СПРАВКА
Источник публикации
М., НИИ труда, 1977
Примечание к документу
Название документа
"Основные методические положения по нормированию труда рабочих в народном хозяйстве"
(утв. Госкомтрудом СССР)
"Основные методические положения по нормированию труда рабочих в народном хозяйстве"
(утв. Госкомтрудом СССР)
Содержание
Государственным комитетом
Совета Министров СССР
по труду и социальным вопросам
ОСНОВНЫЕ МЕТОДИЧЕСКИЕ ПОЛОЖЕНИЯ ПО НОРМИРОВАНИЮ
ТРУДА РАБОЧИХ В НАРОДНОМ ХОЗЯЙСТВЕ
Второе, переработанное и дополненное издание
Данная работа является методическим руководством при подготовке и переработке отраслевые методических положений по нормированию труда.
Работа выполнена отделом организации и нормирования труда рабочих при участии отдела условий труда НИИ труда, научно-исследовательских и нормативных организаций: НИИТЭхим, НИИЭС, ЦНИХБИ, НИИПТмаш (г. Краматорск), НИАТ, Ленморниипроект, ЦНИИ МПС, ЦНИБ, МПС, ВНИИ кондитерской промышленности, ЦБНТ, лаборатории по труду при кожзаводе имени Тельмана и других организаций.
При разработке положений были учтены предложения и замечания Государственного комитета Совета Министров СССР по труду и социальным вопросам, ВЦСПС, общесоюзных и республиканских министерств и госпланов республик, а также ряда научно-исследовательских и нормативных организаций.
Основные методические положения рассмотрены и одобрены Ученым советом НИИ труда.
Работа является методическим руководством для нормировщиков на предприятиях и может быть использована в качестве пособия при изучении методов нормирования труда на курсах и в учебных заведениях.
Руководитель темы кандидат технических наук В.Ф. Васильев. Научное редактирование осуществлено доктором экономических наук А.С. Довбой и кандидатом технических наук В.М. Рыссом.
Одним из важнейших участков экономической работы предприятий является нормирование труда. Нормы труда составляют основу научной его организации, а их применение способствует ускорению темпов роста производительности труда.
Задачи по совершенствованию нормирования труда в десятой пятилетке определены в "Основных направлениях развития народного хозяйства СССР на 1976 - 1980 годы", где предусмотрено "улучшить нормирование труда, ускорить внедрение технически обоснованных норм выработки и нормативов обслуживания" <1>.
--------------------------------
<1> Материалы XXV съезда КПСС. М., Политиздат, 1976, с. 168.
В постановлении Совета Министров СССР и ВЦСПС от 23 мая 1973 г. "О мерах по улучшению нормирования труда" дан глубокий анализ имеющихся недостатков в этой области и определены пути их устранения.
Для решения этих задач необходимо совершенствовать методы разработки норм и нормативов по труду и обеспечить условия для их внедрения в производство.
Настоящие методические положения подготовлены на основе научных исследований, критического анализа и обобщения существующей практики нормирования труда в отраслях народного хозяйства и призваны обеспечить применение более совершенных методов нормирования и единого подхода к установлению норм труда в различных отраслях народного хозяйства.
Во втором издании Основных методических положений рассматриваются пути совершенствования нормирования труда на современном этапе развития народного хозяйства с учетом требований научно-технического прогресса и опыта применения указанных положений.
Существенно дополнены разделы "Нормирование труда на автоматических линиях", "Нормирование труда на аппаратурных процессах", "Основные положения по разработке нормативов", "Режимы труда и отдыха". В разделе "Методы нормирования труда" более подробно изложен порядок определения норм в период освоения производства, приведены рекомендации по установлению агрегатно-комплексных норм и нормированных заданий рабочим-повременщикам. Основные методические положения дополнены новым разделом "Организация работы по замене и пересмотру действующих норм".
Нормирование труда в социалистическом обществе является объективной необходимостью. Без него невозможно ведение планового хозяйства. Нормы служат основанием для разработки производственно-финансовых планов, особенно планов по труду, для решения вопросов разделения и кооперации труда на предприятиях и в цехе, расстановки рабочих по рабочим местам, для определения их численности, количества оборудования, необходимого для выполнения заданного плана, и, наконец, нормы используются для оценки результатов труда, служат основой организации его оплаты.
Сущность нормирования труда состоит в анализе организационно-технических условий выполнения работы, методов и приемов труда, разработке мер по внедрению научной организации труда и наиболее рационального порядка (технологии) выполнения нормируемой работы с последующим установлением норм труда.
Основными задачами нормирования труда на современном этапе являются:
1. Внедрение в производство технически обоснованных норм труда, рассчитанных на основе прогрессивных межотраслевых и отраслевых нормативных материалов.
2. Расширение сферы нормирования за счет более широкого охвата нормированием труда повременно оплачиваемых рабочих и инженерно-технических работников.
3. Поддержание постоянной прогрессивности норм труда путем своевременной их замены и пересмотра.
Для решения этих задач необходимо дальнейшее совершенствование методов разработки норм и нормативов, повышение уровня их научного обоснования, широкое использование в целях повышения качества норм труда и снижения трудоемкости их разработки киносъемочной и другой аппаратуры (при изучении затрат рабочего времени), математических методов и вычислительной техники.
Опыт передовых предприятий страны, в частности Горьковского автомобильного завода, Ленинградского оптико-механического объединения, Магнитогорского металлургического и Щекинского химического комбинатов, Клинского комбината химического волокна, объединения "Башнефтехимзаводы", Тираспольской швейной и Калининской шелкоткацкой фабрик и других, показывает, что внедрение технически обоснованных норм в сочетании с совершенствованием организации и оплаты труда, усилением материального и морального стимулирования работников обеспечивает более высокие темпы роста производительности труда, лучшее использование оборудования и производственных мощностей, сокращение сроков освоения выпуска новой продукции.
Технически обоснованные нормы на каждом предприятии должны стать основой планирования производства, средством наиболее полного претворения в жизнь социалистического принципа оплаты по труду.
С ростом механизации и автоматизации производства увеличивается численность работников, занятых на автоматизированном оборудовании и аппаратурных процессах, а также вспомогательных рабочих, выполняющих работы по наладке и ремонту оборудования и другие виды обслуживания. Труд значительной части этих рабочих оплачивается повременно. Поскольку рабочие-повременщики занимают значительный удельный вес в общей численности рабочих, вопросы нормирования их труда приобретают все большую актуальность. Однако в настоящее время нормируется труд только 54,8% рабочих-повременщиков.
Планирование численности рабочих, труд которых не нормируется, производится на основе сложившихся на предприятиях пропорций без учета того, насколько рационально организован труд и как используется рабочее время. Такой порядок определения численности не способствует совершенствованию организации труда и приводит к неоправданному увеличению численности рабочих-повременщиков, и прежде всего вспомогательных рабочих.
За последние годы разработан ряд методических рекомендаций, позволяющих научно обоснованно нормировать труд этой категории рабочих. В настоящее время стоит задача охватить нормированием труд всех рабочих-повременщиков.
Большое значение для повышения темпов роста производительности труда имеет обеспечение постоянной прогрессивности норм. Нормы труда, как и другие виды норм, остаются неизменными в течение определенного периода. Однако в современных условиях научно-технического прогресса, характеризующихся постоянным совершенствованием применяемой техники, технологии, организации производства и труда, ростом общеобразовательного уровня и квалификации рабочих, происходит непрерывное сокращение затрат труда на единицу продукции. Это предопределяет необходимость проведения систематической работы по замене и пересмотру действующих норм.
Одновременно должна проводиться работа по повышению уровня научного обоснования норм и по совершенствованию методов их разработки. Все большее значение в нормировании труда должны занимать современные экономико-математические методы и ЭВМ.
При нормировании труда используются следующие виды норм: нормы времени, нормы выработки, нормы обслуживания, нормы времени обслуживания и нормативная численность.
Под нормой времени понимаются затраты времени, установленные на выполнение единицы работы (одна операция, одно изделие, 1 м ткани, 1 м3 горной массы, 1 км пробега, одна плавка и т.д.) одним рабочим или группой рабочих определенной численности и квалификации в данных организационно-технических условиях. Нормы времени исчисляются в человеко-минутах или человеко-часах.
Одной из разновидностей норм времени является норма времени обслуживания.
Нормой времени обслуживания называется время, установленное для обслуживания единицы оборудования, производственных площадей или других производственных единиц в определенных организационно-технических условиях.
При выполнении работы несколькими рабочими, звеном или бригадой могут также устанавливаться нормы длительности выполнения операции или комплекса операций, выраженные в календарном времени (часах или минутах) с указанием численности и квалификации членов звена или бригады.
В тех случаях, когда в течение рабочей смены выполняется одна и та же работа при неизменном составе исполнителей, устанавливается норма выработки.
Норма выработки - это количество операций, изделий и т.д., которое должно быть изготовлено или выполнено в единицу времени (час, смену, месяц и т.д.) в определенных организационно-технических условиях одним рабочим или группой рабочих соответствующей квалификации.
Норма выработки (Нв) является величиной, обратно пропорциональной норме времени, и определяется по формуле:
 (1)
(1)где:
Tр - время, на которое устанавливается норма выработки, ч, мин.;
Ч - число рабочих, участвующих в изготовлении единицы продукции;
t - норма времени, чел.-час., чел.-мин.
Под нормой обслуживания понимается зона работы или количество единиц оборудования, производственных площадей или других производственных единиц (число рабочих мест, рабочих и т.д.), которое должно обслуживаться одним рабочим или группой рабочих соответствующей квалификации в определенных организационно-технических условиях.
Нормы обслуживания применяются, например, при нормировании труда основных рабочих-многостаночников, а также рабочих, обслуживающих производство. Так, нормой обслуживания ткача является определенное количество станков, рабочих, занятых уборкой производственных помещений, - количество квадратных метров убираемой площади.
В тех случаях, когда при обслуживании производственных объектов группой рабочих выполняются разнообразные операции, носящие нестабильный характер по времени выполнения и периодичности, применяется нормативная численность.
Нормативная численность - это численность рабочих определенного профессионально-квалификационного состава, установленная по нормативам для выполнения на данном предприятии или в цехе конкретных работ, нестабильных по характеру и повторяемости операций, или для обслуживания определенных объектов (агрегатов, складов, рабочих мест и т.д.). Например, численность кладовщиков и транспортных рабочих при мелкосерийном производстве.
Рабочим-повременщикам, выполняющим регулярно или периодически повторяющиеся операции, должны устанавливаться нормированные задания.
Под нормированным заданием понимается установленный объем работ, который должен выполнить рабочий (или группа рабочих) за определенный период времени (месяц, смену).
Нормы труда должны иметь всестороннее обоснование. Проектируемая норма наряду с наиболее полным использованием оборудования и рабочего времени должна учитывать психофизиологические возможности человека, т.е. физиологически допустимый темп работы, физические усилия, напряжение нервной системы, воздействие на организм человека окружающей среды (температура воздуха и его загазованность, шум и т.д.), рабочую позу.
Такие нормы называются технически обоснованными. Исходя из указанных требований к технически обоснованным нормам относятся: единые и типовые нормы; нормы, рассчитанные по действующим межотраслевым и отраслевым нормативам, а при отсутствии этих нормативов или наличии более прогрессивных организационно-технических условий производства, чем это предусмотрено указанными нормативами, - по местным нормативам, разработанным методами технического нормирования, или на основе технических данных о производительности оборудования, результатах анализа затрат рабочего времени с учетом применения передовых приемов и методов труда.
Порядок разработки норм излагается в разделе "Методы установления норм" и в последующих разделах.
на составляющие элементы
Производственный процесс есть процесс производства продукции. Его основой является труд. "...В процессе труда деятельность человека при помощи средства труда вызывает заранее намеченное изменение предмета труда" <1>.
--------------------------------
<1> Маркс К., Энгельс Ф. Соч. Изд. 2-е, т. 23, с. 191.
Иногда процессы труда сочетаются с естественными процессами, однако и в этих случаях основой производства является труд.
На предприятиях промышленности и в сельском хозяйстве производственные процессы представляют собой совокупность процессов труда по созданию определенного вида продукции.
Различают две стороны производственного процесса: технологическую и трудовую. Технологическая связана с превращением предмета труда в готовую продукцию (изменение размеров, форм, структуры, химического состава, расположения в пространстве и т.д.). Она находит свое выражение в заранее разрабатываемом комплексном технологическом процессе, в котором предусматривается порядок и способы выполнения работ, включая обслуживание рабочих мест. Трудовая сторона - это совокупность действий исполнителей по осуществлению комплексного технологического процесса, которая называется трудовым процессом.
Оба процесса - технологический и трудовой - неразрывно связаны, причем содержание и порядок действий исполнителей определяются технологическим процессом.
Производственные процессы в зависимости от участия в них рабочих могут быть подразделены на ручные, машинно-ручные, машинные, автоматизированные и аппаратурные.
К ручным относятся процессы, которые выполняются вручную с помощью немеханизированных орудий труда, например: крепление горных выработок, ручная сборка узлов и машин, ручная формовка, сбор винограда и т.д.
Машинно-ручные процессы выполняют машины или механизмы при непосредственном участии рабочего; при этом одновременно используется как энергия машины, так и усилия исполнителя. Например, обработка деталей с ручной подачей на деревообрабатывающих или металлорежущих станках, стачивание швов в швейном производстве. К машинно-ручным относятся также процессы, выполняемые рабочими с помощью ручных механизированных орудий труда (называемые иногда ручными механизированными), например, сверлильных электромашин, отбойных молотков, электрогайковертов и т.д.
В сельском хозяйстве к машинно-ручным процессам относятся работы с использованием тягловой силы лошадей или других животных, при выполнении которых часто требуются усилия исполнителя (например, конная вспашка, культивация). Эти процессы называются конно-ручными.
К машинным относятся процессы, при которых основная работа выполняется машинами, а элементы вспомогательной работы - рабочими вручную или при помощи механизмов, например: обработка деталей на станках с механизированной подачей, разработка грунта экскаваторами.
В автоматизированных процессах основная работа механизирована полностью, а вспомогательная - частично (полуавтоматы) или полностью (автоматы). При этом управление работой механизмов происходит автоматически. В этих случаях функции рабочих сводятся к настройке машин, наблюдению за их работой и устранению дефектов, а на полуавтоматах, кроме того, - к периодической подаче сырья (заготовок) и снятию готовых изделий, как, например, при выработке ткани на автоматических ткацких станках, изготовлении продукции на автоматических линиях, изготовлении пельменей на автоматах.
Аппаратурные процессы осуществляются специальным оборудованием (аппаратами) путем воздействия на предмет труда тепловой, электрической или химической энергии. При этом рабочие регулируют ход протекающих в них процессов. К аппаратурным процессам относятся: плавка чугуна в вагранках, в доменных печах, плавка стали в электрических и мартеновских печах, отжиг и цементирование деталей, большинство процессов в химической и нефтеперерабатывающей промышленности.
Кроме того, производственные процессы по ряду признаков могут быть подразделены на непрерывные и прерывные.
Процессы, при которых технологические изменения - превращение сырья в конечную продукцию на данном рабочем месте - происходят непрерывно, называют непрерывными. При этом загрузка сырья и выдача готовой продукции могут осуществляться непрерывно или через определенные интервалы. Их характерной особенностью является полное перекрытие по времени вспомогательных приемов по подаче сырья, заготовок и съему готовой продукции.
В целях нормирования труда непрерывные процессы могут быть подразделены на круглосуточные (выплавка чугуна в доменных печах, непрерывные аппаратурные процессы в химической промышленности) и некруглосуточные процессы, которые могут прерываться в связи с окончанием рабочего дня или после выполнения заданной программы выпуска продукции (изготовление пельменей на автоматах, вытопка жира на поточных линиях в мясной промышленности, транспортировка грузов на ленточных транспортерах).
В связи с общностью подхода к установлению норм к непрерывным процессам относятся процессы с непрерывной выдачей одной и той же продукции, в которых могут иметь место перерывы в течение рабочего дня для предупреждения и устранения нарушений в самом процессе, например: изготовление продукции на автоматической линии, выработка определенного сорта ткани на автоматических ткацких станках.
Прерывными (периодическими) являются процессы, в которых после изготовления единицы продукции происходит перерыв для ее съема и загрузки оборудования сырьем или полуфабрикатами для последующего изготовления той же продукции.
Прерывные процессы подразделяются на циклические и нециклические.
К циклическим относятся прерывные процессы, которые повторяются при выполнении конкретного производственного задания по изготовлению данной продукции, например производство сливочного масла на маслоизготовителях периодического действия, механическая обработка серии деталей на станках, прокатка серии слитков металла.
Нециклические прерывные процессы не повторяются или повторяются в различной последовательности. Например, термическая обработка деталей при мелкосерийном и единичном производстве.
При нормировании труда производственные процессы делятся на комплексы операций или непосредственно на операции.
Операцией называется часть производственного процесса, осуществляемая одним рабочим или группой на одном рабочем месте и включающая все их действия по выполнению единицы заданной работы над одним предметом труда.
Рабочее место - это зона трудовой деятельности одного рабочего или группы, оснащенная орудиями труда и другими материально-техническими средствами, необходимыми для выполнения работы.
Операция характеризуется постоянством предмета труда, рабочего места и исполнителей. При изменении двух последних условий работа над одним предметом труда разделяется на отдельные операции. Например, изготовление детали станочником на одном станке является операцией. Она состоит из ряда элементов (переходов), например: черновая и чистовая обточка, нарезка резьбы и т.д. Если элементы операции по изготовлению детали будут выполняться на разных станках, управляемых разными рабочими, то выполнение каждого элемента будет самостоятельной операцией.
Как правило, операция является объектом технического нормирования. Однако в тех случаях, когда расчленить производственный процесс на регулярно повторяющиеся операции не представляется возможным, объектом нормирования может быть комплекс операций, а на вспомогательных работах - группы однородных работ.
Комплексом операций называют группу операций по изготовлению одного изделия на одном производственном участке при неизменном составе исполнителей. Например, в строительстве - разработка котлована экскаватором с погрузкой грунта в самосвалы, на железнодорожном транспорте - ремонт локомотива комплексной бригадой.
Операция делится на переходы (или фазы). Переход (фаза) - это технологически однородная часть операции, в процессе которой происходит только одно технологическое изменение предмета труда, выполненное при одном режиме работы оборудования (температура, давление, режим резания) и неизменном инструменте.
При механической обработке одним переходом является обработка одной поверхности, например: черновая обточка заготовки, нарезка резьбы и т.д.
При ручных работах под переходом понимается часть операции по обработке определенной поверхности одним инструментом или сочленение двух или нескольких сборочных единиц (деталей) в одну с помощью одних и тех же инструментов и приспособлений.
При аппаратурных процессах переходом считается часть операции, соответствующая периоду выдержки при определенном режиме (температура, давление) или периоду доведения режима до определенных параметров. Например, операция отжига металла может быть разделена на следующие переходы: нагрев до определенной температуры, выдержка при заданной температуре, охлаждение заготовки в печи до температуры, предусмотренной технологией.
Некоторые операции, кроме переходов, делят на установки и проходы.
Установка - это часть операции, выполняемая при одном креплении заготовки. Установка может состоять из одного или нескольких переходов.
Проходом является часть перехода, ограниченная снятием одного слоя обрабатываемого материала (одной стружки).
Расчленение на установки и проходы в настоящее время применяется в основном при механической обработке материалов (металла, дерева и др.).
В целях изучения и анализа затрат рабочего времени, проектирования состава, содержания и последовательности выполнения отдельных элементов (при установлении норм и нормативов по труду) действия рабочего по выполнению операции или переходов делятся на приемы, комплексы, трудовые действия и движения.
Приемом называется законченная совокупность действий рабочего, имеющих при выполнении перехода или комплекса приемов определенное целевое назначение, например подойти и взять заготовку.
Комплекс приемов - совокупность трудовых приемов рабочего при выполнении одной законченной части перехода или установки. Например, однопереходная операция "обточить валик" может быть разделена на следующие комплексы приемов:
установка валика в центрах;
подготовка станка к обточке;
обточка по наружному диаметру;
отвод резца и выключение станка;
снятие валика с центров.
Комплексы приемов могут быть основными и вспомогательными. Основными являются приемы по непосредственному изменению предмета труда, вспомогательными - приемы, направленные на обеспечение выполнения основных приемов. Основные комплексы приемов могут быть как при ручной, так и при машинной обработке.
В рассмотренном примере основным комплексом приемов является обточка валика по наружному диаметру. Трудовые действия рабочего в данном случае заключаются в наблюдении за ходом обточки, своевременной остановке станка, а также в контроле за качеством обточки.
При разработке нормативов времени могут применяться расчетные комплексы приемов. Включение приемов в комплексы зависит от факторов, влияющих на продолжительность их выполнения.
Приемы в свою очередь могут быть расчленены на трудовые действия и движения.
Трудовым действием называется часть приема, состоящая из нескольких выполняемых без перерыва трудовых движений рабочего, перемещения корпуса, ног, рук, кистей рук, пальцев, например: взять инструмент, положить деталь, смазать отверстие.
Движение - это однократное перемещение рук, ног, пальцев и туловища рабочего при выполнении трудового действия. Например, протянуть руку к инструменту, взять его пальцами.
Степень расчленения операции, переходов или установок на составляющие их элементы зависит от требуемой точности анализа затрат рабочего времени и точности норм и нормативов. Так, в мелкосерийном и серийном производстве при установлении норм расчленение производится только до приемов или их комплексов. В массовом и крупносерийном производстве оно может быть произведено до движений в целях установления наиболее рациональных приемов выполнения операции и более точного определения необходимых затрат времени.
и времени использования оборудования
Для достижения единства методов нормирования труда в народном хозяйстве необходима единая классификация затрат времени (разделения их по категориям). Она должна служить основой для изучения фактических затрат рабочего времени, сопоставления и анализа результатов наблюдений в целях выявления резервов роста производительности труда, определения продолжительности выполнения элементов трудового процесса и установления норм.
Анализ классификации затрат времени, применяемых в различных отраслях народного хозяйства, показал, что, несмотря на отсутствие единства в наименованиях, основные категории затрат одинаковы. Причем в некоторых отраслях, например в машиностроении, существует более дробное деление затрат на категории.
Учитывая, что классификация затрат рабочего времени должна удовлетворять требованиям, предъявляемым к ней во всех отраслях народного хозяйства, в качестве единой рекомендована более детальная классификация затрат времени.
В тех случаях, когда выделить отдельные категории по некоторым группам затрат практически невозможно, для изучения затрат рабочего времени и времени использования оборудования могут применяться более укрупненные категории.
При разработке классификации было предусмотрено, что установленные категории затрат должны обеспечить возможность:
1) изучать состояние организации труда и использование рабочего времени, наиболее полно выявляя потери рабочего времени и их причины;
2) устанавливать степень необходимости и целесообразности отдельных затрат времени при выполнении заданной работы;
3) наиболее полно изучать и анализировать время использования оборудования во взаимной связи с рабочим временем исполнителя;
4) устанавливать затраты труда на выполнение заданной работы и составляющих ее элементов.
Учитывая, что нормирование труда должно сопровождаться совершенствованием организации труда и технологических процессов на рабочем месте в сочетании с наиболее полным и экономичным использованием оборудования, были разработаны классификация рабочего времени исполнителя и классификация времени использования оборудования.
При разработке единой классификации учитывались установившиеся в большинстве отраслей категории затрат и термины, а также буквенные их обозначения.
--------------------------------
<1> См. схему 1.
Рабочее время смены (ее части) подразделяется на две основные группы: время работы и время перерывов.
Временем работы называется время, в течение которого рабочий производит действия, направленные на осуществление трудового процесса.
Время работы в свою очередь можно разделить на следующие группы: время работы по выполнению производственного задания и время работы, не предусмотренное выполнением производственного задания.
Время работы по выполнению производственного задания - это время, затрачиваемое рабочим на подготовку и непосредственное выполнение полученного задания.
Время работы по выполнению производственного задания делится на следующие категории: подготовительно-заключительное время; оперативное время; время обслуживания рабочего места.
Рабочее время исполнителя | |||||||||||||||||||||||||||||
Время работы | Время перерывов | ||||||||||||||||||||||||||||
Время работы по выполнению производственного задания | Время работы, не предусмотренное выполнением производственного задания | Время регламентированных перерывов | Время нерегламентированных перерывов | ||||||||||||||||||||||||||
Подготовительно-заключительное время | Оперативное время | Время обслуживания рабочего места | Время выполнения случайной работы | Время выполнения непроизводительной работы | Время перерывов, установленных технологией и организацией производственного процесса | Время на отдых и личные надобности | Время перерывов, вызванных нарушением нормального течения производственного процесса | Время перерывов, вызванных нарушением трудовой дисциплины | |||||||||||||||||||||
Время организационного обслуживания | Время технического обслуживания | ||||||||||||||||||||||||||||
Основное время | Вспомогательное время | ||||||||||||||||||||||||||||
Время на отдых | Время на личные надобности | ||||||||||||||||||||||||||||
Время наблюдения за работой оборудования | Время ручной работы | Время машинно-ручной работы | |||||||||||||||||||||||||||
Подготовительно-заключительное время - это время, которое рабочий (или бригада рабочих) затрачивает на подготовку к выполнению заданной работы и действия, связанные с ее окончанием.
К этому виду затрат рабочего времени относятся: получение наряда на работу, получение инструментов, приспособлений и технологической документации; ознакомление с работой, технологической документацией, чертежом; инструктаж о порядке выполнения работы; установка приспособлений, инструмента; наладка оборудования на соответствующий режим работы; снятие приспособлений и инструмента после выполнения задания; сдача приспособлений, инструмента, технологической документации и наряда.
Особенностью подготовительно-заключительного времени является то, что его величина не зависит от объема работы, выполняемой по данному заданию (наряду, заказу и т.д.). Поэтому, когда длительное время выполняется одна и та же работа, например при массовом производстве изделий, обработке и переработке одного и того же сырья, подготовительно-заключительное время в расчете на единицу продукции будет незначительным по величине. В этих случаях при установлении норм оно обычно не учитывается.
Оперативным называется время, затрачиваемое рабочим (бригадой) на изменение формы, размеров, свойств или положения в пространстве предмета труда и на выполнение вспомогательных действий, необходимых для этого изменения. Оно подразделяется на основное и вспомогательное.
Основным является время, затрачиваемое рабочим на качественное или количественное изменение предмета труда: его размеров, свойств, состава, цвета, формы или положения в пространстве. Например, время на подъем, перемещение и опускание груза краном; на активное наблюдение за ходом аппаратурного процесса (температурой, давлением) и на его регулировку.
Вспомогательным называется время, затрачиваемое на действия исполнителя, обеспечивающие выполнение основной работы. К нему относятся затраты времени на загрузку машин и аппаратов сырьем и полуфабрикатами, выгрузку и съем готовой продукции, перемещение изделий (деталей) в процессе их изготовления в пределах рабочей зоны, контроль за качеством изготовляемой продукции, производимые рабочими передвижения (переходы), необходимые для выполнения операций, управление оборудованием и т.д.
Время обслуживания рабочего места - это время, которое рабочий затрачивает на поддержание рабочего места в состоянии, обеспечивающем производительную работу.
Время обслуживания рабочего места подразделяется на время технического и организационного обслуживания.
Ко времени технического обслуживания относится время, используемое на уход за рабочим местом и входящим в его состав оборудованием, необходимым для выполнения конкретного задания. К нему относятся, например, затраты времени на замену изношенного инструмента, замену зубков в режущем механизме угольного комбайна, подналадку оборудования, доведение раствора до необходимой концентрации и другие, аналогичные перечисленным затраты времени.
Время организационного обслуживания - это время, затрачиваемое на поддержание рабочего места в рабочем состоянии в течение смены.
К этой категории затрат относится время на прием и сдачу смены; на раскладывание в начале и уборку в конце смены инструмента, документации и других предметов; на перемещение в пределах рабочего места тары с заготовками или готовыми изделиями; на чистку, мойку, обмашку (текстильное производство) и смазку оборудования, обмывку и уборку автомашин и другие аналогичные работы.
В зависимости от характера участия рабочего в выполнении производственных операций время работы может быть разделено на следующие виды: время ручной работы; время машинно-ручной работы; время наблюдения за работой оборудования.
Временем ручной работы называется время выполнения работы без применения машин или механизмов.
Время машинно-ручной (в том числе ручной механизированной) работы - это время, в течение которого работа выполняется машинами при непосредственном участии рабочего или рабочим при помощи ручных механизмов.
В механизированном и автоматизированном производстве значительный удельный вес занимает наблюдение за работой оборудования. Оно может быть активным и пассивным.
Временем активного наблюдения за работой оборудования называется время, в течение которого рабочий следит за работой машины, ходом технологического процесса, за соблюдением заданных параметров (температуры, давления и т.д.), чтобы обеспечить необходимое качество продукции и исправность оборудования. В течение этого времени он не выполняет физическую работу, но присутствие его на рабочем месте необходимо. Например, время наблюдений за температурой и равномерностью нагрева металла в печи, наблюдение по приборам за давлением воздуха в компрессорной установке и т.д.
Время активного наблюдения зависит от характера работы, сложности и степени механизации обслуживаемого оборудования. Его продолжительность велика при непрерывных процессах производства (аппаратурных и др.), а также при процессах с непрерывным выпуском продукции (автоматические линии, ткацкие станки и т.д.). Время наблюдений определяется по заранее составленному рациональному регламенту (графику) обслуживания, в котором указывается повторяемость наблюдений и их длительность. При многостаночном обслуживании в текстильном производстве время активного наблюдения обычно учитывается при составлении графиков обхода оборудования.
В циклически повторяющихся процессах (многостаночное и многоагрегатное обслуживание) время активного наблюдения, как правило, устанавливается по нормативам. При их разработке время активного наблюдения определяется как разница времени от пуска агрегата (станка) до начала устойчивой работы в заданном режиме. Кратковременное активное наблюдение может сочетаться с выполнением различных машинно-ручных и ручных работ. В этих случаях оно учитывается при нормировании элементов работы, за выполнением которых необходимо наблюдать.
Время пассивного наблюдения - это период, в течение которого нет необходимости в постоянном наблюдении за работой оборудования или технологическим процессом, но рабочий осуществляет его из-за отсутствия другой работы, например, при обслуживании автоматических линий, аппаратов и многоагрегатном обслуживании. В ряде случаев оно экономически целесообразно, поскольку приводит к сокращению простоев оборудования в ожидании обслуживания, вызванных занятостью рабочего на других агрегатах. Экономическая целесообразность пассивного наблюдения определяется экономическими расчетами, способ которых изложен в других разделах.
Устранение или частичное сокращение времени пассивного наблюдения является существенным резервом повышения производительности труда на машинных, автоматизированных и аппаратурных процессах.
При анализе затрат рабочего времени по обслуживанию оборудования выделяют перекрываемое и неперекрываемое время.
Перекрываемое время - время выполнения рабочих приемов в период автоматической (машинной, аппаратурной) работы оборудования. Перекрываемым может быть время основной (активное наблюдение) и вспомогательной работы, а также время, которое относят к другим категориям затрат рабочего времени, например к обслуживанию рабочего места.
К неперекрываемому времени относится время выполнения вспомогательных работ при остановленном (неработающем) оборудовании, например: загрузка сырья в аппараты прерывного действия и выгрузка из них готовой продукции, выгрузка колбасного фарша из мешалки.
Неперекрываемое вспомогательное время также может быть отнесено к другим категориям затрат.
Временем работы, не предусмотренным выполнением производственного задания, является время выполнения случайных работ и время непроизводительной работы.
Ко времени выполнения случайных работ относятся производительные затраты на выполнение работ, не предусмотренных производственным заданием, но вызванных производственной необходимостью. Например, размотка забракованных бобин на мотальных машинах.
Время выполнения непроизводительных работ - это затраты времени на выполнение работы, не дающей прироста продукции или улучшения ее качества (как по основному технологическому процессу, так и по случайно выполняемым работам). Например, съем с заготовки излишнего припуска при механической обработке, излишний пробег грузовой автомашины из-за неправильного маршрута и т.д.
Время перерывов - это период, в течение которого рабочий не принимает участия в работе. Оно делится на время регламентированных и нерегламентированных перерывов.
В состав регламентированных перерывов входит время перерывов на отдых, производственную гимнастику, личные надобности, время перерывов, установленных технологией и организацией производственного процесса.
Перерывы на отдых предоставляются рабочим для отдыха в течение рабочей смены в целях поддержания нормальной работоспособности и предупреждения утомления.
Перерывы на личные надобности - это время, затрачиваемое рабочим на личную гигиену и естественные надобности.
Время перерывов, установленных технологией и организацией производственного процесса, включает время перерывов, вызванных специфическими условиями технологического процесса <1>. Например, перерыв в работе монтажников конструкций при подъеме блока, краном, проветривание забоев в угольной шахте после взрывания.
--------------------------------
<1> Переезды или переходы к месту работы в рабочее время в число таким перерывов не включаются. На них устанавливаются самостоятельные нормы.
Время нерегламентированных (устранимых) перерывов включает: перерывы, вызванные нарушением нормального течения производственного процесса, и перерывы, вызванные нарушением трудовой дисциплины.
К перерывам, вызванным нарушением нормального течения производственного процесса, относятся перерывы в работе по организационно-техническим причинам, являющиеся следствием плохой организации труда и производства, например, из-за несвоевременной подачи материалов на рабочее место, из-за неисправности оборудования, перебоев в подаче электроэнергии и т.д.
