СПРАВКА
Источник публикации
М.: ИПК Издательство стандартов, 1997
Примечание к документу
Документ утратил силу на территории Российской Федерации с 1 июня 2017 года в связи с изданием Приказа Росстандарта от 31.05.2017 N 462-ст.
Документ включен в Перечень документов в области стандартизации, содержащих правила и методы исследований (испытаний) и измерений, в том числе правила отбора образцов, необходимые для применения и исполнения технического регламента о безопасности машин и оборудования, а также для осуществления оценки соответствия (Распоряжение Правительства РФ от 05.08.2010 N 1328-р).
С 1 июля 2003 года до вступления в силу технических регламентов акты федеральных органов исполнительной власти в сфере технического регулирования носят рекомендательный характер и подлежат обязательному исполнению только в части, соответствующей целям, указанным в пункте 1 статьи 46 Федерального закона от 27.12.2002 N 184-ФЗ.
Введен в действие с 1 января 1986 года.
Взамен ГОСТ 6238-52.
Название документа
"ГОСТ 6238-77. Трубы обсадные и колонковые для геологоразведочного бурения и ниппели к ним. Технические условия"
(утв. Постановлением Госстандарта СССР от 16.05.1977 N 1211)
(ред. от 01.02.1993)
"ГОСТ 6238-77. Трубы обсадные и колонковые для геологоразведочного бурения и ниппели к ним. Технические условия"
(утв. Постановлением Госстандарта СССР от 16.05.1977 N 1211)
(ред. от 01.02.1993)
Утвержден и введен в действие
Постановлением Госстандарта СССР
от 16 мая 1977 г. N 1211
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ ОБСАДНЫЕ И КОЛОНКОВЫЕ ДЛЯ ГЕОЛОГОРАЗВЕДОЧНОГО
БУРЕНИЯ И НИППЕЛИ К НИМ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Casing and coring pipes for geology-exploring drilling
and nipples for them.
Specifications
ГОСТ 6238-77
Список изменяющих документов (в ред. Изменения N 1, утв. в августе 1982 г., Изменения N 2, утв. в январе 1986 г., Изменения N 3, утв. в августе 1988 г., Изменения N 4, утв. в феврале 1993 г.) |
Взамен ГОСТ 6238-52
Дата введения
1 января 1986 года
Утвержден и введен в действие Постановлением Государственного комитета стандартов Совета Министров СССР от 16.05.77 N 1211.
Ссылочные нормативно-технические документы
─────────────────────────────────────────────┬────────────────────
Обозначение НТД, на который дана ссылка │ Номер пункта
─────────────────────────────────────────────┼────────────────────
ИС МЕГАНОРМ: примечание.
Взамен ГОСТ 7502-89 Постановлением Госстандарта РФ от
27.07.1999 N 220-ст с 1 июля 2000 года введен в действие
ГОСТ 7502-89 │4.7
ГОСТ 18360-93 │4.7
ИС МЕГАНОРМ: примечание.
В официальном тексте документа, видимо, допущена опечатка:
стандарт имеет номер ГОСТ 22536.3-88, а не ГОСТ 22536.3-87.
ТУ 2-034-225-87 │4.2
ТУ 41-01-587-88 │4.5
ТУ 41-13-43-88 │4.6
ТУ 41-13-44-88 │4.6
Переиздание (июнь 1997 г.) с Изменениями N 1, 2, 3, 4, утвержденными в августе 1982 г., январе 1986 г., августе 1988 г., феврале 1993 г. (ИУС 12-82, 5-86, 12-88, 9-93).
Настоящий стандарт распространяется на стальные гладкие бесшовные обсадные и колонковые трубы и ниппели к ним, применяемые для крепления скважин и отбора керна при геологоразведочном бурении, а также на резьбу этих труб и ниппелей и взаимосвязанных с ними изделий.
Стандарт не распространяется на двойные колонковые трубы и колонковые трубы, применяемые при отборе керна снарядами со съемными керноприемниками.
(Измененная редакция, Изм. 3).
Применение на добровольной основе раздела 1 обеспечивает соблюдение требований технического регламента "О безопасности машин и оборудования", утв. Постановлением Правительства Российской Федерации от 15.09.2009 N 753 (Приказ Росстандарта от 20.08.2010 N 3108). |
1.1. Трубы изготовляют следующих типов:
безниппельные - соединяемые в обсадные колонны "труба в трубу";
ниппельные - включаемые в одинарные колонковые наборы, состоящие из одной или нескольких соединяемых между собой ниппелями колонковых труб или соединяемые в обсадные колонны при помощи ниппелей.
1.2. Размеры обсадных безниппельных труб должны соответствовать указанным на черт. 1 и в табл. 1.
(Измененная редакция, Изм. N 1, 2, 3).
