СПРАВКА
Источник публикации
М., "Экономика", 1989
Примечание к документу
Документ утратил силу на территории Российской Федерации в связи с изданием Приказа Минтруда России от 20.10.2020 N 734.
Взамен Укрупненных нормативов времени на кузнечные работы, выполняемые в условиях ремонтных цехов и мастерских немашиностроительных предприятий (М.: НИИ труда, 1977).
Название документа
"Укрупненные нормативы времени на кузнечные работы, выполняемые в условиях ремонтных цехов и мастерских"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 13.01.1988 N 11/2-22)
"Укрупненные нормативы времени на кузнечные работы, выполняемые в условиях ремонтных цехов и мастерских"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 13.01.1988 N 11/2-22)
Содержание
постановлением
Государственного комитета СССР
по труду и социальным вопросам
и Секретариата ВЦСПС
от 13 января 1988 г. N 11/2-22
УКРУПНЕННЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА КУЗНЕЧНЫЕ РАБОТЫ, ВЫПОЛНЯЕМЫЕ В УСЛОВИЯХ
РЕМОНТНЫХ ЦЕХОВ И МАСТЕРСКИХ
Сборник содержит нормативные материалы для технического нормирования кузнечных работ в ремонтных цехах и мастерских предприятий.
Укрупненные нормативы времени утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 13 января 1988 г. N 11/2-22 и рекомендованы для применения в ремонтных цехах и мастерских предприятий.
Срок действия сборника установлен до 1994 г.
Нормативы разработаны Центральным бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам.
Сборник нормативов предназначен для нормирования труда рабочих, занятых ковкой деталей на молотах в ремонтных цехах и мастерских предприятий.
Нормативами охватывается труд кузнецов на молотах, машинистов на молотах, машинистов кранов.
С введением в действие настоящих нормативов отменяются Укрупненные нормативы времени на кузнечные работы, выполняемые в условиях ремонтных цехов и мастерских немашиностроительных предприятий (М.: НИИ труда, 1977).
Обеспечение межотраслевыми нормативными и методическими материалами по труду осуществляется по заявкам предприятий и организаций через книготорговую сеть на местах. Информация об этих книгах публикуется в Аннотированных тематических планах выпуска литературы издательства Экономика" и Книготорговых бюллетенях.
1.1. Сборник нормативов предназначен для нормирования кузнечных работ в ремонтных цехах и мастерских предприятий машиностроения, металлообработки и немашиностроительных министерств в условиях единичного производства (ГОСТ 3.1108-74).
1.2. При разработке нормативов времени были использованы: результаты фотографий рабочего времени, хронометражных наблюдений, результаты анализа материалов по организации производства и труда на рабочих местах, технические характеристики оборудования, а также сборник "Общемашиностроительные нормативы времени на ковку на молотах и прессах" (М.: НИИ труда, 1983) и отраслевые нормативы.
Приведенные в сборнике пределы числовых показателей, в которых указано "до", следует понимать включительно.
1.3. До введения нормативов времени необходимо привести организационно-технические условия в кузнечных цехах, мастерских или участках в соответствие с запроектированными в нормативах и осуществить производственный инструктаж рабочих.
1.4. На виды работ, связанные с ковкой, не включенные в настоящий сборник, а также при внедрении на предприятии более прогрессивной, чем это предусмотрено в сборнике, организации труда, технологии ковки и т.п. следует разрабатывать и вводить в установленном порядке местные нормативы времени.
1.5. Нормативы времени рекомендованы взамен действующих Укрупненных нормативов времени на кузнечные работы, выполняемые в условиях ремонтных цехов и мастерских немашиностроительных предприятий (М.: НИИ труда, 1977).
1.6. Сборник содержит укрупненные нормативы неполного штучного времени на ковку заготовок на молотах, а также поправочные коэффициенты на измененные условия ковки (карта 30).
1.7. Расчет нормы штучного времени (Тшт, мин.) производится по формуле

где Tн.шт - неполное штучное время, которое включает:
а) основное время, в течение которого происходит изменение формы и размеров поковки;
б) вспомогательное время, связанное с загрузкой заготовки в печь и выгрузкой ее из печи, подачей на боек молота; с технологическим переходом, в течение которого выполняются кантовка, измерение и перемещение заготовки на бойке; с подачей и съемом инструмента, наложением и снятием клещей, укладкой поковок;
в) время на обслуживание рабочего места, включающее: регулировку и подналадку ковочного оборудования, осмотр и смазку направляющих молота, подтяжку болтов, подготовку инструмента к началу и уборку его в конце смены; уборку на рабочем месте на протяжении смены окалины и обсечек;
г) время на отдых и личные потребности. Время на обслуживание рабочего места, отдых и личные потребности включено в нормативы неполного штучного времени в размере 15% оперативного;
tв - вспомогательное время, не вошедшее в состав неполного штучного времени, включает затраты: на измерение и клеймение поковок; в случае, когда ковку производят за несколько нагревов, время на загрузку заготовок в печь, выгрузку из печи и подачу на боек молота устанавливается дополнительно по карте 25. Это вспомогательное время также учитывает время на обслуживание рабочего места, отдых и личные потребности;
K1 - коэффициент к штучному времени в связи с несоответствием массы падающих частей молота;
K2 - коэффициент к штучному времени на партию поковок;
K3 - коэффициент к штучному времени в зависимости от марки металла (карта 30).
1.8. Норма времени на поковку с учетом подготовительно-заключительного времени определяется по формуле
где Tшт - норма штучного времени, мин.; n - количество поковок в партии; Tпз - подготовительно-заключительное время на партию поковок, которое включает: время на получение производственного задания и инструктаж мастера, ознакомление с работой, подготовку приспособления, инструмента, сдачу партии поковок, установку и настройку бойков и приспособлений в начале работы и снятие их в конце работы.
При ковке заготовок на молотах массой падающих частей молота до 0,25 т ковку производит 1 рабочий-кузнец. В этом случае подготовительно-заключительное время при расчете нормы времени принимается полностью.
При ковке заготовок на молотах массой падающих частей молота свыше 0,25 т ковку производят 2 и более рабочих. В этом случае время на получение производственного задания, инструктаж и ознакомление с работой перекрывается временем на уход за оборудованием и его настройкой, поэтому оно в норму времени не включается.
Если замену бойков и приспособлений производят перед ковкой каждой партии одинаковых поковок, то это время включают в норму времени на каждую партию поковок.
Если настройку бойков производят один раз для ковки нескольких партий поковок, рекомендуется время на смену бойков нормировать отдельно.
1.9. Норма неполного штучного времени, приведенная в картах, рассчитана на ковку поковок с одного нагрева (выноса); при ковке поковок за несколько нагревов к норме времени, приведенной в картах, необходимо добавлять время на загрузку заготовок (поковок) в печь.
Время на нагрев заготовок в норму штучного времени не включается, так как нагрев производится параллельно с ковкой металла.
Первичный нагрев заготовок (в начале смены), а также вторичный нагрев (при технологической необходимости) должны нормироваться отдельно.
Розжиг печи в начале смены нормируется отдельно.
Время на нагрев заготовок и на розжиг печи приведено в приложении 1.
1.10. Тарификация работ должна проводиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих (выпуск 2), утвержденному постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16 января 1985 г. N 17/2-54. Несоответствие квалификации рабочего установленному разряду работы не может служить основанием для каких-либо изменений норм времени, рассчитанных по сборнику.
1.11. В нормативных картах дано время на технологическую операцию, выраженное в минутах. Для определения трудоемкости выполняемой работы (нормы времени на бригаду) в человеко-минутах необходимо рассчитанную норму времени умножить на численность бригады кузнецов, выполняющих данную технологическую операцию.
Нормативы времени рассчитаны на ковку сталей и сплавов I группы. При ковке сталей и сплавов других марок следует применять поправочные коэффициенты к норме штучного времени, указанные в карте 30.
1.12. Примеры расчета норм времени.
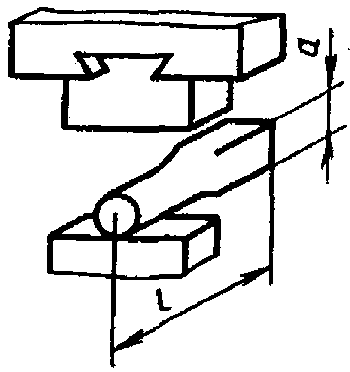
Пример 1. Определить норму штучного времени на ковку диска с прошивкой отверстия с двух сторон с последующей раздачей.
Исходные данные:
Материал - Ст. 3.
Размер заготовки -  180 x 315 мм.
180 x 315 мм.
Размер поковки - 400 x 120 мм; d = 180 мм; d1 = 320 мм.
Масса заготовки - 62 кг.
Размер партии - 3 шт.
Молот - 4,5 т.
Состав бригады - 3 человека.
Таблица 1.1
РАСЧЕТ НОРМЫ ШТУЧНОГО ВРЕМЕНИ
N карты | Операция (комплекс приемов) | Факторы продолжительности | Время, мин. | |
неполное штучное Tн.шт | вспомогательное tв | |||
Осадка заготовки | H = 315 мм | 3,50 | - | |
D = 180 мм | ||||
n = 110 мм | ||||
Прошивка отверстия с двух сторон с последующей раздачей | D = 400 мм | 11,5 | - | |
d = 180 мм | ||||
d1 = 320 мм | ||||
h = 120 мм | ||||
Измерить кронциркулем поковку, клеймить | 0,20 | |||
0,15 | ||||
Итого | 15,00 | 0,35 | ||
Норма штучного времени равна

Значения коэффициентов определяются по карте 30.
Норма времени равна

Tпз определяется по карте 29, поз. 2 и равно 4 мин.
Время на получение производственного задания, инструктаж от мастера и ознакомление с работой перекрывается, так как работает бригада кузнецов. Норма времени на бригаду из трех человек составит:
H = Hвр · 3 = 18,98 · 3 = 56,94 чел.-мин.
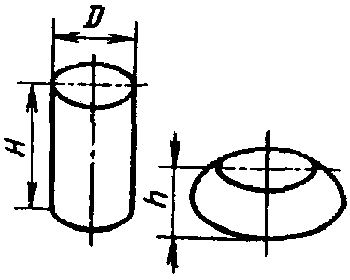
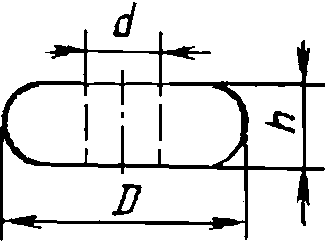
Пример 2. Определить норму штучного времени на раскатку колец на молоте.
Исходные данные:
Материал - Ст. 50.
Размер заготовки -  280 x 330 мм.
280 x 330 мм.
Размер поковки - D = 393 м, d = 270 мм, h = 145 мм.
Масса поковки - 110 кг.
Размер партии - 10 шт.
Оборудование - молот 3 т.
Инструмент - раскидные стойки.
Бригада - 4 человека.
