СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ введен в действие с 01.06.2026.
Взамен ГОСТ 20076-2007.
Название документа
"ГОСТ ISO 21940-21-2025. Межгосударственный стандарт. Вибрация. Балансировка роторов. Часть 21. Характеристики балансировочных станков и методы их проверки"
(введен в действие Приказом Росстандарта от 19.11.2025 N 1417-ст)
"ГОСТ ISO 21940-21-2025. Межгосударственный стандарт. Вибрация. Балансировка роторов. Часть 21. Характеристики балансировочных станков и методы их проверки"
(введен в действие Приказом Росстандарта от 19.11.2025 N 1417-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 19 ноября 2025 г. N 1417-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ВИБРАЦИЯ
БАЛАНСИРОВКА РОТОРОВ
ЧАСТЬ 21
ХАРАКТЕРИСТИКИ БАЛАНСИРОВОЧНЫХ СТАНКОВ
И МЕТОДЫ ИХ ПРОВЕРКИ
Mechanical vibration.
Rotor balancing. Part 21.
Description and evaluation of balancing machines
(ISO 21940-21:2022, IDT)
ГОСТ ISO 21940-21-2025
МКС 21.120.40
Дата введения
1 июня 2026 года
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (ЗАО "НИЦ КД"), Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 октября 2025 г. N 190-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 19 ноября 2025 г. N 1417-ст межгосударственный стандарт ГОСТ ISO 21940-21-2025 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2026 г.
5 Настоящий стандарт идентичен международному стандарту ISO 21940-21:2022 "Вибрация. Балансировка роторов. Часть 21. Характеристики балансировочных станков и методы их проверки" (Mechanical vibration - Rotor balancing - Part 21: Description and evaluation of balancing machines, IDT).
Международный стандарт разработан подкомитетом SC 2 "Измерения и оценка вибрации и ударов применительно к машинам, транспортным средствам и сооружениям" Технического комитета TC 108 "Вибрация, удар и контроль состояния" Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочного международного стандарта соответствующий ему межгосударственный стандарт, сведения о котором приведены в дополнительном приложении ДА
6 ВЗАМЕН ГОСТ 20076-2007
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Настоящий стандарт устанавливает единый формат требований к характеристикам балансировочных станков и методам их оценки.
Использование данного формата позволяет изготовителям станков заявлять характеристики своей продукции, а предполагаемым пользователям дает возможность сравнивать продукцию разных изготовителей. Кроме того, в стандарте установлен формат обмена данными между заказчиками балансировочных станков и их изготовителями.
Стандарт включает в себя описание методов испытаний, проводимых как на стадии приемки продукции, так и далее на регулярной основе (по упрощенной схеме), которые позволяют убедиться в том, что балансировочный станок является/остается соответствующим своему назначению.
В стандарте установлены требования к контрольным роторам разных типов (A, B, C или определенных заказчиком), что позволяет охватить широкий круг возможных практических приложений.
Точность балансировки на балансировочных станках нелинейным образом зависит от массы ротора и диапазона частот вращения. Как правило, дорезонансные балансировочные станки тарируют в определенном диапазоне масс и скоростей, за пределами которого заявленная точность балансировки не гарантируется. Таким образом, для конкретного ротора известной массы и заданной частоты вращения может потребоваться проведение отдельной процедуры тарирования. Для зарезонансных станков тарирование станка под конкретный ротор является обычной практикой.
Настоящий стандарт устанавливает требования к оценке характеристик дорезонансных и зарезонансных балансировочных станков, применяемых в отношении:
- роторов, ведущих себя на частоте вращения балансировочного станка как жесткое тело (см. [3]);
- гибких роторов, уравновешенных на низкой частоте вращения (см. [4]).
В настоящем стандарте использована нормативная ссылка на следующий стандарт [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 219402, Mechanical vibration - Rotor balancing - Part 2: Vocabulary (Вибрация. Балансировка роторов. Часть 2. Словарь)
В настоящем стандарте применены термины по ISO 21940-2.
ИСО и МЭК поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ИСО: доступна по адресу https://www.iso.org/obp;
- Электропедия МЭК: доступна по адресу http://www.electropedia.org/.
4.1 Общие положения
Изготовитель должен указывать характеристики балансировочного станка в соответствии с 4.2 для горизонтальных и в соответствии с 4.3 для вертикальных балансировочных станков. Сведения, предоставляемые заказчиком изготовителю, приведены в приложении A.
4.2.1 Масса ротора и предельные значения дисбаланса
Указывают максимальную массу ротора, балансировка которого допустима на данном балансировочном станке в диапазоне частот вращения станка (n1, n2, ...).
Указывают максимальный момент инерции ротора по отношению к оси вала (определяемый как mr2, где m - масса ротора, r - радиус инерции), для которого станок способен обеспечить заданное число циклов на заданном периоде времени в диапазоне частот вращения (n1, n2, ...) (см. примечание 2 к таблице 1).
Таблица 1
Изготовитель: | Модель: | ||||||
Частота вращения | n1 | n2 | n3 | n4 | ... | ||
Масса ротора, кг (см. примечание 1) | максимальная, mmax | ||||||
минимальная | |||||||
Максимальная нагрузка на опору, Н (см. примечание 1) | |||||||
Максимальная отрывающая сила на опору, Н (см. примечание 1) | |||||||
Максимальный момент инерции ротора относительно оси вала, кг·м2 | |||||||
Число циклов в час (см. примечание 2) | |||||||
Максимальный дисбаланс, г·мм/кг или г·мм (см. примечание 3) | измеримый | ||||||
остаточный | |||||||
a) Минимально достижимый остаточный удельный дисбаланс emar для межопорного ротора, г·мм/кг (см. примечание 4) | Масса ротора, кг (см. примечание 1) | максимальная, mmax | |||||
0,2mmax | |||||||
минимальная | |||||||
b) Минимально достижимый остаточный удельный дисбаланс emar для консольного ротора, г·мм/кг (см. примечание 4) | Масса ротора, кг (см. примечание 1) | максимальная, mmax | |||||
0,2mmax | |||||||
минимальная | |||||||
Примечание 1 - Значение максимальной кратковременной нагрузки на опору устанавливают только для низшей частоты вращения балансировочного станка. Эта величина представляет собой максимальную силу, действующую на опору ротора, которую способна воспринимать конструкция балансировочного станка без немедленного появления повреждений. Отрывающая сила представляет собой постоянную силу, действующую вертикально вверх и появляющуюся в случае, если центр масс уравновешиваемой детали лежит вне области между опорами. Примечание 2 - Число балансировочных циклов в час для данной частоты вращения балансировочного станка равно числу пусков (остановов) для ротора с максимальным моментом инерции в течение 1 ч, которые способна выдержать конструкция станка без появления повреждений. Примечание 3 - Как правило, для жесткого ротора с двумя плоскостями коррекции на каждую плоскость приходится половина установленного значения дисбаланса. Для ротора в форме диска весь дисбаланс относят к одной плоскости. Примечание 4 - Эта величина характеризует возможности балансировочного станка в отношении минимально определяемого дисбаланса ротора (см. 5.5.3). | |||||||
4.2.2 Производительность
Производительность балансировочного станка (см. раздел 6) <*> обратно пропорциональна общему времени, необходимому для выполнения всех операций в ходе балансировочного цикла.
--------------------------------
Определяют продолжительность каждой операции (в секундах), в число которых входят:
b) установка индикатора дисбаланса;
c) подготовка ротора к балансировке;
d) разгон ротора;
e) считывание показаний (с учетом времени их стабилизации);
f) выбег ротора;
Общее время балансировочного пуска определяют сложением продолжительностей всех операций, указанных в перечислениях a) - h).
4.2.3 Размеры ротора
Для того чтобы заказчик мог оценить допустимые габаритные размеры ротора, который может быть установлен на данном балансировочном станке, а также определить необходимую оснастку, должен быть представлен габаритный чертеж балансировочного станка с указанием границ опор, на которые устанавливают ротор, а также таких элементов конструкции станка, как механизм ременного привода, поверхность для установки защитного кожуха, ограничитель движения в осевом направлении, поворотная рама.
Для роторов с большим диаметром цапфы балансировка на высокой частоте вращения приводит к появлению большой тангенциальной скорости поверхности цапфы. Должны быть указаны предельные значения этой скорости.
При использовании ременного привода необходимо указать значения частоты вращения для максимального и минимального диаметров ротора (или других характерных размеров), допускаемых данным приводом.
Изготовитель должен указать, возможна ли регулировка привода в осевом направлении.
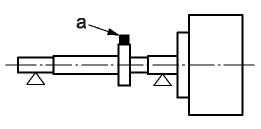
Должны быть определены предельные габаритные размеры ротора (см. рисунок 1).
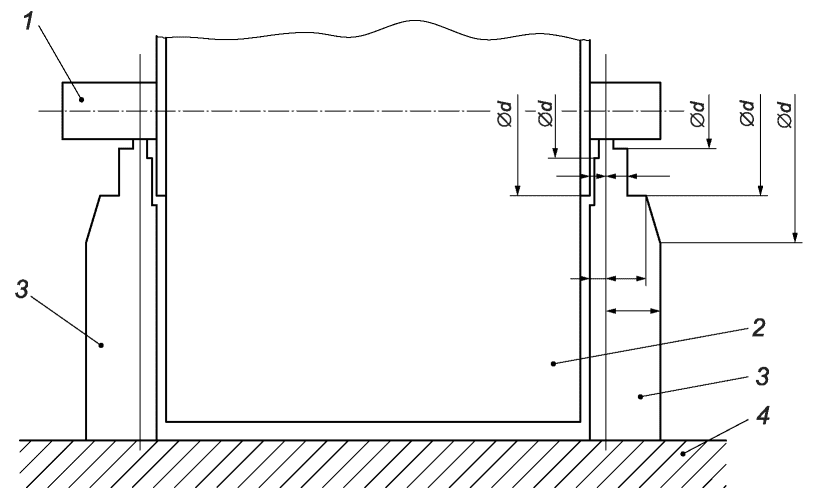
1 - вал; 2 - ротор; 3 - стойки; 4 - станина
балансировочного станка с указанием
габаритных размеров ротора
Если правая и левая стойки станка не зеркально симметричны друг другу, то размеры должны быть указаны для каждой из них. Приведенные сведения о геометрии стоек должны давать четкое представление о максимальных размерах и конфигурации ротора, который может быть подвергнут балансировке на данном станке.
В случае применения ременного привода должен быть указан профиль ременной передачи.
Приводят также следующие сведения в отношении характерных размеров ротора:
a) максимальный диаметр при условии обеспечения необходимого зазора над станиной станка, мм;
b) максимальный диаметр, обеспечивающий применение ременного привода мм;
c) минимальный диаметр, обеспечивающий применение ременного привода, мм;
d) расстояние между серединами цапф:
1) максимальное, мм,
2) минимальное, мм,
3) максимальное расстояние от соединительного фланца привода до дальнего подшипника, мм,
4) минимальное расстояние от соединительного фланца привода до ближнего подшипника;
e) диаметр цапфы:
1) максимальный, мм,
2) минимальный, мм;
f) максимально допустимая тангенциальная скорость поверхности цапфы ротора, м/с;
g) ограничения для плоскостей коррекции (см. 5.4);
h) коэффициент взаимного влияния плоскостей коррекции (по 5.4 для используемого контрольного ротора).
4.2.4 Динамические характеристики привода в стационарном режиме
Динамические характеристики привода балансировочного станка указывают по форме в соответствии с таблицей 2.
Таблица 2
Частота вращения, мин-1 | Номинальный крутящий момент, Н·м | |
n1 | ||
n2 | ||
n3 | ||
n4 | ||
n5 | ||
n6 | ||
n7 | ||
n8 | ||
или при плавном изменении частоты вращения | ||
От | ||
До | ||
Указывают следующие характеристики крутящего момента:
a) момент на нулевой частоте вращения (в процентах номинального крутящего момента);
b) диапазон регулируемого момента при разгоне (в процентах номинального крутящего момента);
c) пиковое значение крутящего момента (в процентах номинального крутящего момента).
В большинстве случаев максимальный крутящий момент необходим при разгоне ротора. Однако для роторов, обладающих большим аэродинамическим сопротивлением или значительными потерями на трение, максимальный крутящий момент может потребоваться для поддержания частоты вращения ротора при балансировке. При определении крутящего момента следует учитывать усилие, действующее в осевом направлении.
Указывают тип трансмиссии при передаче крутящего момента (например, ленточная передача, ременная передача, магнитная передача, передача вращения через опорные ролики, привод струей воздуха).
Указывают следующие характеристики двигателя:
a) номинальную мощность, кВт;
b) частоту вращения, мин-1;
c) потребляемую энергию (напряжение, частоту и число фаз сети).
Указывают характеристики тормозного устройства:
a) тип;
b) диапазон регулировки тормозящего момента (в процентах номинального значения);
c) может ли тормозное устройство быть использовано в качестве зажимного приспособления.
Указывают нормативные документы, в соответствии с которыми изготовлены и испытаны двигатель вместе с системой управления.
Указывают, предусматривает ли конструкция станка управление частотой вращения двигателя, и если предусматривает, то указывают возможные частоты вращения (диапазон частот или дискретные частоты).
Указывают чувствительность к моментному дисбалансу, выраженную в г·мм/(г·мм2).
Примечание - Эту характеристику применяют только для балансировочных станков для статической балансировки. Она описывает влияние моментной неуравновешенности ротора на показания индикатора статического дисбаланса.
Указывают давление, Па, и объемный расход, м3/с, воздуха.
4.3.1 Масса ротора и предельные значения дисбаланса
Указывают максимальную массу ротора, балансировка которого допустима на данном балансировочном станке в диапазоне частот вращения станка (n1, n2, ...).
Указывают максимальный момент инерции ротора по отношению к оси вала (определяемый как mr2, где m - масса ротора, r - радиус инерции), для которого станок способен обеспечить заданное число циклов на заданном периоде времени в диапазоне частот вращения (n1, n2, ...) (см. таблицу 3).
Таблица 3
Изготовитель: | Модель: | |||||
Частота вращения | n1 | n2 | n3 | n4 | ... | |
Масса ротора, кг (см. примечание 1) | максимальная, mmax | |||||
минимальная | ||||||
Максимальная нагрузка на опору, Н (см. примечание 1) | ||||||
Максимальный момент инерции ротора относительно оси вала, кг·м2 (см. примечание 2) | ||||||
Число циклов в час (см. примечание 2) | ||||||
Максимальный дисбаланс, г·мм/кг или г·мм (см. примечание 3) | измеримый | |||||
остаточный | ||||||
Примечание 1 - Значение максимальной кратковременной нагрузки на опору устанавливают только для низшей частоты вращения балансировочного станка. Эта величина представляет собой максимальную силу, действующую на опору ротора, которую способна воспринимать конструкция балансировочного станка без немедленного появления повреждений. Примечание 2 - Число циклов в час для данной частоты вращения балансировочного станка равно числу пусков (остановов) для ротора с максимальным моментом инерции в течение 1 ч, которые способна выдержать конструкция станка без появления повреждений. Примечание 3 - Как правило, для жесткого ротора с двумя плоскостями коррекции на каждую плоскость приходится половина установленного значения дисбаланса. Для ротора в форме диска весь дисбаланс относят к одной плоскости. Примечание 4 - Эта величина характеризует возможности балансировочного станка в отношении минимально определяемого дисбаланса ротора (см. 5.5.3). | ||||||
4.3.2 Производительность
Производительность балансировочного станка (см. раздел 6) обратно пропорциональна общему времени, необходимому для выполнения всех операций в ходе балансировочного цикла.
Определяют продолжительность каждой операции (в секундах), в число которых входят:
a) настройка балансировочного станка;
b) подготовка всех других систем к процедуре балансировки;
c) установка индикатора дисбаланса;
d) подготовка ротора к балансировке;
e) разгон ротора;
f) считывание показаний (с учетом времени их стабилизации);
g) выбег ротора;
h) привязка полученных результатов измерений к данному ротору;
i) установка и снятие ротора с балансировочного станка;
j) другие необходимые операции (например, связанные с мерами безопасности).
4.3.3 Размеры ротора
Если балансировочный станок может работать на двух и более частотах вращения, допустимые размеры ротора должны быть указаны для каждой частоты. Если балансировочный станок позволяет проводить балансировку с плавно изменяющейся частотой вращения в некотором диапазоне частот, то данные должны быть представлены в виде таблицы, формулы или графика.
Для того чтобы заказчик мог оценить допустимые габаритные размеры ротора, который может быть установлен на данном балансировочном станке, а также определить необходимую оснастку, должен быть представлен чертеж опорной поверхности шпинделя или монтажной плиты, а также элементов, способных ограничивать движение ротора (сверлильные головки, шкафы управления и т.п.).
Кроме того, должны быть указаны следующие характеристики ротора:
a) максимальный диаметр, мм;
b) параметры, связанные с высотой ротора, включая:
1) максимальную общую высоту ротора,
2) максимальную высоту центра тяжести, мм, при массе ротора, составляющей:
i) 100% максимальной массы,
ii) 50% максимальной массы;
iii) 25% максимальной массы;
c) предельные габаритные размеры ротора, в том числе устройств крепления к шпинделю или монтажной плите (см. рисунок 2);
d) ограничения для плоскостей коррекции (см. 5.4).
