СПРАВКА
Источник публикации
М., "Экономика", 1990
Примечание к документу
Название документа
"Общемашиностроительные нормативы времени на изготовление металлических моделей для литья"
(утв. Приказом Госкомтруда СССР от 11.01.1985 N 17)
"Общемашиностроительные нормативы времени на изготовление металлических моделей для литья"
(утв. Приказом Госкомтруда СССР от 11.01.1985 N 17)
Содержание
приказом
Государственного комитета СССР
по труду и социальным вопросам
от 11 января 1985 г. N 17
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ
НА ИЗГОТОВЛЕНИЕ МЕТАЛЛИЧЕСКИХ МОДЕЛЕЙ ДЛЯ ЛИТЬЯ
Сборник содержит укрупненные нормативы неполного штучного времени на станочную и слесарную обработку поверхностей при изготовлении металломодельной оснастки, выполняемой в условиях мелкосерийного и единичного производства.
Настоящие нормативы разработаны ПО "Минский тракторный завод им. В.И. Ленина" бывш. Минсельхозмаша под методическим руководством Центрального бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам при участии нормативно-исследовательских организаций и предприятий машиностроительных министерств и утверждены приказом ЦБНТ от 11 января 1985 г. N 17.
Сборник является переработанным и дополненным изданием ранее действовавших общемашиностроительных нормативов времени того же наименования и предназначен для нормировщиков, технологов и других инженерно-технических работников, занятых разработкой технически обоснованных норм времени для работы на металлорежущих станках в условиях мелкосерийного и единичного производства.
Нормативы рекомендованы для применения на предприятиях машиностроения и металлообработки.
1.1. Нормативы времени предназначены для установления технически обоснованных норм времени при изготовлении металлических моделей для литья на предприятиях машиностроения и металлообработки в условиях мелкосерийного и единичного типов производства.
1.2. При внедрении бригадной формы организации труда нормативы могут быть использованы для расчета комплексных норм в соответствии с Методическими рекомендациями по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования (М.: Экономика, 1987)
1.3. Сборник содержит нормативы подготовительно-заключительного времени, вспомогательного времени на установку и снятие детали, укрупненные нормативы неполного штучного времени на поверхность по видам работ: станочные, слесарные, сборочные и слесарно-сборочные работы.
1.4. В сборник включен классификатор групп сложности изготовления металлических моделей, а также ряд приложений, содержащих справочный материал:
режимы резания на строгальных, токарных, фрезерных, сверлильных, шлифовальных станках, принятые при разработке нормативов времени.
1.5. При разработке нормативов в качестве исходных данных были использованы следующие материалы:
данные хронометражных, фотохронометражных наблюдений и фотографий рабочего времени, проведенные на заводах машиностроительных министерств;
Общемашиностроительные нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин (М.: НИИ труда, 1982);
Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках. Мелкосерийное и единичное производство;
Укрупненные нормативы времени на станочные работы, выполняемые в условиях ремонтных цехов и мастерских немашиностроительных предприятий;
методические рекомендации по разработке нормативных материалов для нормирования труда рабочих;
межотраслевые методические рекомендации по определению нормативов времени на отдых и личные потребности.
1.6. Нормативы времени предназначены для нормирования работ, выполняемых в модельных цехах или на участках по изготовлению металлических моделей с единичным типом производства (количество деталей в партии или изделий при сборке до двух). Для мелкосерийного типа производства (количество деталей в партии более двух) неполное штучное время следует принимать с поправочным коэффициентом (Кtш):
Число деталей в партии | 2 | 5 | 10 | 20 | 40 | св. 40 |
Коэффициент Кtш | 1,0 | 0,9 | 0,8 | 0,75 | 0,7 | 0,6 |
1.7. Норма времени и ее составляющие.
1.7.1. Норма времени на выполнение операций состоит из нормы штучного времени и подготовительно-заключительного времени и определяется по формуле

где Нвр - норма времени, мин.; Tш - норма штучного времени, мин.; Tпз - норма подготовительно-заключительного времени на партию деталей, мин.; q - число деталей в партии, шт.
Норма штучного времени на операцию определяется по формуле
Tш = (tнш 1 + tнш 2 +...+ tнш n + tву) · Кtш,
где tнш 1, tнш 2, tнш n - неполное штучное время на обработку поверхности, мин.; tву - вспомогательное время на установку и снятие детали, мин.; Кtш - коэффициент к норме штучного времени в зависимости от партии деталей.
Нормативы неполного штучного времени на обработку поверхности рассчитаны по формуле
где tо - основное (технологическое) время на обработку поверхности, мин.; tв - вспомогательное время, связанное с обработкой поверхности, мин.; tвк - вспомогательное время на контрольные измерения при обработке поверхности, мин.; a - время на обслуживание рабочего места и время на отдых и личные потребности, % от оперативного времени.
Для бригадной формы организации труда норма времени на обработку детали или модели определяется как сумма операционных норм времени по формуле

где Нк - комплексная норма времени, мин.
При бригадной форме организации труда, когда производится межсменная передача обрабатываемых изделий, подготовительно-заключительное время может быть уменьшено на 30...50%.
1.7.2. Основное (технологическое) время на обработку поверхности рассчитано с учетом технических факторов, влияющих на режим и время обработки: размеров обработки; обрабатываемого материала; характера, точности, шероховатости поверхности; величины врезания и перебега инструмента и др.
Режимы резания (приложения 1 - 10) были установлены применительно к условиям обработки универсальными режущими инструментами из наиболее часто применяемых марок инструментальных материалов на распространенном в модельных цехах оборудовании. Основное время определено по средним режимам в расчете на группу оборудования для черновой и чистовой обработки, характерного для металломодельного производства. В картах режимов указаны марки материалов режущего инструмента, свойства обрабатываемого материала.
Приведенные в приложениях 1 - 10 режимы резания следует рассматривать как справочные материалы, которые могут быть использованы для инструктажа рабочих-станочников модельного цеха.
Нормативы неполного штучного времени разработаны с учетом изготовления модельных комплектов из наиболее часто применяемых алюминиевых сплавов (типа марки АК5М7), сталей 35, 40, чугуна СЧ-20, СЧ-24.
1.7.3. Вспомогательное время, связанное с обработкой поверхности, включено в неполное штучное время в зависимости от размеров и характера обработки, технических условий на обработку, от изменения режима работы станка, смены инструмента.
1.7.4. Время на обслуживание рабочего места и время на отдых и личные потребности в зависимости от наименования станков или вида работ включено в неполное штучное время в процентах от оперативного времени в соответствии с таблицей.
ВРЕМЯ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА,
ОТДЫХ И ЛИЧНЫЕ ПОТРЕБНОСТИ
Наименование станков или вида работ | Время, % от оперативного |
Токарно-винторезные | 12,5 |
Продольно-строгальные | 15,5 |
Вертикально-радиально-сверлильные | 14,0 |
Горизонтальио-вертикально-сверлильные | 10,5 |
Слесарные, слесарно-сборочные | 9,0 |
1.7.5. Нормативы подготовительно-заключительного времени предусматривают выполнение следующих работ:
получение наряда и технической документации;
подбор материалов и заготовок и перемещение их к рабочему месту на расстояние до 20 м;
получение инструментов и приспособлений, подготовка рабочего места, наладка оборудования, инструмента, приспособлений;
ознакомление с работой, чертежами и получение инструктажа от мастера;
снятие инструментов и приспособлений по окончании обработки партии деталей;
частичная переналадка оборудования в процессе выполнения работы;
сдача готовой продукции.
1.7.6. При установлении на предприятиях норм времени на основе настоящего сборника тарификация работ должна проводиться по Единому тарифно-квалификационному справочнику работ и профессий рабочих, выпуск 2, утвержденный постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16 января 1985 г. N 17/2-54. Несоответствие квалификации рабочего установленному разряду работы не может служить основанием для каких-либо изменений норм времени, рассчитанных по нормативам.
При внедрении на предприятиях более совершенных, чем это предусмотрено в нормативах времени, организации производства, труда, технологии работы, оборудования, оснастки и т.д., повышающих производительность труда рабочих, следует разрабатывать методом технического нормирования и вводить в установленном порядке местные нормы, способствующие более высокой производительности труда.
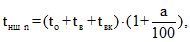
1.8. Пример расчета норм времени на изготовление модели.
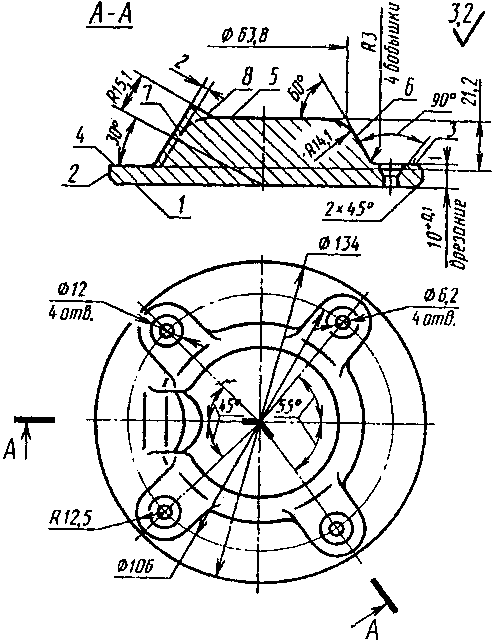
Рис. 1
Исходные данные:
Наименование детали - модель верха крышки подшипника
Группа сложности - II
Материал - алюминий НВ <= 0,64 ГПа
Заготовка - отливка
Число деталей в партии - 1 шт.
Наименование и содержание операции | Основные факторы, влияющие на продолжительность операции | Нормативное время, мин. | Условное обозначение времени | Номер карты, позиции, индекс |
I. Токарная | ||||
1. Установить и закрепить, открепить и снять отливку вручную | Крепление детали в патроне без поджатия центром с выверкой, масса отливки - 0,95 кг | 1,55 | tву1 | |
2. Обработать поверхность 1 Шероховатость поверхности Rz 20 | Диаметр обработки - 134 мм, длина обработки - 67 мм | 2,5 | t1нш 1 | |
3. Обточить поверхность 2 и снять фаску 2 x 45 Шероховатость поверхности Rz 20 | Диаметр обработки - 134 мм, длина обработки - 11 мм | 1,6 | t1нш 2 | |
Подготовительно-заключительное время | 18 | T1пз | ||
Итого на операцию | 23,65 | Tш 1 | ||
II. Разметочная | ||||
1. Нанести краску перед разметкой на поверхности 2 и 6 | Окрашиваемая поверхность - литье, площадь поверхности 2 - 50 см2, площадь поверхности 6 - 83 см2 | 0,45 + 0,7 = - 1,15 | t2нш 1 | |
2. Установить отливку, закрепить, открепить и снять вручную | Установка простым наложением на стол, крепление к призме двумя струбцинами. Масса отливки - 0,9 кг | 0,09 + 0,9 = 0,99 | t2ву | |
3. Разметить две высоты: h = 11 мм; h = 31,2 мм. Группа сложности - II | Две параллельные линии длиной до 100 мм | 1,6 | t2нш 2 | |
Подготовительно-заключительное время | 5,0 | T2пз | ||
Итого на операцию | 8,74 | Tш 2 | ||
III. Фрезерная | ||||
1. Установить отливку, выверить и закрепить, открепить и снять вручную (в процессе обработки переустановить) | Установка на столе станка с креплением двумя болтами и планками с выверкой. Масса отливки - 0,9 кг | 1,5 · 2 = 3,0 | t3ву | |
2. Фрезеровать поверхность 3. Шероховатость поверхности Rz 80 | Фреза торцовая и 40 мм, длина фрезерования - 330 мм | 3,2 | t3нш 1 | |
3. Фрезеровать поверхность 5. Шероховатость поверхности Rz 80 | Фреза торцовая | 1,45 | t3нш 2 | |
Подготовительно-заключительное время | 18,0 | T3пз | ||
Итого на операцию | 25,65 | Tш 3 | ||
IV. Разметочная | ||||
1. Нанести краску перед разметкой на поверхности 3 и 7 | Окрашиваемая поверхность - литье, площадь поверхности 3 - 86 см2, площадь поверхности 7 - 9 см2 | 0,7 + 0,25 = 0,95 | t4нш 1 | |
2. Установить и закрепить, открепить и снять отливку вручную | Установка простым наложением на стол, крепление к призме двумя струбцинами. Масса отливки - 0,8 кг | 0,09 + 0,9 = 0,99 | t4ву | |
3. Разметить поверхности 3 и 7. Группа сложности - II | Параллельные и взаимно перпендикулярные линии: | t4нш 2 | ||
4 линии до 100 мм | 2,1 | |||
1 линия до 500 мм; | 2,2 | |||
Радиусные линии: | ||||
2 линии до 200 мм; | 2,5 | |||
9 линий до 100 мм | 3,7 | |||
4. Кернить центры окружностей | Шаг между точками - до 100 мм, число точек - 4 | 0,25 | t4нш 3 | |
Подготовительно-заключительное время | 5,0 | T4пз | ||
Итого на операцию | 17,69 | Tш 4 | ||
V. Фрезерная | ||||
1. Установить отливку, выверить и закрепить, открепить и снять вручную (в процессе обработки переустановить) | Установка на столе станка с креплением двумя болтами и планками с выверкой. Масса отливки - 0,8 кг | 1,5 · 2 = 3,0 | t5ву | |
2. Фрезеровать поверхность 4. Шероховатость поверхности Rz 20 (4 поверхности) | Фреза концевая | 2,1 | t5нш 1 | |
3. Фрезеровать поверхность 6. Шероховатость поверхности Rz 80 | Фреза концевая | 1,6 | t5нш 2 | |
4. Фрезеровать поверхность 7. Шероховатость поверхности Rz 80 | Фреза концевая | 1,0 | t5нш 3 | |
5. Фрезеровать поверхность 8. Шероховатость поверхности Rz 20 | Фреза концевая | 2,1 | t5нш 4 | |
Подготовительно-заключительное время | 18,0 | T5пз | ||
Итого на операцию | 27,8 | Tш 5 | ||
VI. Сверлильная | ||||
1. Установить деталь, снять и отложить вручную | Установка на столе станка с простым наложением. Масса детали - 0,7 кг | 0,09 | t6ву | |
2. Сверлить 4 сквозных отверстия | Диаметр сверла - 6,2 мм, глубина сверления - 11 мм | 0,6 · 4 · 0,9 = 2,16 | t6нш 1 | |
3. Зенковать 4 отверстия | Диаметр отверстия - 12 мм, глубина зенкования - 4 мм | 0,55 · 4 · 0,9 = 1,98 | t6нш 2 | |
Подготовительно-заключительное время | 15,0 | T6пз | ||
Итого на операцию | 19,23 | Tш 6 | ||
VII. Слесарная | ||||
1. Установить деталь и закрепить, открепить и снять вручную (в процессе обработки переустановить) | Установка в тисках без выверки. Масса детали - 0,65 кг | 0,4 · 2 = 0,8 | t7ву | |
2. Вырубить по шаблону после фрезерования сопряжения поверхностей 6 и 7 (две поверхности возле питателя) | Пневматический рубильный молоток, длина обработки - 2 мм. Вид профиля - криволинейный | 0,47 · 2 = 0,94 | t7нш 1 | |
3. Зачистить и обработать в размер по шаблону сопряжения поверхностей 6 и 7 (две поверхности) | Пневматическая машина с шарошкой, площадь обрабатываемой поверхности - 7 см2 | (0,55 + 0,85) · 2 = 2,8 | t7нш 2 | |
4. Зачистить и обработать в размер по контуру поверхность сопряжения поверхностей 5 и 6 ( | Пневматическая машина с шарошкой, площадь обрабатываемой поверхности - 28 см2 | 1,0 + 1,5 = 2,5 | t7нш 3 | |
5. Шабрить всю рабочую поверхность | Шабер, площадь шабрения - 239 см2 | 16,0 | t7нш 4 | |
6. Зачистить всю рабочую поверхность наждачной бумагой вручную | Наждачная бумага, площадь обрабатываемой поверхности - 239 см2 | 1,2 | t7нш 5 | |
Подготовительно-заключительное время | 4,0 | Tпз 7 | ||
Итого на операцию | 28,24 | Tш 7 | ||
Всего на изготовление модели | 151,2 | T |
Нормативы времени рассчитаны на выполнение работ на универсальном оборудовании отечественного производства, широко распространенном в модельных цехах.
Тип станки | Модель | Основные размеры, мм | Мощность N, кВт | Частота вращения n, об./мин., v, м/мин. |
Токарно-винторезный | 1А62 | 7 | n = 11,5...1200 | |
1К62 | 10 | n = 12,5...2000 | ||
1А625 | 10 | n = 11,5...2000 | ||
1М63 | 15 | n = 10,0...1250 | ||
Токарно-карусельный | 1553 | 40 | n = 2,2...80 | |
1525 | 45 | n = 1,6...80 | ||
Универсально-фрезерный | 6Н82Ш | 320 x 1250 | 7 | n = 30,0...1600 |
Горизонтально-фрезерный | 6Н82Г | 320 x 1250 | 7 | n = 30...1600 |
6Н83Г | 400 x 1600 | 10 | n = 30...1600 | |
Вертикально-фрезерный | 6Н12 | 320 x 1250 | 7 | n = 30...1500 |
6Н13 | 400 x 1600 | 10 | n = 30...1500 | |
6Н13П | 400 x 1600 | 10 | n = 30...1600 | |
Карусельно-фрезерный | 6М23 | 17 | n = 315...500 | |
Продольно-строгальный | 7231А | 1000 x 3000 | 40 | v = 5...75 |
7242< | 1400 x 4000 | 40 | v = 6...60 | |
Настольно-сверлильный | НС12А | 0,6 | n = 380...4100 | |
Вертикально-сверлильный | 2А125 | 2,8 | n = 97...1360 | |
2А135 | 4,8 | n = 68...1100 | ||
Радиально-сверлильный | 2А55 | 4,5 | n = 50...1700 | |
Круглошлифовальный | 310 | 0,7 | nдет = 100...800 | |
3А110 | 1,7 | nдет = 75...750 | ||
Внутришлифовальный | 3А227 | 2,8 | nдет = 125...1250 | |
3Б250 | 4,5 | nдет = 80...800 | ||
Плоскошлифовальный с прямоугольным столом | 371М | 200 x 600 | 2,8 | vст = 3...18 |
3724 | 400 x 2000 | 28 | vст = 3...33 | |
373 | 300 x 750 | 10 | vст = 3...300 |
3.1. Нормативы времени предусматривают следующую организацию труда:
рабочее место станочника оснащено тумбочкой, стеллажом для хранения технологической оснастки, тарой для хранения заготовок, планшетами для чертежей. Рабочее место слесаря оборудовано верстаком с тисками, разметочной плитой, пневмо- или электроинструментом. Организация рабочего места соответствует правилам санитарии, гигиены и техники безопасности, предусмотренным государственными стандартами, СН 245-71, СНиП II-А-9-71;
для транспортировки, установки и снятия тяжелых деталей массой свыше 20 кг должны применяться подъемно-транспортные средства;
рабочее место обеспечено комплектом режущих и измерительных инструментов, наиболее часто применяемых для работы;
получение режущего и измерительного инструмента из раздаточной кладовой и сдача его производятся исполнителем работы;
инструменты простой конструкции (резцы, сверла и т.п.) затачивает станочник, сложный инструмент (фрезы) затачивается централизованно;
наладку оборудования, перемещение заготовки и необходимые в процессе обработки вспомогательные расчеты выполняет исполнитель работ;
наряды на работу, чертежи, технологическую документацию и технический инструктаж исполнитель получает на рабочем месте.
3.2. Ниже приведены примеры планировок рабочего места рабочих профессий, характерных для металломодельного производства.
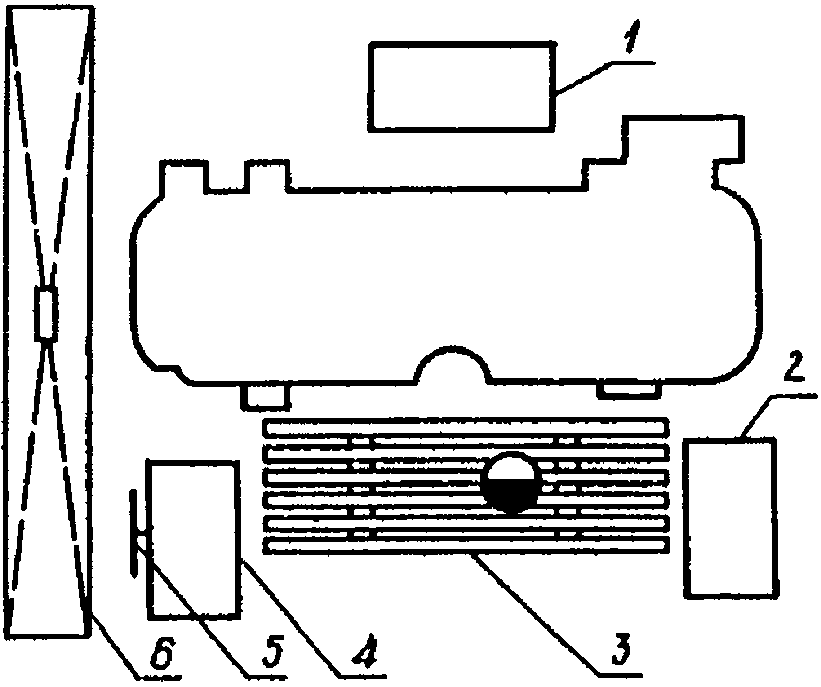
Рис. 2. Планировка рабочего места токаря:
1 - тара для стружки; 2 - стеллаж для деталей, заготовок;
3 - решетка под ноги; 4 - тумбочка для инструмента;
5 - планшет для чертежей; 6 - кран-балка
Рис. 3. Планировка рабочего места сверловщика:
1 - решетка под ноги; 2 - кран-балка
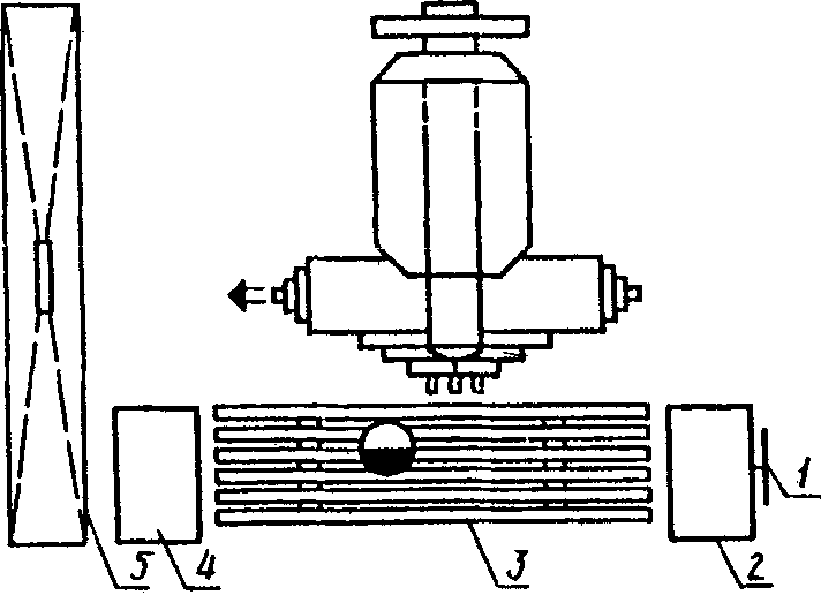
Рис. 4. Планировка рабочего места фрезеровщика:
1 - планшет для чертежей; 2 - тумбочка для инструмента;
3 - решетка под ноги; 4 - стеллаж для деталей, заготовок;
5 - кран-балка
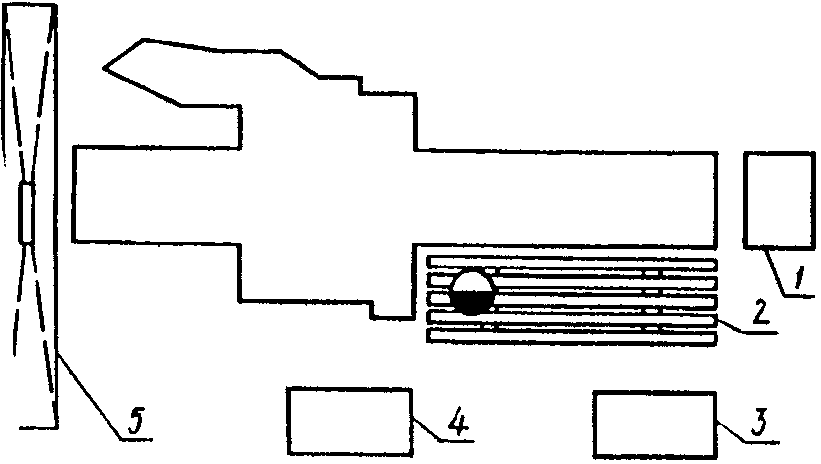
Рис. 5. Планировка рабочего - места строгальщика:
1 - тара для стружки: 2 - решетка под ноги;
3 - тумбочка для инструмента; 4 - стеллаж
для деталей, заготовок; 5 - кран-балка
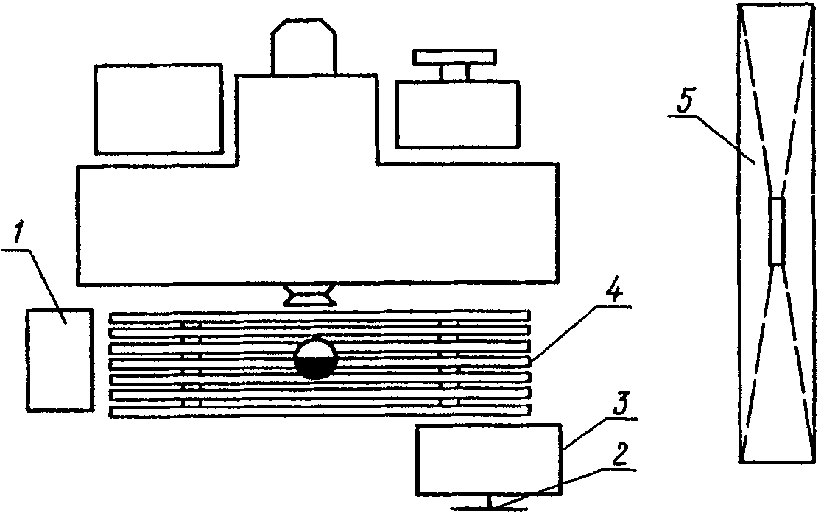
Рис. 6. Планировка рабочего места шлифовщика:
1 - стеллаж; 2 - планшет для чертежей; 3 - тумбочка
для инструмента; 4 - решетка под ноги; 5 - кран-балка
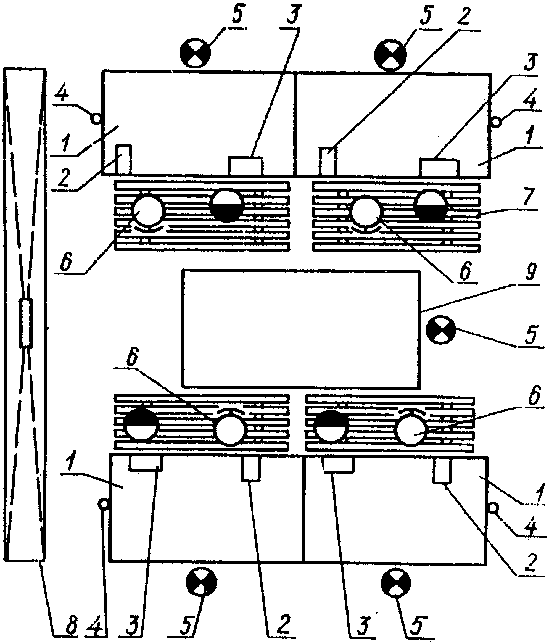
Рис. 7. Планировка рабочего места бригады слесарей:
1 - верстак слесарный; 2 - пневмо- или электроинструмент;
3 - тиски слесарные; 4 - подвод воздуха; 5 - местное
освещение (индивидуальное); 6 - стул подъемно-поворотный;
7 - решетка под ноги; 8 - кран-балка; 9 - разметочная плита
СТРОГАНИЕ ПЛОСКОСТЕЙ | Продольно-строгальные станки Nд до 15 кВт | |||||||||||||
Резцы ГОСТ 18891-73, ГОСТ 18892-73 | ||||||||||||||
Карта 1, лист 1 | ||||||||||||||
Содержание работы 1. Подвести резец, включить станок 2. Строгать 3. Выключить станок, отвести резец 4. Произвести замеры | 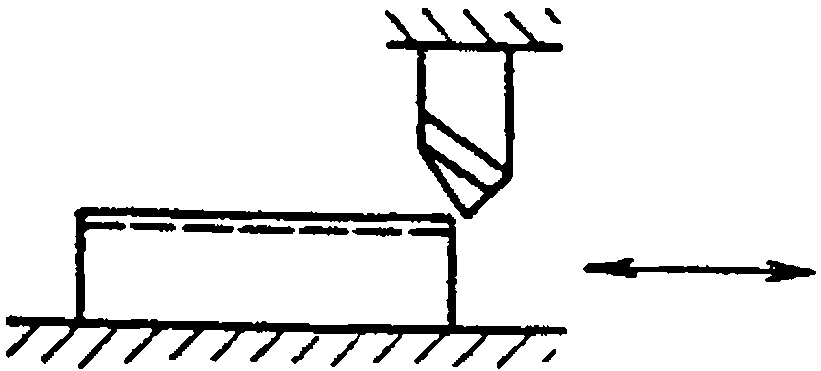 | |||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Материал режущего инструмента | Число рабочих ходов | Ширина обрабатываемой поверхности, мм, до | Длина обрабатываемой поверхности, мм, до | ||||||||
100 | 200 | 300 | 400 | 500 | 700 | 1000 | 1500 | 2000 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||
1 | Сталь  (в ред.) (в ред.) | Под шлифование Rz 80 | Р18, Р6М3, Р6М5, Р9М5 | 1 | 100 | 7,0 | 7,9 | 8,9 | 9,7 | 10,4 | 11,8 | 13,7 | 16,9 | 20,5 |
2 | 150 | 8,5 | 9,8 | 11,3 | 12,4 | 134 | 15,5 | 18,3 | 23,0 | 28,5 | ||||
3 | 200 | 9,7 | 11,2 | 13,2 | 14,8 | 16,3 | 18,9 | 22,5 | 29,5 | 37,0 | ||||
4 | 300 | 12,0 | 14,0 | 16,6 | 18,8 | 21,0 | 24,5 | 30,0 | 39,0 | 50,0 | ||||
5 | 400 | 14,4 | 16,9 | 20,5 | 23,5 | 26,5 | 31,5 | 39,0 | 51,0 | 66,0 | ||||
6 | 500 | 16,7 | 19,9 | 24,0 | 28,0 | 32,0 | 38,0 | 47,5 | 63,0 | 83,0 | ||||
7 | 600 | 19,7 | 23,5 | 28,5 | 33,5 | 38,0 | 45,5 | 57,0 | 76,0 | 100,0 | ||||
8 | 700 | 22,0 | 26,5 | 32,5 | 38,0 | 43,5 | 52,0 | 66,0 | 89,0 | 116,0 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | |||||
Неполное штучное время СТРОГАНИЕ ПЛОСКОСТЕЙ | Продольно-строгальные станки Nд до 15 кВт | |||||||||||||
Резцы ГОСТ 18891-73, ГОСТ 18892-73 | ||||||||||||||
Карта 1, лист 2 | ||||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Материал режущего инструмента | Число рабочих ходов | Ширина обрабатываемой поверхности, мм, до | Длина обрабатываемой поверхности, мм, до | ||||||||
100 | 200 | 300 | 400 | 300 | 700 | 1000 | 1300 | 2000 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||
9 | Сталь  | В размер по чертежу Rz 40...Rz 20 | Р18, Р6М3, Р6М5, Р9М5 | 2 | 100 | 8,1 | 9,2 | 10,5 | 11,4 | 12,3 | 14,2 | 16,5 | 20,5 | 25,5 |
10 | 150 | 10,1 | 11,6 | 13,6 | 15,0 | 16,4 | 18,9 | 22,5 | 28,5 | 35,5 | ||||
11 | 200 | 11,6 | 13,5 | 16,1 | 18,0 | 20,0 | 23,0 | 28,0 | 36,5 | 46,5 | ||||
12 | 300 | 14,6 | 19,8 | 20,5 | 23,0 | 26,0 | 30,5 | 37,5 | 49,0 | 63,0 | ||||
13 | 400 | 16,4 | 21,0 | 25,5 | 29,0 | 33,0 | 39,0 | 49,0 | 64,0 | 84,0 | ||||
14 | 500 | 20,5 | 24,5 | 30,0 | 35,0 | 40,0 | 48,0 | 60,0 | 81,0 | 105,0 | ||||
15 | 600 | 24,5 | 29,0 | 36,0 | 42,0 | 48,0 | 58,0 | 65,0 | 98,0 | 128,0 | ||||
16 | 700 | 27,5 | 33,0 | 40,5 | 48,0 | 55,0 | 67,0 | 85,0 | 113,0 | 149,0 | ||||
17 | Сталь  | Под шлифование Rz 80 | Т5К10 | 1 | 100 | 8,0 | 9,1 | 10,3 | 11,2 | 12,0 | 13,4 | 16,0 | 20,0 | 24,5 |
18 | 150 | 9,9 | 11,4 | 13,0 | 14,6 | 16,0 | 17,6 | 21,5 | 27,0 | 34,5 | ||||
19 | 200 | 11,3 | 13,2 | 15,6 | 17,4 | 19,3 | 21,5 | 27,0 | 35,0 | 43,0 | ||||
20 | 300 | 14,2 | 16,6 | 19,8 | 22,5 | 25,0 | 28,0 | 36,0 | 47,0 | 60,0 | ||||
21 | 400 | 17,0 | 19,3 | 245 | 28,0 | 31,5 | 34,0 | 46,5 | 62,0 | 80,0 | ||||
22 | 500 | 19,6 | 23,0 | 29,0 | 33,5 | 38,5 | 43,5 | 57,5 | 77,0 | 100,0 | ||||
23 | 600 | 23,5 | 28,0 | 34,5 | 40,0 | 46,0 | 53,0 | 70,0 | 93,0 | 122,0 | ||||
24 | 700 | 26,5 | 31,5 | 39,0 | 46,0 | 53,0 | 61,0 | 80,5 | 108,0 | 141,0 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | |||||
Неполное штучное время СТРОГАНИЕ ПЛОСКОСТЕЙ | Продольно-строгальные станки Nд до 15 кВт | |||||||||||||
Резцы ГОСТ 18891-73, ГОСТ 18892-73 | ||||||||||||||
Карта 1, лист 3 | ||||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Материал инструмента | Число рабочих ходов | Ширина обрабатываемой поверхности, мм, до | Длина обрабатываемой поверхности, мм, до | ||||||||
100 | 200 | 300 | 400 | 500 | 700 | 1000 | 1500 | 2000 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||
Чугун НВ <= 1,60...2,24 ГПа | Под шлифование Rz 80 | ВК8 | 1 | 100 | 5,9 | 6,5 | 7,2 | 7,6 | 7,9 | 8,8 | 9,6 | 11,4 | 13,1 | |
26 | 150 | 6,9 | 7,7 | 8,7 | 9,2 | 9,8 | 10,9 | 12,0 | 14,7 | 17,4 | ||||
27 | 200 | 7,5 | 8,4 | 9,6 | 10,3 | 11,1 | 12,5 | 14,3 | 17,6 | 21,0 | ||||
28 | 300 | 8,9 | 10,0 | 11,5 | 12,5 | 13,6 | 15,6 | 18,1 | 22,5 | 28,0 | ||||
29 | 400 | 10,0 | 12,1 | 13,3 | 14,7 | 16,2 | 18,7 | 22,0 | 28,0 | 35,5 | ||||
30 | 500 | 11,1 | 12,8 | 15,1 | 16,9 | 18,7 | 22,0 | 26,5 | 34,0 | 43,0 | ||||
31 | 600 | 12,7 | 14,9 | 17,6 | 19,8 | 22,0 | 26,0 | 31,5 | 40,5 | 52,0 | ||||
32 | 700 | 13,9 | 16,3 | 19,4 | 22,0 | 24,5 | 29,0 | 35,5 | 46,5 | 59,0 | ||||
33 | Чугун НВ <= 1,60...2,24 ГПа | В размер по чертежу Rz 40...Rz 20 | ВК8 | 2 | 100 | 6,3 | 6,9 | 7,5 | 7,7 | 8,0 | 8,8 | 9,5 | 10,9 | 12,2 |
34 | 150 | 7,2 | 8,1 | 9,0 | 9,4 | 9,8 | 10,7 | 11,7 | 13,8 | 15,8 | ||||
35 | 200 | 7,6 | 8,6 | 9,7 | 10,2 | 10,8 | 11,9 | 13,3 | 16,0 | 18,7 | ||||
36 | 300 | 8,9 | 10,1 | 11,4 | 12,1 | 12,9 | 14,5 | 16,4 | 20,0 | 24,0 | ||||
37 | 400 | 9,8 | 11,1 | 12,7 | 13,8 | 14,7 | 16,9 | 19,5 | 24,5 | 29,5 | ||||
38 | 500 | 10,6 | 12,1 | 14,1 | 15,4 | 16,8 | 19,3 | 22,5 | 28,5 | 35,5 | ||||
39 | 600 | 12,1 | 14,0 | 15,6 | 17,9 | 19,5 | 23,0 | 27,5 | 34,5 | 43,0 | ||||
700 | 13,0 | 15,0 | 17,6 | 19,5 | 21,5 | 25,7 | 30,5 | 39,0 | 48,5 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | |||||
Примечание. При строгании плоскостей из алюминия время в нормативной карте, приведенное для обработки чугуна (поз. 25 - 40), принимать с коэффициентом К = 0,7.
