СПРАВКА
Источник публикации
М.: ИПК Издательство стандартов, 2003
Примечание к документу
С 1 июля 2003 года до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в пункте 1 статьи 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Документ введен в действие с 1 октября 1952 года.
Взамен ОСТ 20010-38.
Название документа
"ГОСТ 6111-52. Межгосударственный стандарт. Резьба коническая дюймовая с углом профиля 60°"
(утв. и введен в действие Госстандартом СССР 10.01.1952)
(ред. от 01.12.1984)
"ГОСТ 6111-52. Межгосударственный стандарт. Резьба коническая дюймовая с углом профиля 60°"
(утв. и введен в действие Госстандартом СССР 10.01.1952)
(ред. от 01.12.1984)
Утвержден и введен в действие
Управлением по стандартизации
при Совете Министров СССР
от 10 января 1952 года
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
Список изменяющих документов (в ред. Изменения N 1, утв. в декабре 1969 г., Изменения N 2, утв. в декабре 1984 г.) |
Дата введения
1 октября 1952 года
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52
3. ВЗАМЕН ОСТ 20010-38
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
" | |
ГОСТ 6485-69 | |
5. Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 N 4538 (ИУС 3-85)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1969 г., декабре 1984 г. (ИУС 1-70, 3-85)
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечания:
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262 соединения с конической резьбой должны выполняться по ГОСТ 6211.
2. (Исключен, Изм. N 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
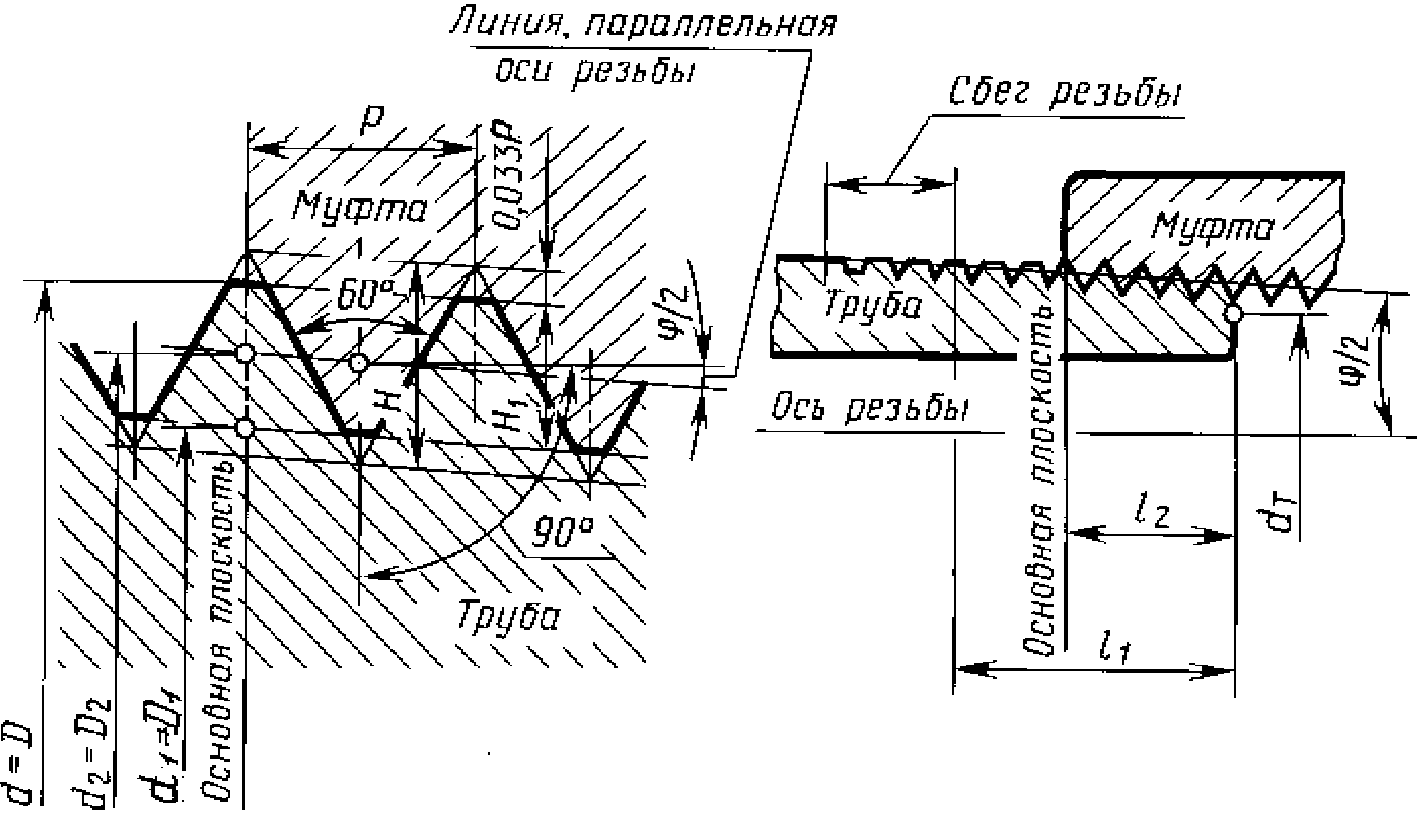
H = 0,866P; H1 = 0,8P;  ;
;
;конусность 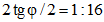
Черт. 1
Шаг резьбы измеряют параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Пример условного обозначения конической резьбы 3/4":
К  " ГОСТ 6111-52
" ГОСТ 6111-52
(Измененная редакция, Изм. N 2).
