СПРАВКА
Источник публикации
В данном виде документ опубликован не был.
Первоначальный текст документа опубликован в издании
М.: Издательство стандартов, 1976.
Информацию о публикации документов, создающих данную редакцию, см. в справке к этим документам.
Примечание к документу
Документ утратил силу с 1 марта 2019 года в связи с изданием Приказа Росстандарта от 04.04.2018 N 171-ст. Взамен введен в действие ГОСТ 9521-2017.
С 1 июля 2003 года до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в пункте 1 статьи 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Ограничение срока действия снято Постановлением Госстандарта СССР от 15.04.1991 N 505 ("ИУС", N 7, 1991).
Изменение N 1 введено в действие Постановлением Госстандарта СССР от 28.03.1984 N 1053 с 1 сентября 1984 года.
Взамен ГОСТ 9521-65.
Название документа
"ГОСТ 9521-74. Государственный стандарт Союза ССР. Угли каменные. Метод определения коксуемости"
(введен в действие Постановлением Госстандарта СССР от 30.10.1974 N 2446)
(ред. от 28.03.1984)
"ГОСТ 9521-74. Государственный стандарт Союза ССР. Угли каменные. Метод определения коксуемости"
(введен в действие Постановлением Госстандарта СССР от 30.10.1974 N 2446)
(ред. от 28.03.1984)
Постановлением Государственного
комитета стандартов
Совета Министров СССР
от 30 октября 1974 г. N 2446
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УГЛИ КАМЕННЫЕ
МЕТОД ОПРЕДЕЛЕНИЯ КОКСУЕМОСТИ
Coals.
Method for the determination
of coking property
ГОСТ 9521-74
Список изменяющих документов Постановлением Госстандарта СССР от 28.03.1984 N 1053) |
Группа А19
ОКСТУ 0309
(код введен Изменением N 1, введенным в действие Постановлением Госстандарта СССР от 28.03.1984 N 1053)
Взамен
ГОСТ 9521-65
Постановлением Государственного комитета стандартов Совета Министров СССР от 30 октября 1974 г. N 2446 срок действия установлен
с 1 июля 1975 года
до 1 июля 1980 года
Переиздание. Август 1975 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на каменные угли и устанавливает метод определения коксуемости углей и их смесей.
Сущность метода заключается в коксовании испытуемого угля или смеси углей в электропечи и в определении показателей физико-механических свойств кокса, условно характеризующих коксуемость углей, обозначаемые индексами:
Вк - выход валового кокса, %;
(в ред. Изменения N 1, введенного в действие Постановлением Госстандарта СССР от 28.03.1984 N 1053)
П25 и П10 - прочность кускового кокса, %;
Пс - прочность тела кокса, %.
1.1. Отбор проб - по ГОСТ 9815-75, ГОСТ 10742-71.
(в ред. Изменения N 1, введенного в действие Постановлением Госстандарта СССР от 28.03.1984 N 1053)
2.1. Для проведения испытания применяют:
электропечь для лабораторного коксования (черт. 1) с обогревательной камерой размером 160 x 190 x 190 мм. На правой и левой стенках камеры размещено по пять нагревательных элементов, соединенных последовательно. Питание нагревательных элементов каждой стенки и управление ими производят раздельно.
Электропечь для лабораторного коксования
1 - камера печи; 2 - ящик с углем; 3 - крышка ящика;
4 - трубка для отвода летучих продуктов коксования;
5 - чехол для термопары; 6 - нагревательные элементы
Черт. 1
Для обогрева камеры применяют карборундовые стержни размером, мм:
общая длина - 300;
длина рабочей части - 180;
диаметр рабочей части - 8;
длина холодной части - 60;
диаметр холодной части - 13,5 - 14,0.