Перерывы, вызванные нарушением трудовой дисциплины, возникают в результате нарушений рабочим правил трудового распорядка: опоздание на работу, самовольные отлучки с рабочего места, преждевременный уход с работы, посторонние разговоры, а также простои рабочих, которые не могут работать из-за опоздания или преждевременного ухода с работы других членов звена или бригады.
Затраты рабочего времени исполнителя могут быть подразделены на нормируемые и ненормируемые.
К нормируемым затратам времени относятся затраты, которые необходимы для выполнения заданной работы. Нормируемые затраты включаются в норму времени. К ним относится подготовительно-заключительное время; оперативное (основное и вспомогательное) время; время обслуживания рабочего места; время перерывов, предусмотренных установленной технологией и организацией производства, а также время на отдых и личные надобности.
Ненормируемыми затратами времени являются потери времени по организационно-техническим причинам, из-за устранимых недостатков в организации труда или вследствие нарушения трудовой дисциплины. Ненормируемые затраты в состав нормы времени не включаются.
При выполнении некоторых работ не всегда можно дифференцировать рабочее время в соответствии с данной классификацией. Например, нормируя ручные слесарные работы или работу грузоподъемных кранов на строительстве, трудно выделить время вспомогательной работы. В этих случаях рекомендуется объединять некоторые категории затрат. Так, при нормировании перечисленных работ оперативное время можно не подразделять на основное и вспомогательное, а время обслуживания рабочего места - на время технического и организационного обслуживания. Если продукция изготавливается не отдельными партиями, а непрерывно или периодически (например, при аппаратурных процессах), вследствие чего трудно выделить подготовительно-заключительное время, то оно учитывается во времени обслуживания рабочего места.
--------------------------------
<1> См. схему 2.
Время использования оборудования делится на время работы и время перерывов в работе оборудования.
Время работы оборудования в свою очередь подразделяется на время работы оборудования по выполнению производственного задания (или оперативное время) и время работы оборудования, не предусмотренное выполнением производственного задания.
Ко времени работы оборудования по выполнению производственного задания относится все время, в течение которого на оборудовании совершается процесс обработки (переработки) или производятся вспомогательные действия, необходимые для выполнения основной работы.
Это время делится на основное и вспомогательное. Основное время - это период, в течение которого совершается обработка (переработка) предмета труда и автоматический ввод его в обработку, например время обточки поверхности детали на металлорежущем станке, плавки металла в печи, сепарирования молока и т.д.
Основное время работы оборудования делится на машинное (аппаратурное) и машинно-ручное.
К машинному (или аппаратурному) времени относится время автоматической работы оборудования, когда рабочий выполняет лишь функции наблюдения и регулировки.
К машинно-ручному относится время, в течение которого наряду с машинной работой в обработке непосредственно участвует ручной труд, например, обработка детали на фрезерном станке при ручной подаче.
Вспомогательное время - это время, затрачиваемое на осуществление действий, необходимых для выполнения основной работы, неперекрываемое машинным временем, например время на установку детали на станок.
Сумма основного и вспомогательного времени составляет оперативное время.
Оперативное время, кроме того, подразделяется на машинно-свободное (или аппаратурно-свободное) время и время работы оборудования с участием рабочего.
Машинно(аппаратурно)-свободное время - это период, в течение которого оборудование работает без непосредственного участия рабочего. В этом случае из машинного исключается вспомогательное время рабочего, перекрываемое машинным, и время активного наблюдения.
Ко времени работы оборудования с участием рабочего относится оперативное время за вычетом машинно-свободного. По отношению к рабочему это время является временем его занятости на оперативной работе. Оно определяется как сумма перекрываемого и неперекрываемого вспомогательного времени рабочего и времени активного наблюдения.
Такое деление оперативного времени необходимо при определении числа обслуживаемого оборудования, включая аппараты периодического действия.
Время использования оборудования | |||||||||||||||||||||||||||||||||
Время работы оборудования | Время перерывов в работе оборудования | ||||||||||||||||||||||||||||||||
Время работы оборудования по выполнению производственного задания (оперативное время) | Время работы оборудования, не предусмотренное выполнением производственного задания | Время регламентированных перерывов | Время нерегламентированных перерывов | ||||||||||||||||||||||||||||||
Время перерывов, связанных с подготовкой к работе и организационно-техническим обслуживанием рабочего места | Время перерывов, предусмотренных технологией и организацией производственного процесса | Время перерывов на отдых и личные надобности рабочего | Время перерывов, вызванных нарушением производственного процесса | Время перерывов, вызванных нарушением трудовой дисциплины | |||||||||||||||||||||||||||||
Время выполнения случайной работы | Время непроизводительной работы оборудования | ||||||||||||||||||||||||||||||||
Основное время | Вспомогательное время | ||||||||||||||||||||||||||||||||
Машинное время | Машинно-ручное время | ||||||||||||||||||||||||||||||||
Время перерывов на выполнение подготовительно-заключительных работ | Время перерывов, связанных с обслуживанием рабочего места | ||||||||||||||||||||||||||||||||
Машинно (аппаратурно)-свободное время | Время работы оборудования с участием рабочего | ||||||||||||||||||||||||||||||||
При определении числа обслуживаемых машин или аппаратов, работающих без перерывов (кроме перерывов на ремонт), учитывается время занятости рабочего на всех работах по обслуживанию. В этом случае машинным (аппаратурным) временем перекрывается все время занятости рабочего вследствие чего нет необходимости выделять время его занятости оперативной работой.
Ко времени работы оборудования, не предусмотренной выполнением производственного задания, относится время выполнения непроизводительной и случайной работы, ко времени непроизводительной работы оборудования - время работы оборудования, не приводящее к увеличению объема продукции или улучшению ее качества. Например, время на изготовление продукции, забракованной при ее приемке, время излишней обработки продукции (перемешивание раствора в барабане растворомешалки более продолжительное время по сравнению со временем, предусмотренным техническими условиями и т.д.).
Ко времени выполнения случайной работы оборудования относится время изготовления продукции, не предусмотренной производственным заданием, но выполнение которой вызвано производственной необходимостью.
Временем перерывов в работе оборудования называется период, в течение которого оборудование бездействует независимо от причины возникновения перерывов. Оно делится на время регламентированных перерывов и время нерегламентированных перерывов.
Время регламентированных перерывов подразделяется на время перерывов, связанных с подготовкой к работе и организационно-техническим обслуживанием рабочего места; на время перерывов, предусмотренных технологией и организацией производственного процесса; на время перерывов на отдых и личные надобности рабочего.
Время перерывов в работе оборудования, связанных с подготовкой к работе и обслуживанием рабочего места, делится на время выполнения подготовительно-заключительных работ и работ по организационному и техническому обслуживанию.
Ко времени перерывов, предусмотренных технологией и организацией производственного процесса, относятся перерывы, связанные с ремонтом механизмов по графику, неустранимые технологические перерывы, в том числе перерывы при многостаночном или многоаппаратном обслуживании из-за совпадения занятости рабочего на одном станке (аппарате) с необходимостью обслуживать другие.
Время нерегламентированных перерывов делится на перерывы, вызванные нарушением производственного процесса или нарушением трудовой дисциплины.
Время перерывов, вызванных нарушением производственного процесса, включает периоды бездействия оборудования из-за отсутствия энергии, топлива, сырья, нарушения взаимосвязи с сопряженным оборудованием, а также время проведения внеплановых ремонтов вследствие неисправности оборудования.
Ко времени перерывов, вызванных нарушением трудовой дисциплины, относятся периоды бездействия оборудования ввиду опоздания, отлучки и преждевременного ухода обслуживающего персонала с рабочего места, а также из-за других нарушений трудовой дисциплины.
Время использования оборудования может быть подразделено на нормируемое и ненормируемое время.
Ко времени нормируемой работы оборудования относится время работы по выполнению производственного задания, время перерывов в работе оборудования, связанных с подготовкой к работе и организационно-техническим обслуживанием оборудования, время перерывов, предусмотренных установленной технологией и организацией производственного процесса, а также перерывы на отдых и личные надобности рабочего.
Ненормируемые затраты времени включают время непроизводительной и случайной работы оборудования, время перерывов, вызванных нарушением трудовой дисциплины, время перерывов, вызванных нарушением нормального течения производственного процесса.
В целях единства буквенных обозначений групп и категорий затрат рабочего времени рекомендуется пользоваться обозначениями, приведенными в табл. 1. Эти обозначения используются в основном для индексации затрат времени при проведении фотографий рабочего дня. При установлении норм времени и разработке нормативов затраты времени обозначаются буквой t или T с индексом, соответствующим данной категории затрат времени. Например, tо - основное время, tв - вспомогательное время и т.д.
Таблица 1
Наименование групп и категорий затрат рабочего времени | Условные обозначения |
Время работы по выполнению производственного задания | РЗ |
Подготовительно-заключительное время | ПЗ |
Оперативное время | ОП |
Основное время | О |
Вспомогательное время | В |
Время обслуживания рабочего места | Об |
Время организационного обслуживания | Орг |
Время технического обслуживания | Тех |
Время работы, не предусмотренной выполнением производственного задания | НЗ |
Время случайной работы | СР |
Время непроизводительной работы | НР |
Время перерывов в работе | П |
Время регламентированных перерывов | ПР |
Время на отдых и личные надобности | Отл |
Время перерывов, установленных технологией и организацией производственного процесса | ПТ |
Время нерегламентированных перерывов | ПН |
Время перерывов, вызванных нарушением нормального течения производственного процесса | ПНТ |
Время перерывов, вызванных нарушением трудовой дисциплины | ПНД |
Машинное время | М |
Машинно-свободное время | МС |
Аппаратурно-свободное время | АС |
Время занятости рабочего на обслуживании оборудования | З |
Активное наблюдение | А |
Пассивное наблюдение | Пас |
В тех случаях, когда обработка результатов наблюдений производится на счетно-перфорационных и электронно-вычислительных машинах, вместо буквенных обозначений категорий и элементов затрат должны применяться цифровые обозначения - коды.
В табл. 2 дан пример кодирования категорий затрат рабочего времени для обработки результатов фотографий рабочего дня на счетно-перфорационных машинах.
Для составления кода все категории затрат рабочего времени делятся на две группы: нормируемое и ненормируемое. Они обозначаются первой цифрой кода, а именно: нормируемое - цифрой 1, ненормируемое - 2. Второй цифрой обозначаются основные категории затрат, на которые делятся группы, она добавляется к первой цифре. Например:
Подготовительно-заключительное время | 11 |
Оперативное время | 12 |
Обслуживание рабочего места | 13 |
Регламентированные перерывы | 14 |
Время работы, не предусмотренной выполнением производственного задания | 21 |
Нерегламентированные перерывы | 22 |
Третья цифра кода используется для обозначения категорий, которые входят в основные категории затрат рабочего времени. Например основное время, входящее в оперативное, обозначается кодом 121; вспомогательное - 122; время технического обслуживания - 131; время организационного обслуживания - 132; время на отдых - 141; время на личные надобности - 142 и т.д.
Четвертая цифра проставляется при кодировании элементов, из которых складываются категории затрат рабочего времени. Например, хождение за материалами, недоставленными на рабочее место, кодируется числом 2121; исправление брака - 2123 (где 212 - код времени непроизводительной работы); ожидание работы - 2211; простой из-за отсутствия энергии - 2213 (где 221 - код перерывов, вызванных нарушением нормального течения производственного процесса).
Четвертая цифра добавляется в тех случаях, когда анализ результатов фотографии рабочего времени производится по элементам затрат. В основном это необходимо для выявления причин непроизводительных затрат рабочего времени и простоев.
Таблица 2
(ДЛЯ СЧЕТНО-ПЕРФОРАЦИОННЫХ МАШИН)
Основные категории затрат рабочего времени | Категории, входящие в основные затраты рабочего времени | Элементы затрат рабочего времени | Коды |
Подготовительно-заключительное | - | Получение и сдача наряда, чертежей | 1101 |
Производственный инструктаж | 1102 | ||
Наладка оборудования | 1103 | ||
1104 | |||
1105 | |||
Оперативное | Основное | - | 121 |
Вспомогательное | 122 | ||
Время обслуживания рабочего места | Техническое обслуживание | Регулирование и подналадка оборудования | 1311 |
Замена изношенного инструмента | 1312 | ||
1313 | |||
1314 | |||
Организационное обслуживание | Раскладка инструмента в начале и уборка в конце смены | 1321 | |
Чистка и смазка оборудования | 1322 | ||
1323 | |||
1324 | |||
Регламентированные перерывы | Время на отдых | - | 141 |
Время на личные надобности | 142 | ||
Перерывы, предусмотренные технологией и организацией производственного процесса | 143 | ||
Время работы, не предусмотренной выполнением производственного задания | Время случайной работы | Выполнение дополнительных работ, не предусмотренных заданием | 211 |
Время непроизводительной работы | Хождение за материалом | 2121 | |
Поиски инструмента, приспособлений | 2122 | ||
Исправление брака | 2123 | ||
2124 | |||
2125 | |||
Нерегламентированные перерывы | Нарушение производственного процесса | Ожидание работы, наряда | 2211 |
Ожидание наладки оборудования | 2212 | ||
Простой из-за отсутствия энергии | 2213 | ||
2214 | |||
Нарушение трудовой дисциплины | Позднее начало работы | 2221 | |
Преждевременное окончание работ | 2222 | ||
Посторонние разговоры | 2223 | ||
2224 |
Элементы затрат подготовительно-заключительного времени дополняются третьей и четвертой цифрами к основному коду, так как оно делится сразу на элементы. Число элементов подготовительно-заключительного времени иногда бывает больше 9, поэтому первый элемент обозначается цифрами 01, а не 1, второй - 02 и т.д.
Время использования оборудования также делится на нормируемое и ненормируемое время. Поэтому категории затрат будут кодироваться теми же цифрами. Категория основное время в этом случае подразделяется на машинно(аппаратурно)-свободное время (код 121) и время работы с участием рабочего (код 122).
и времени использования оборудования
Изучение затрат рабочего времени исполнителей и времени использования оборудования проводится в целях совершенствования организации труда и производства и установления норм труда и нормативов времени.
В зависимости от назначения, количества наблюдаемых объектов и дифференциации изучаемых затрат времени применяются следующие виды наблюдений:
фотография рабочего времени;
фотография времени использования оборудования;
фотография производственного процесса;
хронометраж;
фотохронометраж.
Фотография рабочего времени - наблюдение, проводимое для изучения и анализа затрат времени рабочим (или группой) в течение смены или другого периода.
Фотографией времени использования оборудования называют наблюдение за работой оборудования для изучения и анализа его использования в течение смены или другого периода рабочего времени.
В зависимости от числа рабочих, затраты времени которых изучаются, фотография рабочего времени подразделяется на индивидуальную, групповую и массовую. Особой разновидностью фотографии рабочего времени является самофотография рабочего дня.
Фотография производственного процесса - это способ изучения затрат рабочего времени, времени использования оборудования и фактических режимов его работы путем наблюдения.
Хронометраж проводится с помощью наблюдения, при котором изучаются циклически повторяющиеся элементы оперативной работы, отдельные элементы подготовительно-заключительной работы или работы по обслуживанию рабочего места.
Фотохронометраж - это способ изучения как продолжительности времени выполнения отдельных элементов операции, так и других категорий затрат времени в течение рабочего дня или другого периода рабочего времени с помощью наблюдения.
Изучение затрат рабочего времени и времени использования оборудования в процессе наблюдений проводится двумя методами: методом непосредственных замеров затрат времени и методом моментных наблюдений, т.е. фиксацией только повторений категорий или групп затрат времени.
Метод моментных наблюдений применяется при проведении массовых или групповых фотографий рабочего времени и времени использования оборудования.
И АНАЛИЗЕ РАБОЧЕГО ВРЕМЕНИ
Для измерения затрат времени при проведении наблюдений применяются: часы, секундомеры, хроноскопы, киноаппараты. Кроме того, за последние годы успешно используются полуавтоматические приборы для проведения фотографий рабочего времени (включая моментные наблюдения) и хронометража.
Часы предназначаются для проведения фотографий рабочего времени; секундомеры используются при хронометраже. Для наблюдений, требующих большой точности, применяются хроноскопы, с помощью которых можно учитывать доли секунды.
С помощью киносъемки можно зафиксировать на пленку методы и приемы выполнения работы. В большинстве кинокамер протяжка ленты осуществляется с постоянной скоростью. Это позволяет установить продолжительность определенного приема или движения путем подсчета числа кадров, на которых заснят данный прием или движение. Просмотр и анализ киноленты производятся при помощи проекционной аппаратуры. Подсчет числа кадров может производиться специальным аппаратом, являющимся дополнением (приставкой) к проекционному аппарату.
Полуавтоматические приборы для проведения фотографий рабочего времени дают возможность вести наблюдения за каждым элементом затрат труда без наблюдательного листа. Они показывают суммарные затраты времени (за время проведения наблюдений) по каждому элементу в отдельности. К таким приборам относятся, например, суммирующие, записывающие и многоциферблатные цифровые приборы.
Эти приборы имеют несколько кнопок или клавиш. Каждому элементу затрат времени присваивается номер кнопки или клавиши прибора. При нажиме на клавишу прибор включается и начинает фиксировать продолжительность выполнения данного элемента. После окончания выполнения работы наблюдатель нажимает на клавишу, соответствующую следующему элементу, в результате чего отсчет времени по первому элементу прекращается, но начинается по следующему (прибор позволяет вести одновременно отсчет времени по нескольким элементам). Если данный элемент работы повторяется несколько раз, то путем повторных нажимов на клавишу отсчет времени возобновляется без сбрасывания полученных ранее результатов. В итоге суммируются затраты времени по данному элементу работы.
Для проведения моментных наблюдений без наблюдательного листа применяются счетчики числа моментов. Принцип действия аналогичен действию рассмотренных приборов с той лишь разницей, что счетчик фиксирует не длительность элемента, а число нажимов на клавишу, соответствующую определенному элементу затрат времени.
В тех случаях, когда необходимо знать продолжительность выполнения отдельных элементов операции в каждом замере (например, при хронометраже), могут применяться печатающие приборы. Текущее время и продолжительность элемента в этом случае фиксируются на бумажной ленте, которая передвигается автоматически. На этой же ленте печатается код элемента.
Имеются также приборы для графической регистрации, которые записывают на ленте продолжительность каждого элемента затрат времени в виде линии в определенном масштабе <1>.
--------------------------------
<1> См. Новые приборы для технического нормирования. М., НИИ труда, 1961; Использование технических средств в НОТ. М., "Экономика", 1974; Горбей Г.Ф., Суетина Л.М. Киносъемка как метод изучения трудовых процессов. М., "Экономика", 1968.
Независимо от вида наблюдений проведение каждого из них состоит из следующих этапов:
подготовка к наблюдению;
проведение наблюдений;
обработка данных наблюдений;
анализ результатов и подготовка предложений по совершенствованию организации труда.
На первом этапе изучают условия работы в цехе и организацию труда на рабочих местах. При этом наблюдатель должен изучить установленную технологию, параметры работы оборудования, организацию рабочего места и его обслуживания, соответствие их требованиям НОТ и выбрать исполнителя, за работой которого будет проводиться наблюдение, или другие объекты наблюдения.
При проведении наблюдений в целях разработки нормативов и норм рекомендуется до их начала устранить выявленные в процессе предварительного изучения недостатки, с тем чтобы в период наблюдений приемы и методы труда, а также организация рабочих мест и их обслуживание соответствовали требованиям научной организации труда.
При подготовке к хронометражным наблюдениям необходимо расчленить изучаемый процесс на составляющие его элементы и в соответствии с этим определить фиксажные точки.
Фиксажными точками называют моменты начала и конца выполнения рабочего приема, комплекса приемов, операции или категории затрат времени, в которые при наблюдениях отмечается (фиксируется) время.
Для моментных наблюдений устанавливаются фиксажные пункты, т.е. места по пути следования наблюдателя, поравнявшись с которыми он должен установить и зафиксировать, чем занят рабочий или какая работа в данный момент выполняется на оборудовании. В качестве фиксажных пунктов могут быть использованы, например, колонны около рабочих мест, станки и т.д.
При подготовке к наблюдению определяется также необходимое число наблюдений или моментов (при моментных наблюдениях).
Особое значение имеет правильный выбор рабочего при проведении наблюдений, на основе которых будут устанавливаться нормы или нормативы. При этом необходимо учитывать следующее. Нормы и нормативы должны рассчитываться с учетом передовых приемов и методов труда. Интенсивность труда при их применении у разных рабочих в силу психофизиологических особенностей будет разной, а норма должна предусматривать среднюю интенсивность труда рабочего, овладевшего передовыми приемами и методами труда. Причем нельзя считать овладевшими передовыми методами труда рабочих, не выполняющих норму.
В связи с этим рекомендуется проводить наблюдения за рабочим соответствующей квалификации, который имеет примерно средний процент выполнения норм по данной работе (виду работ), исчисленный без учета рабочих, не выполняющих нормы.
Содержание остальных этапов наблюдений зависит от видов наблюдений и будет изложено при их описании.
Фотография рабочего времени проводится в целях:
выявления недостатков в организации труда и производства, приводящих к прямым потерям и нерациональным затратам рабочего времени, а также к простоям оборудования, и разработки на этой основе мероприятий по устранению выявленных недостатков и внедрению научной организации труда;
изучения опыта использования рабочего времени передовыми рабочими и его широкого распространения;
установления норм обслуживания оборудования и нормативов численности рабочих;
установления нормативов подготовительно-заключительного времени, времени обслуживания рабочего места, времени на отдых <1>, личные надобности, а также получения исходных данных для определения оперативного времени на ручные работы при единичном и мелкосерийном производстве;
--------------------------------
<1> Кроме данных фотографий рабочего времени учитываются условия труда и другие факторы, влияющие на время отдыха.
выявления причин невыполнения норм выработки (времени) отдельными рабочими.
При индивидуальной фотографии рабочего времени наблюдатель изучает использование времени одним рабочим в течение рабочего дня или другого периода рабочего времени.
При подготовке к наблюдению исследователь должен изучить технологический процесс, организацию рабочего места, порядок его обслуживания, выявить недостатки, приводящие к прямым потерям и нерациональным затратам рабочего времени. Если фотография рабочего времени проводится в целях установления нормативов или норм, то недостатки, которые можно быстро устранить, должны быть устранены до начала наблюдений. Состояние организации и обслуживания рабочего места записывается на титуле наблюдательного листа.
Фотографии рабочего времени в целях изучения его потерь проводятся при существующей организации труда. Предварительное изучение недостатков организации труда в этом случае дает возможность провести наблюдения более качественно, а при подведении итогов исследований поможет разработать мероприятия по совершенствованию организации труда.
До начала наблюдений необходимо ознакомить рабочего и администрацию цеха (мастер, бригадир) с целями и методами наблюдений, причем устранение недостатков, вызывающих нерациональные затраты рабочего времени, должно быть проведено с их участием.
При проведении наблюдений в наблюдательном листе записываются все действия исполнителя и перерывы в работе в том порядке, в каком они фактически происходят (форма N 1). В графе 3 записывается время окончания наблюдений по каждой категории затрат рабочего времени.
Форма N 1
N п/п | Наименование затрат рабочего времени | Текущее время, ч, мин. | Величина затрат рабочего времени, мин. | Перекрываемое время, мин. | Индекс или код |
1 | 2 | 4 | 5 | 6 | |
Для сравнения объема работы, выполненного во время наблюдений, с установленным по нормам на титульном листе бланка фотографии рабочего времени отмечаются работы, выполненные в период их проведения. Если фотография проводится в целях установления нормативов численности или оперативного времени, то объем работы, выраженный через характеризующие его факторы, в некоторых случаях может учитываться и в наблюдательном листе в дополнительных графах. Учет объема работы не производится, если он не может быть точно определен из-за нестабильности работ по виду и повторяемости.
Если при проведении фотографий рабочего времени не требуется высокой точности результатов, то может быть проведено не более пяти наблюдений. Для установления нормативов подготовительно-заключительного времени и времени обслуживания рабочего места наблюдения рекомендуется проводить за разными исполнителями в течение рабочего дня.
В процессе обработки данных наблюдений составляют сводный баланс рабочего дня, в котором учитывают полученные результаты. Предварительно в каждом наблюдательном листе против записи затрат времени ставится их индекс (буквенное обозначение) или код и путем вычитания предыдущего текущего времени из последующего определяется величина этих затрат. На основании полученных данных (с помощью индексов) составляют таблицы одноименных затрат по индивидуальной фотографии рабочего времени (форма N 2).
Форма N 2
Индекс или код | Наименование затрат времени | Повторяемость затрат | Величина затрат рабочего времени, мин. | Перекрываемое время, мин. | Средняя продолжительность затрат рабочего времени, мин. |
Затем данные таблиц переносят в сводную карту фотографий рабочего дня, в которой суммируются затраты по каждому индексу по всем наблюдательным листам, и выводят их средние величины в расчете на одного исполнителя (см. форму в приложении ниже).
Далее проводится анализ результатов наблюдений. Определяются нерациональные затраты и прямые потери рабочего времени, устанавливаются их причины, а результаты анализа заносятся в сводную карту фотографии рабочего времени. В процессе анализа фактические затраты подготовительно-заключительного времени, времени организационного и технического обслуживания сравниваются с установленными ранее по нормативам. В случае расхождений изучают их причины, выявляют нерациональные затраты времени по этим категориям и устанавливают действительно необходимые затраты с учетом объема работ, который мог бы быть выполнен рабочими в течение наблюдаемого периода при отсутствии потерь рабочего времени.
Время на отдых и личные надобности устанавливается при сравнении фактических затрат с установленными по отраслевым нормативам, рекомендованным для данной группы работ. При этом учитываются условия, тяжесть труда и необходимость микропауз в работе. Это время должно быть не менее установленного по отраслевым нормативам.
После анализа составляют балансы рабочего времени по категориям затрат: фактический и нормальный (проектируемый).
При составлении нормального баланса все нерациональные затраты и прямые потери рабочего времени исключаются, за счет этого увеличивается оперативное время. Подготовительно-заключительное время, время организационного и технического обслуживания, время на отдых записывают в нормальный баланс по данным, установленным в результате анализа, и рассчитывают в процентах к полученному оперативному времени.
На основании данных фактического и нормального баланса определяется возможное повышение производительности труда в процентах (П) за счет устранения потерь и нерациональных затрат рабочего времени.
 (2)
(2)где:
Tоп.у - оперативное время в уплотненном балансе рабочего времени;
Tоп.ф - оперативное время в фактическом балансе.
Если наблюдения проводились за рабочим, выполняющим работы по обслуживанию оборудования или других объектов (кроме многоаппаратного), то в нормальном балансе рабочего времени следует учитывать только те затраты оперативного времени, которые необходимы для обслуживания оборудования. Поэтому его увеличение за счет потерь рабочего времени не производится. В этом случае сумма затрат рабочего времени в течение смены в нормальном балансе может быть меньше, чем в фактическом, на величину исключенных потерь.
На основании фотографии определяется коэффициент занятости рабочего полезной работой. Возможное повышение производительности труда в процентах в данном случае определяется по формуле
где:
Tф - сумма затрат времени по фактическому балансу;
Tу - сумма затрат времени по нормальному (уплотненному) балансу.
Далее на основе анализа результатов наблюдений разрабатываются мероприятия по устранению выявленных потерь рабочего времени и совершенствованию организации труда. Например, если установлено, что имеются большие потери рабочего времени из-за плохо организованной доставки на рабочие места сырья и материалов и рабочие вынуждены иногда доставлять их сами, то можно предложить организовать снабжение рабочих мест по заранее разработанному графику. Для ликвидации потерь рабочего времени при обслуживании оборудования может быть, в частности, рекомендован переход на многоагрегатное обслуживание и т.д.
Мероприятия по устранению выявленных потерь рабочего времени должны быть оформлены распоряжением по цеху или включены в план оргмероприятий цеха или планы по НОТ с указанием срока их выполнения и исполнителей.
Групповая фотография проводится в тех случаях, когда работа выполняется группой или бригадой рабочих. Одной из основных задач групповой фотографии рабочего дня является изучение существующего разделения и кооперации труда в бригаде, использования рабочего времени, загрузки членов бригады, эффективности использования оборудования.
Если в обследуемой группе 2 - 3 человека и они находятся в поле зрения наблюдателя, то наблюдения могут проводиться одним исследователем методом непосредственных замеров времени. Порядок проведения наблюдений такой же, как и при индивидуальной фотографии, но запись затрат производится поочередно по каждому наблюдаемому рабочему. Таблица одноименных затрат, анализ потерь с указанием их причин и баланс рабочего времени составляются также по каждому рабочему, но в общей карте фотографии рабочего времени.
На основании данных нормального баланса определяются средние затраты по их категориям в процентах к оперативному времени в расчете на одного рабочего.
Если проводилась фотография рабочего времени бригады, обслуживающей оборудование, то в фактическом и нормальном балансе даются суммарные затраты времени всех рабочих. При этом нормальный баланс составляется без увеличения оперативного времени обслуживания данного оборудования (за счет устранения потерь рабочего времени).
Если рабочих больше трех, то наблюдатель не успевает зафиксировать действия, выполняемые каждым из них. В этом случае изучение затрат рабочего времени производится путем обхода рабочих через небольшие промежутки (3 - 5 мин.) и фиксацией их действий. Действия рабочих записываются с помощью индексов или кодов в наблюдательном листе каждого рабочего.
Групповая фотография рабочего дня позволяет выявить не только общую занятость каждого рабочего, но и влияние распределения работы между членами бригады на равномерность их загрузки в течение смены. Этим методом один наблюдатель может провести наблюдение за работой не более восьми рабочих.
На основании анализа затрат рабочего времени делают выводы о принятом разделении и кооперации труда в бригаде, а также разрабатываются мероприятия по устранению выявленных недостатков в организации труда, приводящих к потерям и нерациональному использованию рабочего времени.
Мероприятия по устранению выявленных недостатков должны оформляться распоряжением по цеху (заводу) или включаться в план оргтехмероприятий с указанием срока их выполнения и исполнителей.
Если целью групповой фотографии является только изучение использования рабочего времени всей бригады или группы в течение смены, то она проводится методом моментных наблюдений.
моментных наблюдений
Массовая фотография проводится при изучении использования рабочего времени большой группы рабочих (бригады, участка, цеха и т.д.) в целях улучшения организации труда, а также разработки нормативов численности и норм обслуживания. При проведении фотографии выявляются прямые потери и нерациональные затраты рабочего времени, а также устанавливаются коэффициенты занятости рабочих в течение смены при условии рациональной организации труда. Определение коэффициента занятости необходимо, например, для разработки нормативов численности рабочих, выполняющих нестабильные по характеру и повторяемости операции, в частности вспомогательные.
Массовая фотография рабочего дня может проводиться также для изучения времени использования большого количества оборудования и времени занятости рабочих, обслуживающих это оборудование.
При изучении рабочего времени методом моментных наблюдений регистрируются не абсолютные величины затрат времени, а число повторений различных категорий этих затрат.
Для достоверности и определенной точности результатов с помощью метода моментных наблюдений необходимо заранее установить объем наблюдений, т.е. число моментов, которое следует зафиксировать. При моментных наблюдениях оно определяется по формулам (или таблицам, составленным по формулам), выведенным на основании законов математической статистики. Общий вид формулы расчета числа моментов наблюдений (М):
где:
K - удельный вес исследуемой категории затрат рабочего времени в общих затратах за время наблюдений;
a - коэффициент, зависящий от заданной вероятности;
P - допустимая величина относительной ошибки наблюдений (от 3 до 10%).
Для стабильного процесса a2 = 2, для нестабильного - a2 = 3.
Величина K приближенно определяется на основании данных наблюдений, которые проводились ранее, величина P - исходя из заданной точности K. При небольшом удельном весе затрат рабочего времени величина P может быть увеличена без существенного снижения точности результатов наблюдений. Например, если при K = 0,7 P = 5%, то при K = 0,08 она может увеличиться до 20%. Это дает возможность при проведении моментных наблюдений изучать затраты времени дифференцированно по всем категориям без резкого увеличения числа моментов наблюдений по сравнению с рассчитанным для категории, имеющей наибольший удельный вес в общих затратах времени.
При проведении фотографии методом моментных наблюдений за группой рабочих, когда необходимо получить данные о затратах времени каждого рабочего в отдельности, рассчитанное по формуле число моментов наблюдений следует умножить на количество рабочих в группе.
Как уже отмечалось, до начала наблюдений на рабочих местах изучается последовательность выполнения работ, состояние организации труда, выявляются нерациональные затраты рабочего времени, их причины. Исходя из результатов изучения и целей наблюдений составляется перечень категорий затрат, по которым должно проводиться изучение рабочего времени.
Если необходимо определить затраты времени каждого рабочего или по группам оборудования, то в наблюдательном листе вводятся специальные графы, в которых отмечают результаты наблюдений.
Наблюдения проводятся при обходе рабочих мест по заранее установленному маршруту. Поравнявшись с фиксажным пунктом, наблюдатель определяет, чем занят рабочий в данный момент, и отмечает результаты в бланке наблюдений. Запись ведется путем нанесения в наблюдательном листе точек и линий по каждому виду затрат рабочего времени.
В табл. 3 приводится пример записи наблюдений за работой слесарей-ремонтников. Перечень непроизводительных затрат составлен на основании предварительного изучения состояния организации их труда.
Обходы рабочих мест проводятся не через равные промежутки времени, а в случайно выбранные в течение всей смены. Это особенно важно в том случае, когда по данным наблюдений разрабатываются нормативы времени обслуживания рабочего места.
Обработка результатов наблюдений начинается с подсчета количества моментов наблюдений по каждому виду затрат рабочего времени. Затем подсчитывается сумма моментов наблюдений по всем видам затрат и определяется процентное выражение каждого вида наблюдений.
N п/п | Наименование затрат рабочего времени | Отметки о результатах наблюдений | Всего моментов наблюдений | Процент затрат рабочего времени к итогу |
1 | 2 | 3 | 4 | 5 |
1 | Подготовительно-заключительное время и время обслуживания рабочего места (включая получение материала и инструмента в кладовых) при рациональной организации труда | 48 | 10,1 | |
2 | Плановая работа по ремонту оборудования (в том числе обслуживание оборудования) | 238 | 50,1 | |
3 | Внеплановый ремонт | 40 | 8,4 | |
4 | Выполнение работ, не связанных с ремонтом и обслуживанием оборудования (случайная работа) | 14 | 2,95 | |
