СПРАВКА
Источник публикации
М.: ФГБУ "Институт стандартизации", 2025
Примечание к документу
Документ введен в действие с 01.01.2026.
Взамен ГОСТ ISO 13919-2-2017.
Название документа
"ГОСТ ISO 13919-2-2025. Межгосударственный стандарт. Соединения, полученные электронно-лучевой и лазерной сваркой. Требования и рекомендации по уровням качества. Часть 2. Алюминий, магний и их сплавы и чистая медь"
(введен в действие Приказом Росстандарта от 01.12.2025 N 1615-ст)
"ГОСТ ISO 13919-2-2025. Межгосударственный стандарт. Соединения, полученные электронно-лучевой и лазерной сваркой. Требования и рекомендации по уровням качества. Часть 2. Алюминий, магний и их сплавы и чистая медь"
(введен в действие Приказом Росстандарта от 01.12.2025 N 1615-ст)
Содержание
Приказом Федерального
агентства по техническому
регулированию и метрологии
от 1 декабря 2025 г. N 1615-ст
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ, ПОЛУЧЕННЫЕ ЭЛЕКТРОННО-ЛУЧЕВОЙ И ЛАЗЕРНОЙ СВАРКОЙ
ТРЕБОВАНИЯ И РЕКОМЕНДАЦИИ ПО УРОВНЯМ КАЧЕСТВА
ЧАСТЬ 2
АЛЮМИНИЙ, МАГНИЙ И ИХ СПЛАВЫ И ЧИСТАЯ МЕДЬ
Electron and laser-beam welded joints.
Requirements and recommendations on quality levels.
Part 2. Aluminium, magnesium and their alloys
and pure copper
(ISO 13919-2:2021, Electron and laser-beam welded
joints - Requirements and recommendations on quality
levels for imperfections - Part 2: Aluminium, magnesium
and their alloys and pure copper, IDT)
ГОСТ ISO 13919-2-2025
МКС 25.160.10
Дата введения
1 января 2026 года
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 72 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2025 г. N 189-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 1 декабря 2025 г. N 1615-ст межгосударственный стандарт ГОСТ ISO 13919-2-2025 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2026 г.
5 Настоящий стандарт идентичен международному стандарту ISO 13919-2:2021 "Соединения, полученные электронно-лучевой и лазерной сваркой. Требования и рекомендации по уровням качества для дефектов. Часть 2. Алюминий, магний и их сплавы и чистая медь" ("Electron and laser-beam welded joints - Requirements and recommendations on quality levels for imperfections - Part 2: Aluminium, magnesium and their alloys and pure copper", IDT).
Международный стандарт разработан подкомитетом SC 10 "Управление качеством в области сварки" Технического комитета ISO/TC 44 "Сварка и родственные процессы" Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для увязки с наименованиями, принятыми в существующем комплексе межгосударственных стандартов.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Дополнительные сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
6 ВЗАМЕН ГОСТ ISO 13919-2-2017
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ISO 13919 состоит из следующих частей под общим наименованием "Соединения, полученные электронно-лучевой и лазерной сваркой. Требования и рекомендации по уровням качества для дефектов":
- часть 1. Сталь, никель, титан и их сплавы;
- часть 2. Алюминий, магний и их сплавы и чистая медь.
Настоящий стандарт рекомендуется применять в качестве справочного материала при разработке стандартов на продукцию. Стандарт содержит упрощенную выборку дефектов электронно-лучевой и лазерной сварки на основе обозначений, приведенных в ISO 6520-1.
Некоторые виды дефектов, описанных в ISO 6520-1, использованы напрямую, другие сгруппированы. Использована система обозначений по ISO 6520-1.
Уровни качества представляют собой основные справочные данные и не относятся к конкретной задаче. Эти уровни относятся к типам сварных соединений в процессе производства, а не к изделию или узлу. К отдельным сварным соединениям одного и того же изделия или узла могут применятся различные уровни качества.
