СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ вводится в действие с 01.07.2026.
Название документа
"ГОСТ Р ИСО 2407-2025. Национальный стандарт Российской Федерации. Условия испытаний внутришлифовальных станков с горизонтальным шпинделем для обработки круглых поверхностей. Проверка точности"
(утв. и введен в действие Приказом Росстандарта от 24.11.2025 N 1475-ст)
"ГОСТ Р ИСО 2407-2025. Национальный стандарт Российской Федерации. Условия испытаний внутришлифовальных станков с горизонтальным шпинделем для обработки круглых поверхностей. Проверка точности"
(утв. и введен в действие Приказом Росстандарта от 24.11.2025 N 1475-ст)
Содержание
Приказом Федерального агентства
по техническому регулированию
и метрологии
от 24 ноября 2025 г. N 1475-ст
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
УСЛОВИЯ ИСПЫТАНИЙ ВНУТРИШЛИФОВАЛЬНЫХ СТАНКОВ
С ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ ДЛЯ ОБРАБОТКИ
КРУГЛЫХ ПОВЕРХНОСТЕЙ
ПРОВЕРКА ТОЧНОСТИ
Test conditions for internal cylindrical grinding machines
with horizontal spindle. Testing of the accuracy
(ISO 2407:2024, IDT)
ГОСТ Р ИСО 2407-2025
ОКС 25.080.50
Дата введения
1 июля 2026 года
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным образовательным учреждением высшего образования "Московский государственный технологический университет "СТАНКИН" (ФГБОУ ВО "МГТУ СТАНКИН") и Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 070 "Станки"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 24 ноября 2025 г. N 1475-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 2407:2024 "Условия испытаний внутришлифовальных станков с горизонтальным шпинделем для обработки круглых поверхностей. Проверка точности" (ISO 2407:2024 "Test conditions for internal cylindrical grinding machines with horizontal spindle - Testing of accuracy", IDT).
Международный стандарт разработан подкомитетом SC 2 "Условия испытаний металлорежущих станков" Технического комитета по стандартизации ISO/TC 39 "Станки".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные и национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
ИСО 2407:2024 разработан подкомитетом SC 2 "Условия испытаний металлорежущих станков" Технического комитета по стандартизации ISO/TC 39 "Станки".
Настоящее четвертое издание отменяет и заменяет третье издание (ИСО 2407:1997), которое технически переработано. Оно также включает в себя поправку ИСО 2407:1997/Amd 1:2016. Основные изменения заключаются в следующем:
- обновлены ссылки на стандарты серии ИСО 230;
- добавлены тесты для дополнительной оси B1;
- добавлено новое приложение A.
Настоящий стандарт устанавливает при согласовании с положениями ИСО 230-1, ИСО 230-2 и ИСО 230-7 правила проведения испытаний геометрической точности, испытаний шпинделя и проверки точности и повторяемости позиционирования расточно-фрезерных станков с горизонтальным шпинделем, управляемых числовым программным управлением (ЧПУ) и имеющих станину, перемещающуюся вдоль оси X. Стандарт также определяет допуски, соответствующие общей цели, и нормальную точность станков.
В настоящем стандарте рассматриваются только вопросы проверки точности. Стандарт не применяется ни к испытаниям станка на практике (вибрации, повышенный шум, проскальзывание компонентов и т.д.), ни к проверке его характеристик (таких как скорости, подачи), которые обычно тестируют перед испытанием точности.
Настоящий стандарт содержит терминологию, используемую для обозначения основных компонентов станка, и обозначения осей в соответствии с ИСО 841.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 230-1:2012, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or quasi-static conditions (Нормы и правила испытаний станков. Часть 1. Точность геометрических параметров станков, работающих на холостом ходу или в квазистатических условиях)
ISO 230-2:2014, Test code for machine tools - Part 2: Determination of accuracy and repeatability of positioning of numerically controlled axes (Нормы и правила испытаний станков. Часть 2. Определение точности и повторяемости позиционирования осей станков с числовым программным управлением)
ISO 230-7:2015, Test code for machine tools - Part 7: Geometric accuracy of axes of rotation (Нормы и правила испытаний станков. Часть 7. Геометрическая точность осей вращения)
В настоящем стандарте применены термины по ИСО 230-1, ИСО 230-2 и ИСО 230-7.
ИСО и МЭК ведут терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ИСО, доступная по адресу: http://www.iso.org/obp;
- Электропедия МЭК, доступная по адресу: http://www.electropedia.org/.
Общей характеристикой всех внутришлифовальных станков с горизонтальным шпинделем является то, что они имеют по крайней мере одну горизонтальную бабку изделия и одну горизонтальную внутришлифовальную бабку, встречно установленные на станине. Бабка изделия может поворачиваться вокруг вертикальной оси (ось B') для шлифования конических поверхностей.
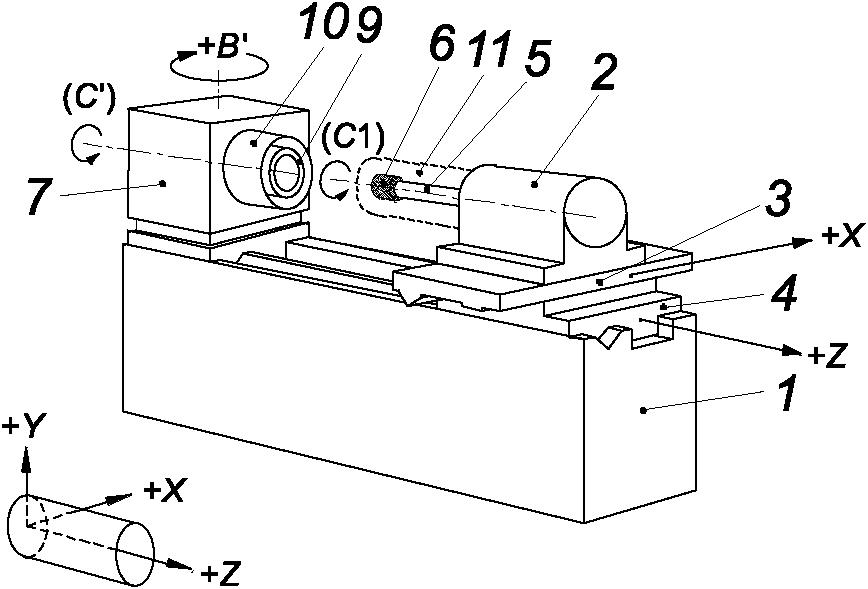
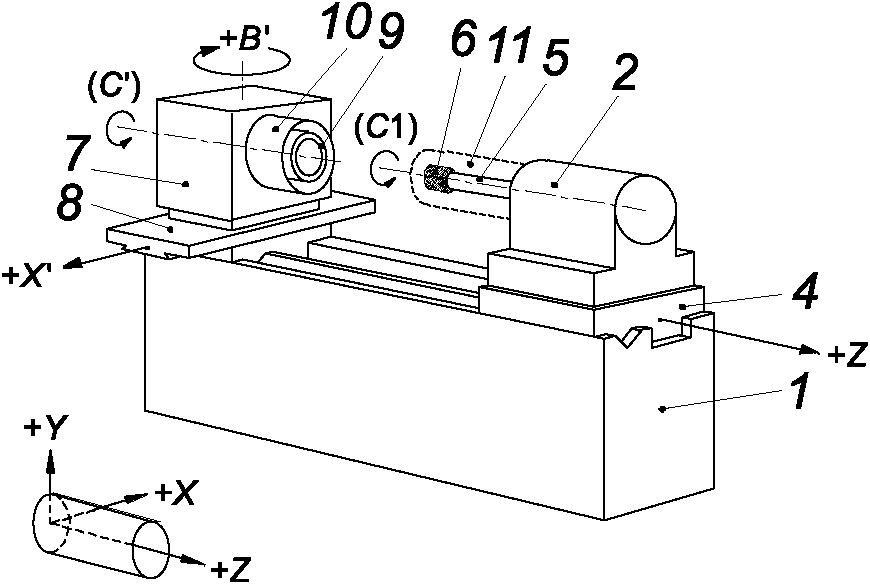
1 - станина; 2 - внутришлифовальная бабка; 3 - поперечные
салазки внутришлифовальной бабки (ось X); 4 - каретка
внутришлифовальной бабки (ось Z); 5 - внутришлифовальный
шпиндель [ось (C')]; 6 - внутришлифовальный круг; 7 - бабка
изделия с горизонтальной осью (поворотная) [включая ось B'
и ось (C')]; 8 - поперечные салазки бабки изделия (ось X');
9 - шпиндель изделия; 10 - ограждение изделия;
11 - ограждение внутришлифовального шпинделя;
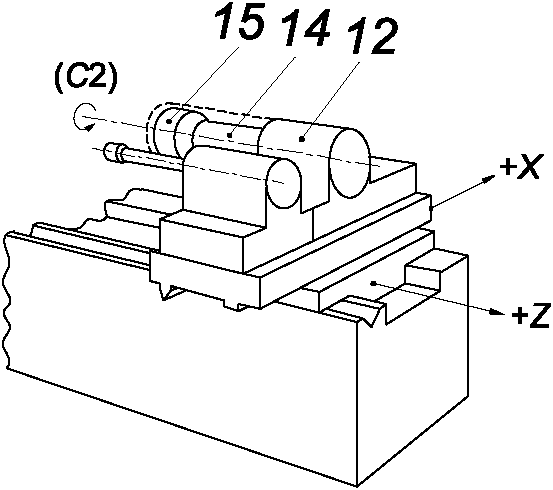
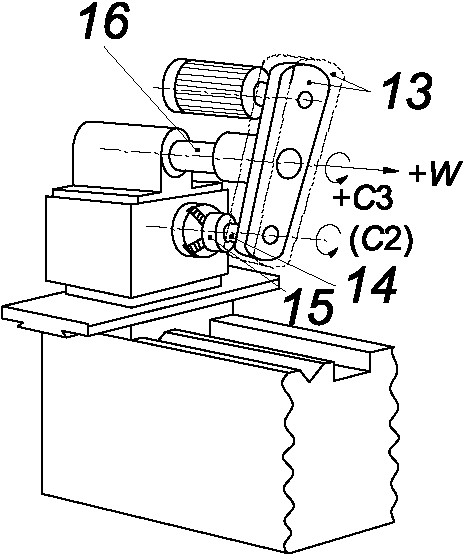
12 - торцешлифовальная бабка; 13 - рычаг-коромысло
(с приводом и ограждением) (ось C3); 14 - торцешлифовальный
шпиндель [ось (C2)]; 15 - торцешлифовальный круг; 16 - вал
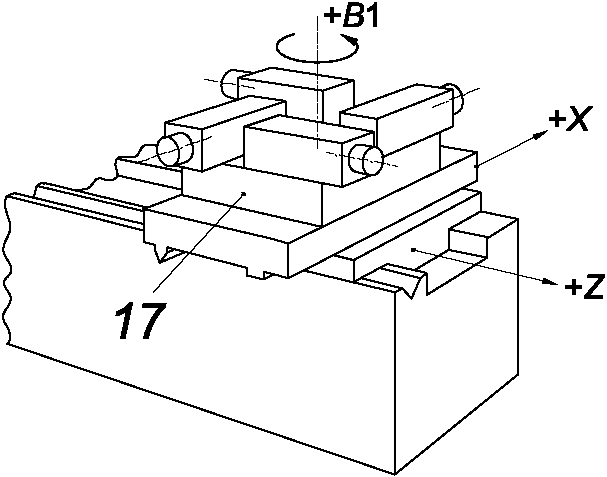
рычага-коромысла (ось W); 17 - поворотная плита
со шлифовальными шпинделями (ось B1)
В зависимости от конструкции станка одна из двух бабок (бабка изделия или шлифовальная бабка) может перемещаться вдоль оси X; шлифовальная бабка - обычно вдоль оси Z [на рисунке 1 a) и b)].
В некоторых случаях эти станки оснащены торцешлифовальным кругом. Это может быть сделано с помощью торцешлифовальной бабки (второй бабки), как показано на рисунке 1 c), или дополнительного рычага-коромысла для установки торцешлифовального шпинделя с торцешлифовальным кругом. Рычаг-коромысло обычно устанавливают на бабке изделия с линейным перемещением (ось W) параллельно оси Z и поворотным движением (ось C3) вокруг оси W [см. рисунок 1 d)].
