СПРАВКА
Источник публикации
М.: НИИ труда, 1983
Примечание к документу
Взамен "Общемашиностроительных нормативов времени для технического нормирования работ по свободной ковке под молотами" (изд. 1967 г.) и "Общемашиностроительных нормативов времени на свободную ковку под парогидравлическими прессами" (изд. 1972, 1974 гг.).
Название документа
"Общемашиностроительные нормативы времени на ковку на молотах и прессах"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы времени на ковку на молотах и прессах"
(утв. Госкомтрудом СССР)
Содержание
Госкомтрудом СССР
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА КОВКУ НА МОЛОТАХ И ПРЕССАХ
Сборник состоит из общей части, примеров расчета норм времени, характеристики применяемого оборудования, нормативной части и приложения. Нормативная часть сборника включает неполное штучное время на ковку заготовок на молотах и прессах в зависимости от степени их оснащенности.
"Общемашиностроительные нормативы времени на ковку на молотах и прессах" разработаны Центральным бюро нормативов по труду при участии нормативно-исследовательских организаций различных министерств.
Сборник нормативов рекомендован ЦБНТ для применения при расчете технически обоснованных норм времени в кузнечных цехах машиностроительных предприятий.
С выходом в свет настоящего сборника утратили силу "Общемашиностроительные нормативы времени для технического нормирования работ по свободной ковке под молотами" (изд. 1967 г.) и "Общемашиностроительные нормативы времени на свободную ковку под парогидравлическими прессами" (изд. 1972, 1974 гг.).
Сборник нормативов предназначен для расчета технически обоснованных норм времени на ковку на молотах и прессах в кузнечных цехах машиностроительных заводов в условиях среднесерийного, мелкосерийного и единичного типов производства (ГОСТ 3.1108-74).
При разработке нормативов времени были использованы: результаты фотографий рабочего дня, хронометражных наблюдений; отраслевые и заводские нормативы времени, а также результаты анализа материалов по организации производства и труда на рабочих местах; технические характеристики оборудования.
Приведенные в сборнике пределы числовых показателей, в которых указано "до", следует понимать включительно.
До введения нормативов времени необходимо привести организационно-технические условия в кузнечных цехах в соответствие с запроектированными в нормативах и осуществить производственный инструктаж рабочих.
На виды работ, связанные с ковкой на молотах и прессах, не предусмотренных в настоящем сборнике, а также при внедрении на предприятиях более прогрессивной, чем это предусмотрено в сборнике, организации производства, труда, технологии ковки и т.п. следует разработать и ввести в установленном порядке местные нормативы времени.
Настоящий сборник должен применяться взамен действующих "Общемашиностроительных нормативов времени для технического нормирования работ по свободной ковке под молотами" и "Общемашиностроительных нормативов времени на свободную ковку под парогидравлическими прессами".
Сборник нормативов состоит из укрупненных нормативов неполного штучного времени на ковку заготовок на молотах и прессах в зависимости от степени их оснащенности.
Расчет нормы штучного времени (в мин.) производится по формуле:

где tншт - неполное штучное время на технологические переходы ковки, оно включает:
- основное время, в течение которого происходит непосредственное изменение формы и размеров поковки;
- вспомогательное время, связанное с технологическим переходом, например: кантовка и перемещение заготовки на бойке, управление ковочным агрегатом, промеры поковок в процессе ковки и т.п.;
- время на организационно-техническое обслуживание рабочего места, которое включает: осмотр и смазку, регулировку и подналадку ковочного оборудования, манипулятора, подготовку инструмента к началу и уборку его в конце работы, уборку рабочего места на протяжении смены от окалины и обсечек;
- время на отдых и личные надобности.
Время на обслуживание рабочего места, отдых и личные надобности включено в нормативные карты в размере: при ковке на молотах с применением манипулятора 22%, без применения манипулятора 25%; при ковке на прессах усилием от 600 до 5000 тс - 12% на прессах усилием 10000 и 12000 тс - 13% от неполного оперативного времени.
K - поправочный коэффициент на ковку различных марок сталей и сплавов;
tнштв - вспомогательное время на свободную ковку, связанное с изделием, оно включает:
- время на загрузку заготовок в печь, выгрузку их из печи на боек молота или стол пресса, снятие и укладку поковок;
- время на подачу инструмента;
- измерение и клеймение поковок.
Вспомогательное время дано с учетом времени на организационно-техническое обслуживание рабочего места, отдых и личные надобности.
Норма времени на поковку с учетом подготовительно-заключительного времени определяется по формуле:

где tпз - подготовительно-заключительное время, оно включает следующие затраты:
- получение производственного задания, инструктаж и ознакомление с работой;
- замену бойков и приспособлений в начале работы и снятие их в конце работы.
Так как ковка на молотах и прессах осуществляется бригадой кузнецов, то время на получение производственного задания, инструктаж и ознакомление с работой перекрывается временем на уход за оборудованием и их настройкой, поэтому оно в норму времени не включается.
В случаях: а) если время на получение производственного задания и инструктаж не перекрывается основным, тогда оно включается в норму времени (см. карта 2); б) если замена бойков и приспособлений производится перед ковкой каждой партии одинаковых поковок, то оно включается в норму времени на каждую партию поковок (см. карты 2, 45);
n - количество поковок в партии.
Все процессы по ковке выполняет бригада кузнецов. При расчете нормы штучного времени принимаются во внимание лишь те переходы и приемы, которые не перекрываются.
Следовательно, если часть бригады укладывает откованные поковки в отведенное место, в то время как другая часть бригады выгружает заготовку из печи, вспомогательное время на укладку поковки на место в норму штучного времени не включается как перекрываемое.
Нагрев заготовок в норму штучного времени не включается, так как производится параллельно с ковкой металла. При бригадном методе работы расчет нормы штучного времени производится по наиболее загруженному рабочему.
В нормативных картах дана продолжительность технологических переходов, выраженная в минутах. Для определения трудоемкости выполняемой работы (нормы времени на бригаду) в человеко-минутах необходимо рассчитанную норму времени умножить на численность бригады.
Нормативы времени рассчитаны на ковку сталей и сплавов марок, перечисленных в графе 1 карт 1, 44. При ковке сталей и сплавов других марок следует применять поправочные коэффициенты к неполному штучному времени, указанные в этих же картах.
Нормативные карты в сборнике рассчитаны для условий мелкосерийного производства. Для среднесерийного производства следует применять поправочный коэффициент 0,90, для единичного производства - 1,15.
Пример 1. Расчет нормы штучного времени на раскатку колец на молоте с применением манипулятора
Исходные данные
Деталь - кольцо
Материал - сталь 40
Размер заготовки -  280 x 530 мм
280 x 530 мм
Масса заготовки - 257 кг
Масса поковки - 235 кг
Сложность работы - III группа
Оборудование - молот 3 т
Инструмент - раскидные стойки
Бригада - 4 человека
Тип производства - мелкосерийный
Расчет нормы штучного времени
N карты, N позиции | Комплексы приемов | Учитываемый фактор | Время, мин. | |
неполное штучное | вспомогательное | |||
Загрузить заготовку в печь, выгрузить из печи и подать на боек молота | Масса 257 кг | - | 1,93 | |
Осадить заготовку, прошить отверстие с двух сторон, править торцы | D = 540 мм d = 180 мм h = 145 мм | 3,2 | - | |
Загрузить заготовку в печь на подогрев; выгрузить ее из печи и подать на боек молота | Масса 235 кг | - | 1,93 | |
Надеть заготовку на оправку с помощью манипулятора, раскатать на оправке; снять заготовку с оправки с помощью манипулятора; раскинуть стойки; править кольцо по ребру (коэффициент на правку равен 1,3) | D = 602 мм d = 323 мм h = 148 мм | 2,5 · 1,3 = 3,25 | - | |
Отложить поковку в сторону | Масса 235 кг | - | 0,75 | |
Итого | 6,45 | 4,61 | ||
Норма штучного времени равна:

Tшт = 6,45 · 1 + 4,61 = 11,06 мин.
Значение коэффициента K определяется по карте 1.
Норма времени на бригаду равна:
T = Tшт · 4 = 11,06 · 4 = 44,24 чел.-мин.
Пример 2. Расчет нормы времени на ковку диска под прессом
Исходные данные
Деталь - диск
Материал - сталь 5ХГМ
Масса заготовки - 0,8 т
Масса поковки - 0,62 т
Размер партии поковок - 4 шт.
Усилие пресса 3000 тс
Состав бригады - 8 человек
Тип производства - единичный
Подготовительно-заключительное время при настройке прессов, приведенное ниже, определяется по карте 45.
Наименование работ | Время, мин. |
Сменить нижний быстросменный боек | 4 |
Установить раскаточную машину | 15 |
Убрать раскаточную машину | 10 |
Итого | 29 |
Расчет нормы штучного времени
N карты, N позиции | Наименование переходов при ковке | Учитываемый фактор | Время, мин. | |
неполное штучное | вспомогательное | |||
Взять клещи, выдать заготовку из печи и подать под пресс | Масса 0,8 т | - | 1,26 | |
Осадить заготовку | H = 950 мм h = 280 мм | 2,18 | - | |
Установить нижнюю осадочную плиту и кольцо, установить на нее заготовку, осадить до h = 900 мм, снять быстросменный вкладыш, разогнать поле диска сменной наделкой, замерить поковку, надеть быстросменный вкладыш. Править торцы, выбить диск из кольца | d = 700 мм D = 990 мм h = 80 мм H = 130 мм | 9,0 | - | |
Прошить отверстие, править после прошивки | d = 250 мм h= 175 мм | 2,64 | ||
Клеймить поковку | Усилие пресса 3000 тс | - | 0,21 | |
Уложить поковку на место | Масса 0,62 т | - | 0,89 | |
Итого | 13,82 | 1,10 | ||
Норма штучного времени равна:

Значение коэффициента К определяется по карте 44.
K' - коэффициент на тип производства.
Норма времени на одну поковку с учетом подготовительно-заключительного времени равна:

Норма времени на бригаду из 8 человек составит:
T = Tнв · 4 = 25,997 · 4 = 103,988 чел.-мин.
и технология работы
Нормативы времени, приведенные в сборнике, рассчитаны на наиболее распространенное оборудование для ковки.
Для изготовления мелких и средних поковок применяются ковочные пневматические и паровоздушные молоты двойного действия арочного типа с массой падающих частей 100; 150; 250; 350; 500; 750; 1500; 2000; 3000; 5000 кг.
Для изготовления крупных поковок применяются гидравлические ковочные прессы с усилием: а) 600, 750, 800, 1000 тс без выдвижных столов; б) 1200, 1500, 2000, 2500, 3000, 5000, 10000, 12000 тс с выдвижным столом.
Для механизации тяжелых и трудоемких работ при ковке применяются мостовые ковочные, поворотные консольные краны, тали, тельферы, кантователи, манипуляторы, шаржир-машины и другие технические средства.
Нормативы времени разработаны на основные технологические приемы, которые выполняются при ковке на молотах и прессах.
Предварительная обработка слитка - оттяжка цапфы под патрон. Как правило, цапфу отковывают с прибыльной части слитка. Биллетировку производят, во-первых, для уничтожения конусности слитка, т.е. для придания ему цилиндрической формы, а во-вторых, для достижения большой плотности металла в углах слитка. Сбивают грани у слитка, как правило, в вырезных бойках.
Осадка-процесс увеличения поперечного сечения за счет высоты. Слиток осаживают после биллетировки. При небольших поковках осадку производят под плоскими бойками. При ковке поковок из крупных слитков осадку производят при помощи накладных плит (снизу и сверху), причем нижнюю плиту, имеющую форму кольца, помещают на стол пресса, а вторую накладывают поверх слитка.
Протяжка - процесс увеличения длины заготовки за счет уменьшения площади поперечного сечения. Протяжку производят как на плоских, так и вырезных бойках или комбинированных - один боек вырезной, а второй плоский.
Прошивка - операция получения в поковке отверстия при помощи сплошного стержня (прошивня) или пустотелого стержня. Применение того или другого прошивня зависит от марки стали прошиваемой заготовки и от типа изготовления поковки.
Отрубка применяется, когда требуется разделить слиток или прокат в горячем состоянии на несколько частей, отделить излишек металла; сделать надрубку и вырубку для того, чтобы образовать в поковке уступы, заплечики, колена и иные формы, необходимые для применения других операций. Отрубка круглых сечений осуществляется на вырезном бойке; на плоском бойке отрубают пластину, а также поковки прямоугольных сечений.
Гибка - изгибание заготовки или детали под разными углами.
При ковке, когда это возможно, гибку необходимо производить с помощью подкладных штампов.
Правка применяется для устранения кривизны, которая получается в основном вследствие нарушения технологии: искривлении при ковке, прогибе длинных поковок в наиболее тонких сечениях при нагреве и т.п.
Нормативы времени на ковку на молотах и прессах составлены с учетом следующих условий организации труда и рабочего места:
1. Кузнечно-прессовое, печное и крановое оборудование находится в исправном состоянии.
2. Нагревательные печи обеспечивают необходимую окончательную температуру нагрева заготовок и бесперебойное снабжение ковочного агрегата нагретыми заготовками. Количество печей для нагрева заготовок рассчитывается по "Общемашиностроительным нормативам времени на нагрев заготовок" (изд. 1969 г.).
3. Рабочее место организовано так, что обеспечивает наиболее полную механизацию вспомогательных работ: подачи заготовок, поворачивание их при ковке и уборку готовых поковок, для этого имеются краны, манипуляторы, шаржир-машины, выдвижные столы, поворотные плиты и др.
Рабочее место должно быть обеспечено оснасткой для расположения вспомогательного инструмента (топоров, прошивней и т.п.). Для обеспечения удобства пользования оргоснастка должна быть компактной, устойчивой, безопасной при пользовании и должна занимать как можно меньше производственной площади. Хранить на рабочем месте следует только то, что действительно необходимо для работы.
Расстановка всех предметов на рабочем месте должна быть наиболее целесообразной, т.е. такой, чтобы каждым из них в отдельности было удобно пользоваться. На рабочем месте должны поддерживаться чистота и порядок. Освещение производственных площадей ковочного участка как естественное, так и искусственное.
4. Метод работы - бригадный.
Состав бригады должен быть минимальный, но такой, при котором достигается наилучшее использование ковочного оборудования. Каждый член бригады должен быть по возможности равномерно загружен. Примерный состав бригады приведен в таблице.
I. Работа на молотах
Профессия | Масса падающих частей молота, т | |||||||
без применения манипулятора | с применением манипулятора | |||||||
0,15 - 0,25 | 0,3 - 0,75 | 1 - 2 | 3 | 5 | 2 | 3 | 5 | |
Кол-во рабочих в бригаде | ||||||||
Кузнец на молотах и прессах | 1 | 2 | 2 - 4 | 5 | 6 | 2 | 2 | 2 |
Машинист на молотах, прессах и манипуляторах | - | 1 | 1 | 1 | 1 | 2 | 2 | 2 |
Итого | 1 | 3 | 3 - 4 | 6 | 7 | 4 | 4 | 4 |
II. Работа на прессах
Профессия | Усилие пресса, тс, до | |||
600 - 1200 | 1500 - 2000 | 2500 - 3000 - 5000 | 10000 - 12000 | |
Кол-во рабочих в бригаде | ||||
Кузнец на молотах и прессах | 3 - 4 | 4 - 5 | 4 - 5 | 6 |
Машинист на молотах, прессах и манипуляторах | 2 | 2 | 2 | 1 |
Машинист крана (крановщик) | 1 | 1 | 1 - 2 | 1 - 2 |
Итого | 6 - 7 | 7 - 8 | 7 - 8 | 8 - 9 |
Бригадир после ознакомления с технологической документацией (чертежами, нарядами), инструментом и приспособлениями дает производственный инструктаж членам бригады о выполнении работы.
Высокая производительность труда достигается при правильной его организации и рациональной организации рабочего места, а также совмещении работ и профессий. У каждого ковочного агрегата на протяжении смены работает только одна бригада.
Бригада кузнецов, кроме ковки, принимает участие в загрузке заготовок в печь, выдаче нагретого металла из печи, подаче к ковочному агрегату, посадке на подогрев неоконченных поковок, укладке готовых поковок, уборке обрубков, установке и уборке приспособлений.
5. В картах учтено перемещение заготовок (поковок) на расстояние до 6 м, при большем расстоянии на каждый метр добавлять 0,02 мин.
6. Перемещение заготовок (поковок) массой до 20 кг осуществляется вручную при массе свыше 20 кг - двумя рабочими или подъемно-транспортными средствами.
7. Режим работы печей регулируется рабочими-нагревальщиками.
8. Доставка холодных заготовок, слитков массой до 100 т к печам и посадка их в печь производится вспомогательными рабочими.
Доставка слитков массой свыше 100 т к печам и посадка их в печь производится ковочным краном бригадой кузнецов.
9. В нормативах предусмотрено, что бригада кузнецов полностью выполняет технологический комплекс работ в течение одной смены. В случае необходимости передачи части работ в другую смену установление объема выполняемых работ производится на месте.
на молотах и прессах
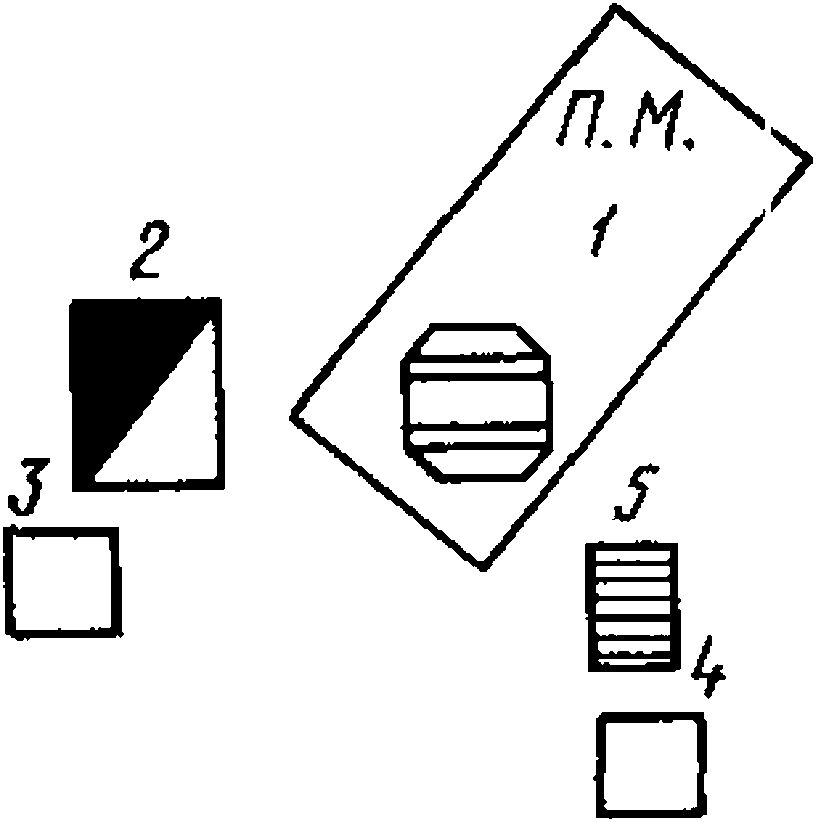 | Рис. 1. Пневматические молоты с падающими частями массой меньше 0,3 т: 1 - молот; 2 - печь; 3 - ящик для заготовок; 4 - ящик для поковок; 5 - подставка для инструмента |
Рис. 2. Паравоздушный двухстоечный ковочный молот: 1 - молот; 2 - поворотный кран; 3 - печь; 4 - ящик для окалины; 5 - тяжелый инструмент; 6 - шкаф для легкого инструмента; 7 - ящик для обрубков; 8 - бак с водой; 9 - воздушный душ (вентилятор); 10 - стол для измерительного инструмента; 11 - площадка для предъявления поковок контролеру; 12 - площадка для охлаждения поковок | 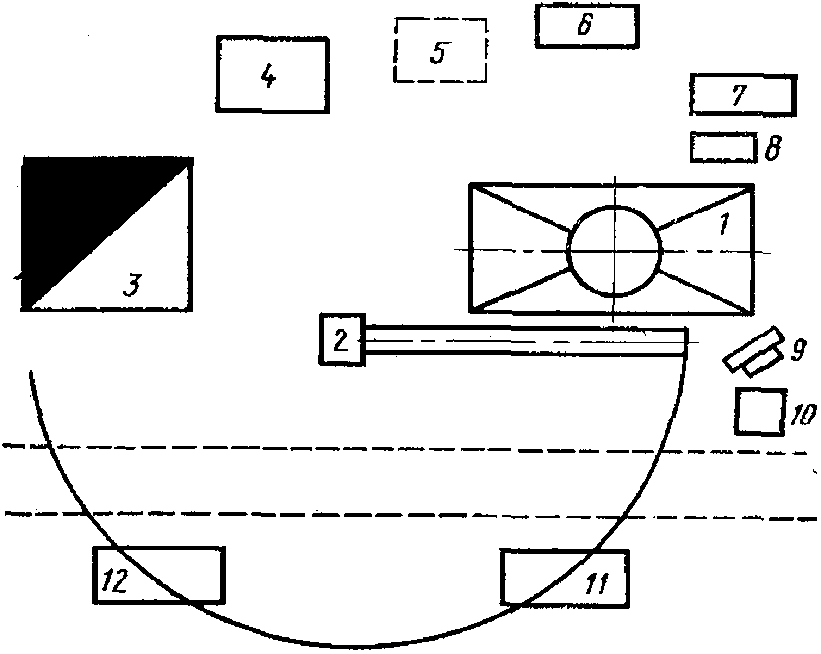 |
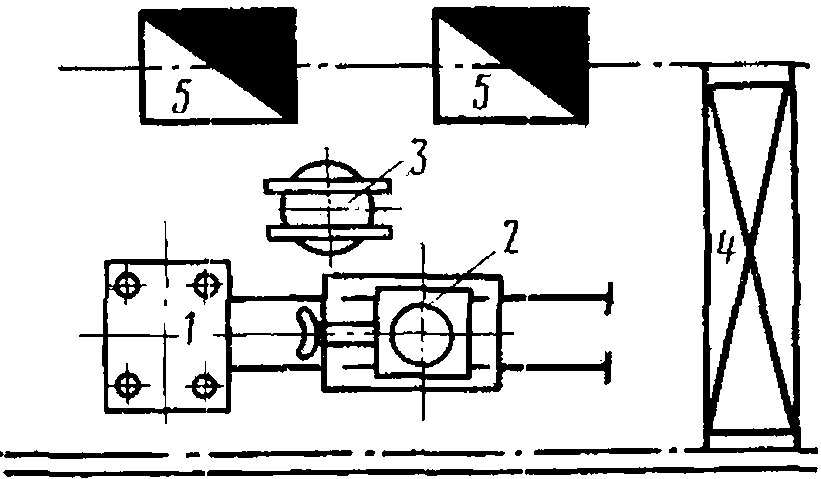 | Рис. 3. Парогидравлический пресс с манипулятором, поворотной плитой, мостовым краном: 1 - ковочный пресс; 2 - манипулятор; 3 - поворотная плита; 4 - мостовой кран; 5 - нагревательные печи |
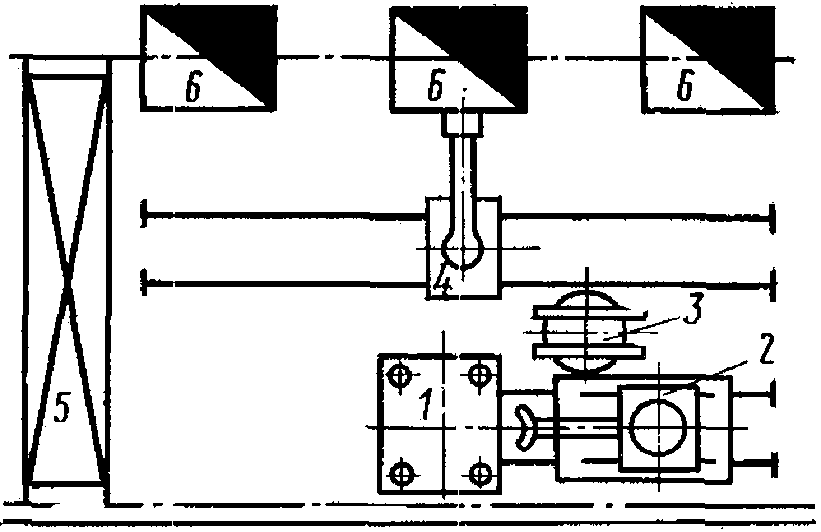 | Рис. 4. Парогидравлический пресс с манипулятором, поворотной плитой, шаржир-машиной, мостовым краном: 1 - ковочный пресс; 2 - манипулятор; 3 - поворотная плита, стол; 4 - шаржир-машина; 5 - мостовой кран; 6 - нагревательные печи |
Ковка на молотах | |||||
Карта 1 | |||||
Группа сталей и сплавов | |||||
II | III | IV | V | VI | |
Ст 3 | 40Г | 40ХН | 9Х | Р9 | Х23Н18 |
Ст 4 | 50Г, 65Г | 45ХН | 9Х2 | Р18 | ЭИ395 |
Ст 5 | 50 | 50ХН | 9ХФ | Х17Н2 | ЭИ405 |
15 | 30Х | 60ХН | 9Х2В | Х18Н9Т | ЭИ415 |
20 | 40Х | 30ХНЗ | 9Х2МФ | Х18Н12Т | ХН77ТЮР |
25 | 45Х | 20ХНЗА | ХВГ | 4Х12Н8Г8МФБ | (ЭИ437Б) |
30 | 50Х | 12ХНЗА | 5ХВГ | (ЭИ481) | ХН35ВТ |
35 | 40Н | 12Х2Н4 | 5ХНВ | 3Х19Н9МВБТ | (ЭИ612) |
40 | 0ХМ | 15Х5МФ | 38ХМЮА | (ЭИ572) | ХН35ВТР |
45 | 12ХМ | 18ХНВА | Х18Н9 | Х14Г14Н3Т | (ЭИ725) |
15М | 35ХМ | 38ХНВА | Медь | Армко-железо | Никель |
20М | 20ХФ | 20Х2НЧА | Монель | ||
15Х | 15ХГ | 30ХГСНА | Бронза | ||
20Х | 38ХС | 34Х2Н3М | |||
У7 | 40ХГ | 40ХНМ | |||
У8 | 35ХГ2 | 45ХНВФА | |||
У10 | 12ХН2 | 30ХГС | |||
15Г | 20ХН | 5ХНВ | |||
20Г | 15НМ | ШХ15 | |||
30Г | 35СГ | Латунь и алюминиевые сплавы | |||
Автоматные стали | 18Г2С | ||||
30ХГТ, 18ХГТ | |||||
20ХГС | |||||
30ХГСА | |||||
30ХГН | |||||
38ХСН | |||||
25ХГС | |||||
34ХНМ | |||||
34ХНВ | |||||
38ХА | |||||
7Х13, 2Х13, | |||||
Х12 | |||||
3Х13 | |||||
60ХЗГ | |||||
8Н88 | |||||
Немагнитная сталь | |||||
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ | |||||
1,0 | 1,1 | 1,15 | 1,3 | 1,4 | 1,6 |
Ковка на молотах и прессах | ||
Карта 2, лист 1 | ||
I. На получение задания и инструктаж | ||
Содержание работы | ||
Получить производственное задание, инструктаж от мастера; ознакомиться с работой; подготовить инструмент, набрать клеймо; сдать партию одинаковых поковок (сменное задание) | ||
Группа сложности работы | ||
I | II | III |
простая | средняя | сложная |
Время, мин. | ||
3 | 5 | 7 |
Характеристика групп сложности
I группа - гладкие валы, шпонки, диски глухие, диски с отверстием, кубики, шестигранники, скобы, цапфы для опок, кузнечный инструмент (кувалды, пробойники, раскатки, обсечка, топоры, гладилки, обжилки);
II группа - поковки с фланцем, буртом, уступами, втулки (изготовленные протяжкой), анкерные болты, штанги и тяги с головками, болты с шестигранной и квадратной головкой, шестигранные гайки, рамы, траверсы, приставные кривошипы, кузнечные клещи, кузнечный инструмент - обжимки подкладные;
III группа - коленчатые валы, втулки с уступами, кольца (изготовленные раскаткой), серьги, рычаги, хомуты; крюки однорогие, крюки двурогие.
II. При настройке молотов
N позиции | Содержание работы | Масса падающих частей молота, т | ||||
0,75 | 1,0 | 2,0 | 3,0 | 5,0 | ||
Время, мин. | ||||||
Перестановка верхнего бойка или штампа | ||||||
1 | Выбить клин | 2,0 | 3,0 | 3,0 | 3,5 | 3,5 |
2 | Убрать боек | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 |
3 | Поставить другой боек | 1,5 | 2,0 | 2,5 | 3,5 | 3,5 |
4 | Забрать клин (установка и крепление) | 1,5 | 2,0 | 2,0 | 2,5 | 3,0 |
Итого | 6,5 | 9,0 | 10,0 | 12,0 | 13,5 | |
Перестановка нижнего бойка или штампа | ||||||
5 | Выбить клин | 1,0 | 1,5 | 1,8 | 2,0 | 2,5 |
6 | Убрать боек | 1,0 | 1,5 | 1,8 | 2,0 | 2,5 |
7 | Поставить другой боек | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 |
8 | Забить клин (установка и крепление) | 1,0 | 1,5 | 1,5 | 2,0 | 3,5 |
Итого | 4,5 | 6,5 | 7,6 | 9,0 | 11,0 | |
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ | Ковка на молотах и прессах | |||||
Карта 2, лист 2 | ||||||
N позиции | Содержание работы | Масса падающих частей молота, т | ||||
0,75 | 1,0 | 2,0 | 3,0 | 5,0 | ||
Время, мин. | ||||||
Перестановка на нижних бойках сменных вырезных надставок | ||||||
9 | Снять с нижнего бойка сменную надставку и отвести в сторону | - | - | 1,0 | 1,5 | 2,0 |
10 | Установить на нижний боек сменную надставку | - | - | 2,0 | 2,5 | 3,0 |
Итого | - | - | 3,0 | 4,0 | 5,0 | |
Индекс | а | б | в | г | д | |
Примечания:
1. В нормативах предусмотрена установка бойков и надставок, предварительно подогретых.
2. Время на указанные работы дано с учетом подачи и уборки бойков и штампов на расстояние до 10 м.
Ковка на молотах | |
Карта 3 |
Нормативы времени на протяжку заготовок рассчитаны с учетом следующих условий.
1. Протяжка металла производится на плоских бойках; при протяжке металла круглого сечения в вырезных бойках время следует применять с коэффициентом 0,55.
3. При протяжке заготовок с начального прямоугольного сечения время следует брать таким же, как для равновеликого квадратного сечения.
5. В картах 8 - 17 предусмотрена точная протяжка по размеру; при грубой протяжке без проверки размеров время на протяжку следует брать с коэффициентом 0,8.
6. При протяжке на конус время следует определять по среднему сечению конуса, умножая его на коэффициент 1,25.
7. При протяжке между заплечиками время следует применять с коэффициентом 1,2, а при расстоянии между заплечиками менее ширины бойка - с коэффициентом 1,7.
8. При протяжке заготовок на длину более или менее 1 м время, приведенное в картах 8 - 17, необходимо умножать на соответствующие поправочные коэффициенты:
При ковке без манипулятора
Длина, м | 0,1 | 0,2 | 0,3 | 0,5 | 0,7 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,0 | |
Коэффициент | 0,25 | 0,4 | 0,5 | 0,7 | 0,9 | 1,0 | 1,2 | 1,3 | 1,4 | 1,6 | 1,8 | |
Длина, м | 2,2 | 2,4 | 2,6 | 2,8 | 3,0 | 3,2 | 3,4 | 3,6 | 3,9 | 4,2 | 4,5 | |
Коэффициент | 2,0 | 2,2 | 2,3 | 2,5 | 2,7 | 2,9 | 3,1 | 3,3 | 3,7 | 4,0 | 4,4 | |
Длина, м | 4,8 | 5,1 | 5,4 | 5,7 | 6,0 | 6,3 | 6,6 | 6,9 | 7,2 | 7,5 | 7,8 | 8,0 |
Коэффициент | 4,8 | 5,2 | 5,5 | 5,9 | 6,3 | 6,7 | 7,2 | 7,6 | 8,1 | 8,6 | 9,1 | 9,5 |
При ковке с манипулятором
Длина, м | 0,3 | 0,5 | 0,7 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,0 | 2,2 | 2,4 | |
Коэффициент | 0,5 | 0,7 | 0,9 | 1,0 | 1,2 | 1,3 | 1,4 | 1,6 | 1,8 | 2,0 | 2,2 | |
Длина, м | 2,6 | 2,8 | 3,0 | 3,2 | 3,4 | 3,6 | 3,9 | 4,2 | 4,5 | 4,8 | 5,1 | |
Коэффициент | 2,3 | 2,5 | 2,7 | 2,9 | 3,1 | 3,3 | 3,6 | 4,0 | 4,3 | 4,6 | 5,0 | |
Длина, м | 5,4 | 5,7 | 6,0 | 6,3 | 6,6 | - | - | - | - | - | - | - |
Коэффициент | 5,3 | 5,6 | 6,0 | 6,4 | 6,7 | - | - | - | - | - | - | - |
Ковка на молотах | ||||||||||||||
Карта 4 | ||||||||||||||
Содержание работы Захватить слиток манипулятором; протянуть часть слитка на нужный размер; отрубить поддон; повернуть слиток другим концом, проковать второй конец слитка; отрубить прибыль; отвести манипулятор | 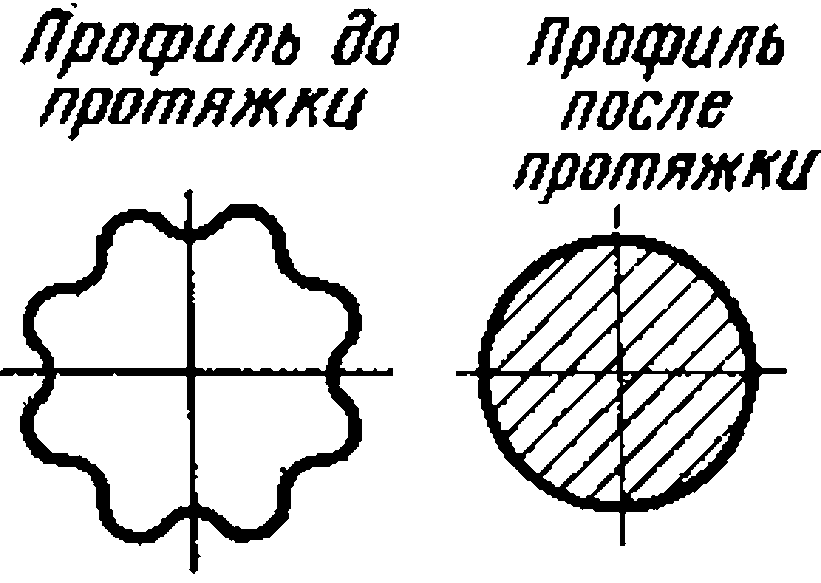 | |||||||||||||
Номер позиции | Масса слитка Q, кг | Конечный диаметр протянутого слитка d, мм, до | ||||||||||||
100 | 110 | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 320 | 360 | 400 | ||
Время на слиток, мин. | ||||||||||||||
1 | 400 | 7,78 | 7,08 | 6,25 | 5,59 | 4,91 | 4,37 | - | - | - | - | - | - | - |
2 | 500 | 9,19 | 8,37 | 7,39 | 6,61 | 5,80 | 5,17 | - | - | - | - | - | - | - |
3 | 600 | 10,5 | 9,60 | 8,47 | 7,58 | 6,65 | 5,92 | 5,34 | - | - | - | - | - | - |
4 | 700 | 11,8 | 10,8 | 9,51 | 8,51 | 7,50 | 6,65 | 6,00 | 5,34 | - | - | - | - | - |
5 | 800 | 13,1 | 11,9 | 10,5 | 9,40 | 8,25 | 7,35 | 6,63 | 5,91 | 5,33 | - | - | - | - |
6 | 1000 | 15,5 | 14,1 | 12,4 | 11,1 | 9,75 | 8,69 | 7,84 | 6,98 | 6,30 | - | - | - | - |
7 | 1200 | - | 16,1 | 14,24 | 12,7 | 11,2 | 9,96 | 8,99 | 8,01 | 7,22 | 6,46 | 5,67 | - | - |
8 | 1400 | - | - | 16,0 | 14,3 | 12,6 | 11,2 | 10,1 | 8,99 | 8,11 | 7,25 | 6,36 | 5,67 | - |
9 | 1600 | - | - | 17,7 | 15,8 | 13,9 | 12,4 | 11,1 | 9,93 | 8,96 | 8,02 | 7,04 | 6,27 | 5,65 |
10 | 1800 | - | - | 19,3 | 17,3 | 15,2 | 13,5 | 12,2 | 10,9 | 9,79 | 8,75 | 7,69 | 6,85 | 6,18 |
11 | 2150 | - | - | - | 19,7 | 17,3 | 15,4 | 13,9 | 12,4 | 11,2 | 10,0 | 8,78 | 7,82 | 7,06 |
12 | 2500 | - | - | - | 22,1 | 19,4 | 17,3 | 15,6 | 13,9 | 12,5 | 11,2 | 9,83 | 8,76 | 7,90 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
T = 7,93 d-0,98 · Q0,75
Примечание. Протяжка слитка производится в нижнем вырезном бойке и в верхнем плоском.
Ковка на молотах | |||||||||||||
Карта 5 | |||||||||||||
Содержание работы Протянуть часть слитка на нужный размер; отрубить поддон; повернуть слиток другим концом; проковать второй конец слитка; отрубить прибыль | 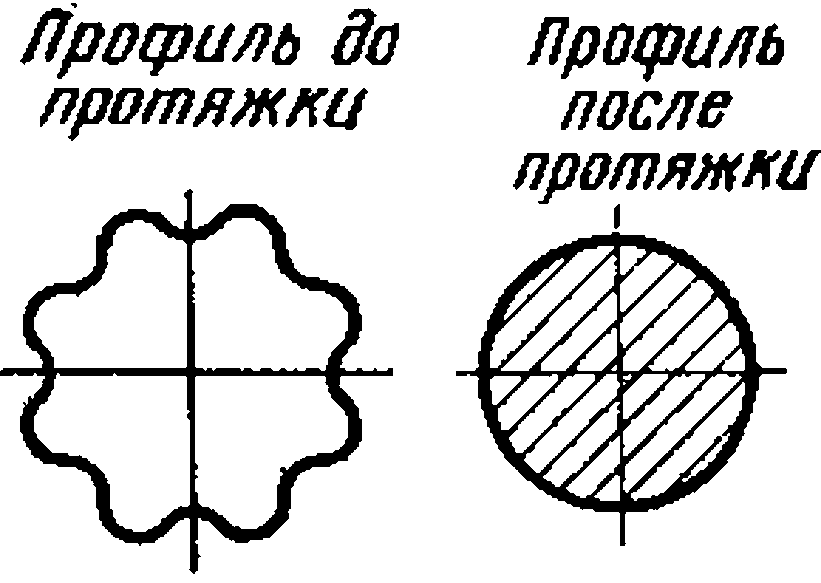 | ||||||||||||
N позиции | Масса слитка Q, кг, до | Конечный диаметр протянутого слитка d, мм, до | |||||||||||
60 | 80 | 100 | 110 | 125 | 140 | 160 | 180 | ||||||
Время на слиток, мин. | |||||||||||||
1 | 100 | 6,06 | 4,57 | 3,68 | 3,35 | 2,95 | - | - | - | ||||
2 | 150 | 8,22 | 6,20 | 4,98 | 4,54 | 4,00 | - | - | - | ||||
3 | 200 | - | 7,69 | 6,18 | 5,63 | 4,97 | 4,44 | - | - | ||||
4 | 300 | - | 10,4 | 8,38 | 7,63 | 6,73 | 6,02 | 5,28 | - | ||||
5 | 400 | - | 12,9 | 10,4 | 9,47 | 8,35 | 7,47 | 6,56 | 5,84 | ||||
6 | 500 | - | 15,3 | 12,3 | 11,2 | 9,86 | 8,84 | 7,75 | 6,91 | ||||
7 | 600 | - | - | 14,1 | 12,8 | 11,3 | 10,1 | 8,89 | 7,92 | ||||
8 | 7001 | - | - | 15,8 | 14,4 | 12,7 | 11,4 | 9,98 | 8,89 | ||||
9 | 800 | - | - | 17,5 | 15,9 | 14,0 | 12,6 | 11,0 | 9,83 | ||||
10 | 1000 | - | - | 20,7 | 18,8 | 16,6 | 14,9 | 13,0 | 11,6 | ||||
11 | 1200 | - | - | - | 21,6 | 19,0 | 17,0 | 14,9 | 13,3 | ||||
12 | 1400 | - | - | - | - | 21,4 | 19,1 | 16,8 | 14,9 | ||||
13 | 1600 | - | - | - | - | 23,6 | 21,1 | 18,5 | 16,5 | ||||
14 | 1800 | - | - | - | - | 25,8 | 23,1 | 20,3 | 18,0 | ||||
15 | 2150 | - | - | - | - | - | 26,4 | 23,1 | 20,6 | ||||
Индекс | а | б | в | г | д | е | ж | з | |||||
N позиции | Масса слитка Q, кг, до | Конечный диаметр протянутого слитка d, мм, до | |||||||||||
200 | 225 | 250 | 280 | 320 | 360 | 400 | |||||||
Время на слиток, мин. | |||||||||||||
1 | 100 | - | - | - | - | - | - | - | |||||
2 | 150 | - | - | - | - | - | - | - | |||||
3 | 200 | - | - | - | - | - | - | - | |||||
4 | 300 | - | - | - | - | - | - | - | |||||
5 | 400 | - | - | - | - | - | - | - | |||||
6 | 500 | - | - | - | - | - | - | - | |||||
7 | 600 | 7,14 | - | - | - | - | - | - | |||||
8 | 700 | 8,02 | 7,14 | - | - | - | - | - | |||||
9 | 800 | 8,86 | 7,89 | 7,12 | - | - | - | - | |||||
10 | 1000 | 10,5 | 9,33 | 8,42 | - | - | - | - | |||||
11 | 1200 | 12,0 | 10,7 | 9,65 | 8,64 | - | - | - | |||||
12 | 1400 | 13,5 | 12,0 | 10,8 | 9,70 | 8,50 | 7,58 | - | |||||
13 | 1600 | 14,9 | 13,3 | 12,0 | 10,7 | 9,40 | 8,38 | 7,56 | |||||
14 | 16,3 | 14,5 | 13,1 | 11,7 | 10,3 | 9,15 | 0,25 | ||||||
15 | 2150 | 18,6 | 16,6 | 14,9 | 13,4 | 11,7 | 10,5 | 9,43 | |||||
Индекс | и | к | л | м | н | о | п | ||||||
T = 10,6 d-0,98 · Q0,75
Примечание. Протяжка слитка производится в нижнем вырезном бойке и верхнем плоском.