Таблица 1.2
N карты | Операция (комплекс приемов) | Факторы продолжительности | Время, мин. | |
неполное штучное Tн.шт | вспомогательное tв | |||
Ковка заготовок под раскатку | D = 350 мм | 5,72 | - | |
d = 120 мм | ||||
h = 140 мм | ||||
Загрузка заготовок в печь и выгрузка их из печи | Масса - 110 кг | - | 2,51 | |
Раскатка колец и бандажей | D = 393 мм | 2,94 | - | |
d = 270 мм | ||||
h = 145 мм | ||||
Итого | 8,66 | 2,51 | ||
Норма штучного времени равна:

И ТЕХНОЛОГИЯ РАБОТЫ
2.1. Нормативы времени, приведенные в сборнике, рассчитаны на наиболее распространенное оборудование для ковки. Для изготовления мелких и средних поковок применяют ковочные пневматические и паровоздушные молоты двойного действия арочного типа с массой падающих частей 0,1; 0,15; 0,25; 0,35; 0,5; 0,75; 1,5; 2; 3; 5 т.
2.2. Нормативы времени учитывают основные технологические операции, которые выполняются при ковке на молотах.
Протяжка - процесс увеличения длины заготовки за счет уменьшения площади поперечного сечения. Протяжку производят как на плоских, так и на вырезных бойках или комбинированных - один боек вырезной, а второй - плоский. Ведут ее постепенно по длине заготовки, начиная обычно с середины, а короткие заготовки тянут с конца.
Отрубка применяется, когда требуется разделить металл в горячем состоянии на несколько частей, отделить излишек металла и т.п. Отрубка круглых заготовок осуществляется на вырезном бойке; на плоском бойке отрубают пластину, а также поковки прямоугольных сечений, для отрубки металла применяют кузнечные топоры.
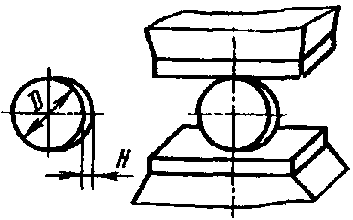
Осадка - процесс увеличения поперечного сечения за счет высоты. При небольших поковках осадку производят под плоскими бойками.
Гибка - изгибание заготовки или детали под разными углами. При ковке, когда это возможно, гибку необходимо производить с помощью подкладных штампов.
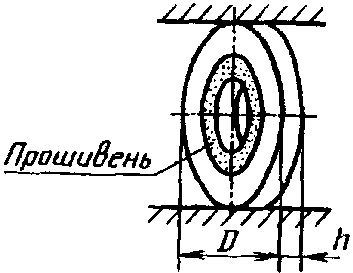
Прошивка - операция получения в поковке отверстия при помощи стержня (прошивня). Она может выполняться с одной и двух сторон.
Нормативы времени на ковку на молотах разработаны с учетом следующих условий организации труда и рабочего места:
3.1. Кузнечное и печное оборудование находится в исправном состоянии.
Молот и печь расположены рационально для безопасной и удобной работы.
Заготовки в цех (участок) доставляются рабочими, обслуживающими производство.
Заготовки, инструмент и оснастку на рабочее место доставляют сами рабочие - кузнецы.
Загрузку заготовок в печь, выгрузку из печи, подачу на боек молота, укладку готовых поковок на отведенное место, а также очистку рабочего места от обрубков, окалины, установку и снятие приспособлений осуществляют кузнецы.
3.2. Рабочие получают от мастера производственное задание, наряд с указанием объема работ, чертеж или эскиз поковки, а также инструктаж о выполнении работы.
Заготовки и поковки массой до 20 кг перемещает 1 рабочий вручную, свыше 20 кг - несколько рабочих или при помощи грузоподъемных механизмов.
Перемещение заготовок и поковок предусмотрено в картах на расстояние до 10 м; при большем расстоянии необходимо добавлять время, приведенное в карте 28.
Розжиг печи и первоначальная загрузка и нагрев заготовок должны производить до начала смены рабочие, обслуживающие производство.
Текущий ремонт кузнечного оборудования осуществляют слесари-ремонтники.
3.3. Организация труда - бригадная. Состав бригады должен быть минимальным, но такой, при котором достигается наилучшее использование ковочного оборудования.
Примерный состав бригады, который зависит от массы падающих частей молота, приведен в табл. 3.1.
Таблица 3.1
Профессия рабочего | Масса падающих частей молота, т, до | ||||
0,15 - 0,25 | 0,75 | 2 | 3 | 5 | |
Число рабочих в бригаде, человек | |||||
Кузнец на молотах и прессах | 1 | 2 | 2 - 4 | 5 | 6 |
Машинист на молотах, прессах и манипуляторах | - | 1 | 1 | 1 | 1 |
Итого | 1 | 3 | 3 - 5 | 6 | 7 |
Схема организации рабочего места
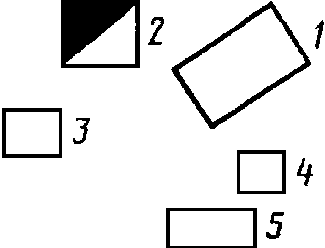
Рис. 1. Пневматические молоты с падающими
частями массой меньше 0,3 т:
1 - молот; 2 - печь; 3 - ящик для заготовок; 4 - подставка
для инструмента; 5 - ящик для поковок
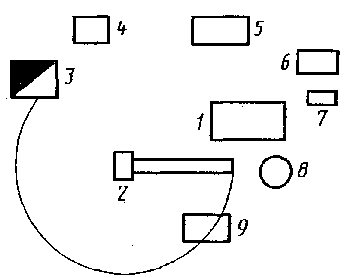
Рис. 2. Паровоздушный двухстоечный ковочный молот:
1 - молот; 2 - поворотный кран; 3 - печь; 4 - место
для заготовок; 5 - ящик для инструмента; 6 - ящик
для обрубков; 7 - бак с водой; 8 - вентилятор;
9 - площадка для поковок
Протяжка | ||||||||
КАРТА 1 | ||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить на заготовку клещи, протянуть на заданный размер, измерить, отложить поковку в сторону, снять клещи. | ||||||||
Профиль до протяжки | Профиль после протяжки | |||||||
 |  | |||||||
N позиции | Конечный диаметр протянутой заготовки, мм, до | Начальный диаметр заготовки, мм, до | ||||||
30 | 50 | 80 | 120 | 160 | 200 | 250 | ||
Время на 1 м, мин. | ||||||||
1 | 20 | 3,89 | 4,80 | 5,98 | - | - | - | - |
2 | 30 | - | 4,40 | 5,45 | 6,83 | - | - | - |
3 | 50 | - | - | 5,21 | 6,41 | 7,25 | - | - |
4 | 80 | - | - | - | 5,89 | 7,12 | 7,89 | - |
5 | 120 | - | - | - | - | 7,17 | 8,30 | - |
6 | 160 | - | - | - | - | - | 9,02 | - |
7 | 200 | - | - | - | - | - | - | 9,60 |
Индекс | а | б | в | г | д | е | ж | |
Примечания: 1. Время в карте дано на длину протянутой заготовки 1 м. При протяжке заготовок на длину менее или более 1 м время, приведенное в карте, следует принимать с коэффициентом:
Длина, м, до | 0,1 | 0,2 | 0,3 | 0,5 | 0,7 | 1,0 | 1,5 | 2,0 |
Коэффициент | 0,4 | 0,5 | 0,6 | 0,75 | 0,9 | 1,3 | 1,8 |
2. При протяжке заготовок конусного сечения время определяется по карте по среднему значению сечения конуса с коэффициентом 1,20.
3. Протяжка заготовок производится в плоских бойках, при протяжке заготовок круглого сечения в вырезных бойках время по карте следует принимать с коэффициентом 0,6.
Протяжка | |||||||||
КАРТА 2 | |||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить на заготовку клещи, протянуть на заданный размер, измерить, отложить поковку в сторону, снять клещи. | |||||||||
Профиль до протяжки | Профиль после протяжки | ||||||||
 |  | ||||||||
N позиции | Конечная сторона квадрата, мм, до | Начальный диаметр заготовки, мм, до | |||||||
30 | 50 | 80 | 120 | 160 | 200 | 250 | |||
Время на 1 м, мин. | |||||||||
1 | 20 | 2,47 | 2,81 | 4,28 | - | - | - | - | |
2 | 30 | - | 2,60 | 3,55 | 5,02 | - | - | - | |
3 | 50 | - | - | 3,45 | 4,65 | 5,60 | - | - | |
4 | 80 | - | - | - | 4,76 | 5,54 | 6,44 | - | |
5 | 120 | - | - | - | - | 6,90 | 7,65 | - | |
6 | 160 | - | - | - | - | - | 8,63 | - | |
7 | 200 | - | - | - | - | - | - | 9,8 | |
Индекс | а | б | в | г | д | е | ж | ||
Протяжка | ||||||||
КАРТА 3 | ||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить на заготовку клещи, протянуть на заданный размер, измерить, отложить в сторону, снять клещи. | ||||||||
Профиль до протяжки | Профиль после протяжки | |||||||
 |  | |||||||
N позиции | Конечный диаметр протянутой заготовки, мм, до | Начальная сторона квадрата, мм, до | ||||||
30 | 50 | 80 | 120 | 160 | 200 | 250 | ||
Время на 1 м, мин. | ||||||||
1 | 20 | 2,75 | 4,46 | 5,54 | - | - | - | - |
2 | 30 | - | 4,10 | 5,06 | 6,32 | - | - | - |
3 | 50 | - | - | 4,86 | 5,98 | 6,49 | - | - |
4 | 80 | - | - | - | 6,00 | 6,67 | 7,39 | - |
5 | 120 | - | - | - | - | 6,78 | 7,43 | - |
6 | 160 | - | - | - | - | - | 8,60 | - |
7 | 200 | - | - | - | - | - | - | 9,05 |
Индекс | а | б | в | г | д | е | ж | |
Протяжка | ||||||||||
КАРТА 4 | ||||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить на заготовку клещи, протянуть на заданный размер, измерить, отложить в сторону, снять клещи. | ||||||||||
