межгосударственный совет по
стандартизации, метрологии и сертификации
(МГС)
INTERSTATE COUNCIL FOR
STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
ПРУТКИ ЛАТУННЫЕ
Технические
условия
|

|
Москва
Стандартинформ
2007
|
Предисловие
Цели, основные принципы и
основной порядок проведения работ по межгосударственной стандартизации
установлены ГОСТ 1.0-92
«Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97
«Межгосударственная система стандартизации. Стандарты межгосударственные,
правила и рекомендации по межгосударственной стандартизации. Порядок
разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Техническим
комитетом по стандартизации ТК 106 «Цветметпрокат», Научно-исследовательским,
проектным и конструкторским институтом сплавов и обработки цветных металлов
«Открытое акционерное общество «Институт Цветметобработка» (ОАО «Институт
Цветметобработка»)
2 ВНЕСЕН Техническим секретариатом Межгосударственного совета по
стандартизации, метрологии и сертификации
3 ПРИНЯТ Межгосударственным
советом по стандартизации, метрологии и сертификации (протокол № 29 от 24 июня
2006 г.)
За принятие стандарта проголосовали:
|
Краткое
наименование страны по MK (ИСО 3166) 004-97
|
Код страны по MK (ИСО 3166) 004-97
|
Сокращенное
наименование национального органа по стандартизации
|
|
Азербайджан
|
AZ
|
Азстандарт
|
|
Беларусь
|
BY
|
Госстандарт
Республики Беларусь
|
|
Казахстан
|
KZ
|
Госстандарт
Республики Казахстан
|
|
Кыргызстан
|
KG
|
Кыргызстандарт
|
|
Молдова
|
MD
|
Молдова-Стандарт
|
|
Российская
Федерация
|
RU
|
Федеральное
агентство по техническому регулированию и метрологии
|
|
Таджикистан
|
TJ
|
Таджикстандарт
|
|
Узбекистан
|
UZ
|
Узстандарт
|
|
Украина
|
UA
|
Госпотребстандарт
Украины
|
4 Приказом Федерального
агентства по техническому регулированию и метрологии от 26 января 2007 г. №
1-ст межгосударственный стандарт ГОСТ 2060-2006 введен в действие в качестве
национального стандарта Российской Федерации с 1 января 2008 г.
5 ВЗАМЕН ГОСТ 2060-90
Информация
о введении в действие (прекращении действия) настоящего стандарта публикуется в
указателе «Национальные стандарты».
Информация
об изменениях к настоящему стандарту публикуется в указателе «Национальные
стандарты», а текст изменений - в информационных
указателях «Национальные стандарты». В случае пересмотра или отмены настоящего
стандарта соответствующая информация будет опубликована в информационном
указателе «Национальные стандарты»
СОДЕРЖАНИЕ
ГОСТ
2060-2006
ПРУТКИ ЛАТУННЫЕ
Технические условия
Brass rods. Specifications
Дата введения - 2008-01-01
1
Область применения
Настоящий стандарт
распространяется на тянутые и прессованные латунные прутки круглого,
квадратного и шестигранного сечений, применяемые в различных отраслях
промышленности.
Стандарт не распространяется
на латунные прутки для обработки резанием на автоматах.
Стандарт устанавливает
сортамент, технические требования, правила приемки, методы контроля и
испытаний, маркировку, упаковку, транспортирование и хранение прутков.
2 Нормативные ссылки
В настоящем стандарте
использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 427-75
Линейки измерительные металлические. Технические условия
ГОСТ 701-89
Кислота азотная концентрированная. Технические условия
ГОСТ 1012-2013 Бензины
авиационные. Технические условия
ГОСТ 1497-84
(ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1652.1-77
(ИСО 1554-76) Сплавы медно-цинковые. Методы определения меди
ГОСТ 1652.2-77
(ИСО 4749-84) Сплавы медно-цинковые. Методы определения свинца
ГОСТ 1652.3-77
(ИСО 1812-76, ИСО 4748-84) Сплавы медно-цинковые. Методы определения железа
ГОСТ 1652.4-77
Сплавы медно-цинковые. Методы определения марганца
ГОСТ 1652.5-77
(ИСО 4751-84) Сплавы медно-цинковые. Методы определения олова
ГОСТ 1652.6-77
Сплавы медно-цинковые. Методы определения сурьмы
ГОСТ 1652.7-77
Сплавы медно-цинковые. Методы определения висмута
ГОСТ 1652.8-77
Сплавы медно-цинковые. Методы определения мышьяка
ГОСТ 1652.9-77
(ИСО 7266-84) Сплавы медно-цинковые. Метод определения серы
ГОСТ 1652.10-77
Сплавы медно-цинковые. Методы определения алюминия
ГОСТ 1652.11-77
(ИСО 4742-84) Сплавы медно-цинковые. Методы определения никеля
ГОСТ 1652.12-77
Сплавы медно-цинковые. Методы определения кремния
ГОСТ 1652.13-77
Сплавы медно-цинковые. Методы определения фосфора
ГОСТ 1770-74 Посуда
мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие
технические условия
ГОСТ 2184-77
Кислота серная техническая. Технические условия
ГОСТ 2991-85
Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические
условия
ГОСТ 2999-75
Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 3282-74
Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73
Лента стальная упаковочная. Технические условия
ГОСТ 3773-72
Аммоний хлористый. Технические условия
ГОСТ 4204-77
Кислота серная. Технические условия
ГОСТ 4328-77
Натрия гидроокись. Технические условия
ГОСТ 4520-78
Ртуть (II) азотно-кислая 1-водная. Технические условия
ГОСТ 4521-78
Ртуть (I) азотно-кислая 2-водная. Технические условия
ГОСТ 4658-73 Ртуть.
Технические условия
ГОСТ 6507-90
Микрометры. Технические условия
ГОСТ 6709-72
Вода дистиллированная. Технические условия
ГОСТ 7502-98
Рулетки измерительные металлические. Технические условия
ГОСТ 9012-59
(ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9557-87
Поддон плоский деревянный размером 800´1200 мм. Технические условия
ГОСТ 9716.1-79
Сплавы медно-цинковые. Метод спектрального анализа по металлическим стандартным
образцам с фотографической регистрацией спектра
ГОСТ 9716.2-79
Сплавы медно-цинковые. Метод спектрального анализа по металлическим стандартным
образцам с фотоэлектрической регистрацией спектра
ГОСТ 9716.3-79
Сплавы медно-цинковые. Метод спектрального анализа по окисным образцам с
фотографической регистрацией спектра
ГОСТ 10929-76
Водорода пероксид. Технические условия
ГОСТ 14192-96
Маркировка грузов
ГОСТ 15527-2004 Сплавы
медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 15846-2002
Продукция, отправляемая в районы Крайнего Севера и приравненные к ним
местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18242-72*
Статистический приемочный контроль по альтернативному признаку. Планы контроля
_________
* На территории
Российской Федерации действует ГОСТ
Р ИСО 2859-1-2007 «Статистические методы. Процедуры выборочного контроля по
альтернативному признаку. Часть 1. Планы выборочного контроля последовательных
партий на основе приемлемого уровня качества».
ГОСТ 18300-87
Спирт этиловый ректификованный технический. Технические условия
ГОСТ 18321-73 Статистический
контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 21140-88
Тара. Система размеров
ГОСТ 21650-76
Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие
требования
ГОСТ 22235-2010 Вагоны грузовые магистральных железных дорог колеи 1520 мм.
Общие требования по обеспечению сохранности при производстве
погрузочно-разгрузочных и маневровых работ
ГОСТ 24047-80
Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на
растяжение
ГОСТ 24104-2001**
Весы лабораторные. Общие технические требования
_________
** На территории Российской
Федерации действует ГОСТ Р 53228-2008 «Весы неавтоматического действия.
Часть 1. Метрологические и технические требования. Испытания».
ГОСТ 24231-80
Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для
химического анализа
ГОСТ 24597-81 Пакеты
тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25336-82 Посуда
и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 25706-83
Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 26663-85
Пакеты транспортные. Формирование с применением средств пакетирования. Общие
технические требования
ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений формы
(Измененная
редакция, Изм. № 1).
Примечание - При пользовании
настоящим стандартом целесообразно проверить действие ссылочных стандартов по
указателю «Национальные стандарты», составленному по состоянию на 1 января
текущего года, и по соответствующим информационным указателям, опубликованным в
текущем году. Если ссылочный документ заменен (изменен), то при пользовании
настоящим стандартом следует руководствоваться замененным (измененным)
документом. Если ссылочный документ отменен без замены, то положение, в котором
дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3
Термины и определения
В настоящем стандарте
применены следующие термины с соответствующими определениями:
3.1 пруток: Сплошное
изделие однородного сечения по всей длине в форме круга, квадрата, правильных
многоугольников, поставляемое в виде прямых отрезков или свернутое в бухту.
3.2 бухта: Отрезок
изделия, свернутый в серию непрерывных витков.
