СПРАВКА
Источник публикации
М.: Стройиздат, 1979
Примечание к документу
Название документа
"Руководство по монтажу железобетонных, чугунных, асбестоцементных трубопроводов"
"Руководство по монтажу железобетонных, чугунных, асбестоцементных трубопроводов"
ПО МОНТАЖУ ЖЕЛЕЗОБЕТОННЫХ, ЧУГУННЫХ,
АСБЕСТОЦЕМЕНТНЫХ ТРУБОПРОВОДОВ
Рекомендовано к изданию Секцией водоснабжения НТС ВНИИ Водгео.
Руководство разработано к главе СНиП III-30-74 "Водоснабжение, канализация и теплоснабжение. Наружные сети и сооружения".
Руководство содержит требования, предъявляемые к напорным трубам, предназначаемым для прокладки, а также рекомендации по монтажу трубопроводов с различными типами стыковых соединений и испытанию уложенных трубопроводов.
Руководство предназначено для инженерно-технических работников, занимающихся проектированием и строительством напорных трубопроводов водоснабжения и канализации.
Настоящее Руководство разработано к главе СНиП III-30-74 "Водоснабжение, канализация и теплоснабжение. Наружные сети и сооружения". В Руководстве приводятся дополнительные требования, соблюдение которых необходимо при производстве и приемке работ, связанных с монтажом напорных трубопроводов из чугунных, железобетонных и асбестоцементных труб.
Руководство разработано на основе использования передового опыта строительства напорных трубопроводов ведущими строительными организациями (тресты Главмосинжстроя Мосгорсовета, Центроспецстрой Минмонтажспецстроя СССР, Тулспецстрой Минпромстроя СССР, Уралспецстрой и Уралтрансспецстрой Минтяжстроя СССР, Спецстрой Главленинградстроя Ленгорсовета, Спецстроймеханизация Минстроя СССР и др.) и результатов научно-исследовательских и конструкторско-технологических работ ВНИИ ВОДГЕО Госстроя СССР и Волгоградского инженерно-строительного института Минвуза СССР. В него включены наиболее прогрессивные методы монтажа напорных трубопроводов, механизмы и приспособления, нашедшие применение в практике строительства таких трубопроводов, отвечающие современному уровню механизации работ по прокладке трубопроводов и обеспечивающие их надлежащее качество.
Руководство разработано лабораторией труб и подземных сооружений Всесоюзного научно-исследовательского института водоснабжения, канализации, гидротехнических сооружений и инженерной гидрогеологии (кандидатами техн. наук В.И. Готовцевым, О.Д. Ротиной и Н.Е. Фомкиным при участии инженеров В.П. Булгаковой и Л.М. Полякова).
Замечания и предложения просьба направлять по адресу: 119826, Москва, Комсомольский проспект, 42.
1.1. Настоящее руководство разработано к главе СНиП III-30-74 "Водоснабжение, канализация и теплоснабжение. Наружные сети и сооружения" в части разделов по прокладке напорных трубопроводов водоснабжения и канализации.
1.2. Руководство содержит основные требования, предъявляемые к трубам и уплотняющим материалам, основные правила погрузки, разгрузки и хранения их на трассе, а также методы монтажа трубопроводов и правила их испытания.
1.3. Руководством следует пользоваться при производстве работ по монтажу и испытанию напорных трубопроводов, прокладываемых из труб следующих видов:
а) чугунных раструбных с различными типами стыковых соединений;
б) железобетонных раструбных;
в) асбестоцементных с различными типами муфтовых соединений.
1.4. Выбор материала и класса прочности труб должен быть осуществлен в проекте в соответствии с требованиями главы СНиП II-31-74 "Водоснабжение. Наружные сети и сооружения" и главы СНиП II-32-74 "Канализация. Наружные сети и сооружения" применительно к местным условиям строительства трубопровода.
1.5. Все указанные виды труб допускается применять для прокладки трубопроводов, транспортирующих жидкости, неагрессивные по отношению к материалу труб и уплотняющим материалам.
1.6. Трубы могут применяться для траншейной прокладки, укладки их в тоннелях, футлярах и т.п.
1.7. Настоящее Руководство не рассматривает специальных вопросов, связанных:
а) с устройством искусственных оснований под трубопроводы при наличии слабых грунтов основания;
б) с проведением дополнительных мероприятий при строительстве трубопроводов на просадочных грунтах, в условиях вечномерзлых грунтов, в районах, подверженных землетрясениям, на подрабатываемых территориях, а также при прокладке трубопроводов в зоне сезонного промерзания.
1.8. Прокладку напорных трубопроводов следует осуществлять в полном соответствии с проектом, с использованием типовых технологических карт по укладке трубопроводов, а также с соблюдением требований соответствующих нормативных документов, утвержденных Госстроем СССР.
1.9. При монтаже трубопроводов следует выполнять правила по технике безопасности в строительстве согласно требованиям главы СНиП III-А.11-70 и указаниям настоящего Руководства (прил. 8), а также соблюдать действующие санитарные нормы и правила, утвержденные Минздравом СССР.
1.10. Работы по монтажу трубопроводов должны выполняться квалифицированным персоналом, прошедшим специальную подготовку по укладке труб, проверку знаний по технике безопасности и получившим соответствующую аттестацию.
1.11. Укладку труб и монтаж трубопроводов следует осуществлять с максимальным использованием механизмов, применением комплексных узлов фасонных частей и сборных конструкций.
1.12. Трубы и муфты перед укладкой их в траншею следует подвергать наружному осмотру с целью выявления возможных дефектов, а также проверки размера этих труб.
1.13. Если в процессе осмотра труб и муфт возникнут сомнения в отношении их прочности, а также в случае разрушения труб и муфт или потери ими герметичности при предварительном испытании первого участка трубопровода рекомендуется трубы и муфты выборочно перед их укладкой подвергать предварительному испытанию на стенде на величину испытательного давления.
1.14. По окончании осмотра полученной партии труб и муфт, проверки их размеров и установления соответствия их ГОСТам, а также предварительного испытания труб на стенде на все дефектные трубы и муфты должна быть предъявлена рекламация заводу-поставщику.
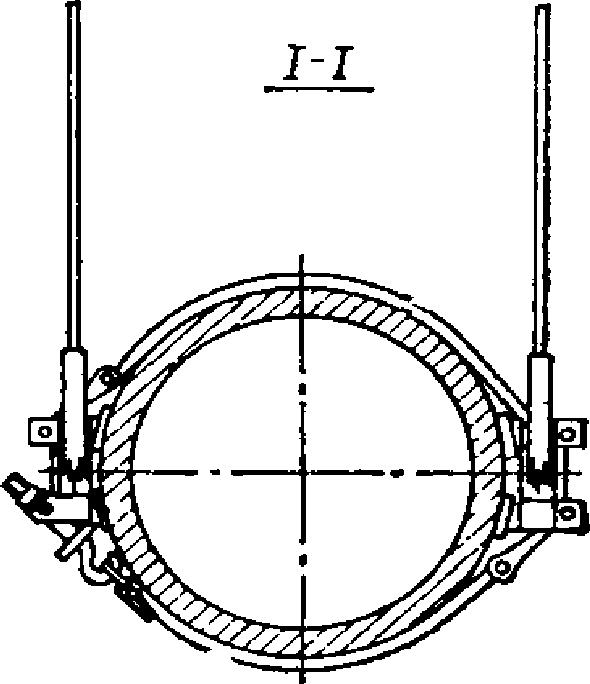
1.15. Стенд для гидравлического испытания труб может быть изготовлен силами строительно-монтажной организации и установлен в складском помещении или на выровненной площадке на трассе трубопровода. Схема стенда представлена на рисунке прил. 1.
Расчетными элементами конструкции стенда являются опорные балки и тяжи, сечение которых определяется исходя из воспринимаемого ими усилия, возникающего в трубопроводе под действием гидравлического давления.
муфтам и уплотняющим материалам
2.1. Типы стыковых соединений различных видов напорных труб, их основные размеры и допускаемые отклонения, соответствующие техническим условиям на их изготовление, приведены на рисунках и в таблицах прил. 2 настоящего Руководства, на которые в дальнейшем делается ссылка в настоящем разделе.
2.2. Напорные трубы диаметром 65 - 300 мм со стыковыми соединениями на резиновых уплотняющих манжетах изготовляются методом центробежного и полунепрерывного литья в соответствии с требованиями технических условий на их изготовление - ТУ 14-3-259-74.
2.3. Трубы предназначаются для строительства напорных трубопроводов с рабочим давлением не более 0,4 величины испытательного гидростатического давления Pисп труб, которым испытываются эти трубы на заводе-изготовителе. Трубы могут применяться также для строительства трубопроводов, работающих под вакуумом.
Примечание. В зависимости от класса труб величина заводского испытательного гидравлического давления в соответствии с ГОСТ 9583-75 принимается равной:
для класса ЛА - 2,5 МПа (25 кгс/см2);
" " А - 3,5 МПа (35 кгс/см2);
" " Б - 4 МПа (40 кгс/см2).
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 10692-73 Постановлением Госстандарта СССР от 18.11.1980 N 5455 с 01.01.1982 введен в действие ГОСТ 10692-80. |
2.4. Каждая поставляемая партия труб маркируется заводом-изготовителем, упаковывается и транспортируется в соответствии с техническими условиями на их изготовление и требованиями ГОСТ 10692-73.
2.5. Тип стыкового соединения и основные размеры раструбных труб, уплотняемых резиновыми манжетами, должны соответствовать указанным на рис. 1 и в табл. 1 прил. 2.
2.6. При проверке размеров труб перед укладкой их в траншею наружные диаметры цилиндрической части труб и внутренние диаметры раструбов замеряются специальными штангенциркулями (рис. 2 прил. 2).
2.7. Допускаемые отклонения от размеров раструбных труб не должны превышать величин, указанных в табл. 2 прил. 2.
2.8. Трубы с допускаемым отклонением по наружному диаметру цилиндрической части Dн от минус 1,5 до плюс (4,5 + 0,0015Dу) мм комплектуются резиновой манжетой Б-1, а трубы с допускаемым отклонением от минус 1,6 до минус (4,5 + 0,0015Dу) мм комплектуются манжетой Б-2.
Примечание. Трубы в зависимости от величины допускаемых отклонений по наружному диаметру цилиндрической части маркируются под соответствующий тип манжеты линиями в отливке на торце раструба. Трубы, предназначенные для монтажа с манжетой Б-1, имеют одну линию, с манжетой Б-2 - две.
2.9. Торец цилиндрической части трубы должен иметь с наружной стороны фаску размером 5 x 30°.
2.10. Трубы поставляются потребителю в комплекте с резиновыми манжетами.
2.11. Напорные трубы диаметром 65 - 1200 мм, изготовляемые в соответствии с требованиями ГОСТ 9583-75, уплотняются смоляной или битуминизированной пеньковой прядью с последующим закреплением ее в стыке асбестоцементным замком или с помощью полисульфидных (тиоколовых) мастик-герметиков (см. пп. 2.54 - 2.70).
2.12. Трубы (всех классов) в зависимости от материала заделки стыковых соединений предназначаются для строительства трубопроводов с рабочим давлением не более 1 МПа (10 кгс/см2).
2.13. Тип стыкового соединения, основные размеры труб и допускаемые отклонения должны соответствовать указанным на рис. 3 и в табл. 3 прил. 2.
2.14. Торцы цилиндрической части труб должны быть перпендикулярны оси трубы.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 12586-74 Постановлением Госстроя СССР от 31.10.1983 N 298 с 01.01.1985 введен в действие ГОСТ 12586.0-83. |
2.15. Тип стыкового соединения и основные размеры железобетонных труб, изготовляемых способом виброгидропрессования (ГОСТ 12586-74), должны соответствовать указанным на рис. 4 и в табл. 4 прил. 2.
2.16. Тип стыкового соединения и основные размеры железобетонных труб, изготовляемых способом центрифугирования (ГОСТ 16953-71), должны соответствовать указанным на рис. 5 и в табл. 5 прил. 2.
2.17. Поверхность раструбных труб, изготовляемых способом виброгидропрессования и центрифугирования, должна отвечать требованиям, указанным в табл. 6 прил. 2.
2.18. Виброгидропрессованные и центрифугированные железобетонные трубы изготовляются трех классов. Трубы испытываются на заводском стенде гидростатическим давлением:
1-го класса - 1,8 МПа (18 кгс/см2);
2-го класса - 1,3 МПа (13 кгс/см2);
3-го класса виброгидропрессованные - 0,6 МПа (6 кгс/см2);
то же, центрифугированные - 0,7 МПа (7 кгс/см2).
2.19. Предельные отклонения от размеров железобетонных труб не должны превышать величин, указанных в табл. 7 прил. 2.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 539-73 Постановлением Госстандарта СССР от 15.10.1980 N 162 с 01.01.1982 введен в действие ГОСТ 539-80. |
2.20. Трубы (ГОСТ 539-73) подразделяются на три класса ВТ 6, ВТ 9 и ВТ 12 с рабочим давлением:
ВТ 6 - 0,6 МПа (6 кгс/см2);
ВТ 9 - 0,9 МПа (9 кгс/см2);
ВТ 12 - 1,2 МПа (12 кгс/см2).
2.22. Предельные отклонения от размеров труб всех классов не должны превышать величин, указанных в табл. 9 прил. 2.
2.23. Для соединения труб должны применяться асбестоцементные муфты типа САМ (самоуплотняющиеся асбестоцементные муфты) или чугунные муфты.
2.24. Асбестоцементные муфты типа САМ подразделяются на классы: САМ 6, САМ 9 и САМ 12.
2.25. Форма, размеры муфт типа САМ и предельные отклонения должны соответствовать указанным на рис. 7 и в табл. 10 прил. 2.
2.26. Чугунные муфты должны соответствовать требованиям ГОСТ 17584-72. Форма и размеры их указаны на рис. 8 и в табл. 11 прил. 2.
2.27. Асбестоцементные трубы испытываются на водонепроницаемость на заводском стенде гидростатическим давлением:
трубы класса ВТ 6 - 1,2 МПа  ;
;
; " " ВТ 9 - 1,8 МПа  ;
;
; " " ВТ 12 - 2,4 МПа  .
.
.2.28. Трубы длиной 6 м, изготовляемые по ТУ 21-24-77-76 Минпромстройматериалов СССР, подразделяются на следующие классы: ВТ 6, ВТ 9, ВТ 12, ВТ 15.
2.29. Форма и основные размеры труб должны соответствовать указанным на рис. 6 и в табл. 12 прил. 2.
2.30. Предельные отклонения от размеров труб не должны превышать величин, указанных в табл. 13 прил. 2.
2.31. Величина гидростатического давления при испытании труб на водонепроницаемость на заводском стенде должна быть:
трубы класса ВТ 6 - 1,2 МПа  ;
;
; " " ВТ 9 - 1,8 МПа  ;
;
; " " ВТ 12 - 2,4 МПа  ;
;
; " " ВТ 15 - 3 МПа  .
.
.2.32. Для соединения труб должны применяться асбестоцементные муфты типа САМ или чугунные муфты.
2.33. Все указанные выше типы асбестоцементных труб и муфт должны быть прямыми, цилиндрической формы и не должны иметь трещин, обломов и расслоений.
2.34. Наружная поверхность концов труб и внутренняя поверхность асбестоцементных муфт должны быть обточены.
Концы труб должны быть чисто обрезаны перпендикулярно оси труб.
2.35. На обточенных поверхностях концов труб и внутренней части асбестоцементных муфт не допускается наличия каверн, царапин и сдиров.
На наружной необточенной поверхности труб и муфт допускаются царапины и сдиры глубиной не более 2 мм.
2.36. Трубы должны поставляться заводом-изготовителем по спецификации заказчика комплектно с асбестоцементными или чугунными муфтами и резиновыми кольцами.
2.37. Форма и основные размеры различных типов резиновых уплотнителей, соответствующие техническим условиям на их изготовление, приведены на рисунках и в таблицах прил. 2 настоящего Руководства, на которые в дальнейшем делается ссылка в данном разделе.
2.38. В качестве уплотняющего материала в стыковых соединениях чугунных труб, изготовляемых по ГОСТ 21053-75, применяются резиновые манжеты типа Б, которые выпускаются по техническим условиям ТУ 38-105.895-75 Миннефтехимпрома СССР двух типоразмеров: Б-1 и Б-2.
2.39. Уплотняющие манжеты имеют соответствующую маркировку. Так, например, для труб с наружным диаметром Dн = 118 мм (условный проход Dу = 100 мм) манжеты маркируются: Б-1-100 или Б-2-100.
2.40. Форма и размеры манжет типа Б должны соответствовать указанным на рис. 9 и в табл. 14 прил. 2.
2.41. Применение уплотняющих манжет для монтажа труб рекомендуется в пределах температур окружающей среды от -20 до +50° C.
2.42. Поверхность манжет должна быть гладкой, без трещин, пузырей, посторонних включений и других дефектов, влияющих на эксплуатационные качества манжет.
На рабочей поверхности манжет не допускаются выступы и углубления размером более 1 мм, диаметром до 3 мм (в количестве более трех по всей поверхности манжеты).
2.43. Потребитель имеет право производить контрольную проверку качества каждой партии поступивших на строительство резиновых манжет на соответствие их показателей требованиям технических условий.
2.44. Предприятие-поставщик обязано в течение одного года со дня отгрузки потребителю резиновых манжет безвозмездно заменять их, если при условии надлежащего хранения будет обнаружено несоответствие качества этих манжет требованиям действующих технических условий.
2.45. Резиновые кольца круглого сечения применяются в качестве уплотняющего материала в стыковых соединениях железобетонных виброгидропрессованных и центрифугированных, а также асбестоцементных труб и чугунных муфт (ГОСТ 17584-72).
2.46. Форма и размеры резиновых уплотняющих колец круглого сечения (ТУ 38-105.1092-77 Миннефтехимпрома СССР) для стыковых соединений железобетонных виброгидропрессованных и центрифугированных напорных труб должны соответствовать указанным на рис. 10 и в табл. 15 прил. 2.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 5228-76 Постановлением Госстандарта СССР от 28.09.1989 N 2955 с 01.01.1991 введен в действие ГОСТ 5228-89. |
2.47. Форма и размеры резиновых уплотнительных колец круглого сечения типа КЧМ и трапециевидного сечения типа ТЧМ (ГОСТ 5228-76), применяемых для соединения асбестоцементных труб с помощью чугунных муфт, должны соответствовать указанным на рис. 10 и 11 и в табл. 16 и 17 прил. 2.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 539-73 Постановлением Госстандарта СССР от 15.10.1980 N 162 с 01.01.1982 введен в действие ГОСТ 539-80. |
2.48. Резиновые уплотняющие кольца фигурного сечения типа САМ, изготовляемые по ГОСТ 5228-76, применяются совместно с муфтами САМ для соединения асбестоцементных труб, выпускаемых по ГОСТ 539-73 и ТУ 21-24-77-76 Минпромстройматериалов СССР.
2.49. Форма и размеры резиновых колец фигурного сечения должны соответствовать указанным на рис. 12 и в табл. 18 прил. 2.
2.50. Все виды резиновых уплотнителей должны удовлетворять требованиям, указанным в пп. 2.41 - 2.44.
2.51. Пеньковая прядь, применяемая для уплотнения стыковых соединений раструбных чугунных труб, изготовляемых по ГОСТ 9583-75, должна быть просмоленная или битуминизированная. Применение непропитанной пряди запрещается.
2.52. Битуминизирование пряди может осуществляться непосредственно на строительстве путем пропитки ее в нефтяном битуме M-IV, разведенном в бензине II сорта (состав по весу: битума - 5%, бензина - 95%).
После пропитки пряди и отжатия излишков раствора битума прядь должна быть хорошо просушена.
Битуминизирование пряди должно осуществляться централизованно, с обеспечением надлежащего контроля за качеством.
2.53. Пеньковая прядь, применяемая для уплотнения раструбных стыков, должна быть сухой и не должна содержать костры и загрязнений маслом, землей и т.п.
2.54. Для заделки стыковых соединений чугунных труб (ГОСТ 9583-75) при строительстве напорных канализационных трубопроводов рекомендуется использовать полисульфидные герметики следующих марок:
51-УТ-37А - для трубопроводов с максимальным рабочим давлением 0,5 МПа (5 кгс/см2);
КБ-1 (ГС-1) - для трубопроводов с максимальным рабочим давлением 0,1 МПа (1 кгс/см2).
2.55. Для приготовления герметиков рекомендуется рецептура, указанная в табл. 1.
Герметик | Составные компоненты | Пропорция, вес. ч |
51-УТ-37А | Герметизирующая паста У-37А | 100 |
Вулканизирующая паста N 17 | 17 | |
Дифенилгуанидин (ДФГ) | 0,5 - 1 | |
КБ-1 (ГС-1) | Герметизирующая паста К-1 | 100 |
Вулканизирующая паста Б-1 | 9 - 14 |
2.56. Химическая стойкость герметиков марок 51-УТ-37А и КБ-1 (ГС-1) при использовании их для заделки канализационных трубопроводов характеризуется данными табл. 2.
Герметик | Характер агрессивной среды сточной жидкости | Максимальная допустимая концентрация водных растворов, % |
51-УТ-37А | Серная, фосфорная, соляная кислоты и гидроокись натрия | 10 |
Карбонаты, хлориды, сульфаты, гидраты, масла, нефтепродукты | Не ограничена | |
КБ-1 (ГС-1) | Серная кислота, хлористый магний, гидроокись натрия | 10 |
2.57. Для получения герметика КБ-1 более густой консистенции и устранения излишней его текучести, особенно при производстве работ в жаркое время года, для ускорения процесса вулканизации герметиков, а также в целях удешевления их в состав герметиков вводят армирующие добавки.
2.58. В качестве армирующей добавки к герметикам может быть использована асбестовая крошка N 6 крупностью до 2 мм и резиновая крошка крупностью до 1 мм в следующем соотношении: на 100 вес. ч. смеси герметика требуется до 40 вес. ч. асбестовой и до 25 вес. ч. резиновой крошки. Асбестовая и резиновая крошки должны быть сухими, без каких-либо посторонних включений.
2.59. Приготовление герметиков осуществляется непосредственно на месте их употребления путем смешения всех входящих в их состав компонентов в рекомендуемом соотношении.
Первоначально в течение 2 - 3 мин перемешивают вместе герметизирующую и вулканизирующую пасты, затем в соответствии с рецептурой, указанной в табл. 1, вводят ускоритель вулканизации ДФГ и снова всю массу перемешивают в течение 2 - 4 мин до получения однородной массы.
Армирующие добавки вводят (при необходимости) после того, как приготовлена смесь из основных компонентов герметика.
2.60. Приготовление герметиков следует производить не ранее чем за 30 - 60 мин до их использования.
2.61. Перемешивание компонентов герметика можно осуществлять с помощью ручной или электрической мешалки.
2.62. Не допускается в качестве разбавителя применение ацетона, толуола и этилацетата, как ухудшающих физико-механические свойства герметиков.
2.63. Смешивание компонентов герметика рекомендуется осуществлять в полиэтиленовых емкостях, так как они наиболее легко очищаются от остатков затвердевшего герметика.
2.64. При производстве работ по заделке стыковых соединений герметиками необходимо иметь в виду такие их важные свойства, как жизнеспособность и продолжительность вулканизации.
2.65. Жизнеспособность герметика определяется временем, в течение которого приготовленный герметик сохраняет пластическое состояние и его можно легко вводить в стыковое соединение и размазывать шпателем.
В зависимости от температуры, при которой производится герметизация стыковых соединений, жизнеспособность герметика может изменяться в следующих пределах:
51-УТ-37А КБ-1
При температуре 0 °C 10 - 12 ч 12 - 14 ч
" " +10 °C 3 - 7 " 5 - 8 "
" " +20 °C 1 - 2 " 2 - 4 "
2.66. Полный процесс вулканизации герметика определяется временем, по истечении которого герметик приобретает оптимальные физико-механические показатели, приведенные в табл. 3.
Герметик | Сопротивление разрыву, кгс/см2, не менее | Относительное удлинение, %, не менее | Остаточное удлинение, %, не более | Температура хрупкости, °C, не выше |
51-УТ-37А | 15 | 260 | 8 | 45 |
КБ-1 (ГС-1) | 10 | 220 | 18 | 40 |
2.67. При заделке стыковых соединений герметиками рекомендуемое максимальное испытательное давление следует принимать равным:
для трубопроводов со стыковыми соединениями, заделанными герметиком 51-УТ-37А - 1 МПа (10 кгс/см2);
для трубопроводов со стыковыми соединениями, заделанными герметиком КБ-1 (ГС-1) - 0,6 МПа (6 кгс/см2).
2.68. Главным фактором, от которого зависит продолжительность процесса вулканизации герметика, является температура окружающей среды. Чем выше температура, тем быстрее протекает процесс вулканизации.
2.69. Продолжительность вулканизации герметиков при различных температурах окружающей среды, обеспечивающая требуемую прочность и герметичность стыковых соединений при испытании трубопровода давлением, указанным в п. 2.67, должна быть не менее указанной в табл. 4.
Температура окружающей среды | Продолжительность вулканизации, сут, герметика | |
51-УТ-37А | КБ-1 | |
20 | 4 - 5 | 10 |
10 | 6 - 7 | 12 |
0 | 10 - 12 | 20 |
-5 | 13 - 15 | 27 |
2.70. Прочность герметика в стыковых соединениях, достаточная для проведения испытания трубопровода, контролируется определением твердости герметика твердомером ТМ-2.
Для герметика 51-УТ-37А в зависимости от величины испытательного давления твердость должна быть не менее:
при испытательном давлении 1 МПа (10 кгс/см2) - 35 единиц
" " " 0,9 МПа (9 кгс/см2) - 31 "
" " " 0,8 МПа (8 кгс/см2) - 29 "
" " " 0,7 МПа (7 кгс/см2) - 28 "
Для герметика КБ-1 при испытательном давлении 0,6 МПа (6 кгс/см2) твердость должна быть не менее 38 единиц. Определение твердости герметика следует производить в соответствии с указанием п. 5.63.
и хранение материалов
3.1. Чугунные, железобетонные и асбестоцементные трубы и муфты, а также уплотнители для стыковых соединений можно перевозить любым видом транспорта - железнодорожным, автомобильным, водным и т.д.
3.2. Погрузку труб и муфт на транспортные средства, а также разгрузку их следует производить при помощи механизмов (крана, талей, автопогрузчика, лебедок и др.).
3.3. Погрузка и выгрузка асбестоцементных труб из автомашин должна производиться с использованием специального захватного приспособления - стальной траверсы с проушинами на концах для крепления троса. Траверсу пропускают через асбестоцементную трубу и захватывают за выступающие проушины тросом, с помощью которого производится подъем траверсы с трубой (рис. 1).
асбестоцементных труб (траверса)
1 - крюк; 2 - резина; 3 - проушина; 4 - косынка;
5 - стальная труба
В качестве подъемных приспособлений могут применяться специальные захваты других конструкций или стальные пояса (полотенца), облицованные резиновой лентой.
3.4. При погрузке, разгрузке и перевозке труб и муфт не должны допускаться удары труб друг о друга и о другие твердые предметы. Сбрасывание труб и муфт с машин и платформ или свободное скатывание по покатам запрещается.
3.5. Трубы при перевозке следует укладывать горизонтальными рядами. Под каждый ряд труб для предохранения их от раскатывания необходимо уложить деревянные подкладки или лежни с вырубленными седловинами или прибитыми клиньями.
3.6. На складе трубы должны храниться в штабелях уложенные рядами в соответствии с указанием п. 3.5. Высоту деревянных подкладок или лежней следует принимать такой, чтобы был обеспечен доступ к трубам с торцов для внешнего осмотра и контрольного промера.
3.7. При строповке железобетонных труб на погрузочно-разгрузочных работах для предохранения защитного слоя от повреждения необходимо применять гибкие монтажные пояса или специальные захватные приспособления. Рекомендуемая конструкция полуавтоматического клещевого захвата приведена на рис. 2.

