СПРАВКА
Источник публикации
М.: Стандартинформ, 2009
Примечание к документу
Документ введен в действие 01.07.2009.
Взамен ГОСТ 27672-88 в части смазочных отверстий, канавок и углублений.
Название документа
"ГОСТ ИСО 3547-3-2006. Межгосударственный стандарт. Подшипники скольжения. Втулки свертные. Часть 3. Смазочные отверстия, канавки и углубления"
(введен в действие Приказом Ростехрегулирования от 25.12.2008 N 682-ст)
"ГОСТ ИСО 3547-3-2006. Межгосударственный стандарт. Подшипники скольжения. Втулки свертные. Часть 3. Смазочные отверстия, канавки и углубления"
(введен в действие Приказом Ростехрегулирования от 25.12.2008 N 682-ст)
Введен в действие
Приказом Федерального агентства
по техническому регулированию
и метрологии
от 25 декабря 2008 г. N 682-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
ВТУЛКИ СВЕРТНЫЕ
ЧАСТЬ 3
СМАЗОЧНЫЕ ОТВЕРСТИЯ, КАНАВКИ И УГЛУБЛЕНИЯ
ISO 3547-3:1999
Plain bearings - Wrapped bushes -
Part 3: Lubrication holes, lubrication grooves
and lubrication indentations
(IDT)
Plain bearings. Wrapped bushes. Part 3.
Lubrication holes, lubrication grooves
and lubrication indentations
ГОСТ ИСО 3547-3-2006
МКС 21.100.10
ОКП 41 8210
Дата введения
1 июля 2009 года
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ВНИИНМАШ) Федерального агентства по техническому регулированию и метрологии на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 344 "Подшипники скольжения"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (Протокол N 29 от 24 июня 2006 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минторгэкономразвития |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Российская Федерация | RU | Федеральное агентство по техническому регулированию и метрологии |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Госпотребстандарт Украины |
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 3547:1999 "Подшипники скольжения. Втулки свертные. Часть 3. Смазочные отверстия, канавки и углубления" (ISO 3547-3:1999 "Plain bearings - Wrapped bushes - Part 3: Lubrication holes, lubrication, grooves and lubrication indentations, IDT)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 25 декабря 2008 г. N 682-ст межгосударственный стандарт ГОСТ ИСО 3547-3-2006 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2009 г.
6 ВЗАМЕН ГОСТ 27672-88 в части смазочных отверстий, канавок и углублений
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе "Национальные стандарты".
Информация об изменениях к настоящему стандарту публикуется в указателе "Национальные стандарты", а текст изменений - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
Настоящий стандарт устанавливает размеры смазочных отверстий, канавок и углублений на свертных втулках, изготовленных из сплошного и многослойного подшипникового материала.
Свертные втулки со смазочными отверстиями, канавками и углублениями в соответствии с настоящим стандартом могут быть поставлены размерами согласно ИСО 3547-1 и изготовлены из материалов согласно ИСО 3547-4.
Смазочные отверстия, канавки и углубления могут быть получены на гладкой полосе металла до операции прокатки. Допустимы размерные изменения, вызванные прокаткой полосы металла. На подложке втулки могут проявляться следы смазочных канавок и рельефа отверстия, производимых штамповкой. Допустимы незначительные трещины в подшипниковом материале смазочных канавок и углублений при условии отсутствия отделения небольших частиц.
Втулки серии C в соответствии с ИСО 3547-1 могут быть с утолщением вдоль любой стороны смазочных канавок, вызванное операцией штамповки.
Особенности данных контроля наружного и внутреннего диаметров - по ИСО 3547-2.
Размеры без допусков приведены только для справок и могут быть наряду с размерами, которые не оговорены, выполнены по усмотрению изготовителя.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ИСО 3547-1:1999 Подшипники скольжения. Втулки свертные. Часть 1. Размеры (ГОСТ ИСО 3547-1:2006, IDT)
ИСО 3547-2:1999 Подшипники скольжения. Втулки свертные. Часть 2. Данные для контроля наружного и внутреннего диаметров (ГОСТ ИСО 3547-2-2006, IDT)
ИСО 3547-4:1999 Подшипники скольжения. Втулки свертные. Часть 4. Материалы (ГОСТ ИСО 3547-4-2006, IDT)
ИСО 4378-1:1997 Подшипники скольжения. Термины, определения и классификация. Часть 1. Конструкция, подшипниковые материалы и их свойства (ГОСТ ИСО 4378-1-2006, IDT)
В настоящем стандарте применены термины по ИСО 4378-1.
