Открытое акционерное общество
Научно-исследовательский и конструкторский институт химического машиностроения
ОАО «НИИХИММАШ»
|
|
УТВЕРЖДАЮ Зам. Генерального директора ОАО «НИИХИММАШ», к.т.н. _____________ П.А. Харин 01.2006 г. |
СТО 00220256-002-2006
СВАРОЧНЫЕ РАБОТЫ ПРИ РЕМОНТЕ И РЕКОНСТРУКЦИИ
СОСУДОВ И АППАРАТОВ
Типовые технические условия
|
Зам.
начальника отдела химического |
_____________ подпись |
Т.Л. Харламова |
|
|
|
|
|
Начальник
отдела стандартизации |
_____________ подпись |
А.В. Смирнов |
|
|
|
|
|
Начальник
лаборатории |
_____________ подпись |
А.Л. Белинкий |
|
|
|
|
|
Старший научный сотрудник |
_____________ подпись |
М.А. Ястребова |
|
|
|
|
|
Инженер |
_____________ подпись |
Ю.А. Чумакова |
ОАО «НИИХИММАШ»
2006
|
|
|
|
ФЕДЕРАЛЬНАЯ СЛУЖБА |
Заместителю
генерального директора Харину П.А. |
|
|
|
|
109147, Москва, ул. Таганская, д. 34 |
|
|
Телефон: 912-39-11 |
|
|
Телетайп: 111633 «БРИДЕР» |
|
|
Телефакс: (495) 912-40-41 |
|
|
E-mail: atomnadzor@gan.ru |
|
|
|
|
|
26.02.2006 № 09-03/436 |
|
|
На № __________ от _________ |
|

Рассмотрев представленные материалы, Управление технического надзора Федеральной службы по экологическому, технологическому и атомному надзору согласовывает разработанные ОАО «НИИХИММАШ» стандарты организации: СТО 00220256-002-2006 «Сварочные работы при ремонте и реконструкции сосудов и аппаратов. Типовые технические условия»; СТО 00220256-003-2006 «Теплообменники спиральные стальные. Технические условия», взамен ТУ 26-01-268-80; СТО 00220256-004-2006 «Аппараты теплообменные спиральные. Методика расчета на прочность», взамен РТМ 26-01-58-73.
|
Заместитель начальника Управления |
______________ подпись |
Н.А. Хапонен |
ПРЕДИСЛОВИЕ
1. РАЗРАБОТАН ОТКРЫТЫМ АКЦИОНЕРНЫМ ОБЩЕСТВОМ «НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И КОНСТРУКТОРСКИЙ ИНСТИТУТ ХИМИЧЕСКОГО МАШИНОСТРОЕНИЯ» (ОАО «НИИХИММАШ»).
2. РАЗРАБОТАН ВПЕРВЫЕ.
3. ЭКСПЕРТИЗА ПРОВЕДЕНА В ТК 260 «ОБОРУДОВАНИЕ ХИМИЧЕСКОЕ И НЕФТЕГАЗОПЕРЕРАБАТЫВАЮЩЕЕ» ПИСЬМО № 7064-34-8-300а от 25.01.06 г.
4. СОГЛАСОВАН В ФЕДЕРАЛЬНОЙ СЛУЖБЕ ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ.
ПИСЬМО УПРАВЛЕНИЯ ТЕХНИЧЕСКОГО НАДЗОРА № 09-03/436 от 26.02.2006 года
СОДЕРЖАНИЕ
|
СВАРОЧНЫЕ
РАБОТЫ ПРИ |
СТО 00220256-002-2006 |
Дата введения: 01.05.2006 г.
1. НАЗНАЧЕНИЕ
1.1 Настоящий стандарт организации предназначен для руководства при реконструкции и ремонте сосудов, аппаратов, трубопроводов и их элементов (далее оборудования), изготовляемых из углеродистых, низколегированных, коррозионно-стойких и двухслойных сталей, а также титана, никеля, алюминия, меди и их сплавов, работающих под давлением не более 16 МПа (160 кгс/см2) или без давления в агрессивных и неагрессивных средах;
1.2 Стандарт разработан в соответствии с требованиями ПБ 03-584-03, ПБ 03-576-03, ПБ 03-585-03, ГОСТ Р 52630, ОСТ 26.260.3-2001, ОСТ 26.260.482-2003, ОСТ 26-01-858-94, ОСТ 26-01-1183-82, ОСТ 26-01-900-76, ОСТ 26.260.480-2003 и другой действующей нормативной документации.
Настоящий стандарт является собственностью ОАО «НИИХИММАШ» и не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без его разрешения.
(Измененная редакция. Изм. № 1)
2. НОРМАТИВНЫЕ ССЫЛКИ
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности.
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия.
ГОСТ 3242-79 Соединения сварные. Методы контроля качества.
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 5520-79 Сталь листовая углеродистая низколегированная и легированная для котлов и сосудов, работающих под давлением.
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытаний на межкристаллитную коррозию.
ГОСТ 6996-69 Сварные соединения. Методы определения механических свойств.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 9466-75 Электроды покрытые, металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
ГОСТ 9467-75 Электроды покрытые, металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы. Конструктивные элементы и размеры.
ГОСТ 14249-89 Сосуды и аппараты. Нормы и методы расчета на прочность.
ГОСТ 14637-89 Прокат тол стол истовой из углеродистой стали обыкновенного качества. Технические условия.
ГОСТ 14651-78 Электродержатели для ручной дуговой сварки. Технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионно-стойкой
стали.
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля.
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия.
- ГОСТ Р 52630-2006 «Сосуды и аппараты стальные сварные. Общие технические условия»;
ОСТ 26-01-858-94 Сосуды и аппараты сварные из никеля и коррозионностойких сплавов на основе никеля. Общие технические требования.
ОСТ 26-01-900-76 Сосуды и аппараты медные. Общие технические условия.
ОСТ 26-01-1183-82 Сосуды и аппараты алюминиевые. Общие технические условия.
ОСТ 26-5-99 Контроль неразрушающий. Цветной метод контроля сварных соединений наплавленного и основного металла.
ОСТ 26-11-03-84 Швы сварных соединений сосудов и аппаратов, работающих под давлением. Радиографический метод контроля.
ОСТ 26.260.3-2001 Сварка в химическом машиностроении. Основные положения.
ОСТ 26.260.480-2003 Сосуды и аппараты из двухслойных сталей. Сварка и наплавка.
ОСТ 26.260.482-2003 Сосуды и аппараты сварные из титана и титановых сплавов. Общие технические условия.
ОСТ 26-2044-83 Швы стыковых и угловых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля.
ОСТ 26-2079-80 Швы сварных соединений сосудов и аппаратов, работающих под давлением. Выбор методов неразрушающего контроля.
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварного производства.
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.
ПБ 03-584-03 Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных.
ПБ 03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов.
РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
РД 06-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
РД 26-11-01-85 Инструкция по контролю сварных соединений, недоступных для проведения радиографического и ультразвукового контроля.
- РД 26-11-01-85 Инструкция по контролю сварных соединений, недоступных для проведения радиографического и ультразвукового контроля.
- РДИ 26-11-61-96 Инструкция по ультразвуковому контролю зоны наплавки на заготовках трубных решеток теплообменной аппаратуры.
- СТО 00220368-010-2007 Швы сварных соединений сосудов и аппаратов, работающих под давлением. Радиографический метод контроля.
- СТО 00220368-005-2005 Швы стыковых и угловых соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля.
- СТО 00220256-016-2009 Инструкция по комплексному неразрушающему контролю сварных соединений тангенциальных патрубков сосудов и аппаратов.
- СТО 00220256-014-2008 Инструкция по ультразвуковому контролю стыковых, угловых и тавровых сварных соединений химической аппаратуры из сталей аустенитного и аустенитно-ферритного классов, с толщиной стенки от 4 до 30 мм.
(Измененная редакция. Изм. № 1)
3. ОРГАНИЗАЦИЯ И УСЛОВИЯ ПРОВЕДЕНИЯ РЕМОНТНО-СВАРОЧНЫХ РАБОТ
3.1 Ремонтно-сварочные работы на сосудах, работающих под давлением, должны производиться ремонтными подразделениями предприятия или другими привлеченными специализированными ремонтными организациями и службами контроля, располагающими необходимыми техническими средствами и работниками соответствующей квалификации, способными обеспечить качественное выполнение и контроль ремонтных работ в соответствии с настоящим стандартом, а также требованиями Правил Ростехнадзора, стандартов на сосуды и аппараты и другой нормативной документации, перечисленных в разделе 2.
3.2 Ремонтные сварочные работы допускается производить на постоянных и временных рабочих местах, отвечающих требованиям техники безопасности, пожарной безопасности и промышленной санитарии.
3.3 На сварочных участках (постоянных и временных) должна производиться регулярная уборка и должны быть предусмотрены меры по предупреждению загрязнения и увлажнения свариваемых деталей (кромок и наплавляемых поверхностей), а также сварочных материалов.
На рабочем месте сварщика не должны находиться лишние предметы и должны быть созданы максимально возможные удобства для работы, от которых в значительной мере зависит качество сварных швов.
3.4 При работе на открытых площадках (вне помещения) рабочее место сварщика должно быть надежно защищено от атмосферных осадков и ветра. Температура окружающего воздуха должна быть не ниже указанной в ПБ 03-584-03 и ГОСТ Р 52630.
(Измененная редакция. Изм. № 1)
3.5 Следует по возможности избегать проведения сварочных работ при температуре ниже плюс 5 °С. В случаях более низкой температуры, особенно ниже 0 °С, для гарантии удаления влаги со свариваемых кромок, а при сварке углеродистых и низколегированных сталей также для предотвращения холодных, часто не выходящих на поверхность подваликовых трещин, применять подогрев свариваемых кромок в двух вариантах:
- предварительный (непосредственно перед сваркой), если размеры шва и деталей позволяют удерживать заданную температуру подогрева кромок за счет тепла сварки без сопутствующего подогрева;
- предварительный и сопутствующий подогрев.
Для тех случаев, когда температура подогрева специально не оговорена, достаточной и удобной для контроля является температура подогрева не ниже 100 °С.
Ширина зоны подогрева рекомендуется не менее 3S, но не менее 100 мм.
3.6 Для подогрева применять газовые горелки (лучше многопламенные) и различного рода электронагреватели. Для облегчения подогрева рекомендуется применять его совместно с изоляцией (асбестовыми листами, шлаковатными блоками и др.).
3.7 Кроме подогрева, связанного с низкой температурой окружающей среды или применяемого для закаливающихся сталей, необходимо применять подогрев по п. 3.5 при ручной сварке углеродистых и низколегированных конструкционных сталей большой толщины (рекомендуется при толщине более 36 мм) для предотвращения подваликовых холодных трещин. В этом случае достаточен, как правило, предварительный подогрев.
Подогрев может оказаться полезным для предотвращения пор в сварных швах конструкционных, углеродистых и низколегированных, а иногда и специальных сталей, а также для ограничения сварочных напряжений и коробления.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1 Ремонтно-сварочные работы должны производиться с соблюдением требований соответствующих инструкций по технике безопасности, пожарной безопасности и промышленной санитарии, разработанных для условий конкретного предприятия и действующих на данном предприятии. При разработке технологических процессов по сварке и инструкций по технике безопасности надлежит руководствоваться ГОСТ 12.3.002-75.
4.2 Ремонт сосудов и их элементов, находящихся под давлением, не допускается.
4.3 До начала производства работ внутри сосуда (в т.ч. осмотра):
- сосуд должен быть отключен заглушками или отсоединен от других работающих сосудов, с которыми он соединен общими трубопроводами. Применяемые для отключения сосуда заглушки, устанавливаемые между фланцами, должны быть соответствующей прочности и иметь выступающую часть (хвостовик), по которой определяется наличие заглушки (при установке прокладок между фланцами они должны быть без хвостовиков);
- при наличии в конструкции приводных механизмов проводники (кабель) питающие электроприводы этих механизмов, должны быть отсоединены от общей электросети (выключение рубильников, пускателей и т.п. не является достаточным);
- сосуды, работающие с вредными веществами 1 и 2 классов опасности, должны подвергаться тщательной обработке (нейтрализации, дегазации) в соответствии с инструкцией по безопасному ведению работ, утвержденной главным инженером предприятия.
4.4 Сварочные работы в замкнутых сосудах должны выполняться по специальному разрешению администрации предприятия в соответствии с требованиями инструкции по организации безопасного проведения газоопасных работ на пожаровзрывоопасных объектах.
4.5 Работа в закрытых сосудах должна производиться сварщиком под контролем наблюдающего, который должен находиться снаружи сосуда. Электросварщик, работающий внутри сосуда, должен иметь предохранительный пояс с канатом, конец которого должен быть у наблюдающего.
4.6 При сварке внутри сосуда следует предусмотреть местную вытяжку или осуществлять общеобменную вентиляцию, как за счет удаления из него загрязненного воздуха, так и путем подачи в него чистого воздуха. Возможно применение вытяжных высоковакуумных установок с малогабаритными переносными портативными местными отсосами, снабженными приспособлениями для их быстрого и надежного крепления в зоне сварки. Скорость движения воздуха должна составлять 0,7 - 2,0 м/с, а температура подаваемого воздуха в холодный период не должна быть ниже плюс 20 °С.
При невозможности осуществления местной вытяжки или общеобменного вентилирования внутри сосуда следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6 - 8 м /ч, в холодный период года подогретого до плюс 18 °С.
4.7 Все электросварочные источники питания (установки) переменного и постоянного тока, используемые для сварки внутри сосудов, должны быть снабжены устройствами отключения холостого хода или ограничения его до напряжения 12 В.
4.8 При работе внутри сосуда должны применяться светильники направленного света, расположенные снаружи сосуда или ручные переносные светильники с защитной сеткой на напряжение не выше 12 В. Трансформатор для переносных светильников должен быть установлен вне сосуда; вторичная обмотка трансформатора должна быть заземлена. Применение автотрансформаторов не допускается.
4.9 Сварочные источники питания (установки) должны быть защищенными предохранителями со стороны питающей сети. Установка для ручной сварки должна быть оборудована отключающим аппаратом в цепи присоединения источника сварочного тока к распределительной сети, защитным аппаратом в первичной цепи и указателем величины сварочного тока, если источник не имеет шкалы на регуляторе тока.
4.10 Корпус любого источника питания сварочного тока - трансформатора, выпрямителя, преобразователя и корпус любой сварочной машины или установки должны быть надежно заземлены. Для присоединения заземляющего провода на электросварочном оборудовании должен быть предусмотрен болт диаметром 5 - 8 мм, расположенный в доступном месте с надписью или условным обозначением «Земля». Последовательное включение в заземляющий проводник нескольких источников запрещается.
Кроме заземления основного оборудования для дуговой сварки надлежит непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется провод, идущий к изделию (обратный провод), а также аналогичные зажимы сварочных выпрямителей и генераторов, у которых обмотки возбуждения подключаются к распределительной электросети без разделительного трансформатора.
Электросварочное оборудование передвижного типа, защитное заземление которого представляет определенные трудности, должно быть снабжено устройством защитного отключения.
4.11 Изоляция проводов должна быть защищена от механических повреждений. Применение электросварочных проводов с поврежденной оплеткой и изоляцией запрещается. При повреждении оплетки провода допускается заключить его в резиновый шланг.
Сварочные провода должны соединяться сваркой, пайкой или с помощью соединительных муфт с изолирующей оболочкой. Места сварных и паяных соединений должны быть тщательно изолированы.
4.12 В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока на стационарных постах, могут служить гибкие провода, а также, где это возможно, стальные шины любого профиля достаточного сечения, сварочные плиты, стеллажи и сама сварная конструкция. Использование в качестве обратного провода сети заземления металлических конструкций зданий, коммуникаций и несварочного технологического оборудования запрещается.
В передвижных сварочных постах обратный провод должен быть изолирован так же, как провод, подсоединенный к электродержателю. Исключение составляют случаи, когда само изделие является обратным проводом (его частью). Соединение отдельных элементов, используемых в качестве обратного провода должно выполняться тщательно (сваркой или с помощью болтов, струбцин, зажимов).
4.13 Все открытые части сварочного поста (установки), находящиеся под напряжением, должны быть надежно ограждены.
4.14 Электродержатели для ручной сварки должны быть возможно меньшей массы и иметь конструкцию, обеспечивающую надежное зажатие и быструю смену электродов. Рукоятка электродержателя должна быть сделана из теплостойкого плохо проводящего теплоизоляционного материала. Применение электродержателей самодельной конструкции, не отвечающей требованиям ГОСТ 14651, не допускается.
4.15 Подключение и отсоединение от сети сварочных источников питания (постов, установок) и наблюдение за их исправным состоянием в процессе эксплуатации должно производиться электротехническим персоналом предприятия.
4.16 При использовании в качестве растворителей для протирки кромок перед сваркой ацетона, уайт-спирита должны быть приняты меры, предупреждающие вредные воздействия их на организм человека: соответствующая вентиляция в закрытых помещениях, применение респираторов, шланговых противогазов и др. Протирка внутри сосудов и в других случаях, когда не может быть обеспечена достаточная защита рабочего от воздействия растворителей, должна производиться этиловым спиртом.
4.17 Применение растворителей должно производиться с разрешения технического и пожарного надзора.
4.18 Выдача растворителей должна производиться руководителем работ в специальных небьющихся флаконах емкостью не больше 200 г с принудительной подачей растворителей для смачивания тампонов. В удобных для работ местах снаружи сосудов растворители могут выдаваться в другой, в т.ч. стеклянной таре, помещенной в металлические контейнеры.
4.19 Запрещается протирка кромок деталей и участков швов, нагретых до температуры выше 50 °С.
5. ТРЕБОВАНИЯ К СВАРЩИКАМ
5.1 К выполнению сварочных работ при ремонте оборудования, подведомственного Ростехнадзору, допускаются только сварщики I уровня, аттестованные по Правилам ПБ 03-273-99 и прошедшие испытания по программе, включающей особенности сварки конкретных марок сталей и сплавов.
5.2 Руководство сварочными работами при ремонте оборудования осуществляется специалистами сварочного производства II, III и IV уровней, а также инженерно-техническими работниками, изучившими действующую нормативную документацию по сварке данного металла.
5.3 Аттестованные по Правилам ПБ 03-273-99 сварщики и специалисты сварочного производства допускаются к выполнению тех видов деятельности, которые указаны в их аттестационных удостоверениях.
6. ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
6.1 Порядок применения сварочного оборудования при ремонте и реконструкции сосудов и аппаратов должен удовлетворять требованиям РД 03-614-03.
Сварочное оборудование должно быть в исправном состоянии и снабжено контрольно-измерительными приборами (амперметрами и вольтметрами).
В отдельных случаях для ручной сварки допускается использовать сварочные трансформаторы и другие источники питания без приборов (амперметра, вольтметра) с их настройкой на необходимый режим опытным квалифицированным сварщиком.
В этом случае настройка должна быть ориентирована на предельно низкую силу тока, позволяющую обеспечить постоянно устойчивое горение дуги и хорошее формирование шва.
6.2 Для выполнения ремонтной сварки должны применяться сварочное оборудование и измерительная аппаратура, позволяющие обеспечить заданные ОСТ 26.260.3-2001 режимы сварки и надежность работы.
6.3 При выполнении круговых (кольцевых) швов необходимо применять сварочные манипуляторы, роликовые стенды и другое специальное оборудование, обеспечивающее необходимую скорость вращения.
6.4 Для уменьшения деформаций свариваемых деталей рекомендуется применять кондукторы, стапели и другие специальные технологические приспособления и оснастку.
6.5 При ремонтных работах, проводимых непосредственно на установленном оборудовании, предпочтительнее применять ацетилено-кислородную резку с использованием стандартного оборудования для хранения и подачи газов (баллонов, редукторов, шлангов, затворов), а также универсальных или специализированных вставных резаков, присоединяемых к стволу горелок.
6.6 Сварочный пост для сварки в защитном газе должен быть оснащен балластными реостатами, осциллятором, комплектом токоведущих проводов, напорных газоведущих шлангов, ротаметрами в комплексе с газовым редуктором, индивидуальной сварочной горелкой и защитной маской, а также технологическими приспособлениями и инструментом.
В качестве индивидуальной сварочной горелки для аргонодуговой сварки, обеспечивающей подвод сварочного тока и защитного газа, а также крепление неплавящегося электрода, применять предпочтительно горелки со сменными металлическими соплами и с расположенным на держателе для регулировки расхода газа маховичком.
6.7 Сварочный пост для ручной дуговой сварки штучными электродами должен быть оснащен комплектом токоведущих проводов, индивидуальными электродержателями и защитной маской, а также технологическими приспособлениями и инструментом.
6.8 Колебания напряжения питающей сети, к которой подключено сварочное оборудование, допускается плюс (минус) 5 % от номинала.
7. ТРЕБОВАНИЯ К ОСНОВНЫМ И СВАРОЧНЫМ МАТЕРИАЛАМ
7.1 Для ремонта аппаратов должны применяться материалы тех же марок и категорий, которые применены для изготовления соответствующих элементов аппаратов: обечаек, днищ, патрубков, теплообменных труб и др. Допускается применение других материалов, указанных в ПБ 03-576-03 и ГОСТ Р 52630, которые по условиям применения, химическому составу и механическим свойствам не уступают материалу ремонтируемого (заменяемого) элемента аппарата; в случае применения другой марки коррозионностойкой стали, последняя не должна уступать также по коррозионной стойкости.
Порядок применения сварочных материалов, применяемых при ремонте или реконструкции сосудов и аппаратов должен соответствовать требованиям РД 03-613-03.
Качество металла, применяемого для изготовления сварных конструкций при ремонте оборудования, его соответствие требованиям стандартов и технических условий должно быть подтверждено сертификатами или, при их отсутствии, результатами испытаний, проведенных заводом-изготовителем химического оборудования.
(Измененная редакция. Изм. № 1)
7.2 Конкретные марки взаимозаменяемых марок стали и сплавов приведены в Приложении А настоящего стандарта.
При этом необходимо руководствоваться следующими положениями:
- возможность замены более прочной стали менее прочной в нагруженных элементах должна быть подтверждена проверочным расчетом на прочность;
- углеродистые (Ст3) и низколегированные стали (16ГС, 09Г2С, 17Г1С) должны быть той категории, которая предусмотрена для данных температурных условий эксплуатации сосудов.
При необходимости поверочный расчет прочности производить по ГОСТ 14249 и другим стандартам данной группы в зависимости от вида расчетного элемента и условий его работы.
7.3 В качестве сварочных (присадочных) материалов необходимо, по возможности, применять материалы тех же марок, которые были использованы при изготовлении сосуда, указанные в паспорте или чертежах сосуда. Допускается применение других сварочных материалов, рекомендованных ГОСТ Р 52630 или ОСТ 26.260.3-2001 для данной марки стали или сплава и данных рабочих условий сосуда.