Предельная температура накала карборундовых стержней 1200 - 1400 °C. Стержни должны иметь близкие по величине показатели сопротивления.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 12766.1-77 Постановлением Госстандарта СССР от 07.02.1990 N 172 с 1 января 1991 года введен в действие ГОСТ 12766.1-90. |
Допускается обогревать камеру нагревательными элементами, изготовленными в виде спирали из проволоки 0Х27Ю5А-1-1,0Х или 0Х23Ю5А-1-1,2Х и 0Х27Ю5А-1-1,0Х или 0Х27Ю5А-1-1,2 по ГОСТ 12766.1-77. Каждый элемент помещают в кварцевую трубку с внутренним диаметром 19 мм. Общая длина проволоки спирали вместе с выводами для каждой стенки при напряжении 127 В составляет 11 м, при напряжении 220 В - 19 м;
(в ред. Изменения N 1, введенного в действие Постановлением Госстандарта СССР от 28.03.1984 N 1053)
автотрансформаторы на 40 А для регулирования нагрева печи - два;
ИС МЕГАНОРМ: примечание. Постановлением Госстандарта России от 21.11.2001 N 474-ст с 1 июля 2002 года введен в действие ГОСТ Р 8.585-2001. |
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 6616-74 Постановлением Госстандарта России от 23.04.1998 N 143 с 1 января 1999 года введен в действие ГОСТ 6616-94. |
термопары хромель-алюмель ТХА по ГОСТ 3044-77 длиной 500 мм и диаметром 0,5 мм с гальванометром или потенциометром ПСР-1 по ГОСТ 7164-78 - три. Допускается использовать термопары ТПП по ГОСТ 6616-74 и контрольный прибор с соответствующей градуировкой;
(в ред. Изменения N 1, введенного в действие Постановлением Госстандарта СССР от 28.03.1984 N 1053)
ящик размером 110 x 165 x 165 мм из листовой стали 12Х18Н10Т, ХН60Ю, 20Х23Н18, 12Х25Н16Г7АР или 36Х18Н25С2 по ГОСТ 5632-72 толщиной 0,8 - 1,5 мм, закрывающийся крышкой толщиной 2 мм, изготовленной из нержавеющей стали с отверстием для отвода летучих продуктов коксования. В передней стенке ящика посередине его ширины сделано отверстие для чехла термопары диаметром 8 мм на расстоянии 72,5 мм от центра отверстия до дна;