Расположение и номинальные размеры смазочного отверстия типа L приведены на рисунках 1 и 2 и в таблице 1. Смазочные отверстия не должны располагаться в заштрихованных участках, указанных на рисунке 2.
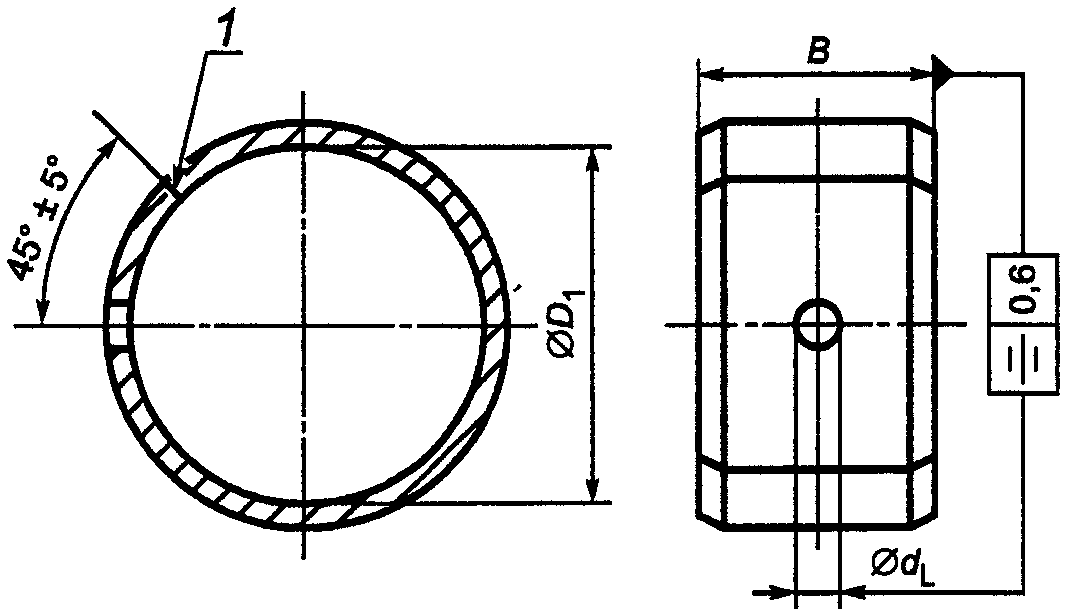
1 - разъем
Рисунок 1
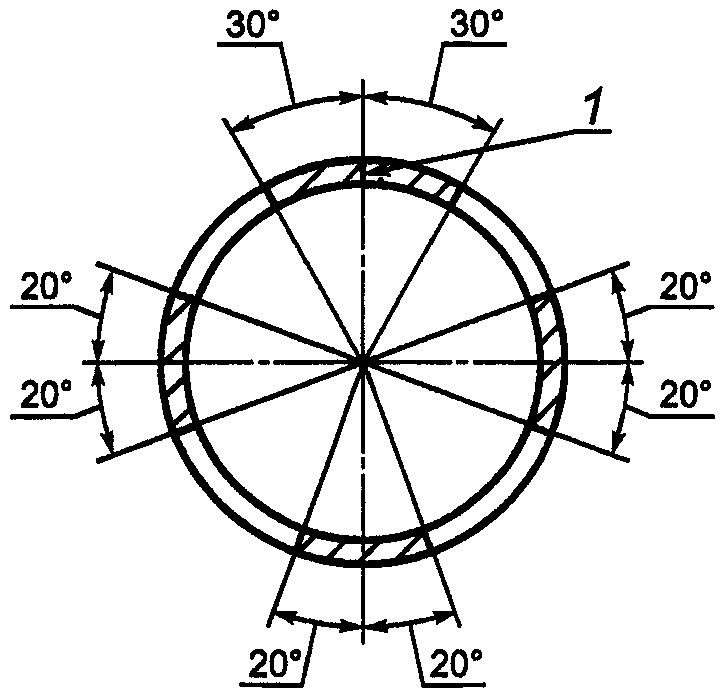
1 - разъем
В миллиметрах
Di | dL <1> | n1 +/- 0,5 | |
Серии A, B, D, W по ИСО 3547-1 | Серия C по ИСО 3547-1 | ||
Св. 14 до 22 включ. | 3 | 4 | 5 |
" 22 " 40 " | 4 | 5 | 6 |
" 40 " 50 " | 5 | 6 | 7 |
" 50 " 100 " | 6 | 7 | 8 |
" 100 | 7 | 8 | 9 |
Расположение, форма и размеры смазочных канавок типов М1 и М2, используемых для жидкой смазки, приведены на рисунках 3 - 6 и в таблицах 1 - 3.
