СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ введен в действие с 01.02.2025.
Взамен ПНСТ 437-2020 (ИСО 21919-1:2019).
Название документа
"ГОСТ Р 71839-2024 (ИСО 21919-1:2019). Национальный стандарт Российской Федерации. Умное производство. Интерфейсы для автоматизированного обслуживания технологического оборудования. Часть 1. Общие положения"
(утв. и введен в действие Приказом Росстандарта от 29.11.2024 N 1797-ст)
"ГОСТ Р 71839-2024 (ИСО 21919-1:2019). Национальный стандарт Российской Федерации. Умное производство. Интерфейсы для автоматизированного обслуживания технологического оборудования. Часть 1. Общие положения"
(утв. и введен в действие Приказом Росстандарта от 29.11.2024 N 1797-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 29 ноября 2024 г. N 1797-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
УМНОЕ ПРОИЗВОДСТВО
ИНТЕРФЕЙСЫ ДЛЯ АВТОМАТИЗИРОВАННОГО ОБСЛУЖИВАНИЯ
ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
ЧАСТЬ 1
ОБЩИЕ ПОЛОЖЕНИЯ
Smart manufacturing.
Interfaces for automated machine tending. Part 1. Overview
and fundamental principles
(ISO 21919-1:2019, Automation systems
and integration - Interfaces for automated machine
tending - Part 1: Overview and fundamental principles, MOD)
ГОСТ Р 71839-2024
(ИСО 21919-1:2019)
ОКС 25.040.20
Дата введения
1 февраля 2025 года
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации") и Некоммерческим партнерством "Русское общество содействия развитию биометрических технологий, систем и коммуникаций" (Некоммерческое партнерство "Русское биометрическое общество") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 194 "Кибер-физические системы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2024 г. N 1797-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 21919-1:2019 "Системы автоматизации и интеграция. Интерфейсы для ухода за автоматизированной машиной. Часть 1. Общие положения" (ISO 21919-1:2019 "Automation systems and integration - Interfaces for automated machine tending - Part 1: Overview and fundamental principles", MOD) путем изменения отдельных фраз (слов, значений показателей, ссылок), которые выделены в тексте курсивом, а также путем изменения его структуры.
Внесение указанных технических отклонений направлено на учет потребностей национальной экономики Российской Федерации.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ДЕЙСТВУЕТ ВЗАМЕН ПНСТ 437-2020 (ИСО 21919-1:2019)
7 Некоторые элементы настоящего стандарта могут быть объектами патентных прав. Международная организация по стандартизации (ИСО) не несет ответственности за установление подлинности каких-либо или всех таких патентных прав
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Автоматизированное обслуживание технологического оборудования означает автоматическую загрузку или разгрузку одной или нескольких единиц технологического оборудования с использованием устройства обслуживания технологического оборудования.
Примерами технологического оборудования являются станки, как правило, с числовым программным управлением (ЧПУ), метрологические координатно-измерительные машины (КИМ), 3D-сканер структурированного света и рентгеновские аппараты. Примеры устройств обслуживания технологического оборудования - роботы, погрузочно-разгрузочные системы, портальное загрузочное устройство, автономные интеллектуальные машины (AIV) и автоматически управляемые тележки (AGV).
Автоматизированное обслуживание технологического оборудования является существенным элементом в высокопроизводительных промышленных условиях и сложной областью деятельности. Устройства автоматизированного обслуживания представляют собой сложные системы, предоставляемые разными поставщиками и впервые пересекающиеся на производственной площадке. Для беспроблемной совместной работы всех устройств должны быть определены интерфейсы.
Определение интерфейсов часто зависит от конкретного проекта или поставщика, поскольку каждый поставщик внедряет собственные стандарты. При таком подходе возрастает количество сбоев, что влечет за собой существенные временные и трудовые затраты. Время ввода в эксплуатацию часто превышает запланированное, так как каждый интерфейс создается индивидуально, а предварительное тестирование в некоторых случаях не представляется возможным. Такие проблемы являются существенными препятствиями для проектов автоматизации.
Стандартизованные интерфейсы позволяют оптимизировать процессы координации, обеспечивают более высокую надежность планирования, сокращают время ввода в эксплуатацию и уменьшают количество ошибок.
Системы автоматизированного обслуживания технологического оборудования могут быть очень сложными системами, и стандарты должны быть достаточно гибкими для более эффективной адаптации к требованиям отдельных проектов.
Приложения автоматизированного обслуживания технологического оборудования варьируются от простого снятия деталей до материальных потоков на сложные производственные линии. Машинные технологии обработки не зависят от интерфейса, и большинство машинных технологий могут быть интегрированы с одним и тем же стандартом.
