СПРАВКА
Источник публикации
М.: ВНИИТЭМР, 1988
Примечание к документу
Взамен МУ 2-036-021-77.
Название документа
"РД 2 Н00-31-87. Руководящий документ. Методические указания. Порядок оформления технологических документов в организациях и на предприятиях абразивной промышленности. Отраслевая система технологической подготовки производства"
(утв. и введен в действие Минстанкопромом СССР 01.07.1988)
"РД 2 Н00-31-87. Руководящий документ. Методические указания. Порядок оформления технологических документов в организациях и на предприятиях абразивной промышленности. Отраслевая система технологической подготовки производства"
(утв. и введен в действие Минстанкопромом СССР 01.07.1988)
Содержание
и введены в действие
Министерством
станкостроительной
и инструментальной
промышленности СССР
1 июля 1988 года
РУКОВОДЯЩИЙ ДОКУМЕНТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПОРЯДОК
ОФОРМЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ В ОРГАНИЗАЦИЯХ
И НА ПРЕДПРИЯТИЯХ АБРАЗИВНОЙ ПРОМЫШЛЕННОСТИ
ОТРАСЛЕВАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
РД 2 Н00-31-87
Дата введения
1 июля 1988 года
Настоящие методические указания устанавливают правила оформления комплекта технологических документов при разработке предприятиями и организациями абразивной промышленности технологических процессов изготовления абразивного инструмента, абразивных материалов, изделий из них и товаров народного потребления.
1. Разработаны и внесены Волжским филиалом Всесоюзного научно-исследовательского института абразивов и шлифования
Исполнители
В.Ф. Бердиков, В.Г. Ткаченко, А.С. Паненко (Волжский филиал ВНИИАШ)
2. Утверждены и введены в действие Министерством станкостроительной и инструментальной промышленности СССР от 1 июля 1988 г.
3. Взамен МУ 2-036-021-77
4. Ссылочные нормативно-технические документы
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечисления, приложения |
ГОСТ 2.501-68 | |
ГОСТ 2.503-74 | |
ГОСТ 3.1104-81 | |
ГОСТ 3.1111-77 | |
ГОСТ 3.1113-79 | |
ГОСТ 14.309-74 | |
ОСТ 2 Н02-17-84 | |
МУ 2.31-84 |
1.1. Основные требования к документам должны соответствовать ОСТ 2 Н02-17-84 и настоящим методическим указаниям.
1.2. Основные надписи следует выполнять по приложению 1.
1.3. Виды описаний технологических процессов, применяемых в абразивной промышленности:
для изготовления макета, лабораторных и опытных партий (образцов) - маршрутное;
да серийного производства - маршрутно-операционное.
1.4. Комплектность и формы документов, применяемых при описании технологических процессов для всех производств, указаны в табл. 1.
Условное обозначение документа, номер формы | Обозначение стандарта | Вид производства | ||
изделия | материалов | |||
КЭ ф. 7, 7а, 8 и 8а | ||||
ВТП ф. 2 и 2а | ||||
ВТД ф. 4 и 4а | ||||
--------------------------------
<*> Допускается на определенные виды операций применять формы ОК по соответствующим стандартам ЕСТД.
- | документ обязательный | - | порядок применения документа устанавливается предприятием-разработчиком |
2.1. При разработке комплектов технологических документов следует применять формы, приведенные в табл. 1, правила оформления которых должны соответствовать требованиям стандартов ЕСТД, ОСТ 2 Н02-17-84 и настоящих методических указаний. Примеры оформления форм приведены в обязательном приложении 2.
