СПРАВКА
Источник публикации
М., "Экономика", 1989
Примечание к документу
Название документа
"Общемашиностроительные нормативы времени на намоточные работы"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 17.05.1988 N 302/15-7)
"Общемашиностроительные нормативы времени на намоточные работы"
(утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 17.05.1988 N 302/15-7)
Содержание
Карта 1. Время на организационно-техническое обслуживание рабочего места, отдых и личные потребности
Карта 78. Переключение ручек управления приборов (стендов) без снятия показаний Контрольные операции
Утверждены
Постановлением
Государственного комитета СССР
по труду и социальным вопросам
и Секретариата ВЦСПС
от 17 мая 1988 г. N 302/15-7
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА НАМОТОЧНЫЕ РАБОТЫ
Нормативы времени на намоточные работы утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 17 мая 1988 г. N 302/15-7 и рекомендованы для применения на машиностроительных предприятиях.
Срок действия данных нормативов до 1995 г.
С введением в действие настоящих нормативов отменяются Общемашиностроительные нормативы времени на намоточные работы (М.: НИИ труда, 1975).
Сборник содержит нормативы оперативного времени на приемы, комплексы приемов и операции, связанные с намоточными работами, режимы и основное время намотки.
Общемашиностроительные нормативы времени разработаны "Информэлектро" Министерства электротехнической промышленности при участии и под методическим руководством Центрального бюро нормативов по труду.
Сборник нормативов предназначен для нормирования труда рабочих, занятых выполнением намоточных работ в цехах (участках) машиностроительных предприятий для условий среднесерийного типа производства. Поправочные коэффициенты для крупносерийного и мелкосерийного типов производства приведены в сборнике.
1.1. Сборник общемашиностроительных нормативов времени предназначен для нормирования труда рабочих, занятых выполнением намоточных работ в цехах, на участках и рабочих местах предприятий со среднесерийным типом производства. Для условий мелкосерийного и крупносерийного типов производства к оперативному времени следует применять поправочные коэффициенты (см. табл. 1.2).
Тип производства характеризуется коэффициентом закрепления операций в соответствии с ГОСТ 3.1121-84.
1.2. В основу разработки нормативов времени положены следующие материалы:
технические характеристики оборудования;
данные хронометражных наблюдений;
фотографии рабочего времени;
результаты анализа организации труда и мероприятия по ее совершенствованию.
1.3. При разработке нормативов времени использованы следующие нормативно-методические материалы:
Отраслевые нормативы времени на обмоточно-изолировочные работы при производстве электрических аппаратов напряжением до 1000 В (Харьков: ВНИИэлектроаппарат, 1987);
Отраслевые нормативы времени на намоточные работы (Минский филиал Центр НОТиУ "ТОН", 1982);
Единые ведомственные нормативы времени на намоточные и электромонтажные работы (НИС, 1986);
Основные методические положения по нормированию труда рабочих в народном хозяйстве (М.: НИИ труда, 1982).
1.4. Нормативы оперативного времени рассчитаны по формулам зависимости и учитывают полное содержание работ данного приема с перемещением инструмента, детали, сборочной единицы на расстояние до 1 м.
При выводе формул зависимости учтены основные факторы продолжительности приема или комплекса приемов. Числовые значения факторов приведены в соответствующих единицах измерения (миллиметрах, штуках, оборотах/мин. и т.д.) в системе "до".
1.5. Нормативы времени разработаны на открытую и кольцевую намотку катушек малого и среднего габаритов, размеры которых приведены в табл. 1.1.
1.6. Время на организационно-техническое обслуживание рабочего места, отдых и личные потребности дано в процентах от оперативного времени (карта 1); подготовительно-заключительное время на партию - в минутах (карта 2); в карте 3 предусмотрены коэффициенты к машинному времени на устранение обрывов и замену бобин при машинной намотке.
Габарит катушки | Вид намотки | |||
Открытая | Кольцевая | |||
максимальное поперечное сечение S, мм | длина L, мм | наружный диаметр D, мм | высота H, мм | |
Малый | 5 - 20 | 5 - 30 | 2 - 10 | 3 - 10 |
Средний | 20 - 100 | 30 - 200 | 10 - 30 | 10 - 30 |
1.7. При расчете норм времени для условий мелкосерийного и крупносерийного типов производства к оперативному времени следует применять следующие коэффициенты.
Серийность | Крупносерийное | Мелкосерийное | Единичное |
K2 | 0,9 | 1,2 | 1,3 |
1.8. При коллективной форме организации труда <1> нормативы времени могут быть использованы для расчета норм обслуживания, численности и комплексных норм времени (выработки) на основе применения корректирующих коэффициентов к сумме операционных норм, рассчитанных для условий индивидуальной организации труда. Возможно использование корректирующих коэффициентов к сумме отдельных составляющих комплексной нормы, отражающих суммарное значение затрат времени по категориям этих затрат.
--------------------------------
<1> Более полные и подробные данные см. Методические рекомендации по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования (М.: Экономика, 1987).
1.9. Расчет комплексной нормы времени определяется по формуле

где  - норма времени на изготовление i-й детали бригадо-комплекта, чел.-с;
- норма времени на изготовление i-й детали бригадо-комплекта, чел.-с;
i = 1, 2, 3, ..., n - количество деталей, входящих в бригадо-комплект.

где  - норма времени на выполнение j-й операции, чел.-ч; j = 1, 2, 3, ..., m - количество операций, необходимых для изготовления j-й детали.
- норма времени на выполнение j-й операции, чел.-ч; j = 1, 2, 3, ..., m - количество операций, необходимых для изготовления j-й детали.
Кэф - коэффициент эффекта бригадной работы (Кэф < 1) отражает среднюю величину роста производительности, ожидаемую при переходе от индивидуальной к бригадной форме организации труда и учитываемую в комплексной норме. Коэффициент эффекта бригадной формы устанавливают на уровне предприятия и применяют в течение срока, на который он рассчитан, в том случае, если не меняются условия производства.
1.10. Расчет нормы штучного времени на одну катушку производится суммированием машинного времени и времени выполнения ручных приемов с учетом времени на организационно-техническое обслуживание рабочего места, отдых и личные потребности по следующим формулам.
1. При работе на станке для изготовления кольцевых намоток и одношпиндельном станке при открытой намотке

2. При работе на многоместном станке с последовательным наматыванием

3. При работе на многошпиндельном многоместном станке с параллельной работой шпинделей
где Tшт - штучное время, мин.; Tм - машинное время на намотку катушки, мин.; Тв - сумма затрат вспомогательного времени на ручные приемы, связанные с намоткой катушки, мин.; Тп - сумма затрат вспомогательного времени на ручные приемы, связанные с намоткой всех катушек, мин.; m - количество наматываемых катушек, шт.; К1 - коэффициент, учитывающий время на устранение обрывов обмоточного провода и замену бобин с проводом; К2 - коэффициент, учитывающий тип производства; aотл - время на отдых и личные потребности, % оперативного времени, мин.; aобс, - время на организационно-техническое обслуживание рабочего места, % оперативного времени, мин.
Машинное время дано в карте 100 и рассчитано по формуле

где W - число витков в катушке, шт.; n - частота вращения шпинделя, об./мин.
1.11. Так как кольцевые обмотки связаны с перемоткой провода с бобины на шпулю челнока, а затем с челнока на магнитопровод, то для расчета нормы времени на кольцевую обмотку дополнительно необходимо определить:
1. Среднюю длину витка катушки по формуле

где Lср - средняя длина витка катушки, мм; L1 - длина витка первого ряда катушки определяется по кольцу магнитопровода, мм; L2 - длина витка последнего ряда катушки определяется по размерам катушки, мм.
Длина витка первого ряда намотки определяется по формуле
L1 = dнар - dвн + 2h,
где dнар - наружный диаметр кольцевого магнитопровода, мм; dвн - внутренний диаметр кольцевого магнитопровода, мм; h - высота кольцевого магнитопровода, мм. Длина витка последнего ряда намотки определяется по формуле
L2 = Dнар - Dвн + 2H,
где dнар - наружный диаметр катушки, мм; Dвн - внутренний диаметр катушки, мм; H - высота катушки, мм.
2. Необходимое количество витков на шпуле для намотки заданного количества витков катушки по формуле

где Wш - необходимое количество витков на шпуле, ед.; Wк - количество витков в катушке, ед.; Lср - средняя длина витка катушки, мм; Lср.ш - средняя длина витка шпули, мм (приведена в приложении 3 - не приводится).
3. Дополнительное количество заправок челнока по формуле

где N - количество дополнительных заправок челнока, ед.; Wш - количество витков на шпуле, необходимое для намотки одной конкретной обмотки, ед.; W1 - емкость шпули, вит. (приведена в приложении 3).
4. Машинное время на намотку шпули челнока по формуле

где Tмш - машинное время намотки шпули от пуска до остановки станка, мин; Wш - число наматываемых витков на шпулю, ед.; n1 - частота вращения шпинделя, об./мин.
5. Машинное время на намотку провода со шпули на магнитопровод по формуле

где Tмк - машинное время намотки провода со шпули на магнитопровод, мин; Wк - число наматываемых витков на магнитопровод, ед.; n2 - частота вращения шпинделя, об./мин.
6. Сумму машинного времени на намотку шпули челнока и намотку провода со шпули челнока на магнитопровод по формуле
Tм' = Tмш + Tмк.
7. Время на дополнительное количество заправок челнока (см. карту 58).
8. Время на перевод выводных концов в процессе намотки (см. карту 62).
9. Время на повертывание катушки в зажимном приспособлении (см. карту 63).
При намотке катушек с большим количеством витков следует учитывать возможность выполнения работ по заделке катушек за время машинной работы. В данном случае Tручное подразделяется на Tручное перекрываемое и Tручное неперекрываемое. В норму времени необходимо включать только Tручное неперекрываемое.
1.12. При многостаночном обслуживании расчет нормы штучного времени производится по формуле

где Tшт - штучное время при работе на одном станке; Кш - коэффициент изменения штучного времени.
Поправочные коэффициенты в зависимости
от количества обслуживаемых станков
Таблица 1.3
Коэффициент занятости Кз, до | Организация труда | Количество станков, обслуживаемых одним оператором | ||
2 | 3 | 4 | ||
Коэффициент изменения штучного времени, Кш | ||||
0,25 | При индивидуальной организации труда | 0,56 | 0,39 | 0,33 |
0,35 | 0,65 | 0,48 | 0,39 | |
0,45 | 0,75 | 0,55 | 0,47 | |
0,25 | При бригадной организации труда | 0,53 | 0,37 | 0,30 |
0,35 | 0,60 | 0,44 | 0,37 | |
0,45 | 0,67 | 0,51 | 0,45 | |
Количество обслуживаемых станков определяется по формуле

где N - количество станков, обслуживаемых одним рабочим, шт.; Tм.с - свободное машинное время, в течение которого рабочий свободен от ручной работы и активного наблюдения на данном станке, мин.; Tз - время занятости рабочего, в состав которого, кроме вспомогательного, включается время активного наблюдения за процессом намотки и подходов к данному станку, мин; Кдз - нормальный коэффициент занятости, равный 0,75.
1.13. Расчет нормы времени производится по формуле

где Нвр - норма времени, мин.; Tп.-з - подготовительно-заключительное время, мин.; Q - количество штук в партии, шт.
1.14. При установлении на предприятиях нормы времени на основе настоящих нормативов тарификация работ должна производиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих, выпуск 2, утвержденному постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16.01.85, N 17/2-54.
Несоответствие квалификации рабочего установленному разряду работы не может служить основанием для каких-либо изменений норм времени, рассчитанных по сборнику.
1.15. При выполнении намоточных работ применяется оборудование, характеристика которого приведена в табл. 2.1.
До введения нормативов времени необходимо привести организационно-технические условия в цехах и на производственных участках (организация труда, оснастка и др.) в соответствие с запроектированными в нормативах и осуществить производственный инструктаж рабочих.
На приемы, комплексы приемов, не предусмотренные настоящим сборником, устанавливаются местные нормативы.
При внедрении на предприятии более прогрессивной организации производства, труда, технологии работы, оборудования, машин, оснастки и т.д., чем предусмотрено в данных нормативах, следует разрабатывать и вводить в установленном порядке местные нормативы времени.
1.16. Для пояснения порядка пользования нормативами ниже приводятся примеры расчета норм времени.
Пример 1
Расчет нормы времени на намотку катушки трансформатора

1. Исходные данные
N п/п | Данные намотки | Обмотка I | Обмотка II |
1 | Вид намотки | Рядовая | |
2 | Марка провода | ПЭВ | |
3 | Габариты каркаса, мм, B x в x L | 24 x 17 x 30 | |
Габариты катушки, мм, B x в x L | 40 x 34 x 30 | ||
4 | Диаметр провода, мм | 0,18 | 0,5 |
5 | Число витков | 1500 | 240 |
6 | Число витков в ряду | 100 | 40 |
7 | Изоляция каркаса | Лакоткань - 2 слоя | |
8 | Изоляция рядов намотки | Телефонная бумага - 1 слой | |
9 | Изоляция обмотки | Лакоткань - 1 слой | |
10 | Изоляция катушки с креплением нитками | Лакоткань - 2 слоя | |
11 | Вид выводов | МГШДО 1,5 мм | |
12 | Количество выводов | 2 | 3 |
13 | Число рядов | 15 | 6 |
14 | Длина изоляционных трубок, мм | 50 | 50 |
15 | Количество бирок на выводах, шт. | 2 | 3 |
16 | Способ крепления вывода | Свободно в отверстия каркаса | |
17 | Проверка обмотки | На обрыв | |
18 | Зачистка провода | Шлифовальной шкуркой на длину | |
10 мм | |||
19 | Оборудование | Станок с механической укладкой провода | |
20 | Способ установки каркаса и снятие катушки | На стационарной оправке | |
С креплением гайкой вручную и поджатием задней бабкой | |||
21 | Тип производства | Среднесерийное | |
22 | Партия, шт. | 40 | |
2. Расчет нормы штучного времени на работы, связанные со станком на первую обмотку
N п/п | Содержание работы | Кратность приема | Время, мин. | N карты, позиции, индекс | |
на прием | на обмотку | ||||
1 | Средний периметр катушки | ||||
 | |||||
2 | Установить каркас на оправку, закрепить специальной гайкой с поджатием центром задней бабки, снять и отложить катушку | 1 | 0,220 | 0,220 | |
3 | Изолировать каркас двумя слоями лакоткани с приклеиванием | 1 | 0,248 | 0,248 | |
4 | Приклеить изоляционную прокладку к щечке каркаса | 2 | 0,170 | 0,340 | |
5 | Лудить конец провода на длину 10 мм электропаяльником | 2 | 0,073 | 0,146 | |
6 | Зачистить конец провода шлифовальной шкуркой на длину 10 мм | 2 | 0,067 | 0,134 | |
7 | Скрутить конец провода намотки с выводным концом и подрезать | 2 | 0,095 | 0,190 | |
8 | Паять скрутку электропаяльником, длина пайки 10 мм | 2 | 0,110 | 0,220 | |
9 | Изолировать место пайки одной прокладкой из стеклолакоткани | 2 | 0,085 | 0,170 | |
10 | Закрепить выводной конец на каркасе | 2 | 0,064 | 0,128 | |
11 | Закрепить провод на оправке 2 - 3 витками проводом намотки | 1 | 0,058 | 0,058 | |
12 | Изолировать ряды намотки телефонной бумагой в один слой | 15 | 0,078 | 1,170 | |
13 | Заправить провод в щелевой водитель | 1 | 0,021 | 0,021 | |
14 | Включить и выключить станок педалью | 1 | 0,019 | 0,019 | |
15 | Установить счетчик числа витков в нулевое положение нажимом на сбрасыватель | 1 | 0,022 | 0,022 | |
16 | Надеть изоляционные трубки на выводы | 2 | 0,062 | 0,124 | |
17 | Изолировать обмотку лакотканью в один слой | 1 | 0,213 | 0,213 | |
18 | Проверить обмотку на обрыв омметром | 1 | 0,09 | 0,09 | |
Итого | 3,513 | ||||
19 | Намотать 1500 витков. Частота вращения шпинделя станка при намотке - 100 витков в ряду проводом диаметром 0,18 мм на каркас с большей стороной 24 мм равна 1200 об./мин. (карта 90, позиция 6б) | 15 | 0,083 | 1,245 | |
 - на намотку одного ряда;
- на намотку одного ряда;Тм1 = Тм · 15 = 1,245 мин. - на обмотку.
К1 - коэффициент на устранение обрывов - 1,10 (карта 3, позиция 4);
К2 - коэффициент, учитывающий тип производства - 1,0;
aобс + aотл - время на организационно-техническое обслуживание рабочего места и личные потребности при работе на станке 12% (карта 1, позиция 1а, б).

3. Расчет нормы штучного времени на работы, связанные со станком на вторую обмотку
N п/п | Содержание работы | Кратность приема | Время, мин. | N карты, позиции, индекс | |
на прием | на обмотку | ||||
1 | Зачистить конец провода шлифовальной шкуркой на длину 10 мм | 2 | 0,067 | 0,134 | |
2 | Лудить конец провода на длину 10 мм электропаяльником | 2 | 0,073 | 0,146 | |
3 | Скрутить конец провода намотки с выводным концом и подрезать | 2 | 0,095 | 0,190 | |
4 | Паять скрутку, длина пайки 10 мм | 2 | 0,110 | 0,220 | |
5 | Изолировать место пайки одной прокладкой из стеклолакоткани | 2 | 0,085 | 0,170 | |
6 | Продеть выводной конец в отверстие щечки каркаса | 2 | 0,064 | 0,128 | |
7 | Закрепить провод на оправке 2 - 3 витками проводом намотки | 1 | 0,053 | 0,058 | |
8 | Изолировать ряды намотки телефонной бумагой в один слой | 6 | 0,078 | 0,468 | |
9 | Заправить провод в щелевой водитель | 1 | 0,021 | 0,021 | |
10 | Установить счетчик числа витков в нулевое положение нажимом на сбрасыватель | 1 | 0,022 | 0,022 | |
11 | Включить и выключить станок педалью | 1 | 0,019 | 0,019 | |
12 | Надеть изоляционные трубки на вывода | 3 | 0,062 | 0,186 | |
13 | Изолировать обмотку лакотканью в один слой | 1 | 0,213 | 0,213 | |
14 | Проверить обмотку на обрыв омметром | 1 | 0,090 | 0,090 | |
Итого | 2,065 | ||||
15 | Намотать 240 витков. Частота вращения шпинделя станка при намотке - 40 витков в ряду проводом диаметром 0,5 мм на каркас с большей стороной 24 мм равна 425 об./мин. (карта 90, 10а) | 6 | 0,094 | 0,564 | |
 - на намотку одного ряда;
- на намотку одного ряда;Тм2 = Тм · 6 = 0,564 - на обмотку.
К1 - коэффициент на устранение обрывов - 1,05 (карта 3, позиция 6);
К2 - коэффициент, учитывающий тип производства - 1,05;
aобс + aотл - время на организационно-техническое обслуживание рабочего места и личные потребности при работе на станке 12% (карта 1, позиция 1а, б).

4. Расчет нормы штучного времени по окончательной заделке катушки
N п/п | Содержание работы | Кратность приема | Время, мин. | N карты, позиции, индекс | |
на прием | на обмотку | ||||
1 | Привязать бирку к выводу ниткой | 5 | 0,150 | 0,750 | |
2 | Изолировать катушку | 1 | 0,364 | 0,364 | |
3 | Проверить визуально заделку выводных концов | 1 | 0,050 | 0,050 | |
Итого | 1,164 | ||||
 | |||||
Норма штучного времени на намотку и заделку катушки: | |||||
 | |||||
5. Расчет нормы времени | |||||
 | |||||
где Tп.з - подготовительно-заключительное время - 9 мин. (карта 2); Q - количество изделий в партии - 40 шт.
Пример 2
Расчет нормы времени на намотку тороидальной катушки

1. Исходные данные.
N п/п | Данные намотки | Обмотка |
1 | Вид намотки | Кольцевая |
2 | Марка провода | ПЭЛШО |
3 | Диаметр провода, мм | 0,25 |
4 | Число витков | 1580 |
5 | Габариты сердечника, мм (dнар x dвн x h) | 54 x 29 x 17 |
6 | Габариты катушки, мм (Dнар x Dвн x H) | 60 x 19 x 21 |
7 | Изоляция сердечника | Лакоткань - 1 слой (ширина ленты - 15 мм) |
8 | Изоляция катушки | Лакоткань - 2 слоя (ширина ленты - 15 мм) |
9 | Вид выводов | МГШДО |
10 | Количество выводов | 2 |
11 | Крепление выводов | Нитками |
12 | Проверка электрических параметров | На обрыв |
13 | Количество бирок на выводах, шт. | 2 |
14 | Крепление бирок к выводам | Нитками |
15 | Сечение шпули, мм2 | 3 x 7 |
16 | Средняя длина витка шпули, мм | 297,5 |
17 | Емкость шпули (N1) | 170 витков |
18 | Оборудование | Станок СНТ |
19 | Тип производства | Мелкосерийное |
20 | Количество изделий в партии, шт. | 10 |
21 | Ширина ленты, мм | 15 |
2. Расчет параметров катушки
Средняя длина витка катушки определяется по формуле

Количество витков на шпуле, необходимое для намотки 1580 витков, определяется по формуле

Дополнительное количество заправок челнока определяется по формуле

3. Расчет нормы штучного времени на работы, связанные с намоткой на станке
N п/п | Содержание работы | Кратность | Время, мин. | N карты, индекс | |
на прием | на обмотку | ||||
1 | Изолировать сердечник лакотканью в один слой | 1 | 1,66 | 1,66 | |
2 | Произвести ручные приемы, связанные с намоткой катушки на станке | 1 | 2,140 | 2,140 | |
3 | Заправить челнок в процессе намотки катушек на станке | 2 | 1,00 | 2,00 | |
4 | Перевести выводные концы под проводом шпули во время намотки на станке | 1 | 0,78 | 0,78 | |
Итого | 6,58 | ||||
5 | Расчет машинного времени Частота вращения челнока при намотке шпули проводом - 360 об./мин. (карта 99, 5г). Частота вращения челнока при намотке кольцевых обмоток - 280 об./мин. (карта 98, 5г) | ||||
Машинное время на намотку шпули челнока 
Машинное время на намотку провода со шпули на магнитопровод 
Сумма машинного времени на намотку шпули челнока и намотку провода со шпули челнока на магнитопровод 
Норма штучного времени при намотке составит

где К1 - коэффициент на устранение обрывов - 1,10 (карта 3, поз. 4); К2 - коэффициент, учитывающий тип производства, - 1,20; aобс + aотл - время на обслуживание рабочего места, отдых и личные потребности при работе на станке - 12% (карта 1, позиция 1а, б).
4. Расчет нормы штучного времени по окончательной заделке катушки
N п/п | Содержание работы | Кратность приема | Время, мин. | N карты, позиции, индекс | |
на прием | на катушку | ||||
1 | Изолировать катушку одновременно двумя слоями лакоткани | 1 | 1,76 · 1,3 = 2,288 | 2,288 | |
2 | Привязать бирку к выводу ниткой | 2 | 0,15 | 0,30 | |
3 | Проверить обмотку на обрыв омметром | 1 | 0,09 | 0,09 | |
4 | Проверить визуально качество обмотки катушки | 1 | 0,10 | 0,10 | |
Итого | 2,778 | ||||
Норма штучного времени на работы по окончательной заделке катушки

где aобс, aотл - время на организационно-техническое обслуживание рабочего места, отдых и личные потребности при работе на станке 10% (карта 1, позиция 3а, б).
Норма штучного времени на намотку катушки и окончательную заделку:

5. Расчет нормы времени

где Tп.-з - подготовительно-заключительное время на партию - 9 мин. (карта 2); Q - количество изделий в партии - 10 шт.

Пример 3

Расчет нормы времени на намотку катушки круглого сечения
1. Исходные данные
N п/п | Данные намотки | Обмотка |
1 | Вид намотки | Рядовая многослойная |
2 | Марка провода | ПЭЛ |
3 | Диаметр провода, мм | 0,07 |
4 | Диаметр каркаса, мм | 20 |
5 | Длина каркаса, мм | 35 |
6 | Число витков | 3600 |
7 | Количество одновременно наматываемых катушек, шт. | 2 |
8 | Изоляция обмотки | Кабельная бумага, 2 слоя |
9 | Количество выводов | 2 |
10 | Вид выводного конца | Провод обмотки |
11 | Оборудование | Двухшпиндельный станок с параллельной работой шпинделей |
12 | Частота вращения шпинделя, об./мин. | 2000 |
13 | Количество витков в ряду | 200 |
14 | Способ установки каркаса | Навертыванием каркаса на оправке |
15 | Тип производства | Крупносерийное |
16 | Диаметр катушки, мм | 23 |
2. Расчет нормы штучного времени на работы, связанные со станком
N п/п | Содержание работы | Краткость приема | Время, мин. | N карты, позиция, индекс | |
на прием | на 2 обмотки | ||||
1 | Установить каркас на оправку (ввертыванием), снять катушку (вывертыванием) | 2 | 0,102 | 0,204 | |
2 | Зачистить начало обмоточного провода шлифовальной шкуркой на длину 20 мм | 2 | 0,085 | 0,170 | |
3 | Закрепить начало обмотки вокруг клеммы каркаса | 2 | 0,060 | 0,120 | |
4 | Заправить провод в щелевой водитель | 2 | 0,021 | 0,042 | |
5 | Установить водитель в исходное положение | 2 | 0,021 | 0,042 | |
6 | Установить счетчик числа витков в нулевое положение нажимом на сбрасыватель | 1 | 0,022 | 0,022 | |
7 | Включить и выключить станок педалью | 1 | 0,019 | 0,019 | |
8 | Откусить провод от бобины кусачками | 2 | 0,029 | 0,058 | |
9 | Изолировать обмотку двумя слоями кабельной бумаги, заклеить клеем с прогревом электропаяльником | 2 | 0,367 | 0,734 | |
Итого | 1,411 | ||||
10. Намотать 3600 витков.
Частота вращения шпинделя станка при намотке 200 витков в ряду проводом диаметром 0,07 мм равна 1700 об./мин. (92,7 в).

К1 - коэффициент на устранение обрывов - 1,25 (карта 3, позиция 1);
К2 - коэффициент, учитывающий тип производства, - 0,9 (см. табл. 1.1);
aобс + aотл - время на организационно-техническое обслуживание рабочего места и личные потребности при работе на станке - 12% (карта 1, позиция 1а, б),

3. Расчет нормы штучного времени на работы, не связанные со станком
N п/п | Содержание работы | Кратность приема | Время, мин. | N карты, позиция, индекс | |
на прием | на обмотку | ||||
1 | Зачистить конец обмотки шлифовальной шкуркой на длину 20 мм | 1 | 0,085 | 0,085 | |
2 | Закрепить конец обмотки на клемме каркаса, обернув вокруг 3 - 4 раза | 1 | 0,060 | 0,060 | |
3 | Припаять выводные концы обмотки к клеммам каркаса методом окунания в расплавленный припой | 1 | 0,076 | 0,076 | |
4 | Проверить катушку на пробой | 1 | 0,30 | 0,30 | |
5 | Визуальный осмотр | 1 | 0,10 | 0,10 | |
Итого | 0,621 | ||||


4. Расчет нормы времени

где Tп.-з - подготовительно-заключительное время - 9 мин.
изделий в партии - 1000 шт.
ОБОРУДОВАНИЯ, МАРОК И РАЗМЕРОВ ОБМОТОЧНЫХ ПРОВОДОВ
2.1. Нормативы времени, приведенные в сборнике, разработаны с учетом требований к выполнению технологических операций со следующей технологической последовательностью:
заготовка электроизоляционных материалов,
намотка катушек,
присоединение гибких и жестких проводов,
изолирование катушек,
маркирование катушек,
технический контроль.
2.2. Нормативы времени учитывают технологические возможности новых моделей оборудования: повышение скорости намотки, увеличение числа одновременно наматываемых катушек, автоматизацию и механизацию ряда изолировочных, маркировочных, контрольных операций.
Техническая характеристика станков-представителей приведена в табл. 2.1.
2.3. Нормативы времени рассчитаны на применение современных марок обмоточных и монтажных проводов, характеристика которых приведена в табл. 2.2.
Таблица 2.1
оборудования при намоточных работах
N позиции | Тип станка | Станки открытой намотки | |||||
Частота вращения шпинделя, об./мин. | Диаметр, мм | Диаметр, мм | Длина, мм | Способ подачи | Количество одновременно наматываемых катушек, шт. | ||
наматываемого провода | каркаса | ||||||
1 | CPH-0,1 | 375 - 600 | 0,05 - 0,50 | 100 | 8 - 80 | Ручная | 3 |
2 | CPH-0,5M | 900 | 0,15 | 100 | 5 - 150 | " | 1 - 3 |
3 | CPH-2,0 | 200 - 800 | 0,4 - 2,02 | 150 | 5 - 160 | " | 1 |
4 | АДАST | 500 - 6500 | 0,05 - 0,80 | 20 - 30 | 2 - 100 | " | 1 - 6 |
5 | 350-А | 222 - 4450 | 0,05 - 0,20 | 18 - 200 | 10 - 130 | Автоматическая | 1 - 2 |
6 | HT-515 | 300 - 1400 | 0,05 - 0,50 | 3,0 - 15 | 2 - 30 | " | 1 |
7 | СНК-1 | 600 - 8100 | 0,01 - 1,70 | 200 - 240 | 20 - 200 | " | 1 |
8 | TSS-1 "Хитекс" (ВНР) | 1000 - 2500 | 0,02 - 1,00 | 150 | 2 - 130 | " | 1 |
9 | 116 "Беки" (США - Англия) | 10000 - 12000 | 0,05 - 1,20 | 72 | 60 | " | 4 |
10 | FL-161/5 "Микафил" (Швейцария) | 10000 | 0,05 - 0,25 | 50 | 27 - 92 | " | 4 - 6 |
11 | МЕ-301 "Метеор" (Швейцария) | 10000 | 0,01 - 1,65 | 240 | 200 | " | 1 - 4 |
12 | OGA "Микафил" (Швейцария) | 160 - 2520 | 0,05 - 3,00 | 320 | 430 | " | 2 |
N позиции | Тип станка | Станки кольцевой намотки | |||||
Частота вращения челнока, об./мин. | Диаметр наматываемого провода, мм | Внутренний диаметр кольца, мм | Высота кольца, мм | Способ подачи | Количество одновременно наматываемых катушек, шт. | ||
1 | СНТ-5 | 300 | 0,05 - 0,10 | 5,2 | 12 | Автоматическая | 1 |
2 | СНТ-5А | 500 | 0,05 - 0,15 | 5,6 | 15 | ||
3 | СНТ-8Л | 300 | 0,05 - 0,25 | 8,0 | 30 | ||
4 | СНТ-12Л | 5000 | 0,16 - 0,45 | 30,0 | 60 | ||
5 | RW-1 | 200 | 0,12 - 0,60 | 13,0 | 50 | ||
6 | S-1 | 2000 | 0,03 - 1,60 | 1,6 | 19 | ||
7 | U-4 | 500 | 0,07 - 0,45 | 8,0' | 32 | ||
8 | 6BW | 210 | 0,34 - 1,00 | 32,0 | 50 | ||
9 | UT-28 | 500 | 2,6 - 6,40 | 221,0 | 300 | ||
10 | NW-400 | 2000 | 0,06 - 0,25 | 0,8 | 12 | ||
Таблица 2.2
N п/п | Марка провода | ГОСТ, ТУ | Характеристика провода |
1 | ПСДК | ГОСТ 7019-80 | Провод прямоугольного (круглого) сечения с изоляцией из стеклянных нитей, положенных двумя слоями, с подклейкой и пропиткой кремнийорганическим лаком |
2 | ПСД | ГОСТ 7019-80 ТУ 16-505.024-82 | Провод прямоугольного сечения с изоляцией из стеклянных нитей, положенных двумя слоями с пропиткой нагревостойким лаком |
3 | ПСДКТ | ГОСТ 7019-80 ТУ 16-502.024-82 | Провод с утонченной изоляцией из стеклянных нитей, пропитанных кремнийорганическим лаком |
4 | МЛТП | ТУ 16-505.554-81 | Провод монтажный терморадиационностойкий с изоляцией из стекловолокна и термостабилизированного полиэтилена |
5 | ПСДК | ГОСТ 7019-80 | Провод круглого сечения с изоляцией из стеклянных нитей, наложенных двумя слоями, пропитанных кремнийорганическим лаком |
6 | МП-37-12 | ТУ 16-505.191-80 | Провод из медной посеребренной проволоки |
7 | ПЭВ-1 | ТУ 16-502.021-82 | Провод, изолированный лаком ВЛ-931, с изоляцией уменьшенной толщины |
8 | ПЭВ-2 | ТУ 16-502.021-82 | Провод, изолированный лаком ВЛ-931, с изоляцией увеличенной толщины |
9 | ПЭТ-155 | ТУ 16-502-012-82 | Провод, эмалированный теплостойким полиэфиромидным лаком (медный круглый провод) |
10 | ПЭШО | ГОСТ 16-507-80 ТУ 16-502.019-82 | Провод, изолированный лаком и одним слоем обмотки из полиэфирных нитей |
11 | ПЭТВ-2 | ТУ 16-502.003-82 | Провод эмалированный, теплостойкий (нагревостойкий), высокопрочный с изоляцией на основе полиэфирных лаков |
12 | ПЭНХ | ТУ 16-505.692-75 | Провод нихромовый, эмалированный лаком на масляной основе |
13 | ПЭМ1 | ГОСТ 10288-74 | Провода медные круглого сечения, изолированные лаком |
14 | МПО-33-11 | ТУ 16-505.324-80 | Провод монтажный с пленочной изоляцией в оболочке на номинальное напряжение 500 В и максимальное при эксплуатации 120 В с жилами нормальной прочности |
15 | МП-16-11 | ТУ 16-505,759-81 | Провод монтажный с пленочной изоляцией |
16 | ПНЭТ-имид | ТУ 16-502.022-82 | Провод медный никелированный, покрытый эмалевой полиэмидной изоляцией |
17 | ПЭТВ-р | ТУ 16-705.110-79 | Провод нагревостойкий, покрытый слоем высокопрочной эмали, нормальной толщины |
18 | ПЭЛ | ГОСТ 2773-78 | Провод медный, изолированный высокопрочной эмалью |
19 | ПЭТ-Р | ТУ16-502.002-82 | Провод эмалированный тугоплавкий для радиорелейных установок |
20 | ПЭВТЛ ПЭВЛ ПЭВТЛ-1 | ТУМИ 662-82 ТУ 16-502.023-82 | Провода медные с эмалевой изоляцией на основе полиуретанов |
21 | ПЭТ-имид | ТУ 16-505.489-78 | Провода медные и медно-никелевые с высоконагревостойкой эмалевой изоляцией на основе полиамидов |
22 | ПЭМС | ТУ 16-505.467-73 | Провода менганиновые стабилизированные, изолированные высокопрочной эмалью |
23 | МГШВ МГШВ-1 | ТУ 16-505.437-82 | Провод монтажный с волокнистой и поливинилхлоридной изоляцией, гибкий |
24 | ПЭЛШКО | ТУ 16-505.357-78 | Провод обмоточный с эмалево-волокнистой изоляцией |
25 | МШДЛ МГШДЛ МГШДО | ГОСТ 10349-75 | Провода монтажные с волокнистой изоляцией |
26 | МЛТП МСТП | ТУ 16-505.554-81 | Провод монтажный терморадиационный с изоляцией из лавсана и термостабилизированного полиэтилена |
27 | НВМ | Провод монтажный с жилой из медных проволок с изоляцией из поливинилхлоридного пластиката | |
28 | НВ | Провод монтажный с жилой из медных луженых проволок с изоляцией из поливинилхлоридного пластиката | |
29 | ПСВЛ | ТУ 16-505.660-74 | Провода соединительные с медной жилой с поливинилхлоридной изоляцией в хлопчатобумажной обмотке |
30 | ПБД | ГОСТ 16513-79Е | Медный провод, изолированный двумя слоями нитей из хлопчатобумажной пряжи |
31 | АПБД | ГОСТ 16513-79Е | Алюминиевые обмоточные провода круглого и прямоугольного сечения с хлопчатобумажной изоляцией |
32 | БПВЛ | ТУ 16-505.911-76 | Провод красного цвета. Провод с медной луженой жилой с изоляцией поливинилхлоридного пластиката в оплетке из хлопчатобумажной пряжи, лакированный для отбортовки сети |
33 | МГТФ | ТУ 16-505.185-71 | Провод гибкий одножильный с медной жилой |
34 | ПБ | ГОСТ 16512-80 | Медный провод, изолированный лентами кабельной или телефонной бумаги |
35 | ЛЭШО ЛЭШД | ГОСТ 16186-74 | Провода обмоточные |
36 | ПМВГ | ТУ 16-505.434-73 | Провода монтажные с комбинированной изоляцией |
Нормативы времени разработаны с учетом следующих организационных условий выполнения работ:
наличия на рабочем месте подробного технологического процесса по операциям и переходам;
рациональной планировки рабочих мест (рис. 1, 2) с минимальными передвижениями рабочего в процессе работы;
наличия исправного оборудования, инструмента, приспособлений;
хранения инструмента, приспособлений в специальных ящиках;
обеспечения рабочих мест инструментом и приспособлениями самим рабочим;
доставки на рабочее место собранных каркасов, обмоточных проводов, проводов для выполнения выводов, изоляционных материалов рабочими, обслуживающими производство;
наладки и ремонта оборудования службами энергетика и механика;
уборки рабочего места самим рабочим;
технического контроля продукции на рабочих местах;
контроля за организацией обеспечения и обслуживания производства мастером.
Типовые планировки рабочего места намотчика

1 - намоточный станок; 2 - конвейер или транспортер;
3 - подставка для паяльника; - 4 - ящик с ячейками
для изоляционных материалов, выводных концов и др.;
5 - стандартные тарные ящики; 6 - тумбочка;
7 - планшет для хранения техдокументации; 8 - спецстул;
9 - урна поворотная (для отходов); 10 - подножка

