СПРАВКА
Источник публикации
М.: Стандартинформ, 2020
Примечание к документу
Документ введен в действие с 01.12.2020.
Название документа
"ГОСТ ISO 15609-5-2020. Межгосударственный стандарт. Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка"
(введен в действие Приказом Росстандарта от 08.07.2020 N 348-ст)
"ГОСТ ISO 15609-5-2020. Межгосударственный стандарт. Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка"
(введен в действие Приказом Росстандарта от 08.07.2020 N 348-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 8 июля 2020 г. N 348-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
И АТТЕСТАЦИЯ ПРОЦЕДУР СВАРКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ПРОЦЕДУРЕ СВАРКИ
ЧАСТЬ 5
КОНТАКТНАЯ СВАРКА
Specification and qualification of welding procedures
for metallic materials. Welding procedure specification.
Part 5. Resistance welding
(ISO 15609-5:2011, IDT)
ГОСТ ISO 15609-5-2020
МКС 25.160.10
Дата введения
1 декабря 2020 года
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 мая 2020 г. N 130-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июля 2020 г. N 348-ст межгосударственный стандарт ГОСТ ISO 15609-5-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 15609-5:2011 "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка" ("Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 5: Resistance welding", IDT).
Международный стандарт разработан Техническим комитетом ISO/TC 44 "Сварка и родственные процессы", подкомитетом SC 6.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ISO 15609 состоит из следующих частей под общим наименованием "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки":
- часть 1. Дуговая сварка;
- часть 2. Газовая сварка;
- часть 3. Электронно-лучевая сварка;
- часть 4. Лазерная сварка;
- часть 5. Контактная сварка;
- часть 6. Лазерно-дуговая гибридная сварка.
Настоящий стандарт устанавливает технические требования к процедуре контактной сварки для процессов точечной, шовной, стыковой оплавлением и рельефной сварки. До проведения любой аттестации необходимо установить применяемость положений настоящего стандарта для других процессов контактной сварки и связанных с ней сварочных процессов.
Примечание - Подробности обо всех частях ISO 15609 приведены в ISO 15607:2003, приложение A.
Параметры, перечисленные в настоящем стандарте, влияют на размеры сварного шва (качество), положение сварного шва, механические свойства или геометрию сварного соединения.
Для применения настоящего стандарта необходимы следующие ссылочные документы. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все изменения к нему):
ISO 669:2000, Resistance welding - Resistance welding equipment - Mechanical and electrical requirements (Сварка контактная. Оборудование для контактной сварки. Требования к механическим и электрическим характеристикам)
ISO 4063, Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов)
ISO 5183 (all parts), Resistance welding equipment - Electrode adaptors, male taper 1:10 (Оборудование для контактной сварки. Патроны для закрепления электрода с наружным конусом 1:10)
ISO 5184, Straight resistance spot welding electrodes (Электроды прямые для контактной точечной сварки)
ISO 5821, Resistance welding - Spot welding electrode caps (Контактная сварка. Наконечники электродов для точечной сварки)
ISO 5827, Spot welding - Electrode back-ups and clamps (Сварка точечная. Токоподводящие электродные подкладки и зажимы)
ISO 8205-1, Water-cooled secondary connection cables for resistance welding - Part 1: Dimensions and requirements for double-conductor connection cables (Кабели соединительные вторичные с водяным охлаждением для контактной сварки. Часть 1. Размеры и требования к двужильным соединительным кабелям)
ISO 8205-2, Water-cooled secondary connection cables for resistance welding - Part 2: Dimensions and requirements for single-conductor connection cables (Кабели соединительные вторичные с водяным охлаждением для контактной сварки. Часть 2. Размеры и требования к одножильным соединительным кабелям)
ISO 8430 (all parts), Resistance spot welding - Electrode holders (Сварка контактная точечная. Электрододержатели)
ISO 15607:2003, Specification and qualification of welding procedures for metallic materials - General rules (Технические требования и аттестация процедур сварки металлических материалов. Общие правила)
ISO 15614-12, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 12: Spot, seam and projection welding (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка)
ISO 15614-13, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 13: Resistance butt and flash welding (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Сварка контактная стыковая и сварка контактная оплавлением)
ISO 17677-1, Resistance welding - Vocabulary - Part 1: Spot, projection and seam welding (Контактная сварка. Словарь. Часть 1. Точечная, рельефная и шовная сварка)
В настоящем стандарте применены термины по ISO 15607, ISO 17677-1 и ISO 669.
