СПРАВКА
Источник публикации
ИУС "Государственные стандарты", N 4, 1989
Примечание к документу
Документ введен в действие с 1 июля 1989 года.
Название документа
"Изменение N 5 ГОСТ 25046-81 "Иглы инъекционные однократного применения. Основные размеры. Технические требования. Методы испытаний"
(утв. и введено в действие Постановлением Госстандарта СССР от 29.12.1988 N 4643)
"Изменение N 5 ГОСТ 25046-81 "Иглы инъекционные однократного применения. Основные размеры. Технические требования. Методы испытаний"
(утв. и введено в действие Постановлением Госстандарта СССР от 29.12.1988 N 4643)
Утверждено и введено в действие
Постановлением Государственного
комитета СССР по стандартам
от 29 декабря 1988 г. N 4643
ИЗМЕНЕНИЕ N 5 ГОСТ 25046-81
"ИГЛЫ ИНЪЕКЦИОННЫЕ ОДНОКРАТНОГО ПРИМЕНЕНИЯ. ОСНОВНЫЕ
РАЗМЕРЫ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ. МЕТОДЫ ИСПЫТАНИЙ"
Дата введения
1 июля 1989 года
Вводная часть. Второй абзац изложить в новой редакции: "Степень соответствия настоящего стандарта СТ СЭВ 2590-80 приведена в Приложении".
Пункт 1.3. Таблица 1. Заменить наименование графы: "Цвет головки иглы" на "Цветовое обозначение диаметра иглы".
Пункты 2.2, 2.3 изложить в новой редакции: "2.2. Трубка иглы должна быть изготовлена из коррозионно-стойкого металла. Игла в упаковке должна быть устойчива к применяемым методам стерилизации.
Детали игл должны быть изготовлены из следующих материалов:
трубка иглы из стали 12Х18Н10Т по ГОСТ 5632-72 и стали 36НХТЮ по ГОСТ 10994-74; головки иглы из полипропилена марок 21060-16, 21060-30 по ГОСТ 26996-86.
Примечание. Допускается изготовление трубки иглы из стали марок 12Х18Н9, 12Х18Н9Т, 03Х18Н10 по ГОСТ 5632-72 и других отечественных и импортных сталей, по химическим и физическим свойствам соответствующих указанным маркам.
ИС МЕГАНОРМ: примечание. Взамен ГОСТ 4784-74 Постановлением Госстандарта России от 08.12.1998 N 433 с 1 июля 2000 года введен в действие ГОСТ 4784-97. |
Допускается изготовление головки и обоймы иглы из алюминия марок АМц, АД, АД1 и АД31 по ГОСТ 4784-74.
2.3. Наружная поверхность иглы должна быть гладкой, без трещин, раковин, забоин, царапин, выкрошенных мест, расслоений, заусенцев и других видимых дефектов. На трубке иглы не допускается разница в оттенках от электролитического снятия заусенцев на длине более 15 мм от головки".
Раздел 2 дополнить пунктом - 2.3а (после п. 2.3): "2.3а. Поверхность трубки иглы должна быть покрыта силиконовой смазкой по нормативно-технической документации. Количество используемой смазки должно быть минимальным, чтобы не было видно капель жидкости на наружной поверхности и в канале трубки иглы".
Пункты 2.4, 2.11а, 2.13а, 2.14, 3.7, 3.8, 3.11 изложить в новой редакции: "2.4. Трубка иглы должна быть упругой, прочной и прямолинейной, а конец ее острый без заусенцев. Для игл длиной более 50 мм отклонение от прямолинейности не должно быть более 0,2 мм на длине 50 мм.
2.11а. Назначенный срок сохраняемости - 3 года при радиационной стерилизации, при газовой стерилизации - 4 года <*>; дополнить сноской: "<*> С 01.01.95".