1 - намоточный станок; 2 - тумбочка для хранения
инструмента, приспособлений; 3 - тара для катушек;
4 - тара для отходов; 5 - подъемно-поворотный стул;
6 - ванночка для флюса; 7 - подставка для паяльника;
8 - паяльник
НОРМАТИВЫ ВРЕМЕНИ НА ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА, ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ
ВРЕМЯ, КОЭФФИЦИЕНТЫ, УЧИТЫВАЮЩИЕ ВРЕМЯ НА УСТРАНЕНИЕ ОБРЫВОВ
Карта 1 | |||||
Содержание работы | |||||
1. Раскладка на рабочем месте инструмента, приспособлений, материалов, полуфабрикатов, узлов в начале смены и их уборка по окончании смены. 2. Уход за станком (смазка и чистка). 3. Осмотр и опробование станка. 4. Регулировка и подналадка станка и другого оборудования в процессе работы. 5. Очистка паяльника, ножа, ножниц, ванночек с флюсом и припоем, их замена, включение в сеть и выключение из сети. 6. Нарезка шлифовальной шкурки. 7. Установка бобины с проводом в начале работы или смены. 8. Отдых, время на личные потребности и регламентированный отдых (производственная гимнастика). | |||||
N позиции | Вид работы | Станок | Организационно-техническое обслуживание рабочего места | Отдых, личные потребности и регламентированный отдых (производственная гимнастика) | |
Время, % оперативного времени | |||||
1 | Связанные со станком | С электроприводом | |||
2 | С ручным приводом | 6,7 | |||
3 | Не связанные со станком | - | |||
Индекс | а | б | |||
Карта 2 | |||
N позиции | Состав затрат рабочего времени по элементам | Станки | |
полуавтоматы | тормозные и ручные | ||
Время на партию, мин. | |||
1 | Получение задания и сдача работы, наряда | 2,0 | 2,0 |
2 | Получение и сдача чертежей, карт технологического процесса | 0,5 | 0,5 |
3 | Ознакомление с чертежами и технологическим процессом | 1,0 | 1,0 |
4 | Получение и сдача материалов, заготовок, полуфабрикатов, узлов | 4,0 | 5,0 |
5 | Получение инструмента, приспособлений, оправок, шаблонов и их сдача после работы | 0,5 | 1,5 |
6 | Получение инструктажа | 1,0 | 1,0 |
7 | Наладка станка | 15,0 | 12,0 |
8 | Итого с наладкой станка | 24,0 | 23,0 |
9 | В том числе, без наладки станка | 9,0 | 11,0 |
Индекс | а | б | |
Открытая намотка | ||||
Карта 3 | ||||
Содержание работы | ||||
1. Зачистить два конца обмоточного провода. 2. Скрутить зачищенные концы намоточных проводов и паять. 3. Подрезать скрутку, изолировать место пайки изоляционной прокладкой. 4. Заправить провод в водитель и отрегулировать его натяжение. 5. Заменить бобину с проводом. | ||||
N позиции | Диаметр обмоточного провода, мм, до | Коэффициент к машинному времени | ||
инерционная намотка К1 | безынерционная намотка Кn | |||
0,09 | 1,25 | 1,15 | ||
2 | 0,11 | 1,20 | 1,10 | |
3 | 0,16 | 1,15 | 1,07 | |
0,29 | 1,10 | 1,05 | ||
5 | 0,37 | 1,07 | 1,03 | |
0,51 и выше | 1,05 | 1,00 | ||
Индекс | а | б | ||
СБОРОЧНЫЕ РАБОТЫ ПРИ ОТКРЫТОЙ НАМОТКЕ
Открытая намотка | |||||||||||
Карта 4, лист 1 | |||||||||||
Содержание работы | |||||||||||
1. Взять каркас, установить на оправку. 2. Закрепить. 3. Открепить, снять катушку и отложить. | |||||||||||
N позиции | Способ установки | Способ крепления | Эскиз | Диаметр каркаса, мм, до | Длина каркаса, мм, до | ||||||
10 | 15 | 25 | 50 | 100 | 150 | 200 | |||||
Время на катушку, мин. | |||||||||||
1 | На оправку | Гайкой вручную |  | 5 | 0,128 | 0,130 | 0,131 | - | - | - | - |
2 | 10 | 0,138 | 0,139 | 0,142 | 0,143 | - | - | - | |||
3 | 25 | - | 0,132 | 0,134 | 0,138 | 0,146 | - | - | |||
4 | 50 | - | 0,157 | 0,158 | 0,162 | 0,170 | 0,178 | 0,188 | |||
5 | 100 | - | - | - | 0,206 | 0,214 | 0,230 | 0,242 | |||
6 | Гайкой с поджатием центром задней бабки |  | 10 | 0,125 | 0,131 | 0,142 | 0,147 | - | - | - | |
7 | 25 | - | 0,142 | 0,150 | 0,148 | 0,157 | - | - | |||
8 | 50 | - | 0,150 | 0,153 | 0,157 | 0,173 | 0,181 | 0,188 | |||
9 | 100 | - | - | - | 0,208 | 0,218 | 0,228 | 0,237 | |||
10 | 250 | - | - | - | - | 0,284 | 0,292 | 0,304 | |||
Индекс | а | б | в | г | д | е | ж | ||||
УСТАНОВКА И КРЕПЛЕНИЕ КАРКАСА КРУГЛОГО СЕЧЕНИЯ НА ОПРАВКЕ. СНЯТИЕ КАТУШКИ | Открытая намотка | ||||||||||
Карта 4, лист 2 | |||||||||||
N позиции | Способ установки | Способ крепления | Эскиз | Диаметр каркаса, мм, до | Длина каркаса, мм, до | ||||||
10 | 15 | 25 | 50 | 100 | 150 | 200 | |||||
Время на катушку, мин. | |||||||||||
11 | На оправку | Отводом рычага |  | 5 | 0,033 | 0,035 | 0,037 | - | - | - | - |
12 | 10 | 0,035 | 0,037 | 0,039 | 0,044 | - | - | - | |||
13 | 25 | - | 0,039 | 0,041 | 0,046 | 0,056 | - | - | |||
14 | 50 | - | 0,049 | 0,051 | 0,056 | 0,066 | 0.076 | 0,090 | |||
15 | В гнездо оправки | Специальным винтом |  | 5 | 0,091 | 0,096 | 0,102 | 0,114 | - | - | - |
16 | 10 | 0,094 | 0,099 | 0,104 | 0,117 | 0,142 | - | - | |||
17 | 25 | - | 0,112 | 0,117 | 0,130 | 0,155 | 0,183 | 0,216 | |||
18 | Ввертыванием и навертыванием на оправку | - |  | 5 | 0,072 | 0,076 | 0,080 | 0,090 | - | - | - |
19 | 10 | 0,074 | 0,078 | 0,082 | 0,092 | 0.112 | - | - | |||
20 | 25 | - | 0,088 | 0,092 | 0,122 | 0,144 | 0,170 | ||||
21 | В цанговый патрон | - |  | 5 | 0,106 | 0,109 | 0,112 | - | - | - | - |
22 | 10 | 0,092 | 0,095 | 0,098 | 0,101 | - | - | - | |||
23 | 25 | 0,056 | 0,082 | 0,085 | 0,087 | 0,090 | - | - | |||
Индекс | а | б | в | г | д | е | ж | ||||
Открытая намотка | |||||||||||||||
Карта 5, лист 1 | |||||||||||||||
Содержание работы | |||||||||||||||
1. Взять, установить каркас на оправку. 2. Установить промежуточные щечки, втулку. 3. Закрепить. 4. Снять катушку, промежуточные щечки, втулку и отложить. | |||||||||||||||
Прямоугольное сечение | |||||||||||||||
N позиции | Количество | Способ крепления | Эскиз | Средний периметр каркаса, мм, до | Длина каркаса, мм, до | ||||||||||
каркасов | щечек | 20 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | 180 | 200 | ||||
Время на катушку, мин. | |||||||||||||||
1 | 1 | 1 | Гайкой с помощью гаечного ключа |  | 100 | 0,24 | 0,27 | 0,29 | 0,32 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,49 |
2 | 175 | 0,27 | 0,29 | 0,32 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,49 | 0,53 | ||||
3 | 250 | 0,29 | 0,32 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,49 | 0,53 | 0,57 | ||||
4 | 325 | 0,32 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,49 | 0,53 | 0,57 | 0,61 | ||||
5 | 400 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,49 | 0,53 | 0,57 | 0,61 | 0,65 | ||||
6 | Специальной гайкой вручную |  | 65 | 0,17 | 0,20 | 0,22 | 0,25 | 0,28 | 0,30 | 0,33 | 0,36 | 0,38 | 0,41 | ||
7 | 130 | 0,20 | 0,25 | 0,28 | 0,30 | 0,33 | 0,36 | 0,38 | 0,41 | 0,44 | |||||
8 | 190 | 0,22 | 0,25 | 0,28 | 0,30 | 0,33 | 0,36 | 0,38 | 0,41 | 0,44 | 0,48 | ||||
9 | 260 | 0,25 | 0,28 | 0,30 | 0,33 | 0,36 | 0,38 | 0,41 | 0,44 | 0,48 | 0,52 | ||||
10 | 320 | 0,28 | 0,30 | 0,33 | 0,36 | 0,38 | 0,41 | 0,44 | 0,48 | 0,52 | 0,56 | ||||
11 | 2 | 2 |  | 65 | 0,26 | 0,28 | 0,32 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,49 | 0,52 | |
12 | 130 | 0,28 | 0,32 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,49 | 0,52 | 0,56 | ||||
13 | 190 | 0,32 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,49 | 0,52 | 0,56 | 0,60 | ||||
14 | 260 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,49 | 0,52 | 0,56 | 0,60 | 0,64 | ||||
15 | 320 | 0,38 | 0,40 | 0,43 | 0,46 | 0,49 | 0,52 | 0,56 | 0,60 | 0,64 | 0,68 | ||||
16 | 1 | 1 | Специальной гайкой вручную с поджатием центром задней бабки |  | 65 | - | - | 0,27 | 0,29 | 0,32 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 |
17 | 130 | - | - | 0,29 | 0,32 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,50 | ||||
18 | 190 | - | - | 0,32 | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,50 | 0,54 | ||||
19 | 260 | - | - | 0,35 | 0,38 | 0,40 | 0,43 | 0,46 | 0,50 | 0,54 | 0,58 | ||||
20 | 320 | - | - | 0,38 | 0,40 | 0,43 | 0,46 | 0,50 | 0,58 | 0,58 | 0,63 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||||
УСТАНОВКА И КРЕПЛЕНИЕ КАРКАСА НА СТАЦИОНАРНОЙ ОПРАВКЕ, СНЯТИЕ КАТУШКИ | Открытая намотка | ||||||||||||||
Карта 5, лист 2 | |||||||||||||||
N позиции | Количество | Способ крепления | Эскиз | Средний периметр каркаса, мм, до | Длина каркаса, мм, до | ||||||||||
20 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | 180 | 200 | ||||||
каркасов | щечек | ||||||||||||||
Время на катушку, мин. | |||||||||||||||
21 | 1 | 2 | Поджатием центром задней бабки | - | 100 | - | - | 0,40 | 0,41 | 0,45 | 0,46 | 0,5 | 0,54 | 0,57 | 0,61 |
22 | 250 | - | - | 0,41 | 0,45 | 0,46 | 0,50 | 0,54 | 0,57 | 0,61 | 0,66 | ||||
23 | 400 | - | - | - | - | 0,50 | 0,54 | 0,57 | 0,61 | 0,66 | 0,77 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||||
Круглое сечение | |||||||||||||||
N позиции | Количество | Способ крепления | Эскиз | Средний диаметр каркаса, мм, до | Длина каркаса, мм, до | ||||||||||
25 | 35 | 45 | 60 | 75 | 100 | 125 | 150 | 175 | 200 | ||||||
каркасов | щечек | ||||||||||||||
Время на катушку, мин. | |||||||||||||||
24 | 1 | 1 | Гайкой с помощью гаечного ключа |  | 25 | 0,15 | 0,18 | 0,20 | 0,24 | 0,26 | 0,28 | 0,31 | 0,33 | 0,37 | 0,41 |
25 | 35 | 0,18 | 0,20 | 0,24 | 0,26 | 0,28 | 0,31 | 0,33 | 0,37 | 0,41 | 0,46 | ||||
26 | 45 | 0,20 | 0,24 | 0,26 | 0,28 | 0,31 | 0,33 | 0,37 | 0,41 | 0,46 | 0,51 | ||||
27 | 55 | 0,24 | 0,26 | 0,28 | 0,31 | 0,33 | 0,37 | 0,41 | 0,46 | 0,51 | 0,56 | ||||
28 | 75 | 0,26 | 0,28 | 0,31 | 0,33 | 0,37 | 0,41 | 0,46 | 0,51 | 0,56 | 0,62 | ||||
29 | Специальной гайкой вручную |  | 25 | 0,17 | 0,20 | 0,21 | 0,24 | 0,26 | 0,28 | 0,32 | 0,35 | 0,37 | 0,41 | ||
30 | 35 | 0,20 | 0,21 | 0,24 | 0,26 | 0,31 | 0,32 | 0,35 | 0,37 | 0,41 | 0,45 | ||||
31 | 45 | 0,21 | 0,24 | 0,26 | 0,31 | 0,32 | 0,35 | 0,37 | 0,41 | 0,45 | 0,49 | ||||
32 | 55 | 0,24 | 0,26 | 0,31 | 0,32 | 0,35 | 0,37 | 0,41 | 0,45 | 0,49 | 0,54 | ||||
33 | 75 | 0,26 | 0,31 | 0,32 | 0,35 | 0,37 | 0,41 | 0,45 | 0,49 | 0,54 | 0,60 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||||
Примечания: 1. При установке более двух каркасов приведенное в нормативной карте время увеличивать на 0,1 мин. на каждый последующий каркас.
2. При применении быстросъемной гайки приведенное в нормативной карте время применяется с коэффициентом 0,8.
Открытая намотка | |||||||
Карта 6 | |||||||
Содержание работы | |||||||
1. Взять пластинчатый каркас. 2. Установить и закрепить. 3. Открепить, снять катушку и отложить. | |||||||
N позиции | Способ крепления | Эскиз | Ширина пластины, мм, до | Длина каркаса, мм, до | |||
50 | 100 | 150 | 250 | ||||
Время на катушку, мин. | |||||||
1 | Двумя барашками |  | 20 | 0,096 | 0,126 | 0,156 | 0,216 |
2 | 50 | 0,125 | 0,155 | 0,185 | 0,245 | ||
3 | Двумя шпильками | 20 | 0,192 | 0,252 | 0,312 | 0,438 | |
4 | 50 | 0,250 | 0,310 | 0,370 | 0,490 | ||
5 | Четырьмя гайками с поджатием центром задней бабки |  | 20 | 0,147 | 0,177 | 0,207 | 0,267 |
6 | 50 | 0,210 | 0,240 | 0,270 | 0,330 | ||
7 | Двумя кнопками и с поджатием центром задней бабки | 20 | 0,165 | 0,195 | 0,225 | 0,285 | |
8 | 50 | 0,183 | 0,213 | 0,243 | 0,303 | ||
Индекс | а | б | в | г | |||
КАТУШКИ И ШАБЛОНА | Открытая намотка | |||||
Карта 7 | ||||||
Содержание работы | ||||||
1. Взять и установить на оправку две части шаблона. 2. Взять и установить промежуточную щечку или втулку. 3. Взять гайку и закрепить шаблон. 4. Открепить гайку и отложить. 5. Снять промежуточную щечку или втулку, правую часть шаблона, катушку и отложить. | ||||||
N позиции | Способ крепления | Эскиз | Средний периметр шаблона, до | Длина оправки, мм, до | ||
75 | 100 | 125 | ||||
Время на катушку, мин. | ||||||
1 | Гайкой вручную |  | 50 | 0,126 | 0,135 | - |
2 | 100 | 0,145 | 0,154 | - | ||
3 | 150 | 0,154 | 0,164 | 0,182 | ||
4 | 200 | - | 0,182 | 0,189 | ||
5 | 300 | - | 0,209 | 0,218 | ||
6 | Гайкой, гаечным ключом |  | 50 | 0,175 | 0,193 | - |
7 | 100 | 0,196 | 0,210 | - | ||
8 | 150 | 0,210 | 0,228 | 0,246 | ||
9 | 200 | - | 0,246 | 0,280 | ||
10 | 300 | - | 0,280 | 0,315 | ||
Индекс | а | б | в | |||
Примечание. При установке дополнительной щечки к приведенному в нормативной карте времени прибавлять 0,03 мин., а при установке дополнительной втулки - 0,04 мин.
Открытая намотка | |||||||
Карта 8 | |||||||
Содержание работы | |||||||
1. Взять оправку в сборе. 2. Установить на станке и закрепить. 3. Открепить оправку, снять и отложить. | |||||||
N позиции | Способ установки | Способ крепления | Эскиз | Периметр (диаметр) оправки P, мм, до | Длина оправки L, мм, до | ||
80 | 160 | 320 | |||||
Время на оправку T, мин. | |||||||
На вал со шпонкой | Поджатием центром задней бабки | 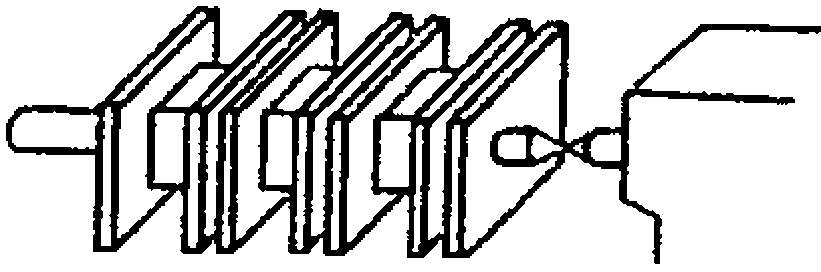 | 25 (8) | 0,039 | 0,045 | 0,047 | |
2 | 75 (25) | 0,045 | 0,047 | 0,059 | |||
200 (64) | 0,047 | 0,059 | 0,068 | ||||
В гнездо шпинделя |  | 25 (8) | 0,024 | 0,027 | 0,031 | ||
5 | 75 (25) | 0,027 | 0,031 | 0,036 | |||
200 (64) | 0,031 | 0,036 | 0,041 | ||||
В центрах |  | 25 (8) | 0,064 | 0,080 | 0,098 | ||
8 | 75 (25) | 0,080 | 0,098 | 0,109 | |||
200 (64) | 0,098 | 0,109 | 0,122 | ||||
Индекс | а | б | в | ||||
Открытая намотка | ||||||||||||
Карта 9, лист 1 | ||||||||||||
Содержание работы |  | |||||||||||
1. Взять оправку в сборе 2. Установить на станок. 3. Открепить оправку, снять и отложить. | ||||||||||||
N позиции | Способ установки | Периметр оправки P, мм, до | Диаметр оправки D, мм, до | Длина оправки L, мм, до | ||||||||
120 | 170 | 220 | 270 | 300 | 320 | 450 | 600 | 750 | ||||
Время на оправку T, мин. | ||||||||||||
В центрах с поджатием центра задней бабки рукояткой | 100 | - | - | - | - | - | - | 0,099 | 0,102 | 0,106 | 0,109 | |
2 | 135 | - | - | - | - | - | - | 0,106 | 0,109 | 0,113 | 0,116 | |
3 | 170 | - | - | - | - | - | - | 0,112 | 0,115 | 0,118 | 0,122 | |
200 | - | - | - | - | - | - | 0,116 | 0,119 | 0,123 | 0,127 | ||
- | 12 | 0,090 | 0,113 | 0,132 | 0,150 | 0,162 | - | - | - | - | ||
6 | - | 25 | 0,102 | 0,127 | 0,148 | 0,168 | 0,182 | - | - | - | - | |
7 | - | 40 | 0,111 | 0,138 | 0,162 | 0,182 | 0,197 | - | - | - | - | |
55 | 0,118 | 0,148 | 0,173 | 0,195 | 0,211 | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | |||
УСТАНОВКА ОПРАВКИ ПРЯМОУГОЛЬНОГО И КРУГЛОГО СЕЧЕНИЯ, СНЯТИЕ ЕЕ ПРИ БЕСКАРКАСНОЙ НАМОТКЕ | Открытая намотка | ||||
Карта 9, лист 2 | |||||
N позиции | Способ установки | Периметр оправки P, мм, до | Длина оправки L, мм, до | ||
100 | 150 | 250 | |||
Время на оправку T, мин. | |||||
В цанговый патрон с поджатием центра задней бабки рукояткой | 50 | 0,113 | 0,159 | 0,205 | |
10 | 75 | 0,159 | 0,222 | 0,288 | |
11 | 100 | 0,198 | 0,278 | 0,378 | |
12 | 125 | 0,234 | 0,328 | 0,424 | |
150 | 0,267 | 0,374 | 0,484 | ||
Индекс | а | б | в | ||
Открытая намотка | ||||||
Карта 10 | ||||||
Содержание работы |  | |||||
Сборка | ||||||
1. Взять левую часть оправки-шаблона и установить на нее каркас | ||||||
2. Взять правую часть оправки-шаблона, соединить с левой, совместив штифт с отверстием. | ||||||
Разборка | ||||||
1. Отсоединить левую часть оправки-шаблона и отложить, 2. С левой части оправки-шаблона снять катушку и отложить. | ||||||
N позиции | Количество штырей, шт. | Периметр оправки, мм, до | Сборка | Разборка | ||
Длина оправки-шаблона, мм, до | ||||||
100 | 175 | 100 | 175 | |||
Время на оправку, мин. | ||||||
1 | 1 | 75 | 0,045 | 0,050 | 0,036 | 0,040 |
2 | 100 | 0,050 | 0,060 | 0,040 | 0,048 | |
3 | 2 | 130 | 0,055 | 0,065 | 0,044 | 0,052 |
4 | 175 | 0,065 | 0,070 | 0,052 | 0,056 | |
Индекс | а | б | в | г | ||
Открытая намотка | ||||||||
Карта 11 | ||||||||
Содержание работы | ||||||||
Сборка |  | |||||||
1. Взять две части шаблона и кольцо. 2. Установить кольцо на левую часть шаблона. 3. Правую часть шаблона установить на левую, совместив штифт с отверстием и разрезом кольца. 4. Установить шаблон в центре и закрепить задней бабкой. | ||||||||
Разборка |  | |||||||
1. Отвести заднюю бабку поворотом рукоятки. 2. Снять шаблон в сборе. 3. Рассоединить, снять и отложить правую часть шаблона. 4. С левой части шаблона снять катушку, снять кольцо и отложить. | ||||||||
Бескаркасная намотка | ||||||||
N позиции | Длина шаблона L, мм, до | Диаметр шаблона D, мм, до | Периметр шаблона P, мм, до | |||||
30 | 45 | 65 | 95 | 140 | 210 | 320 | ||
Время на катушку T, мин. | ||||||||
20 | 0,25 | 0,29 | 0,33 | 0,38 | 0,44 | - | - | |
2 | 50 | 0,29 | 0,33 | 0,38 | 0,44 | 0,51 | 0,30 | 0,35 |
3 | 100 | 0,33 | 0,38 | 0,44 | 0,51 | 0,58 | 0,40 | 0,46 |
200 | 0,38 | 0,44 | 0,51 | 0,58 | 0,67 | 0,46 | 0,53 | |
Индекс | б | в | г | |||||
Открытая намотка | ||||||||
Карта 12 | ||||||||
Содержание работы |  | |||||||
Сборка | ||||||||
1. Собрать две части шаблона. 2. Взять стержень, установить на него шаблоны. 3. Установить между каждой парой шаблонов промежуточную щечку. 4. Взять гайку и ключ, закрепить шаблоны на оправке | ||||||||
Разборка | ||||||||
1. Взять ключ, отвернуть гайку и отложить. 2. Снять промежуточные щечки, шаблоны и вынуть стержень. 3. Разобрать шаблоны и отложить катушки. | ||||||||
N позиции | Вид работы | Диаметр оправки D, мм, до | Длина оправки L, мм, до | Количество шаблонов N, шт. | ||||
1 | 2 | 3 | 4 | 5 | ||||
Время на оправку T, мин. | ||||||||
1 | 12 | 120 | 0,17 | 0,22 | 0,25 | - | - | |
2 | 220 | 0,19 | 0,24 | 0,28 | 0,31 | - | ||
3 | 320 | 0,20 | 0,26 | 0,30 | 0,33 | 0,36 | ||
4 | 25 | 120 | 0,18 | 0,23 | 0,26 | - | - | |
5 | 220 | 0,20 | 0,25 | 0,29 | 0,32 | - | ||
6 | 320 | 0,21 | 0,27 | 0,31 | 0,35 | 0,38 | ||
7 | 40 | 120 | 0,18 | 0,24 | 0,27 | - | - | |
8 | 220 | 0,20 | 0,26 | 0,30 | 0,34 | - | ||
9 | 320 | 0,22 | 0,28 | 0,31 | 0,36 | 0,39 | ||
10 | 55 | 120 | 0,19 | 0,24 | 0,28 | - | - | |
11 | 220 | 0,21 | 0,27 | 0,31 | 0,34 | - | ||
12 | 320 | 0,22 | 0,28 | 0,33 | 0,37 | 0,40 | ||
13 | 12 | 120 | 0,15 | 0,19 | 0,22 | - | - | |
14 | 220 | 0,17 | 0,21 | 0,25 | 0,27 | - | ||
15 | 320 | 0,18 | 0,23 | 0,26 | 0,29 | 0,32 | ||
16 | 25 | 120 | 0,16 | 0,20 | 0,23 | - | - | |
17 | 220 | 0,18 | 0,22 | 0,26 | 0,29 | - | ||
18 | 320 | 0,19 | 0,24 | 0,28 | 0,31 | 0,33 | ||
19 | 40 | 120 | 0,16 | 0,21 | 0,24 | - | - | |
20 | 220 | 0,18 | 0,23 | 0,27 | 0,30 | - | ||
21 | 320 | 0,19 | 0,25 | 0,29 | 0,32 | 0,34 | ||
22 | 55 | 120 | 0,17 | 0,21 | 0,25 | - | - | |
23 | 220 | 0,19 | 0,24 | 0,28 | 0,31 | - | ||
24 | 320 | 0,20 | 0,25 | 0,29 | 0,32 | 0,35 | ||
Индекс | а | б | в | г | д | |||
Примечания: 1. При установке сердечников приведенное в нормативной карте время применять с коэффициентом 1,4.
T = 0,0665 D0,07 L0,17 N0,36 (сборка);
T = 0,0599 D0,07 L0,17 N0,36 (разборка)
2. При снятии сердечников приведенное в нормативной карте время применять с коэффициентом 1,15.
3. При затрудненной разборке с применением инструмента приведенное в нормативной карте время применять с коэффициентом 1,5.
Открытая намотка | |||||||||||||||
Карта 13, лист 1 | |||||||||||||||
Содержание работы |  | ||||||||||||||
Сборка | |||||||||||||||
1. Взять стержень, установить на него каркасы (гильзы, сердечник). 2. Взять промежуточные щечки или втулки и последовательно установить на оправку. 3. Взять гайку, закрепить собранную оправку и отложить. | |||||||||||||||
Разборка | |||||||||||||||
1. Взять ключ, отвернуть гайку. 2. Последовательно снять с оправки катушки, промежуточные щечки (втулки) и отложить. | |||||||||||||||
N позиции | Вид работы | Комплектность установки | Способ крепления | Периметр (диаметр) оправки P, мм, до | Длина оправки L, мм, до | Количество устанавливаемых каркасов N, шт. | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||||
Время на оправку T, мин. | |||||||||||||||
Сборка | Каркас | Без крепления | 25 | 80 | 0,047 | 0,070 | 0,089 | 0,104 | 0,119 | - | - | - | - | - | |
2 | (8) | 160 | 0,054 | 0,081 | 0,102 | 0,120 | 0,136 | - | - | - | - | - | |||
3 | 320 | 0,062 | 0,093 | 0,117 | 0,138 | 0,156 | - | - | - | - | - | ||||
4 | 75 | 80 | 0,054 | 0,081 | 0,103 | 0,120 | 0,138 | - | - | - | - | - | |||
5 | (22) | 160 | 0,063 | 0,094 | 0,118 | 0,139 | 0,155 | - | - | - | - | - | |||
320 | 0,072 | 0,108 | 0,136 | 0,160 | 0,181 | - | - | - | - | - | |||||
Разборка | 25 | 80 | 0,035 | 0,060 | 0,066 | 0,077 | 0,089 | - | - | - | - | - | |||
8 | (8) | 160 | 0,040 | 0,065 | 0,076 | 0,089 | 0,101 | - | - | - | - | - | |||
9 | 320 | 0,046 | 0,069 | 0,087 | 0,103 | 0,116 | - | - | - | - | - | ||||
10 | 75 | 80 | 0,040 | 0,060 | 0,077 | 0,089 | 0,103 | - | - | - | - | - | |||
11 | (22) | 160 | 0,046 | 0,070 | 0,088 | 0,104 | 0,128 | - | - | - | - | - | |||
320 | 0,054 | 0,080 | 0,101 | 0,119 | 0,135 | - | - | - | - | - | |||||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||||
СБОРКА И РАЗБОРКА ОБЪЕМНОЙ ОПРАВКИ ПРЯМОУГОЛЬНОГО И КРУГЛОГО СЕЧЕНИЯ ПРИ КАРКАСНОЙ НАМОТКЕ | Открытая намотка | ||||||||||||||
Карта 13, лист 2 | |||||||||||||||
N позиции | Вид работы | Комплектность установки | Способ крепления | Периметр (диаметр) оправки P, мм, до | Длина оправки L, мм, до | Количество устанавливаемых каркасов N, шт. | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||||
Время на оправку T, мин. | |||||||||||||||
Сборка | Один каркас и промежуточная щечка (втулка) | Гайкой | 80 | - | 0,251 | 0,316 | 0,373 | 0,424 | 0,470 | 0,513 | 0,554 | 0,592 | 0,629 | ||
14 | 25 | 160 | 0,194 | 0,289 | 0,364 | 0,428 | 0,487 | 0,540 | 0,590 | 0,636 | 0,680 | 0,722 | |||
15 | (8) | 320 | 0,223 | 0,332 | 0,418 | 0,492 | 0,559 | 0,620 | 0,677 | 0,730 | 0,782 | 0,830 | |||
16 | 80 | 0,196 | 0,291 | 0,367 | 0,432 | 0,461 | 0,545 | 0,595 | 0,642 | 0,686 | 0,728 | ||||
17 | 75 | 160 | 0,225 | 0,334 | 0,421 | 0,496 | 0,491 | 0,625 | 0,682 | 0,736 | 0,787 | 0,836 | |||
18 | (22) | 320 | 0,259 | 0,384 | 0,484 | 0,570 | 0,531 | 0,718 | 0,784 | 0,846 | 0,905 | 0,961 | |||
19 | 80 | 0,226 | 0,335 | 0,422 | 0,498 | 0,565 | 0,627 | 0,685 | 0,739 | 0,790 | 0,839 | ||||
20 | 200 | 160 | 0,260 | 0,385 | 0,485 | 0,572 | 0,649 | 0,721 | 0,787 | 0,850 | 0,908 | 0,964 | |||
(64) | 320 | 0,298 | 0,442 | 0,558 | 0,657 | 0,646 | 0,828 | 0,904 | 0,959 | 1,043 | 1,076 | ||||
Разборка | 80 | 0,084 | 0,126 | 0,150 | 0,186 | 0,212 | 0,235 | 0,256 | 0,277 | 0,296 | 0,314 | ||||
23 | 25 | 160 | 0,097 | 0,144 | 0,182 | 0,214 | 0,243 | 0,270 | 0,295 | 0,318 | 0,340 | 0,361 | |||
24 | (8) | 320 | 0,112 | 0,166 | 0,209 | 0,246 | 0,279 | 0,310 | 0,338 | 0,365 | 0,391 | 0,415 | |||
25 | 80 | 0,098 | 0,146 | 0,184 | 0,216 | 0,231 | 0,272 | 0,298 | 0,321 | 0,343 | 0,364 | ||||
26 | 75 | 160 | 0,112 | 0,167 | 0,211 | 0,248 | 0,246 | 0,311 | 0,341 | 0,368 | 0,394 | 0,418 | |||
27 | (22) | 320 | 0,130 | 0,192 | 0,242 | 0,285 | 0,266 | 0,359 | 0,392 | 0,423 | 0,453 | 0,481 | |||
28 | 80 | 0,113 | 0,168 | 0,221 | 0,249 | 0,282 | 0,314 | 0,343 | 0,370 | 0,395 | 0,420 | ||||
29 | 200 | 160 | 0,130 | 0,193 | 0,243 | 0,286 | 0,325 | 0,361 | 0,394 | 0,425 | 0,454 | 0,482 | |||
(64) | 320 | 0,149 | 0,221 | 0,279 | 0,329 | 0,373 | 0,414 | 0,452 | 0,480 | 0,522 | 0,538 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||||
T = 0,0448 P0,14 L0,20 N0,57 (позиции 13 - 21);
T = 0,0224 P0,14 L0,20 N0,57 (позиции 22 - 30)
Примечания: 1. При установке на оправку частей шаблона каждую часть шаблона принимать за отдельный каркас.
1. При установке более 11 каркасов к приведенному в нормативной карте времени прибавлять 0,08 мин. на каждый последующий каркас.
2. При установке дополнительной промежуточной щечки к приведенному в нормативной карте времени прибавлять 0,03 мин., при установке дополнительной втулки - 0,04 мин.
3. При снятии с оправки отдельных частей шаблона каждую часть шаблона принимать за отдельный каркас.
Открытая намотка | ||||||||||
Карта 14 | ||||||||||
Содержание работы |  | |||||||||
Сборка | ||||||||||
1. Взять стержень, установить на него начальный полушаблон. 2. Установить на оправку поочередно шаблоны (по числу катушек). 3. Установить конечный полушаблон. 4. Установить промежуточную щечку или втулку. 5. Взять гайку и закрепить шаблоны. | ||||||||||
Разборка | ||||||||||
1. Взять ключ, отвернуть гайку. 2. Снять промежуточную щечку или втулку. 3. Снять конечный полушаблон. 4. Последовательно снять шаблоны, снять с них катушки и отложить. | ||||||||||
N позиции | Вид работы | Периметр оправки P, мм, до | Длина оправки L, мм, до | Количество шаблонов N, шт. | ||||||
4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||
Время на оправку T, мин. | ||||||||||
Сборка | 450 | 0,068 | 0,085 | 0,102 | 0,118 | 0,134 | - | - | ||
2 | 85 | 850 | - | - | - | 0,136 | 0,154 | 0,173 | 0,192 | |
3 | 150 | 450 | 0,079 | 0,098 | 0,117 | 0,136 | 0,154 | - | - | |
4 | 850 | - | - | 0,134 | 0,136 | 0,168 | 0,200 | 0,221 | ||
5 | 250 | 450 | 0,091 | 0,112 | 0,135 | 0,156 | 0,178 | - | - | |
850 | - | - | 0,154 | 0,179 | 0,204 | 0,229 | - | |||
Разборка | 450 | 0,147 | 0,170 | 0,203 | 0,236 | 0,268 | - | - | ||
8 | 85 | 850 | - | - | - | 0,271 | 0,308 | 0,346 | 0,383 | |
9 | 450 | 0,158 | 0,196 | 0,234 | 0,272 | 0,309 | - | - | ||
10 | 150 | 850 | - | - | 0,296 | 0,313 | 0,356 | 0,399 | - | |
11 | 450 | 0,182 | 0,225 | 0,270 | 0,312 | 6,356 | - | - | ||
250 | 850 | - | - | 0,309 | 0,359 | 0,409 | 0,458 | - | ||
Индекс | а | б | в | г | д | е | ж | |||
Примечание. При сборке более 10 шаблонов к приведенному в нормативной карте времени прибавлять 0,02 мин. на каждый последующий шаблон; при разборке - 0,04 мин.
Открытая намотка | ||||||||||||
Карта 15 | ||||||||||||
Содержание работы |  | |||||||||||
1. Взять гаечный ключ, отвернуть гайку. 2. Вынуть стержень, снять промежуточную пластину. 3. Кусачками откусить провод и снять катушку. | ||||||||||||
N позиции | Периметр оправки P, мм, до | Длина оправки L, мм, до | Количество секций N, шт. | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||
Время на оправку T, мин. | ||||||||||||
35 | 25 | 0,31 | 0,42 | 0,49 | - | - | - | - | - | - | - | |
2 | 75 | 0,36 | 0,48 | 0,51 | 0,57 | 0,60 | 0,78 | - | - | - | - | |
3 | 200 | - | - | 0,66 | 0,75 | 0,82 | 0,90 | 1,01 | 1,11 | 1,20 | 1,30 | |
4 | 530 | - | - | - | 0,86 | 0,94 | 1,04 | 1,16 | 1,27 | 1,39 | 1,50 | |
5 | 65 | 25 | 0,36 | 0,48 | 0,56 | - | - | - | - | - | - | - |
6 | 75 | 0,41 | 0,55 | 0,66 | 0,74 | 0,81 | 0,89 | - | - | - | - | |
7 | 200 | - | - | 0,75 | 0,85 | 0,94 | 1,03 | 1,15 | 1,26 | 1,38 | 1,48 | |
8 | 550 | - | - | - | 0,98 | 1,08 | 1,18 | 1,32 | 1,45 | 1,58 | 1,70 | |
9 | 130 | 25 | 0,41 | 0,55 | 0,76, | 0,86 | - | - | - | - | - | - |
10 | 75 | 0,48 | 0,64 | - | - | - | - | - | - | - | - | |
11 | 200 | - | - | - | 0,99 | 1,08 | 1,19 | 1,33 | 1,46 | 1,59 | 1,72 | |
12 | 550 | - | - | - | - | 1,25 | 1,37 | 1,53 | 1,68 | 1,83 | 1,98 | |
13 | 240 | 25 | 0,47 | 0,74 | - | - | - | - | - | - | - | - |
14 | 75 | 0,55 | - | - | - | - | - | - | - | - | - | |
15 | 200 | - | - | - | 1,14 | 1,25 | 1,37 | 1,53 | 1,68 | 1,83 | 1,98 | |
550 | - | - | - | - | - | 1,58 | 1,76 | 1,94 | 2,11 | 2,28 | ||
Индекс | б | в | г | ж | з | и | ||||||
Примечание. При разборке оправки катушек с проводом диаметром менее или равным 0,07 мм приведенное в нормативной карте время применять с коэффициентом К = 1,3.
Открытая намотка | |||||||
Карта 16 | |||||||
Содержание работы | |||||||
Взять провод, оттянуть его от бобины, закрепить его на оправке. | |||||||
N позиции | Способ крепления | Периметр оправки, мм, до | Диаметр провода, мм, до | ||||
0,07 | 0,25 | 0,5 | 1,0 | 1,5 | |||
Время на катушку или секцию, мин. | |||||||
1 | Проводом обмотки | 50 | 0,21 | 0,129 | 0,150 | 0,172 | - |
2 | 75 | 0,24 | 0,146 | 0,172 | 0,198 | - | |
3 | 100 | 0,30 | 0,189 | 0,198 | 0,210 | - | |
4 | 150 | 0,39 | 0,220 | 0,240 | 0,270 | - | |
5 | Нитками | 50 | 0,26 | 0,172 | 0,189 | 0,210 | - |
6 | 75 | - | 0,198 | 0,210 | 0,240 | 0,26 | |
7 | 100 | - | - | 0,240 | 0,260 | 0,28 | |
8 | 150 | - | - | 0,270 | 0,320 | 0,34 | |
Индекс | а | б | в | г | д | ||
Открытая намотка | ||||||||||||||
Карта 17, лист 1 | ||||||||||||||
Содержание работы | ||||||||||||||
Уложить провод обмотки или выводной конец на каркасе, гильзе сердечника, оправке или шаблоне, закрепить согласно эскизу. | ||||||||||||||
N позиции | Способ крепления начала обмоточного провода | Эскиз | Периметр каркаса мм, до | Диаметр провода, мм, до | ||||||||||
0,09 | 0,35 | 0,59 | 0,86 | 1,08 | 1,35 | 1,56 | 1,81 | 2,10 | 3,28 | |||||
1 | Продеть свободно в отверстие щечки каркаса или уложить в прорезь и закрепить дополнительно | 3 - 4 витками провода обмотки свободный конец провода заправить между каркасами |  | 70 | 0,081 | 0,090 | 0,097 | - | - | - | - | - | - | - |
2 | 100 | 0,113 | 0,120 | 0,138 | - | - | - | - | - | - | - | |||
3 | 120 | 0,130 | 0,138 | 0,154 | 0,170 | - | - | - | - | - | - | |||
4 | 150 | 0,146 | 0,154 | 0,162 | 0,178 | 0,186 | - | - | - | - | - | |||
5 | 180 | - | 0,162 | 0,170 | 0,194 | 0,210 | 0,227 | 0,250 | - | - | - | |||
6 | 220 | - | 0,170 | 0,178 | 0,210 | 0,228 | 0,247 | 0,272 | 0,296 | - | - | |||
7 | 260 | - | 0,178 | 0,197 | 0,229 | 0,248 | 0,268 | 0,295 | 0,321 | 0,349 | - | |||
8 | 310 | - | 0,194 | 0,210 | 0,249 | 0,269 | 0,292 | 0,321 | 0,349 | 0,380 | 0,413 | |||
9 | 370 | - | 0,210 | 0,229 | 0,271 | 0,293 | 0,317 | 0,349 | 0,380 | 0,413 | 0,449 | |||
10 | 440 | - | 0,229 | 0,249 | 0,294 | 0,318 | 0,344 | 0,379 | 0,413 | 0,449 | 0,488 | |||
11 | 3 - 4 витками провода обмотки свободный конец провода заправить за оправку |  | 70 | 0,113 | 0,121 | 0,138 | 0,146 | - | - | - | - | - | - | |
12 | 100 | 0,138 | 0,146 | 0,162 | 0,170 | - | - | - | - | - | - | |||
13 | 120 | 0,154 | 0,170 | 0,186 | 0,194 | 0,210 | - | - | - | - | - | |||
14 | 150 | 0,170 | 0,186 | 0,200 | 0,220 | 0,227 | - | - | - | - | - | |||
15 | 180 | 0,200 | 0,240 | 0,260 | 0,280 | 0,290 | 0,310 | 0,320 | - | - | - | |||
16 | 220 | - | 0,261 | 0,283 | 0,304 | 0,315 | 0,337 | 0,348 | 0,378 | - | - | |||
17 | 260 | - | 0,284 | 0,307 | 0,331 | 0,343 | 0,366 | 0,378 | 0,411 | 0,447 | - | |||
18 | 310 | - | 0,308 | 0,334 | 0,360 | 0,372 | 0,398 | 0,411 | 0,447 | 0,486 | 0,528 | |||
19 | 370 | - | 0,335 | 0,363 | 0,391 | 0,405 | 0,433 | 0,447 | 0,486 | 0,528 | 0,574 | |||
20 | 440 | - | 0,364 | 0,395 | 0,425 | 0,440 | 0,470 | 0,486 | 0,528 | 0,574 | 0,624 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||
КРЕПЛЕНИЕ НАЧАЛА ОБМОТОЧНОГО ПРОВОДА ПРИ КАРКАСНОЙ И БЕСКАРКАСНОЙ НАМОТКЕ | Открытая намотка | |||||||||
Карта 17, лист 2 | ||||||||||
N позиции | Способ крепления начала обмоточного провода | Эскиз | Периметр каркаса, мм, до | Диаметр провода, мм, до | ||||||
0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | 0,60 и выше | ||||
Время на один конец провода, мин. | ||||||||||
21 | Уложить провод намотки или промежуточный выводной конец на шаблон и закрепить витками вокруг него |  | 60 | 0,09 | 0,10 | 0,12 | 0,16 | 0.23 | 0,23 | 0,26 |
22 | 90 | 0,13 | 0,15 | 0,19 | 0,22 | 0,26 | 0,29 | 0,31 | ||
23 | 120 | 0,18 | 0,20 | 0,23 | 0,27 | 0,30 | 0,34 | 0,36 | ||
24 | 150 | 0,23 | 0,26 | 0,29 | 0,33 | 0,36 | 0,40 | 0,43 | ||
Индекс | а | б | в | г | д | е | ж | |||
Примечание. При креплении обмоточного провода без дополнительных 3 - 4 витков приведенное в нормативной карте время применять с коэффициентом 0,9.
Открытая намотка | |||||
Карта 18 | |||||
Содержание работы | |||||
Уложить выводной конец провода на катушке, закрепить его ниткой согласно эскизу. | |||||
N позиции | Способ крепления конца ниток | Эскиз | Периметр катушки наружный, мм, до | Диаметр катушки наружный, мм, до | Время на один конец провода, мин. |
1 | Завязать на два узла |  | - | 18 | 0,18 |
2 | - | 25 | 0,20 | ||
3 | - | 32 | 0,23 | ||
4 | - | 40 | 0,26 | ||
5 | - | 50 | 0,30 | ||
6 | Приклеить клеем |  | 115 | - | 0,15 |
7 | 140 | - | 0,18 | ||
8 | 170 | - | 0,22 | ||
9 | 200 | - | 0,26 | ||
Открытая намотка | |||||||
Карта 19, лист 1 | |||||||
Содержание работы | |||||||
1. Взять обмоточный провод или мягкий вывод, клемму, наконечник, катушку. 2. Закрепить его вокруг клеммы, лепестка, уложить в паз или отверстие клеммы или наконечника, продеть в отверстие и выпучку согласно эскизу. | |||||||
N позиции | Способ крепления обмоточного провода или мягкого вывода | Эскиз | Диаметр провода обмотки или выводного конца, мм, до | ||||
0,18 | 0,38 | 0,59 | 0,80 | 1,00 | |||
Время на один конец провода, мин. | |||||||
1 | Обвить обмоточный провод вокруг клеммы |  | 0,085 | 0,102 | 0,110 | 0,119 | - |
2 | Обвить обмоточный провод или мягкий вывод вокруг лепестка клеммы |  | 0,051 | 0,076 | 0,102 | 0,127 | 0,144 |
3 | Обвить провод вокруг лепестка клеммы, продев предварительно через отверстие в щечке каркаса или лепестка клеммы | 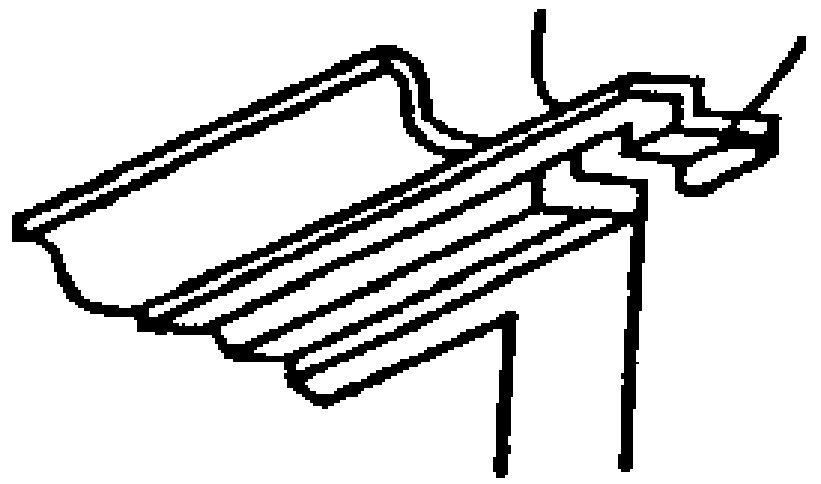 | 0,102 | 0,110 | 0,127 | 0,144 | 0,153 |
Индекс | а | б | в | г | д | ||
КРЕПЛЕНИЕ ВЫВОДНЫХ КОНЦОВ ПРОВОДА К КЛЕММАМ ИЛИ НАКОНЕЧНИКАМ | Открытая намотка | ||||||
Карта 19, лист 2 | |||||||
N позиции | Способ крепления обмоточного провода или мягкого вывода | Эскиз | Диаметр провода обмотки или выводного конца, мм, до | ||||
0,18 | 0,38 | 0,59 | 0,80 | 1,00 | |||
Время на один конец провода, мин. | |||||||
4 | Закрепить выводной конец да штыре |  | 0.061 | 0,050 | 0,070 | 0,097 | 0,121 |
5 | Закрепить выводной конец проволоки в специальном углублении лепестка |  | 0,085 | 0,073 | 1,210 | - | - |
6 | Закрепить выводной конец на лепестке 2 - 3 витками провода |  | 0,073 | 0,060 | 0,110 | - | - |
7 | Продеть в отверстие и выпучку клеммы, обжать плоскогубцами |  | - | 0,930 | 0,100 | 0,119 | 0,127 |
8 | Уложить в паз или отверстие клеммы или наконечника, обжать плоскогубцами |  | - | 0,068 | 0,085 | 0,093 | 0,102 |
Индекс | а | б | в | г | д | ||
Открытая намотка | ||||||||||
Карта 20, лист 1 | ||||||||||
N позиции | Содержание работы | Эскиз | Диаметр провода намотки или выводного конца, мм, до | |||||||
0,06 | 0,125 | 0,25 | 0,51 | 1,0 | 1,15 | 2,5 | 3,5 | |||
Время на один конец провода, мин. | ||||||||||
1 | Закрепить вывод обмотки вокруг клеммы каркаса |  | 0,070 | 0,050 | 0,075 | 0,122 | 0,154 | 0,188 | 0,220 | |
2 | Закрепить вывод обмотки вокруг клеммы каркаса с продеванием в отверстие |  | 0,099 | 0,094 | 0,084 | 0,105 | 0,145 | 0,182 | 0,217 | 0,249 |
3 | Закрепить вывод обмотки, продев его в отверстие лепестка, и обжать |  | 0,089 | 0,084 | 0,074 | 0,095 | 0,135 | 0,172 | 0,207 | 0,239 |
4 | Закрепить вывод обмотки, продев его сквозь щечку каркаса и клемму |  | 0,098 | 0,093 | 0,083 | 0,103 | 0,144 | 0,181 | 0,215 | 0,248 |
5 | Закрепить вывод обмотки вокруг клеммы каркаса или в отверстии лепестка, продев предварительно через отверстие в щечке каркаса |  | 0,118 | 0,113 | 0,103 | 0,124 | 0,164 | 0,201 | 0,236 | 0,268 |
Индекс | а | б | в | г | д | е | ж | з | ||
КРЕПЛЕНИЕ ВЫВОДНЫХ КОНЦОВ К КЛЕММАМ, ПАЙКА К КЛЕММАМ | Открытая намотка | |||||||
Карта 20, лист 2 | ||||||||
N позиции | Содержание работы | Эскиз | Диаметр провода намотки или выводного конца провода, мм, до | |||||
0,06 | 0,125 | 0,25 | 0,51 | 1,0 | 1,5 | |||
Время на один конец провода, мин. | ||||||||
6 | Закрепить выводной конец провода на щечке каркаса путем оплавления электропаяльником в одной точке |  | 0,089 | 0,084 | 0,074 | 0,095 | 0,135 | 0,172 |
7 | Закрепить вывод обмотки, продев его в в отверстие лепестка, и обжать |  | 0,157 | 0,124 | 0,104 | 0,129 | 0,174 | - |
8 | Закрепить выводной конец провода продеванием под хомутик и намоткой одного витка на клемму |  | 0,131 | 0,126 | 0,116 | 0,138 | 0,177 | - |
Индекс | а | б | в | г | д | е | ||
Открытая намотка | ||||||
Карта 21 | ||||||
Содержание работы | ||||||
1. Отрезать конец провода намотки от бобины. 2. Обернуть конец провода вокруг оправки (3 - 4 витками). 3. Закрепить обмотку нитками, завязав их двойным узлом. | ||||||
N позиции | Периметр оправки, мм, до | Ширина катушки или секции, мм, до | ||||
15 | 40 | 55 | 75 | 100 | ||
Время на катушку или секцию, мин. | ||||||
1 | 50 | 0,264 | 0,317 | 0,369 | - | - |
2 | 75 | 0,299 | 0,352 | 0,405 | 0,484 | 0,572 |
3 | 100 | - | 0,396 | 0,449 | 0,528 | 0,616 |
4 | 150 | - | 0,440 | 0,493 | 0,580 | 0,669 |
Индекс | а | б | в | г | д | |
Примечание. Для определения времени, необходимого на всю оправку, приведенное в нормативной карте время умножается на количество секций в оправке.
Открытая намотка | ||||||||||
Карта 22, лист 1 | ||||||||||
Содержание работы | ||||||||||
Уложить выводной конец провода на каркас или катушку и закрепить согласно эскизу 1. На каркасе или катанке прямоугольного сечения | ||||||||||
N позиции | Способ крепления конца провода | Эскиз | Периметр каркаса или катушки, мм, до | Длина каркаса или катушки, мм, до | Диаметр провода, мм, до | |||||
0,06 | 0,5 | 1,0 | 1,5 | 2,5 | 3,5 | |||||
Время на один конец провода, мин. | ||||||||||
1 | Прикрепить к щечке каркаса |  | - | 5 | 0,044 | 0,035 | - | - | - | - |
2 | - | 70 | 0,037 | 0,031 | - | - | - | - | ||
3 | Закрепить 2 - 3 витками провода намотки |  | 40 | - | 0,060 | 0,051 | - | - | - | - |
4 | 150 | - | 0,068 | 0,083 | - | - | - | |||
5 | 250 | - | 0,079 | 0,068 | 0,097 | 0,103 | 0,123 | - | ||
6 | 400 | - | - | 0,077 | 0,106 | 0,112 | 0,135 | 0,152 | ||
7 | Продеть свободно в отверстие щечки или уложить в прорезь щечки каркаса |  | - | 5 | 0,106 | 0,088 | 0,135 | - | - | - |
8 | - | 10 | 0,092 | 0,077 | 0,120 | - | - | - | ||
9 | - | 70 | 0,074 | 0,099 | 0,114 | 0,132 | 0,141 | |||
Индекс | а | б | в | г | д | е | ||||
КРЕПЛЕНИЕ КОНЦА ОБМОТОЧНОГО ПРОВОДА НА КАРКАСЕ, КАТУШКЕ ИЛИ ОПРАВКЕ | Открытая намотка | ||||||||||
Карта 22, лист 2 | |||||||||||
N позиции | Способ крепления конца провода | Эскиз | Периметр каркаса или катушки, мм, до | Длина каркаса или катушки, мм, до | Диаметр провода, мм, до | ||||||
0,06 | 0,5 | 1,0 | 1,5 | 2,5 | 3,5 | ||||||
Время на один конец провода, мин. | |||||||||||
10 | Взять нитку, надеть на выводной конец петлю из нитки и закрепить 2 - 3 оборотами, завязать концы провода двойным узлом |  | 40 | 40 | 0.176 | 0,158 | - | - | - | - | |
11 | 100 | - | 0,202 | 0,176 | 0,202 | - | - | - | |||
12 | 250 | - | 0,211 | 0,185 | 0,211 | 0,229 | - | - | |||
13 | 400 | - | - | 0,194 | 0,220 | 0,240 | 0,264 | 0,290 | |||
14 | Продеть свободно в отверстие щечки каркаса или уложить в прорезь и закрепить дополнительно | 2 - 3 витками провода намотки |  | 100 | - | 0,141 | 0,123 | 0,150 | - | - | - |
15 | 250 | - | 0,150 | 0,132 | 0,176 | 0,198 | 0,220 | - | |||
16 | 400 | - | - | 0,141 | 0,185 | 0,211 | 0,229 | 0,255 | |||
17 | ниткой с завязыванием конца провода или лентой с приклейкой конца провода |  | 40 | - | 0,176 | 0,158 | - | - | - | - | |
18 | 100 | - | 0,194 | 0,176 | 0,202 | 0,220 | - | - | |||
19 | 250 | - | 0,211 | 0,194 | 0,220 | 0,247 | 0,308 | 0,405 | |||
20 | 400 | - | 0,229 | 0,210 | 0,238 | 0,282 | 0,370 | 0,510 | |||
Индекс | а | б | в | г | д | е | |||||
КРЕПЛЕНИЕ КОНЦА ОБМОТОЧНОГО ПРОВОДА НА КАРКАСЕ, КАТУШКЕ ИЛИ ОПРАВКЕ | Открытая намотка | ||||||||||
Карта 22, лист 3 | |||||||||||
N позиции | Способ крепления конца провода | Эскиз | Периметр каркаса или катушки, мм, до | Длина каркаса или катушки, мм, до | Диаметр провода, мм, до | ||||||
0,06 | 0,5 | 1,0 | 1,5 | 2,5 | 3,5 | ||||||
Время на один конец провода, мин. | |||||||||||
21 | Взять и сложить изоляционную ленту, нитку или лакоткань вдвое, продеть в петлю начало или конец обмотки, уложить на катушке, закрепить 3 витками провода обмотки и затянуть петлю плоскогубцами | лента |  | 100 | - | - | 0,194 | 0,238 | 0,273 | 0,326 | 0,440 |
22 | 250 | - | - | 0,229 | 0,290 | 0,334 | 0,405 | 0,502 | |||
23 | 400 | - | - | 0,282 | 0,330 | 0,378 | 0,458 | 0,572 | |||
24 | нитки | 100 | - | 0,180 | 0,167 | 0,211 | 0,246 | 0,290 | 0,405 | ||
25 | 250 | - | 0,229 | 0,202 | 0,255 | 0,290 | 0,361 | 0,458 | |||
26 | 400 | - | - | 0,255 | 0,308 | 0,343 | 0,422 | 0,519 | |||
27 | лакоткань |  | 100 | - | 0,189 | 0,177 | 0,218 | - | - | - | |
27 | 250 | - | 0,244 | 0,225 | 0,273 | 0,310 | 0,337 | 0,354 | |||
29 | 400 | - | - | 0,273 | 0,308 | 0,353 | 0,398 | 0,443 | |||
Индекс | а | б | в | г | д | е | |||||
2. На каркасе или катушке круглого сечения
N позиции | Способ крепления конца провода | Эскиз | Длина каркаса или секции, мм, до | Диаметр провода, мм, до | ||||
0,06 | 0,5 | 1,0 | 1,5 | |||||
Время на один конец провода, мин. | ||||||||
30 | Приклеить вывод к щечке каркаса | клеем |  | 5 | 0,060 | 0,045 | - | - |
31 | 15 | 0,052 | 0,038 | - | - | |||
32 | 70 | 0,050 | 0,031 | 0,044 | - | |||
33 | лейкопластырем или специальной замазкой | 5 | 0,078 | 0,058 | - | - | ||
34 | 15 | 0,068 | 0,049 | - | - | |||
35 | 70 | 0,065 | 0,040 | 0,057 | - | |||
36 | Продеть провод свободно в отверстие каркаса |  | 5 | 0,111 | 0,092 | - | - | |
37 | 15 | 0,099 | 0,080 | 0,117 | - | |||
38 | 70 | 0,088 | 0,070 | 0,097 | 0,132 | |||
Индекс | а | б | в | г | ||||
КРЕПЛЕНИЕ КОНЦА ОБМОТОЧНОГО ПРОВОДА НА КАРКАСЕ, КАТУШКЕ ИЛИ ОПРАВКЕ | Открытая намотка | ||||||||
Карта 22, лист 4 | |||||||||
N позиции | Способ крепления конца провода | Эскиз | Длина каркаса или секции, мм, до | Диаметр провода, мм, до | |||||
0,06 | 0,5 | 1,0 | 1,5 | ||||||
Время на один конец провода, мин. | |||||||||
39 | Продеть в отверстие каркаса (стесненно) | Количество проводов | 1 |  | 5 | 0,176 | 0,158 | - | - |
40 | 15 | 0.158 | 0,141 | 0,158 | - | ||||
41 | 70 | 0,141 | 0,114 | 0,141 | - | ||||
42 | 2 |  | 5 | 0,238 | 0,220 | - | - | ||
43 | 15 | 0,220 | 0,202 | 0,220 | - | ||||
44 | 70 | 0,202 | 0,185 | 0,202 | - | ||||
45 | 3 |  | 5 | 0.308 | 0,264 | 0,308 | - | ||
46 | 15 | 0,264 | 0,229 | 0,264 | - | ||||
47 | 70 | 0,229 | 0,176 | 0,229 | - | ||||
48 | Уложите под 1-й, 2-й виток обмотки нитку и закрепить, завязав двойным узлом | без клея |  | 70 | 0,194 | 0,176 | 0,220 | 0,264 | |
49 | клеем | 0,238 | 0,220 | 0,264 | 0,308 | ||||
50 | Взять нитку и проложить ее вдоль каркаса, закрепить ее озокеритом, открепить после намотки, связать намотку |  | 0,128 | ||||||
Индекс | а | б | в | г | |||||
КРЕПЛЕНИЕ КОНЦА ОБМОТОЧНОГО ПРОВОДА НА КАРКАСЕ, КАТУШКЕ ИЛИ ОПРАВКЕ | Открытая намотка | ||||
Карта 22, лист 5 | |||||
3. На оправке | |||||
N позиции | Способ крепления конца провода | Эскиз | Диаметр провода, мм, до | ||
0,06 | 1,0 | 2,5 | |||
Время на один конец, мин. | |||||
51 | Приклеить лаком, липкой лентой или пластилином, открепить после намотки |  | 0,088 | 0,062 | 0,097 |
52 | Закрепить в прорези диска оправки, открепить после намотки |  | 0,044 | 0,040 | 0,048 |
53 | Закрепить на витке или дуге оправки, открепить после намотки |  | 0,070 | 0,062 | 0,079 |
54 | Закрепить на оправке под резиновое кольцо и открепить после намотки |  | 0,106 | ||
Индекс | а | б | в | ||
Примечания: 1. При продевании в отверстие щечек каркаса конца провода дважды (петлей) к приведенному в нормативной карте времени прибавлять 0,13 мин.
2. Нормативное время рассчитано на диаметр каркаса или катушки до 25 см.
Открытая намотка | |||||||
Карта 23, лист 1 | |||||||
Содержание работы |  | ||||||
1. Взять оправку, изоляционную ленту или прокладку. 2. Обернуть ею оправку или шаблон. 3. Закрепить, если требуется. | |||||||
Прямоугольное сечение | |||||||
N позиции | Способ крепления ленты | Изоляционный материал | Периметр оправки или шаблона P, мм, до | Длина оправки или шаблона L, мм, до | |||
10 | 20 | 50 | 100 | ||||
Время на один слой изоляции T, мин. | |||||||
С приклеиванием | Прессшпан, стекломикополотно или экскапон-электронит | 100 | 0,078 | 0,090 | 0,103 | 0,119 | |
2 | 140 | 0,090 | 0,103 | 0,119 | 0,137 | ||
3 | 180 | - | 0,119 | 0,137 | 0,157 | ||
4 | 250 | - | - | 0,157 | 0,181 | ||
320 | - | - | - | 0,208 | |||
Без приклеивания | Прессшпан, стекломикополотно или экскапон-электронит | 100 | 0,052 | 0,060 | 0,069 | 0,079 | |
7 | 140 | 0,060 | 0,069 | 0,079 | 0,091 | ||
8 | 180 | - | 0,079 | 0,091 | 0,104 | ||
9 | 250 | - | - | 0,104 | 0,120 | ||
320 | - | - | - | 0,138 | |||
Индекс | а | б | в | г | |||
ИЗОЛИРОВАНИЕ ОПРАВОК ИЛИ ШАБЛОНОВ ПРИ БЕСКАРКАСНОЙ НАМОТКЕ | Открытая намотка | |||||||||
Карта 23, лист 2 | ||||||||||
Круглое сечение | ||||||||||
N позиции | Способ крепления ленты | Изоляционный материал | Диаметр оправки или шаблона D, мм, до | Длина оправки или шаблона L, мм, до | ||||||
15 | 20 | 25 | 35 | 50 | 65 | 90 | ||||
Время на один слой изоляции T, мин. | ||||||||||
С приклеиванием | Прессшпан, стекломикополотно или экскапон-электронит | 20 | 0,065 | 0,074 | 0,085 | 0,098 | 0,113 | 0,130 | 0,149 | |
12 | 40 | 0,074 | 0,085 | 0,098 | 0,113 | 0,130 | 0,149 | 0,172 | ||
13 | 75 | - | 0,098 | 0,113 | 0,130 | 0,149 | 0,172 | 0,198 | ||
140 | - | - | 0,130 | 0,149 | 0,172 | 0,198 | 0,227 | |||
Без приклеивания | Прессшпан, стекломикополотно или экскапон-электронит | 20 | 0,042 | 0,048 | 0,055 | 0,063 | 0,073 | 0,084 | 0,096 | |
16 | 40 | 0,048 | 0,055 | 0,063 | 0,073 | 0,084 | 0,096 | 0,111 | ||
17 | 75 | - | 0,063 | 0,073 | 0,084 | 0,096 | 0,111 | 0,127 | ||
140 | - | - | 0,084 | 0,096 | 0,111 | 0,127 | 0,146 | |||
Индекс | а | б | в | г | д | е | ж | |||
T = 0,011 L0,45 D0,21 (позиции 11 - 14);
T = 0,007 L0,45 D0,21 (позиции 15 - 18)
Открытая намотка | |||||||||||||||||||||
Карта 24, лист 1 | |||||||||||||||||||||
Содержание работы |  | ||||||||||||||||||||
1. Взять каркас (гильзу) и изоляционную ленту и обернуть ею каркас (гильзу) в один, два или три слоя. 2. Обрезать ножницами излишки изоляционной ленты. 3. Промазать каркас (гильзу) или край изоляционной ленты клеем и приклеить, если требуется. | |||||||||||||||||||||
Прямоугольное сечение | |||||||||||||||||||||
N позиции | Изоляционный материал | Способ крепления ленты | Периметр каркаса (гильзы, сердечника) P, мм, до | Количество слоев изоляции N | |||||||||||||||||
1 | 2 | 3 | |||||||||||||||||||
Длина каркаса (гильзы, сердечника) L, мм, до | |||||||||||||||||||||
10 | 18 | 32 | 60 | 110 | 190 | 10 | 18 | 32 | 60 | 110 | 190 | 10 | 18 | 32 | 60 | 110 | 190 | ||||
Время на каркас (гильзу, сердечник) T, мин. | |||||||||||||||||||||
Кабельная, телефонная или конденсаторная бумага | Без приклеивания | 20 | 0,054 | 0,062 | - | - | - | - | 0,078 | 0,089 | - | - | - | - | 0,111 | 0,128 | - | - | - | - | |
2 | 30 | 0,062 | 0,071 | 0,082 | - | - | - | 0,089 | 0,103 | 0,118 | - | - | - | 0,128 | 0,147 | 0,170 | - | - | - | ||
3 | 60 | 0,071 | 0,082 | 0,095 | 0,108 | - | - | 0,103 | 0,118 | 0,136 | 0,156 | - | - | 0,147 | 0,170 | 0,195 | 0,224 | - | - | ||
4 | 100 | - | 0,095 | 0,108 | 0,124 | 0,142 | - | - | 0,136 | 0,156 | 0,180 | 0,207 | - | - | 0,195 | 0,224 | 0,258 | 0,296 | - | ||
5 | 180 | - | - | 0,124 | 0,142 | 0,164 | 0,188 | - | - | 0,180 | 0,207 | 0,238 | 0,274 | - | - | 0,258 | 0,296 | 0,341 | 0,392 | ||
320 | - | - | - | 0,164 | 0,188 | 0,216 | - | - | - | 0,238 | 0,273 | 0,315 | - | - | - | 0,341 | 0,392 | 0,451 | |||
Лакоткань | 20 | 0,082 | 0,095 | - | - | - | - | 0,106 | 0,122 | - | - | - | - | 0,136 | 0,156 | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | к | о | п | р | с | т | |||
ИЗОЛИРОВАНИЕ КАРКАСОВ, ГИЛЬЗ, СЕРДЕЧНИКОВ | Открытая намотка | ||||||||||||||||||||
Карта 24, лист 2 | |||||||||||||||||||||
N позиции | Изоляционный материал | Способ крепления ленты | Периметр каркаса (гильзы, сердечника) P, мм, до | Количество слоев изоляции N | |||||||||||||||||
1 | 2 | 3 | |||||||||||||||||||
Длина каркаса (гильзы, сердечника) L, мм, до | |||||||||||||||||||||
10 | 18 | 32 | 60 | 110 | 190 | 10 | 18 | 32 | 60 | 110 | 190 | 10 | 18 | 32 | 60 | 110 | 190 | ||||
Время на каркас (гильзу, сердечник) T, мин. | |||||||||||||||||||||
8 | Кабельная или телефонная бумага | 30 | 0,095 | 0,108 | 0,124 | - | - | - | 0,122 | 0,140 | 0,161 | - | - | - | 0,156 | 0,180 | 0,207 | - | - | - | |
9 | 60 | 0,108 | 0,124 | 0,142 | 0,164 | - | - | 0,140 | 0,161 | 0,185 | 0,213 | - | 0,180 | 0,207 | 0,238 | 0,274 | - | - | |||
10 | 100 | - | 0,142 | 0,164 | 0,188 | 0,216 | - | - | 0,185 | 0,213 | 0,245 | 0,281 | - | - | 0,238 | 0,274 | 0,315 | 0,362 | - | ||
11 | 180 | - | - | 0,188 | 0,216 | 0,249 | 0,286 | - | - | 0,245 | 0,281 | 0,324 | 0,372 | - | - | 0,315 | 0,362 | 0,416 | 0,478 | ||
320 | - | - | - | 0,249 | 0,286 | 0,329 | - | 0,324 | 0,372 | 0,428 | - | - | - | 0,416 | 0,478 | 0,550 | |||||
Лакоткань | С приклеиванием | 20 | 0,092 | 0,106 | - | - | - | - | 0,123 | 0,142 | - | - | - | - | 0,162 | 0,186 | - | - | - | - | |
14 | 30 | 0,106 | 0,122 | 0,140 | - | - | - | 0,142 | 0,163 | 0,188 | - | - | - | 0,186 | 0,214 | 0,246 | - | - | - | ||
15 | 60 | 0,122 | 0,140 | 0,161 | 0,185 | - | - | 0,163 | 0,188 | 0,216 | 0,248 | - | - | 0,214 | 0,246 | 0,283 | 0,326 | - | - | ||
16 | 100 | - | 0,161 | 0,185 | 0,213 | 0,245 | - | 0,216 | 0,285 | 0,328 | - | - | 0,283 | 0,326 | 0,375 | 0,431 | - | ||||
17 | 180 | - | - | 0,213 | 0,245 | 0,281 | 0,324 | - | - | 0,285 | 0,328 | 0,377 | 0,434 | - | - | 0,375 | 0,431 | 0,495 | 0,570 | ||
320 | - | - | - | 0,281 | 0,324 | 0,372 | - | - | - | 0,377 | 0,434 | - | - | - | - | 0,495 | 0,570 | 0,655 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | |||
ИЗОЛИРОВАНИЕ КАРКАСОВ, ГИЛЬЗ, СЕРДЕЧНИКОВ | Открытая намотка | |||||||||||||||||
Карта 24, лист 3 | ||||||||||||||||||
Круглое сечение | ||||||||||||||||||
N позиции | Изоляционный материал | Способ крепления ленты | Диаметр каркаса, гильзы, сердечника D, мм, до | Количество слоев изоляции N | ||||||||||||||
1 | 2 | 3 | ||||||||||||||||
Длина каркаса (гильзы, сердечника) L, мм, до | ||||||||||||||||||
10 | 20 | 35 | 65 | 130 | 10 | 20 | 35 | 65 | 130 | 10 | 20 | 35 | 55 | 130 | ||||
Время на каркас (гильзу, сердечник) T, мин. | ||||||||||||||||||
Кабельная, телефонная, конденсаторная или микалентная бумага | Без приклеивания | 10 | 0,043 | 0,049 | 0,057 | - | - | 0,068 | 0,078 | 0,089 | - | - | 0,108 | 0,124 | 0,142 | - | - | |
20 | 20 | 0,049 | 0,057 | 0,065 | 0,075 | - | 0,078 | 0,089 | 0,103 | 0,118 | - | 0,124 | 0,142 | 0,164 | 0,188 | - | ||
21 | 40 | 0,057 | 0,065 | 0,075 | 0,086 | 0,099 | 0,089 | 0,103 | 0,118 | 0,136 | 0,156 | 0,142 | 0,164 | 0,188 | 0,116 | 0,249 | ||
75 | - | 0,075 | 0,086 | 0,099 | 0,114 | - | 0,118 | 0,136 | 0,156 | 0,180 | - | 0,188 | 0,216 | 0,249 | 0,286 | |||
Лакоткань | 10 | 0,065 | 0,074 | 0,085 | - | - | 0,091 | 0,104 | 0,120 | - | - | 0,126 | 0,144 | 0,166 | - | - | ||
24 | 20 | 0,074 | 0,085 | 0,098 | 0,113 | - | 0,104 | 0,120 | 0,138 | 0,159 | - | 0,144 | 0,166 | 0,191 | 0,220 | - | ||
25 | 40 | 0,085 | 0,098 | 0,113 | 0,131 | 0,149 | 0,120 | 0,138 | 0,159 | 0,182 | 3,210 | 0,166 | 0,191 | 0,220 | 0,252 | 0,290 | ||
75 | - | 0,113 | 0,130 | 0,149 | 0,172 | - | 0,159 | 0,182 | 0,210 | 0,241 | - | 0,220 | 0,252 | 0,290 | 0,334 | |||
Кабельная, телефонная, конденсаторная или микалентная бумага | С приклеиванием | 10 | 0,078 | 0,089 | 0,103 | - | - | 0,101 | 0,116 | 0,133 | - | - | 0,131 | 0,150 | 0,173 | - | - | |
28 | 20 | 0,089 | 0,003 | 0,118 | 3,136 | - | 0,116 | 0,133 | 0,153 | 0,176 | - | 0,150 | 0,173 | 0,199 | 0,229 | - | ||
29 | 40 | 0,103 | 0,118 | 0,136 | 0,156 | 0,180 | 0,133 | 0,153 | 0,176 | 0,202 | 0,233 | 0,173 | 0,199 | 0,229 | 0,263 | 0,304 | ||
75 | - | 0,136 | 0,156 | 0,180 | 0,207 | - | 0,176 | 0,202 | 0,233 | 0,268 | - | 0,229 | 0,263 | 0,304 | 0,348 | |||
Лакоткань | 10 | 0,191 | 0,104 | 0,120 | - | - | 0,116 | 0,133 | 0,153 | - | - | 0,150 | 0,173 | 0,199 | - | - | ||
32 | 20 | 0,104 | 0,120 | 0,138 | 0,159 | - | 0,133 | 0,153 | 0,176 | 0,202 | - | 0,173 | 0,199 | 0,229 | 0,263 | - | ||
33 | 40 | 0,120 | 0,138 | 0,159 | 0,182 | 0,210 | 0,153 | 0,176 | 0,202 | 0,233 | 0,268 | 0,199 | 0,229 | 0,263 | 0,303 | 0,348 | ||
75 | - | 0,159 | 0,182 | 0,210 | 0,241 | - | 0,202 | 0,233 | 0,268 | 0,308 | - | 0,263 | 0,303 | 0,348 | 0,400 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
T = 0,026 L0,24 p0,24 N0,55 (позиции 13 - 18);
T = 0,017 L0,22 D0,21 N0,83 (позиции 19 - 22);
T = 0,026 L0,22 D0,21 N0,55 (позиции 23 - 26);
T = 0,031 L0,22 D0,21 N0,55 (позиции 27 - 30);
T = 0,036 L0,22 D0,21 N0,36 (позиции 31 - 34)
Открытая намотка | ||||||||||||
Карта 25, лист 1 | ||||||||||||
Содержание работы | ||||||||||||
1. Взять изоляционную ленту. 2. Обернуть ею катушку вполнахлеста. 3. Закрепить конец ленты. | ||||||||||||
Прямоугольное сечение | ||||||||||||
N позиции | Вид вывода | Изоляционный материал | Способ крепления изоляции | Эскиз | Периметр отверстия катушки P, мм, до | Периметр сечения катушки p, мм, до | ||||||
20 | 35 | 50 | 75 | 110 | 160 | 240 | ||||||
Время на катушку T, мин. | ||||||||||||
Жесткий или гибкий | Хлопчатобумажная лента, стекло лента, лакоткань или лакошелк | Пришить конец ленты нитками |  | 100 | 0,77 | 0,88 | 1,01 | 1,17 | 1,34 | 1,54 | 1,77 | |
2 | 150 | 0,88 | 1,01 | 1,17 | 1,34 | 1,54 | 1,77 | 2,04 | ||||
3 | 200 | 1,01 | 1,17 | 1,34 | 1,54 | 1,77 | 2,04 | 2,35 | ||||
4 | 250 | 1,17 | 1,34 | 1,54 | 1,77 | 2,04 | 2,35 | 2,70 | ||||
350 | 1,34 | 1,54 | 1,77 | 2,04 | 2,35 | 2,70 | 3,10 | |||||
Приклеить конец ленты |  | 100 | 0,61 | 0,70 | 0,81 | 0,93 | 1,06 | 1,22 | 1,41 | |||
7 | 150 | 0,70 | 0,81 | 0,93 | 1,06 | 1,22 | 1,41 | 1,62 | ||||
8 | 200 | 0,81 | 0,93 | 1,06 | 1,22 | 1,41 | 1,62 | 1,86 | ||||
9 | 250 | 0,93 | 1,06 | 1,22 | 1,41 | 1,62 | 1,86 | 2,14 | ||||
350 | 1,06 | 1,22 | 1,41 | 1,62 | 1,86 | 2,14 | 2,46 | |||||
Индекс | а | б | в | г | д | е | ж | |||||
ИЗОЛИРОВАНИЕ БЕСКАРКАСНЫХ КАТУШЕК С ВЫВОДАМИ | Открытая намотка | |||||||||||||||
Карта 25, лист 2 | ||||||||||||||||
Круглое сечение | ||||||||||||||||
N позиции | Вид вывода | Изоляционный материал | Способ крепления изоляции | Исполнение бандажирования | Эскиз | Внутренний диаметр катушки D, мм, до | Периметр сечения катушки p, мм, до | |||||||||
25 | 32 | 40 | 50 | 65 | 80 | 100 | 130 | 160 | 210 | |||||||
Время на катушку T, мин. | ||||||||||||||||
Жесткий | Хлопчатобумажная лента или стеклолента | Пришить конец ленты нитками | Вполнахлеста |  | 15 | 0,75 | 0,86 | 0,99 | 1,14 | 1,31 | 1,50 | 1,73 | 1,99 | 2,29 | 2,63 | |
12 | 25 | 0,86 | 0,99 | 1,14 | 1,31 | 1,50 | 1,73 | 1,99 | 2,29 | 2,63 | 3,03 | |||||
13 | 35 | 0,99 | 1,14 | 1,31 | 1,50 | 1,73 | 1,99 | 2,29 | 2,63 | 3,03 | 3,48 | |||||
14 | 50 | 1,14 | 1,31 | 1,50 | 1,73 | 1,99 | 2,29 | 2,63 | 3,03 | 3,48 | 4,00 | |||||
15 | 80 | 1,31 | 1,50 | 1,73 | 1,99 | 2,29 | 2,63 | 3,03 | 3,48 | 4,00 | 4,60 | |||||
16 | 120 | 1,50 | 1,73 | 1,99 | 2,29 | 2,63 | 3,03 | 3,48 | 4,00 | 4,60 | 5,29 | |||||
180 | 1,73 | 1,99 | 2,29 | 2,63 | 3,03 | 3,48 | 4,00 | 4,60 | 5,29 | 6,09 | ||||||
Гибкий | Приклеить конец ленты | В 1/3 нахлеста |  | 15 | 0,63 | 0,72 | 0,83 | 0,96 | 1,10 | 1,26 | 1,45 | 1,67 | 1,92 | 2,21 | ||
19 | 25 | 0,72 | 0,83 | 0,96 | 1,10 | 1,26 | 1,45 | 1,67 | 1,92 | 2,21 | 2,54 | |||||
20 | 35 | 0,83 | 0,96 | 1,10 | 1,26 | 1,45 | 1,67 | 1,92 | 2,21 | 2,54 | 2,92 | |||||
21 | 50 | 0,96 | 1,10 | 1,26 | 1,45 | 1,67 | 1,92 | 2,21 | 2,54 | 2,92 | 3,36 | |||||
22 | 80 | 1,10 | 1,26 | 1,45 | 1,67 | 1,92 | 2,21 | 2,54 | 2,92 | 3,36 | 3,87 | |||||
23 | 120 | 1,26 | 1,45 | 1,67 | 1,92 | 2,21 | 2,54 | 2,92 | 3,36 | 3,87 | 4,45 | |||||
180 | 1,45 | 1,67 | 1,92 | 2,21 | 2,54 | 2,92 | 3,36 | 3,87 | 4,45 | 5,11 | ||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||||
T = 0,046 D0,34 p0,60 (позиции 11 - 17);
T = 0,039 D0,34 p0,60 (позиции 18 - 24)
Открытая намотка | |||||||||||||||||||||||
Карта 26, лист 1 | |||||||||||||||||||||||
Содержание работы |  | ||||||||||||||||||||||
1. Взять изоляционную ленту и обернуть ею ряд намотки в один, два, три слоя. 2. Отрезать излишки полосы. | |||||||||||||||||||||||
Прямоугольное сечение | |||||||||||||||||||||||
N позиции | Изоляционный материал | Периметр катушки P, мм | Количество слоев изоляции N | ||||||||||||||||||||
1 | 2 | 3 | |||||||||||||||||||||
Длина катушки L, мм, до | |||||||||||||||||||||||
10 | 15 | 25 | 40 | 60 | 95 | 150 | 10 | 15 | 25 | 40 | 60 | 95 | 150 | 10 | 15 | 25 | 40 | 60 | 95 | 150 | |||
Время на один ряд T, мин. | |||||||||||||||||||||||
Кабельная, телефонная, конденсаторная или микалентная бумага | 70 | 0,039 | 0,044 | 0,051 | 0,059 | 0,068 | 0,078 | - | 0,052 | 0,060 | 0,069 | 0,079 | 0,091 | 0,104 | - | 0,072 | 0,083 | 0,095 | 0,109 | 0,126 | 0,144 | - | |
2 | 110 | - | 0,051 | 0,059 | 0,068 | 0,078 | 0,089 | - | - | 0,069 | 0,079 | 0,091 | 0,104 | 0,120 | 0,138 | - | 0,095 | 0,109 | 0,126 | 0,144 | 0,166 | 0,191 | |
3 | 180 | - | - | 0,068 | 0,089 | 0,103 | 0,118 | - | - | 0,091 | 0,104 | 0,120 | 0,138 | 0,159 | - | - | 0,126 | 0,144 | 0,166 | 0,191 | 0,220 | ||
4 | 290 | - | - | - | 0,089 | 0,103 | 0,118 | 0,136 | - | - | - | 0,120 | 0,138 | 0,159 | 0,182 | - | - | - | 0,166 | 0,191 | 0,220 | 0,252 | |
500 | - | - | - | - | 0,118 | 0,136 | 0,156 | - | - | - | - | 0,159 | 0,182 | 0,210 | - | - | - | - | 0,220 | 0,252 | 0,290 | ||
Лакоткань | 70 | 0,065 | 0,074 | 0,085 | 0,098 | 0,113 | 0,130 | - | 0,085 | 0,097 | 0,112 | 0,129 | 0,148 | 0,171 | - | 0,111 | 0,127 | 0,146 | 0,168 | 0,193 | 0,223 | - | |
7 | 110 | - | 0,085 | 0,098 | 0,113 | 0,130 | 0,149 | 0,172 | - | 0,112 | 0,129 | 0,148 | 0,171 | 0,196 | 0,226 | - | 0,146 | 0,168 | 0,193 | 0,223 | 0,256 | 0,294 | |
8 | 180 | - | - | 0,113 | 0,130 | 0,149 | 0,172 | 0,198 | - | - | 0,148 | 0,171 | 0,196 | 0,226 | 0,260 | - | - | 0,193 | 0,223 | 0,256 | 0,294 | 0,339 | |
9 | 290 | - | - | - | 0,149 | 0,172 | 0,198 | 0,227 | - | - | - | 0,196 | 0,226 | 0,260 | 0,299 | - | - | - | 0,256 | 0,294 | 0,339 | 0,389 | |
500 | - | - | - | - | 0,198 | 0,227 | 0,261 | - | - | - | - | 0,260 | 0,299 | 0,343 | - | - | - | - | 0,339 | 0,389 | 0,448 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ф | х | ||
ИЗОЛИРОВАНИЕ РЯДА НАМОТКИ | Открытая намотка | ||||||||||||||||||||||
Карта 26, лист 2 | |||||||||||||||||||||||
Круглое сечение | |||||||||||||||||||||||
N позиции | Изоляционный материал | Диаметр катушки D, мм, до | Количество слоев изоляции N | ||||||||||||||||||||
1 | 2 | 3 | |||||||||||||||||||||
Длина катушки L, мм, до | |||||||||||||||||||||||
10 | 15 | 25 | 40 | 60 | 95 | 150 | 10 | 15 | 25 | 40 | 60 | 95 | 150 | 10 | 15 | 25 | 40 | 60 | 95 | 150 | |||
Время на один ряд T, мин. | |||||||||||||||||||||||
Кабельная, телефонная, конденсаторная или микалентная бумага, лакоткань | 10 | 1,089 | 0,078 | 0,068 | 0,059 | - | - | - | 0,105 | 0,091 | 0,079 | 0,069 | - | - | - | 0,191 | 0,166 | 0,144 | 0,126 | - | - | - | |
15 | 1,078 | 0,068 | 0,059 | 0,041 | 0,047 | - | - | 0,091 | 0,079 | 0,069 | 0,055 | 0,063 | - | - | 0,166 | 0,144 | 0,126 | 0,075 | 0,086 | - | - | ||
25 | 1,068 | 0,059 | 0,041 | 0,047 | 0,054 | 0,062 | - | 0,079 | 0,069 | 0,055 | 0,063 | 0,072 | 0,083 | - | 0,144 | 0,126 | 0,075 | 0,086 | 0,099 | 0,114 | - | ||
14 | 40 | - | 0,041 | 0,047 | 0,054 | 0,062 | 0,072 | 0,083 | - | 0,055 | 0,063 | 0,072 | 0,083 | 0,096 | 0,110 | - | 0,075 | 0,086 | 0,099 | 0,114 | 0,131 | 0,150 | |
15 | 60 | - | - | 0,054 | 0,062 | 0,072 | 0,083 | 0,095 | - | - | 0,072 | 0,083 | 0,096 | 1,110 | 0,126 | - | - | 0,099 | 0,114 | 0,131 | 0,150 | 0,173 | |
95 | - | - | - | 0,072 | 0,083 | 0,095 | 0,109 | - | - | - | 0,096 | 0,110 | 3,126 | 0,145 | - | - | 0,114 | 0,131 | 0,150 | 0,173 | 0,199 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | у | ф | х | ||
 (
(T = 0,006 L0,31 D0,31 N0,57 (остальные позиции 11 - 16)
Открытая намотка | |||||||||
Карта 27 | |||||||||
Содержание работы |  | ||||||||
1. Взять отрезанную ленту. 2. Взять катушку и обернуть ее лентой вполнахлеста. 3. Отрезать излишки ленты. 4. Приклеить конец ленты. | |||||||||
Прямоугольное сечение | |||||||||
N позиции | Ширина изоляционной ленты B, мм, до | Периметр катушки P, мм, до | Длина катушки L, мм, до | ||||||
50 | 60 | 75 | 90 | 110 | 130 | 160 | |||
Время на катушку T, мин. | |||||||||
10 | 100 | 0,349 | 0,401 | 0,482 | 0,553 | 0,655 | - | - | |
2 | 150 | 0,401 | 0,482 | 0,553 | 0,655 | 0,753 | - | - | |
3 | 250 | 0,482 | 0,553 | 0,655 | 0,753 | 0,877 | - | - | |
4 | 400 | 0,553 | 0,635 | 0,753 | 0,877 | 0,951 | - | - | |
5 | 15 | 100 | 0,240 | 0,275 | 0,330 | 0,379 | 0,450 | 0,516 | 0,601 |
6 | 150 | 0,275 | 0,330 | 0,379 | 0,450 | 0,516 | 0,601 | 0,683 | |
7 | 250 | 0,330 | 0,379 | 0,450 | 0,516 | 0,601 | 0,683 | 0,800 | |
8 | 400 | 0,379 | 0,450 | 0,516 | 0,601 | 0,683 | 0,800 | 0,867 | |
9 | 20 | 100 | - | 0,211 | 0,250 | 0,290 | 0,344 | 0,395 | 0,460 |
10 | 150 | - | 0,250 | 0,290 | 0,344 | 0,395 | 0,460 | 0,523 | |
11 | 250 | - | 0,290 | 0,344 | 0,395 | 0,460 | 0,523 | 0,612 | |
400 | - | 0,344 | 0,395 | 0,460 | 0,523 | 0,612 | 0,664 | ||
Индекс | а | б | в | г | д | е | ж | ||
Круглое сечение | ||||||||||
N позиции | Ширина изоляционной ленты B, мм, до | Диаметр катушки D, мм, до | Длина катушки L, мм, до | |||||||
46 | 55 | 65 | 80 | 95 | 110 | 130 | 160 | |||
Время на катушку T, мин. | ||||||||||
10 | 10 | 0,275 | 0,318 | 0,364 | 0,431 | 0,495 | 0,558 | - | - | |
14 | 20 | 0,318 | 0,364 | 0,431 | 0,495 | 0,558 | 0,639 | - | - | |
15 | 45 | 0,364 | 0,431 | 0,495 | 0,558 | 0,639 | 0,728 | - | - | |
16 | 90 | 0,431 | 0,495 | 0,558 | 0,639 | 0,728 | 0,850 | - | - | |
17 | 15 | 10 | 0,190 | 0,220 | 0,252 | 0,298 | 0,342 | 0,386 | 0,442 | 0,513 |
18 | 20 | 0,220 | 0,252 | 0,298 | 0,342 | 0,386 | 0,442 | 0,513 | 0,588 | |
19 | 45 | 0,252 | 0,298 | 0,342 | 0,386 | 0,442 | 0,513 | 0,588 | 0,670 | |
20 | 90 | 0,298 | 0,342 | 0,386 | 0,442 | 0,513 | 0,588 | 0,670 | 0,793 | |
21 | 20 | 10 | - | - | 0,194 | 0,229 | 0,264 | 0,297 | 0,340 | 0,395 |
22 | 20 | - | - | 0,229 | 0,264 | 0,297 | 0,340 | 0,395 | 0,452 | |
23 | 45 | - | - | 0,264 | 0,297 | 0,340 | 0,395 | 0,452 | 0,516 | |
90 | - | - | 0,297 | 0,340 | 0,395 | 0,452 | 0,516 | 0,611 | ||
Индекс | а | б | в | г | д | е | ж | з | ||
Примечание. При пришивании конца ленты приведенное в нормативной карте время применять с коэффициентом К = 1,1.
 (
( (
(Открытая намотка | ||||||||||||||||||
Карта 28, лист 1 | ||||||||||||||||||
Содержание работы |  | |||||||||||||||||
1. Взять катушку и изоляционную ленту. 2. Обернуть катушку изоляционной лентой. 3. Отрезать излишки ленты, закрепить конец (при необходимости). 4. Отложить катушку. | ||||||||||||||||||
Прямоугольное сечение | ||||||||||||||||||
N позиции | Изоляционный материал | Способ крепления изоляции | Периметр катушки P, мм, до | Количество слоев изоляции N | ||||||||||||||
1 | 2 | 3 | ||||||||||||||||
Длина катушки L, мм, до | ||||||||||||||||||
20 | 30 | 55 | 95 | 160 | 20 | 30 | 55 | 95 | 160 | 20 | 30 | 55 | 95 | 160 | ||||
Время на катушку T, мин. | ||||||||||||||||||
Кабельная или телефонная бумага | Без приклеивания | 65 | 0,056 | 0,064 | 0,074 | 0,085 | - | 0,067 | 0,077 | 0,088 | 0,102 | - | 0,078 | 0,090 | 0,103 | 0,119 | - | |
2 | 80 | 0,064 | 0,074 | 0,085 | 0,097 | - | 0,077 | 0,088 | 0,102 | 0,117 | - | 0,090 | 0,103 | 0,119 | 0,137 | - | ||
3 | 95 | 0,074 | 0,085 | 0,097 | 0,112 | 0,129 | 0,088 | 0,102 | 0,117 | 0,135 | 0,155 | 0,103 | 0,119 | 0,137 | 0,157 | 0,181 | ||
4 | 110 | 0,085 | 0,097 | 0,112 | 0,129 | 0,148 | 0,102 | 0,117 | 0,135 | 0,155 | 0,179 | 0,119 | 0,137 | 0,157 | 0,181 | 0,208 | ||
5 | 140 | 0,097 | 0,112 | 0,129 | 0,148 | 0,171 | 0,117 | 0,135 | 0,155 | 0,179 | 0,205 | 0,137 | 0,157 | 0,181 | 0,208 | 0,239 | ||
6 | 170 | 0,112 | 0,129 | 0,148 | 0,171 | 0,196 | 0,135 | 0,155 | 0,179 | 0,205 | 0,236 | 0,157 | 0,181 | 0,208 | 0,239 | 0,275 | ||
7 | 210 | - | 0,148 | 0,171 | 0,196 | 0,226 | - | 0,179 | 0,205 | 0,236 | 0,272 | - | 0,208 | 0,239 | 0,275 | 0,317 | ||
320 | - | - | 0,196 | 0,226 | 0,260 | - | - | 0,236 | 0,272 | 0,312 | - | - | 0,275 | 0,317 | 0,364 | |||
Хлопчатобумажная лента | 65 | 0,070 | 0,080 | 0,092 | 0,106 | - | 0,084 | 0,096 | 0,111 | 0,127 | - | 0,100 | 0,115 | 0,132 | 0,152 | - | ||
10 | 80 | 0,080 | 0,092 | 0,106 | 0,122 | - | 0,096 | 0,111 | 0,127 | 0,146 | - | 0,115 | 0,132 | 0,152 | 0,175 | - | ||
11 | Лакошелк, стеклолакоткань или триацетатная лента | С приклеиванием | 95 | 0,092 | 0,106 | 0,122 | 0,140 | 0,161 | 0,111 | 0,127 | 0,146 | 0,168 | 0,193 | 0,132 | 0,152 | 0,175 | 0,201 | 0,231 |
12 | 110 | 0,106 | 0,122 | 0,140 | 0,161 | 0,185 | 0,127 | 0,146 | 0,168 | 0,193 | 0,223 | 0,147 | 0,175 | 0,201 | 0,231 | 0,266 | ||
13 | 140 | 0,122 | 0,140 | 0,161 | 0,185 | 0,213 | 0,146 | 0,168 | 0,193 | 0,223 | 0,256 | 0,175 | 0,201 | 0,231 | 0,266 | 0,306 | ||
14 | 170 | 0,140 | 0,161 | 0,185 | 0,213 | 0,245 | 0,168 | 0,193 | 0,223 | 0,256 | 0,294 | 0,201 | 0,231 | 0,266 | 0,306 | 0,352 | ||
15 | 210 | - | 0,185 | 0,213 | 0,245 | 0,281 | - | 0,223 | 0,256 | 0,294 | 0,339 | - | 0,266 | 0,306 | 0,352 | 0,405 | ||
320 | - | - | 0,245 | 0,281 | 0,324 | - | - | 0,294 | 0,339 | 0,389 | - | - | 0,352 | 0,405 | 0,465 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
ИЗОЛИРОВАНИЕ КАРКАСНЫХ И БЕСКАРКАСНЫХ КАТУШЕК | Открытая намотка | |||||||||||||||||
Карта 28, лист 2 | ||||||||||||||||||
Круглое сечение | ||||||||||||||||||
N позиции | Изоляционный материал | Способ крепления изоляции | Диаметр катушки D, мм, до | Количество слоев изоляции N, шт. | ||||||||||||||
1 | 2 | 3 | ||||||||||||||||
Длина катушки L, мм, до | ||||||||||||||||||
15 | 25 | 45 | 75 | 120 | 15 | 25 | 45 | 75 | 120 | 15 | 25 | 45 | 75 | 120 | ||||
Время на катушку T, мин. | ||||||||||||||||||
Кабельная или телефонная бумага | Без приклеивания | 10 | 0,033 | 0,038 | 0,044 | - | - | 0,051 | 0,058 | 0,067 | - | - | 0,079 | 0,091 | 0,105 | - | - | |
18 | 15 | 0,038 | 0,044 | 0,050 | - | - | 0,058 | 0,067 | 0,077 | - | - | 0,091 | 0,105 | 0,121 | - | - | ||
19 | 20 | 0,044 | 0,050 | 0,058 | 0,066 | - | 0,067 | 0,077 | 0,088 | 0,101 | - | 0,105 | 0,121 | 0,139 | 0,160 | - | ||
20 | 30 | 0,050 | 0,058 | 0,066 | 0,076 | 0,088 | 0,077 | 0,088 | 0,101 | 0,116 | 0,133 | 0,121 | 0,139 | 0,160 | 0,184 | 0,211 | ||
21 | 45 | - | 0,066 | 0,076 | 0,088 | 0,101 | - | 0,101 | 0,116 | 0,133 | 0,155 | - | 0,160 | 0,184 | 0,211 | 0,243 | ||
22 | 65 | - | - | 0,088 | 0,101 | 0,116 | - | - | 0,133 | 0,155 | 0,179 | - | - | 0,211 | 0,243 | 0,279 | ||
95 | - | - | - | 0,116 | 0,133 | - | - | - | 0,179 | 0,205 | - | - | - | 0,279 | 0,321 | |||
Хлопчатобумажная лента | 10 | 0,056 | 0,065 | 0,074 | - | - | 0,070 | 0,081 | 0,093 | - | - | 0,089 | 0,103 | 0,118 | - | - | ||
25 | 15 | 0,065 | 0,074 | 0,085 | - | - | 0,081 | 0,093 | 0,107 | - | - | 0,103 | 0,118 | 0,136 | - | - | ||
26 | Лакошелк, стеклолакоткань или триацетатная лента | С приклеиванием | 20 | 0,074 | 0,085 | 0,098 | 0,113 | - | 0,093 | 0,107 | 0,123 | 0,142 | - | 0,118 | 0,136 | 0,156 | 0,180 | - |
27 | 30 | 0,085 | 0,098 | 0,113 | 0,130 | 0,149 | 0,107 | 0,123 | 0,142 | 0,163 | 0,188 | 0,136 | 0,156 | 0,180 | 0,207 | 0,238 | ||
28 | 45 | - | 0,113 | 0,130 | 0,149 | 0,172 | - | 0,142 | 0,163 | 0,188 | 0,216 | - | 0,180 | 0,207 | 0,238 | 0,274 | ||
29 | 65 | - | - | 0,149 | 0,172 | 0,198 | - | - | 0,188 | 0,216 | 0,248 | - | - | 0,238 | 0,274 | 0,315 | ||
95 | - | - | - | 0,198 | 0,227 | - | - | - | 0,248 | 0,285 | - | - | - | 0,315 | 0,362 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
T = 0,0007 L0,28 D0,37 N0,61 (позиции 17 - 23);
T = 0,0012 L0,28 D0,37 N0,61 (позиции 24 - 30).
Открытая намотка | ||||||
Карта 29 | ||||||
Содержание работы |  | |||||
1. Взять ленту из кабельной бумаги и обернуть ею катушку или обмотку, загибая выступающие края прокладок. 2. Смазать клеем конец ленты и заклеить. | ||||||
Прямоугольное сечение | ||||||
N позиции | Число изоляционных прокладок на каркасе | Периметр катушки, мм, до | ||||
100 | 250 | |||||
Количество слоев изоляции, шт. | ||||||
1 | 2 | 3 | 4 | |||
Время на обмотку или катушку, мин. | ||||||
1 | 1 | 0,18 | 0,23 | 0,22 | 0,28 | |
2 | 2 | 0,21, | 0,26 | 0,25 | 0,31 | |
3 | 3 | 0,24 | 0,28 | 0,27 | 0,34 | |
4 | 4 | 0,27 | 0,31 | 0,30 | 0,37 | |
Индекс | а | б | в | г | ||
Примечания: 1. На прокладку этикетки при окончательной заделке катушки к приведенному в нормативной карте времени прибавлять 0,11 мин.
2. При изолировании катушек с числом слоев изоляции более четырех к приведенному в нормативной карте времени прибавлять: для периметра катушки до 100 мм - 0,056 мин., для периметра катушки до 250 мм - 0,07 мин. на каждый последующий слой изоляции.
3. При изолировании секционных каркасов для получения времени на приведенное в нормативной карте время изоляции одной секции умножается на число изолируемых секций.
Открытая намотка | |||||||||
Карта 30 | |||||||||
Содержание работы | |||||||||
1. Взять изоляционный материал. 2. Бандажировать катушку виток к витку. 3. Закрепить конец ленты. 4. Отрезать излишки. | |||||||||
Прямоугольное сечение | |||||||||
N позиции | Способ крепления изоляции | Изоляционный материал | Эскиз | Периметр катушки наружный, мм, до | Длина катушки, мм, до | ||||
10 | 15 | 20 | 25 | 30 | |||||
Время на катушку, мин. | |||||||||
1 | С приклеиванием конца ленты | стеклонитки |  | 100 | 0,69 | 0,91 | 1,25 | 1,59 | 1,93 |
2 | 250 | 1,10 | 1,44 | 1,78 | 2,12 | 2,45 | |||
3 | 400 | 1,62 | 1,96 | 2,30 | 2,64 | 2,99 | |||
4 | стеклочулок | 100 | 0,35 | 0,45 | 0,62 | 0,79 | 0,96 | ||
5 | 250 | 0,54 | 0,71 | 0,88 | 1,05 | 1,22 | |||
6 | 400 | 0,81 | 0,98 | 1,15 | 1,32 | 1,49 | |||
7 | С помощью петли и затягиванием под намотанные нитки | стеклонитки |  | 100 | 0,78 | 1,08 | 1,42 | 1,76 | 2,10 |
8 | 250 | 1,28 | 1,62 | 1,97 | 2,31 | 2,65 | |||
9 | 400 | 1,82 | 2,16 | 2,41 | 2,83 | 3,26 | |||
10 | стеклочулок | 100 | 0,47 | 0,62 | 0,79 | 0,96 | 1,13 | ||
11 | 250 | 0,74 | 0,91 | 1,08 | 1,25 | 1,42 | |||
12 | 400 | 1,02 | 1,21 | 1,36 | 1,53 | 1,71 | |||
Круглое сечение | |||||||||
N позиции | Способ крепления изоляции | Изоляционный материал | Эскиз | Диаметр наружный, мм, до | Длина катушки, мм, до | ||||
10 | 15 | 20 | 25 | 30 | |||||
Время на катушку, мин. | |||||||||
13 | С приклеиванием конца ленты | стеклонитки |  | 15 | 0,41 | 0,54 | 0,75 | 0,95 | 1,16 |
14 | 25 | 0,66 | 0,86 | 1,06 | 1,27 | 1,47 | |||
15 | 40 | 0,98 | 1,18 | 1,38 | 1,58 | 1,79 | |||
16 | стеклочулок | 15 | 0,20 | 0,27 | 0,37 | 0,48 | 0,58 | ||
17 | 25 | 0,32 | 0,43 | 0,53 | 0,63 | 0,73 | |||
18 | 40 | 0,48 | 0,59 | 0,69 | 0,79 | 0,89 | |||
19 | С помощью петли затягиванием под намотанные нитки | стеклонитки |  | 15 | 0,46 | 0,65 | 0,87 | 1,05 | 1,26 |
20 | 25 | 0,77 | 0,97 | 1,17 | 1,38 | 1,58 | |||
21 | 40 | 1,09 | 1,29 | 1,50 | 1,71 | 1,97 | |||
22 | стеклочулок | 15 | 0,28 | 0,37 | 0,48 | 0,58 | 0,69 | ||
23 | 25 | 0,44 | 0,54 | 0,65 | 0,75 | 0,86 | |||
24 | 40 | 0,61 | 0,71 | 0,82 | 0,92 | 1,04 | |||
Индекс | а | б | в | г | д | ||||
Открытая намотка | |||||||||
Карта 31 | |||||||||
Содержание работы |  | ||||||||
1. Взять изоляционную ленту. 2. Изолировать катушку вполнахлеста. 3. Отрезать лишний конец ленты и заклеить его. 4. Осмотреть качество работы и отложить катушку. | |||||||||
N позиции | Изоляционный материал | Ширина ленты B, мм, до | Количество выводов в катушке n, до | Внешний периметр катушки P, мм, до | |||||
100 | 250 | ||||||||
Внутренний периметр катушки p, мм, до | |||||||||
60 | 60 | 150 | |||||||
Длина катушки L, мм, до | |||||||||
50 | 100 | 50 | 100 | 50 | 100 | ||||
Время на катушку T, мин. | |||||||||
Хлопчатобумажная лента | 10 | 3 | 1,54 | 1,85 | 2,86 | 3,46 | 2,22 | 2,67 | |
2 | 6 | 1,85 | 2,24 | 3,46 | 4,17 | 2,67 | 3,23 | ||
3 | 10 | 2,13 | 2,57 | 3,97 | 4,78 | 3,07 | 3,70 | ||
4 | 15 | 2,37 | 2,86 | 4,43 | 5,34 | 3,43 | 4,13 | ||
5 | 15 | 3 | 1,16 | 1,40 | 2,17 | 2,61 | 1,68 | 2,02 | |
6 | 6 | 1,40 | 1,69 | 2,61 | 3,15 | 2,02 | 2,44 | ||
7 | 10 | 1,61 | 1,94 | 3,00 | 3,61 | 2,32 | 2,80 | ||
8 | 15 | 1,80 | 2,16 | 3,35 | 4,04 | 2,59 | 3,12 | ||
9 | 20 | 3 | 0,98 | 1,18 | 1,82 | 2,19 | 1,41 | 1,70 | |
10 | 6 | 1,18 | 1,42 | 2,19 | 2,64 | 1,70 | 2,05 | ||
11 | 10 | 1,35 | 1,63 | 2,52 | 3,03 | 1,95 | 2,35 | ||
15 | 1,51 | 1,82 | 2,81 | 3,39 | 2,17 | 2,62 | |||
Лакоткань | 10 | 3 | 1,82 | 2,20 | 3,40 | 3,63 | 2,63 | 3,17 | |
14 | 6 | 2,20 | 2,65 | 4,10 | 4,94 | 3,17 | 3,82 | ||
15 | 10 | 2,52 | 3,04 | 4,38 | 5,67 | 3,64 | 4,39 | ||
16 | 15 | 2,81 | 3,39 | 5,25 | 6,33 | 4,06 | 4,70 | ||
17 | 15 | 3 | 1,38 | 1,66 | 2,57 | 3,10 | 1,99 | 2,40 | |
18 | 6 | 1,66 | 2,00 | 3,10 | 3,74 | 2,40 | 2,89 | ||
19 | 10 | 1,91 | 2,30 | 3,56 | 4,29 | 2,75 | 3,32 | ||
20 | 15 | 2,13 | 2,57 | 3,97 | 4,78 | 3,07 | 3,70 | ||
21 | 20 | 3 | 1,16 | 1,39 | 2,16 | 2,60 | 1,67 | 2,01 | |
22 | 6 | 1,39 | 1,68 | 2,60 | 3,13 | 2,01 | 2,43 | ||
23 | 10 | 1,60 | 1,93 | 2,98 | 3,60 | 2,31 | 2,78 | ||
15 | 1,79 | 2,15 | 3,33 | 4,01 | 2,58 | 3,11 | |||
Индекс | а | б | в | г | д | е | |||
 (
( (
(Открытая намотка | |||||||||||||||||||||
Карта 32, лист 1 | |||||||||||||||||||||
Содержание работы |  | ||||||||||||||||||||
1. Взять катушку и изоляционную ленту. 2. Обернуть катушку или обмотку. 3. Отрезать излишки ленты, закрепить конец ленты. 4. Проверил, качество работы, отложить катушку. | |||||||||||||||||||||
Прямоугольное сечение | |||||||||||||||||||||
N позиции | Изоляционный материал | Способ крепления изоляции | Периметр катушки P, мм, до | Количество слоев изоляции N, шт. | |||||||||||||||||
1 | 2 | 3 | |||||||||||||||||||
Длина катушки или обмотки L, мм, до | |||||||||||||||||||||
10 | 18 | 32 | 60 | 110 | 190 | 10 | 18 | 32 | 60 | 110 | 190 | 10 | 18 | 32 | 60 | 110 | 190 | ||||
Время на обмотку или катушку T, мин. | |||||||||||||||||||||
Кабельная, телефонная или хлопчатобумажная лента | С приклеиванием ленты без прогрева электропаяльником | 20 | 0,072 | 0,083 | - | - | - | - | 0,092 | 0,106 | - | - | - | - | 0,119 | 0,137 | - | - | - | - | |
2 | 35 | 0,083 | 0,096 | 0,110 | - | - | - | 0,106 | 0,122 | 0,140 | - | - | - | 0,137 | 0,157 | 0,181 | - | - | - | ||
3 | 60 | 0,096 | 0,110 | 0,126 | 0,145 | - | - | 0,122 | 0,140 | 0,161 | 0,185 | - | - | 0,157 | 0,181 | 0,208 | 0,239 | - | - | ||
4 | 110 | - | 0,126 | 0,145 | 0,167 | 0,192 | - | - | 0,161 | 0,185 | 0,213 | 0,245 | - | - | 0,208 | 0,239 | 0,275 | 0,317 | - | ||
5 | 210 | - | - | 0,167 | 0,192 | 0,221 | 0,254 | - | - | 0,213 | 0,245 | 0,281 | 0,324 | - | - | 0,275 | 0,317 | 0,364 | 0,419 | ||
380 | - | - | - | 0,221 | 0,254 | 0,292 | - | - | - | 0,281 | 0,324 | 0,372 | - | - | - | 0,364 | 0,419 | 0,482 | |||
Лакоткань, стеклолакоткань, полиамидная пленка, пленка из фторопласта | 20 | 0,092 | 0,106 | - | - | - | - | 0,111 | 0,128 | - | - | - | - | 0,142 | 0,163 | - | - | - | - | ||
8 | 35 | 0,106 | 0,122 | 0,140 | - | - | - | 0,128 | 0,147 | 0,170 | - | - | - | 0,163 | 0,188 | 0,216 | - | - | - | ||
9 | 60 | 0,122 | 0,140 | 0,161 | 0,185 | - | - | 0,147 | 0,170 | 0,195 | 0,224 | - | - | 0,188 | 0,216 | 0,248 | 0,285 | - | - | ||
10 | 110 | - | 0,161 | 0,185 | 0,213 | 0,245 | - | - | 0,195 | 0,224 | 0,258 | 0,296 | - | - | 0,248 | 0,285 | 0,328 | 0,377 | - | ||
11 | 210 | - | - | 0,245 | 0,281 | 0,324 | - | - | 0,258 | 0,296 | 0,341 | 0,392 | - | - | 0,328 | 0,377 | 0,434 | 0,499 | |||
380 | - | - | - | 0,281 | 0,324 | 0,372 | - | - | - | 0,341 | 0,392 | 0,451 | - | - | - | 0,434 | 0,499 | 0,574 | |||
Кабельная лакотканью | 20 | 0,106 | 0,122 | - | - | - | - | 0,136 | 0,156 | - | - | - | - | 0,177 | 0,204 | - | - | - | - | ||
14 | 35 | 0,122 | 0,140 | 0,161 | - | - | - | 0,156 | 0,180 | 0,207 | - | - | - | 0,204 | 0,235 | 0,270 | - | - | - | ||
15 | 60 | 0,140 | 0,161 | 0,185 | 0,213 | - | - | 0,180 | 0,207 | 0,238 | 0,274 | - | - | 0,235 | 0,270 | 0,310 | 0,357 | - | - | ||
16 | Кабельная | С приклеиванием ленты с прогревом электропаяльником | 110 | - | 0,185 | 0,213 | 0,245 | 0,281 | - | - | 0,238 | 0,274 | 0,315 | 0,362 | - | - | 0,310 | 0,357 | 0,410 | 0,472 | - |
17 | 210 | - | - | 0,245 | 0,281 | 0,324 | 0,372 | - | - | 0,315 | 0,362 | 0,416 | 0,478 | - | - | 0,410 | 0,472 | 0,543 | 0,624 | ||
380 | - | - | - | 0,324 | 0,372 | 0,428 | - | - | - | 0,416 | 0,478 | 0,550 | - | - | - | 0,543 | 0,624 | 0,718 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | |||
ИЗОЛИРОВАНИЕ ОБМОТКИ ИЛИ КАТУШКИ | Открытая намотка | ||||||||||||||||||||
Карта 32, лист 2 | |||||||||||||||||||||
Прямоугольное сечение | |||||||||||||||||||||
N позиции | Изоляционный материал | Способ крепления изоляции | Периметр обмотки или катушки P, мм, до | Количество слоев изоляции N, шт. | |||||||||||||||||
1 | 2 | 3 | |||||||||||||||||||
Длина катушки или обмотки L, мм, до | |||||||||||||||||||||
10 | 18 | 32 | 60 | 110 | 190 | 10 | 18 | 32 | 60 | 110 | 190 | 10 | 18 | 32 | 60 | 110 | 190 | ||||
Время на обмотку или катушку T, мин. | |||||||||||||||||||||
Кабельная бумага, телефонная или хлопчатобумажная лента | Обвязыванием ниткой | 20 | 0,148 | 0,171 | - | - | - | - | 0,165 | 0,189 | - | - | - | - | 0,188 | 0,216 | - | - | - | - | |
20 | 35 | 0,171 | 0,196 | 0,226 | - | - | - | 0,189 | 0,218 | 0,251 | - | - | - | 0,216 | 0,249 | 0,286 | - | - | - | ||
21 | 60 | 0,196 | 0,226 | 0,260 | 0,299 | - | - | 0,218 | 0,251 | 0,288 | 0,331 | - | - | 0,249 | 0,286 | 0,329 | 0,379 | - | - | ||
22 | 110 | - | 0,260 | 0,299 | 0,343 | 0,395 | - | - | 0,288 | 0,331 | 0,381 | 0,438 | - | - | 0,329 | 0,379 | 0,435 | 0,501 | - | ||
23 | 210 | - | - | 0,343 | 0,395 | 0,454 | 0,522 | - | - | 0,381 | 0,438 | 0,504 | 0,580 | - | - | 0,435 | 0,501 | 0,576 | 0,662 | ||
380 | - | - | - | 0,454 | 0,522 | 0,600 | - | - | 0,504 | 0,580 | 0,667 | - | - | - | 0,576 | 0,662 | 0,761 | ||||
Лакоткань, кабельная бумага с лакотканью | С приклеиванием ленты и прогревом электропаяльником | 20 | 0,155 | 0,179 | - | - | - | - | 0,181 | 0,208 | - | - | - | - | 0,214 | 0,246 | - | - | - | - | |
26 | 35 | 0,179 | 0,205 | 0,236 | - | - | - | 0,208 | 0,239 | 0,275 | - | - | - | 0,246 | 0,283 | 0,326 | - | - | - | ||
27 | 60 | 0,205 | 0,236 | 0,272 | 0,312 | - | - | 0,239 | 0,275 | 0,317 | 0,364 | - | - | 0,283 | 0,326 | 0,375 | 0,431 | - | - | ||
28 | 110 | - | 0,272 | 0,312 | 0,359 | 0,413 | - | - | 0,317 | 0,419 | 0,482 | - | - | 0,375 | 0,431 | 0,495 | 0,570 | - | |||
29 | 210 | - | - | 0,359 | 0,413 | 0,475 | 0,546 | - | - | 0,419 | 0,482 | 0,554 | 0,637 | - | - | 0,495 | 0,570 | 0,655 | 0,753 | ||
380 | - | - | - | 0,475 | 0,546 | 0,628 | - | - | - | 0,554 | 0,637 | 0,733 | - | - | - | 0,655 | 0,753 | 0,866 | |||
Кабельная бумага с лакотканью | Обвязыванием ниткой | 20 | 0,177 | 0,204 | - | - | - | - | 0,204 | 0,235 | - | - | - | - | 0,236 | 0,272 | - | - | - | - | |
32 | 35 | 0,204 | 0,235 | 0,270 | - | - | - | 0,235 | 0,270 | 0,310 | - | - | - | 0,272 | 0,312 | 0,359 | - | - | - | ||
33 | 60 | 0,235 | 0,270 | 0,310 | 0,357 | - | - | 0,270 | 0,310 | 0,357 | 0,410 | - | - | 0,312 | 0,359 | 0,413 | 0,475 | - | - | ||
34 | 110 | - | 0,310 | 0,357 | 0,410 | 0,472 | - | - | 0,357 | 0,410 | 0,472 | 0,543 | - | - | 0,413 | 0,475 | 0,546 | 0,628 | - | ||