для подъема железобетонных труб
1 - корпус; 2 - крюк; 3 - рычаг; 4 - звено; 5 - кольцо;
6 - ручка; 7 - штырь; 8 - ось
Раструбные трубы следует укладывать так, чтобы раструбные и гладкие концы их в смежных горизонтальных рядах были обращены в разные стороны.
3.8. Перевозка асбестоцементных труб, как правило, осуществляется комплектно с муфтами.
3.9. Втулки и фланцы для чугунных муфт допускается перевозить без упаковки в ящики, но в укомплектованном виде: связкой двух фланцев и одной втулки проволокой или стянутыми стальными болтами. Одновременно с муфтами отправляется необходимое количество болтов, упакованных в ящики.
3.10. Хранение муфт на складах должно осуществляться в тех же условиях, в каких хранятся трубы.
3.11. При хранении муфт в штабелях они укладываются вертикальными стопами высотой до 1,5 м партиями по маркам и диаметрам.
3.12. Резиновые уплотнительные кольца и манжеты перевозятся в мешках или ящиках, куда они складываются пачками или связками.
3.13. Кольца и манжеты должны храниться в закрытых помещениях с температурой от 0 до +25 °C. При хранении они должны находиться на расстоянии не менее 1 м от отопительных приборов и быть защищены от загрязнений смазочными материалами, маслами, керосином, бензином, кислотами, щелочами и от воздействия газов, оказывающих вредное влияние на резину.
3.14. На трассе кольца и манжеты должны храниться в ящиках или закрытых ларях, защищающих их от солнечных лучей и загрязнений. Кратковременное хранение уплотнителей допускается при температуре до минус 10 °C.
3.15. Каждая партия компонентов герметика, поступающая с завода, должна сопровождаться паспортом, в котором должны быть указаны: марка герметика и его состав, дата выпуска, количество, результаты испытания по методике, принятой техническими условиями.
3.16. Все компоненты герметика должны храниться в сухих складских помещениях при температуре от 0 до 30 °C и относительной влажности воздуха 50 - 85% упакованными в герметично закрытую тару.
3.17. Гарантийный срок хранения герметиков 51-УТ-37А и КБ-1 равен одному году с момента их выпуска.
3.18. По истечении одного месяца хранения дифенилгуанидина перед введением его в герметизирующую пасту необходимо его просеивать.
3.19. После истечения гарантийного срока хранения все компоненты, входящие в состав герметика, могут быть использованы по назначению только после предварительной проверки их качества.
Каждая последующая проверка должна производиться один раз в месяц.
3.20. Проверка качества герметиков осуществляется представителем строительной лаборатории. Проверке на образцах подвергаются следующие показатели: сопротивление разрыву, относительное и остаточное удлинение и температура хрупкости. При этом проверяемые показатели должны соответствовать данным табл. 3.
и подготовке основания под трубы
ИС МЕГАНОРМ: примечание. Взамен СНиП III-8-76 Постановлением Госстроя СССР от 04.12.1987 N 280 с 01.07.1988 введены в действие СНиП 3.02.01-87. |
4.1. Земляные работы по разработке, засыпке и приемке траншей и котлованов при строительстве трубопроводов следует производить в соответствии с требованиями главы СНиП III-8-76 "Земляные сооружения", главы СНиП III-30-74 и указаниями настоящего раздела Руководства.
ИС МЕГАНОРМ: примечание. Взамен СНиП III-9-74 Постановлением Госстроя СССР от 02.02.1983 N 22 с 01.07.1983 введены в действие СНиП 3.02.01-83. Взамен СНиП 3.02.01-83 Постановлением Госстроя СССР от 04.12.1987 N 280 с 01.07.1988 введены в действие СНиП 3.02.01-87. |
4.2. Работы по осушению, закреплению и замораживанию грунтов основания траншей и котлованов следует выполнять согласно требованиям главы СНиП III-9-74 "Основания и фундаменты".
4.3. Каждая труба при укладке ее на естественное основание во избежание неравномерной осадки должна по всей своей длине (кроме ее части, расположенной в приямках) опираться на ненарушенный грунт.
4.4. Для сохранения ненарушенной структуры грунта в основании необходимо при рытье траншей грунт в дне траншеи не добирать до проектной отметки.
4.5. Зачистку недоборов дна траншеи следует производить, как правило, механизированным способом, применяя специальные зачистные приспособления или планировочные машины.
4.6. Для подготовки под трубопровод в дне траншеи профилированного основания - "выкружки" (в соответствии с проектом) может быть рекомендован специальный механизм (рис. 3), являющийся нестандартизированным сменным навесным оборудованием, присоединяемым к корпусу ротора экскаваторов ЭР-7АМ, ЭТР-201А и т.п.

под трубопровод
1 - силовая рама; 2 - вал с профильной планшайбой;
3 - комбинированный рычаг; 4 - двухотвальный плуг заданного
профиля; 5 - устройство для натяжения приводных цепей;
6 - приводное устройство
Устройство профилированного основания осуществляется следующим образом: роторный экскаватор отрывает на заданную глубину начальный участок траншеи длиной на одну трубу, после чего в работу включают навесной механизм, плуг которого устанавливают в исходное положение на заданную глубину выкружки под трубы. Затем экскаватор продолжает отрывать траншею и, передвигаясь вдоль нее, одновременно тянет за собой плуг, формирующий ложе под трубу с заданным углом опирания ее на грунт.
Движение механизма с плугом осуществляется за счет передачи крутящего момента от опорных колес ротора на вал с профильной планшайбой.
Плуг, пройдя расстояние, равное длине трубы, при помощи кулачкового прилива планшайбы заглубляется на дополнительную глубину и отрывает очередной приямок заданного размера.
Расстояние между приямками устанавливается в зависимости от длины укладываемых труб и обеспечивается автоматически путем соответствующего подбора передаточного отношения звездочек приводного устройства.
4.7. В целях предупреждения нарушения естественной плотности грунта дна траншеи необходимо принимать меры по защите траншеи от попадания в нее поверхностных вод, устраивая водоотводные канавы, оградительное обвалование и т.п.
4.8. В случае переборов грунта перед укладкой труб в траншею необходимо произвести подсыпку до проектной отметки грунта, однородного с основанием траншеи, или песчаного грунта с соответствующим его уплотнением.
4.9. При прокладке подземных трубопроводов на естественном основании применение каких-либо подкладок под трубы для их выравнивания не допускается.
4.10. Приямки для монтажа и заделки стыковых соединений труб диаметром до 300 мм следует отрывать перед укладкой каждой трубы на место; грунт, выбираемый из приямков, укладывается на дне траншеи у ее стенок.
4.11. Приямки для труб диаметром более 300 мм допускается отрывать за 1 - 2 дня до укладки труб в траншею с учетом фактической длины труб.
4.12. В зависимости от конструкции стыковых соединений, диаметра труб и типа уплотнителя размеры приямков следует принимать в соответствии с рис. 4 и табл. 5.

b - ширина, l - длина; h - глубина
Трубы | Тип стыкового соединения | Тип уплотнителя | Условный проход трубопровода, мм | Размеры приямков, м | ||
длина l | ширина b | глубина h | ||||
Чугунные | Раструбное | Пеньковая прядь | До 300 включительно | 0,55 | Dн + 0,5 | 0,3 |
Более 300 | 1 | Dн + 0,7 | 0,4 | |||
Резиновые манжеты | До 300 включительно | 0,3 | Dн + 0,1 | 0,15 | ||
Полисульфидные герметики | До 300 включительно | 0,55 | Dн + 0,1 | 0,3 | ||
Более 300 | 1 | Dн + 0,1 | 0,4 | |||
Железобетонные | Раструбное | Резиновые кольца круглого сечения | До 600 включительно | 1 | Dн + 0,5 | 0,3 |
Более 600 | 1 | Dн + 1 | 0,4 | |||
Асбестоцементные | Муфты: а) чугунная | То же | Для всех диаметров | 0,5 | Dн + 0,2 | 0,3 - 0,6 |
б) САМ | Резиновые кольца фигурного сечения | То же | 0,5 | Dн + 0,2 | 0,2 | |
Примечание. Dн - наружный диаметр раструба, муфты или фланца чугунных муфт.
4.13. По окончании всех работ по монтажу трубопровода до начала его гидравлического испытания трубопровод следует присыпать местным грунтом, оставляя стыки незасыпанными, грунт в пазухах уплотнить слоями одновременно с двух сторон трубопровода на высоту не менее 0,5 диаметра трубопровода.
4.14. После окончания гидравлического испытания трубопровода на прочность в первую очередь следует произвести подбивку и тщательное уплотнение грунта в приямках под стыковыми соединениями, а затем произвести засыпку и послойное уплотнение грунта по всей ширине траншеи на высоту не менее 0,5 м над верхом трубопровода, после чего засыпать траншею до проектной отметки.
5.1. Перед началом работ по монтажу трубопровода необходимо устроить в начале участка трубопровода концевой упор, в который должна упираться первая уложенная труба и который впоследствии может быть использован при гидравлическом испытании трубопровода.
5.2. До опускания труб в траншею внутреннюю поверхность их следует очистить от загрязнений и посторонних предметов. Особенно тщательно должны быть очищены от загрязнений маслами внутренняя поверхность раструбов и муфт, а также наружная поверхность гладких концов труб, входящих в раструб или муфту.
5.3. Захват труб при опускании их в траншею необходимо осуществлять приспособлениями, обеспечивающими их сохранность в местах захвата.
5.4. При опускании труб в траншею, а также при их укладке не должны допускаться удары труб друг о друга и о твердые предметы.
5.5. При укладке труб необходимо строго соблюдать проектное положение трубопровода в плане и в профиле.
5.6. При прокладке труб на прямолинейном участке трассы соединяемые концы смежных труб должны быть отцентрированы так, чтобы ширина раструбной щели была одинаковой по всей окружности.
5.7. Прокладка труб по пологой кривой без применения фасонных частей допускается только при наличии стыковых соединений, уплотняемых резиновыми кольцами или манжетами, с поворотом в каждом стыке не более на 2° для труб диаметром до 500 мм и не более на 1° для труб диаметром свыше 500 мм.
5.8. При укладке труб по пологой кривой (с разгонкой на раструбах) необходимо особенно тщательно уплотнять грунт между стенкой траншеи и трубами с внешней стороны кривой.
5.9. В местах изменения направления оси трубопровода в горизонтальной или вертикальной плоскости, следует устраивать упоры в соответствии с требованиями главы СНиП II-31-74 "Водоснабжение. Наружные сети и сооружения" и СНиП II-32-74 "Канализация. Наружные сети и сооружения".
При повороте трубопровода в вертикальной плоскости фасонные части должны закрепляться анкерами.
5.10. Прокладку трубопроводов, как правило, следует начинать с пониженных и наиболее удаленных от склада труб участков и в первую очередь тех участков, где поблизости расположены действующие напорные трубопроводы или другие источники водоснабжения, с тем, чтобы использовать первые уложенные участки трубопровода для испытания участков последующей прокладки. При этом испытываемые участки следует подключать к таким действующим напорным трубопроводам, которые могут обеспечить необходимый или возможно больший напор для испытания трубопровода без применения насоса или пресса.
При прокладке трубопроводов из труб раструбного типа (независимо от материала труб) трубы следует укладывать в траншею по ходу укладки трубопровода раструбом вперед.
5.11. Трубы вдоль траншеи следует располагать у ее бровки так, чтобы они не мешали механизмам, работающим на прокладке трубопровода, а осмотр их концов, надевание резиновых колец, захват и опускание труб в траншею были бы наиболее удобными. Трубы и механизмы должны быть размещены так, чтобы с каждой стоянки механизма возможно было опустить в траншею наибольшее количество труб.
РЕЗИНОВЫХ УПЛОТНЯЮЩИХ МАНЖЕТ
5.12. При монтаже труб со стыковыми соединениями на резиновых манжетах (ТУ 14-3-259-74 Минчермета СССР и ГОСТ 21053-75) уплотнение стыка осуществляется за счет радиального сжатия манжеты в раструбной щели. Для удержания манжеты от выдавливания из раструбной щели под действием внутреннего гидравлического давления и исключения возможности ее смещения при монтаже стыка раструб снабжен зубом и трапециевидным кольцевым пазом, в котором должен размещаться гребень манжеты.
5.13. Монтаж труб производится в следующем порядке (рис. 5):
а) с помощью шаблона и мела на цилиндрической части укладываемой трубы на расстоянии lц.к, равном l - c, наносится линия ограничения (л. о.) ввода трубы в раструб (величины l и c для каждого диаметра труб принимаются по табл. 1 прил. 2);
б) в кольцевой паз раструба вкладывают резиновую уплотняющую манжету, при этом необходимо проверить правильность размещения гребня манжеты в кольцевом пазе. В случае загрязнения паза грунтом или отеками битумной изоляции его следует предварительно очистить;
в) наружную поверхность цилиндрической части монтируемой трубы до меловой отметки и внутреннюю поверхность манжеты смазывают графито-глицериновой смазкой.
Примечание. Состав смазки по объему: графит порошковый - 45 - 50%, глицерин чистый - 30%, вода - 20 - 25%. Расход смазки - 200 г на 1 м2 рабочей смазываемой поверхности;
г) монтируемая труба подается к ранее уложенной и центрируется, после чего с помощью монтажного приспособления конец монтируемой трубы вводят в раструб уложенной до ограничительной отметки, нанесенной на цилиндрической части укладываемой трубы.
со стыковым соединением на резиновых манжетах
а - нанесение линий ограничения - (л. о.) на цилиндрическом
конце трубы; б - установка манжеты в раструб; в - смазка
наружной поверхности цилиндрического конца трубы
и внутренней поверхности манжеты; г - смонтированный стык
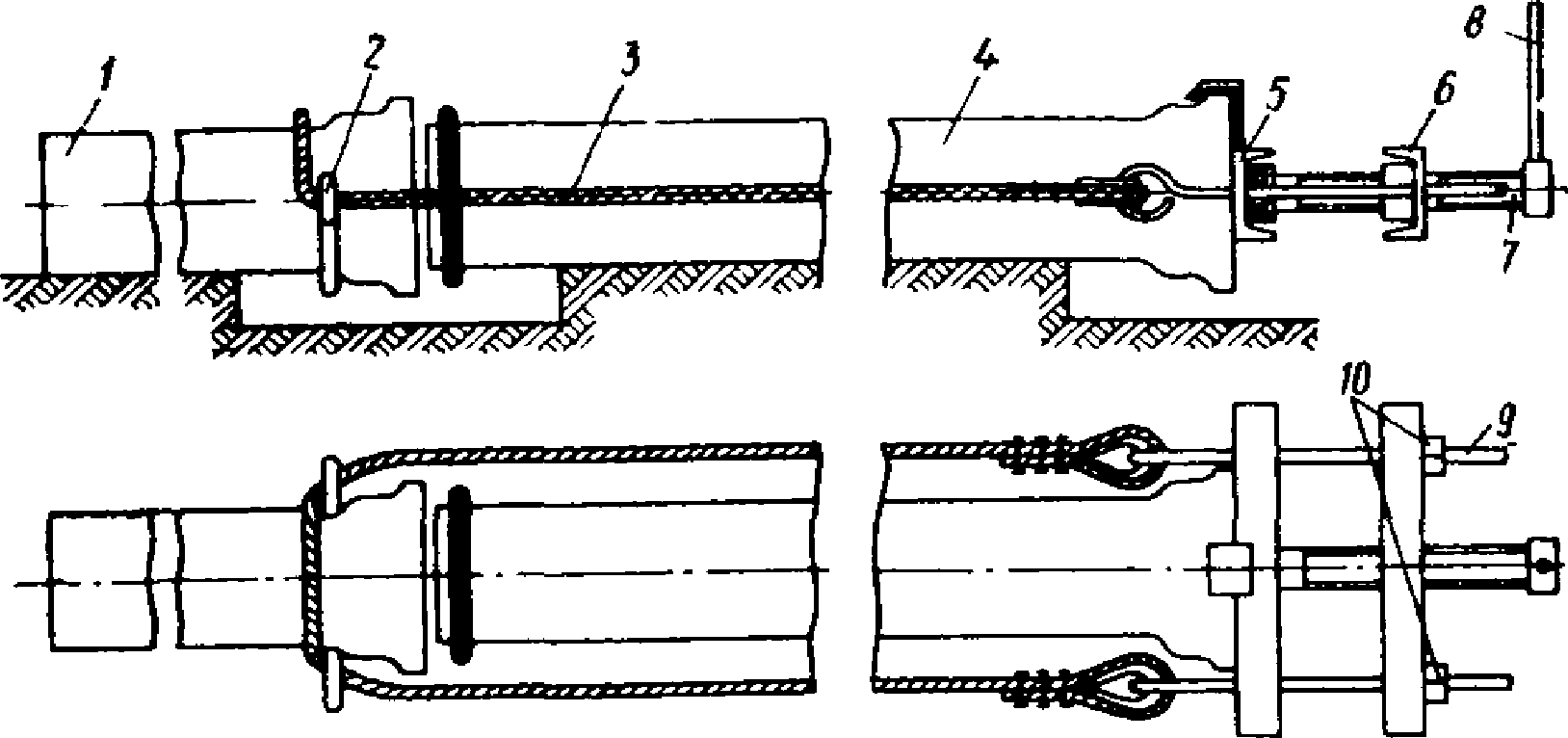
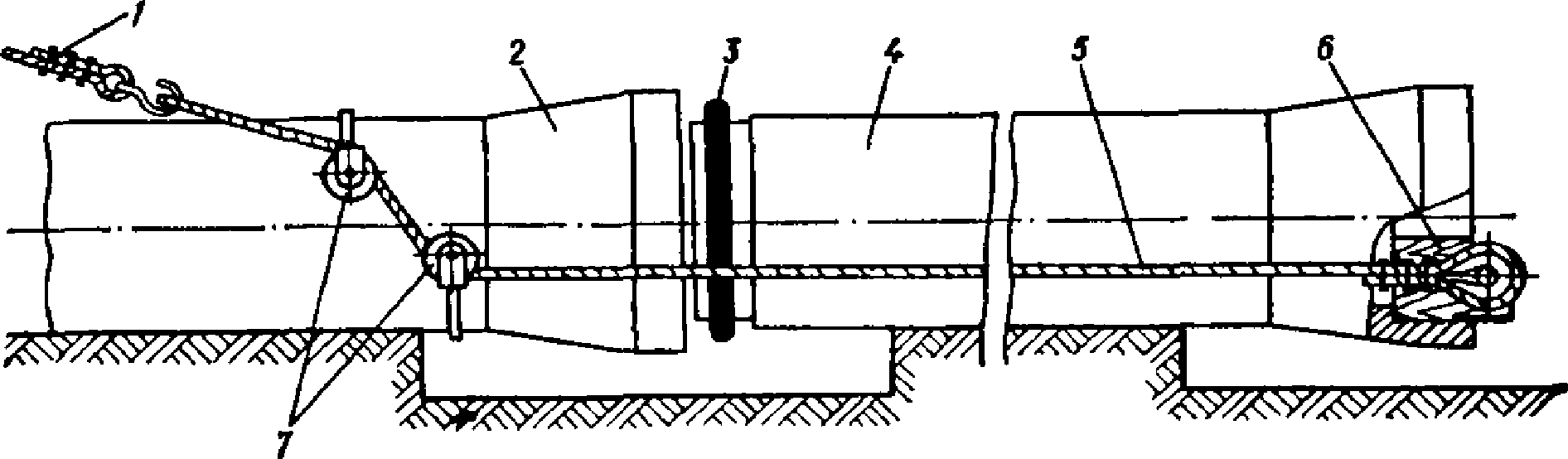
5.14. Для монтажа чугунных раструбных труб, соединяемых на резиновых манжетах, может быть рекомендовано устройство, схема которого изображена на рис. 6.
1 - коуш; 2 - корпус гидроцилиндра; 3 - направляющая
торцевого упора; 4 - укладываемая труба; 5 - гибкие тяги;
6 - регулировочная планка с отверстиями; 7 - крюки захвата;
8 - скоба захвата; 9 - уложенная труба; 10 - шток
гидроцилиндра; 11 - палец
Монтаж производится следующим образом: на раструбный конец уложенной трубы надевается скоба захвата таким образом, чтобы ее крюки располагались в горизонтальной плоскости. В раструб укладываемой трубы вводят кольцевую направляющую торцевого упора, на котором закреплен корпус гидроцилиндра. При этом торцевой упор размещают так, чтобы коуш на конце штока гидроцилиндра располагался вместе с огибающей его тягой в горизонтальной плоскости. После этого концы гибкой тяги с закрепленными на них регулировочными планками, снабженными отверстиями, соединяются с крюками захвата. При подаче жидкости в поршневую полость гидроцилиндра вначале происходит выравнивание и натяжение гибкой тяги и центрирование соединяемых труб, а затем, по мере выдвижения штока гидроцилиндра, происходит продвижение укладываемой трубы в направление к уложенной, при этом цилиндрическая часть укладываемой трубы входит в раструб уложенной.
Для монтажа чугунных труб, уплотняемых резиновыми манжетами, может быть также использовано приспособление ручного действия с центральным торцевым винтом, показанное на рис. 15.
ПЕНЬКОВОЙ ПРЯДЬЮ
5.15. До начала работ по заделке стыков труб (ГОСТ 9583-75) пеньковой прядью необходимо отцентрировать трубы и проверить ширину раструбной щели, которая с учетом допусков должна иметь размеры, указанные в табл. 6.
Ширина раструбной щели в соответствии с допусками по ГОСТ 9583-75 | Условный проход труб Dу, мм | ||||||
65 - 80 | 100 - 200 | 250 - 400 | 450 - 500 | 600 - 700 | 800 - 900 | 1000 | |
Номинальная | 9 | 9,5 | 10 | 10,5 | 11 | 11,5 | 12 |
Наибольшая | 12 | 12,5 | 13,5 | 14 | 15 | 15,5 | 16 |
Наименьшая | 6 | 6 | 6,5 | 7 | 7 | 7,5 | 8 |
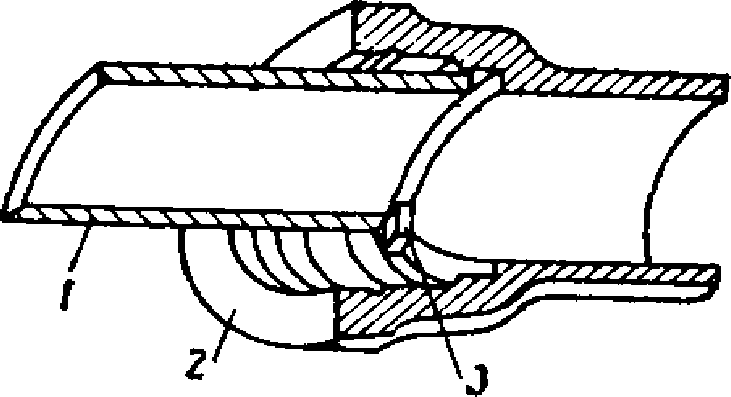
5.16. При стыковании труб цилиндрическая часть укладываемой трубы не должна доходить до упорной поверхности раструба уложенной трубы. Образующийся при этом зазор (размер Б на рис. 7) должен быть равен 5 - 6 мм для труб диаметром до 300 мм и 8 - 9 мм для труб диаметром более 300 мм.
5.17. Для проверки величины зазора между торцами стыкуемых труб может быть использован проволочный крюк-шаблон (рис. 7).
между торцами стыкуемых труб (размеры в мм)
1 - проволочный крюк-шаблон; Б - зазор между торцами труб
Крюк-шаблон вводят в раструб, поворачивают на 90° так, чтобы он опустился в зазор. Величина перемещения шаблона по направлению оси трубы плюс толщина крюка определяют фактическую величину зазора. Извлечение крюка-шаблона из трубы осуществляется обратным поворотом его на 90° и вытягиванием из трубы.
5.18. Требуемая величина зазора между торцами стыкуемых труб, предусматриваемая п. 5.16 настоящего Руководства, может быть обеспечена также применением вкладышей-ограничителей (рис. 8), которые должны закладываться внутрь раструба, в нижнюю его часть перед введением цилиндрической части трубы в раструб.
1 - цилиндрический конец трубы; 2 - раструб;
3 - вкладыш-ограничитель
5.19. Для труб диаметром до 500 мм могут применяться цементные вкладыши-ограничители, изготовляемые в виде призм, имеющих длину 20 - 25 мм и высоту, равную толщине стенки трубы.
Для труб диаметром 600 мм и более рекомендуется применять монтажные металлические вкладыши-ограничители, вынимаемые из раструба по окончании укладки трубы на место. Металлические съемные вкладыши-ограничители должны иметь форму и размеры, обеспечивающие возможность удобного их вытаскивания из зазора между трубами после укладки труб на место.
5.20. Водонепроницаемость стыкового соединения обеспечивается уплотнением в раструбной щели пеньковой просмоленной или битумизированной пряди.
5.21. Уплотнение пряди в раструбной щели должно выполняться наиболее квалифицированными слесарями-чеканщиками, так как от степени и равномерности ее уплотнения по всей окружности раструбной щели зависит герметичность стыкового соединения.
5.22. Просмоленная пеньковая прядь до введения ее в раструбную щель должна быть плотно скручена в жгут; толщина жгута должна быть несколько больше ширины раструбной щели.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: рисунок 1 и таблица 1 отсутствуют в Приложении 3. Возможно, имеются в виду рисунок и таблица Приложения 3. |
5.23. Прядь, вводимую в раструбную щель, следует уплотнять (конопатить) послойно вручную сильными ударами молотка по конопатке или механизированным способом с помощью пневмоинструмента. Достаточность уплотнения каждого слоя пряди (из одного оборота жгута) в раструбной щели определяется по характерному упругому отскоку металлической конопатки при ударе по ней молотком. Набор конопаток и чеканок для заделки стыков пеньковой прядью и асбестоцементом приводится на рис. 1 и в табл. 1 прил. 3 настоящего Руководства.
5.24. Жгут может заготовляться как в виде одного отрезка, рассчитанного на конопатку раструбной щели на всю глубину, предназначенную для заполнения прядью, так и в виде отдельных коротких отрезков, равных длине окружности раструбной щели с припуском 5 - 10 см на перекрытие концов жгута. В последнем случае жгут должен закладываться так, чтобы стыкуемые концы его располагались вразбежку.
5.25. Количество пряди, потребное для заделки одного раструбного стыкового соединения, следует определять согласно табл. 7.
Условный проход труб Dу, мм | 65 | 80 | 100 | 125 | 150 | 200 | 250 | 300 | 350 |
Количество пеньковой пряди, кг | 0,1 | 0,13 | 0,15 | 0,17 | 0,24 | 0,33 | 0,45 | 0,5 | 0,6 |
Продолжение табл. 7
Условный проход труб Dу, мм | 400 | 450 | 500 | 600 | 700 | 800 | 900 | 1000 |
Количество пеньковой пряди, кг | 0,68 | 0,84 | 0,93 | 1,45 | 1,76 | 1,98 | 2,5 | 3,33 |
5.26. Для возможности последующего устройства асбестоцементного замка, удерживающего уплотненную прядь от выдавливания гидравлическим давлением, прядь не должна доходить до наружного края раструба, при этом средняя глубина заделки раструбной щели асбестоцементом должна быть равна указанной в табл. 8.
Условный проход труб Dу, мм | Номинальная ширина раструбной щели, мм | Средняя глубина заделки раструбной щели асбестоцементом, мм | Потребное количество сухой асбестоцементной смеси на один стык, кг | Потребное количество воды для увлажнения смеси, г |
65 | 9 | 25 | 0,2 | 20 - 25 |
80 | 9 | 25 | 0,25 | 25 - 30 |
100 | 9,5 | 30 | 0,3 | 30 - 35 |
125 | 9,5 | 30 | 0,37 | 35 - 40 |
150 | 9,5 | 30 | 0,49 | 50 - 60 |
200 | 9,5 | 30 | 0,6 | 60 - 70 |
250 | 10 | 30 | 0,81 | 80 - 95 |
300 | 10 | 30 | 0,91 | 90 - 110 |
350 | 10 | 35 | 1,4 | 140 - 170 |
400 | 10 | 35 | 1,6 | 160 - 190 |
450 | 10,5 | 35 | 1,85 | 185 - 225 |
500 | 10,5 | 35 | 2,05 | 205 - 245 |
600 | 11 | 35 | 2,65 | 265 - 315 |
700 | 11 | 35 | 3,08 | 300 - 360 |
800 | 11,5 | 42 | 4,7 | 470 - 565 |
900 | 11,5 | 42 | 5,4 | 540 - 650 |
1000 | 12 | 45 | 6,9 | 690 - 760 |
АСБЕСТОЦЕМЕНТНОГО ЗАМКА
5.27. Асбестоцементная смесь для устройства замка приготовляется из двух частей цемента и одной части асбестового волокна (по весу) с добавкой воды в количестве 10 - 12% веса смеси.
5.28. Цемент, применяемый для смеси, должен иметь марку не ниже М400. В целях повышения антикоррозионности стыкового соединения рекомендуется применение пуццоланового портландцемента и шлакопортландцемента. При необходимости сокращения срока выдержки стыков рекомендуется применение глиноземистого цемента.
5.29. Асбестовое волокно, применяемое для смеси, должно быть не ниже IV сорта.
5.30. Асбестовое волокно перед употреблением должно быть просушено и распушено. Наличие в асбестовом волокне комков породы и других посторонних примесей не допускается.
5.31. Цемент и асбестовое волокно до затворения водой должны быть тщательно перемешаны для получения смеси с равномерным распределением асбестового волокна и цемента. Перемешивание должно производиться механизированным способом (в растворомешалке небольшой емкости или в смесительном барабане, аналогичном изображенному на рис. 9).
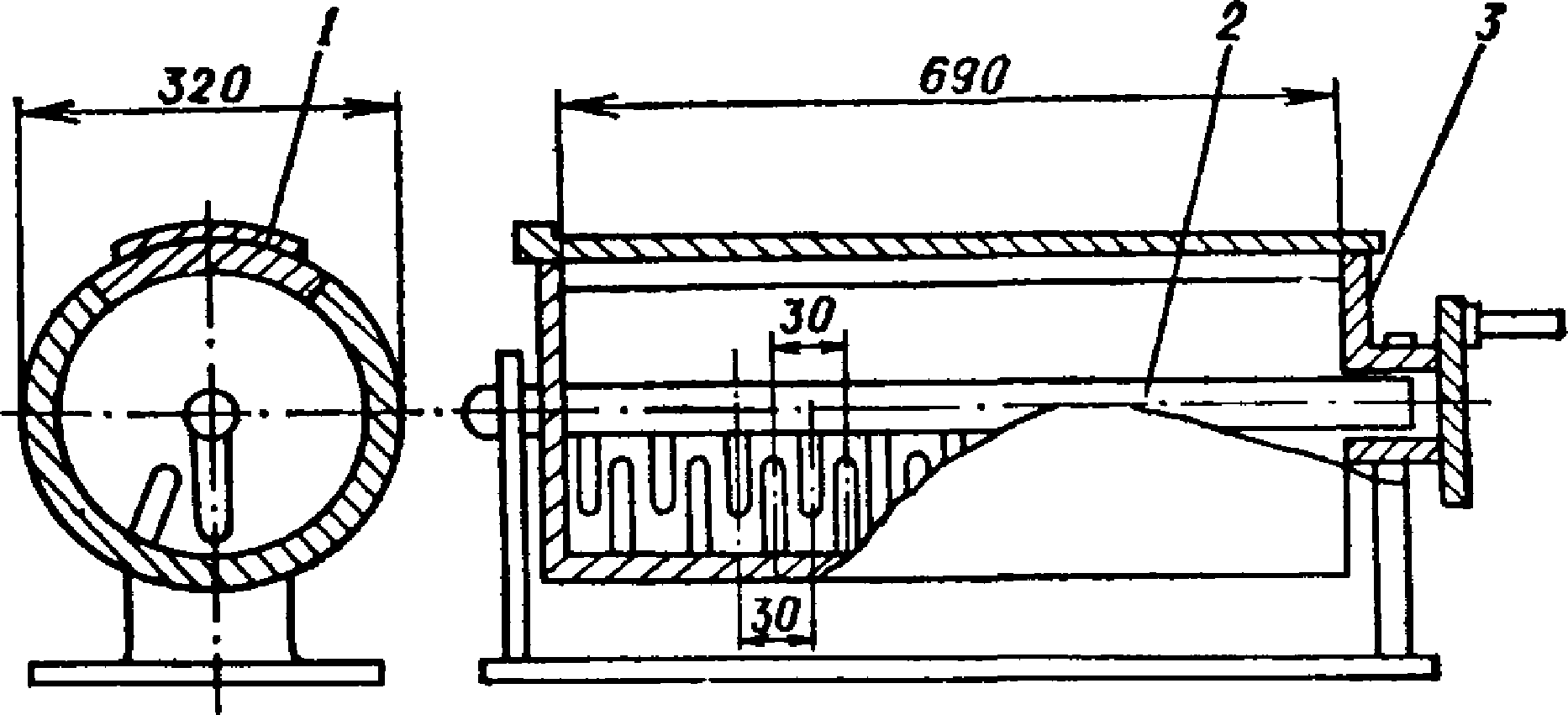
1 - крышка; 2 - неподвижный вал с лопастями;
3 - вращающийся барабан
При заделке одиночных раструбных стыков разрешается ручное перемешивание цемента с асбестовым волокном. В этом случае сухая асбестоцементная смесь приготовляется путем постепенной присыпки цемента на асбестовое волокно и тщательного их перемешивания.
Сухая асбестоцементная смесь должна заготовляться централизованно, храниться в герметичной таре в сухом помещении и выдаваться на объект в количестве, не превышающем суточной потребности.
Заготовку сухой смеси рекомендуется производить перед началом работ по заделке раструбных стыков, с тем чтобы избежать длительного хранения ее.
5.32. Увлажнение водой сухой асбестоцементной смеси должно производиться непосредственно перед употреблением ее в дело.
Количество сухой асбестоцементной смеси и воды, необходимое для одного раструбного соединения, заделанного пеньковой прядью, указано в табл. 8.
5.33. Увлажнение смеси должно быть равномерным. Для обеспечения этого требования сухая смесь должна быть рассыпана ровным слоем на металлическом противне, смочена водой равномерно по всей поверхности и тщательно перемешана.
Для равномерного разбрызгивания воды по поверхности асбестоцементной смеси рекомендуется применение специального мерного сосуда - разбрызгивателя, аналогичного изображенному на рис. 10.
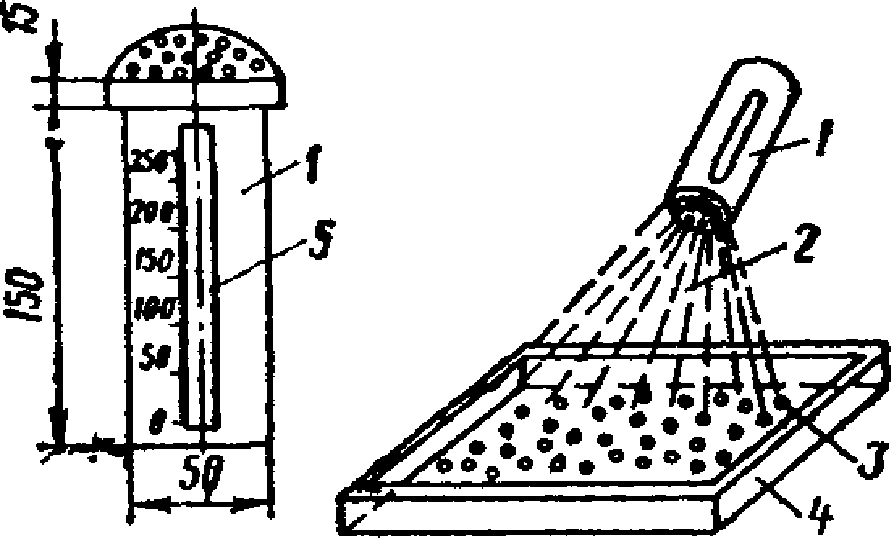
асбестоцементной смеси (размеры в мм)
1 - мерный сосуд с перфорированной крышкой; 2 - вода;
3 - асбестоцементная смесь; 4 - противень;
5 - прозрачная пластинка
5.34. Увлажненная асбестоцементная смесь должна быть употреблена в дело до начала схватывания цемента (не позднее 45 мин при применении портландцементов и не позднее 30 мин при применении глиноземистых цементов).
5.35. Устройство асбестоцементного замка должно производиться вслед за заделкой раструбной щели прядью.
5.36. Перед устройством асбестоцементного замка должна быть проверена при помощи шаблона-линейки глубина раструбной щели, оставленная для заполнения асбестоцементом, согласно п. 5.26 (размер А на рис. 3 прил. 2 настоящего Руководства).
5.37. Во избежание загрязнения асбестоцементной смеси и потерь ее во время заполнения раструбной щели смесь должна находиться на противне под зачеканиваемым раструбом.
5.38. Заполнение раструбной щели увлажненной асбестоцементной смесью и ее уплотнение должно начинаться снизу раструба. Асбестоцементная смесь должна уплотняться послойно с плотной прочеканкой каждого слоя сильными ударами молотка по чеканке или механизированным способом с помощью пневмо- или электроинструмента. Толщина каждого слоя прочеканенного асбестоцемента не должна превышать 10 мм. Достаточность уплотнения каждого прочеканенного слоя определяется по упругому отскоку чеканки при ударе по ней молотком.
5.39. Зачеканку отдельных слоев асбестоцемента следует производить без перерывов во времени, с тем чтобы раструбное соединение было полностью заделано до начала схватывания цемента. Если же раструбный стык не зачеканен полностью до начала схватывания цемента, асбестоцемент следует удалить и раструбный стык заделать заново, так как при зачеканке асбестоцемента с перерывами во времени прочность слоев нарушается.
5.40. Зачеканку асбестоцемента в стыковых соединениях труб диаметром 500 мм и более для ускорения процесса должны производить два чеканщика одновременно с двух сторон раструба.
5.41. Асбестоцемент после зачеканки должен заполнять раструбную щель заподлицо с торцом раструба. Наружная поверхность уплотненного асбестоцемента должна быть ровной и гладкой.
В случае необходимости защиты асбестоцемента от агрессивного воздействия грунта и грунтовых вод раструбная щель должна заполняться асбестоцементом не полностью, в ней должно оставляться углубление в 2 - 3 мм для заполнения изоляцией.
5.42. При необходимости усиления прочности раструбных соединений чугунных трубопроводов больших диаметров рекомендуется осуществлять армирование асбестоцемента стальной проволокой. Необходимость армирования стыкового соединения устанавливается проектом.
5.43. Стальная проволока, предназначенная для армирования асбестоцемента, должна быть мягкой и хорошо очищенной от окалины, масла и других загрязнений.
Из проволоки предварительно следует заготовить арматуру, размеры которой должны соответствовать рис. 11 и табл. 9.