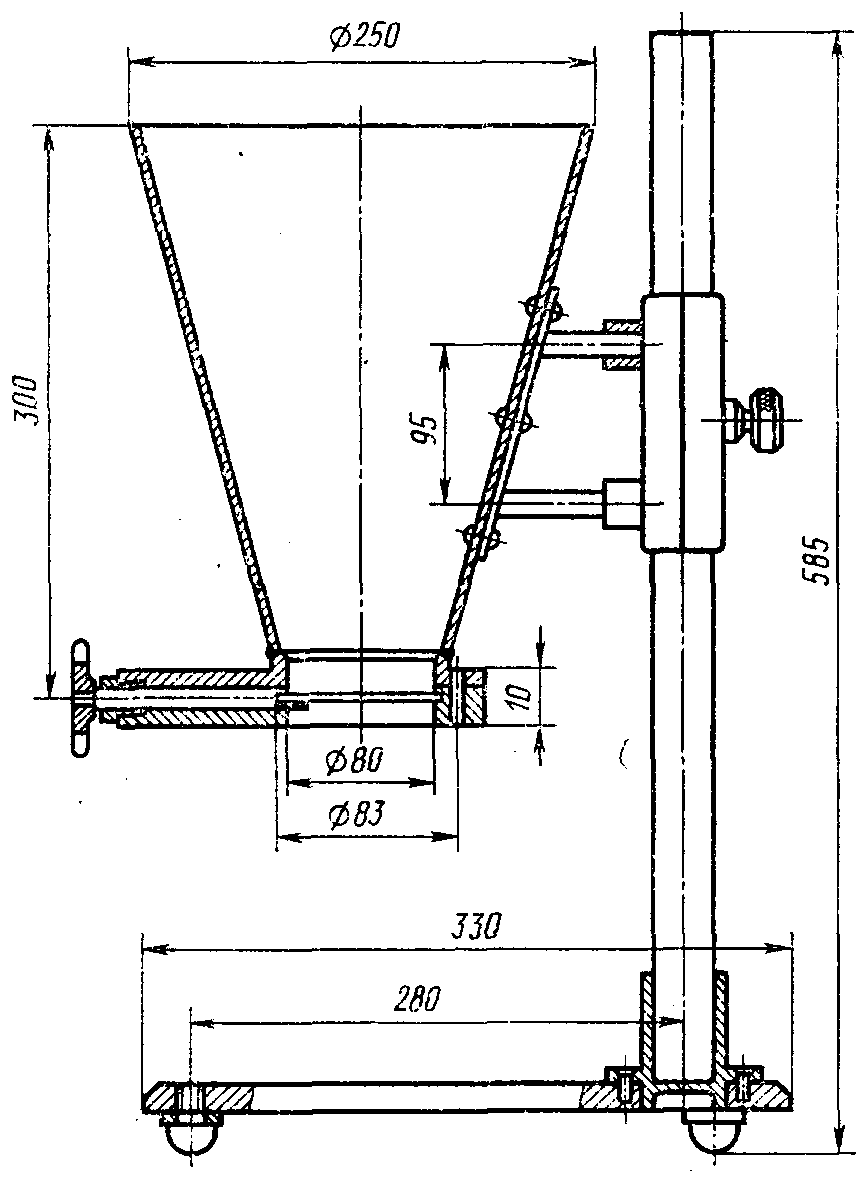
аппарат для сбрасывания кокса (черт. 2);
Аппарат для сбрасывания кокса
1 - стойка; 2 - ящик для кокса до сбрасывания;
3 - ящик для кокса после сбрасывания; 4 - плита
Черт. 2
барабан колосниковый с редуктором, мотором и набором сит с квадратными отверстиями размером 60 x 60, 40 x 40, 25 x 25 и 10 x 10 мм для рассева кокса (черт. 3). Диаметр барабана 373 мм, длина 265 мм, расстояние между колосниками круглого сечения диаметром 10 мм - 25 мм. Скорость вращения 50 об/мин;
Барабан с механическими ситами
1 - противень; 2 - сито; 3 - электромотор; 4 - редуктор;
5 - кожух барабана; 6 - колосник
Черт. 3
аппарат для определения прочности тела кокса (класса 3 - 6 мм) с приводным механизмом, мотором и счетчиком оборотов с автоматическим отключением (черт. 4). Внутренний диаметр цилиндров аппарата 25 +/- 1 мм и высота 310 +/- 0,5 мм. Цилиндры изготовляют из стали марки 15Х25Т или 15Х28 по ГОСТ 5632-72. Чистота обработки внутренних поверхностей цилиндров должна соответствовать классу 7 по ГОСТ 2789-73. В каждый цилиндр помещаются пять стальных шаров диаметром 15,08 +/- 0,1 мм по ГОСТ 3722-81. Скорость вращения цилиндров 25 об/мин;
(в ред. Изменения N 1, введенного в действие Постановлением Госстандарта СССР от 28.03.1984 N 1053)
стакан мерный с внутренним диаметром 30 мм, высотой 71 мм и вместимостью 50 см3;
бункер для загрузки угля (черт. 5);
вибратор (черт. 6);
аппарат для тушения кокса (черт. 7);
Аппарат для испытания кокса класса 3 - 6 мм
1 - счетчик оборотов с автоматическим отключателем;
2 - редуктор; 3 - мотор; 4 - цилиндры; 5 - стальной шар
дробилка щековая лабораторная;
дробилка лабораторная двухвалковая;
(в ред. Изменения N 1, введенного в действие Постановлением Госстандарта СССР от 28.03.1984 N 1053)
набор сит с ячейками круглого сечения диаметром 6,3 и 1 мм с поддоном и крышкой;
весы лабораторные с погрешностью взвешивания не более 0,1 кг и 0,01 г;
противни, совки, скребки и др.
