СПРАВКА
Источник публикации
М.: Издательство стандартов, 1990
Примечание к документу
С 01.07.2003 до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в п. 1 ст. 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Ограничение срока действия снято по Протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации ("ИУС", N 5 - 6, 1993).
Документ утрачивает силу с 01.07.1994.
Документ введен в действие с 01.07.1979.
Взамен ГОСТ 1797-68.
Название документа
"ГОСТ 1797-78. Государственный стандарт Союза ССР. Станки резьбофрезерные. Нормы точности"
(утв. и введен в действие Постановлением Госстандарта СССР от 26.04.1978 N 1106)
(ред. от 01.11.1989)
"ГОСТ 1797-78. Государственный стандарт Союза ССР. Станки резьбофрезерные. Нормы точности"
(утв. и введен в действие Постановлением Госстандарта СССР от 26.04.1978 N 1106)
(ред. от 01.11.1989)
Утвержден и введен в действие
Постановлением Государственного
комитета стандартов
Совета Министров СССР
от 26 апреля 1978 г. N 1106
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ РЕЗЬБОФРЕЗЕРНЫЕ
НОРМЫ ТОЧНОСТИ
Thread milling machines. Norms of accuracy
ГОСТ 1797-78
Список изменяющих документов (в ред. Изменения N 1, утв. в ноябре 1989 г.) |
Срок действия
с 1 июля 1979 года
до 1 июля 1994 года
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Н.Ф. Хлебалин, д-р техн. наук; О.И. Аверьянов, канд. техн. наук; С.С. Кедров, канд. техн. наук; В.Б. Данилова; Л.К. Мануйлов; Т.Г. Сазонова; В.В. Кириченко; А.И. Безус; Г.Б. Юдовинская; В.И. Вовк; В.А. Шокодько
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПОСТАНОВЛЕНИЕМ Государственного комитета стандартов Совета Министров СССР от 26.04.78 N 1106
3. ВЗАМЕН ГОСТ 1797-68
4. Срок проверки - 1993 г.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 16093-81 | |
ГОСТ 22267-76 |
6. Переиздание (август 1989 г.) с Изменением N 1, утвержденным в ноябре 1989 г. (ИУС 2-89)
7. Срок действия продлен до 01.07.94 (Постановление Госстандарта СССР от 24.11.88 N 3805)
Несоблюдение стандарта преследуется по закону
Общие условия испытания станков на точность - по ГОСТ 8.
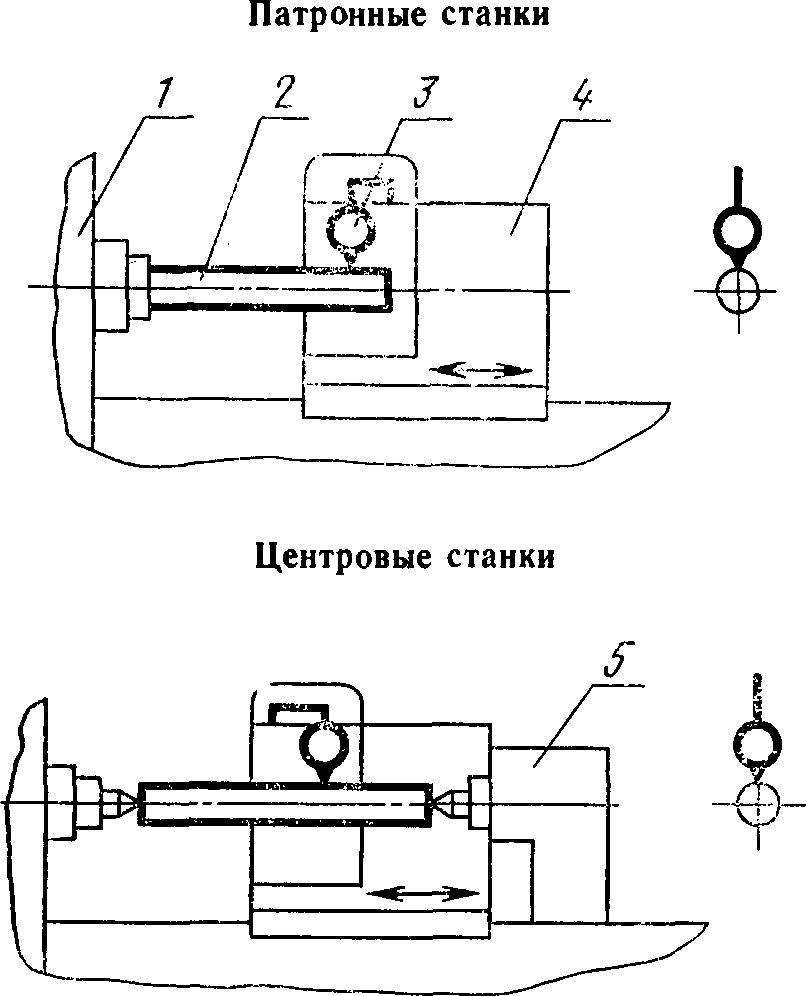
Проверка 1.1. Прямолинейность продольного перемещения фрезерной бабки в вертикальной плоскости (для станков, нарезающих резьбу длиной более 50 мм)
 | |
Допуск, мкм, для длины перемещения:
до 500 мм . . . . . . . . . . 12
св. 500 " 1000 мм . . . . . . . . . . 16
" 1000 " 3200 мм . . . . . . . . . . 25
Вогнутость не допускается
Методы проверки
При длине перемещения до 1000 мм
--------------------------------
Контрольную оправку 2 устанавливают в шпинделе передней бабки 1 или в центрах передней бабки и задней бабки 5, параллельно направлению перемещения фрезерной бабки 4.
