СПРАВКА
Источник публикации
ИУС "Национальные стандарты", N 8, 2025
Примечание к документу
Документ введен в действие на территории Российской Федерации с 01.06.2025 с правом досрочного применения (Приказ Росстандарта от 10.04.2025 N 279-ст).
Название документа
"Изменение N 1 ГОСТ 31447-2012 "Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия"
(принято Протоколом Межгосударственного совета по стандартизации, метрологии и сертификации от 31.03.2025 N 183-П)
"Изменение N 1 ГОСТ 31447-2012 "Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия"
(принято Протоколом Межгосударственного совета по стандартизации, метрологии и сертификации от 31.03.2025 N 183-П)
Принято
Протоколом Межгосударственного
совета по стандартизации,
метрологии и сертификации
от 31 марта 2025 г. N 183-П
ИЗМЕНЕНИЕ N 1 ГОСТ 31447-2012
"ТРУБЫ СТАЛЬНЫЕ СВАРНЫЕ ДЛЯ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ,
НЕФТЕПРОВОДОВ И НЕФТЕПРОДУКТОПРОВОДОВ. ТЕХНИЧЕСКИЕ УСЛОВИЯ"
МКС 77.140.75
Принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 183-П от 31.03.2025)
Зарегистрировано Бюро по стандартам МГС N 17889
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AM, BY, KG, KZ, RU, TJ, UZ [коды альфа-2 по MK (ИСО 3166) 004]
Дату введения в действие настоящего изменения устанавливают указанные национальные органы по стандартизации <*>
--------------------------------
<*> Дата введения в действие на территории Российской Федерации - 2025-06-01 с правом досрочного применения.
Раздел 1 и далее по всему тексту стандарта заменить слово: "спирально-шовные" на "спиральношовные";
заменить значение: "114" на "73".
Раздел 2. Исключить ссылки:
"ГОСТ 8.586.1-2005 (ИСО 5167-1:2003) Государственная система обеспечения единства измерений. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 1. Принцип метода измерений и общие требования
ГОСТ 8.586.2-2005 (ИСО 5167-2:2003) Государственная система обеспечения единства измерений. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 2. Диафрагмы. Технические требования
ГОСТ 8.586.3-2005 (ИСО 5167-3:2003) Государственная система обеспечения единства измерений. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 3. Сопла и сопла Вентури. Технические требования
ГОСТ 8.586.4-2005 (ИСО 5167-4:2003) Государственная система обеспечения единства измерений. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 4. Трубы Вентури. Технические требования
ГОСТ 8.586.5-2005 Государственная система обеспечения единства измерений. Измерение расхода и количества жидкостей и газов с помощью стандартных сужающих устройств. Часть 5. Методика выполнения измерений
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2216-84 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ 18360-93 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры
ГОСТ 18365-93 Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360 мм. Размеры
ГОСТ 30415-96 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом
ГОСТ ИСО 10543-2002 Трубы стальные напорные бесшовные и сварные горячетянутые. Метод ультразвуковой толщинометрии <3>" и сноску <3>;
заменить ссылки: датированные на недатированные;
"ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия" на "ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия";
"ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим давлением" на "ГОСТ 3845 Трубы металлические. Метод испытания внутренним гидростатическим давлением";
"ГОСТ 8695-75 Трубы. Метод испытания на сплющивание" на "ГОСТ 8695 (ISO 8492:2013) Трубы металлические. Метод испытания на сплющивание";
"ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение" на "ГОСТ 10692 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение";
"ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия" на "ГОСТ 14637 Прокат толстолистовой из нелегированной стали обыкновенного качества. Технические условия";
"ГОСТ 19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО 4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические условия" на "ГОСТ 19281 Прокат повышенной прочности. Общие технические условия";
"ГОСТ 30456-97 Металлопродукция. Прокат листовой и трубы стальные. Методы испытания на ударный изгиб" на "ГОСТ 30456 Металлопродукция. Трубы стальные, прокат стальной листовой и рулонный. Метод испытания на ударный изгиб падающим грузом";
ГОСТ 12356. Заменить слово: "Метод" на "Методы";
ГОСТ 21105 дополнить знаком сноски - "<1>";
дополнить сноской <1>:
"--------------------------------
<1> В Российской Федерации действует ГОСТ Р 56512-2015 "Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы";
дополнить ссылками:
"ГОСТ 26877 Металлопродукция. Методы измерений отклонений формы
ГОСТ ISO 10893-12 Трубы стальные бесшовные и сварные. Часть 12. Ультразвуковой метод автоматизированного контроля толщины стенки по всей окружности";
примечание изложить в новой редакции:
"Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку".
Пункт 3.3 исключить.
Пункт 3.4.3. Исключить слова: "и ДСГ".
Пункт 3.10 и далее по всему тексту стандарта заменить слово: "потребитель" на "заказчик".