(Измененная редакция. Изм. № 1)
7.4 В качестве защитного газа для ручной газоэлектрической сварки (в защитных газах) коррозионностойких высоколегированных сталей применять аргон по ГОСТ 10157, гелий высокой чистоты или их смеси, а также аргон или гелий с примесью кислорода (до 3 %) или углекислого газа (до 5 %) для улучшения стабильности дуги и формирования шва, повышения производительности и др. целей.
Для газоэлектрической (полуавтоматической или автоматической) сварки углеродистых и низколегированных сталей в качестве защитного газа применять углекислый газ, сорт 1 по ГОСТ 8050.
ПРИМЕЧАНИЕ. В особых случаях, например, для обеспечения полного проплавления при односторонней сварке (первый проход), аргонодуговая сварка рекомендуется также для углеродистых (спокойных) и низколегированных сталей обязательно с применением проволок, содержащих раскислители - Св-08ГС, Св-08Г2С, Св-10Г2, Св-10ГСМ и т.п. по ГОСТ 2246.
7.5 В качестве неплавящегося электрода при аргонодуговой сварке следует применять прутки вольфрамовые лантанированные по ГОСТ 23949 или другим действующим нормативным документам.
7.6 Сварочные материалы, особенно электроды, необходимо хранить в сухих отапливаемых помещениях и предохранять от загрязнения, ржавчины, увлажнения и механических повреждений. Относительная влажность воздуха для хранения электродов в помещениях не должна превышать 50 %.
На рабочих местах рекомендуется хранить электроды в сушильных шкафах (с температурой не ниже 50 °С) в количестве не более сменного расхода.
При нарушении условий хранения электродов указанных выше и в сомнительных случаях (например, при ухудшении сварочно-технологических свойств, порообразовании) их необходимо повторно прокалить по режимам, указанным на этикетках или в паспортах, технических условиях или справочной литературе.
При отсутствии вышеуказанных данных прокалка должна быть произведена по режимам, указанным в таблице 1.
Таблица 1 - Режимы прокалки сварочных электродов
|
Тип электродного покрытия |
Пример марок электродов |
Температура прокалки, °С |
Время выдержки, час. |
|
Рутило-кислое и рутиловое |
АНО-3, АНО-4 |
180 - 200 |
1 - 1,5 |
|
Фтористо-кальциевое |
УОНИ-13/45, УОНИ-13/55, ЭА-395/9, ОЗЛ-6, ЦЛ-11 |
350 - 400 |
2 - 3 |
ПРИМЕЧАНИЕ. При несовпадении данных принимать режимы, указанные в этикетках, паспортах или ТУ на электроды
7.7 Прокалку сварочных электродов рекомендуется производить в специальных приспособлениях для раскладки электродов в электрических печах. Температура печи при загрузке сварочных электродов для прокалки должна быть не более 150 °С, а скорость подъёма температуры в пределах 100 - 200 °С в час.
Во избежание осыпания покрытия не рекомендуется прокаливать электроды более 2-х раз.
7.8 Сварочная проволока должна быть очищена механическим способом и непосредственно перед сваркой протерта растворителем. Травление сварочной проволоки не допускается. Поверхность сварочной проволоки должна быть ровной, гладкой и чистой, без плен, трещин и следов окалины.
7.9 Перед сваркой изделий должно быть проверено качество сварочных материалов, как минимум, наплавкой двух-трехслойного валика на пластину или путем сварки соединения, и убедиться в удовлетворительных сварочно-технологических свойствах и отсутствии в металле шва или наплавке недопустимых дефектов. Наиболее простым способом экспресс-контроля является сварка товарного соединения с последующим его разламыванием и просмотром излома металла шва (см. ГОСТ 9466).
7.10 Для определения внутренних дефектов в наплавке производить просвечивание или послойную шлифовку с протравлением поверхности (или без него), например, через каждые 0,5 - 1 мм толщины.
В случае недопустимой пористости в контрольных пробах, электроды, а при автоматической сварке - флюсы, прокалить и произвести повторное испытание; при газоэлектрической сварке - проверить защитный газ (аргон, гелий, СО2) на влажность, очистить и промыть растворителем сварочную проволоку и свариваемые кромки.
При необходимости могут быть проведены другие испытания, предусмотренные ГОСТ 9466.
7.11 Организация хранения и выдача в работу сварочных материалов должна исключать вероятность их перепутывания и использования не по назначению.
7.12 На все сварочные (присадочные) материалы должны быть сертификаты, подтверждающие их марку и соответствие свойств требованиям стандартов или технических условий на эти материалы.
7.13 На основных материалах должна быть маркировка (как минимум, марка материала, номер плавки и партии), а на сварочных материалах - этикетка или бирка, по которым устанавливается их марка и принадлежность сертификатов этим материалам.
Не допускается использование обезличенных материалов, не имеющих маркировки и сертификатов или их заменяющих документов.
Допускается подтверждение марки и соответствие обезличенных материалов требованиям стандартов (технических условий) соответствующими испытаниями, при необходимости по заключению специализированной организации.
7.14 При резке основных материалов на все части должна переноситься маркировка независимо от их размера. Допускается сокращенная условная маркировка, зарегистрированная в соответствующих документах (журнале, ведомости и т.п.)
8. СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ ОБОРУДОВАНИЯ ИЗ МАТЕРИАЛОВ, ИМЕЮЩИХ СВАРОЧНО-ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
8.1 При проведении ремонтно-сварочных работ необходимо учитывать специальные требования, предъявляемые к сварке оборудования из материалов, имеющих сварочно-технологические особенности согласно ОСТ 26.260.3-2001 в его разделах:
5.1 - из коррозионно-стойких сталей аустенитного и аустенитно-ферритного классов.
7.1 - из коррозионно-стойких сплавов на железоникелевой основе.
10.1 - из титана и титановых сплавов.
11.1 - из алюминия и алюминиевых сплавов
12.1 - из меди и медных сплавов
13.1 - из никеля
14.1 - из сплавов на никелевой основе.
8.2 Порядок применения сварочных технологий при проведении ремонта и реконструкции оборудования должен удовлетворять требованиям РД 03-615-03.
9. ТРЕБОВАНИЯ К СБОРКЕ ДЕТАЛЕЙ ПОД РЕМОНТНУЮ СВАРКУ
9.1 К сборке под ремонтную сварку допускаются детали, принятые службой технического контроля, с механически обработанными кромками и зачисткой прилегающих участков, промытых с обеих сторон. Качество подготовки кромок под сварку, сборка и прихватки свариваемых элементов должны удовлетворять требованиям разделов 3.3 и 3.4 ОСТ 26.260.3-2001.
9.2 При сборке деталей под ремонтную сварку смещение кромок в сварных соединениях, совместный увод кромок (угловатость) должны отвечать требованиям ГОСТ Р 52630 и ПБ 03-584-03 (раздел 4.9).
(Измененная редакция. Изм. № 1)
9.3 Сборку деталей ведут с соблюдением следующих правил:
- перед сборкой все детали собираемых узлов должны быть тщательно очищены от металлической стружки и окалины;
- детали, идущие на сборку, должны иметь документацию, свидетельствующую об их пригодности (клеймо технического контроля и др.);
- использованные приспособления и инструмент должны исключать повреждение собираемых деталей;
- крепежные детали должны быть надежно и равномерно затянуты без перекоса и деформации;
- при сборке должны быть тщательно выверены и отрегулированы все установочные размеры и зазоры в соответствии с требованиями сборочных чертежей.
9.4 Сборку деталей под сварку, в том числе установку заплат или вставок производить на прихватках или с помощью сборочных приспособлений. При необходимости применять временные сборочные устройства для подгонки кромок, в том числе временно привариваемые к изделию.
При сборке не допускается подгонка кромок ударным способом или местным нагревом.
9.5 Качество подготовки кромок (поверхности) и сборки соединений для сварки должно быть проверено руководителем ремонтных работ и принято сварщиком, который будет выполнять данные сварочные работы.
10. ПОДГОТОВКА ПОД СВАРКУ (НАПЛАВКУ)
10.1 Перед подготовкой (обработкой, вырезкой) дефектных мест, последние должны быть очищены и проконтролированы необходимыми методами для уточнения расположения и границ дефектов, подлежащих исправлению.
10.2 Дефекты (их расположение и границы) рекомендуется зафиксировать на дефектограмме и обозначить на изделии, а в простых случаях только обозначить на изделии. Способ обозначения дефектов принимается руководителем ремонтных работ в зависимости от вида дефекта и их количества, местных условий и долговременности работ, а также возможного влияния способа обозначения на качество сварки.
В случае обозначения кернением, последнее должно быть перекрыто наплавленным металлом.
10.3 По результатам контроля должно быть принято решение о способе исправления дефектов: выборкой дефектного металла шва повторной сваркой, наплавкой, вырезкой и вваркой заплат, заменой элемента конструкции или ее части.
При этом могут быть приняты следующие ориентиры для принятия самостоятельного решения предприятием (руководителем ремонтных работ) применительно к корпусным элементам сосудов: обечайкам, днищам, патрубкам и т.п.;
а - при коррозии (износе) больших поверхностей (~ 2000 см2) с утонением стенки не более чем на 1/3 исходной толщины - наплавка, а при более глубоком износе - установка заплат или части элемента конструкции;
б - при объеме наплавляемого металла до 500 см3 можно не ограничивать относительную толщину наплавки, включая местное сквозное проплавление стенки 1 - 2 см2;
в - исправления по шву допускаются сквозные любой протяженности, если ширина ремонтного шва не будет превышать в 2 - 2,5 раза ширину исходного шва (по техдокументации);
г - заварка единичных трещин допускается любой протяженности, если при этом не нарушаются требования ПБ 03-576-03 или ГОСТ Р 52630 по расположению швов, а степень их извилистости и наклона по толщине не препятствует заварке в форме сварного шва, не превышающего по ширине двойной толщины металла;
д - группа поверхностных несквозных трещин может быть исправлена удалением слоя поврежденного металла и наплавкой при выполнении условий «а» и «б», в последнем случае «б» настоящего пункта в группу трещин могут входить сквозные;
е - трещины и их группы, не соответствующие условиям «г» и «д» настоящего пункта, необходимо исправлять вырезкой поврежденной части и вваркой заплат, новых элементов или их частей;
ж - течи, трещины в сварных швах соединений труб с трубной решеткой вырезкой металла шва специальным инструментом или вышлифовкой единичного дефекта с последующей сваркой, и кроме того дополнительной развальцовкой;
з - разрушение основного металла трубы трубного пучка, в том числе поражение трещинами или коррозией металла трубы в районе сварного шва, удалением поврежденной трубы и ее заменой, а при невозможности замены, заглушиванием трубы пробками с обваркой.
(Измененная редакция. Изм. № 1)
ПРИМЕЧАНИЯ:
1. Для принятия решений по ремонту рекомендуется (а в случае трещин - необходимо) установить причины образования дефектов, учесть их при выработке решений и принять возможные меры по устранению этих причин в последующей эксплуатации.
2. При выработке решений по ремонту следует учитывать, что для сталей углеродистых и низколегированных требуется более осторожный подход по допускаемым объемам наплавленного металла в соответствии с «а» и «б» настоящего пункта, чем для аустенитных коррозионностойких сталей, обладающих высокой пластичностью.
10.4 Подготовка дефектных мест под исправление сваркой и заготовок заменяемых элементов может производиться любым механическим способом на металлорежущих станках, гильотинных ножницах, абразивным кругом, пневмозубилом и т.п., а также огневыми способами, освоенными предприятием: кислородной (газо-кислородной), плазменной или воздушно-дуговой резкой (в зависимости от вида стали).
ПРИМЕЧАНИЕ. Термическая резка закаливающихся сталей, при сварке которых требуется подогрев (12ХМ, 12МХ, 15Х5М и т.п.), в случае, если возникает такая необходимость, должна производиться также с подогревом.
10.5 Огневая резка, как правило, должна сопровождаться последующей механической обработкой или зачисткой. Припуск под механическую обработку (зачистку) должен быть достаточным для полного удаления неровностей огневой резки и получения чистых, без наплывов и окислов кромок.
На кромках углеродистых и низколегированных сталей после кислородной и плазменной резки, а также на кромках коррозионностойких сталей после плазменной резки допускаются следы окислов (цвета побежалости, но не окалина), если это не препятствует получению предусмотренной формы и точности подготовки кромок. Цвета побежалости или их следы после воздушно-дуговой резки, ввиду науглероживания, не допускаются.
10.6 После резки на гильотинных ножницах на кромках, подлежащих сварке, необходимо механическим способом снять припуск, величина которого зависит от состояния и наладки ножниц, а также заточки ножей, и определяется толщиной наклепанного (смятого) металла, которая устанавливается визуально. Для этого рекомендуется пробная резка. Снятие припуска можно совмещать с разделкой кромок.
Если детали предназначены для работы в среде, которая может вызывать коррозионное растрескивание, полное удаление наклепанного слоя (припуска) обязательно также на свободных (не свариваемых) кромках. Обязательно притупление свободных кромок
10.7 При необходимости наплавки больших поверхностей, их подготовку под наплавку производить пологой зачисткой, пример которой показан на рисунке 1а.
Местные несквозные дефекты удалять плавной выборкой металла на необходимую глубину, согласно рисунку 1б.
В случае сквозных дефектов рекомендуются виды подготовки, показанные на рисунке 1в, г, в зависимости от толщины деталей и доступности для выполнения сварочных работ.
10.8 Подготовку кромок под сварку заплат и вставок, а также других деталей с основными элементами оборудования по форме и размерам производят в соответствии с действующими стандартами или другой технической документацией.
10.9 Для выборки дефектов и подготовки поверхностей и кромок под наплавку и сварку допускаются все рассмотренные в данном разделе способы и их любые сочетания (комбинирование). Выбор этих способов должен определяться технической возможностью, удобством и качеством исполнения работ по подготовке дефектных мест к сварке. При этом необходимо иметь в виду, что для предприятия в целом выгоднее и безопаснее не экономить на подготовке к сварке, а обеспечить максимальные технические и организационные возможности получения качественных надежных сварных соединений или наплавки.
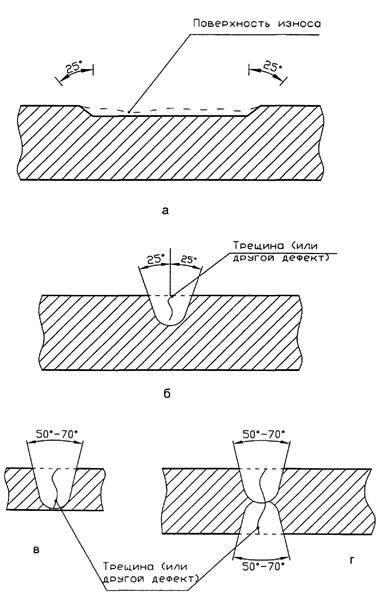
Рисунок 1 - Схема подготовки дефектных мест под наплавку или
сварку
а - подготовка изношенной поверхности
б - разделка несквозных дефектов
в - односторонняя разделка сквозных дефектов
г - двухсторонняя разделка сквозных дефектов
10.10 Последними завершающими операциями подготовки к сварке должны быть механическая зачистка абразивным кругом (если перед этим была «огневая» обработка) и очистка от загрязнений с обезжириванием растворителями: ацетоном, уайт-спиритом и др. (в соответствии с требованиями безопасности, см. раздел 4 настоящего стандарта).
При затруднении удаления жировых загрязнений, например, при попадании масел, керосина и т.п. горючих, невзрывоопасных веществ в конструктивные зазоры допускается их предварительное выжигание газовыми горелками (с соблюдением мер безопасности).
Ширина зачищенных кромок (с двух сторон шва) или наплавляемой поверхности (по всему периметру) примерно 10 - 20 мм.
10.11 Прихватки должны выполнять сварщики той же квалификации, что и сварку основного металла.
10.12 Прихватки необходимо располагать в «русле» сварного шва и при сварке переплавлять, или со стороны корня шва и после выполнения основного шва вырубить (вышлифовать). Материал прихваток должен быть аналогичным материалу сварного шва.
10.13 Очень важно при выполнении прихваток (и сварке тоже) на коррозионностойких сталях защищать поверхность сталей от брызг электродного металла, которые значительно окисляются кислородом воздуха и могут служить очагами усиленной местной коррозии, в т.ч. и металла в тех местах, с которых брызги будут удалены при зачистке.
10.14 Привариваемые временные сборочные устройства (скобы, упоры и т.п.) удалять механической или огневой резкой. После удаления сборочных устройств остатки швов тщательно зачистить заподлицо с металлом, а впадины, выхваты и прочие дефекты, образовавшиеся на поверхности, тщательно подварить и зачистить.
11. ОБЩИЕ ТРЕБОВАНИЯ К СВАРКЕ
11.1 Перед началом сварки должно быть проверено качество сборки соединяемых элементов, а также состояние стыкуемых кромок и прилегающих к ним поверхностей.
11.2 При ремонте оборудования могут применяться любые аттестованные технологии сварки, за исключением газовой.
Порядок применения сварочных технологий при ремонте и реконструкции оборудования должен удовлетворять требованиям РД 03-615-03.
11.3 Газовая сварка, ввиду пониженных механических свойств сварных соединений большой толщины, которые она способна обеспечить, допускается для ненагруженных (без ограничения) и нагруженных элементов - труб диаметром до 80 мм с толщиной стенки до 4 мм.
11.4 Применение газовой сварки не допускается для деталей из сталей аустенитного, ферритного, мартенситного и мартенсито-ферритного классов.
11.5 Все ремонтные сварные швы и наплавка подлежат клеймению, позволяющему установить сварщика, выполнявшего швы или наплавку. Рекомендуется по возможности придерживаться расположения клейм, предусмотренных ГОСТ Р 52630 и ПБ 03-584-03 (раздела 4.8), с учетом особенностей ремонтных условий, а именно:
- клеймо наносится на расстоянии 20 - 50 мм от края сварного шва с наружной стороны;
- если шов с наружной и внутренней сторон выполняется разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе - выполнявшего сварку снаружи, а в знаменателе - клеймо сварщика, выполнявшего сварку внутри;
ПРИМЕЧАНИЕ. Если на сварном соединении нельзя определить наружную и внутреннюю сторону изделия, клеймо ставится с лицевой стороны шва (противоположной корню), на симметричных двухсторонних соединениях - с любой стороны. Во всех случаях предпочтение отдается стороне соединения более доступной для обозрения.
- у продольных соединений клеймо должно находиться в начале и в конце соединения на расстоянии 100 мм от края; на швах длиной до 400 мм допускается ставить клеймо посередине соединения;
- на кольцевом или круговом соединении клеймо ставится в месте его пересечения с продольными или иными швами со стороны противоположной расположению пересекаемых (примыкающих) швов, а при их отсутствии (сварка труб, приварка штуцеров и т.п.) одно клеймо наносится в наиболее доступном для обозрения месте и второе клеймо с диаметрально противоположной стороны (примерно); в любом случае на кольцевых соединениях диаметром свыше 60 мм должно быть не менее 2-х клейм сварщика, а при больших диаметрах расстояния между клеймами не должно превышать 2 м по периметру;
- при вварке заплат клейма наносятся на заплате и располагаются как указано выше;
- при толщине стенки менее 4 мм допускается производить клеймение электрографом или несмываемой краской, сохраняющейся на готовом аппарате.
(Измененная редакция. Изм. № 1)
12. ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ РЕМОНТНОЙ СВАРКИ
12.1 Заварка трещин
12.1.1 Трещины, подготовленные в соответствии с указаниями раздела 10 настоящего стандарта следует заваривать по стандартной технологии ручной дуговой или аргонодуговой сваркой в зависимости от вида материала и условий выполнения работы согласно ОСТ 26.260.3-2001.
12.1.2 Заварка трещин многослойным швом должна производиться с применением мер, снижающих сварочные напряжения и ограничивающих искажение формы изделия (утяжка, увод кромок), а именно:
- сварка узкими отжигающими валиками ограниченной толщины, на пониженном режиме;
- попеременная сварка двухсторонних швов то с одной, то с другой стороны или одновременно с двух сторон двумя сварщиками;
- применение порядка наложения валиков методами: на проход, от середины к концам шва, «обратноступенчатый», «каскадный» или «горкой» (рисунок 2).
12.1.3 Короткие трещины обычно заваривают «на проход», трещины средней длины «от середины к концам», «обратноступенчатым» способом или «каскадным». Трещины малой длины в швах большой толщины удобнее заваривать «горкой», т.е. сразу на всю толщину шва. В этом способе валики располагаются, примерно, по нормали к поверхности металла; после заполнения ими разделки выполняют поверхностный декоративный шов.
12.1.4 При заварке трещин должно быть особо обращено внимание на качество выполнения корневых проходов шва, где наиболее вероятное зарождение новых трещин, выборку корня шва и его подварку (в случае доступа с двух сторон). Корневые валики шва необходимо тщательно проконтролировать (визуально) на отсутствие дефектов, прежде чем приступить к последующей сварке.
Если образовавшийся при разделке трещин зазор превышает допустимые нормы, корневые швы необходимо выполнять на формирующей медной или керамической подкладке. В случае невозможности применения формирующей подкладки (при отсутствии доступа) завышенный зазор допускается устранять наплавкой кромок по предварительно отработанной технологии на образцах, имитирующих конкретные условия.
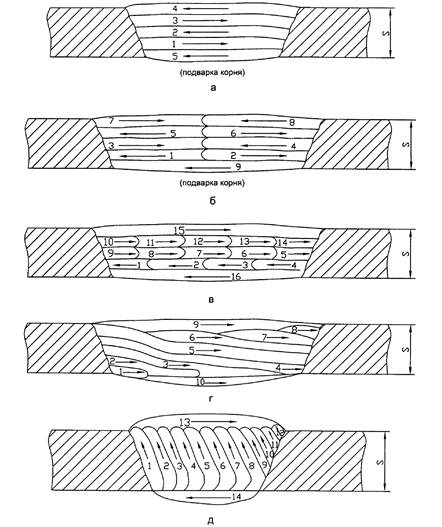
Рисунок 2 - Методы заварки трещин
а - на проход
б - от середины
в - обратноступенчатый
г - каскадный
д - горкой
При невозможности качественной заварки увеличенного зазора заварка трещины должна быть заменена вваркой заплаты (вставки).
12.1.5 Расположение швов заваренных трещин с учетом требований ГОСТ Р 52630 и ПБ 03-584-03 и специфических условий ремонта должно удовлетворять следующим требованиям:
- не должно создаваться крестообразное пересечение основного шва швом трещины (допускается Т-образное расположение);
- швы протяженных (более 100 мм) трещин, параллельные основному шву, должны располагаться от последнего на расстоянии не менее 100 мм;
- расстояние между краями параллельно расположенных швов трещины длиной до 100 мм и основного шва должно быть не менее толщины стенки корпуса, но не менее 20 мм; на такое же расстояние допускается местное приближение протяженных швов на длине до 100 мм;
- швы трещин или их участки, примыкающие к основному шву, должны располагаться по отношению к нему под углом не менее 45 градусов.
