СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ введен в действие с 01.03.2025.
Название документа
"ГОСТ Р 71931.2-2025. Национальный стандарт Российской Федерации. Неразрушающий контроль сварных соединений элементов из термопластичных материалов. Часть 2. Радиографический (рентгеновский) контроль"
(утв. и введен в действие Приказом Росстандарта от 19.02.2025 N 71-ст)
"ГОСТ Р 71931.2-2025. Национальный стандарт Российской Федерации. Неразрушающий контроль сварных соединений элементов из термопластичных материалов. Часть 2. Радиографический (рентгеновский) контроль"
(утв. и введен в действие Приказом Росстандарта от 19.02.2025 N 71-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 19 февраля 2025 г. N 71-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ ЭЛЕМЕНТОВ
ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ
ЧАСТЬ 2
РАДИОГРАФИЧЕСКИЙ (РЕНТГЕНОВСКИЙ) КОНТРОЛЬ
Non-destructive testing of welded joints of thermoplastics
semi-finished products. Part 2. X-ray radiographic testing
ГОСТ Р 71931.2-2025
ОКС 25.160.40
Дата введения
1 марта 2025 года
1 ПОДГОТОВЛЕН Ассоциацией сварщиков полимерных материалов (Ассоциация СПМ) на основе официального перевода на русский язык немецкоязычной версии указанного в пункте 4 стандарта, который выполнен Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 февраля 2025 г. N 71-ст
4 Настоящий стандарт идентичен стандарту ДИН ЕН 13100-2:2019 "Неразрушающий контроль сварных соединений элементов из термопластичных материалов. Часть 2. Радиографический (рентгеновский) контроль" (DIN EN "
 von
von  thermoplastischer Kunststoffe - Teil 2:
thermoplastischer Kunststoffe - Teil 2:  ", IDT).
", IDT).
thermoplastischer Kunststoffe - Teil 2: ", IDT).Рекомендуемое количество экспозиций при использовании фронтальной схемы контроля приведено в дополнительном приложении ДА.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных европейских стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДБ.
Дополнительные сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Стандарт ДИН ЕН 13100-2:2019 подготовлен на основе европейского стандарта ЕН 13100-2:2019, который входит в серию стандартов ЕН 13100 "Неразрушающий контроль сварных соединений элементов из термопластичных материалов".
Стандарт ЕН 13100-2:2019 подготовлен Техническим комитетом CEN/TC 249 "Пластмассы", секретариат которого находится в ведении Бельгийского органа по стандартизации (NBN).
Соответствующим немецким органом по стандартизации в этой области является Рабочий комитет NA 092-00-32 AA "Соединение пластмасс" Комитета по стандартизации сварки и смежных процессов (NAS) в Немецком институте стандартизации (DIN).
Стандарт ЕН 13100 включает следующие части:
- часть 1. Визуальный контроль;
- часть 2. Радиографический (рентгеновский) контроль;
- часть 3. Ультразвуковой контроль;
- часть 4. Контроль высоким напряжением.
Настоящий стандарт устанавливает основные методы радиографического контроля, которые позволяют получать воспроизводимые результаты с наименьшими затратами.
Настоящий стандарт распространяется на контроль ионизирующим излучением сварных соединений термопластичных материалов, полученных при сварке нагретым инструментом встык, сварке закладными нагревателями, экструзионной сварке и сварке нагретым газом.
Настоящий стандарт применяется для соединений однослойных труб и листов толщиной от 5 до 100 мм. Стандарт применим только для проведения радиографического контроля труб, заполненных воздухом или другими газами.
Настоящий стандарт не устанавливает критерии приемки сварных соединений.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения к нему)]:
EN 25580, Non-destructive testing; industrial radiographic illuminators; minimum requirements (ISO 5580) [Неразрушающий контроль. Излучатели для промышленной радиографии. Минимальные требования (ИСО 5580)]
EN ISO 11699-1, Non-destructive testing - Industrial radiographic films - Part 1: Classification of film systems for industrial radiography (Контроль неразрушающий. Радиографические пленки для промышленной радиографии. Часть 1. Классификация пленочных систем для промышленной радиографии)
EN ISO 11699-2, Non-destructive testing - Industrial radiographic films - Part 2: Control of film processing by means of reference values (Контроль неразрушающий. Радиографические пленки для промышленной радиографии. Часть 2. Контроль обработки пленки с помощью эталонных значений)
EN ISO 19232-1, Non-destructive testing - Image quality of radiographs - Part 1: Determination of the image quality value using wire-type image quality indicators Контроль неразрушающий (ISO 19232-1) [Качество изображений на рентгеновских снимках. Часть 1. Определение значений качества изображения с использованием показателей качества изображения проволочного типа (ИСО 19232-1)]
EN ISO 19232-2, Non-destructive testing - Image quality of radiographs - Part 2: Determination of the image quality value using step/hole-type image quality indicators (ISO 19232-2) [Контроль неразрушающий. Качество изображений на рентгеновских снимках. Часть 2. Определение значений качества изображения с использованием показателей качества изображения типа шаг/отверстие (ИСО 19232-2)]
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 номинальная толщина t (nominal thickness t): Номинальная толщина основного материала.
Примечание - Производственные допуски не учитываются.
3.2 просвечиваемая толщина w (penetrated thickness w): Толщина материала в направлении пучка излучения, включая фактическую толщину грата при стыковой сварке (при необходимости), либо общая фактическая толщина муфты и трубы при сварке закладными нагревателями, либо общая фактическая толщина верхней и нижней частей сварного соединения, полученного экструзионной сваркой или сваркой нагретым газом.
3.3 расстояние от объекта контроля до пленки b (object-to-film distance b): Расстояние между обращенной к источнику излучения поверхностью объекта контроля и поверхностью пленки, измеренное вдоль центральной оси пучка излучения.
