СПРАВКА
Источник публикации
М.: ИПК Издательство стандартов, 2003
Примечание к документу
Документ утратил силу с 1 января 2018 года в связи с изданием Приказа Росстандарта от 14.03.2017 N 134-ст. Взамен введен в действие ГОСТ 34010-2016.
С 1 июля 2003 года до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в пункте 1 статьи 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Документ введен в действие с 1 января 1974 года.
Название документа
"ГОСТ 18062-72. Межгосударственный стандарт. Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры"
(введен в действие Постановлением Госстандарта СССР от 27.07.1972 N 1513)
"ГОСТ 18062-72. Межгосударственный стандарт. Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры"
(введен в действие Постановлением Госстандарта СССР от 27.07.1972 N 1513)
Постановлением Государственного
комитета стандартов
Совета Министров СССР
от 27 июля 1972 г. N 1513
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ РАСТОЧНЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ
СО СТАЛЬНЫМ ХВОСТОВИКОМ ДЛЯ СКВОЗНЫХ ОТВЕРСТИЙ
КОНСТРУКЦИЯ И РАЗМЕРЫ
Solid carbide boring tools with steel shank
for through holes. Design and dimensions
ГОСТ 18062-72
Группа Г23
МКС 25.100.10
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 июля 1972 г. N 1513 дата введения установлена
1 января 1974 года
1. Настоящий стандарт распространяется на цельные твердосплавные расточные резцы, предназначенные для растачивания сквозных отверстий в труднообрабатываемых материалах.
2. Резцы должны изготовляться трех типов:
1 - для координатно-расточных станков;
2 - для токарных автоматов;
3 - для токарных станков.
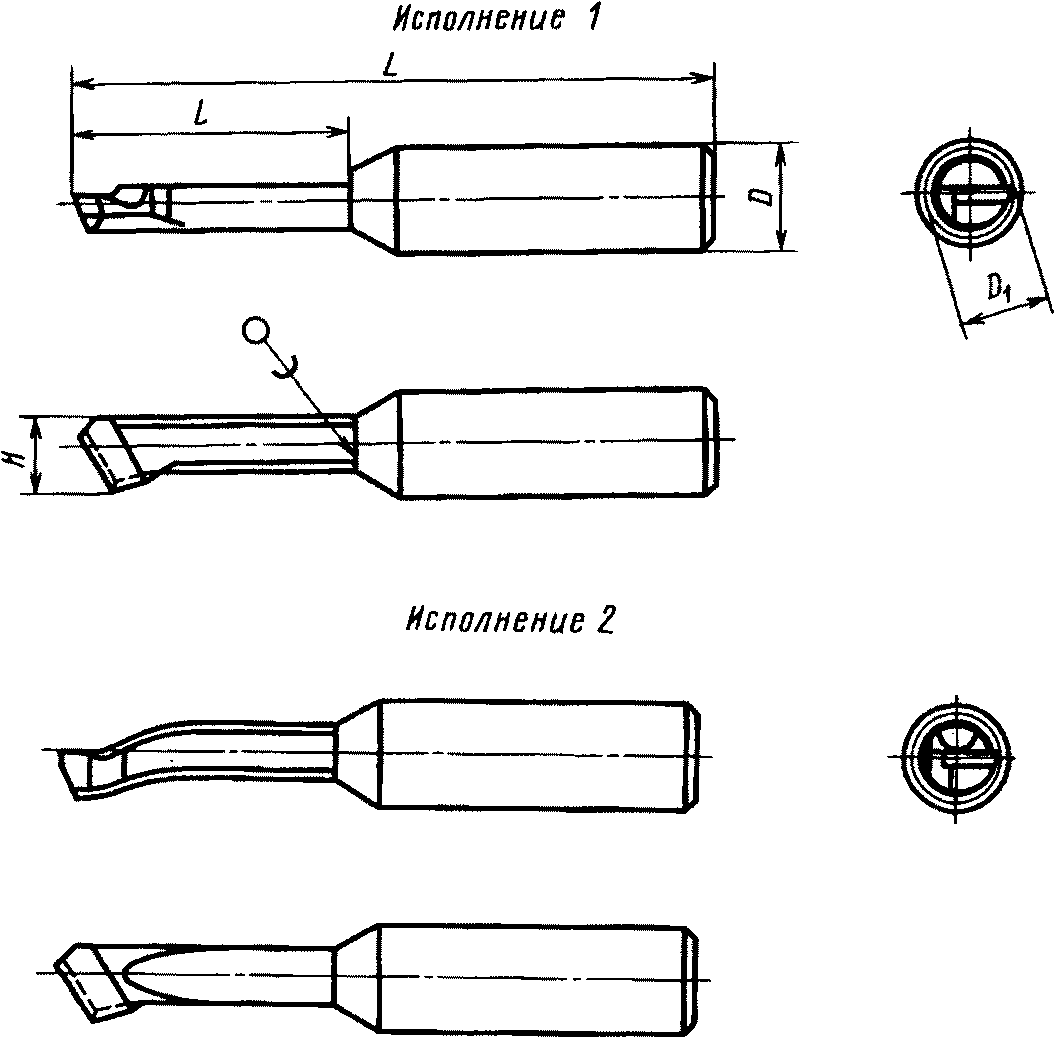
Тип 1