В одних случаях эти станки оснащены поворотным узлом со шлифовальными шпинделями (поворот узла вокруг оси B1), который устанавливается на поперечных салазках шлифовального узла (ось X) и обеспечивает быструю смену инструмента (от двух до четырех шлифовальных шпинделей). В других случаях поворот вокруг оси B1 используется для контурной обработки [см. рисунок 1 e)].
Все линейные размеры, отклонения и соответствующие допуски в настоящем стандарте выражены в миллиметрах, угловые размеры выражены в градусах, а угловые отклонения и соответствующие допуски - в относительных единицах, но в некоторых случаях для уточнения использованы микрорадианы или угловые секунды. Используется следующее соотношение:
0,010/1000 = 10 мкрад ~= 2". (1)
Для применения настоящего стандарта, при необходимости, следует обращаться к положениям ИСО 230-1, особенно в вопросах установки станка перед проведением испытаний, прогрева шпинделя и других движущихся деталей, описания методов измерения и рекомендуемой точности средств измерения.
В разделе "Замечания" к испытаниям, описанным в разделах 6 и 7, инструкции сопровождаются ссылкой на определенные разделы ИСО 230-1, ИСО 230-2 или ИСО 230-7 в тех случаях, когда испытание соответствует спецификациям этой части серии ИСО 230.
Перед проведением испытаний станка его следует выверить по уровню в соответствии с рекомендациями поставщика/изготовителя (см. ИСО 230-1:2012, 6.1).
Температурные условия на протяжении всех испытаний должны быть определены по соглашению между изготовителем/поставщиком и пользователем.
Последовательность, в которой представлены испытания в настоящем стандарте, не определяет практический порядок проведения испытаний. Для облегчения монтажа приборов или выполнения измерений испытания могут быть осуществлены в произвольном порядке.
При испытаниях станка не требуется в обязательном порядке проведения испытаний, описанных в настоящем стандарте, в полном объеме. Если выполнение испытаний необходимо для целей приемки, пользователь по согласованию с поставщиком/изготовителем должен выбрать те испытания, которые касаются конкретных его компонентов и/или свойств станка. Эти испытания должны быть четко указаны при заказе станка. Ссылка на настоящий стандарт для проведения приемо-сдаточных испытаний без определения того, какие испытания должны быть выполнены, и без согласования соответствующих расходов не может быть рассмотрена как обязательная для одной из договаривающихся сторон.
Средства измерения, указанные при испытаниях, описанных в разделах 6 и 7, являются только примерами. Могут быть использованы и другие приборы, способные измерять такие же величины и имеющие такую же или меньшую погрешность измерения. Следует сослаться на раздел 5 ИСО 230-1:2012, в котором установлена взаимосвязь между неопределенностями измерений и допусками.
Упоминание понятия "индикатор часового типа" может означать не только стрелочные контрольные индикаторы (DTI), но и любой тип датчика линейного перемещения, такого как аналоговые или цифровые индикаторы, линейный дифференциальный преобразователь с регулируемой частотой вращения (LVDTs), линейные измерители смещения шкалы или бесконтактные датчики, если это применимо в отношении соответствующего испытания.
Аналогично, когда использован термин "линейка", это может означать любой тип эталонного инструмента прямолинейности, такой как гранитная, керамическая, стальная или чугунная линейки, одно плечо квадрата, одна образующая линия на цилиндрическом квадрате, любой прямой контур на эталонном кубе или специальный прямоугольник, специальное изделие, изготовленное таким образом, чтобы оно помещалось в T-образные пазы или другие отверстия для крепления.
Точно так же, когда применен термин "квадрат", это может означать любой тип эталонного артефакта прямоугольной формы, такой как гранитный, керамический, стальной или чугунный квадраты, цилиндрический квадрат, эталонный куб или особое специализированное изделие.
Когда упоминается понятие "прецизионный уровень", это может означать любой тип уровня, такой как пузырьковая трубка, цифровые и аналоговые электронные уровни.
Полезная информация об измерительных приборах приведена в ISO/TR 230-11.
При наличии встроенных программных средств для компенсации геометрических отклонений, отклонений в позиционировании, контурной обработке и температурных режимах, их использование во время этих испытаний должно быть согласовано с изготовителем/поставщиком и пользователем с учетом потенциального использования станка, например: если предполагается применение станка с/без программной компенсации геометрических ошибок. При использовании программной компенсации это должно быть указано в протоколе испытаний. Следует отметить, что в случае программной компенсации некоторые оси станка не могут быть заблокированы в целях тестирования.
Общая информация о численной компенсации геометрических ошибок приведена в ISO/TR 16907.
Испытания на механическую обработку следует проводить только при чистовой обработке, а не при черновой обработке, которая может привести к возникновению значительных усилий резания.
По взаимному согласию производитель/поставщик и пользователь могут установить допуск для измеряемой длины, отличный от приведенного в тестах, описанных в разделах 6 и 7. Однако следует учитывать, что минимальное значение допуска составляет 0,005 мм, если не указано иное. При определении минимального допуска следует учитывать погрешность измерений, связанную с испытанием и рекомендуемым прибором (см. 5.7).
Для упрощения на схемах измерений в разделах 6 и 7 показан только один тип станка.