Для конкретного сварного соединения пределы размеров всех дефектов можно задать одним уровнем качества. В некоторых случаях может потребоваться установление различных уровней качества в отношении различных дефектов одного и того же сварного соединения.
При выборе уровня качества следует учитывать аспекты проектирования, последующую обработку (например, поверхности), режим нагрузок (например, статический, динамический), условия эксплуатации (например, температуру, условия окружающей среды) и последствия аварий. Экономические факторы также важны и рекомендуется учитывать не только стоимость сварки, но и стоимость контроля, испытаний и ремонта.
Настоящий стандарт содержит типы дефектов, относящихся к процессам лучевой сварки, указанным в области применения, но необходимо учитывать только те, которые применимы к рассматриваемому процессу и последующему применению продукции.
Дефекты приводятся согласно их фактическим размерам, их выявление и оценка могут потребовать применения одного или нескольких методов неразрушающего контроля. Выявление и определение размеров дефекта зависит от методов контроля и объема испытаний, установленных стандартом на продукцию или договором.
Значения, приведенные для дефектов, касаются сварных швов, получаемых с помощью установившейся практики сварки. Более строгие требования, например для уровня качества B, могут включать дополнительные технологические операции, например, шлифовку, полировку.
В настоящем стандарте приведены требования по уровням дефектов сварных соединений алюминия, магния и их сплавов и чистой меди, выполненных электронно-лучевой и лазерной сваркой. Для оценки качества широкого диапазона сварных соединений представлены три уровня качества. Уровни относятся к качеству производства, а не к пригодности изделия.
Настоящий стандарт применяется к электронно-лучевой и лазерной сварке:
- алюминия и его сплавов;
- магния и его сплавов;
- чистой меди (например, Cu-ETP1 CW003A, Cu-ETP CW004A, Cu-FRHC CW005A, Cu-FRTP CW006A, Cu-OF1 CW007A, Cu-OF CW008A, Cu-OFE CW009A, Cu-PHC CW020A, Cu-HCP CW021A, Cu-PHCE CW022A, Cu-DLP CW023A, Cu-DHP CW024A) <1>;
- всех типов сварных швов, выполненных с присадочной проволокой или без нее;
- материалов толщиной не менее 0,5 мм.
--------------------------------
<1> В ГОСТ 859-2014 "Медь. Марки" приведено соответствие обозначений марок меди по ГОСТ 859-2014 обозначениям по международной и европейской системам.
При наличии в сварном соединении значительных отклонений от геометрической формы и размеров, указанных в настоящем стандарте, необходимо определить степень применения настоящего стандарта.
Примечание - Для кольцевых сварных швов, например для зоны заварки кратера, может быть установлен более низкий уровень качества.
В настоящем стандарте не рассматриваются металлургические характеристики сварного соединения, например, размер зерна, твердость, водородное растрескивание (для чистой меди).
Настоящий стандарт применим к визуальному контролю сварных швов и не содержит рекомендуемых методов выявления или определения размеров иными неразрушающими методами. Существуют вопросы в применении допусков на дефекты для установления соответствующих критериев, применимых к методам неразрушающего контроля, таким как ультразвуковой, радиографический контроль и контроль проникающими веществами, что может потребовать дополнительных требований к контролю, исследованиям и испытаниям.
В настоящем стандарте использована нормативная ссылка на следующий стандарт [для датированной ссылки применяют только указанное издание ссылочного стандарта, для недатированной - последнее издание (включая все изменения)]:
ISO 10042, Welding - Arc-welded joints in aluminium and its alloys - Quality levels for imperfections (Сварка. Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества по дефектам)
В настоящем стандарте термины и определения отсутствуют.
ISO и IEC поддерживают терминологические базы данных для использования в целях стандартизации по следующим адресам:
- платформа онлайн-просмотра ISO: доступна по адресу http://www.iso.org/obp;
- Электропедия IEC: доступна по адресу http://www.electropedia.org/.