3.2.1 бухта свободной
намотки: Бухта, в которой витки неупорядоченно удерживаются вплотную друг к
другу.
3.2.2 бухта послойной
упорядоченной намотки: Бухта, в которой витки намотаны слоями,
параллельными оси бухты таким образом, что последовательные витки в каждом слое
идут один за другим.
3.3 мерная длина: Изделие
определенной длины, указанной в заказе, в прямом отрезке или в бухте.
3.4 кратная длина: Отрезок
целого кратного числа основной длины с припуском на резку и допуском на общую
длину.
3.5 плена: Дефект
поверхности, представляющий собой отслоение металла языкообразной формы,
соединенное с основным металлом одной стороной.
3.6 вмятина: Местное
углубление различной величины и формы с пологими краями.
3.7 раковина: Углубление
на поверхности изделия от выкрашивания посторонних включений.
3.8 задир: Дефект
поверхности в виде широкого продольного углубления с неровным дном и краями,
образовавшегося вследствие резкого трения отдельных участков полуфабриката о
детали прокатного и отделочного оборудования.
3.9 кольцеватость: Периодически
повторяющиеся выступы или углубления металла кольцеобразной или спиралевидной
формы.
3.10 трещина: Дефект
поверхности, представляющий собой разрыв металла.
3.11 расслоение: Нарушение
сплошности металла, ориентированное вдоль направления деформации.
3.12 риска: Дефект
поверхности полуфабриката в виде продольного узкого углубления с закругленным
или плоским дном, образовавшегося в результате царапания поверхности металла
выступами на поверхности прокатного и отделочного оборудования.
3.13 скручивание: Отклонение
формы, характеризующееся поворотом поперечного сечения относительно продольной
оси прутка.
3.14 кривизна: Отклонение
от прямолинейности, при котором не все точки, лежащие на геометрической оси
прутка, одинаково удалены от горизонтальной или вертикальной плоскости.
3.15 косина реза: Отклонение
от перпендикулярности, при котором плоскость реза образует с продольными
плоскостями металлопродукции угол, отличный от 90°.
3.16 коррозионное
растрескивание: Разрушительный процесс совместной коррозии и деформации
металла за счет остаточных или приложенных напряжений.
3.17 остаточное
растягивающее напряжение: Напряжение, остающееся в металле в результате
пластической деформации.
3.18 паучковые
трещины: Группа трещин, радиально расходящихся от места локального дефекта
(удара, забоины, вмятины).
3.19 радиус
закругления угла: Величина допускаемого отклонения от формы угла.
3.20 пресс-утяжина: Несплошность
прессованного изделия в виде расслоения металла или неплотности, возникающая на
конце прессованного изделия, примыкающего к пресс-остатку, в результате
неравномерности течения металла при прессовании.
4 Сортамент
4.1 Номинальный диаметр
тянутых прутков и предельные отклонения по диаметру должны соответствовать
значениям, указанным в таблице 1.
Таблица 1 - Номинальный диаметр тянутых прутков и предельные отклонения по
диаметру
В миллиметрах
|
Номинальный
диаметр
|
Предельное
отклонение по номинальному диаметру прутков при точности изготовления
|
|
круглых
|
квадратных и
шестигранных
|
|
высокой
|
повышенной
|
нормальной
|
повышенной
|
нормальной
|
|
До 3,0 включ.
|
±0,04
|
±0,05
|
±0,10
|
-
|
±0,10
|
|
Св. 3,0 до 4,5
включ.
|
±0,05
|
±0,08
|
±0,15
|
-
|
±0,15
|
|
Св. 4,5 до 6,0
включ.
|
±0,05
|
±0,08
|
±0,15
|
±0,08
|
±0,15
|
|
Св. 6,0 до 10,0
включ.
|
±0,06
|
±0,11
|
±0,20
|
±0,11
|
±0,20
|
|
Св. 10,0 до 18,0
включ.
|
±0,07
|
±0,14
|
±0,25
|
±0,14
|
±0,25
|
|
Св. 18,0 до 30,0
включ.
|
±0,08
|
±0,17
|
±0,30
|
±0,17
|
±0,30
|
|
Св. 30,0 до 50,0
включ.
|
±0,10
|
±0,20
|
±0,60
|
±0,20
|
±0,60
|
|
Примечания
1 Из латуни марки
ЛС63-3 изготовляют только круглые прутки диаметром от 3,0 до 20,0 мм
включительно.
2 За диаметр
квадратных и шестигранных прутков принимают диаметр вписанной окружности,
т.е. расстояние между параллельными гранями прутка.
|
4.2 Номинальный диаметр
прессованных прутков и предельные отклонения по диаметру должны соответствовать
значениям, указанным в таблице 2.
Таблица 2 - Номинальный диаметр прессованных прутков и предельные
отклонения по диаметру
В миллиметрах
|
Номинальный
диаметр
|
Предельное
отклонение по номинальному диаметру прутков при точности изготовления
|
|
круглых
|
квадратных и
шестигранных
|
|
повышенной
|
нормальной
|
повышенной
|
нормальной
|
|
До 10 включ.
|
±0,18
|
±0,29
|
-
|
-
|
|
Св. 10 до 18 включ.
|
±0,22
|
±0,35
|
-
|
-
|
|
Св. 18 до 30 включ.
|
±0,26
|
±0,42
|
±0,26
|
±0,42
|
|
Св. 30 до 50 включ.
|
±0,31
|
±0,50
|
-
|
±0,50
|
|
Св. 50 до 80 включ.
|
-
|
±0,60
|
-
|
±0,60
|
|
Св. 80 до 100
включ.
|
-
|
±0,70
|
-
|
±0,70
|
|
Св. 100 до 120
включ.
|
-
|
±1,10
|
-
|
-
|
|
Св. 120 до 160
включ.
|
-
|
±1,25
|
-
|
-
|
|
Св. 160 до 180
включ.
|
-
|
±1,40
|
-
|
-
|
|
Примечание - Знак «-» означает, что прутки указанных диаметров не
изготовляют.
|
4.3 Диаметры, площадь
поперечного сечения и теоретическая масса 1 м тянутых и прессованных прутков
приведены в приложении А.
4.4 По длине прутки
изготовляют немерной, мерной и кратной мерной длины в отрезках и в бухтах.
В отрезках:
-
немерной длины
от
1500 до 3000 мм - диаметром от 3 до 4 мм включ.
»
2000 » 5000 » » св. 4 » 40 » »
»
1000 » 4000 » » » 40 » 80 » »
»
1000 » 3000 » » » 80 »100 » »
»
500 » 3000 » » » 100 мм.
В партии прутков немерной
длины допускаются укороченные прутки в количестве не более 10 % массы партии:
длиной
не менее 1000 мм - для прутков диаметром до 40 мм включ.,
длиной
не менее 500 мм » » » св. 40 мм;
- мерной
длины в пределах немерной с предельными отклонениями по длине для прутков:
тянутых
- +15 мм;
прессованных:
диаметром
до 80 мм - +15 мм,
» св.
80 мм - +20 мм.
Предельные отклонения по
длине мерных прутков с обрубленными концами не должны превышать ±100 мм;
-
кратной мерной длины в пределах немерной с припуском 5 мм на каждый рез и с
допуском по длине, установленными для прутков мерной длины.
Допускается изготовление
прутков длиной, не указанной в 4.4.
При этом предельные отклонения по длине, косина реза, кривизна, скручивание,
радиус закругления продольных ребер прутков и качество поверхности
устанавливаются по согласованию потребителя с изготовителем.
4.5 По согласованию
потребителя с изготовителем допускается изготовление тянутых прутков диаметром
до 12 мм включительно и прессованных прутков диаметром до 22 мм включительно в
бухтах. Длина прутка должна быть не менее 6000 мм.
По согласованию потребителя с
изготовителем тянутые и прессованные прутки могут быть изготовлены в бухтах:
-
свободной намотки (БТ);
-
послойной упорядоченной намотки (БУ).
4.6 Условные обозначения
прутков проставляют по схеме:
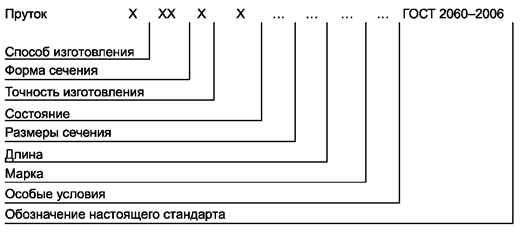
При этом используют следующие
сокращения:
способ
изготовления: холоднодеформированный (тянутый) - Д,
горячедеформированный
(прессованный) - Г;
форма
сечения: круглый - КР,
квадратный
- KB,
шестигранный
- ШГ;
точность
изготовления: нормальная - Н,
повышенная
- П,
высокая
- В;
состояние: мягкое
- М,
полутвердое
- П,
твердое
- Т;
длина: немерная
- НД,
кратная
мерной - КД;
особые
условия: антимагнитный - AM;
мягкое
состояние повышенной пластичности - Л;
полутвердое
состояние повышенной пластичности - Ф;
твердое
состояние повышенной пластичности - У;
прессованное
состояние обычной пластичности - С;
прессованное
состояние повышенной пластичности - Ц;
вид
угла:
без
закругления - БС,
с
закруглением - СК,
с
обрезанными концами - ОК;
регламентированные
требования по испытанию на растяжение - Р;
регламентированные
требования измерения твердости - Н:
по
Бринеллю - НВ,
по
Виккерсу - HV;
пруток
в бухтах свободной намотки - БТ;
пруток
в бухтах послойной упорядоченной намотки - БУ.