При невозможности соблюдения вышеуказанных требований, ремонт следует производить методом заплат или вставок.
(Измененная редакция. Изм. № 1)
12.2 Наплавка
12.2.1 Наплавка больших объемов металла на изношенных поверхностях с целью восстановления исходной (расчетной) толщины стенки, сопряжена с опасностью значительных сварочных напряжений на больших участках корпуса, крупнозернистой структуры, пониженной пластичности, наличия дефектов типа несплавлений между слоями, способных развиваться в трещину. Поэтому наплавка должна производиться с соблюдением нижеследующих указаний и под контролем за их соблюдением:
- наплавка должна производиться параллельно или спирально расположенными «отжигающими» валиками ограниченной ширины (не более 3-х диаметров стержня электрода без поперечных колебаний), слоями (рисунок 3 и 4);
- в каждом слое валики на 1/4 - 1/3 их ширины должны перекрывать друг друга;
- при неоднородном износе первые слои валиков наплавляются местами, в углублениях до выравнивания поверхности износа, затем по всей поверхности (рисунок 3);
- при выполнении наплавки методом параллельных валиков их направление в соседних слоях должно быть взаимно перпендикулярным (рисунок 3);
- наплавку выполнять только прокаленными электродами;
- наплавку выполнять сварочными материалами, предназначенными для сварки наплавляемой стали.
12.2.2 При наплавке больших объемов металла на углеродистую или низколегированную сталь, рекомендуется предварительный подогрев наплавляемого участка до 100 °С, а при пониженной температуре воздуха и сопутствующий подогрев для поддержания этой температуры с целью предотвращения закалочных структур, ограничения содержания водорода в наплавленном металле и уменьшения сварочных напряжений.
12.2.3 При большом объеме (например, более 500 см3) или большой площади наплавки (например, более 1000 см2) на углеродистую или низколегированную сталь по возможности произвести местную термическую обработку наплавки, которая повышает гарантию работоспособности.
12.2.4 Поверхность выполненной наплавки, включая границу наплавки, подлежит шлифовке для обеспечения возможности ультразвукового контроля и устранения концентраторов напряжений (резких впадин, подрезов и т.п.).
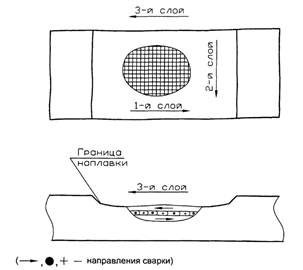
Рисунок 3 - Выравнивание впадин
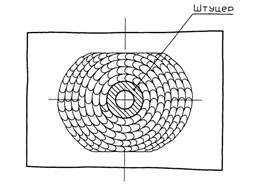
Рисунок 4 - Общая наплавка после выравнивания впадин
(пример для области со штуцером)
12.2.5 Для контроля механических свойств наплавленного металла необходимо произвести контрольную наплавку на пластину из той же марки стали (рисунок 5а); изготовить из нее и испытать на растяжение 2 образца по рисунку 5б, а также на ударную вязкость, если это требуется по условиям работы аппарата (см. раздел 13 настоящего стандарта).
Размер контрольной наплавки должен быть достаточным для вырезки указанных образцов.
12.2.6 Качество наплавки по механическим свойствам считается удовлетворительным, если пределы прочности, текучести и относительное удлинение не ниже минимального значения этих свойств для основного металла по ГОСТ или ТУ. Допускается относительное удлинение (δ5) не ниже 18 % для углеродистых низколегированных марганцовистых и кремнемарганцовистых, а также высоколегированных сталей на никелевой основе. Ударная вязкость наплавки и сплавов (если требуется ее испытание) должна соответствовать требованиям к сварным соединениям, указанным в стандартах на сосуды из соответствующих материалов (см. раздел 13 настоящего стандарта).
Ударную вязкость наплавленного металла высоколегированных аустенитных коррозионностойких сталей, а также сплавов на никелевой основе и алюминия определять не требуется.
12.2.7 Качество наплавки по внутренним дефектам контролировать ультразвуковой дефектоскопией или радиографией в объеме и по нормам дефектности, указанным в разделе 13. Объем контроля измеряется относительной площадью проконтролированной наплавки.
Толщина наплавки контролируется ультразвуком сплошным сканированием или по сетке не более 50×50 мм.
Отклонение от формы корпуса в месте наплавки (утяжка) контролируется шаблоном в сочетании с измерением диаметров и оценивается по допускаемой овальности в соответствии с указаниями раздела 12.3 настоящего стандарта.
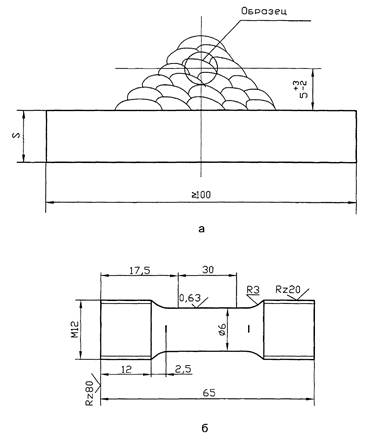
Рисунок 5 - Схема вырезки образца из наплавки (а) и образец
для
испытания на растяжение по ГОСТ 1497 (б)
12.3 Замена обечаек, вварка заплат и вставок
12.3.1 Замена обечаек, вварка заплат и вставок производится в случае невозможности, большой трудоемкости или недостаточной надежности исправления дефекта методом заварки или наплавки.
12.3.2 Замена обечайки производится путем вырезки дефектной обечайки непосредственно по двум кольцевым швам или непосредственно за ними, изготовления с подгонкой по месту новой обечайки, разделки кромок, сборки и сварки. При этом важно соблюдать требования ПБ 03-584-03 и ГОСТ Р 52630 по расположению новых кольцевых и продольных швов вваренной обечайки относительно других швов корпуса и приваренных к нему элементов.
(Измененная редакция. Изм. № 1)
12.3.3 Когда нет необходимости заменять целую обечайку, допускается применять вставки и заплаты, формы и рекомендуемый порядок установки которых показаны на рисунке 6. Заплаты и вставки формируются по кривизне радиусом на 10 % меньше радиуса корпуса в расчете на усадку (утяжку) после вварки.
12.3.4 Возможные схемы размещения заплат (вставок) относительно сварных швов корпуса и допускаемые расстояния между швами показаны на рисунке 7.
12.3.5 Вварка заплат на корпусах аппаратов, работающих под давлением или содержащих коррозионные, ядовитые, пожароопасные и взравоопасные среды, должна производиться только встык заподлицо с корпусом.
Номинальная толщина заплаты или вставки должна быть равной номинальной толщине корпуса.
12.3.6 На заплатах, удаленных от швов корпуса, рекомендуются закругления радиусом 50 мм и более (в зависимости от толщины и др. условий); закругления на вставках и заплатах, швы которых совмещаются с имеющимися швами корпуса, не допускаются (рисунок 7).
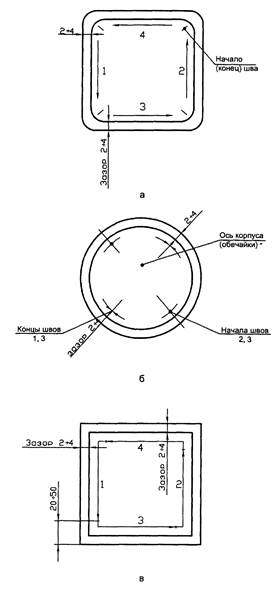
Рисунок 6 - Установка заплат прямоугольных с закруглением (а)
круговых или овальных (б), прямоугольных без
закругления (в) и порядок выполнения швов
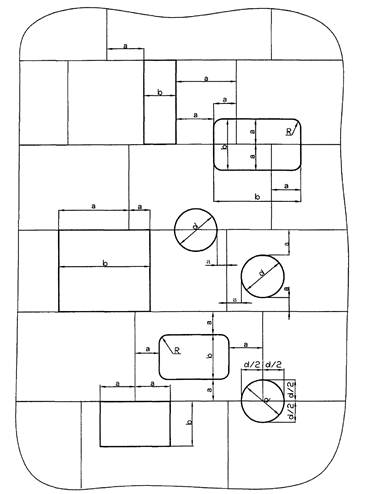
Рисунок 7 - Возможные случаи расположения заплат на корпусе
аппарата. Допустимые расстояния между швами:
а ≥ 100 мм, b ≥ 250 мм, d ≥ 200 мм;
R ≥ 50 мм
12.3.7 Выполненные заплаты и вставки по вариантам расположения и расстояния между швами должны отвечать требованиям рисунка 7.
12.3.8 Смещение кромок в сварных соединениях заплат и вставок не должно превышать 10 % их толщины и должно быть не более 3 мм в конструкциях толщиной более 30 мм.
В кольцевых участках швов (направленных по окружности корпуса) может быть допущено смещение кромок при толщине вставки до 20 мм - (10 %S + 1) мм, свыше 20 мм до 50 мм - 15 %S, но не более 5 мм (где S - толщина вставки, заплаты).
12.3.9 Отклонение от цилиндрической формы корпуса в местах вварки заплат и вставок не должно выводить овальность корпуса за допуск, определенный ПБ 03-584-03 и ГОСТ Р 52630, а именно:
Относительная овальность «а» корпуса сосудов (за исключением работающих под вакуумом или наружным давлением и для теплообменных кожухотрубчатых аппаратов) не должна превышать 1 %.
Величина относительной овальности определяется
в местах, где не установлены штуцера и люки, по формуле:
![]()
в местах установки штуцеров и люков по формуле:
![]()
где Dmax и Dmin - наибольший и наименьший внутренние диаметры корпуса соответственно, измеренные в одном поперечном сечении;
d - внутренний диаметр штуцера или люка.
Dmax или Dmin - диаметры сосуда в области центра вставки и вне вставки, определяются следующим образом: замеряется диаметр корпуса, проходящий через центр вставки, а также находится замерами наибольший и наименьший диаметр корпуса в данном сечении вне вставки. Качество выполнения вставки (заплаты) считается удовлетворительным, если диаметр по центру вставки находится между максимальным и минимальным диаметром вне вставки.
Если диаметр по вставке меньше минимального диаметра вне вставки или больше максимального, тогда большая из этих трех сравниваемых величин диаметров принимается за Dmax, а меньшая - за Dmin и расчет овальности производится по формуле.
Значение «а» допускается увеличивать до 1,5 % для сосудов при отношении толщины корпуса к внутреннему диаметру не более 0,01.
Значение «а» для сосудов, работающих под вакуумом или наружным давлением, должно быть не более 0,5 %.
Значение «а» для сосудов без давления (под налив) должно быть не более 2 %.
(Измененная редакция. Изм. № 1)
12.3.10 Местный увод (угловатость) кромок сварных соединений вставок (заплат) должен измеряться круговым шаблоном длиной 1/6Д для продольных швов или линейкой длиной 200 мм для кольцевых швов. Местный увод кромок (максимальная величина просвета между шаблоном и соединением) не должна превышать 5 мм в обечайках любого диаметра и конусных днищах диаметром до 2000 мм, 6 мм в выпуклых днищах, и 7 мм в конических днищах диаметром более 2000 мм (у основания конуса).
12.3.11 Для контроля механических свойств соединений вставок с корпусом, предусмотренных разделом 13 настоящего стандарта, выполняется контрольное соединение. Материалом для контрольных соединений должны служить 2 пластины: одна изготовляется из вырезанной части корпуса, вторая - из материала вставки. Если из вырезанной части не удается изготовить пластину без дефектов, она может быть заменена второй пластиной из материала вставки.
12.3.12 Вварка заплат и сварка контрольного соединения должны производиться одним и тем же сварщиком.
Контрольное соединение рекомендуется выполнять и испытывать до выполнения ремонтной сварки в порядке аттестации технологии сварки.
В этом случае при получении неудовлетворительных данных, необходимо выяснить предполагаемые причины, скорректировать технологию (или заменить сварщика) и повторить аттестацию.
В зависимости от обстоятельств допускается обычный порядок выполнения контрольного соединения, т.е. одновременна с ремонтной сваркой.
12.4 Замена штуцеров, люков
12.4.1 Если трещины в соединениях штуцеров с корпусом или фланцев с патрубком и износ поверхности невозможно или нецелесообразно устранить местной подваркой, ремонт производить заменой штуцеров.
Установка новых штуцеров с укрепляющими кольцами может производиться с заменой укрепляющего кольца и без его замены.
12.4.2 Новый штуцер должен быть изготовлен и установлен на корпусе аппарата в соответствии с требованиями ГОСТ Р 52630 или разделов 4.4 и 4.5 ПБ 03-584-03.
(Измененная редакция. Изм. № 1)
12.4.3 Если после вырезки дефектного штуцера отверстие в корпусе получилось овальным, неправильной (извилистой) формы или большего диаметра, чем требуется, допускается производить местную наплавку кромки отверстия или наплавку наружной поверхности штуцера (в месте приварки).
Наплавку производить кольцевыми валиками не менее чем в 2 слоя. Толщина наплавки после механической обработки не должна превышать 10 мм. Ширина наплавленного слоя по образующей патрубка штуцера должна быть больше суммарной толщины стенки корпуса вместе с укрепляющим кольцом на 15 - 20 мм.
При наплавке соседние валики наплавленного металла должны перекрывать предыдущие на 1/3 ширины валика. Поверхность каждого наплавленного слоя должна быть тщательно очищена от шлака и проконтролирована визуально. После механической обработки произвести тщательный контроль поверхности наплавки визуально с применением лупы или цветной дефектоскопией.
Рекомендуется дополнительно радиографический контроль на внутренние дефекты, чтобы в последующем не исправлять эти дефекты после контроля сварного шва.
12.4.4 Вместо наплавки допускается применять штуцеры с утолщенными патрубками или переходными втулками, в т.ч. изготовляемые из поковок с сопряжением в соответствии с требованиями ГОСТ Р 52630 и раздела 4.9 ПБ 03-584-03.
(Измененная редакция. Изм. № 1)
12.4.5 Разделку кромок отверстия вместе с укрепляющим кольцом, в случаях, когда оно предварительно не удаляется, выполнять под углом 45° V-образную при доступности только с одной стороны и К-образную при доступности с двух сторон. При односторонней сварке с целью улучшения обеспечения полного проплавления для первых (одного-двух) проходов рекомендуется применять аргонодуговую сварку, в т.ч. для углеродистых и низколегированных сталей.
12.5 Ремонт соединений труб с трубными решетками
12.5.1 При наличии единичных трещин или пор в сварных швах соединений труб с трубными решетками необходимо полностью выбрать дефекты шлифовальным мини-инструментом или высверливанием и повторно заварить шов. В случае ремонта в условиях ремонтного цеха и наличия станков, удаление сварного шва полностью производить на расточных станках. Полноту удаления дефектов контролировать визуально с применением лупы и/или цветной дефектоскопией.
12.5.2 В случае выхода трещин шва на стенку трубы или сквозного разрушения трубы в других местах, производится замена пораженной трубы новой или труба выводится из работы установкой и приваркой заглушек с двух сторон (заглушивается).
По усмотрению предприятия, если позволяет эффективность теплообменника, труба может быть заглушена пробками с их обваркой по рисунку 8.
Пробки-заглушки рекомендуется делать удлиненными - 30 ... 50 мм (в зависимости от диаметра) с углом конусности 3 ... 5° на сторону (рисунок 8), которые удобнее использовать при значительных отклонениях внутреннего диаметра различных трубок после износа. Возможна индивидуальная подгонка с размером основания конуса, указанным на рисунке 8. В других случаях этот размер может быть унифицированным -максимальным; значительно выступающие концы пробок при необходимости могут быть срезаны.
12.5.3 Удаление дефектной трубы производится высверливанием соответствующими сверлами без повреждения отверстия в решетке.
Для этого труба после удаления шва высверливается не на полную толщину стенки, а оставшаяся часть стенки толщиной 0,1 - 0,5 мм легко отжимается от трубной решетки оправками (типа отверток).
12.5.4 В зависимости от местных условий рекомендуется применять два типа сварных соединений новых труб с трубными решетками: с разделкой кромок и с «утоплением» трубы, которые обеспечивают достаточную надежность.
Более высокую надежность обеспечивает соединение с разделкой кромок, заваренное двухслойным швом, (рисунок 9).
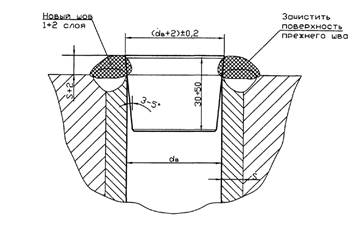
Рисунок 8 - Размеры и вварка заглушек в теплообменные трубы
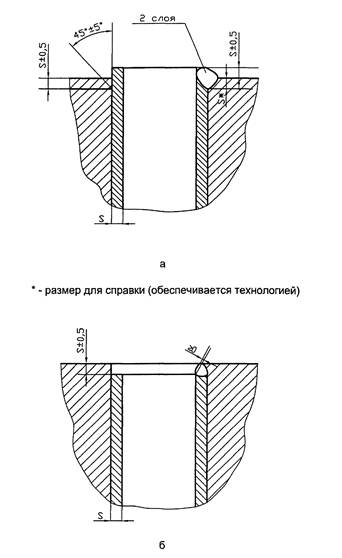
Рисунок 9 - Типы подготовки кромок и типы
соединений труб с трубной решеткой.
а) - с разделкой кромок; б) - с «утоплением» труб
12.5.5 Рекомендуемые способы выполнения сварных швов труб с решетками в вертикальных и горизонтальных теплообменных аппаратах показаны на рисунке 10.
12.5.6 Развальцовка трубы, как правило, производится после сварки с отступлением от сварного шва на 5 - 10 мм (шов не рекомендуется деформировать).

Рисунок 10 - Порядок сварки теплообменных труб
с трубными решетками
а - в нижнем или потолочном положении;
б - в вертикальном положении
12.6 Исправление дефектов в змеевиках
12.6.1 Единичные дефекты в змеевиках (свищи, отдельные небольшие трещины в основном металле и швах), расположенные в доступных местах, могут быть устранены путем вышлифовки дефектов и заварки.
12.6.2 Вздутия, недопустимые для дальнейшей работы, трещины, которые нецелесообразно исправлять заваркой, прогар или сквозная коррозия труб (свищи значительных размеров) и любые другие дефекты, расположенные в недоступных местах, исправлять путем вырезки участков труб или полностью отдельных труб и заменой их вставками или новыми трубами. Разрезы труб следует располагать в местах, доступных для последующей варки вставок.
12.6.3 Подготовку под сварку и варку вставок производить в соответствии с ОСТ 26.260.3-2001 и указаниями настоящего стандарта.
12.7 Восстановление уплотнительных поверхностей фланцев
12.7.1 Восстановление изношенных в результате коррозии уплотнительных поверхностей фланцев возможно следующими способами:
а - отрезкой изношенного фланца и заменой его новым; способ наиболее простой, но целесообразен чаще для замены фланцев сравнительно небольших размеров;
б - наплавкой изнощенных поверхностей; способ целесообразен для восстановления непротяженных повреждений на крупных фланцах;
в - приваркой накладки на фланец; способ целесообразен для крупных фланцевых соединений, восстановление которых способами «а» или «б» в силу каких-либо обстоятельств невозможно или нецелесообразно.
12.7.2 При использовании способа «а» п.п. 12.7.1 отрезка фланца приварного встык рекомендуется по шву его соединения с патрубком.
Линия отрезки должна быть сдвинута от оси шва в сторону фланца на величину припуска, необходимого для выравнивания и разделки кромки патрубка с сохранением исходного (необходимого) вылета патрубка.
Отрезка плоских фланцев рекомендуется примерно по средней части патрубка в месте наиболее удобном для качественного выполнения шва. Новый фланец присоединяется с приваренным к нему укороченным патрубком, длина которого определяется вылетом штуцера (люка и т.п.), предусмотренным чертежом. При этом должно быть обеспечено расстояние между краями соседних швов не менее толщины стенки патрубка (S), но не менее 20 мм. Данное минимальное требование относится также к случаям замены корпусных фланцев, в которых невозможно увеличить это расстояние до величины более 50 мм и 3S.
12.7.3 Наиболее сложным случаем восстановления фланцев наплавкой является фланцевое соединение с уплотнением типа «шип-паз».
Восстанавливать приходится паз, обычно расположенный на фланце со стороны корпуса (крышку или ответный фланец проще заменить).
Методика восстановления:
- вышлифовка дефектов;
- наплавка дна впадины;
- выравнивание дна впадины;
- выравнивание дна впадины шлифовкой;
- наплавка буртов с формированием боковых поверхностей впадины с помощью медного вкладыша;
- шлифовка поверхностей буртов до размера и обеспечения плоскостности;
- шлифовка-доводка до размера боковых поверхностей впадины.
В уплотнениях типа «выступ-впадина», плоская привалочная поверхность операции восстановления наплавкой упрощаются.
Для выполнения этой работы требуется привлечение слесарей и сварщиков высокой квалификации и применение разнообразного мелкого шлифовального инструмента, шаберов и т.п. В качестве способов наплавки лучшим является аргонодуговая сварка.
12.7.4 Восстановление фланцевого соединения приварной накладкой представлено на рисунке 11. При этом требуется замена шпилек на удлиненные, а также некоторые поверочные расчеты толщины дна впадины в накладке и общей ее толщины с учетом неизбежных местных зазоров между накладкой и изношенным фланцем. Возможно уменьшение зазоров частичной предварительной наплавкой.

Рисунок 11 - Ремонт уплотнительной поверхности фланцев
методом накладки
13. КОНТРОЛЬ РЕМОНТНЫХ СВАРНЫХ СОЕДИНЕНИЙ (НАПЛАВКИ) И ТРЕБОВАНИЯ К ИХ КАЧЕСТВУ
13.1 Контроль сварки и ремонтных сварных соединений (наплавки) осуществляется следующими методами:
- проверкой соответствия основных и сварочных материалов требованиям настоящего стандарта, технической документации на ремонт и стандартам или техническим условиям, по которым они поставляются;
- контролем качества подготовки дефектных участков и ремонтных соединений (разделка кромок, сборка, зачистка) под сварку;
- проверкой состояния сварочного участка и сварочного оборудования;
- проверкой квалификации сварщика (по документам и при необходимости аттестацией);
- внешним (визуальным) осмотром и измерением;
- радиографией или ультразвуковой дефектоскопией (или сочетанием этих методов);
- механическими испытаниями контрольных сварных соединений (или наплавки);
- цветной или магнитно-порошковой дефектоскопией;
- испытанием на межкристаллитную коррозию;
- измерением твердости;
- стилоскопированием (при необходимости проверки марки примененных материалов);
- металлографическими исследованиями;
- гидравлическим и пневматическим испытанием.