3.4 размер источника излучения d (source size d): Размер источника излучения, например, размер фокусного пятна рентгеновской трубки.
3.5 расстояние от источника излучения до пленки SFD (source-to-film distance, SFD): Расстояние между источником излучения и пленкой, измеренное вдоль центральной оси пучка излучения.
3.6 расстояние от источника излучения до объекта контроля f (source-to-object distance f): Расстояние между источником излучения и поверхностью контролируемого объекта со стороны, обращенной к источнику, измеренное вдоль центральной оси пучка излучения.
3.7 номинальный наружный диаметр dn (nominal outside diameter dn): Наружный диаметр в миллиметрах, соответствующий номинальному размеру DN/OD.
3.8 наружный диаметр в любом месте de (outside diameter at any point de): Измеренный наружный диаметр в любом месте поперечного сечения трубы, округленный в большую сторону до 0,1 мм.
Обозначения и сокращения приведены в таблице 1.
Таблица 1
Обозначение и сокращение | Определение | Единица измерения |
b | Расстояние от объекта контроля до пленки | мм |
d | Размер источника излучения | мм |
de | Наружный диаметр в любом месте | мм |
dn | Номинальный наружный диаметр | мм |
f | Расстояние от источника излучения до объекта контроля | мм |
fmin | Минимальное расстояние от источника излучения до объекта контроля | мм |
SFD | Расстояние от источника излучения до пленки | мм |
t | Номинальная толщина | мм |
w | Просвечиваемая толщина | мм |
S | Источник излучения | - |
F | Пленка | - |
Угол наклона | ° | |
SDR | dn/t | - |
При использовании ионизирующих излучений необходимо строго соблюдать национальные и международные правила безопасности.
Предупреждение - Воздействие рентгеновских лучей на любую часть человеческого тела может причинить существенный вред здоровью. При использовании рентгеновского оборудования необходимо соблюдать соответствующие требования законодательства.
Перед проведением радиографического контроля поверхность сварного соединения должна быть очищена от всех загрязнений для предотвращения искажения результатов при обнаружении дефектов.
В случае сварки труб нагретым инструментом встык наружный грат может быть удален перед проведением радиографического контроля.
Если на рентгеновском снимке не отображаются границы сварного соединения <1>, то с каждой стороны соединения следует установить маркировочные знаки из материала высокой плотности (например, свинцовые).
--------------------------------
На каждый участок объекта, подвергаемого радиографическому контролю, следует установить маркировочные знаки (обычно - свинцовые). Изображения этих знаков должны быть отображены на рентгеновском снимке за пределами зоны контроля и должны обеспечивать однозначную идентификацию контролируемого участка.
На объекте контроля должна быть выполнена нестираемая маркировка для точного определения положения каждого рентгеновского снимка.
Если свойства материала и/или условия его изготовления не позволяют нанести постоянную маркировку, то расположение каждого рентгеновского снимка должно быть зафиксировано на точной схеме.
Если для радиографического контроля необходимо использовать две или более последовательно расположенные пленки, то эти пленки должны перекрывать друг друга с достаточным нахлестом для обеспечения полного просвечивания всего контролируемого участка. Выполнение этого условия должно быть подтверждено маркировочным знаком из материала высокой плотности, расположенному на поверхности объекта контроля со стороны источника излучения, который должен отобразиться на каждой пленке.
Качество изображения необходимо проверять индикаторами качества изображения (ИКИ) <2> в соответствии с ЕН ИСО 19232-1 <3> или ЕН ИСО 19232-2. ИКИ должны быть изготовлены из того же материала, что и материал контролируемого изделия, либо из материала с аналогичным коэффициентом ослабления ионизирующего излучения, отличающимся от коэффициента ослабления в материале контролируемого изделия не более чем на +/- 10%. Соответствующие ИКИ согласно ЕН ИСО 19232-1 или ЕН ИСО 19232-2 должны иметь маркировку с указанием документа, материала и номера наиболее толстой проволоки или первой ступени-отверстия. Для термопластичных материалов должно быть указано наименование материала (например, PE - полиэтилен, PP - полипропилен, PVC - поливинилхлорид и т.д.) и плотность материала в граммах на кубический сантиметр (г/см3) с точностью до двух значащих цифр.
--------------------------------
<2> Для краткой формы обозначения индикатора качества изображения (ИКИ) допускается использовать английскую аббревиатуру IQI (Image Quality Indicator).
Используемый ИКИ должен быть помещен на объект контроля, как правило, со стороны источника излучения в центре зоны контроля, на основном материале, рядом со сварным соединением. ИКИ должен плотно контактировать с поверхностью объекта контроля.
ИКИ располагают на участке с равномерной толщиной, характеризующейся равномерной оптической плотностью (затемнением) пленки.
В соответствии с типом используемого ИКИ следует рассмотреть два случая <1>:
a) при использовании ИКИ проволочного типа проволоки должны располагаться перпендикулярно к сварному соединению, и расположение индикатора должно быть таким, чтобы не менее 10 мм длины проволоки были видны на участке с равномерной оптической плотностью, которая обычно находится на основном материале, прилегающем к сварному соединению. При экспозициях, выполняемых в соответствии с рисунками 3 и 4, ИКИ не должен проецироваться на изображение сварного соединения;
b) при использовании ИКИ типа ступень-отверстие он должен располагаться таким образом, чтобы отверстия требуемого размера располагались максимально близко к сварному соединению.
При экспозициях, выполняемых в соответствии с рисунками 3 и 4, ИКИ используемого типа может быть расположен со стороны пленки. В таком случае следует применять таблицы A.5 - A.6 приложения A.