Знак Х ставится вместо
отсутствующих данных, кроме обозначения длины и особых условий.
Примеры условных обозначений прутков:
Пруток тянутый, шестигранный,
нормальной точности изготовления, полутвердый, диаметром 24 мм, длиной 3000 мм,
из латуни марки ЛО62-1, с закругленным углом:
Пруток ДШГНП 24´3000 ЛО62-1 СК ГОСТ
2060-2006
То же, тянутый, круглый,
нормальной точности изготовления, твердый, диаметром 12 мм, немерной длины, из
латуни марки ЛС63-3:
Пруток ДКРНТ 12 НД ЛС63-3 ГОСТ 2060-2006
То же, прессованный,
квадратный, нормальной точности изготовления, диаметром 24 мм, немерной длины,
из латуни марки ЛЖС58-1-1:
Пруток ГКВНХ 24 НД ЛЖС58-1-1 ГОСТ 2060-2006
То же, тянутый, квадратный,
повышенной точности изготовления, твердый, диаметром 12 мм, длиной, кратной
5000 мм, из латуни марки ЛС59-1, антимагнитный:
Пруток ДКВПТ 12 КД 5000 ЛС59-1 AM ГОСТ
2060-2006
То же, тянутый, круглый,
высокой точности изготовления, твердый, диаметром 10 мм, мерной длины 2000 мм,
из латуни марки ЛС63-3:
Пруток ДКРВТ 10´2000 ЛС63-3 ГОСТ
2060-2006
То же, тянутый, круглый,
высокой точности изготовления, полутвердый, диаметром 10 мм, немерной длины, из
латуни марки Л63, повышенной пластичности, с регламентированными требованиями
по испытанию на растяжение:
Пруток ДКРВП 10 НД Л63 Ф Р ГОСТ 2060-2006
То же, тянутый, квадратный,
повышенной точности изготовления, твердый, диаметром 10 мм, немерной длины, из
латуни марки ЛС59-1, повышенной пластичности, без закругления, с
регламентированными требованиями по испытанию на растяжение, в бухтах свободной
намотки:
Пруток ДКВПТ 10 НД ЛС59-1 У БС Р БТ ГОСТ 2060-2006
Если в заказе потребителем
особые условия не указаны, то прутки изготовляют с условиями исполнения на
усмотрение изготовителя.
5 Технические
требования
5.1 Прутки изготовляют в
соответствии с требованиями настоящего стандарта по технологическому
регламенту, утвержденному в установленном порядке.
5.2
Прутки изготовляют из латуни марок: Л63, ЛС63-3, ЛС59-1В, ЛС59-1, ЛС58-2,
ЛС58-3, ЛС59-2, ЛЖС58-1-1, ЛО62-1, ЛАЖ60-1-1, ЛЖМц59-1-1, ЛМц58-2 по ГОСТ 15527 с
химическим составом, указанным в таблице 3.
5.3 По требованию
потребителя прутки из сплавов марок Л63, ЛС59-1 и ЛС63-3 изготовляют с
антимагнитными свойствами в соответствии с требованиями ГОСТ 15527.
5.4 Поверхность прутков
должна быть свободной от загрязнений, затрудняющих визуальный осмотр, без
трещин и расслоений.
На поверхности допускаются
отдельные плены, вмятины, раковины, риски, задиры и другие дефекты, а также
кольцеватость, следы правки, если они при контрольной зачистке не выводят
прутки за предельные отклонения по диаметру. Допускаются следы технологической
смазки, а также цвета побежалости и покраснение поверхности после отжига и
травления.
5.5 В прутках не
допускаются внутренние дефекты в виде раковин, неметаллических включений и
пресс-утяжин.
Обломанный конец прутка после
удаления пресс-утяжины методом излома при отправке потребителю не обрезают.
5.6 По требованию
потребителя прутки должны быть ровно обрезаны с двух сторон. Рез должен быть
перпендикулярным к оси прутка.
Косина реза прутков не должна
превышать значений, приведенных в таблице 4.
Таблица 4 - Косина реза прутков
В миллиметрах
5.7 Если не указана
потребителем форма концов, прутки диаметром 80 мм и менее допускается обрубать,
при этом косина реза не регламентируется.
5.8 Отклонение от формы
поперечного сечения допускается в пределах допуска по диаметру.
5.9 Прутки квадратного и
шестигранного сечений могут иметь углы, закругленные по всей длине. Радиусы
закругления углов тянутых прутков квадратного и шестигранного сечений приведены
в таблице 5.
Таблица 5 - Радиусы закругления углов тянутых прутков квадратного и
шестигранного сечений
В миллиметрах
|
Расстояние между
параллельными гранями прутка
|
Радиус закругления
углов
|
|
без закругления,
макс.
|
с закруглением
|
|
До 3,0 включ.
|
0,2
|
Св. 0,2 до 0,3
включ.
|
|
Св. 3,0 до 6,0
включ.
|
0,3
|
Св. 0,3 до 0,5
включ.
|
|
Св. 6,0 до 10,0
включ.
|
0,4
|
Св. 0,4 до 0,8
включ.
|
|
Св. 10,0 до 18,0
включ.
|
0,5
|
Св. 0,5 до 1,2
включ.
|
|
Св. 18,0 до 30,0
включ.
|
0,6
|
Св. 0,6 до 1,8
включ.
|
|
Св. 30,0 до 50,0
включ.
|
0,7
|
Св. 0,7 до 2,8
включ.
|
|
Примечание - Радиусы закругления углов прессованных прутков квадратного и
шестигранного сечений не регламентируются.
|
5.10 У тянутых прутков
полутвердого и твердого состояний из сплавов всех марок должны быть сняты
остаточные растягивающие напряжения термическим (низкотемпературный отжиг) или
механическим методом.
5.11 Скручивание
квадратных и шестигранных прутков в полутвердом и твердом состояниях не должно
превышать значений, указанных в таблице 6.
Таблица 6 - Скручивание квадратных и шестигранных прутков
В миллиметрах
Скручивание не
регламентируется:
-
для прутков, изготовленных в бухтах;
-
для тянутых прутков в отрезках в мягком состоянии и полутвердом состоянии
повышенной пластичности;
-
для прессованных прутков в отрезках.
5.12 Прутки должны быть
выправлены. Максимальная кривизна прутков на 1 м длины не должна превышать
значений, указанных в таблице 7.
Таблица 7 - Максимальная кривизна прутков
|
Способ
изготовления прутков и состояние материала
|
Максимальная
кривизна прутка на 1 м длины прутка при номинальном диаметре или расстоянии
между параллельными гранями прутка, мм
|
|
до 18 включ.
|
св. 18 до 40
включ.
|
св. 40 до 50
включ.
|
св. 50 до 120
включ.
|
св. 120
|
|
Тянутые полутвердые
и твердые
|
2,0
|
2,0
|
2,0
|
-
|
-
|
|
Прессованные
|
3,0
|
4,5
|
5,0
|
6,0
|
9,0
|
5.13 Общая кривизна
прутка не должна превышать произведения значения допустимой кривизны на 1 м на
общую длину прутка в метрах.
Кривизну не устанавливают:
-
для прутков, изготовленных в бухтах;
-
для тянутых прутков в отрезках в мягком состоянии.
5.14 Механические
свойства прутков должны соответствовать требованиям, указанным в таблице 8.
