СПРАВКА
Источник публикации
М., 2021
Примечание к документу
Документ утратил силу в связи с изданием Распоряжения Росавтодора от 05.05.2022 N 1414-р.
Текст документа приведен в соответствии с публикацией на сайте http://rosavtodor.ru по состоянию на 14.07.2021.
Документ рекомендован к применению с 26.09.2019 Распоряжением Росавтодора от 26.09.2019 N 2606-р.
Название документа
"ОДМ 218.5.008-2019. Отраслевой дорожный методический документ. Методические рекомендации по приготовлению асфальтобетонных образцов вращательным уплотнителем (гиратором)"
(издан на основании Распоряжения Росавтодора от 26.09.2019 N 2606-р)
"ОДМ 218.5.008-2019. Отраслевой дорожный методический документ. Методические рекомендации по приготовлению асфальтобетонных образцов вращательным уплотнителем (гиратором)"
(издан на основании Распоряжения Росавтодора от 26.09.2019 N 2606-р)
Содержание
Распоряжения Федерального
дорожного агентства
от 26 сентября 2019 г. N 2606-р
ОТРАСЛЕВОЙ ДОРОЖНЫЙ МЕТОДИЧЕСКИЙ ДОКУМЕНТ
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ПРИГОТОВЛЕНИЮ АСФАЛЬТОБЕТОННЫХ ОБРАЗЦОВ
ВРАЩАТЕЛЬНЫМ УПЛОТНИТЕЛЕМ (ГИРАТОРОМ)
ОДМ 218.5.008-2019
1 РАЗРАБОТАН обществом с ограниченной ответственностью "Центр Метрологии Испытаний и Стандартизации" (ООО "ЦМИиС").
2 ВНЕСЕН Управлением строительства и эксплуатации автомобильных дорог Федерального дорожного агентства.
3 ИЗДАН на основании распоряжения Федерального дорожного агентства от 26.09.2019 N 2606-р.
4 ИМЕЕТ РЕКОМЕНДАТЕЛЬНЫЙ ХАРАКТЕР.
5 ВВЕДЕН ВПЕРВЫЕ.
Настоящий отраслевой дорожный методический документ распространяется на асфальтобетонные смеси, применяемые для устройства конструктивных слоев дорожной одежды, и устанавливает методику уплотнения цилиндрических образцов асфальтобетонных смесей с помощью вращательного уплотнителя (гиратора) для определения объемных свойств.
В настоящем методическом документе использованы нормативные ссылки на следующие документы:
ГОСТ 12.1.019-2017 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.4.131-83 Халаты женские. Технические условия
ГОСТ 12.4.132-83 Халаты мужские. Технические условия
ГОСТ 12.4.252-2013 Система стандартов безопасности труда. Средства индивидуальной защиты рук. Перчатки. Общие технические требования. Методы испытаний
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 33137-2014 Дороги автомобильные общего пользования. Битумы нефтяные дорожные вязкие. Метод определения динамической вязкости ротационным вискозиметром
ГОСТ Р 58401.8-2019 Дороги автомобильные общего пользования. Смеси асфальтобетонные дорожные и асфальтобетон. Метод определения содержания воздушных пустот
ГОСТ Р 58401.10-2019 Дороги автомобильные общего пользования. Смеси асфальтобетонные дорожные и асфальтобетон. Методы определения объемной плотности
ГОСТ Р 58401.13-2019 Дороги автомобильные общего пользования. Смеси асфальтобетонные дорожные и асфальтобетон. Метод приготовления образцов вращательным уплотнителем
ГОСТ Р 58401.16-2019 Дороги автомобильные общего пользования. Смеси асфальтобетонные дорожные и асфальтобетон. Методы определения максимальной плотности
В настоящем методическом документе применены следующие термины с соответствующими определениями:
3.1 вращательный уплотнитель: Установка для приготовления образцов, уплотнение в которой достигается за счет сочетания вращательного и сдвигового воздействия и вертикальной нагрузки.
3.2 асфальтобетонная смесь: Рационально подобранная смесь минеральных материалов (щебня (гравия) и песка с минеральным порошком или без него) с битумом, взятых в определенных соотношениях и перемешанных в нагретом состоянии.
3.3 асфальтобетон: Уплотненная асфальтобетонная смесь.
