 13,4 | 120 | 3,96 | 9,6 | 85 | 2,84 | 23,0 | 200 | 5,68 | |
42 | 3,0 | 20,8 | 155 | 4,25 | 14,9 | 110 | 3,05 | 35,7 | 270 | 6,10 |
4,5 | 14,5 | 110 | 5,44 | 10,4 | 80 | 3,90 | 24,9 | 190 | 7,80 | |
45 | 3,0 | 22,5 | 160 | 4,73 | 16,2 | 115 | 3,40 | 38,8 | 275 | 6,80 |
4,5 | 15,7 | 110 | 6,06 | 11,2 | 80 | 4,32 | 26,9 | 190 | 8,64 | |
РЕЖИМЫ РЕЗАНИЯ Сталь углеродистая, легированная, чугун серый, ковкий Метчики из стали Р18 | Нарезание резьбы метчиками со шлифованным профилем в сквозных отверстиях | |||||||||
Карта 48, лист 3 | ||||||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ В ЗАВИСИМОСТИ ОТ: | ||||||||||
1) | Группы и механической характеристики стали | Группа стали и предел прочности | Углеродистые | Хромистые | Хромокремнистые | Жаропрочные (Х18Н9Т) | ||||
< 50 | 50 - 80 | < 70 | 70 - 80 | < 70 | 70 - 80 | |||||
Коэффициент Kv = KN = Kp | 0,70 | 1,0 | 0,81 | 0,90 | 0,67 | 0,75 | 0,75 | |||
2) | Группы твердости чугуна HB | Твердость по Бринелю HB | Чугун серый | Чугун ковкий | ||||||
156 - 229 | 170 - 255 | 197 - 269 | 149 - 163 | до 201 | 163 - 229 | |||||
Коэффициент Kv = Kn = Kp | 1,0 | 0,7 | 0,5 | 1,0 | 0,8 | 0,65 | ||||
3) | Точности нарезаемой резьбы | Степень точности | 4Н | 6Н | 7Н | |||||
Коэффициент Kv = Kn = KN | 0,8 | 1,0 | 1,25 | |||||||
4) | Материала режущей части инструмента | Материал | Р18 | Твердый сплав | 9ХС, У10, У12 | |||||
Коэффициент K | 1,0 | 2,5 | 0,7 | |||||||
Алюминиевые сплавы из стали Р18 | Нарезание резьбы метчиками со шлифованным профилем в сквозных отверстиях | ||||
Карта 49, лист 1 | |||||
Диаметр и шаг резьбы, мм | Дуралюмин, электрон | Силумин | |||
Режимы резания | |||||
d | S | V, м/мин. | n, об./мин. | V, м/мин. | n, об./мин. |
5 | 0,8 | 7,9 | 500 | 4,8 | 305 |
6 | 0,75 | 12,3 | 650 | 7,6 | 405 |
1,0 | 10,7 | 565 | 6,5 | 345 | |
8 | 1,0 | 20,9 | 830 | 12,8 | 510 |
1,25 | 18,8 | 750 | 11,4 | 455 | |
10 | 1,0 | 35,0 | 1115 | 21,1 | 670 |
1,5 | 28,6 | 910 | 17,3 | 550 | |
12 | 1,0 | 40,6 | 1075 | 24,5 | 650 |
1,5 | 33,2 | 880 | 20,0 | 530 | |
1,75 | 30,6 | 810 | 18,5 | 490 | |
14 | 1,0 | 45,5 | 1035 | 27,5 | 625 |
1,5 | 37,1 | 840 | 22,5 | 510 | |
2,0 | 32,2 | 730 | 19,6 | 445 | |
16 | 1,0 | 36,8 | 730 | 17,6 | 350 |
1,5 | 30,2 | 609 | 14,4 | 285 | |
2,0 | 25,9 | 515 | 12,4 | 245 | |
20 | 1,0 | 40,3 | 640 | 21,0 | 335 |
1,5 | 32,8 | 520 | 17,2 | 275 | |
2,0 | 28,6 | 455 | 14,9 | 235 | |
24 | 1,0 | 46,2 | 610 | 24,1 | 320 |
1,5 | 37,7 | 500 | 19,6 | 260 | |
2,0 | 32,6 | 430 | 17,0 | 225 | |
30 | 1,0 | 55,0 | 585 | 28,7 | 305 |
1,5 | 44,9 | 475 | 23,5 | 250 | |
2,0 | 38,7 | 410 | 20,3 | 215 | |
36 | 1,5 | 36,6 | 325 | 19,6 | 175 |
2,0 | 31,7 | 280 | 16,8 | 150 | |
РЕЖИМЫ РЕЗАНИЯ Алюминиевые сплавы из стали Р18 | Нарезание резьбы метчиками со шлифованным профилем в сквозных отверстиях | ||||
Карта 49, лист 2 | |||||
Диаметр и шаг резьбы, мм | Дуралюмин, электрон | Силумин | |||
Режимы резания | |||||
d | S | V, м/мин. | n, об./мин. | V, м/мин. | n, об./мин. |
42 | 1,5 | 41,4 | 315 | 21,9 | 165 |
2,0 | 35,9 | 270 | 19,0 | 145 | |
48 | 1,5 | 46,3 | 305 | 24,5 | 160 |
2,0 | 40,0 | 265 | 21,3 | 140 | |
Примечания:
1. Приведенные в карте 49 режимы резания действительны для степени точности 6Н.
2. При нарезании резьбы со степенью точности 4Н, Kv = Kn = 0,77.
3. При необходимости получения посадки АШ1, Kv = Kn = 0,6.
Фрезы торцовые | ||||
Карта 50 | ||||
Подача на один зуб Sz, мм/зуб | ||||
Мощность станка N, кВт | Фрезы с пластинками твердого сплава | Фрезы из стали Р18 | ||
Обрабатываемый материал | ||||
Сталь | Чугун | Сталь | Медные и алюминиевые сплавы | |
Подача Sz, мм/зуб | Подача Sz, мм/зуб | |||
Св. 10 | 0,24 - 0,3 | 0,5 - 0,64 | 0,15 - 0,25 | 0,3 - 0,5 |
5 - 10 | 0,18 - 0,22 | 0,38 - 0,45 | 0,06 - 0,10 | 0,15 - 0,3 |
До 5 | - | - | 0,04 - 0,06 | 0,12 - 0,25 |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПОДАЧУ НА ЗУБ ФРЕЗЫ Sz
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РЕЗАНИЯ В ЗАВИСИМОСТИ ОТ:
1) Марки инструмента | ||||||||
Обрабатываемый материал | Сталь | Чугун | ||||||
Твердый сплав | Т15К16 | Т5К10 | ВК8 | ВК6 | ||||
Коэффициент КВ | 1,0 | 0,75 | 1,0 | 0,7 | ||||
2) Шероховатости поверхности | ||||||||
Марка инструмента | Шероховатость поверхности | |||||||
 |  |  | ||||||
Поправочный коэффициент Ks | ||||||||
Твердый сплав | - | 1,0 | 0,6 | 0,4 | 0,2 | |||
Быстрорежущая сталь | 1,0 | 0,7 | 0,4 | 0,3 | - | |||
3) Главного угла в плане | ||||||||
Главный угол в плане | 90° | 60° - 45° | ||||||
Коэффициент Ks | 0,8 | 1,0 | ||||||
Примечания:
1. Подачи на зуб фрезы Sz даны для смещенной установки фрезы. Для симметричной установки фрезы значения подач уменьшить в два раза.
2. Подачи при обработке жаропрочных сталей и сплавов рекомендуется брать те же, что и для стали, но не выше 0,15 мм/зуб.
Сталь конструкционная углеродистая и легированная, жаропрочная Х18Н9Т | Фрезы торцовые с пластинками твердого сплава | ||||||||||||||||||
Карта 51 | |||||||||||||||||||
D/z | I, мм, до | Подача на зуб фрезы Sz, мм, до | |||||||||||||||||
0,05 | 0,07 | 0,1 | 0,13 | 0,18 | 0,24 | ||||||||||||||
Режимы резания | |||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||
80/5 | 5,0 | 278 | 1100 | 285 | 250 | 990 | 320 | 224 | 890 | 384 | 200 | 800 | 460 | 176 | 700 | 544 | 156 | 620 | 650 |
1,5 | 311 | 1210 | 299 | 280 | 1120 | 360 | 253 | 1000 | 435 | 225 | 886 | 520 | 199 | 790 | 615 | 176 | 700 | 735 | |
110/5 | 5,0 | 278 | 900 | 153 | 250 | 720 | 184 | 224 | 650 | 223 | 199 | 575 | 268 | 176 | 510 | 318 | 155 | 450 | 378 |
1,5 | 311 | 905 | 173 | 280 | 815 | 208 | 253 | 730 | 252 | 235 | 652 | 302 | 199 | 575 | 360 | 176 | 508 | 428 | |
150/6 | 16 | 339 | 522 | 153 | 305 | 470 | 185 | 208 | 425 | 219 | 176 | 374 | 261 | 155 | 321 | 300 | 138 | 293 | 372 |
5 | 280 | 595 | 173 | 252 | 535 | 208 | 225 | 480 | 248 | 199 | 424 | 296 | 176 | 352 | 348 | 157 | 332 | 420 | |
200/8 | 16 | 234 | 372 | 144 | 210 | 335 | 174 | 188 | 296 | 205 | 167 | 265 | 247 | 148 | 234 | 297 | 131 | 209 | 350 |
5 | 264 | 423 | 163 | 238 | 380 | 196 | 213 | 335 | 232 | 189 | 300 | 280 | 167 | 264 | 336 | 149 | 236 | 395 | |
250/8 | 16 | 234 | 300 | 114 | 210 | 270 | 137 | 188 | 240 | 166 | 167 | 212 | 198 | 148 | 188 | 234 | 132 | 166 | 280 |
5 | 264 | 338 | 129 | 238 | 304 | 156 | 213 | 272 | 188 | 189 | 240 | 224 | 167 | 212 | 264 | 149 | 188 | 316 | |
320/10 | 16 | 224 | 216 | 107 | 202 | 195 | 129 | 178 | 177 | 152 | 160 | 159 | 184 | 140 | 140 | 219 | 125 | 125 | 261 |
5 | 254 | 253 | 120 | 228 | 228 | 145 | 202 | 200 | 172 | 180 | 180 | 208 | 159 | 158 | 248 | 142 | 142 | 296 | |
400/12 | 16 | 209 | 165 | 95 | 188 | 149 | 114 | 167 | 133 | 137 | 148 | 118 | 162 | 131 | 105 | 194 | 118 | 94 | 234 |
5 | 236 | 187 | 107 | 212 | 168 | 129 | 189 | 150 | 156 | 167 | 133 | 184 | 149 | 118 | 220 | 133 | 105 | 264 | |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ <*>
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
--------------------------------
<*> Поправочные коэффициенты Kv, Kn, Ksм даны для обработки жаропрочных сталей твердым сплавом.
1) | Механической характеристики конструкционных углеродистых сталей | Сталь НВ | До 56 | 56 - 62 | 63 - 70 | 71 - 79 | 80 - 89 | 90 - 100 | ||
До 160 | 160 - 177 | 180 - 200 | 203 - 226 | 228 - 255 | 257 - 285 | |||||
Коэффициент Kv = Kn = Ksм | 1,42 | 1,26 | 1,12 | 1,0 | 0,89 | 0,79 | ||||
2) | Состояния обрабатываемой поверхности | Поверхность | Без корки | С коркой | ||||||
Поковка или штамповка | Отливка | |||||||||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,9 | 0,8 | |||||||
3) | Отношения ширины фрезерования к диаметру фрезы | B/D фр. | До 0,45 | 0,45 - 0,8 | Св. 0,8 | |||||
Коэффициент Kv = Kn = Ksм | 1,13 | 1,0 | 0,89 | |||||||
4) | Главного угла в плане | Главный угол в плане | 90° | 60° | 45° | |||||
Коэффициент Kv = Kn | 1,0 | 1,0 | 1,0 | |||||||
Коэффициент Ksм | 0,7 | 1,0 | 1,0 | |||||||
5) | Марки твердого сплава инструмента | Марка твердого сплава | Т15К6 | Т14К8 | ТТ7К12 | Т5К12В | Т5К10 | |||
Коэффициент Kv | 1,0 | 0,94 | 0,45 | 0,42 | - | |||||
Коэффициент Kv = Kn = Ksм | - | - | - | - | 0,65 | |||||
6) | Марки жаропрочных сталей | Марка стали | Т18Н9Т (ЭЯ1Т) | Х17Н2 (ЭН268) | Х17Г9АН4 (ЭИ878) | ВТЗ-1 | ||||
Коэффициент Kv = Kn = Ksм | 0,15 | 0,12 | 0,09 | 0,08 | ||||||
Сталь | Фрезы торцовые с пластинками твердого сплава | ||||||||||||||||||||||||||
Карта 52 | |||||||||||||||||||||||||||
Сталь | Глубина резания t, мм, до | ||||||||||||||||||||||||||
НВ | |||||||||||||||||||||||||||
До 56 | 56 - 100 | Св. 100 | |||||||||||||||||||||||||
До 160 | 160 - 285 | Св. 285 | |||||||||||||||||||||||||
Ширина фрезерования B, мм, до | |||||||||||||||||||||||||||
45 | 38 | - | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - | - | - | - | - | - | - | - | - | - | - | - |
52 | 45 | 38 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - | - | - | - | - | - | - | - | - | - | - |
62 | 52 | 45 | - | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - | - | - | - | - | - | - | - | - | - |
72 | 62 | 52 | - | - | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - | - | - | - | - | - | - | - | - |
85 | 72 | 62 | - | - | - | 1,2 | 1 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - | - | - | - | - | - | - | - |
100 | 85 | 72 | - | - | - | - | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - | - | - | - | - | - | - |
117 | 100 | 85 | - | - | - | - | - | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - | - | - | - | - | - |
138 | 117 | 100 | - | - | - | - | - | - | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - | - | - | - | - |
162 | 138 | 117 | - | - | - | - | - | - | - | 4,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - | - | - | - |
190 | 162 | 138 | - | - | - | - | - | - | - | - | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - | - | - |
214 | 190 | 162 | - | - | - | - | - | - | - | - | - | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - | - |
250 | 214 | 190 | - | - | - | - | - | - | - | - | - | - | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 | - |
295 | 250 | 214 | - | - | - | - | - | - | - | - | - | - | - | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 | 12 |
350 | 295 | 2<...> | - | - | - | - | - | - | - | - | - | - | - | - | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 | 10 |
- | 350 | 295 | - | - | - | - | - | - | - | - | - | - | - | - | - | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 | 8,4 |
- | - | 350 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 1,2 | 1,4 | 1,7 | 2.0 | 2,4 | 2,9 | 3,5 | 4,2 | 4,9 | 5,9 | 7,0 |
Диаметр фрезы в мм и число зубьев D x z | Мощность резания N, кВт | |||||||||||||||||||||||||
80 x 5 | 110 x 4 150 x 6 200 x 8 | 250 x 8 320 x 10 400 x 12 | ||||||||||||||||||||||||
Минутная подача Sм, мм/мин. | ||||||||||||||||||||||||||
- | - | 106 | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 |
9 | 110 | 132 | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 |
116 | 140 | 165 | - | - | - | - | - | 1,1 | 1,3 | 1,9 | 1,9 | 2,3 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 |
145 | 175 | 200 | - | - | - | - | 1,1 | 1,3 | 1,9 | 1,9 | 2,3 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - |
181 | 220 | 255 | - | - | - | 1,1 | 1,3 | 1.6 | 1,9 | 2,3 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - | - |
230 | 270 | 320 | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - | - | - |
282 | 340 | 400 | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - | - | - | - |
350 | 420 | 500 | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - | - | - | - | - |
440 | 530 | 620 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - | - | - | - | - | - |
550 | 660 | 770 | 1,6 | 1,9 | 2,3 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - | - | - | - | - | - | - |
680 | 820 | 960 | 1,9 | 2,3 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - | - | - | - | - | - | - | - |
850 | 1030 | 1200 | 2,3 | 2.7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - | - | - | - | - | - | - | - | - |
1070 | 1280 | 1500 | 2,7 | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - | - | - | - | - | - | - | - | - | - |
1340 | 1600 | - | 3,2 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - | - | - | - | - | - | - | - | - | - | - |
1670 | - | - | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11 | 13 | 16 | 19 | 22,5 | 27 | - | - | - | - | - | - | - | - | - | - | - | - |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ В ЗАВИСИМОСТИ ОТ:
1) Главного угла в плане | Главный угол в плане | 15 | 30 | 60 | 75 | 90 | 2) Переднего угла | Передний угол | -10 | 0 | +10 |
Коэффициент KN | 1,23 | 1,15 | 1,0 | 1,06 | 1,14 | Коэффициент KN | 1,0 | 0,89 | 0,79 |
Чугун серый | Фрезы торцовые с пластинками ВК6 | ||||||||||||||||||
Карта 53, лист 1 | |||||||||||||||||||
D/Z | t, мм, до | Подача на один зуб фрезы S, мм/зуб, до | |||||||||||||||||
0,07 | 0,1 | 0,13 | 0,18 | 0,26 | 0,36 | ||||||||||||||
Режимы резания | |||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||
75/10 | 1,5 | 230 | 975 | 584 | 208 | 880 | 704 | 186 | 788 | 888 | - | - | - | - | - | - | - | - | - |
3,5 | 206 | 875 | 524 | 186 | 788 | 632 | 163 | 692 | 780 | - | - | - | - | - | - | - | - | - | |
7,5 | 180 | 768 | 460 | 163 | 692 | 556 | 145 | 612 | 688 | - | - | - | - | - | - | - | - | - | |
1,5 | 230 | 815 | 488 | 208 | 736 | 588 | 186 | 695 | 780 | 163 | 576 | 904 | - | - | - | - | - | - | |
90/10 | 3,5 | 206 | 772 | 460 | 186 | 696 | 556 | 163 | 576 | 644 | 145 | 512 | 880 | - | - | - | - | - | - |
7,5 | 180 | 640 | 380 | 163 | 576 | 460 | 145 | 512 | 572 | 130 | 460 | 720 | - | - | - | - | - | - | |
110/12 | 1,5 | 202 | 586 | 420 | 182 | 528 | 508 | 162 | 468 | 640 | 144 | 416 | 780 | 126 | 364 | 960 | - | - | - |
3,5 | 180 | 520 | 370 | 162 | 468 | 448 | 144 | 416 | 560 | 126 | 364 | 684 | 113 | 328 | 872 | - | - | - | |
7,5 | 159 | 460 | 330 | 144 | 416 | 400 | 126 | 364 | 488 | 113 | 328 | 620 | 101 | 292 | 768 | - | - | - | |
150/14 | 1,5 | 202 | 430 | 360 | 182 | 388 | 436 | 162 | 344 | 536 | 144 | 304 | 664 | 126 | 268 | 824 | 113 | 240 | 1032 |
3,5 | 180 | 380 | 320 | 162 | 344 | 384 | 144 | 304 | 476 | 126 | 268 | 588 | 113 | 240 | 740 | 101 | 216 | 986 | |
7,5 | 159 | 337 | 282 | 144 | 304 | 340 | 126 | 267 | 420 | 113 | 240 | 528 | 101 | 216 | 664 | 97 | 192 | 832 | |
200/16 | 1,5 | 202 | 310 | 299 | 182 | 280 | 360 | 162 | 256 | 460 | 144 | 232 | 594 | 126 | 200 | 704 | 113 | 180 | 895 |
3,5 | 180 | 284 | 272 | 162 | 256 | 328 | 144 | 232 | 416 | 126 | 200 | 504 | 113 | 180 | 636 | 101 | 160 | 790 | |
7,5 | 159 | 257 | 245 | 144 | 232 | 296 | 126 | 200 | 360 | 113 | 180 | 452 | 101 | 160 | 564 | 89 | 142 | 712 | |
250/20 | 3,5 | 164 | 208 | 250 | 148 | 188 | 300 | 132 | 168 | 376 | 116 | 148 | 468 | 102 | 130 | 576 | 92 | 117 | 724 |
7,5 | 146 | 186 | 222 | 132 | 168 | 268 | 116 | 148 | 332 | 102 | 130 | 408 | 92 | 113 | 516 | 82 | 104 | 648 | |
16 | 128 | 165 | 195 | 116 | 148 | 236 | 102 | 130 | 292 | 92 | 117 | 364 | 82 | 104 | 456 | 72 | 92 | 568 | |
300/22 | 3,5 | 153 | 162 | 212 | 138 | 146 | 256 | 122 | 130 | 320 | 109 | 116 | 400 | 97 | 102 | 496 | 86 | 90 | 616 |
7,5 | 135 | 144 | 189 | 122 | 130 | 228 | 109 | 116 | 288 | 97 | 102 | 352 | 87 | 90 | 436 | 77 | 82 | 560 | |
16 | 120 | 129 | 169 | 109 | 116 | 204 | 97 | 102 | 252 | 86 | 90 | 312 | 77 | 82 | 392 | 69 | 73 | 496 | |
350/94 | 3,5 | 153 | 139 | 200 | 138 | 125 | 240 | 122 | 111 | 300 | 1099 | 99 | 376 | 97 | 88 | 464 | 86 | 78 | 580 |
7,5 | 135 | 123 | 179 | 192 | 111 | 216 | 109 | 99 | 268 | 97 | 88 | 332 | 87 | 78 | 412 | 77 | 70 | 520 | |
16 | 120 | 110 | 160 | 109 | 99 | 192 | 97 | 88 | 240 | 86 | 78 | 396 | 77 | 70 | 368 | 68 | 62 | 464 | |
400/28 | 3,5 | 136 | 109 | 182 | 123 | 98 | 220 | 110 | 87 | 276 | 98 | 78 | 340 | 86 | 67 | 424 | 78 | 62 | 536 |
7,5 | 122 | 97 | 163 | 110 | 87 | 196 | 98 | 78 | 244 | 86 | 67 | 304 | 78 | 62 | 380 | 67 | 55 | 480 | |
16 | 108 | 86 | 143 | 98 | 78 | 172 | 86 | 67 | 216 | 78 | 62 | 272 | 67 | 55 | 340 | 61 | 48 | 416 | |
РЕЖИМЫ РЕЗАНИЯ Чугун серый | Фрезы торцовые с пластинками ВК6 | |||||
Карта 53, лист 2 | ||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | ||||||
1) | Твердости чугуна | Группы твердости чугуна HB | 143 - 229 | 170 - 255 | 197 - 269 | |
Коэффициент Kv = Kn = Ksм | 1,0 | 0,89 | 0,79 | |||
2) | Состояния обрабатываемой поверхности | Коэффициент Kv = Kn = Ksм | Без корки | С коркой | ||
1,0 | 0,8 | |||||
3) | Отношения ширины фрезерования к диаметру фрезы | B/D фр | До 0,45 | 0,45 - 0,8 | Св. 0,8 | |
Коэффициент Kv = Kn = Ksм | 1,13 | 1,0 | 0,89 | |||
4) | Главного угла в плане | Главный угол в плане | 90 | 60 | 45 | |
Коэффициент Ksz | Коэффициент Ksz | 1,0 | 1,0 | |||
Kv = Kn (с учетом увеличения подачи) | 0,95 | 1,0 | 1,1 | |||
Ksм | 0,65 | 1,0 | 1,1 | |||
Примечание. При работе фрезами торцовыми с пластинками ВК8 табличные данные применять с коэффициентом 1,2.