35 | 210 | - | - | 0,410 | 0,472 | 0,543 | 0,624 | - | - | 0,472 | 0,543 | 0,624 | 0,718 | - | - | 0,546 | 0,678 | 0,722 | 0,831 | ||
380 | - | - | - | 0,543 | 0,624 | 0,718 | - | - | - | 0,624 | 0,718 | 0,825 | - | - | - | 0,722 | 0,831 | 0,955 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | |||
ИЗОЛИРОВАНИЕ ОБМОТКИ ИЛИ КАТУШКИ | Открытая намотка | ||||||||||||||||||||
Круглое сечение | Карта 32, лист 3 | ||||||||||||||||||||
N позиции | Изоляционный материал | Способ крепления изоляции | Диаметр обмотки или катушки D, мм, до | Количество слоев изоляции N, шт. | |||||||||||||||||
1 | 2 | 3 | |||||||||||||||||||
Длина катушки или обмотки L, мм, до | |||||||||||||||||||||
13 | 22 | 38 | 65 | 110 | 180 | 13 | 22 | 38 | 65 | 110 | 180 | 13 | 22 | 38 | 65 | 110 | 180 | ||||
Время на катушку или обмотку T, мин. | |||||||||||||||||||||
Кабельная, телефонная бумага, хлопчатобумажная лента, лакоткань и полиамидная пленка | С приклеиванием конца ленты без прогрева электропаяльником | 10 | 0,111 | 0,127 | 0,146 | - | - | - | 0,148 | 0,171 | 0,196 | - | - | - | 0,175 | 0,201 | 0,231 | - | - | - | |
38 | 20 | 0,127 | 0,146 | 0,168 | 0,193 | - | - | 0,171 | 0,196 | 0,226 | 0,260 | - | - | 0,201 | 0,231 | 0,266 | 0,306 | - | - | ||
39 | 30 | 0,146 | 0,168 | 0,193 | 0,223 | - | - | 0,196 | 0,226 | 0,260 | 0,299 | 0,343 | - | 0,231 | 0,266 | 0,306 | 0,352 | 0,405 | - | ||
40 | 60 | - | 0,193 | 0,773 | 0,756 | 0,294 | 0,339 | - | 0,260 | 0,799 | 0,343 | 0,395 | 0,454 | - | 0,306 | 0,352 | 0,405 | 0,465 | 0,535 | ||
100 | - | - | 0,256 | 0,294 | 0,339 | 0,389 | - | - | 0,343 | 0,395 | 0,454 | 0,522 | - | - | 0,405 | 0,465 | 0,535 | 0,615 | |||
Стеклоткань | 10 | 0,204 | 0,235 | 0,270 | - | - | - | 0,251 | 0,288 | 0,331 | - | - | - | 0,283 | 0,326 | 0,373 | - | - | - | ||
43 | Кабельная бумага с лакотканью | С приклеиванием конца ленты с прогревом электропаяльником | 20 | 0,235 | 0,270 | 0,310 | 0,357 | - | - | 0,288 | 0,331 | 0,382 | 0,438 | - | - | 0,326 | 0,375 | 0,431 | 0,495 | - | - |
44 | 30 | 0,270 | 0,310 | 0,357 | 0,410 | 0,472 | - | 0,331 | 0,381 | 0,438 | 0,504 | 0,580 | - | 0,375 | 0,431 | 0,495 | 0,570 | 0,655 | - | ||
45 | Кабельная, телефонная бумага, хлопчатобумажная ткань, лакоткань | Обвязыванием ниткой | 60 | - | 0,357 | 0,410 | 0,472 | 0,543 | 0,624 | - | 0,438 | 0,504 | 0,580 | 0,667 | 0,767 | - | 0,495 | 0,570 | 0,655 | 0,753 | 0,866 |
100 | - | - | 0,472 | 0,543 | 0,624 | 3,718 | - | - | 0,580 | 0,667 | 0,767 | 0,882 | - | - | 0,655 | 0,753 | 0,866 | 0,996 | |||
Пленка из фторопласта | С приклеиванием конца ленты без прогрева электропаяльником | 10 | 0,111 | 0,310 | 0,357 | - | - | - | 0,362 | 0,416 | 0,478 | - | - | - | 0,428 | 0,492 | 0,566 | - | - | - | |
48 | 20 | 0,310 | 0,357 | 0,410 | 0,472 | - | - | 0,416 | 0,478 | 0,550 | 0,633 | - | - | 0,492 | 0,566 | 0,651 | 0,748 | - | - | ||
49 | 30 | 0,357 | 0,410 | 0,477 | 0,543 | 0,624 | - | 0,478 | 0,550 | 0,633 | 0,728 | 0,837 | - | 0,566 | 0,651 | 0,748 | 0,860 | 0,990 | - | ||
50 | 60 | - | 0,472 | 0,543 | 0,624 | 0,718 | 0,825 | - | 0,633 | 0,728 | 0,837 | 0,962 | 1,107 | - | 0,748 | 0,860 | 0,990 | 1,138 | 1,309 | ||
100 | - | - | 0,624 | 0,718 | 0,825 | 0,949 | - | - | 0,837 | 0,962 | 1,107 | 1,273 | - | - | 0,990 | 1,138 | 1,309 | 1,505 | |||
Кабельная бумага с лакотканью | С приклеиванием конца ленты с прогревом электропаяльником | 10 | 0,134 | 0,154 | 0,177 | - | - | - | 0,179 | 0,205 | 0,236 | - | - | - | 0,213 | 0,245 | 0,281 | - | - | - | |
53 | 20 | 0,154 | 0,177 | 0,204 | 0,235 | - | - | 0,205 | 0,236 | 0,272 | 0,312 | - | - | 0,245 | 0,281 | 0,324 | 0,372 | - | - | ||
54 | 30 | 0,177 | 0,204 | 0,236 | 0,270 | 0,310 | - | 0,236 | 0,272 | 0,312 | 0,359 | 0,413 | - | 0,281 | 0,324 | 0,372 | 0,428 | 0,492 | - | ||
55 | 60 | - | 0,235 | 0,270 | 0,310 | 0,357 | 0,410 | - | 0,312 | 0,359 | 0,413 | 0,475 | 0,546 | - | 0,372 | 0,428 | 0,492 | 0,566 | 0,651 | ||
100 | - | - | 0,310 | 0,357 | 0,410 | 0,472 | - | - | 0,413 | 0,475 | 0,546 | 0,628 | - | - | 0,492 | 0,566 | 0,651 | 0,748 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | |||
ИЗОЛИРОВАНИЕ ОБМОТКИ ИЛИ КАТУШКИ | Открытая намотка | ||||||||||||||||||||
Круглое сечение | Карта 32, лист 4 | ||||||||||||||||||||
N дни | Изоляционный материал | Способ крепления изоляции | Диаметр обмотки или катушки D, мм, до | Количество слоев изоляции N, шт. | |||||||||||||||||
1 | 2 | 3 | |||||||||||||||||||
Длина катушки или обмотки L, мм, до | |||||||||||||||||||||
13 | 22 | 38 | 65 | 110 | 180 | 13 | 22 | 38 | 65 | 110 | 180 | 13 | 22 | 38 | 65 | 110 | 180 | ||||
Время на катушку или обмотку T, мин. | |||||||||||||||||||||
Кабельная бумага | С приклеиванием конца ленты с прогревом электропаяльником | 10 | 0,172 | 0,198 | 0,227 | - | - | - | 0,210 | 0,741 | 0,277 | - | - | - | 0,238 | 0,774 | 0,315 | - | - | - | |
58 | 20 | 0,198 | 0,227 | 0,261 | 0,301 | - | - | 0,241 | 0,277 | 0,319 | 0,367 | - | - | 0,274 | 0,315 | 0,362 | 0,416 | - | - | ||
59 | 30 | 0,227 | 0,261 | 0,301 | 0,346 | 0,397 | - | 0,277 | 0,319 | 0,422 | 0,485 | - | 0,315 | 0,362 | 0,416 | 0,478 | 0,550 | - | |||
60 | 60 | - | 0,301 | 0,346 | 0,397 | 1,457 | 0,526 | - | 0,367 | 0,477 | 0,485 | 0,558 | 0,642 | - | 0,416 | 0,478 | 0,550 | 0,633 | 0,728 | ||
100 | - | - | 0,397 | 0,457 | 0,526 | 0,605 | - | - | 0,485, | 0,558 | 0,642 | 0,738 | - | - | 0,550 | 0,633 | 0,728 | 0,837 | |||
Кабельная бумага с лакотканью | Обвязыванием ниткой | 10 | 0,238 | 0,274 | 0,315 | - | - | - | 0,292 | 0,336 | 0,387 | - | - | - | 0,326 | 0,375 | 0,431 | - | - | - | |
63 | 20 | 0,274 | 0,315 | 0,362 | 0,416 | - | - | 0,336 | 0,387 | 0,445 | 0,511 | - | - | 0,375 | 0,431 | 0,495 | 0,570 | - | - | ||
64 | 30 | 0,315 | 0,362 | 0,416 | 0,478 | 0,550 | - | 0,387 | 0,445 | 0,511 | 0,558 | 0,676 | - | 0,431 | 0,495 | 0,570 | 0,655 | 0,753 | - | ||
65 | 60 | - | 0,416 | 0,478 | 0,550 | 0,633 | 0,728 | - | 0,511 | 0,558 | 0,676 | 0,7.78 | 0,894 | - | 0,570 | 0,655 | 0,753 | 0,866 | 0,996 | ||
100 | - | - | 0,550 | 0,633 | 0,728 | 0,837 | - | - | 0,676 | 0,778 | 0,894 | 1,028 | - | - | 0,753 | 0,866 | 0,996 | 1,146 | |||
Пленка из фторопласта | 10 | 0,306 | 0,352 | 0,405 | - | - | - | 0,375 | 0,431 | 0,495 | - | - | - | 0,422 | 0,485 | 0,558 | - | - | - | ||
68 | 20 | 0,352 | 0,405 | 0,465 | 0,535 | - | - | 0,431 | 0,445 | 0,570 | 0,655 | - | - | 0,485 | 0,558 | 0,642 | 0,738 | - | - | ||
69 | 30 | 0,405 | 0,465 | 0,535 | 0,615 | 0,708 | - | 0,495 | 0,570 | 0,655 | 0,753 | 0,866 | - | 0,558 | 0,642 | 0,738 | 0,848 | 0,976 | - | ||
70 | 60 | - | 0,535 | 0,615 | 0,708 | 0,814 | 0,936 | - | 0,655 | 0,753 | 0,866 | 0,996 | 1,146 | - | 0,738 | 0,848 | 0,976 | 1,122 | 1,290 | ||
100 | - | - | 0,708 | 0,814 | 0,936 | 1,080 | - | - | 0,866 | 0,996 | 1,146 | 1,318 | - | - | 0,976 | 1,122 | 1,290 | 1,484 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | т | |||
T = 0,032 L0,24 P0,23 N0,43 (позиции 13 - 18);
T = 0,045 L0,24 P0,23 N0,26 (позиции 19 - 24);
T = 0,047 L0,24 P0,23 N0,26 (позиции 25 - 30);
T = 0,054 L0,24 P0,23 N0,26 (позиции 31 - 36);
T = 0,034 L0,27 D0,24 N0,42 (позиции 37 - 41);
T = 0,063 L0,27 D0,24 N0,29 (позиции 42 - 46);
T = 0,083 L0,27 D0,24 N0,42 (позиции 47 - 51);
T = 0,041 L0,27 D0,24 N0,42 (позиции 52 - 56);
T = 0,053 L0,27 D0,24 N0,42 (позиции 57 - 61);
T = 0,073 L0,27 D0,24 N0,29 (позиции 62 - 66);
T = 0,094 L0,27 D0,24 N0,29 (позиции 67 - 71).
Открытая намотка | |||||||||
Карта 33 | |||||||||
Содержание работы | |||||||||
1. Взять изоляционный материал. 2. Изолировать место пайки или сварки. | |||||||||
N позиции | Способ изолирования | Изоляционный материал | Эскиз | Диаметр провода, мм, до | |||||
0,09 | 0,38 | 0,69 | 0,93 | 1,2 | 1,56 | ||||
Время на одно изолирование, мин. | |||||||||
1 | Обогнуть место пайки одной прокладкой | Микалетная или конденсаторная бумага |  | 0,080 | 0,070 | 0,075 | 0,100 | 0,105 | 0,110 |
2 | Лакошелк | 0,090 | 0,085 | 0,095 | 0,120 | 0,136 | 0,140 | ||
3 | Фторопласт | 0,160 | 0,140 | 0,160 | 0,180 | - | - | ||
4 | Стекломиканит, стеклолакоткань | 0,090 | 0,095 | 0,125 | - | - | |||
5 | Обогнуть место пайки двумя прокладками | Телефонная бумага, кабельная |  | 0,130 | 0,122 | 0,137 | 0,173 | - | - |
6 | Лакошелк | - | 0,113 | 0,127 | 0,160 | 0,181 | 0,187 | ||
7 | Экскапон, стеклолакоткань | 0,106 | 0,100 | 0,112 | 0,147 | - | - | ||
8 | Фторопласт | 0,235 | 0,206 | 0,235 | 0,265 | - | - | ||
9 | Лейкопластырь | - | 0,105 | 0,118 | 0,149 | 0,168 | 0,174 | ||
10 | Оплеткой провода | Шелк |  | 0,157 | 0,135 | 0,160 | 0,185 | 0,203 | - |
11 | Изоляционный трубкой | Эксельсиоровая | 0,140 | 0,127 | 0,145 | 0,160 | 0,185 | 0,203 | |
12 | Линоксиновая, полихлорвиниловая | - | 0,120 | 0,130 | 0,140 | 0,150 | 0,170 | ||
13 | Лентой вполнахлеста | Лакоткань шириной 7 мм | - | 0,135 | 0,158 | 0,180 | 0,207 | 0,235 | |
14 | Приклеить изоляционную прокладку к щечке каркаса | Лакоткань | 0,070 | 0,200 | 0,220 | 0,250 | - | ||
Индекс | а | б | в | г | д | е | |||
Примечание. Нормативное время рассчитано на изолирование места пайки длиной до 30 мм.
Открытая намотка | ||||||
Карта 34 | ||||||
N позиции | Эскиз | Содержание работы | Изоляционный материал | Длина гильзы, мм, до | ||
15 | 60 | |||||
Время на одну гильзу T, мин. | ||||||
1 |  | Взять изоляционные прокладки, смазать клеем и приклеить к граням гильзы. Отрезать ножницами излишки прокладок | Прокладки из кабельной бумаги в количестве | 2 | 0,126 | 0,154 |
2 | 4 | 0,196 | 0,224 | |||
3 | Взять изоляционные прокладки, установить на грани гильзы или каркаса, завернуть концы прокладки внутрь гильзы, вынуть прокладки после намотки | 1 | 0,145 | 0,177 | ||
4 | 2 | 0,226 | 0,260 | |||
Индекс | а | б | ||||
Открытая намотка | |||
Карта 35 | |||
Содержание работы | |||
1. Взять каркас и заготовленную прокладку, смазать ее клеем. 2. Уложить прокладку на внутреннюю сторону щечки каркаса и приклеить. 3. Повторить переходы 1,2 для второй щечки. 4. Отложить каркас. | |||
N позиции | Размер щечки, а x б мм, до | Материал прокладки | |
кабельная бумага | лакоткань | ||
Время на катушку T, мин. | |||
1 | 25 x 30 | 0,87 | 1,00 |
2 | 50 x 50 | 1,10 | 1,30 |
3 | 100 x 100 | 1,30 | 1,43 |
Индекс | а | б | |
Открытая намотка | |||||
Карта 36 | |||||
Содержание работы | |||||
1. Взять инструмент. 2. Взять провод или пучок проводов. 3. Снять изоляцию. 4. Отложить инструмент. | |||||
N позиции | Способ зачистки | Эскиз | Длина снятия изоляции, мм, до | Диаметр провода, мм, до | |
0,64 | 1,4 и выше | ||||
Время на один конец провода, мин. | |||||
1 | Ножом или шлифовальной шкуркой |  | 10 | 0,080 | 0,090 |
2 | 20 | 0,100 | 0,110 | ||
3 | 35 | 0,130 | 0,140 | ||
4 | 45 | 0,150 | 0,160 | ||
5 | 60 | 0,180 | 0,190 | ||
6 | 70 | 0,205 | 0,210 | ||
7 | Электрообжигалкой |  | 10 | 0,080 | 0,140 |
8 | На приспособлении вручную |  | 5 | 0,025 | 0,040 |
9 | 10 | 0,030 | 0,050 | ||
10 | 15 | 0,040 | 0,060 | ||
11 | 20 | 0,045 | 0,065 | ||
12 | 25 | 0,050 | 0,070 | ||
13 | На зачистном станке |  | 15 | 0,020 | |
14 | 20 | 0,025 | |||
15 | 25 | 0,030 | |||
16 | Кусачками |  | 20 | 0,13 | 0,16 |
17 | 30 | 0,14 | 0,17 | ||
18 | 40 | 0,15 | 0,18 | ||
19 | 50 | 0,16 | 0,19 | ||
20 | 60 | 0,17 | 0,20 | ||
Индекс | а | б | |||
Открытая намотка | |||||||||||
Карта 37, лист 1 | |||||||||||
Содержание работы | |||||||||||
1. Взять провод, инструмент. 2. Зачистить конец провода. 3. Отложить. | |||||||||||
N позиции | Способ зачистки | Марка провода | Длина зачистки, мм, до | Диаметр провода, мм, до | |||||||
0,06 | 0,125 | 0,25 | 0,51 | 1,00 | 1,50 | 2,50 | 3,50 | ||||
Время на один провод, мин. | |||||||||||
1 | Шлифовальной шкуркой | ПЭЛ | 10 | 0,086 | 0,069 | 0,053 | 0,064 | 0,085 | 0,107 | 0,150 | 0,194 |
2 | 30 | 0,106 | 0,065 | 0,078 | 0,104 | 0,131 | 0,185 | 0,236 | |||
3 | ПЭВ, ПЭМ, ПЭВКТ, ПВКМ, ПЭВД, ПЭВНХ, ПЭТВ, ПЭТВР | 10 | 0,107 | 0,086 | 0,080 | 0,108 | 0,136 | 0,191 | 0,246 | ||
4 | 30 | 0,145 | 0,106 | 0,082 | 0,098 | 0,132 | 0,182 | 0,233 | 0,300 | ||
5 | 50 | 0,205 | 0,166 | 0,127 | 0,154 | 0,206 | 0,259 | 0,365 | 0,470 | ||
6 | ПЭЛШО, ПЭЛШОК, ПЭМШКО, ПЭШОМТ, ПЭЛЛО, ПЭВЛО, ПЭВТЛ, ПЭНХ, ПЭМО и др. | 10 | 0,128 | 0,103 | 0,080 | 0,101 | 0,143 | 0,184 | 0,266 | 0,349 | |
7 | 30 | 0,157 | 0,127 | 0,098 | 0,124 | 0,174 | 0,224 | 0,325 | 0,426 | ||
8 | 50 | 0,247 | 0,198 | 0,157 | 0,188 | 0,251 | 0,313 | 0,438 | 0,563 | ||
9 | 80 | 0,316 | 0,248 | 0,197 | 0,236 | 0,316 | 0,395 | 0,553 | 0,712 | ||
10 | ПЭД | 10 | - | - | - | - | 0,108 | 0,182 | 0,233 | 0,286 | |
11 | 30 | - | - | - | - | 0,191 | 0,222 | 0,284 | 0,348 | ||
12 | 50 | - | - | - | - | 0,292 | 0,346 | 0,454 | 0,562 | ||
13 | Съемником, ножом, скребком | ПЭЛ | 10 | - | - | 0,092 | 0,107 | 0,137 | 0,166 | 0,226 | 0,284 |
14 | 30 | - | - | 0,113 | 0,131 | 0,167 | 0,203 | 0,275 | 0,336 | ||
15 | ПЭВ, ПЭМ, ПЭВТК, ПЭВМК, ПЭВД, ПЭВНХ, ПЭТВР, ПЭВМТ и др. | 10 | - | 0,139 | 0,115 | 0,134 | 0,172 | 0,209 | 0,283 | 0,358 | |
16 | 30 | - | 0,170 | 0,140 | 0,163 | 0,209 | 0,254 | 0,346 | 0,437 | ||
17 | 50 | - | 0,216 | 0,176 | 0,205 | 0,263 | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | |||
ЗАЧИСТКА ОДНОЖИЛЬНЫХ ОБМОТОЧНЫХ ПРОВОДОВ | Открытая намотка | ||||||||||
Карта 37, лист 2 | |||||||||||
N позиции | Способ зачистки | Марка провода | Длина зачистки, мм, до | Диаметр провода, мм, до | |||||||
0,06 | 0,125 | 0,25 | 0,51 | 1,00 | 1,50 | 2,50 | 3,50 | ||||
Время на один провод, мин. | |||||||||||
18 | Съемником, ножом, скребком | ПЭЛШО, ПЭЛШОК, ПЭМШКО, ПЭШОМТ, ПЭЛЛО, ПЭВЛО, ПЭВНХ, ПЭНХ и др. | 10 | - | 0,224 | 0,186 | 0,216 | 0,277 | 0,338 | 0,480 | 0,618 |
19 | 30 | - | 0,275 | 0,227 | 0,264 | 0,340 | 0,413 | 0,562 | 0,710 | ||
20 | 50 | - | 0,418 | 0,362 | 0,402 | 0,481 | 0,560 | 0,719 | 0,877 | ||
21 | ПБД | 10 | - | - | - | - | 0,259 | 0,302 | 0,389 | 0,478 | |
22 | 30 | - | - | - | - | 0,317 | 0,370 | 0,475 | 0,581 | ||
23 | 50 | - | - | - | - | 0,559 | 0,626 | 0,761 | 0,895 | ||
24 | На зачистном станке | ПЭЛ, ПЭВ, ПЭМ, ПЭЛШО, ПЭЛЛО и др. | 10 | - | - | 0,043 | 0,052 | 0,070 | 0,086 | 0,122 | 0,158 |
25 | 30 | - | - | 0,053 | 0,064 | 0,085 | 0,107 | 0,150 | 0,193 | ||
26 | Электрообжигалкой и шлифовальной шкуркой | ПЭВ, ПЭП, ПЭМ | 10 | - | 0,089 | 0,073 | 0,082 | 0,098 | 0,115 | 0,149 | 0,182 |
27 | 30 | - | 0,107 | 0,088 | 0,098 | 0,120 | 0,142 | 0,185 | 0,228 | ||
18 | 50 | - | 0,127 | 0,106 | 0,118 | 0,144 | 0,169 | 0,221 | 0,274 | ||
29 | ПЭЛШО, ПЭЛЛО, ПЭВЛО, ПЭЛВТЛ, ПСД, ПСДК | 10 | - | 0,108 | 0,090 | 0,101 | 0,118 | 0,136 | 0,171 | 0,206 | |
30 | 30 | - | 0,132 | 0,112 | 0,122 | 0,144 | 0,166 | 0,209 | 0,250 | ||
31 | 50 | - | 0,148 | 0,134 | 0,144 | 0,173 | 0,202 | 0,254 | 0,307 | ||
32 | ПВД | 10 | - | - | - | - | 0,151 | 0,179 | 0,234 | 0,289 | |
33 | 30 | - | - | - | - | 0,181 | 0,218 | 0,281 | 0,347 | ||
34 | Спиртовкой, в ванночке со спиртом, тампоном | ПЭЛШО, ПЭЛЛО, ПЭВЛО, ПЭТВЛ | 10 | - | 0,192 | 0,221 | 0,181 | 0,221 | 0,259 | 0,299 | - |
35 | 30 | - | 0,235 | 0,197 | 0,221 | 0,269 | 0,317 | 0,413 | - | ||
36 | 50 | - | 0,272 | 0,227 | 0,313 | 0,328 | 0,371 | 0,486 | - | ||
37 | 80 | - | 0,305 | 0,259 | 0,293 | 0,360 | 0,427 | 0,562 | - | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Примечания: 1. При одновременной зачистке нескольких проводов приведенное в нормативной карте время применять с коэффициентами: двух проводов - 0,75; до четырех проводов - 0,55; до шести проводов - 0,35.
2. При зачистке одновременно двух проводов разных марок приведенное в нормативной карте время брать по диаметру с наибольшим временем с коэффициентом 1,1.
3. При зачистке проводов на длину более 80 мм приведенное в нормативной карте время применять с коэффициентом 1,3.
4. При зачистке проводов для проверки электрических параметров приведенное в нормативной карте время применять с коэффициентом 0,8.
5. При зачистке провода от середины намотки приведенное в нормативной карте время применять с коэффициентом 1,1.
Открытая намотка | |||||||||||||
Карта 38, лист 1 | |||||||||||||
Содержание работы | |||||||||||||
1. Взять провод, расправить жилки. 2. Взять инструмент, зачистить провод соответствующим инструментом. | |||||||||||||
N позиции | Способ зачистки | Марка провода | Длина зачистки, мм, до | Диаметр жилок, мм, до | Количество жилок в проводе, до | ||||||||
7 | 10 | 15 | 21 | 35 | 49 | 63 | 84 | 119 | |||||
Время на один провод, мин. | |||||||||||||
1 | Шлифовальной шкуркой | МГШДЛ, МГШД, МГШДО, МГТФ, МГТФЛ, ПМВГ, ЛЭШО, ЛЭЛО | 10 | 0,05 | - | 0,199 | 0,235 | 0,260 | - | - | - | - | - |
2 | 0,07 | 0,137 | 0,149 | 0,199 | 0,235 | 0,272 | 0,310 | 0,347 | 0,409 | 0,521 | |||
3 | 0,10 | 0,161 | 0,199 | 0,223 | 0,272 | 0,298 | 0,323 | 0,385 | 0,458 | 0,582 | |||
4 | 0,20 | 0,186 | 0,210 | 0,260 | 0,298 | 0,347 | 0,385 | - | - | - | |||
5 | 30 | 0,05 | - | 0,242 | 0,287 | 0,318 | - | - | - | - | - | ||
6 | 0,07 | 0,167 | 0,181 | 0,242 | 0,287 | 0,332 | 0,378 | 0,424 | 0,499 | 0,634 | |||
7 | 0,10 | 0,197 | 0,242 | 0,272 | 0,332 | 0,362 | 0,394 | 0,469 | 0,559 | 0,710 | |||
8 | 0,20 | 0,227 | 0,257 | 0,318 | 0,362 | 0,424 | 0,469 | - | - | - | |||
9 | 50 | 0,05 | - | 0,257 | 0,318 | 0,348 | - | - | - | - | - | ||
10 | 0,07 | 0,181 | 0,197 | 0,257 | 0,318 | 0,362 | 0,408 | 0,469 | 0,545 | 0,696 | |||
11 | 0,10 | 0,211 | 0,257 | 0,302 | 0,362 | 0,394 | 0,438 | 0,514 | 0,620 | 0,786 | |||
12 | 0,20 | 0,242 | 0,287 | 0,348 | 0,394 | 0,469 | 0,514 | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | ||||
ЗАЧИСТКА МНОГОЖИЛЬНЫХ ОБМОТОЧНЫХ ПРОВОДОВ | Открытая намотка | ||||||||||||
Карта 38, лист 2 | |||||||||||||
N позиции | Способ зачистки | Марка провода | Длина зачистки, мм, до | Диаметр жилок, мм, до | Количество жилок в проводе, до | ||||||||
7 | 10 | 15 | 21 | 35 | 49 | 63 | 84 | 119 | |||||
Время на один провод, мин. | |||||||||||||
13 | Электрообжигалкой и шлифовальной шкуркой | МГШДО, МГШДОП, МГШД, МГШДЛ, ПМВГ | 10 | 0,05 | - | 0,190 | 0,224 | 0,248 | - | - | - | - | - |
14 | 0,07 | 0,122 | 0,143 | 0,190 | 0,224 | 0,260 | 0,296 | 0,331 | 0,391 | 0,498 | |||
15 | 0,10 | 0,155 | 0,190 | 0,212 | 0,260 | 0,284 | 0,308 | 0,367 | 0,438 | 0,557 | |||
16 | 0,20 | 0,178 | 0,202 | 0,248 | 0,284 | 0,331 | 0,367 | - | - | - | |||
17 | 30 | 0,05 | - | 0,228 | 0,270 | 0,298 | - | - | - | - | - | ||
18 | 0,07 | 0,157 | 0,170 | 0,228 | 0,270 | 0,312 | 0,355 | 0,397 | 0,469 | 0,598 | |||
19 | 0,10 | 0,185 | 0,228 | 0,256 | 0,312 | 0,341 | 0,370 | 0,440 | 0.526 | 0,667 | |||
20 | 0,20 | 0,212 | 0,242 | 0,298 | 0,341 | 0,397 | 0,440 | - | - | - | |||
21 | Спиртовкой, в ванночке со спиртом, тампоном | ЛЭШО, ЛЭЛО, ЛЭПКО, ЛЭШД, ЛЭЛД | 10 | 0,05 | - | 0,248 | 0,310 | 0,395 | - | - | - | - | - |
22 | 0,07 | 0,186 | 0,223 | 0,260 | 0,310 | 0,347 | 0,396 | 0,446 | 0,533 | 0,682 | |||
23 | 0,10 | 0,199 | 0,248 | 0,298 | 0,347 | 0,396 | 0,446 | 0,496 | 0,607 | 0,768 | |||
24 | 0,20 | 0,223 | 0,272 | 0,323 | 0,385 | 0,434 | 0,496 | - | - | - | |||
25 | 30 | 0,05 | - | 0,302 | 0,378 | 0,438 | - | - | - | - | - | ||
26 | 0,07 | 0,227 | 0,272 | 0,318 | 0,378 | 0,424 | 0,484 | 0,545 | 0,650 | 0,832 | |||
27 | 0,10 | 0,242 | 0,302 | 0,362 | 0.424 | 0,484 | 0,545 | 0,605 | 0,740 | 0,937 | |||
28 | 0,20 | 0,272 | 0,332 | 0,394 | 0,469 | 0,529 | 0,605 | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | ||||
ЗАЧИСТКА МНОГОЖИЛЬНЫХ ОБМОТОЧНЫХ ПРОВОДОВ | Открытая намотка | ||||||||||||
Карта 38, лист 3 | |||||||||||||
N позиции | Способ зачистки | Марка провода | Длина зачистки, мм, до | Диаметр жилок, мм, до | Количество жилок в проводе, до | ||||||||
7 | 10 | 15 | 21 | 35 | 49 | 63 | 84 | 119 | |||||
Время на один провод, мин. | |||||||||||||
29 | 50 | 0,05 | - | 0,332 | 0,408 | 0,484 | - | - | - | - | - | ||
30 | 0,07 | 0,242 | 0,287 | 0 348 | 0,408 | 0,458 | 0,529 | 0,589 | 0,710 | 0,923 | |||
31 | 0,10 | 0,272 | 0,332 | 0,394 | 0,469 | 0,529 | 0,589 | 0,650 | 0,764 | 1,010 | |||
32 | 0,20 | 0,287 | 0,362 | 0,424 | 0,514 | 0,575 | 0,665 | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | ||||
N позиции | Способ зачистки | Марка провода | Длина зачистки, мм, до | Площадь сечения, мм2, до | Количество жилок в проводе, до | ||||||||
7 | 10 | 15 | 21 | 35 | 49 | 63 | 84 | 119 | |||||
Время на один провод, мин. | |||||||||||||
33 | Съемником, ножом | БПВВ | 10 | 2 | 0,289 | ||||||||
34 | 4 | 0,220 | |||||||||||
35 | ЛПРГС | 30 | 2 | 0,254 | |||||||||
36 | 4 | 0,268 | |||||||||||
37 | 50 | 2 | 0,276 | ||||||||||
38 | 4 | 0,294 | |||||||||||
39 | 80 | 2 | 0,311 | ||||||||||
40 | 4 | 0,329 | |||||||||||
Индекс | а | б | в | г | д | е | ж | з | и | ||||
Примечания: 1. При одновременной зачистке нескольких проводов приведенное в нормативной карте время применять с коэффициентами: двух проводов - 0,75; до четырех проводов - 0,55.
2. При зачистке одновременно двух проводов разных марок приведенное в нормативной карте время брать по диаметру с наибольшим временем с коэффициентом 1,1.
3. При зачистке проводов на длину более 80 мм приведенное в нормативной карте время применять с коэффициентом 1,3.
4. При зачистке проводов для проверки электрических параметров приведенное в нормативной карте время применять с коэффициентом 0,8.
5. При зачистке провода от середины намотки приведенное в нормативной карте время применять с коэффициентом 1,1.
Открытая намотка | |||||||||
Карта 39 | |||||||||
N позиции | Эскиз | Содержание работы | Длина скручивания, мм, до | Число скручиваемых проводов | Диаметр провода, мм, до | ||||
0,06 | 0,25 | 0,51 | 1,0 | 1,5 и выше | |||||
Время на скручивание, мин. | |||||||||
 | Скрутить конец провода намотки с выводным концом и подрезать | 25 | 2 | 0,146 | 0,110 | 0,140 | 0,180 | ||
2 | 3 | 0,189 | 0,138 | 0,155 | 0,181 | - | |||
3 | 4 | 0,240 | 0,172 | 0,258 | - | - | |||
4 |  | Скрутить концы проводов намотки между собой и подрезать | 25 | 2 | 0,163 | 0,129 | 0,146 | 0,172 | - |
3 | 0,198 | 0,163 | 0,189 | - | - | ||||
6 |  | Скрутить концы проводов вместе на длину до 100 мм вручную | 100 | 2 - 3 | 0,120 | 0,095 | 0,129 | 0,146 | - |
7 | То же, на длину 25 - 30 мм | 30 | 2 - 3 | 0,054 | 0,047 | 0,058 | 0,063 | - | |
8 |  | Сложить и скрутить вместе провода на длину до 100 мм на приспособлении | 100 | 9 - 12 | 0,202 | 0,164 | - | - | - |
9 | 6 - 8 | 0,183 | 0,117 | - | - | - | |||
10 | 3 - 5 | - | 0,107 | 0,129 | - | - | |||
11 | 2 | - | 0,097 | 0,117 | 0,180 | ||||
 | Обвить обмоточный провод вокруг гибкого вывода или промежуточного провода | 25 | 2 | 0,090 | 0,103 | 0,110 | 0,140 | 0,160 | |
13 |  | Скрутить жилки многожильного провода вместе на длину 10 мм | 10 | 10 - 20 | 0,080 | ||||
14 | 21 - 50 | 0,146 | |||||||
15 | 51 - 100 | 0,263 | |||||||
Индекс | а | б | в | г | д | ||||
Примечания: 1. При скручивании обмоточных проводов разных диаметров приведенное в нормативной карте время определяется по большему диаметру провода.
2. При скручивании обмоточного провода с гибким выводом или промежуточным проводом в расчет применять обмоточный провод.
Открытая намотка | ||||||||
Карта 40 | ||||||||
N позиции | Вид работы | Способ пайки, сварки, промывки | Содержание работы | Диаметр провода, мм | ||||
0,06 | 0,25 | 0,51 | 1,0 | 1,5 | ||||
Время, мин. | ||||||||
1 | Пайка скрученных проводов | Электропаяльником | Смазать флюсом и паять скрученные провода | 0,130 | 0,130 | 0,170 | 0,250 | |
2 | Окунанием | Окунуть скрученные провода во флюс, а затем в расплавленный припой | 0,090 | 0,080 | 0,090 | 0,130 | 0,170 | |
3 | Сварка | Аппаратом | Скрепить зажимом скрученные провода, сварить, открепить зажим | - | 0,067 | 0,074 | 0,103 | 0,120 |
4 | Сварочными клещами | Смазать флюсом и сварить провода | 0,110 | 0,140 | 0,160 | 0,210 | 0,280 | |
5 | Промывка пайки | Тампоном или кисточкой | Окунуть в растворитель тампон или кисть и промыть пайку | 0,120 | 0,100 | 0,105 | 0,120 | 0,150 |
Индекс | а | б | в | г | д | |||
Открытая намотка | |||||||||
Карта 41 | |||||||||
Содержание работы | |||||||||
1. Взять скрученные провода, смазать флюсом. 2. Паять провода или сварить. | |||||||||
N позиции | Способ пайки или сварки | Эскиз | Сумма двух диаметров провода, мм, до | ||||||
0,2 | 0,62 | 1,04 | 1,47 | 1,9 | 2,33 | 2,76 | |||
Время, мин. | |||||||||
1 | Электропаяльником |  | 0,070 | 0,140 | 0,220 | 0,290 | 0,360 | 0,420 | 0,490 |
2 | Окунанием одновременно двух концов провода | - | - | 0,070 | 0,080 | 0,094 | 0,099 | 0,108 | |
3 | Окунанием одновременно четырех концов провода | 0,020 | 0,029 | 0,031 | 0,034 | 0,039 | 0,040 | 0,043 | |
4 | Сварочными клещами | 0,110 | 0,126 | 0,144 | 0,160 | - | - | - | |
5 | Электроконтактной сваркой | - | - | 0,054 | 0,063 | 0,072 | 0,081 | 0,090 | |
Индекс | а | б | в | г | д | е | ж | ||
Примечание. При пайке гибкого выводного провода с обмоточным приведенное в нормативной карте время брать по сумме двух диаметров проводов (выводной + обмоточный).
Открытая намотка | ||||||||||
Карта 42 | ||||||||||
Содержание работы | ||||||||||
1. Взять гибкий вывод, соединенный с клеммой или соединить с клеммой простым наложением или продеванием в отверстие. 2. Смазать флюсом и паять электропаяльником или окунанием в расплавленный припой. 3. Удалить излишек припоя отряхиванием, отложить гибкие выводы или катушку. | ||||||||||
N позиции | Способ пайки | Эскиз | Количество спаиваемых клемм | Диаметр провода, мм, до | ||||||
0,12 | 0,41 | 0,89 | 0,97 | 1,25 | 1,56 | 1,8 | ||||
Время на одну клемму, мин. | ||||||||||
1 | Электропаяльником |  | Первая | 0,081 | 0,096 | 0,118 | 0,140 | 0,155 | 0,177 | - |
2 | ||||||||||
3 | Каждая последующая | - | - | 0,110 | 0,130 | 0,147 | 0,162 | - | ||
4 |  | 1 | - | - | - | 0,130 | 0,130 | 0,140 | 0,147 | |
5 |  | 1 | 0,080 | 0,096 | 0,110 | 0,125 | - | - | - | |
6 | Окунанием в расплавленный припой | - | 1 | 0,089 | 0,102 | 0,119 | 0,127 | 0,140 | - | |
7 | 2 | 0,089 | 0,093 | 0,110 | 0,127 | 0,136 | 0,153 | - | ||
Индекс | а | б | в | г | д | е | ж | |||
Открытая намотка | |||||||||
Карта 43 | |||||||||
Содержание работы | |||||||||
1. Взять провод. 2. Нанести флюс. 3. Лудить вывод соответствующим образом, отложить провода, инструмент. | |||||||||
N позиции | Способ лужения | Длина лужения, мм, до | Количество одновременно луженых проводов, шт. | Диаметр провода, мм, до | |||||
0,06 | 0,23 | 0,51 | 1,5 | 2,5 | 3,5 | ||||
Время на один конец провода, мин. | |||||||||
1 | Электропаяльником | 30 | 1 | 0,099 | 0,098 | 0,123 | 0,140 | 0,165 | |
2 | Окунанием в расплавленный припой с удалением излишка припоя встряхиванием | 30 | 1 | 0,049 | 0,037 | 0,049 | 0,061 | 0,079 | 0,097 |
3 | 2 | 0,037 | 0,029 | 0,037 | 0,043 | 0,052 | 0,061 | ||
4 | 3 | 0,033 | 0,028 | 0,033 | 0,040 | - | - | ||
5 | 4 | 0,031 | 0,025 | 0,031 | 0,037 | - | - | ||
6 | 5 | 0,028 | 0,023 | 0,028 | 0,033 | - | - | ||
7 | 6 | 0,027 | 0,022 | 0,027 | 0,031 | - | - | ||
8 | 10 | 0,026 | 0,020 | 0,026 | 0,029 | - | - | ||
9 | 15 | 0,022 | 0,018 | 0,022 | 0,027 | - | - | ||
10 | 20 и выше | 0,018 | 0,016 | 0,018 | 0,025 | - | - | ||
11 | Электропаяльником | 50 | 1 | 0,128 | 0,097 | 0,128 | 0,160 | - | - |
12 | Окунанием в расплавленный припой с удалением излишка припоя встряхиванием | 50 | 1 | 0,064 | 0,047 | 0,064 | 0,080 | 0,090 | 0,096 |
13 | 2 | 0,048 | 0,038 | 0,048 | 0,055 | 0,067 | 0,090 | ||
14 | 3 | 0,043 | 0,036 | 0,043 | 0,052 | - | - | ||
15 | 4 | 0,040 | 0,032 | 0,040 | 0,480 | - | - | ||
16 | 5 | 0,037 | 0,031 | 0,037 | 0,043 | - | - | ||
17 | 6 | 0,033 | 0,029 | 0,033 | 0,040 | - | - | ||
18 | 10 | 0,031 | 0,027 | 0,031 | 0,037 | - | - | ||
19 | 15 | 0,028 | 0,026 | 0,028 | 0,035 | - | - | ||
20 | 20 и выше | 0,026 | 0,025 | 0,026 | 0,033 | - | - | ||
21 | Электропаяльником | 80 | 1 | 0,170 | 0,120 | 0,170 | 0,190 | 0,240 | - |
22 | Окунанием в расплавленный припой с удалением излишка припоя встряхиванием | 80 | 1 | 0,083 | 0,063 | 0,083 | 0,104 | - | - |
Индекс | а | б | в | г | д | е | |||
Открытая намотка | |||||||||||||
Карта 44, лист 1 | |||||||||||||
N позиции | Содержание работы | Диаметр провода, мм до | |||||||||||
0,06 | 0,125 | 0,25 | 0,51 | 1,0 | 1,5 | 2,5 | 3,5 | ||||||
Время на один вывод, мин. | |||||||||||||
1 | Оттянуть провод от бухты, отрезать | 1 провод | 0,026 | 0,023 | 0,020 | 0,023 | 0,028 | 0,032 | 0,037 | 0,042 | |||
2 | 2 провода | 0,040 | 0,035 | 0,030 | 0,033 | 0,038 | 0,042 | - | - | ||||
3 | Взять конец провода от бухты или заготовленный конец провода | 0,016 | |||||||||||
4 | Расправить выводные концы катушки в количестве, шт., до | 4 | 0,031 | 0,036 | 0,042 | ||||||||
5 | 8 | 0,028 | 0,034 | 0,039 | |||||||||
6 | 12 | 0,025 | 0,031 | 0,036 | |||||||||
7 | 20 | 0,017 | 0,020 | 0,028 | |||||||||
8 | Откусить провод с клеммы каркаса | 0,030 | |||||||||||
9 | Подрезать ножницами или откусить кусачками выводные концы катушки | без разрезания | первый вывод | 0,033 | 0,025 | 0,030 | 0,034 | 0,037 | 0,045 | 0,053 | |||
10 | каждый последующий | 0,029 | 0,025 | 0,022 | 0,025 | 0,030 | 0,034 | 0,040 | 0,045 | ||||
11 | по линейке или шаблону | первый вывод | 0,071 | 0,062 | 0,054 | 0,058 | 0,067 | 0,076 | 0,088 | 0,099 | |||
12 | каждый последующий | 0,040 | 0,035 | 0,030 | 0,032 | 0,040 | 0,047 | 0,058 | 0,068 | ||||
13 | Оттянуть провод намотки от бобины, сделать петлю длиной до 120 мм для отвода | без скручивания петли | 0,055 | 0,048 | 0,042 | 0,045 | 0,063 | 0,081 | - | - | |||
14 | со скручиванием петли | 0,072 | 0,063 | 0,055 | 0,660 | 0,086 | 0,112 | - | - | ||||
15 | Зачистить петлю отвода из провода намотки | 0,140 | 0,122 | 0,106 | 0,112 | 0,158 | 0,203 | - | - | ||||
16 | Выпрямить выводной конец длиной до 100 мм с помощью плоскогубцев | - | - | - | - | - | 0,038 | 0,046 | 0,054 | ||||
Индекс | а | б | в | г | д | е | ж | з | |||||
ПРИЕМЫ, СВЯЗАННЫЕ С ЗАЧИСТКОЙ, СКРУЧИВАНИЕМ И ПАЙКОЙ ПРОВОДОВ | Открытая намотка | ||||||||||||
Карта 44, лист 2 | |||||||||||||
N позиции | Содержание работы | Диаметр провода, мм, до | |||||||||||
0,06 | 0,123 | 0,25 | 0,51 | 1,0 | 1,5 | 2,5 | 3,5 | ||||||
Время на один вывод, мин. | |||||||||||||
17 | Выпрямить выводы и подрезать одновременно по несколько штук ножницами или кусачками | Количество одновременно подрезаемых проводов, шт., до | без размера | 1 | 0,044 | 0,038 | 0,033 | 0,037 | 0,057 | 0,076 | 0,092 | 0,108 | |
18 | 2 | 0,043 | 0,037 | 0,032 | 0,034 | 0,038 | 0,042 | - | - | ||||
19 | 5 | 0,030 | 0,026 | 0,023 | 0,026 | 0,029 | 0,032 | - | - | ||||
20 | 10 | 0,028 | 0,024 | 0,021 | 0,022 | 0,025 | - | - | - | ||||
21 | по шаблону | 1 | 0,069 | 0,060 | 0,052 | 0,054 | 0,072 | 0,090 | 0,106 | 0,121 | |||
22 | 2 | 0,055 | 0,048 | 0,042 | 0,045 | 0,050 | 0,054 | - | - | ||||
23 | 5 | 0,041 | 0,036 | 0,031 | 0,033 | 0,037 | 0,040 | - | - | ||||
24 | 10 | 0,032 | 0,028 | 0,024 | 0,028 | 0,032 | - | - | - | ||||
25 | Оттянуть провод от бобины, сложить в несколько раз, взять ножницы, отрезать, отложить ножницы | сложить в 2 раза | 0,071 | 0,082 | |||||||||
26 | сложить в 3 - 4 раза | 0,097 | 0,108 | ||||||||||
27 | Расплющить конец вывода из провода молотком на 1/2 диаметра провода | - | 0,072 | ||||||||||
Индекс | а | б | в | г | д | е | ж | з | |||||
N позиции | Содержание работы | Время на один вывод, мин. | |||||||||||
28 | Закрепить узел нитки клеем БФ | 0,023 | |||||||||||
29 | Смазать конец провода клеем БФ | 0,060 | |||||||||||
30 | Зачистить ножом клеммы каркаса от клея или лака | Первая клемма | 0,136 | ||||||||||
31 | Каждая последующая | 0,123 | |||||||||||
32 | Взять катушку, выправить выводной конец, согнуть петлей с помощью оправки | Диаметр провода, мм, до | 1,5 | 0,108 | |||||||||
33 | 2,0 | 0,126 | |||||||||||
34 | 2,5 | 0,144 | |||||||||||
35 | 3,5 | 0,171 | |||||||||||
36 | Взять катушку, выправить выводной конец, согнуть крючком с помощью оправки | 1,5 | 0,144 | ||||||||||
37 | 2,0 | 0,171 | |||||||||||
38 | 2,5 | 0,189 | |||||||||||
39 | 3,5 | 0,225 | |||||||||||
Открытая намотка | ||||||||||
Карта 45, лист 1 | ||||||||||
Содержание работы |  | |||||||||
1. Взять провода, изоляционную трубку. 2. Установить изоляционную трубку на провод или пучок проводов. | ||||||||||
N позиции | Материал трубки | Длина трубки, мм, до | Диаметр провода, пучка проводов, мм, до | |||||||
0,06 | 0,125 | 0,25 | 0,51 | 1,0 | 1,5 | 2,5 | 3,5 | |||
Время на трубку, мин. | ||||||||||
Установка трубки на один провод | ||||||||||
1 | Хлорвиниловая эксельсиоровая, линоксиновая | 20 | 0,063 | 0,058 | 0,053 | 0,048 | 0,038 | 0,043 | 0,053 | 0,063 |
2 | 50 | 0,072 | 0,067 | 0,057 | 0,047 | 0,052 | 0,062 | 0,072 | ||
3 | 100 | 0,079 | 0,074 | 0,069 | 0,064 | 0,054 | 0,059 | 0,069 | 0,079 | |
4 | 150 | 0,102 | 0,097 | 0,092 | 0,087 | 0,077 | 0,082 | 0,092 | 0,102 | |
5 | 200 | 0,133 | 0,128 | 0,123 | 0,118 | 0,108 | 0,113 | 0,123 | 0,133 | |
6 | 250 | 0,164 | 0,159 | 0,154 | 0,149 | 0,139 | 0,144 | 0,154 | 0,164 | |
7 | Хлопчатобумажный чулок, оплетка провода | 20 | - | 0,122 | 0,118 | 0,112 | 0,097 | 0,104 | 0,118 | 0,132 |
8 | 50 | - | 0,136 | 0,132 | 0,124 | 0,108 | 0,116 | 0,132 | 0,148 | |
9 | 100 | - | 0,165 | 0,159 | 0,147 | 0,124 | 0,133 | 0,151 | 0,169 | |
10 | 150 | - | 0,226 | 0,218 | 0,202 | 0,170 | 0,182 | 0,206 | 0,230 | |
11 | 200 | - | 0,321 | 0,309 | 0,286 | 0,240 | 0,257 | 0,291 | 0,325 | |
12 | 250 | - | 0,352 | 0,340 | 0,315 | 0,264 | 0,283 | 0,321 | 0,359 | |
Индекс | а | б | в | г | д | е | ж | з | ||
УСТАНОВКА ИЗОЛЯЦИОННЫХ ТРУБОК НА ПРОВОДА | Открытая намотка | |||||||||
Карта 45, лист 2 | ||||||||||
N позиции | Материал трубки | Длина трубки, мм, до | Диаметр провода, пучка проводов, мм, до | |||||||
0,06 | 0,125 | 0,25 | 0,51 | 1,0 | 1,5 | 2,5 | 3,5 | |||
Время на трубку, мин. | ||||||||||
13 | Скрученная из телефонной бумаги | 20 | - | 0,107 | 0,103 | 0,096 | 0,079 | 0,089 | 0,109 | 0,129 |
Установка трубки на пучок проводов | ||||||||||
14 | Хлорвиниловая эксельсиоровая | 20 | 0,082 | 0,075 | 0,069 | 0,062 | 0,049 | 0,056 | 0,069 | 0,082 |
15 | 50 | 0,089 | 0,087 | 0,081 | 0,074 | 0,061 | 0,068 | 0,081 | 0,094 | |
16 | 100 | 0,103 | 0,096 | 0,090 | 0,083 | 0,070 | 0,077 | 0,090 | 0,103 | |
17 | 150 | 0,133 | 0,126 | 0,120 | 0,113 | 0,100 | 0,107 | 0,120 | 0,133 | |
18 | 200 | 0,173 | 0,166 | 0,160 | 0,153 | 0,140 | 0,147 | 0,160 | 0,173 | |
19 | 250 | 0,213 | 0,207 | 0,200 | 0,194 | 0,181 | 0,187 | 0,200 | 0,213 | |
20 | Хлопчатобумажный чулок, оплетка провода | 20 | - | 0,220 | 0,212 | 0,202 | 0,175 | 0,187 | 0,212 | 0,238 |
21 | 50 | - | 0,245 | 0,238 | 0,223 | 0,194 | 0,209 | 0,238 | 0,266 | |
22 | 100 | - | 0,297 | 0,286 | 0,265 | 0,223 | 0,239 | 0,272 | 0,304 | |
23 | 150 | - | 0,407 | 0,392 | 0,364 | 0,306 | 0,328 | 0,371 | 0,414 | |
24 | 200 | - | 0,578 | 0,556 | 0,515 | 0,432 | 0,463 | 0,524 | 0,585 | |
25 | 250 | - | 0,634 | 0,612 | 0,567 | 0,475 | 0,509 | 0,578 | 0,646 | |
26 | Скрученная из телефонной бумаги | 20 | - | 0,123 | 0,118 | 0,109 | 0,091 | 0,102 | 0,125 | 0,148 |
Индекс | а | б | в | г | д | е | ж | з | ||
Открытая намотка | ||||||||||||
Карта 46, лист 1 | ||||||||||||
Содержание работы | ||||||||||||
1. Взять кисть, обмакнуть в баночку с клеем или лаком. 2. Смазать каркас или обмотку. 3. Отложить кисть. | ||||||||||||
Каркасы круглого и прямоугольного сечения | ||||||||||||
N позиции | Диаметр круглого сечения каркаса или обмотки, мм, до | Периметр прямоугольного сечения каркаса, мм, до | Длина каркаса, мм, до | |||||||||
5 | 10 | 15 | 20 | 30 | 50 | 100 | 150 | 250 | 500 | |||
Время на каркас, мин. | ||||||||||||
1 | 5 | 15 | 0,021 | 0,031 | 0,037 | - | - | - | - | - | - | - |
2 | 10 | 30 | 0,030 | 0,043 | 0,053 | 0,061 | 0,075 | 0,097 | - | - | - | - |
3 | 15 | 45 | 0,037 | 0,052 | 0,064 | 0,074 | 0,091 | 0,110 | 0,170 | - | - | - |
4 | 20 | 60 | 0,042 | 0,061 | 0,074 | 0,086 | 0,110 | 0,140 | 0,190 | - | - | - |
5 | 30 | 100 | 0,052 | 0,074 | 0,091 | 0,106 | 0,130 | 0,170 | 0,240 | - | - | - |
6 | 50 | 150 | - | - | 0,110 | 0,130 | 0,150 | 0,180 | 0,260 | - | - | - |
7 | 100 | 250 | - | - | 0,150 | 0,170 | 0,190 | 0,220 | 0,300 | 0,370 | 0,410 | - |
8 | 250 | 450 | - | - | - | - | 0,210 | 0,250 | 0,320 | 0,390 | 0,430 | 0,460 |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
СМАЗКА ПОВЕРХНОСТИ КАРКАСА, КАТУШКИ КЛЕЕМ ИЛИ ЛАКОМ | Открытая намотка | ||||||||
Карта 46, лист 2 | |||||||||
Катушка типа "Галета" | |||||||||
N позиции | Периметр оправки, мм, до | Ширина катушки, мм, до | |||||||
5 | 15 | 35 | 55 | 75 | 100 | ||||
Время на катушку, мин. | |||||||||
9 | 50 | 0,052 | 0,060 | 0,076 | 0,092 | - | - | ||
10 | 75 | 0,063 | 0,071 | 0,087 | 0,103 | 0,119 | 0,139 | ||
11 | 100 | - | 0,082 | 0,098 | 0,114 | 0,130 | 0,150 | ||
12 | 150 | - | 0,104 | 0,120 | 0,136 | 0,152 | 0,172 | ||
Индекс | а | б | в | г | д | е | |||
Пластинчатые каркасы | |||||||||
N позиции | Ширина пластины, мм, до | Длина пластины, мм, до | |||||||
50 | 100 | 150 | 250 | ||||||
Время на каркас, мин. | |||||||||
13 | 20 | 0,148 | 0,181 | 0,214 | 0,180 | ||||
14 | 50 | 0,193 | 0,226 | 0,259 | 0,325 | ||||
Индекс | а | б | в | г | |||||
Открытая намотка | |||||||
Карта 47 | |||||||
Содержание работы | |||||||
1. Взять деталь и салфетку. 2. Смочить салфетку в бензине или спирте. 3. Протереть деталь салфеткой. | |||||||
N позиции | Способ протирки детали | Длина протираемой поверхности, мм, до | Диаметр протираемой поверхности, мм, до | ||||
10 | 20 | 30 | 50 | 100 | |||
Время, мин. | |||||||
1 | Сухой салфеткой | 16 | 0,20 | 0,24 | 0,26 | 0,29 | 0,35 |
2 | 21 | 0,23 | 0,27 | 0,31 | 0,34 | 0,41 | |
3 | 26 | 0,26 | 0,31 | 0,34 | 0,39 | 0,46 | |
4 | 34 | 0,30 | 0,35 | 0,39 | 0,45 | 0,53 | |
5 | 44 | 0,34 | 0,40 | 0,45 | 0,50 | 0,60 | |
6 | 55 | 0,38 | 0,46 | 0,51 | 0,57 | 0,69 | |
7 | Салфеткой, смоченной в спирте или бензине | 16 | 0,25 | 0,31 | 0,34 | 0,39 | 0,48 |
8 | 21 | 0,29 | 0,35 | 0,39 | 0,46 | 0,55 | |
9 | 26 | 0,33 | 0,40 | 0,45 | 0,52 | 0,63 | |
10 | 34 | 0,38 | 0,46 | 0,52 | 0,60 | 0,73 | |
11 | 44 | 0,44 | 0,54 | 0,60 | 0,69 | 0,84 | |
12 | 55 | 0,50 | 0,61 | 0,68 | 0,79 | 0,95 | |
Индекс | а | б | в | г | д | ||
Открытая намотка | |||||||
Карта 48 | |||||||
Содержание работы | |||||||
1. Взять деталь рукой или с помощью пинцета. 2. Взять щетку (кисть). 3. Промыть деталь щеткой (кистью) в ванне со спиртом. 4. Отложить деталь, щетку и пинцет. | |||||||
N позиции | Способ промывки детали | Способ перемещения детали, мм, до | Длина промываемой детали, мм, до | Диаметр промываемой детали, мм, до | |||
10 | 20 | 50 | 100 | ||||
Время, мин. | |||||||
1 | Щеткой (кистью) | Пинцетом | 14 | 0,18 | 0,21 | 0,24 | 0,27 |
2 | 30 | 0,21 | 0,24 | 0,28 | 0,32 | ||
3 | Без пинцета | 14 | 0,16 | 0,18 | 0,21 | 0,23 | |
4 | 30 | 0,18 | 0,20 | 0,23 | 0,26 | ||
5 | 80 | 0,20 | 0,23 | 0,27 | 0,30 | ||
6 | 160 | 0,23 | 0,25 | 0,30 | 0,34 | ||
7 | Окунанием | - | 30 | 0,13 | 0,15 | 0,17 | 0,19 |
8 | 60 | 0,15 | 0,17 | 0,19 | 0,22 | ||
Индекс | а | б | в | г | |||
Открытая намотка | |||||||||
Карта 49 | |||||||||
Содержание работы | |||||||||
1. Взять катушку, установить на приспособление. 2. Ударами оправки опрессовывать катушку или установить приспособление с катушками под пресс и опрессовывать. 3. Извлечь приспособление из-под пресса. 4. Снять и отложить катушку. | |||||||||
N позиции | Способ опрессовки | Периметр катушки, мм, до | Средний диаметр катушки, мм, до | Длина катушки, мм, до | |||||
25 | 50 | 75 | 100 | 150 | 200 | ||||
Время на катушку, мин. | |||||||||
1 | Оправкой | - | 50 | 0,22 | 0,26 | 0,35 | 0,43 | 0,52 | - |
2 | - | 75 | 0,26 | 0,35 | 0,44 | 0,52 | 0,62 | - | |
3 | - | 100 | 0,35 | 0,44 | 0,54 | 0,62 | 0,75 | - | |
4 | Оправкой и молотком | 50 | - | 0,25 | 0,31 | 0,41 | 0,56 | 0,66 | 0,70 |
5 | 75 | - | 0,29 | 0,36 | 0.45 | 0,59 | 0,70 | 0,89 | |
6 | 100 | - | 0,37 | 0,46 | 0,53 | 0,68 | 0,90 | 1,07 | |
7 | 150 | - | 0,52 | 0,61 | 0,71 | 0,78 | 1,06 | 1,13 | |
8 | 200 | - | 0,63 | 0,71 | 0,78 | 0,98 | 1,13 | 1,30 | |
9 | 300 | - | 0,81 | 0,98 | 1,06 | 1,22 | 1,36 | 1,50 | |
10 | 400 | - | 1,05 | 1,13 | 1,33 | 1,50 | 1,67 | 1,74 | |
11 | Под прессом | 100 | - | - | 0,09 | 0,10 | 0,12 | 0,15 | - |
12 | 150 | - | - | 0,10 | 0,12 | 0,14 | 0,16 | - | |
13 | 200 | - | - | 0,11 | 0,13 | 0,15 | 0,17 | - | |
14 | 300 | - | - | 0,12 | 0,14 | 0,16 | 0,20 | - | |
Индекс | а | б | в | г | д | е | |||
Открытая намотка | |||||
Карта 50, лист 1 | |||||
N позиции | Содержание работы | Время на прием, мин. | |||
1 | Взять катушку или каркас | 0,018 | |||
2 | Отложить катушку | 0,012 | |||
3 | Уложить катушку в тару | Свободно | 0,010 | ||
4 | В гнездо ячейки | 0,021 | |||
5 | На штыре | 0,025 | |||
6 | Перевернуть катушку или каркас | 0,009 | |||
7 | Освободить каркас от конденсаторной бумаги и отложить ее | 0,088 | |||
8 | Зачистить шлифовальной шкуркой с 2 сторон по ребру пластинчатый каркас длиной, мм, до | 70 | 0,450 | ||
9 | 150 | 0,660 | |||
10 | 250 | 0,720 | |||
11 | Отогнуть клеммы каркаса перед намоткой | 0,026 | |||
12 | Отмотать от катушки намотку длиной до 200 мм и отрезать | 0,079 | |||
13 | Замерить длину намотки и отмотать лишние витки | Диаметр провода, мм, до | 0,05 | 0,200 | |
14 | 0,50 | 0,150 | |||
15 | Проколоть шпилькой или шилом отверстие в щечке каркаса в количестве | 1 | 0,062 | ||
16 | 2 | 0,090 | |||
17 | 3 | 0,120 | |||
18 | Закрепить обмотку хлопчатобумажными нитками по длине в 2 - 3 слоя (при намотке катушек на станке на круглые каркасы диаметром до 25 мм) | Приклеить конец к обмотке | 0,300 | ||
19 | Завязать концы нитки двойным узлом | 0,350 | |||
20 | Смазать узел нитки клеем | 0,060 | |||
21 | Взять ножницы, отрезать концы нитки, отложить ножницы | 0,035 | |||
ПРИЕМЫ, СВЯЗАННЫЕ С НАМОТКОЙ КАТУШЕК | Открытая намотка | ||||
Карта 50, лист 2 | |||||
N позиции | Содержание работы | Время на прием, мин. | |||
22 | Протереть каркас, закрепленный в шпинделе станка, от пыли щеткой или тряпкой | 0,062 | |||
23 | Взять шило, прочистить отверстия в щечке каркаса | Первое | 0,040 | ||
24 | Каждое последующее | 0,021 | |||
25 | Надеть на каркас катушки диаметром 7 - 10 мм полистирольные кольца с прорезью при помощи специальной оправки | Количество одновременно одеваемых колец | 1 | 0,042 | |
26 | 2 | 0,049 | |||
27 | 3 | 0,056 | |||
28 | Установить полистирольное кольцо на необходимый размер | 0,018 | |||
29 | Навернуть на оправку изоляционную ленту шириной до 20 см в 2 - 3 слоя отрезать излишки ленты, заклеить конец | 0,300 | |||
30 | Зачистить выводы сопротивлений МЛТ или ВС от краски ланцетом | 0,083 | |||
31 | Отмерить от края гильзы место начала обмотки | 0,133 | |||
32 | Вырезать ножницами круглую прокладку диаметром 40 мм | 0,309 | |||
33 | Замерить габариты катушки штангенциркулем | 0,266 | |||
34 | Замерить диаметр провода микрометром | 0,110 | |||
35 | Снять катушкодержатель со штатива станка | 0,083 | |||
36 | Одеть катушкодержатель на катушку | 0,103 | |||
37 | Перевести из одной секции в другую провод диаметром, мм, до | 0,06 | 0,024 | ||
38 | Свыше 0,06 | 0,021 | |||
ПРИЕМЫ, СВЯЗАННЫЕ С НАМОТКОЙ КАТУШЕК | Открытая намотка | ||||
Карта 50, лист 3 | |||||
N позиции | Содержание работы | Время на прием, мин. | |||
39 | Проложить жгутик на катушке с периметром, мм, до | 100 | 0,13 | ||
40 | 250 | 0,17 | |||
41 | 400 | 0,22 | |||
42 | Взять катушки с нитками, намотать нитки на оправку, разрезать ножницами в одном месте. Отложить нарезанные нитки | 0,12 (на одну нитку) | |||
43 | Срезать ножницами скос на изоляционной трубке | 0,11 | |||
44 | Взять катушку индуктивности и сердечник (керн), обмакнуть сердечник в фиксирующую массу, ввернуть в катушку на 1 - 2 витка | Длина ввертывания, мм, до | 10 | 0,40 | |
45 | Взять отвертку и ввернуть сердечник на необходимую длину | 20 | 0,50 | ||
46 | Проверить длину ввертывания штангенциркулем | 30 | 0,60 | ||
47 | Открепить от клеммы каркаса конец провода намотки | 0,05 | |||
48 | Установить клемму на щечку каркаса | 0,08 | |||
49 | Вынуть изоляционную прокладку из проема между промежуточной втулкой и щечкой каркаса | 0,04 | |||
50 | Установить изоляционную прокладку на каркас, заизолировать клемму и укрепить изоляционную прокладку 5 - 6 витками обмоточного провода | 0,15 | |||
51 | Установить изоляционную прокладку под конец обмоточного провода, заизолировать катушку | 0,05 | |||
ПРИЕМЫ, СВЯЗАННЫЕ С НАМОТКОЙ КАТУШЕК | Открытая намотка | ||||
Карта 50, лист 4 | |||||
N позиции | Содержание работы | Время на прием, мин. | |||
52 | Установить приспособление на шпиндель станка, закрепить гайкой. Снять приспособление | 0,138 | |||
53 | Уложить нитку в прорези щечек перед намоткой, закрепить на оправке | 0,061 | |||
54 | Открепить нитку, завязать секцию | 0,077 | |||
55 | Перевязать катушку ниткой при помощи иглы | 0,160 | |||
56 | Откусить кусачками провод между 2 секциями, отделить одну секцию от другой | Диаметр провода, мм, до | 1,0 | 0,023 | |
57 | 1,5 | 0,035 | |||
58 | Отрезать ножницами ленту из конденсаторной бумаги, сложить вдвое длиной, мм, до | 50 | 0,152 | ||
100 | 0,191 | ||||
59 | |||||
60 | 150 | 0,230 | |||
61 | Взять плоскогубцы, обжать место пайки скрученных проводов | Диаметр провода, мм, до | 0,06 | 0,051 | |
0,51 | 0,040 | ||||
62 | |||||
63 | 1,0 | 0,051 | |||
64 | |||||
1,5 | 0,062 | ||||
65 | Отмотать неравномерно уложенные витки при рядовой намотке катушек с ручной укладкой провода | 15 витков | 0,100 | ||
66 | 30 витков | 0,170 | |||
Открытая намотка | ||||
Карта 51 | ||||
N позиции | Содержание работы | Время на прием, мин. | ||
Установить счетчик числа витков в нулевое положение | нажимом на сбрасыватель | 0,022 | ||
2 | переводом стрелок | 0,035 | ||
3 | поворотом диска, совмещая риски на шкалах | 0,077 | ||
4 | Включить и выключить станок | кнопкой | 0,021 | |
5 | рычагом | 0,024 | ||
педалью | 0,019 | |||
Заправить провод в водитель | щелевой | 0,021 | ||
8 | роликовый | 0,028 | ||
Установить водитель в исходное положение | 0,021 | |||
10 | Отрегулировать натяжение провода | 0,049 | ||
11 | Протянуть намоточное устройство | 0,025 | ||
12 | Закрыть и открыть предохранительный щиток | 0,032 | ||
13 | Включить обратный ход станка и вернуть шпиндель в первоначальное положение | 0,062 | ||
14 | Отрегулировать шаг намотки | 0,133 | ||
15 | Перевести провод из одной секции в другую | 0,020 | ||
16 | Заменить бобину с проводом | 0,090 | ||
17 | Подвести провод к каркасу | 0,033 | ||
18 | Сделать несколько оборотов шпинделя вручную | 0,083 | ||
Открытая намотка | |||||
Карта 52 | |||||
N позиции | Содержание работы | Время на прием, мин. | |||
1 | Установить приспособление на шпиндель станка и закрепить гайкой. Снять приспособление | Без съемной щечки | 0,14 | ||
2 | Со съемной щечкой | 0,20 | |||
3 | Установить и вынуть за один прием ограничительные шпильки в количестве, до | 1 | 0,04 | ||
4 | 5 | 0,13 | |||
5 | 10 | 0,26 | |||
6 | Проложить нитку в прорези щечек перед намоткой и закрепить на оправке | 0,06 | |||
7 | Открепить нитку и завязать секцию | 0,07 | |||
8 | Перевязать катушку ниткой при помощи иглы | 0,15 | |||
9 | Откусить кусачками провод между 2 секциями, отделив одну секцию от другой | Диаметр провода, мм, до | 1,0 | 0,02 | |
10 | 1,5 | 0,04 | |||
11 | Расправить два вывода у катушки и подрезать по размеру концы | Диаметр, мм, до | 0,5 | 0,06 | |
12 | 1,0 | 0,08 | |||
13 | 1,5 | 0,10 | |||
14 | Снять нитки с катушки | 0,16 | |||
15 | Проложить изоляционную прокладку из конденсаторной бумаги на выводы | 0,24 | |||
16 | Отрезать ленту из конденсаторной бумаги, сложить вдвое длиной, мм, до | 50 | 0,16 | ||
17 | 100 | 0,20 | |||
18 | 150 | 0,24 | |||
19 | Закрепить выводной конец ниткой | 0,10 | |||
Индекс | а | ||||
Открытая намотка | |||||||||||||||||||
Карта 53 | |||||||||||||||||||
Содержание работы | |||||||||||||||||||
1. Установить бухту на стол или на разматыватель. 2. Протянуть провод до упора, отмерить по линейке. 3. Разрезать по размеру. | |||||||||||||||||||
N позиции | Способ резки | Диаметр провода, мм, до | Длина заготовки провода, мм, до | ||||||||||||||||
50 | 100 | 150 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | 1200 | 1300 | 1400 | 1500 | |||
Время на заготовку, мин. | |||||||||||||||||||
1 | Рычажные ножницы | 0,55 | 0,035 | 0,038 | 0,040 | 0,046 | 0,050 | 0,070 | 0,080 | 0,090 | 0,110 | 0,127 | 0,145 | 0,167 | 0,192 | 0,221 | 0,254 | 0,293 | 0,336 |
2 | 0,93 | 0,046 | 0,050 | 0,056 | 0,060 | 0,070 | 0,080 | 0,090 | 0,110 | 0,127 | 0,145 | 0,167 | 0,192 | 0,221 | 0,254 | 0,293 | 0,336 | 0,386 | |
3 | 1,25 | 0,054 | 0,060 | 0,065 | 0,070 | 0,080 | 0,090 | 0,110 | 0,127 | 0,145 | 0,167 | 0,192 | 0,221 | 0,254 | 0,293 | 0,336 | 0,386 | 0,444 | |
4 | 1,56 | 0,065 | 0,070 | 0,076 | 0,084 | 0,090 | 0,110 | 0,127 | 0,145 | 0,167 | 0,192 | 0,221 | 0,254 | 0,293 | 0,336 | 0,386 | 0,444 | 0,511 | |
5 | 1,81 | 0,074 | 0,080 | 0,090 | 0,100 | 0,110 | 0,127 | 0,145 | 0,167 | 0,192 | 0,221 | 0,254 | 0,293 | 0,336 | 0,386 | 0,444 | 0,511 | 0,588 | |
6 | Ручные ножницы, бокорезы | 0,55 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | 0,110 | 0,120 | 0,137 | 0,156 | 0,178 | 0,203 | 0,231 | 0,263 | 0,300 | 0,342 |
7 | 0,93 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | 0,110 | 0,120 | 0,137 | 0,156 | 0,178 | 0,203 | 0,231 | 0,263 | 0,300 | 0,342 | 0,390 | |
8 | 1,25 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | 0,110 | 0,120 | 0,137 | 0,156 | 0,178 | 0,203 | 0,231 | 0,263 | 0,300 | 0,342 | 0,390 | 0,445 | |
9 | 1,56 | 0,070 | 0,080 | 0,090 | 0,100 | 0,110 | 0,120 | 0,137 | 0,156 | 0,178 | 0,203 | 0,231 | 0,263 | 0,300 | 0,342 | 0,390 | 0,445 | 0,507 | |
10 | 1,81 | 0,080 | 0,090 | 0,100 | 0,110 | 0,120 | 0,137 | 0,156 | 0,178 | 0,203 | 0,231 | 0,263 | 0,300 | 0,342 | 0,390 | 0,445 | 0,507 | 0,578 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | с | ||
Примечание. Приведенное в нормативной карте время при резке одновременно нескольких проводов применять с коэффициентами:
Количество одновременно отрезаемых проводов | 2 | 10 | 20 |
Коэффициенты | 0,75 | 0,50 | 0,25 |
СБОРОЧНЫЕ РАБОТЫ ПРИ КОЛЬЦЕВОЙ НАМОТКЕ
Кольцевая намотка | |||||
Карта 54 | |||||
N позиции | Содержание работы | Тип станка | |||
СНТ | АЕУ | ||||
Время на прием, мин. | |||||
1 | Установить сердечник или катушку на станке, закрепить соответствующим образом | в зажимное приспособление |  | 0,120 | |
2 | между роликами |  | 0,110 | - | |
3 | Снять намотанную катушку со станка | 0,064 | |||
4 | Собрать челнок, установив сегмент челнока, закрепив двумя планками | 0,110 | - | ||
5 | Разобрать челнок, сняв сегмент челнока, отодвинув две планки | 0,064 | - | ||
6 | Собрать челнок, сняв полукольцо шпули, вставив в полукольцо челнока. Установить снятую половину челнока, закрепить на станке поддерживающими роликами | - | 0,076 | ||
7 | Разобрать челнок, сняв одну половину челнока со второй половины, предварительно отведя поддерживающие ролики. Выдвинуть полукольцо шпули из полукольца челнока | - | 0,064 | ||
Индекс | а | б | |||
Кольцевая намотка | ||||||||||
Карта 55, лист 1 | ||||||||||
Содержание работы |  | |||||||||
1. Взять отрезанную изоляционную ленту и сердечник. 2. Изолировать сердечник изоляционной лентой вполнахлеста в один слой. 3. Приклеить конец ленты, излишки отрезать. 4. Отложить сердечник. | ||||||||||
N позиции | Размер сердечника, мм, до | Ширина ленты В, мм, до | ||||||||
наружный диаметр D | внутренний диаметр d | высота h | 2 | 4 | 6 | 8 | 10 | 15 | 26 | |
Время на сердечник T, мин. | ||||||||||
10 | 5 | 6 | 0,71 | 0,46 | - | - | - | - | - | |
2 | 15 | 10 | 10 | 1,13 | 0,73 | 0,57 | 0,47 | 0,41 | - | - |
3 | 20 | 12 | 1,31 | 0,88 | 0,68 | 0,57 | 0,50 | 0,38 | - | |
4 | 30 | 12 | 10 | - | 1,17 | 0,91 | 0,76 | 0,66 | 0,51 | - |
5 | 20 | - | 1,12 | 0,87 | 0,73 | 0,58 | 0,49 | - | ||
20 | 30 | - | - | - | 1,23 | 1,07 | 0,83 | - | ||
40 | 15 | 10 | - | 1,41 | 1,09 | 0,91 | 0,79 | 0,61 | - | |
8 | 25 | - | - | 1,35 | 1,05 | 0,87 | 0,76 | 0,59 | 0,42 | |
9 | 15 | 30 | - | - | - | 1,54 | 1,34 | 1,04 | 0,73 | |
10 | 25 | - | - | - | - | 1,48 | 1,28 | 1,00 | 0,70 | |
11 | 60 | 30 | 10 | - | 2,61 | 2,04 | 1,71 | 1,50 | 1,17 | 0,84 |
12 | 50 | - | - | 1,76 | 1,48 | 1,29 | 1,01 | 0,72 | ||
13 | 30 | 30 | - | - | 2,90 | 2,43 | 2,13 | 1,19 | ||
14 | 50 | - | - | - | - | 2,10 | 1,83 | 1,43 | 1,02 | |
15 | 80 | 30 | 10 | - | - | - | 2,25 | 1,97 | 1,53 | 1,10 |
16 | 40 | - | - | - | - | 2,07 | 1,81 | 1,41 | 1,01 | |
17 | 30 | 30 | - | - | - | - | 2,79 | 2,18 | 1,56 | |
18 | 40 | - | - | - | - | - | 2,57 | 2,01 | 1,43 | |
60 | - | - | - | - | - | 2,28 | 1,78 | 1,28 | ||
Индекс | а | б | в | г | д | е | ж | |||
ИЗОЛИРОВАНИЕ СЕРДЕЧНИКА | Кольцевая намотка | |||||
Карта 55, лист 2 | ||||||
N позиции | Размер сердечника, мм, до | Ширина ленты B, мм, до | ||||
наружный диаметр D | внутренний диаметр d | высота h | 10 | 15 | 26 | |
Время на один сердечник T, мин. | ||||||
100 | 50 | 10 | 2,09 | 1,61 | 1,14 | |
21 | 80 | 2,05 | 1,58 | 1,11 | ||
22 | 50 | 30 | 3,04 | 2,34 | 1,65 | |
23 | 80 | 2,98 | 2,30 | 1,62 | ||
24 | 50 | 50 | 3,62 | 2,79 | 1,96 | |
25 | 80 | 3,55 | 3,16 | 1,93 | ||
26 | 50 | 60 | 3,85 | 2,97 | 2,09 | |
27 | 80 | 3,78 | 2,91 | 2,05 | ||
28 | 120 | 50 | 10 | 2,39 | 1,84 | 1,30 |
29 | 80 | 2,35 | 1,81 | 1,27 | ||
30 | 50 | 30 | 3,47 | 2,68 | 1,88 | |
31 | 80 | 3,41 | 2,63 | 1,85 | ||
32 | 50 | 50 | 4,13 | 3,19 | 2,24 | |
33 | 80 | 4,05 | 3,13 | 2,20 | ||
34 | 50 | 60 | 4,39 | 3,39 | 2,38 | |
35 | 80 | 4,31 | 3,33 | 2,34 | ||
36 | 140 | 80 | 10 | 2,62 | 2,06 | 1,42 |
37 | 80 | 30 | 3,81 | 2,94 | 2,07 | |
38 | 80 | 60 | 4,83 | 3,72 | 2,62 | |
39 | 100 | 4,78 | 3,69 | 2,59 | ||
110 | 4,76 | 3,68 | 2,58 | |||
Примечания: 1. При изолировании одновременно двух или трех сердечников приведенное в нормативной карте время брать по суммарной высоте сердечников и прибавлять к нему 0,11 мин. на установку каждого последующего сердечника.
2. При наклейке на сердечник изоляционной прокладки к приведенному в нормативной карте времени прибавлять 0,06 мин.
3. При изолировании сердечника хлопчатобумажной, батистовой или стеклолентой приведенное в нормативной карте время применять с коэффициентом 0,9.
4. При изолировании сердечника одновременно 2 - 3 слоями приведенное в нормативной карте время применять с коэффициентом 1,3.
5. При изолировании сердечника последовательно несколькими слоями приведенное в нормативной карте время применять с коэффициентом 0,8 на каждый последующий слой.
 (
( (
( (
(Кольцевая намотка | ||||||
Карта 56 | ||||||
Содержание работы | ||||||
1. Взять сердечник. 2. Установить делительные щечки или привязать перемычки. 3. Отложить сердечник. | ||||||
N позиции | Способ установки сердечника | Эскиз | Количество щечек или перемычек, шт. | |||
1 | 2 | 3 | 4 | |||
Время на сердечник, мин. | ||||||
1 | Установить делительную шечку |  | 0,099 | 0,168 | 0,237 | 0,306 |
2 | Установить шечку и приклеить | 0,160 | 0,291 | 0,420 | 0,551 | |
3 | Установить щечку и вкладыш между щечкой и сердечником | 0,191 | 0,352 | 0,512 | 0,673 | |
4 | Установить щечку и привязать ее хлопчатобумажной ниткой |  | 0,252 | 0,474 | 0,696 | 0,918 |
5 | Уложить выводной конец или перемычку и привязать хлопчатобумажной ниткой |  | 0,257 | 0,490 | 0,719 | 0,949 |
Индекс | а | б | в | г | ||
Примечание. При изолировании места крепления щечки к каркасу к приведенному в нормативной карте времени прибавлять 0,06 мин.
Кольцевая намотка | ||||
Карта 57 | ||||
N позиции | Содержание работы | Диаметр провода D мм, до | Тип станка | |
СНТ | АЕУ | |||
Время на прием T, мин. | ||||
Заправить провод в шпулю, продев в глазок и завязав узел. Закрепить одной планкой, применяя нож или шило. Намотать на шпулю 2 - 3 витка провода, проворачивая ее вручную | 0,060 | 0,171 | 0,137 | |
2 | 0,125 | 0,143 | 0,114 | |
0,250 | 0,120 | 0,096 | ||
0,510 | 0,133 | 0,105 | ||
5 | 1,000 | 0,146 | 0,117 | |
6 | 1,500 | 0,155 | 0,124 | |
2,500 | 0,166 | 0,133 | ||
Смотать лишний провод со шпули, отодвинув ножом планку, выдернув конец провода из глазка. Скрутить смотанный провод мотками, отложить в тару | 0,060 | 0,145 | 0,109 | |
9 | 0,125 | 0,128 | 0,096 | |
0,250 | 0,114 | 0,086 | ||
0,510 | 0,123 | 0,093 | ||
12 | 1,000 | 0,131 | 0,099 | |
13 | 1,500 | 0,137 | 0,103 | |
2,500 | 0,144 | 0,108 | ||
Вывести провод из челнока и уложить в укладчик через отверстие челнока | 0,060 | 0,185 | 0,100 | |
16 | 0,125 | 0,153 | 0,083 | |
0,250 | 0,128 | 0,069 | ||
0,510 | 0,143 | 0,078 | ||
19 | 1,000 | 0,161 | 0,087 | |
20 | 1,500 | 0,173 | 0,094 | |
2,500 | 0,190 | 0,103 | ||
Индекс | а | б | ||
 (
( (
( (
( (
(T = 0,131 D0,10 (позиции 11 - 14 СНТ);
 (
(T = 0,161 D0,18 (позиции 18 - 21 СНТ);
T = 0,174 D0,10 (позиции 11 - 14 АЕУ);
 (
(T = 0,298 D0,18 (позиции 18 - 21 АЕУ).
Кольцевая намотка | ||||||||||||||
Карта 58 | ||||||||||||||
Содержание работы | ||||||||||||||
1. Закрепить конец провода от бухты на челноке. 2. Соединить челнок со шпулей. 3. Поставить счетчик числа витков на "0". 4. Включить и выключить станок. 5. Отрезать провод от бухты, вывести из челнока. 6. Скрутить два конца провода, подрезать скрутку. 7. Смазать флюсом, паять скрутку электропаяльником. 8. Изолировать пайку изоляционной прокладкой (без приклейки). 9. Уложить вывод на катушке и закрепить 2 - 3 витками провода намотки. 10. Разъединить челнок от шпули. 11. Поставить счетчик числа витков на "0". 12. Включить и выключить станок. 13. Разрезать провод. 14. Смотать излишки провода с челнока. | ||||||||||||||
Тип станка | ||||||||||||||
СНТ | АЕУ | |||||||||||||
Диаметр провода D, мм, до | ||||||||||||||
0,060 | 0,125 | 0,250 | 0,510 | 1,000 | 1,500 | 2,500 | 0,060 | 0,125 | 0,250 | 0,510 | 1,000 | 1,500 | 2,500 | |
Время на заправку T, мин. | ||||||||||||||
1,17 | 1,08 | 1,10 | 1,21 | 1,28 | 1,38 | 0,99 | 0,92 | 0,85 | 0,93 | 1,03 | 1,09 | 1,17 | ||
Индекс | б | д | е | и | м | н | ||||||||
Примечание. При изолировании с промазкой клеем к приведенному в нормативной карте времени прибавлять 0,06 мин.
 (
( (
(Кольцевая намотка | |||||
Карта 59 | |||||
Содержание работы |  | ||||
1. Взять два провода от челнока и бобины, скрутить, подрезать скрутку. 2. Паять скрутку электропаяльником. 3. Изолировать пайку прокладкой. 4. Уложить пайку на катушке, закрепить 2 - 3 витками намоточного провода. | |||||
N позиции | Диаметр провода D, мм, до | Количество паек в одной катушке K, шт. | |||
1 | 2 | 3 | 4 | ||
Время на катушку T, мин. | |||||
0,060 | 0,378 | 0,756 | 1,14 | 1,51 | |
2 | 0,125 | 0,361 | 0,747 | 1,13 | 1,52 |
0,250 | 0,343 | 0,738 | 1,12 | 1,53 | |
0,510 | 0,387 | 0,774 | 1,16 | 1,55 | |
5 | 1,000 | 0,459 | 0,918 | 1,38 | 1,84 |
6 | 1,500 | 0,594 | 1,190 | 1,78 | 2,38 |
7 | 2,500 | 0,855 | 1,710 | 2,57 | 3,42 |
3,500 | 1,110 | 2,210 | 3,32 | 4,43 | |
Индекс | а | б | в | г | |
Примечание. При изолировании пайки с промазкой клеем к приведенному в нормативной карте времени прибавлять 0,06 мин.
 (
(Кольцевая намотка | ||||||||||
Карта 60 | ||||||||||
Содержание работы | ||||||||||
1. Установить сердечник катушки в катушкодержатель или зажимное приспособление. 2. Установить и закрепить съемную часть челнока (сегмент или полукольцо). 3. Закрепить конец провода от бухты на челноке. 4. Соединить челнок со шпулей. 5. Установить счетчик числа витков на "0". 6. Включить и выключить станок. 7. Отрезать провод от бухты. 8. Вывести провод из челнока. 9. Закрепить начало обмотки на сердечнике 2 - 3 витками провода, если требуется припаять монтажный провод. 10. Разъединить челнок со шпулей. 11. Смотать излишки провода с челнока. 12. Отрезать провод от челнока. 13. Снять съемную часть челнока и отложить (сегмент или полукольцо). 14. Закрепить конец обмотки на катушке хлопчатобумажными нитками, если требуется припаять монтажный провод. 15. Снять катушку со станка, отложить. | ||||||||||
I - Выводной конец из провода обмотки | ||||||||||
N позиции | Тип станка | Количество заделываемых выводов, шт. | Внутренний диаметр каркаса, мм, до | Диаметр провода, мм, до | ||||||
0,060 | 0,125 | 0,250 | 0,510 | 1,000 | 1,500 | 2,500 | ||||
Время на обмотку, мин. | ||||||||||
1 | СНТ | 1 | 40 | 1,26 | 1,17 | 1,07 | 1,11 | 1,15 | 1,22 | 1,34 |
2 | 2 | 6 | 1,73 | 1,52 | 1,31 | 1,46 | 1,62 | - | - | |
3 | 20 | 1,66 | 1,46 | 1,26 | 1,40 | 1,53 | 1,63 | 1,83 | ||
4 | 40 | - | 1,42 | 1,30 | 1,45 | 1,60 | 1,74 | 2,01 | ||
5 | АЕУ | 1 | 40 | 0,99 | 0,88 | 0,85 | 0,88 | 0,91 | 0,95 | 1,02 |
6 | 2 | 6 | 1,46 | 1,33 | 1,19 | 1,29 | 1,38 | - | - | |
7 | 20 | 1,39 | 1,27 | 1,14 | 1,22 | 1,29 | 1,36 | 1,50 | ||
8 | 40 | - | 1,29 | 1,18 | 1,27 | 1,36 | 1,47 | 1,68 | ||
Индекс | а | б | в | г | д | е | ж | |||
II - Выводной конец с припайкой монтажного провода | ||||||||||
N позиции | Тип станка | Количество заделываемых выводов | Внутренний диаметр каркаса, мм, до | Диаметр провода, мм, до | ||||||
0,060 | 0,125 | 0,250 | 0,510 | 1,000 | 1,500 | 2,500 | ||||
Время на обмотку, мин. | ||||||||||
9 | СНТ | 1 | 40 | 1,57 | 1,41 | 1,24 | 1,37 | 1,49 | 1,67 | 2,03 |
10 | 2 | 6 | 2,33 | 2,24 | 2,15 | 2,23 | 2,30 | - | - | |
11 | 20 | 2,26 | 2,18 | 2,10 | 2,16 | 2,21 | 2,53 | 3,19 | ||
12 | 40 | - | 2,33 | 2,21 | 2,23 | 2,64 | 3,37 | |||
13 | АЕУ | 1 | 40 | 1,30 | 1,21 | 1,12 | 1,19 | 1,25 | 1,40 | 1,70 |
14 | 2 | 6 | 2,06 | 2,04 | 3,02 | 2,04 | 2,05 | - | - | |
15 | 20 | 1,99 | 1,74 | 1,48 | 1,72 | 1,96 | 2,26 | 2,86 | ||
16 | 40 | - | 2,19 | 2,01 | 2,02 | 2,03 | 2,37 | 3,04 | ||
Индекс | а | б | в | г | д | е | ж | |||
Кольцевая намотка | ||||||||||||||
Карта 61 | ||||||||||||||
Содержание работы | ||||||||||||||
1. Закрепить провод от бухты на челноке. 2. Отрезать провод от бухты. 3. Взять катушку, закрепить провод обмотки на катушке хлопчатобумажными нитками, припаять монтажный провод (по необходимости). 4. Сделать отводы из провода обмотки петлей, припаять монтажный провод (по необходимости). 5. Закрепить конец провода на катушке хлопчатобумажными нитками, припаять монтажный провод (по необходимости). 6. Осмотреть и отложить катушку. | ||||||||||||||
N позиции | Вид отвода | Диаметр провода намотки, мм, до | Внутренний диаметр катушки, мм, до | |||||||||||
6 | 20 | 40 | ||||||||||||
Количество отводов, шт. | ||||||||||||||
- | 1 | 2 | каждый последующий | - | 1 | 2 | каждый последующий | - | 1 | 2 | каждый последующий | |||
Время на катушку, мин. | ||||||||||||||
1 | Провод обмотки | 0,060 | 1,21 | 1,81 | 2,41 | 0,60 | 1,03 | 1,63 | 2,23 | 0,60 | 1,17 | 1,77 | 2,37 | 0,60 |
2 | 0,125 | 1,14 | 1,72 | 2,30 | 0,58 | 0,96 | 1,54 | 2,12 | 0,58 | 1,10 | 1,68 | 2,26 | 0,58 | |
3 | 0,250 | 1,06 | 1,62 | 2,18 | 0,56 | 0,92 | 1,48 | 2,04 | 0,56 | 1,03 | 1,59 | 2,15 | 0,56 | |
4 | 0,510 | 1,13 | 1,71 | 2,29 | 0,58 | 0,95 | 1,53 | 2,11 | 0,58 | 1,09 | 1,67 | 2,25 | 0,58 | |
5 | 1,000 | 1,21 | 1,81 | 2,41 | 0,60 | 1,03 | 1,63 | 2,23 | 0,60 | 1,17 | 1,77 | 2,37 | 0,60 | |
6 | 1,500 | - | - | - | 0,60 | 1,10 | 1,70 | 2,30 | 0,60 | 1,31 | 1,91 | 2,51 | 0,60 | |
7 | 2,500 | - | - | - | - | 1,24 | 1,86 | 2,48 | 0,62 | 1,60 | 2,20 | 2,85 | 0,62 | |
8 | 3,500 | - | - | - | - | 1,36 | 1,98 | 2,60 | 0,62 | 1,76 | 2,38 | 3,00 | 0,62 | |
9 | Монтажный провод | 0,060 | 1,50 | 2,26 | 3,02 | 0,76 | 1,36 | 2,12 | 2,88 | 0,76 | 1,46 | 2,22 | 2,98 | 0,76 |
10 | 0,125 | 1,42 | 2,14 | 2,86 | 0,72 | 1,30 | 2,02 | 2,74 | 0,72 | 1,38 | 2,10 | 2,82 | 0,72 | |
11 | 0,250 | 1,20 | 1,88 | 2,56 | 0,68 | 1,10 | 1,78 | 2,46 | 0,68 | 1,26 | 1,94 | 2,62 | 0,68 | |
12 | 0,510 | 1,40 | 2,12 | 2,84 | 0,72 | 1,28 | 2,00 | 2,72 | 0,72 | 1,36 | 2,08 | 2,80 | 0,72 | |
13 | 1,000 | 1,50 | 2,26 | 3,02 | 0,76 | 1,36 | 2,12 | 2,88 | 0,76 | 1,46 | 2,22 | 2,98 | 0,76 | |
14 | 1,500 | - | - | - | 0,76 | 1,55 | 2,31 | 3,07 | 0,76 | 1,76 | 2,52 | 3,28 | 0,76 | |
15 | 2,500 | - | - | - | - | 1,92 | 2,72 | 3,52 | 0,80 | 2,28 | 3,08 | 3,88 | 0,80 | |
16 | 3,500 | - | - | - | - | 2,11 | 2,91 | 3,71 | 0,80 | 2,51 | 3,31 | 4,11 | 0,80 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечание. При изолировании пайки с промазкой клеем к приведенному в нормативной карте времени прибавлять 0,06 мин.
Кольцевая намотка | ||||||||
Карта 62 | ||||||||
Содержание работы | ||||||||
1. Притормозить станок. 2. Перевести вывод через провод шпули. 3. Пустить станок. | ||||||||
N позиции | Количество витков на катушке n, до | Количество выводных концов K, до | ||||||
6 | 10 | 14 | 18 | 22 | 26 | 30 | ||
Время на обмотку T, мин. | ||||||||
1 | 50 | 0,03 | 0,03 | 0,04 | 0,04 | 0,05 | 0,05 | 0,06 |
2 | 75 | 0,04 | 0,05 | 0,06 | 0,06 | 0,07 | 0,08 | 0,08 |
3 | 100 | 0,05 | 0,06 | 0,08 | 0,09 | 0,09 | 0,10 | 0,11 |
4 | 125 | 0,06 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,14 |
5 | 150 | 0,07 | 0,10 | 0,11 | 0,13 | 0,14 | 0,15 | 0,16 |
6 | 175 | 0,09 | 0,11 | 0,13 | 0,15 | 0,16 | 0,18 | 0,19 |
7 | 200 | 0,10 | 0,13 | 6,15 | 0,17 | 0,19 | 0,20 | 0,22 |
8 | 250 | 0,12 | 0,16 | 0,19 | 0,21 | 0,24 | 0,26 | 0,27 |
9 | 300 | 0,15 | 0,19 | 0,23 | 0,26 | 0,28 | 0,31 | 0,33 |
10 | 350 | 0,17 | 0,22 | 0,26 | 0,30 | 0,33 | 0,36 | 0,38 |
11 | 400 | 0,20 | 0,25 | 0,30 | 0,34 | 0,38 | 0,41 | 0,44 |
12 | 450 | 0,22 | 0,29 | 0,34 | 0,38 | 0,42 | 0,46 | 0,49 |
13 | 500 | 0,25 | 0,32 | 0,37 | 0,42 | 0,47 | 0,51 | 0,55 |
14 | 600 | 0,29 | 0,38 | 0,45 | 0,51 | 0,56 | 0,61 | 0,66 |
15 | 700 | 0,34 | 0,44 | 0,52 | 0,59 | 0,66 | 0,71 | 0,77 |
16 | 800 | 0,39 | 0,51 | 0,60 | 0,68 | 0,75 | 0,82 | 0,88 |
17 | 900 | 0,44 | 0,57 | 0,67 | 0,76 | 0,84 | 0,92 | 0,99 |
18 | 1000 | 0,49 | 0,63 | 0,75 | 0,85 | 0,94 | 1,02 | 1,10 |
19 | 1200 | 0,59 | 0,76 | 0,90 | 1,02 | 1,13 | 1,23 | 1,32 |
20 | 1400 | 0,69 | 0,89 | 1,05 | 1,19 | 1,31 | 1,43 | 1,53 |
21 | 1600 | 1,01 | 1,20 | 1,36 | 1,50 | 1,63 | 1,75 | |
22 | 1800 | 0,88 | 1,14 | 1,35 | 1,53 | 1,69 | 1,84 | 1,97 |
23 | 2000 | 0,98 | 1,26 | 1,50 | 1,70 | 1,88 | 2,04 | 2,19 |
24 | 2250 | 1,10 | 1,42 | 1,68 | 1,91, | 2,11 | 2,30 | 2,46 |
25 | 2500 | 1,22 | 1,52 | 1,87 | 2,12 | 2,34 | 2,55 | 2,74 |
26 | 2750 | 1,35 | 1,58 | 2,06 | 2,33 | 2,58 | 2,80 | 3,01 |
27 | 3000 | 1,47 | 1,90 | 2,24 | 2,55 | 2,84 | 3,06 | 3,29 |
28 | 3250 | 1,59 | 2,06 | 2,43 | 2,76 | 3,05 | 3,31 | 3,56 |
29 | 3500 | 1,72 | 2,21 | 2,62 | 2,97 | 3,28 | 3,57 | 3,84 |
30 | 3750 | 1,84 | 2,37 | 2,81 | 3,18 | 3,52 | 3,82 | 4,11 |
31 | 4000 | 1,96 | 2,53 | 3,00 | 3,39 | 3,75 | 4,08 | 4,38 |
32 | 4250 | 2,08 | 2,69 | 3,18 | 3,61 | 3,99 | 4,33 | 4,66 |
33 | 4500 | 2,21 | 2,85 | 3,37 | 3,82 | 4,22 | 4,59 | 4,93 |
34 | 4750 | 2,33 | 3,00 | 3,56 | 4,03 | 4,46 | 4,84 | 5,20 |
35 | 5000 | 2,45 | 3,16 | 3,74 | 4,24 | 4,69 | 5,10 | 5,48 |
36 | 5500 | 2,70 | 3,48 | 4,12 | 4,65 | 5,16 | 5,61 | 6,03 |
37 | 6000 | 2,94 | 3,80 | 4,49 | 5,10 | 5,63 | 6,12 | 6,57 |
38 | 6500 | 4,18 | 4,11 | 4,86 | 5,52 | 6,10 | 6,63 | 7,12 |
39 | 7000 | 4,43 | 4,43 | 5,24 | 5,94 | 6,57 | 7,14 | 7,67 |
40 | 8000 | 4,92 | 5,06 | 6,00 | 6,79 | 7,51 | 8,16 | 8,76 |
41 | 9000 | 4,41 | 5,69 | 6,74 | 7,64 | 8,44 | 9,18 | 9,86 |
42 | 10000 | 4,90 | 6,33 | 7,48 | 8,49 | 9,38 | 10,20 | 11,00 |
Индекс | а | б | в | г | д | е | ж | |
T = 0,0002 · n · K0,5
Кольцевая намотка | ||||||||
Карта 63, лист 1 | ||||||||
Содержание работы | ||||||||
1. Притормозить станок. 2. Переставить катушку в зажимном приспособлении и закрепить. 3. Перевести вывод через провод шпули. 4. Пустить станок | ||||||||
N позиции | Количество витков на катушке n, до | Количество выводных концов К, до | ||||||
6 | 10 | 14 | 18 | 22 | 26 | 30 | ||
Время на обмотку T, мин. | ||||||||
1 | 50 | 0,04 | - | - | - | - | - | - |
2 | 75 | 0,06 | 0,08 | - | - | - | - | - |
3 | 100 | 0,09 | 0,11 | - | - | - | - | - |
4 | 125 | 0,11 | 0,14 | 0,16 | - | - | - | - |
5 | 150 | 0,13 | 0,17 | 0,20 | - | - | - | - |
6 | 175 | 0,15 | 0,19 | 0,23 | 0,26 | - | - | - |
7 | 200 | 0,17 | 0,22 | 0,26 | 0,30 | - | - | - |
8 | 250 | 0,21 | 0,28 | 0,33 | 0,37 | 0,41 | - | - |
9 | 300 | 0,26 | 0,33 | 0,39 | 0,45 | 0,49 | - | - |
10 | 350 | 0,30 | 0,39 | 0,46 | 0,52 | 0,58 | 0,63 | - |
11 | 400 | 0,34 | 0,44 | 0,52 | 0,59 | 0,66 | 0,71 | - |
12 | 450 | 0,39 | 0,50 | 0,59 | 0,67 | 0,74 | 0,80 | 0,86 |
13 | 500 | 0,43 | 0,55 | 0,66 | 0,74 | 0,82 | 0,89 | 0,96 |
14 | 600 | 0,51 | 0,66 | 0,79 | 0,89 | 0,99 | 1,07 | 1,15 |
15 | 700 | 0,60 | 0,78 | 0,92 | 1,04 | 1,15 | 1,25 | 1,34 |
16 | 800 | 0,69 | 0,89 | 1,05 | 1,19 | 1,30 | 1,43 | 1,53 |
17 | 900 | 0,77 | 1,00 | 1,17 | 1,34 | 1,50 | 1,61 | 1,72 |
18 | 1000 | 0,86 | 1,11 | 1,31 | 1,48 | 1,64 | 1,78 | 1,92 |
19 | 1200 | 1,03 | 1,34 | 1,57 | 1,78 | 1,97 | 2,14 | 2,30 |
20 | 1400 | 1,20 | 1,55 | 1,83 | 2,08 | 2,30 | 2,50 | 2,68 |
Индекс | а | б | в | г | д | е | ж | |
ПОВОРАЧИВАНИЕ КАТУШКИ ПРИ КРУГОВОЙ НАМОТКЕ В ЗАЖИМНОМ ПРИСПОСОБЛЕНИИ И ПЕРЕВОД ВЫВОДНЫХ КОНЦОВ ПОД ПРОВОДОМ ШПУЛИ ВО ВРЕМЯ НАМОТКИ НА СТАНКЕ | Кольцевая намотка | |||||||
Карта 63, лист 2 | ||||||||
N позиции | Количество витков на катушке n, до | Количество выводных концов K, до | ||||||
6 | 10 | 14 | 18 | 22 | 26 | 30 | ||
Время на обмотку T, мин. | ||||||||
21 | 1600 | 1,39 | 1,77 | 2,10 | 2,38 | 2,63 | 2,86 | 3,07 |
22 | 1800 | 1,54 | 1,99 | 2,36 | 2,67 | 2,96 | 3,21 | 3,45 |
23 | 2000 | 1,73 | 2,21 | 2,62 | 2,97 | 3,28 | 3,57 | 3,83 |
24 | 2250 | 1,93 | 2,49 | 2,95 | 3,34 | 3,69 | 4,02 | 4,31 |
25 | 2500 | 2,14 | 2,77 | 3,27 | 3,71 | 4,10 | 4,46 | 4,79 |
26 | 2750 | 2,36 | 3,04 | 3,60 | 4,08 | 4,52 | 4,91 | 5,27 |
27 | 3000 | 2,57 | 3,32 | 3,93 | 4,46 | 4,93 | 5,35 | 5,75 |
28 | 3250 | 2,79 | 3,60 | 4,26 | 4,83 | 5,34 | 5,80 | 6,23 |
29 | 3500 | 3,00 | 3,87 | 4,58 | 5,20 | 5,75 | 6,25 | 6,71 |
30 | 3750 | 3,22 | 4,15 | 4,91 | 5,57 | 6,16 | 6,69 | 7,19 |
31 | 4000 | 3,43 | 4,43 | 5,24 | 5,94 | 6,57 | 7,14 | 7,67 |
32 | 4250 | 3,64 | 4,70 | 5,57 | 6,31 | 6,98 | 7,59 | 8,15 |
33 | 4500 | 3,86 | 4,98 | 5,89 | 6,68 | 7,39 | 8,03 | 8,63 |
34 | 4750 | 4,07 | 5,26 | 6,22 | 7,05 | 7,80 | 8,48 | 9,11 |
35 | 5000 | 4,29 | 5,53 | 6,55 | 7,43 | 8,21 | 8,92 | 9,59 |
36 | 5500 | 4,72 | 6,09 | 7,20 | 8,17 | 9,03 | 9,82 | 10,50 |
37 | 6000 | 5,14 | 6,64 | 7,86 | 8,91 | 9,85 | 10,70 | 11,50 |
38 | 6500 | 5,57 | 7,19 | 8,51 | 9,65 | 10,70 | 11,60 | 12,50 |
39 | 7000 | 6,00 | 7,75 | 9,17 | 10,40 | 11,50 | 12,50 | 13,40 |
40 | 8000 | 6,86 | 8,85 | 10,50 | 11,90 | 13,10 | 14,30 | 15,30 |
41 | 9000 | 7,72 | 9,96 | 11,80 | 13,40 | 14,80 | 16,10 | 17,30 |
42 | 10000 | 8,57 | 11,10 | 13,10 | 14,90 | 16,40 | 17,90 | 19,20 |
Индекс | а | б | в | г | д | е | ж | |
T = 0,00035 · n · K0,5
Кольцевая намотка | |||||
Карта 64, лист 1 | |||||
N позиции | Содержание работы | Диаметр провода, мм, до | Эскиз | Тип станка | |
СНТ | АЕУ | ||||
Время на прием, мин. | |||||
1 | Перевести провод из одной секции в другую, уложив его в прорезь щеки | 0,060 |  | 0,061 | |
2 | 0,125 | 0,056 | |||
3 | 0,250 | 0,045 | |||
4 | 0,510 | 0,050 | |||
5 | 1,000 | 0,055 | |||
6 | 1,500 | 0,061 | |||
7 | 2,500 | 0,072 | |||
8 | Уложить провод от челнока или выводной конец на тороид, закрепить 2 - 3 витками провода обмотки | 0,060 |  | 0,202 | 0,101 |
9 | 0,125 | 0,168 | 0,085 | ||
10 | 0,250 | 0,133 | 0,068 | ||
11 | 0,510 | 0,150 | 0,076 | ||
12 | 1,000 | 0,166 | 0,083 | ||
13 | 1,500 | 0,184 | 0,092 | ||
14 | 2,500 | 0,221 | 0,110 | ||
15 | Оттянуть провод петлей, согнуть отвод вдвое, закрепить 2 - 3 витками провода обмотки | 0,060 |  | 0,202 | |
16 | 0,125 | 0,168 | |||
17 | 0,250 | 0,133 | |||
18 | 0,510 | 0,150 | |||
19 | 1,000 | 0,166 | |||
20 | 1,500 | 0,184 | |||
21 | 2,500 | 0,221 | |||
Индекс | а | б | |||
ОТДЕЛЬНЫЕ ПРИЕМЫ, СВЯЗАННЫЕ С ПЕРЕВОДОМ И КРЕПЛЕНИЕМ ПРОВОДА | Кольцевая намотка | |||||
Карта 64, лист 2 | ||||||
N позиции | Содержание работы | Тип станка | ||||
СНТ | АЕУ | |||||
Время на прием, мин. | ||||||
22 | Уложить провод (место сращивания) на катушке, закрепить 2 - 3 витками провода обмотки диаметром, мм, до | 0,060 | 0,064 | |||
23 | 0,125 | 0,070 | ||||
24 | 0,250 | 0,075 | ||||
25 | 0,510 | 0,054 | ||||
26 | 1,000 | 0,092 | ||||
27 | 1,500 | 0,120 | ||||
28 | 2,500 | 0,175 | ||||
29 | Закрепить провод на челноке | При намотке на станке | 0,085 | |||
30 | При ручной намотке | 0,110 | ||||
31 | Сделать отвод петлей при ручной намотке и закрепить одним витком провода обмотки | 0,085 | ||||
32 | Соединить шпулю с челноком штифтом (с помощью ножа, отвертки) | 0,064 | ||||
33 | Разъединить шпулю от челнока | 0,055 | 0,064 | |||
34 | Разрезать провод ножницами | 0,040 | ||||
35 | Переместить катушку для намотки следующей секции, закрепить катушку | В зажимном приспособлении |  | 0,240 | ||
В роликах |  | 0,074 | - | |||
36 | ||||||
Индекс | а | б | ||||
Кольцевая намотка | |||||||||
Карта 65, лист 1 | |||||||||
Содержание работы |  | ||||||||
1. Взять челнок, установить на оправке станка, включить станок, снять челнок со станка, отложить. 2. Закрепить провод на кольце несколькими витками, намотать обмотку, отсчитывая витки. 3. Отрезать провод. 4. Отложить челнок и катушку | |||||||||
N позиции | Количество витков на катушке n, до | Диаметр провода D, мм, до | |||||||
0,2; 0,05 x 10 | 0,5; 0,05 x 21; 0,07 x 16 | ||||||||
Средняя длина витка катушки Lср, мм, до | |||||||||
10 | 30 | 60 | 90 | 60 | 90 | 120 | 150 | ||
Время на обмотку T, мин. | |||||||||
1 | 5 | 0,17 | 0,14 | 0,12 | 0,11 | 0,14 | 0,13 | 0,15 | 0,16 |
2 | 10 | 0,35 | 0,28 | 0,24 | 0,22 | 0,28 | 0,26 | 0,29 | 0,32 |
3 | 20 | 0,69 | 0,55 | 0,48 | 0,44 | 0,56 | 0,52 | 0,58 | 0,65 |
4 | 30 | 1,04 | 0,83 | 0,72 | 0,66 | 0,84 | 0,77 | 0,87 | 0,97 |
5 | 40 | 1,39 | 1,10 | 0,95 | 0,88 | 1,12 | 1,03 | 1,16 | 1,39 |
6 | 50 | 1,74 | 1,38 | 1,19 | 1,10 | 1,40 | 1,29 | 1,35 | 1,62 |
7 | 60 | 2,08 | 1,65 | 1,43 | 1,31 | 1,68 | 1,54 | 1,74 | 1,95 |
8 | 70 | 2,43 | 1,93 | 1,67 | 1,53 | 1,96 | 1,80 | 2,03 | 2,27 |
9 | 80 | 2,78 | 2,20 | 1,91 | 1,75 | 2,24 | 2,06 | 2,32 | 2,60 |
10 | 90 | 3,12 | 2,48 | 2,14 | 1,97 | 2,52 | 2,32 | 2,61 | 2,92 |
11 | 100 | 3,47 | 2,76 | 2,38 | 2,19 | 2,80 | 2,57 | 2,90 | 3,24 |
12 | 110 | 3,82 | 3,03 | 2,62 | 2,41 | 3,08 | 2,83 | 3,19 | 3,57 |
13 | 120 | 4,16 | 3,31 | 2,86 | 2,62 | 3,36 | 3,09 | 3,48 | 3,89 |
14 | 130 | 4,51 | 3,58 | 3,10 | 2,84 | 3,64 | 3,35 | 3,77 | 4,22 |
15 | 140 | 4,86 | 3,86 | 3,33 | 3,06 | 3,92 | 3,60 | 4,06 | 4,54 |
16 | 150 | 5,20 | 4,13 | 3,57 | 3,30 | 4,20 | 3,86 | 4,35 | 4,87 |
17 | 160 | 5,55 | 4,41 | 3,81 | 3,50 | 4,48 | 4,12 | 4,64 | 5,19 |
18 | 170 | 5,90 | 4,68 | 4,05 | 3,72 | 4,76 | 4,38 | 4,93 | 5,52 |
19 | 180 | 6,24 | 4,96 | 4,29 | 3,94 | 5,04 | 4,63 | 5,22 | 5,84 |
20 | 190 | 6,59 | 5,23 | 4,52 | 4,16 | 5,33 | 4,89 | 5,51 | 6,16 |
21 | 200 | 6,94 | 5,51 | 4,76 | 4,37 | 5,61 | 5,15 | 5,80 | 6,49 |
22 | 220 | 7,63 | 6,06 | 5,24 | 4,81 | 6,17 | 5,66 | 6,38 | 7,14 |
23 | 240 | 8,33 | 6,61 | 5,72 | 5,25 | 6,73 | 6,18 | 6,96 | 7,79 |
24 | 260 | 9,02 | 7,16 | 6,19 | 5,69 | 7,29 | 6,69 | 7,54 | 8,44 |
25 | 280 | 9,72 | 7,71 | 6,67 | 6,12 | 7,85 | 7,21 | 8,12 | 9,08 |
26 | 300 | 10,41 | 8,36 | 7,14 | 6,56 | 8,41 | 7,72 | 8,71 | 9,73 |
27 | 320 | 11,10 | 8,82 | 7,62 | 7,00 | 8,97 | 8,24 | 9,29 | 10,40 |
28 | 340 | 11,80 | 9,37 | 8,10 | 7,44 | 9,53 | 8,75 | 9,87 | 11,00 |
29 | 360 | 12,50 | 9,92 | 8,57 | 7,87 | 10,10 | 9,27 | 10,40 | 11,70 |
30 | 380 | 13,20 | 10,50 | 9,05 | 8,31 | 10,60 | 9,88 | 11,00 | 13,00 |
31 | 400 | 13,90 | 11,00 | 9,53 | 8,75 | 11,20 | 10,30 | 11,60 | 14,00 |
32 | 450 | 15,60 | 12,40 | 10,70 | 9,84 | 12,60 | 11,60 | 13,10 | 14,60 |
33 | 500 | 17,40 | 13,80 | 11,90 | 10,90 | 14,00 | 12,90 | 14,50 | 16,20 |
34 | 550 | 19,10 | 15,20 | 13,10 | 12,00 | 15,40 | 14,20 | 16,00 | 17,80 |
35 | 600 | 20,80 | 16,30 | 14,30 | 13,10 | 16,80 | 15,40 | 17,40 | 19,50 |
36 | 650 | 22,60 | 17,90 | 15,50 | 14,20 | 18,20 | 16,70 | 18,90 | 21,10 |
37 | 700 | 24,30 | 19,30 | 16,70 | 15,30 | 19,60 | 18,00 | 20,30 | 22,70 |
38 | 800 | 27,80 | 22,00 | 19,00 | 1730 | 22,40 | 20,60 | 23,20 | 26,00 |
39 | 900 | 31,20 | 24,80 | 21,40 | 19,70 | 25,20 | 23,20 | 26,10 | 29,20 |
40 | 1000 | 34,70 | 27,60 | 23,80 | 21,80 | 28,00 | 25,70 | 29,00 | 32,40 |
Индекс | а | б | в | г | д | е | ж | з | |
НАМОТКА КАТУШЕК ВРУЧНУЮ С НАМОТКОЙ ЧЕЛНОКА НА СТАНКЕ | Кольцевая намотка | ||||||
Карта 65, лист 2 | |||||||
N позиции | Количество витков на катушке n, до | Диаметр провода D, мм, до | |||||
1,0; 0,07 x 49; 0,1 x 32; 0,2 x 12 | |||||||
Средняя длина витка катушки Lср, мм, до | |||||||
90 | 120 | 150 | 200 | 300 | 400 | ||
Время на обмотку T, мин. | |||||||
41 | 5 | 0,16 | 0,19 | 0,21 | 0,24 | 0,29 | 0,34 |
42 | 10 | 0,32 | 0,37 | 0,42 | 0,48 | 0,59 | 0,68 |
43 | 20 | 0,65 | 0,75 | 0,83 | 0,96 | 1,18 | 1,36 |
44 | 30 | 0,97 | 1,12 | 1,25 | 1,44 | 1,77 | 2,04 |
45 | 40 | 1,29 | 1,49 | 1,67 | 1,92 | 2,36 | 2,72 |
46 | 50 | 1,61 | 1,86 | 2,08 | 2,40 | 2,94 | 3,40 |
47 | 60 | 1,94 | 2,24 | 2,50 | 2,88 | 3,53 | 4,08 |
48 | 70 | 2,26 | 2,61 | 2,92 | 3,37 | 4,12 | 4,76 |
49 | 80 | 2,58 | 2,98 | 3,33 | 3,85 | 4,71 | 5,44 |
50 | 90 | 2,90 | 3,35 | 3,75 | 4,33 | 5,30 | 6,12 |
51 | 100 | 3,23 | 3,72 | 4,16 | 4,81 | 5,89 | 6,80 |
52 | 110 | 3,55 | 4,10 | 4,58 | 5,29 | 6,48 | 7,48 |
53 | 120 | 3,87 | 4,47 | 5,00 | 5,77 | 7,07 | 8,16 |
54 | 130 | 4,19 | 4,84 | 5,41 | 6,25 | 7,66 | 8,84 |
55 | 140 | 4,52 | 5,21 | 5,83 | 6,73 | 8,24 | 9,52 |
56 | 150 | 4,84 | 5,59 | 6,25 | 7,21 | 8,83 | 10,20 |
57 | 160 | 5,16 | 5,96 | 6,66 | 7,69 | 9,42 | 10,90 |
58 | 170 | 5,48 | 6,33 | 7,08 | 8,17 | 10,00 | 11,60 |
59 | 180 | 5,81 | 6,70 | 7,50 | 8,66 | 10,60 | 12,20 |
60 | 190 | 6,13 | 7,08 | 7,91 | 9,14 | 11,20 | 12,90 |
61 | 200 | 6,45 | 7,45 | 8,33 | 9,62 | 11,30 | 13,60 |
62 | 220 | 7,10 | 8,19 | 9,16 | 10,60 | 13,00 | 15,00 |
63 | 240 | 7,74 | 8,94 | 10,00 | 11,50 | 14,10 | 16,30 |
64 | 260 | 8,39 | 9,68 | 10,80 | 12,50 | 15,30 | 17,70 |
65 | 280 | 9,03 | 10,40 | 11,70 | 13,50 | 16,50 | 19,00 |
66 | 300 | 9,67 | 11,20 | 12,50 | 14,40 | 17,70 | 20,40 |
67 | 320 | 10,3 | 11,9 | 13,3 | 15,4 | 18,8 | 21,8 |
68 | 340 | 11,0 | 12,7 | 14,2 | 16,4 | 20,0 | 23,1 |
69 | 360 | 11,6 | 13,4 | 15,0 | 17,3 | 21,2 | 24,5 |
70 | 380 | 12,3 | 14,2 | 15,8 | 18,3 | 22,4 | 25,8 |
71 | 400 | 12,9 | 14,9 | 16,7 | 19,2 | 23,5 | 21,2 |
72 | 450 | 14,5 | 16,8 | 18,7 | 21,6 | 26,5 | 30,6 |
73 | 500 | 16,1 | 18,6 | 20,8 | 24,0 | 29,4 | 34,0 |
Индекс | а | б | в | г | д | е | |
Примечания: 1. При намотке катушки одновременно в два провода приведенное в нормативной карте время применять с коэффициентом 1,3; в три провода - с коэффициентом 1,4.
2. При намотке катушки свитым проводом приведенное в нормативной карте время применять с коэффициентом 1,5.