Профиль до протяжки | Профиль после протяжки | |||||||||
 | 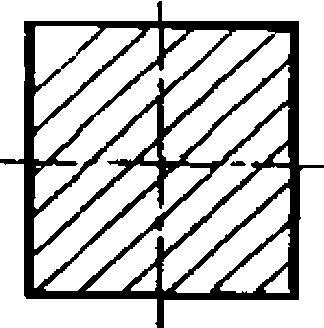 | |||||||||
N позиции | Конечная сторона протянутого квадрата, мм, до | Начальная сторона квадрата, мм, до | ||||||||
30 | 50 | 80 | 120 | 160 | 200 | 250 | 320 | 400 | ||
Время на 1 м, мин. | ||||||||||
1 | 20 | 2,32 | 3,13 | 4,44 | - | - | - | - | - | - |
2 | 30 | - | 2,86 | 3,97 | 5,67 | - | - | - | - | - |
3 | 50 | - | - | 3,77 | 5,16 | 6,26 | - | - | - | - |
4 | 80 | - | - | - | 5,18 | 6,09 | 7,13 | - | - | - |
5 | 120 | - | - | - | - | 7,32 | 8,20 | 9,26 | 10,8 | - |
6 | 160 | - | - | - | - | - | 7,82 | 8,82 | 10,2 | 11,8 |
7 | 250 | - | - | - | - | - | - | - | 9,27 | 10,6 |
8 | 320 | - | - | - | - | - | - | - | - | 11,3 |
9 | 360 | - | - | - | - | - | - | - | - | 11,8 |
Индекс | а | б | в | г | д | е | ж | з | и | |
Протяжка | ||||||||||
КАРТА 5 | ||||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, протянуть на заданный размер, измерить, отложить в сторону, снять клещи. | ||||||||||
Профиль до протяжки | Профиль после протяжки | |||||||||
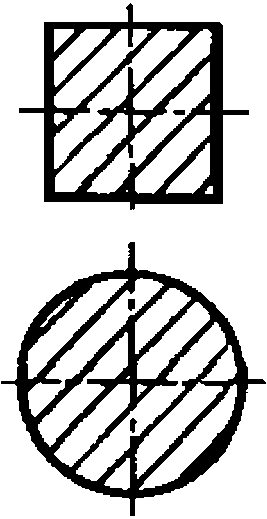 |  | |||||||||
N позиции | Конечная высота протянутой заготовки h, мм, до | Конечная ширина протянутой заготовки b, мм, до | Начальная сторона квадрата заготовки, мм, до | |||||||
30 | 50 | 80 | 120 | 160 | 200 | 250 | 350 | |||
Начальный диаметр заготовки, мм, до | ||||||||||
35 | 60 | 90 | 135 | 180 | 225 | 280 | 390 | |||
Время на 1 м, мин. | ||||||||||
1 | 15 | 20 | 3,58 | 4,54 | - | - | - | - | - | - |
2 | 25 | 3,68 | 4,68 | - | - | - | - | - | - | |
3 | 20 | 40 | - | 4,63 | 5,94 | - | - | - | - | - |
4 | 60 | - | 4,97 | 6,37 | 7,62 | - | - | - | - | |
5 | 40 | 60 | - | - | 5,37 | 6,69 | 7,83 | 8,90 | - | - |
6 | 100 | - | - | 6,02 | 7,41 | 8,67 | 9,85 | - | - | |
7 | 80 | 100 | - | - | 5,76 | 6,86 | 7,82 | 8,72 | - | - |
8 | 160 | - | - | - | 7,21 | 8,23 | 9,21 | 10,3 | - | |
9 | 120 | 160 | - | - | - | - | 8,73 | 9,54 | 10,5 | - |
10 | 250 | - | - | - | - | - | 9,96 | 11,0 | - | |
11 | 160 | 200 | - | - | - | - | - | 9,31 | 10,2 | - |
12 | 250 | - | - | - | - | - | 9,50 | 10,5 | - | |
13 | 400 | - | - | - | - | - | - | 10,9 | 13,0 | |
14 | 200 | 250 | - | - | - | - | - | - | 9,6 | 11,7 |
15 | 300 | - | - | - | - | - | - | 9,8 | 11,9 | |
16 | 400 | - | - | - | - | - | - | - | 12,3 | |
Индекс | а | б | в | г | д | е | ж | з | ||
Протяжка | |||||||||||
КАРТА 6 | |||||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, протянуть на заданный размер, измерить, отложить в сторону, снять клещи. | |||||||||||
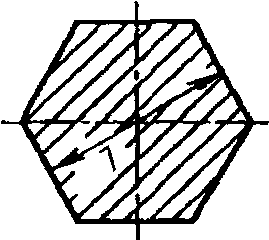 | |||||||||||
N позиции | Размер шестигранника (под ключ) l, мм | ||||||||||
19 | 36 | 42 | 50 | 60 | 65 | 75 | 85 | 95 | 110 | 130 | |
Время на 1 м, мин. | |||||||||||
1 | 3,8 | 4,34 | 4,61 | 5,24 | 6,09 | 7,08 | 8,34 | 9,72 | 10,7 | 12,6 | 14,8 |
Индекс | а | 6 | в | г | д | е | ж | з | и | к | л |
Примечания: 1. Заготовка для шестигранника предварительно протягивается.
2. При протяжке заготовок на шестигранник на длину менее 1 м время, приведенное в карте, следует принимать с коэффициентом:
Длина, м, до | 1,0 | 0,8 | 0,7 | 0,5 | 0,3 | 0,2 |
Коэффициент | 0,85 | 0,75 | 0,6 | 0,4 | 0,3 |
Надрезка | ||||||
КАРТА 7 | ||||||
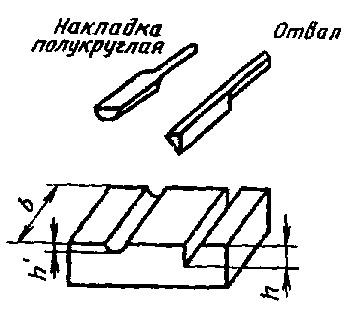
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, отмерить, взять накладку (отвал), наложить ее на заготовку, надрезать и продавить заготовку, снять накладку (отвал), отложить накладку и поковку в сторону, снять клещи. | ||||||
 | ||||||
N позиции | Длина заготовки, мм, до | Диаметр заготовки D, мм, до | Диаметр шейки d, мм, до | |||
30 | 50 | 80 | 100 | |||
Время, мин. | ||||||
1 | 500 | 50 | 1,15 | - | - | - |
2 | 55 | 1,26 | 1,16 | - | - | |
3 | 60 | 1,34 | 1,24 | - | - | |
4 | 70 | 1,58 | 1,44 | - | - | |
5 | 80 | 1,78 | 1,64 | - | - | |
6 | 90 | 2,02 | 1,86 | - | - | |
7 | 100 | 2,28 | 2,09 | 1,98 | - | |
8 | 120 | - | 2,65 | 2,50 | - | |
9 | 160 | - | - | 4,00 | 3,91 | |
10 | 1000 | 50 | 1,41 | - | - | - |
11 | 55 | 1,55 | 1,44 | - | - | |
12 | 60 | 1,71 | 1,60 | - | - | |
13 | 70 | 1,97 | 1,83 | - | - | |
14 | 80 | 2,22 | 2,07 | - | - | |
15 | 90 | 2,52 | 2,37 | - | - | |
16 | 100 | 4,70 | 4,51 | 4,39 | - | |
17 | 120 | - | 4,72 | 4,56 | - | |
18 | 160 | - | - | 5,33 | 5,25 | |
Индекс | а | б | в | г | ||
Примечание. Время по карте приведено на надрезку одной шейки у заготовки, на каждую последующую надрезку добавлять 0,7 мин.
Надрезка | ||||||||
КАРТА 8 | ||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, отмерить, взять накладку (отвал, пруток), наложить ее на заготовку, надрезать заплечики, снять накладку (отвал, пруток), отложить накладку и поковку в сторону, снять клещи. | ||||||||
 | ||||||||
N позиции | Длина заготовки, мм, до | Сторона заготовки, мм, до | Глубина надрезки h (h'), мм, до | |||||
20 | 30 | 50 | 80 | 100 | 120 | |||
Время, мин. | ||||||||
1 | 500 | 20 | 1,11 | - | - | - | - | - |
2 | 40 | 1,21 | 1,25 | - | - | - | - | |
3 | 60 | 1,50 | 1,53 | 1,59 | - | - | - | |
4 | 80 | 1,97 | 2,03 | 2,08 | 2,16 | - | - | |
5 | 100 | 2,24 | 2,29 | 2,35 | 2,43 | 2,48 | - | |
6 | 120 | 2,70 | 2,77 | 2,83 | 2,93 | 2,98 | 3,03 | |
7 | 160 | 3,12 | 3,19 | 3,25 | 3,35 | 3,41 | 3,47 | |
8 | 1000 | 20 | 1,11 | - | - | - | - | - |
9 | 40 | 1,47 | 1,51 | - | - | - | - | |
10 | 60 | 1,89 | 1,92 | 1,98 | - | - | - | |
11 | 80 | 2,51 | 2,56 | 2,61 | 2,69 | - | - | |
12 | 100 | 2,86 | 2,91 | 2,98 | 3,06 | 3,11 | - | |
13 | 120 | 4,43 | 4,50 | 4,56 | 4,65 | 4,71 | 4,76 | |
14 | 160 | 4,59 | 4,65 | 4,72 | 4,82 | 4,88 | 4,94 | |
Индекс | а | б | в | г | д | е | ||
Примечание. Время в карте дано на надрезку одного заплечика, на каждый последующий надрез добавлять 0,4 мин.
Отрубка поковок | |||||||||
КАРТА 9 | Лист 1 | ||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, отмерить, взять топор, наложить на заготовку, отрубить конец заготовки, отложить топор и поковку в сторону, снять клещи. | |||||||||
 | |||||||||
Отрубка поковок квадратного и прямоугольного сечения | |||||||||
N позиции | Длина исходной заготовки, мм, до | Высота заготовки h, мм, до | Ширина заготовки, мм, до | ||||||
20 | 30 | 50 | 80 | 120 | 160 | 200 | |||
Время, мин. | |||||||||
1 | 500 | 20 | 0,91 | 0,93 | 0,96 | 1,08 | 1,20 | 1,41 | 1,43 |
2 | 30 | - | 0,95 | 1,00 | 1,20 | 1,45 | 1,58 | 1,74 | |
3 | 50 | - | - | 1,22 | 1,46 | 1,77 | 1,97 | 2,17 | |
4 | 80 | - | - | - | 1,73 | 2,28 | 2,54 | 3,01 | |
5 | 120 | - | - | - | - | 3,18 | 3,76 | 3,92 | |
6 | 160 | - | - | - | - | - | 3,96 | 5,61 | |
7 | 200 | - | - | - | - | - | - | 5,85 | |
8 | 1000 | 20 | 0,91 | 0,93 | 1,04 | 1,34 | 1,48 | 1,64 | 1,82 |
9 | 30 | - | 1,03 | 1,21 | 1,50 | 1,84 | 2,03 | 2,28 | |
10 | 50 | - | - | 1,51 | 1,85 | 2,30 | 2,76 | 2,80 | |
11 | 80 | - | - | - | 2,19 | 2,90 | 2,92 | 4,47 | |
12 | 120 | - | - | - | - | 3,59 | 5,12 | 5,39 | |
13 | 160 | - | - | - | - | - | 5,43 | 5,61 | |
14 | 200 | - | - | - | - | - | - | 5,85 | |
Индекс | а | б | в | г | д | е | ж | ||
Отрубка поковок квадратного, прямоугольного, круглого сечения и обсечка заусенцев | Отрубка поковок | ||||||||||
КАРТА 9 | Лист 2 | ||||||||||
N позиции | Длина исходной заготовки, мм, до | Отрубка поковок круглого сечения | |||||||||
Диаметр заготовки, мм, до | |||||||||||
25 | 32 | 40 | 50 | 60 | 80 | 100 | 120 | 160 | 200 | ||
Время, мин. | |||||||||||
1 | 500 | 0,94 | 0,98 | 1,02 | 1,17 | 1,34 | 1,71 | 2,51 | 3,16 | 4,00 | 5,89 |
2 | 1000 | 0,94 | 1,06 | 1,17 | 1,43 | 1,71 | 2,16 | 3,31 | 3,58 | 5,47 | 5,89 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Примечания: 1. Время в карте дано на 1 переруб, на каждый последующий добавлять 0,2 мин.