Чугун серый | Фрезы торцовые с пластинками твердого сплава | ||||||||||||||||||||||||||||
Карта 54, лист 1 | |||||||||||||||||||||||||||||
Группы твердости чугуна HB | Глубина резания t, мм | ||||||||||||||||||||||||||||
До 229 | Св. 229 | ||||||||||||||||||||||||||||
Ширина фрезерования B, мм, до | |||||||||||||||||||||||||||||
35 | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
42 | 35 | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - | - | - | - | - | - | - | - | - | - | |
50 | 42 | - | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - | - | - | - | - | - | - | - | - | - |
60 | 50 | - | - | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - | - | - | - | - | - | - | - | - |
70 | 60 | - | - | - | - | 1,0 | 1,2 | 1.5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - | - | - | - | - | - | - | - |
85 | 70 | - | - | - | - | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - | - | - | - | - | - | - |
100 | 85 | - | - | - | - | - | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - | - | - | - | - | - |
120 | 100 | - | - | - | - | - | - | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - | - | - | - | - |
145 | 120 | - | - | - | - | - | - | - | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - | - | - | - |
170 | 145 | - | - | - | - | - | - | - | - | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - | - | - |
205 | 170 | - | - | - | - | - | - | - | - | - | - | 1,0 | 1,2 | 1,9 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - | - |
245 | 205 | - | - | - | - | - | - | - | - | - | - | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - | - |
295 | 245 | - | - | - | - | - | - | - | - | - | - | - | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2,7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - | - |
- | 295 | - | - | - | - | - | - | - | - | - | - | - | - | - | 1,0 | 1,2 | 1,5 | 1,8 | 2,2 | 2.7 | 3,3 | 4,0 | 5,0 | 6,0 | 7,3 | 9,0 | 11 | 13 | - |
а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | э | ю | я | ||
МОЩНОСТЬ ПОТРЕБНАЯ НА РЕЗАНИЕ Чугун серый | Фрезы торцевые с пластинками твердого сплава | ||||||||||||||||||||||||||||||
Карта 54, лист 2 | |||||||||||||||||||||||||||||||
Подача на один зуб фрезы Sz, мм/зуб (для всех диаметров фрез) | Мощность резания N, кВт | ||||||||||||||||||||||||||||||
0,13 | 0,25 | 0,5 | 1,0 | ||||||||||||||||||||||||||||
Минутная подача Sм, мм/мин., до | |||||||||||||||||||||||||||||||
- | - | - | 160 | - | - | - | - | - | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,3 | 15,9 |
- | - | 100 | 100 | - | - | - | - | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,3 | 15,9 | 19,0 |
160 | 160 | 190 | 230 | - | - | - | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,3 | 15,9 | 19,0 | 22,5 |
160 | 190 | 230 | 270 | - | - | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,3 | 15,9 | 19,0 | 22,5 | 27,0 |
190 | 230 | 270 | 325 | - | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,3 | 15,9 | 19,0 | 22,5 | 27,0 | - |
230 | 270 | 325 | 385 | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,3 | 15,9 | 19,0 | 22,5 | 27,0 | - | - |
270 | 325 | 385 | 460 | - | - | - | - | - | - | - | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,3 | 15,9 | 19,0 | 22,5 | 27,0 | - | - | - |
325 | 385 | 460 | 550 | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,3 | 15,9 | 19,0 | 22,5 | 27,0 | - | - | - | - |
385 | 460 | 550 | 660 | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,3 | 15,9 | 19,0 | 22,5 | 27,0 | - | - | - | - | - |
460 | 550 | 660 | 790 | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,0 | 15,9 | 19,0 | 22,5 | 27,0 | - | - | - | - | - | - |
550 | 660 | 790 | 940 | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,0 | 15,9 | 19,0 | 22,5 | 27,0 | - | - | - | - | - | - | - |
660 | 790 | 940 | 1120 | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,0 | 15,9 | 19,0 | 22,5 | 27,0 | - | - | - | - | - | - | - | - |
790 | 940 | 1120 | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,0 | 15,9 | 19,0 | 22,5 | 27,0 | - | - | - | - | - | - | - | - | - |
940 | 1120 | - | - | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,0 | 15,9 | 19,0 | 22,5 | 27,0 | - | - | - | - | - | - | - | - | - | - |
1120 | - | - | - | 1,6 | 1,9 | 2.3 | 2,7 | 3,3 | 3,8 | 4,6 | 5,5 | 6,6 | 7,8 | 9,4 | 11,0 | 13,0 | 15,9 | 19,0 | 22,5 | 27,0 | - | - | - | - | - | - | - | - | - | - | - |
а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ф | х | ц | ч | ш | щ | э | ю | я | ||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ
В ЗАВИСИМОСТИ ОТ ГЛАВНОГО УГЛА
Главный угол в плане | 60 | 75 | 90 |
Коэффициент KN | 1,0 | 1,06 | 1,14 |
Сталь конструкционная углеродистая Работа с охлаждением | Фрезы торцовые из стали Р18 | |||||||||||||||||||
Карта 55, лист 1 | ||||||||||||||||||||
Фрезы | D/Z | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | |||||||||||||||||
0,03 | 0,05 | 0,1 | 0,13 | 0,18 | 0,24 | |||||||||||||||
Режимы резания | ||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | |||
Цельные | 40/12 | 3 | 44 | 347 | 96 | 39 | 309 | 153 | 35 | 276 | 248 | 31 | 244 | 340 | 27 | 217 | 403 | 24,5 | 192 | 484 |
10 | 40 | 312 | 86 | 35 | 278 | 137 | 32 | 248 | 223 | 28 | 220 | 305 | 25 | 194,5 | 362 | 21,5 | 173 | 436 | ||
60/10 | 3 | 42 | 227 | 52 | 37,5 | 200 | 82 | 33,5 | 179 | 134 | 30 | 160 | 186 | 27 | 142 | 219 | 24 | 126 | 265 | |
10 | 38 | 206 | 46 | 33,5 | 180 | 74 | 30,5 | 160 | 121 | 27 | 144 | 168 | 24 | 128 | 197 | 21,5 | 114 | 240 | ||
60/16 | 3 | 41 | 218 | 81 | 37 | 194 | 128 | 32,5 | 173 | 207 | 29 | 153 | 284 | 25,5 | 136 | 337 | 23 | 121 | 405 | |
10 | 37 | 197 | 72 | 33 | 176 | 115 | 29 | 156 | 178 | 25,5 | 138 | 256 | 23,0 | 122 | 302 | 21 | 109 | 365 | ||
3 | 41,5 | 176 | 73 | 36,5 | 155 | 115 | 32,5 | 138 | 187 | 29,2 | 123 | 257 | 26 | 110 | 306 | 23 | 97 | 365 | ||
10 | 37,5 | 160 | 65 | 33 | 140 | 104 | 28 | 125 | 168 | 26,5 | 110 | 160 | 23 | 98 | 276 | 21 | 87 | 328 | ||
Со вставными ножами | 75/10 | 3 | 43,5 | 186 | 43 | 39 | 166 | 69 | 35 | 147 | 110 | 31,0 | 131 | 152 | 27 | 116 | 179 | - | - | - |
10 | 37,5 | 164 | 38 | 34,5 | 146 | 61 | 32 | 130 | 97,5 | 27 | 113,5 | 135 | 24 | 102 | 158 | - | - | - | ||
90/10 | 3 | 44 | 157 | 36 | 39,5 | 140 | 57,5 | 35 | 125 | 93,5 | 31,5 | 111 | 129 | 28 | 98 | 153 | - | - | - | |
10 | 39 | 139 | 32 | 35 | 124 | 51 | 31 | 110 | 86 | 28 | 98 | 113,5 | 25 | 87 | 135 | - | - | - | ||
110/12 | 3 | 43,5 | 127 | 35,5 | 39 | 113,5 | 57 | 35 | 101,5 | 92 | 31,5 | 91 | 127 | 28 | 81 | 150 | 25 | 72 | 181 | |
10 | 37,0 | 113 | 31 | 34 | 101 | 50 | 31 | 89,5 | 81,5 | 28 | 81 | 112 | 25 | 71 | 133 | 21,5 | 64 | 160 | ||
150/16 | 3 | 44 | 94 | 35 | 39,5 | 84 | 56 | 35,5 | 75 | 90 | 31,5 | 67 | 125 | 28 | 59 | 146 | 25 | 53 | 177,5 | |
10 | 37 | 84 | 31 | 34 | 74 | 49,5 | 31 | 66 | 80 | 28,0 | 60 | 110 | 25 | 53 | 129,5 | 21,5 | 46 | 157 | ||
200/20 | 3 | 42 | 67 | 31 | 37,5 | 60 | 49,5 | 33,5 | 53,5 | 81 | 30 | 48 | 111 | 27 | 42 | 131 | 23,5 | 37,5 | 157,5 | |
10 | 37 | 59 | 27,5 | 33,5 | 53 | 44 | 29,5 | 47 | 72 | 26 | 42 | 98 | 24 | 37,5 | 116 | 21 | 33,5 | 139 | ||
225/22 | 3 | 42,5 | 60 | 30,5 | 38 | 53,5 | 49 | 33 | 47 | 77.5 | 29 | 41,5 | 106 | 26 | 37,5 | 128 | 23,5 | 33,5 | 155 | |
10 | 37 | 53 | 27 | 33,5 | 47 | 43 | 28 | 41,5 | 69 | 25,5 | 37 | 94 | 23 | 33,5 | 113,5 | 21 | 29,5 | 137,5 | ||
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая Работа с охлаждением | Фрезы торцовые из стали Р18 | |||||||||||||||||||||||||||||||
Карта 55, лист 2 | ||||||||||||||||||||||||||||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | ||||||||||||||||||||||||||||||||
1) Группы и механическая характеристика стали | Группы стали | Углеродистые (С < 0,6%) | Хромоникелевые | Углеродистые труднообрабатываемые (С > 0,6%), хромистые, хромоникелевольфрамовые, инструментальные | Хромомарганцовистые, хромокремнистые, хромокремнистомарганцовые и близкие к ним | Автоматные | Жаропрочные | |||||||||||||||||||||||||
Типовые марки стали | 10, 15,20, 25 | 30, 35, 4 | 45, 50 | 12Х2ННЗА | 12Х2Н4А | 20ХНМ | 40ХНМА | 30Х, 35Х, 38ХА, 40Х | 15Х, 20Х | 45Г2, 50Г | 35ХГС | 18ХГТ | 30ХГТ | А12, А20 | А30 | А40Г | Х18Н9Т (ЭЯ1Т) | |||||||||||||||
Предел прочности | 56 | 51 - 75 | 61 - 83 | 56 - 75 | 56 - 75 | 61 - 83 | 75 - 98 | 97 - 110 | 102 - 116 | 53 - 74 | 61 - 86 | 53 - 80 | 67 - 91 | 54 - 72 | 60 - 76 | 72 - 89 | 89 - 100 | 100 - 117 | 48 - 63 | 60 - 80 | 80 - 94 | 94 - 100 | 56 - 82 | 94 - 113 | 113 - 134 | 49 - 62 | 56 - 65 | - | - | - | - | |
Твердость HB | 156 | 143 - 207 | 170 - 229 | 207 - 369 | 136 - 207 | 170 - 229 | 207 - 269 | 269 - 302 | 285 - 321 | 156 - 207 | 179 - 255 | 156 - 207 | 197 - 269 | 156 - 207 | 170 - 217 | 207 - 255 | 255 - 285 | 285 - 331 | 137 - 179 | 170 - 229 | 229 - 269 | 269 - 286 | 170 - 241 | 269 - 321 | 321 - 375 | 149 - 187 | 170 - 197 | - | - | - | - | |
Коэффициенты - Kv = Kn = KSм | 1,35 | 1,0 | 0,9 | 0,7 | 1,2 | 1,0 | 0,8 | 0,55 | 0,5 | 0,75 | 0,6 | 0,8 | 0,55 | 0,85 | 0,8 | 0,65 | 0,55 | 0,4 | 1,0 | 0,55 | 0,55 | 0,5 | 0,6 | 0,35 | 0,25 | 0,9 | 0,6 | 1,2 | 1,1 | 1,0 | 0,75 | |
2) Состояния поверхности заготовки | Поверхность | Без корки и прокат | С коркой | |||||||||||||||||||||||||||||
Поковка или штамповка | Отливка | |||||||||||||||||||||||||||||||
Коэффициенты | 1,0 | 0,9 | 0,8 | |||||||||||||||||||||||||||||
3) Ширины фрезерования | Ширина фрезерования | < 0,4 | > 0,4 | |||||||||||||||||||||||||||||
Коэффициенты | 1,12 | 1,0 | ||||||||||||||||||||||||||||||
4) Главного угла в плане | Главный угол в плане | 90 | 60 | 45 | 30 | |||||||||||||||||||||||||||
Коэффициенты | 0,85 | 1,0 | 1,05 | 1,18 | ||||||||||||||||||||||||||||
5) Вида обработки | Вид обработки | Черная  | Чистовая  | |||||||||||||||||||||||||||||
Коэффициенты | 1,0 | 0,8 | ||||||||||||||||||||||||||||||
Сталь | Фрезы торцовые из стали Р18 | |||||||||||||||||||
Карта 56 | ||||||||||||||||||||
Подача на зуб фрезы Sz, мм/зуб | Глубина резания t, мм, до | |||||||||||||||||||
До 0,12 | Св. 0,12 | |||||||||||||||||||
Ширина фрезерования, B, мм, до | ||||||||||||||||||||
- | 40 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - | - | - | - | - | - |
40 | 47 | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - | - | - | - | - |
47 | 55 | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - | - | - | - |
55 | 65 | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - | - | - |
65 | 76 | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - | - |
76 | 89 | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - |
89 | 105 | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - |
105 | 123 | - | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - |
123 | 145 | - | - | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - |
145 | 170 | - | - | - | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - |
170 | 200 | - | - | - | - | - | - | - | - | - | - | 3 | 4 | 0 | 6 | 7 | 8 | 10 | - | - |
200 | 235 | - | - | - | - | - | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - |
235 | - | - | - | - | - | - | - | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 |
Минутная подача Sм, мм/мин., до | Мощность резания N, кВт | ||||||||||||||||||
42 | - | - | - | - | - | - | - | - | - | - | 1,2 | 1,5 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 |
50 | - | - | - | - | - | - | - | - | 1.2 | 1,5 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | |
60 | - | - | - | - | - | - | - | - | 1,2 | 1,5 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | 7,3 |
70 | - | - | - | - | - | - | - | 1,2 | 1,5 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | 7,3 | 8,7 |
86 | - | - | - | - | - | - | 1,2 | 1,5 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | 7,3 | 8,7 | 10,4 |
102 | - | - | - | - | - | 1,2 | 1,5 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | 7,3 | 8,7 | 10,4 | 12,1 |
122 | - | - | - | - | 1,2 | 1,5 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | 7,3 | 8,7 | 10,4 | 12,1 | 14,8 |
145 | - | - | - | 1,2 | 1,5 | 1.7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | 7,3 | 8,7 | 10,4 | 12,1 | 14,8 | 17,7 |
174 | - | - | 1,2 | 1,5 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | 7,3 | 8,7 | 10,4 | 12,1 | 14,8 | 17,7 | - |
205 | - | 1,2 | 1,5 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | 7,3 | 8,7 | 10,4 | 12,1 | 14,8 | 17,7 | - | - |
250 | 1,2 | 1,5 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | 7,3 | 8,7 | 10,4 | 12,1 | 14,8 | 17,7 | - | - | - |
300 | 1,5 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | 7,3 | 8,7 | 10,4 | 12,1 | 14,8 | 17,7 | - | - | - | - |
355 | 1,7 | 2,1 | 2,5 | 3,0 | 3,6 | 4,3 | 5,1 | 6,1 | 7,3 | 8,7 | 10,4 | 12,1 | 14,8 | 17,7 | - | - | - | - | - |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ
В ЗАВИСИМОСТИ ОТ ПРЕДЕЛА ПРОЧНОСТИ СТАЛИ
Предел прочности при растяжении | До 55 | 55 - 100 | Св. 100 |
Твердость HB | До 160 | 160 - 285 | Св. 285 |
Коэффициент KN | 0,84 | 1,0 | 1,20 |
Медные и алюминиевые сплавы | Фрезеры торцовые из стали Р18 | |||||||||||||||||||
Карта 57, лист 1 | ||||||||||||||||||||
Фрезы | D/Z | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | |||||||||||||||||
0,03 | 0,05 | 0,10 | 0,13 | 0,18 | 0,24 | |||||||||||||||
Режимы резания | ||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | |||
Цельные | 40 -- 12 | 3 | 102 | 816 | 225 | 92 | 733 | 360 | 82 | 650 | 586 | 72 | 576 | 790 | 64 | 512 | 952 | - | - | - |
10 | 92 | 730 | 202 | 82 | 649 | 318 | 73 | 580 | 522 | 64 | 512 | 715 | 57,5 | 456 | 848 | - | - | - | ||
60 -- 16 | 3 | 102 | 539 | 124 | 89,5 | 477 | 196 | 79 | 421 | 317 | 70 | 376 | 437 | 63 | 334 | 520 | 56 | 296 | 621,5 | |
10 | 89,5 | 477 | 109 | 79 | 420 | 173 | 70 | 376 | 282 | 63 | 336 | 384 | 56 | 297,5 | 461,5 | 49,5 | 265,5 | 558 | ||
76 -- 18 | 3 | 97 | 412 | 171 | 85 | 360 | 266 | 77 | 326 | 441 | 69 | 291 | 608 | 61 | 257 | 720 | 53,5 | 229 | 864 | |
10 | 87 | 370 | 153 | 77 | 326 | 241 | 69 | 291 | 393 | 61 | 259 | 541 | 54 | 230 | 644 | 53,5 | 203 | 768 | ||
75 -- 10 | 3 | 100 | 430 | 99 | 90 | 385 | 158 | 81 | 344 | 257 | 73 | 308 | 351 | 64 | 273,5 | 424 | 57 | 242 | 507 | |
10 | 91 | 389 | 89 | 81,5 | 348 | 142 | 73 | 310 | 232 | 65 | 276 | 314 | 57,5 | 243 | 377 | 51 | 217 | 456 | ||
Со вставными ножами | 90 -- 10 | 3 | 104 | 369 | 84 | 93 | 330 | 135 | 83 | 294 | 221 | 74 | 262 | 299 | 65,5 | 232 | 360 | 57,5 | 205 | 430 |
10 | 93 | 329 | 75,5 | 83 | 294 | 121 | 74 | 262 | 197 | 65,5 | 233 | 266 | 58 | 206 | 300 | 52 | 183 | 384 | ||
110 -- 12 | 3 | 104 | 301 | 82,5 | 93 | 269 | 132 | 83 | 240 | 216 | 74 | 215 | 291 | 65,5 | 190 | 360 | 58 | 168 | 424 | |
10 | 92 | 266 | 73 | 82 | 238 | 117 | 73,5 | 213 | 192 | 66 | 192 | 263 | 58 | 170 | 315 | 52 | 151 | 381,5 | ||
150 -- 16 | 3 | 105 | 222 | 81 | 93,5 | 198 | 130 | 83 | 176 | 211 | 74 | 158 | 285 | 65,5 | 139 | 345 | 58 | 124 | 416 | |
10 | 93 | 197 | 72 | 83 | 176 | 115 | 74 | 158 | 190 | 66 | 141 | 253 | 58 | 124 | 307 | 52 | 111 | 373 | ||
200 -- 20 | 3 | 98 | 158 | 72 | 88 | 141 | 115 | 79 | 126 | 190 | 70 | 113 | 258 | 63 | 101 | 313 | 56 | 89 | 373 | |
10 | 88 | 141 | 64 | 79 | 126 | 103 | 70 | 113 | 170 | 63 | 101 | 230 | 56 | 89 | 275 | 49,5 | 79 | 332 | ||
225 -- 22 | 3 | 100 | 141 | 64 | 89,5 | 126 | 113,5 | 78 | 111 | 184 | 712 | 101 | 253 | 62 | 89 | 302 | 56 | 79 | 365 | |
10 | 88 | 126 | 70,5 | 79 | 113 | 101,5 | 70 | 99 | 164 | 61,5 | 87 | 219 | 56 | 79 | 270 | 49,5 | 70 | 325 | ||
