СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ вводится в действие с 01.07.2026.
Название документа
"ГОСТ ISO 19085-11-2025. Межгосударственный стандарт. Оборудование деревообрабатывающее. Безопасность. Часть 11. Станки комбинированные"
(введен в действие Приказом Росстандарта от 01.12.2025 N 1605-ст)
"ГОСТ ISO 19085-11-2025. Межгосударственный стандарт. Оборудование деревообрабатывающее. Безопасность. Часть 11. Станки комбинированные"
(введен в действие Приказом Росстандарта от 01.12.2025 N 1605-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 1 декабря 2025 г. N 1605-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБОРУДОВАНИЕ ДЕРЕВООБРАБАТЫВАЮЩЕЕ
БЕЗОПАСНОСТЬ
ЧАСТЬ 11
СТАНКИ КОМБИНИРОВАННЫЕ
Woodworking machines. Safety.
Part 11. Combined machines
(ISO 19085-11:2024, IDT)
ГОСТ ISO 19085-11-2025
МКС 13.110
Дата введения
1 июля 2026 года
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Некоммерческой организацией "Ассоциация организаций и предприятий деревообрабатывающего машиностроения" (Ассоциация "Древмаш") и Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 070 "Станки"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 ноября 2025 г. N 191-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 1 декабря 2025 г. N 1605-ст межгосударственный стандарт ГОСТ ISO 19085-11-2025 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2026 г.
5 Настоящий стандарт идентичен международному стандарту ISO 19085-11:2024 "Деревообрабатывающее оборудование. Безопасность. Часть 11. Станки комбинированные" ("Woodworking machines - Safety - Part 11: Combined machines", IDT).
Международный стандарт ISO 19085-11:2024 разработан подкомитетом SC 4 "Деревообрабатывающие станки" Технического комитета по стандартизации TC 39 "Станки" Международной организации по стандартизации (ISO) совместно с Техническим комитетом TC 142 "Деревообрабатывающие станки. Безопасность" Европейского комитета по стандартизации (CEN).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Дополнительные примечание и сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Серия стандартов ГОСТ ISO 19085 "Оборудование деревообрабатывающее. Безопасность" содержит требования безопасности, которые должны соблюдаться и контролироваться при разработке и изготовлении деревообрабатывающего оборудования (станков, машин и т.д.).
Настоящий стандарт является стандартом типа C по ISO 12100:2010.
Если требования данного стандарта отличаются от требований, изложенных в стандартах типа A или типа B по ISO 12100:2010, то требования этого стандарта типа C имеют приоритет перед требованиями других стандартов для станков, разработанных и изготовленных в соответствии с требованиями настоящего стандарта типа C.
Полный набор требований безопасности к тем или иным разновидностям деревообрабатывающего оборудования определяется настоящим стандартом и относящимися к ним стандартами серии ГОСТ ISO 19085.
Для обеспечения безопасности деревообрабатывающего оборудования, не охваченного стандартами серии ГОСТ ISO 19085, следует руководствоваться данным стандартом и стандартом ISO 12100:2010.
В других частях серии ГОСТ ISO 19085 требования безопасности учитываются в виде ссылки на соответствующие положения настоящего стандарта или содержат замены и дополнения к общим требованиям, приведенным в настоящем стандарте.
Разработчик стандарта - инженер В.В. Горбенко (Ассоциация "Древмаш").
Настоящий стандарт определяет требования и меры безопасности для комбинированных деревообрабатывающих станков (определенных в 3.1), которые могут непрерывно использоваться в производстве, с ручной загрузкой и выгрузкой заготовки (далее - станки).
Станки предназначены для обработки массивной древесины и материала со сходными с древесиной физическими характеристиками (см. ISO 19085-1:2021, 3.2).
В настоящем стандарте рассматриваются все существенные опасности, опасные ситуации и события, перечисленные в приложении A, относящиеся к станкам, при их эксплуатации, настройке и обслуживании по назначению и в условиях, предусмотренных изготовителем; включая разумно прогнозируемое неправильное использование. Также учтены этапы транспортирования, сборки, демонтажа, вывода из эксплуатации и утилизации.
Настоящий стандарт распространяется также на станки, оснащенные устройствами или дополнительными рабочими устройствами, перечисленными в областях применения ISO 19085-5:2024, ISO 19085-6:2024, ISO 19085-7:2024 и ISO 19085-9:2024.
Настоящий стандарт не распространяется:
a) на станки, содержащие только блок строгания и пазовальное устройство.
Примечание - Станки, включающие в себя только блок строгания и пазовальное устройство, рассматриваются в ISO 19085-7:2024;
b) комбинированные станки, содержащие узел ленточной пилы;
c) станки с пазовальным устройством, отдельный привод которого не связан с приводом блока строгания;
d) станки, предназначенные для использования в потенциально взрывоопасной атмосфере;
e) станки, изготовленные до публикации настоящего стандарта.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 12100:2010, Safety of machinery - General principles for design - Risk assessment and risk reduction (Безопасность машин. Общие принципы конструирования. Оценка рисков и снижение рисков)
ISO 19085-1:2021, Woodworking machines - Safety - Part 1: Common requirements (Оборудование деревообрабатывающее. Безопасность. Часть 1. Общие требования)
ISO 19085-5:2024, Woodworking machines - Safety - Part 5: Dimension saws (Оборудование деревообрабатывающее. Безопасность. Часть 5. Станки форматные)
ISO 19085-6:2024, Woodworking machines - Safety - Part 6: Single spindle vertical moulding machines (toupie) (Оборудование деревообрабатывающее. Безопасность. Часть 6. Станки фрезерные вертикальные одношпиндельные)
ISO 19085-7:2024, Woodworking machines - Safety - Part 7: Surface planing, thickness planing, combined surface/thickness planing machines (Оборудование деревообрабатывающее. Безопасность. Часть 7. Станки фуговальные, рейсмусовые и фуговально-рейсмусовые)
ISO 19085-9:2024, Woodworking machines - Safety - Part 9: Circular saw benches (with and without sliding table) [Оборудование деревообрабатывающее. Безопасность. Часть 9. Станки круглопильные (с подвижным столом и без него)]
В настоящем стандарте применены термины по ISO 12100:2010, ISO 19085-1:2021, ISO 19085-5:2024, ISO 19085-6:2024, ISO 19085-7:2024, ISO 19085-9:2024, а также следующие термины с соответствующими определениями.