В настоящем стандарте применены следующие обозначения:
b - ширина сварного шва;
b1 - требуемая ширина сварного шва;
d - максимальный размер дефекта (поры, полости);
f - площадь проекции пор или полостей;
h - размер дефекта (высота, ширина);
h1 - отклонение от глубины проплавления;
l - длина дефекта (измеренная в направлении максимального размера);
L - длина оцениваемого участка сварного шва (длина контролируемого участка сварного шва);
Lс - длина участка локализованной пористости (длина сварного шва, подверженная пористости);
s - глубина проплавления;
s1 - глубина проплавления в Т-образном соединении;
t - толщина свариваемых деталей;
Ограничения на дефекты приведены в таблице 1. Данные ограничения применяют к готовому сварному шву, их допускается применять на промежуточной стадии изготовления.
Таблица 1
N | Обозначение по ISO 6520-1 | Наименование дефекта | Примечание | t, мм | Ограничения на дефекты для различных уровней качества | ||
D | C | B | |||||
1 Поверхностные дефекты | |||||||
100 | Трещины | Все виды трещин, кроме кратерных (увеличение менее 10 раз) | >= 0,5 | Не допускается | Не допускается | Не допускается | |
104 | Кратерные трещины | Увеличение менее 10 раз | >= 0,5 | Допускается | Допускаются локальные кратерные трещины | Не допускается | |
1.3 | 2017 | Поверхностная пора | Максимальный размер одной поры для пористой структуры в корне сварного шва из-за выделения газа из металла шва в момент кристаллизации (например, недостаточная газовая защита обратной стороны шва) | >= 0,5 | d <= 0,5·s, но не более 3 мм | d <= 0,3·s, но не более 3 мм | Не допускается |
516 | Корневая пористость | ||||||
1.4 | 2025 | Незаваренный кратер | 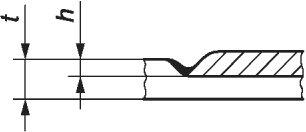 | >= 0,5 | h <= 0,4·t | h <= 0,3·t | h <= 0,2·t |
> 3 | h <= 0,4·t + 0,3 мм | h <= 0,3·t + 0,3 мм | h <= 0,2·t + 0,3 мм | ||||
401 | Несплавление | Все виды несплавлений (увеличение менее 50 раз) | >= 0,5 | l <= 0,25·s или 1 мм, меньшее из этих значений | Не допускается | Не допускается | |
1.6 | 4021 | Непровар в корне сварного шва |  | >= 0,5 | l <= 0,25·s или 1 мм, меньшее из этих значений | Не допускается | Не допускается |
1.7 | 5011 | Непрерывный подрез | 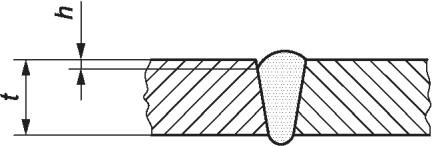 | >= 0,5 | h <= 0,15·t, но не более 2 мм | h <= 0,1·t, но не более 1,5 мм | h <= 0,05·t, но не более 1 мм |
5012 | Прерывистый подрез | ||||||