d - диаметр проволоки; D - диаметр петли; l - расстояние
между петлями (размеры указаны в табл. 9)
Условный проход труб Dу, мм | Диаметр проволоки d, мм | Диаметр петли D, мм | Расстояние между петлями l, мм |
300 | 1,5 | 5 | 120 |
350 | 2 | 6 | 140 |
400 | 2 | 6 | 160 |
450 | 2 | 6 | 180 |
500 | 2 | 6 | 200 |
600 | 2 | 6 | 240 |
700 | 2 | 6 | 280 |
800 | 3 | 7 | 320 |
900 | 3 | 7 | 360 |
1000 | 3 | 7 | 400 |
5.44. Проволочная арматура должна укладываться в раструбную щель на прочеканенный слой асбестоцемента в уширенной части раструба так, как показано на рис. 12.
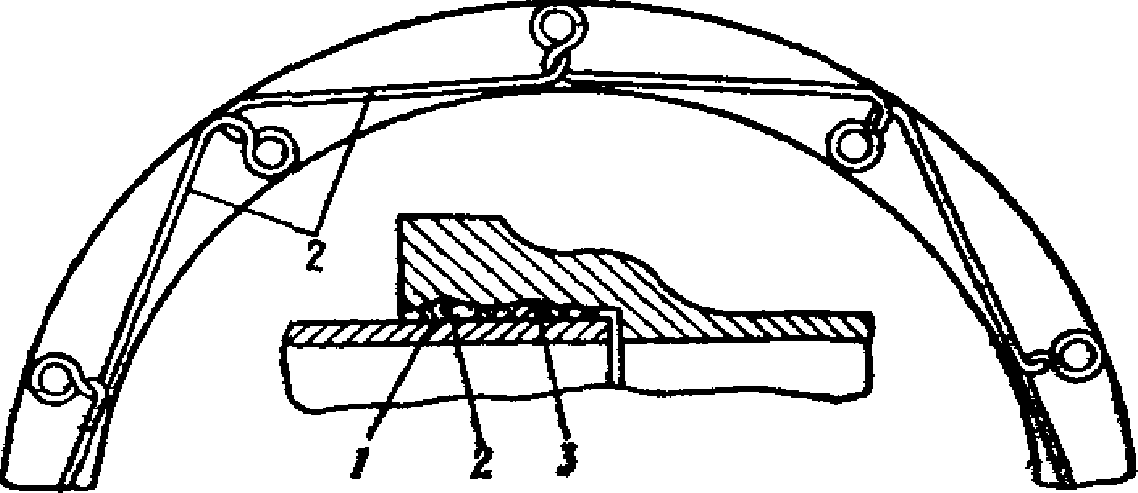
в раструбной щели чугунных труб
1 - асбестоцемент; 2 - армирующая проволока;
3 - уплотняющий материал
Сначала арматура укладывается в верхней части раструба и чеканкой вдавливается в ранее прочеканенный слой асбестоцемента, после чего, начиная со второй от начального конца петли, арматура закрепляется слоем асбестоцемента, закладываемого и прочеканиваемого сверх арматуры.
После закрепления арматуры асбестоцементом в верхней части раструбного соединения она постепенно заводится в раструбную щель по всей длине окружности и также закрепляется в ней. Сопряжение концов арматуры должно производиться внахлестку так, чтобы последняя петля заходила за первую.
После закрепления арматуры асбестоцементом по всей окружности раструба производится окончательная зачеканка асбестоцемента до заполнения раструбной щели заподлицо с торцом раструба.
5.45. Асбестоцементный замок после его заделки должен быть дополнительно увлажнен.
Для этой цели раструбные стыки следует укрывать мешковиной, тряпками, мхом и т.п. и поливать водой 3 - 4 раза в течение первых суток. В дальнейшем, если стыковые соединения не будут присыпаны грунтом, их следует в зависимости от погоды или увлажнять, или предохранять от чрезмерного высыхания в течение нескольких дней.
При наличии грунтовых вод водоотлив после зачеканки раструбных стыков асбестоцементом может не производиться, если раструбные соединения будут предохранены от вымывания из них цемента путем обмазки их хорошо промятой глиной. При агрессивных водах водоотлив может быть прекращен лишь после изоляции стыковых соединений.
5.46. Раструбные соединения после заделки их асбестоцементом должны быть выдержаны для затвердения асбестоцемента. Продолжительность выдерживания асбестоцемента в зависимости от давления, которым будут испытывать трубопровод, приведена в табл. 10.
Давление, которое может быть допущено в трубопроводе после выдержки стыков | Продолжительность выдерживания при применении пеньковой пряди, ч | |
МПа | кгс/см2 | |
До 0,05 | До 0,5 | 0 |
0,05 - 0,3 | 0,5 - 3 | 12 |
Свыше 0,3 | Свыше 3 | 24 |
5.47. Передача внешних нагрузок (от установки временных упоров, от сбрасывания грунта при механизированной засыпке и т.п.) на раструбные соединения может быть допущена не ранее чем через 5 - 6 дней после их заделки.
Примечание. При применении глиноземистого или другого быстротвердеющего цемента сроки выдерживания асбестоцементной заделки раструбных соединений могут быть сокращены вдвое.
5.48. При необходимости установки временных упоров на трубопроводе ранее чем через 5 - 6 дней после заделки раструбных стыков эти упоры должны устанавливаться с соблюдением следующего условия: ближайшие от упора 5 - 6 стыковых соединений следует заделывать пеньковой прядью до установки упоров, а асбестоцементом - после закрепления этих упоров.
5.49. Перед наполнением трубопровода водой на нем должны быть установлены упоры на всех углах поворота, а также в местах ответвлений и на концах испытываемого участка.
Траншея при этом должна быть частично засыпана, за исключением мест расположения раструбных соединений, которые не должны засыпаться.
Засыпка грунта между трубой и стенками траншеи должна производиться с плотным трамбованием его слоями, с особо тщательной подбивкой грунта в пазухи под нижней частью трубы.
5.50. Раструбные стыковые соединения, заделанные пеньковой прядью и асбестоцементом, давшие при гидравлическом испытании утечку воды, должны быть расчеканены полностью и заделаны вновь.
5.51. Перед началом герметизации стыковых соединений труб (ГОСТ 9583-75) раструб и гладкий конец соединяемых труб следует очистить от посторонних веществ, после чего обработать их так, чтобы герметизируемые поверхности концов соединяемых труб были шероховатыми. Для этого следует использовать металлические щетки, наждачный круг или другие аналогичные приспособления.
5.52. Раструб и цилиндрическую часть соединяемых труб следует отцентрировать так, чтобы ширина раструбной щели соответствовала размерам, указанным в табл. 6, а величина зазора между торцами труб находилась в пределах, указанных в п. 5.16 настоящего Руководства.
5.53. При использовании герметика КБ-1 непосредственно перед началом герметизации стыков в раструбную щель необходимо ввести один виток белой пряди для предохранения герметика от вытекания внутрь трубы.
Прядь вводится с помощью конопатки вручную.
Взамен белой пряди допускается применять паклю, отходы хлопчатобумажной пряди и другие недефицитные материалы, не загрязненные маслами или смолами.
5.54. Для предотвращения вытекания герметика КБ-1 из стыкового соединения во время его герметизации необходимо у торца раструба устанавливать хомут со жгутом из просмоленного каната, который снимается после затвердения герметика и используется при герметизации других стыков.
При заделке стыков герметиком 51-УТ-37А введение в раструбную щель витка белой пряди и применение защитных хомутов у торца раструба не требуются, так как этому герметику не свойственна текучесть.
5.55. Введение герметика в рабочую зону стыковых соединений труб осуществляют, как правило, без предварительного нанесения на герметизируемые поверхности грунтовки или подслоя.
5.56. Герметизацию стыковых соединений труб производят с помощью пневматических установок или шприцев с ручным или пневматическим выдавливанием мастики (рис. 13, 14). Ручные шприцы рекомендуется применять при небольших объемах работ. Введение герметика в рабочую зону стыка осуществляется с помощью насадки, которая крепится к наконечнику шприца или к наконечнику шланга пневматической установки.
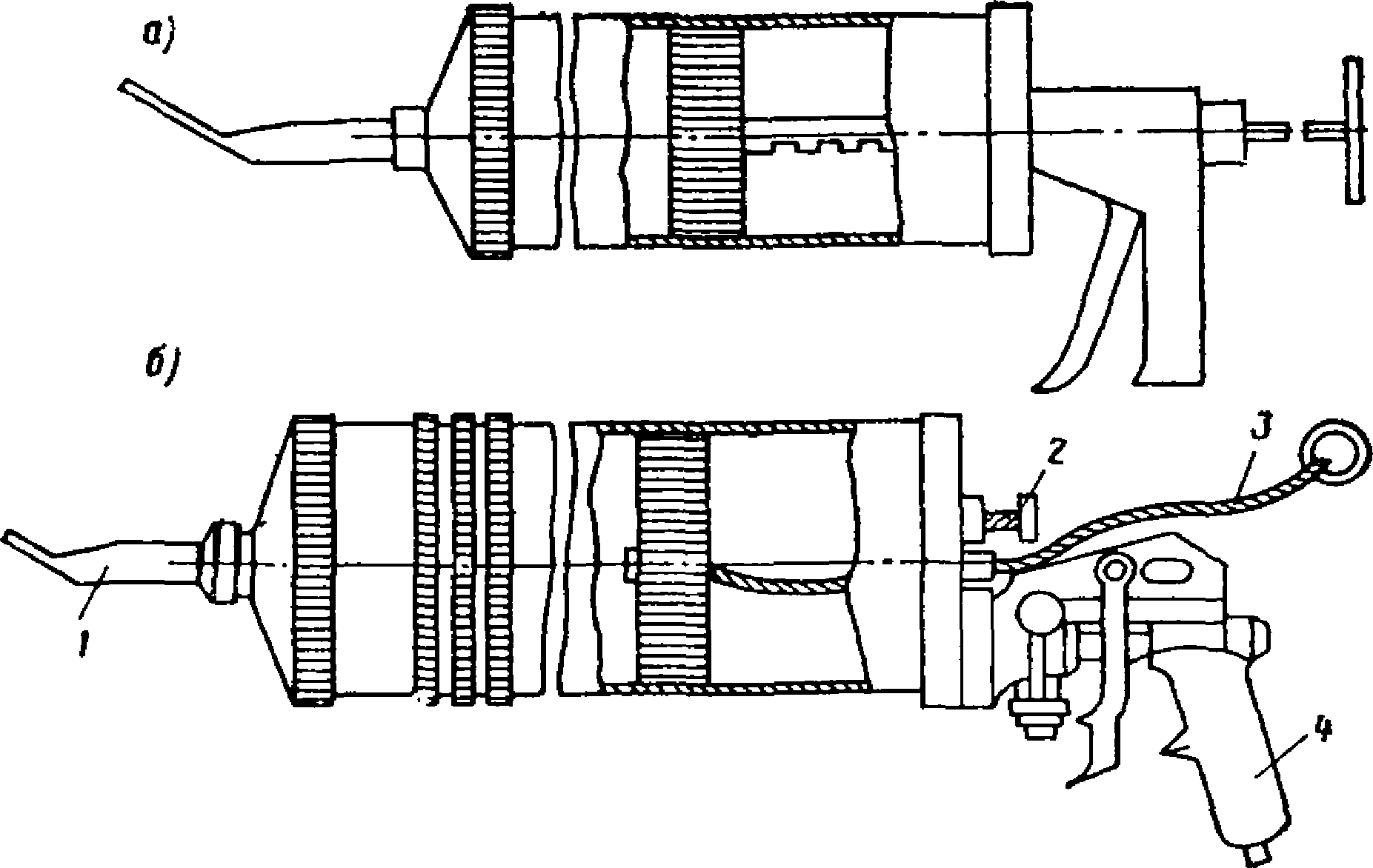
стыковых соединений трубопроводов
а - ручной; б - пневматический; 1 - насадка; 2 - клапан
для сброса сжатого воздуха; 3 - трос для возвращения поршня
в исходное положение; 4 - штуцер для подачи сжатого воздуха

стыковых соединений трубопроводов
1 - штуцер для подключения к компрессору;
2 - штуцер для манометра; 3 - клапан для сброса давления;
4 - штуцер для подключения шланга с насадкой
5.57. Конструкция насадок определяется глубиной и шириной раструбной щели стыковых соединений труб. Изготовляются насадки из жести, полиэтилена и других материалов. Правильно подобранная насадка должна свободно доставать до любого места раструбной щели на всю ее глубину.
5.58. Рабочий объем цилиндра ручного шприца или пневмоаппарата, заполняемый приготовленной смесью герметика, подбирается с учетом количества стыковых соединений, подлежащих герметизации, и времени, необходимого для полного расходования герметика в период его жизнеспособности.
5.59. Выдавливание мастики из пневматического шприца осуществляется при давлении воздуха 0,4 - 0,6 МПа (4 - 6 кгс/см2). Для этой цели используются переносные компрессоры малой производительности, а также автокомпрессоры различных марок.
5.60. Введение герметиков в стыковые соединения труб диаметром до 500 мм выполняется одним рабочим, а труб диаметром более 500 мм - двумя рабочими, прошедшими специальную подготовку по производству указанных работ. При выполнении работ оба рабочих располагаются по разные стороны трубы и заполняют раструбную щель герметиком одновременно.
5.61. Герметизацию стыков рекомендуется начинать снизу вверх сразу на всю требуемую глубину раструбной щели.
Насадка шприца во время герметизации не должна упираться в торец раструба или белый канат, а находиться под углом 45 - 50° к ним и на расстоянии 1 - 2 см.
Шприц следует перемещать по раструбной щели плавно, без рывков, под углом к торцу трубы и таким образом, чтобы выдавленный герметик располагался по одну сторону насадки.
Заполненная герметиком часть стыка должна иметь с наружной торцевой стороны раструба ровную и гладкую поверхность.
5.62. Потребный расход герметика, кг, для заделки одного стыкового соединения чугунных трубопроводов приводится в табл. 11.
Марка герметика | Условный проход труб Dу, мм | ||||||
100 | 125 | 150 | 200 | 250 | 300 | 350 | |
51-УТ-37А | 0,3 | 0,38 | 0,46 | 0,6 | 0,76 | 0,93 | 1,15 |
КБ-1 | 0,32 | 0,4 | 0,49 | 0,63 | 0,79 | 0,97 | 1,2 |
Продолжение табл. 11
Марка герметика | Условный проход труб Dу, мм | ||||||
400 | 500 | 600 | 700 | 800 | 900 | 1000 | |
51-УТ-37А | 1,35 | 1,7 | 1,95 | 2,3 | 2,6 | 3 | 3,5 |
КБ-1 | 1,39 | 1,75 | 2 | 2,35 | 2,7 | 3,1 | 3,8 |
5.63. Достаточная степень вулканизации герметика в стыке определяется измерением с помощью твердомера ТМ-2 твердости герметика в образце. Для этого на небольшой кусок трубы или на внешнюю поверхность раструба укладываемой трубы (одновременно с герметизацией последнего стыка) наносится слой герметика толщиной 8 - 10 мм на площадь размером 30 x 40 мм. После выдержки образца в аналогичных с трубопроводом условиях в течение срока, указанного в табл. 4, измеряется твердость герметика (образца), которая должна соответствовать указанной в п. 2.70 настоящего Руководства.
5.64. Передача внешней нагрузки от грунта или внутреннего гидравлического давления на загерметизированные стыковые соединения допускается лишь после достижения герметиком твердости, соответствующей требованиям п. 2.70. Заполнение трубопровода жидкостью допускается проводить через 5 - 6 ч после заделки стыка.
5.65. Качество производимых работ по заделке стыковых соединений герметиками должно контролироваться представителем строительной лаборатории. Контролю подлежит качество приготовления (смешения) компонентов герметика, качество очистки и механической обработки герметизируемых поверхностей, а также продолжительность вулканизации (твердения) герметика в стыке.
5.66. Выполнение работ по герметизации стыковых соединений должно быть зафиксировано в акте на скрытые работы, который предъявляется приемной комиссии при сдаче трубопровода в эксплуатацию.
С ПРИМЕНЕНИЕМ РЕЗИНОВЫХ КОЛЕЦ
5.67. Перед началом монтажа труб, соединяемых с помощью резиновых колец круглого сечения, закатываемых в раструбную щель, необходимо проверить состояние внутренней поверхности раструба и наружной поверхности втулочного конца трубы, которые должны быть сухими и чистыми.
Влажные поверхности труб для предупреждения скольжения по ним резиновых колец во время монтажа необходимо протереть сухой тряпкой, затем осушить сухим цементом или мелом в порошке.
5.68. Монтаж труб начинают с того, что на втулочный конец укладываемой трубы надевают резиновое кольцо.
Затем эту трубу краном или трубоукладчиком опускают в траншею, центрируют ее относительно раструба уложенной трубы и проверяют правильность первоначального положения резинового кольца.
Начальное положение резинового кольца при монтаже виброгидропрессованных труб следует считать правильным, если оно по всей своей окружности равномерно располагается в канавке на втулочном конце укладываемой трубы и прилегает к внутренней поверхности фаски раструба последней уложенной трубы.
При монтаже труб, не имеющих монтажной канавки (трубы центрифугированные), резиновое кольцо, надетое на втулочный конец трубы, должно располагаться по всей своей окружности возможно ближе к торцу этой трубы и прилегать к фаске раструба последней уложенной трубы.
5.69. Дальнейший монтаж труб (всех конструкций) заключается во введении втулочного конца укладываемой трубы в раструб уложенной с одновременным закатыванием резинового кольца в раструбную щель.
Эта операция заканчивается тогда, когда резиновое кольцо дойдет до бурта на втулочном конце трубы, что отмечается резким увеличением монтажных усилий. Монтаж может осуществляться с помощью различных механизмов и приспособлений, в том числе могут быть рекомендованы проверенные на практике следующие способы.
1-й способ - монтаж трубопровода при помощи монтажного приспособления с центральным торцевым винтом (рис. 15).
с центральным торцевым винтом
1 - уложенная труба; 2 - полухомут; 3 - трос;
4 - укладываемая труба; 5 - упорная балка; 6 - рабочая
балка; 7 - натяжной винт; 8 - фрикционно-храповое
устройство; 9 - направляющий стержень;
10 - гайки для натяжения троса
Монтаж производится следующим образом: за раструбом уложенной трубы устанавливается полухомут с крюками, с помощью которого закрепляется трос; на раструбном конце укладываемой трубы устанавливают балки - упорную и рабочую с натяжным винтом.
Концы тросов соединены с направляющими стержнями, которые проходят через отверстия в балках.
Выравнивание и натяжение троса осуществляют с помощью гаек. Затем, используя фрикционно-храповое устройство, вращением натяжного винта приводят в движение рабочую балку, в результате чего укладываемая труба продвигается в сторону уложенного трубопровода и при этом ее втулочный конец плавно входит в раструб последней уложенной трубы.
В этом приспособлении трос может быть заменен двумя тягами-штангами, прикрепляемыми одним своим концом к упорному фланцу, устанавливаемому сверху трубы вместо полухомута. Вторые концы штанг проходят через балки; остальные детали приспособления остаются без изменения.
Приспособление рекомендуется применять для монтажа труб диаметром до 600 мм.
При использовании указанного приспособления для монтажа труб большего диаметра целесообразно захват очередной монтируемой трубы производить в трех точках по окружности ее раструба, расположенных под углом 120° друг к другу.
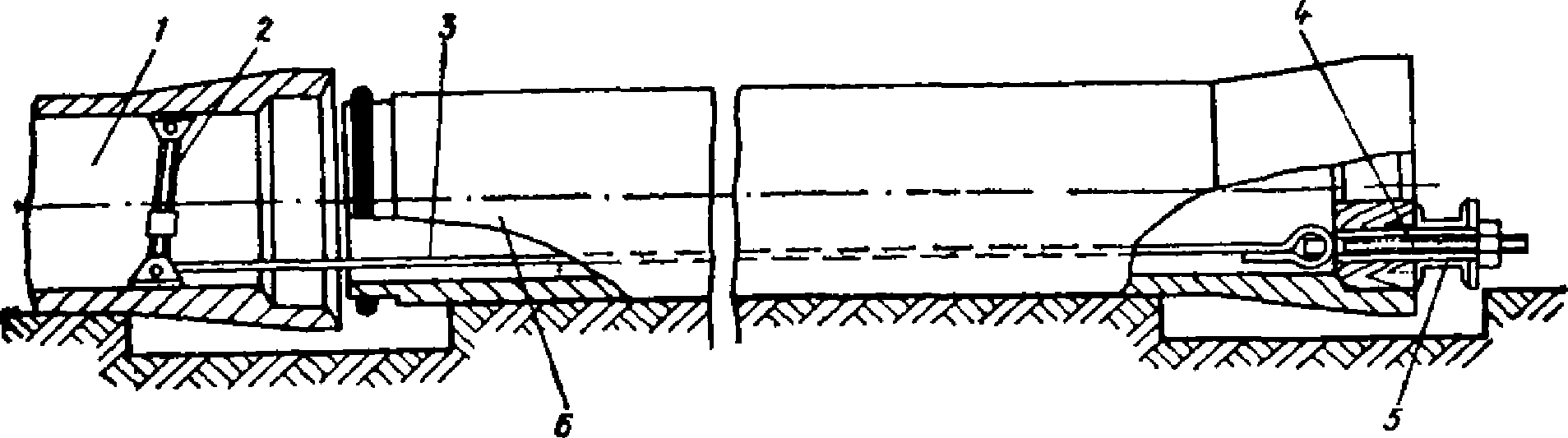
2-й способ - монтаж трубопровода с использованием бетонного упора и гидравлического домкрата (рис. 16), производится в следующем порядке: в траншею опускают бетонный упор и устанавливают его вблизи от раструбного конца укладываемой трубы (размеры и вес упора принимаются в зависимости от размера и веса укладываемых труб). Между упором и раструбом укладываемой трубы помещают один или два (параллельно) гидроцилиндра, на свободных концах штоков которых установлены диски для передачи усилия на трубу и бетонный упор. Вся конструкция натяжного приспособления находится в подвешенном состоянии на крюке трубоукладчика. После установки приспособления в рабочее положение через маслопроводы, соединенные с насосом трубоукладчика, в гидроцилиндры под давлением производится подача масла; давление с помощью дисков передается на бетонный упор и на трубу, которая передвигается в сторону трубопровода и при этом ее втулочный конец входит в раструб последней уложенной трубы. После окончания монтажа стыка бетонный упор и натяжное приспособление (гидроцилиндры) с помощью трубоукладчика переносят на новое место для монтажа очередной трубы.

