СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2026
Примечание к документу
Документ вводится в действие с 01.12.2026.
Взамен ГОСТ 30873.4-2006 (ИСО 8662-4:1994) в части испытаний угловых и вертикальных шлифовальных машин.
Название документа
"ГОСТ ISO 28927-1-2025. Межгосударственный стандарт. Вибрация. Определение параметров вибрационной характеристики ручных машин. Часть 1. Машины шлифовальные угловые и вертикальные"
(введен в действие Приказом Росстандарта от 25.12.2025 N 1799-ст)
"ГОСТ ISO 28927-1-2025. Межгосударственный стандарт. Вибрация. Определение параметров вибрационной характеристики ручных машин. Часть 1. Машины шлифовальные угловые и вертикальные"
(введен в действие Приказом Росстандарта от 25.12.2025 N 1799-ст)
Содержание
Приказом Федерального агентства
по техническому регулированию
и метрологии
от 25 декабря 2025 г. N 1799-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИБРАЦИЯ
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ
ВИБРАЦИОННОЙ ХАРАКТЕРИСТИКИ РУЧНЫХ МАШИН
ЧАСТЬ 1
МАШИНЫ ШЛИФОВАЛЬНЫЕ УГЛОВЫЕ И ВЕРТИКАЛЬНЫЕ
Mechanical vibration. Evaluation of vibration emission of
hand-held power tools. Part 1. Angle and vertical grinders
(ISO 28927-1:2019, Hand-held portable power
tools - Test methods for evaluation of vibration
emission - Part 1: Angle and vertical grinders, IDT)
ГОСТ ISO 28927-1-2025
МКС 25.140.10
Дата введения
1 декабря 2026 года
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Электронные технологии и метрологические системы" (ООО "ЭТМС") и Закрытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (ЗАО "НИЦ КД") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 11 декабря 2025 г. N 68-2025)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 декабря 2025 г. N 1799-ст межгосударственный стандарт ГОСТ ISO 28927-1-2025 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2026 г.
5 Настоящий стандарт идентичен международному стандарту ISO 28927-1:2019 "Машины ручные. Методы испытаний для определения вибрационной активности. Часть 1. Машины шлифовальные угловые и вертикальные" ("Hand-held portable power tools - Test methods for evaluation of vibration emission - Part 1: Angle and vertical grinders", IDT).
Международный стандарт разработан подкомитетом SC 3 "Пневматические инструменты и машины" Технического комитета TC 118 "Компрессоры, пневматические инструменты, машины и оборудование" Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Дополнительные сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
6 ВЗАМЕН ГОСТ 30873.4-2006 (ИСО 8662-4:1994) в части испытаний угловых и вертикальных шлифовальных машин
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Настоящий стандарт согласно классификации ГОСТ 12.1.012 относится к стандартам безопасности типа C (испытательным кодам по вибрации), которые устанавливают лабораторные методы измерения вибрации на рукоятках ручных машин в целях заявления и подтверждения их вибрационных характеристик <1>.
--------------------------------
<1> При необходимости эти методы могут быть использованы в других целях, например при входном, периодическом или послеремонтном контроле продукции [см. ГОСТ 12.1.012-2004 (подраздел 4.2)].
Если требования, установленные испытательным кодом по вибрации, отличаются от требований стандартов безопасности более высокого уровня (типов A и B по классификации ГОСТ 12.1.012), то руководствоваться следует испытательным кодом по вибрации.
Общие требования к испытательным кодам по вибрации для ручных машин установлены ГОСТ 16519 (стандарт безопасности типа B).
Основным отличием настоящего стандарта от ГОСТ 16519 является определение точек измерений, преимущественно, на рукоятке ручной машины как можно ближе к кисти руки оператора между большим и указательным пальцами, поскольку при таком расположении преобразователя вибрации он в минимальной степени влияет на обхват рукоятки кистью оператора.
Исследования показывают, что вибрация шлифовальных машин в типичных условиях их применения может быть существенно разной. Это объясняется, в первую очередь, различным дисбалансом вала шлифовальной машины с установленным на нем шлифовальным (отрезным, зачистным) кругом. Кроме того, сам шлифовальный круг приобретает дополнительный дисбаланс вследствие изнашивания в процессе работы.
Для обеспечения достаточно хорошей воспроизводимости результатов измерений в настоящем стандарте установлен метод испытаний, в котором шлифовальная машина работает без нагрузки с использованием имитатора вставного инструмента - испытательного круга с известным дисбалансом. Для соответствия требованию ГОСТ 16519 по заявлению вибрационной характеристики, дающей представление о реальной вибрации в условиях эксплуатации, в настоящем стандарте предусмотрены испытательные круги разных типов и дисбалансов. Вместе с тем для оценки вибрации на конкретном рабочем месте следует применять методы ГОСТ 31192.2.
Если шлифовальная машина имеет устройство автоматической коррекции дисбаланса, то измерения в соответствии с настоящим стандартом дают заниженное значение параметра вибрации. Чтобы оценить вибрацию такой машины в реальных условиях ее применения, следует использовать поправочный множитель 1,3.
Если шлифовальная машина предназначена для использования с чашечными щетками, то для получения заявляемой вибрационной характеристики используют поправочный множитель 1,6.
Испытательные коды по вибрации для ручных машин предназначены для того, чтобы получить (усреднением по ансамблю машин) оценку верхнего квартиля распределения параметра вибрации машин данной модели в реальных условиях применения. Эта вибрация может существенно отличаться от измерения к измерению и зависит от многих факторов, в число которых входят оператор, выполняемое рабочее задание, состояние вставного инструмента или расходных материалов. Существенное влияние оказывает также и качество технического обслуживания машин. Особенно значительным влияние оператора и выполняемой операции становится в случае, если вибрация, создаваемая ручной машиной, невелика. Поэтому если в результате испытаний в соответствии с испытательным кодом по вибрации получено значение параметра вибрационной характеристики менее 2,5 м/с2, то для оценки вибрации на рабочем месте следует использовать значение 2,5 м/с2.
Для более точной оценки вибрации на рабочем месте применяют ГОСТ 31192.2. Эта оценка может оказаться как выше, так и ниже той, что получена с использованием вибрационной характеристики, заявленной для данной ручной машины. К повышению вибрации приводят такие факторы, связанные с техническим состоянием машины, как неуравновешенность шлифовального круга, износ фланца или изгиб вала.
Настоящий стандарт, являющийся испытательным кодом по вибрации <1>, устанавливает лабораторный метод определения параметров вибрационной характеристики угловых и вертикальных шлифовальных машин (далее - машины) по измерениям вибрации на рукоятках в целях ее заявления и подтверждения. Метод предполагает использование имитатора вставного инструмента в виде испытательного круга с заданным дисбалансом и работу машины без нагрузки. Полученное значение параметра вибрационной характеристики предназначено для оценки вибрации при применении данной ручной машины только для поверхностного шлифования. Другие операции, выполняемые с данной машиной, такие как резка или грубая зачистка, сопровождаются, как правило, меньшей вибрацией. Результаты испытаний могут быть использованы для сравнения разных моделей машины одного вида.
--------------------------------
<1> Согласно ГОСТ 12.1.012-2004, этот стандарт, а также основной стандарт по безопасности машин ISO 12100 (введен как ГОСТ ISO 12100-2013), относящий вибрацию к одному из видов опасностей, связанных с применением машин, требуют от изготовителя машины заявлять ее вибрационную характеристику. Общие стандарты безопасности для машин разных видов, разрабатываемые в соответствии с ISO 12100, включают в себя испытательные коды по вибрации в виде отдельных приложений или через ссылки на другие стандарты.