Измерительный прибор 3 устанавливают на фрезерной бабке так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ей в вертикальной плоскости.
Фрезерную бабку перемещают на длину фрезеруемой резьбы.
Отклонение от прямолинейности определяют как наибольшую алгебраическую разность показаний измерительного прибора на заданной длине перемещений.
При длине перемещения св. 1000 мм (центровые станки)
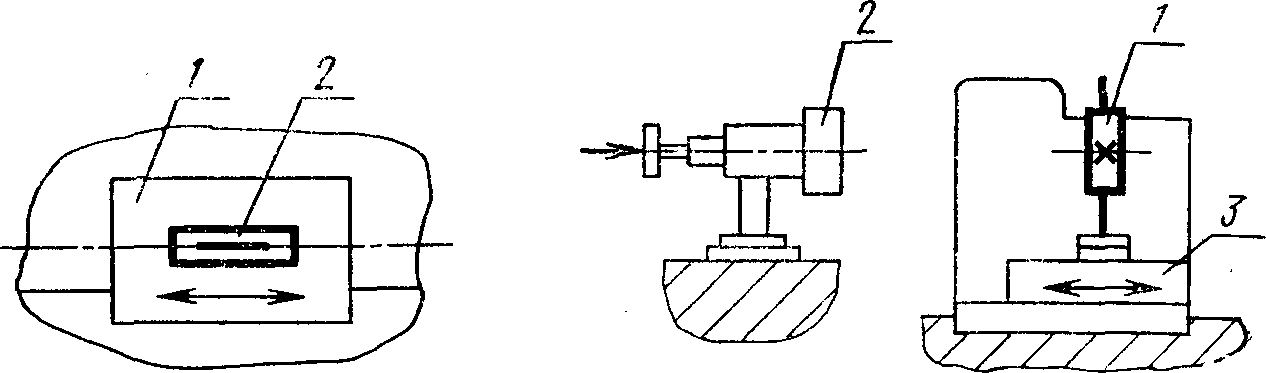
1.1.2. Проверка при помощи уровня (черт. 2)
Уровень 2 устанавливают на фрезерной бабке 1 в средней ее части вдоль направления перемещения.
Фрезерную бабку перемещают на длину фрезеруемой резьбы.
Измерения производят не реже чем через 0,1 длины перемещения.
Отклонение от прямолинейности определяют как наибольшую алгебраическую разность результатов измерений на длине перемещения (угловые величины отклонений пересчитывают в линейные).
При длине перемещения св. 1600 мм (для центровых станков)
1.1.3. Проверка с помощью визирной трубы (черт. 3)
Марку 1 (пластина с нанесенной на ней насечкой в виде креста, закрепленная на подставке) устанавливают на фрезерной бабке 3.
На станке устанавливают визирную трубу 2 так, чтобы ее оптическая ось была совмещена с центром метки пластины при крайних положениях бабки.
Фрезерную бабку перемещают в продольном направлении на длину фрезеруемой резьбы, производя измерения не реже чем через 0,1 длины хода.
При этом отмечают положение марки относительно оптической оси.
Отклонение от прямолинейности траектории перемещения равно наибольшей алгебраической разности показаний визирной трубы при наведении ее на марку на заданной длине перемещения.