Ковка на молотах | ||||||||||||||
Карта 6 | ||||||||||||||
Содержание работы Захватить слиток манипулятором; протянуть часть слитка на нужный размер; отрубить поддон; повернуть слиток другим концом; проковать второй конец слитка; отрубить прибыль; отвести манипулятор | 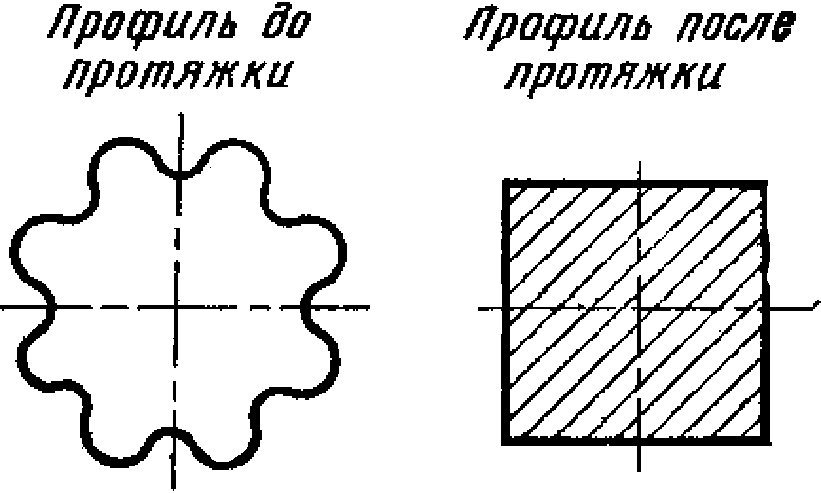 | |||||||||||||
N позиции | Масса слитка Q, кг, до | Конечная сторона квадрата b, мм, до | ||||||||||||
100 | по. | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 320 | 360 | 400 | ||
Время на слиток, мин. | ||||||||||||||
1 | 400 | 8,55 | 7,79 | 6,87 | 6,15 | - | - | - | - | - | - | - | - | - |
2 | 500 | 10,1 | 9,21 | 8,12 | 7,27 | 6,38 | 5,68 | - | - | - | - | - | - | - |
3 | 600 | 11,6 | 10,6 | 9,31 | 8,33 | 7,31 | 6,52 | 5,87 | - | - | - | - | - | - |
4 | 700 | 13,0 | 11,8 | 10,5 | 9,35 | 8,20 | 7,31 | 6,59 | 5,88 | - | - | - | - | - |
5 | 800 | 14,4 | 13,1 | 11,6 | 10,3 | 9,07 | 8,08 | 7,29 | 6,50 | 5,86 | - | - | - | - |
6 | 1000 | 17,0 | 15,5 | 13,7 | 12,2 | 10,7 | 9,56 | 8,62 | 7,68 | 6,93 | - | - | - | - |
7 | 1200 | - | 17,8 | 15,7 | 14,0 | 12,3 | 10,9 | 9,88 | 8,80 | 7,94 | 7,11 | 6,23 | - | - |
8 | 1400 | - | - | 17,6 | 15,7 | 13,8 | 12,3 | 11,1 | 9,88 | 8,92 | 7,98 | 7,00 | 6,23 | - |
9 | 1600 | - | - | 19,4 | 17,4 | 15,3 | 13,6 | 12,3 | 10,9 | 9,85 | 8,82 | 7,74 | 6,89 | 6,22 |
10 | 1800 | - | - | 21,2 | 19,0 | 16,7 | 14,8 | 13,4 | 11,9 | 10,8 | 9,63 | 8,45 | 7,53 | 6,79 |
11 | 2150 | - | - | - | 21,7 | 19,0 | 17,0 | 15,3 | 13,6 | 12,3 | 11,0 | 9,66 | 8,60 | 7,76 |
12 | 2500 | - | - | - | 24,3 | 21,3 | 19,0 | 17,1 | 15,3 | 13,8 | 12,3 | 10,8 | 9,63 | 8,69 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
T = 8,72 b-0,98 · Q0,75
Ковка на молотах | ||||||||||
Карта 7 | ||||||||||
Содержание работы Протянуть часть слитка на нужный размер; отрубить поддон; повернуть слиток другим концом; проковать второй конец слитка; отрубить прибыль | 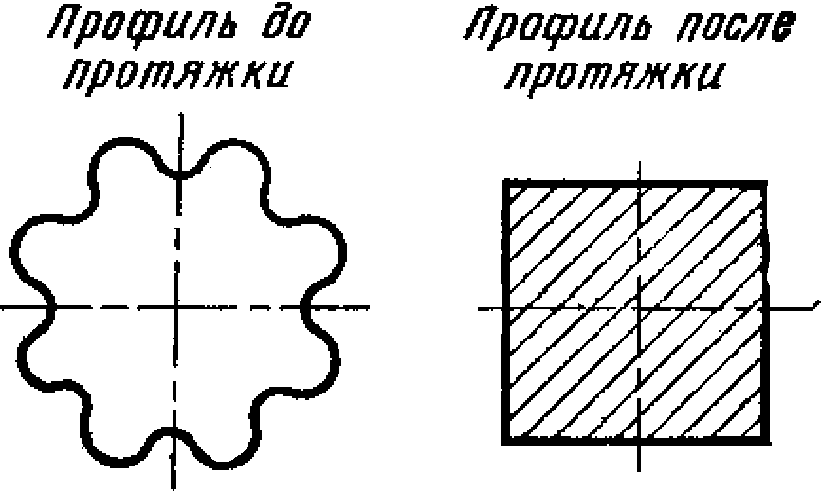 | |||||||||
N позиции | Масса слитка Q, кг, до | Конечная сторона квадрата b, мм, до | ||||||||
60 | 70 | 80 | 90 | 100 | 110 | 125 | 140 | 160 | ||
Время на слиток, мин. | ||||||||||
1 | 100 | 6,64 | 5,70 | 4,96 | 4,46 | 4,02 | 3,66 | 3,23 | - | - |
2 | 150 | 8,99 | 7,69 | 6,78 | 6,04 | 5,45 | 4,96 | 4,38 | - | - |
3 | 200 | - | 9,59 | 8,42 | 7,50 | 6,76 | 6,16 | 5,44 | 4,86 | - |
4 | 300 | - | 13,0 | 11,4 | 10,2 | 9,17 | 8,35 | 7,37 | 6,59 | 5,78 |
5 | 400 | - | - | 14,2 | 12,6 | 11,4 | 10,4 | 9,14 | 8,18 | 7,18 |
6 | 500 | - | - | 16,7 | 14,9 | 13,4 | 12,2 | 10,8 | 9,67 | 8,48 |
7 | 600 | - | - | - | 17,1 | 15,4 | 14,0 | 12,4 | 11,1 | 9,73 |
8 | 700 | - | - | - | 19,2 | 17,3 | 15,8 | 13,9 | 12,4 | 10,9 |
9 | 800 | - | - | - | - | 19,1 | 17,4 | 15,4 | 13,8 | 12,1 |
10 | 1000 | - | - | - | - | 22,6 | 20,6 | 18,2 | 16,3 | 14,3 |
11 | 1200 | - | - | - | - | - | 23,6 | 20,8 | 18,6 | 16,4 |
12 | 1400 | - | - | - | - | - | - | 23,4 | 20,9 | 18,4 |
13 | 1600 | - | - | - | - | - | - | 25,9 | 23,1 | 20,3 |
14 | 1800 | - | - | - | - | - | - | 28,2 | 25,3 | 22,2 |
15 | 2150 | - | - | - | - | - | - | - | 28,9 | 25,3 |
Индекс | а | б | в | г | д | е | ж | з | и | |
N позиции | Масса слитка Q, кг, до | Конечная сторона квадрата b, мм, до | |||||||
180 | 200 | 225 | 250 | 280 | 320 | 360 | 400 | ||
Время на слиток, мин. | |||||||||
1 | 100 | - | - | - | - | - | - | - | - |
2 | 150 | - | - | - | - | - | - | - | - |
3 | 200 | - | - | - | - | - | - | - | - |
4 | 300 | - | - | - | - | - | - | - | - |
5 | 400 | 6,39 | - | - | - | - | - | - | - |
6 | 500 | 7,56 | - | - | - | - | - | - | - |
7 | 600 | 8,67 | 7,82 | - | - | - | - | - | - |
8 | 700 | 9,73 | 8,77 | 7,82 | - | - | - | - | - |
9 | 800 | 10,7 | 9,70 | 8,64 | 7,79 | - | - | - | - |
10 | 1000 | 12,7 | 11,5 | 10,2 | 9,21 | - | - | - | - |
11 | 1200 | 14,6 | 13,1 | 11,7 | 10,6 | 9,45 | 8,29 | - | - |
12 | 1400 | 16,4 | 14,8 | 13,1 | 11,9 | 10,6 | 9,31 | 8,28 | - |
13 | 1600 | 18,1 | 16,3 | 14,5 | 13,1 | 11,7 | 10,3 | 9,17 | 8,27 |
14 | 1800 | 19,8 | 17,8 | 15,9 | 14,3 | 12,8 | 11,2 | 10,0 | 9,03 |
15 | 2150 | 22,6 | 20,4 | 18,1 | 16,4 | 14,6 | 12,8 | 11,4 | 10,3 |
Индекс | к | л | м | н | о | п | р | с | |
T = 11,6b-0,98 · Q0,75
Ковка на молотах | ||||||||||||||
Карта 8 | ||||||||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки при помощи манипулятора | 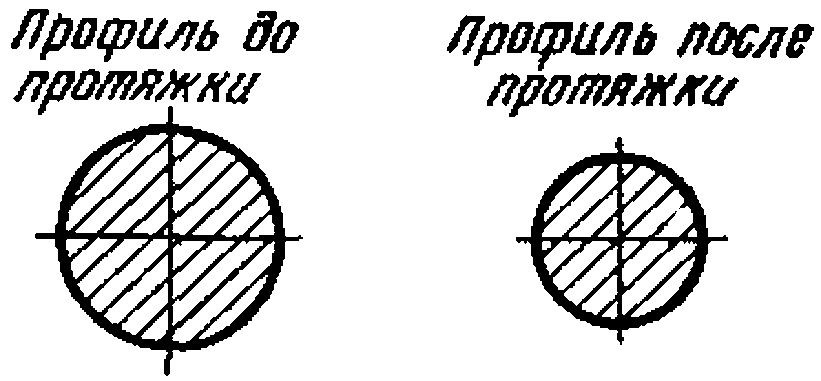 | |||||||||||||
N позиции | Конечный диаметр протянутой заготовки d, мм, до | Начальный диаметр заготовки D, мм, до | ||||||||||||
80 | 100 | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 320 | 360 | 400 | ||
Время, мин. на 1 м | ||||||||||||||
1 | 60 | 1,43 | 1,62 | 1,84 | 1,96 | 2,11 | 2,26 | 2,39 | 2,56 | 2,71 | 2,89 | 3,12 | - | - |
2 | 80 | - | 1,49 | 1,69 | 1,80 | 1,94 | 2,08 | 2,20 | 2,35 | 2,50 | 2,66 | 2,87 | 3,06 | - |
3 | 100 | - | - | 1,59 | 1,69 | 1,82 | 1,95 | 2,07 | 2,20 | 2,34 | 2,49 | 2,69 | 2,87 | 3,04 |
4 | 125 | - | - | - | 1,58 | 1,71 | 1,82 | 1,94 | 2,07 | 2,19 | 2,34 | 2,52 | 2,69 | 3,46 |
5 | 160 | - | - | - | - | - | 1,70 | 1,80 | 1,92 | 2,04 | 2,18 | 2,34 | 2,50 | 2,66 |
6 | 200 | - | - | - | - | - | - | - | 1,80 | 1,91 | 2,04 | 2,20 | 2,35 | 2,49 |
7 | 250 | - | - | - | - | - | - | - | - | - | 1,91 | 2,06 | 2,20 | 2,33 |
8 | 280 | - | - | - | - | - | - | - | - | - | - | 2,00 | 2,13 | 2,26 |
9 | 320 | - | - | - | - | - | - | - | - | - | - | - | 2,05 | 2,17 |
10 | 360 | - | - | - | - | - | - | - | - | - | - | - | - | 2,10 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
T = 0,404 D0,56 · d-0,29
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 3.
Ковка на молотах | ||||||||||
Карта 9 | ||||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки | 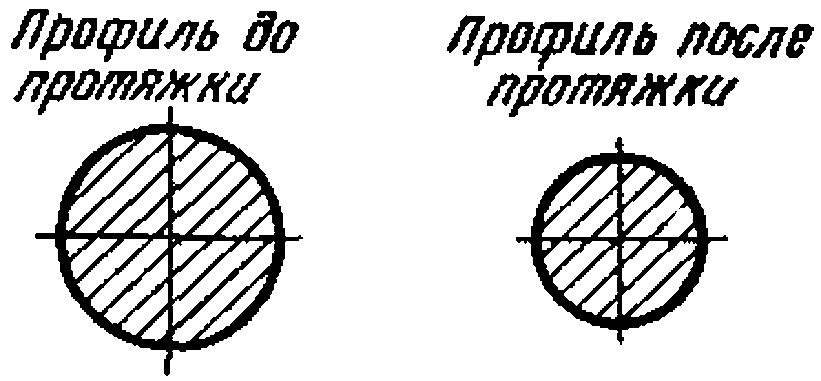 | |||||||||
N позиции | Конечный диаметр протянутой заготовки d, мм, до | Начальный диаметр заготовки D, мм, до | ||||||||
30 | 40 | 50 | 60 | 80 | 100 | 125 | 140 | 160 | ||
Время, мин. на 1 м | ||||||||||
1 | 20 | 2,11 | 2,48 | 2,81 | 3,12 | 3,66 | - | - | - | - |
2 | 30 | - | 2,21 | 2,50 | 2,77 | 3,25 | 3,69 | 4,18 | - | - |
3 | 40 | - | - | 2,30 | 2,55 | 2,99 | 3,39 | 3,84 | 4,09 | 4,41 |
4 | 50 | - | - | - | 2,39 | 2,81 | 3,18 | 3,60 | 3,84 | 4,14 |
5 | 60 | - | - | - | - | 2,66 | 3,02 | 3,42 | 3,64 | 3,92 |
6 | 80 | - | - | - | - | - | 2,77 | 3,14 | 3,35 | 3,61 |
7 | 100 | - | - | - | - | - | - | 2,95 | 3,14 | 3,38 |
8 | 125 | - | - | - | - | - | - | - | 2,94 | 3,17 |
9 | 160 | - | - | - | - | - | - | - | - | - |
10 | 200 | - | - | - | - | - | - | - | - | - |
11 | 250 | - | - | - | - | - | - | - | - | - |
12 | 280 | - | - | - | - | - | - | - | - | - |
13 | 320 | - | - | - | - | - | - | - | - | - |
14 | 360 | - | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
N позиции | Конечный диаметр протянутой заготовки d, мм, до | Начальный диаметр заготовки D, мм, до | |||||||
180 | 200 | 225 | 250 | 280 | 320 | 360 | 400 | ||
Время, мин. на 1 м | |||||||||
1 | 20 | - | - | - | - | - | - | - | - |
2 | 30 | - | - | - | - | - | - | - | - |
3 | 40 | - | - | - | - | - | - | - | - |
4 | 50 | - | - | - | - | - | - | - | - |
5 | 60 | 4,19 | 4,45 | 4,75 | - | - | - | - | - |
6 | 80 | 3,86 | 4,09 | 4,37 | - | - | - | - | - |
7 | 100 | 3,61 | 3,83 | 4,10 | 4,34 | 4,63 | - | - | - |
8 | 125 | 3,39 | 3,59 | 3,84 | 4,07 | 4,34 | 4,67 | 4,99 | - |
9 | 160 | 3,15 | 3,35 | 3,57 | 3,79 | 4,04 | 4,35 | 4,65 | 4,93 |
10 | 200 | - | - | 3,35 | 3,55 | 3,79 | 4,08 | 4,36 | 4,62 |
11 | 250 | - | - | - | - | 3,55 | 3,82 | 4,08 | 4,33 |
12 | 280 | - | - | - | - | - | 3,70 | 3,95 | 4,19 |
13 | 320 | - | - | - | - | - | - | 3,80 | 4,03 |
14 | 360 | - | - | - | - | - | - | - | 3,90 |
Индекс | к | л | м | н | о | п | р | с | |
T = 0,75 D0,56 · d-0,29
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 3.
Ковка на молотах | ||||||||
Карта 10 | ||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки при помощи манипулятора | 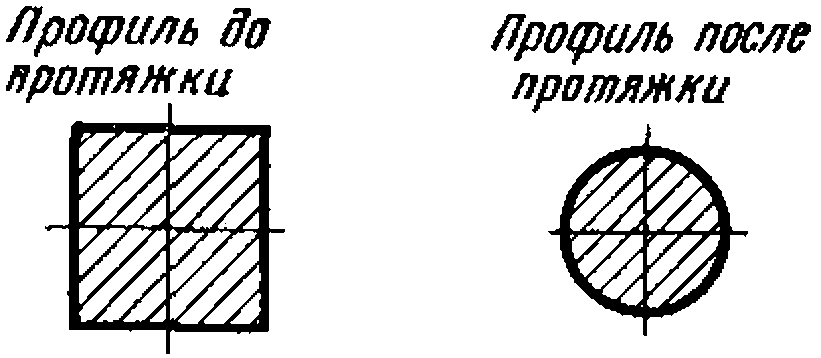 | |||||||
N позиции | Конечный диаметр протянутой заготовки d, мм, до | Начальная сторона квадрата B, мм, до | ||||||
80 | 100 | 125 | 140 | 160 | 180 | 200 | ||
Время, мин. на 1 м | ||||||||
1 | 60 | 1,29 | 1,47 | 1,66 | 1,77 | 1,91 | 2,04 | 2,16 |
2 | 80 | - | 1,35 | 1,53 | 1,63 | 1,76 | 1,88 | 1,99 |
3 | 100 | - | - | 1,43 | 1,53 | 1,65 | 1,76 | 1,87 |
4 | 125 | - | - | - | 1,43 | 1,54 | 1,65 | 1,75 |
5 | 160 | - | - | - | - | - | 1,53 | 1,63 |
6 | 200 | - | - | - | - | - | - | 1,53 |
7 | 250 | - | - | - | - | - | - | - |
8 | 280 | - | - | - | - | - | - | - |
9 | 320 | - | - | - | - | - | - | - |
10 | 360 | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | |
N позиции | Конечный диаметр протянутой заготовки d, мм, до | Начальная сторона квадрата B, мм, до | |||||
225 | 250 | 280 | 320 | 360 | 400 | ||
Время, мин. на 1 м | |||||||
1 | 60 | 2,31 | 2,45 | 2,61 | 2,82 | - | - |
2 | 80 | 2,13 | 2,26 | 2,40 | 2,59 | 2,76 | - |
3 | 100 | 1,99 | 2,11 | 2,25 | 2,43 - | 2,59 | 2,75 |
4 | 125 | 1,87 | 1,98 | 2,11 | 2,27 | 2,43 | 2,58 |
5 | 160 | 1,74 | 1,84 | 1,96 | 2,12 | 2,26 | 2,40 |
6 | 200 | 1,63 | 1,73 | 1,84 | 1,98 | 2,12 | 2,25 |
7 | 250 | - | - | 1,73 | 1,86 | 1,99 | 2,11 |
8 | 280 | - | - | - | 1,80 | 1,92 | 2,04 |
9 | 320 | - | - | - | - | 1,85 | 1,96 |
10 | 360 | - | - | - | - | - | 1,90 |
Индекс | з | и | к | л | м | н | |
T = 0,365 B0,56 · d-0,29
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 3.
Ковка на молотах | ||||||||||
Карта 11 | ||||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки | 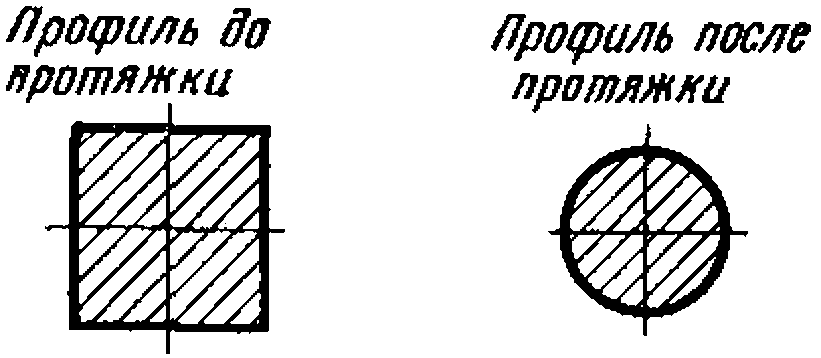 | |||||||||
N позиции | Конечный диаметр протянутой заготовки d, мм, до | Начальная сторона квадрата B, мм, до | ||||||||
30 | 40 | 50 | 60 | 80 | 100 | 125 | 140 | 160 | ||
Время, мин. на 1 м | ||||||||||
1 | 20 | 1,92 | 2,25 | 2,55 | 2,82 | 3,32 | 3,76 | - | - | - |
2 | 30 | - | 2,00 | 2,27 | 2,51 | 2,95 | 3,34 | 3,79 | - | - |
3 | 40 | - | - | 2,08 | 2,31 | 2,71 | 3,07 | 3,48 | 3,71 | - |
4 | 50 | - | - | - | 2,16 | 2,54 | 2,88 | 3,27 | 3,48 | 3,75 |
5 | 60 | - | - | - | - | 2,41 | 2,73 | 3,10 | 3,30 | 3,56 |
6 | 80 | - | - | - | - | - | 2,51 | 2,85 | 3,04 | 3,27 |
7 | 100 | - | - | - | - | - | - | 2,67 | 2,85 | 3,07 |
8 | 125 | - | - | - | - | - | - | - | 2,67 | 2,87 |
10 | 200 | - | - | - | - | - | - | - | - | - |
11 | 250 | - | - | - | - | - | - | - | - | - |
13 | 320 | - | - | - | - | - | - | - | - | - |
14 | 360 | - | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
N позиции | Конечный диаметр протянутой заготовки d, мм, до | Начальная сторона квадрата B, мм, до | |||||||
180 | 200 | 225 | 250 | 280 | 320 | 360 | 400 | ||
Время, мин. на 1 м | |||||||||
1 | 20 | - | - | - | - | - | - | - | - |
2 | 30 | - | - | - | - | - | - | - | - |
3 | 40 | - | - | - | - | - | - | - | - |
4 | 50 | - | - | - | - | - | - | - | - |
5 | 60 | 3,80 | 4,03 | - | - | - | - | - | - |
6 | 80 | 3,49 | 3,71. | 3,96 | - | - | - | - | - |
7 | 100 | 3,28 | 3,48 | 3,71 | 3,94 | 4,20 | - | - | - |
8 | 125 | 3,07 | 3,26 | 3,48 | 3,69 | 3,93 | 4,24 | 4,53 | 4,80 |
9 | 160 | 2,86 | 3,03 | 3,24 | 3,44 | 3,66 | 3,95 | 4,21 | 4,47 |
10 | 200 | - | - | 3,04 | 3,22 | 3,43 | 3,70 | 3,95 | 4,19 |
11 | 250 | - | - | - | - | 3,22 | 3,47 | 3,70 | 3,93 |
12 | 280 | - | - | - | - | - | 3,35 | 3,58 | 3,80 |
13 | 300 | - | - | - | - | - | - | 3,45 | 3,66 |
14 | 360 | - | - | - | - | - | - | - | 3,53 |
Индекс | к | л | м | н | о | п | р | с | |
T = 0,68 B0,56 · d-0,29
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 3.
Ковка на молотах | ||||||||||
Карта 12 | ||||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки | 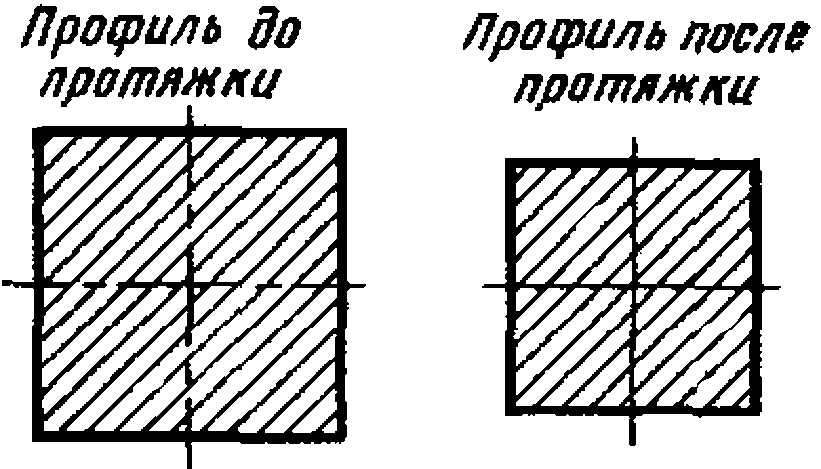 | |||||||||
N позиции | Конечная сторона квадрата b, мм, до | Начальная сторона квадрата B, мм, до | ||||||||
80 | 90 | 100 | 110 | 125 | 140 | 160 | 180 | 200 | ||
Время, мин. на 1 м | ||||||||||
1 | 60 | 0,78 | 0,87 | 0,97 | 1,08 | 1,23 | 1,38 | 1,59 | 1,79 | 2,0 |
2 | 80 | - | - | 0,85 | 0,95 | 1,08 | 1,21 | 1,39 | 1,57 | 1,75 |
3 | 100 | - | - | - | - | 0,973 | 1,09 | 1,25 | 1,42 | 1,58 |
4 | 125 | - | - | - | - | - | 0,987 | 1,13 | 1,28 | 1,42 |
5 | 160 | - | - | - | - | - | - | - | 1,14 | 1,27 |
6 | 200 | - | - | - | - | - | - | - | - | - |
7 | 250 | - | - | - | - | - | - | - | - | - |
8 | 280 | - | - | - | - | - | - | - | - | - |
9 | 320 | - | - | - | - | - | - | - | - | - |
10 | 360 | - | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
N позиции | Конечная сторона квадрата b, мм, до | Начальная сторона квадрата B, мм, до | ||||||
200 | 225 | 250 | 280 | 320 | 360 | 400 | ||
Время, мин. на 1 м | ||||||||
1 | 60 | 2,0 | - | - | - | - | - | - |
2 | 80 | 1,75 | 1,97 | - | - | - | - | - |
3 | 100 | 1,58 | 1,78 | 1,98 | 2,23 | 2,56 | 2,89 | 3,22 |
4 | 125 | 1,42 | 1,61 | 1,79 | 2,01 | 2,31 | 2,61 | 2,91 |
5 | 160 | 1,27 | 1,44 | 1,60 | 1,80 | 2,06 | 2,33 | 2,59 |
6 | 200 | - | 1,30 | 1,44 | 1,62 | 1,86 | 2,10 | 2,34 |
7 | 250 | - | - | - | 1,46 | 1,68 | 1,90 | 2,11 |
8 | 280 | - | - | - | - | 1,59 | 1,80 | 2,0 |
9 | 320 | - | - | - | - | - | 1,69 | 1,89 |
10 | 360 | - | - | - | - | - | - | 1,79 |
Индекс | к | л | м | н | о | п | р | |
T = 0,057 B1,03 · b-0,46
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 3.
Ковка на молотах | |||||||||||||
Карта 13 | |||||||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки | 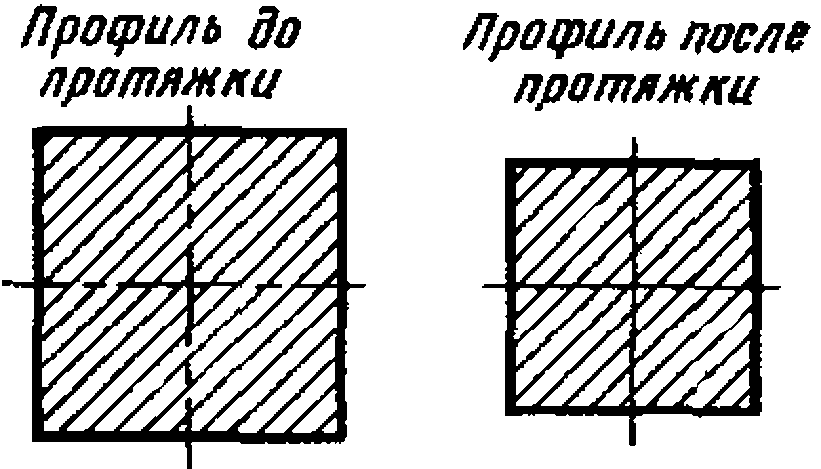 | ||||||||||||
N позиции | Конечная сторона квадрата b, мм, до | Начальная сторона квадрата B, мм, до | |||||||||||
30 | 35 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | ||
Время, мин. на 1 м | |||||||||||||
1 | 20 | 0,90 | 1,05 | 1,21 | 1,36 | 1,52 | 1,68 | 1,84 | 2,15 | 2,47 | 2,78 | 3,10 | - |
2 | 30 | - | 0,87 | 1,0 | 1,13 | 1,26 | 1,39 | 1,52 | 1,78 | 2,05 | 2,31 | 2,57 | 2,84 |
3 | 40 | - | - | - | 0,99 | 1,11 | 1,22 | 1,33 | 1,56 | 1,79 | 2,02 | 2,26 | 2,49 |
4 | 50 | - | - | - | - | - | 1,10 | 1,20 | 1,41 | 1,62 | 1,83 | 2,04 | 2,24 |
5 | 60 | - | - | - | - | - | - | - | 1,30 | 1,49 | 1,68 | 1,87 | 2,06 |
6 | 80 | - | - | - | - | - | - | - | - | - | 1,47 | 1,64 | 1,81 |
7 | 100 | - | - | - | - | - | - | - | - | - | - | - | 1,63 |
8 | 125 | - | - | - | - | - | - | - | - | - | - | - | - |
9 | 160 | - | - | - | - | - | - | - | - | - | - | - | - |
10 | 200 | - | - | - | - | - | - | - | - | - | - | - | - |
11 | 250 | - | - | - | - | - | - | - | - | - | - | - | - |
12 | 280 | - | - | - | - | - | - | - | - | - | - | - | - |
13 | 320 | - | - | - | - | - | - | - | - | - | - | - | - |
14 | 360 | - | - | - | - | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
N позиции | Конечная сторона квадрата b, мм, до | Начальная сторона квадрата B, мм, до | ||||||||||
125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 320 | 360 | 400 | ||
Время, мин. на 1 м | ||||||||||||
1 | 20 | - | - | - | - | - | - | - | - | - | - | - |
2 | 30 | 3,24 | - | - | - | - | - | - | - | - | - | - |
3 | 40 | 2,84 | - | - | - | - | - | - | - | - | - | - |
4 | 50 | 2,56 | 2,88 | 3,30 | - | - | - | - | - | - | - | - |
5 | 60 | 2,35 | 2,64 | 3,04 | 3,42 | 3,82 | - | - | - | - | - | - |
6 | 80 | 2,06 | 2,31 | 2,66 | 3,00 | 3,35 | 3,77 | - | - | - | - | - |
7 | 100 | 1,86 | 2,08 | 2,39 | 2,72 | 3,02 | 3,40 | 3,79 | 4,21 | - | - | - |
8 | 125 | - | 1,89 | 2,16 | 2,45 | 2,72 | 3,08 | 3,40 | 3,84 | 4,42 | 4,99 | - |
9 | 160 | - | - | - | 2,18 | 2,43 | 2,75 | 3,06 | 3,44 | 3,94 | 4,46 | 4,95 |
10 | 200 | - | - | - | - | - | 2,49 | 2,75 | 3,10 | 3,56 | 4,02 | 4,47 |
11 | 250 | - | - | - | - | - | - | - | 2,79 | 3,21 | 3,63 | 4,03 |
12 | 280 | - | - | - | - | - | - | - | - | 3,04 | 3,44 | 3,82 |
13 | 320 | - | - | - | - | - | - | - | - | - | 3,23 | 3,61 |
14 | 360 | - | - | - | - | - | - | - | - | - | - | 3,42 |
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | |
T = 0,109 B1,03 · b-0,46
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 3.
Ковка на молотах | ||||||||||||||
Карта 14 | ||||||||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки при помощи манипулятора | 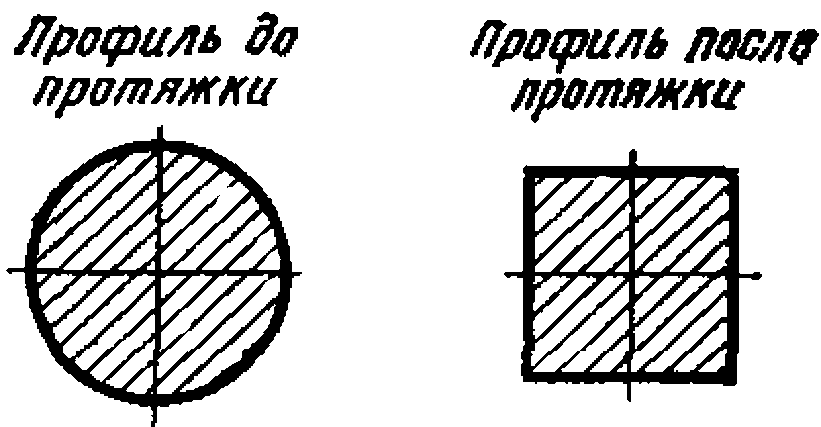 | |||||||||||||
N позиции | Конечная сторона квадрата b, мм, до | Начальный диаметр заготовки D, мм, до | ||||||||||||
80 | 100 | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 320 | 360 | 400 | ||
Время, мин. на 1 м | ||||||||||||||
1 | 60 | 0,65 | 0,82 | 1,04 | 1,16 | 1,33 | 1,51 | 1,68 | - | - | - | - | - | - |
2 | 80 | - | 0,72 | 0,91 | 1,02 | 1,17 | 1,32 | 1,47 | 1,66 | - | - | - | - | - |
3 | 100 | - | - | 0,82 | 0,92 | 1,06 | 1,19 | 1,33 | 1,50 | 1,67 | 1,88 | 2,16 | 2,43 | 2,71 |
4 | 125 | - | - | - | 0,83 | 0,95 | 1,08 | 1,20 | 1,35 | 1,51 | 1,69 | 1,94 | 2,19 | 2,45 |
5 | 160 | - | - | - | - | - | 0,96 | 1,07 | 1,21 | 1,35 | 1,51 | 1,74 | 1,36 | 2,18 |
6 | 200 | - | - | - | - | - | - | - | 1,09 | 1,21 | 1,37 | 1,57 | 1,77 | 1,97 |
7 | 250 | - | - | - | - | - | - | - | - | - | 1,23 | 1,41 | 1,60 | 1,78 |
8 | 280 | - | - | - | - | - | - | - | - | - | - | 1,34 | 1,51 | 1,69 |
9 | 320 | - | - | - | - | - | - | - | - | - | - | - | 1,42 | 1,59 |
10 | 360 | - | - | - | - | - | - | - | - | - | - | - | - | 1,50 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
T = 0,048 D1,03 · b-0,46
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 3.
Ковка на молотах | |||||||||||||
Карта 15 | |||||||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки | 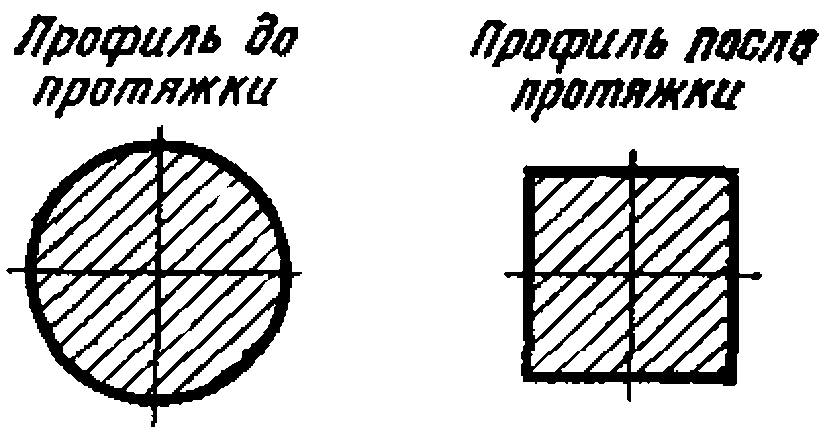 | ||||||||||||
N позиции | Конечная сторона квадрата b, мм, до | Начальный диаметр заготовки D, мм, до | |||||||||||
30 | 35 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | ||
Время, мин. на 1 м | |||||||||||||
1 | 20 | 0,75 | 0,89 | 1,02 | 1,15 | 1,28 | 1,42 | 1,55 | 1,81 | 2,08 | 2,35 | 2,62 | 2,80 |
2 | 30 | - | - | 0,85 | 0,96 | 1,06 | 1,17 | 1,28 | 1,51 | 1,73 | 1,95 | 2,17 | 2,40 |
3 | 40 | - | - | - | - | 0,93 | 1,03 | 1,13 | 1,32 | 1,51 | 1,72 | 1,90 | 2,10 |
4 | 50 | - | - | - | - | - | - | 1,02 | 1,19 | 1,37 | 1,54 | 1,72 | 1,89 |
5 | 60 | - | - | - | - | - | - | - | - | 1,26 | 1,42 | 1,58 | 1,74 |
6 | 80 | - | - | - | - | - | - | - | - | - | - | 1,38 | 1,53 |
7 | 100 | - | - | - | - | - | - | - | - | - | - | - | - |
8 | 125 | - | - | - | - | - | - | - | - | - | - | - | - |
9 | 160 | - | - | - | - | - | - | - | - | - | - | - | - |
10 | 200 | - | - | - | - | - | - | - | - | - | - | - | - |
11 | 250 | - | - | - | - | - | - | - | - | - | - | - | - |
12 | 280 | - | - | - | - | - | - | - | - | - | - | - | - |
13 | 320 | - | - | - | - | - | - | - | - | - | - | - | - |
14 | 360 | - | - | - | - | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
N позиции | Конечная сторона квадрата b, мм, до | Начальный диаметр заготовки D, мм, до | ||||||||||
125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 320 | 360 | 400 | ||
Время, мин. на 1 м | ||||||||||||
1 | 20 | - | - | - | - | - | - | - | - | - | - | - |
2 | 30 | 2,73 | - | - | - | - | - | - | - | - | - | - |
3 | 40 | 2,39 | 2,69 | - | - | - | - | -. | - | - | - | - |
4 | 50 | 2,16 | 2,43 | 2,79 | - | - | - | - | - | - | - | - |
5 | 60 | 1,98 | 2,23 | 2,56 | 2,89 | 3,22 | - | - | - | - | - | - |
6 | 80 | 1,74 | 1,96 | 2,24 | 2,53 | 2,82 | 3,19 | - | - | - | - | - |
7 | 100 | 1,57 | 1,76 | 2,02 | 2,28 | 2,55 | 2,87 | 3,20 | 3,60 | - | - | - |
8 | 125 | - | 1,59 | 1,83 | 2,06 | 2,30 | 2,59 | 2,89 | 3,25 | 3,73 | 4,21 | - |
9 | 160 | - | - | - | 1,84 | 2,05 | 2,32 | 2,58 | 2,90 | 3,33 | 3,76 | 4,19 |
10 | 200 | - | - | - | - | - | 2,09 | 2,33 | 2,62 | 3,00 | 3,39 | 3,78 |
11 | 250 | - | - | - | - | - | - | - | 2,36 | 2,71 | 3,06 | 3,41 |
12 | 280 | - | - | - | - | - | - | - | - | 2,57 | 2,90 | 3,24 |
13 | 320 | - | - | - | - | - | - | - | - | - | 2,70 | 3,04 |
14 | 360 | - | - | - | - | - | - | - | - | - | - | 2,88 |
Индекс | н | о | п | р | с | т | у | ф | ц | х | ч | |
T = 0,092 D1,03 · b-0,46
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 3.
Ковка на молотах | |||||||||
Карта 16 | |||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки при помощи манипулятора | 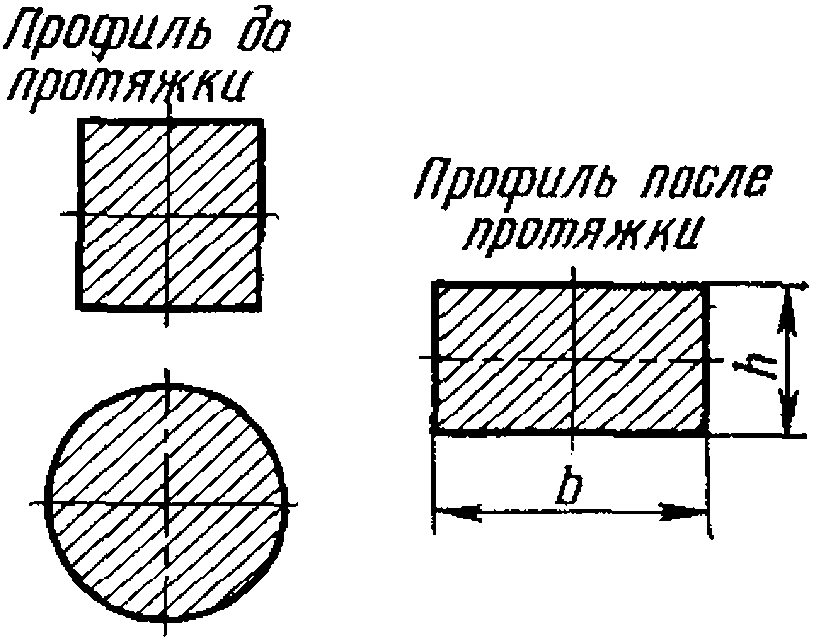 | ||||||||
N позиции | Конечная высота протянутой заготовки h, мм, до | Конечная ширина протянутой заготовки b, мм, до | Начальная сторона квадрата B, мм, до | ||||||
160 | 180 | 200 | 225 | 250 | 300 | 350 | |||
Начальный диаметр заготовки, мм, до | |||||||||
180 | 200 | 225 | 250 | 280 | 340 | 390 | |||
Время, мин. на 1 м | |||||||||
1 | 130 | 160 | 1,71 | 1,84 | 1,97 | 2,13 | 2,28 | 2,57 | - |
2 | 250 | - | - | 2,06 | 2,22 | 2,37 | 2,67 | - | |
3 | 400 | - | - | - | 2,50 | 2,69 | 3,04 | 3,37 | |
4 | 145 | 160 | 1,63 | 1,75 | 1,88 | 2,00 | 2,18 | - | - |
5 | 250 | - | - | 2,03 | 2,20 | 2,36 | 2,67 | - | |
6 | 400 | - | - | - | - | 2,54 | 2,86 | 3,17 | |
7 | 160 | 200 | - | 1,75 | 1,88 | 2,03 | 2,17 | 2,45 | - |
8 | 250 | - | - | 1,95 | 2,11 | 2,26 | 2,55 | - | |
9 | 400 | - | - | - | - | 2,46 | 2,78 | 3,07 | |
10 | 180 | 200 | - | - | 1,73 | 1,93 | 2,07 | 2,33 | 2,58 |
11 | 250 | - | - | 1,85 | 2,01 | 2,15 | 2,43 | 2,69 | |
12 | 400 | - | - | - | - | 2,16 | 2,64 | 2,93 | |
13 | 200 | 300 | - | - | - | 1,98 | 2,12 | 2,40 | 2,65 |
14 | 400 | - | - | - | - | 2,24 | 2,52 | 2,79 | |
Индекс | а | б | в | г | д | е | ж | ||
T = 0,194 B0,66 · b0,8 · h-0,43
Ковка на молотах | ||||||||||
Карта 17, лист 1 | ||||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки | 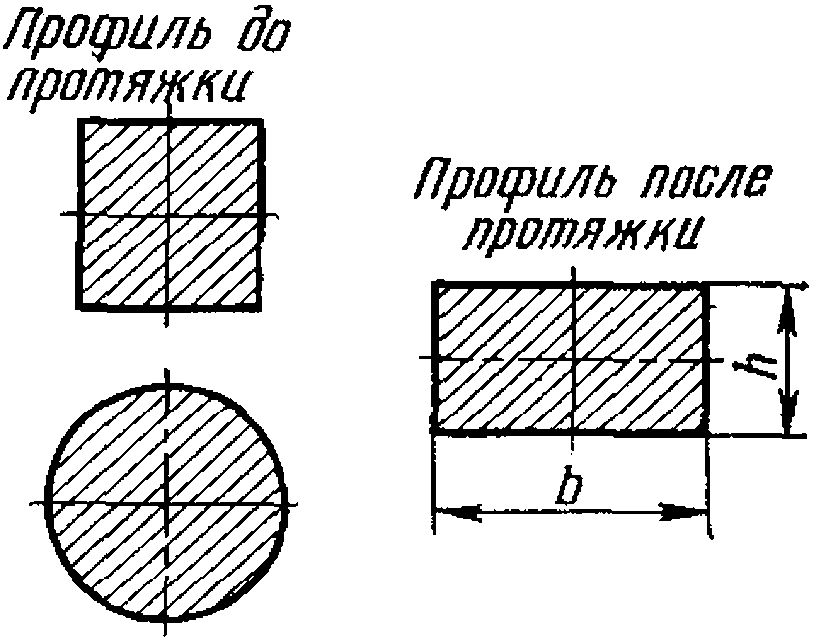 | |||||||||
N позиции | Конечная высота протянутой заготовки h, мм, до | Конечная ширина протянутой заготовки b, мм, до | Начальная сторона квадрата B, мм, до | |||||||
25 | 30 | 40 | 50 | 60 | 80 | 100 | 120 | |||
Начальный диаметр заготовки D, мм, до | ||||||||||
30 | 35 | 50 | 60 | 70 | 90 | 110 | 135 | |||
Время, мин. на 1 м | ||||||||||
1 | 15 | 20. | 1,66 | 1,87 | 2,26 | 2,61 | - | - | - | - |
2 | 25 | 1,72 | 1,94 | 2,35 | 2,72 | - | - | - | - | |
3 | 30 | 1,78 | 2,01 | 2,43 | 2,81 | 3,18 | 3,84 | - | - | |
4 | 20 | 40 | - | - | 2,26 | 2,62 | 2,95 | 3,57 | 4,14 | - |
5 | 60 | - | - | 2,43 | 2,82 | 3,18 | 3,84 | 4,45 | 4,67 | |
6 | 100 | - | - | - | - | 3,49 | 4,21 | 4,88 | 5,02 | |
7 | 160 | - | - | - | - | - | 4,59 | 5,31 | 5,99 | |
8 | 40 | 60 | - | - | - | - | 2,36 | 2,85 | 3,31 | 3,73 |
9 | 100 | - | - | - | - | - | 3,13 | 3,62 | 4,09 | |
10 | 160 | - | - | - | - | - | 3,40 | 3,94 | 4,45 | |
11 | 250 | - | - | - | - | - | - | - | 4,82 | |
12 | 60 | 100 | - | - | - | - | - | 2,63 | 3,04 | 3,43 |
13 | 160 | - | - | - | - | - | 2,86 | 3,31 | 3,74 | |
14 | 250 | - | - | - | - | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | ||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА ПРЯМОУГОЛЬНОЕ БЕЗ ПРИМЕНЕНИЯ МАНИПУЛЯТОРА | Ковка на молотах | ||||||||
Карта 17, лист 2 | |||||||||
N позиции | Конечная высота протянутой заготовки h, мм до | Конечная ширина протянутой заготовки b, мм, до | Начальная сторона квадрата B, мм, до | ||||||
140 | 160 | 180 | 200 | 225 | 250 | 300 | |||
Начальный диаметр заготовки D, мм, до | |||||||||
160 | 180 | 200 | 225 | 250 | 280 | 340 | |||
Время, мин. на 1 м | |||||||||
1 | 15 | 20 | - | - | - | - | - | - | - |
2 | 25 | - | - | - | - | - | - | - | |
3 | 30 | - | - | - | - | - | - | - | |
4 | 20 | 40 | - | - | - | - | - | - | - |
5 | 60 | - | - | - | - | - | - | - | |
6 | 100 | 6,10 | 6,66 | - | - | - | - | - | |
7 | 160 | 6,64 | 7,25 | 7,83 | 8,40 | - | - | - | |
8 | 40 | 60 | 4,13 | 4,51 | 4,87 | 5,22 | - | - | - |
9 | 100 | 4,53 | 4,94 | 5,34 | 5,73 | - | - | - | |
10 | 160 | 4,93 | 5,38 | 5,81 | 6,23 | 6,74 | 7,22 | - | |
11 | 250 | 5,34 | 5,83 | 6,30 | 6,75 | 7,30 | 7,83 | - | |
12 | 60 | 100 | 3,47 | 3,79 | 4,09 | 4,39 | - | - | - |
13 | 160 | 4,14 | 4,52 | 4,88 | 5,24 | 5,66 | 6,07 | - | |
14 | 250 | 4,50 | 4,91 | 5,31 | 5,69 | 6,15 | 6,60 | 7,44 | |
Индекс | з | и | к | л | м | н | о | ||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА ПРЯМОУГОЛЬНОЕ БЕЗ ПРИМЕНЕНИЯ МАНИПУЛЯТОРА | Ковка на молотах | |||||||||
Карта 17, лист 3 | ||||||||||
N позиции | Конечная высота протянутой заготовки h, мм, до | Конечная ширина протянутой заготовки b, мм, до | Начальная сторона квадрата B, мм, до | |||||||
25 | 30 | 40 | 50 | 60 | 80 | 100 | 120 | |||
Начальный диаметр заготовки D, мм, до | ||||||||||
30 | 35 | 50 | 60 | 70 | 90 | 110 | 135 | |||
Время, мин. на 1 м | ||||||||||
15 | 80 | 100 | - | - | - | - | - | 2,32 | 2,69 | 3,03 |
16 | 160 | - | - | - | - | - | - | - | 3,30 | |
17 | 250 | - | - | - | - | - | - | - | - | |
18 | 400 | - | - | - | - | - | - | - | - | |
19 | 100 | 125 | - | - | - | - | - | - | - | - |
20 | 160 | - | - | - | - | - | - | - | - | |
21 | 250 | - | - | - | - | - | - | - | - | |
22 | 400 | - | - | - | - | - | - | - | - | |
23 | 110 | 160 | - | - | - | - | - | - | - | - |
24 | 250 | - | - | - | - | - | - | - | - | |
25 | 400 | - | - | - | - | - | - | - | - | |
26 | 130 | 160 | - | - | - | - | - | - | - | - |
27 | 250 | - | - | - | - | - | - | - | - | |
28 | 400 | - | - | - | - | - | - | - | - | |
29 | 145 | 160 | - | - | - | - | - | - | - | - |
30 | 250 | - | - | - | - | - | - | - | - | |
31 | 400 | - | - | - | - | - | - | - | - | |
32 | 160 | 200 | - | - | - | - | - | - | - | - |
33 | 250 | - | - | - | - | - | - | - | - | |
34 | 400 | - | - | - | - | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | ||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА ПРЯМОУГОЛЬНОЕ БЕЗ ПРИМЕНЕНИЯ МАНИПУЛЯТОРА | Ковка на молотах | |||||||||
Карта 17, лист 4 | ||||||||||
N позиции | Конечная высота протянутой заготовки h, мм, до | Конечная ширина протянутой заготовки b мм, до | Начальная сторона квадрата B, мм, до | |||||||
140 | 160 | 180 | 200 | 225 | 250 | 300 | 350 | |||
Начальный диаметр заготовки D, мм, до | ||||||||||
160 | 180 | 200 | 225 | 250 | 250 | 340 | 390 | |||
Время, мин. на 1 м | ||||||||||
15 | 80 | 100 | 3,36 | 3,67 | 3,97 | 4,25 | - | - | - | - |
16 | 160 | 3,66 | 3,99 | 4,32 | 4,63 | 5,00 | 5,36 | - | - | |
17 | 250 | 3,96 | 4,33 | 4,68 | 5,01 | 5,42 | 5,81 | 6,55 | - | |
18 | 400 | 4,31 | 4,71 | 5,09 | 5,46 | 5,90 | 6,32 | 7,13 | - | |
19 | 100 | 125 | 3,18 | 3,47 | 3,75 | 4,02 | 4,34 | - | - | - |
20 | 160 | 3,32 | 3,63 | 3,92 | 4,20 | 4,54 | 4,87 | - | - | |
21 | 250 | - | 3,93 | 4,25 | 4,55 | 4,92 | 5,28 | 5,95 | - | |
22 | 400 | - | - | - | - | 5,36 | 5,74 | 6,47 | 7,17 | |
23 | 110 | 160 | - | 3,48 | 3,76 | 4,03 | 4,36 | 4,67 | - | - |
24 | 250 | - | 3,77 | 4,08 | 4,37 | 4,72 | 5,07 | - | - | |
25 | 400 | - | - | - | - | 5,14 | 5,51 | 6,21 | 6,83 | |
26 | 130 | 160 | - | 3,24 | 3,50 | 3,75 | 4,06 | 4,35 | 4,90 | - |
27 | 250 | - | - | - | 4,07 | 4,40 | 4,71 | 5,31 | - | |
28 | 400 | - | - | - | - | 4,79 | 5,13 | 5,78 | 6,41 | |
29 | 145 | 160 | - | 3,09 | 3,34 | 3,58 | 3,87 | 4,15 | - | - |
30 | 250 | - | - | - | 3,88 | 4,15 | 4,50 | 5,07 | - | |
31 | 400 | - | - | - | - | - | 4,90 | 5,52 | 6,11 | |
32 | 160 | 200 | - | - | 3,33 | 3,57 | 3,86 | 4,14 | 4,67 | - |
33 | 250 | - | - | - | 3,72 | 4,02 | 4,31 | 4,86 | - | |
34 | 400 | - | - | - | - | - | 4,69 | 5,29 | 5,86 | |
Индекс | и | к | л | м | н | о | п | р | ||
N позиции | Конечная высота протянутой заготовки h, мм, до | Конечная ширина протянутой заготовки b мм, до | Начальная сторона квадрата B, мм, до | |||||||||||||||
25 | 30 | 40 | 50 | 60 | 80 | 100 | 120 | 140 | 160 | 180 | 200 | 225 | 250 | 300 | 350 | |||
Начальный диаметр заготовки D, мм, до | ||||||||||||||||||
30 | 35 | 50 | 60 | 70 | 90 | 110 | 120 | 160 | 180 | 200 | 225 | 250 | 280 | 340 | 390 | |||
Время, мин. на 1 м | ||||||||||||||||||
35 | 180 | 200 | - | - | - | - | - | - | - | - | - | - | - | 3,39 | 3,67 | 3,94 | 4,43 | 4,92 |
36 | 250 | - | - | - | - | - | - | - | - | - | - | - | 3,54 | 3,82 | 4,10 | 4,62 | 5,12 | |
37 | 400 | - | - | - | - | - | - | - | - | - | - | - | - | - | 4,46 | 5,03 | 5,57 | |
38 | 200 | 250 | - | - | - | - | - | - | - | - | - | - | - | - | 3,65 | 3,92 | 4,41 | 4,89 |
39 | 300 | - | - | - | - | - | - | - | - | - | - | - | - | 3,78 | 4,05 | 4,56 | 5,05 | |
40 | 400 | - | - | - | - | - | - | - | - | - | - | - | - | - | 4,26 | 4,80 | 5,32 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||
T = 0,37 B0,66 · b0,18 · h-0,43
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 3.
