СПРАВКА
Источник публикации
М., НИИ труда, 1974
Примечание к документу
Документ утратил силу в связи с изданием "Общемашиностроительных нормативов времени на ковку на молотах и прессах", утв. Госкомтрудом СССР.
Взамен соответствующих общемашиностроительных нормативов времени на свободную ковку под парогидравлическими прессами, изданных в 1959 и 1969 гг.
Название документа
"Общемашиностроительные нормативы времени на свободную ковку под парогидравлическими прессами (издание второе, переработанное и дополненное)"
(утв. Госкомтрудом СССР)
"Общемашиностроительные нормативы времени на свободную ковку под парогидравлическими прессами (издание второе, переработанное и дополненное)"
(утв. Госкомтрудом СССР)
Содержание
Утверждены
Госкомтрудом СССР
НА СВОБОДНУЮ КОВКУ ПОД ПАРОГИДРАВЛИЧЕСКИМИ ПРЕССАМИ
(Издание второе, переработанное и дополненное)
Сборник содержит нормативы времени на выполнение отдельных приемов кузнечной обработки заготовок под парогидравлическими прессами: осадку, протяжку, правку, гибку, прошивку, обкатку, раскатку, засечку заплечиков, рубку и т.п.
В сборнике приведены данные о составе бригад, организации труда и ряд других материалов, необходимых для установления технически обоснованных норм времени, а также нормативы подготовительно-заключительного времени и нормативы, учитывающие применение манипуляторов.
Нормативы разработаны Центральным бюро промышленных нормативов по труду при участии нормативно-исследовательских организаций предприятий машиностроения.
Издание рассчитано на технологов и нормировщиков, а также других инженерно-технических работников, занятых установлением технически обоснованных норм времени на кузнечные работы.
Нормативы рекомендованы ЦБПНТ для применения в машиностроении и металлообработке.
Настоящий выпуск соответствует изданию 1972 г.
Настоящий сборник разработан в результате изменения и дополнения "Общемашиностроительных нормативов времени для технического нормирования работ по свободной ковке под парогидравлическими прессами", изданных в 1969 г.
Сборник нормативов предназначен для расчета технически обоснованных норм времени на свободную койку под парогидравлическими прессами на машиностроительных заводах в условиях мелкосерийного и единичного производства.
В кузнечных цехах с мелкосерийным и единичным характером производства изготавливаются поковки обширной номенклатуры, которая постоянно меняется. Поковки того или иного типоразмера повторно либо не изготавливаются, либо изготавливаются небольшими партиями. Продолжительность ковки поковок обычно не более одной смены.
При разработке указанного сборника нормативов времени были использованы: заводские нормативы, фотографии рабочего дня и хронометражные наблюдения ряда машиностроительных заводов, сравнительные данные фактических затрат, технические характеристики оборудования; отзывы предприятий на общемашиностроительные нормативы и сравнительные расчеты (норм времени по ним, фактическим затратам и действующим заводским нормативам времени, а также работа ВПТИтяжмаш "Разработка типового проекта организации рабочего места и работы бригады по обслуживанию прессов от 2000 до 7000 т" 1968 г.
Настоящий сборник состоит из укрупненных нормативов неполного штучного времени на ковку заготовок под парогидравлическими прессами в зависимости от усилия пресса и степени его оснащенности. Приведенные в сборнике пределы числовых показателей, в которых указано "до", следует понимать включительно.
До введения нормативов времени необходимо провести организационно-технические мероприятия в кузнечных цехах в соответствии с запроектированными в нормативах и осуществить производственный инструктаж рабочих.
На виды ковочных приемов, не предусмотренных настоящим сборником, устанавливаются местные нормативы.
При внедрении на предприятии более прогрессивной, чем это предусмотрено в настоящих нормативах, организации производства, труда, технологии ковки и т.п. следует разрабатывать и вводить в установленном порядке местные нормативы времени.
Настоящий сборник должен применяться взамен соответствующих общемашиностроительных нормативов времени на свободную ковку под парогидравлическими прессами, изданных в 1959 и 1969 гг.
Расчет нормы штучного времени производится по формуле:

где tнш - неполное штучное время включает:
а) основное время, в течение которого происходит непосредственное изменение формы и размеров поковки;
б) вспомогательное время, связанное с технологическим переходом, например, кантовка и перемещение заготовки на бойке, управление ковочным агрегатом, промеры поковок в процессе ковки и т.п.;
в) время на обслуживание рабочего места, отдых и личные надобности, которое включает в себя: осмотр и смазку пресса, манипулятора, мостовых кранов, подвинчивание гаек, регулировку, опробование и пуск пресса, подготовку инструмента до начала работы и уборку его после работы, уборку рабочего места. Это время включено в карты нормативов в размере: для прессов усилием от 600 до 5000 т - 12%, для прессов усилием 10000, 12000 т - 13% от неполного оперативного времени;
K - поправочный коэффициент на ковку различных марок сталей и сплавов, который дан в карте 37;
tншв - вспомогательное время включает затраты времени на следующие работы:
а) загрузку заготовок или поковок в нагревательные печи;
б) выдачу заготовок или поковок из нагревательной печи;
в) подачу заготовок или поковок на стол пресса;
г) снятие заготовок или поковок со стола пресса и укладка их;
д) измерение поковок и клеймение.
Вспомогательное время также дано с учетом времени на организационно-техническое обслуживание и времени на отдых и личные надобности.
Норма времени на одну деталь с учетом подготовительно-заключительного времени, то есть штучное калькуляционное время определяется по формуле:

где Tпз - подготовительно-заключительное время включает затраты на выполнение следующих элементов работы:
а) получение производственного задания, инструктаж, ознакомление с работой;
Так как на прессах работают бригадами, время на получение производственного задания, ознакомление и инструктаж перекрывается временем на уход за оборудованием и настройку прессов, поэтому в норму подготовительно-заключительного времени время на получение задания не включается.
В случаях, когда замена бойков и приспособлений производится перед ковкой каждой партии одинаковых поковок, то в норму времени на каждую партию включается время, предусмотренное в пункте "б"; n - количество деталей в партии.
Все процессы по свободной ковке выполняет бригада кузнецов. При расчете нормы штучного времени принимаются во внимание лишь те переходы и приемы, которые не перекрываются.
Следовательно, если часть бригады укладывает (с помощью мостового крана) откованную поковку в отведенное место в то время, как другая часть бригады выгружает заготовку из печи, вспомогательное время на укладку поковки на место в норму времени не включается как перекрываемое.
Нагрев заготовок в норму штучного времени не включается, так как производится параллельно с ковкой металла.
В нормативных картах дана продолжительность технологических переходов (неполного штучного времени и вспомогательного), выраженная в минутах. Для определения трудоемкости выполняемой работы (норму времени на бригаду) в человеко-минутах надо рассчитанную норму времени (штучное или партионное время) умножить на численность бригады.
Нормативы времени рассчитаны на ковку сталей и сплавов марок, перечисленных в 1 графе карты 37. При ковке сталей и сплавов других марок следует применять поправочные коэффициенты к неполному штучному времени, указанные в этой же таблице.
Исходные данные: | 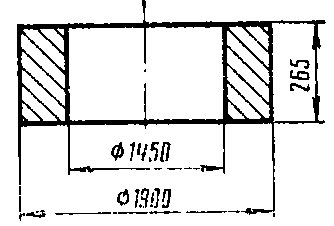 |
Деталь - кольцо Материал - ст. 5 Заготовка Вес заготовки - 2,8 т Вес поковки - 2,5 т Количество деталей в партии - 5 шт. Усилие пресса - 3000 т Состав бригады - 8 человек | |
Рис. 1 |
Подготовительно-заключительное время
при настройке прессов определяется по карте 1
Наименование работ | Время в мин. |
Сменить верхний быстросменный боек | 5 |
Сменить нижний быстросменный боек | 4 |
Установить раскаточные стойки | 5 |
Убрать раскаточные стойки | 2 |
Итого: | 16 |
Расчет нормы штучного времени
N карты | Наименование переходов при ковке | Факторы, влияющие на продолжительность приема | Время в мин. | |
неполное штучное | вспомогательное | |||
Взять клещи, выдать заготовку из печи и подать под пресс | Вес 2,8 т | - | 2,48 | |
Наложить верхнюю осадочную плиту и снять ее | Усилие пресса 3000 т | - | 1,46 | |
Осадить заготовку, замерить ее | H = 850 мм h = 250 мм | 2,40 | - | |
Прошить отверстие | d = 430 мм h = 250 мм | 4,27 | - | |
Взять дорно краном, вложить в заготовку и подать под пресс | Усилие пресса 3000 т | - | 2,0 | |
Раскатать заготовку с промежуточной осадкой | Д = 1900 мм d = 1450 мм H = 265 мм | 20,8 x 1,15 = 23,92 | - | |
Вынуть дорно из кольца и уложить на место | Усилие пресса 3000 т | - | 1,27 | |
Клеймить поковку | Усилие пресса 3000 т | - | 0,17 | |
Уложить поковку на место | Вес 2,5 т | - | 1,58 | |
Итого: | 30,59 | 8,96 | ||
Tш = Tнш x K + Tншв = 30,59 x 1,0 + 8,96 = 39,55 мин.
Значение коэффициента K определяется по карте 37.
Штучно-калькуляционное время равно:

Норма времени на бригаду из 8 человек составит:
42,75 x 8 = 342,00 чел.-мин.
 | Исходные данные: |
Деталь - диск. Материал - сталь 5ХГМ. Вес заготовки - 0,8 т. Вес поковки - 0,62 т. Количество штук в партии - 4 шт. Усилие пресса - 3000 т. Состав бригады - 8 человек | |
Рис. 2 |
Подготовительно-заключительное время
при настройке прессов определяется по карте 1
Наименование работ | Время в мин. |
Сменить нижний быстросменный боек | 4 |
Установить раскатанную машину | 15 |
Убрать раскатанную машину | 10 |
Итого: | 29 |
Расчет нормы штучного времени
N карты | Наименование переходов при ковке | Факторы, влияющие на продолжительность приема | Время в мин. | |
неполное штучное | вспомогательное | |||
Взять клещи, выдать заготовку из печи и подать под пресс | Вес 0,8 т | - | 0,84 | |
Наложить верхнюю осадочную плиту на заготовку и снять ее | Усилие пресса 3000 т | - | 1,46 | |
Осадить заготовку | H = 950 мм h = 280 мм | 2,32 | - | |
Установить нижнюю осадочную плиту и кольцо, установить на нее заготовку, осадить до h = 900 мм, снять быстросменный вкладыш, разогнать поле диска сменной наделкой, замерить поковку, надеть быстросменный вкладыш. Править торцы, выбить диск из кольца | d = 700 мм Д = 990 мм H = 130 мм h = 80 мм | 9,0 | - | |
Прошить отверстие, править после прошивки | d = 250 мм h = 175 мм | 2,9 | - | |
Клеймить поковку | Усилие пресса 3000 т | - | 0,226 | |
Уложить поковку на место | Вес 0,62 т | - | 0,59 | |
Итого: | 14,22 | 3,11 | ||
Tш = Tнш x K + Tншв = 14,2 x 1,1 + 3,11 =
= 15,64 + 3,11 = 18,75 мин.
Значение коэффициента K определяется по карте 37.
Штучно-калькуляционное время равно:

Норма времени на бригаду из 6 человек составит:
8 x 26 = 208 чел.-мин.
Нормативы времени рассчитаны для применения при нормировании работ на свободную ковку под парогидравлическими прессами. Парогидравлические прессы применяются исключительно для крупных поковок. По своему весу поковки очень разнообразны и достигают 100 т и более. По размерам поковки бывают толщиной от 150 до 2500 мм. Исходной заготовкой для прессовых поковок является кузнечный слиток массой до 250 т.
При ковке под прессом заготовка (поковка), как и инструмент, тяжелая, а поэтому ручные операции в этом случае сопряжены с большими трудностями, а часто совсем невозможны. Поэтому большинство операций с заготовками (поворачивание, кантовка, установка и т.д.) осуществляется при помощи 1 или 2 мостовых кранов, манипулятора, шаржир-машины, кантователя и других приспособлений, например при помощи выдвижного стола, на котором устанавливается нижний боек пресса.
Основным оборудованием, на которое разработаны нормативы времени, являются парогидравлические прессы с усилием: а) 600, 750, 800, 1000 т без выдвижных столов; б) 1200, 1500, 2000, 2500, 3000, 5000, 10000, 12000 т с выдвижными столами.
Прессы с усилием до 2000 т обслуживаются мостовым краном, оснащенным кантователем и другими вспомогательными средствами оснащения.
Прессы с усилием 2500, 3000, 5000, 10000, 12000 т обслуживаются двумя мостовыми кранами - основным и вспомогательным или двумя ковочными, один из которых выполняет и вспомогательные работы (посадка слитков в печь, транспортировка слитков и поковок на участке между участками, уборка отходов и т.д.).
Ковочные манипуляторы предназначены для подачи на боек пресса и поворачивания заготовок при ковке и уборке поковок.
Шаржир-машины производят загрузку слитков в печь, выгрузку из печи, подачу заготовок к прессам, транспортировку между участками и т.д.
Кантователи применяются для поворачивания заготовок вокруг своей оси и приводятся крановщиком с мостового крана.
Нормативы времени разработаны на основные технологические приемы, которые выполняются при ковке под парогидравлическими прессами:
1. Предварительная обработка слитка, в которую входит оттяжка цапфы под патрон. Как правило, цапфу отковывают с прибыльной части слитка. Биллетировку производят, во-первых, для уничтожения конусности слитка, то есть придания ему цилиндрической формы, а во-вторых, для достижения большей плотности металла в углах слитка. Сбивают грани у слитка, как правило, в вырезных бойках.
2. Осадка. Слиток осаживают после биллетировки. При небольших поковках осадку слитка производят под плоскими бойками. При ковке поковок из крупных слитков осадку производят при помощи накладных плит (снизу и сверху), причем нижнюю плитку, имеющую форму кольца, помещают на стол пресса, а вторую накладывают поверх слитка.
3. Прошивка. Прошивка может выполняться сплошным и пустотелым прошивнем. Применение того или другого прошивня зависит от марки стали прошиваемого слитка и от типа изготавливаемой поковки. Обычно слитки из углеродистой стали прошиваются сплошным прошивнем.
4. Рубка. Рубка круглых сечений осуществляется на вырезном бойке. На плоском бойке рубят пластину, а также поковки прямоугольных сечений.
5. Нормативные карты на протяжку заготовок рассчитаны как с применением манипулятора, так и без него. На другие ковочные операции нормативные карты разработаны без применения манипулятора. В случае его применения время по картам брать с коэффициентом 0,85.
Нормативы времени на свободную ковку под парогидравлическими прессами составлены с учетом следующих условий организации труда и рабочего места:
1. Прессовое, печное и крановое оборудование находится в исправном состоянии.
2. Печи обеспечивают необходимую окончательную температуру нагрева заготовок и бесперебойное снабжение ковочного агрегата нагретыми заготовками. Количество печей для нагрева заготовок рассчитывается по "Общемашиностроительным нормативам времени на нагрев заготовок" изд. 1968 г.
3. Рабочее место организовано так, что обеспечивает наиболее полную механизацию вспомогательных работ: подачи заготовок, поворачивание их при ковке и уборку готовых поковок, используя для этого шаржир-машины, манипуляторы, выдвижные столы, поворотные плиты, мостовые краны, зажимные клещи и др.
Рабочее место должно быть обеспечено оснасткой для расположения вспомогательного инструмента (топоров, прошивней и т.д.). Для обеспечения удобства пользования оргоснастка должна быть компактной, устойчивой, безопасной при пользовании и должна занимать как можно меньше производственной площади. Хранить на рабочем месте следует только то, что действительно необходимо для работы.
Расстановка всех предметов на рабочем месте должна быть наиболее целесообразной, то есть такой, чтобы каждым из них в отдельности было удобно пользоваться.
На рабочем месте должны поддерживаться чистота и порядок.
Освещение производственных площадей ковочного участка как естественное, так и искусственное. Источник света для освещения рабочего места ковочных прессов - люминесцентные лампы. Освещенность в рабочей зоне принята около 200 лк.
Метод работы - бригадный.
Состав бригады, который рекомендуется для нормальных условий выполнения работы, указан в таблице.
СОСТАВ БРИГАД, РАБОТАЮЩИХ НА ПРЕССАХ
Наименование профессий | Усилие пресса в т до | |||
600 - 1200 | 1500 - 2000 | 2500 - 3000 - 5000 | 10000 - 12000 | |
Прессовщик-бригадир | 1 | 1 | 1 | 1 |
Помощник прессовщика | 1 | 1 | 1 | 1 |
Подручный прессовщика | 1 - 2 | 2 - 3 | 2 - 3 | 4 |
Машинист пресса | 1 | 1 | 1 | 1 |
Машинист манипулятора | 1 | 1 | 1 | - |
Крановщик ковочного крана | 1 | 1 | 1 - 2 | 1 - 2 |
Итого: | 6 - 7 | 7 - 8 | 7 - 8 | 8 - 9 |
Бригадир после ознакомления с технологической документацией (чертежами, нарядами), инструментом и приспособлениями дает производственный инструктаж членам бригады о выполнении работы.
Бригада прессовщиков, кроме ковки, принимает участие в загрузке заготовок в печь, выдаче нагретого металла из печей, подачу его к прессу, посадку на подогрев неоконченных поковок, укладку готовых поковок, уборку обрубков, установку и уборку приспособлений.
4. Режим работы печей регулируется рабочими-нагревальщиками. Доставка холодных слитков весом до 100 т к печам и посадка их в печь производится рабочими-посадчиками. Доставка слитков весом свыше 100 т к печам и посадка их в печь производится ковочным краном бригадой кузнецов-прессовщиков. Нагревальщики и посадчики в состав бригады, приведенной в нормативах, не включены.
В нормативах времени предусмотрено, что бригада кузнецов-прессовщиков полностью выполняет технологический комплекс работ в течение одной смены. В случае необходимости передачи части работ в другую смену установление объема выполняемых работ производится на месте.
Производительность труда зависит от правильной и рациональной организации рабочего места, а также совмещения выполняемых работ и профессий. В нормативах даны примерные схемы организации рабочих мест.