СТРОГАНИЕ ПЛОСКОСТЕЙ | Поперечно-строгальные станки Nд до 10 кВт | ||||||||||||
Резцы ГОСТ 18891-73, ГОСТ 18892-73 | |||||||||||||
Карта 2, лист 1 | |||||||||||||
Содержание работы 1. Подвести резец, включить станок 2. Строгать 3. Выключить станок, отвести резец 4. Произвести замеры | 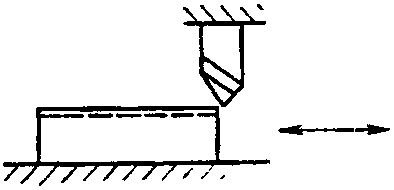 | ||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Материал режущего инструмента | Число рабочих ходов | Ширина обрабатываемой поверхности, мм, до | Длина обрабатываемой поверхности, мм, до | |||||||
100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | ||||||
Неполное штучное время на поверхность, мин. | |||||||||||||
1 | Сталь  | Строгание горизонтальных плоскостей Rz 80 | Р18, Р6М3, Р6М5, Р9К5 | 1 | 25 | 2,9 | 3,3 | 3,7 | 4,0 | 43 | 4,7 | 5,0 | 5,4 |
2 | 50 | 3,5 | 4,0 | 4,6 | 5,1 | 5,7 | 6,3 | 6,8 | 7,3 | ||||
3 | 75 | 4,5 | 5,2 | 6,1 | 6,9 | 7,8 | 8,7 | 9,5 | 10,3 | ||||
4 | 100 | 5,3 | 6,2 | 7,4 | 8,6 | 9,7 | 10,9 | 12,0 | 13,1 | ||||
5 | 150 | 6,7 | 8,0 | 9,7 | 11,2 | 12,8 | 14,5 | 16,1 | 17,7 | ||||
6 | 200 | 8,3 | 10,1 | 12,4 | 14,5 | 16,7 | 19,0 | 21,1 | 23,3 | ||||
7 | 250 | 10,0 | 12,2 | 15,0 | 17,8 | 20,6 | 23,5 | 26,2 | 29,0 | ||||
8 | 300 | 11,8 | 14,4 | 17,9 | 21,3 | 24,7 | 28,1 | 31,5 | 34,9 | ||||
9 | 350 | 13,4 | 16,5 | 20,6 | 24,6 | 28,5 | 32,6 | 36,6 | 40,5 | ||||
10 | 400 | 15,1 | 18,6 | 23,3 | 27,9 | 32,4 | 37,1 | 41,6 | 46,2 | ||||
Индекс | а | б | в | г | д | е | ж | з | |||||
Неполное штучное время СТРОГАНИЕ ПЛОСКОСТЕЙ | Поперечно-строгальные станки Nд до 10 кВт | ||||||||||||
Резцы ГОСТ 18891-73, ГОСТ 18892-73 | |||||||||||||
Карта 2, лист 2 | |||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Материал режущего инструмента | Число рабочих ходов | Ширина обрабатываемой поверхности, мм, до | Длина обрабатываемой поверхности, мм, до | |||||||
100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | ||||||
Неполное штучное время на поверхность, мин. | |||||||||||||
11 | Сталь  | Строгание горизонтальных плоскостей в размер по чертежу Rz 40...Rz 20 | Р18, Р6М3, Р6М5, Р9К5 | 2 | 25 | 5,0 | 5,8 | 6,7 | 7,6 | 8,4 | 9,4 | 10,3 | 11,1 |
12 | 50 | 6,6 | 7,8 | 9,4 | 10,9 | 123 | 13,9 | 15,4 | 16,8 | ||||
13 | 75 | 9,1 | 11,0 | 13,4 | 15,7 | 18,0 | 20,5 | 22,8 | 25,1 | ||||
14 | 100 | 11,4 | 14,0 | 17,3 | 20,4 | 23,6 | 26,9 | 30,0 | 33,2 | ||||
15 | 150 | 15,1 | 18,7 | 23,3 | 27,7 | 32,1 | 36,7 | 41,2 | 45,6 | ||||
16 | 200 | 19,8 | 24,6 | 30,9 | 37,1 | 43,2 | 49,5 | 55,7 | 61,8 | ||||
17 | 250 | 24,5 | 30,6 | 38,6 | 46,5 | 54,3 | 62,3 | 70,2 | 78,0 | ||||
18 | 300 | 29,4 | 36,8 | 46,5 | 56,0 | 65,6 | 75,3 | 84,8 | 94,4 | ||||
19 | 350 | 34,1 | 42,7 | 54,2 | 65,4 | 76,7 | 88,1 | 99,4 | 110,6 | ||||
20 | 400 | 38,7 | 48,7 | 61,8 | 74,8 | 87,8 | 100,9 | 113,8 | 126,8 | ||||
21 | Чугун НВ <= 1,60...2,24 ГПа | Строгание горизонтальных плоскостей под шлифование Rz 80 | ВК8 | 1 | 25 | 2,8 | 3,1 | 3,4 | 3,7 | 4,0 | 4,3 | 4,6 | 4,9 |
22 | 50 | 3,3 | 3,7 | 4,2 | 4,7 | 5,1 | 5,6 | 6,1 | 6,5 | ||||
23 | 75 | 4,1 | 4,7 | 5,5 | 6,2 | 6,9 | 7,6 | 8,3 | 9,0 | ||||
24 | 100 | 4,8 | 5,6 | 6,6 | 7,5 | 8,5 | 9,5 | 10,4 | 11,4 | ||||
150 | 6,0 | 7,1 | 8,5 | 9,8 | 11,1 | 12,5 | 13,8 | 15,2 | |||||
26 | 200 | 7,4 | 8,8 | 10,7 | 12,5 | 14,3 | 16,3 | 18,1 | 19,9 | ||||
27 | 250 | 8,7 | 10,6 | 13,0 | 15,3 | 17,6 | 20,0 | 22,3 | 24,6 | ||||
28 | 300 | 10,3 | 12,5 | 15,4 | 18,2 | 21,0 | 23,9 | 26,7 | 29,5 | ||||
29 | 350 | 11,6 | 14,2 | 17,6 | 20,9 | 24,2 | 27,7 | 31,0 | 34,3 | ||||
30 | 400 | 13,0 | 16,0 | 19,9 | 237 | 27,5 | 31,4 | 35,2 | 39,0 | ||||
Индекс | а | б | в | г | д | е | ж | з | |||||
Неполное штучное время СТРОГАНИЕ ПЛОСКОСТЕЙ | Поперечно-строгальные станки Nд до 10 кВт | |||||||||||||
Резцы ГОСТ 18891-73, ГОСТ 18892-73 | ||||||||||||||
Карта 2, лист 3 | ||||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Материал режущего инструмента | Число рабочих ходов | Ширина обрабатываемой поверхности, мм, до | Длина обрабатываемой поверхности, мм, до | ||||||||
100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | |||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||
31 | Чугун НВ <= 1,60...2,24 ГПа | Строгание горизонтальных плоскостей в размер по чертежу Rz 40...Rz 20 | ВК8 | 2 | 25 | 3,7 | 4,1 | 4,6 | 5,0 | 5,4 | 6,0 | 6,4 | 6,7 | |
32 | 50 | 4,4 | 5,1 | 5,9 | 6,5 | 7,2 | 8,0 | 8,7 | 9,3 | |||||
33 | 75 | 5,6 | 6,6 | 7,8 | 8,9 | 9,9 | 11,1 | 12,2 | 13,2 | |||||
34 | 100 | 6,7 | 8,0 | 9,6 | 11,0 | 12,4 | 14,1 | 15,5 | 16,9 | |||||
35 | 150 | 8,5 | 10,2 | 12,4 | 144 | 164 | 18,7 | 20,7 | 22,8 | |||||
36 | 200 | 10,7 | 13,0 | 16,0 | 18,8 | 21,6 | 24,6 | 27,4 | 30,2 | |||||
37 | 250 | 12,8 | 15,7 | 194 | 23,1 | 26,6 | 30,4 | 34,0 | 37,6 | |||||
38 | 300 | 15,1 | 18,6 | 23,2 | 27,6 | 31,9 | 364 | 40,8 | 45,2 | |||||
39 | 350 | 17,3 | 21,4 | 26,7 | 31,8 | 37,0 | 42,3 | 474 | 52,6 | |||||
400 | 19,4 | 24,1 | 30,2 | 36,1 | 42,1 | 48,2 | 54,1 | 60,0 | ||||||
Индекс | а | б | в | г | д | е | ж | з | ||||||
Примечание. При строгании плоскостей из алюминия время в нормативной карте, приведенное для обработки чугуна (поз. 25 - 40), принимать с коэффициентом К = 0,7.
ПРОДОЛЬНОЕ И ПОПЕРЕЧНОЕ ТОЧЕНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы токарные ГОСТ 18877-73, ГОСТ 18878-73, ГОСТ 18879-73, ГОСТ 18880-73 | ||||||||||||||||
Карта 3, лист 1 | ||||||||||||||||
Содержание работы 1. Подвести резец, включить станок 2. Точить 3. Выключить станок, отвести резец 4. Произвести замеры | 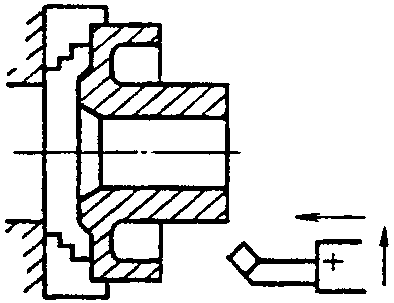 | |||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 50 | 70 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
1 | Наружное точение под шлифование Rz 80 | Алюминий НВ <= 0,64 ГПа | Р18, Р6М3, Р6М5, Р9К5 | 25 | 1 | 0,30 | 0,3 | 0,35 | 0,40 | 0,45 | 0,6 | 0,65 | 0,75 | 0,85 | 1,0 | 1,2 |
2 | 35 | 0,35 | 0,4 | 0,45 | 04 | 045 | 0,75 | 0,85 | 0,9 | 1,10 | 1,35 | 145 | ||||
3 | 50 | 0,40 | 0,45 | 0,5 | 045 | 0,65 | 0,85 | 0,95 | 1,10 | 1,35 | 1,7 | 2,0 | ||||
4 | 75 | 0,45 | 0,5 | 0,55 | 0,65 | 0,75 | 1,05 | 1,1 | 1,35 | 1,6 | 2,0 | 24 | ||||
5 | 100 | 0,45 | 0,5 | 0,55 | 0,65 | 0,75 | 1,1 | 1,2 | 1,4 | 1,75 | 2,3 | 2,7 | ||||
6 | 130 | 0,6 | 0,65 | 0,75 | 0,8 | 0,95 | 1,4 | 145 | 1,75 | 2,1 | 2,7 | 3,2 | ||||
7 | 160 | 0,65 | 0,7 | 0,8 | 1,0 | 1,15 | 1,6 | 1,8 | 2,1 | 2,7 | 3,4 | 4,1 | ||||
8 | 200 | 0,65 | 0,75 | 0,85 | 1,1 | 1,3 | 1,75 | 1,95 | 2,3 | 2,9 | 3,7 | 4,6 | ||||
9 | 250 | 0,7 | 0,8 | 0,95 | 1,15 | 1,4 | 1,95 | 2,2 | 2,7 | 3,4 | 4,4 | 54 | ||||
10 | 300 | 0,75 | 0,85 | 1,05 | 1,4 | 1,6 | 2,2 | 2,6 | 3,1 | 4,0 | 5,3 | 64 | ||||
11 | 400 | 0,85 | 1,0 | 1,2 | 145 | 1,95 | 2,6 | 3,1 | 3,7 | 4,9 | 6,4 | 8,1 | ||||
12 | 500 | 1,05 | 1,15 | 1,45 | 1,9 | 2,4 | 3,2 | 3,7 | 4,6 | 6,0 | 8,1 | 10,2 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Неполное штучное время ПРОДОЛЬНОЕ И ПОПЕРЕЧНОЕ ТОЧЕНИЕ | Токарно-винторезные ставки Nд до 15 кВт | ||||||||||||||||
Резцы токарные ГОСТ 18877-73, ГОСТ 18878-73, ГОСТ 18879-73, ГОСТ 18880-73 | |||||||||||||||||
Карта 3, лист 2 | |||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | |||||||||||
20 | 30 | 50 | 70 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | |||||||
Неполное штучное время на поверхность, мин. | |||||||||||||||||
13 | Наружное точение в размер по чертежу Rz 40...Rz 20 | Алюминий НВ <= 0,64 ГПа | Р18, Р6М3, Р6М5, Р9К5 | 25 | 2 | 0,75 | 0,8 | 0,85 | 0,9 | 0,95 | 1,3 | 1,4 | 1,5 | 1,7 | 1,95 | 2,3 | |
14 | 35 | 0,85 | 0,9 | 0,95 | 1,05 | 1,15 | 1,6 | 1,7 | 1,9 | 2,2 | 2,6 | 3,0 | |||||
15 | 50 | 0,9 | 0,95 | 1,05 | 1,15 | 1,25 | 1,8 | 1,95 | 2,2 | 2,6 | 3,1 | 3,7 | |||||
16 | 75 | 1,0 | 1,1 | 1,2 | 1,4 | 1,6 | 24 | 2,5 | 2,8 | 3,4 | 4,2 | 5,0 | |||||
17 | 100 | 1,1 | 1,2 | 1,35 | 1,6 | 1,9 | 2,6 | 2,9 | 3,4 | 4,2 | 5,3 | 6,5 | |||||
18 | 130 | 1,5 | 1,7 | 1,9 | 2,2 | 2,6 | 3,5 | 3,9 | 4,5 | 5,6 | 7,1 | 8,6 | |||||
19 | 160 | 1,8 | 2,1 | 2,9 | 4,0 | 4,4 | 5,2 | 6,6 | 8,5 | 10,3 | |||||||
20 | 200 | 1,75 | 1,95 | 2,3 | 2,8 | 3,4 | 4,5 | 5,1 | 6,0 | 7,8 | 10,2 | 12,5 | |||||
21 | 250 | 1,85 | 2,1 | 2,4 | 3,2 | 3,9 | 5,2 | 6,0 | 7,2 | 9,4 | 12,4 | 15,4 | |||||
22 | 300 | 1,95 | 2,3 | 2,6 | 3,6 | 4,5 | 5,9 | 6,8 | 8,3 | 11,0 | 14,6 | 18,2 | |||||
23 | 400 | 2,2 | 2,6 | 3,2 | 4,2 | 5,3 | 7,0 | 8,1 | 10,0 | 13,4 | 18,0 | 22,5 | |||||
24 | 500 | 2,3 | 2,9 | 3,8 | 5,0 | 6,4 | 8,2 | 9,9 | 12,2 | 16,6 | 224 | 28,5 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||||||
Неполное штучное время ПРОДОЛЬНОЕ И ПОПЕРЕЧНОЕ ТОЧЕНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы токарные ГОСТ 18877-73, ГОСТ 18878-73, ГОСТ 18879-73, ГОСТ 18880-73 | ||||||||||||||||
Карта 3, лист 3 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 50 | 70 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
25 | Наружное точение под шлифование Rz 80 | Сталь  | Т5К10, Т15К6 | 25 | 1 | 0,45 | 0,45 | 0,5 | 0,55 | 0,6 | 0,85 | 0,9 | 1,0 | 1,15 | 1,35 | 1,55 |
26 | 35 | 1 | 0,5 | 0,5 | 0,55 | 0,6 | 0,65 | 0,95 | 1,0 | 1,1 | 1,3 | 1,5 | 1,75 | |||
27 | 50 | 1 | 0,55 | 0,55 | 0,6 | 0,65 | 0,75 | 1,05 | 1,15 | 1,3 | 1,55 | 1,85 | 2,2 | |||
28 | 75 | 1 | 0,65 | 0,7 | 0,75 | 0,85 | 1,0 | 1,4 | 1,55 | 1,75 | 2,2 | 2,7 | 3,3 | |||
29 | 2 | 0,75 | 0,85 | 1,0 | 1,25 | 1,5 | 2,1 | 2,3 | 2,8 | 3,6 | 4,6 | 5,7 | ||||
30 | 100 | 1 | 0,65 | 0,7 | 0,75 | 0,95 | 1,15 | 1,6 | 1,75 | 2,0 | 2,5 | 3,2 | 3,9 | |||
31 | 2 | 0,75 | 0,95 | 1,15 | 1,40 | 1,75 | 2,4 | 2,7 | 3,3 | 4,3 | 5,6 | 7,0 | ||||
32 | 130 | 1 | 0,90 | 0,95 | 1,2 | 1,3 | 1,50 | 2,2 | 2,4 | 2,8 | 3,4 | 4,3 | 6,4 | |||
33 | 2 | 1,1 | 1,25 | 1,55 | 1,9 | 2,3 | 3,2 | 3,7 | 4,4 | 5,8 | 7,6 | 9,4 | ||||
34 | 160 | 1 | 0,95 | 1,05 | 1,2 | 1,45 | 1,70 | 2,5 | 2,7 | 3,2 | 4,0 | 53 | 6,2 | |||
35 | 2 | 1,2 | 1,4 | 1,75 | 2,2 | 2,8 | 3,8 | 4,3 | 5,2 | 6,9 | 9,2 | 11,4 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Неполное штучное время ПРОДОЛЬНОЕ И ПОПЕРЕЧНОЕ ТОЧЕНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы токарные ГОСТ 18877-73, ГОСТ 18878-73, ГОСТ 18879-73, ГОСТ 18880-73 | ||||||||||||||||
Карта 3, лист 4 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 50 | 70 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
36 | Наружное точение под шлифование Rz 80 | Сталь  | Т5К10, Т15К6 | 200 | 1 | 1,05 | 1,15 | 1,35 | 1,65 | 2,0 | 2,8 | 3,2 | 3,8 | 4,9 | 6,4 | 7,8 |
37 | 2 | 1,35 | 1,65 | 2,1 | 2,7 | 3,4 | 4,5 | 5,3 | 63 | 8,7 | 11,6 | 14,5 | ||||
38 | 250 | 1 | 1,1 | 1,25 | 1,55 | 1,9 | 2,4 | 3,2 | 3,7 | 4,4 | 5,8 | 7,6 | 9,36 | |||
39 | 2 | 1,55 | 1,85 | 2,4 | 3,1 | 4,0 | 5,4 | 6,3 | 7,7 | 10,4 | 14,0 | 17,6 | ||||
40 | 300 | 1 | 1,2 | 1,4 | 1,7 | 2,1 | 2,7 | 3,6 | 4,2 | 5,0 | 6,6 | 8,8 | 10,9 | |||
41 | 2 | 1,7 | 2,1 | 2,7 | 3,6 | 4,7 | 6,2 | 7,2 | 9,0 | 12,2 | 16,4 | 20,5 | ||||
42 | 400 | 1 | 1,3 | 135 | 2,0 | 2,5 | 3,2 | 4,3 | 5,0 | 6,1 | 8,1 | 10,8 | 13,5 | |||
43 | 2 | 2,0 | 2,5 | 3,3 | 4,3 | 5,7 | 7,5 | 8,8 | 11,0 | 15,1 | 20,5 | 26,0 | ||||
44 | 500 | 1 | 1,5 | 1,8 | 2,4 | 3,0 | 3,9 | 5,2 | 6,1 | 7,5 | 10,1 | 13,6 | 17,1 | |||
45 | 2 | 2,3 | 3,0 | 4,0 | 5,4 | 7,2 | 9,4 | 11,1 | 13,9 | 19,1 | 26,0 | 33,0 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Неполное штучное время ПРОДОЛЬНОЕ И ПОПЕРЕЧНОЕ ТОЧЕНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы токарные ГОСТ 18877-73, ГОСТ 18878-73, ГОСТ 18879-73, ГОСТ 18880-73 | ||||||||||||||||
Карта 3, лист 5 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 50 | 70 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
46 | Наружное точение в размер по чертежу Rz 40...Rz 20 | Сталь  | Т2К10, Т15К6 | 25 | 2 | 1,1 | 1,15 | 1,2 | 1,3 | 1,4 | 1,95 | 2,1 | 2,3 | 2,6 | 3,1 | 3,5 |
47 | 35 | 1,25 | 1,3 | 1,4 | 1,55 | 1,7 | 2,4 | 2,6 | 2,9 | 3,4 | 3,7 | 4,7 | ||||
48 | 50 | 1,3 | 1,4 | 1,55 | 1,75 | 2,0 | 2,8 | 3,1 | 3,5 | 4,3 | 5,3 | 6,3 | ||||
49 | 75 | 1,55 | 1,7 | 1,9 | 2,2 | 2,6 | 3,7 | 4,1 | 4,7 | 5,9 | 7,5 | 9,0 | ||||
50 | 100 | 1,65 | 1,85 | 2,1 | 2,6 | 3,1 | 43 | 4,8 | 5,6 | 7,2 | 93 | 11,4 | ||||
51 | 130 | 2,3 | 2,6 | 3,0 | 3,6 | 4,3 | 5,7 | 6,4 | 7,5 | 11,7 | 12,4 | 15,1 | ||||
52 | 160 | 2,5 | 2,8 | 3,4 | 4,1 | 5,0 | 6,6 | 75 | 9,0 | 9,8 | 153 | 18,9 | ||||
53 | 200 | 2,7 | 3,0 | 3,6 | 4,5 | 5,5 | 7,4 | 8,4 | 10,1 | 13,3 | 17,6 | 22,0 | ||||
54 | 250 | 2,9 | 3,3 | 4,1 | 5,2 | 6,6 | 8,7 | 10,1 | 12,2 | 16,3 | 215 | 27,0 | ||||
55 | 300 | 3,1 | 3,7 | 4,6 | 5,9 | 7,6 | 10,0 | 11,6 | 14,2 | 19,1 | 25,5 | 32,5 | ||||
56 | 400 | 3,4 | 43 | 5,4 | 7,1 | 9,2 | 12,0 | 14,1 | 17,4 | 23,5 | 32,0 | 40,5 | ||||
57 | 500 | 3,9 | 4,9 | 6,5 | 8,7 | 11,4 | 14,8 | 175 | 22,0 | 30,0 | 41,0 | 52,0 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Неполное штучное время ПРОДОЛЬНОЕ И ПОПЕРЕЧНОЕ ТОЧЕНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы токарные ГОСТ 18877-73, ГОСТ 18878-73, ГОСТ 18879-73, ГОСТ 18880-73 | ||||||||||||||||
Карта 3, лист 6 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 50 | 70 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
58 | Наружное точение под шлифование Rz 80 | Чугун НВ <= 1,6...2,24 ГПа | ВК6, ВК8 | 25 | 1 | 0,45 | 0,45 | 0,5 | 055 | 0,6 | 0,85 | 0,9 | 1,0 | 1,15 | 1,35 | 1,55 |
59 | 35 | 0,5 | 0,55 | 0,6 | 0,65 | 0,75 | 1,05 | 1,15 | 1,25 | 1,5 | 1,8 | 2,1 | ||||
60 | 50 | 0,55 | 0,6 | 0,65 | 0,75 | 0,85 | 1,15 | 135 | 1,45 | 1,75 | 2,1 | 2,6 | ||||
61 | 75 | 0,6 | 0,65 | 0,75 | 0,85 | 0,95 | 13 | 1,45 | 1,65 | 2,0 | 2,5 | 2,9 | ||||
62 | 100 | 0,65 | 0,7 | 0,8 | 0,95 | 1,1 | 1,5 | 1,65 | 1,9 | 2,4 | 3,0 | 3,6 | ||||
63 | 130 | 1 | 0,85 | 0,95 | 1,05 | 1,25 | 1,45 | 2,1 | 2,3 | 2,6 | 3,2 | 4,1 | 4,9 | |||
64 | 2 | 1,05 | 1,2 | 1,45 | 1,8 | 2,2 | 3,1 | 3,5 | 4,2 | 5,4 | 7,1 | 8,7 | ||||
65 | 160 | 1 | 0,9 | 0,95 | 1,1 | 1,25 | 1,5 | 2,15 | 2,4 | 2,7 | 3,4 | 4,2 | 5,1 | |||
66 | 2 | 1,1 | 1,25 | 1,5 | 1,5 | 2,3 | 3,2 | 3,6 | 4,3 | 5,6 | 7,4 | 9,1 | ||||
67 | 200 | 1 | 0,95 | 1,05 | 1,2 | 1,4 | 1,7 | 2,4 | 2,7 | 3,1 | 3,9 | 5,0 | 6,1 | |||
68 | 2 | 1,2 | 1,4 | 1,7 | 2,1 | 2,7 | 3,7 | 4,3 | 5,1 | 6,7 | 8,9 | 11,0 | ||||
69 | 250 | 1 | 1,0 | 1,1 | 1,3 | 1,65 | 2,0 | 2,7 | 3,1 | 3,7 | 4,6 | 6,1 | 7,6 | |||
70 | 2 | 1,35 | 1,55 | 2,0 | 2,6 | 3,3 | 4,3 | 5,0 | 6,3 | 8,1 | 11,1 | 14,0 | ||||
71 | 300 | 1 | 1,1 | 1,25 | 1,5 | 1,85 | 2,3 | 3,2 | 3,6 | 43 | 5,6 | 7,3 | 9,0 | |||
72 | 2 | 1,5 | 1,8 | 2,3 | 3,0 | 3,9 | 5,2 | 6,1 | 7,4 | 10,0 | 13,5 | 16,9 | ||||
73 | 400 | 1 | 1,2 | 1,4 | 1,8 | 2,3 | 2,9 | 3,8 | 4,5 | 5,4 | 7,2 | 9,5 | 11,8 | |||
74 | 2 | 1,8 | 2,2 | 2,9 | 3,9 | 5,0 | 6,7 | 7,8 | 9,7 | 13,2 | 17,8 | 22,5 | ||||
75 | 500 | 1 | 1,4 | 1,65 | 2,1 | 2,7 | 3,4 | 4,6 | 5,4 | 6,6 | 8,9 | 11,9 | 14,9 | |||
76 | 2 | 2,1 | 2,7 | 3,6 | 4,8 | 6,3 | 8,2 | 9,7 | 12,1 | 16,7 | 23,0 | 28,5 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Неполное штучное время ПРОДОЛЬНОЕ И ПОПЕРЕЧНОЕ ТОЧЕНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы токарные ГОСТ 18877-73, ГОСТ 18878-73, ГОСТ 18879-73, ГОСТ 18880-73 | ||||||||||||||||
Карта 3, лист 7 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 50 | 70 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
77 | Наружное точение в размер по чертежу Rz 40...Rz 20 | Чугун НВ <= 1,6...2,24 ГПа | ВК6, ВК8 | 25 | 2 | 1,15 | 1,20 | 1,30 | 1,45 | 1,60 | 2,2 | 2,4 | 2,7 | 3,2 | 3,8 | 4,5 |
78 | 35 | 1,30 | 1,40 | 1,50 | 1,70 | 1,90 | 2,7 | 2,9 | 3,3 | 4,0 | 4,9 | 5,8 | ||||
79 | 50 | 1,40 | 1,50 | 1,70 | 2,2 | 2,1 | 3,2 | 3,6 | 4,1 | 5,1 | 6,5 | 6,9 | ||||
80 | 75 | 1,65 | 1,80 | 2,1 | 24 | 3,0 | 4,2 | 4,7 | 54 | 7,0 | 8,1 | 7,8 | ||||
81 | 100 | 1,65 | 1,85 | 2,1 | 2,7 | 3,2 | 4,5 | 5,0 | 5,9 | 7,6 | 9,9 | 12,1 | ||||
82 | 130 | 2,4 | 2,6 | 3,1 | 3,6 | 4,4 | 5,9 | 6,6 | 7,8 | 9,9 | 12,8 | 15,8 | ||||
83 | 160 | 2,4 | 2,7 | 3,2 | 3,8 | 4,7 | 6,2 | 7,0 | 8,2 | 10,6 | 13,7 | 16,9 | ||||
84 | 200 | 24 | 2,8 | 3,4 | 4,1 | 5,0 | 6,7 | 7,6 | 9,0 | 11,7 | 14,7 | 18,9 | ||||
85 | 250 | 2,6 | 3,0 | 3,6 | 4,4 | 5,4 | 7,2 | 8,2 | 9,8 | 12,8 | 16,9 | 21,0 | ||||
86 | 300 | 3,0 | 3,2 | 4,0 | 5,0 | 6,2 | 8,2 | 9,5 | 11,4 | 13,1 | 20,1 | 25,0 | ||||
87 | 400 | 3,1 | 3,5 | 4,4 | 5,7 | 7,2 | 9,5 | 11,0 | 13,4 | 18,0 | 24,0 | 30,0 | ||||
88 | 500 | 3,3 | 4,0 | 5,2 | 6,8 | 8,8 | 11,5 | 13,5 | 16,6 | 22,5 | 30,0 | 38,5 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Примечания: 1. Нормативы неполного штучного времени рассчитаны на обработку простых (цилиндрических) поверхностей. При обработке сложных (конических, радиусных) поверхностей приведенное в нормативной карте время принимать с коэффициентом К = 1,4.
2. При поперечном точении в случае отношения диаметров начальной и конечной обработки d : D = 0,5...0,7 приведенное в нормативной карте время принимать с коэффициентом К = 0,85.
РАСТАЧИВАНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы ГОСТ 18882-73, ГОСТ 18883-73 | ||||||||||||||||
Карта 4, лист 1 | ||||||||||||||||
Содержание работы 1. Подвести резец, включить станок 2. Расточить отверстие 3. Выключить станок, отвести резец 4. Произвести замеры | 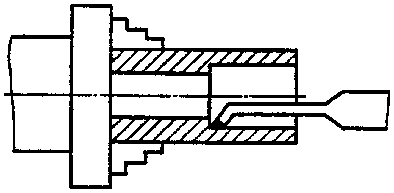 | |||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 30 | 50 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
1 | Под шлифование или под сводный размер Rz 80 | Алюминий НВ <= 0,64 ГПа | Р18, Р6М3, Р6М5, Р9К5 | 25 | 1 | 0,34 | 0,35 | 0,42 | 0,45 | 0,50 | 0,75 | 0,85 | 0,95 | 1,10 | 1,40 | 1,7 |
2 | 35 | 0,42 | 0,45 | 0,50 | 0,60 | 0,70 | 0,95 | 1,05 | 1,20 | 1,40 | 1,9 | 2,4 | ||||
3 | 50 | 0,42 | 0,49 | 0,55 | 0,65 | 0,80 | 1,10 | 1,20 | 1,40 | 1,7 | 2,3 | 2,8 | ||||
4 | 75 | 0,50 | 0,60 | 0,70 | 0,80 | 1,05 | 1,35 | 1,55 | 1,80 | 2,2 | 3,0 | 3,7 | ||||
5 | 100 | 0,50 | 0,60 | 0,70 | 0,80 | 1,05 | 1,35 | 1,55 | 1,80 | 2,2 | 3,0 | 3,7 | ||||
6 | 130 | 0,65 | 0,75 | 0,85 | 1,0 | 1,20 | 1,70 | 1,90 | 2,2 | 2,6 | 3,6 | 3,9 | ||||
7 | 160 | 0,70 | 0,80 | 0,95 | 1,15 | 1,40 | 1,95 | 2,2 | 2,7 | 3,2 | 4,4 | 5,4 | ||||
8 | 200 | 0,75 | 0,85 | 1,05 | 1,25 | 1,55 | 2,5 | 2,5 | 2,9 | 3,5 | 5,0 | 6,2 | ||||
9 | 250 | 0,85 | 0,95 | 1,20 | 1,45 | 1,80 | 24 | 2,9 | 3,4 | 4,2 | 6,0 | 74 | ||||
10 | 300 | 0,9 | 1,05 | 1,35 | 1,70 | 2,2 | 2,9 | 3,4 | 4,1 | 5,0 | 7,2 | 9,0 | ||||
11 | 400 | 1,0 | 1,20 | 1,55 | 2,0 | 2,6 | 3,4 | 4,1 | 5,0 | 6,1 | 9,0 | 11,3 | ||||
12 | 500 | 1,20 | 1,45 | 1,90 | 2,5 | 3,2 | 4,2 | 5,0 | 6,2 | 7,6 | 11,3 | 14,4 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Неполное штучное время РАСТАЧИВАНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы ГОСТ 18882-73, ГОСТ 18883-73 | ||||||||||||||||
Карта 4, лист 2 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 30 | 50 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
13 | В размер по чертежу Rz 40...Rz 20 | Алюминий НВ <= 0,64 ГПа | Р18, Р6М3, Р6М5, Р9К5 | 25 | 2 | 0,75 | 0,80 | 0,85 | 0,90 | 1,05 | 1,40 | 1,55 | 1,60 | 1,80 | 2,2 | 2,6 |
14 | 35 | 0,80 | 0,85 | 0,95 | 1,05 | 1,15 | 1,60 | 1,75 | 1,95 | 2,2 | 2,9 | 3,4 | ||||
15 | 50 | 0,95 | 1,0 | 1,15 | 1,25 | 1,45 | 2,0 | 2,2 | 2,5 | 2,9 | 3,6 | 4,5 | ||||
16 | 75 | 1,10 | 1,20 | 1,35 | 1,55 | 1,80 | 2,5 | 2,8 | 3,2 | 3,7 | 5,1 | 6,2 | ||||
17 | 100 | 1,15 | 1,30 | 1,55 | 1,80 | 2,2 | 3,0 | 3,4 | 4,0 | 4,8 | 6,3 | 8,2 | ||||
18 | 130 | 1,60 | 1,80 | 2,1 | 2,5 | 3,0 | 4,0 | 4,5 | 5,3 | 6,4 | 8,8 | 10,9 | ||||
19 | 160 | 1,75 | 1,95 | 2,4 | 2,9 | 3,4 | 4,6 | 5,3 | 6,3 | 7,6 | 10,7 | 13,2 | ||||
20 | 200 | 1,90 | 2,2 | 2,6 | 3,3 | 4,1 | 5,4 | 6,2 | 7,4 | 9,0 | 12,9 | 16,1 | ||||
21 | 250 | 2,1 | 2,4 | 3,0 | 3,7 | 4,7 | 6,2 | 7,2 | 8,8 | 10,7 | 15,7 | 18,9 | ||||
22 | 300 | 2,2 | 2,6 | 3,4 | 4,3 | 5,5 | 7,2 | 8,4 | 10,4 | 12,7 | 18,6 | 23,5 | ||||
23 | 400 | 2,5 | 3,0 | 3,9 | 5,1 | 6,7 | 8,6 | 10,2 | 12,7 | 15,8 | 23,0 | 29,5 | ||||
24 | 500 | 2,8 | 3,4 | 4,7 | 63 | 83 | 10,7 | 12,6 | 15,8 | 19,6 | 29,5 | 37,0 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Неполное штучное время РАСТАЧИВАНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы ГОСТ 18882-73, ГОСТ 18883-73 | ||||||||||||||||
Карта 4, лист 3 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 30 | 50 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
25 | Под шлифование или под свободный размер Rz 80 | Сталь  | Т5К10, Т15К6 | 25 | 1 | 0,49 | 0,55 | 0,60 | 0,65 | 0,80 | 1,10 | 1,20 | 1,35 | 1,60 | 2,1 | 2,5 |
26 | 35 | 1 | 0,55 | 0,60 | 0,70 | 0,80 | 0,95 | 1,35 | 1,50 | 1,75 | 2,1 | 2,9 | 3,5 | |||
27 | 2 | 0,70 | 0,80 | 1,0 | 1,25 | 1,55 | 2,1 | 2,4 | 2,9 | 3,5 | 5,1 | 6,3 | ||||
28 | 50 | 1 | 0,60 | 0,65 | 0,75 | 0,90 | 1,05 | 1,45 | 1,60 | 1,85 | 2,2 | 3,0 | 3,6 | |||
29 | 2 | 0,75 | 0,85 | 1,05 | 1,30 | 1,65 | 2,2 | 2,5 | 3,0 | 3,7 | 5,3 | 6,6 | ||||
30 | 75 | 1 | 0,75 | 0,85 | 1,0 | 1,20 | 1,45 | 1,95 | 2,2 | 2,8 | 3,1 | 4,3 | 53 | |||
31 | 2 | 1,0 | 1,30 | 1,75 | 2,1 | 2,4 | 3,1 | 3,6 | 4,4 | 5,9 | 7,9 | 9,9 | ||||
32 | 100 | 1 | 0,80 | 0,95 | 1,15 | 1,40 | 1,75 | 2,3 | 2,7 | 3,2 | 3,9 | 5,5 | 6,8 | |||
33 | 2 | 1,15 | 1,35 | 1,75 | 2,3 | 3,0 | 3,5 | 4,6 | 5,6 | 6,9 | 10,2 | 12,9 | ||||
34 | 130 | 1 | 1,10 | 1,25 | 1,55 | 1,90 | 2,4 | 3,3 | 3,7 | 4,4 | 5,3 | 7,6 | 9,4 | |||
35 | 2 | 1,55 | 1,85 | 2,4 | 3,1 | 4,0 | 5,4 | 6,2 | 7,7 | 9,5 | 14,1 | 17,7 | ||||
36 | 160 | 1 | 1,2 | 1,4 | 1,75 | 2,2 | 2,8 | 3,3 | 4,4 | 53 | 6,4 | 9,3 | 113 | |||
37 | 2 | 1,75 | 2,2 | 2,8 | 3,8 | 4,9 | 6,0 | 7,6 | 9,5 | 11,7 | 17,4 | 21,4 | ||||
38 | 200 | 1 | 135 | 1,6 | 2,0 | 2,6 | 3,3 | 3,9 | 4,6 | 5,8 | 7,2 | 10,7 | 13,5 | |||
39 | 2 | 2,0 | 2,5 | 3,3 | 4,5 | 5,9 | 7,3 | 8,6 | 10,9 | 13,7 | 20,5 | 26,3 | ||||
40 | 250 | 1 | 1,5 | 1,8 | 2,4 | 3,0 | 3,9 | 4,7 | 5,6 | 7,0 | 8,6 | 13,1 | 16,6 | |||
41 | 2 | 2,3 | 3,0 | 4,0 | 5,4 | 7,2 | 8,8 | 10,5 | 13,4 | 16,5 | 25,5 | 32,5 | ||||
42 | 300 | 1 | 1,7 | 2,1 | 2,7 | 3,6 | 4,6 | 6,1 | 7,2 | 8,9 | 11,1 | 16,4 | 20,5 | |||
43 | 2 | 2,7 | 3,5 | 4,8 | 6,5 | 8,6 | 11,2 | 13,3 | 16,7 | 21,0 | 31,5 | 40,0 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Неполное штучное время РАСТАЧИВАНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы ГОСТ 18882-73, ГОСТ 18883-73, | ||||||||||||||||
Карта 4, лист 4 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 30 | 50 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
44 | Под шлифование или под свободный размер Rz 80 | Сталь  | Т5К10, Т15К6 | 400 | 1 | 1,95 | 2,5 | 3,3 | 4,3 | 5,7 | 7,4 | 8,8 | 11,0 | 13,7 | 20,5 | 26,0 |
45 | 2 | 3,3 | 4,2 | 5,9 | 8,1 | 10,7 | 13,6 | 16,6 | 21,0 | 26,5 | 39,0 | 51,0 | ||||
46 | 500 | 1 | 2,4 | 3,0 | 4,0 | 5,4 | 7,2 | 9,3 | 11,1 | 13,9 | 17,3 | 26,0 | 33,0 | |||
47 | 2 | 4,0 | 5,3 | 7,4 | 10,1 | 13,7 | 17,6 | 21,0 | 26,5 | 33,5 | 51,0 | 65,0 | ||||
48 | В размер по чертежу Rz 40...Rz 20 | Сталь  | Т5К10, Т15К6 | 25 | 2 | 1,1 | 1,15 | 1,25 | 1,35 | 1,5 | 2,0 | 2,2 | 2,4 | 2,8 | 3,4 | 3,9 |
49 | 35 | 1,25 | 1,35 | 1,45 | 1,65 | 1,85 | 2,6 | 2,8 | 3,1 | 3,7 | 4,5 | 5,4 | ||||
50 | 50 | 1,35 | 1,45 | 1,65 | 1,85 | 2,1 | 2,9 | 3,2 | 3,7 | 4,6 | 5,7 | 6,8 | ||||
51 | 75 | 1,55 | 1,7 | 1,95 | 2,2 | 2,7 | 3,7 | 4,2 | 4,8 | 6,1 | 7,8 | 9,5 | ||||
52 | 100 | 1,65 | 1,9 | 2,2 | 2,7 | 3,2 | 4,4 | 4,9 | 5,9 | 7,6 | 9,7 | 12,0 | ||||
53 | 130 | 2,4 | 2,7 | 3,3 | 3,9 | 4,8 | 6,4 | 7,3 | 8,6 | 11,1 | 14,5 | 17,9 | ||||
54 | 160 | 2,5 | 2,9 | 3,5 | 4,2 | 5,2 | 6,9 | 7,8 | 9,4 | 12,3 | 16,1 | 19,9 | ||||
55 | 200 | 2,7 | 3,2 | 3,8 | 4,8 | 6,0 | 7,9 | 9,1 | 11,0 | 14,6 | 19,3 | 24,0 | ||||
56 | 250 | 2,9 | 3,5 | 4,3 | 5,5 | 7,0 | 9,2 | 10,7 | 13,0 | 17,4 | 23,5 | 29,0 | ||||
57 | 300 | 3,2 | 3,9 | 5,0 | 6,5 | 8,4 | 11,0 | 12,9 | 15,8 | 21,5 | 29,0 | 36,0 | ||||
58 | 400 | 3,7 | 4,6 | 6,1 | 8,1 | 10,6 | 13,8 | 16,3 | 20,5 | 28,0 | 37,5 | 47,5 | ||||
59 | 500 | 4,3 | 5,4 | 7,3 | 9,8 | 13,0 | 16,7 | 19,6 | 25,0 | 34,5 | 47,0 | 60,0 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Неполное штучное время РАСТАЧИВАНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы ГОСТ 18882-73, ГОСТ 18883-73 | ||||||||||||||||
Карта 4, лист 5 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 30 | 50 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
60 | Под шлифование или под свободный размер Rz 80 | Чугун НВ <= 1,6...2,24 ГПа | ВК6, ВК8 | 25 | 1 | 0,48 | 040 | 045 | 0,65 | 0,75 | 1,05 | 1,15 | 140 | 140 | 1,95 | 2,3 |
61 | 35 | 0,60 | 0,65 | 0,80 | 0,85 | 0,95 | 145 | 1,45 | 1,70 | 1,95 | 2,7 | 3,2 | ||||
62 | 50 | 0,60 | 0,70 | 0,80 | 0,90 | 1,05 | 140 | 1,70 | 2,0 | 2,3 | 3,2 | 3,9 | ||||
63 | 75 | 0,65 | 0,70 | 0,80 | 0,95 | 1,10 | 140 | 1,70 | 2,0 | 2,3 | 3,2 | 3,9 | ||||
64 | 100 | 0,70 | 0,80 | 0,90 | 1,10 | 140 | 140 | 2,0 | 2,4 | 2,8 | 3,9 | 4,7 | ||||
65 | 130 | 2 | 1,20 | 1,40 | 1,75 | 2,2 | 2,8 | 3,3 | 3,9 | 5,3 | 6,4 | 9,2 | 11,5 | |||
66 | 160 | 1,35 | 1,60 | 2,0 | 2,6 | 3,3 | 4,0 | 5,2 | 6,3 | 7,8 | 11,3 | 14,2 | ||||
67 | 200 | 1,50 | 1,85 | 2,4 | 3,1 | 4,0 | 5,3 | 6,2 | 7,6 | 9,4 | 13,8 | 17,3 | ||||
68 | 250 | 1,75 | 2,1 | 2,8 | 3,7 | 4,8 | 6,4 | 7,4 | 9,2 | 11,4 | 16,9 | 21,5 | ||||
69 | 300 | 1,95 | 2,5 | 3,3 | 4,3 | 5,7 | 7,5 | 8,8 | 11,0 | 13,7 | 20,5 | 25,0 | ||||
70 | 400 | 2,3 | 2,9 | 4,0 | 5,3 | 7,1 | 9,2 | 10,9 | 13,7 | 17,1 | 25,0 | 32,5 | ||||
71 | 500 | 2,8 | 3,6 | 4,9 | 6,7 | 8,9 | 11,5 | 13,8 | 17,3 | 21,0 | 32,5 | 41,5 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Неполное штучное время РАСТАЧИВАНИЕ | Токарно-винторезные станки Nд до 15 кВт | |||||||||||||||
Резцы ГОСТ 18882-73, ГОСТ 18883-73 | ||||||||||||||||
Карта 4, лист 6 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр обрабатываемой поверхности, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
20 | 30 | 50 | 70 | 100 | 120 | 150 | 200 | 300 | 400 | 500 | ||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
72 | В размер по чертежу Rz 40...Rz 20 | Чугун НВ =< 1,6...2,24 ГПа | ВК6, ВК8 | 25 | 2 | 1,1 | 1,15 | 1,2 | 1,3 | 1,4 | 2,0 | 2,1 | 2,2 | 2,5 | 2,9 | 3,4 |
73 | 35 | 1,2 | 1,3 | 1,4 | 1,5 | 1,7 | 2,3 | 2,5 | 2,8 | 3,2 | 3,8 | 4,4 | ||||
74 | 50 | 1,3 | 1,4 | 1,5 | 1,65 | 2,0 | 2,6 | 23 | 3,2 | 3,9 | 4,7 | 5,6 | ||||
75 | 75 | 1,5 | 1,6 | 1,8 | 2,1 | 2,4 | 3,3 | 3,7 | 4,2 | 5,2 | 6,5 | 7,8 | ||||
76 | 100 | 1,6 | 1,8 | 2,1 | 2,5 | 2,9 | 4,1 | 4,6 | 5,4 | 6,8 | 8,8 | 10,9 | ||||
77 | 130 | 2,3 | 2,6 | 3,3 | 3,8 | 4,6 | 6,1 | 6,9 | 8,2 | 10,5 | 13,7 | 16,8 | ||||
78 | 160 | 2,4 | 2,8 | 3,3 | 4,0 | 4,9 | 6,5 | 7,3 | 8,7 | 11,3 | 14,7 | 18,1 | ||||
79 | 200 | 2,6 | 2,9 | 3,7 | 4,4 | 5,3 | 7,2 | 8,2 | 9,8 | 12,8 | 16,9 | 21,0 | ||||
80 | 250 | 2,8 | 3,2 | 4,0 | 4,9 | 6,2 | 8,2 | 9,5 | 11,4 | 15,1 | 20,0 | 25,0 | ||||
81 | 300 | 3,0 | 3,6 | 4,5 | 5,6 | 7,2 | 9,5 | 11,0 | 13,4 | 18,0 | 24,0 | 30,0 | ||||
82 | 400 | 3,3 | 4,0 | 5,2 | 6,8 | 8,8 | 11,5 | 13,5 | 16,7 | 22,5 | 30,0 | 37,0 | ||||
83 | 500 | 3,7 | 4,6 | 6,2 | 8,2 | 10,7 | 14,0 | 16,5 | 20,5 | 28,0 | 38,0 | 48,0 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Примечание. Нормативы неполного штучного времени рассчитаны на обработку простых (цилиндрических) поверхностей. При обработке сложных (конических, радиусных) поверхностей приведенное в нормативной карте время принимать с коэффициентом К = 1,2.