(Измененная редакция. Изм. № 1)
13.2 Перечисленные в п. 13.1 виды, объем и условия применения контроля зависят от группы аппарата, в зависимости от расчетного давления, температуры стенки и характера среды, которые приведены в ПБ 03-576-03, ГОСТ Р 52630, ПБ 03-584-03, ОСТ 26-01-858-94, ОСТ 26.260.482-2003, ОСТ 26-01-1183-82.
(Измененная редакция. Изм. № 1)
13.3 Сварные соединения считаются выдержавшими испытания, если они отвечают требованиям ГОСТ Р 52630 и ПБ 03-584-03 (для сталей), ОСТ 26.260.3-2001 (сварка), ОСТ 26-01-858-94 (для никеля и сплавов на основе никеля), ОСТ 26.260.482-2003 (для титана) ОСТ 26-01-1183-82 (для алюминия и его сплавов) ОСТ 26-01-900-76 (для меди и ее сплавов), ОСТ 26.260.480-2003 (для двухслойных сталей - сварка, наплавка).
(Измененная редакция. Изм. № 1)
13.4 Внешний осмотр и измерения производятся на каждом сварном соединении. Проверке подлежит: отсутствие недопустимых внешних дефектов согласно ГОСТ Р 52630 и 4.10 ПБ 03-584-03, соответствие размеров швов требованиям стандартов на типы швов и технической документации на ремонт, т.к. не всегда при ремонте можно выдерживать стандартные размеры швов, соответствие расположения швов требованиям настоящего стандарта, соответствие смещения кромок и увода кромок требованиям ГОСТ Р 52630 и ПБ 03-584-03 (раздел 4.9), наличие клейм сварщика (ГОСТ Р 52630).
По результатам внешнего осмотра не допускаются следующие наружные дефекты:
- трещины всех видов и направлений, кроме единичных микронадрывов (вязких горячих микротрещин протяженностью до 2 мм) в стабильноаустенитных швах некоторых сталей и сплавов, не влияющие на надежность по заключению специализированной организации;
- свищи и пористость
- подрезы в аппаратах 1, 2-й групп и подрезы в аппаратах 3, 4, 5-й групп глубиной более 5 % толщины стенки и более 0,5 мм или протяженностью более 100 % длины шва;
- наплывы, прожоги, незаплавленные кратеры;
- несоответствие формы и размеров шва требованиям стандартов, технических условий, чертежей или ремонтной документации.
В отдельных случаях швы с несоответствием формы и размеров ремонтных швов могут быть допущены по решению специалистов в области сварки в химическом машиностроении:
- смещение и совместный увод кромок свыше норм, указанных ГОСТ Р 52630 и разделе 4.9 ПБ 03-584-03;
- впадины между валиками сварного шва (образующая впадины более 1 мм), превышающие по глубине допуск на усиление шва и чешуйчатость.
(Измененная редакция. Изм. № 1)
13.5 Внутренние дефекты сварных соединений должны выявляться радиографическим (радиационным) контролем или ультразвуковой дефектоскопией. Радиационный контроль должен производиться в соответствии с ГОСТ 7512, СТО 00220368-010-2007. Ультразвуковая дефектоскопия должна производиться в соответствии с ГОСТ 14782, СТО 00220256-005-2005 и ОСТ 26-2079-80, СТО 00220256-016-2009, СТО 00220256-014-2008. Ультрозвуковой контроль наплавки проводить по РДИ 26-11-61-96.
(Измененная редакция. Изм. № 1)
13.6 Радиационному или ультразвуковому контролю при ремонте или реконструкции аппарата подлежат:
- все новые (ремонтные) стыковые, угловые, тавровые и другие сварные соединения, включая соединения люков и штуцеров с корпусом, которые находятся под давлением или воздействием среды, доступные и дефектоскопичные для этих видов контроля, в объеме (по протяженности каждого шва) согласно таблице 2.
Таблица 2 - Объем контроля швов радиационным или ультразвуковым методом
|
Группа аппарата |
1,2 |
3 |
4,5а |
56 |
|
Длина контролируемых участков от общей длины шва, % |
100 |
50 |
25 |
10 |
|
ПРИМЕЧАНИЕ. Контроль сварных соединений аппаратов группы 5б, работающих под давлением не более 0,3 кгс/см2, по усмотрению предприятия допускается не производить |
||||
- все места исправлений сварных швов в объеме по таблице 2, исчисляемом от общей протяженности исправлений на каждом шве.
При этом в случае коротких подварок допускается объем контроля исчислять относительным количеством проконтролированных подварок на каждом шве;
- наплавки изношенной поверхности в объеме по таблице 2, исчисляемом в относительной площади проконтролированной поверхности наплавки;
- места пересечений новых сварных швов между собой или новых швов с прежними, - каждое пересечение;
- новые (ремонтные) сварные соединения поковок, литья и сортового проката между собой или с листами и трубами, в объеме 100 %;
- участки сварных швов, перекрываемые укрепляющими кольцами или другими элементами, в объеме 100 %. Требование относится к новым (ремонтным) и прежним швам, если последние ранее не подвергались этому контролю;
- участки сварных швов корпуса, прилегающие к новым
отверстиям, на которых устанавливаются люки и штуцера, на длине ![]() (D - внутренний диаметр
корпуса, S - толщина стенки в месте отверстия);
(D - внутренний диаметр
корпуса, S - толщина стенки в месте отверстия);
- сварные швы опор и приварки опор к аппарату в объеме по указанию в технической документации или усмотрению предприятия.
13.7 По результатам радиационного, ультразвукового или металлографического контроля не допускаются следующие внутренние дефекты:
- трещины всех видов и направлений;
- свищи;
- непровары (несплавления), расположенные в сечении сварного соединения или в корне одностороннего шва (кроме оговоренных ниже);
- поры, шлаковые и вольфрамовые (при аргонодуговой сварке) включения, выходящие за пределы норм, установленных допустимым классом дефектности сварного шва по ГОСТ 23055 в соответствии с таблицей 3.
Таблица 3 - Допустимые классы дефектности швов
|
Вид сварного соединения |
Классы дефектности по ГОСТ 23055 по группам аппаратов |
|||
|
1, 2, 3 |
4 |
5а |
5б |
|
|
Стыковое |
3 |
4 |
5 |
6 |
|
Угловое и тавровое |
4 |
5 |
5 |
6 |
|
Нахлесточное |
5 |
6 |
6 |
7 |
|
ПРИМЕЧАНИЕ: 1. При толщине металла до 45 мм допускается оценку дефектов производить по классу 4 вместо класса 3, по классу 5 вместо класса 4 и по классу 6 вместо класса 5, по классу 7 вместо класса 6. 2. В кольцевых соединениях толщиной не более 10 мм, выполняемых ручной дуговой сваркой, допускается оценивать дефекты по классу 5 вместо классов 3 и 4. 3. Оценку дефектности методом ультразвуковой дефектоскопии производить по СТО 00220256-005-2005. |
||||
(Измененная редакция. Изм. № 1)
В двухсторонних угловых и тавровых сварных соединениях патрубков с внутренним диаметром не более 250 мм, исполнение которых предусмотрено чертежом с полным проплавлением, аппаратов 2, 3, 4, 5 групп допускается местный внутренний непровар в области смыкания корневых швов глубиной не более 10 % номинальной толщины стенки, но не более 2 мм и суммарной протяженностью не более 5 % длины шва.
Допускается непровар в корне одностороннего шва глубиной не более 10 % номинальной толщины стенки, но не более 2 мм и суммарной протяженностью не более 20 % длины шва:
- в кольцевых стыковых сварных соединениях, доступных для сварки только с одной стороны, выполненных без подкладного кольца, сосудов 4 и 5б групп, работающих при температуре выше 0 °С, а также в змеевиках;
- в односторонних угловых сварных соединениях сосудов 4-й и 5б групп, работающих при температуре выше 0 °С
13.8 Если в сварных соединениях радиационным или ультразвуковым выборочным контролем выявлены недопустимые дефекты, то необходимо проконтролировать тем же методом все однотипные сварные швы, выполненные данным сварщиком, за исключением недоступных участков.
13.9 При невозможности осуществления контроля отдельных сварных соединений радиационным методом или ультразвуковой дефектоскопией из-за их недоступности (ввиду конструктивных особенностей, ограниченных возможностей этих методов или по условиям техники безопасности) или неэффективности (в частности, при контроле сварных соединений с конструктивными зазорами или соединений с корпусом штуцеров с внутренним диаметром менее 100 мм, бобышек и т.п.) контроль качества этих сварных соединений должен производиться по РД 26-11-01-85 с применением цветной дефектоскопии в объеме 100 %.
В ремонтной документации и практике ремонта цветную и магнитнопорошковую дефектоскопию рекомендуется предусматривать для выявления расположения и границ дефектов, полноты их удаления при подготовке под сварку.
Для контроля выполненных швов, кроме случаев, указанных выше, эти методы рекомендуются как дополнительные, в какой-то мере компенсирующие невозможность применения каких-либо из других методов контроля (механические испытания, радиография и т.п.).
Цветная дефектоскопия может быть использована для уточнения результатов внешнего контроля в сомнительных случаях.
13.10 Механическим испытаниям на контрольных соединениях или контрольных наплавках должны подвергаться только стыковые сварные соединения и наплавки. Образцы для механических испытаний изготовляются из контрольных сварных соединений, которые должны по возможности наиболее полно воспроизводить одно (обычно наиболее ответственное) из сварных соединений, выполненное каждым сварщиком.
Контрольные соединения в зависимости от возможности изготовляют из пластин старого материала, взятого при вырезке дефектных участков и нового материала заплат, вставок и деталей. Допускается изготовлять контрольное соединение только из нового материала, используемого в ремонте сварных соединений.
Количество сварных контрольных соединений должно быть по одному на каждого сварщика, на каждую марку стали, каждую марку сварочного материала и каждый вид сварки.
Допускается выполнять одно контрольное соединение на несколько марок основных материалов, если их сварка производится одинаковыми марками сварочных материалов.
Допускается выполнять по одному контрольному соединению всех вышеуказанных видов на группу аппаратов, если они изготовлены из тех же материалов.
Размеры контрольных сварных соединений выбираются так, чтобы из них возможно было вырезать необходимое количество образцов для металлографических исследований, для всех видов механических испытаний и испытаний на стойкость к межкристаллитной коррозии, включая повторные.
13.11 Виды механических испытаний и количество образцов должны соответствовать действующим нормативным документам на конкретный вид изделия ГОСТ Р 52630, ПБ 03-584-03, ОСТ 26-01-858-94, ОСТ 26.260.482-2003, ОСТ 26-01-1183-82, ОСТ 26-01-900-76.
(Измененная редакция. Изм. № 1)
13.12 Испытания сварного соединения на стойкость к межкристаллитной коррозии должно производиться в случае ремонта или реконструкции аппаратов, изготовленных из коррозионностойких сталей, сплавов никеля и алюминия при наличии требований в технической документации на аппарат, а также в случаях, когда по данным предприятия среда аппарата может вызвать межкристаллитную коррозию.
Форма, размеры и количество образцов должны соответствовать ГОСТ 6032.
Метод контроля принимается по технической документации аппарата или по заключению специалиста. Образцы для испытаний отбирают от контрольных стыковых сварных соединений (указанных выше). По усмотрению предприятия в зависимости от агрессивности среды может быть предусмотрено изготовление дополнительных контрольных стыковых соединений, например, имитирующих угловые сварные соединения патрубков с корпусом и т.п., что должно быть отражено в ремонтной документации.
В случае, если ремонт ограничивается подварками или наплавками изношенных участков, косвенным критерием о стойкости подварок и наплавок к межкристаллитной коррозии могут служить результаты испытаний примененных сварочных материалов (в соответствии с ГОСТ 6032).
13.13 Металлографические исследования проводят на одном образце из каждого контрольного соединения аппаратов:
1) 1, 2, 3 групп, работающих под давлением более 5 МПа (50 кгс/см2) или при температуре ниже минус 40 °С;
2) 1, 2 групп, работающих при температуре выше 450 °С;
3) из сталей, склонных к термическому воздействию (12ХМ, 12МХ, 15Х5М и др.), горячим трещинам при сварке (06ХН28МДТ, 08Х17Н16М3Т и др.) и из двухслойных сталей.
Допускается не проводить металлографические исследования стыковых сварных швов сборочных единиц и деталей, работающих при температуре ниже минус 40 °, толщиной не более 20 мм из сталей марок 12Х18Н10Т и 08Х18Н10Т.
13.14 Качество контрольного сварного соединения при металлографических исследованиях должно соответствовать требованиям п.п. 4.10.3 и 4.10.4 ПБ 03-584-03.
13.15 Если при металлографическом исследовании в контрольном сварном соединении будут обнаружены недопустимые внутренние дефекты, которые следует выявлять радиографическим или ультразвуковым контролем согласно п. 6.10.13 ПБ 03-584-03, все сварные соединения, контролируемые данным сварным соединением, подлежат повторному испытанию тем же методом неразрушающепо контроля в объеме 100 %. В случае получения удовлетворительных результатов повторного контроля эти сварные швы считаются годными.
13.16 При получении неудовлетворительных результатов допускается повторное испытание на удвоенном количестве образцов, вырезанных из того же сварного соединения.
Если при повторном испытании получены неудовлетворительные результаты хотя бы на одном образце, сварное соединение считается непригодным.
13.17 Измерению твердости должен подвергаться металл шва, в котором возможна подкалка (образование мартенсита или других хрупких структур) с соответствующей опасностью образования холодных трещин сразу после сварки или с течением времени.
К ним относятся швы закаливающихся сталей, (15Х5М и т.п.), а также переходные и плакирующие швы двухслойных и разнородных сталей типа Ст3 + Х18Н10Т, выполняемые аустенитными сварочными материалами и разбавляемые углеродистой (низколегированной) сталью.
Допускается производить измерение твердости на контрольных соединениях, если невозможно его осуществлять непосредственно на аппарате. Твердость разнородных швов соединений типа Ст3 + 12Х18Н10Т, а также переходного и плакирующего швов двухслойной стали должна быть не более 220НВ.
13.18 Стилоскопирование сварных швов следует проводить для установления марочного соответствия примененных сварочных материалов требованиям ОСТ 26.260.3-2001 и проекта.
13.19 Стилоскопированию подвергаются сварные швы работающих под давлением деталей из сталей марок 12ХМ, 12МХ, 15ХМ, 10Х2М1А-А, 20Х2М, 1Х2М1, 15Х2МФА-А, 10Х2ГНМ, 15Х5М, 15X5, 08X13, 08Х17Н13М2Т, 10Х17Н13М2Т, 10X17H13M3T, 08Х17Н15М3Т, 03X16H15M3T, 08Х21Н6М2Т и 06ХН28МДТ, 12Х18Н10Т, 08Х18Н10Т, 08Х22Н6Т и металл коррозионностойкой наплавки в объеме не менее указанного в таблице 4.
Таблица 4 - Объем контроля стилоскопированием
|
Группа сосуда |
Количество контролируемых сварных швов и металла коррозионностойкой наплавки от общего количества, % |
|
1,2 |
100 |
|
3,4 |
50 |
|
5 |
25 |
13.20 В процессе стилоскопирования следует определять в металле шва наличие хрома, молибдена.
Должны контролироваться
- каждый сварной шов в одной точке через каждые 2 м;
- места исправления каждого сварного шва;
- наплавка в одной точке.
13.21 При получении неудовлетворительных результатов допускается повторное стилоскопирование того же сварного соединения на удвоенном количестве точек.
При неудовлетворительных результатах повторного контроля следует проводить спектральный или химический анализ сварного соединения результаты которого считаются окончательными.
13.22 При выявлении несоответствия марки использованных присадочных материалов хотя бы на одном из сварных соединений сосудов 3, 4 и 5а и 5б групп стилоскопирование металла шва производиться на всех сварных соединениях, выполненных данным способом сварки.
13.23 Дефектные сварные швы, выявленные при контроле, следует удалять, швы вновь сварить и подвергнуть стилоскопированию.
13.24 Сосуды и аппараты, работающие под давлением свыше 0,07 МПа (0,7 кгс/см2) после, ремонта корпусов сваркой подвергаются гидравлическому или пневматическому испытанию, а сосуды и аппараты, работающие под давлением 0,07 МПа (0,7 кгс/см2) и менее (вакуум с остаточным давлением не ниже 665 МПа (5 мм рт. ст.)) контролю на плотность и герметичность.
13.25 Гидравлические испытания и контроль на герметичность проводить в соответствии с требованиями ПБ 03-584-03 и ГОСТ Р 52630.
(Измененная редакция. Изм. № 1)
14. ИСПРАВЛЕНИЕ ДЕФЕКТОВ РЕМОНТНОЙ СВАРКИ
14.1 Исправление дефектов ремонтной сварки осуществляется аналогично ремонту дефектов ранее выполненных швов в соответствии с настоящим стандартом.
14.2 Если после первого исправления дефектов ремонтной сварки вновь образуются недопустимые дефекты, швы могут быть допущены к повторному исправлению службой главного механика после изучения, анализа и устранения возможных причин образования дефектов: качество основных и сварочных материалов, состояние участка и сварочного оборудования, качество подготовки под сварку, квалификация сварщика, условия сварки (в т.ч. окружающая среда и др.).
В сложных случаях рекомендуется привлечение специалистов специализированных предприятий.
Исправление дефектов в ремонтной сварке более 2-х раз на одном и том же месте допускается после анализа причин по решению главного механика предприятия.
15. ТЕРМООБРАБОТКА
15.1 Если сосуд (аппарат) выполнен согласно технической документации с термической обработкой (например, в случаях, когда среда может вызвать коррозионное растрескивание и др.) возможность и технология его ремонта в условиях предприятия с применением сварки должна быть рассмотрена специалистами в конкретном случае.
16. КОНКРЕТНЫЕ ПРИМЕРЫ РЕМОНТА
16.1 Ремонт корпуса цилиндрического аппарата (дистилляционная колонна) Ø 1400×20 мм высотой 19220 мм из стали Ст3сп вваркой вставки взамен вырезанного дефектного участка (аппарат работает под давлением до 20 кгс/см2 и температуре 135 - 200 °С и относится к аппаратам 3 группы по ГОСТ Р 52630)
16.1.1 Для изготовления вставки применять листовую сталь толщиной 20 мм марки ВСт3сп3 по ГОСТ 380 или 20К, 09Г2С, 16ГС по ГОСТ 5520 в соответствии с расчетом на прочность.
16.1.2 Для сварки применять один из следующих видов электродов (таблица 16.1):
Таблица 16.1 - Марки применяемых электродов
|
Тип электрода по ГОСТ 9467 |
Марка электрода |
Гарантируемая прочность металла шва кгс/см2 (не ниже) |
|
Э42 |
АНО-5, АНО-17 |
42 |
|
Э42А |
УОНИ-13/45 |
|
|
Э46 |
АНО-13, МР-3, ОЗС-3, ОЗС-4, ОЗС-6, ОЗС-12 |
46 |
|
Э46А |
АНО-8 |
|
|
Э50А |
УОНИ-13/55, АНО-11, ВП-4 |
50 |
Выбор конкретного типа электродов произвести по испытаниям основного металла и расчету на прочность. Гарантируемая прочность металла шва должна быть не ниже прочности основного металла (по результатам испытаний) или не ниже требуемой по расчету на прочность.
16.1.3 Соответствие металла вставки и сварочных материалов техническим требованиям стандартов должно быть подтверждено сертификатами.
16.1.4 Сварочные электроды должны быть проверены на соответствие требованиям ГОСТ 9466 по состоянию поверхности покрытия (риски, задиры, вмятины, поры, шероховатость, оголенность стержня и т.п.), и эксцентриситету покрытия. Электроды с недопустимыми дефектами бракуются.
16.1.5 Сварочно-технологические свойства проверять путем сварки тавровой пробы по ГОСТ 9466 или сварки пробной пластины с последующим просвечиванием или УЗД. Электроды, не удовлетворяющие требованиям по формированию шва или внутренним дефектам, бракуются (допускается прокалка с повторной проверкой).
16.1.6 Сварочные электроды должны храниться в сухих помещениях при температуре не ниже 17 °С с влажностью воздуха не более 60 %.
16.1.7 После получения со склада или длительного хранения, в случае нарушения режима хранения, электроды перед использованием должны быть прокалены по режиму, указанному в паспорте или технических условиях на электроды.
16.1.8 К выполнению сварки допускаются сварщики, аттестованные по Правилам ПБ 03-273-03.
К руководству сварочными работами допускаются специалисты сварочного производства, а также инженерно-технические работники, изучившие положения нормативной документации по сварке данного материала.
16.1.9 При вырезке дефектного места из корпуса должно быть учтено следующее:
- часть образца размером не менее 250×150 мм должна быть предназначена для контрольного сварного соединения;
- расстояние между осями выполненных продольных швов вставки и имеющихся на корпусе должны быть не менее 250 мм, между кольцевыми - не менее 100 мм;
- после вварки вставки взамен вырезанного образца должно быть выдержано расстояние между краем шва вставки и краем другого шва любого элемента, приваренного к корпусу - не менее 20 мм;
- пересечение швов вставки с имеющимися швами корпуса и приваренных к нему деталей допускается;
- радиус закругления углов вставки рекомендуется 40 - 50 мм; допускается вставка без закругления.
16.1.10 Вставку изготовить после вырезки образца и полной подготовки кромок на корпусе. Размеры вставки должны обеспечить ее установку на корпусе с зазорами согласно рисунку 16.1-1. При этом с целью компенсации утяжки после сварки радиус вальцовки вставки должен быть на 10 % меньше радиуса корпуса аппарата (т.е. должен быть равным 630 мм) и контролироваться соответствующим шаблоном.
16.1.11 Вырезку образца допускается производить механическим и термическим способами. Из термических способов предпочтительнее плазменная и газо- (ацетилено)-кислородная резка. Рекомендуется производить термическую резку по линейке и шаблонам (копирам). Для улучшения качества реза в закруглениях рекомендуется первоначально прорезать их с помощью циркулярного устройства. Начинать резку целесообразно от засверловок.

Рисунок 16.1-1 - Схема сборки и сварки вставки с корпусом.
1, 2, 3, 4 - последовательность выполнения швов
→ - направление сварки (всех проходов)
R - радиус закругления
16.1.12 Перед подготовкой кромок на корпусе придать им прямолинейность и правильный радиус закругления с помощью абразивной или другой механической обработки. Отклонения от прямолинейности на всю длину кромок не должны превышать допуска на зазор (2 мм, рисунок 16.1-1) и учтены при определении размеров вставки.