РЕЖИМЫ РЕЗАНИЯ Медные и алюминиевые сплавы | Фрезы торцовые из стали Р18 | ||||||||||
Карта 57, лист 2 | |||||||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | |||||||||||
1) Группы сплавов | Группа | Медные сплавы | Алюминиевые сплавы | ||||||||
Гетерогенные | Свинцовистые при основной гетерогенной структуре | Гомогенные | Сплавы с со держанием свинца < 10% при основной гомогенной структуре | Медь | Сплавы с содержанием свинца > 15% | Силумин и литейные сплавы НВ >= 65; дуралюмин НВ >= 100 | Силумин и литейные сплавы НВ <= 100; дуралюмин НВ <= 100 | Дуралюмин | |||
высокой твердости | средней твердости | ||||||||||
Коэффициент Kv = Kn = Ksм | 0,7 | 1,0 | 1,7 | 2,0 | 4,0 | 8,0 | 1,2 | 1,5 | 1,8 | 2,2 | |
2) Состояния поверхности заготовки | Поверхность | Без корки | С коркой | ||||||||
Коэффициент Kv = Kn = KSм | 1,0 | 0,9 | |||||||||
3) Ширины фрезерования | B/D фр | < 0,4 | < 0,4 | ||||||||
Коэффициент Kv = Kn = KSм | 1,12 | 1,0 | |||||||||
4) Главного угла в плане | Главный угол в плане | 90 | 60 | 45 | |||||||
Коэффициент Kv = Kn = KSм | 0,89 | 1,0 | 1,05 | ||||||||
5) Вид обработки | Вид обработки | Черновая  | Чистовая  | ||||||||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,8 | |||||||||
Медные и алюминиевые сплавы | Фрезы торцовые из стали Р18 | |||||||||||||||||||
Карта 58 | ||||||||||||||||||||
Подача на зуб фрезы, мм/зуб | Глубина резания t, мм, до | |||||||||||||||||||
До 0,12 | Св. 0,12 | |||||||||||||||||||
Ширина фрезерования B, мм, до | ||||||||||||||||||||
- | 40 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - | - | - | - | - | - |
40 | 47 | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - | - | - | - | - |
47 | 55 | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - | - | - | - |
55 | 65 | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - | - | - |
65 | 76 | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - | - |
70 | 89 | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - | - |
89 | 105 | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - | - |
105 | 123 | - | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - | - |
123 | 145 | - | - | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - | - |
145 | 170 | - | - | - | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - | - |
170 | 200 | - | - | - | - | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - | - |
200 | 235 | - | - | - | - | - | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 | - |
235 | - | - | - | - | - | - | - | - | - | - | - | - | - | 3 | 4 | 5 | 6 | 7 | 8 | 10 |
Минутная подача Sм, мм/мин. | Мощность резания N, кВт | ||||||||||||||||||
86 | - | - | - | - | - | - | - | - | - | - | 1,1 | 1.3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 |
102 | - | - | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 |
122 | - | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 | 6,6 |
145 | - | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 | 6,6 | 7,9 |
174 | - | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 | 6,6 | 7,9 | 9,4 |
205 | - | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 | 6,6 | 7,9 | 9,4 | 11,2 |
250 | - | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 | 6,6 | 7,9 | 9,4 | 11,2 | 13,4 |
300 | - | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 | 6,6 | 7,9 | 9,4 | 11,2 | 13,4 | 16 |
355 | - | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 | 6,6 | 7,9 | 9,4 | 11,2 | 13,4 | 16 | - |
420 | - | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 | 6,6 | 7,9 | 9,4 | 11,2 | 13,4 | 16 | - | - |
500 | 1,1 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 | 6,6 | 7,9 | 9,4 | 11,2 | 13,4 | 16 | - | - | - |
600 | 1,3 | 1,6 | 1,9 | 2,3 | 2,7 | 3,3 | 3,9 | 4,6 | 5,5 | 6,6 | 7,9 | 9,4 | 11,2 | 13,4 | 16 | - | - | - | - |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ В ЗАВИСИМОСТИ ОТ ОБРАБАТЫВАЕМОГО СПЛАВА | |||||||||||||||||||
Сплав | Медные сплавы | Алюминиевые сплавы | |||||||||||||||||
Поправочный коэффициент KN | 1,0 | 1,25 | |||||||||||||||||
Фрезерование плоскостей, уступов, пазов | Фрезы концевые | |||||||||
Карта 59 | ||||||||||
Обрабатываемые материалы | Фрезы | Глубина резания или глубина паза, мм, до | ||||||||
D, мм | Z | 5 | 10 | 15 | 20 | 30 | ||||
Подача на зуб Sz, мм/зуб | ||||||||||
Сталь конструкционная углеродистая, жаропрочная | 8 | 5 | 0,02 - 0,015 | 0,018 - 0,012 | - | - | - | |||
12 | 5 | 0,035 - 0,025 | 0,03 - 0,02 | 0,015 - 0,010 | - | - | ||||
16 | 4 | 0,04 | 0,04 - 0,03 | 0,04 - 0,03 | - | - | ||||
3 | 0,05 | 0,05 - 0,04 | 0,05 - 0,04 | - | - | |||||
20 | 5 | 0,07 - 0,04 | 0,07 - 0,04 | 0,07 - 0,04 | 0,04 - 0,025 | - | ||||
3 | 0,09 - 0,05 | 0,09 - 0,05 | 0,08 - 0,05 | 0,05 - 0,03 | ||||||
25 | 5 | 0,09 - 0,05 | 0,09 - 0,05 | 0,08 - 0,05 | 0,06 - 0,04 | 0,04 - 0,03 | ||||
3 | 0,12 - 0,08 | 0,12 - 0,08 | 0,10 - 0,07 | 0,06 - 0,04 | 0,05 - 0,03 | |||||
32 | 6 | 0,12 - 0,07 | 0,12 - 0,09 | 0,09 - 0,06 | 0,07 - 0,05 | 0,05 - 0,04 | ||||
4 | 0,15 - 0,1 | 0,14 - 0,10 | 0,10 - 0,07 | 0,08 - 0,06 | 0,06 - 0,04 | |||||
40 | 6 | 0,14 - 0,08 | 0,13 - 0,08 | 0,12 - 0,08 | 0,10 - 0,07 | 0,08 - 0,06 | ||||
4 | 0,18 - 0,12 | 0,14 - 0,10 | 0,13 - 0,09 | 0,12 - 0,08 | 0,09 - 0,07 | |||||
50 | 6 | 0,15 - 0,10 | 0,13 - 0,10 | 0,12 - 0,08 | 0,12 - 0,08 | 0,09 - 0,06 | ||||
4 | 0,20 - 0,14 | 0,18 - 0,13 | 0,15 - 0,10 | 0,14 - 0,09 | 0,10 - 0,07 | |||||
Чугун, медные и алюминиевые сплавы | 8 | 5 | 0,025 - 0,02 | 0,02 - 0,015 | - | - | - | |||
12 | 5 | 0,05 - 0,04 | 0,035 - 0,02 | 0,02 - 0,015 | - | - | ||||
16 | 4 | 0,08 - 0,06 | 0,07 - 0,05 | 0,05 - 0,03 | - | - | ||||
3 | 0,11 - 0,08 | 0,09 - 0,06 | 0,08 - 0,05 | |||||||
20 | 5 | 0,14 - 0,09 | 0,12 - 0,08 | 0,08 - 0,06 | 0,05 - 0,04 | - | ||||
3 | 0,16 - 0,10 | 0,14 - 0,10 | 0,11 - 0,07 | 0,07 - 0,05 | ||||||
25 | 5 | 0,12 - 0,08 | 0,14 - 0,10 | 0,10 - 0,08 | 0,07 - 0,05 | 0,06 - 0,04 | ||||
3 | 0,15 - 0,12 | 0,18 - 0,13 | 0,14 - 0,10 | 0,10 - 0,08 | 0,07 - 0,06 | |||||
32 | 6 | 0,15 - 0,10 | 0,15 - 0,12 | 0,12 - 0,09 | 0,10 - 0,08 | 0,07 - 0,05 | ||||
4 | 0,20 - 0,14 | 0,18 - 0,15 | 0,14 - 0,10 | 0,12 - 0,09 | 0,08 - 0,07 | |||||
40 | 6 | 0,18 - 0,12 | 0,18 - 0,10 | 0,15 - 0,12 | 0,12 - 0,09 | 0,10 - 0,08 | ||||
4 | 0,24 - 0,16 | 0,20 - 0,14 | 0,18 - 0,15 | 0,14 - 0,10 | 0,12 - 0,09 | |||||
50 | 6 | 0,20 - 0,12 | 0,20 - 0,15 | 0,18 - 0,15 | 0,15 - 0,12 | 0,12 - 0,09 | ||||
4 | 0,24 - 0,18 | 0,23 - 0,17 | 0,20 - 0,14 | 0,18 - 0,15 | 0,14 - 0,10 | |||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПОДАЧУ В ЗАВИСИМОСТИ ОТ: | ||||||||||
1. Отношения фактического числа зубьев к нормативному | 0,5 | 0,7 | 1,0 | 1,5 | 2,0 | |||||
Коэффициент Ksz | 1,5 | 1,3 | 1,0 | 0,7 | 0,6 | |||||
2. Шероховатости поверхности |  |  |  | 2,5 | ||||||
Коэффициент Ksz | 1,5 | 1,0 | 0,6 | 0,4 | ||||||
Примечание. Подачи при обработке жаропрочных сталей и сплавов принимать не выше 0,15 мм/зуб.
Фрезерование плоскостей, уступов, пазов Сталь конструкционная, углеродистая, жаропрочная | Фрезы концевые из стали Р18 | ||||||||||||||||||||
Карта 60, лист 1 | |||||||||||||||||||||
D, мм, до | Z | B, мм, до | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | |||||||||||||||||
0,05 | 0,07 | 0,10 | 0,15 | 0,21 | 0,27 | ||||||||||||||||
Режимы резания | |||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
8 | 3 - 4 | 12 | 3 | 27 | 1296 | 204 | 25 | 1197 | 275 | - | - | - | - | - | - | - | - | - | - | - | - |
5 | 23 | 1090 | 171 | 21,2 | 1007 | 228 | - | - | - | - | - | - | - | - | - | - | - | - | |||
8 | 20 | 945 | 149 | 18,3 | 875 | 199 | - | - | - | - | - | - | - | - | - | - | - | - | |||
12 | 3 - 4 | 18 | 3 | 30 | 965 | 152 | 28,0 | 888 | 199 | 26 | 831 | 261 | - | - | - | - | - | - | - | - | - |
5 | 25,3 | 835 | 128 | 23,3 | 745 | 170 | 2 | 698 | 219 | - | - | - | - | - | - | - | - | - | |||
8 | 22 | 703 | 110 | 20,3 | 645 | 147 | 19 | 508 | 190 | - | - | - | - | - | - | - | - | - | |||
12 | 19,3 | 617 | 97 | 17,8 | 565 | 128 | 16,7 | 530 | 165 | - | - | - | - | - | - | - | - | - | |||
16 | 3 - 4 | 24 | 3 | 32 | 731 | 115 | 29,5 | 674 | 152 | 27,7 | 631 | 198 | 25,2 | 571 | 271 | - | - | - | - | - | - |
5 | 26,8 | 612 | 95 | 24,8 | 565 | 128 | 23 | 527 | 166 | 21,2 | 484 | 228 | - | - | - | - | - | - | |||
8 | 23,4 | 530 | 84 | 21,5 | 494 | 111 | 20 | 460 | 144 | 18,4 | 415 | 198 | - | - | - | - | - | - | |||
12 | 20,5 | 465 | 73 | 19 | 432 | 97 | 17,5 | 403 | 127 | 16 | 370 | 173 | - | - | - | - | - | - | |||
16 | 18,5 | 420 | 66 | 17,2 | 389 | 89 | 16 | 365 | 115 | 14,6 | 330 | 157 | - | - | - | - | - | - | |||
20 | 3 - 4 | 30 | 3 | 35,2 | 620 | 100 | 32,5 | 580 | 131 | 30,4 | 540 | 169 | 21,7 | 489 | 230 | - | - | - | - | - | - |
5 | 29,5 | 520 | 84 | 27 | 485 | 110 | 25,4 | 450 | 141 | 23,2 | 418 | 195 | - | - | - | - | - | - | |||
8 | 25,5 | 445 | 72 | 23,8 | 420 | 95 | 22 | 394 | 123 | 20 | 360 | 169 | - | - | - | - | - | - | |||
12 | 22,5 | 400 | 63 | 20,8 | 370 | 84 | 19,5 | 340 | 108 | 17,7 | 313 | 148 | - | - | - | - | - | - | |||
16 | 19 | 335 | 54 | 17,5 | 313 | 71 | 16,4 | 294 | 91 | 15 | 265 | 125 | - | - | - | - | - | - | |||
20 | 19 | 335 | 54 | 17,5 | 313 | 71 | 16,4 | 294 | 91 | 15 | 265 | 125 | - | - | - | - | - | - | |||
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей, уступов, пазов Сталь конструкционная, углеродистая, жаропрочная | Фрезы концевые из стали Р18 | ||||||||||||||||||||
Карта 60, лист 2 | |||||||||||||||||||||
D, мм, до | Z | B, мм | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | |||||||||||||||||
0,05 | 0,07 | 0,10 | 0,15 | 0,21 | 0,27 | ||||||||||||||||
Режимы резания | |||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
27 | 4 - 6 | 30 | 3 | 38 | 517 | 116 | 35,1 | 475 | 154 | 33 | 447 | 199 | 29,9 | 409 | 274 | 27,9 | 380 | 367 | - | - | - |
5 | 32 | 432 | 97 | 29,4 | 399 | 129 | 27,6 | 375 | 167 | 25,1 | 342 | 230 | 23,5 | 318 | 308 | - | - | - | |||
8 | 28 | 380 | 84 | 25,7 | 347 | 115 | 24 | 323 | 145 | 21,9 | 295 | 199 | 20,3 | 276 | 268 | - | - | - | |||
12 | 24,5 | 332 | 74 | 22,5 | 304 | 99 | 21 | 285 | 128 | 19,1 | 261 | 175 | 17,9 | 234 | 234 | - | - | - | |||
16 | 22 | 299 | 67 | 20,3 | 276 | 89 | 19 | 257 | 116 | 17,3 | 238 | 158 | 16,1 | 219 | 212 | - | - | - | |||
20 | 20,5 | 280 | 63 | 19 | 257 | 84 | 17,8 | 237 | 107 | 16,2 | 219 | 147 | 15,1 | 204 | 198 | - | - | - | |||
27 | 18,6 | 251 | 57 | 17,2 | 233 | 76 | 16,1 | 219 | 98 | 14,7 | 199 | 134 | - | - | - | - | - | - | |||
36 | 6 - 8 | 30 | 3 | 42,3 | 428 | 135 | 39 | 394 | 180 | 36,5 | 371 | 232 | 33,2 | 336 | 308 | 31 | 312 | 427 | - | - | - |
5 | 34,9 | 361 | 113 | 32,7 | 333 | 151 | 30,6 | 314 | 195 | 27,9 | 285 | 282 | 26 | 266 | 358 | - | - | - | |||
8 | 30,8 | 314 | 99 | 28,5 | 290 | 131 | 26,6 | 271 | 169 | 24,2 | 252 | 224 | 22,6 | 228 | 314 | - | - | - | |||
12 | 27,1 | 276 | 86 | 25 | 252 | 115 | 23,4 | 247 | 148 | 21,3 | 218 | 196 | 19,8 | 199 | 273 | - | - | - | |||
16 | 24,4 | 247 | 78 | 22,5 | 228 | 105 | 21,1 | 214 | 134 | 19,3 | 195 | 178 | 17,9 | 180 | 247 | - | - | - | |||
20 | 22,8 | 233 | 73 | 21 | 214 | 97 | 19,7 | 200 | 124 | 17,9 | 185 | 166 | 16,7 | 171 | 230 | - | - | - | |||
27 | 20,7 | 204 | 67 | 19 | 190 | 88 | 17,9 | 181 | 111 | 16,2 | 161 | 147 | - | - | - | - | - | - | |||
36 | 19 | 190 | 61 | 17,5 | 181 | 81 | 16,3 | 166 | 105 | 14,9 | 152 | 138 | - | - | - | - | - | - | |||
50 | 3 | 48,4 | 365 | 115 | 44,2 | 337 | 152 | 41,4 | 313 | 198 | 38,0 | 290 | 281 | 36,2 | 266 | 356 | 33,4 | 251 | 451 | ||
5 | 40,4 | 306 | 90 | 37,2 | 285 | 127 | 34,8 | 266 | 166 | 31,8 | 242 | 228 | 29,6 | 223 | 299 | 28,0 | 213 | 380 | |||
8 | 35 | 266 | 84 | 32,2 | 247 | 111 | 30,1 | 228 | 245 | 27,6 | 209 | 198 | 25,7 | 195 | 260 | 24,3 | 185 | 330 | |||
12 | 30,8 | 238 | 74 | 28,4 | 233 | 97 | 26,6 | 199 | 127 | 24,3 | 185 | 174 | 22,6 | 171 | 228 | 21,4 | 161 | 289 | |||
16 | 27,8 | 214 | 66,5 | 25,6 | 194 | 88,4 | 24 | 181 | 115 | 22,0 | 166 | 157 | 20,4 | 156 | 206 | 19,3 | 147 | 262 | |||
20 | 26 | 199 | 62,6 | 23,8 | 181 | 82,5 | 22,3 | 171 | 107 | 20,5 | 156 | 146 | 19,0 | 142 | 192 | 18,0 | 136 | 243 | |||
27 | 23,6 | 180 | 56 | 21,6 | 166 | 74 | 20,3 | 152 | 97 | 18,6 | 142 | 133 | 17,3 | 131 | 176 | 16,3 | 123 | 220 | |||
36 | 21,6 | 166 | 52,2 | 19,9 | 150 | 68,5 | 18,7 | 141 | 89 | 17,1 | 129 | 122 | 15,8 | 119 | 159 | 14,9 | 114 | 203 | |||
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей, уступов, пазов Сталь конструкционная, углеродистая, жаропрочная | Фрезы концевые | |||||||||
Карта 60, лист 3 | ||||||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | ||||||||||
1) Состояния обрабатываемой поверхности | Поверхность | Без корки и прокат | Поковка или штамповка | Отливка | ||||||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,85 | 0,8 | |||||||
2) Вида обрабатываемой поверхности | Поверхность | Плоскость, уступ | Сложная криволинейная | Паз, колодец, радиус сопряжения | ||||||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,9 | 0,65 | |||||||
3) Марки обрабатываемого материала | Марки сталей | Стали конструкционные, углеродистые | Х18Н9Т (Х18НТОТ; ЭЯ1Т); Х18Н9М | 1Х17Н2 (ЭН268) | Х179АНЧ (ЭН878); 20ХЗМВФ (ЭН415) | ВТЗ-1 | ||||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,8 | 0,7 | 0,45 | 0,30 | |||||
4) Марки режущей части инструмента | Марки инструмента | Р18 | Р12Ф4К5, Р18Ф2 | Р9К5, Р9К10, Р18Ф2К8М | ||||||
Коэффициент Kv = Kn = Ksм | 1,0 | 1,15 | 1,3 | |||||||
5) Отношения фактической ширины фрезерования к нормативной Bф/Bк | Bф/Bп | 0,2 | 0,5 | 1,0 | 0,2 | 3,0 | ||||
Коэффициент Kv = Kn = Ksм | 1,5 | 1,2 | 1,0 | 0,85 | 0,75 | |||||
Фрезерование плоскостей, уступов, пазов Сталь | Фрезы концевые из стали Р18 | |||||||||||||
Карта 61 | ||||||||||||||
Подача на один зуб фрезы Sz, мм/зуб | Глубина резания t, мм, до | |||||||||||||
0,05 - 0,09 | 0,1 - 0,16 | 0,17 - 0,30 | ||||||||||||
Ширина фрезерования B, мм, до | ||||||||||||||
- | - | 12 | 8 | 10 | 12 | 15 | 18 | 21 | 25 | - | - | - | - | - |
- | 12 | 14,5 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 | - | - | - | - |
12 | 14,5 | 17 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 | - | - | - |
14,5 | 17 | 21 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 | - | - |
17 | 21 | 25 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 | - |
21 | 25 | 30 | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 |
25 | 30 | 35 | - | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 |
30 | 35 | - | - | - | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 13 | 15 | 18 |
35 | - | - | - | - | - | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 |
Минутная подача Sм, мм/мин., до | Мощность резания N, квт | |||||||||||||
45 | - | - | - | - | - | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | ||
54 | - | - | - | - | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | ||
65 | - | - | - | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | ||
78 | - | - | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | ||
93 | - | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | ||
110 | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | ||
132 | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | ||
157 | 0,8 | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | ||
188 | 0,9 | 1,1 | 13 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | ||
225 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | ||
265 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | 9,0 | ||
320 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | 9,0 | - | ||