Проверка 1.2. Прямолинейность продольного перемещения фрезерной бабки в горизонтальной плоскости
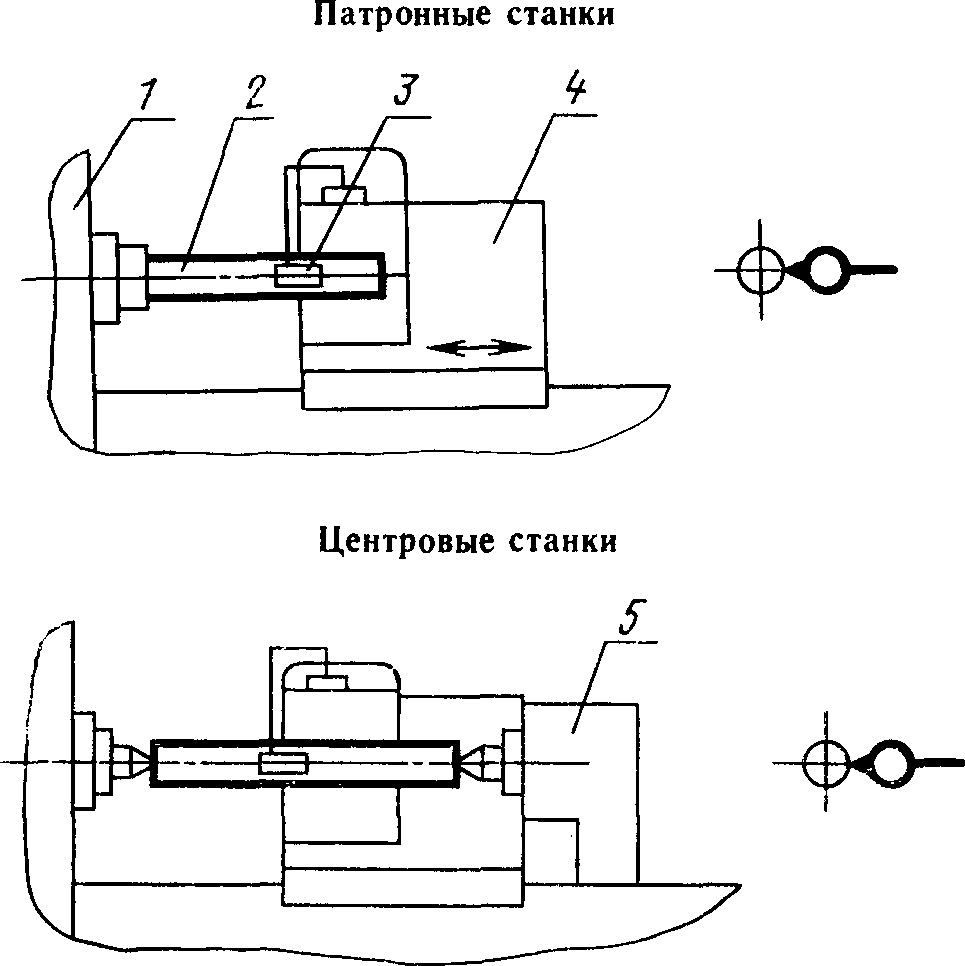
Допуск, мкм, для длины перемещения:
до 500 мм . . . . . . . . . . 12
св. 500 " 1000 мм . . . . . . . . . . 16
" 1000 " 3200 мм . . . . . . . . . . 25
Отклонения допускаются только к линии центров.
Методы проверки
При длине перемещения до 1000 мм
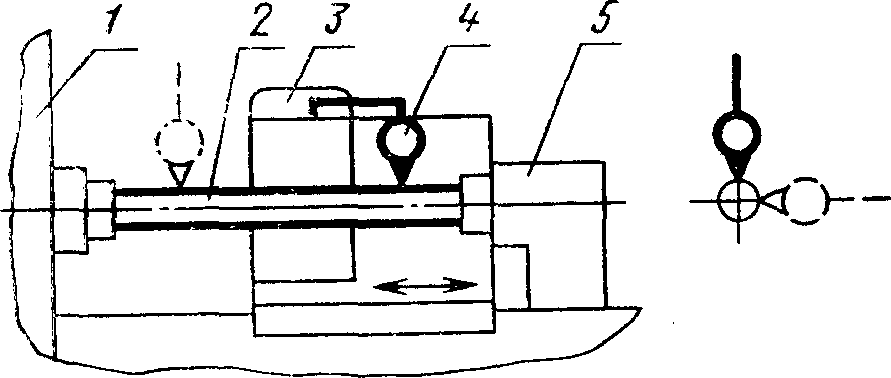
1.2.1. Проверка при помощи оправки и измерительного прибора (черт. 4)
Контрольную оправку 2 с цилиндрической измерительной поверхностью устанавливают в шпинделе передней бабки 1 или в центрах передней бабки 1 и задней бабки 5 параллельно направлению перемещений фрезерной бабки 4.
Измерительный прибор 3 устанавливают на фрезерной бабке так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ей в горизонтальной плоскости.
Фрезерную бабку перемещают на длину фрезеруемой резьбы.