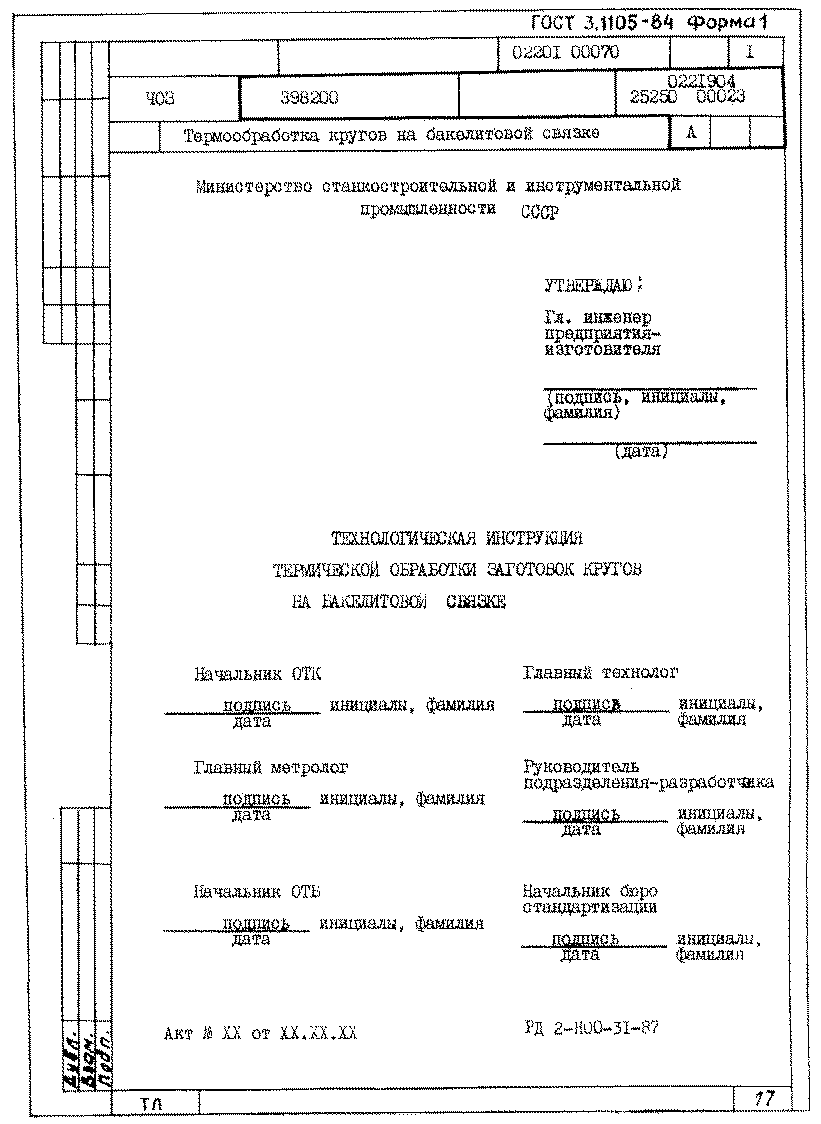
2.2. Титульный лист (ТЛ)
2.2.1. Общие требования и правила оформления формы ТЛ должны соответствовать требованиям ГОСТ 3.1105-84, ОСТ 2 Н02-17-84 и настоящих методических указаний.
На ТЛ должно быть следующее:
Поле 1 - наименование министерства ниже его допускается дать наименование промышленного объединения, в которое входит предприятие (организация);
Поле 2 - (в правой части) приводятся должность и подпись лица, утвердившего комплект документов.
Комплект технологических документов, разработанный предприятием-изготовителем, утверждает главный инженер предприятия. Комплект технологических документов, разработанный ВНИИАШ и его филиалами на продукцию, подлежащую изготовлению предприятиями абразивной промышленности вновь, утверждает заместитель директора по научной работе.
На поле 2 - в левой части - должность и подпись лица, согласовавшего комплект документов.
Комплект технологических документов, разработанный предприятием-изготовителем на вновь осваиваемую продукцию, следует согласовывать с ВНИИАШ или его филиалами по специализации.
Комплекты технологических документов, разработанные ВНИИАШ или его филиалами на вновь осваиваемую продукцию и подлежащую изготовлению на предприятиях абразивной промышленности, согласовываются с главным инженером предприятия-изготовителя.
Поле 4 - порядок заполнения устанавливается предприятием (организацией) в соответствии с ГОСТ 3.1105-84.
Поле 5 - информация о внедрении технологического процесса с указанием номера акта по п. 6.2.
Поле 6 - отметка о соответствии комплекта документов настоящим методическим указаниям с простановкой их обозначения.
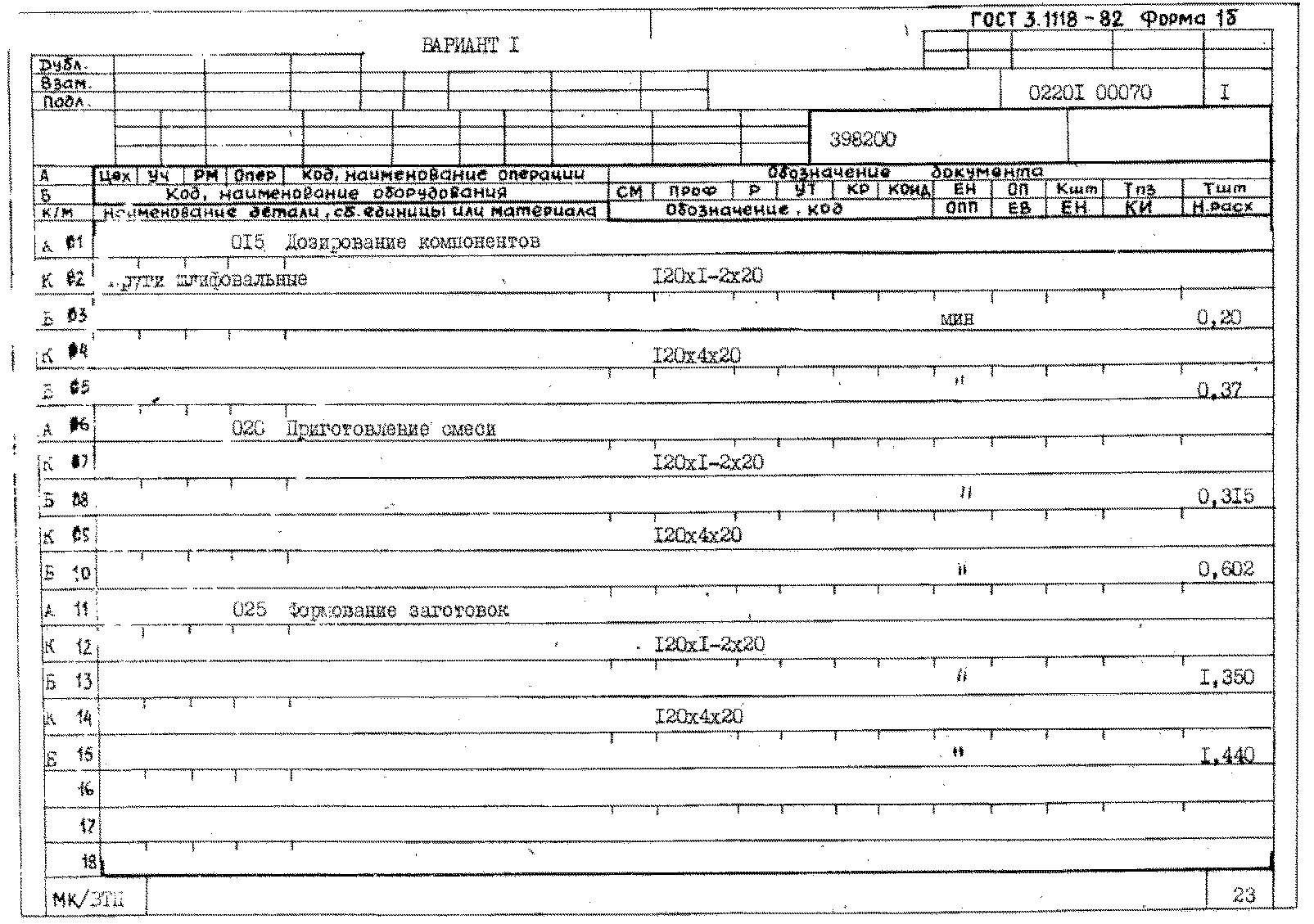
2.3. Маршрутная карта (МК)
2.3.1. Правила оформления форм 2 и 1б, МК в соответствии с требованиями ГОСТ 3.1118-82, ОСТ 2 Н02-17-84 и настоящих методических указаний.
2.3.2. МК выполняет роль основного документа комплекта технологических документов изготовления абразивного инструмента (шлифовальных и полировальных кругов, абразивных брусков, шлифовальных головок, изделий из шлифовальной шкурки, в том числе товаров народного потребления (ТНП). Состав информации в формах МК должен соответствовать ГОСТ 3.11188-82, ОСТ 2 Н02-17-84, рис. 1, 2 и табл. 2.
Таблица 2
Номер графы | Наименование, условное обозначение графы | Служебный символ | Содержание информации в графе |
1 | - | Обозначение служебного символа и порядковый номер строки. Допускается при указании номера строки в пределах от 01 до 09 применять вместо | |