4.1 Испытательное оборудование
4.1.1 Уплотнитель вращательный для приготовления асфальтобетонных образцов цилиндрической формы, в состав которого входит плунжер. Ось плунжера должна быть расположена перпендикулярно к плите уплотнителя. Во время уплотнения плунжер создает давление на образец (600 +/- 60) кПа при первых пяти оборотах и (600 +/- 18) кПа - при последующих, формы с образцами должны наклоняться на угол (1,16 +/- 0,02)°. В течение процесса уплотнения форма с образцом вращается с частотой (30,0 +/- 0,5) об/мин.
Установка должна быть оборудована автоматическим средством измерения, позволяющим измерять высоту образца после каждого оборота с точностью до 0,1 мм.
4.1.2 Формы металлические для уплотнения образцов с толщиной стенок не менее 7,5 мм и твердостью не менее 461 по Бринеллю в соответствии с ГОСТ 9012-59.
Внутренняя часть формы должна быть без дефектов, царапин или следов, видимых невооруженным глазом, и иметь шероховатость не более 1,6 мкм в соответствии с ГОСТ 2789-73.
Внутренний диаметр формы при ее изготовлении варьируется от 149,9 до 150,0 мм. В процессе эксплуатации внутренний диаметр не должен превышать 150,2 мм; высота формы - не менее 250 мм.
Примечание - Измерение внутреннего диаметра и длины формы следует проводить в соответствии с приложением А.
4.1.3 Головка плунжера и вкладыши металлические, изготовленные из стали твердостью не менее 461 по Бринеллю в соответствии с ГОСТ 9012-59 и диаметром от 149,5 до 149,75 мм. Поверхность контакта металлических вкладышей с образцом должна иметь шероховатость не более 1,6 мкм в соответствии с ГОСТ 2789-73.
4.2 Вспомогательное оборудование
4.2.1 Термометр биметаллический или инфракрасный с измерением температур до 200 °C и ценой деления не более 2 °C.
4.2.2 Весы, обеспечивающие измерение массы пробы с относительной погрешностью 0,1% от определяемой величины.
4.2.3 Шкаф сушильный с принудительной конвекцией, способный поддерживать температуру до 220 °C, имеющий погрешность 3 °C.
4.2.4 Лотки металлические для разогрева и хранения материалов.
4.2.5 Диски бумажные диаметром от 149,5 до 150 мм.
4.2.6 Емкости для нагрева вяжущего.
4.2.7 Металлический лоток для засыпки асфальтобетонной смеси в форму для уплотнения.
4.2.8 Асфальтобетонная смесительная установка.
5.1 При работе с асфальтобетонами используют специальную защитную одежду по ГОСТ 12.4.131-83 или ГОСТ 12.4.132-83. Для защиты рук используют перчатки по ГОСТ 12.4.252-2013.
5.2 При выполнении работ соблюдают правила по электробезопасности по ГОСТ 12.1.019-2017 и инструкции по эксплуатации оборудования.
При выполнении работ соблюдают следующие условия для помещений, в которых испытывают материалы:
- температура (22 +/- 3) °C;
- относительная влажность не более 80%.
7.1 В сушильном шкафу устанавливают температуру смешивания. Температурой смешивания является температура, при которой вязкость несостаренного вяжущего находится в пределах (0,17 +/- 0,02) Па·с, определяют ее в соответствии с приложением Б.
Примечание - Модифицированные вяжущие могут не отвечать требованиям равномерно распределенной вязкости, поэтому для определения их температуры смешивания и уплотнения необходимо следовать рекомендациям изготовителя.
7.2 Для приготовления асфальтобетонной смеси в отдельный лоток набирают и взвешивают рассчитанную в соответствии с рецептом массу минеральных материалов, достаточную для приготовления требуемого количества образцов.
7.3 Минеральные материалы (кроме минерального порошка) и битум помещают в сушильный шкаф и нагревают до температуры смешивания.
7.4 Ссыпают все минеральные материалы в смесительную установку и тщательно их перемешивают.
7.5 В смешанный минеральный материал добавляют разогретое битумное вяжущее и тщательно перемешивают. Перемешивание считают законченным, если все минеральные зерна равномерно покрыты вяжущим.