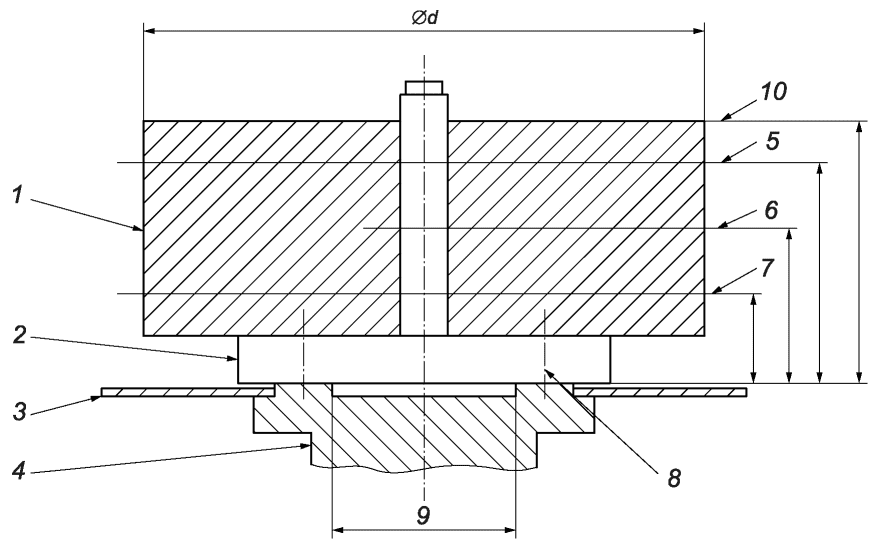
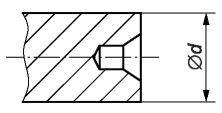
1 - ротор; 2 - переходник; 3 - угломер; 4 - шпиндель;
5 - верхняя плоскость коррекции; 6 - плоскость центра масс;
7 - нижняя плоскость коррекции; 8 - крепежные отверстия
для переходника; 9 - диаметр центрирующего выступа;
10 - максимальная высота над шпинделем; d - диаметр ротора
балансировочного станка с указанием
габаритных размеров ротора
4.3.4 Динамические характеристики привода в стационарном режиме
Динамические характеристики привода балансировочного станка указывают по форме в соответствии с таблицей 2.
4.3.5 Крутящий момент
Указывают в соответствии с 4.2.5.
4.3.6 Двигатель и трансмиссия
Указывают в соответствии с 4.2.6.
4.3.7 Тормозное устройство
Указывают в соответствии с 4.2.7.
4.3.8 Нормативные документы
Указывают в соответствии с 4.2.8.
4.3.9 Регулировка частоты вращения
Указывают в соответствии с 4.2.9.
4.3.10 Чувствительность к моментному дисбалансу
Указывают в соответствии с 4.2.10.
4.3.11 Пневматическая система питания
Указывают в соответствии с 4.2.11.
5.1 Принцип работы
Должно быть приведено описание принципа работы балансировочного станка (например, на основе измерения вибрации, измерения силы).
5.2 Установка балансировочного станка
Изготовитель должен описать общую конфигурацию станка и основные конструктивные особенности (например, горизонтальное или вертикальное положение оси вращения, податливые или жесткие опоры).
Кроме того, изготовитель предоставляет следующую информацию:
a) конструкция опор ротора, например:
1) V-образные опоры,
2) открытые ролики,
3) нижние половины подшипников скольжения,
4) закрытые подшипники (скольжения, шариковые или роликовые),
5) устройства для установки ротора в его собственных подшипниках,
6) устройства для установки всего роторного узла в сборе;
b) требования к смазке подшипников опор;
c) принцип работы и способы регулировки средств, воспринимающих осевые усилия со стороны ротора (только для горизонтальных балансировочных станков);
d) типы преобразователей, используемых для определения дисбаланса;
e) вид привода и способы управления им.
5.3 Измерительная система
5.3.1 Общие положения
Балансировочный станок должен иметь средства измерений значения и угла дисбаланса.
Изготовитель должен предоставить описание измерительной системы, указав, например:
a) требует ли система использования компьютера (если да, то указать тип и размер дисплея, способ ввода данных, архитектуру программного обеспечения и реализуемый способ обмена информацией, совместимую операционную систему. А также минимальные требования к компьютеру);
b) является ли измерительная система электронной или аналоговой;
c) число каналов определения дисбаланса, а также способ определения угла поворота ротора;
d) способ определения дисбаланса и используемые сигналы.
5.3.2 Индикаторы дисбаланса
Изготовитель должен указать средства индикации значения и угла дисбаланса, например посредством:
a) отображения на дисплее вектора в полярных координатах;
b) числового отображения показаний на дисплее с указанием числа цифр после запятой и числа значимых цифр;
c) любого способа указания корректирующих масс и углов коррекции (например, место, глубину и форму удаляемого материала ротора или место на роторе для добавления определенной массы);
d) отображения компенсации на применяемый инструмент (например, зажимного приспособления для установки ротора).
5.3.3 Другие элементы измерительной системы
Изготовитель описывает другие элементы, способные определять работу балансировочного станка.
Такие элементы могут включать в себя, например:
a) возможность использования произвольной системы координат (например, с изменением положения центра системы координат);
b) средства индикации разложения дисбаланса по его составляющим в плоскостях коррекции (число которых может быть более двух);
c) приспособление для автоматической коррекции масс;
d) устройство отображения положений и значений корректирующих масс;
e) средства сопряжения с компьютером, коммуникационной сетью, принтером или другими периферийными устройствами;
f) средства предотвращения ошибок балансировки.
5.3.4 Работа измерительной системы
Изготовитель должен указать процедуру получения искомых параметров дисбаланса, в том числе следующее:
a) сколько измерительных циклов требуется для получения результатов определения дисбаланса;
b) способ отображения полученных результатов определения дисбаланса;
c) сохраняются ли показания по окончании измерительного цикла и могут ли быть просмотрены показания, полученные во время предыдущих пусков;
d) могут ли показания быть отображены в реальном масштабе времени во время измерительного цикла, требуют ли они усреднения по времени;
e) связан ли вывод показаний с усреднением по нескольким пускам;
f) как выполняется сложение или вычитание угла дисбаланса.
5.4.1 Балансировочные станки с несколькими плоскостями коррекции
Изготовитель должен указать наличие системы разделения плоскостей коррекции, а также привести следующие сведения:
a) как эта система работает для типа ротора, не подвергавшегося ранее балансировке на данном станке;
b) как эта система работает для роторов одной серии одних и тех же размеров и массы;
c) предельные габаритные размеры роторов, для которых система разделения плоскостей коррекции работает эффективно, с указанием характеристик, связанных с коэффициентом взаимного влияния плоскостей коррекции:
1) диапазон отношений расстояния между опорами к расстоянию между плоскостями коррекции, в котором возможно эффективное разделение плоскостей коррекции,
2) положение каждой из плоскостей коррекции по отношению к опорам (между ними или снаружи),
3) положение центра масс относительно плоскостей коррекции или опор (между ними или снаружи);
d) может ли система индикации показаний быть использована для непосредственного измерения дисбалансов, характеризующих статическую и моментную неуравновешенности роторов.
5.4.2 Станки с одной плоскостью коррекции
Для горизонтальных и вертикальных балансировочных станков с одной плоскостью коррекции изготовитель должен указать, в какой степени возможно подавление влияния моментной неуравновешенности (см. 10.6).
5.5 Тарирование балансировочного станка
5.5.1 Общие положения
Изготовитель должен описать процедуру тарирования и средства, применяемые для выполнения этой процедуры.
Изготовитель указывает, в каких единицах могут быть считаны показания: в единицах системы СИ или в единицах дисбаланса.
Изготовитель указывает число пусков, необходимых для тарирования балансировочного станка в случаях:
a) одной плоскости коррекции;
b) двух плоскостей коррекции;
c) трех и более плоскостей коррекции.
Изготовитель указывает максимально допустимое отклонение частоты вращения ротора при выполнении процедуры тарирования и при балансировке.
5.5.2 Зарезонансный станок
Изготовитель должен указать, как выполнять процедуру тарирования и разделения плоскостей коррекции для первого ротора данной массы и конфигурации, требуется ли проводить процедуру тарирования заново (полностью или частично) при изменении частоты вращения балансировочного станка, а также сохраняет ли измерительная система полученные значения чувствительностей балансировочного станка.
Изготовитель должен указать, обладает ли заказчик возможностью выбора соответствующих настроек шкалы заранее тарированного балансировочного станка в зависимости от вида уравновешиваемого ротора, или же он должен самостоятельно проводить процедуру тарирования для различных скоростей балансировочного станка, для разных масс и размеров ротора.
Должен быть определен паспортный порог чувствительности балансировочного станка в единицах удельного дисбаланса emar, г·мм/кг. Значение emar должно быть определено во всем диапазоне допустимых масс ротора и для всех частот вращения при балансировке.
При определении emar изготовитель должен принимать во внимание точность:
a) индикации значения дисбаланса;
b) индикации угла дисбаланса;
c) разделения плоскостей коррекции;
d) соответствия привода и подшипников назначению станка.
Следует учитывать, что значение emar применимо к состоянию балансировочного станка в момент поставки. На эту величину могут оказывать влияние другие факторы, среди которых:
e) некруглость цапф ротора;
f) чрезмерно массивный или неплотно сидящий переходник;
g) другой инструмент, применяемый пользователем.
6.1 Общие положения
Производительность балансировочного станка характеризуется временем, необходимым оператору станка для приведения дисбаланса ротора к заданному значению. Эту характеристику оценивают с использованием контрольного ротора. Как вариант допускается использование ротора, предложенного заказчиком.
При оценке производительности балансировочного станка (которую можно определить как число роторов, уравновешенных в единицу времени, или как величину, обратно пропорциональную продолжительности балансировочного цикла) в отношении конкретного ротора необходимо учитывать продолжительность измерительных циклов, число таких циклов, время установки и снятия ротора с балансировочного станка и время, требуемое для коррекции дисбаланса. Требуемое число измерительных циклов зависит от среднего начального дисбаланса, допустимого значения остаточного дисбаланса и коэффициента уменьшения дисбаланса RUR.
6.2 Продолжительность балансировочного цикла
Для контрольного ротора или ротора, определенного заказчиком (например, одного из образцов массового производства), изготовителем должны быть подробно описаны все операции балансировки с указанием среднего времени выполнения каждой операции.
Если операцию выполняет оператор станка, это должно быть отмечено вместе со средним временем, требуемым для ее выполнения. Также при необходимости указывают изменяемые параметры операции (например, число, диаметр и глубину отверстий, высверливаемых в материале ротора для устранения дисбаланса).
При оценке производительности станка следует принимать во внимание по крайней мере следующие операции:
a) механическую настройку балансировочного станка (включая привод и оснастку);
b) подготовку вспомогательных устройств и систем;
c) настройку индикатора дисбаланса;
d) подготовку ротора к измерительному циклу;
e) разгон ротора;
f) считывание показаний индикатора (продолжительность данной операции может быть оценена как время, занимаемое от окончания разгона до начала выбега ротора);
g) выбег ротора;
h) привязку полученных результатов измерений к данному ротору;
i) установки ротора на станок и снятия его со станка;
j) прочие операции, например требуемые для обеспечения безопасности.
Если для проведения балансировки требуется применение дополнительного оборудования (например, вкладышей подшипников, муфты вала привода, защитного кожуха), операции, связанные с их использованием, также должны быть определены.
Если станок выполняет ряд автоматизированных операций, которые однако не могут быть объединены в серии, то для оценки времени отдельной операции общей продолжительности балансировочного цикла может быть использована временная диаграмма, подобная демонстрируемой таблицей 4. Операции, чье исполнение варьируется неконтролируемым образом (например, из-за действий оператора станка), должны быть выделены, а их средняя продолжительность оценена.
Таблица 4
ИС МЕГАНОРМ: примечание. Ячейки таблицы, выделенные серым цветом в официальном тексте документа, в электронной версии документа отмечены знаком "&". |
Общее время, с | |||||||||||||||||||
Порядок операций | Время операции, с | Исполнитель/параметры | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | ... |
Загрузка ротора на станок и старт цикла | 4 | Оператор | & | & | & | & | |||||||||||||
Зажим ротора | 1 | Станок | & | ||||||||||||||||
Измерение диаметра ротора и биения | 4 | Станок | & | & | & | & | |||||||||||||
Разгон | 3 | Станок | & | & | & | ||||||||||||||
Измерение дисбаланса | 4 | Станок | & | & | & | & | |||||||||||||
Выбег | 1 | Станок | & | ||||||||||||||||
Поворот на угол коррекции | 1 | Станок | |||||||||||||||||
Гидравлический зажим | 1 | Станок | |||||||||||||||||
Установка глубины реза | 3 | 3 мм | |||||||||||||||||
Сверление | 6 | 120° | |||||||||||||||||
Разъединение поворотного стола со шпинделем | 1 | Станок | |||||||||||||||||
Разгон | 1 | Станок | |||||||||||||||||
Измерение дисбаланса | 4 | Станок | |||||||||||||||||
Выбег | 1 | Станок | |||||||||||||||||
Поворот шпинделя | 1 | Станок | |||||||||||||||||
Освобождение ротора | 1 | Станок | |||||||||||||||||
Снятие ротора со станка | 4 | Оператор | |||||||||||||||||
6.3 Коэффициент уменьшения дисбаланса RUR
Изготовитель должен указать коэффициент уменьшения дисбаланса RUR, %, для данного балансировочного станка для межопорных и консольных роторов.
Значение данной величины определяют в предположении, что операции по добавлению (изъятию) корректирующей массы проведены правильно и все работы по балансировке выполнены в соответствии с инструкциями.
В ISO 21940-2 коэффициент RUR определен как отношение уменьшения дисбаланса после одной корректировки масс к начальному дисбалансу в соответствии с формулой
 (1)
(1)где U1 - значение начального дисбаланса;
U2 - значение остаточного дисбаланса после одной корректировки масс.
Изготовитель должен указать диапазон влияющих факторов, в пределах которого обеспечивается требуемое качество работы балансировочного станка, в том числе для следующих параметров:
a) температуры воздуха;
b) влажности воздуха;
c) изменений частоты вращения при балансировке;
d) флуктуаций амплитуды и частоты напряжения в сети питания.
Изготовитель должен также указать:
e) насколько существенно изменятся характеристики станка при балансировке ротора в шариковых подшипниках;
f) насколько существенно изменятся показания индикатора дисбаланса, если упорная поверхность подшипника не будет строго перпендикулярна к оси ротора.
8.1 Общие положения
Изготовитель должен указать, какие меры следует принимать при установке балансировочного станка, чтобы обеспечить его удовлетворительную работу по крайней мере в условиях:
a) повышенной вибрации;
b) электромагнитных полей;
c) выпадения конденсата, наличия загрязнений, а также действия других факторов, подобных указанным в разделе 7.
8.2 Системы питания
Балансировочный станок должен быть снабжен стандартными и маркированными устройствами подсоединения, где это требуется:
a) к электрической сети с заданным напряжением и частотой;
b) трехпроводной или четырехпроводной системе электрического питания;
c) системе подачи сжатого воздуха с заданным давлением и объемным расходом;
d) гидравлической системе с заданным давлением и объемным расходом;
e) системе подачи воды с заданным давлением и объемным расходом.
8.3 Фундамент
Изготовитель должен указать общие размеры и массу балансировочного станка, а также тип и размеры фундамента (например, бетонного блока или специального стенда), на который может быть установлен станок при сохранении его рабочих характеристик.
9.1 Общие положения
Настоящий раздел устанавливает технические требования к контрольным роторам, применяемым вместе с балансировочными станками. Эти требования распространяются на массу роторов, их материал, размер, резьбовые отверстия, качество балансировки контрольных роторов, а также контрольные грузы для стандартных контрольных роторов (см. 9.2). Продолжительность и стоимость испытаний с контрольным ротором, так же как и размеры ротора, могут быть предметом соглашения между изготовителем и заказчиком.
Для балансировочных станков специального назначения, а также для станков, предназначенных для испытаний ротора массового производства, вместо стандартного контрольного ротора может быть использован контрольный ротор пользователя (см. приложение D) при условии, что этот ротор может быть изготовлен в соответствии с теми же принципами, что и стандартный контрольный ротор.
Наличие контрольных роторов заданной конфигурации, массы и момента инерции, являющихся представительными для широкого класса роторов массового производства, дает возможность оценивать и сравнивать характеристики разных балансировочных станков.
Также контрольные роторы могут быть использованы в процедуре тарирования.
Изготовитель должен указать, входит ли контрольный ротор в комплект поставки балансировочного станка.
Примечание 1 - Поставка контрольного ротора может быть предметом отдельного соглашения между изготовителем и заказчиком.
ИС МЕГАНОРМ: примечание. В официальном тексте документа, видимо, допущена опечатка: имеется в виду рисунок 6, а не рисунок 7. |
Контрольные роторы изготавливают из стали, а их параметры должны быть близки к указанным в таблице 5 <*> и на рисунке 4 для вертикальных станков, в таблице 6 и на рисунке 5 для горизонтальных станков для балансировки межопорных роторов и в таблице 6 <*> и на рисунке 7 <*> для горизонтальных станков для калибровки консольных роторов.