Если применимо, в блоке схем измерений для каждого испытания по перечислениям a), b) и c), указанного в блоке проверяемых погрешностей, приводится схематическое изображение возможных направлений измерений, соответствующих координатным плоскостям (например, XY, YZ, ZX).
Объект Проверка прямолинейности перемещения шлифовальной бабки (или бабки изделия) по оси Z: | G1 |
Схема 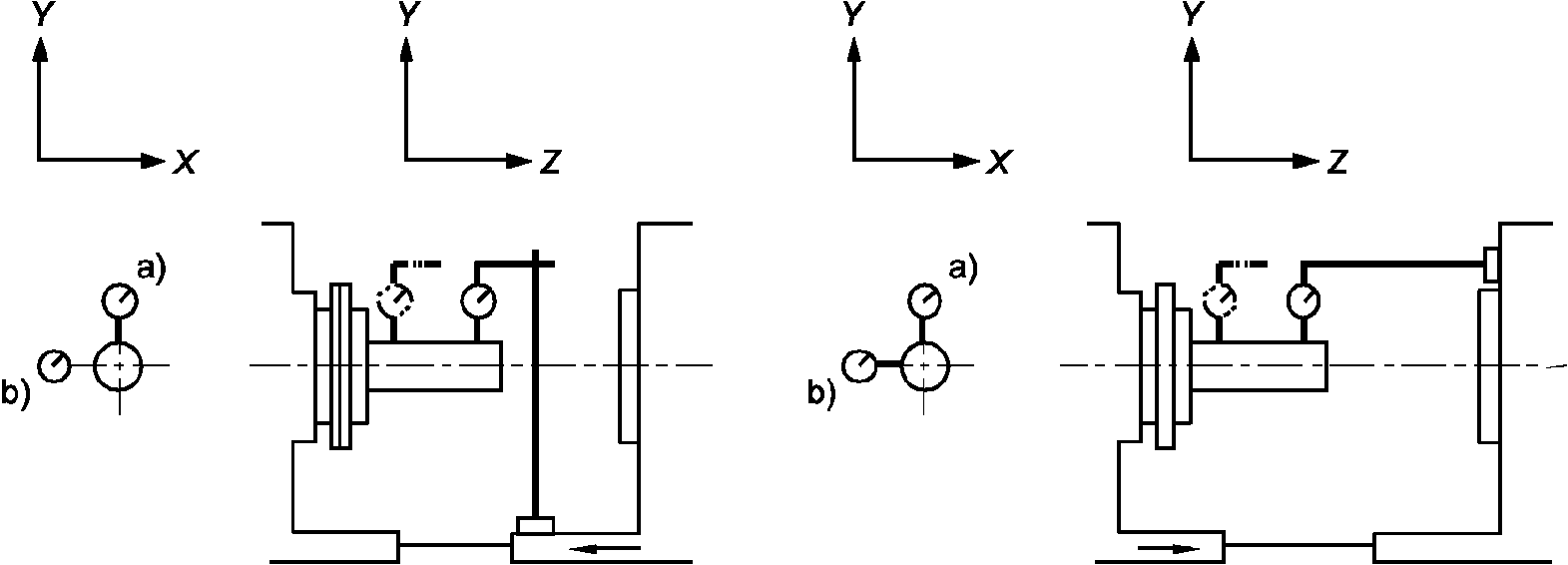 | |
Допуск a) 0,015 на длине измерения 250; b) 0,008 на длине измерения 250 | |
Результаты измерений | |
Средства измерений Индикатор часового типа, контрольная оправка, линейка или оптические приборы | |
Замечания и ссылки на ИСО 230-1:2012, 8.2 При использовании испытательной оправки опора индикатора часового типа должна быть установлена на неподвижной части шлифовальной бабки, а контрольная оправка - в шпинделе изделия. При использовании линейки опора индикатора часового типа должна быть установлена на неподвижной части шлифовальной бабки, при этом наконечник индикатора часового типа должен касаться линейки, расположенной приблизительно параллельно оси Z. При установке линейки на бабку изделия необходимо учитывать ее использование. Если для работы с длинными осями используют линейку, ее можно установить на неподвижную часть станка (например, на станину). В этом случае должны быть проведены дифференциальные измерения прямолинейности, одно из которых выполнено движением шлифовальной бабки, а другое - движением бабки изделия, без перемещения линейки между двумя наборами измерений | |
Объект Проверка от перпендикулярности перемещения поперечных салазок шлифовальной бабки или поперечных салазок бабки изделия (по оси X) относительно оси Z EB(0Z)X | G2 |
Схема 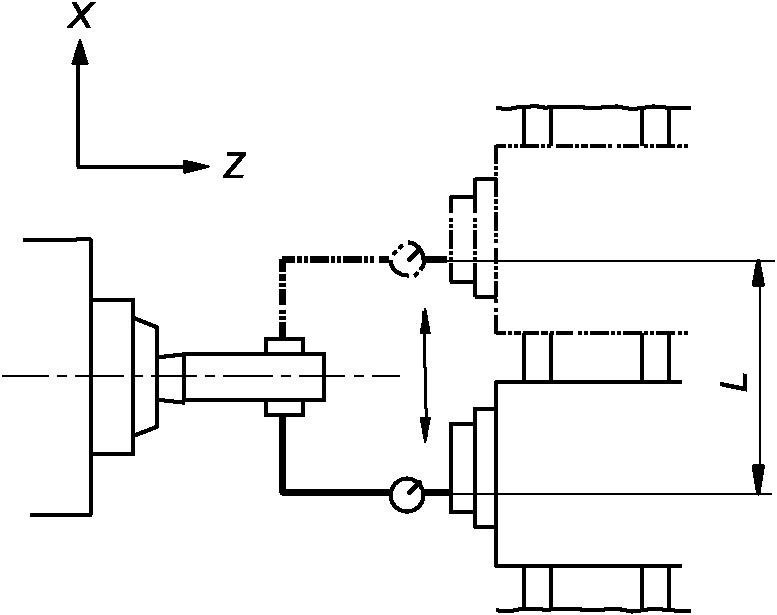 L - расстояние между двумя точками измерений | |
Допуск 0,020/300 (0,066/1000), где 300 - расстояние между двумя точками измерений L | |
Результаты измерений | |
Средства измерений Контрольная оправка и стойка индикатора часового типа или оптические приборы | |
Замечания и ссылки на ИСО 230-1:2012, 10.3.2 и 10.3.3 Устанавливают контрольную оправку в шпиндель изделия и регулируют угловое положение бабки изделия (ось B') таким образом, чтобы ось шпинделя изделия была параллельна оси Z. Закрепляют опору индикатора часового типа на испытательной оправке так, чтобы наконечник индикатора часового типа касался точки на торце шлифовального шпинделя. Поворачивают шпиндель с закрепленным индикатором часового типа на 180° и перемещают ось X до тех пор, пока наконечник повторно не коснется той же точки на торце шлифовального шпинделя. Разность показаний индикатора часового типа, деленная на расстояние L между двумя точками прикосновения, является погрешностью перпендикулярности EB(0Z)X, вносимой в протокол испытаний | |
Объект Проверка биения на вращающемся шпинделе изделия: | G3 |
Схема 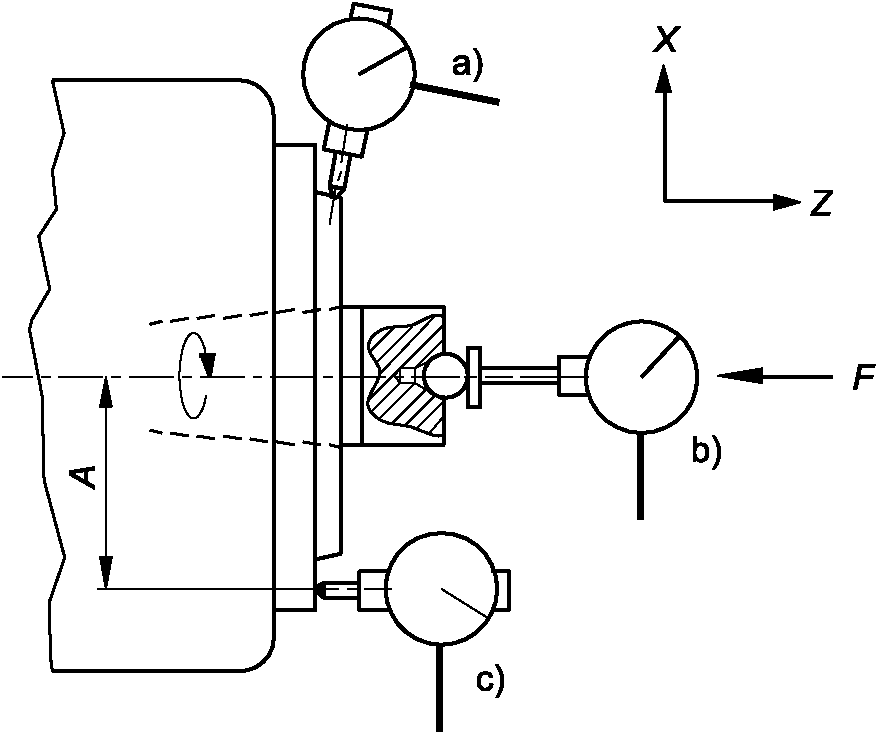 A - расстояние до оси шпинделя; F - осевая сила | |
Допуск a) 0,005; b) 0,005; c) 0,010 | |
Результаты измерений | |
Средства измерений Индикатор часового типа для схем по перечислениям a) и c) и индикатор часового типа с плоским наконечником для схем по перечислениям b) | |
Замечания для схем по перечислениям a) и c) - ссылки на ИСО 230-1:2012, 12.5; для схем по перечислениям b) - ссылка на ИСО 230-7:2015, 5.4.4 В случае по перечислению a) контроля центрирующего конуса шпинделя наконечник индикатора часового типа должен быть установлен перпендикулярно проверяемой поверхности. В случае по перечислению b) величина и направление прикладываемого осевого усилия F должны быть указаны поставщиком/изготовителем. При использовании упорных подшипников с предварительной нагрузкой усилие прикладывать не требуется. В случае по перечислению c) расстояние A от индикатора часового типа до оси шпинделя должно быть максимальным (см. также испытание AR1 в приложении A) | |
Объект Проверка биения внутреннего конуса шпинделя изделия: | G4 |
Схема 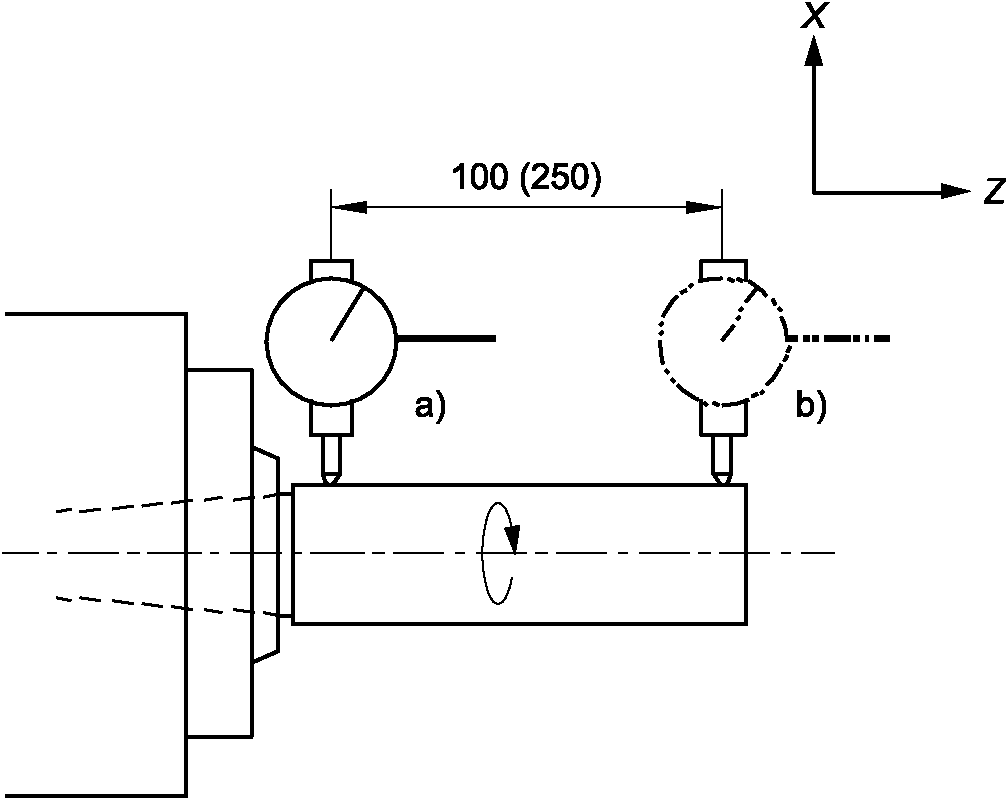 | |
Допуск a) 0,005; b) 0,010 - на длине измерения 100; 0,015 - на длине измерения 250 | |
Результаты измерений | |
Средства измерений Контрольная оправка и индикатор часового типа | |
Замечания и ссылки на ИСО 230-1:2012, 12.5 В случае внутренней конусности испытание следует проводить с помощью испытательной оправки | |
Объект Проверка параллельности оси шпинделя изделия (C') движению шлифовальной бабки (или бабки изделия) по оси Z: | G5 |
Схема 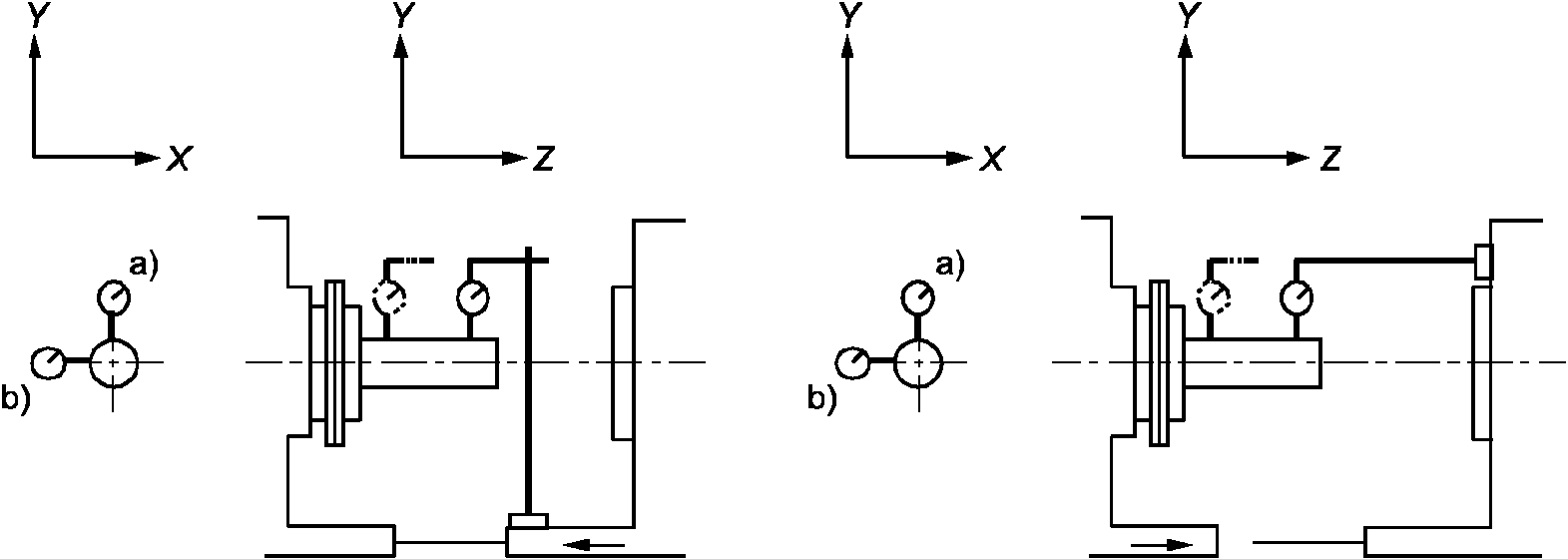 | |
Допуск a) 0,008/100, 0,020/250 (0,080/1000); отклонение на конце контрольной оправки направлено вверх; b) 0,003/100, 0,008/250 (0,032/1000) | |
Результаты измерений | |
Средства измерений Контрольная оправка и индикатор часового типа или оптические приборы | |
Замечания и ссылки на ИСО 230-1:2012, 12.5 Проверка должна быть выполнена сначала при одном угловом положении шпинделя изделия, а затем повторена после поворота шпинделя изделия на 180°. Для оценки погрешности параллельности в каждой точке измерения должны быть приняты средние значения | |
Объект Проверка параллельности плоскости положений оси шпинделя изделия при повороте бабки изделия и плоскости смещения шлифовальной бабки | G6 |
Схема 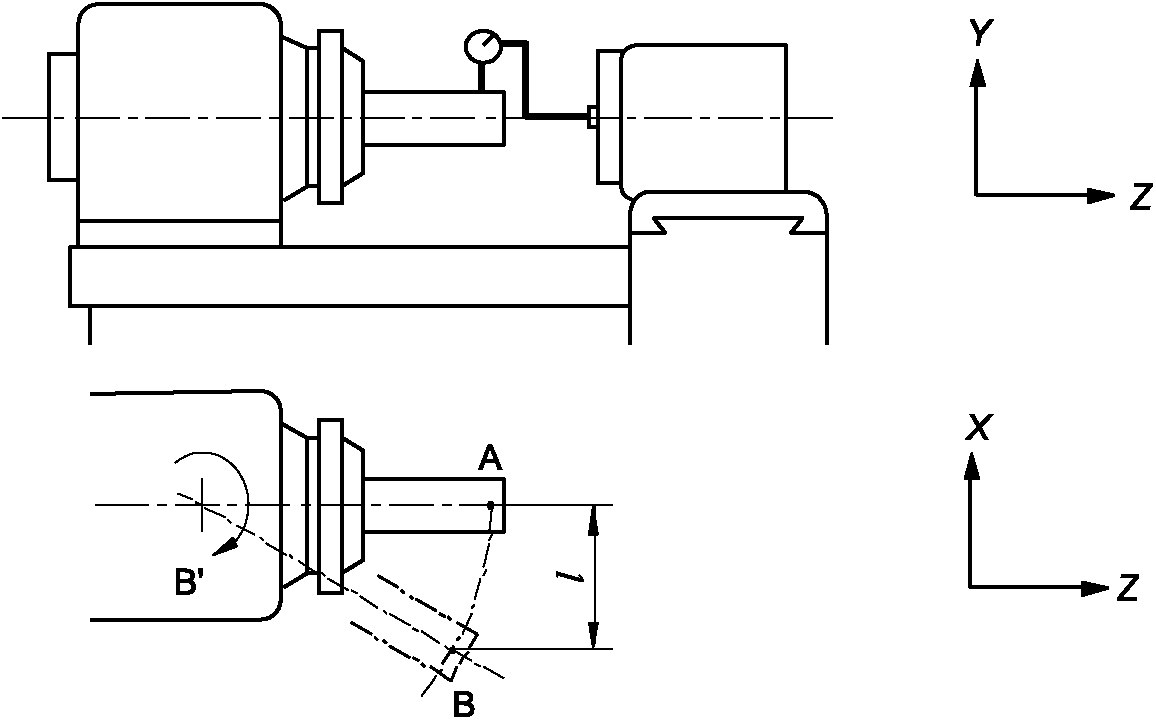 l - расстояние между точками измерения A и B на конце контрольной оправки по оси X (наиболее высокими точками на контрольной оправке) | |
Допуск 0,010/100 (0,100/1000) | |
Результаты измерений | |
Средства измерений Контрольная оправка и индикатор часового типа | |