3.1. Для определения коксуемости от первичной пробы, сокращенной и измельченной до размера частиц 0 - 3 мм, отбирают пробу угля массой 10 кг.
От пробы угля массой 10 кг отбирают порцию массой 3 кг. Оставшуюся пробу сохраняют для проведения повторных испытаний.
Отобранную порцию тщательно перемешивают на противне и методом квартования отбирают 0,5 кг угля для определения внешней влаги и технического анализа.
ИС МЕГАНОРМ: примечание. Приказом Ростехрегулирования от 26.05.2015 N 421-ст с 1 апреля 2016 года введен в действие ГОСТ 1186-2014. |
Если зольность угля более 10%, всю пробу обогащают по ГОСТ 1186-69.
Оставшийся на противне уголь доводят до воздушно-сухого состояния, отбирают пробу массой 2 кг и помещают в бункер для загрузки.
Бункер для загрузки угля
Вибратор
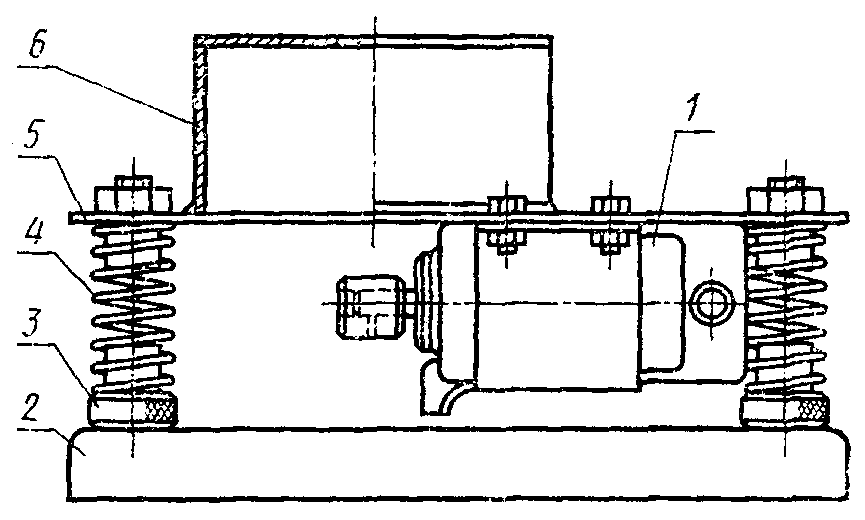
1 - мотор с эксцентриком; 2 - опорная плита;
3 - направляющая; 4 - пружина; 5 - станина;
6 - гнездо для мерного цилиндра или стакана
Аппарат для тушения кокса
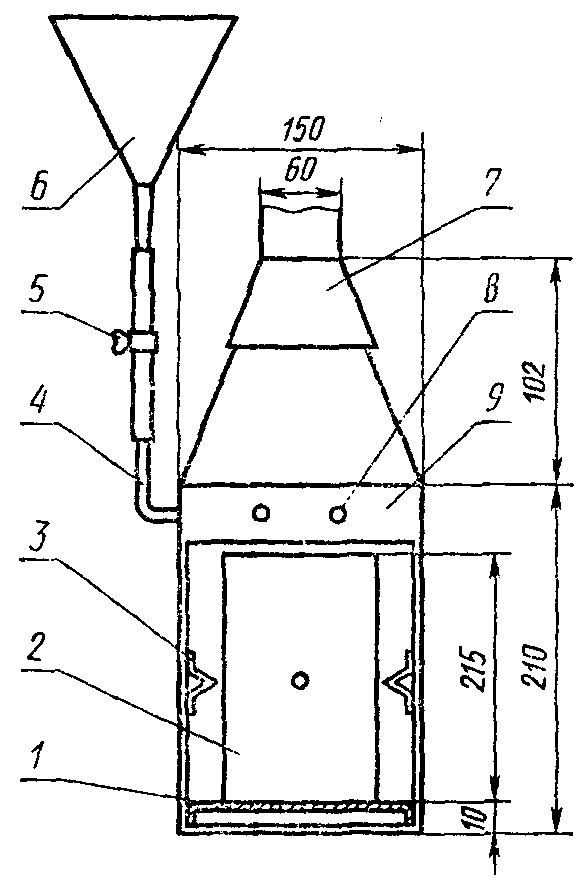
1 - подставка; 2 - ящик с коксом; 3 - направляющая;
4 - резиновая трубка; 5 - зажим; 6 - воронка; 7 - отводная
трубка; 8 - разбрызгиватель; 9 - камера
Из бункера после открытия шибера весь уголь поступает в ящик для коксования. Высота падения угля (расстояние от шибера бункера до дна ящика) должна быть 200 мм. Для равномерной загрузки угля шибер располагают над центром ящика. Отверстие для термопары в передней части ящика прикрывают бумагой. При загрузке углем ящик устанавливают на лист бумаги или противень. Просыпавшийся уголь тщательно собирают и переносят в ящик.