Кольцевая намотка | |||||||||
Карта 66, лист 1 | |||||||||
Содержание работы |  | ||||||||
1. Взять челнок, закрепить провод несколькими витками, намотать провод на челнок вручную. 2. Взять кольцо, закрепить провод на кольце несколькими витками, намотать обмотку, отсчитывая витки. 3. Отрезать провод. 4. Отложить челнок и катушку | |||||||||
N позиции | Количество витков на катушке n, до | Диаметр провода D, мм, до | |||||||
0,2; 0,05 x 10 | 0,5; 0,05 x 21; 0,07 x 16 | ||||||||
Средняя длина витка катушки Lср, мм, до | |||||||||
10 | 30 | 60 | 90 | 60 | 90 | 120 | 150 | ||
Время на одну обмотку T, мин. | |||||||||
1 | 5 | 0,36 | 0,29 | 0,25 | 0,23 | 0,28 | 0,25 | 0,30 | 0,33 |
2 | 10 | 0,72 | 0,57 | 0,50 | 0,46 | 0,55 | 0,51 | 0,59 | 0,66 |
3 | 20 | 1,44 | 1,14 | 0,99 | 0,91 | 1,10 | 1,02 | 1,18 | 1,32 |
4 | 30 | 2,16 | 1,72 | 1,48 | 1,36 | 1,66 | 1,52 | 1,77 | 1,98 |
5 | 40 | 2,88 | 2,29 | 1,98 | 1,83 | 1,21 | 2,03 | 2,36 | 2,64 |
6 | 50 | 3,60 | 2,86 | 2,48 | 2,27 | 2,76 | 2,54 | 2,95 | 3,30 |
7 | 60 | 4,33 | 3,44 | 2,97 | 2,73 | 3,32 | 3,04 | 3,54 | 3,96 |
8 | 70 | 5,05 | 4,01 | 3,46 | 3,18 | 3,87 | 3,55 | 4,14 | 4,62 |
9 | 80 | 5,57 | 4,58 | 3,96 | 3,64 | 4,42 | 4,06 | 4,73 | 5,28 |
10 | 90 | 6,49 | 5,15 | 4,45 | 4,09 | 4,97 | 4,57 | 5,32 | 5,94 |
11 | 100 | 7,21 | 5,72 | 4,95 | 4,54 | 5,53 | 5,08 | 5,91 | 6,60 |
12 | 220 | 7,93 | 6,30 | 5,44 | 5,00 | 6,08 | 5,58 | 6,50 | 7,26 |
13 | 120 | 8,65 | 6,87 | 5,94 | 5,45 | 6,63 | 6,09 | 7,09 | 7,93 |
14 | 130 | 9,37 | 7,44 | 6,43 | 5,91 | 7,18 | 6,60 | 7,78 | 8,59 |
15 | 140 | 10,10 | 8,01 | 6,93 | 6,36 | 7,74 | 7,10 | 8,27 | 9,26 |
16 | 150 | 10,80 | 8,59 | 7,42 | 6,82 | 8,30 | 7,61 | 8,86 | 9,90 |
17 | 160 | 11,50 | 9,16 | 7,92 | 7,27 | 8,84 | 8,12 | 9,45 | 10,60 |
18 | 170 | 12,30 | 9,73 | 8,41 | 7,73 | 9,39 | 8,63 | 10,00 | 11,20 |
19 | 180 | 13,00 | 10,30 | 8,91 | 8,18 | 9,95 | 9,14 | 10,60 | 11,90 |
20 | 190 | 13,70 | 10,90 | 9,40 | 8,65 | 10,50 | 9,64 | 11,20 | 12,60 |
Индекс | а | б | в | г | д | е | ж | з | |
НАМОТКА КАТУШЕК ВРУЧНУЮ С НАМОТКОЙ ЧЕЛНОКА ВРУЧНУЮ | Кольцевая намотка | ||||||||
Карта 66, лист 2 | |||||||||
N позиции | Количество витков на катушке n, до | Диаметр провода D, мм, до | |||||||
0,2; 0,05 x 10 | 0,5; 0,05 x 21; 0,07 x 16 | ||||||||
Средняя длина витка катушки Lср, мм, до | |||||||||
10 | 30 | 60 | 90 | 60 | 90 | 120 | 150 | ||
Время на одну обмотку T, мин. | |||||||||
21 | 200 | 14,40 | 11,40 | 9,90 | 9,09 | 11,10 | 10,20 | 11,80 | 12,20 |
22 | 220 | 15,90 | 12,60 | 10,90 | 10,00 | 12,20 | 11,20 | 13,00 | 14,50 |
23 | 240 | 17,30 | 13,70 | 11,90 | 10,90 | 13,30 | 12,20 | 14,20 | 15,90 |
24 | 260 | 18,80 | 14,90 | 12,90 | 11,80 | 14,40 | 13,20 | 15,40 | 17,20 |
25 | 280 | 20,20 | 16,00 | 13,90 | 12,70 | 15,50 | 14,20 | 16,50 | 18,50 |
26 | 300 | 21,60 | 17,20 | 14,90 | 13,60 | 16,60 | 15,20 | 17,70 | 19,80 |
27 | 320 | 23,10 | 18,30 | 15,80 | 14,60 | 17,70 | 16,20 | 18,90 | 21,10 |
28 | 340 | 24,50 | 19,40 | 16,80 | 15,40 | 18,80 | 17,20 | 20,10 | 22,50 |
29 | 360 | 25,00 | 20,60 | 17,80 | 16,40 | 19,90 | 18,30 | 21,30 | 23,80 |
30 | 380 | 28,8 | 23,5 | 20,5 | 18,2 | 21,9 | 20,5 | 23,5 | 26,4 |
31 | 4,00 | 30,2 | 24,7 | 21,5 | 19,1 | 23,1 | 21,5 | 24,7 | 27,9 |
32 | 450 | 34,5 | 28,3 | 24,5 | 21,8 | 26,5 | 24,5 | 28,3 | 31,7 |
33 | 500 | 38,4 | 31,3 | 273 | 24,2 | 29,3 | 27,3 | 31,3 | 35,4 |
34 | 550 | 42,8 | 34,8 | 30,8 | 27,1 | 32,8 | 30,8 | 34,8 | 39,5 |
35 | 600 | 46,6 | 38,1 | 33,2 | 28,7 | 35,9 | 33,2 | 38,1 | 43,0 |
36 | 650 | 51,4 | 41,8 | 36,4 | 32,4 | 39,2 | 36,4 | 41,8 | 47,3 |
37 | 700 | 55,3 | 45,2 | 39,3 | 34,9 | 42,2 | 39,3 | 45,2 | 51,0 |
38 | 800 | 64,4 | 52,2 | 45,7 | 40,5 | 49,1 | 45,7 | 52,2 | 59,1 |
39 | 900 | 73,2 | 59,9 | 52,4 | 46,1 | 56,0 | 52,4 | 60,0 | 67,4 |
40 | 1000 | 82,5 | 67,3 | 58,6 | 52,1 | 62,9 | 58,6 | 67,3 | 76,0 |
Индекс | а | б | в | г | д | е | ж | з | |
НАМОТКА КАТУШЕК ВРУЧНУЮ С НАМОТКОЙ ЧЕЛНОКА ВРУЧНУЮ | Кольцевая намотка | ||||||
Карта 66, лист 3 | |||||||
N позиции | Количество витков на катушке n, до | Диаметр провода D, мм, до | |||||
1,0; 0,07 x 49; 0,1 x 32; 0,2 x 12 | |||||||
Средняя длина витка катушки Lср, мм, до | |||||||
90 | 120 | 150 | 200 | 300 | 400 | ||
Время на обмотку T, мин. | |||||||
41 | 5 | 0,33 | 0,38 | 0,43 | 0,50 | 0,6 | 0,7 |
42 | 10 | 0,65 | 0,77 | 0,86 | 0,99 | 1,2 | 1,4 |
43 | 20 | 1,33 | 1,53 | 1,72 | 1,98 | 2,4 | 2,8 |
44 | 30 | 1,99 | 2,30 | 2,57 | 2,97 | 3,6 | 4,2 |
45 | 40 | 2,66 | 3,07 | 3,43 | 2,96 | 4,8 | 5,6 |
46 | 50 | 3,32 | 3,83 | 4,29 | 4,95 | 6,0 | 7,0 |
47 | 60 | 3,99 | 4,60 | 5,14 | 5,94 | 7,2 | 8,4 |
48 | 70 | 4,65 | 5,37 | 6,00 | 6,93 | 8,4 | 9,8 |
49 | 80 | 5,31 | 6,14 | 6,86 | 7,92 | 9,6 | 11,2 |
50 | 90 | 5,98 | 6,90 | 7,72 | 8,91 | 10,8 | 12,6 |
51 | 100 | 6,64 | 7,67 | 8,57 | 9,90 | 12,0 | 14,0 |
52 | 110 | 7,30 | 8,44 | 9,43 | 10,90 | 13,2 | 15,4 |
53 | 120 | 7,97 | 9,20 | 10,29 | 11,88 | 14,4 | 16,8 |
54 | 130 | 8,63 | 9,97 | 11,20 | 12,90 | 15,6 | 18,2 |
55 | 140 | 9,30 | 10,70 | 12,00 | 23,90 | 16,8 | 19,0 |
56 | 150 | 9,96 | 11,50 | 12,90 | 14,80 | 18,0 | 19,9 |
57 | 160 | 10,60 | 12,30 | 23,70 | 15,80 | 19,2 | 22,4 |
58 | 170 | 11,30 | 13,00 | 14,60 | 16,80 | 20,4 | 23,8 |
59 | 180 | 12,00 | 13,80 | 15,40 | 17,80 | 21,6 | 25,2 |
60 | 190 | 12,60 | 14,60 | 16,30 | 18,80 | 22,8 | 26,6 |
61 | 200 | 13,30 | 15,30 | 17,10 | 19,80 | 24,0 | 28,0 |
62 | 220 | 14,60 | 16,90 | 18,90 | 21,80 | 26,4 | 30,8 |
63 | 240 | 15,90 | 18,40 | 20,60 | 23,80 | 28,8 | 33,6 |
64 | 260 | 17,30 | 19,90 | 20,30 | 25,70 | 31,2 | 36,4 |
65 | 280 | 18,60 | 21,50 | 24,00 | 27,70 | 33,6 | 39,2 |
66 | 300 | 19,9 | 23,0 | 25,7 | 29,7 | 36,0 | 42,0 |
67 | 320 | 21,2 | 24,5 | 27,4 | 31,7 | 38,4 | 44,8 |
68 | 340 | 22,6 | 26,1 | 29,2 | 33,7 | 40,8 | 47,6 |
69 | 360 | 23,9 | 27,6 | 30,9 | 35,6 | 43,2 | 50,4 |
70 | 380 | 25,2 | 29,1 | 32,6 | 37,6 | 45,6 | 53,2 |
71 | 400 | 26,6 | 30,7 | 34,3 | 39,6 | 48,0 | 56,0 |
72 | 450 | 29,9 | 34,5 | 38,6 | 44,6 | 54,0 | 63,0 |
73 | 500 | 33,2 | 38,3 | 42,9 | 49,5 | 60,0 | 70,0 |
Индекс | а | б | в | г | д | е | |
Примечания: 1. При намотке катушки одновременно в два провода приведенное в нормативной карте время применять с коэффициентом 1,3; в три провода - с коэффициентом 1,4.
2. При намотке катушки свитым проводом приведенное в нормативной карте время применять с коэффициентом 1,5.
3. Намотка катушек вручную составляет 53% общего времени, приведенного в нормативной карте; намотка челнока вручную - 47%.