1.8 | 515 | Вогнутость корня шва | 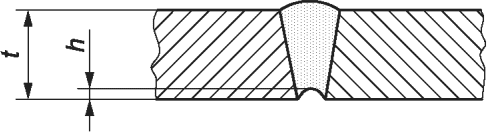 | >= 0,5 | h <= 0,4·t, но не более 4 мм | h <= 0,3·t, но не более 3 мм | h <= 0,2·t, но не более 2 мм |
5013 | Подрез корня шва (стыковой шов) Усадочная канавка (Т-образное соединение, полное проплавление) | 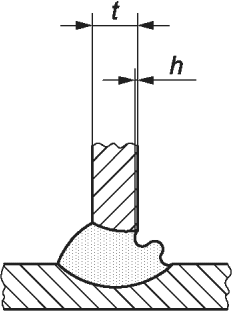 | |||||
1.9 | 502 | Превышение выпуклости (стыковой шов, параллельные и нахлесточные соединения) | 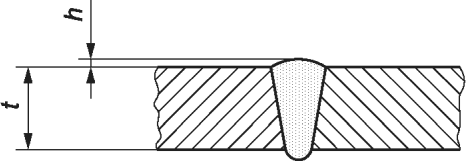 Применяется к выпуклости лицевой стороны шва | >= 0,5 | h <= 0,4 мм + 0,4·t или 10 мм, меньшее из этих значений | h <= 0,4 мм + 0,3·t или 10 мм, меньшее из этих значений | h <= 0,4 мм + 0,2·t или 10 мм, меньшее из этих значений |
1.10 | 504 | Превышение проплава | 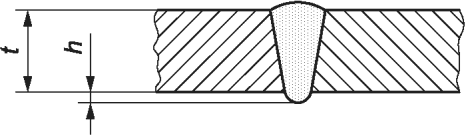 | >= 0,5 | h <= 0,4 мм + 0,4·t или 5 мм, меньшее из этих значений | h <= 0,4 мм + 0,3·t или 5 мм, меньшее из этих значений | h <= 0,4 мм + 0,2·t или 5 мм, меньшее из этих значений |
1.11 | 5061 | Натек на лицевой стороне сварного шва | 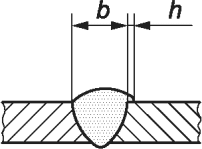 | h <= 0,2·b | |||
5062 | Натек в корне шва | 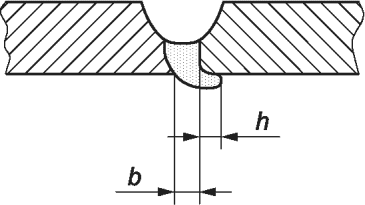 | >= 0,5 | h <= 0,2·b | Не допускается | Не допускается | |
1.12 | 509 | Протек | 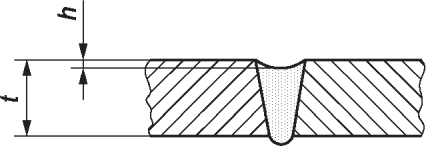 | >= 0,5 | h <= 0,3·t или 3 мм, меньшее из этих значений Примечание - Локальный протек, превышающий указанное ограничение (h <= 0,3·t или 3 мм), возможен с учетом 1.13 при согласовании сторонами договора | h <= 0,2·t или 2 мм, меньшее из этих значений | h <= 0,1·t или 1 мм, меньшее из этих значений |
511 | Незаполненная разделка кромок | ||||||
510 | Прожог | 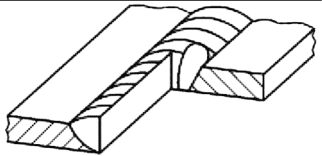 | >= 0,5 | Не допускается | Не допускается | Не допускается | |
1.14 | 602 | Брызги металла | 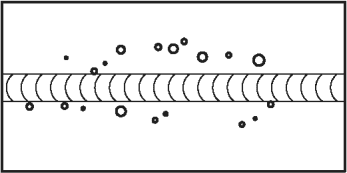 | >= 0,5 | Уровень приемки зависит от конкретного случая, например, основной материал с антикоррозионным покрытием | ||
1.15 | - | Дефекты, характерные для угловых швов при использовании присадочной проволоки | - | >= 0,5 | Применяют ограничения по дефектам для дуговой сварки по ISO 10042, уровень D | Применяют ограничения по дефектам для дуговой сварки по ISO 10042, уровень C | Применяют ограничения по дефектам для дуговой сварки по ISO 10042, уровень B |
2 Внутренние дефекты | |||||||
100 | Трещина | Все виды трещин, кроме микротрещин (увеличение менее 10 раз) | >= 0,5 | Не допускается | Не допускается | Не допускается | |