Отклонение от прямолинейности определяют как наибольшую алгебраическую разность показаний измерительного прибора.
При длине перемещения св. 1000 мм (для центровых станков)
1.2.2. Проверка аналогична проверке 1.1.2.
При длине перемещения св. 1600 мм (для центровых станков)
1.2.3. Проверка аналогична проверке 1.1.3.
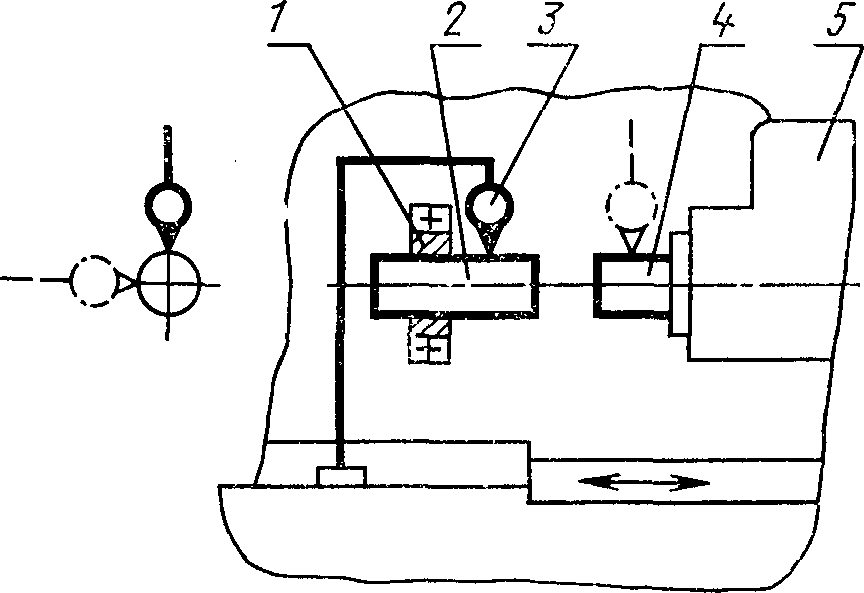
Проверка 1.3. Постоянство положения фрезерной бабки в плоскости перпендикулярной направлению ее перемещения
Черт. 5
Допуск, мкм, на 1000 мм для длины перемещения:
до 500 мм . . . . . . . . . . 25
св. 500 " 1000 мм . . . . . . . . . . 40
" 1000 " 3200 мм . . . . . . . . . . 50
Метод проверки
Уровень 2 устанавливают на фрезерной бабке 1 перпендикулярно направлению перемещения.
Фрезерную бабку перемещают на всю длину хода, измерения производят не реже чем через 0,1 длины перемещения.
Отклонение от постоянства положения определяют как наибольшую алгебраическую разность результатов измерений на длине перемещения.
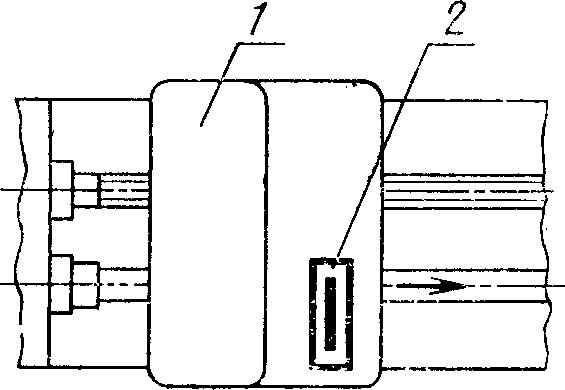
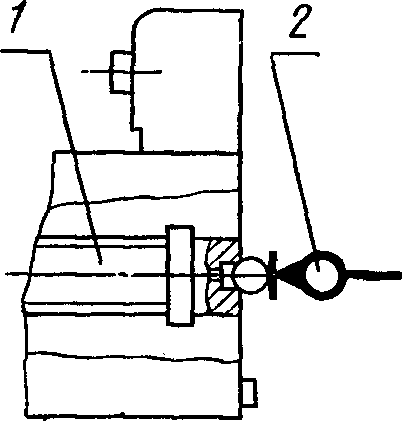
Проверка 1.4. Радиальное биение центрирующей поверхности шейки шпинделя передней бабки
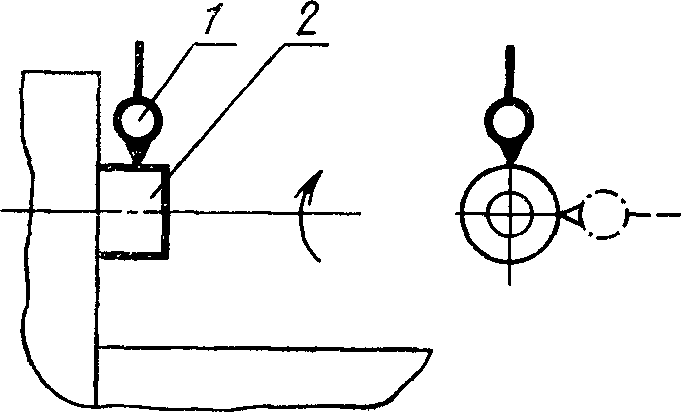
Черт. 6
Допуск, мкм, для наибольшего диаметра устанавливаемой заготовки:
до 200 мм . . . . . . . . . . 10
св. 200 " 400 мм . . . . . . . . . . 12
" 400 " 630 мм . . . . . . . . . . 16
Метод проверки
Измерительный прибор 1 устанавливают на станке так, чтобы его измерительный наконечник касался середины поверхности шейки шпинделя передней бабки 2, был перпендикулярен ее оси и проходил через ось вращения.
