СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ введен в действие с 31.03.2025.
Взамен ГОСТ Р 57558-2017/ISO/ASTM 52900:2015.
Название документа
"ГОСТ Р 57558-2025 (ИСО/АСТМ 52900:2021). Национальный стандарт Российской Федерации. Аддитивные технологии. Базовые принципы. Термины и определения"
(утв. и введен в действие Приказом Росстандарта от 20.03.2025 N 191-ст)
"ГОСТ Р 57558-2025 (ИСО/АСТМ 52900:2021). Национальный стандарт Российской Федерации. Аддитивные технологии. Базовые принципы. Термины и определения"
(утв. и введен в действие Приказом Росстандарта от 20.03.2025 N 191-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 20 марта 2025 г. N 191-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АДДИТИВНЫЕ ТЕХНОЛОГИИ
БАЗОВЫЕ ПРИНЦИПЫ
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Additive technologies. General principles.
Terms and definitions
(ISO/ASTM 52900:2021, Additive manufacturing - General
principles - Fundamentals and vocabulary, MOD)
ГОСТ Р 57558-2025
(ИСО/АСТМ 52900:2021)
ОКС 01.020
Дата введения
31 марта 2025 года
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Русатом - Аддитивные технологии" (ООО "РусАТ") совместно со Всероссийским научно-исследовательским институтом авиационных материалов Национального исследовательского центра "Курчатовский институт" (НИЦ "Курчатовский институт" - ВИАМ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 182 "Аддитивные технологии"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2025 г. N 191-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО/АСТМ 52900:2021 "Аддитивное производство. Базовые принципы. Основные принципы и терминология" (ISO/ASTM 52900:2021 "Additive manufacturing - General principles - Fundamentals and vocabulary", MOD) путем внесения дополнительных структурных элементов, которые выделены вертикальной линией, расположенной на полях напротив соответствующего текста, и дополнительных положений, выделенных в тексте курсивом, направленных на учет сложившейся отечественной практики в области аддитивных технологий. В стандарт не включены отдельные структурные элементы и положения, которые являются справочными и не содержат информацию, необходимую для включения в настоящий стандарт. Оригинальный текст этих структурных элементов примененного международного стандарта приведен в дополнительном приложении ДА.
Наименование настоящего стандарта изменено относительно наименования указанного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5) и для увязки с наименованиями, принятыми в существующем комплексе национальных стандартов
5 ВЗАМЕН ГОСТ Р 57558-2017/ISO/ASTM 52900:2015
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Установленные в настоящем стандарте термины расположены в систематизированном порядке, отражающем систему понятий в области аддитивных технологий.
Для каждого понятия установлен один стандартизованный термин.
Не рекомендуемые к применению термины-синонимы приведены в круглых скобках после стандартизованного термина и обозначены пометкой "Нрк".
Термины-синонимы без пометы "Нрк" приведены в качестве справочных данных и не являются стандартизованными.
Приведенные определения можно при необходимости изменить, вводя в них производные признаки, раскрывая значения используемых в них терминов, указывая объекты, входящие в объем определяемого понятия. Изменения не должны нарушать объем и содержание понятий, определенных в настоящем стандарте.
Термины, установленные настоящим стандартом, рекомендуются для применения в документации всех видов, научно-технической, учебной и справочной литературе.
В настоящем стандарте в качестве справочных данных приведены иностранные эквиваленты для ряда стандартизованных терминов на английском языке.
В стандарте приведен алфавитный указатель терминов с указанием номера статьи.
Стандартизованные термины набраны полужирным шрифтом, их краткие формы, представленные аббревиатурой, и иностранные эквиваленты - светлым, синонимы - курсивом.
Настоящий стандарт устанавливает термины и определения, используемые в аддитивных технологиях, которые основаны на аддитивном принципе изготовления деталей, т.е. на создании объемных изделий путем последовательного добавления материала. Настоящий стандарт также содержит правила обозначения различных видов аддитивных технологических процессов в зависимости от применяемого основного принципа аддитивного производства и используемого сырья (см. приложение A).
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 23597-79 Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движений. Общие положения
ГОСТ Р 57591 Аддитивные технологические процессы. Базовые принципы - Часть 4. Обработка данных
ГОСТ Р 59585 (ИСО/АСТМ 52921:2013) Аддитивные технологии. Системы координат. Общие положения
ГОСТ Р ИСО 9001 Системы менеджмента качества. Требования
ГОСТ Р ИСО 10303-1 Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 1. Общие представления и основополагающие принципы
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Общие термины
Примечание - Термин "3D-принтер" является синонимом термина "аддитивная установка" (см. 2). Как правило, термин "3D-принтер" используют в случае оборудования, применяемого для непромышленных целей, в том числе оборудования, предназначенного для бытового использования.
2 аддитивная установка (AM machine): Часть системы аддитивного производства, необходимая для выполнения цикла построения при производстве изделий, включающая аппаратную часть, программное обеспечение для настройки и контроля аддитивной установки, а также периферийные приспособления.
3 аддитивная система; система аддитивного производства (additive manufacturing system, additive system): Аддитивная установка и вспомогательное оборудование, используемые при осуществлении аддитивных технологических процессов.
4 аддитивное производство; аддитивный технологический процесс; АП (additive manufacturing, AM): Технологический процесс, основанный на создании физического объекта по электронной геометрической модели путем послойного нанесения материала.
Примечание - Аддитивный технологический процесс в отличие от субтрактивных (вычитающих) технологических процессов и традиционных формообразующих процессов (литья, штамповки) основан на добавлении материала, как правило, слой за слоем.
6 пользователь аддитивной установки (AM machine user): Оператор или организация, использующие аддитивную установку.
Примечание - Под оператором подразумевают физическое лицо, осуществляющее эксплуатацию аддитивной установки.
7 пользователь системы АП (AM system user): Оператор или организация, использующие систему аддитивного производства.
Примечание - Под оператором подразумевают физическое лицо, осуществляющее эксплуатацию системы АП.
8 фронтальная сторона установки (front of a machine): Сторона установки, с которой возможно наблюдение оператором за процессом АП через главное смотровое окно, если иное не указано производителем установки.
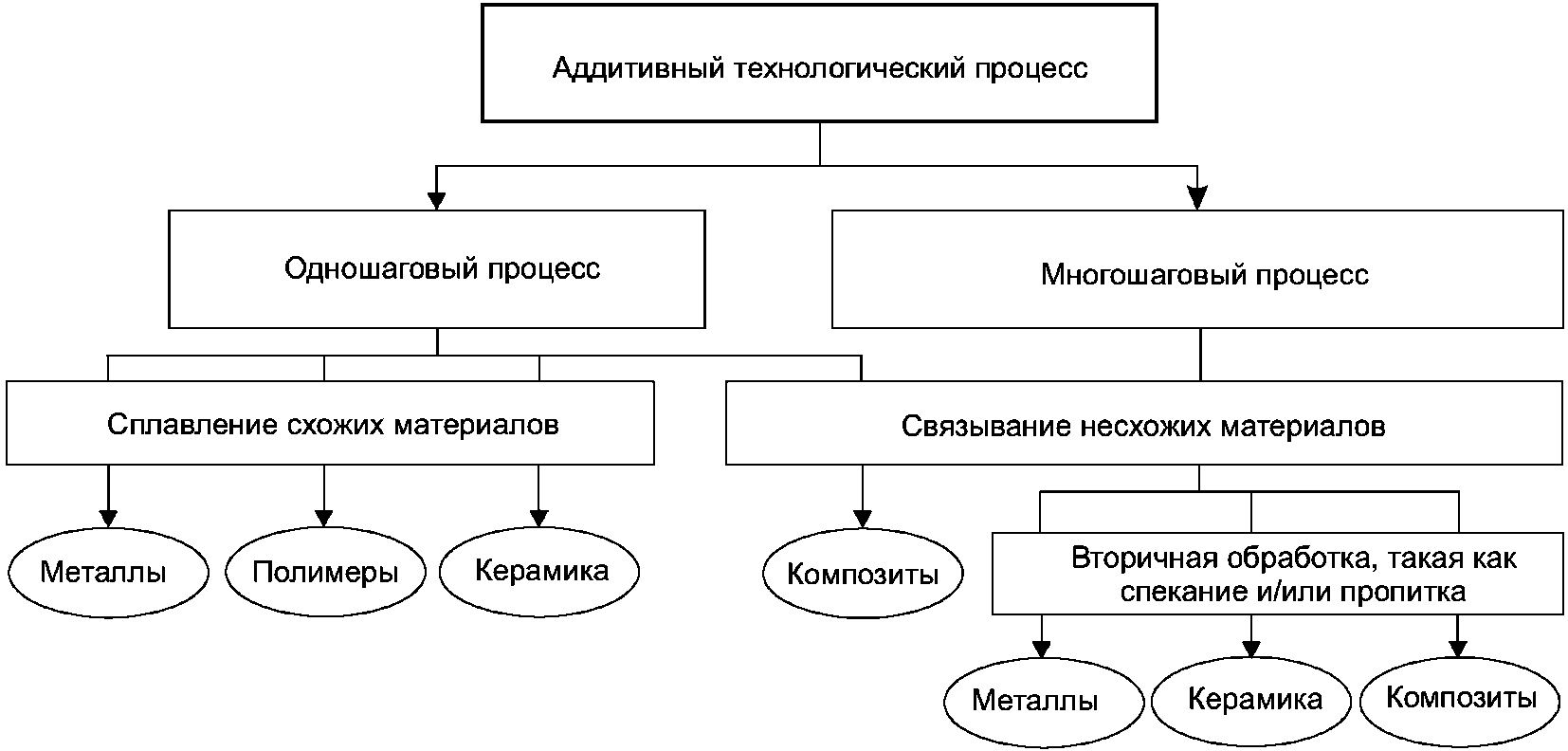
10 многошаговый процесс (multi-step process): Аддитивный технологический процесс, при котором деталь изготавливают за две или более технологических операций, при этом в результате первой операции, как правило, получают заданную форму, а в процессе последующих - требуемые свойства материала.