В отношении угловых и вертикальных шлифовальных машин общими стандартами безопасности являются ISO 11148-7 (введен как ГОСТ ISO 11148-7-2014) для неэлектрических машин и IEC 62841-2-3 (введен как ГОСТ IEC 62841-2-3-2021) для электрических машин. В части испытаний машин на вибрацию ISO 11148-7 ссылается на вводимый международный стандарт ISO 28927-1. В IEC 62841-2-3 испытательный код по вибрации выделен в отдельное приложение, которое можно рассматривать как сжатую версию ISO 28927-1, имеющую, однако, ряд технических отклонений. Пользователю следует самостоятельно определить, какой испытательный код по вибрации он будет использовать - в соответствии с настоящим стандартом или по IEC 62841-2-3.
Настоящий стандарт распространяется на машины (см. раздел 5) с пневматическим или иным приводом, применяемые для шлифования, резки и зачистки материалов всех видов с использованием шлифовальных, отрезных и зачистных кругов (далее, если нет необходимости в точной спецификации, - шлифовальных кругов) из суперабразивов, абразивов на связке и кругов с абразивным покрытием. Настоящий стандарт не распространяется на шлифовальные машины со вставным инструментом в виде щетки из металлокорда, а также на прямые шлифовальные машины и шлифовальные машины для обработки штампов.
Примечание - В настоящем стандарте применен термин "(ручные) машины" вместо часто употребимого "(ручной) инструмент", чтобы избежать путаницы со "вставным инструментом".
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 2787, Rotary and percussive pneumatic tools - Performance tests (Машины пневматические вращательного и ударного действия. Эксплуатационные испытания)
ISO 5349 (all parts), Mechanical vibration - Measurement and evaluation of human exposure to hand-transmitted vibration (Вибрация. Измерения локальной вибрации и оценка ее воздействия на человека)
ISO 5391, Pneumatic tools and machines - Vocabulary (Пневматические машины и инструмент. Словарь)
ISO 17066, Hydraulic tools - Vocabulary (Инструмент гидравлический. Словарь)
ISO 20643:2005, Mechanical vibration - Hand-held and hand-guided machinery - Principles for evaluation of vibration emission (Вибрация. Машины ручные и с ручным управлением. Принципы определения параметров вибрационной характеристики)
EN 755-2, Aluminum and aluminum alloys - Extruded rod/bar, tube and profiles - Part 2: Mechanical properties (Алюминий и алюминиевые сплавы. Трубы, прутки и профили прессованные. Часть 2. Механические свойства)
EN 12096, Mechanical vibration - Declaration and verification of vibration emission values (Вибрация. Заявление и подтверждение вибрационных характеристик)
В настоящем стандарте применены термины по ISO 5391, ISO 17066 и ISO 20643, а также следующие термины с соответствующими определениями.
ISO и IEC поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ISO: доступна на https://www.iso.org/obp;
- Электропедия IEC: доступна на http://www.electropedia.org/.
3.1 Термины и определения
3.1.1 шлифовальная машина (grinder): Ручная машина с выходным вращающимся шпинделем, на который устанавливают абразивный круг или другой инструмент для удаления материала.
[ISO 5391:2003, 2.1.3, с изменением - переформулировано определение, удалено примечание]
3.1.2 угловая шлифовальная машина (angle grinder): Шлифовальная машина, у которой ось выходного шпинделя расположена под заданным углом (обычно прямым) к оси привода.
[ISO 5391:2003, 2.1.3.3]
3.1.3 вертикальная шлифовальная машина (vertical grinder): Шлифовальная машина, у которой рукоятки (рукоятка) расположены под углом к оси привода и выходного шпинделя.
[ISO 5391:2003, 2.1.3.2]
3.1.4 испытательный круг (test wheel): Алюминиевый круг, геометрически подобный реальному шлифовальному кругу, с отверстиями заданного диаметра для создания заданного дисбаланса.
3.2 Обозначения
Обозначение | Величина | Единица измерения |
ahw | Среднеквадратичное значение корректированного ускорения в одном направлении измерений | м/с2 |
ahv | Полное среднеквадратичное значение ускорения | м/с2 |
ahvmeas | Значение ahv, полученное в процессе испытаний | м/с2 |
ahvrat | Значение ahv на номинальной частоте вращения без нагрузки | м/с2 |
Среднее арифметическое значений ahv по нескольким измерениям для одного оператора и одного положения кисти руки | м/с2 | |
ah | Среднее арифметическое значений | м/с2 |
Среднее арифметическое значений ah по нескольким ручным машинам для одного положения кисти руки | м/с2 | |
ahd | Заявляемое значение параметра вибрационной характеристики | м/с2 |
nmeas | Измеренная частота вращения с испытательным кругом без нагрузки | мин-1 |
nrat | Номинальная (максимальная) частота вращения без нагрузки, указанная изготовителем | мин-1 |
sn-1 | Выборочное стандартное отклонение для серии измерений | м/с2 |
Стандартное отклонение воспроизводимости | м/с2 | |
CV | Коэффициент вариации в серии измерений | - |
K | Параметр, характеризующий неопределенность измерения (расширенная неопределенность) | м/с2 |
Настоящий стандарт основан на требованиях базового стандарта ISO 20643 к испытательным кодам по вибрации для ручных машин, в том числе в части структуры стандарта, за исключением приложений.
В приложении A приведена рекомендуемая форма протокола испытаний, в приложении B - процедура определения расширенной неопределенности K, в приложении C - описание конструкции испытательного круга.
Настоящий стандарт распространяется на машины с защитным кожухом, применяемые для шлифования, резки и зачистки материалов всех видов с использованием шлифовальных кругов из суперабразивов, абразивов на связке и кругов с абразивным покрытием.
Испытательный код по вибрации для полировальных машин без защитного кожуха установлен в ISO 28927-3.
С ручными машинами, на которые распространяется настоящий стандарт, применяют шлифовальные круги типов, указанных в [1] и [2] (см. таблицу 1).
Настоящий стандарт распространяется на следующие виды машин:
- с шлифовальными кругами типа 27 диаметром от 80 до 300 мм (если в машинах с отрезными кругами типа 41 использован тот же защитный кожух, что и для кругов типа 27, то в испытаниях используют испытательный круг типа 27 - см. 8.4.1);
- со специальным защитным кожухом для отрезных кругов типа 41 (в испытаниях используют испытательный круг типа 27 - см. 8.4.1);
- со специальным кожухом для кругов для резки камня (в испытаниях используют наиболее подходящий испытательный круг из указанных в таблице 2);
- с чашечными кругами типов 6 и 11 диаметром от 100 до 180 мм;
- аналогичные полировальным машинам с лепестковыми кругами и волоконными шлифовальными дисками диаметром от 80 до 300 мм.
Примечание 1 - В отношении кругов диаметром менее 80 мм - см. [1].
Примечание 2 - В настоящем стандарте рассматриваются только машины с шлифовальными кругами, размеры которых определены в [1]. Для машин с кругами других размеров следует обращаться к базовому стандарту ISO 20643.
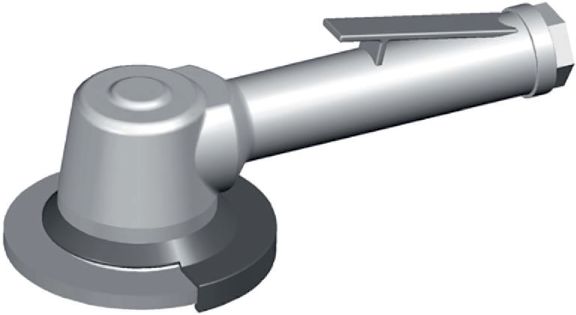
Примеры типичных машин, на которые распространяется настоящий стандарт, показаны на рисунках 1 - 6.