Таблица 8 - Механические свойства прутков
|
Марка латуни
|
Способ
изготовления
|
Состояние
материала
|
Вид испытаний1)
|
Номинальный
диаметр или расстояние между параллельными гранями, мм
|
Временное
сопротивление sв, МПа (кгс/мм2),
не менее
|
Относительное
удлинение после разрыва, %, не менее
|
Твердость, не
менее
|
|
d5
|
d10
|
НВ
|
HV
|
|
мин.
|
мин.
|
мин.
|
мин.
|
мин.
|
|
Л63
|
Тянутые
|
Мягкое
|
Р
|
От 3 до 50 включ.
|
290 (30)
|
44
|
40
|
-
|
-
|
|
Н
|
От 3 до 50 включ.
|
-
|
-
|
-
|
70
|
65
|
|
Полутвердое
|
Р
|
От 3 до 40 включ.
|
370 (38)
|
17
|
15
|
-
|
-
|
|
Н
|
От 3 до 40 включ.
|
-
|
-
|
-
|
100
|
121
|
|
Твердое
|
Р
|
От 3 до 30 включ.
|
440 (45)
|
11
|
10
|
-
|
-
|
|
Н
|
От 3 до 30 включ.
|
-
|
-
|
-
|
130
|
161
|
|
Прессованные
|
Р
|
От 10 до 180 включ.
|
290 (30)
|
33
|
30
|
-
|
-
|
|
Н
|
От 10 до 180 включ.
|
-
|
-
|
-
|
-
|
65
|
|
ЛС63-3
|
Тянутые
|
Полутвердое
|
Р
|
От 10 до 20 включ.
|
350 (36)
|
-
|
12
|
-
|
-
|
|
Н
|
От 10 до 20 включ.
|
-
|
-
|
-
|
95
|
-
|
|
Твердое
|
Р
|
От 3 до 9,5 включ.
|
590 (60)
|
-
|
-
|
-
|
-
|
|
Н
|
От 3 до 9,5 включ.
|
-
|
-
|
-
|
155
|
-
|
|
Твердое
|
Р
|
От 10 до 14 включ.
|
540 (55)
|
-
|
-
|
-
|
-
|
|
Н
|
От 10 до 14 включ.
|
-
|
-
|
-
|
143
|
-
|
|
Твердое
|
Р
|
От 15 до 20 включ.
|
490 (50)
|
-
|
-
|
-
|
-
|
|
Н
|
От 15 до 20 включ.
|
-
|
-
|
-
|
130
|
-
|
|
ЛС59-1, ЛС59-1В,
ЛС58-2, ЛС58-3, ЛС59-2
|
Тянутые
|
Мягкое
|
Р
|
От 3 до 50 включ.
|
330 (34)
|
25
|
22
|
-
|
-
|
|
Н
|
От 3 до 50 включ.
|
-
|
-
|
-
|
80
|
80
|
|
Полутвердое
|
Р
|
От 3 до 12 включ.
|
410 (42)
|
10
|
8
|
-
|
-
|
|
Н
|
От 3 до 12 включ.
|
-
|
-
|
-
|
100
|
121
|
|
Полутвердое
|
Р
|
От 13 до 20 включ.
|
390 (40)
|
15
|
12
|
-
|
-
|
|
Н
|
От 13 до 20 включ.
|
-
|
-
|
-
|
100
|
121
|
|
Полутвердое
|
Р
|
От 21 до 45 включ.
|
390 (40)
|
18
|
15
|
-
|
-
|
|
Н
|
От 21 до 45 включ.
|
-
|
-
|
-
|
100
|
121
|
|
Твердое
|
Р
|
От 3 до 30 включ.
|
490 (50)
|
7
|
5
|
-
|
-
|
|
Н
|
От 3 до 30 включ.
|
-
|
-
|
-
|
130
|
171
|
|
Прессованные
|
Р
|
От 10 до 50 включ.
|
360 (37)
|
22
|
18
|
-
|
-
|
|
Н
|
От 10 до 50 включ.
|
-
|
-
|
-
|
-
|
80
|
|
Прессованные
|
Р
|
От 55 до 180 включ.
|
360 (37)
|
22
|
18
|
-
|
-
|
|
Н
|
От 55 до 180 включ.
|
-
|
-
|
-
|
-
|
70
|
|
ЛЖС58-1-1
|
Тянутые
|
Полутвердое
|
Р
|
От 3 до 50 включ.
|
440 (45)
|
-
|
10
|
-
|
-
|
|
Н
|
От 3 до 50 включ.
|
-
|
-
|
-
|
130
|
-
|
|
Прессованные
|
Р
|
От 10 до 180 включ.
|
290 (30)
|
-
|
20
|
-
|
-
|
|
Н
|
От 10 до 180 включ.
|
-
|
-
|
-
|
-
|
-
|
|
ЛО62-1
|
Тянутые
|
Полутвердое
|
Р
|
От 3 до 50 включ.
|
390 (40)
|
-
|
15
|
-
|
-
|
|
Н
|
От 3 до 50 включ.
|
-
|
-
|
-
|
100
|
-
|
|
Прессованные
|
Р
|
От 10 до 180 включ.
|
360 (37)
|
-
|
20
|
-
|
-
|
|
Н
|
От 10 до 180 включ.
|
-
|
-
|
-
|
80
|
-
|
|
ЛАЖ60-1-1
|
Прессованные
|
Р
|
От 10 до 180 включ.
|
440 (45)
|
-
|
18
|
-
|
-
|
|
Н
|
От 10 до 180 включ.
|
-
|
-
|
-
|
-
|
-
|
|
ЛЖМц59-1-1
|
Тянутые
|
Полутвердое
|
Р
|
От 3 до 12 включ.
|
490 (50)
|
-
|
15
|
-
|
-
|
|
Н
|
От 3 до 12 включ.
|
-
|
-
|
-
|
130
|
-
|
|
Полутвердое
|
Р
|
От 13 до 50 включ.
|
440 (45)
|
-
|
17
|
-
|
-
|
|
Н
|
От 13 до 50 включ.
|
-
|
-
|
-
|
130
|
-
|
|
Прессованные
|
Р
|
От 10 до 180 включ.
|
430 (44)
|
-
|
28
|
-
|
-
|
|
Н
|
От 10 до 180 включ.
|
-
|
-
|
-
|
80
|
-
|
|
ЛМц58-2
|
Тянутые
|
Полутвердое
|
Р
|
От 3 до 12 включ.
|
440 (45)
|
-
|
20
|
-
|
-
|
|
Н
|
От 3 до 12 включ.
|
-
|
-
|
-
|
130
|
-
|
|
Полутвердое
|
Р
|
От 13 до 50 включ.
|
410 (42)
|
-
|
20
|
-
|
-
|
|
Н
|
От 13 до 50 включ.
|
-
|
-
|
-
|
125
|
-
|
|
Прессованные
|
Р
|
От 10 до 180 включ.
|
390 (40)
|
-
|
25
|
-
|
-
|
|
Н
|
От 10 до 180 включ.
|
-
|
-
|
-
|
80
|
-
|
|
1) Вид испытаний:
- Р - по испытанию
на растяжение - sв, d5 или d10;
- Н
- по твердости НВ или HV.
Примечания
1 Относительное удлинение определяют на коротких (d5) или на длинных (d10) образцах.
2 Если в заказе не указаны вид испытания, твердость (НВ или HV) и какое
относительное удлинение необходимо определять (d5 или d10), выбор остается
за изготовителем прутков.
3 Знак «-» означает,
что испытание не проводится.
|
(Измененная редакция, Изм. № 1).
5.15 По согласованию
потребителя с изготовителем допускается изготовление прутков повышенной
пластичности со следующими нормами механических свойств, которые приведены в
таблице 9.
Таблица 9 - Механические свойства прутков повышенной пластичности
|
Марка латуни
|
Способ
изготовления
|
Состояние
материала
|
Вид испытаний1)
|
Номинальный
диаметр или расстояние между параллельными гранями, мм
|
Временное
сопротивление sв, МПа (кгс/мм2),
не менее
|
Относительное
удлинение после разрыва, %, не менее
|
|
d5
|
d10
|
|
мин.
|
мин.
|
мин.
|
|
Л63
|
Тянутые
|
Мягкое
|
Р
|
От 3 до 50 включ.
|
290 (30)
|
46
|
40
|
|
Полутвердое
|
Р
|
От 3 до 40 включ.
|
370 (38)
|
27
|
24
|
|
Твердое
|
Р
|
От 3 до 12 включ.
|
440 (45)
|
14
|
11
|
|
Прессованные
|
Р
|
От 10 до 180 включ.
|
290 (30)
|
39
|
35
|
|
ЛС59-1
|
Тянутые
|
Мягкое
|
Р
|
От 3 до 50 включ.
|
340 (35)
|
32
|
30
|
|
Полутвердое
|
Р
|
От 3 до 12 включ.
|
430 (44)
|
14
|
12
|
|
Полутвердое
|
Р
|
От 13 до 20 включ.
|
430 (44)
|
16
|
14
|
|
Полутвердое
|
Р
|
От 21 до 40 включ.
|
410 (42)
|
20
|
17
|
|
Твердое
|
Р
|
От 3 до 12 включ.
|
490 (50)
|
12
|
9
|
|
Прессованные
|
Р
|
От 10 до 180 включ.
|
360 (37)
|
23
|
20
|
|
1) Вид испытаний:
- Р
- по испытанию на растяжение - sв, d5 или d10.
Примечания
1 Относительное
удлинение определяют на коротких (d5) или на длинных (d10) образцах.
2 Если в заказе не
указано, какое относительное удлинение необходимо определять (d5 или d10), выбор остается за изготовителем прутков.
|
6 Правила приемки
6.1 Прутки принимают
партиями. Партия должна состоять из прутков одной марки сплава, одной формы
сечения, одного размера, одного способа изготовления, одного состояния
материала, одной точности изготовления. Партия должна быть оформлена одним
документом о качестве, содержащим:
-
товарный знак или наименование и товарный знак предприятия-изготовителя;
-
наименование страны-изготовителя;
-
юридический адрес изготовителя и (или) продавца;
-
условное обозначение прутков;
-
результаты испытаний (по требованию потребителя);
-
номер партии;
-
массу партии.