Ковка на молотах | ||||||||||
Карта 18, лист 1 | ||||||||||
Содержание работы Взять накладку (отвал); наложить ее на заготовку; надрезать и продавить заготовку, снять накладку (отвал) и положить на место | 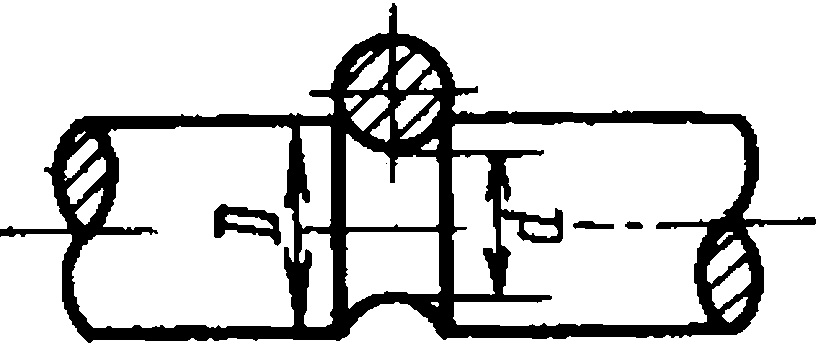 | |||||||||
N позиции | Диаметр заготовки D, мм, до | Диаметр шейки d, мм, до | ||||||||
30 | 35 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | ||
Время, мин. | ||||||||||
1 | 50 | 0,25 | - | - | - | - | - | - | - | - |
2 | 55 | 0,28 | 0,25 | 0,23 | 0,21 | 0,20 | - | - | - | - |
3 | 60 | 0,30 | 0,28 | 0,25 | 0,23 | 0,22 | - | - | - | - |
4 | 70 | 0,35 | 0,32 | 0,29 | 0,27 | 0,25 | - | - | - | - |
5 | 80 | 0,40 | 0,37 | 0,34 | 0,31 | 0,29 | - | - | - | - |
6 | 90 | 0,45 | 0,41 | 0,38 | 0,35 | 0,33 | 0,31 | 0,29 | 0,26 | - |
7 | 100 | 0,50 | 0,46 | 0,42 | 0,39 | 0,36 | 0,34 | 0,32 | 0,29 | 0,27 |
8 | 110 | - | -. | - | - | 0,40 | 0,37 | 0,35 | 0,32 | 0,29 |
9 | 125 | - | - | - | - | 0,45 | 0,42 | 0,40 | 0,36 | 0,33 |
10 | 140 | - | - | - | - | 0,50 | 0,47 | 0,45 | 0,40 | 0,37 |
11 | 160 | - | - | - | - | - | - | - | 0,46 | 0,42 |
12 | 180 | - | - | - | - | - | - | - | 0,52 | 0,47 |
13 | 200 | - | - | - | - | - | - | - | 0,57 | 0,52 |
14 | 220 | - | - | - | - | - | - | - | - | - |
15 | 250 | - | - | - | - | - | - | - | - | - |
17 | 320 | - | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
НАДРЕЗКА ШЕЙКИ У КРУГЛОЙ ЗАГОТОВКИ | Ковка на молотах | |||||||||
Карта 18, лист 2 | ||||||||||
N позиции | Диаметр заготовки D, мм, до | Диаметр шейки d, мм, до | ||||||||
90 | 100 | 110 | 125 | 140 | 160 | 180 | 200 | 220 | ||
Время, мин. | ||||||||||
1 | 50 | - | - | - | - | - | - | - | - | - |
2 | 55 | - | - | - | - | - | - | - | - | - |
3 | 60 | - | - | - | - | - | - | - | - | - |
4 | 70 | - | - | - | - | - | - | - | - | - |
5 | 80 | - | - | - | - | - | - | - | - | - |
6 | 90 | - | - | - | - | - | - | - | - | - |
7 | 100 | - | - | - | - | - | - | - | - | - |
8 | 110 | 0,27 | - | - | - | - | - | - | - | - |
9 | 125 | 0,31 | - | - | - | - | - | - | - | - |
10 | 140 | 0,34 | - | - | - | - | - | - | - | - |
11 | 160 | 0,39 | 0,36 | 0,34 | 0,31 | - | - | - | - | - |
12 | 180 | 0,44 | 0,41 | 0,38 | 0,35 | 0,33 | 0,30 | - | - | - |
13 | 200 | 0,49 | 0,45 | 0,43 | 0,39 | 0,36 | 0,33 | 0,31 | - | - |
14 | 220 | 0,53 | 0,50 | 0,47 | 0,43 | 0,40 | 0,37 | 0,34 | 0,32 | 0,30 |
15 | 250 | - | - | 0,53 | 0,49 | 0,45 | 0,42 | 0,39 | 0,36 | 0,34 |
16 | 280 | - | - | 0,59 | 0,55 | 0,51 | 0,46 | 0,43 | 0,40 | 0,38 |
17 | 320 | - | - | 0,68 | 0,62 | 0,58 | 0,53 | 0,49 | 0,46 | 0,43 |
Индекс | к | л | м | н | о | п | р | с | т | |
T = 0,0504 D0,98 · d-0,65
Примечание. В карте дано время на надрезку одного заплечика и при работе без манипулятора. При надрезке каждого последующего заплечика время, приведенное в карте, принимать с коэффициентом 0,8, при работе с манипулятором - с коэффициентом 0,7.
Ковка на молотах | |||||||
Карта 19, лист 1 | |||||||
Содержание работы Взять накладку (отвал, пруток); наложить ее на заготовку; надрезать заплечики; снять накладку (отвал, пруток) и положить на место | 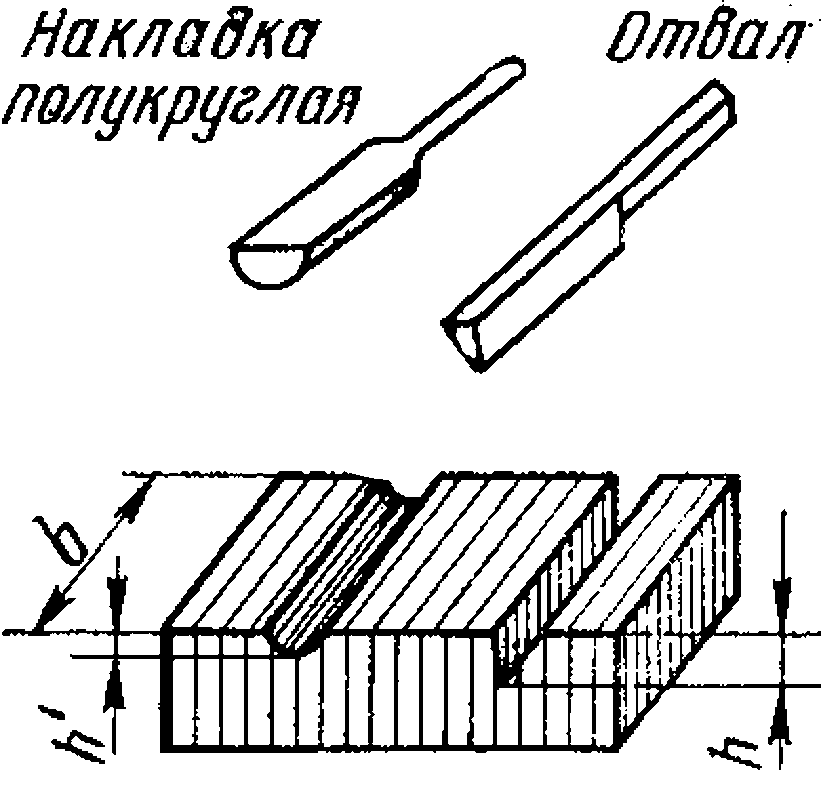 | ||||||
N позиции | Сторона заготовки b, мм, до | Глубина засечки h (h1), мм, до | |||||
20 | 25 | 32 | 40 | 50 | 63 | ||
Время, мин. | |||||||
1 | 20 | 0,08 | - | - | - | - | - |
2 | 30 | 0,09 | 0,10 | 0,11 | - | - | - |
3 | 40 | 0,10 | 0,11 | 0,13 | 0,14 | - | - |
4 | 60 | 0,12 | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 |
5 | 80 | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 | 0,24 |
6 | 100 | 0,14 | 0,16 | 0,18 | 0,20 | 0,23 | 0,26 |
7 | 125 | 0,15 | 0,17 | 0,20 | 0,22 | 0,25 | 0,28 |
8 | 160 | 0,17 | 0,19 | 0,22 | 0,24 | 0,27 | 0,31 |
9 | 200 | 0,18 | 0,21 | 0,24 | 0,26 | 0,30 | 0,33 |
10 | 250 | 0,20 | 0,23 | 0,26 | 0,29 | 0,32 | 0,36 |
11 | 320 | - | - | - | 0,32 | 0,35 | 0,40 |
12 | 400 | - | - | - | - | - | - |
13 | 500 | - | - | - | - | - | - |
14 | 620 | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | |
НАДРЕЗКА КВАДРАТНОЙ И ПРЯМОУГОЛЬНОЙ ЗАГОТОВОК | Ковка на молотах | ||||||
Карта 19, лист 2 | |||||||
N позиции | Сторона заготовки b, мм, до | Глубина засечки h (h1), мм, до | |||||
80 | 100 | 110 | 125 | 140 | 160 | ||
Время, мин. | |||||||
1 | 20 | - | - | - | - | - | - |
2 | 30 | - | - | - | - | - | - |
3 | 40 | - | - | - | - | - | - |
4 | 60 | - | - | - | - | - | - |
5 | 80 | 0,27 | - | - | - | - | - |
6 | 100 | 0,29 | 0,33 | 0,34 | - | - | - |
7 | 125 | 0,32 | 0,36 | 0,37 | 0,40 | - | - |
8 | 160 | 0,35 | 0,39 | 0,41 | 0,44 | 0,47 | 0,50 |
9 | 200 | 0,38 | 0,43 | 0,45 | 0,48 | 0,51 | 0,54 |
10 | 250 | 0,41 | 0,46 | 0,49 | 0,52 | 0,55 | 0,59 |
11 | 320 | 0,45 | 0,51 | 0,54 | 0,57 | 0,61 | 0,65 |
12 | 400 | 0,49 | 0,55 | 0,58 | 0,62 | 0,66 | 0,71 |
13 | 500 | 0,54 | 0,60 | 0,63 | 0,68 | 0,72 | 0,77 |
14 | 620 | 0,58 | 0,66 | 0,69 | 0,74 | 0,78 | 0,84 |
Индекс | ж | з | и | к | л | м | |
T = 0,005 h0,52 · b0,38
Примечание. В карте дано время на надрезку одного заплечика и при работе без манипулятора. При надрезке каждого последующего заплечика время, приведенное в карте, принимать с коэффициентом 0,8, при работе с манипулятором - с коэффициентом 0,7.
Ковка на молотах | ||||||||||||||
Карта 20, лист 1 | ||||||||||||||
Содержание работы Отмерить заготовку; наложить топор; отрубить конец заготовки; отложить топор на место | 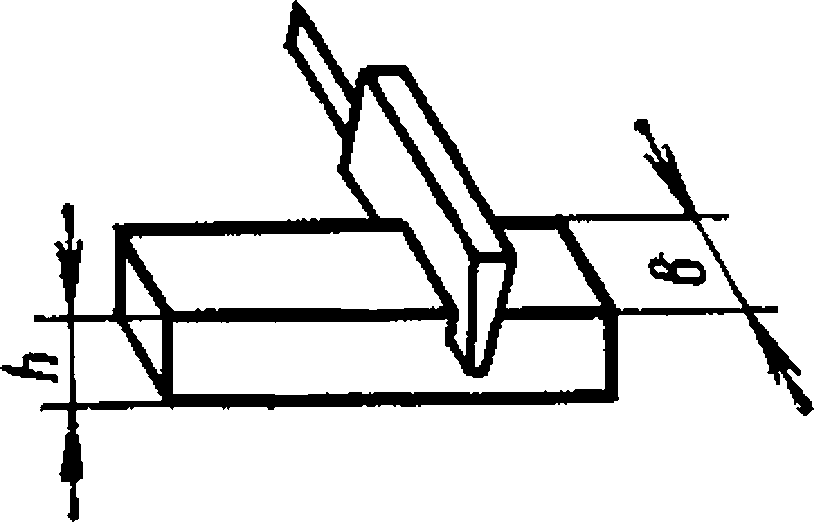 | |||||||||||||
N позиции | Высота заготовки h, мм, до | Ширина заготовки a, мм, до | ||||||||||||
25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | ||
Время, мин. | ||||||||||||||
1 | 20 | 0,13 | 0,14 | 0,15 | 0,17 | 0,18 | 0,20 | 0,21 | 0,23 | 0,25 | 0,27 | - | - | - |
2 | 25 | 0,14 | 0,15 | 0,17 | 0,18 | 0,19 | 0,22 | 0,24 | 0,25 | 0,28 | 0,30 | - | - | - |
3 | 30 | - | 0,16 | 0,18 | 0,20 | 0,21 | 0,24 | 0,26 | 0,28 | 0,30 | 0,33 | - | - | - |
4 | 40 | - | - | 0,21 | 0,22 | 0,24 | 0,27 | 0,29 | 0,31 | 0,34 | 0,37 | 0,41 | 0,44 | - |
5 | 50 | - | - | - | 0,25 | 0,26 | 0,29 | 0,32 | 0,35 | 0,38 | 0,41 | 0,45 | 0,49 | - |
6 | 60 | - | - | - | - | 0,29 | 0,32 | 0,35 | 0,38 | 0,41 | 0,45 | 0,49 | 0,53 | 0,58 |
7 | 80 | - | - | - | - | - | 0,36 | 0,39 | 0,43 | 0,47 | 0,51 | 0,55 | 0,60 | 0,66 |
8 | 100 | - | - | - | - | - | - | 0,43 | 0,47 | 0,51 | 0,56 | 0,61 | 0,67 | 0,72 |
9 | 125 | - | - | - | - | - | - | - | 0,52 | 0,57 | 0,62 | 0,67 | 0,74 | 0,80 |
10 | 160 | - | - | - | - | - | - | - | - | 0,63 | 0,69 | 0,75 | 0,82 | 0,89 |
11 | 200 | - | - | - | - | - | - | - | - | - | 0,76 | 0,82 | 0,90 | 0,98 |
12 | 250 | - | - | - | - | - | - | - | - | - | - | 0,91 | 1,00 | 1,08 |
13 | 320 | - | - | - | - | - | - | - | - | - | - | - | 1,11 | 1,21 |
14 | 400 | - | - | - | - | - | - | - | - | - | - | - | - | 1,33 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
T = 0,0104 · a0,37 · h0,44
ОТРУБКА ПОКОВОК В РАЗМЕР В ПРОЦЕССЕ КОВКИ КВАДРАТНОГО, ПРЯМОУГОЛЬНОГО, КРУГЛОГО СЕЧЕНИЯ И ОБСЕЧКА ЗАУСЕНЦЕВ | Ковка на молотах | ||||||||||||||||||||||||
Карта 20, лист 2 | |||||||||||||||||||||||||
Отрубка заготовок круглого сечения | |||||||||||||||||||||||||
Способ выполнения работы | Диаметр заготовки D, мм, до | ||||||||||||||||||||||||
25 | 28 | 32 | 36 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 320 | 360 | 400 | |
Время, мин. | |||||||||||||||||||||||||
Без применения манипулятора | 0,15 | 0,16 | 0,18 | 0,20 | 0,21 | 0,24 | 0,27 | 0,28 | 0,30 | 0,34 | 0,37 | 0,41 | 0,45 | 0,49 | 0,54 | 0,59 | 0,66 | 0,72 | 0,79 | 0,87 | 0,94 | 1,04 | 1,15 | 1,27 | 1,38 |
T = 0,0108D0,81 | |||||||||||||||||||||||||
С применением манипулятора | 0,12 | 0,13 | 0,15 | 0,16 | 0,18 | 0,20 | 0,22 | 0,23 | 0,25 | 0,28 | 0,32 | 0,35 | 0,38 | 0,41 | 0,45 | 0,50 | 0,55 | 0,61 | 0,66 | 0,73 | 0,80 | 0,87 | 0,97 | 1,07 | 1,17 |
T = 0,0091D0,81 | |||||||||||||||||||||||||
Обсечка заусенцев у заготовки | |||||||||||||||||||||||||
Сторона квадрата, мм, до | |||||||||||||||||||||||||
90 | 100 | 110 | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 320 | 360 | |||||||||||||
Диаметр заготовки D, мм, до | |||||||||||||||||||||||||
100 | 110 | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 320 | 360 | 400 | |||||||||||||
Время, мин. | |||||||||||||||||||||||||
0,24 | 0,26 | 0,28 | 0,31 | 0,34 | 0,38 | 0,42 | 0,45 | 0,50 | 0,54 | 0,59 | 0,66 | 0,73 | |||||||||||||
T = 0,0062 D0,81
Ковка на молотах | |||||||||||
Карта 21, лист 1 | |||||||||||
Содержание работы Вложить предварительно протянутую заготовку в обжимку; протянуть заготовку; вынуть поковку из обжимки | 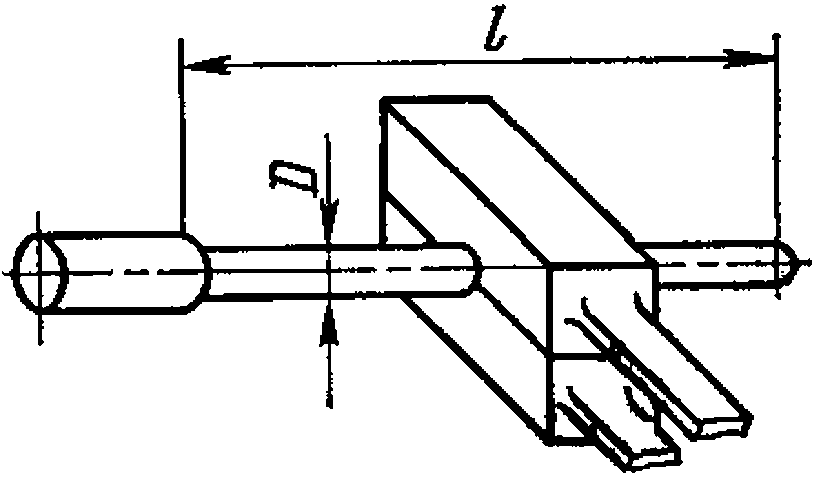 | ||||||||||
N позиции | Конечный диаметр протянутой заготовки D, мм, до | Длина протянутой части l, мм, до | |||||||||
100 | 110 | 125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | ||
Время, мин. | |||||||||||
1 | 20 | 0,11 | 0,12 | 0,13 | 0,14 | 0,15 | 0,16 | 0,18 | 0,19 | 0,20 | 0,22 |
2 | 22 | 0,12 | 0,13 | 0,14 | 0,15 | 0,16 | 0,18 | 0,19 | 0,20 | 0,22 | 0,23 |
3 | 25 | 0,13 | 0,14 | 0,15 | 0,16 | 0,18 | 0,19 | 0,20 | 0,22 | 0,23 | 0,25 |
4 | 28 | 0,14 | 0,15 | 0,16 | 0,17 | 0,19 | 0,21 | 0,22 | 0,24 | 0,25 | 0,27 |
5 | 30 | 0,15 | 0,16 | 0,17 | 0,18 | 0,20 | 0,22 | 0,23 | 0,25 | 0,27 | 0,28 |
6 | 35 | 0,16 | 0,17 | 0,19 | 0,20 | 0,22 | 0,24 | 0,26 | 0,27 | 0,29 | 0,32 |
7 | 40 | 0,18 | 0,19 | 0,21 | 0,22 | 0,24 | 0,26 | 0,28 | 0,30 | 0,32 | 0,34 |
8 | 45 | 0,19 | 0,21 | 0,22 | 0,24 | 0,26 | 0,28 | 0,30 | 0,32 | 0,35 | 0,37 |
9 | 50 | 0,21 | 0,22 | 0,24 | 0,26 | 0,28 | 0,30 | 0,32 | 0,35 | 0,37 | 0,40 |
10 | 55 | 0,22 | 0,24 | 0,26 | 0,27 | 0,30 | 0,32 | 0,34 | 0,37 | 0,40 | 0,43 |
11 | 60 | - | - | - | - | 0,32 | 0,34 | 0,36 | 0,39 | 0,42 | 0,45 |
12 | 70 | - | - | - | - | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,50 |
13 | 80 | - | - | - | - | - | - | 0,44 | 0,47 | 0,51 | 0,55 |
14 | 90 | - | - | - | - | - | - | 0,48 | 0,51 | 0,55 | 0,59 |
15 | 100 | - | - | - | - | - | - | - | - | - | - |
16 | 110 | - | - | - | - | - | - | - | - | - | - |
17 | 125 | - | - | - | - | - | - | - | - | - | - |
18 | 140 | - | - | - | - | - | - | - | - | - | - |
19 | 160 | - | - | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
ПРОТЯЖКА ЗАГОТОВКИ В ОБЖИМЕ | Ковка на молотах | ||||||||||
Карта 21, лист 2 | |||||||||||
N позиции | Конечный диаметр протянутой заготовки D, мм, до | Длина протянутой части l, мм, до | |||||||||
300 | 350 | 400 | 450 | 500 | 600 | 700 | 800 | 900 | 1000 | ||
Время, мин. | |||||||||||
1 | 20 | 0,23 | 0,25 | 0,27 | 0,29 | 0,31 | 0,35 | - | - | - | - |
2 | 22 | 0,24 | 0,27 | 0,29 | 0,31 | 0,33 | 0,38 | 0,41 | - | - | - |
3 | 25 | 0,26 | 0,29 | 0,32 | 0,34 | 0,36 | 0,41 | 0,45 | 0,49 | 0,53 | 0,56 |
4 | 28 | 0,28 | 0,31 | 0,34 | 0,37 | 0,39 | 0,44 | 0,49 | 0,53 | 0,57 | 0,61 |
5 | 30 | 0,30 | 0,33 | 0,36 | 0,38 | 0,41 | 0,46 | 0,51 | 0,55 | 0,60 | 0,64 |
6 | 35 | 0,33 | 0,36 | 0,40 | 0,43 | 0,45 | 0,51 | 0,56 | 0,61 | 0,66 | 0,70 |
7 | 40 | 0,36 | 0,40 | 0,43 | 0,47 | 0,50 | 0,56 | 0,61 | 0,67 | 0,72 | 0,77 |
8 | 45 | 0,39 | 0,43 | 0,47 | 0,50 | 0,54 | 0,60 | 0,66 | 0,72 | 0,78 | 0,83 |
9 | 50 | 0,42 | 0,46 | 0,50 | 0,54 | 0,58 | 0,65 | 0,71 | 0,77 | 0,83 | 0,89 |
10 | 55 | 0,44 | 0,49 | 0,53 | 0,57 | 0,61 | 0,69 | 0,76 | 0,83 | 0,89 | 0,95 |
11 | 60 | 0,47 | 0,52 | 0,56 | 0,61 | 0,65 | 0,73 | 0,80 | 0,87 | 0,94 | 1,01 |
12 | 70 | 0,52 | 0,57 | 0,63 | 0,67 | 0,72 | 0,81 | 0,84 | 0,97 | 1,04 | 1,11 |
13 | 80 | 0,57 | 0,63 | 0,68 | 0,74 | 0,79 | 0,88 | 0,97 | 1,06 | 1,14 | 1,22 |
14 | 90 | 0,62 | 0,68 | 0,74 | 0,79 | 0,85 | 0,95 | 1,05 | 1,14 | 1,23 | 1,32 |
15 | 100 | 0,66 | 0,73 | 0,79 | 0,85 | 0,91 | 1,02 | 1,13 | 1,22 | 1,32 | 1,41 |
16 | 110 | 0,70 | 0,77 | 0,84 | 0,91 | 0,97 | 1,09 | 1,20 | 1,30 | 1,41 | 1,50 |
17 | 125 | - | - | - | - | 1,06 | 1,18 | 1,30 | 1,42 | 1,53 | 1,63 |
18 | 140 | - | - | - | - | 1,14 | 1,28 | 1,41 | 1,53 | 1,65 | 1,76 |
19 | 160 | - | - | - | - | - | 1,39 | 1,54 | 1,67 | 1,80 | 1,92 |
Индекс | л | м | н | о | п | р | с | т | у | ф | |
T = 0,00087 l0,63 · D0,66
Примечания:
1. Заготовка для протяжки в обжимке предварительно протягивается.
2. Время на подачу обжимки на боек молота и уборку ее определяется по карте 33.
Ковка на молотах | ||||||||||||
Карта 22 | ||||||||||||
Содержание работы Вложить заготовку в обжимку; прокатать головку заготовки; вынуть заготовку из обжимки | 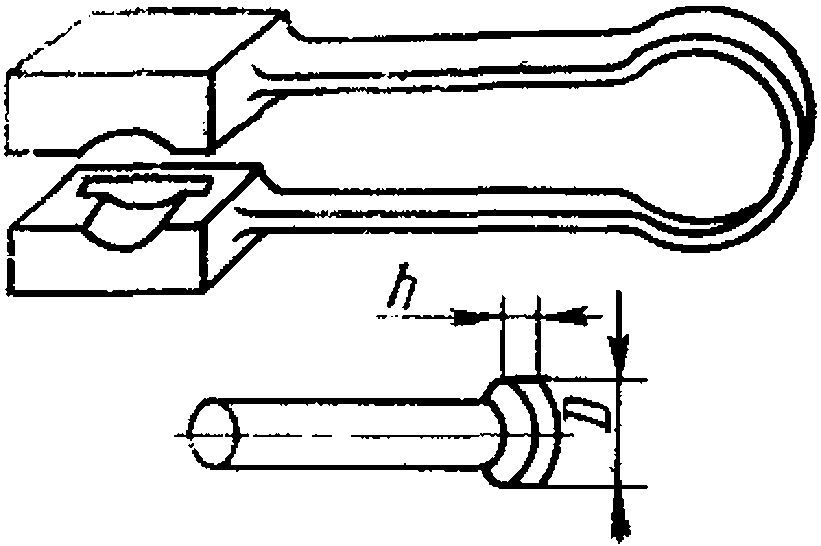 | |||||||||||
N позиции | Диаметр головки, D, мм, до | Высота головки (или диаметр) h, мм, до | ||||||||||
16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | 160 | ||
Время, мин. | ||||||||||||
1 | 30 | 0,17 | 0,19 | 0,21 | 0,23 | 0,26 | - | - | - | - | - | - |
2 | 35 | 0,19 | 0,21 | 0,24 | 0,26 | 0,29 | 0,32 | - | - | - | - | - |
3 | 40 | 0,21 | 0,24 | 0,26 | 0,28 | 0,32 | 0,35 | - | - | - | - | - |
4 | 45 | 0,23 | 0,26 | 0,28 | 0,31 | 0,35 | 0,38 | - | - | - | - | - |
5 | 50 | 0,25 | 0,27 | 0,30 | 0,33 | 0,37 | 0,41 | 0,45 | - | - | - | - |
6 | 55 | 0,27 | 0,29 | 0,32 | 0,35 | 0,40 | 0,44 | 0,48 | - | - | - | - |
7 | 65 | 0,30 | 0,33 | 0,36 | 0,39 | 0,45 | 0,50 | 0,54 | 0,61 | - | - | - |
8 | 70 | - | 0,35 | 0,38 | 0,41 | 0,47 | 0,52 | 0,57 | 0,65 | 0,71 | 0,79 | - |
9 | 80 | - | 0,38 | 0,42 | 0,46 | 0,52 | 0,57 | 0,62 | 0,71 | 0,78 | 0,87 | 0,97 |
10 | 90 | - | 0,41 | 0,45 | 0,49 | 0,56 | 0,62 | 0,67 | 0,77 | 0,85 | 0,94 | 1,05 |
11 | 100 | - | 0,44 | 0,49 | 0,53 | 0,60 | 0,67 | 0,73 | 0,83 | 0,91 | 1,01 | 1,13 |
12 | 110 | - | 0,47 | 0,52 | 0,57 | 0,65 | 0,71 | 0,78 | 0,88 | 0,98 | 1,08 | 1,21 |
13 | 125 | - | 0,52 | 0,57 | 0,62 | 0,71 | 0,78 | 0,85 | 0,96 | 1,07 | 1,18 | 1,32 |
14 | 140 | - | - | 0,62 | 0,67 | 0,76 | 0,84 | 0,92 | 1,04 | 1,15 | 1,27 | 1,42 |
15 | 160 | - | - | 0,68 | 0,73 | 0,84 | 0,93 | 1,00 | 1,14 | 1,26 | 1,40 | 1,56 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T = 0,0048 h0,45 · D0,69
Примечания:
1. Заготовка для обкатки головки предварительно протягивается.
2. Время на подачу обжимки на боек молота и съем ее с бойка определяется по карте 33.
Ковка на молотах | ||||||||||||
Карта 23 | ||||||||||||
Содержание работы Вложить заготовку в обжимку; обкатать бурт; вынуть заготовку из обжимки | 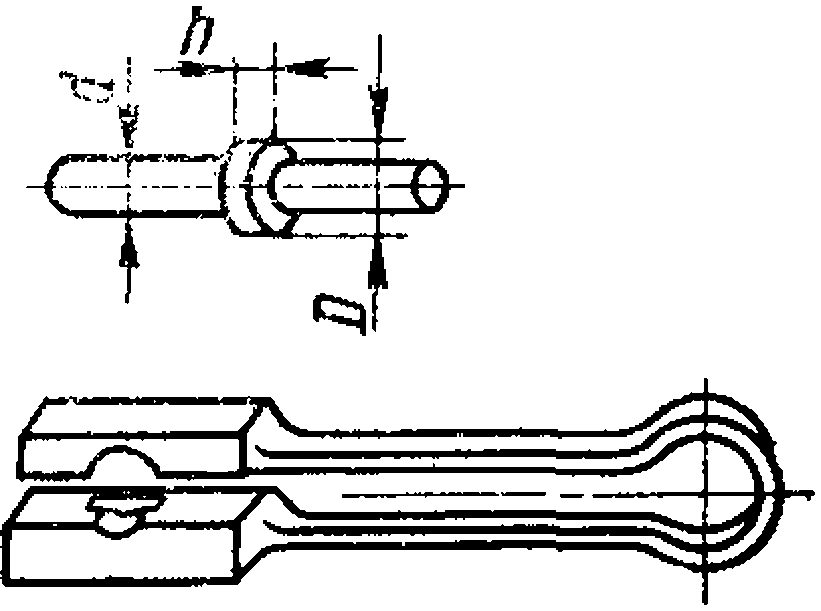 | |||||||||||
N позиции | Диаметр головки, D, мм, до | Высота поковки h, мм, до | ||||||||||
10 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 125 | ||
Время, мин. | ||||||||||||
1 | 30 | 0,12 | 0,14 | 0,16 | 0,18 | 0,19 | 0,22 | - | - | - | - | - |
2 | 40 | 0,14 | 0,18 | 0,20 | 0,22 | 0,23 | 0,27 | 0,30 | - | - | - | - |
3 | 50 | 0,17 | 0,21 | 0,23 | 0,25 | 0,27 | 0,31 | 0,34 | 0,37 | 0,43 | - | - |
4 | 60 | 0,19 | 0,23 | 0,26 | 0,29 | 0,31 | 0,35 | 0,39 | 0,42 | 0,48 | 0,53 | - |
5 | 70 | - | - | - | - | - | - | 0,44 | 0,47 | 0,54 | 0,59 | - |
6 | 80 | - | - | - | - | - | - | 0,48 | 0,52 | 0,59 | 0,65 | - |
7 | 90 | - | - | - | - | - | - | 0,52 | 0,56 | 0,64 | 0,71 | - |
8 | 100 | - | - | - | - | - | - | 0,56 | 0,60 | 0,69 | 0,76 | 0,84 |
9 | 120 | - | - | - | - | - | - | 0,63 | 0,69 | 0,78 | 0,86 | 0,95 |
10 | 140 | - | - | - | - | - | - | 0,70 | 0,76 | 0,87 | 0,96 | 1,06 |
11 | 160 | - | - | - | - | - | - | 0,77 | 0,84 | 0,95 | 1,05 | 1,16 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T = 0,004 h0,45 · D0,69
Примечания:
1. При отношении  заготовка перед обкаткой должна быть предварительно протянута.
заготовка перед обкаткой должна быть предварительно протянута.
заготовка перед обкаткой должна быть предварительно протянута.2. Время на подачу обжимки на боек молота определяется по карте 33.
Ковка на молотах | |||||||||||
Карта 24 | |||||||||||
Содержание работы Наметить размеры для головки и засечь; пережать стержень рычага; оправить головку в сподках по диаметру; править плоскости головки | 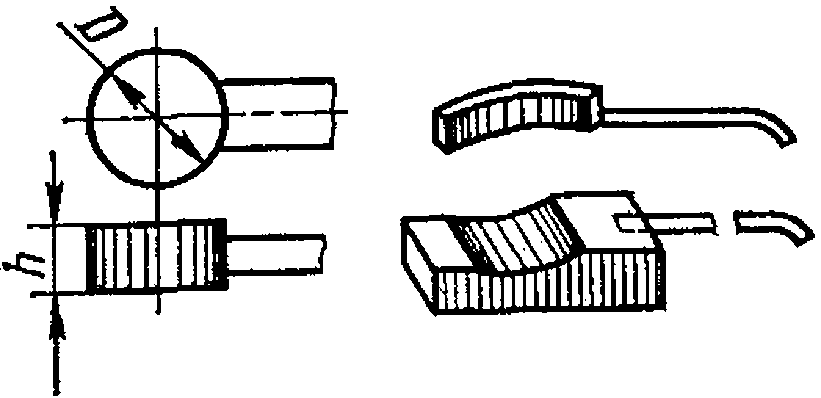 | ||||||||||
N позиции | Высота головки, h, мм, до | Диаметр головки D, мм, до | |||||||||
40 | 45 | 50 | 55 | 63 | 70 | 80 | 90 | 100 | 110 | ||
Время, мин. | |||||||||||
1 | 30 | 0,69 | 0,75 | 0,81 | 0,87 | 0,96 | 1,04 | 1,15 | 1,25 | 1,35 | 1,45 |
2 | 40 | 0,79 | 0,86 | 0,93 | 1,00 | 1,10 | 1,19 | 1,31 | 1,43 | 1,54 | 1,65 |
3 | 50 | 0,87 | 0,95 | 1,03 | 1,10 | 1,22 | 1,32 | 1,45 | 1,58 | 1,71 | 1,83 |
4 | 63 | 0,97 | 1,06 | 1,14 | 1,23 | 1,36 | 1,46 | 1,61 | 1,76 | 1,90 | 2,04 |
5 | 80 | - | - | - | - | - | - | 1,80 | 1,96 | 2,12 | 2,27 |
6 | 100 | - | - | - | - | - | - | 2,00 | 2,18 | 2,35 | 2,52 |
7 | 125 | - | - | - | - | - | - | - | - | 2,60 | 2,79 |
8 | 160 | - | - | - | - | - | - | - | - | - | - |
9 | 200 | - | - | - | - | - | - | - | - | - | - |
10 | 250 | - | - | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
N позиции | Высота головки, h, мм, до | Диаметр головки D, мм, до | ||||||||
125 | 140 | 160 | 180 | 200 | 225 | 250 | 280 | 300 | ||
Время, мин. | ||||||||||
1 | 30 | 1,59 | - | - | - | - | - | - | - | - |
2 | 40 | 1,81 | - | - | - | - | - | - | - | - |
3 | 50 | 2,01 | 2,18 | 2,41 | - | - | - | - | - | - |
4 | 63 | 2,24 | 2,43 | 2,68 | 2,92 | 3,15 | - | - | - | - |
5 | 80 | 2,50 | 2,71 | 2,99 | 3,26 | 3,52 | 3,83 | 4,14 | 4,50 | - |
6 | 100 | 2,77 | 3,00 | 3,31 | 3,61 | 3,90 | 4,25 | 4,59 | 4,98 | 5,24 |
7 | 125 | 3,06 | 3,33 | 3,67 | 4,00 | 4,32 | 4,71 | 5,08 | 5,52 | 5,81 |
8 | 160 | 3,43 | 3,73 | 4,11 | 4,48 | 4,84 | 5,27 | 5,70 | 6,19 | 6,51 |
9 | 200 | - | 4,13 | 4,56 | 4,97 | 5,36 | 5,84 | 6,31 | 6,86 | 7,21 |
10 | 250 | - | - | 5,05 | 5,50 | 5,94 | 6,48 | 6,99 | 7,60 | 7,99 |
Индекс | л | м | н | о | п | р | с | т | у | |
T = 0,0098 D0,73 · h0,46
Ковка на молотах | |||||
Карта 25 | |||||
Содержание работы Наложить на поковку шаблон; править с доводкой поковки точно по шаблону | 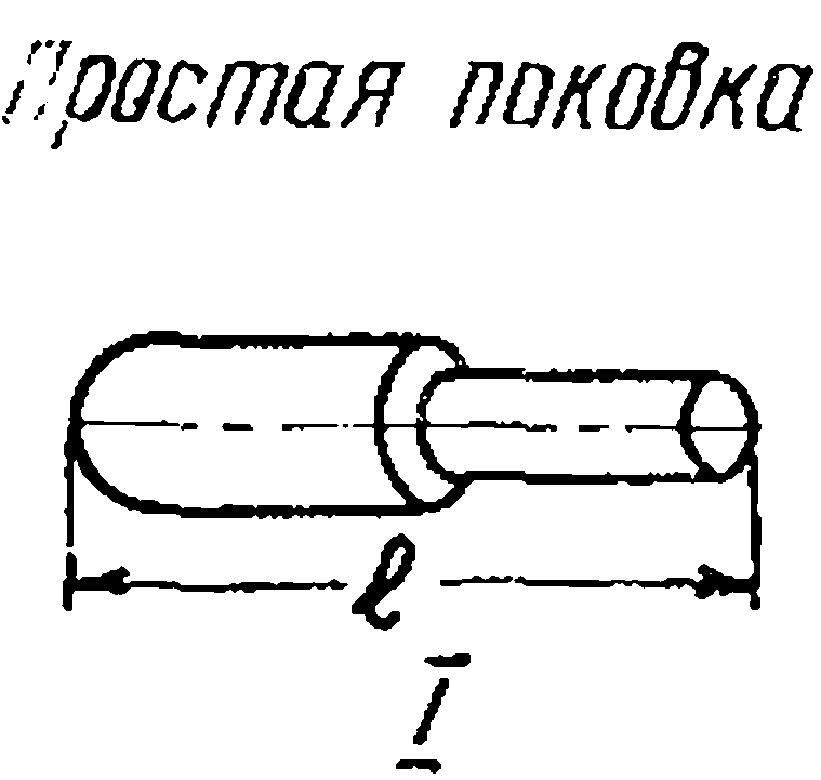 | 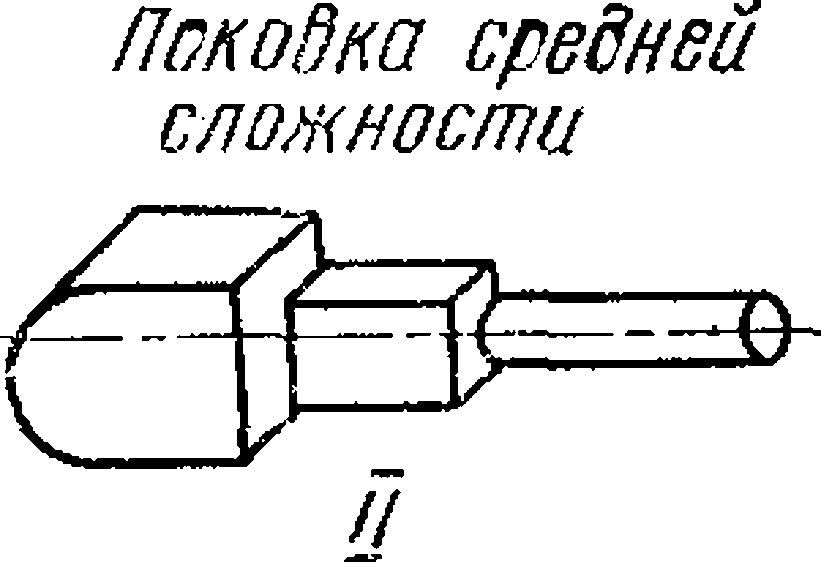 |  | ||
N позиции | Длина поковки l, мм, до | Группа сложности поковок | |||
I | II | III | |||
Время, мин. | |||||
1 | 200 | 0,27 | 0,48 | 0,67 | |
2 | 225 | 0,29 | 0,51 | 0,73 | |
3 | 250 | 0,31 | 0,55 | 0,78 | |
4 | 280 | 0,33 | 0,59 | 0,83 | |
5 | 320 | 0,36 | 0,64 | 0,91 | |
6 | 400 | 0,41 | 0,74 | 1,05 | |
7 | 450 | 0,44 | 0,78 | 1,13 | |
8 | 500 | 0,48 | 0,85 | 1,20 | |
9 | 560 | 0,51 | 0,91 | 1,29 | |
10 | 620 | 0,54 | 0,98 | 1,38 | |
11 | 700 | 0,59 | 1,05 | 1,49 | |
12 | 800 | 0,64 | 1,15 | 1,62 | |
13 | 900 | 0,69 | 1,23 | 1,74 | |
14 | 1000 | 0,74 | 1,32 | 1,86 | |
15 | 1100 | 0,78 | 1,40 | 1,98 | |
16 | 1250 | 0,85 | 1,52 | 2,14 | |
17 | 1400 | 0,91 | 1,63 | 2,30 | |
18 | 1600 | 0,99 | 1,77 | 2,50 | |
19 | 1800 | 1,07 | 1,91 | 2,70 | |
20 | 2000 | 1,14 | 2,04 | 2,88 | |
21 | 2250 | 1,23 | 2,20 | 3,10 | |
22 | 2500 | 1,31 | 2,35 | 3,32 | |
23 | 2800 | 1,41 | 2,52 | 3,56 | |
24 | 3200 | 1,53 | 2,74 | 3,88 | |
25 | 4000 | 1,77 | 3,16 | 4,46 | |
Индекс | а | б | в | ||
I - T = 0,0095 l0,63,
II - T = 0,017 l0,63,
III - T = 0,0241 l0,63
Примечание. I группа сложности - простые поковки - прямоугольники, кубики, круглые изделия с уступами и т.п.; II группа сложности - половки <...>ки, кубики, круглые изделия с уступами и т.п.; II группа сложности - поковки, рычаги и т.п.; III группа сложности - сложные поковки - коленчатые валы, серьги, рычаги, хомуты, крюки и т.п.
Ковка на молотах | ||||||||||
Карта 26, лист 1 | ||||||||||
Содержание работы Взять заготовку клещами; поставить ее на торец; установить заготовку с угла на угол; круглить торцы; положить заготовку на боек |  | |||||||||
N позиции | Сторона квадрата a, мм, до | Длина заготовки l, мм, до | ||||||||
100 | 110 | 125 | 140 | 160 | 180 | 200 | 220 | 250 | ||
Время, мин. | ||||||||||
1 | 60 | 0,08 | 0,09 | 0,10 | 0,11 | 0,12 | 0,13 | 0,15 | - | - |
2 | 70 | 0,09 | 0,10 | 0,11 | 0,13 | 0,14 | 0,15 | 0,17 | 0,18 | - |
3 | 80 | 0,11 | 0,12 | 0,13 | 0,14 | 0,16 | 0,17 | 0,19 | 0,21 | 0,23 |
4 | 90 | 0,12 | 0,13 | 0,14 | 0,16 | 0,18 | 0,19 | 0,21 | 0,23 | 0,25 |
5 | 100 | 0,13 | 0,14 | 0,16 | 0,17 | 0,19 | 0,21 | 0,23 | 0,25 | 0,28 |
6 | 110 | 0,14 | 0,16 | 0,17 | 0,19 | 0,21 | 0,23 | 0,26 | 0,28 | 0,31 |
7 | 125 | 0,16 | 0,18 | 0,19 | 0,21 | 0,24 | 0,26 | 0,29 | 0,31 | 0,34 |
8 | 140 | 0,18 | 0,19 | 0,22 | 0,24 | 0,27 | 0,29 | 0,32 | 0,34 | 0,38 |
9 | 160 | - | - | - | - | 0,30 | 0,33 | 0,36 | 0,39 | 0,43 |
10 | 180 | - | - | - | - | - | 0,37 | 0,40 | 0,43 | 0,48 |
11 | 200 | - | - | - | - | - | - | 0,44 | 0,48 | 0,53 |
12 | 225 | - | - | - | - | - | - | - | 0,53 | 0,59 |
13 | 250 | - | - | - | - | - | - | - | - | 0,65 |
14 | 280 | - | - | - | - | - | - | - | - | - |
15 | 320 | - | - | - | - | - | - | - | - | - |
16 | 360 | - | - | - | - | - | - | - | - | - |
17 | 400 | - | - | - | - | - | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
КРУГЛЕНИЕ ТОРЦОВ ЗАГОТОВКИ | Ковка на молотах | ||||||||
Карта 26, лист 2 | |||||||||
N позиции | Сторона квадрата a, мм, до | Длина заготовки l, мм, до | |||||||
280 | 320 | 350 | 400 | 450 | 500 | 550 | 600 | ||
Время, мин. | |||||||||
1 | 60 | - | - | - | - | - | - | - | - |
2 | 70 | - | - | - | - | - | - | - | - |
3 | 80 | - | - | - | - | - | - | - | - |
4 | 90 | 0,28 | - | - | - | - | - | - | - |
5 | 100 | 0,31 | 0,34 | - | - | - | - | - | - |
6 | 110 | 0,34 | 0,38 | - | - | - | - | - | - |
7 | 125 | 0,38 | 0,42 | 0,45 | - | - | - | - | - |
8 | 140 | 0,42 | 0,47 | 0,50 | 0,56 | - | - | - | - |
9 | 160 | 0,48 | 0,53 | 0,57 | 0,64 | 0,70 | - | - | - |
10 | 180 | 0,53 | 0,59 | 0,64 | 0,71 | 0,78 | 0,85 | - | - |
11 | 200 | 0,58 | 0,65 | 0,70 | 0,78 | 0,86 | 0,94 | 1,02 | - |
12 | 225 | 0,65 | 0,73 | 0,78 | 0,87 | 0,96 | 1,05 | 1,13 | - |
13 | 250 | 0,72 | 0,80 | 0,86 | 0,96 | 1,06 | 1,15 | 1,25 | 1,34 |
14 | 280 | 0,80 | 0,89 | 0,96 | 1,07 | 1,18 | 1,28 | 1,39 | 1,49 |
15 | 320 | - | 1,00 | 1,08 | 1,21 | 1,33 | 1,45 | 1,57 | 1,68 |
16 | 360 | - | - | 1,21 | 1,34 | 1,48 | 1,61 | 1,75 | 1,88 |
17 | 400 | - | - | - | 1,48 | 1,63 | 1,78 | 1,92 | 2,07 |
Индекс | к | л | м | н | о | п | р | с | |
T = 0,000044 l0,82 · a0,92
Примечание. При правке торцов время, приведенное в карте, принимать с коэффициентом 1,6.