Таблица 5
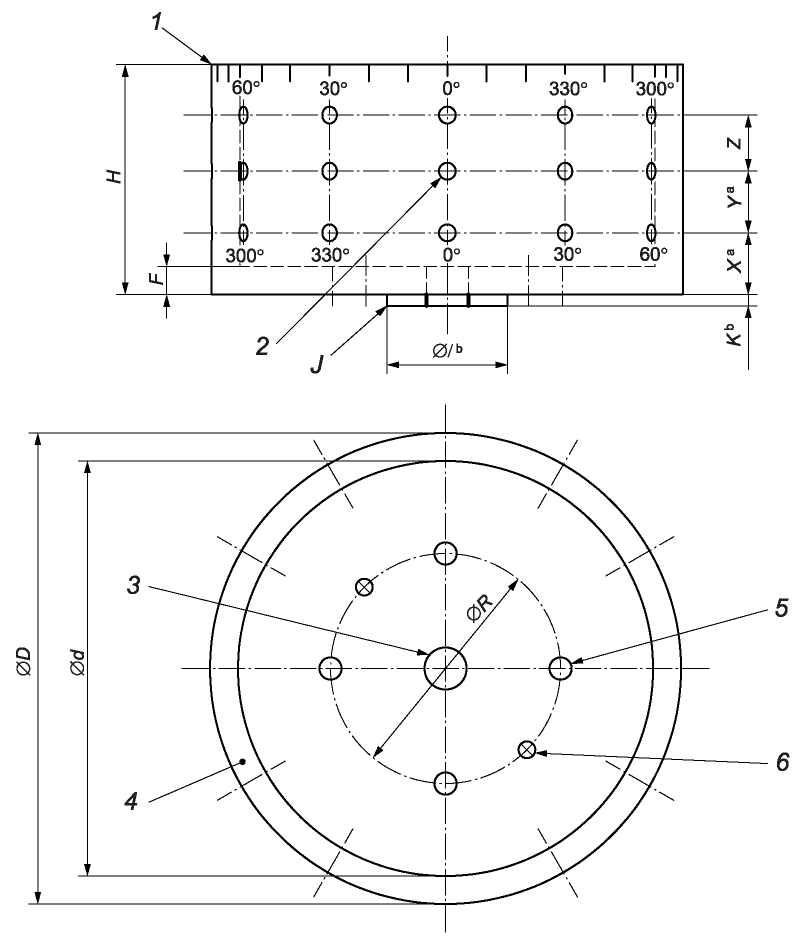
для контрольного ротора типа A (см. рисунок 4)
В единицах СИ
Номер ротора | Масса m | Большой диаметр D | Малый диаметр d | Высота | G | I <b> | J <b> | K <b> | R <b> | T | Максимальная частота вращения <c> | ||||
H | X | Y <a> | Z <a> | F | |||||||||||
D | 0,9D | 0,5D | 0,075D | 0,175D | 0,175D | 0,06D | |||||||||
кг | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мин-1 | ||
1 | 1,1 | 110 | 99 | 55 | 8 | 20 | 20 | 6,5 | М3 | 50,8 | 0,4 x 45° | 4,2 | 76,2 | 6,6 | 20 000 |
2 | 3,5 | 160 | 144 | 80 | 12 | 30 | 30 | 9,5 | М4 | 50,8 | 0,4 x 45° | 4,2 | 76,2 | 6,6 | 14 000 |
3 | 11 | 230 | 206 | 127 | 19 | 45 | 45 | 13 | М5 | 114,3 | 0,4 x 45° | 4,2 | 133,35 | 10,3 | 10 000 |
4 | 35 | 345 | 310 | 170 | 25 | 60 | 60 | 20 | М6 | 114,3 | 0,4 x 45° | 4,2 | 133,35 | 10,3 | 6000 |
5 | 110 | 510 | 460 | 255 | 38 | 90 | 90 | 30 | М8 | 114,3 | 0,4 x 45° | 4,2 | 133,35 | 10,3 | 4000 |
В британской имперской/американской системе измерения [фунт (lb), дюйм (in)]
Номер ротора | Масса m | Большой диаметр D | Малый диаметр d | Высота | G | I <b> | J <b> | K <b> | R <b> | T | Максимальная частота вращения <c> | ||||
H | X | Y <a> | Z <a> | F | |||||||||||
D | 0,9D | 0,5D | 0,075D | 0,175D | 0,175D | 0,06D | |||||||||
lb | in | in | in | in | in | in | in | in | in | in | in | in | мин-1 | ||
1 | 2,5 | 4,3 | 3,875 | 2,2 | 0,375 | 0,75 | 0,75 | 0,250 | No. 5 UNF | 2 | 0,015 x 45° | 4,2 | 3 | 0,266 | 20 000 |
2 | 8 | 6,3 | 5,650 | 3,2 | 0,5 | 1,125 | 1,125 | 0,375 | No. 8 UNF | 2 | 0,015 x 45° | 4,2 | 3 | 0,266 | 14 000 |
3 | 25 | 9 | 8,125 | 5 | 0,75 | 1,75 | 1,75 | 0,510 | No. 10 UNF | 4,5 | 0,015 x 45° | 4,2 | 5,25 | 0,406 | 10 000 |
4 | 80 | 13,5 | 12,125 | 7 | 1 | 2,375 | 2,375 | 0,800 | 1/4 UNC | 4,5 | 0,015 x 45° | 4,2 | 5,25 | 0,406 | 6000 |
5 | 250 | 20 | 18 | 10 | 1,5 | 3,5 | 3,5 | 1,186 | 5/16 UNC | 4,5 | 0,015 x 45° | 4,2 | 5,25 | 0,406 | 4000 |
<b> Размеры центрирующего выступа должны соответствовать требованиям для контрольного ротора по [6] (где они приведены). <c> Предельная частота вращения для ротора может быть ограничена конструкцией применяемых контрольных грузов. Примечание 1 - Геометрические допуски и остаточные дисбалансы определяют в соответствии с целями испытаний. Примечание 2 - Вместо контрольных роторов, описанных в настоящем стандарте, могут быть использованы контрольные роторы по [6] при условии модификации контрольных грузов таким образом, чтобы они соответствовали условиям испытаний, описанных в настоящем стандарте. | |||||||||||||||
Таблица 6
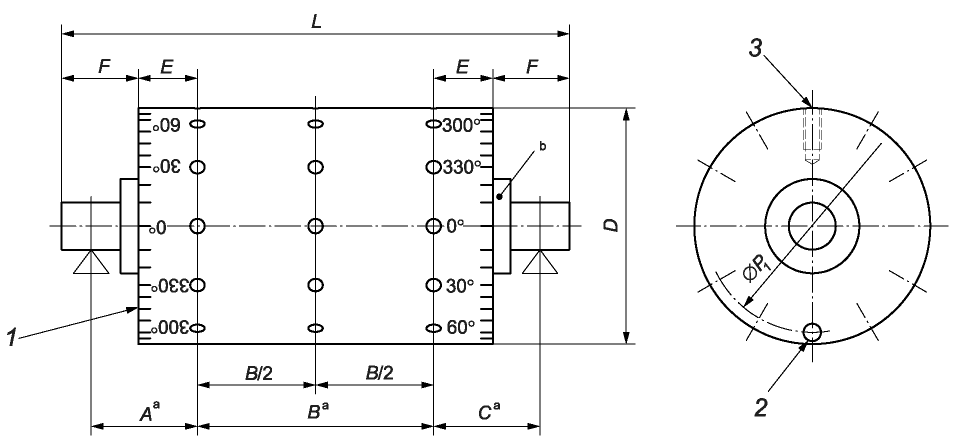
для контрольного ротора типа B (см. рисунок 5
для пояснения геометрических величин)
В единицах СИ
Номер ротора | Масса m | Большой диаметр D | Общая длина L | Диаметр вала d | Пролет ротора | P1 | H <b> | K <b> | P2 <b> | N | Критическая частота вращения <c> | Максимальная частота вращения <d> | ||||
A + B + C | A(C) <a> | B <a> | E | F | ||||||||||||
D | 2,5D | 0,3D <b> | 2D | 0,5D | D | 0,25D | 0,5D | 7 600 000/D | 7 600 000/D | |||||||
кг | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мин-1 | мин-1 | ||
1 | 0,5 | 38 | 95 | 11 | 76 | 19 | 38 | 9,5 | 19 | 31 | - | - | - | М2 | 200 000 | 20 000 |
2 | 1,6 | 56 | 140 | 17 | 112 | 28 | 56 | 14 | 28 | 46 | - | - | - | М3 | 140 000 | 14 000 |
3 | 5 | 82 | 205 | 25 | 164 | 41 | 82 | 20,5 | 41 | 72 | - | - | - | М4 | 95 000 | 9500 |
4 | 16 | 120 | 300 | 36 | 240 | 60 | 120 | 30 | 60 | 108 | 4 | 7 | 30 | М5 | 65 000 | 6500 |
5 | 50 | 176 | 440 | 58 | 352 | 88 | 176 | 44 | 88 | 160 | 1,4 | 30 | 47 | М6 | 45 000 | 4500 |
6 | 160 | 260 | 650 | 78 | 520 | 130 | 260 | 65 | 130 | 240 | 1,8 | 42 | 62 | М8 | 30 000 | 3000 |
7 | 500 | 380 | 950 | 114 | 760 | 190 | 380 | 95 | 190 | 350 | 2,2 | 57 | 84 | М10 | 20 000 | 2000 |
В британской имперской/американской системе измерения [фунт (lb), дюйм (in)]
Номер ротора | Масса m | Большой диаметр D | Общая длина L | Диаметр вала d | Пролет ротора | P1 | H <b> | K <b> | P2 <b> | N | Критическая частота вращения <c> | Максимальная частота вращения <d> | ||||
A + B + C | A(C) <a> | B <a> | E | F | ||||||||||||
D | 2,5D | 0,3D <b> | 2D | 0,5D | D | 0,25D | 0,5D | 7 600 000/D | 7 600 000/D | |||||||
lb | in | in | in | in | in | in | in | in | in | in | in | in | мин-1 | мин-1 | ||
1 | 1,1 | 1,5 | 3,75 | 0,433 | 3 | 0,75 | 1,5 | 0,375 | 0,75 | 1,25 | - | - | - | No. 2 UNF | 200 000 | 20 000 |
2 | 3,5 | 2,2 | 5,5 | 0,669 | 4,4 | 1,1 | 2,2 | 0,55 | 1,1 | 1,8 | - | - | - | No. 5 UNF | 140 000 | 14 000 |
3 | 11 | 3,2 | 8 | 0,984 | 6,4 | 1,6 | 3,2 | 0,8 | 1,6 | 2,8 | - | - | - | No. 8 UNF | 95 000 | 9500 |
4 | 35 | 4,8 | 12 | 1,417 | 9,6 | 2,4 | 4,8 | 1,2 | 2,4 | 4,25 | 0,157 | 0,276 | 1,181 | No. 10 UNF | 65 000 | 6500 |
5 | 110 | 7 | 17,5 | 2,283 | 14 | 3,5 | 7 | 1,75 | 3,5 | 6,25 | 0,05 | 1,181 | 1,850 | 1/4 UNC | 45 000 | 4500 |
6 | 350 | 10,2 | 25,5 | 3,071 | 20,4 | 5,1 | 10,2 | 2,55 | 5,1 | 9,25 | 0,071 | 1,654 | 2,441 | 5/16 UNC | 30 000 | 3000 |
7 | 1100 | 15 | 37,5 | 4,488 | 30 | 7,5 | 15 | 3,75 | 7,5 | 13,75 | 0,087 | 2,244 | 3,307 | 3/8 UNC | 20 000 | 2000 |
<b> Геометрические размеры интерфейса ротора с приводом должны быть согласованы с размерами приводных валов. <d> Предельная частота вращения для ротора может быть ограничена конструкцией применяемых контрольных грузов. Примечание 1 - Геометрические допуски и остаточные дисбалансы определяют в соответствии с целями испытаний. Примечание 2 - Вместо контрольных роторов, описанных в настоящем стандарте, могут быть использованы контрольные роторы по [6] при условии модификации контрольных грузов таким образом, чтобы они соответствовали условиям испытаний, описанных в настоящем стандарте. | ||||||||||||||||
Контрольные роторы старой конструкции, имеющие только восемь отверстий на плоскость коррекции, могут быть модернизированы, чтобы удовлетворять требованиям настоящего стандарта (см. приложение E <*>).
--------------------------------
Если балансировочный станок удовлетворяет требованиям настоящего стандарта, то для подтверждения этого изготовитель перед поставкой каждого станка должен провести испытания с контрольным ротором.
Если горизонтальный станок будет использован для балансировки консольных роторов (или межопорных роторов с плоскостями коррекции с внешней стороны одной из опор), то должны быть проведены дополнительные испытания (см. раздел 10) с использованием стандартного контрольного ротора типа C или с ротором, предоставленным заказчиком.
На каждом контрольном роторе через каждые 10° должны быть проставлены четкие нестираемые отметки, пронумерованные с интервалом 30°. Допускается двойная шкала с нумерацией по часовой стрелке и в противоположном направлении.
Если станок предполагается использовать для балансировки роторов с массой во всем диапазоне возможных значений, то контрольных роторов должно быть два: один с массой в нижней трети диапазона, второй - в верхней трети.
Для станков, характеристики которых были успешно подтверждены в ходе испытаний на месте их установки, повторные испытания (например, через год) допускается проводить с использованием только одного контрольного ротора с массой в диапазоне возможных значений. Часто при этом используют контрольный ротор с массой в нижней трети диапазона.
Если станок предполагается использовать для балансировки роторов с массами только в некоторой части диапазона возможных значений, то применяют только один контрольный ротор с массой по середине этой части диапазона.
Каждый контрольный ротор имеет три контрольные плоскости, в которых устанавливают контрольные грузы. Если из практических соображений иметь центральную контрольную плоскость нежелательно, то контрольные грузы располагают в двух оставшихся плоскостях, но таким образом, чтобы при этом был обеспечен минимально достижимый остаточный дисбаланс Umar.
Для испытаний с одной и двумя плоскостями коррекции используют один и тот же контрольный ротор и одни и те же контрольные грузы.
Установлены три типа стандартных контрольных роторов, соответствующих требованиям настоящего стандарта.
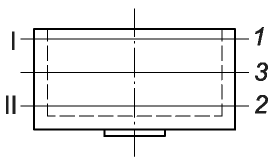
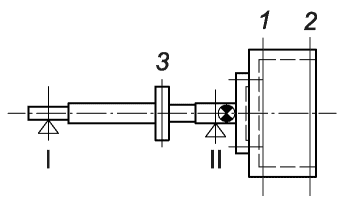
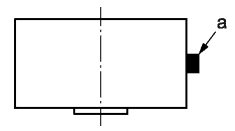
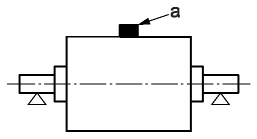
a) Тип A: Ротор без цапф, балансируемый на вертикальном балансировочном станке (или на горизонтальном балансировочном станке со встроенным шпинделем) в одной или двух плоскостях коррекции [см. рисунок 3 a)].
 | |
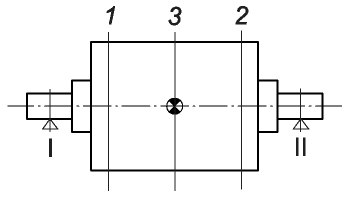 |  |
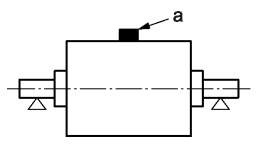
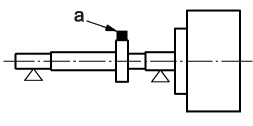
Примечание - Для контрольных роторов типов A и B центр масс расположен между опорами, для контрольного ротора типа C - на консольной части ротора.
1, 2 - плоскости коррекции (они же контрольные плоскости);
3 - дополнительная (центральная) контрольная плоскость;
I, II - предполагаемые плоскости опор
Рисунок 3 - Контрольные роторы типов A, B и C
Примечание 1 - Контрольный ротор типа C состоит из вала и насаженного на него контрольного ротора типа A.
Примечание 2 - Расчеты (Umar для контрольного ротора типа C основаны на общей массе этого ротора (вала и контрольного ротора типа A).
Опоры, используемые на месте применения таких роторов, могут быть расположены произвольно: по одну или по обе стороны от основной массы ротора. При испытаниях предполагают, что опоры расположены по обеим сторонам ротора.
b) Тип B: Межопорный ротор с цапфами, балансируемый на горизонтальном балансировочном станке, как правило, с двумя плоскостями коррекции между опорами [см. рисунок 3 b)].
Опоры на месте применения ротора должны быть расположены по обе его стороны.
c) Тип C: Консольный ротор с цапфами, балансируемый на горизонтальном балансировочном станке с двумя плоскостями коррекции на консольной части ротора [см. рисунок 3 c)].
Расположение опор на месте применения ротора должно быть аналогично расположению опор балансировочного станка при испытаниях с контрольным ротором данного типа.
--------------------------------
<a> Все размеры, за исключением Y и Z, могут быть изменены.
<b> Размеры центрирующего выступа должны соответствовать требованиям для контрольного ротора по [6] (где они приведены).
Геометрические допуски и остаточные дисбалансы определяют в соответствии с целями испытаний.
Вместо контрольных роторов, описанных в настоящем стандарте, могут быть использованы контрольные роторы по [6] при условии модификации контрольных грузов таким образом, чтобы они соответствовали условиям испытаний, описанных в настоящем стандарте.
Примечание - Размеры - в соответствии с таблицей 5.
1 - разметка шкал (36 отметок через каждые 10°,
пронумерованные через каждые 30° по часовой и против часовой
стрелки); 2 - 12 равноотстоящих друг от друга резьбовых
отверстий G (см. таблицу 5) в каждой из трех контрольных
плоскостей; 3 - резьбовое отверстие для подъема и установки
ротора; 4 - место возможной установки корректирующих масс
для балансировки ротора; 5 - четыре сквозных равноотстоящих
друг от друга отверстия T (см. таблицу 5); 6 - два резьбовых
отверстия G (см. таблицу 5)
 a) Общий вид ротора | |
 b) Конец цапфы в случае привода через ременную передачу | 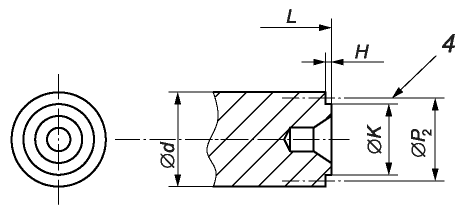 c) Конец цапфы в случае концевого привода ротора |
--------------------------------
<a> Размеры A, B и C могут быть изменены при условии сохранения соотношений A = C = B/2.
<b> Если вал используют для размещения и фиксации подшипника, он должен иметь соответствующее место посадки, обеспечивающее перпендикулярность плоскости подшипника оси вала.
Геометрические размеры интерфейса ротора с приводом должны быть согласованы с размерами приводных валов.
Геометрические допуски и остаточные дисбалансы определяют в соответствии с целями испытаний.
Вместо контрольных роторов, описанных в настоящем стандарте, могут быть использованы контрольные роторы по [6] при условии модификации контрольных грузов таким образом, чтобы они соответствовали условиям испытаний, описанных в настоящем стандарте.
Роторы с восемью отверстиями на плоскости могут быть модифицированы таким образом, чтобы удовлетворять требованиям настоящего стандарта (см. 9.4.4.2).
Примечание - Размеры - в соответствии с таблицей 6.
1 - разметка шкал (36 отметок через каждые 10°,
пронумерованные через каждые 30° по часовой и против часовой
стрелки); 2 - 12 равноотстоящих друг от друга резьбовых
отверстий N (см. таблицу 6) в каждой торцовой плоскости
для точной балансировки; 3 - 12 равноотстоящих друг от друга
резьбовых отверстий N (см. таблицу 6) в каждой контрольной
плоскости; 4 - параметры резьбового соединения
--------------------------------
<a> Размеры могут быть изменены при условии, что центр масс остается на консольной части ротора и сохранены положения отверстий N между опорами.