при работе на парогидравлических прессах

Рис. 3. Парогидравлический пресс с выдвижным столом
1 - ковочный пресс с выдвижным столом;
2 - площадка для управления прессом; 3 - ковочный кран
с электрокантователем; 4 - мостовой кран - транспортный;
5 - нагревательные печи с выдвижным подом; 6 - самоходная
электротележка для подачи слитков; 7 - площадка для короба
под окалину; 8 - площадка для временной укладки поковок;
9 - площадка для коробов с обрубками; 10 - площадка
для бойков; 11 - площадка для патронов; 12 - площадка
для приспособлений; 13 - стеллаж для инструмента,
имеющего рукоятки; 14 - площадки для прошивней;
15 - обдувающий вентилятор

Рис. 4. Парогидравлический пресс с манипулятором,
поворотной плитой, мостовым краном
1 - ковочный пресс; 2 - манипулятор; 3 - поворотная плита;
4 - мостовой кран; 5 - нагревательные печи
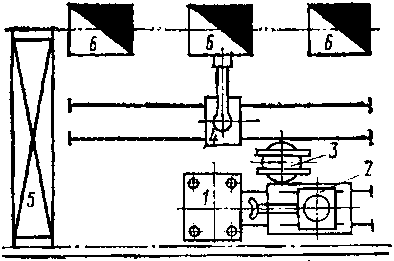
Рис. 5. Парогидравлический пресс с манипулятором,
поворотной плитой шаржир-машиной, мостовым краном
1 - ковочный пресс; 2 - манипулятор;
3 - поворотная плита, стол; 4 - шаржир-машина;
5 - мостовой кран; 6 - нагревательные печи
Карта 1 | |||||
N п/п | Наименование работ | Усилие пресса в т до | |||
600 - 1000 | 1200, 1500, 2000 | 2500, 3000, 5000 | 10000, 12000 | ||
Время в мин. | |||||
1 | Сменить верхний быстросменный боек | 4 | 5 | 5 | 12 |
2 | Сменить нижний быстросменный боек | 3 | 4 | 4 | 5 |
3 | Установить раскаточный боек и закрепить | - | 10 | 10 | 20 |
4 | Раскрепить и убрать раскаточный боек | - | 5 | 5 | 15 |
5 | Установить раскаточные стойки | 3 | 5 | 5 | 8 |
6 | Убрать раскаточные стойки | 3 | 2 | 2 | 4 |
7 | Сменить вкладыши бойка (2 шт.) | 3 | 5 | 5 | 10 |
8 | Сменить наделки бойка | 6 | 7 | 8 | 16 |
9 | Сменить плиты | 3 | 4 | 4 | 5 |
10 | Установить верхнюю плиту с бойком и закрепить | - | 15 | 15 | 20 |
11 | Убрать верхнюю плиту с бойком | - | 8 | 8 | 10 |
12 | Снять цепь грузоподъемностью 100 т | - | - | - | 4 |
13 | Надеть на крюк цепь грузоподъемностью 100 т | - | - | - | 5 |
14 | Снять цепь грузоподъемностью 200 т | - | - | - | 6 |
15 | Надеть на крюк цепь грузоподъемностью 200 т | - | - | - | 8 |
16 | Одеть кантователь | 4 | 5 | 5 | 8 |
17 | Снять кантователь | 3 | 4 | 4 | 6 |
18 | Установить и закрепить тумбу | - | - | - | 50 |
19 | Раскрепить и убрать тумбу | - | - | - | 30 |
20 | Установить и закрепить пуансон к тумбе | - | - | - | 20 |
21 | Раскрепить и убрать пуансон с тумбы | - | - | - | 15 |
22 | Установить нижнюю часть штампа и закрепить | - | - | - | 50 |
23 | Убрать нижнюю часть штампа | - | - | - | 25 |
24 | Снять колпак с термоса и надеть его на термос после разгрузки | - | - | 5 | 8 |
25 | Установить и убрать узкие бойки для ковки шеек валов блюминга | - | - | - | 8 |
26 | Установить раскаточную машину | - | - | 15 | 20 |
27 | Убрать раскаточную машину | - | - | 10 | 15 |
Основное время | |||||
Карта 2 | Лист 1 | ||||
 | |||||
Усилие пресса в т до | Вес слитка в т до | Отковать цапфу из прибыльной части | Сбить грани у слитка | Отрубить поддонную часть слитка | Отрубить цапфу |
Время в мин. | |||||
600, 750, 800, 1000 | 1,0 | 1,2 | 1,0 | 1,0 | 1,0 |
1,25 | 1,4 | 1,15 | |||
1,6 | 1,6 | 1,35 | |||
2,0 | 1,8 | 1,55 | |||
2,5 | 2,1 | 1,8 | |||
3,2 | 2,4 | 2,2 | |||
4,0 | 2,7 | 2,5 | |||
5,0 | 3,1 | 2,9 | |||
1200, 1500, 2000 | 2,0 | 1,6 | 1,5 | 1,15 | 1,15 |
2,8 | 1,9 | 1,8 | 1,35 | 1,35 | |
4,0 | 2,2 | 2,0 | 1,6 | 1,6 | |
5,6 | 2,6 | 2,3 | 1,8 | 1,8 | |
8,0 | 3,1 | 2,6 | 2,15 | 2,15 | |
11,0 | 3,5 | 2,9 | 2,5 | 2,5 | |
16,0 | 4,2 | 3,6 | 2,9 | 2,9 | |
2500, 3000, 5000 | 4,0 | 2,75 | 2,5 | 2,0 | 2,0 |
5,6 | 3,25 | 2,9 | 2,25 | 2,25 | |
8,0 | 3,9 | 3,25 | 2,7 | 2,7 | |
11,0 | 4,4 | 3,6 | 3,1 | 3,1 | |
16,0 | 5,25 | 4,5 | 3,6 | 3,6 | |
22,0 | 6,2 | 5,4 | 4,1 | 4,1 | |
32,0 | 7,6 | 6,6 | 4,8 | 4,8 | |
10000, 12000 | 22,0 | 6,8 | 5,8 | 4,5 | 4,5 |
32,0 | 8,35 | 7,4 | 5,3 | 5,3 | |
45,0 | 10,5 | 9,2 | 6,5 | 6,5 | |
63,0 | 12,5 | 11,5 | 7,7 | 7,7 | |
90,0 | 16,0 | 14,0 | 9,3 | 9,3 | |
125 | 20,0 | 17,0 | 11,0 | 11,0 | |
180 | 25,0 | 22,0 | 13,5 | 13,5 | |
250 | 31,0 | 28,0 | 17,0 | 17,0 | |
ПРЕДВАРИТЕЛЬНАЯ ОБРАБОТКА СЛИТКОВ | Вспомогательное время | ||||||
Карта 2 | Лист 2 | ||||||
Вес слитка в т до | Выдать слиток из печи цепями или клещами и подать под пресс | Одеть на слиток цепь кантователя и снять ее | Развернуть слиток на 180° | Взять патрон и одеть его на цапфу | Взять слиток из-под пресса и загрузить в печь | Снять патрон с цапфы и уложить на место | Убрать один обрубок от пресса |
Время в мин. | |||||||
1,0 | 1,02 | 0,82 | 0,63 | 1,58 | 0,85 | 1,4 | 0,34 |
1,25 | 1,22 | 0,87 | 0,7 | 1,7 | 1,02 | 1,53 | 0,36 |
1,6 | 1,53 | 0,95 | 0,79 | 1,8 | 1,24 | 1,64 | 0,407 |
2,0 | 1,8 | 1,02 | 0,9 | 1,92 | 1,47 | 1,75 | 0,45 |
2,5 | 2,03 | 1,08 | 1,02 | 2,03 | 1,75 | 1,8 | 0,5 |
3,2 | 2,48 | 1,2 | 1,13 | 2,2 | 2,03 | 1,93 | 0,54 |
4,0 | 2,66 | 1,25 | 1,24 | 2,26 | 2,2 | 2,03 | 0,60 |
5,0 | 2,82 | 1,3 | 1,36 | 2,43 | 2,37 | 2,2 | 0,66 |
6,3 | 3,1 | 1,4 | 1,53 | 2,6 | 2,54 | 2,38 | 0,72 |
8,0 | 3,4 | 1,53 | 1,75 | 2,8 | 2,82 | 2,54 | 0,80 |
10 | 3,62 | 1,65 | 1,92 | 2,94 | 3,0 | 2,66 | 0,88 |
12,5 | 3,96 | 1,75 | 2,1 | 3,16 | 3,3 | 2,82 | 0,97 |
16 | 4,3 | 1,92 | 2,37 | 3,4 | 3,56 | 3,05 | 1,08 |
20 | 4,52 | 2,03 | 2,54 | 3,5 | 3,8 | 3,2 | 1,2 |
25 | 5,0 | 2,2 | 2,82 | 3,74 | 4,07 | 3,45 | 1,3 |
32 | 5,3 | 2,38 | 3,16 | 4,07 | 4,4 | 3,7 | 1,47 |
40 | 5,65 | 2,54 | 3,5 | 4,3 | 4,75 | 3,84 | 1,64 |
50 | 6,1 | 2,7 | 3,84 | 4,5 | 5,0 | 4,07 | 1,8 |
63 | 6,8 | 2,94 | 4,3 | 4,85 | 5,43 | 4,4 | 2,0 |
80 | 7,25 | 3,16 | 4,5 | 5,1 | 6,0 | 4,65 | 2,2 |
100 | 7,9 | 3,4 | 4,85 | 5,3 | 6,55 | 4,75 | 2,43 |
125 | 8,6 | 3,56 | 5,3 | 5,65 | 7,1 | 5,1 | 2,66 |
160 | 9,4 | 3,84 | 5,65 | 6,0 | 7,9 | 5,4 | 3,0 |
200 | 10,2 | 4,07 | 6,0 | 6,3 | 8,6 | 5,76 | 3,3 |
250 | 11,3 | 4,4 | 6,3 | 6,9 | 9,5 | 6,2 | 3,6 |
Основное время | |||||||
Карта 3 | Лист 1 | ||||||
Усилие пресса в т до | Вес слитка в т до | Осадить слиток до 1,7d | Протянуть слиток после осадки до первонач. диаметра | Усилие пресса в т до | Вес слитка в т до | Осадить слиток до 1,7d | Протянуть слиток после осадки до первонач. диаметра |
1200 | 2,0 | 0,92 | 5,0 | 2500, 3000, 5000 | 10,0 | 1,6 | 9,65 |
2,5 | 1,08 | 5,5 | 12,5 | 1,8 | 10,6 | ||
4,0 | 1,42 | 6,5 | 16,0 | 2,1 | 11,8 | ||
5,0 | 1,65 | 7,0 | 20,0 | 2,4 | 13 | ||
6,3 | 1,9 | 7,7 | 25,0 | 2,8 | 14 | ||
1500, 2000 | 2,5 | 0,84 | 5,0 | 10000, 12000 | 25,0 | 2,1 | 11 |
4,0 | 1,12 | 5,85 | 32,0 | 2,5 | 13 | ||
5,0 | 1,3 | 6,3 | 40,0 | 2,8 | 15,5 | ||
6,3 | 1,5 | 6,9 | 50,0 | 3,2 | 18 | ||
8,0 | 1,7 | 7,6 | 63,0 | 3,7 | 21,3 | ||
10,0 | 2,0 | 8,4 | 80 | 4,3 | 25,0 | ||
12,5 | 2,3 | 9,2 | 100 | 5,0 | 29,0 | ||
16,0 | 2,65 | 10,3 | 125 | 5,6 | 34,0 | ||
2500, 3000, 5000 | 5 0 | 1,0 | 7,25 | 160 | 6,6 | 41,0 | |
63 | 1,2 | 7,9 | 200 | 7,6 | 49,0 | ||
8,0 | 1,4 | 8,75 | 250 | 8,8 | 56,0 | ||
ОСАДКА СЛИТКОВ И ПОСЛЕДУЮЩАЯ ИХ ПРОТЯЖКА ДО ПЕРВОНАЧАЛЬНОГО ДИАМЕТРА | Вспомогательное время | ||||||||
Карта 3 | Лист 2 | ||||||||
Вес слитка в т до | Выдать слиток из печи и застропить его | Установить слиток в нижнюю осадочную плиту | Наложить верхнюю осадочную плиту | Снять верхнюю осадочную плиту | Скантовать слиток и снять нижнюю осадочную плиту (или вынуть слиток из плиты) | Взять патрон и одеть его на цапфу | Снять патрон уложить его на месте | Открепить и закрепить верхний боек | Загрузить заготовку в печь |
Время в мин. | |||||||||
2,0 | 2,48 | 1,47 | - | - | 1,24 | 1,92 | 1,7 | - | 1,52 |
2,5 | 2,7 | 1,58 | - | - | 1,36 | 2,03 | 1,8 | - | 1,75 |
3,2 | 3,05 | 1,75 | - | - | 1,47 | 2,16 | 1,92 | - | 2,03 |
4,0 | 3,28 | 1,92 | - | - | 1,64 | 2,26 | 2,03 | - | 2,26 |
5,0 | 3,62 | 2,14 | - | - | 1,8 | 2,48 | 2,2 | - | 2,43 |
6,3 | 3,96 | 2,37 | 0,9 | 0,57 | 2,03 | 2,6 | 2,37 | 2,26 | 2,6 |
8,0 | 4,3 | 2,6 | 0,9 | 0,57 | 2,26 | 2,82 | 2,44 | 2,26 | 2,82 |
10 | 4,85 | 2,82 | 0,9 | 0,57 | 2,43 | 3,0 | 2,7 | 2,26 | 3,05 |
12,5 | 5,3 | 3,16 | 0,9 | 0,57 | 2,66 | 3,16 | 2,88 | 2,26 | 3,28 |
16 | 5,9 | 3,5 | 0,9 | 0,57 | 2,94 | 3,4 | 3,05 | 2,26 | 3,56 |
20 | 6,3 | 3,84 | 0,9 | 0,57 | 3,28 | 3,62 | 3,2 | 2,26 | 3,84 |
25 | 7,0 | 4,18 | 2,26 | 1,7 | 3,62 | 3,84 | 3,3 | 3,4 | 4,07 |
32 | 7,7 | 4,64 | 2,26, | 1,7 | 4,07 | 4,07 | 3,6 | 3,4 | 4,4 |
40 | 8,6 | 5,1 | 2,26 | 1,7 | 4,4 | 4,3 | 3,84 | 3,4 | 4,75 |
50 | 9,25 | 5,54 | 2,26 | 1,7 | 4,85 | 4,5 | 4,07 | 3,4 | 5,12 |
63 | 10 | 6,1 | 2,26 | 1,7 | 5,3 | 4,85 | 4,3 | 3,4 | 5,42 |
80 | 10,3 | 6,8 | 2,26 | 1,7 | 5,9 | 5,1 | 4,5 | 3,4 | 6,0 |
100 | 12,4 | 7,35 | 2,26 | 1,7 | 6,45 | 5,4 | 4,85 | 3,4 | 6,55 |
125 | 13,6 | 8,15 | 2,26 | 1,7 | 7,1 | 5,65 | 5,1 | 3,4 | 7,1 |
160 | 14,7 | 9,05 | 2,26 | 1,7 | 7,9 | 6,1 | 5,3 | 3,4 | 7,7 |
Штучное время | ||||
Карта 4 | ||||
Содержание работы |  | |||
1. Выдать заготовку из печи и подать под пресс. 2. Править грани кубика, довести углы согласно чертежу, измерить, маркировать. 3. Убрать кубик из-под пресса. | ||||
Вес кубика в т до | Усилие пресса в т до | |||
600, 700, 800, 1000 | 1200, 1500, 2000 | 2500, 3000, 5000 | 10000 | |
Время в мин. | ||||
0,16 | 12,6 | - | - | - |
0,25 | 13,7 | 8,7 | - | - |
0,40 | 14,8 | 9,1 | - | - |
0,60 | 15,8 | 10,3 | 11,7 | - |
1,0 | 17,2 | 11,1 | 12,7 | - |
1,2 | - | 11,7 | 13,5 | - |
1,6 | - | 12,6 | 14,5 | - |
2,0 | - | 13,4 | 15,5 | - |
2,5 | - | 14,2 | 16,6 | - |
3,2 | - | 15,3 | 17,5 | - |
4,0 | - | 16,2 | 18,9 | - |
5,0 | - | 17,1 | 20,5 | 22,9 |
6,0 | - | 18,0 | 21,1 | 14,8 |
8,0 | - | 19,7 | 22,6 | 27,2 |
10,0 | - | 20,7 | 24,3 | 27,9 |
12,0 | - | - | 25,6 | 29,2 |
16,0 | - | - | 27,2 | 31,5 |
20,0 | - | - | - | 33,7 |
25,0 | - | - | - | 36,0 |
32,0 | - | - | - | 38,7 |
Неполное штучное время | |||||||||
Карта 5 | Лист 1 | ||||||||
Содержание работы |  | ||||||||
1. Установить заготовку под пресс. 2. Осадить, замерить. | |||||||||
Усилие пресса в т до | Начальная высота заготовки H в мм до | Конечная высота заготовки h в мм до | |||||||
80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | ||
Время в мин. | |||||||||
600, 750, 800, 1000 | 250 | 1,0 | 0,85 | - | - | - | - | - | - |
280 | 1,18 | 1,00 | 0,84 | 0,74 | - | - | - | - | |
320 | 1,42 | 1,20 | 1,02 | 0,88 | 0,78 | 0,67 | - | - | |
360 | 1,65 | 1,40 | 1,20 | 1,03 | 0,90 | 0,78 | 0,68 | - | |
400 | 1,90 | 1,60 | 1,38 | 1,20 | 1,05 | 0,90 | 0,78 | 0,67 | |
450 | 2,25 | 1,90 | 1,65 | 1,40 | 1,25 | 1,05 | 0,91 | 0,79 | |
500 | 2,60 | 2,20 | 1,86 | 1,60 | 1,40 | 1,20 | 1,05 | 0,90 | |
560 | 3,10 | 2,55 | 2,20 | 1,90 | 1,63 | 1,40 | 1,25 | 1,05 | |
630 | 3,55 | 3,00 | 2,55 | 2,20 | 1,90 | 1,65 | 1,45 | 1,25 | |
710 | 4,20 | 3,55 | 3,05 | 2,60 | 2,20 | 1,95 | 1,65 | 1,45 | |
800 | 4,90 | 4,10 | 3,55 | 3,10 | 2,60 | 2,30 | 1,95 | 1,70 | |
900 | - | - | 4,20 | 3,6 | 3,10 | 2,65 | 2,30 | 1,95 | |
1000 | - | - | - | - | 3,60 | 3,10 | 2,65 | 2,30 | |
Вспомогательное время на наложение и снятие осадочных плит
Наименование операций | Усилие пресса в т до | |||
1200, 1500, 2000 | 2500, 3000 | 10000 | ||
Время в мин. | ||||
1. | Наложить верхнюю осадочную плиту на заготовку | 0,56 | 0,9 | 2,2 |
2. | Снять верхнюю осадочную плиту и уложить на место | 0,34 | 0,56 | 1,7 |
Итого: | 0,9 | 1,46 | 3,96 | |
ОСАДКА ЗАГОТОВКИ | Неполное штучное время | |||||||||||||
Карта 5 | Лист 2 | |||||||||||||
Содержание работы | ||||||||||||||
1. Подать выдвижным столом заготовку под пресс, осадить, замерить. 2. Выдать выдвижным столом заготовку из-под пресса. | ||||||||||||||
Усилие пресса в т до | Начальная высота заготовки H в мм до | Конечная высота заготовки h в мм до | ||||||||||||
100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | ||
Время в мин. | ||||||||||||||
1200, 1500, 2000 | 400 | 2,6 | 2,2 | 1,8 | 1,5 | 1,3 | 1,1 | - | - | - | - | - | - | - |
450 | 3,0 | 2,5 | 2,1 | 1,8 | 1,5 | 1,2 | - | - | - | - | - | - | - | |
500 | 3,3 | 2,7 | 2,3 | 1,9 | 1,6 | 1,4 | 1,1 | - | - | - | - | - | - | |
560 | 3,8 | 3,2 | 2,7 | 2,2 | 1,9 | 1,6 | 1,3 | 1,1 | - | - | - | - | - | |
630 | 4,3 | 3,6 | 3,0 | 2,5 | 2,1 | 1,8 | 1,5 | 1,2 | - | - | - | - | - | |
710 | 5,0 | 4,2 | 3,5 | 2,9 | 2,4 | 2,0 | 1,7 | 1,4 | - | - | - | - | - | |
800 | 5,8 | 4,8 | 3,9 | 3,3 | 2,7 | 2,3 | 1,9 | 1,6 | 1,3 | - | - | - | - | |
900 | 6,5 | 5,4 | 4,5 | 3,7 | 3,1 | 2,6 | 2,2 | 1,6 | 1,5 | 1,3 | - | - | - | |
1000 | 7,2 | 6,1 | 5,1 | 4,2 | 3,5 | 2,9 | 2,4 | 2,0 | 1,7 | 1,4 | - | - | - | |
1100 | - | 6,7 | 5,6 | 4,7 | 3,9 | 3,2 | 2,7 | 2,2 | 1,8 | 1,5 | - | - | - | |
1250 | - | - | 6,4 | 5,4 | 4,5 | 3,7 | 3,1 | 2,6 | 2,1 | 1,7 | - | - | - | |
1400 | - | - | - | 6,1 | 5,1 | 4,2 | 3,5 | 2,9 | 2,4 | 2,0 | - | - | - | |
2500, 3000, 5000 | 500 | 2,6 | 2,2 | 1,8 | 1,5 | 1,3 | 1,1 | 1,0 | - | - | - | - | - | - |
560 | 3,1 | 2,5 | 2,1 | 1,8 | 1,5 | 1,2 | 1,1 | 0,9 | - | - | - | - | - | |
630 | 3,4 | 2,9 | 2,4 | 2,0 | 1,7 | 1,4 | 1,2 | 1,0 | - | - | - | - | - | |
710 | 4,0 | 3,3 | 2,8 | 2,3 | 1,9 | 1,6 | 1,3 | 1,1 | 0,9 | - | - | - | - | |
800 | 4,6 | 3,8 | 3,1 | 2,6 | 2,2 | 1,8 | 1,5 | 1,3 | 1,0 | - | - | - | - | |
900 | 5,2 | 4,3 | 3,6 | 2,9 | 2,4 | 2,0 | 1,7 | 1,4 | 1,2 | 1,0 | - | - | - | |
1000 | - | - | 4,1 | 3,4 | 2,8 | 2,3 | 1,9 | 1,6 | 1,4 | 1,1 | - | - | - | |
1100 | - | - | 4,5 | 3,7 | 3,1 | 2,6 | 2,1 | 1,8 | 1,5 | 1,2 | 1,0 | - | - | |
1250 | - | - | - | 4,3 | 3,6 | 3,0 | 2,5 | 2,1 | 1,7 | 1,4 | 1,2 | - | - | |
1400 | - | - | - | - | 4,1 | 3,4 | 2,8 | 2,3 | 1,9 | 1,6 | 1,4 | 1,1 | - | |
1600 | - | - | - | - | - | 4,0 | 3,3 | 2,7 | 2,3 | 1,9 | 1,6 | 1,3 | - | |
1800 | - | - | - | - | - | - | 4,7 | 3,2 | 2,7 | 2,2 | 1,9 | 1,6 | 1,3 | |