Кольцевая намотка | |||||||||||||||||
Карта 67 | |||||||||||||||||
Содержание работы | |||||||||||||||||
1. Взять катушку, расправить выводные концы. 2. Уложить выводной конец на катушке и завязать его ниткой. 3. Припаять электропаяльником монтажный провод (по необходимости). 4. Осмотреть и отложить катушку. | |||||||||||||||||
N позиции | Внутренний диаметр катушки, до | Вид выводного конца | |||||||||||||||
Провод обмотки | Монтажный провод | ||||||||||||||||
Диаметр провода обмотки, мм, до | |||||||||||||||||
0,06 | 0,125 | 0,25 | 0,51 | 1,0 | 1,5 | 2,5 | 3,5 | 0,06 | 0,125 | 0,25 | 0,51 | 1,0 | 1,5 | 2,5 | 3,5 | ||
Время на выводной конец, мин. | |||||||||||||||||
1 | 6 | 0,56 | 0,54 | 0,51 | 0,52 | 0,56 | - | - | - | 0,86 | 0,80 | 0,75 | 0,79 | 0,89 | - | - | - |
2 | 20 | 0,49 | 0,46 | 0,43 | 0,47 | 0,49 | 0,51 | 0,76 | 0,94 | 0,80 | 0,77 | 0,74 | 0,78 | 0,80 | 0,95 | 1,25 | 1,38 |
3 | 40 | - | - | - | 0,49 | 0,54 | 0,61 | 0,86 | 0,83 | - | - | - | 0,80 | 0,87 | 1,06 | 1,43 | 1,57 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | |
Кольцевая намотка | ||||||||||||||||||
Карта 68, лист 1 | ||||||||||||||||||
Содержание работы |  | |||||||||||||||||
1. Взять катушку. 2. Расправить выводные концы. 3. Взять изоляционную ленту, изолировать катушку вполнахлеста. 4. Отрезать конец ленты, приклеить. 5. Осмотреть катушку. 6. Отложить катушку. | ||||||||||||||||||
N позиции | Изоляционный материал | Размер катушки, мм, до | Ширина ленты, мм, до | |||||||||||||||
2 | 4 | 6 | 10 | |||||||||||||||
наружный диаметр | высота | внутренний диаметр | ||||||||||||||||
Количество выводов в катушке, до | ||||||||||||||||||
4 | 10 | 16 | 4 | 10 | 16 | 4 | 10 | 16 | 22 | 4 | 10 | 16 | 22 | |||||
Время на катушку, мин. | ||||||||||||||||||
1 | Лакоткань или фторопласт | 10 | 8 | 3 | 4,03 | 4,41 | 4,79 | 2,28 | 2,66 | 3,03 | 1,58 | 1,95 | 2,33 | 2,71 | 1,11 | 1,49 | 1,80 | 2,24 |
2 | 20 | 10 | 3 | 8,34 | 8,72 | 9,10 | 4,31 | 4,69 | 5,07 | 3,05 | 3,43 | 3,81 | 4,19 | 2,04 | 2,42 | 2,80 | 3,18 | |
3 | 6 | 5,51 | 5,89 | 6,26 | 2,92 | 3,29 | 3,67 | 2,11 | 2,48 | 2,86 | 3,24 | 1,46 | 1,84 | 2,21 | 2,59 | |||
4 | 10 | 3,81 | 4,19 | 4,56 | 2,08 | 2,46 | 2,84 | 1,54 | 1,92 | 2,30 | 2,67 | 1,11 | 1,49 | 1,86 | 2,24 | |||
5 | 20 | 30 | 6 | 8,87 | 9,24 | 9,62 | 4,64 | 5,01 | 5,39 | 3,29 | 3,66 | 4,84 | 4,42 | 2,21 | 2,58 | 2,96 | 3,34 | |
6 | 10 | 7,17 | 7,55 | 7,93 | 3,79 | 4,17 | 4,55 | 2,71 | 3,09 | 3,47 | 3,84 | 1,85 | 2,22 | 2,60 | 2,98 | |||
7 | 15 | 6,33 | 6,71 | 7,08 | 3,37 | 3,74 | 4,12 | 2,42 | 2,80 | 3,18 | 3,56 | 1,67 | 2,04 | 2,42 | 2,80 | |||
8 | 45 | 30 | 6 | 14,36 | 14,74 | 15,12 | 7,43 | 7,81 | 8,19 | 5,06 | 5,44 | 5,81, | 6,19 | 3,18 | 3,56 | 3,93 | 4,31 | |
9 | 10 | 11,83 | 12,20 | 12,56 | 6,16 | 6,53 | 6,91 | 4,21 | 4,59 | 4,97 | 5,35 | 2,48 | 2,84 | 3,21 | 3,59 | |||
10 | 15 | - | - | - | 5,52 | 5,90 | 6,27 | 3,79 | 4,11 | 4,49 | 4,87 | 2,42 | 2,80 | 3,18 | 3,56 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||||
ИЗОЛИРОВАНИЕ КАТУШКИ С ВЫВОДНЫМИ КОНЦАМИ | Кольцевая намотка | |||||||||||
Карта 68, лист 2 | ||||||||||||
N позиции | Изоляционный материал | Размер катушки, мм, до | Ширина ленты, мм, до | |||||||||
6 | 10 | |||||||||||
наружный диаметр | высота | внутренний диаметр | ||||||||||
Количество выводов в катушке, до | ||||||||||||
4 | 10 | 16 | 22 | 4 | 10 | 16 | 22 | |||||
Время на катушку, мин. | ||||||||||||
11 | Лакоткань или фторопласт | 45 | 30 | 20 | 2,94 | 3,32 | 3,70 | 4,08 | 1,92 | 2,30 | 2,67 | 3,05 |
12 | 60 | 30 | 10 | 6,08 | 6,45 | 6,83 | 7,21 | 3,83 | 4,30 | 4,58 | 4,96 | |
13 | 15 | 5,51 | 5,89 | 6,26 | 6,64 | 3,48 | 3,86 | 4,24 | 4,62 | |||
14 | 20 | 3,93 | 4,31 | 4,69 | 5,07 | 2,46 | 2,84 | 3,21 | 3,39 | |||
15 | 50 | 15 | 6,08 | 6,45 | 6,83 | 7,21 | 3,83 | 4,20 | 4,58 | 4,96 | ||
16 | 20 | 4,37 | 4,75 | 5,13 | 5,51 | 2,80 | 3,18 | 3,36 | 3,93 | |||
17 | 80 | 30 | 20 | 5,00 | 5,32 | 5,98 | 6,43 | 3,56 | 3,93 | 4,31 | 4,69 | |
18 | 40 | 4,78 | 5,01 | 5,46 | 6,03 | 3,11 | 3,48 | 3,86 | 4,24 | |||
19 | 60 | 40 | 5,63 | 6,00 | 6,42 | 7,14 | 4,01 | 4,38 | 4,76 | 5,14 | ||
20 | 100 | 60 | 30 | - | - | - | - | 5,51 | 5,89 | 6,26 | 6,64 | |
21 | 50 | - | - | - | - | 4,94 | 5,32 | 5,70 | 6,08 | |||
22 | 100 | 30 | - | - | - | - | 6,64 | 7,02 | 7,40 | 7,78 | ||
23 | 50 | - | - | - | - | 6,08 | 6,45 | 6,83 | 7,21 | |||
24 | 120 | 60 | 30 | - | - | - | ~ | 6,06 | 6,48 | 6,89 | 7,30 | |
25 | 50 | - | - | - | - | 5,43 | 5,85 | 6,27 | 6,69 | |||
26 | 80 | - | - | - | 4,83 | 5,21 | 5,38 | 5,95 | ||||
27 | 100 | 30 | - | - | - | - | 7,30 | 7,72 | 8,14 | 8,56 | ||
28 | 50 | - | - | - | - | 6,69 | 7,10 | 7,51 | 7,93 | |||
29 | 80 | - | - | - | - | 6,02 | 6,39 | 6,76 | 7,14 | |||
Индекс | а | б | в | г | д | е | ж | з | ||||
N позиции | Изоляционный материал | Размер катушки, мм, до | Ширина ленты, мм, до | |||||
наружный диаметр | высота | внутренний диаметр | 10 | |||||
Количество выводов на катушке, до | ||||||||
4 | 10 | 16 | 22 | |||||
Время на катушку, мин. | ||||||||
30 | Лакоткань или фторопласт | 150 | 60 | 30 | 6,97 | 7,45 | 8,02 | 8,40 |
31 | 50 | 6,24 | 6,73 | 7,21 | 7,69 | |||
32 | 80 | 5,55 | 5,99 | 6,42 | 6,84 | |||
33 | 100 | 5,00 | 539 | 5,78 | 6,16 | |||
34 | 100 | 30 | 8,40 | 8,88 | 9,36 | 9,84 | ||
35 | 50 | 7,69 | 8,17 | 8,64 | 9,12 | |||
36 | 80 | 6,92 | 7,35 | 7,78 | 8,21 | |||
37 | 100 | 6,23 | 6,62 | 7,00 | 7,39 | |||
38 | 150 | 30 | 10,08 | 10,66 | 11,23 | 11,81 | ||
39 | 50 | 9,23 | 9,80 | 10,37 | 10,99 | |||
40 | 80 | 8,30 | 8,82 | 9,34 | 9,85 | |||
41 | 100 | 7,48 | 7,94 | 8,40 | 8,87 | |||
Индекс | а | б | в | г | ||||
ИЗОЛИРОВАНИЕ КАТУШКИ С ВЫВОДНЫМИ КОНЦАМИ | Кольцевая намотка | |||||||||||||
Карта 68, лист 3 | ||||||||||||||
N позиции | Изоляционный материал | Размер катушки, мм, до | Ширина ленты, мм, до | |||||||||||
наружный диаметр | высота | внутренний диаметр | 15 | 26 | ||||||||||
Количество выводов в катушке, до | ||||||||||||||
4 | 10 | 16 | 22 | 30 | 4 | 10 | 16 | 22 | 30 | |||||
Время на катушку, мин. | ||||||||||||||
42 | Лакоткань или фторопласт | 30 | 20 | 15 | 1,22 | 1,60 | 1,98 | 2,36 | 2,86 | - | - | - | - | - |
43 | 45 | 30 | 15 | 1,77 | 2,15 | 2,53 | 2,91 | 3,41 | - | - | - | - | - | |
44 | 20 | 1,43 | 1,81 | 2,19 | 2,57 | 3,07 | 1,00 | 1,38 | 1,76 | 2,13 | 2,64 | |||
45 | 60 | 30 | 15 | 2,43 | 2,81 | 3,19 | 3,56 | 4,07 | 1,54 | 1,92 | 2,30 | 2,67 | 3,18 | |
46 | 20 | 2,13 | 2,51 | 2,89 | 3,39 | 1,16 | 1,54 | 1,92 | 2,30 | 2,80 | ||||
47 | 50 | 15 | 2,66 | 3,03 | 3,41 | 3,79 | 4,29 | 1,67 | 2,04 | 2,42 | 2,80 | 3,30 | ||
48 | 20 | 1,98 | 2,36 | 2,74 | 3,11 | 3,62 | 1,29 | 1,67 | 2,04 | 2,42 | 2,93 | |||
49 | 80 | 30 | 20 | 2,48 | 2,86 | 3,24 | 3,62 | 4,12 | 1,60 | 1,98 | 2,36 | 2,74 | 3,24 | |
50 | 40 | 2,19 | 2,57 | 2,94 | 3,32 | 3,83 | 1,43 | 1,81 | 2,19 | 2,57 | 3,07 | |||
51 | 60 | 20 | 2,78 | 3,16 | 3,54 | 3,82 | 4,42 | 1,77 | 2,15 | 2,53 | 2,91 | 3,41 | ||
52 | 40 | 2,44 | 2,82 | 3,20 | 3,58 | 4,08 | 1,57 | 1,95 | 2,33 | 2,71 | 3,21 | |||
53 | 100 | 60 | 30 | 3,81 | 4,19 | 4,56 | 4,94 | 5,45 | 2,35 | 2,73 | 3,11 | 3,48 | 3,99 | |
54 | 50 | 3,43 | 3,81 | 4,19 | 4,56 | 5,07 | 2,13 | 2,51 | 2,89 | 3,27 | 3,77 | |||
55 | 100 | 30 | 4,56 | 4,94 | 5,32 | 5,70 | 6,20 | 2,78 | 3,16 | 3,54 | 2,92 | 4,42 | ||
56 | 50 | 4,19 | 4,56 | 4,94 | 5,32 | 5,82 | 2,57 | 2,94 | 3,32 | 3,70 | 4,20 | |||
57 | 120 | 60 | 30 | 4,38 | 4,82 | 5,24 | 5,68 | 6,27 | 2,70 | 3,14 | 3,58 | 4,00 | 4,59 | |
58 | 50 | 3,94 | 4,38 | 4,82 | 5,24 | 5,83 | 2,45 | 2,89 | 3,32 | 3,76 | 4,34 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||
ИЗОЛИРОВАНИЕ КАТУШКИ С ВЫВОДНЫМИ КОНЦАМИ | Кольцевая намотка | |||||||||||||
Карта 68, лист 4 | ||||||||||||||
N позиции | Изоляционный материал | Размер катушки, мм, до | Ширина ленты, мм, до | |||||||||||
наружный диаметр | высота | внутренний диаметр | 15 | 26 | ||||||||||
Количество выводов в катушке, до | ||||||||||||||
4 | 10 | 16 | 22 | 30 | 4 | 10 | 16 | 22 | 30 | |||||
Время на катушку, мин. | ||||||||||||||
59 | Лакоткань или фторопласт | 120 | 60 | 80 | 3,55 | 3,94 | 4,34 | 4,72 | 5,25 | 2,21 | 2,60 | 2,99 | 3,38 | 3,91 |
60 | 100 | 30 | 5,24 | 5,68 | 6,12 | 6,56 | 7,13 | 3,20 | 3,63 | 4,07 | 4,51 | 5,08 | ||
61 | 50 | 4,82 | 5,24 | 5,68 | 6,12 | 6,69 | 2,96 | 3,38 | 3,82 | 4,26 | 4,83 | |||
62 | 80 | 4,34 | 4,82 | 5,11 | 5,51 | 6,02 | 2,66 | 3,04 | 3,44 | 3,83 | 4,35 | |||
63 | 150 | 60 | 30 | 5,04 | 5,54 | 6,02 | 6,53 | 7,21 | 3,11 | 3,61 | 4,12 | 4,60 | 5,28 | |
64 | 50 | 3,94 | 4,38 | 4,82 | 5,24 | 5,83 | 2,45 | 2,89 | 3,32 | 3,76 | 4,34 | |||
65 | 80 | 3,55 | 3,94 | 4,34 | 4,72 | 5,25 | 2,21 | 2,60 | 2,39 | 3,38 | 3,91 | |||
66 | 100 | 3,20 | 3,55 | 3,91 | 4,25 | 4,73 | 1,99 | 2,34 | 2,69 | 3,04 | 3,52 | |||
67 | 100 | 30 | 6,03 | 6,53 | 7,04 | 7,54 | 8,20 | 3,68 | 4,17 | 4,68 | 5,19 | 5,84 | ||
68 | 50 | 5,54 | 6,03 | 6,53 | 7,04 | 7,69 | 3,40 | 3,89 | 4,39 | 4,90 | 5,55 | |||
69 | 80 | 4,99 | 5,54 | 5,88 | 6,34 | 6,92 | 3,06 | 4,47 | 5,05 | 5,64 | 6,38 | |||
70 | 100 | 4,49 | 4,99 | 5,29 | 5,71 | 6,23 | 2,75 | 4,02 | 4,55 | 5,08 | 5,74 | |||
71 | 150 | 30 | 7,24 | 7,84 | 8,45 | 9,05 | 9,84 | 4,42 | 5,00 | 5,62 | 6,23 | 7,01 | ||
72 | 50 | 6,65 | 7,24 | 7,84 | 8,45 | 9,23 | 4,08 | 4,67 | 5,27 | 5,88 | 6,66 | |||
73 | 80 | 5,99 | 6,65 | 7,06 | 7,61 | 8,31 | 3,67 | 5,36 | 6,06 | 6,77 | 7,66 | |||
74 | 100 | 5,39 | 5,99 | 6,35 | 6,85 | 7,48 | 3,30 | 4,82 | 5,46 | 6,10 | 6,89 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||
ИЗОЛИРОВАНИЕ КАТУШКИ С ВЫВОДНЫМИ КОНЦАМИ | Кольцевая намотка | |||||||||||||||||
Карта 68, лист 5 | ||||||||||||||||||
N п/п | Изоляционный материал | Размер катушки, мм, до | Ширина ленты, мм до | |||||||||||||||
наружный диаметр | высота | внутренний диаметр | 10 | 15 | 26 | |||||||||||||
Количество выводов в катушке, до | ||||||||||||||||||
4 | 10 | 16 | 22 | 4 | 10 | 16 | 22 | 30 | 4 | 10 | 16 | 22 | 30 | |||||
Время на катушку, мин. | ||||||||||||||||||
75 | Хлопчатобумажная лента, стеклоткань | 30 | 20 | 15 | 1,43 | 1,81 | 2,19 | 2,57 | 1,11 | 1,49 | 1,86 | 2,24 | 2,75 | - | - | - | - | - |
76 | 45 | 30 | 15 | 2,17 | 2,55 | 2,93 | 3,30 | 1,60 | 1,98 | 2,36 | 2,74 | 3,24 | 1,10 | 1,48 | 1,85 | 2,23 | 2,74 | |
77 | 20 | 1,79 | 2,17 | 2,55 | 2,93 | 1,26 | 1,64 | 2,02 | 2,39 | 2,90 | 0,90 | 1,28 | 1,66 | 2,03 | 2,54 | |||
78 | 60 | 30 | 15 | 3,14 | 3,52 | 3,90 | 4,28 | 2,21 | 2,58 | 2,96 | 3,34 | 3,84 | 1,41 | 1,79 | 2,17 | 2,55 | 3,05 | |
79 | 20 | 2,12 | 2,49 | 2,87 | 3,25 | 1,53 | 1,91 | 2,29 | 2,66 | 3,17 | 1,04 | 1,41 | 1,79 | 2,17 | 2,55 | |||
80 | 50 | 15 | 3,48 | 3,86 | 4,24 | 4,62 | 2,43 | 2,81 | 3,19 | 3,56 | 4,07 | 1,54 | 1,92 | 2,30 | 2,67 | 3,18 | ||
81 | 20 | 2,46 | 2,84 | 3,21 | 3,59 | 1,76 | 2,13 | 2,55 | 2,89 | 3,39 | 1,16 | 1,54 | 1,92 | 2,30 | 2,80 | |||
82 | 80 | 30 | 20 | 3,11 | 3,48 | 3,86 | 4,24 | 2,19 | 2,57 | 2,94 | 3,32 | 3,83 | 1,43 | 1,81 | 2,19 | 2,57 | 3,07 | |
83 | 40 | 2,66 | 3,03 | 3,41 | 3,79 | 1,89 | 2,27 | 2,65 | 3,02 | 3,53 | 1,26 | 1,64 | 2,02 | 2,39 | 2,90 | |||
84 | 60 | 20 | 3,56 | 3,93 | 4,31 | 4,69 | 2,48 | 2,86 | 3,24 | 3,62 | 4,12 | 1,60 | 1,98 | 2,36 | 2,74 | 3,24 | ||
85 | 40 | 3,06 | 3,43 | 3,81 | 4,19 | 2,14 | 2,52 | 2,90 | 3,28 | 3,78 | 1,41 | 1,79 | 2,17 | 2,55 | 3,05 | |||
86 | 100 | 60 | 30 | 4,94 | 5,32 | 5,70 | 6,08 | 3,43 | 3,81 | 4,19 | 4,56 | 5,07 | 2,13 | 2,51 | 2,89 | 3,27 | 3,77 | |
87 | 50 | 4,37 | 4,75 | 5,13 | 5,51 | 3,05 | 3,43 | 3,81 | 4,19 | 4,69 | 1,92 | 2,30 | 2,67 | 3,05 | 3,56 | |||
88 | 100 | 30 | 6,08 | 6,45 | 6,83 | 7,21 | 4,19 | 4,57 | 4,94 | 5,32 | 5,82 | 2,57 | 2,94 | 3,32 | 3,70 | 4,20 | ||
89 | 50 | 5,51 | 5,89 | 6,26 | 6,64 | 3,81 | 4,19 | 4,56 | 4,94 | 5,45 | 2,35 | 2,73 | 3,11 | 3,48 | 3,99 | |||
90 | 120 | 60 | 30 | 5,68 | 6,12 | 6,56 | 6,99 | 3,94 | 4,38 | 4,82 | 5,24 | 5,83 | 2,45 | 2,89 | 3,32 | 3,76 | 4,34 | |
91 | 50 | 5,03 | 5,46 | 5,90 | 6,34 | 3,51 | 3,94 | 4,38 | 4,82 | 5,39 | 2,21 | 2,65 | 3,07 | 3,51 | 4,09 | |||
92 | 80 | 4,53 | 4,91 | 5,31 | 5,71 | 3,16 | 3,55 | 3,94 | 4,34 | 4,85 | 1,99 | 2,39 | 2,76 | 3,16 | 3,68 | |||
93 | 100 | 30 | 6,99 | 7,42 | 7,85 | 8,29 | 4,82 | 5,24 | 5,68 | 6,12 | 6,69 | 2,96 | 3,38 | 3,82 | 4,26 | 4,83 | ||
94 | 50 | 6,34 | 6,77 | 7,20 | 7,64 | 4,38 | 4,82 | 5,24 | 5,68 | 6,27 | 2,70 | 3,14 | 3,58 | 4,00 | 4,59 | |||
95 | 80 | 5,71 | 6,09 | 6,48 | 6,88 | 3,94 | 4,34 | 4,72 | 5,11 | 5,64 | 2,43 | 2,83 | 3,22 | 3,60 | 4,13 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||||
ИЗОЛИРОВАНИЕ КАТУШКИ С ВЫВОДНЫМИ КОНЦАМИ | Кольцевая намотка | |||||||||||||||||
Карта 68, лист 6 | ||||||||||||||||||
N п/п | Изоляционный материал | Размер катушки, мм, до | Ширина ленты, мм до | |||||||||||||||
наружный диаметр | высота | внутренний диаметр | 10 | 15 | 26 | |||||||||||||
Количество выводов в катушке, до | ||||||||||||||||||
4 | 10 | 16 | 22 | 4 | 10 | 16 | 22 | 30 | 4 | 10 | 16 | 22 | 30 | |||||
Время на катушку, мин. | ||||||||||||||||||
96 | 150 | 60 | 30 | 6,53 | 7,04 | 7,54 | 8,04 | 4,53 | 5,04 | 5,54 | 6,03 | 6,70 | 2,82 | 3,32 | 3,82 | 4,32 | 4,99 | |
97 | 50 | 5,78 | 6,28 | 6,79 | 7,29 | 4,04 | 4,53 | 5,04 | 5,54, | 6,20 | 2,54 | 3,05 | 3,53 | 4,04 | 4,70 | |||
98 | 80 | 5,21 | 5,65 | 6,11 | 6,57 | 3,63 | 4,08 | 4,53 | 4,99 | 5,58 | 2,29 | 2,75 | 3,17 | 3,63 | 4,23 | |||
99 | 100 | 4,68 | 5,09 | 5,50 | 5,91 | 3,27 | 3,67 | 4,08 | 4,49 | 5,02 | 2,06 | 2,48 | 2,85 | 3,27 | 3,81 | |||
100 | 100 | 30 | 8,04 | 8,54 | 9,03 | 9,53 | 5,54 | 6,03 | 6,53 | 7,04 | 7,69 | 3,40 | 3,89 | 4,39 | 4,90 | 5,55 | ||
101 | 50 | 7,29 | 7,79 | 8,28 | 8,79 | 5,04 | 5,54 | 6,03 | 6,53 | 7,21 | 3,11 | 3,61 | 4,12 | 4,60 | 6,28 | |||
102 | 80 | 6,57 | 7,00 | 7,45 | 7,91 | 4,53 | 4,99 | 5,43 | 5,88 | 6,49 | 2,79 | 3,25 | 3,70 | 4,14 | 4,75 | |||
103 | 100 | 5,32 | 6,30 | 6,71 | 7,12 | 4,08 | 4,49 | 4,89 | 5,29 | 5,84 | 2,51 | 2,93 | 3,33 | 3,73 | 4,28 | |||
104 | 150 | 30 | 9,65 | 10,25 | 10,85 | 11,44 | 6,65 | 7,24 | 7,84 | 8,45 | 9,23 | 4,08 | 4,67 | 5,27 | 5,88 | 6,68 | ||
105 | 50 | 8,75 | 9,35 | 9,94 | 10,55 | 6,05 | 6,65 | 7,24 | 7,84 | 8,65 | 3,73 | 4,33 | 4,94 | 5,52 | 6,34 | |||
106 | 80 | 7,88 | 8,40 | 8,94 | 9,49 | 5,44 | 5,99 | 6,52 | 7,06 | 7,79 | 3,35 | 3,90 | 4,44 | 4,97 | 5,70 | |||
107 | 100 | 6,38 | 7,56 | 8,05 | 8,54 | 4,90 | 5,39 | 5,87 | 6,35 | 7,01 | 3,01 | 3,52 | 4,00 | 4,48 | 5,14 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | ||||
Примечания. 1. При изолировании катушки одновременно 2 - 3 слоями приведенное в нормативной карте время применять с коэффициентом 1,3.
2. При изолировании катушки последовательно несколькими слоями приведенное в нормативной карте время на каждый последующий слой применять с коэффициентом 0,8.
Кольцевая намотка | |||||||||
Карта 69 | |||||||||
Содержание работы | |||||||||
1. Взять катушку и расправить выводы. 2. Взять изоляционную ленту длиной до 100 мм. 3. Изолировать катушку вполнахлеста. 4. Отрезать конец ленты и приклеить. 5. Осмотреть и отложить катушку. | |||||||||
N позиции | Размер катушки, мм, до | Ширина изоляционной ленты B, мм, до | |||||||
высота h | наружный диаметр D | внутренний диаметр d | 4 | 6 | |||||
Количество выводов N, шт., до | |||||||||
3 | 6 | 10 | 3 | 6 | 10 | ||||
Время на катушку T, мин. | |||||||||
20 | 30 | 5 | 4,33 | 4,61 | 5,06 | - | - | - | |
2 | 15 | 3,59 | 3,82 | 4,20 | 2,48 | 2,64 | 2,90 | ||
3 | 30 | 45 | 5 | 6,65 | 7,08 | 7,41 | - | - | - |
4 | 15 | 5,60 | 5,87 | 6,15 | 3,81 | 4,06 | 4,25 | ||
30 | 4,90 | 5,22 | 5,47 | 3,39 | 3,61 | 3,78 | |||
60 | 15 | 6,91 | 7,36 | 7,70 | 4,92 | 5,23 | 5,48 | ||
7 | 30 | 5,10 | 5,42 | 5,68 | 3,63 | 3,86 | 4,04 | ||
90 | 30 | 7,11 | 7,56 | 7,92 | 5,05 | 5,38 | 5,63 | ||
20 | 30 | 15 | 1,56 | 1,66 | 1,74 | 1,08 | 1,15 | 1,20 | |
10 | 30 | 45 | 15 | 2,40 | 2,55 | 2,67 | 1,66 | 1,76 | 1,85 |
30 | 2,13 | 2,27 | 2,37 | 1,47 | 1,57 | 1,64 | |||
60 | 15 | 3,20 | 3,41 | 3,57 | 2,28 | 2,42 | 2,54 | ||
13 | 30 | 2,36 | 2,51 | 2,63 | 1,68 | 1,83 | 1,98 | ||
90 | 30 | 3,29 | 3,50 | 3,67 | 2,34 | 2,49 | 2,61 | ||
Индекс | а | б | в | г | д | е | |||
Примечание. При изолировании катушек с лепестками приведенное в нормативной карте время применять с коэффициентом 0,9.
 (
( (
(Кольцевая намотка | |||||||||
Карта 70 | |||||||||
Содержание работы |  | ||||||||
1. Установить катушку на рабочее место. 2. Расправить выводные концы. 3. Установить ленту с лепестками на катушку. 4. Обрезать ножницами излишки ленты, заклеить конец ленты. 5. Привязать крестообразно каждый лепесток. 6. Завязать нитку, обрезать излишки. 7. Отложить катушку. | |||||||||
N позиции | Размер катушки, мм, до | Количество лепестков, шт. | |||||||
наружный диаметр | внутренний диаметр | высота | 2 | 3 | 4 | 5 | 6 | каждый последующий | |
Время на катушку, мин. | |||||||||
1 | 40 | 10 | 60 | 0,91 | 1,09 | 1,27 | 1,45 | 1,63 | 0,18 |
2 | 20 | 0,84 | 1,00 | 1,16 | 1,32 | 1,49 | 0,16 | ||
3 | 80 | 10 | 60 | 0,91 | 1,04 | 1,16 | 1,29 | 1,41 | 0,13 |
4 | 20 | 60 | 0,82 | 0,94 | 1,05 | 1,17 | 1,29 | 0,12 | |
5 | 100 | 0,96 | 1,15 | 1,34 | 1,53 | 1,72 | 0,19 | ||
6 | 40 | 100 | 0,86 | 1,04 | 1,21 | 1,38 | 1,55 | 0,17 | |
7 | 150 | 20 | 60 | 1,00 | 1,11 | 1,22 | 1,32 | 1,43 | 0,11 |
8 | 100 | 1,12 | 1,28 | 1,44 | 1,60 | 1,76 | 0,16 | ||
9 | 40 | 60 | 0,91 | 1,01 | 1,11 | 1.20 | 1,31 | 0,10 | |
10 | 100 | 1,03 | 1,18 | 1,33 | 1,49 | 1,64 | 0,15 | ||
11 | 150 | 1,13 | 1,33 | 1,54 | 1,75 | 1,95 | 0,21 | ||
Индекс | а | б | в | г | д | е | |||
Примечание. При креплении ленты с лепестками прогревом электропаяльником приведенное в нормативной карте время применять с коэффициентом 1,5.
Кольцевая намотка | |||||||||||
Карта 71, лист 1 | |||||||||||
Содержание работы |  | ||||||||||
1. Взять катушку. 2. Взять изоляционную ленту, изолировать катушку вполнахлеста. 3. Отрезать конец ленты, приклеить. 4. Осмотреть катушку и отложить катушку. | |||||||||||
N позиции | Изоляционный материал | Размер катушки, мм, до | Ширина ленты, мм, до | ||||||||
наружный диаметр | высота | внутренний диаметр | 10 | 15 | |||||||
Количество выводов в катушке, до | |||||||||||
4 | 10 | 16 | 22 | 4 | 10 | 16 | |||||
Время на катушку, мин. | |||||||||||
1 | Хлопчатобумажная лента, стеклолента | 30 | 20 | 15 | 1,54 | 2,08 | 2,62 | 3,16 | 1,22 | 1,76 | 2,30 |
2 | 45 | 30 | 15 | 2,28 | 2,82 | 3,36 | 3,90 | 1,71 | 2,25 | 2,79 | |
3 | 20 | 1,77 | 2,26 | 2,85 | 3,39 | 1,37 | 1,91 | 2,45 | |||
4 | 60 | 30 | 15 | 3,25 | 3,89 | 4,39 | 4,87 | 2,26 | 2,85 | 3,39 | |
5 | 20 | 2,22 | 2,76 | 3,30 | 3,84 | 1,64 | 2,18 | 2,72 | |||
6 | 50 | 15 | 3,59 | 4,13 | 4,67 | 5,21 | 2,54 | 3,08 | 3,62 | ||
7 | 20 | 2,57 | 3,11 | 3,65 | 4,19 | 1,86 | 2,40 | 2,94 | |||
8 | 80 | 30 | 20 | 3,21 | 3,75 | 4,29 | 4,83 | 2,30 | 2,84 | 3,38 | |
9 | 40 | 2,76 | 3,30 | 3,84 | 4,38 | 2,00 | 2,54 | 3,08 | |||
10 | 60 | 20 | 3,66 | 4,20 | 4,74 | 5,28 | 2,59 | 3,13 | 3,67 | ||
11 | 40 | 3,06 | 3,89 | 4,24 | 4,76 | 2,06 | 2,71 | 3,12 | |||
12 | 100 | 60 | 30 | 5,05 | 5,59 | 6,13 | 6,67 | 3,54 | 4,08 | 4,62 | |
13 | 50 | 4,48 | 3,02 | 5,56 | 6,10 | 3,16 | 3,70 | 4,24 | |||
14 | 100 | 30 | 6,18 | 6,72 | 7,26 | 7,80 | 4,29 | 4,83 | 5,37 | ||
15 | 50 | 5,62 | 6,16 | 6,70 | 7,24 | 3,92 | 4,46 | 5,00 | |||
16 | 120 | 60 | 40 | 5,91 | 6,45 | 6,99 | 7,53 | 4,11 | 4,65 | 5,19 | |
17 | 60 | 5,24 | 5,78 | 6,32 | 6,86 | 3,66 | 4,20 | 4,74 | |||
18 | 100 | 40 | 7,26 | 7,80 | 8,34 | 8,88 | 5,01 | 5,55 | 6,09 | ||
19 | 60 | 6,59 | 7,13 | 7,67 | 8,21 | 4,56 | 5,10 | 5,64 | |||
20 | 150 | 60 | 40 | 8,13 | 8,67 | 9,21 | 9,75 | 5,62 | 6,16 | 6,88 | |
21 | 60 | 7,28 | 7,82 | 8,36 | 8,90 | 5,05 | 5,59 | 6,13 | |||
22 | 150 | 40 | 8,97 | 9,51 | 10,05 | 10,59 | 6,18 | 6,72 | 7,26 | ||
Индекс | а | б | в | г | д | е | ж | ||||
ИЗОЛИРОВАНИЕ КАТУШКИ С КОНТАКТНЫМИ ЛЕПЕСТКАМИ | Кольцевая намотка | ||||||||||
Карта 71, лист 2 | |||||||||||
N позиции | Изоляционный материал | Размер катушки, мм, до | Ширина ленты, мм, до | ||||||||
наружный диаметр | высота | внутренний диаметр | 15 | 26 | |||||||
Количество выводов в катушке, до | |||||||||||
22 | 30 | 4 | 10 | 16 | 22 | 30 | |||||
Время на катушку, мин. | |||||||||||
23 | Хлопчатобумажная лента, стеклолента | 30 | 20 | 15 | 2,84 | 3,56 | - | - | - | - | - |
24 | 45 | 30 | 15 | 3,33 | 4,05 | 1,21 | 1,75 | 2,29 | 2,83 | 3,55 | |
25 | 20 | 2,99 | 3,71 | 1,28 | 1,55 | 2,09 | 2,63 | 3,35 | |||
26 | 60 | 30 | 15 | 3,93 | 4,65 | 1,52 | 2,06 | 2,60 | 3,14 | 3,86 | |
27 | 20 | 3,26 | 3,98 | 1,14 | 1,68 | 2,22 | 2,76 | 3,48 | |||
28 | 50 | 15 | 4,16 | 4,88 | 1,65 | 2,19 | 2,73 | 3,27 | 3,99 | ||
29 | 20 | 3,48 | 4,20 | 1,21 | 1,81 | 2,35 | 2,89 | 3,61 | |||
30 | 80 | 30 | 20 | 3,92 | 4,64 | 1,54 | 2,08 | 2,62 | 3,16 | 3,88 | |
31 | 40 | 3,62 | 4,34 | 1,37 | 1,91 | 2,45 | 2,99 | 3,71 | |||
32 | 60 | 20 | 4,21 | 4,93 | 1,71 | 2,25 | 2,79 | 3,33 | 4,05 | ||
33 | 40 | 3,89 | 4,55 | 1,57 | 2,01 | 2,57 | 3,06 | 3,73 | |||
34 | 100 | 60 | 30 | 5,16 | 5,88 | 2,24 | 2,78 | 3,32 | 3,86 | 4,58 | |
35 | 50 | 4,78 | 5,50 | 2,03 | 2,57 | 2,21 | 3,65 | 4,37 | |||
36 | 100 | 30 | 5,91 | 6,63 | 2,67 | 3,21 | 3,75 | 4,29 | 5,01 | ||
37 | 50 | 5,54 | 5,45 | 2,46 | 3,00 | 3,54 | 4,08 | 4,60 | |||
38 | 120 | 60 | 40 | 5,73 | 6,45 | 2,60 | 3,14 | 3,68 | 4,22 | 4,94 | |
39 | 60 | 5,28 | 6,00 | 2,34 | 2,88 | 3,42 | 3,96 | 4,68 | |||
40 | 100 | 40 | 6,63 | 7,35 | 2,22 | 3,66 | 4,20 | 4,74 | 5,46 | ||
41 | 60 | 6,18 | 6,90 | 2,06 | 3,40 | 3,94 | 4,48 | 5,20 | |||
42 | 150 | 60 | 40 | 7,42 | 8,14 | 3,43 | 3,97 | 4,51 | 5,05 | 5,77 | |
43 | 60 | 6,67 | 7,39 | 3,11 | 3,65 | 4,19 | 4,73 | 5,45 | |||
44 | 150 | 40 | 7,80 | 8,52 | 3,75 | 4,29 | 4,83 | 5,37 | 6,09 | ||
Индекс | а | б | в | г | д | е | ж | ||||
Примечания: 1. При изолировании катушки одновременно 2 - 3 слоями приведенное в нормативной карте время применять с коэффициентом 1,3.
2. При изолировании катушки последовательно несколькими слоями приведенное в нормативной карте время применяется с коэффициентом 0,8 на каждый последующий слой.
Кольцевая намотка | ||||||
Карта 72 | ||||||
Содержание работы |  | |||||
1. Взять катушку, установить на рабочее место. 2. Взять нож, зачистить лепестки. 3. Взять электропаяльник, лудить лепестки, отложить электропаяльник. 4. Осмотреть качество лужения, отложить катушку. | ||||||
N позиции | Количество лепестков на катушке N, шт. | |||||
2 | 3 | 4 | 5 | 6 | каждый последующий | |
Время на катушку T, мин. | ||||||
1 | 0,432 | 0,578 | 0,721 | 0,856 | 0,985 | 0,130 |
Индекс | а | б | в | г | д | е |
T = 0,248 N0,74
Кольцевая намотка | |||||||||
Карта 73 | |||||||||
Содержание работы |  | ||||||||
1. Взять катушку. 2. Расправить выводы на катушке. 3. Подрезать выводы на необходимую длину по шаблону, линейке или по месту. 4. Подключить вывод к соответствующему лепестку, обжать. 5. Отрезать излишки провода. 6. Смазать место подключения флюсом, паять электропаяльником. 7. Промыть место пайки. 8. Осмотреть качество подключения и пайки. 9. Отложить катушку. | |||||||||
N позиции | Количество выводов N, шт. | Диаметр выводного конца D, мм, до | |||||||
0,06 | 0,125 | 0,25 | 0,51 | 1,00 | 1,50 | 2,5 | 3,5 | ||
Время на один вывод T, мин. | |||||||||
1 | 1 | 0,50 | 0,47 | 0,45 | 0,53 | 0,62 | 0,68 | 0,76 | 0,83 |
2 | 2 | 0,97 | 0,92 | 0,88 | 1,03 | 1,20 | 1,32 | 1,49 | 1,61 |
Индекс | а | б | в | г | д | е | ж | з | |