7.6 Затем асфальтобетонную смесь помещают в сушильный шкаф и выдерживают там при температуре уплотнения в течение (120 +/- 5) мин, при этом каждые (60 +/- 5) мин смесь перемешивают.
Примечание - Смеси, приготовленные на асфальтобетонном заводе, не подвергают термостатированию в случаях, если смесь была отобрана на месте укладки или хранилась в накопительном бункере не менее 30 минут.
7.7 Металлическую форму и металлические вкладыши помещают в сушильный шкаф за (30 +/- 5) мин до начала уплотнения. Температура в шкафу должна соответствовать температуре уплотнения.
7.8 Температурой уплотнения является температура, при которой вязкость несостаренного вяжущего находится в пределах (0,28 +/- 0,03) Па·с, определяют ее в соответствии с приложением Б.
7.9 Если температура смеси совпадает с температурой уплотнения, то начинают уплотнение.
7.10 В случае изготовления образцов из смеси, отобранной на асфальтобетонном заводе, ее температуру необходимо довести до температуры уплотнения.
7.11 Массу смеси для приготовления одного образца M, кг, с учетом требуемого содержания воздушных пустот и высоты образца рассчитывают по формуле
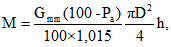 (1)
(1)где Gmm - максимальная плотность асфальтобетонной смеси, определяемая в соответствии ГОСТ Р 58401.16-2019, г/см3;
Pa - требуемое содержание воздушных пустот в уплотненном образце, % (как правило, равно 4%);
D - диаметр образца, равный 15 см;
h - ориентировочная высота уплотненного образца, см (как правило, принимаемая равной 11,5 см).
8.1 После того как металлическая форма будет выдержана при температуре уплотнения в сушильном шкафу в течение не менее 20 мин, ее вынимают, на дно формы укладывают нижний вкладыш и бумажный диск.
8.2 За один прием в форму с помощью лотка высыпают асфальтобетонную смесь, выравнивают поверхность, сверху укладывают бумажный диск и верхний вкладыш (при необходимости). Форму со смесью устанавливают во вращательный уплотнитель и центрируют.
8.3 Создают давление на образец (600 +/- 60) кПа.
8.4 Наклоняют форму так, чтобы угол между осью нагружения и осью формы составил (1,16 +/- 0,02)°, и начинают вращательное уплотнение.
8.5 После требуемого числа оборотов уплотнение завершают, механизм вращения отключают.
8.6 Выравнивают форму, снимают нагрузку с плунжера и возвращают его в исходное положение.
8.7 После окончания уплотнения форму вынимают из уплотнителя и извлекают образец.
Примечание - Для некоторых видов асфальтобетонов при комнатной температуре прямо в форме необходимо дать возможность образцу остыть, чтобы он не разрушился при извлечении из нее.
8.8 После того как образец был извлечен из формы, с верхней его части удаляют бумажный диск, кладут металлическую пластину, размеры сторон или диаметр которой больше диаметра образца. Затем после этого переворачивают образец таким образом, чтобы он стоял на пластине, и снимают бумажный диск с другой стороны образца.
8.9 Перед испытанием образцы выдерживают при комнатной температуре не менее 8 ч.
Содержание воздушных пустот в образцах определяют в соответствии с ГОСТ Р 58401.8-2019.
10.1 При необходимости построения кривой уплотнения асфальтобетонной смеси определяют нескорректированное или скорректированное относительное уплотнение.
10.2 Нескорректированное относительное уплотнение Gmmux, %, на любой стадии уплотнения вычисляют по формуле
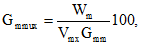 (2)
(2)где Wm - масса образца, г;
Vmx - объем образца в любой точке, см3,
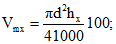 (3)
(3)d - диаметр образца, мм;
hx - высота образца после x оборотов вращательного уплотнителя, мм.
10.3 Скорректированное относительное уплотнение Gmmx, %, на любой стадии уплотнения определяют по формуле
 (4)
(4)где Gmb - объемная плотность асфальтобетонного образца, определенная по ГОСТ Р 58401.10-2019, г/см3;
hm - высота извлеченного образца, мм.