--------------------------------
<1> Пункт a) не следует применять, т.к. ИКИ проволочного типа в настоящее время в Российской Федерации не производят.
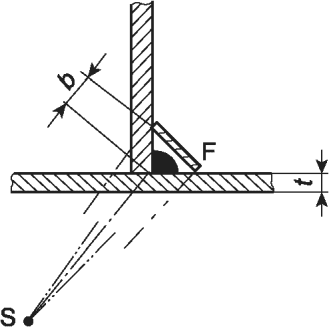
Если ИКИ располагается со стороны пленки, то рядом с ИКИ следует поместить свинцовую литеру "F", и это должно быть зафиксировано в протоколе контроля.
Если были приняты меры, гарантирующие, что рентгеновские снимки аналогичных объектов контроля или их участков были получены при идентичных экспозициях и способах обработки и нет видимых различий в качестве изображения, то нет необходимости проверять качество изображения для каждого рентгеновского снимка. Объем проверки качества изображений можно устанавливать по согласованию между сторонами по договору на выполнение радиографии.
Для панорамных экспозиций труб (см. рисунок 2) диаметром 200 мм и более необходимо использовать не менее трех ИКИ, размещая их по окружности с равными промежутками. В этом случае пленки с изображениями ИКИ рассматриваются как относящиеся ко всей окружности.
Пленки просматривают в соответствии с ЕН 25580.
В ходе просмотра изображений ИКИ на рентгеновском снимке следует определить номер наименьшей различимой проволоки или отверстия. Изображение проволоки считается приемлемым, если ясно виден ее сплошной участок длиной минимум 10 мм на участке с равномерной оптической плотностью. В случае использования ИКИ типа ступень-отверстие, если имеются два отверстия одинакового диаметра, оба должны быть различимыми для того, чтобы ступень считалась видимой.
Полученное значение ИКИ должно быть указано в протоколе радиографического контроля. В каждом случае тип использованного индикатора должен быть указан в точном соответствии с маркировкой на использованном ИКИ.
В таблицах A.1 - A.6 приложения A приведены минимальные значения показателей качества изображения для термопластичных материалов.
Персонал, выполняющий неразрушающий контроль в соответствии с настоящим стандартом, должен иметь квалификацию, соответствующую ЕН ИСО 9712 [1].
через одну стенку
объектов изогнутой формы при просвечивании через одну стенку
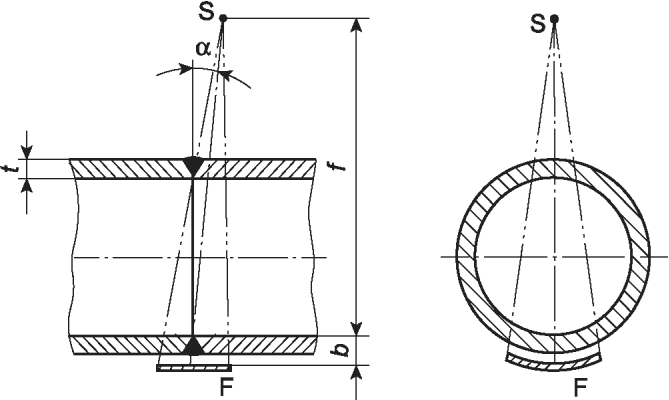
при просвечивании объектов изогнутой формы через две стенки
(два изображения) для контроля двух стенок одновременно
объектов изогнутой формы через две стенки (два изображения)
для контроля двух стенок одновременно
объектов изогнутой формы через две стенки для контроля
стенки, к которой прилегает пленка (одно изображение)
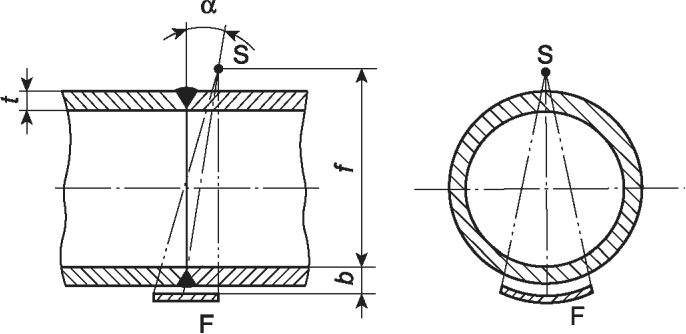
объектов изогнутой формы через две стенки для контроля
стенки, к которой прилегает пленка (одно изображение) <1>
--------------------------------
<1> Ошибка оригинала. На представленном рисунке в отличие от оригинала источник излучения (точка S) приподнят над объектом контроля, поскольку из-за конструктивных размеров рентгеновского аппарата возникает небольшое расстояние от источника излучения до объекта контроля.
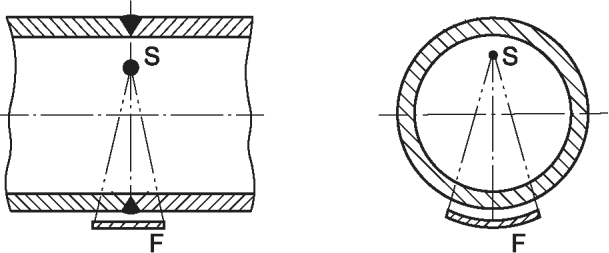
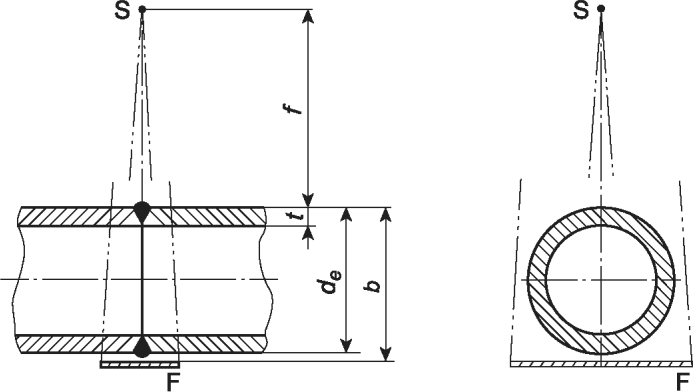
при просвечивании через одну стенку источником излучения,
находящимся внутри объекта <1>
--------------------------------
<1> Ошибка оригинала. На представленном рисунке в отличие от оригинала источник излучения (точка S) перенесен в плоскость сварного шва, поскольку просвечивание через одну стенку исключает наложение изображений одной части сварного соединения на другую, т.е. отсутствует целесообразность смещения источника относительно плоскости сварного шва.