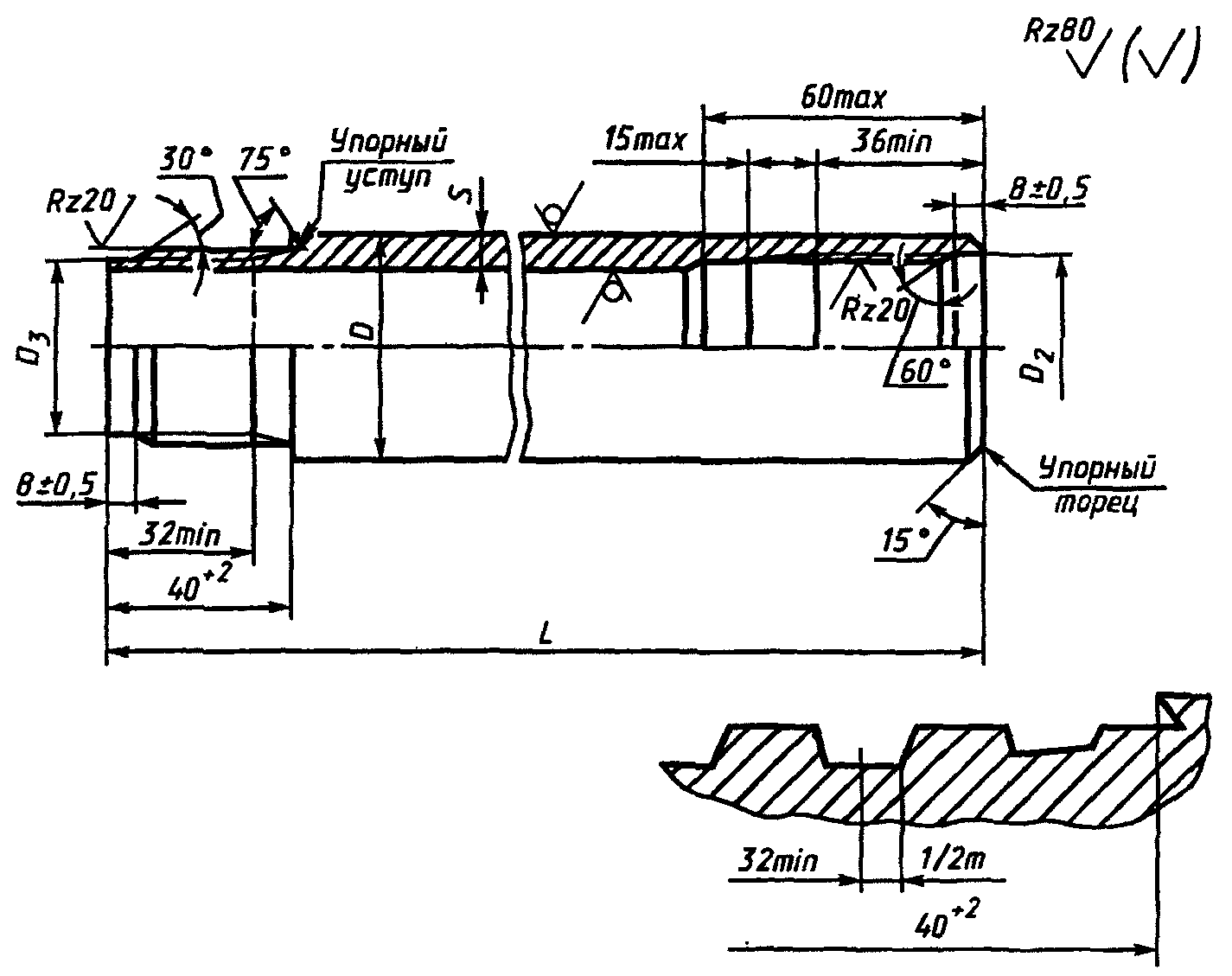
Черт. 1
Размеры, мм
──────────┬────────────────┬───────────────┬────────────┬────────────┬─────────┬───────
Точность │Наружный диаметр│Толщина стенки │ Диаметр │ Диаметр │Теорети- │ Длина
изготовле-│ трубы D │ s │расточки D │проточки D │ческая │трубы L
ния │ │ │ 2 │ 3 │масса 1 м│
├──────┬─────────┼──────┬────────┼──────┬─────┼──────┬─────┤труб в │
│Номин.│ Пред. │Номин.│ Пред. │Номин.│Пред.│Номин.│Пред.│гладкой │
│ │ откл. │ │ откл. │ │откл.│ │откл.│части, кг│
│ │ │ │ │ │ │ │ │ │
──────────┼──────┼─────────┼──────┼────────┼──────┼─────┼──────┼─────┼─────────┼───────
Повышенная│33,5 │+/- 0,15 │3,0 │+/- 0,25│32,0 │+0,17│29,5 │-0,17│2,26 │1500 -
──────────┼──────┼─────────┼──────┼────────┼──────┼─────┼──────┼─────┼─────────┤3000
Повышенная│44 │+/- 0,20 │3,5 │+/- 0,25│42,5 │+0,17│40,0 │-0,17│3,50 │
──────────┼──────┼─────────┼──────┼────────┼──────┼─────┼──────┼─────┼─────────┼───────
Обычная │57 │+/- 0,45 │4,5 │+0,54 │54,5 │+0,50│52,0 │-0,50│5,83 │1500 -
│ │ │ │-0,36 │ │ │ │ │ │4500
──────────┤ ├─────────┼──────┼────────┼──────┼─────┼──────┼─────┤ │
Повышенная│ │+/- 0,25 │4,5 │+/- 0,36│54,5 │+0,20│52,0 │-0,20│ │
──────────┼──────┼─────────┼──────┼────────┼──────┼─────┼──────┼─────┼─────────┼───────
Обычная │73 │+/- 0,57 │5,0 │+0,60 │70,0 │+0,50│67,5 │-0,50│8,38 │1500 -
│ │ │ │-0,40 │ │ │ │ │ │6000
──────────┤ ├─────────┼──────┼────────┼──────┼─────┼──────┼─────┤ │
Повышенная│ │+/- 0,36 │5,0 │+/- 0,40│70,0 │+0,20│67,5 │-0,20│ │
──────────┼──────┼─────────┼──────┼────────┼──────┼─────┼──────┼─────┼─────────┤
Обычная │89 │+/- 0,70 │5,0 │+0,60 │86,0 │+0,50│83,5 │-0,50│10,36 │
│ │ │ │-0,40 │ │ │ │ │ │
──────────┤ ├─────────┼──────┼────────┼──────┼─────┼──────┼─────┤ │
Повышенная│ │+/- 0,40 │5,0 │+/- 0,40│86,0 │+0,23│83,5 │-0,23│ │
Примечания. 1. Углы упорного уступа, упорного торца и внутренней фаски должны обеспечиваться конструкцией режущего инструмента и на трубах не контролируются.
2. Угол заходной фаски резьб является справочным.