380 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | 9,0 | - | - | ||
455 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | 9,0 | - | - | - | ||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ В ЗАВИСИМОСТИ ОТ:
1) Предела прочности стали при растяжении | До 55 | 55 - 100 | Св. 100 |
2) Твердости HB | До 160 | 160 - 285 | Св. 285 |
Коэффициент KN | 0,84 | 1,0 | 1,2 |
Фрезерование плоскостей, уступов, пазов Чугун серый | Фрезы концевые из стали Р18 | ||||||||||||||||||||
Карта 62, лист 1 | |||||||||||||||||||||
D, мм, до | Z | B, мм, до | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | |||||||||||||||||
0,05 | 0,07 | 0,10 | 0,13 | 0,18 | 0,24 | ||||||||||||||||
Режимы резания | |||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
16 | 4 - 5 | 3,5 | 3,5 | 39 | 772 | 144 | 37 | 727 | 183 | 34,5 | 688 | 231 | 33 | 646 | 294 | - | - | - | - | - | - |
5,5 | 32,5 | 643 | 120 | 30 | 605 | 152 | 28 | 573 | 192 | 27,5 | 538 | 245 | - | - | - | - | - | - | |||
8 | 27 | 535 | 100 | 25 | 504 | 127 | 23,5 | 478 | 160 | 23 | 448 | 205 | - | - | - | - | - | - | |||
12 | 22,5 | 450 | 84 | 21 | 420 | 106 | 19,5 | 400 | 134 | - | - | - | - | - | - | - | - | - | |||
17 | 19 | 375 | 70 | 17,5 | 350 | 88 | - | - | - | - | - | - | - | - | - | - | - | - | |||
20 | 5 - 6 | 3,5 | 43 | 686 | 158 | 41 | 646 | 200 | 38,5 | 607 | 255 | 36 | 575 | 321 | 34 | 542 | 406 | - | - | - | |
5,5 | 35 | 558 | 130 | 33 | 526 | 164 | 31 | 496 | 208 | 30 | 467 | 263 | 27,5 | 440 | 337 | - | - | - | |||
8 | 29 | 465 | 108 | 27,5 | 438 | 137 | 26 | 413 | 173 | 25 | 390 | 220 | 23 | 366 | 280 | - | - | - | |||
12 | 24,5 | 388 | 90 | 23 | 365 | 114 | 22 | 345 | 145 | 21 | 325 | 183 | 19,2 | 305 | 235 | - | - | - | |||
17 | 20,5 | 325 | 75 | 19,2 | 305 | 95 | 18 | 288 | 120 | 17,5 | 270 | 153 | - | - | - | - | - | - | |||
25 | 5 | 20 - 30 | 3,5 | 50,5 | 640 | 149 | 47 | 603 | 189 | 45 | 568 | 238 | 42 | 536 | 302 | 39,5 | 505 | 383 | 37,5 | 476 | 486 |
5,5 | 41 | 535 | 122 | 39 | 495 | 154 | 37 | 468 | 197 | 34,5 | 440 | 248 | 33 | 414 | 315 | 31 | 391 | 398 | |||
8 | 34 | 437 | 102 | 32 | 412 | 128 | 31 | 390 | 164 | 29 | 366 | 206 | 27 | 345 | 262 | 26 | 326 | 331 | |||
12 | 28,3 | 364 | 85 | 26,7 | 343 | 106 | 26 | 325 | 136 | 24,2 | 305 | 172 | 22,5 | 287 | 218 | 21,5 | 272 | 275 | |||
17 | 23,6 | 303 | 71 | 22 | 286 | 89 | 21,5 | 270 | 114 | 20 | 254 | 143 | 18,7 | 240 | 182 | - | - | - | |||
24 | 19,5 | 253 | 60 | 18,5 | 238 | 74 | 18 | 225 | 95 | 17 | 212 | 120 | - | - | - | - | - | - | |||
32 | 6 | 3,5 | 42,5 | 505 | 140 | 48 | 476 | 178 | 45 | 448 | 226 | 42,5 | 423 | 285 | 40 | 398 | 361,5 | 37,5 | 376 | 457 | |
5,5 | 41,5 | 414 | 115 | 39 | 391 | 145 | 37 | 368 | 185 | 35 | 347 | 234 | 33 | 327 | 297 | 31 | 309 | 376 | |||
8 | 34 | 345 | 95,8 | 32 | 326 | 121 | 31 | 306 | 154 | 29 | 289 | 195 | 27 | 272 | 247 | 26 | 257 | 313 | |||
12 | 28,3 | 287 | 80 | 26,6 | 271 | 100 | 26 | 255 | 128 | 24 | 241 | 162 | 22,5 | 226 | 205 | 21,5 | 214 | 260 | |||
17 | 23,6 | 239 | 66,5 | 22 | 226 | 84 | 21,5 | 212 | 106 | 20 | 200 | 135 | 18,7 | 188 | 171 | - | - | - | |||
24 | 20 | 199 | 55 | 18,5 | 188 | 70 | 18 | 177 | 89 | 17 | 166 | 112 | - | - | - | - | - | - | |||
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей, уступов, пазов Чугун серый | Фрезы концевые из стали Р18 | ||||||||||||||||||||
Карта 62, лист 2 | |||||||||||||||||||||
D, мм, до | Z | B, мм | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | |||||||||||||||||
0,05 | 0,07 | 0,10 | 0,13 | 0,18 | 0,24 | ||||||||||||||||
Режимы резания | |||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
40 | 6 | 20 - 30 | 3,5 | 59 | 471 | 132 | 57 | 452 | 167 | 53 | 420 | 211 | 50 | 394 | 269 | 46 | 372 | 841 | 44 | 350 | 431 |
5,5 | 49 | 387 | 109 | 45,5 | 365 | 137 | 43 | 344 | 174 | 41 | 324 | 221 | 38,5 | 305 | 280 | 36 | 288 | 354 | |||
8 | 40 | 317 | 89 | 37,5 | 299 | 113 | 35,5 | 283 | 142 | 33,5 | 266 | 181 | 31,5 | 251 | 229 | 29,5 | 237 | 291 | |||
12 | 33,3 | 264 | 74 | 31,2 | 249 | 94 | 30 | 236 | 118 | 28 | 222 | 150 | 26 | 209 | 191 | 24,5 | 197 | 242 | |||
17 | 27,7 | 220 | 62 | 26 | 207 | 78,5 | 24,7 | 196 | 98 | 23 | 185 | 125 | 21,5 | 174 | 159 | 20,5 | 164 | 202 | |||
24 | 23 | 183 | 51 | 21,5 | 173 | 65 | 20,5 | 163 | 82 | 19,4 | 154 | 105 | 18 | 145 | 132 | 17 | 137 | 168 | |||
34 | 19 | 152 | 43 | 18 | 144 | 54 | 17 | 136 | 68 | 16,1 | 128 | 87 | - | - | - | - | - | - | |||
50 | 6 | 3,5 | 65 | 414 | 112 | 61,5 | 391 | 146 | 57,5 | 367 | 184 | 54 | 347 | 234 | 51 | 327 | 297 | 49 | 309 | 376 | |
5,5 | 53 | 337 | 93 | 49,5 | 317 | 118 | 47 | 299 | 150 | 44 | 282 | 190 | 41,5 | 266 | 241 | 39,5 | 251 | 305 | |||
8 | 43 | 277 | 77 | 41 | 261 | 98 | 39 | 246 | 124 | 36,5 | 232 | 157 | 34,5 | 218 | 200 | 32 | 205 | 253 | |||
12 | 36 | 23 | 64 | 34 | 217 | 81 | 32 | 205 | 103 | 50 | 193 | 131 | 28,7 | 181 | 166 | 26 | 171 | 211 | |||
17 | 30 | 192 | 53 | 28,3 | 180 | 67 | 26,6 | 170 | 86 | 55 | 160 | 109 | 24 | 150 | 158 | 22 | 142 | 175 | |||
24 | 25 | 160 | 44,5 | 23,5 | 150 | 56 | 22 | 142 | 71 | 21 | 134 | 91 | 20 | 125 | 115 | 18 | 118 | 146 | |||
34 | 21 | 133 | 37 | 19,6 | 125 | 47 | 18,5 | 118 | 60 | 17,3 | 111 | 75 | 16,5 | 105 | 96 | 15 | 98 | 122 | |||
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей, уступов, пазов Чугун серый | Фрезы концевые из стали Р18 | ||||||
Карта 62, лист 3 | |||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | |||||||
1) Твердости чугуна | Группа твердости HB | 143 - 229 | 170 - 225 | 197 - 269 | |||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,9 | 0,8 | ||||
2) Состояния обрабатываемой поверхности | Поверхность | Без корки | С коркой | ||||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,75 | |||||
3) Отношения фактической ширины фрезерования к нормативной Bф/Bн | 0,2 | 0,5 | 1,0 | 2,0 | 3,0 | ||
Коэффициент Kv = Kn = Ksм | 1,5 | 1,2 | 1,0 | 0,85 | 0,75 | ||
4) Вида обрабатываемой поверхности | Плоскость, уступ | Сложная криволинейная поверхность | Паз, колодец, радиус сопряжения | ||||
Коэффициент | 1,0 | 0,9 | 0,85 | ||||
Фрезерование плоскостей, уступов, пазов Чугун серый | Фрезы концевые из стали Р18 | |||||||||||||
Карта 63 | ||||||||||||||
Подача на один зуб Sz, мм/зуб | Глубина резания t, мм, до | |||||||||||||
0,04 - 0,066 | 0,067 - 0,11 | 0,12 - 0,18 | 0,19 - 0,30 | |||||||||||
Ширина фрезерования В, мм, до | ||||||||||||||
- | - | 14,5 | 6,5 | 8,0 | 10,0 | 12 | 15 | 18 | 21 | 25 | - | - | - | - |
- | - | 17 | 5,3 | 6,5 | 8,0 | 10 | 12 | 15 | 18 | 21 | 25 | - | - | - |
- | 14,5 | 21 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 | - | - |
14,5 | 17 | 25 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 | - |
17 | 21 | 30 | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 |
21 | 25 | 35 | - | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 |
25 | 30 | 35 | - | - | 2,9 | 3,5 | 4,3 | 5,3 | 6 | 8 | 10 | 12 | 15 | 18 |
30 | 35 | - | - | - | - | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 |
35 | - | - | - | - | - | - | 2,9 | 3,3 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 |
Минутная подача Sм, мм/мин., до | Мощность резания N, квт | |||||||||||||
45 | - | - | - | - | - | - | - | - | - | - | 0,6 | 0,8 | ||
54 | - | - | - | - | - | - | - | - | - | 0,6 | 0,8 | 0,9 | ||
65 | - | - | - | - | - | - | - | - | 0,6 | 0,8 | 0,9 | 1,1 | ||
78 | - | - | - | - | - | - | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | ||
93 | - | - | - | - | - | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | ||
110 | - | - | - | - | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | ||
132 | - | - | - | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | ||
157 | - | - | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | ||
188 | - | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | ||
225 | - | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | ||
265 | 0,6 | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,6 | ||
320 | 0,8 | 0 9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,6 | 5,4 | ||
380 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,6 | 5,4 | 6,5 | ||
455 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,6 | 5,4 | 6,5 | 7,8 | ||
540 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,6 | 5,4 | 6,5 | 7,8 | 9,3 | ||
650 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,6 | 5,4 | 6,5 | 7,8 | 9,3 | 11 | ||
780 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,6 | 5,4 | 6,5 | 7,8 | 9,3 | 11 | 13 | ||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ В ЗАВИСИМОСТИ ОТ ТВЕРДОСТИ ЧУГУНА | ||||||||||||||
Твердость HB | До 229 | Св. 229 | ||||||||||||
Коэффициент | 1,0 | 1,20 | ||||||||||||
Фрезерование плоскостей, уступов, пазов Медные и алюминиевые сплавы | Фрезы концевые из стали Р18 | |||||||||||||||||||||||
Карта 64, лист 1 | ||||||||||||||||||||||||
D, мм, до | Z | B, мм | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | ||||||||||||||||||||
0,05 | 0,07 | 0,10 | 0,13 | 0,18 | 0,27 | 0,40 | ||||||||||||||||||
Режимы резания | ||||||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
8 | 3 | 8 | 3,5 | 82 | 3980 | 536 | 77 | 3700 | 720 | 72 | 3460 | 940 | 63 | 3190 | - | - | - | - | - | - | - | - | - | - |
5 | 75 | 3590 | 482 | 69 | 3320 | 650 | 64 | 3130 | 845 | 59 | 2880 | 1090 | - | - | - | - | - | - | - | - | - | |||
8 | 65 | 3130 | 420 | 61 | 2910 | 570 | 57 | 2745 | 740 | - | - | - | - | - | - | - | - | - | - | - | - | |||
12 | 3 | 12 | 3,5 | 96 | 3060 | 413 | 89 | 2850 | 555 | 83 | 2660 | 720 | 76 | 2458 | 935 | 74 | 2350 | 1160 | - | - | - | - | - | - |
5 | 86 | 2755 | 372 | 81 | 2565 | 501 | 75 | 2400 | 647 | 69 | 2210 | 840 | 66 | 2120 | 1040 | - | - | - | - | - | - | |||
8 | 76 | 2420 | 326 | 70 | 2240 | 437 | 65 | 2100 | 570 | 59 | 1930 | 741 | - | - | - | - | - | - | - | - | - | |||
18 | 3 | 18 | 3,5 | 110 | 2330 | 315 | 103 | 2185 | 423 | 95 | 2040 | 551 | 89 | 1920 | 715 | 84 | 1800 | 883 | - | - | - | - | - | - |
5 | 98 | 2090 | 284 | 92 | 1955 | 382 | 86 | 1830 | 494 | 80 | 1730 | 642 | 76 | 1624 | 805 | - | - | - | - | - | - | |||
8 | 87 | 1840 | 248 | 80 | 1729 | 334 | 76 | 1615 | 434 | 71 | 1520 | 564 | 67 | 1425 | 707 | - | - | - | - | - | - | |||
12 | 76 | 1630 | 220 | 72 | 1520 | 296 | 67 | 1135 | 384 | 62 | 1350 | 495 | 59 | 1260 | 625 | - | - | - | - | - | - | |||
27 | 3 - 4 | 27 | 3,5 | 126 | 1790 | 242 | 116 | 1653 | 375 | 110 | 1558 | 489 | 103 | 1470 | 635 | 97 | 1365 | 788 | 89 | 1273 | 1090 | - | - | - |
5 | 115 | 1610 | 218 | 104 | 1490 | 338 | 99 | 1395 | 440 | 93 | 1310 | 570 | 87 | 1235 | 710 | 81 | 1140 | 978 | - | - | - | |||
8 | 100 | 1415 | 1900 | 92 | 1300 | 296 | 86 | 1225 | 385 | 81 | 1150 | 500 | 76 | 1083 | 622 | 70 | 1007 | 855 | - | - | - | |||
12 | 89 | 1250 | 169 | 81 | 1150 | 262 | 77 | 1090 | 342 | 72 | 1023 | 444 | 67 | 950 | 552 | 63 | 893 | 764 | - | - | - | |||
18 | 79 | 1110 | 150 | 72 | 1025 | 232 | 67 | 960 | 302 | 63 | 900 | 390 | 60 | 845 | 489 | - | - | - | - | - | - | |||
40 | 3 - 4 | 40 | 3,5 | - | - | - | 130 | 1270 | 288 | 126 | 1197 | 375 | 118 | 1123 | 487 | 111 | 1054 | 608 | 103 | 978 | 836 | 95 | 902 | 1140 |
5 | - | - | - | 116 | 1145 | 260 | 114 | 1073 | 338 | 107 | 1010 | 435 | 101 | 950 | 546 | 92 | 878 | 750 | 85 | 812 | 1026 | |||
8 | - | - | - | 103 | 1000 | 227 | 99 | 950 | 298 | 93 | 892 | 385 | 87 | 836 | 482 | 82 | 769 | 660 | 75 | 712 | 902 | |||
12 | - | - | - | 91 | 885 | 201 | 87 | 840 | 264 | 81 | 788 | 340 | 78 | 741 | 426 | 72 | 684 | 588 | 64 | 614 | 777 | |||
18 | - | - | - | 80 | 788 | 178 | 78 | 740 | 233 | 73 | 695 | 300 | 68 | 655 | 378 | 63 | 607 | 518 | - | - | - | |||
27 | - | - | - | 71 | 703 | 140 | 67 | 648 | 202 | 63 | 608 | 260 | 60 | 570 | 329 | - | - | - | - | - | - | |||
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей, уступов, пазов Медные и алюминиевые сплавы | Фрезы концевые из стали Р18 | |||||||||||||||||||||||
Карта 64, лист 2 | ||||||||||||||||||||||||
D, мм, до | Z | B, мм | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | ||||||||||||||||||||
0,05 | 0,07 | 0,10 | 0,13 | 0,18 | 0,27 | 0,40 | ||||||||||||||||||
Режимы резания | ||||||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
60 | 3 - 4 | 60 | 3,5 | - | - | - | - | - | - | 144 | 921 | 290 | 135 | 864 | 370 | 128 | 817 | 555 | 119 | 755 | 646 | 109 | 698 | 879 |
5 | - | - | - | - | - | - | 130 | 826 | 261 | 122 | 775 | 335 | 116 | 740 | 413 | 106 | 679 | 581 | 99 | 627 | 790 | |||
8 | - | - | - | - | - | - | 115 | 727 | 230 | 107 | 682 | 297 | 102 | 648 | 361 | 93 | 598 | 513 | 86 | 550 | 693 | |||
12 | - | - | - | - | - | - | 101 | 641 | 202 | 94 | 602 | 260 | 89 | 5,70 | 323 | 82 | 527 | 452 | 76 | 487 | 617 | |||
18 | - | - | - | - | - | - | 91 | 570 | 179 | 85 | 535 | 230 | 79 | 505 | 285 | 73 | 470 | 389 | 67 | 435 | 543 | |||
27 | - | - | - | - | - | - | 78 | 498 | 157 | 73 | 467 | 202 | 69 | 442 | 249 | 64 | 406 | 351 | - | - | - | |||
40 | - | - | - | - | - | - | 69 | 442 | 140 | 65 | 415 | 180 | 61 | 390 | 221 | 57 | 365 | 310 | - | - | - | |||
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей, уступов, пазов Медные и алюминиевые сплавы | Фрезы концевые из стали Р18 | |||||||||||
Карта 64, лист 3 | ||||||||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | ||||||||||||
1) Группы медных сплавов | Группа | Гетерогенные сплавы | Свинцовистые сплавы при основной гетерогенной структуре | Гомогенные сплавы | Сплавы с содержанием свинца 10% при основной гомогенной структуре | Медь | Сплавы с содержанием свинца 15% | |||||
высокой твердости | средней твердости | |||||||||||
Коэффициент Kv = Kn = Ksм | 0,7 | 1,0 | 1,7 | 2,0 | 4,0 | 8,0 | 12,0 | |||||
2) Группы алюминиевых сплавов | Группа | Силумин и литейные сплавы  HB >= 65; дуралюмин  HB >= 100 | Силумин и литейные сплавы  HB <= 65; дуралюмин  HB <= 100 | Дуралюмин  | ||||||||
Коэффициент Kv = Kn = Ksм | 1,5 | 1,8 | 2,2 | |||||||||
3) Состояния обрабатываемой поверхности | Поверхность | Без корки | С коркой | |||||||||
Коэффициент Kv = Kn = Ksм | 1,0 | HB <= 200 | HB >= 200 | |||||||||
0,9 | 0,95 | |||||||||||
4) Вида обрабатываемой поверхности | Поверхность | Плоскость, уступ | Сложная криволинейная поверхность | Паз, колодец, радиус сопряжения | ||||||||
Коэффициент | 1,0 | 0,9 | 0,85 | |||||||||
5) Отношения фактической ширины фрезерования к нормативной Bф/Bн | Bф/Bн | 0,5 | 1,0 | 3 | 5 | |||||||
Коэффициент Kv = Kn = Ksм | 1,1 | 1,0 | 0,9 | 0,85 | ||||||||
Фрезерование плоскостей, уступов, пазов Медные и алюминиевые сплавы | Фрезы концевые из стали Р18 | |||||||||||||
Карта 65 | ||||||||||||||
Подача на один зуб фрезы Sz, мм/зуб | Глубина резания t, мм, до | |||||||||||||
0,05 - 0,09 | 0,1 - 0,16 | 0,17 - 0,4 | ||||||||||||
Ширина фрезерования B, мм, до | ||||||||||||||
- | - | 21 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 | 30 | - | - |
- | 21 | 25 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 | 30 | - |
21 | 25 | 30 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 | 30 |
25 | 30 | 35 | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 | 21 | 25 |
30 | 35 | 42 | - | 2,9 | 3,5 | 4,3 | 5,3 | 0,5 | 8 | 10 | 12 | 15 | 18 | 21 |
35 | 42 | 50 | - | - | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 | 18 |
42 | 50 | 60 | - | - | - | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 | 15 |
50 | 60 | - | - | - | - | - | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 | 12 |
