СПРАВКА
Источник публикации
М.: Научно-исследовательский институт бетона и железобетона Госстроя СССР, 1981
Примечание к документу
Название документа
"Рекомендации по изготовлению и монтажу железобетонных колонн с высокопрочной арматурой"
(утв. НИИЖБ Госстроя СССР 01.12.1980)
"Рекомендации по изготовлению и монтажу железобетонных колонн с высокопрочной арматурой"
(утв. НИИЖБ Госстроя СССР 01.12.1980)
Содержание
директором НИИЖБ
1 декабря 1980 года
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ БЕТОНА
И ЖЕЛЕЗОБЕТОНА ГОССТРОЯ СССР
НИИЖБ
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНО
ЭКСПЕРИМЕНТАЛЬНЫЙ ИНСТИТУТ ОРГАНИЗАЦИИ, МЕХАНИЗАЦИИ
И ТЕХНИЧЕСКОЙ ПОМОЩИ СТРОИТЕЛЬСТВУ ГОССТРОЯ СССР
ЦНИИОМТП
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ
ТИПОВОГО И ЭКСПЕРИМЕНТАЛЬНОГО ПРОЕКТИРОВАНИЯ ТОРГОВО-БЫТОВЫХ
ЗДАНИЙ И ТУРИСТСКИХ КОМПЛЕКСОВ ГОСГРАЖДАНСТРОЯ
ПРИ ГОССТРОЕ СССР
РЕКОМЕНДАЦИИ
ПО ИЗГОТОВЛЕНИЮ И МОНТАЖУ ЖЕЛЕЗОБЕТОННЫХ КОЛОНН
С ВЫСОКОПРОЧНОЙ АРМАТУРОЙ
Печатаются по решению секции бетонных и железобетонных конструкций НТС НИИЖБ от 25 ноября 1980 г.
Рекомендации содержат основные положения по изготовлению и монтажу железобетонных колонн с высокопрочными продольными стержнями.
Изложена технология заготовки арматуры и сборки каркасов колонн.
Приведены требования к монтажу колонн, имеющих плоские торцовые пластины по концам, выбору монтажного оборудования, приготовлению цементно-песчаного раствора для стыков колонн, а также выполнению стыкового соединения колонн с плоскими торцами.
Рекомендации предназначены для инженерно-технических работников проектных и строительных организаций.
Ил. 12.
Настоящие Рекомендации составлены в дополнение к ранее изданным "Рекомендациям по проектированию железобетонных колонн, армированных высокопрочными продольными стержнями и поперечными, сварными сетками" (М., 1979).
Рекомендации содержат материалы по технологии изготовления и монтажу железобетонных колонн, армированных высокопрочными продольными стержнями. Приведена технология заготовки арматурных элементов и сборки арматурных каркасов. Рассмотрены различные варианты монтажа колонн с использованием существующего монтажного оснащения. Даны рекомендации по приготовлению цементно-песчаного раствора для стыков колонн, а также по практическому выполнению стыковых соединений при монтаже колонн.
Рекомендации разработаны НИИЖБ Госстроя СССР (кандидаты техн. наук Е.А. Чистяков, И.Г. Хаит, Н.М. Мулин, инженеры А.А. Тарасов, В.И. Онуприенко), ЦНИИОМТП Госстроя СССР (канд. техн. наук Р.А. Каграманов, инж. В.И. Привин) и ЦНИИЭП ТБЗ и ТК Госгражданстроя при Госстрое СССР (канд. техн. наук Г.Л. Кац) при участии завода ЖБИ N 18 Главмоспромстройматериалов (инж. Ю.С. Гуревич) и Главмособлстройматериалов (инж. С.Я. Косолапов).
Все предложения и замечания по содержанию настоящих Рекомендаций просим направлять в НИИЖБ по адресу: 109389, Москва, 2-я Институтская ул., д. 6.
Дирекция НИИЖБ
1.1. Настоящие Рекомендации предназначаются для использования при изготовлении и монтаже колонн прямоугольного сечения, запроектированных в соответствии с требованиями главы СНиП II-21-75 "Бетонные и железобетонные конструкции" и Рекомендаций, указанных в предисловии.
1.2. Колонны выполняются из тяжелого бетона. Арматурные каркасы состоят из продольных высокопрочных стержней класса Атп-У, Ат-У и выше диаметром 18 - 32 мм и поперечных сварных сеток из стержней класса А-III диаметром до 12 мм или хомутов. Торцы колонн выполняются в виде плоских стальных пластин (толщиной 6 - 16 мм) с конусными отверстиями, в которых размещены продольные стержни, привариваемые к пластинам.
Примечание. В настоящих Рекомендациях не рассматриваются колонны с другой конструкцией торца.
1.3. Жесткость и транспортабельность арматурных каркасов колонн обеспечиваются, как правило, сваркой продольной арматуры с торцевыми пластинами и привязкой к продольной арматуре поперечных сеток или хомутов.
При большой длине арматурных каркасов следует применять временные инвентарные стяжки, снимаемые после установки каркасов в форму.
При применении арматуры класса Ат-У и Атп-У допускается устанавливать рамки из полосовой стали 50 x 6 мм, привариваемые протяженными швами (см. п. 2.16 настоящих Рекомендаций) к стержням каркаса (рис. 1).
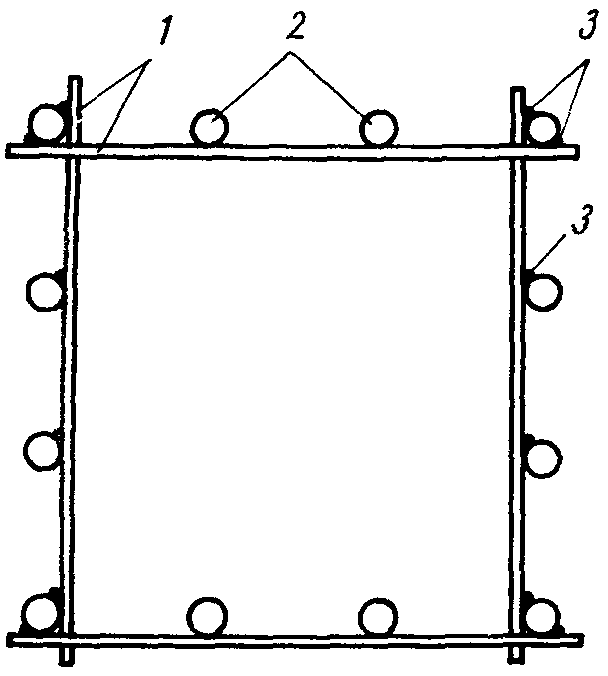
Рис. 1. Рамка жесткости для арматурного каркаса
1 - полоса 50 x 6 мм;
2 - продольные стержни;
3 - сварной шов 
ИС МЕГАНОРМ: примечание. С 1 марта 2004 года Постановлением Госстроя России от 30.06.2003 N 123 введен в действие ГОСТ 13015-2003. |
ИС МЕГАНОРМ: примечание. Взамен СНиП III-16-80 Постановлением Госстроя СССР от 04.12.1987 N 280 с 1 июля 1988 года введены в действие СНиП 3.03.01-87. |
1.4. При изготовлении и монтаже колонн необходимо соблюдать требования ГОСТ 13015-75, главы СНиП III-16-80 "Бетонные и железобетонные конструкции сборные" и настоящих Рекомендаций.
Заготовка арматурных элементов
2.1. Для продольной арматуры колонн рекомендуется использовать стержни в прутках мерной длины с повышенной точностью резки, чтобы свести до минимума отходы арматуры при резке.
2.2. Заготовку стержней продольной арматуры заданной длины производят фрикционной дисковой или механической гильотинной резкой на станках типа СМЖ-322, С-445М, С-370А.