Ковка на молотах | ||||||||||||
Карта 27 | ||||||||||||
Содержание работы Поставить заготовку на боек; круглить углы у заготовки | 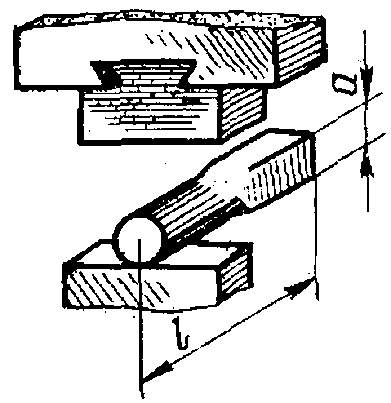 | |||||||||||
N позиции | Сторона квадрата a, мм, до | Длина заготовки l, мм, до | ||||||||||
100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | ||
Время, мин. | ||||||||||||
1 | 40 | 0,14 | 0,16 | 0,18 | 0,20 | 0,22 | 0,25 | - | - | - | - | - |
2 | 50 | 0,16 | 0,18 | 0,20 | 0,23 | 0,25 | 0,29 | - | - | - | - | - |
3 | 60 | 0,18 | 0,20 | 0,23 | 0,25 | 0,28 | 0,32 | - | - | - | - | - |
4 | 80 | 0,21 | 0,23 | 0,26 | 0,30 | 0,33 | 0,37 | 0,42 | 0,46 | - | - | - |
5 | 100 | 0,24 | 0,27 | 0,30 | 0,33 | 0,37 | 0,42 | 0,47 | 0,53 | 0,59 | - | - |
6 | 125 | 0,27 | 0,30 | 0,34 | 0,38 | 0,42 | 0,48 | 0,53 | 0,60 | 0,67 | 0,75 | - |
7 | 160 | 0,31 | 0,35 | 0,39 | 0,44 | 0,49 | 0,55 | 0,61 | 0,68 | 0,77 | 0,86 | 0,96 |
8 | 200 | - | - | - | 0,49 | 0,55 | 0,62 | 0,69 | 0,77 | 0,87 | 0,98 | 1,09 |
9 | 250 | - | - | - | 0,56 | 0,63 | 0,71 | 0,79 | 0,88 | 0,98 | 1,11 | 1,23 |
10 | 320 | - | - | - | 0,64 | 0,72 | 0,81 | 0,90 | 1,01 | 1,13 | 1,27 | 1,42 |
11 | 400 | - | - | - | - | - | - | 1,02 | 1,14 | 1,28 | 1,44 | 1,61 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
T = 0,0019 l0,49 · a0,56
Ковка на молотах | |||||||||
Карта 28, лист 1 | |||||||||
Содержание работы Взять заготовку клещами; поставить ее на торец; осадить заготовку до требуемой высоты | 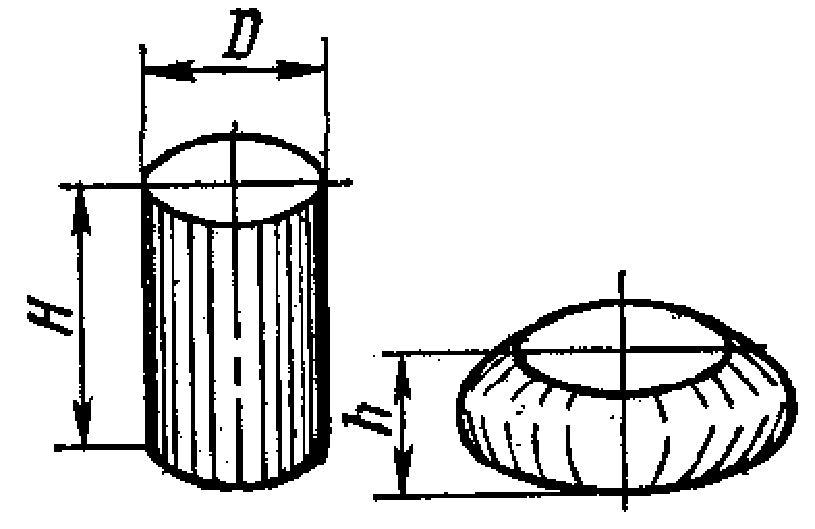 | ||||||||
N позиции | Начальная высота заготовки H, мм, до | Диаметр заготовки D, мм, до | Конечная высота поковки h, мм, до | ||||||
40 | 50 | 60 | 80 | 100 | 125 | 160 | |||
Время, мин. | |||||||||
1 | 100 | 40 | 0,22 | 0,19 | 0,18 | 0,16 | - | - | - |
2 | 50 | 0,23 | 0,21 | 0,19 | 0,17 | - | - | - | |
3 | 60 | 0,25 | 0,23 | 0,21 | 0,18 | - | - | - | |
4 | 80 | 0,28 | 0,25 | 0,23 | 0,20 | - | - | - | |
5 | 100 | 0,30 | 0,27 | 0,25 | 0,22 | - | - | - | |
6 | 125 | 60 | 0,30 | 0,27 | 0,25 | 0,22 | 0,20 | - | - |
7 | 80 | 0,33 | 0,30 | 0,28 | 0,24 | 0,22 | - | - | |
8 | 100 | 0,36 | 0,33 | 0,30 | 0,26 | 0,24 | - | - | |
9 | 125 | 0,39 | 0,35 | 0,33 | 0,29 | 0,26 | - | - | |
10 | 160 | 100 | 0,45 | 0,40 | 0,37 | 0,33 | 0,29 | 0,27 | - |
11 | 125 | 0,48 | 0,44 | 0,40 | 0,35 | 0,32 | 0,29 | - | |
12 | 140 | 0,50 | 0,46 | 0,42 | 0,37 | 0,33 | 0,30 | - | |
13 | 160 | 0,53 | 0,49 | 0,44 | 0,39 | 0,35 | 0,32 | - | |
14 | 200 | 125 | 0,58 | 0,53 | 0,49 | 0,43 | 0,39 | 0,35 | 0,31 |
15 | 140 | 0,61 | 0,55 | 0,51 | 0,44 | 0,40 | 0,36 | 0,32 | |
16 | 180 | 0,66 | 0,60 | 0,55 | 0,49 | 0,44 | 0,40 | 0,36 | |
17 | 200 | 0,69 | 0,62 | 0,57 | 0,51 | 0,46 | 0,41 | 0,37 | |
Индекс | а | б | в | г | д | е | ж | ||
ОСАДКА ЗАГОТОВКИ | Ковка на молотах | |||||||||
Карта 28, лист 2 | ||||||||||
N позиции | Начальная высота заготовки H, мм, до | Диаметр заготовки D, мм, до | Конечная высота поковки h, мм, до | |||||||
60 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | |||
Время, мин. | ||||||||||
18 | 250 | 125 | 0,59 | 0,51 | 0,47 | 0,42 | 0,38 | - | - | - |
19 | 140 | 0,61 | 0,54 | 0,48 | 0,44 | 0,39 | - | - | - | |
20 | 180 | 0,67 | 0,59 | 0,53 | 0,48 | 0,43 | - | - | - | |
21 | 200 | 0,69 | 0,61 | 0,55 | 0,50 | 0,45 | - | - | - | |
22 | 250 | 0,75 | 0,66 | 0,60 | 0,54 | 0,48 | - | - | - | |
23 | 320 | 180 | 0,82 | 0,72 | 0,65 | 0,59 | 0,53 | 0,48 | - | - |
24 | 200 | 0,85 | 0,75 | 0,68 | 0,61 | 0,55 | 0,50 | - | - | |
25 | 250 | 0,93 | 0,81 | 0,74 | 0,66 | 0,59 | 0,54 | - | - | |
26 | 320 | 1,01 | 0,89 | 0,80 | 0,73 | 0,65 | 0,59 | - | - | |
27 | 400 | 200 | - | - | - | - | 0,66 | 0,60 | 0,54 | 0,48 |
28 | 250 | - | - | - | - | 0,72 | 0,65 | 0,59 | 0,53 | |
29 | 320 | - | - | - | - | 0,78 | 0,71 | 0,64 | 0,57 | |
30 | 400 | - | - | - | - | 0,85 | 0,77 | 0,69 | 0,62 | |
31 | 500 | 250 | - | - | - | - | 0,87 | 0,78 | 0,71 | 0,63 |
32 | 320 | - | - | - | - | 0,95 | 0,86 | 0,77 | 0,69 | |
33 | 400 | - | - | - | - | 1,03 | 0,93 | 0,84 | 0,75 | |
34 | 500 | - | - | - | - | 1,11 | 1,01 | 0,91 | 0,81 | |
35 | 620 | 320 | - | - | - | - | - | 1,03 | 0,93 | 0,83 |
36 | 400 | - | - | - | - | - | 1,11 | 1,00 | 0,90 | |
37 | 500 | - | - | - | - | - | 1,20 | 1,09 | 0,97 | |
38 | 620 | - | - | - | - | - | 1,30 | 1,18 | 1,05 | |
Индекс | а | б | в | г | д | е | ж | з | ||
T = 0,0063 H0,84 · D0,36 · h-0,45
Примечание. В карте предусмотрено время на осадку заготовок с отношением высоты к диаметру 
Ковка на молотах | ||||||||||
Карта 29 | ||||||||||
Содержание работы Взять заготовку клещами и положить на подкладное кольцо; подать и установить прошивень; прошить отверстие; снять заготовку с подкладного кольца | 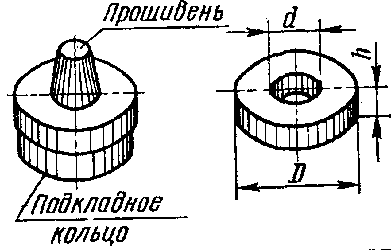 | |||||||||
N позиции | Наружный диаметр заготовки D, мм, до | Диаметр отверстия d, мм, до | Высота поковки h, мм, до | |||||||
40 | 50 | 60 | 80 | 100 | 125 | 160 | 200 | |||
Время, мин. | ||||||||||
125 | 40 | 0,21 | 0,23 | 0,25 | 0,28 | 0,31 | - | - | - | |
2 | 50 | 0,23 | 0,25 | 0,27 | 0,31 | 0,34 | - | - | - | |
3 | 60 | 0,25 | 0,27 | 0,29 | 0,33 | 0,36 | - | - | - | |
4 | 70 | 0,27 | 0,29 | 0,31 | 0,35 | 0,38 | - | - | - | |
5 | 160 | 50 | 0,29 | 0,31 | 0,34 | 0,38 | 0,42 | - | - | - |
6 | 60 | 0,31 | 0,34 | 0,36 | 0,41 | 0,45 | - | - | - | |
7 | 80 | 0,34 | 0,38 | 0,41 | 0,45 | 0,50 | - | - | - | |
100 | 0,37 | 0,41 | 0,44 | 0,49 | 0,54 | - | - | - | ||
250 | 60 | 0,35 | 0,38 | 0,41 | 0,46 | 0,50 | 0,55 | - | - | |
10 | 80 | 0,39 | 0,43 | 0,46 | 0,51 | 0,56 | 0,62 | - | - | |
11 | 100 | 0,42 | 0,46 | 0,50 | 0,56 | 0,61 | 0,67 | - | - | |
12 | 130 | 0,47 | 0,51 | 0,55 | 0,62 | 0,68 | 0,74 | - | - | |
13 | 160 | 0,51 | 0,55 | 0,60 | 0,67 | 0,73 | 0,80 | - | - | |
14 | 400 | 100 | 0,48 | 0,53 | 0,57 | 0,64 | 0,70 | 0,76 | 0,84 | 0,92 |
15 | 130 | 0,53 | 0,58 | 0,63 | 0,71 | 0,77 | 0,84 | 0,93 | 1,02 | |
16 | 160 | 0,58 | 0,63 | 0,68 | 0,76 | 0,84 | 0,91 | 1,00 | 1,10 | |
17 | 200 | 0,63 | 0,69 | 0,74 | 0,83 | 0,91 | 0,99 | 1,10 | 1,20 | |
18 | 250 | 0,69 | 0,75 | 0,81 | 0,91 | 0,99 | 1,08 | 1,20 | 1,31 | |
19 | 620 | 100 | 0,55 | 0,60 | 0,64 | 0,72 | 0,79 | 0,86 | 0,95 | 1,04 |
20 | 130 | 0,60 | 0,66 | 0,71 | 0,80 | 0,87 | 0,95 | 1,05 | 1,15 | |
21 | 160 | 0,65 | 0,72 | 0,77 | 0,86 | 0,94 | 1,03 | 1,14 | 1,25 | |
22 | 200 | 0,71 | 0,78 | 0,84 | 0,94 | 1,03 | 1,12 | 1,24 | 1,36 | |
23 | 250 | 0,78 | 0,85 | 0,91 | 1,02 | 1,12 | 1,22 | 1,35 | 1,49 | |
24 | 300 | 0,83 | 0,91 | 0,98 | 1,10 | 1,20 | 1,31 | 1,45 | 1,58 | |
25 | 800 | 100 | 0,59 | 0,64 | 0,69 | 0,78 | 0,85 | 0,93 | 1,02 | 1,12 |
26 | 130 | 0,65 | 0,71 | 0,76 | 0,86 | 0,94 | 1,03 | 1,13 | 1,24 | |
27 | 160 | 0 70 | 0,77 | 0,83 | 0,93 | 1,01 | 1,11 | 1,22 | 1,34 | |
28 | 200 | 0,77 | 0,84 | 0,90 | 1,01 | 1,10 | 1,21 | 1,33 | 1,46 | |
29 | 250 | 0,83 | 0,91 | 0,98 | 1,10 | 1,20 | 1,31 | 1,45 | 1,59 | |
300 | 0,89 | 0,98 | 1,05 | 1,18 | 1,29 | 1,41 | 1,56 | 1,70 | ||
Индекс | а | б | в | г | д | е | ж | з | ||
Примечания:
1. При прошивке квадратного отверстия время, приведенное в карте, принимать с коэффициентом 1,15.
2. Время на установку и снятие подкладного кольца, а также на уборку отходов перекрывается при выполнении работы бригадой на молотах с падающими частями массой от 1 до 5 т.
Ковка на молотах | ||||||||||
Карта 30 | ||||||||||
Содержание работы Взять заготовку клещами; поставить ее на торец; подать и установить прошивень; прошить отверстие предварительно с одной стороны; повернуть заготовку другой стороной; установить заготовку на подкладное кольцо; наложить прошивень; прошить отверстие окончательно и вынуть прошивень | 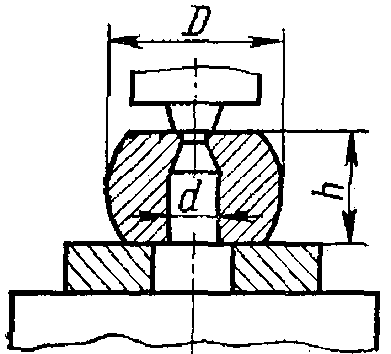 | |||||||||
N позиции | Наружный диаметр заготовки D, мм, до | Диаметр отверстия d, мм, до | Высота поковки h, мм, до | |||||||
80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | |||
Время, мин. | ||||||||||
1 | 160 | 50 | 0,44 | 0,48 | 0,53 | 0,58 | - | - | - | - |
2 | 60 | 0,46 | 0,50 | 0,55 | 0,60 | - | - | - | - | |
3 | 80 | 0,50 | 0,54 | 0,59 | 0,65 | - | - | - | - | |
4 | 100 | 0,52 | 0,57 | 0,62 | 0,68 | - | - | - | - | |
5 | 250 | 60 | 0,58 | 0,63 | 0,69 | 0,75 | 0,82 | 0,89 | 0,98 | 1,07 |
6 | 80 | 0,62 | 0,68 | 0,74 | 0,81 | 0,88 | 0,96 | 1,05 | 1,15 | |
7 | 100 | 0,66 | 0,71 | 0,78 | 0,85 | 0,93 | 1,01 | 1,11 | 1,21 | |
8 | 130 | 0,70 | 0,76 | 0,83 | 0,91 | 0,99 | 1,08 | 1,18 | 1,29 | |
9 | 160 | 0,73 | 0,80 | 0,87 | 0,96 | 1,04 | 1,13 | 1,24 | 1,35 | |
10 | 400 | 100 | 0,83 | 0,90 | 0,98 | 1,08 | 1,17 | 1,28 | 1,40 | 1,53 |
11 | 130 | 0,88 | 0,96 | 1,05 | 1,15 | 1,25 | 1,36 | 1,50 | 1,63 | |
12 | 160 | 0,93 | 1,01 | 1,10 | 1,21 | 1,32 | 1,43 | 1,57 | 1,71 | |
13 | 200 | 0,98 | 1,07 | 1,16 | 1,27 | 1,39 | 1,51 | 1,66 | 1,81 | |
14 | 250 | 1,03 | 1,12 | 1,22 | 1,35 | 1,46 | 1,59 | 1,75 | 1,91 | |
15 | 620 | 100 | 1,03 | 1,12 | 1,22 | 1,34 | 1,46 | 1,59 | 1,75 | 1,90 |
16 | 130 | 1,10 | 1,20 | 1,30 | 1,43 | 1,56 | 1,70 | 1,86 | 2,03 | |
17 | 160 | 1,16 | 1,26 | 1,37 | 1,50 | 1,64 | 1,78 | 1,96 | 2,13 | |
18 | 200 | 1,22 | 1,33 | 1,45 | 1,59 | 1,73 | 1,88 | 2,07 | 2,25 | |
19 | 250 | 1,29 | 1,40 | 1,52 | 1,67 | 1,82 | 1,98 | 2,18 | 2,37 | |
20 | 300 | 1,34 | 1,46 | 1,59 | 1,75 | 1,90 | 2,07 | 2,28 | 2,48 | |
21 | 800 | 100 | 1,17 | 1,28 | 1,39 | 1,53 | 1,66 | 1,81 | 1,99 | 2,16 |
22 | 130 | 1,25 | 1,36 | 1,48 | 1,63 | 1,77 | 1,93 | 2,12 | 2,30 | |
23 | 160 | 1,31 | 1,43 | 1,56 | 1,71 | 1,86 | 2,03 | 2,22 | 2,42 | |
24 | 200 | 1,39 | 1,51 | 1,64 | 1,80 | 1,96 | 2,14 | 2,35 | 2,56 | |
25 | 250 | 1,46 | 1,59 | 1,73 | 1,90 | 2,07 | 2,26 | 2,48 | 2,69 | |
26 | 300 | 1,53 | 1,66 | 1,81 | 1,99 | 2,16 | 2,36 | 2,59 | 2,82 | |
Индекс | а | б | в | г | д | е | ж | з | ||
T = 0,0026 D0,5 · d0,24 · h0,38
Примечание. Время на установку и снятие подкладного кольца, а также на уборку отходов перекрывается при выполнении работы бригадой на молотах с падающими частями массой от 1 до 5 т.
Ковка на молотах | ||||||||||
Карта 31 | ||||||||||
N позиции | Содержание работы | Масса слитка, кг, до | ||||||||
400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | ||
Время, мин. | ||||||||||
1 | Выгрузить слиток (заготовку) из печи с выдвижным подом краном при помощи клещей и подать на боек молота | 1,33 | 1,45 | 1,6 | 1,8 | 1,9 | 2,21 | 2,35 | 2,56 | 2,8 |
2 | Выгрузить слиток (заготовку) из печи без выдвижного пода краном при помощи вил и подать на боек молота | 0,9 | 0,98 | 1,08 | 1,18 | 1,32 | 1,42 | 1,57 | 1,70 | 1,85 |
3 | Выдать слиток (заготовку) на подину методической печи толкателем, захватить слиток манипулятором, подвести и подать на боек молота | 2,35 | ||||||||
4 | Захватить слиток (заготовку) манипулятором | 0,51 | ||||||||
5 | Отвести манипулятор от слитка (заготовки) | 0,37 | ||||||||
6 | Развернуть слиток (заготовку) на 180° манипулятором | 0,34 | 0,40 | 0,46 | 0,56 | 0,67 | 0,78 | 0,95 | 1,13 | 1,34 |
7 | Положить слиток (заготовку) манипулятором на поворотный стол (тележку) | 0,56 | 0,65 | 0,76 | 0,87 | 1,02 | 1,19 | 1,40 | 1,62 | 1,87 |
8 | Взять слиток (заготовку) с тележки краном при помощи клещей и загрузить в печь для подогрева | 1,45 | 1,55 | 1,65 | 1,74 | 1,85 | 1,96 | 2,10 | 2,24 | - |
9 | Надеть поковку на оправку при помощи манипулятора | 0,51 | ||||||||
10 | Снять поковку с оправки при помощи манипулятора | 0,37 | ||||||||
Индекс | а | б | в | г | д | е | ж | з | и | |
Ковка на молотах | |||||
Карта 32 | |||||
Содержание работы I. Взять клещи из бачка, наложить их на заготовку и закрепить кольцом. II. Снять кольцо, клещи и положить их в бачок с водой |  | ||||
N позиции | Сторона квадрата a или диаметр заготовки, мм, до | Наложить клещи и закрепить их кольцом | Снять клещи | Наложить и снять клещи | |
I | II | ||||
Время, мин. | |||||
1 | 60 | 0,117 | 0,075 | 0,192 | |
2 | 70 | 0,136 | 0,087 | 0,223 | |
3 | 80 | 0,154 | 0,098 | 0,252 | |
4 | 90 | 0,172 | 0,110 | 0,282 | |
5 | 100 | 0,190 | 0,121 | 0,311 | |
6 | 110 | 0,207 | 0,132 | 0,339 | |
7 | 125 | 0,234 | 0,150 | 0,384 | |
8 | 140 | 0,260 | 0,166 | 0,426 | |
9 | 160 | 0,295 | 0,189 | 0,484 | |
10 | 180 | 0,330 | 0,211 | 0,541 | |
11 | 200 | 0,364 | 0,233 | 0,597 | |
12 | 225 | 0,406 | 0,260 | 0,666 | |
13 | 250 | 0,449 | 0,287 | 0,736 | |
Индекс | а | б | в | ||
TI = 0,0025 a0,94
TII = 0,0016 a0,94
Ковка на молотах | |||||
Карта 33 | |||||
N позиции | Масса инструмента Q, кг, до | Содержание работы | |||
Подать инструмент на боек молота | Снять инструмент с бойка молота | Подать и снять инструмент с бойка молота | |||
I | II | ||||
Время, мин. | |||||
4 | 0,054 | 0,033 | 0,087 | ||
2 | 5 | 0,062 | 0,038 | 0,100 | |
3 | 6 | 0,070 | 0,043 | 0,113 | |
4 | 8 | 0,083 | 0,051 | 0,134 | |
5 | 10 | 0,096 | 0,058 | 0,154 | |
6 | 12 | 0,107 | 0,065 | 0,172 | |
7 | 16 | 0,128 | 0,078 | 0,206 | |
8 | 20 | 0,147 | 0,090 | 0,237 | |
9 | 25 | 0,167 | 0,103 | 0,270 | |
10 | 32 | 0,197 | 0,120 | 0,317 | |
11 | 50 | 0,260 | 0,158 | 0,418 | |
80 | 0,638 | 0,396 | 1,034 | ||
13 | 125 | 0,691 | 0,429 | 1,120 | |
14 | 200 | 0,753 | 0,467 | 1,22 | |
15 | 320 | 0,819 | 0,508 | 1,327 | |
16 | 500 | 0,887 | 0,551 | 1,438 | |
Индекс | а | б | в | ||
TI = 0,023 Q0,62 поз. 1...11, TII = 0,014 Q0,62 поз. 1...11,
TI = 0,29 Q0,18 поз. 12...16; TII = 0,18 Q0,18 поз. 12...16
Примечание. Перемещение инструмента массой свыше 50 кг предусмотрено подъемно-транспортными средствами.
Основное время | |||||||
Ковка на молотах | |||||||
Карта 34 | |||||||
N позиции | Пневматические молоты одностоечного типа | Паровоздушные ковочные молоты двойного действия арочного типа | |||||
Номинальная масса падающих частей молота свободной ковки, т, до | расстояние зеркала нижнего бойка до нижней кромки буксы бабы, мм | основное время на один удар, мин. | номинальная масса падающих частей молота свободной ковки, т, до | наибольший ход бабы, мм | основное время на один удар, мин. | ||
1 | 0,150 | 370 | 0,005 | 1,0 | 1000 | 0,011 | |
2 | 0,250 | 450 | 0,007 | 1,5 | 1150 | 0,021 | |
3 | 0,400 | 530 | 0,008 | 2,0 | 1260 | 0,023 | |
4 | 0,560 | 600 | 0,009 | 3,0 | 1450 | 0,025 | |
5 | 0,750 | 670 | 0,01 | 4,0 | 1600 | 0,026 | |
6 | 1,000 | 770 | 0,011 | 5,0 | 1700 | 0,028 | |
Индекс | а | б | |||||
Примечание. Основное (технологическое) время при штамповке в подкладных штампах определяется как произведение нормы времени на один удар на число ударов.
Ковка на молотах | |||||||||||
Карта 35, лист 1 | |||||||||||
Содержание работы Штамповать заготовку в подкладном штампе до получения необходимых размеров | 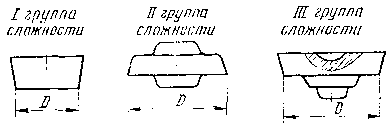 | ||||||||||
I. Основное время | |||||||||||
N позиции | Масса падающих частей молота, т, до | Группа сложности поковки | Диаметр поковки D, мм | ||||||||
100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | ||||
Площадь проекции поковки, см2 | |||||||||||
78,5 | 177 | 314 | 491 | 707 | 962 | 1267 | 1960 | ||||
Время, мин. | |||||||||||
1 | 0,75 | I | 0,05 | 0,10 | 0,22 | 0,31 | 0,46 | 0,60 | - | - | |
2 | II | 0,10 | 0,22 | 0,42 | 0,66 | 0,92 | 1,19 | - | - | ||
3 | III | 0,16 | 0,32 | 0,64 | 0,97 | 1,37 | 1,78 | - | - | ||
4 | 1,0 | I | 0,04 | 0,09 | 0,16 | 0,24 | 0,32 | 0,43 | 0,58 | - | |
5 | II | 0,07 | 0,16 | 0,28 | 0,45 | 0,63 | 0,86 | 1,15 | - | ||
6 | III | 0,10 | 0,25 | 0,43 | 0,68 | 0,96 | 1,3 | 1,73 | - | ||
7 | 1,5 | I | - | 0,07 | 0,10 | 0,16 | 0,23 | 0,28 | 0,36 | - | |
8 | II | 0,06 | 0,12 | 0,20 | 0,30 | 0,42 | 0,54 | 0,68 | - | ||
9 | III | 0,08 | 0,16 | 0,29 | 0,45 | 0,66 | 0,86 | 1,06 | - | ||
10 | 2,0 | I | - | 0,04 | 0,07 | 0,10 | 0,16 | 0,23 | 0,30 | - | |
11 | II | - | 0,07 | 0,14 | 0,22 | 0,30 | 0,45 | 0,61 | - | ||
12 | III | - | 0,10 | 0,20 | 0,30 | 0,45 | 0,68 | 0,90 | - | ||
13 | 2,5 | I | - | - | - | 0,08 | 0,12 | 0,18 | 0,25 | 0,32 | |
14 | II | - | 0,05 | 0,10 | 0,16 | 0,23 | 0,32 | 0,43 | 0,70 | ||
15 | III | - | 0,07 | 0,14 | 0,22 | 0,33 | 0,48 | 0,63 | 1,08 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
ОСНОВНОЕ И ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ШТАМПОВКУ В ПОДКЛАДНЫХ ШТАМПАХ | Ковка на молотах | ||||||||||
Карта 35, лист 2 | |||||||||||
N позиции | Масса падающих частей молота, т, до | Группа сложности поковки | Диаметр поковки D, мм | ||||||||
100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | ||||
Площадь проекции поковки, см2 | |||||||||||
78,5 | 177 | 314 | 491 | 707 | 962 | 1267 | 1960 | ||||
Время, мин. | |||||||||||
16 | 3,9 | I | - | - | - | 0,06 | 0,09 | 0,13 | 0,18 | 0,30 | |
17 | II | - | - | - | 0,14 | 0,20 | 0,28 | 0,38 | 0,63 | ||
18 | III | - | - | 0,12 | 0,20 | 0,28 | 0,41 | 0,56 | 0,90 | ||
19 | 5,0 | I | - | - | - | - | 0,08 | 0,11 | 0,14 | 0,22 | |
20 | II | - | - | - | - | 0,14 | 0,18 | 0,22 | 0,32 | ||
21 | III | - | - | - | - | 0,22 | 0,27 | 0,32 | 0,45 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Примечание. I группа сложности - поковки простые типа глухих фланцев, колец; II группа сложности - поковки средней сложности типа шестерен со втулками; III группа сложности - поковки сложные, типа шестерен со втулками, выемками или выступами.
II. Вспомогательное время при штамповке в подкладных штампах
N позиции | Содержание работы | Масса заготовки, кг, до | ||||||||||||||
2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | ||
Время, мин. | ||||||||||||||||
1 | Взять заготовку клещами и уложить в ручей штампа | 0,16 | 0,17 | 0,19 | 0,21 | 0,23 | 0,26 | 0,28 | 0,31 | 0,34 | 0,38 | 0,42 | 0,46 | 0,51 | 0,56 | 0,62 |
2 | Выбить поковку из штампа и отложить | 0,20 | 0,22 | 0,24 | 0,27 | 0,30 | 0,33 | 0,37 | 0,40 | 0,45 | 0,50 | 0,54 | 0,61 | 0,68 | 0,75 | 0,80 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |
Ковка на молотах | |||||||||||
Карта 36 | |||||||||||
Содержание работы Взять заготовку клещами и положить на подкладное кольцо; прошить отверстие с одной стороны; забить прошивень большего размера; раздать отверстие; круглить отверстие по диаметру; убрать прошивень; править торцы | 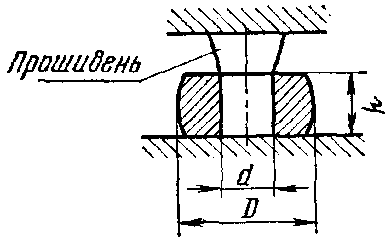 | ||||||||||
N позиции | Наружный диаметр поковки D, мм, до | Диаметр прошитого отверстия d, мм, до | Диаметр отверстия после раздачи d1, мм, до | Высота поковки h, мм, до | |||||||
40 | 50 | 60 | 80 | 100 | 125 | 160 | 200 | ||||
Время, мин. | |||||||||||
1 | 160 | 50 | 100 | 0,58 | 0,64 | 0,68 | 0,76 | 0,82 | - | - | - |
2 | 60 | 0,68 | 0,75 | 0 80 | 0 90 | 1,00 | - | - | - | ||
3 | 80 | 0,75 | 0,80 | 0,88 | 0,97 | 1,05 | - | - | - | ||
4 | 250 | 90 | 100 | 0,84 | 0,91 | 0,97 | 1,07 | 1,18 | 1,35 | - | - |
5 | 100 | 200 | 1,05 | 1,15 | 1,25 | 1,37 | 1,50 | 1,63 | - | - | |
6 | 115 | 1,15 | 1,25 | 1,35 | 1,48 | 1,63 | 1,75 | - | - | ||
7 | 130 | 1,25 | 1,35 | 1,43 | 1,58 | 1,73 | 1,80 | - | - | ||
8 | 400 | 115 | 200 | 1,35 | 1,45 | 1,57 | 1,75 | 1,90 | 2,05 | 2,26 | 2,48 |
9 | 130 | 1,48 | 1,61 | 1,72 | 1,93 | 2,07 | 2,30 | 2,50 | 2,75 | ||
10 | 160 | 1,65 | 1,78 | 1,92 | 2,10 | 2,31 | 2,50 | 2,78 | 3,00 | ||
11 | 200 | 350 | 1,92 | 2,08 | 2,25 | 2,48 | 2,70 | 2.95 | 3,25 | 3,50 | |
12 | 600 | 160 | 200 | 1,75 | 1,90 | 2,0 | 2,25 | 2,45 | 2,65 | 2,90 | 3,20 |
13 | 200 | 450 | 2,15 | 2,35 | 2,50 | 2,80 | 3,00 | 3,25 | 3,00 | 3,90 | |
14 | 250 | 2,35 | 2,52 | 2,70 | 3,0 | 3,30 | 3,60 | 3,90 | 4,25 | ||
15 | 300 | 2,50 | 2,72 | 2,91 | 3,25 | 3,50 | 3,85 | 4,22 | 4,60 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Ковка на молотах | |||||||||||
Карта 37 | |||||||||||
Содержание работы Взять заготовку клещами и положить на подкладное кольцо; прошить отверстие с двух сторон; обкатать отверстие по диаметру; забить прошивень и раздать отверстие с двух сторон; обкатать по диаметру; убрать прошивень; править торцы | 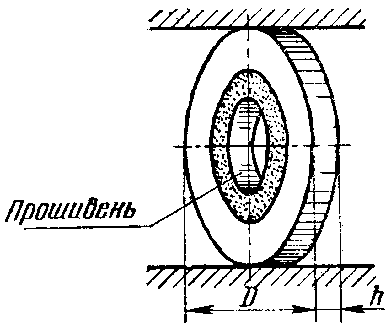 | ||||||||||
N позиции | Наружный диаметр поковки D, мм, до | Диаметр прошитого отверстия d, мм, до | Диаметр отверстия после раздачи d1, мм, до | Высота поковки h, мм, до | |||||||
80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | ||||
Время, мин. | |||||||||||
1 | 160 | 50 | 100 | 1,30 | 1,40 | 1,52 | 1,65 | - | - | - | - |
2 | 60 | 1,40 | 1,52 | 1,65 | 1,80 | - | - | - | - | ||
3 | 80 | 1,55 | 1,68 | 1,83 | 2,0 | - | - | - | - | ||
4 | 250 | 90 | 100 | 1,75 | 1,92 | 2,10 | 2,30 | 2,50 | 2,70 | - | - |
5 | 100 | 200 | 2,15 | 2,35 | 2,52 | 2,80 | 3,00 | 3,30 | - | - | |
6 | 115 | 2,30 | 2,50 | 2,75 | 3,00 | 3,30 | 3,60 | - | - | ||
7 | 130 | 2,50 | 2,70 | 2,95 | 3,25 | 3,52 | 3,85 | - | - | ||
8 | 400 | 115 | 200 | 2,70 | 2,95 | 3,20 | 3,50 | 3,85 | 4,10 | 4,60 | 5,0 |
9 | 130 | 2,85 | 3,10 | 3,40 | 3,75 | 4,00 | 4,38 | 4,80 | 5,2 | ||
10 | 160 | 3,0 | 3,30 | 3,60 | 3,95 | 4,30 | 4,65 | 5,10 | 5,60 | ||
11 | 600 | 200 | 350 | 4,35 | 4,68 | 5,05 | 5,60 | 6,10 | 6,60 | 7,30 | 8,0 |
12 | 160 | 200 | 3,40 | 3,70 | 4,00 | 4,40 | 4,80 | 5,20 | 5,70 | 6,30 | |
13 | 200 | 450 | 4,60 | 5,0 | 5,40 | 6,00 | 6,40 | 7,00 | 7,60 | - | |
14 | 250 | 5,23 | 5,70 | 6,20 | 6,80 | 7,3 | 7,90 | 8,60 | - | ||
15 | 300 | 5,70 | 6,20 | 6,75 | 7,38 | 8,0 | 8,60 | 9,40 | - | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Ковка на молотах | |||||||||||
Карта 38 | |||||||||||
Содержание работы Взять заготовку клещами и поставить ребром на боек молота; обкатать по диаметру. Взять заготовку клещами; положить на торец; править торцы | 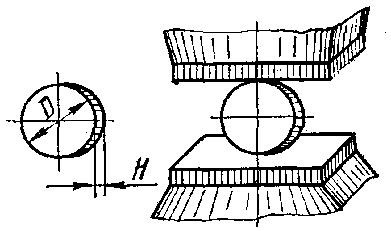 | ||||||||||
N позиции | Диаметр поковки D, мм, до | Высота поковки H, мм, до | |||||||||
40 | 50 | 60 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | ||
Время, мин. | |||||||||||
1 | 70 | 0,11 | 0,12 | 0,13 | 0,14 | 0,16 | 0,18 | 0,20 | 0,22 | - | - |
2 | 80 | 0,12 | 0,14 | 0,15 | 0,17 | 0,19 | 0,21 | 0,23 | 0,26 | - | - |
3 | 90 | 0,14 | 0,16 | 0,17 | 0,19 | 0,22 | 0,24 | 0,27 | 0,30 | - | - |
4 | 100 | 0,16 | 0,17 | 0,19 | 0,22 | 0 24 | 0,27 | 0,30 | 0,34 | - | - |
5 | 110 | 0,18 | 0,20 | 0,22 | 0,25 | 0,27 | 0,30 | 0,34 | 0,38 | - | - |
6 | 125 | 0,21 | 0,23 | 0,25 | 0,29 | 0,32 | 0,35 | 0,40 | 0,44 | - | - |
7 | 140 | 0,24 | 0,27 | 0,29 | 0,33 | 0,37 | 0,41 | 0,45 | 0,50 | - | - |
8 | 160 | 0,28 | 0,31 | 0,34 | 0,39 | 0,43 | 0,47 | 0,53 | 0,59 | - | - |
9 | 180 | 0,32 | 0,36 | 0,39 | 0,45 | 0,49 | 0,55 | 0,61 | 0,68 | - | - |
10 | 200 | 0,37 | 0,41 | 0,44 | 0,51 | 0,56 | 0,62 | 0,70 | 0,77 | - | - |
11 | 225 | 0,42 | 0,47 | 0,51 | 0,58 | 0,65 | 0,72 | 0,80 | 0,89 | 0,99 | - |
12 | 250 | 0,45 | 0,53 | 0,58 | 0,66 | 0,73 | 0,81 | 0,91 | 1,01 | 1,12 | - |
13 | 280 | 0,55 | 0,61 | 0,66 | 0,76 | 0,84 | 0,93 | 1,04 | 1,16 | 1,28 | 1,43 |
14 | 320 | 0,65 | 0 72 | 0,78 | 0,89 | 0,99 | 1,09 | 1,22 | 1,36 | 1,50 | 1,68 |
15 | 360 | 1,75 | 0,83 | 0,90 | 1,03 | 1,14 | 1,26 | 1,41 | 1,56 | 1,73 | 1,94 |
16 | 400 | 0,85 | 0,94 | 1,02 | 1,16 | 1,29 | 1,43 | 1,60 | 1,77 | 1,97 | 2,2 |
17 | 450 | 0,97 | 1,08 | 1,17 | 1,34 | 1,48 | 1,65 | 1,84 | 2,04 | 2,26 | 2,54 |
18 | 500 | - | - | - | 1,52 | 1,69 | 1,87 | 2,09 | 2,32 | 2,57 | 2,88 |
19 | 560 | - | - | - | 1,74 | 1,93 | 2,14 | 2,40 | 2,66 | 2,95 | 3,30 |
20 | 630 | - | - | - | 2,01 | 2,23 | 2,47 | 2,76 | 3,06 | 3,40 | 3,80 |
21 | 700 | - | - | - | 2,27 | 2,52 | 2,80 | 3,13 | 3,47 | 3,85 | 4,31 |
22 | 800 | - | - | - | 2,67 | 2,96 | 3,28 | 3,68 | 4,08 | 4,52 | 5,06 |
Индекс | а | б | в | г | д | е | ж | з | и | к | |
Примечания:
1. При повторной правке торцов и обкатке время, приведенное в карте, принимать с коэффициентом 1,65.
2. При повторной правке только торцов время, приведенное в карте, принимать с коэффициентом 1,25, при повторной только обкатке - с коэффициентом 1,4.
Ковка на молотах | |||||||||
Карта 39 | |||||||||
Содержание работы Осадить заготовку; прошить отверстие с двух сторон; править торцы | 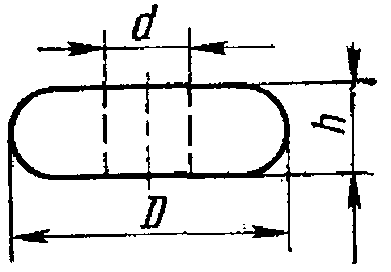 | ||||||||
N позиции | Диаметр заготовки после осадки D, мм, до | Диаметр прошитого отверстия d, мм, до | Высота осаженной заготовки h, мм, до | ||||||
80 | 100 | 125 | 160 | 200 | 250 | 320 | |||
Время, мин. | |||||||||
1 | 160 | 40 | 0,88 | 0,93 | 1,00 | 1,08 | - | - | - |
2 | 60 | 0,96 | 1,03 | 1,11 | 1,18 | - | - | - | |
3 | 80 | 1,05 | 1,13 | 1,20 | 1,30 | - | - | - | |
4 | 250 | 100 | 1,32 | 1,42 | 1,51 | 1,65 | 1,75 | 1,87 | - |
5 | 130 | 1,45 | 1,56 | 1,68 | 1,80 | 1,93 | 2,08 | - | |
6 | 400 | 130 | 1,82 | 1,95 | 2,05 | 2,25 | 2,40 | 2,58 | 2,78 |
7 | 200 | 2,00 | 2,15 | 2,30 | 2,47 | 2,65 | 2,80 | 3,02 | |
8 | 600 | 200 | 2,58 | 2,75 | 2,95 | 3,40 | 3,65 | 3,90 | |
9 | 300 | 2,78 | 3,05 | 3,25 | 3,50 | 3,80 | 4,00 | 4,18 | |
10 | 800 | 200 | - | 3,5 | 3,75 | 4,00 | 4,15 | 4,62 | 5,00 |
11 | 300 | - | 3,75 | 4,00 | 4,18 | 4,62 | 4,98 | 5,40 | |
Индекс | а | б | в | г | д | е | ж | ||
Ковка на молотах | |||||||||||
Карта 40 | |||||||||||
Содержание работы Надеть заготовку на оправку с помощью манипулятора, раскатать на оправке, снять заготовку с оправки с помощью манипулятора | |||||||||||
N позиции | Размеры кольца после раскатки | Высота кольца h, мм, до | |||||||||
наружный диаметр D, мм, до | внутренний диаметр d, мм, до | 50 | 60 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | |
Время, мин. | |||||||||||
1 | 500 | 320 | 1,30 | 1,38 | 1,52 | 1,66 | 1,81 | 1,96 | 2,15 | 2,35 | 2,55 |
2 | 400 | 1,40 | 1,50 | 1,68 | 1,81 | 1,97 | 2,15 | 2,36 | 2,52 | 2,77 | |
3 | 630 | 320 | 1,50 | 1,62 | 1,79 | 1,95 | 2,10 | 2,32 | 2,51 | 2,75 | 3,00 |
4 | 400 | 1,68 | 1,80 | 1,98 | 2,15 | 2,36 | 2,82 | 3,08 | 3,35 | ||
5 | 500 | 1,85 | 1,98 | 2,21 | 2,42 | 2,65 | 2,90 | 3,19 | 3,41 | 3,75 | |
6 | 720 | 400 | 1,75 | 1,90 | 2,10 | 2,30 | 2,5 | 2,72 | 3,00 | 3,27 | 3,60 |
7 | 500 | 2,15 | 2,30 | 2,57 | 2,70 | 3,05 | 3,35 | 3,65 | 3,95 | 4,36 | |
8 | 630 | 2,47 | 2,67 | 3,20 | 3,48 | 3,80 | 4,20 | 4,57 | 4,90 | 5,40 | |
9 | 850 | 500 | 2,80 | 3,00 | 3,35 | 3,65 | 4,00 | 4,20 | 4,88 | 5,20 | 5,70 |
10 | 630 | 3,25 | 3,45 | 3,85 | 4,21 | 4,57 | 5,00 | 5,50 | 6,00 | 6,80 | |
11 | 700 | 3,50 | 3,80 | 4,20 | 4,58 | 5,00 | 5,43 | 6,00 | 6,50 | 7,10 | |
12 | 950 | 630 | 3,70 | 3,95 | 4,41 | 4,80 | 5,22 | 5,75 | 6,30 | 6,80 | 7,43 |
13 | 700 | 4,15 | 4,40 | 4,90 | 5,37 | 5,80 | 6,40 | 7,00 | 7,60 | 8,30 | |
14 | 800 | 4,87 | 5,21 | 5,80 | 6,40 | 6,90 | 7,60 | 8,30 | 9,00 | 9,80 | |
15 | 1100 | 700 | 6,20 | 6,65 | 7,40 | 8,0 | 8,8 | - | - | - | - |
16 | 800 | 7,40 | 7,93 | 8,80 | 9,6 | 10,5 | 11,5 | 12,3 | - | - | |
17 | 900 | 8,6 | 9,40 | 10,5 | 11,3 | 12,3 | 13,5 | 14,5 | 15,8 | 17,2 | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
Примечания:
1. При правке колец по ребру время, приведенное в карте, принимать с коэффициентом 1,3.
2. При раскатке колец не в раскидных стойках ко времени, приведенному в карте, следует добавлять время на установку стоек по карте 33.