Интерфейсы являются связующим звеном между устройствами автоматизированного обслуживания технологического оборудования и технологическим оборудованием, используемым для осуществления производственных процессов. Автоматизированное обслуживание технологического оборудования инициируется технологическим оборудованием или системой обслуживания технологического оборудования.
Настоящий стандарт предоставляет общие сведения и определяет:
- основные принципы создания интерфейсов для автоматизированного обслуживания технологического оборудования с использованием устройства обслуживания технологического оборудования;
- словарь;
- синтаксис структуры сигналов;
- интерфейс безопасности, интерфейс управления и расширения;
- три класса соответствия и параметры соответствия.
Классы и параметры состоят из нескольких сигналов:
- для гибкой адаптации интерфейса(ов) к объему функций проекта;
- плотного упаковывания наборов сигналов для снижения затрат по координации между поставщиками технологического оборудования и устройств обслуживания технологического оборудования.
Настоящий стандарт распространяется на соединения, связанные с управлением и безопасностью, и не распространяется на механические соединения, физические процессы передачи, назначение контактов, аппаратное обеспечение интерфейсов или характеристики канала, например протокол, а также не рассматривает коммуникацию с системой управления производством (MES).
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 элемент (part): Физическая сущность, которая транспортируется в технологическое оборудование и из него системой обслуживания технологического оборудования.
Пример - Заготовки, наборы заготовок на держателях заготовок, инструменты, наборы инструментов в держателях инструментов.
2.2 функциональная единица (functional unit): Устройство или система, которая транспортирует, получает или передает элементы.
Пример - Технологическое оборудование и автоматизированные системы обслуживания технологического оборудования.
2.3 система обслуживания технологического оборудования (machine tending system): Функциональная единица, транспортирующая элементы без изменения их физических свойств.
Пример - Роботы, конвейеры, порталы, системы подачи прутков, системы обработки.
Примечание - См. рисунок А.1 приложения А.
2.4 технологическое оборудование (machine): Функциональная единица, изменяющая физические свойства элементов.
Пример - Станки, измерительные машины, монтажные системы.
Примечание - См. рисунок А.1 приложения А.
2.5 автоматизированное обслуживание технологического оборудования (automated machine tending): Процесс транспортирования элементов в технологическое оборудование и из него системой обслуживания технологического оборудования.
Примечание - См. рисунок А.1 приложения А.
2.6
интерфейс (interface): Совместно используемая граница между двумя функциональными единицами, определяемая различными функциональными характеристиками, параметрами физического соединения, параметрами взаимосвязи при обмене сигналами, а также другими характеристиками в зависимости от задаваемых требований. [ГОСТ 33707-2016, статья 4.447] |
2.7 сигнал (signal): Информация, передаваемая между функциональными единицами через интерфейс.
2.8 зона интерференции (interference area): Совместно используемая область между функциональными единицами.
Примечание - См. рисунок А.2 приложения А.
2.9 препозиция зоны интерференции (interference area preposition): Зона интерференции без области передаточной станции (устройства).
Примечание - См. рисунок А.2 приложения А.
2.10 последовательная передача (coherent transfer): Передача элементов, при которой одна функциональная единица удерживает элемент в форме до тех пор, пока другая функциональная единица ее надежно не закрепит.
Примечание - Последовательная и непоследовательная передачи определяются для операций загрузки и разгрузки.
Пример - При загрузке элемента в станок робот держит захваты закрытыми до тех пор, пока станок не зажмет деталь. После того как станок зажал деталь, робот открывает захваты.
2.11 функциональный режим (function mode): Статус функциональной единицы, отображающий, являются ли сигналы допустимыми/исполненными.
2.12 класс соответствия (conformance class): Предопределенное подмножество сигналов, выбранное для реализации определенного набора функций, для которых заявлено соответствие.
Примечание - Предопределенными наборами функций являются класс соответствия 1 "Минимальный набор сигналов", класс соответствия 2 "Расширенная область" и класс соответствия 3 "Расширенная область с оптимизацией процесса".
2.13 параметр соответствия (conformance option): Предопределенное подмножество сигналов, которое можно выбрать для добавления набора функций в класс соответствия, для которого заявлено соответствие.
2.14 доступ к загрузке (loading access): Защитный кожух, отделяющий технологическое оборудование от системы обслуживания технологического оборудования для обмена элементами.
Пример - Загрузочные люки и загрузочные двери.
Примечание - См. рисунки А.3 и А.4 приложения А.