Технические требования к процедуре сварки WPS содержат всю информацию, необходимую для выполнения сварного шва. Необходимая информация, требуемая для WPS процедур контактной сварки, приведена в 4.2 - 4.4.
Для некоторых случаев необходимо дополнить имеющуюся информацию. Вся необходимая информация указана в WPS.
Должны быть определены допуски.
Примеры форм WPS приведены в приложениях A, B и C; эти формы могут быть изменены в соответствии с опытом работы.
Должна быть указана следующая информация:
- идентификация производителя;
- идентификация WPS;
- ссылка на протокол аттестации процедуры сварки (WPQR, см. ISO 15614-12 или ISO 15614-13).
4.3.1 Состав
Должна быть указана следующая информация:
- обозначения и типы материалов, ссылочные стандарты;
- в случае наличия покрытия его тип, толщина, одностороннее или двустороннее.
4.3.2 Размеры материалов
Должна быть указана следующая информация:
- толщины материалов;
- размеры поперечного сечения трубы или профиля (стыковая сварка).
4.4.1 Сварочный процесс
Должна быть указана следующая информация:
- процесс(ы) сварки должен(ны) быть указан(ы) по ISO 4063:
a) сварка контактная точечная (21):
- ручная,
- комбинированная,
- двусторонняя,
- односторонняя,
- последовательная двухточечная,
- серии,
- механизированная,
- автоматическая,
- роботизированная,
- сварное соединение;
b) сварка контактная шовная (22) (точечная роликовая сварка):
- ручная/механизированная/автоматическая/роботизированная;
c) сварка контактная рельефная (23):
- одним/несколькими рельефами,
- с выдавливанием рельефа/твердая;
d) сварка контактная стыковая оплавлением (24):
- оплавление/осадка,
- с/без предварительного нагрева;
e) сварка контактная стыковая сопротивлением (25).
4.4.2 Требования к оборудованию
Должны быть указаны тип используемой машины и ее соответствующая идентификация.
4.4.3 Конструкция соединения
Наплывы, расстояние от края, шаг, последовательность, форма, размеры сварной точки или рельефа должны быть указаны и соответствовать требованиям соответствующих стандартов, если необходимо.
Примечание - Может быть использован эскиз конструкции сварного соединения.
4.4.4 Подготовка соединения и поверхности
Должна быть указана следующая информация:
- метод подготовки соединения, очистки, обезжиривания, химического травления и т.д.;
- для стыковой сварки любая механическая подготовка кромок/соединяемых поверхностей (например, облицовка, финишная обработка);
- для точечной, шовной и рельефной сварки любое удаление краевых заусенцев во избежание шунтирования.
4.4.5 Техника сварки
Должна быть указана следующая информация:
- ручная, механизированная, автоматическая, роботизированная сварка;
- доступность деталей для сварки, последовательность выполнения швов и/или их форма; угол наклона или пространственное положение держателя;
- системы фиксации или управления, сварка на прихватках и т.д.;
- приемы уменьшения деформаций, вмятин, загрязнений, коррозии и т.д. (например, использование торцевых или опорных электродов).
Следует предусмотреть средства защиты оператора.
4.4.6 Электроды и вспомогательные устройства для контактной сварки
Должна быть указана следующая информация:
- размеры и состав материалов электродов (см. ISO 5184), съемных наконечников (см. ISO 5821) и патронов (адаптеров) для закрепления электродов (см. ISO 5183);
- размеры и состав материалов опорных электродов (см. ISO 5827);
- размеры и состав материалов вспомогательных устройств, например электрододержателей (см. ISO 8430), кабелей (см. ISO 8205-1 и ISO 8205-2);
- применяемые допуски для соблюдения требований к качеству.