Примечания
1 Удаление поддержек и операция очистки изделия во многих случаях являются необходимыми, однако в данном контексте они не рассмотрены как отдельные операции.
2 Технологические операции постобработки изделия, полученного в результате аддитивного технологического процесса, не рассмотрены как этап многошагового процесса.
11 одношаговый процесс (single-step process): Аддитивный технологический процесс, при котором деталь изготавливают за одну технологическую операцию, при этом основная форма и основные свойства материала достигаются одновременно.
Примечание - Удаление поддержек и операция очистки изделия во многих случаях являются необходимыми, однако в данном контексте не рассматриваются как отдельный процесс.
Виды аддитивных технологических процессов
14 струйное нанесение связующего; СНС (binder jetting, BJT): Аддитивный технологический процесс, основанный на выборочном нанесении жидкого связующего для соединения порошкового материала.
Примечание - Обозначение различных процессов струйного нанесения связующего в соответствии с приложением A.
15 прямой подвод энергии и материала; ППЭМ (directed energy deposition, DED): Аддитивный технологический процесс, основанный на связывании подаваемого материала путем сплавления в процессе его нанесения за счет использования сфокусированной тепловой энергии.
Примечания
1 Под сфокусированной тепловой энергией подразумевают источник энергии (например, лазер, электронный пучок или плазменная дуга), который фокусируют для расплавления наносимых материалов.
2 Обозначение различных процессов прямого подвода энергии и материала - в соответствии с приложением A.
16 экструзия материала; ЭМ (material extrusion, MEX): Аддитивный технологический процесс, основанный на выборочной подаче материала через сопло или жиклер.
Примечание - Обозначение различных процессов экструзии материала - в соответствии с приложением A.
17 струйное нанесение материала; СНМ (material jetting, MJT): Аддитивный технологический процесс, основанный на выборочном нанесении капель сырья.
Примечания
1 Примером сырья для струйного нанесения материала являются фотополимерные смолы и воск.
2 Обозначение различных процессов струйного нанесения материала - в соответствии с приложением A.
18 синтез на подложке; СНП (powder bed fusion, PBF): Аддитивный технологический процесс, основанный на выборочном сплавлении участка предварительно нанесенного порошкового слоя с использованием тепловой энергии.
Примечания
1 Под тепловой энергией подразумевают источник энергии (например, лазер, электронный пучок или плазменная дуга), который фокусируют для расплавления участка в предварительно нанесенном порошковом слое.
2 Обозначение различных процессов синтеза на подложке - в соответствии с приложением A.
19 листовая ламинация; ЛЛА (sheet lamination, SHL): Аддитивный технологический процесс, основанный на соединении листовых материалов.
Примечание - Обозначение различных процессов листовой ламинации - в соответствии с приложением A.
20 фотополимеризация в ванне; ФВВ (vat photopolymerization, VPP): Аддитивный технологический процесс, основанный на выборочном отверждении жидкого фотополимера за счет полимеризации, инициируемой светом.
Примечание - Обозначение различных процессов фотополимеризации - в соответствии с приложением A.
Технология. Общие положения
21 трехмерная печать; 3D-печать (3D printing): Производство изделий послойным нанесением материала печатающей головкой, соплом или с использованием иной технологии печати.
Примечание - Как правило, термин "трехмерная печать" используют в качестве синонима термина "аддитивное производство", а также в случаях применения аддитивных установок в непромышленных целях, в том числе для личного использования.
22 рабочая камера (build chamber): Пространство внутри аддитивной установки, в котором происходит изготовление деталей.
23 цикл построения (build cycle): Единичный цикл процесса синтеза, при котором в области построения аддитивной установки происходит построение одного изделия или более.
24 платформа построения (build platform): Опорная поверхность, с которой начинается построение детали и которая является базой для дальнейшего построения.
Примечание - В некоторых системах происходит построение детали, прикрепленной к платформе построения либо непосредственно, либо через структуры поддержек.
25 область построения (build space): Пространство, ограниченное объемом построения, за исключением всех возможных ограничивающих факторов, в пределах которого возможно изготовление детали.
Примечание - К ограничивающим факторам относят крайние положения печатающей головки (экструдера), наличие установочных отверстий в платформе построения, искусственное уменьшение объема построения программным обеспечением аддитивной установки, рекомендуемое производителем.
26 поверхность построения (build surface): Поверхность, являющаяся основанием для последующего слоя.
Примечания
1 Для первого слоя поверхностью построения часто является платформа построения.
2 В случае процесса прямого подвода энергии и материала поверхностью построения может быть существующая деталь, на которую наносят материал.
3 Если направление нанесения и/или объединения материала является переменной величиной, то его можно определить по отношению к поверхности построения.
27 объем построения (build volume): Общий полезный объем, доступный в установке для изготовления деталей.
Примечание - Как правило, объем построения указывают в технической документации на установки и системы АП в качестве максимально возможных габаритных размеров по направлениям X, Y, Z.
28 производственная партия (manufacturing lot): Набор деталей одной серии, изготовленных по одному технологическому процессу, из одного сырья, с использованием одной и той же системы АП, с применением одних и тех же этапов постобработки (при необходимости), по одному производственному техническому заданию.
Примечание - Система АП может включать в себя одну или несколько аддитивных установок с вспомогательным оборудованием по согласованию между производителем и заказчиком деталей.
29 план изготовления; план изготовления и контроля (manufacturing plan): Документ, определяющий последовательность технологических операций, используемые технические и материальные ресурсы при изготовлении конкретного изделия/продукта и устанавливающий критерии приемлемости для каждого этапа производства.
Примечания
1 В случае АП план изготовления, как правило, включает помимо технологических параметров, операций подготовки к производству и операций постобработки соответствующие способы верификации.
2 Как правило, требования к наличию плана изготовления установлены в документации организаций; системы менеджмента качества - в соответствии с ГОСТ Р ИСО 9001.
30 технологический процесс (process chain): Последовательность действий, необходимых для получения требуемых технических и эксплуатационных характеристик детали.
31 технологические параметры (process parameters): Набор параметров режимов работы и системных настроек, используемых при осуществлении цикла построения.
32 серия деталей (production run): Совокупность всех деталей, произведенных в одном или нескольких последовательных циклах построения с использованием сырья из одной партии и одинаковых условий технологического процесса.
33 поддерживающие структуры; поддержки (support): Структуры, не относящиеся к форме детали, предназначенные для обеспечения точек прикрепления и опор детали во время цикла построения и подлежащие последующему удалению (если не указано иное).
Примечания
1 Для некоторых видов аддитивных технологических процессов, таких как экструзия материала и струйное нанесение материала, материал поддерживающих структур может отличаться от материала детали и наноситься при помощи отдельного сопла или печатающей головки.
2 В некоторых видах аддитивных технологических процессов, таких как синтез металлических изделий на подложке, могут быть использованы дополнительные поддерживающие структуры, предназначенные для отвода тепла от детали во время процесса построения.
34 подготовка системы (system set-up): Подготовка системы аддитивного производства для проведения цикла построения.
Технология. Данные
40 3D-сканирование (3D scanning, 3D digitizing): Способ получения данных о форме и размерах объекта в пространственном представлении путем записи координат точек поверхности объекта (X, Y и Z) и преобразования набора точек в цифровой вид.
Примечания
1 Общепринятые способы заключаются в использовании контактной измерительной головки, оптического сенсора или другого приспособления в комбинации с автоматизацией процесса.
2 В технологической цепочке АП 3D-сканирование, как правило, используют для генерации моделей поверхности, мониторинга при построении, неразрушающего контроля, а также для верификации формы детали.
41 формат файлов AMF; AMF, формат файлов АП; ФАП (Additive Manufacturing File Format, AMF): Формат файлов, используемый для обмена данными о модели предназначенного для изготовления аддитивным методом изделия, включающий в себя пространственное описание формы изделия, со встроенной поддержкой информации о цвете, материале, решетчатых структурах, текстуре поверхности, о группировании элементов и метаданных.
Примечания
1 Формат AMF является одним из возможных вариантов форматов файлов для хранения и обмена данными об электронной геометрической модели.
2 Формат AMF может определять один объект из множества объектов, объединенных в группу элементов. Как и в STL, форма поверхности представлена сеткой из треугольников, но в случае с форматом AMF треугольники могут быть искривлены. В формате AMF также могут быть установлены материал и цвет для каждого объема и цвет для каждого треугольника в сетке. Подробные требования к формату AMF приведены в ГОСТ Р 57591.
42 потребитель AMF (AMF consumer): Программное обеспечение для чтения (синтаксического анализа) файлов формата AMF при производстве, визуализации или проведении анализа.
Примечание - Как правило, файлы AMF импортируются оборудованием для АП, а также программным обеспечением для просмотра, анализа и верификации.
43 редактор AMF (AMF editor): Программное обеспечение для чтения и преобразования файлов формата AMF.
Примечание - Редакторы AMF используют для преобразования AMF из одной формы в другую, например: для преобразования всех изогнутых треугольников в плоские треугольники или для преобразования информации о пористом материале в четко определенную сетчатую поверхность.
44 поставщик AMF (AMF producer): Программное обеспечение для создания файлов формата AMF из исходных данных о форме объекта.
Примечание - Как правило, файлы формата AMF экспортируют при помощи программного обеспечения систем автоматизированного проектирования (САПР), программного обеспечения для сканирования объектов или непосредственно при помощи алгоритмов вычислительной геометрии.
45 атрибут (attribute): Характеристика, представляющая один или несколько аспектов, дескрипторов или элементов данных.
Примечание - В формате AMF атрибуты, например, могут быть использованы в качестве заметок, обеспечивающих обратную прослеживаемость к компонентам в САПР, или маркеров, используемых в механизмах отслеживания и контроля.