2.3. Длина стержней продольной арматуры колонн должна быть в пределах от l до (l - 5) мм, где l - длина стержня по проекту. Для обеспечения этого условия при резке свободный конец заготавливаемого стержня должен плотно прикасаться к упору отмеривающего устройства. Концы стержней после резки не должны иметь заусенец.
2.4. Поперечные сварные сетки следует изготавливать по рабочим чертежам в жестких кондукторах с применением контактной точечной электросварки.
2.5. Для удобства сборки арматурного каркаса проектные размеры сварных сеток и хомутов должны обеспечивать расстояние между поверхностью продольного и поверхностью ближайшего поперечного стержня, равное 2,5 мм (рис. 2).
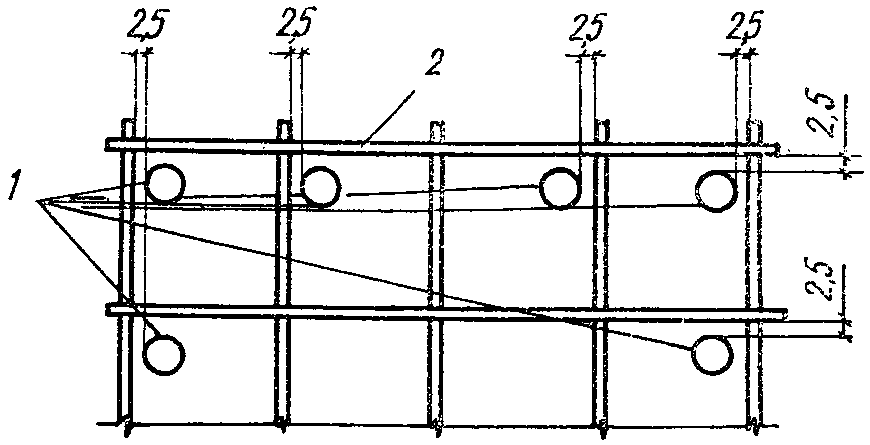
Рис. 2. Схема расположения арматуры
1 - продольная арматура; 2 - сетка
Отклонение размеров сеток и хомутов от проектных не должны превышать:
по расстояниям между стержнями +/- 2 мм;
по неравенству диагоналей в пределах внешних (контурных) стержней +/- 3 мм.
ИС МЕГАНОРМ: примечание. |
2.6. Конструктивные элементы сварных соединений (типа КТ-2) поперечных сеток следует выполнять как для соединений с нормируемой прочностью в соответствии с ГОСТ 14098-68. Относительная осадка стержней h/d должна быть в пределах 0,4 - 0,8.
2.7. Сварные крестообразные соединения сеток при механических испытаниях до разрушения должны иметь прочность, наименьшие и средние арифметические значения показателей которой равны или превышают соответственно 510 и 600 МПа (ГОСТ 10922-75). Особое внимание следует обращать на качество выполнения сварных соединений наружных (контурных) стержней сеток.
2.8. Плоские стальные торцовые пластины колонн могут быть изготовлены механической резкой на гильотинных ножницах.
2.9. Проектный размер торцевых пластин (по ширине) должен быть на 2 мм меньше размера поперечного сечения колонн.
Отклонения размеров торцевых пластин с конусными отверстиями от проектных не должны превышать:
по ширине +/- 2 мм;
по толщине в пределах допускаемых отклонений на прокат;
по расстоянию между отверстиями +/- 1 мм.
Отклонения от прямолинейности и от плоскостности лицевых поверхностей пластин не должны превышать 3 мм.
Сборка арматурных каркасов
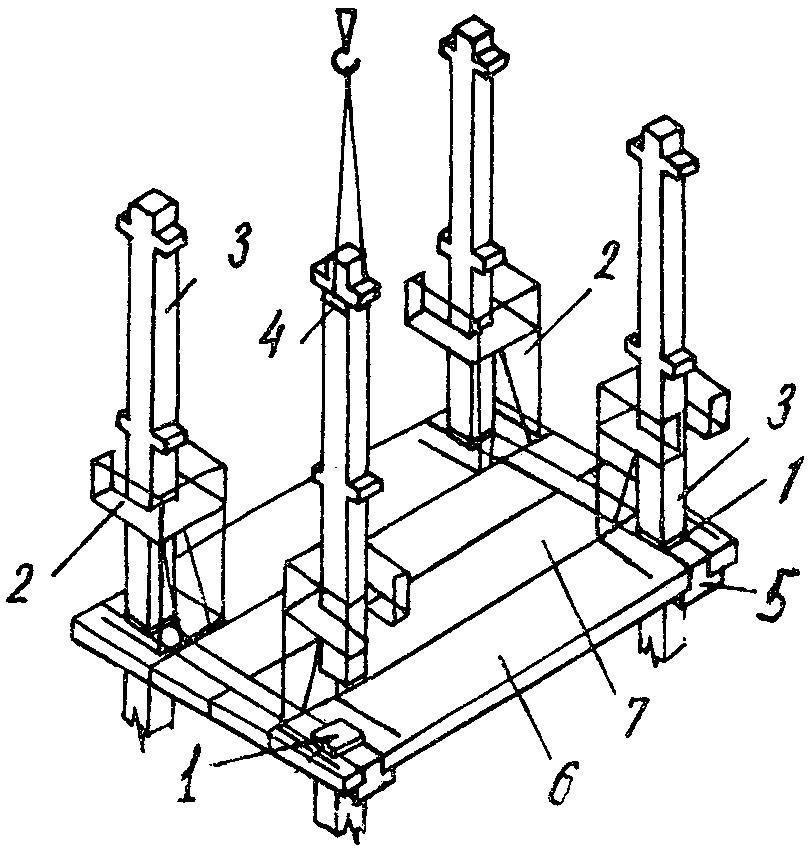
2.10. Сборку арматурных каркасов колонн рекомендуется производить на специальном сборочном стенде (рис. 3), состоящем из плоского стального стола, закрепленных на нем фиксаторов и роликовых подставок. Фиксаторы предназначены для установки и закрепления в них плоских торцевых пластин на заданном расстоянии друг от друга в перпендикулярном положении относительно рабочей поверхности стола и оси каркаса колонны. Роликовые подставки служат для предотвращения прогибания продольных стержней и фиксации их положения относительно отверстий торцевых пластин. На сборочном стенде могут быть предусмотрены также фиксаторы для установки в проектное положение и крепления тяжелых закладных деталей. Расположение фиксаторов следует увязать с конструкцией колонн выпускаемой серии.