4.4.7 Параметры машины и настройки управления
Должна быть указана следующая информация:
- тип источника питания (переменный ток, постоянный ток, разряд конденсатора);
- настройка(и) трансформатора;
- настройки контроллера (см. приложение D), например:
- значение(я) сварочного тока,
- время сжатия,
- время нагрева,
- количество импульсов, время охлаждения,
- время удержания,
- время выключенного состояния,
- послесварочная термообработка (время охлаждения, время после
нагрева, ток после нагрева),
- нарастание, спад;
- усилие на электроде;
- значение вторичного напряжения (для сварки оплавлением регистрируется только для информации);
- скорость шовной сварки;
- требования к охлаждению электрических элементов и электродов.
Примечание - Дополнительная информация приведена в ISO 14327.
(справочное)
N ___________
Выпуск/пересмотр: N WPS для следующей операции для данного соединения/узла:
___________________________________________________________________________
Дата:
___________________________________________________________________________
Заказчик:
___________________________________________________________________________
Производитель:
___________________________________________________________________________
Изделие
___________________________________________________________________________
Описание: Требования к качеству:
_______________________________________ _____________________________
Наименование узла: Идентификационный N изделия <a>:
_______________________________________ ________________________________
Положение соединения/операция N узла <a>:
_______________________________________ ________________________________
Номер/идентификационный код <a>: Тип соединения:
_______________________________________ ________________________________
Основной материал: Форма:
_______________________________________ ________________________________
Состояние поверхности: Вид шва/последовательность
выполнения точек (эскиз) <a>:
_______________________________________ ________________________________
Количество сварных точек в соединении: Технические условия к приемке по
качеству: приложение B
_______________________________________ ________________________________
Технические требования к процедуре сварки WPS
___________________________________________________________________________
Процесс: Скорость сварки
(швов/мин или м/мин):
_______________________________________ ________________________________
Ограничения на условия окружающей Расположение:
среды:
_______________________________________ ________________________________
Идентификационный номер сварочной Тип сварочной машины <b>:
машины:
_______________________________________ ________________________________
Ручной/механизированный/ Размер/производительность
автоматизированный: сварочной машины:
_______________________________________ ________________________________
_______________________________________ ________________________________
Необходимость в использовании Программа замены/заправки
специальных средств: электрода: приложение C
_______________________________________ ________________________________
Тип управления сварочной машиной: Таблица настроек управления
(программа) N:
_______________________________________ ________________________________
Высверленный/невысверленный Сварочный ток:
электрододержатель:
_______________________________________ ________________________________
Идентификационный номер системы Тип системы контроля:
управления сварочной машиной:
_______________________________________ ________________________________
Вспомогательные средства: Сварочный ток, кА:
_______________________________________ ________________________________
Тип привода (пневмоцилиндра) <c>: Вторичное напряжение, В:
_______________________________________ ________________________________
Усилие на электродах, кН:
_______________________________________ ________________________________
Усилие проковки:
_______________________________________ ________________________________
Тип охлаждения/расход, л/мин:
_______________________________________ ________________________________
Послесварочная термообработка:
_______________________________________ ________________________________
Оборудование для послесварочной
термообработки:
_______________________________________ ________________________________
Особые инструкции:
_______________________________________
Подготовил:
_______________________________________
Дата:
_______________________________________
SP - оборудование для точечной сварки, установленное H - гидравлический;
на основании (стационарное); S - плавное снижение;
PW - оборудование для рельефной сварки; n - прочее (например,
CG - портативный C-аппарат; электромагнитный).
MW - оборудование для выполнения нескольких видов сварки;
SG - портативный сварочный аппарат клещевого типа;
PS - портативное оборудование для шовной сварки;
RW - сварочный робот;
SW - оборудование для шовной сварки.
D - двойной ход;
P - диафрагма;
R - ограничители расхода.