Пункт 3.12 и далее по всему тексту стандарта заменить слово: "гидравлическая" на "гидростатическая".
Раздел 3 дополнить пунктами 3.16 - 3.20:
"3.16 прямой визуальный контроль: Визуальный контроль с непрерывным ходом лучей между глазами оператора и контролируемой поверхностью.
Примечание - Контроль проводится без применения или с применением вспомогательных средств, например зеркала, линзы, эндоскопа или волоконно-оптических устройств.
3.17 непрямой визуальный контроль: Визуальный контроль с прерыванием хода лучей между глазами оператора и контролируемой поверхностью.
Примечание - Контроль проводится с применением фото- и видеотехники, автоматизированных и роботизированных систем.
3.18 линия сплавления; ЛС: Граница между металлом шва и нерасплавленным основным металлом, определяемая на поперечном сечении сварного шва.
Примечание - Для обозначения места расположения надреза образца для испытания на ударный изгиб сварного соединения могут применяться два равнозначных термина - "линия сплавления" и "зона сплавления".
3.19 настроечный образец; НО: Образец, изготовленный из материала, аналогичного материалу объекта контроля, содержащий четко определенные отражатели и использующийся для настройки амплитудной и (или) временной шкалы ультразвукового прибора путем сравнения показаний от выявленных несплошностей с показаниями, полученными от известных отражателей.
3.20 индикатор качества изображения; ИКИ: Устройство, содержащее набор элементов различной толщины, которое обеспечивает измерение качества изображения.
Примечание - Элементами этого устройства обычно являются проволочки или ступенчатый клин с отверстиями".
Пункт 4.1. Первое перечисление. Заменить значение: "114" на "73".
Пункт 4.1.1 и далее по всему тексту стандарта заменить слово: "доля" на "количество".
Пункт 4.2. Таблица 1. Строку для номинального наружного диаметра 121 мм исключить;
дополнить строками:
"
Номинальный наружный диаметр труб, мм | Теоретическая масса 1 м трубы, кг, при номинальной толщине стенки, мм | ||||||||||||||
3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
73 | 5,18 | 6,81 | 8,38 | 9,91 | 11,39 | 12,82 | - | - | - | - | - | - | - | - | - |
76 | 5,40 | 7,10 | 8,75 | 10,36 | 11,91 | 13,42 | - | - | - | - | - | - | - | - | - |
89 | 6,36 | 8,38 | 10,36 | 12,28 | 14,15 | 15,98 | - | - | - | - | - | - | - | - | - |
102 | 7,32 | 9,67 | 11,96 | 14,20 | 16,40 | 18,54 | 20,64 | - | - | - | - | - | - | - | - |
108 | 7,77 | 10,26 | 12,70 | 15,10 | 17,43 | 19,23 | 21,97 | - | - | - | - | - | - | - | - |
"
"
127 | 9,17 | 12,13 | 15,04 | 17,90 | 20,71 | 23,48 | 26,19 | 28,85 | 31,47 | 34,03 | - | - | - | - | - |
";
графа "Теоретическая масса 1 м трубы, кг, при номинальной толщине стенки, мм". Заменить знак "-":
для номинального наружного диаметра труб 140 при номинальной толщине стенки 14 - на значение "43,50";
для номинального наружного диаметра труб 146 при номинальной толщине стенки 14 - на значение "45,57";
для номинального наружного диаметра труб 159 при номинальной толщине стенки 14 - на значение "50,06";
для номинального наружного диаметра труб 159 при номинальной толщине стенки 15 - на значение "53,27";
для номинального наружного диаметра труб 159 при номинальной толщине стенки 16 - на значение "56,42";
для номинального наружного диаметра труб 168 при номинальной толщине стенки 14 - на значение "53,17";
для номинального наружного диаметра труб 168 при номинальной толщине стенки 15 - на значение "56,59";
для номинального наружного диаметра труб 168 при номинальной толщине стенки 16 - на значение "59,97";
для номинального наружного диаметра труб 178 при номинальной толщине стенки 14 - на значение "56,62";
для номинального наружного диаметра труб 178 при номинальной толщине стенки 15 - на значение "60,29";
для номинального наружного диаметра труб 178 при номинальной толщине стенки 16 - на значение "63,92";