Масса партии должна быть не
более 6000 кг.
Допускается оформлять один
документ о качестве для нескольких партий прутков, отгружаемых одновременно
одному потребителю.
6.2 Проверке размеров
подвергают 10 % прутков от партии бухт или пучков.
6.3 Для контроля качества
поверхности прутков от партии отбирают прутки (бухты) «вслепую» (методом
наибольшей объективности) по ГОСТ 18321.
Планы контроля соответствуют ГОСТ 18242.
Количество контролируемых прутков (бухт) определяют по таблице 10.
Таблица 10 - Количество контролируемых прутков
В
штуках
|
Количество прутков
(бухт) в партии
|
Количество
контролируемых прутков (бухт)
|
Браковочное число
|
|
2 - 8
|
2
|
1
|
|
9 - 15
|
3
|
1
|
|
16 - 25
|
5
|
1
|
|
26 - 50
|
8
|
2
|
|
51 - 90
|
13
|
2
|
|
91 - 150
|
20
|
3
|
|
151 - 280
|
32
|
4
|
|
281 - 500
|
50
|
6
|
|
501 - 1200
|
80
|
8
|
|
1201 - 3200
|
125
|
11
|
Партия считается годной, если
число прутков (бухт), не соответствующих требованиям 5.4,
менее браковочного числа, приведенного в таблице 10. В
случае, когда браковочное число равно или больше приведенного в таблице 10, партия бракуется.
Допускается изготовителю при
получении неудовлетворительных результатов контролировать каждый пруток.
Допускается изготовителю
контролировать качество поверхности прутков в процессе производства
непосредственно на технологическом оборудовании.
6.4 Для проверки
кривизны отбирают не менее трех прутков или трех пучков от 3000 кг и менее.
6.5 Для проверки
скручивания отбирают пять прутков или пять пучков от 3000 кг и менее. Если в
партии менее пяти прутков, то контролируют 100 % прутков.
6.6 Проверку на
отсутствие пресс-утяжины на конце прутка, примыкающего к пресс-остатку,
проводят на каждом прессованном прутке.
6.7 Для проверки
внутренних дефектов прессованных и тянутых прутков отбирают два прутка, два
пучка или две бухты от 3000 кг и менее.
6.8 Для проверки
механических свойств и наличия остаточных растягивающих напряжений отбирают два
прутка, два пучка или две бухты от 3000 кг и менее.
При контроле механических
свойств определяют временное сопротивление и относительное удлинение или
твердость в соответствии с условным обозначением прутков в заказе.
Механические свойства
прессованных прутков определяют по требованию потребителя.
6.9 Для проверки
химического состава отбирают два прутка, два пучка или две бухты от 3000 кг и
менее. Допускается изготовителю проверку химического состава проводить на
пробе, взятой от расплавленного металла.
6.10 При получении
неудовлетворительных результатов испытаний хотя бы по одному из показателей,
кроме качества поверхности, по нему проводят повторное испытание на удвоенной
выборке, взятой от той же партии.
Результаты повторных
испытаний распространяют на всю партию.
7 Методы контроля и
испытаний
7.1 Поверхность прутков
осматривают без применения увеличительных приборов.
7.2 Проверку размеров
проводят на каждом отобранном по 6.2
прутке или бухте и на 10 % прутков каждого пучка.
7.3 Контроль размеров
прутков проводят микрометром по ГОСТ 6507.
Длину прутков измеряют рулеткой по ГОСТ 7502 или
металлической линейкой по ГОСТ 427.
7.4 Скручивание,
кривизну, косину реза, отклонение от формы поперечного сечения прутков измеряют
в соответствии с ГОСТ 26877.
Радиусы закругления углов
тянутых прутков квадратного и шестигранного сечений обеспечиваются технологией
изготовителя. В случае возникновения разногласий величину закругления угла
определяют методом оптической проекции.
Для проверки скручивания и
кривизны от каждого пучка, взятого от партии, отбирают по одному прутку.
Допускается применение других
средств измерений и контроля, обеспечивающих требуемую точность.
7.5 Проверку на наличие
внутренних дефектов и отсутствие пресс-утяжины в прессованных прутках проводят
на конце прутка, примыкающего к пресс-остатку, неразрушающим методом контроля
по методике, приведенной в приложении Б,
или методом излома. В изломе прутков не должно быть пресс-утяжины, раковин,
неметаллических включений. Излом при сдаче прутков не обрезается.
Контроль на наличие раковин и
неметаллических включений проводят по методике изготовителя.
7.6 Проверку тянутых
прутков на наличие внутренних дефектов проводят методом излома. Проверке
подвергают оба конца прутка. В изломе прутков не должно быть пресс-утяжин,
раковин, неметаллических включений. Излом при сдаче прутков не обрезается.
7.7 Для проверки металла
на наличие внутренних дефектов путем излома прутки должны быть надрезаны с
одной или двух сторон. Надрез должен быть сделан таким образом, чтобы излом
проходил через центральную часть прутка.
Ширина излома должна быть:
- не
менее 60 % диаметра - для прутков диаметром до 16 мм включительно;
- не
менее 10 мм - для прутков диаметром более 16 мм.
Осмотр излома проводят
визуально без применения увеличительных приборов.
7.8 Испытанию прутков на
растяжение (определение временного сопротивления и относительного удлинения
после разрыва) или на твердость по Бринеллю или Виккерсу проводят на образцах,
взятых от каждого отобранного от партии прутка, пучка или бухты. От каждого
отобранного прутка, пучка или бухты отбирают по одному образцу для каждого вида
испытания.
Отбор проб для испытания на
растяжение проводят по ГОСТ 24047.
Допускается для прутков с
площадью поперечного сечения до 120 мм2 вытачивать образцы диаметром
6,0; 8,0; 10,0 мм из центральной части прутка.
Испытание
на растяжение проводят по ГОСТ 1497.
Испытание
на твердость по Бринеллю (НВ) проводят по ГОСТ 9012.
Испытание
на твердость по Виккерсу (HV)
проводят по ГОСТ 2999.
7.9 Для проверки
химического состава отбирают по одному образцу от каждого отобранного по 6.9 прутка или бухты и по
одному образцу от каждого отобранного пучка. Отбор и подготовку проб для
химического анализа проводят по ГОСТ 24231.
Химический состав прутков,
включая сплавы ЛС59-1В, ЛС58-2, ЛС58-3 и ЛС59-2, определяют по ГОСТ 1652.1 - ГОСТ 1652.13, ГОСТ 9716.1 - ГОСТ 9716.3 или
другими методами, не уступающими по точности стандартным.
При возникновении разногласий
в оценке качества химический состав прутков определяют по ГОСТ 1652.1 - ГОСТ 1652.13, ГОСТ 9716.1 - ГОСТ 9716.3.
7.10 Снятие остаточных
растягивающих напряжений на прутках обеспечивается технологией изготовителя.
Наличие остаточных
растягивающих напряжений контролируют ртутной пробой по методике, приведенной в
приложении В,
или аммиачным способом по методике, приведенной в приложении Г, по выбору изготовителя.
В случае возникновения
разногласий в оценке качества прутков наличие остаточных растягивающих
напряжений контролируют ртутной пробой.
7.11 Допускается по согласованию
изготовителя с потребителем применять статистические методы контроля размеров,
кривизны, скручивания, отклонения от формы поперечного сечения и механических
свойств прутков.
7.12 Допускается
изготовителю применять другие методы испытаний, обеспечивающие необходимую
точность, установленную в настоящем стандарте.
7.13 При разногласиях в
оценке качества прутков потребитель и изготовитель руководствуются
требованиями, установленными настоящим стандартом.
8 Маркировка,
упаковка, транспортирование и хранение
8.1 К каждому пучку или
бухте должен быть прикреплен металлический, картонный или фанерный ярлык, на
котором указывают:
-
товарный знак или наименование и товарный знак предприятия-изготовителя;
-
наименование страны-изготовителя;
-
условное обозначение прутков;
-
номер партии;
-
штамп технического контроля или номер контролера.
На торце прутков диаметром
более 40 мм должны быть выбиты:
-
марка сплава или условное обозначение марки сплава;
-
номер партии;
-
клеймо технического контроля.
Допускается указанные данные
наносить несмываемой краской на боковой поверхности прутка или наносить на
самоклеящийся стикер, который крепится на торец или боковую поверхность прутка.
По согласованию
изготовителя с потребителем допускается прутки отправлять без маркировки при
наличии на пакете транспортной бирки, на которой указаны марка сплава, размер
прутка и номер партии.
Условные
обозначения марок сплава приведены в таблице 11.
(Измененная
редакция, Изм. № 1).