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ | Горизонтально-вертикально-фрезерные станки Nд до 17 кВт | ||||||||||||||||
Фрезы торцовые ГОСТ 8529-69, ГОСТ 9473-71 | |||||||||||||||||
Карта 5, лист 1 | |||||||||||||||||
Содержание работы 1. Подвести фрезу, включить станок 2. Фрезеровать 3. Выключить станок, отвести фрезу 4. Произвести замеры | 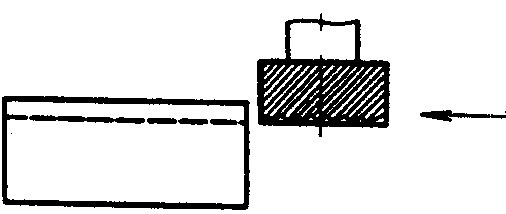 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр фрезы, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, км, до | |||||||||||
100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 1000 | |||||||
Неполное штучное время на поверхность, мин. | |||||||||||||||||
1 | В размер по чертежу Rz 80 | Сталь  | Р18, Р6М3, Р6М5, Р9К5 | 80 | 1 | 2,9 | 3,5 | 4,1 | 4,8 | 5,0 | 6,3 | 6,9 | 8,2 | 9,0 | 9,9 | 12,6 | |
2 | 125 | 3,1 | 3,8 | 4,4 | 5,0 | 5,6 | 7,0 | 8,2 | 9,5 | 10,8 | 11,7 | 14,4 | |||||
3 | 160 | 33 | 4,3 | 5,0 | 5,6 | 63 | 7,6 | 8,6 | 9,9 | 11,3 | 12,6 | 153 | |||||
4 | 200 | 4,2 | 5,2 | 5,9 | 6,7 | 73 | 9,0 | 10,4 | 12,2 | 14,0 | 153 | 18,0 | |||||
5 | 250 | 5,0 | 6,2 | 7,1 | 8,6 | 8,6 | 10,8 | 12,6 | 14,4 | 16,2 | 17,6 | 20,3 | |||||
6 | В размер по чертежу Rz 20 | 80 | 2 | 5,7 | 6,8 | 7,7 | 9,0 | 9,5 | 11,7 | 13,1 | 15,3 | 17,6 | 18,9 | 23,5 | |||
7 | 125 | 7,8 | 9,0 | 10,4 | 11,7 | 14,0 | 15,8 | 18,0 | 20,5 | 23,5 | 26,0 | 32,5 | |||||
8 | 160 | 9,5 | 10,8 | 12,6 | 14,4 | 16,7 | 18,9 | 21,5 | 25,0 | 27,0 | 31,5 | 35,0 | |||||
9 | 200 | 12,2 | 14,4 | 16,2 | 19,8 | 20,7 | 24,5 | 29,0 | 32,5 | 36,0 | 40,5 | 47,5 | |||||
10 | 250 | 14,0 | 16,2 | 18,9 | 23,4 | 28,8 | 32,5 | 37,5 | 42,5 | 47,0 | 51,0 | 60,0 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||||||
Неполное штучное время ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ | Горизонтально-вертикально-фрезерные станки Nд до 17 кВт | ||||||||||||||||
Фрезы торцовые ГОСТ 8529-69, ГОСТ 9473-71 | |||||||||||||||||
Карта 5, лист 2 | |||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр фрезы мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | |||||||||||
100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 1000 | |||||||
Неполное штучное время на поверхность, мин. | |||||||||||||||||
11 | В размер по чертежу Rz 80 | Сталь  | Т15К6 | 80 | 1 | 2,0 | 2,3 | 2,6 | 2,7 | 3,2 | 3,6 | 4,3 | 4,7 | 5,2 | 5,9 | 6,8 | |
12 | 125 | 2,3 | 2,5 | 2,9 | 3,2 | 3,5 | 4,2 | 5,0 | 5,6 | 6,2 | 6,9 | 8,2 | |||||
13 | 160 | 2,5 | 3,2 | 3,5 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 6,7 | 7,5 | 9,0 | |||||
14 | 200 | 2,9 | 3,4 | 3,6 | 4,1 | 4,4 | 5,7 | 5,9 | 7,0 | 7,6 | 8,6 | 9,5 | |||||
15 | 250 | 3,2 | 3,6 | 4,5 | 45 | 5,0 | 5,9 | 6,7 | 7,6 | 9,0 | 9,5 | 10,5 | |||||
16 | В размер по чертежу Rz 20 | 80 | 2 | 4,8 | 5,2 | 5,7 | 6,3 | 6,8 | 7,5 | 8,7 | 9,0 | 10,4 | 11,3 | 13,5 | |||
17 | 125 | 5,4 | 5,9 | 65 | 7,1 | 7,6 | 8,5 | 9,5 | 10,8 | 12,2 | 13,1 | 16,2 | |||||
18 | 160 | 65, | 7,1 | 7,6 | 8,5 | 9,0 | 9,9 | 115 | 13,1 | 14,4 | 15,8 | 19,8 | |||||
19 | 200 | 7,6 | 8,4 | 9,0 | 9,9 | 10,8 | 12,6 | 14,0 | 15,3 | 16,7 | 18,9 | 20,5 | |||||
20 | 250 | 8,7 | 9,5 | 10,4 | 11,7 | 12,6 | 14,0 | 155 | 17,6 | 195 | 215 | 25,0 | |||||
21 | В размер по чертежу Rz 80 | Чугун НВ <= 1,6...2,24 ГПа | ВК8 | 80 | 1 | 1,10 | 1,25 | 1,35 | 1,60 | 1,75 | 1,90 | 3,4 | 4,0 | 4,5 | 5,0 | 6,6 | |
22 | 125 | 1,25 | 1,40 | 1,60 | 2,0 | 2,2 | 2,2 | 4,7 | 5,3 | 6,3 | 6,9 | 8,9 | |||||
23 | 160 | 1,55 | 1,75 | 2,0 | 4,8 | 5,4 | 6,5 | 8,1 | 9,5 | 10,8 | 12,6 | 15,3 | |||||
24 | 200 | 1,75 | 2,0 | 2,3 | 5,4 | 6,2 | 7,4 | 9,0 | 105 | 12,6 | 14,6 | 17,6 | |||||
25 | 250 | 2,0 | 2,3 | 2,8 | 6,2 | 7,2 | 8,5 | 10,4 | 12,6 | 14,4 | 16,2 | 19,8 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||||||
Неполное штучное время ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ | Горизонтально-вертикально-фрезерные станки Nд до 17 кВт | ||||||||||||||||
Фрезы торцовые ГОСТ 8529-69, ГОСТ 9473-71 | |||||||||||||||||
Карта 5, лист 3 | |||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр фрезы, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | |||||||||||
100 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 700 | 800 | 1000 | |||||||
Неполное штучное время на поверхность, мин. | |||||||||||||||||
26 | В размер по чертежу Rz 20 | Чугун НВ <= 1,6...2,24 ГПа | ВК8 | 80 | 2 | 4,1 | 4,3 | 4,6 | 5,4 | 5,7 | 6,0 | 8,2 | 8,9 | 9,9 | 10,8 | 14,0 | |
27 | 125 | 5,0 | 5,3 | 5,8 | 6,8 | 7,2 | 7,8 | 10,8 | 12,2 | 14,0 | 15,3 | 18,0 | |||||
28 | 160 | 5,4 | 6,0 | 6,6 | 9,5 | 10,4 | 12,2 | 14,4 | 16,2 | 18,0 | 20,5 | 25,0 | |||||
29 | 200 | 6,5 | 6,8 | 7,8 | 11,3 | 12,6 | 14,0 | 17,1 | 19,8 | 23,5 | 24,5 | 30,0 | |||||
30 | 250 | 8,1 | 8,7 | 9,9 | 14,0 | 15,3 | 17,1 | 20,5 | 23,5 | 26,0 | 29,0 | 35,0 | |||||
31 | В размер по чертежу Rz 80 | Алюминий НВ <= 0,6 ГПа | Р6МЗ, Р6М5, Р9К5 | 80 | 1 | 1,75 | 2,0 | 2,4 | 2,5 | 3,5 | 4,1, | 4,5 | 5,0 | 6,3 | |||
32 | 125 | 1,55 | 1,90 | 2,2 | 2,5 | 2,8 | 3,55 | 4,1 | 4,7 | 5,4 | 5,9 | 7,2 | |||||
33 | 160 | 1,75 | 2,16 | 2,5 | 2,8 | 3,1 | 3,8 | 4,35 | 5,4 | 5,6 | 7,2 | 7,7 | |||||
34 | 200 | 2,1 | 2,61 | 3,0 | 3,5 | 3,7 | 45 | 5,2 | 6,1 | 7,0 | 7,7 | 9,0 | |||||
35 | 250 | 2,5 | 3,11 | 3,6 | 4,3 | 4,3 | 5,4 | 65 | 7,2 | 8,4 | 8,4 | 10,4 | |||||
36 | В размер по чертежу Rz 20 | 80 | 2 | 2,8 | 3,3 | 3,9 | 4,5 | 4,7 | 5,9 | 6,5 | 7,7 | 8,8 | 9,5 | 11,7 | |||
37 | 125 | 3,9 | 4,5 | 5,2 | 5,9 | 5,9 | 7,9 | 9,0 | 10,4 | 11,7 | 13,1 | 16,2 | |||||
38 | 160 | 4,8 | 4,8 | 6,3 | 7,2 | 7,9 | 9,5 | 10,8 | 12,6 | 13,5 | 15,8 | 17,6 | |||||
39 | 200 | 6,1 | 7,2 | 8,1 | 9,9 | 10,4 | 12,2 | 14,4 | 16,2 | 18,0 | 20,5 | 24,0 | |||||
40 | 250 | 7,0 | 8,1 | 9,5 | 11,7 | 14,4 | 16,3 | 18,9 | 21,0 | 23,5 | 25,5 | 30,0 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | к | |||||||
Примечание. 1. Нормативы неполного рабочего времени рассчитаны на фрезерование поверхностей при B < Dфр. При фрезеровании широких поверхностей (B >= Dфр) на каждый дополнительный параллельный рабочий ход приведенное в нормативной карте время принимать с коэффициентом К = 0,65.
2. При фрезеровании поверхностей длиной свыше 1000 мм на каждые последующие 200 мм длины приведенное в нормативной карте время (инд. л) принимать с коэффициентом К = 1,1.
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | ||||||||||||||||
Фрезы концевые ГОСТ 17026-71, ГОСТ 17025-71 | |||||||||||||||||
Карта 6, лист 1 | |||||||||||||||||
Содержание работы 1. Подвести фрезу, включить станок 2. Фрезеровать 3. Выключить станок, отвести фрезу 4. Произвести замеры |  | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр фрезы, мм | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | |||||||||||
число зубьев | 50 | 100 | 150 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 1000 | ||||||
Неполное штучное время на поверхность, мин. | |||||||||||||||||
1 | В размер по чертежу Rz 80 | Алюминий НВ <= 0,64 ГПа | Р18, | 16/3 | 1 | 1,1 | 1,45 | 1,92 | 2,2 | 2,47 | 2,96 | 3,24 | 3,52 | 3,93 | |||
2 | Р6М3, | 20/4 | 1,0 | 1,1 | 1,46 | 1,6 | 1,92 | 2,2 | 2,47 | 2,96 | 3,24 | 3,52 | 3,93 | ||||
3 | Р6М5, | 25/4 | 1,01 | 1,1 | 1,47 | 1,61 | 1,92 | 2,2 | 2,48 | 2,97 | 3,25 | 3,52 | 3,94 | ||||
4 | Р9К5 | 32/4 | 1,02 | 1,1 | 1,47 | 1,61 | 1,93 | 2,21 | 2,48 | 298 | 3,3 | 3,53 | 3,95 | ||||
5 | В размер по чертежу Rz 40...Rz 20 | Алюминий НВ <= 0,64 ГПа | Р18, | 16/3 | 2 | 2,3 | 2,9 | 3,2 | 4,1 | 4,6 | 5,2 | 6,0 | 6,6 | 7,1 | 8,0 | ||
6 | Р6М3, | 20/4 | 2,0 | 2,2 | 2,7 | 2,8 | 3,5 | 3,9 | 4,2 | 4,9 | 5,3 | 5,6 | 6,0 | ||||
7 | Р6М5, | 25/4 | 2,1 | 2,6 | 2,8 | 3,0 | 3,8 | 4,2 | 4,7 | 9,4 | 5,9 | 6,3 | 7,0 | ||||
8 | Р9К5 | 32/4 | 2,8 | 2,9 | 3,2 | 4,1 | 4,6 | 5,2 | 6,1 | 6,6 | 79 | 8,0 | |||||
9 | В размер по чертежу Rz 80 | Сталь  | Р18, | 16/3 | 1 | 1,2 | 1,4 | 1,95 | 2,3 | 3,0 | 3,7 | 4,3 | 5,3 | 6,0 | 6,6 | 7,7 | |
10 | Р6М3, | 20/4 | 1,2 | 1,4 | 2,0 | 2,35 | 3,0 | 3,7 | 4,4 | 5,3 | 6,0 | 6,65 | 7,7 | ||||
11 | Р6М5, | 25/4 | 1,2 | 1,45 | 2,4 | 2,4 | 3,0 | 3,7 | 4,4 | 5,3 | 6,0 | 6,6 | 7,7 | ||||
12 | Р9К5 | 32/4 | 1,3 | 1,6 | 2,7 | 2,7 | 3,5 | 4,4 | 5,3 | 6,4 | 7,3 | 8,1 | 9,5 | ||||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||||||
Неполное штучное время ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | |||||||||||||||
Фрезы концевые ГОСТ 17026-71, ГОСТ 17025-71 | ||||||||||||||||
Карта 6, лист 2 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр фрезы, мм | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
число зубьев | 50 | 100 | 150 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 1000 | |||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
13 | В размер по чертежу Rz 40...Rz 20 | Сталь  | Р18, | 16/3 | 2 | 2,5 | 3,0 | 3,9 | 4,7 | 6,1 | 79 | 8,9 | 10,6 | 12,0 | 13,4 | 15,5 |
14 | Р6М3, | 20/4 | 2,3 | 2,6 | 3,4 | 4,0 | 4,9 | 5,8 | 6,7 | 7,9 | 8,8 | 11,4 | 13,0 | |||
15 | Р6М5, | 25/4 | 2,3 | 2,8 | 3,7 | 4,2 | 5,5 | 6,6 | 7,7 | 9,7 | 10,2 | 11,3 | 13,0 | |||
16 | Р9К5 | 32/4 | 2,4 | 3,3 | 3,7 | 4,2 | 5,5 | 6,5 | 7,7 | 8,8 | 10,3 | 11,0 | 13,0 | |||
17 | В размер по чертежу Rz 80 | Т5К10, Т15К6 | 16/3 | 1 | 1,05 | 1,2 | 1,65 | 1,9 | 2,2 | 2,8 | 3,2 | 3,9 | 4,3 | 4,8 | 5,4 | |
18 | 20/4 | 1,05 | 1,15 | 1,55 | 1,75 | 2,1 | 2,5 | 2,8 | 3,4 | 3,7 | 4,1 | 4,6 | ||||
19 | 25/4 | 1,05 | 1,15 | 1,55 | 1,75 | 2,1 | 2,5 | 2,8 | 3,4 | 3,7 | 4,1 | 4,6 | ||||
20 | 32/4 | 1,1 | 1,6 | 1,7 | 1,9 | 2,4 | 2,8 | 3,2 | 3,9 | 4,3 | 4,8 | 5,4 | ||||
21 | В размер по чертежу Rz 40...Rz 20 | 16/3 | 2 | 2,4 | 2,7 | 3,6 | 4,2 | 5,4 | 6,6 | 7,7 | 9,1 | 10,2 | 11,3 | 13,0 | ||
22 | 20/4 | 2,3 | 2,6 | 3,4 | 3,8 | 4,9 | 5,8 | 6,7 | 7,9 | 8,9 | 9,6 | 11,0 | ||||
23 | 25/4 | 2,4 | 2,8 | 3,7 | 4,2 | 59 | 6,6 | 7,7 | 9,1 | 10,2 | 11,4 | 13,0 | ||||
32/4 | ||||||||||||||||
24 | В размер по чертежу Rz 80 | Чугун НВ <= 1,6...2,24 ГПа | Р18, | 16/3 | 1 | 1,25 | 1,55 | 2,3 | 2,7 | 3,9 | 4,3 | 5,2 | 6,3 | 7,2 | 8,1 | 9,4 |
25 | Р6М3, | 20/4 | 1,2 | 1,4 | 2,0 | 2,35 | 3,0 | 3,7 | 4,4 | 5,5 | 6,0 | 6,6 | 7,7 | |||
26 | Р6М5, | 25/4 | 1,2 | 1,45 | 2,0 | 2,4 | 3,0 | 3,7 | 4,4 | 5,3 | 6,0 | 6,7 | 7,7 | |||
27 | Р9К5 | 32/4 | 1,2 | 1,45 | 2,0 | 2,4 | 3,0 | 3,7 | 4,4 | 5,3 | 6,0 | 6,7 | 7,7 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Неполное штучное время ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | |||||||||||||||
Фрезы концевые ГОСТ 17026-71, ГОСТ 17025-71 | ||||||||||||||||
Карта 6, лист 3 | ||||||||||||||||
N позиции | Характер обработки | Обрабатываемый материал | Материал режущего инструмента | Диаметр фрезы, мм | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||||
число зубьев | 50 | 100 | 150 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 1000 | |||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
28 | В размер по чертежу Rz 40...Rz 20 | Чугун НВ <= 1,6...2,24 ГПа | Р18, | 16/3 | 2 | 2,5 | 3,0 | 3,9 | 4,7 | 6,1 | 7,5 | 8,9 | 10,6 | 12,0 | 13,4 | 15,5 |
29 | Р6М3, | 20/4 | 2,3 | 2,6 | 3,4 | 3,8 | 4,9 | 5,8 | 6,7 | 7,9 | 8,9 | 9,6 | 11,0 | |||
30 | Р6М5, | 25/4 | 2,4 | 2,8 | 3,7 | 4,2 | 5,5 | 6,6 | 7,7 | 9,1 | 10,2 | 11,3 | 13,0 | |||
31 | Р9К5 | 32/4 | 2,4 | 2,8 | 3,7 | 4,2 | 5,5 | 6,6 | 7,7 | 9,1 | 10,3 | 11,3 | 13,0 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||||
Примечание. 1. Нормативы неполного рабочего времени рассчитаны на фрезерование поверхностей при B < Dфр. При фрезеровании широких поверхностей (B >= Dфр) на каждый дополнительный параллельный рабочий ход приведенное в нормативной карте время принимать с коэффициентом К = 0,65.
2. При фрезеровании поверхностей длиной свыше 1000 мм на каждые последующие 100 мм длины приведенное в нормативной карте время (инд. л) принимать с коэффициентом К = 1,1.
ФРЕЗЕРОВАНИЕ УСТУПОВ | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | ||||||||||||||
Фрезы концевые из стали Р18, Р6М3, Р6М5, Р9К5, ГОСТ 17026-71, ГОСТ 17025-71 | |||||||||||||||
Карта 7, лист 1 | |||||||||||||||
Содержание работы 1. Подвести фрезу, включить станок 2. Фрезеровать 3. Отвести фрезу; выключить станок 4. Произвести замеры |  | ||||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Диаметр фрезы, мм | Ширина обрабатываемой поверхности, мм, до | Глубина фрезерования, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||
50 | 100 | 150 | 200 | 300 | 400 | 500 | 700 | 1000 | |||||||
Неполное штучное время на поверхность, мин. | |||||||||||||||
число зубьев | |||||||||||||||
1 | Алюминий НВ <= 0,64 ГПа | В размер по чертежу Rz 40...Rz 20 | 16/4 20/5 | 12...18 | 5 | 1 | 2,0 | 2,1 | 2,6 | 2,7 | 3,4 | 3,6 | 3,9 | 4,6 | 5,3 |
2 | 10 | 2,0 | 2,1 | 2,7 | 2,8 | 3,5 | 3,9 | 4,2 | 5,1 | 6,0 | |||||
3 | 20 | 2,1 | 2,2 | 2,8 | 3,0 | 3,8 | 4,2 | 4,7 | 5,7 | 6,8 | |||||
4 | 30 | 2,1 | 2,3 | 2,9 | 3,2 | 4,1 | 4,6 | 5,2 | 6,3 | 7,7 | |||||
5 | 40 | 2,4 | 2,7 | 3,6 | 4,2 | 5,5 | 6,6 | 7,7 | 9,7 | 12,4 | |||||
6 | 25/5 | 12 | 5 | 1 | 2,0 | 2,1 | 2,6 | 2,7 | 3,4 | 3,6 | 3,9 | 4,6 | 5,3 | ||
7 | 10 | 2,0 | 2,2 | 2,7 | 2,8 | 3,5 | 3,9 | 4,2 | 5,1 | 6,0 | |||||
8 | 20 | 2,0 | 2,2 | 2,7 | 2,8 | 3,5 | 3,9 | 4,2 | 5,1 | 6,0 | |||||
9 | 30 | 2,1 | 2,2 | 2,8 | 3,0 | 3,8 | 4,2 | 4,7 | 5,7 | 6,8 | |||||
10 | 45 | 2,1 | 2,3 | 2,9 | 3,2 | 4,1 | 4,6 | 5,2 | 6,3 | 7,7 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | ||||||
Неполное штучное время ФРЕЗЕРОВАНИЕ УСТУПОВ | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | ||||||||||||||
Фрезы концевые из стали Р18, Р6М3, Р6М5, Р9К5, ГОСТ 17026-71, ГОСТ 17025-71 | |||||||||||||||
Карта 7, лист 2 | |||||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Диаметр фрезы, мм | Ширина обрабатываемой поверхности, мм, до | Глубина фрезерования, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||
50 | 100 | 150 | 200 | 300 | 400 | 500 | 700 | 1000 | |||||||
число зубьев | Неполное штучное время на поверхность, мин. | ||||||||||||||
11 | Алюминий НВ <= 0,64 ГПа | В размер по чертежу Rz 40...Rz 20 | 25/5 | 22 | 5 | 1 | 2,0 | 2,1 | 2,6 | 2,7 | 3,4 | 3,7 | 3,9 | 4,7 | 5,4 |
12 | 10 | 2,1 | 2,2 | 2,7 | 2,9 | 3,6 | 3,9 | 43 | 5,1 | 6,0 | |||||
13 | 20 | 2,1 | 2,3 | 2,9 | 3,0 | 3,7 | 4,3 | 4,7 | 53 | 6,8 | |||||
14 | 30 | 2,2 | 2,4 | 3,0 | 33 | 4,1 | 4,7 | 53 | 6,4 | 7,3 | |||||
15 | 45 | 2,4 | 2,7 | 3,4 | 3,9 | 5,0 | 5,9 | 6,8 | 8,4 | 10,6 | |||||
16 | 32/6 | 18...30 | 5 | 1 | 2,0 | 2,1 | 2,6 | 2,7 | 3,4 | 3,7 | 3,9 | 4,7 | 5,4 | ||
17 | 10 | 2,1 | 2,2 | 2,7 | 2,9 | 3,6 | 3,9 | 43 | 5,1 | 6,0 | |||||
18 | 20 | 2,5 | 2,3 | 2,8 | 3,0 | 3,6 | 4,3 | 4,7 | 5,7 | 6,8 | |||||
19 | 30 | 2,2 | 2,4 | 3,0 | 2,5 | 4,5 | 4,7 | 5,3 | 6,4 | 7,8 | |||||
20 | 40 | 2,3 | 23 | 3,4 | 3,9 | 5,0 | 5,8 | 6,1 | 8,4 | 10,6 | |||||
21 | 60 | 2,5 | 2,8 | 3,7 | 4,3 | 3,5 | 6,6 | 7,8 | 9,7 | 12,5 | |||||
22 | Сталь  | В размер по чертежу Rz 40...Rz 20 | 16/4 20/5 | 12...18 | 5 | 1 | 2,2 | 2,4 | 3,1 | 3,4 | 4,4 | 5,1 | 5,8 | 7,2 | 8,9 |
23 | 10 | 2,3 | 2,6 | 3,4 | 3,8 | 4,9 | 5,8 | 6,7 | 8,3 | 10,5 | |||||
24 | 20 | 2,4 | 2,8 | 3,6 | 4,5 | 5,5 | 6,6 | 7,7 | 9,7 | 12,4 | |||||
25 | 30 | 2,7 | 3,3 | 4,3 | 5,4 | 7,1 | 8,9 | 10,6 | 13,6 | 18,0 | |||||
26 | 40 | 2,9 | 3,6 | 5,1 | 63 | 8,3 | 10,5 | 12,7 | 16,3 | 21,9 | |||||
27 | 25/5 | 12 | 5 | 1 | 2,4 | 2,3 | 2,9 | 3,3 | 4,1 | 4,6 | 53 | 6,3 | 7,7 | ||
28 | 10 | 2,2 | 2,4 | 3,1 | 3,5 | 4,4 | 5,5 | 5,8 | 7,2 | 8,9 | |||||
29 | 20 | 2,4 | 2,3 | 3,6 | 4,2 | 5,5 | 6,6 | 7,9 | 9,7 | 12,4 | |||||
30 | 30 | 2,7 | 3,3 | 4,5 | 5,4 | 7,1 | 8,3 | 10,6 | 11,6 | 18,0 | |||||
31 | 45 | 2,9 | 3,6 | 5,1 | 6,2 | 8,3 | 10,5 | 12,7 | 16,3 | 21,9 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | ||||||
Неполное штучное время ФРЕЗЕРОВАНИЕ УСТУПОВ | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | ||||||||||||||
Фрезы концевые из стали Р18, Р6М3, Р6М5, Р9К5, ГОСТ 17026-71, ГОСТ 17025-71 | |||||||||||||||
Карта 7, лист 3 | |||||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Диаметр фрезы, мм | Ширина обрабатываемой поверхности, мм, до | Глубина фрезерования, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||
число зубьев | 50 | 100 | 150 | 200 | 300 | 400 | 500 | 700 | 1000 | ||||||
Неполное штучное время на поверхность, мин. | |||||||||||||||
32 | Сталь  | В размер по чертежу Rz 40....Rz 20 | 25/5 | 22 | 5 | 1 | 2,3 | 2,3 | 3,2 | 3,5 | 4,5 | 5,2 | 5,9 | 7,2 | 9,0 |
33 | 10 | 2,3 | 2,3 | 3,2 | 3,5 | 4,5 | 5,2 | 5,9 | 7,2 | 9,0 | |||||
34 | 20 | 2,3 | 2,9 | 3,8 | 4,3 | 5,6 | 6,7 | 7,8 | 9,8 | 12,5 | |||||
35 | 30 | 2,8 | 3,4 | 4,7 | 5,5 | 7,3 | 9,0 | 10,8 | 13,8 | 18,5 | |||||
36 | 45 | 3,1 | 3,8 | 5,5 | 6,4 | 8,5 | 10,7 | 12,9 | 16,6 | 22,1 | |||||
37 | 32/6 | 18...30 | 5 | 1 | 2,2 | 2,5 | 3,2 | 3,5 | 4,5 | 5,2 | 5,8 | 7,2 | 8,9 | ||
38 | 10 | 2,5 | 2,8 | 3,7 | 4,3 | 5,5 | 6,7 | 7,8 | 9,8 | 12,5 | |||||
39 | 20 | 2,6 | 3,5 | 4,1 | 4,8 | 6,3 | 7,7 | 9,0 | 11,4 | 14,9 | |||||
40 | 30 | 2,8 | 3,4 | 4,6 | 5,5 | 7,2 | 9,0 | 10,8 | 13,7 | 18,1 | |||||
41 | 40 | 3,0 | 3,8 | 5,2 | 6,3 | 8,4 | 10,7 | 12,9 | 16,5 | 22,0 | |||||
42 | 60 | 3,7 | 4,9 | 7,0 | 8,8 | 11,8 | 15,4 | 18,9 | 24,5 | 33,2 | |||||
43 | Чугун НВ <= 1,6...2,24 ГПа | В размер по чертежу Rz 40...Rz 20 | 16/4 20/5 | 12...18 | 5 | 1 | 2,1 | 2,3 | 2,9 | 3,2 | 4,1 | 4,6 | 5,2 | 6,3 | 7,7 |
44 | 10 | 2,2 | 2,4 | 3,1 | 3,5 | 4,4 | 5,1 | 5,8 | 7,2 | 8,9 | |||||
45 | 20 | 2,3 | 2,6 | 3,4 | 3,8 | 4,9 | 5,8 | 6,7 | 8,3 | 10,5 | |||||
46 | 30 | 2,5 | 3,0 | 4,0 | 4,7 | 6,2 | 7,5 | 8,9 | 11,3 | 14,8 | |||||
47 | 40 | 2,7 | 3,3 | 4,5 | 5,4 | 7,1 | 8,9 | 10,6 | 13,6 | 18,0 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | ||||||
Неполное штучное время ФРЕЗЕРОВАНИЕ УСТУПОВ | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | ||||||||||||||
Фрезы концевые из стали Р18, Р6М3, Р6М5, Р9К5, ГОСТ 17026-71, ГОСТ 17025-71 | |||||||||||||||
Карта 7, лист 4 | |||||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Диаметр фрезы, мм | Ширина обрабатываемой поверхности, мм, до | Глубина фрезерования, мм, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | ||||||||
число зубьев | 50 | 100 | 150 | 200 | 300 | 400 | 500 | 700 | 1000 | ||||||
Неполное штучное время на поверхность, мин. | |||||||||||||||
48 | Чугун НВ <= 1,6...2,24 ГПа | В размер по чертежу Rz 40....Rz 20 | 25/5 | 12 | 5 | 1 | 2,3 | 2,4 | 3,1 | 3,5 | 4,4 | 5,1 | 5,8 | 7,2 | 8,9 |
49 | 10 | 2,3 | 2,6 | 3,4 | 3,8 | 4,9 | 5,8 | 6,7 | 8,3 | 10,5 | |||||
50 | 20 | 2,4 | 2,8 | 3,6 | 43 | 5,5 | 6,6 | 8,0 | 9,7 | 12,4 | |||||
51 | 30 | 2,5 | 3,0 | 4,0 | 4,7 | 6,2 | 73 | 8,9 | 113 | 14,8 | |||||
52 | 45 | 2,7 | 3,3 | 4,5 | 5,4 | 7,1 | 8,9 | 10,6 | 13,6 | 18,0 | |||||
53 | 22 | 5 | 1 | 2,4 | 2,7 | 3,4 | 3,9 | 5,0 | 5,9 | 6,8 | 8,4 | 10,6 | |||
54 | 10 | 2,5 | 2,9 | 3,8 | 4,3 | 5,6 | 6,7 | 7,8 | 9,8 | 12,5 | |||||
55 | 20 | 2,5 | 2,9 | 3,8 | 4,3 | 5,6 | 6,7 | 7,8 | 9,8 | 12,5 | |||||
56 | 30 | 2,8 | 3,4 | 4,7 | 5,5 | 7,3 | 9,0 | 10,8 | 13,8 | 18,1 | |||||
57 | 45 | 3,1 | 3,9 | 5,3 | 6,4 | 8,5 | 10,7 | 12,9 | 16,6 | 22,1 | |||||
58 | 32/6 | 18...30 | 5 | 1 | 2,2 | 2,5 | 3,2 | 3,5 | 4,5 | 5,2 | 5,8 | 7,2 | 8,9 | ||
59 | 10 | 2,3 | 2,7 | 3,4 | 3,9 | 5,0 | 5,9 | 6,7 | 8,4 | 10,6 | |||||
60 | 20 | 2,5 | 2,8 | 3,7 | 4,3 | 5,6 | 6,7 | 7,8 | 9,8 | 12,5 | |||||
61 | 30 | 2,6 | 3,1 | 4,1 | 4,8 | 6,3 | 7,7 | 9,0 | 11,4 | 14,9 | |||||
62 | 40 | 2,8 | 3,4 | 4,6 | 5,5 | 7,3 | 9,0 | 10,8 | 13,7 | 18,1 | |||||
63 | 60 | 3,0 | 3,8 | 5,2 | 6,3 | 8,4 | 10,7 | 12,9 | 163 | 22,0 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | ||||||
Примечание. Нормативы неполного штучного времени рассчитаны на фрезерование криволинейных уступов. При фрезеровании прямолинейных уступов приведенное в нормативной карте время принимать с коэффициентом К = 0,8.