2.15 квитирование (handshake): Взаимодействие между функциональными единицами с запросом как триггером и сигналом подтверждения или состояния как ответом.
2.16 состояние (state): Сигнал, описывающий свойства.
2.17 сопряженная операция; IntdOp (interlinked operation, IntdOp): Функциональный режим, при котором функциональная единица участвует в автоматизированном обслуживании технологического оборудования.
2.18 единичная операция; SOp (single operation, SOp): Функциональный режим, при котором функциональная единица работает с элементом, но не участвует в сопряженной операции.
2.19 единичный этап; SSp (single step, SSp): Функциональный режим, при котором функциональная единица перемещается последовательными движениями при инициировании каждого движения оператором.
2.20 операция установки; SetOp (setup operation, SetOp): Функциональный режим, при котором оператор может вручную выполнить любое движение функциональной единицы.
Интерфейсы автоматизированного обслуживания технологического оборудования включают:
- интерфейс безопасности;
- интерфейс управления.
3.2.1 Общие положения
Передача сигналов проводится через аппаратный интерфейс (параллельная проводка) или через систему шин.
Должна быть реализована функция эквипотенциального соединения между автоматизированной системой обслуживания технологического оборудования и технологическим оборудованием. Такая функция не используется в качестве защитного проводника.
Должно быть определено, будет ли использовано электропитание (например, напряжение 0 и 24 В) автоматизированные системы обслуживания технологического оборудования и/или технологического оборудования в проекте.
Примечание - Если питание используется для обеих функциональных единиц, то устройства безопасности должны быть снабжены электропитанием даже при выключении одной функциональной единицы.
Назначение контактов и формат разъема должны быть согласованы с проектом разработки аппаратных технологий в виде параллельной проводки для одного или обоих интерфейсов.
3.2.2 Характеристики интерфейса
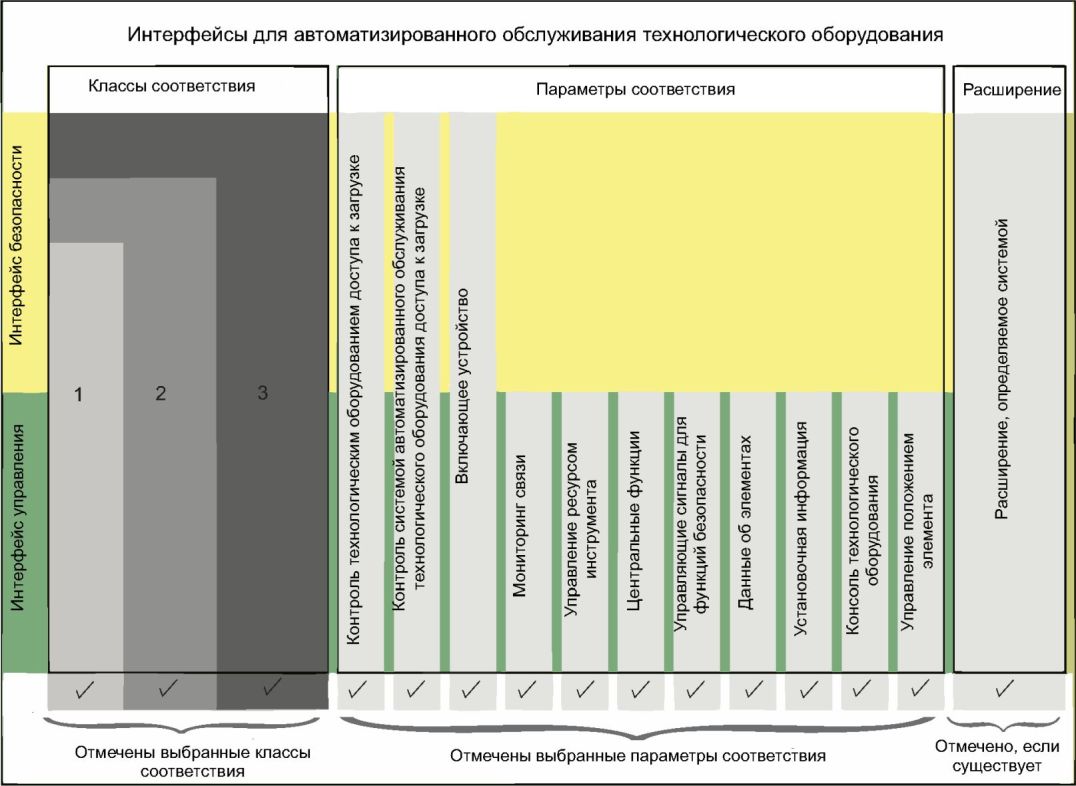
Для гибкой адаптации интерфейса к наборам функций проекта сигналы группируют в классы соответствия и параметры соответствия. Группировка обеспечивает индивидуальную формализацию интерфейса при соответствии требованиям настоящего стандарта.