Результаты приготовления образцов оформляют соответствующим образом с указанием следующей информации:
- обозначение настоящего стандарта;
- наименование организации, проводившей приготовление образцов;
- дата и время приготовления образцов;
- высота образца с точностью до 0,1 мм;
- содержание воздушных пустот, %;
- относительное уплотнение с точностью до 0,1% (при необходимости).
12.1 Точность результатов измерений обеспечивается:
- соблюдением требований настоящего методического документа;
- проведением периодической оценки метрологических характеристик средств измерений;
- проведением периодической аттестации оборудования.
12.2 При работе с уплотнителем необходимо раз в год проводить:
- калибровку датчика давления, угла вращения, частоты вращения, прибора регистрации высоты образца;
- аттестацию форм для уплотнения образцов.
Примечания
1 Калибровку (аттестацию) проводят не реже чем раз в год, если имеются соответствующие рекомендации изготовителя.
2 Угол вращения определяют, как угол наклона формы для уплотнения к вкладышу во время вращения формы в уплотнителе в соответствии приложением В.
12.3 Лицо, проводящее измерения, должно быть ознакомлено с требованиями данного методического документа.
(обязательное)
И ВНЕШНЕГО ДИАМЕТРА ВКЛАДЫШЕЙ
А.1 Используемое оборудование:
- нутромер трехточечный или машина координатно-измерительная с возможностью измерить внутренний диаметр формы по всей ее длине с ценой деления не более 0,025 мм;
- микрометр для измерения диаметра вкладышей с ценой деления не более 0,01 мм.
Примечание - Для определения данных размеров могут быть применены другие средства измерений, метрологические характеристики которых не хуже указанных.
А.2 Условия проведения:
- температура в помещении (22 +/- 3) °C;
- относительная влажность в помещении не более 80%;
- температура калибр-кольца, нутромера и формы (22 +/- 3) °C.
А.3 Измерение внутреннего диаметра формы осуществляют в следующей последовательности.
Выполняют внешний осмотр. Внутренняя поверхность формы должна быть чистой и не иметь видимых дефектов.
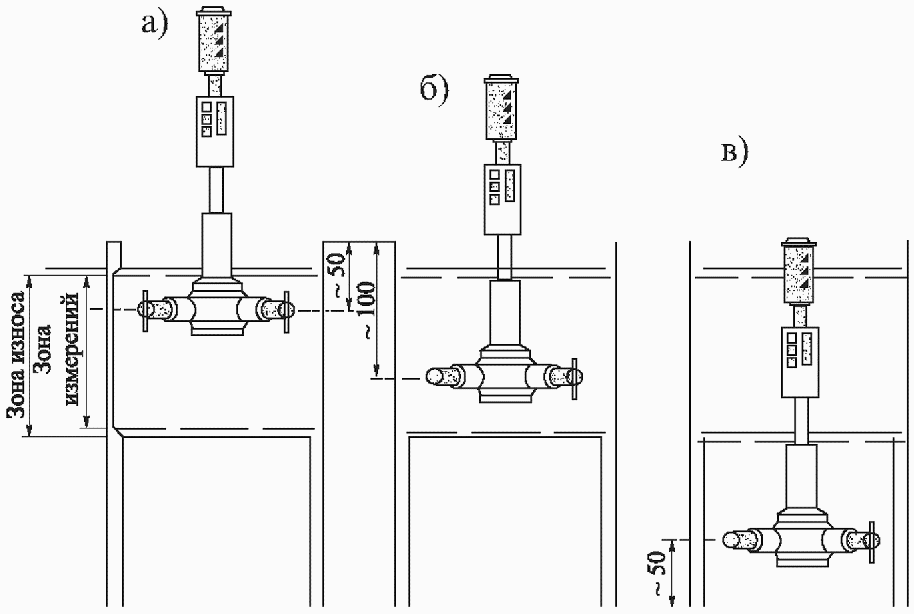
С помощью нутромера или координатно-измерительной машины определяют внутренний диаметр формы на трех уровнях высоты (рисунок А.1):
- (50 +/- 5) мм - от верхней кромки;
- (100 +/- 5) мм - от верхней или нижней кромки;
- (50 +/- 5) мм - от нижней кромки.
для измерений диаметров
(размеры даны в миллиметрах)
На каждом уровне высоты проводят по три замера. При первом замере в одной из точек касания делают визуальную отметку. При втором замере от отметки отступают на угол (90 +/- 0)°, при третьем замере - на угол (180 +/- 10)°. Процесс измерения показан на рисунке А.2. Результаты фиксируют с точностью до 0,025 мм.