2. При длине заготовки свыше 1 м время, приведенное в карте, принимать с коэффициентом 1,2.
Протяжка | ||||||
КАРТА 10 | ||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, подать обжимку на боек, вложить предварительно протянутую заготовку в обжимку, протянуть заготовку, вынуть из обжимки, отложить поковку в сторону, снять клещи, отложить обжимку. | ||||||
 | ||||||
N позиции | Конечный диаметр протянутой заготовки D, мм, до | Длина протянутой части l, мм, до | ||||
100 | 200 | 300 | 400 | 500 | ||
Время, мин. | ||||||
1 | 20 | 0,92 | 1,06 | 1,14 | 1,18 | 1,24 |
2 | 30 | 1,10 | 1,21 | 1,30 | 1,37 | 1,47 |
3 | 40 | 1,32 | 1,45 | 1,56 | 1,63 | 1,71 |
4 | 50 | 1,64 | 1,82 | 1,93 | 2,04 | 2,13 |
5 | 60 | - | 2,45 | 2,75 | 2,95 | 3,05 |
6 | 80 | - | 3,43 | 3,66 | 3,73 | 4,21 |
7 | 100 | - | - | 4,37 | 4,67 | 5,21 |
Индекс | а | б | в | г | д | |
Обкатка | ||||||
КАРТА 11 | ||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, подать обжимку на боек, вложить заготовку в обжимку, прокатать головку заготовки, вынуть заготовку из обжимки, отложить поковку, снять клещи, отложить обжимку в сторону. | ||||||
 | ||||||
N позиции | Диаметр головки D, мм, до | Высота головки h, мм, до | ||||
15 | 30 | 60 | 100 | 160 | ||
Время, мин. | ||||||
1 | 30 | 1,00 | 1,10 | - | - | - |
2 | 40 | 1,07 | 1,20 | - | - | - |
3 | 50 | 1,22 | 1,35 | 1,48 | - | - |
4 | 60 | 1,40 | 1,55 | 1,70 | - | - |
5 | 70 | - | 1,90 | 2,14 | - | - |
6 | 80 | - | 2,18 | 2,41 | 2,33 | 2,87 |
7 | 90 | - | 3,37 | 3,63 | 2,60 | 4,15 |
8 | 100 | - | 3,97 | 4,30 | 3,90 | 4,81 |
9 | 110 | - | 4,30 | 4,62 | 4,88 | 5,14 |
10 | 160 | - | 8,35 | 8,70 | 9,05 | 9,45 |
Индекс | а | б | в | г | д | |
Обкатка | ||||||
КАРТА 12 | ||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, подать обжимку на боек, вложить заготовку в обжимку, обкатать бурт, вынуть заготовку из обжимки, отложить поковку, снять клещи, отложить обжимку в сторону. | ||||||
 | ||||||
N позиции | Диаметр поковки D, мм, до | Высота поковки h, мм, до | ||||
10 | 30 | 50 | 80 | 120 | ||
Время, мин. | ||||||
1 | 30 | 1,05 | 1,14 | - | - | - |
2 | 40 | 1,23 | 1,35 | 1,44 | - | - |
3 | 50 | 1,45 | 1,58 | 1,67 | 1,80 | - |
4 | 60 | 1,76 | 1,92 | 2,03 | 2,15 | - |
5 | 70 | - | - | 2,35 | 2,48 | - |
6 | 80 | - | - | 2,60 | 2,76 | - |
7 | 90 | - | - | 2,95 | 3,10 | - |
8 | 100 | - | - | 3,50 | 3,67 | 3,86 |
9 | 120 | - | - | 5,34 | 5,54 | 5,76 |
10 | 140 | - | - | 5,50 | 5,70 | 5,95 |
11 | 160 | - | - | 5,66 | 5,90 | 6,16 |
Индекс | а | б | в | г | д | |
Примечание: Заготовка перед обкаткой должна быть предварительно протянута.
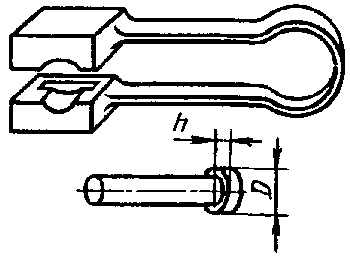
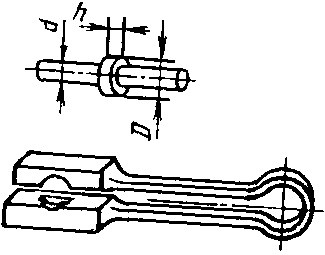
Ковка головок | |||||||
КАРТА 13 | |||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, подать инструмент на боек, наметить размеры для головки и засечь, пережать стержень рычага, оправить головку в сподках по диаметру, править плоскости головки, отложить поковку, клещи, инструмент в сторону. | |||||||
 | |||||||
N позиции | Высота головки h, мм, до | Диаметр головки D, мм, до | |||||
40 | 60 | 80 | 100 | 120 | 160 | ||
Время, мин. | |||||||
1 | 30 | 1,78 | 2,40 | 2,96 | 3,82 | 4,55 | - |
2 | 40 | 1,90 | 2,60 | 3,17 | 4,07 | 4,84 | - |
3 | 50 | 2,02 | 2,74 | 3,35 | 4,30 | 5,10 | 6,08 |
4 | 60 | - | - | 3,56 | 4,54 | 5,40 | 6,44 |
5 | 80 | - | - | 3,80 | 4,82 | 5,73 | 6,84 |
6 | 100 | - | - | - | 5,12 | 6,08 | 7,25 |
7 | 120 | - | - | - | - | 6,46 | 7,72 |
8 | 160 | - | - | - | - | - | 8,30 |
Индекс | а | б | в | г | д | е | |
Кругление торцов | |||||||||
КАРТА 14 | |||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, поставить ее на торец, установить с угла на угол, круглить торцы, отложить поковку и клещи в сторону. | |||||||||
 | |||||||||
N позиции | Сторона квадрата a, мм, до | Длина заготовки l, мм, до | |||||||
100 | 120 | 160 | 200 | 250 | 300 | 400 | 500 | ||
Время, мин. | |||||||||
1 | 60 | 0,60 | 0,62 | 0,65 | 0,70 | - | - | - | - |
2 | 70 | 0,61 | 0,64 | 0,68 | 0,80 | - | - | - | - |
3 | 80 | 0,64 | 0,66 | 0,78 | 0,90 | 1,13 | - | - | - |
4 | 90 | 0,73 | 0,75 | 0,88 | 1,11 | 1,16 | - | - | - |
5 | 100 | 0,74 | 0,86 | 0,95 | 1,13 | 1,30 | 1,50 | - | - |
6 | 110 | 0,83 | 0,92 | 1,10 | 1,27 | 1,47 | 1,72 | - | - |
7 | 120 | 0,91 | 1,08 | 1,25 | 1,44 | 1,66 | 1,94 | - | - |
8 | 140 | 1,07 | 1,22 | 1,42 | 1,64 | 1,89 | 2,21 | 2,74 | - |
9 | 160 | - | - | 1,61 | 1,86 | 2,16 | 2,44 | 2,85 | 3,0 |
Индекс | а | б | в | г | д | е | ж | з | |
Примечание: При правке торцов заготовки время по карте принимать с коэффициентом 1,5.