с обособленной основной рукояткой

Рисунок 2 - Электрическая угловая шлифовальная машина
с корпусом электродвигателя в качестве основной рукоятки

Рисунок 3 - Пневматическая угловая шлифовальная машина
с корпусом пневмодвигателя в качестве основной рукоятки

Рисунок 4 - Пневматическая угловая шлифовальная машина
с обособленной основной рукояткой
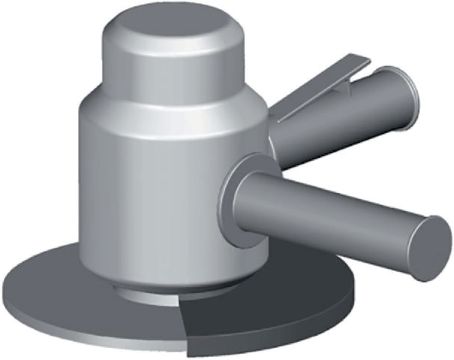
Рисунок 5 - Пневматическая вертикальная шлифовальная машина
6.1 Направления измерений
Измерения локальной вибрации проводят для каждой рукоятки одновременно в трех ортогональных направлениях, показанных на рисунках 7 - 12.
6.2 Точки измерений
Измерения проводят в зонах обхвата, в которых оператор удерживает машину и прилагает силу подачи при ее нормальном использовании. Для одноручных машин измерения проводят в одной точке.
Для каждой из зон обхвата предпочтительным является расположение преобразователя вибрации по возможности ближе к кисти руки оператора между большим и указательным пальцами.
Если предпочтительные точки измерений недоступны, то используют дополнительные точки измерений, расположенные на той же стороне рукоятки, что и предпочтительные точки, и как можно ближе к ним.
Для антивибрационных рукояток используют те же предпочтительные и дополнительные точки измерений.
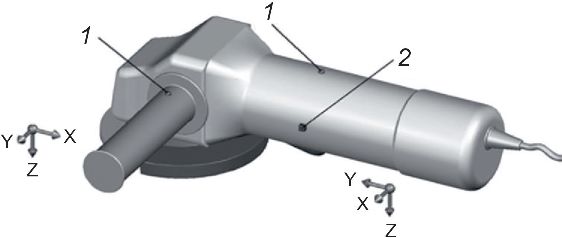
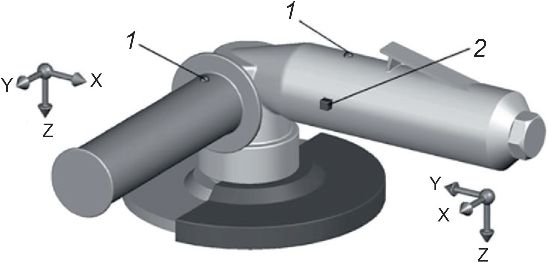
Предпочтительные и дополнительные точки измерений для машин разных типов, на которые распространяется настоящий стандарт, показаны на рисунках 7 - 12.
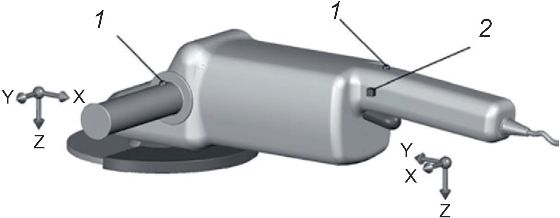
1 - предпочтительная точка измерений;
2 - дополнительная точка измерений
угловой шлифовальной машины с обособленной
основной рукояткой
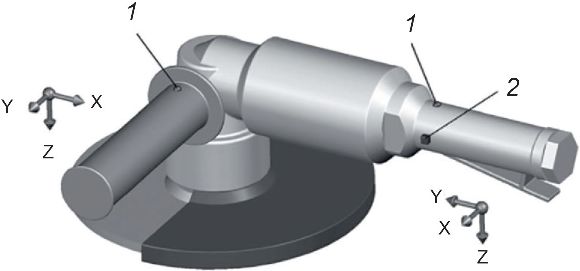
1 - предпочтительная точка измерений;
2 - дополнительная точка измерений
Рисунок 8 - Точки и направления измерений для электрической
угловой шлифовальной машины с корпусом электродвигателя
в качестве основной рукоятки
1 - предпочтительная точка измерений;
2 - дополнительная точка измерений
Рисунок 9 - Точки и направления измерений для пневматической
угловой шлифовальной машины с корпусом пневмодвигателя
в качестве основной рукоятки
1 - предпочтительная точка измерений;
2 - дополнительная точка измерений
Рисунок 10 - Точки и направления измерений
для пневматической угловой шлифовальной машины
с обособленной основной рукояткой
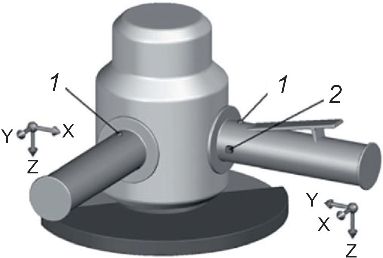
1 - предпочтительная точка измерений;
2 - дополнительная точка измерений
Рисунок 11 - Точки и направления измерений
для пневматической вертикальной шлифовальной машины
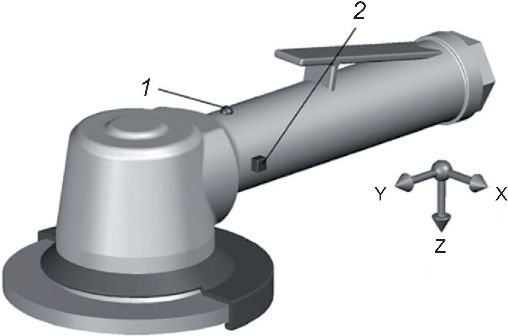
1 - предпочтительная точка измерений;
2 - дополнительная точка измерений
угловой шлифовальной машины
6.3 Измеряемые параметры вибрации
Измеряемые параметры вибрации - по ISO 20643:2005 (подраздел 6.3).
Для каждой зоны обхвата должно быть определено и отражено в протоколе испытаний полное среднеквадратичное значение ускорения согласно ISO 20643:2005 (подраздел 6.4). Допускается проводить измерения полной вибрации только для одной зоны обхвата, если известно (например, в результате предварительных испытаний с участием одного оператора с серией из пяти измерений), что для нее среднеквадратичное значение полного ускорения выше, чем для другой зоны обхвата, более чем на 30%.
Полное среднеквадратичное значение ускорения рассчитывают для каждой серии измерений по формуле
 . (1)
. (1)На основе измеренного значения ahvmeas рассчитывают значение ahvrat по формуле
где nrat - номинальная (т.е. максимальная) частота вращения без нагрузки, указанная на корпусе машины;
n - частота вращения без нагрузки, измеренная в ходе испытаний.
7.1 Общие положения
Общие требования к средствам измерений - по ISO 20643:2005 (подраздел 7.1).
7.2 Преобразователи вибрации
7.2.1 Требования к преобразователям вибрации
Общие требования к преобразователям вибрации - по ISO 20643:2005 (пункт 7.2.1).
Общая масса преобразователя вибрации с устройством крепления должна быть достаточно мала, чтобы не оказывать влияния на результаты измерений. Контроль выполнения данного требования особенно важен для машин с легкими пластиковыми рукоятками (см. ISO 5349-2).
7.2.2 Крепление преобразователя вибрации
Преобразователь вибрации или переходный блок, в случае его использования, должен быть жестко закреплен на поверхности рукоятки ручной машины.
В случае, если измерения проводят с использованием трех однокомпонентных преобразователей вибрации, их устанавливают с помощью переходного блока (кубика).
Измерительные оси (двух однокомпонентных преобразователей или две оси трехкомпонентного преобразователя), направленные параллельно вибрирующей поверхности, должны находиться на расстоянии от нее не более 10 мм.
Примечание - Для измерения вибрации машин, на которые распространяется настоящий стандарт, как правило, не требуется применение механических фильтров.