ISO и IEC ведут терминологические базы данных для использования в стандартизации по следующим адресам:
- Электропедия IEC: доступна по адресу http://www.electropedia.org/;
- платформа онлайн-просмотра ISO: доступна по адресу http://www.iso.org/obp.
3.1 комбинированный станок (combined machine): Станок, содержащий два или три раздельно используемых рабочих узла, среди которых пильный узел (3.2), фрезерный узел (3.5) и фуговальный узел (3.6).
Примечание 1 - Подача заготовки осуществляется в основном вручную, но станок может иметь и устройство для подключения съемного блока подачи.
Примечание 2 - Пильный узел и фуговальный узел могут работать одновременно.
3.2 пильный узел (sawing unit): Круглопильный форматный узел (3.3) или круглопильный узел (3.4), входящие в состав комбинированного станка (3.1).
3.3 круглопильный форматный узел (dimension saw unit): Круглопильный узел для форматной (размерной) обработки заготовок, встроенный в комбинированный станок (3.1).
Примечание 1 - Определение размерной пилы, также называемой круглопильным станком с подвижным столом, см. в ISO 19085-5:2024, 3.1.
3.4 круглопильный универсальный узел (table saw unit): Круглопильный узел для пиления заготовок, встроенный в комбинированный станок (3.1).
Примечание 1 - Определение круглопильного станка, также называемого дисковой пилой, см. в ISO 19085-9:2024, 3.1.
3.5 фрезерный узел (moulding unit): Одношпиндельный вертикальный фрезерный узел, встроенный в комбинированный станок (3.1).
Примечание 1 - Определение одношпиндельного вертикального фрезерного станка см. в ISO 19085-6:2024, 3.1.
3.6 фуговальный узел (planing unit): Узел для строгания поверхности/толщины, включенный в комбинированный станок (3.1).
Примечание 1 - Определение станка для строгания поверхности/толщины см. в ISO 19085-7:2024, 3.4.
3.7 режим обрезки/нарезки шипов (tenoning-sawing mode): Использование пильного узла (3.2) и фрезерного узла (3.5) одновременно для обработки шипов.
3.8 рабочее место (workstation): Позиция оператора у станка для управления рабочим узлом.
Примечание 1 - Количество рабочих мест комбинированного станка (3.1) зависит от количества встроенных рабочих узлов (см. рисунок 1).
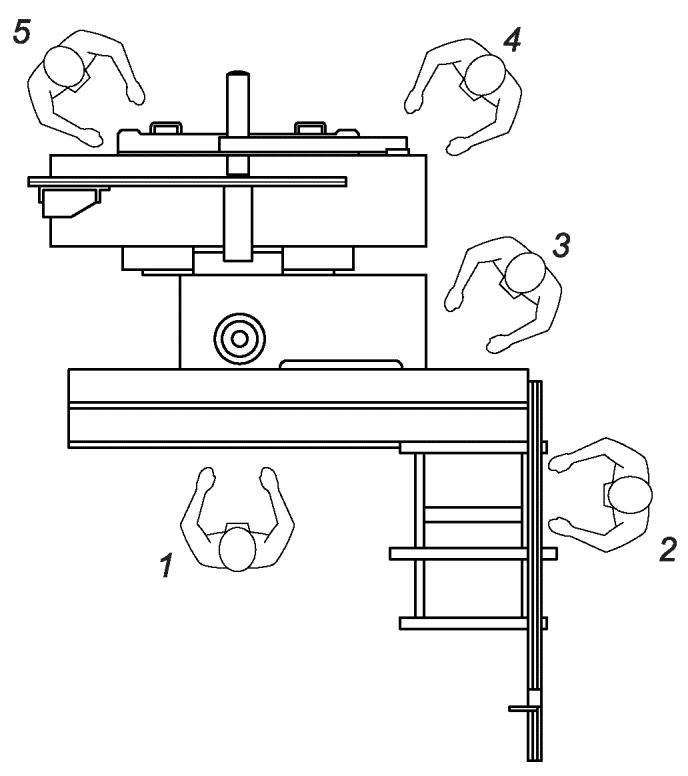
1 - рабочее место при фрезеровании;
2 - рабочее место при пилении; 3 - альтернативное рабочее
место при пилении; 4 - рабочее место при фуговании;
5 - рабочее место при рейсмусовании
фрезерным узлом и подвижным столом
обработки и фрезерным узлом
фрезерным узлом и фуговальным узлом, а также
с пазовальным устройством и подвижным столом
форматным, фрезерным, фуговальным и пазовальным узлами
ISO 19085-1:2021, 4.1 применяют со следующим дополнением.
В таблице B.1 приведены требуемые уровни эффективности защиты безопасности (PLr), указанные в разделах 4 и 5 для каждой функции безопасности.
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 4.2.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 4.2.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 4.2.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 4.2.
В качестве исключения станок может быть оснащен единым органом управления пуском для всех приводов инструментов, который должен быть расположен рядом:
- с переключателем агрегатов (см. 4.3) в таком месте на корпусе станка, откуда оператор имеет хороший обзор всего станка; или
- переключателем агрегатов, расположенного на подвижном пульте управления.
Там, где невозможно выполнить требование по высоте не менее 600 мм, высота для всех ручных органов управления, за исключением пуска, нормального останова и аварийного останова, может быть уменьшена как минимум до 500 мм от уровня пола.
Главный выключатель питания должен быть расположен на высоте не менее 500 мм от уровня пола. Закрепленная на станке штепсельная вилка для отключения питания посредством комбинации вилка/розетка может быть расположена на высоте не менее 300 мм над уровнем пола.