Кругление углов | |||||||||
КАРТА 15 | |||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, круглить углы у заготовки, отложить поковку и клещи в сторону. | |||||||||
 | |||||||||
N позиции | Сторона квадрата a, мм, до | Длина заготовки l, мм, до | |||||||
100 | 120 | 160 | 200 | 250 | 300 | 400 | 500 | ||
Время, мин. | |||||||||
1 | 40 | 0,92 | 0,95 | 0,98 | 1,00 | 1,03 | 1,07 | - | - |
2 | 50 | 0,95 | 0,98 | 1,00 | 1,04 | 1,07 | 1,12 | - | - |
3 | 60 | 0,98 | 1,00 | 1,04 | 1,07 | 1,19 | 1,32 | - | - |
4 | 80 | 1,09 | 1,12 | 1,24 | 1,37 | 1,59 | 1,64 | 1,80 | 2,00 |
5 | 100 | 1,30 | 1,41 | 1,50 | 1,66 | 1,82 | 2,02 | 2,24 | 2,48 |
6 | 120 | 1,55 | 1,72 | 1,88 | 2,06 | 2,27 | 2,48 | 2,80 | 3,03 |
7 | 160 | 1,97 | 2,15 | 2,53 | 2,60 | 2,87 | 3,10 | 3,44 | 3,53 |
Индекс | а | б | в | г | д | е | ж | з | |
Осадка | |||||||||
КАРТА 16 | Лист 1 | ||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, взять клещи, подать на боек молота, поставить ее на торец, осадить заготовку до требуемой высоты, отложить поковку и клещи в сторону. | |||||||||
 | |||||||||
N позиции | Начальная высота заготовки H, мм, до | Диаметр заготовки D, мм, до | Конечная высота поковки h, мм, до | ||||||
40 | 60 | 80 | 100 | 120 | 160 | 200 | |||
Время, мин. | |||||||||
1 | 100 | 40 | 1,03 | 0,98 | 0,95 | - | - | - | - |
2 | 60 | 1,07 | 1,01 | 0,98 | - | - | - | - | |
3 | 80 | 1,18 | 1,12 | 1,08 | - | - | - | - | |
4 | 100 | 1,29 | 1,22 | 1,18 | - | - | - | - | |
5 | 125 | 60 | 1,13 | 1,07 | 1,03 | 1,00 | - | - | - |
6 | 80 | 1,25 | 1,18 | 1,13 | 1,11 | - | - | - | |
7 | 100 | 1,44 | 1,37 | 1,31 | 1,29 | - | - | - | |
8 | 125 | 1,70 | 1,63 | 1,57 | 1,53 | - | - | - | |
9 | 160 | 100 | 1,64 | 1,53 | 1,48 | 1,43 | 1,40 | - | - |
10 | 125 | 1,95 | 1,85 | 1,78 | 1,74 | 1,70 | - | - | |
11 | 160 | 2,38 | 2,26 | 2,20 | 2,15 | 2,11 | - | - | |
Индекс | а | б | в | г | д | е | ж | ||
Осадка заготовки | Осадка | ||||||||
КАРТА 16 | Лист 2 | ||||||||
N позиции | Начальная высота заготовки H, мм, до | Диаметр заготовки D, мм, до | Конечная высота поковки h, мм, до | ||||||
40 | 60 | 80 | 100 | 120 | 160 | 200 | |||
Время, мин. | |||||||||
12 | 200 | 125 | 2,18 | 2,07 | 2,00 | 1,94 | 1,90 | 1,83 | - |
13 | 160 | 2,68 | 2,54 | 2,46 | 2,40 | 2,34 | 2,30 | - | |
14 | 200 | 3,28 | 3,12 | 3,04 | 2,98 | 2,91 | 2,86 | - | |
15 | 250 | 125 | - | 2,33 | 2,22 | 2,17 | 2,11 | 2,05 | - |
16 | 160 | - | 2,85 | 2,73 | 2,68 | 2,61 | 2,55 | - | |
17 | 200 | - | 3,70 | 3,60 | 3,50 | 3,45 | 3,38 | - | |
18 | 250 | - | 3,95 | 3,84 | 3,76 | 3,68 | 3,60 | - | |
19 | 320 | 180 | - | 3,80 | 3,67 | 3,58 | 3,42 | 3,35 | |
20 | 200 | - | 3,90 | 3,77 | 3,68 | 3,60 | 3,50 | 3,45 | |
21 | 250 | - | 5,65 | 5,50 | 5,41 | 5,30 | 5,20 | 5,15 | |
22 | 320 | - | 6,00 | 5,84 | 5,72 | 5,63 | 5,53 | 5,45 | |
23 | 400 | 200 | - | - | - | - | - | 3,65 | 3,58 |
24 | 250 | - | - | - | - | - | 5,38 | 5,30 | |
25 | 320 | - | - | - | - | - | 5,70 | 5,60 | |
26 | 400 | - | - | - | - | - | 6,08 | 5,98 | |
Индекс | а | б | в | г | д | е | ж | ||
Прошивка отверстия | |||||||||||
КАРТА 17 | |||||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек, взять заготовку клещами, положить на подкладное кольцо, прошить отверстие с одной стороны, забить прошивень большого размера, раздать отверстие, круглить отверстие по диаметру, убрать прошивень, править торцы, отложить поковку и клещи в сторону. | |||||||||||
 | |||||||||||
N позиции | Наружный диаметр поковки D, мм, до | Диаметр прошивного отверстия d, мм, до | Диаметр отверстия после раздачи, мм, до | Высота поковки h, мм, до | |||||||
40 | 50 | 60 | 80 | 100 | 120 | 160 | 200 | ||||
Время, мин. | |||||||||||
1 | 160 | 40 | 100 | 1,95 | 2,03 | 2,16 | 2,44 | 2,52 | - | - | - |
2 | 60 | 2,08 | 2,17 | 2,30 | 2,63 | 2,76 | - | - | - | ||
3 | 80 | 2,17 | 2,24 | 2,42 | 2,72 | 2,82 | - | - | - | ||
4 | 250 | 90 | 100 | 2,90 | 3,08 | 3,30 | 3,55 | 3,90 | 4,32 | - | - |
5 | 100 | 200 | 3,16 | 3,40 | 3,65 | 3,94 | 4,30 | 4,68 | - | - | |
6 | 130 | 3.42 | 3,65 | 3,90 | 4,21 | 4,60 | 4,90 | - | - | ||
7 | 400 | 100 | 300 | 4,64 | 4,98 | 5,30 | 5,80 | 5,98 | 7,64 | 7,92 | 8,20 |
8 | 130 | 4,80 | 5,19 | 5,50 | 6,02 | 6,20 | 7,97 | 8,23 | 8,56 | ||
9 | 160 | 5,03 | 5,40 | 5,75 | 6,24 | 6,50 | 8,23 | 8,60 | 8,90 | ||
10 | 200 | 350 | 5,38 | 5,80 | 6,18 | 6,75 | 7,02 | 8,80 | 9,20 | 9,53 | |
Индекс | а | б | в | г | д | е | ж | з | |||
Примечание. При прошивке квадратного или шестигранного сечения время, приведенное в карте, следует принимать с коэффициентом 1,15; при прошивке прямоугольных отверстий - 1,45.
Прошивка отверстия | |||||||||||
КАРТА 18 | |||||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек, взять заготовку клещами, положить на подкладное кольцо, прошить отверстие с двух сторон, обкатать отверстие по диаметру, забить прошивень и раздать отверстие с двух сторон, обкатать по диаметру, убрать прошивень, править торцы, отложить поковку и клещи в сторону. | |||||||||||
 | |||||||||||
N позиции | Наружный диаметр поковки D, мм, до | Диаметр прошитого отверстия d, мм, до | Диаметр отверстия после раздачи d, мм, до | Высота поковки h, мм, до | |||||||
80 | 100 | 120 | 160 | 200 | 250 | 300 | 400 | ||||
Время, мин. | |||||||||||
1 | 160 | 40 | 100 | 3,15 | 3,28 | 3,54 | 4,00 | - | - | - | - |
2 | 60 | 3,28 | 3,43 | 3,70 | 4,19 | - | - | - | - | ||
3 | 80 | 3,47 | 3,64 | 3,94 | 4,45 | - | - | - | - | ||
4 | 250 | 90 | 100 | 4,46 | 4,85 | 5,30 | 5,98 | 6,24 | 6,50 | - | - |
5 | 100 | 200 | 4,98 | 5,41 | 5,84 | 6,63 | 6,90 | 7,28 | - | - | |
6 | 130 | 5,43 | 5,86 | 6,40 | 7,22 | 7,57 | 8,00 | - | - | ||
7 | 400 | 100 | 200 | 7,02 | 7,35 | 9,14 | 9,53 | 10,00 | 10,30 | 11,0 | 11,5 |
8 | 130 | 7,22 | 7,54 | 9,40 | 9,85 | 10,20 | 10,70 | 11,2 | 11,7 | ||
9 | 160 | 7,41 | 7,80 | 9,66 | 10,10 | 10,60 | 11,00 | 11,6 | 12,3 | ||
10 | 200 | 350 | 9,17 | 9,60 | 12,30 | 13,00 | 13,60 | 14,5 | 15,4 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Примечание. Время в карте рассчитано на прошивку круглого отверстия. При прошивке квадратного или шестигранного отверстия время, приведенное в карте, принимать с коэффициентом 1,15, при прошивке эллипсных отверстий - 1,45.
Обкатка и правка | |||||||||
КАРТА 19 | |||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек, взять заготовку клещами, поставить ребром на боек молота, обкатать по диаметру, взять заготовку клещами, положить на торец, править торцы, отложить клещи и поковку в сторону. | |||||||||
 | |||||||||
N позиции | Диаметр поковки D, мм, до | Высота поковки H, мм, до | |||||||
40 | 50 | 60 | 80 | 100 | 125 | 160 | 200 | ||
Время, мин. | |||||||||
1 | 70 | 0,64 | 0,65 | 0,66 | 0,68 | 0,70 | 0,73 | 0,75 | 0,78 |
2 | 100 | 0,70 | 0,72 | 0,74 | 0,78 | 0,88 | 0,92 | 1,04 | 1,27 |
3 | 120 | 0,77 | 0,79 | 0,82 | 0,95 | 1,07 | 1,16 | 1,35 | 1,51 |
4 | 140 | 0,81 | 0,92 | 0,95 | 1,08 | 1,31 | 1,37 | 1,52 | 1,72 |
5 | 160 | 0,94 | 0,98 | 1,10 | 1,34 | 1,50 | 1,55 | 1,91 | 1,99 |
6 | 180 | 0,99 | 1,12 | 1,21 | 1,42 | 1,57 | 1,78 | 2,02 | 2,28 |
7 | 200 | 1,13 | 1,37 | 1,40 | 1,60 | 1,79 | 2,03 | 2,30 | 2,40 |
8 | 225 | 1,38 | 1,44 | 1,60 | 1,82 | 2,07 | 2,33 | 2,64 | 3,17 |
9 | 250 | 1,42 | 1,63 | 1,82 | 2,08 | 2,34 | 2,65 | 3,20 | 3,33 |
10 | 280 | 1,65 | 1,86 | 2,08 | 2,38 | 2,70 | 3,22 | 3,37 | 3,52 |
11 | 320 | 2,07 | 2,16 | 2,41 | 2,91 | 3,30 | 3,43 | 5,07 | 5,25 |
12 | 350 | 2,20 | 2,47 | 2,77 | 3,35 | 3,50 | 3,65 | 5,32 | 5,51 |
13 | 400 | 2,50 | 2,82 | 3,08 | 3,52 | 3,70 | 5,34 | 5,56 | 5,80 |
Индекс | а | б | в | г | д | е | ж | з | |
Ковка под раскатку | ||||||||
КАРТА 20 | ||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, осадить заготовку, взять клещи, положить заготовку на подкладное кольцо, установить прошивень, прошить отверстие с двух сторон, править торцы, отложить поковку и клещи в сторону. | ||||||||
 | ||||||||
N позиции | Диаметр заготовки после осадки D, мм, до | Диаметр прошивного отверстия d, мм, до | Высота осаженной заготовки h, мм, до | |||||
80 | 100 | 120 | 160 | 200 | 250 | |||
Время, мин. | ||||||||
1 | 160 | 40 | 2,75 | 2,92 | 3,01 | 3,25 | - | - |
2 | 80 | 3,05 | 3,15 | 3,35 | 3,61 | - | - | |
3 | 250 | 130 | 4,48 | 4,79 | 5,15 | 5,90 | 6,09 | |
4 | 400 | 200 | 7,57 | 7,76 | 9,43 | 9,65 | 9,88 | 10,1 |
Индекс | а | б | в | г | д | е | ||
Ковка на молотах | |||||||
КАРТА 21 | |||||||
Содержание работы Надеть заготовку на оправку, раскатать, снять с оправки и отложить в сторону. | |||||||
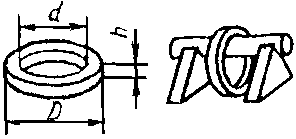 | |||||||
N позиции | Размеры колец после раскатки | Высота кольца h, мм, до | |||||
наружный диаметр D, мм, до | внутренний диаметр d, мм, до | 60 | 100 | 160 | 250 | 320 | |
Время, мин. | |||||||
1 | 150 | 100 | 0,87 | 1,05 | 1,30 | 1,50 | 1,66 |
2 | 250 | 160 | 1,30 | 1,57 | 1,90 | 2,26 | 2,70 |
3 | 200 | 1,35 | 1,66 | 2,00 | 2,38 | 2,63 | |
4 | 400 | 250 | 1,83 | 2,16 | 2,82 | 3,67 | 3,90 |
5 | 320 | 2,00 | 2,46 | 3,70 | 4,36 | ||
Индекс | а | б | в | г | д | ||
Примечания: 1. При правке колец по ребру время, приведенное в карте, принимать коэффициентом 1,3.
2. Время, приведенное в карте, рассчитано для раскатки колец бандажей наружным диаметром до 250 мм на стойках, а свыше 250 мм - в раскидных стойках. При раскатке колец не в раскидных стойках ко времени, приведенному в карте, следует добавлять время на установку стоек по карте 26.