7.3 Фильтр частотной коррекции
Требования к фильтру частотной коррекции - по ISO 5349-1.
7.4 Время интегрирования
Требования к устройству интегрирования - по ISO 20643:2005 (подраздел 7.4). Для каждого измерения время интегрирования должно быть не менее 16 с, что согласуется с длительностью работы машины во время испытаний (см. 8.4.3).
7.5 Вспомогательное оборудование
Для машин с пневматическим приводом давление сжатого воздуха измеряют манометром, обеспечивающим точность измерения не менее 0,1 бар <1>.
--------------------------------
<1> 1 бар = 0,1 МПа = 0,1 Н/мм2 = 105 Н/м2.
Для машин с гидравлическим приводом расход жидкости измеряют расходомером, обеспечивающим точность измерения не менее 0,25 л/мин.
Для машин с электрическим приводом напряжение питания измеряют вольтметром, обеспечивающим точность измерения не менее 3%.
Частоту вращения измеряют тахометром или на основе частотного анализа измеряемого сигнала вибрации с точностью не менее 5%. В случае использования тахометра его масса должна быть достаточно мала, чтобы не оказывать влияния на измеряемую вибрацию.
Силу подачи измеряют с точностью не менее 5%.
7.6 Калибровка
Калибровку выполняют в соответствии с ISO 20643:2005 (подраздел 7.6).
8.1 Общие положения
Для испытаний используют новую смазанную машину, обеспеченную соответствующим техническим уходом. В процессе испытаний машину удерживают способом, характерным для операции шлифования (см. рисунок 13). Если для машины данной модели изготовителем рекомендован прогрев, то перед началом испытаний ее выдерживают установленное время во включенном состоянии.
В процессе испытаний машина с установленным испытательным кругом (см. таблицу 2) работает без нагрузки.
Одноручные машины в процессе испытаний удерживают одной рукой. Измерения для них проводят только в одной точке и при одном положении кисти руки.
Питание машины во время испытаний должно соответствовать номинальному режиму работы, установленному изготовителем. Работа машины в процессе испытаний должна быть стабильной.
8.2.1 Пневматические машины
В процессе испытаний машина работает при номинальном давлении сжатого воздуха в соответствии с рекомендациями изготовителя. Работа машины должна быть стабильной и плавной. Давление сжатого воздуха измеряют и результат измерения заносят в протокол испытаний.
Сжатый воздух подают по шлангу диаметром, рекомендуемым изготовителем, и длиной 3 м. Шланг должен быть соединен с машиной через резьбовой переходник, предпочтительно тот, что входит в комплектацию машины, и закреплен хомутом. Устройства для быстрого соединения шланга с машиной при испытаниях не применяют, поскольку их масса способна повлиять на измеряемую вибрацию.
Давление сжатого воздуха поддерживают постоянным в соответствии с рекомендациями изготовителя и измеряют согласно ISO 2787 непосредственно за соединительным шлангом. Давление в процессе испытаний не должно отклоняться от значения, установленного изготовителем, более чем на 0,2 бар.
8.2.2 Гидравлические машины
В процессе испытаний машина работает при номинальном расходе жидкости в соответствии с рекомендациями изготовителя. Работа машины должна быть стабильной и плавной. Перед началом измерений машину прогревают в течение приблизительно 10 мин. Расход жидкости измеряют и результат измерения заносят в протокол испытаний.
8.2.3 Электрические машины
В процессе испытаний машина работает при номинальном напряжении питания в соответствии с рекомендациями изготовителя. Работа машины должна быть стабильной и плавной. Напряжение питания измеряют и результат измерения заносят в протокол испытаний.
В процессе испытаний измеряют и регистрируют в протоколе испытаний частоту вращения шпинделя с установленным на нем испытательным кругом.
Также в протоколе испытаний следует указывать прилагаемую силу подачи.
8.4 Факторы, характеризующие условия испытаний
Размеры и технология изготовления испытательных кругов, используемых в испытаниях в соответствии с настоящим стандартом, установлены в приложении C.
Испытательный круг типа 27 устанавливают на машине в пяти различных положениях относительно шпинделя. На шпинделе проводят линию, соответствующую началу отсчета. Такую же линию проводят на испытательном круге. В каждом последующем положении испытательного круга угол между линиями должен увеличиваться на 72°.
Испытательный круг должен быть установлен как обычный шлифовальный круг, с фланцами, рекомендуемыми изготовителем, соосно шпинделю, без зазора. Чтобы обеспечить отсутствие зазора, используют концентрическую промежуточную втулку, конструкция и размеры которой приведены в приложении C.
Испытательный круг типа 11 имеет установочную резьбу. Испытания с ним не требуют установки в пяти разных положениях. Вместо этого перед каждым новым измерением в серии из пяти измерений круг отсоединяют от шпинделя и устанавливают на него заново. Данную процедуру выполняют при испытаниях с участием каждого оператора (см. 8.4.3). Испытательный круг закрепляют с использованием фланцев и момента затяжки, рекомендованных изготовителем.
Испытательные круги для машин разных типов выбирают в соответствии с таблицей 1.
Таблица 1
испытательные круги
Шлифовальный круг по ISO 603-14 и ISO 603-16 | Имитирующий испытательный круг (тип: диаметр) | Испытательный круг | |||||
Тип | Эскиз | Диаметр, мм | Тип | Эскиз | Диаметр, мм | Значение дисбаланса, г·мм | |
Тип 6 чашечный цилиндрический |  | 100 | 11:100 | Тип 11 чашечный конический |  | 100 | 85 |
125 | 11:125 | 125 | 140 | ||||
150 | 11:150 | 150 | 200 | ||||
Тип 11 чашечный конический |  | 100 | 11:100 | 180 | 390 | ||
125 | 11:125 | ||||||
150 | 11:150 | ||||||
180 | 11:180 | ||||||
Тип 27 зачистной с утопленным центром |  | 80 | 27:80 | Тип 27 с утопленным центром |  | 80 | 37 |
100 | 27:100 | 100 | 58 | ||||
115 | 27:115 | 115 | 76 | ||||
125 | 27:125 | 125 | 90 | ||||
150 | 27:150 | 150 | 130 | ||||
180 | 27:180 | 180 | 190 | ||||
Тип 28 зачистной с утопленным центром тарельчатый |  | 230 | 27:230 | 230 | 305 | ||
300 | 27:300 | 300 | 520 | ||||
Тип 41 отрезной плоский |  | ||||||
Тип 42 отрезной с утопленным центром |  | ||||||
Тип D1 лепестковый |  | ||||||
Тип D3 фибровый |  | ||||||
Каждая машина должна быть испытана со всеми возможными защитными кожухами. Если данный кожух предполагает возможность установки шлифовальных кругов разных типов, то при испытаниях используют испытательный круг, соответствующий самому тяжелому из шлифовальных.
8.4.2 Сила подачи
В процессе испытаний оператор удерживает машину таким образом, как если бы он выполнял шлифование горизонтальной поверхности. К рукояткам (рукоятке) машины должна быть приложена сила, имитирующая силу подачи в процессе реального шлифования (см. таблицу 2).
Таблица 2
Диаметр круга, мм | 80 | 100 | 115 | 125 | 150 | 180 | 200 | 230 | 300 |
Сила подачи, Н (+/- 5 Н) | 15 | 30 | 30 | 30 | 30 | 45 | 45 | 45 | 50 |
Сила подачи вместе с весом машины должны быть уравновешены равной, но противоположно направленной (т.е. вертикально вверх) силой. Для угловой машины уравновешивающую силу прилагают через строп, который закрепляют в месте резьбового соединения поддерживающей рукоятки с корпусом машины. При наличии в корпусе двух резьбовых отверстий для возможного крепления поддерживающей рукоятки с противоположных сторон машины, в свободное отверстие вворачивают короткий болт, и строп крепят к уздечке, соединяющей болт и основание поддерживающей рукоятки.