Шпиндель приводят во вращение.
Радиальное биение определяют как наибольшую алгебраическую разность показаний измерительного прибора в каждом его положении.
Допуск, мкм, для наибольшего диаметра устанавливаемой заготовки:
до 200 мм . . . . . . . . . . 8
св. 200 " 400 мм . . . . . . . . . . 10
" 400 " 630 мм . . . . . . . . . . 12
Метод проверки
Проверка производится согласно ГОСТ 22267 подраздел 18.2.1.
Допуск, мкм, для наибольшего диаметра устанавливаемой заготовки:
до 200 мм . . . . . . . . . . 8
св. 200 " 400 мм . . . . . . . . . . 10
" 400 " 630 мм . . . . . . . . . . 12
Метод проверки
Проверка производится согласно ГОСТ 22267 подраздел 17.2.1.
Проверка 1.7. Радиальное биение шпинделя передней бабки:
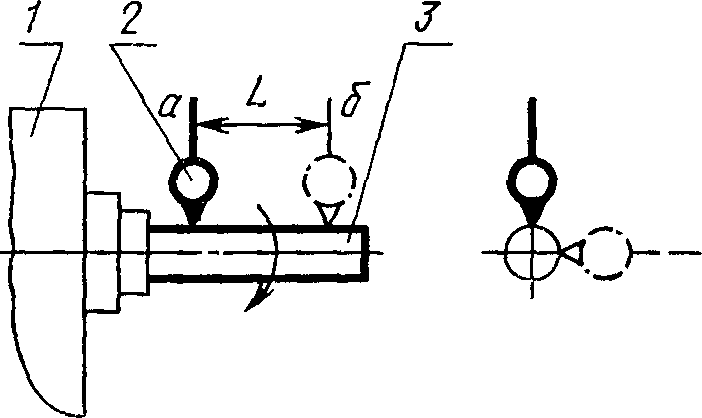
Черт. 7
Наибольший диаметр устанавливаемой заготовки, мм | Номер проверки | Для коротких резьб с длиной фрезеруемой резьбы до 50 мм | Для длинных резьб | ||
L, мм | Допуск, мкм | L, мм | Допуск, мкм | ||
До 200 | - | 6 | - | 6 | |
100 | 8 | 200 | 10 | ||
Св. 200 до 400 | - | 8 | - | 8 | |
100 | 10 | 200 | 12 | ||
Св. 400 до 630 | - | 10 | - | 10 | |
150 | 13 | 300 | 16 | ||
(Измененная редакция, Изм. N 1).
Метод проверки
Контрольную оправку 3 устанавливают в отверстие шпинделя передней бабки 1 так, чтобы ось совпала с осью вращения.
Измерительный прибор 2 укрепляют на неподвижной части станка так, чтобы его измерительный наконечник касался поверхности оправки и был перпендикулярен оси.
Шпиндель приводят во вращение.
Радиальное биение определяют как наибольшую алгебраическую разность показаний измерительного прибора в каждом его положении.