Протяжка | ||||||||||
КАРТА 22 | ||||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, вставить оправку в заготовку, уложить заготовку в нижник, протянуть поковку, выбить оправку, отложить поковку и клещи в сторону. | ||||||||||
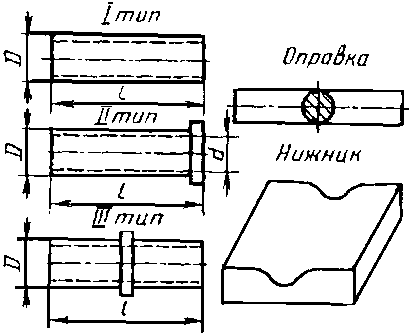 | ||||||||||
N позиции | Размеры втулки после протяжки | Длина втулки l, мм, до | ||||||||
наружный диаметр D, мм, до | внутренний диаметр d, мм, до | 100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | |
Время, мин. | ||||||||||
1 | 110 | 80 | 1,71 | 2,00 | 2,35 | 2,82 | 3,40 | - | - | - |
2 | 125 | 80 | 1,96 | 2,27 | 2,72 | 3,26 | 3,92 | 4,84 | 5,82 | - |
3 | 140 | 100 | 2,18 | 2,56 | 3,02 | 3,48 | 4,34 | 5,30 | 6,52 | 8,16 |
4 | 160 | 120 | - | - | 3,50 | 4,00 | 4,75 | 5,95 | 7,26 | 8,80 |
5 | 180 | 140 | - | - | - | 4,37 | 5,30 | 6,66 | 7,85 | 9,30 |
6 | 200 | 160 | -. | - | - | - | 6,10 | 7,18 | 8,52 | 11,6 |
7 | 225 | 120 | - | - | - | - | 6,44 | 7,52 | 10,4 | 12,2 |
8 | 180 | - | - | - | - | 6,80 | 7,98 | 11,0 | 13,0 | |
Индекс | а | б | в | г | д | е | ж | з | ||
Примечание. Время, приведенное в карте, рассчитано на протяжку втулок I типа; при протяжке втулок II типа время по карте следует принимать с коэффициентом 1,15; при протяжке III типа - с коэффициентом - 1,25.
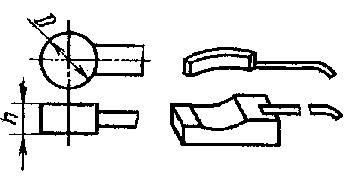
Гибка | ||||||
КАРТА 23 | ||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, подать на боек молота, наложить клещи на заготовку, положить заготовку на сподок, наложить накладку на заготовку, прогнуть заготовку, снять накладку, снять заготовку со сподка, править заготовку, отложить заготовку и клещи в сторону. | ||||||
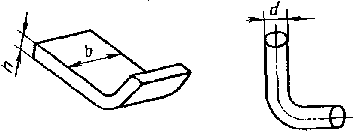 | ||||||
Гибка полосовой заготовки | ||||||
N позиции | Ширина заготовки b, мм, до | Толщина заготовки h, мм, до | ||||
10 | 16 | 25 | 40 | 60 | ||
Время, мин. | ||||||
1 | 20 | 0,95 | 1,02 | 1,10 | 1,26 | - |
2 | 40 | 0,99 | 1,06 | 1,21 | 1,58 | 1,77 |
3 | 60 | 1,04 | 1,20 | 1,41 | 1,76 | 2,16 |
4 | 100 | 1,21 | 1,56 | 1,78 | 2,21 | 2,72 |
5 | 120 | 1,32 | 1,60 | 1,97 | 2,46 | 2,90 |
6 | 160 | 1,54 | 1,89 | 2,19 | 2,91 | 3,38 |
7 | 200 | 1,58 | 2,10 | 2,43 | 3,28 | 3,51 |
Индекс | а | б | в | г | д | |
Гибка круглой заготовки | |||||||||||
N позиции | Диаметр заготовки d, мм, до | ||||||||||
20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 140 | |
Время, мин. | |||||||||||
0,89 | 0,94 | 1,13 | 1,37 | 1,67 | 1,94 | 2,23 | 2,55 | 3,10 | 3,42 | 5,10 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л |
Примечания: 1. При гибке квадратной заготовки время по карте принимать по поз. 8 с коэффициентом 1,3.
2. Время по карте рассчитано на один изгиб детали, при большем количестве гибок на каждый последующий изгиб время по карте принимать с коэффициентом 0,8.
Штамповка в подкладных штампах на молотах | |||||||||
КАРТА 24 | Лист 1 | ||||||||
Содержание работы Штамповать заготовку в подкладных штампах до получения необходимых размеров. | |||||||||
 | |||||||||
I. ОСНОВНОЕ ВРЕМЯ | |||||||||
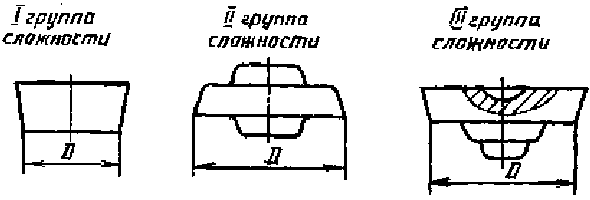
N позиции | Масса падающих частей молота, т, до | Группа сложности поковки | Диаметр поковки D, мм, до | ||||||
100 | 150 | 200 | 250 | 300 | 350 | 400 | |||
Площадь проекции поковки, см2 | |||||||||
78,5 | 177 | 314 | 491 | 707 | 962 | 1267 | |||
Время, мин. | |||||||||
1 | 0,75 | I | 0,05 | 0,10 | 0,22 | 0,31 | 0,46 | 0,60 | - |
2 | II | 0,10 | 0,22 | 0,42 | 0,66 | 0,92 | 1,19 | - | |
3 | III | 0,16 | 0,32 | 0,64 | 0,97 | 1,37 | 1,78 | - | |
4 | 1,0 | I | 0,04 | 0,09 | 0,16 | 0,24 | 0,32 | 0,43 | 0,58 |
5 | II | 0,07 | 0,16 | 0,28 | 0,45 | 0,63 | 0,86 | 1,15 | |
6 | III | 0,10 | 0,25 | 0,43 | 0,68 | 0,96 | 1,30 | 1,73 | |
7 | 1,5 | I | - | 0,07 | 0,10 | 0,16 | 0,23 | 0,28 | 0,36 |
8 | II | 0,06 | 0,12 | 0,20 | 0,30 | 0,42 | 0,54 | 0,68 | |
9 | III | 0,08 | 0,16 | 0,29 | 0,45 | 0,66 | 0,86 | 1,06 | |
Индекс | а | б | в | г | д | е | ж | ||
Примечания: 1. При несоответствии массы падающих частей молота время по карте следует принимать с поправочным коэффициентом, приведенным в карте 30, лист 1.
2. I группа сложности - поковки простые, типа глухих фланцев, колец; II группа сложности - поковки средней сложности, типа шестерен со втулками; III группа сложности - поковки сложные, типа шестерен со втулками, выемками или выступами.
Основное и вспомогательное время на штамповку в подкладных штампах | Штамповка в подкладных штампах на молотах | |||||||
КАРТА 24 | Лист 2 | |||||||
II. ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ | ||||||||
Содержание работы Загрузить заготовку в печь, выдать из печи, взять заготовку клещами и уложить в ручей штампа, выбить поковку из штампа и отложить поковку и клещи в сторону. | ||||||||
N позиции | Масса заготовки, кг, до | |||||||
1,6 | 2,5 | 4,0 | 6,0 | 10,0 | 16 | 25 | 40 | |
Время, мин. | ||||||||
10 | 0,86 | 0,96 | 1,05 | 1,18 | 1,50 | 1,86 | 2,30 | 2,94 |
Индекс | а | б | в | г | д | е | ж | з |
в неполное штучное время
Ковка на молотах | |||||
КАРТА 25 | Лист 1 | ||||
I. Вручную | |||||
N позиции | Масса затоговки поковки, кг, до | Содержание работы | |||
Взять клещи, вилы, загрузить заготовку в печь | Взять клещи, вилы, выдать заготовку из печи и подать на молот, пресс | Итого на загрузку и выгрузку | Уложить поковку на место | ||
Время, мин. | |||||
1 | 6 | 0,14 | 0,25 | 0,39 | 0,10 |
2 | 8 | 0,17 | 0,29 | 0,46 | 0,12 |
3 | 10 | 0,20 | 0,33 | 0,53 | 0,13 |
4 | 12 | 0,21 | 0,35 | 0,56 | 0,14 |
5 | 16 | 0,25 | 0,42 | 0,67 | 0,17 |
6 | 20 | 0,29 | 0,47 | 0,76 | 0,18 |
7 | 25 | 0,33 | 0,53 | 0,86 | 0,21 |
8 | 32 | 0,38 | 0,61 | 0,99 | 0,23 |
9 | 40 | 0,43 | 0,69 | 1,12 | 0,27 |
10 | 50 | 0,48 | 0,78 | 1,26 | 0,31 |
11 | 60 | 0,53 | 0,88 | 1,41 | 0,34 |
Индекс | а | б | в | г | |
Вспомогательное время на загрузку заготовок в печь и выгрузку их из печи | Ковка на молотах | ||||
КАРТА 25 | Лист 2 | ||||
II. Грузоподъемными механизмами | |||||
N позиции | Масса затотовки поковки, т, до | Содержание работы | |||
Взять клещи, наложить на заготовку и загрузить в печь | Взять клещи, наложить на заготовку, выдать заготовку из печи и подать на боек молота | Итого на загрузку и выгрузку | Уложить поковку на отведенное место | ||
Время, мин. | |||||
12 | 0,10 | 0,65 | 0,78 | 1,43 | 0,59 |
13 | 0,50 | 1,14 | 1,37 | 0,98 | |
14 | 0,60 | 1,24 | 1,48 | 2,72 | 1,05 |
15 | 0,80 | 1,37 | 1,64 | 3,01 | 1,16 |
16 | 1,00 | 1,50 | 1,80 | 3,30 | 1,27 |
17 | 1,25 | 1,63 | 1,95 | 3,58 | 1,38 |
18 | 1,60 | 1,78 | 2,15 | 3,93 | 1,52 |
19 | 2,00 | 1,95 | 2,34 | 4,29 | 1,66 |
Индекс | а | б | в | г | |
Примечание. При загрузке заготовок в печь с помощью вил, на которые укладывается одновременно несколько заготовок, время по карте следует принимать в зависимости от общей массы заготовок, загружаемых в один прием. При расчете времени на одну заготовку время по карте следует делить на число заготовок, одновременно загружаемых в печь.