1001 | Микротрещина | Трещина, видимая только под микроскопом (увеличение от 10 до 500 раз, см. ISO 17639) | >= 0,5 | Допускается | Уровень приемки зависит от типа основного металла с учетом склонности к образованию трещин | ||
2.3 | 200 | Полость | Должны соблюдаться следующие условия и ограничения для дефектов: | >= 0,5 | |||
2015 | Вытянутая полость | a) максимальный размер d (измеренный в любом направлении) для единичной поры; | d <= 0,5·s или 6 мм, меньшее из этих значений | d <= 0,4·s или 5 мм, меньшее из этих значений | d <= 0,3·s или 4 мм, меньшее из этих значений | ||
2016 | Свищ | b) максимальная величина суммарной площади проекции дефектов. Проецирование производится в направлении, параллельном поверхности и перпендикулярном оси сварного шва. Это относится к площади, равной величине s, умноженной на длину сварного шва L, где длина шва считается фактической длиной сварного шва или 100 мм, в зависимости от того, что меньше | f <= 10% | f <= 6% | f <= 3% | ||
2.4 | 2013 | Скопление пор | Должны соблюдаться следующие условия и ограничения для дефектов: | >= 0,5 | |||
2014 | Линейная пористость | a) максимальный размер d (измеренный в любом направлении) для единичной поры; | d <= 0,5·s или 5 мм, меньшее из этих значений | d <= 0,4·s или 3 мм, меньшее из этих значений | <= 0,3·s или 2 мм, меньшее из этих значений | ||
b) максимальная величина суммарной площади проекции дефектов. Проецирование производится параллельно поверхности и перпендикулярно оси сварного шва. Это относится к площади, равной величине s, умноженной на длину сварного шва L, где длина шва считается фактической длиной сварного шва или 100 мм, в зависимости от того, что меньше; | f <= 6% | f <= 4% | f <= 2% | ||||
c) расстояния |  или 5 мм, меньшее из этих значений или 5 мм, меньшее из этих значений |  или 10 мм, меньшее из этих значений или 10 мм, меньшее из этих значений |  или 15 мм, меньшее из этих значений или 15 мм, меньшее из этих значений | ||||
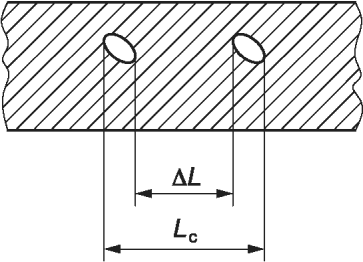 Длина сварного шва Lс при локализации пор. Следует применять ограничения d) при приемке | Lс <= 4·s | Lс <= 3·s | Lс <= 2·s | ||||
2.5 | 202 | Усадочная раковина | - | >= 0,5 | Применяют ограничения для пористости | ||
2024 | Кратерная усадочная раковина | ||||||
2.6 | 300 | Твердое включение | - | >= 0,5 | Неприменимо | ||