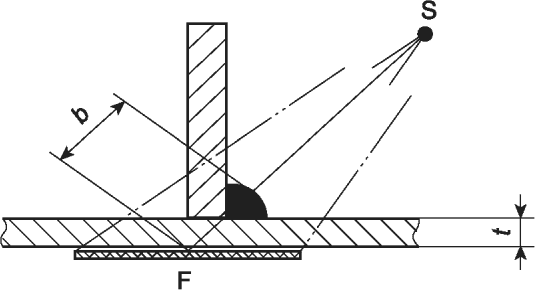
источником излучения, расположенным на той же стороне,
что и сварное соединение
источником излучения, расположенным на стороне,
противоположной сварному соединению
Перед проведением радиографического контроля соединений, полученных сваркой нагретым инструментом встык, наружный грат может быть удален.
Для схем контроля, соответствующих рисункам 3, 5 и 6, угол наклона пучка излучения должен быть как можно меньше, но в то же время таким, чтобы избежать наложения двух изображений сварного шва. Минимальное расстояние от источника излучения до объекта контроля f должно выбираться, исходя из расчета, выполняемого согласно 6.5. Для рисунков 5 и 6 ИКИ должен быть расположен со стороны пленки, с установкой свинцовой литеры "F".
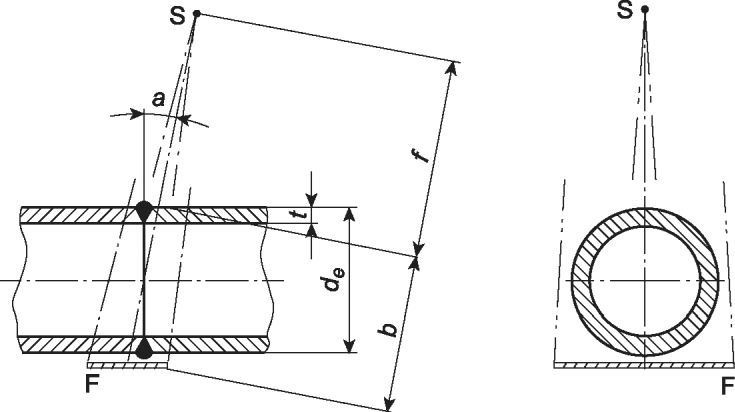
Метод контроля на эллипс в соответствии с рисунком 3 (просвечивание через две стенки; с получением изображения двух участков сварного шва) не должен применяться для de > 100 мм и t > 8 мм.
При необходимости, например из-за особенностей геометрии объекта контроля или различий в толщине его материала, могут применяться другие схемы просвечивания.
В приложении B указано минимальное количество рентгеновских снимков, необходимое для проведения достаточно полного контроля рентгеновским излучением по всему размеру стыкового сварного соединения труб наружным диаметром de > 100 мм.
Для обеспечения высокой чувствительности контроля в изделиях из полиэтилена (плотность материала >= 0,94·103 кг/м3) напряжение на рентгеновской трубке рекомендуется выбирать в соответствии с рисунком 10. Для других термопластичных материалов оптимальное напряжение на рентгеновской трубке должно быть подобрано так, чтобы получить требуемое качество изображения.
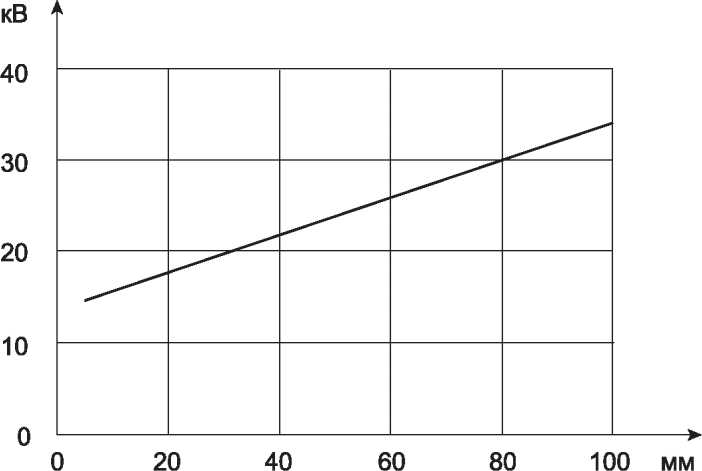
как функция от просвечиваемой толщины для полиэтилена
(плотность >= 0,94·103 кг/м3)
Для радиографического контроля должна быть использована пленка класса C3 и классом выше <1> в соответствии с ЕН ИСО 11699-1.
--------------------------------
Усиливающие экраны использовать не следует.
Ионизирующее излучение должно быть направлено в центр участка контроля (по возможности) перпендикулярно к поверхности объекта контроля в этой области, за исключением тех случаев, когда может быть продемонстрировано, что определенные дефекты лучше выявляются в результате иного направления оси пучка излучения. В таком случае допускается другое подходящее направление пучка излучения.