Размеры концевого привода для номеров с 3-го по 5-й те же, что и для номеров с 4-го по 6-й контрольного ротора типа B.
Геометрические допуски и остаточные дисбалансы определяют в соответствии с целями испытаний.
Вместо контрольных роторов, описанных в настоящем стандарте, могут быть использованы контрольные роторы по [6] при условии модификации контрольных грузов таким образом, чтобы они соответствовали условиям испытаний, описанных в настоящем стандарте.
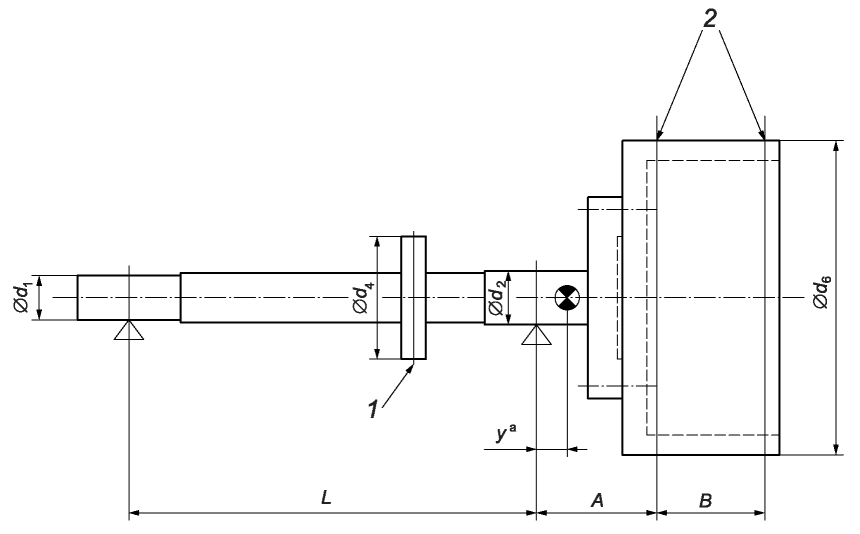
Примечание 1 - Размеры - в соответствии с таблицей 7. Расстояние между центром тяжести и правой опорой вала равно y <a>.
Примечание 2 - Контрольный ротор типа C состоит из вала и контрольного ротора типа A (см. приложение C).
Примечание 3 - Рекомендуемые размеры вала (для концевого привода) с насаживаемым ротором типа A приведены в приложении E.
Примечание 4 - Размеры центрирующего выступа должны соответствовать применяемому ротору типа A.
1 - 12 равноотстоящих друг от друга резьбовых отверстий N
(см. таблицу 7) в плоскости между опорами;
2 - 12 равноотстоящих друг от друга резьбовых
отверстий N (см. таблицу 7)
Таблица 7
для контрольного ротора типа C (см. рисунок 6
для пояснения геометрических величин)
В единицах СИ
Номер вала | Номер ротора типа A | Номер ротора типа C | Масса m | Усилие на опору <a> | Большой диаметр d6 | Пролет ротора L | A | B | Критическая частота вращения <d> | Максимальная частота вращения <e> | ||||||
левую | правую | y <a> | d1 <c> | d2 | d4 | N <b> | ||||||||||
кг | Н | Н | мм | мм | мм | мм | - | мм | мм | мм | мм | мин-1 | мин-1 | |||
1 | 1 | 1 | 2,2 | -3 | 24 | 20 | 17 | 21 | 50 | М3 | 110 | 164 | 41 | 40 | 25 000 | 4000 |
2 | 2 | 2 | 6,2 | -8 | 70 | 30 | 25 | 30 | 72 | М4 | 160 | 240 | 62 <f> | 60 | 17 000 | 2800 |
3 | 3 | 3 | 19,5 | -25 | 220 | 45 | 36 | 45 | 106 | М5 | 230 | 352 | 93 <f> | 90 | 14 500 | 1900 |
4 | 4 | 4 | 60 | -75 | 670 <f> | 65 | 58 | 65 | 156 | М6 | 345 | 520 | 140 | 120 | 8000 | 1300 |
5 | 5 | 5 | 190 | -230 | 2100 | 95 | 78 | 95 | 230 | М8 | 510 | 760 | 203 | 180 | 5500 | 900 |
В британской имперской/американской системе измерения [фунт (lb), дюйм (in), фунт-сила (lbf)]
Номер вала | Номер ротора типа A | Номер ротора типа C | Масса m | Усилие на опору <a> | Большой диаметр d6 | Пролет ротора L | A | B | Критическая частота вращения <d> | Максимальная частота вращения <e> | ||||||
левую | правую | y <a> | d1 <c> | d2 | d4 | N <b> | ||||||||||
lb | lbf | lbf | in | in | in | in | - | in | in | in | in | мин-1 | мин-1 | |||
1 | 1 | 1 | 5 | -0,6 | 5,6 | 0,8 | 0,67 | 0,83 | 2 | No. 5 UNF | 4,3 | 6,4 | 1,68 | 1,5 | 25 000 | 4000 |
2 | 2 | 2 | 14 | -1,8 | 16 | 1,2 | 0,98 | 1,2 | 2,8 | No. 8 UNF | 6,3 | 9,6 | 2,45 | 2,25 | 17 000 | 2800 |
3 | 3 | 3 | 45 | -6 | 51 | 1,75 | 1,42 | 1,8 | 4,2 | No. 10 UNF | 9 | 14 | 3,68 <f> | 3,5 | 14 500 | 1900 |
4 | 4 | 4 | 135 | -17 | 150 | 2,55 | 2,28 | 2,55 | 6,2 | 1/4 UNC | 13,5 | 20,4 | 5,55 | 4,75 | 8000 | 1300 |
5 | 5 | 5 | 430 | -54 | 480 | 3,75 | 3,07 | 3,7 | 9 | 5/16 UNC | 20 | 30 | 8 | 7 | 5500 | 900 |
<a> См. рисунок C.1. <b> Размеры могут быть изменены при условии, что центр масс остается на консольной части ротора и сохранены положения отверстий N между опорами. <c> Размеры концевого привода для номеров с 3-го по 5-й те же, что и для номеров с 4-го по 6-й контрольного ротора типа B. <e> Предельная частота вращения для ротора может быть ограничена конструкцией применяемых контрольных грузов. Примечание 1 - Геометрические допуски и остаточные дисбалансы определяют в соответствии с целями испытаний. Примечание 2 - Вместо контрольных роторов, описанных в настоящем стандарте, могут быть использованы контрольные роторы по [6] при условии модификации контрольных грузов таким образом, чтобы они соответствовали условиям испытаний, описанных в настоящем стандарте. | ||||||||||||||||
9.3 Контрольные роторы пользователя
Если балансировочный станок используется в ситуациях, когда стандартные роторы A, B и C неприменимы, то применяют контрольные роторы, требования к которым устанавливает пользователь. При этом контрольный ротор должен иметь те же массу, геометрические формы и момент инерции, что и роторы, подлежащие балансировке. В качестве контрольного ротора может быть использован один из роторов массового производства, подготовленный соответствующим образом.
Если балансируемый ротор смонтирован в корпусе, то воспроизводящий его контрольный ротор также должен быть установлен в корпусе, а его масса и масса корпуса должны быть такими же, как и у воспроизводимого ротора.
Если существует вероятность, что в процессе использования контрольный ротор будет подвергаться разрушению, то его поверхность должна быть упрочнена и сопрягаться с заземленной поверхностью. Обработка поверхности ротора и круглость его цапф должны обеспечивать балансировочному станку возможность пройти испытания в соответствии с требованиями настоящего стандарта.
Конструкция контрольного ротора пользователя должна обеспечивать возможность установки контрольных грузов в соответствии с требованиями к испытаниям, установленными настоящим стандартом. Контрольные грузы, как правило, устанавливают в резьбовые отверстия и закрепляют в них с помощью болта или шпильки с гайкой, но возможно применение и других способов (например, с использованием отверстий без резьбы). Радиус, на котором установлен контрольный груз, должен измеряться с точностью, достаточной для прохождения испытаний в соответствии с требованиями настоящего стандарта (как правило, это +/- 0,025 мм).
Если иное не согласовано между пользователем и изготовителем станка, контрольные грузы устанавливают в 12 равноудаленных друг от друга точках на окружности ротора. Если согласовано иное решение, то расчетные формулы должны быть соответствующим образом скорректированы. Угловая точность установки груза должна быть достаточной для прохождения испытаний в соответствии с требованиями настоящего стандарта (как правило, это +/- 0,1°).
Контрольные грузы, насколько это возможно, должны быть изготовлены с соблюдением требований 9.4. Если контрольный ротор при установке на станок соединяют с валом привода, масса этого вала должна быть учтена при расчете контрольных грузов.
Контрольные грузы используют для внесения определенных дисбалансов в контрольные плоскости контрольного ротора.
Поскольку для этих целей в контрольных плоскостях нарезаны отверстия, в качестве контрольных грузов могут быть использованы болты и винты. Одним из возможных решений может быть вворачивание в каждое отверстие резьбовой шпильки, выступающей на определенную высоту над поверхностью ротора, на которую навинчивают контрольный груз цилиндрической формы. Это обеспечивает точную фиксацию центра масс устанавливаемого груза.
Значение дисбаланса контрольного груза выражают в единицах Umar (или emar).
Если заявленный минимально достижимый остаточный дисбаланс Umar определен через одинаковые значения в каждой из двух плоскостей Umar per plane, то
Umar = 2Umar per plane. (2)
Если же изготовителем заявлен минимально достижимый остаточный удельный дисбаланс emar, то Umar определяют умножением emar на общую массу контрольного ротора m:
Umar = emar·m. (3)
Требуемый контрольный груз определяют исходя из значения дисбаланса, который должен быть создан с его помощью, и расстояния от оси контрольного ротора, на котором будет находиться центр масс контрольного груза после его установки.
9.4.2 Контрольные грузы для проверки Umar
9.4.2.1 Общие положения
Для проверки Umar (см. 10.4) в плоскость 3 (см. таблицу 6) устанавливают контрольный груз, вносящий дисбаланс, в 10 раз превышающий Umar.
Для контрольных роторов типов A и B допускается устанавливать вместо одного контрольного груза в контрольной плоскости 3 два контрольных груза с дисбалансами по 5Umar в контрольных плоскостях 1 и 2. Для роторов типа C такая замена не рекомендуется.
Для контрольных роторов типов A и B Umar рассчитывают в соответствии с требованиями раздела 9 на основе данных, приведенных:
a) в таблице 5 для вертикальных станков и для горизонтальных станков со встроенным шпинделем (ротор типа A);
b) таблице 6 для горизонтальных станков, предназначенных для балансировки межопорных роторов (ротор типа B).
Пример - Горизонтальный балансировочный станок, контрольный ротор типа B массой 50 кг (таблица 2, ротор N 5).
Заявленное значение по таблице 1: emar = 0,5 г·мм/кг.
Расчет Umar для emar = 0,5 г·мм/кг и m = 50 кг: Umar = 50·0,5 = 25 г·мм.
Расчет дисбаланса, вносимого контрольным грузом: 10·Umar = 250 г·мм.
Для контрольных роторов типа C, используемых с горизонтальными станками для балансировки консольных роторов, Umar рассчитывают так же, как в 9.4.2.2, но с использованием данных из таблицы 7.
Примечание - Эти расчеты дают другие значения дисбалансов контрольных грузов, поскольку:
a) масса ротора типа C отличается от массы ротора типа B;
b) заявленное значение emar (таблица 1) для межопорных роторов может отличаться от аналогичного значения для консольных роторов;
c) контрольный груз для роторов типа C устанавливают на другом расстоянии от оси ротора.
Пример - Горизонтальный балансировочный станок, контрольный ротор типа C массой 19,5 кг (таблица 7, ротор N 3).
Заявленное значение по таблице 1: emar = 2 г·мм/кг.
Расчет Umar для emar = 2 г·мм/кг и m = 19,5 кг: Umar = 19,5·2 = 39 г·мм.
Расчет дисбаланса, вносимого контрольным грузом: 10·Umar = 390 г·мм.
9.4.3.1 Общие положения
В испытаниях данного вида (см. 10.5) используют два контрольных груза на каждую контрольную плоскость: стационарно устанавливаемый и перемещаемый.
Для испытаний с контрольными роторами типов A и B используют контрольные грузы:
a) один (для испытаний в одной плоскости) или два (для испытаний в двух плоскостях) стационарно устанавливаемых контрольных груза, каждый из которых вносит дисбаланс Ustation от 20Umar до 60Umar;
b) один (для испытаний в одной плоскости) или два (для испытаний в двух плоскостях) перемещаемых контрольных груза, каждый из которых вносит дисбаланс Utravel, равный 5Ustation.
Пример - Для того же контрольного ротора и заявленного значения, что и в примере из 9.4.2.3, и стационарно устанавливаемого контрольного груза, создающего дисбаланс 30Umar, получают следующие значения дисбалансов в граммах на миллиметр (г·мм), используемых в испытаниях для определения RUR:
Ustation = 30·Umar = 30·25 г·мм = 750 г·мм;
Utravel = 5·Umar = 3750 г·мм.
9.4.3.3 Контрольный ротор типа C
Для контрольного ротора типа C выполняют те же вычисления, что в 9.4.3.2, однако в целях использования одной и той же диаграммы расчета RUR вместо Ustation = 60Umar берут Ustation = 100Umar.
Примечание - Контрольные грузы для роторов типа C отличаются от контрольных грузов для ротора типа A.
Как вариант испытания для проверки RUR с контрольным ротором типа C могут быть проведены с контрольными грузами, создающими статическую (моментную) неуравновешенность ротора.
В соответствии с принципами и правилами, изложенными в ISO 21940-11, для создания необходимых дисбалансов в случае статической неуравновешенности применяют следующие контрольные грузы:
a) один стационарно устанавливаемый контрольный груз, вносящий дисбаланс Ures station от 20Umar до 60Umar;
b) один перемещаемый контрольный груз, вносящий дисбаланс Ures travel, равный 5Ures station.
Для создания моментной неуравновешенности применяют:
a) два стационарно устанавливаемых контрольных груза, каждый из которых вносит дисбаланс Uc station, равный 4Ures station;
b) два перемещаемых контрольных груза, каждый из которых вносит дисбаланс Uc travel, равный 5Uc station.
9.4.4 Допустимые отклонения массы и положения контрольных грузов
Допустимые отклонения массы непосредственно зависят от целей испытания и не должны приводить к изменению его результатов более чем на 10%.
При проверке Umar отклонение массы не должно превышать +/- 1% заданного значения.
При определении RUR допустимые отклонения массы зависят от заявленного значения этой величины и не должны превышать (в процентах) +/- 0,1·(100% - RUR).
Пример - В испытании для подтверждения заявленного значения RUR = 95% допустимое отклонение массы составляет +/- 0,1·(100 - 95)% = +/- 0,5%.
Контрольные массы устанавливают в контрольных плоскостях с шагом 30°.
Контрольные роторы старой конструкции с восемью отверстиями для установки контрольных грузов в каждой плоскости следует модифицировать так, чтобы они удовлетворяли требованиям настоящего стандарта (см. приложение E).
Нулевые отметки для всех контрольных плоскостей должны совпадать.
Отклонение в положении контрольного груза по каждой из трех осей не должно превышать следующих пределов:
a) в осевом направлении: в процентном выражении по 9.4.4.1 при определении RUR (например, +/- 0,5%), но применительно к расстояниям между контрольными плоскостями;
b) в радиальном направлении: в процентном выражении согласно перечислению a), но применительно к расстоянию контрольного груза от оси ротора;
c) по угловому положению в контрольной плоскости: то же, что в перечислении a), но применительно к угловым единицам (1 рад = 57,3°) (например, +/- 0,5% соответствуют +/- 0,3°).
С целью облегчить проведение испытаний с контрольными роторами типов B и C целесообразно согласовать нулевую отметку контрольного ротора с длиной резьбы концевого привода.
9.4.5 Материал
Контрольные грузы для контрольных роторов малых и средних размеров могут быть столь малы, что это создаст неудобство в работе с ними. В этом случае контрольные грузы целесообразно изготавливать из легких материалов (например, алюминия или пластмассы) для увеличения их размеров.
10.1 Общие положения
В настоящем разделе описаны испытания, проводимые с целью оценки характеристик балансировочного станка в зависимости от его типа. Такие испытания могут выполняться:
a) на стенде изготовителя перед отправкой станка заказчику;
b) после установки станка на стенде/фундаменте заказчика;
c) после замены отдельных частей установленного станка (например, тех, от которых зависят характеристики станка или результаты измерений дисбаланса).
Виды рассматриваемых в настоящем разделе испытаний приведены в таблице 8, которая дополнена также испытаниями:
Таблица 8
ИС МЕГАНОРМ: примечание. Ячейки таблицы, выделенные серым цветом в официальном тексте документа, в электронной версии документа отмечены знаком "&". |
Тип балансировочного станка | Вид испытания (определяемая характеристика) | |||||
Umar | RUR | Isc | Цепь условной балансировки | Повторяемость (см. F.1) | Диапазон частот вращения (см. G.1) | |
С концевым приводом, горизонтальный, двухплоскостной | X | X | & | A | ||
С ременным приводом, горизонтальный, двухплоскостной | X | X | & | A | ||
С двойным приводом, горизонтальный, двухплоскостной | X | X | & | X | ||
Автоматический, горизонтальный, одноплоскостной | X | X | X | A | ||
Автоматический, горизонтальный, многоплоскостной | X | X | & | A | ||
Вертикальный, одноплоскостной | X | X | X | A | ||
Вертикальный, двухплоскостной | X | X | & | X | ||
Автоматический вертикальный | X | X | A | X | ||
Статический | X | X | X | X | & | |
Горизонтальный, одноплоскостной, для консольных роторов | X | X | X | X | ||
Горизонтальный, двухплоскостной, для консольных роторов | X | X | & | X | ||
Для балансировки приводных валов | X | X | & | X | ||
Для балансировки автомобильных осей | X | X | & | X | ||
Одноплоскостной специального назначения | X | X | X | A | ||
Двухплоскостной специального назначения | X | X | & | A | ||
Обозначения в таблице: X - испытания проводят; A - испытания проводят, если станок обладает соответствующими функциями; | ||||||
--------------------------------
Испытания на станке, установленном в месте его применения, определяются по соглашению между заказчиком и изготовителем. Однако для соответствия требованиям настоящего стандарта они должны включать в себя как минимум испытания по определению Umar и RUR, как указано в таблице 9.