60 | - | - | - | - | - | - | - | 2,9 | 3,5 | 4,3 | 5,3 | 6,5 | 8 | 10 |
Минутная подача Sм, мм/мин., до | Мощность резания N, квт | |||||||||||||
188 | - | - | - | - | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | ||
225 | - | - | - | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,8 | ||
265 | - | - | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,8 | 3,4 | ||
320 | - | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,8 | 3,4 | 4,0 | ||
380 | - | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2, 4 | 2,8 | 3,4 | 4,0 | 4,8 | ||
455 | - | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,8 | 3,4 | 4,0 | 4,8 | 5,8 | ||
540 | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,8 | 3,4 | 4,0 | 4,8 | 5,8 | 6,9 | ||
650 | 1,2 | 1,4 | 1,7 | 2,0 | 2,4 | 2,8 | 3 4 | 4,0 | 4,8 | 5,8 | 6,9 | 8,2 | ||
780 | 1,4 | 1,7 | 2,0 | 2,4 | 2,8 | 3,4 | 4,0 | 4,8 | 5,8 | 6,9 | 8,2 | 9,8 | ||
930 | 1,7 | 2,0 | 2,4 | 2,8 | 3,4 | 4,0 | 4,8 | 5,8 | 6,9 | 8,2 | 9,8 | 11,7 | ||
100 | 2,0 | 2,4 | 2,8 | 3,4 | 4,0 | 4,8 | 5,8 | 6,9 | 8,2 | 9,8 | 11,7 | 14 | ||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ РЕЗАНИЯ В ЗАВИСИМОСТИ ОТ СПЛАВА | ||||||||||||||
Сплав | Медные сплавы | Алюминиевые сплавы | ||||||||||||
Коэффициент | 1,0 | 1,25 | ||||||||||||
Фрезерование плоскостей, уступов, пазов Сталь конструкционная углеродистая | Фрезы концевые Т15К6 | |||||||||||||||||||||||
Карта 66, лист 1 | ||||||||||||||||||||||||
D, мм, до | Z | B, мм, до | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | ||||||||||||||||||||
0,03 | 0,04 | 0,050 | 0,07 | 0,10 | 0,15 | 0,22 | ||||||||||||||||||
Режимы резания | ||||||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
25 | 3 - 4 | 20 | 3 | 122 | 1857 | 176 | 103 | 1563 | 202 | 92 | 1406 | 220 | 78 | 1178 | 268 | 66 | 993 | 313 | 54 | 822 | 378 | - | - | - |
5 | 112 | 1700 | 161 | 92 | 1406 | 182 | 85 | 1287 | 202 | 72 | 1083 | 246 | 59,6 | 903 | 288 | 49,5 | 746 | 348 | - | - | - | |||
7 | 103 | 1563 | 147 | 85 | 1287 | 167 | 78 | 1178 | 186 | 66 | 993 | 226 | 54 | 822 | 263 | 45 | 679 | 319 | - | - | - | |||
10 | 92 | 1406 | 136 | 78 | 1178 | 153 | 72 | 1083 | 170 | 59,6 | 903 | 207 | 49,5 | 746 | 241 | 41 | 617 | 292 | - | - | - | |||
15 | 85 | 1287 | 123 | 72 | 1083 | 141 | 66 | 993 | 156 | 54 | 820 | 190 | 45 | 679 | 222 | 37 | 560 | 270 | - | - | - | |||
35 | 3 - 4 | 30 | 3 | - | - | - | 106 | 1135 | 146 | 97 | 1031 | 162 | 80 | 855 | 193 | 68 | 720 | 226 | 57 | 607 | 285 | 48,5 | 503 | 350 |
5 | - | - | - | 97 | 1030 | 135 | 88 | 931 | 146 | 74 | 785 | 178 | 62 | 665 | 209 | 52 | 555 | 262 | 43 | 460 | 320 | |||
7 | - | - | - | 88 | 931 | 120 | 80 | 865 | 135 | 68 | 722 | 164 | 57 | 607 | 191 | 47,5 | 503 | 241 | 39 | 418 | 286 | |||
10 | - | - | - | 80 | 865 | 111 | 74 | 784 | 122 | 62 | 665 | 151 | 52 | 555 | 174 | 43 | 460 | 220 | 36 | 380 | 272 | |||
15 | - | - | - | 74 | 784 | 102 | 68 | 720 | 113 | 57 | 607 | 134 | 47,5 | 503 | 160 | 39 | 418 | 203 | 33 | 348 | 250 | |||
25 | - | - | - | 68 | 720 | 93 | 62 | 665 | 104 | 52 | 555 | 126 | 43 | 460 | 147 | 36 | 380 | 186 | 29,4 | 314 | 229 | |||
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей, уступов, пазов Сталь конструкционная углеродистая | Фрезы концевые Т15К6 | |||||||||||||||||||||||
Карта 66, лист 2 | ||||||||||||||||||||||||
D, мм, до | Z | B, мм, до | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | ||||||||||||||||||||
0,03 | 0,04 | 0,050 | 0,07 | 0,10 | 0,15 | 0,22 | ||||||||||||||||||
Режимы резания | ||||||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
50 | 4 - 6 | 40 | 3 | - | - | - | - | - | - | 104 | 708 | 160 | 78 | 590 | 192 | 65 | 490 | 221 | 54 | 413 | 278 | 46 | 347 | 350 |
5 | - | - | - | - | - | - | 86 | 645 | 185 | 71 | 540 | 176 | 59 | 450 | 203 | 50 | 380 | 256 | 42 | 314 | 320 | |||
7 | - | - | - | - | - | - | 78 | 590 | 137 | 65 | 490 | 159 | 54 | 410 | 186 | 46 | 316 | 234 | 38 | 284 | 295 | |||
10 | - | - | - | - | - | - | 71 | 540 | 125 | 59 | 450 | 146 | 50 | 380 | 171 | 42 | 314 | 220 | 34 | 260 | 270 | |||
15 | - | - | - | - | - | - | 65 | 490 | 114 | 54 | 410 | 134 | 46 | 346 | 157 | 38 | 284 | 193 | 31 | 237 | 247 | |||
25 | - | - | - | - | - | - | 59 | 450 | 104 | 50 | 380 | 123 | 42 | 314 | 144 | 34 | 260 | 182 | 28 | 218 | 226 | |||
35 | - | - | - | - | - | - | 54 | 410 | 93 | 46 | 346 | 113 | 38 | 284 | 132 | 31 | 237 | 167 | 26 | 199 | 209 | |||
РЕЖИМЫ РЕЗАНИЯ Фрезерование плоскостей, уступов, пазов Сталь конструкционная углеродистая | Фрезы концевые Т15К6 | ||||||||
Карта 66, лист 3 | |||||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | |||||||||
1) Предела прочности при растяжении | 52 - 69 | 70 - 90 | 100 - 120 | 3) Отношения фактической ширины фрезерования к нормативной Bф/Bн | 0,2 | 0,5 | 1,0 | 2,0 | 3,0 |
Коэффициент Kv, Kn, Ksм | 1,2 | 1,0 | 0,8 | Коэффициент Kv, Kn, Ksм | 1,5 | 1,2 | 1,0 | 0,85 | 0,75 |
2) Вида обрабатываемой поверхности | Плоскость, уступ | Сложная криволинейная поверхность | Паз, колодец, радиус сопряжения | 4) Состояния поверхности | Без корки | С коркой | |||
Коэффициент Kv, Kn, Ksм | 1,0 | 0,90 | 0,85 | Коэффициент Kv, Kn, Ksм | 1,0 | 0,9 | |||
Фрезерование плоскостей, уступов, пазов. Сталь | Фрезы концевые из твердого сплава Т15К6 | ||||||||||||||||||||||||||
Карта 67, лист 1 | |||||||||||||||||||||||||||
Обрабатываемый материал - сталь | Глубина резания t, мм, до | ||||||||||||||||||||||||||
Тип и размер фрезы в мм | |||||||||||||||||||||||||||
Фрезы с коронками | Фрезы с напаянными пластинками | ||||||||||||||||||||||||||
D = 10 - 22 | D = 10 - 30 | D = 40 - 50 | |||||||||||||||||||||||||
Ширина фрезерования B, мм, до | |||||||||||||||||||||||||||
5,0 | - | - | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 | 34 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
6,0 | 5,0 | - | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 | 34 | - | - | - | - | - | - | - | - | - | - | - | - | - |
7,0 | 6,0 | 5,0 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 | 34 | - | - | - | - | - | - | - | - | - | - | - | - |
8,4 | 7,0 | 6,0 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 | 34 | - | - | - | - | - | - | - | - | - | - | - |
10 | 8,4 | 7,0 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 | 34 | - | - | - | - | - | - | - | - | - | - |
12 | 10 | 8,4 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 47 | 21 | 26 | 34 | - | - | - | - | - | - | - | - | - |
14 | 12 | 10 | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11 | 14 | 17 | 21 | 26 | 34 | - | - | - | - | - | - | - | - |
17 | 14 | 12 | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 20 | 34 | - | - | - | - | - | - | - |
20 | 17 | 14 | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 | 34 | - | - | - | - | - | - |
- | 20 | 17 | - | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 | 34 | - | - | - | - | - |
- | 24 | 20 | - | - | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 | 34 | - | - | - | - |
- | 29 | 24 | - | - | - | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11 | 14 | 17 | 21 | 26 | 34 | - | - | - |
- | 35 | 29 | - | - | - | - | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 | 34 | - | - |
- | 40 | 35 | - | - | - | - | - | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 | 34 | - |
- | 50 | 40 | - | - | - | - | - | - | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 | 34 |
- | 60 | 50 | - | - | - | - | - | - | - | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 11,5 | 14 | 17 | 21 | 26 |
- | - | 60 | - | - | - | - | - | - | - | - | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,0 | 7,5 | 9,3 | 1,5 | 14 | 17 | 21 |
- | - | 70 | - | - | - | - | - | - | - | - | - | - | - | 1,1 | 1,4 | 1,7 | 2,1 | 2,6 | 3,3 | 4,0 | 5,0 | 6,6 | 7,5 | 9,3 | 11,5 | 14 | 17 |
Подача на один зуб фрезы Sz, мм/зуб, до | Мощность резания N, кВт | ||||||||||||||||||||||||||||
0,03 | 0,05 | 0,08 | 0,13 | 0,20 | |||||||||||||||||||||||||
Минутная подача Sм, мм/мин., до | |||||||||||||||||||||||||||||
- | - | 112 | 130 | 153 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 |
- | 112 | 130 | 153 | 178 | - | - | - | - | - | - | - | - | - | - | - | - | - | 0,9 | 1,1 | 1,5 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 |
112 | 130 | 153 | 178 | 210 | - | - | - | - | - | - | - | - | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 |
130 | 153 | 178 | 210 | 245 | - | - | - | - | - | - | - | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | 9,0 |
153 | 178 | 210 | 245 | 285 | - | - | - | - | - | - | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | 9,0 | 10,7 |
178 | 210 | 245 | 285 | 335 | - | - | - | - | - | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | 9,0 | 10,7 | 12,8 |
210 | 245 | 285 | 335 | 390 | - | - | - | - | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,1 | 6,3 | 7,5 | 9,0 | 10,7 | 12,8 | 15,3 |
245 | 285 | 335 | 390 | 460 | - | - | - | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,1 | 7,5 | 9,0 | 10,7 | 12,8 | 15,3 | 18,2 |
285 | 335 | 390 | 460 | 540 | - | - | - | - | - | - | 0,9 | 1,1 | 1.3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | 9,0 | 10,7 | 12,8 | 15,3 | 18,2 | 22 |
335 | 390 | 460 | 540 | 630 | - | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,5 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | 9,0 | 10,7 | 12,8 | 15,3 | 18,2 | 22 | - |
390 | 460 | 540 | 630 | 730 | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,5 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | 9,0 | 10,7 | 12,8 | 15,3 | 18,2 | 22 | - | - |
460 | 540 | 630 | 730 | 860 | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,7 | 4,4 | 5,3 | 6,3 | 7,5 | 9,0 | 10,7 | 12,3 | 15,3 | 18,2 | 22 | - | - | - |
Фрезы цилиндрические | ||
Карта 68 | ||
Мощность станка (фрезерной головки) в квт | Обрабатываемый материал | |
Сталь | Чугун и медные сплавы | |
Подача на зуб Sz, мм/зуб | ||
Св. 10 | 0,3 - 0,4 | 0,4 - 0,6 |
5 - 10 | 0,12 - 0,2 | 0,2 - 0,3 |
До 5 | 0,1 - 0,15 | 0,12 - 0,2 |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПОДАЧУ Sz
ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ:
1) Материал режущей части инструмента | Быстрорежущая сталь | Твердый сплав | ||
Коэффициент Ksz | 1,0 | 0,8 | ||
2) Шероховатости поверхности |  |  | Ra >= 2,5 | |
Коэффициент Ksz | 1,0 | 0,5 | 0,3 | |
3) Вида фрезы | С круглым зубом и вставными ножами | С мелким зубом | ||
Коэффициент Ksz | 1,0 | 0,5 | ||
Примечания:
1. При фрезеровании жаропрочных сталей подачи брать те же, что и для стали, но не выше 0,2 мм/зуб.
2. Поправочные коэффициенты на подачу на зуб Sz в зависимости от конструктивных форм, размеров и способов крепления деталей и инструментов на станке и других технологических условий см. в карте 75.
Сталь конструкционная углеродистая или легированная | Фрезы цилиндрические | ||||||||||||||||||||
Карта 69, лист 1 | |||||||||||||||||||||
D/Z | B, мм | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | ||||||||||||||||||
0,05 | 0,1 | 0,13 | 0,18 | 0,24 | 0,33 | ||||||||||||||||
Режимы резания | |||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
Фрезы со вставными ножами | 90/8 | 40 - 50 | 3 | 51 | 183 | 61 | 46 | 163 | 97 | 41 | 147 | 136 | 37 | 131 | 162 | 33 | 115 | 193 | - | - | - |
5 | 44 | 157 | 44 | 40 | 140 | 84 | 36 | 128 | 118 | 32 | 113 | 140 | 28 | 99 | 167 | - | - | - | |||
8 | 38,5 | 137 | 39 | 34 | 121 | 72,5 | 31,5 | 111 | 103 | 27,5 | 122 | 24 | 86 | 146 | 146 | - | - | - | |||
110/10 | 50 - 70 | 3 | 47 | 136 | 56 | 42 | 121 | 91 | 37,5 | 109 | 127 | 34 | 97,5 | 151 | 29,5 | 86 | 181 | 26 | 76,5 | 215 | |
5 | 40,5 | 117 | 49 | 36 | 104 | 78 | 32,5 | 94,5 | 109 | 29 | 84 | 131 | 25,5 | 74 | 156 | 23 | 66 | 185 | |||
8 | 35 | 101 | 42 | 31 | 90 | 67,5 | 28 | 81 | 94 | 25 | 72 | 112 | 22 | 64 | 134 | 20 | 57 | 159 | |||
13 | 31 | 88,5 | 37 | 27 | 79 | 59 | 25 | 71 | 82,5 | 22 | 63 | 99 | 19,5 | 56 | 118 | 17 | 50 | 141 | |||
130/10 | 70 - 90 | 3 | 48,5 | 119 | 49,5 | 43 | 106 | 79 | 39,5 | 96,5 | 112 | 34,5 | 85 | 132 | 31 | 75 | 157 | 27 | 67 | 188 | |
5 | 42 | 102 | 42 | 37 | 90,5 | 67,5 | 33 | 82 | 95 | 29,5 | 73 | 113 | 26 | 64,5 | 136 | 23,5 | 58 | 161 | |||
8 | 36 | 88 | 36,5 | 32 | 78 | 58,5 | 29 | 71,5 | 83 | 26 | 63 | 98 | 23 | 55,5 | 116 | 20,5 | 50 | 140 | |||
13 | 31,5 | 77,5 | 32 | 28 | 69 | 51,5 | 24,5 | 62,3 | 72 | 22,5 | 55 | 85 | 20 | 48,5 | 102 | 18 | 43,3 | 122 | |||
150/12 | 90 - 120 | 3 | 54,5 | 115 | 58 | 48,5 | 103 | 93 | 44 | 94 | 131 | 39 | 83 | 155 | 34 | 73 | 185 | 31 | 65,5 | 219 | |
5 | 47 | 100 | 50 | 41,5 | 88,5 | 80 | 38 | 81 | 112 | 34 | 71,5 | 133 | 30 | 63 | 159 | 26,5 | 56 | 189 | |||
8 | 41 | 86 | 43 | 36 | 77 | 69 | 33 | 70 | 98 | 29 | 61,5 | 115 | 26 | 54,5 | 138 | 22,5 | 48,5 | 163 | |||
13 | 35 | 74,5 | 37 | 31,5 | 67 | 59 | 28,5 | 61 | 85 | 25,5 | 54 | 100 | 22 | 47 | 119 | 20 | 42 | 142 | |||
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая или легированная | Фрезы цилиндрические | ||||||||||||||||||||
Карта 69, лист 2 | |||||||||||||||||||||
D/Z | B, мм | t, мм, до | Подача на один зуб фрезы Sz, мм/зуб, до | ||||||||||||||||||
0,05 | 0,1 | 0,13 | 0,18 | 0,24 | 0,33 | ||||||||||||||||
Режимы резания | |||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
Фрезы с мелким зубом | 40/12 | 40 - 50 | 18 | 43 | 346 | 172 | 39 | 312 | 275 | 35 | 272 | 383 | - | - | - | - | - | - | - | - | - |
3 | 37 | 294 | 146 | 33 | 261 | 236 | 30 | 238 | 330 | - | - | - | - | - | - | - | - | - | |||
5 | 32 | 254 | 126 | 29 | 227 | 202 | 26 | 204 | 284 | - | - | - | - | - | - | - | - | - | |||
60/16 | 50 - 70 | 1,8 | 50 | 267 | 177 | 45 | 238 | 284 | 41 | 216 | 400 | - | - | - | - | - | - | - | - | - | |
3 | 43 | 230 | 153 | 38 | 204 | 244 | 35 | 187 | 345 | - | - | - | - | - | - | - | - | - | |||
5 | 37 | 196 | 130 | 33 | 174 | 208 | 30 | 158 | 293 | - | - | - | - | - | - | - | - | - | |||
8 | 32 | 170 | 113 | 29 | 151 | 180 | 26 | 139 | 256 | - | - | - | - | - | - | - | - | - | |||
75/18 | 50 - 70 | 1,8 | 47 | 201 | 149 | 42 | 178 | 240 | 240 | 28,5 | 340 | - | - | - | - | - | - | - | - | - | |
3 | 40 | 172 | 129 | 36 | 154 | 205 | 32 | 138 | 290 | - | - | - | - | - | - | - | - | - | |||
5 | 35 | 148 | 112 | 31 | 132 | 178 | 28 | 120 | 250 | - | - | - | - | - | - | - | - | - | |||
8 | 30 | 129 | 95 | 27 | 114 | 154 | 24,5 | 104 | 216 | - | - | - | - | - | - | - | - | - | |||
РЕЖИМЫ РЕЗАНИЯ Сталь конструкционная углеродистая или легированная | Фрезы цилиндрические | ||||
Карта 69, лист 3 | |||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | |||||
1) Состояния поверхности заготовки | Поверхность | Без корки | С коркой | ||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,9 | |||
2) Вида обработки | Вид обработки | Черновая  | Чистовая  | ||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,8 | |||
3) Группы обрабатываемого материала | Обрабатываемый материал | Сталь конструкционная углеродистая | Сталь жаропрочная | ||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,8 | |||
4) Отношения фактической ширины фрезерования к нормативной | Bф/Bц | 0,2 | 0,4 | 1 | 2 |
Коэффициент Kv = Kn = Ksм | 1,2 | 1,1 | 1,0 | 0,9 | |
5) Материала инструмента | Материал | Быстрорежущая сталь (Р18) | Твердый сплав (Т15К6) | ||
Коэффициент Kv = Kn = Ksм | 1,0 | 4,5 | |||
Примечание. Поправочные коэффициенты на режимы резания в зависимости от конструктивных форм, размеров, способов крепления деталей и инструментов на станке см. в карте 75.