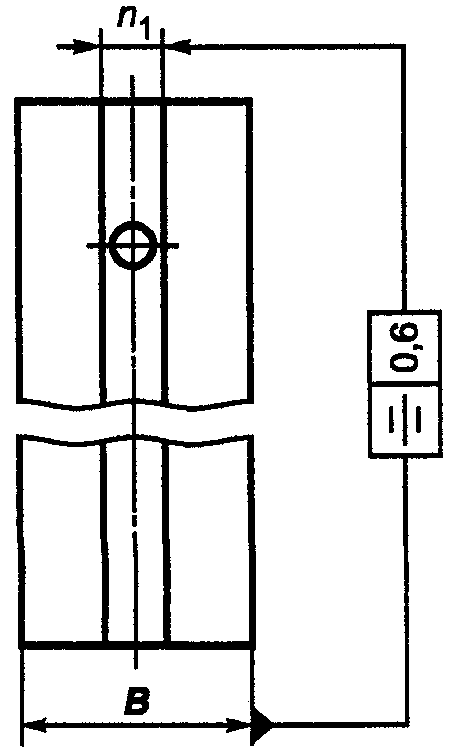
Рисунок 3 - Смазочная канавка типа М1
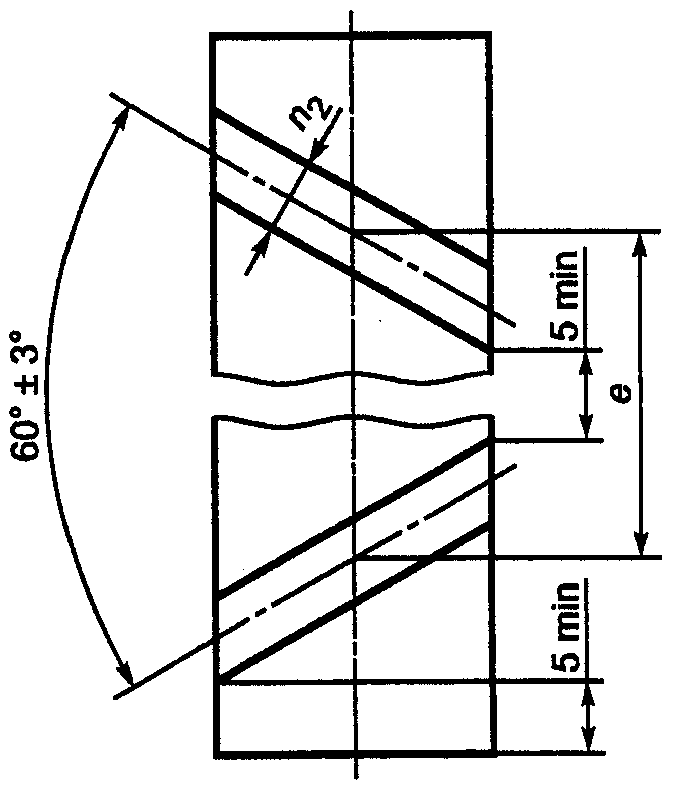
Рисунок 4 - Смазочная канавка типа М2
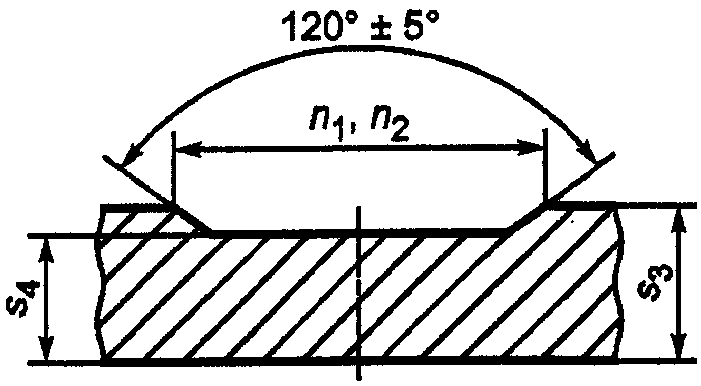
Рисунок 5 - Смазочная канавка типа М1(2)A
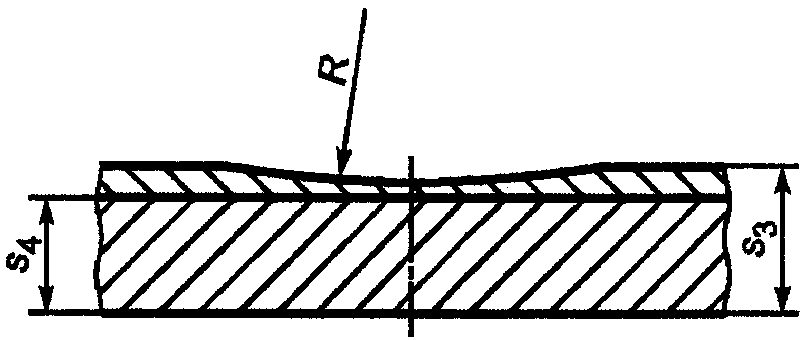
Таблица 2
В миллиметрах
Di | n2 +/- 0,5 | e | |
Серии A, B, D, W по ИСО 3547-1 | Серия C по ИСО 3547-1 | ||
Св. 18 до 26 включ. | 3 | 4 | 32 |
" 26 " 36 " | 3 | 4 | 45 |
" 36 " 50 " | 5 | 6 | 70 |