14 | Цех | А | Номер цеха (код), в котором выполняется операция. Код указывается при действии АСУП |
15 | Уч. | А | Номер (код) участка, конвейера, печи, поточной линии. Код указывается при действии АСУП |
16 | РМ | А | Номер (код) рабочего места. Код указывается при действии АСУП |
17 | Опер. | А | Номер операции в технологической последовательности изготовления продукции |
18 | Наименование операции | А | Код, наименование операции; код указывать при действии АСУП |
19 | Обозначение документа | А | Обозначение (наименование) документа, инструкции по охране труда, технологической инструкции, стандарта предприятия и прочее, применяемых при выполнении данной операции. Состав документов следует указывать через разделительный знак ";" |
20 | Код, наименование оборудования | Б | До создания классификатора код не указывать, указывать краткое наименование оборудования и его модель или обозначение по конструкторскому документу, допускается указывать инвентарный номер |
21 | СМ | Б | Степень механизации. Заполнять после внедрения ГОСТ 14.309-74. Обязательность заполнения устанавливается предприятием |
22 | Проф. | Б | Код профессии. Код по ОК ПДТР указывается при действии АСУП, можно не заполнять |
23 | Р | Б | Разряд работы, необходимый для выполнения операции |
24 <*> | УТ | Б | Код условий труда по ОК ПДТР |
25 <*> | КР | Б | Количество исполнителей, занятых при выполнении операции |
26 <*> | КОИД | Б | Количество одновременно изготавливаемых деталей при выполнении одной операции |
27 <*> | ОП | Б | Объем производственной партии в штуках |
28 <*> | Кшт. | Б | Коэффициент штучного времени при многостаночном обслуживании |
29 <*> | Тпз | Б | Норма подготовительно-заключительного времени на операцию |
30 <*> | Тшт | Б | Норма штучного времени на операции |
31 | Наименование детали, сб. единицы или материала | К, М | Наименование (обозначение) заготовки материалов в операции, их краткая характеристика |
32 | Обозначение, код | К, М | Обозначение деталей, сборочных единиц по конструкторскому документу материалов, по ГОСТ, ОСТ, ТУ. Код указывается при действии АСУП |
33 <*> | ОПП | К, М | Обозначение подразделений, откуда поступают комплектующее материалы |
34 <*> | КИ | К, М | Количество деталей, сборочных единиц, применяемых при сборке изделия |
--------------------------------
<*> Графы заполняются по усмотрению разработчика; допускается их не заполнять, если информация содержится в других документах.