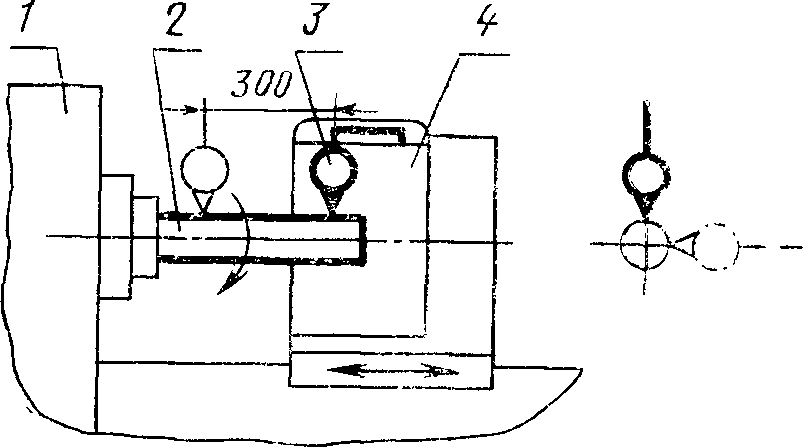
Проверка 1.8. Радиальное биение конического отверстия шпинделя фрезерной бабки:
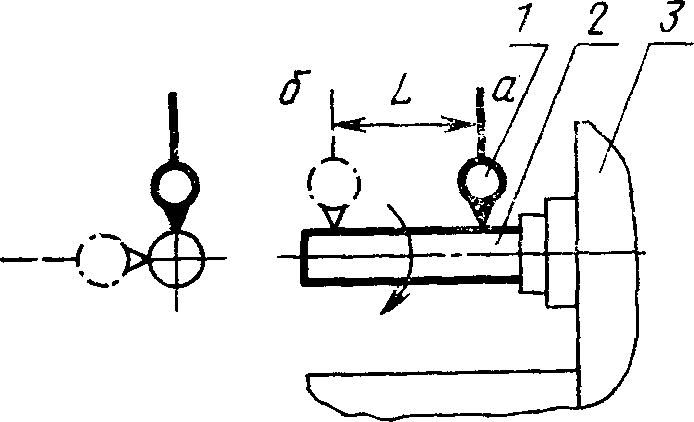
Черт. 8
Таблица 2
Наибольший диаметр устанавливаемой заготовки, мм | Номер проверки | Для коротких резьб с длиной фрезеруемой резьбы до 50 мм | Для длинных резьб | ||
L, мм | Допуск, мкм | L, мм | Допуск, мкм | ||
До 200 | - | 6 | - | 6 | |
100 | 8 | 200 | 10 | ||
Св. 200 до 400 | - | 8 | - | 8 | |
100 | 10 | 200 | 12 | ||
Св. 400 до 630 | - | 10 | - | 10 | |
150 | 13 | 300 | 16 | ||
(Измененная редакция, Изм. N 1).
Метод проверки
Контрольную оправку 2 устанавливают в отверстие шпинделя фрезерной бабки 3 так, чтобы ось совпала с осью вращения шпинделя.
Измерительный прибор 1 укрепляют на неподвижной части станка так, чтобы его измерительный наконечник касался поверхности оправки и был перпендикулярен оси.
Шпиндель приводят во вращение.
Радиальное биение определяют как наибольшую алгебраическую разность показаний измерительного прибора в каждом его положении.
Допуск, мкм, для наибольшего диаметра устанавливаемой заготовки:
до 200 мм . . . . . . . . . . 6
св. 200 " 400 мм . . . . . . . . . . 8
" 400 " 630 мм . . . . . . . . . . 10
Метод проверки
Проверка производится согласно ГОСТ 22267, подраздел 17.2.1.
Проверка 1.10. Параллельность оси шпинделя фрезерной бабки направлению ее перемещения в горизонтальной и вертикальной плоскостях
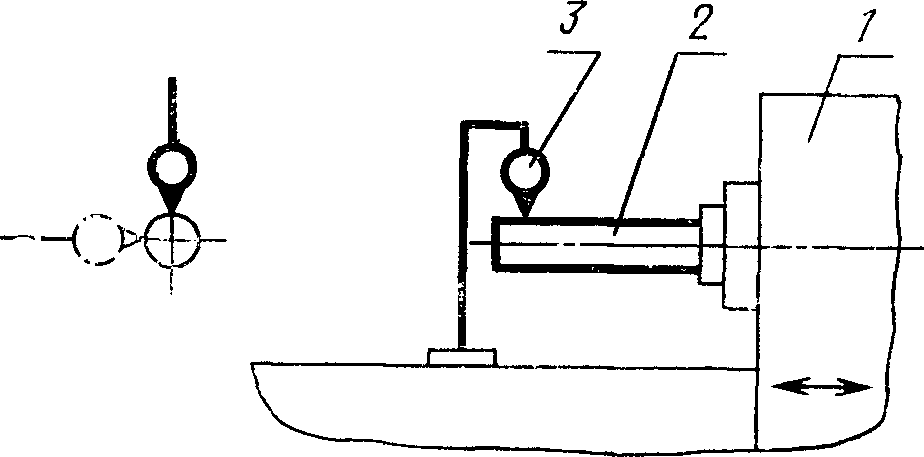
Черт. 9
Допуск, мкм, для наибольшего диаметра устанавливаемой заготовки:
до 200 мм . . . . . . . . . . 10
св. 200 " 400 мм . . . . . . . . . . 12
" 400 " 630 мм . . . . . . . . . . 16
Метод проверки
Контрольную оправку 2 устанавливают в отверстие шпинделя фрезерной бабки 1.