16.1.13 Учитывая затруднительность качественной подготовки кромок на корпусе, рекомендуется использовать соединение типа С15 по ГОСТ 5264 с симметричным двухсторонним скосом только кромок вставки (рисунок 16.1-2).
16.1.14 Подготовку кромок на вставке производить механической обработкой. Подготовку кромок (без скоса) на корпусе выполнять абразивным кругом или другим механическим способом.
После кислородной или плазменной резки достаточно удалить механическим способом только окисную пленку (должны-отсутствовать цвета побежалости). В случае применения воздушно-дуговой резки графитовыми или угольными электродами требуется удаление механическим способом науглероженного слоя (до 0,8 мм).
16.1.15 Прилегающие к кромкам поверхности должны быть зачищены до металлического блеска на ширине не менее 20 мм.
16.1.16 Сборку по сварку произвести в соответствии с рисунком 16.1-1. При этом прихватки выполняются только с двух сторон (длинных) пластины, а короткие остаются без прихваток для обеспечения свободной утяжки вставки и снижения сварочных напряжений.
16.1.17 Прихватки выполнять электродами, приведенными в п. 16.1.2. Прихватки следует тщательно очистить от шлака и визуально проверить на отсутствие дефектов. При обнаружении дефектов выяснить их причину, а прихватки удалить и выполнить повторно.
16.1.18 После сборки проверить соответствие зазоров требованиям рисунка 16.1-1 и смещение кромок, которое должно быть не более 2 мм.
16.1.19 Перед сваркой или после перерыва в сварке кромки подогреть до температуры 100 - 150 °С. Сварка без подогрева может быть допущена в сухую погоду при температуре окружающей среды не ниже 20 °С.
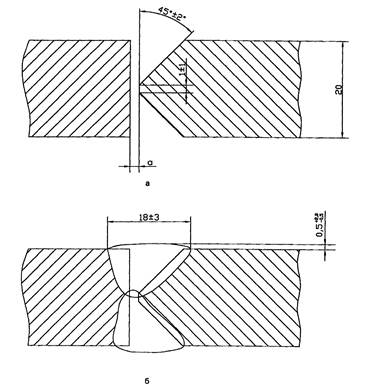
Рисунок 16.1-2 - Сварное соединение С15 по ГОСТ
5264
а - подготовка кромок и сборка
б - сварной шов
Размер "а" - см. рисунок 16.1-1.
16.1.20 Сварку выполнять в общей последовательности, показанной на рисунке 16.1-1. При этом, к выполнению сварного шва с каждой следующей стороны вставки, приступают после полного выполнения шва на предыдущей стороне вставки. Во избежание разрыва прихваток стык 2 закрепить швом в 1 - 2 прохода после выполнения 2 - 3 проходов на стыке 1. Края швов 1 и 2 (рисунок 16.1-1) для удобства последующего сопряжения со швами 3 и 4 выполняют со ступенчатым неполным заполнением разделки кромок на расстоянии 50 - 70 мм.
16.1.21 Заполнение разделки кромок выполнять узкими валиками без поперечных колебаний электрода поочередно с внутренней и наружной стороны слоями за 2 - 3 прохода.
16.1.22 Первые два-три прохода выполнить с внутренней стороны корпуса, после чего произвести вышлифовку корня шва с наружной стороны до полного устранения непровара и др. дефектов.
16.1.23 Для выполнения первых двух-трех проходов шва применять электроды диаметром 3 - 4 мм, последующих - 4 - 5 мм. Сила сварочного тока принимается по данным паспортов или этикеток на электроды.
16.1.24 В процессе сварки должно быть обращено особое внимание на тщательность зачистки поверхности каждого наплавленного валика от шлака
16.1.25 В процессе выполнения первых двух (продольных) швов следить за утяжкой вставки в кольцевых стыках и после полного выравнивания кромок и кривизны вставки закрепить эти стыки прихватками (не зависимо от степени законченности продольных швов).
16.1.26 В одно время со сваркой вставки должно быть выполнено сварное контрольное соединение в соответствии с указаниями, приведенными далее.
16.1.27 Ремонтные сварные соединения в соответствии с Правилами ПБ 03-584-03 и ГОСТ Р 52630 подлежат контролю:
- внешним осмотром и измерением;
- просвечиванием или ультразвуковой дефектоскопией;
- механическими испытаниями;
- гидравлическим испытанием на прочность и плотность.
(Измененная редакция. Изм. № 1)
16.1.28 Внешний осмотр и измерение сварных швов произвести с двух сторон по всей их протяженности в соответствии с ГОСТ 3242 для выявления наружных дефектов, не допускаемых ГОСТ Р 52630 и ПБ 03-584-03. Размеры усиления шва должны быть в пределах, указанных на рисунке 16.1-2. Угловатость (совместный увод кромок) сварного соединения контролировать в соответствии с ГОСТ Р 52630 и ПБ 03-584-03.
(Измененная редакция. Изм. № 1)
16.1.29 Просвечиванию или ультразвуковой дефектоскопии подвергнуть не менее 50 % всей длины швов. Обязательной дефектоскопии подлежат швы в закруглениях и местах пересечения со швами корпуса.
Просвечивание должно производиться в соответствии с ГОСТ 7512 и ОСТ 26-11-03-84, ультразвуковой контроль должен соответствовать требованиям ГОСТ 14782, ОСТ 26-2044-83.
16.1.30 Для механических испытаний сварить в одно время с приваркой вставки по той же технологии теми же электродами контрольное соединение из двух пластин размером 250×150 каждая (сварка по длинной стороне пластины). Одну из пластин изготовить из металла образца, вырезанного из корпуса. На этой пластине свариваемую кромку выполнить без скоса. Вторую пластину изготовить из металла вставки с двухсторонним симметричным скосом кромки - под углом 45° (рисунок 16.1-2).
16.1.31 Из контрольной пластины изготовить и испытать при комнатной температуре:
- на растяжение 2 образца типа XII или XIII по ГОСТ 6996 с определением только временного сопротивления;
- на изгиб 2 образца типа XXVII по ГОСТ 6996 с изгибом в разные стороны оправкой диаметром равным двум толщинам металла (40 мм).
16.1.32 Процедура гидравлического испытания должна соответствовать ГОСТ Р 52630 и ПБ 03-584-03.
(Измененная редакция. Изм. № 1)
16.1.33 Оценку качества соединений по результатам контроля производить в соответствии с ГОСТ Р 52630 и ПБ 03-584-03.
(Измененная редакция. Изм. № 1)
16.1.34 Исправление недопустимых дефектов сварных швов производить удалением дефектных участков шва механическим способом или термическим способом с последующей обработкой абразивным кругом и повторной заваркой. При использовании воздушно-дуговой строжки удалить науглероженный слой механическим способом на глубину не менее 0,8 мм. Исправление дефектов более двух раз допускается по согласованию со специализированной организацией на основании результатов выяснения причин дефектности.
16.1.35 Проверить правильность постановки клейма сварщика в соответствии с ГОСТ Р 52630 и ПБ 03-584-03.
(Измененная редакция. Изм. № 1)
16.2 Технологическая инструкция по ремонту наплавкой корпуса автоклава V = 5 м3 из сплава ХН78Т (ЭИ 435)
16.2.1 Назначение
16.2.1.1 Настоящая инструкция распространяется на производство сварочных работ при восстановительном ремонте автоклавов V = 5 м3 производства Аш-кислоты из сплава ХН78Т (ЭИ435) толщиной до 11 мм.
16.2.1.2 Инструкция разработана в соответствии с требованиями ПБ 03-584-03, ГОСТ Р 52630.
(Измененная редакция. Изм. № 1)
16.2.1.3 Инструкция может распространяться на ремонт других автоклавов из сплава ХН78Т, имеющих аналогичные дефекты.
16.2.2 Характеристика автоклава
16.2.2.1 Автоклав изготовлен из сплава ХН78Т (ЭИ435) толщиной 11 мм, рабочее давление Рраб = 8 кгс/см2. Нагрев аппарата производиться топочными газами с температурой не более 700 °С. Температура в аппарате - 185 °С, температура стенки в зоне обогрева - до 300 °С.
16.2.2.2 Аппарат относится к группе I по ОСТ 26-01-858-94.
16.2.2.3 После эксплуатации в течение года на автоклаве обнаружено утонение днища с 11 до 2,5 ÷ 5 мм с локальным сквозным травлением. Толщина стенки обечайки осталась без изменения. Результаты измерений, проведенных методом ультразвукового контроля, представлены на рисунке 16.2.
16.2.2.4 Предполагаемой причиной образования дефектов по заключению специалистов является коррозионно-эрозионный износ в связи с наличием в среде с повышенной температурой твердых частиц.
16.2.3 Материалы, используемые для ремонта
16.2.3.1 Для ручной дуговой сварки и наплавки сплава ХН78Т (ЭИ435) применять электроды марки ОЗЛ-25Б, которые должны соответствовать требования ГОСТ 10052, что должно быть подтверждено сертификатом.
16.2.3.2 Электроды должны храниться в сухом, отапливаемом помещении в условиях, исключающих их повреждение, увлажнение и перепутывание с другими марками электродов.
16.2.3.3 Для выполнения сварочных работ электроды выдаются сварщику прокаленными при температуре 190 - 210 °С в течение 1 часа в количестве, необходимом для односменной работы. Оставшиеся после сменной работы электроды должны возвращаться на место хранения в упакованном виде с маскировочной биркой.

Рисунок 16.2 - Схема выполнения ремонтных работ днища
автоклава
16.2.4 Сварочное оборудование
16.2.4.1 Для выполнения наплавки необходимо применять сварочное оборудование и измерительную аппаратуру, позволяющие обеспечить заданные режимы, их контроль и надежность в работе.
16.2.4.2 Для ручной электродуговой сварки в качестве источника питания постоянного тока следует применять сварочные преобразователи или сварочные выпрямители, обеспечивающие нормальную работу на обратной полярности.
Для получения требуемого значения сварочного тока в сварочную цепь необходимо включить балластный реостат.
16.2.4.3 Сварочный пост должен быть оборудован амперметром для измерения силы сварочного тока и укомплектован необходимым инструментом для зачистки металла, удаления шлака и других вспомогательных работ.
16.2.4.4 Колебания напряжения питающей сети, к которой подключено сварочное оборудование, допускается в пределах ±5 % от номинального значения.
16.2.5 Квалификация сварщиков и ИТР
16.2.5.1 К выполнению ручной дуговой сварки и наплавки днища автоклава из сплава ХН78Т (ЭИ435) допускаются сварщики, аттестованные по ПБ 03-273-99 и ознакомленные с настоящей инструкцией.
16.2.5.2 К руководству сварочными работами и контролю за соблюдением технологии и качества сварки допускаются ИТР, изучившие настоящую инструкцию и паспорт автоклава V = 5 м3 для производства Аш-кислоты, а также требования по сварке ОСТ 26.260.3-2001, ОСТ 26-01-858-94, ПБ 03-584-03.
16.2.6 Ремонтно-сварочные работы
16.2.6.1 Утонение днища из-за коррозионно-эрозионного износа устранить методом ручной дуговой многослойной наплавки электродами ОЗЛ-25Б Ø 3,0 мм с применением технологических мер по снижению сварочных напряжений и уменьшению деформации днища.
16.2.6.2 Внутреннюю поверхность утоненной части днища и прилегающего к ней участка поверхности шириной не менее 40 мм зачистить шлифованием до металлического блеска. Зачистка металлическими щетками, не удаляющими твердые пленки окислов, сульфидов и др. соединений, имеющихся на поверхности никелевых сплавов, не допускается.
Мелкие неровности поверхности должны быть устранены шлифованием, большие углубления обработаны до плавности очертаний (радиус кривизны не менее 10 мм). Перед наплавкой зачищенную поверхность обезжирить растворителями (ацетоном или др.).
Зачистить поверхность с внешней стороны днища у сквозного отверстия диаметром 40 мм шлифованием до металлического блеска.
16.2.6.3 Произвести сверловку места сквозного отверстия Ø 6 мм. На внутренней поверхности днища автоклава острые кромки после сверления притупить, зачистить и обезжирить.
Радиус разделки кромки при выходе на внутреннюю поверхность днища автоклава должен быть не менее 10 мм (рисунок 16.2 сеч. А-А).
16.2.6.4 Заварка сквозного отверстия производиться с внутренней стороны автоклава заподлицо с поверхностью электродами ОЗЛ-25Б Ø 3 мм на поджатой медной подкладке, расположенной с наружной части автоклава (рисунок 16.2 сеч. А-А).
16.2.6.5 После проведения заварки сквозного отверстия провести местную термообработку разогревом газопламенной горелкой до температуры 600 - 700 °С с последующим охлаждением на воздухе.
16.2.6.6 Место заварки сквозного отверстия проконтролировать просвечиванием и (после зачистки с обеих сторон наплавки) со стороны внутренней поверхности днища автоклава - цветной дефектоскопией.
16.2.6.7 В случае обнаружения дефектов как поверхностных, так и внутренних, произвести повторную механическую зачистку и последующую заварку.
16.2.6.8 Последующую наплавку следует производить короткой дугой на постоянном токе обратной полярности («плюс» на электроде) начиная с места наибольшего коррозионно-эрозионного износа (с 2,4 мм до 4,5 мм) (см. рисунок 16.2).
После использования каждого штучного электрода наплавленный металл подвергается проковке с целью снятия остаточных напряжений и уменьшения искажения формы днища.
16.2.6.9 Для снятия остаточных напряжений допускается производить проковку наплавленного металла пневмомолотком или зубилом.
Рабочий конец пневмомолотка должен иметь сферическую форму с радиусом 10 - 15 мм. Зубила применять с радиусом закругления бойка в 2 - 4 мм.
16.2.6.10 При проковке необходимо соблюдать следующие условия:
- при многослойной сварке проковку производить послойно; первый и последний слои не проковывать.
- Каждая последующая точка удара при проковке должна перекрываться на 1/3 диаметра предыдущей. Не допускается многократное перекрытие точек удара (более 5 - 6 раз), вызывающее деформацию проклепываемого металла и его чрезмерный наклеп.
16.2.6.11 Последующую наплавку (с 4,5 до 11 мм) производить наложением валиков по спирали от центра днища шириной каждого не более 1,5 - 2,0 диаметра электрода, с зачисткой каждого последующего валика от шлака. Валики должны перекрывать друг друга не менее, чем на 1/3 по сечению.
16.2.6.12 После наплавки каждого слоя произвести контроль по шаблону со стороны наружного слоя днища. При соответствии отклонений геометрии днища нормам и требованиям ГОСТ Р 52630 последующие слои наплавки накладывать с внутренней стороны автоклава.
В противном случае (несоответствие геометрии днища нормам по отклонению ГОСТ Р 52630), следующий слой наплавки производить с наружной стороны днища.
(Измененная редакция. Изм. № 1)
16.2.6.13 Толщина днища с учетом наплавленного слоя, выполненного электродами ОЗЛ-25Б, должна составлять не менее 11 мм.
16.2.6.14 После окончания сварочных работ наплавленные участки очистить от шлака, брызг, подготовить поверхность к проведению контроля методом цветной дефектоскопии.
16.2.6.15 После проведения контроля геометрии днища автоклава и контроля наплавленных участков 100 % цветной дефектоскопией и рентгеноскопией произвести термообработку днища автоклава. Нагрев производить топочными газами до 700 °С с контролем температуры по показаниям термопары, выдержка 2 часа, охлаждение на воздухе.
16.2.7 Контроль качества наплавки
16.2.7.1 Контроль качества ремонтно-восстановительных работ должен включать:
- проверку наличия допуска у сварщика к выполнению сварочных работ на сосудах и аппаратах, подведомственных Ростехнадзору;
- контроль соответствия сварочных материалов требованиям инструкции (по сертификатам);
- контроль качества подготовки поверхности под наплавку;
- контроль соблюдения режимов и последовательности наплавки, а также выполнение операции проковки;
- контроль формы днища в процессе наплавки и толщины наплавки;
- внешний осмотр;
- рентгеноконтроль;
- цветную дефектоскопию;
- испытание механических свойств наплавленного металла.
16.2.7.2 Произвести контроль геометрии днища по шаблону после наложения первого слоя наплавки.
16.2.7.3 Внешний осмотр наплавки производится в объеме 100 %.
16.2.7.4 При контроле внешним осмотром в наплавочных швах не допускаются: трещины всех видов и направлений, непровары, прожоги, незаваренные кратеры, свищи, выводы кратера на основной металл, следы зажигания дуги на основном металле, подрезы, углубления:
16.2.7.5 Качество наплавки по внутренним дефектам контролировать УЗД или радиографией. Толщину наплавки контролировать ультразвуком - сплошным сканированием или по сетке 50×50 мм.
16.2.7.6 При контроле просвечиванием не допускаются: трещины всех видов и направлений, свищи, незаваренные кратеры, поры, шлаковые включения и др. дефекты по нормам ОСТ 26-01-858-94.
16.2.7.7 Контроль цветной дефектоскопией производить в объеме 100 %, по поверхности первого и последнего слоев наплавки.
16.2.8 Исправление дефектов сварных соединений
16.2.8.1 Исправлению подлежат следующие дефекты: подрезы основного металла и углубления между валиками, незаваренные кратеры, газовые поры, шлаковые включения, непровары, трещины прожоги.
16.2.8.2 Заварка удаленных дефектов участка сварного шва должна производиться тем же методом и с использованием тех же сварочных материалов, которыми выполнялась сварка данного шва.
16.2.8.3 В случае, если при контроле качества исправленного участка в нем вновь будут обнаружены дефекты, то производится повторное исправление.
16.2.8.4 При обнаружении дефектов в шве после повторного исправления вопрос о возможности и способе исправления сварного шва решается главным инженером предприятия.
16.2.8.5 Перед заваркой обязательно производится зачистка до чистого металла и разделка кромок наждачным камнем с образованием нормального угла раскрытия (55 - 70°) под сварку.
16.2.8.6 Исправление подрезов основного металла глубиной до 0,5 мм, а между валиками глубиной до 0,6 мм производится вышлифовкой участка до глубины не более 0,5 мм без последующей заварки.
16.2.8.7 Исправление подрезов свыше 0,5 мм и углублений между валиками свыше 0,6 мм производится путем наплавки валика.
16.2.8.8 Незаделанные кратеры наплавочных валиков исправлять заваркой по предварительно зачищенному металлу.
16.2.8.9 При наличии в кратерах трещин, пор или шлаковых включений дефекты удаляются механическим путем до здорового металла, после чего может производиться заварка.
16.2.8.10 Исправление швов с газовыми порами и шлаковыми включениями производится путем удаления дефектных участков механическим путем с последующей заваркой.
16.2.8.11 Исправление наплавочных швов с непроварами, прожогами и трещинами производится путем удаления дефектного участка механическим путем с последующей заваркой.
16.2.8.12 Удаление непроваров (глубиной до 0,5 мм), расположенных в поверхностном слое шва, может производиться механическим путем без последующей заварки. Надежность удаления трещин контролируется методом цветной дефектоскопии.
16.2.9 Техника безопасности
16.2.9.1 Все операции по подготовке к наплавке, исправлению дефектов выполнять с соблюдением Правил по технике безопасности, действующих на предприятии и положений СТО 00220256-002-2006.
16.3 Технологическая инструкция на вварку нового конического днища в сепаратор без удаления сферического днища выпарного аппарата
16.3.1 Введение
Настоящая инструкция распространяется на сварочные работы при реконструкции сепаратора выпарного аппарата.
Технологическая инструкция разработана в соответствии с требованиями безопасной эксплуатации сосудов, работающих под давлением (ПБ 03-584-03), Правил проектирования, изготовления и приемки сосудов и аппаратов стальных сварных (ПБ 03-584-03), ГОСТ Р 52630 и другой действующей нормативной документации.
Работы по вварке нового конического днища в сепаратор выпарного аппарата должны производиться ремонтными подразделениями, располагающими необходимыми техническими средствами и ИТР соответствующей квалификации (специалисты сварочного производства II, III, IV уровней), способными обеспечить качественное выполнение работ и контроль в соответствии с ПБ 03-576-03, ПБ 03-584-03, ГОСТ Р 52630, ОСТ 26.260.3-2001, а так же настоящей технологической инструкцией.
Реконструкция сепаратора, заключающаяся в вварке конического днища, должна производиться по технологии, разработанной до начала выполнения работ, в соответствии с настоящей технологической инструкцией. Реконструкция сепаратора производится в связи с выходом из строя сферического днища. Существующий узел соединения корпуса сепаратора с корпусом греющей камеры и вариант реконструкции с установкой нового конического днища представлены на рисунках 16.3-1 и 16.3-2.
Основные паспортные данные выпарного аппарата:
|
Рабочее давление в корпусе, МПа |
0,18 |
|
Рабочее давление в сепараторе, МПа |
0,05 |
|
Рабочее давление в трубной части, МПа |
0,09 |
|
Рабочая температура в корпусе, °С |
плюс 116 |
|
Рабочая температура в трубной части, °С |
плюс 97 |
|
Диаметр обечайки корпуса, мм |
2592 |
|
Диаметр обечайки сепаратора, мм |
3766 |
|
Толщина стенки обечайки корпуса, мм |
14,0 |
|
Толщина стенки обечайки сепаратора, мм |
17,0 |
|
Толщина стенки днища, мм |
20,0 |
|
Тип днищ |
Сферические, неотбортованные |
|
Материал: |
|
|
обечайки сосуда - шведская сталь 1330 (отечественный аналог - сталь 16К) |
|
|
днищ сосуда - шведская сталь 1330 (отечественный аналог - сталь 16К) |
|
|
Режим нагружения |
непрерывный |
|
Год изготовления |
1962 |
|
Завод-изготовитель |
З-д Веркестэдер, Хедемура, Швеция |
|
Год ввода в эксплуатацию |
1971 |
(Измененная редакция. Изм. № 1)
16.3.2 Техника безопасности
16.3.2.1 При организации и выполнении сварочных работ следует руководствоваться требованиями ГОСТ 12.3.002.
16.3.2.2 Сварочные работы внутри сосуда требуют, чтобы электрододержатели для ручной сварки были возможно меньшей массы и иметь конструкцию, обеспечивающую надежное зажатие и быструю смену электродов. Рукоятка электрододержателя должна быть сделана из теплостойкого плохо проводящего материала. Применение электрододержателей самодельной конструкции, не отвечающей требованиям ГОСТ 14651, не допускается.
16.3.2.3 Подключение и отсоединение от сети сварочных источников питания и наблюдение за их исправным состоянием в процессе эксплуатации должно производиться электротехническим персоналом предприятия.

Рисунок 16.3-1 - Существующий узел соединения корпуса
сепаратора с корпусом греющей камеры

Рисунок 16.3-2 - Установка нового конического днища
в сепаратор без удаления сферического днища
16.3.2.4 При использовании для протирок кромок перед сваркой ацетона, уайт-спирита или других растворителей, должны быть приняты меры, предупреждающие вредные воздействия их на организм человека: применение респираторов, шланговых противогазов и др.