3. По требованию потребителя допускается поставка до 10% партии труб мерной длины, кратной 1500 мм, с предельным отклонением +/- 70 мм.
4. По требованию потребителя допускается поставка труб большей длины.
5. При вычислении теоретической массы плотность стали принята равной 7,85 г/см3.
1.3. Размеры колонковых и обсадных труб ниппельного соединения и ниппелей к ним должны соответствовать указанным на черт. 2 и в табл. 2.
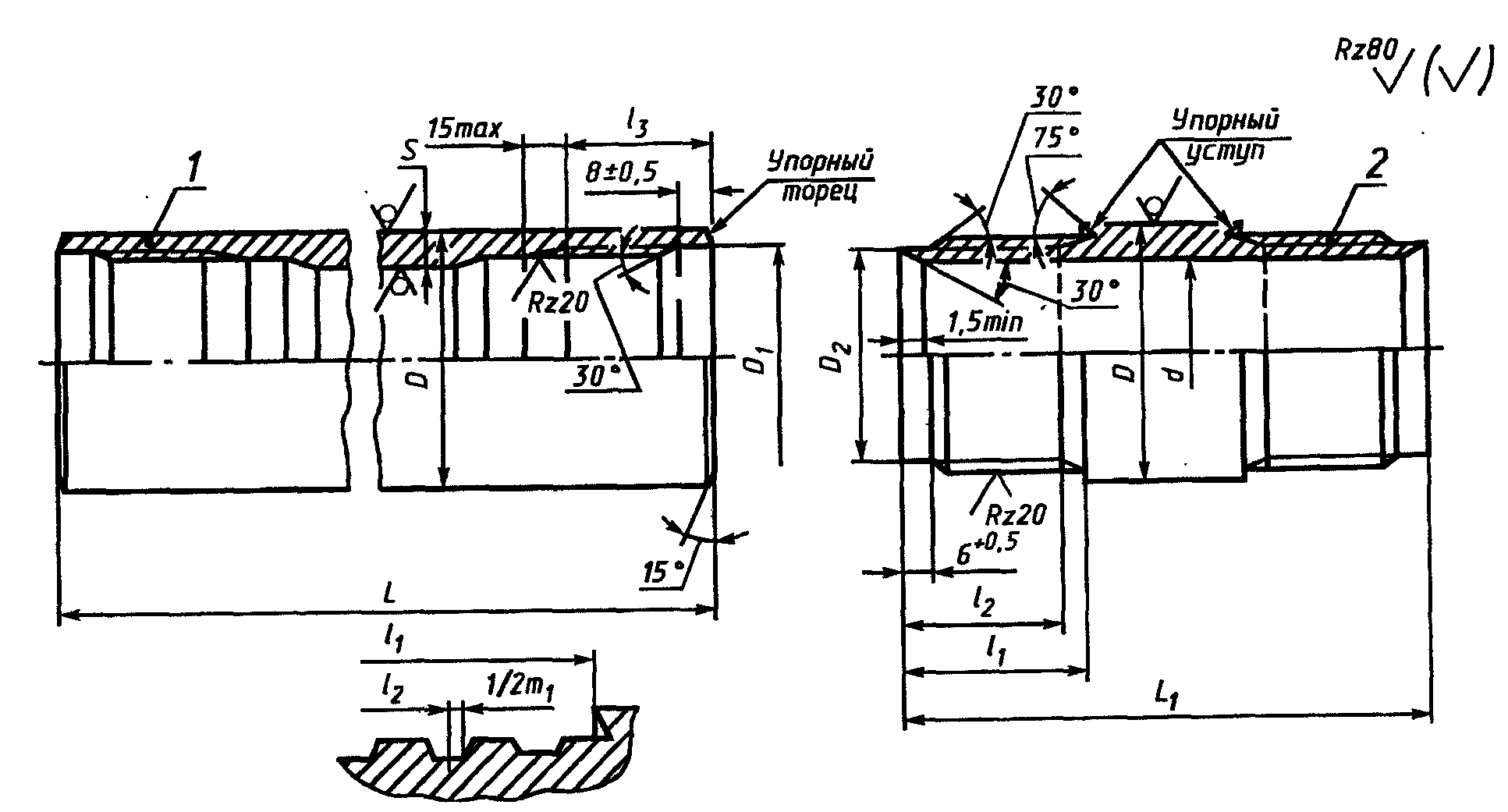
1 - труба; 2 - ниппель
Черт. 2
Размеры, мм
──────────┬───────────────┬───────────────┬─────────┬────────┬────────┬────────┬───────┬───────┬─────────────┬─────────┬─────────────
Типоразмер│Наружный диа- │Толщина стенки │Внутрен- │Диаметр │Диаметр │Длина │Длина │Длина │Длина трубы L│Длина │Теоретическая
обсадной │метр трубы и │ трубы s │ний диа- │расточки│проточки│проточки│наруж- │внут- │ │ниппеля │ масса, кг
(колон- │ниппеля D │ │метр │D │D │под на- │ной │ренней │ │L (пред.│
ковой) ├──────┬────────┼──────┬────────┤ниппеля d│ 1 │ 2 │ружную │резьбы │резьбы ├──────┬──────┤ 1 ├─────┬───────
трубы │Номин.│ Пред. │Номин.│ Пред. │(пред. │(пред. │(пред. │резьбу │с пол- │с пол- │колон-│обсад-│откл. │1 м │одного
│ │ откл. │ │ откл. │откл. │откл. │откл. │l , │ным │ным │ковой │ной │+3,0) │трубы│ниппеля
│ │ │ │ │+/- 0,5) │+0,5) │-0,5) │ 1 │профи- │профи- │ │ │ │ │
│ │ │ │ │ │ │ │(пред. │лем l ,│лем l ,│ │ │ │ │
│ │ │ │ │ │ │ │откл. │ 2 │ 3 │ │ │ │ │
│ │ │ │ │ │ │ │+2,0) │не │не │ │ │ │ │
│ │ │ │ │ │ │ │ │менее │менее │ │ │ │ │
──────────┼──────┼────────┼──────┼────────┼─────────┼────────┼────────┼────────┼───────┼───────┼──────┼──────┼─────────┼─────┼───────
25 x 3 │25 │+/- 0,10│3,0 │+/- 0,25│- │21,7 │- │40 │32 │36 │1500; │- │- │1,63 │-
│ │ │ │ │ │ │ │ │ │ │3000 │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │
33,5 x 3 │33,5 │+/- 0,27│3,0 │+/- 0,30│24,5 │30,0 │28,0 │40 │32 │36 │1500; │- │170 │2,26 │0,5
│ │ │ │ │ │ │ │ │ │ │3000 │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │
44 x 3,5 │44 │+/- 0,36│3,5 │+0,45 │34,0 │40,5 │38,0 │40 │32 │36 │1500; │- │170 │3,50 │0,7