47 элемент (element): Информационный блок в документе XML, включающий начальный тег, конечный тег, содержимое между тегами и атрибуты.
48 фасет (facet): Трех- или четырехсторонний полигон, представляющий собой элемент пространственной полигональной сетки поверхности модели.
Примечание - В наиболее распространенных в АП форматах файлов AMF и STL используют треугольные фасеты; однако в формате AMF допускается использование искривленных треугольных фасетов.
49 спецификация обмена данными об изделии; СОДИ (Product Data Exchange Specification, PDES): Спецификация обмена данными об изделии с использованием STEP.
Примечания
1 Международный стандарт STEP устанавливает представление информации об изделии наряду с механизмами и понятийной базой, необходимыми для обмена данными о продукте. При представлении информации об изделии, в том числе о его компонентах и сборках, а также при обмене данными об изделии, в том числе при хранении, передаче, доступе и архивировании, используют положения ГОСТ Р ИСО 10303-1.
2 Протокол AP238, обычно называемый STEP-NC, устанавливает требование к операции разбиения геометрической модели на слои и другие механические команды, необходимые для АП.
51 формат файлов STL; STL: Формат файлов для обмена данными о модели, описывающих форму объекта как мозаику из треугольников, используемый при передаче данных о форме изделия на установки для дальнейшего изготовления.
52 модель поверхности (surface model): Математическое или цифровое представление объекта в виде набора плоских и/или искривленных поверхностей, которое может, но не обязательно должно представлять собой замкнутый объем.
Технология. Позиционирование, координаты и ориентация
53 произвольно ориентированный ограничительный блок (детали) (arbitrarily oriented bounding box of a part): Ограничительный блок, определяемый без каких-либо ограничений его итоговой ориентации.
54 ограничительный блок (детали) (bounding box): Ортогонально направленный описанный вокруг детали прямоугольный параллелепипед.
Примечание - Если изготавливаемая деталь включает в себя отдельные элементы, предназначенные для проведения испытаний, и дополнительные элементы (например, ярлыки маркировки, выступы или рельефные буквы), ограничительный блок может быть установлен с учетом только элементов, предназначенных для проведения испытаний (без учета дополнительных элементов) при наличии соответствующего комментария.
55 пространство построения (build envelope): Пространство внутри области построения, соответствующее по размерам общему ограничительному блоку.
56 нулевая точка построения (build origin): Точка, соответствующая началу координат, которое определяет используемую при построении изделия систему координат.
Примечание - Нулевая точка построения устанавливается программным обеспечением аддитивной установки и в некоторых случаях может быть определена настройками построения. Наиболее часто нулевую точку построения располагают в центре платформы построения на лицевой поверхности построения.
57 геометрический центр (ограничительного блока); центроид (geometric center): Точка, в которой минимизируется сумма расстояний до точек, формирующих ограничительный блок.
Примечание - Центр ограничительного блока может находиться за пределами детали, заключенной в ограничительный блок.
58 начальная ориентация построения (детали) (initial build orientation): Ориентация детали, с которой она была впервые расположена в объеме построения и относительно которой впоследствии указывают необходимое положение изделия.
Примечание - Подробные пояснения понятия "начальная ориентация детали" приведены в ГОСТ Р 59585.
59 ограничительный блок установки (machine bounding box): Ограничительный блок детали, в котором поверхности параллельны системе координат установки.
60 система координат установки (machine coordinate system): Трехмерная система координат, определяемая фиксированной точкой на платформе построения (началом координат) и тремя основными осями, обозначенными как X, Y и Z, и осями вращения вокруг каждой из осей, обозначенными соответственно A, B и C, при этом углы между осями X, Y и Z могут быть как прямыми, так и определяться производителем установки.
Примечание - В отличие от систем координат, которые привязаны к поверхности построения и могут быть сдвинуты или повернуты, система координат установки зафиксирована для каждой установки. Подробные пояснения принципов использования систем координат в аддитивных технологиях приведены в ГОСТ Р 59585.
61 начало координат установки; нулевая точка установки, ноль установки (machine origin): Начало координат, установленное производителем аддитивной установки.
62 общий ограничительный блок (master bounding box): Ограничительный блок, который включает все детали одного построения.
63 компонование (nesting): Процесс расположения деталей для их изготовления в одном цикле построения, при котором их свободно ориентированные или иные ограничительные блоки перекрываются.
64 начало координат; нулевая точка (origin): Заданная точка пересечения трех главных осей декартовой системы координат при использовании координат X, Y и Z.
Примечание - Система координат может быть декартовой или иной, определенной производителем установки. Подробные пояснения принципов использования систем координат в аддитивных технологиях приведены в ГОСТ Р 59585.
65 ортогональное обозначение ориентации (orthogonal orientation notation): Способ обозначения ориентации ограничительного блока деталей при помощи последовательного указания осей системы координат установки в порядке уменьшения длины параллельных им сторон.
Примечания
1 Обозначение, как правило, состоит из комбинации обозначений осей системы координат установки X, Y и Z.
2 Ортогональное обозначение ориентации требует, чтобы ограничительный блок был расположен в соответствии с системой координат установки. Система координат установки и различные ограничительные блоки, в том числе примеры ортогонального обозначения ориентации, подробно описаны в ГОСТ Р 59585.
Примечание - Положение детали, как правило, определено координатами X, Y и Z положения геометрического центра ограничительного блока по отношению к нулевой точке построения. Подробные пояснения понятия "положение детали" приведены в ГОСТ Р 59585.
67 переориентация детали (part reorientation): Вращение детали относительно начальной ориентации построения вокруг геометрического центра ее ограничительного блока.
Примечание - Переориентация детали подробно описана в ГОСТ Р 59585.
68 ось X (установки) (x-axis): Ось в системе координат установки, которая проходит параллельно фронтальной стороне установки и перпендикулярно осям Y и Z, если иное не установлено производителем установки.
Примечания
1 Если иное не установлено производителем установки, положительным направлением оси X является направление слева направо, если смотреть со стороны фронтальной части установки по направлению к началу координат объема построения.
2 Как правило, ось X является горизонтальной и параллельной одной из сторон платформы построения.
69 ось Y (установки) (y-axis): Ось в системе координат установки, которая перпендикулярна оси Z и оси X, если иное не установлено производителем установки.
Примечания
1 Если иное не установлено производителем установки, положительное направление оси Y определяют по правилу правой системы координат, установленному в ГОСТ 23597. В большинстве случаев положительным направлением является направление по оси Z вверх и направление по оси Y от фронтальной к задней стороне установки со стороны фронтальной части установки.
2 В случае положительного направления оси Z вниз положительное направление по оси Y будет направлено от задней части установки к фронтальной со стороны фронтальной части установки.
3 Как правило, ось Y является горизонтальной и параллельной одной из сторон платформы построения.
70 ось Z (установки) (z-axis): Ось в системе координат установки, которая перпендикулярна осям X и Y, если иное не установлено производителем установки.
Примечания
1 Если иное не установлено производителем установки, положительное направление оси Z определяют по правилу правой системы координат, установленному в ГОСТ 23597. Для процессов послойного нанесения материала в одной плоскости положительным направлением по оси Z является направление от первого слоя к последующим слоям перпендикулярно плоскости нанесения слоев.
2 Когда нанесение материала возможно с различных направлений (например, для некоторых систем прямого подвода энергии и материала), ось Z может быть определена в соответствии с принципом по ГОСТ 23597-79 (2.4).
Технология. Материал
71 материал (material): Продукт переработки вещества или смеси веществ, полученный в результате конкретного технологического процесса, имеющий определенный состав, внутреннюю структуру и внешнюю форму, обеспечивающие необходимые свойства.
72 загрузочная партия (сырья) (batch of feedstock): Установленное количество сырья с однородными свойствами и составом.
Примечания
1 Одна загрузочная партия сырья может быть использована в одной (или более) серии деталей, полученных с использованием различных технологических параметров.
2 Для некоторых видов сырья, например порошков и смол, одна партия сырья может состоять из первичного материала, использованного материала или смеси первичного и использованного материалов.
73 отверждение (curing): Изменение физических свойств материала, характеризующееся переходом из жидкой или пастообразной формы материала в твердую, при помощи химической реакции и/или физического воздействия.
Примечание - Примером отверждения является переход при фотополимеризации в ванне полимерной смолы из жидкого в твердое состояние при помощи перекрестного сшивания молекулярных цепей, активированного светом.
74 сырье (feedstock) [Нрк. исходный материал, начальный материал, базовый материал, изначальный материал (source material, starting material, original material, base material)]: Основной исходный материал, используемый при построении в АП.
Примечание - Для процессов построения в АП сырье поставляют в различных формах, таких как жидкость, порошок, суспензии, филамент, листы и т.д.
75 сплавление (fusion): Объединение двух или более единиц материала под воздействием химической реакции или физического воздействия в зависимости от применяемой технологии аддитивного производства.
76 партия (сырья) (lot of feedstock): Количество сырья, произведенного при отслеживаемых, контролируемых условиях за один производственный цикл.
Примечание - Размер партии сырья определяет производитель сырья. Как правило, поставщик сырья направляет сырье из одной партии разным пользователям аддитивных установок.
77 постобработка (post-processing): Одна или несколько последовательных технологических операций, осуществляемых после завершения аддитивного технологического процесса, с целью придания конечному изделию необходимых параметров и свойств.
78 способность формировать слой (spreadability): Способность сырья формировать слой, соответствующий требованиям аддитивного технологического процесса.
Примечания
1 Формирование слоя в аддитивной установке зависит от требований к подготовке установки к работе и от технологических параметров, которые обычно определяют исходя из требований к процессу и предполагаемой области применения конечной детали, но не ограничиваются указанными пунктами.