При использовании настоящего стандарта должны быть выбраны один класс соответствия, параметры соответствия и, при необходимости, расширение, определяемое проектом.
При выборе класса соответствия/параметра соответствия в интерфейсе должны быть доступны сигналы, назначенные определенному классу или параметру соответствия.
3.2.3 Класс соответствия
3.2.3.1 Класс соответствия 1: минимальный набор сигналов
В классе соответствия 1 должны быть реализованы следующие функции:
- безопасность людей;
- простая разгрузка;
- простая загрузка;
- простая комбинированная разгрузка и загрузка.
Слово "простая" означает, что не вводится различие между последовательной и непоследовательной передачей и что через интерфейс не обрабатываются функции зажима.
Применение - Класс соответствия 1 не применим к тому технологическому оборудованию, которому требуется последовательная передача.
3.2.3.2 Класс соответствия 2: расширенный набор сигналов
В классе соответствия 2 должны быть реализованы все функции класса соответствия 1, а также следующие функции:
- разгрузка с непоследовательной передачей с/без функции зажима;
- разгрузка с последовательной передачей;
- загрузка с непоследовательной передачей с/без функции зажима;
- загрузка с последовательной передачей;
- комбинированная разгрузка и загрузка с непоследовательной передачей с/без функции зажима;
- комбинированная разгрузка и загрузка с последовательной передачей;
- подготовка элемента;
- освобождение;
- функция ограждений;
- дополнительная информация о статусе.
Примечание - Классы соответствия 2 и 3, как правило, реализованы через интерфейс шины ввиду обработки большого объема сигналов.
3.2.3.3 Класс соответствия 3: расширенный набор сигналов с оптимизацией процесса
В классе соответствия 3 должны быть реализованы все функции класса соответствия 2, а также следующие функции:
- оптимизация процесса при комбинированной разгрузке и загрузке с последовательной передачей;
- оптимизация процесса при комбинированной разгрузке и загрузке с непоследовательной передачей с/без функции зажима;
- оптимизация процесса при позиционировании с помощью технологического оборудования;
- оптимизация процесса, если зажим и сброс выполнены более чем за один шаг.
3.2.4 Параметры соответствия
Выбор параметра соответствия позволяет добавить набор функций к классу соответствия. Набор сигналов, определенных для параметра соответствия, предназначен для выполнения конкретной задачи.
Доступны следующие параметры соответствия (может быть выбран любой параметр):
- контроль технологическим оборудованием доступа к загрузке;
- контроль системой автоматизированного обслуживания технологического оборудования доступа к загрузке;
- включающее устройство;
- мониторинг связи;
- управление ресурсом инструмента;
- центральные функции;
- управляющие сигналы для функций безопасности;
- данные об элементах;
- установочная информация;
- консоль технологического оборудования;
- управление положением элемента.
В таблице 1 указано наличие в параметре соответствия сигналов безопасности и/или управляющих сигналов.
Таблица 1
для параметров соответствия
Параметр соответствия | Сигнал безопасности | Управляющий сигнал |
Контроль технологическим оборудованием доступа к загрузке | + | + |
Контроль системой автоматизированного обслуживания технологического оборудования доступа к загрузке | + | + |
Включающее устройство | + | + |
Мониторинг связи | - | + |
Управление ресурсом инструмента | - | + |
Центральные функции | - | + |
Управляющие сигналы для функций безопасности | - | + |
Данные об элементах | - | + |
Установочная информация | - | + |
Консоль технологического оборудования | - | + |
Управление положением элемента | - | + |
3.2.5 Расширение интерфейсов
3.2.5.1 Общие положения
В зависимости от сложности проекта может потребоваться расширение (например, сигналов). Настоящий стандарт допускает наличие расширения, определенного системой.
Расширение, определенное системой, должно быть задокументировано.
3.2.5.2 Примеры расширений
Расширения, определенные системой, проводят в том случае:
- если задача может быть выполнена исключительно с использованием дополнительных сигналов;
- если технологическое оборудование имеет более одной зоны интерференции.
3.2.5.2.1 Дополнительные сигналы
Для проекта могут быть определены дополнительные сигналы и функции.