2.3.3. Списание каждой операции в МК следует начинать с нового листа, независимо от того, какое количество строк осталось после описания предыдущей.
2.3.4. Дополнительные требования к технологическому процессу, содержащиеся в других документах, указываются в МК в виде ссылки на обозначения (наименования) этих документов. Текст в МК следует записывать по всей длине строки. Для удобства ее восприятия разделение граф следует производить не сплошными вертикальными линиями, а разделительными знаками - отрезками линий длиной 1,5 - 2,0 ми.
2.3.5. Информация в МК указывается по способу блочного заполнения строк. Каждому блоку соответствует свой буквенный служебный символ, который условно указывает на состав информации блока. Обозначение служебных символов должно соответствовать ГОСТ 3.118-82.
2.3.6. Информацию общего характера, распространяющуюся на весь технологический процесс, в том числе номенклатуру изделий и НТД на эти изделия, следует указывать в МК до начала операций. Запись следует выполнять по всей длине строки. Информацию, относящуюся к отдельным операциям, следует записывать перед описанием переходов после наименования операции и обозначения применяемых документов.
2.3.7. Если информация общего характера распространяется на несколько операций технологического процесса, после ее записи в скобках указываются номера операций, на которые она распространяется, например: ... (опер. 010, 025, 030).
2.3.8. При маршрутно-операционном описании в МК должны указываться ссылки на технологические процессы (типовые операции), выполненные в технологической последовательности изготовления изделия, например: ссылка на технологический процесс термической обработки и др. Пример записи приведен в приложении 2, опер. 030.
2.3.9. Последовательность заполнения информации для каждой операции по типам строк приведена в табл. 3.
Таблица 3
Номер формы МК | Очередность заполнения служебных символов |
2 | А, Б, К, М, О, Т, Р |
2.3.10. Если в комплект документов технологического процесса входит ведомость оснастки (ВО), в которой приведены полные обозначения технологической оснастки, то при записи ее обозначений в МК допускается применять краткую форму записи согласно требованиям ГОСТ 3.1104-81, ОСТ 2 Н02-17-84 и МУ 2.31-84.
2.3.11. Допускается на формах МК выполнять эскизы, таблицы, схемы, располагая их ниже информации, вносимой в графы 14 - 34. Размеры поля для выполнения эскизов, таблиц и схем устанавливает разработчик документов.
2.3.12. При повторении одинаковых переходов в одной операции допускается вместо описания указывать - "повторить переход 2".
2.4. Карта эскизов (КЭ)
2.4.1. Правила оформления форм КЭ в соответствии с требованиями ГОСТ 3.1105-84 и настоящих методических указаний.
2.4.2. КЭ применяют для разработки графических иллюстраций, таблиц к текстовым документам с дополнительными данными, по режимам, рецептуре изготовления абразивного инструмента и материалов, технологических схем и тому подобному и выполняют на форматах по ГОСТ 2.301-68. Для разработки КЭ допускается применять следующие формы: 9 и 9а - для формата А2; 10 и 10а - для формата А1. С вертикальными полями подшивки КЭ может применяться в комплекте с МК, ОК, ТИ, ВТП КТО и др. Необходимость разработки КЭ устанавливает разработчик документа.
2.4.3. При описании технологических процессов КЭ выполняется на последующих листах с применением сквозной нумерации листов в пределах данного документа.
2.5. Технологическая инструкция (ТИ)
2.5.1. Правила оформления форм ТИ в соответствии с требованиями ГОСТ 3.1105-84 и настоящих методических указаний.
2.5.2. ТИ применяются для описания технологических процессов, имеющих непрерывный характер действия (плавка карбида кремния, электрокорунда, карбида бора и другие, производства шлифзерна, шлиф- и микропорошков, связок, бокситового агломерата, шлифовальной шкурки), а также на другие технологические процессы по усмотрению разработчика.
2.5.3. Допускается применять ТИ для описания отдельных операций, тогда при описании технологического процесса в документах давать ссылку на обозначение ТИ.
2.5.4. ТИ должна начинаться с вводной части, в которой отражается область распространения и назначения данного документа. Далее при необходимости должны быть записаны требования охраны труда. Описание должно излагаться в технологической последовательности по разделам. При наличии раздела "Требования безопасности" в ТИ она должна быть согласована с инженером по охране труда.
2.6. Правила оформления документов на технический контроль.
2.6.1. Правила оформления форм на технический контроль в соответствии с требованиями ГОСТ 3.1502-85 и настоящих методических указаний.