Черт. 1
мм
Обозначение резца | Применяемость | H | D | L | l | Диаметр наименьшего растачиваемого отверстия D1 |
2145-0011 | 2,8 | 6 | 40 | 10 | 3 | |
2145-0012 | 50 | 20 | ||||
2145-0013 | 3,8 | 40 | 10 | 4 | ||
2145-0014 | 50 | 20 | ||||
2145-0015 | 4,7 | 10 | 45 | 15 | 5 | |
2145-0016 | 60 | 30 | ||||
2145-0017 | 5,5 | 45 | 15 | 6 | ||
2145-0018 | 65 | 35 | ||||
2145-0019 | 6,5 | 12 | 45 | 15 | 7 | |
2145-0020 | 65 | 35 | ||||
2145-0021 | 7,5 | 50 | 20 | 8 | ||
2145-0022 | 70 | 40 |
Пример условного обозначения резца типа 1, с размерами H = 2,8 мм, L = 40 мм из твердого сплава ВК6М, исполнения 1:
Резец 2145-0011 1 ВК6М ГОСТ 18062-72
То же, исполнения 2:
Резец 2145-0011 2 ВК6М ГОСТ 18062-72
Тип 2
Черт. 2
Таблица 2
мм
Правый резец | Левый резец | H | D | L | l | Диаметр меньшего растачиваемого отверстия D1 | ||
Обозначение | Применяемость | Обозначение | Применяемость | |||||
2145-0023 | 2145-0024 | 2,8 | 10 | 70 | 20 | 3 | ||
2145-0025 | 2145-0026 | 3,8 | 4 | |||||
2145-0027 | 2145-0028 | 5,5 | 90 | 30 | 6 | |||
2145-0029 | 2145-0030 | 7,5 | 15 | 100 | 40 | 8 | ||
Пример условного обозначения резца типа 2, правого, с размерами H = 2,8 мм из твердого сплава ВК6М, исполнения 1:
2145-0023 1 ВК6М ГОСТ 18062-72
То же, исполнения 2:
2145-0023 2 ВК6М ГОСТ 18062-72

Черт. 3
мм
Обозначение резца | Применяемость | H | L | l | Диаметр наименьшего растачиваемого отверстия D1 |
2140-0101 | 2,8 | 120 | 20 | 3 | |
2140-0102 | 3,8 | 4 | |||
2140-0103 | 5,5 | 130 | 30 | 6 | |
2140-0104 | 7,5 | 140 | 40 | 8 |
Пример условного обозначения резца типа 3, с размерами H = 2,8 мм из твердого сплава ВК6М, исполнения 1:
Резец 2140-0101 1 ВК6М ГОСТ 18062-72
То же, исполнения 2:
Резец 2140-0101 2 ВК6М ГОСТ 18062-72
4. Конструктивные размеры и геометрические параметры резцов указаны в приложении.
5. Технические требования - по ГОСТ 18064-72.
Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
РАСТОЧНЫХ РЕЗЦОВ ТИПОВ 1, 2, 3 ДЛЯ СКВОЗНЫХ ОТВЕРСТИЙ
1. Конструктивные размеры и геометрические параметры расточных резцов типов 1, 2, 3 указаны на чертеже и в таблице.

Примечание. Пазы для выхода припоя делаются при технологической необходимости.
мм
d | b | a (пред. откл. +/- 0,1) | K | r | c | ||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Пред. откл. | |||
2,8 | 22 | +/- 0,1 | 1,8 | +/- 0,1 | 0,3 | 2,5 | +/- 0,4 | 1,0 | 0,4 |
3,8 | 3,0 | 2,4 | 0,4 | 3,0 | 1,5 | 0,5 | |||
4,7 | 3,8 | +/- 0,15 | 2,9 | 0,6 | 3,5 | +/- 0,5 | 2,0 | 0,7 | |
5,5 | 4,4 | 3,5 | +/- 0,15 | 0,8 | 4,0 | 2,5 | 0,9 | ||
6,5 | 5,2 | 4,2 | 1,0 | 4,5 | 3,0 | 1,0 | |||
7,5 | 6,0 | 4,8 | 1,5 | 5,0 | 3,5 | 1,2 | |||