3.2.5.2.2 Наличие более одной зоны интерференции
3.2.5.2.2.1 Отдельные зоны безопасности
Сигналы интерфейса безопасности и интерфейса управления должны быть полностью продублированы.
3.2.5.2.2.2 Общая зона безопасности
Сигналы интерфейса управления должны быть полностью продублированы; есть только один интерфейс безопасности.
На рисунке 1 показана принципиальная структура интерфейсов для автоматизированного обслуживания технологического оборудования.
3.2.6 Описание структуры сигнала
3.2.6.1 Диапазон
Настоящий пункт определяет синтаксис для определения сигналов. Распределение сигналов по физическим каналам выходит за рамки настоящего стандарта.
3.2.6.2 Атрибуты
3.2.6.2.1 Общие положения
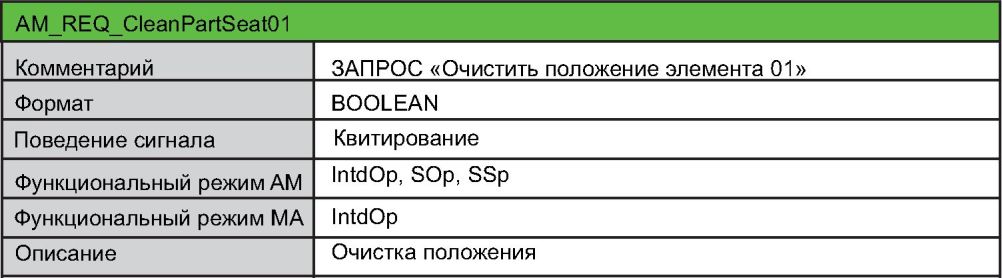
Каждый сигнал интерфейса должен иметь следующие атрибуты:
- символьное имя;
- комментарий;
- формат;
- поведение сигнала;
- режим работы автоматизированной системы обслуживания технологического оборудования;
- режим работы технологического оборудования;
- значение PFHD <*> (только для интерфейса безопасности);
- описание.
--------------------------------
<*> PFHD - вероятность возникновения опасного отказа за час (Probability of a Dangerours Failure per Hour).
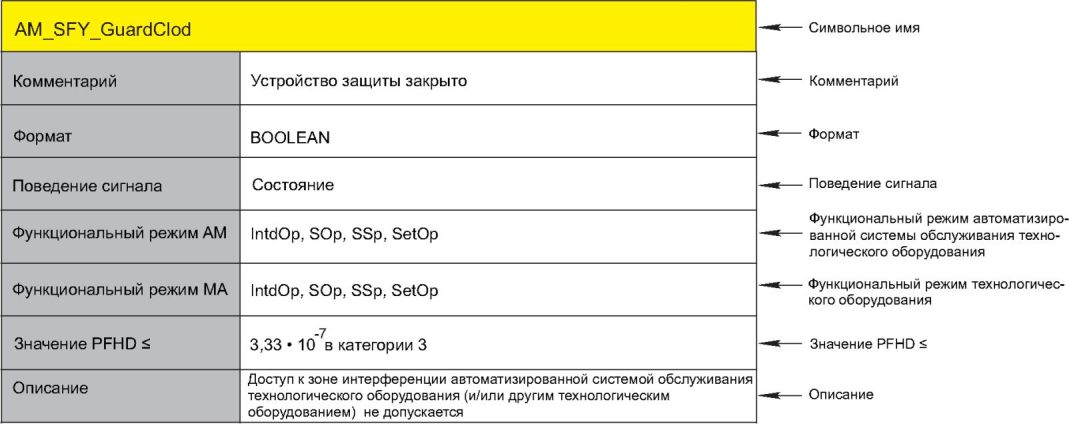
Атрибуты сигналов определены в нижеприведенных пунктах.
3.2.6.2.2 Символьное имя
3.2.6.2.2.1 Общие положения
Символьное имя состоит из трех сегментов, которые разделены знаком подчеркивания. Максимальная длина поля 24 символа. Поле определяет сигнал в логическом состоянии "1".
Примеры
1 "MA_STA_LdgDoorOpnd" в логическом состоянии "1": доступ к загрузке открыт.
2 "MA_STA_LdgDoorOpnd" в логическом состоянии "0": доступ к загрузке закрыт.
Форматы трех сегментов символьного имени определены далее.
3.2.6.2.2.2 Первый сегмент
Первый сегмент состоит из двух букв в верхнем регистре и определяет направление сигнала.
"AM" означает сигнал от автоматизированной системы обслуживания технологического оборудования к технологическому оборудованию. "MA" означает сигнал от технологического оборудования к автоматизированной системе обслуживания технологического оборудования.