5 | Отдых и личные надобности | 23 | 4,85 | |
6 | Хождение за быстроизнашиваемыми деталями оборудования, нормалями, инструментом и приспособлениями в кладовые из-за их отсутствия на рабочем месте | 24 | 5,06 | |
7 | Хождение за инструментом и деталями к постоянному рабочему месту при ремонте узлов из-за недостаточной площади рабочего места | 30 | 6,31 | |
8 | Простои из-за отсутствия работы, деталей и материалов, в ожидании подъемно-транспортного оборудования | 16 | 3,38 | |
9 | Простои по другим причинам | 19 | 4,0 | |
10 | Потери рабочего времени из-за нарушений трудовой дисциплины | 23 | 4,85 | |
Итого | 475 | 100 |
Анализ полученных данных и разработка мероприятий по устранению выявленных недостатков и совершенствованию организации труда проводятся так же, как и при проведении индивидуальной и групповой фотографии рабочего дня.
Метод моментных наблюдений дает возможность одному человеку проводить наблюдения за большим числом рабочих.
Самофотография рабочего дня проводится самым рабочим. При этом изучаются только величины потерь рабочего времени и причины их возникновения. Это позволяет проводить наблюдение, не мешая работе.
В наблюдательном листе рабочий записывает причины перерывов в работе, время их начала и окончания. На оборотной стороне наблюдательного листа рабочий записывает свои предложения по устранению потерь рабочего времени.
Проведение самофотографии должно способствовать привлечению рабочих к совершенствованию организации труда и производства. Ее могут проводить многие рабочие.
После проведения самофотографии необходимо собрать наблюдательные листы и проанализировать выявленные потери рабочего времени. На основе анализа должны быть разработаны мероприятия по устранению недостатков в организации труда. Для их реализации издается соответствующий приказ начальника цеха. Мероприятия рекомендуется предварительно обсудить на производственном совещании.
При фотографии производственного процесса одновременно проводится изучение затрат рабочего времени исполнителей, времени использования оборудования (аппаратов) и режимов его работы. Фотография производственного процесса применяется при изучении состояния организации труда для установления норм обслуживания и других норм затрат труда, когда на их величину влияет продолжительность работы оборудования и его производительность. Например, фотография производственного процесса применяется на аппаратурных процессах. Здесь при установлении норм, кроме затрат рабочего времени, необходимо изучить соответствие режимов (параметров) работы оборудования режимам, (предусмотренным техническими условиями, так как нарушение (разлаживание) заданного технологического режима работы оборудования приведет к увеличению длительности процесса, ухудшению качества продукции, несоблюдению техники безопасности и дополнительным затратам труда.
На погрузочно-разгрузочных работах фотография производственного процесса может применяться, например, для изучения влияния на нормы выработки изменения производительности перегрузочных машин.
Фотография производственного процесса может проводиться и при определении норм производительности поточных линий в прерывных аппаратурных процессах (например, в ликеро-водочной промышленности).
Запись затрат рабочего времени исполнителей при проведении наблюдений производится так же, как при индивидуальной фотографии рабочего времени, - в порядке их выполнения. Кроме того, в наблюдательном листе через определенные промежутки времени фиксируются показатели работы оборудования. Время использования оборудования может быть установлено по записям о затратах времени рабочего. Для этого действия рабочего записываются при работе на каждом виде оборудования в отдельности, причем обязательно фиксируются такие действия, как пуск и остановка оборудования.
В зависимости от объема наблюдений их могут проводить два наблюдателя.
Изучение затрат рабочего времени большой группы рабочих и времени использования оборудования проводится методом моментных наблюдений.
При обработке результатов наблюдений (по нескольким наблюдательным листам) составляются фактический и нормальный (проектируемый) баланс рабочего времени. При составлении последнего исключаются нерациональные затраты и другие потери рабочего времени. Нормальный баланс времени составляется без увеличения оперативного времени обслуживания оборудования за счет устранения потерь.
На основании анализа результатов наблюдений разрабатываются мероприятия по устранению выявленных недостатков и совершенствованию организации труда. Кроме того, результаты наблюдений используются при установлении норм затрат труда, а также норм производительности машин.
Фотография времени использования оборудования и анализ ее результатов проводятся теми же способами, которые применяются при фотографии рабочего времени. Их цель - выявление резервов времени использования оборудования и определение норм производительности машин, а также получение исходных данных для определения или уточнения количества обслуживаемого оборудования одним рабочим (или группой). При этом определяется машинно(аппаратурно)-свободное время и время занятости рабочего (равное времени работы оборудования при участии рабочего), а также другие категории затрат, перечисленные в классификации времени использования оборудования. Эти данные позволяют рассчитать нормы обслуживания.
Хронометраж проводится в целях получения данных:
для установления норм времени и нормативов по труду при усовершенствовании технологического процесса нормируемой работы и организации труда на рабочем месте;
для изучения и внедрения передовых приемов и методов труда;
для проверки действующих норм;
для выявления причин невыполнения норм отдельными рабочими.
При хронометраже, как правило, изучается длительность элементов оперативного времени, в основном ручного, а также отдельных элементов подготовительно-заключительного времени и времени обслуживания рабочего места.
Наблюдатель в период подготовки к наблюдению должен на месте изучить технологический процесс выполнения нормируемой операции, проанализировать его и расчленить операцию на элементы. Изучению и анализу подвергается также режим работы оборудования. При этом проверяется соответствие качества инструмента и обрабатываемого материала техническим требованиям при выполнении нормируемой работы. Изучается также организация рабочего места. Все выявленные при этом недостатки должны быть рассмотрены совместно с администрацией цеха и устранены до начала наблюдений. Недостатки в технологическом процессе, в последовательности выполнения элементов операции рассматриваются и устраняются совместно с технологом цеха.
При выборе исполнителя, кроме учета степени выполнения им норм выработки, необходимо учесть его квалификацию - разряд должен соответствовать разряду нормируемой работы.
При проведении наблюдений определяется длительность отдельных элементов операции. Для этого может применяться непрерывный или выборочный способ наблюдения.
Непрерывным называют такой способ проведения наблюдения, при котором замеры длительности выполнения элементов операции производятся непрерывно от начала до конца операции. В этом случае с помощью хронометра фиксируется время окончания выполнения каждого элемента операции (см. форму в приложении 1). Непрерывный хронометраж применяется при изучении операции, элементы которой имеют длительность не менее 10 сек.
Выборочным хронометражем называют способ наблюдения, при котором проводятся замеры отдельных элементов операции. Производится он для определения или уточнения времени выполнения элементов операции, длительность которых менее 10 сек., а также при проведении наблюдений взамен забракованных при обработке хронометражных рядов.
При длительности выполнения элемента операции менее 3 сек., когда нельзя с достаточной точностью измерить затраты времени на выполнение отдельных элементов, применяется цикловый способ их определения. В этом случае отдельные кратковременные элементы объединяются в группы с разным составом изучаемых элементов. Например, при изучении элементов а, б и в состав групп будет: а + б = А, а + в = Б, б + в = В. Далее путем наблюдений определяется время выполнения каждой группы элементов. Таким образом, имеем три уравнения с неизвестными а, б и в. Решив их, можно определить уже более точное время выполнения каждого из них.
Допустим, что А = 4 сек., Б = 4,6 сек., В = 3 сек., тогда
а + б = 4;
а + в = 4,6;
б + в = 3.
Вычтем из первого уравнения второе. В результате получим б - в = -0,6. Далее вычтем полученное уравнение из третьего. Результат будет 2 в = 3,6. Отсюда в = 1,8 сек. Тогда из исходных уравнений следует, что а = 4,6 - в, б = 3 - в. Подставив в эти равенства величину в, получим: а = 2,8 сек., б = 1,2 сек.
Число замеров при хронометраже устанавливается в зависимости от требуемой точности норм и нормативного коэффициента устойчивости ряда. При установлении количества замеров рекомендуется использовать данные табл. 4.
Таблица 4
Нормативный коэффициент устойчивости хроноряда (Kу) | Точность наблюдений, % | |||||
3 | 5 | 8 | 10 | 15 | 20 | |
Число замеров | ||||||
1,1 | 6 | 4 | 4 | 3 | - | - |
1,2 | 12 | 7 | 5 | 4 | 3 | - |
1,3 | 22 | 10 | 6 | 5 | 4 | - |
1,4 | 31 | 14 | 7 | 6 | 5 | 3 |
1,5 | 45 | 19 | 9 | 7 | 5 | 4 |
1,6 | 60 | 22 | 11 | 8 | 6 | 5 |
1,7 | 75 | 27 | 13 | 10 | 6 | 5 |
1,8 | 91 | 33 | 16 | 11 | 7 | 5 |
2,0 | 125 | 45 | 22 | 14 | 8 | 6 |
2,3 | 174 | 63 | 25 | 19 | 10 | 7 |
2,5 | 205 | 75 | 30 | 21 | 11 | 8 |
3,0 | 278 | 100 | 40 | 25 | 14 | 10 |
Таблица составлена по формуле
где:
n - число замеров;
Kу - нормативный коэффициент устойчивости ряда;
C - необходимая точность наблюдений, %;
tк - величина, учитывающая вероятность (нормированное отклонение). При расчете tк принято равным 2, что соответствует вероятности 0,9545.
При определении числа наблюдений по данной формуле второй член (в скобках), равный 3, добавляется только в случае, когда n < 20.
Нормативные коэффициенты устойчивости хроноряда определяются по табл. 5.
Тип производства на данном рабочем месте и продолжительность изучаемого элемента работы, сек. | Нормативный коэффициент устойчивости хроноряда | |||
при машинной работе | при машинно-ручной работе | при наблюдении за работой оборудования | при ручной работе | |
Массовое: | ||||
до 10 | 1,2 | 1,5 | 1,5 | 2,0 |
свыше 10 | 1,1 | 1,2 | 1,3 | 1,5 |
Крупносерийное: | ||||
до 10 | 1,2 | 1,6 | 1,8 | 2,3 |
свыше 10 | 1,1 | 1,3 | 1,5 | 1,7 |
Серийное: | ||||
до 10 | 1,2 | 2,0 | 2,0 | 2,5 |
свыше 10 | 1,1 | 1,6 | 1,8 | 2,3 |
Мелкосерийное и единичное | 1,2 | 2,0 | 2,5 | 3,0 |
Допустимая точность наблюдений зависит от требуемой точности норм и нормативов. Устанавливается она отраслевыми научно-исследовательскими и нормативными организациями в пределах: для массового производства - 3 - 5%, крупносерийного - 5 - 8, серийного - 8 - 10, мелкосерийного и единичного производства - 10 - 20%.
Термин "производство" в данном случае относится не к предприятию или цеху в целом, а к операции, на которую устанавливается норма. Например, если в течение месяца рабочий или группа рабочих на данном рабочем месте выполняет не более 3 циклически повторяющихся одинаковых операций, то нормируемая операция относится к массовому производству, если от 4 до 10 операций - то к крупносерийному, от 10 до 20 - к серийному, свыше 20 - к мелкосерийному производству.
Хронометражные наблюдения рекомендуется проводить в течение смены дважды: первый раз через 45 - 60 мин. после начала работы и второй - за 1,5 - 2 ч до окончания рабочего дня (при этом закончить не позднее чем за 30 мин. до конца работы). Количество замеров, проводимых каждый раз, должно составлять половину рекомендованного числа на всю смену. Причем наблюдения должны проводиться не только в дневной, но и в других сменах, кроме случаев, когда сделать это невозможно из-за невыполнения нормируемых работ в других сменах или из-за редкой повторяемости данной операции.
Рекомендуемое распределение времени проведения наблюдений позволяет учитывать затраты рабочего времени как в период наиболее высокой, так и в период пониженной производительности труда. Время замеров, проводимых во второй половине смены, устанавливается с учетом необходимости отражения в норме снижения производительности труда из-за утомления в течение смены.
Допускаемая точность отдельных замеров при хронометраже зависит от продолжительности выполнения изучаемых элементов операции: при длительности менее 10 сек. измерения производятся с точностью до 0,1 сек., при большей длительности - до 0,2 сек.
При проведении хронометража наблюдатель должен делать отметки об отклонениях от установленных параметров (режимов) работы оборудования, о недостатках в организации труда, т.е. о тех случаях, когда на нормальное течение трудового процесса оказывают влияние случайные причины, и отмечать те замеры, при проведении которых были допущены ошибки самим наблюдателем.
Обработка результатов наблюдений начинается с определения продолжительности выполнения отдельных элементов операции. Затем должны быть исключены дефектные замеры. При обработке исключаются только те замеры, отметки о дефектности которых сделаны при наблюдении.
После исключения дефектных замеров составляются хронометражные ряды длительности выполнения каждого элемента операции. Далее проводится оценка качества результатов наблюдений. Оно может быть охарактеризовано величиной колебаний цифровых значений хроноряда. Колебания зависят от выполняемой работы, уровня ее механизации, длительности элементов операций, типа производства, квалификации наблюдателя и используемых приборов.
Показателем оценки хроноряда является фактический коэффициент устойчивости (Kу). Он определяется по формуле
 (5)
(5)где:
tmax - максимальная продолжительность выполнения элемента операции при замерах;
tmin - минимальная продолжительность выполнения элемента операции при замерах.
Фактический коэффициент устойчивости ряда определяется только по элементам с постоянным объемом работ, так как колебания ряда при переменном объеме не характеризуют качество наблюдений. К элементам с переменным объемом работ относится, например, обрубка сучьев, подноска опок, кирпича, поскольку расстояние, на которое переносят кирпич и опоку, в пределах рабочего места может меняться.
Число замеров при переменном объеме работ определяется не по фактическому, а по нормативному коэффициенту устойчивости хроноряда (см. табл. 5).
Если коэффициент устойчивости хроноряда (фактический) меньше или равен нормативному, то хроноряд считается устойчивым, а само наблюдение - проведенным качественно.
В тех случаях, когда фактический коэффициент устойчивости превышает нормативный, разрешается исключить из ряда одно или оба крайних значения - минимальное и максимальное. При этом количество исключенных значений - дефектных и исключенных при обработке - не должно превышать 15% всех замеров. Затем определяется новое значение коэффициента устойчивости (Kу), которое сравнивают с нормативным. Если коэффициент устойчивости после исключения крайних значений превышает нормативный коэффициент устойчивости, то хроноряд признается неустойчивым. В этом случае проводятся дополнительные наблюдения взамен дефектных и исключенных при обработке.
Дальнейшая обработка результатов наблюдений состоит в определении средней продолжительности выполнения каждого элемента операции.
Затем проводится анализ полученных данных в целях проверки рациональности процесса выполнения операции. При этом изыскиваются возможности сокращения затрат времени путем устранения отдельных элементов операции, замены некоторых приемов более рациональными и менее утомительными, а также перекрытия машинным временем отдельных элементов ручной работы.
На основании анализа определяется наиболее эффективный процесс выполнения операции. После этого устанавливается оперативное время выполнения операции или исходные данные для разработки нормативов на ручные и машинно-ручные работы.
Определение оперативного времени производится суммированием продолжительности выполнения всех элементов, составляющих оперативное время.
При фотохронометраже изучаются не только продолжительность отдельных элементов оперативного времени, но и другие категории затрат (подготовительно-заключительное время, время обслуживания рабочего места, перерывы в работе). Этот вид наблюдений иногда называется фотоучетом (например, в строительстве и на железнодорожном транспорте).
Фотохронометраж целесообразно применять в тех случаях, когда элементы операции не имеют цикличной повторяемости, вследствие чего нельзя изучить время их выполнения в строго определенной последовательности. Кроме того, этот метод применим, если операция выполняется не одним, а несколькими рабочими, причем число рабочих, одновременно участвующих в выполнении ее отдельных элементов, разное.
Фотохронометраж бывает индивидуальным и групповым.
До начала наблюдений составляется перечень всех элементов затрат рабочего времени, из которых состоит данная операция, а также других категорий затрат, включая регламентированные и нерегламентированные перерывы в работе. Всем элементам и категориям присваивается определенный номер. Запись элементов затрат рабочего времени производится так же, как при хронометраже, в наблюдательном листе (см. приложение 1), но против каждой из затрат в соответствующей графе записывается номер элемента, по которому проведено наблюдение. Такой способ записи называется цифровым.
В случае, если в процессе наблюдений выявляются категории затрат рабочего времени, не предусмотренные основным перечнем, они добавляются к перечню с присвоением им следующего номера. По этим категориям наблюдения и обработка полученных данных проводятся теми же средствами, что и при хронометраже, по каждому элементу или категории затрат в отдельности.
Если не требуется большой точности наблюдений, запись может производиться графическим способом. В этом случае в наблюдательном листе приводится шкала с делениями на часы и минуты, на которой продолжительность элементов операции отмечается линией.
При групповом фотохронометраже отмечают продолжительность работы каждого исполнителя в отдельности. При графическом способе записи, если наблюдения ведутся не более чем за тремя исполнителями или анализируется разделение труда в звене, количество линий, наносимых на шкалу, зависит от численности исполнителей. Рекомендуется наносить линии цветными карандашами.
Если наблюдения проводятся за четырьмя и более исполнителями, то отметки делают одной линией. Число исполнителей, одновременно участвующих в выполнении данного элемента работы, отмечается цифрами над линией, в точке, соответствующей моменту, когда произошло изменение числа рабочих. Такой способ записи называется смешанным.
Обработка результатов наблюдений в этом случае производится в обычном порядке.
Фотохронометраж может проводиться как за действиями рабочих, так и за работой оборудования, управляемого рабочим. Например, наблюдения за работой крана, управляемого крановщиком или машинистом, за работой маневрового локомотива и т.д.
Если во время наблюдения рабочий выполняет различные операции (причем элементы, составляющие одну операцию, осуществляются не последовательно, а чередуются с элементами другой операции), то с помощью фотохронометража можно установить продолжительность выполнения элементов всех операций в течение рабочего дня. В этих случаях элементы операций в наблюдательный лист вносятся не предварительно, а записываются в порядке их выполнения (как при фотографии рабочего дня), но при этом указывается целевое назначение действий и количественные выражения факторов, характеризующих объем выполненной за время наблюдения работы.
Наблюдения могут проводиться как с помощью секундомеров, так и часов в зависимости от требуемой точности норм или нормативов.
Обработка результатов наблюдений производится:
при определении времени выполнения элементов операции - так же, как при хронометраже;
при определении других затрат - методом, применяемым при обработке данных фотографий рабочего дня, т.е. составляют фактический и нормальный балансы рабочего дня.
Продолжительность наблюдений устанавливается с учетом целей фотохронометража. При определении норм продолжительность наблюдений зависит от общего числа замеров, которое рассчитывается по формуле (4). Если, кроме того, необходимо установить нормативы времени обслуживания рабочего места, то наблюдения проводятся в течение всей смены, как при фотографии рабочего дня.
РЕЗУЛЬТАТОВ НАБЛЮДЕНИЯ
Формы документации для проведения наблюдений зависят не только от вида наблюдений, но и от их конкретных целей, а также от характера наблюдаемого процесса. Поскольку в каждой отрасли народного хозяйства существуют специфические особенности процессов производства, то подробная типовая документация должна разрабатываться отраслевыми организациями. В каждой отрасли должен быть утвержденный управлением труда и заработной платы министерства альбом типовых форм по техническому нормированию работ, выполняемых в отрасли.
Формы должны быть удобны для использования во время наблюдений и обеспечивать минимальное сокращение затрат труда при обработке их результатов. Например, при проведении фотографий рабочего времени нет необходимости в наблюдательных листах, заполняемых на одного рабочего, не нужно составлять нормальный (проектируемый) баланс рабочего дня, так как его составляют один раз по данным всех наблюдательных листов в отдельной карте (см. приложение 1).
Помимо сведений об исполнителях, рабочем месте, режимах работы, инструменте, результатах наблюдений и т.д., в формах следует предусмотреть графы, в которых фиксируется состояние организации труда и способ выполнения операций, отмечаются выявленные недостатки, а также предлагаются меры по совершенствованию организации труда и технологии производства.
При разработке документации необходимо предусмотреть возможность ее обработки на счетно-перфорационных и электронно-вычислительных машинах (см. раздел IV). Если при проведении наблюдений применяются киноаппаратура и полуавтоматические приборы, то следует разработать формы для обобщения и анализа результатов наблюдений, проводимых с их помощью.
Нормирование труда осуществляется аналитическим методом, который основан на изучении и критическом анализе выполнения нормируемой работы, организации и условий труда на рабочем месте, его механизации, эффективности использования оборудования в целях выявления резервов сокращения затрат труда и увеличения его производительности.
На основании такого анализа проектируются рациональный способ и организационно-технические условия выполнения работ, способствующие росту производительности труда, исходя из которых разрабатываются нормы труда. Эти нормы, рассчитанные аналитическим методом, следует считать технически обоснованными.
Установление норм времени на операцию на основе аналитического метода производится в следующей последовательности:
1. Нормируемая операция расчленяется на составляющие ее элементы.
2. По каждому элементу операции определяются факторы, оказывающие влияние на время выполнения работы. Изучаются производственные возможности выполнения каждого элемента и всей работы в целом с минимальными затратами труда при эффективном использовании оборудования, инструмента, приспособлений.
3. Учитываются психофизиологические особенности, оптимальные возможности выполнения каждого элемента операции исходя из допустимых затрат энергии (в пределах 250 ккал/ч) и нервного напряжения работника. Например, учитывается вес груза, который может поднимать и перемещать человек в течение смены, допустимый темп работы, рабочая поза.
Определяется возможная степень снижения работоспособности при неблагоприятных факторах внешней среды (повышенная или пониженная температура воздуха в рабочей зоне, запыленность, загазованность воздушной среды, шум, вибрация и т.д.), а также при монотонности работ.
4. Проектируется рациональный состав операции и последовательность выполнения элементов. Устанавливаются способы и приемы работ по каждому элементу операции и организационно-технические условия на рабочем месте (режим работы оборудования и самого исполнителя, инструмент, приспособления, организация труда).
5. Разрабатываются организационно-технические мероприятия, обеспечивающие внедрение запроектированных режимов, приемов работы, организации и условий труда на рабочем месте.
6. Устанавливается продолжительность выполнения отдельных элементов и операции в целом.
В тех случаях, когда определяется норма выработки, анализируются элементы работы по управлению и обслуживанию машин и механизмов.
Если нельзя выделить одинаковые, регулярно повторяющиеся операции или комплексы операций (например, на вспомогательных работах в единичном и мелкосерийном производстве), при установлении норм исследуется процесс выполнения одинаковых по содержанию групп работ и организационно-технические условия.
На основе анализа методов и приемов выполнения элементов операции разрабатываются меры, обеспечивающие:
применение рациональных приемов и движений;
совмещение времени выполнения ручных приемов с временем машинной и аппаратурной работы;
использование передового опыта по сокращению времени выполнения элементов ручной работы;
освобождение основных рабочих от вспомогательных работ;
применение рациональных режимов работы оборудования.
При этом учитываются технологические особенности нормируемой работы и ее экономическая целесообразность в зависимости от типа и условий производства. При разработке мероприятий особое внимание уделяется созданию необходимых условий для внедрения запроектированной организации труда, режимов работы оборудования, приемов и методов труда и выполнения установленных норм.
Степень расчленения операций на элементы зависит от необходимой точности норм, а следовательно, от серийности производства продукции, на изготовление которой устанавливается норма.
Для массового и крупносерийного производства характерна узкая специализация, более дифференцированное разделение труда. Рабочий длительное время выполняет одну и ту же операцию. В результате у него вырабатываются четкий ритм и производственные навыки. Кроме того, массовое и крупносерийное производство отличается более высокой технической оснащенностью и организацией рабочего места.
Все это создает большие возможности для внедрения наиболее рациональных приемов и совершенствования организации работы по каждому элементу операции. Поэтому при массовом и крупносерийном производстве продукции должно быть более дробное деление операций на приемы и движения.
В этом случае небольшие неточности, допускаемые при определении величины норм, могут привести к большим расхождениям между суммарными нормируемыми и фактическими затратами труда за определенный календарный период (например, месяц). Поэтому при массовом и крупносерийном производстве необходимо добиваться большей точности норм, чем при других видах производства. Это достигается главным образом увеличением числа наблюдений при проведении хронометража.
При серийном и мелкосерийном производстве продукции часто меняются операции, выполняемые рабочими одной квалификации. Одни и те же приемы повторяются только при изготовлении данной серии (партии) продукции. Кроме того, частая смена операций не позволяет приспособить рабочее место для выполнения отдельных элементов работы, как в массовом и крупносерийном производстве. В этом случае при анализе затрат рабочего времени расчленение операции на приемы и движения нецелесообразно. Оно может быть ограничено переходами или комплексами приемов.
Поскольку навыки рабочего при выполнении отдельных приемов вырабатываются не сразу, а совершенствуются по мере увеличения размеров серии (партии), продолжительность выполнения операции также зависит от размеров серии (партии). В связи с этим с уменьшением серийности производства продукции требования к точности норм понижаются.
Если в мелкосерийном производстве не повторяется выпуск данной серии продукции или повторяется редко, то при установлении норм анализируется вся операция в целом. В этом случае для установления норм используются укрупненные нормативы времени или типовые нормы.
Аналитический метод нормирования труда предусматривает выборочный характер нормативных исследований, в связи с чем возрастает значение выбора объекта исследования для обеспечения высокого качества норм и нормативов.
Аналитический метод имеет две разновидности: аналитически-исследовательский и аналитически-расчетный. Различие между ними заключается в способе определения затрат времени.
При аналитически-исследовательском методе затраты времени на каждый элемент операции и на операцию в целом определяются на основе измерений затрат времени путем наблюдений непосредственно на рабочих местах.
При аналитически-расчетном методе эти же затраты определяются по заранее установленным, технически обоснованным нормативам времени или путем расчета с помощью нормативов режимов работы оборудования <1>, а также по формулам зависимости времени от факторов, характеризующих объем выполняемых работ при определенных организационно-технических условиях.
--------------------------------
<1> Методы установления нормативов даны в разделе XIV настоящей работы.
Аналитически-расчетный метод позволяет значительно сократить трудоемкость разработки норм, так как нет необходимости изучать затраты времени путем наблюдений. Однако при этом несколько снижается точность норм для данного рабочего места, поскольку нормативы разрабатываются на типовые организационно-технические условия выполнения работ. Поэтому на ручных работах в массовом производстве, где особое значение имеет точность норм, наряду с расчетно-аналитическим широко применяется аналитически-исследовательский метод.
Методы нормирования труда не зависят от формы его оплаты. Они одинаковы для работ, оплачиваемых как сдельно, так и повременно. Отличия могут быть только в способах установления технически обоснованных норм в зависимости от характера и содержания работы. На работах, носящих нестабильный характер, нормирование производится по укрупненным измерителям, выражающим объемы работ, но и аналитическим методом. Под нестабильными в данном случае понимаются работы, которые трудно разделить на отдельные периодически повторяющиеся операции. К ним относятся, например, некоторые вспомогательные работы в мелкосерийном производстве.
При повременной оплате труда рабочих, выполняющих регулярно или периодически повторяющиеся операции, устанавливается нормированное задание, которое определяется исходя из объема работ данной группы рабочих по плану цеха (участка).
Для определения задания используются технически обоснованные нормы времени или нормы выработки. Нормы устанавливаются так же, как для сдельных работ: рассчитывается по централизованно разработанным нормативам аналитически-исследовательским методом или используются нормативы, разработанные ранее на эти работы. Устаревшие и заниженные нормы должны быть пересмотрены и уточнены.
На основании этих норм вначале определяется численность рабочих, необходимая для выполнения заданного объема работ, а затем разрабатываются нормированные задания каждому рабочему или бригаде. Они устанавливаются на смену, неделю или месяц в зависимости от характера выполняемых работ, их периодичности и возможностей учета. Например, в массовом и крупносерийном производстве нормированное задание может устанавливаться на смену. Если результаты работы можно учесть только за длительный период, то нормированные задания определяются на месяц.
Нормированные задания устанавливаются в единицах выпускаемой продукции, количестве ремонтов по их видам и в других показателях в зависимости от вида работ. В тех случаях, когда на продолжительность выполнения работы и качество продукции влияют режимы резания, температура и т.д., в нормированных заданиях указываются их показатели.
Если повременные работы носят нестабильный характер, вследствие чего установить нормы на операции и учесть их выполнение трудно, то нормированные задания не выдаются. В этом случае устанавливается нормативная численность каждой группы рабочих, выполняющих однородные работы <1>.
--------------------------------
<1> Методы разработки нормативной численности рабочих изложены в разделе XII.
Большое значение при нормировании труда имеет установление норм равной напряженности во всех отраслях народного хозяйства. Это может быть достигнуто с помощью аналитически-расчетного метода по нормативам, разработанным в централизованном порядке, в том числе по микроэлементам или более укрупненным нормативам, созданным на основе микроэлементов. Использование микроэлементных нормативов предъявляет более высокие требования к их качеству.
Применение микроэлементных нормативов для расчета норм требует особого внимания к изучению и внедрению методов и приемов выполнения микроэлементов, которые были взяты за основу при разработке этих нормативов. Такие нормативы еще не получили широкого распространения, но их использование - дело ближайшего будущего.
Кроме аналитического иногда применяется опытно-статистический метод установления норм. В этом случае нормы на операцию разрабатываются на основе опыта нормировщика и систематизированных данных о фактических затратах времени на аналогичные операции за прошлый период, причем без поэлементного их анализа, без проектирования режимов, работы, приемов и рациональной организации труда. Такие нормы называются опытно-статистическими.
При этом способе нормирования не выявляются резервы роста производительности труда, не разрабатываются мероприятия по совершенствованию организационно-технических условий труда на данном рабочем месте. Поэтому нормы, установленные этим методом, не могут способствовать дальнейшему прогрессу производства и их применение недопустимо.
При освоении новой техники, технологического процесса и нового производства в целом нормы времени, нормы выработки и нормы обслуживания должны устанавливаться так же, как для освоенного производства, но с временными поправочными коэффициентами, учитывающими отклонения от запроектированных организационно-технических условий и отсутствие у рабочих необходимого опыта и навыков в выполнении нормируемых работ в новых условиях.
Поправочные коэффициенты разрабатываются при исследовании процессов освоения на предприятиях. Исследования проводятся по группам объектов освоения (по группам родственных изделий - при освоении новой продукции, по группам однотипного оборудования - при освоении новой техники и т.д.).
На циклических и периодических процессах, на которых нормирование труда осуществляется с помощью норм времени или норм выработки, на период освоения могут вводиться временные надбавки к нормам (заменяющие коэффициенты). Существует два вида надбавок: первый учитывает отсутствие у рабочих опыта и навыков выполнения операций, второй - временные отклонения организационно-технических условий от запроектированных.
Первый вид надбавок (на освоение работ) tос определяется по формуле
tос = tшт (Kос - 1), (6)
где:
tшт - норма штучного времени для условий освоенного производства;
Kос - коэффициент на освоение работы.
Для определения Kос сначала устанавливается зависимость затрат рабочего времени на единицу продукции от основных факторов (количества деталей, изготовленных с начала производства, сложности работ, уровня их механизации и др.), затем рассчитывается коэффициент на освоение работы.
Вторая надбавка (tор), учитывающая отклонение от запроектированных организационно-технических условий, определяется по формуле:
tор = t'шт - tшт, (7)
где:
t'шт - норма штучного времени, рассчитанная для существующих в период освоения организационно-технических условий.
Суммарная надбавка времени на период освоения (tс)
tс = tос + tор. (8)
Например, на машиностроительном предприятии на станочную обработку новых деталей средней сложности разработаны следующие коэффициенты на период освоения работы.
Этапы освоения новых деталей по месяцам | Коэффициент освоения |
I | 1,4 |
II | 1,25 |
III | 1,1 |
IV | 1 |
Норма штучного времени для освоенного производства составляет 0,5 чел.-час.
Нормативное время на обработку деталей на каждый месяц освоения определяется по табл. 6.
Этапы освоения новых деталей по месяцам | Норма времени на операцию для условий освоенного производства, мин. | Надбавка к норме времени, мин. | Сумма нормативного времени на операцию, мин. | |
на период освоения | за отклонение организационно-технических условий от запроектированных | |||
I | 0,5 | 0,2 | 0,1 | 0,8 |
II | 0,5 | 0,125 | 0,1 | 0,725 |
III | 0,5 | 0,05 | - | 0,55 |
IV и более | 0,5 | - | - | 0,5 |
Величины надбавок на период освоения в таблице рассчитаны по приведенным выше формулам. Кроме того, учтены надбавки (0,10 мин.) за отклонение организационно-технических условий от запроектированных (в течение двух месяцев не было установлено приспособление для крепления деталей).
и машинные работы
Нормы времени на ручные, машинно-ручные и машинные работы (T) состоят из следующих категорий затрат рабочего времени:
T = tо + tв + tоб + tп.з + tот.л + tп.т, (9)
где:
tо - основное время;
tв - вспомогательное время;
tоб - время обслуживания рабочего места;
tп.з - подготовительно-заключительное время;
tп.т - время неустранимых перерывов, предусмотренных технологией и организацией производственного процесса;
tот.л - время на отдых и личные надобности.
При выпуске продукции отдельными сериями (партиями) подготовительно-заключительное время устанавливается на всю партию продукции, так как оно не зависит от количества однородной продукции, изготавливаемой по определенному заданию или наряду.
В этом случае норма времени на изготовление единицы продукции или выполнение единицы работы устанавливается без подготовительно-заключительного времени и называется нормой штучного времени. Время, установленное на подготовительно-заключительную работу, называется нормой подготовительно-заключительного времени.
Если в мелкосерийном и единичном производстве в течение смены происходит частая смена работ, в результате чего установить норму подготовительно-заключительного времени на отдельные виды работ трудно, то определяется средняя величина подготовительно-заключительного времени в течение смены, которая далее учитывается в норме на единицу продукции (операцию).
В тех случаях, когда выделить отдельные категории затрат времени при расчете норм не представляется возможным или это не приводит к увеличению точности норм, подготовительно-заключительное время можно не выделять.
Установление норм времени на операцию производится путем определения времени на каждую категорию затрат аналитическим методом с последующим его суммированием. Если данная операция выполняется несколькими рабочими, то суммируется время, затрачиваемое всеми рабочими (в чел.-мин.) на каждую категорию. При этом такие категории затрат, как время обслуживания рабочего места, время на отдых и личные надобности, определяются в процентах к оперативному времени.
В этом случае расчетная формула нормы штучного времени (tшт) имеет вид
где:
tоп - оперативное время;
В некоторых случаях (например, в машинных и автоматизированных процессах в условиях массового производства) время технического обслуживания может быть выражено в процентах к основному времени. Тогда норма штучного времени рассчитывается по формуле:

где:
При определении  учитываются возможности использования перерывов, предусмотренных технологией и организацией производства для отдыха рабочих. Эти перерывы, а также время пассивного наблюдения в период машинного или аппаратурного времени используются для отдыха, если их распределение в течение смены соответствует периодам регламентированного отдыха. В этом случае установленное по нормативам время на отдых уменьшается на величину этих перерывов.
учитываются возможности использования перерывов, предусмотренных технологией и организацией производства для отдыха рабочих. Эти перерывы, а также время пассивного наблюдения в период машинного или аппаратурного времени используются для отдыха, если их распределение в течение смены соответствует периодам регламентированного отдыха. В этом случае установленное по нормативам время на отдых уменьшается на величину этих перерывов.
В тех случаях, когда норма подготовительно-заключительного времени не выделяется, оно определяется также в процентах к оперативному времени. Тогда норма времени на всю операцию (t) равна
где:
По этим формулам норма времени рассчитывается на ручные, машинно-ручные, ручные механизированные работы, а также на некоторые машинные работы, например станочные. В последнем случае нормы применяются с некоторыми изменениями, учитывающими особенности работ <1>.
--------------------------------
<1> См. подробнее подраздел "Нормирование труда на станочных работах при механической обработке".
Нормы времени и нормы выработки на работы, выполняемые с помощью таких машин и механизмов, как краны, экскаваторы, бетономешалки, камнедробилки, текстильные машины и т.д., зависят от их производительности. Поэтому для определения норм затрат труда сначала рассчитывается норма производительности машин.
Под нормой производительности машины понимают количество единиц продукции, выдаваемой, перерабатываемой или перемещаемой в пространстве за единицу времени при рациональных организационно-технических условиях выполнения работы. Нормируемое время работы машин (T) включает следующие категории затрат:
T = tм + tв + tп.з + tоб + tот.л + tп.т,
где:
tм - машинное время;
tв - время вспомогательной работы в машино-часах (машино-минутах), необходимое для выполнения основной работы, не перекрываемое машинным временем (загрузка и разгрузка машин, зацепка и расцепка грузов за петли и крюки и т.д.);
tп.з, tоб, tот.л - перерывы в работе машин для подготовительно-заключительной работы, обслуживания рабочего места, отдыха и личных надобностей рабочих, управляющих машиной;
tп.т - перерывы в работе машин, предусмотренные технологией и организацией производства при многоагрегатном обслуживании (совпадение времени занятости рабочих на других машинах с окончанием машинной работы на данной).
Норма производительности одной машины (Нп.м) определяется по формуле:
где:
A - часовая теоретическая производительность машины в период ее машинной или циклической работы (определяется исходя из установленных рациональных режимов работы машин с учетом их конструктивных особенностей);
Kп.в - коэффициент полезного времени машины;
Kн - коэффициент, учитывающий неполное использование машины по независящим от рабочих и производства техническим причинам (например, коэффициент загрузки грейфера, коэффициент заполнения механизма по завертке конфет).
Норма производительности машины является нормой выработки всех рабочих, обслуживающих машину.
Теоретической производительностью машины называется количество единиц продукции, которое можно получить (переместить) при непрерывной машинной или циклической работе. Она определяется в расчете на один час машинной работы для машин непрерывного действия или с непрерывной выдачей продукции (например, конвейеры, транспортеры, нории, лесотаски, ткацкие станки, карамелеформующие-завертывающие машины) или на один час циклической работы для машин циклического действия (кранов, экскаваторов, погрузчиков).
При необходимости теоретическую производительность машины можно рассчитать и за другой период по следующим формулам.
Для машин непрерывного действия:
A = Tр gм,
где:
gм - производительность машины в единицу машинного времени;
Tр - время, на которое рассчитывается теоретическая производительность машины, выраженное в единицах машинного времени.
Например, если ленточный транспортер перемещается со скоростью v м/сек., а вес груза на одном метре ленты g кг, то производительность транспортера в единицу машинного времени (gм)
Если производительность машины определяется за час, то Tр, равное одному часу, выражается в секундах, т.е. Tр = 3600 сек. Тогда
Для машин циклического (прерывного) действия