Для вертикальных машин уравновешивающую силу прилагают к рукояткам в точках, расположенных как можно ближе к корпусу двигателя.
Для машин с антивибрационными рукоятками уравновешивающую силу прилагают через строп в точках между рукояткой и корпусом машины таким образом, чтобы он поддерживал корпус машины и не ограничивал движение упруго закрепленных рукояток.
Силы трения в подвеске, поддерживающей машину, должны быть малы, чтобы не оказывать влияния на движение машины. Уравновешивающая сила может быть создана с помощью грузов и системы блоков, как показано на рисунке 13. Другим способом является соединение стропа с динамометром. Способ приложения удерживающей силы не должен требовать значительных изменений конструкции машины.
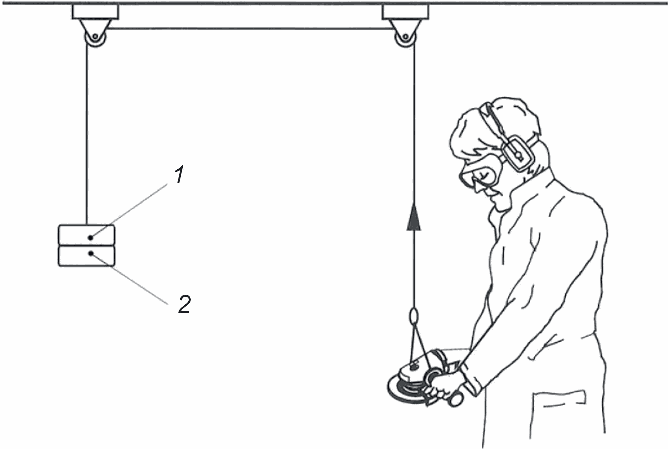
1 - груз для компенсации веса шлифовальной машины;
2 - груз для компенсации силы подачи
уравновешивающей силы
Силы и моменты сил, приложенные к рукояткам, влияют на вибрацию машины, поэтому важно, чтобы их распределение вдоль рукояток было аналогичным тому, что имеет место при использовании машины в реальных условиях применения. Машина должна удерживаться за основную рукоятку таким образом, чтобы наклон испытательного круга к горизонтальной плоскости составлял приблизительно 20°.
Примечание - Любые массы, присоединяемые к машине, такие как приспособления для приложения уравновешивающей силы, будут влиять на инерционные свойства машины и, следовательно, на ее вибрацию.
Испытания проводят с испытательными кругами, указанными в 8.4.1, следующим образом:
- для машин с испытательными кругами типа 27 с участием каждого из операторов (см. 8.5) выполняют серию из пяти последовательных измерений - по одному измерению для каждого положения испытательного круга, устанавливаемого последовательно под углом 0°, 72°, 144°, 216° и 288°;
- для машин с испытательными кругами типа 11, имеющими резьбовое соединение с машиной, с участием каждого из операторов (см. 8.5) выполняют серию из пяти последовательных измерений, перед каждым из последующих измерений снимая круг с машины и устанавливая его заново (конструкция данного испытательного круга не допускает изменения его положения относительно шпинделя, в отличие от круга типа 27).
Полная последовательность испытаний показана в рекомендуемой форме протокола испытаний (см. приложение A).
Каждое измерение должно быть продолжительностью не менее 16 с и начинаться после достижения стабильного режима работы машины.
В испытаниях участвуют три оператора. Поскольку оператор оказывает существенное влияние на вибрацию машины, к испытаниям могут допускаться только те из них, что имеют достаточный опыт работы с данными ручными машинами и способны правильно выполнять рабочие операции с их применением.
Для каждой машины, представленной на испытания, выполняют по пять измерений вибрации с участием каждого из операторов.
Результаты измерений для каждой машины заносят в протокол испытаний, как показано в приложении A (см. также 6.4).
Для данных, полученных с участием каждого из оператора и в каждой точке измерений, рассчитывают стандартное отклонение sn-1, а также коэффициент вариации CV по формулам:
 , (3)
, (3) , (4)
, (4)где ahvrati - полное среднеквадратичное значение ускорения, корректированное по формуле (2), в i-м измерении серии из пяти измерений, м/с2;
n - число измерений в серии измерений, равное пяти.
Если окажется, что CV превышает 0,15 или sn-1 превышает 0,3 м/с2, то необходимо провести тщательную проверку правильности выполнения процедуры испытаний, и в случае выявления ошибок повторить измерения. Если ошибок в проведении испытаний не обнаружено, то результаты измерений считают достоверными.
Полученные в каждой точке измерений для каждого оператора значения  , являющиеся средними арифметическими значений ahvrat в сериях из пяти измерений, усредняют по трем операторам, в результате чего получают значение ah.
, являющиеся средними арифметическими значений ahvrat в сериях из пяти измерений, усредняют по трем операторам, в результате чего получают значение ah.
Если проводят испытания единичной машины, то в качестве заявляемого значения ahd принимают максимальное из значений ah по всем точкам измерений (двум точкам для машины с двумя рукоятками и одной точке для одноручной машины).
Если проводят испытания партии машин, то число испытуемых машин должно быть не менее трех. Для каждой точки измерений по результатам измерений ah для всех машин вычисляют их среднее арифметическое значение  . В качестве заявляемого значения ahd принимают максимальное из значений
. В качестве заявляемого значения ahd принимают максимальное из значений  по всем точкам измерений (двум точкам для машины с двумя рукоятками и одной точке для одноручной машины).
по всем точкам измерений (двум точкам для машины с двумя рукоятками и одной точке для одноручной машины).
Параметры вибрационной характеристики ahd и K должны быть представлены в соответствии с процедурой, установленной EN 12096 <1>. Если первой значащей цифрой ahd является единица, то значение ahd должно быть представлено с точностью до двух с половиной значащих цифр (например 1,20 м/с2; 14,5 м/с2). Если первой значащей цифрой ahd является любая цифра, кроме единицы, то значение ahd должно быть представлено с точностью до двух значащих цифр (например 0,93 м/с2; 8,9 м/с2). В представлении K число цифр после десятичной запятой должно быть таким же, как и в представлении ahd.
--------------------------------
<1> Процедура, установленная европейским стандартом, без изменений перенесена в ГОСТ 12.1.012-2004 "Система стандартов безопасности труда. Вибрационная безопасность. Общие требования".
Значение K определяют в соответствии с EN 12096 на основе стандартного отклонения воспроизводимости  (см. приложение B).
(см. приложение B).
Для машин, снабженных техническими средствами снижения дисбаланса, заявляемое значение вибрационного параметра оказывается заниженным. Чтобы компенсировать этот эффект, полученное в результате расчетов значение ahd умножают на поправочный множитель 1,3 (см. [7]).
9.3 Поправочный множитель
Если шлифовальная машина предназначена для использования с чашечными щетками, то заявляемый параметр вибрационной характеристики ahd,brush получают умножением полученного значения ahd на поправочный множитель 1,6.
В протоколе испытаний указывают следующие данные:
a) стандарт, в соответствии с которым проведены испытания (т.е. дают ссылку на настоящий стандарт);
b) название испытательной лаборатории;
c) дату испытаний и лицо, ответственное за их проведение;
d) сведения о машине (изготовитель, модель, заводской номер и т.п.);
e) заявляемые параметры вибрационной характеристики ahd и K, а также сведения о применявшихся поправках (если они были);
f) присоединяемые или вставные инструменты;
g) параметры системы питания (давление сжатого воздуха, электрическое напряжение и т.п.);
h) средства измерений (преобразователи, устройство регистрации данных, аппаратное и программное обеспечение);
i) точки и способы установки преобразователей, направления измерений и все показания, снимаемые в процессе испытаний;
k) подробные результаты испытаний (см. приложение A).