Замечания и ссылки на ИСО 230-1:2012, 12.3.3.2 Показания снимают, когда рабочая головка зафиксирована в положении A и в положении B, путем касания наконечником индикатора часового типа в одной и той же точке контрольной оправки с перемещением поперечного ползуна шлифовальной бабки по оси X с дополнительным смещением по оси Z. Регистрируют разницу в показаниях индикатора часового типа для положений A и B, деленная на расстояние l | |
Объект | G7 |
Проверка биения внутреннего конуса шлифовального шпинделя (на диаметре, равном диаметру шлифовального круга): Данное испытание применимо ко всем имеющимся в наличии шлифовальным шпинделям | |
Схема 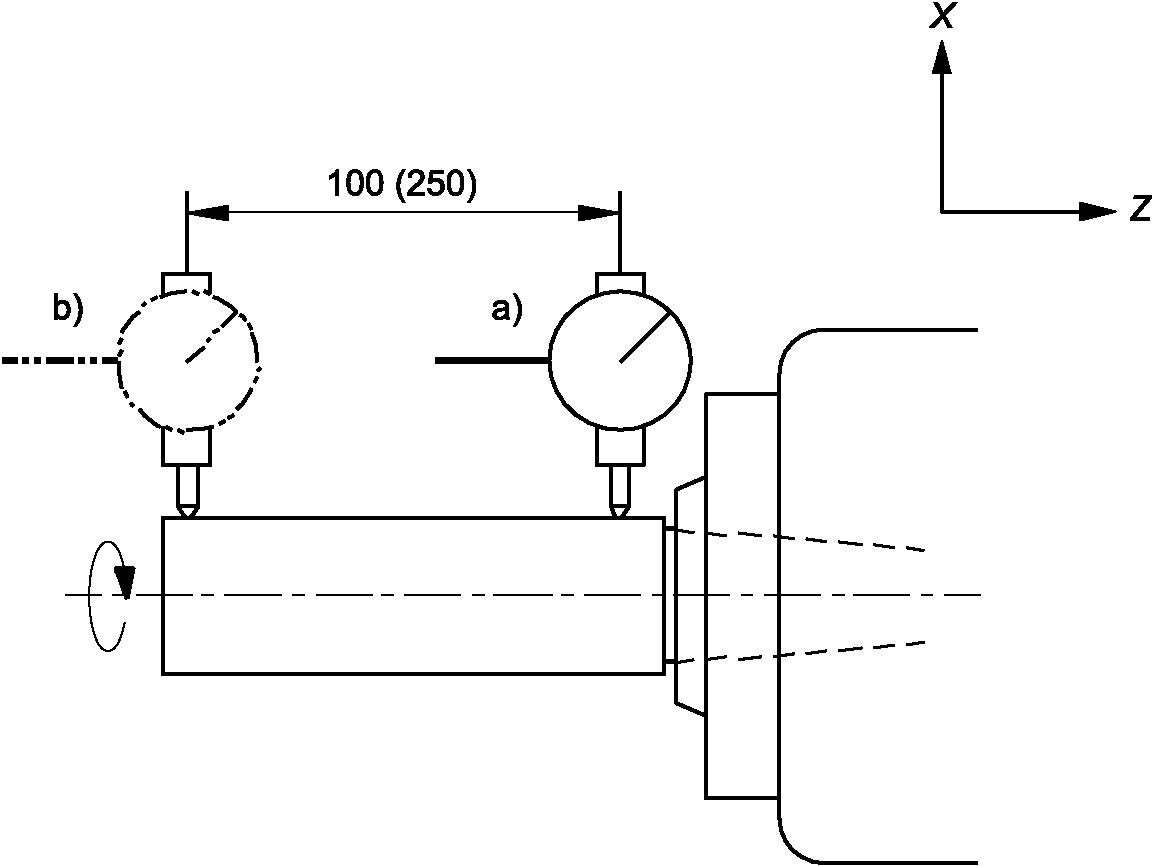 | |
Допуск a) 0,005 на длине измерения 100; b) 0,010 на длине измерения 250 | |
Результаты измерений | |
Средства измерения Контрольная оправка, соответствующая шпинделю, и индикатор часового типа | |
Замечания и ссылки на ИСО 230-1:2012, 12.5.3 В случае внутреннего конуса в шпинделе следует использовать контрольную оправку. | |
Объект | G8 |
Проверка параллельности оси шлифовального шпинделя (C1) при движении шлифовальной бабки и при движении бабки изделия по оси Z: Данное испытание применимо ко всем имеющимся в наличии шлифовальным шпинделям | |
Схема 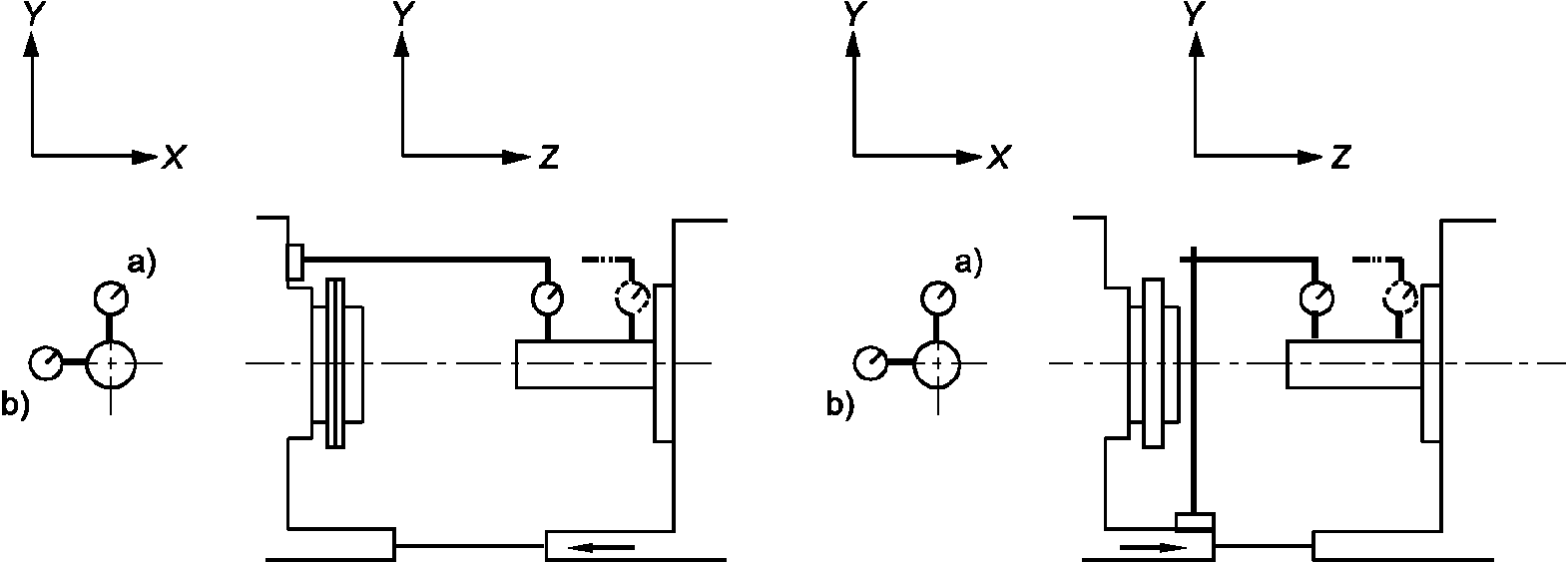 | |
Допуск a) 0,007/100, 0,020/300 (0,065/1000); отклонение на конце контрольной оправки направлено вверх; b) 0,004/100, 0,010/300 (0,035/1000) | |
Результаты измерений | |
Средства измерений Контрольная оправка и индикатор часового типа или оптические приборы | |
Замечания и ссылки на ИСО 230-1:2012, 10.1.3 Проверка должна быть выполнена сначала в одном угловом положении шлифовального шпинделя (C1), а затем повторена после поворота шлифовального шпинделя на 180°. Для оценки погрешности параллельности в каждой точке измерения должны быть приняты средние значения | |
Объект | G9 |
Отклонения от эквидистантности (равноудаленности) двух осей (разницы в высоте от одной базы) оси шпинделя изделия (C') и оси шлифовального шпинделя (C1) в вертикальной плоскости. Данное испытание применимо ко всем имеющимся в наличии шлифовальным шпинделям | |
Схема 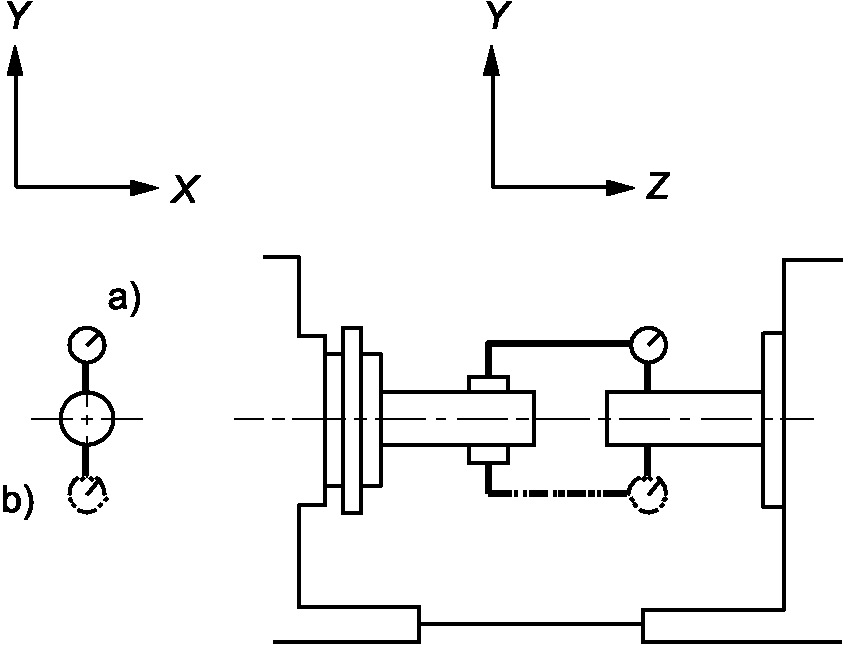 | |
Допуск 0,025 | |
Результаты измерений | |
Средства измерений Контрольная оправка, индикатор часового типа и стойка стрелочного датчика или оптические приборы | |
Замечания и ссылки на ИСО 230-1:2012, 12.3.3 Испытание следует проводить в вертикальной плоскости после выравнивания в горизонтальной плоскости. Необходимо соблюдать предельную осторожность, чтобы свести к минимуму влияние податливости стойки индикатора часового типа | |
Объект Проверка биения на торце шлифовального шпинделя: | G10 |
Схема 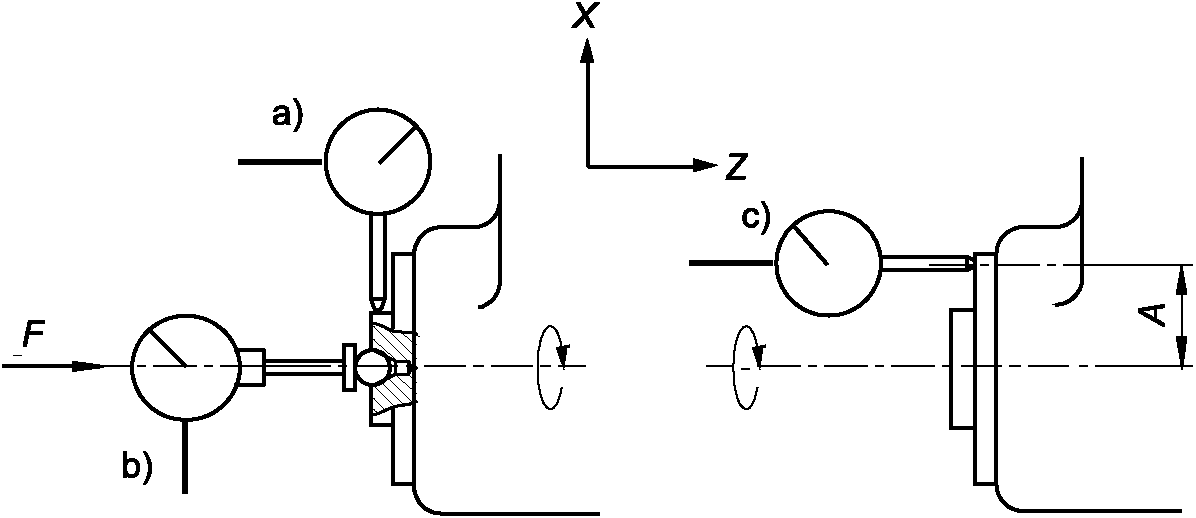 A - расстояние от оси шпинделя; F - осевое усилие | |
Допуск a) 0,005; b) 0,005; c) 0,010 | |
Результаты измерений | |
Средства измерений Индикатор часового типа для схем по перечислениям a) и c) и индикатор часового типа с плоским наконечником для схемы по перечислению b) | |
Замечания по перечислениям a) и c) - ссылки на ИСО 230-1:2012, 12.5, для схемы по перечислению b) - ссылки на ИСО 230-7:2015, 5.4.4 В случае по перечислению a) с конусной поверхностью наконечник индикатора часового типа должен быть установлен перпендикулярно проверяемой поверхности. В случае по перечислению b) значение и направление прикладываемого осевого усилия F должны быть указаны поставщиком/изготовителем. При использовании упорных подшипников с предварительной нагрузкой усилие прикладывать не требуется. В случае по перечислению c) расстояние A от стрелочного датчика до оси шпинделя должно быть максимальным. Описание испытаний дано в AR2 приложения A | |
Объект Проверка отклонения от перпендикулярности торца фланца шлифовального шпинделя (C2) к оси шпинделя изделия (C') | G11 |
Схема 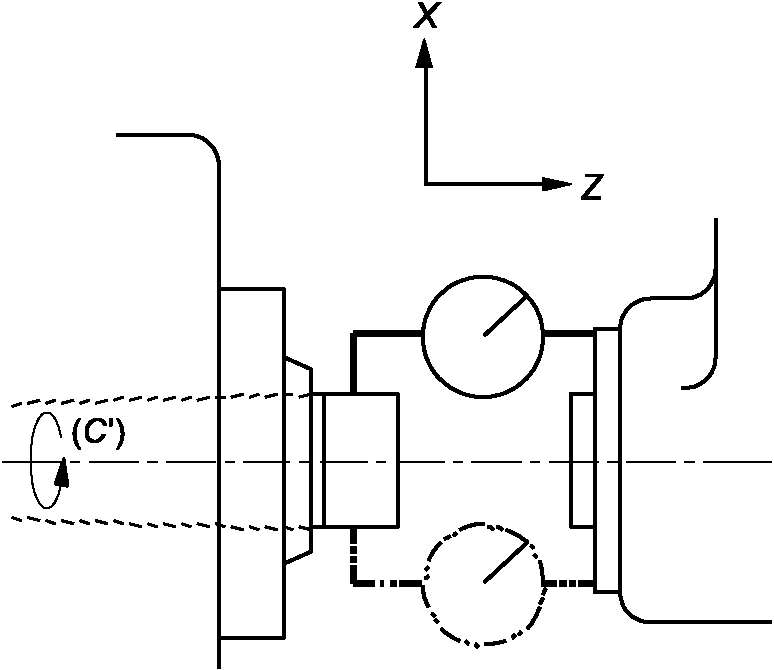 | |
Допуск 0,020 на 300, где 300 - расстояние между двумя точками измерений | |
Результаты измерений | |
Средства измерений Индикатор часового типа и державка индикатора часового типа | |
Замечания и ссылки на ИСО 230-1:2012, 12.4.1 и 12.4.8 Следует повернуть индикатор часового типа на 360°; наибольшее отклонение показаний является регистрируемой погрешностью перпендикулярности | |
Объект Проверка отклонения от параллельности оси торцешлифовального шпинделя (ось C2) движению по оси Z (шлифовальной бабки или бабки изделия): | G12 |
Схема 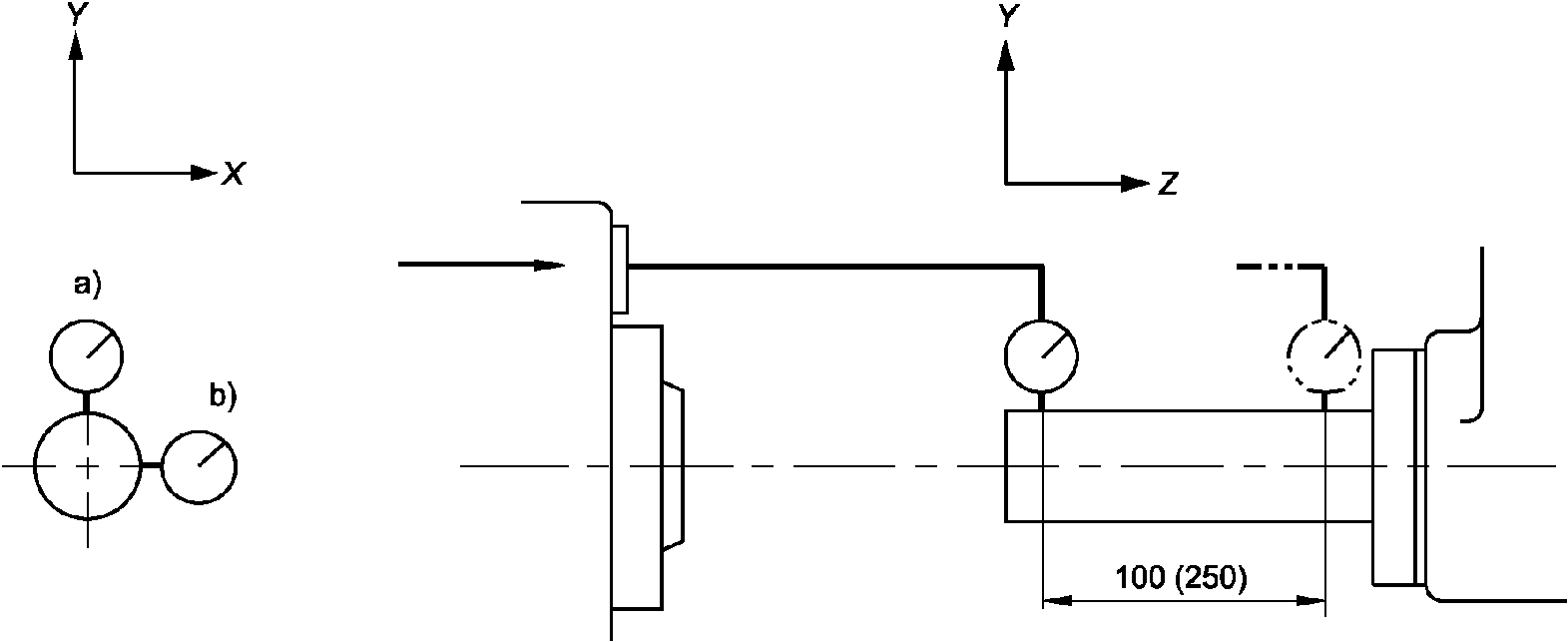 | |
Допуск a) 0,008/100, 0,020/250 (0,080/1000); конец контрольной оправки направлен вверх; b) 0,003/100, 0,008/250 (0,032/1000) | |
Результаты измерений | |
Средства измерений Индикатор часового типа и контрольная оправка | |
Замечания и ссылки на ИСО 230-1:2012, 10.1.3 Проверка должна быть выполнена сначала в одном угловом положении торцешлифовального шпинделя (C2), а затем повторена после поворота этого шпинделя на 180°. Для оценки погрешности параллельности в каждой точке измерения должны быть приняты средние значения | |
Объект Проверка отклонения от параллельности оси рычага-коромысла (ось C3) к оси шпинделя изделия (C') в плоскости ZX. Эта проверка применима только для конфигурации станка, показанной на рисунке 1 d) | G13 | |
Схема 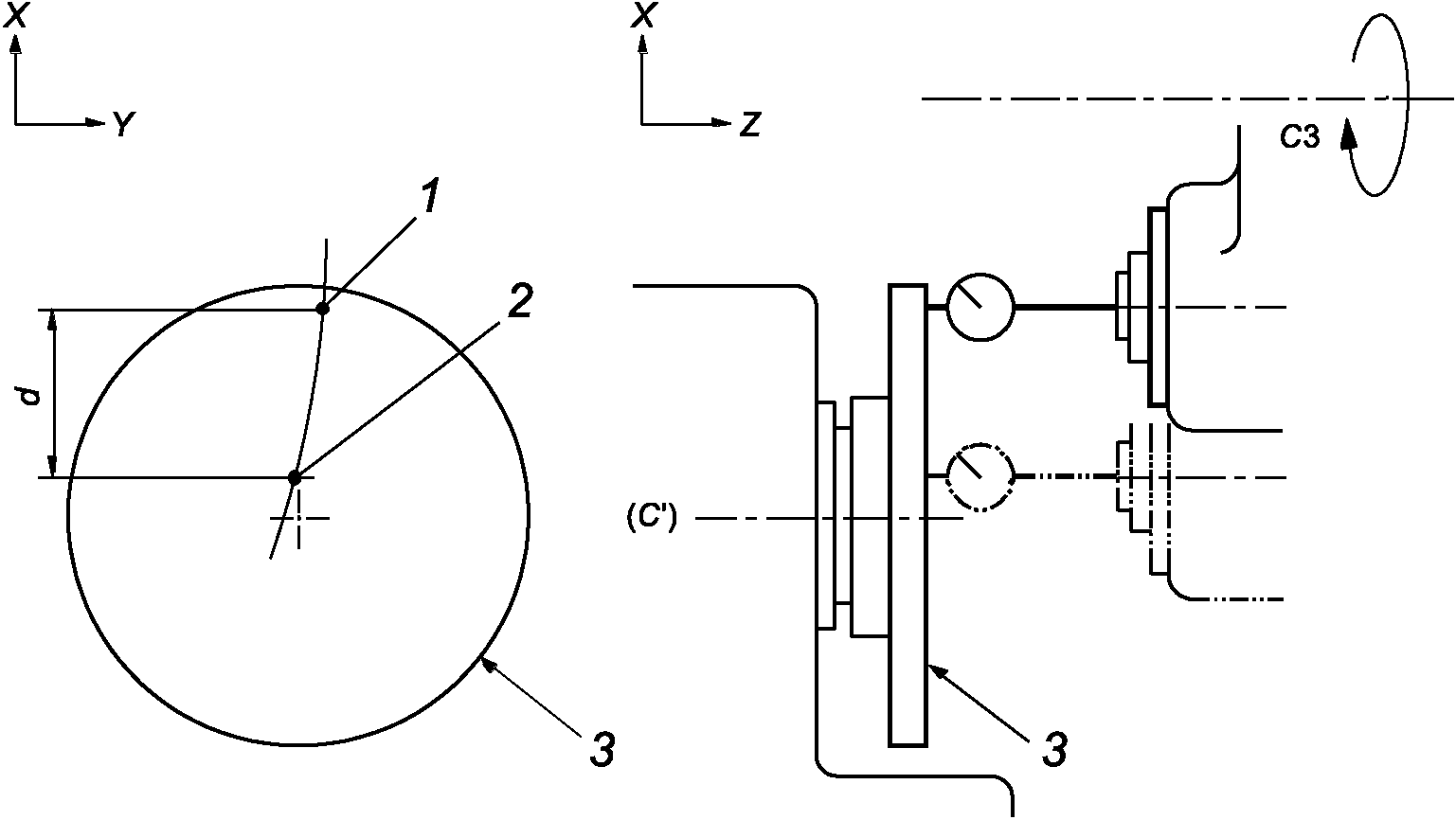 1, 2 - точки измерений; 3 - плоский диск; d - расстояние между точками измерений, проецируемое на ось X; C3 - ось поворотного рычага-коромысла; (C') - ось шпинделя изделия | ||
Допуск 0,035/1000 | ||
Результаты измерений | Измерительное расстояние d: | |
Средства измерений Индикатор часового типа и плоский диск или линейки | ||