3.2.6.2.2.3 Второй сегмент
Второй сегмент состоит из трех букв в верхнем регистре и имеет значение "SFY" для сигналов безопасности или значение типа управляющего сигнала.
Допускаются следующие значения типа управляющего сигнала:
- STA - состояние;
- REQ - запрос;
- ACK - подтверждение;
- MPA - консоль технологического оборудования;
- ENA - доступно;
- INF - информация;
- DAT - данные.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: пункт 4.2.8 отсутствует. Возможно, имеется в виду пункт 3.2.8. |
Более подробная информация приведена в 4.2.8.
3.2.6.2.2.4 Третий сегмент
Третий сегмент состоит из 17 буквенно-цифровых символов и включает одно или несколько сокращенных английских слов или частей слов для объяснения значения сигнала (описательное имя). Слова или части слов начинаются с заглавной буквы.
В конце третьего сегмента может быть добавлен последовательный номер, например: 01, который указывает на существование сигналов с тем же символьным именем, но с другим последовательным номером. Последовательные номера используют, например, в том случае, если машина может обрабатывать несколько частей.

Пример - EnaUnlckGuard -> EnableUnlockGuard (ЗАПРОС "Освободить охранную дверь")
3.2.6.2.3 Комментарий
В поле комментария приведены объяснение сигнала и его функции.

3.2.6.2.4 Формат
В поле формата определяется формат сигнала, например:
- Boolean (булево значение);
- UINT16 (целое 16-битное число без знака);
- UINTX (целое X-битное число без знака, где "X" - степень 2).
В проектах могут быть определены другие форматы.

3.2.6.2.5 Поведение сигнала
Допускаются следующие значения поведения сигнала:
- пульс 1 Гц;
- квитирование;
- состояние;
- данные.

3.2.6.2.6 Функциональный режим
В полях функционального режима определены функциональные режимы автоматизированной системы обслуживания технологического оборудования и технологического оборудования.
Допускаются следующие значения функционального режима:
- IntdOp - сопряженная операция;
- SOp - единичная операция;
- SSp - единичный шаг;
- SetOp - операция установки.
Автоматизированная система обслуживания технологического оборудования будет отправлять сигнал только в том случае, если она находится в функциональном режиме IntdOp, SOp или SSp, независимо от режима работы технологического оборудования.
Технологическое оборудование будет реагировать на сигнал автоматизированной системы обслуживания технологического оборудования, только если она находится в функциональном режиме IntdOp.
3.2.6.2.7 Значение PFHD
Значение PFHD существует исключительно для сигналов интерфейса безопасности.

интерфейса безопасности
3.2.6.2.8 Описание
Поле является дополнением к полю комментария.

3.2.7 Индекс сигналов, связанных с элементами
Настоящий стандарт определяет, что один или несколько элементов могут быть загружены/разгружены в одной зоне интерференции. Следовательно, сигналы, связанные с элементами, должны иметь индекс (01, 02, ...).
3.2.8.1 Общие положения
Интерфейс функциональной единицы должен предоставлять/принимать все сигналы выбранного класса соответствия и выбранных параметров соответствия.
Настоящий стандарт определяет обмен сигналами в интерфейсах и взаимосвязь сигналов. Настоящий стандарт не определяет функции (каналы) функциональной единицы.
3.2.8.2 Использование атрибута функционального режима
3.2.8.2.1 Автоматизированная система обслуживания технологического оборудования отправляет сигнал в технологическое оборудование.
Атрибут "Функциональный режим AM" определяет, при каких функциональных режимах автоматизированная система обслуживания технологического оборудования должна отправлять сигнал. Атрибут "Функциональный режим MA" определяет, при каких функциональных режимах технологическое оборудование должно принимать сигнал.
3.2.8.2.2 Технологическое оборудование отправляет сигнал в автоматизированную систему обслуживания технологического оборудования.
Атрибут "Функциональный режим MA" определяет, при каких функциональных режимах технологическое оборудование должно отправлять сигнал. Атрибут "Функциональный режим AM" определяет, при каких функциональных режимах автоматизированная система обслуживания технологического оборудования должна принимать сигнал.
3.2.8.3 Запрос
3.2.8.3.1 Правило
Запрос должен быть подтвержден. Тип сигнала на стороне получателя определяет обратный сигнал как подтверждение или как состояние.
3.2.8.3.2 Введение функции получателем
3.2.8.3.2.1 Возможность выполнения функции
Получатель функциональной единицы подтверждает входящий запрос согласно введенной функции вместе с сигналом подтверждения или состояния.