(справочное)
N ________
Выпуск/пересмотр:
_________________________________
Дата:
_________________________________
Заказчик:
___________________________________________________________________________
Производитель:
___________________________________________________________________________
Изделие
_________________________________
Описание: Идентификационный номер изделия <a>:
___________________________________________________________________________
Наименование узла: N узла <a>:
___________________________________________________________________________
Операция/положение соединения Тип соединения:
номер/идентификационный код <a>: _______________________________________
___________________________________________________________________________
Требования к качеству
_________________________________
Изделие: Тип сварного шва:
___________________________________________________________________________
Степень качества сварного шва: Внешний вид:
___________________________________________________________________________
Геометрические и физические свойства соединения
Параметры, подлежащие проверке | Значение, мм | Проверка на прочность с помощью зубила | Минимальное значение, кН | Минимальный диаметр сварной точки, мм | Тип трещин | |
Диаметр сварной точки (min) | Испытание зубилом | - | ||||
Вдавливание сварной точки (min/max) | Усилие при сдавливании | |||||
Диаметр вдавливания электрода (номинальный): | Усилие сдвига | |||||
Глубина вдавливания электрода (max): | Усилие поперечного растяжения: | |||||
Расстояние между листами (max): | Усилие удара: |
Усталостная нагрузка, кН, и циклы:
___________________________________________
Специальные инструкции: Испытание на коррозию:
___________________________________________________________________________
Подготовил:
_____________________________
Дата:
_____________________________
(справочное)
N _________
Выпуск/пересмотр:
____________________________________
Дата:
____________________________________
Заказчик:
____________________________________
Производитель:
___________________________________________________________________________
Изделие
___________________________________________________________________________
Описание: Идентификационный номер изделия <a>:
___________________________________________________________________________
Наименование узла: N узла <a>:
_________________________________ _______________________________________
Операция/положение соединения: Тип соединения:
Номер/идентификационный код <a>:
___________________________________________________________________________
Сварочный аппарат
___________________________________________________________________________
Тип сварочного аппарата/горелки: Идентификационный номер сварочного