Оценивают каждый результат измерения диаметра как приемлемый или неприемлемый.
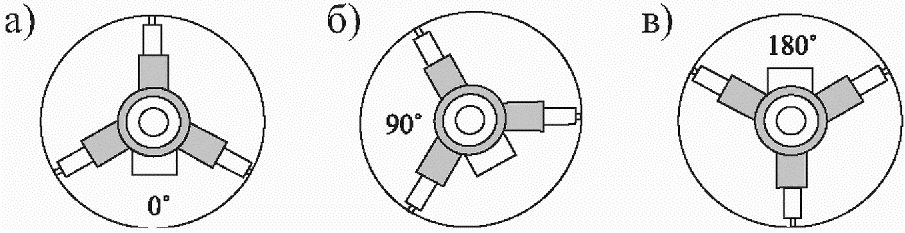
Рисунок А.2 - Три положения (а, б, в) замера
диаметров на каждом уровне высоты
А.4 Измерение диаметра вкладышей выполняют следующим образом.
Выполняют внешний осмотр. Поверхность вкладышей должна быть чистой и не иметь существенных видимых дефектов.
При помощи микрометра измеряют внешний диаметр каждого вкладыша с точностью до 0,01 мм.
Смещают микрометр относительно оси вкладыша на (90 +/- 10)° и снова измеряют внешний диаметр вкладыша с точностью до 0,01 мм.
Оценивают каждый результат измерения диаметра как приемлемый или неприемлемый.
(обязательное)
ПО ДИНАМИЧЕСКОЙ ВЯЗКОСТИ БИТУМНЫХ ВЯЖУЩИХ
Б.1 Общие положения
Данная методика распространяется на битумные вяжущие, применяемые в асфальтобетонных смесях, и предназначена для определения температур смешивания и уплотнения по динамической вязкости битумных вяжущих при температурах испытаний более 100 °C.
Б.2 Требования к средствам измерений, вспомогательным устройствам, материалам и реактивам
Требования к средствам измерений, вспомогательным устройствам, материалам и реактивам изложены в ГОСТ 33137-2014.
Б.3 Подготовка к выполнению испытаний
Подготовку к выполнению испытаний осуществляют в соответствии с ГОСТ 33137-2014.
Б.4 Порядок выполнения испытаний и обработка результатов
Для определения температуры смешивания компонентов асфальтобетонных смесей необходимо установить температурный диапазон, при котором динамическая вязкость находится в пределах (0,17 +/- 0,02) Па·с; для определения температуры уплотнения - температурный диапазон, при котором динамическая вязкость находится в пределах (0,28 +/- 0,03) Па·с.
Определение температур смешивания и уплотнения выполняют путем вычисления температурных диапазонов, соответствующих данным интервалам динамической вязкости. Для осуществления указанных вычислений напрямую требуется специальная вычислительная техника и программное обеспечение. При отсутствии возможности определить указанные диапазоны аналитическим путем допускается использование процедуры, описанной ниже.
Для установления температур смешивания и уплотнения необходимо определить значения динамической вязкости битумных вяжущих при двух или более значениях температур в соответствии с ГОСТ 33137-2014. Все выбранные температуры испытания должны быть более 100 °C, причем разница между двумя из выбранных температур - не менее 10 °C.
Затем выполняют построение графика зависимости динамической вязкости от температуры в логарифмических координатах в виде прямой линии. Для этого на области построения отмечают точки, соответствующие значениям динамической вязкости при выбранных температурах, через них проводят прямую линию. Определяют отрезки графика, проекции которых на ось ординат соответствуют динамической вязкости (0,17 +/- 0,02) Па·с и (0,28 +/- 0,03) Па·с. Температуры смешивания и уплотнения находятся по соответствующим проекциям данных отрезков на оси абсцисс.
Рекомендуемые температуры определения динамической вязкости 135 °C и 165 °C.
Пример нахождения температур смешивания и уплотнения асфальтобетонной смеси, используя значения динамической вязкости битумного вяжущего, определенные при температурах 135 °C и 165 °C, приведен на рисунке Б.1.