Контроль осуществляется путем проверки соответствующих чертежей и принципиальных схем, осмотра станка и соответствующих функциональных испытаний станка.
Примечание - Устройства управления должны быть выполнены таким образом, чтобы исключить возможность одновременного выполнения оператором/лицом операций по управлению оборудованием и доступа к движущимся частям оборудования (нахождения в опасной зоне работы оборудования).
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 4.3.1.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 4.3.1.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 4.3.1.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 4.3.1.
Кроме того, действуют следующие требования.
Работа более чем одного рабочего узла одновременно должна предотвращаться переключателем узла или блокировкой в системе управления пуском рабочего узла. Как исключение, пильный и фрезерный узлы могут работать одновременно в режиме шипорезно-пильного станка (см. 4.6).
Когда используется переключатель узла, индикация выбранного рабочего узла должна обеспечиваться, например, положением переключателя узла, наличием светового индикатора или визуальной индикацией.
Связанные с безопасностью части системы управления (SRP/CS) для предотвращения одновременной работы более чем одного рабочего блока должны достигать PLr = c.
Изменение выбранного узла переключателем должна:
a) инициировать безопасную остановку;
b) не инициировать никаких движений.
Контроль осуществляется путем проверки соответствующих чертежей и принципиальных схем, осмотра станка и соответствующих функциональных испытаний станка.
4.3.2 Пуск через включение управления
ISO 19085-1:2021, 4.3.2, не применяют.
4.4.1 Общие положения
Применяют ISO 19085-1:2021, 4.4.1.
4.4.2 Нормальный останов
Применяют ISO 19085-1:2021, 4.4.2, со следующим дополнением.
Включение любого нормального стопорного устройства, независимо от его положения, должно останавливать все приводы станка.
4.4.3 Эксплуатационный останов
ISO 19085-1:2021, 4.4.3, не применяют.
4.4.4 Аварийный останов
Применяют ISO 19085-1:2021, 4.4.4, со следующим дополнением.
Как исключение, управление аварийным остановом не требуется на станках без розетки для съемного узла подачи и без режима шипорезно-пильного станка, независимо от количества исполнительных механизмов станка.
Применяют ISO 19085-1:2021, 4.5.
ISO 19085-1:2021, 4.6, заменен следующим текстом.
Станки, в которых пильный блок и фрезерный блок могут работать одновременно (см. также 4.3), должны быть оборудованы переключателем режима обрезки-нарезки шипов.
Этот выбор режима должен соответствовать следующим требованиям:
a) его система управления должна отменять все другие системы управления, кроме аварийного останова;
b) изменение режима не должно инициировать какое-либо движение, и машина должна быть приведена в безопасное состояние в соответствии с 4.4;
c) переключатель режима должен быть блокируемым в любом положении, например, с помощью переключателя с запиранием на ключ.
Индикация выбора режима обрезки/нарезки шипов должна обеспечиваться, например, положением переключателя режима, индикаторной лампочкой или визуальной индикацией на дисплее.
SRP/CS для выбора режима обрезки/нарезки шипов должны иметь PLr = c.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и соответствующих функциональных испытаний станка.
4.7.1 Изменение частоты вращения путем переключения ремней на шкивах
Применяют ISO 19085-1:2021, 4.7.1.
4.7.2 Изменение частоты вращения путем постепенного изменения частоты двигателя
Применяют ISO 19085-1:2021, 4.7.2.
4.7.3 Бесступенчатое изменение частоты вращения частотным преобразователем
Применяют ISO 19085-1:2021, 4.7.3.
4.7.4 Устройство ограничения частоты вращения шпинделя для нарезки шипов
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 4.7.4.
4.7.5 Изменение направления вращения шпинделя
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 4.7.5.
Применяют ISO 19085-1:2021, 4.8.
ISO 19085-1:2021, 4.9, не применяют.
4.10 Обнаружение и мониторинг простоев
ISO 19085-1:2021, 4.10, не применяют.
Применяют ISO 19085-1:2021, 4.11.
4.12 Задержка по времени
Применяют ISO 19085-1:2021, 4.12.
4.13 Телеобслуживание
Применяют ISO 19085-1:2021, 4.13.
Для станков, оснащенных форматно-раскроечным узлом и имеющих механическую регулировку пильного полотна или ограждений, применяют ISO 19085-5:2024, 4.14, 4.14.1, 4.14.2 и 4.14.3.
Для станков, оснащенных круглопильным узлом и имеющих механическую регулировку полотна пилы или ограждений, применяют ISO 19085-9:2024, 4.14, 4.14.1, 4.14.2 и 4.14.3.
Для станков, в состав которых входит фрезерный узел и механическая регулировка оправки, съемного блока подачи, ограждений или вставки стола, применяют ISO 19085-6:2024, 4.14.
Для станков, оснащенных фуговальным узлом и имеющих механизированную регулировку столов, применяют ISO 19085-7:2024, 4.14.
Применяют ISO 19085-1:2021, 5.1, со следующими дополнениями.
Станки должны пройти испытания на устойчивость согласно приложению C.
Для станков, оснащенных только узлом форматной пилы и фрезерным узлом, применяют ISO 19085-5:2024, 5.1.
Для станков с узлом форматной пилы применяют ISO 19085-5:2024, 5.2.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.2.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.2.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 5.2.
5.3.1 Общие положения
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 5.3.1.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.3.1.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.3.1 и приложение G.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 5.3.1.
5.3.2 Контровка шпинделя
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 5.3.2.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.3.2.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.3.2.
5.3.3 Устройство крепления дисковой пилы
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 5.3.3.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.3.3.
Для станков с фрезерным узлом и пильным узлом для выборки штапика применяют ISO 19085-6:2024, 5.3.3.
5.3.4 Размеры фланцев для крепления дисковой пилы
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 5.3.4.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.3.4.
Для станков с фрезерным узлом и пильным узлом для выборки штапика применяют ISO 19085-6:2024, 5.3.4.