T = 0,619 N0,96 D0,23 (D = 0,51 - 3,5).
Кольцевая намотка | ||||
Карта 74 | ||||
Содержание работы |  | |||
1. Взять изоляционную ленту. Наложить ленту поперек намотки по диаметру катушки в диагональном направлении. 2. Взять ножницы, отрезать ленту, смазать конец ленты клеем, приклеить. 3. Отложить катушку. | ||||
N позиции | Наружный диаметр катушки, D, мм, до | Ширина ленты B, мм, до | ||
5 | 8 | 10 | ||
Время на катушку T, мин. | ||||
1 | 20 | 0,936 | 0,585 | 0,468 |
2 | 25 | 1,020 | 0,637 | 0,509 |
3 | 50 | 1,330 | 0,829 | 0,663 |
4 | 80 | 1,580 | 0,991 | 0,792 |
Индекс | а | б | в | |

Кольцевая намотка | |||||
Карта 75, лист 1 | |||||
N позиции | Содержание приема | Наружный диаметр каркаса, мм, до | |||
40 | 80 | ||||
Время на прием, мин. | |||||
1 | Осмотреть поверхность каркаса, зачистить при необходимости | 0,09 | 0,13 | ||
2 | Установить каркас в тиски, закрепить, открепить, снять каркас | 0,19 | 0,23 | ||
3 | Тщательно осмотреть обмотку, подравнять витки | 0,20 | 0,26 | ||
4 | Намотать вручную один виток на кольцо | 0,09 | 0,11 | ||
5 | Оттянуть провод намотки, сделать петлю, скрутить петлю | Диаметр провода, мм, до | 0,06 | 0,09 | |
6 | 0,51 | 0,08 | |||
7 | 1,00 | 0,12 | |||
8 | 1,50 | 0,14 | |||
9 | 2,50 | 0,18 | |||
10 | 3,50 | 0,23 | |||
11 | Надеть катушку на оправку, зачистить несколько витков, промыть место зачистки, спаять (закоротить) витки, промыть место пайки, осмотреть, снять катушку с оправкой | Длина закорачивания, мм, до | 10 | 0,31 | 0,32 |
12 | 20 | 0,65 | 0,52 | ||
13 | 40 | 1,14 | 0,91 | ||
14 | 60 | 1,63 | 1,30 | ||
15 | 80 | 2,14 | 1,70 | ||
16 | 100 | 2,60 | 2,08 | ||
17 | 120 | 3,10 | 2,47 | ||
18 | Приклеить клеем концы намотки | Диаметр провода, мм, до | 0,06 | 0,06 | |
19 | 0,51 | 0,04 | |||
Индекс | а | б | |||
ОТДЕЛЬНЫЕ ПРИЕМЫ, ВЫПОЛНЯЕМЫЕ ПРИ НАМОТКЕ КОЛЬЦЕВЫХ ОБМОТОК | Кольцевая намотка | |||||
Карта 75, лист 2 | ||||||
N позиции | Содержание приема | Наружный диаметр каркаса, мм, до | ||||
40 | 80 | |||||
Время на прием, мин. | ||||||
20 | Проложить изоляционную прокладку под отвод, закрепить одним витком провода намотки | 0,142 | ||||
21 | Надеть катушку на шаблон, замерить угол намотки, зачистить 3 - 4 витка, снять катушку с шаблона | Количество зачищаемых точек, шт. | 2 | 0,846 | 0,679 | |
22 | 4 | 1,630 | 1,300 | |||
23 | Взять ножницы, отрезать излишки ленты, отложить ножницы | 0,038 | ||||
24 | Закрепить конец изоляционной ленты клеем | Ширина ленты, мм, до | 2 | 0,045 | ||
25 | 10 | 0,036 | ||||
26 | 50 | 0,045 | ||||
27 | 100 | 0,063 | ||||
28 | 150 | 0,081 | ||||
29 | Обернуть катушки изоляционной лентой около вывода или лепестка, пропустить лепесток сквозь ленту | Вывод | Хлопчатобумажная лента, лакоткань, фторопласт | 0,054 | ||
30 | Лепесток | Лакоткань, фторопласт | 0,072 | |||
31 | Хлопчатобумажная лента | 0,090 | ||||
Индекс | а | б | ||||
КОНТРОЛЬНЫЕ ОПЕРАЦИИ
Контрольные операции | |||||||||||
Карта 76 | |||||||||||
N позиции | Содержание работы | Вид намотки | Количество выводов в катушке, шт., до | ||||||||
1 | 2 | 5 | 10 | 15 | 20 | 25 | 30 | ||||
Время на обмотку или катушку, мин. | |||||||||||
1 | Проверить качество намотки | Открытая | рядовая | 0,11 | |||||||
2 | внавал | 0,07 | |||||||||
3 | Универсальная | 0,04 | |||||||||
Кольцевая | 0,10 | ||||||||||
5 | Проверить качество заделки концов | - | 0,01 | 0,02 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | ||
6 | Проверить качество изоляции обмотки или катушки | Открытая | рядовая | 0,14 | 0,18 | ||||||
7 | внавал | 0,06 | 0,09 | 0,10 | |||||||
8 | Кольцевая | 0,10 | 0,14 | 0,18 | |||||||
9 | Проверить качество подключения припайки концов к клеммам | - | 0,02 | 0,04 | 0,10 | 0,15 | 0,21 | 0,30 | 0,37 | 0,43 | |
10 | Осмотреть катушку | - | 0,06 | 0,10 | 0,15 | ||||||
Индекс | а | б | в | г | д | е | ж | з | |||
Контрольные операции | |||||||||||||
Карта 77, лист 1 | |||||||||||||
N позиции | Тип наконечника | Вид работы | Содержание работы | Количество подключений (отключений) N, ед. | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||
Время T, мин. | |||||||||||||
Зажим типа "крокодильчик" | Подключить | 1. Взять зажим 2. Подключить к клемме | 0,054 | 0,081 | 0,114 | 0,149 | 0,177 | 0,209 | 0,238 | 0,266 | 0,294 | 0,322 | |
Отключить | 1. Отключить зажим от клеммы 2. Отложить зажим | 0,029 | 0,043 | 0,061 | 0,078 | 0,094 | 0,110 | 0,126 | 0,141 | 0,155 | 0,170 | ||
Штепсель однополюсный | Подключить | 1. Взять штепсель 2. Подключить к гнезду | 0,032 | 0,057 | 0,080 | 0,102 | 0,124 | 0,145 | 0,166 | 0,185 | 0,205 | 0,223 | |
Отключить | 1. Отключить штепсель от гнезда 2. Отключить штепсель | 0,025 | 0,046 | 0,064 | 0,082 | 0,099 | 0,116 | 0,132 | 0,148 | 0,164 | 0,179 | ||
Вилко- и крючкообразный | Подключить | 1. Взять конец провода 2. Подключить наконечник к клемме 3. Закрепить гайкой (винтом) | 0,093 | 0,167 | 0,236 | 0,302 | 0,365 | 0,426 | 0,485 | 0,543 | 0,601 | 0,657 | |
Отключить | 1. Отвернуть гайку (винт) 2. Снять наконечник с клеммы | 0,070 | 0,126 | 0,177 | 0,226 | 0,274 | 0,319 | 0,364 | 0,407 | 0,450 | 0,493 | ||
"Глухой" | Подключить | 1. Отвернуть гайку (винт) 2. Взять конец провода 3. Надеть наконечник на клемму 4. Закрепить гайкой (винтом) | 0,120 | 0,216 | 0,306 | 0,270 | 0,471 | 0,550 | 0,627 | 0,702 | 0,777 | 0,850 | |
Отключить | 1. Отвернуть гайку (винт) 2. Снять наконечник с клеммы 3. Навернуть гайку (винт) | 0,089 | 0,160 | 0,226 | 0,200 | 0,349 | 0,407 | 0,464 | 0,520 | 0,575 | 0,629 | ||
Вилка двухполюсная | Подключить | 1. Взять вилку 2. Подключить к розетке | 0,040 | 0,080 | 0,120 | 0,160 | 0,200 | 0,240 | - | - | - | - | |
Отключить | 1. Отключить вилку от розетки 2. Отложить вилку | 0,032 | 0,064 | 0,096 | 0,128 | 0,160 | 0,192 | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
ПОДКЛЮЧЕНИЕ И ОТКЛЮЧЕНИЕ ПРИБОРОВ | Контрольные операции | ||||||||||||
Карта 77, лист 2 | |||||||||||||
N позиции | Тип наконечника | Вид работы | Содержание работы | Количество подключений (отключений) N, ед. | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||
Время на подключение (отключение) T, мин. | |||||||||||||
Без наконечника | Подключить | 1. Взять конец соединительного провода 2. Нажать пальцем на головку пружинного зажима клеммы 3. Подключить конец провода к гнезду клеммы 4. Отпустить головку пружинного зажима клеммы | 0,052 | 0,090 | 0,124 | 0,157 | 0,187 | 0,216 | 0,245 | 0,278 | 0,300 | 0,326 | |
Отключить | 1. Нажать пальцем головку клеммы 2. Отключить конец провода от гнезда клеммы 3. Отпустить головку пружинного зажима 4. Отложить конец соединительного провода | 0,030 | 0,045 | 0,056 | 0,066 | 0,075 | 0,083 | 0,091 | 0,098 | 0,106 | 0,112 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||
Примечание. При подключении "глухого" наконечника принят диаметр резьбы М6, длина навертывания - 5 мм. При подключении вилко- и крючкообразного наконечника принят диаметр резьбы М6, длина навертывания - 2 мм.
T = 0,0538 · N0,53 (1);
T = 0,0288 · N0,85 (2);
T = 0,0316 · N0,85 (3);
T = 0,0253 · N0,85 (4);
T = 0,0930 · N0,85 (5);
T = 0,0700 · N0,85 (6);
T = 0,1200 · N0,85 (7);
T = 0,0890 · N0,85 (8);
T = 0,0400 · N (9);
T = 0,0320 · N (10);
T = 0,0516 · N0,80 (11);
T = 0,0301 · N0,57 (12).
Контрольные операции | ||||||||||||||
Карта 78 | ||||||||||||||
Содержание работы | ||||||||||||||
Переключить ручку управления прибора (стенда) из одного положения в другое | ||||||||||||||
N позиции | Эскиз | Тип переключателя | Количество переключений N, ед. | |||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||
Время на переключение T, мин. | ||||||||||||||
1 |  | Кнопка | 0,019 | 0,036 | 0,050 | 0,064 | 0,078 | 0,091 | 0,104 | 0,117 | 0,130 | 0,143 | ||
2 |  | Тумблер | 0,033 | 0,042 | 0,060 | 0,077 | 0,094 | 0,110 | 0,126 | 0,141 | 0,156 | 0,171 | ||
3 |  | Ступенчатый | 0,022 | 0,043 | 0,063 | 0,082 | 0,101 | 0,121 | 0,140 | 0,159 | 0,177 | 0,196 | ||
4 |  | Плавный | Угол поворота | 60° | 0,025 | 0,050 | 0,075 | 0,099 | 0,124 | 0,149 | 0,173 | 0,199 | 0,224 | 0,248 |
5 | 90° | 0,035 | 0,070 | 0,105 | 0,140 | 0,175 | 0,210 | 0,246 | 0,281 | 0,315 | 0,350 | |||
6 | 180° | 0,063 | 0,127 | 0,190 | 0,252 | 0,316 | 0,379 | 0,442 | 0,506 | 0,569 | 0,632 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||
Tкн = 0,0192 N0,87;
Tтумб = 0,0230 N0,87;
Tступ = 0,0294 N0,95;