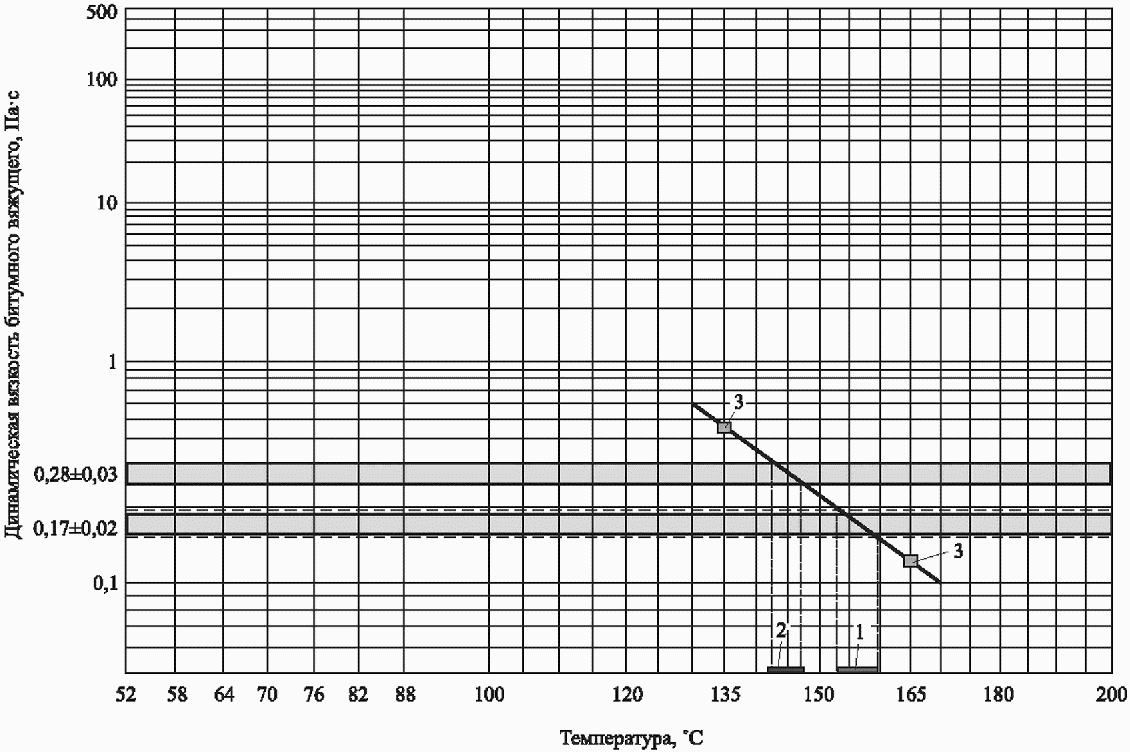
1, 2 - диапазоны температур соответственно уплотнения
и смешивания; 3 - значения динамической вязкости
Рисунок Б.1 - Пример определения температур смешивания
и уплотнения асфальтобетонной смеси по динамической вязкости
битумного вяжущего при температурах 135 °С и 165 °С
(обязательное)
ВРАЩАТЕЛЬНОГО УПЛОТНИТЕЛЯ
В.1 Средства измерений, вспомогательные устройства и материалы
При выполнении испытаний применяют следующие средства измерений, вспомогательные устройства и материалы.
- сбор и регистрацию данных. Длительность периода начальной задержки (количество первых оборотов, при которых измерение угла вращения не учитывают) и периода сбора и регистрации данных должна быть программируемой или постоянной;
- считывание данных об измерении угла вращения визуальным способом с дисплея прибора или через коммуникационный порт.
В.2 Требования к условиям измерений
При выполнении измерений следят за чистотой и отсутствием посторонних предметов во вращательном уплотнителе металлической формы, прибора для определения угла вращения и рабочей зоны, которую используют во время выполнения измерений.
Примечание - Причиной получения неверных результатов измерений может быть образование углублений или шероховатых поверхностей на стенках металлической формы и поверхностях вкладышей. Использовать оборудование при обнаружении данных дефектов не рекомендуется.
При выполнении измерений соблюдают следующие условия для помещений:
- температура (22 +/- 3) °C;
- относительная влажность воздуха не более 80%.