2000 | - | - | - | - | - | - | - | 3,8 | 3,1 | 2,6 | 2,2 | 1,8 | 1,5 | |
ОСАДКА ЗАГОТОВКИ | Неполное штучное время | |||||||||||||
Карта 5 | Лист 3 | |||||||||||||
Усилие пресса в т до | Начальная высота заготовки H в мм до | Конечная высота заготовки h в мм до | ||||||||||||
160 | 200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | ||
Время в мин. | ||||||||||||||
10000, 12000 | 630 | 2,7 | 2,3 | 2,0 | 1,7 | 1,4 | - | - | - | - | - | - | - | - |
710 | 3,1 | 2,6 | 2,3 | 1,9 | 1,7 | 1,4 | - | - | - | - | - | - | - | |
800 | 3,6 | 3,1 | 2,6 | 2,3 | 1,9 | 1,7 | 1,4 | - | - | - | - | - | - | |
900 | - | 3,5 | 3,0 | 2,5 | 2,2 | 1,8 | 1,6 | 1,3 | - | - | - | - | - | |
1000 | - | 3,8 | 3,2 | 2,8 | 2,4 | 2,0 | 1,8 | 1,5 | - | - | - | - | - | |
1100 | - | - | 3,7 | 3,1 | 2,6 | 2,3 | 2,0 | 1,7 | 1,5 | - | - | - | - | |
1250 | - | - | 4,3 | 3,7 | 3,1 | 2,8 | 2,3 | 2,0 | 1,7 | - | - | - | - | |
1400 | - | - | 4,8 | 4,1 | 3,5 | 3,0 | 2,6 | 2,2 | 1,9 | 1,7 | - | - | - | |
1600 | - | - | - | 4,8 | 4,1 | 3,5 | 3,0 | 2,8 | 2,3 | 2,0 | - | - | - | |
1800 | - | - | - | 5,4 | 4,5 | 4,0 | 3,4 | 3,0 | 2,5 | 2,2 | 1,8 | - | - | |
2000 | - | - | - | 6,1 | 5,3 | 4,4 | 3,9 | 3,2 | 2,7 | 2,4 | 2,0 | - | - | |
2250 | - | - | - | - | 5,9 | 5,2 | 4,3 | 3,7 | 3,1 | 2,6 | 2,3 | - | - | |
2500 | - | - | - | - | 6,7 | 5,9 | 4,9 | 4,2 | 3,6 | 3,0 | 2,8 | 2,4 | - | |
2800 | - | - | - | - | - | 6,6 | 5,5 | 4,7 | 4,0 | 3,4 | 3,1 | 2,6 | 2,3 | |
3200 | - | - | - | - | - | - | 6,2 | 5,4 | 4,6 | 3,8 | 3,5 | 3,0 | 2,6 | |
3600 | - | - | - | - | - | - | - | 6,0 | 5,1 | 4,3 | 4,0 | 3,4 | 2,9 | |
4000 | - | - | - | - | - | - | - | 6,8 | 5,9 | 4,9 | 4,4 | 3,8 | 3,4 | |
4500 | - | - | - | - | - | - | - | 7,8 | 6,6 | 5,7 | 5,0 | 4,3 | 3,7 | |
Неполное штучное время | ||||||
Карта 6 | Лист 1 | |||||
Содержание работы |  | |||||
1. Взять прошивень и установить его на заготовку. 2. Прошить, перевернуть заготовку, положить на подкладное кольцо. 3. Прошить окончательно. 4. Убрать прошивень. 5. Править после прошивки неплоско. | ||||||
Усилие пресса в т до | Высота прошиваемой заготовки в мм до | Диаметр прошиваемого отверстия d в мм до | ||||
100 | 125 | 160 | 200 | 250 | ||
Время в мин. | ||||||
600, 800, 1000 | 80 | 1,53 | 1,73 | 1,96 | 2,24 | 2,52 |
100 | 1,66 | 1,87 | 2,11 | 2,40 | 2,72 | |
125 | 1,80 | 2,04 | 2,30 | 2,60 | 2,96 | |
160 | 1,98 | 2,25 | 2,54 | 2,90 | 3,27 | |
200 | 2,13 | 2,40 | 2,72 | 3,18 | 3,50 | |
250 | 2,28 | 2,59 | 2,92 | 3,30 | 3,73 | |
320 | 2,52 | 2,86 | 3,24 | 3,68 | 4,05 | |
400 | 2,77 | 3,13 | 3,53 | 4,00 | 4,55 | |
500 | 3,00 | 3,40 | 3,84 | 4,35 | 4,95 | |
Усилие пресса в т до | Высота прошиваемой заготовки в мм до | Диаметр прошиваемого отверстия d в мм до | |||||
160 | 200 | 250 | 320 | 400 | 500 | ||
Время в мин. | |||||||
1200, 1500, 2000 | 160 | 1,74 | 1,97 | 2,23 | 2,52 | 2,85 | 3,22 |
200 | 1,85 | 2,00 | 2,36 | 2,67 | 3,02 | 3,42 | |
250 | 2,00 | 2,26 | 2,56 | 2,90 | 3,28 | 3,70 | |
320 | 2,11 | 2,38 | 2,70 | 3,09 | 3,49 | 3,94 | |
400 | - | 2,73 | 3,05 | 3,45 | 3,90 | 4,40 | |
500 | - | 2,95 | 3,34 | 3,77 | 4,25 | 4,80 | |
630 | - | - | 3,64 | 4,12 | 4,65 | 5,25 | |
800 | - | - | 3,95 | 4,46 | 5,05 | 5,70 | |
ПРОШИВКА ОТВЕРСТИЯ В ЗАГОТОВКЕ | Неполное штучное время | ||||||||
Карта 6 | Лист 2 | ||||||||
Усилие пресса в т до | Высота прошиваемой заготовки в мм до | Диаметр прошиваемого отверстия d в мм до | |||||||
200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | ||
Время в мин. | |||||||||
2500, 3000, 5000 | 160 | 2,36 | 2,78 | 3,02 | 3,42 | - | - | - | - |
200 | 2,52 | 2,98 | 3,22 | 3,66 | 4,00 | - | - | - | |
250 | 2,70 | 3,18 | 3,44 | 3,92 | 4,27 | 5,13 | - | - | |
320 | 2,88 | 3,40 | 3,78 | 4,20 | 4,57 | 5,50 | - | - | |
400 | 3,08 | 3,64 | 4,05 | 4,50 | 4,90 | 5,87 | - | - | |
500 | 3,30 | 3,90 | 4,33 | 4,81 | 5,24 | 6,32 | - | - | |
630 | 3,53 | 4,17 | 4,62 | 5,15 | 5,60 | 6,72 | - | - | |
800 | - | 4,45 | 4,95 | 5,50 | 6,00 | 7,20 | - | - | |
1000 | - | 4,75 | 5,30 | 5,88 | 6,42 | 7,70 | - | - | |
10000 | 400 | 4,27 | 5,05 | 5,60 | 6,23 | 6,76 | 8,12 | 9,85 | 11,7 |
500 | 4,60 | 5,40 | 6,00 | 6,65 | 7,27 | 8,65 | 10,4 | 13,5 | |
630 | 4,92 | 5,80 | 6,43 | 7,10 | 7,77 | 9,30 | 11,2 | 14,4 | |
800 | - | 6,20 | 6,90 | 7,60 | 8,32 | 10,0 | 12,0 | 15,9 | |
1000 | - | - | 7,35 | 8,10 | 8,90 | 10,7 | 12,9 | 16,7 | |
1250 | - | - | - | 8,70 | 9,50 | 11,4 | 13,8 | 17,9 | |
1600 | - | - | - | 9,30 | 10,2 | 12,4 | 14,8 | 19,2 | |
2000 | - | - | - | - | 10,9 | 13,2 | 15,9 | 20,7 | |
2500 | - | - | - | - | 12,2 | 14,2 | 17,2 | 22,1 | |
Неполное штучное время | ||||
Карта 7 | ||||
Содержание работы |  | |||
Выровнять станки прошитой заготовки на оправке с кантовкой в процессе выравнивания. | ||||
Вес блока в т до | Усилие пресса в т до | |||
1200, 1500, 2000 | 2500, 3000, 5000 | 10000, 12000 | ||
Время в мин. | ||||
0,4 | 1,75 | - | - | |
0,6 | 1,95 | 2,3 | - | |
1,0 | 2,10 | 2,50 | - | |
1,6 | 2,30 | 2,75 | - | |
2,5 | 2,50 | 3,00 | - | |
4,0 | 2,70 | 3,25 | - | |
6,0 | 2,90 | 3,50 | - | |
10,0 | - | 3,85 | 5,0 | |
12,0 | - | - | 6,0 | |
16,0 | - | - | 7,3 | |
20,0 | - | - | 8,6 | |
25,0 | - | - | 10,0 | |
32,0 | - | - | 12,1 | |
40,0 | - | - | 14,5 | |
50,0 | - | - | 17,0 | |
63,0 | - | - | 20,5 | |
80,0 | - | - | 24,0 | |
100,0 | - | - | - | |
Неполное штучное время | |||||||||
Карта 8 | Лист 1 | ||||||||
Содержание работы |  | ||||||||
1. Поставить заготовку на ребра. 2. Обкатать по окружности. 3. Положить заготовку на торец, править. 4. Выдать поковку из-под пресса. | |||||||||
Усилие пресса в т до | Диаметр диска D в мм до | Высота диска H в мм до | |||||||
100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | ||
Время в мин. | |||||||||
500, 600, 750, 800, 1000 | 250 | 2,6 | 2,9 | 3,32 | - | - | - | - | - |
280 | - | 3,2 | 3,65 | 4,15 | - | - | - | - | |
320 | - | 3,6 | 4,1 | 4,62 | - | - | - | - | |
350 | - | 3,9 | 4,4 | 5,0 | 5,65 | - | - | - | |
400 | - | 4,45 | 5,0 | 5,6 | 6,3 | - | - | - | |
450 | - | 4,9 | 5,45 | 6,15 | 6,95 | 7,9 | - | - | |
500 | - | 5,4 | 6,0 | 6,8 | 7,6 | 8,7 | - | - | |
560 | - | - | 6,5 | 7,46 | 8,35 | 9,55 | 10,95 | - | |
630 | - | - | 7,2 | 8,25 | 9,2 | 10,5 | 12,1 | 13,9 | |
710 | - | - | - | 9,12 | 10,2 | 11,6 | 13.3 | 15,3 | |
800 | - | - | - | 10,1 | 11,3 | 13,0 | 14,7 | 16,9 | |
900 | - | - | - | 11,3 | 12,55 | 14,25 | 16,4 | 18,8 | |
1000 | - | - | - | 12,35 | 13,75 | 15,7 | 17,7 | 20,3 | |
Усилие пресса в т до | Диаметр диска D в мм до | Высота диска H в мм до | ||||
200 | 250 | 320 | 400 | 500 | ||
Время в мин. | ||||||
1200, 1500, 2000 | 600 | 2,8 | 3,3 | 3,9 | 4,6 | 5,4 |
630 | 3,0 | 3,5 | 4,17 | 4,9 | 5,85 | |
680 | 3,3 | 3,93 | 4,6 | 5,35 | 6,35 | |
710 | 3,5 | 4,11 | 4,89 | 5,71 | 6,8 | |
750 | 3,73 | 4,42 | 5,25 | 6,18 | 7,3 | |
800 | 4,03 | 4,83 | 5,68 | 6,75 | 8,0 | |
850 | 4,4 | 5,2 | 6,15 | 7,25 | 8,6 | |
900 | 4,8 | 5,62 | 6,62 | 7,85 | 9,4 | |
1000 | - | 6,45 | 7,68 | 9,1 | 10,7 | |
1060 | - | 7,02 | 8,35 | 9,8 | 11,7 | |
1120 | - | 7,6 | 8,93 | 10,6 | 12,4 | |
1180 | - | 8,18 | 9,73 | 11,4 | 13,1 | |
1250 | - | 8,75 | 10,32 | 11,9 | 13,6 | |
1320 | - | 10,35 | 11,02 | 12,4 | 14,2 | |
ОБКАТКА ДИСКА ПО ДИАМЕТРУ, ПРАВКА ЗАГОТОВКИ | Неполное штучное время | ||||||
Карта 8 | Лист 2 | ||||||
Усилие пресса в т до | Диаметр диска D в мм до | Высота диска H в мм до | |||||
250 | 320 | 400 | 500 | 630 | 800 | ||
Время в мин. | |||||||
2500, 3000, 5000 | 600 | 3,13 | 4,46 | 5,2 | 6,1 | - | - |
630 | 4,03 | 4,77 | 5,52 | 6,45 | - | - | |
680 | 4,45 | 5,25 | 6,25 | 7,25 | - | - | |
710 | 4,78 | 5,58 | 6,6 | 7,65 | - | - | |
750 | 5,0 | 6,02 | 6,83 | 8,07 | - | - | |
800 | 5,47 | 6,52 | 7,7 | 9,0 | - | - | |
850 | 6,0 | 7,12 | 8,04 | 9,85 | 11,3 | - | |
900 | 6,5 | 7,6 | 9,15 | 10,5 | 12,2 | - | |
1000 | 7,5 | 3,8 | 10,5 | 12,3 | 14,1 | 16,6 | |
1060 | 8,3 | 9,75 | 11,5 | 13,5 | 15,6 | 18,4 | |
1120 | 8,85 | 10,4 | 12,2 | 14,6 | 16,6 | 19,4 | |
1180 | 9,5 | 11,2 | 13,2 | 15,7 | 17,9 | - | |
1250 | 10,1 | 12,1 | 14,5 | 16,5 | 19,3 | - | |
1320 | 11,2 | 13,0 | 15,3 | 18,0 | 21,0 | - | |
1400 | 12,2 | 14,3 | 16,7 | 19,7 | - | - | |
Усилие пресса в т до | Диаметр диска D в мм до | Высота диска H в мм до | ||||||
320 | 400 | 500 | 630 | 800 | 1000 | 1250 | ||
Время в мин. | ||||||||
10000, 12000 | 1000 | 10,8 | 12,1 | 13,5 | 15,0 | - | - | - |
1060 | 11,8 | 13,1 | 14,4 | 16,2 | 18,0 | - | - | |
1120 | 12,7 | 14,1 | 15,7 | 17,4 | 19,5 | - | - | |
1180 | 13,5 | 15,0 | 16,9 | 18,8 | 21,0 | 23,3 | - | |
1250 | 14,4 | 15,9 | 18,1 | 20,5 | 22,7 | 25,0 | 27,6 | |
1320 | 15,8 | 17,4 | 19,5 | 21,7 | 24,2 | 26,8 | 29,5 | |
1400 | 17,1 | 18,9 | 21,0 | 23,6 | 26,6 | 29,1 | 31,4 | |
1500 | 18,6 | 20,8 | 23,2 | 26,0 | 29,0 | 32,4 | 35,9 | |
1600 | 20,4 | 22,6 | 25,4 | 28,4 | 31,5 | 35,2 | 38,1 | |
1700 | 22,1 | 24,8 | 27,7 | 30,7 | 34,7 | 38,2 | 42,8 | |
1800 | - | - | 29,0 | 33,2 | 37,4 | 41,8 | 46,4 | |
1900 | - | - | - | 36,6 | 40,4 | 45,2 | 50,0 | |
Примечание. При обкатке диска с отверстием на оправке время по карте брать с коэффициентом 0,8.
Неполное штучное время | ||||||||||
Карта 9 | Лист 1 | |||||||||
Содержание работы | ||||||||||
1. Передача колена без скругления шейки | 2. Передача колена и округление шейки | 3. Ковка шейки и фланца на конце коленчатого вала | ||||||||
 |  |  | ||||||||
1 | 2 | 3 | ||||||||
Усилие пресса в т до | Высота колена H в мм до | 1 | 2 | 3 | ||||||
Засечь металл на шейку | Передать металл на колено и отковать его по размерам | Итого на операцию | Засечь металл на шейку | Передать металл на колено, скруглить шейки, отковать колено | Итого на операцию | Засечь металл на фланец и шейку | Ковать фланец и шейку | Итого на операцию | ||
Время в мин. | ||||||||||
500, 600, 700, 800, 1000 | 140 | 1,85 | 6,70 | 8,56 | 1,85 | 14,0 | 15,83 | 2,50 | 8,15 | 10,65 |
160 | 2,00 | 7,30 | 9,30 | 2,00 | 17,5 | 19,5 | 2,70 | 9,00 | 11,70 | |
180 | 2,15 | 7,80 | 9,95 | 2,15 | 18,5 | 20,65 | 2,90 | 9,60 | 12,5 | |
200 | 2,30 | 8,20 | 10,5 | 2,30 | 19,5 | 21,8 | 3,05 | 10,0 | 13,05 | |
225 | 2,45 | 8,80 | 11,25 | 2,45 | 21,0 | 23,45 | 3,30 | 10,8 | 14,1 | |
КОВКА КОЛЕНЧАТЫХ ВАЛОВ | Неполное штучное время | |||||||||
Карта 9 | Лист 2 | |||||||||
Усилие пресса в т до | Высота колена H в мм до | 1 | 2 | 3 | ||||||
Засечь металл на шейку | Передать металл на колено и отковать его по размерам | Итого на операцию | Засечь металл на шейку | Передать металл на колено, скруглить шейки, отковать колено | Итого на операцию | Засечь металл на фланец и шейку | Ковать фланец и шейку | Итого на операцию | ||
Время в мин. | ||||||||||
500, 600, 700, 800, 1000 | 250 | 2,60 | 9,40 | 12,0 | 2,60 | 22,0 | 24,6 | 3,50 | 11,5 | 15,0 |
280 | 2,80 | 10,0 | 12,8 | 2,80 | 23,5 | 26,3 | 3,70 | 12,2 | 15,9 | |
320 | 3,00 | 10,8 | 13,8 | 3,00 | 25,5 | 28,5 | 4,00 | 13,0 | 17,0 | |
350 | 3,20 | 11,3 | 14,5 | 3,20 | 26,5 | 29,7 | 4,20 | 13,5 | 17,7 | |
400 | 3,35 | 12,3 | 15,65 | 3,35 | 29,0 | 32,35 | 4,60 | 14,8 | 19,4 | |
450 | 3,70 | 13,0 | 16,7 | 3,70 | 30,5 | 34,2 | 4,90 | 15,5 | 20,4 | |
1200, 1500, 2000 | 320 | 3,2 | 11,9 | 15,1 | 4,06 | 26,7 | 30,76 | 4,8 | 17,1 | 21,9 |
350 | 3,42 | 13,0 | 16,42 | 4,35 | 29,3 | 33,65 | 5,14 | 18,9 | 24,04 | |
400 | 3,72 | 14,9 | 18,62 | 4,79 | 33,5 | 38,29 | 5,62 | 21,6 | 27,22 | |
450 | 4,1 | 16,7 | 20,8 | 5,19 | 37,7 | 42,89 | 6,10 | 24,2 | 30,3 | |
500 | 4,43 | 18,6 | 23,03 | 5,6 | 42,0 | 47,6 | 6,61 | 27,0 | 33,61 | |
560 | 4,8 | 20,8 | 25,6 | 6,06 | 47,0 | 53,06 | 7,2 | 30,2 | 37,4 | |
630 | 5,23 | 23,4 | 28,63 | 6,6 | 52,8 | 59,4 | 7,8 | 34,0 | 41,8 | |
710 | 5,7 | 26,4 | 32,1 | 7,2 | 59,3 | 66,5 | 8,5 | 38,5 | 47,0 | |
800 | 6,21 | 30,0 | 36,21 | 7,82 | 67,0 | 74,82 | 9,3 | 43,7 | 53,0 | |
900 | 6,75 | 33,5 | 40,25 | 8,5 | 75,0 | 83,5 | 10,1 | 49,0 | 59,1 | |
КОВКА КОЛЕНЧАТЫХ ВАЛОВ | Неполное штучное время | |||||||||
Карта 9 | Лист 3 | |||||||||
Усилие пресса в т до | Высота колена H в мм до | 1 | 2 | 3 | ||||||
Засечь металл на шейку | Передать металл на колено и отковать его по размерам | Итого на операцию | Засечь металл на шейку | Передать металл на колено, скруглить шейки, отковать колено | Итого на операцию | Засечь металл на фланец и шейку | Ковать фланец и шейку | Итого на операцию | ||
Время в мин. | ||||||||||
2500, 3000, 5000, 10000 | 400 | 4,6 | 17,2 | 21,8 | 5,5 | 34,5 | 40,0 | 6,6 | 25,0 | 31,6 |
450 | 5,0 | 19,2 | 24,2 | 6,0 | 38,5 | 44,5 | 7,15 | 28,0 | 35,15 | |
500 | 5,43 | 21,5 | 26,93 | 6,5 | 43,0 | 49,5 | 7,78 | 31,0 | 38,78 | |
560 | 5,9 | 24,0 | 29,9 | 7,2 | 48,0 | 55,2 | 8,4 | 34,6 | 43,0 | |
630 | 6,45 | 27,0 | 33,45 | 7,7 | 54,0 | 61,27 | 9,2 | 37,9 | 47,1 | |
710 | 7,0 | 30,3 | 37,3 | 8,4 | 61,0 | 69,4 | 10,0 | 44,0 | 54,0 | |
800 | 7,7 | 34,0 | 41,7 | 9,15 | 68,0 | 77,15 | 10,9 | 49,0 | 59,0 | |
900 | 8,4 | 37,4 | 45,8 | 9,93 | 77,0 | 86,93 | 11,9 | 55,0 | 66,9 | |
1000 | 9,2 | 42,6 | 51,8 | 10,7 | 85,0 | 95,7 | 12,8 | 61,0 | 73,8 | |
1120 | 9,8 | 47,5 | 57,3 | 11,6 | 95,0 | 106,6 | 13,9 | 68,0 | 81,9 | |
1250 | 10,6 | 53,0 | 63,6 | 12,5 | 106,0 | 118,5 | 15,0 | 76,0 | 91,0 | |
1400 | 11,5 | 59,0 | 70,5 | 13,7 | 117,0 | 130,7 | 16,3 | 85,0 | 101,3 | |
1600 | 12,6 | 67,3 | 79,9 | 15,0 | 135,0 | 150,0 | 18,0 | 96,0 | 114,0 | |
КОВКА КОЛЕНЧАТЫХ ВАЛОВ | Вспомогательное время | |||
Карта 9 | Лист 4 | |||
Наименование работы | Усилие пресса в т до | |||
600, 750, 800, 1000 | 1200, 1500 | 2500, 3000, 5000 | 10000 | |
Время в мин. | ||||
Установить подставки под конец вала для передачи колена | 1,3 | 1,3 | 1,8 | 2,8 |
Примечание. Время данной карты рассчитано на ковку одного колена.