и бетонного упора
1 - уложенный трубопровод; 2 - укладываемая труба;
3 - гидроцилиндр; 4 - маслопровод; 5 - насос;
6 - трубоукладчик; 7 - бетонный упор
Применение указанного способа рекомендуется для монтажа труб диаметром 1000 мм и более. При укладке труб диаметром 500 - 800 мм такой способ монтажа может быть применен также с использованием реечного домкрата (рис. 17).

и бетонного упора
1 - уложенный трубопровод; 2 - укладываемая труба;
3 - деревянный брус; 4 - реечный домкрат; 5 - бетонный упор
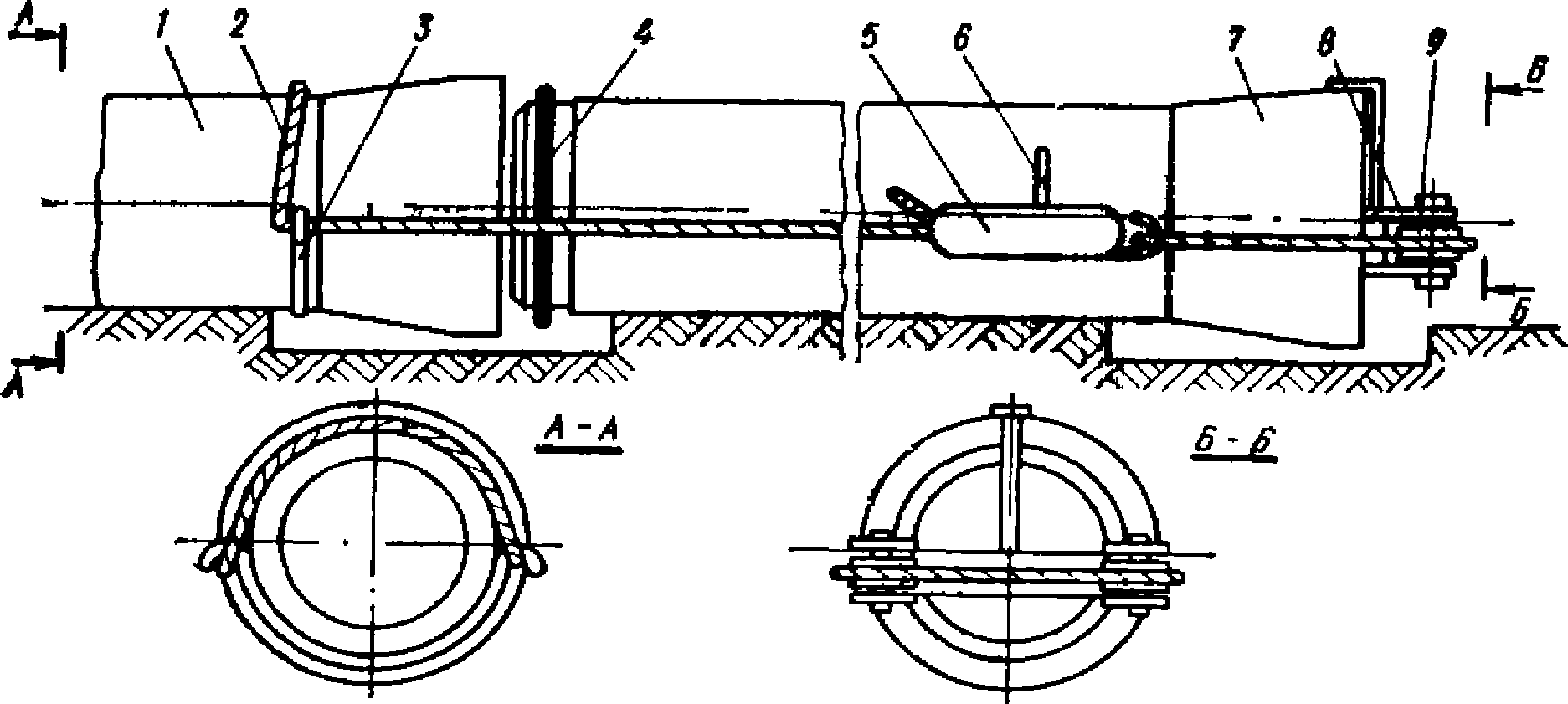
3-й способ - монтаж трубопровода с помощью натяжного приспособления, имеющего винтовую распорку, устанавливаемую внутри уложенной трубы (рис. 18).
устанавливаемого внутри трубы
1 - уложенный трубопровод; 2 - винтовая распорка; 3 - тяги;
4 - натяжной винт; 5 - упорная балка; 6 - укладываемая труба
Монтаж трубопровода следует осуществлять в следующем порядке: в раструбе укладываемой трубы закрепляют упорную балку; внутри последней уложенной трубы за раструбом устанавливают с наклоном в 5 - 10° в сторону раструба винтовую распорку, на которой закреплены тяги. К концам тяг присоединены натяжные винты, которые пропускаются через гнезда упорной балки. Продвижение трубы до конечного положения осуществляется при одновременном равномерном натяжении тяг, осуществляемом с помощью винтов. Приспособление рекомендуется для монтажа труб диаметром более 800 мм.
4-й способ - монтаж трубопровода при помощи рычажной лебедки (рис. 19) - производится в следующей последовательности: в раструбе укладываемой трубы устанавливают упорную балку, на которой закрепляют два или три блока; на этой же трубе размещают рычажную лебедку.
1 - уложенный трубопровод; 2 - трос; 3 - стальной полухомут;
4 - резиновое кольцо; 5 - рычажная лебедка; 6 - рычаг;
7 - укладываемая труба; 8 - упорная балка; 9 - блок
Тросом лебедки охватывают раструб уложенной трубы, используя для этого полухомут с крюками, протягивают трос вдоль трубы и затем конец троса с помощью петли присоединяют к лебедке.
При действии рычагом лебедки длина троса сокращается, за счет чего укладываемая труба передвигается в сторону уложенного трубопровода, при этом втулочный конец ее входит в раструб последней уложенной трубы.
Этот способ монтажа труб позволяет при необходимости применить две параллельно работающие лебедки, размещенные с каждой стороны очередной укладываемой трубы.
5-й способ - монтаж трубопровода при помощи бульдозера (рис. 20), производится в следующем порядке: в раструб укладываемой трубы устанавливают деревянный брус так, чтобы он несколько выступал из раструба. Продвижение укладываемой трубы до конечного положения осуществляют с помощью бульдозера или трактора, оборудованных специальным деревянным брусом для передачи усилия на трубу.

1 - уложенный трубопровод; 2 - укладываемая труба;
3 - деревянные брусья; 4 - бульдозер или трактор
6-й способ - монтаж трубопровода при помощи шестереночной лебедки (рис. 21), производится в следующей последовательности: на уложенном трубопроводе устанавливают шестереночную лебедку, к тросу которой присоединяют переносной натяжной трос и, пропуская его через блоки, соединяют с упорным брусом. При вращении барабана лебедки длина троса сокращается, за счет чего укладываемая труба перемещается в направлении уложенного участка трубопровода до конечного своего положения. После окончания монтажа стыка трос освобождают с последней уложенной трубы и закрепляют его на следующей укладываемой трубе, производя монтаж очередного стыка аналогичным способом, при этом лебедка остается на прежнем месте. В зависимости от характеристики трассы и наличия длинного троса на барабане лебедки с одной ее установки можно смонтировать несколько труб.
1 - трос лебедки; 2 - уложенный трубопровод;
3 - резиновое кольцо; 4 - укладываемая труба;
5 - переносной натяжной трос; 6 - упорный брус; 7 - блоки
7-й способ - монтаж трубопровода экскаватором (рис. 22), производится в следующем порядке: экскаватор отрывает траншею длиной на одну трубу. Очередную укладываемую трубу подвешивают на тросе к ковшу экскаватора и опускают в траншею. Затем с помощью ковша эту трубу продвигают в раструб уложенной трубы до конечного ее положения. Для предохранения торца трубы от повреждения между ковшом и трубой устанавливают деревянный брус, через который передают усилие экскаватора.
Примечание. Кроме перечисленных способов могут применяться и другие способы, обеспечивающие качество монтажа трубопровода.

1 - ковш экскаватора; 2 - деревянный брус;
3 - укладываемая труба; 4 - уложенный трубопровод;
5 - экскаватор
5.70. При выборе способа монтажа трубопровода следует учитывать наличие необходимого такелажного оборудования и механизмов, а также местные условия. Монтаж трубопроводов при помощи бульдозера может быть рациональным в том случае, когда бульдозер используется в этот период и на работах по планировке основания траншеи, т.е. когда представляется возможным совместить две операции. Способ монтажа трубопровода с применением натяжного устройства, имеющего винтовую распорку, устанавливаемую внутри уложенной трубы, может быть рекомендован лишь для труб диаметром 800 мм и более.
Монтаж трубопровода при помощи экскаватора на практике применяют в тех случаях, когда прокладку трубопровода производят в водонасыщенных грунтах или в стесненных условиях строительства, вследствие чего производить рытье траншеи заблаговременно не представляется возможным, и экскаватор, постоянно находящийся на месте работы, может быть использован на монтажных работах.
5.71. По окончании монтажа стыка необходимо проверить правильность расположения резинового кольца в раструбной щели и отсутствие перекрученных мест резиновых колец по всей окружности трубы. В случае нарушения этого требования стык должен быть перемонтирован.
5.72. Равномерность закатывания резинового кольца в раструбную щель по всей окружности трубы следует проверять в процессе монтажа. В случае если будет замечено, что резиновое кольцо на некоторых участках окружности трубы начинает отставать, то для предупреждения дальнейшего неравномерного его закатывания в раструбную щель следует резиновое кольцо в этом месте "припудрить" цементом, мелом или сухим пылевидным песком. Если и после этого положение резинового кольца не выправится и будет наблюдаться увеличение неравномерности его закатывания, то стыковое соединение должно быть перемонтировано.
5.73. По мере укладки труб следует проверять прямолинейность трубопровода. При наличии искривлений положение трубопровода должно быть выправлено. Искривление трубопровода в горизонтальной плоскости следует выправлять домкратом путем упирания его в раструбную часть трубы и в стенку траншеи.
Искривления трубопровода в вертикальной плоскости, не предусмотренные проектом и выходящие за пределы допусков (проекта), должны быть выправлены путем подъема или опускания трубы в стыковых соединениях при помощи крана или трубоукладчика. По мере выправления трубопровода последний должен быть закреплен в исправленном положении тщательной подбивкой грунта под трубы.
5.74. В процессе монтажа трубопровода необходимо следить за тем, чтобы внутренняя поверхность труб не загрязнялась и внутри трубопровода не оставались посторонние предметы.
Концы уложенного трубопровода при перерывах в работе по укладке труб следует закрывать заглушками или деревянными пробками, предохраняющими трубопровод от загрязнений. При возможном затоплении траншеи должны быть приняты меры по предохранению трубопровода от всплывания.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 539-73 Постановлением Госстандарта СССР от 15.10.1980 N 162 с 01.01.1982 введен в действие ГОСТ 539-80. |
И ТУ 21-24-77-76 МИНПРОМСТРОЙМАТЕРИАЛОВ СССР, НА МУФТАХ САМ
С ИСПОЛЬЗОВАНИЕМ РЕЗИНОВЫХ КОЛЕЦ ФИГУРНОГО СЕЧЕНИЯ
5.75. До начала соединения труб в очищенные от загрязнения канавки муфт закладываются резиновые кольца так, чтобы цилиндрические гнезда в кольцах были обращены внутрь муфты. При установке колец в пазы муфт необходимо их расправлять так, чтобы выступающие части были одного размера по всей окружности муфты.
5.76. Между соединяемыми трубами следует обеспечить необходимый зазор с помощью переносной штанги (рис. 23), удаляемой из трубы после монтажа стыка.

с помощью переносной штанги
1 - укладываемая труба; 2 - переносная штанга с крюком;
3 - муфта; 4 - уложенная труба
5.77. Для того чтобы зазор между трубами после монтажа стыка был расположен на середине муфты, на трубах делаются отметки на расстоянии от торцов, равном половине длины муфты минус половина величины зазора между трубами.
5.78. Для уменьшения трения между поверхностями трубы и резиновыми кольцами следует наружную поверхность труб на длине 50 - 70 мм от концов смазать графито-глицериновой пастой (см. п. 5.13 "г" настоящего Руководства).
5.79. Монтаж труб на муфтах САМ может осуществляться двумя способами.
При первом способе (рис. 24) монтаж производится следующим образом: первоначально на очередную укладываемую трубу надвигают муфту до сделанной на этой трубе отметки  (рис. 24, а); затем с помощью монтажного приспособления эту трубу вместе с муфтой продвигают в сторону уложенного трубопровода до тех пор, пока конец последней уложенной трубы не войдет в муфту на глубину
(рис. 24, а); затем с помощью монтажного приспособления эту трубу вместе с муфтой продвигают в сторону уложенного трубопровода до тех пор, пока конец последней уложенной трубы не войдет в муфту на глубину  (рис. 24, б). Для того чтобы во время монтажа муфта не сдвинулась со своей первоначальной отметки, у ее торца следует установить упорный (переносной) хомут.
(рис. 24, б). Для того чтобы во время монтажа муфта не сдвинулась со своей первоначальной отметки, у ее торца следует установить упорный (переносной) хомут.
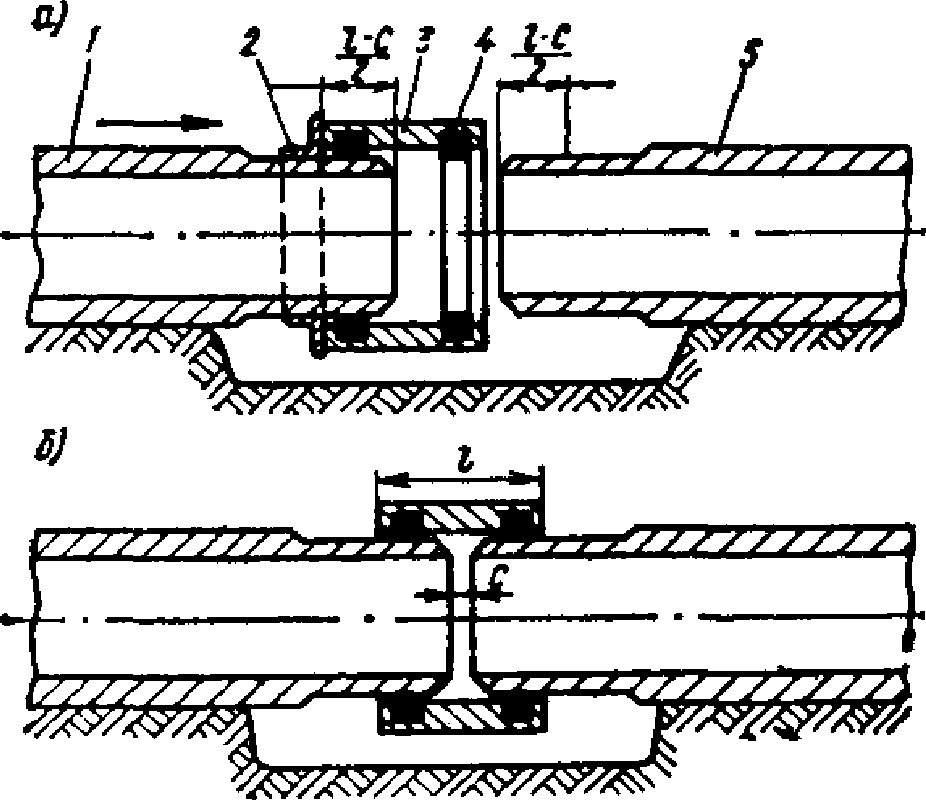
(первый способ)
1 - укладываемая труба; 2 - упорный хомут; 3 - муфта САМ;
4 - резиновое кольцо фигурного сечения;
5 - уложенный трубопровод
При втором способе (рис. 25) монтаж труб производится следующим образом: на укладываемую трубу надвигается муфта на всю ее длину (рис. 25, а); затем эта труба центрируется с ранее уложенной и при помощи монтажного приспособления муфта с укладываемой трубы передвигается на уложенную трубу до имеющейся на ней отметки  (рис. 25, б).
(рис. 25, б).
Примечание. При первом и втором способах монтажа муфта может первоначально быть надетой также и на уложенную трубу.
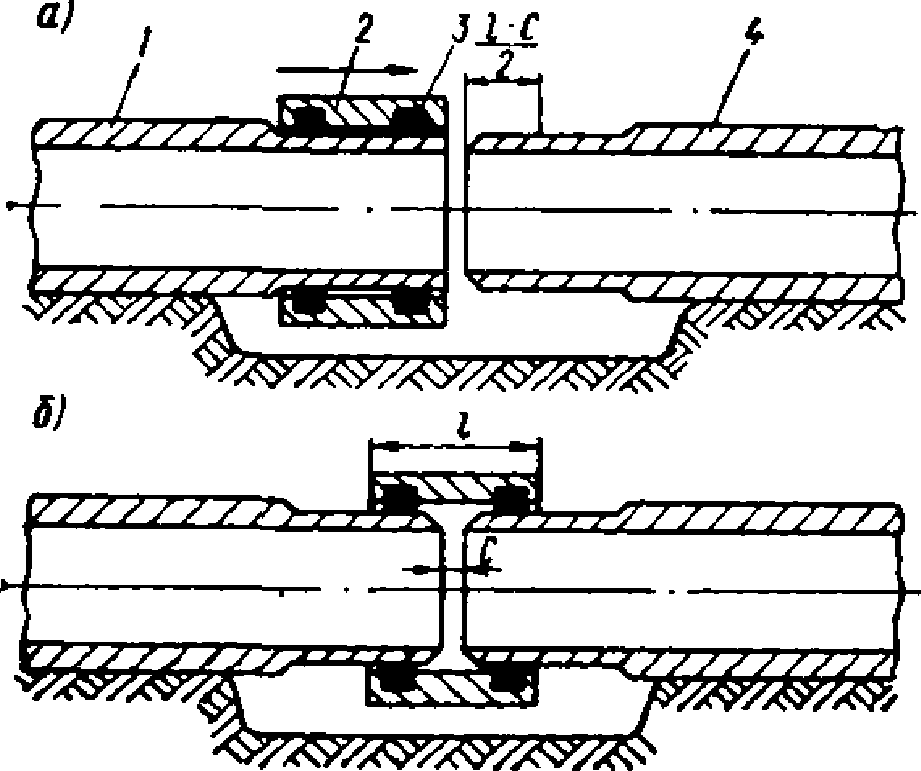
(второй способ)
1 - укладываемая труба; 2 - муфта САМ; 3 - резиновое
кольцо фигурного сечения; 4 - уложенная труба
5.80. Для монтажа стыковых соединений асбестоцементных труб можно применять следующие типы приспособлений:
приспособление с центральным торцевым винтом (рис. 15);
рычажный натяжной домкрат (рис. 26);
рычажно-реечное натяжное приспособление (рис. 27);
винтовой натяжной домкрат (рис. 28).

1 - корпус; 2 - тяга; 3 - захват; 4 - рычаг;
5 - стяжной винт
1 - рычаг; 2 - упорный башмак; 3 - хомут; 4 - рейка;
5 - захват

1 - корпус; 2 - натяжной рабочий винт; 3 - захват;
4 - вороток; 5 - стяжной винт
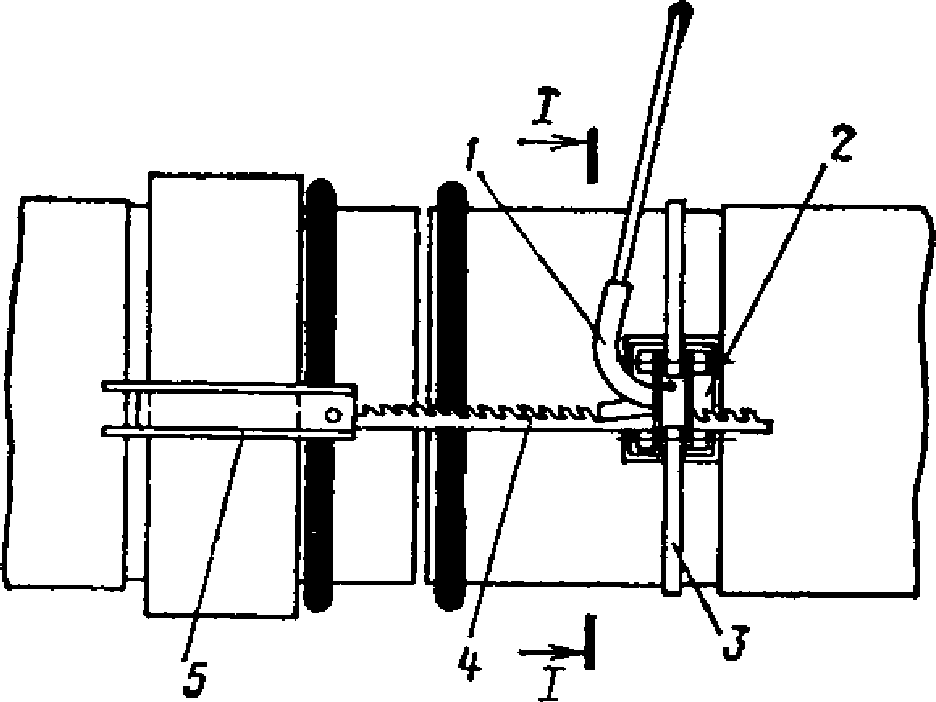
5.81. В целях наибольшей механизации работ по монтажу асбестоцементных трубопроводов рекомендуется применение специального устройства, выполняющего захват и опускание труб в траншею, а также стыковку их с помощью муфт САМ.
Это устройство является сменным нестандартизированным навесным оборудованием к одноковшовым экскаваторам ЭО-2621 и ЭО-3322. Принципиальная схема такого устройства показана на рис. 29.

для механизированного монтажа асбестоцементных труб
на муфтах САМ
1 - несущая рама-швеллер; 2 - уголковые центраторы;
3 - рычажные захваты; 4 - пружинная пластина;
5 - гидроцилиндры; 6 - поворотный сектор; 7 - пружина
растяжения; 8 - стяжка; 9 - параллелограммная подвеска;
10 - скоба
Устройство состоит из несущей рамы-швеллера, внизу которой закреплены четыре пары центрирующих уголков, служащих для фиксации соосности стыкуемых труб. На полках рамы шарнирно установлены две пары клиновых рычажных захватов с пружинными пластинами, предназначенными для захвата и удержания труб. Для перемещения муфты с укладываемой трубы на монтируемый стык предусмотрена скоба. Сверху, внутри полок несущей рамы, смонтированы три гидроцилиндра, предназначенные для приведения в действие захватов и перемещения скобы. Для управления гидроприводом устройства используется гидрораспределитель, устанавливаемый на экскаваторе.
При помощи параллелограммной подвески устройство крепится к рукояти экскаватора. Подвеска снабжена стяжкой, пружиной растяжения и поворотным сектором, позволяющим вращать все устройство в горизонтальной плоскости, что необходимо при центрировании стыкуемых труб.
Монтаж трубопровода производится следующим образом: экскаватор с подвешенным к нему устройством, передвигаясь вдоль траншеи, останавливается напротив приямка уложенной трубы.
Устройство, управляемое экскаваторщиком, захватывает правыми захватами с бровки траншеи или с прицепа, присоединенного к экскаватору, очередную трубу с заранее надетой на ее конец муфтой и прижимает ее к центрирующим уголкам так, чтобы рычаги скобы касались торца муфты, обращенного в сторону укладываемой трубы. Затем устройство с трубой опускается в траншею так, чтобы конец укладываемой трубы с муфтой отстоял от торца уложенной трубы на расстояние 100 - 120 мм, после чего в работу включают параллелограммную подвеску и придвигают укладываемую трубу к торцу уложенной трубы. Вслед за этим левые рычажные захваты захватывают уложенную трубу, и осуществляется центрирование соединяемых труб по уголковым центраторам. При этом поворотный сектор позволяет устранить возможную несоосность труб в горизонтальной плоскости путем поворота устройства.
По окончании центрирования труб с помощью силового гидроцилиндра приводится в действие скоба, которая сдвигает муфту на стык на половину ее длины.
По окончании монтажа стыка экскаватор вместе с устройством перемещается к месту расположения труб за очередной трубой.
Устройство рекомендуется для монтажа асбестоцементных труб диаметром 300 - 500 мм.
С ИСПОЛЬЗОВАНИЕМ РЕЗИНОВЫХ КОЛЕЦ КРУГЛОГО
И ТРАПЕЦИЕВИДНОГО СЕЧЕНИЯ
5.82. Устройство стыковых соединений асбестоцементных труб с помощью чугунных муфт производится с соблюдением правил устройства фланцевых соединений, т.е. обеспечением постепенного завинчивания гаек, расположенных на концах взаимно перпендикулярных диаметров, с тем, чтобы не допускать перекоса фланцев.
5.83. Опускание труб в траншею, их укладка, центровка и т.п. производятся так же, как и при устройстве стыковых соединений на муфтах других конструкций.
Разметка соединения на чугунных муфтах производится в следующем порядке:
а) на концах каждой трубы карандашом или мелом отмечается расстояние, равное половине длины втулки минус половина зазора между трубами (на этих отметках должны размещаться края втулки, надвинутой на концы труб);
б) на каждом конце соединяемых труб делается еще по одной отметке на расстоянии, равном половине длины втулки плюс толщина резинового кольца и чугунного фланца (вблизи этих отметок должны располагаться внешние края фланцев после затягивания болтов);
в) по окончании разметки стыкового соединения фланцы, резиновые кольца и втулка устанавливаются в соответствии с произведенной разметкой и производится монтаж стыкового соединения путем подтягивания гаек в установленном порядке.
5.84. Применяемые при устройстве стыковых соединений стальные болты, фланцы и втулки должны иметь антикоррозионную защиту (оцинковку, покрытие асфальтовыми лаками, битумными эмалями и т.п.). Тип антикоррозионной изоляции должен быть определен проектом.
6.1. Установку фасонных частей на прокладываемом участке трубопровода следует производить одновременно с укладкой труб. Оставлять разрывы между трубами для последующего монтажа фасонных частей не рекомендуется (за исключением случаев разделения трубопровода на отдельные испытательные участки).
6.2. Фасонные части и арматура, имеющие паспорта, при приемке их в монтаж до истечения гарантийного срока ревизии и испытанию не подлежат.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 5525-61 Постановлением Госстандарта СССР от 29.06.1988 N 2516 с 01.01.1990 введен в действие ГОСТ 5525-88. |
6.3. Узлы из фасонных частей и арматуры на трубопроводах, прокладываемых из стандартных труб (ГОСТ 9583-75), монтируют с использованием чугунных фасонных частей, изготовляемых по ГОСТ 5525-61. При отсутствии последних применяют нестандартные стальные фасонные части. Уплотнение раструбных фасонных частей осуществляется таким же способом, как и уплотнение стыковых соединений самих раструбных труб.
Для присоединения к трубам фланцевых фасонных частей и арматуры используют патрубок "фланец - гладкий конец" (ПФГ).
6.4. Монтаж фасонных частей на трубопроводах, прокладываемых из чугунных труб со стыковыми соединениями на резиновых манжетах (ТУ 14-3-259-74 и ГОСТ 21053-75), осуществляется с применением стандартных патрубков (ГОСТ 5525-61) или стальных сварных патрубков.
6.5. Присоединение фланцевой фасонной части к раструбному концу трубы осуществляется в соответствии с рис. 30.
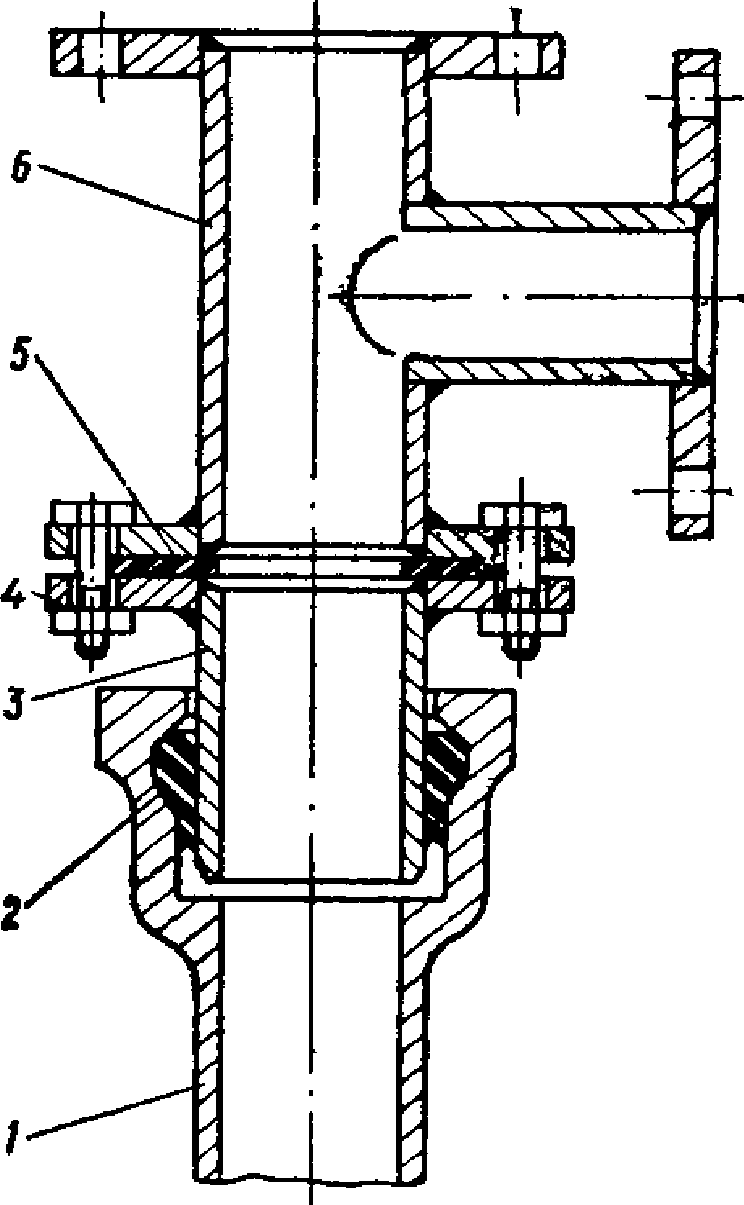
к раструбному концу трубы
1 - раструб чугунной трубы; 2 - резиновая манжета;
3 - цилиндрический конец патрубка; 4 - фланец патрубка;
5 - резиновая прокладка; 6 - фланцевая фасонная часть
Гладкий конец патрубка соединяют с раструбом трубы так же, как соединяют между собой трубы; к фланцу патрубка присоединяют фланцевую фасонную часть или арматуру.
6.6. Присоединение фланцевой фасонной части к цилиндрической части трубы (рис. 31) осуществляется с применением специально изготовленного стального фланцевого патрубка и надвижного фланца.