│ │ │ │-0,30 │ │ │ │ │ │ │3000; │ │ │ │
│ │ │ │ │ │ │ │ │ │ │4500 │ │ │ │
57 x 4 │57 │+/- 0,45│4,0 │+0,48 │46,5 │52,5 │50,0 │40 │32 │36 │1500; │- │170 │5,23 │0,8
│ │ │ │-0,32 │ │ │ │ │ │ │3000; │ │ │ │
│ │ │ │ │ │ │ │ │ │ │4500; │ │ │ │
57 x 4,5 │ │ │4,5 │+0,54 │ │ │ │ │ │ │6000 │ │ │5,83 │0,8
│ │ │ │-0,36 │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │
73 x 4 │73 │+/- 0,57│4,0 │+0,48 │62,0 │68,5 │66,0 │40 │32 │36 │1500; │1500 -│170 │6,81 │1,0
│ │ │ │-0,32 │ │ │ │ │ │ │3000; │ 6000│ │ │
│ │ │ │ │ │ │ │ │ │ │4500; │ │ │ │
73,5 │ │ │5,0 │+0,60 │ │ │ │ │ │ │6000 │ │ │8,38 │1,0
│ │ │ │-0,40 │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │
89 x 4,5 │89 │+/- 0,89│4,5 │+0,67 │78,0 │84,5 │82,0 │40 │32 │36 │1500; │1500 -│170 │9,38 │1,3
│ │ │ │-0,56 │ │ │ │ │ │ │3000; │ 6000│ │ │
│ │ │ │ │ │ │ │ │ │ │4500; │ │ │ │
89 х 5 │ │ │5,0 │+0,75 │ │ │ │ │ │ │6000 │ │ │10,36│1,3
│ │ │ │-0,63 │ │ │ │ │ │ │ │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │
108 х 4,5 │108 │+/- 1,08│4,5 │+0,67 │95,5 │103,5 │101,0 │60 │52 │54 │1500; │1500 -│170 │11,49│2,4
│ │ │ │-0,56 │ │ │ │ │ │ │3000 │ 6000│ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │
108 х 5 │ │ │5,0 │+0,75 │ │ │ │ │ │ │4500; │ │ │12,70│2,4
│ │ │ │-0,63 │ │ │ │ │ │ │6000 │ │ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │
127 х 5 │127 │+/- 1,27│5,0 │+0,75 │114,5 │122,5 │120,0 │60 │52 │54 │- │1500 -│170 │15,04│2,6
│ │ │ │-0,63 │ │ │ │ │ │ │ │ 6000│ │ │
│ │ │ │ │ │ │ │ │ │ │ │ │ │ │
146 х 5 │146 │+/- 1,46│5,0 │+0,75 │134,0 │141,5 │139,0 │60 │52 │54 │- │1500 -│170 │17,39│2,8
│ │ │ │-0,63 │ │ │ │ │ │ │ │ 6000│ │ │
Примечания. 1. Углы упорного уступа и упорного торца труб и ниппелей обеспечиваются конструкцией режущего инструмента и на готовых изделиях не контролируются.
2. Угол заходной фаски резьбы является справочным.
3. Обсадные трубы изготавливают немерной длины. По согласованию изготовителя с потребителем допускается в партии до 10% труб мерной длины, кратной 1500 мм, с предельными отклонениями +/- 70 мм.