Таблица 11 - Условные обозначения марок сплава
|
Марка сплава
|
Обозначение
|
|
Л63
|
Л63
|
|
Л63 антимагнитный
|
Л63А
|
|
ЛС59-1
|
М
|
|
ЛС59-1
антимагнитный
|
МА
|
|
ЛС59-1В
|
MB
|
|
ЛС63-3
|
Л63-3
|
|
ЛС63-3
антимагнитный
|
Л63-3А
|
|
ЛО62-1
|
ЛО
|
|
ЛЖС58-1-1
|
ЛЖС
|
|
ЛМц58-2
|
ЛМ
|
|
ЛЖМц59-1-1
|
лжм
|
|
ЛАЖ60-1-1
|
ЛАЖ
|
|
ЛС58-2
|
Л58-2
|
|
ЛС58-3
|
Л58-3
|
|
ЛС59-2
|
Л59-2
|
8.2 Прутки диаметром от
5 до 40 мм связывают в пучки или бухты массой не более 80 кг каждый. Каждый
пучок должен состоять не менее чем из трех прутков и должен быть перевязан
проволокой в два оборота диаметром не менее 1,2 мм по ГОСТ 3282 не
менее чем в двух местах таким образом, чтобы исключалось взаимное перемещение
прутков в пучке. Концы проволоки соединяют скруткой не менее пяти витков.
Каждая бухта должна быть перевязана проволокой по ГОСТ 3282 не
менее чем в трех местах равномерно по окружности бухты.
Допускается связка пучков с
помощью упаковочной ленты сечением не менее 0,3´30 мм по ГОСТ 3560.
По согласованию изготовителя
с потребителем при механизированной погрузке и выгрузке допускается масса
пучков и бухт более 80 кг.
8.3 Прутки диаметром
менее 5 мм упаковывают в деревянные ящики типов I, II-1, III-1 по ГОСТ 2991.
Размеры ящиков - по ГОСТ 21140.
Допускается упаковывание прутков в возвратные металлические контейнеры по
нормативным документам.
По требованию потребителя
тянутые прутки диаметром до 10 мм включительно высокой и повышенной точности
изготовления, связанные в пучки или бухты, упаковывают в синтетические или
нетканые материалы по нормативным документам, обеспечивающие сохранность
качества прутков.
8.4 Укрупнение грузовых
мест в транспортные пакеты проводят в соответствии с требованиями ГОСТ 26663.
Габаритные размеры пакетов -
по ГОСТ 24597.
Средства скрепления в
транспортных пакетах - по ГОСТ 21650.
Максимальная допустимая масса
грузового места - 5000 кг.
Максимальная масса грузового
места при железнодорожных перевозках должна соответствовать требованиям ГОСТ 22235.
Масса транспортного пакета
при транспортировании в крытых вагонах не должна превышать 1250 кг.
Допускается транспортировать
прутки в пакетах массой до 1500 кг без увязки в пучки, при отсутствии
перегрузки в пути.
8.5 Пакетирование
ящиков, пучков и отдельных прутков, не связанных в пучки, осуществляют без
поддонов с использованием брусков высотой не менее 50 мм или на поддонах по ГОСТ 9557 при
длине прутка не более 1,2 м с обвязкой проволокой диаметром не менее 2 мм в два
оборота по ГОСТ 3282 или
лентой размерами не менее 0,3´30 мм по ГОСТ 3560, а
также с использованием пакетируемых строп из проволоки по ГОСТ 3282
диаметром не менее 5 мм со скруткой не менее трех витков.
8.6 Требования к
средствам пакетирования и упаковке прутков, отправляемых в районы Крайнего
Севера и приравненные к ним местности, - по ГОСТ 15846.
8.7 Прутки
транспортируют транспортом всех видов в крытых транспортных средствах в
соответствии с правилами перевозки грузов, действующими на транспорте данного
вида.
8.8 Транспортная
маркировка - по ГОСТ 14192 с
нанесением дополнительной надписи номера партии.
8.9 Прутки должны
храниться в крытых помещениях и быть защищены от механических повреждений,
действия влаги и активных химических веществ.
9 Гарантии
изготовителя
9.1 Изготовитель
гарантирует соответствие прутков требованиям настоящего стандарта при условии
соблюдения потребителем условий транспортирования и хранения.
9.2, 9.3 (Исключены,
Изм. № 1).
Диаметры, площадь
поперечного сечения и теоретическая масса 1 м тянутых и
прессованных прутков
Таблица А.1
|
Номинальный
диаметр, мм
|
Площадь
поперечного сечения прутков, мм2
|
Теоретическая
масса 1 м прутков, кг
|
|
круглых
|
квадратных
|
шестигранных
|
круглых
|
квадратных
|
шестигранных
|
|
3,0
|
7,07
|
9,0
|
7,8
|
0,060
|
0,08
|
0,07
|
|
3,5
|
9,62
|
12,3
|
10,6
|
0,080
|
0,10
|
0,09
|
|
4,0
|
12,57
|
16,0
|
13,9
|
0,106
|
0,14
|
0,12
|
|
4,5
|
15,90
|
20,3
|
17,5
|
0,135
|
0,17
|
0,15
|
|
5,0
|
19,6
|
25,0
|
21,7
|
0,17
|
0,21
|
0,18
|
|
5,5
|
23,8
|
30,3
|
26,2
|
0,20
|
0,26
|
0,22
|
|
6,0
|
28,3
|
36,0
|
31,2
|
0,24
|
0,31
|
0,27
|
|
6,5
|
33,2
|
42,3
|
36,6
|
0,28
|
0,36
|
0,31
|
|
7,0
|
38,5
|
49,0
|
42,4
|
0,33
|
0,42
|
0,36
|
|
7,5
|
44,2
|
56,2
|
48,7
|
0,38
|
0,48
|
0,42
|
|
8,0
|
50,3
|
64,0
|
55,4
|
0,43
|
0,54
|
0,47
|
|
8,5
|
56,7
|
72,2
|
62,6
|
0,48
|
0,61
|
0,53
|
|
9,0
|
63,6
|
81,0
|
70,2
|
0,54
|
0,69
|
0,60
|
|
9,5
|
70,9
|
90,2
|
78,2
|
0,60
|
0,77
|
0,66
|
|
10,0
|
78,5
|
100,0
|
86,6
|
0,67
|
0,85
|
0,74
|
|
11,0
|
95,0
|
121,0
|
104,8
|
0,81
|
1,03
|
0,89
|
|
12,0
|
113,1
|
144,0
|
124,7
|
0,96
|
1,22
|
1,06
|
|
13,0
|
132,7
|
169,0
|
145,4
|
1,13
|
1,44
|
1,26
|
|
14,0
|
153,9
|
196,0
|
169,7
|
1,31
|
1,67
|
1,44
|
|
15,0
|
176,7
|
225,0
|
194,9
|
1,50
|
1,91
|
1,66
|
|
16,0
|
201,1
|
256,0
|
221,7
|
1,71
|
2,18
|
1,88
|
|
17,0
|
227,0
|
289,0
|
250,3
|
1,93
|
2,46
|
2,13
|
|
18,0
|
254,5
|
324,0
|
280,6
|
2,16
|
2,75
|
2,39
|
|
19,0
|
283,5
|
361,0
|
312,6
|
2,41
|
3,07
|
2,66
|
|
20,0
|
314,2
|
400,0
|
346,4
|
2,67
|
3,40
|
2,94
|
|
21,0
|
346,4
|
441,0
|
381,9
|
2,94
|
3,75
|
3,25
|
|
22,0
|
380,1
|
484,0
|
419,1
|
3,23
|
4,11
|
3,56
|
|
23,0
|
415,3
|
529,0
|
458,1
|
3,53
|
4,50
|
3,89
|
|
24,0
|
452,4
|
576,0
|
498,8
|
3,85
|
4,90
|
4,24
|
|
25,0
|
490,9
|
625,0
|
541,3
|
4,17
|
5,31
|
4,60
|
|
26,0
|
530,9
|
676,0
|
585,5
|
4,51
|
5,75
|
4,98
|
|
27,0
|
572,6
|
729,0
|
631,0
|
4,87
|
6,20
|
5,36
|
|
28,0
|
615,8
|
784,0
|
679,0
|
5,23
|
6,66
|
5,77
|
|
30,0
|
706,9
|
900,0
|
779,0
|
6,01
|
7,65
|
6,62
|
|
32,0
|
804,2
|
1024,0
|
887,0
|
6,84
|
8,70
|
7,54
|
|
35,0
|
962,1
|
1225,0
|
1060,9
|
8,18
|
10,41
|
9,02
|
|
36,0
|
1017,9
|
1296,0
|
1122,0
|
8,65
|
11,02
|
9,54
|
|
38,0
|
1134,1
|
1444,0
|
1250,5
|
9,64
|
12,27
|
10,63
|
|
40,0
|
1256,6
|
1600,0
|
1385,7
|
10,68
|
13,60
|
11,78
|
|
41,0
|
1319,6
|
1681,0
|
1456,0
|
11,22
|
14,29
|
12,38
|
|
42,0
|
1385,4
|
1764,0
|
1527,6
|
11,78
|
14,99
|
12,98
|
|
45,0
|
1590,4
|
2025,0
|
1753,8
|
13,52
|
17,21
|
14,91
|
|
46,0
|
1661,1
|
2116,0
|
1832,0
|
14,12
|
17,99
|
15,57
|
|
48,0
|
1809,6
|
2304,0
|
1995,3
|
15,33
|
19,58
|
16,96
|
|
50,0
|
1963,5
|
2500,0
|
2190,0
|
16,69
|
21,25
|
18,40
|
|
55,0
|
2375,8
|
3025,0
|
2620,0
|
20,19
|
25,71
|
22,27
|
|
60,0
|
2827,4
|
3600,0
|
3118,0
|
24,03
|
30,60
|
26,50
|
|
65,0
|
3318,3
|
4225,0
|
3659,0
|
28,21
|
35,91
|
31,10
|
|
70,0
|
3848,5
|
4900,0
|
4243,0
|
32,71
|
41,65
|
36,07
|
|
75,0
|
4417,9
|
5625,0
|
4871,0
|
37,55
|
47,81
|
41,40
|
|
80,0
|
5026,6
|
6400,0
|
5542,0
|
42,73
|
54,40
|
47,11
|
|
85,0
|
5674,5
|
7225,0
|
6256,9
|
48,23
|
61,41
|
53,18
|
|
90,0
|
6361,7
|
8100,0
|
7014,0
|
54,07
|
68,70
|
59,62
|
|
95,0
|
7088,2
|
9025,0
|
7815,7
|
60,25
|
76,71
|
66,43
|
|
100,0
|
7854,0
|
10000,0
|
8660,0
|
66,76
|
85,00
|
73,61
|
|
110,0
|
9503,3
|
12100,0
|
10478,6
|
80,78
|
102,85
|
89,07
|
|
120,0
|
11309,7
|
14400,0
|
12470,4
|
96,13
|
122,40
|
106,00
|
|
130,0
|
13273,3
|
16900,0
|
14635,4
|
112,82
|
143,65
|
124,40
|
|
140,0
|
15393,8
|
19600,0
|
16973,6
|
130,85
|
166,60
|
144,28
|
|
150,0
|
17671,5
|
22500,0
|
19485,0
|
150,21
|
191,25
|
165,62
|
|
160,0
|
20106,2
|
25600,0
|
22169,6
|
170,90
|
217,60
|
188,44
|
|
170,0
|
22698,0
|
28900,0
|
25027,4
|
192,93
|
245,65
|
212,73
|
|
180,0
|
25446,9
|
32400,0
|
28058,4
|
216,30
|
275,40
|
238,50
|
|
Примечание - При вычислении теоретической массы плотность латуни принята
равной 8,5 г/см3.