Таблица 9
Испытание | Вид испытания (определяемая характеристика) | |||||
Umar | RUR | Isc | Цепь условной балансировки | Повторяемость (см. приложение F) | Диапазон частот вращения (см. приложение G) | |
Испытания у изготовителя | Нет | Нет | A | Да | Нет | |
Испытания у заказчика | Нет | Нет | Нет | |||
Испытания на месте применения станка по согласованию сторон | Нет | Нет | ||||
Обозначения в таблице: A - испытания проводят, если станок обладает соответствующими функциями; | ||||||
10.2 Требования к подтверждению характеристик
Для подтверждения заявленных характеристик балансировочного станка требуется провести следующие испытания по 10.4 и 10.5 на стенде изготовителя и на месте применения станка:
b) определение коэффициента уменьшения дисбаланса RUR;
c) определение чувствительности к моментному дисбалансу Isc (только для одноплоскостных станков);
Указанные испытания входят в состав приемочных испытаний балансировочного станка, а также повторяются на регулярной основе на месте применения станка, чтобы убедиться в его возможности продолжать выполнение своих функций. Если станок имеет двойной привод (ременный и концевой), то испытания проводят для каждого типа привода, однако можно ограничиться испытаниями только для наиболее часто используемого типа привода или по соглашению между пользователем и лицом, проводящим испытания, ограничить объем испытаний в случае отсутствия изменений в установке станка.
Контрольные роторы типов A и B выбирают в соответствии с типом балансировочного станка (см. 9.2). Контрольный ротор типа C используют для горизонтальных балансировочных станков только по предварительному соглашению изготовителя и заказчика и в том случае, если данный станок будет использован для балансировки консольных роторов. Если роторы типов A, B и C непредставительны для балансируемых роторов с точки зрения их массы и геометрии, то используют контрольный ротор пользователя.
Примечание - В таблицах 10 <*> и 11 <*> дан обзор методов испытаний для определения Umar и RUR с применением роторов типов A, B и C.
--------------------------------
Испытания, указанные в перечислениях a) - d), представляют собой минимальный набор процедур, необходимый для демонстрации соответствия требованиям настоящего стандарта. Однако этих испытаний недостаточно, чтобы подтвердить соответствие требованиям для всех условий применения станка, а также для точного определения причин несоответствий.
В случае выявления несоответствий после устранения их причин испытания повторяют в полном объеме.
Станок считают соответствующим требованиям настоящего стандарта, если он удовлетворительно прошел все обязательные испытания.
К дополнительным испытаниям относят:
10.3 Выбор частоты вращения
Частота вращения контрольного ротора при испытаниях должна быть выбрана по согласованию между изготовителем и заказчиком из следующих возможных вариантов (см. таблицу 1):
a) типичная частота вращения балансировочного станка, указанная изготовителем;
b) от 10% до 20% максимально допустимой частоты вращения контрольного ротора (см. таблицы 5 - 7), если она входит в диапазон частот вращения балансировочного станка;
c) типичная частота вращения, которую заказчик предполагает использовать при балансировке своих изделий;
d) частота вращения, определенная пользователем, если используется контрольный ротор пользователя.
10.4.1 Общие положения
Umar - наименьшее значение остаточного дисбаланса в граммах на миллиметр (г·мм), которое может быть достигнуто в результате балансировки на данном балансировочном станке.
Цель испытания - подтвердить способность станка к балансировке ротора до достижения заявленного значения Umar.
Процедура описана для случая динамической балансировки. Указаны также особенности ее выполнения в случае балансировки в одной плоскости.
В таблице 11 дан обзор методов испытаний для определения Umar с применением роторов с характеристиками по таблице 5.
10.4.2.1 Определение контрольных плоскостей
Выполняют настройку станка под данный ротор. Тарировку и настройку осуществляют путем размещения грузов в плоскостях, не являющихся контрольными плоскостями ротора (см. таблицы 5 и 6).
Контрольные плоскости для роторов типов A, B и C указаны в таблице 10, которую следует применять совместно с таблицей 6.
Таблица 10
для испытаний, описанных в таблице 11
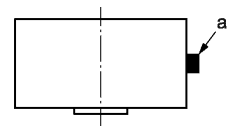
Вид станка | Расположение центра масс ротора | Контрольный ротор (см. 9.2) | Вид балансировки |
Вертикальный | - | 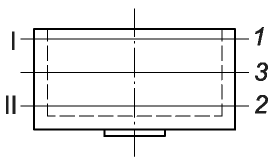 Тип A | Статическая, динамическая |
Горизонтальный | Между опорами | 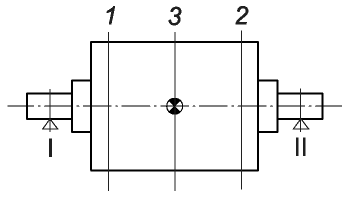 Тип B | Статическая, динамическая |
За опорами | 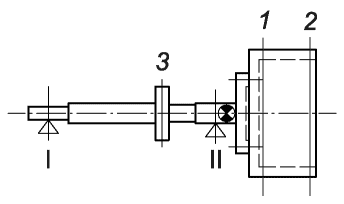 Тип C | Статическая, динамическая | |
Обозначения на рисунках: 1, 2, 3 - контрольные плоскости; I, II - измерительные плоскости для проверки Umar | |||
Таблица 11
Определение Umar (см. 10.4) | Определение RUR (см. 10.5) | ||
Статическая балансировка | Контрольный груз в плоскости 3 | ||
 | Контрольный груз, создающий дисбаланс 10Umar в плоскости 3. Измерение статического дисбаланса | 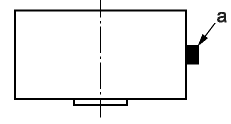 | Ustation: 20Umar - 60Umar Utravel: 5Ustation Измерение статического дисбаланса |
Динамическая балансировка (плоскости коррекции вблизи контрольных плоскостей 1 и 2) | Контрольные грузы в плоскостях 1 и 2 | ||
 | Контрольный груз, создающий дисбаланс 10Umar в плоскости 3. Измерения в плоскостях I и II | 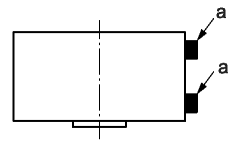 | Ustation: 20Umar - 60Umar Utravel: 5Ustation Измерения в плоскостях 1 и 2 |
Статическая балансировка | Контрольный груз в плоскости 3 | ||
 | Контрольный груз, создающий дисбаланс 10Umar в плоскости 3. Измерение статического дисбаланса | 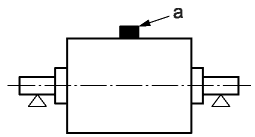 | Ustation: 20Umar - 60Umar Utravel: 5Ustation Измерение статического дисбаланса |
Динамическая балансировка (плоскости коррекции вблизи контрольных плоскостей 1 и 2) | Контрольные грузы в плоскостях 1 и 2 | ||
 | Контрольный груз, создающий дисбаланс 10Umar в плоскости 3. Измерения в плоскостях I и II | 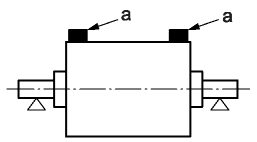 | Ustation: 20Umar - 60Umar Utravel: 5Ustation Измерения в плоскостях 1 и 2 |
Статическая балансировка | Контрольный груз в плоскости 1 | ||
 | Контрольный груз, создающий дисбаланс 10Umar в плоскости 3. Измерение статического дисбаланса | 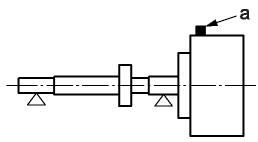 | Ustation: 60Umar - 100Umar Utravel: 5Ustation Измерение статического дисбаланса |
Динамическая балансировка (плоскости коррекции вблизи контрольных плоскостей 1 и 2) | Контрольные грузы в плоскостях 1 и 2 | ||
 | Контрольный груз, создающий дисбаланс 10Umar в плоскости 3. Измерения в плоскостях I и II | 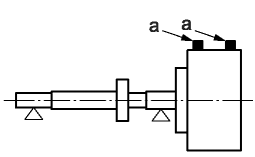 | Ustation: 60Umar - 100Umar Utravel: 5Ustation Измерения в плоскостях 1 и 2 |
Нумерация плоскостей в соответствии с таблицей 10. | |||
<a> Контрольный груз. | |||
Необходимо убедиться, что дисбаланс в каждой из контрольных плоскостей контрольного ротора не превышает 5Umar (в случае испытаний в одной плоскости - 10Umar). При необходимости дисбаланс уменьшают, размещая грузы таким образом, чтобы это не влияло на выполнение последующих этапов данного испытания (например, в плоскостях коррекции для ротора типа B или на торце ротора, как показано позицией 2 на рисунке 5).
10.4.3 Внесение дисбалансов
К ротору прикрепляют две пробные массы (например, кусочки пластилина). Каждая из них должна создавать дисбаланс от 5Umar до 10Umar. Эти массы нельзя размещать:
a) в одной радиальной плоскости;
b) в плоскости коррекции ротора;
c) в контрольной плоскости ротора;
d) под одним углом;
e) под углом 180° друг к другу.
Пример - Для ротора типа B эти массы прикрепляют к поверхности бочки ротора как можно ближе к контрольным плоскостям.
В случае испытаний в одной плоскости берут одну массу, создающую дисбаланс от 10Umar до 20Umar.
10.4.4 Считывание показаний
Показания начального дисбаланса (и после каждого шага коррекции - см. 10.4.5) вносят в форму по таблице 1.
Посредством стандартной процедуры балансировки для данного балансировочного станка уменьшают (насколько возможно) дисбаланс контрольного ротора, используя для этого не более четырех пусков (циклов измерений).
В процессе балансировки размещают корректирующие массы в плоскостях коррекции (например, в плоскостях коррекции для ротора типа B или на торце ротора, как показано позицией 2 на рисунке 5).
Полученные в результате измерительных циклов значения и углы дисбалансов записывают в формате, соответствующем таблице 12.
Примечание - Если остаточный дисбаланс не удается понизить до значений менее 0,5Umar в каждой плоскости при динамической балансировке или менее Umar при статической балансировке, можно предположить, что балансировочный станок не выдержит испытание по подтверждению Umar.
Таблица 12
Дата проведения испытаний: Место проведения испытаний: Лицо, обслуживающее балансировочный станок: Лицо, проводящее измерения: | ||||||
Балансировочный станок, изготовитель: Модель: | ||||||
Контрольный ротор, тип: | ||||||
N | Масса, кг: | |||||
Umar, г·мм: | 10Umar, г·мм: | |||||
Контрольный груз, г: | Расстояние от оси вала (радиус), мм: | |||||
Частота вращения, мин-1 | ||||||
Измерительные циклы | Дисбаланс, плоскость 1 | Дисбаланс, плоскость 2 | Вносимая корректирующая масса, г·мм | |||
Значение Umar, г·мм | Угол, градус | Значение Umar, г·мм | Угол, градус | |||
Пуск 1 (начальный дисбаланс) | ||||||
Пуск 2 | ||||||
Пуск 3 | ||||||
Пуск 4 | ||||||
Пуск 5 (остаточный дисбаланс) | Не допускается | |||||
Пуск 6 (после поворота системы координат на 60°) | Не допускается | |||||
При испытании горизонтальных балансировочных станков после проведения этапов, описанных в 10.4.2 - 10.4.5, изменяют систему угловых координат станка на 60°.
Если после изменения угловой системы координат показания при последующем (шестом) пуске не могут быть признаны удовлетворительными (см. примечание к 10.4.5), причину этого необходимо выявить и устранить, прежде чем испытания будут продолжены.
Измерительную систему балансировочного станка настраивают для считывания показаний в плоскостях измерения дисбаланса в соответствии с таблицами 10 <*> и 11 <*>.
--------------------------------
В плоскость 3 устанавливают контрольный груз, создающий дисбаланс 10Umar (см. 9.4.1). Осуществляют пуск ротора, измеряют значения дисбалансов и записывают их в формате, соответствующем таблице 13.
Таблица 13
Угловое положение контрольного груза | Значение дисбаланса | |||
Плоскость 1 | Плоскость 2 | Плоскость 1 | Плоскость 2 | |
0 | ||||
30 | ||||
60 | ||||
90 | ||||
120 | ||||
150 | ||||
180 | ||||
210 | ||||
240 | ||||
270 | ||||
300 | ||||
330 | ||||
Сумма | ||||
Примечание - В случае станков для статической балансировки результаты измерений и вычислений вносят в столбцы для плоскости 1. | ||||
Контрольный груз устанавливают во все отверстия плоскости 3 в произвольной последовательности. Для каждого положения контрольного груза осуществляют пуск ротора, измеряют значения дисбалансов в обеих плоскостях и записывают их в формате таблицы 13.
10.4.9 Оценка Umar
Вычисляют среднеарифметическое значение для каждой плоскости, суммируя значение показаний для этой плоскости по всем пускам и деля полученное значение на 12. Вычисленное среднеарифметическое значение вносят в контрольный лист испытаний [см. таблицу 13 (строка "Среднеарифметическое")].
Показания для каждой плоскости делят на полученное среднеарифметическое значение для данной плоскости и результаты записывают в контрольный лист испытаний [см. таблицу 13 (столбец "Относительное значение дисбаланса")].
10.4.9.2 Построение графика
Для полученных относительных значений дисбаланса строят график на разграфленном листе (см. рисунок 7).
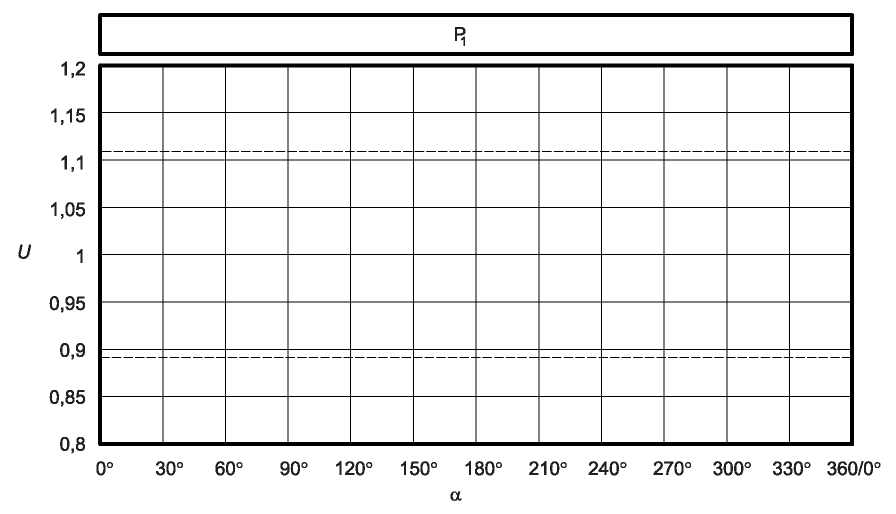
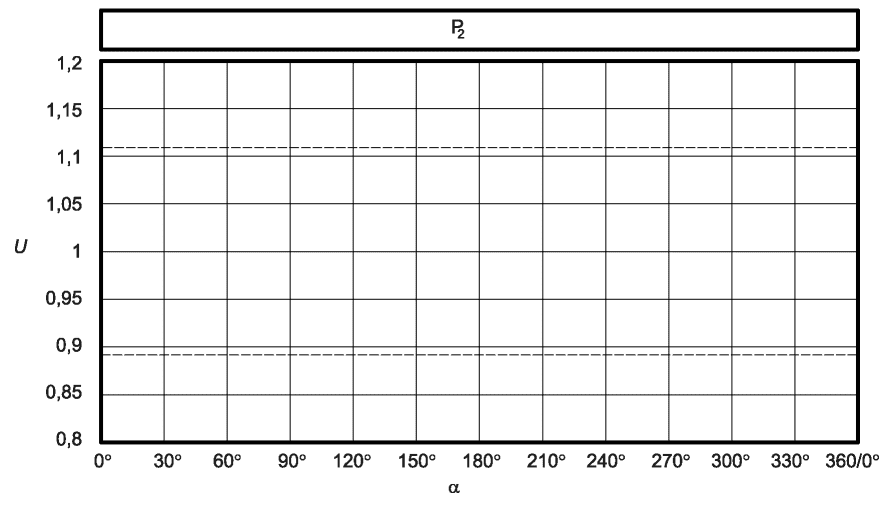
Примечание - Измеренное значение дисбаланса отложено в долях среднеарифметического значения.
U - полученные значения дисбаланса;  - угловое положение
- угловое положение
контрольного груза; P1 - плоскость 1; P2 - плоскость 2
На разграфленном листе (см. рисунок 7) средняя горизонтальная линия соответствует среднеарифметическому значению показаний в данной плоскости. Две пунктирные линии, соответствующие значениям 0,88 и 1,12, представляют собой 12%-ные границы от среднеарифметического значения, которые учитывают заявленное значение Umar с добавлением 20% на влияние отклонений в положении контрольных масс и статистический разброс результатов измерений.
10.4.9.4 Решение по результатам испытаний
Балансировочный станок считают успешно прошедшим проверку (т.е. в процессе испытаний подтверждено заявленное значение Umar), если на построенном графике (см. рисунок 7) все точки, за исключением максимум одной, лежат в диапазоне между двумя пунктирными линиями.
10.5.1 Определение RUR на балансировочном станке для статической балансировки
В случае горизонтальных или вертикальных станков для статической балансировки испытание данного вида проводят только в целях совместной проверки погрешностей индикации значения и угла статического дисбаланса.
В таблице дан обзор методов испытаний для определения Umar и RUR.
10.5.2 Определение RUR на балансировочном станке для динамической балансировки
В случае горизонтальных или вертикальных станков для динамической балансировки испытание данного вида проводят для совместной проверки погрешностей индикации значения и угла моментного дисбаланса, а также разделения плоскостей коррекции.