5.3.5 Оправочные кольца/фиксирующее устройство для фрезерного инструмента
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 5.3.5.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.3.5.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.3.5.
5.3.6 Система быстрой смены инструмента/оправки
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.3.6.
5.3.7 Ручная регулировка высоты оправки
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.3.7.
5.3.8 Ручная регулировка наклона оправки
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.3.8.
5.4.1 Торможение инструмента
Применяют ISO 19085-1:2021, 5.4.1, со следующим дополнением.
Испытание на торможение проводят в соответствии с приложением D.
5.4.2 Максимальное время выбега
Применяют ISO 19085-1:2021, 5.4.2, со следующим дополнением.
При проведении испытания на торможение на станках, оснащенных пильным узлом и устройством для нарезки канавок фрезерным инструментом на пильном шпинделе, необходимо определить, с помощью чего будет достигнуто состояние с наибольшей кинетической энергией - с помощью пильного полотна или фрезерного инструмента.
5.4.3 Отпускание тормоза
Применяют ISO 19085-1:2021, 5.4.3.
5.5 Обеспечение безопасности
5.5.1 Неподвижные ограждения
Применяют ISO 19085-1:2021, 5.5.1.
5.5.2 Блокировка подвижных защитных устройств
5.5.2.1 Общие положения
Применяют ISO 19085-1:2021, 5.5.2.1, со следующим дополнением.
Дополнительные меры согласно ISO 14119:2013, 7.2, не требуются.
Примечание - Мотивация для отключения блокировочных устройств разумно предсказуемым образом отсутствует.
5.5.2.2 Перемещаемые ограждения с блокировкой
Применяют ISO 19085-1:2021, 5.5.2.2.
5.5.2.3 Перемещаемые ограждения с блокировкой и запиранием блокировки
ISO 19085-1:2021, 5.5.2.3, не применяют.
5.5.3 Управление удержанием до пуска
Применяют ISO 19085-1:2021, 5.5.3.
5.5.4 Управление двумя руками
Применяют ISO 19085-1:2021, 5.5.4.
5.5.5 Электрочувствительное защитное оборудование (ESPE)
ISO 19085-1:2021, 5.5.5, не применяют.
5.5.6 Чувствительные к давлению средства защиты (PSPE)
Применяют ISO 19085-1:2021, 5.5.6.
5.5.7 Управление включением
ISO 19085-1:2021, 5.5.7, не применяют.
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 5.6, со следующими дополнениями.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.6, со следующими дополнениями.
В качестве исключения из требований ISO 19085-5:2024, 5.6, и ISO 19085-9:2024, 5.6, станки, оснащенные фрезерным, фуговальным и круглопильным узлами, могут иметь защитный кожух дисковой пилы, установленный на расклинивающем ноже, если они:
a) имеют диаметр пильного полотна > 315 мм и <= 350 мм; или
b) имеют фрезу для нарезки канавок, установленную на пильном шпинделе.
Кроме того, на станках с возможностью регулировки высоты пильного диска, охват пильного диска или фрезы во время обработки пазов должен быть возможен благодаря наличию креплений для установки защитного кожуха (см. 5.11 и 7.3.2).
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.6.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 5.6, со следующими дополнениями.
На станках, где необходимо переместить ограждение мостового типа в положение рядом или ниже уровня фуговального стола для обеспечения возможности использования другого рабочего узла (например, для установки ограждения пильного узла), ограждение мостового типа должно быть подвижным без помощи инструмента и должно оставаться прикрепленным к станку.
В качестве исключения из требований ISO 19085-7:2024, 5.6.1.1.2, заднее ограждение может быть съемным без использования инструмента. Должно быть предусмотрено и указано специальное место на станке для хранения этого ограждения при демонтаже.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и соответствующих функциональных испытаний станка.
5.7 Опасность удара
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 5.7.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.7.
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 5.8.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.8.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.8.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 5.8.
Для станков с шипорезно-распиловочным режимом должно быть предусмотрено устройство для зажима заготовки.
5.9.1 Общие положения
Применяют ISO 19085-1:2021, 5.9.1.
5.9.2 Материалы и характеристики ограждений
5.9.2.1 Выбор класса защиты
Применяют ISO 19085-1:2021, 5.9.2.1, со следующими дополнениями.
Защитные ограждения, используемые для предотвращения выброса, должны быть класса B.
5.9.2.2 Ограждения класса A
ISO 19085-1:2021, 5.9.2.2, не применяют.
5.9.2.3 Ограждения класса B
Применяют ISO 19085-1:2021, 5.9.2.3, со следующим дополнением.
Защитные устройства должны пройти испытание, указанное в приложении E.
5.9.3 Устройства защиты от отдачи
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 5.9.3.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.9.3.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.9.3.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 5.9.3.
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 5.10.1 и 5.10.2.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.10.1 и 5.10.2.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.10.1.2, 5.10.2 и 5.10.3.
Минимальные размеры стола для пильных и фрезерных узлов должны соответствовать приложению G.
Для станков с шипорезным режимом должна быть предусмотрена подвижная опора заготовки, например подвижный стол.
Для станков с фуговальным узлом применяют ISO 19085-7:2024, 5.10, со следующими дополнениями.
В качестве исключения к требованиям ISO 19085-7:2024, 5.10.5, на станках с шириной резания более 310 мм, минимальная длина ограждения со стороны выгрузки от оси шпинделя может составлять 360 мм.
Если изготовитель допускает использование ограждения для распиловки в качестве ограждения для фугования, оно должно соответствовать всем требованиям ISO 19085-5:2024, 5.10.1 или ISO 19085-9:2024, 5.10.1 для распиловки и требованиям ISO 19085-7:2024, 5.10.5 для фугования.
Между столом для пильного и фрезерного узлов и столом для фугования может быть предусмотрен паз.
Контроль осуществляется путем проверки соответствующих чертежей, измерений, осмотра станка и соответствующих функциональных испытаний станка.
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 5.11.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 5.11.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 5.11.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 5.11.