аппарата:
_________________________________ _______________________________________
Размер прижимной пластины Размер вторичного кабеля/шунта, мм:
пресса/электрода, мм:
_________________________________ _______________________________________
Мощность трансформатора, кВА: Тип вторичного кабеля (кабелей),
длина, м:
_________________________________ _______________________________________
N отвода: Идентификационный номер трансформатора:
_________________________________ _______________________________________
Управляющее программное Идентификационный номер управляющего
устройство/таймер: программного устройства/таймера:
_________________________________ _______________________________________
Тип пневмоцилиндра: Инструмент <a>:
_________________________________ _______________________________________
Высокий подъем: Тип охлаждения/расход, л/мин:
_________________________________ _______________________________________
Установка электрода <a>: Скорость подвода электрода, мм/с:
_________________________________ _______________________________________
Проверка вспомогательного Источник пускового сигнала:
оборудования:
_________________________________ _______________________________________
Усилие на электродах, кН: Окончание цикла пускового сигнала:
_________________________________ _______________________________________
Предохранительное устройство: Расстояние от электродов до корпуса
аппарата:
___________________________________________________________________________
Расположение (рабочая станция):
___________________________________________________________________________
Параметры управления процессом сварки
___________________________________________________________________________
Время предварительного прижима, Сварочный ток, кА:
циклы при 50 или 60 Гц: _______________________________________
Настройка нагрева:
_________________________________ _______________________________________
Время прижима, циклы или мс: Количество импульсов:
_________________________________ _______________________________________
Время сварки, циклы или мс: Сварочный ток, кА:
_________________________________ _______________________________________
Время выключенного состояния, Настройка нагрева:
циклы или мс:
_________________________________ _______________________________________
Время повторной сварки, циклы Нарастание:
или мс:
_________________________________ _______________________________________
Время удержания, циклы или мс: Спад:
_________________________________ _______________________________________
Время выключенного состояния, Устройство регистрации активно:
циклы или мс:
_________________________________ _______________________________________
Тип системы контроля: Шаговое управление активно:
_________________________________ _______________________________________
Тип ступенчатого управления: Программа ступенчатого управления:
___________________________________________________________________________
Сварочный аппарат/инструмент:
___________________________________________________________________________
Настройки управления сварочным Состояние электродов:
аппаратом:
_________________________________ _______________________________________
Состояние дополнительного Состояние инструмента:
оборудования:
_________________________________ _______________________________________
Послесварочная обработка:
_________________________________
Специальные инструкции:
_________________________________
Подготовил:
_________________________________
Дата:
_________________________________
(справочное)
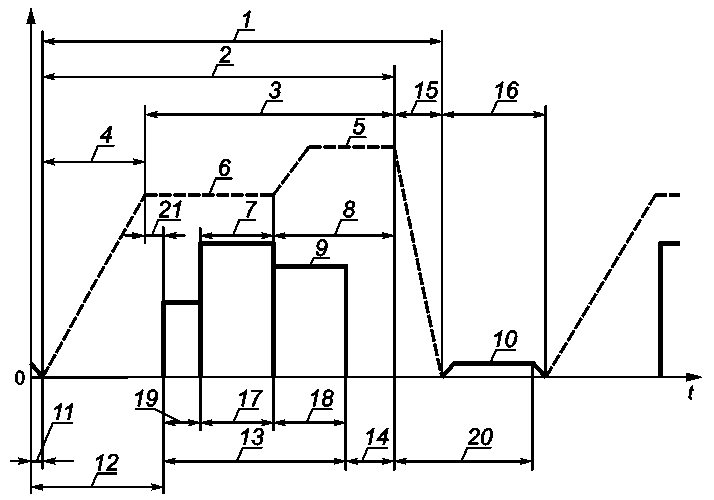
1 - время приложения силы; 2 - время прижима электрода;
3 - время удержания силы прижима; 4 - время нарастания силы
прижима; 5 - сила проковки; 6 - усилие на электродах;
7 - время задержки проковки; 8 - время проковки; 9 - ток;
10 - движение электрода; 11 - время подвода головки;
12 - время прижима; 13 - общее время сварки;
14 - время удержания; 15 - время снятия силы прижима;
16 - действительное время снятия силы прижима;
17 - время нагрева/индивидуальное время сварки;
18 - время после нагрева; 19 - время до нагрева;
20 - время выключенного состояния; 21 - время задержки тока;
t - время
Рисунок D.1 - Время и сила давления электрода при точечной
сварке. Контроль тока и силы давления электрода
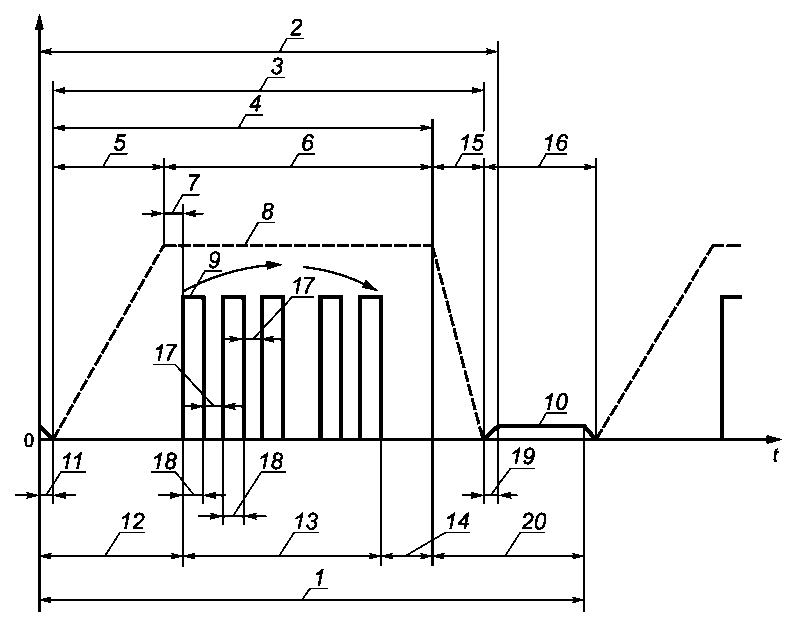
1 - время рабочего цикла; 2 - время цикла сварки; 3 - время
приложения силы; 4 - время прижима электрода; 5 - время
увеличения силы прижима; 6 - время удержания силы прижима;
7 - время задержки подачи тока; 8 - усилие на электродах;
9 - ток; 10 - движение электрода; 11 - время подвода
головки; 12 - время прижима; 13 - общее время сварки;
14 - время удержания; 15 - время снятия силы прижима;
16 - действительное время снятия силы прижима; 17 - время
охлаждения; 18 - время нагрева/индивидуальное время сварки;
19 - время возврата электрода; 20 - время выключенного
состояния; t - время
Рисунок D.2 - Время и сила давления электрода
при шовной сварке
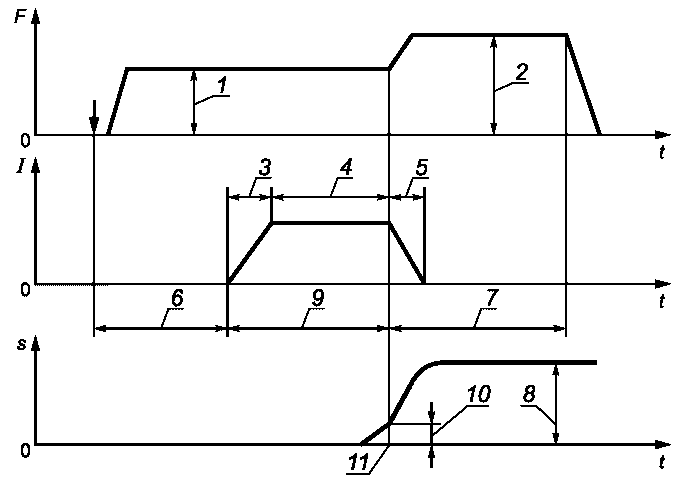
F - сила; I - ток; s - движение пластины пресса; t - время;
1 - усилие на электродах; 2 - сила проковки; 3 - время
нарастания тока; 4 - время нагрева; 5 - время спада тока;
6 - время прижима; 7 - время проковки; 8 - начало проковки;
9 - время задержки проковки; 10 - начало хода проковки;
11 - начало проковки