ФРЕЗЕРОВАНИЕ ПАЗОВ | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | |||||||||||||||
Фрезы концевые ГОСТ 17025-71, ГОСТ 17026-71 | ||||||||||||||||
Карта 8, лист 1 | ||||||||||||||||
Содержание работы 1. Подвести фрезу, включить станок 2. Фрезеровать 3. Выключить станок, отвести фрезу 4. Произвести замеры |  | |||||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Материал режущего инструмента | Диаметр фрезы, км, до | Глубина паза, км, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | |||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 700 | 1000 | |||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
1 | Алюминий НВ <= 0,64 ГПа | В размер по чертежу Rz 40....Rz 20 | Р6М3, Р6М5, Р9К5 | 6 | 2 | 1 | 2,1 | 2,2 | 2,7 | 3,0 | 3,2 | 3,8 | 4,3 | 4,7 | 5,6 | 6,7 |
2 | 5 | 2,3 | 2,6 | 33 | 3,8 | 4,2 | 5,1 | 5,8 | 6,7 | 8,3 | 10,5 | |||||
3 | 8...10 | 8 | 1 | 2,2 | 2,4 | 3,1 | 3,4 | 3,8 | 4,6 | 5,1 | 5,8 | 7,1 | 8,9 | |||
4 | 12 | 2,4 | 2,7 | 3,6 | 4,3 | 4,7 | 5,7 | 6,6 | 7,6 | 9,6 | 12,4 | |||||
5 | 12 | 8 | 1 | 2,2 | 2,4 | 3,1 | 3,4 | 3,8 | 4,6 | 5,1 | 5,8 | 7,1 | 8,9 | |||
6 | 12 | 2,4 | 2,7 | 3,6 | 4,2 | 4,7 | 5,7 | 6,6 | 7,7 | 9,6 | 12,4 | |||||
7 | 16 | 16 | 1 | 2,3 | 2,4 | 3,1 | 3,4 | 3,8 | 4,6 | 5,1 | 5,8 | 7,2 | 8,9 | |||
8 | 20 | 2,3 | 2,6 | 3,3 | 3,8 | 43 | 5,5 | 5,8 | 6,7 | 8,3 | 10,5 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||||
Неполное штучное время ФРЕЗЕРОВАНИЕ ПАЗОВ | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | |||||||||||||||
Фрезы концевые ГОСТ 17025-71, ГОСТ 17026-71 | ||||||||||||||||
Карта 8, лист 2 | ||||||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Материал режущего инструмента | Диаметр фрезы, км, до | Глубина паза, км, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | |||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 700 | 1000 | |||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
9 | Алюминий НВ <= 0,64 ГПа | В размер по чертежу Rz 40....Rz 20 | Р6М3, Р6М5, Р9К5 | 20...25 | 16 | 2,0 | 2,2 | 2,7 | 2,8 | 3,0 | 3,6 | 3,9 | 4,3 | 5,1 | 5,9 | |
10 | 20 | 1 | 2,1 | 2,3 | 2,9 | 3,2 | 3,5 | 4,2 | 4,6 | 5,2 | 6,3 | 7,7 | ||||
11 | 30 | 2,2 | 2,4 | 3,1 | 3,5 | 3,8 | 4,6 | 5,1 | 5,8 | 7,2 | 8,9 | |||||
12 | 32 | 20 | 1 | 2,1 | 2,2 | 2,8 | 3,0 | 3,2 | 3,9 | 4,2 | 4,7 | 5,7 | 6,7 | |||
13 | 30 | 2,2 | 2,5 | 3,1 | 3,5 | 3,5 | 4,6 | 5,5 | 5,8 | 7,2 | 8,9 | |||||
14 | Сталь  | В размер по чертежу Rz 40....Rz 20 | Р18, Р6М3, Р6М5, Р9К5 | 6 | 2 | 1 | 2,5 | 2,3 | 2,9 | 3,2 | 3,5 | 4,2 | 4,6 | 5,2 | 6,3 | 7,7 |
15 | 5 | 22 | 3,0 | 3,9 | 4,7 | 5,4 | 6,5 | 7,5 | 8,9 | 11,3 | 14,8 | |||||
16 | 8...10 | 8 | 1 | 2,5 | 3,0 | 3,9 | 4,7 | 5,4 | 6,5 | 7,5 | 8,9 | 11,3 | 14,8 | |||
17 | 12 | 2,6 | 3,2 | 4,5 | 5,3 | 6,2 | 7,5 | 8,8 | 10,6 | 13,6 | 17,9 | |||||
18 | 12 | 8 | 1 | 2,5 | 3,0 | 3,9 | 4,7 | 5,4 | 6,5 | 7,5 | 8,9 | 11,3 | 14,8 | |||
19 | 12 | 2,8 | 3,6 | 5,0 | 6,5 | 7,2 | 8,8 | 92 | 12,7 | 16,3 | 21,8 | |||||
20 | 16 | 16 | 1 | 2,5 | 3,0 | 3,9 | 4,7 | 5,4 | 6,5 | 7,2 | 8,9 | 11,3 | 14,8 | |||
21 | 20 | 2,6 | 3,2 | 4,5 | 5,3 | 6,2 | 7,5 | 8,8 | 10,6 | 13,6 | 17,9 | |||||
22 | 20...25 | 16 | 2,3 | 2,6 | 3,4 | 3,8 | 4,3 | 5,5 | 5,8 | 6,7 | 8,3 | 10,6 | ||||
23 | 20 | 1 | 2,5 | 3,0 | 4,0 | 4,7 | 5,4 | 6,5 | 7,6 | 8,9 | 11,4 | 14,8 | ||||
24 | 30 | 2,7 | 3,3 | 4,5 | 5,4 | 6,3 | 7,6 | 8,9 | 10,7 | 13,6 | 18,0 | |||||
25 | 32 | 20 | 1 | 2,5 | 3,0 | 4,0 | 4,7 | 5,4 | 6,6 | 7,6 | 9,0 | 11,4 | 14,8 | |||
26 | 30 | 2,7 | 3,3 | 4,5 | 5,4 | 6,3 | 7,6 | 8,9 | 10,7 | 13,6 | 18,0 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||||
Неполное штучное время ФРЕЗЕРОВАНИЕ ПАЗОВ | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | |||||||||||||||
Фрезы концевые ГОСТ 17025-71, ГОСТ 17026-71 | ||||||||||||||||
Карта 8, лист 3 | ||||||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Материал режущего инструмента | Диаметр фрезы, км, до | Глубина паза, км, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | |||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 700 | 1000 | |||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
27 | Сталь  | В размер по чертежу Rz 40....Rz 20 | Т15К6 | 8...10 | 8 | 1 | 2,1 | 2,2 | 2,8 | 3,0 | 3,2 | 3,9 | 4,2 | 4,7 | 5,6 | 6,8 |
28 | 12 | 2,1 | 2,3 | 2,9 | 3,2 | 3,5 | 4,2 | 4,6 | 5,2 | 6,3 | 7,7 | |||||
29 | 12 | 8 | 1 | 2,1 | 2,2 | 2,8 | 3,0 | 3,2 | 3,9 | 4,2 | 4,7 | 5,6 | 6,8 | |||
30 | 12 | 2,1 | 2,3 | 2,9 | 3,2 | 3,5 | 4,2 | 4,6 | 5,2 | 6,3 | 7,7 | |||||
31 | 16 | 16 | 1 | 2,2 | 2,4 | 3,0 | 3,4 | 3,8 | 4,5 | 5,1 | 5,8 | 7,1 | 8,9 | |||
32 | 20 | 2,5 | 3,0 | 4,0 | 4,7 | 5,4 | 6,5 | 7,5 | 8,9 | 11,3 | 14,8 | |||||
33 | 20...25 | 20 | 1 | 2,4 | 2,8 | 3,7 | 4,2 | 4,8 | 5,8 | 6,6 | 7,7 | 9,7 | 12,5 | |||
34 | 30 | 2,7 | 3,3 | 4,5 | 5,4 | 6,3 | 7,6 | 8,9 | 10,7 | 13,6 | 18,0 | |||||
35 | 32 | 20 | 1 | 2,4 | 2,8 | 3,7 | 4,2 | 4,8 | 5,8 | 6,6 | 7,7 | 9,7 | 12,5 | |||
36 | 30 | 2,7 | 3,3 | 4,5 | 5,4 | 6,3 | 7,6 | 8,9 | 10,7 | 13,6 | 18,0 | |||||
37 | Чугун НВ <= 1,6...2,24 ГПа | В размер по чертежу Rz 40....Rz 20 | З18, Р6М3, Р6М5, Р9К5 | 6 | 2 | 1 | 2,2 | 2,4 | 3,1 | 3,4 | 3,8 | 4,6 | 5,1 | 5,8 | 7,1 | 8,9 |
38 | 5 | 2,5 | 3,0 | 4,0 | 4,7 | 5,4 | 6,5 | 7,6 | 8,9 | 11,3 | 14,8 | |||||
39 | 8...10 | 8 | 1 | 2,5 | 3,0 | 4,0 | 4,7 | 5,4 | 6,5 | 7,6 | 8,9 | 11,3 | 14,8 | |||
40 | 12 | 2,6 | 3,2 | 4,5 | 5,3 | 6,2 | 7,5 | 8,8 | 10,6 | 13,6 | 17,9 | |||||
41 | 12 | 8 | 1 | 2,5 | 3,0 | 4,0 | 4,7 | 5,4 | 6,5 | 7,6 | 8,9 | 11,3 | 14,8 | |||
42 | 12 | 2,8 | 3,6 | 5,0 | 6,1 | 7,2 | 8,8 | 10,4 | 12,7 | 16,3 | 21,8 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||||
Неполное штучное время ФРЕЗЕРОВАНИЕ ПАЗОВ | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | |||||||||||||||
Фрезы концевые ГОСТ 17025-71, ГОСТ 17026-71 | ||||||||||||||||
Карта 8, лист 4 | ||||||||||||||||
N позиции | Обрабатываемый материал | Характер обработки | Материал режущего инструмента | Диаметр фрезы, км, до | Глубина паза, км, до | Число рабочих ходов | Длина обрабатываемой поверхности, мм, до | |||||||||
50 | 100 | 150 | 200 | 250 | 300 | 400 | 500 | 700 | 1000 | |||||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
43 | Чугун НВ <= 1,6...2,24 ГПа | В размер по чертежу Rz 40....Rz 20 | Р18, Р6М3, Р6М5, Р9К5 | 16 | 16 | 1 | 2,5 | 3,0 | 4,0 | 4,7 | 5,4 | 6,5 | 7,5 | 8,9 | 11,3 | 14,8 |
44 | 20 | 2,6 | 3,2 | 4,4 | 5,3 | 6,2 | 7,5 | 8,8 | 10,6 | 13,6 | 17,9 | |||||
45 | 20...25 | 16 | 1 | 2,2 | 2,4 | 3,1 | 3,4 | 34 | 4,6 | 5,1 | 1,4 | 7,1 | 8,9 | |||
46 | 20 | 2,5 | 3,0 | 4,0 | 4,7 | 5,4 | 6,5 | 7,5 | 8,9 | 11,3 | 14,8 | |||||
47 | 30 | 2,5 | 3,0 | 4,0 | 4,7 | 5,4 | 6,5 | 7,5 | 8,9 | 11,3 | 14,8 | |||||
48 | 32 | 20 | 1 | 2,4 | 2,4 | 3,7 | 4,2 | 4,8 | 5,8 | 6,6 | 7,7 | 9,7 | 12,5 | |||
49 | 30 | 2,7 | 3,3 | 44 | 5,4 | 6,3 | 7,6 | 8,9 | 10,7 | 13,6 | 18,0 | |||||
50 | ВК8 | 8...10 | 8 | 1 | 2,1 | 2,2 | 2,8 | 3,0 | 3,2 | 3,9 | 4,2 | 4,7 | 5,6 | 6,7 | ||
51 | 12 | 2,2 | 2,4 | 3,1 | 3,4 | 3,8 | 4,6 | 5,1 | 5,8 | 7,2 | 8,9 | |||||
52 | 12 | 8 | 1 | 2,1 | 2,2 | 2,8 | 3,0 | 3,2 | 3,9 | 4,2 | 4,7 | 5,6 | 6,7 | |||
53 | 12 | 2,2 | 2,4 | 3,1 | 3,4 | 3,8 | 4,6 | 5,1 | 5,8 | 7,2 | 8,9 | |||||
54 | 16 | 16 | 1 | 2,3 | 2,6 | 3,3 | 3,8 | 4,2 | 5,1 | 5,8 | 6,7 | 8,3 | 10,5 | |||
55 | 20 | 2,5 | 3,0 | 3,9 | 4,7 | 5,4 | 6,5 | 7,5 | 8,9 | 11,3 | 14,8 | |||||
56 | 20...25 | 16 | 1 | 2,2 | 2,4 | 3,1 | 3,4 | 3,8 | 4,6 | 5,1 | 5,8 | 7,2 | 8,9 | |||
57 | 20 | 2,2 | 2,4 | 3,1 | 3,4 | 3,8 | 4,6 | 5,1 | 5,8 | 7,4 | 8,9 | |||||
58 | 30 | 2,3 | 2,6 | 3,3 | 3,8 | 4,2 | 5,1 | 5,8 | 6,7 | 8,3 | 10,5 | |||||
59 | 32 | 20 | 1 | 2,5 | 3,0 | 3,9 | 4,7 | 5,4 | 6,5 | 75 | 8,9 | 11,3 | 14,8 | |||
60 | 30 | 2,7 | 3,3 | 4,5 | 5,4 | 6,3 | 7,6 | 8,9 | 10,7 | 13,6 | 18,0 | |||||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||||||
Примечание. Нормативы неполного штучного времени рассчитаны на фрезерование криволинейных пазов. При фрезеровании прямолинейных пазов приведенное в нормативной карте время принимать с коэффициентом К = 0,8.
ПЛОСКОЕ ШЛИФОВАНИЕ ПЕРИФЕРИЕЙ КРУГА | Плоскошлифовальные станки с прямоугольным столом | ||||||||||
Карта 9, лист 1 | |||||||||||
Содержание работы 1. Подвести круг, включить станок 2. Шлифовать 3. Выключить станок, отвести круг 4. Произвести замеры | 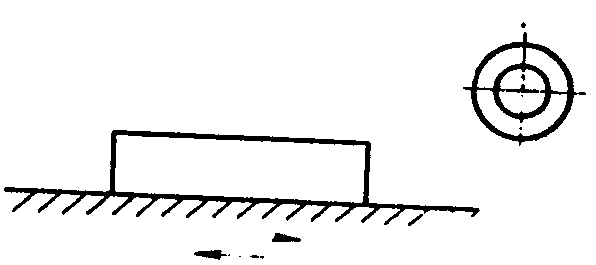 | ||||||||||
N позиции | Обрабатываемый материал | Ширина шлифования, мм, до | Припуск на обработку, мм, до | Длина шлифования, мм, до | |||||||
100 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | ||||
Неполное штучное время на поверхность, мин. | |||||||||||
1 | Сталь  | 50 | 0,3 | 2,2 | 2,4 | 2,7 | 3,0 | 3,4 | 3,8 | 4,5 | 5,4 |
2 | 05 | 2,4 | 2,7 | 3,0 | 3,4 | 3,9 | 4,5 | 5,3 | 6,3 | ||
3 | 63 | 0,3 | 2,4 | 2,7 | 3,0 | 3,3 | 3,8 | 4,2 | 4,9 | 5,8 | |
4 | 0,5 | 2,7 | 3,0 | 3,4 | 3,8 | 4,2 | 4,9 | 5,8 | 6,9 | ||
5 | 80 | 0,3 | 2,7 | 3,0 | 3,4 | 3,9 | 4,5 | 5,3 | 6,3 | 7,6 | |
6 | 0,5 | 3,0 | 3,4 | 3,9 | 4,5 | 5,3 | 6,3 | 7,5 | 9,0 | ||
7 | 100 | 0,3 | 3,0 | 3,4 | 3,9 | 4,2 | 4,9 | 6,1 | 7,0 | 8,4 | |
8 | 0,5 | 3,2 | 3,8 | 4,2 | 4,9 | 5,8 | 6,9 | 8,2 | 10,0 | ||
9 | 125 | 0,35 | 3,4 | 3,9 | 4,5 | 5,3 | 6,3 | 7,5 | 9,2 | 11,3 | |
10 | 0,5 | 3,9 | 4,5 | 5,3 | 6,3 | 7,5 | 9,6 | 11,2 | 13,7 | ||
11 | Сталь  | 160 | 0,35 | 3,8 | 4,2 | 4,9 | 5,8 | 6,8 | 8,3 | 10,2 | 12,6 |
12 | 0,5 | 4,2 | 4,9 | 5,8 | 6,9 | 8,3 | 10,5 | 12,3 | 15,0 | ||
13 | 200 | 0,5 | 5,0 | 6,0 | 7,2 | 9,0 | 10,5 | 12,9 | 15,8 | 19,6 | |
14 | 0,7 | 5,8 | 6,9 | 8,4 | 10,3 | 12,4 | 15,0 | 18,9 | 22,5 | ||
15 | 250 | 0,5 | - | 6,7 | 7,8 | 9,9 | 11,7 | 14,1 | 17,3 | 21,6 | |
16 | 0,7 | - | 7,6 | 9,6 | 11,4 | 13,5 | 16,6 | 20,7 | 24,3 | ||
17 | 320 | 0,5 | - | 7,6 | 9,9 | 12,8 | 15,8 | 19,6 | 24,7 | 31,0 | |
18 | 0,7 | - | 9,0 | 11,9 | 15,0 | 18,9 | 23,4 | 28,8 | 35,1 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Неполное штучное время ПЛОСКОЕ ШЛИФОВАНИЕ ПЕРИФЕРИЕЙ КРУГА | Плоскошлифовальные станки с прямоугольным столом | ||||||||||
Карта 9, лист 2 | |||||||||||
N позиции | Обрабатываемый материал | Ширина шлифования, мм, до | Припуск на обработку, мм, до | Длина шлифования, мм, до | |||||||
100 | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | ||||
Неполное штучное время на поверхность, мин. | |||||||||||
19 | Чугун НВ <= 1,60...2,24 ГПа | 50 | 0,3 | 1,55 | 1,7 | 1,9 | 2,1 | 2,4 | 2,7 | 3,2 | 3,8 |
20 | 0,5 | 1,7 | 1,9 | 2,1 | 2,4 | 2,7 | 3,2 | 3,7 | 4,4 | ||
21 | 63 | 0,3 | 1,7 | 1,9 | 2,1 | 2,3 | 2,7 | 2,9 | 3,4 | 4,1 | |
22 | 0,5 | 1,9 | 2,1 | 2,4 | 2,7 | 2,9 | 3,4 | 4,1 | 4,8 | ||
23 | 80 | 0,3 | 1,9 | 2,1 | 2,4 | 2,7 | 3,2 | 3,7 | 4,4 | 5,3 | |
24 | 05 | 2,1 | 2,4 | 2,7 | 3,2 | 3,7 | 4,4 | 5,3 | 6,3 | ||
25 | 100 | 0,3 | 2,1 | 2.2 | 2,7 | 2,9 | 3,4 | 4,3 | 4,9 | 5,9 | |
26 | 0,5 | 2,2 | 2,7 | 2,9 | 3,4 | 4,1 | 4,8 | 5,7 | 7,0 | ||
27 | 125 | 0,35 | 2,4 | 2,7 | 3,2 | 3,7 | 4,4 | 5,3 | 6,4 | 7,9 | |
28 | 0,5 | 2,7 | 3,2 | 3,7 | 4,4 | 5,3 | 6,7 | 7,8 | 9,6 | ||
29 | Чугун НВ <= 1,60...2,24 ГПа | 160 | 0,35 | 2,7 | 2,9 | 3,4 | 4,1 | 4,8 | 5,8 | 7,1 | 8,8 |
30 | 0,5 | 2,9 | 3,4 | 4,1 | 4,8 | 5,8 | 7,4 | 8,6 | 10,5 | ||
31 | 200 | 0,5 | 3,5 | 4,2 | 5,0 | 6,3 | 7,4 | 9,0 | 11,1 | 13,7 | |
32 | 0,7 | 4,1 | 4,8 | 5,9 | 7,2 | 8,7 | 10,5 | 13,2 | 15,8 | ||
33 | 250 | 05 | - | 4,7 | 5,5 | 6,9 | 8,2 | 9,9 | 12,1 | 15,2 | |
34 | 0,7 | - | 5,3 | 6,7 | 8,0 | 95 | 11,6 | 14,5 | 17,0 | ||
35 | 320 | 05 | - | 5,3 | 6,9 | 9,0 | 11,1 | 13,7 | 17,3 | 21,7 | |
36 | 0,7 | - | 6,3 | 8,3 | 10,5 | 13,2 | 16,4 | 20,2 | 24,6 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Примечание. Для измененных условий работы приведенное в нормативной карте время принимать с коэффициентами в зависимости от:
1. Обрабатываемого материала, класса точности и шероховатости поверхности | Обрабатываемый материал | Точность, мм | |||||||
0,03 | 0,05 | 0,08 | |||||||
Шероховатость поверхности | |||||||||
Ra 2,5 | Ra 1,25...0,63 | Ra 2,5 | Ra 1,25...0,63 | Ra 25 | Ra 1,25...0,63 | ||||
Коэффициент | |||||||||
Сталь | 1,25 | 1,5 | 1,0 | 1,2 | 0,8 | 0,96 | |||
Чугун | 1,25 | 1,5 | 1,0 | 1,2 | 0,8 | 0,95 | |||
2. Мощности станка | Мощность станка, кВт | ||||||||
4,5 | 10 | 28 | |||||||
Коэффициент | |||||||||
1,15 | 1,0 | 0,83 | |||||||
КРУГЛОЕ НАРУЖНОЕ ШЛИФОВАНИЕ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | Круглошлифовальные станки | ||||||||||
Карта 10, лист 1 | |||||||||||
Содержание работы 1. Подвести круг, включить станок 2. Шлифовать 3. Выключить станок, отвести круг 4. Произвести замеры |  | ||||||||||
N позиции | Обрабатываемый материал | Ширина шлифования, мм, до | Припуск на обработку, мм, до | Длина шлифования, мм, до | |||||||
50 | 100 | 125 | 160 | 200 | 250 | 400 | 500 | ||||
Неполное штучное время на поверхность, мин. | |||||||||||
1 | Сталь  | 25 | 0,3 | 1,4 | 2,0 | 2,2 | 2,5 | 3,0 | 3,5 | 5,2 | - |
2 | 0,5 | 1,6 | 2,2 | 2,3 | 2,8 | 3,4 | 4,0 | 6,0 | - | ||
3 | 40 | 0,3 | 1,7 | 2,2 | 2,6 | 3,1 | 3,6 | 4,3 | 6,5 | 8,6 | |
4 | 0,5 | 1,9 | 2,4 | 2,9 | 3,3 | 4,0 | 4,8 | 7,3 | 9,3 | ||
5 | 63 | 0,3 | 2,1 | 2,7 | 3,0 | 3,4 | 4,1 | 4,9 | 7,3 | 9,4 | |
6 | 0,5 | 2,3 | 2,9 | 3,3 | 3,6 | 4,4 | 5,2 | 7,8 | 10,9 | ||
7 | 100 | 0,3 | 2,5 | 3,1 | 3,6 | 4,0 | 4,8 | 5,8 | 8,5 | 12,4 | |
8 | 0,5 | 2,8 | 3,3 | 3,9 | 4,4 | 5,2 | 6,3 | 9,4 | 13,6 | ||
9 | Шлифование торцов при D | <= 40 | 1,15 | ||||||||
10 | > 40 | 1,55 | |||||||||
11 | Чугун НВ <= 1,60...2,24 ГПа | 25 | 0,3 | 1,0 | 1,4 | 1,55 | 1,75 | 2,1 | 2,5 | 3,6 | - |
12 | 0,5 | 1,1 | 1,55 | 1,6 | 1,95 | 2,4 | 2,8 | 4,2 | - | ||
13 | 40 | 0,3 | 1,2 | 1,55 | 1,8 | 2,2 | 2,5 | 3,0 | 4,6 | 6,0 | |
14 | 0,5 | 1,35 | 1,7 | 2,0 | 2,3 | 2,8 | 3,4 | 5,1 | 6,5 | ||
15 | 63 | 0,3 | 1,5 | 1,9 | 2,1 | 2,4 | 2,9 | 3,4 | 5,1 | 6,6 | |
16 | 0,5 | 1,6 | 2,0 | 2,3 | 2,5 | 3,1 | 3,6 | 5,5 | 7,6 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Неполное штучное время КРУГЛОЕ НАРУЖНОЕ ШЛИФОВАНИЕ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | Круглошлифовальные станки | ||||||||||
Карта 10, лист 2 | |||||||||||
N позиции | Обрабатываемый материал | Диаметр шлифования, мм, до | Припуск на диаметр мм, до | Длина шлифования, мм, до | |||||||
50 | 100 | 125 | 160 | 200 | 250 | 400 | 500 | ||||
Неполное штучное время на поверхность, мин. | |||||||||||
17 | Чугун НВ <= 1,60...2,24 ГПа | 100 | 0,3 | 1,75 | 2,2 | 2,5 | 2,8 | 3,4 | 4,1 | 5,6 | 8,7 |
18 | 0,5 | 1,95 | 2,3 | 2,7 | 3,1 | 3,6 | 4,4 | 6,6 | 9,5 | ||
19 | Шлифование торцов при D | <= 40 | 0,55 | ||||||||
20 | > 40 | 0,75 | |||||||||
Индекс | а | б | в | г | д | е | ж | з | |||
Примечания: 1. В зависимости от формы обрабатываемой поверхности и ширины круга приведенное в нормативной карте время принимать с коэффициентами:
Ширина круга, мм | Шлифуемая поверхность | ||
цилиндрическая | с галтелью | ||
с одной стороны | с двух сторон | ||
Коэффициент | |||
40 | 1,15 | 1,25 | 1,4 |
50 | 1,0 | 1,1 | 1,2 |
63 | 0,85 | 0,94 | 1,05 |
2. Поправочные коэффициенты на время обработки в зависимости от обрабатываемого материала, точности, параметров шероховатости и мощности станка приведены в карте 9.
КРУГЛОЕ НАРУЖНОЕ ШЛИФОВАНИЕ С РАДИАЛЬНОЙ ПОДАЧЕЙ | Круглошлифовальные станки | |||||||
Карта 11, лист 1 | ||||||||
Содержание работы 1. Подвести круг, включить станок 2. Шлифовать 3. Выключить станок, отвести круг 4. Произвести замеры |  | |||||||
N позиции | Обрабатываемый материал | Диаметр шлифования, мм, до | Припуск на диаметр, мм, до | Длина шлифования, мм, до | ||||
32 | 40 | 50 | 63 | 80 | ||||
Неполное штучное время на поверхность, мин. | ||||||||
1 | Сталь  | 25 | 0,3 | 0,60 | 0,7 | 0,9 | 1,1 | 1,35 |
2 | 0,5 | 0,70 | 0,9 | 1,1 | 1,35 | 1,7 | ||
3 | 40 | 0,3 | 0,90 | 1,1 | 1,35 | 1,7 | 2,1 | |
4 | 0,5 | 1,1 | 1,35 | 1,7 | 2,1 | 2,6 | ||
5 | 63 | 0,3 | 1,35 | 1,7 | 2,1 | 2,6 | 3,2 | |
6 | 0,5 | 1,7 | 2,1 | 2,6 | 3,2 | 3,9 | ||
7 | 100 | 0,3 | 2,1 | 2,6 | 3,2 | 3,9 | 4,9 | |
8 | 0,5 | 2,6 | 3,2 | 3,9 | 4,9 | 6,0 | ||
9 | Шлифование торцов при D | <= 40 | 1,15 | |||||
10 | > 40 | 1,55 | ||||||
11 | Чугун НВ <= 1,60...2,24 ГПа | 25 | 0,3 | 0,42 | 0,48 | 0,65 | 0,75 | 0,95 |
12 | 0,5 | 0,48 | 0,65 | 0,75 | 0,95 | 1,2 | ||
13 | 40 | 0,3 | 0,65 | 0,75 | 0,95 | 1,2 | 1,45 | |
14 | 0,5 | 0,75 | 0,95 | 1,2 | 1,45 | 1,8 | ||
Индекс | а | б | в | г | д | |||
Неполное штучное время КРУГЛОЕ НАРУЖНОЕ ШЛИФОВАНИЕ С РАДИАЛЬНОЙ ПОДАЧЕЙ | Круглошлифовальные станки | |||||||
Карта 11, лист 2 | ||||||||
N позиции | Обрабатываемый материал | Диаметр шлифования, мм, до | Припуск на диаметр, мм, до | Длина шлифования, мм, до | ||||
32 | 40 | 50 | 63 | 80 | ||||
Неполное штучное время на поверхность, мин. | ||||||||
15 | Чугун НВ <= 1,60...2,24 ГПа | 63 | 0,3 | 0,95 | 1,2 | 1,45 | 1,8 | 2,2 |
16 | 0,5 | 1,2 | 1,45 | 1,8 | 2,2 | 2,7 | ||
17 | 10 | 0,3 | 1,45 | 1,8 | 2,2 | 2,7 | 3,4 | |
18 | 0,5 | 1,8 | 2,2 | 2,7 | 3,4 | 4,2 | ||
19 | Шлифование торцов при D | <= 40 | 0,55 | |||||
20 | > 40 | 0,75 | ||||||
Индекс | а | б | в | г | д | |||
Примечания. 1. В зависимости от формы обрабатываемой поверхности и ширины круга приведенное в нормативной карте время принимать с коэффициентами:
Ширина круга, мм | Шлифуемая поверхность | ||
цилиндрическая | с галтелью | ||
с одной стороны | с двух сторон | ||
Коэффициент | |||
40 | 1,15 | 1,25 | 1,4 |
50 | 1,0 | 1,1 | 1,2 |
63 | 0,85 | 0,94 | 1,05 |
Примечание. Поправочные коэффициенты на время обработки в зависимости от обрабатываемого материала, точности, параметров шероховатости и мощности станка приведены в карте 9.
ШЛИФОВАНИЕ ОТВЕРСТИЙ | Внутришлифовальные станки | |||||||||
Карта 12 | ||||||||||
Содержание работы 1. Подвести круг, включить станок 2. Шлифовать 3. Выключить станок, отвести круг 4. Произвести замеры |  | |||||||||
N позиции | Обрабатываемый материал | Диаметр шлифования, мм, до | Припуск на диаметр, мм, до | Длина шлифования, мм, до | ||||||
25 | 32 | 40 | 50 | 63 | 80 | 100 | ||||
Неполное штучное время на поверхность, мин. | ||||||||||
1 | Сталь  | 20 | 0,3 | 1,9 | 2,1 | 2,4 | 2,7 | 3,3 | 4,0 | - |
2 | 0,5 | 2,3 | 2,7 | 3,0 | 3,3 | 4,2 | 5,1 | - | ||
3 | 32 | 0,3 | 2,6 | 2,7 | 3,0 | 3,3 | 4,0 | 4,8 | 5,8 | |
4 | 0,5 | 3,1 | 3,4 | 3,9 | 4,1 | 5,1 | 6,0 | 7,3 | ||
5 | 50 | 0,3 | 3,4 | 3,6 | 3,9 | 4,4 | 5,5 | 6,4 | 7,6 | |
6 | 0,5 | 4,0 | 4,4 | 5,0 | 5,6 | 6,4 | 7,9 | 9,0 | ||
7 | 80 | 0,5 | 4,7 | 5,0 | 5,6 | 6,0 | 7,9 | 8,4 | 9,6 | |
8 | 0,7 | 5,7 | 6,4 | 6,9 | 7,5 | 9,4 | 10,5 | 11,9 | ||
9 | Шлифование торцов при D | <= 100 | 1,15 | |||||||
10 | > 100 | 1,55 | ||||||||
11 | Чугун НВ <= 1,60...2,24 ГПа | 20 | 0,3 | 1,35 | 1,45 | 1,7 | 1,9 | 2,3 | 2,8 | - |
12 | 0,5 | 1,6 | 1,9 | 2,1 | 2,3 | 2,9 | 3,6 | - | ||
13 | 32 | 0,3 | 1,8 | 1,9 | 2,1 | 2,3 | 2,8 | 3,4 | 4,1 | |
14 | 0,5 | 2,2 | 2,4 | 2,7 | 2,9 | 3,6 | 4,2 | 5,1 | ||
15 | 50 | 0,3 | 2,4 | 2,5 | 2,7 | 3,1 | 3,9 | 4,5 | 5,3 | |
16 | 0,5 | 2,8 | 3,1 | 3,5 | 3,9 | 4,5 | 5,5 | 6,3 | ||
17 | 80 | 0,5 | 3,3 | 3,5 | 3,9 | 4,2 | 5,5 | 5,9 | 6,7 | |
18 | 0,7 | 4,0 | 4,5 | 4,8 | 5,3 | 6,6 | 7,4 | 8,3 | ||
19 | Шлифование торцов при D | <= 100 | 0,55 | |||||||
20 | > 100 | 0,75 | ||||||||
Индекс | а | б | в | г | д | е | ж | |||
Примечание. Поправочные коэффициенты на время обработки в зависимости от обрабатываемого материала, точности, параметров шероховатости и мощности станка приведены в карте 9.