5.12 Элементы, которые не используются
Подраздел, относящийся к настоящему стандарту.
На станках с пильным узлом и фрезерным узлом должна быть предусмотрена возможность вертикальной регулировки фрезерного шпинделя (без фрезерного инструмента) и самого большого пильного диска, для которого предназначен станок, вместе с его расклинивающим ножом полностью под столом.
Должна быть предусмотрена крышка для закрытия отверстия стола для фрезерного шпинделя.
Ограждающие пластины для прямолинейного фрезерования (см. ISO 19085-6:2024, 5.10.2) должны сниматься со станка без помощи инструмента.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и соответствующих функциональных испытаний станка.
5.13 Регулировки в режиме нарезки шипов
Подраздел, относящийся к настоящему стандарту.
Станки для нарезки шипов должны обеспечивать:
a) регулировку пильного полотна в осевом направлении;
b) такое позиционирование вставок стола, при котором любой паз в столе для пильного полотна и любой зазор для вставок стола не будут превышать 12 мм.
Контроль осуществляется путем проверки соответствующих чертежей, осмотра станка и соответствующих функциональных испытаний станка.
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 6.1.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 6.1.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 6.1.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 6.1.
6.2.1 Снижение шума на стадии проектирования
Применяют ISO 19085-1:2021, 6.2.1.
6.2.2 Измерение и заявление шумовой характеристики
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 6.2.2.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 6.2.2.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 6.2.2.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 6.2.2.
Уровень звукового давления излучения на рабочих станциях должен измеряться на типовых рабочих станциях, как показано на рисунке 1.
Приложение F применяют к методикам испытаний на шум комбинированных станков.
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 6.3.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 6.3.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 6.3.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 6.3.
Применяют ISO 19085-1:2021, 6.4.
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 6.5.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 6.5.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 6.5.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 6.5.
ISO 19085-1:2021, 6.6, не применяют.
Применяют ISO 19085-1:2021, 6.7.
ISO 19085-1:2021, 6.8, не применяют.
Применяют ISO 19085-1:2021, 6.9.
ISO 19085-1:2021, 6.10, не применяют.
Применяют ISO 19085-1:2021, 6.11.
Применяют ISO 19085-1:2021, 6.12, со следующими дополнениями.
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 6.12.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 6.12.
Применяют ISO 19085-1:2021, 6.13.
Применяют ISO 19085-1:2021, 6.14.
Применяют ISO 19085-1:2021, 6.15.
Применяют ISO 19085-1:2021, 7.1, со следующим дополнением.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 7.1.
7.2.1 Общие положения
Применяют ISO 19085-1:2021, 7.2.1.
7.2.2 Дополнительная маркировка
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 7.2.2.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 7.2.2.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 7.2.2.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, 7.2.2 со следующим дополнением.
При наличии на станках съемного заднего ограждения (см. 5.6) на нем должна быть закреплена этикетка, указывающая пользователю на необходимость установки заднего ограждения в правильное положение до начала использования фуговального узла.
7.3.1 Общие положения
Применяют ISO 19085-1:2021, 7.3.1, со следующим дополнением.
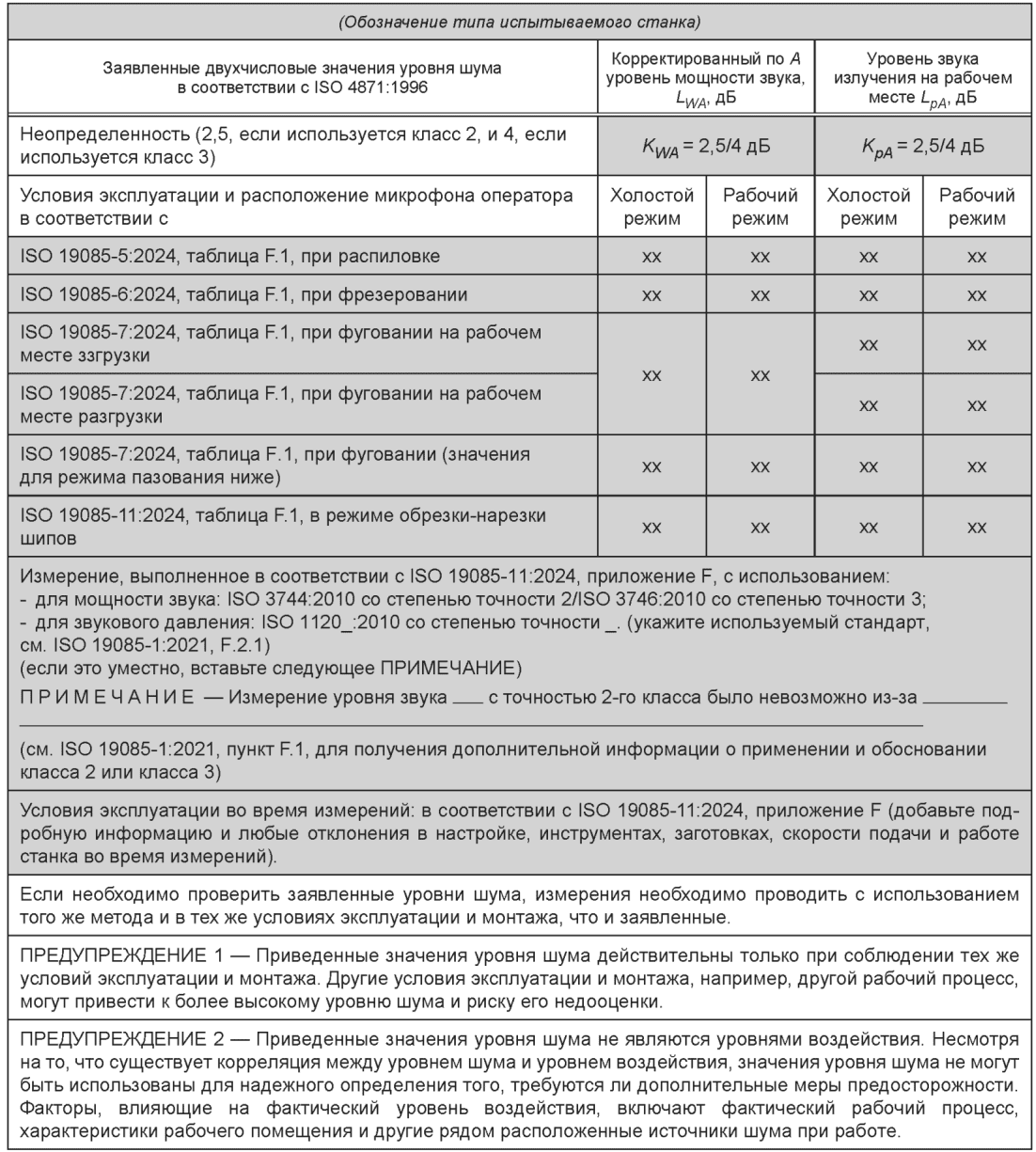
Требование ISO 19085-1:2021, 7.3.1 q) (т.е. заявление шумовой характеристики), применяют к каждому рабочему узлу и, если применимо, к работе в режиме нарезки шипов. Пример заявления шумовой характеристики для комбинированных станков приведен в приложении F.