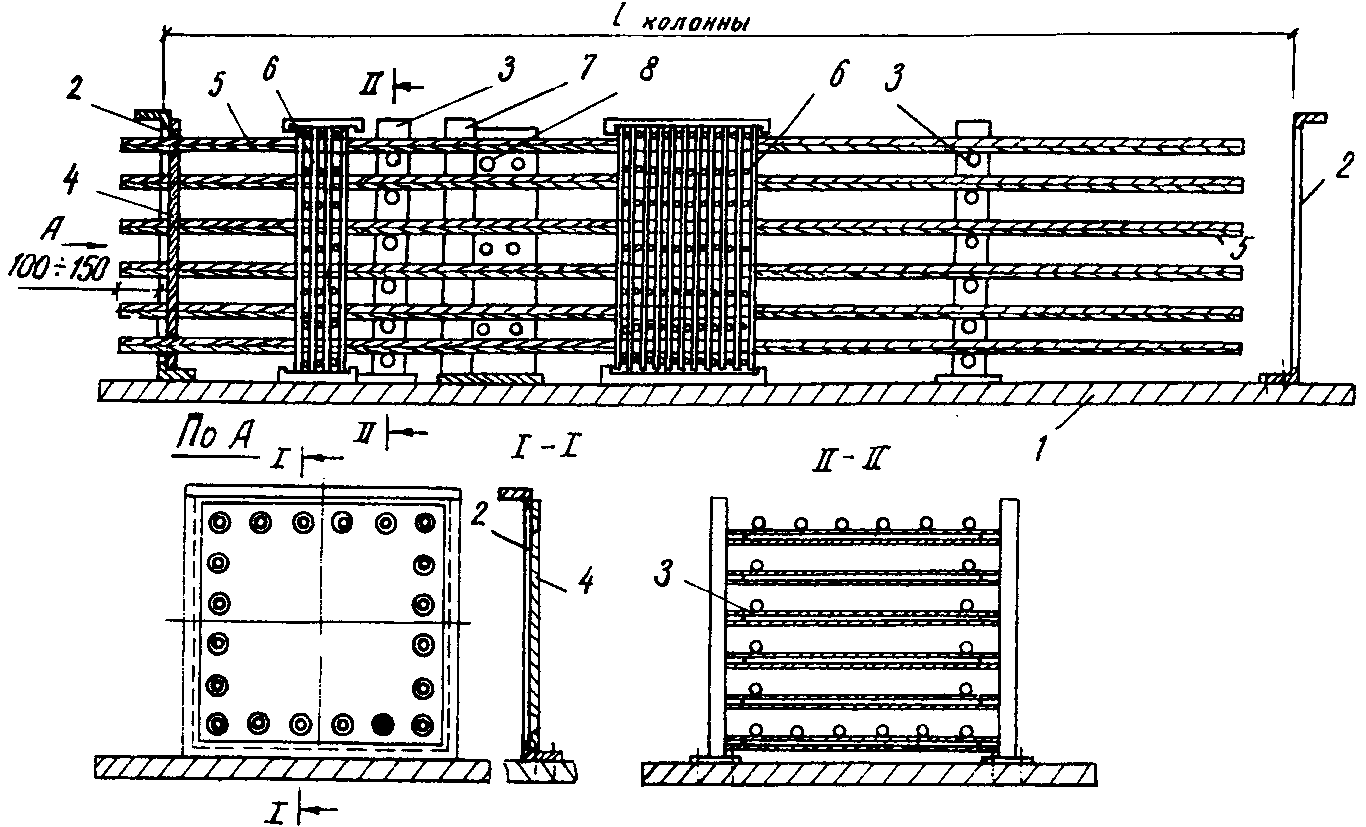
1 - стол; 2 - фиксаторы; 3 - роликовая подставка;
4 - торцевые пластины колонн; 5 - стержни продольной
арматуры; 6 - пакеты сварных сеток; 7 - фиксатор
для закладной детали; 8 - закладная деталь
2.11. К сборочному стенду предъявляются следующие основные требования:
а) неплоскостность (отклонение от плоскостности) поверхности стола должна быть не более 4 мм;
б) неперпендикулярность рабочей поверхности фиксаторов относительно поверхности стола и продольной оси стенда должна быть не более 2 мм.
2.12. Сборку арматурного каркаса осуществляют в следующей последовательности:
1) В неподвижном фиксаторе устанавливают и закрепляют торцевую пластину (рис. 3, вид по А). Если пластина изогнута (в пределах допусков согласно п. 2.9 настоящего раздела), то ее закрепляют так, чтобы зазоры по контуру между плоскостями фиксатора и пластины были примерно одинаковы.
2) На стол в соответствующих местах устанавливают и крепят к фиксаторам крупные закладные детали, а также пакеты сварных сеток или хомутов, заранее собранных в кондукторах. К столу крепят с шагом  роликовые подставки со съемными роликами.
роликовые подставки со съемными роликами.
3) В ячейки пакета сеток (хомутов) через роликовые подставки вводят последовательно, начиная с нижнего ряда, стержни продольной арматуры и пропускают их через отверстия торцевой пластины на 100 - 150 мм.
4) Во втором фиксаторе устанавливают и закрепляют вторую торцевую пластину.
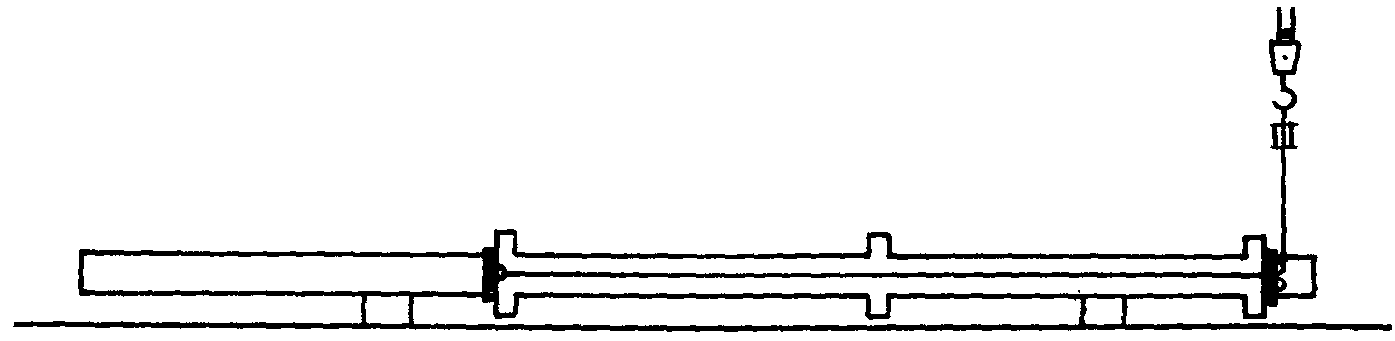
5) В отверстия второй пластины последовательно, начиная с нижнего ряда, вводят стержни продольной арматуры. Концы стержней устанавливают в отверстиях пластин так, чтобы их торцы не выходили за наружные поверхности пластин, располагаясь в пределах толщины пластин (рис. 4).
6) С внешней стороны обеих пластин производят электродуговой сваркой прихватку всех стержней с пластинами (рис. 5, поз. 1). Прихватка швом длиной  выполняется по нижней части зазора между стержнем и стенкой конусного отверстия в пластине. Во избежание деформации пластин прихватку следует производить в последовательности, показанной на рис. 5.
выполняется по нижней части зазора между стержнем и стенкой конусного отверстия в пластине. Во избежание деформации пластин прихватку следует производить в последовательности, показанной на рис. 5.
выполняется по нижней части зазора между стержнем и стенкой конусного отверстия в пластине. Во избежание деформации пластин прихватку следует производить в последовательности, показанной на рис. 5.7) Роликовые подставки снимают и распределяют с заданным шагом по длине каркаса сварные сетки или хомуты, привязывая их к продольным стержням. Закладные детали и торцевые пластины освобождают от крепления с фиксаторами.
8) Выполняют сварку стержней с пластинами.