При контроле стыковых сварных соединений везде, где это возможно, следует применять схему контроля, при которой ось пучка ионизирующего излучения проходит через линию сплавления (например, рисунки 1, 2 и 4). При этом обеспечивается наибольшая выявляемость дефектов типа несплавление (непровар).
Минимальное расстояние от источника излучения до объекта контроля fmin зависит от размера источника излучения d и расстояния от объекта контроля до пленки b и определяется по формуле <2>
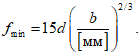
--------------------------------
<2> Ошибка оригинала. Приведенная формула для расчета минимального расстояния от источника излучения до объекта контроля не подходит при использовании схемы контроля "на эллипс" или фронтальной схемы. Должно быть: При использовании схемы контроля "на эллипс" (см. рисунок 3) или фронтальной схемы (см. рисунок 4) минимальное расстояние от источника излучения до объекта контроля fmin определяется по формуле
fmin = C·de,
где C - 2Ф/К, Ф - максимальный размер фокусного пятна источника излучения, мм;
К - требуемая чувствительность контроля, мм.
Если расстояние b меньше, чем 1,2t, то расстояние b в формуле (1) должно быть заменено номинальной толщиной t.
При использовании схемы контроля "на эллипс" (см. рисунок 3) или фронтальной схемы (см. рисунок 4) в формуле (1) необходимо b заменить на de.
При просвечивании через две стенки для получения одного изображения (см. рисунки 5 и 6) расстояние b от объекта контроля до пленки в формуле (1) должно быть заменено на толщину стенки t.
Если источник излучения можно разместить внутри объекта контроля, то предпочтительнее использовать схемы просвечивания через одну стенку (см. рисунки 2 и 7), чем схемы просвечивания через две стенки (например, рисунки 3 и 4). Контроль через одну стенку предпочтительнее даже в том случае, если для реализации такой схемы потребуется уменьшить минимальное расстояние от источника излучения до объекта.
Если источник излучения расположен в центре объекта контроля, а пленка - снаружи (см. рисунок 2), и при условии, что требования к показателям качества изображения соблюдены, то такое уменьшение расстояния не должно превышать 50%. Если источник излучения не расположен в центре объекта контроля (см. рисунок 7), то сокращение расстояния не должно превышать 20%.
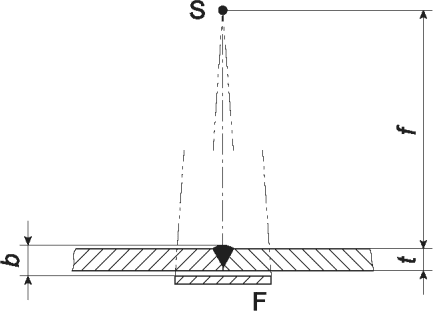
Для полного контроля сварных соединений листов должно быть определено количество необходимых экспозиций (см. рисунки 1, 8 и 9) <1>.
--------------------------------
<1> Для участка контроля с постоянной толщиной отношение просвечиваемой толщины у внешней границы к просвечиваемой толщине в центре пучка должно быть не более 1,1.
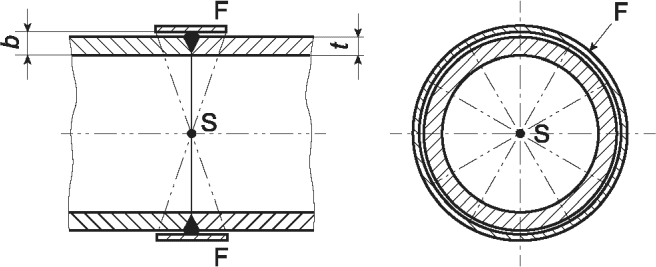
Для панорамного метода (см. рисунок 2) требуется только одна экспозиция, для контроля "на эллипс" (см. рисунок 3) - две экспозиции под углом 90° при значении SDR более 8,3. Если значение SDR менее 8,3, тогда необходимы три экспозиции под углом 60°. Для других схем, показанных на рисунках 4 - 7 <2>, рекомендации по количеству экспозиций, обеспечивающих приемлемый контроль кольцевого сварного соединения, приведены в приложении B.
--------------------------------
<2> Ошибка оригинала. Следует читать: "Для других схем, показанных на рисунках 5 - 7, рекомендации по количеству экспозиций, обеспечивающих приемлемый контроль кольцевого сварного соединения, приведены в приложении B."
При любом изменении просвечиваемой толщины плотность изображения не должна быть ниже значений, указанных в 6.7, и не должна превышать значений, допускаемых имеющимся негатоскопом в соответствии с 6.9.
Размер области, подлежащей контролю, включает в себя сварной шов и зону термического влияния. Как правило, должны быть проконтролированы примерно 10 мм основного материала с каждой стороны сварного соединения.
Условия экспонирования должны быть такими, чтобы минимальная оптическая плотность рентгеновского снимка в зоне контроля была бы не менее чем 2,3 <3>.
--------------------------------
Высокую оптическую плотность преимущественно можно использовать, если негатоскоп имеет достаточную яркость в соответствии с 6.9.
Чтобы предотвратить применение пленки с вуалью, выше предельно допустимой, увеличивающейся при старении пленки, ее засвечивании или нагреве, следует периодически проверять значение вуали на неэкспонированном образце используемых пленок, хранимых и обрабатываемых при тех же условиях, что и получаемые рентгеновские снимки. Плотность вуали не должна превышать 0,3. Плотность вуали определяется, как общая плотность (эмульсионного слоя и подложки) обработанной, неэкспонированной пленки.
Для того, чтобы при обработке пленки обеспечивался необходимый класс пленочной системы, пленки следует обрабатывать в соответствии с условиями и с использованием реагентов, рекомендованных производителем пленки.