строки для номинальных наружных диаметров труб 530 - 1420 мм изложить в новой редакции:
Номинальный наружный диаметр труб, мм | Теоретическая масса 1 м трубы, кг, при номинальной толщине стенки, мм | |||||||||||
3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |
530 | - | - | - | 77,53 | 90,28 | 102,98 | 115,63 | 128,23 | 140,78 | 153,29 | 165,74 | 178,14 |
630 | - | - | - | - | 107,54 | 122,71 | 137,82 | 152,89 | 167,91 | 182,88 | 197,80 | 212,67 |
720 | - | - | - | - | - | 140,46 | 157,80 | 175,09 | 192,32 | 209,51 | 226,65 | 243,74 |
820 | - | - | - | - | - | 160,19 | 179,99 | 199,75 | 219,45 | 239,10 | 258,71 | 278,26 |
1020 | - | - | - | - | - | 199,65 | 224,38 | 249,07 | 273,70 | 298,29 | 322,82 | 347,31 |
1220 | - | - | - | - | - | - | - | 298,39 | 327,95 | 357,47 | 386,94 | 416,36 |
1420 | - | - | - | - | - | - | - | 347,71 | 382,21 | 416,66 | 451,06 | 485,41 |
Продолжение таблицы 1
Номинальный наружный диаметр труб, мм | Теоретическая масса 1 м трубы, кг, при номинальной толщине стенки, мм | ||||||||
15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | |
530 | 190,50 | 202,80 | 215,06 | 227,27 | 239,42 | 251,53 | 263,59 | 275,60 | 287,56 |
630 | 227,49 | 242,26 | 256,98 | 271,65 | 286,28 | 300,85 | 315,38 | 329,85 | 344,28 |
720 | 260,78 | 277,77 | 294,71 | 311,60 | 328,45 | 345,24 | 361,98 | 378,68 | 395,32 |
820 | 297,77 | 317,23 | 336,63 | 355,99 | 375,30 | 394,56 | 413,77 | 432,93 | 452,04 |
1020 | 371,75 | 396,14 | 420,48 | 444,77 | 469,01 | 493,20 | 517,34 | 541,43 | 565,48 |
1220 | 445,73 | 475,05 | 504,32 | 533,54 | 562,72 | 591,84 | 620,91 | 649,94 | 678,91 |
1420 | 519,71 | 553,96 | 588,17 | 622,32 | 656,42 | 690,48 | 724,49 | 758,44 | 792,35 |
Продолжение таблицы 1
Номинальный наружный диаметр труб, мм | Теоретическая масса 1 м трубы, кг, при номинальной толщине стенки, мм | ||||||||
24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | |
530 | 299,47 | 311,33 | 323,14 | 334,91 | 346,62 | 358,29 | 369,90 | 381,47 | - |
630 | 358,66 | 372,98 | 387,26 | 401,49 | 415,67 | 429,80 | 443,88 | 457,91 | 471,89 |
720 | 411,92 | 428,47 | 444,97 | 461,41 | 477,81 | 494,16 | 510,46 | 526,71 | 542,91 |
820 | 471,10 | 490,12 | 509,08 | 528,00 | 546,86 | 565,68 | 584,44 | 603,16 | 621,83 |
1020 | 589,47 | 613,42 | 637,31 | 661,16 | 684,96 | 708,70 | 732,40 | 756,05 | 779,65 |
1220 | 707,84 | 736,72 | 765,55 | 794,32 | 823,05 | 851,73 | 880,36 | 908,94 | 937,47 |
1420 | 826,21 | 860,02 | 893,78 | 927,49 | 961,15 | 994,76 | 1028,32 | 1061,83 | 1095,30 |
Продолжение таблицы 1
Номинальный наружный диаметр труб, мм | Теоретическая масса 1 м трубы, кг, при номинальной толщине стенки, мм | ||||||||
33 | 34 | 35 | 36 | 37 | 38 | 39 | 40 | 41 | |
530 | - | - | - | - | - | - | - | - | - |
630 | 485,83 | - | - | - | - | - | - | - | - |
720 | 559,07 | 575,17 | 591,22 | 607,23 | 623,18 | 639,09 | 654,94 | 670,75 | - |
820 | 640,44 | 659,01 | 677,53 | 696,00 | 714,42 | 732,80 | 751,12 | 769,39 | - |
1020 | 803,20 | 826,70 | 850,15 | 873,56 | 896,91 | 920,21 | 943,47 | 966,67 | 989,83 |
1220 | 965,96 | 994,39 | 1022,77 | 1051,11 | 1079,39 | 1107,63 | 1135,81 | 1163,95 | 1192,04 |
1420 | 1128,71 | 1162,08 | 1195,39 | 1228,66 | 1261,88 | 1295,04 | 1328,16 | 1361,23 | 1394,25 |
Окончание таблицы 1
Номинальный наружный диаметр труб, мм | Теоретическая масса 1 м трубы, кг, при номинальной толщине стенки, мм | ||||||||
42 | 43 | 44 | 45 | 46 | 47 | 48 | 49 | 50 | |
530 | - | - | - | - | - | - | - | - | - |
630 | - | - | - | - | - | - | - | - | - |
720 | - | - | - | - | - | - | - | - | - |
820 | - | - | - | - | - | - | - | - | - |
1020 | 1012,93 | 1035,99 | 1059,00 | 1081,96 | 1104,87 | - | - | - | - |
1220 | 1220,08 | 1248,07 | 1276,01 | 1303,90 | 1331,74 | 1359,53 | 1387,27 | - | - |
1420 | 1427,22 | 1460,14 | 1493,02 | 1525,84 | 1558,61 | 1591,33 | 1624,01 | 1656,63 | 1689,21 |
".