к цилиндрическому концу трубы
1 - фланцевая фасонная часть; 2 - фланцевый патрубок;
3 - цилиндрический конец трубы; 4 - надвижной фланец;
5 - резиновое кольцо; 6 - резиновая прокладка
Для этого на цилиндрическую часть чугунной трубы надвигают свободный фланец, диаметр которого должен быть на 5 - 7 мм больше наружного диаметра трубы, и резиновое кольцо, которые устанавливают, отступив от торца трубы, на расстояние, равное длине патрубка минус 50 - 60 мм. Затем на трубу надвигают патрубок с приваренными к нему фланцами и устанавливают его рядом с резиновым кольцом, причем размер одного фланца патрубка должен быть равен размеру надвижного фланца, а другого - размеру фланца присоединяемой фасонной части. Между фланцами помещают резиновую прокладку.
Герметичность соединения достигается затяжкой болтов на фланцах.
ИЗ ЖЕЛЕЗОБЕТОННЫХ ТРУБ
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 12586-74 Постановлением Госстроя СССР от 31.10.1983 N 298 с 01.01.1985 введен в действие ГОСТ 12586.0-83. |
6.7. Соединение железобетонных виброгидропрессованных труб (ГОСТ 12586-74) с фланцевой арматурой, фасонными частями и чугунными трубами следует осуществлять, используя стальные вставки (рабочие чертежи вставок разработаны по заданию Госстроя СССР ГПИ Укрпроектстальконструкция).
6.8. Стальные вставки в зависимости от их назначения различаются четырех типов - ВВФ, ВРФ, ВВГ и ВРГ. В зависимости от класса соединяемых труб вставки разделяются на три класса.
6.9. Вставки ВВФ "втулка-фланец" (рис. 32) и ВРФ "раструб-фланец" (рис. 33) предназначаются для соединения железобетонных труб с фланцевой арматурой. При этом наружный диаметр втулки Dв и внутренний диаметр раструба Dр вставки должны быть равны соответствующим размерам железобетонных труб. Размер фланцев Dф этих вставок должен соответствовать размеру фланцев присоединяемой арматуры.


Вставки ВВГ "втулка-гладкий конец" и ВРГ "раструб-гладкий конец" (рис. 34) предназначаются для соединения железобетонных труб с чугунными трубами (ГОСТ 9583-75), раструбными фасонными частями, а также со стальными фасонными частями на сварке. Размеры стальных вставок (в мм) приводятся в табл. 12.

а - ВВГ "втулка-гладкий конец";
б - ВРГ "раструб-гладкий конец"
Условный проход трубопровода Dу, мм | Тип вставки | |||
ВРФ | ВВФ | ВРГ | ВВГ | |
50 | 633 + 2 --------- 620 | 610 - 2 --------- 620 | 633 + 2 --------- 532 - 2 | 610 - 2 --------- 532 - 2 |
60 | 753 + 2 --------- 725 | 730 - 2 --------- 725 | 753 + 2 --------- 635 - 2 | 730 - 2 --------- 635 - 2 |
80 | 954 + 2 ---------- 950 | 930 - 2 --------- 950 | 954 + 2 --------- 842 - 2 | 930 - 2 --------- 842 - 2 |
100 | 1174 + 2 ----------- 1160 | 1150 - 2 ----------- 1160 | 1174 + 2 ---------- 1048 - 2 | 1150 - 2 --------- 1048 - 2 |
120 | 1396 + 2 ----------- 1380 | 1370 - 2 ---------- 1380 | 1396 + 2 ---------- 1256 - 2 | 1370 - 2 --------- 1256 - 2 |
140 | 1616 + 2 ----------- 1590 | 1590 - 2 ---------- 1590 | 1616 + 2 ---------- 1432 - 2 | 1590 - 2 --------- 1432 - 2 |
160 | 1840 + 2 ----------- 1820 | 1810 - 2 ---------- 1820 | 1840 + 2 ---------- 1632 - 2 | 1810 - 2 --------- 1632 - 2 |
Примечание. Dр - диаметр раструба железобетонных труб; Dв - диаметр втулки железобетонных труб; Dф - диаметр фланца арматуры; Dг - диаметр стальной трубы или гладкого конца чугунной трубы.
6.10. Вставки ВВФ и ВРФ диаметром 500 - 1200 мм изготовляются трех классов (I, II, III), диаметром 1400 мм - двух классов (I и III), диаметром 1600 мм - одного (I); при этом вставки диаметром 1400 мм I класса пригодны для соединения труб II класса, диаметром 1600 мм I класса применяются для соединения труб II и III классов.
6.11. На боковой поверхности каждой вставки должны быть несмываемой краской нанесены:
марка вставки (тип, условный диаметр в см, класс, например: ВВФ-50-I);
товарный знак предприятия-изготовителя;
штамп ОТК;
дата изготовления.
Кроме того, каждая вставка должна быть снабжена паспортом.
6.12. Стальные вставки должны подвергаться на предприятии-изготовителе испытанию внутренним гидравлическим давлением для проверки плотности стенок и сварных швов. Испытательное давление принимается равным:
для вставок I класса - 1,8 МПа (18 кгс/см2);
" " II " - 1,2 МПа (12 кгс/см2);
" " III " - 0,6 МПа (6 кгс/см2).
6.13. На внутреннюю поверхность вставок должно быть нанесено антикоррозионное покрытие.
Тип покрытия устанавливается проектом и указывается в заказе на изготовление вставок. Внутренняя защита вставок производится на заводе, наружная защита выполняется на месте строительства.
6.14. Рекомендуемый тип защиты приведен в табл. 13.
Тип вставок | Назначение вставок | Рекомендуемый тип антикоррозионной защиты |
ВВФ ВРФ | Для установки фланцевой арматуры | Усиленная резинобитумная изоляция или другая равноценная ей по изоляционным свойствам |
ВВГ ВРГ | Для перехода от железобетонных труб на чугунные | - |
ВВГ ВРГ | Для перехода от железобетонных труб на стальные | Применяется изоляция, аналогичная стальному трубопроводу |
ВВГ ВРГ | Для установки стальных фасонных частей (тройников, отводов и др.) на линейных участках железобетонного трубопровода | Обетонирование вставок и фасонных частей бетоном марки не ниже М 100, толщиной не менее 50 мм по мелкоячеистой сетке (защита производится после гидравлического испытания) |
6.15. Примеры применения вставок в трубопроводе показаны на рис. 35.

6.16. Монтаж узлов с применением стальных вставок следует осуществлять с использованием резиновых уплотнительных колец тех же размеров, какие приняты для монтажа стыков труб. Монтаж этих узлов может быть произведен такими же приемами, которыми осуществляется монтаж стыков трубопровода.
ИЗ АСБЕСТОЦЕМЕНТНЫХ ТРУБ
6.17. Присоединение фасонных частей к трубопроводам, прокладываемым из труб марок ВТ 6, ВТ 9 и ВТ 12, наружные диаметры которых по размеру мало отличаются от размеров чугунных труб, можно производить с применением асбестоцементных муфт САМ и резиновых колец. Для этого асбестоцементная труба соединяется со стальным или чугунным патрубком "фланец-гладкий конец" (ПФГ) с помощью асбестоцементной муфты и резиновых колец тем же способом, каким соединяются между собой трубы. Затем к фланцу патрубка присоединяется монтируемая фасонная часть.
Монтаж фасонных частей можно также производить с использованием чугунных труб. В этом случае асбестоцементная труба при помощи асбестоцементной муфты и резиновых колец соединяется с гладким концом чугунной трубы, а затем к раструбному концу этой трубы присоединяется нужная стандартная чугунная фасонная часть.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 539-73 Постановлением Госстандарта СССР от 15.10.1980 N 162 с 01.01.1982 введен в действие ГОСТ 539-80. |
6.18. При наличии на строительстве или поступлении с заводов асбестоцементных труб марок ВТ 3 и ВТ 6 и муфт "Симплекс", (изготовленных в соответствии с ГОСТ 539-65) для монтажа фасонных частей на трубопроводах, прокладываемых из таких труб, имеющих размеры наружных диаметров обточенных концов, значительно меньшие, чем у чугунных труб того же условного диаметра, необходимо изготовить специальный стальной фланцевый патрубок и свободный фланец.
Монтаж фасонных частей следует производить в следующем порядке (рис. 36): на конец асбестоцементной трубы надевается свободный фланец и продвигается до конца обточенной части трубы; надеваются асбестоцементная муфта и резиновое кольцо, которые устанавливаются на расстоянии 150 мм от торца трубы; производится продвижение муфты к торцу трубы с одновременной закаткой резинового кольца в щель между трубой и муфтой до момента, когда рабочий конец муфты на 6 - 10 мм зайдет за торец трубы; фланец придвигается вплотную к муфте; патрубок с прокладкой устанавливается у рабочей стороны муфты и при помощи болтов фланец соединяется с фланцем патрубка; к фланцу патрубка присоединяется монтируемая фасонная часть.

к асбестоцементным трубам
1 - асбестоцементная труба; 2 - надвижной фланец;
3 - асбестоцементная муфта; 4 - резиновое кольцо;
5 - фланец, равный фланцу 2; 6 - патрубок; 7 - фланец
для присоединения фасонной части; 8 - резиновая прокладка
6.19. В случае применения на асбестоцементных трубопроводах в качестве стыковых соединений чугунных муфт эти муфты используются также для присоединения к трубам стальных или чугунных патрубков (ПФГ), к фланцам которых затем присоединяют фасонные части или арматуру.
7.1. Смонтированный напорный трубопровод должен быть испытан на прочность и плотность гидравлическим (водой) или пневматическим (воздухом) способом.
7.2. Испытание трубопроводов, прокладываемых в траншеях или непроходных каналах, производится за два приема: предварительное испытание на прочность - при частичной засыпке трубопровода до установки арматуры; окончательное испытание на плотность - после засыпки траншей и завершения всех работ на данном участке трубопровода, но до установки гидрантов, предохранительных клапанов и вантузов.
7.3. Испытание трубопроводов на прочность разрешается производить только после присыпки трубопровода грунтом, подбивки грунта в пазухах на высоту не менее 0,5 диаметра трубопровода и устройства упоров на концах испытываемого трубопровода.
7.4. Испытание чугунных трубопроводов со стыковыми соединениями, уплотняемыми пеньковой прядью и асбестоцементом, а также со стыковыми соединениями, заделанными мастиками-герметиками, разрешается производить только после приобретения стыками надлежащей прочности, обусловленной требованиями настоящего Руководства.
7.5. При проведении испытаний задвижки, установленные на испытываемом участке трубопровода, должны быть полностью открыты. Использование задвижек для отключения испытываемого участка трубопровода от действующих сетей запрещается. Для этой цели должны использоваться глухие фланцы или заглушки.
7.6. Устранение обнаруженных дефектов трубопровода следует производить только после снижения давления в нем до атмосферного.
7.7. Во время проведения испытаний категорически запрещается ходить по трубопроводу, простукивание труб и подтягивание болтовых соединений.
7.8. До начала испытания трубопровода из него следует удалить воздух. Для выпуска воздуха во всех повышенных точках перелома профиля трубопровода в соответствии с указаниями проекта должны быть предусмотрены патрубки с вентилями.
Для проверки степени обезвоздушенности напорных трубопроводов перед гидравлическим испытанием на плотность может быть использован способ Главмосинжстроя.
7.9. Величина испытательного гидравлического давления при испытании на прочность и плотность должна быть установлена проектом.
При отсутствии в проекте соответствующих указаний величина испытательного давления на оба вида испытаний принимается согласно табл. 14.
N п.п. | Характеристика трубопровода и тип уплотняющего материала | Величина испытательного давления Pи |
1 | Чугунный: | |
а) резиновые манжеты | Рабочее плюс 0,8 МПа (8 кгс/см2), но не более 0,7 нормы заводского испытательного давления | |
б) пеньковая прядь | Рабочее плюс 0,5 МПа (5 кгс/см2), но не менее 1 МПа (10 кгс/см2) | |
в) полисульфидные герметики марки: 51-УТ-37А | Рабочее плюс 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | |
КБ-1 (ГС-1) | Рабочее плюс 0,5 МПа (5 кгс/см2), но не более 0,6 МПа (6 кгс/см2) | |
2 | Железобетонный | Рабочее плюс 0,3 МПа (3 кгс/см2), но не более заводского испытательного давления на водонепроницаемость |
3 | Асбестоцементный | Рабочее плюс 0,3 МПа (3 кгс/см2), но не менее 0,5 заводского испытательного давления на водонепроницаемость |
Железобетонные трубопроводы испытываются на утечку под рабочим давлением.
7.10. При гидравлическом испытании трубопровода на прочность давление в нем постепенно ступенями повышают до Pисп и в течение 10 мин не допускают падения давления больше чем на 0,1 МПа (1 кгс/см2), производя при необходимости подкачку воды.
После выдержки трубопровода под испытательным давлением в течение не менее 10 мин, давление снижают до рабочего и производят осмотр трубопровода.
7.11. Трубопровод считается выдержавшим испытание на прочность, если в нем под действием испытательного давления не произойдет разрыва труб и фасонных частей, а также нарушения заделки стыковых соединений, а под действием рабочего давления не будет происходить утечки воды.
7.12. Проведение окончательного гидравлического испытания чугунных и асбестоцементных трубопроводов на плотность (определение утечки) следует начинать не ранее чем через 24 ч после засыпки траншеи грунтом и наполнения трубопровода водой.
Величина утечки из этих трубопроводов определяется под испытательным давлением Pисп.
Железобетонные трубопроводы подвергают испытанию на утечку после предварительной выдержки их в заполненном водой состоянии не менее 72 ч, в том числе непосредственно перед началом испытания на утечку в течение не менее 12 ч под рабочим давлением. Это следует выполнять с целью водонасыщения стенок труб и выравнивания температуры трубопровода с температурой окружающего грунта.
За рабочее давление следует принимать максимальное возможное давление (без учета гидравлического удара) в наиболее низкой точке на участке испытываемого трубопровода.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: таблица 1 отсутствуют в Приложении 4. Возможно, имеются в виду таблица Приложения 4. |
7.13. Трубопровод признается выдержавшим гидравлическое испытание на плотность, если фактическая величина утечки из него не будет превышать допускаемую (см. табл. 1 прил. 4).
7.14. Методика проведения гидравлического испытания трубопроводов на утечку изложена в прил. 4.
7.15. Пневматический способ испытания трубопроводов применяется в тех случаях, когда затруднено гидравлическое испытание, например в зимних условиях или из-за отсутствия воды на месте испытания.
7.16. Испытание трубопроводов (чугунных, железобетонных и асбестоцементных) на прочность пневматическим способом может производиться, если рабочее давление в них не превышает 0,5 МПа (5 кгс/см2).
При большем рабочем давлении пневматическим способом может производиться только предварительное испытание, а окончательное - гидравлическим способом.
7.17. Предварительное пневматическое испытание трубопроводов на прочность до засыпки траншей производится при внутреннем давлении 0,15 МПа (1,5 кгс/см2), а осмотр - при 0,1 МПа (1 кгс/см2).
7.18. После засыпки траншей производятся проверка прочности трубопровода при внутреннем давлении воздуха 0,6 МПа (6 кгс/см2) и проверка герметичности (плотности) при давлении 0,03 МПа (0,3 кгс/см2).
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: таблица 1 отсутствуют в Приложении 5. Возможно, имеются в виду таблица Приложения 5. |
7.19. Трубопровод признается выдержавшим окончательное пневматическое испытание, если при испытательном давлении 0,6 МПа (6 кгс/см2) не будет обнаружено нарушения его целостности и при испытании на плотность под давлением 0,03 МПа (0,3 кгс/см2) величина падения давления не будет превышать допустимую величину, указанную в табл. 1 прил. 5.
7.20. Порядок испытания трубопроводов пневматическим способом и особые требования, которые следует при этом выполнять, изложены в прил. 5.
8.1. В случае обнаружения на трубопроводе в процессе его испытания недопустимых дефектов (трещина или свищ в трубе, разгерметизация стыкового соединения) последние должны быть устранены, а трубопровод подвергнут испытанию на прочность повторно.
8.2. Если при испытании трубопровода обнаружена небольшая трещина или свищ на трубе, то последняя может быть отремонтирована установкой на ее поврежденном участке седелки с резиновой прокладкой.
Для такого ремонта могут быть использованы как стандартные ремонтные чугунные седелки (рис. 37), так и специально изготовленные в соответствии с диаметром труб сварные стальные седелки.
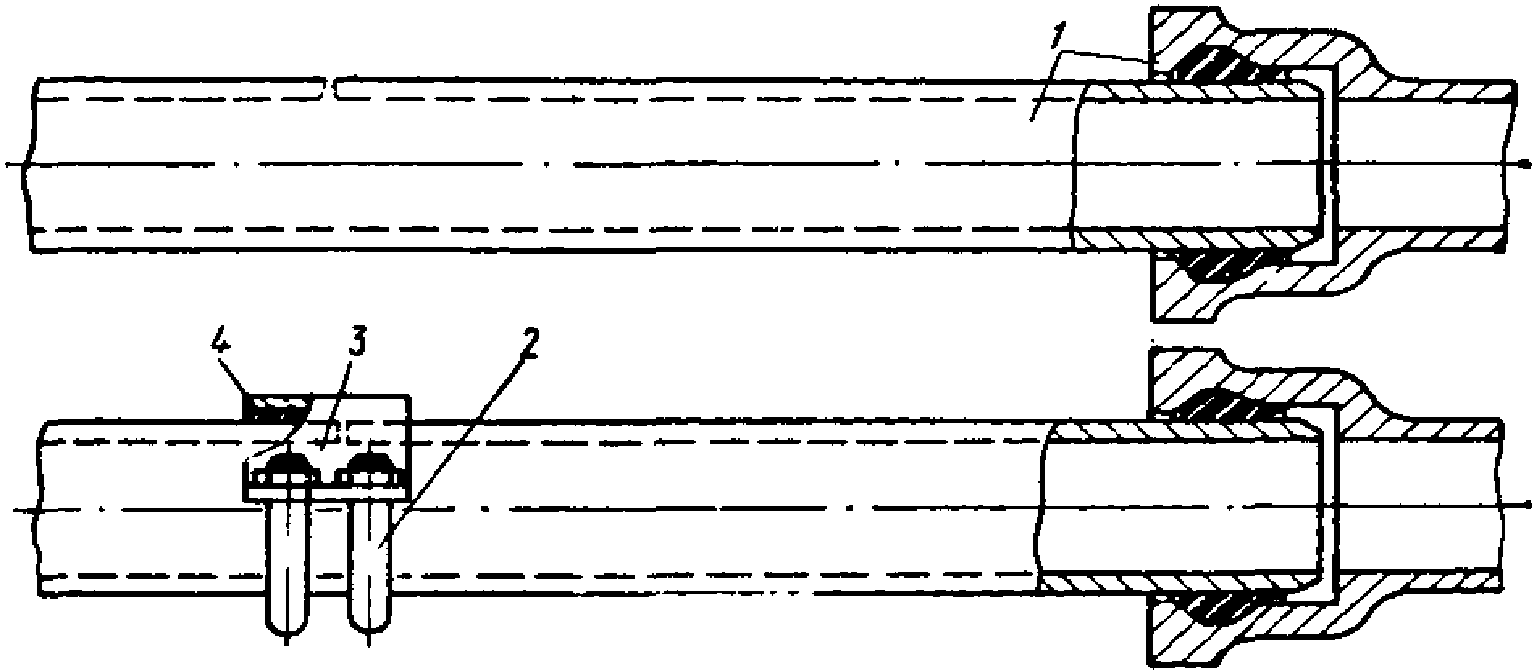
с помощью седелки
1 - чугунный трубопровод; 2 - хомут; 3 - седелка;
4 - резиновая прокладка
8.3. При повреждении чугунной трубы на значительной ее длине поврежденный участок трубы следует вырезать и заменить его отрезком чугунной или стальной трубы соответствующего диаметра.
8.4. Для резки труб могут быть рекомендованы труборезы конструкции ВНИИмонтажспецстроя Минмонтажспецстроя СССР. Схематическое изображение трубореза с гидроприводом показано на рис. 38. Технические характеристики труборезов приводятся в табл. 15.

конструкции ВНИИмонтажспецстроя
1 - режущая цепь; 2 - силовое устройство; 3 - привод
Основные показатели | Типы труборезов | |||
ТРВ-150 | ТРР-150 | ТГ-400 | ТГ-600 | |
Диаметры разрезаемых труб, мм: | ||||
чугунных | 50 - 150 | 50 - 150 | 150 - 400 | До 600 |
асбестоцементных | До 400 | До 400 | До 900 | До 1000 |
керамических | До 400 | До 400 | До 600 | До 600 |
Вид привода | Ручной винтовой | Ручной рычажный | Гидравлический | |
Усилие рукоятки, кН (кгс) | 0,2 (20) | 0,2 (20) | 0,2 (20) | 0,2 (20) |
Масса устройства (без цепи), кг | 11,5 | 8,6 | 32 | 42 |
8.5. Демонтаж дефектного конца трубы может быть осуществлен с применением приспособления, изображенного на рис. 39.

стыкового соединения труб
1 - винт; 2 - болт; 3 - скоба
8.6. Замененную часть трубы следует соединить с трубопроводом, используя для этой цели стальные муфты с резиновым уплотнением. Рекомендуемые конструкции муфт приводятся на рис. 40 и 41. Разница в размерах между Dн и Dф должна быть не более 4 мм. Приварку фланцев к муфте производить прерывистым швом. Стальные соединительные муфты указанных конструкций используются также взамен поврежденного и удаленного небольшого участка трубы в средней ее части.

стальной вставкой
1 - стальная фланцевая муфта; 2 - резиновое кольцо
круглого сечения; 3 - стальная вставка
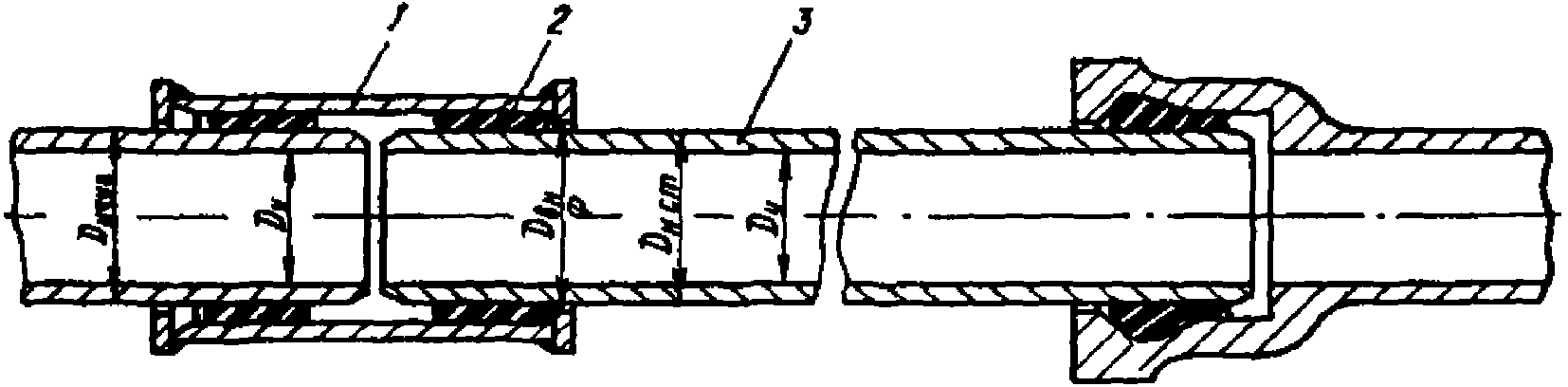
стальной вставкой
1 - стальная сварная муфта; 2 - резиновые кольца
круглого сечения; 3 - стальная вставка
8.7. При нарушении герметичности стыковых соединений трубопровода ремонт последних можно осуществить путем установки дополнительного резинового кольца на всю окружность стыка или отрезка кольца непосредственно на обнаруженное дефектное место с последующей заделкой отремонтированного стыка бетонным пояском. Резиновые кольца должны иметь те же размеры, которые имеют кольца, примененные при монтаже.
8.8. Ремонт раструбного стыкового соединения железобетонных труб с применением резиновых колец производится в следующем порядке: отрезок резинового кольца, равный длине окружности трубы, насколько это возможно, вводят в раструбную щель ударами заостренной конопатки при некотором натяжении кольца; вводить кольцо в щель следует с нижней части стыка с таким расчетом, чтобы концы его приходились на верхнюю часть стыка; после того как не введенными в щель останутся концы резинового кольца длиной 10 - 15 см, следует срезать их на конус и склеить по срезанным плоскостям, после чего этот участок кольца ввести в щель.
Для ремонта стыковых соединений рекомендуется применять устройство, показанное на рис. 42.
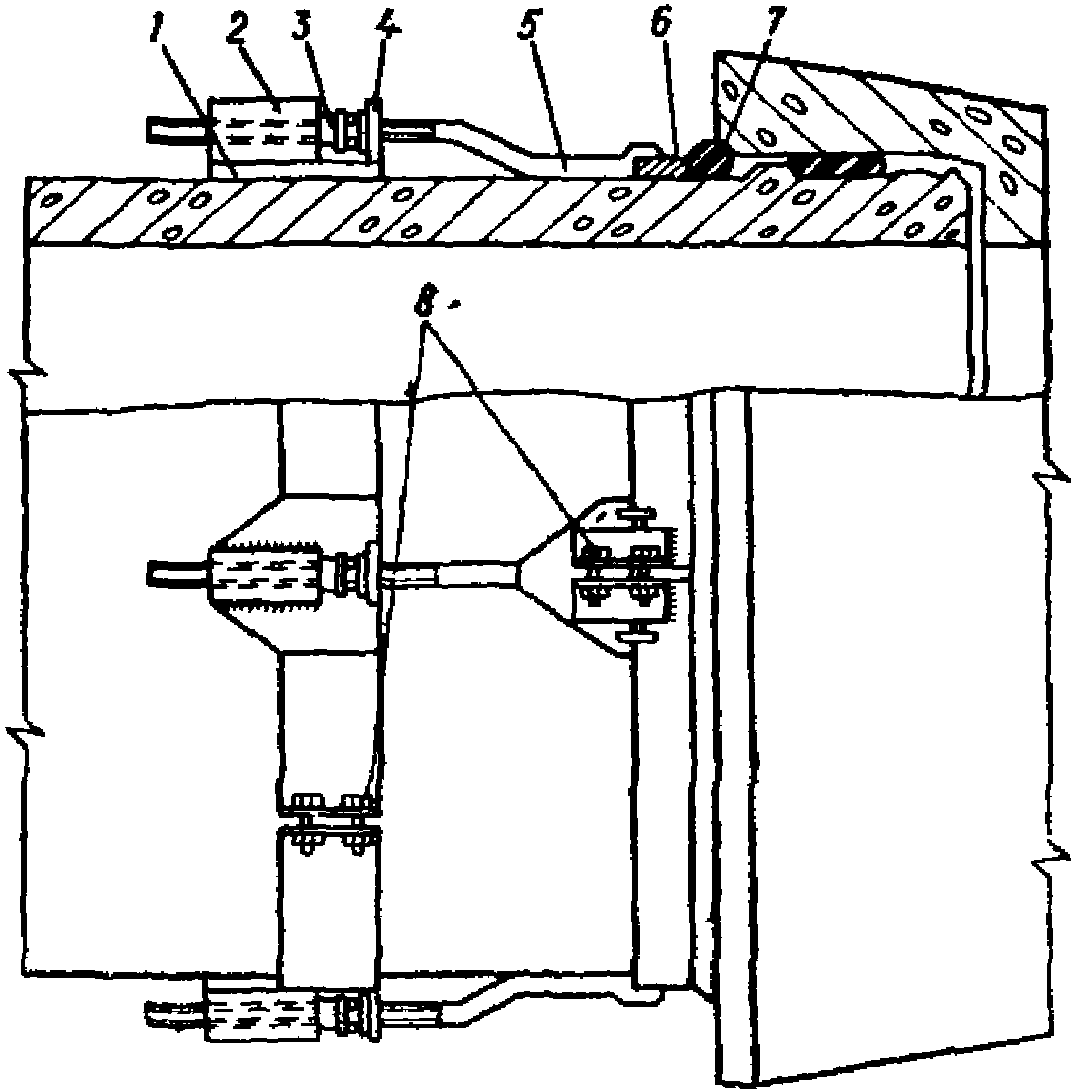
раструбных стыковых соединений
1 - съемный хомут; 2 - опорная обойма; 3 - гайка;
4 - направляющая обойма; 5 - толкатель; 6 - ремонтный хомут;
7 - ремонтное резиновое кольцо; 8 - стяжные болты
На трубе следует установить съемный хомут с приваренными к нему четырьмя опорными обоймами с гайками, направляющей обоймой и толкателями и закрепить его болтами; установить ремонтный хомут и стянуть его болтами с таким расчетом, чтобы он мог перемещаться по трубе; вращением гаек толкателям придать поступательное движение, при этом ремонтный хомут перемещается и вдавливает резиновое кольцо в глубь раструбной щели, после чего ремонтный хомут стяжными болтами следует закрепить на трубе, а съемный хомут снять с трубы.
После проверки герметичности стыка внутренним гидравлическим давлением на нем следует установить опалубку и набить бетонный поясок, которым полностью обетонировать ремонтный хомут.
СХЕМА ИСПЫТАТЕЛЬНОГО СТЕНДА ДЛЯ ПРЕДВАРИТЕЛЬНОГО ИСПЫТАНИЯ
ТРУБ ПЕРЕД ИХ УКЛАДКОЙ В ТРАНШЕЮ

Стенд для гидравлического испытания труб
1 - неподвижная заглушка; 2 - испытываемая труба;
3 - подвижная заглушка; 4 - опорные балки; 5 - винт;
6 - стойки; 7 - тяжи; 8 - опоры для трубы
И РЕЗИНОВЫХ УПЛОТНИТЕЛЕЙ
ПЕРЕЧЕНЬ ТИПОВ НАПОРНЫХ ТРУБ И РЕЗИНОВЫХ УПЛОТНИТЕЛЕЙ,
ВКЛЮЧЕННЫХ В НАСТОЯЩЕЕ ПРИЛОЖЕНИЕ
ТРУБЫ
1. Чугунные раструбные:
а) изготовляемые по ТУ 14-3-259-74 Минчермета СССР и ГОСТ 21053-75 со стыковыми соединениями на резиновых манжетах;
б) изготовляемые по ГОСТ 9583-75 со стыковыми соединениями под зачеканку.
2. Железобетонные раструбные:
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 12586-74 Постановлением Госстроя СССР от 31.10.1983 N 298 с 01.01.1985 введен в действие ГОСТ 12586.0-83. |
а) виброгидропрессованные, изготовляемые по ГОСТ 12586-74;
б) центрифугированные, изготовляемые по ГОСТ 16953-71, со стыковыми соединениями, уплотняемыми резиновыми кольцами круглого сечения.
3. Асбестоцементные:
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 539-73 Постановлением Госстандарта СССР от 15.10.1980 N 162 с 01.01.1982 введен в действие ГОСТ 539-80. |
а) изготовляемые по ГОСТ 539-73 со стыковыми соединениями на муфтах САМ, уплотняемых резиновыми кольцами фигурного сечения, и со стыковыми соединениями на чугунных муфтах, уплотняемых резиновыми кольцами круглого и трапецеидального сечения;
б) изготовляемые по ТУ 21-24-77-76 Минпромстройматериалов СССР со стыковыми соединениями на муфтах САМ и на чугунных муфтах.
РЕЗИНОВЫЕ УПЛОТНИТЕЛИ
1. Манжеты (ТУ 38-105.895-75 Миннефтехимпрома СССР).
2. Кольца круглого сечения (ТУ 38-105.1092-77 Миннефтехимпрома СССР).
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 5228-76 Постановлением Госстандарта СССР от 28.09.1989 N 2955 с 01.01.1991 введен в действие ГОСТ 5228-89. |
3. Кольца круглого сечения типа КЧМ (ГОСТ 5228-76).
4. Кольца трапециевидного сечения типа ТЧМ (ГОСТ 5228-76).
5. Кольца фигурного сечения типа САМ (ГОСТ 5228-76).