Неполное штучное время | ||||||||
Карта 10 | Лист 1 | |||||||
Содержание работы |  | |||||||
1. Зажать колено между бойками. 2. Развернуть колено на заданный угол. 3. Выровнять шейку вала, подогнать по размерам чертежа. | ||||||||
Усилие пресса в т до | Высота колена H в мм до | Угол разворота колена в градусах | Количество колен | |||||
2 | 3 | 4 | 5 | 6 | 7 | |||
Время в мин. | ||||||||
500, 600, 750, 800, 1000 | 140 | 30 | 7,4 | 8,1 | 8,8 | 9,6 | 10,4 | 11,3 |
60 | 9,6 | 10,52 | 11,42 | 12,48 | 13,52 | 14,7 | ||
90 | 10,8 | 11,82 | 12,88 | 14,02 | 15,22 | 16,55 | ||
180 | 30 | 8,0 | 8,8 | 9,6 | 10,4 | 11,3 | 12,2 | |
60 | 10,4 | 11,42 | 12,48 | 13,52 | 14,7 | 15,87 | ||
90 | 11,7 | 12,88 | 14,02 | 15,22 | 16,55 | 17,86 | ||
225 | 30 | 8,6 | 9,45 | 10,2 | 11,2 | 12,2 | 13,0 | |
60 | 11,18 | 12,28 | 13,27 | 14,55 | 15,86 | 16,9 | ||
90 | 12,58 | 13,8 | 14,91 | 16,35 | 17,82 | 19,0 | ||
280 | 30 | 9,3 | 10,2 | 11,1 | 12,0 | 30,0 | 14,0 | |
60 | 12,1 | 13,27 | 14,42 | 15,6 | 16,9 | 18,2 | ||
90 | 13,6 | 14,9 | 16,22 | 17,52 | 19,0 | 20,04 | ||
350 | 30 | 9,9 | 10,8 | 11,8 | 12,9 | 13,9 | 15,0 | |
60 | 12,88 | 14,02 | 15,35 | 16,8 | 18,08 | 19,5 | ||
90 | 14,48 | 15,8 | 17,25 | 18,9 | 20,03 | 21,9 | ||
450 | 30 | 10,7 | 11,8 | 12,8 | 13,9 | 15,0 | 16,2 | |
60 | 13,9 | 15,32 | 16,65 | 18,08 | 19,5 | 21,2 | ||
90 | 15,62 | 17,22 | 18,7 | 20,03 | 21,9 | 23,8 | ||
РАЗВОРОТ КОЛЕН КОЛЕНЧАТОГО ВАЛА | Неполное штучное время | |||||||
Карта 10 | Лист 2 | |||||||
Усилие пресса в т до | Высота колена H в мм до | Угол разворота колена в градусах | Количество колен | |||||
2 | 3 | 4 | 5 | 6 | 7 | |||
Время в мин. | ||||||||
1200, 1500, 2000, 2500, 3000, 10000 | 560 | 30 | 10,2 | 11,1 | 12,1 | 13,2 | 14,3 | 15,5 |
60 | 13,2 | 14,4 | 15,7 | 17,1 | 18,6 | 20,1 | ||
90 | 14,4 | 15,6 | 17,1 | 18,6 | 20,2 | 21,8 | ||
710 | 30 | 11,2 | 12,3 | 13,6 | 14,8 | 16,0 | 17,5 | |
60 | 14,6 | 16,0 | 17,7 | 19,2 | 20,8 | 22,7 | ||
90 | 15,8 | 17,3 | 19,1 | 20,8 | 22,6 | 24,6 | ||
900 | 30 | 12,7 | 14,0 | 15,2 | 16,5 | 18,0 | 19,5 | |
60 | 16,5 | 18,2 | 19,7 | 21,4 | 23,4 | 25,3 | ||
90 | 17,9 | 19,7 | 21,4 | 23,2 | 25,4 | 27,5 | ||
1250 | 30 | 15,0 | 16,2 | 17,8 | 19,3 | 21,0 | 23,0 | |
60 | 19,5 | 21,0 | 23,1 | 25,1 | 27,3 | 29,9 | ||
90 | 21,1 | 22,8 | 25,0 | 27,2 | 29,6 | 32,4 | ||
Вспомогательное время | ||||||||
Наименование работ | Усилие пресса в т до | |||||||
1200, 1500, 2000 | 2500, 3000, 5000 | 10000 | ||||||
Время в мин. | ||||||||
Взять разворотный ключ, подать к прессу и надеть на поковку | 2,2 | 2,8 | 7,1 | |||||
Убрать разворотами ключ на место | 1,4 | 2,2 | 4,4 | |||||
Проверить разворот колена по шаблону | 2,2 | 2,8 | 4,8 | |||||
Неполное штучное время | |||||
Карта 11 | |||||
Содержание работы |  | ||||
1. Округлить углы заготовки. 2. Подать кольцо на стол пресса. 3. Установить заготовку в кольце и осадить ее. 4. Выбить заготовку из кольца. 5. Убрать кольцо со стола пресса. | |||||
Усилие пресса в т до | Диаметр муфты D в мм | Высота муфты H в мм до | |||
100 | 160 | 250 | 400 | ||
Время в мин. | |||||
600, 750, 800, 1000 | 200 | 3,4 | 3,9 | - | - |
280 | 3,8 | 4,4 | 5,1 | - | |
400 | 4,4 | 5,1 | 5,8 | 6,6 | |
560 | 5,0 | 5,7 | 6,6 | 7,5 | |
Примечания:
1. При ковке фланцев с обкаткой по диаметру время по карте брать с коэффициентам 1,4.
2. Время на прошивку отверстия приведено в карте 6.
Неполное штучное время | ||||||||||||
Карта 12 | Лист 1 | |||||||||||
Содержание работы | 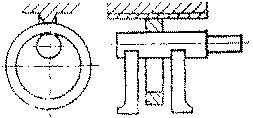 |  | ||||||||||
Раскатать и замерить кольца и бандажи. | ||||||||||||
Усилие пресса в т до | Наружный диаметр кольца D в мм до | Внутренний диаметр кольца d в мм до | Высота кольца H в мм до | |||||||||
80 | 100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 630 | |||
Время в мин. | ||||||||||||
600, 750, 800, 1000 | 400 | 250 | 2,8 | 3,0 | 3,2 | 3,4 | 3,6 | - | - | - | - | - |
320 | 3,2 | 3,3 | 3,5 | 3,8 | 4,0 | - | - | - | - | - | ||
500 | 320 | 3,3 | 3,4 | 3,6 | 3,9 | 4,1 | 4,3 | - | - | - | - | |
400 | 3,7 | 3,9 | 4,1 | 4,3 | 4,6 | 4,8 | - | - | - | - | ||
630 | 320 | 3,5 | 3,7 | 4,0 | 4,2 | 4,6 | 5,0 | 5,0 | - | - | - | |
400 | 3,9 | 4,1 | 4,3 | 4,6 | 4,8 | 5,1 | 5,4 | - | - | - | ||
500 | 4,3 | 4,5 | 4,7 | 5,1 | 5,3 | 5,7 | 6,0 | - | - | - | ||
800 | 400 | 4,5 | 4,7 | 5,0 | 5,3 | 5,6 | 5,9 | 6,3 | 6,6 | - | - | |
500 | 5,0 | 5,3 | 5,6 | 6,0 | 6,3 | 6,6 | 7,01 | 7,4 | - | - | ||
630 | 5,6 | 5,9 | 6,2 | 6,6 | 7,0 | 7,4 | 7,9 | 8,3 | - | - | ||
1000 | 500 | 5,8 | 6,1 | 6,4 | 6,9 | 5,3 | 7,6 | 8,1 | 8,5 | 8,9 | - | |
630 | 6,4 | 6,8 | 7,1 | 7,6 | 8,0 | 8,4 | 8,9 | 9,4 | 9,9 | - | ||
800 | 7,0 | 7,5 | 7,9 | 8,4 | 8,8 | 9,4 | 9,8 | 10,3 | 10,8 | - | ||
1250 | 630 | 7,2 | 7,7 | 8,1 | 8,6 | 9,0 | 9,6 | 10,0 | 10,5 | 11,0 | 11,6 | |
800 | 8,0 | 8,5 | 8,9 | 9,4 | 9,9 | 10,6 | 11,0 | 11,6 | 12,2 | 12,8 | ||
1000 | 8,8 | 9,3 | 9,8 | 10,3 | 10,9 | 11,7 | 12,1 | 12,8 | 13,5 | 14,2 | ||
РАСКАТКА КОЛЕЦ И БАНДАЖЕЙ | Неполное штучное время | ||||||
Карта 12 | Лист 2 | ||||||
Усилие пресса в т до | Наружный диаметр кольца D в мм до | Внутренний диаметр кольца d в мм до | Высота кольца H в мм до | ||||
320 | 400 | 500 | 630 | 800 | |||
Время в мин. | |||||||
1200 | 630 | 500 | 4,75 | 5,05 | 5,4 | 5,75 | 6,15 |
800 | 500 | 5,40 | 5,7 | 6,05 | 6,4 | 6,75 | |
630 | 6,0 | 6,3 | 6,6 | 7,1 | 7,4 | ||
1000 | 630 | 6,2 | 6,45 | 6,85 | 7,25 | 7,7 | |
800 | 7,35 | 7,8 | 8,25 | 8,75 | 9,25 | ||
1250 | 800 | 8,3 | 8,8 | 9,3 | 9,85 | 10,4 | |
1000 | 9,15 | 9,7 | 10,4 | 11,0 | 11,7 | ||
1600 | 1000 | 10,3 | 11,0 | 11,7 | 12,4 | 13,2 | |
1250 | 11,4 | 12,1 | 12,8 | 13,6 | 14,4 | ||
1500, 2000 | 1000 | 630 | 7,1 | 7,55 | 8,0 | 8,5 | 9,0 |
800 | 7,8 | 8,4 | 8,9 | 9,45 | 10,0 | ||
1250 | 800 | 8,8 | 9,35 | 9,9 | 10,5 | 11,1 | |
1000 | 9,8 | 10,4 | 11,0 | 11,6 | 12,3 | ||
1600 | 1000 | 11,0 | 11,6 | 12,3 | 13,0 | 13,8 | |
1250 | 12,1 | 12,8 | 13,6 | 14,4 | 15,3 | ||
2000 | 1250 | 13,7 | 14,5 | 15,3 | 16,2 | 17,2 | |
1600 | 15,1 | 16,0 | 17,0 | 18,0 | 19,1 | ||
2500 | 1600 | 17,1 | 18,1 | 19,2 | 20,4 | 21,6 | |
2000 | 18,9 | 20,0 | 21,2 | 22,5 | 23,6 | ||
3200 | 2000 | 21,3 | 22,6 | 24,0 | 25,4 | 27,0 | |
2500 | 23,6 | 25,0 | 26,5 | 28,1 | 29,9 | ||
РАСКАТКА КОЛЕЦ И БАНДАЖЕЙ | Неполное штучное время | |||||||
Карта 12 | Лист 3 | |||||||
Усилие пресса в т до | Наружный диаметр кольца D в мм до | Внутренний диаметр кольца d в мм до | Высота кольца H в мм до | |||||
320 | 400 | 500 | 630 | 800 | 1000 | |||
Время в мин. | ||||||||
2500, 3000, 5000 | 1400 | 1125 | 12,0 | 12,6 | 13,2 | 14,0 | 14,7 | 15,7 |
1250 | 13,2 | 14,0 | 14,8 | 15,7 | 16,6 | 17,6 | ||
1800 | 1400 | 15,8 | 16,8 | 17,8 | 18,9 | 20,0 | 21,2 | |
1600 | 17,3 | 18,3 | 19,4 | 20,6 | 21,8 | 23,1 | ||
2240 | 1800 | 20,8 | 22,0 | 23,3 | 24,7 | 26,2 | 27,8 | |
2000 | 22,8 | 24,2 | 25,7 | 27,3 | 29,0 | 30,7 | ||
2800 | 2240 | 27,4 | 29,0 | 30,8 | 32,6 | 34,5 | 36,6 | |
2500 | 30,2 | 32,0 | 33,9 | 34,9 | 37,0 | 39,2 | ||
Усилие пресса в т до | Наружный диаметр кольца D в мм до | Внутренний диаметр кольца d в мм до | Высота кольца H в мм до | ||||||
500 | 630 | 800 | 1000 | 1120 | 1400 | 1800 | |||
Время в мин. | |||||||||
10000, 20000 | 1400 | 1100 | 13,0 | 13,6 | 14,3 | 15,0 | 15,8 | 16,6 | 17,5 |
1250 | 14,3 | 15,0 | 15,7 | 16,6 | 17,5 | 18,4 | 19,3 | ||
1800 | 1400 | 17,1 | 18,0 | 18,9 | 19,8 | 20,8 | 21,8 | 22,9 | |
1600 | 18,8 | 19,7 | 20,7 | 21,7 | 22,8 | 24,0 | 25,2 | ||
2240 | 1800 | 22,6 | 23,7 | 24,9 | 26,1 | 27,4 | 28,8 | 30,3 | |
2000 | 25,6 | 28,0 | 29,4 | 30,9 | 32,5 | 34,1 | 35,8 | ||
2800 | 2240 | 30,0 | 31,5 | 33,1 | 34,8 | 36,7 | 38,6 | 40,5 | |
2500 | 33,0 | 34,7 | 36,4 | 38,2 | 40,2 | 42,1 | 44,3 | ||
3500 | 2800 | 39,6 | 41,51 | 43,6 | 45,7 | 48,0 | 50,5 | 53,0 | |
3200 | 43,5 | 45,7 | 48,0 | 50,5 | 53,0 | 55,6 | 58,5 | ||
4500 | 3500 | 52,3 | 55,0 | 57,7 | 60,5 | 63,5 | 66,7 | 70,0 | |
4000 | 57,5 | 60,3 | 63,3 | 66,3 | 69,5 | 73,0 | 76,5 | ||
5600 | 4500 | 69,0 | 62,5 | 76,0 | 79,8 | 83,5 | 87,7 | 92,0 | |
5000 | 76,0 | 80,0 | 84,0 | 88,2 | 92,6 | 97,5 | 10,2 | ||
Примечания: 1. Основное время на раскатку колец определяется по конечному размеру поковки независимо от количества нагревов.
3. При промежуточной осадке колец по торцу в процессе раскатки время, приведенное в карте, брать с коэффициентом 1,15.
4. При раскатке колец и бандажей с предварительным заковом на оправке для получения острых углов время по карте брать с коэффициентом 1,05.
Неполное штучное время | ||||||||
Карта 13 | Лист 1 | |||||||
Содержание работы |  | |||||||
1. Установить нижнюю осадочную плиту и кольцо. 2. Установить на нее заготовку. 3. Осадить заготовку до заданных размеров. 4. Снять быстросменный вкладыш. 5. Разогнать поле диска сменной наделкой. 6. Замерить поковку. 7. Надеть быстросменный вкладыш. 8. Править торцы. 9. Выбить диск из кольца. | ||||||||
Усилие пресса в т до | Высота диска H в мм до | Высота уступа h в мм до | Диаметр уступа d в мм до | |||||
400 | 630 | |||||||
Диаметр диска D в мм до | ||||||||
700 | 800 | 900 | 1000 | 1120 | 1250 | |||
Время в мин. | ||||||||
1200, 1500, 2000 | 160 | 80 | 7,6 | 8,1 | 8,7 | 9,2 | 9,7 | 10,3 |
200 | 100 | 8,2 | 8,8 | 9,4 | 10,0 | 10,8 | 11,3 | |
250 | 180 | 8,5 | 9,2 | 9,8 | 10,3 | 11,0 | 11,7 | |
100 | 9,2 | 10,0 | 10,6 | 11,2 | 12,0 | 12,7 | ||
320 | 250 | 9,6 | 10,3 | 11,0 | 11,8 | 12,7 | 13,3 | |
160 | 10,5 | 11,3 | 12,0 | 12,8 | 13,7 | 14,4 | ||
100 | 11,5 | 12,3 | 13,2 | 13,8 | 14,7 | 15,5 | ||
КОВКА ДИСКОВ С УСТУПАМИ | Неполное штучное время | ||||||||||||||
Карта 13 | Лист 2 | ||||||||||||||
Усилие пресса в т до | Высота диска H в мм до | Высота уступа h в мм до | Диаметр уступа d в мм до | ||||||||||||
630 | 700 | 800 | |||||||||||||
Диаметр диска D в мм до | |||||||||||||||
800 | 900 | 1000 | 1120 | 1250 | 900 | 1000 | 1120 | 1250 | 1400 | 1250 | 400 | 1600 | |||
Время в мин. | |||||||||||||||
2500, 3000, 5000 | 160 | 80 | 9,0 | 9,5 | 10,1 | 10,7 | 11,3 | 8,5 | 9,0 | 9,5 | 10,0 | 10,5 | 8,9 | 9,4 | 9,9 |
200 | 100 | 9,9 | 10,4 | 11,0 | 11,9 | 12,4 | 9,3 | 9,8 | 10,6 | 11,0 | 11,6 | 9,8 | 10,3 | 10,9 | |
250 | 180 | 10,1 | 10,7 | 11,3 | 12,1 | 12,9 | 9,5 | 10,0 | 10,8 | 11,5 | 12,1 | 10,2 | 10,8 | 11,4 | |
100 | 11,1 | 11,6 | 12,3 | 13,2 | 14,0 | 10,3 | 11,0 | 11,8 | 12,5 | 13,2 | 11,1 | 11,8 | 12,5 | ||
320 | 250 | 11,6 | 12,3 | 13,0 | 14,0 | 14,6 | 11,0 | 11,6 | 12,5 | 13,0 | 13,7 | 11,6 | 12,2 | 13,0 | |
160 | 12,6 | 13,3 | 14,1 | 15,1 | 15,8 | 11,8 | 12,5 | 13,4 | 14,1 | 14,8 | 12,5 | 13,2 | 14,0 | ||
100 | 13,6 | 14,4 | 15,2 | 16,2 | 17,0 | 12,8 | 13,5 | 14,4 | 15,1 | 15,9 | 13,4 | 14,1 | 15,0 | ||
400 | 250 | 14,5 | 15,4 | 16,3 | 17,5 | 18,3 | 13,7 | 14,5 | 15,6 | 16,3 | 17,2 | 14,5 | 15,3 | 16,2 | |
160 | 15,7 | 16,6 | 17,6 | 18,9 | 19,8 | 14,8 | 15,7 | 16,8 | 17,6 | 18,5 | 15,7 | 16,5 | 17,4 | ||
100 | 17,0 | 18,0 | 19,0 | 20,2 | 21,2 | 16,0 | 16,9 | 18,0 | 18,9 | 20,0 | 16,8 | 17,8 | 18,8 | ||
КОВКА ДИСКОВ С УСТУПАМИ | Неполное штучное время | |||||||||||||||
Карта 13 | Лист 3 | |||||||||||||||
Усилие пресса в т до | Высота диска H в мм до | Высота уступа h в мм до | Диаметр уступа d в мм до | |||||||||||||
до 800 | св. 800 | |||||||||||||||
Диаметр диска D в мм до | ||||||||||||||||
1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2500 | 2800 | |||
Время в мин. | ||||||||||||||||
10000 | 160 | 80 | 11,2 | 12,9 | 14,8 | 17,0 | 19,6 | 22,6 | 10,6 | 12,2 | 14,0 | 16,1 | 18,5 | 21,3 | 24,5 | 28,2 |
200 | 100 | 12,2 | 14,0 | 16,1 | 18,5 | 21,3 | 24,5 | 11,6 | 13,3 | 15,3 | 17,6 | 20,2 | 23,2 | 26,7 | 30,7 | |
250 | 180 | 12,8 | 14,7 | 16,9 | 19,5 | 22,4 | 25,8 | 12,2 | 14,0 | 16,1 | 18,5 | 21,3 | 24,5 | 28,2 | 32,4 | |
100 | 14,0 | 16,1 | 18,5 | 21,3 | 24,5 | 28,2 | 13,3 | 15,3 | 17,6 | 20,2 | 23,2 | 26,7 | 30,7 | 35,3 | ||
320 | 250 | 14,5 | 16,5 | 18,8 | 21,4 | 24,4 | 27,8 | 13,8 | 15,7 | 18,0 | 20,5 | 23,4 | 26,4 | 30,1 | 34,6 | |
160 | 15,7 | 18,0 | 20,5 | 23,4 | 26,7 | 30,4 | 14,9 | 17,0 | 19,4 | 22,1 | 25,2 | 28,8 | 32,8 | 37,4 | ||
100 | 16,7 | 19,0 | 21,7 | 24,8 | 28,3 | 32,3 | 15,8 | 18,0 | 20,5 | 23,4 | 26,7 | 30,5 | 34,8 | 39,6 | ||
400 | 250 | 18,1 | 20,6 | 23,5 | 26,8 | 30,6 | 35,0 | 17,2 | 19,6 | 22,3 | 25,4 | 29,0 | 33,0 | 37,6 | 43,0 | |
160 | 19,6 | 22,4 | 25,6 | 29,2 | 33,3 | 38,0 | 18,6 | 21,2 | 24,2 | 27,6 | 31,5 | 36,0 | 41,0 | 46,7 | ||
100 | 21,0 | 24,0 | 27,4 | 31,2 | 35,6 | 40,6 | 20,0 | 22,7 | 25,8 | 29,2 | 33,0 | 37,4 | 42,5 | 43,0 | ||
Примечание. При койке дисков с двумя уступами время по карте берется по высоте диска "H" и "h" без учета второго уступа.