в отверстия второй плиты
Обозначения 1, 2, 4, 5 см. рис. 3
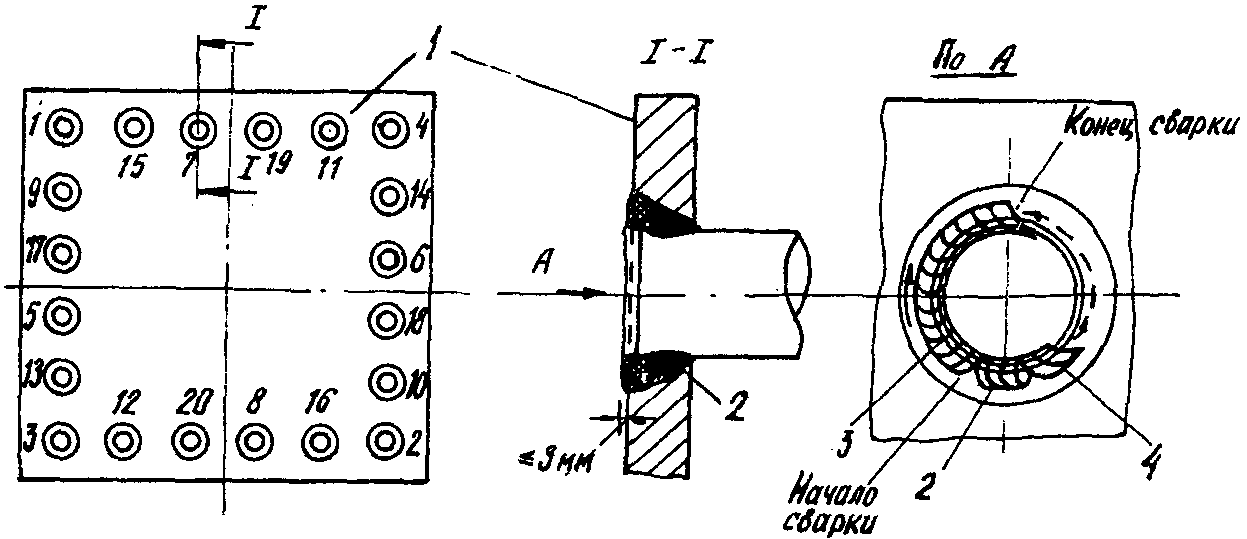
1 - торцевая пластина; 2 - прихватка; 3 - первый
полукольцевой шов; 4 - второй полукольцевой шов
Цифры на плане пластины указывают на последовательность
операций сварки
2.13. Сварку стержней с пластинами могут производить два сварщика одновременно с обоих торцов каркаса. При пластинах толщиной 6 - 8 мм сварку производят в один слой; при толщине >=10 мм - в два слоя.
Для предотвращения тепловой деформации пластин и перегрева арматурных стержней при двухслойной сварке нанесение каждого из слоев следует производить в последовательности, показанной на рис. 5.
2.14. Сварку начинают с проварки края прихватки (рис. 5, вид по А) и накладывают полукольцевой шов; затем, не прерывая горения дуги, перемещают электрод к другому краю прихватки, проваривают его и накладывают второй полукольцевой шов. После зачистки шлака в той же последовательности наносят второй слой (при толщине пластин >= 10 мм). Усиление шва не должно превышать 3 мм.
2.15. Первый слой сварки рекомендуется выполнять электродами типов Э-42, Э-50 диаметром 4 мм, второй слой - теми же электродами диаметром 5 мм. Величина сварочного тока подбирается по паспортным данным электродов как для сварки в вертикальном положении.
При сборке каркаса колонн допускается в качестве технологического соединения высокопрочной арматуры классов Атп-У, Ат-У с арматурой класса А-III и ниже и с прокатной сталью закладных деталей применение ручной дуговой сварки протяженными швами длиной не менее 50 мм.
Сварку следует производить в соответствии с требованиями, предъявляемыми к сварке арматуры класса А-1У марки 20ХГ2Ц, согласно "Инструкции по технологии сварки соединений арматуры и закладных деталей железобетонных конструкций", СН 393-78 (пп. 4.68 - 4.74).
Зажигание дуги при сварке о высокопрочную термоупрочненную арматуру не допускается.
Формование колонн
2.17. Марка и расход цемента для приготовления бетонной смеси должны соответствовать "Типовым нормам расхода цемента в бетонах сборных бетонных и железобетонных изделий массового производства" (СН 386-74).
ИС МЕГАНОРМ: примечание. ГОСТ 10268-70 утратил силу с 1 января 1982 года в связи с введением в действие ГОСТ 10268-80 (Постановление Госстроя СССР от 22.07.1980 N 111). |
2.18. В качестве крупного заполнителя следует применять щебень из естественного камня или гравий, удовлетворяющие требованиям ГОСТ 10268-70. Для бетона марок М400 и выше применение гравия не рекомендуется.
Наибольшую крупность щебня или гравия рекомендуется принимать до 20 мм с содержанием фракции 5 - 10 мм - 45 - 60%, фракции 10 - 20 мм - 40 - 55%.
2.19. Мелкий заполнитель (песок природный или дробленый из горных пород, или же смесь обоих видов песка) должен отвечать требованиям ГОСТ 10268-70.
2.20. Подвижность бетонной смеси (ГОСТ 10181-76) рекомендуется назначать при формовании:
на виброплощадке .............................. осадка конуса 2 см;
в стендовой форме ............................. " " 3 - 4 см.
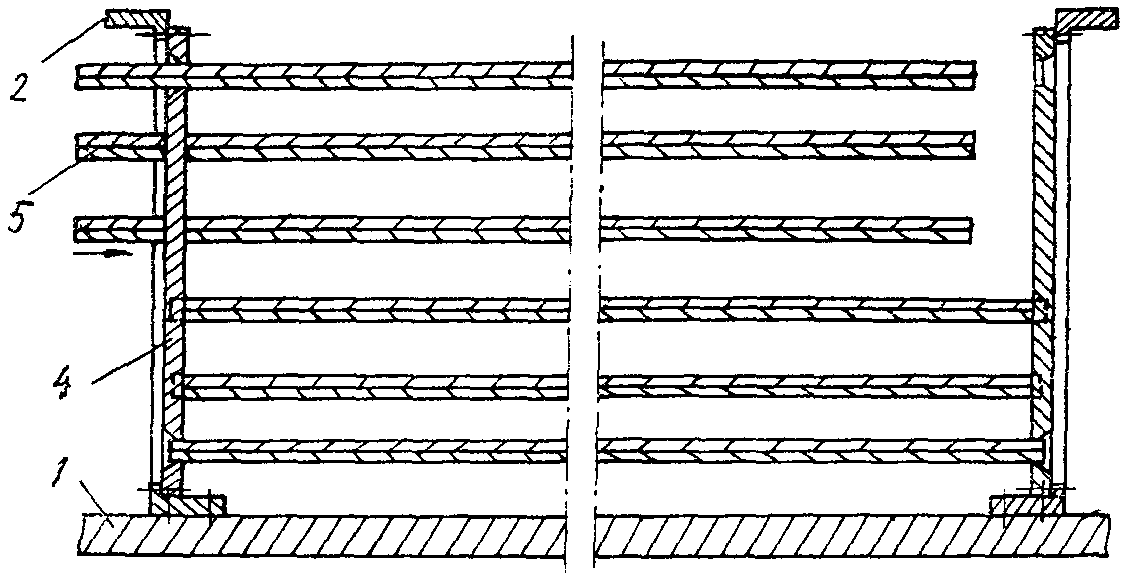
2.21. Для формования колонн с плоскими торцевыми пластинами могут быть применены металлические формы без торцевых бортов. Кроме того, конструкция торцов колонн (плоские пластины) позволяет изготавливать широкую номенклатуру одноэтажных колонн в форме одного типоразмера (рис. 6).