Ковка на молотах | ||||
КАРТА 26 | ||||
N позиции | Масса инструмента Q, кг, до | Содержание работы | ||
Подать инструмент на боек молота | Снять инструмент с бойка молота | Подать и снять инструмент с бойка молота | ||
I | II | |||
Время, мин. | ||||
1 | 4 | 0,070 | 0,043 | 0,113 |
2 | 5 | 0,081 | 0,049 | 0,130 |
3 | 6 | 0,091 | 0,056 | 0,147 |
4 | 8 | 0,108 | 0,066 | 0,174 |
5 | 10 | 0,125 | 0,075 | 0,200 |
6 | 12 | 0,139 | 0,085 | 0,224 |
7 | 16 | 0,166 | 0,101 | 0,267 |
8 | 20 | 0,191 | 0,117 | 0,308 |
9 | 25 | 0,217 | 0,134 | 0,351 |
10 | 32 | 0,256 | 0,156 | 0,412 |
11 | 50 | 0,338 | 0,205 | 0,543 |
12 | 80 | 0,829 | 0,515 | 1,344 |
13 | 125 | 0,898 | 0,558 | 1,456 |
14 | 200 | 0,980 | 0,607 | 1,587 |
15 | 320 | 1,060 | 0,660 | 1,720 |
16 | 500 | 1,150 | 0,716 | 1,866 |
Индекс | а | б | в | |
в неполное штучное время
Вспомогательное время | |||||
КАРТА 27 | |||||
N позиции | Приемы | Время, мин. | |||
Клеймить поковку | 0,15 | ||||
2 | Измерить поковку | шаблоном | 0,08 | ||
3 | линейкой | 0,16 | |||
4 | кронциркулем | диаметр поковки до 100 мм | 0,10 | ||
диаметр поковки свыше 100 мм | 0,20 | ||||
Примечание. В карте дано время на один замер поковки. В случае нескольких замеров время, приведенное в карте, умножать на их количество.
Вспомогательные работы | ||||||||
КАРТА 28 | ||||||||
Содержание работы I. Перемещение грузоподъемными механизмами. Застропить заготовки крюками, тросами, переместить к месту ковки, расстропить. II. Перемещение тележки с грузом. Взяться за тележку и переместить по цеху. | ||||||||
I. Перемещение грузоподъемными механизмами | ||||||||
N позиции | Масса заготовок, т, до | Расстояние перемещения, м, до | ||||||
10 | 20 | 30 | 50 | 100 | 150 | 200 | ||
Время, мин. | ||||||||
1 | 0,5 | 1,6 | 1,9 | 2,2 | 2,6 | 3,1 | 3,5 | 3,9 |
2 | 2,0 | 1,9 | 2,2 | 2,7 | 3,4 | 3,8 | 4,3 | 4,9 |
3 | 5,0 | 2,2 | 2,6 | 3,3 | 3,9 | 4,7 | 5,1 | 6,0 |
4 | 10,0 | 2,6 | 3,4 | 4,0 | 4,7 | 5,5 | 6,2 | 7,2 |
Индекс | а | б | в | г | д | е | ж | |
II. Перемещение тележки с грузом | ||||||||
N позиции | Расстояние перемещения, м, до | Характер перемещения | ||||||
без груза | с грузом по рельсовому пути | с грузом по ровному полу | ||||||
Время, мин. | ||||||||
5 | 10 | 0,30 | 0,33 | 0,36 | ||||
6 | 20 | 0,56 | 0,61 | 0,63 | ||||
7 | 30 | 0,82 | 0,90 | 1,03 | ||||
8 | 40 | 1,07 | 1,16 | 1,35 | ||||
9 | 60 | 1,57 | 1,80 | 2,15 | ||||
10 | 100 | 2,70 | 2,90 | 3,50 | ||||
Индекс | а | б | в | |||||
Ковка на молотах | ||||||
КАРТА 29 | ||||||
I. Получение производственного задания | ||||||
N позиции | Содержание работы | Время, мин. | ||||
1 | Получить производственное задание, инструктаж от мастера, ознакомиться с работой | 6 | ||||
Подготовить инструмент, набрать клеймо, сдать партию одинаковых поковок (сменное задание) | 4 | |||||
II. Перестановка бойков и сменных вырезных подставок на молотах | ||||||
N позиции | Наименование работы | Масса падающих частей молота, т, до | ||||
0,75 | 1,0 | 2,0 | 3,0 | 5,0 | ||
Время, мин. | ||||||
3 | Перестановка верхнего бойка или штампа | 9 | 12 | 13 | 16 | 18 |
4 | Перестановка нижнего бойка или штампа | 6 | 9 | 10 | 12 | 14 |
5 | Перестановка на нижних бойках сменных вырезных надставок | - | - | 4 | 6 | 7 |
Индекс | а | б | в | г | д | |
Примечание. В карте предусмотрена установка предварительно подогретых бойков и надставок.
КАРТА 30 | |||||||||||||||
I. В связи с несоответствием массы падающих частей молота | |||||||||||||||
N позиции | Масса падающих частей молота, т, до | Необходимая масса падающих частей молота, т, до | |||||||||||||
0,10 | 0,15 | 0,20 | 0,30 | 0,40 | 0,50 | 0,75 | 1,0 | 2,0 | 3,0 | 5,0 | |||||
Поправочные коэффициенты к штучному времени K1 | |||||||||||||||
1 | 0,10 | 1,00 | 1,12 | 1,35 | 1,00 | 2,30 | 2,90 | 4,3 | - | - | - | - | |||
2 | 0,15 | 0,90 | 1,00 | 1,20 | 1,40 | 2,10 | 2,60 | 3,9 | 4,90 | 9,60 | - | - | |||
3 | 0,20 | 0,85 | 0,90 | 1,00 | 1,20 | 1,75 | 2,20 | 3,2 | 4,00 | 8,00 | 10,0 | - | |||
4 | 0,30 | 0,65 | 0,85 | 0,90 | 1,00 | 1,50 | 1,80 | 2,7 | 3,40 | 6,80 | 8,9 | 11 | |||
5 | 0,40 | 0,50 | 0,80 | 0,85 | 0,90 | 1,00 | 1,25 | 1,8 | 2,30 | 4,60 | 6 | 7,50 | |||
6 | 0,50 | - | - | 0,60 | 0,75 | 0,85 | 1,00 | 1,5 | 1,80 | 3,60 | 4,8 | 6 | |||
7 | 0,75 | - | - | - | 0,70 | 0,80 | 0,90 | 1,0 | 1,35 | 2,50 | 3,2 | 4,90 | |||
8 | 4,00 | - | - | - | - | 0,70 | 0,80 | 0,9 | 1,00 | 1,90 | 2,6 | 3,20 | |||
9 | 2,00 | - | - | - | - | - | 0,70 | 0,8 | 0,90 | 1,00 | 1,3 | 1,60 | |||
10 | 3,00 | - | - | - | - | - | - | 0,7 | 0,80 | 0,90 | 1,0 | 1,75 | |||
11 | 5,00 | - | - | - | - | - | - | - | 0,60 | 0,75 | 0,8 | 1,00 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||||
II. На партию поковок | |||||||||||||||
Размер партии поковок, шт., до | |||||||||||||||
3 | 6 | 10 | 20 | 50 | Свыше 50 | ||||||||||
Поправочный коэффициент к штучному времени K2 | |||||||||||||||
1,15 | 1,10 | 0,9 | 0,85 | 0,80 | |||||||||||
III. В зависимости от марок металла | |||||||||||||||
Группы сталей и сплавов | |||||||||||||||
I | II | III | IV | ||||||||||||
Ст. 0, Ст. 1, Ст. 2, Ст. 3, Ст. 4, Ст. 5, 15, 20, 25, 30, 35, 40, 45, 15Г, 20Г, 30Г, 15М, 30М, 25Н, 30Н, 15Х, 20Х, 30Х, латунь | Ст. 7, 50, 55, 60, 70, 40Г, 50Г, 60Г, немагнитная сталь, ОХМ, 35Х, 40Х, 45Х, 50Х, 38ХГМ, 35ХМ, 12ХНЗ, 20Х2, НЧА, 4ОХС, ОХНЗМ, У7, У8, У9, У10, 5ХГМ, 18ХНВА, 12Х2НЧМА, 34НЗМ, нержавеющая | ШХ15, 1Х13, 2Х13, 3Х13, 4Х13, 9Х2В, 9Х2МФ, бронза | 1Х14Н14В2М (ЭИ2571), ЭИ-481, ЭИ-572, Х17Н2 | ||||||||||||
Поправочные коэффициенты K3 | |||||||||||||||
1,0 | 1,15 | 1,25 | 1,35 | ||||||||||||
КАРТА 31 | ||||
Масса падающих частей молота, т, до | Масса поковок, кг | Наибольшее сечение заготовки (сторона квадрата или диаметр), мм | ||
фасонная поковка | наибольшая масса поковок для гладких валов | |||
средняя масса | наибольшая масса | |||
0,100 | 0,5 | 2,0 | 10 | 50 |
0,150 | 1,5 | 4 | 15 | 60 |
0,200 | 2,0 | 6 | 25 | 70 |
0,300 | 3 | 10 | 45 | 85 |
0,400 | 6 | 18 | 60 | 100 |
0,500 | 8 | 25 | 100 | 115 |
0,750 | 12 | 40 | 140 | 135 |
1,000 | 20 | 70 | 250 | 160 |
2,000 | 60 | 180 | 500 | 225 |
3,000 | 100 | 320 | 750 | 275 |
5,000 | 200 | 700 | 1500 | 400 |
Приложение 1 | Лист 1 | |||||||
I. Розжиг пламенной печи - 10 мин. II. Время на нагрев заготовок в пламенной печи от температуры 15 до 1200 °C. Температура рабочего пространства печи 1300 °C. | ||||||||
Диаметр или сторона квадрата заготовки, мм | Профиль заготовки | |||||||
круглый | квадратный | |||||||
Расположение заготовки в печи | ||||||||
одиночное | на расстоянии диаметра заготовки | на расстоянии 0,5 диаметра заготовки | вплотную | одиночное | на расстоянии стороны квадрата | на расстоянии 0,5 стороны квадрата | вплотную | |
Время, мин. | ||||||||
10 | 2,0 | 2,5 | 3,0 | 4,0 | 2,5 | 3,5 | 4,0 | 8,0 |