где:
g - объем продукции за один цикл работы машины;
tц - продолжительность одного цикла, мин., сек.
Например, вес груза, который может быть перемещен грузоподъемным (перегрузочным) краном за один цикл работы, равен g · m. Если tц выражено в минутах, а производительность рассчитывается за час, то Tр = 60 мин. Тогда теоретическая производительность крана равна

Время цикла в данном случае включает время захвата (зацепки) груза, его подъема, перемещения к месту погрузки (выгрузки), опускания, установки (расцепки) груза и время, необходимое для обратного (холостого) перемещения крана или его стрелы к месту нахождения груза и опускания захватного приспособления (крюка, грейфера). Время цикла устанавливается по нормативам.
Коэффициент полезного времени машины нециклического действия определяется по формуле

где:
Tм - машинное время за смену;
Tcм - продолжительность смены, мин.
При определении Tм из продолжительности смены исключают: необходимые перерывы в работе машин в начале и конце смены, вызванные приемом и сдачей смены, осмотром и подналадкой оборудования; неперекрываемое вспомогательное время (пуск, остановка оборудования и другие затраты); неперекрываемое время на отдых и личные надобности; перерывы, вызванные установленной технологией и организацией производства. Кроме того, если выпускаемая продукция периодически меняется, то исключается подготовительно-заключительное время, вызванное сменой продукции (наладка оборудования и другие затраты).
Пользуясь нормативами времени, Kп.в может быть установлен по формуле
где:
K1 - коэффициент, выражающий удельный вес машинного времени в составе оперативного с учетом перерывов в работе машины, вызванных установленной технологией и организацией производства;
K2 - коэффициент оперативного времени и технологических перерывов за смену.