3.2.8.3.2.2 Невозможность выполнения функции
Получатель запроса не может выполнить введенную функцию, поэтому запрос подтверждается отрицательно.
3.2.8.3.3 Отсутствие введения функции получателем
3.2.8.3.3.1 Общие положения
Получатель должен подтвердить входящий запрос определенным образом, в зависимости от того, определен обратный сигнал как подтверждение или состояние.
Пример - Интерфейс сигнализации установлен с параметром соответствия "Центральные функции". Интерфейс включает функцию WarmUp. Автоматизированная система обслуживания технологического оборудования отправляет запрос AM_REQ_WarmUp. Получатель запроса отвечает состоянием MA_STA_WarmedUp. Это применимо, даже если функция WarmUp не реализована.
3.2.8.3.3.2 Подтверждение сигналом подтверждения
Сигнал запроса соединяется с обратным сигналом подтверждения в функциональной единице.

сигналом подтверждения
3.2.8.3.3.3 Подтверждение сигналом состояния
Получатель функциональной единицы может отправлять сигнал состояния постоянно, не меняя его значения.

3.2.8.4 ENA
Сигналы типа ENA (Доступно) дают разрешение получателю функциональной единицы от отправителя функциональной единицы на работу в соответствующей области.
3.2.8.5 INF
В противоположность сигналам STATE сигналы INF (Информация) предоставляют ту информацию, которая не предназначена для управления функциональной единицей.
3.2.8.6 MPA
Сигналы MPA (Консоль технологического оборудования) сообщают о состоянии функциональной единицы. Данный тип сигнала применяется только при параметре соответствия "Консоль технологического оборудования".
Если ни одна из функций не введена в сигнал MPA, сигнал должен быть установлен в логическое значение "0".
Действия, выполняемые функциональной единицей, принимающей сигнал MPA, не определены в настоящем стандарте.
3.2.8.7 DAT
Сигналы DAT (Данные) сообщают пакет информации получателю функциональной единицы.
Должна быть документально оформлена следующая информация:
- характеристика интерфейса для класса соответствия 1, класса соответствия 2 или класса соответствия 3;
- выполненные параметры соответствия;
- распределение адресов;
- расширение сигналов (если применимо).
(справочное)
А.1 Согласованность технологического оборудования, системы обслуживания технологического оборудования и автоматизированного обслуживания технологического оборудования
На рисунке А.1 показана согласованность технологического оборудования, системы обслуживания технологического оборудования и автоматизированное обслуживание технологического оборудования.
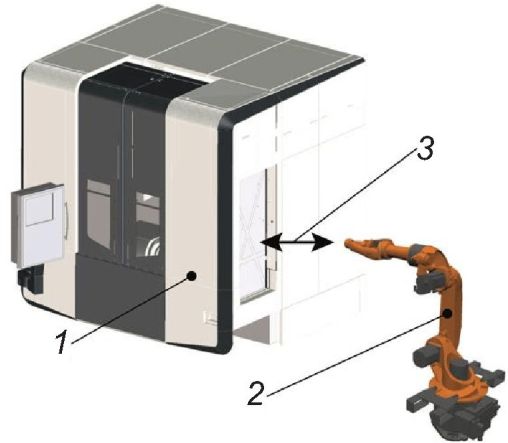
1 - технологическое оборудование (устройство); 2 - система
обслуживания технологического оборудования (устройство);
3 - автоматизированное обслуживание технологического
оборудования (процесс)
системы обслуживания технологического оборудования
и автоматизированного обслуживания
технологического оборудования
А.2 Зона интерференции, передаточная станция, препозиция зоны интерференции
На рисунке А.2 показаны технологическое оборудование и автоматизированная система обслуживания технологического оборудования. Представленное технологическое оборудование оснащено системой прямой загрузки, имеющей передаточную станцию с правой стороны и область препозиции между передаточной станцией и областью технологического оборудования. Автоматизированная система обслуживания технологического оборудования забирает или размещает элементы с передаточной станции. Такие конструкции могут быть использованы для оптимизации времени цикла путем отключения синхронизации по времени технологического оборудования и автоматизированной системы обслуживания технологического оборудования.
Примечание - Существуют машины без передаточной станции.