2 Поведение конкретного сырья при формировании слоя зависит от физических свойств материала при заданных условиях.
79 первичное сырье (virgin feedstock): Сырье из одной производственной партии, ранее не использованное в производстве и поставленное в соответствии с договорными обязательствами потребителю.
Примечания
1 Первичное состояние, как правило, означает, что сырье находится в состоянии поставки.
2 Требования к первичному сырью могут отличаться в зависимости от процесса, материала или области применения конечного изделия. Дальнейшее уточнение требований может быть необходимо для некоторых материалов и конкретных способов применения.
3 Сырье без значительных отклонений свойств от изначальных может быть рассмотрено как первичное.
4 Сырье со временем может подвергаться деградации вне зависимости от его использования в производстве. Сырье, подвергшееся значительным изменениям, не может быть рассмотрено как первичное.
5 Значительность и допустимость отклонений свойств от изначальных, как правило, определяют на основании требований к применению конечного изделия.
Технология. Экструзия материала
86 лист построения (build sheet): Лист построения, используемый для некоторых аддитивных установок, чтобы обеспечить удаляемый барьер между деталью и платформой построения.
Примечание - Лист построения, как правило, закрепляют на платформе построения при помощи вакуума или другим способом.
87 экструзионная головка (extruder head, extrusion head): Узел аддитивной установки, состоящий из механизма доставки сырья и экструзионного сопла и позволяющий методом экструзии наносить в необходимых местах сырье.
Примечание - Типовой вариант реализации экструзионной головки содержит моторизированный колесный механизм захвата, предназначенный для протягивания филамента через экструзионную головку. Экструзионная головка часто содержит нагревательный элемент.
88 экструзионное сопло (extrusion nozzle): Элемент с отверстием, через которое экструдируется сырье.
89 филамент (filament): Полимерная нить заданного диаметра, получаемая непрерывным экструдированием пластмассы и композиций на ее основе, как правило, наматываемая на катушку либо помещенная в специальный картридж.
90 пеллеты (pellets): Сформованные небольшие по массе гранулы сырья, имеющие примерно одинаковые размеры для каждой партии.
Примечание - Пеллеты более мелкого размера могут также называться микропеллетами.
Технология. Синтез на подложке
91 периодическая подача (сырья) (batch feed processing): Способ реализации процессов подготовки и подачи сырья для использования в цикле построения загрузочными партиями.
Примечания
1 Операции при периодической подаче сырья, как правило, включают перемешивание и смешивание порошков для получения определенного состава, а также сушку или увлажнение порошка для получения свойств, требуемых аддитивным технологическим процессом.
2 В отличие от непрерывной подачи сырья для периодической подачи сырья существуют ограничения на количество сырья, необходимое для осуществления одного или нескольких циклов построения.
92 непрерывная подача (сырья) (continuous feed processing): Способ реализации процессов, обеспечивающий непрерывный процесс подготовки и подачи сырья, необходимого для цикла построения.
Примечания
1 Операции при непрерывной подаче, как правило, включают перемешивание и смешивание порошков для получения состава, соответствующего требованиям аддитивного технологического процесса.
2 В отличие от периодической подачи сырья при его непрерывной подаче отсутствуют ограничения на используемое количество сырья.
93 зона подачи (feed region): Место в установке, в котором хранится сырье и из которого во время цикла построения сырье частями переносится на подложку.
95 зона излишков (overflow region): Место в аддитивной установке, в которое во время цикла построения после формирования слоя попадает и хранится избыток порошка.
Примечание - В зависимости от вида аддитивной установки зона излишков может состоять из одной или нескольких специализированных камер или системы рециркуляции порошка.
96 порошковый массив (part cake): Частично слипшийся порошок, окружающий изготовленные детали после окончания цикла построения (в процессах синтеза на подложке, использующих рабочую камеру с нагревом).
97 подложка; порошковая подложка (powder bed, part bed): Область в системе АП, в которой сырье при изготовлении изделий наносится и выборочно сплавляется тепловой энергией или связывается посредством адгезии.
Примечание - Подложка является поверхностью построения в случае процессов синтеза на подложке.
98 смешанная МПК (powder blend): МПК, полученная путем тщательного перемешивания порошков одного номинального состава из одной или нескольких партий.
Примечания
1 Примером смешанной МПК является смесь первичной и использованной МПК. Возможность применения смешанной МПК и требования к ней определяют исходя из области применения или в соответствии с договоренностью между поставщиком и потребителем.
2 Необходимо различать смешанную МПК и смесь МПК с разным номинальным составом. Если порошковая композиция представляет собой несколько порошков одинакового состава, то смесь порошков - несколько порошков различного состава.
99 смесь различных МПК (powder mix, powder mixture): МПК, полученная путем тщательного перемешивания МПК различного номинального химического состава.
Примечание - Необходимо различать смешанную МПК и смесь различных МПК; если смешанная МПК представляет собой однородную смесь одинакового состава, то смесь различных МПК - несколько МПК различного состава.
100 использованная МПК (used powder): МПК, использованная в качестве сырья для аддитивной установки как минимум в одном цикле построения.
Детали. Общие положения
101 решетчатая структура (lattice, lattice structure): Структура, состоящая из соединяющих вершины (точки) связей, образующих функциональную структуру.
102 деталь (part): Синтезированный материал, образующий функциональный элемент, представляющий собой конечное изделие или его часть.
Примечание - Требования к детали, как правило, определяются ее предполагаемым применением.
Детали. Применение
108 прототип (prototype): Физическое представление изделия или его компонента, имеющее некоторые ограничения по сравнению с самим изделием, используемое для предварительной оценки характеристик, конструкции или свойств изделия.
Примечание - Требования, устанавливаемые для деталей, используемых в качестве прототипа, зависят от конкретных задач анализа и оценки и по этой причине обычно определяются соглашением между поставщиком и конечным потребителем.
109 оснастка для прототипа (prototype tooling): Наборы форм, штампов и других приспособлений, используемые для изготовления прототипов.
Примечания
1 Оснастка для прототипа в некоторых случаях может быть использована для испытаний конструкции оснастки и/или производства конечной детали до изготовления основной оснастки. В таком случае под этим термином подразумевают временную оснастку.
2 В отдельных ситуациях под оснасткой для прототипа подразумевают временную оснастку.
110 быстрое инструментальное производство (rapid tooling): Использование АП для изготовления инструментов или деталей инструментов в сокращенные по сравнению с традиционным инструментальным производством сроки.
Примечания
1 Быстрое инструментальное производство может быть осуществлено непосредственно при помощи аддитивного технологического процесса или опосредованно производством шаблона, который, в свою очередь, будет использован для производства инструмента.
2 Помимо АП термин "быстрое инструментальное производство" применяют для производства инструмента в сокращенные сроки.
111 концептуальный прототип (conceptual prototype): Прототип, изготовленный для предварительной оценки концепции проектируемого изделия. |
Примечание - Габариты и форма функционального прототипа могут отличаться от геометрического прототипа.
114 технический прототип (technical prototype): Прототип, изготовленный для предсерийного утверждения проектируемого изделия.
Детали. Свойства
Примечания
1 В случае АП принятое опорное значение соответствует цифровой модели.
2 Точность аддитивного технологического процесса может быть разной для направлений X, Y и Z. Это означает, что точность воспроизведения детали зависит от ориентации детали относительно системы координат аддитивной установки.
116 заготовка (as-built): Изделие, полученное аддитивным методом, до проведения какой-либо постобработки, кроме, при необходимости, удаления с платформы построения, удаления поддержек и/или неиспользованного сырья.
Примечание - Понятие "заготовка" может относиться к изделию как с поддержками, так и без поддержек, на платформе построения или без нее.
117 спроектированная деталь (as-designed): Деталь в виде электронного документа, содержащего электронную геометрическую модель детали, которая должна быть изготовлена в результате аддитивного технологического процесса.
Примечание - Помимо электронной геометрической модели спроектированная деталь может содержать требования к ее изготовлению и контролю.
118 максимальная плотность (fully dense): Плотность материала изготовленной детали, близкая к плотности сплошного материала.
Примечания
1 На практике для всех производственных процессов материал с полным отсутствием пор получить сложно, в любом случае присутствует некоторая микропористость.
2 Как правило, значительность и допустимость содержания пор определяют на основании требований к применению конечного изделия.
119 форма, близкая к конечной (near net shape): Форма детали, при которой конечные требуемые размеры могут быть получены путем минимальной постобработки.
120 пористость (porosity): Степень заполнения общего объема материала порами (отношение объема пор к объему образца).
Примечание - Пористость может быть вычислена как отношение объема пор к общему объему детали, выраженное в процентах.
121 прецизионность (процесса построения) (precision): Степень близости результатов измерений параметров нескольких деталей, полученных при заданных условиях.
Примечания
1 Прецизионность аддитивного технологического процесса может отличаться в зависимости от расположения в области построения, а также может быть разной для направлений X, Y и Z.
2 Прецизионность зависит от присущих процессу построения отклонений и не зависит от принятых опорных значений.
122 повторяемость (repeatability): Степень близости двух или более результатов измерений одного параметра, полученных с использованием одного оборудования в одних и тех же условиях.
Примечание - В АП под повторяемостью обычно понимают степень близости измеренных свойств идентичных деталей, изготовленных с использованием одинаковых технологических параметров и настроек системы, но в разных циклах построения.
124 разрешающая способность (resolution): Размеры наименьшего элемента детали, который может быть контролируемо синтезирован.
Примечания
1 В случае АП размеры записывают в соответствии с направлениями X, Y, Z.
2 В послойных процессах построения разрешающая способность в направлении Z, как правило, соответствует толщине слоя.
3 Разрешающая способность может варьироваться в зависимости от ориентации детали во время цикла построения.
Детали. Контроль
125 контроль готовой продукции (final inspection): Процесс проверки изготовленных деталей с целью подтверждения перед поставкой заказа соответствия изделий требованиям, установленным договором поставки или другим образом.