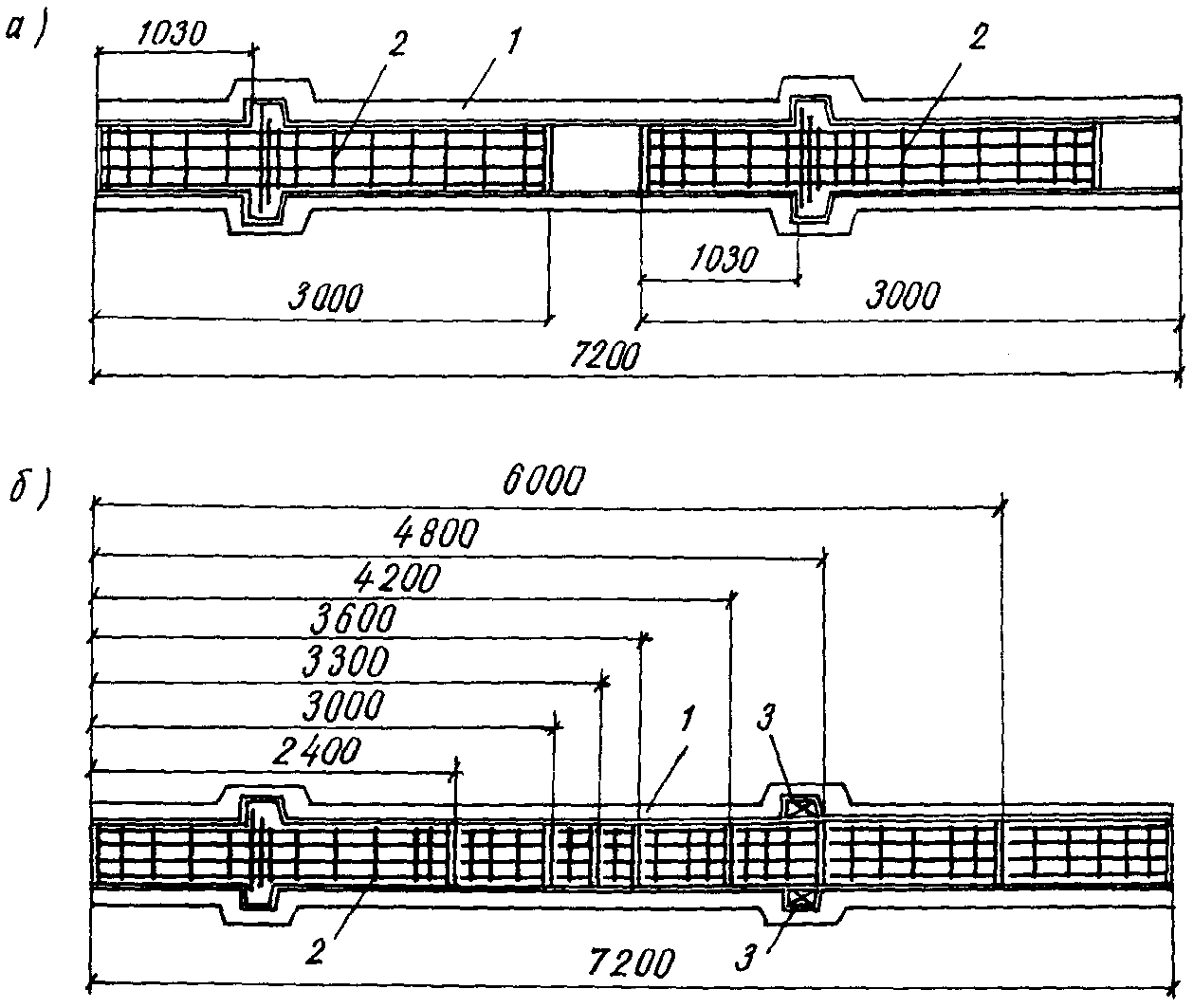
Рис. 6. Схема размещения арматурных каркасов в опалубке
а - укладка двух каркасов одноэтажных колонн в форме
для двухэтажной колонны; б - укладка каркасов разной длины
в форме одного типоразмера
1 - форма; 2 - каркасы колонн; 3 - заглушки
2.22. Формование колонн с высоким насыщением арматуры целесообразно производить на формовочном посту, оснащенном бетоноукладчиком (например, типа СМЖ-166 с передвижными бункерами и вибронасадкой) и виброплощадкой с вертикально направленными колебаниями грузоподъемностью 24 тс (например, СМЖ-199А).
2.23. В процессе формования необходимо обращать особое внимание на уплотнение бетонной смеси у торцов колонн, в консолях, зонах косвенного армирования, а также под горизонтальными пластинами закладных деталей.
2.24. Качество уплотнения бетонной смеси рекомендуется контролировать в соответствии с "Методическими указаниями по обеспечению качества продукции заводского изготовления сборного железобетона" У-52-73 (М., 1973).
3.1. Строповка колонн должна обеспечивать возможность их подачи к месту установки в вертикальном положении.
3.2. Технология монтажа колонн зависит от способа стыкования колонн.
3.3. Стыкование колонн можно производить двумя способами:
а) путем установки монтируемых колонн без центрирующей прокладки на слой цементно-песчаного раствора на нижестоящей колонне с последующей сваркой торцевых пластин между собой по периметру протяженными швами (рис. 7, а);
б) путем установки колонн "насухо" на центрирующую прокладку и сварки пластин между собой с последующим инъецированием цементно-песчаного раствора в пространство между торцевыми пластинами (рис. 7, б).
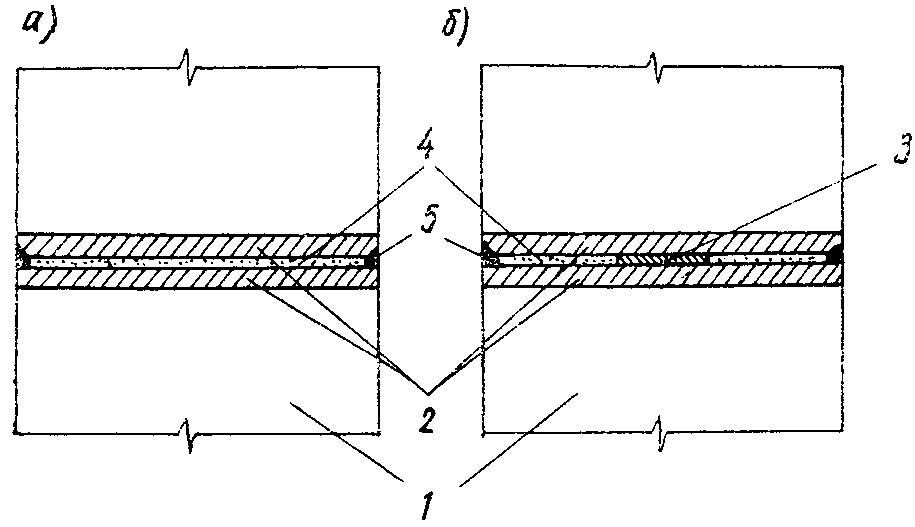
а - без центрирующей прокладки;
б - с центрирующей прокладкой
1 - колонны; 2 - торцевые пластины;
3 - центрирующая прокладка; 4 - цементно-песчаный
раствор; 5 - сварной шов
3.4. Монтаж колонн, устанавливаемых без центрирующей прокладки, рекомендуется производить ограниченно-свободным методом с использованием группового монтажного оснащения типа рамно-шарнирного индикатора РШИ. Допускается применение свободного метода монтажа с использованием монтажного оснащения, обеспечивающего требования п. 3.7 настоящего раздела.
3.5. Монтаж колонн, устанавливаемых на центрирующую прокладку, может осуществляться как ограниченно-свободным методом с использованием РШИ, так и свободным методом с помощью обычных одиночных кондукторов или подкосов.
3.6. Для строповки колонн, выверки и временного закрепления рекомендуется применять монтажные приспособления, приведенные в Приложении 1.
Монтаж колонн без центрирующей прокладки
3.7. Применяемые технологии монтажа и монтажное оснащение должны обеспечивать безвыверочный монтаж колонн. Если это требование не может быть выполнено, то выверку низа и верха колонны следует производить сразу же после установки ее на нижестоящую колонну до начала схватывания раствора в стыке. Перемещения низа колонны при выверке не должны превышать 10 мм, а верха колонны 0,001Н, где Н - высота колонны в мм.
3.8. Запрещается выверять установленную колонну или производить другие операции, связанные с изменением ее положения, после начала схватывания раствора.
3.9. При необходимости исправления положения установленной колонны ее необходимо поднять, очистить торцы колонн от раствора, уложить свежий раствор и повторить операции по установке колонны.
3.10. Для обеспечения безвыверочной установки низа колонны рекомендуется применять в стыке колонн штыревые фиксаторы, а для установки верха колонн - ограничивающие устройства в составе монтажного оснащения.
3.11. Для стыкового соединения колонн применяется цементно-песчаный раствор не ниже марки 300. Рекомендуемый состав раствора для укладки на торцы колонн приведен в Приложении 2.