Контрольные операции | |||||||||||
Карта 79 | |||||||||||
Содержание работы | |||||||||||
1. Переключить ручку управления прибора из одного положения в другое. 2. Наблюдать за отклонением стрелки прибора. | |||||||||||
N позиции | Тип переключателя | Количество снимаемых показаний n, ед. | Количество переключений N, ед. | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||
Время на переключение T, мин. | |||||||||||
1 | Кнопка | 1 | 0,071 | - | - | - | - | - | - | - | - |
2 | 2 | 0,120 | 0,219 | - | - | - | - | - | - | - | |
3 | 3 | 0,162 | 0,297 | 0,422 | - | - | - | - | - | - | |
4 | 4 | - | 0,373 | 0,531 | 0,68 | - | - | - | - | - | |
5 | 5 | - | 0,442 | 0,629 | 0,80 | 0,98 | - | - | - | - | |
6 | 6 | - | 0,499 | 0,710 | 0,91 | 1,11 | 1,30 | - | - | - | |
7 | 7 | - | - | 0,797 | 1,02 | 1,24 | 1,46 | 1,67 | - | - | |
8 | 8 | - | - | 0,881 | 1,13 | 1,37 | 1,61 | 1,84 | 2,07 | - | |
9 | 9 | - | - | 0,962 | 1,24 | 1,50 | 1,76 | 2,01 | 2,26 | 2,50 | |
10 | Тумблер | 1 | 0,062 | - | - | - | - | - | - | - | - |
11 | 2 | 0,102 | 0,185 | - | - | - | - | - | - | - | |
12 | 3 | 0,137 | 0,250 | 0,357 | - | - | - | - | - | - | |
13 | 4 | - | 0,315 | 0,449 | 0,50 | - | - | - | - | - | |
14 | 5 | - | 0,374 | 0,532 | 0,68 | 0,83 | - | - | - | - | |
15 | 6 | - | 0,422 | 0,600 | 0,77 | 0,94 | 1,10 | - | - | - | |
16 | 7 | - | - | 0,674 | 0,86 | 1,05 | 1,23 | 1,41 | - | - | |
17 | 8 | - | - | 0,744 | 0,96 | 1,16 | 1,36 | 1,55 | 1,74 | - | |
18 | 10 | - | - | 0,816 | 1,05 | 1,27 | 1,49 | 1,70 | 1,91 | 2,11 | |
19 | Ступенчатый | 1 | 0,053 | - | - | - | - | - | - | - | - |
20 | 2 | 0,086 | 0,166 | - | - | - | - | - | - | - | |
21 | 3 | 0,114 | 0,220 | 0,326 | - | - | - | - | - | - | |
22 | 4 | - | 0,269 | 0,399 | 0,52 | - | - | - | - | - | |
23 | 5 | - | 0,315 | 0,466 | 0,61 | 0,75 | - | - | - | - | |
24 | 6 | - | 0,358 | 0,530 | 0,92 | 0,86 | 1,01 | - | - | - | |
25 | 7 | - | - | 0,590 | 0,768 | 0,95 | 1,13 | 1,31 | - | - | |
26 | 8 | - | - | 0,648 | 0,846 | 1,04 | 1,24 | 1,44 | 1,63 | - | |
27 | 10 | - | - | 0,702 | 0,918 | 1,14 | 1,35 | 1,57 | 1,78 | 1,99 | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
Примечание. При снятии показаний с цифрового табло приведенное в нормативной карте время применять с коэффициентом 0,4.
Tкн = 0,0712 N0,87 n0,75;
Tтумб = 0,0602 N0,87 n0,75;
Tступ = 0,0529 N0,87 n0,75
Контрольные операции | |||
Карта 80 | |||
Содержание работы |  | ||
Перевести рубильник из одного положения в другое. | |||
N позиции | Количество рубильников n, шт. | Тип рубильника | |
однопозиционный | двухпозиционный | ||
Время на переключение T, мин. | |||
1 | 1 | 0,023 | 0,030 |
2 | 2 | 0,033 | 0,043 |
3 | 3 | 0,040 | 0,052 |
4 | 4 | 0,047 | 0,061 |
5 | 5 | 0,053 | 0,069 |
Индекс | |||
T = 0,0227 · n0,52 (индекс а);
T = 0,0261 · n0,66 (индекс б).
Контрольные операции | ||||||||||||
Карта 81 | ||||||||||||
Содержание работы | ||||||||||||
Установить заданный параметр плавным вращением переключателя с наблюдением по прибору | ||||||||||||
N позиции | Количество устанавливаемых параметров, N | Угол поворота переключателя | Количество переключений, n | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||
Время на установку T, мин. | ||||||||||||
1 | 1 | 60 | 0,064 | 0,121 | 0,18 | 0,23 | 0,28 | 0,34 | 0,39 | 0,44 | 0,49 | 0,54 |
2 | 90 | 0,089 | 0,171 | 0,25 | 0,33 | 0,40 | 0,47 | 0,55 | 0,62 | 0,69 | 0,76 | |
3 | 180 | 0,162 | 0,223 | 0,45 | 0,59 | 0,72 | 0,85 | 0,99 | 1,11 | 1,24 | 1,38 | |
4 | 2 | 60 | 0,107 | 0,203 | 0,30 | 0,39 | 0,48 | 0,57 | 0,65 | 0,74 | 0,82 | 0,91 |
5 | 90 | 0,150 | 0,287 | 0,42 | 0,55 | 0,67 | 0,80 | 0,92 | 1,05 | 1,17 | 1,28 | |
6 | 180 | 0,272 | 0,517 | 0,62 | 0,99 | 1,22 | 1,44 | 1,66 | 1,88 | 2,09 | 2,31 | |
7 | 3 | 60 | 0,145 | 0,275 | 0,40 | 0,52 | 0,65 | 0,77 | 0,88 | 1,00 | 1,11 | 1,23 |
8 | 90 | 0,204 | 0,389 | 0,57 | 0,74 | 0,91 | 1,08 | 1,25 | 1,41 | 1,57 | 1,73 | |
9 | 180 | 0,368 | 0,701 | 1,02 | 1,34 | 1,64 | 1,95 | 2,24 | 2,55 | 2,84 | 3,13 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
Примечание. При установке заданных параметров ЛАТРом или реостатом при угле поворота на 90° и одном переключении приведенное в нормативной карте время применять с коэффициентами: а) ЛАТРом - 1,15; б) реостатом - 0,4.