2.6.2. Для операционного описания технологических операций технического контроля в технологической последовательности с указанием переходов, технологических режимов, данных о технологической оснастке и норм времени, в случае наличия в технологическом процессе большого количества операций технического контроля используется ведомость операций (ВОП).
2.7. Ведомости деталей к типовому (групповому) технологическому процессу (ВТП).
2.7.1. Правила оформления формы ВТП в соответствии с требованиями ГОСТ 3.1121-84 и настоящих методических указаний.
2.7.2. ВТП - документ, предназначенный для указания переменной информации, относящейся к одному изделию, которая не приведена в КЭ и ТИ.
2.8. Ведомость оснастки (ВО). Ведомость оборудования (ВОБ).
2.8.1. Правила оформления форм ВО и ВОБ в соответствии с требованиями ГОСТ 3.1122-84 и настоящих методических указаний.
2.8.2. ВО - документ, предназначенный для указания применяемой технологической оснастки при выполнении технологического процесса изготовления изделий и материалов.
2.8.3. ВОБ - документ, предназначенный для указания применяемого оборудования.
2.8.4. Графа 15 - заполняется по усмотрению разработчика для указания по применению оснастки (оборудования), например, характеристика показателей, норма стойкости, количество единиц оборудования.
2.9. Ведомость материалов (ВМ)
2.9.1. Правила оформления формы ВМ в соответствии с требованиями ГОСТ 3.1123-84 и настоящих методических указаний.
2.9.2. ВМ - документ, предназначенный для указания расхода материалов при изготовлении изделий.
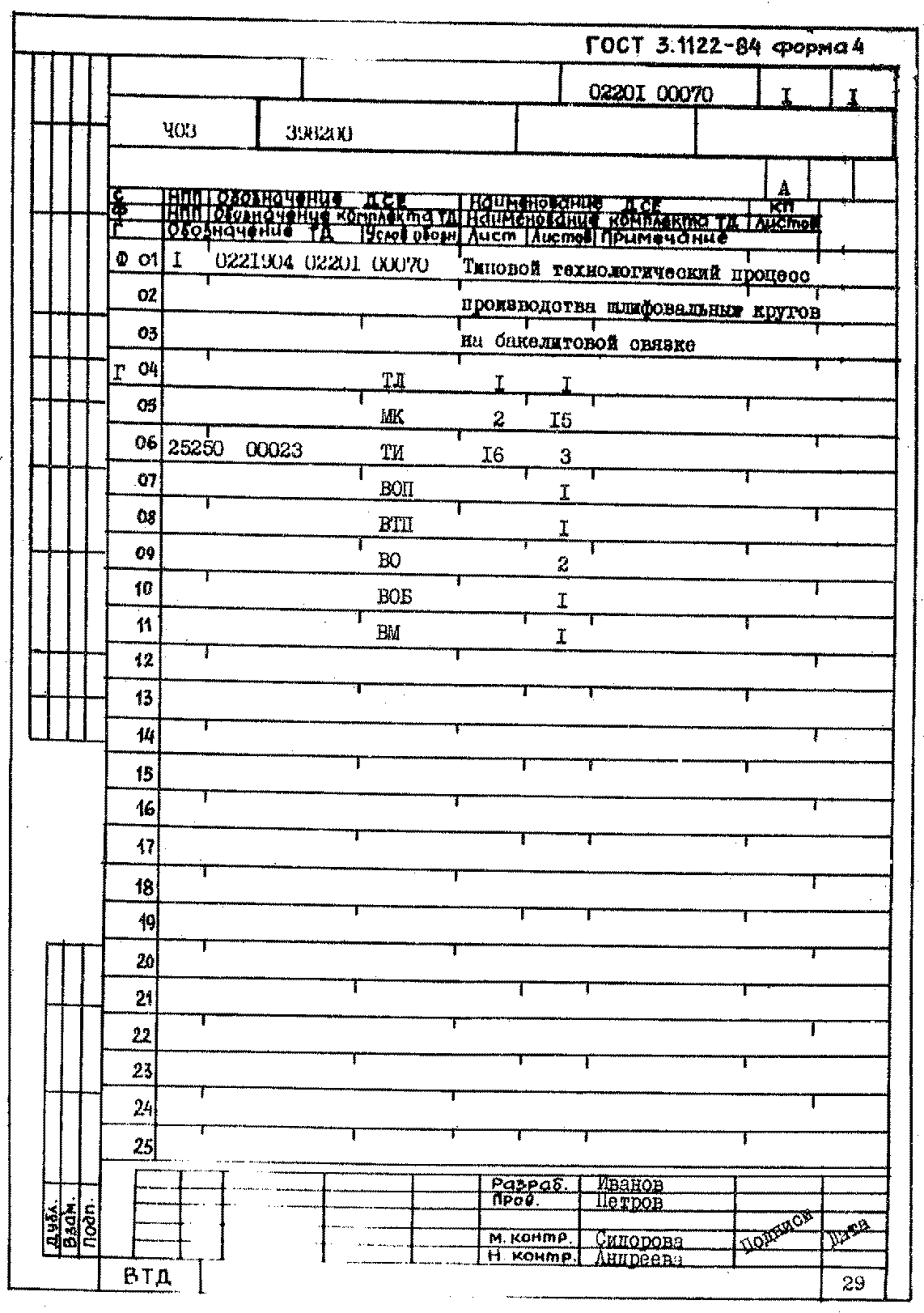
2.10. Ведомость технологических документов (ВТД).