Если положение преобразователей или другие условия измерений были отличны от установленных настоящим стандартом, то эти отличия должны быть приведены в протоколе испытаний вместе с их обоснованием.
(рекомендуемое)
характеристики угловых и вертикальных шлифовальных машин
Форма протокола испытаний показана таблицами A.1 и A.2.
Испытания проведены в соответствии с ГОСТ ISO 28927-1 "Вибрация. Определение параметров вибрационной характеристики ручных машин. Часть 1. Машины шлифовальные угловые и вертикальные" | |
Ответственные за испытания | |
Испытательная лаборатория: | Испытания провел: Протокол составил: Дата: |
Объект испытаний и заявляемая вибрационная характеристика | |
Испытуемая машина (тип, изготовитель, модель, заводской номер, тип привода): | Заявляемая вибрационная характеристика (ahd, K) и поправки (если применялись): |
Средства измерений | |
Преобразователи (изготовитель, тип, точки установки, метод крепления) с приложением фотографий; механический фильтр (если использовался): | |
Средства измерений вибрации: | Другое оборудование: |
Условия и результаты испытаний | |
Условия испытаний (испытательный круг, способ и место приложения уравновешивающей силы, поза оператора и положение его рук) с приложением фотографий: | |
Параметры питания (давление сжатого воздуха, расход жидкости, напряжение питания): | |
Сила подачи: | Другие величины: |
Дата: | Модель машины: | Заводской номер: | Частота вращения: | |||||||||||||||
Основная рукоятка (точка измерений 1) | Поддерживающая рукоятка (точка измерений 2) | |||||||||||||||||
Измерение | Оператор | Испытательный круг <a> | ahwx | ahwy | ahwz | ahwmeas | ahwrat | По операторам | ahwx | ahwy | ahwz | ahwmeas | ahwrat | По операторам | ||||
sn-1 | Cv | sn-1 | Cv | |||||||||||||||
1 | 1 | 1 | ||||||||||||||||
2 | 1 | 2 | ||||||||||||||||
3 | 1 | 3 | ||||||||||||||||
4 | 1 | 4 | ||||||||||||||||
5 | 1 | 5 | ||||||||||||||||
6 | 2 | 1 | ||||||||||||||||
7 | 2 | 2 | ||||||||||||||||
8 | 2 | 3 | ||||||||||||||||
9 | 2 | 4 | ||||||||||||||||
10 | 2 | 5 | ||||||||||||||||
11 | 3 | 1 | ||||||||||||||||
12 | 3 | 2 | ||||||||||||||||
13 | 3 | 3 | ||||||||||||||||
14 | 3 | 4 | ||||||||||||||||
15 | 3 | 5 | ||||||||||||||||
ah для точки измерений 1: | ah для точки измерений 2: | |||||||||||||||||
sR для точки измерений 1: | sR для точки измерений 2: | |||||||||||||||||
-------------------------------- <a> Для испытательных кругов без резьбового соединения позиции от 1 до 5 соответствуют угловым положениям относительно линии начала отсчета на шпинделе: 0°, 72°, 144°, 216°, 288°. Для испытательных кругов с резьбовым соединением позиции от 1 до 5 соответствуют повторным установкам испытательного круга. | ||||||||||||||||||
(обязательное)
B.1 Общие положения
Параметр K, м/с2, характеризует неопределенность заявленного параметра ahd, а в случае испытания партии машин - изменения этого параметра внутри партии.
Сумма ahd и K представляет собой предел, ниже которого с большой степенью вероятности находится параметр вибрации единичной машины и вибрационные параметры заданной большой доли машин в партии.
B.2 Испытания единичной машины
В случае испытаний единичной машины параметр K рассчитывают по формуле
 ,
,где  - стандартное отклонение воспроизводимости, которое может быть оценено через выборочное стандартное отклонение sR, определяемое по формуле
- стандартное отклонение воспроизводимости, которое может быть оценено через выборочное стандартное отклонение sR, определяемое по формуле
sR = 0,2ah.
Заявленный параметр ahd равен значению  в той точке измерений, где он максимален. Таким образом, приближенно можно принять
в той точке измерений, где он максимален. Таким образом, приближенно можно принять
K = 0,33ahd.
Примечание - В результате межлабораторных испытаний шлифовальных машин (см. [7]) было получено, что выборочное стандартное отклонение воспроизводимости sR можно достаточно точно аппроксимировать выражением 0,2ah.
B.3 Испытания партии машин
В случае испытаний партии машин параметр K рассчитывают по формуле
 ,
,где  - параметр, характеризующий разброс значений вибрационного параметра по ансамблю машин, в качестве которого можно принять выборочное значение st, рассчитываемое по выборочным значениям sR и sb по формуле
- параметр, характеризующий разброс значений вибрационного параметра по ансамблю машин, в качестве которого можно принять выборочное значение st, рассчитываемое по выборочным значениям sR и sb по формуле
 .
.Выборочное стандартное отклонение sR оценивают через параметр ahd по формуле
sR = 0,2ahd,
а выборочное стандартное отклонение sb, характеризующее разброс значений вибрационного параметра в партии, рассчитывают по выборочной дисперсии, вычисляемой по формуле
 ,
,где ahi - измеренное значение ah для i-й машины;
ahd - максимальное из значений  по двум рукояткам;
по двум рукояткам;
n - число испытуемых машин в партии, большее или равное трем.
(обязательное)
C.1 Общие положения
Испытательный круг изготавливают из алюминиевого деформируемого сплава марки EN AW 2014 (AlCu4SiMg) <1> по EN 755-2 или эквивалентного ему материала плотностью от 2700 до 2800 кг/м3. В испытательном круге высверливают отверстия заданного диаметра для создания необходимого дисбаланса.
--------------------------------
<1> Соответствует сплаву марки АК8 (1380) по ГОСТ 4784-2019 "Алюминий и сплавы алюминиевые деформируемые. Марки".
Испытательный круг должен быть изготовлен в соответствии с чертежами, показанными на рисунках C.1 - C.5. Отклонение от заданного значения дисбаланса не должно превышать 5%.
C.2 Основные размеры
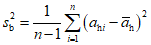
C.2.1 Испытательный круг типа 27 с утопленным центром
Геометрические размеры и допуски для испытательных кругов типа 27 с утопленным центром приведены в таблице C.1 и на рисунке C.1.
Таблица C.1
В миллиметрах
Имитирующий круг | Внешний диаметр | Толщина | Диаметр посадочного отверстия | Диаметр выточки | Глубина выточки | Радиус закругления выточки | Диаметр утопленного центра |
D +/- 0,02 мм | E +/- 0,05 мм | H g7 | K +/- 0,5 мм | F +/- 0,1 мм | R | J +/- 0,5 мм | |
27:80 | 80 | 6 | 16 | 23 | 4 | 2 | 42 |
27:100 | 100 | 6 | 25 | 35,5 | 4 | 2 | 54,5 |
27:115 | 115 | 6 | 28 | 45 | 4,6 | 2 | 64 |
27:125 | 125 | 6 | 28 | 45 | 4,6 | 2 | 64 |
27:150 | 150 | 6 | 28 | 45 | 4,6 | 2 | 64 |
27:180 | 180 | 6 | 28 | 45 | 4,6 | 2 | 64 |
27:230 | 230 | 6 | 28 | 45 | 4,6 | 2 | 64 |
27:300 | 300 | 6 | 28 | 45 | 4,6 | 2 | 64 |
D - внешний диаметр; E - толщина; H - диаметр посадочного
отверстия; K - диаметр выточки; F - глубина выточки;
R - радиус закругления выточки;
J - диаметр утопленного центра
на изготовление для испытательных кругов типа 27
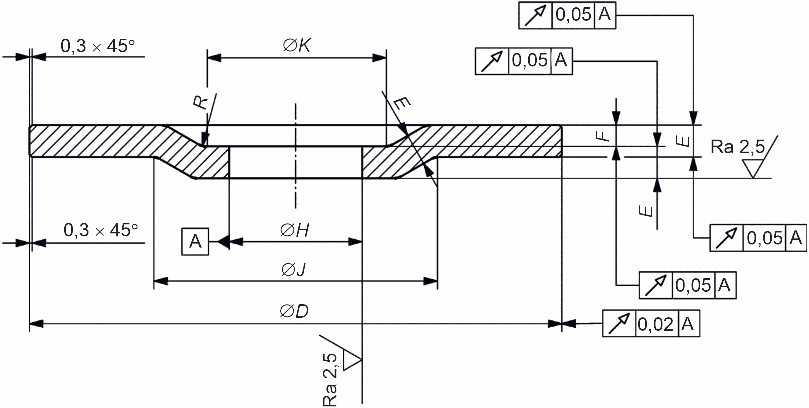
C.2.2 Испытательный круг типа 11 чашечный конический
Геометрические размеры и допуски для испытательных кругов типа 11 чашечных конических приведены в таблице C.2 и на рисунке C.2.