20 | 3,0 | 3,5 | 4,0 | 6,0 | 4,5 | 6,0 | 7,0 | 13,0 |
30 | 5,0 | 5,5 | 6,0 | 10,0 | 6,0 | 8,5 | 10,0 | 18,0 |
40 | 6,5 | 8,0 | 8,5 | 13,0 | 8,0 | 11,0 | 13,0 | 24,0 |
50 | 8,0 | 9,5 | 10,0 | 16,0 | 10,5 | 14,5 | 16,0 | 32,0 |
60 | 10,0 | 12,0 | 13,0 | 20,0 | 13,0 | 18,0 | 19,0 | 40,0 |
70 | 12,0 | 14,6 | 16,0 | 24,0 | 15,0 | 21,0 | 22,0 | 45,0 |
80 | 14,0 | 17,0 | 19,0 | 28,0 | 17,5 | 24,5 | 25,5 | 53,0 |
90 | 16,0 | 19,0 | 22,0 | 32,0 | 20,0 | 28,0 | 30,0 | 60,0 |
100 | 18,0 | 21,5 | 25,0 | 36,0 | 23,0 | 32,5 | 35,0 | 70,0 |
110 | 20,0 | 24,0 | 27,0 | 40,0 | 26,0 | 36,5 | 41,0 | 78,0 |
120 | 22,5 | 27,0 | 30,0 | 45,0 | 29,5 | 41,5 | 48,0 | 90,0 |
130 | 25,0 | 30,0 | 33,0 | 50,0 | 32,5 | 45,5 | 52,0 | 98,0 |
140 | 27,5 | 33,0 | 36,5 | 55,0 | 36,0 | 50,5 | 58,0 | 108,0 |
150 | 30,0 | 36,0 | 40,0 | 60,0 | 39,0 | 55,0 | 62,0 | 117,0 |
160 | 33,0 | 39,5 | 44,0 | 66,0 | 43,0 | 60,0 | 69,0 | 130,0 |
170 | 36,0 | 43,0 | 48,0 | 72,0 | 47,0 | 66,0 | 75,0 | 140,0 |
180 | 39,5 | 47,5 | 52,0 | 79,0 | 51,5 | 72,0 | 81,0 | 153,0 |
190 | 42,5 | 51,0 | 56,0 | 85,0 | 55,5 | 78,0 | 89,0 | 165,0 |
200 | 46,0 | 55,0 | 61,0 | 92,0 | 60,0 | 84,0 | 96,0 | 180,0 |
Время на розжиг печи и нагрев заготовок | Приложение 1 | Лист 2 | ||||||
От температуры 700 до 1200 °C. Температура рабочего пространства печи 1300 °C. | ||||||||
Диаметр или сторона квадрата заготовки, мм | Профиль заготовки | |||||||
круглый | квадратный | |||||||
Расположение заготовки в печи | ||||||||
одиночное | на расстоянии диаметра заготовки | на расстоянии 0,5 диаметра заготовки | вплотную | одиночное | на расстоянии стороны квадрата | на расстоянии 0,5 стороны квадрата | вплотную | |
Время, мин. | ||||||||
10 | 1,0 | 1,2 | 1,5 | 2,0 | 1,5 | 2,0 | 2,5 | 4,0 |
20 | 2,0 | 2,5 | 3,0 | 4,0 | 3,0 | 4,0 | 4,5 | 9,0 |
30 | 3,0 | 3,5 | 4,0. | 6,0 | 4,0 | 5,0 | 6,0 | 12,0 |
40 | 4,0 | 5,0 | 5,5 | 8,0 | 5,0 | 7,0 | 8,0 | 15,0 |
50 | 5,0 | 6,0 | 5,5 | 10,0 | 6,0 | 9,0 | 10,0 | 20,0 |
60 | 6,0 | 7,0 | 8,0 | 13,0 | 8,0 | 11,0 | 13,0 | 24,0 |
70 | 7,5 | 9,0 | 10,0 | 15,0 | 10,0 | 13,0 | 15,5 | 30,0 |
80 | 9,0 | 10,5 | 12,0 | 18,0 | 12,0 | 16,0 | 18,0 | 36,0 |
90 | 11,0 | 13,0 | 14,0 | 22,0 | 14,0 | 19,0 | 21,5 | 42,0 |
100 | 13,0 | 15,5 | 17,0 | 26,0 | 17,0 | 22,0 | 26,0 | 51,0 |
110 | 14,5 | 17,5 | 19,5 | 29,0 | 19,0 | 26,0 | 30,0 | 57,0 |
120 | 16,5 | 19,5 | 21,5 | 33,0 | 21,5 | 30,0 | 34,5 | 65,0 |
130 | 18,5 | 21,5 | 24,0 | 37,0 | 23,5 | 33,0 | 38,0 | 70,0 |
140 | 20,0 | 24,0 | 26,5 | 40,0 | 26,0 | 36,5 | 42,0 | 78,0 |
150 | 21,5 | 26,0 | 29,5 | 43,5 | 28,5 | 40,0 | 45,0 | 85,0 |
160 | 24,0 | 29,0 | 32,0 | 48,0 | 31,0 | 43,0 | 50,0 | 93,0 |
170 | 26,0 | 31,0 | 35,0 | 52,0 | 34,0 | 47,5 | 55,0 | 102,0 |
180 | 28,5 | 34,5 | 38,0 | 57,0 | 37,0 | 52,0 | 60,0 | 110,0 |
190 | 31,0 | 37,0 | 41,0 | 62,0 | 40,5 | 56,5 | 65,0 | 120,0 |
200 | 33,5 | 40,0 | 44,0 | 67,0 | 43,0 | 61,0 | 70,0 | 130,0 |
Примечание. Время на нагрев заготовок приведено для I группы сталей, сплавов, для других групп время, приведенное в приложении, следует применять с поправочным коэффициентом К3, указанным в карте 30, лист 2.
ПЕРЕВОД ДОЛЕЙ ЧАСА В МИНУТЫ И ОБРАТНО
Десятые доли часа | Сотые доли часа | |||||||||
0,00 | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,09 | |
Время, мин. | ||||||||||
0,0 | - | 0,6 | 1,2 | 1,8 | 2,4 | 3,0 | 3,6 | 4,2 | 4,8 | 5,4 |
0,1 | 6 | 6,6 | 7,2 | 7,8 | 8,4 | 9,0 | 9,6 | 10,2 | 10,8 | 11,4 |
0,2 | 12 | 12,6 | 13,2 | 13,8 | 14,4 | 15,0 | 15,6 | 16,2 | 16,8 | 17,4 |
0,3 | 18 | 18,6 | 19,2 | 19,8 | 20,4 | 21,0 | 21,6 | 22,2 | 22,8 | 23,4 |
0,4 | 24 | 24,6 | 25,2 | 25,8 | 26,4 | 27,0 | 27,6 | 28,2 | 28,8 | 29,4 |
0,5 | 30 | 30,6 | 31,2 | 31,8 | 32,4 | 33,0 | 33,6 | 34,2 | 34,8 | 35,4 |
0,6 | 36 | 36,6 | 37,2 | 37,8 | 38,4 | 39,0 | 39,6 | 40,2 | 40,8 | 41,4 |
0,7 | 42 | 42,6 | 43,2 | 43,8 | 44,4 | 45,0 | 45,6 | 46,2 | 46,8 | 47,4 |
0,8 | 48 | 48,6 | 49,2 | 49,8 | 50,4 | 51,0 | 51,6 | 52,2 | 52,8 | 53,4 |
0,9 | 54 | 54,6 | 55,2 | 55,8 | 56,4 | 57,0 | 57,6 | 58,2 | 58,8 | 59,4 |
ОСНОВНЫЕ ДАННЫЕ О КОВОЧНЫХ МОЛОТАХ
МОЛОТЫ КОВОЧНЫЕ ПНЕВМАТИЧЕСКИЕ
Модель | Основные параметры и размеры | ||||||||||
Масса падающих частей, кг | Энергия удара, кгм/см2 | Число ударов в минуту | Расстояние от оси бабы до станины, мм | Высота рабочей зоны в свету, мм | Размер зеркала верхнего бойка, мм | Расстояние от зеркала нижнего бойка до уровня пола, мм | Масса шабота, т | Мощность привода, кВт | Габариты (длина x ширина x высота), мм | Масса молота, т | |
МА 4127 | 50 | 80 | 225 | 280 | 220 | 100 x 55 | 800 | - | 4 | 1455 x 735 x 1715 | 2,2 |
МА 4129 | 75 | 140 | 210 | 300 | 260 | 130 x 63 | 800 | - | 7,5 | 1560 x 790 x 1900 | 3,1 |
М 4132 | 150 | 250 | 190 | 340 | 360 | 190 x 75 | 800 | 1,42 | 19 | 2275 x 930 x 2075 | 4,6 |
М 4132А | 150 | 325 | 190 | 340 | 360 | 190 x 75 | 800 | 1,75 | 13 | 2300 x 930 x 2160 | 5,3 |
МБ 4134 | 250 | 560 | 150 | 420 | 450 | 210 x 80 | 750 | 2,8 | 22 | 2620 x 1290 x 2400 | 7,9 |
МА 4134 | 250 | 560 | 150 | 420 | 450 | 210 x 80 | 750 | 2,8 | 22 | 2680 x 1115 x 2390 | 7,9 |
МА 4136 | 400 | 1000 | 130 | 530 | 530 | 250 x 90 | 750 | 5 | 30 | 3020 x 1310 x 2650 | 13,1 |
М 4139 | 750 | 2000 | 105 | 750 | 670 | 320 x 130 | 750 | 10 | 55 | 3850 x 1400 x 3060 | 24,7 |
М 4140 | 1000 | 2800 | 95 | 800 | 750 | 360 x 140 | 750 | 14 | 75 | 4300 x 1650 x 3360 | 37 |
ПАРОВОЗДУШНЫЕ МОЛОТЫ
Параметры | модель | ||
М 1340 | М 1343 | М 1345 | |
Номинальная масса падающих частей, кг | 1000 | 2000 | 3000 |
Энергия удара, кгс/см2 | 2500 | 5000 | 8000 |
Число ударов бабы в минуту при наибольшем ходе | 63 | 50 | 50 |
Расстояние между стойками в свету, мм | 1800 | 2300 | 2700 |
Высота рабочей зоны в свету, мм | 450 | 530 | 630 |
Расстояние от зеркала нижнего бойка до уровня пола, мм | 750 | 750 | 750 |
Размер зеркала бойка, мм | 410 x 230 | 530 x 290 | 600 x 330 |
Давление пара перед выпуском, ата | 7...9 | 7...9 | 7...9 |
Давление воздуха перед выпуском, ата | 6...8 | 6...8 | 6...8 |
Максимальный рабочий ход бабы, мм | 1200 | 1200 | 1250 |
Габариты в плане, мм | 3910 x 1400 | 4900 x 1930 | 5100 x 2490 |
Высота молота над уровнем пола, мм | 5145 | 5350 | 5895 |
Масса шабота, т | 15 | 30 | 47 |
Масса молота без шабота, т | 15,9 | 20 | 37 |
ПАРОВОЗДУШНЫЕ МОЛОТЫ ДВОЙНОГО ДЕЙСТВИЯ МОСТОВОГО ТИПА
Параметры | Модель | |
М 1545 | М 1547 | |
Масса падающих частей, кг | 3150 | 5000 |
Энергия удельная, кг/см2 | 8000 | 12500 |
Число ударов бабы в минуту | 50 | 40 |
Расстояние между стойками в свету, мм | 4000 | 4000 |
Высота рабочей зоны в свету, мм | 630 | 710 |
Расстояние от зеркала нижнего бойка до уровня пола, мм | 750 | 750 |
Размер зеркала бойка, мм | 630 x 300 | 710 x 400 |
Масса шабота, т | 47 | 75 |
Габариты (длина x ширина x высота), мм | 6850 x 2750 x 5900 | 5850 x 2750 x 6300 |
Масса молота, т | 83 | 122 |