Примечание - Для консольных контрольных роторов типа C допускается проведение испытаний с наборами симметричных (кососимметричных) контрольных грузов. Особенности таких испытаний описаны в настоящем подразделе.
10.5.3 Общие положения
Содержание испытания и метод записи показаний индикаторов сформулированы таким образом, чтобы оператор станка не мог заранее знать ожидаемых результатов. Это позволяет уменьшить возможное влияние человеческого фактора на ход проверки.
Испытание включает в себя 11 измерительных циклов. Испытания проводят с использованием стационарно устанавливаемых и перемещаемых контрольных грузов (см. 9.4.3), размещаемых в каждой контрольной плоскости.
Полученные показания записывают в контрольный лист в формате, показанном в таблице 12, для последующего графического отображения и оценки результатов.
Существуют различия между контрольными листами для испытаний в двух (см. таблицу 14) и одной (см. таблицу 15) плоскостях. Контрольные листы должны быть подготовлены до проведения испытаний, чтобы вносить в них данные испытаний по мере получения.
10.5.4 Заполнение контрольных листов
Подготовка контрольного листа (см. таблицу 14) включает в себя следующее:
a) заполняют данные в верхней части контрольного листа;
b) произвольным образом выбирают в контрольной плоскости 1 одно из 12 возможных положений стационарно устанавливаемого контрольного груза и записывают соответствующее угловое значение в ячейке строки "Пуск 1" и столбца "Плоскость 1, стационарный";
c) выбирают в контрольной плоскости 2 положение для стационарно устанавливаемого контрольного груза таким образом, чтобы он не был расположен под одним углом или под углом 180° со стационарным грузом в плоскости 1. Записывают соответствующее угловое значение в ячейке строки "Пуск 1" и столбца "Плоскость 2, стационарный";
d) произвольным образом выбирают в контрольной плоскости 1 одно из 11 оставшихся возможных положений перемещаемого контрольного груза в качестве начального и записывают соответствующее угловое значение в ячейке строки "Пуск 1" и столбца "Плоскость 1, перемещаемый";
e) произвольным образом выбирают начальное положение для перемещаемого контрольного груза в плоскости 2 и записывают соответствующее угловое значение в ячейке строки "Пуск 1" и столбца "плоскость 2, перемещаемый";
f) вводят последовательные угловые значения для каждого из перемещаемых контрольных грузов следующим образом:
1) в порядке возрастания с шагом 30° в контрольной плоскости 1,
2) в порядке убывания с шагом 30° в контрольной плоскости 2.
Таблица 14
Организация: | ||||||||||||
Место проведения испытания: | ||||||||||||
Балансировочный станок, изготовитель: | Модель: | |||||||||||
Лицо, обслуживающее балансировочный станок: | ||||||||||||
Лицо, проводящее измерения: | Дата испытания: | |||||||||||
Контрольный ротор, тип: | N | Масса, кг: | ||||||||||
Заявленное значение emar, г·мм/кг: | ||||||||||||
Заявленное значение Umar, г·мм: | ||||||||||||
Umar, г·мм: | ||||||||||||
Стационарно устанавливаемый контрольный груз: | ||||||||||||
Масса, г: | Радиус, мм: | Ustation, г·мм: | ||||||||||
Перемещаемый контрольный груз: | ||||||||||||
Масса, г: | Радиус, мм: | Utravel, г·мм: | ||||||||||
Частота вращения ротора, мин-1: | ||||||||||||
Пуск | Угловое положение контрольных грузов | Дисбаланс, плоскость 1 | Дисбаланс, плоскость 2 | |||||||||
Плоскость 1 | Плоскость 2 | Значение, г·мм | Угол, градус | Относительное значение, Ustation | Значение, г·мм | Угол, градус | Относительное значение, Ustation | |||||
2 | - | - | ||||||||||
3 | - | - | ||||||||||
4 | - | - | ||||||||||
5 | - | - | ||||||||||
6 | - | - | ||||||||||
7 | - | - | ||||||||||
8 | - | - | ||||||||||
9 | - | - | ||||||||||
10 | - | - | ||||||||||
11 | - | - | ||||||||||
Таблица 15
Организация: | |||||||
Место проведения испытания: | |||||||
Балансировочный станок, изготовитель: | Модель: | ||||||
Лицо, обслуживающее балансировочный станок: | |||||||
Лицо, проводящее измерения: | Дата испытания: | ||||||
Контрольный ротор, тип: | N | Масса, кг: | |||||
Заявленное значение emar, г·мм/кг: | |||||||
Заявленное значение Umar, г·мм: | |||||||
Umar, г·мм: | |||||||
Стационарно устанавливаемый контрольный груз: | |||||||
Масса, г: | Радиус, мм: | Ustation, г·мм: | |||||
Перемещаемый контрольный груз: | |||||||
Масса, г: | Радиус, мм: | Utravel, г·мм: | |||||
Частота вращения ротора, мин-1: | |||||||
Пуск | Угловое положение контрольных грузов, плоскость 3 | Дисбаланс, плоскость 3 | |||||
Значение, г·мм | Угол, градус | Относительное значение, Ustation | |||||
Стационарный, градус | Перемещаемый, градус | ||||||
1 | |||||||
2 | |||||||
3 | |||||||
4 | |||||||
5 | |||||||
6 | |||||||
7 | |||||||
8 | |||||||
9 | |||||||
10 | |||||||
11 | |||||||
При изменении угловых положений перемещаемого груза "перепрыгивают" положение стационарно установленного груза (поскольку в одном угловом положении два груза одновременно быть установлены не могут).
При использовании симметричных (кососимметричных) грузов применяют ту же таблицу 14, но процедуру заполнения изменяют следующим образом:
3) положение системы кососимметричных грузов определяется положением груза в плоскости 1; в плоскости 2 размещают груз той же массы под углом 180°,
4) плоскость 2 рассматривают как центральную плоскость (между плоскостями 1 и 2), в которую помещают груз, создающий статический дисбаланс.
10.5.4.2 Испытания в трех и более плоскостях
Для испытаний с использованием трех и более контрольных плоскостей контрольные листы, показанные в таблицах 12 и 13, изменяют таким образом, чтобы включить в них дополнительные плоскости. Принцип испытаний при этом остается тот же, что и для случая двух контрольных плоскостей.
10.5.4.3 Контрольные листы для испытаний в одной плоскости
Контрольный лист для испытаний в одной плоскости имеет формат, показанный в таблице 15. Выбор положений для стационарно устанавливаемого и перемещаемого контрольных грузов аналогичен указанному для плоскости 1 в случае испытаний в двух плоскостях.
10.5.5 Настройка измерительной системы
Измерительную систему станка настраивают для считывания показаний дисбаланса в контрольных плоскостях (см. таблицы 10 <*> и 11 <*>).
При использовании симметричных/кососимметричных систем грузов для контрольного ротора типа C станок настраивают для считывания показаний главного момента дисбалансов, приведенного к плоскостям 1 и 2, и главного вектора дисбалансов, приведенного к центральной плоскости (между плоскостями 1 и 2).
10.5.6.1 Подготовка к испытанию
Если испытанию по оценке RUR не предшествовали испытания по проверке Umar, то вначале выполняют этапы, описанные в 10.4.2 - 10.4.6.
10.5.6.2 Контрольные плоскости
Контрольные плоскости выбирают в соответствии с таблицей 11 <*>.
--------------------------------
При испытаниях с симметричными/кососимметричными грузами плоскости 1 и 2 используют для размещения кососимметричных грузов, а центральную плоскость (между плоскостями 1 и 2) - для груза, создающего статический дисбаланс.
В контрольных плоскостях размещают стационарно устанавливаемые и перемещаемые контрольные грузы в начальном положении (как указано в строке "Пуск 1" таблицы 14).
Осуществляют пуск ротора, измеряют и записывают значения и углы дисбаланса в контрольный лист.
Изменяют положение перемещаемых контрольных грузов в соответствии с контрольным листом, осуществляют пуск ротора, измеряют и записывают полученные значения и углы дисбаланса в контрольный лист, повторяют эту операцию до тех пор, пока перемещаемыми грузами не будут пройдены все 11 положений.
Для получения значений в относительных единицах делят полученные значения дисбаланса на значение дисбаланса Ustation, создаваемого стационарно установленным контрольным грузом. Результаты вносят в соответствующие столбцы контрольного листа.
10.5.7 Графическое представление данных
10.5.7.1 Диаграмма оценки RUR
Каждая диаграмма оценки RUR (см. рисунок 8 для испытаний в двух плоскостях и рисунок 9 для испытаний в одной плоскости) содержит 11 наборов концентрических окружностей (изолиний RUR), соответствующих своему значению коэффициента уменьшения дисбаланса (соответственно 95%, 90%, 85% и 80% при движении от внутренней окружности к внешней).
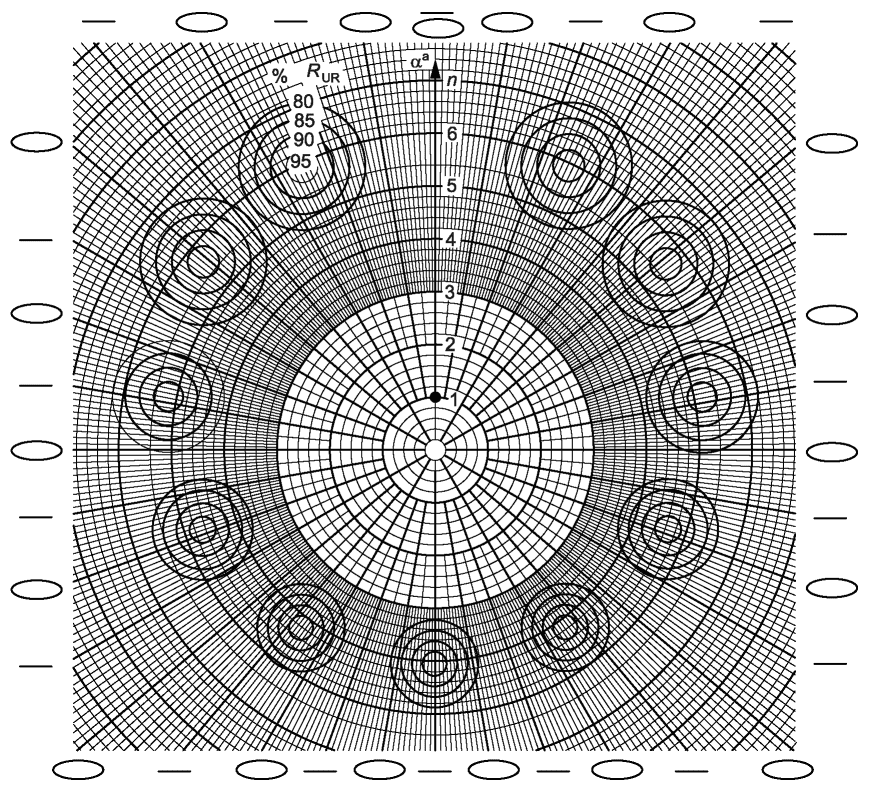
Подтвержденное значение RUR:
График составил:
--------------------------------
<a> Нулевой угол соответствует положению стационарно установленного контрольного груза.
n - значения дисбаланса в единицах Ustation;  - угловое
- угловое
положение стационарно установленного груза
(указывается вертикальной стрелкой);
% RUR - коэффициент уменьшения дисбаланса, %;
в двух плоскостях
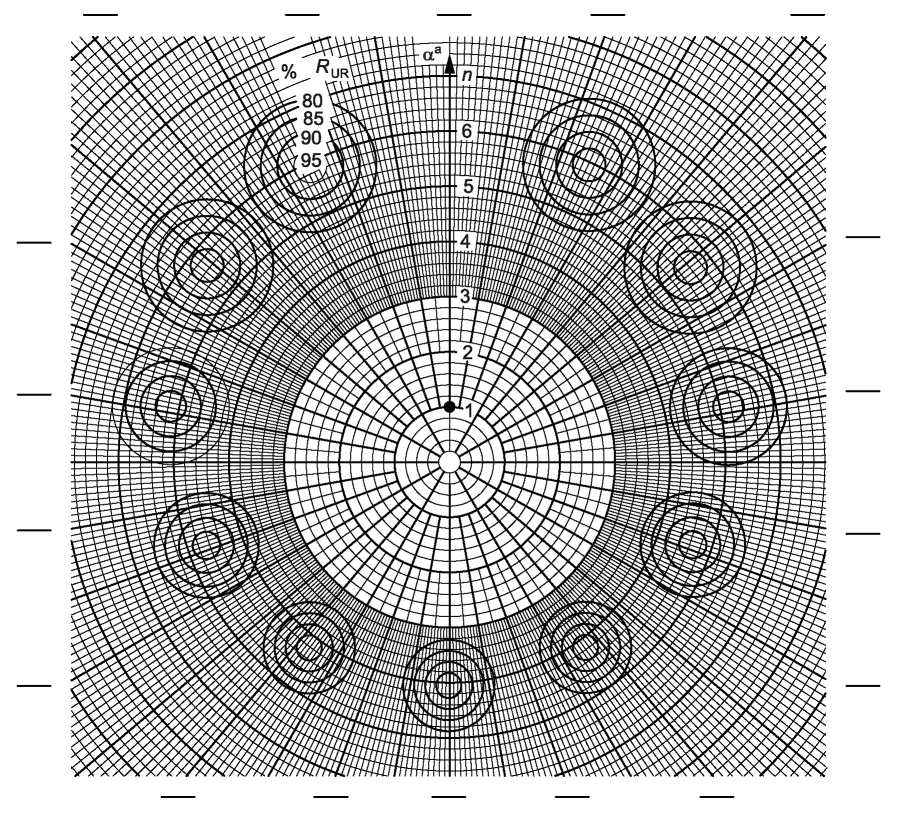
Подтвержденное значение RUR:
График составил:
--------------------------------
<a> Нулевой угол соответствует положению стационарно установленного контрольного груза.
n - значения дисбаланса в единицах Ustation;  - угловое
- угловое
положение стационарно установленного груза (указывается
вертикальной стрелкой); % RUR - коэффициент уменьшения
дисбаланса, %;  - плоскость 3
- плоскость 3
в одной плоскости
Инструкция по построению диаграммы приведена в приложении B.
10.5.7.2 Испытания в двух плоскостях
При испытаниях в двух плоскостях (см. рисунок 8) выполняют следующие этапы:
a) записывают значение углового положения стационарно установленного контрольного груза в плоскости 1 в короткой строке над стрелкой диаграммы оценки RUR. Принимая данное угловое значение за исходное, строят угловую шкалу для плоскости 1, для чего в короткие строки над каждой из радиальных линий, идущих с интервалом 20°, вписывают соответствующее значение угла (по часовой стрелке);
b) поскольку угловое положение стационарно установленного контрольного груза в плоскости 2 отличается от положения аналогичного груза в плоскости 1, на той же диаграмме размечают шкалу для плоскости 2. С целью избежать наложения на шкалу плоскости 1 значения углов вписывают в овалы над радиальными линиями, расположенными посередине между радиальными линиями шкалы плоскости 1;
c) полученные (и внесенные в контрольный лист) в ходе измерений дисбалансы в плоскости 1 (выраженные через их значения относительно Umar и угловые положения) наносят на диаграмму в виде точек, используя для этого построенную шкалу плоскости 1;
d) ту же самую операцию повторяют для измеренных дисбалансов в плоскости 2. Для отличия точек, соответствующих дисбалансам в плоскостях 1 и 2, последние обводят в кружок.
Для испытаний с использованием системы симметричных и кососимметричных грузов плоскость 1 рассматривают как определяющую положение кососимметричных грузов, а плоскость 2 - симметричных (см. 10.6.2).
10.5.7.3 Испытания в одной плоскости
Для данного вида испытаний используют диаграмму с одной системой угловых координат (см. таблицу 15 <*>).
--------------------------------
10.5.8 Решение по результатам испытаний
Если точка на диаграмме попадает в область, ограниченную внутренней окружностью, ей приписывают значение RUR, равное 95%, если между окружностями, соответствующими коэффициенту уменьшения дисбаланса 95% и 90%, - то 90% и т.д.
Если изготовителем для коэффициента уменьшения дисбаланса заявлено некоторое промежуточное значение (не совпадающее с 95%, 90%, 85% или 80%), то на диаграмму могут быть нанесены промежуточные окружности соответствующего диаметра (см. приложение B).
Все точки на диаграмме оценки RUR, за исключением максимум одной для каждой плоскости, должны попасть внутрь окружностей, соответствующих заявленному значению коэффициента уменьшения дисбаланса. Если данное условие не выполнено, балансировочный станок считают не прошедшим данное испытание.
10.6 Проверка влияния моментной неуравновешенности на показания индикатора балансировочного станка для статической балансировки
10.6.1 Подготовка к испытаниям
Способность подавлять влияние моментной неуравновешенности на показания дисбаланса проверяют для горизонтальных и вертикальных станков для статической балансировки.
Предварительно контрольный ротор балансируют в соответствии с 10.4.5.
Устанавливают по одному контрольному грузу (например, из числа применяемых в качестве перемещаемых контрольных грузов в испытании по оценке RUR) в плоскостях 1 и 2 под углом 180° друг к другу и считывают показание статического дисбаланса. После этого положение контрольных грузов изменяют с шагом 90° (три раза) и каждый раз проводят измерения статического дисбаланса.
10.6.3 Решение по результатам испытаний
Ни одно из четырех полученных значений статического дисбаланса не должно превышать сумму заявленного минимально достижимого остаточного дисбаланса Umar и вносимого моментного дисбаланса, умноженного на заявленный изготовителем коэффициент влияния моментной неуравновешенности Isc.
Согласно ISO 219402 коэффициент влияния моментной неуравновешенности Isc представляет собой отношение изменения показания индикатора дисбаланса балансировочного станка для статической балансировки при внесении кососимметричных масс к значению дисбаланса, создаваемого этими массами.
Величину Isc вычисляют по формуле
 (4)
(4)где Us - изменение показания статического дисбаланса после внесения моментного дисбаланса;
Uc - значение внесенного моментного дисбаланса.