|
Методика контроля
пресс-утяжин
Методика предназначена для
проведения ультразвукового контроля с целью обнаружения и определения места
окончания пресс-утяжины в прессованных прутках из цветных металлов и сплавов
диаметром от 10 мм и более с помощью ультразвуковых средств дефектоскопии при
контактном способе ввода ультразвуковых колебаний со стороны цилиндрической
поверхности изделия.
Б.1
Аппаратура и стандартные образцы
Б.1.1 Для контроля
применяют: устройства для сканирования с вмонтированными раздельно-совмещенными
или прямыми совмещенными датчиками УЗК; УЗК-дефектоскоп; стандартные образцы;
вспомогательные устройства и приспособления для обеспечения постоянных
параметров контроля (угла ввода, акустического контакта, шага сканирования).
Б.1.2 Допускается
применять любой ультразвуковой дефектоскоп совместно с датчиками,
обеспечивающими достаточную чувствительность, значение которой устанавливается
настройкой по стандартному образцу.
Б.1.3 Стандартным образцом
для настройки чувствительности ультразвуковой аппаратуры при проведении
контроля служит отрезок бездефектного прутка длиной 300 мм, диаметром 180; 140;
100; 60; 40; 25 мм, выполненный из того же материала, что и контролируемый
пруток, или материала с близкими акустическими свойствами и имеющий то же
качество поверхности, что и контролируемый пруток.
Б.1.4 Стандартный образец
для настройки чувствительности аппаратуры при контроле прутков должен
соответствовать рисунку Б.1.
Диаметр заготовки для стандартного образца выбирают в зависимости от диаметра
контролируемого прутка в соответствии с таблицей Б.1.
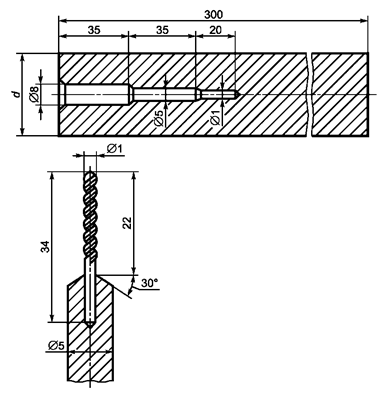
Рисунок
Б.1 - Стандартный образец для настройки чувствительности аппаратуры
Таблица Б.1
В миллиметрах
Б.1.5 Участок изделия, из
которого изготовлен стандартный образец, не должен иметь внутренних дефектов
металлургического происхождения, которые могли быть выявлены ультразвуковым
методом при настройке дефектоскопа на наивысшую реальную чувствительность.
Б.1.6 Состояние наружной
поверхности стандартного образца должно быть не хуже контролируемых изделий.
Б.1.7 Стандартный образец
должен иметь свидетельство, утвержденное руководителем предприятия.
Б.2
Подготовка к контролю
Б.2.1 Перед проведением
контроля прутки должны быть очищены от грязи, пыли, масел и других загрязнений.
Б.2.2 Включение
дефектоскопа в сеть и работу с ним проводят в соответствии с техническим
описанием и инструкцией по эксплуатации дефектоскопа, используемого для
контроля.
Б.3
Проведение контроля
Б.3.1 Контроль качества
сплошности металла прутков основан на применении эхометода.
Б.3.2 Ввод ультразвуковых
колебаний в металл прутка осуществляют контактным способом.
Б.3.3 Контроль металла
прутка на отсутствие дефектов достигается сканированием поверхности
контролируемого прутка ультразвуковым пучком. Место контроля должно быть
удобным и обеспечивать свободный доступ по окружности к контролируемому концу
прутка.
Б.3.4 Контроль проводят,
начиная с заднего конца прессованного прутка. Температура контролируемого
прутка должна быть не выше 40 °С.
Б.3.5 При контроле следует
учитывать, что пресс-утяжина в прутках имеет вытянутую форму и различную
ориентировку отражающих поверхностей по отношению к образующей и чаще всего
расположена близко к концу прутка, поэтому выявляемость ее с различных участков
поверхности может быть различной.
Б.3.6 Для
механизированного сканирования датчика по поверхности контролируемого прутка
рекомендуется использовать роликовые, призматические или другие устройства с
вмонтированными датчиками УЗК.
Б.3.7 Прутки диаметром
менее 60 мм контролируют на частоте УЗК 5 МГц, а прутки диаметром более 60 мм -
на частоте УЗК 2,5 МГц. При определении места окончания пресс-утяжины в прутках
из материала, обладающего упругой анизотропией с крупнозернистой структурой,
рекомендуется использовать более низкие частоты.
Б.3.8 При проведении
контроля устройство для сканирования устанавливают на контролируемый конец
прутка и плотно прижимают датчик к его поверхности, при этом на экране
дефектоскопа должен появиться донный эхосигнал. С появлением донного эхосигнала
начинают перемещение сканирующего устройства по окружности и вдоль прутка.
Б.3.9 Скорость
сканирования датчика по поверхности прутка выбирают из условий получения
надежного акустического контакта, она не должна превышать 0,5 м/с в
автоматизированных устройствах и 0,15 м/с при ручном сканировании.
Б.3.10 Правильность
настройки дефектоскопической аппаратуры проверяют не реже одного раза в течение
2 ч работы прибора при помощи стандартного образца.
Б.3.11 При перемещении
датчика вдоль и вокруг прутка необходимо следить по экрану дефектоскопа за
наличием акустического контакта. Устойчивый донный эхосигнал указывает на
удовлетворительный ввод УЗК в прутки. Если при работоспособном датчике и
правильной настройке аппаратуры эхосигнал пропадает, то проверяют надежность
акустического контакта путем увеличения подачи контактной жидкости и протирки
ветошью поверхности прутка.
Б.3.12 После обнаружения
пресс-утяжины датчик перемещают вдоль прутка с целью определения протяженности
пресс-утяжины и места ее окончания. В зоне, где происходит полное пропадание
дополнительного эхо-сигнала левее донного отражения, путем вращения устройства
для сканирования вокруг прутка убеждаются в окончании пресс-утяжины по всей
окружности прутка.
Б.3.13 Определив с помощью
ультразвука точное место окончания пресс-утяжины, наносят на изделие хорошо
видимую метку по окружности прутка для его резки.