401 | Несплавление | Увеличение менее чем в 10 раз | >= 0,5 | Допускаются небольшие дефекты без нарушения поверхности | Не допускается | Не допускается | |
4011 | Несплавление по расплавляемой поверхности | 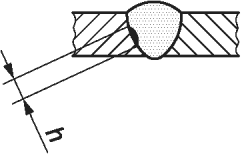 | |||||
4012 | Несплавление между валиками | 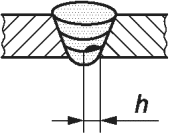 | h <= 0,25·s или 1 мм, меньшее из этих значений | ||||
4013 | Несплавление в корне сварного шва | 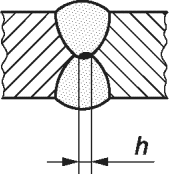 | |||||
2.8 | 402 | Непровар | Непровар h1 при полном проплавлении сварных швов должен быть менее: 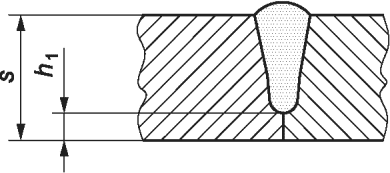 | >= 0,5 | |||
h1 <= 0,25·s или 1 мм, меньшее из этих значений | |||||||
Неполный провар может быть установлен для конкретного случая. Рисунки ниже являются примерами. Ограничения относятся к h1, что приводит к проплавлению, меньше чем установлено. | |||||||
Требуемая глубина проплавления: 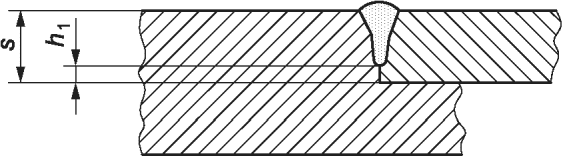 | Не допускается | Не допускается | |||||
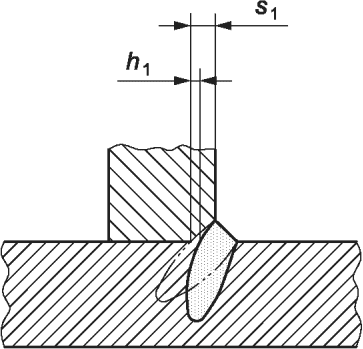 | h1 <= 0,25·s1 или 1 мм, меньшее из этих значений | ||||||
2.9 | - | Отклонение от требуемой ширины сварного шва для нахлесточных и Т-образных соединений | 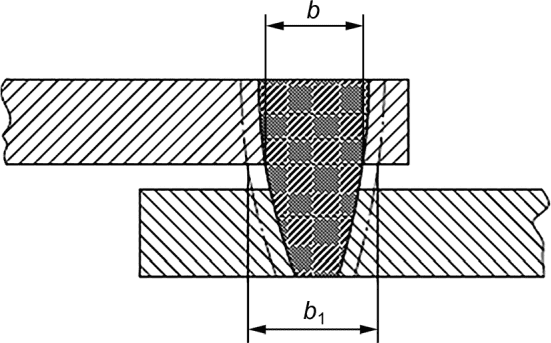 | >= 0,5 | b >= 0,85·b1 | b >= b1 | b >= b1 |
2.10 | 403 | Шипы | 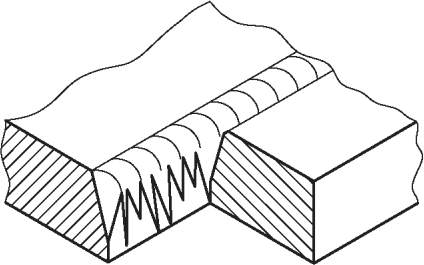 | >= 0,5 | Уровень приемки зависит от требований заказчика к наличию дефектов, таких как пористость, непровар и трещины | ||
3 Дефекты геометрии соединения | |||||||
3.1 | 507 | Линейное смещение | Ограничения относятся к отклонениям от требуемого положения. При отсутствии иных указаний требуемым считают положение при совпадении осевых линий. Допускается задать верхнюю или нижнюю поверхность как поверхность отсчета, например в соединениях разной толщины. Наименьшую толщину обозначают t. Линейное смещение в заданных ограничениях на дефекты не рассматривается как систематический дефект (применительно к рисункам 1 и 2). | 0,5 <= t <= 3 | h <= 0,2 мм + 0,25·t | h <= 0,2 мм + 0,15·t | h <= 0,2 мм + 0,1·t |
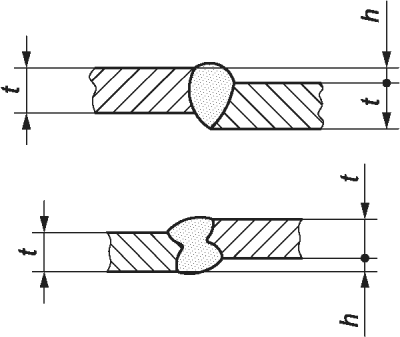 | > 3 | h <= 0,25·t, но не более 3 мм | h <= 0,15·t, но не более 2 мм | h <= 0,1·t, но не более 2 мм | |||
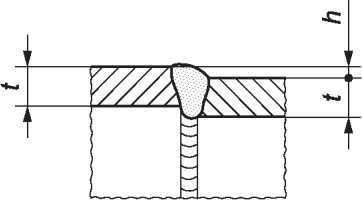 | >= 0,5 | h <= 0,5·t, но не более 3 мм | h <= 0,3·t, но не более 2 мм | h <= 0,2·t, но не более 2 мм | |||