10.7 Проверка работы цепи условной балансировки
10.7.1 Подготовка к испытаниям
Цепь условной балансировки должна обеспечивать компенсацию начального дисбаланса таким образом, чтобы его наличие не отражалось на показаниях индикатора дисбаланса.
Примечание - При проведении данного испытания процедуру поворота ротора на 180° имитируют перемещением контрольных грузов.
Для испытаний используют контрольный ротор, для которого выполнена балансировка по 10.4.5, или ротор с подтвержденным значением дисбаланса в каждой плоскости менее 5Umar (см. 10.4.2.2).
10.7.2 Проведение испытаний
В плоскости 1 размещают:
a) стационарно устанавливаемый контрольный груз, вносящий дисбаланс Ustation, под углом 30°,
b) перемещаемый контрольный груз, вносящий дисбаланс Utravel, под углом 150°.
В плоскости 2 размещают:
c) стационарно устанавливаемый контрольный груз, вносящий дисбаланс Ustation, под углом 150°,
d) перемещаемый контрольный груз, вносящий дисбаланс Utravel, под углом 30°.
Осуществляют пуск балансировочного станка и первый шаг настройки цепи условной балансировки в соответствии с руководством изготовителя.
Для имитации поворота ротора на 180° вносят следующие изменения в положения перемещаемых контрольных грузов:
e) в плоскости 1: из положения под углом 150° в положение под углом 330°;
f) в плоскости 2: из положения под углом 30° в положение под углом 210°.
Осуществляют пуск балансировочного станка и второй шаг настройки цепи условной балансировки в соответствии с руководством изготовителя.
Удаляют:
g) перемещаемый контрольный груз, находившийся под углом 330° в плоскости 1;
h) перемещаемый контрольный груз, находившийся под углом 210° в плоскости 1.
Примечание - Стационарно установленные контрольные грузы в плоскостях 1 (под углом 30°) и 2 (под углом 150°) остаются на своих местах.
Осуществляют пуск балансировочного станка и настраивают цепь условной балансировки в состояние для индикации дисбаланса ротора.
10.7.3 Решение по результатам испытаний
Цепь условной балансировки считают успешно прошедшей испытания, если после ее настройки показания индикатора не будут превышать 0,02Ustation.
Специализированные балансировочные станки могут иметь две независимые цепи условной балансировки. Для таких станков каждую цепь проверяют по отдельности.
10.8 Сокращенные испытания
10.8.1 Общие положения
Объем испытаний в отношении оценки Umar и RUR можно сократить, если перед этим балансировочный станок прошел типовые испытания или периодические проверки на месте применения (см. 10.4).
Сокращение испытаний связано с уменьшением числа измерительных циклов.
10.8.2 Сокращенное испытание по проверке Umar
Сокращенное испытание включает в себя следующие этапы:
b) при выполнении процедуры, описанной в 10.4.8, пропускают каждое второе угловое положение для перемещаемого контрольного груза, уменьшая тем самым число измерительных циклов до шести.
Примечание - Оставшиеся угловые положения равномерным образом распределяют по окружности ротора (например: 0°, 60°, 120°, 180°, 240°, 300°);
c) выполняют процедуры, описанные в 10.4.9.1 - 10.4.9.3, но при вычислении арифметического среднего деление осуществляют не на 12, а на 6;
d) станок считают успешно прошедшим испытания, если на графике все точки без исключения лежат в диапазоне между двумя пунктирными линиями на рисунке 7 (уровнями 0,88 и 1,12).
10.8.3 Сокращенное испытание по оценке RUR
Сокращенная проверка включает в себя следующие этапы:
a) выполняют процедуры, описанные в 10.5.4.1, но пропуская при перемещении контрольного груза позиции, отстоящие от точки размещения стационарно установленного контрольного груза на угол, кратный 60°. Это позволит сократить число измерительных циклов до шести;
b) вносят значения углового положения контрольных грузов, возрастающие (убывающие) с шагом 60°, в контрольный лист, как описано в 10.5.6;
c) выполняют шесть последовательных пусков согласно 10.5.6.3;
d) все точки без исключения на диаграмме оценки RUR должны лежать внутри (или на границе) окружностей, соответствующих заявленному значению коэффициента уменьшения дисбаланса.
(рекомендуемое)
A.1 Общие положения
В настоящем приложении приведены рекомендации в отношении минимального объема информации, которую заказчику следует предоставить изготовителю, чтобы получить от него продукцию в соответствии с пожеланиями заказчика.
A.2 Роторы, подлежащие балансировке
A.2.1 Основные сведения
Основные сведения в отношении роторов, подлежащих балансировке пользователем, включают в себя по крайней мере следующее:
a) предельные характеристики ротора (массу, габаритные размеры, допуски и т.п.);
b) если балансировочный станок предназначен для балансировки роторов разных типов, то данные, приведенные по форме таблицы A.1, для каждого типа. Следует указать максимальные и минимальные габаритные размеры ротора;
c) если балансировочный станок предназначен для балансировки ограниченной партии роторов массового производства, то вместо данных по таблице A.1 должны быть приведены детальные сведения о данном роторе с приложением чертежей.
Таблица A.1
ИС МЕГАНОРМ: примечание. Ячейки таблицы, выделенные серым цветом в официальном тексте документа, в электронной версии документа отмечены знаком "&". |
Характеристика | Тип ротора <a> | Единица измерения | ||||
1 | 2 | 3 | 4 | ... | ||
Масса | кг | |||||
Количество <b> | & | |||||
Требуемая производительность <c> | шт./ч (шт./сут) <d> | |||||
Размеры (см. рисунки A.2 и A.3) | мм | |||||
Большой диаметр D | мм | |||||
мм | ||||||
Максимальная длина L | мм | |||||
Диаметры цапф d <e> | мм | |||||
Расстояние между центрами цапф W <e> | мм | |||||
Положение плоскости коррекции A | мм | |||||
Положение плоскости коррекции B | мм | |||||
Положение плоскости коррекции C | мм | |||||
Зазор с концом приводного вала P <f> | мм | |||||
Частота вращения | мин-1 | |||||
Критическая частота вращения <g> | мин-1 | |||||
Момент инерции <h> | кг·м2 | |||||
Аэродинамическое сопротивление <i> | Н | |||||
Мощность и частота вращения привода | кВт; мин-1 | |||||
Максимальный начальный дисбаланс <j> | г·мм | |||||
Допустимый дисбаланс <k> | г·мм | |||||
Число плоскостей коррекции <l> | & | |||||
& | ||||||
Способы коррекции распределения масс <n> | & | |||||
<a> Классы и назначение роторов (например, коленчатый вал четырехцилиндрового двигателя, маховик, ротор воздуходувки, ротор электродвигателя, ротор вентилятора). <b> Приблизительное число роторов данного типа, которые подвергают балансировке, прежде чем перейти к балансировке роторов другого типа. <g> Примерная первая собственная частота изгибных колебаний многоопорного ротора (например, коленчатого вала) в предположении, что ротор жестко опирается на две крайние цапфы. | ||||||
A.2.2 Дополнительные сведения
Дополнительные сведения, предоставляемые заказчиком, должны включать в себя по крайней мере следующее:
a) по возможности подробные чертежи типичных роторов, подлежащих балансировке. Это особенно важно для роторов с нестандартной геометрией (см. рисунки A.2 и A.3);
b) положение плоскостей коррекции, если одна из них или обе расположены по одну сторону от цапф ротора;
c) будет ли станок использован для балансировки консольных роторов. Если да, то каковы будут нагрузка в точке B и отрывающее усилие в точке A (см. рисунок A.1);
d) имеет ли место нагрузка в осевом направлении (только для горизонтальных балансировочных станков). Если да, то приводят ожидаемые значение и направление действия этой нагрузки во время балансировки;
e) есть ли необходимость в поставке изготовителем специальной оснастки (например, переходников привода, шкивов, монтажных переходников, оправок);
f) чистоту поверхности, круглость и твердость поверхности цапф ротора;
g) подлежат ли роторы балансировке в собственных подшипниках. Если да, то приводят подробные сведения о подшипниках, включая их тип, максимальный наружный диаметр и пр.
h) есть ли предпочтительная частота вращения при балансировке. Если да, то приводят пояснения;
i) есть ли у пользователя предпочтения в отношении способа коррекции распределения масс ротора (сверление, фрезерование, пр.);
j) характерные особенности ротора, которые необходимо принять во внимание изготовителю (создаваемое вращающееся магнитное поле, аэродинамические эффекты и т.д.);
k) особые требования к испытаниям роторов;
l) требования к производительности балансировочного станка.
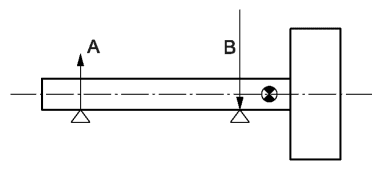
A, B - нагрузки на опоры
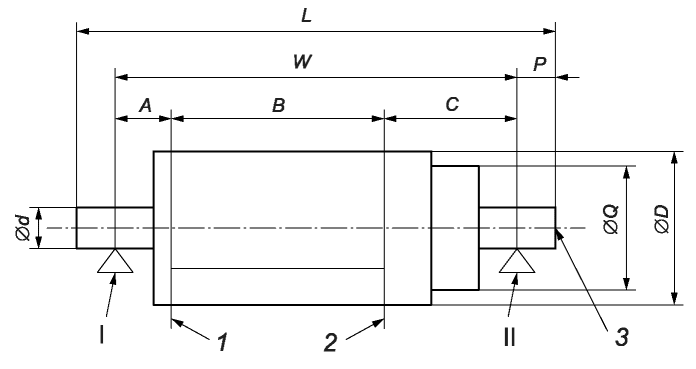
Примечание - Обозначения геометрических величин приведены в таблице A.1.
1, 2 - плоскости коррекции; 3 - приводной вал;
I, II - плоскости опор
балансировочного станка
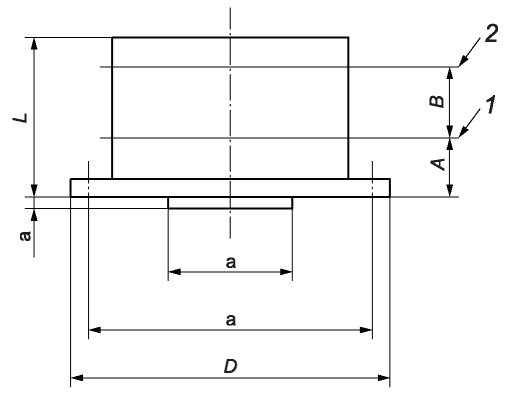
Примечание - Обозначения геометрических величин приведены в таблице A.1.
1, 2 - плоскости коррекции; a - монтажные размеры, включая
число отверстий под болты и их диаметр, размеры деталей
для сборки ротора в узел
балансировочного станка
A.3 Дополнительная информация технического характера
Дополнительная техническая информация, предоставляемая заказчиком, должна включать в себя по крайней мере следующее:
a) вид сети электропитания (однофазная или трехфазная), частоту тока и максимально возможные отклонения (в процентах), есть ли заземление, нулевой провод;
b) должно ли электрическое оборудование соответствовать требованиям стандартов, технических условий;
c) есть ли необходимость в специальном климатическом исполнении станка;
d) есть ли система подачи сжатого воздуха, давление в системе и его максимально возможные отклонения;
e) является ли пол, на котором будет установлен станок, жестким (т.е. можно ли его считать эквивалентным бетонной плите, уложенной на уплотненный грунт), толщина бетонного пола;
f) возможные источники передаваемой на станок вибрации (например, от работающего молота, движущихся большегрузных автомобилей), а также как часто наблюдается подобная вибрация;
g) в каких единицах должны быть размечены шкалы индикаторов дисбаланса;
h) язык (и возможные варианты его замены), на котором должны быть написаны инструкция по эксплуатации и сопроводительная документация на станок.
A.4 Информация административного характера
Информация административного характера, предоставляемая заказчиком, должна включать в себя по крайней мере следующее:
a) есть ли необходимость в услугах инженера по эксплуатационному обслуживанию для установки и тарирования балансировочного станка;
b) есть ли необходимость в инструктаже обслуживающего персонала;
c) может ли заказчик послать своего представителя для того, чтобы тот прошел курс обучения на предприятии изготовителя;
d) представителей заказчика (имена, адреса), ответственных за проведение балансировки;
e) кто от заказчика будет принимать участие в приемке станка и в соответствии с какой документацией;
f) есть ли необходимость в заключении с изготовителем договора на техническое обслуживание, к кому следует обращаться по поводу заключения такого договора;
g) адрес поставки балансировочного станка;
h) требуемые маркировки упаковочного ящика;
i) требования к страхованию поставляемой продукции;
j) при необходимости:
1) условия поставки в соответствии с [7],
2) дату поставки,
3) дату приемочных испытаний на стенде изготовителя,
4) дату предоставления изготовителю запрошенной информации,
5) дату предоставления изготовителю образцов роторов,
6) другие важные сведения.
(рекомендуемое)
B.1 Основные данные
Данные для расчета диаграмм оценки RUR, показанных на рисунках 8 и 9, приведены в таблицах B.1 и B.2.
Таблица B.1
Параметры, определяющие центр окружностей изолиний RUR | Радиусы rlimit <c> окружностей-изолиний RUR для разных значений RUR | |||||
R <c> | 80% | 85% | 90% | 95% | ||
30 | 25,1 | 5,89 | 1,19 | 0,900 | 0,605 | 0,311 |
60 | 51,1 | 5,57 | 1,13 | 0,852 | 0,573 | 0,295 |
90 | 78,7 | 5,10 | 1,04 | 0,782 | 0,527 | 0,272 |
120 | 109,1 | 4,58 | 0,93 | 0,704 | 0,475 | 0,246 |
150 | 143,1 | 4,16 | 0,85 | 0,641 | 0,433 | 0,225 |
180 | 180 | 4,00 | 0,82 | 0,617 | 0,417 | 0,217 |
<a> Угол между стационарно устанавливаемой и контрольной массами, как определено на рисунке B.1. | ||||||
Таблица B.2
Параметры, определяющие центр окружностей изолиний RUR | Радиусы rlimit <c> окружностей-изолиний RUR для разных значений RUR | |||||
R <c> | 80% | 85% | 90% | 95% | ||
30 | 25,1 | 5,89 | 1,21 | 0,916 | 0,622 | 0,328 |
60 | 51,1 | 5,57 | 1,15 | 0,868 | 0,590 | 0,312 |
90 | 78,7 | 5,10 | 1,05 | 0,798 | 0,543 | 0,288 |
120 | 109,1 | 4,58 | 0,95 | 0,721 | 0,492 | 0,262 |
150 | 143,1 | 4,16 | 0,87 | 0,658 | 0,450 | 0,242 |
180 | 180 | 4,00 | 0,83 | 0,633 | 0,433 | 0,233 |
<a> Угол между стационарно устанавливаемой и контрольной массами, как определено на рисунке B.1. | ||||||
Хотя эти данные были получены в предположении Ustation = 30Umar, их можно также использовать для значений Ustation, лежащих в диапазоне от 20Umar до 60Umar.
B.2 Руководство по построению диаграмм оценки RUR
Процедура состоит в следующем (см. рисунок B.1):
a) используют стандартные или подготовленные самостоятельно листы с разметкой в полярных координатах;
b) выбирают подходящую шкалу таким образом, чтобы все изолинии RUR не выходили за границу листа, и определяют центр базовой окружности, являющейся геометрическим местом центров изолиний RUR: он находится на расстоянии 1 (1·Ustation) вверх от центра диаграммы;
c) вычерчивают 12 равномерно расположенных (через 30°) радиальных линий, исходящих из этого центра;
d) определяют центры концентрических окружностей (изолиний RUR), которые лежат на радиальных линиях (за исключением той, что идет вертикально вверх) на расстоянии 5 (5·Ustation) от центра базовой окружности. Относительно каждого полученного центра изолиний строят концентрические окружности радиуса r (в единицах Ustation). Значения радиусов r в зависимости от выбранного значения RUR приведены в таблицах B.1 и B.2;
e) стрелкой, исходящей из центра диаграммы вертикально вверх, обозначают положение стационарно установленного контрольного груза;
f) вдоль построенной стрелки размечают шкалу в единицах Ustation (от 0 до 6 с шагом 1), после чего диаграмма готова для введения данных испытания.
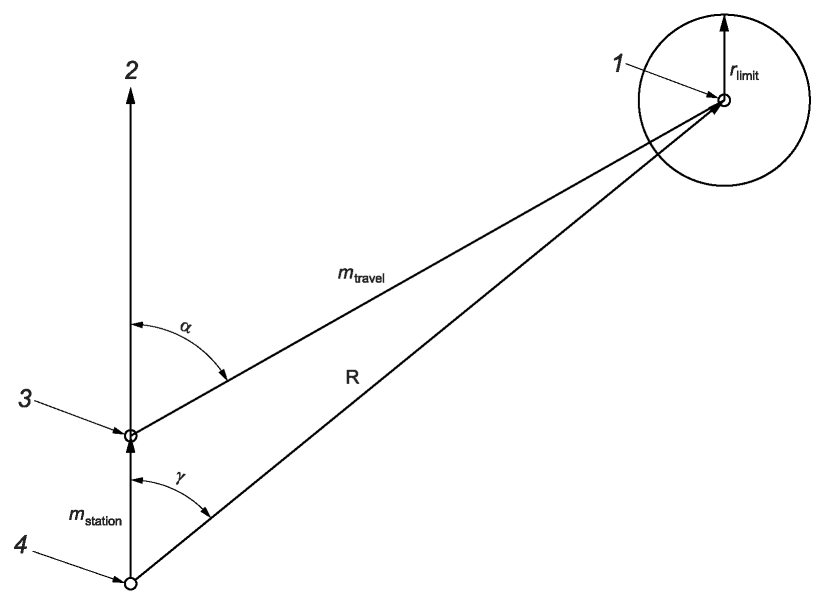
Примечание - Размеры в соответствии с таблицей B.1.
1 - центр окружностей-изолиний RUR; 2 - ось полярной системы
координат (0°); 3 - центр базовой окружности
(геометрического места центров окружностей-изолиний RUR);
4 - центр диаграммы
диаграммы оценки RUR
B.3 Дополнительные изолинии RUR
Если изолиний, показанных на рисунках 8 и 9, недостаточно (изготовитель заявил нестандартное значение RUR), то строят дополнительные изолинии для заданного RUR, руководствуясь B.4.