Контрольные операции | |||||
Карта 82 | |||||
N позиции | Проверяемый параметр | Содержание работы | Прибор | Время на один замер, мин. | |
Электрическая прочность изоляции | 1. Взять изделие, установить его в зажимы пробойной установки 2. Отрегулировать нужное напряжение ручкой плавной настройки, подать напряжение кнопкой на сборку 3. Снять напряжение после пробоя, отложить изделие Примечание. Технологическое время на пробой изделия не учтено | Пробойная установка, зажимы | 0,30 | ||
2 | Измерение коэффициента трансформации | 1. Взять изделие и произвести измерение коэффициента трансформации 2. Отложить изделие | Генератор, вольтметр | с расчетом | 0,30 |
без расчета | 0,14 | ||||
Контрольные операции | ||
Карта 83 | ||
Содержание работы |  | |
1. Взять пробники мегомметра. 2. Коснуться пробниками контактов. 3. Повернуть рукоятку мегомметра на 2 - 3 оборота. 4. Измерить величину сопротивления мегомметром. 5. Отложить пробники мегомметра. | ||
N позиции | Количество проверяемых цепей N, шт., до | Время на замер T, мин. |
1 | 1 | 0,052 |
2 | 2 | 0,092 |
3 | 3 | 0,131 |
4 | 4 | 0,171 |
5 | 5 | 0,210 |
6 | 6 | 0,250 |
7 | 7 | 0,290 |
8 | 8 | 0,330 |
9 | 9 | 0,369 |
10 | 10 | 0,409 |
11 | 11 | 0,448 |
12 | 13 | 0,488 |
13 | 14 | 0,527 |
14 | 16 | 0,606 |
15 | 18 | 0,686 |
16 | 20 | 0,765 |
T = 0,0396 · N + 0,0126
Контрольные операции | |||||||||||||||||
Карта 84 | |||||||||||||||||
N позиции | Тип катушки | Измерительный прибор | Точность измерения, %, до | Диаметр провода, мм, до | |||||||||||||
0,05 | 0,07 | 0,1 | 0,15 | 0,22 | 0,32 | 0,5 | 0,7 | 1,1 | 1,5 | 2,2 | 3,5 | ||||||
Время на замер, мин. | |||||||||||||||||
1 | Дроссели высокой частоты | Прибор для разбраковки | 1 | 0,15 | 0,13 | 0,12 | 0,10 | 0,09 | 0,16 | 0,19 | 0,21 | 0,24 | 0,26 | 0,29 | 0,33 | ||
2 | 5 | 0,10 | 0,09 | 0,08 | 0,07 | 0,06 | 0,11 | 0,13 | 0,14 | 0,16 | 0,17 | 0,19 | 0,22 | ||||
3 | 10 | 0,08 | 0,07 | 0,07 | 0,06 | 0,05 | 0.09 | 0,11 | 0,12 | 0,14 | 0.15 | 0,16 | 0,19 | ||||
4 | Специальная установка | Без подгонки | 1 | 0,23 | 0,20 | 0,18 | 0,15 | 0,14 | 0,24 | 0,29 | 0,32 | 0,36 | 0,39 | 0,44 | 0,50 | ||
5 | 5 | 0,15 | 0,14 | 0,12 | 0,11 | 0,09 | 0,17 | 0,20 | 0,21 | 0,24 | 0,26 | 0,29 | 0,33 | ||||
6 | 10 | 0,12 | 0,11 | 0,11 | 0,09 | 0,08 | 0,14 | 0,17 | 0,18 | 0,21 | 0,23 | 0,24 | 0,29 | ||||
7 | Прибор для разбраковки | С подгонкой | 1 | 0,24 | 0,21 | 0,19 | 0,16 | 0,14 | 0,26 | 0,30 | 0,34 | 0,38 | 0,42 | 0,46 | 0,53 | ||
8 | 5 | 0,16 | 0,14 | 0,13 | 0,11 | 0,10 | 0,18 | 0,21 | 0,22 | 0,26 | 0,27 | 0,30 | 0,36 | ||||
9 | 10 | 0,13 | 0,11 | 0,11 | 0,10 | 0,08 | 0,14 | 0,18 | 0,19 | 0,22 | 0,24 | 0,26 | 0,30 | ||||
10 | Контурные катушки | Универсальный ост | Без подгонки | 1 | 0,13 | 0,11 | 0,10 | 0,09 | 0,08 | 0,14 | 0,16 | 0,18 | 0,20 | 0,22 | 0,25 | 0,28 | |
11 | С подгонкой | отматыванием витков | 5 | 0,22 | 0,20 | 0,18 | 0,15 | 0,13 | 0,24 | 0,29 | 0,31 | 0,35 | 0,37 | 0,42 | 0,48 | ||
12 | 10 | 0,18 | 0,15 | 0,15 | 0,13 | 0,11 | 0,20 | 0,24 | 0,26 | 0,31 | 0,33 | 0,35 | 0,42 | ||||
13 | Специальная установка | с помощью сердечника | - | 0,58 | 0,50 | 0,43 | 0,41 | 0,40 | 0,42 | 0,50 | 0,56 | 0,65 | 0,72 | 0,85 | 1,08 | ||
14 | поджатием обмотки | - | 0,31 | 0,25 | 0,22 | 0,21 | 0,20 | 0,21 | 0,22 | 0,23 | 0,24 | 0,25 | 0,27 | 0,30 | |||
15 | подбором сердечника | - | 0,39 | 0,35 | 0,32 | 0,31 | 0,28 | 0,30 | 0,34 | 0,39 | 0,45 | 0,50 | 0,58 | 0,68 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |||||
Контрольные операции | |||||||
Карта 85 | |||||||
Содержание работы | |||||||
1. Подключить выводные концы к клеммам прибора или надеть катушку на сердечник магнитопровода. 2. Провести измерения. 3. Отключить выводные концы, отложить катушку. | |||||||
N позиции | Вид измерения | Прибор | Способ установки катушки | Способ подключения выводов | Способ включения прибора | ||
поворотом ручки | кнопкой и тумблером | постоянно включенный | |||||
Время на одно измерение, мин. | |||||||
1 | На сопротивление и обрыв | Мостик Уилстона | Свободно на столе | Свободно, касанием с контактами | - | - | 0,05 |
2 | Целевыми зажимами и "крокодильчиками" | 0,12 | 0,09 | 0,08 | |||
3 | Винтовыми зажимами | 0,15 | 0,11 | 0,09 | |||
4 | Специальная установка | Свободно, касанием с контактами | - | - | 0,05 | ||
5 | Щелевыми зажимами и "крокодильчиками" | 0,12 | 0,10 | 0,09 | |||
6 | Винтовыми зажимами | 0,16 | 0,13 | 0,12 | |||
7 | На сердечник магнитопровода | Свободно, касанием с контактами | - | - | 0,07 | ||
8 | Щелевыми зажимами и "крокодильчиками" | 0,15 | 0,13 | 0,11 | |||
9 | Винтовыми зажимами | 0,17 | 0,16 | 0,11 | |||
10 | Омметр | Свободно на столе | Свободно, касанием с контактами | - | 0,05 | ||
11 | Щелевыми зажимами и "крокодильчиками" | 0,15 | 0,12 | 0,11 | |||
12 | Винтовыми зажимами | 0,17 | 0,14 | 0,12 | |||
13 | На короткозамкнутость витков | На сердечник магнитопровода или ввода щупа в катушку | Без подключения | - | - | 0,05 | |
14 | Свободно на столе | - | - | 0,04 | |||
15 | На количество витков | На сердечник магнитопровода | Щелевыми зажимами и "крокодильчиками" | 0,13 | 0,08 | 0,06 | |
16 | Винтовыми зажимами | 0,15 | 0,10 | 0,08 | |||
Индекс | а | б | в | ||||
Контрольные операции | ||||||||||||||
Карта 86 | ||||||||||||||
Содержание работы | ||||||||||||||
1. Взять бумагу и ручку. 2. Записать число. 3. Произвести арифметическое действие. 4. Отложить бумагу и ручку. | ||||||||||||||
N позиции | Арифметическое действие | Сложение и вычитание | Количество чисел в одном действии n | 2 | 3 | 4 | 5 | 6 | 7 | 3 | 9 | 10 | ||
Количество цифр в числе N | 6 | Время T, мин. | 0,366 | 0,537 | 0,706 | 0,872 | 1,050 | 1,200 | 1,350 | 1,500 | 1,680 | |||
2 | 5 | 0,322 | 0,473 | 0,621 | 0,768 | 0,913 | 1,050 | 1,200 | 1,350 | 1,480 | ||||
3 | 4 | 0,276 | 0,406 | 0,533 | 0,659 | 0,784 | 0,908 | 1,050 | 1,050 | 1,270 | ||||
4 | 3 | 0,226 | 0,332 | 0,437 | 0,540 | 0,642 | 0,747 | 0,844 | 0,944 | 1,040 | ||||
2 | 0,171 | 0,251 | 0,330 | 0,408 | 0,485 | 0,562 | 0,638 | 0,713 | 0,790 | |||||
Деление (с точностью до 0,01) | Количество цифр в числе (делимом) N | 2 | 3 | 4 | 5 | - | - | - | - | - | ||||
Количество цифр в числе (делителе) n | 3 | Время T, мин. | - | 0,602 | 0,844 | 1,100 | - | - | - | - | - | |||
7 | 2 | 0,294 | 0,474 | 0,665 | 0,866 | - | - | - | - | - | ||||
1 | 0,197 | 0,319 | 0,466 | 0,581 | - | - | - | - | - | |||||
9 | Умножение | Количество цифр во втором сомножителе N | 2 | - | - | - | - | - | - | - | - | |||
Количество цифр в первом сомножителе n | 2 | Время T, мин. | 0,292 | - | - | - | - | - | - | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | |||||
Контрольные операции | ||||||
Карта 87 | ||||||
N позиции | Содержание приема и его выполнение | Время на один прием, мин. | ||||
1 | Взять катушку и поставить оттиск штемпелем | 0,026 | ||||
2 | Взять клеймо, молоток и маркировать табличку | с подбором знаков | 1 | 0,130 | ||
3 | 2 | 0,200 | ||||
4 | каждый последующий | 0,060 | ||||
5 | без подбора знаков | 1 | 0,102 | |||
6 | 2 | 0,120 | ||||
7 | каждый последующий | 0,050 | ||||
8 | Взять катушку или каркас и нанести риски надфилем на щечке каркаса | Количество рисок | 1 | 0,024 | ||
9 | 2 | 0,028 | ||||
10 | 3 | 0,030 | ||||
11 | Написать на катушке или бирке знак | карандашом | первый знак | 0,030 | ||
12 | каждый последующий | 0,015 | ||||
13 | пером | первый знак | 0,050 | |||
14 | каждый последующий | 0,020 | ||||
15 | кистью | первый знак | 0,105 | |||
16 | каждый последующий | 0,040 | ||||
17 | Взять каркас или катушку, взять стержень, обмакнуть его в краску и поставить точки. Отложить каркас или катушку | Количество точек | 1 | 0,080 | ||
18 | 2 | 0,100 | ||||
19 | 3 | 0,120 | ||||
20 | 4 | 0,140 | ||||
21 | Взять катушку, взять кисть, обмакнуть кисть в краску, покрыть поверхность провода краской. Отложить катушку и кисть | Длина покрытия, мм, до | 30 | Количество выводов, до | 1 | 0,13 |
22 | 2 | 0,24 | ||||
23 | 4 | 0,44 | ||||
24 | 70 | 1 | 0,16 | |||
25 | 2 | 0,30 | ||||
26 | 4 | 0,56 | ||||
27 | Взять каркас, установить под специальный пресс - клеймить | 0,10 | ||||
28 | Взять табличку, установить под ручной пресс - набить табличку (с установкой и подбором клейма) | 0,18 | ||||
29 | Написать личный номер на полосе бумаги и вырезать ножницами | 0,07 | ||||
30 | Маркировать табличку способом металлографии | 0,45 | ||||
31 | Смазать место под табличку и приклеить | 0,11 | ||||
32 | Набить табличку на пневматическом прессе с автоматической подачей полосы | 0,02 | ||||
33 | Вырезать ножницами бирку и написать на ней номер | 0,20 | ||||
34 | Надеть бирку на выводной конец, закрепить конец, отогнуть | 0,10 | ||||
35 | Вырезать ножницами номерок, напечатанный на листе бумаги | 0,04 | ||||
Привязать бирку к выводу ниткой | 0,15 | |||||
Контрольные операции | |||||||||||||
Карта 88 | |||||||||||||
Содержание работы | |||||||||||||
1. Взять техническую документацию, ручку или штемпель. 2. Записать результат проверки или поставить штемпель. 3. Отложить техническую документацию, ручку или штемпель. | |||||||||||||
N позиции | Вид оформления | Количество подписей, дат или штампов n, шт. | Количество слов или чисел N, шт., до | ||||||||||
- | 1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 15 | |||
Время на оформление T, мин. | |||||||||||||
1 | - | - | 0,15 | 0,24 | 0,33 | 0,42 | 0,51 | 0,60 | 0,69 | 0,87 | 1,05 | 1,23 | |
2 | 1 | 0,20 | 0,29 | 0,38 | 0,47 | 0,56 | 0,65 | 0,74 | 0,83 | 1,01 | 1,19 | 1,37 | |
3 | 2 | 0,34 | 0,43 | 0,52 | 0,61 | 0,70 | 0,79 | 0,88 | 0,97 | 1,15 | 1,33 | 1,51 | |
4 | 3 | 0,48 | 0,57 | 0,66 | 0,75 | 0,84 | 0,93 | 1,02 | 1,11 | 1,29 | 1,47 | 1,65 | |
5 | 4 | 0,62 | 0,71 | 0,80 | 0,89 | 0,98 | 1,07 | 1,16 | 1,25 | 1,43 | 1,61 | 1,79 | |
6 | 5 | 0,76 | 0,85 | 0,94 | 1,03 | 1,12 | 1,21 | 1,30 | 1,39 | 1,57 | 1,75 | 1,93 | |
7 | 6 | 0,90 | 0,99 | 1,08 | 1,17 | 1,26 | 1,35 | 1,44 | 1,53 | 1,71 | 1,89 | 2,07 | |
8 | 7 | 1,04 | 1,13 | 1,22 | 1,31 | 1,40 | 1,49 | 1,58 | 1,67 | 1,86 | 2,03 | 2,21 | |
9 | 8 | 1,18 | 1,27 | 1,36 | 1,45 | 1,54 | 1,63 | 1,72 | 1,81 | 1,99 | 2,17 | 2,35 | |
10 | 9 | 1,32 | 1,41 | 1,50 | 1,59 | 1,68 | 1,77 | 1,86 | 1,95 | 2,13 | 2,31 | 2,49 | |
11 | 10 | 1,46 | 1,55 | 1,64 | 1,73 | 1,82 | 1,91 | 2,00 | 2,09 | 2,27 | 2,45 | 2,63 | |
12 | 1 | 0,29 | 0,38 | 0,47 | 0,56 | 0,65 | 0,74 | 0,83 | 0,92 | 1,10 | 1,28 | 1,46 | |
13 | 2 | 0,46 | 0,55 | 0,64 | 0,73 | 0,82 | 0,91 | 1,00 | 1,09 | 1,27 | 1,45 | 1,63 | |
14 | 3 | 0,63 | 0,72 | 0,81 | 0,90 | 0,99 | 1,08 | 1,17 | 1,26 | 1,44 | 1,62 | 1,80 | |
15 | 4 | 0,80 | 0,89 | 0,98 | 1,07 | 1,16 | 1,25 | 1,34 | 1,43 | 1,61 | 1,79 | 1,97 | |
16 | 5 | 0,97 | 1,06 | 1,15 | 1,24 | 1,33 | 1,42 | 1,51 | 1,60 | 1,78 | 1,98 | 2,14 | |
17 | 6 | 1,14 | 1,23 | 1,32 | 1,41 | 1,50 | 1,59 | 1,68 | 1,77 | 1,95 | 2,13 | 2,31 | |
18 | 7 | 1,31 | 1,40 | 1,49 | 1,58 | 1,67 | 1,76 | 1,85 | 1,94 | 2,12 | 2,30 | 2,48 | |
19 | 8 | 1,47 | 1,56 | 1,65 | 1,74 | 1,83 | 1,92 | 2,01 | 2,10 | 2,28 | 2,46 | 2,64 | |
20 | 9 | 1,64 | 1,73 | 1,82 | 1,91 | 2,00 | 2,09 | 2,1 | 2,27 | 2,45 | 2,62 | 2,71 | |
21 | 10 | 1,81 | 1,90 | 1,99 | 2,08 | 2,17 | 2,26 | 2,35 | 2,44 | 2,53 | 2,63 | 2,81 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
T = 0,09 · N + 0,14 · n + 0,061 (без штампа);
T = 0,09 · N + 0,169 · n +0,122 (со штампом).
РЕЖИМЫ НАМОТКИ
Открытая намотка | |||||||
Карта 89, лист 1 | |||||||
N позиции | Длина большей стороны сечения каркаса, шаблона, мм, до | Диаметр провода, мм, до | Количество витков в ряду или обмотке, до | ||||
10 | 20 | 40 | 60 | 100 | |||
Частота вращения шпинделя, об./мин. | |||||||
1 | 15 | 0,09 - 0,18 | 210 | 370 | 545 | 715 | 1050 |
2 | 0,06 - 0,08; 0,2 - 0,23 | 185 | 315 | 500 | 660 | 975 | |
3 | 0,05; 0,25 - 0,31 | 170 | 270 | 416 | 540 | 790 | |
4 | 0,41 | 160 | 220 | 360 | 460 | 660 | |
5 | 0,51 | 140 | 200 | 315 | 400 | 580 | |
6 | 30 | 0,09 - 0,18; | 200 | 350 | 520 | 680 | 1000 |
7 | 0,06 - 0,08; 0,2 - 0,23 | 175 | 300 | 475 | 625 | 925 | |
8 | 0,05; 0,25 - 0,31 | 160 | 255 | 395 | 515 | 750 | |
9 | 0,41 | 150 | 210 | 340 | 435 | 625 | |
10 | 0,51 | 130 | 190 | 300 | 380 | 550 | |
11 | 0,72 | 120 | 170 | 255 | 325 | 460 | |
12 | 1,00 | 110 | 160 | 235 | 295 | 420 | |
13 | 1,30 | 100 | 135 | 210 | 265 | 375 | |
14 | 1,60 | 90 | 125 | 185 | 230 | 330 | |
15 | 50 | 0,09 - 0,18 | 180 | 320 | 470 | 620 | 910 |
16 | 0,06 - 0,08; 0,2 - 0,23 | 160 | 270 | 430 | 570 | 840 | |
17 | 0,05; 0,25 - 0,31 | 145 | 230 | 360 | 470 | 680 | |
18 | 0,41 | 135 | 190 | 310 | 395 | 570 | |
19 | 0,51 | 120 | 170 | 275 | 345 | 500 | |
20 | 0,72 | 110 | 155 | 230 | 295 | 415 | |
21 | 1,00 | 100 | 145 | 215 | 270 | 380 | |
22 | 1,30 | 90 | 125 | 190 | 240 | 340 | |
23 | 1,60 | 80 | 115 | 170 | 210 | 300 | |
24 | 1,81 | 70 | 100 | 150 | 180 | 260 | |
25 | 2,10 | 60 | 90 | 130 | 150 | 220 | |
Индекс | а | б | в | г | д | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ ПРИ РЯДОВОЙ НАМОТКЕ НА КАРКАСЫ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ НА СТАНКАХ С РУЧНОЙ УКЛАДКОЙ ПРОВОДА | Открытая намотка | |||||||
Карта 89, лист 2 | ||||||||
N позиции | Длина большей стороны сечения каркаса, шаблона, мм, до | Диаметр провода, мм, до | Количество витков в ряду или обмотке, до | |||||
10 | 20 | 40 | 60 | 100 | 140 | |||
Частота вращения шпинделя, об./мин. | ||||||||
26 | 75 | 0,09 - 0,18 | 160 | 280 | 415 | 545 | 800 | 1160 |
27 | 0,06 - 0,08; 0,2 - 0,23 | 140 | 240 | 380 | 500 | 740 | 1070 | |
28 | 0,05; 0,25 - 0,31 | 130 | 205 | 315 | 410 | 600 | 870 | |
29 | 0,41 | 120 | 170 | 270 | 350 | 500 | 725 | |
30 | 0,51 | 105 | 150 | 240 | 305 | 440 | 640 | |
31 | 0,72 | 95 | 135 | 205 | 260 | 370 | 535 | |
32 | 1,00 | 85 | 130 | 190 | 235 | 335 | 485 | |
33 | 1,30 | 80 | 110 | 170 | 210 | 300 | 435 | |
34 | 1,60 | 70 | 100 | 150 | 185 | 265 | 385 | |
35 | 1,81 | 60 | 90 | 130 | 160 | 230 | 335 | |
36 | 2,10 | 50 | 80 | 110 | 135 | 195 | 280 | |
37 | 2,44 | 40 | 70 | 90 | 110 | 160 | 230 | |
38 | 100 | 0,09 - 0,18 | 140 | 240 | 360 | 470 | 690 | 1000 |
39 | 0,06 - 0,08; 0,2 - 0,23 | 120 | 205 | 325 | 430 | 640 | 930 | |
40 | 0,05; 0,25 - 0,31 | 110 | 175 | 270 | 355 | 515 | 745 | |
41 | 0,41 | 105 | 145 | 235 | 300 | 430 | 625 | |
42 | 0,51 | 90 | 130 | 205 | 260 | 380 | 550 | |
43 | 0,72 | 85 | 115 | 175 | 225 | 315 | 455 | |
44 | 1,00 | 75 | 110 | 160 | 205 | 290 | 420 | |
45 | 1,30 | 70 | 95 | 145 | 180 | 260 | 375 | |
46 | 1,60 | 60 | 85 | 130 | 160 | 230 | 335 | |
47 | 1,81 | 50 | 70 | 115 | 140 | 210 | 305 | |
48 | 2,10 | 40 | 65 | 100 | 125 | 180 | 260 | |
49 | 2,44 | 35 | 60 | 85 | 100 | 150 | 220 | |
Индекс | а | б | в | г | д | е | ||
Примечание. Частота вращения шпинделя приведена при соотношении сторон каркаса, шаблона от 1:1 до 1:1,5; для соотношения сторон от 1:1,5 до 1:2 приведенная в нормативной карте частота вращения применяется с коэффициентом К = 0,8, для соотношения от 1:2 до 1:3 и выше - с коэффициентом К = 0,7.
Открытая намотка | ||||||||
Карта 90, лист 1 | ||||||||
N позиции | Длина большей стороны сечения каркаса, шаблона, мм, до | Диаметр провода, мм, до | Количество витков в ряду или обмотке, до | |||||
60 | 100 | 200 | 500 | 1000 | Свыше 1000 | |||
Частота вращения шпинделя, об./мин. | ||||||||
1 | 15 | 0,09 - 0,18 | 855 | 1260 | 1840 | 2625 | 3150 | 3780 |
1 | 0,06 - 0,08; 0,2 - 0,23 | 785 | 1155 | 1575 | 2350 | 2940 | 3530 | |
3 | 0,05; 0,23 - 0,31 | 640 | 945 | 1365 | 2100 | 2310 | 2770 | |
4 | 0,41 | 545 | 790 | 1050 | 1640 | 1785 | 2140 | |
5 | 0,51 | 445 | 630 | 840 | 1365 | 1420 | 1700 | |
6 | 30 | 0,09 - 0,18 | 815 | 1750 | 2500 | 3000 | 3600 | |
7 | 0,06 - 0,08; 0,2 - 0,23 | 745 | 1100 | 1500 | 2240 | 2800 | 3360 | |
8 | 0,05; 0,23 - 0,31 | 610 | 900 | 1300 | 2000 | 2200 | 2640 | |
9 | 0,41 | 520 | 750 | 1000 | 1560 | 1700 | 2040 | |
10 | 0,51 | 600 | 800 | 1300 | 1350 | 1620 | ||
11 | 0,72 | 385 | 550 | 700 | 1000 | 1130 | 1360 | |
12 | 1,00 | 350 | 500 | 600 | 875 | 1000 | 1200 | |
13 | 1,30 | 320 | 450 | 500 | 725 | 850 | - | |
14 | 1,60 | 285 | 400 | 450 | 640 | - | - | |
15 | 50 | 0,09 - 0,18 | 740 | 1090 | 1590 | 2270 | 2730 | 3270 |
16 | 0,06 - 0,08; 0,2 - 0,23 | 675 | 1000 | 1365 | 2040 | 2545 | 3050 | |
17 | 0,05; 0,23 - 0,31 | 555 | 820. | 1180 | 1820 | 2000 | 2400 | |
18 | 0,41 | 470 | 680 | 910 | 1420 | 1545 | 1855 | |
19 | 0,51 | 385 | 545 | 725 | 1180 | 1230 | 1470 | |
20 | 0,72 | 350 | 500 | 635 | 910 | 1030 | 1235 | |
21 | 1,00 | 320 | 455 | 545 | 795 | 910 | 1090 | |
22 | 1,30 | 290 | 410 | 455 | 660 | 770 | 930 | |
23 | 1,60 | 260 | 365 | 410 | 580 | 665 | - | |
24 | 1,81 | 230 | 320 | 365 | 500 | - | - | |
25 | 2,10 | 200 | 280 | 320 | 420 | - | - | |
Индекс | а | б | в | г | д | е | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ ПРИ РЯДОВОЙ НАМОТКЕ НА КАРКАСЫ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ НА СТАНКАХ С МЕХАНИЧЕСКОЙ УКЛАДКОЙ ПРОВОДА | Открытая намотка | |||||||
Карта 90, лист 2 | ||||||||
N позиции | Длина большей стороны сечения каркаса, шаблона, мм, до | Диаметр провода мм, до | Количество витков в ряду или обмотке, до | |||||
60 | 100 | 200 | 500 | 1000 | Свыше 1000 | |||
Частота вращения шпинделя, об./мин. | ||||||||
26 | 75 | 0,09 - 0,18 | 625 | 925 | 1345 | 1920 | 2020 | 2770 |
27 | 0,06 - 0,08; 0,2 - 0,23 | 570 | 845 | 1155 | 1720 | 2150 | 2580 | |
28 | 0,05; 0,23 - 0,31 | 470 | 690 | 1000 | 1540 | 1690 | 2030 | |
29 | 0,41 | 400 | 575 | 770 | 1200 | 1310 | 1570 | |
30 | 0,51 | 325 | 460 | 615 | 1000 | 1040 | 1250 | |
31 | 0,72 | 295 | 425 | 540 | 770 | 870 | 1050 | |
32 | 1,00 | 270 | 385 | 460 | 670 | 770 | 920 | |
33 | 1,30 | 245 | 350 | 385 | 560 | 655 | 785 | |
34 | 1,60 | 220 | 310 | 345 | 490 | 560 | 650 | |
35 | 1,81 | 195 | 270 | 300 | 420 | 470 | - | |
36 | 2,10 | 170 | 230 | 260 | 370 | - | - | |
37 | 2,44 | 150 | 190 | 220 | - | - | - | |
38 | 100 | 0,09 - 0,18 | 645 | 800 | 1170 | 1670 | 2000 | 2400 |
39 | 0,06 - 0,08; 0,2 - 0,23 | 500 | 730 | 1000 | 1490 | 1870 | 2240 | |
40 | 0,05; 0,23 - 0,31 | 410 | 600 | 870 | 1330 | 1470 | 1760 | |
41 | 0,41 | 350 | 500 | 670 | 1040 | 1130 | 1360 | |
42 | 0,51 | 285 | 400 | 530 | 870 | 900 | 1080 | |
43 | 0,72 | 255 | 365 | 470 | 670 | 755 | 910 | |
44 | 1,00 | 230 | 330 | 400 | 580 | 670 | 800 | |
45 | 1,30 | 210 | 300 | 330 | 480 | 570 | 680 | |
46 | 1,60 | 190 | 265 | 300 | 390 | 480 | 570 | |
47 | 1,81 | 170 | 230 | 270 | 310 | 390 | 470 | |
48 | 2,10 | 150 | 200 | 240 | 280 | 330 | - | |
49 | 2,44 | 130 | 170 | 210 | 250 | - | - | |
Индекс | а | б | в | г | д | е | ||
Примечание. Частота вращения шпинделя приведена при соотношении сторон каркаса, шаблона - от 1:1 до 1:5; для соотношения сторон от 1:1,5 до 1:2 приведенная в нормативной карте частота вращения применяется с коэффициентом К = 0,8; для соотношения от 1:2 до 1:3 и выше с коэффициентом К = 0,7.
Открытая намотка | |||||||
Карта 91, лист 1 | |||||||
N позиции | Диаметр каркаса, гильзы, шаблона, мм, до | Диаметр провода, мм, до | Количество витков в ряду или обмотке, до | ||||
10 | 20 | 40 | 60 | 100 | |||
Частота вращения шпинделя, об./мин. | |||||||
1 | 15 | 0,09 - 0,18 | 230 | 415 | 600 | 790 | 1150 |
2 | 0,06 - 0,08; 0,2 - 0,23 | 200 | 370 | 525 | 690 | 1020 | |
3 | 0,05; 0,25 - 0,31 | 180 | 315 | 450 | 590 | 860 | |
4 | 0,41 | 170 | 280 | 390 | 500 | 720 | |
5 | 0,51 | 150 | 240 | 340 | 440 | 630 | |
6 | 30 | 0,09 - 0,18 | 220 | 395 | 570 | 750 | 1100 |
7 | 0,06 - 0,08; 0,2 - 0,23 | 190 | 350 | 500 | 660 | 975 | |
8 | 0,05; 0,25 - 0,31 | 170 | 300 | 430 | 560 | 820 | |
9 | 0,41 | 160 | 265 | 370 | 480 | 690 | |
10 | 0,51 | 140 | 230 | 325 | 415 | 600 | |
11 | 0,72 | 130 | 200 | 280 | 350 | 500 | |
12 | 1,00 | 120 | 190 | 255 | 320 | 460 | |
13 | 1,30 | 110 | 170 | 230 | 280 | 420 | |
14 | 1,60 | 100 | 150 | 205 | 255 | 360 | |
15 | 50 | 0,09 - 0,18 | 200 | 360 | 520 | 680 | 1000 |
16 | 0,06 - 0,08; 0,2 - 0,23 | 170 | 320 | 455 | 600 | 885 | |
17 | 0,05; 0,25 - 0,31 | 155 | 270 | 390 | 510 | 750 | |
18 | 0,41 | 145 | 240 | 340 | 435 | 630 | |
19 | 0,51 | 130 | 210 | 300 | 380 | 550 | |
20 | 0,72 | 120 | 180 | 255 | 320 | 460 | |
21 | 1,00 | 110 | 170 | 230 | 290 | 420 | |
22 | 1,30 | 100 | 155 | 210 | 255 | 380 | |
23 | 1,60 | 90 | 140 | 190 | 230 | 330 | |
24 | 1,81 | 80 | 130 | 170 | 200 | 280 | |
25 | 2,10 | 70 | 120 | 150 | 180 | 230 | |
Индекс | а | б | в | г | д | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ ПРИ РЯДОВОЙ НАМОТКЕ НА КАРКАСЫ КРУГЛОГО СЕЧЕНИЯ НА СТАНКАХ С РУЧНОЙ УКЛАДКОЙ ПРОВОДА | Открытая намотка | ||||||
Карта 91, лист 2 | |||||||
N позиции | Диаметр каркаса, гильзы, шаблона, мм, до | Диаметр провода, мм, до | Количество витков в ряду или обмотке, до | ||||
10 | 20 | 40 | 60 | 100 | |||
Частота вращения шпинделя, об./мин. | |||||||
26 | 75 | 0,09 - 0,18 | 170 | 300 | 440 | 580 | 845 |
27 | 0,06 - 0,08; 0,2 - 0,23 | 150 | 270 | 385 | 510 | 750 | |
28 | 0,05; 0,25 - 0,31 | 130 | 230 | 330 | 430 | 630 | |
29 | 0,41 | 120 | 200 | 280 | 370 | 530 | |
30 | 0,51 | 110 | 180 | 250 | 320 | 460 | |
31 | 0,72 | 100 | 155 | 215 | 270 | 390 | |
32 | 1,00 | 90 | 145 | 190 | 240 | 350 | |
33 | 1,30 | 85 | 130 | 175 | 215 | 320 | |
34 | 1,60 | 75 | 115 | 160 | 190 | 280 | |
35 | 1,81 | 70 | 100 | 145 | 165 | 240 | |
36 | 2,10 | 65 | 90 | 130 | 145 | 200 | |
37 | 2,44 | 60 | 80 | 110 | 130 | 160 | |
38 | 100 | 0,09 - 0,18 | 145 | 260 | 380 | 500 | 730 |
39 | 0,06 - 0,08; 0,2 - 0,23 | 125 | 230 | 330 | 440 | 650 | |
40 | 0,05; 0,25 - 0,31 | 110 | 200 | 285 | 370 | 545 | |
41 | 0,41 | 105 | 175 | 245 | 320 | 460 | |
42 | 0,51 | 90 | 150 | 220 | 275 | 400 | |
43 | 0,72 | 85 | 130 | 190 | 230 | 330 | |
44 | 1,00 | 80 | 125 | 170 | 210 | 310 | |
45 | 1,30 | 75 | 110 | 150 | 185 | 280 | |
46 | 1,60 | 65 | 90 | 135 | 170 | 240 | |
47 | 1,81 | 60 | 80 | 110 | 150 | 200 | |
48 | 2,10 | 50 | 70 | 90 | 130 | 160 | |
49 | 2,44 | 40 | 60 | 70 | 110 | 130 | |
Индекс | а | б | в | г | д | ||
Примечания: 1. При намотке одновременно в два провода частоту вращения, приведенную в нормативной карте, применять с коэффициентом К = 0,8; при намотке в четыре провода с коэффициентом К = 0,5.
2. При ширине намотки меньше 5 мм частоту вращения, приведенную в нормативной карте, применять с коэффициентом К = 0,5.
Открытая намотка | ||||||||
Карта 92, лист 1 | ||||||||
N позиции | Диаметр каркаса, гильзы, шаблона, мм, до | Диаметр провода, мм, до | Количество витков в ряду или обмотке, до | |||||
60 | 100 | 200 | 500 | 1000 | Свыше 1000 | |||
Частота вращения шпинделя, об./мин. | ||||||||
1 | 15 | 0,09 - 0,18 | 970 | 1400 | 2100 | 3150 | 4200 | 5460 |
2 | 0,06 - 0,08; 0,2 - 0,23 | 870 | 1280 | 1790 | 2730 | 3670 | 4725 | |
3 | 0,05; 0,25 - 0,31 | 715 | 1040 | 1500 | 2300 | 2940 | 3780 | |
4 | 0,41 | 600 | 870 | 1260 | 1900 | 1960 | 2520 | |
5 | 0,51 | 500 | 710 | 1030 | 1500 | 1570 | 1990 | |
6 | 30 | 0,09 - 0,18 | 920 | 1350 | 2000 | 3000 | 4000 | 5200 |
7 | 0,06 - 0,08; 0,2 - 0,23 | 830 | 1220 | 1700 | 2600 | 3500 | 4500 | |
8 | 0,05; 0,25 - 0,31 | 680 | 990 | 1430 | 2200 | 2800 | 3600 | |
9 | 0,41 | 570 | 825 | 1200 | 1800 | 1870 | 2400 | |
10 | 0,51 | 475 | 675 | 980 | 1430 | 1500 | 1900 | |
11 | 0,72 | 420 | 600 | 770 | 1100 | 1240 | 1600 | |
12 | 1,00 | 385 | 550 | 660 | 960 | 1100 | 1400 | |
13 | 1,30 | 345 | 490 | 550 | 800 | 1040 | - | |
14 | 1,60 | 310 | 440 | 490 | 730 | - | - | |
15 | 50 | 0,09 - 0,18 | 840 | 1230 | 1800 | 2730 | 3600 | 4700 |
16 | 0,06 - 0,08; 0,2 - 0,23 | 755 | 1100 | 1550 | 2360 | 3200 | 4090 | |
17 | 0,05; 0,25 - 0,31 | 620 | 900 | 1300 | 2000 | 2540 | 3270 | |
18 | 0,41 | 520 | 750 | 1090 | 1630 | 1700 | 2180 | |
19 | 0,51 | 430 | 610 | 890 | 1300 | 1360 | 1700 | |
20 | 0,72 | 380 | 545 | 700 | 1000 | 130 | 1450 | |
21 | 1,00 | 350 | 500 | 600 | 870 | 1000 | 1270 | |
22 | 1,30 | 310 | 445 | 500 | 730 | 950 | 1200 | |
23 | 1,60 | 280 | 400 | 445 | 660 | 860 | - | |
24 | 1,81 | 250 | 350 | 400 | 550 | - | - | |
25 | 2,10 | 220 | 300 | 360 | 440 | - | - | |
Индекс | а | б | в | г | д | е | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ ПРИ РЯДОВОЙ НАМОТКЕ НА КАРКАСЫ КРУГЛОГО СЕЧЕНИЯ НА СТАНКАХ С МЕХАНИЧЕСКОЙ УКЛАДКОЙ ПРОВОДА | Открытая намотка | |||||||
Карта 92, лист 2 | ||||||||
N позиции | Диаметр каркаса, гильзы, шаблона, мм, до | Диаметр провода, мм, до | Количество витков в ряду или обмотке, до | |||||
60 | 100 | 200 | 500 | 1000 | Свыше 1000 | |||
Частота вращения шпинделя, об./мин. | ||||||||
26 | 75 | 0,09 - 0,18 | 710 | 1040 | 1540 | 2300 | 3070 | 4000 |
27 | 0,06 - 0,08; 0,2 - 0,23 | 640 | 940 | 1300 | 2000 | 2700 | 3460 | |
28 | 0,05; 0,25 - 0,31 | 520 | 760 | 1100 | 1700 | 2150 | 2770 | |
29 | 0,41 | 440 | 640 | 920 | 1380 | 1440 | 1850 | |
30 | 0,51 | 365 | 520 | 750 | 1100 | 1150 | 1460 | |
31 | 0,72 | 320 | 460 | 590 | 850 | 950 | 1230 | |
32 | 1,00 | 300 | 420 | 510 | 740 | 850 | 1080 | |
33 | 1,30 | 265 | 390 | 420 | 615 | 800 | 1000 | |
34 | 1,60 | 240 | 340 | 380 | 560 | 730 | 950 | |
35 | 1,81 | 210 | 290 | 340 | 450 | 590 | - | |
36 | 2,10 | 190 | 240 | 290 | 360 | - | - | |
37 | 2,44 | 170 | 200 | 240 | - | - | - | |
38 | 100 | 0,09 - 0,18 | 610 | 900 | 1300 | 2000 | 2700 | 3500 |
39 | 0,06 - 0,08; 0,2 - 0,23 | 550 | 810 | 1100 | 1700 | 2300 | 3000 | |
40 | 0,05; 0,25 - 0,31 | 450 | 660 | 950 | 1470 | 1700 | 2400 | |
41 | 0,41 | 380 | 550 | 800 | 1200 | 1250 | 1600 | |
42 | 0,51 | 320 | 450 | 650 | 950 | 1000 | 1300 | |
43 | 0,72 | 280 | 400 | 510 | 730 | 830 | 1070 | |
44 | 1,00 | 260 | 370 | 440 | 640 | 730 | 930 | |
45 | 1,30 | 230 | 330 | 370 | 530 | 690 | 890 | |
46 | 1,60 | 210 | 290 | 330 | 490 | 630 | 820 | |
47 | 1,81 | 180 | 250 | 280 | 390 | 500 | 650 | |
48 | 2,10 | 150 | 225 | 250 | 330 | 420 | - | |
49 | 2,44 | 130 | 190 | 220 | 280 | - | - | |
Индекс | а | б | в | г | д | е | ||
Примечания: 1. При намотке одновременно в два провода частоту вращения, приведенную в нормативной карте, применять с коэффициентом К = 0,8; при намотке в четыре провода с коэффициентом К = 0,5.
2. При ширине намотки меньше 5 мм частоту вращения, приведенную в нормативной карте, применять с коэффициентом К = 0,5.
Открытая намотка | ||||||||
Карта 93, лист 1 | ||||||||
N позиции | Длина большей стороны сечения каркаса, шаблона, мм, до | Диаметр провода, мм, до | Количество витков в ряду или обмотке, до | |||||
100 | 500 | 1000 | 2000 | 4000 | 8000 | |||
Частота вращения шпинделя, об./мин. | ||||||||
1 | 15 | 0,09 - 0,18 | 1600 | 2950 | 3700 | 4700 | 5250 | 8900 |
2 | 0,06 - 0,08; 0,2 - 0,23 | 1400 | 2600 | 3360 | 4100 | 4500 | 8200 | |
3 | 0,05; 0,25 - 0,31 | 1280 | 2100 | 3150 | 3700 | 4150 | 7900 | |
4 | 0,41 | 1050 | 1900 | 2600 | 3150 | 3650 | 5250 | |
5 | 0,51 | 890 | 1470 | 2100 | 2600 | 3150 | 4700 | |
6 | 30 | 0,09 - 0,18 | 1500 | 2800 | 3500 | 4500 | 5000 | 8500 |
7 | 0,06 - 0,08; 0,2 - 0,23 | 1350 | 2500 | 3200 | 3900 | 4300 | 7800 | |
8 | 0,05; 0,25 - 0,31 | 1220 | 2000 | 3000 | 3500 | 3950 | 7560 | |
9 | 0,41 | 1000 | 1800 | 2500 | 3000 | 3500 | 5000 | |
10 | 0,51 | 850 | 1400 | 2000 | 2500 | 3000 | 4500 | |
11 | 0,72 | 700 | 1000 | 1800 | 2000 | 2300 | - | |
12 | 1,00 | 590 | 800 | 1500 | 1700 | - | - | |
13 | 1,30 | 510 | 700 | 1400 | - | - | - | |
14 | 1,60 | 430 | 560 | - | - | - | - | |
15 | 50 | 0,09 - 0,18 | 1360 | 2500 | 3200 | 4090 | 4500 | 7730 |
16 | 0,06 - 0,08; 0,2 - 0,23 | 1230 | 2270 | 2900 | 3550 | 3900 | 7090 | |
17 | 0,05; 0,25 - 0,31 | 1100 | 1800 | 2730 | 3180 | 3590 | 6870 | |
18 | 0,41 | 910 | 1640 | 2270 | 2730 | 3180 | 4550 | |
19 | 0,51 | 770 | 1270 | 1800 | 2270 | 2730 | 4090 | |
20 | 0,72 | 640 | 910 | 1640 | 1800 | 2090 | 2270 | |
21 | 1,00 | 540 | 730 | 1360 | 1550 | 1820 | - | |
22 | 1,30 | 460 | 640 | 1270 | 1410 | - | - | |
23 | 1,60 | 390 | 510 | 770 | - | - | - | |
24 | 1,81 | 320 | 420 | - | - | - | - | |
25 | 2,10 | 170 | 310 | - | - | - | - | |
Индекс | а | б | в | г | д | е | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ ПРИ НАМОТКЕ "ВНАВАЛ" НА КАРКАСЫ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ НА СТАНКАХ С МЕХАНИЧЕСКОЙ И РУЧНОЙ УКЛАДКОЙ ПРОВОДА | Открытая намотка | |||||||
Карта 93, лист 2 | ||||||||
N позиции | Длина большей стороны сечения каркаса, шаблона, мм, до | Диаметр провода, мм, до | Количество витков в ряду или обмотке, до | |||||
100 | 500 | 1000 | 2000 | 4000 | 8000 | |||
Частота вращения шпинделя, об./мин. | ||||||||
26 | 75 | 0,09 - 0,18 | 1150 | 2150 | 2700 | 3460 | 3850 | 6540 |
27 | 0,06 - 0,08; 0,2 - 0,23 | 1040 | 1900 | 2460 | 3000 | 3300 | 6000 | |
28 | 0,05; 0,25 - 0,31 | 940 | 1540 | 2300 | 2700 | 3040 | 5800 | |
29 | 0,41 | 770 | 1380 | 1900 | 2300 | 2700 | 3850 | |
30 | 0,51 | 650 | 1080 | 1540 | 1920 | 2300 | 3460 | |
31 | 0,72 | 540 | 770 | 1380 | 1540 | 1770 | 1920 | |
32 | 1,00 | 450 | 615 | 1150 | 1300 | 1540 | 1730 | |
33 | 1,30 | 390 | 540 | 1080 | 1190 | 1370 | - | |
34 | 1,60 | 330 | 430 | 780 | 990 | - | - | |
35 | 1,81 | 270 | 350 | 570 | - | - | - | |
36 | 2,10 | 220 | 280 | - | - | - | - | |
37 | 2,44 | 190 | - | - | - | - | - | |
38 | 100 | 0,09 - 0,18 | 1000 | 1870 | 2300 | 3000 | 3300 | 5700 |
39 | 0,06 - 0,08; 0,2 - 0,23 | 900 | 1670 | 2100 | 2600 | 2870 | 5200 | |
40 | 0,05; 0,25 - 0,31 | 810 | 1300 | 2000 | 2300 | 2600 | 5040 | |
41 | 0,41 | 670 | 1200 | 1670 | 2000 | 2300 | 3300 | |
42 | 0,51 | 570 | 930 | 1300 | 1670 | 2000 | 3000 | |
43 | 0,72 | 470 | 670 | 1200 | 1300 | 1500 | 1670 | |
44 | 1,00 | 450 | 530 | 1000 | 1100 | 1300 | 1500 | |
45 | 1,30 | 340 | 470 | 930 | 1000 | 1150 | 1300 | |
46 | 1,60 | 290 | 370 | 650 | 820 | 990 | - | |
47 | 1,81 | 260 | 315 | 480 | 650 | - | - | |
48 | 2,10 | 200 | 260 | 370 | - | - | - | |
49 | 2,44 | 180 | 220 | - | - | - | - | |
Индекс | а | б | в | г | д | е | ||
Открытая намотка | ||||||||
Карта 94, лист 1 | ||||||||
N позиции | Диаметр каркаса, гильзы, шаблона, мм, до | Диаметр провода, мм, до | Количество витков в ряду или обмотке, до | |||||
100 | 500 | 1000 | 2000 | 4000 | 8000 | |||
Частота вращения шпинделя, об./мин. | ||||||||
1 | 15 | 0,09 - 0,18 | 2000 | 3800 | 4800 | 6150 | 6800 | 11500 |
2 | 0,06 - 0,08; 0,2 - 0,23 | 1840 | 3400 | 4400 | 5300 | 5880 | 10500 | |
3 | 0,05; 0,25 - 0,31 | 1660 | 2700 | 4100 | 4800 | 5400 | 10300 | |
4 | 0,41 | 1360 | 2500 | 3400 | 4100 | 4800 | 6800 | |
5 | 0,51 | 1200 | 1890 | 2730 | 3400 | 4100 | 6100 | |
6 | 30 | 0,09 - 0,18 | 1900 | 3640 | 4550 | 5850 | 6500 | 11000 |
7 | 0,06 - 0,08; 0,2 - 0,23 | 1755 | 3250 | 4200 | 5070 | 5600 | 10000 | |
8 | 0,05; 0,25 - 0,31 | 1585 | 2600 | 3900 | 4550 | 5150 | 9800 | |
9 | 0,41 | 1300 | 2350 | 3250 | 3900 | 4550 | 6500 | |
10 | 0,51 | 1100 | 1800 | 2600 | 3250 | 3900 | 5800 | |
11 | 0,72 | 910 | 1300 | 2350 | 2600 | 3000 | - | |
12 | 1,00 | 760 | 1030 | 1690 | 1380 | - | - | |
13 | 1,30 | 630 | 83,0 | 1260 | - | - | - | |
14 | 1,60 | 520 | 680 | - | - | - | - | |
15 | 50 | 0,09 - 0,18 | 1700 | 3300 | 4150 | 5300 | 5900 | 10 000 |
16 | 0,06 - 0,08; 0,2 - 0,23 | 1600 | 2950 | 3800 | 4600 | 5090 | 9090 | |
17 | 0,05; 0,25 - 0,31 | 1440 | 2360 | 3550 | 4150 | 4680 | 8900 | |
18 | 0,41 | 1200 | 2150 | 2900 | 3550 | 4150 | 5900 | |
19 | 0,51 | 1000 | 1650 | 2360 | 2950 | 3550 | 5270 | |
20 | 0,72 | 830 | 1200 | 2150 | 2350 | 2730 | 4000 | |
21 | 1,00 | 690 | 940 | 1540 | 1250 | 1990 | - | |
22 | 1,30 | 570 | 750 | 1150 | 1200 | - | - | |
23 | 1,60 | 470 | 620 | 890 | - | - | - | |
24 | 1,81 | 430 | 530 | - | - | - | - | |
25 | 2,10. | 400 | 470 | - | - | - | - | |
Индекс | а | б | в | г | д | е | ||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ ПРИ НАМОТКЕ "ВНАВАЛ" НА КАРКАСЫ КРУГЛОГО СЕЧЕНИЯ НА СТАНКАХ С МЕХАНИЧЕСКОЙ И РУЧНОЙ УКЛАДКОЙ ПРОВОДА | Открытая намотка | |||||||
Карта 94, лист 2 | ||||||||
N позиции | Диаметр каркаса, гильзы, шаблона, мм, до | Диаметр провода, мм, до | Количество витков в ряду или обмотке, до | |||||
100 | 500 | 1000 | 2000 | 4000 | 8000 | |||
Частота вращения шпинделя, об./мин. | ||||||||
26 | 75 | 0,09 - 0,18 | 1460 | 2800 | 3500 | 4500 | 5000 | 8500 |
27 | 0,06 - 0,08; 0,2 - 0,23 | 1350 | 2500 | 3200 | 3900 | 4300 | 7700 | |
28 | 0,05; 0,25 - 0,31 | 1200 | 2000 | 3000 | 3500 | 4000 | 7500 | |
29 | 0,41 | 1000 | 1800 | 2500 | 3000 | 3500 | 5000 | |
30 | 0,51 | 850 | 1380 | 2000 | 2500 | 3000 | 4460 | |
31 | 0,72 | 700 | 1000 | 1800 | 2000 | 2300 | 2500 | |
32 | 1,00 | 580 | 790 | 1300 | 1060 | 1680 | 2000 | |
33 | 1,30 | 480 | 640 | 970 | 1020 | 1350 | - | |
34 | 1,60 | 400 | 520 | 750 | 890 | - | - | |
35 | 1,81 | 350 | 440 | 600 | - | - | - | |
36 | 2,10 | 310 | 380 | - | - | - | - | |
37 | 2,44 | 280 | - | - | - | - | - | |
38 | 100 | 0,09 - 0,18 | 1300 | 2400 | 3000 | 3900 | 4300 | 7300 |
39 | 0,06 - 0,08; 0,2 - 0,23 | 1170 | 2200 | 2800 | 3400 | 3700 | 6700 | |
40 | 0,05; 0,25 - 0,31 | 1060 | 1700 | 2600 | 3000 | 3400 | 6500 | |
41 | 0,41 | 900 | 1600 | 2200 | 2600 | 3000 | 4300 | |
42 | 0,51 | 740 | 1200 | 1700 | 2200 | 2600 | 3900 | |
43 | 0,72 | 600 | 900 | 1600 | 1700 | 2000 | 2200 | |
44 | 1,00 | 500 | 700 | 1150 | 920 | 1500 | 1850 | |
45 | 1,30 | 420 | 550 | 840 | 880 | 1200 | 1530 | |
46 | 1,60 | 350 | 450 | 650 | 770 | 990 | - | |
47 | 1,81 | 300 | 380 | 520 | 650 | - | - | |
48 | 2,10 | 260 | 320 | 420 | - | - | - | |
49 | 2,44 | 230 | 280 | - | - | - | - | |
Индекс | а | б | в | г | д | е | ||
Открытая намотка | ||||||||||||
Карта 95, лист 1 | ||||||||||||
N позиции | Длина большей стороны сечения катушки, мм, до | Длина меньшей стороны сечения катушки, мм, до | Диаметр провода, мм, до | Количество витков, до | ||||||||
10 | 20 | 35 | 50 | 75 | 100 | 300 | 600 | 850 | ||||
Частота вращения шпинделя, об./мин. | ||||||||||||
1 | 70 | 35 | 0,03 - 0,05 | - | 210 | 270 | 340 | 445 | 550 | 890 | 1225 | - |
2 | 0,06 - 0,08 | - | - | 380 | 445 | 550 | 660 | 1225 | - | - | ||
3 | 0,09 - 0,18 | - | - | - | 575 | 690 | 805 | 1140 | - | - | ||
4 | 0,19 - 0,23 | - | - | 380 | 445 | 550 | 660 | - | - | - | ||
5 | 0,24 - 0,31 | - | 210 | 270 | 340 | 445 | - | - | - | - | ||
6 | 0,32 - 0,41 | 85 | 175 | 210 | 265 | - | - | - | - | - | ||
7 | 0,42 - 0,51 | 70 | 135 | 165 | 200 | - | - | - | - | - | ||
8 | 50 | 0,03 - 0,05 | - | 245 | 315 | 385 | 500 | 615 | 850 | 1080 | 1280 | |
9 | 0,06 - 0,08 | - | - | 370 | 460 | 600 | 750 | 1070 | 1390 | - | ||
10 | 0,09 - 0,18 | - | - | - | 640 | 765 | 890 | 1280 | - | - | ||
11 | 0,19 - 0,23 | - | - | 370 | 460 | 600 | 750 | 1070 | - | - | ||
12 | 0,24 - 0,31 | - | 245 | 315 | 385 | 500 | 615 | - | - | - | ||
13 | 0,32 - 0,41 | 100 | 200 | 240 | 300 | 395 | - | - | - | - | ||
14 | 0,42 - 0,51 | 75 | 150 | 180 | 230 | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | |||
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ ПРИ НАМОТКЕ БЕСКАРКАСНЫХ КАТУШЕК ТИПА "ГАЛЕТА" | Открытая намотка | |||||||||||||
Карта 95, лист 2 | ||||||||||||||
N позиции | Длина большей стороны сечения катушки, мм, до | Длина меньшей стороны сечения катушки, мм, до | Диаметр провода, мм, до | Количество витков, до | ||||||||||
10 | 20 | 35 | 50 | 75 | 100 | 300 | 600 | 850 | 1200 | 1700 | ||||
Частота вращения шпинделя, об./мин. | ||||||||||||||
15 | 150 | 75 | 0,03 - 0,05 | - | 170 | 220 | 250 | 300 | 345 | 500 | 650 | 775 | 1000 | - |
16 | 0,06 - 0,08 | - | - | 250 | 290 | 360 | 430 | 615 | 800 | - | - | - | ||
17 | 0,09 - 0,18 | - | - | - | 360 | 430 | 500 | 720 | - | - | - | - | ||
18 | 0,19 - 0,23 | - | - | 250 | 250 | 360 | 430 | 615 | - | - | - | - | ||
19 | 0,24 - 0,31 | - | 170 | 220 | 250 | 300 | 345 | 500 | - | - | - | - | ||
20 | 0,32 - 0,41 | 55 | 115 | 140 | 170 | 230 | 290 | - | - | - | - | - | ||
21 | 0,42 - 0,51 | 45 | 90 | 110 | 135 | 180 | - | - | - | - | - | - | ||
22 | 100 | 0,03 - 0,05 | - | 160 | 200 | 250 | 325 | 400 | 570 | 740 | 885 | 1150 | 1300 | |
23 | 0,06 - 0,08 | - | - | 285 | 330 | 415 | 495 | 710 | 920 | 1100 | - | - | ||
24 | 0,09 - 0,18 | - | - | - | 420 | 500 | 575 | 815 | 1060 | - | - | - | ||
25 | 0,19 - 0,23 | - | - | 285 | 330 | 410 | 495 | 710 | 920 | - | - | - | ||
26 | 0,24 - 0,31 | - | 160 | 200 | 250 | 325 | 400 | 570 | 740 | - | - | - | ||
27 | 0,32 - 0,41 | 65 | 130 | 160 | 200 | 265 | 330 | 470 | - | - | - | - | ||
28 | 0,42 - 0,51 | 50 | 100 | 130 | 160 | 205 | 255 | - | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
Открытая намотка | |||||||||||
Карта 96 | |||||||||||
N позиции | Длина большей стороны сечения катушки, мм, до | Диаметр провода, мм, до | Количество витков, до | ||||||||
10 | 20 | 50 | 100 | 200 | 300 | 400 | 500 | 600 | |||
Частота вращения шпинделя, об./мин. | |||||||||||
1 | 20 | 0,25 | 68 | 76 | 84 | 98 | 150 | 160 | 180 | 195 | 210 |
2 | 0,51 | 50 | 63 | 65 | 75 | 115 | 130 | 140 | 150 | 160 | |
3 | 30 | 0,25 | 60 | 68 | 75 | 90 | 125 | 150 | 165 | 175 | 195 |
4 | 0,51 | 46 | 50 | 58 | 69 | 105 | 115 | 130 | 160 | 175 | |
5 | 1,00 | 30 | 36 | 40 | 48 | 70 | 80 | 90 | 100 | 115 | |
6 | 40 | 0,25 | 50 | 60 | 70 | 85 | 120 | 135 | 150 | 165 | 180 |
7 | 0,51 | 40 | 45 | 50 | 65 | 95 | 105 | 115 | 130 | 140 | |
8 | 1,00 | 30 | 30 | 35 | 45 | 65 | 70 | 80 | 90 | 95 | |
9 | 50 | 0,50 | 35 | 40 | 45 | 60 | 80 | 90 | 105 | 115 | 130 |
10 | 1,00 | 24 | 28 | 30 | 40 | 55 | 65 | 70 | 80 | 90 | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
Примечание. Приведенная в нормативной карте частота вращения предусматривает намотку катушек типа "Галета" с соотношением сторон 1:1,5; при намотке катушек типа "Галета" с сообщением сторон 1:2 приведенная частота вращения применяется с коэффициентом К = 0,85.
Открытая намотка | ||||||||||||||
Карта 97 | ||||||||||||||
N позиции | Количество витков в секции, до | Длина большей стороны сечения катушки, мм, до | ||||||||||||
20 | 30 | 40 | ||||||||||||
Диаметр провода, мм, до | ||||||||||||||
0,07 | 0,25 | 0,51 | 0,07 | 0,25 | 0,51 | 0,72 | 1,0 | 0,25 | 0,51 | 0,72 | 1,0 | 1,5 | ||
Частота вращения шпинделя, об./мин. | ||||||||||||||
1 | 60 | 120 | 150 | 125 | 130 | 160 | 140 | 115 | 90 | 170 | 150 | 125 | 105 | 80 |
2 | 80 | 130 | 160 | 140 | 145 | 170 | 150 | 125 | 105 | 185 | 160 | 140 | 115 | 90 |
3 | 100 | 145 | 170 | 150 | 155 | 185 | 160 | 140 | 115 | 195 | 170 | 150 | 125 | 105 |
4 | 200 | 180 | 210 | 185 | 190 | 220 | 195 | 170 | 150 | 230 | 210 | 185 | 160 | 140 |
5 | 300 | 215 | 240 | 220 | 225 | 255 | 230 | 210 | 185 | 265 | 240 | 220 | 195 | 170 |
6 | 400 | 250 | 275 | 255 | 260 | 290 | 265 | 240 | 220 | 300 | 275 | 255 | 230 | 210 |
7 | 500 | 280 | 310 | 290 | 295 | 320 | 300 | 275 | 255 | 335 | 310 | 290 | 265 | 240 |
8 | 600 | 315 | 345 | 320 | 330 | 355 | 335 | 310 | 290 | 370 | 345 | 320 | 300 | 275 |
9 | 700 | 350 | 380 | 355 | 360 | 390 | 370 | 345 | 320 | 400 | 380 | 355 | 335 | 310 |
10 | 800 | 395 | 425 | 400 | 410 | 440 | 415 | 390 | 370 | 450 | 425 | 400 | 380 | 355 |
11 | 900 | 440 | 470 | 450 | 455 | 480 | 460 | 440 | 415 | 495 | 470 | 450 | 425 | 400 |
12 | 1000 | 490 | 520 | 495 | 500 | 530 | 505 | 480 | 460 | 540 | 520 | 495 | 470 | 450 |
13 | 1100 | 535 | 560 | 540 | 545 | 575 | 550 | 530 | 505 | 585 | 560 | 540 | 520 | 495 |
14 | 1200 | 580 | 610 | 585 | 590 | 620 | 600 | 575 | 550 | 630 | 610 | 585 | 560 | 540 |
15 | 1400 | 670 | 700 | 630 | 685 | 710 | 690 | 670 | 645 | 720 | 700 | 680 | 655 | 630 |
16 | 1600 | 765 | 790 | 770 | 775 | 805 | 780 | 760 | 740 | 820 | 790 | 770 | 750 | 725 |
17 | 1800 | 860 | 885 | 860 | 870 | 900 | 875 | 850 | 830 | 910 | 885 | 860 | 840 | 820 |
18 | 2000 | 950 | 980 | 950 | 960 | 990 | 970 | 940 | 920 | 1000 | 980 | 950 | 930 | 910 |
19 | Свыше 2000 | 1040 | 1050 | 1030 | 1040 | 1060 | 1040 | 1020 | 1000 | 1080 | 1050 | 1040 | 1000 | 960 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |
Открытая намотка | |||||||||||
Карта 98 | |||||||||||
N позиции | Ширина пластины, мм, до | Диаметр провода, мм, до | Количество наматываемых витков, до | ||||||||
50 | 100 | 200 | 300 | 500 | 700 | 1000 | 1500 | Свыше 2000 | |||
Частота вращения шпинделя, об./мин. | |||||||||||
1 | 20 | 0,05 | - | - | 150 | 160 | 200 | 230 | 290 | 350 | 400 |
2 | 0,07 | - | 175 | 290 | 300 | 325 | 350 | 400 | 460 | 520 | |
3 | 0,10 | 185 | 230 | 400 | 460 | 520 | 580 | 675 | 780 | 870 | |
4 | 0,15 | 175 | 290 | 490 | 580 | 640 | 700 | 780 | 870 | 930 | |
5 | 0,20 | 160 | 230 | 440 | 520 | 580 | 675 | 785 | 870 | ||
6 | 0,30 | 140 | 185 | 280 | 325 | 350 | 370 | 400 | - | - | |
7 | 0,40 | 115 | 150 | 230 | 265 | 290 | - | - | - | - | |
8 | 50 | 0,05 | - | - | 120 | 128 | 160 | 184 | 232 | 280 | 320 |
9 | 0,07 | - | 140 | 232 | 240 | 260 | 280 | 320 | 368 | 416 | |
10 | 0,10 | 148 | 184 | 320 | 368 | 416 | 464 | 540 | 624 | 696 | |
11 | 0,15 | 140 | 232 | 392 | 464 | 512 | 560 | 624 | 696 | 744 | |
12 | 0,20 | 128 | 184 | 352 | 372 | 416 | 464 | 540 | 628 | 696 | |
13 | 0,30 | 112 | 148 | 224 | 260 | 280 | 300 | 320 | - | - | |
14 | 0,40 | 92 | 120 | 184 | 212 | 232 | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | ||
Открытая намотка | |||||||
Карта 99 | |||||||
N позиции | Диаметр каркаса, мм, до | Диаметр провода, мм, до | Количество витков в ряду, до | ||||
4 | 8 | 10 | 15 | 20 | |||
Частота вращения шпинделя, об./мин. | |||||||
1 | 15 | 0,09 - 0,18 | 60 | 68 | 77 | 105 | 120 |
2 | 0,06 - 0,08; 0,2 - 0,23 | 52 | 60 | 67 | 92 | 105 | |
3 | 0,05; 0,25 - 0,31 | 44 | 50 | 55 | 77 | 88 | |
4 | 0,41 | 34 | 39 | 44 | 60 | 70 | |
5 | 0,51 | 21 | 30 | 34 | 54 | ||
6 | 25 и выше | 0,09 - 0,18 | 55 | 62 | 69 | 95 | 110 |
7 | 0,06 - 0,08; 0,2 - 0,23 | 47 | 54 | 60 | 82 | 95 | |
8 | 0,05; 0,25 - 0,31 | 39 | 44 | 50 | 69 | 80 | |
9 | 0,41 | 32 | 36 | 39 | 55 | 63 | |
10 | 0,51 | 24 | 28 | 31 | 44 | 50 | |
11 | 0,72 | 21 | 24 | 27 | 37 | 42 | |
12 | 1,00 | 18 | 20 | 22 | 30 | 35 | |
Индекс | а | б | в | г | д | ||
ОСНОВНОЕ ВРЕМЯ
Открытая намотка | |||||||||||||
Карта 100, лист 1 | |||||||||||||
N позиции | Частота вращения шпинделя, об./мин. | Количество наматываемых витков, шт., до | |||||||||||
1 | 200 | 20 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 |
2 | 250 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 150 |
3 | 300 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 150 | 180 |
4 | 350 | 35 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 150 | 180 | 220 |
5 | 400 | 40 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 150 | 180 | 220 | 260 |
6 | 500 | 50 | 60 | 70 | 80 | 90 | 100 | 120 | 150 | 180 | 220 | 260 | 300 |
7 | 600 | 60 | 70 | 80 | 90 | 100 | 120 | 150 | 180 | 220 | 260 | 300 | 360 |
8 | 700 | 70 | 80 | 90 | 100 | 120 | 150 | 180 | 220 | 260 | 300 | 360 | 430 |
9 | 800 | 80 | 90 | 100 | 120 | 150 | 180 | 220 | 260 | 300 | 360 | 430 | 520 |
10 | 900 | 90 | 100 | 120 | 150 | 180 | 220 | 260 | 300 | 360 | 430 | 520 | 620 |
11 | 1100 | 100 | 120 | 150 | 180 | 220 | 260 | 300 | 360 | 430 | 520 | 620 | 740 |
12 | 1300 | 120 | 150 | 180 | 220 | 260 | 300 | 360 | 430 | 520 | 620 | 740 | 900 |
13 | 1500 | 150 | 180 | 220 | 260 | 300 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 |
14 | 1800 | 180 | 220 | 260 | 300 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 |
15 | 2200 | 220 | 260 | 300 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 |
16 | 2600 | 260 | 300 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 |
17 | 3100 | 300 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 |
18 | 3800 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 |
19 | 4600 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 |
20 | 5500 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 |
21 | 6600 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 |
22 | 8000 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 | 5200 |
23 | 9500 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 | 5200 | 6200 |
24 | 11500 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 | 5200 | 6200 | 7400 |
25 | 13700 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 | 5200 | 6200 | 7400 | 8900 |
Время, мин. | 0,097 | 0,116 | 0,137 | 0,163 | 0,194 | 0,231 | 0,275 | 0,326 | 0,387 | 0,461 | 0,550 | 0,658 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
МАШИННОЕ ВРЕМЯ НАМОТКИ | Открытая намотка | ||||||||||||
Карта 100, лист 2 | |||||||||||||
N позиции | Частота вращения шпинделя, об./мин. | Количество наматываемых витков, шт., до | |||||||||||
1 | 200 | 150 | 180 | 220 | 260 | 300 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 |
2 | 250 | 180 | 220 | 260 | 300 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 |
3 | 300 | 220 | 260 | 300 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 |
4 | 350 | 260 | 300 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 |
5 | 400 | 300 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 |
6 | 500 | 360 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 |
7 | 600 | 430 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 |
8 | 700 | 520 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 |
9 | 800 | 620 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 |
10 | 900 | 740 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 | 5200 |
11 | 1100 | 900 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 | 5200 | 6200 |
12 | 1300 | 1100 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 | 5200 | 6200 | 7400 |
13 | 1500 | 1300 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 | 5200 | 6200 | 7400 | 8900 |
14 | 1800 | 1500 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 | 5200 | 6200 | 7400 | 8900 | 10700 |
15 | 2200 | 1900 | 2200 | 2600 | 3100 | 3700 | 4400 | 5200 | 6200 | 7400 | 8900 | 10700 | 12800 |
16 | 2600 | 2200 | 2600 | 3100 | 3700 | 4400 | 5200 | 6200 | 7400 | 8900 | 10700 | 12800 | 15400 |
17 | 3100 | 2600 | 3100 | 3700 | 4400 | 5200 | 6200 | 7400 | 8900 | 10700 | 12800 | 15400 | 18500 |
18 | 3800 | 3100 | 3700 | 4400 | 5200 | 6200 | 7400 | 8900 | 10700 | 12800 | 15400 | 18500 | 22200 |
19 | 4600 | 3700 | 4400 | 5200 | 6200 | 7400 | 8900 | 10700 | 12800 | 15400 | 18500 | 22200 | 26600 |
20 | 5500 | 4400 | 5200 | 6200 | 7400 | 8900 | 10700 | 12800 | 15400 | 18500 | 22200 | 26600 | 32000 |
21 | 6600 | 5200 | 6200 | 7400 | 8900 | 10700 | 12800 | 15400 | 18500 | 22200 | 26600 | 32000 | - |
22 | 8000 | 6200 | 7400 | 8900 | 10700 | 12800 | 15400 | 18500 | 22200 | 26600 | 32000 | - | - |
23 | 9500 | 7400 | 8900 | 10700 | 12800 | 15400 | 18500 | 22200 | 26600 | 32000 | - | - | - |
24 | 11500 | 8900 | 10700 | 12800 | 15400 | 18500 | 22200 | 26600 | 32000 | - | - | - | - |
25 | 13700 | 10700 | 12800 | 15400 | 18500 | 22200 | 26600 | 32000 | - | - | - | - | - |
Время, мин. | 0,788 | 0,942 | 1,125 | 1,343 | 1,606 | 1,922 | 2,302 | 2,757 | 3,295 | 3,937 | 4,673 | 5,620 | |
Индекс | н | о | п | р | с | т | у | ф | х | ц | ч | ш | |
Кольцевая намотка | ||||||
Карта 101 | ||||||
N позиции | Тип станка | Диаметр провода, мм | ||||
0,05 - 0,06 | 0,07 - 0,09 | 0,10 - 0,15 | 0,16 - 0,25 | 0,26 - 0,41 | ||
Частота вращения челнока, об./мин. | ||||||
1 | СНТ-5 | 130 | 180 | 220 | - | - |
2 | СНТ-5Л | 120 | 180 | 140 | - | - |
3 | СНТ-8 | 140 | 180 | 220 | 280 | - |
4 | СНТ-8Л | 100 | 120 | 160 | 140 | - |
5 | СНТ-00 | 140 | 180 | 220 | 280 | - |
6 | СНТ-1,5-3 | - | 150 | 200 | - | - |
7 | СНТ-1 | 100 | 150 | 200 | - | - |
8 | СНТС-1,5 | 130 | 140 | 150 | - | - |
9 | СНТ-39 | 200 | 260 | 350 | 450 | 320 |
Индекс | а | б | в | г | д | |
N позиции | Тип станка | Диаметр провода, мм | ||||||||
0,05 - 0,06 | 0,07 - 0,09 | 0,10 - 0,15 | 0,16 - 0,25 | 0,26 - 0,41 | 0,42 - 0,69 | 0,70 - 1,00 | 1,01 - 1,50 | 1,51 - 2,44 | ||
Частота вращения челнока, об./мин. | ||||||||||
10 | СНТИ-1 | 90 | 100 | 110 | - | - | - | - | - | - |
11 | СНТИ-2 | 90 | 100 | 110 | - | - | - | - | - | - |
12 | СНТШ-18 | 150 | 250 | 400 | - | - | - | - | - | - |
13 | СНТ-01 | - | 90 | 100 | 120 | 170 | 200 | - | - | - |
14 | АЕУ | - | - | 210 | 220 | 300 | 250 | 150 | - | - |
15 | СНТ-12 | - | - | 170 | 200 | 280 | - | - | - | - |
16 | СНТ-12Л | - | - | - | 140 | 120 | - | - | - | - |
17 | СНТ-20У | - | - | - | - | 180 | 170 | 150 | 110 | 25 |
18 | СНТ-25 | - | - | - | - | 70 | 110 | 150 | - | - |
19 | ВМ-6 | 260 | 270 | 280 | 320 | 350 | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
Кольцевая намотка | ||||||
Карта 102 | ||||||
N позиции | Тип станка | Диаметр провода, мм | ||||
0,05 - 0,06 | 0,07 - 0,09 | 0,10 - 0,15 | 0,16 - 0,25 | 0,26 - 0,41 | ||
Частота вращения челнока, об./мин. | ||||||
1 | СНТ-5 | 170 | 230 | 280 | - | - |
2 | СНТ-5Л | 160 | 230 | 280 | - | - |
3 | СНТ-8 | 180 | 230 | 280 | 360 | - |
4 | СНТ-8Л | 130 | 160 | 210 | 280 | - |
5 | СНТ-00 | 180 | 230 | 280 | 360 | - |
6 | СНТ-1,5-3 | - | 190 | 260 | - | - |
7 | СНТ-1 | 130 | 190 | 260 | - | - |
8 | СНТ-39 | 260 | 340 | 450 | 580 | 420 |
9 | СНТЕ-1,5 | 170 | 180 | 190 | - | - |
Индекс | а | б | в | г | д | |
N позиции | Тип станка | Диаметр провода, мм | ||||||||
0,05 - 0,06 | 0,07 - 0,09 | 0,10 - 0,15 | 0,16 - 0,25 | 0,26 - 0,41 | 0,42 - 0,69 | 0,70 - 1,00 | 1,01 - 1,50 | 1,51 - 2,44 | ||
Частота вращения челнока, об./мин. | ||||||||||
10 | СНТИ-1 | 120 | 130 | 140 | - | - | - | - | - | - |
11 | СНТИ-2 | 120 | 130 | 140 | - | - | - | - | - | - |
12 | СНТШ-18 | 200 | 320 | 520 | - | - | - | - | - | - |
13 | СНТ-01 | - | 120 | 130 | 160 | 220 | 260 | - | - | - |
14 | АЕУ | - | - | 270 | 290 | 390 | 330 | 200 | - | - |
15 | СНТ-12 | - | - | 220 | 260 | 360 | - | - | - | - |
16 | СНТ-12Л | - | - | - | 180 | 160 | - | - | - | - |
17 | СНТ-20У | - | - | - | - | 230 | 220 | 190 | 140 | 35 |
18 | СНТ-25 | - | - | - | - | 90 | 140 | 200 | - | - |
19 | ВМ-6 | 340 | 350 | 360 | 420 | 460 | - | - | - | - |
Индекс | а | б | в | г | д | е | ж | з | и | |
Кольцевая намотка | ||||||
Карта 103, лист 1 | ||||||
Номинальный диаметр провода, мм | Размер шпули | |||||
Sшп = 1,5 x 1,65 мм2, | Lср витка шпули = 152,6 мм | |||||
Марка провода | ||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,04 | 905 | 138,0 | - | - | - | - |
0,05 | 553 | 85,0 | - | - | 134 | 21,0 |
0,06 | 400 | 62,0 | 280 | 43,0 | 115 | 17,8 |
0,07 | 314 | 48,5 | 227 | 35,0 | 101 | 15,6 |
0,08 | 251 | 38,7 | 187 | 25,0 | 88 | 13,6 |
0,09 | 206 | 31,8 | 157 | 23,3 | 78 | 12,0 |
0,10 | 157 | 24,0 | 133 | 20,6 | 70 | 10,4 |
0,11 | 134 | 20,6 | 115 | 17,9 | - | - |
0,12 | 115 | 17,8 | 101 | 15,6 | 56 | 8,7 |
Номинальный диаметр провода, мм | Размер шпули | |||||
Sшп = 3 x 3 мм2, | Lср витка шпули = 297,5 мм | |||||
Марка провода | ||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,05 | 2180 | 649,0 | - | - | 531 | 159,0 |
0,06 | 1590 | 472,0 | 1110 | 330,0 | 456 | 136,0 |
0,07 | 1240 | 368,0 | 895 | 268,0 | 398 | 119,0 |
0,08 | 992 | 294,0 | 740 | 221,0 | 348 | 104,0 |
0,09 | 812 | 241,0 | 620 | 185,0 | 309 | 92,0 |
0,10 | 621 | 185,0 | 526 | 157,0 | 276 | 82,5 |
0,11 | 531 | 158,0 | 456 | 136,0 | - | - |
0,12 | 456 | 136,0 | 398 | 119,0 | 223 | 66,5 |
0,13 | 398 | 119,0 | - | - | 203 | 60,5 |
0,14 | 348 | 104,0 | 308 | 92,5 | 185 | 55,4 |
0,15 | 309 | 92,0 | 247 | 74,0 | 169 | 50,6 |
0,16 | 276 | 82,5 | 223 | 66,5 | 155 | 47,0 |
0,17 | 248 | 74,0 | - | - | 146 | 43,5 |
0,18 | 223 | 66,5 | 184 | 55,0 | 132 | 39,6 |
0,19 | 203 | 60,5 | - | - | - | - |
0,20 | 176 | 52,9 | 155 | 47,0 | 99 | 29,7 |
0,21 | 152 | 45,5 | - | - | 96 | 28,6 |
0,23 | 137 | 41,2 | 114 | 34,2 | 82 | 24,6 |
0,26 | 118 | 35,4 | 99 | 29,5 | 73 | 21,8 |
ЕМКОСТИ ШПУЛЬ СТАНКОВ КОЛЬЦЕВЫХ ОБМОТОК | Кольцевая намотка | |||||
Карта 103, лист 2 | ||||||
Номинальный диаметр провода, мм | Размер шпули | |||||
Sшп = 3 x 4,5 мм2, | Lср витка шпули = 297,5 мм | |||||
Марка провода | ||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,05 | 3430 | 1019,0 | - | - | 831 | 247,0 |
0,06 | 2500 | 745,0 | 1740 | 515,0 | 718 | 213,0 |
0,07 | 1950 | 578,0 | 1407 | 147,0 | 628 | 186,0 |
0,08 | 1660 | 463,0 | 1160 | 345,0 | 546 | 162,0 |
0,09 | 1272 | 378,0 | 976 | 290,0 | 487 | 144,5 |
0,10 | 969 | 290,0 | 827 | 246,0 | 435 | 129,0 |
0,11 | 833 | 247,0 | 717 | 213,0 | - | - |
0,12 | 718 | 213,0 | 628 | 186,0 | 352 | 104,5 |
0,13 | 627 | 186,0 | - | - | 319 | 95,0 |
0,14 | 547 | 162,0 | 412 | 122,0 | 291 | 86,5 |
0,15 | 436 | 144,0 | 390 | 115,0 | 267 | 79,3 |
0,16 | 435 | 129,0 | 350 | 104,5 | 244 | 72,6 |
0,17 | 390 | 116,0 | - | - | 227 | 67,5 |
0,18 | 352 | 104,5 | 290 | 86,0 | 200 | 61,8 |
0,19 | 319 | 95,0 | - | - | - | - |
0,20 | 278 | 82,6 | 244 | 72,8 | 156 | 46,5 |
0,21 | 230 | 71,1 | - | - | 150 | 44,8 |
0,23 | 217 | 64,5 | 180 | 53,5 | 129 | 38,4 |
0,25 | 186 | 55,5 | 157 | 47,6 | 115 | 34,2 |
Номинальный диаметр провода, мм | Размер шпули | |||||
Sшп = 3 x 7 мм2, | Lср витка шпули = 297,5 мм | |||||
Марка провода | ||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,05 | 5050 | 1510 | - | - | 1230 | 365 |
0,06 | 3700 | 1100 | 2570 | 764 | 1060 | 315 |
0,07 | 2880 | 858 | 2080 | 620 | 925 | 274 |
0,08 | 2310 | 687 | 1720 | 510 | 810 | 240 |
0,09 | 1890 | 562 | 1440 | 430 | 720 | 214 |
0,10 | 1450 | 430 | 1220 | 364 | 643 | 191 |
0,11 | 1230 | 365 | 1060 | 315 | - | - |
0,12 | 1060 | 315 | 930 | 276 | 521 | 155 |
0,13 | 926 | 275 | - | - | 472 | 140 |
0,14 | 810 | 240 | 720 | 214 | 431 | 128 |
0,15 | 720 | 214 | 574 | 171 | 394 | 117 |
0,16 | 645 | 191 | 520 | 154 | 361 | 107 |
0,17 | 570 | 171 | - | - | 341 | 101 |
0,18 | 527 | 154 | 428 | 126 | 308 | 91 |
0,19 | 479 | 140 | - | - | - | - |
0,20 | 417 | 122 | 362 | 107 | 231 | 69 |
0,21 | 359 | 105 | - | - | 222 | 66 |
0,23 | 324 | 95 | 266 | 79 | 191 | 57 |
0,25 | 279 | 82 | 232 | 69 | 170 | 50 |
ЕМКОСТИ ШПУЛЬ СТАНКОВ КОЛЬЦЕВЫХ ОБМОТОК | Кольцевая намотка | |||||
Карта 103, лист 3 | ||||||
Номинальный диаметр провода, мм | Размер шпули | |||||
Sшп = 1,6 x 3,4 мм2, | Lср витка шпули = 334,4 мм | |||||
Марка провода | ||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,05 | 1086 | 363 | - | - | 264 | 88 |
0,06 | 791 | 264 | 550 | 184 | 227 | 76 |
0,07 | 616 | 206 | 446 | 149 | 198 | 66 |
0,08 | 495 | 165 | 378 | 123 | 174 | 58 |
0,09 | 405 | 135 | 308 | 103 | 155 | 52 |
0,10 | 310 | 117 | 262 | 90 | 137 | 45 |
0,11 | 264 | 88 | 226 | 76 | - | - |
0,12 | 227 | 76 | 199 | 66 | 111 | 37 |
0,13 | 198 | 66 | - | - | 101 | 34 |
0,14 | 174 | 58 | 154 | 51 | 92 | 31 |
0,15 | 155 | 52 | 122 | 41 | 84 | 28 |
0,16 | 137 | 45 | 111 | 37 | 77 | 26 |
0,17 | 125 | 41 | - | - | 73 | 24 |
0,18 | 111 | 37 | 91 | 33 | 66 | 22 |
0,19 | 101 | 34 | - | - | - | - |
0,20 | 88 | 29 | 87 | 26 | 49 | 16 |
0,21 | 76 | 25 | - | - | 47 | 16 |
0,23 | 68 | 33 | 67 | 19 | 41 | 14 |
0,25 | 59 | 20 | 49 | 16 | 36 | 12 |
Номинальный диаметр провода, мм | Размер шпули | |||||
Sшп = 2,2 x 3,4 мм2, | Lср витка шпули = 334,4 мм | |||||
Марка провода | ||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,05 | 1460 | 489 | - | - | 355 | 118 |
0,06 | 1070 | 356 | 742 | 245 | 308 | 106 |
0,07 | 850 | 283 | 601 | 201 | 268 | 89 |
0,08 | 666 | 222 | 496 | 165 | 234 | 78 |
0,09 | 546 | 182 | 417 | 139 | 208 | 69 |
0,10 | 417 | 139 | 354 | 118 | 186 | 62 |
0,11 | 356 | 119 | 306 | 102 | - | - |
0,12 | 306 | 102 | 268 | 89 | 150 | 50 |
0,13 | 268 | 89 | - | - | 136 | 45 |
0,14 | 234 | 78 | 208 | 69 | 124 | 42 |
0,15 | 208 | 69 | 166 | 55 | 114 | 38 |
0,16 | 186 | 62 | 150 | 50 | 104 | 35 |
0,17 | 166 | 55 | - | - | 98 | 33 |
0,18 | 150 | 50 | 127 | 42 | 89 | 30 |
0,19 | 136 | 45 | - | - | - | - |
0,20 | 119 | 40 | 104 | 35 | 67 | 22 |
0,21 | 102 | 34 | - | - | 64 | 21 |
0,23 | 92 | 30 | 76 | 25 | 56 | 18 |
0,25 | 79 | 26 | 67 | 22 | 48 | 16 |
ЕМКОСТИ ШПУЛЬ СТАНКОВ КОЛЬЦЕВЫХ ОБМОТОК | Кольцевая намотка | |||||
Карта 103, лист 4 | ||||||
Номинальный диаметр провода, мм | Размер шпули | |||||
Sшп = 4 x 6,2 мм2, | Lср витка шпули = 521,6 мм | |||||
Марка провода | ||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,15 | 725 | 378 | 580 | 310 | 396 | 206 |
0,16 | 650 | 337 | 522 | 271 | 364 | 189 |
0,17 | 580 | 303 | - | - | 342 | 178 |
0,18 | 525 | 273 | 431 | 224 | 310 | 161 |
0,19 | 455 | 236 | - | - | - | - |
0,20 | 415 | 215 | 364 | 189 | 231 | 121 |
0,21 | 357 | 185 | - | - | 224 | 117 |
0,23 | 323 | 168 | 268 | 139 | 193 | 100 |
0,25 | 277 | 144 | 233 | 121 | 171 | 89 |
0,27 | 225 | 117 | 205 | 106 | 145 | 76 |
0,29 | 197 | 103 | 181 | 94 | 131 | 68 |
0,31 | 171 | 89 | 164 | 85 | 114 | 59 |
0,33 | 153 | 80 | 145 | 76 | 104 | 54 |
0,35 | 137 | 72 | 124 | 65 | 95 | 49 |
0,38 | 119 | 62 | 108 | 56 | 84 | 44 |
0,41 | 103 | 54 | 84 | 44 | 75 | 39 |
Номинальный диаметр провода, мм | Размер шпули | |||||
Sшп = 15,2 x 8,4 мм2, | Lср витка шпули = 639,3 мм | |||||
Марка провода | ||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,10 | 1600 | 1022 | 1355 | 875 | 713 | 455 |
0,11 | 1370 | 890 | 1175 | 750 | - | - |
0,12 | 1175 | 750 | 1022 | 655 | 576 | 368 |
0,13 | 1023 | 654 | - | - | 523 | 334 |
0,14 | 902 | 575 | 799 | 510 | 477 | 304 |
0,15 | 799 | 510 | 637 | 406 | 435 | 277 |
0,16 | 713 | 455 | 574 | 366 | 401 | 256 |
0,17 | 640 | 409 | - | - | 377 | 240 |
0,18 | 576 | 368 | 475 | 309 | 342 | 218 |
0,19 | 523 | 334 | - | - | - | - |
0,20 | 456 | 291 | 401 | 256 | 256 | 163 |
0,21 | 392 | 250 | - | - | 247 | 157 |
0,23 | 355 | 226 | 294 | 188 | 212 | 135 |
0,25 | 306 | 195 | 257 | 164 | 188 | 120 |
0,27 | 248 | 158 | 226 | 144 | 160 | 102 |
0,29 | 218 | 139 | 200 | 127 | 145 | 92 |
0,31 | 188 | 120 | 167 | 107 | 125 | 80 |
0,33 | 168 | 107 | 160 | 102 | 113 | 72 |
0,35 | 165 | 105 | 137 | 89 | 104 | 67 |
0,38 | 130 | 83 | 119 | 76 | 92 | 59 |
0,41 | 114 | 73 | 104 | 67 | 82 | 53 |
0,44 | 99 | 63 | 92 | 59 | 73 | 47 |
0,47 | 87 | 55 | 82 | 52 | 66 | 43 |
0,49 | 80 | 51 | 76 | 56 | - | - |
0,51 | 73 | 47 | 44 | 49 | 56 | 36 |
ЕМКОСТИ ШПУЛЬ СТАНКОВ КОЛЬЦЕВЫХ ОБМОТОК | Кольцевая намотка | |||||||
Карта 103, лист 5 | ||||||||
Номинальный диаметр провода, мм | Размер шпули | |||||||
Sшп = 3 x 4,2 мм2, | Lср витка шпули = 650 мм | |||||||
Марка провода | ||||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ЛЭШО | |||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,15 | 400 | 260 | 318 | 207 | 218 | 142 | - | - |
0,16 | 357 | 232 | 288 | 187 | 200 | 130 | - | - |
0,17 | 318 | 206 | - | - | 189 | 123 | - | - |
0,18 | 288 | 187 | 238 | 155 | 171 | 111 | - | - |
0,19 | 262 | 170 | - | - | - | - | - | - |
0,20 | 228 | 148 | 200 | 130 | 128 | 84 | - | - |
0,21 | 196 | 128 | - | - | 124 | 81 | - | - |
0,23 | 178 | 116 | 147 | 96 | 106 | 69 | - | - |
0,25 | 153 | 100 | 128 | 84 | 94 | 61 | - | - |
0,27 | 123 | 80 | 113 | 74 | 80 | 52 | - | - |
0,29 | 109 | 71 | 100 | 65 | 72 | 47 | - | - |
0,31 | 94 | 61 | 84 | 55 | 63 | 41 | - | - |
0,33 0,05 x 10 | 84 | 55 | 80 | 52 | 57 | 37 | 106 | 69 |
0,34 0,07 x 7 | - | - | - | - | - | - | 100 | 65 |
0,35 | 76 | 49 | 88 | 45 | 52 | 35 | - | - |
0,37 0,05 x 15 | - | - | - | - | - | - | 84 | 55 |
0,38 | 65 | 43 | 59 | 39 | 46 | 30 | - | - |
0,41 0,07 · 10 | 57 | 37 | 52 | 34 | 41 | 27 | 68 | 45 |
0,42 0,05 x 21 | - | - | - | - | - | - | 65 | 43 |
0,44 0,07 x 12 | 49 | 33 | 46 | 30 | 37 | 24 | 59 | 39 |
ЕМКОСТИ ШПУЛЬ СТАНКОВ КОЛЬЦЕВЫХ ОБМОТОК | Кольцевая намотка | |||||||
Карта 103, лист 6 | ||||||||
Номинальный диаметр провода, мм | Размер шпули | |||||||
Sшп = 3 x 4,2 мм2, | Lср витка шпули = 650 мм | |||||||
Марка провода | ||||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ЛЭШО | |||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,47 0,07 x 16 | 62 | 40 | 58 | 38 | 47 | 30 | 79 | 51 |
0,49 | 57 | 37 | 54 | 35 | - | - | - | - |
0,51 | 52 | 34 | 48 | 31 | 40 | 26 | - | - |
0,52 0,07 x 21 | - | - | - | - | - | - | 60 | 39 |
0,1 x 9 0,53 | 48 | 31 | 45 | 29 | - | - | - | - |
0,55 | 45 | 29 | 42 | 27 | 35 | 23 | - | - |
0,57 | - | - | - | - | - | - | 57 | 37 |
0,1 x 12 0,59 | 40 | 26 | 37 | 24 | 31 | 20 | - | - |
0,60 0,07 x 28 | - | - | - | - | - | - | 45 | 29 |
0,1 x 14 0,64 | 34 | 22 | 31 | 20 | 27 | 17 | 40 | 26 |
0,1 x 16 0,67 | - | - | - | - | - | - | 37 | 24 |
0,1 x 19 0,69 | 30 | 19 | 27 | 17 | 24 | 16 | - | - |
0,71 0,1 x 21 | - | - | - | - | - | - | 32 | 21 |
0,74 | 29 | 18 | 24 | 15 | 21 | 14 | - | - |
0,76 | - | - | - | - | - | - | 28 | 18 |
0,07 x 35 0,79 | - | - | - | - | - | - | 26 | 17 |
0,1 x 24 0,80 | 22 | 14 | 21 | 13 | 18 | 12 | - | - |
ЕМКОСТИ ШПУЛЬ СТАНКОВ КОЛЬЦЕВЫХ ОБМОТОК | Кольцевая намотка | |||||||
Карта 103, лист 7 | ||||||||
Номинальный диаметр провода, мм | Размер шпули | |||||||
Sшп = 4 x 5 мм2, | Lср витка шпули = 650 мм | |||||||
Марка провода | ||||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ЛЭШО | |||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,15 | 635 | 412 | 505 | 328 | 347 | 225 | - | - |
0,16 | 567 | 368 | 457 | 297 | 319 | 207 | - | - |
0,17 | 510 | 331 | - | - | 300 | 195 | - | - |
0,18 | 459 | 298 | 377 | 245 | 272 | 176 | - | - |
0,19 | 416 | 270 | - | - | - | - | - | - |
0,20 | 363 | 236 | 318 | 206 | 204 | 132 | - | - |
0,21 | 312 | 210 | - | - | 196 | 128 | - | - |
0,23 | 283 | 183 | 234 | 152 | 168 | 109 | - | - |
0,25 | 243 | 168 | 204 | 132 | 149 | 97 | - | - |
0,27 | 197 | 128 | 170 | 116 | 127 | 83 | - | - |
0,29 | 174 | 113 | 158 | 103 | 115 | 75 | - | - |
0,31 | 150 | 97 | 144 | 96 | 100 | 65 | - | - |
0,33 0,05 x 10 | 134 | 87 | 127 | 83 | 91 | 59 | 168 | 109 |
0,34 | - | - | - | - | - | - | 150 | 103 |
0,07 x 7 0,35 | 121 | 79 | 109 | 71 | 83 | 54 | - | - |
0,37 | - | - | - | - | - | - | 134 | 77 |
0,05 x 15 0,38 | 104 | 67 | 95 | 61 | 73 | 48 | - | - |
0,41 | 90 | 59 | 83 | 54 | 66 | 43 | 110 | 68 |
0,07 x 10 0,42 | - | - | - | - | - | - | 104 | 68 |
0,05 x 21 0,44 | 78 | 51 | 73 | 48 | 58 | 38 | 95 | 62 |
0,07 x 12 0,47 | 69 | 45 | 65 | 42 | 52 | 34 | 88 | 57 |
0,07 x 16 0,49 | 63 | 41 | 60 | 39 | - | - | - | - |
0,51 | 58 | 38 | 54 | 35 | 44 | 29 | - | - |
0,52 0,07 x 21 | - | - | - | - | - | - | 68 | 44 |
0,1 x 9 0,53 | 54 | 35 | 51 | 33 | - | - | - | - |
0,55 | 51 | 33 | 47 | 31 | 40 | 26 | - | - |
ЕМКОСТИ ШПУЛЬ СТАНКОВ КОЛЬЦЕВЫХ ОБМОТОК | Кольцевая намотка | |||||||
Карта 103, лист 8 | ||||||||
Номинальный диаметр провода, мм | Размер шпули | |||||||
Sшп = 5,5 x 6,7 мм2, | Lср витка шпули = 650 мм | |||||||
Марка провода | ||||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ЛЭШО | |||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,35 | 222 | 144 | 200 | 130 | 153 | 99 | - | - |
0,37 0,06 x 15 | - | - | - | - | - | - | 248 | 161 |
0,38 | 192 | 125 | 174 | 113 | 135 | 88 | - | - |
0,41 0,07 x 10 | 168 | 109 | 153 | 99 | 121 | 78 | 202 | 131 |
0,42 0,05 x 21 | - | - | - | - | - | - | 192 | 125 |
0,44 0,07 x 12 | 145 | 94 | 135 | 88 | 107 | 70 | 175 | 114 |
0,47 0,07 x 16 | 127 | 83 | 119 | 78 | 97 | 63 | 162 | 105 |
0,49 | 117 | 76 | 111 | 72 | - | - | - | - |
0,51 | 108 | 70 | 100 | 65 | 82 | 54 | - | - |
0,52 0,07 x 21 | - | - | - | - | - | - | 125 | 81 |
0,1 x 9 0,53 | 100 | 65 | 94 | 61 | - | - | - | - |
0,55 | 94 | 61 | 88 | 57 | 73 | 48 | - | - |
0,57 0,1 x 12 | - | - | - | - | - | - | 104 | 67 |
0,59 | 82 | 53 | 77 | 50 | 65 | 42 | - | - |
0,60 0,07 x 28 | - | - | - | - | - | - | 94 | 61 |
0,1 x 14 0,64 | 71 | 47 | 65 | 42 | 57 | 37 | 82 | 53 |
0,67 0,1 x 19 | - | - | - | - | - | - | 77 | 50 |
ЕМКОСТИ ШПУЛЬ СТАНКОВ КОЛЬЦЕВЫХ ОБМОТОК | Кольцевая намотка | |||||||
Карта 103, лист 9 | ||||||||
Номинальный диаметр провода, мм | Размер шпули | |||||||
Sшп = 5,5 x 6,7 мм2, | Lср витка шпули = 650 мм | |||||||
Марка провода | ||||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ЛЭШО | |||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,69 | 62 | 40 | 57 | 37 | 50 | 32 | - | - |
0,71 0,1 x 21 | - | - | - | - | - | - | 67 | 43 |
0,74 | 60 | 39 | 49 | 32 | 44 | 28 | - | - |
0,76 0,07 x 35 | - | - | - | - | - | - | 58 | 38 |
0,79 0,1 x 24 | - | - | - | - | - | - | 54 | 35 |
0,80 | 46 | 30 | 43 | 28 | 38 | 25 | - | - |
0,82 0,1 x 28 | - | - | - | - | - | - | 50 | 32 |
0,84 0,07 x 49 | - | - | - | - | - | 48 | 31 | |
0,86 | 40 | 26 | 37 | 24 | 34 | 22 | - | - |
0,87 0,1 x 32 | - | - | - | - | - | - | 45 | 29 |
0,90 | 37 | 24 | - | - | - | - | - | - |
0,93 | 35 | 23 | 34 | 22 | 30 | 19 | - | - |
0,96 | 33 | 21 | - | - | - | - | - | - |
1,00 | 30 | 19 | 27 | 18 | 25 | 17 | - | - |
ЕМКОСТИ ШПУЛЬ СТАНКОВ КОЛЬЦЕВЫХ ОБМОТОК | Кольцевая намотка | |||||
Карта 103, лист 10 | ||||||
Номинальный диаметр провода, мм | Размер шпули | |||||
Sшп = 130,9 мм2, | Lср витка шпули = 961,6 мм | |||||
Марка провода | ||||||
ПЭЛ | ПЭВ | ПЭЛШО, ПЭЛШКО | ||||
Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | Количество витков в шпуле | Длина провода, м | |
0,29 | 1120 | 1076 | 1002 | 982 | 749 | 710 |
0,31 | 964 | 926 | 858 | 824 | 644 | 619 |
0,33 | 876 | 834 | 820 | 790 | 583 | 561 |
0,35 | 810 | 780 | 702 | 675 | 536 | 515 |
0,38 | 670 | 644 | 610 | 586 | 476 | 455 |
0,41 | 583 | 560 | 535 | 514 | 444 | 427 |
0,44 | 506 | 487 | 476 | 455 | 376 | 363 |
0,47 | 446 | 429 | 419 | 403 | 339 | 326 |
0,49 | 412 | 397 | 391 | 376 | - | - |
0,51 | 376 | 363 | 351 | 337 | 288 | 278 |
0,53 | 351 | 338 | 328 | 315 | - | - |
0,55 | 329 | 316 | 307 | 295 | 255 | 246 |
0,59 | 288 | 272 | 271 | 262 | 227 | 238 |
0,64 | 248 | 239 | 228 | 219 | 199 | 191 |
0,69 | 216 | 208 | 195 | 187 | 175 | 169 |
0,74 | 210 | 202 | 171 | 165 | 152 | 147 |
0,80 | 160 | 154 | 149 | 144 | 134 | 129 |
0,86 | 139 | 134 | 131 | 126 | 118 | 113 |
0,90 | 128 | 123 | - | - | - | - |
0,93 | 121 | 117 | 120 | 116 | 103 | 99 |
0,96 | 113 | 109 | - | - | - | - |
1,00 | 103 | 99 | 96 | 92 | 89 | 86 |