Загруженный в ящик уголь разравнивают и уплотняют плоской трамбовкой так, чтобы между углем и крышкой ящика было пространство (для летучих продуктов коксования) высотой 18 - 20 мм. Такое заполнение соответствует полезной емкости ящика около 2,66 л и объемной плотности угля 750 кг/м3. После уплотнения угля ящик закрывают крышкой и обмазывают смесью глины и песка край крышки.
3.2. Перед испытанием проверяют состояние камеры печи, схему включения нагревательных элементов, работу измерительной аппаратуры, уровень расположения термопар на левой и правой сторонах камеры у стенок. Термопары устанавливают так, чтобы расстояние от концов до дна камеры составляло 84 +/- 10 мм.
После проверки камеру закрывают дверцей, отверстие на верхней части печи для трубы, отводящей летучие продукты, закрывают куском асбеста и включают электропечь.
Камеру нагревают равномерно со скоростью 25 °C в минуту до температуры 1000 °C.
При достижении температуры 1000 °C камера готова для загрузки испытуемой пробы угля.
4.1. Проведение опытного коксования
4.1.1. Отключают автотрансформаторы, быстро открывают дверцу камеры и вставляют ящик на равном расстоянии от боковых стенок камеры и вплотную к стенке, противоположной дверце, так, чтобы отверстие в крышке ящика и верхней части печи, а также в дверце камеры и передней стенке ящика совпадали. Дверцу камеры закрывают и через отверстие в верхней части камеры на крышку ящика ставят трубу для отвода летучих продуктов коксования.
В отверстия дверцы камеры и передней стенки ящика вставляют термопару в чехле из нержавеющей стали. Термопару вставляют так, чтобы конец ее находился в центре угольной загрузки на расстоянии 83 +/- 10 мм от передней стенки ящика.
Для полной герметизации камеры печи дверцу, зазоры между трубой и верхней частью печи, чехлом для термопары и отверстием в дверце обмазывают смесью глины и песка.
Время загрузки ящика в камеру должно быть минимальным, с тем чтобы температура у стенки камеры не опускалась ниже 650 °C.
(в ред. Изменения N 1, введенного в действие Постановлением Госстандарта СССР от 28.03.1984 N 1053)
Включают автотрансформаторы и регулятор подъема температуры. Нагрев коксовой печи производят со скоростью 2 °C в минуту. При достижении у стенки камеры температуры 1050 °C регулятор подъема температуры отключают и дальнейший нагрев угля производят при постоянной температуре у стенки камеры до тех пор, пока в центре коксуемой массы установится температура 950 °C.
Выключают автотрансформаторы, вынимают чехол с термопарой из дверцы, снимают трубу, открывают дверцу и осторожно извлекают ящик с коксом.
Для тушения кокса быстро снимают крышку ящика, ящик вставляют в аппарат для тушения кокса, закрывают крышку аппарата, снимают зажим с резиновой трубки, соединенной с воронкой, в которой находится вода. Тушение кокса производят в ящике через трубчатые брызгала равномерно по всей поверхности кокса (расход воды до 0,8 л).