Ковка на молотах | |||||||||||
Карта 41 | |||||||||||
Содержание работы Надеть заготовку на оправку; раскатать | 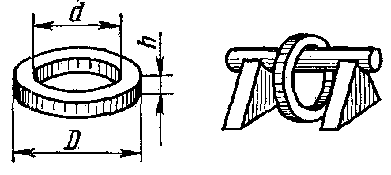 | ||||||||||
N позиции | Размеры колец после раскатки | Высота кольца h, мм, до | |||||||||
наружный диаметр D, мм, до | внутренний диаметр d, мм, до | 50 | 60 | 80 | 100 | 125 | 160 | 200 | 250 | 320 | |
Время, мин. | |||||||||||
1 | 150 | 100 | 0,55 | 0,59 | 0,66 | 0,72 | 0,78 | 0,86 | 0,93 | 1,01 | 1,12 |
2 | 200 | 100 | 0,60 | 0,65 | 0,72 | 0,78 | 0,85 | 0,93 | 1,02 | 1,10 | 1,20 |
3 | 125 | 0,66 | 0,71 | 0,79 | 0,85 | 0,93 | 1,01 | 1,10 | 1,20 | 1,30 | |
4 | 250 | 160 | 0,80 | 0,86 | 0,96 | 1,05 | 1,15 | 1,25 | 1,35 | 1,48 | 1,63 |
5 | 200 | 0,88 | 0,94 | 1,05 | 1,15 | 1,25 | 1,37 | 1,50 | 1,62 | 1,78 | |
6 | 320 | 200 | 0,96 | 1,03 | 1,15 | 1,25 | 1,35 | 1,50 | 1,62 | 1,76 | 1,93 |
7 | 250 | 1,04 | 1,13 | 1,25 | 1,35 | 1,46 | 1,61 | 1,75 | 1,90 | 2,10 | |
8 | 400 | 250 | 1,13 | 1,20 | 1,33 | 1,45 | 1,59 | 1,72 | 1,90 | 2,07 | 2,26 |
9 | 320 | 1,30 | 1,38 | 1,55 | 1,68 | 1,82 | 2,00 | 2,20 | 2,40 | 2,60 | |
10 | 500 | 320 | 1,42 | 1,51 | 1,70 | 1,83 | 2,0 | 2,20 | 2,40 | 2,60 | 2,85 |
11 | 400 | 1,65 | 1,77 | 1,97 | 2,15 | 2,32 | 2,55 | 2,77 | 3,00 | 3,32 | |
12 | 620 | 400 | 1,87 | 2,00 | 2,21 | 2,42 | 2,65 | 2,90 | 3,15 | 3,40 | 3,6 |
13 | 500 | 2,2 | 2,35 | 2,65 | 2,85 | 3,10 | 3,40 | 3,70 | 4,0 | 4,43 | |
14 | 720 | 500 | 2,60 | 2,75 | 3,10 | 3,35 | 3,62 | 4,0 | 4,38 | 4,70 | 5,20 |
15 | 560 | 2,85 | 3,05 | 3,40 | 3,70 | 4,00 | 4,40 | 4,90 | 5,20 | 5,70 | |
16 | 630 | 3,25 | 3,50 | 3,90 | 4,22 | 4,60 | 5,00 | 5,50 | 5,95 | - | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
Примечания:
1. При правке колец по ребру время, приведенное в карте, принимать с коэффициентом 1,3.
2. Время, приведенное в карте, рассчитано для раскатки колец бандажей наружным диаметром до 320 мм на стойках, а свыше 320 мм - в раскидных стойках. При раскатке колец не в раскидных стойках ко времени, приведенному в карте, следует добавлять время на установку стоек по карте 33.
Ковка на молотах | |||||||||||||||||||||
Карта 42, лист 1 | |||||||||||||||||||||
Содержание работы Вставить оправку в заготовку; уложить заготовку в нижник; раскатать поковку; выбить оправку | 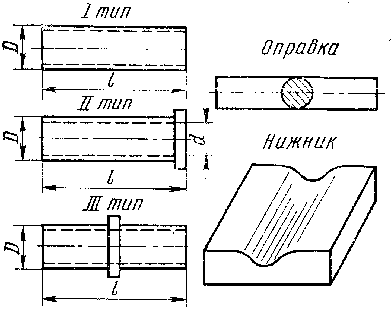 | ||||||||||||||||||||
N позиции | Размеры втулки после раскатки | Длина втулки l, мм, до | |||||||||||||||||||
наружный диаметр D, мм, до | внутренний диаметр d, мм, до | 100 | 110 | 125 | 140 | 160 | 180 | 200 | 220 | 250 | 280 | 320 | 400 | 450 | 500 | 560 | 630 | 700 | 800 | 900 | |
Время, мин. | |||||||||||||||||||||
1 | 110 | 50 | 0,50 | 0,55 | 0,64 | 0,74 | 0,86 | 0,97 | 1,10 | 1,23 | 1,43 | 1,62 | - | - | - | - | - | - | - | - | - |
2 | 80 | 0,54 | 0,59 | 0,69 | 0,80 | 0,93 | 1,05 | 1,19 | 1,33 | 1,55 | 1,75 | 2,06 | - | - | - | - | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ||
РАСКАТКА ВТУЛКИ НА ОПРАВКЕ | Ковка на молотах | ||||||||||||||||||||
Карта 42, лист 2 | |||||||||||||||||||||
N позиции | Размеры втулки после раскатки | Длина втулки l, мм, до | |||||||||||||||||||
наружный диаметр D, мм, до | внутренний диаметр d, мм, до | 100 | 110 | 125 | 140 | 160 | 180 | 200 | 220 | 250 | 280 | 320 | 400 | 450 | 500 | 560 | 630 | 700 | 800 | 900 | |
Время, мин. | |||||||||||||||||||||
3 | 125 | 60 | 0,58 | 0,64 | 0,76 | 0,86 | 0,99 | 1,13 | 1,30 | 1,44 | 1,68 | 1,92 | 2,23 | 2,80 | - | - | - | - | - | - | - |
4 | 80 | 0,62 | 0,69 | 0,82 | 0,93 | 1,07 | 1,22 | 1,40 | 1,55 | 1,81 | 2,07 | 2,40 | 3,02 | 3,64 | - | - | - | - | - | - | |
5 | 140 | 60 | 0,67 | 0,75 | 0,86 | 0,95 | 1 13 | 1,28 | 1,41 | 1,60 | 1,88 | 2,11 | 2,48 | 3,22 | 3,75 | 4,10 | - | - | - | - | - |
6 | 100 | 0,71 | 0,79 | 0,90 | 1,00 | 1,18 | 1,34 | 1,43 | 1,68 | 1,97 | 2,21 | 2,58 | 3,36 | 3,84 | 4,30 | - | - | - | - | - | |
7 | 160 | 80 | - | - | - | - | 1 21 | 1 39 | 1,56 | 1,73 | 2,00 | 2,29 | 2,61 | 3 38 | 3,86 | 4 51 | 5,20 | - | - | - | - |
8 | 120 | - | - | - | - | 1,27 | 1,46 | 1,64 | 1,82 | 2,10 | 2,40 | 2,74 | 3,55 | 4,05 | 4,73 | 5,46 | 6,40 | - | - | - | |
9 | 180 | 100 | - | - | - | - | - | - | 1,67 | 2,00 | 2,19 | 2,49 | 2,89 | 3,76 | 4,39 | 4,83 | 5,60 | 6,80 | - | - | - |
10 | 140 | - | - | - | - | - | - | 1,75 | 2,10 | 2,30 | 2,61 | 3,03 | 3,95 | 4,61 | 5,07 | 5,88 | 7,14 | 7,45 | - | - | |
11 | 200 | 120 | - | - | - | - | - | - | - | - | 2,42 | 2,79 | 3,21 | 4,20 | 4,85 | 5,41 | 6,22 | 7,50 | 8,10 | 9,5 | - |
12 | 160 | - | - | - | - | - | - | - | - | 2,54 | 2,93 | 3,37 | 4,41 | 5,09 | 5,68 | 6,53 | 7,87 | 8,50 | 9,97 | - | |
13 | 225 | 120 | - | - | - | - | - | - | - | - | 267 | 3,05 | 4,50 | 4,60 | 4,38 | 6,00 | 6,91 | 8 30 | 8,90 | 10,3 | 11,9 |
14 | 160 | - | - | - | - | - | - | - | - | 2,80 | 3,20 | 3,67 | 4,83 | 5,65 | 6,30 | 7 24 | 8,71 | 9,34 | 10,8 | 12,5 | |
15 | 180 | - | - | - | - | - | - | - | - | 2,94 | 3,36 | 3,85 | 5,07 | 5,93 | 6,61 | 7,60 | 9,14 | 9,81 | 11,3 | 13,1 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ||
РАСКАТКА ВТУЛКИ НА ОПРАВКЕ | Ковка на молотах | ||||||||||||||
Карта 42, лист 3 | |||||||||||||||
N позиции | Размеры втулки после раскатки | Длина втулки l, мм, до | |||||||||||||
наружный диаметр D, мм, до | внутренний диаметр d, мм, до | 320 | 400 | 450 | 500 | 560 | 630 | 700 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | |
Время, мин. | |||||||||||||||
16 | 250 | 120 | 4,00 | 5,58 | 6,50 | 7,30 | 8,40 | 9,58 | 10,8 | 12,8 | 14,3 | 16,5 | 18,1 | 21,3 | 24,5 |
17 | 160 | 4,20 | 5,86 | 6,82 | 7,66 | 8,82 | 10,0 | 11,3 | 13,4 | 15,0 | 17,3 | 19,0 | 22,4 | 25,7 | |
18 | 180 | 4,41 | 6,15 | 7,17 | 8,05 | 9,26 | 10,6 | 11,9 | 14,0 | 15,8 | 18,2 | 19,9 | 23,5 | 27,0 | |
19 | 280 | 130 | 4,58 | 6,38 | 7,30 | 8,30 | 9,40 | 10,9 | 12,1 | 14,3 | 16,3 | 18,8 | 20,8 | 24,3 | 27,9 |
20 | 180 | 4,72 | 6,57 | 7,52 | 8,55 | 9,68 | 11,2 | 12,5 | 14,7 | 16,8 | 19,4 | 21,4 | 25,0 | 28,7 | |
21 | 210 | 4,86 | 6,77 | 7,74 | 8,81 | 9,97 | 11,5 | 12,8 | 15,2 | 17,3 | 19,9 | 22,1 | 25,8 | 29,6 | |
22 | 380 | 130 | - | 6,83 | 7,90 | 8,90 | 10,3 | 11,8 | 13,3 | 15,3 | 17,8 | 20,2 | 22,5 | 26,5 | 30,0 |
23 | 180 | - | 7,03 | 8,14 | 9,17 | 10,6 | 12,1 | 13,7 | 15,7 | 18,3 | 20,8 | 23,2 | 27,3 | 30,9 | |
24 | 240 | - | 7,24 | 8,38 | 9,44 | 10,9 | 12,5 | 14,1 | 16,2 | 18,9 | 21,4 | 23,9 | 28,1 | 31,8 | |
Индекс | л | м | н | о | п | р | с | т | у | ф | х | ц | ч | ||
Примечание. Время, приведенное в карте, рассчитано на раскатку втулок I типа; при раскатке втулок II типа время, приведенное в карте, принимать с коэффициентом 1,2; при раскатке втулок III типа - с коэффициентом 1,3.
Ковка на молотах | ||||||||||||||
Карта 43, лист 1 | ||||||||||||||
Содержание работы Положить заготовку на сподок; наложить накладку за заготовку; прогнуть заготовку; снять накладку; снять заготовку со сподка, править заготовку |  | |||||||||||||
Гибка полосовой заготовки | ||||||||||||||
N позиции | Ширина заготовки b, мм, до | Толщина заготовки h, мм, до | ||||||||||||
10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | ||
Время, мин. | ||||||||||||||
1 | 30 | 0,17 | 0,19 | 0,22 | 0,24 | 0,28 | 0,31 | 0,35 | - | - | - | - | - | - |
2 | 40 | 0,19 | 0,21 | 0,24 | 0,27 | 0,30 | 0,34 | 0.38 | 0,43 | 0,45 | - | - | - | - |
3 | 50 | 0,21 | 0,23 | 0,26 | 0,29 | 0,32 | 0,36 | 0,40 | 0,45 | 0,48 | - | - | - | - |
4 | 60 | 0,23 | 0 25' | 0 29 | 0 32 | 0 35 | 0 39 | 0,44 | 0,48 | 0,53 | - | - | - | - |
5 | 80 | 0,27 | 0,29 | 0,34 | 0,38 | 0,43 | 0,47 | 0,53 | 0,58 | 0,64 | 0,69 | 0,73 | - | - |
6 | 100 | 0,30 | 0,33 | 0,37 | 0 42 | 0 46 | 0 51 | 0,57 | 0,65 | 0,67 | 0,75 | 0,80 | 0,85 | 0,90 |
7 | 125 | 0,32 | 0,35 | 0,40 | 0,44 | 0,50 | 0,56 | 0,63 | 0,70 | 0,69 | 0,83 | 0,90 | 0,95 | 1,00 |
8 | 160 | 0,35 | 0,39 | 0,44 | 0,50 | 0,55 | 0,63 | 0,70 | 0,79 | 0,86 | 0,94 | 1,00 | 1,05 | 1,12 |
9 | 200 | 0,38 | 0,42 | 0,48 | 0,53 | 0,61 | 0,69 | 0,78 | 0,89 | 0,96 | 1,05 | 1,12 | 1,20 | 1,28 |
10 | 250 | 0,41 | 0,44 | 0,51 | 0,57 | 0,65 | 0,73 | 0,83 | 0,94 | 1,03 | 1,12 | 1,20 | 1,27 | 1,35 |
11 | 320 | 0,44 | 0,48 | 0,56 | 0,63 | 0,71 | 0,80 | 0,90 | 1,02 | 1,12 | 1,21 | 1,30 | 1,40 | 1,45 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
ГИБКА КРУГЛОЙ И ПОЛОСОВОЙ ЗАГОТОВКИ | Ковка на молотах | ||||||||||||||||
Карта 43, лист 2 | |||||||||||||||||
Гибка круглой заготовки | |||||||||||||||||
N позиции | Диаметр заготовки d, мм, до | ||||||||||||||||
20 | 25 | 32 | 36 | 40 | 45 | 50 | 55 | 60 | 70 | 80 | 90 | 100 | 110 | 125 | 140 | 160 | |
Время, мин. | |||||||||||||||||
1 | 0,11 | 0,13 | 0,15 | 0,17 | 0,18 | 0,20 | 0,22 | 0,24 | 0,27 | 0,33 | 0,39 | 0,45 | 0,52 | 0,60 | 0,70 | 0,82 | 0,98 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с |
Примечания:
1. При гибке квадратной заготовки время принимать то же, что и для гибки круглой заготовки, но с коэффициентом 1,4.
2. Время в карте рассчитано на гибку одного угла, на гибку каждого последующего угла время, приведенное в карте, принимать с коэффициентом 0,8.
3. При гибке полосовой заготовки на ребро время, приведенное в карте, принимать с коэффициентом 1,3.
Ковка на прессах | |||||
Карта 44 | |||||
Группа сталей и сплавов | |||||
II | III | IV | V | VI | |
Ст 0 | Ст 7 | ОХН3М | 1Х13 | 1Х14Н14В2М | ЭИ-395 |
Ст 1 | 50 | 50ХГМ | 2Х13 | (ЭИ257) | ЭИ-405 |
Ст 2 | 55 | 18ХНВА | 3Х13 | ЭИ-481 | ЭИ-415 |
Ст 3 | 60 | 18Х2НЧМА | 4Х13 | ЭИ-572 | ЭИ-612 |
Ст 4 | 70 | 3ЧН3М | 9Х2В | Х17Н2 | ЭИ-726 |
Ст 5 | 40Г | Нержавеющая | 9Х2ВМФ | 1Х18Н9Т | ЭИ-961 |
Ст 6 | 50Г | ЩХ15 | 1Х18Н9 | Х18Н10Т | Х23Н18 |
Ст 10 | 60Г | Р1; Р2 | 3Х2В8 | 1Х18Н12Т | Х25Н20С2 |
15 | 65Г | Х9С2 | 5Х2СФ | ВТ-8 | Х12М |
20 | Немагнитная | 2Х13 | 9Х2СВФ | ВТ-4 | |
25 | ОХМ | ЗХ2Н2МВФ | 44ХВМА | Т-1 | |
30 | 35Х | 5ХНВ | 45Х2МФ | ЭН712 | |
35 | 40Х | 12ХМФ | 55ХН2Ф | СП2В-ВД | |
40 | 45Х | 12ХНЗА | 60ХФА | ||
45 | 50Х | 15Х5МФ | 60ХНЗВ | ||
50 | 40Н | 15Х11МФБ | 60ХНСФА | ||
15Г | 5ХГМ | 18Х2НЧВА | 75ХН | ||
20Г | 38ХГМ. | 20Х2Н2М | 75ХНЗМ | ||
30Г | 12ХМ | 20Х2НЧА | 75Х2СВФ | ||
15М | 35ХМ | 27Х2Н2МВФ | 80ХНЗВ | ||
30М | 12ХНЗ | 30ХГС | Бронза | ||
20Н | 20Х2Н4А | 30Х2М1Ф1Н | 9Х; 9Х2 | ||
25Н | 20ХН | 34Х2Н3М | 7Х13 | ||
30Н | 34ХНВ | 40Х5МФ | |||
35Н | 18ХНМА | 45ХНМ | |||
40Н | 34ХМ1А | 45ХНВФА | |||
45Н | 34ХН3М | 50ХН | |||
50Н | 40ХС | 65ХНВ | |||
15Х | 2ХГС | 5ХНТ, 5ХНМ | |||
20Х | 35ХНВ | 6ХНМ, 5ХГМ | |||
У7 | 38ГС | 0ХН2М | |||
У8 | 38ХГН | 0ХН4М | |||
У9 | 45ХН | 30ХН3М | |||
У10 | 45Г, 55Н | МХ15 | |||
30Х | 55Х, ОХН1М | ||||
35Х | 35ХН, ИСХ | ||||
36ХМ | |||||
Латунь | |||||
ПОПРАВОЧНЫЙ КОЭФФИЦИЕНТ | |||||
1,0 | 1,07 | 1,11 | 1,17 | 1,25 | 1,35 |
Ковка на прессах | |||||
Карта 45 | |||||
N позиции | Наименование работ | Усилие пресса, тс, до | |||
600 - 1000 | 1200, 1500, 2000 | 2500, 3000, 5000 | 10000, 12000 | ||
Время, мин. | |||||
1 | Сменить верхний быстросменный боек | 4 | 5 | 5 | 12 |
2 | Сменить нижний быстросменный боек | 3 | 4 | 4 | 5 |
3 | Установить раскаточный боек и закренить | - | 10 | 10 | 20 |
4 | Раекренить и убрать раскаточный боек | - | 5 | 5 | 15 |
5 | Установить раскаточные стойки | 3 | 5 | 5 | 8 |
6 | Убрать раскаточные стойки | 3 | 2 | 2 | 4 |
7 | Сменить вкладыш бойка (2 шт.) | 3 | 5 | 5 | 10 |
8 | Сменить наделки бойка | 6 | 7 | 8 | 16 |
9 | Сменить плиты | 3 | 4 | 4 | 5 |
10 | Установить верхнюю плиту с бойком и закрепить | - | 15 | 15 | 20 |
11 | Убрать верхнюю плиту с бойком | - | 8 | 8 | 10 |
12 | Снять цепь грузоподъемностью 100 т | - | - | - | 4 |
13 | Надеть на крюк цепь грузоподъемностью 100 т | - | - | - | 5 |
14 | Снять цепь грузоподъемностью 200 т | - | - | - | 6 |
15 | Надеть на крюк цепь грузоподъемностью 200 т | - | - | - | 8 |
16 | Надеть кантователь | 4 | 5 | 5 | 8 |
17 | Снять кантователь | 3 | 4 | 4 | 6 |
18 | Установить и закрепить тумбу | - | - | - | 50 |
19 | Раскрепить и убрать тумбу | - | - | - | 30 |
20 | Установить и закрепить пуансон к тумбе | - | - | - | 20 |
21 | Раскрепить и убрать пуансон с тумбы | - | - | - | 15 |
22 | Установить нижнюю часть штампа и закрепить | - | - | - | 50 |
23 | Убрать нижнюю часть штампа | - | - | - | 25 |
24 | Снять колпак с термоса и надеть его на термос после разгрузки | - | - | 5 | 8 |
25 | Установить и убрать узкие бойки для ковки шеек валов блюминга | - | - | - | 8 |
26 | Установить раскаточную машину | - | - | 15 | 20 |
27 | Убрать раскаточную машину | - | - | 10 | 15 |
Индекс | а | б | в | г | |
Основное время | |||||||
Ковка на прессах | |||||||
Карта 46, лист 1 | |||||||
 | |||||||
N позиции | Усилие пресса, тс, до | Масса слитка, т, до | Отковать цапфу из прибыльной части | Сбить грани у слитка | Отрубить поддонную часть слитка | Отрубить цапфу | |
Время, мин. | |||||||
1 | 600, 700, 800, 1000 | 1,0 | 1,0 | 0,80 | 0,9 | 0,9 | |
2 | 1,25 | 1,15 | 0,94 | ||||
3 | 1,6 | 1,35 | 1,12 | ||||
4 | 2,0 | 1,55 | 1,30 | ||||
5 | 2,5 | 1,8 | 1,55 | ||||
6 | 3,2 | 2,1 | 1,85 | ||||
7 | 4,0 | 2,5 | 2,2 | ||||
8 | 5,0 | 2,8 | 2,6 | ||||
9 | 1200, 1500, 2000 | 2,0 | 1,55 | 1,35 | 1,02 | 1,02 | |
10 | 2,8 | 1,80 | 1,52 | 1,28 | 1,28 | ||
11 | 4,0 | 2,0 | 1,65 | 1,44 | 1,44 | ||
12 | 5,6 | 2,3 | 1,9 | 1,56 | 1,58 | ||
13 | 8,0 | 2,8 | 2,25 | 1,68 | 1,68 | ||
14 | 11,0 | 3,3 | 2,56 | 1,97 | 1,97 | ||
15 | 16,0 | 3,9 | 2,96 | 2,3 | 2,3 | ||
16 | 2500, 3000, 5000 | 4,0 | 2,5 | 2,05 | 1,55 | 1,55 | |
17 | 5,6 | 2,9 | 2,4 | 1,8 | 1,8 | ||
18 | 8,0 | 3,5 | 2,8 | 2,1 | 2,1 | ||
19 | 11,0 | 4,1 | 3,2 | 2,45 | 2,45 | ||
20 | 16,0 | 4,9 | 3,7 | 2,9 | 2,9 | ||
21 | 22,0 | 5,8 | 4,3 | 3,3 | 3,3 | ||
22 | 32,0 | 7,0 | 4,9 | 4,0 | 4,0 | ||
23 | 10000, 12000 | 22,0 | 6,3 | 5,8 | 3,8 | 3,8 | |
24 | 32,0 | 7,8 | 7,0 | 4,6 | 4,6 | ||
25 | 45,0 | 9,6 | 8,4 | 5,7 | 5,7 | ||
26 | 63,0 | 11,8 | 10,5 | 7,0 | 7,0 | ||
27 | 90,0 | 14,5 | 13,0 | 8,6 | 8,6 | ||
28 | 125 | 18,0 | 15,5 | 10,5 | 10,5 | ||
29 | 180 | 22,0 | 19,0 | 13,0 | 13,0 | ||
250 | 27,0 | 24,0 | 20,5 | 20,5 | |||
Индекс | а | б | в | г | |||
ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА СЛИТКОВ | Вспомогательное время | |||||||
Ковка на прессах | ||||||||
Карта 46, лист 2 | ||||||||
N позиции | Масса слитка, т, до | Выдать слиток из печи цепями или клещами подать под пресс | Надеть на слиток цепь кантователя и снять ее | Развернуть слиток на 180° | Взять патрон и надеть его на цапфу | Взять слиток из-под пресса и загрузить в печь | Снять патрон с цапфы и уложить на место | Убрать один обрубок от пресса |
Время, мин. | ||||||||
1 | 1,0 | 1,4 | 0,80 | 0,63 | 1,5 | 0,90 | 1,35 | 0,46 |
2 | 1,25 | 1,5 | 0,86 | 0,70 | 1,6 | 0,98 | 1,44 | 0,48 |
3 | 1,6 | 1,64 | 0,92 | 0,77 | 1,7 | 1,10 | 1,53 | 0,51 |
4 | 2,0 | 1,80 | 0,98 | 0,85 | 1,8 | 1,20 | 1,62 | 0,54 |
5 | 2,5 | 1,93 | 1,05 | 0,93 | 1,9 | 1,30 | 1,72 | 0,56 |
6 | 3,2 | 2,10 | 1,13 | 1,02 | 2,03 | 1,45 | 1,85 | 0,59 |
7 | 4,0 | 2,30 | 1,20 | 1,13 | 2,18 | 1,60 | 1,97 | 0,63 |
8 | 5,0 | 2,50 | 1,28 | 1,22 | 2,30 | 1,70 | 2,07 | 0,65 |
9 | 6,3 | 2,70 | 1,37 | 1,35 | 2,47 | 1,90 | 2,23 | 0,69 |
10 | 8,0 | 2,90 | 1,45 | 1,50 | 2,60 | 2,10 | 2,34 | 0,72 |
11 | 10 | 3,20 | 1,55 | 1,65 | 2,80 | 2,30 | 2,52 | 0,76 |
12 | 12,5 | 3,45 | 1,65 | 1,80 | 2,95 | 2,5 | 2,65 | 0,80 |
13 | 16 | 3,80 | 1,77 | 2,00 | 3,15 | 2,80 | 2,84 | 0,83 |
14 | 20 | 4,05 | 1,90 | 2,20 | 3,40 | 3,10 | 3,06 | 0,88 |
15 | 25 | 4,40 | 2,02 | 2,40 | 3,60 | 3,40 | 3,25 | 0,93 |
16 | 32 | 4,80 | 2,18 | 2,65 | 3,80 | 3,80 | 3,35 | 0,98 |
17 | 40 | 5,20 | 2,35 | 2,90 | 4,00 | 4,2 | 3,60 | 1,02 |
18 | 50 | 5,70 | 2,50 | 3,25 | 4,27 | 4,6 | 3,76 | 1,08 |
19 | 63 | 6,20 | 2,70 | 3,60 | 4,50 | 5,0 | 4,05 | 1,12 |
20 | 80 | 6,80 | 2,90 | 3,90 | 4,80 | 5,6 | 4,32 | 1,20 |
21 | 100 | 7,30 | 3,05 | 4,30 | 5,10 | 6,0 | 4,60 | 1,25 |
22 | 125 | 7,80 | 3,30 | 4,70 | 5,45 | 6,6 | 4,90 | 1,30 |
23 | 160 | 8,60 | 3,50 | 5,20 | 5,80 | 7,4 | 5,22 | 1,38 |
24 | 200 | 9,30 | 3,80 | 5,70 | 6,20 | 8,1 | 5,58 | 1,45 |
25 | 250 | 10,0 | 4,0 | 6,30 | 6,60 | 9,0 | 5,95 | 1,50 |
Индекс | а | б | в | г | д | е | ж | |
Основное время | |||||||||
Ковка на прессах | |||||||||
Карта 47, лист 1 | |||||||||
 | |||||||||
N позиции | Усилие пресса, тс, до | Масса слитка, т, до | Осадить слиток до 1,7 d | Протянуть слиток после осадки до первоначального диаметра | N позиции | Усилие пресса, тс, до | Масса слитка, т, до | Осадить слиток до 1,7 d | Протянуть слиток после осадки до первоначального диаметра |
Время, мин. | Время, мин. | ||||||||
1 | 1200 | 2,0 | 0,95 | 4,75 | 17 | 2500 3000 5000 | 10,0 | 1,42 | 9,15 |
2 | 2,5 | 1,08 | 5,25 | 18 | 12,5 | 1,60 | 10,0 | ||
3 | 4,0 | 1,35 | 6,20 | 19 | 16,0 | 1,90 | 11,2 | ||
4 | 5,0 | 1,50 | 6,65 | 20 | 20,0 | 2,00 | 12,3 | ||
5 | 6,3 | 1,68 | 7,30 | 21 | 25,0 | 2,25 | 14,3 | ||
6 | 1500, 2000 | 2,5 | 0,90 | 4,75 | 22 | 10000 12000 | 25,0 | 2,00 | 10,5 |
7 | 4,0 | 1,12 | 5,55 | 23 | 32,0 | 2,30 | 12,4 | ||
8 | 5,0 | 1,25 | 6,0 | 24 | 40,0 | 2,70 | 14,7 | ||
9 | 6,3 | 1,40 | 6,55 | 25 | 50,0 | 3,10 | 17,1 | ||
10 | 8,0 | 1,56 | 7,20 | 26 | 63,0 | 3,50 | 20,3 | ||
11 | 10,0 | 1,75 | 8,00 | 27 | 80,0 | 4,10 | 23,7 | ||
12 | 12,5 | 1,95 | 8,70 | 28 | 100 | 4,70 | 27,6 | ||
13 | 2500, 3000, 5000 | 16,0 | 2,20 | 9,80 | 29 | 125 | 5,40 | 32,3 | |
14 | 5,0 | 1,02 | 6,90 | 30 | 160 | 6,30 | 39,0 | ||
15 | 6,3 | 1,15 | 7,50 | 31 | 200 | 7,20 | 46,5 | ||
16 | 8,0 | 1,28 | 8,30 | 32 | 250 | 8,30 | 53,0 | ||
Индекс | а | б | Индекс | а | б | ||||
ОСАДКА СЛИТКОВ И ПОСЛЕДУЮЩАЯ ИХ ПРОТЯЖКА ДО ПЕРВОНАЧАЛЬНОГО ДИАМЕТРА | Вспомогательное время | |||||||||
Ковка на прессах | ||||||||||
Карта 47, лист 2 | ||||||||||
N позиции | Масса слитка, т, до | Выдать слиток из печи и подать под пресс | Установить осадочную плиту под пресс, убрать ее | Установить слиток в нижнюю осадочную плиту | Наложить и снять верхнюю осадочную плиту | Скантовать и снять нижнюю осадочную плиту (или вынуть слиток из плиты) | Взять патрон и надеть его на цапфу | Снять патрон с цапфы и уложить на место | Загрузить заготовку в печь | |
Время, мин. | ||||||||||
1 | 2,0 | 2,3 | - | 1,15 | - | 1,25 | 1,8 | 1,65 | 0,54 | |
2 | 2,5 | 2,5 | - | 1,28 | - | 1,35 | 1,9 | 1,72 | 0,56 | |
3 | 3,2 | 2,8 | - | 1,40 | - | 1,48 | 2,03 | 1,85 | 0,59 | |
4 | 4,0 | 3,1 | - | 1,52 | - | 1,60 | 2,18 | 1,97 | 0,63 | |
5 | 5,0 | 3,4 | - | 1,68 | - | 1,75 | 2,30 | 2,07 | 0,65 | |
6 | 6,3 | 3,7 | 0,8 | 1,83 | 0,85 | 1,90 | 2,47 | 2,23 | 0,69 | |
7 | 8,0 | 4,0 | 0,8 | 2,00 | 0,85 | 2,00 | 2,60 | 2,34 | 0,72 | |
8 | 10,0 | 4,4 | 0,8 | 2,21 | 0,85 | 2,23 | 2,80 | 2,52 | 0,76 | |
9 | 12,5 | 4,8 | 1,0 | 2,40 | 0,85 | 2,45 | 2,95 | 2,65 | 0,80 | |
10 | 16 | 5,3 | 1,1 | 2,67 | 0,90 | 2,70 | 3,15 | 2,84 | 0,83 | |
11 | 20 | 5,8 | 1,25 | 2,95 | 1,05 | 2,90 | 3,40 | 3,06 | 0,88 | |
12 | 25 | 6,4 | 1,4 | 3,20 | 1,20 | 3,20 | 3,60 | 3,25 | 0,93 | |
13 | 32 | 7,0 | 1,6 | 3,60 | 1,40 | 3,50 | 3,82 | 3,35 | 0,98 | |
14 | 40 | 7,7 | 1,8 | 3,90 | 1,65 | 3,80 | 4,00 | 3,60 | 1,02 | |
15 | 50 | 8,5 | 2,0 | 4,30 | 1,80 | 4,05 | 4,27 | 3,76 | 1,08 | |
16 | 63 | 9,2 | 2,25 | 4,68 | 2,05 | 4,47 | 4,50 | 4,05 | 1,12 | |
17 | 80 | 10,2 | 2,60 | 5,15 | 2,30 | 5,00 | 4,80 | 4,32 | 1,20 | |
18 | 110 | 11,2 | 2,90 | 5,60 | 2,50 | 5,30 | 5,10 | 4,60 | 1,25 | |
19 | 125 | 12,0 | 3,20 | 6,10 | 2,80 | 5,70 | 5,45 | 4,90 | 1,30 | |
20 | 160 | 13,3 | 3,50 | 6,60 | 3,20 | 6,30 | 5,80 | 5,22 | 1,38 | |
21 | 200 | 15,0 | 4,20 | 7,10 | 3,50 | 6,80 | 6,30 | 5,60 | 1,47 | |
22 | 250 | 16,5 | 4,70 | 7,70 | 3,90 | 7,20 | 6,70 | 6,00 | 1,53 | |
Индекс | а | б | в | г | д | е | ж | з | ||
Ковка на прессах | |
Карта 48, лист 1 |
1. Время дано на 1 м длины протянутого металла.
2. При протяжке заготовок, имеющих прямоугольное сечение, время следует принимать как и для протяжки заготовок с равновеликим квадратным сечением.
3. В картах 49 - 57 предусмотрена точная протяжка по размеру. При грубой протяжке без проверки размеров время на протяжку принимать с коэффициентом 0,8.
4. Протяжка металла производится на плоских бойках или в нижнем вырезном, а верхнем плоском. При протяжке металла круглого сечения в вырезных бойках время, приведенное в картах 50 и 56, принимать с коэффициентом 0,55.
5. При протяжке металла с выдерживанием точных размеров между заплечиками, когда расстояние между ними меньше ширины бойка, время, приведенное в картах, принимать с коэффициентом 1,2.
6. При протяжке на конус время следует определять по среднему сечению конуса, умножая его на коэффициент 1,25.
7. При ковке ступенчатых валов с длиной уступа меньше 1 пог. м время на протяжку принимать как за 1 пог. м.
8. В случае ковки из одного слитка двух и более поковок типа валов с уступами основное время принимать с коэффициентом 1,15.
9. При протяжке заготовок на длину более или менее 1 м время, приведенное в картах 49 - 57, необходимо умножать на поправочные коэффициенты, указанные в таблице.
1 | Длина, м | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 18 | 2,0 | 2,2 | 2,4 | 2,6 | 2,8 |
Коэффициент | 0,6 | 0,8 | 1,0 | 1.1 | 1,3 | 1,5 | 1,6 | 1,8 | 1,9 | 2,1 | 2,2 | 2,4 | |
2 | Длина, м | 3,0 | 3,2 | 3,4 | 3,6 | 3,8 | 4,0 | 4,2 | 4,4 | 4,6 | 4,8 | 5,0 | 5,2 |
Коэффициент | 2,5 | 2,7 | 2,8 | 3,0 | 3,2 | 3,3 | 3,5 | 3,6 | 3,8 | 3,9 | 4,1 | 4,3 | |
3 | Длина, м | 5,4 | 5,6 | 5,8 | 6,0 | 6,2 | 6,4 | 6,6 | 6,8 | 7,0 | 7,2 | 7,4 | 7,6 |
Коэффициент | 4,4 | 4,6 | 4,7 | 4,9 | 5,0 | 5,2 | 5,4 | 5,5 | 5,7 | 5,8 | 6,0 | 6,2 | |
4 | Длина, м | 7,8 | 8,0 | 8,2 | 8,4 | 8,6 | 8,8 | 9,0 | 9,2 | 9,4 | 9,6 | 9,8 | 10,0 |
Коэффициент | 6,3 | 6,5 | 6,6 | 6,8 | 6,9 | 7,1 | 7,2 | 7,4 | 7,5 | 7,7 | 7,8 | 8,0 | |
5 | Длина, м | 10,5 | 11,0 | 11,5 | 12,0 | 12,5 | 13,0 | 13,5 | 14,0 | 14,5 | 15,0 | 15,5 | 16,0 |
Коэффициент | 8,4 | 8,8 | 9,2 | 9,6 | 10,0 | 10,4 | 10,8 | 11,2 | 11,5 | 12,0 | 12,3 | 12,7 | |
6 | Длина, м | 16,5 | 17,0 | 17,5 | - | - | - | - | - | - | - | - | - |
Коэффициент | 13,0 | 13,5 | 14,0 | - | - | - | - | - | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПРОТЯЖКУ ЗАГОТОВОК | Ковка на прессах | ||||
Карта 48, лист 2 | |||||
10. При протяжке длинных и гладких поковок, у которых конечное отношение длины к диаметру более 25 м, кроме поправочных коэффициентов, зависящих от длины протяжки, к неполному оперативному времени применять следующие поправочные коэффициенты: | |||||
Конечное отношение длины к диаметру | 25 - 30 | 30 - 35 | 35 - 40 | 40 - 45 | св. 45 |
Коэффициент на основное время | 1,1 | 1,15 | 1,20 | 1,30 | 1,40 |
Индекс | а | б | в | г | д |
Ковка на прессах | ||||||||
Карта 49, лист 1 | ||||||||
Содержание работы Протяжка заготовки с перемещением на бойке с поворотом вокруг оси, измерением и правкой в процессе протяжки |  | |||||||
N позиции | Усилие пресса, тс, до | Конечная толщина полосы h, мм, до | Конечная ширина полосы b, мм, до | Начальная сторона квадрата, мм, до | ||||
180 | 250 | 350 | 450 | 500 | ||||
Начальный диаметр круга, мм, до | ||||||||
200 | 280 | 400 | 500 | 630 | ||||
Время, мин. на 1 м | ||||||||
1 | 600, 800, 1000 | 100 | 120 | 2,10 | 2,40 | 2,80 | - | - |
2 | 250 | 2,30 | 2,64 | 3,10 | 3,40 | - | ||
3 | 560 | - | - | 3,50 | 3,9 | - | ||
4 | 160 | 180 | 2,0 | 2,3 | 2,55 | 2,95 | - | |
5 | 400 | - | 2,6 | 2,88 | 3,33 | 3,85 | ||
6 | 560 | - | 2,74 | 3,03 | 3,50 | 4,05 | ||
7 | 200 | 250 | - | 2,15 | 2,45 | 2,7 | - | |
8 | 560 | - | - | 2,72 | 3,0 | 4,48 | ||
9 | 250 | 320 | - | - | 2,55 | 2,8 | - | |
10 | 500 | - | - | 3,0 | 3,3 | 3,63 | ||
11 | 630 | - | - | 3,55 | 3,9 | 4,30 | ||
Индекс | а | б | в | г | д | |||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА ПРЯМОУГОЛЬНОЕ | Ковка на прессах | |||||||||
Карта 49, лист 2 | ||||||||||
N позиции | Усилие пресса, тс, до | Конечная толщина полосы h, мм, до | Конечная ширина полосы b, мм, до | Начальная сторона квадрата, мм, до | ||||||
220 | 280 | 350 | 450 | 560 | 710 | 900 | ||||
Начальный диаметр круга, мм, до | ||||||||||
250 | 320 | 400 | 500 | 630 | 800 | 1000 | ||||
Время, мин. на 1 м | ||||||||||
12 | 1200, 1500, 2000 | 100 | 125 | 1,95 | 2,25 | 2,55 | - | - | - | - |
13 | 200 | - | 2,52 | 2,86 | 3,25 | - | - | - | ||
14 | 320 | - | - | 3,22 | 3,78 | - | - | - | ||
15 | 500 | - | - | - | 4,10 | 4,65 | - | - | ||
16 | 800 | - | - | - | 4,60 | 5,20 | 5,93 | - | ||
17 | 160 | 200 | 1,75 | 2,02 | 2,32 | 2,47 | 3,0 | - | - | |
18 | 320 | - | 2,55 | 2,93 | 3,12 | 3,8 | - | - | ||
19 | 500 | - | - | 3,26 | 3,72 | 4,23 | 4,83 | - | ||
20 | 800 | - | - | - | 4,15 | 4,72 | 5,40 | 6,15 | ||
21 | 250 | 320 | - | - | 2,66 | 2,96 | 3,45 | - | - | |
22 | 500 | - | - | - | 3,31 | 3,85 | 4,38 | - | ||
23 | 800 | - | - | - | - | 4,30 | 4,90 | 5,58 | ||
24 | 1000 | - | - | - | - | 4,75 | 5,40 | 6,15 | ||
25 | 400 | 500 | - | - | - | - | 3,5 | 3,98 | 4,50 | |
26 | 800 | - | - | - | - | - | 4,43 | 5,03 | ||
27 | 1250 | - | - | - | - | - | - | 5,68 | ||
Индекс | а | б | в | г | д | е | ж | |||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА ПРЯМОУГОЛЬНОЕ | Ковка на прессах | ||||||||
Карта 49, лист 3 | |||||||||
N позиции | Усилие пресса, тс, до | Конечная толщина полосы, h, мм, до | Конечная ширина полосы, b, мм, до | Начальная сторона квадрата, мм, до | |||||
350 | 450 | 560 | 710 | 900 | 1120 | ||||
Начальный диаметр круга, мм, до | |||||||||
400 | 500 | 630 | 800 | 1000 | 1250 | ||||
Время, мин. на 1 м | |||||||||
28 | 2500, 3000, 5000 | 125 | 320 | 2,47 | 2,78 | 3,11 | - | - | - |
29 | 500 | - | 3,23 | 3,6 | 4,0 | - | - | ||
30 | 800 | - | - | - | 4,70 | 5,25 | - | ||
31 | 200 | 320 | 2,25 | 2,52 | - | - | - | - | |
32 | 500 | - | 3,00 | 3,42 | 3,83 | - | - | ||
33 | 800 | - | - | - | 4,46 | 4,76 | - | ||
34 | 320 | 500 | - | 2,70 | 3,11 | 3,45 | - | - | |
35 | 800 | - | - | - | 4,10 | 4,31 | - | ||
36 | 1250 | - | - | - | - | 5,06 | 5,76 | ||
37 | 500 | 500 | - | - | 2,82 | 3,11 | 3,49 | - | |
38 | 800 | - | - | - | 3,64 | 4,10 | 4,57 | ||
39 | 1250 | - | - | - | - | 4,80 | 5,37 | ||
Индекс | а | б | в | г | д | е | |||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА ПРЯМОУГОЛЬНОЕ | Ковка на прессах | ||||||||||||
Карта 49, лист 4 | |||||||||||||
N позиции | Усилие пресса, тс, до | Конечная толщина h, мм, до | Конечная ширина b, мм, до | Начальная сторона квадрата, мм, до | |||||||||
350 | 450 | 560 | 710 | 900 | 1120 | 1400 | 1800 | 2200 | 2800 | ||||
Начальный диаметр круга, мм, до | |||||||||||||
400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3200 | ||||
Время, мин. на 1 м | |||||||||||||
40 | 10000, 12000 | 200 | 320 | 2,85 | 3,20 | 3,60 | 4,08 | - | - | - | - | - | - |
41 | 500 | - | 3,98 | 4,31 | 4,82 | - | - | - | - | - | - | ||
42 | 800 | - | - | 5,0 | 5,62 | 6,03 | - | - | - | - | - | ||
43 | 1250 | - | - | - | - | 7,0 | 7,7 | - | - | - | - | ||
44 | 320 | 500 | - | - | - | 4,35 | 4,7 | 5,1 | 5,55 | - | - | - | |
45 | 800 | - | - | - | 5,17 | 5,63 | 6,07 | 6,6 | 7,13 | - | - | ||
46 | 1250 | - | - | - | - | 6,6 | 7,17 | 7,8 | 8,55 | 9,15 | - | ||
47 | 500 | 800 | - | - | - | - | 4,78 | 5,17 | - | - | - | - | |
48 | 1250 | - | - | - | - | - | 6,75 | 7,5 | 8,25 | - | - | ||
49 | 2000 | - | - | - | - | - | - | 9,4 | 10,5 | 11,4 | 12,6 | ||
50 | св. 500 | 800 | - | - | - | - | 4,72 | 5,26 | 5,70 | - | - | - | |
51 | 1250 | - | - | - | - | - | 6,2 | 7,7 | 8,1 | - | - | ||
52 | 2000 | - | - | - | - | - | - | 3,75 | 9,60 | 10,3 | 11,3 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 48.
Ковка на прессах | ||||||||||||||||
Карта 50, лист 1 | ||||||||||||||||
Содержание работы Протяжка заготовки с перемещением на бойке, с поворотом вокруг оси, измерением и правкой в процессе протяжки |  | |||||||||||||||
N позиции | Усилие пресса, тс, до | Конечный диаметр заготовки, мм, до | Начальная сторона квадрата, мм, до | |||||||||||||
180 | 220 | 280 | 350 | 450 | 560 | |||||||||||
Начальный диаметр заготовки, мм, до | ||||||||||||||||
200 | 250 | 320 | 400 | 500 | 630 | |||||||||||
Время, мин. на 1 м | ||||||||||||||||
1 | 600, 750, 800, 1000 | 125 | 1,96 | 2,45 | 3,08 | 3,78 | 4,62 | - | ||||||||
2 | 160 | 1,75 | 2,10 | 2,66 | 3,25 | 3,78 | - | |||||||||
3 | 200 | - | 1,89 | 2,38 | 2,91 | 3,64 | - | |||||||||
4 | 250 | - | - | 2,10 | 2,63 | 3,22 | - | |||||||||
5 | 320 | - | - | - | 2,31 | 2,80 | 3,50 | |||||||||
6 | 400 | - | - | - | - | 2,52 | 3,15 | |||||||||
7 | 500 | - | - | - | - | - | 2,8 | |||||||||
Индекс | а | б | в | г | д | е | ||||||||||
N позиции | Усилие пресса, тс, до | Конечный диаметр, мм, до | Начальная сторона квадрата, мм, до | |||||||||||||
200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | ||||||||
Начальный диаметр заготовки, мм, до | ||||||||||||||||
220 | 280 | 350 | 450 | 560 | 710 | 900 | 1120 | 1400 | ||||||||
Время, мин. на 1 м | ||||||||||||||||
8 | 1200, 1500, 2000 | 160 | 2,03 | 2,39 | 2,55 | 3,15 | - | - | - | - | - | |||||
9 | 200 | - | 2,10 | 2,45 | 2,87 | 3,25 | - | - | - | - | ||||||
10 | 250 | - | - | 2,24 | 2,59 | 3,01 | - | - | - | - | ||||||
11 | 320 | - | - | 2,03 | 2,38 | 2,73 | 3,15 | - | - | - | ||||||
12 | 400 | - | - | - | 2,17 | 2,52 | 2,87 | 3,36 | - | - | ||||||
13 | 500 | - | - | - | - | 2,23 | 2,62 | 3,08 | - | - | ||||||
14 | 630 | - | - | - | - | - | 2,42 | 2,80 | 3,22 | - | ||||||
15 | 800 | - | - | - | - | - | - | 2, 56 | 2 98 | - | ||||||
16 | 1000 | - | - | - | - | - | - | - | 2,73 | 3,11 | ||||||
Индекс | а | б | в | г | д | е | ж | з | и | |||||||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА КРУГЛОЕ | Ковка на прессах | ||||||||||||||
Карта 50, лист 2 | |||||||||||||||
N позиции | Усилие пресса, тс, до | Конечный диаметр заготовки, мм, до | Начальная сторона квадрата, мм, до | ||||||||||||
250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | |||||||
Начальный диаметр заготовки, мм, до | |||||||||||||||
280 | 350 | 450 | 560 | 710 | 900 | 1120 | 1400 | 1800 | |||||||
Время, мин. на 1 м | |||||||||||||||
17 | 2500, 3000, 5000 | 200 | 2,40 | 2,80 | 3,4 | - | - | - | - | - | - | ||||
18 | 250 | 2,15 | 2,55 | 3,05 | 3,60 | - | - | - | - | - | |||||
19 | 320 | - | 2,30 | 2,77 | 3,3 | 3,90 | - | - | - | - | |||||
20 | 400 | - | - | 2,55 | 3,0 | 3,55 | 4,25 | - | - | - | |||||
21 | 500 | - | - | - | 2,73 | 3,25 | 3,85 | 4,5 | - | - | |||||
22 | 630 | - | - | - | - | 2,95 | 3,50 | 4,10 | 4,90 | - | |||||
23 | 800 | - | - | - | - | - | 3,20 | 3,75 | 4,50 | - | |||||
24 | 1000 | - | - | - | - | - | - | 3,45 | 4,10 | 4,90 | |||||
25 | 1250 | - | - | - | - | - | - | - | 3,70 | 4,40 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | ||||||
N позиции | Усилие пресса, тс, мм | Конечный диаметр заготовки, мм, до | Начальная сторона квадрата, мм, до | ||||||||||||
500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | ||||||||
Начальный диаметр заготовки, мм, до | |||||||||||||||
560 | 710 | 900 | 1120 | 1400 | 1800 | 2240 | 2800 | ||||||||
Время, мин. на 1 м | |||||||||||||||
26 | 10000, 12000 | 500 | 2,80 | 3,30 | 3,96 | 4,78 | - | - | - | - | |||||
27 | 630 | - | 2,91 | 3,45 | 4,10 | 4,90 | 5 85 | - | - | ||||||
28 | 800 | - | - | 3,10 | 3,75 | 4,52 | 5,40 | 6,5 | - | ||||||
29 | 1000 | - | - | - | 3,45 | 4,20 | 5,10 | 6,1 | 7,5 | ||||||
30 | 1250 | - | - | - | - | 3,85 | 4,65 | 5,57 | 6,66 | ||||||
31 | 1600 | - | - | - | - | - | 4,26 | 5,10 | 6,10 | ||||||
32 | 2000 | - | - | - | - | - | - | 4,65 | 5,58 | ||||||
33 | 2500 | - | - | - | - | - | - | - | 5,10 | ||||||
Индекс | а | б | в | г | д | е | ж | з | |||||||
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 48.