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, 7.3.2, со следующим дополнением: требование ISO 19085-5:2024, 7.3.2 j), касающееся технических условий проектирования и изготовления защитного устройства для прорезки пазов с помощью пильного полотна в станках с защитным кожухом пильного полотна, установленным на расклинивающем ноже, также применяют к прорезке пазов фрезерными инструментами.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, 7.3.2, со следующим дополнением: требование ISO 19085-9:2024, 7.3.2 i), касающееся технических условий проектирования и изготовления защитного устройства для прорезки пазов с помощью дисковой пилы в станках с защитой дисковой пилы, установленной на расклинивающем ноже, также применяют к прорезке пазов фрезерными инструментами.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, 7.3.2.
Для станков с фуговальным узлом применяют ISO 19085-7:2024, 7.3.2, со следующим дополнением.
Для станков со съемным задним ограждением ограждения для фуговального узла должны быть даны инструкции по хранению съемного заднего ограждения в специальном месте и повторной установке его перед очередной эксплуатацией строгального узла.
(справочное)
ISO 19085-1:2021, приложение A, заменено следующим текстом.
В таблице A.1 перечислены все существенные опасности, опасные ситуации и события (см. ISO 12100:2010), которые, согласно оценке риска, являются значимыми для комбинированных станков и которые требуют принятия мер для устранения или снижения риска.
Таблица A.1
Перечень существенных опасностей <*>
--------------------------------
<*> См. также приложение N 1 к Примерному положению о системе управления охраной труда, утвержденному приказом Министерства труда и социальной защиты Российской Федерации от 29 октября 2021 г. N 776н.
N | Опасности, опасные ситуации и опасные события | Структурный элемент ISO 12100:2010 | Подраздел настоящего стандарта |
1 | Механические опасности, связанные: - с частями станков или заготовками: | ||
a) из-за формы станка | 6.2.2.1, 6.2.2.2, 6.3 | ||
b) относительного расположения | |||
c) массы и устойчивости (потенциальная энергия элементов, которые могут перемещаться под действием силы тяжести) | |||
d) массы и скорости (кинетическая энергия элементов, находящихся в контролируемом или неконтролируемом движении) | |||
e) механической прочности | |||
- накоплением энергии внутри станка за счет жидкости и газов под давлением | 6.2.10, 6.3.5.4 | ||
1.1 | Риск сдавливания | ||
1.2 | Риск получения резаных ран | ||
1.3 | Опасность разреза или разрыва | ||
1.4 | Опасность наматывания | ||
1.5 | Риск затягивания или захвата частей тела | ||
1.6 | Риск ушиба | ||
1.9 | Опасность выброса или засасывания жидкости и воздуха высокого давления | ||
2 | Электрические опасности | ||
2.1 | Контакт персонала с работающими под напряжением частями станка (прямой контакт) | 6.2.9, 6.3.5.4 | |
2.2 | Контакт персонала с работающими неисправными частями станков (непрямой контакт) | 6.2.9 | |
2.4 | Электростатические явления | 6.2.9 | |
4 | Опасности, создаваемые шумом, и связанные с этим последствия | ||
4.1 | Потеря слуха (глухота), другие физиологические расстройства (потеря равновесия, потеря сознания) | 6.2.2.2, 6.3 | |
4.2 | Несчастные случаи из-за нарушения речевой связи, акустических сигналов | 6.2.2.2, 6.3 | |
6 | Опасности, создаваемые излучением | ||
6.5 | Лазер | 6.3.4.5 | |
7 | Опасности, связанные с материалами и веществами (и их компонентами), обрабатываемыми или используемыми в оборудовании | ||
7.1 | Опасность контакта с вредными веществами или вдыхания вредных жидкостей и пыли | 6.2.3, 6.2.4 | |
7.2 | Пожар | 6.2.4 | |
8 | Опасности, связанные с пренебрежением эргономическими принципами при разработке оборудования | ||
8.1 | Неудобные позы или чрезмерные усилия | 6.2.7, 6.2.8, 6.2.11.12, 6.3.5.5, 6.3.5.6 | |
8.2 | Анатомия кисти-предплечья или стопы-голени | 6.2.8.3 | |
8.4 | Местное освещение | 6.2.8.6 | |
8.5 | Психическая перегрузка и недогрузка, стресс | 6.2.8.5 | |
Человеческая ошибка, поведение человека | 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.2, 6.4 | ||
8.7 | Проектирование, размещение или идентификация ручных органов управления | 6.2.8 f), 6.2.11.8 | |
8.8 | Проектирование или расположение средств отображения информации | 6.2.8, 6.4.2 | |
9 | Сочетание опасностей | 6.3.2.1 | |
10 | Неожиданный пуск, неожиданное переполнение/превышение скорости (или любая подобная неисправность), причинами которых являются | ||
10.1 | Отказ/нарушение работы системы управления | 6.2.11, 6.3.5.4 | |
10.2 | Восстановление энергоснабжения после перерыва | 6.2.11.4 | |
10.3 | Внешние воздействия на электрооборудование | 6.2.11.11 | |
10.4 | Другие внешние воздействия (гравитация) | 6.2.12.2 | |
10.5 | Ошибки в программном обеспечении | 6.2.11.7 | |
10.6 | Ошибки, допущенные оператором (из-за несоответствия станков характеристикам и способностям человека; см. 8.6) | 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.2, 6.4 | |
11 | Невозможность останова станка в случае необходимости | 6.2.11.1, 6.2.11.3, 6.3.5.2 | |
12 | Изменение частоты вращения инструментов | 6.2.2.2, 6.3.3 | |
13 | Отказ источников питания | 6.2.11.1, 6.2.11.4 | |
14 | Отказ цепи управления | 6.2.11, 6.3.5.4 | |
15 | Ошибки установки | 6.2.7, 6.4.5 | |
16 | Разрушение во время работы | 6.2.3 | |
17 | Падающие или выбрасываемые предметы или жидкости | 6.2.3, 6.2.10 | |
18 | Потеря устойчивости/опрокидывание станка | 6.3.2.6 | |
(справочное)
ТРЕБУЕМЫЕ УРОВНИ ЭФФЕКТИВНОСТИ ЗАЩИТЫ БЕЗОПАСНОСТИ
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, приложение B.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, приложение B.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, приложение B.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, приложение B.