Таблица C.2
В миллиметрах
Имитирующий круг | Внешний диаметр | Высота | Резьба | Наименьший диаметр | Ширина рабочей поверхности | Толщина |
D +/- 0,2 мм | T +/- 0,2 мм | H | J +/- 0,2 мм | W +/- 0,1 мм | E +/- 0,2 мм | |
11:100 | 100 | 50 | M14 | 76 | 20 | 20 |
11:125 | 125 | 50 | M14 | 94 | 25 | 20 |
11:150 | 150 | 50 | M14 | 120 | 30 | 20 |
11:180 | 180 | 80 | M14 | 120 | 41 | 25 |
D - внешний диаметр; T - высота; H - резьба; J - наименьший
диаметр; W - ширина рабочей поверхности; E - толщина
на изготовление для испытательных кругов типа 11
C.3 Отверстия для создания неуравновешенности
C.3.1 Испытательный круг типа 27 с утопленным центром
Неуравновешенность испытательного круга создают высверливанием в нем отверстия. Вначале высверливают отверстие меньшего диаметра, чем требуется для получения необходимого значения дисбаланса. Измеряют полученное значение дисбаланса и последовательно расширяют диаметр отверстия до получения заданного значения дисбаланса.
Задаваемое значение дисбаланса выбрано приблизительно равным 40% максимально допустимого значения по [5].
Значения дисбаланса, диаметра высверливаемого отверстия и расстояния центра отверстия от центра испытательного круга для испытательных кругов типа 27 с утопленным центром указаны в таблице C.3 и на рисунке C.3. Отверстие для создания неуравновешенности испытательного круга должно быть сквозным.
Таблица C.3
испытательных кругов типа 27
Имитирующий круг | Диаметр круга D, мм | Дисбаланс (модуль), г·мм +/- 5% | Диаметр отверстия e, мм | Расстояние от центра отверстия до центра круга r, мм +/- 0,1 мм |
27:80 | 80 | 37 | 9,8 | 30 |
27:100 | 100 | 58 | 11,3 | 35 |
27:115 | 115 | 76 | 12,1 | 40 |
27:125 | 125 | 90 | 12,4 | 45 |
27:150 | 150 | 130 | 12,9 | 60 |
27:180 | 180 | 190 | 14,0 | 75 |
27:230 | 230 | 305 | 15,4 | 100 |
27:300 | 300 | 520 | 17,3 | 135 |
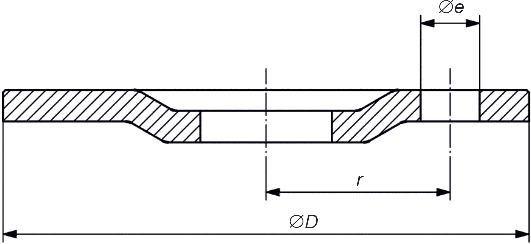
D - диаметр круга; e - диаметр отверстия; r - расстояние
от центра отверстия до центра круга
неуравновешенности испытательных кругов типа 27
C.3.2 Альтернативный вариант для испытательного круга типа 27 с утопленным центром
Альтернативная конструкция испытательного круга включает в себя помимо отверстия для создания неуравновешенности также дополнительное резьбовое отверстие для установочного винта заданной массы. При установленном винте круг должен быть уравновешен. Такая конструкция испытательного круга облегчает точную калибровку дисбаланса.
Требуемое значение дисбаланса получают следующим образом. В резьбовое отверстие ввинчивают винт. Высверливают отверстие для создания неуравновешенности, удаляя материал диска до тех пор, пока тот не придет в уравновешенное состояние.
Значения дисбаланса, диаметров высверливаемых отверстий и расстояний центров отверстий от центра испытательного круга указаны в таблице C.4 и на рисунке C.4. Оба отверстия должны быть сквозными.
Примечание - На рисунке C.4 дан пример для круга диаметром 115 мм и более.
Значение дисбаланса установочного винта, определяемое его массой и расстоянием от центра резьбового отверстия до центра круга, будет равно значению дисбаланса, создаваемого высверленными отверстиями. Размеры и массы применяемых винтов указаны в таблице C.5.
Перед установкой испытательного круга на машину установочный винт удаляют.
Таблица C.4
испытательных кругов типа 27 альтернативной конструкции
Имитирующий круг | Диаметр круга D, мм | Дисбаланс (модуль), г·мм +/- 5% | Диаметр отверстия eh, мм | Расстояние от центра отверстия до центра круга rh, мм +/- 0,1 мм | Резьбовое отверстие | Расстояние от центра резьбового отверстия до центра круга rt, мм +/- 0,1 мм |
27:80 | 80 | 37 | 8,3 | 26,5 | M6 | 36 |
27:100 | 100 | 58 | 8,3 | 33 | M8 | 45 |
27:115 | 115 | 76 | 8,9 | 50 | M8 | 37,5 |
27:125 | 125 | 90 | 9,6 | 53 | M8 | 37,5 |
27:150 | 150 | 130 | 10,6 | 66 | M8 | 48,5 |
27:180 | 180 | 190 | 11,5 | 81 | M8 | 70 |
27:230 | 230 | 305 | 15,4 | 84 | M8 | 61 |
27:300 | 300 | 520 | 16,5 | 125,2 | M8 | 104 |
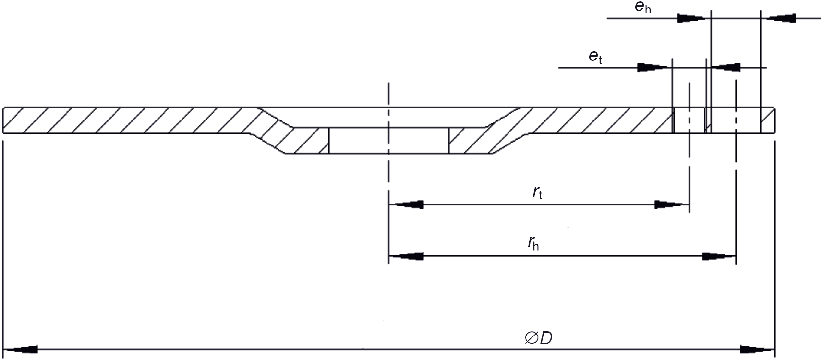
D - диаметр круга; eh - диаметр отверстия для создания
неуравновешенности; et - диаметр резьбового отверстия;
rh - расстояние до центра отверстия для создания
неуравновешенности; rt - расстояние до центра
резьбового отверстия
варианта круга типа 27
Установочные винты должны соответствовать указанным в таблице C.5. Они могут потребовать некоторой подработки для соответствия требованию по массе.