Пункты 4.3, 4.4 изложить в новой редакции:
"4.3 Трубы изготовляют немерной длины от 10,5 до 12,5 м.
Допускается для труб типов 2 и 3 не более 10% массы партии труб длиной от 8,0 до 10,5 м, для труб типа 1 - не более 3% массы партии труб длиной от 5,0 до 10,5 м.
По согласованию между изготовителем и заказчиком трубы изготовляют длиной от 12,5 до 18,5 м.
По согласованию между изготовителем и заказчиком трубы изготовляют мерной длины:
- диаметром до 219 мм включительно - от 6,0 до 9,0 м;
- диаметром свыше 219 мм - от 10,0 до 12,5 м.
Предельное отклонение для труб мерной длины - +/- 100 мм.
4.4 Предельные отклонения толщины стенки труб не должны превышать значений, указанных в таблице 1а.
Таблица 1а
Предельные отклонения толщины стенки труб
Тип труб | Толщина стенки, мм | Предельное отклонение | |
плюсовое | минусовое | ||
1 | Любая | По ГОСТ 19903 <1> | |
2 и 3 | 16 и менее | По ГОСТ 19903 <1> | 5% |
Более 16 | 0,8 мм | ||
".
Пункт 4.8 изложить в новой редакции:
"4.8 Предельные отклонения наружного диаметра и овальность концов труб не должны превышать значений, указанных в таблице 2.
Между изготовителем и заказчиком могут быть согласованы другие значения предельного отклонения наружного диаметра и требования к овальности концов труб.
Таблица 2
Предельные отклонения наружного диаметра
и требования к овальности
В миллиметрах
Наружный диаметр | Предельное отклонение наружного диаметра | Овальность концов труб, не более, при толщине стенки | ||
тела трубы | концов трубы | менее 20 | 20 и более | |
От 73 до 168 включ. | +/- 0,0075D | -0,4 +1,6 | 0,010D | - |
Св. 168 до 426 включ. | +/- 0,0075D, но не более +/- 3,0 | +/- 0,0050, но не более +/- 1,6 | 0,010D | - |
Св. 426 до 1420 включ. | +/- 3,0 | +/- 1,6 | 0,010D | 0,008D |
Примечание - Конец трубы - участок длиной 200 мм от торца трубы. | ||||
".
Пункты 4.9, 4.10 исключить.
Пункт 4.11. Рисунок 1 изложить в новой редакции:
"
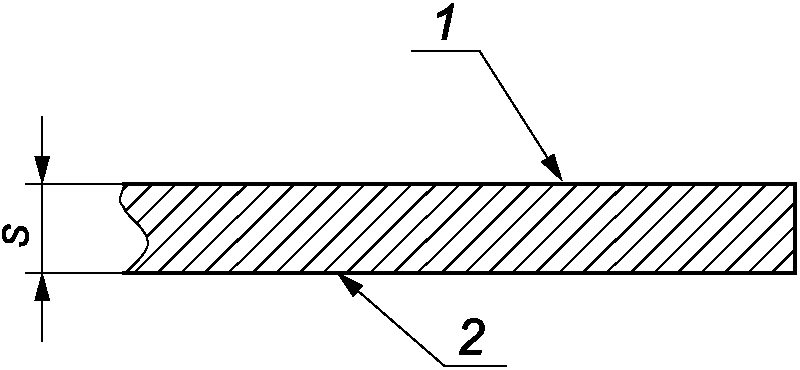
а - При S до 3,0 мм включительно
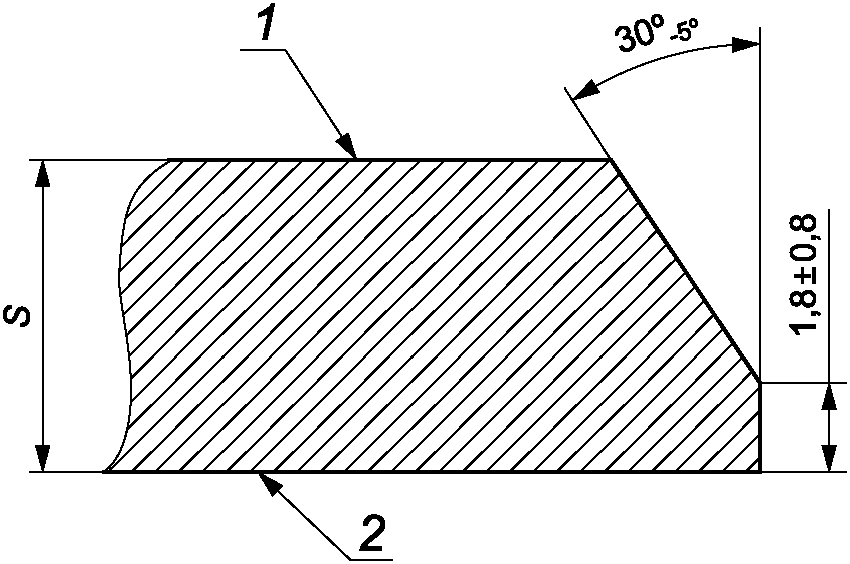
б - При S свыше 3,0 до 15,0 мм включительно
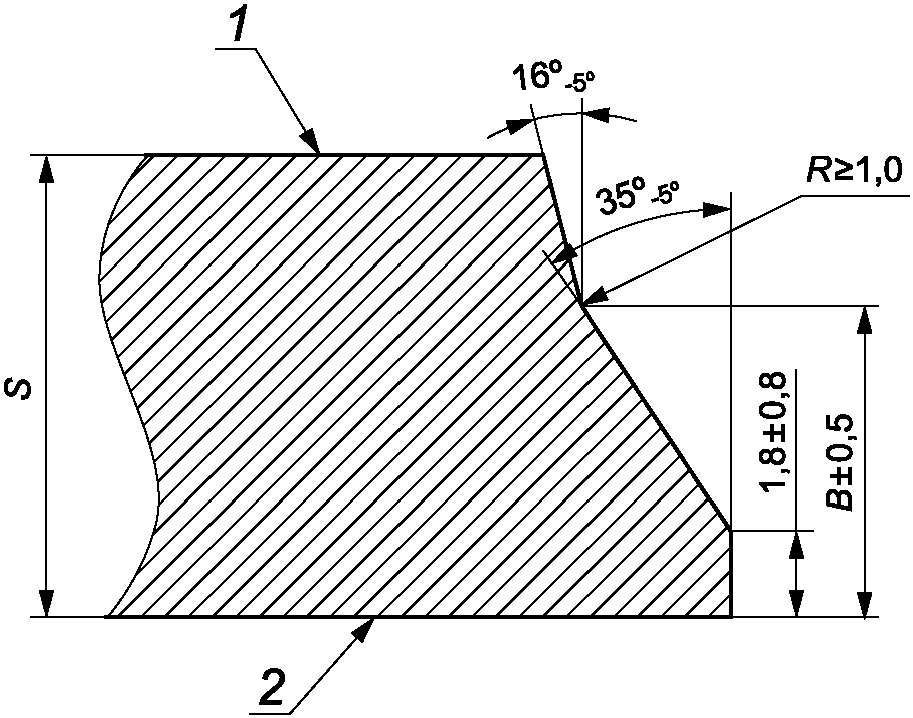