В таблице B.1 приведены требуемые уровни эффективности защиты для функций безопасности, приведенных в настоящем стандарте.
Таблица B.1
эффективности их защиты (PLr)
Область | N | Функция безопасности/устройство | PLr | Подраздел данного документа |
Пуск | 1 | Предотвращение одновременной работы более одного рабочего узла | c | |
Режим | 2 | Выбор режима обрезки-нарезки шипов | c |
(обязательное)
Применяют ISO 19085-1:2021, приложение C, со следующим дополнением.
В качестве исключения для станков, включающих только узел форматной обработки и фрезерный узел, применяют ISO 19085-5:2024, приложение C.
(обязательное)
Применяют ISO 19085-1:2021, приложение D.
(обязательное)
Применяют ISO 19085-1:2021, приложение E.
(обязательное)
Для станков с узлом форматной обработки применяют ISO 19085-5:2024, приложение F, со следующими дополнениями.
Для станков с круглопильным узлом применяют ISO 19085-9:2024, приложение F, со следующими дополнениями.
Для станков с фрезерным узлом применяют ISO 19085-6:2024, приложение F, со следующими дополнениями.
Для станков с шипорезным узлом применяют ISO 19085-7:2024, приложение F, со следующими дополнениями.
Для станков, где пильный узел и фрезерный узел могут работать одновременно, применяют ISO 19085-1:2021, приложение F, со следующими дополнениями.
Микрофон, используемый для измерения издаваемого шума в указанных рабочих местах оператора на станках, в которых пильный узел и фрезерный узел могут работать одновременно, должен располагаться на высоте 1,5 м от уровня пола и на расстоянии 0,6 м вбок от дисковой пилы.
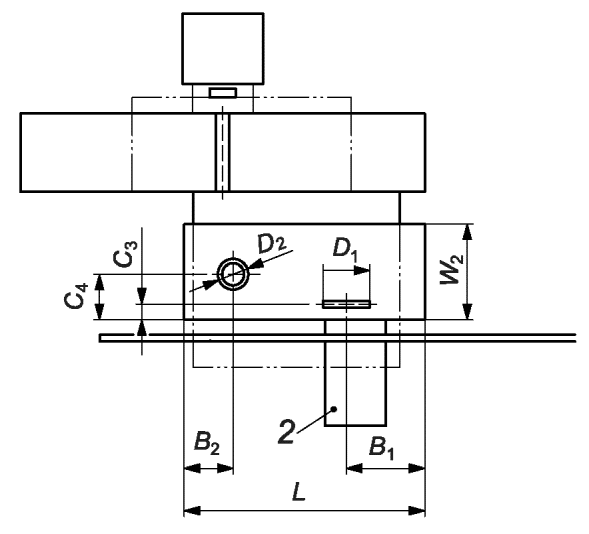
Условия эксплуатации, которые должны быть установлены на станках, где пильный узел и фрезерный узел могут работать одновременно, приведены на рисунке F.1. и в таблице F.1.