3.12. Монтаж колонн ограниченно-свободным методом с использованием группового монтажного оснащения типа РШИ (рис. 8) рекомендуется осуществлять в следующей последовательности:
а) устанавливают комплект групповых кондукторов и производят выверку их верхних ограничивающих устройств относительно разбивочных осей здания;
б) на торец нижестоящей колонны укладывают слой цементно-песчаного раствора толщиной 20 мм. Раствор рекомендуется укладывать на смоченную водой поверхность торцевой пластины колонны плотным слоем по всей поверхности плиты непосредственно перед монтажом колонны;
в) осуществляют строповку колонны (рис. 9) и подачу ее в зону упоров;
г) монтажники принимают колонну, подводят к фиксирующим упорам и опускают ее, не доводя до опорной плоскости, на 5 - 10 см, затем накидывают на колонну натяжной тросик, прижимают верх колонны к упору и одновременно производят наведение низа устанавливаемой колонны по разбивочным рискам или штыревому фиксатору нижестоящей колонны;
д) затем опускают колонну до плотного касания торца колонны с раствором и окончательно затягивают натяжной тросик, не допуская смещения низа колонны после установки ее на раствор. Опускать верхнюю колонну на слой раствора необходимо так, чтобы происходило выдавливание его по всему периметру колонн и стык был полностью заполнен раствором;
е) замеряют отклонение колонны в нижнем сечении от разбивочных рисок, которое не должно превышать +/- 5 мм;
ИС МЕГАНОРМ: примечание. Нумерация подпунктов дана в соответствии с официальным текстом документа. |
д) производят расстроповку колонны.
рамно-шарнирного индикатора
1 - рамно-шарнирный индикатор; 2 - колонна;
3 - стакан фундамента
3.13. После установки колонны необходимо удалить раствор по периметру стыкового соединения на глубину 10 мм и подготовить поверхность пластин для сварки, очистив их от раствора.
3.14. В связи с возможной неперпендикулярностью торцов колонн в стыковом соединении толщина слоя раствора после установки верхней колонны может быть неодинаковой по сторонам стыка. Максимальная толщина слоя раствора на любом участке по периметру стыкового соединения не должна превышать 15 мм. Нельзя допускать непосредственного контакта торцевых пластин стыкуемых колонн. Для предотвращения этого рекомендуется по углам пластины устанавливать подкладки в виде коротких отрезков металлических стержней диаметром 3 - 4 мм (можно использовать огарки электродов). После установки верхней колонны подкладки могут быть удалены.
3.15. Сварку пластин стыкового соединения колонн следует производить не ранее чем через 2 ч после установки верхней колонны на раствор.
Сварку пластин рекомендуется производить протяженными швами по всему периметру стыка электродами типов Э-42, Э-50 диаметром 4 - 5 мм. Перед сваркой следует произвести прихватку пластин посередине каждой стороны, длина прихватки 50 мм.
3.16. При зазоре между пластинами, превышающем 5 мм, рекомендуется в зазор укладывать отрезок стержня диаметром 6 - 8 мм, сварка при этом производится двумя швами.
3.17. Усиление швов за габариты пластин не должно быть более 2 мм.
3.18. В сварных соединениях не допускаются непровары; высота сварного шва должна быть не менее 0,5 толщины пластин. Все сварные швы подвергают визуальному контролю.
3.19. Углубление по периметру стыкового соединения заделывают цементно-песчаным раствором заподлицо с поверхностью колонны.
3.20. Перестановку РШИ на следующую позицию производят после монтажа ригелей и плит перекрытий в уровне двух этажей яруса колонн, т.е. после обеспечения жесткости собранных конструкций каркаса.
Монтаж колонн с центрирующей прокладкой
3.21. Монтаж колонн рекомендуется осуществлять ограниченно-свободным методом с использованием группового монтажного оснащения типа РШИ - при объеме строительства более 700 м3 сборных конструкций и при меньшем объеме - свободным методом с использованием клиновых вкладышей и подкосов при установке колонн в стаканы фундаментов и с использованием одиночных кондукторов для установки колонн на оголовки нижестоящих.
3.22. При ограниченно-свободном методе монтажа рекомендуется следующая последовательность установки колонн:
а) укладывают на опорную поверхность нижестоящей колонны центрирующую прокладку размером 80 x 80 x 4 мм;
б) устанавливают на центрирующую прокладку колонну, выверяют ее низ и временно закрепляют с помощью натяжного тросика, если торцевые пластины колонн соприкасаются, то увеличивают толщину прокладки;
в) замеряют отклонение колонны в нижнем сечении от разбивочных рисок, которое не должно превышать +/- 5 мм;
г) производят расстроповку колонны;
д) сваривают пластины стыкуемых колонн между собой по периметру стыка, предусматривая в швах отверстия для инъецирования раствора (см. п. 3.24), и производят инъецирование цементно-песчаного раствора (см. п. 3.25). При инъецировании раствора в стык колонн может быть использован также бандаж (с входным и выходными отверстиями для нагнетания раствора и контроля заполнения стыка), который образует ограждающие стенки для полости стыка с несваренными торцевыми пластинами. После схватывания раствора и снятия бандажа производится сварка пластин стыкуемых колонн по всему периметру стыка (см. пп. 3.15 - 3.18 настоящего раздела);
е) монтируют ригели и плиты перекрытий в двух уровнях и снимают РШИ.
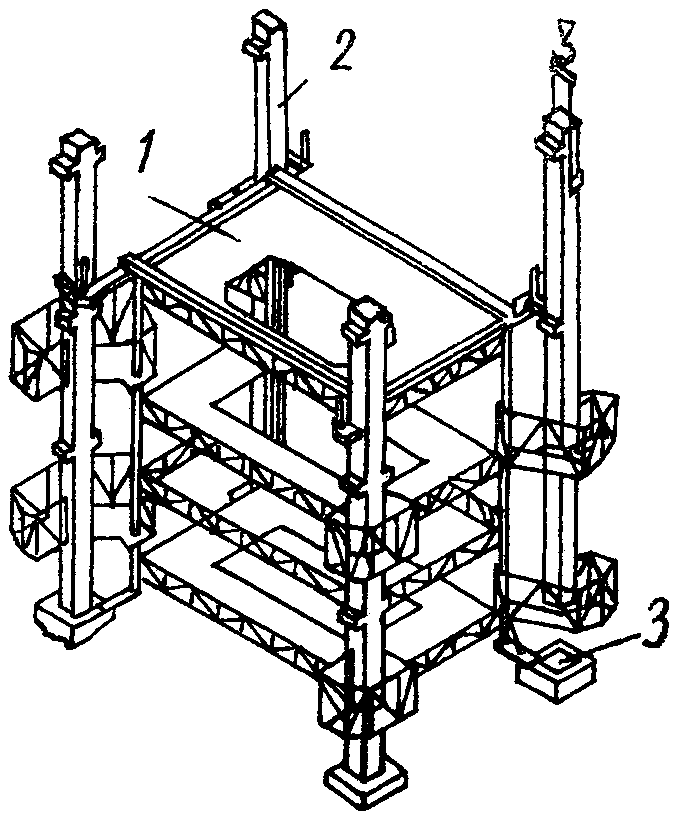
3.23. Монтаж колонн, устанавливаемых на оголовки нижестоящих колонн, с помощью одиночных кондукторов производится в следующей последовательности (рис. 10):
а) устанавливают и закрепляют одиночные кондукторы;
б) укладывают на опорную поверхность нижестоящей колонны центрирующую прокладку;
в) устанавливают на центрирующую прокладку колонну и с помощью зажимных винтов кондуктора производят ее выверку и временное закрепление, если стыкуемые пластины соприкасаются, то увеличивают толщину прокладки;
г) замеряют отклонения колонн в нижнем и верхнем сечении от разбивочных рисок;
д) производят расстроповку колонн;
е) производят инъецирование цементно-песчаного раствора в стык колонн (см. п. 3.22, д);
ж) монтируют ригели и плиты перекрытия первого этажа яруса, после чего снимают кондукторы.