СВЕРЛЕНИЕ ОТВЕРСТИЙ | Вертикально-радиально-сверлильные станки | ||||||||||
Сверла спиральные | |||||||||||
Карта 13, лист 1 | |||||||||||
Содержание работы 1. Включить станок 2. Сверлить отверстие 3. Ввести инструмент из отверстия 4. Выключить станок | 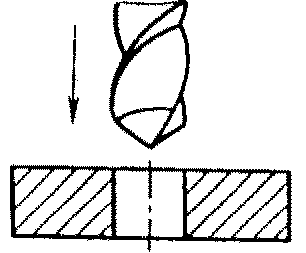 | ||||||||||
N позиции | Обрабатываемый материал | Материал режущего инструмента | Диаметр сверла, мм, до | Глубина сверления, мм, до | |||||||
10 | 20 | 40 | 60 | 80 | 100 | 125 | 150 | ||||
Неполное штучное время на отверстие, мин. | |||||||||||
1 | Алюминий НВ < = 0,64 ГПа | Р18, Р6М3, Р6М5, Р9К5 | 8 | 0,55 | 0,9 | - | - | - | - | ||
2 | 10 | 0,6 | 0,7 | 1,05 | 1,45 | 155 | - | - | - | ||
3 | 12 | 0,6 | 0,7 | 0,9 | 1,15 | 1,6 | - | - | - | ||
4 | 16 | 0,65 | 0,7 | 0,9 | 1,15 | 1,55 | 2,4 | 2,9 | - | ||
5 | 20 | 0,65 | 0,8 | 1,0 | 1,15 | 1,8 | 2,1 | 25 | 3,9 | ||
6 | 25 | 0,65 | 0,75 | 0,95 | 1,1 | 1,4 | 2,1 | 3,0 | 3,6 | ||
7 | 30 | 0,7 | 0,85 | 1,1 | 1,25 | 1,55 | 2,0 | 2,7 | 3,2 | ||
8 | Сталь  | Р18, Р6М3, Р6М5, Р9К5 | 8 | 0,8 | 0,85 | 1,25 | 1,8 | - | - | - | - |
9 | 10 | 0,85 | 0,95 | 1,5 | 2,1 | 2,2 | - | - | - | ||
10 | 12 | 0,85 | 0,95 | 1,25 | 1,65 | 2,3 | - | - | - | ||
11 | 16 | 0,9 | 0,95 | 1,25 | 1,65 | 2,2 | 3,4 | 4,1 | - | ||
12 | 20 | 0,9 | 1,1 | 1,4 | 1,65 | 2,6 | 2,9 | 3,5 | 5,7 | ||
13 | 25 | 0,9 | 1,05 | 1,3 | 1,6 | 1,95 | 2,9 | 4,3 | 5,2 | ||
14 | 30 | 0,95 | 1,2 | 1,55 | 1,8 | 2,2 | 2,8 | 3,9 | 4,5 | ||
15 | 40 | 1,25 | 1,5 | 1,85 | 2,3 | 3,5 | 4,1 | 5,0 | 5,6 | ||
16 | 50 | 1,5 | 1,75 | 2,2 | 2,7 | 4,1 | 5,0 | 5,9 | 6,8 | ||
17 | Чугун НВ <= 1,60...2,24 ГПа | Р18, Р6М3, Р6М5, Р9К5 | 8 | 0,7 | 0,7 | 0,9 | 1,0 | - | - | - | - |
18 | 10 | 0,6 | 0,7 | 0,85 | 0,95 | 1,3 | - | - | - | ||
19 | 12 | 0,7 | 0,7 | 0,8 | 1,0 | 1,5 | - | - | - | ||
20 | 16 | 0,7 | 0,7 | 0,85 | 1,1 | 1,25 | 1,4 | 2,0 | - | ||
21 | 20 | 0,7 | 0,75 | 0,9 | 1,0 | 1,45 | 1,6 | 1,9 | 2,9 | ||
22 | 25 | 0,7 | 0,75 | 0,85 | 1,0 | 1,15 | 1,5 | 1,75 | 2,05 | ||
23 | 30 | 0,75 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,85 | 2,2 | ||
24 | 40 | 0,95 | 1,0 | 1,1 | 1,35 | 1,5 | 1,7 | 2,3 | 2,7 | ||
25 | 50 | 1,15 | 1,2 | 1,3 | 1,6 | 1,8 | 2,0 | 2,7 | 3,3 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Неполное штучное время СВЕРЛЕНИЕ ОТВЕРСТИЙ | Вертикально-радиально-сверлильные станки | ||||||||||
Сверла спиральные | |||||||||||
Карта 13, лист 2 | |||||||||||
N позиции | Обрабатываемый материал | Материал режущего инструмента | Диаметр сверла, мм, до | Глубина сверления, мм, до | |||||||
10 | 20 | 40 | 60 | 80 | 100 | 125 | 150 | ||||
Неполное штучное время на отверстие, мин. | |||||||||||
26 | Чугун НВ < = 1,60...2,24 ГПа | ВК8 | 10 | 0,6 | 0,6 | 0,75 | 0,9 | 1,15 | - | - | - |
27 | 12 | 0,7 | 0,7 | 0,75 | 0,85 | 1,0 | - | - | - | ||
28 | 16 | 0,7 | 0,7 | 0,75 | 0,85 | 0,95 | 1,25 | - | - | ||
29 | 20 | 0,7 | 0,7 | 0,75 | 0,8 | 0,9 | 1,15 | 1,4 | 1,75 | ||
30 | 25 | 0,6 | 0,6 | 0,7 | 0,8 | 0,85 | 1,1 | 1,2 | 1,5 | ||
31 | 30 | 0,7 | 0,7 | 0,75 | 0,8 | 0,9 | 0,95 | 1,15 | 1,5 | ||
Индекс | а | б | в | г | д | е | ж | з | |||
Примечание. Нормативы времени рассчитаны на рассверливание сквозных отверстий при числе отверстий 3. При измененных условиях приведенное в нормативной карте время принимать с коэффициентами:
Измененные условия | Коэффициент | |
1. Число отверстий в детали | 3 | 1,0 |
4 - 10 | 0,9 | |
11 - 25 | 0,85 | |
св. 25 | 0,8 | |
2. Глухие отверстия | 1,1 | |
РАССВЕРЛИВАНИЕ ОТВЕРСТИЙ | Вертикально-радиально-сверлильные станки | |||||||||
Сверла из стали Р18, Р6М3, Р6М5, Р9К5 | ||||||||||
Карта 14 | ||||||||||
Содержание работы 1. Включить станок 2. Рассверлить отверстие 3. Вывести инструмент из отверстия 4. Выключить станок | 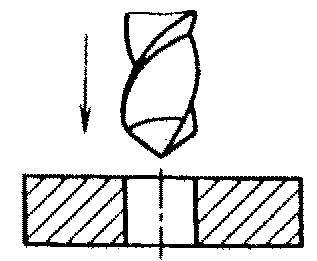 | |||||||||
N позиции | Обрабатываемый материал | Диаметр сверла, мм, до | Глубина рассверливания, мм, до | |||||||
10 | 20 | 40 | 60 | 80 | 100 | 125 | 150 | |||
Неполное штучное время на отверстие, мин. | ||||||||||
1 | Алюминий НВ <= 0,64 ГПа | 25 | 0,55 | 0,55 | 0,55 | 0,60 | 0,60 | 0,60 | 0,60 | 0,65 |
2 | 30 | 0,55 | 0,60 | 0,60 | 0,60 | 0,65 | 0,65 | 0,70 | 0,75 | |
3 | 40 | 0,55 | 0,60 | 0,60 | 0,65 | 0,65 | 0,70 | 0,70 | 0,75 | |
4 | 50 | 0,55 | 0,60 | 0,60 | 0,65 | 0,65 | 0,70 | 0,70 | 0,75 | |
5 | 60 | 0,60 | 0,60 | 0,65 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | |
6 | 80 | 0,60 | 0,65 | 0,70 | 0,75 | 0,75 | 0,80 | 0,85 | 0,95 | |
7 | Сталь  | 25 | 0,60 | 0,65 | 0,70 | 0,80 | 0,85 | 0,90 | 1,00 | 1,15 |
8 | 30 | 0,65 | 0,70 | 0,80 | 0,85 | 0,95 | 1,05 | 1,15 | 1,30 | |
9 | 40 | 0,65 | 0,75 | 0,85 | 0,95 | 1,05 | 1,15 | 1,25 | 1,45 | |
10 | 50 | 0,70 | 0,80 | 0,90 | 1,05 | 1,15 | 1,25 | 1,45 | 1,70 | |
11 | 60 | 0,75 | 0,85 | 0,95 | 1,10 | 1,20 | 1,35 | 1,50 | 1,75 | |
12 | 80 | 0,90 | 1,00 | 1,15 | 1,30 | 1,45 | 1,60 | 1,80 | 2,10 | |
13 | Чугун НВ <= 1,6...2,24 ГПа | 25 | 0,55 | 0,60 | 0,65 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 |
14 | 30 | 0,60 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | 0,95 | |
15 | 40 | 0,60 | 0,65 | 0,70 | 0,80 | 0,85 | 0,90 | 1,00 | 1,10 | |
16 | 50 | 0,65 | 0,70 | 0,75 | 0,85 | 0,90 | 1,00 | 1,10 | 1,25 | |
17 | 60 | 0,70 | 0,75 | 0,85 | 0,95 | 1,00 | 1,10 | 1,25 | 1,40 | |
18 | 80 | 0,80 | 0,85 | 0,95 | 1,05 | 1,15 | 1,25 | 1,40 | 1,65 | |
Индекс | а | б | в | г | д | е | ж | з | ||
Примечание. Нормативы времени рассчитаны на сверление сквозных отверстий при числе отверстий 3. При измененных условиях приведенное в нормативной карте время принимать с коэффициентами:
Измененные условия | Коэффициент | |
1. Число отверстий в детали | 3 | 1,0 |
4 - 10 | 0,9 | |
11 - 25 | 0,85 | |
св. 25 | 0,8 | |
2. Глухие отверстия | 1,1 | |
ЗЕНКОВАНИЕ ОТВЕРСТИЙ | Вертикально-радиально-сверлильные станки | ||||||||
Зенковки из стали Р18, Р6М3, Р6М5, Р9К5 | |||||||||
Карта 15, лист 1 | |||||||||
Содержание работы 1. Включить станок 2. Взять и подвести инструмент 3. Зенковать отверстие 4. Вывести зенковку из отверстия 5. Отвести инструмент (передвинуть на шаг) 6. Выключить станок |  | ||||||||
N позиции | Характер обработки | Обрабатываемый материал | Глубина зенкования, мм, до | Диаметр отверстия, мм, до | |||||
6 | 8 | 10 | 12 | 16 | 18 | ||||
Неполное штучное время на отверстие, мин. | |||||||||
1 | Зенкование под гайку или головку винта | Алюминий НВ <= 0,64 ГПа | 5 | 0,50 | 0,50 | 0,55 | 0,55 | 0,55 | 0,55 |
2 | 10 | 0,55 | 0,55 | 0,55 | 0,60 | 0,60 | 0,60 | ||
3 | 15 | 0,55 | 0,60 | 0,60 | 0,65 | 0,65 | 0,65 | ||
4 | 20 | 0,60 | 0,65 | 0,65 | 0,70 | 0,70 | 0,75 | ||
5 | Сталь  | 5 | 0,60 | 0,65 | 0,70 | 0,75 | 0,75 | 0,75 | |
6 | 10 | 0,70 | 0,80 | 0,85 | 0,95 | 0,95 | 1,00 | ||
7 | 15 | 0,80 | 0,95 | 1,10 | 1,25 | 1,25 | 1,35 | ||
8 | 20 | 0,95 | 1,15 | 1,35 | 1,55 | 1,50 | 1,70 | ||
9 | Чугун НВ <= 1,60...2,24 ГПа | 5 | 050 | 0,55 | 0,55 | 0,55 | 0,55 | 0,60 | |
10 | 10 | 0,55 | 0,60 | 0,60 | 0,65 | 0,60 | 0,65 | ||
11 | 15 | 0,60 | 0,65 | 0,70 | 0,70 | 0,70 | 0,75 | ||
12 | 20 | 0,65 | 0,70 | 0,75 | 0,80 | 0,80 | 0,85 | ||
13 | Зенкование фасок в отверстии | Алюминий НВ <= 0,64 ГПа | 5 | 0,55 | 0,55 | 0,55 | 0,60 | 0,60 | 0,65 |
14 | 10 | 0,55 | 0,60 | 0,60 | 0,65 | 0,70 | 0,75 | ||
15 | 15 | 0,60 | 0,65 | 0,70 | 0,75 | 0,85 | 0,90 | ||
16 | 20 | 0,65 | 0,75 | 0,80 | 0,85 | 1,00 | 1,10 | ||
17 | Сталь  | 5 | 0,55 | 0,60 | 0,65 | 0,65 | 0,70 | 0,75 | |
18 | 10 | 0,65 | 0,70 | 0,75 | 0,85 | 0,90 | 1,00 | ||
19 | 15 | 0,75 | 0,85 | 0,95 | 1,05 | 1,20 | 1,35 | ||
20 | 20 | 0,85 | 1,00 | 1,15 | 1,25 | 150 | 1,70 | ||
Индекс | а | б | в | г | д | е | |||
Неполное штучное время ЗЕНКОВАНИЕ ОТВЕРСТИЙ | Вертикально-радиально-сверлильные станки | ||||||||
Зенковки из стали Р18, Р6М3, Р6М5, Р9К5 | |||||||||
Карта 15, лист 2 | |||||||||
N позиции | Характер обработки | Обрабатываемый материал | Глубина зенкования, мм, до | Диаметр отверстия, мм, до | |||||
6 | 8 | 10 | 12 | 16 | 18 | ||||
Неполное штучное время на отверстие, мин. | |||||||||
21 | Зенкование фасок в отверстии | Чугун НВ <= 1,60...2,24 ГПа | 5 | 0,55 | 0,55 | 0,60 | 0,60 | 0,65 | 0,70 |
22 | 10 | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,85 | ||
23 | 15 | 0,65 | 0,75 | 0,80 | 0,90 | 1,00 | 1,10 | ||
24 | 20 | 0,75 | 0,85 | 0,95 | 1,05 | 1,20 | 1,35 | ||
Индекс | а | б | в | г | д | е | |||
Примечание. Нормативы времени рассчитаны на зенкование отверстий при числе отверстий 3. При измененных условиях приведенное в нормативной карте время принимать с коэффициентами:
Измененные условия | Коэффициент | |
Число одинаковых отверстий в детали | 3 | 1,0 |
4 - 10 | 0,9 | |
11 - 25 | 0,85 | |
св. 25 | 0,8 | |
НАРЕЗАНИЕ РЕЗЬБЫ | Вертикально-радиально-сверлильные станки | ||||||||
Метчики машинные из стали Р18, Р6М3, Р6М5, Р9К5 | |||||||||
Карта 16 | |||||||||
Содержание работы 1. Подвести метчик к детали 2. Включить станок 3. Нарезать резьбу 4. Вывести метчик 5. Выключить станок 6. Очистить метчик и отверстие от стружки |  | ||||||||
N позиции | Обрабатываемый материал | Номинальный диаметр, мм | Шаг резьбы, мм | Число рабочих ходов | Длина нарезания, мм, до | ||||
10 | 20 | 30 | 40 | 50 | |||||
Неполное штучное время на отверстие, мин. | |||||||||
1 | Алюминий НВ <= 0,64 ГПа | 6...10 | 1,5...0,75 | 1 | 0,4 | 0,4 | - | - | - |
2 | 12 | 1,75...1,25 | 1 | 0,4 | 0,4 | 0,4 | - | - | |
3 | 16 | 2,0...1,5 | 1 | 0,4 | 0,4 | 0,4 | 0,45 | - | |
4 | 20 | 2,5...1,5 | 1 | 0,4 | 0,4 | 0,4 | 0,45 | 0,45 | |
5 | 24 | 3,0...1,5 | 2 | 0,8 | 0,85 | 0,9 | 0,95 | 1,1 | |
6 | Сталь  | 6...10 | 1,5...0,75 | 1 | 0,7 | 0,8 | - | - | - |
7 | 12 | 1,75...1,25 | 1 | 0,7 | 0,7 | 0,8 | - | - | |
8 | 16 | 2,0... 1,5 | 1 | 0,7 | 0,7 | 0,8 | 0,8 | - | |
9 | 20 | 2,5...1,5 | 1 | 0,7 | 0,7 | 0,8 | 0,8 | 0,8 | |
10 | 24 | 3,0...1,5 | 2 | 1,4 | 1,5 | 1,6 | 1,7 | 2,0 | |
11 | Чугун НВ <= 1,60...2,24 ГПа | 6...10 | 1,5...0,75 | 1 | 0,8 | 0,85 | - | - | - |
12 | 12 | 1,75...1,25 | 1 | 0,8 | 0,8 | 0,85 | - | - | |
13 | 16 | 2,0...1,5 | 1 | 0,75 | 0,8 | 0,85 | 0,9 | - | |
14 | 20 | 2,5...1,5 | 1 | 0,75 | 0,8 | 0,85 | 0,9 | 0,9 | |
15 | 24 | 3,0...1,5 | 2 | 1,6 | 1,7 | 1,8 | 1,9 | 2,2 | |
Индекс | а | б | в | г | д | ||||
Примечание. Нормативы неполного штучного времени рассчитаны на нарезание резьбы при числе отверстий 3. При измененных условиях приведенное в нормативной карте время принимать с коэффициентами:
Число отверстий | до 3 | 4 - 10 | 11 - 25 | св. 25 |
Коэффициент | 1,0 | 0,9 | 0,85 | 0,8 |
РЕЗКА ЛИСТОВОГО МАТЕРИАЛА ПО КОНТУРУ НА ВИБРАЦИОННЫХ НОЖНИЦАХ | Слесарные работы | ||||||||||||||||
Карта 17, лист 1 | |||||||||||||||||
Содержание работы 1. Взять лист и установить на стол вибрационных ножниц 2. Включить ход ножа 3. Резать по разметке с подачей листа вручную 4. Выключить ход ножа 5. Отложить заготовку и отходы |  | ||||||||||||||||
N позиции | Обрабатываемый материал | Контур | Толщина металла, мм, до | Длина периметра резки, мм, до | |||||||||||||
150 | 200 | 250 | 300 | 360 | 450 | 540 | 650 | 780 | 950 | 1200 | 1500 | 1800 | 2200 | ||||
Штучное время на отверстие, мин. | |||||||||||||||||
1 | Алюминий | Прямолинейный | 3 | 0,20 | 0,25 | 0,30 | 0,35 | 0,42 | 0,50 | 0,60 | 0,70 | 0,80 | 0,95 | 1,15 | 1,40 | 1,60 | 1,90 |
2 | 4 | 0,22 | 0,28 | 0,34 | 0,40 | 0,47 | 0,55 | 0,65 | 0,75 | 0,90 | 1,05 | 1,25 | 1,45 | 1,70 | 2,0 | ||
3 | 5 | 0,24 | 0,30 | 0,37 | 0,43 | 0,50 | 0,60 | 0,70 | 0,85 | 0,95 | 1,15 | 1,30 | 1,50 | 1,80 | 2,1 | ||
4 | Криволинейный | 3 | 0,24 | 0,30 | 0,37 | 0,43 | 0,50 | 0,60 | 0,70 | 0,84 | 0,95 | 1,15 | 1,30 | 1,55 | 1,85 | 2,2 | |
5 | 4 | 2,27 | 0,34 | 0,41 | 0,48 | 0,55 | 0,70 | 0,80 | 0,90 | 1,10 | 1,60 | 1,45 | 1,70 | 1,95 | 2,3 | ||
6 | 5 | 0,29 | 0,38 | 0,45 | 0,55 | 0,60 | 0,75 | 0,85 | 1,00 | 1,20 | 1,40 | 1,50 | 1,75 | 2,1 | 2,5 | ||
7 | Сталь | Прямолинейный | 3 | 0,25 | 0,32 | 0,38 | 0,44 | 0,52 | 0,63 | 0,73 | 0,86 | 1,00 | 1,20 | 1,45 | 1,75 | 2,0 | 2,4 |
8 | 4 | 0,28 | 0,35 | 0,43 | 0,50 | 0,60 | 0,70 | 0,80 | 0,95 | 1,10 | 1,35 | 1,55 | 1,80 | 2,1 | 2,5 | ||
9 | 5 | 0,30 | 0,38 | 0,46 | 0,54 | 0,65 | 0,75 | 0,90 | 1,05 | 1,20 | 1,45 | 1,65 | 1,90 | 2,3 | 2,6 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||
Штучное время РЕЗКА ЛИСТОВОГО МАТЕРИАЛА ПО КОНТУРУ НА ВИБРАЦИОННЫХ НОЖНИЦАХ | Слесарные работы | ||||||||||||||||
Карта 17, лист 2 | |||||||||||||||||
N позиции | Обрабатываемый материал | Контур | Толщина металла, мм, до | Длина периметра резки, мм, до | |||||||||||||
150 | 200 | 250 | 300 | 360 | 450 | 540 | 650 | 780 | 950 | 1200 | 1500 | 1800 | 2200 | ||||
Штучное время на отверстие, мин. | |||||||||||||||||
10 | Сталь | Криволинейный | 3 | 0,30 | 0,38 | 0,46 | 0,55 | 0,65 | 0,75 | 0,90 | 1,05 | 1,20 | 1,45 | 1,65 | 1,95 | 2,3 | 2,7 |
11 | 4 | 0,33 | 0,43 | 0,50 | 0,60 | 0,70 | 035 | 1,0 | 1,15 | 135 | 1,60 | 1,80 | 2,1 | 25 | 2,8 | ||
12 | 5 | 0,37 | 0,47 | 0,55 | 0,65 | 0,75 | 0,95 | 1,10 | 1,30 | 130 | 1,75 | 1,90 | 2,2 | 2,6 | 3,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | |||
Примечание. 1. Время в нормативной карте приведено на резку прямолинейного и криволинейного непрерывного контура.
2. При повороте заготовки в процессе реза на угол к приведенному в нормативной карте времени добавлять: на 90° - 0,09 мин.; на 180° - 0,1 мин.
3. При измененных условиях приведенное в нормативной карте время принимать с коэффициентами:
Полезная длина ножей, мм | Число двойных ходов ножей в минуту | |||
700 | 900 | 1200 | 1400 | |
Коэффициент | ||||
7 | 1,4 | 1,3 | 1,1 | 1,0 |
10 | 1,2 | 1,1 | 1,0 | 0,8 |
15 | 1,0 | 0,9 | 0,8 | 0,7 |
НАНЕСЕНИЕ КРАСКИ НА ПОВЕРХНОСТЬ ПЕРЕД РАЗМЕТКОЙ | Слесарные работы | ||
Карта 18 | |||
Содержание работы 1. Взять кисть (тампон) 2. Обмакнуть в краску 3. Окрасить поверхность детали 4. Отложить кисть (тампон) |  | ||
N позиции | Площадь окрашиваемой поверхности, см2, до | Характер окрашиваемой поверхности | |
после механической обработки, прокат | литье | ||
Неполное штучное время, мин. | |||
1 | 20 | 0,20 | |
2 | 30 | 0,25 | 0,32 |
3 | 50 | 0,34 | |
4 | 75 | 0,44 | 0,60 |
5 | 100 | 0,55 | |
6 | 150 | 0,70 | 0,90 |
7 | 200 | 0,85 | 1,10 |
8 | 250 | 0,95 | 1,25 |
9 | 300 | 1,10 | 1,45 |
10 | 400 | 1,30 | 1,70 |
11 | 500 | 1,50 | 2,0 |
12 | 700 | 1,85 | 2,5 |
13 | 1000 | 2,30 | 3,1 |
14 | 1500 | 2,8 | 3,8 |
15 | 2000 | 3,5 | 4,7 |
16 | 2500 | 4,1 | 5,4 |
17 | 3000 | 4,6 | 6,1 |
18 | 4000 | 5,4 | 7,3 |
19 | 5000 | 6,2 | 8,4 |
20 | 6000 | 7,3 | 9,9 |
Индекс | а | б | |
РАЗМЕТКА | Слесарные работы | ||||||||||||
Карта 19 | |||||||||||||
Содержание работы 1. Произвести расчеты 2. Взять инструмент, установить на размер 3. Произвести разметку 4. Отложить инструмент |  | ||||||||||||
N позиции | Вид линии | Длина линии, мм, до | Число линий, до | ||||||||||
3 | 5 | 10 | 15 | 20 | 30 | 40 | 50 | 70 | 80 | 100 | |||
Неполное штучное время, мин. | |||||||||||||
1 | Параллельные и взаимно перпендикулярные | 100 | 2,9 | 3,5 | 4,2 | 5,0 | 6,0 | 7,2 | 8,7 | 10,4 | 12,5 | ||
2 | 200 | 1,9 | 2,3 | 3,4 | 4,1 | 4,9 | 5,9 | 7,1 | 8,5 | 10,2 | - | - | |
3 | 500 | 2,8 | 4,1 | 5,0 | 6,1 | 7,3 | 8,9 | - | - | - | - | ||
4 | 1000 | 2,7 | 3,5 | 5,0 | 6,1 | 7,2 | - | - | - | - | - | - | |
5 | Радиусные | 100 | 2,1 | 2,7 | 5,5 | 7,2 | 10,6 | 14,1 | 16,9 | 20,5 | 24,5 | 29,0 | |
6 | 200 | 3,0 | 4,6 | 6,4 | 8,4 | 11,7 | 16,9 | 20,5 | 23,0 | - | - | ||
7 | 500 | 3,0 | 3,8 | 5,5 | 7,9 | 10,3 | 15,2 | 19,7 | - | - | - | - | |
8 | 1000 | 3,7 | 4,8 | 6,9 | 10,0 | 13,1 | - | - | - | - | - | - | |
9 | Сложносопрягаемые | 100 | 2,9 | 3,6 | 5,1 | 7,1 | 9,9 | 14,5 | 18,7 | 23,0 | 31,5 | 35,5 | 43,0 |
10 | 200 | 3,4 | 4,3 | 6,2 | 8,9 | 11,7 | 17,3 | 22,0 | 28,0 | 37,5 | - | - | |
11 | 500 | 4,1 | 5,3 | 7,6 | 11,1 | 14,5 | 21,5 | 28,0 | - | - | - | - | |
12 | 1000 | 5,0 | 6,1 | 9,3 | 13,7 | 18,3 | - | - | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||
Примечание. Время в нормативной карте приведено на разметку деталей из алюминия. Для деталей из стали и чугуна приведенное в нормативной карте время принимать с коэффициентом К = 1,1.
РАЗМЕТКА ПО ШАБЛОНУ ИЛИ СОПРЯГАЕМОЙ ДЕТАЛИ | Слесарные работы | |||||||||||||
Карта 20 | ||||||||||||||
Содержание работы 1. Взять чертилку и шаблон (деталь) 2. Произвести разметку 3. Отложить чертилку и шаблон (деталь) | ||||||||||||||
Разметка контура | ||||||||||||||
N позиции | Длина разметки, мм, до | |||||||||||||
100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 2500 | 3000 | 3500 | 4000 | |
Неполное штучное время, мин. | ||||||||||||||
1 | 0,23 | 0,26 | 0,29 | 0,34 | 0,37 | 0,42 | 0,46 | 0,54 | 0,67 | 0,80 | 0,88 | 1,02 | 1,10 | 1,15 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о |
Разметка отверстий | ||||||||||||||
N позиции | Диаметр отверстия, мм, до | Число отверстий, до | ||||||||||||
1 | 2 | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 24 | |||
Неполное штучное время, мин. | ||||||||||||||
2 | 10 | 0,10 | 0,17 | 0,24 | 0,30 | 0,41 | 0,50 | 0,60 | 0,70 | 0,80 | 0,89 | 1,05 | 1,2 | |
3 | 12 | 0,12 | 0,19 | 0,27 | 0,34 | 0,46 | 0,58 | 0,69 | 0,80 | 0,89 | 1,0 | 1,15 | 1,35 | |
4 | 14 | 0,14 | 0,22 | 0,30 | 0,38 | 0,51 | 0,65 | 0,77 | 0,89 | 1,0 | 1,12 | 1,32 | 1,52 | |
5 | 18 | 0,15 | 0,25 | 0,35 | 0,44 | 0,61 | 0,77 | 0,92 | 1,05 | 1,2 | 1,32 | 1,60 | 1,80 | |
6 | 20 | 0,17 | 0,28 | 0,38 | 0,48 | 0,66 | 0,84 | 1,0 | 1,12 | 1,28 | 1,40 | 1,68 | 1,96 | |
7 | 25 | 0,19 | 0,33 | 0,45 | 0,56 | 0,77 | 0,96 | 1,16 | 1,32 | 1,48 | 1,64 | 1,96 | 2,28 | |
8 | 30 | 0,22 | 0,37 | 0,51 | 0,64 | 0,88 | 1,08 | 1,28 | 1,48 | 1,68 | 1,88 | 2,24 | 2,56 | |
9 | 35 | 0,24 | 0,42 | 0,57 | 0,71 | 0,96 | 1,20 | 1,59 | 1,68 | 1,88 | 2,08 | 2,48 | 2,88 | |
10 | 40 | 0,26 | 0,46 | 0,62 | 0,78 | 1,08 | 1,32 | 1,60 | 1,84 | 2,08 | 2,28 | 2,72 | 3,16 | |
11 | 50 | 0,31 | 0,53 | 0,73 | 0,92 | 1,24 | 1,56 | 1,88 | 2,16 | 2,40 | 2,68 | 3,20 | 3,68 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | ||
Примечание. Время в нормативной карте рассчитано на разметку деталей из алюминия. При разметке деталей из стали и чугуна приведенное в нормативной карте время принимать с коэффициентом К = 1,1.
КЕРНЕНИЕ ЛИНИЙ ПО РАЗМЕТКЕ | Слесарные работы | ||||||||||||||
Карта 21 | |||||||||||||||
Содержание работы 1. Взять с верстака керн, молоток 2. Кернить по разметке 3. Отложить керн и молоток на верстак |  | ||||||||||||||
N позиции | Обрабатываемый материал | Вид линий | Число точек, до | ||||||||||||
2 | 3 | 5 | 7 | 9 | 12 | 13 | 20 | 25 | 30 | 40 | 50 | 60 | |||
Неполное штучное время, мин. | |||||||||||||||
1 | Алюминий | Прямолинейные | 0,12 | 0,18 | 0,24 | 0,30 | 0,36 | 0,44 | 0,48 | 0,65 | 0,70 | 0,85 | 1,0 | 1,2 | 1,45 |
2 | Криволинейные | 0,17 | 0,25 | 0,32 | 0,40 | 0,48 | 0,55 | 0,65 | 0,80 | 0,95 | 1,10 | 1,35 | 1,6 | 1,85 | |
3 | Сталь | Прямолинейные | 0,15 | 0,23 | 0,30 | 0,38 | 0,45 | 0,55 | 0,60 | 0,80 | 0,90 | 1,05 | 1,25 | 1,5 | 1,8 |
4 | Криволинейные | 0,21 | 0,31 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 1,0 | 1,2 | 1,4 | 1,7 | 2,0 | 2,3 | |
5 | Чугун | Прямолинейные | 0,14 | 0,21 | 0,27 | 0,34 | 0,41 | 0,48 | 0,55 | 0,75 | 0,80 | 0,95 | 1,15 | 1,35 | 1,6 |
6 | Криволинейные | 0,19 | 0,28 | 0,36 | 0,46 | 0,55 | 0,65 | 0,7 | 0,9 | 1,1 | 1,25 | 1,55 | 1,8 | 2,1 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | ||
ШЛИФОВАНИЕ ПОВЕРХНОСТИ РУЧНОЙ ПНЕВМАТИЧЕСКОЙ (ЭЛЕКТРИЧЕСКОЙ) МАШИНОЙ | Слесарные работы | |||||||||||||||||
Карта 22, лист 1 | ||||||||||||||||||
Содержание работы 1. Взять пневматическую (электрическую) машину, включить 2. Довести поверхность ручной пневматической машиной 3. Выключить машину и отложить |  | |||||||||||||||||
N позиции | Обрабатываемый материал | Группа сложности поверхности | Вид обработки | Площадь обрабатываемой поверхности, см2, до | ||||||||||||||
25 | 50 | 70 | 100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 3000 | 4000 | ||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||||
1 | Алюминий | I | Зачистка | 0,65 | 0,95 | 1,3 | 1,6 | 2,1 | 2,5 | 3,3 | 4,0 | 5,1 | 6,3 | 73 | 9,1 | 11,2 | 14,1 | 17,5 |
2 | Обработка в размер | 1,05 | 1,50 | 2,1 | 2,6 | 3,4 | 4,0 | 5,3 | 6,4 | 8,2 | 10,1 | 11,7 | 14,6 | 17,9 | 22,5 | 28,0 | ||
3 | II | Зачистка | 0,80 | 1,20 | 1,6 | 1,9 | 2,5 | 3,0 | 4,0 | 4,8 | 5,8 | 7,0 | 8,4 | 10,9 | 13,4 | 16,9 | 21,0 | |
4 | Обработка в размер | 1,30 | 1,90 | 2,6 | 3,0 | 4,0 | 4,8 | 5,4 | 7,7 | 9,3 | 11,2 | 13,4 | 17,4 | 21,5 | 27,0 | 33,5 | ||
5 | III | Зачистка | 0,90 | 1,35 | 1,9 | 2,3 | 3,0 | 3,6 | 4,8 | 5,8 | 6,9 | 8,4 | 10,1 | 12,1 | 16,1 | 20,5 | 25,0 | |
6 | Обработка в размер | 1,45 | 2,15 | 3,0 | 3,7 | 4,8 | 5,8 | 7,7 | 9,3 | 11,0 | 13,4 | 16,2 | 19,4 | 25,5 | 32,5 | 40,0 | ||
7 | IV | Зачистка | 1,05 | 1,55 | 2,1 | 2,6 | 3,3 | 4,0 | 5,2 | 6,4 | 8,1 | 10,0 | 11,7 | 14,5 | 17,9 | 22,5 | 28,0 | |
8 | Обработка в размер | 1,70 | 2,50 | 3,4 | 4,2 | 5,3 | 6,4 | 8,3 | 10,2 | 13,0 | 16,0 | 18,7 | 23,0 | 28,5 | 36,0 | 45,0 | ||
9 | V | Зачистка | 1,25 | 1,85 | 2,5 | 3,1 | 4,0 | 4,8 | 6,2 | 7,7 | 9,7 | 12,0 | 14,0 | 17,4 | 21,5 | 27,0 | 33,0 | |
10 | Обработка в размер | 2,0 | 3,0 | 4,0 | 5,0 | 6,4 | 7,7 | 9,9 | 12,3 | 15,5 | 19,2 | 22,5 | 28,0 | 34,5 | 43,0 | 53,5 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
Неполное штучное время ШЛИФОВАНИЕ ПОВЕРХНОСТИ РУЧНОЙ ПНЕВМАТИЧЕСКОЙ (ЭЛЕКТРИЧЕСКОЙ) МАШИНОЙ | Слесарные работы | |||||||||||||||||
Карта 22, лист 2 | ||||||||||||||||||
N позиции | Обрабатываемый материал | Группа сложности поверхности | Вид обработки | Площадь обрабатываемой поверхности, см2, до | ||||||||||||||
25 | 50 | 70 | 100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 3000 | 4000 | ||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||||
11 | Алюминий | VI | Зачистка | 1,45 | 2,2 | 3,0 | 3,7 | 4,8 | 5,2 | 7,4 | 9,2 | 11,6 | 14,4 | 16,8 | 21,0 | 26,0 | 33,0 | 40,0 |
12 | Обработка в размер | 2,3 | 3,5 | 4,8 | 5,9 | 7,7 | 8,3 | 11,8 | 14,7 | 18,6 | 23,0 | 27,0 | 33,5 | 41,5 | 52,0 | 64,0 | ||
13 | Сталь | I | Зачистка | 1,15 | 1,70 | 2,3 | 2,9 | 3,8 | 4,5 | 5,9 | 7,2 | 9,2 | 11,3 | 13,1 | 16,4 | 20,0 | 25,5 | 31,5 |
14 | Обработка в размер | 1,90 | 2,7 | 3,7 | 4,6 | 6,1 | 7,2 | 9,4 | 11,5 | 14,7 | 18,1 | 21,0 | 26,0 | 32,0 | 41,0 | 50,0 | ||
15 | II | Зачистка | 1,45 | 2,2 | 2,9 | 3,4 | 4,5 | 5,4 | 7,2 | 8,6 | 10,4 | 12,6 | 15,7 | 19,6 | 24,0 | 30,5 | 38,0 | |