126 опытный образец (first article): Деталь, представленная для проведения испытаний и оценки соответствия требованиям, установленным договором поставки или другим образом перед начальной стадией производства.
127 план контроля (inspection plan): Набор инструкций, который устанавливает процесс проверки, включающий необходимые ресурсы и последовательность операций контроля, и ссылка на который приведена в плане производства.
квалификация (qualification): Процесс демонстрации, определяющий, способен ли какой-либо объект полностью удовлетворять требованиям. [ГОСТ Р ИСО/МЭК 12207-2010, пункт 4.31] |
Примечание - В АП квалификация включает квалификацию детали, материалов, оборудования, операторов и процессов.
129 образец-свидетель (reference part): Дополнительный объект, который обладает характеристиками, аналогичными характеристикам изготавливаемой детали, и который может иметь другую форму, другой масштаб или другие отличия, позволяющие провести измерения или контроль, в том числе методами разрушающего контроля.
Примечания
1 Образцы-свидетели, как правило, являются деталями простой формы, предназначенными для разрушения и используемыми для проверки свойств, а также снижения затрат на проведение измерений.
2 Как правило, образец-свидетель изготовляют в одном технологическом цикле с синтезируемым изделием.
АП | |
атрибут | |
блок детали ограничительный | |
блок детали ограничительный произвольно ориентированный | |
блок ограничительный | |
блок ограничительный общий | |
блок ограничительный произвольно ориентированный | |
блок установки ограничительный | |
валидация технологического процесса | |
воспроизводимость | |
головка экструзионная | |
деталь | |
деталь бионическая | |
деталь вспомогательного производства | |
деталь-демонстратор | |
деталь спроектированная | |
деталь топологически оптимизированная | |
дизайн бионический | |
дизайн генеративный | |
единица сборочная объединенная | |
заготовка | |
зона излишков | |
зона подачи | |
изделие бионическое | |
изделие топологически оптимизированное | |
камера рабочая | |
квалификация | |
комментарий | |
композиция металлопорошковая | |
композиция порошковая | |
композиция порошковая полимерная | |
компонование | |
конструкция бионическая | |
конструкция топологически оптимизированная | |
контроль готовой продукции | |
ламинация листовая | |
ЛЛА | |
лист построения | |
массив порошковый | |
материал | |
материал базовый | |
материал изначальный | |
материал исходный | |
материал начальный | |
место оператора рабочее | |
модель поверхности | |
МПК | |
МПК использованная | |
МПК смешанная | |
нанесение материала струйное | |
нанесение связующего струйное | |
начало координат | |
начало координат установки | |
ноль установки | |
область построения | |
обозначение ориентации ортогональное | |
оборудование вспомогательное | |
образец опытный | |
образец-свидетель | |
объем построения | |
оптимизация топологическая | |
ориентация построения детали начальная | |
ориентация построения начальная | |
ОСЕ | |
оснастка для прототипа | |
ось установки Y | |
ось установки Z | |
ось установки X | |
ось Y | |
ось Z | |
ось X | |
отверждение | |
очистка изделия | |
параметры технологические | |
партия | |
партия загрузочная | |
партия производственная | |
партия сырья | |
партия сырья загрузочная | |
паспорт сырья | |
пеллеты | |
переориентация детали | |
печать трехмерная | |
план изготовления | |
план изготовления и контроля | |
план контроля | |
платформа построения | |
плотность максимальная | |
поверхность построения | |
повторяемость | |
подача непрерывная | |
подача периодическая | |
подача сырья непрерывная | |
подача сырья периодическая | |
подвод энергии и материала прямой | |
подготовка системы | |
поддержки | |
подложка | |
подложка порошковая | |
положение детали | |
пользователь аддитивной установки | |
пользователь системы АП | |
пористость | |
поставщик AMF | |
постобработка | |
потребитель AMF | |
ППК | |
ППЭМ | |
прецизионность | |
прецизионность процесса построения | |
производство аддитивное | |
производство инструментальное быстрое | |
пространство построения | |
прототип | |
прототип геометрический | |
прототип концептуальный | |
прототип технический | |
прототип функциональный | |
процесс многошаговый | |
процесс одношаговый | |
процесс технологический | |
процесс технологический аддитивный | |
редактор AMF | |
серия деталей | |
сертификат соответствия сырья | |
синтез на подложке | |
система аддитивная | |
система аддитивного производства | |
система координат установки | |
смесь различных МПК | |
СНМ | |
СНП | |
СНС | |
СОДИ | |
сопло экструзионное | |
спекание лазерное | |
сплавление | |
сплавление лазерное | |
спецификация обмена данными об изделии | |
способность разрешающая | |
способность формировать слой | |
сторона установки фронтальная | |
структура решетчатая | |
структуры поддерживающие | |
сырье | |
сырье первичное | |
технологии аддитивные | |
точка нулевая | |
точка построения нулевая | |
точка установки нулевая | |
точность | |
удаление поддержек | |
установка аддитивная | |
ФАП | |
фасет | |
ФВВ | |
филамент | |
форма, близкая к конечной | |
формат файлов АП | |
формат файлов AMF | |
формат файлов STL | |
фотополимеризация в ванне | |
фракция основная | |
фракция металлопорошковой композиции основная | |
центр геометрический | |
центр ограничительного блока геометрический | |
центроид | |
цикл построения | |
экструзия материала | |
элемент | |
ЭМ | |
3D-печать | |
3D-принтер | |
3D-сканирование | |
AMF | |
STEP | |
STL |
НА АНГЛИЙСКОМ ЯЗЫКЕ
3D digitizing | |
3D printer | |
3D printing | |
3D scanning | |
accuracy | |
additive manufacturing | |
Additive Manufacturing File Format | |
additive manufacturing system | |
additive system | |
additive technologies | |
AM machine | |
AM machine user | |
AM system user | |
AMF | |
AMF consumer | |
AMF editor | |
AMF producer | |
arbitrarily oriented bounding box of a part | |
as-built | |
as-designed | |
attribute | |
auxiliary equipment | |
auxiliary production part | |
batch feed processing | |
batch of feedstock | |
binder jetting | |
bionic design | |
bionic product | |
BJT | |
bounding box | |
build chamber | |
build cycle | |
build envelope | |
build origin | |
build platform | |
build sheet | |
build space | |
build surface | |
build volume | |
comment | |
conceptual prototype | |
continuous feed processing | |
curing | |
DED | |
directed energy deposition | |
element | |
extruder head | |
extrusion head | |
extrusion nozzle | |
facet | |
feed region | |
feedstock | |
feedstock certificate of conformity | |
feedstock datasheet | |
filament | |
final inspection | |
first article | |
front of a machine | |
fully dense | |
functional prototype | |
fusion | |
generative design | |
geometric center | |
geometric prototype | |
initial build orientation | |
inspection plan | |
joint assembly component | |
laser sintering | |
lattice | |
lattice structure | |
lot of feedstock | |
LS | |
machine bounding box | |
machine coordinate system | |
machine origin | |
manufacturing lot | |
manufacturing plan | |
master bounding box | |
material | |
material extrusion | |
material jetting | |
metal powder for AM | |
MEX | |
MJT | |
multi-step process | |
near net shape | |
nesting | |
origin | |
orthogonal orientation notation | |
overflow region | |
part | |
part bed | |
part cake | |
part location | |
part reorientation | |
part-demonstrator | |
PBF | |
PDES | |
pellets | |
polymer powder for AM | |
porosity | |
post-processing | |
powder bed | |
powder bed fusion | |
powder blend | |
powder for AM | |
powder fraction | |
powder mix | |
powder mixture | |
precision | |
process chain | |
process parameters | |
process validation | |
product surface cleaning | |
production run | |
prototype | |
prototype tooling | |
qualification | |
rapid tooling | |
reference part | |
removal of the support | |
repeatability | |
reproducibility | |
resolution | |
sheet lamination | |
SHL | |
single-step process | |
spreadability | |
STEP | |
STL | |
support | |
surface model | |
system set-up | |
technical prototype | |
topological optimization | |
topological optimized product | |
used powder | |
vat photopolymerization | |
virgin feedstock | |
VPP | |
workplace of operator | |
x-axis | |
y-axis | |
z-axis |
(обязательное)
ОБОЗНАЧЕНИЯ АДДИТИВНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В ЗАВИСИМОСТИ ОТ ВИДА ПРОЦЕССА И ДРУГИХ
ОПРЕДЕЛЯЮЩИХ ХАРАКТЕРИСТИК
A.1 Общие положения
Для систематизации существующих процессов АП в зависимости от этапов процессов и их технологических характеристик аддитивные технологические процессы подразделяют на виды. В то же время в некоторых случаях возникает необходимость более подробно описать процессы определенного вида, например: обозначить различия между синтезом на подложке полимерных и металлических изделий или между синтезом металлических изделий на подложке с использованием лазерного луча и электронного луча. Настоящее приложение предназначено для более подробного описания процесса и установления принятых терминов и обозначений.
A.2 Правила обозначения
A.2.1 Описание различных процессов в рамках одного вида процессов должно соответствовать принципу "от общего к частному", начиная с описания вида процесса, за которым следуют отличительные признаки аддитивного технологического процесса и информация об обрабатываемых материалах.
A.2.1.1 В соответствии с требованиями настоящего приложения перед указанием отличительных признаков процесса ставят тире "-", а перед указанием материала - косую черту "/".
Пример - Вид процесса - признак процесса/материал(ы).
Описание может быть более уточнено добавлением отличительных признаков процесса и более подробного указания материала.
A.2.1.3 Сокращения для отличительных признаков процесса должны соответствовать нижеприведенным требованиям.
Для струйного нанесения связующего в обозначении указывают:
- -SSt, если детали синтезируются непосредственно склеиванием материала детали за одну операцию (одношаговый процесс);
- -MSt, если для получения требуемого материала детали необходимы дополнительные технологические операции (упрочнение и формирования связей в материале) (многошаговый процесс).