Ковка на прессах | ||||||||||||||
Карта 51, лист 1 | ||||||||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси, измерением и правкой в процессе протяжки |  | |||||||||||||
N позиции | Усилие пресса, тс, мм | Конечный диаметр заготовки, мм, до | Начальная сторона квадрата, мм, до | |||||||||||
180 | 220 | 280 | 350 | 450 | 560 | |||||||||
Начальный диаметр заготовки, мм, до | ||||||||||||||
200 | 250 | 320 | 400 | 500 | 630 | |||||||||
Время, мин. на 1 м | ||||||||||||||
1 | 600, 700, 000 | 125 | 1,47 | 1,82 | 2,31 | 2,83 | 3,46 | - | ||||||
2 | 160 | 1,32 | 1,58 | 2,00 | 2,41 | 3,08 | - | |||||||
3 | 200 | - | 1,43 | 1,78 | 2,18 | 2,73 | - | |||||||
4 | 250 | - | - | 1,58 | 1,97 | 2,42 | - | |||||||
5 | 320 | - | - | - | 1,74 | 2,10 | 2,63 | |||||||
6 | 400 | - | - | - | - | 1,89 | 2,37 | |||||||
7 | 500 | - | - | - | - | - | 2,80 | |||||||
Индекс | а | б | в | г | д | е | ||||||||
N позиции | Усилие пресса, тс, до | Конечная сторона заготовки, мм, до | Начальная сторона квадрата, мм, до | |||||||||||
200 | 250 | 320 | 400 | 500 | 630 | 800 | 1100 | 1250 | ||||||
Начальный диаметр заготовки, мм, до | ||||||||||||||
220 | 250 | 350 | 450 | 560 | 710 | 900 | 1120 | 1400 | ||||||
Время, мин. на 1 м | ||||||||||||||
8 | 1200, 1500, 2000 | 160 | 1,53 | 1,75 | 1,92 | 2,37 | - | - | - | - | - | |||
9 | 200 | - | 1,57 | 1,85 | 2,14 | 2,44 | - | - | - | - | ||||
10 | 250 | - | - | 1,68 | 1,95 | 2,27 | - | - | - | - | ||||
11 | 320 | - | - | 1,53 | 1,78 | 2,04 | 2,37 | - | - | - | ||||
12 | 400 | - | - | - | 1,62 | 1,89 | 2,17 | 2,52 | - | - | ||||
13 | 500 | - | - | - | - | 1,71 | 1,96 | 2,31 | - | - | ||||
14 | 630 | - | - | - | - | - | 1,82 | 2,10 | 2,41 | - | ||||
15 | - 800 | - | - | - | - | - | - | 1,92 | 2,24 | - | ||||
16 | 1000 | - | - | - | - | - | - | - | 2,04 | 2,32 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | |||||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА КВАДРАТНОЕ | Ковка на прессах | |||||||||||||||
Карта 51, лист 2 | ||||||||||||||||
N позиции | Усилие пресса, тс, до | Конечная сторона заготовки, мм, до | Начальная сторона квадрата, мм, до | |||||||||||||
250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | ||||||||
Начальный диаметр заготовки, мм, до | ||||||||||||||||
280 | 350 | 450 | 560 | 710 | 900 | 1120 | 1400 | 1800 | ||||||||
Время, мин. на 1 м | ||||||||||||||||
17 | 2500, 3000, 5000 | 200 | 1,80 | 2,10 | 2,55 | - | - | - | - | - | - | |||||
18 | 250 | 1,61 | 1,91 | 2,28 | 2,70 | - | - | - | - | - | ||||||
19 | 320 | - | 1,72 | 2,08 | 2,48 | 2,92 | - | - | - | - | ||||||
20 | 400 | - | - | 1,92 | 2,45 | 2,67 | 3,18 | - | - | - | ||||||
21 | 500 | - | - | - | 2,05 | 2,45 | 2,88 | 3,38 | - | - | ||||||
22 | 630 | - | - | - | - | 2,20 | 2,63 | 3,08 | 3,68 | - | ||||||
23 | 800 | - | - | - | - | - | 2,40 | 2,85 | 3,37 | - | ||||||
24 | 1000 | - | - | - | - | - | - | 2,59 | 3,07 | 3,67 | ||||||
25 | 1250 | - | - | - | - | - | - | - | 2,78 | 3,30 | ||||||
Индекс | а | б | в | г | д | е | ж | з | и | |||||||
N позиции | Усилие пресса, тс, до | Конечная сторона заготовки, мм, до | Начальная сторона квадрата, мм, до | |||||||||||||
500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | |||||||||
Начальный диаметр заготовки, мм, до | ||||||||||||||||
560 | 710 | 800 | 1120 | 1400 | 1800 | 2240 | 2800 | |||||||||
Время, мин. на 1 м | ||||||||||||||||
26 | 10000, 12000 | 500 | 2,10 | 2,48 | 2,97 | 3,59 | - | - | - | - | ||||||
27 | 630 | - | 2,18 | 2,58 | 3,07 | 3 67 | 4,37 | - | - | |||||||
28 | 800 | - | - | 2,33 | 2,81 | 3,19 | 4,05 | 4,85 | - | |||||||
29 | 1000 | - | - | - | 2,59 | 3,15 | 3,82 | 4,57 | 5,63 | |||||||
30 | 1250 | - | - | - | - | 2,90 | 3,49 | 4,17 | 5,00 | |||||||
31 | 1600 | - | - | - | - | - | 3,20 | 3,83 | 4,58 | |||||||
32 | 2000 | - | - | - | - | - | - | 3,49 | 4,18 | |||||||
33 | 2500 | - | - | - | - | - | - | - | 3,83 | |||||||
Индекс | а | б | в | г | д | е | ж | з | ||||||||
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 48.
С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Ковка на прессах | |||||||
Карта 52, лист 1 | ||||||||
Содержание работы Сбить грани слитка и протянуть его сечение с поворотом вокруг оси в процессе протяжки с применением манипулятора |  | |||||||
N позиции | Усилие пресса тс, до | Конечное сечение прямоугольника, см2, до | Масса слитка, т, до | |||||
0,5 | 0,7 | 1,0 | 1,4 | 2,0 | ||||
Время, мин. на 1 м | ||||||||
1 | 600, 800, 1000 | 200 | 1,9 | 2,13 | 2,42 | 2,71 | 3,04 | |
2 | 250 | 1,71 | 1,94 | 2,18 | 2,46 | 2,75 | ||
3 | 320 | 1,52 | 1,71 | 1,99 | 2,18 | 2,42 | ||
4 | 400 | 1,38 | 1,56 | 1,76 | 1,96 | 2,18 | ||
5 | 500 | 1,23 | 1,36 | 1,56 | 1,78 | 1,95 | ||
6 | 630 | - | 1,28 | 1,40 | 1,58 | 1,76 | ||
7 | 800 | - | - | 1,25 | 1,42 | 1,57 | ||
8 | 1000 | - | - | 1,14 | 1,28 | 1,42 | ||
9 | 1250 | - | - | - | 1,18 | 1,29 | ||
10 | 1600 | - | - | - | 1,04 | 1,16 | ||
11 | 2000 | - | - | - | - | 1,04 | ||
Индекс | а | б | в | г | д | |||
ПРОТЯЖКА СЛИТКОВ НА ПРЯМОУГОЛЬНОЕ СЕЧЕНИЕ С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Ковка на прессах | |||||||||||||
Карта 52, лист 2 | ||||||||||||||
N позиции | Усилие пресса, тс, до | Конечное сечение прямоугольника, см2, до | Масса слитка, т, до | |||||||||||
2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | |||
Время, мин. на 1 м | ||||||||||||||
12 | 1200, 1500, 2000 | 250 | 2,77 | - | - | - | - | - | - | - | - | - | - | - |
13 | 320 | 2,50 | 2,85 | - | - | - | - | - | - | - | - | - | - | |
14 | 400 | 2,25 | 2,56 | - | - | - | - | - | - | - | - | - | - | |
15 | 500 | 2,03 | 2,33 | 2,68 | - | - | - | - | - | - | - | - | - | |
16 | 630 | 1,85 | 2,09 | 2,42 | 2,65 | 3,09 | - | - | - | - | - | - | - | |
17 | 800 | 1,67 | 1,90 | 2,18 | 2,40 | 2,75 | 3,05 | - | - | - | - | - | - | |
18 | 1000 | 1,50 | 1,71 | 1,96 | 2,15 | 2,47 | 2,75 | 3,10 | 3,50 | - | - | - | - | |
19 | 1250 | 1,35 | 1,52 | 1,77 | 1,96 | 2,28 | 2,50 | 2,80 | 3,20 | 3,55 | 4,0 | - | - | |
20 | 1600 | - | 1,38 | 1,60 | 1,77 | 2,00 | 2,25 | 2,50 | 2,85 | 3,20 | 3,61 | - | - | |
21 | 2000 | - | - | 1,45 | 1,60 | 1,80 | 2,00 | 2,28 | 2,56 | 2,88 | 3,28 | - | - | |
22 | 2500 | - | - | 1,31 | 1,45 | 1,66 | 1,85 | 2,05 | 2,37 | 2,62 | 2,95 | - | - | |
23 | 3200 | - | - | - | - | 1,50 | 1,67 | 1,85 | 2,08 | 2,37 | 2,68 | - | - | |
24 | 4000 | - | - | - | - | - | - | 1,68 | 1,90 | 2,10 | 2,4 | - | - | |
25 | 2500, 3000 | 400 | 2,75 | 3,09 | - | - | - | - | - | - | - | - | - | - |
26 | 500 | 2,50 | 2,80 | 3,30 | - | - | - | - | - | - | - | - | - | |
27 | 630 | 2,25 | 2,52 | 2,95 | - | - | - | - | - | - | - | - | - | |
28 | 800 | 2,05 | 2,28 | 2,65 | 2,90 | 3,40 | - | - | - | - | - | - | - | |
29 | 1000 | - | 2,05 | 2,40 | 2,67 | 3,04 | 3,50 | 3,90 | 4,47 | - | - | - | - | |
30 | 1250 | - | 1,85 | 2,15 | 2,42 | 2,76 | 3,15 | 3,60 | 4,10 | 4,60 | 5,30 | - | - | |
31 | 1600 | - | 1,65 | 1,95 | 2,18 | 2,47 | 2,83 | 3,20 | 3,70 | 4,20 | 4,80 | 5,4 | 6,2 | |
32 | 2000 | - | - | 1,75 | 1,95 | 2,20 | 2,55 | 2,90 | 3,33 | 3,80 | 4,30 | 4,8 | 5,7 | |
33 | 2500 | - | - | - | - | 2,00 | 2,30 | 2,60 | 3,00 | 3,40 | 3,93 | 4,4 | 5,0 | |
34 | 3200 | - | - | - | - | - | 2,10 | 2,35 | 2,70 | 3,05 | 3,55 | 3,97 | 4,5 | |
35 | 4000 | - | - | - | - | - | - | - | 2,42 | 2,75 | 3,20 | 3,65 | 4,1 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 48.
Ковка на прессах | ||||||||
Карта 53, лист 1 | ||||||||
Содержание работы Сбить грани слитка и протянуть его на заданное сечение с поворотом вокруг оси и правкой в процессе протяжки с применением манипулятора |  | |||||||
N позиции | Усилие пресса, тс, до | Конечная сторона квадрата, мм, до | Масса слитка, т, до | |||||
0,5 | 0,7 | 1,0 | 1,4 | 2,0 | 2,8 | |||
Время, мин. на 1 м | ||||||||
1 | 600, 800, 1000 | 100 | 2,47 | 2,85 | 3,33 | - | - | - |
2 | 125 | 2,09 | 2,37 | 2,76 | 3,18 | - | - | |
3 | 160 | 1,70 | 1,95 | 2,28 | 2,61 | 3,04 | - | |
4 | 200 | 1,40 | 1,63 | 1,90 | 2,18 | 2,52 | 2,95 | |
5 | 250 | - | 1,36 | 1,57 | 1,81 | 2,09 | 2,47 | |
6 | 320 | - | - | 1,28 | 1,47 | 1,71 | 2,00 | |
7 | 400 | - | - | - | - | 1,43 | 1,66 | |
8 | 500 | - | - | - | - | - | 1,38 | |
Индекс | а | б | в | г | д | е | ||
ПРОТЯЖКА СЛИТКОВ НА КВАДРАТНОЕ СЕЧЕНИЕ С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Ковка на прессах | |||||||||||||
Карта 53, лист 2 | ||||||||||||||
N позиции | Усилие пресса, тс, до | Конечная сторона квадрата, мм, до | Масса слитка, т, до | |||||||||||
2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | |||
Время, мин. на 1 м | ||||||||||||||
9 | 1200, 1500, 2000 | 160 | 2,51 | - | - | - | - | - | - | - | - | - | - | - |
10 | 200 | 2,10 | 2,43 | - | - | - | - | - | - | - | - | - | - | |
11 | 250 | 1,75 | 2,05 | 2,30 | 2,62 | 2,94 | - | - | - | - | - | - | - | |
12 | 320 | 1,45 | 1,67 | 1,87 | 2,15 | 2,43 | 2,78 | 3,15 | 3,55 | - | - | - | - | |
13 | 400 | - | 1,40 | 1,57 | 1,80 | 2,00 | 2,32 | 2,62 | 2,95 | 3,30 | 3,80 | - | - | |
14 | 500 | - | - | - | - | 1,68 | 1,90 | 2,18 | 2,47 | 2,72 | 3,15 | - | - | |
15 | 630 | - | - | - | - | - | - | - | 2,05 | 2,25 | 2,65 | - | - | |
16 | 3000 | 200 | 2,60 | 2,90 | - | - | - | - | - | - | - | - | - | - |
17 | 250 | 2,05 | 2,45 | 2,78 | 3,15 | 3,52 | 4,0 | - | - | - | - | - | - | |
18 | 320 | 1,78 | 2,00 | 2,30 | 2,55 | 2,90 | 3,30 | 3,80 | 4,28 | - | - | - | - | |
19 | 400 | - | 1,66 | 1,87 | 2,15 | 2,38 | 2,71 | 3,12 | 3,51 | 4,0 | 4,6 | 5,05 | 5,80 | |
20 | 500 | - | - | - | - | 2,00 | 2,27 | 2,15 | 2,95 | 3,3 | 3,85 | 4,30 | 4,80 | |
21 | 630 | - | - | - | - | - | - | 2,45 | 2,48 | 2,72 | 3,15 | 3,50 | 3,95 | |
22 | 800 | - | - | - | - | - | - | - | 2,00 | 2,25 | 2,60 | 2,90 | 3,30 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 48.
Ковка на прессах | ||||||||||
Карта 54 | ||||||||||
Содержание работы Сбить грани слитка и протянуть его на заданное сечение с поворотом вокруг оси и правкой в процессе протяжки с применением манипулятора |  | |||||||||
N позиции | Усилие пресса, тс, до | Конечный диаметр, мм, до | Масса слитка, т, до | |||||||
0,5 | 0,7 | 1,0 | 1,4 | 2,0 | 2,8 | 4,0 | 5,6 | |||
Время, мин. на 1 м | ||||||||||
1 | 600, 800, 1000 | 100 | 2,24 | 2,57 | 3,04 | - | - | - | - | - |
2 | 125 | 1,90 | 2,18 | 2,52 | 2,90 | - | - | - | - | |
3 | 160 | 1,57 | 1,76 | 2,09 | 2,38 | 2,75 | - | - | - | |
4 | 200 | 1,28 | 1,48 | 1,71 | 2,0 | 2,38 | 2,66 | - | - | |
5 | 250 | - | 1,23 | 1,42 | 1,64 | 2,00 | 2,25 | 2,56 | - | |
6 | 320 | - | - | 1,16 | 1,33 | 1,71 | 1,85 | 2,10 | 2,38 | |
7 | 400 | - | - | - | - | 1,49 | 1,55 | 1,71 | 2,10 | |
8 | 500 | - | - | - | - | - | 1,25 | 1,42 | 1,61 | |
Индекс | а | б | в | г | д | е | ж | з | ||
N позиции | Усилие пресса, тс, до | Конечный диаметр, мм, до | Масса слитка, т, до | |||||||||||
2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | |||
Время, мин. на 1 м | ||||||||||||||
9 | 1200, 1500, 2000 | 200 | 1,65 | 1,9 | - | - | - | - | - | - | - | - | - | - |
10 | 250 | 1,38 | 1,6 | 1,78 | 2,0 | 2,30 | - | - | - | - | - | - | - | |
11 | 320 | 1,13 | 1,3 | 1,46 | 1,65 | 1,40 | 2,12 | 2,4 | 2,78 | 3,1 | 3,5 | - | - | |
12 | 400 | - | 1,07 | 1,22 | 1,37 | 1,57 | 1, 75 | 2 0 | 2,28 | 2,51 | 2,9 | - | - | |
13 | 500 | - | - | - | - | 1,33 | 1,48 | 1,68 | 1,90 | 2,1 | 2,43 | - | - | |
14 | 630 | - | - | - | - | - | - | - | 1,55 | 1,75 | 2,0 | - | - | |
15 | 2500, 3000 | 200 | 1,98 | 2,28 | - | - | - | - | - | - | - | - | - | - |
16 | 250 | 1,67 | 1,92 | 2,12 | 2,4 | - | - | - | - | - | - | - | - | |
17 | 320 | 1,37 | 1,57 | 1,75 | 1,96 | 52,28 | 2,25 | 2,90 | - | - | - | - | - | |
18 | 400 | - | 1,29 | 1,46 | 1,6 | 1,87 | 2,05 | 2,40 | 2,76 | 3,15 | 3,60 | 4,05 | 4,60 | |
19 | 500 | - | - | 1,21 | 1,35 | 1,55 | 1,75 | 1,97 | 2,30 | 2,60 | 2,95 | 3,40 | 3,85 | |
20 | 630 | - | - | - | - | - | 1,45 | 1,67 | 1,96 | 2,15 | 2,50 | 2,86 | 3,20 | |
21 | 800 | - | - | - | - | - | - | - | 1,52 | 1,78 | 2,00 | 2,30 | 2,65 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечания:
1. Поправочные коэффициенты на измененные условия протяжки приведены в карте 48.
2. При протяжке слитков в плоских бойках время, приведенное в карте, принимать с коэффициентом 1,8.
Ковка на прессах | ||||||||
Карта 55, лист 1 | ||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки с применением манипулятора |  | |||||||
N позиции | Усилие пресса, тс, до | Конечное сечение прямоугольника, см2, до | Начальная сторона квадрата, мм, до | |||||
180 | 220 | 280 | 350 | 450 | ||||
Начальный диаметр, мм, до | ||||||||
200 | 250 | 320 | 400 | 500 | ||||
Время, мин. на 1 м | ||||||||
1 | 600, 800, 1000 | 100 | 1,75 | 2,00 | 2,20 | - | - | |
2 | 200 | 1,55 | 1,73 | 1,95 | 2,15 | - | ||
3 | 400 | - | 1,50 | 1,65 | 1,85 | - | ||
4 | 800 | - | - | 1,45 | 1,65 | 1,85 | ||
5 | 1000 | - | - | - | - | 1,70 | ||
Индекс | а | б | в | г | д | |||
N позиции | Усилие пресса, тс, до | Конечное сечение прямоугольника, см2, до | Начальная сторона квадрата, мм, до | ||||||||
350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | |||
Начальный диаметр, мм, до | |||||||||||
400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | |||
Время, мин. на 1 м | |||||||||||
6 | 1200, 1500, 2000 | 450 | 3,0 | 3,40 | 3,9 | 4,4 | 5,0 | 5,7 | - | - | - |
7 | 500 | 2,7 | 3,10 | 3,55 | 4,0 | 4,60 | 5,2 | - | - | - | |
8 | 710 | 2,55 | 2,8 | 3,2 | 3,65 | 4,12 | 4,70 | - | - | - | |
9 | 900 | - | 2,55 | 2,85 | 3,30 | 3,75 | 4,22 | - | - | - | |
10 | 1120 | - | - | 2,62 | 3,0 | 3,40 | 3,85 | 4,40 | 4 9 | 5,7 | |
11 | 1400 | - | - | - | 2,70 | 3,10 | 3,50 | 4,0 | 4,5 | 5,2 | |
12 | 1800 | - | - | - | 2,45 | 2,80 | 3,15 | 3,55 | 4,10 | 4,7 | |
13 | 2200 | - | - | - | - | - | 2,90 | 3,27 | 3,70 | 4,3 | |
14 | 2800 | - | - | - | - | - | 2,60 | 2,95 | 3,35 | 3,85 | |
15 | 3500 | - | - | - | - | - | - | 2,68 | 3,05 | 3,50 | |
16 | 4500 | - | - | - | - | - | - | 2,40 | 2,75 | 3,15 | |
17 | 5600 | - | - | - | - | - | - | - | - | 2,90 | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА ПРЯМОУГОЛЬНОЕ С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Ковка на прессах | ||||||||||
Карта 55, лист 2 | |||||||||||
N позиции | Усилие пресса, тс, до | Конечное сечение прямоугольника, см2, до | Начальная сторона квадрата, мм, до | ||||||||
350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | |||
Начальный диаметр, мм, до | |||||||||||
400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | |||
Время, мин. на 1 м | |||||||||||
18 | 2500, 3000 | 450 | 3,40 | 3,85 | 4,45 | 4,9 | - | - | - | - | - |
19 | 500 | 3,10 | 3,50 | 4,0 | 4,55 | 5,2 | 5,9 | - | - | - | |
20 | 710 | 2,85 | 3,22 | 3,65 | 4,18 | 4,7 | 5,4 | - | - | - | |
21 | 900 | - | 2,92 | 3,30 | 3,80 | 4,3 | 4,9 | - | - | - | |
22 | 1120 | - | 2,68 | 3,06 | 3,45 | 3,95 | 4,5 | 5,1 | 5,9 | 6,7 | |
23 | 1400 | - | - | 2,75 | 3,18 | 3,60 | 4,1 | 4,7 | 5,3 | 6,1 | |
24 | 1800 | - | - | - | 2,85 | 3,25 | 3,7 | 4,2 | 4,8 | 5,55 | |
25 | 2200 | - | - | - | - | 3,0 | 3,4 | 3,85 | 4,5 | 5,1 | |
26 | 2800 | - | - | - | - | 2,70 | 3,1 | 3,50 | 4,05 | 4,6 | |
27 | 3500 | - | - | - | - | - | 2,85 | 3,2 | 3,7 | 4,25 | |
28 | 4500 | - | - | - | - | - | - | 2,9 | 3,35 | 3,7 | |
29 | 5600 | - | - | - | - | - | - | - | 3,05 | 3,5 | |
30 | 7100 | - | - | - | - | - | - | - | - | 3,2 | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 48.
Ковка на прессах | |||||||||
Карта 56 | |||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки с применением манипулятора |  | ||||||||
N позиции | Усиление пресса, тс, до | Конечный диаметр, мм, до | Начальная сторона квадрата, мм, до | ||||||
100 | 140 | 180 | 220 | 280 | 350 | 450 | |||
Время, мин. на 1 м | |||||||||
1 | 600, 800, 1000 | 60 | 1,18 | 1,40 | 1,58 | 1,75 | - | - | - |
2 | 100 | - | 1,23 | 1,41 | 1,55 | 1,78 | - | - | |
3 | 160 | - | - | 1,26 | 1,43 | 1,58 | 1,78 | - | |
4 | 250 | - | - | - | - | 1,45 | 1,60 | - | |
5 | 400 | - | - | - | - | - | - | 1,62 | |
Индекс | а | б | в | г | д | е | ж | ||
N позиции | Усиление пресса, тс, до | Конечный диаметр, мм, до | Начальная сторона квадрата, мм, до | ||||||||||||
250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | |||
Время, мин. на 1 м | |||||||||||||||
6 | 1200 1500 2000 | 160 | 2,05 | 2,2 | 2,4 | 2,6 | 2,8 | 3,0 | 3,25 | 3,5 | 3,8 | - | - | - | - |
7 | 250 | - | - | 2,2 | 2,35 | 2,5 | 2,75 | 2,90 | 3,2 | 3,4 | - | - | - | - | |
8 | 320 | - | - | - | - | 2,3 | 2,5 | 2,7 | 9,9 | 3,15 | 3,40 | - | - | - | |
9 | 400 | - | - | - | - | - | 2,3 | 2,48 | 2,68 | 2,85 | 3,10 | - | - | - | |
10 | 500 | - | - | - | - | - | - | - | 2,42 | 2,62 | 2,83 | 3,02 | 3,3 | - | |
11 | 630 | - | - | - | - | - | - | - | - | - | 2,55 | 2,50 | 3,02 | - | |
12 | 800 | - | - | - | - | - | - | - | - | - | - | - | 2,75 | - | |
13 | 2500 3000 | 200 | 2,90 | 3,20 | 3,50 | 3,85 | 4,30 | 4,7 | - | - | - | - | - | - | - |
14 | 250 | - | 2,40 | 3,25 | 3,50 | 3,9 | 4,3 | 4,7 | 5,1 | - | - | - | - | - | |
15 | 320 | - | - | - | 3,15 | 3,5 | 3,8 | 4,2 | 4,6 | 5,0 | 5,5 | 6,2 | - | - | |
16 | 400 | - | - | - | - | - | 3,4 | 3,8 | 4,1 | 4,5 | 5,0 | 5,6 | 6,2 | 6,7 | |
17 | 500 | - | - | - | - | - | - | - | 3,70 | 4,10 | 4,5 | 5,0 | 5,5 | 6,0 | |
18 | 630 | - | - | - | - | - | - | - | - | - | 4 1 | 4,5 | 5 0 | 5,4 | |
19 | 800 | - | - | - | - | - | - | - | - | - | - | - | 4,5 | 4,9 | |
20 | 1000 | - | - | - | - | - | - | - | - | - | - | - | - | 4,4 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 48.
Ковка на прессах | ||||||||
Карта 57, лист 1 | ||||||||
Содержание работы Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки с применением манипулятора |  | |||||||
N позиции | Усилие пресса, тс, до | Конечная сторона квадрата, мм, до | Начальная сторона квадрата, мм, до | |||||
140 | 180 | 220 | 280 | 350 | 450 | |||
Начальный диаметр, мм, до | ||||||||
160 | 200 | 250 | 300 | 400 | 500 | |||
Время, мин. на 1 м | ||||||||
1 | 600, 800, 1000 | 100 | 1,28 | 1,47 | 1,61 | 1,8 | - | - |
2 | 140 | - | 1,33 | 1,47 | 1,61 | 1,80 | - | |
3 | 200 | - | - | 1,33 | 1,47 | 1,61 | - | |
4 | 280 | - | - | - | - | 1,47 | 1,66 | |
5 | 400 | - | - | - | - | - | 1,52 | |
Индекс | а | б | в | г | д | е | ||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА КВАДРАТНОЕ С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Ковка на прессах | ||||||||||||||||
Карта 57, лист 2 | |||||||||||||||||
N позиции | Усилие пресса, тс, до | Конечная сторона квадрата, мм, до | Начальная сторона квадрата, мм, до | ||||||||||||||
200 | 220 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | |||
Начальный диаметр, мм, до | |||||||||||||||||
220 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1100 | |||
Время, мин. на 1 м | |||||||||||||||||
6 | 1200, 1500, 2000 | 140 | 1,36 | 1,48 | 1,58 | 1,70 | 1,80 | 1,95 | 2,05 | - | - | - | - | - | - | - | - |
7 | 180 | 1,28 | 1,38 | 1,47 | 1,58 | 1,68 | 1,80 | 1,93 | 2,05 | 2,2 | 2,35 | - | - | - | - | - | |
8 | 220 | - | 1,28 | 1,37 | 1,47 | 1,55 | 1,67 | 1,80 | 1,90 | 2,03 | 2,18 | 2,30 | 2,50 | 2,70 | - | - | |
9 | 280 | - | - | - | - | 1,45 | 1,55 | 1,65 | 1,75 | 1,90 | 2,00 | 2,15 | 2,32 | 2,50 | 2,65 | 2,80 | |
10 | 350 | - | - | - | - | - | - | 1,55 | 1,63 | 1,75 | 1,85 | 2,00 | 2,16 | 2,30 | 2,45 | 2,60 | |
11 | 450 | - | - | - | - | - | - | - | - | 1,60 | 1,70 | 1,85 | 2,00 | 2,12 | 2,25 | 2,40 | |
12 | 550 | - | - | - | - | - | - | - | - | - | - | 1,70 | 1,83 | 1,95 | 2,06 | 2,15 | |
13 | 710 | - | - | - | - | - | - | - | - | - | - | - | - | 1,81 | 1,90 | 2,00 | |
14 | 900 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 1,85 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА КВАДРАТНОЕ С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Ковка на прессах | ||||||||||||||||
Карта 57, лист 3 | |||||||||||||||||
N позиции | Усилие пресса, тс, до | Конечная сторона квадрата, мм, до | Начальная сторона квадрата, мм, до | ||||||||||||||
200 | 220 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | |||
Начальный диаметр, мм, до | |||||||||||||||||
220 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1100 | |||
Время, мин. на 1 м | |||||||||||||||||
15 | 2500, 3000 | 140 | - | 1,70 | 1,85 | 2,00 | 2,18 | 2,40 | - | - | - | - | - | - | - | - | - |
16 | 180 | - | 1,53 | 1,66 | 1,82 | 1,98 | 2,15 | 2,40 | 2,52 | - | - | - | - | - | - | - | |
17 | 220 | - | 1,40 | 1,53 | 1,68 | 1,80 | 1,97 | 2,20 | 2,35 | 2,55 | 2,75 | - | - | - | - | - | |
18 | 280 | - | - | - | - | 1,63 | 1,80 | 2,00 | 2,15 | 2,30 | 2,50 | 2,78 | - | - | - | - | |
19 | 350 | - | - | - | - | - | - | 1,83 | 2,00 | 2,15 | 2,35 | 2,54 | 2,80 | - | - | - | |
20 | 450 | - | - | - | - | - | - | - | - | 1,92 | 2,10 | 2,30 | 2,50 | 2,70 | 2,96 | 3,16 | |
21 | 550 | - | - | - | - | - | - | - | - | - | - | 2,16 | 2,30 | 2,50 | 2,73 | 2,90 | |
22 | 710 | - | - | - | - | - | - | - | - | - | - | - | - | 2,30 | 2,50 | 2,66 | |
23 | 900 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 2,40 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||
Ковка на прессах | ||||||||||
Карта 58, лист 1 | ||||||||||
Содержание работы Установить заготовку под пресс. Осадить, замерить |  | |||||||||
N позиции | Усилие пресса, тс, до | Начальная высота заготовки H, мм, до | Конечная высота заготовки h, мм, до | |||||||
80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | |||
Время, мин. | ||||||||||
1 | 600, 750, 800, 1000 | 250 | 0,94 | 0,88 | - | - | - | - | - | - |
2 | 280 | 1,02 | 0,95 | 0,88 | 0,82 | - | - | - | - | |
3 | 320 | 1,11 | 1,04 | 0,97 | 0,90 | 0,84 | 0,78 | - | - | |
4 | 360 | 1,20 | 1,12 | 1,04 | 0,97 | 0,90 | 0,84 | 0,78 | - | |
5 | 400 | 1,29 | 1,20 | 1,12 | 1,04 | 0,97 | 0,91 | 0,84 | 0,78 | |
6 | 450 | 1,40 | 1,30 | 1,21 | 1,13 | 1,05 | 0,98 | 0,91 | 0,85 | |
7 | 500 | 1,50 | 1,40 | 1,30 | 1,21 | 1,13 | 1,05 | 0,97 | 0,91 | |
8 | 560 | 1,62 | 1,51 | 1,40 | 1,30 | 1,22 | 1,14 | 1,05 | 0,98 | |
9 | 630 | 1,75 | 1,63 | 1,52 | 1,41 | 1,32 | 1,23 | 1,14 | 1,06 | |
10 | 710 | 1,90 | 1,77 | 1,65 | 1,53 | 1,43 | 1,33 | 1,23 | 1,15 | |
11 | 800 | 2,05 | 1,92 | 1,78 | 1,66 | 1,55 | 1,44 | 1,34 | 1,25 | |
12 | 900 | - | - | 1,93 | 1,79 | 1,67 | 1,56 | 1,45 | 1,35 | |
13 | 1000 | - | - | - | - | 1,79 | 1,68 | 1,55 | 1,45 | |
Индекс | а | б | в | г | д | е | ж | з | ||
T = 0,0907 H0,67 · h-0,31
ОСАДКА ЗАГОТОВКИ | Ковка на прессах | ||||||||||||||
Карта 58, лист 2 | |||||||||||||||
Содержание работы Подать выдвижным столом заготовку под пресс, осадить, замерить. Выдать выдвижным столом заготовку из-под пресса | |||||||||||||||
N позиции | Усилие пресса, тс, до | Начальная высота заготовки H, мм, до | Конечная высота заготовки h, мм, до | ||||||||||||
100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | |||
Время, мин. | |||||||||||||||
1 | 1200, 1500, 2000 | 400 | 2,53 | 2,20 | 1,73 | 1,45 | 1,22 | 1,00 | - | - | - | - | - | - | - |
2 | 450 | 2,87 | 2,40 | 1,96 | 1,64 | 1,38 | 1,13 | - | - | - | - | - | - | - | |
3 | 500 | 3,20 | 2,68 | 2,19 | 1,84 | 1,54 | 1,26 | 1,06 | - | - | - | - | - | - | |
4 | 560 | 3,61 | 3,02 | 2,47 | 2,07 | 1,74 | 1,42 | 1,19 | 0,99 | - | - | - | - | - | |
5 | 630 | 4,08 | 3,41 | 2,80 | 2,34 | 1,97 | 1,61 | 1,35 | 1,11 | - | - | - | - | - | |
6 | 710 | 4,63 | 3,87 | 3,17 | 2,65 | 2,23 | 1,82 | 1,53 | 1,27 | - | - | - | - | - | |
7 | 800 | 5,24 | 4,39 | 3,59 | 3,01 | 2,53 | 2,07 | 1,73 | 1,44 | 1,21 | - | - | - | - | |
8 | 900 | 5,93 | 4,67 | 4,07 | 3,40 | 2,86 | 2,34 | 1,96 | 1,63 | 1,37 | 1,13 | - | - | - | |
9 | 1000 | 6,63 | 5,55 | 4,54 | 3,80 | 3,20 | 2,61 | 2,19 | 1,75 | 1,53 | 1,27 | - | - | - | |
10 | 1100 | - | 6,13 | 5,02 | 4,20 | 3,53 | 2,89 | 2,42 | 1,82 | 1,69 | 1,40 | - | - | - | |
11 | 1250 | - | - | 5,74 | 4,81 | 4,04 | 3,30 | 2,77 | 2,30 | 1,94 | 1,60 | - | - | - | |
12 | 1400 | - | - | - | 5,41 | 4,55 | 3,72 | 3,12 | 2,59 | 2,18 | 1,80 | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
T = 0,187 H1,05 · h-0,8
ОСАДКА ЗАГОТОВКИ | Ковка на прессах | ||||||||||||||
Карта 58, лист 3 | |||||||||||||||
N позиции | Усилие пресса, тс, до | Начальная высота заготовки H, мм, до | Конечная высота заготовки h, мм, до | ||||||||||||
100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | |||
Время, мин. | |||||||||||||||
13 | 2500, 3000, 5000 | 500 | 2,39 | 2,00 | 1,64 | 1,37 | 1,15 | 0,94 | 0,79 | - | - | - | - | - | - |
14 | 560 | 3,00 | 2,52 | 2,06 | 1,73 | 1,45 | 1,19 | 0,99 | 0,83 | - | - | - | - | - | |
15 | 630 | 3,40 | 2,85 | 2,33 | 1,95 | 1,64 | 1,34 | 1,12 | 0,94 | - | - | - | - | - | |
16 | 710 | 3,86 | 3,23 | 2,64 | 2,21 | 1,86 | 1,52 | 1,28 | 1,06 | 0,89 | - | - | - | - | |
17 | 800 | 4,37 | 3,66 | 3,00 | 2,51 | 2,11 | 1,72 | 1,45 | 1,20 | 1,01 | - | - | - | - | |
18 | 900 | 4,95 | 4,14 | 3,39 | 2,84 | 2,39 | 1,95 | 1,64 | 1,36 | 1,14 | 0,95 | - | - | - | |
19 | 1000 | - | - | 3,79 | 3,17 | 2,67 | 1,83 | 1,52 | 1,28 | 1,06 | - | - | - | ||
20 | 1100 | - | - | 4,19 | 3,51 | 2,95 | 2,41 | 2,02 | 1,68 | 1,41 | 1,17 | 0,97 | - | - | |
21 | 1250 | - | - | - | 4,01 | 3,37 | 2,76 | 2,31 | 1,92 | 1,61 | 1,34 | 1,11 | - | - | |
22 | 1400 | - | - | - | - | 3,80 | 3,11 | 2,60 | 2,16 | 1,82 | 1,50 | 1,25 | 1,03 | - | |
26 | 1600 | - | - | - | - | - | 3,57 | 2,99 | 2,49 | 2,09 | 1,73 | 1,44 | 1,19 | - | |
24 | 1800 | - | - | - | - | - | - | 3,39 | 2,82 | 2,37 | 1,96 | 1,63 | 1,35 | 1,10 | |
25 | 2000 | - | - | - | - | - | - | - | 3,15 | 2,65 | 2,19 | 1,82 | 1,50 | 1,23 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
T = 0,156 H1,05 · h-0,8
ОСАДКА ЗАГОТОВКИ | Ковка на прессах | ||||||||||||||
Карта 58, лист 4 | |||||||||||||||
N позиции | Усилие пресса, тс, до | Начальная высота заготовки H, мм, до | Конечная высота заготовки h, мм, до | ||||||||||||
100 | 200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | |||
Время, мин. | |||||||||||||||
26 | 10000, 12000 | 630 | 2,62 | 2,28 | 1,98 | 1,70 | 1,48 | - | - | - | - | - | - | - | - |
27 | 710 | 2,96 | 2,58 | 2,25 | 1,93 | 1,68 | 1,46 | - | - | - | - | - | - | - | |
28 | 800 | 3,36 | 2,92 | 2,55 | 2,19 | 1,91 | 1,66 | 1,44 | - | - | - | - | - | - | |
29 | 900 | - | 3,31 | 2,88 | 2,48 | 2,16 | 1,88 | 1,63 | 1,40 | - | - | - | - | - | |
30 | 1000 | - | 3,70 | 3,22 | 2,77 | 2,41 | 2,10 | 1,82 | 1,56 | - | - | - | - | - | |
31 | 1100 | - | - | 3,56 | 3,06 | 2,67 | 2,32 | 2,01 | 1,73 | 1,51 | - | - | - | - | |
32 | 1250 | - | - | 4,07 | 3,50 | 3,05 | 2,65 | 2,30 | 1,97 | 1,72 | - | - | - | - | |
33 | 1400 | - | - | 4,59 | 3,94 | 3,43 | 2,98 | 2,59 | 2,22 | 1,94 | 1,69 | - | - | - | |
34 | 1600 | - | - | - | 4,53 | 3,95 | 3,43 | 2,98 | 2,56 | 2,23 | 1,94 | - | - | - | |
35 | 1800 | - | - | - | 5,13 | 4,47 | 3,88 | 3,37 | 2,89 | 2,53 | 2,20 | 1,89 | - | - | |
36 | 2000 | - | - | - | 5,73 | 4,99 | 4,34 | 3,77 | 3,23 | 2,82 | 2,46 | 2,11 | - | - | |
37 | 2250 | - | - | - | - | 5,65 | 4,91 | 4,26 | 3,66 | 3,20 | 2,78 | 2,39 | - | - | |
38 | 2500 | - | - | - | - | 6,31 | 5,49 | 4,76 | 4,09 | 3,57 | 3,10 | 2,66 | 2,33 | - | |
39 | 2800 | - | - | - | - | - | 5,57 | 4,84 | 4,15 | 3,63 | 3,15 | 2,71 | 2,37 | 2,05 | |
40 | 3200 | - | - | - | - | - | - | 5,49 | 4,72 | 4,12 | 3,58 | 3,071 | 2,69 | 2,33 | |
41 | 3600 | - | - | - | - | - | - | - | 5,27 | 4,61 | 4,01 | 3,44 | 3,00 | 2,60 | |
42 | 4000 | - | - | - | - | - | - | - | 5,83 | 5,09 | 4,43 | 3,80 | 3,32 | 2,88 | |
43 | 4500 | - | - | - | - | - | - | - | 6,52 | 5,70 | 4,95 | 4,25 | 3,71 | 3,22 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
T = 0,07 H1,05 · h-0,62
Примечание. Время в карте дано с учетом вспомогательного времени на наложение и снятие осадочных плит.
Ковка на прессах | ||||||||||
Карта 59, лист 1 | ||||||||||
Содержание работы Взять прошивень и установить его на заготовку. Прошить, перевернуть заготовку, положить на подкладное кольцо. Прошить окончательно. Убрать прошивень. Править после прошивки | 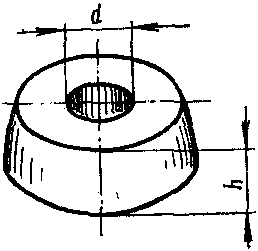 | |||||||||
N позиции | Усилие пресса, тс, до | Высота прошиваемой заготовки h, мм, до | Диаметр прошиваемого отверстия a, мм | |||||||
100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | |||
Время, мин. | ||||||||||
600, 800, 1000 | 80 | 1,11 | 1,25 | 1,43 | 1,60 | 1,81 | - | - | - | |
2 | 100 | 1,20 | 1,36 | 1,55 | 1,74 | 1,96 | - | - | - | |
3 | 125 | 1,30 | 1,47 | 1,67 | 1,88 | 2,12 | 2,42 | 2,72 | - | |
4 | 160 | 1,43 | 1,61 | 1,83 | 2,06 | 2,32 | 2,64 | 2,97 | - | |
5 | 200 | 1,55 | 1,74 | 1,98 | 2,23 | 2,51 | 2,86 | 3,22 | - | |
6 | 250 | 1,68 | 1,89 | 2,15 | 2,42 | 2,72 | 3,10 | 3,49 | - | |
7 | 320 | 1,83 | 2,06 | 2,35 | 2,64 | 2,98 | 3,39 | 3,82 | - | |
8 | 400 | 1,98 | 2,23 | 2,55 | 2,87 | 3,23 | 3,68 | 4,14 | - | |
500 | 2,15 | 2,42 | 2,76 | 3,11 | 3,49 | 3,98 | 4,48 | - | ||
1200, 1500, 2000 | 160 | 0,98 | 1,10 | 1,25 | 1,41 | 1,59 | 1,81 | 2,04 | 2,29 | |
11 | 200 | 1,06 | 1,19 | 1,36 | 1,53 | 1,72 | 1,96 | 2,21 | 2,49 | |
12 | 250 | 1,15 | 1,29 | 1,47 | 1,66 | 1,86 | 2,13 | 2,39 | 2,69 | |
13 | 320 | 1,25 | 1,41 | 1,61 | 1,81 | 2,04 | 2,32 | 2,62 | 2,94 | |
14 | 400 | - | 1,53 | 1,74 | 1,96 | 2,21 | 2,52 | 2,83 | 3,19 | |
15 | 500 | - | 1,66 | 1,89 | 2,13 | 2,39 | 2,73 | 3,07 | 3,46 | |
16 | 630 | - | - | 2,05 | 2,31 | 2,60 | 2,97 | 3,34 | 3,76 | |
800 | - | - | 2,24 | 2,52 | 2,84 | 3,23 | 3,64 | 4,09 | ||
Индекс | а | б | в | г | д | е | ж | з | ||
ПРОШИВКА ОТВЕРСТИЯ В ЗАГОТОВКЕ | Ковка на прессах | |||||||||
Карта 59, лист 2 | ||||||||||
N позиции | Усилие пресса, тс, до | Высота прошиваемой заготовки h, мм, до | Диаметр прошиваемого отверстия d, мм | |||||||
200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | |||
Время, мин. | ||||||||||
2500, 3000, 5000 | 160 | 2,19 | 2,46 | 2,80 | 3,16 | - | - | - | - | |
19 | 200 | 2,35 | 2,64 | 3,01 | 3,39 | 3,82 | - | - | ||
20 | 250 | 2,52 | 2,84 | 3,24 | 3,64 | 4,10 | 4,63 | - | - | |
21 | 320 | 2,73 | 3,07 | 3,50 | 3,94 | 4,44 | 5,01 | - | - | |
22 | 400 | 2,93 | 3,30 | 3,76 | 4,23 | 4,76 | 5,39 | - | - | |
23 | 500 | 3,15 | 3,54 | 4,04 | 4,55 | 5,12 | 5,78 | - | - | |
24 | 630 | 3,39 | 3,82 | 4,35 | 4,90 | 5,51 | 6,23 | - | - | |
25 | 800 | - | 4,12 | 4,69 | 5,28 | 5,95 | 6,72 | - | - | |
1000 | - | 4,42 | 5,04 | 5,68 | 6,39 | 7,22 | - | - | ||
10000 | 400 | 4,06 | 4,57 | 5,21 | 5,86 | 6,60 | 7,46 | 8,46 | 9,38 | |
28 | 500 | 4,36 | 4,91 | 5,59 | 6,29 | 7,09 | 8,01 | 9,09 | 10,1 | |
29 | 630 | 4,69 | 5,28 | 6,02 | 6,78 | 7,63 | 8,62 | 9,79 | 10,8 | |
30 | 800 | - | 5,70 | 6,50 | 7,32 | 8,24 | 9,31 | 10,6 | 11,7 | |
31 | 1000 | - | - | 6,98 | 7,86 | 8,85 | 10,0 | 11,3 | 12,6 | |
32 | 1250 | - | - | - | 8,44 | 9,50 | 10,7 | 12,2 | 13,5 | |
33 | 1600 | - | - | - | 9,13 | 10,3 | 11,6 | 13,2 | 14,6 | |
34 | 2000 | - | - | - | - | 11,0 | 12,5 | 14,2 | 15,7 | |
2500 | - | - | - | - | 11,9 | 13,4 | 15,2 | 16,9 | ||
Индекс | а | б | в | г | д | е | ж | з | ||
Примечание. При калибровке отверстия время, приведенное в карте, принимать с коэффициентом 0,7.