(ГОСТ 21053-75), уплотняемой резиновой манжетой
1 - уплотняющая резиновая манжета
Таблица 1
и ГОСТ 21053-75), размеры в мм
Dу | Dн | D1 | D2 | Dр | b1 | b2 | b3 | b4 | c | l |
65 | 81 | 91 | 109 | 97 | 6 | 20 | 5 | 3 | 9 | 80 |
80 | 98 | 108 | 126 | 116 | 6 | 20 | 5 | 3 | 9 | 80 |
100 | 118 | 129 | 148 | 136 | 6 | 20 | 6 | 3 | 9 | 85 |
150 | 170 | 181 | 204 | 191 | 6 | 20 | 7 | 3 | 9 | 90 |
200 | 222 | 232 | 260 | 246 | 3 | 25 | 8 | 3 | 12 | 90 |
250 | 274 | 286 | 313 | 299 | 2 | 28 | 8 | 3 | 12 | 95 |
300 | 326 | 337 | 366 | 352 | 2 | 29 | 8 | 3 | 12 | 100 |

1 - цилиндрического конца трубы; 2 - раструбного конца трубы
Таблица 2
(ТУ 14-3-259-74 и ГОСТ 21053-75), мм
Условный проход Dу | По наружному диаметру цилиндрической части Dн | По внутреннему диаметру раструба Dр | По внутренним диаметрам раструба D1 и D2 | По строительной длине мерной трубы | По глубине раструба | |
65 | +/- 4,6 | +/- 1,06 | +/- 1,56 | +/- 20 | +/- 5 | |
80 | +/- 4,62 | +/- 1,08 | +/- 1,58 | |||
100 | +/- 4,65 | +/- 1,1 | +/- 1,6 | |||
150 | +/- 4,73 | +/- 1,15 | +/- 1,65 | |||
200 | +/- 4,8 | +/- 1,2 | +/- 1,7 | |||
250 | +/- 4,87 | +/- 1,25 | +/- 1,75 | |||
300 | +/- 4,95 | +/- 1,3 | +/- 1,8 | |||

1 - битумная мастика; 2 - асбестоцементный замок;
3 - раструбный конец трубы; 4 - цилиндрический конец трубы;
5 - пеньковая прядь
Таблица 3
Чугунные трубы (ГОСТ 9583-75), размеры в мм
Условный проход Dу | Dн | Dр | D1 | f | l1 | l2 |
65 | 81 | 93 | 99 | 9 | 65 | 10 |
80 | 98 | 110 | 116 | 9 | 65 | 10 |
100 | 118 | 131 | 137 | 9,5 | 65 | 15 |
125 | 144 | 157 | 163 | 9,5 | 65 | 15 |
150 | 170 | 183 | 189 | 9,5 | 70 | 15 |
200 | 222 | 235 | 241 | 9,5 | 70 | 15 |
250 | 274 | 287 | 294 | 10 | 75 | 15 |
300 | 326 | 339 | 346 | 10 | 75 | 20 |
350 | 378 | 391 | 398 | 10 | 80 | 20 |
400 | 429 | 442 | 449 | 10 | 80 | 20 |
500 | 532 | 546 | 553 | 10,5 | 85 | 20 |
600 | 635 | 650 | 657 | 11 | 90 | 25 |
700 | 738 | 753 | 760 | 11 | 95 | 25 |
800 | 842 | 857 | 865 | 11,5 | 100 | 30 |
900 | 945 | 960 | 968 | 11,5 | 105 | 30 |
1000 | 1048 | 1064 | 1072 | 12 | 110 | 35 |
Предельные отклонения от размеров труб не должны превышать:
по длине мерной трубы L ............................ +/- 20 мм
по наружному диаметру цилиндрической части трубы  :
:
для труб с  до 300 мм вкл. ...............
до 300 мм вкл. ............... 
для труб с  свыше 300 мм .................
свыше 300 мм ................. 

по внутреннему диаметру раструба  ..........
.......... 

по глубине раструба  :
:
для труб с  до 600 мм вкл. .................... +/- 5
до 600 мм вкл. .................... +/- 5
для труб с  свыше 600 мм ...................... +/- 10
свыше 600 мм ...................... +/- 10
Для труб с Dу 900 и 1000 мм допускается увеличение предельных отклонений по наружному диаметру цилиндрической части труб Dн на стыкуемых участках до +(4 + 0,003Dу) и -(5 + 0,003Dу) мм.
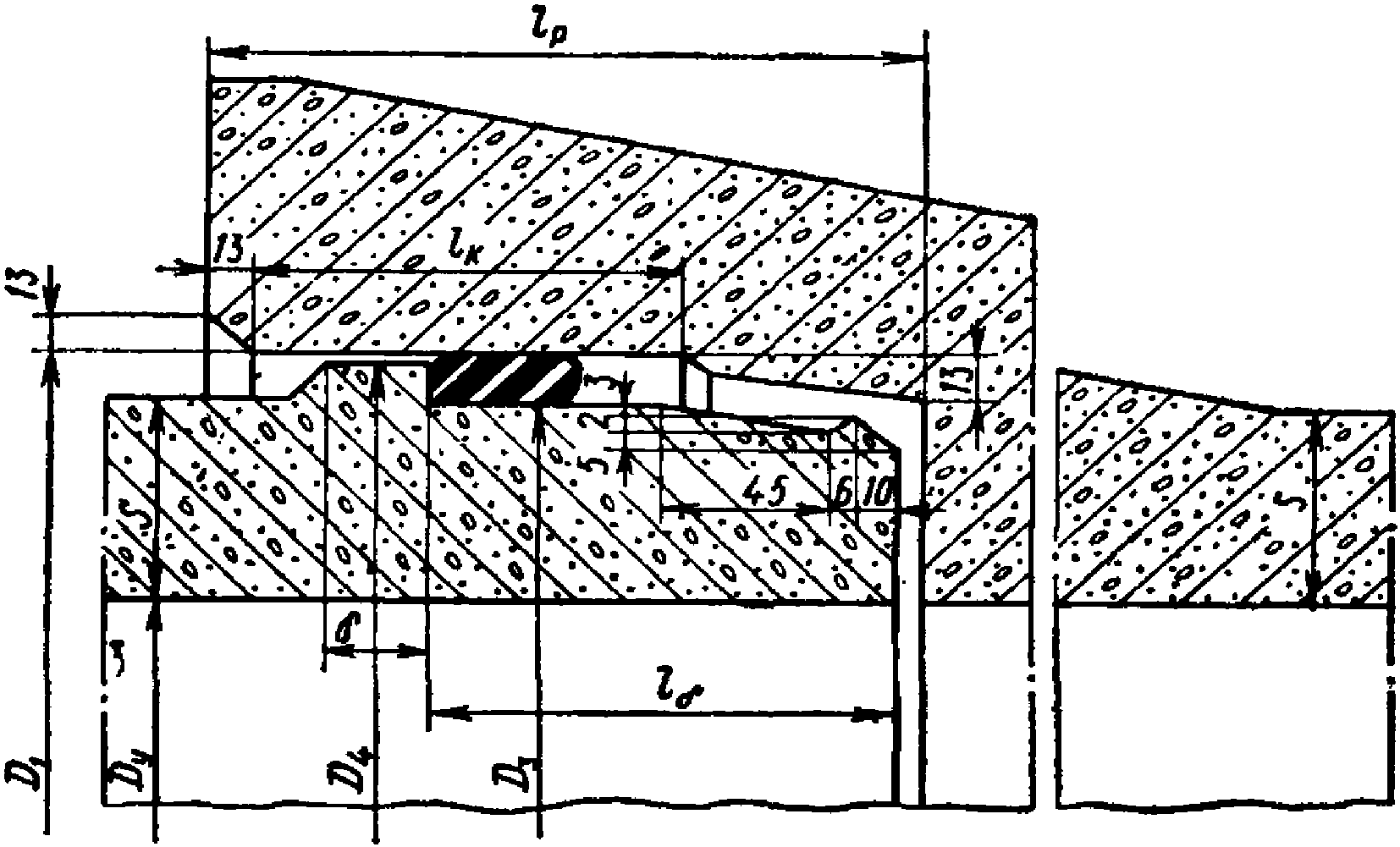
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 12586-74 Постановлением Госстроя СССР от 31.10.1983 N 298 с 01.01.1985 введен в действие ГОСТ 12586.0-83. |
напорной виброгидропрессованной трубы (ГОСТ 12586-74)
Таблица 4
(ГОСТ 12586-74), размеры в мм
Условный проход Dу | Наружный диаметр | Внутренний диаметр калиброванной части раструба D1 | Глубина раструба lр | Длина калиброванной части раструба lк | Длина втулочного конца трубы lб | Ширина буртика b | Длина трубы (полезная) L | |
втулочного конца D3 | буртика D4 | |||||||
500 | 610 | 628 | 633 | 185 | 112 | 145 | 24 | 5000 |
600 | 730 | 748 | 753 | 185 | 112 | 145 | 24 | 5000 |
800 | 930 | 948 | 954 | 195 | 122 | 155 | 29 | 5000 |
1000 | 1150 | 1168 | 1174 | 195 | 122 | 155 | 29 | 5000 |
1200 | 1370 | 1390 | 1396 | 195 | 122 | 155 | 29 | 5000 |
1400 | 1590 | 1610 | 1616 | 225 | 145 | 165 | 29 | 5000 |
1600 | 1810 | 1834 | 1840 | 225 | 145 | 165 | 29 | 5000 |

напорной центрифугированной трубы (ГОСТ 16953-71)
Таблица 5
размеры в мм
Условный проход Dу | Наружный диаметр | Внутренний диаметр раструба D1 | Глубина раструба lр | Длина втулочного конца до буртика lб | Длина трубы (полезная) L | |
втулочного конца D3 | буртика D4 | |||||
500 | 600 | 620 | 628 | 180 | 110 | 5000 |
600 | 705 | 725 | 733 | 180 | 110 | 5000 |
800 | 920 | 940 | 948 | 180 | 110 | 5000 |
1000 | 1140 | 1160 | 1168 | 180 | 110 | 5000 |
1200 | 1370 | 1391 | 1399 | 180 | 110 | 5000 |
1400 | 1595 | 1616 | 1624 | 180 | 110 | 5000 |
1600 | 1815 | 1840 | 1849 | 180 | 110 | 5000 |
Характеристика поверхности железобетонных труб, изготовляемых методом виброгидропрессования и центрифугирования | Допускаемые отклонения | |
Раковины, поры, наплывы и отколы бетона на внутренней поверхности калиброванной части раструба и на наружной поверхности втулочного конца трубы в зоне расположения уплотняющего резинового кольца | Не допускаются | |
Заусенцы, наплывы и отколы бетона на заходной фаске раструба | Не допускаются | |
3. | Продольные риски на втулочном конце трубы и на внутренней поверхности раструба в зоне расположения уплотняющего резинового кольца | Не допускаются |
4. | Трещины на наружной и внутренней поверхностях трубы | Не допускаются |
5. | Единичные раковины и наплывы на внутренней поверхности трубы | Допускаются глубиной (высотой) не более 3 мм, диаметром не более 20 мм |
6. | Допускаются глубиной не более 5 мм и длиной не более 30 мм | |
7. | Затирка цементным раствором пор, раковин, продольных рисок и выступов в местах расположения резинового кольца | Не допускается |
Таблица 7
напорных труб в мм
Условный проход Dу | Наружный диаметр | Внутренний диаметр раструба D1 | ||
втулочного конца D3 | буртика D4 | |||
500 | +/- 2 | +/- 2 | +/- 2 | |
600 | ||||
700 | ||||
800 | ||||
900 | ||||
1000 | ||||
1200 | ||||
1400 | ||||
1500 | ||||
1600 | ||||
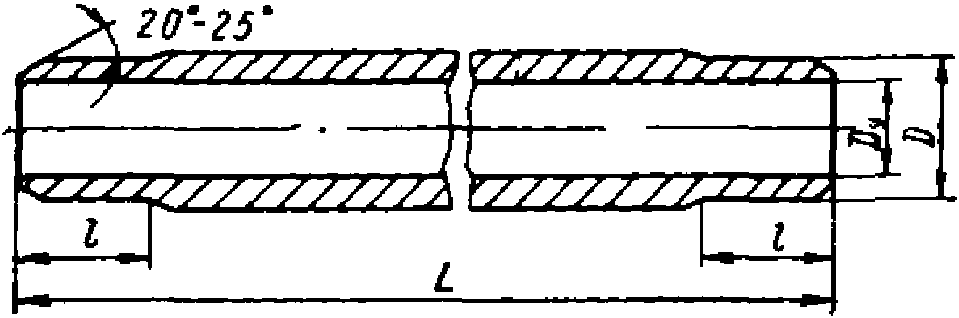
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 539-73 Постановлением Госстандарта СССР от 15.10.1980 N 162 с 01.01.1982 введен в действие ГОСТ 539-80. |
Таблица 8
(ГОСТ 539-73), размеры в мм
Условный проход Dу | Наружный диаметр обточенных концов D | Длина трубы L | Длина обточенных концов l |
100 | 122 | 2950 | 200 |
150 | 168 | 2950 | 200 |
200 | 224 | 3950 | 200 |
250 | 274 | 3950 | 200 |
300 | 324 | 3950 | 200 |
350 | 373 | 3950 | 200 |
400 | 427 | 3950 | 200 |
500 | 528 | 3950 | 200 |
Примечание. Трубы условного прохода Dу 100 и 150 мм, длиной 3950 мм изготовляются по ТУ 21-24-61-74 Минпромстройматериалов СССР.
Таблица 9
Условный проход Dу | По наружному диаметру обточенных концов труб D | По длине труб L | По длине обточенных концов труб l |
100 | -1,5 | -50 | +/- 5 |
150 | |||
200 | -2 | -50 | +/- 5 |
250 | |||
300 | -2,5 | -50 | +/- 5 |
350 | |||
400 | -3 | -50 | +/- 5 |
500 |
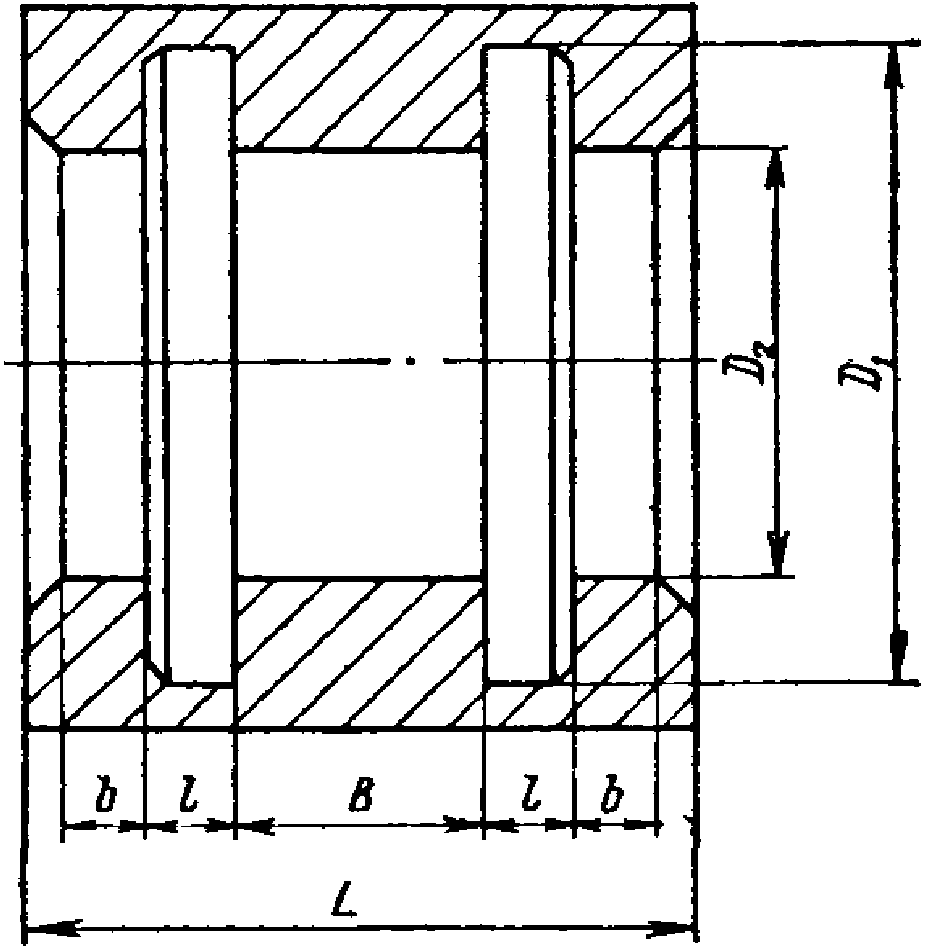
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 539-73 Постановлением Госстандарта СССР от 15.10.1980 N 162 с 01.01.1982 введен в действие ГОСТ 539-80. |
(ГОСТ 539-73)
Таблица 10
размеры в мм
Условный проход Dу | Внутренний диаметр D2 | Диаметр канавок D1 | Ширина канавок l | Ширина буртика b | Длина L |
100 | 127 | 150 | 20 | 27 | 140 |
150 | 173 | 196 | 20 | 27 | 140 |
200 | 229 | 252 | 20 | 27 | 150 |
250 | 279 | 302 | 20 | 27 | 150 |
300 | 329 | 352 | 20 | 27 | 150 |
350 | 379 | 402 | 20 | 27 | 160 |
400 | 433 | 456 | 20 | 27 | 160 |
500 | 534 | 557 | 20 | 27 | 160 |
Предельные отклонения от размеров муфт САМ не должны превышать следующих величин, мм:
По длине муфты L ..................... +5
По ширине буртиков b ................. +2
По внутреннему диаметру  ,
,  ...... от +0,5 до -1
...... от +0,5 до -1
По ширине канавки l .................. +1
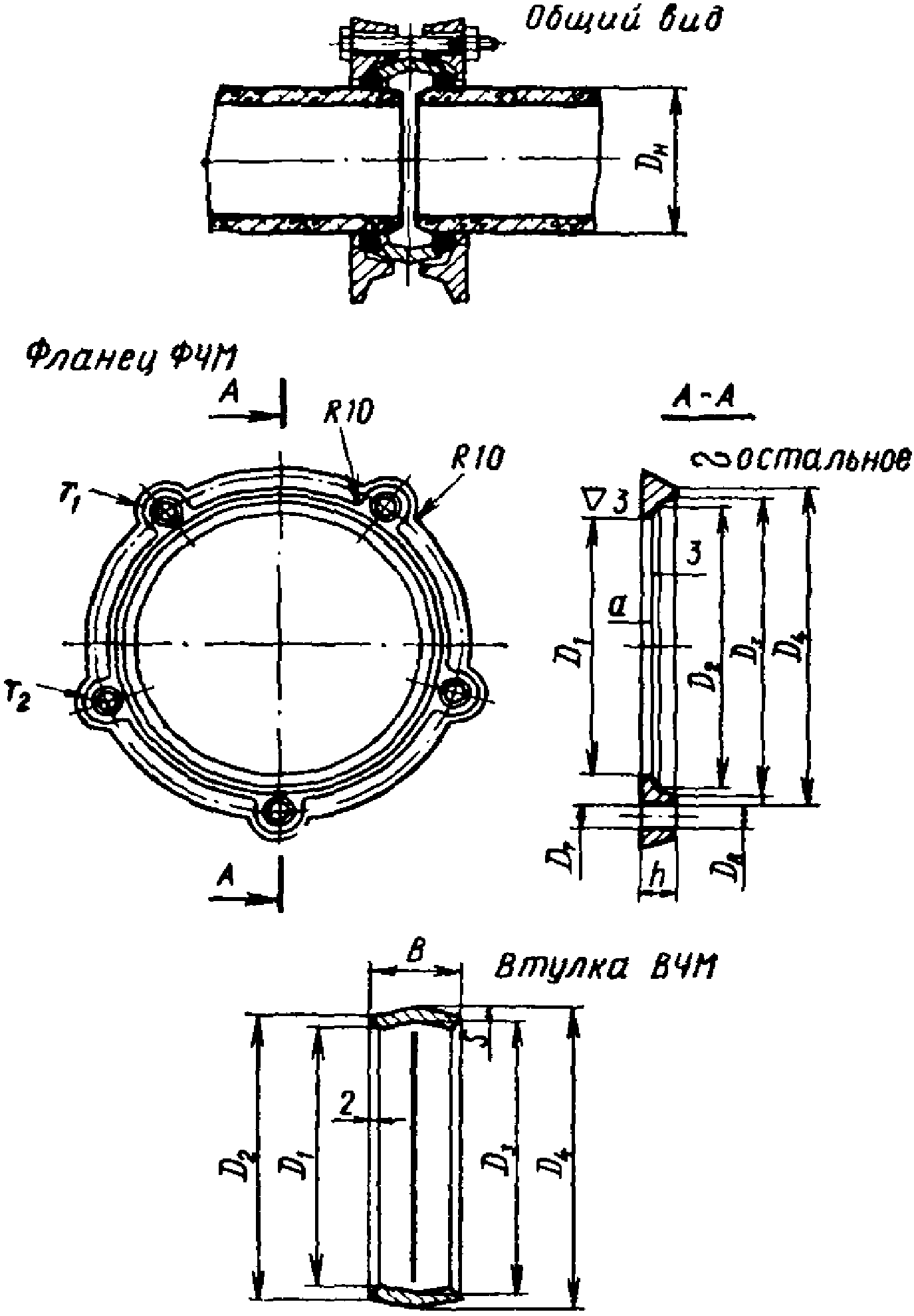
для асбестоцементных труб (ГОСТ 17584-72)
Детали чугунных муфт (ГОСТ 17584-72), размеры в мм | |||||||||
Асбестоцементная труба | Условный проход Dу | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 |
Наружный диаметр Dн | 122 | 163 | 224 | 274 | 324 | 373 | 427 | 528 | |
Фланец ФЧМ | D1 | 125 | 171 | 227 | 278 | 328 | 377 | 431 | 533 |
D2 | 146 | 194 | 252 | 305 | 357 | 408 | 464 | 568 | |
D3 | 150 | 198 | 256 | 309 | 361 | 413 | 469 | 573 | |
D4 | 160 | 208 | 269 | 319 | 373 | 425 | 482 | 585 | |
D5 | 186 | 233 | 297 | 354 | 408 | 465 | 522 | 625 | |
D6 | 176 | 230 | 291 | 345 | 399 | 451 | 508 | 611 | |
D7 | 14 | 20 | 20 | 24 | 24 | 24 | 24 | 24 | |
D8 | 16 | 22 | 22 | 26 | 26 | 26 | 26 | 26 | |
r1 | 16 | 20 | 20 | 24 | 24 | 24 | 24 | 24 | |
r2 | 14 | 18 | 18 | 22 | 22 | 22 | 22 | 22 | |
a | 5 | 6 | 6 | 8 | 8 | 9 | 9 | 10 | |
h | 23 | 24 | 24 | 30 | 30 | 34 | 34 | 36 | |
Справочн. вес, кг | 1,4 | 2 | 2,7 | 4,3 | 5,6 | 8,2 | 9 | 11,5 | |
Количество проушин | 3 | 3 | 4 | 4 | 5 | 5 | 5 | 5 | |
Болт | Диаметр | М12 | М16 | М16 | М20 | М20 | М20 | М20 | М20 |
Длина | 110 | 130 | 130 | 160 | 160 | 180 | 180 | 180 | |
Количество | 3 | 3 | 4 | 4 | 5 | 5 | 5 | 5 | |
Втулка ВЧМ | D1 | 125 | 171 | 227 | 278 | 328 | 377 | 431 | 533 |
D2 | 143 | 191 | 249 | 302 | 354 | 405 | 461 | 565 | |
D3 | 129 | 175 | 231 | 282 | 332 | 382 | 436 | 538 | |
D4 | 147 | 195 | 253 | 306 | 358 | 410 | 465 | 570 | |
B | 50 | 70 | 70 | 80 | 90 | 90 | 100 | 100 | |
S | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
Справочный вес, кг | 1,3 | 2,8 | 4 | 6,9 | 8,8 | 10,9 | 14,4 | 19,5 | |
Таблица 12
Минпромстройматериалов СССР), размеры в мм
Условный проход Dу | Наружный диаметр обточенных концов D | Длина обточенных концов l |
200 | 224 | 200 |
250 | 274 | 200 |
300 | 324 | 200 |
Таблица 13
Условный проход Dу | По наружному диаметру обточенных концов D | По длине трубы L | По длине обточенных концов l |
200 | |||
250 | -1,2 | ||
300 | -100 | +/- 20 |

Таблица 14
Миннефтехимпрома СССР), размеры в мм
Dу | B | b1 | b2 | b3 | d1 | d2 | h1 | Манжета Б-1 | Манжета Б-2 | ||||
h | h2 | d2 | h | h1 | d1 | ||||||||
65 | 35 | 11 | 5 | 3 | 97 | 109 | 4 | 11,5 | 7 | 74 | 14,5 | 9 | 68 |
80 | 40 | 11 | 6 | 3 | 116 | 126 | 6 | 13,5 | 7 | 89 | 16,5 | 10 | 83 |
100 | 40 | 11 | 6 | 3 | 136 | 148 | 6 | 13,5 | 7 | 109 | 16,5 | 10 | 103 |
150 | 45 | 13 | 7 | 3 | 191 | 204 | 6 | 16 | 7 | 159 | 19,0 | 10 | 153 |
200 | 46 | 14 | 7 | 3 | 246 | 260 | 7 | 18 | 8 | 210 | 22,0 | 11 | 202 |
250 | 47 | 14 | 7 | 3 | 299 | 313 | 7 | 19 | 8 | 261 | 23,5 | 12 | 252 |
300 | 47 | 14 | 7 | 3 | 352 | 366 | 7 | 19,5 | 9 | 313 | 24,5 | 13 | 304 |