Измерительный прибор 3 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался образующей контрольной оправки и был перпендикулярен ей.
Фрезерную бабку перемещают на длину фрезеруемой резьбы.
Отклонение от параллельности определяют как алгебраическую разность показаний измерительного прибора в крайних точках заданного перемещения.
Проверка 1.11. Соосность отверстия подшипника, поддерживающего конец оправки фрезы, с осью вращения шпинделя фрезерной бабки (для центровых станков)
Черт. 10
Допуск, мкм, для наибольшего диаметра устанавливаемой заготовки:
до 200 . . . . . . . . . . 12
св. 200 . . . . . . . . . . 16
Метод проверки
Контрольные оправки 2 и 4 устанавливают в отверстия подшипника 1 и шпинделя фрезерной бабки 5.
Измерительный прибор 3 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался образующих оправок и был перпендикулярен им.
Фрезерную бабку перемещают на длину фрезы.
Отклонение от соосности определяют как наибольшую алгебраическую разность показаний измерительного прибора.
Проверка 1.12. Осевое биение ходового винта (для центровых станков, имеющих ходовой винт для нарезания длинной резьбы)
Черт. 11
Допуск, мкм, для наибольшего диаметра устанавливаемой заготовки над салазками:
до 200 . . . . . . . . . . 8
св. 200 . . . . . . . . . . 10
Метод проверки
Проверка производится согласно ГОСТ 22267, подраздел 17.2.1.
Проверка 1.13. Точность кинематической цепи от шпинделя к ходовому винту (для центровых станков, имеющих ходовой винт для нарезания длинной резьбы)
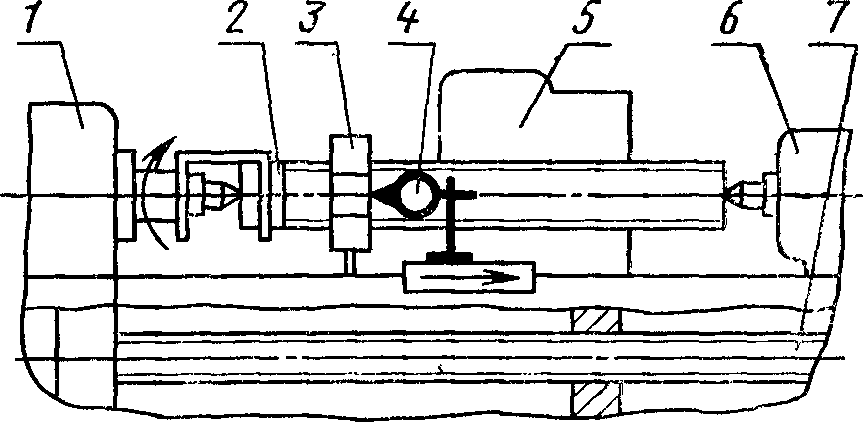
Черт. 12
Таблица 3
Наибольший диаметр устанавливаемой заготовки над салазками, мм | На длине, мм | Допуск, мкм |
До 200 | 100 | 20 |
Св. 200 | 300 | 35 |
Метод проверки
Измерительный прибор 4 устанавливают на фрезерной бабке 5 так, чтобы его измерительный наконечник касался поверхности торца гайки 3, навернутой на контрольный винт 2, который устанавливают между центрами передней 1 и задней бабок 6.
Гайку закрепляют так, чтобы при вращении винта она могла перемещаться вдоль оси винта.
Ходовому винту сообщают вращение от шпинделя с передачей, равной отношению шага контрольного винта к шагу ходового винта 7.
Накопленную погрешность определяют как алгебраическую разность показаний измерительного прибора в любых двух точках по длине контрольного винта.
Проверка 1.14. Параллельность оси вращения шпинделя передней бабки направлению продольного перемещения фрезерной бабки в горизонтальной и вертикальной плоскостях
Черт. 13
Таблица 3а
Наибольший диаметр устанавливаемой заготовки, мм | Для коротких резьб с длиной фрезеруемой резьбы до 50 мм | Для длинных резьб | ||
L, мм | Допуск, мкм | L, мм | Допуск, мкм | |
До 200 | 150 | 8 | 300 | 10 |
Св. 200 до 400 | 150 | 12 | 300 | 16 |
Св. 400 до 630 | 150 | 46 | 300 | 20 |
Отклонение свободного конца оправки допускается:
а) в вертикальной плоскости только вверх;
ИС МЕГАНОРМ: примечание. Обозначение пунктов дано в соответствии с официальным текстом документа. |
в) в горизонтальной только в сторону фрезы.