16 | Обработка в размер | 2,3 | 3,5 | 4,6 | 5,1 | 7,2 | 8,6 | 11,5 | 13,8 | 16,6 | 20,0 | 24,0 | 31,5 | 38,5 | 49,0 | 61,0 | ||
17 | III | Зачистка | 1,60 | 2,4 | 1,4 | 4,1 | 5,4 | 6,5 | 8,6 | 10,4 | 12,4 | 15,1 | 18,2 | 22,0 | 29,0 | 363 | 45,0 | |
18 | Обработка в размер | 2,6 | 3,8 | 5,4 | 6,6 | 8,6 | 10,4 | 13,8 | 16,6 | 19,8 | 24,0 | 29,0 | 35,0 | 46,5 | 59,0 | 72,0 | ||
19 | IV | Зачистка | 1,90 | 2,8 | 3,8 | 4,7 | 5,9 | 7,2 | 9,4 | 11,5 | 14,6 | 18,0 | 21,0 | 26,0 | 32,0 | 40,5 | 51,0 | |
20 | Обработка в размер | 3,0 | 4,5 | 6,1 | 7,5 | 9,5 | 11,5 | 15,0 | 18,5 | 23,5 | 29,0 | 33,5 | 41,5 | 61,5 | 65,0 | 81,0 | ||
21 | V | Зачистка | 2,3 | 3,3 | 4,5 | 5,6 | 7,2 | 8,6 | 11,2 | 13,9 | 17,5 | 21,5 | 25,0 | 31,5 | 38,5 | 48,5 | 60,0 | |
22 | Обработка в размер | 3,7 | 5,3 | 7,2 | 9,0 | 11,5 | 13,8 | 17,9 | 22,0 | 28,0 | 34,5 | 40,0 | 51,0 | 62,0 | 78,0 | 97,0 | ||
23 | VI | Зачистка | 2,6 | 4,0 | 5,4 | 6,7 | 8,6 | 9,4 | 13,3 | 16,6 | 21,0 | 26,0 | 30,0 | 38,0 | 47,0 | 59,0 | 72,0 | |
24 | Обработка в размер | 4,2 | 6,4 | 8,6 | 10,7 | 13,8 | 15,0 | 21,5 | 26,5 | 33,5 | 41,5 | 48,0 | 61,0 | 75,0 | 93,0 | 115,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
Неполное штучное время ШЛИФОВАНИЕ ПОВЕРХНОСТИ РУЧНОЙ ПНЕВМАТИЧЕСКОЙ (ЭЛЕКТРИЧЕСКОЙ) МАШИНОЙ | Слесарные работы | |||||||||||||||||
Карта 22, лист 3 | ||||||||||||||||||
N позиции | Обрабатываемый материал | Группа сложности поверхности | Вид обработки | Площадь обрабатываемой поверхности, см2, до | ||||||||||||||
25 | 50 | 70 | 100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 3000 | 4000 | ||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||||
25 | Чугун | I | Зачистка | 1,11 | 1,62 | 2,2 | 2,7 | 3,6 | 4,3 | 5,6 | 6,8 | 8,7 | 10,7 | 12,4 | 15,5 | 19,0 | 24,0 | 30,0 |
26 | Обработка в размер | 1,78 | 2,6 | 3,5 | 4,3 | 5,8 | 6,9 | 9,0 | 10,9 | 13,9 | 17,1 | 19,8 | 25,5 | 30,5 | 38,5 | 48,0 | ||
27 | II | Зачистка | 1,36 | 2,0 | 2,7 | 3,2 | 4,3 | 5,1 | 6,8 | 8,2 | 9,9 | 11,9 | 14,3 | 18,5 | 23,0 | 28,5 | 35,5 | |
28 | Обработка в размер | 2,2 | 3,2 | 4,3 | 5,1 | 6,9 | 8,2 | 10,9 | 13,1 | 15,8 | 19,0 | 23,0 | 29,5 | 37,0 | 45,5 | 57,0 | ||
29 | III | Зачистка | 1,53 | 2,3 | 3,2 | 3,9 | 5,1 | 6,1 | 8,2 | 9,9 | 11,7 | 14,3 | 17,2 | 20,5 | 27,5 | 34,5 | 42,5 | |
30 | Обработка в размер | 2,5 | 3,7 | 5,1 | 6,2 | 8,2 | 9,8 | 13,1 | 15,8 | 18,7 | 23,0 | 27,5 | 33,0 | 44,0 | 55,0 | 68,0 | ||
31 | IV | Зачистка | 1,79 | 2,6 | 3,6 | 4,4 | 5,6 | 6,8 | 8,8 | 10,9 | 13,8 | 17,0 | 19,9 | 24,5 | 30,5 | 38,0 | 47,5 | |
32 | Обработка в размер | 2,9 | 4,2 | 5,8 | 7,0 | 9,0 | 10,9 | 14,1 | 17,4 | 22,0 | 27,0 | 32,0 | 39,0 | 49,0 | 61,0 | 76,0 | ||
33 | V | Зачистка | 2,7 | 3,2 | 4,0 | 4,3 | 5,3 | 6,8 | 8,2 | 11,2 | 13,1 | 16,5 | 20,4 | 24,0 | 29,5 | 36,5 | 46,0 | |
34 | Обработка в размер | 3,4 | 5,1 | 6,9 | 8,5 | 10,9 | 13,1 | 17,9 | 21,0 | 26,5 | 32,5 | 38,5 | 47,0 | 58,5 | 73,0 | 91,0 | ||
35 | VI | Зачистка | 3,0 | 3,7 | 5,1 | 6,3 | 8,2 | 8,8 | 12,6 | 15,6 | 19,7 | 34,5 | 28,5 | 35,5 | 44,0 | 55,0 | 68,0 | |
36 | Обработка в размер | 4,0 | 5,9 | 8,2 | 10,1 | 13,1 | 14,1 | 20,0 | 25,0 | 31,5 | 39,0 | 45,5 | 57,0 | 71,0 | 83,0 | 109,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
ЗАЧИСТКА ЗАУСЕНЦЕВ И ПРИТУПЛЕНИЕ ОСТРЫХ КРОМОК НАПИЛЬНИКОМ | Слесарные работы | |||||||||||
Карта 23, лист 1 | ||||||||||||
Содержание работы 1. Взять напильник 2. Зачистить заусенцы и притупить острые кромки 3. Отложить напильник |  | |||||||||||
N позиции | Обрабатываемый материал | Обрабатываемый контур | Глубина съема, мм, до | Длина обрабатываемого контура, мм, до | ||||||||
100 | 240 | 320 | 450 | 600 | 800 | 1000 | 1500 | 2000 | ||||
Неполное штучное время, мин. | ||||||||||||
1 | Алюминий | Прямолинейный | 0,2 | 0,14 | 0,17 | 0,19 | 0,24 | 0,29 | 0,35 | 0,41 | 0,55 | 0,65 |
2 | 0,3 | 0,2 | 0,24 | 0,27 | 0,34 | 0,4 | 0,49 | 0,55 | 0,75 | 0,9 | ||
3 | 0,4 | 0,28 | 0,34 | 0,38 | 0,48 | 0,55 | 0,7 | 0,8 | 1,1 | 1,3 | ||
4 | 0,5 | 0,39 | 0,48 | 0,55 | 0,65 | 0,8 | 1,0 | 1,15 | 1,55 | 1,8 | ||
5 | 1,0 | 0,5 | 0,6 | 0,7 | 0,85 | 1,05 | 1,25 | 1,5 | 2,0 | 2,3 | ||
6 | Криволинейный | 0,2 | 0,17 | 0,2 | 0,23 | 0,29 | 0,35 | 0,43 | 0,5 | 0,65 | 0,8 | |
7 | 0,3 | 0,23 | 0,28 | 0,32 | 0,4 | 0,49 | 0,6 | 0,7 | 0,9 | 1,1 | ||
8 | 0,4 | 0,33 | 0,4 | 0,46 | 0,55 | 0,7 | 0,85 | 1,0 | 1,3 | 1,6 | ||
9 | 0,5 | 0,46 | 0,55 | 0,65 | 0,8 | 1,0 | 1,2 | 1,4 | 1,8 | 2,2 | ||
10 | 1,0 | 0,6 | 0,7 | 0,8 | 1,05 | 1,25 | 1,55 | 1,8 | 2,3 | 2,9 | ||
Индекс | а | б | в | г | д | е | ж | з | и | |||
Неполное штучное время ЗАЧИСТКА ЗАУСЕНЦЕВ И ПРИТУПЛЕНИЕ ОСТРЫХ КРОМОК НАПИЛЬНИКОМ | Слесарные работы | |||||||||||
Карта 23, лист 2 | ||||||||||||
N позиции | Обрабатываемый материал | Обрабатываемый контур | Глубина съема, мм, до | Длина обрабатываемого контура, мм, до | ||||||||
100 | 240 | 320 | 450 | 600 | 800 | 1000 | 1500 | 2000 | ||||
Неполное штучное время, мин. | ||||||||||||
11 | Сталь | Прямолинейный | 0,2 | 0,22 | 0,27 | 0,3 | 0,38 | 0,46 | 0,55 | 0,65 | 0,9 | 1,05 |
12 | 0,3 | 0,34 | 0,41 | 0,46 | 0,55 | 0,7 | 0,85 | 1,0 | 1,3 | 1,55 | ||
13 | 0,4 | 0,45 | 0,55 | 0,6 | 0,75 | 0,9 | 1,1 | 1,3 | 1,75 | 2,1 | ||
14 | 0,5 | 0,55 | 0,70 | 0,75 | 0,95 | 1,15 | 1,4 | 1,65 | 2,2 | 2,6 | ||
15 | 1,0 | 0,7 | 0,85 | 0,95 | 1,2 | 1,45 | 1,75 | 2,1 | 2,8 | 3,3 | ||
16 | Криволинейный | 0,2 | 0,26 | 0,32 | 0,36 | 0,46 | 0,55 | 0,7 | 0,8 | 1,05 | 1,3 | |
17 | 0,3 | 0,4 | 0,47 | 0,55 | 0,7 | 0,85 | 1,0 | 1,2 | 1,55 | 1,9 | ||
18 | 0,4 | 0,5 | 0,65 | 0,7 | 0,9 | 1,1 | 1,35 | 1,6 | 2,1 | 2,6 | ||
19 | 0,5 | 0,65 | 0,80 | 0,90 | 1,15 | 1,4 | 1,7 | 2,0 | 2,6 | 3,2 | ||
20 | 1,0 | 0,8 | 1,0 | 1,15 | 1,45 | 1,75 | 2,1 | 2,5 | 3,25 | 4,0 | ||
21 | Чугун | Прямолинейный | 0,2 | 0,17 | 0,2 | 0,23 | 0,29 | 0,45 | 0,42 | 0,5 | 0,65 | 0,8 |
22 | 0,3 | 0,28 | 0,34 | 0,38 | 0,48 | 0,55 | 0,7 | 0,8 | 1,1 | 1,3 | ||
23 | 0,4 | 0,36 | 0,44 | 0,49 | 0,6 | 0,75 | 0,9 | 1,05 | 1,45 | 1,7 | ||
24 | 0,5 | 0,45 | 0,55 | 0,6 | 0,75 | 0,9 | 1,1 | 1,3 | 1,75 | 2,1 | ||
25 | 1,0 | 0,55 | 0,7 | 0,75 | 0,95 | 1,15 | 1,4 | 1,65 | 2,2 | 2,6 | ||
26 | Криволинейный | 0,2 | 0,2 | 0,24 | 0,27 | 0,35 | 0,42 | 0,5 | 0,6 | 0,8 | 0,95 | |
27 | 0,3 | 0,33 | 0,4 | 0,46 | 0,55 | 0,7 | 0,85 | 1,0 | 1,3 | 1,6 | ||
28 | 0,4 | 0,43 | 0,5 | 0,6 | 0,75 | 0,90 | 1,105 | 1,3 | 1,7 | 2,1 | ||
29 | 0,5 | 0,5 | 0,65 | 0,7 | 0,9 | 1,1 | 1,35 | 1,6 | 2,1 | 2,6 | ||
30 | 1,0 | 0,65 | 0,8 | 0,9 | 1,15 | 1,4 | 1,7 | 2,0 | 2,6 | 3,2 | ||
Индекс | а | б | в | г | д | е | ж | з | и | |||
ОБРАБОТКА ПОВЕРХНОСТИ ПНЕВМАТИЧЕСКОЙ (ЭЛЕКТРИЧЕСКОЙ) МАШИНОЙ ПРИ ПОМОЩИ ШАРОШКИ | Слесарные работы | |||||||||||||||||
Карта 24, лист 1 | ||||||||||||||||||
Содержание работы 1. Взять пневматическую (электрическую) машину, включить 2. Обработать поверхность 3. Выключить пневматическую (электрическую) машину и отложить 4. Произвести контрольные измерения |  | |||||||||||||||||
N позиции | Обрабатываемый материал | Группа сложности поверхности | Вид обработки | Площадь обрабатываемой поверхности, см2, до | ||||||||||||||
25 | 50 | 70 | 100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 3000 | 4000 | ||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||||
1 | Алюминий | I | Зачистка | 0,45 | 0,8 | 1,4 | 1,7 | 2,0 | 2,5 | 3,0 | 3,6 | 4,1 | 5,2 | 5,8 | 6,9 | 8,3 | 10,1 | 12,1 |
2 | Обработка в размер | 0,7 | 1,25 | 2,1 | 2,5 | 3,2 | 3,8 | 4,7 | 5,7 | 6,9 | 8,3 | 9,6 | 11,5 | 13,9 | 17,1 | 20,4 | ||
3 | II | Зачистка | 1,7 | 2,0 | 2,4 | 3,0 | 3,6 | 4,3 | 4,9 | 6,2 | 7,0 | 8,3 | 10,0 | 12,1 | 14,5 | |||
4 | Обработка в размер | 2,5 | 3,1 | 3,8 | 4,6 | 5,6 | 6,8 | 8,3 | 10,0 | 11,5 | 13,8 | 16,7 | 20,5 | 25,0 | ||||
5 | III | Зачистка | 0,75 | 1,2 | 1,9 | 2,3 | 2,8 | 3,4 | 4,1 | 4,9 | 5,9 | 7,1 | 8,1 | 9,6 | 11,5 | 13,9 | 16,7 | |
6 | Обработка в размер | 1,05 | 1,8 | 2,9 | 3,6 | 4,5 | 5,4 | 6,6 | 8,0 | 9,7 | 11,7 | 13,5 | 16,2 | 19,5 | 24,0 | 28,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
Неполное штучное время ОБРАБОТКА ПОВЕРХНОСТИ ПНЕВМАТИЧЕСКОЙ (ЭЛЕКТРИЧЕСКОЙ) МАШИНОЙ ПРИ ПОМОЩИ ШАРОШКИ | Слесарные работы | |||||||||||||||||
Карта 24, лист 2 | ||||||||||||||||||
N позиции | Обрабатываемый материал | Группа сложности поверхности | Вид обработки | Площадь обрабатываемой поверхности, см2, до | ||||||||||||||
25 | 50 | 70 | 100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 3000 | 4000 | ||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||||
7 | Алюминий | IV | Зачистка | 0,8 | 1,4 | 2,2 | 2,6 | 3,2 | 3,9 | 4,7 | 5,6 | 6,8 | 8,2 | 9,3 | 11,0 | 13,2 | 16,0 | 19 |
8 | Обработка в размер | 1,2 | 2,1 | 3,3 | 4,1 | 5,2 | 6,2 | 7,6 | 9,2 | 11,2 | 13,4 | 15,5 | 18,6 | 22,0 | 28,0 | 33 | ||
9 | V | Зачистка | 0,9 | 1,6 | 2,5 | 2,9 | 3,6 | 4,4 | 5,3 | 6,3 | 7,6 | 9,2 | 10,4 | 12,3 | 14,8 | 17,9 | 22 | |
10 | Обработка в размер | 1,3 | 2,3 | 3,7 | 4,9 | 5,8 | 6,9 | 8,5 | 10,3 | 12,5 | 15,0 | 17,4 | 20,0 | 25,0 | 31,0 | 37 | ||
11 | VI | Зачистка | 1,05 | 1,8 | 2,8 | 3,3 | 4,0 | 4,9 | 5,9 | 7,0 | 8,5 | 10,3 | 11,7 | 13,8 | 16,6 | 20,0 | 24 | |
12 | Обработка в размер | 1,5 | 2,6 | 4,4 | 5,9 | 7,0 | 8,3 | 9,5 | 11,5 | 14,0 | 16,8 | 19,5 | 23,0 | 28,0 | 35,0 | 41 | ||
13 | Сталь | I | Зачистка | 0,95 | 1,7 | 3,3 | 3,5 | 4,1 | 5,5 | 6,1 | 7,3 | 8,4 | 10,6 | 11,9 | 14,0 | 16,9 | 21,0 | 25 |
14 | Обработка в размер | 1,45 | 2,5 | 4,3 | 5,2 | 6,5 | 7,8 | 9,6 | 11,6 | 14,0 | 16,9 | 19,6 | 23,0 | 28,0 | 35,0 | 41 | ||
15 | II | Зачистка | 1,15 | 2,0 | 3,5 | 4,1 | 4,9 | 6,1 | 7,3 | 8,8 | 10,0 | 12,0 | 14,3 | 16,9 | 20,0 | 25,0 | 30 | |
16 | Обработка в размер | 1,75 | 3,1 | 5,2 | 6,2 | 7,8 | 9,4 | 11,4 | 13,9 | 16,9 | 20,0 | 24,0 | 28,0 | 34,0 | 42,0 | 50 | ||
17 | III | Зачистка | 1,35 | 2,4 | 3,8 | 4,7 | 5,8 | 7,0 | 8,4 | 10,0 | 12,0 | 14,5 | 16,6 | 19,6 | 23,5 | 28,5 | 34 | |
18 | Обработка в размер | 2,1 | 3,7 | 5,9 | 7,3 | 9,2 | 11,1 | 13,4 | 16,3 | 19,8 | 24,0 | 28,0 | 33,0 | 40,0 | 49,0 | 69 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
Неполное штучное время ОБРАБОТКА ПОВЕРХНОСТИ ПНЕВМАТИЧЕСКОЙ (ЭЛЕКТРИЧЕСКОЙ) МАШИНОЙ ПРИ ПОМОЩИ ШАРОШКИ | Слесарные работы | |||||||||||||||||
Карта 24, лист 3 | ||||||||||||||||||
N позиции | Обрабатываемый материал | Группа сложности поверхности | Вид обработки | Площадь обрабатываемой поверхности, см2, до | ||||||||||||||
25 | 50 | 70 | 100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 3000 | 4000 | ||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||||
19 | Сталь | IV | Зачистка | 1,6 | 2,9 | 4,4 | 5,3 | 6,5 | 7,9 | 9,6 | 11,4 | 13,9 | 16,7 | 19,0 | 22,5 | 27,0 | 32,5 | 39,0 |
20 | Обработка в размер | 2,5 | 4,3 | 6,7 | 8,4 | 10,6 | 12,6 | 15,5 | 18,7 | 23,0 | 27,5 | 31,5 | 38,0 | 45,5 | 56,0 | 67,0 | ||
21 | V | Зачистка | 1,9 | 3,2 | 5,2 | 5,9 | 7,3 | 9,0 | 10,8 | 12,8 | 15,5 | 18,7 | 21,0 | 25,0 | 30,0 | 36,5 | 44,0 | |
22 | Обработка в размер | 2,7 | 4,7 | 7,6 | 10,0 | 12,0 | 14,0 | 17,5 | 21,0 | 25,5 | 30,5 | 36,5 | 42,0 | 51,0 | 62,0 | 76,0 | ||
23 | VI | Зачистка | 3,1 | 3,7 | 5,8 | 6,7 | 8,2 | 10,0 | 12,0 | 14,3 | 17,4 | 21,0 | 24,0 | 28,0 | 34,0 | 41,0 | 49,5 | |
24 | Обработка в размер | 4,4 | 5,3 | 9,0 | 12,0 | 13,4 | 16,9 | 19,4 | 23,5 | 28,5 | 34,5 | 40,0 | 47,5 | 57,0 | 71,0 | 85,0 | ||
25 | Чугун | I | Зачистка | 1,15 | 1,4 | 2,4 | 2,9 | 3,4 | 4,3 | 5,1 | 6,1 | 7,0 | 8,8 | 9,9 | 11,7 | 14,1 | 17,2 | 20,5 |
26 | Обработка в размер | 1,75 | 2,1 | 3,6 | 4,3 | 5,4 | 6,5 | 8,0 | 9,7 | 11,7 | 14,1 | 16,3 | 19,6 | 23,5 | 29,0 | 34,5 | ||
27 | II | Зачистка | 1,5 | 1,7 | 2,9 | 3,4 | 4,1 | 5,1 | 6,1 | 7,3 | 8,3 | 10,5 | 11,9 | 11,9 | 17,0 | 20,5 | 24,5 | |
28 | Обработка в размер | 2,2 | 2,6 | 4,3 | 5,2 | 6,5 | 7,8 | 9,5 | 11,6 | 14,1 | 17,0 | 19,6 | 23,5 | 28,5 | 35,0 | 41,5 | ||
29 | III | Зачистка | 1,65 | 2,0 | 3,2 | 3,9 | 4,8 | 5,8 | 7,0 | 8,3 | 10,0 | 12,1 | 13,8 | 16,5 | 19,6 | 23,5 | 28,5 | |
30 | Обработка в размер | 2,6 | 3,1 | 4,9 | 6,1 | 7,7 | 9,2 | 11,2 | 13,6 | 16,5 | 19,9 | 23,0 | 27,5 | 33,2 | 40,0 | 49,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
Неполное штучное время ОБРАБОТКА ПОВЕРХНОСТИ ПНЕВМАТИЧЕСКОЙ (ЭЛЕКТРИЧЕСКОЙ) МАШИНОЙ ПРИ ПОМОЩИ ШАРОШКИ | Слесарные работы | |||||||||||||||||
Карта 24, лист 4 | ||||||||||||||||||
N позиции | Обрабатываемый материал | Группа сложности поверхности | Вид обработки | Площадь обрабатываемой поверхности, см2, до | ||||||||||||||
25 | 50 | 70 | 100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 3000 | 4000 | ||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||||
31 | Чугун | IV | Зачистка | 2,0 | 2,4 | 3,7 | 4,4 | 5,4 | 6,6 | 8,0 | 9,5 | 11,6 | 13,9 | 15,8 | 18,7 | 22,5 | 27,0 | 32,5 |
32 | Обработка в размер | 3,0 | 3,6 | 5,6 | 7,0 | 8,8 | 10,5 | 12,9 | 15,6 | 19,0 | 23,0 | 26,5 | 31,5 | 38,0 | 47,0 | 56,0 | ||
33 | V | Зачистка | 2,3 | 2,7 | 4,3 | 4,9 | 6,1 | 7,5 | 9,0 | 10,7 | 12,9 | 15,6 | 17,7 | 21,0 | 25,0 | 30,5 | 36,5 | |
34 | Обработка в размер | 3,3 | 3,9 | 6,3 | 8,3 | 9,9 | 11,7 | 14,5 | 17,5 | 21,0 | 25,5 | 29,5 | 35,5 | 42,5 | 52,2 | 63,0 | ||
35 | VI | Зачистка | 2,6 | 3,1 | 4,8 | 5,6 | 6,8 | 8,3 | 10,0 | 11,9 | 14,5 | 17,5 | 19,9 | 23,5 | 28,0 | 34,0 | 41,0 | |
36 | Обработка в размер | 3,7 | 4,4 | 7,5 | 10,0 | 11,9 | 14,1 | 16,2 | 19,6 | 24,0 | 29,0 | 33,0 | 40,0 | 48,0 | 59,0 | 70,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | |||
Примечание. При зачистке снимается припуск до 0,1 мм, при обработке в размер - до 0,3 мм.
ШАБРЕНИЕ ПОВЕРХНОСТЕЙ | Слесарные работы | |||||||||||||||||
Карта 25, лист 1 | ||||||||||||||||||
Содержание работы 1. Взять шабер 2. Шабрить поверхность 3. Отложить шабер 4. При необходимости произвести контрольные измерения |  | |||||||||||||||||
N позиции | Обрабатываемый материал | Группа сложности обрабатываемой поверхности | Площадь обрабатываемой поверхности, см2, до | |||||||||||||||
15 | 25 | 50 | 70 | 100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 3000 | 4000 | |||
Неполное штучное время на поверхность, мин. | ||||||||||||||||||
1 | Алюминий | I | 2,0 | 2,6 | 3,4 | 4,4 | 5,8 | 7,9 | 9,9 | 13,5 | 16,9 | 23,0 | 29,0 | 34,0 | 46,0 | 57,0 | 80,0 | 98,0 |
2 | II | 2,3 | 3,1 | 4,0 | 5,2 | 6,9 | 9,4 | 11,7 | 16,0 | 19,9 | 27,0 | 34,0 | 40,5 | 55,0 | 68,0 | 94,0 | 116,0 | |
3 | III | 2,8 | 3,6 | 4,8 | 6,2 | 8,1 | 11,1 | 13,9 | 23,5 | 32,5 | 40,5 | 48,0 | 64,0 | 80,0 | 111,0 | 138,0 | ||
4 | IV | 3,3 | 4,3 | 5,5 | 7,1 | 9,3 | 12,7 | 15,9 | 21,5 | 27,0 | 37,0 | 46,0 | 54,5 | 74,5 | 91,0 | 127,0 | 157,0 | |
5 | V | 3,7 | 4,8 | 6,3 | 8,2 | 10,7 | 14,7 | 18,3 | 25,0 | 31,0 | 42,5 | 53,0 | 63,0 | 86,0 | 106,0 | 147,0 | 182,0 | |
6 | VI | 4,5 | 5,8 | 7,5 | 9,7 | 12,8 | 17,5 | 22,0 | 29,5 | 37,0 | 51,0 | 63,0 | 75,0 | 102,0 | 126,0 | 175,0 | 216,0 | |
7 | Сталь | I | 3,7 | 4,7 | 6,1 | 7,9 | 10,5 | 14,3 | 17,8 | 24,5 | 30,5 | 41,5 | 52,0 | 62,0 | 83,0 | 103,0 | 143,0 | 177,0 |
8 | II | 4,4 | 5,6 | 7,2 | 9,4 | 12,3 | 16,9 | 21,0 | 28,5 | 36,0 | 49,0 | 61,0 | 73,0 | 98,0 | 122,0 | 169,0 | 208,0 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||
Неполное штучное время ШАБРЕНИЕ ПОВЕРХНОСТЕЙ | Слесарные работы | |||||||||||||||||
Карта 25, лист 2 | ||||||||||||||||||
N позиции | Обрабатываемый материал | Группа сложности обрабатываемой поверхности | Площадь обрабатываемой поверхности, см2, до | |||||||||||||||
15 | 25 | 50 | 70 | 100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 3000 | 4000 | |||
Неполное штучное время на поверхность, мин. | ||||||||||||||||||
9 | Сталь | III | 5,2 | 6,7 | 8,6 | 11,1 | 14,6 | 20,0 | 25,0 | 34,0 | 42,5 | 58,0 | 73,0 | 86,0 | 117,0 | 145,0 | 201,0 | 248,0 |
10 | IV | 6,1 | 7,6 | 9,8 | 12,7 | 16,7 | 23,0 | 28,5 | 39,0 | 48,6 | 66,0 | 83,0 | 99,0 | 133,0 | 166,0 | 229,0 | 283,0 | |
11 | V | 7,2 | 8,7 | 11,3 | 14,7 | 19,3 | 26,5 | 33,0 | 45,0 | 56,0 | 77,0 | 96,0 | 114,0 | 154,0 | 191,0 | 265,0 | 327,0 | |
12 | VI | 8,2 | 10,5 | 13,5 | 17,5 | 23,0 | 31,5 | 39,0 | 54,0 | 67,0 | 91,0 | 114,0 | 135,0 | 183,0 | 229,0 | 315,0 | 389,0 | |
13 | Чугун | I | 3,0 | 3,9 | 5,1 | 6,6 | 8,7 | 11,9 | 14,9 | 20,5 | 25,5 | 34,5 | 43,0 | 51,5 | 69,0 | 86,0 | 119,0 | 148,0 |
14 | II | 3,6 | 4,6 | 6,0 | 7,8 | 10,3 | 14,1 | 17,5 | 24,0 | 30,0 | 40,9 | 51,0 | 61,0 | 82,0 | 102,0 | 141,0 | 174,0 | |
15 | III | 4,2 | 5,5 | 7,1 | 9,2 | 12,2 | 16,7 | 21,0 | 28,5 | 35,5 | 48,5 | 60,0 | 72,0 | 97,0 | 120,0 | 167,0 | 207,0 | |
16 | IV | 4,9 | 6,3 | 8,1 | 10,6 | 13,9 | 19,1 | 23,5 | 32,5 | 40,5 | 55,0 | 69,0 | 82,0 | 110,0 | 137,0 | 191,0 | 236,0 | |
17 | V | 5,8 | 7,4 | 9,5 | 12,3 | 16,1 | 22,0 | 27,5 | 37,5 | 47,0 | 64,0 | 80,0 | 95,0 | 128,0 | 159,0 | 221,0 | 273,0 | |
18 | VI | 6,8 | 8,6 | 11,2 | 14,6 | 19,2 | 26,0 | 32,5 | 44,5 | 56,0 | 76,0 | 95,1 | 113,0 | 153,0 | 189,0 | 263,0 | 325,0 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | р | ||
ОПИЛИВАНИЕ ПОВЕРХНОСТЕЙ ПОСЛЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | Слесарные работы | |||||||||||||||
Карта 26, лист 1 | ||||||||||||||||
Содержание работ 1. Взять напильник 2. Опилить поверхность 3. Произвести контрольные измерения 4. Повторить приемы 2 и 3 необходимое количество раз 5. Отложить напильник |  | |||||||||||||||
N позиция | Вид поверхности | Обрабатываемый материал | Припуск, мм, до | Площадь обрабатываемой поверхности, см2, до | ||||||||||||
50 | 70 | 100 | 230 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 800 | 1000 | ||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
1 | Плоская | Алюминий | 0,1 | 0,85 | 1,1 | 1,45 | 1,75 | 1,9 | 2,4 | 2,8 | 3,2 | 3,9 | - | - | - | - |
2 | 0,3 | 1,5 | 1,9 | 2,4 | 3,0 | 3,3 | 4,0 | 4,7 | 5,3 | 6,6 | - | - | - | - | ||
3 | Сталь | 0,1 | 1,95 | 2,5 | 3,3 | 4,1 | 4,6 | 5,7 | 6,7 | 7,8 | 9,7 | - | - | - | - | |
4 | 0,3 | 3,2 | 4,1 | 5,5 | 6,7 | 7,5 | 9,4 | 11,1 | 12,8 | 16,1 | - | - | - | - | ||
5 | Чугун | 0,1 | 1,65 | 2,1 | 2,8 | 3,4 | 3,8 | 4,6 | 5,5 | 6,3 | 7,8 | - | - | - | - | |
6 | 0,3 | 2,7 | 3,5 | 4,5 | 5,5 | 6,1 | 7,6 | 8,9 | 10,2 | 12,6 | - | - | - | - | ||
7 | Выпуклая | Алюминий | 0,1 | 1,05 | 1,35 | 1,75 | 2,1 | 2,3 | 2,9 | 3,4 | 3,9 | 4,8 | 5,6 | 6,4 | 7,9 | 9,3 |
8 | 0,3 | 1,6 | 2,1 | 2,7 | 3,3 | 3,7 | 4,6 | 5,4 | 6,2 | 7,7 | 9,1 | 10,4 | 12,9 | 15,3 | ||
9 | Сталь | 0,1 | 2,4 | 3,1 | 4,0 | 4,8 | 5,3 | 6,5 | 7,6 | 8,6 | 10,6 | 12,4 | 14,1 | 17,3 | 20,0 | |
10 | 0,3 | 4,3 | 6,5 | 7,0 | 8,3 | 9,2 | 11,2 | 13,1 | 14,8 | 18,1 | 21,0 | 24,0 | 29,0 | 34,0 | ||
11 | Чугун | 0,1 | 2,4 | 3,1 | 3,9 | 4,7 | 5,2 | 6,4 | 7,4 | 8,6 | 10,5 | 12,3 | 14,1 | 17,2 | 20,0 | |
12 | 0,3 | 3,2 | 4,1 | 5,4 | 6,5 | 7,3 | 9,0 | 10,7 | 12,3 | 15,2 | 17,9 | 20,5 | 25,5 | 30,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
Неполное штучное время ОПИЛИВАНИЕ ПОВЕРХНОСТЕЙ ПОСЛЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | Слесарные работы | |||||||||||||||
Карта 26, лист 2 | ||||||||||||||||
N позиции | Вид поверхности | Обрабатываемый материал | Припуск, мм, до | Площадь обрабатываемой поверхности, см2, до | ||||||||||||
50 | 70 | 100 | 130 | 150 | 200 | 250 | 300 | 400 | 500 | 600 | 800 | 1000 | ||||
Неполное штучное время на поверхность, мин. | ||||||||||||||||
13 | Вогнутая | Алюминий | 0,1 | 1,2 | 1,55 | 2,0 | 2,4 | 2,7 | 3,4 | 3,9 | 4,5 | 5,6 | - | - | - | - |
14 | 0,3 | 1,85 | 2,4 | 3,1 | 3,8 | 4,3 | 5,3 | 6,2 | 7,2 | 8,9 | - | - | - | - | ||
15 | Сталь | 0,1 | 2,8 | 3,6 | 4,6 | 5,5 | 6,1 | 7,5 | 8,8 | 9,9 | 12,3 | - | - | - | - | |
16 | 0,3 | 4,9 | 7,5 | 8,1 | 9,6 | 10,7 | 12,9 | 15,2 | 17,1 | 20,9 | - | - | - | - | ||
17 | Чугун | 0,1 | 2,8 | 3,6 | 4,5 | 5,4 | 6,0 | 7,4 | 8,6 | 9,8 | 12,1 | - | - | - | - | |
18 | 0,3 | 3,7 | 4,6 | 6,3 | 7,5 | 8,4 | 10.4 | 12,4 | 14,3 | 17,6 | - | - | - | - | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | |||
Примечание. Нормативы неполного штучного времени рассчитаны при опиливании поверхностей драчевым напильником. При измененных условиях приведенное в нормативной карте время принимать с коэффициентами:
Вид напильника | Глубина съема, мм, до | Коэффициент |
Драчевый | 0,5 | 1,5 |
0,4 | 1,25 | |
0,3 | 1,0 | |
Личной | 0,10...0,15 | 0,45 |
ЗАЧИСТКА ПОВЕРХНОСТЕЙ НАЖДАЧНОЙ БУМАГОЙ ВРУЧНУЮ | Слесарные работы | ||||||||||||||||
Карта 27, лист 1 | |||||||||||||||||
Содержание работы 1. Взять наждачную бумагу 2. Довести поверхность наждачной бумагой 3. Выбросить бумагу |  | ||||||||||||||||
N позиции | Обрабатываемый материал | Группа сложности обрабатываемой поверхности | Площадь обрабатываемой поверхности, см2, до | ||||||||||||||
25 | 50 | 70 | 100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 3000 | 4000 | |||
Неполное штучное время на поверхность, мин. | |||||||||||||||||
1 | Алюминий | I | 0,18 | 0,24 | 0,42 | 0,49 | 0,70 | 0,85 | 1,0 | 1,20 | 1,75 | 2,1 | 2,5 | 3,0 | 3,7 | 5,5 | 6,5 |
2 | II | 0,22 | 0,29 | 0,49 | 0,60 | 0,85 | 1,0 | 1,40 | 2,1 | 2,5 | 3,0 | 3,6 | 4,5 | 6,6 | 7,8 | ||
3 | III | 0,25 | 0,34 | 0,6 | 0,7 | 1,0 | 1,2 | 1,35 | 1,70 | 2,5 | 2,9 | 3,5 | 4,2 | 5,2 | 7,6 | 9,1 | |
4 | IV | 0,29 | 0,39 | 0,65 | 0,75 | 1,1 | 1,35 | 1,55 | 1,90 | 2,8 | 3,4 | 4,1 | 4,8 | 6,0 | 8,8 | 10,4 | |
5 | V | 0,33 | 0,42 | 0,75 | 0,90 | 1,25 | 1,55 | 1,75 | 24 | 3,2 | 3,8 | 4,6 | 5,4 | 6,7 | 9,8 | 11,7 | |
6 | VI | 0,35 | 0,49 | 0,85 | 1,0 | 1,4 | 1,70 | 1,95 | 2,40 | 3,5 | 4,2 | 5,0 | 6,0 | 7,4 | 10,9 | 13,0 | |
7 | Сталь | I | 0,26 | 0,34 | 0,6 | 0,7 | 1,0 | 1,2 | 1,4 | 1,7 | 2,5 | 3,0 | 3,6 | 4,3 | 5,3 | 7,8 | 9,3 |
8 | II | 0,31 | 0,41 | 0,70 | 0,85 | 1,20 | 1,45 | 1,70 | 2,0 | 3,0 | 3,6 | 4,3 | 5,2 | 6,4 | 9,4 | 11,2 | |
9 | III | 0,36 | 0,48 | 0,85 | 1,0 | 1,40 | 1,70 | 1,95 | 2,4 | 3,5 | 4,2 | 5,0 | 6,0 | 7,4 | 10,9 | 13,0 | |
10 | IV | 0,42 | 0,55 | 0,95 | 1,10 | 1,60 | 1,90 | 2,2 | 2,7 | 4,0 | 4,8 | 5,8 | 6,9 | 8,5 | 12,5 | 14,9 | |
11 | V | 0,47 | 0,60 | 1,10 | 1,25 | 1,80 | 2,2 | 2,5 | 3,1 | 4,5 | 5,4 | 6,5 | 7,7 | 9,5 | 14,0 | 16,7 | |
12 | VI | 0,50 | 0,70 | 1,2 | 1,4 | 2,0 | 2,4 | 2,8 | 3,4 | 5,0 | 6,0 | 7,2 | 8,6 | 10,6 | 15,6 | 18,6 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||
Неполное штучное время ЗАЧИСТКА ПОВЕРХНОСТЕЙ НАЖДАЧНОЙ БУМАГОЙ ВРУЧНУЮ | Слесарные работы | ||||||||||||||||
Карта 27, лист 2 | |||||||||||||||||
N позиции | Обрабатываемый материал | Группа сложности обрабатываемой поверхности | Площадь обрабатываемой поверхности, см2, до | ||||||||||||||
25 | 50 | 70 | 100 | 150 | 200 | 300 | 400 | 600 | 800 | 1000 | 1500 | 2000 | 3000 | 4000 | |||