3.2 | 508 | Угловое смещение | 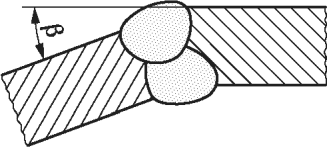 | >= 0,5 | |||
Если для выявления дефектов используют метод, отличный от исследования макроструктуры, то учитывают только те дефекты, которые можно обнаружить при десятикратном увеличении. Трещины (см. таблицу 1, N 1.1, 1.2, 2.1 и 2.2) и микронесплавления (см. таблицу 1, N 1.5 и 2.7) исключают.
Сварное соединение оценивают отдельно по каждому виду дефектов.
Любые два соседних дефекта, расположенные на расстоянии менее, чем больший размер меньшего дефекта, рассматривают как одиночный дефект.
Для соединений, выполненных из основных материалов разной толщины, оценку дефектов производят по толщине наиболее тонкого основного материала. Для сварных швов, выполненных в параллельных и нахлесточных соединениях, оценка дефектов основывается на сумме толщин основных материалов для сварных швов с полным проплавлением и на расчетном проплавлении для сварных швов с частичным проплавлением.
В приложении A приведены примеры определения процента пористости, в приложении B - дополнительная информация по применению настоящего стандарта.
(справочное)
Рисунки A.1 - A.9 иллюстрируют различную степень пористости. Они предназначены для оценки пористости на площадях проекций (радиографических) или на площадях поперечного сечения.
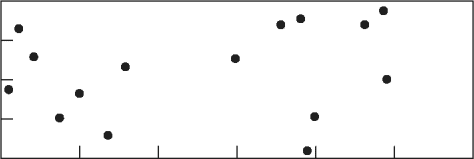
15 пор, d = 1 мм
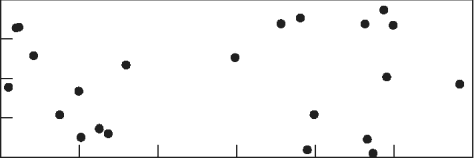
Рисунок A.2 - Процент пористости на поверхности: 1,5%,
23 поры, d = 1 мм
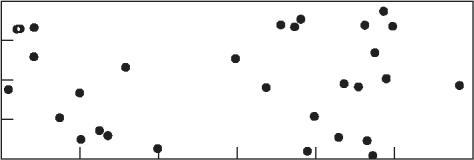
Рисунок A.3 - Процент пористости на поверхности: 2%,
30 пор, d = 1 мм
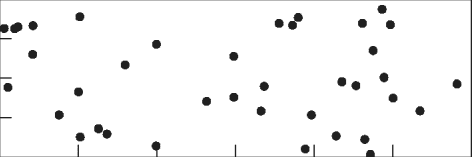
Рисунок A.4 - Процент пористости на поверхности: 2,5%,
38 пор, d = 1 мм
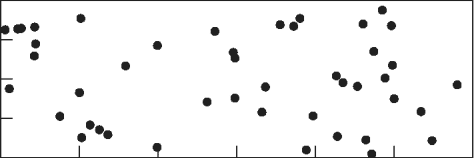
Рисунок A.5 - Процент пористости на поверхности: 3%,
45 пор, d = 1 мм
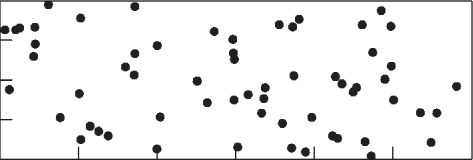
Рисунок A.6 - Процент пористости на поверхности: 4%,
61 пора, d = 1 мм
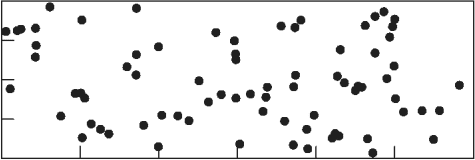
Рисунок A.7 - Процент пористости на поверхности: 5%,
76 пор, d = 1 мм
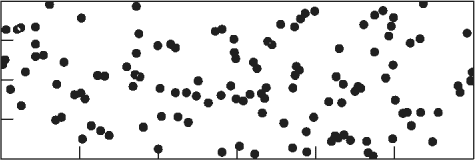
Рисунок A.8 - Процент пористости на поверхности: 8%,
122 поры, d = 1 мм
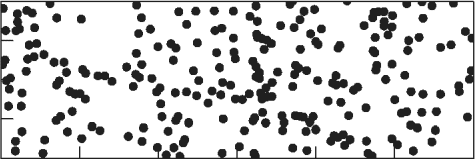
244 поры, d = 1 мм
(справочное)