4. По требованию потребителя изготовляют трубы большей длины.
5. Допускается изготовление ниппелей с длиной резьбы с полным профилем, равной 30 мм для ниппелей диаметром 33,5 - 89 мм и равной 50 мм для ниппелей диаметром 108 мм и более.
6. По требованию потребителя допускается изготовление труб без резьбы.
Колонковые трубы изготовляют диаметром 25 - 108 мм, обсадные трубы ниппельного соединения - диаметром 73 - 146 мм.
(Измененная редакция, Изм. N 3, 4).
1.4. Овальность и разностенность труб не должны выводить размеры за предельные отклонения соответственно по наружному диаметру и толщине стенки.
1.5. Непрямолинейность (кривизна) труб на 1 м длины не должна превышать:
обычной точности:
0,7 мм - для труб диаметром от 25 до 89 мм;
1,0 мм - для труб диаметром от 108 до 146 мм;
повышенной точности:
0,3 мм - для труб диаметром от 33,5 до 73 мм;
0,5 мм - для труб диаметром от 89 до 146 мм.
(Измененная редакция, Изм. N 3).
1.6. Размеры резьбы обсадных и колонковых труб должны соответствовать указанным на черт. 3 и в табл. 3 и 4.
(Измененная редакция, Изм. N 1, 2, 3).
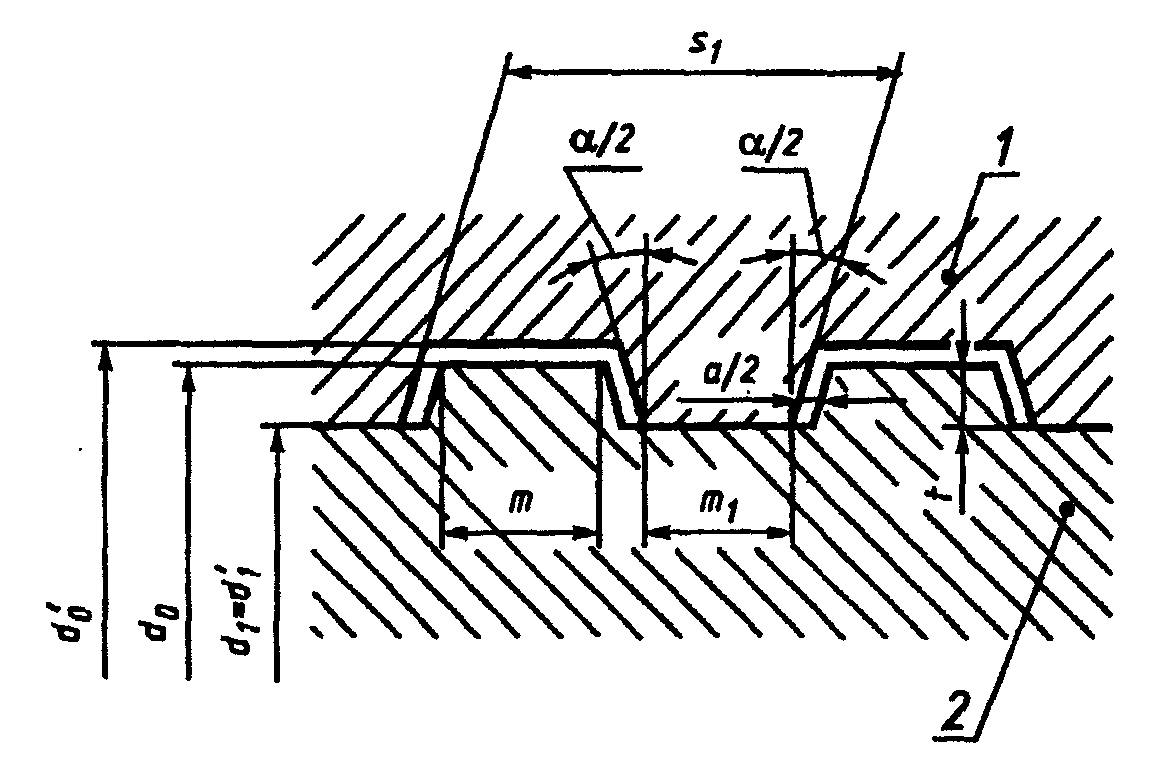
1 - внутренняя резьба; 2 - наружная резьба
Черт. 3
───────────────────────────────────────────────────────┬──────────
Наименование параметра резьбы │ Норма
───────────────────────────────────────────────────────┼──────────
Шаг резьбы s │4,000
1 │
Рабочая высота витка t │0,750
Ширина витка у вершины наружной резьбы m │1,922
Ширина витка у вершины внутренней резьбы m │1,934
1 │
Наименьший зазор по ширине витка а │0,012
альфа │
Угол уклона боковых сторон -----, град │5
2 │
мм
─────────┬──────────┬─────────────────────────────┬──────────────────────────────
Наружный │Обозначе- │ Наружная резьба │ Внутренняя резьба
диаметр │ние резьбы├───────────────┬─────────────┼────────────────┬─────────────
трубы и │ │ Наружный │ Внутренний │Наружный диаметр│ Внутренний
ниппеля D│ │ диаметр d │ диаметр d │ d' │ диаметр d'
│ │ 0 │ 1 │ 0 │ 1
│ ├──────┬────────┼──────┬──────┼──────┬─────────┼──────┬──────
│ │Номин.│ Пред. │Номин.│Пред. │Номин.│ Пред. │Номин.│Пред.