Центры и радиусы окружностей-изолиний RUR для наиболее часто используемых значений RUR приведены в таблицах B.1 и B.2. В настоящем разделе приведены уравнения, на основе которых получены данные указанных таблиц и которые могут быть использованы для расчета значений R rlimit и  для произвольных значений RUR и угловых положений контрольных масс.
для произвольных значений RUR и угловых положений контрольных масс.
Расстояние R от центра диаграммы до центра окружностей-изолиний RUR (представляющее собой значение суммарного дисбаланса, созданного стационарно установленным и перемещаемым контрольными грузами) определяют по формуле

где mstation - дисбаланс, создаваемый стационарным контрольным грузом в единицах Ustation, т.е. mstation = 1;
mtravel - дисбаланс, создаваемый перемещаемым контрольным грузом в единицах Ustation, т.е. mtravel = 5;
Угол  , под которым из центра диаграммы виден центр соответствующих окружностей-изолиний RUR (относительно положения стационарной контрольной массы), определяют по формуле
, под которым из центра диаграммы виден центр соответствующих окружностей-изолиний RUR (относительно положения стационарной контрольной массы), определяют по формуле
Подставляя в формулы (B.1) и (B.2) числовые значения для mstation (mstation = 1) и mtravel (mtravel = 5), получают формулы для определения R (в единицах Ustation) и  :
:
 (B.3)
(B.3) (B.4)
(B.4)Для испытания в двух плоскостях радиус rlimit окружности-изолинии для RUR определяют по формуле
 (B.5)
(B.5)Для испытания в одной плоскости радиус rlimit окружности-изолинии для RUR определяют по формуле
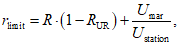 (B.6)
(B.6)где RUR - заданное (заявленное) значение коэффициента уменьшения дисбаланса (например, 0,925).
(рекомендуемое)
Вид и размеры вала консольного контрольного ротора типа C приведены на рисунке C.1 и в таблице C.1 соответственно.
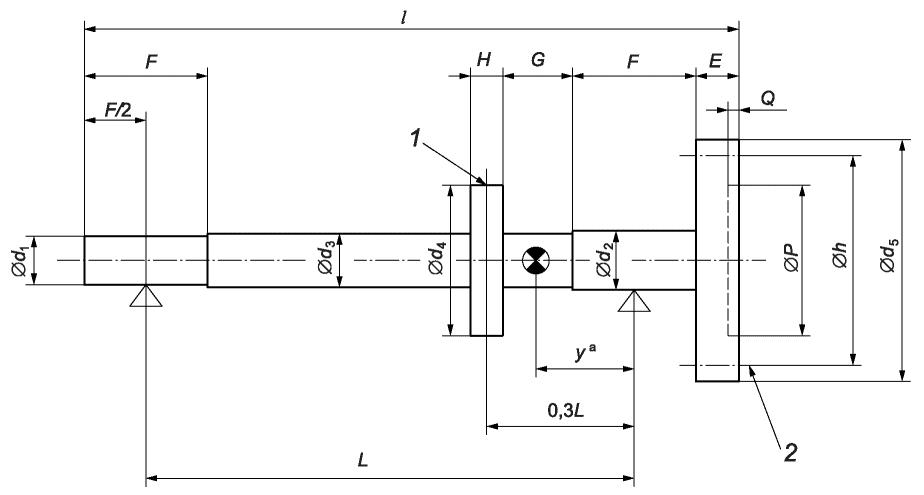
--------------------------------
<*> Расстояние от центра масс до правой плоскости опоры.
Размеры концевого привода для номеров с 3-го по 5-й те же, что и для номеров с 4-го по 6-й контрольного ротора типа B.
Геометрические допуски и остаточные дисбалансы определяют в соответствии с целями испытаний.
Примечание 1 - Размеры в соответствии с таблицей C.1. Размеры могут быть изменены (например, при добавлении шкива ременной передачи) при условии, что масса m, положение центра масс y и положение резьбовых отверстий N между опорами останутся неизменными.
Примечание 2 - Геометрия вала в месте соединения соответствует геометрии контрольного ротора типа A.
1 - резьбовые отверстия N (12 равномерно расположенных
отверстий по поверхности цилиндра диаметром d4);
2 - резьбовые отверстия O (4 равномерно
расположенных отверстия)
типа C для горизонтальных балансировочных станков
Таблица C.1
типа C (см. рисунок C.1 для пояснения
геометрических величин)
В единицах СИ
Номер ротора | Масса m | Общая длина l | Пролет вала L | Цапфы | d3 | d4 | Большой диаметр d5 | E | Длина вала F | G | H | N | Фланец <b> | y | ||||
d1 <a> | d2 | O | P | Q | h | |||||||||||||
0,1L | 0,125L | 0,3L | 0,25L | |||||||||||||||
кг | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | |||
1 | 1,1 | 217 | 164 | 17 | 21 | 20 | 50 | 85 | 12 | 41 | 24 | 11 | М3 | М6 | 50,8 | 5 | 76,2 | 30 |
2 | 2,7 | 320 | 240 | 25 | 30 | 28 | 72 | 85 | 20 | 60 | 34 | 16 | М4 | М6 | 50,8 | 5 | 76,2 | 60 |
3 | 8,5 | 460 | 352 | 36 | 45 | 42 | 106 | 156 | 30 | 88 | 50 | 24 | М5 | М10 | 114,3 | 6 | 133,35 | 90 |
4 | 25 | 700 | 520 | 58 | 65 | 62 | 156 | 156 | 50 | 130 | 74 | 34 | М6 | М10 | 114,3 | 6 | 133,35 | 135 |
5 | 80 | 1020 | 760 | 78 | 95 | 91 | 230 | 230 | 70 | 190 | 108 | 50 | М8 | М10 | 114,3 | 6 | 133,35 | 200 |
В британской имперской/американской системе измерения [фунт (lb), дюйм (in)]
Номер ротора | Масса m | Общая длина l | Пролет вала L | Цапфы | d3 | d4 | Большой диаметр d5 | E | Длина вала F | G | H | N | Фланец <b> | y | ||||
d1 <a> | d2 | O | P | Q | h | |||||||||||||
0,1L | 0,125L | 0,3L | 0,25L | |||||||||||||||
lb | in | in | in | in | in | in | in | in | in | in | in | in | in | in | in | |||
1 | 2,5 | 8,5 | 6,4 | 0,67 | 0,83 | 0,8 | 2 | 3,4 | 0,5 | 1,6 | 0,9 <c> | 0,4 | No. 5 UNF | 1/4 UNC | 2 | 0,2 | 3 | 1,2 |
2 | 6 | 12,75 | 9,6 | 0,98 | 1,2 | 1,1 | 2,8 | 3,4 | 0,75 | 2,4 | 1,4 <c> | 0,6 | No. 8 UNF | 1/4 UNC | 2 | 0,2 | 3 | 2,4 |
3 | 20 | 18,25 | 14 | 1,42 | 1,8 | 1,65 | 4,2 | 6,2 | 1,18 | 3,5 | 2 | 0,9 | No. 10 UNF | 3/8 UNC | 4,5 | 0,25 | 5,25 | 3,5 |
4 | 55 | 27,5 | 20,4 | 2,28 | 2,55 | 2,4 | 6,2 | 6,2 | 2 | 5,1 | 3 | 1,3 | 1/4 UNC | 3/8 UNC | 4,5 | 0,25 | 5,25 | 5,3 |
5 | 180 | 40,25 | 30 | 3,07 | 3,7 | 3,5 | 9 | 9 | 2,75 | 7,5 | 4,25 | 2 | 5/16 UNC | 3/8 UNC | 4,5 | 0,25 | 5,25 | 8 |
Геометрические допуски и остаточные дисбалансы определяют в соответствии с целями испытаний. Размеры могут быть изменены при условии, что масса m, положение центра масс y и положение резьбовых отверстий N между опорами останутся неизменными. -------------------------------- | ||||||||||||||||||
(рекомендуемое)
Контрольный ротор пользователя, используемый для балансировки роторов специального типа, включая роторы массового производства, изготавливают в соответствии с общими принципами в отношении контрольных роторов, например, как показано на рисунке D.1. В каждой плоскости коррекции должно быть от 8 до 12 равноудаленных друг от друга резьбовых отверстия. Расположение этих отверстий (расстояние друг от друга и от оси вала, место плоскостей коррекции) должно соответствовать ротору, подлежащему балансировке.
1 - опора (подшипник качения); 2 - резьбовые отверстия
Конфигурация контрольного ротора должна быть подобной конфигурации ротора, подлежащего балансировке.
(рекомендуемое)
E.1 Контрольные роторы типа A
Основными различиями между контрольными роторами типа A, определенными настоящим стандартом, и контрольными роторами, изготовленными в соответствии с [2], являются размеры резьбы и массы контрольных грузов.
Наиболее простой способ адаптировать конструкцию контрольного ротора старого образца к требованиям настоящего стандарта состоит в использовании болтов с двойной резьбой. Резьба с одной стороны болта должна совпадать с резьбой отверстия в контрольном роторе, а с другой стороны - с резьбой навинчиваемого контрольного груза, установленной настоящим стандартом.
E.2 Контрольные роторы типа B
E.2.1 Общие положения
Основные отличия ротора типа B от ротора типа A состоят в следующем:
a) разные виды резьбы;
b) наличие дополнительной средней контрольной плоскости (плоскость 3);
c) разное число отверстий в контрольной плоскости;
d) разные контрольные грузы;
e) разные диаметры вала;
--------------------------------
E.2.2 Контрольные плоскости
Отверстия во всех трех плоскостях рекомендуется нарезать при неизменной настройке инструмента.
Контрольные плоскости 1 и 2 должны совпадать или быть рядом с контрольными плоскостями ротора старого образца (ненужные резьбовые отверстия могут быть заглушены). В середине ротора добавляют новую плоскость 3.
Интерфейс с приводным валом может быть обеспечен специальным переходником (адаптером), который станет составной частью контрольного ротора.
Примечание - Массы карданного шарнира и адаптера для соединения с приводным валом могут осложнить прохождение испытания для подтверждения Umar.
E.3 Контрольный ротор типа C
Основные отличия ротора типа C от роторов типов A и B состоят в наличии специального вала (см. приложение C) и в модификациях, которые необходимо внести в ротор старого образца.
Если из практических соображений иметь ротор с 12 нарезными отверстиями в каждой контрольной плоскости нецелесообразно или если пользователь желает сохранить ротор старого образца, то по соглашению с изготовителем балансировочного станка условия испытаний с применением контрольного ротора могут быть скорректированы с учетом имеющегося числа отверстий (например, восьми).
(рекомендуемое)
НА ПОВТОРЯЕМОСТЬ РЕЗУЛЬТАТОВ БАЛАНСИРОВКИ
F.1.1 Общие положения
При балансировке ротора с целью обеспечить допустимый остаточный дисбаланс (см. [5]) необходимо принимать во внимание погрешности, вносимые балансировочным станком, одной из характеристик которой является повторяемость результатов балансировки. Испытания на повторяемость проводят после успешного прохождения станков испытаний по оценке Umar, RUR и Isc, предпочтительно с использованием контрольного ротора. Изготовителю станка рекомендуется указывать характеристику повторяемости в технической документации.
Испытание включает в себя следующие этапы:
a) подтверждают, что дисбаланс в каждой плоскости равен приблизительно 5Umar или тому значению, которое типично для допустимого дисбаланса ротора;
b) совершают несколько пусков и остановов балансировочного станка, регистрируя показания индикатора. Число таких пусков является предметом соглашения между изготовителем и заказчиком. Например, число пусков может быть выбрано равным производительности станка, но не более 60. Если станок предназначен для применения в условиях низкой производительности (например, когда для балансировки крупного ротора требуется два дня), то снимают как минимум два показания;
c) если станок поставляют вместе со всей оснасткой, то эта оснастка сама вносит определенную погрешность балансировки, которую учитывают следующим образом:
1) в испытания на повторяемость включают повторение измерений на станке с установленной оснасткой с удалением (отсоединением) ротора от станка и его повторной установкой, чтобы оценить влияние оснастки на повторяемость результатов измерений,
2) между каждым новым пуском проворачивают ротор (как правило, на 180°), чтобы оценить требуемую поправку на оснастку. Результаты измерений для всех плоскостей заносят в таблицу (таблица F.1 приведена в качестве примера регистрации результатов) с учетом заявленного изготовителем значения emar.
Таблица F.1
Плоскость 1 | Плоскость 2 | Плоскость 3 | |||
Значение дисбаланса, г·мм | Угол дисбаланса, градус | Значение дисбаланса, г·мм | Угол дисбаланса, градус | Значение дисбаланса, г·мм | Угол дисбаланса, градус |
29,0 | 208,4 | 28,2 | 81,6 | 17,0 | 289,2 |
28,5 | 209,1 | 28,4 | 81,9 | 17,1 | 288,6 |
29,4 | 209,6 | 28,8 | 81,6 | 17,6 | 286,2 |
28,9 | 210,4 | 28,5 | 82,2 | 17,5 | 290,6 |
29,4 | 209,6 | 28,2 | 81,9 | 17,1 | 291,6 |
29,3 | 209,0 | 28,0 | 81,6 | 16,9 | 289,9 |
29,8 | 209,2 | 28,4 | 81,1 | 17,1 | 286,7 |
29,0 | 210,3 | 28,9 | 81,3 | 17,8 | 283,5 |
29,1 | 210,5 | 29,1 | 81,2 | 18,4 | 282,9 |
29,1 | 210,7 | 29,0 | 80,6 | 18,1 | 281,5 |
29,6 | 212,6 | 29,4 | 81,5 | 19,0 | 283,2 |
29,4 | 211,5 | 28,9 | 81,4 | 18,2 | 284,7 |
29,3 | 211,8 | 28,7 | 81,4 | 18,2 | 284,2 |
29,8 | 212,9 | 29,0 | 81,4 | 18,5 | 283,9 |
29,4 | 211,7 | 28,8 | 81,3 | 18,6 | 284,1 |
29,1 | 213,3 | 29,1 | 81,1 | 18,7 | 281,8 |
F.1.3 Оценка результатов испытаний
Процедуру оценки изготовитель и заказчик согласовывают между собой.
Примечание - Широко применяемым инструментом при оценке результатов повторных испытаний является процедура выборочного контроля по альтернативному признаку (см. [1]).
(рекомендуемое)
БАЛАНСИРОВОЧНОГО СТАНКА
G.1.1 Общие положения
Испытания в диапазоне частот вращения балансировочного станка проводят после завершения испытаний по F.1.2.
Данное испытание проводят с целью подтвердить, что станок обеспечивает балансировку с требуемой точностью в заданном диапазоне частот вращения. Если известна погрешность балансировки для данной частоты вращения, то ее учитывают при проверке соблюдения требований к допустимому дисбалансу (см., например, [5]).
Испытания проводят с контрольным ротором, для которого допустимо воспроизведение всех частот вращения из заданного диапазона.
G.1.2 Метод испытаний
Испытание включает в себя следующие этапы:
a) подтверждают, что дисбаланс в каждой плоскости равен приблизительно 5Umar или тому значению, которое типично для допустимого дисбаланса ротора;
b) изменяют с некоторым шагом (например, как показано в таблице G.1) частоту вращения балансировочного станка от минимального до максимального значения в заданном диапазоне и записывают показания индикатора для каждой плоскости с учетом заявленного изготовителем значения emar.
Таблица G.1
частот вращения
Частота вращения, мин-1 | Плоскость 1 | Плоскость 2 | ||
Значение дисбаланса, г·мм | Угол дисбаланса, градус | Значение дисбаланса, г·мм | Угол дисбаланса, градус | |
300 | 1116,0 | 10,0 | 1164,0 | 0,0 |
413 | 1247,0 | 358,4 | 1240,0 | 4,0 |
525 | 1299,0 | 359,0 | 1211,0 | 1,0 |
638 | 1299,0 | 359,0 | 1212,0 | 359,0 |
750 | 1275,0 | 359,0 | 1253,0 | 359,0 |
863 | 1281,0 | 0,0 | 1263,0 | 358,0 |
975 | 1302,0 | 0,0 | 1270,0 | 359,0 |
1088 | 1311,0 | 0,0 | 1281,0 | 359,5 |
1200 | 1332,0 | 0,4 | 1295,0 | 359,5 |
G.1.3 Оценка результатов испытаний
Процедуру оценки изготовитель и заказчик согласовывают между собой с учетом целей испытания.
(справочное)
МЕЖГОСУДАРСТВЕННОМУ СТАНДАРТУ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 21940-2 | - | |
--------------------------------
<1> Применяемые в стандарте термины соответствуют установленным в межгосударственном стандарте ГОСТ 19534-74 "Балансировка вращающихся тел. Термины", неэквивалентном международному.
ISO 2859 | Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection (Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL) | |
ISO 2953:1985 <1> | Balancing machines - Description and evaluation (Станки балансировочные. Описание и оценка) | |
ISO 21940-11 | Mechanical vibration - Rotor balancing - Part 11: Procedures and tolerances for rotors with rigid behaviour (Вибрация. Балансировка роторов. Часть 11. Методы и допустимые дисбалансы для жестких роторов) | |
ISO 21940-12 | Mechanical vibration - Rotor balancing - Part 12: Procedures and tolerances for rotors with flexible behaviour (Вибрация. Балансировка роторов. Часть 12. Методы и допустимые дисбалансы для гибких роторов) | |
ISO 21940-14 | Mechanical vibration - Rotor balancing - Part 14: Procedures for assessing balance errors (Вибрация. Балансировка роторов. Часть 14. Методы оценки погрешностей балансировки) | |
SAE ARP 4162A | Balancing machine proving rotor (Контрольный ротор для балансировочного станка) | |
Incoterms 2020 [viewed 2022-06-23]. Available at https://iccwbo.org/resources-for-business/incoterms-rules/incoterms-2020/ | ||
--------------------------------
УДК 67.05:006.354 | МКС 21.120.40 | IDT |
Ключевые слова: вибрация, станки балансировочные, характеристики, контрольный ротор, контрольные грузы, испытания, оценка | ||