Особое внимание следует обратить на температуру, время проявления и промывки. Обработку пленки следует регулярно контролировать в соответствии с ЕН ИСО 11699-2. Рентгеновские снимки не должны иметь дефектов, возникших на них при обработке или по иным причинам, которые могут помешать расшифровке.
Рентгеновские снимки рекомендуется просматривать в темном помещении на участке смотрового экрана с регулируемой яркостью в соответствии с ЕН 25580. Просмотровый экран должен иметь шторки, ограничивающие зону контроля.
Для каждой экспозиции или ряда экспозиций должен быть подготовлен протокол контроля, содержащий информацию об использованном методе радиографического контроля и/или о других особых условиях, которые позволяют лучше интерпретировать полученные результаты.
Протокол контроля должен содержать, как минимум, следующую информацию:
a) наименование контролирующей организации;
b) объект контроля;
c) материал объекта контроля;
d) геометрические параметры сварного соединения;
e) толщину материала;
f) способ сварки;
g) описание процедуры контроля, включая требования к приемке;
h) метод радиографического контроля и требуемую чувствительность по ИКИ в соответствии с настоящим стандартом;
i) схему контроля в соответствии с 6.1;
j) используемую систему маркировки;
k) схему расположения пленки;
l) источник излучения, тип и размер фокусного пятна, а также использованное оборудование;
m) тип пленки;
n) напряжение и силу тока на рентгеновской трубке;
o) время экспозиции;
p) расстояние от источника излучения до пленки;
q) угол падения оси пучка ионизирующего излучения (при необходимости);
r) способ обработки пленки (ручной/автоматизированный);
s) тип и положение индикаторов качества изображения;
t) результаты контроля, включающие данные об оптической плотности пленки, значения ИКИ;
u) любые отклонения от настоящего стандарта по согласованию сторонами;
v) Ф.И.О., ссылку на сертификационное удостоверение и подпись ответственного лица (лиц);
w) дату(ы) экспозиции и протокола контроля.
(обязательное)
МИНИМАЛЬНЫЕ ЗНАЧЕНИЯ ПОКАЗАТЕЛЕЙ КАЧЕСТВА ИЗОБРАЖЕНИЯ
A.1 Контроль через одну стенку; ИКИ со стороны источника излучения
Таблица A.1
Номинальная толщина t, мм | Номер проволоки ИКИ |
От 5 до 8 включ. | W 15 |
Св. 8 до 12 включ. | W 14 |
Св. 12 до 20 включ. | W 13 |
Св. 20 до 30 включ. | W 12 |
Св. 30 до 35 включ. | W 11 |
Св. 35 до 45 включ. | W 10 |
Св. 45 до 65 включ. | W 9 |
Св. 65 до 100 включ. | W 8 |
Таблица A.2
ИКИ типа ступень-отверстие
Номинальная толщина t, мм | Номер отверстия ИКИ |
От 5 до 8 включ. | H 4 |
Св. 8 до 12 включ. | H 5 |
Св. 12 до 20 включ. | H 6 |
Св. 20 до 30 включ. | H 7 |
Св. 30 до 40 включ. | H 8 |
Св. 40 до 60 включ. | H 9 |
Св. 60 до 80 включ. | H 10 |
Св. 80 до 100 включ. | H 11 |
A.2 Контроль через две стенки; одно или два изображения; ИКИ со стороны источника излучения
Таблица A.3
ИКИ проволочного типа
Просвечиваемая толщина w, мм | Номер проволоки ИКИ |
От 5 до 8 включ. | W 15 |
Св. 8 до 15 включ. | W 14 |
Св. 15 до 25 включ. | W 13 |
Св. 25 до 38 включ. | W 12 |
Св. 38 до 45 включ. | W 11 |
Св. 45 до 55 включ. | W 10 |
Св. 55 до 70 включ. | W 9 |
Св. 70 до 100 включ. | W 8 |
Таблица A.4
ИКИ типа ступень-отверстие
Просвечиваемая толщина w, мм | Номер отверстия ИКИ |
От 5 до 11 включ. | H 6 |
Св. 11 до 20 включ. | H 7 |
Св. 20 до 35 включ. | H 8 |
A.3 Контроль через две стенки; одно изображение или два изображения; ИКИ со стороны пленки
Таблица A.5
Просвечиваемая толщина w, мм | Номер проволоки ИКИ |
От 5 до 12 включ. | W 15 |
Св. 12 до 18 включ. | W 14 |
Св. 18 до 30 включ. | W 13 |
Св. 30 до 45 включ. | W 12 |
Св. 45 до 55 включ. | W 11 |
Св. 55 до 70 включ. | W 10 |
Св. 70 до 100 включ. | W 9 |
Таблица A.6
Просвечиваемая толщина w, мм | Номер отверстия ИКИ |
От 5 до 10 включ. | H 4 |
Св. 10 до 15 включ. | H 5 |
Св. 15 до 24 включ. | H 6 |
Св. 24 до 40 включ. | H 7 |
Св. 40 до 60 включ. | H 8 |
Св. 60 до 80 включ. | H 9 |
(справочное)
ФРОНТАЛЬНОЙ СХЕМЫ КОНТРОЛЯ ЧЕРЕЗ ДВЕ СТЕНКИ
(ОДНО ИЗОБРАЖЕНИЕ) И ЧЕРЕЗ ОДНУ СТЕНКУ СО СМЕЩЕНИЕМ
ИСТОЧНИКА ИЗЛУЧЕНИЯ ОТ ОСИ ТРУБЫ ДЛЯ КОЛЬЦЕВЫХ СТЫКОВЫХ
СВАРНЫХ СОЕДИНЕНИЙ
Минимальное требуемое количество экспозиций представлено на рисунке B.1. Рекомендации применимы к трубам с de > 100 мм и при максимально допустимом увеличении просвечиваемой толщины 10%, связанным с наклонном направления оси пучка излучения в контролируемой области.