Сталь | Фрезы цилиндрические | ||||||||||||||||||
Карта 70 | |||||||||||||||||||
Подача на один зуб фрезы Sz, мм/зуб, до | Глубина резания t, мм, до | ||||||||||||||||||
0,05 - 0,09 | 0,10 - 0,17 | 0,18 - 0,32 | 0,33 - 0,6 | ||||||||||||||||
Ширина фрезерования B, мм, до | |||||||||||||||||||
- | - | - | 41 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - | - | - | - | - |
- | - | 41 | 49 | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - | - | - | - |
- | 41 | 49 | 59 | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - | - | - |
41 | 49 | 59 | 70 | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - | - |
49 | 59 | 70 | 84 | - | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - |
59 | 70 | 84 | 100 | - | - | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - |
70 | 84 | 100 | 120 | - | - | - | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - |
84 | 100 | 120 | - | - | - | - | - | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - |
100 | 120 | - | - | - | - | - | - | - | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - |
120 | - | - | - | - | - | - | - | - | - | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 |
Минутная подача Sм, мм/мин., до | Мощность резания N, кВт | ||||||||||||||||
42 | - | - | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | |
50 | - | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | 5,3 | |
60 | - | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | 5,3 | 6,4 | |
71 | - | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | |
85 | - | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | 9,1 | |
101 | - | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | 9,1 | 11 | |
121 | 0,9 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | 9,1 | 11 | 13 | |
144 | 1,1 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | 9,1 | 11 | 13 | 15,5 | |
172 | 1,3 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | 9,1 | 11 | 13 | 15,5 | 18,5 | |
205 | 1,5 | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | 9,1 | 11 | 13 | 15,5 | 18,5 | - | |
245 | 1,8 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | 9,1 | 11 | 13 | 15,5 | 18,5 | - | - | |
295 | 2,2 | 2,6 | 3,1 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | 9,1 | 11 | 13 | 15,5 | 18,5 | - | - | - | |
350 | 2,6 | 3,1 | 3,6 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | 9,1 | 13 | 15,5 | 18,5 | - | - | - | - | |
420 | 3,1 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | 9,1 | 11 | 13 | 15,5 | 18,5 | - | - | - | - | - | |
500 | 3,8 | 4,5 | 5,3 | 6,4 | 7,6 | 9,1 | 11 | 13 | 15,5 | 18,5 | - | - | - | - | - | - | |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ В ЗАВИСИМОСТИ ОТ ПРЕДЕЛА ПРОЧНОСТИ СТАЛИ | |||||||||||||||||
Предел прочности при растяжении, кг/мм2 | До 55 | 55 - 100 | Св. 100 | ||||||||||||||
Твердость HB | До 160 | 160 - 285 | Св. 285 | ||||||||||||||
Коэффициент | 0,84 | 1,0 | 1,2 | ||||||||||||||
Чугун серый | Фрезы цилиндрические | ||||||||||||||||||||
Карта 71, лист 1 | |||||||||||||||||||||
Фрезы со вставными ножами | D/Z | B, мм | t, мм, до | Подача на один зуб Sz, мм/зуб, до | |||||||||||||||||
0,06 | 0,15 | 0,2 | 0,27 | 0,36 | 0,49 | ||||||||||||||||
Режимы резания | |||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
90/8 | 40 - 70 | 2,8 | 61 | 215 | 69 | 51 | 181 | 134 | 42,5 | 150 | 210 | 36 | 128 | 238 | - | - | - | - | - | - | |
3,9 | 50,5 | 179 | 57,5 | 42,5 | 150 | 115 | 35,5 | 126 | 176 | 30 | 106 | 198 | - | - | - | - | - | - | |||
5,5 | 42,5 | 151 | 48 | 35,5 | 126 | 97 | 30 | 106 | 147 | 25 | 90 | 166 | - | - | - | - | - | - | |||
8 | 36 | 127 | 40 | 30 | 106 | 82 | 25 | 89 | 122 | 21 | 75 | 140 | - | - | - | - | - | - | |||
110/10 | 2,8 | 65 | 189 | 73 | 54,5 | 158 | 152 | 45 | 131 | 229 | 38 | 111 | 259 | 32 | 93 | 291 | - | - | - | ||
3,9 | 54,5 | 158 | 63 | 45,5 | 133 | 126 | 48 | 110 | 192 | 32,5 | 94 | 218 | 27 | 78 | 246 | - | - | - | |||
5,6 | 45,5 | 133 | 53 | 38,5 | 111 | 107 | 32 | 93 | 162 | 27 | 78 | 182 | 23 | 66 | 206 | - | - | - | |||
8 | 38,5 | 111 | 44 | 32 | 93 | 89 | 27 | 78 | 135 | 23 | 65,5 | 153 | 18 | 55 | 173 | - | - | - | |||
11,5 | 32 | 94 | 37,5 | 27 | 78 | 75 | 22,5 | 65 | 113 | 19 | 55 | 129 | 16 | 46 | 145 | - | - | - | |||
130/10 | 2,8 | 73,5 | 180 | 72 | 62 | 151 | 145 | 51 | 125 | 218 | 43 | 106 | 236 | 365 | 89 | 276 | 30,5 | 74 | 314 | ||
3,9 | 62 | 150 | 60 | 51 | 126 | 122 | 42,5 | 105 | 182 | 36,5 | 89 | 205 | 30,5 | 74 | 234 | 25,5 | 62 | 262 | |||
5,6 | 52 | 127 | 50,5 | 43 | 106 | 102 | 36 | 88 | 153 | 31 | 76 | 176 | 25,5 | 63 | 198 | 21 | 52 | 219 | |||
8 | 43 | 106 | 42,5 | 36 | 99 | 85 | 30 | 73,5 | 128 | 25,5 | 62 | 146 | 21 | 52 | 163 | 18 | 44 | 185 | |||
11,5 | 36 | 88 | 35 | 30,5 | 74,5 | 71 | 25,5 | 62 | 109 | 21 | 52 | 121 | 19 | 44 | 138 | 15 | 37 | 155 | |||
16 | 30,5 | 74,5 | 30 | 25,5 | 62 | 60 | 21 | 52 | 90 | 18 | 44 | 102 | 15 | 37 | 115 | 13 | 31 | 131 | |||
150/20 | 2,8 | 78 | 164 | 65 | 138 | 158 | 54 | 114 | 114 | 240 | 45,5 | 98 | 272 | 38 | 82 | 307 | 32 | 68 | 344 | ||
3,9 | 65 | 138 | 66 | 54,5 | 116 | 134 | 45 | 96 | 200 | 38 | 82 | 229 | 32 | 68 | 258 | 27 | 58 | 290 | |||
5,6 | 54,5 | 115 | 55 | 45,5 | 97 | 111 | 38 | 81 | 168 | 32 | 68 | 190 | 27 | 58 | 215 | 23 | 48 | 242 | |||
8 | 45,5 | 97 | 46,5 | 38 | 82 | 94 | 32 | 68 | 142 | 27 | 58 | 162 | 23 | 48 | 181 | 19 | 41 | 205 | |||
11,5 | 38 | 81 | 38,5 | 32 | 68 | 78 | 27 | 58 | 120 | 23 | 48 | 137 | 19 | 40 | 150 | 16 | 34 | 170 | |||
16 | 32 | 68 | 33 | 27 | 57 | 66 | 22,5 | 47 | 98 | 19 | 40 | 112 | 16 | 34 | 126 | 13 | 28 | 142 | |||
Фрезы с мелким зубом | 40/12 | 40 - 70 | 2 | 40 | 318 | 153 | 34 | 267 | 307 | - | - | - | - | - | - | - | - | - | - | - | - |
2,8 | 34 | 266 | 128 | 28 | 223 | 256 | - | - | - | - | - | - | - | - | - | - | - | - | |||
3,9 | 28 | 223 | 107 | 23,5 | 188 | 216 | - | - | - | - | - | - | - | - | - | - | - | - | |||
5,6 | 23,5 | 187 | 97 | 20 | 157 | 181 | - | - | - | - | - | - | - | - | - | - | - | - | |||
60/16 | 2,0 | 49 | 261 | 166 | 42 | 219 | 338 | - | - | - | - | - | - | - | - | - | - | - | - | ||
2,8 | 41 | 218 | 140 | 34,5 | 183 | 282 | - | - | - | - | - | - | - | - | - | - | - | - | |||
3,9 | 34,5 | 182 | 116 | 29 | 153 | 234 | - | - | - | - | - | - | - | - | - | - | - | - | |||
5,6 | 29 | 153 | 98 | 24 | 128 | 197 | - | - | - | - | - | - | - | - | - | - | - | - | |||
8,0 | 24 | 126 | 81 | 20 | 106 | 163 | - | - | - | - | - | - | - | - | - | - | - | - | |||
75/18 | 2,0 | 50,5 | 214 | 154 | 42,5 | 179 | 310 | - | - | - | - | - | - | - | - | - | - | - | - | ||
2,8 | 42,5 | 179 | 130 | 35 | 150 | 258 | - | - | - | - | - | - | - | - | - | - | - | - | |||
3,9 | 35 | 150 | 107 | 29 | 125 | 216 | - | - | - | - | - | - | - | - | - | - | - | - | |||
5,6 | 29 | 125 | 90 | 25 | 105 | 181 | - | - | - | - | - | - | - | - | - | - | - | - | |||
8,0 | 24,5 | 103 | 74 | 20 | 87 | 150 | - | - | - | - | - | - | - | - | - | - | - | - | |||
РЕЖИМЫ РЕЗАНИЯ Чугун серый | Фрезы цилиндрические | ||||||
Карта 71, лист 2 | |||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | |||||||
1) Твердости чугуна | Группа твердости HB | 143 - 229 | 170 - 225 | 197 - 269 | |||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,9 | 0,8 | ||||
2) Состояния поверхности заготовки | Поверхность | Без корки | С коркой | ||||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,8 | |||||
3) Вида обработки | Вид обработки | Черновая  | Чистовая  | ||||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,8 | |||||
4) Отношения фактической ширины фрезерования к нормативной | Bф/Bн | 0,2 | 0,4 | 1 | 2 | ||
Коэффициент Kv = Kn = Ksм | 1,2 | 1,1 | 1,0 | 0,9 | |||
5) Материала инструмента | Материал инструмента | Быстрорежущая сталь (Р18) | Твердый сплав (ВК6) | ||||
Коэффициент Kv = Kn = Ksм | 1,0 | 4,5 | |||||
Примечание. Поправочные коэффициенты на подачу на зуб Sм в зависимости от конструктивных форм, размеров и способов крепления деталей и инструментов на станке и других технологических условий см. в карте 75.
Чугун серый | Фрезы цилиндрические | ||||||||||||||||||
Карта 72, лист 1 | |||||||||||||||||||
Подача на один зуб фрезы Sz, мм/зуб, до | Глубина резания t, мм, до | ||||||||||||||||||
0,08 - 0,13 | 0,14 - 0,22 | 0,23 - 0,36 | 0,37 - 0,6 | ||||||||||||||||
Ширина фрезерования B, мм, до | |||||||||||||||||||
- | - | - | 41 | 2,8 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - | - | - | - |
- | - | 41 | 49 | 2,2 | 2,8 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - | - | - |
- | 41 | 49 | 59 | 1,7 | 2,2 | 2,8 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - | - |
41 | 49 | 59 | 70 | - | 1,7 | 2,2 | 2,8 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - |
49 | 59 | 70 | 84 | - | - | 1,7 | 2,2 | 2,8 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - |
59 | 70 | 84 | 100 | - | - | - | 1,7 | 2,2 | 2,8 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - |
70 | 84 | 100 | - | - | - | - | - | 1,7 | 2,2 | 2,8 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - |
84 | 100 | - | - | - | - | - | - | - | 1,7 | 2,2 | 2,8 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - |
100 | - | - | - | - | - | - | - | - | - | 1,7 | 2,2 | 2,8 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 |
МОЩНОСТЬ ПОТРЕБНАЯ НА РЕЗАНИЕ Чугун серый | Фрезы цилиндрические | |||||||||||||||
Карта 72, лист 2 | ||||||||||||||||
Минутная подача Sм, мм/мин., до | Мощность резания N, квт | |||||||||||||||
60 | - | - | - | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 |
71 | - | - | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 |
85 | - | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,2 | 4,5 |
101 | - | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 |
121 | - | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 |
144 | - | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 |
172 | - | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 | 9,2 |
205 | 0,8 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 | 9,2 | 11 |
245 | 0,9 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 | 9,2 | 11 | 13,2 |
295 | 1,1 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 | 9,2 | 11 | 13,2 | 15,8 |
350 | 1,3 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 | 9,2 | 11 | 13,2 | 15,8 | - |
420 | 1,6 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 | 9,2 | 11 | 13,2 | 15,8 | - | - |
500 | 1,9 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 | 9,2 | 11 | 13,2 | 15,8 | - | - | - |
600 | 2,2 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 | 9,2 | 11 | 13,2 | 15,8 | - | - | - | - |
710 | 2,7 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 | 9,2 | 11 | 13,2 | 15,8 | - | - | - | - | - |
850 | 3,2 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 | 9,2 | 11 | 13,2 | 15,8 | - | - | - | - | - | - |
1010 | 3,8 | 4,5 | 5,4 | 6,4 | 7,7 | 9,2 | 11 | 13,2 | 15,8 | - | - | - | - | - | - | - |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА МОЩНОСТЬ В ЗАВИСИМОСТИ ОТ ТВЕРДОСТИ ЧУГУНА | ||||||||||||||||
Твердость HB | До 229 | Св. 229 | ||||||||||||||
Коэффициент KN | 1,0 | 1,2 | ||||||||||||||
Медные сплавы | Фрезы цилиндрические из стали Р18 | ||||||||||||||||||||
Карта 73, лист 1 | |||||||||||||||||||||
Фрезы со вставными ножами | D/Z | B, мм | t, мм, до | Подача на один зуб Sz, мм/зуб, до | |||||||||||||||||
0,05 | 0,10 | 0,13 | 0,18 | 0,24 | 0,33 | ||||||||||||||||
Режимы резания | |||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
90/8 | 40 - 50 | 3 | 110 | 388 | 128 | 98 | 346 | 207 | 88 | 313 | 290 | 78 | 277 | 344 | 70 | 245 | 412 | - | - | - | |
5 | 98 | 334 | 110 | 84 | 297 | 179 | 76 | 269 | 250 | 67 | 238 | 296 | 59 | 211 | 354 | - | - | - | |||
8 | 81 | 287 | 95 | 73 | 256 | 154 | 66 | 232 | 215 | 58 | 205 | 254 | 51 | 182 | 305 | - | - | - | |||
110/10 | 50 - 70 | 3 | 108 | 313 | 129 | 96 | 279 | 209 | 88 | 253 | 77 | 244 | 347 | 69 | 199 | 418 | 61 | 61 | 177 | 495 | |
5 | 93 | 268 | 111 | 82 | 239 | 180 | 75 | 216 | 250 | 66 | 192 | 298 | 58 | 170 | 356 | 52 | 150 | 423 | |||
8 | 80 | 234 | 96 | 71 | 207 | 156 | 64 | 188 | 219 | 57 | 165 | 256 | 51 | 147 | 310 | 45 | 130 | 364 | |||
13 | 70 | 202 | 83 | 62 | 179 | 135 | 56 | 162 | 188 | 49 | 143 | 221 | 43 | 126 | 265 | 39 | 113 | 317 | |||
130/10 | 70 - 90 | 3 | 116 | 283 | 116 | 103 | 253 | 190 | 93 | 228 | 265 | 83 | 202 | 313 | 74 | 180 | 377 | 65 | 159 | 445 | |
5 | 99 | 243 | 100 | 88 | 216 | 164 | 79 | 195 | 227 | 70 | 173 | 270 | 62 | 153 | 321 | 56 | 136 | 381 | |||
8 | 86 | 210 | 86 | 76 | 187 | 141 | 69 | 168 | 195 | 61 | 149 | 232 | 54 | 132 | 278 | 48 | 117 | 330 | |||
13 | 74 | 183 | 75 | 66 | 163 | 122 | 61 | 148 | 171 | 53 | 131 | 202 | 48 | 117 | 245 | 42 | 103 | 289 | |||
150/12 | 90 - 120 | 3 | 120 | 254 | 125 | 106 | 226 | 204 | 97 | 205 | 285 | 85 | 181 | 336 | 76 | 161 | 405 | 67 | 142 | 480 | |
5 | 103 | 218 | 108 | 91 | 194 | 175 | 82 | 175 | 243 | 74 | 156 | 290 | 65 | 137 | 348 | 57 | 122 | 411 | |||
8 | 89 | 188 | 94 | 79 | 168 | 151 | 71 | 152 | 212 | 63 | 134 | 250 | 56 | 118 | 300 | 50 | 106 | 355 | |||
13 | 78 | 164 | 82 | 67 | 146 | 132 | 62 | 132 | 183 | 55 | 117 | 218 | 49 | 104 | 262 | 43 | 92 | 310 | |||
РЕЖИМЫ РЕЗАНИЯ Медные сплавы | Фрезы цилиндрические из стали Р18 | ||||||||||||||||||||
Карта 73, лист 2 | |||||||||||||||||||||
Фрезы с мелким зубом | D/Z | B, мм | t, мм, до | Подача на один зуб Sz, мм/зуб, до | |||||||||||||||||
0,05 | 0,10 | 0,13 | 0,18 | 0,24 | 0,33 | ||||||||||||||||
Режимы резания | |||||||||||||||||||||
V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | V | n | Sм | ||||
40/12 | 40 - 50 | 1,8 | 96 | 766 | 379 | 85 | 680 | 613 | 77 | 616 | 859 | - | - | - | - | - | - | - | - | - | |
3 | 82 | 655 | 324 | 73 | 583 | 525 | 66 | 527 | 735 | - | - | - | - | - | - | - | - | - | |||
5 | 70 | 562 | 278 | 63 | 501 | 452 | 57 | 454 | 632 | - | - | - | - | - | - | - | - | - | |||
60/16 | 50 - 70 | 1,8 | 100 | 536 | 3<...>8 | 88 | 469 | 562 | 80 | 426 | 789 | 71 | 377 | 934 | - | - | - | - | - | - | |
3 | 85 | 452 | 299 | 75 | 402 | 482 | 69 | 365 | 668 | 61 | 323 | 801 | - | - | - | - | - | - | |||
5 | 73 | 388 | 256 | 65 | 345 | 413 | 59 | 314 | 580 | 52 | 277 | 685 | - | - | - | - | - | - | |||
8 | 62 | 337 | 222 | 56 | 300 | 359 | 51 | 271 | 503 | 45 | 241 | 599 | - | - | - | - | - | - | |||
75/18 | 1,8 | 96 | 410 | 306 | 86 | 365 | 491 | 77 | 329 | 678 | 69 | 291 | 814 | - | - | - | - | - | - | ||
3 | 83 | 350 | 261 | 73 | 311 | 419 | 66 | 282 | 588 | 58 | 250 | 699 | - | - | - | - | - | - | |||
5 | 71 | 301 | 223 | 63 | 268 | 360 | 57 | 242 | 507 | 50 | 214 | 598 | - | - | - | - | - | - | |||
8 | 62 | 261 | 194 | 54 | 232 | 313 | 50 | 110 | 440 | 43 | 186 | 520 | - | - | - | - | - | - | |||
РЕЖИМЫ РЕЗАНИЯ Медные сплавы | Фрезы цилиндрические из стали Р18 | |||||||
Карта 73, лист 3 | ||||||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА РЕЖИМЫ РЕЗАНИЯ ДЛЯ ИЗМЕНЕННЫХ УСЛОВИЙ РАБОТЫ В ЗАВИСИМОСТИ ОТ: | ||||||||
1) Группы медных сплавов | Группы сплавов | Гетерогенные сплавы | Свинцовистые сплавы при основной гетерогенной структуре | Гомогенные сплавы | Сплавы с содержанием свинца < 100% при основной гомогенной структуре | Медь | Сплавы с содержанием свинца > 15% | |
высокой твердости | средней твердости | |||||||
Коэффициент Kv = Kn = Ksм | 0,7 | 1,0 | 1,7 | 2,0 | 4,0 | 8,0 | 12,0 | |
2) Состояния поверхности заготовки | Поверхность | Без корки | С коркой | |||||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,9 | ||||||
3) Вида обработки | Вид обработки | Черновая  | Чистовая  | |||||
Коэффициент Kv = Kn = Ksм | 1,0 | 0,8 | ||||||
4) Отношения фактической ширины фрезерования к нормативной | Bф/Bн | 0,2 | 0,4 | 1 | 2 | |||
Коэффициент Kv = Kn = Ksм | 1,2 | 1,1 | 1,0 | 0,9 | ||||
Примечание. Поправочные коэффициенты на подачу на зуб Sz в зависимости от конструктивных форм, размеров и способов крепления деталей и инструментов на станке и других технологических условий см. в карте 75.