в - При S свыше 15,0 мм
1 - наружная поверхность; 2 - внутренняя поверхность
В миллиметрах
Номинальная толщина стенки труб | Величина B |
Св. 15,0 до 19,0 включ. | 9 |
Св 19,0 до 21,0 включ. | 10 |
Св. 21,0 до 32,0 включ. | 12 |
Св. 32,0 | 16 |
Рисунок 1 - Форма и размеры разделки торцов труб".
Пункт 4.12. Второй абзац изложить в новой редакции:
"Смещение осей наружного и внутреннего швов на торцах труб типов 2 и 3 не должно превышать:
- 3,0 мм с перекрытием швов не менее 1,0 мм - для труб с толщиной стенки до 21 мм включительно;
- 15% номинальной толщины стенки с перекрытием швов не менее 1,0 мм - для труб с толщиной стенки свыше 21 мм.
Перекрытие швов обеспечивается технологией сварки".
Пункт 4.14. Исключить слова: "В этой зоне допускаются подрезы глубиной: до 5% номинальной толщины стенки - для стенки толщиной до 10 мм включительно, не более 0,5 мм - для стенки толщиной более 10 мм".
Пункт 4.15 изложить в новой редакции:
"4.15 В сварном соединении труб относительное смещение кромок по высоте не должно превышать 10% номинальной толщины стенки, но не более 3 мм".
Пункт 5.7. Второй абзац. Заменить значение: "114" на "73".
Пункт 5.9. Таблица 4. Примечание изложить в новой редакции:
"Примечания
1 По согласованию между изготовителем и заказчиком устанавливают механические свойства металла промежуточных классов прочности.
2 При отсутствии у материала физического предела текучести  определяют условный предел текучести
определяют условный предел текучести  ;
;
второй абзац. Исключить слова: "и предела текучести  ".
".
Пункт 5.13. Первый абзац. Заменить слова: "в изломе специального образца" на "в изломе образца для испытания падающим грузом";
таблица 6. Графа "Диаметр труб, мм". Третья строка. Заменить слова: "Св. 720 до 820 включ." на "От 720 до 820 включ.";
пятая графа. Заголовок изложить в новой редакции: "Количество вязкой составляющей B в изломе образца для испытания падающим грузом, %";
примечание 1. Заменить слова: "в изломе образца" на "в изломе образца для испытания падающим грузом";
примечание 2 изложить в новой редакции:
"2 Знак "-" означает, что требования не установлены".