Для прямого подвода энергии и материала в обозначении указывают:
- -LB в случае использования в качестве источника энергии лазерного луча;
- -EB в случае использования в качестве источника энергии электронного пучка;
- -Arc в случае использования в качестве источника энергии электрической дуги.
Для экструзии материала в обозначении указывают:
- -CRB, если материал связывается за счет химической реакции;
- -TRB, если материал связывается за счет теплового эффекта.
Для струйного нанесения материала в обозначении указывают:
- -UV, если наносимый материал нуждается в отверждении ультрафиолетовым излучением;
- -CRB, если наносимый материал связывается в результате химической реакции;
- -TRB, если наносимый материал связывается за счет теплового эффекта.
Для синтеза на подложке в обозначении указывают:
- -LB, когда источником энергии является лазерный луч;
- -EB, когда источником энергии является электронный пучок;
- -IrL, когда источником энергии является инфракрасный свет.
Для листовой ламинации в обозначении указывают:
- -AJ для клеевого соединения;
- -UC для ультразвукового уплотнения.
Для фотополимеризации в ванне в обозначении указывают:
- -UVL для отверждения под воздействием ультрафиолетового лазерного луча;
- -UVM для отверждения под воздействием ультрафиолетового света, избирательно проходящего через маску;
- -LED для отверждения под воздействием светодиодного излучения.
В случае использования в качестве источника энергии лазерного луча допускается после обозначения -LB указывать длину волны лазера. |
A.2.1.4 Для основных типов материалов в обозначении используют следующие сокращения:
- M - для металлических материалов;
- P - для полимерных материалов;
- C - для керамических материалов;
- Cp - для композитных материалов различного типа, например полимерной матрицы с металлическим или керамическим наполнителем.
A.2.1.5 Состав композиционных материалов указывают начиная с наиболее значимого компонента, за которым через запятую указывают второй по значимости компонент, и т.д.
Примеры
1 Обозначения фотополимера с наполнителем из оксида алюминия:
/PP,Al2O3.
2 Обозначения карбида вольфрама в кобальтовой матрице:
/WC,Co.
A.2.1.6 Расшифровка сокращений, используемых в документации для обозначения процесса, должна быть приведена в списке терминов и сокращений или определена в действующем документе по стандартизации, ссылка на который приведена в документации.
A.2.1.7 Допускается при обозначении аддитивных технологических процессов использовать русскоязычные сокращения в соответствии с 14 - 20. Обозначение отличительных признаков процесса и более подробное указание материала определяют в соответствии с документом по стандартизации и/или технической документацией на данный материал. |
Не допускается в одном сокращении одновременно употреблять англоязычные и русскоязычные сокращения.
A.3 Примеры обозначений
A.3.1 Синтез на подложке материала сплава Ti6Al4V с использованием электронного пучка:
PBF-EB/M/Ti6Al4V.
Примечание - Тип процесса - синтез на подложке (PBF), для формирования материала используют электронный пучок (-EB), обрабатывают металлический материал (/M), обозначение материала Ti6Al4V (/Ti6Al4V). Однако так как электронные пучки используют только для проводящих материалов, а сплав Ti6Al4V вряд ли можно спутать с чем-либо, кроме металла, обозначение "/M" в данном случае может быть опущено, таким образом обозначение можно представить следующим образом:
PBF-EB/Ti6Al4V.
A.3.2 Синтез на подложке кобальт-хрома с использованием лазерной системы:
PBF-LB/M/CoCr.
Примечание - Тип процесса - синтез на подложке (PBF) с использованием лазерного луча (-LB) для металлического материала (/M) кобальт-хромового сплава (/CoCr). Аналогично приведенному выше примеру это обозначение можно сократить до PBF-LB/CoCr.
A.3.3 Синтез на подложке стеклонаполненного полиамида-12 (PA12):
PBF-LB/P/PA12GF.
Примечание - Тип процесса - синтез на подложке (PBF) с использованием лазерного луча (-LB), который может быть применен как для полимеров, так и для металлов (/P), конкретный материал - стеклонаполненный полиамид (/PA12GF).
A.3.4 Струйное нанесение связующего для стали с последующим спеканием и инфильтрацией бронзой:
BJT-MSt/M/StS,BI.
Примечание - Тип процесса - струйное нанесение связующего (BJT). Многоступенчатый процесс (-MSt) для металлического материала (/M), состоящего из нержавеющей стали (/StS) с инфильтрацией бронзой (BI).
A.3.5 Экструзия материала ABS-пластмассы из нагретого сопла:
MEX-TRB/P/ABS.
Примечание - Тип процесса - экструзия материала (MEX). Материал соединяется за счет теплового эффекта (-TRB), используют полимерный материал (/P), в данном случае -ABS (/ABS).
A.3.6 Экструзия материала силикона: MEX-CRB/P/силикон.
Примечание - Тип процесса - экструзия материала (MEX). Материал соединяется за счет химической реакции (-CRB), используют полимерный материал (/P), в данном случае - силикон (/Silicone).
A.3.7 Экструзия материала бетона: MEX-CRB/C/бетон.
Примечание - Категория процесса - экструзия материала (MEX), материал соединяется за счет химической реакции (-CRB), используют керамический материал (/C), в данном случае - бетон (/Concrete).
A.3.8 Прямой подвод энергии и материала с использованием в качестве сырья МПК сплава Ti6Al4V и в качестве источника энергии лазерного луча: p-DED-LB/Ti6Al4V. Примечание - Категория процесса - прямой подвод энергии и материала с использованием лазерного луча и МПК (p-DED-LB), в качестве материала применяют МПК сплава Ti6Al4V. |
(справочное)
ДА.1
3.1.8 поставщик материала (material supplier): Поставщик материала/сырья для использования в системе аддитивного производства.
3.3.7 слой (layer): Материал, предварительно равномерно нанесенный для создания поверхности.
3.6.5 поставщик сырья (feedstock supplier): Продавец сырья.
Примечание - В АП часто поставщик и производитель сырья являются разными организациями.
3.6.6 производитель сырья (feedstock manufacturer): Юридическое лицо, производящее сырье.
Примечание - В аддитивном производстве (АП) часто производитель и поставщик сырья являются разными организациями.
3.10.3 быстрое прототипирование (rapid prototyping): Использование аддитивного производства для снижения времени изготовления прототипов.
Примечание - Быстрое прототипирование было первым коммерчески значимым применением АП, и по этой причине данный термин использовался как общее обозначение АП.
ДА.2 Приложение B. Основные принципы
B.1 Придание формы в аддитивном производстве
Функциональные свойства изготовленного объекта определяются сочетанием формы объекта и свойств материала. Чтобы достичь требуемого сочетания, технологический процесс состоит из серии операций и подпроцессов, которые придают материалу требуемую форму и требуемые свойства. Придание материалам формы объектов в рамках технологического процесса может быть достигнуто с помощью одного или комбинации из трех основных нижеприведенных принципов.
Придание формы формованием: форма придается путем приложения давления к массе исходного материала.
Примечание - Примерами являются ковка, гибка, литье, литье под давлением, получение прессовок в традиционной порошковой металлургии или в обработке керамики и т.д.
Субтрактивное придание формы: форма достигается путем выборочного удаления материала.
Примечание - Примерами являются фрезерование, токарная обработка, сверление, электроэрозионная обработка и т.д.
Аддитивное придание формы: форма достигается путем последовательного добавления материала.
Объекты или детали после придания им формы могут быть объединены в изделия более сложной формы путем соединения различных частей с помощью физических, химических или механических операций, таких как сварка, пайка, склеивание, скрепление и т.д.
В технологии аддитивного производства использован принцип аддитивного придания формы, т.е. создания формы путем последовательного добавления материала.
Словосочетание "добавление материала" означает, что для получения детали отдельные частицы исходного материала собирают вместе и соединяют (например, сплавляют или склеивают), чаще всего слой за слоем. Определяющим фактором для каждого процесса является способ, используемый для добавления материала. В соответствии с таким способом устанавливают, например, применение какого типа материалов возможно для данного процесса, так как разные материалы имеют разные принципы сплавления или склеивания. В основном в аддитивном технологическом процессе основные свойства изделий определены:
a) типом материала (полимер, металл, керамика или композит);
b) принципом, применяемым для сплавления или склеивания (плавление, отверждение, спекание и т.д.);
c) сырьем, используемым для добавления материала (жидкость, порошок, суспензия, филамент, лист и т.д.), и
d) способом соединения материала, т.е. устройством установки.
Процесс последовательного добавления материала для изготовления детали приводит к тому, что свойства материала в этой детали в большей степени зависят от типа установки и технологических параметров аддитивных технологических процессов. По этой причине невозможно точно спрогнозировать свойства материала без их привязки к конкретному типу аддитивной установки и технологическим параметрам.
Послойный подход к аддитивному построению деталей также может вызвать зависимость свойств материала этой детали от направления. Таким образом, свойства материала детали, полученной АП, могут зависеть от ориентации и положения детали в пространстве построения во время процесса.
B.2 Одношаговые и многошаговые процессы аддитивного производства
В редких случаях производство конечного изделия может быть полностью завершено с использованием одного технологического принципа. Обычно для достижения предполагаемого сочетания геометрической формы и требуемых свойств необходим ряд операций и подпроцессов. Однако в случае АП необходимо различать операции, которые являются неотъемлемой частью аддитивного технологического процесса, и операции, которые в большей степени обусловлены предполагаемым применением изделия, в том числе операции постобработки. Когда АП применяют в рамках системы промышленного производства, это различие необходимо для уточнения того, какая часть всего производственного процесса представляет собой аддитивный технологический процесс, а какая часть всей системы производства - систему АП, чтобы можно было применять соответствующие стандарты.