Таблица 15
Миннефтехимпрома СССР) для стыковых соединений
железобетонных напорных труб, размеры в мм
Условный проход труб Dу | Внутренний диаметр кольца d1 | Диаметр сечения кольца d2 | ||
номинальный | предельное отклонение | номинальный | предельное отклонение | |
500 | 545 | +/- 2,5 | 24 | +/- 1 |
600 | 640 | +/- 2,5 | 24 | |
800 | 835 | +/- 2,5 | 24 | |
1000 | 1035 | +/- 2 | 24 | |
1200 | 1230 | 25 | ||
1400 | 1440 | +/- 1 | 25 | |
1600 | 1650 | 30 | ||
Таблица 16
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 5228-76 Постановлением Госстандарта СССР от 28.09.1989 N 2955 с 01.01.1991 введен в действие ГОСТ 5228-89. |
для чугунных муфт, размеры в мм
Условный проход труб Dу | Внутренний диаметр кольца d1 | Диаметр сечения кольца d2 | ||
номинальный | предельное отклонение | номинальный | предельное отклонение | |
100 | 110 | +/- 2 | 14 | +/- 0,5 |
150 | 160 | +/- 3 | ||
200 | 200 | +/- 4 | ||
250 | 264 | 17 | +/- 0,6 | |
300 | 300 | +/- 5 | ||
350 | 350 | 20 | ||
400 | 400 | +/- 6 | +/- 0,8 | |
500 | 448 | +/- 7 | ||
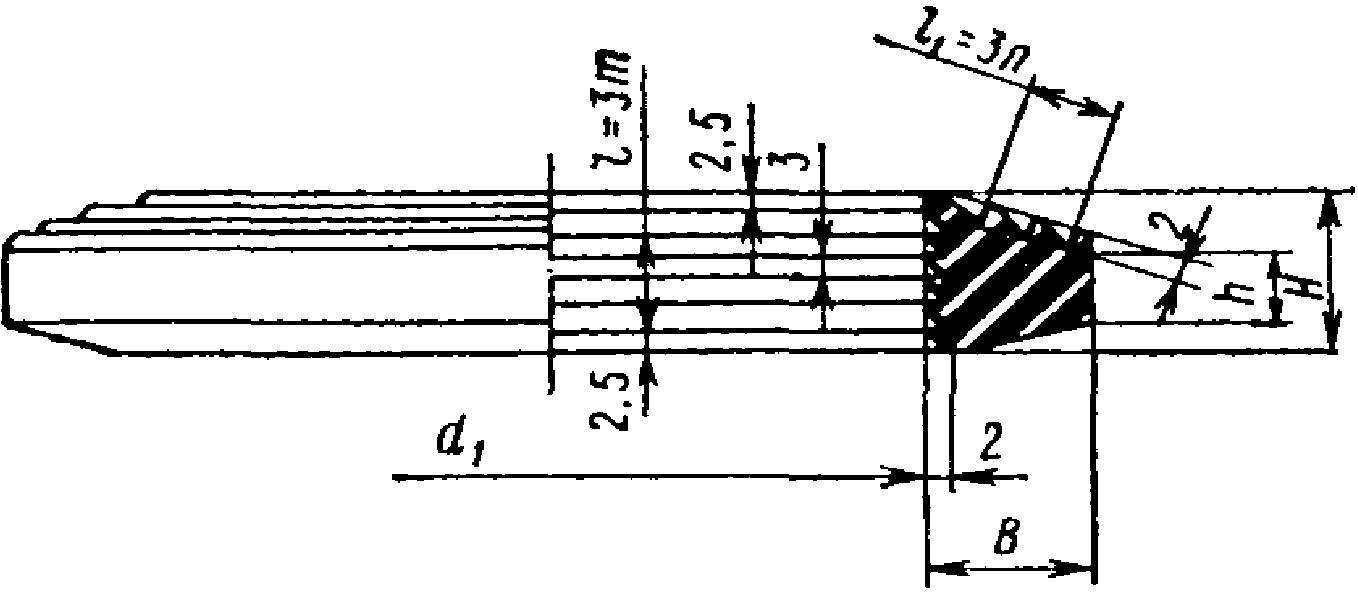
для чугунных муфт
Таблица 17
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 5228-76 Постановлением Госстандарта СССР от 28.09.1989 N 2955 с 01.01.1991 введен в действие ГОСТ 5228-89. |
(ГОСТ 5228-76) для чугунных муфт, размеры в мм
Условный проход труб Dу | d1 | B | H | h | Число рифлений | |||||
номинальный | предельное отклонение | номинальный | предельное отклонение | номинальный | предельное отклонение | номинальный | предельное отклонение | |||
m | n | |||||||||
100 | 116 | +/- 2 | 12,8 | 18,5 | 10,6 | |||||
150 | 160 | 12,8 | +/- 0,5 | 18,5 | 10,6 | 4 | 2 | |||
200 | 215 | 12,8 | 18,5 | 10,6 | ||||||
250 | 262 | 15,6 | +/- 0,8 | 21,5 | +0,5 | 12,5 | +0,5 | |||
300 | 310 | +/- 5 | 15,6 | 21,5 | -1 | 12,5 | 5 | 3 | ||
350 | 360 | 18,4 | 21,5 | 11 | ||||||
400 | 412 | +/- 7 | 18,4 | +0,5 | 21,5 | 11 | 4 | 4 | ||
500 | 512 | 18,4 | -1 | 21,5 | 11 | |||||

для муфт САМ
Таблица 18
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 5228-76 Постановлением Госстандарта СССР от 28.09.1989 N 2955 с 01.01.1991 введен в действие ГОСТ 5228-89. |
размеры в мм
Условный проход труб Dу | Внутренний диаметр колец d1 | Число гнезд в кольце n, шт. | |
номинальный | предельное отклонение | ||
100 | 119 | 40 | |
150 | 165 | +2 | 56 |
200 | 222 | 72 | |
250 | 272 | -2,5 | 88 |
300 | 322 | 104 | |
350 | 371 | 120 | |
400 | 425 | 136 | |
500 | 526 | 168 | |
ИНСТРУМЕНТ, ПРИМЕНЯЕМЫЙ ПРИ ЗАДЕЛКЕ СТЫКОВЫХ СОЕДИНЕНИЙ ТРУБ
ПЕНЬКОВОЙ ПРЯДЬЮ И АСБЕСТОЦЕМЕНТОМ
1. Для конопатки пеньковой пряди и чеканки асбестоцемента следует обеспечить слесарей-чеканщиков набором инструмента, размеры которого следует принимать в соответствии с рисунком и таблицей.

Конопатки и чеканки
а - ручные; б - кузнечного типа; размеры l, k, S принимать
по таблице прил. 3
Обозначения размеров | Номера конопаток и чеканок | ||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | |
l | 120 | 105 | 100 | 80 | 65 | 60 | 45 | 45 | 45 | 45 | 45 | 45 | 45 |
S | 9 | 8 | 7 | 9 | 7 | 8 | 8 | 9 | 10 | 11 | 12 | 14 | 6 |
k | 5 | 4 | 3 | 7 | 5 | 7 | 7 | 8 | 9 | 10 | 11 | 13 | 4 |
Для зачеканки раструбных стыков труб диаметром 400 мм и более рекомендуется применять чеканки кузнечного типа.
2. Рабочий инструмент (конопатки и чеканки) должен изготовляться из инструментальной стали. При механической обработке конопаток и чеканок особое внимание необходимо обращать на перпендикулярность торца рукоятки, по которому производятся удары, к продольной оси инструмента и на перпендикулярность конца рабочей части инструмента к оси ударной части.
3. После механической обработки инструмент должен быть термически обработан.
4. При ручной заделке раструбных стыков должны применяться молотки-кувалдочки весом 1,5 - 2,5 кг. При применении чеканок кузнечного типа вес кувалдочки должен приниматься 4 - 5 кг.
5. В зависимости от диаметра трубопровода применяются следующие наборы конопаток и чеканок:
Условный проход труб, мм | Номера конопаток и чеканок |
50 - 300 | 3, 5, 6, 7, 8, 13 |
350 - 700 | 2, 4, 5, 9, 10, 13 |
800 - 1200 | 1, 4, 10, 11, 12 |
ТРУБОПРОВОДОВ НА УТЕЧКУ И ПРИМЕРЫ ИСПЫТАНИЯ
1. Схема опрессовочной установки при испытании трубопровода на прочность и плотность приведена на рис. 1 настоящего приложения.

для окончательного испытания трубопровода
1 - испытываемый участок трубопровода; 2 - вентили;
3 - манометры; 4 - насос; 5 - мерный бачок
2. Окончательное гидравлическое испытание производится в следующем порядке.
Трубопровод испытывают на прочность: давление в трубопроводе повышают до испытательного Pисп и в течение не менее 10 мин не допускают падения давления более чем на 0,1 МПа (1 кгс/см2), производя при необходимости дополнительную подкачку воды.
Трубопровод испытывают на утечку:
выпуском воды испытательное давление Pисп снижают настолько, чтобы стрелка манометра снизилась на одно деление шкалы манометра;
давление, при котором стрелка манометра точно совпадает с делением шкалы, ближайшим к испытательному давлению, считают начальным испытательным, а время T1, когда стрелка манометра показывает начальное давление, считают началом испытания на утечку; одновременно отмечают начальный уровень воды в мерном бачке h1.
3. Производят наблюдение за падением давления в трубопроводе. Если в течение 10 мин стрелка манометра снизится не менее чем на два деления его шкалы, но показание манометра не будет ниже рабочего давления, то на этом наблюдение за показанием манометра заканчивают.
4. Подкачкой воды из мерного бачка давление поднимают выше начального, но не более Pисп и выпуском воды обратно в мерный бачок плавно снижают его до начального давления, когда стрелка манометра совпадает с целым делением шкалы, отмечая при этом время T2. После этого измеряют уровень воды в мерном бачке h2. По разности уровней воды h1 - h2 в момент T1 и T2 определяют объем Q воды, потребовавшейся для восстановления давления в трубопроводе.
5. Величина фактической утечки воды из трубопровода, л/мин, определяется по формуле

где q - утечка воды из трубопровода при испытательном давлении, л/мин;
Q - объем воды, подкачанной в трубопровод для восстановления в нем начального давления, л;
T = T2 - T1 - время от начала испытания на утечку до момента возвращения стрелки манометра в первоначальное положение, мин;
b - коэффициент, принимаемый равным 1 при падении давления не более 20% испытательного.
Примечание. При испытании напорных трубопроводов следует применять пружинные манометры (по ГОСТ 8625-69) класса точности не ниже 1,6, с диаметром корпуса не менее 160 мм и со шкалой на номинальное давление около 4/3 измеряемого давления.
6. Если в течение 10 мин стрелка манометра снизится меньше чем на два деления его шкалы, то наблюдение за падением давления следует продолжать до тех пор, пока стрелка манометра снизится с начального давления не менее чем на два деления шкалы манометра. Продолжительность наблюдения при этом не должна быть более 1/24 предварительной выдержки трубопровода (см. п. 7.12 настоящего Руководства). Если и после этого времени величина падения давления окажется недостаточной, то ее следует увеличить до требуемой, производя сброс воды из трубопровода в мерный бак.
7. Если в течение 10 мин давление упадет ниже рабочего, то трубопровод признается не выдержавшим гидравлическое испытание и определение объема воды Q, требующейся для восстановления в нем давления, не производится.
8. Трубопровод признается выдержавшим гидравлическое испытание на плотность, если величина фактической утечки, определенной по формуле (1), менее допускаемой, указанной в таблице.
л/мин
Условный проход труб Dу | Чугунные трубы на резиновых манжетах | Чугунные трубы со стыками, заделанными пеньковой прядью и герметиками | Железобетонные трубы | Асбестоцементные трубы |
65 | 0,2 | 0,3 | - | - |
80 | 0,24 | 0,5 | - | - |
100 | 0,28 | 0,7 | - | 1,4 |
125 | - | 0,9 | - | 1,56 |
150 | 0,42 | 1,05 | - | 1,72 |
200 | 0,56 | 1,4 | - | 1,98 |
250 | 0,7 | 1,55 | - | 2,22 |
300 | 0,85 | 1,7 | - | 2,42 |
350 | - | 1,8 | - | 2,62 |
400 | - | 1,95 | - | 2,8 |
450 | - | 2,1 | - | 2,96 |
500 | - | 2,2 | 3,2 | 3,14 |
600 | - | 2,4 | 3,4 | - |
700 | - | 2,55 | 3,7 | - |
800 | - | 2,7 | 3,9 | - |
900 | - | 2,9 | 4,2 | - |
1000 | - | 3 | 4,4 | - |
1200 | - | - | 4,7 | - |
1400 | - | - | 5 | - |
1600 | - | - | 5,5 | - |
Примечание. При длине испытываемого участка трубопровода менее 1 км приведенные в таблице величины утечек умножаются на его длину, выраженную в км.
Пример 1. Испытанию подвергался трубопровод, проложенный из чугунных труб диаметром D = 200 мм. Длина трубопровода L = 0,8 км. Рабочее давление для самой низкой точки этого трубопровода было задано проектом Pр = 0,5 МПа (5 кгс/см2). Испытательное давление согласно п. 7.9, табл. 14 настоящего Руководства для этого трубопровода составило Pи = 1 МПа (10 кгс/см2). Давление при испытании трубопровода на утечку измерялось пружинным манометром на номинальное давление 1,6 МПа (16 кг/см2) [цена деления шкалы этого манометра 0,05 МПа (0,5 кг/см2)]. Манометр был установлен на 5 м выше самой низкой точки (К N 8) трубопровода (рис. 2).
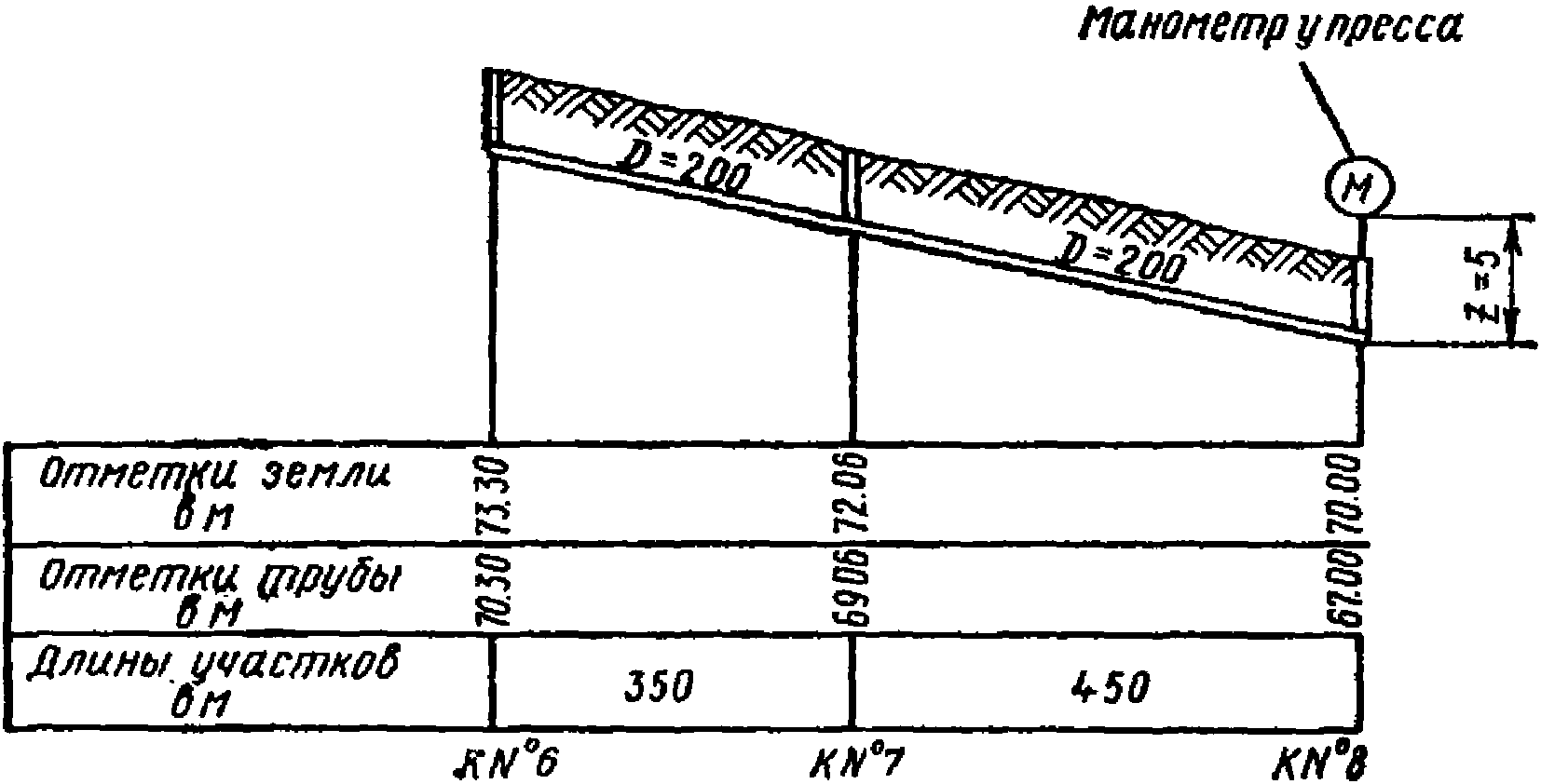
При указанных выше величинах рабочего и испытательного давления, МПа, в самой низкой точке трубопровода показания манометра соответственно были:


Величина допускаемой утечки из трубопровода (согласно таблице настоящего приложения) при испытательном давлении равна
qд = 1,4·0,8 = 1,12 л/мин.
После наполнения трубопровода водой и засыпки траншей грунтом он был выдержан до начала окончательного испытания в течение 1 сут.
Окончательное гидравлическое испытание на утечку производилось сразу же за испытанием трубопровода на прочность, при котором нарушения его не наблюдалось.
Испытание на утечку производилось в следующем порядке:
а) выпуском воды давление в трубопроводе было снижено настолько, что стрелка манометра с испытательного давления Pи.м = 0,95 МПа (9,5 кгс/см2) снизилась на одно деление шкалы манометра, т.е. на 0,05 МПа (0,5 кгс/см2).
Давление, при котором стрелка манометра точно совпала с отметкой шкалы манометра, ближайшей к испытательному, т.е. 0,9 МПа (9 кгс/см2), считалось начальным, а время T1 = 1 ч 36 мин, когда стрелка манометра показала начальное давление, - началом испытания на утечку.
В начале испытания было отмечено положение уровня воды в мерном баке h1;
б) произведенные наблюдения показали, что давление в течение 10 мин снизилось на два деления шкалы манометра, т.е. на 0,1 МПа (1 кгс/см2), и не упало ниже рабочего, поэтому наблюдения за снижением давления на этом и были закончены;
в) подкачкой воды из мерного бака давление воды в трубопроводе поднято до испытательного Pи.м = 0,95 МПа (9,5 кгс/см2);
г) выпуском воды обратно в мерный бак давление было плавно снижено до начального, т.е. до 0,9 МПа (9 кгс/см2), и отмечено время T2 = 1 ч 50 мин, после этого был измерен уровень воды в мерном баке h2;
д) объем воды, определенный по разности уровней воды в мерном баке h1 - h2 в моменты времени T1 = 1 ч 36 мин и T2 = 1 ч 50 мин, оказался равным Q = 8 л и время от начала испытания на утечку до момента возвращения стрелки манометра в первоначальное положение T = T2 - T1:
T = 1 ч 50 мин - 1 ч 36 мин = 14 мин;
е) величина утечки из испытываемого трубопровода оказалась равной

где b = 1, так как снижение давления при испытании было менее 20% испытательного.
Испытанная линия была принята в эксплуатацию, так как при окончательном испытании нарушений целостности трубопровода не было, и утечка, определенная по результатам этого испытания (q = 0,70 л/мин), оказалась менее допустимой qд = 1,12 л/мин.
Пример 2. Испытанию подвергался трубопровод, проложенный из чугунных труб D = 1000 мм. Длина трубопровода L = 1,1 км. Рабочее давление для самой низкой точки этого трубопровода проектом было задано Pр = 1 МПа (10 кгс/см2). Испытательное давление согласно п. 7.9, табл. 14 настоящего Руководства для этой же точки трубопровода Pи = 1,5 МПа (15 кгс/см2).
Давление при испытании этого трубопровода на утечку измерялось пружинным манометром на номинальное давление 2,5 МПа (25 кгс/см2) [цена деления шкалы этого манометра 0,05 МПа (0,5 кгс/см2)]. Манометр был установлен на 10 м выше самой низкой точки трубопровода.
При указанных выше величинах рабочего и испытательного давления в наиболее пониженной точке линии показания манометра соответственно были:


Величина допускаемой утечки воды из трубопровода (согласно таблице настоящего приложения) при испытательном давлении qд = 3 л/мин.
После наполнения трубопровода водой и засыпки траншеи грунтом трубопровод был выдержан в течение 1 сут до начала испытания на утечку.
Окончательное гидравлическое испытание трубопровода на утечку производилось сразу же за испытанием его на прочность, при котором нарушения его целостности не наблюдалось. Испытание на утечку производилось в следующем порядке:
а) выпуском воды давление в трубопроводе было снижено настолько, что стрелка манометра с испытательного давления Pи.м = 1,4 МПа (14 кгс/см2) снизилась на одно деление шкалы манометра, т.е. на 0,05 МПа (0,5 кгс/см2). Давление, при котором стрелка манометра точно совпала с отметкой шкалы манометра, ближайшей к испытательному, т.е. 1,35 МПа (13,5 кгс/см2), считалось начальным, а время T1 = 12 ч, когда стрелка манометра показала начальное давление, - началом испытания. В начале испытания было отмечено положение уровня воды в мерном баке h1;
б) произведенные наблюдения показали, что давление в течение 10 мин снизилось менее чем на два деления шкалы манометра. Поэтому до того как производить подкачку воды, наблюдения за снижением давления были продолжены (см. п. 6 настоящего приложения). Наблюдения производились до тех пор, пока стрелка манометра снизилась не только на два деления (минимальную допустимую величину), но и на три деления. Указанное снижение стрелки манометра произошло в течение 42 мин, т.е. в течение времени, меньшего 1/24 предварительной выдержки трубопровода. Наблюдения за снижением давления на этом и были закончены;
в) подкачкой воды из мерного бака давление воды в трубопроводе было поднято до испытательного Pи.м = 1,4 МПа (14 кгс/см2);
г) выпуском воды обратно в мерный бак давление было плавно снижено до начального, т.е. до 1,35 МПа (13,5 кгс/см2), и отмечено время T2 = 12 ч 45 мин. После этого был замерен уровень воды в мерном баке h2;
д) объем воды, определенный по разности уровней воды в мерном баке h1 - h2 в моменты времени T1 = 12 ч и T2 = 12 ч 45 мин, оказался равным Q = 195 л и время от начала испытания на утечку до момента возвращения стрелки манометра в первоначальное положение T = 12 ч 45 мин - 12 ч = 45 мин;
е) величина утечки из испытываемого трубопровода оказалась равной
где b = 1, так как снижение давления при испытании было менее 20% испытательного.
Испытанный трубопровод не был принят в эксплуатацию, так как при окончательном испытании утечка, определенная по результатам этого испытания, q = 4,33 л/мин оказалась больше допустимой qд = 3 л/мин.
Пример 3. Трубопровод, испытание которого было рассмотрено в предыдущем примере, после ликвидации из него утечки (без опорожнения трубопровода) примерно через 4 ч был вторично подвергнут гидравлическому испытанию.
Порядок проведения испытания был таким же, как и в предыдущем примере:
а) испытание на утечку было начато в T1 = 4 ч 5 мин;
б) наблюдения за снижением давления производились в течение времени, равного 1/24 предварительной выдержки, а именно в течение 1 ч 17 мин, но стрелка манометра за это время не снизилась на два деления. Поэтому из трубопровода был осуществлен сброс воды в мерный бак (согласно п. 6 настоящего приложения) в таком количестве, чтобы стрелка манометра снизилась на два деления;
в) подкачкой воды в мерный бак давление воды в трубопроводе было поднято до испытательного Pи.м = 1,4 МПа (14 кгс/см2);
г) выпуском воды обратно в мерный бак давление было плавно снижено до начального, т.е. до 1,35 МПа (13,5 кгс/см2), и отмечено время T2 = 5 ч 25 мин, после этого был измерен уровень воды в мерном баке h2;
д) объем воды, определенный по разности уровней воды в мерном баке h1 - h2 в моменты времени T1 = 4 ч 5 мин и T2 = 5 ч 25 мин, оказался равным Q = 110 л, и время от начала испытания на утечку до момента возвращения стрелки в первоначальное положение T = 5 ч 25 мин - 4 ч 5 мин = 1 ч 20 мин;
е) величина утечки из испытанного трубопровода оказалась равной