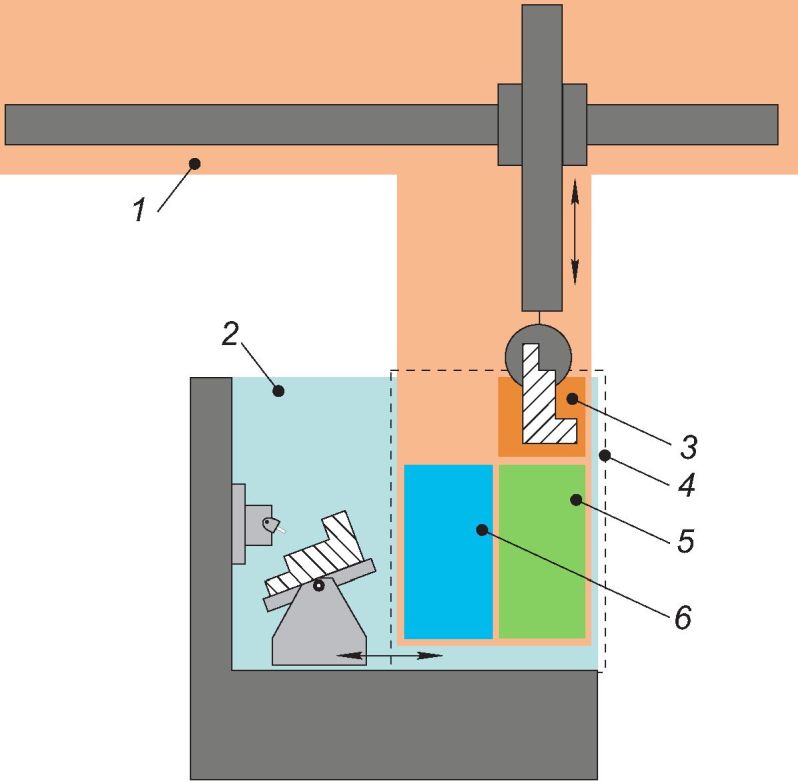
1 - область автоматизированной системы обслуживания
технологического оборудования; 2 - область технологического
оборудования; 3 - препозиция зоны интерференции
автоматизированной системы обслуживания технологического
оборудования; 4 - зона интерференции; 5 - расположение
передаточной станции; 6 - препозиция зоны интерференции
технологического оборудования
препозиция зоны интерференции
А.3 Станок с доступом к загрузке
На рисунке А.3 представлен станок с доступом к загрузке в виде загрузочной двери.
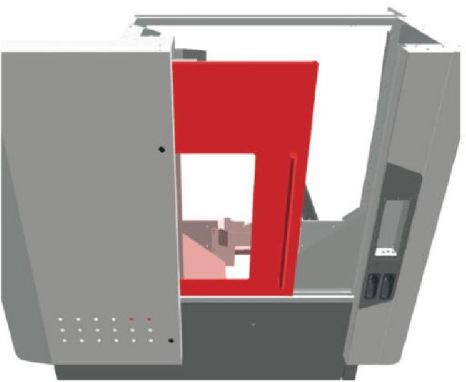
загрузочной двери
На рисунке А.4 представлен станок с доступом к загрузке в виде загрузочного люка.
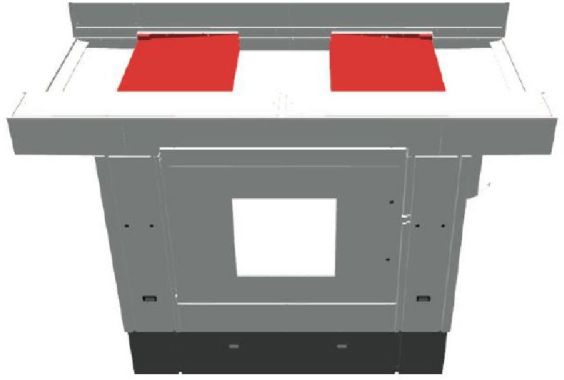
загрузочного люка
(справочное)
ПРИМЕНЕННОГО В НЕМ МЕЖДУНАРОДНОГО СТАНДАРТА
Таблица ДА.1
Структура настоящего стандарта | Структура международного стандарта ISO 21919-1:2019 |
1 Область применения | 1 Область применения |
2 Нормативные ссылки | |
2 Термины и определения (раздел 3) | 3 Термины и определения |
3 Описание интерфейсов (раздел 4) | 4 Описание интерфейсов |
4 Документация (раздел 5) | 5 Документация |
Приложение А Примеры | Приложение А Примеры |
Приложение ДА Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта | Библиография |
Примечание - После заголовков разделов настоящего стандарта приведены в скобках номера аналогичных им разделов международного стандарта ИСО 21919-1:2019. | |
УДК 004.738:006.354 | ОКС 25.040.20 |
Ключевые слова: умное производство, интерфейсы для ухода, автоматизированная машина | |