Фундаментальным принципом аддитивных технологических процессов является формирование трехмерных деталей путем последовательного добавления материала. В зависимости от вида процесса детали могут приобретать основную геометрическую форму и основные требуемые свойства материала за одну операцию, т.е. одношаговый процесс, или приобретать геометрическую форму на первой операции, а затем приобретать основные свойства конечного материала (например, металлические свойства в случае металлической детали и керамические свойства в случае керамической детали) во время последующих операций, т.е. многошаговый процесс (см. рисунок B.1).
аддитивных технологических процессов
Например, объект приобретает основную геометрическую форму при соединении порошка со связующим при первой операции, за которой следует уплотнение материала путем спекания, с инфильтрацией или без нее, при последующих операциях. В зависимости от конечного применения изделия как одношаговый, так и многошаговый процессы могут потребовать одну или нескольких дополнительных операций постобработки, таких как термообработка (включая HIP), чистовая механическая обработка и др. (см. [1]), для получения всех заданных свойств конечного продукта.
B.2.3 Аддитивный технологический метод может быть использован для изготовления пресс-форм и моделей отливок, которые впоследствии используют при производстве конечных изделий. Однако в этом случае с помощью аддитивного технологического инструмента изготавливают модели для литья, формы или инструменты, а не конечное изделие. Следовательно, производство конечных изделий в данном случае следует рассматривать как технологический процесс, обеспечиваемый аддитивным производством, а не как один из аддитивных технологических процессов.
B.3 Основные принципы аддитивных технологических процессов
B.3.1 Общие положения
Существует множество способов, с помощью которых частицы материала могут быть соединены вместе, образуя деталь. Различные виды материалов удерживаются вместе различными видами атомных связей: металлические материалы, как правило, - металлическими связями; молекулы полимеров - ковалентными связями; керамические материалы - ионными и/или ковалентными связями, а композитные материалы - любой комбинацией вышеупомянутых.
Основные условия для связывания материала в аддитивном технологическом процессе обусловлены типом связи. Помимо типа материала связывание также зависит от той формы, в которой материал подается в систему, и от того, каким образом он наносится на поверхность, где он присоединяется к детали.