2.10.1. Правила оформления форм ВТД в соответствии с требованиями ГОСТ 3.1122-84 и настоящих методических указаний.
2.10.2. ВТД предназначена для указания полного состава документов, входящих в комплект.
3.1. Правила и полнота отражения требований безопасности труда в документах должны соответствовать ОСТ 2 Н02-17-84.
3.2. В целях сокращения объемов разрабатываемой документации на каждом предприятии соответствующими службами должны быть разработаны на всех операциях технологического процесса инструкции по охране труда (ИОТ) со своими регистрационными номерами, на которые в документах приводятся ссылки.
4.1. Правила присвоения и порядок учета обозначений технологической документации в соответствии с ГОСТ 3.1201-85 и настоящих методических указаний.
4.2. Система обозначения технологической документации предназначена для обозначения комплектов документов на технологические процессы изготовления абразивного инструмента, материалов и отдельных видов технологических документов, имеющих самостоятельное применение.
комплекты документов (документации) на типовые (групповые) технологические процессы;
технологические инструкции.
Допускается отдельным видам документов, не имеющим самостоятельного применения, обозначения не присваивать, указывая в графе 25 основной надписи по ГОСТ 3.1103-82 обозначение комплекта документов или ТИ, куда входит данный документ.
4.4. Система обозначений должна соответствовать ГОСТ 3.1201-85.
4.4.1. Код предприятия - разработчика выбирается из графы 3 "Классификатора всесоюзных промышленных и производственных объединений, предприятий и организаций Минстанкопрома" и указывается в верхней части графы 4 основной надписи ГОСТ 3.1103-82.
4.4.2. Обозначение комплекта документов типового технологического процесса изготовления шлифовальных кругов, разработанного Волжским филиалом ВНИИАШ имеет вид:
0224355 01 2 60 00125 Порядковый регистрационный номер
───┬─── ┬─ ┬ ┬─ ──┬── по КУОД
│ │ │ │ └─────────────────────────────────────
│ │ │ │ Вид технологического процесса по
│ │ │ │ методу выполнения (см. табл. 3
│ │ │ │ ГОСТ 3.1201-85)
│ │ │ └───────────────────────────────────────────
│ │ │ Вид технологического процесса по
│ │ │ организации (см. табл. 2
│ │ │ ГОСТ 3.1201-85)
│ │ └───────────────────────────────────────────────
│ │ Вид документации (см. табл. 1
│ │ ГОСТ 3.1201-85)
│ └───────────────────────────────────────────────────
│ Код организации - разработчика
└─────────────────────────────────────────────────────────
4.4.3. Обозначение технологической инструкции на типовой технологический процесс производства карбида кремния, разработанной Волжским абразивным заводом имеет вид: 0220937 25201 00050.
4.4.4. Обозначение видов документации следует регистрировать по карточкам учета обозначений документов (КУОД). На каждый вид документации следует принять свою КУОД.
ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
5.1. Учитывать и хранить технологические документы следует в соответствии с ГОСТ 3.1111-77 и ГОСТ 2.501-68.
5.2. Вносить изменения в технологические документы следует в соответствии с ГОСТ 2.503-74 и ГОСТ 3.1111-77.
5.3. Передачу технологических документов следует осуществлять в соответствии с ГОСТ 2.504-81.
ПРИ РАЗРАБОТКЕ, ВНЕДРЕНИИ И ФУНКЦИОНИРОВАНИИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
6.1. К документам, применяемым в разработке, внедрении и функционировании технологических процессов относятся:
карта заказа на проектирование и изготовление технологической оснастки;
ведомость заказа изготовления технологической оснастки;
карта согласования технологического процесса;
акт внедрения технологического процесса.
6.2. Акт внедрения составляется на вновь разработанный комплект технологических документов (документации) и предназначен для подтверждения внедрения разработанного технологического процесса (операции) и (или) оснастки на одном предприятии.
6.2.1. Акт составляет и подписывает комиссия, председателем которой является главный инженер предприятия, в состав комиссии должны входить представители Государственной приемки при ее наличии, ОГТ, ОТК, стандартизатор, метролог.
Утверждает акт главный инженер предприятия.
6.2.2. Комплекты документов (документации) на типовые и групповые технологические процессы должны подвергаться ежегодной проверке на соответствие их конструкторской и нормативно-технической документации с простановкой штампа на обратной стороне ТЛ.
Шрифт типа А  N 5 ГОСТ 2.304-81.
N 5 ГОСТ 2.304-81.
N 5 ГОСТ 2.304-81.