Пункт 5.15. Второй абзац исключить.
Пункт 5.17. Третий абзац исключить.
Пункт 5.18. Заменить слова: "до 20% партии" на "20% партии".
Пункт 5.23. Заменить слова: "Кольцевые сварные соединения труб типа 1 и поперечные стыки рулонов для труб типа 2 должны быть подвергнуты неразрушающему контролю" на "Сварные швы концов рулонного проката на трубах типа 2 должны быть подвергнуты неразрушающему контролю".
"5.24 Трубы типа 3 подвергают экспандированию по всей длине с пластической деформацией основного металла труб не более 1,2%";
"5.27 На усилении сварных швов допускается седловина глубиной, не выводящей параметры сварного шва за допустимые значения.
Допускаются без исправления подрезы глубиной до 0,5 мм включительно и длиной до 50 мм включительно, не выводящие толщину стенки за минимальные допустимые значения.
Подрезы в сварном соединении труб, превышающие допустимые значения:
- удаляют абразивной зачисткой, если глубина зачистки не выводит толщину стенки за минимально допустимое значение;
- ремонтируют сваркой с последующими зачисткой, испытанием гидростатическим давлением и неразрушающим контролем";
"5.30 Изготовление труб с кольцевым стыковым сварным швом не допускается".
Пункт 6.1. Второй абзац изложить в новой редакции:
"Количество труб в партии должно быть не более, шт.:
- 400 - при диаметре от 73 до 159 мм включительно;
- 200 - при диаметре свыше 159 до 426 мм включительно;
- 100 - при диаметре свыше 426 мм".
Пункт 6.4. Первый абзац. После слова "партии" дополнить словами: "или плавки";
второй абзац. Заменить слова: "приемо-сдаточных испытаний" на "выборочных приемо-сдаточных испытаний";
таблица 7. Графа "Подраздел, приложение настоящего стандарта". Вторая строка. Заменить ссылки: "4.2 - 4.15" на "4.2 - 4.8, 4.11 - 4.15";
седьмая строка. Заменить ссылку: "5.15" на "5.16";
третий, четвертый абзацы изложить в новой редакции:
"Удовлетворительные результаты повторных испытаний распространяются на всю партию или плавку, исключая трубы, не выдержавшие первичных испытаний.
При получении неудовлетворительных результатов повторных испытаний каждая труба партии или плавки может быть подвергнута испытаниям по забракованному показателю, исключая изделия, не выдержавшие повторные испытания, или все трубы могут быть подвергнуты термической обработке для устранения несоответствия и предъявлены к приемке как новая партия".
Пункт 7.1. Второй абзац. Второе перечисление после слов "для испытания" дополнить словами: "падающим грузом";
третье перечисление изложить в новой редакции:
"- пробу сварного соединения для изготовления одного образца для испытаний на растяжение и двух образцов для испытания на статический изгиб, трех образцов - на ударный изгиб для каждой зоны сварного соединения и температуры испытания";
третий абзац. После слов "основного металла" дополнить словом: "и";
пятый абзац изложить в новой редакции:
"Допускается использовать образцы с одной или двумя необработанными поверхностями, совпадающими с поверхностями исходного проката".
Пункт 7.2. Первый абзац. Заменить слова: "диаметром 219 мм и более" на "диаметром более 219 мм"; "типа II" на "типов I и II";
второй абзац. Заменить слова: "диаметром 219 мм" на "диаметром 219 мм и менее";
третий и четвертый абзацы исключить.
Пункт 7.3. Первый абзац. Перечисления изложить в новой редакции:
"- на поперечных образцах - для труб диаметром свыше 219 мм;
- на продольных образцах - для труб диаметром до 219 мм включительно";
третий абзац изложить в новой редакции:
"Надрез на образцах выполняют перпендикулярно к прокатной поверхности металла в соответствии с рисунком 2.
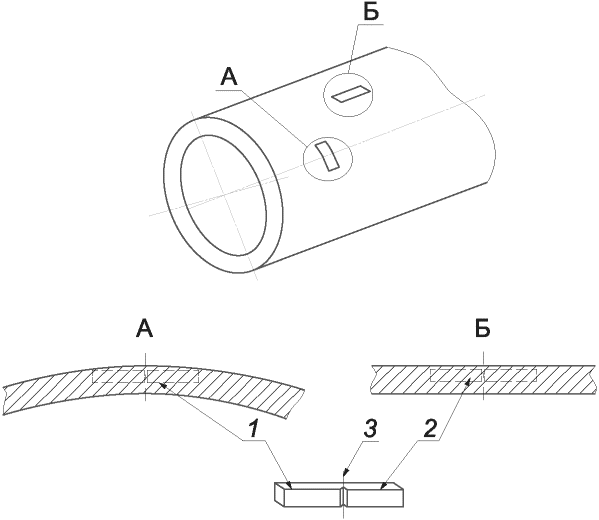
1 - проба для изготовления поперечного образца
для испытания; 2 - проба для изготовления продольного
образца для испытания; 3 - ось надреза
Рисунок 2 - Ориентация надреза на образцах
для испытаний на ударный изгиб";
четвертый абзац. После слов "по результатам" дополнить словом: "испытаний".