Неполное штучное время | ||||||
Карта 14 | Лист 1 | |||||
Содержание работы |  | |||||
Ковка цилиндров до поковочных размеров на оправке. | ||||||
Усилие пресса в т до | Исходный наружный диаметр заготовки в мм до | Наружный диаметр поковки D в мм до | ||||
200 | 250 | 320 | 400 | 500 | ||
Время в мин. на 1 м | ||||||
500, 600, 800, 1000 | 320 | 9,5 | 8,6 | - | - | - |
350 | 10,3 | 9,4 | - | - | - | |
400 | 11,7 | 10,7 | 9,9 | - | - | |
450 | 13,0 | 12,0 | 11,0 | - | - | |
500 | 14,5 | 13,2 | 12,1 | 10,3 | - | |
560 | - | 14,7 | 13,5 | 12,6 | 11,5 | |
630 | - | - | 15,0 | 14,0 | 12,8 | |
710 | - | - | - | 15,5 | 14,2 | |
800 | - | - | - | - | 16,0 | |
Усилие пресса в т до | Исходный наружный диаметр заготовки в мм до | Наружный диаметр поковки D в мм до | ||||||||||
400 | 500 | 600 | 800 | 1000 | ||||||||
Внутренний диаметр поковки d в мм до | ||||||||||||
320 | 280 | 350 | 350 | 450 | 450 | 560 | 700 | 560 | 700 | 900 | ||
Время в мин. на 1 м | ||||||||||||
1200, 1500, 2000 | 630 | 8,4 | - | - | - | - | - | - | - | - | - | - |
710 | 9,3 | 8,7 | 9,4 | - | - | - | - | - | - | - | - | |
800 | 10,4 | 9,7 | 10,5 | 9,5 | 10,2 | - | - | - | - | - | - | |
900 | 11,7 | 10,8 | 11,7 | 10,7 | 11,6 | - | - | - | - | - | - | |
1000 | 12,8 | 12,0 | 13,0 | 11,8 | 12,8 | 10,5 | 11,3 | 12,2 | - | - | - | |
1120 | 14,1 | 13,2 | 14,2 | 12,9 | 13,9 | 11,5 | 12,4 | 13,4 | 11,3 | 12,2 | 13,2 | |
1250 | - | 14,5 | 15,7 | 14,3 | 15,5 | 12,8 | 13,8 | 14,9 | 12,6 | 13,6 | 14,7 | |
1400 | - | - | - | 15,6 | 16,8 | 13,9 | 14,9 | 16,1 | 13,7 | 14,8 | 16,0 | |
1600 | - | - | - | - | - | 15,3 | 16,5 | 17,8 | 15,0 | 16,2 | 17,5 | |
КОВКА ПУСТОТЕЛЫХ ЦИЛИНДРОВ | Неполное штучное время | |||||||||||
Карта 14 | Лист 2 | |||||||||||
Усилие пресса в т до | Исходный, наружный диаметр заготовки в мм до | Наружный диаметр поковки D в мм до | ||||||||||
700 | 900 | 1100 | 1400 | |||||||||
Внутренний диаметр поковки d в мм до | ||||||||||||
450 | 500 | 550 | 700 | 700 | 800 | 900 | 900 | 1000 | 1100 | 1200 | ||
Время в мин. на 1 м | ||||||||||||
2500, 3000, 5000, 10000 | 1200 | 7,5 | 8,0 | 7,3 | 7,8 | 7,1 | 7,6 | 8,1 | - | - | - | - |
1400 | 8,4 | 9,0 | 8,2 | 8,8 | 8,0 | 8,5 | 9,1 | - | - | - | - | |
1600 | 9,2 | 9,8 | 8,9 | 9,5 | 8,6 | 9,2 | 9,8 | - | - | - | - | |
1800 | - | - | 9,8 | 10,6 | 9,5 | 10,2 | 10,8 | 9,8 | 10,5 | 11,2 | 12,0 | |
2000 | - | - | 10,8 | 11,5 | 10,5 | 11,3 | 12,1 | 11,0 | 11,8 | 12,6 | 13,5 | |
2240 | - | - | 11,8 | 12,6 | 11,5 | 12,3 | 13,2 | 12,0 | 12,8 | 13,7 | 14,7 | |
2500 | - | - | - | - | 12,7 | 13,7 | 14,7 | 13,3 | 14,2 | 15,2 | 16,3 | |
2800 | - | - | - | - | - | - | - | 14,6 | 15,6 | 16,7 | 17,9 | |
3200 | - | - | - | - | - | - | - | 16,1 | 17,2 | 18,4 | 19,7 | |
3500 | - | - | - | - | - | - | - | 17,7 | 19,0 | 20,3 | 21,7 | |
Усилие пресса в т до | Исходный наружный диаметр заготовки в мм до | Наружный диаметр поковки D в мм до | ||||||||
1800 | 2200 | |||||||||
Внутренний диаметр поковки d в мм до | ||||||||||
1000 | 1100 | 1200 | 1400 | 1000 | 1200 | 1200 | 1400 | 1600 | ||
Время в мин. на 1 м | ||||||||||
2500, 3000, 5000, 10000 | 1200 | - | - | - | - | - | - | - | - | - |
1400 | - | - | - | - | - | - | - | - | - | |
1600 | - | - | - | - | - | - | - | - | - | |
1800 | 9,6 | 10,3 | 11,0 | 11,8 | - | - | - | - | - | |
2000 | 10,8 | 11,6 | 12,4 | 13,3 | - | - | - | - | - | |
2240 | 11,6 | 12,4 | 13,3 | 14,2 | 10,5 | 11,2 | 12,0 | 13,0 | 13,9 | |
2500 | 12,9 | 13,8 | 14,8 | 15,8 | 11,7 | 12,5 | 13,4 | 14,3 | 15,3 | |
2800 | 14,2 | 15,2 | 16,3 | 17,4 | 12,9 | 13,8 | 14,8 | 15,8 | 16,9 | |
3200 | 15,6 | 16,7 | 17,9 | 19,2 | 14,2 | 15,2 | 16,2 | 17,3 | 18,5 | |
3500 | 17,3 | 18,5 | 19,8 | 21,2 | 15,7 | 16,8 | 18,0 | 19,3 | 20,7 | |
Примечания:
1. Время, приведенное в карте, рассчитано на 1 м длины протянутого цилиндра I типа.
2. При ковке цилиндра II типа время, приведенное в карте, брать с коэффициентом 1,15, при ковке цилиндра III типа - с коэффициентом 1,25.
Карта 15 | Лист 1 | |||||||||||
1. Время дано на 1 м длины протянутого металла. 2. При протяжке заготовок, имеющих прямоугольное сечение, время следует брать, как для протяжки заготовки с равновеликим квадратным сечением. 3. В картах 16 - 25 предусмотрена точная протяжка по размеру. При грубой протяжке без проверки размеров время на протяжку брать с коэффициентом 0,8. 4. Протяжка металла производится на плоских бойках или в нижнем вырезном, а верхнем плоском. При протяжке металла круглого сечения в вырезных бойках время, приведенное в картах 17 и 23, брать с коэффициентом 0,55. 5. При протяжке металла с выдерживанием точных размеров между заплечиками, когда расстояние между ними меньше ширины бойка, время, приведенное в картах, брать с коэффициентом 1,2. 6. При протяжке на конус время следует определять по среднему сечению конуса, умножая его на коэффициент 1,25. 7. При ковке ступенчатых валов с длиной уступа меньше 1 пог. м время на протяжку принимать как за 1 пог. м. 8. В случае ковки из одного слитка двух и более поковок типа валов с уступами основное время принимать с коэффициентом 1,15. | ||||||||||||
Длина протянутого металла в м | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | 1,6 | 1,8 | 2,0 | 2,2 | 2,4 | 2,6 | 2,8 |
Поправочный коэффициент | 0,6 | 0,8 | 1,0 | 1,1 | 1,3 | 1,5 | 1,6 | 1,8 | 1,9 | 2,1 | 2,2 | 2,4 |
Длина протянутого металла в м | 3,0 | 3,2 | 3,4 | 3,6 | 3,8 | 4,0 | 4,2 | 4,4 | 4,6 | 4,8 | 5,0 | 5,2 |
Поправочный коэффициент | 2,5 | 2,7 | 2,8 | 3,0 | 3,2 | 3,3 | 3,5 | 3,6 | 3,8 | 3,9 | 4,1 | 4,3 |
Длина протянутого металла в м | 5,4 | 5,6 | 5,8 | 6,0 | 6,2 | 6,4 | 6,6 | 6,8 | 7,0 | 7,2 | 7,4 | 7,6 |
Поправочный коэффициент | 4,4 | 4,6 | 4,7 | 4,9 | 5,0 | 5,2 | 5,4 | 5,- | 5,7 | 5,8 | 6,0 | 6,2 |
Длина протянутого металла в м | 7,8 | 8,0 | 8,2 | 8,4 | 8,6 | 8,8 | 9,0 | 9,2 | 9,4 | 9,6 | 9,8 | 10,0 |
Поправочный коэффициент | 6,3 | 6,5 | 6,6 | 6,8 | 6,9 | 7,1 | 7,2 | 7,4 | 7,5 | 7,7 | 7,8 | 8,0 |
Длина протянутого металла в м | 10,5 | 11,0 | 11,5 | 12,0 | 12,5 | 13,0 | 13,5 | 14,0 | 14,5 | 15,0 | 15,5 | 16,0 |
Поправочный коэффициент | 8,4 | 8,8 | 9,2 | 9,6 | 10,0 | 10,4 | 10,8 | 11,2 | 11,5 | 12,0 | 12,3 | 12,7 |
Длина протянутого металла в м | 16,5 | 17,0 | 17,5 | - | - | - | - | - | - | - | - | - |
Поправочный коэффициент | 13,0 | 13,5 | 14,0 | - | - | - | - | - | - | - | - | - |
ПОПРАВОЧНЫЕ КОЭФФИЦИЕНТЫ НА ПРОТЯЖКУ ЗАГОТОВОК | Карта 15 | Лист 2 | |||
10. При протяжке длинных и гладких поковок, у которых конечное отношение длины к диаметру более 25 м, кроме поправочных коэффициентов, зависящих от длины протяжки, к неполному оперативному времени применять следующие поправочные коэффициенты: | |||||
Конечное отношение длины к диаметру | 25 - 30 | 30 - 35 | 35 - 40 | 40 - 45 | св. 45 |
Коэффициент на основное время | 1,1 | 1,15 | 1,20 | 1,30 | 1,40 |
Неполное штучное время | ||||||
Карта 16 | Лист 1 | |||||
Содержание работы |  | |||||
Перемещение заготовки на бойке с поворотом вокруг оси, измерением и правкой в процессе протяжки. | ||||||
Усилие пресса в т до | Конечная толщина полосы h в мм до | Конечная ширина полосы "в" в мм до | Начальная сторона квадрата в мм до | |||
165 | 250 | 320 | 450 | |||
Начальный диаметр круга в мм до | ||||||
200 | 230 | 370 | 510 | |||
Время в мин. на 1 м | ||||||
600, 800, 1000 | 100 | 120 | 2,80 | 3,25 | - | - |
180 | 2,95 | 4,45 | 4,00 | - | ||
250 | - | 3,60 | 4,18 | - | ||
400 | - | 3,85 | 4,45 | - | ||
560 | - | 4,10 | 4,75 | - | ||
160 | 180 | - | 2,90 | 3,36 | - | |
250 | - | 3,20 | 3,60 | - | ||
400 | - | - | 3,80 | 4,40 | ||
560 | - | - | 4,00 | 4,65 | ||
200 | 250 | - | - | 3,20 | - | |
400 | - | - | 3,45 | 4,00 | ||
560 | - | - | - | 4,20 | ||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА ПРЯМОУГОЛЬНОЕ | Неполное штучное время | ||||||||
Карта 16 | Лист 2 | ||||||||
Усилие пресса в т до | Конечная толщина полосы h в мм до | Конечная ширина полосы "в" в мм до | Начальная сторона квадрата в мм до | ||||||
220 | 280 | 350 | 450 | 560 | 710 | 900 | |||
Начальный диаметр круга в мм до | |||||||||
250 | 320 | 400 | 600 | 630 | 800 | 1000 | |||
Время в мин. на 1 м | |||||||||
1200, 1500, 2000 | 100 | 125 | 2,60 | 3,00 | 3,40 | - | - | - | - |
160 | 2,80 | 3,18 | 3,60 | - | - | - | - | ||
200 | - | 3,36 | 3,80 | 4,35 | - | - | - | ||
250 | - | - | 4,05 | 4,60 | - | - | - | ||
320 | - | - | 4,30 | 4,90 | - | - | - | ||
400 | - | - | - | 5,20 | 5,90 | - | - | ||
500 | - | - | - | 5,45 | 6,20 | - | - | ||
630 | - | - | - | 5,75 | 6,55 | - | - | ||
800 | - | - | - | 6,10 | 6,95 | 7,90 | - | ||
160 | 250 | 2,80 | 3,18 | 3,6 | 4,15 | 4,75 | - | - | |
320 | - | 3,40 | 3,9 | 4,15 | 5,08 | - | - | ||
400 | - | - | 4 | 4,75 | 5,35 | 6,10 | - | ||
500 | - | - | 4,35 | 4,96 | 5,65 | 6,45 | - | ||
630 | - | - | - | 5,20 | 5,95 | 6,80 | 7,80 | ||
800 | - | - | - | 5,55 | 6,30 | 7,20 | 8,20 | ||
1000 | - | - | - | - | 6,90 | 7,90 | 9,00 | ||
250 | 320 | - | - | 3,55 | 3,95 | 4,60 | - | - | |
400 | - | - | 3,77 | 4,40 | 4,85 | 5,55 | - | ||
500 | - | - | - | - | 5,15 | 5,85 | - | ||
630 | - | - | - | - | 5,40 | 6,20 | 7,10 | ||
800 | - | - | - | - | 5,75 | 6,52 | 7,45 | ||
1000 | - | - | - | - | 6,35 | 7,20 | 8,20 | ||
400 | 500 | - | - | - | - | 4,65 | 5,30 | 6,00 | |
630 | - | - | - | - | - | 5,65 | 6,45 | ||
800 | - | - | - | - | - | 5,90 | 6,70 | ||
1000 | - | - | - | - | - | - | 7,20 | ||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА ПРЯМОУГОЛЬНОЕ | Неполное штучное время | |||||||
Карта 16 | Лист 3 | |||||||
Усилие пресса в т до | Конечная толщина, полосы h в мм до | Конечная ширина полосы "в" в мм до | Начальная сторона квадрата в мм до | |||||
350 | 450 | 560 | 710 | 900 | 1120 | |||
Начальный диаметр круга в мм до | ||||||||
400 | 500 | 630 | 800 | 1000 | 1250 | |||
Время в мин. на 1 м | ||||||||
2500, 3000, 5000 | 125 | 320 | 3,30 | 3,70 | 4,15 | - | - | - |
400 | - | 4,00 | 4,45 | - | - | - | ||
500 | - | 4,30 | 4,80 | 5,35 | - | - | ||
630 | - | - | 5,20 | 5,80 | 6,5 | - | ||
800 | - | - | - | 9,25 | 7,0 | - | ||
1000 | - | - | - | 6,75 | 7,55 | - | ||
200 | 320 | 3,00 | 3,35 | - | - | - | - | |
400 | - | 3,65 | 4,20 | - | - | - | ||
500 | - | 4,00 | 4,55 | 5,10 | - | - | ||
630 | - | - | 4,90 | 5,50 | 5,90 | - | ||
800 | - | - | - | 5,95 | 6,35 | - | ||
1000 | - | - | - | - | 6,85 | |||
320 | 400 | - | 3,30 | 3,80 | 4,25 | - | - | |
500 | - | 3,60 | 4,15 | 4,60 | - | - | ||
630 | - | - | 4,45 | 5,00 | 5,35 | - | ||
800 | - | - | - | 5,45 | 5,75 | - | ||
1000 | - | - | - | 5,90 | 6,25 | 7,0 | ||
1250 | - | - | - | - | 6,75 | 7,7 | ||
500 | 500 | - | - | 3,75 | 4,15 | 4,65 | - | |
630 | - | - | - | 4,50 | 5,05 | - | ||
800 | - | - | - | 4,85 | 5,45 | 6,1 | ||
1000 | - | - | - | - | 5,90 | 6,6 | ||
1250 | - | - | - | - | 6,40 | 7,15 | ||
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА ПРЯМОУГОЛЬНОЕ | Неполное штучное время | |||||||||||
Карта 16 | Лист 4 | |||||||||||
Усилие пресса в т до | Конечная толщина h в мм до | Конечная ширина "в" в мм до | Начальная сторона квадрата в мм до | |||||||||
350 | 450 | 560 | 410 | 900 | 1120 | 1400 | 1800 | 2200 | 2800 | |||
Начальный диаметр круга в мм до | ||||||||||||
400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3200 | |||
Время в мин. на 1 м | ||||||||||||
10000, 12000 | 200 | 320 | 3,8 | 4,25 | 4,8 | 5,42 | - | - | - | - | - | - |
400 | - | 4,60 | 5,3 | 5,96 | - | - | - | - | - | - | ||
500 | - | 5,30 | 5,75 | 6,43 | - | - | - | - | - | - | ||
630 | - | - | 6,2 | 6,95 | 7,45 | - | - | - | - | - | ||
800 | - | - | 6,65 | 7,50 | 8,05 | - | - | - | - | - | ||
1000 | - | - | - | 8,10 | 8,65 | 9,50 | - | - | - | - | ||
1250 | - | - | - | - | 9,35 | 10,3 | - | - | - | - | ||
320 | 500 | - | - | - | 5,80 | 6,27 | 6,80 | 7,37 | - | - | - | |
630 | - | - | - | 6,32 | 6,85 | 7,42 | 8,05 | - | - | - | ||
800 | - | - | - | 6,90 | 7,50 | 8,10 | 8,76 | 9,50 | - | - | ||
1000 | - | - | - | 7,50 | 8,10 | 8,76 | 9,50 | 10,4 | 11,2 | - | ||
1250 | - | - | - | - | 8,80 | 9,55 | 10,4 | 11,4 | 12,2 | - | ||
1600 | - | - | - | - | - | 10,4 | 11,4 | 12,5 | 13,4 | 14,5 | ||
500 | 630 | - | - | - | - | 6,36 | 6,90 | - | - | - | - | |
800 | - | - | - | - | 6,90 | 7,70 | - | - | - | - | ||
1000 | - | - | - | - | 7,45 | 8,35 | 8,97 | - | - | - | ||
1250 | - | - | - | - | - | 9,00 | 11,0 | 11,8 | - | - | ||
1600 | - | - | - | - | - | - | 12,0 | 13,1 | 13,9 | - | ||
2000 | - | - | - | - | - | - | 13,3 | 14,0 | 15,2 | 16,8 | ||
св. 500 | 630 | - | - | - | - | 5,8 | 6,28 | - | - | - | - | |
800 | - | - | - | - | 6,28 | 7,02 | 7,60 | - | - | - | ||
1000 | - | - | - | - | - | 7,60 | 8,2 | - | - | - | ||
1250 | - | - | - | - | - | 8,25 | 10,0 | 10,8 | - | - | ||
1600 | - | - | - | - | - | - | 10,9 | 11,7 | 12,6 | - | ||
2000 | - | - | - | - | - | - | 11,8 | 12,8 | 13,8 | 15,0 | ||
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 15.
Неполное штучное время | |||||||
Карта 17 | Лист 1 | ||||||
Содержание работы |  | ||||||
Протяжка с перемещением заготовки на бойке поворотом вокруг оси, измерением и правкой в процессе протяжки. | |||||||
Усилие пресса в т до | Конечный диаметр заготовки в мм до | Начальная сторона квадрата в мм до | |||||
180 | 220 | 280 | 350 | 450 | 560 | ||
Начальный диаметр заготовки в мм до | |||||||
200 | 250 | 320 | 400 | 500 | 530 | ||
Время в мин. на 1 м | |||||||
600, 750, 800, 1000 | 125 | 2,85 | 3,5 | 4,4 | 5,4 | 6,8 | - |
160 | 2,40 | 3,0 | 3,7 | 4,6 | 5,7 | - | |
200 | - | 2,6 | 3,2 | 3,9 | 4,8 | - | |
250 | - | - | 2,7 | 3,3 | 4,2 | - | |
320 | - | - | - | 2,8 | 3,5 | 4,3 | |
400 | - | - | - | - | 3,0 | 3,7 | |
500 | - | - | - | - | - | 3,1 | |
Усилие процесса в т до | Конечный диаметр заготовки в мм до | Начальная сторона квадрата в мм до | ||||||||
200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | ||
Начальный диаметр заготовки в мм до | ||||||||||
220 | 280 | 350 | 450 | 560 | 710 | 900 | 1120 | 1400 | ||
Время в мин. на 1 м | ||||||||||
1200, 1500, 2000 | 160 | 2,76 | 3,6 | 3,75 | 4,3 | - | - | - | - | - |
200 | - | 2,82 | 3,34 | 3,80 | 4,5 | - | - | - | - | |
250 | - | - | 3,0 | 3,34 | 4,0 | - | - | - | - | |
320 | - | - | 2,64 | 3,0 | 3,54 | 4,25 | - | - | - | |
400 | - | - | - | 2,76 | 3,33 | 4,0 | 4,83 | - | - | |
500 | - | - | - | - | 3,0 | 3,56 | 4,25 | - | - | |
630 | - | - | - | - | - | 3,1 | 3,68 | 3,35 | - | |
800 | - | - | - | - | - | - | 3,34 | 4,0 | 4,83 | |
1000 | - | - | - | - | - | - | - | 3,68 | 4,5 | |
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА КРУГЛОЕ | Неполное штучное время | |||||||||
Карта 17 | Лист 2 | |||||||||
Усилие пресса в т до | Конечный диаметр заготовки в мм до | Начальная сторона квадрата в мм до | ||||||||
250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | ||
Начальный диаметр заготовки в мм до | ||||||||||
280 | 350 | 450 | 560 | 710 | 900 | 1120 | 1400 | 1800 | ||
Время в мин. на 1 м | ||||||||||
2500, 3000, 5000 | 200 | 3,5 | 4,13 | 4,83 | - | - | - | - | - | - |
250 | 3,22 | 3,74 | 4,13 | 4,05 | - | - | - | - | - | |
320 | - | 3,34 | 3,74 | 4,5 | 5,3 | - | - | - | - | |
400 | - | - | 3,45 | 4,15 | 5,0 | 6,05 | - | - | - | |
500 | - | - | - | 3,74 | 4,43 | 5,3 | 6,3 | - | - | |
630 | - | - | - | - | 3,88 | 4,6 | 5,45 | 6,55 | - | |
800 | - | - | - | - | - | 4,14 | 5,0 | 6,13 | - | |
1000 | - | - | - | - | - | - | 4,6 | 5,64 | 6,78 | |
1250 | - | - | - | - | - | - | - | 5,10 | 6,20 | |
Усилие пресса в т до | Конечный диаметр заготовки в мм до | Начальная сторона квадрата в мм до | |||||||
500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | ||
Начальный диаметр заготовки в мм до | |||||||||
560 | 710 | 900 | 1120 | 1400 | 1800 | 2240 | 2800 | ||
Время в мин. на 1 м | |||||||||
10000, 12000 | 500 | 4,65 | 5,5 | 6,6 | 7,92 | - | - | - | - |
630 | - | 4,85 | 5,75 | 6,85 | 8,15 | 9,75 | - | - | |
800 | - | - | 5,15 | 6,25 | 7,52 | 9,0 | 10,8 | - | |
1000 | - | - | - | 5,75 | 7,0 | 8,5 | 10,2 | 12,5 | |
1250 | - | - | - | - | 6,43 | 7,75 | 9,3 | 11,1 | |
1600 | - | - | - | - | - | 7,05 | 8,5 | 10,2 | |
2000 | - | - | - | - | - | - | 7,75 | 9,3 | |
2500 | - | - | - | - | - | - | - | 8,5 | |
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 16.