Допускается отметку о проверке техпроцесса делать в "Листе регистрации". Проверку должна проводить комиссия в составе по п. 6.2.1.
6.3. Карта заказа является основанием для проектирования и последующего изготовления технологической оснастки на одном предприятии.
Оформление карты заказов форма 1, 1а должно соответствовать ГОСТ 3.1113-79.
6.4. Ведомость заказа изготовления технологической оснастки является основанием для изготовления спроектированной оснастки (изготовление дублеров оснастки) как вспомогательными цехами одного предприятия, так и при централизованном изготовлении ее на других предприятиях.
Оформление ведомости заказов формы 2, 2а должно соответствовать ГОСТ 3.1113-79.
6.5. Карта согласования технологического процесса предназначена для согласования технических требований при выполнении технологических операций, разработанных несколькими подразделениями одного предприятия.
Оформление карты согласования формы 3, 3а должно соответствовать ГОСТ 3.1113-79.
Обязательное
Основные надписи в технологических документах выполняются на форматах A4 по ГОСТ 2.301-68 и должны соответствовать ГОСТ 3.1103-82 и рис. 1 - 4. Для КЭ допускается применение других форматов. Содержание граф основной надписи с учетом особенностей абразивного производства даются в таблице.
Номер графы | Содержание графы |
1 | Сокращенное наименование предприятия разработчика и заказчика технологических документов |
2 | Код продукции по "Общесоюзному классификатору промышленной и сельскохозяйственной продукции" - 10 знаков. Допускается ограничивать количество знаков, если технологический процесс - типовой и предназначен для изделий различных признаков и видов |
3, 7 и 24 | Не заполняются |
4 | Обозначение по ГОСТ 3.1201-85, заполняется на титульном листе и на технологической инструкции |
12 - 15 | Устанавливается разработчиком |
23 | Заполняется при необходимости указания дополнительной информации, например, разрабатываемый техпроцесс действует совместно с другим документом или комплектом (указывается их обозначение). Заполняется только на титульном или первом листе документа |
30 | Порядковый номер листа комплекта документов, заполняется обязательно |

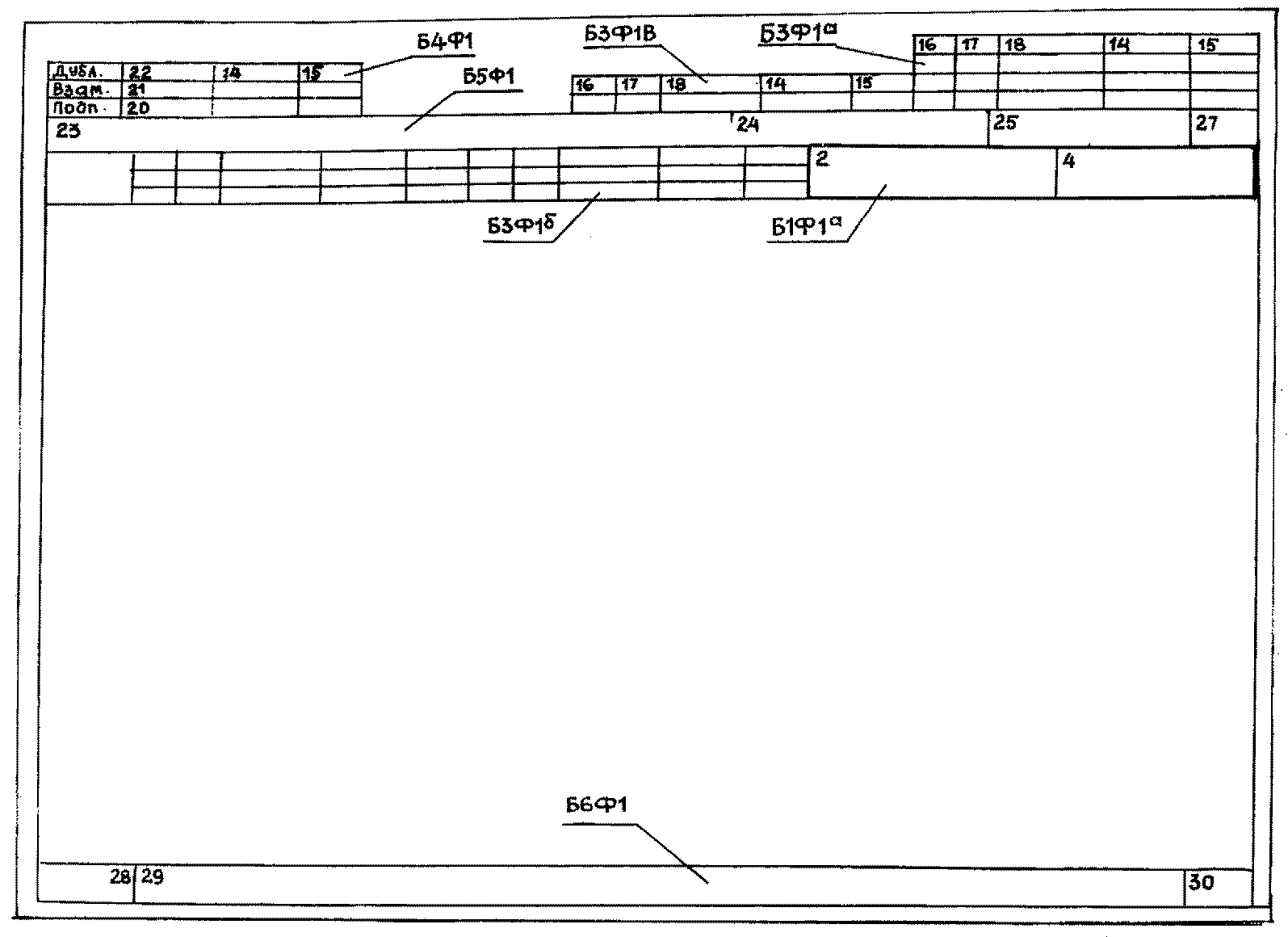
Рис. 2

Рис. 3


Обязательное




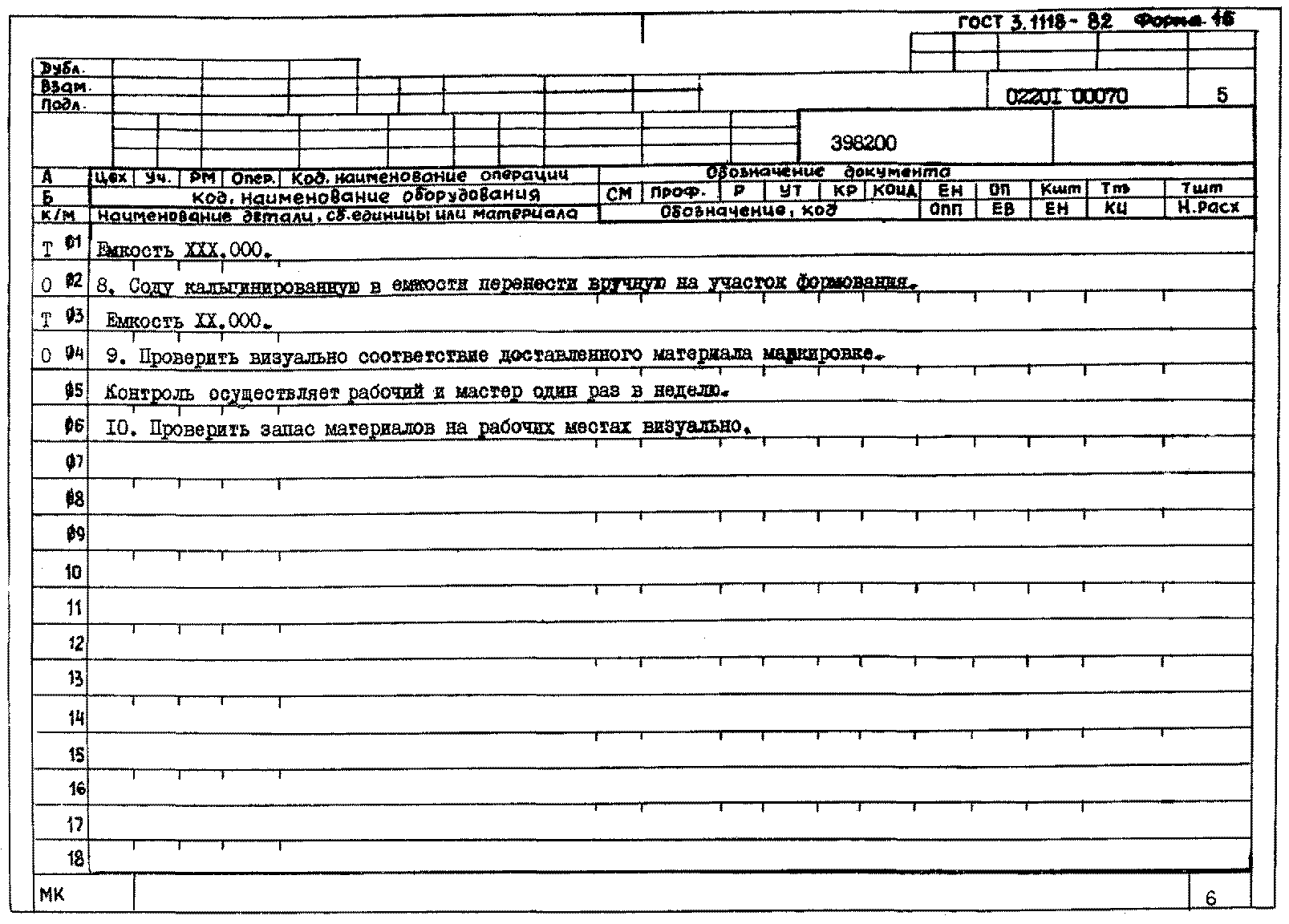







Рис. 1


Рис. 2