Ковка на прессах | |||||
Карта 60 | |||||
Содержание работы Выровнять стенки прошитой заготовки на оправке с кантовкой в процессе выравнивания | 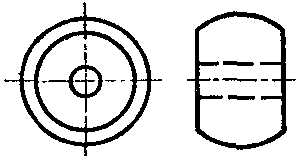 | ||||
N позиции | Масса блока, т, до | Усилие пресса, тс, до | |||
1200, 1500, 2000 | 2500, 3000, 5000 | 10000, 12000 | |||
Время, мин. | |||||
1 | 0,4 | 1,65 | - | - | |
2 | 0,6 | 1,80 | 2,20 | - | |
3 | 1,0 | 1,95 | 2,40 | - | |
4 | 1,6 | 2,12 | 2,60 | - | |
5 | 2,5 | 2,30 | 2,80 | - | |
6 | 4,0 | 2,50 | 3,10 | - | |
7 | 6,0 | 2,75 | 3,4 | - | |
8 | 10,0 | - | 3,7 | 4,5 | |
9 | 12,0 | - | - | 5,3 | |
10 | 16,0 | - | - | 6,6 | |
11 | 20 | - | - | 7,8 | |
12 | 25 | - | - | 9,3 | |
13 | 32 | - | - | 11,2 | |
14 | 40 | - | - | 13,2 | |
15 | 50 | - | - | 15,8 | |
16 | 63 | - | - | 18,7 | |
17 | 80 | - | - | 22,5 | |
Индекс | а | б | в | ||
Ковка на прессах | |||||||||||
Карта 61, лист 1 | |||||||||||
Содержание работы Поставить заготовку на ребра. Обкатать по окружности. Положить заготовку на торец, править. Выдать поковку из-под пресса | 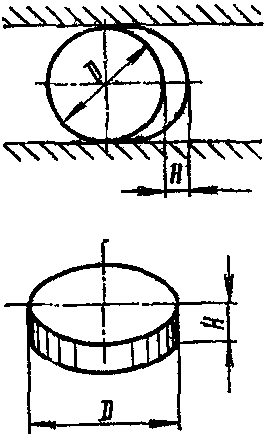 | ||||||||||
N позиции | Усилие пресса, тс, до | Диаметр диска D, мм, до | Высота диска H, мм, до | ||||||||
100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 630 | |||
Время, мин. | |||||||||||
1 | 500, 600, 750, 800, 1000 | 250 | 1,75 | 2,04 | 2,41 | 2,80 | - | - | - | - | - |
2 | 280 | 1,93 | 2,24 | 2,65 | 3,09 | 3,59 | - | - | - | - | |
3 | 320 | 2,16 | 2,51 | 2,97 | 3,46 | 4,03 | 4,76 | - | - | - | |
4 | 350 | - | 2,71 | 3,21 | 3,73 | 4,35 | 5,14 | - | - | - | |
5 | 400 | - | 3,04 | 3,59 | 4,18 | 4,87 | 5,76 | 6,70 | - | - | |
6 | 450 | - | 3,36 | 3,97 | 4,62 | 5,38 | 6,36 | 7,41 | - | - | |
7 | 500 | - | 3,67 | 4,34 | 5,06 | 5,89 | 6,96 | 8,10 | 9,43 | - | |
8 | 560 | - | 4,04 | 4,78 | 5,57 | 6,48 | 7,66 | 8,92 | 10,4 | - | |
9 | 630 | - | - | 5,29 | 6,15 | 7,16 | 8,47 | 9,86 | 11,5 | - | |
10 | 710 | - | - | - | 6,81 | 7,93 | 9,38 | 10,9 | 12,7 | - | |
11 | 800 | - | - | - | 7,54 | 8,78 | 10,4 | 12,1 | 14,1 | - | |
12 | 900 | - | - | - | 8,33 | 9,70 | 11,5 | 13,3 | 15,5 | - | |
13 | 1000 | - | - | - | 9,11 | 10,6 | 12,5 | 14,6 | 17,0 | - | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
ОБКАТКА ДИСКА ПО ДИАМЕТРУ, ПРАВКА ЗАГОТОВКИ | Ковка на прессах | ||||||||
Карта 61, лист 2 | |||||||||
N позиции | Усилие пресса, тс, до | Диаметр диска D, мм, до | Высота диска H, мм, до | ||||||
200 | 250 | 320 | 400 | 500 | 630 | ||||
Время, мин. | |||||||||
14 | 1200, 1500, 2000 | 600 | 2,78 | 3,24 | 3,83 | 4,46 | 5,19 | 6,07 | |
15 | 630 | 2,90 | 3,38 | 3,99 | 4,65 | 5,41 | 6,33 | ||
16 | 680 | 3,10 | 3,60 | 4,26 | 4,96 | 5,77 | 6,76 | ||
17 | 710 | 3,21 | 3,74 | 4,42 | 5,15 | 5,99 | 7,01 | ||
18 | 750 | 3,36 | 3,92 | 4,63 | 5,39 | 6,27 | 7,34 | ||
19 | 800 | 3,55 | 4,14 | 4,89 | 5,96 | 6,63 | 7,76 | ||
20 | 850 | 3,74 | 4,36 | 5,15 | 6,00 | 6,98 | 8,17 | ||
21 | 900 | 3,93 | 4,57 | 5,41 | 6,29 | 7,33 | 8,57 | ||
22 | 1000 | - | 5,00 | 5,91 | 6,88 | 8,01 | 9,38 | ||
23 | 1060 | - | 5,25 | 6,22 | 7,23 | 8,42 | 9,85 | ||
24 | 1120 | - | 5,51 | 6,51 | 7,58 | 8,82 | 10,3 | ||
25 | 1180 | - | 5,76 | 6,81 | 7,92 | 9,22 | 10,8 | ||
26 | 1250 | - | 6,05 | 7,15 | 8,32 | 9,69 | 11,3 | ||
27 | 1320 | - | 6,33 | 7,49 | 8,72 | 10,1 | 11,9 | ||
Индекс | а | б | в | г | д | е | |||
N позиции | Усилие пресса, тс, до | Диаметр диска D, мм, до | Высота диска H, мм, до | |||||||
250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | |||
Время, мин. | ||||||||||
28 | 2500, 3000, 5000 | 600 | 3,20 | 3,76 | 4,34 | 5,02 | 5,83 | - | - | - |
29 | 630 | 3,42 | 4,01 | 4,64 | 5,36 | 6,23 | - | - | - | |
30 | 680 | 3,79 | 4,45 | 5,14 | 5,94 | 6,91 | - | - | - | |
31 | 710 | 4,02 | 4,71 | 5,45 | 6,30 | 7,32 | - | - | - | |
32 | 750 | 4,32 | 5,08 | 5,87 | 6,78 | 7,88 | 9,21 | - | - | |
33 | 800 | 4,72 | 5,54 | 6,40 | 7,40 | 8,60 | 10,0 | - | - | |
34 | 850 | 5,13 | 6,01 | 6,95 | 8,03 | 9,34 | 10,9 | - | - | |
35 | 900 | 5,53 | 6,49 | 7,51 | 8,68 | 10,1 | 11,8 | - | - | |
36 | 1000 | 6,38 | 7,48 | 8,65 | 10,0 | 11,6 | 13,6 | 15,7 | - | |
37 | 1060 | 6,90 | 8,10 | 9,36 | 10,8 | 12,6 | 14,7 | 17,0 | - | |
38 | 1120 | 7,43 | 8,72 | 10,1 | 11,6 | 13,5 | 15,8 | 18,3 | 21,1 | |
39 | 1180 | 7,97 | 9,36 | 10,8 | 12,5 | 14,5 | 17,0 | 19,6 | 22,7 | |
40 | 1250 | 8,62 | 10,1 | 11,7 | 13,5 | 15,7 | 18,3 | 21,2 | 24,5 | |
41 | 1320 | 9,28 | 10,9 | 12,6 | 14,5 | 16,9 | 19,7 | 22,8 | 26,4 | |
42 | 1400 | 10,0 | 11,8 | 13,6 | 15,7 | 18,3 | 21,4 | 24,7 | 28,6 | |
Индекс | а | б | в | г | д | е | ж | з | ||
ОБКАТКА ДИСКА ПО ДИАМЕТРУ, ПРАВКА ЗАГОТОВКИ | Ковка на прессах | ||||||||||
Карта 61, лист 3 | |||||||||||
N позиции | Усилие пресса, тс, до | Диаметр диска D, мм, до | Высота диска H, мм, до | ||||||||
250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | |||
Время, мин. | |||||||||||
43 | 10000, 12000 | 800 | - | 11,0 | 12,2 | 13,6 | 15,1 | - | - | - | - |
44 | 900 | - | 11,8 | 13,1 | 14,6 | 16,3 | 18,2 | - | - | - | |
45 | 1000 | - | 12,6 | 14,0 | 15,6 | 17,4 | 19,4 | 21,6 | - | - | |
46 | 1060 | - | 13,1 | 14,5 | 16,2 | 18,0 | 20,2 | 22,4 | - | - | |
47 | 1120 | - | 13,6 | 15,1 | 16,7 | 18,6 | 20,9 | 23,2 | 25,7 | - | |
48 | 1180 | - | 14,0 | 15,5 | 17,3 | 19,3 | 21,5 | 23,9 | 26,6 | - | |
49 | 1250 | - | 14,5 | 16,1 | 17,9 | 20,0 | 22,3 | 24,8 | 27,5 | - | |
50 | 1320 | - | 15,0 | 16,7 | 18,5 | 20,6 | 23,1 | 25,6 | 28,5 | - | |
51 | 1400 | - | 15,6 | 17,3 | 19,2 | 21,4 | 24,0 | 26,6 | 29,5 | - | |
52 | 1500 | - | 16,2 | 18,0 | 20,0 | 22,3 | 25,0 | 27,8 | 30,8 | 34,6 | |
53 | 1600 | - | 16,9 | 18,8 | 20,9 | 23,3 | 26,0 | 28,9 | 32,1 | 36,0 | |
54 | 1700 | - | 17,6 | 19,5 | 21,7 | 24,1 | 27,0 | 30,0 | 33,3 | 37,4 | |
55 | 1800 | - | - | 20,2 | 22,4 | 25,0 | 28,0 | 31,1 | 34,5 | 38,8 | |
56 | 1900 | - | - | 20,9 | 23,2 | 25,9 | 28,9 | 32,1 | 35,7 | 40,1 | |
57 | 2000 | - | - | - | 24,0 | 26,7 | 29,9 | 33,2 | 36,9 | 41,4 | |
58 | 2100 | - | - | - | - | 27,5 | 30,8 | 34,2 | 38,0 | 42,7 | |
59 | 2200 | - | - | - | - | 28,3 | 31,7 | 35,2 | 39,1 | 43,9 | |
60 | 2300 | - | - | - | - | - | 32,6 | 36,2 | 40,2 | 45,1 | |
61 | 2400 | - | - | - | - | - | 33,5 | 37,2 | 41,3 | 46,3 | |
62 | 2500 | - | - | - | - | - | 34,3 | 38,1 | 42,3 | 47,5 | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
I. T = 0,0007 Д0,85 · H0,68 | III. T = 0,0000157 Д1,35 · H0,65 |
II. T = 0,00033 Д0,85 · H0,68 | IV. T = 0,0116 Д0,62 · H0,47 |
Примечание. При обкатке диска с отверстием на оправке время по карте принимать с коэффициентом 0,8.
Ковка на прессах | |||||||||||||
Карта 62, лист 1 | |||||||||||||
Содержание работы | |||||||||||||
I. Передача колена без скругления шейки | II. Передача колена и скругление шейки | III. Ковка шейки и фланца на конце коленчатого вала | |||||||||||
 | 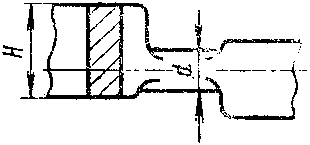 | 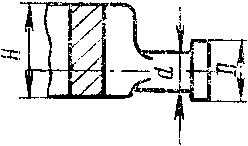 | |||||||||||
I | II | III | |||||||||||
N позиции | Усилие пресса, тс, до | Высота колена H, мм, до | I | II | III | ||||||||
Засечь металл на шейку | Передать металл на колено и отковать его по размерам | Итого на операцию | Засечь металл на шейку | Передать металл на колено, скруглить шейки, отковать колено | Итого на операцию | Засечь металл на фланец и шейку | Ковать фланец и шейку | Итого на операцию | |||||
Время, мин. | |||||||||||||
1 | 500, 600, 700, 800, 1000 | 140 | 1,78 | 6,5 | 8,28 | 1,78 | 14,0 | 15,78 | 2,4 | 7,6 | 10,0 | ||
2 | 160 | 1,92 | 7,0 | 8,92 | 1,92 | 15,0 | 16,92 | 2,57 | 8,1 | 10,67 | |||
3 | 180 | 2,05 | 7,4 | 9,45 | 2,05 | 16,0 | 18,05 | 2,75 | 8,6 | 11,35 | |||
4 | 200 | 2,20 | 7,9 | 10,1 | 2,20 | 17,0 | 19,20 | 2,95 | 9,2 | 12,15 | |||
5 | 225 | 2,35 | 8,4 | 10,75 | 2,35 | 18,5 | 23,85 | 3,20 | 9,7 | 12,9 | |||
6 | 250 | 2,50 | 9,0 | 11,5 | 2,50 | 19,6 | 22,1 | 3,35 | 10,3 | 13,65 | |||
7 | 280 | 2,65 | 9,6 | 12,25 | 2,65 | 21,0 | 23,65 | 3,53 | 11,0 | 14,53 | |||
8 | 320 | 2,85 | 10,2 | 13,05 | 2,85 | 23,0 | 25,85 | 3,80 | 11,8 | 15,6 | |||
9 | 350 | 3,00 | 11,0 | 14,0 | 3,00 | 24,0 | 27,0 | 4,1 | 12,3 | 16,4 | |||
10 | 400 | 3,30 | 11,8 | 15,1 | 3,30 | 26,0 | 29,3 | 4,4 | 13,2 | 17,6 | |||
11 | 450 | 3,50 | 12,5 | 16,0 | 3,50 | 28,0 | 31,5 | 4,65 | 14,1 | 18,75 | |||
12 | 1200, 1500, 2000 | 320 | 2,6 | 9,5 | 12,1 | 2,65 | 16,5 | 19,15 | 3,0 | 11,8 | 14,8 | ||
13 | 350 | 2,75 | 10,2 | 12,95 | 2,87 | 18,0 | 20,87 | 3,3 | 12,8 | 16,1 | |||
14 | 400 | 3,02 | 11,2 | 14,22 | 3,2 | 20,0 | 23,2 | 3,2 | 14,6 | 17,8 | |||
15 | 450 | 3,3 | 12,6 | 15,9 | 3,5 | 23,0 | 26,5 | 4,0 | 15,3 | 19,3 | |||
16 | 500 | 3,58 | 14,0 | 17,58 | 3,8 | 25,0 | 28,8 | 4,3 | 18,0 | 22,3 | |||
Индекс | а | б | в | г | д | е | ж | з | и | ||||
КОВКА КОЛЕНЧАТЫХ ВАЛОВ | Ковка на прессах | |||||||||||
Карта 62, лист 2 | ||||||||||||
N позиции | Усилие пресса, тс, до | Высота колена H, мм, до | I | II | III | |||||||
Засечь металл на шейку | Передать металл на колено и отковать его по размерам | Итого на операцию | Засечь металл на шейку | Передать металл, на колено, скруглить шейки, отковать колено | Итого на операцию | Засечь металл на фланец и шейку | Ковать фланец на шейку | Итого на операцию | ||||
Время, мин. | ||||||||||||
17 | 1200, 1500, 2000 | 560 | 3,82 | 15,4 | 19,22 | 4,1 | 28,0 | 32,1 | 4,7 | 20,0 | 24,7 | |
18 | 630 | 4,72 | 16,6 | 20,72 | 4,5 | 31,0 | 35,5 | 5,1 | 22,0 | 27,1 | ||
19 | 710 | 4,55 | 19,2 | 23,75 | 4,9 | 34,5 | 39,4 | 5,6 | 24,8 | 30,4 | ||
20 | 800 | 5,0 | 21,2 | 26,2 | 5,4 | 38,0 | 43,4 | 6,2 | 28,0 | 34,2 | ||
21 | 900 | 5,4 | 23,7 | 29,1 | 5,9 | 42,5 | 48,4 | 6,8 | 31,5 | 38,3 | ||
22 | 2500, 3000, 5000, 10000 | 400 | 3,10 | 12,0 | 15,1 | 3,7 | 23,0 | 26,7 | 4,3 | 17,0 | 21,3 | |
23 | 450 | 3,40 | 13,5 | 16,9 | 4,1 | 26,0 | 30,1 | 4,7 | 19,5 | 24,2 | ||
24 | 500 | 3,70 | 14,8 | 18,5 | 4,4 | 28,5 | 32,9 | 5,1 | 21,2 | 26,3 | ||
25 | 560 | 4,0 | 16,5 | 20,5 | 4,8 | 32,0 | 36,8 | 5,5 | 23,7 | 29,2 | ||
26 | 630 | 4,3 | 18,5 | 22,8 | 5,2 | 35,0 | 40,2 | 6,0 | 26,5 | 32,5 | ||
27 | 710 | 4,7 | 20,5 | 25,2 | 5,7 | 40,0 | 45,7 | 6,6 | 29,5 | 36,1 | ||
28 | 800 | 5,1 | 23,0 | 28,1 | 6,3 | 44,0 | 50,3 | 7,2 | 33,0 | 40,2 | ||
29 | 900 | 5,6 | 26,0 | 31,6 | 6,9 | 49,0 | 55,9 | 7,8 | 36,5 | 44,3 | ||
30 | 1000 | 6,1 | 28,5 | 34,6 | 7,4 | 55,0 | 62,4 | 8,6 | 40,5 | 49,1 | ||
31 | 1120 | 6,7 | 31,5 | 38,2 | 8,1 | 60,0 | 68,1 | 9,2 | 44,5 | 53,7 | ||
32 | 1250 | 7,2 | 35,0 | 42,2 | 8,2 | 67,0 | 75,2 | 10,0 | 50,0 | 60,0 | ||
33 | 1400 | 7,9 | 39,0 | 46,9 | 8,7 | 75,0 | 83,7 | 11,0 | 56,0 | 67,0 | ||
34 | 1600 | 8,6 | 44,0 | 52,6 | 10,5 | 85,0 | 95,5 | 12,0 | 62,0 | 74,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | |||
Вспомогательное время
Наименование работы | Усилие пресса, тс, до | |||
600, 700, 800, 1000 | 1200, 1500 | 2500, 3000, 5000 | 10000 | |
Время, мин. | ||||
Установить подставки под конец вала для передачи колена | 1,15 | 1,3 | 1,5 | 2,15 |
Индекс | а | б | в | г |
Примечание. Время по карте рассчитано на ковку одного колена.
Ковка на прессах | |||||||||
Карта 63, лист 1 | |||||||||
Содержание работы Зажать колено между бойками. Развернуть колено на заданный угол. Выровнять шейку вала, подогнать по размерам чертежа | 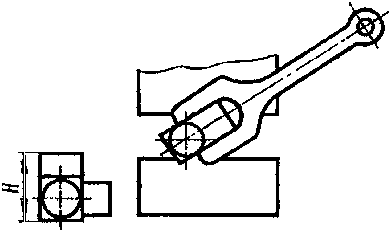 | ||||||||
N позиции | Усилие пресса, тс, до | Высота колена H, мм, до | Угол разворота колена в градусах | Количество колен | |||||
2 | 3 | 4 | 5 | 6 | 7 | ||||
Время, мин. | |||||||||
1 | 500, 600, 750, 800, 1000 | 140 | 30 | 7,2 | 7,9 | 8,55 | 9,25 | 10,0 | 10,8 |
2 | 60 | 9,1 | 10,0 | 10,8 | 11,7 | 12,7 | 13,8 | ||
3 | 90 | 10,3 | 11,2 | 12,1 | 13,1 | 14,2 | 15,4 | ||
4 | 180 | 30 | 7,8 | 8,5 | 9,2 | 10,0 | 10,8 | 11,8 | |
5 | 60 | 9,9 | 10,8 | 11,7 | 12,7 | 13,8 | 15,0 | ||
6 | 90 | 11,1 | 12,0 | 13,0 | 14,1 | 15,3 | 16,6 | ||
7 | 225 | 30 | 8,3 | 9,0 | 9,8 | 10,6 | 11,5 | 12,5 | |
8 | 60 | 10,5 | 11,5 | 12,5 | 13,5 | 14,6 | 15,8 | ||
9 | 90 | 12,0 | 13,1 | 14,2 | 15,4 | 16,7 | 18,1 | ||
10 | 280 | 30 | 8,9 | 9,7 | 10,5 | 11,4 | 12,4 | 13,5 | |
11 | 60 | 11,3 | 12,3 | 13,3 | 14,3 | 15,5 | 16,8 | ||
12 | 90 | 12,8 | 14,0 | 15,2 | 16,5 | 17,9 | 19,4 | ||
13 | 350 | 30 | 9,5 | 10,4 | 11,3 | 12,2 | 13,2 | 14,3 | |
14 | 60 | 12,1 | 13,2 | 14,3 | 15,5 | 16,8 | 18,2 | ||
15 | 90 | 13,8 | 15,0 | 16,2 | 17,6 | 19,1 | 20,7 | ||
16 | 450 | 30 | 10,2 | 11,1 | 12,0 | 13,0 | 14,1 | 15,3 | |
17 | 60 | 13,2 | 14,4 | 15,6 | 16,9 | 18,3 | 19,9 | ||
18 | 90 | 14,8 | 16,2 | 17,5 | 18,9 | 20,5 | 22,2 | ||
Индекс | а | б | в | г | д | е | |||
СКРУЧИВАНИЕ КОЛЕН КОЛЕНЧАТОГО ВАЛА | Ковка на прессах | ||||||||
Карта 63, лист 2 | |||||||||
N позиции | Усилие пресса, тс, до | Высота колена H, мм, до | Угол разворота колена в градусах | Количество колен | |||||
2 | 3 | 4 | 5 | 6 | 7 | ||||
Время, мин. | |||||||||
19 | 1200, 1500, 2000, 2500, 3000, 10000 | 560 | 30 | 9,7 | 10,5 | 11,5 | 12,5 | 13,6 | 14,7 |
20 | 60 | 12,5 | 13,7 | 14,9 | 16,2 | 17,6 | 19,1 | ||
21 | 90 | 13,7 | 14,8 | 16,2 | 17,6 | 19,2 | 20,7 | ||
22 | 710 | 30 | 10,6 | 11,7 | 12,9 | 14,0 | 15,2 | 16,6 | |
23 | 60 | 13,9 | 15,2 | 16,8 | 18,2 | 19,8 | 21,5 | ||
24 | 90 | 15,0 | 16,4 | 18,1 | 19,7 | 21,5 | 23,3 | ||
25 | 900 | 30 | 12,1 | 13,3 | 14,4 | 15,7 | 17,1 | 18,5 | |
26 | 60 | 15,7 | 17,3 | 18,7 | 20,3 | 22,2 | 24,0 | ||
27 | 90 | 17,0 | 18,7 | 20,3 | 22,0 | 24,1 | 26,1 | ||
28 | 1250 | 30 | 14,2 | 15,4 | 16,9 | 18,3 | 19,9 | 21,8 | |
29 | 60 | 18,5 | 20,0 | 22,0 | 23,8 | 25,9 | 27,4 | ||
30 | 90 | 19,1 | 21,6 | 23,7 | 25,8 | 28,1 | 30,8 | ||
Индекс | а | б | в | г | д | е | |||
Вспомогательное время
N позиции | Наименование работ | Усилие пресса, тс, до | ||
1200, 1500, 2000 | 2500, 3000, 5000 | 10000 | ||
Время, мин. | ||||
1 | Взять разворотный ключ, подать к прессу и надеть на поковку | 1,7 | 2,4 | 4,3 |
2 | Убрать разворотный ключ на место | 1,25 | 1,7 | 2,7 |
3 | Проверить разворот колена по шаблону | 1,7 | 2,4 | 3,0 |
Индекс | а | б | в | |
Ковка на прессах | |||||||
Карта 64 | |||||||
Содержание работы Скруглить углы заготовки. Подать кольцо на стол пресса. Установить заготовку в кольце и осадить ее. Выбить заготовку и кольца. Убрать кольцо со стола пресса |  | ||||||
N позиции | Усилие пресса, тс, до | Диаметр муфты D, мм, до | Высота муфты H, мм, до | ||||
100 | 160 | 250 | 400 | ||||
Время, мин. | |||||||
1 | 600, 750, 800, 1000 | 200 | 2,72 | 3,15 | - | - | |
2 | 280 | 3,04 | 3,52 | 4,08 | - | ||
3 | 400 | 3,52 | 4,08 | 4,66 | 5,28 | ||
4 | 2000 | 560 | 4,00 | 4,60 | 5,33 | 6,20 | |
5 | 600 | 4,50 | 5,20 | 6,03 | 7,10 | ||
Индекс | а | б | в | г | |||
Примечания:
1. При ковке фланцев с обкаткой по диаметру время по карте принимать с коэффициентом 1,4.
2. Время на прошивку отверстия приведено в карте 59.
Ковка на прессах | |||||||||||||
Карта 65, лист 1 | |||||||||||||
Содержание работы Раскатать и замерить кольца и бандажи | 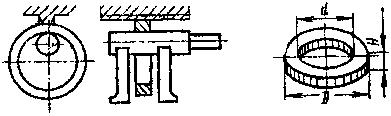 | ||||||||||||
N позиции | Усилие пресса, тс, до | Наружный диаметр кольца D, мм, до | Внутренний диаметр кольца d, мм, до | Высота кольца, H, мм, до | |||||||||
80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 630 | ||||
Время, мин. | |||||||||||||
1 | 600, 700, 800, 1000 | 400 | 250 | 2,45 | 2,60 | 2,75 | 2,90 | 3,10 | 3,30 | - | - | - | - |
2 | 320 | 2,65 | 2,80 | 3,0 | 3,20 | 3,40 | 3,50 | - | - | - | - | ||
3 | 500 | 320 | 2,85 | 3,0 | 3,21 | 3,44 | 3,65 | 3,76 | 3,95 | - | - | - | |
4 | 400 | 3,2 | 3,36 | 3,6 | 3,86 | 4,1 | 4,2 | 4,4 | - | - | - | ||
5 | 630 | 320 | 3,15 | 3,4 | 3,6 | 3,9 | 4,1 | 4,3 | 4,6 | 5,0 | - | - | |
6 | 400 | 3,40 | 3,7 | 3,9 | 4,20 | 4,40 | 4,7 | 5,10 | 5,40 | - | - | ||
7 | 500 | 3,9 | 4,1 | 4,35 | 4,70 | 5,0 | 5,35 | 5,70 | 6,2 | - | - | ||
8 | 800 | 400 | 3,6 | 3,9 | 4,2 | 4,40 | 4,7 | 5,0 | 5,3 | 5,6 | - | - | |
9 | 500 | 3,95 | 4,15 | 4,5 | 4,8 | 5,18 | 5,5 | 5,8 | 6,2 | - | - | ||
10 | 630 | 4,45 | 4,7 | 5,0 | 5,3 | 5,65 | 6,0 | 6,4 | 6,9 | - | - | ||
11 | 1000 | 500 | 4,8 | 5,1 | 5,4 | 5,6 | 6,0 | 6,3 | 6,6 | 7,0 | 7,4 | - | |
12 | 630 | 5,2 | 5,5 | 5,9 | 6,3 | 6,7 | 7,0 | 7,4 | 7,8 | 8,3 | - | ||
13 | 800 | 6,1 | 6,4 | 6,7 | 7,1 | 7,4 | 7,8 | 8,3 | 8,8 | 9,2 | - | ||
14 | 1250 | 630 | - | 7,0 | 7,4 | 7,8 | 8,2 | 8,7 | 9,1 | 9,5 | 10,0 | 10,5 | |
15 | 800 | - | 7,7 | 8,1 | 8,5 | 9,0 | 9,6 | 10,0 | 10,5 | 11,1 | 11,6 | ||
16 | 1000 | - | 8,5 | 8,9 | 9,4 | 9,9 | 10,7 | 11,1 | 11,7 | 12,3 | 13,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
N позиции | Усилие пресса, тс, до | Наружный диаметр кольца D, мм, до | Внутренний диаметр d, мм, до | Высота кольца H, мм, до | ||||
320 | 400 | 500 | 630 | 800 | ||||
Время, мин. | ||||||||
17 | 1200 | 630 | 500 | 4,32 | 4,65 | 4,9 | 5,24 | 5,6 |
18 | 800 | 500 | 4,93 | 5,20 | 5,5 | 5,83 | 6,15 | |
19 | 630 | 5,45 | 5,75 | 6,0 | 6,45 | 6,75 | ||
20 | 1000 | 630 | 5,65 | 5,85 | 6,25 | 6,60 | 7,0 | |
21 | 800 | 6,70 | 7,10 | 7,50 | 7,95 | 8,4 | ||
22 | 1250 | 800 | 7,55 | 8,0 | 8,5 | 8,95 | 9,45 | |
23 | 1000 | 8,30 | 8,82 | 9,45 | 10,0 | 10,4 | ||
24 | 1600 | 1000 | 9,50 | 10,0 | 10,6 | 11,3 | 12,0 | |
25 | 1250 | 10,4 | 11,0 | 11,7 | 12,4 | 13,1 | ||
Индекс | а | б | в | г | д | |||
РАСКАТКА КОЛЕЦ И БАНДАЖЕЙ | Ковка на прессах | ||||||||
Карта 65, лист 2 | |||||||||
N позиции | Усилие пресса, тс, до | Наружный диаметр кольца D, мм, до | Внутренний диаметр d, мм, до | Высота кольца H, мм, до | |||||
320 | 400 | 500 | 630 | 800 | |||||
Время, мин. | |||||||||
26 | 1500, 2000 | 1000 | 630 | 6,45 | 6,90 | 7,30 | 7,75 | 8,20 | |
27 | 800 | 7,10 | 7,65 | 8,1 | 8,60 | 9,10 | |||
28 | 1250 | 800 | 8,0 | 8,5 | 9,0 | 9,6 | 10,1 | ||
29 | 1000 | 8,9 | 9,5 | 10,0 | 10,6 | 11,3 | |||
30 | 1600 | 1000 | 10,0 | 10,6 | 11,2 | 11,8 | 12,6 | ||
31 | 1250 | 11,0 | 11,6 | 12,4 | 13,1 | 13,9 | |||
32 | 2000 | 1250 | 12,4 | 13,2 | 13,9 | 14,7 | 15,7 | ||
33 | 1600 | 13,7 | 14,6 | 15,5 | 16,4 | 17,4 | |||
34 | 2500 | 1600 | 15,6 | 16,5 | 17,5 | 18,6 | 19,7 | ||
35 | 2000 | 17,2 | 18,2 | 19,3 | 20,5 | 21,4 | |||
36 | 3200 | 2000 | 19,4 | 20,6 | 21,8 | 23,2 | 24,6 | ||
37 | 2500 | 21,0 | 22,8 | 24,1 | 25,6 | 27,2 | |||
Индекс | а | б | в | г | д | ||||
N позиции | Усилие пресса, тс, до | Наружный диаметр кольца D, мм, до | Внутренний диаметр кольца d, мм, до | Высота кольца H, мм, до | |||||
320 | 400 | 500 | 630 | 800 | 1000 | ||||
Время, мин. | |||||||||
38 | 2500, 3000, 5000 | 1400 | 1125 | 10,9 | 11,5 | 12,0 | 12,7 | 13,4 | 14,3 |
39 | 1250 | 12,0 | 12,7 | 13,5 | 14,3 | 15,1 | 16,0 | ||
40 | 1800 | 1400 | 14,4 | 15,3 | 16,2 | 17,2 | 18,2 | 19,3 | |
41 | 1600 | 15,7 | 16,7 | 17,6 | 18,7 | 19,8 | 21,0 | ||
42 | 2240 | 1800 | 18,9 | 20,0 | 21,2 | 22,5 | 23,8 | 25,3 | |
43 | 2000 | 20,8 | 22,0 | 23,4 | 24,8 | 26,4 | 28,0 | ||
44 | 2800 | 2240 | 25,0 | 26,4 | 28,0 | 29,7 | 31,4 | 33,3 | |
45 | 2500 | 27,6 | 29,1 | 30,9 | 32,7 | 33,7 | 35,7 | ||
Индекс | а | б | в | г | д | е | |||
РАСКАТКА КОЛЕЦ И БАНДАЖЕЙ | Ковка на прессах | |||||||||
Карта 65, лист 3 | ||||||||||
N позиции | Усилие пресса, тс, до | Наружный диаметр кольца D, мм, до | Внутренний диаметр кольца d, мм, до | Высота кольца H, мм, до | ||||||
500 | 630 | 800 | 1000 | 1120 | 1400 | 1800 | ||||
Время, мин. | ||||||||||
46 | 10000, 12000 | 1400 | 1100 | 11,8 | 12,4 | 13,0 | 13,6 | 14,4 | 15,1 | 15,9 |
47 | 1250 | 13,0 | 13,6 | 14,3 | 15,1 | 15,9 | 16,7 | 17,6 | ||
48 | 1800 | 1400 | 15,6 | 16,4 | 17,2 | 18,0 | 19,0 | 19,9 | 20,9 | |
49 | 1600 | 17,1 | 17,9 | 18,7 | 19,8 | 20,8 | 21,8 | 23,0 | ||
50 | 2240 | 1800 | 20,6 | 21,6 | 22,7 | 23,7 | 25,0 | 26,2 | 27,6 | |
51 | 2000 | 23,3 | 25,5 | 26,8 | 28,1 | 29,6 | 31,1 | 32,6 | ||
52 | 2800 | 2240 | 27,3 | 28,7 | 30,2 | 31,7 | 33,4 | 35,2 | 36,9 | |
53 | 2500 | 30,0 | 31,4 | 33,2 | 34,8 | 36,8 | 38,4 | 40,3 | ||
54 | 3500 | 2800 | 35,5 | 37,8 | 39,8 | 41,7 | 43,7 | 46,0 | 48,2 | |
55 | 3200 | 39,1 | 41,5 | 43,7 | 46,0 | 48,2 | 50,6 | 53,3 | ||
56 | 4500 | 3500 | 47,5 | 50,1 | 52,5 | 55,0 | 57,7 | 60,7 | 63,7 | |
57 | 4000 | 52,4 | 55,0 | 57,7 | 60,5 | 63,5 | 66,5 | 69,5 | ||
58 | 5600 | 4000 | 62,7 | 66,0 | 69,0 | 72,5 | 76,0 | 80,0 | 83,8 | |
59 | 5000 | 69,2 | 73,0 | 76,5 | 80,0 | 84,5 | 88,5 | 91,5 | ||
Индекс | а | б | в | г | д | е | ж | |||
Примечания:
1. При промежуточной осадке колец по торцу в процессе раскатки время, приведенное в карте, принимать с коэффициентом 1,15.
2. При раскатке колец и бандажей с предварительным заковом на оправке для получения острых углов время, приведенное в карте, принимать с коэффициентом 1,05.
Ковка на прессах | ||||||||||
Карта 66, лист 1 | ||||||||||
Содержание работы Установить нижнюю осадочную плиту и кольцо. Установить на нее заготовку. Осадить заготовку до заданных размеров. Снять быстросменный вкладыш. Разогнать поле диска сменной наделкой. Замерить поковку. Надеть быстросменный вкладыш. Править торцы. Выбить диск из кольца |  | |||||||||
N позиции | Усилие пресса, тс, до | Высота диска H, мм, до | Высота уступа h, мм, до | Диаметр уступа d, мм, до | ||||||
400 | 630 | |||||||||
Диаметр диска D, мм, до | ||||||||||
700 | 800 | 900 | 1000 | 1120 | 1250 | |||||
Время, мин. | ||||||||||
1 | 1200, 1500, 2000 | 160 | 80 | 7,6 | 8,1 | 8,7 | 9,2 | 9,7 | 10,3 | |
2 | 200 | 100 | 8,2 | 8,8 | 9,4 | 10,0 | 10,8 | 11,3 | ||
3 | 250 | 180 | 8,5 | 9,2 | 9,8 | 10,3 | 11,0 | 11,7 | ||
4 | 100 | 9,2 | 10,0 | 10,6 | 11,2 | 12,0 | 12,7 | |||
5 | 320 | 250 | 9,6 | 10,3 | 11,0 | 11,8 | 12,7 | 13,3 | ||
6 | 160 | 10,5 | 11,3 | 12,0 | 12,8 | 13,7 | 14,4 | |||
7 | 100 | 11,5 | 12,3 | 13,2 | 13,8 | 14,7 | 15,5 | |||
Индекс | а | б | в | г | д | е | ||||
КОВКА ДИСКОВ С УСТУПАМИ | Ковка на прессах | |||||||||||||||
Карта 66, лист 2 | ||||||||||||||||
N позиции | Усилие пресса, тс, до | Высота диска H, мм, до | Высота уступа h, мм, до | Диаметр уступа d, мм, до | ||||||||||||
630 | 700 | 800 | ||||||||||||||
Диаметр диска D, мм, до | ||||||||||||||||
500 | 900 | 1000 | 1120 | 1250 | 900 | 1000 | 1120 | 1250 | 1400 | 1250 | 1400 | 1600 | ||||
Время, мин. | ||||||||||||||||
8 | 2500, 3000, 5000 | 160 | 80 | 9,0 | 9,5 | 10,1 | 10,7 | 11,3 | 8,5 | 9,5 | 10,0 | 10,5 | 8,9 | 9,4 | 9,9 | |
9 | 200 | 100 | 9,9 | 10,4 | 11,0 | 11,9 | 12,4 | 9,3 | 9,8 | 10,6 | 11,0 | 11,6 | 9,8 | 10,3 | 10,9 | |
10 | 250 | 180 | 10,1 | 10,7 | 11,3 | 12,1 | 12,9 | 9,5 | 10,0 | 10,8 | 11,5 | 12,1 | 10,2 | 10,8 | 11,4 | |
11 | 100 | 11,1 | 11,6 | 12,3 | 13,2 | 14,0 | 10,3 | 11,0 | 11,8 | 12,5 | 13,2 | 11,1 | 11,8 | 12,5 | ||
12 | 320 | 250 | 11,6 | 12,3 | 13,0 | 14,0 | 14,6 | 11,0 | 11,6 | 12,5 | 13,0 | 13,7 | 11,6 | 12,2 | 13,0 | |
13 | 160 | 12,6 | 13,3 | 14,1 | 15,1 | 15,8 | 11,8 | 12,5 | 13,4 | 14,1 | 14,8 | 12,5 | 13,2 | 14,0 | ||
14 | 100 | 13,6 | 14,4 | 15,2 | 16,2 | 17,0 | 12,8 | 13,5 | 14,4 | 15,1 | 15,9 | 13,4 | 14,1 | 15,0 | ||
15 | 400 | 250 | 14,5 | 15,4 | 16,3 | 17,5 | 18,3 | 13,7 | 14,5 | 15,6 | 16,3 | 17,2 | 14,5 | 15,3 | 16,2 | |
16 | 160 | 15,7 | 16,6 | 17,6 | 18,9 | 19,8 | 14,8 | 15,7 | 16,8 | 17,6 | 18,5 | 15,7 | 16,5 | 17,4 | ||
17 | 100 | 17,0 | 18,0 | 19,0 | 20,2 | 21,2 | 16,0 | 16,9 | 18,0 | 18,9 | 20,0 | 16,8 | 17,8 | 18,8 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
КОВКА ДИСКОВ С УСТУПАМИ | Ковка на прессах | ||||||||||||||||
Карта 66, лист 3 | |||||||||||||||||
N позиции | Усилие пресса, тс, до | Высота диска H, мм, до | Высота уступа h, мм, до | Диаметр уступа d, мм, до | |||||||||||||
до 800 | св. 800 | ||||||||||||||||
Диаметр диска D, мм, до | |||||||||||||||||
1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2500 | 2800 | ||||
Время, мин. | |||||||||||||||||
18 | 10000 | 160 | 80 | 11,2 | 12,9 | 14,8 | 17,0 | 19,6 | 22,6 | 10,6 | 12,2 | 14,0 | 16,1 | 18,5 | 21,3 | 24,5 | 28,2 |
19 | 200 | 100 | 12,2 | 14,0 | 16,1 | 18,5 | 21,3 | 24,5 | 11,6 | 13,3 | 15,3 | 17,6 | 20,2 | 23,2 | 26,7 | 30,7 | |
20 | 250 | 180 | 12,8 | 14,7 | 16,9 | 19,5 | 22,4 | 25,8 | 12,2 | 14,0 | 16,1 | 18,5 | 21,2 | 24,5 | 28,2 | 32,4 | |
21 | 100 | 14,0 | 16,1 | 18,5 | 21,3 | 24,5 | 28,2 | 13,3 | 15,3 | 17,6 | 20,2 | 23,2 | 26,7 | 30,7 | 35,3 | ||
22 | 320 | 250 | 14,5 | 16,5 | 18,8 | 21,4 | 25,4 | 27,8 | 13,8 | 15,7 | 18,0 | 20,5 | 23,4 | 26,4 | 30,1 | 34,6 | |
23 | 160 | 15,7 | 18,0 | 20,5 | 23,4 | 26,7 | 30,4 | 14,9 | 17,0 | 19,4 | 22,1 | 25,2 | 28,8 | 32,8 | 37,4 | ||
24 | 100 | 16,7 | 19,0 | 21,7 | 24,8 | 28,3 | 32,3 | 15,8 | 18,0 | 20,5 | 23,4 | 26,7 | 30,5 | 34,8 | 39,6 | ||
25 | 400 | 250 | 18,1 | 20,6 | 23,5 | 26,8 | 30,6 | 35,0 | 17,2 | 19,6 | 22,3 | 25,4 | 29,0 | 33,0 | 37,6 | 43,0 | |
26 | 160 | 19,6 | 22,4 | 25,6 | 29,2 | 33,3 | 38,0 | 18,6 | 21,2 | 24,2 | 27,6 | 31,5 | 36,0 | 41,0 | 46,7 | ||
27 | 100 | 21,0 | 24,0 | 27,4 | 31,2 | 35,6 | 40,6 | 20,0 | 22,7 | 25,8 | 29,2 | 33,0 | 37,4 | 42,5 | 48,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||
Примечание. При ковке дисков с двумя уступами время по карте берется по высоте диска H и h без учета второго уступа.
Ковка на прессах | ||||||||||
Карта 67, лист 1 | ||||||||||
Содержание работы Ковка цилиндров до поковочных размеров по оправке |  |  | 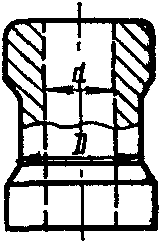 | |||||||
I | II | III | ||||||||
N позиции | Усилие пресса, тс, до | Исходный наружный диаметр заготовки, мм, до | Наружный диаметр поковки D, мм, до | |||||||
200 | 250 | 320 | 400 | 500 | ||||||
Время, мин. | ||||||||||
1 | 500, 600, 800, 1000 | 320 | 8,13 | 7,50 | - | - | - | |||
2 | 350 | 8,70 | 8,0 | - | - | - | ||||
3 | 400 | 9,92 | 9,2 | 8,5 | - | - | ||||
4 | 450 | 11,0 | 10,3 | 9,5 | - | - | ||||
5 | 500 | 12,3 | 11,5 | 10,6 | 9,65 | - | ||||
6 | 560 | - | 12,4 | 11,7 | 10,6 | 9,78 | ||||
7 | 630 | - | - | 12,7 | 11,8 | 10,9 | ||||
8 | 710 | - | - | - | 13,1 | 12,2 | ||||
9 | 800 | - | - | - | - | 13,6 | ||||
Индекс | а | б | в | г | д | |||||
N позиции | Усилие пресса, тс, до | Исходный наружный диаметр заготовки, мм, до | Наружный диаметр поковки D, мм, до | ||||||||||
400 | 500 | 600 | 800 | 1000 | |||||||||
Внутренний диаметр поковки d, мм, до | |||||||||||||
320 | 280 | 350 | 350 | 450 | 450 | 560 | 700 | 560 | 700 | 900 | |||
Время, мин. на 1 м | |||||||||||||
10 | 1200, 1500, 2000 | 630 | 7,14 | - | - | - | - | - | - | - | - | - | - |
11 | 710 | 7,90 | 7,40 | 8,00 | - | - | - | - | - | - | - | - | |
12 | 800 | 8,84 | 8,24 | 8,92 | 8,10 | 8,67 | - | - | - | - | - | - | |
13 | 900 | 9,94 | 9,18 | 9,95 | 9,10 | 9,86 | - | - | - | - | - | - | |
14 | 1000 | 10,9 | 10,2 | 11,0 | 10,0 | 10,9 | 8,92 | 9,60 | 10,4 | - | - | - | |
15 | 1120 | 12,0 | 11,2 | 12,3 | 11,0 | 11,8 | 9,77 | 10,5 | 11,4 | 9,60 | 10,4 | 11,2 | |
16 | 1250 | - | 12,3 | 13,3 | 12,1 | 13,2 | 11,1 | 11,7 | 12,7 | 10,7 | 11,6 | 12,5 | |
17 | 1400 | - | - | - | 13,3 | 14,3 | 11,8 | 12,7 | 13,7 | 11,6 | 12,6 | 13,6 | |
18 | 1600 | - | - | - | - | - | 13,0 | 14,0 | 15,1 | 12,7 | 13,8 | 14,9 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
КОВКА ПУСТОТЕЛЫХ ЦИЛИНДРОВ | Ковка на прессах | ||||||||||||||
Карта 67, лист 2 | |||||||||||||||
N позиции | Усилие пресса, тс, до | Исходный наружный диаметр заготовки, мм, до | Наружный диаметр поковки D, мм, до | ||||||||||||
500 | 600 | 800 | 1000 | 1200 | |||||||||||
Внутренний диаметр поковки d, мм, до | |||||||||||||||
280 | 350 | 350 | 450 | 450 | 560 | 700 | 560 | 700 | 800 | 700 | 800 | 900 | |||
Время, мин. на 1 м | |||||||||||||||
19 | 2500, 3000, 5000 | 800 | 5,80 | 6,40 | 5,75 | 6,25 | - | - | - | - | - | - | - | - | - |
20 | 900 | 6,50 | 7,10 | 6,75 | 6,95 | - | - | - | - | - | - | - | - | - | |
21 | 1000 | 7,10 | 7,55 | 6,95 | 7,15 | 6,30 | 6,70 | 7,20 | - | - | - | - | - | - | |
22 | 1120 | 7,60 | 8,30 | 7,45 | 8,15 | 6,85 | 7,25 | 7,80 | 6,70 | 7,10 | 7,70 | - | - | - | |
23 | 1250 | 8,40 | 9,00 | 8,30 | 8,85 | 7,40 | 7,90 | 8,40 | 7,10 | 7,70 | 8,20 | - | - | - | |
24 | 1400 | - | - | 8,85 | 9,5 | 8,00 | 8,40 | 9,15 | 7,80 | 8,35 | 9,00 | 8,15 | 8,70 | 9,25 | |
25 | 1600 | - | - | - | - | 8,50 | 9,30 | 10,0 | 8,40 | 9,15 | 9,85 | 8,85 | 9,50 | 10,0 | |
26 | 1800 | - | - | - | - | - | - | - | 9,60 | 10,2 | 10,8 | 9,50 | 10,3 | 11,0 | |
27 | 2000 | - | - | - | - | - | - | - | - | - | - | 10,2 | 11,1 | 11,9 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
N позиции | Усилие пресса, тс, до | Исходный наружный диаметр заготовки, мм, до | Наружный диаметр поковки, D, мм, до | ||||||||||
700 | 900 | 1100 | 1400 | ||||||||||
Внутренний диаметр поковки d, мм | |||||||||||||
450 | 500 | 550 | 700 | 700 | 800 | 900 | 900 | 1000 | 1100 | 1200 | |||
Время, мин. на 1 м | |||||||||||||
28 | 10000, 12000 | 1200 | 7,00 | 7,50 | 6,82 | 7,20 | 6,65 | 7,15 | 7,60 | - | - | - | - |
29 | 1400 | 7,80 | 8,40 | 7,50 | 8,00 | 7,50 | 7,95 | 8,40 | - | - | - | - | |
30 | 1600 | 8,60 | 9,20 | 8,30 | 8,80 | 8,06 | 8,60 | 9,10 | - | - | - | - | |
31 | 1800 | - | - | 9,10 | 9,65 | 8,90 | 9,52 | 10,1 | 9,20 | 9,90 | 10,5 | 11,3 | |
32 | 2000 | - | - | 10,1 | 10,8 | 9,84 | 10,6 | 11,3 | 10,1 | 11,0 | 12,8 | 13,7 | |
33 | 2240 | - | - | 11,0 | 11,7 | 10,8 | 11,4 | 12,0 | 11,7 | 12,6 | 13,5 | 14,4 | |
34 | 2500 | - | - | - | - | 11,9 | 12,8 | 13,5 | 12,6 | 13,6 | 14,5 | 15,6 | |
35 | 2800 | - | - | - | - | - | - | - | 13,7 | 14,8 | 15,9 | 16,8 | |
36 | 3200 | - | - | - | - | - | - | - | 15,2 | 16,6 | 17,8 | 19,1 | |
37 | 3500 | - | - | - | - | - | - | - | 16,8 | 18,0 | 19,2 | 20,7 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
КОВКА ПУСТОТЕЛЫХ ЦИЛИНДРОВ | Ковка на прессах | ||||||||||
Карта 67, лист 3 | |||||||||||
N позиции | Усилие пресса, тс, до | Исходный наружный диаметр мм, до | Наружный диаметр поковки D, мм, до | ||||||||
1800 | 2200 | ||||||||||
Внутренний диаметр поковки d, мм, до | |||||||||||
1000 | 1100 | 1200 | 1400 | 1000 | 1100 | 1200 | 1400 | 1600 | |||
Время, мин. на 1 м | |||||||||||
28 | 10000, 12000 | 1200 | - | - | - | - | - | - | - | - | - |
29 | 1400 | - | - | - | - | - | - | - | - | - | |
30 | 1600 | - | - | - | - | - | - | - | - | - | |
31 | 1800 | 9,00 | 9,80 | 10,3 | 11,2 | - | - | - | - | - | |
32 | 2000 | 10,3 | 10,9 | 11,7 | 12,6 | - | - | - | - | - | |
33 | 2240 | 10,8 | 11,5 | 12,4 | 13,0 | 9,9 | 10,4 | 11,0 | 12,1 | 13,0 | |
34 | 2500 | 12,2 | 12,9 | 13,6 | 14,8 | 11,0 | 11,6 | 12,3 | 13,2 | 13,8 | |
35 | 2800 | 13,4 | 14,0 | 14,9 | 16,1 | 12,2 | 12,9 | 13,6 | 14,8 | 16,0 | |
36 | 3200 | 14,7 | 15,5 | 16,3, | 17,9 | 13,4 | 14,1 | 14,9 | 16,2 | 17,5 | |
37 | 3500 | 16,2 | 17,1 | 18,3 | 20,0 | 14,8 | 15,5 | 16,4 | 18,0 | 19,4 | |
Индекс | м | н | о | п | р | с | т | у | ф | ||
Примечания:
1. Время, приведенное в карте, рассчитано на 1 м длины протянутого цилиндра I типа.