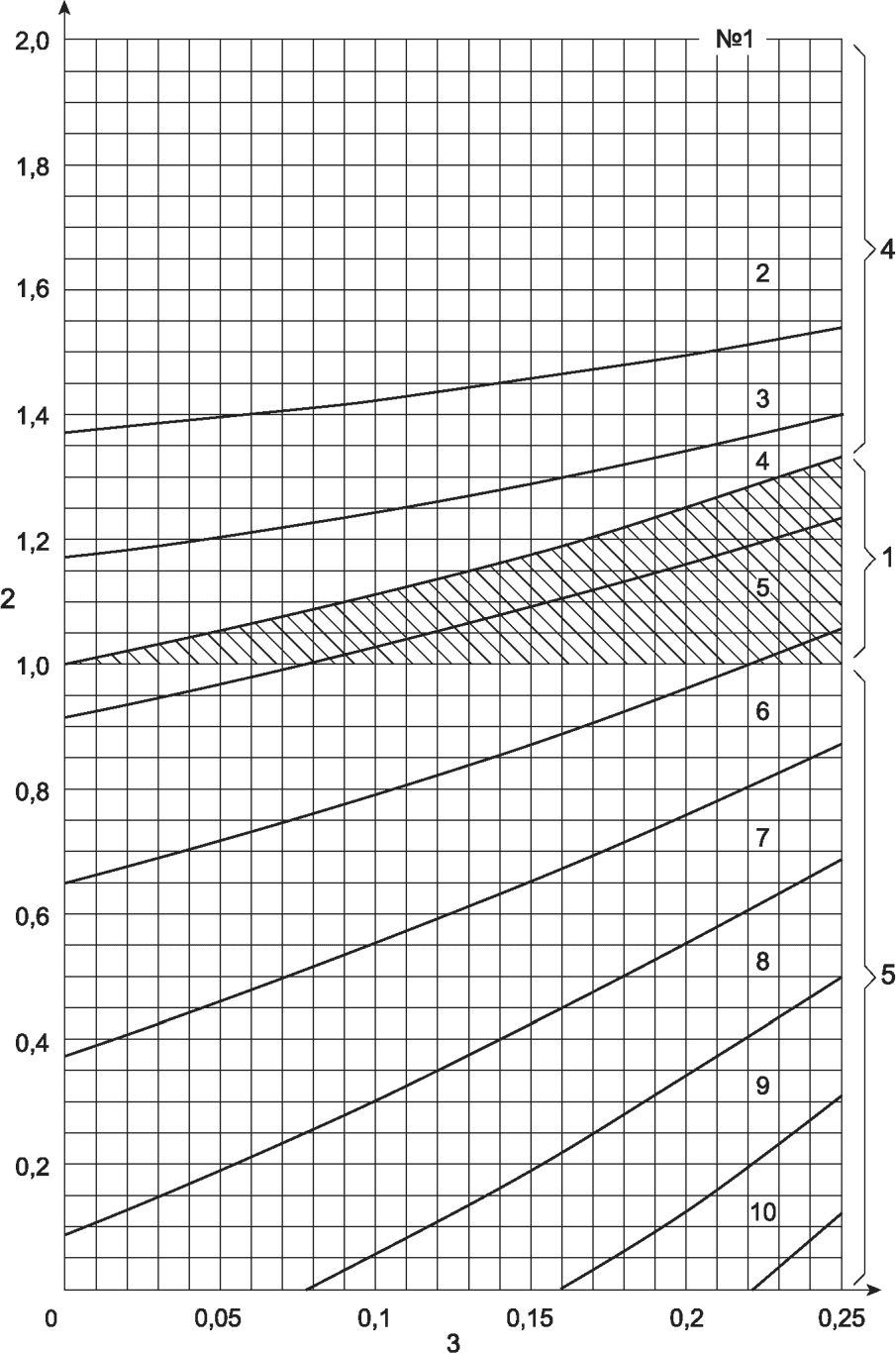
1 - толщина стенки трубы; 2 - de/SFD; 3 - t/de;
4 - источник излучения находится внутри трубы;
5 - источник излучения находится снаружи трубы
N как функция отношений t/de и de/SFD
(справочное)
ФРОНТАЛЬНОЙ СХЕМЫ КОНТРОЛЯ
С целью упрощения пользования номограммой на рисунке B.1 рекомендуется применять номограммы ДА.1 и ДА.2.
Минимальное требуемое количество экспозиций при использовании фронтальной схемы контроля через две стенки (одно изображение) представлено на рисунке ДА.1, при использовании фронтальной схемы контроля через одну стенку со смещением источника излучения от оси трубы представлено на рисунке ДА.2. Рекомендации применимы к трубам с de > 100 мм и при максимально допустимом увеличении просвечиваемой толщины 10%, связанным с наклоном направления оси пучка излучения в контролируемой области.