Неполное штучное время | |||||||
Карта 18 | Лист 1 | ||||||
Содержание работы |  | ||||||
Перемещение заготовки на бойке с поворотом вокруг оси, измерением и правкой в процессе протяжки. | |||||||
Усилие процесса в т до | Конечная сторона заготовки в мм до | Начальная сторона квадрата в мм до | |||||
180 | 220 | 280 | 350 | 450 | 560 | ||
Начальный диаметр заготовки в мм до | |||||||
200 | 250 | 820 | 400 | 500 | 630 | ||
Время в мин. на 1 м | |||||||
600, 750, 1000 | 125 | 2,1 | 2,6 | 3,2 | 4,0 | 5,0 | - |
160 | 1,8 | 2,2 | 2,7 | 3,4 | 4,2 | - | |
200 | - | 1,9 | 2,4 | 2,9 | 3,5 | - | |
250 | - | - | 2,0 | 2,4 | 3,1 | - | |
320 | - | - | - | 2,0 | 2,6 | 3,2 | |
400 | - | - | - | - | 2,2 | 2,7 | |
500 | - | - | - | - | - | 2,2 | |
Усилие пресса в т до | Конечная сторона заготовки в мм до | Начальная сторона квадрата в мм до | ||||||||
200 | 250 | 320 | 400 | 500 | 630 | 800 | 1100 | 1250 | ||
Начальный диаметр заготовки в мм до | ||||||||||
220 | 280 | 350 | 450 | 560 | 710 | 900 | 1120 | 1400 | ||
Время в мин. на 1 м | ||||||||||
1200, 1500, 2000 | 160 | 1,95 | 2,3 | 2,78 | 3,1 | - | - | - | - | - |
200 | - | 2,0 | 2,4 | 2,76 | 3,2 | - | - | - | - | |
250 | - | - | 2,13 | 2,4 | 2,87 | - | - | - | - | |
320 | - | - | 1,9 | 2,18 | 2,52 | 3,1 | - | - | - | |
400 | - | - | - | 1,95 | 2,4 | 2,86 | 3,44 | - | - | |
500 | - | - | - | - | 2,8 | 2,52 | 3,10 | - | - | |
630 | - | - | - | - | - | 2,24 | 2,74 | 3,1 | - | |
800 | - | - | - | - | - | - | 2,40 | 2,87 | 2,44 | |
1000 | - | - | - | - | - | - | - | 2,64 | 3,22 | |
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО ИЛИ КРУГЛОГО СЕЧЕНИЯ НА КВАДРАТНОЕ | Неполное штучное время | |||||||||
Карта 18 | Лист 2 | |||||||||
Усилие пресса в т до | Конечная сторона заготовки в мм до | Начальная сторона квадрата в мм до | ||||||||
250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | ||
Начальный диаметр заготовки в мм до | ||||||||||
280 | 350 | 450 | 560 | 710 | 900 | 1120 | 1400 | 1800 | ||
Время в мин. на 1 м | ||||||||||
2500, 3000, 5000 | 200 | 2,52 | 3,0 | 3,44 | - | - | - | - | - | - |
250 | 2,3 | 2,7 | 2,98 | 3,62 | - | - | - | - | - | |
320 | - | 2,4 | 2,64 | 3,22 | 3,78 | - | - | - | - | |
400 | - | - | 2,4 | 2,98 | 3,56 | 4,35 | - | - | - | |
500 | - | - | - | 2,64 | 3,22 | 3,80 | 4,6 | - | - | |
630 | - | - | - | - | 2,76 | 3,33 | 3,9 | 4,7 | - | |
800 | - | - | - | - | - | 2,98 | 3,56 | 4,35 | - | |
1000 | - | - | - | - | - | - | 3,33 | 4,03 | 4,82 | |
1250 | - | - | - | - | - | - | - | 3,67 | 4,47 | |
Усилие пресса в т до | Конечная сторона заготовки в мм до | Начальная сторона квадрата в мм до | |||||||
500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | ||
Начальный диаметр заготовки в мм до | |||||||||
560 | 710 | 900 | 1120 | 1400 | 1800 | 2240 | 2800 | ||
Время в мин. на 1 м | |||||||||
10000, 12000 | 500 | 3,33 | 3,97 | 4,75 | 5,75 | - | - | - | - |
630 | - | 3,5 | 4,12 | 4,95 | 5,85 | 7,0 | - | - | |
800 | - | - | 3,74 | 4,55 | 5,45 | 6,5 | 7,8 | - | |
1000 | - | - | - | 4,13 | 5,05 | 6,15 | 7,35 | 9,9 | |
1250 | - | - | - | - | 4,6 | 5,55 | 6,7 | 8,05 | |
1600 | - | - | - | - | - | 5,10 | 6,15 | 7,35 | |
2000 | - | - | - | - | - | - | 5,55 | 6,70 | |
2500 | - | - | - | - | - | - | - | 6,10 | |
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 15.
Неполное штучное время | ||||||
Карта 19 | Лист 1 | |||||
Содержание работы |  | |||||
Сбить грани слитка и протянуть его на заданное сечение с поворотом вокруг оси и правкой в процессе протяжки с применением манипулятора. | ||||||
Усилие пресса в т до | Конечное сечение прямоугольника в см2 до | Вес слитка в т до | ||||
0,5 | 0,7 | 1,0 | 1,4 | 2,0 | ||
Время в мин. на 1 м | ||||||
600, 800, 1000 | 200 | 2,0 | 2,25 | 2,55 | 2,85 | 3,2 |
250 | 1,8 | 2,05 | 2,30 | 2,60 | 2,9 | |
320 | 1,6 | 1,80 | 2,10 | 2,30 | 2,55 | |
400 | 1,45 | 1,65 | 1,85 | 2,07 | 2,30 | |
500 | 1,30 | 1,43 | 1,65 | 1,88 | 2,05 | |
630 | - | 1,35 | 1,48 | 1,67 | 1,85 | |
800 | - | - | 1,32 | 1,50 | 1,65 | |
1000 | - | - | 1,20 | 1,35 | 1,50 | |
1250 | - | - | - | 1,25 | 1,36 | |
1600 | - | - | - | 1,10 | 1,22 | |
2000 | - | - | - | - | 1,10 | |
Усилие пресса в т до | Конечное сечение прямоугольника в см2 до | Вес слитка в т до | |||||
1,8 | 2,5 | 3,5 | 5,0 | 7,0 | 10,0 | ||
Время в мин. на 1 м | |||||||
1200, 1500, 2000 | 400 | 2,25 | 2,7 | - | - | - | - |
500 | 2,0 | 2,45 | 3,0 | - | - | - | |
630 | 1,8 | 2,2 | 2,65 | 3,25 | - | - | |
800 | 1,65 | 2,0 | 2,4 | 2,9 | 3,5 | - | |
1000 | 1,5 | 1,8 | 2,15 | 2,6 | 3,2 | 3,9 | |
1250 | 1,35 | 1,6 | 1,95 | 2,4 | 2,9 | 3,0 | |
1600 | - | 1,3 | 1,75 | 2,1 | 2,6 | 3,2 | |
2000 | - | - | 1,6 | 1,9 | 2,3 | 2,9 | |
2500 | - | - | 1,43 | 1,75 | 2,1 | 2,6 | |
3200 | - | - | - | 1,6 | 1,9 | 2,35 | |
4000 | - | - | - | - | 1,7 | 2,1 | |
ПРОТЯЖКА СЛИТКОВ НА ПРЯМОУГОЛЬНОЕ СЕЧЕНИЕ С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Неполное штучное время | ||||||
Карта 19 | Лист 2 | ||||||
Усилие пресса в т до | Конечное сечение прямоугольника в см2 до | Вес слитка в т до | |||||
1,8 | 2,5 | 3,5 | 5,0 | 7,0 | 10,0 | ||
Время в мин. на 1 м | |||||||
2500, 3000 | 250 | 3,1 | - | - | - | - | - |
320 | 2,8 | - | - | - | - | - | |
400 | 2,6 | 3,25 | - | - | - | - | |
500 | 2,4 | 2,95 | 3,6 | - | - | - | |
630 | 2,2 | 2,65 | 3,2 | - | - | - | |
800 | 2,0 | 2,4 | 2,9 | 3,5 | - | - | |
1000 | - | 2,16 | 2,6 | 3,2 | 3,85 | 4,7 | |
1250 | - | 1,9 | 2,35 | 2,9 | 3,5 | 4,2 | |
1600 | - | 1,6 | 2,1 | 2,6 | 3,1 | 3,85 | |
2000 | - | - | 1,9 | 2,3 | 2,8 | 3,5 | |
2500 | - | - | - | 2,1 | 2,5 | 3,1 | |
3200 | - | - | - | - | 2,3 | 2,8 | |
4000 | - | - | - | - | - | 2,55 | |
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 15.
Неполное штучное время | |||||||
Карта 20 | Лист 1 | ||||||
Содержание работы |  | ||||||
Сбить грани слитка и протянуть его на заданное сечение с поворотом вокруг оси и правкой в процессе протяжки с применением манипулятора. | |||||||
Усилие пресса в т до | Конечная сторона квадрата в мм до | Вес слитка в т до | |||||
0,5 | 0,7 | 1,0 | 1,4 | 2,0 | 2,8 | ||
Время в мин. на 1 м | |||||||
600, 800 1000 | 100 | 2,6 | 3,0 | 3,5 | - | - | - |
125 | 2,2 | 2,5 | 2,9 | 3,35 | - | - | |
160 | 1,8 | 2,05 | 2,40 | 2,75 | 3,2 | - | |
200 | 1,48 | 1,70 | 2,0 | 2,3 | 2,65 | 3,1 | |
250 | - | 1,43 | 1,65 | 1,90 | 2,20 | 2,6 | |
320 | - | - | 1,35 | 1,55 | 1,80 | 2,1 | |
400 | - | - | - | - | 1,50 | 1,75 | |
500 | - | - | - | - | - | 1,45 | |
ПРОТЯЖКА СЛИТКОВ НА КВАДРАТНОЕ СЕЧЕНИЕ С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Неполное штучное время | ||||||
Карта 20 | Лист 2 | ||||||
Усилие пресса в т до | Конечная сторона квадрата в мм до | Вес слитка в т до | |||||
1,3 | 2,5 | 3,5 | 5,0 | 7,0 | 10,0 | ||
Время в мин. на 1 м | |||||||
1200, 1500, 2000 | 160 | 2,5 | - | - | - | - | - |
9,00 | 2,1 | 2,55 | - | - | - | - | |
250 | 1,75 | 2,15 | 2,6 | 3,1 | - | - | |
320 | 1,45 | 1,75 | 2,1 | 2,55 | 3,1 | 3,75 | |
400 | - | 1,45 | 1,75 | 2,1 | 2,6 | 3,1 | |
500 | - | - | - | 1,8 | 2,15 | 2,6 | |
630 | - | - | - | - | - | 2,15 | |
2500, 3000 | 200 | 2,5 | 3,05 | - | - | - | - |
250 | 2,1 | 2,6 | 3,1 | 3,7 | - | - | |
320 | 1,75 | 2,1 | 2,5 | 3,05 | 3,7 | 4,5 | |
400 | - | 1,75 | 2,1 | 2,5 | 2,1 | 3,7 | |
500 | - | - | - | 2,15 | 2,6 | 3,1 | |
630 | - | - | - | - | - | 2,6 | |
890 | - | - | - | - | - | 2,1 | |
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 15.
Неполное штучное время | |||||||||
Карта 21 | Лист 1 | ||||||||
Содержание работы |  | ||||||||
Сбить грани слитка и протянуть его на заданное сечение с поворотом вокруг оси и правкой в процессе протяжки с применением манипулятора. | |||||||||
Усилие пресса в т до | Конечный диаметр в мм до | Вес слитка в т до | |||||||
0,5 | 0,7 | 1,0 | 1,4 | 2,0 | 2,8 | 4,0 | 5,6 | ||
Время в мин. на 1 м | |||||||||
600, 800, 1000 | 100 | 2,36 | 2,7 | 3,2 | - | - | - | - | - |
125 | 2,0 | 2,3 | 2,65 | 3,05 | - | - | - | - | |
160 | 1,65 | 1,85 | 2,2 | 2,5 | 2,9 | - | - | - | |
200 | 1,35 | 1,55 | 1,8 | 2,1 | 2,4 | 2,8 | - | - | |
250 | - | 1,3 | 1,5 | 1,73 | 2,0 | 2,4 | 2,7 | - | |
320 | - | - | 1,23 | 1,4 | 1,05 | 1,9 | 2,2 | 2,5 | |
400 | - | - | - | - | 1,57 | 1,6 | 1,8 | 2,1 | |
500 | - | - | - | - | - | 1,32 | 1,5 | 1,7 | |
ПРОТЯЖКА СЛИТКОВ НА КРУГЛОЕ СЕЧЕНИЕ В ВЫРЕЗНЫХ БОЙКАХ С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Неполное штучное время | ||||||
Карта 21 | Лист 2 | ||||||
Усилие пресса в т до | Конечный диаметр в мм до | Вес слитка в т до | |||||
1,8 | 2,5 | 3,5 | 5,0 | 7,0 | 10,0 | ||
Время в мин. на 1 м | |||||||
1200, 1500, 2000 | 200 | 1,65 | 2,0 | - | - | - | - |
250 | 1,37 | 1,68 | 2,03 | 2,4 | - | - | |
320 | 1,13 | 1,37 | 1,64 | 2,0 | 2,4 | 2,93 | |
400 | - | 1,13 | 1,37 | 1,65 | 2,03 | 2,4 | |
500 | - | - | - | 1,4 | 1,7 | 2,03 | |
630 | - | - | - | - | - | 1,68 | |
2500, 3000 | 200 | 2,0 | 2,4 | - | - | - | - |
250 | 1,65 | 2,02 | 2,44 | - | - | - | |
320 | 1,36 | 1,65 | 1,97 | 2,4 | 2,9 | - | |
400 | - | 1,36 | 1,65 | 2,0 | 2,44 | 2,9 | |
500 | - | - | 1,35 | 1,68 | 2,05 | 2,44 | |
630 | - | - | - | - | 1,65 | 2,02 | |
800 | - | - | - | - | - | 1,6 | |
Примечания:
1. Поправочные коэффициенты на измененные условия протяжки приведены в карте 15.
2. При протяжке в плоских бойках время, приведенное в карте, брать с коэффициентом 1,8.
Неполное штучное время | |||||||
Карта 22 | Лист 1 | ||||||
Содержание работы |  | ||||||
Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки с применением манипулятора. | |||||||
Усилие пресса в т до | Конечное сечение прямоугольника в см2 до | Начальная сторона квадрата в мм до | |||||
140 | 180 | 220 | 280 | 350 | 450 | ||
Начальный диаметр в мм до | |||||||
160 | 200 | 250 | 320 | 400 | 500 | ||
Время в мин. на 1 м | |||||||
600, 800 1000 | 100 | 1,55 | 1,75 | 2,05 | 2,2 | - | - |
200 | - | 1,6 | 1,75 | 1,95 | 2,2 | - | |
400 | - | - | 1,55 | 1,75 | 1,95 | - | |
800 | - | - | - | 1,55 | 1,75 | 1,95 | |
1000 | - | - | - | - | - | 1,85 | |
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО И КРУГЛОГО СЕЧЕНИЯ НА ПРЯМОУГОЛЬНОЕ С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Неполное штучное время | |||||||||
Карта 22 | Лист 2 | |||||||||
Усилие пресса в т до | Конечное сечение прямоугольника в см2 до | Начальная сторона квадрата в мм до | ||||||||
350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | ||
Начальный диаметр в мм до | ||||||||||
400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | ||
Время в мин. на 1 м | ||||||||||
1200, 1500, 2000 | 450 | 3,2 | 3,7 | 4,05 | - | - | - | - | - | - |
560 | 2,9 | 3,4 | 3,8 | 4,2 | 4,8 | - | - | - | - | |
710 | 2,7 | 3,0 | 3,5 | 3,9 | 4,4 | 4,9 | - | - | - | |
900 | - | 2,8 | 3,2 | 3,5 | 3,9 | 4,5 | - | - | - | |
1120 | - | - | 2,9 | 3,2 | 3,6 | 4,1 | 4,6 | 5,3 | 6,0 | |
1400 | - | - | - | 2,9 | 3,3 | 3,7 | 4,2 | 4,8 | 5,4 | |
1800 | - | - | - | 2,7 | 3,0 | 3,4 | 3,9 | 4,4 | 5,0 | |
2200 | - | - | - | - | - | 3,1 | 3,5 | 4,0 | 4,5 | |
2800 | - | - | - | - | - | 2,8 | 3,2 | 3,6 | 4,1 | |
3500 | - | - | - | - | - | - | 2,9 | 3,3 | 3,7 | |
4500 | - | - | - | - | - | - | 2,7 | 3,05 | 3,4 | |
5600 | - | - | - | - | - | - | - | - | 3,1 | |
2500, 3000 | 450 | 3,85 | 4,4 | 4,8 | 5,5 | - | - | - | - | - |
560 | 3,5 | 4,1 | 4,5 | 5,0 | 5,75 | 6,5 | - | - | - | |
710 | 3,25 | 3,6 | 4,2 | 4,7 | 5,3 | 5,9 | - | - | - | |
900 | - | 3,3 | 3,8 | 4,2 | 4,7 | 5,4 | - | - | - | |
1120 | - | 3,0 | 3,4 | 3,8 | 4,3 | 4,9 | 5,5 | 6,3 | 7,2 | |
1400 | - | - | 3,2 | 3,4 | 4,0 | 4,5 | 5,0 | 5,7 | 6,5 | |
1800 | - | - | - | 3,2 | 3,6 | 4,1 | 4,7 | 5,3 | 6,0 | |
2200 | - | - | - | - | 3,3 | 3,7 | 4,2 | 4,8 | 5,4 | |
2800 | - | - | - | - | 3,0 | 3,4 | 3,8 | 4,3 | 4,9 | |
3500 | - | - | - | - | - | 3,0 | 3,5 | 4,0 | 4,5 | |
4500 | - | - | - | - | - | - | 3,2 | 3,6 | 4,1 | |
5600 | - | - | - | - | - | - | - | 3,3 | 3,7 | |
7100 | - | - | - | - | - | - | - | - | 3,4 | |
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 15.
Неполное штучное время | ||||||||
Карта 23 | ||||||||
Содержание работы |  | |||||||
Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки с применением манипулятора. | ||||||||
Усилие пресса в т до | Конечный диаметр поковки в мм до | Начальная сторона квадрата в мм до | ||||||
100 | 140 | 180 | 220 | 280 | 350 | 450 | ||
Время в мин. на 1 м | ||||||||
600, 800, 1000 | 60 | 1,33 | 1,5 | 1,7 | 1,9 | - | - | - |
100 | - | 1,33 | 1,5 | 1,65 | 1,85 | - | - | |
160 | - | - | 1,35 | 1,5 | 1,7 | 1,9 | - | |
250 | - | - | - | - | 1,5 | 1,7 | - | |
400 | - | - | - | - | - | - | 1,7 | |
Усилие пресса в т до | Конечный диаметр поковки в мм до | Начальная сторона квадрата в мм до | ||||||||||||
250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | ||
Время в мин. на 1 м | ||||||||||||||
1200, 1500, 2000 | 160 | 2,2 | 2,6 | 3,0 | - | - | - | - | - | - | - | - | - | - |
250 | - | - | 2,6 | 2,9 | 3,3 | 3,65 | 4,0 | - | - | - | - | - | - | |
320 | - | - | - | - | 2,9 | 3,2 | 3,5 | 4,0 | 4,4 | 4,9 | - | - | - | |
400 | - | - | - | - | - | 2,8 | 3,15 | 3,5 | 3,9 | 4,4 | - | - | - | |
500 | - | - | - | - | - | - | - | 3,1 | 3,4 | 3,9 | 4,3 | 4,8 | - | |
630 | - | - | - | - | - | - | - | - | - | 3,4 | 3,8 | 4,2 | - | |
800 | - | - | - | - | - | - | - | - | - | - | - | 3,7 | - | |
2500, 3000 | 200 | 2,9 | 3,25 | 3,7 | 4,0 | 4,5 | 5,1 | - | - | - | - | - | - | - |
250 | - | 2,85 | 3,2 | 3,5 | 4,0 | 4,4 | 4,8 | 5,4 | - | - | - | - | - | |
320 | - | - | - | 3,1 | 3,5 | 3,9 | 4,3 | 4,8 | 5,3 | 5,9 | 6,6 | - | - | |
400 | - | - | - | - | - | 3,4 | 3,8 | 4,2 | 4,7 | 5,3 | 5,9 | 6,6 | 7,2 | |
500 | - | - | - | - | - | - | - | 3,7 | 4,1 | 4,7 | 5,2 | 5,3 | 6,4 | |
630 | - | - | - | - | - | - | - | - | - | 4,1 | 4,6 | 5,1 | 5,6 | |
800 | - | - | - | - | - | - | - | - | - | - | - | 4,5 | 5,0 | |
1000 | - | - | - | - | - | - | - | - | - | - | - | - | 4,4 | |
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 15.
Неполное штучное время | ||||||
Карта 24 | Лист 1 | |||||
Содержание работы |  | |||||
Перемещение заготовки на бойке с поворотом вокруг оси в процессе протяжки с применением манипулятора. | ||||||
Усилие пресса в т до | Конечный диаметр заготовки в мм до | Начальный диаметр заготовки в мм до | ||||
200 | 250 | 320 | 400 | 500 | ||
Время в мин. на 1 м | ||||||
600, 800, 1000 | 160 | 1,2 | 1,35 | 1,5 | - | - |
220 | - | - | 1,35 | 1,5 | - | |
320 | - | - | - | 1,35 | 1,5 | |
450 | - | - | - | - | 1,35 | |
ПРОТЯЖКА ЗАГОТОВКИ С КРУГЛОГО СЕЧЕНИЯ НА КРУГЛОЕ НА ВЫРЕЗНЫХ БОЙКАХ С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Неполное штучное время | |||||||||||||
Карта 24 | Лист 2 | |||||||||||||
Усилие пресса в т до | Конечный диаметр заготовки в мм до | Начальный диаметр заготовки в мм до | ||||||||||||
250 | 230 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | ||
Время в мин. на 1 м | ||||||||||||||
1200, 1500, 2000 | 160 | 1,35 | 1,5 | 1,7 | - | - | - | - | - | - | - | - | - | - |
220 | - | 1,3 | 1,5 | 1,65 | 1,9 | 2,1 | - | - | - | - | - | - | - | |
320 | - | - | - | - | 1,65 | 1,85 | 2,1 | 2,3 | 2,65 | 3,0 | - | - | - | |
450 | - | - | - | - | - | - | 1,8 | 2,0 | 2,3 | 2,6 | 2,9 | 3,3 | 3,7 | |
630 | - | - | - | - | - | - | - | - | - | 2,3 | 2,6 | 2,9 | 3,2 | |
900 | - | - | - | - | - | - | - | - | - | - | - | - | 2,8 | |
2500, 3000 | 160 | 1,62 | 1,8 | 2,04 | 2,28 | 2,58 | - | - | - | - | - | - | - | - |
220 | - | 1,56 | 1,8 | 1,03 | 2,28 | 2,52 | 2,82 | - | - | - | - | - | - | |
320 | - | - | - | - | 1,98 | 2,22 | 2,52 | 2,76 | 3,18 | 3,6 | - | - | - | |
450 | - | - | - | - | - | - | 2,16 | 2,4 | 2,76 | 3,12 | 3,43 | 3,96 | 4,45 | |
630 | - | - | - | - | - | - | - | - | - | 2,76 | 3,12 | 3,48 | 3,84 | |
900 | - | - | - | - | - | - | - | - | - | - | - | - | 3,36 | |
Примечания:
1. Поправочные коэффициенты на измененные условия протяжки приведены в карте 15.