Замечания и ссылки на ISO 230-1:2012, 10.1.5.1 Индикатор часового типа жестко закреплен на шлифовальном шпинделе и соприкасается с диском. Диск на оси (C') поворачивается на 180°, и обеспечивается регулировкой перпендикулярность поверхности диска относительно оси (C'), либо при измерениях учитывается отсутствие перпендикулярности. Показания индикатора часового типа фиксируют в точке 1, затем ось C3 поворачивается и в точке 2 снимаются новые показания. Разница между двумя показаниями в точках 1 и 2, деленная на проекцию расстояния d между этими точками на ось X, является отклонением от параллельности, которую необходимо зарегистрировать | ||
Объект Проверка отклонения от повторяемости процесса позиционирования поперечных салазок шлифовальной бабки (или поперечных салазок бабки изделия) | P1 |
Схема 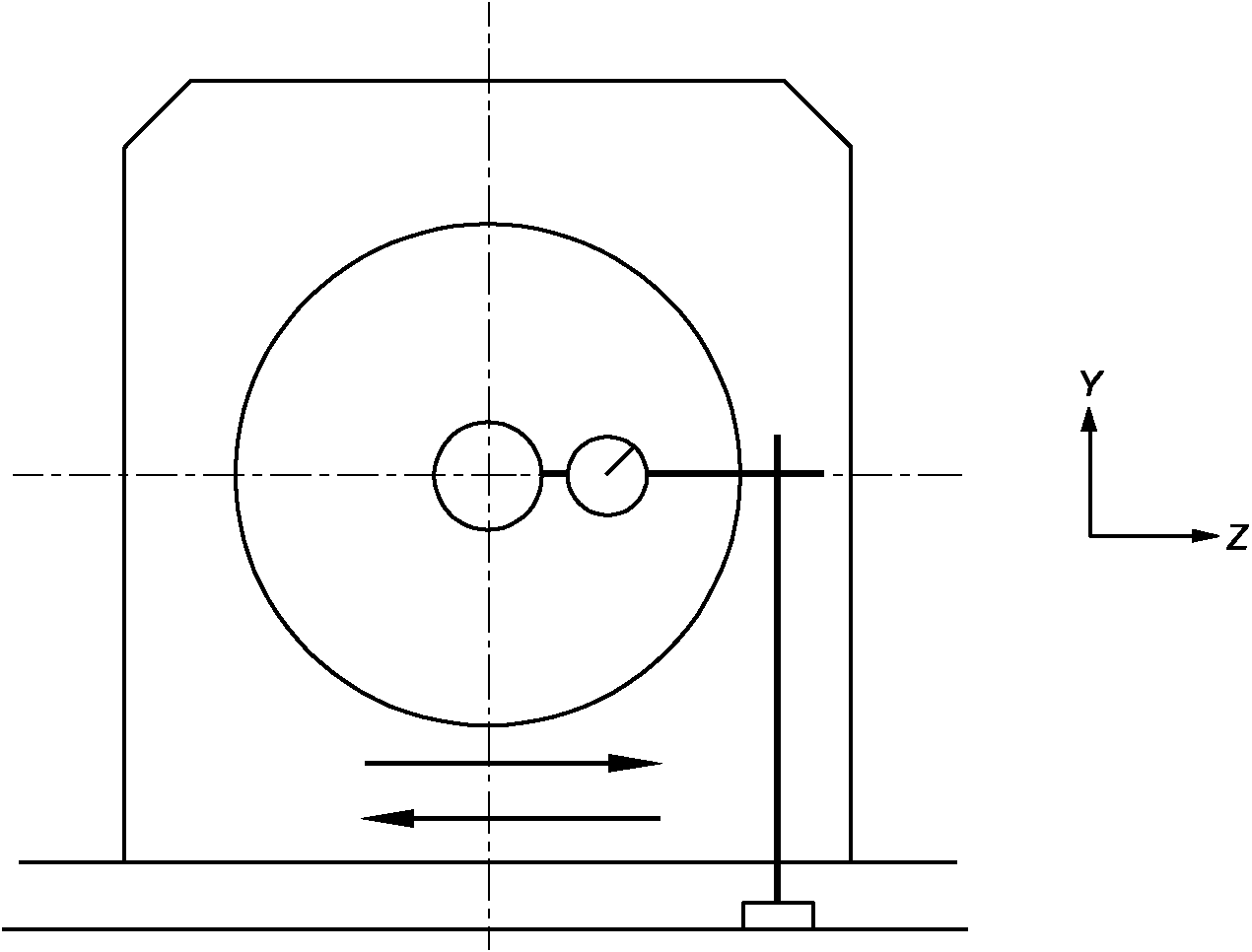 | |
Допуск 0,002 | |
Результаты измерений | |
Средства измерений Индикатор часового типа | |
Замечания Следует провести пять последовательных испытаний для определения положения поперечных салазок шлифовальной бабки (или положения поперечных салазок бабки изделия), при этом движение позиционирования осуществляется в два этапа: быстрое перемещение, за которым следует медленное приближение к точке позиционирования. Отчет должен содержать весь диапазон результатов измерений | |
Объект Отклонения от точности и повторяемости позиционирования поперечных салазок шлифовальной бабки по оси X EXX | P2 | |||
Схема 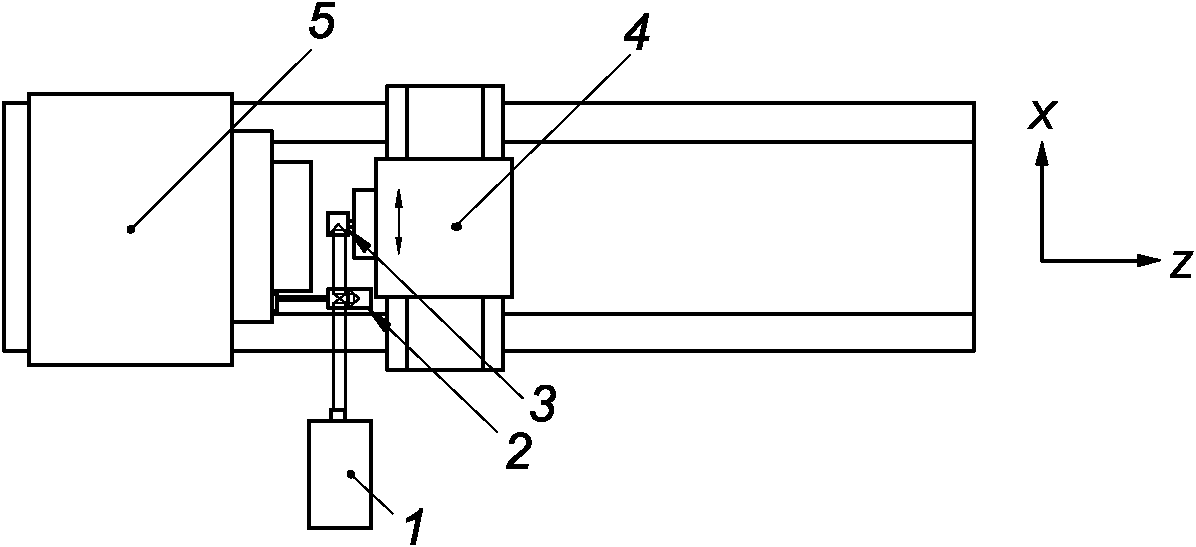 1 - лазерный прибор; 2 - интерферометр; 3 - отражатель; 4 - поперечные салазки шлифовальной бабки; 5 - бабка изделия | ||||
Допуск для осей до 1000 | Длина хода салазок | Результаты измерений. Длина хода салазок | ||
<= 500 | <= 1000 | |||
Точность однонаправленного позиционирования по оси X <a> | 0,016 | 0,020 | ||
Повторяемость однонаправленного позиционирования по оси X <a> | 0,006 | 0,008 | ||
Реверсивная величина (зона нечувствительности) по оси X | 0,010 | 0,013 | ||
Систематическая ошибка однонаправленного позиционирования по оси X <a> | 0,008 | 0,013 | ||
Средства измерений Лазерный измерительный прибор или линейная шкала | ||||
Замечания и ссылки на ИСО 230-1:2012, 3.4.3, и ИСО 230-2:2014, раздел 3, 5.3.2 и 5.3.3 Необходимо проводить относительные измерения положения инструмента и заготовки. Если использована линейная шкала, она должна быть расположена на столе параллельно оси X, а датчик, считывающий со шкалы, должен находиться в положении инструмента. При использовании лазерного оборудования отражатель должен быть установлен на шпиндельной бабке, а интерферометр - на бабке изделия. Условия испытаний, программы испытаний и представление результатов должны соответствовать приведенным в разделах 3, 4 и 7 ИСО 230-2:2014 и 8.2.4. Должна быть указана начальная точка измерения | ||||
Объект Проверка отклонения от точности и повторяемости перемещения каретки шлифовальной бабки по оси Z EZZ | P3 | ||||
Схема 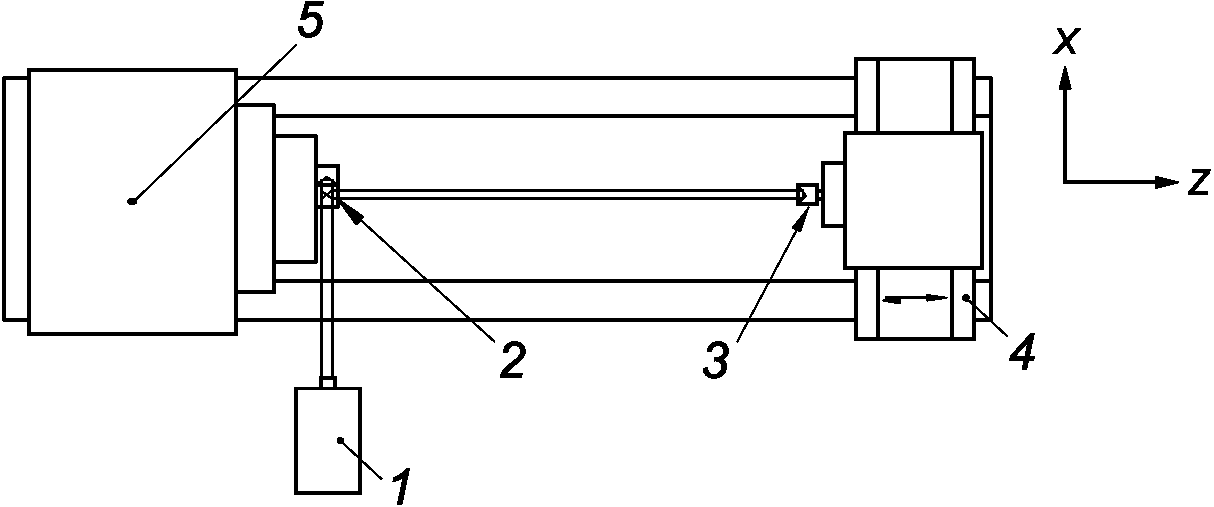 1 - лазерный прибор; 2 - интерферометр; 3 - отражатель; 4 - каретка шлифовальной бабки; 5 - бабка изделия | |||||
Допуск для осей не более 2000 | Длина хода каретки | Результаты измерений. Длина хода каретки | |||
<= 500 | <= 1000 | <= 2000 | |||
Точность двунаправленного позиционирования по оси Z <a> | EZZ,A | 0,025 | 0,032 | 0,040 | |
Точность однонаправленного позиционирования по оси Z <a> | 0,015 | 0,019 | 0,024 | ||
Повторяемость однонаправленного позиционирования по оси Z <a> | 0,008 | 0,010 | 0,013 | ||
Среднее значение отклонения по оси Z | EZZ,B | 0,010 | 0,013 | 0,016 | |
Систематическая ошибка двунаправленного позиционирования по оси Z <a> | EZZ,E | 0,016 | 0,020 | 0,025 | |
Систематическая ошибка однонаправленного позиционирования по оси Z <a> | 0,008 | 0,010 | 0,013 | ||
Средняя погрешность двунаправленного позиционирования по оси Z <a> | EZZ, M | 0,010 | 0,013 | 0,016 | |
Для осей, превышающих 2000 | |||||
Систематическая ошибка двунаправленного позиционирования по оси Z <a> | EZZ,E | 0,032 + 0,008 за каждые дополнительные 1000 | |||
Средняя погрешность двунаправленного позиционирования по оси Z <a> | EZZ, M | 0,025 + 0,005 за каждые дополнительные 1000 | |||
Средства измерений Лазерный измерительный прибор или линейная шкала | |||||
Замечания и ссылки на ИСО 230-1:2012, 3.4.3, ИСО 230-2:2014, раздел 3, 5.3.2 и 5.3.3 Необходимо проводить измерения относительно положения инструмента и заготовки. Если использована линейная шкала, она должна быть установлена на столе параллельно оси Z, а датчик, считывающий со шкалы, должен находиться в положении инструмента. При использовании лазерного оборудования отражатель должен быть установлен на шпиндельной бабке, а интерферометр - на бабке изделия. Для осей, превышающих по длине 2000, рекомендуется использовать один или несколько контролируемых отрезков по 2000 с пятью проходами вперед и назад в каждом. Следует применять допуски для длин осей <= 2000. Для осей длиной не более 4000 рекомендуется выполнить один цикл измерений на одном отрезке длиной 2000, для осей длиной от 4000 до 8000 рекомендуется выполнить циклы измерений на каждом из двух отрезков длиной 2000 и т.д. Контролируемые отрезки должны быть расположены на равном расстоянии друг от друга по всей длине оси, при этом любая избыточная длина должна быть разделена поровну в начале, между и в конце контролируемых отрезков. Другое количество контролируемых отрезков длиной 2000, другие длины контролируемых отрезков, а также расположение контролируемых отрезков в рабочей зоне могут быть согласованы между производителем/поставщиком и пользователем. Кроме того, должно быть проведено одно испытание на протяжении всего перемещения оси (один раз при движении в одну сторону и один раз при движении в другую сторону). Условия испытаний, программы испытаний и представление результатов должны соответствовать приведенным в разделах 3, 4 и 7 ИСО 230-2:2014 и 8.2.4. Должна быть указана начальная точка измерения | |||||