Медные сплавы | Фрезы цилиндрические из стали Р18 | |||||||||||||||||
Карта 74 | ||||||||||||||||||
Подача на один зуб фрезы Sz, мм/зуб, до | Глубина резания t, мм, до | |||||||||||||||||
0,06 - 0,11 | 0,12 - 0,23 | 0,24 - 0,42 | 0,43 - 0,8 | |||||||||||||||
Ширина фрезерования B, мм, до | ||||||||||||||||||
- | - | - | 41 | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - | - | - | - |
- | - | 41 | 49 | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - | - | - |
- | 41 | 49 | 59 | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - | - |
41 | 49 | 59 | 70 | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - | - |
49 | 59 | 70 | 84 | - | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - | - |
59 | 70 | 84 | 100 | - | - | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - | - |
70 | 84 | 100 | - | - | - | - | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - | - |
84 | 100 | - | - | - | - | - | - | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 | - |
100 | - | - | - | - | - | - | - | - | - | - | - | 3,5 | 4,5 | 5,5 | 6,5 | 8 | 10 | 12 |
Минутная подача Sм, мм/мин., до | Мощность резания N, квт | ||||||||||||||
71 | - | - | - | - | - | - | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,1 | 1,4 | 1,6 | 2,0 |
85 | - | - | - | - | - | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,1 | 1,4 | 1,6 | 2,0 | 2,3 |
101 | - | - | - | - | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,1 | 1,4 | 1,6 | 2,0 | 2,3 | 2,8 |
121 | - | - | - | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,1 | 1,4 | 1,6 | 2,0 | 2,3 | 2,8 | 3,3 |
144 | - | - | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,1 | 1,4 | 1,6 | 2,0 | 2,3 | 2,8 | 3,3 | 4,0 |
172 | - | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,1 | 1,4 | 1,6 | 2,0 | 2,3 | 2,8 | 3,3 | 4,0 | - |
205 | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,1 | 1,4 | 1,6 | 2,0 | 2,3 | 2,8 | 3,3 | 4,0 | - | - |
245 | 0,6 | 0,7 | 0,8 | 1,0 | 1,1 | 1,4 | 1,6 | 2,0 | 2,3 | 2,8 | 3,3 | 4,0 | - | - | - |
295 | 0,7 | 0,8 | 1,0 | 1,1 | 1,4 | 1,6 | 2,0 | 2,3 | 2,8 | 3,3 | 4,0 | - | - | - | - |
350 | 0,8 | 1,0 | 1,1 | 1,4 | 1,6 | 2,0 | 2,3 | 2,8 | 3,3 | 4,0 | - | - | - | - | - |
420 | 1,0 | 1,1 | 1,4 | 1,6 | 2,0 | 2,3 | 2,8 | 3,3 | 4,0 | - | - | - | - | - | - |
500 | 1,1 | 1,4 | 1,6 | 2,0 | 2,3 | 2,8 | 3,3 | 4,0 | - | - | - | - | - | - | - |
600 | 1,4 | 1,6 | 2,0 | 2,3 | 2,8 | 3,3 | 4,0 | - | - | - | - | - | - | - | - |
710 | 1,6 | 2,0 | 2,3 | 2,8 | 3,3 | 4,0 | - | - | - | - | - | - | - | - | - |
850 | 2,0 | 2,3 | 2,8 | 3,3 | 4,0 | - | - | - | - | - | - | - | - | - | - |
Фрезерные станки | ||||||||||
Карта 75, лист 1 | ||||||||||
Характеристика элементов технологической системы | Габаритные размеры деталей и инструментов | |||||||||
Детали | типа панели, кронштейна, пояса, фитинга, фланца, профиля, стрингера, траверсы, лонжерона, шпангоута | Габаритные размеры деталей | ||||||||
а) типа тела вращения: | б) сложной конфигурации: | |||||||||
Dmax = 250 - 1500 мм; Lmax = Bmax = Hmax = 200 - 600 мм | Lmax = 300 - 2000 мм; Bmax = 150 - 600 мм; Hmax = 70 - 250 мм | |||||||||
Приспособления | вакуумный стол, планки для крепления деталей на столе станка, жесткие или подвижные опоры, пневматические и гидравлические зажимы | Диаметр фрезы, мм, до | Отношение вылета к диаметру инструмента l/d, до | |||||||
10 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||
15 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | ||
Станки | ФП7; ФП9, ПФП-1, ПФП-5 площадь стола >= 3000 x 500 мм2 Nдв = 10 - 25 квт | 25 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | - |
40 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | - | - | ||
60 | 3,5 | 4 | 4,5 | 5 | - | - | - | - | ||
Св. 60 | - | 2 | - | - | - | - | - | - | ||
Инструменты | концевые, торцевые, цилиндрические и фасонные фрезы при консольном закреплении | Группы обрабатываемых материалов | Коэффициенты | |||||||
Коэффициент Ksz | ||||||||||
Углеродистые конструкционные и легированные стали, высокопрочные, жаропрочные стали и сплавы | 1,2 | 1 | 0,9 | 0,8 | 0,7 | 0,6 | 0,5 | 0,4 | ||
Коэффициент Kv | ||||||||||
Титановые сплавы | 1,1 | 1 | 0,9 | 0,75 | 0,62 | 0,5 | 0,42 | 0,35 | ||
Коэффициент Ksz | ||||||||||
Алюминиевые сплавы | 1,1 | 1 | 0,92 | 0,85 | 0,8 | 0,75 | ||||
Коэффициент Kv | ||||||||||
Медные сплавы | 1,1 | 1 | 0,9 | 0,8 | 0,75 | 0,7 | ||||
Фрезерные станки | |||||||||
Карта 75, лист 2 | |||||||||
Характеристика элементов технологической системы | Габаритные размеры деталей и инструментов | ||||||||
Детали | типа кронштейна, рычага, стрингера, профиля, фитинга, балки, шпангоута, корпуса, фланца, вилки | а) типа тела вращения: | б) сложной конфигурации: | ||||||
Dmax = 120 - 250 мм; Lmax = Bmax = Hmax = 70 - 200 мм | Lmax = 200 - 2000 мм; Bmax = Hmax = 50 - 300 мм; hmax = 10 - 15 мм | ||||||||
Приспособления | Диаметр фрезы D, мм, до | Отношение вылета к диаметру инструмента l/d, до | |||||||
тиски, планки для крепления детали на столе станка, специальные приспособления для крепления деталей болтами, прихватами, крышками и т.д., приспособления на поворотном столе | 10 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | |
15 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||
25 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | ||
40 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | - | ||
60 | 3,5 | 4 | 4,5 | - | - | - | - | ||
Св. 60 | - | 2 | - | - | - | - | - | ||
Станки | Группы обрабатываемых материалов | Коэффициенты | |||||||
6Н13ГН-1; 6Н13ФЗ-1; 6Н13ГЭ-2; ФП-4; ФП4-С2; ФП-17 площадь стола >= 1600 x 400 мм2 Nдв >= 7 квт | Коэффициент Ksz | ||||||||
Углеродистые конструкционные и легированные стали, высокопрочные, жаропрочные стали и сплавы | 1 | 0,9 | 0,8 | 0,7 | 0,6 | 0,5 | 0,4 | ||
Коэффициент Kv | |||||||||
Инструменты | концевые, торцовые, цилиндрические и фасонные фрезы при консольном закреплении | Титановые сплавы | 1 | 0,9 | 0,75 | 0,62 | 0,5 | 0,42 | 0,35 |
Коэффициент Ksz | |||||||||
Алюминиевые сплавы | 1 | 0,92 | 0,85 | 0,8 | 0,75 | ||||
Коэффициент Kv | |||||||||
Медные сплавы | 1 | 0,9 | 0,8 | 0,75 | 0,7 | ||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПОДАЧУ НА ЗУБ Sz И СКОРОСТЬ РЕЗАНИЯ V В ЗАВИСИМОСТИ ОТ КОНСТРУКТИВНЫХ ФОРМ, РАЗМЕРОВ, СПОСОБОВ КРЕПЛЕНИЯ ДЕТАЛЕЙ И ИНСТРУМЕНТОВ НА СТАНКЕ И ДР. ТЕХНОЛОГИЧЕСКИХ УСЛОВИЙ ОБРАБОТКИ | Фрезерные станки | |||||||
Карта 75, лист 3 | ||||||||
Характеристика элементов технологической системы | Размеры деталей и инструментов | |||||||
Детали | типа кронштейна, лабиринта, диска, профиля, стрингера, фитинга, сектора, лопатки, шпангоута, качалки | Размеры деталей | ||||||
а) типа тела вращения: | б) сложной конфигурации: | |||||||
Приспособления | 3 - 4-кулачковые патроны, оправки, цанговые патроны, центра с делительной головкой, планки для крепления детали на столе станка, специальные приспособления | Dmax = 30 - 120 мм; Lmax = Bmax = Hmax = 50 - 100 мм | Lmax = 200 - 1500 мм; Bmax = 150 - 500 мм; Hmax = 40 - 150 мм; hmax = 5 - 8 мм | |||||
Диаметр фрезы D, мм, до | Отношение вылета к диаметру инструмента l/d, до | |||||||
10 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 | ||
15 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | ||
Станки | 6Н13ГН-1; 6Н13ФЗ-1; 6Н13ГЭ-2; ФП-4; ФП4-С2; ФП-17 площадь стола >= 1600 x 400 мм2 Nдв >= 7 квт | 25 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 |
40 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | ||
60 | 3,5 | 4 | 4,5 | 5 | 6 | 7 | ||
св. 60 | - | 2 | - | - | - | - | ||
Инструменты | концевые, торцевые, цилиндрические и фасонные фрезы при консольном закреплении | Группа обрабатываемых материалов | Коэффициенты | |||||
Коэффициент Ksz | ||||||||
Углеродистые конструкционные и легированные стали, высокопрочные, жаропрочные стали и сплавы | 0,9 | 0,8 | 0,7 | 0,6 | 0,5 | 0,4 | ||
Коэффициент Kv | ||||||||
Титановые сплавы | 0,9 | 0,75 | 0,62 | 0,5 | 0,42 | 0,35 | ||
Коэффициент Ksz | ||||||||
Алюминиевые сплавы | 0,92 | 0,85 | 0,8 | 0,75 | ||||
Коэффициент Kv | ||||||||
Медные сплавы | 0,92 | 0,8 | 0,75 | 0,7 | ||||
--------------------------------
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПОДАЧУ НА ЗУБ Sz И СКОРОСТЬ РЕЗАНИЯ V В ЗАВИСИМОСТИ ОТ КОНСТРУКТИВНЫХ ФОРМ, РАЗМЕРОВ, СПОСОБОВ КРЕПЛЕНИЯ ДЕТАЛЕЙ И ИНСТРУМЕНТОВ НА СТАНКЕ И ДР. ТЕХНОЛОГИЧЕСКИХ УСЛОВИЙ ОБРАБОТКИ | Фрезерные станки | |||||||
Карта 75, лист 4 | ||||||||
Характеристика элементов технологической системы | Габаритные размеры деталей и инструментов | |||||||
Детали | типа корпуса, фланца, крышки, кольца, кронштейна, рычага, серьги, опоры, качалки, стойки, фитинка, кулисы, профиля | Габаритные размеры деталей | ||||||
а) типа тела вращения: | б) сложной конфигурации | |||||||
Dmax <= 30 мм; Lmax = Bmax = Hmax = 20 - 40 мм | Lmax = 20 - 100 мм; Bmax = 15 - 30 мм; Hmax = 20 - 50 мм; hmax = 3 - 5 мм | |||||||
Приспособления | тиски, 3 - 4-кулачковые патроны, оправки, цанговые зажимы, специальные приспособления | Диаметр фрезы D, мм, до | Отношение вылета к диаметру инструмента l/d, до | |||||
10 | 1,5 | 2 | 2,5 | 3 | 3,5 | 4 | ||
15 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | ||
25 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||
40 | 3 | 3,5 | 4 | 4,5 | 5 | - | ||
60 | 3,5 | 4 | 4,5 | 5 | - | - | ||
Св. 60 | - | 1,5 | - | - | - | - | ||
Станки | 6М13ГН-1; 6Н1ЗФЗ-1, 6Н13ГЭ-2; ЛФ-66. площадь стола >= 800 x 320 мм2 Nдв >= 2,8 квт | Группы обрабатываемых материалов | Коэффициенты | |||||
Коэффициент Ksz | ||||||||
Углеродистые конструкционные и легированные стали, высокопрочные, жаропрочные стали и сплавы | 0,8 | 0,7 | 0,6 | 0,5 | 0,4 | 0,3 | ||
Коэффициент Kv | ||||||||
Инструменты | концевые, торцовые, цилиндрические и фасонные фрезы при консольном закреплении | Титановые сплавы | 0,75 | 0,62 | 0,5 | 0,42 | 0,35 | 0,3 |
Коэффициент Ksz | ||||||||
Алюминиевые сплавы | 0,85 | 0,8 | 0,75 | 0,7 | ||||
Коэффициент Kv | ||||||||
Медные сплавы | 0,8 | 0,75 | 0,7 | 0,65 | ||||
Карта 76 | ||||||||
Типы фрез | Материал режущей части | Обрабатываемый материал | Отношение фактического периода стойкости к нормативному Tф/Tн | |||||
0,5 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | |||
Коэффициент Kтv = Kтп = Kтsм | ||||||||
Фрезы торцовые | Твердый сплав | Сталь углеродистая конструкционная | 1,15 | 1,0 | 0,9 | 0,85 | 0,8 | 0,75 |
Чугуны и жаропрочные стали и сплавы | 1,2 | 1,0 | 0,9 | 0,8 | 0,7 | 0,65 | ||
Быстрорежущая сталь | Сталь углеродистая конструкционная, жаропрочная и медные сплавы | 1,15 | 1,0 | 0,9 | 0,85 | 0,8 | 0,75 | |
Фрезы цилиндрические | Твердый сплав | Сталь углеродистая конструкционная | 1,25 | 1,0 | 0,9 | 0,8 | 0,7 | 0,6 |
Чугун | 1,34 | 1,0 | 0,9 | 0,75 | 0,6 | 0,5 | ||
Быстрорежущая сталь | Сталь углеродистая конструкционная, чугуны и медные сплавы, жаропрочные стали и сплавы | 1,25 | 1,0 | 0,9 | 0,85 | 0,7 | 0,65 | |
Фрезы концевые | Твердый сплав | Сталь углеродистая конструкционная | 1,25 | 1,0 | 0,85 | 0,75 | 0,65 | 0,6 |
Быстрорежущая сталь | Стали, чугуны жаропрочные стали и медные сплавы | 1,25 | 1,0 | 0,9 | 0,8 | 0,7 | 0,6 | |
Примечание. Средние периоды стойкости фрез приведены в приложении 4.
Токарные, сверлильные и фрезерные станки | |||||||
Карта 77 | |||||||
Вид обработки | Режущий инструмент | Обрабатываемый материал | Техническое обслуживание станков | ||||
рабочим-оператором | наладчиком | ||||||
Количество обслуживаемых станков | |||||||
2 - 3 | 4 - 5 | 6 - 8 | 4 - 5 | 6 - 8 | |||
Коэффициент на скорость резания | |||||||
Точение | Резцы твердосплавные | Сталь, чугун | 0,89 | 0,84 | 0,80 | 0,97 | 0,94 |
Резцы Р18 | Сталь | 0,93 | 0,90 | 0,88 | 0,98 | 0,96 | |
Сверление | Сверла спиральные Р18 | Сталь | 0,89 | 0,84 | 0,80 | 0,97 | 0,94 |
Чугун | 0,93 | 0,90 | 0,88 | 0,98 | 0,95 | ||
Фрезерование | Фрезы торцевые твердосплавные | Сталь | 0,89 | 0,84 | 0,80 | 0,97 | 0,94 |
Чугун | 0,83 | 0,76 | 0,70 | 0,91 | 0,90 | ||
Фрезы цилиндрические Р18 | Сталь | 0,83 | 0,75 | 0,70 | 0,94 | 0,90 | |
Чугун | 0,86 | 0,80 | 0,76 | 0,96 | 0,92 | ||
Примечание. Для прочих, не перечисленных в таблице типов режущих инструментов (зенкеры, развертки, метчики и др.), работающих, как правило, с короткими циклами машинного времени, скорости резания при многостаночном обслуживании не меняются.