2. При протяжке заготовки в плоских бойках время, приведенное в карте, брать с коэффициентом 1,8.
Неполное штучное время | |||||||
Карта 25 | Лист 1 | ||||||
Содержание работы |  | ||||||
Перемещение заготовки на бойке с поворотом вокруг оси и правкой в процессе протяжки с применением манипулятора. | |||||||
Усилие пресса в т до | Конечная сторона квадрата в мм до | Начальная сторона квадрата мм до | |||||
140 | 180 | 220 | 280 | 350 | 450 | ||
Начальный диаметр в мм до | |||||||
160 | 200 | 250 | 300 | 400 | 500 | ||
Время в мин. на 1 м | |||||||
600, 800, 1000 | 100 | 1,35 | 1,55 | 1,7 | 1,9 | - | - |
140 | - | 1,4 | 1,55 | 1,7 | 1,9 | - | |
200 | - | - | 1,4 | 1,55 | 1,7 | - | |
280 | - | - | - | - | 1,55 | 1,75 | |
400 | - | - | - | - | - | 1,6 | |
ПРОТЯЖКА ЗАГОТОВКИ С КВАДРАТНОГО И КРУГЛОГО СЕЧЕНИЯ НА КВАДРАТНОЕ С ПРИМЕНЕНИЕМ МАНИПУЛЯТОРА | Неполное штучное время | |||||||||||||||
Карта 25 | Лист 2 | |||||||||||||||
Усилие пресса в т до | Конечная сторона квадрата в мм до | Начальная сторона квадрата в мм до | ||||||||||||||
200 | 220 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | ||
Начальный диаметр в мм до | ||||||||||||||||
220 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1100 | ||
Время в мин. на 1 м | ||||||||||||||||
1200, 1500, 2000 | 140 | - | 1,45 | 1,58 | 1,75 | 2,0 | 2,2 | 2,5 | - | - | - | - | - | - | - | - |
180 | - | 1,2 | 1,37 | 1,58 | 1,78 | 1,95 | 2,24 | 2,54 | 2,82 | 3,16 | - | - | - | - | - | |
220 | - | 1,08 | 1,25 | 1,41 | 1,62 | 1,78 | 2,04 | 2,28 | 2,58 | 2,86 | 3,24 | 3,66 | 4,15 | - | - | |
280 | - | - | - | - | 1,45 | 1,5 | 1,83 | 2,08 | 2,32 | 2,58 | 2,9 | 3,23 | 3,74 | 4,16 | 5,15 | |
350 | - | - | - | - | - | - | 1,66 | 1,87 | 2,08 | 2,36 | 2,66 | 3,0 | 3,4 | 3,82 | 4,32 | |
450 | - | - | - | - | - | - | - | - | 1,9 | 2,12 | 2,4 | 2,7 | 3,08 | 3,5 | 3,8 | |
560 | - | - | - | - | - | - | - | - | - | - | 2,16 | 2,45 | 2,78 | 3,15 | 3,5 | |
710 | - | - | - | - | - | - | - | - | - | - | - | - | 2,5 | 2,8 | 3,15 | |
900 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 2,86 | |
2500, 3000 | 140 | 1,5 | 1,75 | 1,9 | 2,1 | 2,4 | 2,6 | - | - | - | - | - | - | - | - | - |
180 | 1,3 | 1,45 | 1,65 | 1,9 | 2,15 | 2,35 | 2,7 | 3,05 | - | - | - | - | - | - | - | |
220 | - | 1,3 | 1,5 | 1,7 | 1,95 | 2,15 | 2,45 | 2,75 | 3,1 | 3,45 | - | - | - | - | - | |
280 | - | - | - | - | 1,75 | 1,8 | 2,2 | 2,5 | 2,8 | 3,1 | 3,5 | - | - | - | - | |
350 | - | - | - | - | - | - | 2,0 | 2,25 | 2,5 | 2,85 | 3,2 | 3,6 | - | - | - | |
450 | - | - | - | - | - | - | - | - | 2,3 | 2,55 | 2,9 | 3,25 | 3,7 | 4,2 | 4,6 | |
560 | - | - | - | - | - | - | - | - | - | 2,3 | 2,6 | 2,95 | 3,35 | 3,8 | 4,2 | |
710 | - | - | - | - | - | - | - | - | - | - | - | - | 3,0 | 3,4 | 3,8 | |
900 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 3,45 | |
Примечание. Поправочные коэффициенты на измененные условия протяжки приведены в карте 15.
Неполное штучное время | ||||||||||||||
Карта 26 | Лист 1 | |||||||||||||
Содержание работы |  | |||||||||||||
1. Заменить место заплечика. 2. Взять полувал или пруток. 3. Положить на заготовку. | 4. Засечь заготовку по окружности. 5. Снять полувал или пруток, положить на место. | |||||||||||||
Усилие пресса в т до | Диаметр засечки d в мм до | Диаметр заготовки D в мм до | ||||||||||||
200 | 220 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | ||
Время в мин. | ||||||||||||||
600, 750, 800, 1000 | 100 | 1,65 | 1,8 | 2,0 | 2,2 | 2,45 | 2,65 | - | - | - | - | - | - | - |
125 | 1,4 | 1,5 | 1,7 | 1,9 | 2,1 | 2,3 | 2,55 | - | - | - | - | - | - | |
160 | 1,2 | 1,3 | 1,45 | 1,6 | 1,8 | 1,93 | 2,2 | - | - | - | - | - | - | |
200 | - | 1,1 | 1,25 | 1,35 | 1,53 | 1,65 | 2,85 | 2,05 | - | - | - | - | - | |
250 | - | - | - | 1,15 | 1,3 | 1,4 | 1,6 | 1,75 | - | - | - | - | - | |
320 | - | - | - | - | - | 1,2 | 1,35 | 1,5 | 1,65 | - | - | - | - | |
1200, 1500, 2000 | 160 | 1,5 | 1,6 | 1,8 | 2,0 | 2,25 | 2,4 | 2,7 | 3,0 | - | - | - | - | - |
200 | - | 1,4 | 1,55 | 1,7 | 1,9 | 2,05 | 2,3 | 2,55 | 2,8 | - | - | - | - | |
250 | - | - | - | 1,45 | 1,65 | 1,75 | 2,0 | 2,2 | 2,4 | 2,6 | - | - | - | |
320 | - | - | - | - | - | - | 1,7 | 1,85 | 2,0 | 2,25 | 2,5 | - | - | |
400 | - | - | - | - | - | - | - | 1,6 | 1,75 | 1,9 | 2,1 | 2,33 | - | |
500 | - | - | - | - | - | - | - | - | - | 1,63 | 1,8 | 2,0 | 2,2 | |
630 | - | - | - | - | - | - | - | - | - | - | - | 1,7 | 1,9 | |
ЗАСЕЧКА ЗАПЛЕЧИКОВ У КРУГЛОЙ ЗАГОТОВКИ ПОЛУВАЛОМ | Неполное штучное время | ||||||||||||||
Карта 26 | Лист 2 | ||||||||||||||
Усилие пресса в т до | Диаметр засечки d в мм до | Диаметр заготовки D в мм до | |||||||||||||
320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | ||
Время в мин. | |||||||||||||||
2500, 3000, 5000 | 250 | 2,1 | 2,4 | 2,9 | 3,45 | 4,0 | 4,6 | - | - | - | - | - | - | - | - |
280 | 1,9 | 2,15 | 2,6 | 3,05 | 3,55 | 4,2 | 4 9 | - | - | - | - | - | - | - | |
320 | - | 1,9 | 2,3 | 2,75 | 3,2 | 3,7 | 4,4 | - | - | - | - | - | - | - | |
350 | - | - | 2,05 | 2,45 | 2,8 | 3,3 | 3,9 | 4,7 | - | - | - | - | - | - | |
400 | - | - | - | 2,15 | 2,5 | 2,9 | 3,45 | 4,1 | - | - | - | - | - | - | |
450 | - | - | - | - | 2,2 | 2,6 | 3,1 | 3,6 | 4,3 | - | - | - | - | - | |
500 | - | - | - | - | - | 2,3 | 2,75 | 3,25 | 3,85 | - | - | - | - | - | |
560 | - | - | - | - | - | - | 2,45 | 2,85 | 3,4 | 4,0 | - | - | - | - | |
630 | - | - | - | - | - | - | - | 2,55 | 3,0 | 3,6 | 4,1 | - | - | - | |
710 | - | - | - | - | - | - | - | - | 2,7 | 3,2 | 3,7 | 4,2 | - | - | |
800 | - | - | - | - | - | - | - | - | - | 2,8 | 3,3 | 3,75 | - | - | |
900 | - | - | - | - | - | - | - | - | - | - | 2,9 | 3,3 | 4,0 | 4,7 | |
ЗАСЕЧКА ЗАПЛЕЧИКОВ У КРУГЛОЙ ЗАГОТОВКИ ПОЛУВАЛОМ | Неполное штучное время | ||||||||||
Карта 26 | Лист 3 | ||||||||||
Усилие пресса в т до | Диаметр засечки d в мм до | Диаметр заготовки D в мм до | |||||||||
630 | 710 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | 1600 | 1800 | ||
Время в мин. | |||||||||||
10000, 12000 | 500 | 3,58 | 4,23 | 4,9 | 5,8 | 6, 7 | - | - | - | - | - |
560 | 3,2 | 3,7 | 4,42 | 5,2 | 6,0 | - | - | - | - | - | |
630 | - | 3,3 | 3,9 | 4,7 | 5,3 | - | - | - | - | - | |
710 | - | - | 3,5 | 4,16 | 4,8 | 5,45 | - | - | - | - | |
800 | - | - | - | 3,64 | 4,3 | 4,9 | - | - | - | - | |
900 | - | - | - | - | 3,77 | 4,3 | 5,2 | - | - | - | |
1000 | - | - | - | - | - | 3,84 | 4,55 | 5,3 | - | - | |
1100 | - | - | - | - | - | - | 4,1 | 4,8 | - | - | |
1250 | - | - | - | - | - | - | - | 4,3 | 5,2 | - | |
1400 | - | - | - | - | - | - | - | - | 4,6 | 5,45 | |
1600 | - | - | - | - | - | - | - | - | - | 4,8 | |
(ТИП I) | Неполное штучное время | |||||||||||
Карта 27 | Лист 1 | |||||||||||
Содержание работы |  | |||||||||||
1. Наметить место заплечика. 2. Взять треуголку и положить на заготовку. 3. Засечь заготовку по окружности. 4. Снять треуголку и положить на место. | ||||||||||||
Усилие пресса в т до | Диаметр засечки d в мм до | Диаметр заготовки D в мм до | ||||||||||
320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | ||
Время в мин. | ||||||||||||
1200, 1500, 2000 | 180 | 2,75 | 2,97 | 3,3 | 3,68 | 4,0 | - | - | - | - | - | - |
220 | 2,3 | 2,48 | 2,8 | 3,03 | 3,3 | - | - | - | - | - | - | |
280 | - | 2,08 | 2,35 | 2,58 | 2,85 | 3,12 | - | - | - | - | - | |
350 | - | - | 2,03 | 2,25 | 2,7 | 2,7 | 2,97 | 3,35 | - | - | - | |
450 | - | - | - | - | 2,09 | 2,25 | 2,53 | 2,8 | 3,08 | - | - | |
560 | - | - | - | - | - | 1,92 | 2,15 | 2,36 | 2,64 | - | - | |
2500, 3000, 5000 | 250 | 2,09 | 2,36 | 2,75 | 3,2 | 3,62 | - | - | - | - | - | - |
320 | - | 2,03 | 2,36 | 2,75 | 4,14 | 4,17 | - | - | - | - | - | |
400 | - | - | - | 2,42 | 2,75 | 3,14 | 3,63 | 4,23 | - | - | - | |
500 | - | - | - | - | - | - | 3,14 | 3,74 | 4,23 | - | - | |
630 | - | - | - | - | - | - | - | 3,19 | 3,74 | 4,3 | 4,95 | |
ЗАСЕЧКА ЗАПЛЕЧИКОВ У КРУГЛОЙ ЗАГОТОВКИ ТРЕУГОЛКОЙ (ТИП I) | Неполное штучное время | ||||||||||||
Карта 27 | Лист 2 | ||||||||||||
Усилие пресса в т до | Диаметр засечки d в мм до | Диаметр заготовки D в мм до | |||||||||||
500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | 1600 | 1800 | ||
Время в мин. | |||||||||||||
10000, 12000 | 400 | 3,25 | 3,7 | 4,3 | 5,0 | 5,8 | 6,8 | 7,7 | - | - | - | - | - |
500 | - | 3,2 | 3,7 | 4,4 | 5,0 | 5,8 | 6,7 | - | - | - | - | - | |
630 | - | - | - | 3,8 | 4,4 | 5,1 | 5,9 | 6,6 | - | - | - | - | |
800 | - | - | - | - | - | 4,5 | 5,2 | 5,8 | 6,8 | 7,8 | - | - | |
1000 | - | - | - | - | - | - | - | 5,0 | 6,0 | 6,9 | 8,0 | 10,2 | |
1200 | - | - | - | - | - | - | - | - | - | 6,0 | 7,0 | 8,2 | |
1600 | - | - | - | - | - | - | - | - | - | - | - | 7,2 | |
Примечания:
1. В карте дано время на засечку одного заплечика. При засечке каждого последующего заплечика время, приведенное в карте, брать с коэффициентом 0,75.
2. При засечке заплечиков на вырезных бойках время, приведенное в картах, брать с коэффициентом 0,5.
ЗАСЕЧКА ЗАПЛЕЧИКОВ У КРУГЛОЙ ЗАГОТОВКИ ТРЕУГОЛКОЙ (ТИП II) | Неполное штучное время | ||||||||||||||
Карта 27 | Лист 3 | ||||||||||||||
Содержание работы |  | ||||||||||||||
1. Наметить место заплечика. 2. Взять треуголку и положить на заготовку. 3. Засечь заготовку. 4. Снять треуголку и уложить на место. | |||||||||||||||
Усилие пресса в т до | Толщина после засечки H в мм до | Диаметр заготовки D в мм до | |||||||||||||
350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | 1600 | ||
Время в мин. | |||||||||||||||
1200, 1500, 2000 | 220 | 1,33 | 1,5 | 1,7 | 1,9 | 2,1 | 2,3 | 2,6 | 2 9 | - | - | - | - | - | - |
280 | 1,2 | 1,33 | 1,5 | 1,65 | 1,8 | 2,05 | 2,25 | 2,55 | - | - | - | - | - | - | |
350 | - | - | 1,33 | 1,45 | 1,6 | 1,8 | 2,05 | 2,25 | - | - | - | - | - | - | |
450 | - | - | - | - | 1,45 | 1,6 | 1,8 | 2,0 | 2,25 | - | - | - | - | - | |
560 | - | - | - | - | - | - | 1,6 | 1,8 | 2,0 | - | - | - | - | - | |
710 | - | - | - | - | - | - | - | 1,6 | 1,75 | 1,95 | - | - | - | - | |
2500, 3000 | 280 | - | 1,3 | 1,5 | 1,75 | 2,05 | 2,4 | 2,8 | 3,24 | 3,8 | - | - | - | - | - |
350 | - | - | 1,35 | 1,6 | 1,85 | 2,2 | 2,55 | 3,0 | 3,5 | - | - | - | - | - | |
450 | - | - | - | 1,5 | 1,7 | 2,05 | 2,4 | 2,8 | 3,2 | 3,7 | 4,0 | - | - | - | |
560 | - | - | - | - | - | 1,85 | 2,2 | 2,55 | 3,0 | 3,4 | 3,8 | - | - | - | |
710 | - | - | - | - | - | - | - | 2,35 | 2,7 | 3,1 | 3,5 | 3,9 | - | - | |
900 | - | - | - | - | - | - | - | - | - | - | 3,3 | 3,7 | - | - | |
1100 | - | - | - | - | - | - | - | - | - | - | - | 3,3 | - | - | |
ЗАСЕЧКА ЗАПЛЕЧИКОВ У КРУГЛОЙ ЗАГОТОВКИ ТРЕУГОЛКОЙ (ТИП II) | Неполное штучное время | ||||||||||||||
Карта 27 | Лист 4 | ||||||||||||||
Усилие пресса в т до | Толщина после засечки H в мм до | Диаметр заготовки D в мм до | |||||||||||||
350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1100 | 1250 | 1400 | 1600 | ||
Время в мин. | |||||||||||||||
10000 | 450 | - | - | - | - | 2,2 | 2,7 | 3,1 | 3,6 | 4,15 | 4,8 | - | - | - | - |
560 | - | - | - | - | - | - | 2,85 | 3,3 | 3,9 | 4,4 | 4,95 | - | - | - | |
710 | - | - | - | - | - | - | - | 3,0 | 3,5 | 4,0 | 4,55 | 5,3 | - | - | |
900 | - | - | - | - | - | - | - | - | - | 3,7 | 4,2 | 4,8 | 5,4 | 6,4 | |
1100 | - | - | - | - | - | - | - | - | - | - | - | 4,3 | 5,0 | 5,8 | |
Примечание. В карте дано время на засечку одного заплечика. При засечке каждого последующего заплечика время, приведенное в карте, брать с коэффициентом 0,75.