│ │ │ откл. │ │откл. │ │ откл. │ │откл.
─────────┴──────────┴──────┴────────┴──────┴──────┴──────┴─────────┴──────┴──────
Обсадные трубы безниппельного соединения
─────────┬──────────┬──────┬────────┬──────┬──────┬───────┬────────┬──────┬──────
33,5 │31,6 x 4 │31,6 │-0,100 │30,1 │-0,100│31,632 │+0,140 │30,1 │+0,100
44,0 │42 x 4 │42,0 │ │40,5 │ │42,032 │+0,170 │40,5 │
─────────┼──────────┼──────┼────────┼──────┼──────┼───────┼────────┼──────┼──────
57,0 │54 x 4 │54,0 │-0,120 │52,5 │-0,120│54,040 │+0,200 │52,5 │+0,120
73,0 │69,5 x 4 │69,5 │ │68,0 │ │69,540 │ │68,0 │
─────────┼──────────┼──────┼────────┼──────┼──────┼───────┼────────┼──────┼──────
89,0 │85,5 x 4 │85,5 │-0,140 │84,0 │-0,140│85,550 │+0,230 │84,0 │+0,140
─────────┴──────────┴──────┴────────┴──────┴──────┴───────┴────────┴──────┴──────
Колонковые и обсадные трубы ниппельного соединения и ниппели к ним
─────────┬──────────┬──────┬────────┬──────┬──────┬───────┬────────┬──────┬──────
25,0 │21,5 x 4 │- │- │- │- │21,525 │+0,140 │20,0 │+0,084
33,5 │29,8 x 4 │29,8 │-0,084 │28,3 │-0,084│29,825 │ │28,3 │
─────────┼──────────┼──────┼────────┼──────┼──────┼───────┼────────┼──────┼──────
44,0 │40 x 4 │40,0 │-0,100 │38,5 │-0,100│40,032 │+0,170 │38,5 │+0,100
─────────┼──────────┼──────┼────────┼──────┼──────┼───────┼────────┼──────┼──────
57,0 │52 x 4 │52,0 │-0,120 │50,5 │-0,120│52,040 │+0,200 │50,5 │+0,120
73,0 │68 x 4 │68,0 │ │66,5 │ │68,040 │ │66,5 │
─────────┼──────────┼──────┼────────┼──────┼──────┼───────┼────────┼──────┼──────
89,0 │84 x 4 │84,0 │-0,140 │82,5 │-0,140│84,050 │+0,230 │82,5 │+0,140
108,0 │103 x 4 │103,0 │ │101,5 │ │103,050│ │101,5 │
─────────┼──────────┼──────┼────────┼──────┼──────┼───────┼────────┼──────┼──────
127,0 │122 x 4 │122,0 │-0,160 │120,5 │-0,160│122,060│+0,260 │120,5 │+0,160
146,0 │141 x 4 │141,0 │ │139,5 │ │141,060│ │139,5 │
Примечание. Допускается плавное увеличение диаметра резьбы ниппеля (не более 0,2 мм) перед упорным уступом на длине не более 15 мм, не препятствующее свинчиваемости с трубой.