Различные изделия производят для разного применения, но с одинаковыми требованиями. К одинаковым деталям, изготавливаемым на различных производствах, должны применяться одинаковые требования для гарантии того, что работы проводятся в соответствии с одинаковыми требованиями. Применение настоящего стандарта является одной из основ системы обеспечения качества при производстве сварных конструкций.
Существует теоретическая возможность наложения отдельных дефектов. В этом случае сумма всех допустимых отклонений должна ограничиваться установленными значениями для различных уровней качества. Величина единичного дефекта может превышать величину  , например в случае единичной поры.
, например в случае единичной поры.
Настоящий стандарт может быть применен со стандартами для уровней приемки при контроле неразрушающими методами.
(справочное)
МЕЖГОСУДАРСТВЕННЫМ СТАНДАРТАМ
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 10042 | - | |
--------------------------------
<1> В Российской Федерации действует ГОСТ Р ИСО 10042-2022 "Сварка. Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества".
[1] | ISO 4063 | Welding and allied processes - Nomenclature of processes and reference numbers (Сварка, пайка и резка. Перечень и условные номера процессов) |
[2] | ISO 6520-1 | Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion welding (Сварка и родственные процессы. Классификация дефектов геометрии в металлических материалах. Часть 1. Сварка плавлением) |
[3] | ISO 13919-1 | Electron and laser-beam welded joints - Requirements and recommendations on quality levels for imperfections - Part 1: Steel, nickel, titanium and their alloys (Соединения, полученные электронно-лучевой и лазерной сваркой. Требования и рекомендации по уровням качества для дефектов. Часть 1. Сталь, никель, титан и их сплавы) |
[4] | ISO 17639 | Destructive tests on welds in metallic materials - Macroscopic and microscopic examination of welds (Испытание разрушающие сварных швов металлических материалов. Исследования макроструктуры и микроструктуры сварных швов) |
[5] | Reference radiographs for the assessment of weld imperfections according to ISO 5817. Villepinte: International Institute of Welding (IIW);  : Deutscher Verlag : Deutscher Verlag  und verwandte Verfahren (DVS), 2005 und verwandte Verfahren (DVS), 2005 | |
УДК 621.791:006.354 | МКС 25.160.10 | IDT |
Ключевые слова: соединения; электронно-лучевая сварка; лазерная сварка; уровни качества; дефекты при сварке; сварные соединения из алюминия, магния и их сплавов; сварные соединения из чистой меди | ||