Б.3.14 При контроле
сплавов, обладающих упругонеоднородной крупнозернистой структурой, необходимо
тщательно проконтролировать задний конец прутка, где структурные помехи ниже и
донный эхосигнал устойчив. На фоне неустойчивых структурных помех замечают на
экране дефектоскопа местоположение эхосигнала от пресс-утяжины. Перемещая
сканирующее устройство вдоль прутка, непрерывно наблюдают за эхосигналом от
пресс-утяжины, который, в отличие от структурных помех, устойчив.
Б.4
Оценка результатов
Б.4.1 Оценку сплошности
металла прутков проводят по результатам анализа информации.
Б.4.2 О наличии
пресс-утяжины судят по появлению дополнительного эхосигнала левее донного отражения.
Б.4.3 Об окончании
пресс-утяжины свидетельствует пропадание дополнительного эхосигнала левее
донного отражения.
Метод контроля
латунных прутков на наличие остаточных растягивающих
напряжений ртутной пробой
Настоящая методика
устанавливает метод ускоренного испытания латунных прутков на наличие
остаточных растягивающих напряжений в растворе азотнокислой ртути.
В.1
Аппаратура, реактивы и растворы
Лупа по ГОСТ 25706.
Кислота азотная по ГОСТ 701.
Кислота серная по ГОСТ 2184.
Ртуть азотнокислая 1-водная
по ГОСТ 4520.
Ртуть азотнокислая 2-водная
по ГОСТ 4521.
Ртуть по ГОСТ 4658.
Вода дистиллированная по ГОСТ 6709.
Стандартные растворы ртути.
Раствор А: 11,4 г
азотнокислой 2-водной ртути или 10,7 г азотнокислой 1-водной ртути растворяют в
40 см3 дистиллированной воды, подкисленной 10 см3 азотной
кислоты. После полного растворения кристаллов раствор разбавляют
дистиллированной водой до 1000 см3.
Раствор Б: 76 г ртути
растворяют в 114 см3 разбавленной в соотношении 1:1 (одна часть воды
и одна часть кислоты) азотной кислоты. Объем полученного раствора доводят до
1000 см3, постепенно добавляя дистиллированную воду при постоянном
перемешивании.
Избыток кислоты при
растворении необходим для предотвращения осаждения основных солей ртути.
Полученный раствор содержит
100 г азотнокислой ртути на 1 дм3 и избыток (30 см3)
азотной кислоты.
Для проведения испытания
отбирают 100 см3 раствора, добавляют 7 см3 раствора
азотной кислоты с массовой долей 10 % и доводят объем раствора водой до 1000 см3.
В.2
Подготовка к испытанию
В.2.1 Длина образцов
должна быть не менее 150 мм.
Примечание - Образцы следует
маркировать таким образом, чтобы не возникали остаточные напряжения.
В.2.2 Образцы должны быть
обезжирены и не должны иметь окисных пленок и дефектов поверхности.
Для
удаления окисных пленок образцы погружают в водный раствор серной кислоты с
массовой долей 15 % или раствор азотной кислоты с массовой долей 40 % на 30 с.
После травления образцы сразу
тщательно промывают в проточной воде, затем удаляют с их поверхности остатки
воды.
В.2.3 При приготовлении
растворов А и Б следует учитывать содержание кристаллизованной воды в соли
азотнокислой ртути, так как азотнокислая ртуть светочувствительна и переходит в
трудно растворимую форму.
В.2.4 При нагревании и в
процессе приготовления растворов А и Б необходимо исключить потерю азотнокислой
ртути.
В.2.5 При приготовлении
растворов А и Б необходимо пользоваться резиновыми перчатками.
В.2.6 Удаление ртути
необходимо проводить на специальном оборудовании.
В.3
Проведение испытания
В.3.1 Образцы погружают в
раствор А или Б. При частичном погружении образца в раствор азотнокислой ртути
длина погружаемой части должна быть не менее указанной в В.2.1.
Расход раствора А или Б
должен быть не менее 1,5 см3 на 1 см2 поверхности
образца.
В.3.2 Испытания проводят
при комнатной температуре.
В.3.3 Через 30 мин образец
извлекают из раствора азотнокислой ртути и промывают проточной водой. С
поверхности образца удаляют избыток ртути.
В.3.4 Осмотр образца
осуществляют после испытания не ранее чем через 30 мин, если в технических
условиях не указывается другое время выдержки.
В.4
Оценка результатов
В.4.1 Оценка остаточных
растягивающих напряжений проводится по результатам осмотра поверхности образца,
прошедшего испытания.
Образцы осматривают с помощью
лупы при 10 - 18-кратном увеличении.
В.4.2 При возникновении
сомнений относительно трещин ртуть на поверхности образца следует удалить путем
нагревания.
Метод контроля
латунных прутков на наличие остаточных растягивающих
напряжений аммиачным способом
Контроль латунных прутков на
наличие остаточных растягивающих напряжений, вызывающих коррозионное
растрескивание сплава, проводят в среде аммиака в течение 24 ч.
Г.1
Оборудование и материалы
Г.1.1 Весы лабораторные по
ГОСТ 24104 или
другие, обеспечивающие погрешность взвешивания ±0,1 г.
Г.1.2
рН-метр-милливольтметр типа РН-150 или другое оборудование, обеспечивающее
погрешность определения рН ± 0,05.
Г.1.3 Эксикатор по ГОСТ 25336.
Г.1.4 Стакан мерный, колба
мерная вместимостью 1 дм3 по ГОСТ 1770.
Г.1.5 Аммоний хлористый по
ГОСТ 3773.
Г.1.6 Вода
дистиллированная по ГОСТ 6709.
Г.1.7 Натрия гидроокись по
ГОСТ 4328, 30
%-ный раствор.
Г.1.8 Кислота серная по ГОСТ 4204, 5
%-ный раствор.
Г.1.9 Водорода перекись по
ГОСТ 10929, 30
%-ный раствор.
Г.1.10 Бензин авиационный
по ГОСТ 1012 или
спирт этиловый ректификованный технический по ГОСТ 18300.
Г.2
Условия проведения испытания
Г.2.1 Температура
окружающего воздуха - от 20 °С до 30 °С. При проведении арбитражных испытаний
температура окружающего воздуха должна быть (25 ± 1)
°С.
Г.2.2 Механические
воздействия должны отсутствовать.
Г.3
Подготовка образцов к испытанию
Г.3.1 Образцы представляют
собой отрезки длиной (100 ± 10) мм.
Г.3.2 Образцы не должны
иметь раковин, царапин, вмятин и других дефектов.
Г.3.3 Перед испытанием
образцы обезжиривают путем протирания бензином или спиртом. Загрязнения или
остатки смазки должны быть полностью удалены с поверхности образцов.
Г.3.4 Для удаления окислов
поверхность образцов травят 5 %-ным раствором серной кислоты в течение 30 - 60
с.
Г.3.5 После травления
образцы промывают в проточной воде и тщательно высушивают.
Г.4
Подготовка среды для испытания
Г.4.1 Навеску хлористого
аммония (107 ± 0,1) г помещают в стакан вместимостью 1 дм3 и
растворяют в воде. Объем доводят до 500 см3.
Г.4.2 Устанавливают рН
раствора хлористого аммония 9,4 - 9,6, добавляя небольшими порциями в раствор
хлористого аммония 30 - 50 %-ный раствор гидроокиси натрия до необходимого
значения рН. Измерение рН раствора проводят на рН-метре.
Г.4.3 Титрованный раствор
хлористого аммония переносят в мерную колбу вместимостью 1 дм3 и
доливают до метки дистиллированной водой. Еще раз проверяют значение рН,
которое должно быть в пределах от 9,4 до 9,6.
Г.5
Проведение испытания
Г.5.1 Для проведения
испытания используют свежеприготовленный раствор хлористого аммония со
значением рН 9,4 - 9,6.
Г.5.2 Объем раствора для
испытания должен составлять 200 см3 на 1 дм3 общего
объема сосуда.
Г.5.3 Сухие образцы
помещают на подставке таким образом, чтобы пары аммиака имели свободный доступ
к поверхности испытуемого образца. Эксикатор герметично закрывают.
Г.5.4 Испытание проводят в
течение 24 ч.
Г.5.5 После испытания
образцы вынимают из эксикатора.
Г.5.6 Для удаления
продуктов коррозии образцы очищают в травильном растворе 5 %-ной серной кислоты
с добавлением 20 - 50 см3 перекиси водорода на 1 дм3
травильного раствора (для осветления поверхности образца).
Г.6
Оценка и оформление результатов
Г.6.1 Осмотр поверхности
образца проводят визуально, без применения увеличительных приборов.
Г.6.2 Трещины,
обнаруженные на расстоянии не более 10 мм от места реза, и паучковые не
учитывают.
Г.6.3 Образцы считают
выдержавшими испытание, если на поверхности образца отсутствуют продольные
трещины.
Г.7
Техника безопасности
Г.7.1 При
проведении испытаний необходимо соблюдать правила проведения работ в химической
лаборатории.
Ключевые слова: латунные прутки, номинальный диаметр, марки,
химический состав, скручивание, кривизна, механические свойства, радиус углов