1.7. Предельные отклонения по ширине витка - минус 0,12 мм.
1.8. Предельные отклонения по ширине впадины - плюс 0,12 мм.
1.9. Отклонения по шагу резьбы должны быть компенсированы соответствующим уменьшением толщины витка (увеличением ширины впадины) в пределах поля допуска.
1.10. По вершинам и впадинам витка резьбы труб и ниппелей допускается закругление радиусом не более 0,25 мм.
Значения радиусов по вершинам и впадинам профиля резьбы и углов наклона боковых сторон профиля даны для проектирования резьбообразующего инструмента и на готовых изделиях их не контролируют.
При этом должна быть обеспечена свинчиваемость ниппеля с трубой.
(Измененная редакция, Изм. N 4).
1.11. Овальность резьбы труб и ниппелей, расточек и проточек по диаметру не должна превышать:
0,5 мм - для труб и ниппелей диаметром 25 - 89 мм;
0,6 мм - для труб и ниппелей диаметром 108 мм и более.
Примеры условных обозначений:
Труба обсадная безниппельная диаметром 73 мм, с правой резьбой, обычной точности, из материала группы прочности Д:
Труба обсадная БН 73-Д ГОСТ 6238-77
То же, повышенной точности изготовления:
Труба обсадная БН 73 П-Д ГОСТ 6238-77
То же, с левой резьбой:
Труба обсадная БН 73 П-Л-Д ГОСТ 6238-77
То же, мерной длины (длиной 3000 мм):
Труба обсадная БН 73 П х 3000-Л-Д ГОСТ 6238-77
Труба обсадная ниппельного соединения диаметром 73 мм, с толщиной стенки 5 мм, из материала группы прочности Д:
Труба обсадная Н 73 х 5-Д ГОСТ 6238-77
То же, с толщиной стенки 4 мм:
Труба обсадная Н 73 х 4-Д ГОСТ 6238-77
То же, мерной длины (длиной 4500 мм):
Труба обсадная Н 73 х 4 х 4500-Д ГОСТ 6238-77
Труба колонковая диаметром 73 мм, с толщиной стенки 5 мм, длиной 3000 мм, из материала группы прочности К:
Труба колонковая К 73 x 5 x 3000-К ГОСТ 6238-77
То же, с толщиной стенки 4 мм:
Труба колонковая К 73 x 4 x 3000-К ГОСТ 6238-77
Ниппель наружным диаметром 73 мм из материала группы прочности Д:
Ниппель 73-Д ГОСТ 6238-77
(Измененная редакция, Изм. N 3).
2.1. Обсадные и колонковые трубы для геологоразведочного бурения и ниппели к ним должны изготовляться в соответствии с требованиями настоящего стандарта.
2.2. На поверхности труб не допускаются трещины, плены, рванины и закаты.
Отдельные незначительные забоины, вмятины, риски, тонкий слой окалины, следы зачистки дефектов и мелкие плены допускаются, если они не выводят толщину стенки за пределы минусовых отклонений.
2.3. Обсадные и колонковые трубы и ниппели к ним изготовляют из стали групп прочности Д, К и М. Массовая доля серы и фосфора не должна превышать 0,045% каждого.
Обсадные и колонковые трубы группы прочности М изготовляют по согласованию изготовителя с потребителем.
Колонковые трубы диаметром 25 - 73 мм изготовляют холоднодеформированными.
(Измененная редакция, Изм. N 3).
2.4. Механические свойства труб и ниппелей должны соответствовать указанным в табл. 5.
Таблица 5
──────────────────────────────────┬───────────────────────────────
Механические свойства стали │ Норма для стали группы
│ прочности, не менее
├─────────┬──────────┬──────────
│ Д │ К │ М
──────────────────────────────────┼─────────┼──────────┼──────────
Временное сопротивление сигма , │638 (65) │687 (70) │862 (87,9)
в │ │ │
Н/мм2 (кгс/мм2), не менее │ │ │
Предел текучести сигма , Н/мм2 │373 (38) │490 (50) │758 (77,3)
т │ │ │
(кгс/мм2), не менее │ │ │
Относительное удлинение дельта ,│16 │12 │12
5 │ │ │
%, не менее │ │ │
Примечание. На трубах группы прочности Д при соблюдении нормы предела текучести норма по пределу прочности не является браковочной характеристикой.
(Измененная редакция, Изм. N 3, 4).
2.5. Резьба труб и ниппелей может быть правой и левой. Колонковые трубы изготовляют только с правой резьбой.
2.5а. Резьба труб и ниппелей должна быть гладкой без рванин и других дефектов, нарушающих ее непрерывность и прочность.