Рисунок D.3 - Диаграмма сила - ток - движение при стыковой
сварке сопротивлением
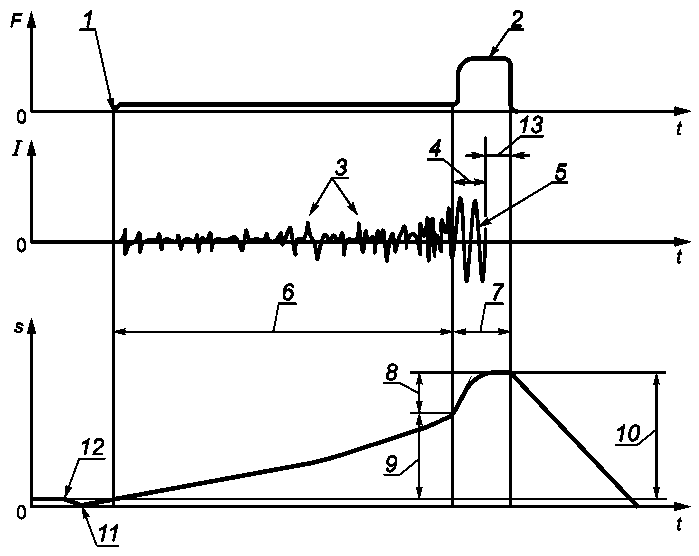
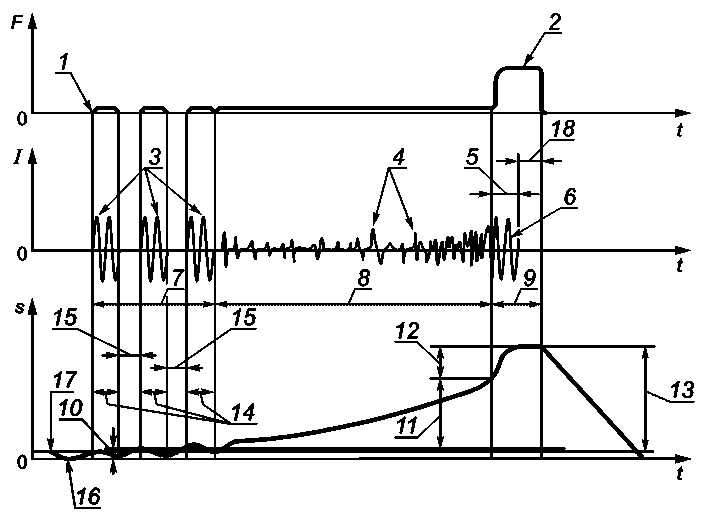
F - сила; I - ток; s - движение пластины пресса; t - время;
1 - начало контакта; 2 - сила прижима; 3 - ток вспышки или
ток оплавления; 4 - время тока прижима; 5 - ток прижима;
6 - время оплавления; 7 - время прижима; 8 - ход прижима;
9 - ход в состоянии оплавления; 10 - общий ход; 11 - начало
движения пластины пресса; 12 - исходное положение пластины
пресса; 13 - время удержания
Рисунок D.4 - Диаграмма сила - ток - движение при стыковой
сварке оплавлением
F - сила; I - ток; s - движение пластины пресса; t - время;
1 - начало контакта; 2 - сила прижима; 3 - ток
предварительного нагрева; 4 - ток вспышки или ток
оплавления; 5 - время тока прижима; 6 - ток прижима;
7 - время предварительного нагрева; 8 - время оплавления;
9 - время прижима; 10 - ход в состоянии предварительного
нагрева; 11 - ход в состоянии оплавления; 12 - ход прижима;
13 - общий ход; 14 - время нагрева; 15 - время охлаждения;
16 - начало движения пластины пресса; 17 - исходное
положение пластины пресса; 18 - время удержания
Рисунок D.5 - Диаграмма сила - ток - движение при сварке
оплавлением с предварительным подогревом
(справочное)
МЕЖГОСУДАРСТВЕННЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 669:2000 | - | |
ISO 4063 | - | |
ISO 5183 (all parts) | - | |
ISO 5184 | - | |
ISO 5821 | - | |
ISO 5827 | - | |
ISO 8205-1 | - | |
ISO 8205-2 | - | |
ISO 8430 (all parts) | - | |
ISO 15607:2003 | - | |
ISO 15614-12 | - | |
ISO 15614-13 | - | |
ISO 17677-1 | - | |
--------------------------------
<1> В Российской Федерации действует ГОСТ Р ИСО 4063-2010 "Сварка и родственные процессы. Перечень и условные обозначения процессов".
<2> В Российской Федерации действует ГОСТ 14111-90 (ИСО 5184-79) "Электроды прямые для контактной точечной сварки. Типы и размеры".
<3> В Российской Федерации действует ГОСТ Р ИСО 15607-2009 "Технические требования и аттестация процедур сварки металлических материалов. Общие правила".
<4> В Российской Федерации действует ГОСТ Р ИСО 15614-12-2009 "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка".
<5> В Российской Федерации действует ГОСТ Р ИСО 15614-13-2009 "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением".
[1] | ISO 14327 Resistance welding - Procedures for determining the weldability lobe for resistance spot, projection and seam welding (Контактная сварка. Методы определения свариваемости для контактной точечной, рельефной и шовной сварки) |
УДК 621.791:006.354 | МКС 25.160.10 | IDT |
Ключевые слова: сварка металлов, контактная сварка, аттестация процедур сварки, технические требования | ||