2.13а. Игла должна быть снабжена предохранительным колпачком, обеспечивающим защиту иглы от повреждения. Предохранительный колпачок должен быть изготовлен из неокрашенного или цветного материала, соответствующего цветовому обозначению диаметра иглы согласно табл. 1.
2.14. Потребительская упаковка должна обеспечивать возможность визуального определения цветового обозначения упакованной иглы. При применении непрозрачной упаковки или при изготовлении игл с неокрашенными головками и колпачками потребительская упаковка должна быть окрашена соответственно цветовому обозначению диаметра иглы по табл. 1.
3.7. Проверку размеров игл на соответствие пп. 1.3 - 1.6 и п. 2.4 в части прямолинейности для игл длиной свыше 50 мм следует проводить универсальными измерительными инструментами и приборами, обеспечивающими требуемую точность измерения.
3.8. Проверку игл по п. 2.4 в части прямолинейности для игл длиной до 50 мм, пп. 2.3а, 2.14 - 2.17 следует проводить визуально, а пп. 2.3, 2.5, 2.8 и 2.10 - при помощи лупы с 4-кратным увеличением.
3.11. Проверку упругих свойств трубки (п. 2.4) проводят одним из способов:
1) головку иглы прочно насаживают на наконечник измерительного устройства. Нулевую точку шкалы, расположенной перпендикулярно оси трубки, совмещают с концом острия трубки. Конец трубки перемещают (черт. 2) в направлении, перпендикулярном оси трубки (изгиб) на расчетную величину. Величину изгиба  в миллиметрах определяют по формуле
в миллиметрах определяют по формуле
 ,
,где L - длина трубки, мм;
D - наружный диаметр трубки, мм.
Испытание трубки на изгиб проводят в обе стороны от оси симметрии. По окончании испытания вершина острия иглы должна совпадать с нулевой точкой шкалы; допускаемое отклонение +/- 0,8 мм.
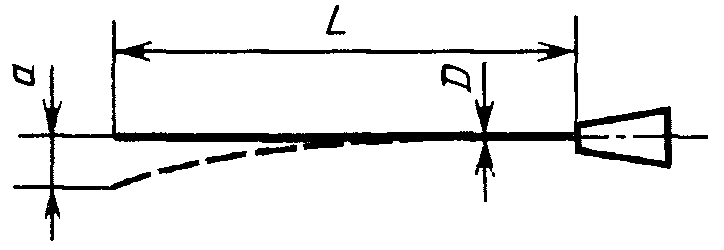
Черт. 2
Данная проверка не распространяется на иглы длиной до 25 мм;
2) трубка иглы помещается на две опоры, к ее середине прикладывается усилие (черт. 2а).
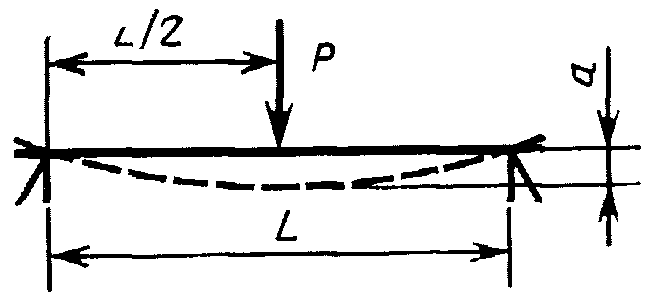
L - расстояние между опорами, мм;
P - величина нагрузки, Н;
a - прогиб, мм
Черт. 2а
Расстояние между опорами, нагрузка и максимальный прогиб не должны превышать указанных в табл. 1а.