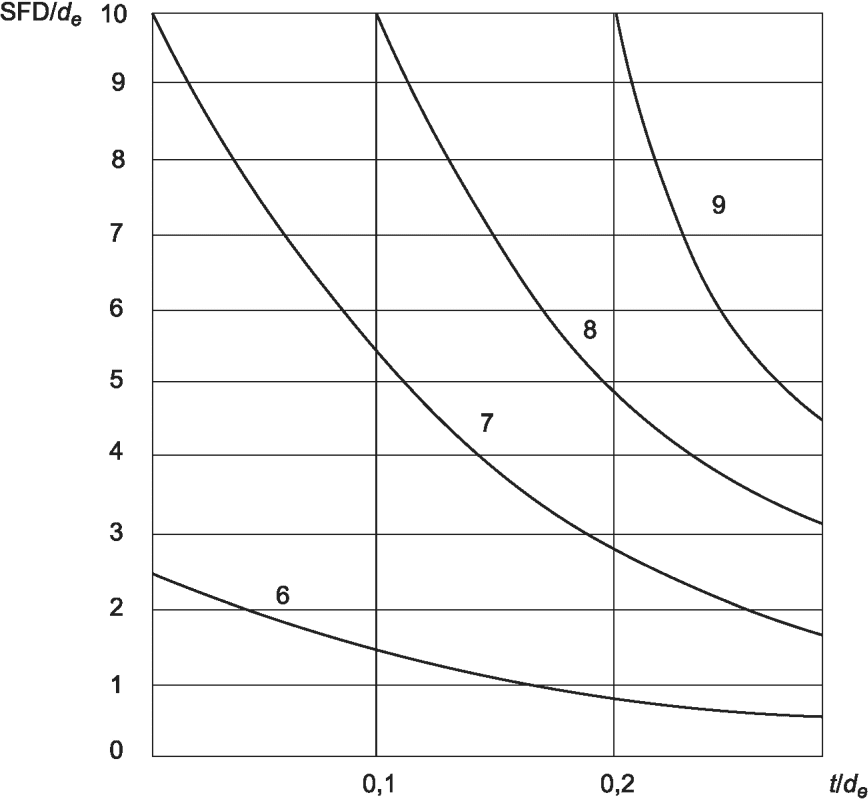
SFD/de - отношение расстояния от источника излучения
до пленки к диаметру трубы; t/de - отношение толщины стенки
трубы к ее наружному диаметру
при использовании фронтальной схемы контроля
через две стенки (одно изображение)
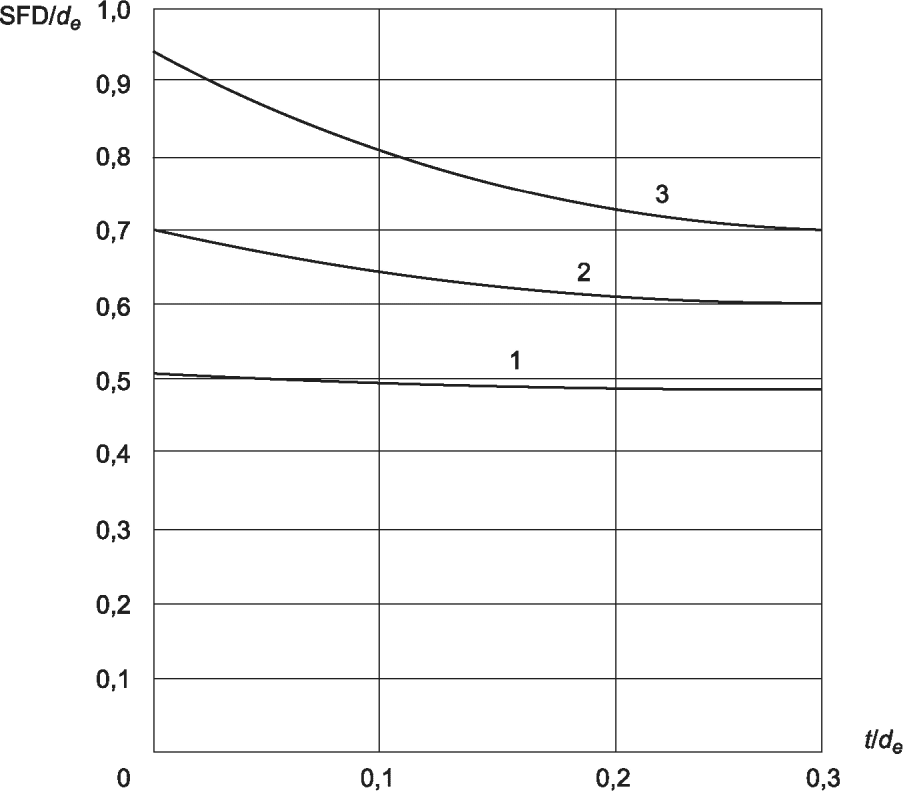
SFD/de - отношение расстояния от источника излучения
до пленки к диаметру трубы; t/de - отношение толщины стенки
трубы к ее наружному диаметру
при использовании фронтальной схемы контроля через одну
стенку со смещением источника излучения от оси трубы
(справочное)
НАЦИОНАЛЬНЫМ СТАНДАРТАМ
Таблица ДБ.1
Обозначение ссылочного европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
EN 25580 | - | |
EN ISO 19232-1 | - | |
EN ISO 19232-2 | - | |
EN ISO 11699-1 | IDT | ГОСТ Р ИСО 11699-1-2023 "Контроль неразрушающий. Радиографические пленки для промышленной радиографии. Часть 1. Классификация пленочных систем для промышленной радиографии" |
EN ISO 11699-2 | IDT | ГОСТ Р ИСО 11699-2-2022 "Контроль неразрушающий. Радиографические пленки для промышленной радиографии. Часть 2. Контроль обработки пленок с помощью опорных значений" |
<*> Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного европейского стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
EN ISO 9712 | Non-destructive testing. Qualification and certification of personnel [Неразрушающий контроль. Квалификация и аттестация персонала (ISO 9712)] <1> |
--------------------------------
<1> Действует ГОСТ Р ИСО 9712-2019 "Контроль неразрушающий. Квалификация и сертификация персонала".
УДК 621.791:006.354 | ОКС 25.160.40 |
Ключевые слова: неразрушающий контроль, сварные соединения, термопластичные материалы, рентгеновское излучение, радиографический (рентгеновский) контроль | |