На поверхностях расточек и проточек резьбы допускаются следы от резьбонарезного инструмента.
(Измененная редакция, Изм. N 1, 3).
2.6. Геометрические оси резьб обоих концов ниппелей должны совпадать.
Отклонение от соосности в плоскости любого торца ниппеля не должно превышать 0,6 мм.
3.1. Трубы и ниппели принимают партиями. Партия должна состоять из труб или ниппелей одного размера и одной группы прочности и должна быть оформлена одним документом о качестве по ГОСТ 10692 с дополнениями:
наименование изделий и их обозначение;
номер партии, количество труб и ниппелей.
Количество труб или ниппелей в партии не должно превышать 300 шт.
(Измененная редакция, Изм. N 1).
3.2. Проверке внешнего вида и размеров, а также правильности исполнения резьбы подвергают каждую трубу и каждый ниппель партии.
3.3. Для контроля механических свойств от партии отбирают одну трубу или один ниппель.
3.4. Для проверки соосности осей резьбы отбирают не менее 10% ниппелей от партии.
3.4а. Для проверки овальности по диаметру резьбы труб и ниппелей, расточек и проточек отбирают не менее 20% труб и ниппелей от партии.
(Введен дополнительно, Изм. N 3).
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
3.6. При получении неудовлетворительных результатов испытаний по соосности проверке подвергают каждый ниппель.
4.1. Осмотр поверхности труб и ниппелей проводят визуально. Проверка глубины допускаемых дефектов проводится надпиловкой поверхности или иным способом в одном-трех местах трубы или ниппеля.
4.2. Кривизну труб проверяют поверочной линейкой по ГОСТ 8026 с набором щупов по ТУ 2-034-225.
(Измененная редакция, Изм. N 2, 4).
4.3. Испытание на растяжение проводят по ГОСТ 10006 на продольном коротком пропорциональном образце. Скорость передвижения активного захвата до предела текучести - не более 10 мм/мин, за пределом текучести - не более 40 мм/мин.
Допускается вместо испытания на растяжение пользоваться неразрушающими, а также статистическими методами контроля по нормативно-технической документации, утвержденной в установленном порядке.
При разногласиях в оценке уровня механических свойств испытание проводят по ГОСТ 10006.
4.4. Химический состав стали проверяют при разногласиях по ГОСТ 22536.0, ГОСТ 22536.1 - ГОСТ 22536.6. Пробы для определения химического состава стали отбирают по ГОСТ 7565.
(Измененная редакция, Изм. N 4).
4.6. Проверка правильности исполнения резьб должна проводиться калибрами в соответствии с требованиями, приведенными в ТУ 41-13-43, ТУ 41-13-44. Допускается навинчивание резьбового проходного калибра с моментом не более 12 кг х м.
При нарезании резьбы специализированным резьбонарезным инструментом (плашками, гребенками), позволяющим производить одновременное формирование наружного и внутреннего диаметров резьбы, контроль резьбы труб и ниппелей проводят только резьбовыми калибрами. Контроль гладкими калибрами наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы, а также диаметров проточек и расточек осуществляют в технологическом процессе (до снятия труб и ниппелей со станка); на готовых изделиях контроль этих параметров не проводят.
(Измененная редакция, Изм. N 3).
4.7. Контроль наружного диаметра и овальности проводят гладкими микрометрами по ГОСТ 6507 или предельными калибрами по ГОСТ 18360.
Контроль толщины стенки проводят трубными микрометрами по ГОСТ 6507.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 7502-89 Постановлением Госстандарта РФ от 27.07.1999 N 220-ст с 1 июля 2000 года введен в действие ГОСТ 7502-98. |
Контроль длины проводят рулеткой по ГОСТ 7502.
(Введен дополнительно, Изм. N 2).
5.1. Трубы поставляются комплектно с навинченными на один конец ниппелями. По требованию потребителя допускается поставка труб без ниппелей и отдельная поставка ниппелей.
При поставке труб с навинченными ниппелями допускается недовинченность ниппеля на величину до 3 мм.
(Измененная редакция, Изм. N 2).
5.2. На каждой трубе на расстоянии не более 500 мм от одного из концов должны быть поставлены товарный знак предприятия-изготовителя, размер наружного диаметра и группа прочности материала.
Ниппели, поставляемые отдельно, клеймят аналогично трубам.
Трубы и ниппели с левой резьбой должны иметь посередине широкий поясок, нанесенный светлой краской, с надписью "Лев".
На трубах и ниппелях повышенной точности изготовления наносят клеймо "П".
5.3. Резьба труб и ниппелей должна быть покрыта предохраняющей от коррозии смазкой.
5.4. Для предохранения резьбы от повреждений при транспортировании на концы труб и ниппелей навинчивают или плотно надевают предохранительные кольца или пробки.
При отправке ниппелей отдельно в контейнерах или ящиках предохранительные кольца не применяют.
5.5. Упаковка, транспортирование и хранение труб должны проводиться в соответствии с требованиями ГОСТ 10692.
5.6. (Исключен, Изм. N 1).