Объект Проверка точности и повторяемости поворота относительно оси B1 EBB1 | P4 | |||
Схема 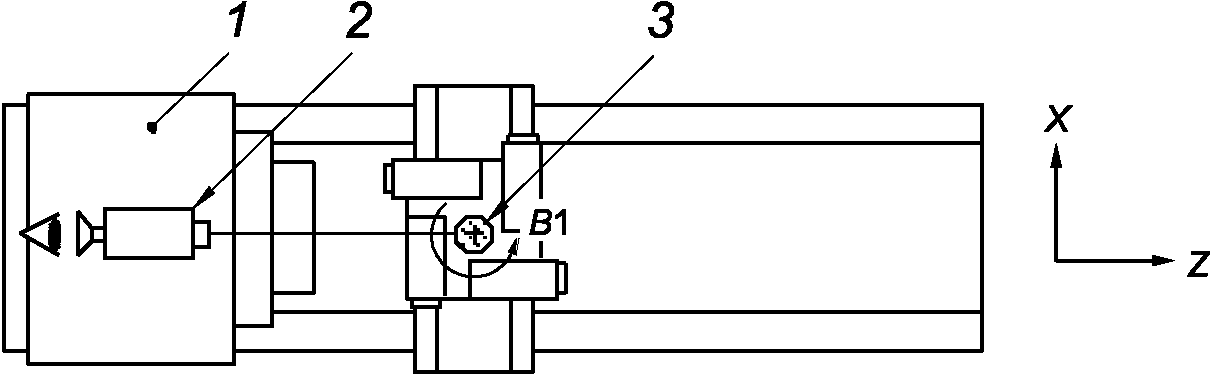 1 - бабка изделия; 2 - автоколлиматор; 3 - полигон | ||||
Допуск (30° или 45° интервал углового позиционирования) | Для 360° | Результаты измерений | ||
" | мкрад | |||
Точность двунаправленного позиционирования по оси B1 <a> | EBB1,A | 11 | 55 | |
Повторяемость однонаправленного позиционирования по оси B1 <a> | 6 | 30 | ||
Повторяемость двунаправленного позиционирования по оси B1 | EBB1,R | 8 | 40 | |
Реверсивная величина (зона нечувствительности) по оси B1 | 6 | 30 | ||
Систематическая ошибка двунаправленного позиционирования по оси B1 <a> | EBB1,E | 6 | 30 | |
Средняя погрешность двунаправленного позиционирования по оси B1 <a> | EBB1,M | 4 | 20 | |
Средства измерений Лазерное оборудование для измерения угла или полигон и автоколлиматор | ||||
Замечания и ссылки на ИСО 230-1:2012, 3.4.3, и ИСО 230-2:2014, раздел 3, 5.3.4 и 5.3.5 Крепят автоколлиматор на бабке изделия и фиксируют полигон вблизи центра оси вращения B1 на одной линии с автоколлиматором в первом угловом положении. Заданные положения должны быть выбраны в соответствии с ИСО 230-2:2014, таблица 1. Скорость поворота при угловом позиционировании должна быть согласована между производителем/поставщиком и пользователем. Условия испытаний, программы испытаний и представление результатов должны соответствовать приведенным в разделах 3, 4, 7 ИСО 230-2:2014 и 8.2.4 | ||||
Объект | M1 | |||||
Точность отверстия в испытательном образце после внутреннего шлифования | ||||||
Схема 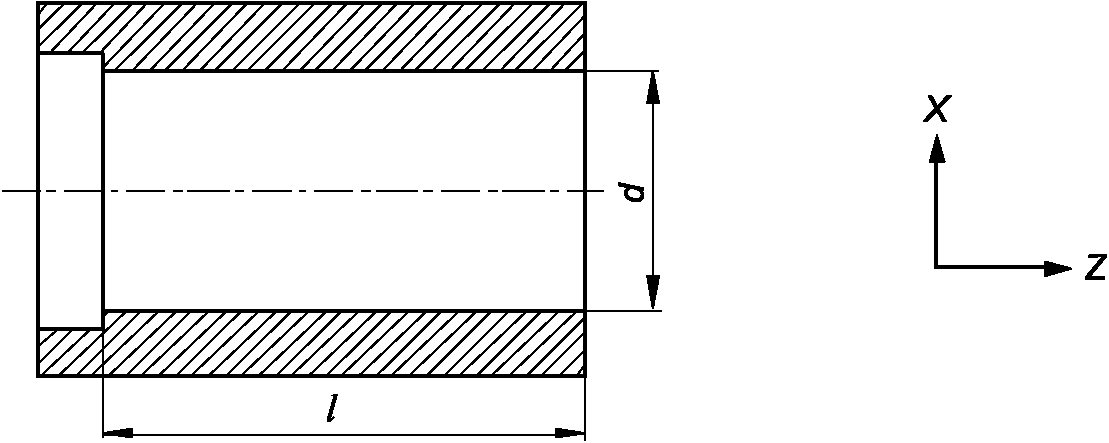 | ||||||
Максимально допустимый диаметр шлифования <a> D | Диаметр контрольного отверстия d | Длина контрольного отверстия l | ||||
D <= 40 | 15 | 25 | ||||
40 < D <= 80 | 30 | 50 | ||||
80 < D <= 150 | 60 | 100 | ||||
D > 150 | 100 | 150 | ||||
D - диаметр контрольного отверстия; l - длина контрольного отверстия -------------------------------- <a> Указано на схеме в M2. | ||||||
Допуск a) 0,003; b) 0,005 для l = 25; 0,005 для l = 50; 0,010 для l = 100; 0,015 для l = 150 | ||||||
Результаты измерений | Максимально допустимый диаметр D: | |||||
Средства измерений Прибор для измерения диаметра отверстий и отклонений от круглости | ||||||
Замечания и ссылки на ИСО 230-1:2012, B.1.1 и B.1.2 Шлифование испытуемого образца следует проводить на всей длине l без базирования на оправке. Выполняется следующее: a) измерения отклонений от круглости проводят в нескольких сечениях испытуемого образца, и должно быть зарегистрировано наибольшее значение измеряемого отклонения; b) измерения диаметра проводят на обоих концах и в середине испытуемого образца; измерения следует проводить в одной осевой плоскости; конусность отверстия должна быть такой, чтобы наибольший диаметр находился со стороны бабки изделия | ||||||
Объект Отклонения от плоскостности отшлифованной торцевой поверхности испытательного образца. | M2 |
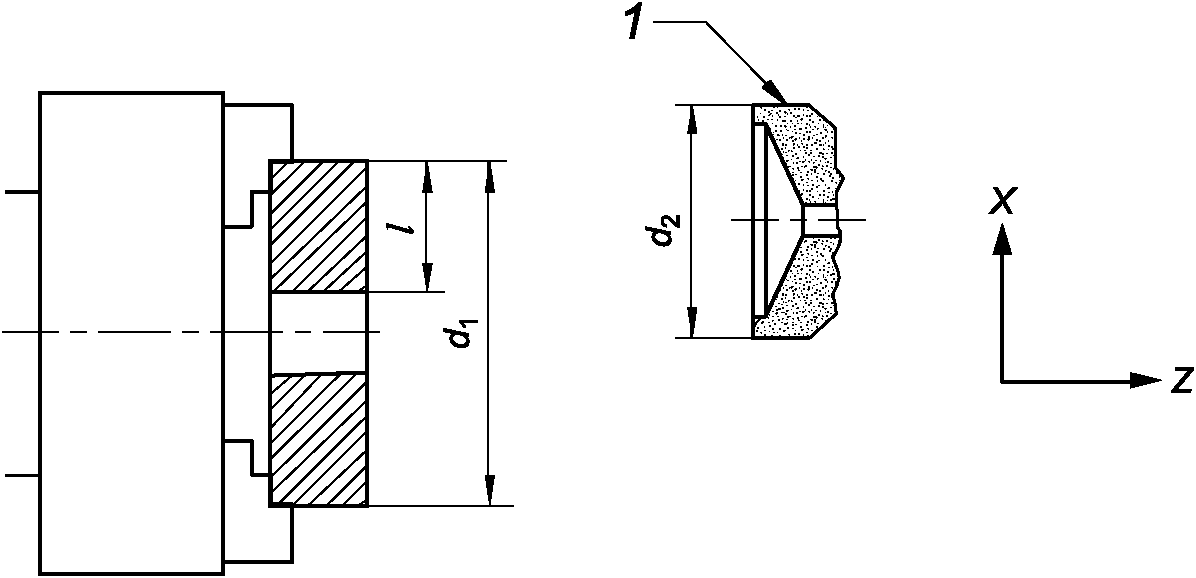 1 - шлифовальный круг; d1 - наружный диаметр испытательного образца; d2 - наружный диаметр шлифовального круга; l - ширина шлифованной поверхности | |
Допуск 0,010 для d1 = 300. Обработанная поверхность на испытательном образце должна быть плоской или вогнутой | |
Результаты измерений | |
Средства измерений Поверочные линейки и плиты, плоскомеры, координатно-измерительные машины (КИМ) | |
Замечания и ссылки на ИСО 230-1:2012, B.1.1 и B.1.2 Испытательный образец должен быть установлен на планшайбе или в зажимном патроне. Ось вращения шпинделя изделия должна быть установлена параллельно оси Z; плоская торцевая поверхность испытательного образца - перпендикулярно оси вращения шпинделя изделия. Внешний диаметр диска d1 и ширина шлифуемой поверхности l должны соответствовать следующим формулам: 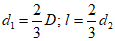 . .Другие значения d1 и l должны быть согласованы между производителем/поставщиком и пользователем | |
(справочное)
A.1 Точность вращения шпинделя изделия (C')
Объект Отклонение оси вращения шпинделя изделия (C'): | |||
Схема 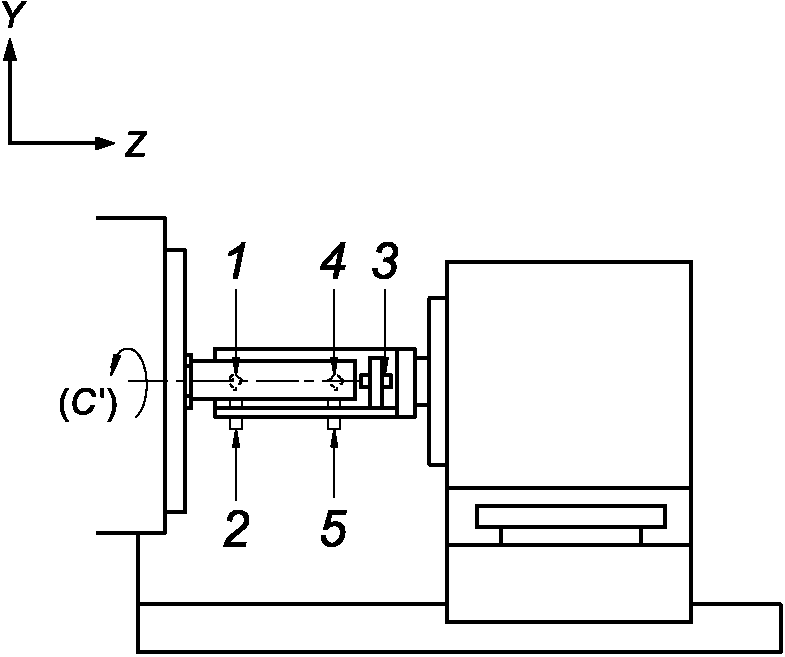 1 - 5 - датчики линейных перемещений | |||
Допуск при скорости в процентах от максимальной | |||
10% | 50% | 100% | |
a) радиальное отклонение в направлении X EX(C') - 0,005 для всех скоростей; b) осевое отклонение в направлении Z EZ(C') - 0,003 для всех скоростей; c) погрешность перемещения EB(C') вследствие наклона относительно Y должна быть определена между производителем/поставщиком и пользователем. Если минимальная частота вращения превышает 10% от максимальной, то шпиндель следует вращать на минимальной частоте вращения. ПРЕДУПРЕЖДЕНИЕ. Необходимо учитывать максимальную частоту вращения, указанную изготовителем измерительного оборудования | |||
Результаты измерений при скорости в процентах от максимальной | |||
10% | 50% | 100% | |
Средства измерений Контрольная оправка, бесконтактные датчики линейных перемещений и устройство для измерения угла или две прецизионные сферы, расположенные слегка эксцентрично относительно средней линии оси шпинделя | |||