В.3 Подготовка к выполнению измерений
В.3.1 При подготовке к выполнению измерений проводят работы по подготовке измерительного прибора.
Перед каждым использованием прибора для измерения углов вращения проверяют правильность его показаний при помощи статического устройства измерения углов.
Примечание - При проведении проверки оборудование должно находиться в условиях одинаковой стабильной температуры.
Проверяют прибор для измерения углов вращения на отсутствие посторонних частиц мусора в местах контактов его рабочих зон.
Очищают рабочие поверхности металлической формы и вращательного уплотнителя от остатков и следов асфальтобетонной смеси.
Примечание - Для очистки данных поверхностей рекомендуется использовать уайт-спирит или другой подходящий растворитель.
При необходимости выполнения измерения углов при повышенной температуре помещают металлическую форму в сушильный шкаф при требуемой температуре с возможным отклонением до 5 °C не менее чем на 45 мин. Прибор для измерения угла вращения в сушильный шкаф не помещают.
Примечания
1 Изготовитель вращательного уплотнителя (гиратора) может рекомендовать проведение измерения внутренних углов вращения при повышенной температуре для тех моделей вращательных уплотнителей, в которых внутренний угол изменяется в зависимости от температуры металлической формы.
2 В приборах, как правило, предусмотрен ограниченный диапазон рабочих температур. После использования в горячей форме прибор для измерения углов вращения охлаждают до температуры (22 +/- 3) °C.
Проверяют настройки вращательного уплотнителя. Создаваемое давление должно быть (600 +/- 18) кПа, скорость вращения (30,0 +/- 0,5) об/мин.
Задают количество оборотов на вращательном уплотнителе согласно рекомендациям изготовителя прибора для определения углов вращения.
В.4 Порядок выполнения измерений
Средний внутренний угол вращения вычисляют на основе четырех отдельных измерений углов.
Верхний внутренний угол вращения измеряют два раза. Если расхождение двух полученных результатов превышает 0,02, то измерения повторяют.
Нижний внутренний угол измеряют два раза. Если расхождение двух полученных результатов превышает 0,02, то измерения повторяют.
В.5 Выполнение измерений
Прибор для измерения углов вращения приводят в рабочее состояние и помещают внутрь металлической формы, ориентирую его соответствующим образом для измерения верхнего или нижнего углов вращения.
Примечание - Оператор может использовать плунжер гиратора для подъема нижнего вкладыша металлической формы в такое положение, в котором легче поместить прибор для измерения углов вращения в металлическую форму.
Металлическую форму помещают внутрь вращательного уплотнителя.
Примечание - В некоторых моделях вращательных уплотнителей рациональнее сначала поместить металлическую форму во вращательный уплотнитель, а затем поместить прибор для измерения углов вращения в металлическую форму.
Начинают имитацию процесса уплотнения.
Примечание - Перед подачей давления в процессе уплотнения на устройство, воспринимающее нагрузку, необходимо ознакомиться с рекомендациями специальных процедур изготовителя вращательного уплотнителя.
После завершения процесса уплотнения извлекают прибор для измерения углов вращения из металлической формы.
Регистрируют значение измеренного угла вращения согласно показаниям прибора с точностью до 0,01°. Записывают, какой угол (верхний или нижний) был измерен и какое измерение (первое или второе) было проведено.
В.6 Обработка результатов измерений
Среднее значение верхнего внутреннего угла вращения  , град, находят по формуле
, град, находят по формуле
 (В.1)
(В.1)где  и
и  - значения верхних внутренних углов вращения соответственно после первого и второго измерений, град.
- значения верхних внутренних углов вращения соответственно после первого и второго измерений, град.
Среднее значение нижнего внутреннего угла вращения  , град, вычисляют по формуле
, град, вычисляют по формуле
 (В.2)
(В.2)где  и
и  - значения нижних внутренних углов вращения соответственно после первого и второго измерений, град.
- значения нижних внутренних углов вращения соответственно после первого и второго измерений, град.
Значение эффективного внутреннего угла вращения  , град, определяют по формуле
, град, определяют по формуле
 (В.3)
(В.3)ОКС |
Ключевые слова: вращательный уплотнитель, угол вращения, давление, уплотнение образцов, асфальтобетонная смесь, асфальтобетон |