" 50 " 70 " | 5 | 6 | 100 |
" 70 " 100 " | 6 | 7 | 130 |
" 100 | 7 | 8 | 140 |
В миллиметрах
s3 | 0,75 | 1 | 1,5 | 2 | 2,5 | |
М1(2)A | 0,65 | 0,85 | 1,3 | 1,7 | 2,2 | |
М1(2)B | - | 0,7 | 1,1 | 1,6 | 2,1 | |
R | - | 6 | 8 | 10 | 12 | |
Допускается расширение смазочных канавок в зонах смазочных отверстий, разъема и на торцевых поверхностях втулок.
Смазочные канавки представлены на металлической полосе.
Примечание - Для облегчения измерения размеры толщины втулки, оставшейся в основании канавки, могут быть указаны на рисунке как контрольный размер.
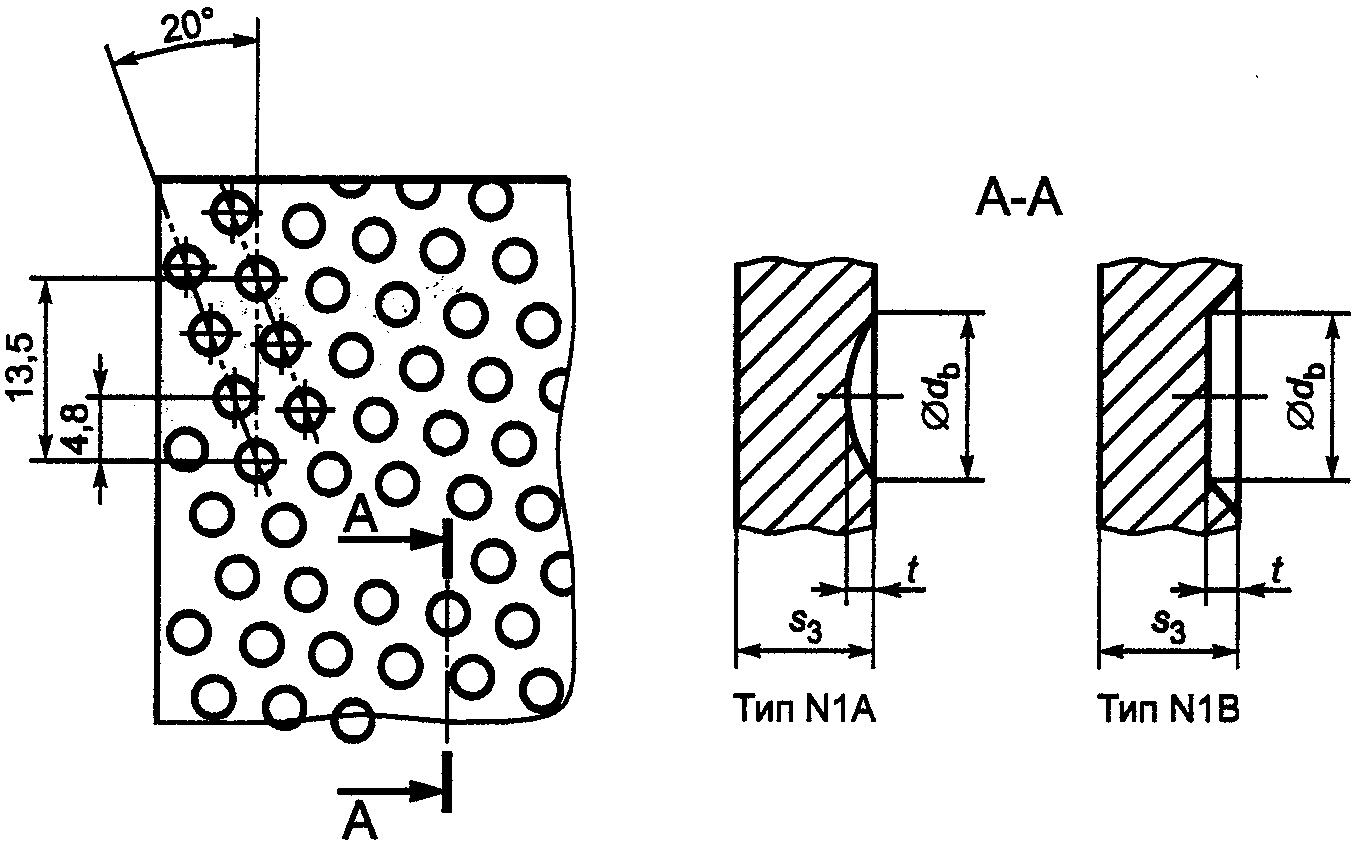
В миллиметрах
Втулки по ИСО 3547-1 | db | t |
Серии A, B, D, W | 1,5 - 3,0 | 0,40 |
Серия C | 0,55 |
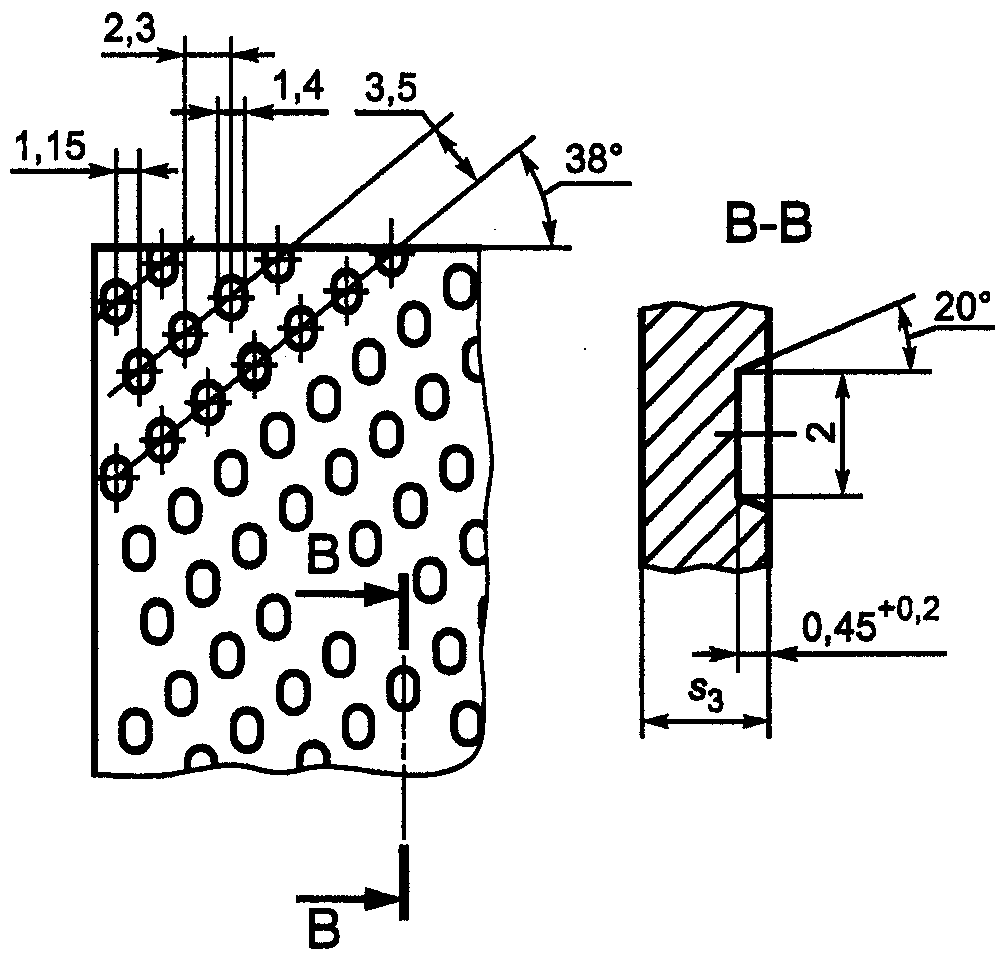
В миллиметрах
Di | c | t +/- 0,2 | |
До 22 | 1,9 | 0,4 | 20° |
Св. 22 | 2,4 | 0,6 | 23° |
Смазочные углубления применяют для втулок при значениях s3 >= 1 мм (углубления представлены на металлической полосе).