Пункт 7.5. Второй абзац изложить в новой редакции:
"Испытания на растяжение сварного соединения труб диаметром 219 мм и менее допускается проводить на кольцевых образцах по методике изготовителя".
Пункт 7.6 изложить в новой редакции:
"7.6 Испытание на ударный изгиб сварного соединения труб всех типов проводят на образцах типов VII и X для толщин стенок труб менее 12 мм и на образцах типов VI и IX для толщин стенок 12 мм и более по ГОСТ 6996:
- на поперечных образцах - для труб диаметром свыше 219 мм;
- на продольных образцах - для труб диаметром до 219 мм включительно.
Надрез на ударных образцах выполняют перпендикулярно к поверхности исходного проката по центру шва и по линии сплавления шва, сваренного последним, для труб типов 2 и 3, если для этих типов труб не согласовано иное. Ориентация надреза - в соответствии с рисунком 2.
По согласованию между изготовителем и заказчиком допускается проведение испытаний на ударный изгиб сварного соединения труб типа 1 диаметром более 219 мм на продольных образцах.
Ударную вязкость определяют как среднеарифметическое значение по результатам испытаний трех образцов".
Пункт 7.9. Первый абзац. Заменить слово: "сертификата" на "документа";
второй абзац изложить в новой редакции:
"Химический состав стали допускается определять другими методами, обеспечивающими необходимую точность химического состава, соответствующую указанным стандартам".
Пункт 7.11 изложить в новой редакции:
"7.11 Качество поверхности трубы контролируют визуально, прямым и/или непрямым методами.
Контроль размеров выявленных поверхностных дефектов проводят по документации изготовителя".
"- периметр (для пересчета в наружный диаметр) - с помощью измерительной рулетки по ГОСТ 7502;
- диаметр - с помощью измерительной рулетки по ГОСТ 7502 и пересчета, как указано в 7.13. Допускается контролировать диаметр штангенциркулем по ГОСТ 166 и микрометром по ГОСТ 6507, за исключением участков шириной приблизительно 35 мм по обе стороны от оси шва для труб типа 1 и приблизительно 100 мм - для труб типов 2, 3.
Примечание - Контроль диаметра может быть проведен с помощью специальной измерительной ленты, имеющей шкалу со значениями диаметра, соответствующими пересчитанным по формуле (2);
- овальность - как отношение разности наибольшего и наименьшего диаметров, измеренных в одном поперечном сечении, к номинальному значению этого диаметра, умноженное на 100%, при этом измерение диаметров на участках шириной приблизительно 35 мм по обе стороны от оси шва для труб типа 1 и приблизительно 100 мм для труб типов 2, 3 не проводят";
четвертое перечисление. Исключить слова: "или автоматизированными средствами по техническому документу";
пятое перечисление. Заменить ссылку: "по ГОСТ ИСО 10543" на "для труб типа 1 - по ГОСТ ISO 10893-12; для труб типов 2, 3 - по документации изготовителя";
шестое перечисление. Заменить ссылку: "по НД" на "по ГОСТ 26877";
седьмое перечисление. Заменить слово: "шаблонами" на "шаблонами по техническому документу";
девятое перечисление изложить в новой редакции:
"- смещение осей сварных швов на микрошлифе - с использованием измерительного микроскопа, на макрошлифе или на торце трубы - с использованием штангенциркуля по ГОСТ 166";
второй абзац изложить в новой редакции:
"Для контроля геометрических параметров допускается применение других средств измерений, включая автоматизированные средства измерений, в том числе изготовленных по технической документации изготовителя, метрологические характеристики которых обеспечивают необходимую точность измерений".
Пункт 7.13. Заменить слова: "Наружный диаметр труб диаметром свыше 426 мм допускается определять измерением периметра трубы рулеткой с последующим расчетом" на "При контроле диаметра трубы с помощью измерительной рулетки пересчет измеренного периметра трубы проводят";
" - числовой коэффициент, равный" на "
- числовой коэффициент, равный" на " - число Пи, принятое равным".
- число Пи, принятое равным".
Пункт 7.15. Последний абзац изложить в новой редакции:
"Неразрушающий контроль поперечных сварных швов концов рулонов на трубах типа 2 проводят по документации изготовителя".
Пункт 7.18 исключить.
Пункт 8.1. Четвертый абзац. Пятое перечисление. Дополнить словами: "типов 2 и 3".