одиночного кондуктора
1 - оголовок нижестоящей колонны; 2 - одиночный кондуктор;
3 - колонна; 4 - хомут; 5 - ригель; 6 - связевая плита;
7 - плита перекрытия
3.24. Сварку пластин стыкуемых колонн между собой производят согласно рекомендациям п.п. 3.15 - 3.18 настоящего раздела. В один из углов стыка с наибольшим зазором между пластинами устанавливают отрезок металлической трубки с внутренним диаметром не менее 8 мм для подачи раствора в полость стыка. В остальных углах следует оставить отверстия шириной 5 - 8 мм для контроля заполнения стыка раствором.
3.25. Для инъецирования раствора (см. Приложение 3) в стык колонны могут быть применены ручные насосы типа СО-16-А, шнековые питатели и другие устройства, обеспечивающие полное заполнение полости стыка раствором.
3.26. Инъецирование производится в трубку для подачи раствора до тех пор, пока раствор не будет выходить из всех остальных отверстий стыка.
С ВЫСОКОПРОЧНОЙ АРМАТУРОЙ
────────┬───────────┬─────────────────────┬─────────────────┬─────┬─────┬───────
Тип │ Операции │ Приспособления │Номер рабочего │Еди- │Коли-│Масса
стыка │ │ │чертежа приспо- │ница │чест-│прис-
│ │ │собления и орга- │изме-│во │пособ-
│ │ │низация-разработ-│рения│ │ления,
│ │ │чик │ │ │кг
────────┼───────────┼─────────────────────┼─────────────────┼─────┼─────┼───────
1 │ 2 │ 3 │ 4 │ 5 │ 6 │ 7
────────┼───────────┼─────────────────────┼─────────────────┼─────┼─────┼───────
Стык │Строповка │Захват рамочный │N 4435.10 │ │ │
колонны │колонн │грузоподъемностью │ЦНИИОМТП │ │ │
с колон-│ │4 тс │ │ Шт. │ 1 │ 81
ной и │ ├─────────────────────┼─────────────────┼─────┼─────┼───────
фунда- │ │Захват балансирный │N 4435.30 │ │ │
ментом │ │грузоподъемностью │ЦНИИОМТП │ │ │
│ │8 тс │ │ " │ 1 │ 162
────────┼───────────┼─────────────────────┼─────────────────┼─────┼─────┼───────
Стакан- │Выверка и │Рамно-шарнирный │N 518 - 520, 547,│ │ │
ный стык│временное │индикатор │556 │ │ │
колонны │закрепление│ │Свердловский │ │ │
с фунда-│колонн │ │филиал Индустрой-│ │ │
ментом │ │ │проекта Минпром- │ │ │
│ │ │стройматериалов │ │ │
│ │ │СССР │ " │ 4 │ 5000
│ ├─────────────────────┼─────────────────┼─────┼─────┼───────
│ │Клиновый вкладыш │N 607 │ │ │
│ │ │Бюро внедрения │ │ │
│ │ │ЦНИИОМТП │ " │48 - │ 7
│ │ │ │ │ 88 │
│ ├─────────────────────┼─────────────────┼─────┼─────┼───────
│ │Комплект оснастки │N 827 │ │ │
│ │для установки │ЦНИИОМТП │Комп-│ 12 │ 120
│ │многоэтажных колонн │ │лект │ │
────────┼───────────┼─────────────────────┼─────────────────┼─────┼─────┼───────
Стык │Выверка и │Рамно-шарнирный │N 518 - 520, 547,│ │ │
колонн с│временное │индикатор │556 │ │ │
центри- │закрепление│ │Свердловский │ │ │
рующей │колонн │ │филиал Индустрой-│ │ │
проклад-│ │ │проекта │ Шт. │ 4 │ 5000
кой │ ├─────────────────────┼─────────────────┼─────┼─────┼───────
│ │Одиночный кондуктор │N 793 │ │ │
│ │для установки колонн │Бюро внедрения │ │ │
│ │со стыком в уровне │ЦНИИОМТП │ │ │
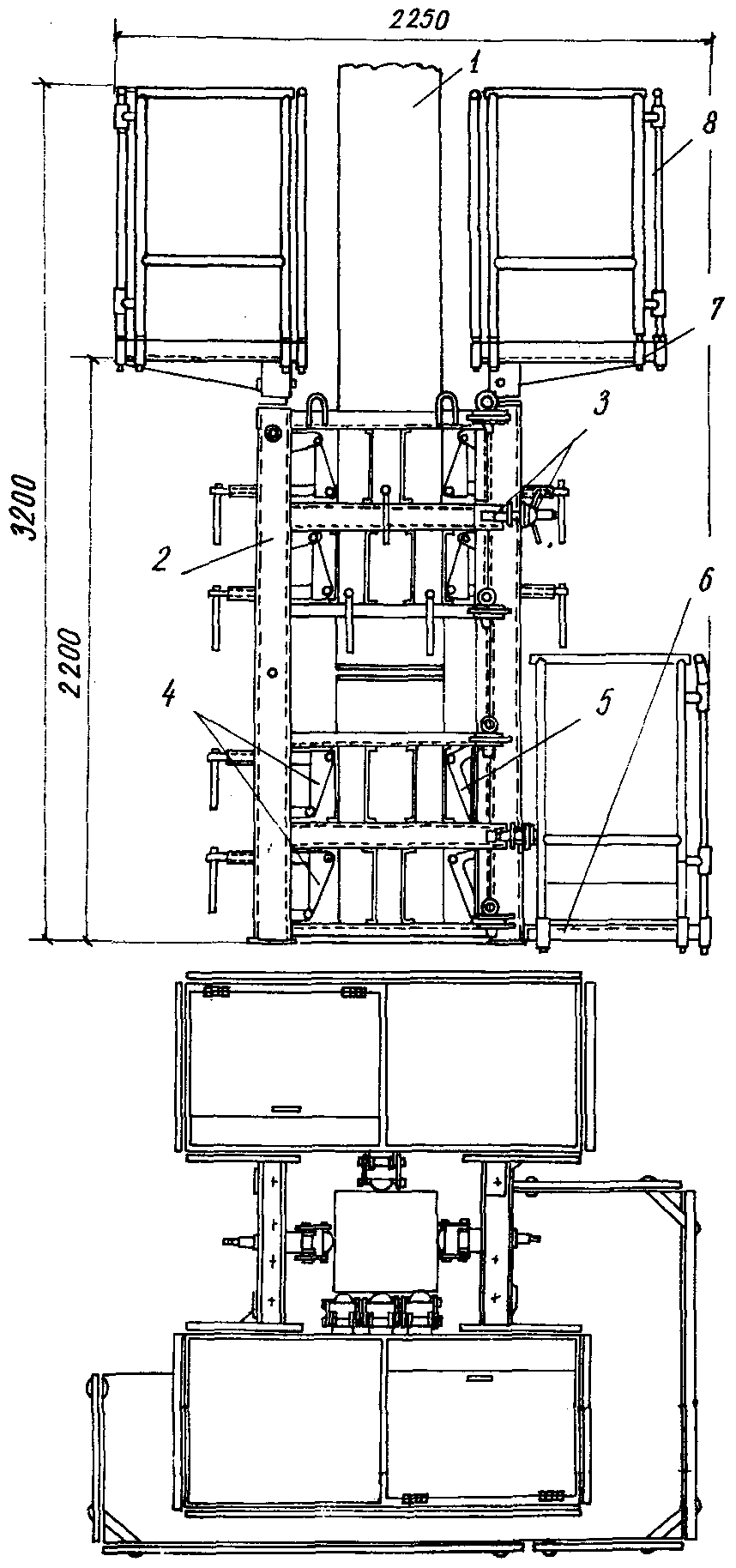
│ │перекрытия (рис. 11) │ │ " │ 12 │ 1100
│ ├─────────────────────┼─────────────────┼─────┼─────┼───────
│ │Одиночный кондуктор │N 841 │ │ │
│ │для установки колонн │Бюро внедрения │ │ │
│ │со стыком выше │ЦНИИОМТП │ │ │
│ │уровня перекрытия │ │ " │ 12 │ 561
────────┼───────────┼─────────────────────┼─────────────────┼─────┼─────┼───────
Стык │То же │Рамно-шарнирный │N 518 - 520, 547,│ │ │
колонн │ │индикатор │556 │ │ │
без │ │ │Свердловский │ │ │
центри- │ │ │филиал Индустрой-│ │ │