16.3.2.5 Требуемая для сварки протирка поверхностей внутри сепаратора должна производиться этиловым спиртом.
16.3.2.6 Применение растворителей должно производиться с разрешения технического и пожарного надзора предприятия. Выдача растворителей должна производиться руководителем работ в специальных небьющихся флаконах емкостью не более 200 г с принудительной подачей растворителей для смачивания тампонов.
16.3.2.7 Запрещается производить протирку кромок деталей и участков швов нагретых до температуры выше 50 °С.
16.3.2.8 Работу внутри корпуса сепаратора следует относить к газоопасным работам, и они должны выполняться бригадой, состоящей не менее чем из 2-х человек.
16.3.2.9 При производстве всех работ тщательно выполнять правила техники безопасности, установленные инструкциями предприятия.
16.3.3 Требования к квалификации сварщика
16.3.3.1 К проведению сварочных работ, включая прихватку, допускаются сварщики, аттестованные в соответствии с Правилами ПБ 03-273-99 и допущенные к исполнению предстоящего вида работ по способу сварки, положению сварного соединения и виду материала и имеющие удостоверение установленного порядка.
16.3.3.2 Сварщики должны быть ознакомлены с настоящей технологической инструкцией и проводить работы под руководством специалистов сварочного производства, ответственных за проведение данных работ и качество их исполнения.
16.3.4 Требования к сварочному оборудованию
16.3.4.1 Для выполнения сварки должны применяться сварочное оборудование и измерительная аппаратура, позволяющие обеспечить заданные настоящей инструкцией режимы сварки и надежность работы.
16.3.4.2 Колебания напряжения питающей сети, в которой подключено сварочное оборудование, допускается не более +5 % от номинала.
16.3.4.3 Универсальные индивидуальные держатели должны, соответствовать ГОСТ 14651.
16.3.5 Материалы
16.3.5.1 Для изготовления конического днища применять листовой прокат толщиной 20 мм из стали 16К или 20К по ГОСТ 5520, не ниже категории 3. Допускается использовать сталь марки Ст3сп по ГОСТ 14637 не ниже категории 3.
16.3.5.2 Сливной патрубок, врезаемый в коническое днище, изготовить из трубы диаметром 219 мм из стали 20 или Ст3сп.
16.3.5.3 Для дуговой сварки применять электроды типа Э42А марки УОНИ-13/45, типа Э50А марки УОНИ-13/55, ТМУ-21У, ЦУ-5 диаметром 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм. Для аргонодуговой сварки (для первого прохода) применять проволоку марки Св-08Г2С, Св-08ГС, Св-10Г2 и др.
16.3.5.4 Используемые для реконструкции сепаратора электроды должны храниться в сухих помещениях с температурой воздуха не ниже комнатной температуры и с влажностью не более 60 %.
16.3.5.5 Перед использованием электроды должны быть прокалены при температуре согласно паспортным данным, техническим условиям или этикеткам. Режимы прокалки сварочных электродов приведены в таблице 16.3-1.
Таблица 16.3-1 - Режимы прокалки сварочных электродов
|
Марка электрода |
Тип электрода |
Температура прокалки, °С |
Время выдержки, час |
|
УОНИ-13/45 |
Э42А |
250 - 300 |
1 |
|
УОНИ-13/55 |
Э50А |
250 - 300 |
|
|
ТМУ-21У |
360 - 400 |
||
|
ЦУ-5 |
340 - 380 |
16.3.5.6 Прокалку сварочных электродов перед употреблением рекомендуется производить в специальных приспособлениях для раскладки электродов в электрической печи. Температура при загрузке сварочных электродов для прокалки должна быть не более 150 °С, а скорость подъема температуры в пределах 100 - 200 °С в час. Во избежание осыпания покрытия не рекомендуется прокаливать электроды более 2-х раз.
16.3.5.7 Условия хранения и организация выдачи электродов сварщикам должны исключать возможность перепутывания марок и партий.
16.3.5.8 Временное хранение электродов в процессе выполнения работы и перерывах рекомендуется в сушильных шкафах с температурой не ниже плюс 40 °С. На каждой коробке или пачке с электродами должна быть этикетка, содержащая сведения в соответствии с ГОСТ 9466.
16.3.5.9 В случае необходимости служба предприятия имеет право проводить контрольную проверку качества поступивших электродов и соответствия их показателей требованиям ГОСТ 9466, или приемо-сдаточных характеристик паспорта на электроды каждой конкретной марки. Методы испытаний должны соответствовать ГОСТ 9466.
16.3.6 Технология вварки нового конического днища в сепаратор без удаления сферического днища
16.3.6.1 Сборка и сварка конического днища
16.3.6.1.1 На сегментных заготовках, предназначенных для изготовления конического днища, обработать кромки механическим способом (рисунки 16.3-3, 16.3-4, 16.3-5).
16.3.6.1.2 Прилегающие участки металла к свариваемым кромкам на расстоянии 20 - 30 мм с двух сторон должны быть зачищены абразивным кругом до металлического блеска и промыты растворителями.
16.3.6.1.3 Произвести сборку конического днища из сегментных заготовок на прихватках. Длина прихваток 10 - 15 мм, расстояние между ними 100 - 150 мм. Поверхность прихваток зачистить до металлического блеска. Дефектные прихватки удалить.
16.3.6.1.4 Прихватки должны выполнять сварщики той же квалификации, что и сварку основного металла.
16.3.6.1.5 Непосредственно перед сваркой промыть свариваемые поверхности кромок и прилегающие к ним поверхности растворителями.
16.3.6.1.6 Выполнить сварку сегментных заготовок (рисунок 16.3-3). Сварка ручная дуговая электродами марки УОНИ-13/45, УОНИ-13/55, ТМУ-21У, ЦУ-5 короткой дугой. Для первого прохода применять электрод диаметром 2 - 2,5 мм, для последующих диаметром 3 и 4 мм. Рекомендуется по возможности первый проход выполнить аргонодуговой сваркой. В качестве присадочной проволоки применять проволоку марки Св-08ГС, Св-08Г2С, Св-10Г2 и др. Режимы ручной дуговой сварки в зависимости от диаметра и марки электродов приведены в таблице 16.3-2.
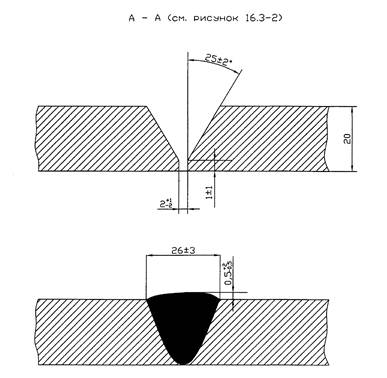
Рисунок 16.3-3 - Сварное соединение сегментных заготовок
конического днища (С17 ГОСТ
5264)
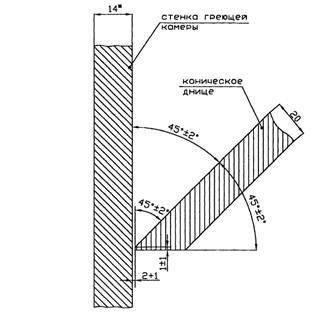
Рисунок 16.3-4 - Конструктивные элементы подготовленных
кромок приварки конческого днища к стенке
греющей камеры (Т5 ГОСТ
11534)
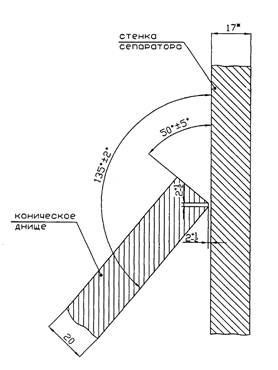
Рисунок 16.3-5 - Конструктивные элементы подготовленных
кромок приварки конческого днища к стенке
сепаратора (Т3 ГОСТ
11534)
Таблица 16.3-2 - Режимы ручной дуговой сварки
|
Тип электрода |
Марка электрода |
Диаметр электрода |
Сварочный ток* |
Род тока |
|
Э42А |
УОНИ-13/45 |
2 |
45 - 65 |
Постоянный ток, обратная полярность |
|
3 |
80 - 100 |
|||
|
4 |
130 - 160 |
|||
|
Э50А |
УОНИ-13/55 |
3 |
80 - 100 |
|
|
4 |
130 - 160 |
|||
|
ТМУ-21У |
3 |
60 - 120 |
||
|
4 |
100 - 180 |
|||
|
ЦУ-5 |
2,5 |
50 - 100 |
||
|
* - сварочный ток для всех пространственных положений. |
||||
16.3.6.1.7 Каждый последующий слой выполнять после зачистки предыдущего до металлического блеска. При этом шов и прилегающая к нему зона основного металла должна подвергаться контролю внешним осмотром с целью выявления дефектов. Удаление дефектов производить нагартованной щеткой или абразивным кругом.
16.3.6.1.8 Смещение кромок не должно превышать 2 мм.
16.3.6.2 Технология вварки конического днища
16.3.6.2.1 Продольные сварные швы обечайки и шва конического днища должны быть смещены относительно друг друга на величину не менее 100 мм между осями швов.
16.3.6.2.2 Зачистить наплывы металла, оставшиеся после выполнения продольных сварных соединений сегментных заготовок конического днища, абразивным кругом заподлицо с поверхностью разделки. Кромки и прилегающие зачищенные поверхности промыть растворителями и протереть.
16.3.6.2.3 Сборку конического днища со стенкой греющей камеры и стенкой сепаратора выполнить на прихватках. Прихватки расположить равномерно по периметру свариваемых кромок. Длина и количество прихваток должны быть достаточными для надежного закрепления конического днища. Прихватки выполнять попеременно с диаметрально противоположных сторон.
16.3.6.2.4 Прихватки зачистить щеткой из нагартованной нержавеющей стали до металлического блеска и промыть. Дефектные прихватки удалить.
16.3.6.2.5 Непосредственно перед сваркой промыть свариваемые поверхности кромок и прилегающие к ним поверхности растворителями.
16.3.6.2.6 Выполнить сварку поперечных швов (рисунок 16.3-6 и 16.3-7) с целью устранения возможной поводки конического днища при сварке, сварку рекомендуется производить попеременно с диаметрально противоположных сторон. Сварку производить в соответствии с п. 16.3.6.1.6 и 16.3.6.1.7 настоящей инструкции.
16.3.7 Технология вварки сливного патрубка в коническое днище.
16.3.7.1 Разметить и вырезать отверстие в коническом днище под сливной патрубок Ø 219 мм с припуском в соответствии с рисунком 16.3-8.
16.3.7.2 Обработать в отверстии кромки под сварку механическим способом. Конструктивные элементы подготовленных кромок представлены на рисунке 16.3-8.
16.3.7.3 Перед сборкой и сваркой патрубка сливного в стенку конического днища, прилегающие поверхности к кромкам отверстия с обеих сторон должны быть зачищены на расстоянии 20 ÷ 30 мм абразивным кругом до металлического блеска. Непосредственно перед сваркой, свариваемые поверхности кромок и прилегающие к ним поверхности промыть растворителями.
16.3.7.4 Сборку сливного патрубка с коническим днищем выполнить на прихватках. Прихватки ставить с диаметрально противоположных сторон.
Прихватки должны выполнять сварщики той же квалификации, что и сварщики, выполняющие сварку сливного патрубка.
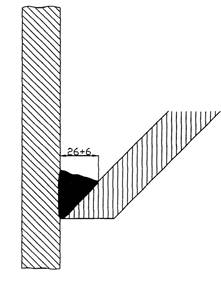
Рисунок 16.3-6 - Конструктивные элементы шва сварного
соединения конческого днища со
стенкой греющей камеры (Т5 ГОСТ
11534)
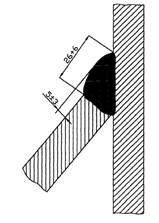
Рисунок 16.3-7 - Конструктивные элементы шва сварного
соединения конческого днища со стенкой
сепаратора (Т3 ГОСТ
11534)
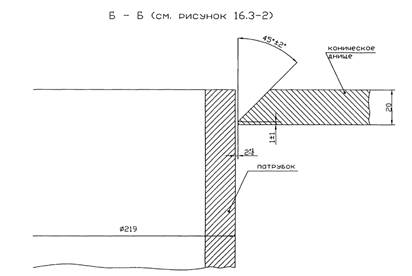
Рисунок 16.3-8 - Конструктивные элементы подготовленных кромок
приварки
сливного патрубка к коническому днищу (У6 ГОСТ
5264)
Поверхность прихваток должна быть зачищена и проконтролирована. Дефектные прихватки удалить.
16.3.7.5 Вварку сливного патрубка в стенку конического днища производить в соответствии с пунктами 16.3.6.1.6 и 16.3.6.1.7 настоящей инструкции и рисунком 16.3-9.
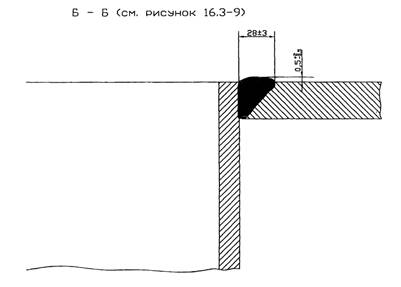
Рисунок 16.3-9 - Конструктивные элементы шва сварного
соединения сливного
патрубка с коническим днищем (У6 ГОСТ
5264)
16.3.8 Контроль качества сварки.
Контроль сварки осуществляется:
- проверкой соответствия сварочных материалов требованиям стандартов, по которым они поставляются и настоящей технологической инструкцией;
- контролем качества подготовки вварки нового конического днища без удаления сферического днища в сепаратор и вварки в стенку конического днища сливного патрубка;
- внешним осмотром по ГОСТ 3242;
- механическими испытаниями контрольных сварных соединений на образцах по ГОСТ 6996;
- ультразвуковой дефектоскопией в объеме 100 % по ОСТ 26-2044-83;
- цветной дефектоскопией по ОСТ 26-5-99;
- гидравлическим испытанием.
16.3.8.2 По результатам контроля не допускаются дефекты в соответствии с ГОСТ Р 52630.
(Измененная редакция. Изм. № 1)
16.4 Технологическая инструкция по ремонту обечаек нижней части кожуха греющей камеры выпарного аппарата
На нижней части кожуха греющей камеры были обнаружены
многочисленные язвы (рисунок 16.4-1). В связи с этим возникла необходимость замены дефектной части кожуха новой обечайкой или усиления дефектной части кожуха укрепляющим кольцом.
16.4.1 Основные и сварочные материалы
16.4.1.1 Материал кожуха греющей камеры выпарного аппарата - ВМ Ст3кп ГОСТ 380-71.
16.4.1.2 Для укрепления дефектной части греющей камеры выпарного аппарата или ее замены на новую обечайку использовать листовой прокат из стали Ст3сп-3 или Ст3пс-3 по ГОСТ 380, отвечающего требованиям ПБ 03-576-03 (приложение № 4) и ГОСТ Р 52630.
(Измененная редакция. Изм. № 1)
16.4.1.3 Для дуговой сварки дефектной части кожуха из стали Ст3кп со сталью марки Ст3сп3 использовать электроды типа Э42А марки УОНИ-13/45 по ГОСТ 9467.
16.4.1.4 Режим прокалки электродов перед употреблением: температура прокалки 250 - 300 °С, время выдержки 1 час.
ПРИМЕЧАНИЕ: Разрешается также принимать режимы, указанные в этикетках, паспортах или ТУ на электроды.
16.4.1.5 Режим сварки для электродов типа Э42А марки УОНИ-13/45 диаметром 3 мм выбирается в соответствии с паспортными данными, техническими условиями или этикетками на электроды.
16.4.1.6 Для аргонодуговой сварки дефектной части кожуха использовать в качестве присадочных материалов низколегированные сварочные проволоки марок Св-08ГС, Св-08Г2С, Св-10Г2, Св-08ГСМТ и другие по ГОСТ 2246, содержащие достаточное количество раскислителей (марганца, кремния и т.д.) и обеспечивающие необходимые механические свойства металла шва.
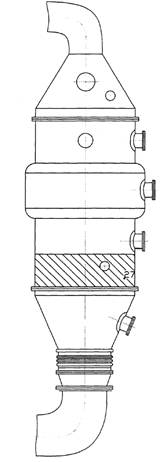
Рисунок 16.4-1 - Греющая камера
т. 27 S = 5,4 мм
![]() - места замера толщины нижней части кожуха
- места замера толщины нижней части кожуха
греющей камеры выпарного аппарата
16.4.2 Замена дефектной части кожуха но новую обечайку (основной вариант)
16.4.2.1 Замену обечайки производить путем вырезки дефектной обечайки кожуха непосредственно по кольцевому шву или за разрешенным расстоянием и изготовленной с подгонкой по месту новой обечайки. При этом важно соблюдать требования ПБ 03-584-03 по расположению новых кольцевых и продольных швов вваренной обечайки относительно других швов и приваренных к ней элементов.
16.4.2.2 Вырезку дефектной части кожуха производить частями по одной части три раза. Вначале вырезать первую 1/3 часть дефектного кожуха плазменной или газовой резкой или абразивным кругом.
Во избежание деформации трубной решетки в процессе сварки, необходимо при вырезке сохранить часть кожуха высотой не менее 30 - 50 мм со стороны трубной решетки для последующей стыковой сварки с новой обечайкой. Затем подготовить под сварку оставшуюся часть кожуха и 1/3 обечайки, собрать их на прихватках.
16.4.2.3 При вырезке не допускается перегрев металла.
16.4.2.4 После огневой резки необходимо снять припуск на оставшихся бездефектных частях кожуха абразивным кругом, обеспечив полное удаление неровностей огневой резки и получения чистых без наплавов и окислов кромок.
16.4.2.5 На кромках следы окислов и цвета побежалости зачистить абразивным кругом до металлического блеска.
16.4.2.6 Зачистить абразивным кругом поверхности кожуха на расстоянии 20 - 30 мм от свариваемых кромок до металлического блеска.
16.4.2.7 Очистить внутреннюю поверхность кожуха от брызг, абразивных зерен, в том числе и трубчатку греющей камеры.
16.4.2.8 Замену дефектной части обечайки выполнить новой обечайкой, состоящей из трех частей. Части новой обечайки должны быть изготовлены из стали Ст3сп3 толщиной 8 мм. Наружный радиус частей обечайки должен быть равен наружному диаметру кожуха.
16.4.2.9 Резку трех частей заготовок для новой обечайки производить на гильотинных ножницах, предусмотрев припуск для подгонки по месту вырезки дефектной части кожуха и разделки кромок механическим способом.
16.4.2.10 Разделку продольных и поперечных кромок заготовок выполнить под углом 25 ± 2 ° с притуплением 1 ± 1 мм после вырезки каждой трети части кожуха.
16.4.2.11 Прилегающие к кромкам поверхности зачистить абразивным кругом с двух сторон шириной 20 - 30 мм до металлического блеска.
16.4.2.12 Заготовки вальцевать по радиусу наружного диаметра кожуха.
16.4.2.13 Сварку новой обечайки с кожухом выполнить на оставшихся подкладках в соответствии с ГОСТ Р 52630, который допускает применение дуговой сварки в стыковых соединениях обечаек с кожухом на оставшихся подкладках.
(Измененная редакция. Изм. № 1)
16.4.2.14 Резку заготовок из стали Ст3сп3 для остающихся подкладок выполнить на гильотинных ножницах. Подкладки должны иметь ширину 35 - 40 мм и длину равную длине одной трети окружности обечайки.
16.4.2.15 Продольные и поперечные кромки остающихся подкладок строгать до шероховатости Rz40.
16.4.2.16 Стороны, прилегающие к свариваемым кромкам кожуха и обечаек, зачистить абразивным кругом до металлического блеска.
16.4.2.17 Перед сборкой 1/3 части обечайки с оставшейся частью кожуха провести осмотр оставшейся бездефектной части кожуха.
16.4.2.18 В случае обнаружения дефектов на оставшейся части кожуха у трубной решетки, их необходимо устранить абразивной зачисткой как с внутренней, так и с наружной стороны кожуха.
16.4.2.19 Разделку кромок кожуха 1/3 части под сварку 1/3 обечайки выполнить абразивным кругом под углом 25° ± 2° и притуплением 1 ± 1 по ГОСТ 5264-С18.
16.4.2.20 Зачистить абразивным кругом прилегающие поверхности на расстоянии 30 - 40 мм от кромок до металлического блеска. По возможности произвести зачистку внутренней поверхности на расстоянии 20 - 25 мм от кромок.
Полнота удаления поверхностных дефектов и качество зачистки контролируется внешним осмотром.
В случае обнаружения недопустимых дефектов, их надо устранить.
16.4.2.21 До проведения монтажа трех новых частей обечайки с кожухом необходимо предусмотреть механическую обработку отверстий под люк и штуцеры.
16.4.2.22 Разделку кромок отверстий под сварку люка и штуцеров выполнить механической обработкой под углом 45° ± 2° по ГОСТ 5264-У6.
16.4.2.23 1/3 обечайки подогнать к вырезанной и подготовленной под сварку 1/3 кожуха согласно конструктивным размерам стыкового соединения.
16.4.2.24 Подготовленные кромки остающихся подкладок с зачищенной с одной стороны поверхностью прихватить к части новой обечайки, расположив зачищенную поверхность остающихся подкладок к внутренней поверхности части обечайки.
16.4.2.25 После выполнения прихваток удалить шлак и зачистить металл прихваток металлической щеткой до металлического блеска. Дефектные прихватки удалить абразивным кругом.
16.4.2.26 Сборку 1/3 обечайки с остающимися подкладками с кожухом под дуговую сварку выполнить на прихватках электродами типа Э42А по ГОСТ 9467 диаметром 3 мм. Размер прихваток 30 - 40 мм с шагом 150 - 200 мм. При этом смещение свариваемых кромок части обечайки не должно превышать 1 мм.
16.4.2.27 После выполнения прихваток удалить шлак, брызги металла и зачистить абразивным кругом или металлической щеткой прихватки. Дефектные прихватки удалить абразивным кругом.
16.4.2.28 Вырезку второй 1/3 части дефектной части кожуха выполнить огневым способом: плазменной или газовой резкой или абразивным кругом.
Подготовить кромки вырезанной второй 1/3 части кожуха под прихватку со второй 1/3 частью обечайки, подогнать вторую 1/3 обечайки под сборку со второй 1/3 частью кожуха в порядке, изложенном выше, и прихватить. Затем в аналогичном порядке подготовить третью часть кожуха и третью часть обечайки, собрать их на прихватках.
16.4.2.29 Сварку новой обечайки, состоящей из трех частей, с кожухом выполнить в 3 - 5 слоев электродами Э42А ГОСТ 9467 диаметром 3 - 4 мм.