Неполное штучное время | |||||||||||
Карта 28 | Лист 1 | ||||||||||
Содержание работы |  | ||||||||||
1. Наметить место заплечика 2. Взять треуголку и положить на заготовку. 3. Засечь заготовку. 4. Снять треуголку и положить на место. | |||||||||||
Усилие пресса в т до | Глубина засечки в мм до | Ширина заготовки H в мм до | |||||||||
200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | ||
Время в мин. | |||||||||||
600, 750, 800, 1000, 1200, 1500, 2000 | 50 | 0,34 | 0,336 | 0,368 | 0,41 | 0,45 | 0,495 | 0,505 | - | - | - |
63 | 0,36 | 0,392 | 0,432 | 0,48 | 0,53 | 0,576 | 0,64 | - | - | - | |
80 | 0,415 | 0,455 | 0,512 | 0,56 | 0,61 | 0,67 | 0,745 | - | - | - | |
100 | 0,418 | 0,535 | 0,590 | 0,65 | 0,71 | 0,785 | 0,86 | - | - | - | |
125 | - | 0,625 | 0,690 | 0,75 | 0,84 | 0,92 | 1,00 | - | - | - | |
160 | - | - | 0,80 | 0,88 | 0,95 | 1,04 | 1,16 | - | - | - | |
200 | - | - | 0,95 | 1,05 | 1,12 | 1,24 | 1,36 | - | - | - | |
2500, 3000 | 50 | 0,384 | 0,424 | 0,463 | 0,51 | 0,56 | 0,62 | 0,68 | 0,75 | 0,82 | - |
63 | 0,45 | 0,486 | 0,542 | 0,60 | 0,66 | 0,72 | 0,80 | 0,88 | 0,96 | - | |
80 | 0,52 | 0,567 | 0,64 | 0,70 | 0,76 | 0,84 | 0,93 | 1,04 | 1,12 | - | |
100 | - | 0,670 | 0,735 | 0,60 | 0,88 | 0,98 | 1,08 | 1,20 | 1,28 | - | |
ЗАСЕЧКА ЗАПЛЕЧИКОВ У ПРЯМОУГОЛЬНОЙ ИЛИ КВАДРАТНОЙ ЗАГОТОВКИ ТРЕУГОЛКОЙ | Неполное штучное время | ||||||||||
Карта 28 | Лист 2 | ||||||||||
Усилие пресса в т до | Глубина засечки в мм до | Ширина заготовки H в мм до | |||||||||
200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | ||
Время в мин. | |||||||||||
2500, 3000 | 125 | - | - | 0,88 | 0,96 | 1,04 | 1,16 | 1,24 | 1,40 | 1,52 | - |
160 | - | - | 1,00 | 1,12 | 1,20 | 1,28 | 1,44 | 1,60 | 1,76 | - | |
200 | - | - | 1,20 | 1,28 | 1,40 | 1,56 | 1,72 | 1,92 | 2,08 | - | |
250 | - | - | 1,40 | 1,52 | 1,76 | 1,84 | 2,04 | 2,24 | 2,44 | - | |
10000 | 63 | - | - | - | - | 0,86 | 0,93 | 1,04 | 1,14 | 1,25 | 1,42 |
80 | - | - | - | - | 0,98 | 1,10 | 1,20 | 1,36 | 1,46 | 1,62 | |
100 | - | - | - | - | 1,14 | 1,28 | 1,40 | 1,56 | 1,68 | 1,87 | |
125 | - | - | - | - | 1,36 | 1,52 | 1,60 | 1,84 | 2,00 | 2,16 | |
160 | - | - | - | - | 1,56 | 1,68 | 1,88 | 2,08 | 2,32 | 2,48 | |
200 | - | - | - | - | 1,84 | 2,00 | 2,20 | 2,48 | 2,72 | 3,04 | |
250 | - | - | - | - | - | 2,40 | 2,64 | 2,58 | 3,20 | 3,52 | |
320 | - | - | - | - | - | - | 3,12 | 3,44 | 3,76 | 4,15 | |
Неполное штучное время | |||||||||||||||||||
Карта 29 | |||||||||||||||||||
Содержание работы: |  | ||||||||||||||||||
1. Отмерить заготовку. 2. Наложить топор. 3. Отрубить заготовку с кантовкой в процессе рубки, править конец поковки после рубки. 4. Убрать топор. | |||||||||||||||||||
Усилие пресса в т до | Диаметр заготовки D в мм | ||||||||||||||||||
100 | 125 | 160 | 200 | 225 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | ||||
Время в мин. | |||||||||||||||||||
600, 750, 800, 1000 | 0,80 | 0,85 | 0,92 | 1,0 | 1,15 | 3,25 | 1,40 | 1,60 | 1,75 | 2,0 | 2,25 | - | - | - | - | - | |||
1200, 1500, 2000 | - | - | - | 0,9 | 1,03 | 1,12 | 1,26 | 1,44 | 1,57 | 1,8 | 2,02 | 2,25 | 2,52 | 2,83 | 3,20 | 3,6 | |||
Усилие пресса в т до | Диаметр заготовки D в мм | ||||||||||||||||||
200 | 225 | 250 | 280 | 320 | 350 | 400 | 450 | 500 | 560 | 630 | 710 | 800 | 900 | 1000 | 1100 | ||||
Время в мин. | |||||||||||||||||||
2500, 3000, 5000 | 0,78 | 0,90 | 0,97 | 1,1 | 1,25 | 1,37 | 1,57 | 1,75 | 1,96 | 2,19 | 2,46 | 2,78 | 3,12 | 3,50 | 3,90 | 4,30 | |||
Усилие пресса в т до | Диаметр заготовки D в мм | ||||||||||||||||||
320 | 350 | 400 | 450 | 450 | 500 | 630 | 710 | 800 | 900 | 1000 | 1120 | 1250 | 1400 | 1600 | 1800 | 2000 | 2500 | ||
Время в мин. | |||||||||||||||||||
10000, 12000 | 1,85 | 2,0 | 2,15 | 2,35 | 2,5 | 2,7 | 2,95 | 3,25 | 3,5 | 3,9 | 4,4 | 5,2 | 6,0 | 7,2 | 8,8 | 10,5 | 12,3 | 17,0 | |
Неполное штучное время | ||||||||||||
Карта 30 | Лист 1 | |||||||||||
Содержание работы |  | |||||||||||
1. Отмерить заготовку. 2. Наложить топор на заготовку. 3. Отрубить заготовку с поворотом в процессе рубки. 4. Убрать топор. | ||||||||||||
Усилие пресса в т до | Толщина полосы h в мм до | Ширина полосы "в" в мм до | ||||||||||
100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | ||
Время в мин. | ||||||||||||
600, 750, 800, 1000 | 100 | 0,33 | 0,39 | 0,48 | 0 57 | 0,68 | 0,83 | - | - | - | - | - |
160 | - | 0,47 | 0,57 | 0,68 | 0,82 | 1,00 | 1,20 | - | - | - | - | |
250 | - | - | - | 0,82 | 0,98 | 1,20 | 1,45 | - | - | - | - | |
400 | - | - | - | - | - | 1,45 | 1,70 | - | - | - | - | |
1200, 1500, 2000 | 200 | - | - | - | 0,77 | 0,98 | 1,90 | 1,44 | 1,74 | 2,02 | 2,58 | 3,06 |
320 | - | - | - | - | 1,20 | 1,44 | 1,74 | 2,02 | 2,40 | 3,06 | 3,66 | |
500 | - | - | - | - | - | - | 2,02 | 2,40 | 2,88 | 3,55 | 4,90 | |
800 | - | - | - | - | - | - | - | - | 3,24 | 4,15 | 5,05 | |
РУБКА ЗАГОТОВОК ПРЯМОУГОЛЬНОГО И КВАДРАТНОГО СЕЧЕНИЯ | Неполное штучное время | |||||||||||
Карта 30 | Лист 2 | |||||||||||
Усилие пресса в т до | Толщина полосы h в мм до | Ширина полосы "в" в мм до | ||||||||||
250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2200 | ||
Время в мин. | ||||||||||||
2500, 3000, 5000 | 200 | 0,85 | 0,98 | 1,26 | 1,51 | 1,75 | 2,24 | 2,66 | 3,12 | - | - | - |
320 | 0,98 | 1,26 | 1,50 | 1,75 | 2,08 | 2,67 | 3,18 | 3,78 | - | - | - | |
500 | - | - | 1,75 | 2,08 | 2,50 | 3,06 | 3,66 | 4,35 | - | - | - | |
800 | - | - | - | - | 2,82 | 3,62 | 4,35 | 5,20 | - | - | - | |
1000 | - | - | - | - | - | - | 5,20 | 6,20 | - | - | - | |
10000, 12000 | 350 | - | 2,16 | 2,34 | 2,58 | 2,82 | 3,12 | 3,55 | 4,25 | 5,50 | 7,10 | 7,8 |
450 | - | - | 2,76 | 3,0 | 3,30 | 3,75 | 4,05 | 5,03 | 6,50 | 8,15 | 9,0 | |
560 | - | - | - | 3,42 | 3,78 | 4,20 | 4,65 | 5,75 | 7,30 | 9,35 | 10,4 | |
710 | - | - | - | - | 4,34 | 4,92 | 5,40 | 6,65 | 8,4 | 10,70 | 11,9 | |
900 | - | - | - | - | - | 5,65 | 6,25 | 7,70 | 9,60 | 12,30 | 13,8 | |
1120 | - | - | - | - | - | - | 7,20 | 8,90 | 11,2 | 14,40 | 15,6 | |
1400 | - | - | - | - | - | - | - | 10,20 | 12,6 | 16,40 | 18,0 | |
1800 | - | - | - | - | - | - | - | - | 14,8 | 18,60 | 21,0 | |
2200 | - | - | - | - | - | - | - | - | - | 21,60 | 24,0 | |
Неполное штучное время | ||
Карта 31 | ||
Содержание работы | ||
Подгонка заготовки с доводкой точно по шаблону. | ||
Длина поковки в мм до | Поковка сложной конфигурации | Поковка простой конфигурации |
Время в мин. | ||
800 | 1,05 | 0,73 |
900 | 1,17 | 0,8 |
1000 | 1,30 | 0,9 |
1120 | 1,43 | 1,00 |
1250 | 1,55 | 1,08 |
1400 | 1,72 | 1,20 |
1600 | 1,93 | 1,35 |
1800 | 2,15 | 1,48 |
2000 | 2,30 | 1,60 |
2200 | 2,50 | 1,75 |
2500 | 2,85 | 1,95 |
2800 | 3,15 | 2,15 |
3200 | 3,50 | 2,40 |
3500 | 3,80 | 2,60 |
4000 | 4,30 | 2,95 |
4500 | 4,70 | 3,25 |
5000 | 5,20 | 3,60 |
Примечания:
1. К поковкам простой конфигурации относятся оси, параллели и т.п.
2. К поковкам сложной конфигурации относятся дышла стяжки, коленчатые валы.
3. Шаблоны находятся на расстоянии в пределах 2 м.
Неполное штучное время | |||||
Карта 32 | |||||
Содержание работы | |||||
1. Подать поковку под пресс краном. 2. Править поковку. 3. Промерить поковку. 4. Убрать поковку из-под пресса. | |||||
Длина в мм | Диаметр в мм | ||||
100 | 160 | 250 | 400 | 630 | |
Время в мин. | |||||
2000 | 5,0 | 5,85 | 6,85 | - | - |
2500 | 5,9 | 6,9 | 8,10 | 9,5 | - |
3200 | 6,9 | 8,1 | 9,50 | 11,1 | - |
4000 | 8,1 | 9,5 | 11,5 | 13,5 | 15,8 |
5000 | 9,5 | 11,5 | 13,5 | 16,0 | 19,0 |
6300 | 11,2 | 13,5 | 15,8 | 18,7 | 22,3 |
8000 | 13,2 | 15,8 | 18,5 | 21,9 | 26,1 |
10000 | - | 18,5 | 21,7 | 25,7 | 30,6 |
12500 | - | - | 25,4 | 30,1 | 35,8 |
16000 | - | - | - | 35,3 | 42,0 |
20000 | - | - | - | - | 49,1 |
25000 | - | - | - | - | 57,7 |
Примечания:
1. При правке поковок, имеющих несколько уступов, время определяется по среднему диаметру.
2. При правке пустотелых поковок время по карте брать с коэффициентом 1,25.
Вспомогательное время | ||||
Карта 33 | ||||
Вес заготовки, поковки в т до | Взять клещи и загрузить заготовку в печь | Взять клещи, выдать заготовку из печи и подать под пресс | Итого на загрузку и выгрузку | Уложить поковку на место |
Время в мин. | ||||
0,5 | 0,47 | 0,57 | 1,04 | 0,4 |
0,6 | 0,54 | 0,66 | 1,20 | 0,45 |
0,8 | 0,70 | 0,84 | 1,54 | 0,59 |
1,0 | 0,85 | 1,02 | 1,87 | 0,71 |
1,26 | 1,02 | 1,22 | 2,21 | 0,85 |
1,6 | 1,27 | 1,53 | 2,80 | 1,05 |
2,0 | 1,5 | 1,8 | 3,30 | 1,24 |
2,5 | 1,9 | 2,26 | 4,16 | 1,58 |
3,2 | 2,07 | 2,48 | 4,55 | 1,75 |
4,0 | 2,2 | 2,66 | 4,86 | 1,83 |
5,0 | 2,37 | 2,82 | 5,19 | 1,98 |
6,3 | 2,6 | 3,1 | 5,70 | 2,15 |
8,0 | 2,82 | 3,4 | 6,22 | 2,37 |
10,0 | 3,05 | 3,62 | 6,67 | 2,54 |
12,0 | 3,28 | 3,96 | 7,24 | 2,7 |
16,0 | 3,56 | 4,3 | 7,59 | 2,94 |
20,0 | 3,82 | 4,63 | 8,45 | 3,16 |
25,0 | 4,12 | 4,97 | 9,09 | 3,43 |
32,0 | 4,4 | 5,3 | 9,70 | 3,67 |
40,0 | 4,85 | 5,87 | 10,72 | 4,07 |
50,0 | 5,3 | 6,3 | 11,6 | 4,4 |
80,0 | 6,2 | 7,45 | 13,65 | 5,2 |
100,0 | 6,55 | 7,8 | 14,35 | 5,43 |
125,0 | 7,1 | 8,6 | 15,7 | 6,0 |
160,0 | 7,9 | 9,5 | 17,4 | 6,65 |
Вспомогательное время | |||||||||||
Карта 34 | |||||||||||
Содержание работы | Вес слитка в т до | ||||||||||
1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | 10,0 | |
Время в мин. | |||||||||||
Взять заготовку с поворотной плиты краном при помощи клещей и загрузить в печь | 0,57 | 0,66 | 0,79 | 0,93 | 1,1 | 1,3 | 1,56 | 1,8 | 2,14 | 2,6 | 3,05 |
Взять слиток, заготовку манипулятором с поворотного стола или пресса и загрузить в печь | 1,13 | ||||||||||
Взять слиток, заготовку с поворотной плиты шаржир-машиной и загрузить в печь | 1,58 | 1,72 | 1,86 | 2,03 | 2,2 | 2,37 | 2,6 | 2,77 | 3,0 | 3,28 | 3,5 |
Выгрузить слиток, заготовку из печи с выдвижным подом краном при помощи клещей и положить на поворотную плиту | 0,68 | 0,79 | 0,95 | 1,13 | 1,22 | 1,56 | 1,86 | 2,17 | 2,6 | 3,1 | 3,67 |
Выгрузить слиток, заготовку из печи манипулятором и подать под пресс | 1,36 | ||||||||||
Выгрузить слиток, заготовку из печи шаржир-машиной и подать под пресс | 1,9 | 2,06 | 2,24 | 2,44 | 2,64 | 2,82 | 3,12 | 3,32 | 3,62 | 3,96 | 4,18 |
Захватить слиток, заготовку манипулятором | 0,63 | ||||||||||
Развернуть слиток, заготовку на 180° манипулятором | 0,63 | 0,7 | 0,79 | 0,9 | 1,02 | 1,13 | 1,24 | 1,41 | 1,52 | 1,75 | 1,92 |
Снять заготовку с бойка пресса манипулятором и положить на поворотную плиту, пол | 1,7 | ||||||||||
Отвести манипулятор и подать кантователь | 1,13 | ||||||||||
Отвести кантователь и подать манипулятор | 0,9 | ||||||||||
Одеть цепь на патрон и поковку | 0,3 | ||||||||||
Застропить оправку скобой | 0,5 | ||||||||||
Примечание. Расстояние перемещения заготовок предусмотрено до 6 м, при перемещении на расстояние свыше 6 м на каждый последующий метр добавлять 0,015 мин.
Вспомогательное время | ||||
Карта 35 | ||||
Наименование работ | Усилие пресса в т до | |||
600, 750, 800, 1000 | 1200, 1500, 2000 | 2500, 3000, 5000 | 10000, 12000 | |
Время в мин. | ||||
Взять дорно, оправку вложить краном в заготовку и подать под пресс | 1,2 | 1,5 | 2,0 | 6,4 |
Вынуть дорно из кольца и уложить на место | 1,0 | 1,0 | 1,21 | 3,4 |
Вынуть оправку из пустотелой поковки и уложить на место | - | 2,95 | 3,5 | 5,8 |
Установить водяное охлаждение | 0,57 | 0,68 | 0,85 | 1,4 |
Убрать водяное охлаждение | 0,57 | 0.57 | 0,68 | 1,4 |
Замерить поковку | 0,8 | 0,8 | 1,0 | 2,0 |
Подать штамп под пресс | - | 0,57 | 1,13 | 2,26 |
Убрать штамп от пресса | - | 0,57 | 1,13 | 3,4 |
Установить заготовку в штамп при помощи крана | - | 1,13 | 1,13 | 3,4 |
Выбить поковку из штампа | - | 1,2 | 1,5 | 2,4 |
Вспомогательное время | ||||||||||||||
Карта 36 | ||||||||||||||
1. Измерить поковку | ||||||||||||||
Способ измерения | Длина (диаметр) поковки в мм до | |||||||||||||
100 | 125 | 160 | 200 | 250 | 320 | 400 | 500 | 630 | 700 | 800 | 1000 | 1200 | ||
Время в мин. | ||||||||||||||
Линейкой | 0,18 | |||||||||||||
Кронциркулем | 0,09 | 0,10 | 0,11 | 0,125 | 0,135 | 0,152 | 0,17 | 0,19 | 0,214 | 0,226 | 0,243 | 0,266 | 0,294 | |
2. Клеймить поковку | ||||||||||||||
Способ клеймения | Усилие пресса в т до | |||||||||||||
600, 750, 800, 1000 | 1200, 1500, 2000 | 2500, 3000, 5000 | 10000, 12000 | |||||||||||
Время в мин. | ||||||||||||||
Вручную | 0,124 | |||||||||||||
Под прессом | 0,13 | 0,17 | 0,226 | 0,34 | ||||||||||
Карта 37 | |||||
Группа сталей и сплавов | |||||
II | III | IV | V | VI | |
Ст. 0 | Ст. 7 | ОХНЗМ | 1Х13 | 1Х14Н14В2М | ЭИ-395 |
Ст. 1 | 50 | 50ХГМ | 2Х13 | (ЭИ257) | ЭИ-405 |
Ст. 2 | 55 | 18ХНВА | 3Х13 | ЭИ-481 | ЭИ-415 |
Ст. 3 | 60 | 18Х2Н4МА | 4Х13 | ЭИ-572 | ЭИ-612 |
Ст. 4 | 70 | 34НЗМ | 9Х2В | Х17Н2 | ЭИ-726 |
Ст. 5 | 40Г | Нержавеющая | 9Х2МФ | 1Х18Н9Т | ЭИ-961 |
Ст. 6 | 50Г | ШХ15 | 1Х18Н9 | Х18Н10Т | Х23Н18 |
Ст. 10 | 60Г | Р1; Р2 | ЗХ2В8 | 1Х18Н12Т | Х25Н20С2 |
15 | 65Г | Х9С2 | 5Х2СФ | ВТ-8 | Х12М |
20 | Немагнитная | 2Х13 | 9Х2СВФ | БТ-4 | |
25 | ОХМ | ЗХ2Н2МВФ | 44ХНВМА | Т-1 | |
30 | 35Х | 5ХНВ | 45Х2МФ | ||
35 | 40Х | 12ХМФ | 55ХН2Ф | ||
40 | 45Х | 12ХНЗА | 60ХФА | ||
45 | 50Х | 15Х5МФ | 60ХНЗВ | ||
50 | 40Н | 15Х11МФБ | 60ХНСФА | ||
15Г | 5ХГМ | 18Х2Н4ВА | 75ХМ | ||
20Г | 38ХГМ | 20Х2Н2М | 75ХНЗМ | ||
30Г | 12ХМ | 20Х2Н4А | 75Х2СВФ | ||
15М | 35ХМ | 27Х2Н2МВФ | 80ХНЗВ | ||
30М | 12ХНЗ | 30ХГС | бронза | ||
20Н | 20Х2Н4А | 30Х2М1Ф1Н | |||
25Н | 20ХН | 34Х2НЗМ | |||
30Н | 34ХНВ | 40Х5МФ | |||
35Н | 18ХНМА | 45ХНМ | |||
15Х | 34ХМ1А | 45ХНВФА | |||
20Х | 34ХН3М | 50ХН | |||
У7 | 40ХС | 65ХНВ | |||
У8 | 2ХГС | ||||
У9 | 35ХНВ | ||||
У10 | 38ГС | ||||
30Х | 38ХГН | ||||
45ХН | |||||
Латунь | |||||
Поправочный коэффициент | |||||
1,0 | 1,1 | 1,15 | 1,25 | 1,35 | 1,5 |
Приложение 1 | ||||||
Лист 1 | ||||||
 | ||||||
Размеры в мм | ||||||
Вес слитка в т | наибольший диаметр корпуса D | наименьший диаметр корпуса | длина корпуса слитка | полная длина слитка | диаметр сбиллетированного слитка | длина сбиллетированного слитка |
0,78 | 340 | 300 | 915 | 1365 | 300 | 1000 |
1,25 | 440 | 390 | 995 | 1395 | 390 | 1020 |
1,6 | 450 | 395 | 1060 | 1670 | 400 | 1220 |
2,0 | 490 | 435 | 1100 | 1720 | 440 | 1250 |
2,5 | 525 | 470 | 1190 | 1870 | 470 | 1380 |
3,0 | 570 | 510 | 1220 | 1920 | 510 | 1400 |
3,5 | 600 | 540 | 1280 | 1980 | 550 | 1400 |
4,0 | 640 | 570 | 1290 | 2005 | 570 | 1400 |
4,5 | 660 | 610 | 1340 | 2090 | 610 | 1470 |
5,15 | 690 | 630 | 1405 | 2160 | 640 | 1530 |
6,7 | 750 | 690 | 1510 | 2400 | 700 | 1660 |
8,0 | 790 | 740 | 1630 | 2550 | 750 | 1720 |
ВЕС И РАЗМЕРЫ СЛИТКОВ | Приложение 1 | |||||
Лист 2 | ||||||
Вес слитка в т | Размеры в мм | |||||
наибольший диаметр корпуса D | наименьший диаметр корпуса | длина корпуса слитка | полная длина слитка | диаметр сбиллетированного слитка | длина сбиллетированного слитка | |
9,84 - 14,53 | 935 | 900 | 1400 - 2100 | 2195 - 3165 | 900 | 1460 - 2200 |
19,15 - 26,8 | 1194 | 1150 | 1670 - 2300 | 2850 - 3690 | 1150 | 1660 - 2400 |
25 - 32 | 1260 | 1220 | 1935 - 2650 | 3530 - 4245 | 1220 | 1800 - 2600 |
34 - 42 | 1440 | 1400 | 2090 - 2740 | 3490 - 4345 | 1400 | 2050 - 2750 |
48 - 60 | 1550 | 1500 | 2450 - 3250 | 4180 - 5210 | 1500 | 2180 - 2890 |
60 - 63,4 | 1550 | 1500 | 3075 - 3250 | 4180 - 5210 | 1500 | 2600 - 3400 |
70 - 84 | 1790 | 1670 | 2930 - 3500 | 4930 - 5856 | - | - |
93 - 108 | 1955 | 1883 | 3070 - 3680 | 5180 - 5730 | - | - |
120 | 2120 | 1900 | 3280 - 3450 | 5695 - 6090 | - | - |
121,2 | 2160 | 2100 | 3230 | 5245 | - | - |
124 | 2160 | 2100 | 3330 | 5445 | - | - |
129,4 | 2160 | 2100 | 3630 | 5645 | - | - |
133,6 | 2170 | 2100 | 3680 | 5795 | - | - |
140 | 2173 | 2100 | 3880 | 5995 | - | - |
145 | 2177 | 2100 | 4080 | 6195 | - | - |
160 | 2180 | 2100 | 4230 | 6115 | - | - |
Приложение 2 | ||||||
Наименование параметров | Количественные показатели | |||||
Номинальное усилие пресса в кг | 500 | 800 | 1250 | 2000 | 3200 | 5000 |
Наибольший ход подвижной поперечины в ее верхнем положении H в мм | 800 | 1000 | 1250 | 1600 | 2000 | 2500 |
Расстояние от стола до подвижной поперечины в ее верхнем положении "H" в мм | 1600 | 2000 | 2500 | 3200 | 4000 | 5000 |
Расстояние между колоннами в свету L в мм | 1180 | 1500 | 1900 | 2360 | 3000 | 3750 |
Размеры выдвижного стола в мм не менее: | ||||||
A | - | 1100 | 1150 | 1800 | 2100 | 2800 |
B | - | 2000 | 2200 | 2800 | 6000 | 6000 |
Номинальный ход стола в мм не менее | ||||||
одностороннего | - | 1100 | 1200 | 1500 | - | - |
двустороннего | - | - | - | - | 4500 | 4500 |
Количество нажимов бойка в минуту не менее: | ||||||
рабочих | 22 | 18 | 14 | 10 | 8 | 6 |
при ходе поперечины в мм | 130 | 160 | 165 | 190 | 200 | 225 |
для отделки | 50 | 50 | 45 | 45 | 40 | 30 |
при ходе поперечины в мм | 40 | 40 | 40 | 50 | 50 | 50 |
Наименьшее усилие выталкивателя в т | 30 | 40 | 60 | 100 | 150 | 200 |
Примечание. Количество нажимов бойка определено по усилию, равному для рабочих нажимов 0,75, а для отделочных - 0,25 усилия прессов.
Приложение 3 | |||||
Усилие пресса в т | Вес слитков в т | Усилие пресса в т | Вес слитков в т | ||
средний | наибольший | средний | наибольший | ||
500 | 0,65 | 2 | 2000 | 14 | 28 |
800 | 2 | 5,5 | 3200 | 33 | 58 |
1250 | 5,5 | 12 | 5000 | 62 | 98 |