Размеры в миллиметрах
Обозначение размера резьбы, дюймы | Число ниток на 1" n | Шаг резьбы P | Длина резьбы | Диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы dт | Рабочая высота витка H | |||
рабочая l1 | от торца трубы до основной плоскости l2 | ||||||||
средний d2 = D2 | наружный d = D | внутренний d1 = D1 | |||||||
1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
1/8 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | |||
1/4 | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
3/8 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | |||
1/2 | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
3/4 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | |||
1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
1 1/4 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | |||
1 1/2 | 18,5 | 46,287 | 48,054 | 44,520 | 43,853 | ||||
2 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | |||
Примечания
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dт справочный.
3. Вместо резьбы 1/16" допускается применять коническую резьбу М6x1 по ГОСТ 19853.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 в отношении разности размеров l1 - l2.
II. ДОПУСКИ
2. Резьбу трубы (наружную) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы  (черт. 2) относительно номинального расположения не должно превышать +/- P (шаг резьбы).
(черт. 2) относительно номинального расположения не должно превышать +/- P (шаг резьбы).
Черт. 2
(Измененная редакция, Изм. N 1, 2).
3. Резьбу муфты (внутреннюю) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485. Осевое смещение основной плоскости муфты  (черт. 3) относительно номинального расположения не должно превышать +/- P (шаг резьбы).
(черт. 3) относительно номинального расположения не должно превышать +/- P (шаг резьбы).
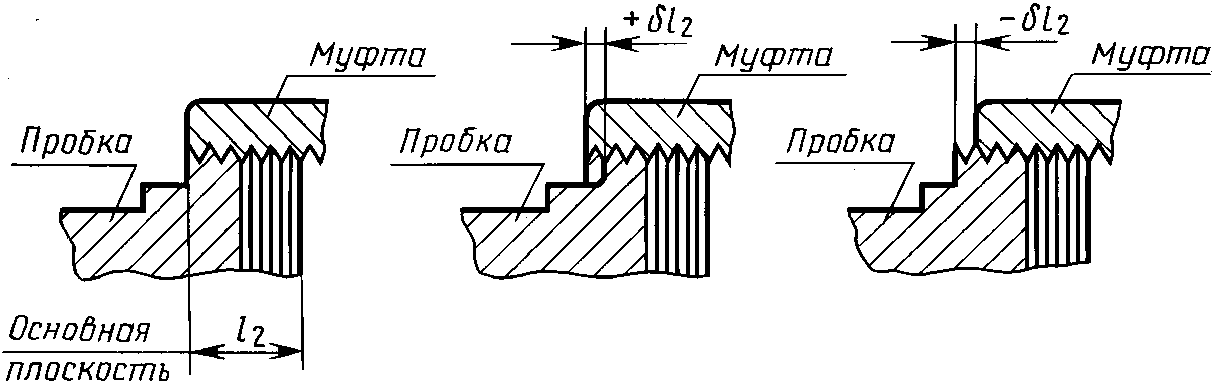
Черт. 3
(Измененная редакция, Изм. N 1, 2).
4. Разность размеров l1 - l2 должна быть не менее разности указанных в табл. 1 номинальных размеров l1 и l2.
5. Отклонения расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( и
и  по черт. 4) не должны превышать приведенных в табл. 2.
по черт. 4) не должны превышать приведенных в табл. 2.
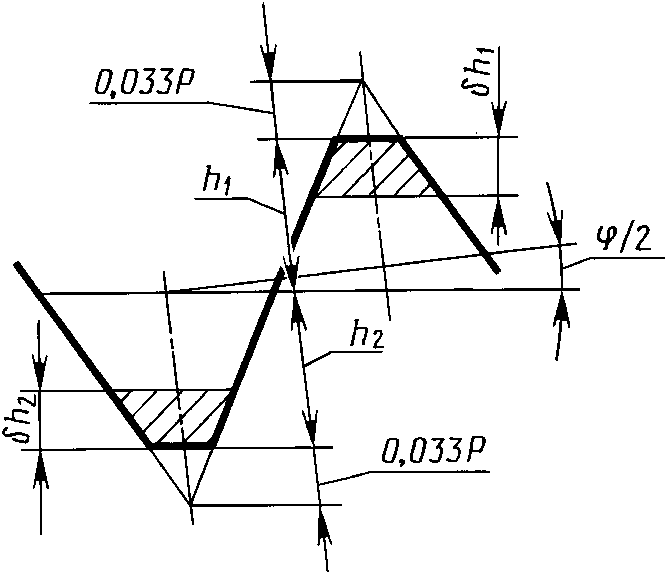
Черт. 4
Обозначение размера резьбы | h1 = h2 = 1/2H1 |  |
мм | ||
1/16" и 1/8" | 0,3765 | -0,045 |
1/4" и 3/8" | 0,5645 | -0,065 |
1/2" и 3/4" | 0,7255 | -0,085 |
1" - 2" | 0,8835 | |
(Измененная редакция, Изм. N 2).
6. Отклонения половины угла профиля, угла уклона  и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл. 3.
и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл. 3.
Таблица 3
Обозначение размера резьбы | Пред. откл. | ||||
половины угла профиля | угла уклона | по шагу резьбы | |||
для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
мм | |||||
1/16" и 1/8" | +/- 1° | +12' -6' | -12' +6' | +/- 0,02 | +/- 0,04 |
1/4" - 2" | +/- 45' | +10' -5' | -10' +5' | ||
(Измененная редакция, Изм. N 1, 2).