Таблица 1а
Размеры, мм
Диаметр иглы | P, Н | a | |
0,45 | 10 | 6 | 0,56 |
0,5 | 10 | 7 | 0,38 |
0,6 | 12,5 | 15 | 0,59 |
0,7 | 15,0 | 15 | 0,61 |
0,8 | 15,0 | 15 | 0,41 |
0,9 | 17,5 | 15,5 | 0,48 |
1,1 | 25,0 | 20 | 0,84 |
1,1 ТС | 25,0 | 10 | 0,65 |
1,2 | 25,0 | 20 | 0,45 |
1,2 ТС | 25,0 | 10 | 0,40 |
1,5 | 28,0 | 20 | 0,50 |
1,5 ТС | 28,0 | 10 | 0,45 |
Проверку прочности трубки (п. 2.4) проводят следующим образом: трубку иглы отделить от головки и жестко закрепить за один конец (черт. 2б).
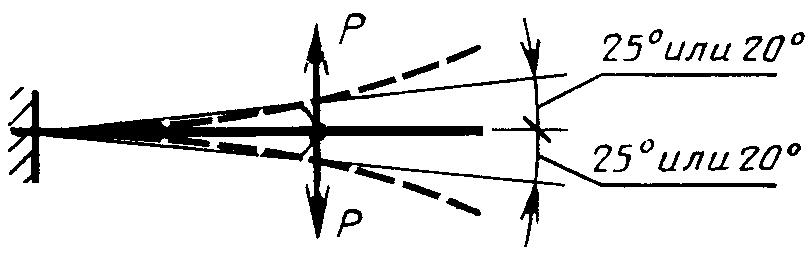
L - расстояние между жесткой опорой и точкой приложения
сгибающего усилия
Черт. 2б
На расстоянии, указанном в табл. 1б, приложить к трубке усилие так, чтобы она согнулась на угол +/- 25° или +/- 20°, соответственно, для обычных и тонкостенных игл. После 20 полных циклов приложения усилия в противоположных направлениях проверяют иглу на наличие излома.
Таблица 1б
мм
Диаметр иглы | L |
0,45 | 10 |
0,5 | 10 |
0,6 | 15 |
0,7 | 17,5 |
0,8 | 20 |
0,9 | 25 |
1,1 | 27,5 |
1,1 ТС | 27,5 |
1,2 | 30 |
1,2 ТС | 30 |
Испытаниям на прочность подвергают иглы диаметром не более 1,2 мм".
Пункт 3.12. Подпункт б изложить в новой редакции: "б) игла, закрепленная в приспособлении, совершает поступательное движение с постоянной скоростью подачи (40 +/- 10) мм/мин и прокалывает магнитную ленту типа А 4411-6Б или А 4409-6Б по нормативно-технической документации.
Магнитная лента должна быть закреплена в рамке. Значения силы прокалывания не должны превышать приведенных в табл. 3".
Пункт 3.16. Последний абзац исключить.
Пункт 3.19. Таблицу 5 изложить в новой редакции:
Таблица 5
мм
Диаметр иглы | Диаметр мандрена | |
номин. | пред. откл. | |
0,45 | 0,18 | |
0,5 | 0,18 | |
0,6 | 0,25 | |
0,7 | 0,30 | |
0,8 | 0,40 | |
0,9 | 0,48 | -0,04 |
1,1 | 0,58 | |
1,1 ТС | 0,70 | |
1,2 | 0,70 | |
1,2 ТС | 0,80 | |
1,5 | 0,90 | |
1,5 ТС | 1,10 | |
Стандарт дополнить Приложением:
Приложение
Справочное
СООТВЕТСТВИЕ ГОСТ 25046-81 СТ СЭВ 2590-80
ГОСТ 25046-81 | СТ СЭВ 2590-80 | ||
Пункт | Содержание требований | Пункт | Содержание требований |
2.3 | Регламентируются требования к наружной поверхности трубки иглы (покрытие (силиконовой смазкой) | 2.1а | Регламентируются требования к шероховатости поверхности трубки иглы |
2.4 | Регламентируются требования к упругости трубки иглы. Для игл длиной свыше 50 мм отклонение от прямолинейности не должно быть более 0,2 мм на длине 50 мм | 2.3 | Регламентируются требования к упругости трубки иглы |