Смазочные углубления применяют отдельно или совместно со смазочными отверстиями и/или канавками.
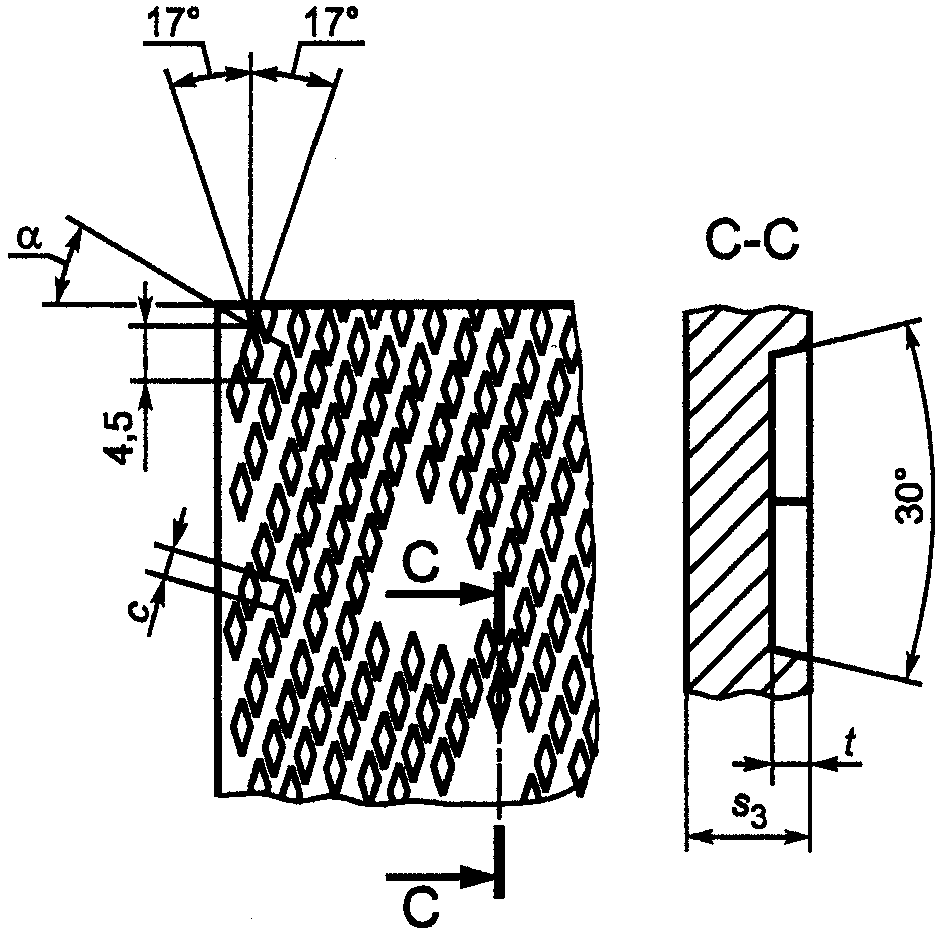
Примечание - На рисунках 7 - 9 приведены примеры схемы расположения углублений, которая может изменяться по усмотрению изготовителя.
Смазочные углубления типов N1A и N1B используют в случае жидкой или консистентной смазки (см. рисунок 7).
Смазочные углубления типов N2A и N2B используют в случае твердой или консистентной смазки (см. рисунки 8 и 9) для втулок серий A, B, D и W согласно ИСО 3547-1.
Смазочные углубления овальной формы N2A (рисунок 8) или ромбовидной формы N2B (рисунок 2) изготовляют по усмотрению изготовителя.