 (16)
(16)где:
tм - машинное время в расчете на единицу продукции;
tоп - оперативное время в расчете на единицу продукции;
tп.т - перерывы в работе машины в расчете на единицу продукции, предусмотренные технологией и организацией производства. Такие перерывы могут быть, например, при работе на машинах с непрерывной выдачей продукции <1>.
--------------------------------
<1> См. подробнее раздел X.
Если перерывы вызваны совпадением времени занятости рабочего на других машинах с окончанием машинной работы на данной машине (при многоагрегатном обслуживании), то они учитываются с помощью коэффициента совпадения Kс. В этом случае знаменатель формулы (15) имеет вид
tоп + tп.т = tоп Kс.
Коэффициент совпадения определяется по таблицам, составленным по формулам теории вероятностей (или теории массового обслуживания) <2>.
--------------------------------
Коэффициент полезного времени машин циклического (прерывного) действия определяется по тем же формулам, что и для машин непрерывного действия, но вместо Tм и tм в формулы подставляется TЦ и tц, где Tц - время циклической работы в течение смены, tц - время одного цикла. В этом случае K1 = 1, а Kп.в = K2.
Если машину (агрегат) обслуживает бригада рабочих, то кроме расчета нормы производительности машин, равной норме выработки, определяется численность бригады (Ч):
 (17)
(17)где:
Tз.о - время занятости рабочих обслуживанием машины, включая время активного наблюдения (чел.-мин.).
В этом случае устанавливаемая бригаде норма выработки и норма численности составляют агрегатно-комплексную норму.
Для повышения нормы производительности машины необходимо добиваться сокращения перерывов в ее работе, вызываемых неперекрываемыми вспомогательными и другими работами. Это может быть достигнуто с помощью графиков обслуживания и их анализа, а перерывы в работе, установленные по графику, могут быть частично или полностью использованы для отдыха рабочих.
Норма времени машины (автомобиля, автокара и т.д.) на транспортировку грузов за один рейс (цикл) может быть определена по формуле (12). При этом оперативное время машины устанавливается по формуле:
где:
l - расстояние транспортировки груза;
v1 и v2 - скорости движения машины к месту выгрузки и обратно;
tn и tp - время загрузки и разгрузки машины.
Оперативное время может рассчитываться в часах или минутах в зависимости от расстояния транспортировки и особенностей данного вида транспортных работ. Например, для грузовых автомобилей расстояние транспортировки выражается в километрах, скорость - в километрах в час. В этом случае оперативное время и норму времени машины удобнее выразить в часах.
Нормы выработки рабочих, обслуживающих транспортную машину, определяются путем умножения среднего веса груза (в расчете на один рейс) на число рейсов за календарный период, на который рассчитывается норма.
В зависимости от специфических особенностей транспортных работ в отрасли нормы выработки могут устанавливаться также в километрах пробега, например месячные нормы пробега для локомотивных бригад устанавливаются в локомотиво-километрах.
В отдельных отраслях народного хозяйства (строительстве, угольной промышленности и т.д.) установление норм времени на ручные работы производится на комплекс операций, называемый иногда рабочим процессом. Например, в строительстве подготовка поверхности для ее покрытия масляной краской состоит из следующих операций: шпаклевки, пемзовки и огрунтовки. Норма устанавливается на весь комплекс этих операций в расчете на единицу поверхности.
Норму времени на комплекс операций (Tк) в таких случаях рекомендуется рассчитывать по формуле

где:
Vi - объем работ на отдельных операциях (в единицах продукции), приходящийся на единицу нормируемой работы (комплекс операций);
ti - норма времени на единицу продукции, изготовляемой при выполнении отдельных операций.
Если комплекс операций (рабочий процесс) выполняется не одним, а несколькими рабочими разной квалификации, то могут возникнуть перерывы в работе отдельных рабочих вследствие несогласованности их действий при выполнении операций. В этом случае составляются графики технологических процессов, предусматривающие такую последовательность действий рабочих при выполнении комплекса операций, при которой не будет перерывов в работе.
Если полностью устранить перерывы нельзя, то в норме времени на комплекс операций учитываются и неустранимые перерывы, предусмотренные графиком.
В этом случае Tк определяется следующим образом:
 (18)
(18)По этой же формуле определяется и норма времени на комплекс операций по ремонту оборудования, загрузке и разгрузке механизмов (аппаратов).
Численность рабочих (Ч), выполняющих комплекс операций, определяется по графику технологического процесса, регламенту работ или по формуле

где:
tд - время, необходимое для выполнения комплекса операций (норма длительности), например, на ремонт оборудования бригадой рабочих.
С помощью графика или регламента уточняется квалификационный состав рабочих, выполняющих данный комплекс операций.
ЗАТРАТ РАБОЧЕГО ВРЕМЕНИ
Определение отдельных категорий затрат рабочего времени, учитываемых в норме времени на операцию, производится аналитическим методом.
При аналитически-исследовательском методе время выполнения каждого элемента оперативного времени на ручных работах и вспомогательного на машинных работах устанавливается путем хронометражных наблюдений на рабочем месте. При этом организационно-технические условия и порядок выполнения элементов операции во время наблюдений должны соответствовать запроектированным, установленным при предварительных исследованиях и анализе.
Как мы отмечали, оперативное и вспомогательное время определяется суммированием затрат времени по всем элементам, а машинное время - аналитически-расчетным методом.
Время обслуживания рабочего места устанавливается в процентах к оперативному времени с помощью фотографий рабочего времени. Определяется оно по данным нормального (проектируемого) баланса рабочего дня.
Норма подготовительно-заключительного времени определяется с помощью фотографий рабочего времени или хронометражных наблюдений по элементам затрат. При единичном и мелкосерийном производстве продукции это время рассчитывается по данным нормального баланса фотографии рабочего дня.
Время на отдых устанавливается на смену в минутах, а при определении норм времени по формулам (10) - (12) - в процентах к оперативному времени в течение смены, взятому по уплотненному (нормальному) балансу. Время на отдых является эффективным средством предупреждения утомления и обеспечения нормальной интенсивности труда, поэтому его следует предусматривать на всех видах работ.
При определении времени на отдых за смену суммируется продолжительность отдельных перерывов, необходимых для частичного восстановления физиологических функций и снятия утомления и устанавливаемых на основе изучения динамики работоспособности в течение рабочей смены <1>.
--------------------------------
<1> См. Методика разработки нормативов времени на отдых и личные надобности. - В сб.: Изучение затрат рабочего времени и разработка нормативных материалов по труду. М., НИИ труда, 1966.
В тех случаях, когда при установлении норм не представляется возможным проведение физиологического исследования, время на отдых рассчитывается по нормативам с учетом факторов, оказывающих влияние на утомление работающих (физические усилия, нервное напряжение, монотонность, темп работы, рабочее положение, производственный шум, температура воздуха в помещении, загрязненность воздуха и т.д.).
Минимальное время на отдых во всех случаях следует устанавливать не менее 10 мин. за смену для выполнения производственной гимнастики (физкультпаузы), проведение которой обязательно на всех предприятиях в соответствии с постановлением Президиума ВЦСПС от 22 июня 1956 г.
Время на личные надобности составляет 10 мин. за смену. На строительных площадках и других объектах, где места общего пользования находятся в отдалении, оно увеличивается до 15 мин.
При установлении нормы времени на комплекс операций или на операцию, элементы которой не имеют цикличной повторяемости может быть использован фотохронометраж.
В этом случае так же, как и при хронометраже, сначала фиксируется продолжительность выполнения отдельных элементов операции, а затем путем суммирования затрат по элементам определяется оперативное время. На остальные категории затрат, кроме времени на отдых и личные надобности, время рассчитывается также по данным фотохронометража в процентах к оперативному времени.
Время перерывов, предусмотренных технологией и организацией производства, устанавливается с помощью анализа графиков технологического процесса или регламента выполнения комплекса операций, составленных исходя из норм времени на операции или их элементы. При анализе изыскивается возможность устранения перерывов или их использования для отдыха.
При установлении норм выработки механизмов и машин прерывного действия вспомогательное время на цикл, необходимое для выполнения машинной работы, определяется с помощью хронометражных или фотохронометражных наблюдений (фотоучет) за выполнением отдельных элементов работы.
В целях сокращения вспомогательного времени машин, поскольку оно влияет на их производительность, должны составляться графики или регламенты рационального осуществления вспомогательных работ, предусматривающие их параллельное выполнение и отсутствие перерывов в работе.
Продолжительность перерывов в работе машин и механизмов, вызванных обслуживанием рабочего места, выполнением подготовительно-заключительной работы, а также технологических перерывов определяется с помощью фотохронометража (фотоучета), фотографий производственного процесса или по нормативам.
При установлении норм времени и норм выработки транспортных машин необходимо добиваться использования обратных (холостых) рейсов для транспортировки грузов обратного направления.
При аналитически-расчетном методе нормирования труда определение оперативного времени выполнения отдельных элементов ручных работ производится по нормативам времени в зависимости от факторов, влияющих на трудоемкость и характеризующих объем работ. Так же по нормативам устанавливается подготовительно-заключительное время, время обслуживания рабочего места, время на отдых и личные надобности.
Машинное время определяется по формулам производительности машин или режимов работы оборудования.
При нормировании труда по обслуживанию механизмов и машин поточной линии нормы времени устанавливаются исходя из времени такта линии <1>.
--------------------------------
<1> См. подробнее подраздел "Особенности нормирования труда на поточных линиях".
Внедрение научно обоснованных режимов труда и отдыха на рабочем месте осуществляется в комплексе с мероприятиями по обеспечению санитарных норм (СН 245-71) и мерами, направленными на рационализацию труда с учетом психофизиологических требований. Немаловажным условием высокой производительности как физического, так и умственного труда является наличие психологического климата, обеспечивающего нормальные отношения между членами коллектива, подчиненными и руководителями подразделений.
При внедрении мероприятий по научной организации труда необходимо учитывать период врабатываемости. Его продолжительность, зависящая как от характера труда, так и от индивидуальных особенностей человека, составляет от нескольких минут до 1,5 ч. Существует закономерность: чем с большей физической нагрузкой и соответственно с большей двигательной активностью связано выполнение работы, тем скорее завершается стадия врабатывания.
Работу следует начинать по возможности с более простых элементов, переходя постепенно к более сложным; соблюдение ритмичности работы делает труд менее утомительным и более производительным по сравнению с трудом неритмичным.
Ритмизация трудового процесса достигается на основе научной организации труда и производства на участке, в цехе и на предприятии в целом.
В течение рабочего дня нагрузка, темп и ритм труда должны планироваться с учетом психофизиологических закономерностей развития работоспособности человека. В периоды пониженной работоспособности - первые и последние часы смены - нагрузка и темп устанавливаются на 5 - 10% ниже, чем в середине первой и второй половины рабочего дня, характеризующейся наиболее высоким уровнем устойчивой работоспособности.
В условиях конвейерно-поточного производства рациональный ритм работы достигается путем изменения скорости конвейера в течение рабочего дня с учетом динамики работоспособности.
Изменение скорости конвейера в сочетании с регламентированными перерывами, производственной гимнастикой и функциональной музыкой снижает отрицательные последствия монотонности.
Ритмизация труда рабочих в течение надели, месяца, года обеспечивается организационно-техническими мероприятиями: улучшением оперативного планирования деятельности предприятий и слаженностью в работе его подразделений, обеспечением равномерной загрузки рабочих, исключающей "штурмовщину".
Проектирование внутрисменных режимов труда и отдыха для работников различных видов труда на основе анализа динамики работоспособности должно базироваться на ряде общих принципов <1>. Основным из них является рациональное чередование работы с отдыхом как одно из средств профилактики утомления, повышения работоспособности и продуктивности труда.
--------------------------------
<1> См. Межотраслевые рекомендации по разработке рациональных режимов труда и отдыха. Изд. 2-е. М., "Экономика", 1975.
Отдых должен быть регламентированным, так как он более эффективен, чем перерывы, возникающие нерегулярно, по усмотрению самих работающих. Случайные простои из-за плохой организации труда и производства не могут считаться полноценным отдыхом.
Проектирование рациональных режимов труда и отдыха включает комплекс мероприятий, направленных на ускорение процесса врабатывания, поддержание высокого уровня работоспособности, профилактику развивающегося утомления.
Ускорению процесса "вхождения" в работу могут способствовать такие мероприятия, как вводная гимнастика, функциональная музыка.
Вводная гимнастика проводится в начале рабочего дня в течение 5 - 7 мин.
Для тех рабочих, которые в процессе труда мало двигаются, целесообразно устраивать так называемую раннюю физкультпаузу, которую в отличие от вводной гимнастики проводят через 15 - 20 мин. после начала работы.
Фаза устойчивой работоспособности, характеризующаяся наилучшими показателями производительности труда, должна поддерживаться кратковременными перерывами (микропаузами), которые обусловлены закономерностями протекания физиологических функций человека в процессе труда.
Микропаузы - перерывы на отдых длительностью в несколько секунд, возникающие самопроизвольно при выполнении элементов операция и движений. Необходимость микропауз объясняется тем, что прекращение одного действия и переход к последующему требуют от организма переключения процессов возбуждения и торможения в нервной системе. Исключение этих перерывов в работе приводит к быстрому развитию утомления и снижению работоспособности.
Длительность микропауз зависит от тяжести выполняемых операций. При физически тяжелых операциях микропаузы должны быть более продолжительными, чем при легких. Микропаузы должны учитываться при нормировании труда рабочих. В зависимости от характера и тяжести выполняемой работы они могут составлять 9 - 10% рабочего времени. Следовательно, общая загруженность рабочих в смену с учетом микропауз, перерывов на отдых при нормальных условиях не должна превышать 85 - 90%.
Кроме микропауз на стадии устойчивой работоспособности для ее стимулирования рекомендуется трансляция музыки.
Для профилактики развивающегося утомления вводятся перерывы в работе, способствующие поддержанию работоспособности.
Снижение работоспособности в середине рабочего дня, вызванное утомлением, предотвращается или ослабляется введением перерыва на обед. Его целесообразно предоставлять в середине рабочего дня (с отклонением в пределах одного часа).
Нормальная продолжительность обеденного перерыва - 40 - 60 мин. Она обусловливается, с одной стороны, временем, необходимым для восстановления физиологических функций, снятия утомления и обеспечения более устойчивой работоспособности во второй половине рабочего дня, с другой стороны, временем, необходимым для нормального приема пищи.
Повышению работоспособности, снижающейся в связи с развитием утомления, помимо обеденного перерыва, способствуют регламентированные перерывы на отдых.
Количество перерывов зависит от степени и характера проявления утомления. Отдых целесообразно предоставлять в начальной стадии появления утомления, т.е. при первых признаках снижения работоспособности, с тем чтобы предотвратить резкое ее падение.
Перерыв, введенный до начала снижения работоспособности, будет сбивать рабочий ритм и соответственно вызывать не уменьшение, а увеличение утомления. Если он введен в период значительного снижения работоспособности, то окажется малоэффективным.
При назначении перерывов необходимо учитывать следующее:
чем тяжелее и напряженнее работа, тем ближе по времени к началу смены (или обеденному перерыву во второй половине рабочего дня) должны вводиться регламентированные перерывы;
во второй половине рабочего дня в связи с более глубоким утомлением должно быть больше перерывов на отдых, чем в первой половине смены.
Длительность перерывов на отдых зависит от характера трудовой деятельности и глубины развивающегося утомления. При этом следует учитывать, что как короткие, так и длительные перерывы в работе малоэффективны. Наиболее благоприятный перерыв на отдых - 5 - 10 мин.
Поэтому при совершенствовании режимов труда и отдыха на работах средней тяжести следует стремиться к замене небольшого количества длительных перерывов более короткими, но и частыми.
При выполнении работ, требующих большого нервного напряжения и внимания и отличающихся повышенной монотонностью, целесообразно вводить частые, но короткие (5 - 10 мин.) перерывы на отдых. Если выполнение работы требует больших усилий при невысоком темпе работы, то рекомендуется устраивать редкие, но продолжительные (10 - 15 мин.) паузы.
При проектировании режимов труда и отдыха вспомогательных рабочих время начала их работы и перерывов необходимо устанавливать так, чтобы они могли своевременно обслуживать рабочие места основных рабочих. Например, начало смены распределителей работ необходимо устанавливать раньше, а контролеров, упаковщиков готовой продукции, уборщиков помещений, наоборот, позже основных рабочих. Причем максимум работ по обслуживанию оборудования и рабочих мест необходимо приурочить к регламентированным перерывам основных рабочих.
ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Расчет норм затрат труда на станочных работах при механической обработке материалов производится по формулам (10) и (11). При этом оперативное время на изготовление одной детали на одном станке при обслуживании его одним рабочим (tоп) определяется по формуле:
где:
tм - машинное время на изготовление одной детали;
tв.н - вспомогательное время, не перекрываемое машинным временем.
В тех случаях, когда один станок обслуживается несколькими рабочими, для определения нормы времени оперативное время умножается на число рабочих.
Численность рабочих, необходимых для обслуживания одного ставка (Ч), рассчитывается по формуле:
 (20)
(20)где:
Tз - время занятости всех рабочих, обслуживающих станок, в течение смены, чел.-мин. <1>;
--------------------------------
<1> Время занятости рабочих равно сумме неперекрываемого и перекрываемого вспомогательного времени.
Tоб, Tтех, Tп.з, Tот.л - время организационного и технического обслуживания станка, подготовительно-заключительное время, время на отдых и личные надобности;
Tсм - продолжительность смены, мин.
Если численность рабочих, рассчитанная по этом формуле, не будет целым числом, то могут быть простои рабочих. Поэтому целесообразно организовать обслуживание нескольких станков группой рабочих <1>.
--------------------------------
<1> Расчет норм по обслуживанию нескольких станков группой рабочих см. в разделе VIII.
Машинное время определяется исходя из наиболее рационального режима обработки деталей или режима резания с учетом опыта передовых рабочих. Порядок установления режимов резания следующий.
Процесс резания состоит из двух движений: главного движения и движения подачи. Единицей измерения главного движения является число оборотов детали или инструмента в минуту или число двойных ходов. Поскольку деталь (токарные станки) или инструмент (фрезерные и сверлильные станки) вращается с помощью шпинделя, то число оборотов детали или инструмента равно числу оборотов шпинделя. Поэтому при нормировании работ за основу расчетов берется число оборотов шпинделя станка в минуту, обозначаемое буквой n. При нормировании строгальных работ в основе расчетов - число двойных ходов в минуту, обозначаемое также n.
Подачей (S) называется величина перемещения режущего инструмента относительно обрабатываемой детали (токарные, сверлильные работы и работы на продольно-строгальных станках) или величина перемещения обрабатываемой детали относительно режущего инструмента (фрезерные работы, работа на поперечно-строгальных станках) за один оборот шпинделя или один двойной ход.
На некоторых работах (например, фрезерных) за единицу измерения принимается подача за 1 мин. и подача на один зуб многолезвийного инструмента (фрезы).
Толщина слоя металла, снимаемая с заготовки при механической обработке, называется припуском на обработку. Припуск на обработку может сниматься с заготовки за один или несколько проходов инструмента. Толщина снимаемого за один проход слоя металла, т.е. кратчайшее расстояние между обрабатываемой и обработанной поверхностью называется глубиной резания (t).
При равных глубинах резания число проходов (i) определяется по формуле:
где:
h - припуск на обработку, мм.
Машинное время определяется на каждый переход процесса обработки детали на данном станке, после чего время всех переходов суммируется и включается в tоп для расчета нормы.
Переходы, выполняемые при ручной подаче (машинно-ручное время), нормируются по целевым нормам оперативного времени. К таким переходам относятся, например, снятие фасок, центровка валов, проточка канавок, буртиков, галтелей, зачистка заусениц.
Машинное время за один переход (tм) определяется по следующей формуле:

где:
l - расчетная длина (на строгальном станке - ширина) обрабатываемой поверхности.
Эта формула является общей для всех видов станочных работ. При нормировании отдельных видов работ расчетная длина определяется с учетом их особенностей.
Выбор глубины резания, подачи и числа оборотов называется выбором режима резания. Эти величины определяются с помощью справочников нормативов режимов резания, составленных по эмпирическим формулам вида (23) - (25) для расчета наименьшего машинного времени.
При выборе режима резания учитываются: усилия резания, которые будут возникать при выбранной глубине резания и подаче; экономическая скорость резания, соответствующая выбранной глубине резания и подаче; эффективная мощность резания, необходимая для осуществления данного режима резания. Рассмотрим эти факторы на примере токарных работ.
Усилия резания. При резании резец снимает стружку, перемещаясь вдоль или поперек обтачиваемой поверхности. Обрабатываемый металл оказывает сопротивление резанию (P), которое передается на резец и называется усилием резания. При продольном точении это усилие принято разделять на три составляющих:
Pz - вертикальное (тангенциальное) усилие резания, или вертикальное давление на резец;
Pх - осевое усилие резания, или усилие подачи;
Pу - радиальное усилие, действующее на резец в поперечном направлении.
Наибольшим является вертикальное усилие резания. Величина его зависит от характеристики обрабатываемого материала, глубины резания, подачи и геометрической формы резца, а от материала резца оно почти не зависит. Вертикальное усилие резания определяется по эмпирической формуле:
где:
Cp - показатель, зависящий от механических свойств обрабатываемого металла и вида обработки;
xp, yp - показатели степени.
Значения Cp, xp, yp для разных материалов установлены опытным путем и приведены в таблицах справочника по режимам резания. Индекс p в обозначениях этих величин указывает, что они относятся к формуле усилия резания Pz.
Усилия Px, Py определяются по аналогичным формулам, но Cp, xp, yp заменяют на Cpx, xpx, ypx или Cpy, xpy, ypy.
Осевое усилие Px составляет примерно от 0,35 до 0,5 Pz, или Px = (0,35 - 0,5) Pz, Py = 0,4 Pz.
Таким образом, усилия резания зависят от выбранной глубины резания и подачи. Чем больше глубина резания и подача, тем больше усилия резания.
Величины усилий резания, подсчитанные по этим формулам, не должны превышать допускаемую прочность станка, резца, обрабатываемой детали и ее крепления. Чрезмерно большое вертикальное усилие может вызвать прогиб и излом державки резца, при токарной обработке - прогиб детали и даже вырывание ее из патрона или центров. Большое осевое усилие может привести к излому зубьев шестерен и других деталей механизма подачи станка.
Пользуясь формулой (23) и аналогичными формулами, можно определить максимальную величину подачи при выбранной глубине резания для обработки детали, на которую устанавливается норма. Для этого в формулу (23) следует вместо Pz подставить наименьшую из допускаемых прочность резца и детали усилий (Pzдоп) и решить ее относительно

Допускаемые усилия Pzдоп определяются по формулам сопротивления материалов и даются в справочниках нормативов режимов резания в зависимости от размеров резцов и обрабатываемых деталей.
Затем определяется осевое усилие (Px), соответствующее выбранной подаче и глубине резания. Сравнив Px с усилием, допускаемым станком, можно установить возможность применения выбранной подачи. Допускаемое осевое усилие приводится в паспорте станка.
Определенная таким путем подача может применяться при черновой обработке. При чистовой обработке ее величина ограничена заданным классом чистоты поверхности, который принимается за основу при выборе величины подачи.
Экономическая скорость резания. Выбор числа оборотов шпинделя связан с выбором скорости резания. Между скоростью (v) и числом оборотов (n) существует следующая зависимость:
где:
D - диаметр заготовки, мм; 
Как видно, чем больше диаметр заготовки и число оборотов, тем больше скорость резания.
При резании металла в результате трения резца, детали и стружки режущая кромка резца нагревается. Чем больше скорость резания, тем больше нагревается резец. Нагрев приводит к уменьшению твердости режущей кромки, пластической деформации и затуплению резца. Следовательно, чем больше скорость резания, тем чаще приходится затачивать резец.
Частая смена инструмента для заточки и сама заточка требуют дополнительных расходов, что может вызвать увеличение себестоимости продукции. Следовательно, чрезмерно большие скорости, не соответствующие материалу, из которого изготовлен инструмент, и его геометрической форме, могут увеличить себестоимость обработки деталей. Небольшие скорости уменьшат число заточек, однако увеличат время обработки, что также может привести к росту себестоимости продукции. Поэтому скорость резания должна быть такой, при которой себестоимость продукции, зависящая от времени обработки, числа заточек и стоимости расхода инструмента, была бы наименьшей.
Время работы инструмента без заточки называется экономической стойкостью инструмента. Другими словами, экономической стойкостью называется время работы инструмента от одной заточки до другой, устанавливаемое для получения наименьшей себестоимости обработки деталей (с учетом расходов на заточку и износ инструмента).
Скорость резания, при которой обеспечивается экономическая стойкость инструмента, называется экономической скоростью резания. Эта скорость берется за основу при выборе режима резания. Величина экономической стойкости инструмента зависит от условий выполнения работы.
Большое влияние на экономическую стойкость инструмента оказывают его форма, стоимость изготовления, требования, предъявляемые к его способности сохранять необходимую точность и чистоту обрабатываемой поверхности в заданных пределах. Поэтому в производственной практике задаваемая стойкость инструмента меняется в больших пределах. Например, для проходных резцов она чаще всего принимается равной 60 - 90 мин., для фасонных резцов - 120, для зуборезного инструмента - до 800 мин. При многоинструментной обработке стойкость инструмента увеличивается.
Для токарных работ экономическая скорость резания (v) при данной глубине резания и подаче определяется по эмпирической формуле:
где:
Cv - коэффициент режима резания, зависящий от механических свойств обрабатываемого металла и материала резца, а также от применения охлаждения при обработке;
T - экономическая стойкость резца, мин.;
m - показатель степени, зависящий от марки материала, резца и наличия охлаждения;
xv, yv - показатели степени, зависящие от обрабатываемого металла и марки материала резца;
K - поправочный коэффициент на измененные условия работы, зависящий главным образом от геометрической формы резца и состояния поверхности заготовки (работа по корке и т.д.).
Коэффициенты и показатели степени приведены в справочниках нормативов режимов резания. По формуле (24) определяется скорость резания и при измененной по сравнению с экономической стойкости резца.
Из формулы следует, что скорость резания уменьшается с увеличением подачи или глубины резания и с увеличением стойкости инструмента. Усилие резания, наоборот, с увеличением глубины резания и подачи увеличивается. Стойкость инструмента на усилие резания не влияет.
Эффективная мощность. Эффективной мощностью станка (Nэ) называется мощность на шпинделе, необходимая для резания со скоростью (v) и вертикальным усилием резания (Pz). Определяется она по формулам:
Практически не всегда обеспечивается эффективная мощность станка. Например, скорость резания, ограниченная мощностью станка или числом оборотов, при расчете оказывается меньше экономической. В этом случае фактически реализуемая мощность определяется по тем же формулам, но в отличие от эффективной мощности обозначается буквой N.
Выбор режима резания. При выборе режима обработки вначале определяется глубина резания, затем устанавливается подача, скорость резания и необходимая мощность.
От глубины резания зависит число проходов (i). Из формулы (22) видно, что машинное время прямо пропорционально числу проходов. Следовательно, с увеличением числа проходов машинное время увеличится. Кроме того, с увеличением числа проходов увеличивается вспомогательное время (время на отвод, подвод инструмента и т.д.). Это указывает на то, что обработку деталей наиболее целесообразно выполнять за наименьшее число проходов.
Поэтому при выборе подачи и глубины резания учитывается, что выгоднее работать с большими глубинами резания. Глубина резания может быть увеличена за счет снижения подачи. Выбор подачи после установления глубины резания производится по формулам усилия резания исходя из допускаемых усилий.
В целях сокращения времени на расчеты рекомендуется пользоваться справочниками нормативов режимов резания, в которых даются таблицы величин усилий резания в зависимости от различных значений глубины резания и подачи.
При чистовой обработке величина подачи ограничивается заданной чистотой обработки. В этом случае устанавливается технологически допустимая подача, при которой обеспечивается заданный класс чистоты. Определяется она также по таблицам справочников нормативов режимов резания.
Скорость резания устанавливается по формуле экономической скорости при выбранной глубине резания и подаче. В целях экономии времени рекомендуется пользоваться таблицами справочников, в которых даются величины скорости при различных глубинах и подачах, а также различных материалах режущего инструмента.
Увеличивать скорость резания за счет уменьшения подачи не рекомендуется. Это приводит к увеличению машинного времени, так как с уменьшением подачи скорость резания увеличивается в меньшей степени, чем уменьшается подача. Увеличение скорости резания при выбранной глубине резания и подаче достигается применением инструмента из более стойких материалов, а также более рациональной геометрической формы.
После установления скорости резания определяется необходимое число оборотов шпинделя в зависимости от диаметра обрабатываемой детали или диаметра инструмента. Число оборотов на некоторые работы приводится в справочниках режимов резания вместе со скоростью резания. Это прежде всего сверлильные и фрезерные работы, где число оборотов при данной скорости зависит не от диаметра детали, а от диаметра инструмента и поэтому может быть подсчитано одновременно со скоростью резания.
Величина подач и число оборотов корректируются по паспортным данным станка.
Если необходимая или эффективная мощность превышает мощность станка, на котором производится обработка деталей, то работа передается на другой, более мощный станок. Если по производственным причинам это сделать нельзя, то уменьшается скорость или глубина резания.
Уменьшение глубины резания, а следовательно, увеличение числа проходов целесообразно в том случае, когда это не ведет к увеличению оперативного времени на операцию.
Вспомогательное время рассчитывается по каждому переходу в отдельности. Предварительно составляется перечень переходов в порядке их выполнения с подразделением на отдельные элементы; указываются факторы, влияющие на продолжительность переходов. Далее по каждому элементу в отдельности из таблиц нормативов выбирается время их выполнения с отметкой номеров таблиц и позиций нормативов, на основании которых взято время.
После этого производится анализ затрат рабочего времени с целью их сокращения. Например, в некоторых случаях изменение очередности позволяет выполнять переходы с одинаковым режимом резания. Это сокращает количество изменений режимов резания, которое может быть снижено и тогда, когда экономия машинного времени от смены режима оказывается меньшей, чем затраты вспомогательного времени на смену режимов резания.
После анализа затраты времени суммируются и переносятся в технолого-нормировочную карту, которая служит основанием для установления нормы и инструктажа рабочих по технологическому процессу, включая режимы резания.
Подготовительно-заключительное время определяется по таблицам нормативов на всю партию деталей для каждого вида станочных работ. Величина его меняется в зависимости от способа установки детали, группы станков (высоты центров), количества инструментов, необходимых для обработки, числа переходов в операции и специфических особенностей настройки (наладки) станка.
Время обслуживания рабочего места, время на отдых и личные надобности определяется также по нормативам.
НА АВТОМАТАХ И ПОЛУАВТОМАТАХ
Изложенная методика нормирования труда при механической обработке деталей резанием применима и при нормировании труда на автоматах и полуавтоматах, но с учетом следующих особенностей выполнения этих работ:
наличия холостого хода шпинделя, необходимого для автоматического поворота шпиндельного блока, подвода и отвода инструмента и автоматической подачи материала и его зажима;
обработки деталей одновременно несколькими инструментами;
наличия лимитирующего прохода одного из инструментов, требующего большего числа оборотов шпинделя за проход по сравнению с другими инструментами. Под числом оборотов за проход в данном случае понимается число оборотов не в минуту, а за время обработки данным инструментом всей поверхности.
Наличие холостого хода вносит изменения в формулу машинного времени. С учетом холостого хода машинное время (tм) равно
tм = tр.х + tх.х,
где:
tр.х - время рабочего хода (время обработки деталей инструментами);
tх.х - время холостого хода при обработке детали.
Штучное время в данном случае определяется по той же формуле, что и при одноинструментной обработке, но меняется состав оперативного времени (tоп):
tоп = tр.х + tх.х + tв.н,
где:
tв.н - неперекрываемое вспомогательное время.
Две другие особенности нормирования труда при работе на автоматах и полуавтоматах - обработка несколькими инструментами и наличие лимитирующего перехода - влияют на режим обработки деталей и, следовательно, на величину машинного времени.
Обработка детали одновременно несколькими инструментами может привести к увеличению затрат времени на их замену в течение рабочей смены, так как удельный вес времени смены инструментов по отношению к машинному увеличивается. Чтобы избежать этого при многорезцовой обработке, повышают стойкость инструмента за счет уменьшения скорости резания. Некоторое увеличение машинного времени в этом случае не снижает эффективности обработки деталей, а повышает ее за счет большого сокращения времени на смену инструментов. Например, снижение скорости резания на 15% позволяет повысить стойкость работы резца с 60 до 140 мин., т.е. в 2,34 раза. Соответственно в 2,34 раза уменьшится и время на замену инструментов в течение смены при сравнительно небольшом увеличении машинного времени.
В связи с этим скорость резания устанавливается с учетом увеличения периода стойкости лимитирующего инструмента, определяемого из расчета наименьшей стоимости операции.
Глубина резания и подача устанавливаются для каждого инструмента в отдельности, так же как для одноинструментной обработки. После установления лимитирующего перехода величины подач нелимитирующих переходов уменьшаются из-за равной продолжительности времени обработки поверхностей. Число оборотов шпинделя определяется по скорости резания, установленной для лимитирующей позиции.
Величины подач числа оборотов корректируются по паспортным данным станка. При этом учитывается и фактическая мощность оборудования.
Время рабочего хода определяется исходя из длины рабочего хода лимитирующей позиции с добавлением времени на поворот шпинделя для зачистки поверхностей без подачи.
Время холостого хода определяется по паспортным данным станка. Остальные данные устанавливаются так же, как при одноинструментной обработке.
Многостаночным и многоаппаратным обслуживанием называется обслуживание одним или группой рабочих нескольких станков (аппаратов), при котором машинно(аппаратурно)-свободное время используется для выполнения ручных работ на других станках (аппаратах). Оно получает широкое распространение по мере развития комплексной механизации и автоматизации производства, при которых уменьшается удельный вес ручного времени в оперативном. Многостаночное обслуживание существует во многих отраслях народного хозяйства: в машиностроении, текстильной, химической промышленности и др.
Введение в классификацию времени использования оборудования таких категорий затрат, как машинно(аппаратурно)-свободное время и время работы с участием рабочего, позволяет применить единый способ нормирования труда многостаночников (аппаратчиков) во всех отраслях народного хозяйства, но с учетом особенностей их работы.
В настоящем разделе излагаются методы расчета норм для многостаночников при циклической работе оборудования (станков), т.е. когда продукция изготавливается периодически (единицами или партиями). Эти методы можно использовать и для нормирования работ при многоаппаратном обслуживании и при обслуживании машин нециклического действия - с непрерывной выдачей продукции, например при обслуживании ткацких станков <1>.
--------------------------------
<1> Особенности нормирования труда при многоаппаратном обслуживании машин нециклического действия приведены в разделах X и XI.
Многостаночное обслуживание требует такой организации рабочего места многостаночника, при которой затраты труда на подготовительно-заключительную работу, обслуживание рабочего места и переходы от станка к станку будут минимальными. Это достигается рациональным расположением станков и другого оборудования на рабочем месте, выбором наивыгоднейшего маршрута рабочего, а также передачей части работ обслуживающему персоналу (чистка и смазка станков, наладка и подналадка оборудования, получение чертежей, доставка и заточка инструмента и т.д.).
Перечисленные мероприятия позволяют увеличить число обслуживаемых станков и более полно их использовать.
Существует два вида многостаночного обслуживания:
обслуживание нескольких станков, не связанных общим ритмом работы с другими станками;
обслуживание станков, связанных общим ритмом работы с другими станками, т.е. количество обработанной на данном рабочем месте продукции должно быть строго определенным для непрерывной работы станков других рабочих мест, продолжающих обработку той же продукции (работа на потоке).
Каждый из этих видов работ имеет свои особенности в организации и технологии их выполнения, в организации рабочих мест, поэтому существуют различия и при установлении норм.
НЕ СВЯЗАННЫХ ОБЩИМ РИТМОМ РАБОТЫ
При многостаночном обслуживании норма времени зависит от числа обслуживаемых станков. Чем больше обслуживается станков, тем больше изготовляется одним станочником продукции, следовательно, тем меньше будет и норма времени.
Однако число обслуживаемых станков не должно превышать определенного предела, называемого оптимальным. Это объясняется следующим. Если время, необходимое для обслуживания отдельных станков, разное, то возникают случайные совпадения по времени занятости рабочего на одном из станков с необходимостью обслуживать другие, что приводит к простоям станков. Уменьшение числа обслуживаемых станков приведет к простоям рабочего.
В обоих случаях простои станка или простои рабочего будут влиять на себестоимость продукции. Поэтому следует рассчитать экономически выгодное число станков, при котором расходы на изготовление единицы продукции будут наименьшими.
Максимальное число станков (nmax), которое может обслужить один рабочий, определяется исходя из наиболее полного использования рабочего времени станочника по формуле:
где:
Tц - время цикличной работы станка в течение смены или время изготовления заданной партии изделий;
Tз - время занятости рабочего на данном станке. В него входит вспомогательное время, как перекрываемое (Tвп), так и неперекрываемое (Tв.н) машинным временем, а также время машинно-ручной работы, если оно имеется, и время активного наблюдения;
Kд - коэффициент, учитывающий микропаузы в работе и возможные отклонения фактического времени занятости от его средних значений, включенных в формулу. Без учета этого коэффициента отклонения могут вызывать дополнительные простои станков в ожидании обслуживания, не учитываемые коэффициентом совпадения.
В целом Kд может быть равным от 0,9 (при обслуживании станков, изготавливающих неодинаковую продукцию) до 0,97 (при обслуживании станков-дублеров). Коэффициент Kд устанавливается отраслевыми нормативно-исследовательскими организациями.
Время цикличной работы каждого станка (Tц)
Tоп = Tм.с + Tз,
где:
Tоп - оперативное время каждого станка;
Tп - время перерывов в работе станка в течение цикличной работы, вызванное ожиданием обслуживания из-за совпадений;
Kс - коэффициент совпадения времени занятости рабочего на одном из станков с остановкой других станков Kс >= 1;
Tм.с - машинно-свободное время, в течение которого рабочий свободен от работы по обслуживанию данного станка.
Тогда максимальное число станков, которое может обслужить один рабочий в условиях серийного производства, при обработке на станках различных деталей, определяется по формуле:
Tм.с равно машинному времени за вычетом времени занятости рабочего на данном станке, перекрываемого машинным временем (время активного наблюдения за работой станка, время перехода от станка к станку, время на контрольную проверку размеров обработки).
Tм.с и Tз могут быть определены но нормам на выполнение операций, рассчитанным для одностаночного обслуживания, с поправкой на повышение стойкости инструмента. Изменение стойкости инструмента вызвано необходимостью уменьшения времени технического обслуживания станка, а следовательно, и времени занятости рабочего или наладчика.
Величины Tм.с и Tз можно определить исходя из месячной программы изготовления деталей на всех станках <1>.
--------------------------------
<1> См. подробнее в подразделе "Экономическое обоснование норм обслуживания".
В массовом и крупносерийном производстве при изготовлении продукции на станках-дублерах равной производительности максимальное число станков определяется по формуле:
 (28)
(28)где:
tм.с - машинно-свободное время при выполнении одной операции на одном станке;
tз - время занятости рабочего на данном станке.
Коэффициент совладения времени занятости рабочего на одном из станков с остановкой других не учитывается, так как в этом случае он равен единице.
В мелкосерийном и единичном производстве наладку и подналадку станков обычно производят сами станочники. Поскольку продукцию изготовляют небольшими партиями, то наладку и подналадку станков производят часто в период цикличной работы. В связи с этим время наладки и подналадки станков в мелкосерийном и единичном производстве необходимо добавлять ко времени занятости рабочего в период оперативной работы, а Kс определять с учетом увеличения общей занятости рабочего в течение цикличной работы. Следовательно,
 (29)
(29)где:
Tнт - время на наладку и подналадку одного обслуживаемого станка при выполнении месячной программы. Определяется оно по нормировочным картам, рассчитанным на одностаночную обработку деталей с учетом стойкости инструмента и заданного числа обрабатываемых деталей.
Если программа работы носит нестабильный характер (частая смена обрабатываемых деталей), то предельное число обслуживаемых станков в мелкосерийном производстве может быть определено на основании данных фотографий времени использования станков при многостаночных работах. В этом случае максимальное число обслуживаемых станков рассчитывается следующим образом:
где:
Фотографии времени использования станков при многостаночном обслуживании проводятся методом моментных наблюдений и охватывают все станки, производящие данную продукцию. Рекомендуется проводить 4 серии наблюдений, каждая с интервалом не менее недели, с тем чтобы учесть влияние различия в характере продукции на величину затрат.
На основании фотографий устанавливается нормальный (проектируемый) баланс времени использования оборудования в расчете на один станок. По данным баланса определяются  (без учета простоев станков, так как они учитываются коэффициентом Kс).
(без учета простоев станков, так как они учитываются коэффициентом Kс).
(без учета простоев станков, так как они учитываются коэффициентом Kс).Коэффициент Kс определяется по табл. 7 в зависимости от коэффициента занятости рабочего (Kз) и количества обслуживаемых станков (n).
Коэффициент занятости при обслуживании станков, изготавливающих неодинаковую продукцию, и наличии наладчиков определяется по формуле
При обслуживании станков без наладчиков
 (32)
(32)или
 (33)
(33)Для нахождения коэффициента (Kс) по табл. 7 число обслуживаемых станков определяется по формулам (27) - (30), приняв Kс Kд = 1.
Если машинно-свободное время меньше времени занятости рабочего на одном станке, то рабочий не успеет его обслуживать. В этом случае необходимо групповое обслуживание станков.
Максимальное число станков, обрабатывающих различные детали, которое может обслужить группа рабочих во время цикличной работы при условии, что наладку и подналадку станков осуществляет наладчик, определяется по формуле
 (34)
(34)где:
Ч - численность рабочих, обслуживающих станки.
При обслуживании станков группой рабочих время перерывов в работе станков, вызванное ожиданием обслуживания из-за совпадений, (Tп) будет значительно меньше, чем при их обслуживании одним рабочим. Поэтому коэффициент Kс будет меньше коэффициента Kс, определяемого по табл. 7. В этом случае величина Tп, от которой зависит Kс, при определении nmax можно не учитывать.
Таблица 7
РАБОЧЕГО НА ОДНОМ СТАНКЕ (АППАРАТЕ) С НЕОБХОДИМОСТЬЮ
ОБСЛУЖИВАТЬ ДРУГИЕ СТАНКИ
Количество станков (аппаратов), обслуживаемых одним рабочим-оператором | Коэффициент занятости рабочего, Kз | |||||||||
0,05 | 0,10 | 0,15 | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | |
Коэффициенты, учитывающие совпадения, Kс | ||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
2 | 1,003 | 1,01 | 1,02 | 1,04 | 1,06 | 1,09 | 1,12 | 1,16 | 1,20 | 1,24 |
3 | 1,009 | 1,02 | 1,04 | 1,09 | 1,14 | 1,20 | 1,29 | 1,38 | 1,50 | 1,60 |
4 | 1,011 | 1,04 | 1,09 | 1,16 | 1,26 | 1,36 | 1,50 | 1,60 | 1,84 | - |
5 | 1,012 | 1,05 | 1,14 | 1,22 | 1,38 | 1,56 | 1,71 | 1,83 | - | - |
6 | 1,014 | 1,07 | 1,19 | 1,30 | 1,54 | 1,76 | - | - | - | - |
7 | 1,019 | 1,10 | 1,25 | 1,39 | 1,70 | - | - | - | - | - |
8 | 1,020 | 1,13 | 1,31 | 1,50 | 1,90 | - | - | - | - | - |
9 | 1,024 | 1,16 | 1,37 | 1,60 | - | - | - | - | - | - |
10 | 1,029 | 1,19 | 1,43 | - | - | - | - | - | - | - |
11 | 1,035 | 1,25 | 1,48 | - | - | - | - | - | - | - |
12 | 1,039 | 1,27 | 1,54 | - | - | - | - | - | - | - |
13 | 1,043 | 1,32 | - | - | - | - | - | - | - | - |
14 | 1,050 | 1,37 | - | - | - | - | - | - | - | - |
При определении максимального числа обслуживаемых станков предусматривается наиболее полное использование рабочего времени станочника. Однако это приводит к увеличению простоев станков в ожидании обслуживания, что уменьшает количество продукции, изготовляемой на одном станке, а следовательно, повышает ее стоимость. Поэтому максимальное число станков (nmax) еще не является нормой обслуживания, а может быть только основанием для установления путем расчетов экономически выгодного количества обслуживаемого оборудования.
Экономически выгодное число станков можно определить при сравнении расходов на единицу оперативного времени станка при различных вариантах числа обслуживаемого оборудования. Оперативное время пропорционально количеству изготавливаемой продукции, следовательно, сравнение дает возможность определить число станков, при котором денежные расходы на единицу продукции будут наименьшими.
Общие затраты в расчете на одну минуту оперативного времени (C) определяются по формуле
где:
Cс - расходы на эксплуатацию станка в течение одной минуты;
CР - расходы на зарплату рабочего, включая социальное страхование, в течение одной минуты;
n - варианты числа обслуживаемых станков.
В расходах на эксплуатацию станка учитываются затраты, которые меняются с изменением числа станков, необходимого для выпуска одинакового объема продукции. К ним в основном относятся амортизационные расходы (включая капитальный ремонт станков), расходы на текущий ремонт станков, электроэнергию, эксплуатацию производственных помещений.
По формуле определяются общие денежные затраты (C) для разных вариантов числа обслуживаемых станков, начиная с максимального. Выбирается вариант, при котором затраты будут минимальными. Расходы на эксплуатацию станка устанавливаются по таблицам, разрабатываемым отраслевыми институтами. Расходы на заработную плату определяются по данным предприятий с учетом разряда станочников, обслуживающих данные станки.
Затраты времени (кроме оперативного) на изготовление продукции в расчете на один станок  зависят от условий многостаночного обслуживания.
зависят от условий многостаночного обслуживания.
В массовом производстве при обслуживании станков-дублеров Kс = 1, а
где:
Величины  при многостаночном обслуживании отличаются от установленных при обслуживании одного станка. В них учитываются и простои станка в ожидании организационного и технического обслуживания из-за занятости рабочего на других станках. Поэтому
при многостаночном обслуживании отличаются от установленных при обслуживании одного станка. В них учитываются и простои станка в ожидании организационного и технического обслуживания из-за занятости рабочего на других станках. Поэтому
при многостаночном обслуживании отличаются от установленных при обслуживании одного станка. В них учитываются и простои станка в ожидании организационного и технического обслуживания из-за занятости рабочего на других станках. Поэтому
где:
При определении  предусматривается увеличение стойкости инструмента в целях сокращения времени технического обслуживания. Его учитывает коэффициент изменения стойкости инструмента (Kа). Поэтому при подналадке станка самим рабочим
предусматривается увеличение стойкости инструмента в целях сокращения времени технического обслуживания. Его учитывает коэффициент изменения стойкости инструмента (Kа). Поэтому при подналадке станка самим рабочим