где b = 1, так как снижение давления при испытании трубопровода было менее 20% испытательного.
Испытанный трубопровод был принят в эксплуатацию, так как при окончательном испытании нарушений целостности трубопровода не было и утечка, определенная по результатам этого испытания (q = 1,38 л/мин), оказалась менее допускаемой, равной qд = 3 л/мин.
Пример 4. Испытанию подвергался железобетонный трубопровод D = 1000 мм. Длина трубопровода L = 0,8 км.
Рабочее давление для самой низкой точки этого трубопровода было задано проектом Pр = 0,6 МПа (6 кгс/см3).
Давление при испытании трубопровода на утечку измерялось пружинным манометром на номинальное давление 1,6 МПа (16 кгс/см2) [цена деления этого манометра 0,05 МПа (0,5 кгс/см2)]. Манометр был установлен на 4 м выше самой низкой точки трубопровода.
При указанной выше величине рабочего давления в самой низкой точке трубопровода показания манометра были
Pр.м = 0,56 МПа (5,6 кгс/см2).
Трубопровод после окончания предварительного гидравлического испытания на прочность от воды не опорожнялся и после засыпки траншеи грунтом на всю глубину до начала испытания его на утечку был выдержан в заполненном состоянии в течение 96 ч, из них последние 16 ч - под рабочим давлением (см. п. 7.12 настоящего Руководства).
Испытание железобетонного трубопровода на утечку производилось при рабочем давлении, МПа, в трубопроводе
Pр.м = 0,56 (5,6 кгс/см2).
Величина допускаемой утечки из трубопровода согласно таблице настоящего приложения равна qд = 4,4·0,8 = 3,52 л/мин.
Порядок испытания трубопровода на утечку был следующий:
а) по истечении 16 ч выдержки трубопровода под рабочим давлением Pр.м подкачкой воды из мерного бака давление в нем было повышено настолько, что стрелка манометра поднялась на одно деление выше Pр.м, т.е. на 0,05 МПа (0,5 кгс/см2), затем выпуском воды обратно в мерный бак давление было плавно снижено до Pр.м = 0,56 МПа (5,6 кгс/см2), которое считалось начальным испытательным давлением, а время, когда стрелка манометра показала давление Pр.м = 0,56 МПа (5,6 кгс/см2), считали началом испытания на утечку T1 = 10 ч.
В начале испытания было отмечено положение уровня воды в мерном баке h1;
б) произведенные наблюдения показали, что стрелка манометра в течение 10 мин снизилась менее чем на два деления шкалы манометра. Поэтому до того как производить подкачку воды, наблюдения за снижением давления были продолжены (согласно п. 6 настоящего приложения).
Снижение давления на два деления шкалы манометра, т.е. на 0,1 МПа (1 кгс/см2), произошло за 2 ч, т.е. в течение времени, меньшего 1/24 предварительной выдержки трубопровода, которое составляло  и явилось предельным допустимым временем наблюдения;
и явилось предельным допустимым временем наблюдения;
и явилось предельным допустимым временем наблюдения;в) подкачкой воды из мерного бака давление воды в трубопроводе было поднято выше Pр.м = 0,56 МПа (5,6 кгс/см2) на 0,05 МПа (0,5 кгс/см2);
г) выпуском воды обратно в мерный бак давление в трубопроводе было плавно снижено до начального испытательного, т.е. до Pр.м = 0,56 МПа (5,6 кгс/см2), и отмечено время T2 = 12 ч, когда стрелка манометра показала это давление. После этого был замерен уровень воды в мерном баке h2;
д) объем воды, определенный по разности уровней воды в мерном баке h1 - h2 в момент времени T1 = 10 ч и T2 = 12 ч, оказался равным Q = 300 л и время от начала испытания на утечку до момента возвращения стрелки в первоначальное положение T = T1 - T2 = 12 - 10 = 2 ч;
е) величина утечки из испытываемого трубопровода оказалась равной
где b = 1, так как снижение давления при испытании трубопровода на утечку было менее 20% испытательного.
Утечка, определенная по результатам окончательного испытания трубопровода (q = 2,5 л/мин), оказалась меньше допустимой qд = 3,52 л/мин, поэтому трубопровод был признан выдержавшим окончательное гидравлическое испытание.
ЖЕЛЕЗОБЕТОННЫХ И АСБЕСТОЦЕМЕНТНЫХ ТРУБОПРОВОДОВ
И ПОРЯДОК ПРОВЕДЕНИЯ ИСПЫТАНИЯ
1. ОБЩИЕ УКАЗАНИЯ
1. Пневматическое испытание трубопровода, проведенное в соответствии с требованиями СНиП III-30-74 и настоящего Руководства, заменяет гидравлическое испытание и может применяться по усмотрению строящей организации при затруднительности проведения гидравлического испытания (зимнее время, отсутствие воды на месте испытания и др.).
2. Испытание чугунных трубопроводов в отдельных случаях разрешается производить смешанным методом: предварительное - пневматическим и окончательное - гидравлическим.
3. При проведении пневматических испытаний должны соблюдаться требования по технике безопасности, предусмотренные СНиП III-А.11-70.
4. Выявление неплотностей и других дефектов на испытываемом участке трубопровода может быть произведено одним из следующих способов:
а) по звуку просачивающегося воздуха;
б) по пузырям, образующимся в местах утечки воздуха из трубопровода при покрытии стыковых соединений и других мест мыльной эмульсией;
в) по запаху одорированного воздуха, вытекающего через неплотности на испытываемом участке трубопровода. Одорант добавляется к подаваемому компрессором воздуху;
г) по показателям голоидных течеискателей при применении голоидных добавок к воздуху, вводимому в испытываемый трубопровод.
5. Присоединение к испытываемому трубопроводу компрессора и контрольно-измерительной аппаратуры должно быть произведено в соответствии с рисунком настоящего приложения. Расстояние от оси трубопровода до компрессора должно быть не менее 10 м.
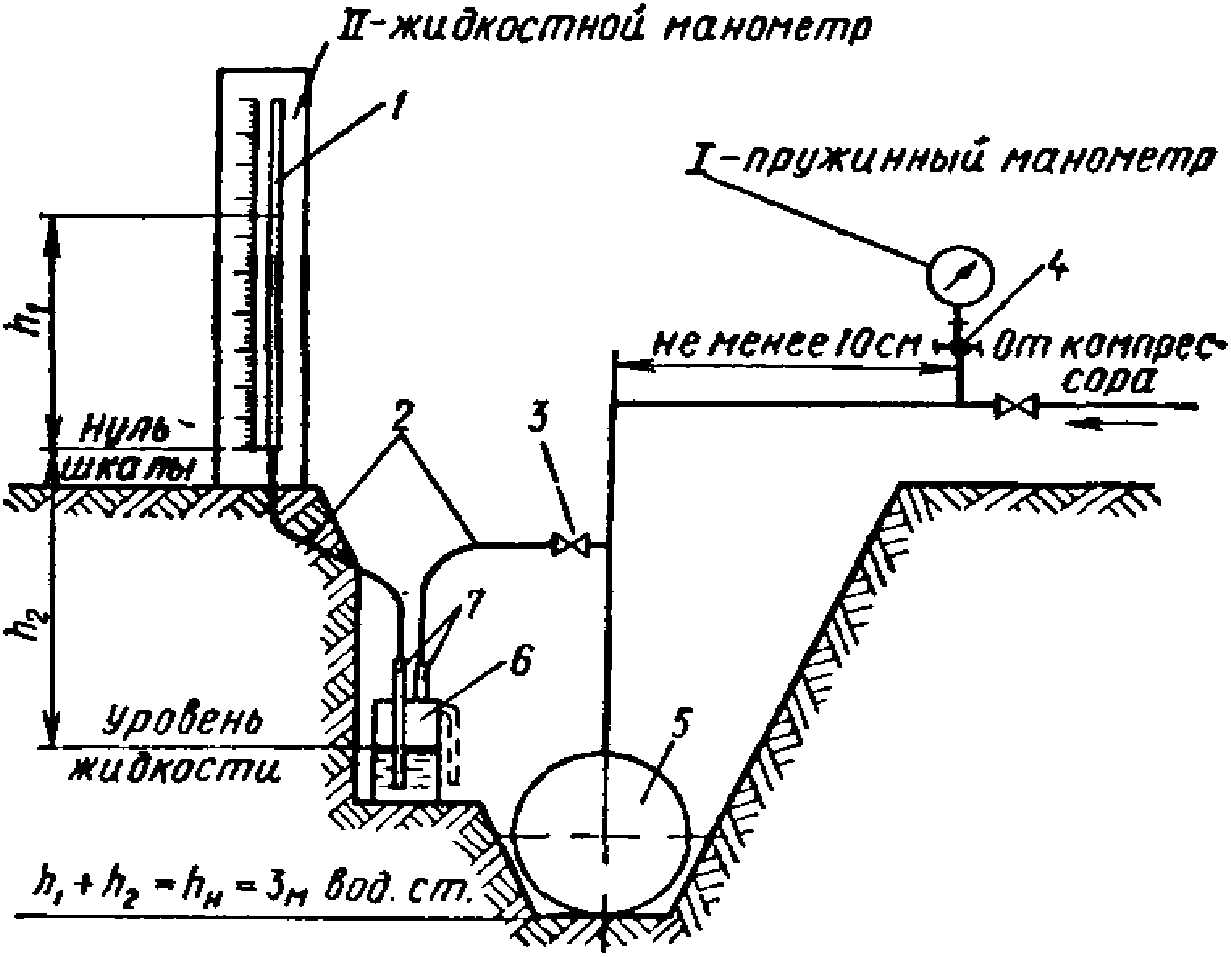
1 - стеклянная трубка d = 8 - 14 мм; 2 - резиновые шланги;
3 - вентиль; 4 - трехходовой кран; 5 - испытываемая труба;
6 - бачок жидкостного манометра; 7 - штуцер d = 8 - 14 мм
Манометр I - пружинный, предназначен для измерения давления в трубопроводе при проверке его прочности и для наблюдения за изменением давления в трубопроводе при его выдерживании под испытательным давлением и осмотре.
Для измерения падения давления при проверке герметичности трубопровода после его засыпки устанавливается однотрубный жидкостный манометр II.
В качестве рабочей жидкости используется вода (при плюсовых температурах воздуха) или керосин (при отрицательных температурах). При проверке прочности трубопровода, его выдерживании под испытательным давлением и осмотре манометр II должен быть отключен.
Кроме манометра I, показанного на схеме, по концам испытываемого участка трубопровода устанавливаются дополнительные пружинные манометры. По показаниям этих манометров проверяют, подвергается ли испытанию весь участок трубопровода.
6. Пружинные манометры, применяемые при испытании трубопроводов, должны быть проверены и опломбированы организациями Комитета стандартов, мер и измерительных приборов при Совете Министров СССР.
Пружинные манометры (ГОСТ 8625-69) должны быть класса точности не ниже 1,6 с диаметром корпуса не менее 160 мм и со шкалой на номинальное давление около 4/3 измеряемого давления.
7. Однотрубный жидкостный манометр II должен удовлетворять следующим требованиям:
а) открытая стеклянная трубка, по которой производится наблюдение за снижением уровня жидкости при падении давления в трубопроводе, должна быть длиной не менее 1 м и наружным диаметром 8 - 14 мм; шкала, по которой производится определение изменения давления в трубопроводе, должна иметь миллиметровые деления;
б) шланг, соединяющий бачок со стеклянной трубкой, должен быть длиной не более 4 м и внутренним диаметром 7 - 13 мм;
в) внутренний диаметр бачка должен быть не менее 100 мм, объем - не менее 2 л.
При высоте бачка более 300 мм на нем устанавливается водомерное стекло, и отсчет величины h2 ведется от уровня жидкости в бачке. При высоте бачка менее 300 мм водомерное стекло может не устанавливаться. В этом случае отсчет величины h2 ведется от середины высоты бачка;
г) шланг, соединяющий бачок со стеклянной трубкой, должен быть проложен с уклоном для предохранения от образования в нем воздушных пробок.
2. ПОРЯДОК ПРОВЕДЕНИЯ ИСПЫТАНИЯ
8. При проведении предварительного испытания чугунного, железобетонного и асбестоцементного трубопровода пневматическим методом (до окончательной засыпки траншеи) давление в нем повышается до 0,15 МПа (1,5 кгс/см2). Под этим давлением трубопровод выдерживается 30 мин. Для поддержания испытательного давления в трубопроводе разрешается производить подкачку воздуха. Затем давление в трубопроводе снижается до 0,1 МПа (1 кгс/см2) и при этом давлении производится осмотр трубопровода.
Примечание. Давление в трубопроводе должно повышаться постепенно, ступенями по 0,02 МПа (0,2 кгс/см2) с интервалами по 5 мин.
9. Места дефектов, выявленных при испытании, отмечаются на трубопроводе, а сведения о характере дефектов и их местоположении на трубопроводе заносятся в дефектную ведомость испытаний.
Дефекты устраняются после снижения давления в трубопроводе до атмосферного. После устранения дефектов испытание повторяется.
10. Окончательное пневматическое испытание трубопроводов после засыпки траншей производится в следующем порядке:
а) давление в трубопроводе повышают до 0,6 МПа (6 кгс/см2) и испытывают прочность трубопровода.
Под этим давлением трубопровод выдерживают 30 мин;
б) производят наблюдение за падением давления по манометру I.
Если нарушения целостности трубопровода не произойдет, то давление снижают до 0,05 МПа (0,5 кгс/см2) и под этим давлением трубопровод выдерживают в течение 24 ч;
в) по окончании срока выдержки устанавливают начальное испытательное давление Pн = 3000 мм вод. ст. при заполнении жидкостного манометра водой, Pн = 3450 мм кер. ст. при заполнении его керосином; отмечают время начала испытания, а также начальное барометрическое давление  в мм. рт. ст.;
в мм. рт. ст.;
г) продолжительность испытания принимают в соответствии с таблицей настоящего приложения;
д) по истечении времени испытания отмечают давление в трубопроводе Pк в мм вод. ст. (или в мм кер. ст. - при заполнении манометра керосином) и барометрическое давление  в мм рт. ст.;
в мм рт. ст.;
е) фактическая величина снижения давления в мм вод. ст. определяется по формуле

испытании напорных трубопроводов длиной до 1 км
Условный проход труб, Dу, мм | Чугунные | Асбестоцементные и железобетонные предварительно-напряженные | ||
продолжительность испытания, ч-мин | падение давления, мм вод. ст. | продолжительность испытания, ч-мин | падение давления, мм вод. ст. | |
100 | 0-15 | 65 | 0-15 | 130 |
125 | 0-15 | 55 | 0-15 | 110 |
150 | 0-15 | 50 | 0-30 | 100 |
200 | 0-30 | 65 | 0-80 | 130 |
250 | 0-30 | 50 | 1-00 | 100 |
300 | 1-00 | 70 | 1-00 | 140 |
350 | 1-00 | 55 | 2-00 | 110 |
400 | 1-00 | 50 | 2-00 | 100 |
450 | 2-00 | 80 | 3-00 | 160 |
500 | 2-00 | 70 | 3-00 | 140 |
600 | 2-00 | 55 | 4-00 | 110 |
700 | 3-00 | 65 | 4-00 | 130 |
750 | 3-00 | 50 | 5-00 | 100 |
800 | 3-00 | 45 | 5-00 | 90 |
900 | 4-00 | 55 | 6-00 | 110 |
1000 | 4-00 | 50 | 6-00 | 100 |
При использовании в манометре в качестве рабочей жидкости воды  , а при использовании керосина
, а при использовании керосина  .
.
.11. Трубопровод считается выдержавшим окончательное пневматическое испытание, если не будет обнаружено нарушения его целостности и величина P, определенная по формуле (2), не будет превышать допустимую по таблице настоящего приложения.
Примечание. Если испытываемый трубопровод уложен из труб различных диаметров, продолжительность испытания и величина падения давления принимаются по таблице для наибольшего из этих диаметров.
ФОРМА АКТОВ О ПРОВЕДЕНИИ ГИДРАВЛИЧЕСКОГО
И ПНЕВМАТИЧЕСКОГО ИСПЫТАНИЯ ТРУБОПРОВОДОВ
197_____.
Мы, нижеподписавшиеся, представители строительной организации
___________________________________________________________________________
с одной стороны, и представители заказчика ________________________________
___________________________________________________________________________
с другой стороны, в присутствии ___________________________________________
___________________________________________________________________________
составили настоящий акт о проведении гидравлического испытания трубопровода
___________________________________________________________________________
(указать место расположения
___________________________________________________________________________
линии, начальные и конечные точки линии)
Полная длина испытываемой линии составляет _____________________________ км
Линия состоит из __________________________ участков.
Номера участков линии | I | II | III | IV | V | VI |
Материал труб | ||||||
Диаметр труб, мм | ||||||
Длина труб, км | ||||||
Стыки |
На линии установлены ______________________________________________________
(указать фасонные части, арматуру,
___________________________________________________________________________
их число)
Заполнение линии водой и засыпка траншей произведены за _______ ч до начала
гидравлического испытания.
Задвижки, расположенные в _________________________________________________
________________, были полностью открыты и заглушены фланцами.
Максимальное рабочее давление для самой низкой точки испытываемой линии
Испытательное давление для той же точки испытываемой линии
Измерение давления при испытании производилось пружинным манометром класса
точности N ______ на номинальное давление МПа (кгс/см2). Цена деления шкалы
манометра N _____ = _____ МПа (кгс/см2). Манометр был расположен выше самой
низкой точки линии на z = __________ м.
При указанных выше величинах рабочего и испытательного давлений в самой
низкой точке испытываемой линии показания манометра соответственно были:


Допускаемая утечка для испытываемой линии  = _____ л/мин.
= _____ л/мин.
Гидравлическое испытание на прочность и плотность произведено
в следующем порядке.
Давление в линии было поднято до  = МПа (кгс/см2) и поддерживалось
= МПа (кгс/см2) и поддерживалось
в течение 10 мин. Затем давление было понижено на a = ______ МПа (кгс/см2),
что соответствовало снижению стрелки манометра на одно деление его шкалы.
С момента, когда стрелка манометра показала  = ___ МПа (кгс/см2),
= ___ МПа (кгс/см2),
= ___ МПа (кгс/см2),начались испытания трубопровода на утечку.
Наблюдения за снижением давления были произведены в течение ______ ч
______ мин, т.е. в течение времени, меньшего  предварительной выдержки
предварительной выдержки
трубопровода.
Стрелка манометра за время наблюдений снизилась на ______ делений шкалы
манометра _________________________________________________________________
(указать, достигла или нет рабочего давления)
При производстве испытаний сброс воды из трубопровода _________________
___________________________________________________________________________
(указать, производился или нет)
После сброса давление снизилось до ________ МПа (кгс/см2).
Объем воды Q, потребовавшийся для восстановления давления
в трубопроводе до первоначального  , равен ________________ л.
, равен ________________ л.
Полная продолжительность испытания на утечку T = _____ мин.
Величина утечки из испытанного трубопровода равна  = _____ л/мин,
= _____ л/мин,
= _____ л/мин,где b = 1 при снижении давления менее чем на 20% испытательного и b = 0,9
при снижении давления более чем на 20% испытательного.
При испытательном давлении повреждений трубопровода ___________________
___________________________________________________________________________
(указать, были или нет)
Утечка воды из него при отсутствии повреждений q = ________ л/мин
___________________________________________________________________________
(указать меньше или больше)
допустимой  = _____________________ л/мин.
= _____________________ л/мин.
Трубопровод признается ________________________________________________
(указать выдержавшим или нет)
гидравлическое испытание.
Подписи: ______________________________________________
______________________________________________
______________________________________________
Город ________________, число ___________, месяц ___________, год _________
Мы, нижеподписавшиеся, представители заказчика в лице _________________
___________________________________________________________________________
с одной стороны, и представители подрядчика в лице ________________________
__________________________________________, с другой стороны, в присутствии
___________________________________________________________________________
составили настоящий акт о проведении пневматического испытания трубопровода
___________________________________________________________________________
(указать место расположения трубопровода,
___________________________________________________________________________
начальную и конечную точки трубопровода)
Полная длина испытанного трубопровода составляет ______ км. Трубопровод
состоит из ________________________________________________________________
(указать количество участков, различных
___________________________________________________________________________
по диаметру и материалу труб)
Номера участков трубопроводов | I | II | III | IV | и т.д. |
Материал труб ......................................................... | |||||
Диаметр трубы, мм .................................................. | |||||
Длина участка, км .................................................... | |||||
Тип стыков (раструбные с заделкой пенькой и асбестоцементом, на резиновых кольцах и т.д.) ... |
___________________________________________________________________________
(перечислить фасонные части и арматуру, установленные на трубопроводе)
Нагнетание в трубопровод воздуха и засыпка траншей произведены за _______ ч
до начала пневматического испытания.
Задвижки по ходу трубопровода были полностью открыты и на концах
трубопровода были установлены манометры по рисунку прил. 5.
Установленные манометры | Класс точности | Диаметр корпуса, мм | Шкала на давление, МПа (кгс/см2) | Заводской номер | Дата последней проверки |
Манометр I | |||||
Дополнительные манометры I, установленные на концах испытываемого участка |
Манометр II - жидкостный с заполнением водой (керосином). Диаметр бачка
______ мм, высота бачка _____ мм, водомерное стекло ___________, стеклянная
(есть, нет)
трубка диаметром _________ мм и длиной ________ м, шланг, соединяющий бачок
со стеклянной трубкой, диаметром __________ мм и длиной __________ м.
Проверкой показаний манометров, установленных по концам испытываемого
участка, определено, что трубопровод весь подвергался испытанию.
Повышение давления в трубопроводе производилось _______________________
___________________________________________________________________________
(указать марку компрессора)
Максимальное рабочее давление в наиболее низкой точке трубопровода
Испытательное давление на прочность принято  = ______ МПа (кгс/см2).
= ______ МПа (кгс/см2).
Пневматическое испытание на прочность и герметичность произведено
в следующем порядке:
давление в трубопроводе было повышено до  = ______ МПа (кгс/см2)
= ______ МПа (кгс/см2)
и поддерживалось в течение 30 мин. Нарушений целостности трубопровода
не обнаружено. Затем давление в трубопроводе было снижено до 0,05 МПа
(0,5 кгс/см2), и при этом давлении трубопровод выдерживался _______ ч.
По окончании срока выдержки установлено давление  = ... мм __________
= ... мм __________
__________________________________________________________________________,
(указать, водяного или керосинового столба)
барометрическое давление при этом было  = ... мм рт. ст. Через
= ... мм рт. ст. Через
________ мин (ч) давление в трубопроводе снизилось до  = ... мм _________
= ... мм _________
___________________________________________________________________________
(указать, водяного или керосинового столба)
барометрическое давление при этом было  = ... мм рт. ст.
= ... мм рт. ст.
Истинная величина снижения давления в мм вод. ст. равна

т.е. меньше допустимой согласно таблице прил. 5.
На основании изложенного трубопровод считать выдержавшим пневматическое
испытание.
Заказчик: _____________________________________________
(подпись)
Подрядчик: ____________________________________________
(подпись)
КРАТКИЕ УКАЗАНИЯ ПО ПРОМЫВКЕ И ДЕЗИНФЕКЦИИ ТРУБОПРОВОДОВ
ПИТЬЕВОГО НАЗНАЧЕНИЯ
1. Краткие указания по промывке и дезинфекции трубопроводов питьевого назначения составлены с учетом санитарных требований, содержащихся в "Инструкции по контролю за обеззараживанием хозяйственно-питьевой воды и за дезинфекцией водопроводных сооружений хлором при централизованном и местном водоснабжении", утвержденной заместителем главного санитарного врача Министерства здравоохранения СССР 25 ноября 1967 г. N 723а-67.
После окончания гидравлических испытаний трубопроводы питьевого водопровода должны быть подвергнуты предварительной механической очистке и обязательной промывке и дезинфекции в порядке, изложенном в нижеследующих пунктах.
2. Трубопроводы диаметром 800 мм и более до начала промывки должны быть осмотрены изнутри. Обнаруженные в трубопроводах при этом осмотре загрязнения и посторонние предметы должны быть удалены. Водопроводная сеть, очистка которой затруднительна, должна быть интенсивно промыта в течение 4 - 5 ч при максимальной возможной скорости движения воды (не менее 1 м/с).
3. Промывка трубопровода в зависимости от наличия и расположения выпусков осуществляется участками длиной до 3 км для магистралей и водоводов и длиной до 1 км - для разводящих сетей.
При отсутствии на промываемом участке трубопровода выпусков промывка осуществляется путем выпуска воды через гидранты или специально приспособленные для этой цели фасонные части.
4. После указанной в п. 2 предварительной промывки трубопровод подвергается дезинфекции. Дезинфекция производится путем заполнения трубопровода раствором хлора (или хлорной извести) с концентрацией от 75 до 100 мг/л активного хлора (в зависимости от степени загрязнения сети и санитарно-эпидемической обстановки).
Введение хлорного раствора в трубопровод продолжают до тех пор, пока в точках, наиболее удаленных от места его подачи, будет содержаться активного хлора не менее 50% заданной дозы. С этого момента дальнейшую подачу хлорного раствора прекращают и оставляют заполненный хлорным раствором трубопровод не менее чем на 6 ч.
Примечания: 1. При дезинфекции трубопроводов возможно использование хлорного раствора с меньшей концентрацией активного хлора - 40 - 50 мг/л, но продолжительность необходимого контакта в этом случае увеличивается до 24 ч и более 2. Расчетный объем хлорного раствора для обеззараживания трубопроводов определяется по внутреннему объему труб с добавлением 3 - 5% (на вероятный излив).
5. По окончании контакта хлорную воду спускают и промывают трубопровод чистой водопроводной водой. Условия сброса воды из трубопровода определяют на месте по согласованию с органами санитарно-эпидемиологической службы.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 2874-73 Постановлением Госстандарта СССР от 18.10.1982 N 3989 с 01.01.1985 введен в действие ГОСТ 2874-82. |
6. На заключительном этапе промывки трубопровода хлорным раствором (при содержании в воде 0,3 - 0,5 мг/л остаточного хлора) из трубопровода отбирают пробы воды для контрольного бактериологического анализа. Окончательный результат анализов воды должен соответствовать требованиям ГОСТ 2874-73.
Дезинфекция считается законченной при получении благоприятных результатов двух анализов, взятых последовательно из одной точки.
7. В случаях когда после повторной промывки качество воды не будет соответствовать требованиям действующего ГОСТа, трубопровод должен быть продезинфицирован и вновь промыт.
8. При выпуске хлорной воды из трубопровода следует следить за тем, чтобы хлорная вода не попадала в водоемы, используемые для разведения рыбы или водопоя скота, а также чтобы эта вода не заливала и не подтопляла огородов, посевов и т.п.
9. Промывка и дезинфекция трубопроводов производятся силами и средствами строительной организации при участии службы эксплуатации и органов санитарно-эпидемиологического надзора.
10. Представитель лаборатории санитарно-эпидемиологической станции должен определять содержание активного хлора в дезинфицирующем хлорном растворе, величину остаточного хлора в воде и производить контрольный отбор проб воды.
11. Результаты промывки и дезинфекции оформляются актом, составленным представителями строительной организации, службы эксплуатации и санитарно-эпидемиологической станции.
В акте фиксируются дозировка активного хлора, продолжительность предварительной промывки и хлорирования (контакта), производство заключительной промывки и результаты контрольных анализов воды.
На основании этих материалов местные органы санитарно-эпидемиологической службы дают заключение о возможности пуска трубопровода в эксплуатацию.
ПРИ ВЫПОЛНЕНИИ РАБОТ ПО МОНТАЖУ НАПОРНЫХ ТРУБОПРОВОДОВ
1. Краткие указания составлены с учетом требований СНиП III-А.11-70 и Памятки по технике безопасности при выполнении специальных строительно-монтажных работ Минмонтажспецстроя СССР.
Производство земляных работ в зоне расположения подземных коммуникаций (электрокабели, газопроводы и др.) допускается только с письменного разрешения организации, ответственной за эксплуатацию этих коммуникаций. К разрешению должен быть приложен план (схема) с указанием расположения и глубины заложения коммуникаций.
2. У котлованов и траншей, разрабатываемых на улицах, проездах и во дворах населенных пунктов, а также в прочих местах, где происходит движение людей и транспорта, кроме ограждения необходимо устанавливать предупредительные надписи и знаки, а в ночное время - световые сигналы.
3. Грунт, выброшенный из котлована или траншеи, следует размещать на расстоянии не менее 0,5 м от их бровок.
4. При работе экскаватора не разрешается производить какие-либо другие работы со стороны забоя и находиться людям в радиусе действия экскаватора плюс 5 м.
5. Во время перерыва в работе экскаватор необходимо переместить от края траншеи на расстояние не менее 2 м, а ковш опустить на грунт. Очищать ковш разрешается только в опущенном положении.
6. Во время движения экскаватора стрелу его необходимо устанавливать строго по направлению хода, а ковш поднимать над землей на 0,5 - 0,7 м. Запрещается передвижение экскаватора с нагруженным ковшом.
7. Разработанный грунт, остатки материалов, разобранные крепления и неиспользуемое оборудование при проходке подземных выработок надлежит немедленно удалять. Загромождать проходы и рельсовые пути внутри подземных выработок запрещается.
8. Машинист трубоукладчика осуществляет контроль работы стропальщиков и несет полную ответственность за нарушение требований по управлению краном-трубоукладчиком и его обслуживанию.
9. Передвижение трубоукладчика вдоль траншеи при опускании труб должно производиться за пределами призмы обрушения, но не менее чем в 2 м от бровки траншеи.
10. Во время работы следить за состоянием бровки траншеи и прекращать работу даже при незначительном ее обрушении. Держать груз на крюке трубоукладчика длительное время запрещается.
11. При подъеме и укладке труб в траншею машинист обязан:
следить за состоянием механизмов трубоукладчика и показаниями контрольных приборов;
не поднимать груз, превышающий максимальную грузоподъемность трубоукладчика, и не допускать нагрузки, при которой начинается отрыв гусеницы от поверхности грунта;
не допускать рывков при подъеме и опускании труб в траншею.
12. При использовании крана-трубоукладчика для погрузочно-разгрузочных работ, а также в качестве средств (тягача) для подтаскивания труб, для центровки стыков труб обязательно соблюдение требований по технике безопасности, установленных "Правилами устройства и безопасной эксплуатации грузоподъемных кранов".
13. Перед началом работ в траншеях производитель работ или мастер должен проверить устойчивость откосов, прочность крепления траншей, котлованов и колодцев, в которых намечается укладка трубопроводов.
14. Опускать в траншеи трубы больших диаметров, а также поднимать их необходимо только под руководством прораба или мастера.
15. Опускаться в траншеи или котлованы можно только по приставным лестницам или трапам. Запрещается становиться на распорки креплений.
16. Находиться в траншеях и колодцах во время опускания в них труб, фасонных частей, арматуры и т.п. запрещается.
17. Запрещается нахождение между траншеей и трубопроводом во время спуска труб или монтируемых составных частей трубопровода.
18. Для подъема и перемещения труб и других длинномерных грузов в горизонтальном положении следует применять не менее двух стропов или специальные траверсы. Чтобы избежать срыва груза при подъеме и перемещении, петли стропов необходимо надевать по центру крюка.
19. Трубы перед подъемом должны быть очищены от земли, льда и других предметов, которые могут упасть сверху при перемещении. Нахождение людей в зоне перемещения грузов не допускается.
20. Для разворота и придерживания труб и других длинномерных, громоздких грузов следует применять оттяжки в виде пеньковых канатов; при этом рабочий должен находиться вне опасной зоны.
21. Снимать стропы с крюка только после того, как труз будет надежно установлен. Оставлять груз в подвешенном состоянии по окончании работы или на время перерыва в работе запрещается.
22. Во всех случаях при опускании в траншею (колодец) труб, фасонных частей, арматуры и другого оборудования различными грузоподъемными механизмами подъем грузов от земли не должен превышать 1 м.
23. Опускать грузы следует плавно, без рывков и ударов о стенки и распорки креплений траншеи. Запрещается скатывать трубы в траншею ломами или вагами, а также сбрасывать с бровки фасонные части или арматуру.
24. При опускании труб и фасонных частей в траншею находящиеся в траншее рабочие могут приближаться к ним только тогда, когда установившийся груз будет находиться от дна траншеи не более чем на 30 см. Находиться под опускаемым грузом, а также оставлять груз на весу запрещается.
25. Освобождать уложенные в траншею трубы от захватных приспособлений грузоподъемных механизмов можно только после укрепления труб на дне подбивкой грунта или после надежной укладки их на постоянные опоры.
26. После монтажа трубопровод и оборудование должны подвергаться техническому освидетельствованию и испытанию на прочность. Испытание должны проходить под руководством производителя работ и в присутствии представителя заказчика.
27. Перед испытанием необходимо:
ознакомить участников испытаний с порядком их проведения, а также с мерами безопасности, согласованными генеральным подрядчиком;
предупредить заранее работающих на смежных участках о времени начала и проведении испытания;
убедиться в исправности манометров, правильной и надежной установке заглушек;
убрать посторонние предметы с оборудования;
закрыть доступ посторонним лицам в зону испытаний;
установить при необходимости аварийную сигнализацию.
28. При испытании трубопроводов, имеющих раструбы, сальниковые компенсаторы, муфты с резиновыми кольцами и т.п., на концах испытываемого участка должны быть установлены временные упоры, которые обеспечивают восприятие линейных усилий, возникающих при повышении давления в трубопроводе.
29. Лицам, занятым испытанием трубопроводов, запрещается стоять против фланцевых соединений и заглушек. Люди должны находиться в безопасных местах, огражденных экраном на случай возможного выбивания заглушек.
30. При гидравлическом испытании воздух из трубопровода должен быть полностью удален и замещен водой.
31. При пневматическом испытании трубопроводов устанавливается опасная зона. Находиться кому-либо в этой зоне в период нагнетания воздуха в систему и при ее выдерживании запрещается.
32. При пневматическом испытании компрессор, ресивер и измерительные приборы должны располагаться вне опасной зоны на расстоянии не менее 10 м от испытываемой системы.
33. Осмотр трубопроводов, испытываемых пневматическим способом, в момент нагнетания воздуха запрещается. Осмотр допускается лишь при установившемся рабочем давлении, а устранение дефектов - после снижения давления до атмосферного.