После тушения и удаления паров весь кокс из ящика взвешивают и рассчитывают выход валового кокса в процентах на сухую массу загруженного угля или шихты.
Измерение, запись и регулирование температурного режима коксовой печи производят автоматическими приборами с программными регуляторами.
Примечание. Допускается ручное регулирование режима работы печи. При этом с момента загрузки температуру у стенок камеры и в центре коксуемой массы угля фиксируют в протоколе (см. приложение 1) через каждые 10 мин. При ручной регулировке по данным протокола строят кривую подъема температуры в центре коксуемой массы угля (по оси абсцисс откладывают время коксования, а по оси ординат - температуру).
4.2. Определение физико-механических свойств кокса
4.2.1. Весь кокс после взвешивания переносят в ящик аппарата для сбрасывания, размещая его равномерно по всей площади ящика, и производят однократное сбрасывание кокса на металлическую плиту с высоты 1,8 м.
После сбрасывания весь кокс аккуратно собирают и вручную производят определение ситового состава на ситах с квадратными отверстиями размером 60 x 60, 40 x 40, 25 x 25 и 10 x 10 мм в течение 4 мин, после чего подсчитывают выход отдельных классов кокса в граммах и процентах. Результаты записывают в протокол (см. приложение 2).
По ситовому составу кокса после сбрасывания определяют крупность кокса  в процентах (
в процентах ( - сумма классов кокса более 40 мм). Полученные результаты записывают в протокол (см. приложение 2).
- сумма классов кокса более 40 мм). Полученные результаты записывают в протокол (см. приложение 2).
4.2.2. Кокс крупностью более 25 мм (классы более 60, 60 - 40 и 40 - 25 мм) после испытания на сбрасывание загружают в барабан, который вращают 6 мин (300 оборотов). После этого остаток кокса в барабане взвешивают, а коксовую мелочь подвергают ситовому анализу на ситах с квадратными отверстиями размером 25 x 25 и 10 x 10 мм в течение 4 мин. Полученные результаты в граммах и процентах записывают в протокол (см. приложение 2).
По результатам испытания кокса в барабане определяют прочность кускового кокса в процентах: П25 (выход кокса более 25 мм) и П10 (выход кокса класса 0 - 10 мм).
Расхождения между результатами двух определений (коксований) не должны превышать 3 абс. %. За окончательный результат принимают среднее арифметическое результатов двух определений.
Если расхождение между результатами двух определений более 3%, проводят третье определение.
За окончательный результат принимают среднее арифметическое результатов двух наиболее близких определений в пределах допустимых расхождений.
4.3. Определение прочности тела кокса
4.3.1. Весь кокс после испытания в барабане дробят в лабораторной щековой дробилке до размера частиц 0 - 13 мм, выделяют кокс класса 3 - 6 мм просеиванием через сита с круглыми отверстиями диаметром 6 и 3 мм. Кокс класса менее 3 мм отбрасывают, а более 6 мм измельчают в несколько приемов в лабораторной двухвалковой дробилке с гладкими валками, постепенно сужая щель между валками от 6 до 4 мм до полного прохождения всего кокса через сито с размером отверстий диаметром 6 мм. При этом кокс класса менее 3 мм при каждом рассеве отбрасывают, а класса 3 - 6 мм собирают вместе и присоединяют к полученному при предварительном дроблении кокса в щековой дробилке.
Примечание. Для точности регулирования щели между валками удобно пользоваться шаблонами - железными пластинками толщиной 6 и 4 мм. Допускается измельчение кокса вручную.