Замечания и ссылки на ИСО 230-7 Это является испытанием шпинделя с фиксированным чувствительным направлением (см. ИСО 230-7:2015, 5.4). После настройки измерительного прибора шпиндель следует прогреть при 50% от максимальной частоты вращения шпинделя в течение 10 мин, если иное не согласовано между производителем/поставщиком и заказчиком. Для случая по перечислению a) общее значение радиальной погрешности перемещения, например (C') (с использованием датчиков 1 и 2) описано в ИСО 230-7:2015, 5.4.3. Радиальную погрешность перемещения следует измерять как можно ближе к торцу шпинделя. Для общего радиального движения с ошибкой, например (C'), должен быть представлен полярный график движения с ошибкой с центром в окружности наименьших квадратов LSC. Для случая по перечислению b) значение суммарной погрешности перемещения по оси EZ(C') (с использованием датчика 3) описано в ИСО 230-7:2015, 5.4.4. Для осевой погрешности перемещения по оси EZ(C') следует указать график суммарной погрешности перемещения по полярности с центром на полярной карте PC. Для случая по перечислению c) значение погрешности перемещения по наклону EB(C') (с использованием датчиков 1, 2, 4 и 5) описано в ИСО 230-7:2015, 5.4.5. Погрешность перемещения по наклону также может быть проверена только одним бесконтактным датчиком (см. ИСО 230-7:2015, 5.4.5.2 и 5.4.5.4). Для движения с ошибкой наклона EB(C') должен быть представлен полярный график движения с ошибкой с центром PC. 1) радиальное, осевое или торцевое расположение, в котором выполняют измерения; 2) идентификация всех используемых элементов, мишеней и приспособлений; 3) расположение измерительной установки; | |||
4) положение любых линейных или угловых элементов позиционирования, подключенных к тестируемому устройству; 5) угол направления чувствительного направления, например осевой, радиальный или промежуточный углы, в зависимости от обстоятельств; 6) представление результата измерения, например: значения погрешности перемещения, полярного графика, графика на основе времени, графика частотного содержания; 7) частота вращения шпинделя (нулевая при статической ошибке перемещения); 8) продолжительность, с, или количество оборотов шпинделя; 9) соответствующая процедура прогрева или обкатки; 10) частотная характеристика измерительных приборов, выраженная в герцах или циклах на оборот, включая характеристики спада любых электронных фильтров - в случае цифровых измерительных приборов, разрешение смещения и частоту дискретизации; 11) структурный контур, включающий положение и ориентацию датчиков относительно корпуса шпинделя, от которых поступает сообщение об ошибке перемещения, указанные объекты, относительно которых расположены оси шпинделя и опорные координатные оси, и элементы, соединяющие эти объекты; 12) время и дата измерения; 13) тип и статус калибровки всех измерительных приборов; 14) другие условия эксплуатации, которые могут повлиять на результаты измерений, такие как температура окружающей среды. Если измерение наклона не требуется (по соглашению между поставщиком и пользователем), то используются только три датчика перемещения (1, 2 и 3), а испытательная оправка может быть заменена прецизионным испытательным шаром | |||
A.2 Точность вращения шлифовального шпинделя (C1) и торцешлифовального шпинделя (C2)
Текстовые ссылки и символы в AR2 относятся к шлифовальному шпинделю (C1). Для испытания торцешлифовального шпинделя ссылки на (C1) должны быть заменены ссылками на (C2). Все дополнительные оси шлифовальных шпинделей (при наличии) должны быть идентифицированы и протестированы. Символы должны быть соответствующим образом адаптированы.
Объект Погрешность перемещения оси вращения шпинделя шлифовальной головки (C1): | |||
Схема  1 - 5 - датчики линейных перемещений | |||
Допуск при скорости в процентах от максимальной | |||
10% | 50% | 100% | |
a) значение общей радиальной погрешности перемещения EXY(C1) - 0,005 для всех скоростей; b) общая величина осевой погрешности перемещения EZ(C1) - 0,003 для всех скоростей; c) общее значение погрешности перемещения EAB(C1) при наклоне должно быть определено между производителем/поставщиком и пользователем. Если минимальная частота вращения превышает 10% от максимальной, то шпиндель следует вращать на минимальной частоте вращения. ПРЕДУПРЕЖДЕНИЕ. Необходимо учитывать максимальную частоту вращения, указанную изготовителем измерительного оборудования | |||
Результаты измерений при скорости в процентах от максимальной | |||
10% | 50% | 100% | |
Средства измерений Контрольная оправка, бесконтактные датчики линейных перемещений и устройство для измерения угла или две прецизионные сферы, расположенные слегка эксцентрично относительно средней линии оси шпинделя | |||
Замечания и ссылки на ИСО 230-7 Данное испытание представляет собой испытание шпинделя с учетом направления вращения (см. ИСО 230-7:2015, 5.3). После настройки измерительного прибора шпиндель следует прогреть при 50% от максимальной частоты вращения шпинделя в течение 10 мин, если иное не согласовано между производителем/поставщиком и пользователем. Для случая по перечислению a) значение суммарной радиальной погрешности перемещения EXY(C1) (с использованием датчиков 1 и 2) описано в ИСО 230-7:2015, 5.3.2, и его следует измерять как можно ближе к торцу шпинделя. Для радиального смещения с ошибкой EXY(C1) должен быть предоставлен полярный график суммарного смещения с ошибкой с центром в LSC. Для случая по перечислению b) значение суммарной погрешности осевого перемещения EZ(C1) (с использованием датчика 3) описано в ИСО 230-7:2015, 5.3.4. Для осевого отклонения EZ(C1) следует предоставить график суммарной погрешности полярного перемещения с центром на PC. Для случая по перечислению c) значение суммарной погрешности движения при наклоне EAB(C1) (с использованием датчиков 1, 2, 4 и 5) описано в ИСО 230-7:2015, 5.3.3. Погрешность измерения наклона также может быть проверена с помощью всего лишь двух бесконтактных датчиков (см. ИСО 230-7:2015, 5.3.3.2). Для измерения погрешности перемещения по наклону EAB(C1) необходимо предоставить график суммарной погрешности перемещения по полярности с центром PC. 1) радиальные, осевые или торцевые положения, в которых проводят измерения; 2) идентификация всех используемых артефактов, мишеней и приспособлений; 3) местоположение измерительной установки; 4) положение любых линейных или поворотных ступеней позиционирования, подключенных к тестируемому устройству; | |||