Токарные, сверлильные и фрезерные станки | |||||||
Карта 78 | |||||||
Техническое обслуживание станков осуществляется | Количество обслуживаемых станков | ||||||
2 | 3 | 4 | 5 | 6 | 7 | 8 | |
Коэффициент на стойкость инструмента | |||||||
Рабочим-оператором | 1,4 | 1,9 | 2,2 | 2,6 | 2,9 | 3,1 | |
Наладчиком | 1,0 | 1,0 | 1,1 | 1,2 | 1,3 | 1,4 | |
Поправочные коэффициенты | ||||||||||
Карта 79 | ||||||||||
Количество станков, обслуживаемых одним рабочим-оператором | Коэффициент занятости рабочего на операции | |||||||||
0,05 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | |
Коэффициент совпадения | ||||||||||
2 | 1,01 | 1,01 | 1,02 | 1,04 | 1,06 | 1,09 | 1,12 | 1,16 | 1,20 | 1,25 |
3 | 1,01 | 1,02 | 1,05 | 1,10 | 1,15 | 1,20 | - | - | - | - |
4 | 1,02 | 1,04 | 1,10 | 1,16 | - | - | - | - | - | - |
5 | 1,03 | 1,04 | 0,15 | - | - | - | - | - | - | - |
6 | 1,04 | 1,07 | - | - | - | - | - | - | - | - |
7 | 1,07 | 1,12 | - | - | - | - | - | - | - | - |
8 | 1,09 | - | - | - | - | - | - | - | - | - |
Поправочные коэффициенты | ||||||
Карта 80 | ||||||
Количество станков, обслуживаемых одним рабочим-оператором | ||||||
2 | 3 | 4 | 5 | 6 | 7 | 8 |
Коэффициент изменения штучного времени | ||||||
0,65 | 0,48 | 0,39 | 0,35 | 0,32 | 0,30 | 0,29 |
Резцы | |||||||||||
Приложение 1 | |||||||||||
Группа наладки | Характеристика группы | Число инструментов в наладке, до | |||||||||
3 | 5 | 8 | 10 | 15 | 20 | св. 60 | |||||
Период стойкости T, мин. | |||||||||||
Наладки с равномерной загрузкой инструментов | Диаметры обтачиваемых поверхностей отличаются не более чем в 1 - 2 раза; количество фасонных и подрезных резцов - не более 20% от общего количества инструментов наладки | 120 | 150 | 300 | 350 | 400 | - | - | |||
Средние наладки по равномерности загрузки инструментов | Все наладки, не относящиеся к 1-й и 3-й группам | 100 | 120 | 150 | 180 | 230 | 260 | 300 | |||
Наладки с большой разницей по загрузке инструментов | Диаметры обтачиваемых поверхностей отличаются более чем в 2 раза; количество фасонных и других малонагруженных инструментов составляет свыше 50% от общего количества инструментов наладки | 70 | 90 | 110 | 130 | 150 | 170 | 180 | |||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА СКОРОСТЬ РЕЗАНИЯ В ЗАВИСИМОСТИ ОТ ПЕРИОДА СТОЙКОСТИ | |||||||||||
Стойкость инструмента T, мин. | 30 | 60 | 90 | 120 | 180 | 240 | |||||
Коэффициент Кv | 1,35 | 1,2 | 1,1 | 1,0 | 0,9 | 0,85 | |||||
Сверла, зенкеры, развертки | ||||||||||
Приложение 2 | ||||||||||
Вид обработки | Обрабатываемый материал | Материал режущей части инструмента | Диаметр сверла D, мм, до | |||||||
5 | 10 | 20 | 30 | 40 | 50 | 60 | 80 | |||
Период стойкости T, мин. | ||||||||||
Сверление и рассверливание | Сталь конструкционная и легированная | Быстрорежущая сталь | 15 | 25 | 45 | 50 | 70 | 90 | 110 | - |
Чугун серый, медные и алюминиевые сплавы | 20 | 35 | 60 | 75 | 110 | 140 | 170 | - | ||
Чугун серый, медные и алюминиевые сплавы | Твердый сплав | - | 40 | 60 | 75 | - | - | - | - | |
Зенкерование | Сталь конструкционная, чугун серый, медные и алюминиевые сплавы | Быстрорежущая сталь, твердый сплав | - | - | 30 | 40 | 50 | 60 | 80 | 100 |
Развертывание | Сталь конструкционная и легированная | Быстрорежущая сталь | - | - | 40 | 80 | 120 | |||
Твердый сплав | - | 20 | 30 | 50 | 70 | 90 | 110 | 140 | ||
Чугун серый, медные и алюминиевые сплавы | Быстрорежущая сталь | - | - | 60 | 120 | 180 | ||||
Твердый сплав | - | - | 45 | 75 | 105 | 135 | 165 | 210 | ||
Фрезы | |||||||||
Приложение 3 | |||||||||
Материал для инструмента | Тип фрезы | Диаметр фрезы D, мм, до | |||||||
50 | 75 | 100 | 150 | 200 | 300 | 400 | 500 | ||
Период стойкости Tм, мин. | |||||||||
Быстрорежущая сталь | Торцовые цилиндрические | 100 | 110 | 130 | 170 | 250 | 300 | 400 | 500 |
100 | 170 | 280 | 400 | - | - | - | - | ||
Твердый сплав | Торцовые | - | 90 | 120 | 200 | 300 | 500 | 600 | 800 |
Фрезы | ||||||
Приложение 4 | ||||||
Тип фрез | Диаметр фрезы D, мм, до | Фрезы с пластинками твердого сплава | Фрезы из стали Р18 | |||
Сталь | Чугун | Сталь | Чугун | Медные сплавы | ||
Принятый период стойкости Tм, мин. | ||||||
Фрезы торцовые | 40 | - | - | 120 | - | 120 |
70 | - | - | 180 | - | 180 | |
75 | - | 120 | 180 | - | 180 | |
90 | 180 | 120 | 180 | - | 180 | |
110 | 180 | 180 | 180 | - | 180 | |
150 | 180 | 180 | 180 | - | 180 | |
200 | 240 | 180 | 240 | - | 240 | |
250 | 240 | 240 | 240 | - | 240 | |
300 | 300 | 300 | - | - | - | |
400 | 420 | 420 | - | - | - | |
Фрезы цилиндрические с мелким зубом | 60 | - | - | 120 | 120 | 120 |
75 | - | - | 180 | 180 | 18 | |
Фрезы цилиндрические со вставными ножами | 90 - 120 | 180 | 180 | - | - | - |
70 - 150 | - | - | 180 | 180 | 180 | |
Фрезы концевые | 20 | 120 | - | - | - | - |
25 | 90 | - | 60 | 60 | 60 | |
40 | 120 | - | 90 | 90 | 90 | |
60 | 180 | - | 120 | 120 | 120 | |
Резцы | |||||||||||
Приложение 5, лист 1 | |||||||||||
1. Обработка одним резцом  | |||||||||||
Тип резцов и характер обработки | Способ врезания | Угол резца в плане | Глубина резания t, мм | ||||||||
1 | 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | |||
Врезание и перебег инструмента, мм, до | |||||||||||
Резцы проходные, подрезные и расточные | - | 45 | 2 | 3,5 | 6 | 8 | 11 | 13 | 17 | 18 | 24 |
60 | 2 | 2,5 | 4 | 5 | 7 | 8 | 9 | 11 | 16 | ||
75 | 2 | 2,5 | 3 | 4 | 5 | 6 | 6 | 7 | 10 | ||
90 | 3 - 5 | ||||||||||
Резцы отрезные и прорезные | - | - | 2 - 5 | ||||||||
2. Многорезцовая обработка
Врезание прямое | Врезание косое | Врезание радиальное | ||
 | 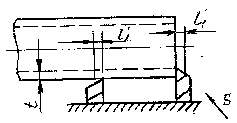 | 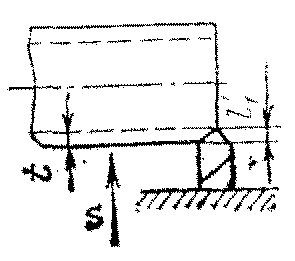 |
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Резцы | ||||||||||||
Приложение 5, лист 2 | |||||||||||||
Тип резцов и характер обработки | Способ врезания | Угол резца в плане | Глубина резания t, мм | ||||||||||
1 | 2 | 4 | 6 | 8 | 10 | 12 | 16 | 20 | |||||
Врезание и перебег инструмента, мм, до | |||||||||||||
Резцы проходные. Поверхность заготовки обработанная или из проката | Точение на проход | Прямое, а также косое при свободном резании | 45 | 4 | 5 | 7 | 9 | 11 | 13 | - | - | - | |
60 | 4 | 4 | 6 | 7 | 8 | 9 | 10 | 12 | - | ||||
90 | 2,5 | 2,5 | 2,5 | 3 | 3 | 3 | 3 | 3 | - | ||||
Косое при несвободном резании под углом | 20 | 45 - 90 | 6 | 8 | 12 | 17 | 20 | 25 | 30 | 34 | - | ||
30 | 6 | 7 | 11 | 15 | 18 | 21 | 25 | 30 | - | ||||
Точение в упор | Прямое, а также косое при свободном резании | 45 | 2 | 3 | 5 | 7 | 9 | 12 | - | - | - | ||
60 | 2 | 2 | 4 | 6 | 7 | 8 | 9 | 11 | - | ||||
90 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | - | ||||
Косое при несвободном резании под углом | 26 | 45 - 90 | 4 | 6 | 10 | 15 | 18 | 23 | 28 | 32 | - | ||
30 | 4 | 5 | 9 | 13 | 16 | 19 | 23 | 28 | - | ||||
Добавлять при обточке поверхности | Из штамповки | 1 | 1 | 2 | - | ||||||||
Из отливки, поковки | 1 | 2 | 3 | - | |||||||||
Примечание. Для станков, работающих с радиальным врезанием переднего суппорта, величина врезания равна:
l1 = t + lподв.,
где lподв. = 1,2 мм.
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Инструменты для обработки отверстий | |||||||||||
Приложение 5, лист 3 | ||||||||||||
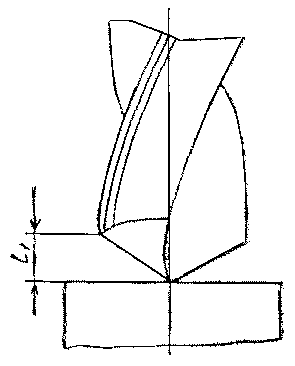 | 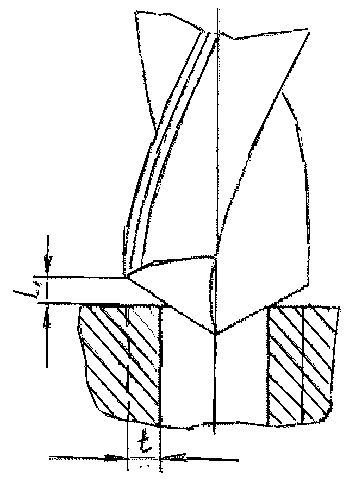 | |||||||||||
Характер обработки | Диаметр инструмента, мм, до | |||||||||||
3 | 5 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 и более | |||
Врезание и перебег l1, мм | ||||||||||||
Сверление на проход сверлами | с одинарной заточкой | 2 | 2,5 | 5 | 6 | 8 | 10 | 12 | 15 | 18 | 23 | |
с двойной заточкой | - | - | 6 | 8 | 10 | 15 | 16 | 18 | 22 | 27 | ||
Сверление в упор | 1,5 | 2 | 4 | 6 | 7 | 9 | 11 | 14 | 17 | 21 | ||
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Инструменты для обработки отверстий | ||||||||||||
Приложение 5, лист 4 | |||||||||||||
Характер обработки | Диаметр инструмента, мм, до | ||||||||||||
3 | 5 | 10 | 15 | 20 | 25 | 30 | 40 | 50 | 60 и более | ||||
Врезание и перебег l1, мм | |||||||||||||
Рассверливание при глубине резания t, мм, до | 5 | - | - | - | 4 | 4 | 5 | 5 | 5 | 6 | 6 | ||
10 | - | - | - | - | 7 | 8 | 8 | 8 | 9 | 9 | |||
15 | - | - | - | - | - | - | 11 | 11 | 12 | 12 | |||
20 | - | - | - | - | - | - | - | 14 | 15 | 15 | |||
30 | - | - | - | - | - | - | - | - | 18 | 18 | |||
Зенкерование | на проход в упор | Глубина резания t, мм, до | 1 | - | - | - | 3 | 3 | 3 | 4 | 4 | 5 | 5 |
3 | - | - | - | 5 | 5 | 5 | 6 | 6 | 7 | 7 | |||
5 | - | - | - | - | 7 | 7 | 8 | 8 | 9 | 9 | |||
10 | - | - | - | - | 12 | 13 | 13 | 14 | 15 | 15 | |||
в упор | - | - | - | - | 2 | 2 | 2 | 3 | 3 | 4 | 4 | ||
Развертывание цилиндрических отверстий | на проход | - | 8 | 9 | 15 | 18 | 19 | 19 | 24 | 25 | 26 | ||
- | 2 | 3 | 3 | 3 | 3 | 4 | 4 | 4 | 5 | ||||
Развертывание конических отверстий | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | |||
Центрование отверстий | 1 - 2 | 2 | - | - | - | - | - | - | - | - | |||
Зенкерование коническими зенковками | 0,5 | 0,5 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | |||
Зенкование и цекование облицовочными инструментами | - | 0,5 | 1 | 1 | 1 | 1 | 1 | 1,5 | 1,5 | 1,5 | |||
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы цилиндрические и концевые | |||||||||||||
Приложение 5, лист 5 | ||||||||||||||
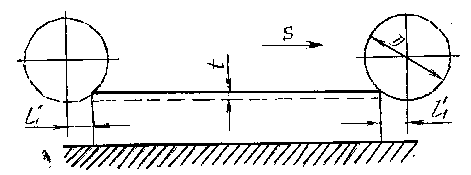 | ||||||||||||||
Глубина резания t, мм | Диаметр фрезы, мм | |||||||||||||
10 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | |
Врезание и перебег l1, мм | ||||||||||||||
0,5 | 3 | 4 | 4 | 5 | 5,5 | 6,5 | 7 | 8 | 9 | 10 | 12 | 12 | 14 | 15 |
1,0 | 4 | 5 | 5,5 | 6,5 | 7 | 8,5 | 9 | 10 | 11 | 13 | 15 | 16 | 18 | 20 |
1,5 | 4,5 | 5,5 | 6,5 | 7,5 | 8,5 | 9,5 | 11 | 12 | 13 | 15 | 17 | 19 | 21 | 23 |
2 | 5 | 6,5 | 7 | 8,5 | 9,5 | 11 | 12 | 14 | 15 | 17 | 19 | 21 | 24 | 26 |
3 | 5,5 | 7,5 | 8 | 9,5 | 11 | 13 | 14 | 16 | 18 | 20 | 22 | 25 | 27 | 31 |
4 | 6 | 8 | 9 | 11 | 12 | 14 | 16 | 18 | 20 | 23 | 26 | 29 | 32 | 35 |
5 | - | 8,5 | 9,5 | 12 | 13 | 15 | 17 | 20 | 22 | 25 | 28 | 31 | 35 | 39 |
6 | - | - | 10 | 12 | 14 | 16 | 18 | 21 | 24 | 27 | 30 | 34 | 38 | 42 |
7 | - | - | 11 | 13 | 15 | 17 | 19 | 22 | 25 | 29 | 32 | 36 | 41 | 45 |
8 | - | - | - | 13 | 15 | 18 | 20 | 24 | 27 | 30 | 34 | 38 | 43 | 48 |
9 | - | - | - | - | 16 | 19 | 26 | 255 | 28 | 32 | 35 | 40 | 46 | 51 |
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы цилиндрические и концевые | |||||||||||||
Приложение 5, лист 6 | ||||||||||||||
Глубина резания t, мм | Диаметр фрезы, мм | |||||||||||||
10 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | |
Врезание и перебег l1, мм | ||||||||||||||
10 | - | - | - | - | 16 | 19 | 22 | 26 | 29 | 33 | 38 | 42 | 48 | 53 |
11 | - | - | - | - | - | 20 | 23 | 27 | 30 | 34 | 39 | 44 | 50 | 55 |
12 | - | - | - | - | - | 20 | 23 | 27 | 31 | 35 | 40 | 46 | 52 | 58 |
13 | - | - | - | - | - | 21 | 24 | 28 | 32 | 37 | 42 | 47 | 53 | 60 |
14 | - | - | - | - | - | - | 24 | 29 | 33 | 38 | 43 | 49 | 55 | 62 |
15 | - | - | - | - | - | - | 25 | 29 | 34 | 39 | 44 | 50 | 57 | 63 |
13 | - | - | - | - | - | - | 25 | 30 | 35 | 40 | 45 | 52 | 58 | 65 |
18 | - | - | - | - | - | - | - | 31 | 36 | 42 | 47 | 54 | 61 | 69 |
20 | - | - | - | - | - | - | - | 32 | 38 | 43 | 50 | 57 | 64 | 72 |
22 | - | - | - | - | - | - | - | 33 | 39 | 44 | 51 | 59 | 67 | 75 |
25 | - | - | - | - | - | - | - | - | 40 | 46 | 54 | 62 | 70 | 78 |
28 | - | - | - | - | - | - | - | - | 41 | 48 | 56 | 65 | 74 | 83 |
30 | - | - | - | - | - | - | - | - | - | 49 | 57 | 66 | 76 | 85 |
35 | - | - | - | - | - | - | - | - | - | 51 | 60 | 70 | 80 | 91 |
40 | - | - | - | - | - | - | - | - | - | - | 62 | 73 | 84 | 96 |
50 | - | - | - | - | - | - | - | - | - | - | - | 78 | 91 | 104 |
60 | - | - | - | - | - | - | - | - | - | - | - | 81 | 96 | 111 |
Примечание. При чистовой обработке в целях обеспечения чистой поверхности при выходе фрезы величину врезания и перебега для дисковых фрез следует брать вдвое больше приведенной в карте.
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы торцовые и концевые (для пазов) | |||||||||||||||
Приложение 5, лист 7 | ||||||||||||||||
Схема установки фрезы | ||||||||||||||||
1. Симметричная | 2. Смещенная | |||||||||||||||
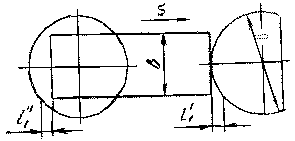 | 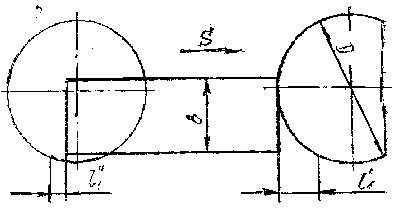 | |||||||||||||||
Установка фрезы | Ширина фрезерования или ширина паза B, мм | Диаметр фрезы, мм | ||||||||||||||
16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | ||
Врезание и перебег l1, мм | ||||||||||||||||
Симметричн. | 10 | 3,0 | 2,5 | 2,5 | 2,5 | - | - | - | - | - | - | - | - | - | - | - |
15 | - | 4,5 | 4 | 3,5 | 3,5 | 3,5 | 3,5 | 3,5 | - | - | - | - | - | - | - | |
20 | - | - | 6,5 | 5 | 4,5 | 4,0 | 4,0 | 4,0 | 4,0 | - | - | - | - | - | - | |
25 | - | - | - | 7,5 | 6,0 | 5,0 | 5,0 | 5,0 | 5,0 | 5,0 | - | - | - | - | - | |
30 | - | - | - | 12 | 8,5 | 7 | 6,5 | 5,5 | 5,5 | 5,5 | - | - | - | - | - | |
40 | - | - | - | - | - | 12 | 10 | 8 | 7,5 | 6,5 | - | - | - | - | - | |
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Фрезы торцовые и концевые (для пазов) | |||||||||||||||
Приложение 5, лист 8 | ||||||||||||||||
Установка фрезы | Ширина фрезерования или ширина паза B, мм | Диаметр фрезы, мм | ||||||||||||||
16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | ||
Врезание и перебег l1, мм | ||||||||||||||||
Симметричная | 60 | - | - | - | - | - | - | 25 | 13 | 13 | 11 | 9,5 | 8,5 | 7,5 | - | - |
80 | - | - | - | - | - | - | - | - | 23 | 18 | 15 | 13 | 11 | 10 | - | |
100 | - | - | - | - | - | - | - | - | - | 29 | 21 | 18 | 15 | 13 | 12 | |
120 | - | - | - | - | - | - | - | - | - | 49 | 31 | 24 | 20 | 17 | 14 | |
140 | - | - | - | - | - | - | - | - | - | - | 45 | 33 | 29 | 22 | 18 | |
160 | - | - | - | - | - | - | - | - | - | - | - | 44 | 33 | 27 | 24 | |
180 | - | - | - | - | - | - | - | - | - | - | - | 61 | 43 | 33 | 26 | |
200 | - | - | - | - | - | - | - | - | - | - | - | - | 54 | 40 | 32 | |
220 | - | - | - | - | - | - | - | - | - | - | - | - | 70 | 49 | 38 | |
240 | - | - | - | - | - | - | - | - | - | - | - | - | 94 | 61 | 45 | |
260 | - | - | - | - | - | - | - | - | - | - | - | - | - | 72 | 53 | |
280 | - | - | - | - | - | - | - | - | - | - | - | - | - | 88 | 62 | |
300 | - | - | - | - | - | - | - | - | - | - | - | - | - | 109 | 73 | |
320 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 83 | |
340 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 100 | |
Смещенная | В > 0,3 | - | - | - | - | - | - | - | - | 33 | 42 | 52 | 65 | 80 | 103 | 127 |
В <= 0,3 | - | - | - | - | - | - | - | - | 31 | 38 | 48 | 60 | 74 | 94 | 117 | |
Примечание. При чистовой обработке в целях обеспечения чистой поверхности при выходе фрезы величину врезания и перебега следует брать равной диаметру фрезы.
ВЕЛИЧИНЫ ВРЕЗАНИЯ И ПЕРЕБЕГА ИНСТРУМЕНТА | Резьбонарезной инструмент | |||
Приложение 5, лист 9 | ||||
Режущий инструмент и характер обработки | Врезание и перебег l1, мм | |||
Резцы резьбовые | На станках с полуавтоматическим циклом | 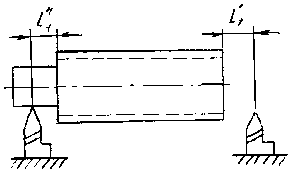 | (3 - 4) | |
На токарно-винторезных станках | на проход | (5 - 8) | ||
в упор | (3 - 4) | |||
На токарных станках вихревым методом | (1,5 - 4) | |||
Метчики машинные | На проход | 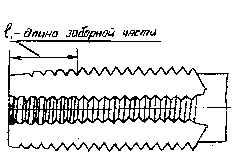 | Длина наборной части: 3 - 6 ниток; 1 - 2 калибрующие нитки | |
В упор | (2,5 - 3) | |||