Кокс класса 3 - 6 мм просушивают на противне в сушильном шкафу в течение 2 - 3 ч, затем высыпают на противень или плиту, тщательно перемешивают, распределяют по поверхности ровным слоем толщиной не более 10 мм и делят на 20 квадратов (по 5 квадратов в ряду). В мерный стакан или цилиндр вместимостью 50 см3 от каждого квадрата отбирают пробу кокса и уплотняют в течение 10 с на вибраторе, затем досыпают коксом того же класса крупности, а избыток удаляют стальной линейкой. Кокс из мерного стакана взвешивают с погрешностью не более 0,05 г и результат взвешивания заносят в протокол (см. приложение 2). Так же готовят вторую пробу.
Масса кокса объемом 50 см3 является относительным показателем насыпной массы кокса.
Цилиндр аппарата для определения прочности тела снимают с крестовины, отвинчивают пробку и извлекают стальные шары. Половину пробы кокса загружают в цилиндр, после чего в этот цилиндр, расположенный наклонно, осторожно загружают все шары, засыпают вторую половину пробы, навинчивают пробку и ставят цилиндр в крестовину аппарата.
Аналогично производят загрузку второго цилиндра.
После установки цилиндров в крестовину аппарата включают мотор. Обработку кокса в цилиндрах заканчивают после 1000 оборотов, затем производят рассев каждой пробы кокса на сите с круглыми отверстиями диаметром 1 мм.
Показатель выхода кокса класса более 1 мм в процентах характеризует прочность тела кокса (Пс).
За окончательный результат испытания принимают среднее арифметическое результатов двух параллельных определений. Расхождения между результатами параллельных определений при одновременном испытании не должны превышать 1,5 абс. %.
Если расхождения между результатами двух определений более 1,5%, определение повторяют. Результаты заносят в протокол (см. приложение 2).
Замена
ИС МЕГАНОРМ: примечание. Постановлением Госстандарта России от 21.11.2001 N 474-ст с 1 июля 2002 года введен в действие ГОСТ Р 8.585-2001. |
ГОСТ 3044-74 введен взамен ГОСТ 3044-61.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 6616-74 Постановлением Госстандарта России от 23.04.1998 N 143 с 1 января 1999 года введен в действие ГОСТ 6616-94. |
ГОСТ 6616-74 введен взамен ГОСТ 6616-61.
(в ред. Изменения N 1, введенного в действие
Постановлением Госстандарта СССР от 28.03.1984 N 1053)
"__" __________ 19__ г.
Номер испытания | Дата и место отбора проб (бассейн, шахта, пласт, выработка) | Технический анализ | Загружено угля, г | Плотность насыпной массы, угля, кг/м3 | ||
Ad | Vdaf | |||||
Температурный режим коксования
Время коксования | Температура в камере, °C | Примечание | |||
часы, минуты | время от начала коксования | у левой стенки | у правой стенки | в центре коксуемой массы | |
"__" _________ 19__ г.
Определение ситового состава и прочности кускового кокса
Номер испытания | Ситовой состав кокса после сбрасывания - выход классов, г и % | Ситовый состав кокса, подготовленного для испытания в барабане - выход классов, г и % | Ситовый состав кокса после 300 оборотов барабана - выход классов, г и % | Показатели крупности и прочности кускового кокса, % | ||||||||||||||||||||||||
размер кусков, мм | общая масса | размер кусков, мм | остаток в барабане | провал (размер кусков, мм) | Сумма классов более 40 мм после сбрасывания | Сумма классов более 25 мм после испытания в барабане П25 | Содержание класса 0 - 10 мм после испытания в барабане П10 | |||||||||||||||||||||
более 60 | 40 - 60 | 25 - 40 | 10 - 25 | 0 - 10 | более 60 | 40 - 60 | 25 - 40 | более 25 | 10 - 25 | 0 - 10 | ||||||||||||||||||
г | % | г | % | г | % | г | % | г | % | г | % | г | % | г | % | г | % | г | % | г | % | г | % | |||||
Определение прочности тела кокса класса 3 - 6 мм
Номер цилиндра | Масса 50 см3 кокса, г | Выход кокса, г | Показатель прочности тела кокса Пс (выход кокса размером более 1 мм), % | ||
размер кусков, мм | потери | ||||
более 1 | 0 - 1 | ||||