2. При ковке цилиндра II типа время, приведенное в карте, принимать с коэффициентом 1,15, при ковке цилиндра III типа - с коэффициентом 1,25.
Ковка на прессах | |||||
Карта 68 | |||||
N позиции | Наименование работ | Усилие пресса, тс, до | |||
600, 750, 800, 1000 | 1200, 1500, 2000 | 2500, 3000, 5000 | 10000, 12000 | ||
Время, мин. | |||||
1 | Взять дорно, оправку, вложить краном в заготовку и подать под пресс | 1,2 | 1,5 | 2,0 | 6,4 |
2 | Вынуть дорно из кольца и уложить на место | 1,0 | 1,0 | 1,21 | 3,4 |
3 | Вынуть оправку из пустотелой поковки и уложить на место | - | 2,95 | 3,5 | 5,8 |
4 | Установить водяное охлаждение | 0,57 | 0,68 | 0,85 | 1,4 |
5 | Убрать водяное охлаждение | 0,57 | 0,57 | 0,68 | 1,4 |
6 | Замерить поковку | 0,8 | 0,8 | 1,0 | 2,0 |
7 | Подать штамп под пресс | - | 0,57 | 1,13 | 2,26 |
8 | Убрать штамп от пресса | - | 0,57 | 1,13 | 3,4 |
9 | Установить заготовку в штамп при помощи крана | - | 1,13 | 1,13 | 3,4 |
10 | Выбить поковку из штампа | - | 1,2 | 1,5 | 2,4 |
Индекс | а | б | в | г | |
Ковка на прессах | |||||||||||||||
Карта 69, лист 1 | |||||||||||||||
Содержание работы Заметить место заплечика. Взять полувал или пруток. Положить заготовку. Надрезать заготовку по окружности. Снять полувал или пруток, положить на место | 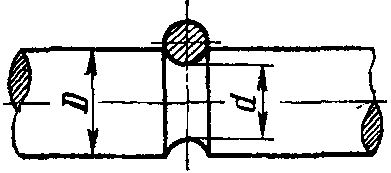 | ||||||||||||||
N позиции | Усилие пресса, тс, до | Диаметр засечки d, мм, до | Диаметр заготовки D, мм, до | ||||||||||||
200 | 220 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | |||
Время, мин. | |||||||||||||||
1 | 600, 750, 800, 1000 | 100 | 1,57 | 1,71 | 1,90 | 2,09 | 2,33 | 2,52 | - | - | - | - | - | - | - |
2 | 125 | 1,33 | 1,42 | 1,61 | 1,80 | 1,99 | 2,18 | 2,42 | - | - | - | - | - | - | |
3 | 160 | 1,14 | 1,23 | 1,38 | 1,52 | 1,71 | 1,83 | 2,09 | - | - | - | - | - | - | |
4 | 200 | - | 1,05 | 1,20 | 1,28 | 1,45 | 1,56 | 1,76 | 1,95 | 2,09 | 2,28 | 2,47 | - | - | |
5 | 250 | - | - | 0,95 | 1,09 | 1,14 | 1,38 | 1,62 | 1,71 | 1,80 | 1,99 | 2,18 | - | - | |
6 | 320 | - | - | - | - | 1,05 | 1,14 | 1,33 | 1,42 | 1,61 | 1,71 | 1,90 | - | - | |
7 | 1200, 1500, 2000 | 160 | 1,42 | 1,52 | 1,71 | 1,90 | 2,14 | 2,28 | 2,56 | 2,85 | - | - | - | - | - |
8 | 200 | - | 1,33 | 1,47 | 1,61 | 1,80 | 1,95 | 2,18 | 2,42 | 2,76 | - | - | - | - | |
9 | 250 | - | - | - | 1,38 | 1,57 | 1,66 | 1,90 | 2,09 | 2,28 | 2,47 | - | - | - | |
10 | 320 | - | - | - | - | - | - | 1,61 | 1,76 | 1,90 | 2,14 | 2,37 | - | - | |
11 | 400 | - | - | - | - | - | - | - | 1,52 | 1,66 | 1,80 | 1,99 | 2,21 | - | |
12 | 500 | - | - | - | - | - | - | - | - | - | 1,55 | 1,71 | 1,90 | 2,09 | |
13 | 630 | - | - | - | - | - | - | - | - | - | - | - | 1,61 | 1,80 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
НАДРЕЗКА ЗАПЛЕЧИКОВ У КРУГЛОЙ ЗАГОТОВКИ ПОЛУВАЛОМ | Ковка на прессах | |||||||||||||||
Карта 69, лист 2 | ||||||||||||||||
N позиции | Усилие пресса, тс, до | Диаметр засечки d, мм, до | Диаметр заготовки D, мм, до | |||||||||||||
320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | |||
Время, мин. | ||||||||||||||||
14 | 2500, 3000, 5000 | 250 | 1,99 | 2,28 | 2,75 | 3,28 | 3,80 | 4,37 | - | - | - | - | - | - | - | - |
15 | 280 | 1,80 | 2,04 | 2,47 | 2,90 | 3,37 | 3,99 | 4,65 | - | - | - | - | - | - | - | |
16 | 320 | - | 1,80 | 2,18 | 2,61 | 3,04 | 3,51 | 4,18 | - | - | - | - | - | - | - | |
17 | 350 | - | - | 1,95 | 2,33 | 2,76 | 3,28 | 3,70 | 4,46 | - | - | - | - | - | - | |
18 | 400 | - | - | - | 2,04 | 2,37 | 2,75 | 3,28 | 3,89 | - | - | - | - | - | - | |
19 | 450 | - | - | - | - | 2,09 | 2,47 | 2,94 | 3,42 | 4,08 | - | - | - | - | - | |
20 | 500 | - | - | - | - | - | 2,18 | 2,61 | 3,09 | 3,66 | - | - | - | - | - | |
21 | 560 | - | - | - | - | - | - | 2,33 | 2,71 | 2,89 | 3,80 | - | - | - | - | |
22 | 630 | - | - | - | - | - | - | - | 2,42 | 2,85 | 3,42 | 3,89 | - | - | - | |
23 | 710 | - | - | - | - | - | - | - | - | 2,56 | 3,04 | 3,51 | 8,99 | - | - | |
24 | 800 | - | - | - | - | - | - | - | - | - | 2,76 | 3,13 | 3,56 | - | - | |
25 | 900 | - | - | - | - | - | - | - | - | - | - | 2,76 | 3,13 | 3,80 | 4,46 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||
НАДРЕЗКА ЗАПЛЕЧИКОВ У КРУГЛОЙ ЗАГОТОВКИ ПОЛУВАЛОМ | Ковка на прессах | |||||||||||
Карта 69, лист 3 | ||||||||||||
N позиции | Усилие пресса, тс, до | Диаметр засечки, d, мм, до | Диаметр заготовки D, мм, до | |||||||||
630 | 710 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | 1600 | 1800 | |||
Время, мин. | ||||||||||||
26 | 10000, 12000 | 500 | 3,30 | 4,00 | 4,60 | 5,45 | 6,30 | 7,10 | - | - | - | - |
27 | 560 | 3,00 | 3,50 | 4,70 | 4,90 | 5,65 | 6,55 | 7,20 | - | - | - | |
28 | 630 | - | 3,10 | 3,65 | 4,40 | 5,05 | 5,90 | 6,90 | - | - | - | |
29 | 710 | - | - | 3,30 | 3,95 | 4,50 | 5,15 | 6,10 | 6,80 | - | - | |
30 | 800 | - | - | - | 3,40 | 4,10 | 4,60 | 5,30 | 6,45 | - | - | |
31 | 900 | - | - | - | - | 3,45 | 4,10 | 4,90 | 5,45 | 6,20 | - | |
32 | 1000 | - | - | - | - | 3,00 | 3,65 | 4,25 | 5,05 | 5,70 | - | |
33 | 1100 | - | - | - | - | - | 3,10 | 3,85 | 4,55 | 5,15 | 6,00 | |
34 | 1250 | - | - | - | - | - | - | 3,20 | 4,10 | 4,85 | 5,50 | |
35 | 1400 | - | - | - | - | - | - | - | 3,35 | 4,40 | 5,15 | |
36 | 1600 | - | - | - | - | - | - | - | - | 3,60 | 4,80 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
Ковка на прессах | |||||||||||||
Карта 70, лист 1 | |||||||||||||
Содержание работы Наметить место заплечика. Взять треуголку и положить на заготовку. Надрезать заготовку по окружности. Снять треуголку и положить на место | 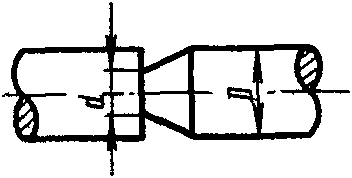 | ||||||||||||
N позиции | Усилие пресса, тс, до | Диаметр засечки d, мм, до | Диаметр заготовки D, мм, до | ||||||||||
320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | |||
Время, мин. | |||||||||||||
1 | 1200, 1500, 2000 | 180 | 2,34 | 2,52 | 2,80 | 3,13 | 3,40 | - | - | - | - | - | - |
2 | 220 | 1,95 | 2,11 | 2,38 | 2,57 | 2,80 | - | - | - | - | - | - | |
3 | 280 | - | 1,77 | 2,00 | 2,19 | 2,42 | 2,65 | - | - | - | - | - | |
4 | 350 | - | - | 1,72 | 1,91 | 2,29 | 2,29 | 2,52 | 2,85 | - | - | - | |
5 | 450 | - | - | - | - | 1,78 | 1,91 | 2,15 | 2,38 | 2,62 | - | - | |
6 | 560 | - | - | - | - | - | 1,63 | 1,83 | 2,00 | 2,39 | - | - | |
7 | 2500, 3000, 5000 | 250 | 1,70 | 1,95 | 2,32 | 2,64 | 3,15 | - | - | - | - | - | - |
8 | 320 | - | 1,68 | 2,00 | 2,30 | 2,65 | 3,15 | - | - | - | - | - | |
9 | 400 | - | - | - | 2,00 | 2,33 | 2,70 | 3,10 | 3,75 | - | - | - | |
10 | 500 | - | - | - | - | - | - | 2,63 | 3,15 | 3,68 | - | - | |
11 | 630 | - | - | - | - | - | - | - | 2,68 | 3,05 | 3,61 | 4,00 | |
12 | 700 | - | - | - | - | - | - | - | - | - | 3,07 | 3,50 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
НАДРЕЗКА ЗАПЛЕЧИКОВ У КРУГЛОЙ ЗАГОТОВКИ ТРЕУГОЛКОЙ (ТИП I) | Ковка на прессах | |||||||||||||
Карта 70, лист 2 | ||||||||||||||
N позиции | Усилие пресса, тс, до | Диаметр засечки d, мм, до | Диаметр заготовки D, мм, до | |||||||||||
500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | 1600 | 1800 | |||
Время, мин. | ||||||||||||||
13 | 10000, 12000 | 400 | 3,02 | 3,50 | 4,10 | 4,68 | 5,45 | 6,30 | 7,20 | - | - | - | - | - |
14 | 500 | - | 3,00 | 3,49 | 4,05 | 4,70 | 5,45 | 6,30 | - | - | - | - | - | |
15 | 630 | - | - | - | 3,53 | 3,75 | 4,38 | 5,00 | 5,59 | - | - | - | - | |
16 | 800 | - | - | - | - | - | 4,18 | 4,70 | 5,38 | 6,25 | 7,30 | - | - | |
17 | 1000 | - | - | - | - | - | - | - | 4,65 | 5,50 | 6,45 | 7,50 | 8,80 | |
18 | 1200 | - | - | - | - | - | - | - | - | - | 5,58 | 6,60 | 7,80 | |
19 | 1600 | - | - | - | - | - | - | - | - | - | - | - | 6,70 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечания:
1. В карте дано время на надрезку одного заплечика. При надрезке каждого последующего заплечика время, приведенное в карте, принимать с коэффициентом 0,75.
2. При надрезке заплечиков на вырезных бойках время, приведенное в карте, принимать с коэффициентом 0,5.
НАДРЕЗКА ЗАПЛЕЧИКОВ У КРУГЛОЙ ЗАГОТОВКИ ТРЕУГОЛКОЙ (ТИП II) | Ковка на прессах | |||||||||||||||
Карта 70, лист 3 | ||||||||||||||||
Содержание работы Наметить место заплечика. Взять треуголку и положить на заготовку. Надрезать заготовку. Снять треуголку и уложить на место | 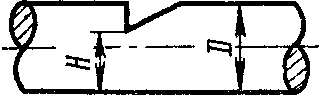 | |||||||||||||||
N позиции | Усилие пресса, тс, до | Толщина после засечки, H, мм, до | Диаметр заготовки D, мм, до | |||||||||||||
350 | 400 | 450 | 500 | 660 | 630 | 710 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | 1600 | |||
Время, мин. | ||||||||||||||||
1 | 1200, 1500, 2000 | 220 | 1,33 | 1,50 | 1,70 | 1,90 | 2,10 | 2,30 | 2,60 | 2,90 | - | - | - | - | - | - |
2 | 280 | 1,20 | 1,33 | 1,50 | 1,65 | 1,80 | 2,05 | 2,25 | 2,55 | - | - | - | - | - | - | |
3 | 350 | - | - | 1,33 | 1,45 | 1,60 | 1,80 | 2,05 | 2,25 | - | - | - | - | - | - | |
4 | 450 | - | - | - | - | 1,45 | 1,60 | 1,80 | 2,00 | 2,25 | - | - | - | - | - | |
5 | 560 | - | - | - | - | - | - | 1,60 | 1,80 | 2,00 | - | - | - | - | - | |
6 | 710 | - | - | - | - | - | - | - | 1,60 | 1,75 | 1,95 | - | - | - | - | |
7 | 2500, 3000, 5000 | 280 | - | 1,30 | 1,50 | 1,75 | 2,05 | 2,40 | 2,80 | 3,24 | 3,80 | - | - | - | - | - |
8 | 350 | - | - | 1,35 | 1,60 | 1,85 | 2,20 | 2,55 | 3,00 | 3,50 | - | - | - | - | - | |
9 | 450 | - | - | - | 1,50 | 1,70 | 2,05 | 2,40 | 2,80 | 3,20 | 3,70 | 4,00 | - | - | - | |
10 | 560 | - | - | - | - | - | 1,85 | 2,20 | 2,55 | 3,00 | 3,40 | 3,80 | - | - | - | |
11 | 710 | - | - | - | - | - | - | - | 2,35 | 2,70 | 3,10 | 3,50 | 3,90 | - | - | |
12 | 900 | - | - | - | - | - | - | - | - | - | - | 3,30 | 3,70 | - | - | |
13 | 1100 | - | - | - | - | - | - | - | - | - | - | - | 3,30 | - | - | |
14 | 10000, 12000 | 450 | - | - | - | - | 2,20 | 2,70 | 3,10 | 3,60 | 4,15 | 4,80 | - | - | - | - |
15 | 560 | - | - | - | - | - | - | 2,85 | 3,30 | 3,90 | 4,40 | 4,95 | - | - | - | |
16 | 710 | - | - | - | - | - | - | - | 3,00 | 3,50 | 4,00 | 4,55 | 5,30 | - | - | |
17 | 900 | - | - | - | - | - | - | - | - | - | 3,70 | 4,20 | 4,80 | 5,40 | 6,40 | |
18 | 1100 | - | - | - | - | - | - | - | - | - | - | - | 4,30 | 5,00 | 5,80 | |
19 | 1400 | - | - | - | - | - | - | - | - | - | - | - | - | - | 5,30 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||
Примечание. В карте дано время на надрезку одного заплечика. При надрезке каждого последующего заплечика время, приведенное в карте, брать с коэффициентом 0,75.
Ковка на прессах | ||||||||||||
Карта 71 | ||||||||||||
Содержание работы Наметить место заплечика. Взять треуголку и положить на заготовку. Надрезать заготовку. Снять треуголку и положить на место | 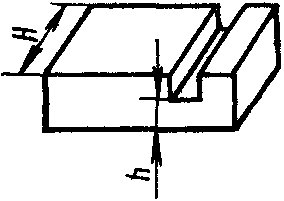 | |||||||||||
N позиции | Усилие пресса, тс, до | Глубина засечки, h, мм, до | Ширина заготовки H, мм, до | |||||||||
200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | |||
Время, мин. | ||||||||||||
1 | 600, 750, 800, 1000, 1200, 1500, 2000 | 50 | 0,340 | 0,336 | 0,368 | 0,41 | 0,450 | 0,495 | 0,505 | - | - | - |
2 | 63 | 0,360 | 0,392 | 0,432 | 0,48 | 0,530 | 0,576 | 0,640 | - | - | - | |
3 | 80 | 0,415 | 0,455 | 0,512 | 0,56 | 0,610 | 0,670 | 0,745 | - | - | - | |
4 | 100 | 0,418 | 0,535 | 0,590 | 0,65 | 0,710 | 0,785 | 0,860 | - | - | - | |
5 | 125 | - | 0,625 | 0,690 | 0,75 | 0,840 | 0,920 | 1,000 | - | - | - | |
6 | 160 | - | - | 0,800 | 0,88 | 0,950 | 1,040 | 1,160 | - | - | - | |
7 | 200 | - | - | 0,950 | 1,05 | 1,12 | 1,240 | 1,360 | - | - | - | |
8 | 2500, 3000, 5000 | 50 | 0,384 | 0,424 | 0,463 | 0,510 | 0,560 | 0,620 | 0,680 | 0,75 | 0,82 | - |
9 | 63 | 0,450 | 0,486 | 0,542 | 0,600 | 0,660 | 0,720 | 0,800 | 0,88 | 0,96 | - | |
10 | 80 | 0,52 | 0,567 | 0,640 | 0,700 | 0,760 | 0,840 | 0,930 | 1,04 | 1,12 | - | |
11 | 100 | - | 0,670 | 0,735 | 0,800 | 0,880 | 0,980 | 1,08 | 1,20 | 1,28 | - | |
12 | 125 | - | - | 0,88 | 0,96 | 1,04 | 1,16 | 1,24 | 1,40 | 1,52 | - | |
13 | 160 | - | - | 1,00 | 1,12 | 1,20 | 1,28 | 1,44 | 1,60 | 1,76 | - | |
14 | 200 | - | - | 1,20 | 1,28 | 1,40 | 1,56 | 1,72 | 1,92 | 2,08 | - | |
15 | 250 | - | - | 1,40 | 1,52 | 1,76 | 1,84 | 2,04 | 2,24 | 2,44 | - | |
16 | 10000, 12000 | 63 | - | - | - | - | 0,86 | 0,93 | 1,04 | 1,14 | 1,25 | 1,42 |
17 | 80 | - | - | - | - | 0,98 | 1,10 | 1,20 | 1,36 | 1,46 | 1,62 | |
18 | 100 | - | - | - | - | 1,14 | 1,28 | 1,40 | 1,56 | 1,68 | 1,87 | |
19 | 125 | - | - | - | - | 1,36 | 1,52 | 1,60 | 1,84 | 2,00 | 2,16 | |
20 | 160 | - | - | - | - | 1,56 | 1,68 | 1,88 | 2,08 | 2,32 | 2,48 | |
21 | 200 | - | - | - | - | 1,84 | 2,00 | 2,20 | 2,48 | 2,72 | 3,04 | |
22 | 250 | - | - | - | - | - | 2,40 | 2,64 | 2,58 | 3,20 | 3,52 | |
23 | 320 | - | - | - | - | - | - | 3,12 | 3,44 | 3,76 | 4,15 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
Ковка на прессах | |||||||||||||||||||
Карта 72 | |||||||||||||||||||
Содержание работы Отмерить заготовку. Наложить топор. Отрубить заготовку с кантовкой в процессе отрубки, править конец поковки после отрубки. Убрать топор | 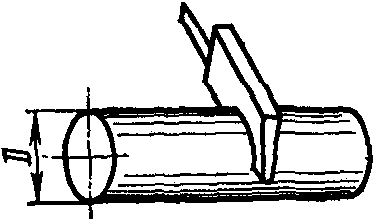 | ||||||||||||||||||
N позиции | Усилие пресса, тс, до | Диаметр заготовки D, мм, до | |||||||||||||||||
100 | 125 | 160 | 200 | 225 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | ||||
Время, мин. | |||||||||||||||||||
1 | 650,750,800, 1000 | 0,76 | 0,81 | 0,87 | 0,95 | 1,09 | 1,19 | 1,33 | 1,52 | 1,66 | 1,90 | 2,14 | - | - | - | - | - | ||
2 | 1200, 1500, 2000 | - | - | - | 0,85 | 0,98 | 1,06 | 1,20 | 1,37 | 1,49 | 1,71 | 1,92 | 2,14 | 2,39 | 2,67 | 3,04 | 3,42 | ||
N позиции | Усилие пресса, тс, до | Диаметр заготовки D, мм, до | |||||||||||||||||
200 | 225 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1100 | ||||
Время, мин. | |||||||||||||||||||
3 | 2500, 3000, 5000 | 0,74 | 0,85 | 0,92 | 1,04 | 1,19 | 1,30 | 1,49 | 1,66 | 1,86 | 2,08 | 2,34 | 2,64 | 2,96 | 3,32 | 3,70 | 4,08 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |||
N позиции | Усилие пресса, тс, до | Диаметр заготовки D, мм, до | |||||||||||||||||
320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1120 | 1250 | 1400 | 1600 | 1800 | 2000 | 2500 | ||
Время, мин. | |||||||||||||||||||
4 | 10000, 12000 | 1,76 | 1,90 | 2,04 | 2,23 | 2,37 | 2,56 | 2,80 | 3,09 | 3,32 | 3,70 | 4,28 | 4,94 | 5,70 | 6,84 | 8,36 | 9,97 | 11,7 | 16,2 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | |
Ковка на прессах | ||||||||||||||
Карта 73 | ||||||||||||||
Содержание работы Отмерить заготовку. Наложить топор на заготовку. Отрубить заготовку с поворотом в процессе отрубки. Убрать топор | 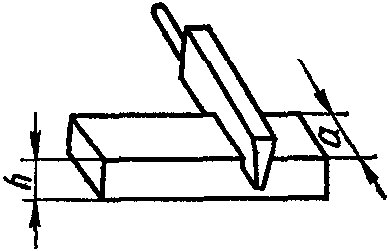 | |||||||||||||
N позиции | Усилие пресса, тс, до | Толщина полосы h, мм, до | Ширина полосы b, мм, до | |||||||||||
100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | ||||
Время, мин. | ||||||||||||||
1 | 600, 750, 800, 1000 | 100 | 0,31 | 0,36 | 0,45 | 0,54 | 0,65 | 0,79 | - | - | - | - | - | |
2 | 160 | - | 0,44 | 0,53 | 0,63 | 0,76 | 0,92 | 1,1 | - | - | - | - | ||
3 | 250 | - | - | - | 0,77 | 0,93 | 1,14 | 1,35 | - | - | - | - | ||
4 | 400 | - | - | - | - | - | 1,36 | 1,60 | - | - | - | - | ||
5 | 1200, 1500, 2000 | 200 | - | - | - | 0,72 | 0,87 | 1,07 | 1,29 | 1,53 | 1,86 | 2,29 | 2,75 | |
6 | 320 | - | - | - | - | 1,13 | 1,38 | 1,49 | 2,00 | 2,43 | 2,95 | 3,60 | ||
7 | 500 | - | - | - | - | - | - | 1,90 | 2,30 | 2,78 | 3,40 | 4,00 | ||
8 | 800 | - | - | - | - | - | - | - | - | 3,04 | 3,75 | 4,20 | ||
9 | 2500, 3000, 5000 | 200 | 0,81 | 0,99 | 1,20 | 1,45 | 1,73 | 2,15 | 2,63 | 2,96 | - | - | - | |
10 | 320 | 0,93 | 1,14 | 1,39 | 1,66 | 2,00 | 2,50 | 2,98 | 3,59 | - | - | - | ||
11 | 500 | - | - | 1,66 | 2,00 | 2,45 | 2,98 | 3,70 | 4,13 | - | - | - | ||
12 | 800 | - | - | - | - | 2,68 | 3,30 | 3,90 | 4,94 | - | - | - | ||
13 | 1000 | - | - | - | - | - | - | 4,94 | 5,89 | - | - | - | ||
14 | 10000, 12000 | 350 | - | 1,62 | 1,75 | 1,93 | 2,12 | 2,34 | 2,66 | 3,20 | 4,12 | 5,32 | 5,85 | |
15 | 450 | - | - | 2,07 | 2,25 | 2,50 | 2,75 | 3,18 | 3,70 | 4,88 | 6,20 | 6,80 | ||
16 | 560 | - | - | - | 2,58 | 2,85 | 3,20 | 3,60 | 4,20 | 5,43 | 7,10 | 7,80 | ||
17 | 710 | - | - | - | - | 3,32 | 3,68 | 4,20 | 4,95 | 6,30 | 8,20 | 9,10 | ||
18 | 900 | - | - | - | - | - | 4,25 | 4,85 | 5,65 | 7,38 | 9,60 | 10,6 | ||
19 | 1120 | - | - | - | - | - | - | 5,50 | 6,25 | 8,40 | 11,2 | 11,9 | ||
20 | 1400 | - | - | - | - | - | - | - | 7,40 | 9,78 | 12,6 | 13,8 | ||
21 | 1800 | - | - | - | - | - | - | - | - | 11,5 | 14,7 | 16,0 | ||
22 | 2200 | - | - | - | - | - | - | - | - | - | 16,3 | 18,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
Ковка на прессах | ||||
Карта 74 | ||||
Содержание работы Подгонка поковки с доводкой точно по шаблону | ||||
N позиции | Длина поковки, мм, до | Поковки простой конфигурации | Поковки сложной конфигурации | |
Время, мин. | ||||
1 | 800 | 0,7 | 1,0 | |
2 | 900 | 0,77 | 1,1 | |
3 | 1000 | 0,84 | 1,2 | |
4 | 1120 | 0,92 | 1,32 | |
5 | 1250 | 1,02 | 1,45 | |
6 | 1400 | 1,12 | 1,60 | |
7 | 1600 | 1,26 | 1,80 | |
8 | 1800 | 1,40 | 2,0 | |
9 | 2000 | 1,54 | 2,2 | |
10 | 2200 | 1,68 | 2,4 | |
11 | 2500 | 1,87 | 2,67 | |
12 | 2800 | 2,06 | 2,95 | |
13 | 3200 | 2,31 | 3,30 | |
14 | 3500 | 2,52 | 3,60 | |
15 | 4000 | 2,80 | 4,0 | |
16 | 4500 | 3,10 | 4,42 | |
17 | 5000 | 3,36 | 4,80 | |
Индекс | а | б | ||
Примечания:
1. К поковкам простой конфигурации относятся оси, параллели и т.п.
2. К поковкам сложной конфигурации относятся дышла стяжки, коленчатые валы.
3. Шаблоны находятся на расстоянии в пределах 2 м.
Ковка на прессах | ||||||
Карта 75 | ||||||
Содержание работы Подать поковку на пресс краном. Править поковку. Промерить поковку. Убрать поковку с пресса | ||||||
N позиции | Длина, мм, до | Диаметр, мм | ||||
106 | 160 | 250 | 400 | 630 | ||
Время, мин. | ||||||
1 | 2000 | 4,5 | 5,4 | 6,4 | - | - |
2 | 2500 | 5,3 | 6,25 | 7,55 | 8,85 | - |
3 | 3200 | 6,2 | 7,50 | 9,0 | 10,5 | - |
4 | 4000 | 7,3 | 8,7 | 10,3 | 12,2 | 14,5 |
5 | 5000 | 8,5 | 10,2 | 12,1 | 14,3 | 16,8 |
6 | 6300 | 10,0 | 12,0 | 14,3 | 16,6 | 19,7 |
7 | 8000 | 11,8 | 14,0 | 16,7 | 19,7 | 23,2 |
8 | 10000 | - | 16,5 | 19,5 | 23,0 | 27,0 |
9 | 12500 | - | - | 22,5 | 26,5 | 31,5 |
10 | 16000 | - | - | - | 31,5 | 37,5 |
11 | 20000 | - | - | - | - | 43,8 |
12 | 25000 | - | - | - | - | 51,0 |
Индекс | а | б | в | г | д | |
Примечания:
1. При правке поковок, имеющих несколько уступов, время на правку определяется по среднему диаметру.
2. При правке пустотелых поковок время, приведенное в карте, принимать с коэффициентом 1,25.
Ковка на прессах | ||||||||||||
Карта 76 | ||||||||||||
N позиции | Содержание работы | Масса слитков, т, до | ||||||||||
1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | 10,0 | ||
Время, мин. | ||||||||||||
1 | Взять заготовку с поворотной плиты краном при помощи клещей и загрузить в печь | 0,54 | 0,63 | 0,75 | 0,88 | 4,04 | 1,23 | 1,48 | 1,71 | 2,03 | 2,47 | 2,90 |
2 | Взять слиток, заготовку манипулятором с поворотного стола или пресса и загрузить в печь | 1,07 | ||||||||||
3 | Взять слиток, заготовку с поворотной плиты шаржир-машиной и загрузить в печь | 1,50 | 1,63 | 1,77 | 1,93 | 2,09 | 2,25 | 2,47 | 2,63 | 2,85 | 3,11 | 3,32 |
4 | Выгрузить слиток, заготовку из печи с выдвижным подом краном при помощи клещей и положить на поворотную плиту | 0,65 | 0,75 | 0,90 | 1,07 | 1,16 | 1,48 | 1,77 | 2,06 | 2,47 | 2,94 | 3,49 |
5 | Выгрузить слиток, заготовку из печи манипулятором и подать на пресс | 1,29 | ||||||||||
6 | Выгрузить слиток, заготовку из печи шаржир-машиной и подать на пресс | 1,80 | 1,96 | 2,13 | 2,32 | 2,51 | 2,68 | 2,96 | 3,15 | 3,44 | 3,76 | 3,97 |
7 | Захватить слиток, заготовку манипулятором | 0,60 | ||||||||||
8 | Развернуть слиток, заготовку на 180° манипулятором | 0,60 | 0,66 | 0,75 | 0,85 | 0,97 | 1,07 | 1,18 | 1,34 | 1,44 | 1,66 | 1,8 |
9 | Снять заготовку с бойка пресса манипулятором и положить на поворотную плиту, пол | 1,61 | ||||||||||
10 | Отвести манипулятор и подать кантователь | 1,07 | ||||||||||
11 | Отвести кантователь и подать манипулятор | 0,85 | ||||||||||
12 | Надеть цепь на патрон и поковку | 0,28 | ||||||||||
13 | Застропить оправку скобой | 0,47 | ||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
Примечание. Расстояние перемещения заготовок предусмотрено до 6 м, при перемещении на расстояние свыше 6 м на каждый последующий метр добавлять 0,015 мин.
НА МОЛОТАХ И ПРЕССАХ
Ковка на молотах и прессах | |||||
Карта 77, лист 1 | |||||
I. Вручную | |||||
N позиции | Масса заготовки поковки, кг, до | Взять клещи, вилы, загрузить заготовку в печь | Взять клещи, вилы, выдать заготовку из печи и подать на молот, пресс | Итого на загрузку и выгрузку | Уложить поковку на место |
Время, мин. | |||||
1 | 6 | 0,11 | 0,19 | 0,30 | 0,08 |
2 | 8 | 0,13 | 0,22 | 0,35 | 0,09 |
3 | 10 | 0,15 | 0,25 | 0,40 | 0,10 |
4 | 12 | 0,16 | 0,27 | 0,43 | 0,11 |
5 | 16 | 0,19 | 0,32 | 0,51 | 0,13 |
6 | 20 | 0,22 | 0,36 | 0,58 | 0,14 |
7 | 25 | 0,25 | 0,41 | 0,66 | 0,16 |
8 | 32 | 0,29 | 0,47 | 0,76 | 0,18 |
9 | 40 | 0,33 | 0,53 | 0,86 | 0,21 |
10 | 50 | 0,37 | 0,60 | 0,97 | 0,24 |
11 | 60 | 0,41 | 0,68 | 1,09 | 0,26 |
Индекс | а | б | в | г | |
Примечание. При загрузке заготовок в печь с помощью вил, на которые укладывается одновременно несколько заготовок, время по карте следует принимать в зависимости от общей массы заготовок; загружаемых в один прием. При расчете времени на загрузку заготовок время по карте следует делить на число заготовок, одновременно загружаемых в печь.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ЗАГРУЗКУ ЗАГОТОВОК В ПЕЧЬ И ВЫГРУЗКУ ИХ ИЗ ПЕЧИ | Ковка на молотах и прессах | ||||
Карта 77, лист 2 | |||||
II. Краном | |||||
N позиции | Масса заготовки, поковки, т, до | Взять клещи в загрузить заготовку в печь | Взять клещи, выдать заготовку из печи и подать на молот, пресс | Итого на загрузку и выгрузку | Уложить поковку на место |
Время, мин. | |||||
12 | 0,1 | 0,5 | 0,6 | 1,10 | 0,45 |
13 | 0,5 | 0,88 | 1,05 | ||
14 | 0,6 | 0,95 | 1,14 | 2,09 | 0,81 |
15 | 0,8 | 1,05 | 2,31 | ||
16 | 1,0 | 1,15 | 1,38 | 2,53 | 0,98 |
17 | 1,25 | 1,25 | 1,50 | 2,75 | 1,06 |
18 | 1,6 | 1,37 | 1,65 | 3,02 | 1,17 |
19 | 2,0 | 1,5 | 1,80 | 3,30 | 1,28 |
20 | 2,5 | 1,6 | 1,92 | 3,52 | 1,36 |
21 | 3,2 | 1,75 | 2,10 | 3,85 | 1,49 |
22 | 4,0 | 1,90 | 2,28 | 4,18 | 1,62 |
23 | 5,0 | 2,05 | 2,46 | 4,51 | 1,75 |
24 | 6,3 | 2,23 | 2,68 | 4,91 | 1,9 |
25 | 8,0 | 2,4 | 2,88 | 4,78 | 2,04 |
26 | 10 | 2,6 | 3,12 | 5,72 | 2,22 |
27 | 12 | 2,8 | 3,36 | 6,16 | 2,38 |
28 | 16 | 3,05 | 3,66 | 6,71 | 2,60 |
29 | 20 | 3,30 | 3,96 | 7,26 | 2,80 |
30 | 25 | 3,60 | 4,32 | 7,92 | 3,07 |
31 | 32 | 3,90 | 4,68 | 8,58 | 3,32 |
32 | 40 | 4,25 | 5,10 | 9,35 | 3,62 |
33 | 50 | 4,60 | 5,52 | 10,12 | 3,92 |
34 | 63 | 5,0 | 6,0 | 11,0 | 4,25 |
35 | 80 | 5,4 | 6,48 | 11,88 | 4,6 |
36 | 100 | 5,8 | 6,95 | 12,75 | 4,95 |
37 | 125 | 6,3 | 7,55 | 13,85 | 5,35 |
38 | 160 | 6,9 | 8,28 | 14,18 | 5,9 |
Индекс | а | б | в | г | |
Ковка на молотах и прессах | ||||||||||||
Карта 78 | ||||||||||||
I. Измерение поковок | ||||||||||||
N позиции | Способ измерения | Длина (диаметр) поковки, мм, до | ||||||||||
50 | 70 | 100 | 140 | 200 | 280 | 400 | 500 | 700 | 1000 | 1200 | ||
Время, мин. | ||||||||||||
1 | Линейкой | 0,16 | 0,20 | |||||||||
2 | Кронциркулем | 0,044 | 0,053 | 0,064 | 0,077 | 0,094 | 0,112 | 0,135 | 0,151 | 0,181 | 0,22 | 0,245 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |
II. Клеймение поковок | ||||||||||||
N позиции | Способ клеймения поковок | Время, мин. | ||||||||||
1 | Вручную | 0,11 | ||||||||||
2 | На молоте | Масса падающих частей молота, т, до | 0,5 | 0,01 | ||||||||
3 | 1 | 0,10 | ||||||||||
4 | 2 | 0,12 | ||||||||||
5 | 3 | 0,15 | ||||||||||
6 | 4 | 0,18 | ||||||||||
7 | На прессе | Усилие пресса, тс, до | 600, 750, 800, 1000 | 0,12 | ||||||||
8 | 1200, 1500, 2000 | 0,15 | ||||||||||
9 | 2500, 3000, 5000 | |||||||||||
10 | 10000, 12000 | 0,31 | ||||||||||
Индекс | а | |||||||||||
Примечание. Время, приведенное в карте, рассчитано на один замер или одно клеймение. При нескольких замерах или клеймении несколькими клеймами время, данное в карте, следует умножать на количество замеров или клейм.
Ковка на молотах и прессах | |||||||||
Приложение 1 | |||||||||
I. Молота | |||||||||
Масса падающих частей молота, т | Масса поковок, кг | Наибольшее сечение заготовки (сторона квадрата или диаметр), мм | |||||||
Фасонная поковка | Наибольшая масса поковок для гладких валов | ||||||||
средняя масса | наибольшая масса | ||||||||
0,075 | 0,3 | 1,2 | 7,5 | 45 | |||||
0,15 | 1,5 | 4 | 15 | 60 | |||||
0,25 | 2,5 | 8 | 35 | 75 | |||||
0,4 | 6 | 18 | 60 | 100 | |||||
0,56 | 9 | 28 | 110 | 120 | |||||
0,75 | 12 | 40 | 140 | 135 | |||||
1,0 | 20 | 70 | 250 | 160 | |||||
1,5 | 40 | 120 | 350 | 190 | |||||
2,0 | 60 | 180 | 500 | 225 | |||||
3,0 | 100 | 320 | 750 | 275 | |||||
4,0 | 140 | 500 | 1100 | 350 | |||||
5,0 | 200 | 700 | 1500 | 400 | |||||
II. Пресса | |||||||||
Усилие пресса, тс | Масса слитка, тс | Усилие пресса, тс | Масса слитка, тс | ||||||
средний | наибольший | средний | наибольший | ||||||
500 | 0,65 | 2 | 2000 | 14 | 28 | ||||
800 | 2 | 5,5 | 3200 | 33 | 58 | ||||
1250 | 5,5 | 12 | 5000 | 62 | 98 | ||||
Ковка на прессах | ||||||
Приложение 2 | ||||||
Масса слитка, <...> | Размеры, мм | |||||
наибольший диаметр корпуса D | наименьший диаметр корпуса d | длина корпуса слитка l | полная длина слитка L | диаметр сбиллетированного слитка d1 | длина сбиллетированного слитка l1 | |
0,78 | 340 | 300 | 915 | 1365 | 300 | 1000 |
1,25 | 440 | 390 | 995 | 1395 | 390 | 1020 |
1,6 | 450 | 395 | 1060 | 1670 | 400 | 1220 |
2,0 | 490 | 435 | 1100 | 1720 | 440 | 1250 |
2,5 | 525 | 470 | 1190 | 1870 | 470 | 1380 |
3,0 | 570 | 510 | 1220 | 1920 | 510 | 1400 |
3,5 | 600 | 540 | 1280 | 1980 | 550 | 1400 |
4,0 | 640 | 570 | 1290 | 2005 | 570 | 1430 |
4,5 | 660 | 610 | 1340 | 2090 | 610 | 1470 |
5,15 | 690 | 630 | 1405 | 2160 | 640 | 1530 |
6,7 | 750 | 690 | 1510 | 2400 | 700 | 1660 |
8,0 | 790 | 740 | 1630 | 2550 | 750 | 1720 |
9,84 - 14,53 | 935 | 900 | 1400 - 2100 | 2195 - 3165 | 900 | 1460 - 2200 |
19,15 - 26,8 | 1194 | 1150 | 1670 - 2300 | 2850 - 3690 | 1150 | 1660 - 2400 |
25 - 32 | 1260 | 1220 | 1935 - 2650 | 3530 - 4245 | 1220 | 1800 - 2600 |
34 - 42 | 1440 | 1400 | 2090 - 2740 | 3490 - 4345 | 1400 | 2050 - 2750 |
48 - 60 | 1550 | 1500 | 2450 - 3250 | 4180 - 5210 | 1500 | 2180 - 2890 |
60 - 63,4 | 1550 | 1500 | 3075 - 3250 | 4180 - 5210 | 1500 | 2600 - 3400 |
70 - 84 | 1790 | 1670 | 2930 - 3500 | 4930 - 5856 | - | - |
93 - 108 | 1955 | 1883 | 3070 - 3680 | 5180 - 5730 | - | - |
120 | 2120 | 1900 | 3280 - 3450 | 5695 - 6090 | - | - |
121,2 | 2160 | 2100 | 3230 | 5245 | - | - |
124 | 2160 | 2100 | 3330 | 5445 | - | - |
129,4 | 2160 | 2100 | 3630 | 5645 | - | - |
133,6 | 2170 | 2100 | 3680 | 5795 | - | - |
140 | 2173 | 2100 | 3880 | 5995 | - | - |
145 | 2177 | 2100 | 4080 | 6195 | - | - |
160 | 2180 | 2100 | 4230 | 6115 | - | - |
Ковка на молотах | |||||
Приложение 3 | |||||
а) Паровоздушные молота | |||||
Параметры | Модель | ||||
М1340 | М1343 | М1345 | |||
Номинальная масса падающих частей, кг | 1000 | 2000 | 3000 | ||
Энергия удара, кГм/см2 | 2500 | 5000 | 8000 | ||
Число ударов бабы в минуту при наибольшем ходе | 63 | 50 | 50 | ||
Расстояние между стойками в свету, мм | 1800 | 2300 | 2700 | ||
Высота рабочей зоны в свету, мм | 450 | 530 | 630 | ||
Расстояние от зеркала нижнего бойка до уровня пола, мм | 750 | 750 | 750 | ||
Размер зеркала бойка, мм | 410 x 230 | 530 x 290 | 600 x 330 | ||
Давление пара перед впуском, ата | 7 - 9 | 7 - 9 | 7 - 9 | ||
Давление воздуха перед впуском, ата | 6 - 8 | 6 - 8 | 6 - 8 | ||
Максимальный рабочий ход бабы, мм | 1200 | 1200 | 1250 | ||
Габаритные размеры в плане, мм | 3910 x 1400 | 4900 x 1930 | 5100 x 2490 | ||
Высота молота над уровнем пола, мм | 5145 | 5350 | 5895 | ||
Масса шабота, т | 15 | 30 | 47 | ||
Масса молота без шабота, т | 15,9 | 20 | 27 | ||
б) Паровоздушные молота двойного действия мостового типа | |||||
Параметры | Модель | ||||
М1545 | М1547 | ||||
Масса падающих частей, кг | 3150 | 5000 | |||
Энергия удельная, кг/см2 | 8000 | 12500 | |||
Число ударов бабы в минуту | 50 | 40 | |||
Расстояние между стойками в свету, мм | 4000 | 4000 | |||
Высота рабочей зоны в свету, мм | 630 | 710 | |||
Расстояние от зеркала нижнего бойка до уровня пола, мм | 750 | 750 | |||
Размер зеркала бойка, мм | 630 x 300 | 710 x 400 | |||
Масса шабота, т | 47 | 75 | |||
Габаритные размеры (длина, ширина, высота), мм | 6850 x 2750 x 5900 | 5850 x 2750 x 6300 | |||
Масса, т | 83 | 122 | |||
Ковка на прессах | ||||||
Приложение 4 | ||||||
Параметры | Качественные показатели | |||||
Номинальное усилие пресса, кг | 500 | 800 | 1250 | 2000 | 3200 | 5000 |
Наибольший ход подвижной поперечины в ее верхнем положении H, мм | 800 | 900 | 1250 | 1600 | 2000 | 2500 |
Расстояние от стола до подвижной поперечины в ее верхнем положении H, мм | 1600 | 2120 | 2650 | 3150 | 4000 | 5000 |
Расстояние между колоннами в свету L, мм | 1180 | 1500 | 1900 | 2240 | 3050 | 3750 |
Размер выдвижного стола, мм, не менее: | ||||||
A | - | 1250 | 1600 | 2120 | 2500 | 2800 |
B | - | 1000 | 1250 | 1600 | 2800 | 6000 |
Номинальный ход стола, мм, не менее: | ||||||
одностороннего | - | 360 | 450 | 600 | 710 | - |
двустороннего | - | 1060 | 1320 | 1320 | 1600 | 4500 |
Количество нажимов бойка, в минуту, не менее: | ||||||
рабочих | 22 | 20 | 16 | 12 | 10 | 6 |
при ходе поперечины, мм | 130 | 160 | 160 | 200 | 200 | 225 |
для отделки | 50 | 80 | 80 | 60 | 60 | 30 |
Наименьшее усилие выталкивателя, т | 30 | 20 | 20 | 20 | 20 | 200 |
Примечание. Количество нажимов бойка определено по усилию, равному для рабочих нажимов 0,75, а для отделочных - 0,25 усилия прессов.