Неполное штучное время на поверхность, мин. | |||||||||||||||||
13 | Чугун | I | 0,21 | 0,27 | 0,48 | 0,55 | 0,80 | 0,95 | 1,1 | 1,35 | 2,0 | 2,4 | 2,9 | 3,4 | 4,2 | 6,2 | 7,4 |
14 | II | 0,25 | 0,33 | 0,55 | 0,70 | 0,95 | 1,15 | 1,35 | 1,60 | 2,40 | 2,9 | 3,4 | 4,2 | 5,1 | 7,5 | 9,0 | |
15 | III | 0,29 | 0,38 | 0,70 | 0,80 | 1,10 | 1,35 | 1,55 | 1,9 | 2,8 | 3,4 | 4,0 | 4,8 | 5,9 | 8,7 | 10,4 | |
16 | IV | 0,34 | 0,44 | 0,75 | 0,90 | 1,3 | 1,5 | 1,75 | 2,2 | 3,2 | 3,8 | 4,6 | 5,5 | 6,8 | 10,0 | 11,9 | |
17 | V | 0,38 | 0,48 | 0,9 | 1,0 | 1,45 | 1,75 | 2,0 | 2,5 | 3,3 | 4,3 | 5,2 | 6,2 | 7,6 | 11,2 | 13,4 | |
18 | VI | 0,40 | 0,55 | 0,96 | 1,1 | 1,6 | 1,9 | 2,2 | 2,7 | 4,0 | 4,8 | 5,8 | 6,9 | 8,5 | 12,5 | 14,9 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | н | о | п | ||
ВЫРУБКА УГЛОВ ПНЕВМАТИЧЕСКИМ РУБИЛЬНЫМ МОЛОТКОМ | Слесарные работы | |||||||
Карта 28, лист 1 | ||||||||
Содержание работы 1. Взять и включить пневматический рубильный молоток 2. Произвести вырубку 3. Выключить и отложить пневматический рубильный молоток 4. Провести контрольные измерения |  | |||||||
N позиции | Обрабатываемый материал | Ширина обрабатываемой поверхности, мм | Вид профиля | Длина обрабатываемой поверхности, мм, до | ||||
50 | 70 | 100 | 150 | 200 | ||||
Неполное штучное время на поверхность, мин. | ||||||||
1 | Алюминий | 5 | Прямолинейный | 0,38 | 0,55 | 0,75 | 1,20 | 1,55 |
2 | Криволинейный | 0,70 | 0,95 | 2,1 | 2,6 | |||
3 | 10 | Прямолинейный | 0,60 | 0,90 | 1,20 | 1,70 | 2,1 | |
4 | Криволинейный | 0,75 | 1,10 | 1,50 | 2,1 | 2,6 | ||
5 | 15 | Прямолинейный | 0,90 | 1,35 | 1,85 | 2,6 | 3,4 | |
6 | Криволинейный | 1,15 | 1,70 | 2,3 | 3,2 | 4,2 | ||
7 | 20 | Прямолинейный | 1,10 | 1,65 | 2,2 | 3,2 | 4,0 | |
8 | Криволинейный | 1,35 | 2,1 | 2,7 | 4,0 | 5,0 | ||
9 | Сталь | 5 | Прямолинейный | 0,47 | 0,70 | 0,95 | 1,50 | 1,95 |
10 | Криволинейный | 0,75 | 1,10 | 1,50 | 2,1 | 2,6 | ||
11 | 10 | Прямолинейный | 0,75 | 1,10 | 1,50 | 2,1 | 2,6 | |
12 | Криволинейный | 0,95 | 1,40 | 1,90 | 2,6 | 3,3 | ||
Индекс | а | б | в | г | д | |||
Неполное штучное время ВЫРУБКА УГЛОВ ПНЕВМАТИЧЕСКИМ РУБИЛЬНЫМ МОЛОТКОМ | Слесарные работы | |||||||
Карта 28, лист 2 | ||||||||
N позиции | Обрабатываемый материал | Ширина обрабатываемой поверхности, мм | Вид профиля | Длина обрабатываемой поверхности, мм, до | ||||
50 | 70 | 100 | 150 | 200 | ||||
Неполное штучное время на поверхность, мин. | ||||||||
13 | Сталь | 15 | Прямолинейный | 1,15 | 1,70 | 2,3 | 3,2 | 4,2 |
14 | Криволинейный | 1,45 | 2,1 | 2,9 | 4,0 | 5,3 | ||
15 | 20 | Прямолинейный | 1,35 | 2,1 | 2,7 | 4,0 | 5,0 | |
16 | Криволинейный | 1,70 | 2,6 | 3,4 | 5,0 | 6,3 | ||
17 | Чугун | 5 | Прямолинейный | 0,42 | 0,65 | 0,85 | 1,35 | 1,75 |
18 | Криволинейный | 0,55 | 0,80 | 1,05 | 1,70 | 2,2 | ||
19 | 10 | Прямолинейный | 0,70 | 1,00 | 1,35 | 1,90 | 2,3 | |
20 | Криволинейный | 0,85 | 1,25 | 1,70 | 2,4 | 2,9 | ||
21 | 15 | Прямолинейный | 1,05 | 1,55 | 2,1 | 2,9 | 3,8 | |
22 | Криволинейный | 1,30 | 1,90 | 2,6 | 3,6 | 4,7 | ||
23 | 20 | Прямолинейный | 1,20 | 1,85 | 2,4 | 3,6 | 4,5 | |
24 | Криволинейный | 1,50 | 2,3 | 3,0 | 4,5 | 5,6 | ||
Индекс | а | б | в | г | д | |||
СВЕРЛЕНИЕ ОТВЕРСТИЙ ПНЕВМАТИЧЕСКОЙ (ЭЛЕКТРИЧЕСКОЙ) СВЕРЛИЛЬНОЙ МАШИНОЙ | Слесарные работы | |||||||||||
Карта 29, лист 1 | ||||||||||||
Содержание работы 1. Взять машину, установить сверло в намеченный керном центр 2. Включить машину 3. Сверлить отверстие 4. Вывести сверло из отверстия 5. Выключить машину 6. Очистить сверло и деталь от стружки 7. Отложить машину (переместить на шаг) |  | |||||||||||
N позиции | Обрабатываемый материал | Диаметр сверла, мм, до | Глубина сверления, мм, до | |||||||||
5 | 10 | 20 | 30 | 40 | 60 | 80 | 100 | 125 | 150 | |||
Неполное штучное время на отверстие, мин. | ||||||||||||
1 | Алюминии | 4 | 0,20 | 0,29 | 0,42 | 0,55 | 0,65 | - | - | - | - | - |
2 | 6 | 0,24 | 0,35 | 0,50 | 0,65 | 0,75 | 1,0 | - | - | - | - | |
3 | 10 | 0,29 | 0,46 | 0,65 | 0,85 | 1,0 | 1,2 | 1,45 | 1,60 | 1,90 | 2,1 | |
4 | Сталь | 4 | 0,29 | 0,42 | 0,60 | 0,80 | 0,95 | - | - | - | - | - |
5 | 6 | 0,34 | 0,50 | 0,75 | 0,95 | 1,10 | 1,40 | - | - | - | - | |
6 | 10 | 0,42 | 0,65 | 0,95 | 1,20 | 1,40 | 1,75 | 2,10 | 2,3 | 2,7 | 3,0 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
Неполное штучное время СВЕРЛЕНИЕ ОТВЕРСТИЙ ПНЕВМАТИЧЕСКОЙ (ЭЛЕКТРИЧЕСКОЙ) СВЕРЛИЛЬНОЙ МАШИНОЙ | Слесарные работы | |||||||||||
Карта 29, лист 2 | ||||||||||||
N позиции | Обрабатываемый материал | Диаметр сверла, мм, до | Глубина сверления, мм, до | |||||||||
5 | 10 | 20 | 30 | 40 | 60 | 80 | 100 | 125 | 150 | |||
Неполное штучное время на отверстие, мин. | ||||||||||||
7 | Чугун | 4 | 0,23 | 0,35 | 0,48 | 0,65 | 0,75 | - | - | - | - | - |
8 | 6 | 0,27 | 0,40 | 0,60 | 0,75 | 0,90 | 1,10 | - | - | - | - | |
9 | 10 | 0,34 | 0,50 | 0,75 | 0,95 | 1,10 | 1,40 | 1,70 | 1,85 | 2,2 | 2,4 | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
Примечание. Нормативы неполного штучного времени рассчитаны на сверление сквозных отверстий при числе отверстий 7. При измененных условиях приведенное в нормативной карте время принимать с коэффициентами:
Измененные условия | Коэффициент | |
1. Число отверстий в детали, до | 10 | 0,9 |
20 | 0,85 | |
30 | 0,75 | |
2. Глухие отверстия | - | 1,2 |
ЗЕНКОВАНИЕ ОТВЕРСТИЙ ПНЕВМАТИЧЕСКОЙ (ЭЛЕКТРИЧЕСКОЙ) СВЕРЛИЛЬНОЙ МАШИНОЙ | Слесарные работы | ||||
Карта 30 | |||||
Содержание работы 1. Взять машину, установить зенковку 2. Включить машину 3. Зенковать отверстие 4. Выключить машину и отложить |  | ||||
N позиции | Обрабатываемый материал | Глубина зенкования, мм, до | Диаметр отверстия, мм, до | ||
5 | 8 | 12 | |||
Неполное штучное время, мин. | |||||
I. Под потайные головки | |||||
1 | Алюминий | 1,0 | 0,09 | 0,11 | - |
2 | 1,5 | 0,11 | 0,12 | 0,13 | |
3 | 2,0 | 0,12 | 0,13 | 0,14 | |
4 | 3,0 | 0,13 | 0,14 | 0,15 | |
5 | 5,0 | 0,15 | 0,16 | 0,18 | |
6 | Сталь | 1,0 | 0,13 | 0,15 | - |
7 | 1,5 | 0,15 | 0,16 | 0,17 | |
8 | 2,0 | 0,16 | 0,17 | 0,19 | |
9 | 3,0 | 0,18 | 0,20 | 0,21 | |
10 | 5,0 | 0,21 | 0,23 | 0,25 | |
11 | Чугун | 1,0 | 0,10 | 0,12 | - |
12 | 1,5 | 0,12 | 0,14 | 0,14 | |
13 | 2,0 | 0,13 | 0,15 | 0,15 | |
14 | 3,0 | 0,15 | 0,16 | 0,17 | |
15 | 5,0 | 0,17 | 0,18 | 0,20 | |
II. Под резьбу (снятие заусенцев) | |||||
16 | Алюминий | - | 0,9 | 0,11 | 0,13 |
17 | Сталь | - | 0,13 | 0,15 | 0,19 |
18 | Чугун | - | 0,10 | 0,12 | 0,15 |
Индекс | а | б | в | ||
Примечание. Нормативы неполного штучного времени рассчитаны на зенкование отверстий при числе отверстий 7. При измененных условиях приведенное в нормативной карте время принимать с коэффициентами:
Измененные условия | Коэффициент | |
Число отверстий в детали, до | 10 | 0,9 |
20 | 0,75 | |
30 | 0,65 | |
НАРЕЗАНИЕ РЕЗЬБЫ В ОТВЕРСТИЯХ ВРУЧНУЮ | Слесарные работы | ||||||||||||||
Карта 31, лист 1 | |||||||||||||||
Содержание работы 1. Взять метчик, окунуть в масло 2. Взять вороток, надеть на метчик 3. Нарезать резьбу 4. Вывернуть метчик из отверстия 5. Очистить метчик и отверстие от стружки, отложить метчик 6. Повторить примеры 1 - 5 7. Отложить метчик и вороток на верстак |  | ||||||||||||||
N позиции | Обрабатываемый материал | Диаметр мм, | Шаг резьбы, мм | Вид отверстия | Длина нарезания, мм, до | ||||||||||
5 | 7 | 9 | 11 | 14 | 18 | 24 | 30 | 40 | 55 | 65 | |||||
Неполное штучное время на отверстие, мин. | |||||||||||||||
1 | Алюминий | 3 | 0,5 | Сквозное | 0,8 | 1,0 | 1,15 | 1,30 | 1,55 | - | - | - | - | - | - |
2 | Глухое | 0,95 | 1,2 | 1,4 | 1,55 | 1,85 | - | - | - | - | - | - | |||
3 | 6 | 1,0 | Сквозное | 0,6 | 0,75 | 0,85 | 0,95 | 1,1 | 1,25 | 1,55 | - | - | - | - | |
4 | Глухое | 0,7 | 0,9 | 1,0 | 1,15 | 1,3 | 1,5 | 1,85 | - | - | - | - | |||
5 | 10 | 1,5 | Сквозное | 0,47 | 0,6 | 0,65 | 0,75 | 0,85 | 1,0 | 1,2 | 1,4 | - | - | - | |
6 | Глухое | 0,55 | 0,7 | 0,8 | 0,9 | 1,0 | 1,2 | 1,45 | 1,75 | - | - | - | |||
7 | 14 | 2,0 | Сквозное | 0,55 | 0,65 | 0,75 | 0,85 | 1,0 | 1,2 | 1,4 | 1,6 | 1,9 | - | - | |
8 | Глухое | 0,65 | 0,8 | 0,9 | 1,0 | 1,2 | 1,4 | 1,7 | 1,9 | 2,3 | - | - | |||
9 | 18 | 2,5 | Сквозное | - | 0,75 | 0,85 | 1,0 | 1,15 | 1,35 | 1,6 | 1,8 | 2,2 | 2,6 | - | |
10 | Глухое | - | 0,9 | 1,0 | 1,2 | 1,4 | 1,6 | 1,9 | 2,2 | 2,6 | 3,1 | - | |||
11 | 24 | 3,0 | Сквозное | - | - | - | - | 1,3 | 1,55 | 1,8 | 2,0 | 2,5 | 2,9 | 3,3 | |
12 | Глухое | - | - | - | - | 1,55 | 1,85 | 2,2 | 2,4 | 3,0 | 3,5 | 4,0 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||||
Неполное штучное время НАРЕЗАНИЕ РЕЗЬБЫ В ОТВЕРСТИЯХ ВРУЧНУЮ | Слесарные работы | ||||||||||||||
Карта 31, лист 2 | |||||||||||||||
N позиции | Обрабатываемый | Диаметр, мм | Шаг резьбы, мм | Вид отверстия | Длина нарезания, мм, до | ||||||||||
5 | 7 | 9 | 11 | 14 | 18 | 24 | 30 | 40 | 55 | 65 | |||||
Неполное штучное время на отверстие, мин. | |||||||||||||||
13 | Чугун | 3 | 0,5 | Сквозное | 1,15 | 1,4 | 1,65 | 1,85 | 2,2 | - | - | - | - | - | - |
14 | Глухое | 1,4 | 1,7 | 2,0 | 2,2 | 2,6 | - | - | - | - | - | - | |||
15 | 6 | 1,0 | Сквозное | 0,85 | 1,05 | 1,2 | 1,35 | 1,6 | 1,8 | 2,2 | - | - | - | - | |
16 | Глухое | 1,0 | 1,25 | 1,45 | 1,6 | 1,9 | 2,2 | 2,7 | - | - | - | - | |||
17 | 10 | 14 | Сквозное | 0,68 | 0,83 | 0,96 | 1,1 | 1,25 | 1,45 | 1,75 | 2,0 | - | - | - | |
18 | Глухое | 0,82 | 1,0 | 1,15 | 1,3 | 1,5 | 1,75 | 2,1 | 2,4 | - | - | - | |||
19 | 14 | 2,0 | Сквозное | 0,79 | 0,96 | 1,1 | 1,25 | 1,45 | 1,7 | 2,0 | 2,3 | 2,7 | - | - | |
20 | Глухое | 0,95 | 1,1 | 1,3 | 1,5 | 1,75 | 2,0 | 2,4 | 2,8 | 3,2 | - | - | |||
21 | 18 | 24 | Сквозное | - | 1,1 | 1,25 | 1,4 | 1,65 | 1,9 | 2,3 | 2,6 | 3,1 | 3,7 | - | |
22 | Глухое | - | 1,3 | 1,5 | 1,7 | 2,0 | 2,4 | 2,8 | 3,1 | 3,7 | 4,4 | - | |||
23 | Сталь | 3 | 04 | Сквозное | 0,9 | 1,1 | 1,3 | 1,5 | 1,75 | - | - | - | - | - | - |
24 | Глухое | 1,1 | 1,3 | 1,55 | 1,8 | 2,1 | - | - | - | - | - | - | |||
25 | 6 | 1,0 | Сквозное | 0,7 | 0,85 | 0,95 | 1,1 | 1,3 | 1,45 | 1,75 | - | - | - | - | |
26 | Глухое | 0,85 | 1,0 | 1,15 | 1,3 | 1,55 | 1,75 | 2,1 | - | - | - | - | |||
27 | 10 | 1,5 | Сквозное | 0,55 | 0,65 | 0,75 | 0,9 | 1,0 | 1,15 | 1,4 | 1,6 | - | - | - | |
28 | Глухое | 0,65 | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,7 | 1,9 | - | - | - | |||
29 | 14 | 2,0 | Сквозное | 0,65 | 0,75 | 0,9 | 1,0 | 1,15 | 1,35 | 1,6 | 1,85 | 2,2 | - | - | |
30 | Глухое | 0,8 | 0,9 | 1,1 | 1,2 | 1,4 | 1,6 | 1,9 | 2,2 | 2,6 | - | - | |||
31 | 18 | 2,5 | Сквозное | - | 0,9 | 1,0 | 1,1 | 1,3 | 1,5 | 1,85 | 2,1 | 2,5 | 3,0 | - | |
32 | Глухое | - | 1,1 | 1,2 | 1,3 | 1,55 | 1,8 | 2,2 | 2,5 | 3,0 | 3,6 | - | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||||
Неполное штучное время НАРЕЗАНИЕ РЕЗЬБЫ В ОТВЕРСТИЯХ ВРУЧНУЮ | Слесарные работы | ||||||||||||||
Карта 31, лист 3 | |||||||||||||||
N позиции | Обрабатываемый материал | Диаметр, мм | Шаг резьбы, мм | Вид отверстия | Длина нарезания, мм, до | ||||||||||
5 | 7 | 9 | 11 | 14 | 18 | 24 | 30 | 40 | 55 | 65 | |||||
Неполное штучное время на отверстие, мин. | |||||||||||||||
33 | Чугун | 24 | 3,0 | Сквозное | - | - | - | - | 1,5 | 1,75 | 2,1 | 2,3 | 2,8 | 3,4 | 3,8 |
34 | Глухое | - | - | - | - | 1,8 | 2,1 | 2,5 | 2,8 | 3,4 | 4,1 | 4,6 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | ||||
Примечание. Нормативное время рассчитано для нарезания резьбы в сквозных отверстиях двумя метчиками, в глухих отверстиях - тремя метчиками в детали с числом отверстий до 7. При измененных условиях приведенное в нормативной карте время принимать с коэффициентами:
Число отверстий в детали, до | ||
10 | 20 | 30 |
Коэффициент | ||
0,9 | 0,85 | 0,75 |
УСТАНОВКА БОЛТОВ, ШТИФТОВ, ШТЫРЕЙ, ВТУЛОК НАПРАВЛЯЮЩИХ, ВЕНТ В ОТВЕРСТИЕ ВРУЧНУЮ | Сборочные работы | |||||||
Карта 32, лист 1 | ||||||||
Содержание работы | ||||||||
I. Свободно 1. Взять болт, штырь или втулку направляющую 2. Установить болт, штырь или втулку направляющую в отверстие одной или нескольких деталей |  | |||||||
II. Запрессовывание молотком 1. Взять штифт, втулку направляющую или венту 2. Смазать штифт, втулку направляющую или венту и установить в отверстие 3. Взять оправку и молоток 4. Запрессовать штифт, втулку направляющую или венту 5, Отложить оправку и молоток |  | |||||||
N позиции | Вид установки | Число штифтов, болтов, штырей, втулок направляющих, вент | Диаметр штифта, болта, штыря, втулки направляющей, венты, мм, до | Длина посадки, мм | ||||
15 | 25 | 35 | 50 | 100 | ||||
Неполное штучное время на штифт, болт, штырь, втулку направляющую, венту, мин. | ||||||||
1 | Свободно | 1 | 10 | 0,06 | 0,07 | 0,07 | 0,08 | 0,09 |
2 | 16 | 0,07 | 0,08 | 0,08 | 0,09 | 0,10 | ||
3 | 32 | 0,08 | 0,09 | 0,09 | 0,11 | 0,12 | ||
4 | 3 | 10 | 0,05 | 0,06 | 0,06 | 0,07 | 0,08 | |
5 | 16 | 0,06 | 0,07 | 0,07 | 0,08 | 0,09 | ||
6 | 32 | 0,07 | 0,08 | 0,08 | 0,09 | 0,10 | ||
7 | 6 | 10 | 0,045 | 0,05 | 0,05 | 0,06 | 0,07 | |
8 | 16 | 0,05 | 0,06 | 0,06 | 0,07 | 0,08 | ||
9 | 32 | 0,06 | 0,07 | 0,07 | 0,08 | 0,09 | ||
10 | 10 | 10 | 0,040 | 0,05 | 0,05 | 0,05 | 0,06 | |
11 | 16 | 0,045 | 0,05 | 0,05 | 0,06 | 0,07 | ||
12 | 32 | 0,05 | 0,06 | 0,06 | 0,07 | 0,08 | ||
Индекс | а | б | в | г | д | |||
Неполное штучное время УСТАНОВКА БОЛТОВ, ШТИФТОВ, ШТЫРЕЙ, ВТУЛОК НАПРАВЛЯЮЩИХ, ВЕНТ В ОТВЕРСТИЕ ВРУЧНУЮ | Сборочные работы | |||||||
Карта 32, лист 2 | ||||||||
N позиции | Вид установки | Число штифтов, болтов, штырей, втулок направляющих, вент | Диаметр штифта, болта, штыря, втулки, направляющей, венты, мм, до | Длина посадки, мм | ||||
15 | 25 | 35 | 50 | 100 | ||||
Неполное штучное время на штифт, болт, штырь, втулку, направляющую венту, мин. | ||||||||
13 | Запресованные молотком | 1 | 10 | 0,42 | 0,49 | 0,55 | 0,6 | 0,7 |
14 | 15 | 0,48 | 0,55 | 0,6 | 0,65 | 0,8 | ||
15 | 20 | 0,50 | 0,6 | 0,65 | 0,75 | 0,9 | ||
16 | 3 | 10 | 0,35 | 0,41 | 0,46 | 0,50 | 0,6 | |
17 | 15 | 0,40 | 0,46 | 0,50 | 0,55 | 0,7 | ||
18 | 20 | 0,44 | 0,50 | 0,55 | 0,65 | 0,75 | ||
19 | 6 | 10 | 0,32 | 0,37 | 0,41 | 0,45 | 0,55 | |
20 | 15 | 0,36 | 0,41 | 0,45 | 0,49 | 0,65 | ||
21 | 20 | 0,39 | 0,45 | 0,49 | 0,55 | 0,7 | ||
22 | 10 | 10 | 0,29 | 0,34 | 0,38 | 0,42 | 0,5 | |
23 | 15 | 0,33 | 0,38 | 0,42 | 0,45 | 0,6 | ||
24 | 20 | 0,36 | 0,42 | 0,45 | 0,50 | 0,65 | ||
Индекс | а | б | в | г | д | |||
ЗАВЕРТЫВАНИЕ БОЛТОВ, ГАЕК ПРИ КРЕПЛЕНИИ МОДЕЛЕЙ НА ПОДМОДЕЛЬНОЙ ПЛИТЕ | Сборочные работы | |||||||||||
Карта 33, лист 1 | ||||||||||||
Содержание работы 1. Взять болт, гайку, завернуть на 2 - 3 нитки 2. Взять инструмент, установить на болт, гайку 3. Завернуть болт, гайку окончательно 4. Отложить инструмент (переместить к следующему болту, гайке) | 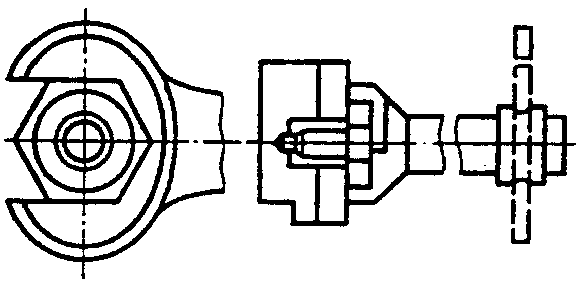 | |||||||||||
N позиции | Вид инструмента | Диаметр резьбы, мм, до | Шаг резьбы, мм | Установка болтов, гаек | Длина ввертывания, мм, до | |||||||
8 | 10 | 12 | 15 | 20 | 25 | 30 | 40 | |||||
Неполное штучное время на болт, гайку, мин. | ||||||||||||
1 | Гаечный ключ | 6 | 0,5 | Сверху | 0,50 | 0,60 | 0,70 | 0,85 | - | - | - | - |
2 | Снизу | 0,60 | 0,70 | 0,85 | 1,05 | - | - | - | - | |||
3 | 0,75 | Сверху | 0,36 | 0,45 | 0,50 | 0,65 | - | - | - | - | ||
4 | Снизу | 0,43 | 0,56 | 0,60 | 0,75 | - | - | - | - | |||
5 | 1,0 | Сверху | 0,29 | 0,35 | 0,42 | 0,50 | - | - | - | - | ||
6 | Снизу | 0,35 | 0,42 | 0,50 | 0,60 | - | - | - | - | |||
7 | 10 | 0,75 | Сверху | 0,42 | 0,50 | 0,60 | 0,75 | 0,95 | 1,15 | - | - | |
8 | Снизу | 0,50 | 0,60 | 0,70 | 0,90 | 1,15 | 1,40 | - | - | |||
9 | 1,0 | Сверху | 0,34 | 0,42 | 0,49 | 0,60 | 0,75 | 1,10 | - | - | ||
10 | Снизу | 0,41 | 0,50 | 0,60 | 0,70 | 0,90 | 1,90 | - | - | |||
11 | 1,5 | Сверху | 0,25 | 0,31 | 0,35 | 0,43 | 0,55 | 0,65 | - | - | ||
12 | Снизу | 0,30 | 0,37 | 0,42 | 0,50 | 0,65 | 0,80 | - | - | |||
Индекс | а | б | в | г | д | е | ж | з | ||||
Неполное штучное время ЗАВЕРТЫВАНИЕ БОЛТОВ, ГАЕК ПРИ КРЕПЛЕНИИ МОДЕЛЕЙ НА ПОДМОДЕЛЬНОЙ ПЛИТЕ | Сборочные работы | |||||||||||
Карта 33, лист 2 | ||||||||||||
N позиции | Вид инструмента | Диаметр резьбы, мм, до | Шаг резьбы, км | Установка болтов, гаек | Длина ввертывания, мм, до | |||||||
8 | 10 | 12 | 15 | 20 | 25 | 30 | 40 | |||||
Неполное штучное время на болт, гайку, мин. | ||||||||||||
13 | Гаечный ключ | 16 | 0,75 | Сверху | - | 0,60 | 0,70 | 0,85 | 1,10 | 1,25 | 1,55 | 2,00 |
14 | Снизу | - | 0,70 | 0,85 | 1,00 | 1,35 | 1,50 | 1,85 | 2,4 | |||
15 | 1,0 | Сверху | - | 0,48 | 0,55 | 0,65 | 0,80 | 1,05 | 1,25 | 1,60 | ||
16 | Снизу | - | 0,60 | 0,65 | 0,80 | 1,05 | 1,25 | 1,50 | 1,90 | |||
17 | 1,5 | Сверху | - | 0,35 | 0,41 | 0,49 | 0,65 | 0,75 | 0,90 | 1,15 | ||
18 | Снизу | - | 0,42 | 0,49 | 0,60 | 0,75 | 0,90 | 1,10 | 1,40 | |||
19 | 2,0 | Сверху | - | 0,28 | 0,32 | 0,39 | 0,50 | 0,60 | 0,75 | 1,15 | ||
20 | Снизу | - | - | 0,38 | 0,47 | 0,60 | 0,75 | 0,90 | 1,35 | |||
21 | 24 | 0,75 | Сверху | - | - | 0,80 | 0,95 | 1,25 | 1,45 | 1,75 | 2,3 | |
22 | Снизу | - | - | 0,95 | 1,15 | 1,50 | 1,75 | 2,10 | 2,70 | |||
23 | 1,0 | Сверху | - | - | 0,65 | 0,75 | 1,00 | 1,20 | 1,40 | 1,80 | ||
24 | Снизу | - | - | 0,75 | 0,90 | 1,20 | 1,45 | 1,70 | 2,15 | |||
25 | 1,5 | Сверху | - | - | 0,46 | 0,55 | 0,70 | 0,85 | 1,00 | 1,85 | ||
26 | Снизу | - | - | 0,55 | 0,65 | 0,85 | 1,05 | 1,20 | 2,20 | |||
27 | 2,0 | Сверху | - | - | 0,36 | 0,45 | 0,55 | 0,70 | 0,85 | 1,50 | ||
28 | Снизу | - | - | 0,43 | 0,55 | 0,70 | 0,85 | 1,00 | 1,80 | |||
29 | 3,0 | Сверху | - | - | 0,27 | 0,32 | 0,42 | 0,50 | 0,60 | 1,10 | ||
30 | Снизу | - | - | 0,32 | 0,39 | 0,50 | 0,60 | 0,70 | 1,30 | |||
Индекс | а | б | в | г | д | е | ж | з | ||||
Неполное штучное время ЗАВЕРТЫВАНИЕ БОЛТОВ, ГАЕК ПРИ КРЕПЛЕНИИ МОДЕЛЕЙ НА ПОДМОДЕЛЬНОЙ ПЛИТЕ | Сборочные работы | |||||||||||
Карта 33, лист 3 | ||||||||||||
N позиции | Вид инструмента | Диаметр резьбы, мм, до | Шаг резьбы, мм | Установка болтов, гаек | Длина ввертывания, мм, до | |||||||
8 | 10 | 12 | 15 | 20 | 25 | 30 | 40 | |||||
Неполное штучное время на болт, гайку, мин. | ||||||||||||
31 | Торцовый ключ | 6 | 0,5 | Сверху | 0,36 | 0,45 | 0,45 | 0,65 | - | - | - | - |
32 | Снизу | 0,45 | 0,55 | 0,65 | 0,80 | - | - | - | - | |||
33 | 0,75 | Сверху | 0,28 | 0,34 | 0,39 | 0,49 | - | - | - | - | ||
34 | Снизу | 0,34 | 0,41 | 0,47 | 0,60 | - | - | - | - | |||
35 | 1,0 | Сверху | 0,22 | 0,28 | 0,32 | 0,39 | - | - | - | - | ||
36 | Снизу | 0,26 | 0,34 | 0,38 | 0,45 | - | - | - | - | |||
37 | 10 | 0,75 | Сверху | 0,31 | 0,38 | 0,45 | 0,55 | 0,70 | 0,85 | - | - | |
38 | Снизу | 0,37 | 0,46 | 0,55 | 0,65 | 0,85 | 1,00 | - | - | |||
39 | 1,0 | Сверху | 0,25 | 0,31 | 0,36 | 0,45 | 0,55 | 0,70 | - | - | ||
40 | Снизу | 0,30 | 0,37 | 0,43 | 0,55 | 0,65 | 0,85 | - | - | |||
41 | 14 | Сверху | 0,20 | 0,24 | 0,28 | 0,35 | 0,43 | 0,55 | - | - | ||
42 | Снизу | 0,24 | 0,29 | 0,34 | 0,42 | 0,50 | 0,65 | - | - | |||
43 | 16 | 0,75 | Сверху | - | 0,43 | 0,50 | 0,60 | 0,80 | 0,95 | 1,15 | 1,30 | |
44 | Снизу | - | 0,50 | 0,60 | 0,70 | 0,95 | 1,15 | 1,40 | 1,55 | |||
45 | 1,0 | Сверху | - | 0,35 | 0,41 | 0,50 | 0,65 | 0,80 | 0,90 | 1,05 | ||
46 | Снизу | - | 0,42 | 0,49 | 0,60 | 0,80 | 0,95 | 1,10 | 1,25 | |||
47 | 14 | Сверху | - | 0,27 | 0,31 | 0,38 | 0,49 | 0,60 | 0,70 | 0,80 | ||
48 | Снизу | - | 0,32 | 0,35 | 0,46 | 0,60 | 0,70 | 0,85 | 0,95 | |||
49 | 2,0 | Сверху | - | 0,21 | 0,25 | 0,31 | 0,39 | 0,48 | 0,55 | 0,65 | ||
50 | Снизу | - | 0,25 | 0,30 | 0,37 | 0,47 | 0,60 | 0,65 | 0,80 | |||
Индекс | а | б | в | г | д | е | ж | з | ||||
Неполное штучное время ЗАВЕРТЫВАНИЕ БОЛТОВ, ГАЕК ПРИ КРЕПЛЕНИИ МОДЕЛЕЙ НА ПОДМОДЕЛЬНОЙ ПЛИТЕ | Сборочные работы | |||||||||||
Карта 33, лист 4 | ||||||||||||
N позиции | Вид инструмента | Диаметр резьбы, мм, до | Шаг резьбы, мм | Установка болтов, гаек | Длина ввертывания, мм, до | |||||||
8 | 10 | 12 | 15 | 20 | 25 | 30 | 40 | |||||
Неполное штучное время на болт, гайку, мин. | ||||||||||||
51 | Торцовый ключ | 24 | 0,75 | Сверху | - | - | 0,55 | 0,65 | 0,85 | 1,05 | 1,25 | 1,45 |
52 | Снизу | - | - | 0,65 | 0,80 | 1,00 | 1,25 | 1,50 | 1,75 | |||
53 | 1,0 | Сверху | - | - | 0,45 | 0,55 | 0,70 | 0,85 | 1,00 | 1,15 | ||
54 | Снизу | - | - | 0,55 | 0,64 | 0,85 | 1,00 | 1,20 | 1,40 | |||
55 | 1,5 | Сверху | - | - | 0,34 | 0,42 | 0,55 | 0,65 | 0,75 | 0,90 | ||
56 | Снизу | - | - | 0,41 | 0,50 | 0,65 | 0,80 | 0,90 | 1,10 | |||
57 | 2,0 | Сверху | - | - | 0,28 | 0,65 | 0,43 | 0,55 | 0,65 | 0,70 | ||
58 | Снизу | - | - | 0,34 | 0,41 | 0,50 | 0,65 | 0,80 | 0,85 | |||
59 | 3,0 | Сверху | - | - | 0,21 | 0,25 | 0,34 | 0,41 | 0,48 | 0,55 | ||
60 | Снизу | - | - | 0,25 | 0,30 | 0,41 | 0,49 | 0,60 | 0,65 | |||
Индекс | а | б | в | г | д | е | ж | з | ||||
Примечание. Нормативы неполного штучного времени рассчитаны на 1 болт, гайку. При наличии в одном резьбовом соединении двух и более болтов, гаек приведенное в нормативной карте время принимать с коэффициентами:
Число болтов (гаек) в одном соединении, до | 4 | 6 | 10 |
Коэффициент | 0,95 | 0,9 | 0,8 |
ВВЕРТЫВАНИЕ ВИНТОВ С ПОМОЩЬЮ ОТВЕРТКИ ВРУЧНУЮ | Сборочные работы | ||||||||||||
Карта 34 | |||||||||||||
Содержание работы 1. Взять винт, ввернуть на 2 - 3 нитки 2. Взять отвертку и установить в шлиц винта 3. Ввернуть винт окончательно 4. Отложить отвертку (переместить к следующему винту) |  | ||||||||||||
N позиции | Шаг резьбы, мм | Длина ввертывания, мм, до | |||||||||||
6 | 8 | 10 | 12 | 14 | 18 | 20 | 22 | 25 | 30 | 35 | 40 | ||
Неполное штучное время на винт, мин. | |||||||||||||
1 | 0,5 | 0,37 | 0,47 | 0,57 | 0,66 | - | - | - | - | - | - | - | - |
2 | 0,75 | 0,30 | 0,39 | 0,47 | 0,54 | - | - | - | - | - | - | - | - |
3 | 1,0 | 0,25 | 0,31 | 0,38 | 0,44 | 0,50 | 0,62 | - | - | - | - | - | - |
4 | 1,25 | - | 0,27 | 0,33 | 0,39 | 0,44 | 0,54 | 0,59 | 0,64 | - | - | - | - |
5 | 1,5 | - | - | 0,30 | 0,35 | 0,39 | 0,49 | 0,53 | 0,58 | 0,64 | 0,75 | 0,85 | 0,95 |
6 | 1,75 | - | - | 0,27 | 0,32 | 0,36 | 0,45 | 0,49 | 0,53 | 0,59 | 0,68 | 0,78 | 0,87 |
7 | 2,0 | - | - | 0,25 | 0,29 | 0,33 | 0,41 | 0,45 | 0,49 | 0,54 | 0,63 | 0,72 | 0,80 |
8 | 2,5 | - | - | 0,22 | 0,26 | 0,29 | 0,36 | 0,39 | 0,43 | 0,47 | 0,55 | 0,63 | 0,70 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
Примечание. Нормативное время рассчитано на ввертывание винтов с диаметром резьбы до 20 мм. При ввертывании нескольких винтов приведенное в нормативной карте время принимать с коэффициентом К = 0,9.