Таблица C.5
испытательного круга типа 27
Имитирующий круг | Размеры винта | Стандарт | Масса винта, г +/- 0,01 г |
27:80 | M6 x 10 | ISO 4026 | 1,0 |
27:100 | M8 x 8 | ISO 4026 | 1,3 |
27:115 | M8 x 10 | ISO 4026 | 2,0 |
27:125 | M8 x 12 | ISO 4026 | 2,4 |
27:150 | M8 x 12 | ISO 4026 | 2,7 |
27:180 | M8 x 12 | ISO 4026 | 2,7 |
27:230 | M8 x 20 | ISO 4026 | 5,0 |
27:300 | M8 x 20 | ISO 4026 | 5,0 |
C.3.3 Испытательный круг типа 11 чашечный конический
С целью воссоздания более близкого к реальному распределения дисбаланса испытательных кругов типа 11 неуравновешенность создают высверливанием двух отверстий - по одному на передней и задней части круга. Отверстия должны иметь плоское дно и располагаться в одной вертикальной плоскости, через которую проходит центральная ось круга. Оси отверстий должны быть параллельны центральной оси круга. Значения дисбаланса, диаметры высверливаемых отверстий и их расстояния до центра испытательного круга указаны в таблице C.6 и на рисунке C.5.
Таблица C.6
испытательных кругов типа 11
Имитирующий круг | Диаметр круга D, мм | Дисбаланс (модуль), г·мм +/- 5% | Отверстие на передней стороне круга | Отверстие на задней стороне круга | ||||
Диаметр e1, мм | Расстояние до центра круга r1, мм +/- 0,1 мм | Глубина d1, мм | Диаметр e2, мм | Расстояние до центра круга r2, мм +/- 0,1 мм | Глубина d2, мм | |||
11:100 | 100 | 85 | 10 | 40 | 4 | 10 | 28 | 8 |
11:125 | 125 | 140 | 10 | 50 | 5,5 | 10 | 37 | 9,7 |
11:150 | 150 | 200 | 10 | 60 | 7,7 | 10 | 50 | 9 |
11:180 | 180 | 390 | 10 | 70 | 13,4 | 10 | 50 | 16,7 |
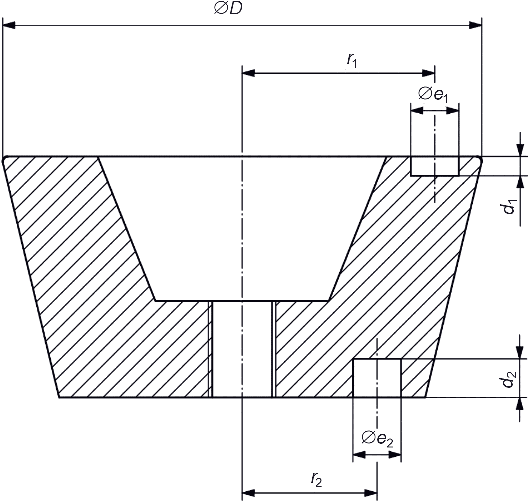
D - диаметр круга; e1, e2 - диаметры отверстий;
d1, d2 - глубины отверстий; r1, r2 - расстояния
от центров отверстий до центра круга
неуравновешенности испытательных кругов типа 11
Вначале отверстие на задней стороне испытательного круга высверливают на заданную глубину, а на передней стороне - на несколько меньшую глубину. Измеряют полученное значение дисбаланса и последовательно расширяют диаметр отверстия или увеличивают его глубину до получения заданного значения дисбаланса.
C.4 Концентрическая втулка
Испытательный круг должен быть установлен с нулевым зазором. Для этой цели используют промежуточную втулку, размеры которой указаны в таблице C.7 (см. также рисунок C.6). Для обеспечения наилучшей посадки на шпиндель размер внутреннего диаметра втулки может быть несколько изменен. В качестве материала втулки используют мягкую сталь, например типа E235 <1> по [3].
--------------------------------
<1> Соответствует марке стали Ст3 по ГОСТ 380-2005 "Сталь углеродистая обыкновенного качества. Марки".
Таблица C.7
кругами типа 27
В миллиметрах
Внешний диаметр b g7 | Толщина c -0,1 мм -0,2 мм | Диаметр посадочного отверстия D JS7 |
16 | 6 | 10 10,04 10,08 10,12 |
25 | 6 | 16 16,04 16,08 16,12 |
28 | 6 | 22,00 22,04 22,08 22,12 22,16 22,20 |
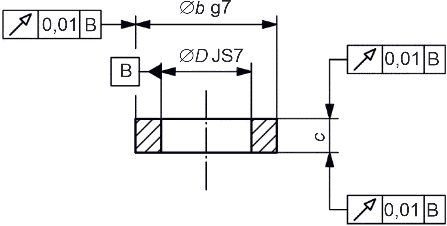
b - внешний диаметр; c - толщина;
D - диаметр посадочного отверстия
на изготовление промежуточной втулки для испытательных
кругов типа 27
(справочное)
МЕЖГОСУДАРСТВЕННЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 2787 | - | |
ISO 5349 (all parts) | MOD | ГОСТ 31192.1-2004 (ИСО 5349-1:2001) "Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 1. Общие требования" |
MOD | ГОСТ 31192.2-2005 (ИСО 5349-2:2001) "Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 2. Требования к проведению измерений на рабочих местах" | |
ISO 5391 | - | |
ISO 17066 | - | |
ISO 20643:2005 | MOD | ГОСТ 16519-2006 (ИСО 20643:2005) "Вибрация. Определение параметров вибрационной характеристики ручных машин и машин с ручным управлением. Общие требования" |
EN 755-2 | - | |
EN 12096 | - | |
<*> Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - MOD - модифицированные стандарты. | ||
ISO 603-14 | Bonded abrasive products - Dimensions - Part 14: Grinding wheels for deburring and fettling/snagging on an angle grinder (Абразивная продукция на связке. Размеры. Часть 14. Круги для снятия заусенцев и зачистки на угловых шлифовальных машинах) | |
ISO 603-16 | Bonded abrasive products - Dimensions - Part 16: Grinding wheels for cutting-off on hand held power tools (Абразивная продукция на связке. Размеры. Часть 16. Круги отрезные для ручных машин) | |
ISO 630-2 | Structural steels - Part 2: Technical delivery conditions for structural steels for general purposes (Стали конструкционные. Часть 2. Технические условия поставки для конструкционных сталей общего назначения) | |
[4] | ISO 5429 | Coated abrasives - Flap wheels with incorporated flanges or separate flanges (Абразивные покрытия. Лепестковые круги с встроенными или отдельными фланцами) |
ISO 6103 | Bonded abrasive products - Permissible unbalances of grinding wheels as delivered - Static testing (Абразивная продукция на связке. Допустимые дисбалансы абразивных кругов при поставке. Определение статического дисбаланса) | |
[6] | ISO 12100 | Safety of machinery - General principles for design - Risk assessment and risk reduction (Безопасность машин. Основные принципы конструирования. Оценка риска и снижение риска) |
ISO/TR 27609 | Vibration in hand-held tools - Vibration measurement methods for grinders - Evaluation of round-robin test (Вибрация ручных машин. Методы измерений вибрации шлифовальных машин. Оценка результатов межлабораторных испытаний) | |
[8] | IEC 60745 (all parts) Hand-held motor-operated electric tools - Safety (Ручные машины с приводом от электродвигателя. Безопасность) | |
[9] | Hand-Arm Vibration Technical Report, http://www.burrtec.co.jp/havs/content.html | |
УДК 621.92:534.1:006.354 | МКС 25.140.10 | IDT |
Ключевые слова: ручные машины, вибрационная характеристика, испытания, испытательный код по вибрации, машины шлифовальные, измерения, воспроизводимость, заявление, подтверждение | ||