Для АП сырье подается в систему в виде порошка (сухого, в виде пасты или суспензии), филамента, листов, расплава, а для полимеров также в виде неотвержденной жидкой смолы. В зависимости от формы сырье затем может быть распределено слой за слоем на порошковую подложку, нанесено с помощью сопла, применено в качестве слоя в стопке листов, нанесено печатающей головкой или в виде жидкости, пасты или суспензии в ванне.
Благодаря широким возможностям для варьирования различных видов материалов, видов сырья и способов его нанесения существует большое количество возможных принципов, которые могут быть использованы для аддитивных технологических процессов. Однако несмотря на то, что во всем мире проводят значительное количество исследований и опытно-конструкторских работ в данной области, далеко не все потенциальные решения были реализованы, и еще меньшее их количество представлено на рынке. На рисунках B.2 - B.5 приведен обзор технологических принципов, которые в настоящее время доступны на рынке и доказали свою жизнеспособность в промышленности.
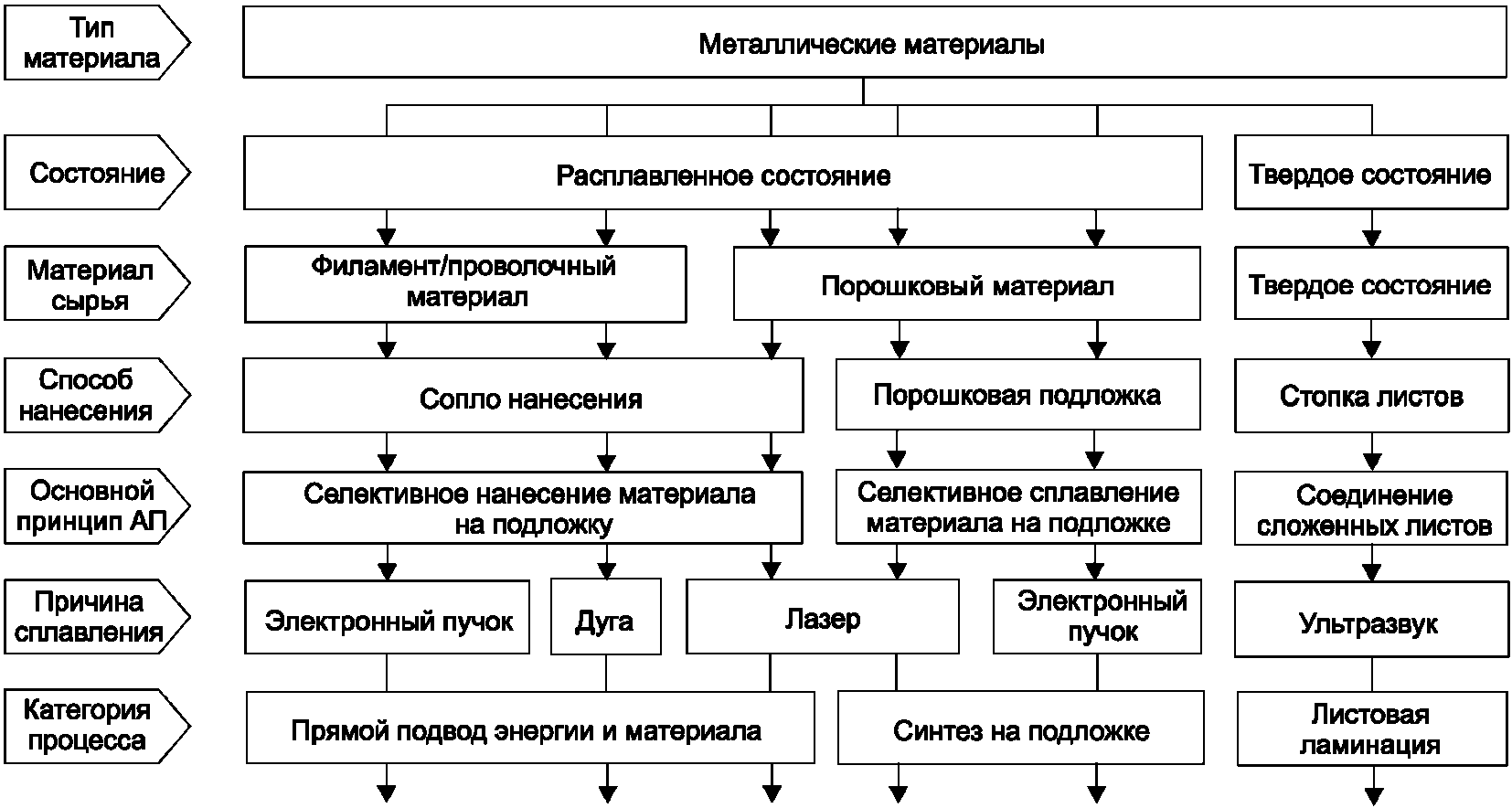
процессов для металлических материалов
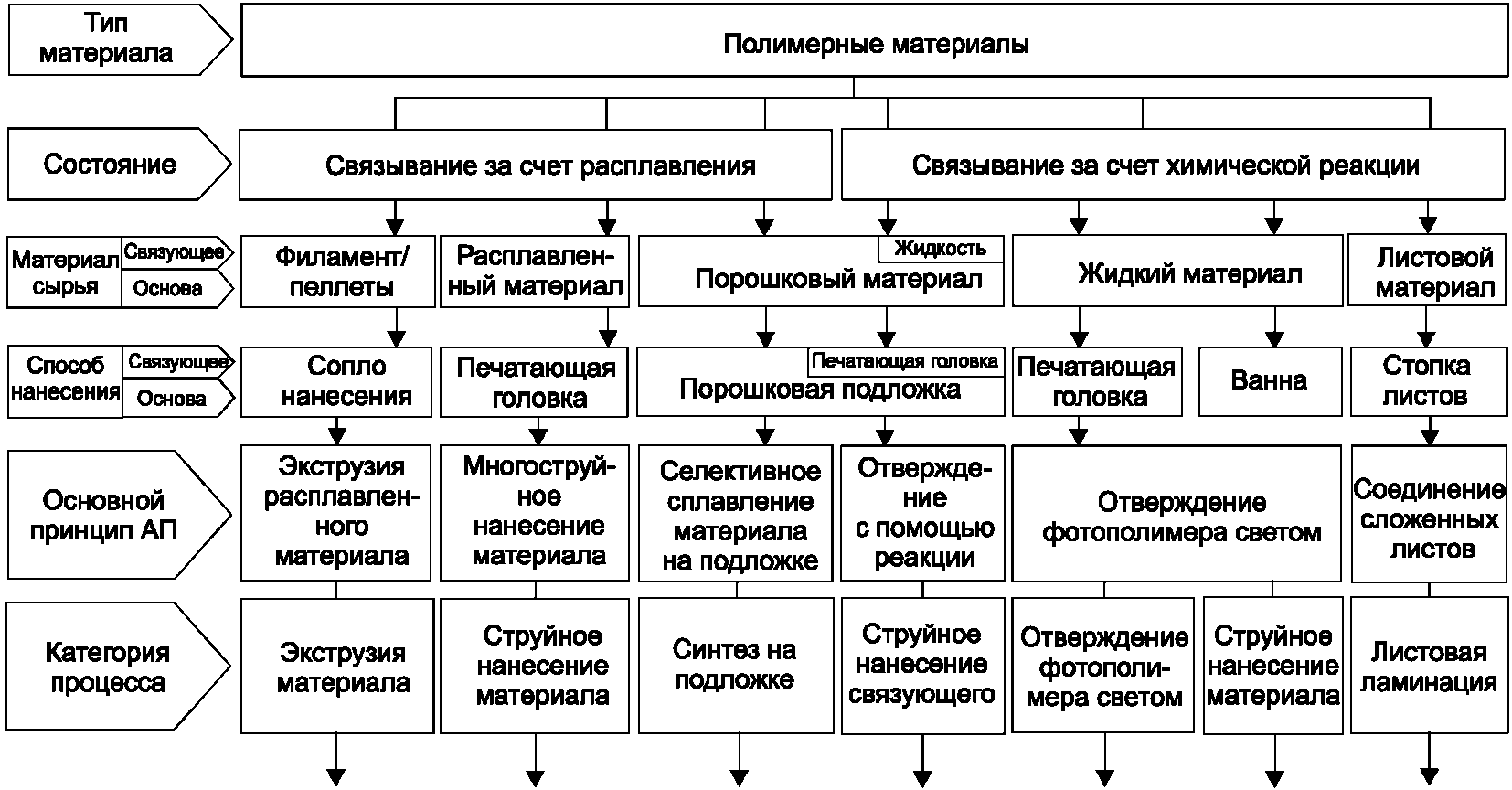
Рисунок B.3 - Обзор одношаговых аддитивных технологических
процессов для полимерных материалов
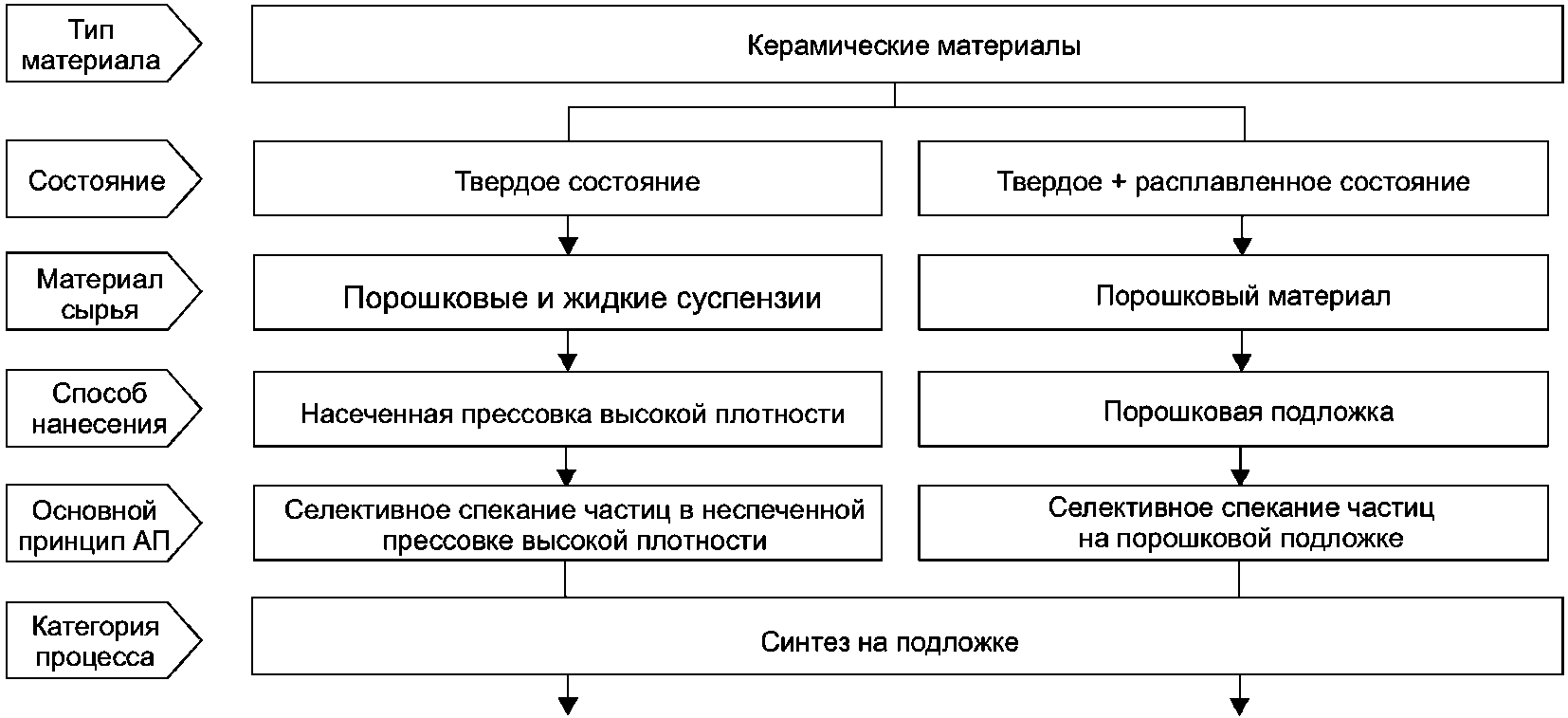
процессов для керамических материалов
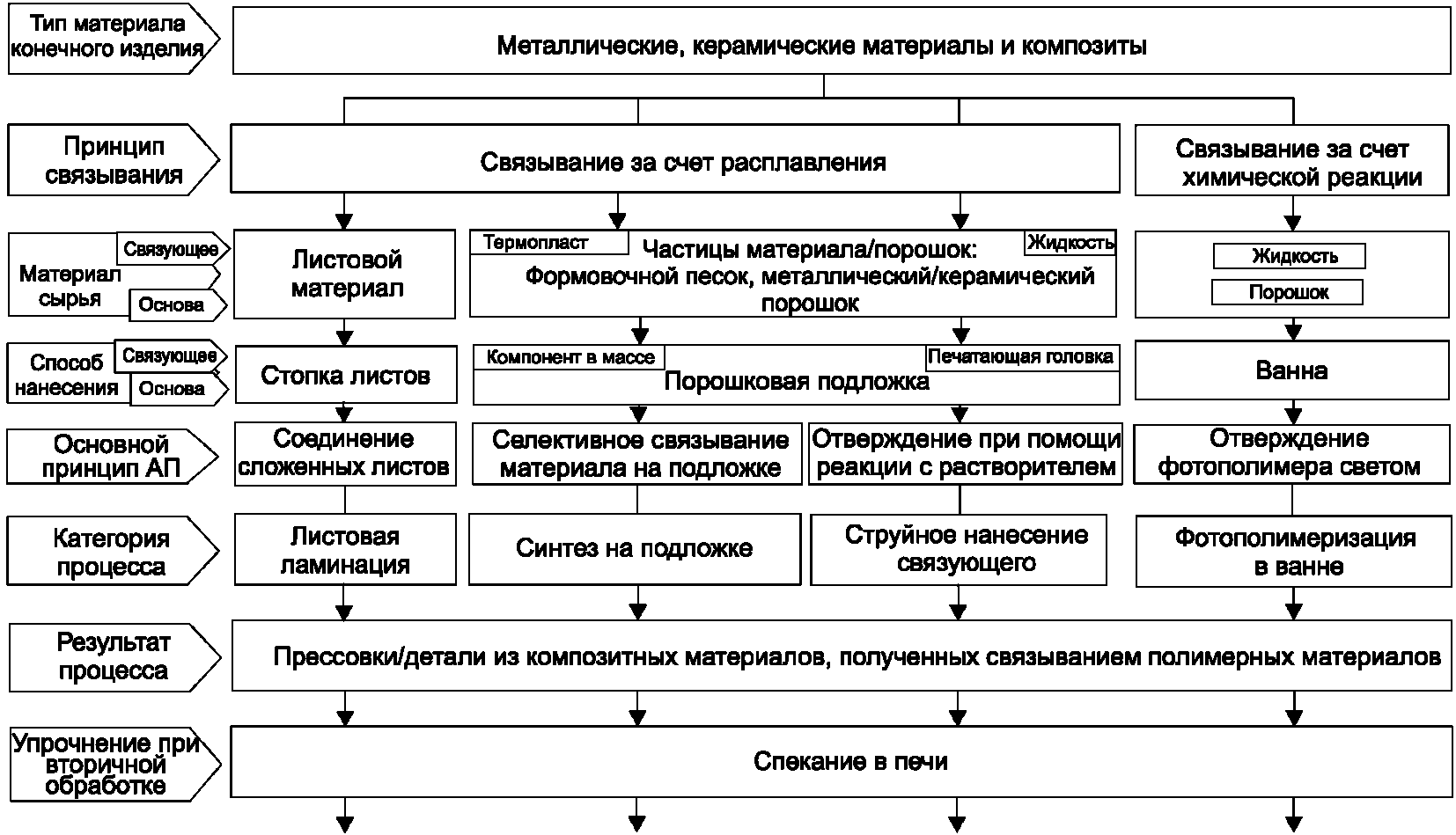
технологических процессов для металлических, керамических
и композитных материалов
B.3.2 Описание принципов одношаговых аддитивных технологических процессов
Детали изготавливают за одну операцию, в ходе которой основная форма и основные свойства материала конечного изделия достигаются одновременно за одну операцию. Может потребоваться удаление структур поддержки и очистка поверхности изделия. Описание принципов одношаговых аддитивных технологических процессов для металлических, полимерных и керамических материалов приведено на рисунках B.2 - B.4.
B.3.3 Описание принципов многошаговых аддитивных технологических процессов
Детали изготавливают в ходе двух или более операций, где первая обычно обеспечивает основную форму, а последующая придает детали требуемые основные свойства материала. При необходимости процесс может быть завершен после первой операции, таким образом получается деталь из составного материала, соединенная при помощи адгезии. Описание принципов многошаговых аддитивных технологических процессов для металлических, керамических и композитных материалов приведено на рисунке B.5.
ИСО 17296-2 | Аддитивное производство. Общие принципы. Часть 2. Обзор категорий процесса и исходных материалов |
УДК 621.762:006.354 | ОКС 01.020 |
Ключевые слова: аддитивные технологии, аддитивное производство, 3D-печать, быстрое прототипирование, 3D-принтер, 3D-сканирование, базовые принципы, термины, определения | |