Приложение А. Пункт А.1.1 дополнить перечислением:
"- забоина - дефект в виде углубления произвольной формы, образовавшийся вследствие механического воздействия".
Пункт А.2.1 изложить в новой редакции:
"А.2.1 В основном металле труб не допускаются следующие дефекты:
- сквозные и несквозные трещины любых размеров;
- плены, рванины, расслоения, закаты, неметаллические включения, выходящие на поверхность торцов труб и поверхность, примыкающую к линии сплавления шва;
- вмятины (отпечатки), забоины с плавными очертаниями, выводящие толщину стенки за минимально допустимые значения;
- плены, закаты, непродольные риски и другие дефекты, глубина которых выводит толщину стенки за минимально допустимые значения;
- продольные риски, длина и глубина которых превышает указанные в А.1.2.2;
- расслоения, размеры которых превышают допустимые для уровня приемки U2 по [2]".
Пункт А.2.2. Заменить слова: "Недопустимые дефекты в сварных соединениях труб" на "В сварных соединениях труб не допускаются следующие дефекты:".
Приложение Б. Пункт Б.4. Заменить слова: "стандартного образца предприятия (СОП)" на "индикатора качества изображения (ИКИ)".
Пункт Б.4.2. Таблицы Б.3, Б.4 изложить в новой редакции:
"Таблица Б.3
Размеры стандартного проволочного ИКИ для проведения
контроля с контрастной чувствительностью 4% [2]
В миллиметрах
Номер проволоки | Толщина стенки | Диаметр проволоки |
W3 | От 41,1 до 50,8 | 2,00 |
W4 | " 31,8 " 41,1 | 1,60 |
W5 | " 25,4 " 31,8 | 1,25 |
W6 | " 20,3 " 25,4 | 1,00 |
W7 | " 15,9 " 20,3 | 0,80 |
W8 | " 12,7 " 15,9 | 0,63 |
W9 | " 10,2 " 12,7 | 0,50 |
W10 | " 8,3 " 10,2 | 0,40 |
W11 | " 6,4 " 8,3 | 0,32 |
W12 | " 5,1 " 6,4 | 0,25 |
W13 | " 4,1 " 5,1 | 0,20 |
W14 | " 3,2 " 4,1 | 0,16 |
W15 | " 2,5 " 3,2 | 0,125 |
Таблица Б.4
Размеры стандартного проволочного ИКИ для проведения
контроля с контрастной чувствительностью 2% [2]
В миллиметрах
Номер проволоки | Толщина стенки | Диаметр проволоки |
W6 | От 40,6 до 50,8 | 1,00 |
W7 | " 31,8 " 40,6 | 0,80 |
W8 | " 25,4 " 31,8 | 0,63 |
W9 | " 20,3 " 25,4 | 0,50 |
W10 | " 16,5 " 20,3 | 0,40 |
W11 | От 12,7 до 16,5 | 0,32 |
W12 | " 10,1 " 12,7 | 0,25 |
W13 | " 8,3 " 10,1 | 0,20 |
W14 | " 6,4 " 8,3 | 0,16 |
W15 | " 5,1 " 6,4 | 0,125 |
W16 | " 4,1 " 5,1 | 0,10 |
W17 | " 3,0 " 4,1 | 0,08 |
".
Пункт Б.7 изложить в новой редакции:
"Б.7 Рентгеновские установки как испытательное оборудование должны пройти аттестацию согласно требованиям национального законодательства".
Приложение В. По тексту приложения заменить слово: "СОП" на "настроечный образец (НО)".
Пункт В.3. Второй абзац. Заменить слова: "Применительно к сварным соединениям СОП должны иметь выполненные механической резкой пазы (один паз на внутренней поверхности образца и один - на наружной поверхности) или сквозные отверстия" на "Применительно к сварным соединениям НО должны иметь пазы: один паз на внутренней поверхности образца и один - на наружной поверхности, или сквозные отверстия".
Пункт В.6 изложить в новой редакции:
"В.6 НО и ультразвуковые установки как испытательное оборудование должны пройти аттестацию согласно ГОСТ 8.315. Аттестация испытательного оборудования проводится согласно требованиям национального законодательства".
Приложение Г. Пункт Г.4 изложить в новой редакции:
"Г.4 СОП должны пройти аттестацию согласно ГОСТ 8.315, вихретоковые установки должны пройти аттестацию как испытательное оборудование согласно требованиям национального законодательства".
Элемент стандарта "Библиография" изложить в новой редакции:
"Библиография
[1] | API Spec. 5L | Трубы для трубопроводов. Технические условия. Редакция 46 |
[2] | ISO 19232-1:2013 | Non-destructive testing - Image quality of radiographs - Part 1: Determination of the image quality value using wire-type image quality indicators (Неразрушающий контроль. Качество изображения на радиографических снимках. Часть 1. Определение значения качества изображения с помощью проволочных индикаторов)". |