5) угол направления чувствительного направления, например осевой, радиальный или промежуточный углы, в зависимости от обстоятельств; 6) результат измерения, например значения погрешности перемещения, полярного графика, графика на основе времени, графика частотного содержания; 7) частота вращения шпинделя (нулевая при статической ошибке перемещения); 8) продолжительность, с, или количество оборотов шпинделя; 9) соответствующая процедура прогрева или обкатки; 10) частотная характеристика измерительных приборов, выраженная в герцах или циклах на оборот, включая характеристики спада любых электронных фильтров - в случае цифровых измерительных приборов, разрешение смещения и частоту дискретизации; 11) структурный контур, включающий положение и ориентацию датчиков относительно корпуса шпинделя, от которых поступает сообщение об ошибке перемещения, указанные объекты, относительно которых расположены оси шпинделя и опорные координатные оси, и элементы, соединяющие эти объекты; 12) время и дата измерения; 13) тип и статус калибровки всех измерительных приборов; 14) другие условия эксплуатации, которые могут повлиять на результаты измерений, такие как температура окружающей среды. Если измерение наклона не требуется (по соглашению между поставщиком и пользователем), то используют только три датчика перемещения (1, 2 и 3), а испытательная оправка может быть заменена прецизионной испытательной сферой | |||
(справочное)
ЭКВИВАЛЕНТНЫЕ ТЕРМИНЫ НА ДРУГИХ ЯЗЫКАХ
Таблица B.1
Термины на других языках для рисунка 1
Номер | Французский | Немецкий | Итальянский | Японский | Персидский |
1 | banc | Bett | banco | ||
2 |  porte-meule porte-meule | Schleifspindelstock | testa porta-mola |  |  |
3 | chariot transversal de  porte-meule (axe X) porte-meule (axe X) | Querschlitten des Schleifspindelstocks (X-Achse) | slitta trasversale della testa porta-mola (asse X) |  |  |
4 | chariot de  porte-meule (axe Z) porte-meule (axe Z) |  des Schleifspindelstocks (Z-Achse) des Schleifspindelstocks (Z-Achse) | slitta longitudinale della testa porta-mola (asse Z) |  |  |
5 | broche porte-meule [axe (C1)] | Innenschleifspindel [(C1)-Achse] | mandrino porta-mola [asse (C1)] |  | |
6 | meule  | Innenrundschleifscheibe | mola per interni |  |  |
7 |   (pivotante) [incluant les axes B' et (C')] (pivotante) [incluant les axes B' et (C')] |  (schwenkbar) [ (schwenkbar) [ B'-Achse und (C')-Achse] B'-Achse und (C')-Achse] | testa porta-pezzo orientabile [comprende l'asse B' e l'asse (C')] |  |  |
8 | chariot transversal de   (axe X') (axe X') | Querschlitten der  (X'-Achse) (X'-Achse) | slitta trasversale della testa porta-pezzo (asse X') |  |  |
9 | broche  |  | attrezzo del mandrino porta-pezzo |  | |
10 | protecteur de la | Trennende Schutzeinrichtung  | dispositivo di protezione del pezzo |  |  |
11 | carter de meule | Trennende Schutzeinrichtung (Werkzeug-Schutzhaube) | riparo della mola |  |  |
12 |  porte-meule porte-meule | Schleifspindelstock | testa porta-mola a sfacciare |  |  |
13 | bras pivotant (avec dispositif  et protecteur) (axe C3) et protecteur) (axe C3) | Schwenkarm (mit Antrieb und trennender Schutzeinrichtung | braccio orientabile (asse (C3) con trasmissione e riparo |  |  |
14 | broche porte-meule | Planschleifspindel [(C2)-Achse] | mandrino porta-mola a sfacciare [asse (C2)] |  |  |
15 | meule | Planschleifscheibe | mola a sfacciare |  |  |
16 | coulant de meule | Schwenkarmachse (W-Achse) | cannotto della mola a sfacciare (asse W) |  |  |
17 | axe B1 | B1-Achse | asse B1 |  |
(справочное)
МЕЖГОСУДАРСТВЕННЫМ И НАЦИОНАЛЬНЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного и национального стандарта |
ISO 230-1:2012 | IDT | ГОСТ ISO 230-1-2018 "Нормы и правила испытаний станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в квазистатических условиях" |
ISO 230-2:2014 | IDT | ГОСТ ISO 230-2-2016 "Нормы и правила испытаний станков. Часть 2. Определение точности и повторяемости позиционирования осей станков с числовым программным управлением" |
ISO 230-7:2015 | IDT | ГОСТ Р ИСО 230-7-2021 "Нормы и правила испытаний металлорежущих станков. Часть 7. Геометрическая точность осей вращения" |
Примечание - В таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
[1] | ISO/TR 230-11 | Test code for machine tools - Part 11: Measuring instruments suitable for machine tool geometry tests (Нормы и правила испытаний станков. Часть 11. Измерительные инструменты, применяемые при геометрических испытаниях станков) |
[2] | ISO 841 | Industrial automation systems - Numerical control of machines - Coordinate system and motion nomenclature (Системы промышленной автоматизации. Числовое программное управление станками. Системы координат и обозначение перемещений) |
[3] | ISO/TR 16907 | Machine tools - Numerical compensation of geometric errors (Станки. Коррекция геометрических погрешностей с помощью ЧПУ) |
УДК 621.914.3:006.354 | ОКС 25.080.50 |
Ключевые слова: расточно-фрезерные станки, условия испытаний, горизонтальный шпиндель, проверка точности | |