рующей │ │ │проекта │ " │ 4 │ 5000
проклад-│ ├─────────────────────┼─────────────────┼─────┼─────┼───────
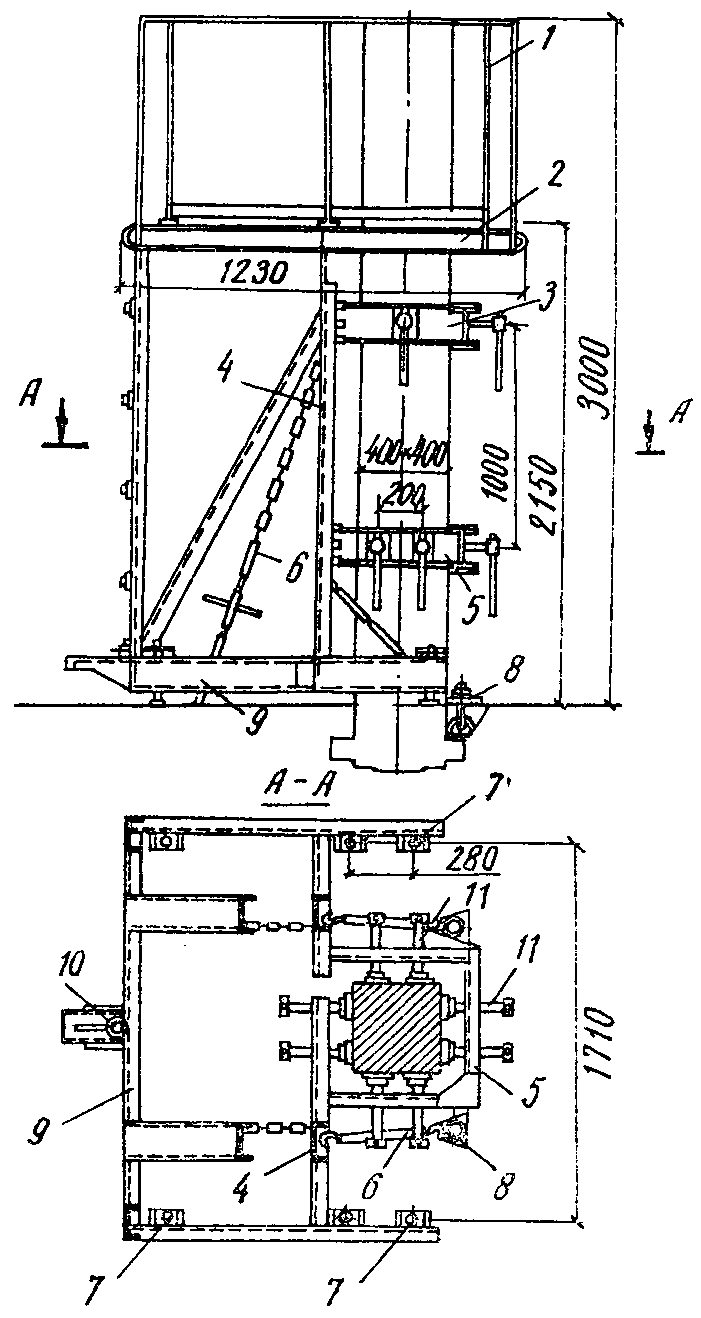
ки │ │Полуавтоматический │N 782 │ │ │
│ │кондуктор (рис. 12) │ЦНИИОМТП │ " │ 1 │ 780 -
│ │ │ │ │ │ 1100
со стыком в уровне перекрытия
1 - съемное ограждение подмостей; 2 - площадка; 3 - верхний
разъемный хомут с регулировочными винтами для временного
закрепления и выверки колонн по вертикали; 4 - стойки рамы
кондуктора с укосинами; 5 - нижний разъемный хомут
с регулировочными винтами для временного закрепления низа
колонн и выверки в плане; 6 - регулируемые растяжки
для крепления кондуктора к монтажным петлям плит перекрытий;
7 - винтовые опоры для выверки кондуктора и опирания
его на плиты; 8 - крюк для крепления регулируемых растяжек;
9 - опорная рама кондуктора; 10 - крюк с натяжным
устройством для крепления кондуктора к монтажным петлям
ригеля; 11 - регулировочные винты хомутов
со стыком выше уровня перекрытия
1 - монтируемая колонна; 2 - рама кондуктора; 3 - запорные
устройства рамы; 4 - прижимные устройства; 5 - неподвижные
опорные ролики; 6 - фасадная площадка; 7 - выдвижные
площадки; 8 - ограждение площадок
ДЛЯ УКЛАДКИ НА ТОРЦЫ КОЛОНН
1. Для укладки на торцы колонн рекомендуется раствор со следующими характеристиками:
Ц:П = 1:1 (по массе), В:Ц = 0,4, крупность песка не более 1,5 мм, осадка конуса 6 см, портландцемент марки не менее 400.
2. Цементно-песчаный раствор рекомендуется приготовлять небольшими порциями в механических смесителях емкостью не более 65 л из расчета укладки его в течение 30 мин, учитывая, что для слоя раствора толщиной 20 мм в стыке колонн сечением 400 x 400 мм требуется приблизительно 3,5 л раствора.
ДЛЯ ИНЪЕЦИРОВАНИЯ СТЫКОВ КОЛОНН
1. Для инъецирования стыков колонн рекомендуется следующий состав раствора:
Ц:П = 1:0,45 (по массе), В/Ц = 0,45, портландцемент марки не ниже 400.
2. Раствор для инъецирования следует готовить небольшими замесами из расчета использования его в течение не более 30 мин, принимая во внимание, что для одного стыка колонны сечением 400 x 400 мм требуется примерно 1,5 л раствора. Перемешивание раствора в баке следует производить дрелью с лопастями пропеллерного типа со скоростью вращения  в течение 5 мин.
в течение 5 мин.
в течение 5 мин.3. Рекомендуется следующая последовательность приготовления раствора: просеянный песок и цемент в заданных количествах предварительно перемешивают; в бак заливают необходимое количество воды, а затем засыпают смесь цемента с песком и производят перемешивание.
4. При пробных замесах следует производить испытание раствора с определением вязкости, водоотделения и прочности с последующей корректировкой (при необходимости) состава раствора.
5. Вязкость раствора рекомендуется определять прибором типа вискозиметр. Истечение объема раствора через на садку диаметром 15 мм не более чем за 10 с показывает, что раствор имеет нужную вязкость.
6. Определение водоотделения рекомендуется производить в стеклянном цилиндре с внутренним диаметром 50 мм и высотой 600 мм. В цилиндр заливают 1 л раствора, закрывают крышкой и выдерживают в течение 3 ч. Отделившуюся воду сливают в мензурку и определяют ее объем. Отношение объема отделившейся воды к объему раствора характеризует величину водоотделения, которая не должна превышать 1,5%.
7. Прочность раствора на сжатие должна быть не менее 30 МПа и определяют ее путем испытания кубиков 10 x 10 x 10 см на 28-е сутки нормального хранения.