КЕРНЕНИЕ ЦЕНТРОВ ОКРУЖНОСТЕЙ, ЗАКРЕПЛЕНИЕ ВИНТОВ КЕРНЕНИЕМ | Слесарно-сборочные работы | |||||||||||
Карта 35 | ||||||||||||
Содержание работы 1. Взять с верстака керн и молоток 2. Кернить 3. Отложить керн и молоток на верстак (передвинуть на шаг) |  | |||||||||||
N позиции | Обрабатываемый материал | Шаг между точками, мм, до | Число точек, до | |||||||||
2 | 5 | 9 | 12 | 15 | 20 | 30 | 40 | 50 | 60 | |||
Неполное штучное время, мин. | ||||||||||||
1 | Алюминий | 100 | 0,13 | 0,39 | 0,46 | 0,55 | 0,65 | 0,85 | 1,05 | 1,20 | 1,35 | |
2 | 500 | 0,15 | 0,32 | - | - | - | - | - | - | - | - | |
3 | 1000 | 0,32 | - | - | - | - | - | - | - | - | - | |
4 | Сталь | 100 | 0,19 | 0,35 | 0,55 | 0,65 | 0,80 | 0,90 | 1,25 | 1,50 | 1,70 | 1,90 |
5 | 500 | 0,22 | 0,45 | - | - | - | - | - | - | - | - | |
6 | 1000 | 0,45 | - | - | - | - | - | - | - | - | - | |
7 | Чугун | 100 | 0,15 | 0,28 | 0,44 | 0,50 | 0,65 | 0,70 | 1,0 | 1,20 | 1,35 | 1,50 |
8 | 500 | 0,18 | 0,36 | - | - | - | - | - | - | - | - | |
9 | 1000 | 0,36 | - | - | - | - | - | - | - | - | - | |
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
ОЧИСТКА ДЕТАЛЕЙ СЖАТЫМ ВОЗДУХОМ | Слесарно-сборочные работы | ||||||||||||
Карта 36 | |||||||||||||
Содержание работы 1. Взять шланг, открыть вентиль 2. Очистить деталь 3. Закрыть вентиль, отложить шланг |  | ||||||||||||
N позиции | Длина поверхности, мм, до | Криволинейная вогнутая поверхность | Криволинейная выпуклая поверхность | ||||||||||
Ширина поверхности, мм, до | |||||||||||||
50 | 100 | 200 | 500 | 1000 | 1500 | 50 | 100 | 200 | 500 | 1000 | 1500 | ||
Неполное штучное время на деталь, мин. | |||||||||||||
1 | 50 | 0,08 | - | - | - | - | - | 0,07 | - | - | - | - | - |
2 | 100 | 0,11 | 0,15 | - | - | - | - | 0,09 | 0,12 | - | - | - | - |
3 | 200 | 0,14 | 0,20 | 0,27 | - | - | - | 0,12 | 0,16 | 0,22 | - | - | - |
4 | 300 | 0,17 | 0,24 | 0,32 | - | - | - | 0,14 | 0,19 | 0,26 | - | - | - |
5 | 400 | 0,19 | 0,26 | 0,36 | - | - | - | 0,16 | 0,21 | 0,29 | - | - | - |
6 | 600 | 0,22 | 0,31 | 0,42 | 0,65 | - | - | 0,18 | 0,25 | 0,34 | 0,50 | - | - |
7 | 800 | 0,25 | 0,34 | 0,47 | 0,70 | - | - | 0,21 | 0,28 | 0,38 | 0,55 | - | - |
8 | 1000 | - | - | 0,50 | 0,80 | 1,05 | - | - | - | 0,41 | 0,60 | 0,85 | - |
9 | 1200 | - | - | 0,55 | 0,91 | 1,15 | - | - | - | 0,45 | 0,70 | 0,95 | - |
10 | 1500 | - | - | - | 1,05 | 1,25 | 1,40 | - | - | - | 0,85 | 1,05 | 1,15 |
Индекс | а | б | в | г | д | е | ж | з | и | к | л | м | |
Механическая обработка и слесарно-сборочные работы | ||||||||||||||
Карта 37, лист 1 | ||||||||||||||
Содержание работы | Мостовым краном, кран-балкой 1. Застропить деталь, переместить и установить 2. Закрепить деталь 3. Открепить деталь 4. Снять и переместить деталь 5. Положить деталь и расстропить | |||||||||||||
Вручную 1. Взять деталь, установить (выверить) 2. Закрепить деталь 3. Открепить деталь 4. Снять и отложить деталь | ||||||||||||||
N позиции | Способ установки и характер выверки | Вручную | Мостовым краном, кран-балкой | |||||||||||
Масса детали (партии деталей), кг, до | ||||||||||||||
1 | 3 | 5 | 10 | 20 | 30 | 50 | 100 | 200 | 400 | 800 | ||||
Время на деталь (партии деталей), мин. | ||||||||||||||
1 | В центрах | Без надевания хомутика | 0,23 | 0,31 | 0,37 | 0,46 | 0,57 | 3,9 | 4,5 | 5,1 | 5,9 | 6,8 | 9,1 | |
2 | С надеванием хомутика | 0,36 | 0,50 | 0,60 | 0,75 | 0,90 | 5,0 | 5,5 | 6,2 | 7,1 | 8,2 | 11,0 | ||
3 | В самоцентрирующем патроне | В кулачках с креплением ключом | без выверки | 0,36 | 0,55 | 0,65 | 0,85 | 1,1 | 4,2 | 4,7 | 5,3 | 6,1 | - | - |
4 | с выверкой | 2,0 | 2,15 | 2,65 | 3,15 | 6,1 | 7,5 | 10,0 | 13,0 | - | - | |||
5 | В кулачках с поджатием задним центром | без выверки | 0,41 | 0,55 | 0,65 | 0,75 | 0,95 | 3,9 | 4,3 | 5,0 | 5,7 | - | - | |
6 | с выверкой | 0,7 | 0,90 | 1,05 | 1,25 | 1,50 | 4,7 | 5,1 | 5,9 | 6,7 | - | - | ||
7 | В четырехкулачковом патроне | Детали цилиндрической формы | без выверки | 0,6 | 0,8 | 0,95 | 1,15 | 1,4 | 4,3 | 4,7 | 5,3 | 5,9 | 6,7 | 7,5 |
8 | с выверкой по диаметру | 1,6 | 1,6 | 1,8 | 2,3 | 3,0 | 8,5 | 9,5 | 11,0 | 12,0 | 13,0 | 14,5 | ||
9 | с выверкой по диаметру и торцу | 2,0 | 2,5 | 3,0 | 3,8 | 4,9 | 11,0 | 12,5 | 14,0 | 15,5 | 18,0 | 20,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ | Механическая обработка и слесарно-сборочные работы | |||||||||||||
Карта 37, лист 2 | ||||||||||||||
N позиции | Способ установки и характер выверки | Вручную | Мостовым краном, кран-балкой | |||||||||||
Масса детали (партии деталей), кг, до | ||||||||||||||
1 | 3 | 5 | 10 | 20 | 30 | 50 | 100 | 200 | 400 | 800 | ||||
Время на деталь (партию деталей), мин. | ||||||||||||||
10 | В четырехкулачковом патроне | Детали фасонной и коробчатой формы | без выверки | 0,9 | 1,1 | 1,3 | 1,6 | 2,0 | 5,5 | 6,1 | 7,0 | 8,0 | 9,1 | 10,5 |
11 | с выверкой в одной плоскости | 1,8 | 2,1 | 2,5 | 3,2 | 4,1 | 11,0 | 12,0 | 14,0 | 15,0 | 16,5 | 19,0 | ||
12 | с выверкой в двух плоскостях | 3,1 | 3,7 | 4,4 | 5,6 | 7,1 | 15,0 | 17,0 | 19,0 | 21,0 | 25,0 | 28,0 | ||
13 | В кулачках с поджатием задним центром | без выверки | 0,8 | 1,0 | 1,2 | 1,5 | 1,8 | 5,0 | 5,5 | 6,3 | 7,1 | 8,1 | 9,1 | |
14 | с выверкой | 1,3 | 1,6 | 1,9 | 2,4 | 3,0 | 9,4 | 10,0 | 11,5 | 13,0 | 15,5 | 17,0 | ||
15 | На планшайбе с креплением болтами и планками | без выверки | 0,9 | 1,3 | 1,6 | 1,9 | 2,4 | 4,6 | 5,1 | 5,9 | 6,7 | - | - | |
16 | с выверкой в одной плоскости | 2,2 | 3,0 | 3,5 | 4,3 | 5,4 | 10,0 | 11,0 | 13,0 | 16,0 | 20,5 | - | ||
17 | с выверкой в двух плоскостях | 3,7 | 5,0 | 5,8 | 7,0 | 8,5 | 17,0 | 19,0 | 21,0 | 25,0 | 28,0 | - | ||
18 | На столе с креплением болтами и планками | без выверки | 0,75 | 1,0 | 1,1 | 1,3 | 1,6 | 4,2 | 4,8 | 5,5 | 6,4 | 7,3 | 8,7 | |
19 | с выверкой в одной плоскости | 2,0 | 2,3 | 2,8 | 3,3 | 7,9 | 8,9 | 10,1 | 12,0 | 14,0 | 16,5 | |||
20 | с выверкой в двух плоскостях | 2,2 | 2,9 | 3,4 | 4,1 | 4,9 | 12,0 | 13,5 | 15,5 | 18,0 | 20,0 | 23,0 | ||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛЕЙ | Механическая обработка и слесарно-сборочные работы | |||||||||||||
Карта 37, лист 3 | ||||||||||||||
N позиции | Способ установки и характер выверки | Вручную | Мостовым краном, кран-балкой | |||||||||||
Масса детали (партии деталей), кг, до | ||||||||||||||
1 | 3 | 5 | 10 | 20 | 30 | 50 | 100 | 200 | 400 | 800 | ||||
Время на деталь (партию деталей), мин. | ||||||||||||||
21 | На столе с домкратами, подставками с креплением болтами и планками | без выверки | 1,0 | 1,3 | 1,5 | 1,9 | 2,3 | 4,9 | 5,5 | 6,6 | 8,0 | 9,3 | 11,0 | |
22 | с выверкой в одной плоскости | 1,9 | 2,6 | 3,0 | 3,7 | 4,5 | 9,2 | 10,5 | 12,5 | 15,0 | 18,0 | 22,0 | ||
23 | с выверкой в двух плоскостях | 2,3 | 3,2 | 3,8 | 4,6 | 5,7 | 13,0 | 15,0 | 17,0 | 20,0 | 23,0 | 27,0 | ||
24 | с выверкой в трех плоскостях | 2,9 | 3,9 | 4,7 | 5,8 | 7,1 | 16,0 | 18,5 | 21,0 | 25,0 | 29,0 | 34,0 | ||
25 | На магнитном столе | Количество одновременно устанавливаемых деталей, шт., до | 1 | 0,3 | 0,34 | 0,37 | 0,42 | 0,48 | 3,4 | 3,8 | 4,0 | - | - | - |
26 | 3 | 0,55 | 0,65 | 0,7 | 0,8 | 0,9 | - | - | - | - | - | - | ||
27 | 5 | 0,70 | 0,85 | 0,95 | 1,1 | 1,2 | - | - | - | - | - | - | ||
28 | 10 | 1,1 | 1,3 | 1,4 | 1,6 | - | - | - | - | - | - | - | ||
29 | 25 | 1,80 | 2,2 | 2,4 | 2,7 | - | - | - | - | - | - | - | ||
30 | 50 | 2,7 | 3,3 | 3,6 | - | - | - | - | - | - | - | - | ||
31 | 75 | 3,4 | 4,1 | - | - | - | - | - | - | - | - | - | ||
32 | В тисках с винтовым наложением | без выверки | 0,50 | 0,60 | 0,7 | - | - | - | - | - | - | - | ||
33 | с выверкой | 0,8 | 1,05 | 1,2 | 1,4 | - | - | - | - | - | - | - | ||
34 | Простым наложением на плиту | 0,11 | 0,12 | 0,14 | 0,16 | 2,6 | 3,2 | 3,9 | 4,8 | 5,7 | 7,1 | |||
Индекс | а | б | в | г | д | е | ж | з | и | к | л | |||
Примечания: 1. При креплении детали к угольнику, призме двумя-тремя струбцинами или болтами к времени по карте добавлять 0,9 мин.; в случае если при креплении производится регулировка правильности установки - 1,2 мин.
2. При переустановке деталей вручную время по карте принимать без изменений, при переустановке деталей с применением мостового крана без выверки к времени по карте применять коэффициент K = 0,65; с выверкой в одной плоскости - коэффициент K = 0,8; с выверкой в двух-трех плоскостях - коэффициент K = 0,95.
3. Нормативное время рассчитано на перемещение детали на расстояние до 5 м. При перемещении детали на расстояние свыше 5 м от рабочего места к времени по карте добавлять время в соответствии с картой 38.
Вспомогательные работы | ||||||||||||
Карта 38 | ||||||||||||
N позиции | Характер перемещения | Расстояние перемещения, м, до | ||||||||||
3 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 50 | |||
Время, мин. | ||||||||||||
1 | Перемещение рабочего | без груза или с грузом до 10 кг | 0,045 | 0,075 | 0,15 | 0,22 | 0,30 | 0,38 | 0,45 | 0,55 | 0,6 | 0,75 |
2 | с грузом до 20 кг | 0,06 | 0,10 | 0,20 | 0,30 | 0,40 | 0,50 | 0,60 | 0,70 | 0,80 | 1,0 | |
3 | Перемещение тележки | без груза | 0,048 | 0,12 | 0,22 | 0,32 | 0,43 | 0,55 | 0,65 | 0,75 | 0,85 | 1,05 |
4 | с грузом | 0,089 | 0,15 | 0,28 | 0,41 | 0,48 | 0,65 | 0,80 | 0,95 | 1,05 | 1,3 | |
5 | Перемещение деталей мостовым краном | с грузом до 500 кг | 1,3 | 1,5 | 1,8 | 2,2 | ||||||
6 | с грузом до 1,0 т | 1,5 | 1,7 | 2,0 | 2,5 | |||||||
Индекс | а | б | в | г | д | е | ж | з | и | к | ||
Механическая обработка, сборочные и слесарные работы | |||||||
Карта 39 | |||||||
Вид обработки | Наименование работ | Группа сложности металломодельной оснастки | |||||
I | II | III | IV | V | VI | ||
Время на партию деталей, мин. | |||||||
Механическая обработка | Строгание | 10 | |||||
Точение | 18 | ||||||
Растачивание | 20 | ||||||
Фрезерование | 18 | ||||||
Шлифование | 10 | ||||||
Сверление | 15 | ||||||
Разметка | 4 | 5 | 8 | 10 | 13 | 16 | |
Слесарные работы | Обрубка, прорубка по шаблону, вырубка, обработка пневматической (электрической) машиной, опиливание, шабрение, нарезание резьбы и т.д. | 4 | |||||
Зачистка поверхности наждачной бумагой | 2 | ||||||
Сборочные и другие работы | 5 | ||||||
Примечание. При бригадной форме организации труда, когда производится межсменная передача обрабатываемых изделий, подготовительно-заключительное время может быть уменьшено на 30...50%.
металломодельной оснастки
Группа сложности | Краткая характеристика |
I | Металлические модели, монолитные формовочные плиты, литниковая система, образованная простейшими прямолинейными поверхностями. Рабочая полость стержневых ящиков, драйеров имеет прямоугольные периметры в плоскости разъема с углами 90° |
II | Металлические модели, монолитные формовочные плиты, рабочая поверхность которых образована из простейших геометрических фигур (куб, призма, цилиндр) и представляет собой сочетание не более двух тел. Оси этих тел параллельны плоскости разъема или плоскости подмодельной плиты. Стержневые ящики, драйеры, рабочая поверхность которых образована несложными криволинейными контурами с 2 - 3-ступенчатыми высотами, оси которых расположены перпендикулярно к плоскости разъема. Литниковая система образована комбинацией простейших геометрических фигур, пересекающихся под углом |
III | Металлические модели, монолитные формовочные плиты, рабочая поверхность которых представляет собой конструктивную комбинацию из 3 - 5 простейших геометрических фигур (призма, куб, цилиндр, сфера, конус), оси которых могут быть параллельны или перпендикулярны плоскости разъема, или же из двух простейших геометрических фигур, оси которых расположены к плоскости разъема под различными углами. Переход от одной поверхности к другой представляет собой прямую или плавную кривую в форме радиусных поверхностей и т.п. Обработка рабочей поверхности ведется без применения специальных шаблонов. Плоскость разъема имеет прямолинейную форму. Стержневые ящики, рабочая поверхность которых образована несложными криволинейными контурами (цилиндр, конус, сфера и т.п.) с 4 - 5-ступенчатыми высотами, оси которых расположены перпендикулярно к плоскости разъема. Литниковая система образована комбинацией геометрических фигур, пересекающихся под различными углами. Шлаковик может иметь излом плоскости основания |
IV | Модели, монолитные формовочные плиты, рабочая поверхность которых представляет собой конструктивную комбинацию из 6 - 10 фигур средней сложности (цилиндр, конус, сфера, сегмент и т.п.), оси которых могут быть параллельны или перпендикулярны плоскости разъема. Возможно наличие двух-трех выступов и углублений правильных геометрических форм, отстоящих друг от друга не менее чем на 100 мм. Вся рабочая поверхность доступна для обработки, которая ведется без применения специальных шаблонов. Плоскость разъема имеет прямолинейную форму. Стержневые ящики, драйеры, рабочая поверхность которых образована несложными контурами тел вращения (цилиндр, сегмент, сектор и т.п.) с более чем 5-ступенчатыми высотами, оси которых расположены перпендикулярно к плоскости разъема, или же с 2 - 3-ступенчатыми высотами, оси которых расположены под различными углами к плоскости разъема. Возможно наличие двух-трех ребер, бобышек, углублений. Стержневые ящики могут иметь отъемные части (вкладыши) прямолинейной формы. Изготовление стержневых ящиков требует применения шаблонов |
V | Металлические модели, рабочая поверхность которых представляет собой конструктивную комбинацию более чем десяти сложных геометрических фигур (шар, конус, пирамида, сфера и т.п.), оси которых могут быть параллельны или перпендикулярны плоскости разъема, или же из 6 - 10 сложных геометрических фигур, оси которых расположены под различными углами к плоскости разъема. Переход от одной поверхности к другой образует сложную или кривую линию. На рабочей поверхности возможно наличие 4 - 6 выступов и углублений, отстоящих друг от друга не менее чем на 50 мм. Рабочая поверхность имеет труднодоступные для обработки места. Обработка сложных переходов производится с помощью шаблонов или специального инструмента. Плоскость разъема может иметь криволинейную или ломаную форму. Стержневые ящики, рабочая поверхность которых образована контурами тел вращения (цилиндр, сегмент, сектор и т.п.) с 4 - 6-ступенчатыми высотами, оси которых расположены под различными углами к плоскости разъема. На рабочей поверхности стержневых ящиков возможно наличие 4 - 6 ребер, бобышек, углублений. Стержневые ящики могут иметь отъемные части (вкладыши) сложной конфигурации в сочетании двух-трех поверхностей (цилиндр, сегмент, сектор). Изготовление стержневых ящиков требует применения шаблонов |
VI | Металлические модели, рабочая поверхность которых представляет собой конструктивную комбинацию более десяти сложных геометрических фигур в сложном сочетании, с большим количеством переходов и сопряжений, с пересечением под различными углами, с наличием более шести ребер, углублений и "карманов" сложных профилей, близко расположенных друг от друга и труднодоступных в обработке. Переход от одной поверхности к другой образует сложную кривую или ломаную линию. Рабочая поверхность модели имеет труднодоступные для обработки и измерения места и требует при изготовлении применения шаблонов или специального инструмента, а также доводки отдельных размеров по экспериментальным отливкам. Линия разъема может иметь криволинейную или ломаную форму. Стержневые ящики могут иметь отъемные части (вкладыши) сложными геометрическими фигурами, более чем с шестью ступенчатыми высотами, оси которых расположены под различными углами к плоскости разъема. На рабочей поверхности стержневых ящиков возможно наличие более шести ребер, бобышек, углублений. Стержневые ящики могут иметь отъемные части (вкладыши) сложной конфигурации в сочетании более трех геометрических поверхностей (цилиндр, сегмент, сектор, шар, конус, сфера и т.п.). Изготовление стержневых ящиков требует применения шаблонов или специального инструмента |
I группа сложности
II группа сложности
III группа сложности
IV группа сложности
V группа сложности
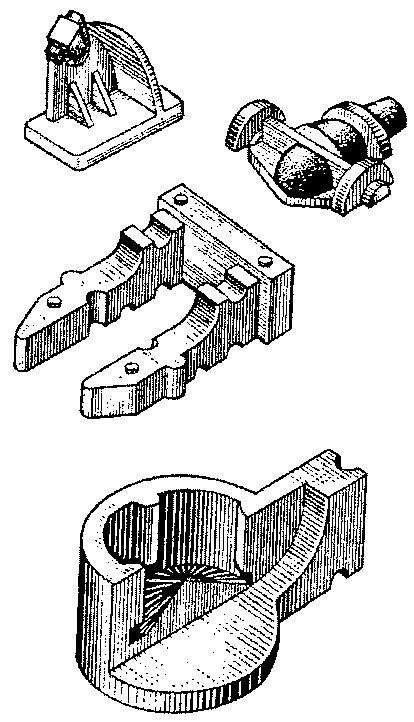
VI группа сложности
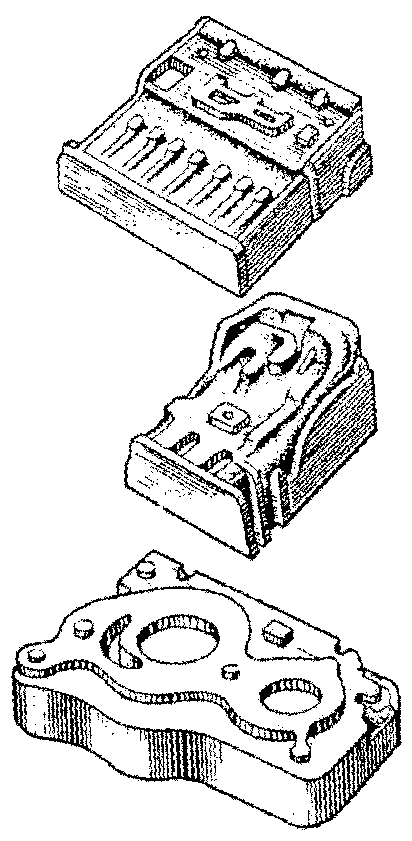
СТРОГАНИЕ ПЛОСКОСТЕЙ | Продольно-строгальные станки Nд до 15 кВт | ||||||
Приложение 1 | |||||||
Шероховатость поверхности | Глубина резания t, мм, до | Обрабатываемый материал | |||||
сталь  | чугун НВ <= 1,6...2,24 ГПа | ||||||
Режущий инструмент | |||||||
резцы из стали Р18, Р6М5, Р6М3, Р9К5 | резцы с пластинками Т5К10 | резцы с пластинками ВК8 | |||||
Режимы резания | |||||||
подача S, мм/дв. ход | скорость v, м/мин. | подача S, мм/дв. ход | скорость v, м/мин. | подача S, мм/дв. ход | скорость v, м/мин. | ||
RZ80 | 5 | 2,2 | 9,7 | 0,9 | 33 | 1,5 | 30 |
Rz40...Rz20 | 2 | 2,0 | 16,5 | 0,6 | 58 | 3,0 | 40 |
СТРОГАНИЕ ПЛОСКОСТЕЙ | Поперечно-строгальные станки Nд до 10 кВт | ||||
Приложение 2 | |||||
Шероховатость поверхности | Глубина резания t, мм, до | Обрабатываемый материал | |||
сталь  | чугун НВ <= 1,6...2,24 ГПа | ||||
Режущий инструмент | |||||
резцы из стали Р18, Р6М3, Р6М5, Р9К5 | резцы с пластинками ВК8 | ||||
Режимы резания | |||||
подача S, мм/дв. ход | скорость v, м/мин. | подача S, мм/дв. ход | скорость v, м/мин. | ||
Rz80 | 5 | 1,0 | 15,0 | 1,0 | 18,0 |
Rz40...Rz20 | 2 | 0,35 | 30,0 | 0,45 | 51,0 |
ПРОДОЛЬНОЕ И ПОПЕРЕЧНОЕ ТОЧЕНИЕ | Токарно-винторезные станки Nд до 14 кВт | ||||
Приложение 3 | |||||
Обрабатываемый материал | Диаметр обрабатываемой поверхности, мм, до | Шероховатость поверхности | |||
Rz80 квалитет 14...12 | Rz40...Rz20 квалитет 14...12 | ||||
Глубина резания t, мм, до | |||||
5 | |||||
Подача S, мм/об. | Скорость v, м/мин. | Подача S, мм/об. | Скорость v, м/мин. | ||
Алюминий НВ <= 0,64 ГПа | 30 | 0,4 | 108 | 0,4 | 136 |
50 | 112 | ||||
75 | 0,5 | 108 | |||
100 | 0,6 | 112 | |||
130 | 0,7 | ||||
160 | 100 | ||||
> 160 | 112 | ||||
Сталь  | 30 | 0,4 | 85 | 0,3 | 105 |
50 | 0,5 | 90 | 99 | ||
75 | 82 | 94 | |||
100 | 0,75 | 60 | 99 | ||
130 | 98 | ||||
160 | 94 | ||||
200 | 100 | ||||
> 200 | 98 | ||||
Чугун НВ <= 1,6...2,24 ГПа | 30 | 0,6 | 55 | 0,25 | 82 |
50 | 59,5 | 78 | |||
75 | 1,0 | 47 | 0,28 | ||
100 | 50 | 0,35 | |||
130 | 49 | 0,4 | 70 | ||
160 | 1,2 | 0,45 | |||
200 | 78,5 | ||||
250 | 47 | 0,5 | |||
300 | 80 | ||||
400 | 44 | ||||
500 | |||||
Примечание. Режимы резания для токарной обработки рассчитаны на режущий инструмент Т5К10 (Rz80) и Т15К6 (Rz40...Bz20) при обработке стали, ВК8 (Rz80) и ВК6 (Kz40...Rz20) при обработке чугуна, Р6М3, Р6М5, Р9К5 при обработке алюминия.
РАСТАЧИВАНИЕ | Токарно-винторезные станки Nд до 14 кВт | ||||
Приложение 4 | |||||
Обрабатываемый материал | Диаметр обрабатываемой поверхности, мм, до | Шероховатость поверхности | |||
Rz80 квалитет 14...12 | Rz40...Rz20 квалитет 14...12 | ||||
Глубина резания t, мм, до | |||||
5 | |||||
Подача S, мм/об. | Скорость v, м/мин. | Подача S, мм/об. | Скорость v, м/мин. | ||
Алюминий НВ <= 0,64 ГПа | 30 | 0,3 | 86 | 0,3 | 136 |
50 | 98 | ||||
75 | 103 | ||||
100 | 0,5 | 90 | |||
160 | 0,6 | 85 | |||
> 160 | 90 | ||||
Сталь  | 30 | 0,2 | 85 | 0,25 | 106 |
50 | 0,3 | 78 | 105 | ||
75 | 74 | 106 | |||
100 | 78 | 111 | |||
130 | 75 | 98 | |||
160 | 106 | ||||
200 | 101 | ||||
250 | 110 | ||||
300 | 104 | ||||
400 | 100 | ||||
500 | 72 | ||||
Чугун НВ <= 1,6...2,24 ГПа | 30 | 0,25 | 76 | 0,4 | 85 |
50 | 0,35 | 60 | 88 | ||
75 | 0,6 | 84 | |||
100 | 79 | ||||
130 | 63 | ||||
160 | 75 | ||||
> 160 | 79 | ||||
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ Фрезы торцовые | Горизонтально-вертикально-фрезерные станки Nд до 17 кВт | ||||||||||||
Приложение 5 | |||||||||||||
Обрабатываемый материал | Материал режущего инструмента | Шероховатость поверхности | Глубина резания t, мм, до | Диаметр фрезы D, мм/число зубьев | |||||||||
80/10 | 125/14 | 160/16 | 200/20 | 250/14 | |||||||||
Ширина обрабатываемой поверхности В, мм, до | |||||||||||||
50 | 75 | 110 | 150 | 200 | |||||||||
Режимы резания | |||||||||||||
n, об./мин. | S, мм/об. | n, об./мин. | S, мм/об. | n, об./мин. | S, мм/об. | n, об./мин. | S, мм/об. | n, об./мин. | S, мм/об. | ||||
Алюминий НВ <= 0,64 ГПа | Р6М3, Р6М5, Р9К5 | Rz80 | 5 | 315 | 630 | 200 | 500 | 160 | 500 | 125 | 500 | 100 | 400 |
Rz40...Rz20 | 2 | 630 | 400 | 250 | 250 | 200 | 200 | 125 | 160 | 100 | 125 | ||
 | Р18, Р6М3, Р6М5, Р9К5 | Rz80 | 5 | 125 | 125 | 80 | 100 | 63 | 100 | 50 | 100 | - | - |
Rz40...Rz20 | 2 | 250 | 160 | 160 | 160 | 125 | 80 | 100 | 63 | 80 | 63 | ||
Т15К6 | Rz80 | 3 | 1250 | 800 | 800 | 500 | 500 | 400 | 400 | 315 | 250 | 250 | |
5 | 630 | 400 | 500 | 250 | 400 | 200 | 250 | 200 | - | - | |||
Rz40...Rz20 | 5 | 1250 | 630 | 1000 | 500 | 800 | 400 | 500 | 200 | - | - | ||
Чугун НВ <= 1,6...2,24 ГПа | ВК8 | Rz80 | 2 | 315 | 630 | 160 | 500 | 100 | 315 | 80 | 200 | - | - |
Rz40...Rz20 | 2 | 1000 | 500 | 630 | 315 | 400 | 200 | 400 | 200 | 315 | 160 | ||
Примечание. При обработке стали торцовыми фрезами Т5К10 режимы резания принимать с коэффициентом К = 0,65.
ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ Фрезы концевые | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | |||||||||
Приложение 6 | ||||||||||
Диаметр фрезы D, мм/число зубьев | Шероховатость поверхности | Глубина резания t, мм, до | Обрабатываемый материал | |||||||
сталь  | чугун серый НВ <= 1,6...2,24 ГПа | алюминий НВ <= 0,64 ГПа | ||||||||
Режущий инструмент - фрезы | ||||||||||
Р18, Р6М3, Р6М3, Р9К5 | концевые с пластинками Т5К10, Т15К6 | Р18, Р6М3, Р6М5, Р9К5 | ||||||||
Режимы резания | ||||||||||
n, об./мин. | Sм, мм/об. | n, об./мин. | Sм, мм/об. | n, об./мин. | Sм, мм/об. | n, об./мин. | Sм, мм/об. | |||
16/3 | Rz80 | 3 | 1000 | 160 | 1600 | 250 | 630 | 125 | 1600 | 400 |
Rz40...Rz20 | 2 | 1250 | 160 | 1600 | 200 | 800 | 160 | 2500 | 400 | |
20/4 | Rz80 | 5 | 800 | 160 | 1600 | 315 | 400 | 160 | 1600 | 400 |
Rz40...Rz20 | 2 | 1250 | 250 | 1600 | 250 | 800 | 250 | 1600 | 630 | |
25/4 | Rz80 | 5 | 630 | 160 | 1250 | 315 | 400 | 160 | 1250 | 400 |
Rz40...Rz20 | 2 | 800 | 200 | 800 | 200 | 630 | 200 | 1600 | 500 | |
32/4 | Rz80 | 5 | 400 | 125 | 1000 | 250 | 315 | 160 | 630 | 400 |
Rz40...Rz20 | 2 | 500 | 200 | 800 | 200 | 500 | 200 | 1000 | 400 | |
Примечание. Режимы резания приведены для обработки поверхности шероховатостью Rz80 фрезами Т5К10, а шероховатостью Rz40...Rz20 - фрезами Т15К6.
ФРЕЗЕРОВАНИЕ УСТУПОВ Фрезы концевые | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | |||||||
Приложение 7 | ||||||||
Диаметр фрезы D, мм --------- число зубьев | Ширина обрабатываемой поверхности B, мм | Глубина резания t, мм, до | Обрабатываемый материал | |||||
сталь  | чугун серый НВ <= 1,6...2,24 ГПа | алюминий НВ <= 0,64 ГПа | ||||||
Режущий инструмент | ||||||||
Фрезы концевые из стали Р18, Р6М3, Р6М5, Р9К5 | ||||||||
Режимы резания | ||||||||
n, об./мин. | S, мм/об. | n, об./мин. | S, мм/об. | n, об./мин. | S, мм/об. | |||
16/4 20/5 | 12...18 | 5 | 1000 | 160 | 800 | 200 | 1250 | 400 |
10 | 800 | 125 | 630 | 160 | 1250 | 315 | ||
20 | 630 | 100 | 630 | 125 | 1000 | 250 | ||
30 | 500 | 63 | 400 | 80 | 630 | 200 | ||
40 | 400 | 50 | 315 | 63 | 500 | 100 | ||
25/5 | 12 | 5 | 800 | 200 | 500 | 160 | 1250 | 400 |
10 | 500 | 160 | 400 | 125 | 1250 | 400 | ||
20 | 500 | 100 | 315 | 100 | 1000 | 315 | ||
30 | 400 | 63 | 250 | 80 | 630 | 250 | ||
45 | 315 | 50 | 250 | 63 | 500 | 200 | ||
22 | 5 | 630 | 160 | 500 | 125 | 1250 | 400 | |
10 | 500 | 160 | 315 | 100 | 1000 | 315 | ||
20 | 400 | 100 | 315 | 100 | 800 | 250 | ||
30 | 315 | 63 | 250 | 63 | 630 | 200 | ||
45 | 315 | 50 | 250 | 50 | 500 | 125 | ||
32/6 | 18...30 | 5 | 500 | 160 | 400 | 160 | 1000 | 400 |
10 | 315 | 100 | 400 | 125 | 800 | 315 | ||
20 | 250 | 80 | 250 | 100 | 630 | 250 | ||
30 | 250 | 63 | 250 | 80 | 400 | 200 | ||
40 | 200 | 50 | 200 | 63 | 315 | 125 | ||
60 | 160 | 31,5 | 160 | 50 | 250 | 100 | ||
ФРЕЗЕРОВАНИЕ ПАЗОВ Фрезы концевые | Горизонтально-вертикально-фрезерные станки Nд до 14 кВт | ||||||||||
Приложение 8 | |||||||||||
Диаметр фрезы D, мм, до | Глубина паза, мм, до | Обрабатываемый материал | |||||||||
сталь  | чугун серый НВ <= 1,6...2,24 ГПа | алюминий НВ <= 0,64 ГПа | |||||||||
Режущий инструмент - фрезы | |||||||||||
Р18, Р6М3, Р6М5, Р9К5 | Т15К6 | Р18, Р6М3, Р6М5, Р9К5 | ВК8 | Р6М3, Р6М5, Р9К5 | |||||||
Режимы резания | |||||||||||
n, об./мин. | S, мм/об. | n, об./мин. | S, мм/об. | n, об./мин. | S, мм/об. | n, об./мин. | S, мм/об. | n, об./мин. | S, мм/об. | ||
6 | 2 | 2000 | 200 | - | - | 1600 | 160 | - | - | 2500 | 250 |
5 | 80 | - | - | 80 | - | - | 125 | ||||
8...10 | 8 | 1250 | 80 | 2000 | 250 | 1000 | 80 | 2000 | 250 | 2000 | 160 |
12 | 63 | 200 | 63 | 160 | 100 | ||||||
12 | 8 | 1000 | 80 | 2000 | 250 | 630 | 80 | 2000 | 250 | 1600 | 160 |
12 | 50 | 200 | 50 | 160 | 100 | ||||||
16 | 16 | 630 | 80 | 1600 | 160 | 500 | 80 | 1600 | 125 | 1250 | 160 |
20 | 63 | 1250 | 80 | 63 | 80 | 125 | |||||
20...25 | 16 | 500 | 125 | 1250 | 200 | 315 | 160 | 1250 | 160 | 1000 | 315 |
20 | 80 | 800 | 160 | 80 | 1000 | 160 | 200 | ||||
30 | 63 | 630 | 125 | 80 | 800 | 125 | 160 | ||||
32 | 20 | 250 | 80 | 500 | 100 | 200 | 100 | 500 | 80 | 630 | 250 |
30 | 63 | 63 | 63 | 63 | 160 | ||||||
ШЛИФОВАЛЬНЫЕ РАБОТЫ | Шлифовальные станки | ||||
Приложение 9, лист 1 | |||||
1. Круглое наружное шлифование с продольной подачей | |||||
Шероховатость поверхности Ra, мкм | Диаметр шлифования D, мм, до | Ширина круга, мм | Продольная минутная подача S, мм/мин. | Поперечная подача на ход стола Stx, мм/ход | Скорость вращения круга vк, м/с |
2,5...0,63 | 25 | 40...63 | 6000...5800 | 0,004 | 35 |
40 | 5200...4300 | 0,003...0,004 | |||
63 | 4500...3700 | 0,003...0,004 | |||
100 | 3900...3200 | 0,002...0,003 | |||
2. Круглое наружное шлифование с радиальной подачей | |||||||
Шероховатость поверхности Ra, мкм | Диаметр шлифования D, мм, до | Длина шлифования L, мм, до | Скорость вращения круга vк, м/с | ||||
32 | 40 | 50 | 63 | 80 | |||
Минутная поперечная подача Sм, мм/мин. | |||||||
2,5...0,63 | 25 | 0,82 | 0,71 | 0,62 | 0,54 | 0,47 | 35 |
40 | 0,64 | 0,58 | 0,49 | 0,43 | 0,38 | ||
63 | 0,52 | 0,45 | 0,39 | 0,34 | 0,30 | ||
100 | 0,40 | 0,35 | 0,31 | 0,27 | 0,23 | ||
3. Шлифование отверстий | |||||
Шероховатость поверхности Ra, мкм | Диаметр шлифования D, мм, до | Ширина круга, мм | Продольная минутная подача S, мм/мин. | Поперечная подача на ход стола Stx, мм/ход | Скорость вращения круга vк, м/с |
2,5...0,63 | 20 | 8...16 | 5200...4300 | 0,0022...0,0027 | 35 |
32 | 4300...2700 | 0,0024...0,0035 | |||
50 | 25...40 | 3700...3200 | 0,0023...0,0032 | ||
80 | 3200...2800 | 0,0023...0,0030 | |||
Режимы резания ШЛИФОВАЛЬНЫЕ РАБОТЫ | Шлифовальные станки | ||||
Приложение 9, лист 2 | |||||
4. Плоское шлифование периферией круга | |||||
Шероховатость поверхности | Скорость движения стола V, м/мин. | Ширина круга, мм | Поперечная подача на ход стола So, мм/ход | Подача на глубину Stx, мм/ход | Скорость вращения круга vк, м/с |
Rz20...Ra2,5 | 12 | 32...40 | 19...24 | 0,0072 | 35 |
16 | 0,0056 | ||||
20 | 0,0036 | ||||
12 | 50...63 | 30...38 | 0,0051 | ||
16 | 0,0040 | ||||
20 | 0,0026 | ||||
Ra1,25...Ra0,63 | 12 | 32...40 | 8...10 | 0,016 | 35 |
16 | 0,013 | ||||
20 | 0,008 | ||||
12 | 50...63 | 12,5...16 | 0,011 | ||
16 | 0,008 | ||||
20 | 0,006 | ||||
ОБРАБОТКА ОТВЕРСТИЙ | Вертикально-радиально-сверлильные станки | |||||||
Приложение 10, лист 1 | ||||||||
Вид обработки | Режущий инструмент | Диаметр инструмента, мм | Обрабатываемый материал | |||||
сталь  | чугун серый НВ <= 1,6...2,24 ГПа | алюминий НВ <= 0,64 ГПа | ||||||
Режимы резания | ||||||||
S, мм/об. | v, м/мин. | S, мм/об. | v, м/мин. | S, мм/об. | v, м/мин. | |||
Сверление | Сверла спиральные из стали Р18, Р6М3, Р6М5, Р9К5 | 8 | 0,2 | 14...29 | 0,4 | 12...17 | 0,4 | 27...42 |
10 | 0,25 | 14...18 | 0,56 | 12...21 | 0,52 | 33...52 | ||
12 | 0,28 | 14...22 | 0,56 | 10...17 | 0,58 | 30...52 | ||
16 | 0,34 | 12...23 | 0,68 | 10...19 | 0,68 | 28...49 | ||
20 | 0,39 | 11...20 | 0,78 | 11...16 | 0,78 | 36...45 | ||
25 | 0,43 | 17...25 | 0,87 | 10...21 | 0,87 | 35...58 | ||
30 | 0,5 | 11...22 | 1,0 | 9...18 | 1,0 | 36...40 | ||
40 | 0,58 | 11...22 | 1,2 | 9...18 | - | - | ||
50 | 0,58 | 11...22 | 1,2 | 9...18 | - | - | ||
Рассверливание | Сверла спиральные с пластинками ВК8 | 10 | - | - | 0,26...0,33 | 36...58 | - | - |
12 | - | - | 0,26...0,33 | 44...62 | - | - | ||
16 | - | - | 0,30...0,38 | 42...60 | - | - | ||
20 | - | - | 0,35...0,44 | 36...58 | - | - | ||
25 | - | - | 0,44...0,55 | 53...75 | - | - | ||
30 | - | - | 0,42...0,6 | 45...63 | - | - | ||
Сверла спиральные из стали Р18, Р6М3, Р6М5, Р9К5 | 25 | 0,9 | 12 | 1,3 | 15 | 0,8 | 63 | |
30 | 0,9 | 13 | 1,3 | 17 | 0,9 | 45 | ||
40 | 1,0 | 13 | 1,4 | 15 | 1,05 | 48 | ||
50 | 1,15 | 12 | 1,6 | 14 | 1,1 | 44...58 | ||
60 | 1,15 | 14 | 1,6 | 14 | 1,2 | 52 | ||
80 | 1,2 | 14 | 1,7 | 14 | 1,3 | 48 | ||
Индекс | а | б | в | г | д | е | ||
Примечание. Меньшие значения скоростей резания приведены для обработки отверстий большей длины (L > 30), большие - для обработки отверстий меньшей длины (L <= 30).
Режимы резания ОБРАБОТКА ОТВЕРСТИЙ | Вертикально-радиально-сверлильные станки | |||||||
Приложение 10, лист 2 | ||||||||
Вид обработки | Режущий инструмент | Диаметр инструмента, мм | Обрабатываемый материал | |||||
сталь  | чугун серый НВ <= 1,6...2,24 ГПа | алюминий НВ <= 0,64 ГПа | ||||||
Режимы резания | ||||||||
S, мм/об. | v, м/мин. | S, мм/об. | v, м/мин. | S, мм/об. | v, м/мин. | |||
Зенкование под гайку или головку винта | Зенковки из стали Р18, Р6М3, Р6М5, Р9К5 и пластинки ВК8 | 15 | 0,06 | 11,0 | 0,12 | 18,0 | 0,12 | 27,0 |
30 | 0,08 | 0,16 | 0,16 | |||||
50 | 0,12 | 0,20 | 0,20 | |||||
Зенкование фасок в отверстии | 10 | 0,08 | 11,0 | 0,10 | 12,0 | 0,10 | 18,0 | |
20 | 0,12 | 0,13 | 0,13 | |||||
Нарезание резьбы | Метчики машинные из стали Р18, Р9К5, Р6М3, Р6М5 | 6...10 | 1,5...0,75 | 6,5...14,5 | 1,5...0,75 | 3,7...6,1 | 14...0,75 | 5,6...9,2 |
12 | 1,75...1,25 | 7,9...12,8 | 1,75...1,25 | 5,3...7,4 | 1,75...1,25 | 7,9...11,1 | ||
16 | 2,0...1,5 | 10,5...15,2 | 2,0...1,5 | 7,0...9,8 | 2,0...1,5 | 10,5...14,7 | ||
20 | 2,5...1,5 | 13,1...18,9 | 2,5...1,5 | 8,5...12,2 | 2,5...1,5 | 12,3...18,3 | ||
24 | 3,0...1,5 | 16,1...22,9 | 3,0...1,5 | 9,0...9,9 | 3,0...1,5 | 13,5...14,9 | ||
Индекс | а | б | в | г | д | е | ||
Примечание. Меньшие значения скоростей резания приведены для нарезания основной метрической резьбы, большие - для нарезания мелкой метрической резьбы.