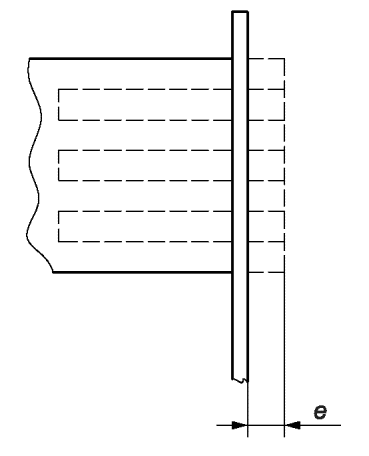 | 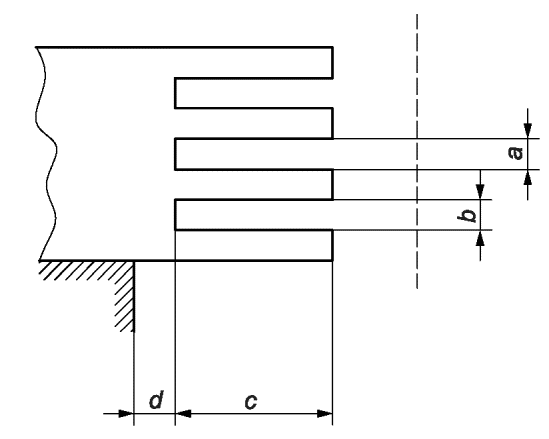 |
a - толщина шипа; b - ширина паза; c - глубина паза; d - расстояние до опоры; e - припуск на обрезку | |
a) Обрезка припуска | b) Нарезка шипов |
в режиме обрезки/нарезки шипов <*>
--------------------------------
Таблица F.1
Параметр | Значение | Выполнено или обоснованно отклонено | |
Временной интервал измерения (согласно ISO 19085-1:2021, F.2.2 и F.3.3) | 30 с, в том числе три режима обработки | ||
Настройка оборудования согласно рисунку F.1 (допустимы другие формы пазов) | |||
Толщина шипа a | 8 мм | ||
Ширина паза b | 8 мм | ||
Глубина паза c | 60 - 65 мм | ||
Расстояние до опоры d | Минимально возможное | ||
Припуск на обрезку e | 2 - 20 мм | ||
Скорость подачи | 6 - 8 м/мин | ||
Инструмент | |||
Шпиндель 1: Дисковая пила для поперечного пиления по ISO 19085-1:2021, F.5.3 | Частота вращения шпинделя | 3000 мин-1 | |
Диаметр дисковой пилы | 350 мм | ||
Шпиндель 2: Пазовые фрезы | Частота вращения шпинделя | 3000 мин-1 | |
Диаметр окружности резания | 300 мм | ||
Количество режущих ножей | 2 - 3 | ||
Испытуемый образец | Материал | Хвойная древесина по ISO 19085-1:2021, F.5.2.3 | |
Длина заготовки | 500 - 2000 мм | ||
Ширина и высота заготовки | 58 - 65 мм | ||
Предыдущая обработка | Строгание с четырех сторон | ||
ISO 19085-1:2021, F.8.2, ISO 19085-5:2024, F.8.2, ISO 19085-6:2024, F.8.2, ISO 19085-7:2024, F.8.2, и ISO 19085-9:2024, F.8.2, заменены следующим текстом.
В таблице F.2 приведен пример заявления шумовой характеристики для комбинированного станка. Информация, представленная в серых областях, приведена только для иллюстрации. В серых зонах следует указать значения информации и шума, которые относятся к рассматриваемому станку, а также к условиям эксплуатации и используемым методам измерения. Курсивом выделены варианты для выбора, заполнения или указания обоих вариантов. Инструкции в скобках должны быть выполнены и удалены до выдачи заявления шумовой характеристики.
Таблица F.2
для комбинированного станка
(справочное)
Приложение, относящееся к настоящему стандарту.
Размеры пильного/фрезерного стола должны соответствовать таблице G.1 и рисунку G.1.
Таблица G.1
Диаметр отверстия стола | Размеры распиловочного/фрезерного стола | |||||
L | W1/W2 | B1 | C1/C3 | B2 | C2/C4 | |
D2 <= 190 мм | как минимум наибольшее расстояние между (5D1)/2 и 600 мм | Не менее (5D1)/3 | Не менее (5D1)/4 | Не менее (5D1)/9 | Более 250 мм, но не более: L/2 | Не менее 250 мм и не более 550 мм |
D2 > 190 мм | как минимум наибольшее расстояние между 1000 мм и (5D1)/2 | Более 450 мм, но не более: L/2 | ||||
B1 - расстояние между осью пильного шпинделя и входной кромкой неподвижного стола. B2 - расстояние между осью фрезерного шпинделя и выходной кромкой неподвижного стола, включая удлинительный стол, если таковой имеется. C1 - ширина раздвижного стола форматной пилы. C2 - расстояние между осью фрезерного шпинделя и передней кромкой раздвижного стола форматной пилы. C3 - расстояние между плоскостью пильного шпинделя и передней кромкой неподвижного стола. C4 - расстояние между осью фрезерного шпинделя и передней кромкой неподвижного стола. D1 - диаметр основной дисковой пилы. D2 - диаметр отверстия в столе. L - длина пильного/фрезерного стола. W1 - расстояние между задним краем неподвижного стола и передним краем раздвижного стола. W2 - постоянная ширина стола. Для выполнения этих требований допускается использовать другие столы, входящие в состав комбинированного станка, если они расположены на том же уровне или могут настраиваться на тот же уровень. | ||||||
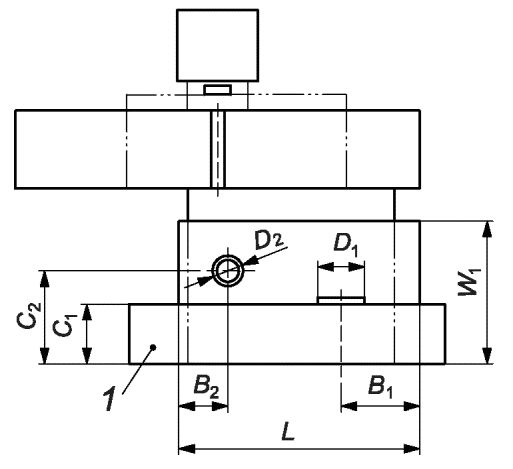 |  |
1 - раздвижной стол форматной пилы; 2 - опционально подвижный стол дисковой пилы | |
a) Станок с форматно-пильным узлом | b) Станок с пильным узлом |
(справочное)
СТАНДАРТОВ МЕЖГОСУДАРСТВЕННЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 12100:2010 | IDT | ГОСТ ISO 12100-2013 "Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска" |
ISO 19085-1:2021 | IDT | ГОСТ ISO 19085-1-2023 "Оборудование деревообрабатывающее. Безопасность. Часть 1. Общие требования" |
ISO 19085-5:2024 | - | |
ISO 19085-6:2024 | - | |
ISO 19085-7:2024 | - | |
ISO 19085-9:2024 | - | |
<*> Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
[1] | ISO 4871:1996 | Acoustics - Declaration and verification of noise emission values of machinery and equipment (Акустика. Заявленные значения шумоизлучения машин и оборудования и их проверка) |
УДК 79.120.10:006.354 | МКС 13.110 | IDT |
Ключевые слова: оборудование деревообрабатывающее, безопасность, станки комбинированные, опасности, меры защиты | ||