При выполнении сварного соединения собранной на прихватках новой обечайки, первый слой выполнить прерывистым, как со стороны трубной решетки, так и с противоположной стороны. В начале первый слой поперечных (кольцевых) швов выполнить на длине 200 мм, затем переместиться на другую сторону аппарата и выполнить первые слои на такой же длине. В таком же порядке выполнить первые слои по всей длине.
16.4.2.30 После выполнения первых слоев поверхности швов и кромки очистить от шлака, брызг металла и зачистить металлической щеткой до металлического блеска.
При обнаружении дефектов на поверхности металла швов, их надо устранить.
После выполнения первого слоя кольцевого шва со стороны трубной решетки последующие слои выполнить в аналогичном порядке. Второй поперечный (кольцевой) шов с кожухом выполнить в 2 - 4 слоя электродами Э42А ГОСТ 9467. Продольные сварные соединения также сварить между собой в 3 - 5 слоев.
После выполнения каждого слоя поверхности швов очистить от шлака, брызг металла и зачистить металлической щеткой до металлического блеска.
16.4.2.31 Режим дуговой сварки электродами типа Э42А должен соответствовать указаниям паспорта или технических условий или этикеток на электроды.
16.4.2.32 Проконтролировать каждый слой шва визуально и в случае необходимости методом цветной дефектоскопии.
16.4.2.33 Установку нового люка, новых штуцеров, изготовленных по технической документации на выпарной аппарат, следует выполнить в новую обечайку в соответствии с требованиями технической документации и ГОСТ Р 52630.
(Измененная редакция. Изм. № 1)
16.4.2.34 Сборку люка и штуцеров выполнить на прихватках. Размер прихваток для сборки люка с кожухом не должен превышать 10 - 15 мм и расстояние между прихватками 100 - 150 мм.
Прихватку штуцеров выполнить с размерами, указанными руководителем ремонта.
Поверхности прихваток очистить от шлака и проконтролировать визуально.
Сварку выполнить в 2 - 4 слоя ручной дуговой сваркой электродами Э42А ГОСТ 9467 диаметром 3 мм.
После каждого слоя очистить поверхность швов металлической щеткой от шлака и проконтролировать каждый слой визуально
16.4.3 Ремонт дефектной части кожуха с помощью укрепляющего кольца.
16.4.3.1 Условия проведения ремонта дефектного участка: перед подготовкой и проведением сварочных работ дефектные места кожуха должны быть очищены и проконтролированы для уточнения расположения границ дефектного участка, их необходимо зафиксировать и обозначить на наружной поверхности нижней части кожуха. Обозначение дефектов принимается руководителем ремонтных работ.
16.4.3.2 Ширина укрепляющего кольца из стали Ст3сп-3 толщиной 8 мм (рисунок 16.4-2) должна быть больше или меньше на 30 - 50 мм от поперечного кольцевого шва бездефектной части кожуха.
16.4.3.3 Размещение укрепляющего кольца относительно сварных швов нижней части кожуха и допускаемые расстояния между швами определяются в соответствии с требованиями ГОСТ Р 52630 и ПБ 03-584-03.
(Измененная редакция. Изм. № 1)
16.4.3.4 Для выполнения сварки укрепляющего кольца (рисунок 16.4-2, поз. 1) стыковым швом необходимо использовать дополнительную обечайку шириной 60 - 100 мм (рисунок 16.4-2, поз. 2). Эту обечайку соединить с укрепляющим кольцом и с поверхностью бездефектной части кожуха стыковыми швом, а с другой стороны обечайки с поверхностью бездефектной части кожуха нахлесточным швом.
16.4.3.5 Резку заготовок полуобечаек производить на гильотинных ножницах.
16.4.3.6 Разделку кромок полуобечаек под сварку продольных и одного поперечного (кольцевого) шва выполнить под углом 25° ± 2° и притуплением 1 ± 1 мм (рисунок 16.4-2), вторую поперечную (кольцевую) кромку под углом 90°.
16.4.3.7 Разметить и вырезать в полуобечайках (укрепляющего кольца) отверстие по наружному диаметру патрубков штуцеров и разделать под сварку кромки под углом 45° ± 2° и притуплением 1 ± 1 мм (рисунок 16.4-2).
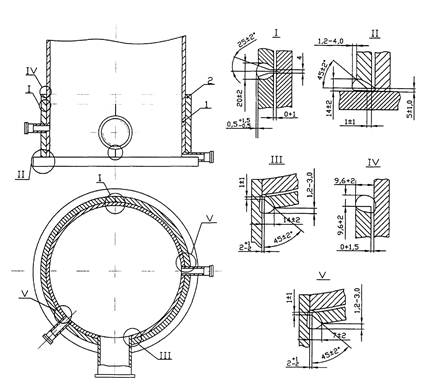
Рисунок 16.4-2 - Ремонт дефектной части корпуса
с помощью укрепляющего кольца
16.4.3.8 Разметить и механически обработать отверстия по наружному диаметру патрубков штуцеров и разделать под сварку кромки под углом 45° ± 2° и притуплением 1 ± 1 мм (рисунок 16.4-2).
Допускается вырезка отверстий по наружному диаметру фланцев штуцеров с последующей наплавкой от стенки штуцера до кромок отверстий укрепляющего кольца. Наплавленный слой должен быть выполнен заподлицо с наружной поверхностью укрепляющего кольца.
16.4.3.9 Для исключения возможности возникновения щелевой коррозии в укрепляющем кольце, в случае образования сквозных дефектов в стенке, вырезать отверстия в дефектной части кожуха до проведения сборки и сварки укрепляющего кольца.
16.4.3.10 Разметить на наружной дефектной части кожуха отверстия диаметром 200 мм.
16.4.3.11 Вырезать в стенке дефектной части кожуха отверстия огневым способом: плазменной или газовой резкой. После огневой резки необходимо обработать кромки отверстий абразивным кругом на глубину 2 - 3 мм, обеспечив полное удаление неровностей огневой резки и получение чистых без наплывов и окислов кромок отверстий.
16.4.3.12 При вырезке отверстий нарушение целостности трубчатки не допускается.
16.4.3.13 После вырезки и зачистки поверхностей отверстий, очистить от брызг, наплывов, абразивных зерен внутренние поверхности кожуха и трубчатки.
16.4.3.14 До проведения ремонтных работ осуществить контроль подготовки дефектной части кожуха для сборки и сварки укрепляющего кольца.
16.4.3.15 Перед сборкой укрепляющего кольца провести осмотр бездефектных частей кожуха. Особо обратить внимание на необходимость выдержать расстояние между внутренней плоскостью трубной решетки и кромками укрепляющего кольца 5 - 10 мм.
16.4.3.16 Зачистить абразивным кругом поверхности кожуха, расположенные в местах свариваемых кромок полуобечаек, на ширине 20 - 30 мм до металлического блеска.
Металл шва сварного соединения трубной решетки с кожухом зачистить абразивным кругом до .металлического блеска.
16.4.3.17 Сборку под сварку укрепляющего кольца (рисунок 16.4-2, поз. 1) и дополнительных обечаек (рисунок 16.4-2, поз. 2) выполнять на прихватках. Зазор между внутренней поверхностью укрепляющего кольца и дополнительной полуобечайкой (рисунок 16.4-2, поз. 2) и наружной поверхностью кожуха должен быть минимальным.
Прихватки выполнить электродами типа Э42А по ГОСТ 9467 диаметром 3 мм, размером 30 - 40 мм и шагом между прихватками 150 - 200 мм, а прихватки с патрубком люка и штуцерами размером 10 - 20 мм и шагом 30 - 100 мм.
При этом смещение продольных и поперечных свариваемых кромок не должно превышать 1 мм.
16.4.3.18 После выполнения прихваток удалить шлак, брызги металла и зачистить прихватки абразивным кругом или металлической щеткой. Дефектные прихватки удалить абразивным кругом.
16.4.3.19 Сварку укрепляющего кольца к кожуху выполнить ручной дуговой многослойной сваркой на постоянном токе обратной полярности (плюс на электроде) электродами марки Э42А ГОСТ 9467 диаметром 3 мм.
16.4.3.20 При выполнении шва укрепляющего кольца у трубной решетки дуговой сваркой электродом Э42А ГОСТ 9467 нагрев трубной решетки в процессе сварки должен быть минимальным.
16.4.3.21 Многослойный шов у трубной решетки выполнить прерывистым. Вначале первый слой выполнить примерно на длине 200 мм, затем переместить на другую сторону аппарата и наложить аналогичный слой такой же длины. В таком же порядке выполнить весь шов, также выполнить остальные швы.
16.4.3.22 После выполнения каждого слоя необходимо с поверхности шва и разделки кромок удалять шлак и брызги и провести зачистку поверхности шва щеткой до металлического блеска.
16.4.3.23 Приварку укрепляющего кольца к люку и штуцерам выполнить дуговой сваркой электродом Э42А ГОСТ 9467 диаметром 3 мм.
16.4.3.24 Если после вырезки отверстий в укрепляющем кольце под патрубок люка и штуцеров их диаметры будут иметь большие диаметры чем требуется, допускается производить многослойную местную наплавку поверхности кожуха.
Наплавку производить кольцевыми валиками не менее чем в 3 - 4 слоя. Толщина наплавки после абразивной обработки должна быть на уровне поверхности укрепляющего кольца.
16.4.3.25 После наплавки каждого валика необходимо удалить шлак. При наличии на поверхности шва дефектов (трещин, пористости) дефектные места следует удалить.
16.4.3.26 Поверхность каждого наплавленного слоя контролировать визуально, а при необходимости методом цветной или МПД дефектоскопии.
16.4.3.27 Режим сварки и наплавки должен соответствовать указаниям паспорта или технических условий, или этикеток на электроды.
16.4.4 Аргонодуговая сварка.
16.4.4.1 Наряду с рекомендованной выше для ремонта кожуха греющей камеры электродуговой сваркой рекомендуется выполнение данного ремонта с применением аргонодуговой сварки.
16.4.4.2 Конструктивные элементы и размеры должны соответствовать ГОСТ 14771 (рисунок 16.4-3).
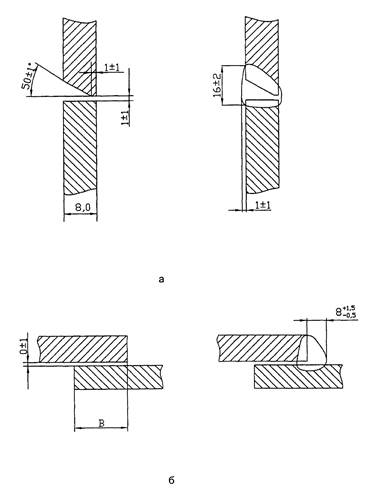
Рисунок 16.4-3 - Конструктивные элементы и размеры швов
для аргонодуговой сварки
а - стыковое соединение, односторонний шов
со скосом одной кромки
б - нахлесточное соединение, односторонний
шов без скоса кромок
В = 8 ÷ 40 мм
16.4.4.3 При аргонодуговой сварке:
- сварку неплавящимся вольфрамовым электродом выполняют на постоянном токе прямой полярности (минус на электроде) или переменном токе с наложением тока высокой частоты от осцилляторов (ОС-1, ОСП-3-1 или др.);
- угол вольфрамового электрода к свариваемому изделию должен составлять 60 - 80°, а угол между электродом и сварочной проволокой - 90°;
- рабочий конец электрода должен быть заточен на конус на длине 5 - 20 мм в зависимости от диаметра электрода и вида выполняемой работы. Электрод следует осматривать перед выполнением каждого прохода сварного шва и заменять (производить заточку) при обнаружении разрушения или загрязнения;
- перемещение электрода и присадочной проволоки в процессе сварки должно быть равномерно-поступательным.
При ручной сварке допускаются возвратно-поступательные перемещения присадочной проволоки без вывода ее из зоны защитного газа. Поперечные колебания не рекомендуются. Сварку следует вести без перерывов. В случае вынужденного перерыва перекрывать ранее наложенный шов на 10 - 20 мм;
- после обрыва дуги по окончании сварки подачу защитного газа прекратить после некоторого остывания металла и электрода (через 5 - 10 с) для предупреждения недопустимого окисления.
Рабочее давление защитного газа рекомендуется в пределах 0,01 - 0,03 МПа.
- при ручной аргонодуговой сварке рекомендуется предварительно разогревать электрод на графитовой или медной пластине, после чего дуга легко возбуждается на изделии без соприкосновения с металлом. Допускается не разогревать электрод при ручной сварке на постоянном токе, а возбуждать дугу легким прикосновением к изделию и последующим отводом электрода.
- Рекомендуемый режим сварки в среде аргона приведен в таблице 16.4.
Таблица 16.4 - Рекомендуемый режим сварки в среде аргона
|
Толщина свариваемого металла, мм |
Тип разделки кромок |
Проход |
Диаметр присадочной проволоки, мм |
Диаметр вольфрамового электрода, мм |
Сила тока, А |
Напряжение дуги, В |
Расход аргона на горелку, л/мин |
|
8,0 |
|
1 2 |
2 - 3 |
3 4 |
80 - 110 |
|
|
|
3 и последующие |
3 |
110 - 130 |
10- 12 |
6 - 8 |
|||
|
|
120 - 200 |
|
|
16.4.4.4 Для аргонодуговой сварки использовать в качестве присадочных материалов низколегированные сварочные проволоки марок Св-08ГС, Св-08Г2С, Св-10Г2, Св-08ГСМТ и другие по ГОСТ 2246, содержащие достаточное количество раскислителей (марганца, кремния и др.) и обеспечивающие необходимые механические свойства металла шва.
16.4.4.5 Рекомендуется проведение полуавтоматической аргонодуговой сварки данного сварного соединения сталей Ст3сп и Ст3кп выполнять плавящимся электродом (проволока Св-08Г2С и др.) в защитных газах (аргон + СО2).
16.4.5 Контроль качества ремонтных работ
16.4.5.1 Виды, объем и порядок проведения контроля должны быть приведены в технологии на проведение ремонта дефектной нижней части кожуха греющей камеры выпарного аппарата.
Необходимо осуществлять следующие формы контроля:
- предварительный;
- пооперационный;
- готовых сварных соединений.
16.4.5.2 Предварительный контроль включает проверку:
- квалификации сварщиков, дефектоскопистов и ИТР;
- состояние сварочного оборудования;
- качества основного и сварочных материалов;
- инструмента и аппаратуры для дефектоскопии.
16.4.5.3 Пооперационный контроль включает:
- расположение сварных швов;
- подготовку кромок, зачистку поверхностей, прилегающих к кромкам, зачистку одной поверхности остающихся подкладок;
- подготовку и сборку элементов под сварку;
- допусков при сборке и сварке;
- выполнения технологии в процессе прихваток и сварки;
- осмотр и приемку каждого слоя шва при сварке.
При неразрушающем методе контроля сварных соединений следует производить:
- внешний осмотр и измерение размеров;
- цветную дефектоскопию каждого слоя шва (при необходимости);
- цветную дефектоскопию металла или МПД шва и зоны термического влияния.
16.4.5.4 Для механических свойств производить (испытания на растяжение и ударную вязкость) на вырезанных образцах из контрольных соединений, выполненных одновременно с ремонтом, с применением заготовок из листов изготовляемых частей обечаек и вырезаемых из частей кожуха.
Применять те же разделки кромок, зачистки прилегающих поверхностей, методы и режимы сварки.
16.4.5.5 До разрезки контрольных сварных пластин на образцы, они должны быть подвергнуты проверке по всей длине рентгенопросвечиванию и цветной дефектоскопии. При обнаружении недопустимых дефектов, они должны быть исправлены.
16.4.5.6 Внешний осмотр сварных соединений должен производиться по всей их протяженности, измерения производятся на каждом сварном соединении.
Внешний осмотр и измерение швов проводить по методике, приведенной в ГОСТ 3242 для выявления наружных дефектов, недопустимых ГОСТ Р 52630 и указанных в настоящей технологической инструкции.
По результатам внешнего осмотра выполненных сварных швов не допускаются следующие дефекты: единичные микронадрывы, свищи и пористость, подрезы, наплывы, прожоги, незаплавленные кратеры, несоответствие формы и размеров требованиям стандартов (в соответствии с требованиями ГОСТ Р 52630). Дефекты сварных швов должны быть устранены.
(Измененная редакция. Изм. № 1)
16.4.5.7 Контроль цветной дефектоскопией сварных швов производить в соответствии с ОСТ 26-5-99.
16.4.5.8 Провести гидроиспытания кожуха. Течи и потения не допускаются.
16.5 Ремонт плакирующего слоя двухслойного металла 20К + 10Х17Н13М2Т корпуса выпарного аппарата
16.5.1 На корпусе выпарного аппарата из двухслойной стали исправлению подлежат участки:
- утонение стенки выпарного аппарата в результате эрозионного износа;
- участки, пораженные точечной (питинговой) коррозией в виде мелкой сыпи;
- отслоение плакирующего слоя от основного металла;
- ножевая коррозия в зоне сплавления металла шва;
- имеющиеся наружные и внутренние дефекты, наличие которых не допускается согласно ГОСТ Р 52630 и ПБ 03-584-03;
- утонение стенки до минимально допустимой толщины (свыше 25 дм2) и износа плакирующего слоя.
(Измененная редакция. Изм. № 1)
16.5.2 При наличии дефектов, требующих двухсторонней вырубки, исправление дефектного участка следует проводить последовательно: вырубку и заварку сначала производят с одной стороны, затем с обратной.
Исправление дефектов в коррозионностойком слое шва может производиться:
- в случае наличия трещин, свищей пор и других пороков, дефектные места должны быть вырублены или разделаны абразивным кругом и заварены;
- в случае ослабления шва или недопустимых подрезов путем подварки дефектных мест.
16.5.3 Удаление дефектных участков под заварку должно производиться механическим способом: вырубкой пневматическим зубилом, обработкой абразивным кругом (допускается удаление металла воздушно-дуговой поверхностной резкой с последующей зачисткой абразивным кругом до металлического блеска).
Полнота удаления дефектов и качество подготовленных участков под заварку контролируется внешним осмотром, а при необходимости цветной дефектоскопией.
16.5.4 Перед подготовкой (обработкой, вырезкой) дефектных мест, в том числе при отслоении плакирующего слоя от основного металла двухслойной стали, последние должны быть очищены и проконтролированы необходимыми методами для уточнения расположения и границ дефектов, подлежащих исправлению. Дефекты (их расположение и границы) должны быть зафиксированы и обозначены на изделии. Способ обозначения дефектов принимается руководителем ремонтных работ в зависимости от вида дефекта и его количества.
16.5.5 Местные несквозные дефекты удалить плавной зачисткой (выборкой) металла на необходимую глубину. Форма подготовки под наплавку и схема наплавки при различной степени повреждения двухслойной стали приведена на рисунке 16.5.
Наплавку производить в соответствии с ОСТ 26.260.3-2001
16.5.6 Перед наплавкой дефекта плакирующего слоя необходимо зачистить дефектный участок и прилегающие поверхности шириной 15 - 20 мм абразивным кругом до металлического блеска. Зачищенную поверхность обезжирить растворителем (ацетоном и др.). Произвести наплавку ручной дуговой сваркой электродом диаметром 3 мм типа Э-08Х19Н11М3Г2Ф марки ЭА-400/10У или типа Э-09Х19Н10Г2М2Б марки НЖ-13 в 2 - 3 слоя на сварочном токе 70 - 100 А в нижнем положении, 70 - 80 А в вертикальном положении. С каждого слоя удалить шлак и зачистить поверхности щеткой из нержавеющей стали.
16.5.7 Контроль качества наплавки проверять внешним осмотром и при необходимости цветной дефектоскопией.
16.5.8 Исправление других дефектов, показанных на рисунке 16.5 выполнить согласно рекомендациям раздела 8 ОСТ 26.260.3-2001 наплавки основного и переходного слоев.
Наплавку плакирующего слоя выполнять как указано выше.

Рисунок 16.5 - Форма подготовки и схема наплавки
поврежденных участков двухслойной стали
а - неполное разрушение плакирующего слоя
б - полное разрушение плакирующего слоя
в - разрушение плакирующего слоя и частичное основного металла
г - последовательность наложения валиков
16.6 Способ ремонта электрозаклепками и шпоночными швами отслоений в котлах варочных из двухслойной стали 20К + 10X17H13M3T
16.6.1 Места отслоений (их расположение и границы) должны быть зафиксированы и обозначены на внутренних поверхностях котлов варочных. Способ обозначения определяется руководителем ремонтных работ в зависимости от вида отслоений и их количества.
16.6.2 Следует применять следующие способы ремонта отслоений:
- электрозаклепками (засверловка плакирующего слоя и заварка засверловок);
- шпоночными швами (разделка прямолинейных или криволинейных шпоночных пазов и заварка их);
- электрозаклепками и шпоночными швами для отслоений замкнутого контура.
16.6.3 Разделку под электрозаклепки выполнять специально заточенным сверлом согласно рисунку 16.6-1. Разделку пазов под шпоночные швы выполнять абразивным кругом. Форма и размеры пазов по шпоночные швы должны соответствовать рисунку 16.6-2. Для ограничения распространения отслоения вдоль его контура ставятся электрозаклепки с шагом 60 - 100 мм. Центры электрозаклепок должны находиться вне контура отслоения на расстоянии 30 - 40 мм (рисунок 16.6-3).
На всей площади внутри контура отслоения электрозаклепки ставятся в шахматном порядке с шагом не более 100 мм.
Расстояние между центрами должно быть выдержано согласно размерам, указанным на рисунке 16.6-3.
Шпоночные швы внутри контура отслоения выполнять в произвольном и параллельном направлении на расстоянии друг от друга не более 100 мм (рисунок 16.6-4).
16.6.4 Для ремонта одного участка отслоения могут одновременно применяться электрозаклепки и шпоночные швы:
- шпоночные швы внутри контура отслоения при ограничении контура его электрозаклепками и наоборот;
- выполнение внутри контура отслоения шпоночных швов и электрозаклепок;
- ограничение части контура отслоения шпоночными швами и части электрозаклепками. При этом форма, размеры и расположение электрозаклепок и шпоночных пазов должны соответствовать рисункам 16.6-3 и 16.6-4.