Метод проверки
Проверка производится согласно ГОСТ 22267-76, подраздел 6.2.5.
(Измененная редакция, Изм. N 1).
Проверка 1.15. (Исключена, Изм. N 1).
Проверка 1.16. Параллельность оси, проходящей через центры передней и задней бабок, направлению перемещения фрезерной бабки в горизонтальной и вертикальной плоскостях (для центровых станков)
Допуск, мкм, для длины перемещения фрезерной бабки:
до 500 мм . . . . . . . . . . 12
св. 500 " 1000 мм . . . . . . . . . . 16
" 1000 " 3200 мм . . . . . . . . . . 20
Оправка может отклоняться только вверх и в сторону фрезерной бабки.
Метод проверки
Для станков с длиной хода до 1000 мм (черт. 14)
Контрольную оправку 2 устанавливают между центрами передней бабки 1 и задней бабки 5.
Измерительный прибор 4 устанавливают на фрезерной бабке так, чтобы его измерительный наконечник касался образующей оправки.
Фрезерную бабку перемещают на длину фрезеруемой резьбы.
Отклонение от параллельности определяют как алгебраическую разность показаний прибора в крайних точках заданного перемещения.
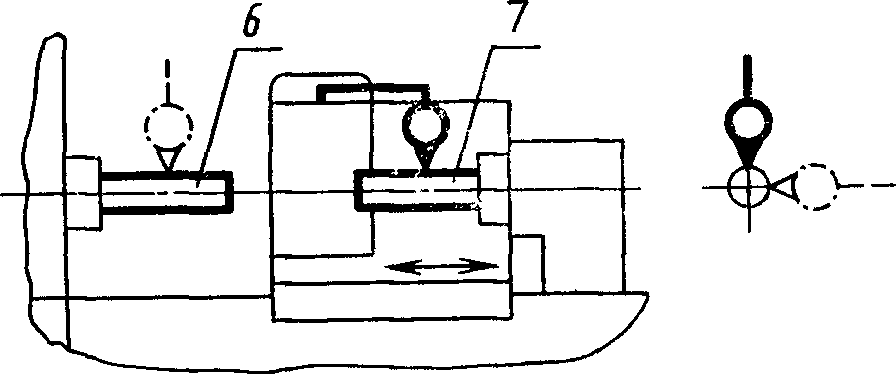
Для станков с длиной хода стола св. 1000 мм (черт. 15)
Контрольные оправки 6 и 7 одинакового диаметра устанавливают в отверстия шпинделя передней и пиноли задней бабок. Измерительный прибор устанавливают на фрезерной бабке так, чтобы его измерительный наконечник касался образующих оправок и был перпендикулярен им в плоскости измерения.
Отклонение от параллельности определяют как алгебраическую разность показаний по образующим оправок в шпинделе передней бабки и пиноли задней бабки.
На станке на образце-заготовке фрезеруют метрическую резьбу.
Основные размеры заготовки должны соответствовать табл. 5.
мм
Тип станка | Наибольший диаметр заготовки, устанавливаемой над станиной | Наибольший диаметр фрезеруемой резьбы | Размеры резьбы на образце-заготовке | |||
Диаметр резьбы | Длина резьбы | Шаг резьбы | ||||
Патронный | 400 (450) | 80 | 45 - 70 | до 50 | 3 | |
500 (560) | 125 | 70 - 90 | ||||
200 | 120 - 160 | до 60 | ||||
Центровые | для коротких резьб | 400 (450) | 80 | 45 - 70 | 4 | |
для длинных резьб | 500 | 160 | 100 - 130 | до 80 | ||
200 | 120 - 160 | до 120 | ||||
Диаметр фрезеруемой резьбы, мм | Предельное отклонение среднего диаметра, мкм, по ГОСТ 16093 | |
верхн. | нижн. | |
Св. 45 до 70 | -48 | -260 |
Св. 70 до 90 " 120 " 160 | -272 | |
Св. 45 до 70 | -60 | -296 |
Св. 100 до 130 " 120 " 160 | -310 | |
Метод проверки
Проверку по среднему диаметру производят универсальными приборами.
Проверка 2.2. Точность шага резьбы
Предельные отклонения шага, мкм, не должны превышать на длине:
до 60 мм . . . . . . . . . . 20
до 160 мм . . . . . . . . . . 30
Метод проверки
Проверку накопленной ошибки по шагу производят универсальными приборами.
Шероховатость поверхности резьбы образца-изделия должна быть не грубее Rz 20 мкм по ГОСТ 2789.
Метод проверки
Шероховатость поверхности резьбы проверяют при помощи универсальных приборов.