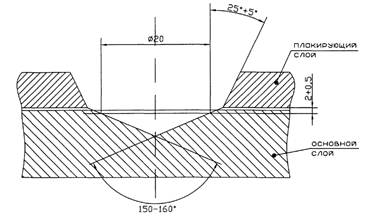
Рисунок 16.6-1 - Разделка под электрозаклепки
в местах отслоения плакирующего слоя
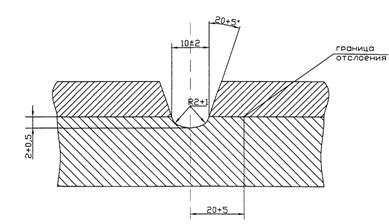
Рисунок 16.6-2 - Разделка пазов под шпоночные швы
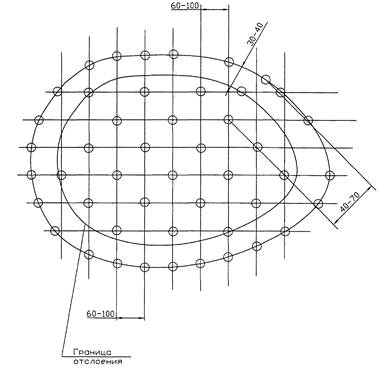
Рисунок 16.6-3 - Ограничение распространения отслоения электрозаклепками
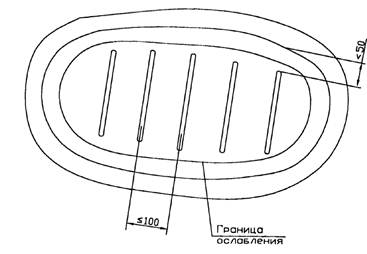
Рисунок 16.6-4 - Параллельные шпоночные швы
внутри контура отслоения
16.6.5 После разделки отверстий под заварку электрозаклепок и пазов под шпоночные швы прилегающие поверхности вокруг отверстий и пазов зачистить абразивным кругом на расстоянии 15 - 20 мм до металлического блеска и промыть растворителем (ацетоном и др.).
16.6.6 Заварку электрозаклепок, шпоночных швов мест отслоений производить ручной дуговой сваркой: переходный в два слоя электродами диаметром 3 - 4 мм марки ОЗЛ-6, плакирующий в 2 - 3 слоя электродом марки НЖ-13, ЭА-400/10У (рисунок 16.6-5).
16.6.7 После наложения каждого переходного слоя необходимо удалить шлак, зачистить каждую поверхность щеткой из нержавеющей стали до металлического блеска и промыть растворителем. Режимы ручной дуговой сварки приведены в таблице 16.6.
Таблица 16.6 - Ориентировочные режимы ручной дуговой сварки
|
Тип электрода |
Марка электрода |
Диаметр электрода |
Сварочный ток, А |
Род тока, допускаемое положение сварки |
|
Э-10Х25Н13Г2 |
ОЗЛ-6 |
3 |
60 - 80 |
Постоянный ток, обратная полярность. |
|
4 |
100 - 120 |
Короткой дугой с минимальной погонной энергией. |
||
|
5 |
120 - 140 |
Все пространственные положения. |
||
|
Э-08Х19Н11М3Г2Ф |
ЭА-400/10У |
3 |
70 - 90 |
Постоянный ток, обратная полярность. |
|
4 |
110 - 130 |
Все пространственные положения (ограниченно отолочный). |
||
|
5 |
140 - 160 |
|
||
|
Э-09Х19Н10Г2М2Б |
НЖ-13 |
3 |
70 - 90 |
Постоянный ток, обратная полярность. |
|
4 |
110 - 130 |
Короткой дугой с минимальной погонной энергией. |
||
|
5 |
140 - 160 |
Все пространственные положения. |
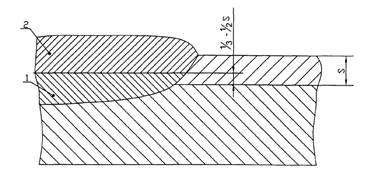
Рисунок
16.6-5 - Заварка электрозаклепок, шпоночных швов
и наплавка подготовленных мест отслоений
1 - переходный слой шва
2 - защитный (коррозионностойкий) слой шва
16.6.8 Контроль качества ремонта отслоений плакирующего слоя производится следующим образом:
- разделка и подготовка поверхностей под заварку электрозаклепок и пазов под сварку шпоночными швами подлежат внешнему осмотру;
- контролю внешним осмотром подвергается каждый слой переходного и плакирующего слоев. В случае необходимости используется метод цветной дефектоскопии;
- сварные швы и заварки должны быть ровными с плавными очертаниями и равномерным усилением;
- трещины, наплывы, подрезы, поры и свищи в наплавленном металле не допускаются.
16.6.9 В случае обнаружения дефектов при выполнении электрозаклепок и шпоночных пазов необходимо их исправить. Полноту удаления дефектов контролировать внешним осмотром и цветной дефектоскопией.
16.6.10 При исправлении отслоений заклепками или шпоночными швами сварщик изготовляет по одному образцу - свидетелю (из контрольной пластины) Размер пластины из двухслойной стали 350×125 мм (не имеющий отслоений плакирующего слоя).
Контрольная пластина должна соответствовать форме, размерам и заварке наплавляемого листа с использованием тех же марок, диаметров электродов. По продольной оси контрольной пластины выполняется разделка и сварка:
- для контроля электрозаклепок - не менее 4-х электрозаклепок с шагом 60 - 80 мм; расстояние крайних электрозаклепок от торца пластины не менее 40 мм;
- для контроля шпоночных швов - один шпоночный шов длиной 300 мм.
Из контрольных пластин изготовить один поперечный микрошлиф и три образца для испытаний на стойкость к межкристаллитной коррозии.
При металлографическом исследовании шлиф проверяется на отсутствие в наплавленном металле внутренних дефектов (трещин, несплавления, пор и т.п.) и трещин в околошовной зоне.
16.6.11 В случае неудовлетворительных результатов металлографических или испытаний на МКК проводятся повторные испытания на удвоенном количестве образцов.
Результаты повторных испытаний являются окончательными.
16.7 Облицовка внутренних дефектных участков сталью марок 10Х17Н13М2Т или 10X17H13M3T корпуса выпарного аппарата из двухслойной стали 20К + 10Х17Н13М2Т
16.7.1 Облицовке внутренних поверхностей корпуса листовым прокатом из стали 10Х17Н13М2Т или 10X17H13M3T подлежат дефектные участки:
- при отслоении плакирующего слоя и требующего замены;
- при эрозионном износе плакирующего слоя;
- при наличии трещин в металле плакирующего слоя, язвенной коррозии, достигающей глубины до 2 мм; участки, пораженные точечной (питинговой) коррозией в виде мелкой сыпи.
16.7.2 Резку заготовок толщиной 4 мм под облицовку плакирующего слоя марки 10Х17Н13М2Т или 10X17H13M3T производить на гильотинных ножницах с последующей механической обработкой, свариваемых кромок, снимая припуск не менее 2 - 3 мм на сторону. Углы заготовок обработать по радиусу R = 15 мм. В случае стыковой сварки облицовок разделку кромок выполнить под углом 25 ± 2° и притуплением 1 ± 1 мм (ГОСТ 5264).
16.7.3 Заготовки, предназначенные под облицовку, вальцевать по радиусу, равному внутреннему диаметру корпуса.
16.7.4 Прилегающие поверхности имеющегося плакирующего слоя двухслойного металла (после подготовки дефектных участков) и подлежащих нахлесточному соединению с подготовленной облицовкой зачистить абразивным кругом до металлического блеска и непосредственно перед прихваткой и сваркой промыть ацетоном и протереть протирочными салфетками и др. тканями, не оставляющими ворса на кромках и прилегающихся поверхностях.
16.7.5 После пологой зачистки и наплавки значительных дефектных участков основного металла, необходимо в местах расположения свариваемых кромок свальцованных заготовок из стали 10Х17Н13М2Т или 10X17H13M3T толщиной 4 - 5 мм зачистить поверхности наплавки и имеющийся плакирующийся слой двухслойной стали на ширине 30 - 40 мм абразивным кругом до металлического блеска и промыть ацетоном.
16.7.6 Подготовленные и обезжиренные кромки и прилегающие поверхности свальцованных заготовок облицовок расположить на зачищенные поверхности (рисунок 16.7-1) и прихватить облицовки к корпусу с зазором 2 ÷ 1 мм ручной дуговой сваркой с применением электродов марок НЖ-13 или ЭА-400/10У диаметром 3 мм, а также прихватить облицовки к имеющемуся плакирующему слою двухслойной стали. Прихватки выполнить размером 10 - 15 мм и расстоянием между ними 100 - 150 мм.
16.7.7 После выполненных прихваток удалить шлак и зачистить их металлической щеткой. Дефектные прихватки удалить абразивным кругом.
16.7.8 Сварку облицовок встык выполнить в 3 - 4 слоя ручной дуговой сваркой электродами НЖ-13 или ЭА-400/10У. Режим сварки должен соответствовать указаниям паспорта или технических условий или этикеток на электроды. При отсутствии таких данных рекомендуется установить режим пробной сваркой по характеристикам плавления электрода и формирования шва (ГОСТ 9466), принимая силу сварочного тока при сварке в нижнем положении 70 - 100 А, в вертикальном 70 - 80 А.
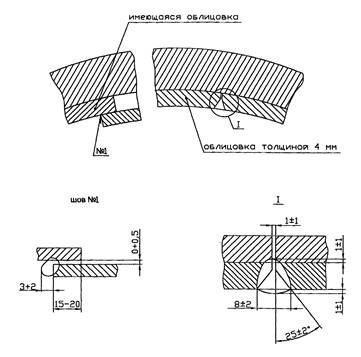
Рисунок 16.7-1 - Облицовка обечайки корпуса
из стали 10Х17Н13М2Т толщиной 4 мм
После выполнения первого слоя удалить шлак и зачистить поверхность шва металлической щеткой. При наличии на поверхности шва дефектов их надо устранить. В случае необходимости проконтролировать сварное соединение цветной дефектоскопией.
Остальные слои также выполнить указанными электродами на выбранных режимах сварки.
После наложения каждого слоя удалить шлак и зачистить металлической щеткой. Провести контроль каждого слоя на наличие дефектов.
В аналогичной последовательности данными электродами приварить заготовки свальцованных облицовок к плакирующему слою двухслойной стали, удаляя шлак, а также проведя зачистку, после наложения каждого слоя. Предпочтительней соединение заготовок облицовок выполнить встык на остающейся подкладке.
16.7.9 При эрозионном износе плакирующего слоя и основного металла на необходимой глубине необходимо поверхность вокруг дефектного участка зачистить на расстоянии от износа на 30 - 40 мм с каждой стороны до металлического блеска и промыть ацетоном. Облицовочную заготовку (толщиной 4 мм) свальцевать по радиусу внутреннего диаметра выпарного аппарата. Кромки со всех сторон обработать механически, снимая припуск 2 - 3 мм на сторону. Снимаемые кромки и прилегающие поверхности зачистить абразивным кругом до металлического блеска и промыть ацетоном. Подготовленную облицовочную заготовку расположить на дефектный участок и прихватить ручной дуговой сваркой электродом 3 мм марки ЭА-400/10У или НЖ-13. Прихватку выполнить согласно рисунку 16.7-2. После выполнения прихваток шлак удалить и зачистить прихватки металлической щеткой. Дефектные прихватки удалить.
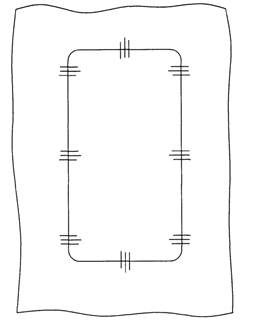
Рисунок 16.7-2 - Схема расположения прихваток
Приварку облицовки к плакирующему слою выполнить ручной дуговой сваркой электродом диаметром 3 мм марки НЖ-13 или ЭА400/10У в два-три слоя (рисунок 16.7-3).
После выполнения первого слоя и последующих слоев удалить шлак и зачистить швы металлической щеткой. Внешним осмотром выявить дефекты сварного соединения и исправит их.
16.7.10 Отслоившуюся облицовку от основного слоя разрезать, выправить домкратом и приварить ручной дуговой сваркой (рисунок 16.7-4).
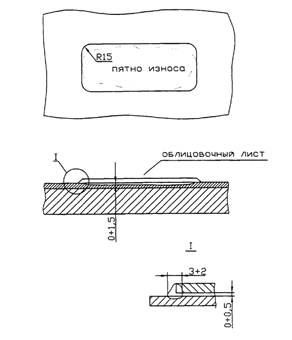
Рисунок 16.7-3 - Приварка облицовки к плакирующему
слою при эррозионном износе
плакирующего слоя
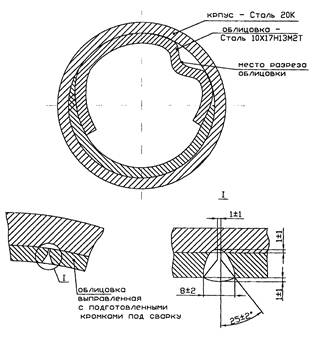
Рисунок 16.7-4 - Подготовка и сварка отслоенной поверхности облицовки
16.8 Замена дефектных штуцеров, патрубков, люков из стали 10Х17Н13М2Т или 10X17H13M3T на новые и установка их в стенку выпарного аппарата из двухслойной стали 20К + 10Х17Н13М2Т
16.8.1 Замену дефектных штуцеров, патрубков, люков из стали 10Х17Н13М2Т или 10X17H13M3T на новые и установку их в стенку выпарного аппарата из двухслойной стали 20К + 10Х17Н13М2Т выполнять согласно технической документации на выпарной аппарат.
При этом следует иметь в виду, что угловые и тавровые швы для приварки штуцеров, патрубков, люков и др. деталей к корпусу с неполным проплавлением (конструктивным зазором) не допускаются в сосудах 1, 2, 3 групп при диаметре отверстия более 120 мм и сосудах 4 и 5 групп при диаметре отверстия более 275 мм (ГОСТ Р 52630, ПБ 03-584-03).
(Измененная редакция. Изм. № 1)
16.8.2 Основные типы и конструкционные элементы швов угловых и тавровых сварных соединений из двухслойной стали, выполняемых ручной дуговой сваркой должны отвечать требованиям ГОСТ 16098. Швы этих типов применяются в сварных соединениях люков, штуцеров и др.
16.8.3 Вварка штуцера без конструктивного зазора (при диаметре отверстия более 275 мм) представлена на рисунке 16.8-1, а с конструктивным зазором (при диаметре отверстия до 275 мм) на рисунке 16.8-2.

Рисунок 16.8-1 - Вварка штуцера в стенку корпуса из
двухслойной стали (диаметр > 275 мм).
Без конструктивного зазора.
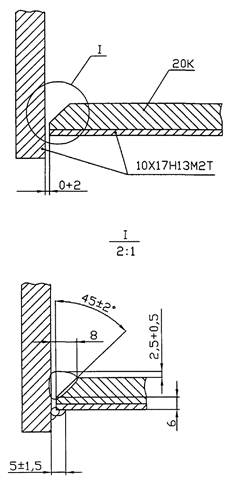
Рисунок 16.8-2 - Вварка штуцера в стенку корпуса из
двухслойной стали (диаметр < 275 мм).
С конструктивным зазором.
16.8.4 После удаления дефектного штуцера, патрубка, люка разделать кромки в отверстии корпуса выпарного аппарата под углом 45 град плюс 2 градуса и выдержать зазор между наружным диаметром штуцера и отверстием корпуса выпарного аппарата (рисунок 16.8-1 или 16.8-2).
16.8.5 Перед сборкой штуцера из стали 10Х17Н13М2Т или 10X17H13M3T для приварки в стенку корпуса из стали 20К, плакированного с внутренней стороны листовым прокатом марки 10Х17Н13М2Т, прилегающие поверхности металла с обеих сторон отверстия под штуцер должны быть очищены от грязи, масла, ржавчины и прочих загрязнений. Кромки плакирующего слоя и прилегающие поверхности на расстоянии 15 - 20 мм должны быть зачищены абразивным кругом до металлического блеска. Непосредственно перед сваркой промыть свариваемые поверхности и прилегающие к ним поверхности ацетоном или другими растворителями.
16.8.6 Сборку штуцера с отверстием в стенке корпуса выполнить на прихватках с наружной стороны корпуса сварочными электродами типа Э50А (марки УОНИ 13/55, ТМУ 21, К-5А) диаметром 3 мм на сварочном токе 80 - 90 А.
Ручная дуговая сварка со стороны основного слоя со штуцером из стали 10Х17Н13М2Т или 10X17H13M3T выполняется электродами типа Э50А диаметром 3 мм. Сварка ведется в 3 - 4 слоя на сварочном токе 80 - 90 А. После выполнения основного и переходного слоев со стороны корня шва следует выполнить подрубку или зачистку корня шва до металлического блеска. Затем выполнить ручную дуговую сварку со стороны плакирующего слоя электродами диаметром 3 мм типа Э-09Х19Н10Г2М2Б (марки НЖ-13) или типа Э-08Х19Н11М3Г2Ф (марки ЭА400/10У). Сварку выполнить в 3 слоя как указано на рисунке 16.8-1. После каждого слоя удалить шлак и зачистить наплавленный валик. После чего выполнить второй и третий слои в аналогичном порядке электродами НЖ-13 или ЭА400/10У. Осуществить контроль методом цветной дефектоскопии второго корневого слоя и третьего слоя. Дефектные валики исправить.
В аналогичном порядке выполнить вварку штуцера, люка, лаза из стали 10Х17Н13М2Т или 10X17H13M3T с диаметром отверстия более 275 мм согласно рисунку 16.8-2.
16.8.7 Контроль вварки штуцеров, люков, лазов, выполненных без конструктивного зазора, выполнить цветной дефектоскопией наплавленных валиков швов штуцера со слоями из стали 10Х17Н13М2Т или 10X17H13M3T а также радиографией или ультразвуковой дефектоскопией в объеме 50 %.
16.9 Ремонт износа корпуса аппарата наплавкой с укреплением стенки корпуса в месте наплавки с помощью накладки
В случае незначительной по площади (до 25 дм2), но значительной по глубине дефекта (до 1/3 номинальной толщины стенки корпуса), износ ремонтировать наплавкой, а затем приваркой накладки с наружной стороны аппарата, как показано на рисунке 16.9.

Рисунок 16.9 - Укрепление накладкой стенки
корпуса в месте наплавки
ПРИЛОЖЕНИЕ А
(справочное)
Таблица А1 - Марки стали или сплава для возможной замены при ремонте оборудования
|
№ п/п |
Марка стали или сплава ремонтируемых аппаратов |
Возможная заменяемая марка стали или сплава при ремонте |
Допускаемая температура эксплуатации, °С |
|
|
min |
шах |
|||
|
1 |
Ст3 |
18К |
минус 20 |
плюс 425 |
|
20К, |
||||
|
Ст3Гпс, |
||||
|
16К, |
||||
|
22К |
||||
|
15 |
||||
|
20 |
||||
|
2 |
09Г2С |
10Г2С1 |
минус 70 |
плюс 475 |
|
10Г2 |
||||
|
3 |
16ГС |
17ГС |
минус 40 |
плюс 475 |
|
17Г1С |
||||
|
14Г2 |
||||
|
4 |
16Г2АФ |
14Г2АФ |
минус 60 |
плюс 475 |
|
09Г2ФБ |
минус 60 |
плюс 420 |
||
|
10Г2ФБ |
||||
|
5 |
15ХСНД |
10ХСНД |
минус 40 |
плюс 400 |
|
6 |
12ХМ |
15ХМ |
минус 40 |
плюс 560 |
|
7 |
15Х2МФА |
12Х2МФА |
минус 40 |
плюс 500 |
|
8 |
12Х18Н10Т |
12Х18Н9Т |
минус 270 |
плюс 610 |
|
08Х18Н10Т |
||||
|
08Х18Н12Б |
||||
|
9 |
08Х18Н10 |
04Х18Н10 |
минус 270 |
плюс 600 |
|
10 |
10Х17Н13М2Т |
08Х17Н13М2Т |
минус 253 |
плюс 700 |
|
11 |
10X17H13M3T |
10Х17Н13М2Т |
минус 196 |
плюс 600 |
|
08X17Н13М2Т |
||||
|
12 |
03Х18Н11 |
02Х18Н11 |
минус 253 |
плюс 45U |
|
13 |
08Х22Н6Т |
08Х21Н6М2Т |
минус 40 |
плюс 300 |
|
14 |
06ХН28МДТ |
03ХН28МДТ |
минус 196 |
плюс 400 |
|
15 |
08X13 |
20X13, 12X13 |
минус 40 |
плюс 550 |
|
16 |
ХН65МВ (ЭП 567) |
ХН65МВУ (ЭП 760) |
минус 70 |
плюс 500 |
|
ХН63МБ (ЭП 758У) |
||||
|
17 |
Н70МФВ-ВИ |
Н65М-ВИ |
минус 70 |
плюс 300 |
|
(ЭП 814А-ВИ) |
(ЭП 982-ВИ) |
|||
|
18 |
ВТ 1-0 |
ВТ 1-00 |
минус 270 |
плюс 300 |
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
|
|
УТВЕРЖДАЮ Главный механик _______________________________ «____» _________________ 2___ г. |
||||||||||||||||||||||||||||||||||||||||||
|
Технологическая карта № ___________ 1. Существо работы: ________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ 2. Цех ____________________________ Рабочая среда ____________________________ Установка ___________________________ Температура __________________________ Сосуд (аппарат) ____________________________ давлением ______________________ 3. Расположение участков (зон) производства ремонта на корпусе (чертеж, эскиз, рисунок). 4.
5. Форма подготовки кромок под ремонтную сварку или наплавку с указанием схемы последовательности наложения валиков сварного шва. 6. Сварочные материалы и режимы ремонтной сварки.
7. Технология ремонта
Руководитель работ ____________________________ Старший механик цеха _________________________ ПРИМЕЧАНИЕ. Приведенная форма является рекомендуемой. Допускается внесение изменений в форму при условии сохранения основного содержания.
|
|||||||||||||||||||||||||||||||||||||||||||
ПРИЛОЖЕНИЕ В
(рекомендуемое)
|
Удостоверение о качестве 1. Работы выполнены в соответствии с технологической картой № _______ (указать допущенные отступления) ___________________________________________________________________________ ___________________________________________________________________________ 2. Аппарат испытан _______________________________________________________ на прочность давлением _______________________ кгс/см2 в течение _______ мин. на плотность давлением _______________________ кгс/см2 в течение _______ мин. 3. Заключение по испытанию _______________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ 4. Документы, прилагаемые к удостоверению о качестве: - Акт отбраковки элементов аппарата; - Сертификат на основные материалы; - Сертификаты на сварочные материалы и акт испытаний; - Разрешение на проведение сварочных работ по результатам аттестации технологии сварки; - Копия удостоверения сварщика; - Копия удостоверения дефектоскописта; - Заключение о контроле сварных соединений; - Копия лицензии на право проведения ремонта аппаратов; - Копия лицензии на право контроля сварных соединений; - Копия удостоверения термиста; - Диаграмма термической обработки
ПРИМЕЧАНИЕ. Приведенная форма является рекомендуемой. Допускается внесение изменений в форму при условии сохранения основного содержания.
|