При подналадке станка наладчиком n = 1. Тогда перерывы в работе станка в ожидании подналадки равны нулю.
Время на отдых и личные надобности в процентах к оперативному определяется так же, как при обслуживании одного станка, т.е. без умножения  на число обслуживаемых станков (n). Это объясняется тем, что простой станка во время отдыха рабочего при многостаночном обслуживании не увеличивается, как при обслуживании одного станка.
на число обслуживаемых станков (n). Это объясняется тем, что простой станка во время отдыха рабочего при многостаночном обслуживании не увеличивается, как при обслуживании одного станка.
При обслуживании станков, обрабатывающих различные детали

В данном случае в  учитывается и подготовительно-заключительное время, включая наладку станка. Оно может быть определено на месячную программу по нормативам подготовительно-заключительного времени на партию продукции.
учитывается и подготовительно-заключительное время, включая наладку станка. Оно может быть определено на месячную программу по нормативам подготовительно-заключительного времени на партию продукции.
Если наладка и подналадка станка производятся самим станочником, то  определяются как произведение соответствующих им величин, установленных три одностаночном обслуживании, на число обслуживаемых станков с учетом коэффициента Kа.
определяются как произведение соответствующих им величин, установленных три одностаночном обслуживании, на число обслуживаемых станков с учетом коэффициента Kа.
определяются как произведение соответствующих им величин, установленных три одностаночном обслуживании, на число обслуживаемых станков с учетом коэффициента Kа.При обслуживании станков, обрабатывающих детали небольшими партиями (мелкосерийное и единичное производство), наладка и подналадка станков, как правило, производятся самими станочниками в период цикличной работы. Поэтому бывают случайные совпадения времени занятости станочника на работах по наладке и подналадке одного станка с остановкой других. Время на наладку и подналадку станка следует так же, как и оперативное время, умножить на коэффициент Kс. Тогда формула (35) примет следующий вид:

где:
Пример.
Необходимо определить норму обслуживания зубофрезерныХ станков. В месячную программу включена нарезка зубьев шестерен 20 размеров. Каждая партия содержит от 50 до 200 шестерен. Большие размеры партии указывают на то, что работу можно отнести к серийному производству. Подсчитанная по нормативам сумма машинно-свободного времени на обработку всех шестерен (Tм.с), заданных месячной программой, равна 35350 мин., сумма времени занятости (Tз) - 10150 мин., сумма подготовительно-заключительного времени без наладки оборудования на все партии составила 295 мин. Наладку станков производят наладчики, подналадку - сами станочники.
Расчеты показали, что коэффициент Kз при изготовлении отдельных партий деталей колеблется в пределах 0,2 - 0,24.
Небольшие колебания Kз указывают на то, что месячная программа может быть выполнена несколькими группами станков. Каждая группа состоит из одинакового количества станков, обслуживаемых одним рабочим.
Определим количество станков, которое может обслужить один рабочий при Kс = 1 и Kд = 1. По формуле (27) получим:

Следовательно, рабочий может обслужить 4 станка. Однако будут простои станков в ожидании обслуживания из-за совпадений, которые увеличат время цикла, а следовательно, и число станков, которое может обслужить рабочий. Для корректирования численности станков следует определить причину Kс.
Коэффициент Kз (формула 31) равен:
По табл. 7 определяем Kс. В таблице нет полученной нами величины Kз, поэтому для определения Kс произведем интерполирование по формуле
где:
Kс1 и Kз2 устанавливаются по табл. 6 при Kз меньше расчетного, а Kс2 и Kз2 - при Kз больше расчетного.
В нашем примере при n = 4

Тогда по формуле (19) при Kд = 0,93

Таким образом, максимальное число станков, которое может обслужить рабочий при наиболее полной загрузке, равно 5. Но такое количество станков приводит к увеличению их простоев в ожидании обслуживания. Поэтому окончательно норму обслуживания определяем по формулам (35) и (36).
Коэффициенты  определяем по таблицам нормативов для многостаночного обслуживания. Величину
определяем по таблицам нормативов для многостаночного обслуживания. Величину  определяем по данным подготовительно-заключительного и оперативного времени на месячную программу:
определяем по данным подготовительно-заключительного и оперативного времени на месячную программу:
определяем по таблицам нормативов для многостаночного обслуживания. Величину 
В течение одной минуты затраты на эксплуатацию станка Cс = 0,46 коп., заработная плата рабочего с начислениями Cр = 1,00 коп.
Расчеты по определению экономически выгодного числа станков, обслуживаемых одним рабочим, произведем по таблице, приведенной ниже.
n | Kс |  |  | C | ||||||
5 | 1,29 | 10,5 | 4,7 | 0,65 | 6 | 21,85 | 1,509 | 0,2 | 0,66 | 0,995 |
4 | 1,206 | 7,2 | 3,9 | 0,65 | 6 | 17,85 | 1,385 | 0,25 | 0,71 | 0,985 |
3 | 1,073 | 5,4 | 3,2 | 0,65 | 6 | 15,25 | 1,226 | 0,333 | 0,793 | 0,983 |
2 | 1,049 | 3,4 | 2,7 | 0,65 | 6 | 12,75 | 1,177 | 0,5 | 0,96 | 1,13 |
Следовательно, наименьшие расходы за 1 мин. будут при обслуживании рабочим 3 станков, но учитывая, что они незначительно отличаются от расходов при обслуживании 4 станков (0,985 и 0,983), можно норму обслуживания принять равной 4 станкам.
В рассмотренном примере коэффициент занятости (Kз) во всех вариантах обслуживания равен 0,223. В практике встречаются случаи, когда в зависимости от количества обслуживаемых станков, включаемых в таблицу, величина Kз изменяется в более значительных пределах, чем в данном примере (от 0,2 до 0,24). В таких случаях станки группируются с учетом средних затрат времени при обслуживании каждой группы. Тогда в таблицу добавляется графа значений Kз для каждой группы станков (n), а коэффициент Kс определяется исходя из соответствующего значения Kз.
При установлении нормы обслуживания в некоторых случаях необходимо учитывать условия работы цеха. В практике встречаются два случая временных отклонений от нормальных условий: число рабочих данной квалификации меньше предусмотренного планом или ощущается недостаток оборудования. В первом случае норма обслуживания может быть установлена исходя из более полной занятости рабочего, во втором - при минимальных простоях оборудования.
Изложенные в данном разделе методы экономического обоснования норм обслуживания могут применяться и при обслуживании аппаратов, ткацких и других станков, а также на вспомогательных работах. Некоторые особенности экономического обоснования норм обслуживания в этих случаях рассматриваются в других разделах. Для экономического обоснования числа объектов, обслуживаемых группой рабочих, можно пользоваться методикой оптимизации норм обслуживания с помощью теории массового обслуживания. В этом случае коэффициенты Kс будут значительно ниже приведенных в табл. 7, поэтому экономически выгодное число обслуживаемых станков будет ближе к максимальному.
Норма штучного времени (tш) при многостаночном обслуживании определяется по формулам:
при работе на станках-дублерах
 (37)
(37)где:
tоп - оперативное время на единицу продукции при одностаночном обслуживании;
при работе на станках, изготавливающих неодинаковую продукцию в серийном производстве:
 (38)
(38)при обслуживании станков, изготавливающих продукцию небольшими партиями (мелкосерийное производство):
 (39)
(39)Порядок определения  изложен выше.
изложен выше.
изложен выше.Норма подготовительно-заключительного времени на партию определяется по следующим формулам:
при наладке станков станочником
tп.з = t1п.з,
при наладке станков наладчиком

где:
t1п.з - подготовительно-заключительное время при одностаночном обслуживании.
В поточном производстве должна быть ритмичная работа оборудования. На каждом рабочем месте потока, состоящем из одного или нескольких станков, за определенный период должно быть обработано одинаковое количество продукции, иначе ритм потока нарушится. Этот период называется временем такта потока (Вт) и определяется делением фонда времени в планируемом периоде (Ф) на заданную в этот период программу (m).
 (40)
(40)Время выполнения каждой операции должно быть равно или кратно времени такта. Если оно не удовлетворяет этим требованиям, то проводятся мероприятия по синхронизации потока, обеспечивающие своевременное выполнение каждой операции.
Применяются два метода синхронизации: технологический и организационный. В первом случае синхронизация достигается увязкой технологического процесса изготовления деталей с заданием по выпуску продукции. Для этого изменяют режимы резания, применяют многостаночное обслуживание, автоматизацию процессов и т.д.
Например, если выполнение операции на одностаночном рабочем месте не укладывается во время такта, то увеличивается скорость резания; если и это не дает эффекта, то увеличивается число станков, выполняющих данную операцию, и т.д.
При организационном методе совершенствуется организация труда рабочих, в том числе рабочего места (расстановка станков и т.п.), в результате которой добиваются, чтобы время выполнения операций было равным или кратным времени такта.
Нормы времени изготовления (обработки) единицы продукции на каждом рабочем месте устанавливаются с учетом изложенных особенностей поточного метода. Каждая норма должна быть равна или кратна времени такта. В случае затруднений в точном соблюдении этого правила могут быть несколько уменьшены нормы.
Расчет нормы при обслуживании станков одним рабочим (tш) производится по следующей формуле:
 (41)
(41)где:
tц.п - приведенное время цикла обработки продукции;
Величины  определяются по таблицам нормативов, разработанным применительно к условиям поточного производства.
определяются по таблицам нормативов, разработанным применительно к условиям поточного производства.
определяются по таблицам нормативов, разработанным применительно к условиям поточного производства.Приведенным называется время цикла, отнесенное к единице продукции. При многостаночной работе это время (кроме оперативного времени станка) учитывает простои в ожидании обслуживания, вызванные совпадением времени занятости рабочего на одном из станков с остановкой других станков.
При обслуживании станков-дублеров равной производительности приведенное время цикла tц.п составляет
 (42)
(42)где:
tоп - оперативное время на выполнение операции на одном станке;
n - число станков, обслуживаемых станочником.
При обслуживании станков разной производительности приведенное время цикла определяется путем сравнения максимального оперативного времени и времени занятости рабочего за период цикла (с учетом допустимого коэффициента занятости Kд.з), приведенного к единице продукции. Приведенным временем цикла будет наибольшая из сопоставляемых величин.
При обслуживании станков-дублеров разной производительности приведенное оперативное время

где:
tоп.max - максимальное оперативное время в расчете на данную операцию на обслуживаемых станках;
m1 - число единиц продукции, обрабатываемых (изготавливаемых) на всех обслуживаемых станках за максимальное оперативное время.
При этом
где:
tоп.i - оперативное время обработки (изготовления) единицы продукции на отдельных станках.
Тогда приведенное оперативное время равно
 (43)
(43)Приведенное время занятости рабочего на обработку (изготовление) единицы продукции при работе на станках-дублерах одинаковой производительности определяется по формуле
 (44)
(44)где:
Время занятости на одном станке равно
tз = tм.р + tв.н + tв.п,
где:
tм.р - машинно-ручное время;
tв.п - перекрываемое вспомогательное время;
tв.н - неперекрываемое вспомогательное время.
На станках-дублерах разной производительности приведенное время занятости определяется по формуле
 (45)
(45)где:
tз.i - время занятости на отдельных станках по обработке (изготовлению) единицы продукции.
Если станки-дублеры, выполняющие одну операцию, закреплены за несколькими рабочими местами, то приведенная занятость каждого рабочего на этой операции определяется по формуле
 (46)
(46)где:
k - количество станков-дублеров, закрепленных за данным рабочим местом;
n - общее число станков, выполняющих данную операцию.
Общая приведенная занятость рабочего на рабочем месте определяется путем суммирования его приведенной занятости на отдельных операциях, выполняемых на данном рабочем месте.
В тех случаях, когда за рабочим закреплены станки, обрабатывающие одновременно разное количество деталей, или станки с различной программой выпуска продукции, во время занятости рабочего включаются также вынужденные простои в ожидании обслуживания. Время вынужденного простоя определяется по таблице <1> в зависимости от количества деталей, одновременно обрабатываемых на рабочем месте за цикл, и машинного времени на станке с минимальным выходом продукции в течение одной минуты.
--------------------------------
<1> Таблица и примеры расчета норм приведены в Методических рекомендациях по расчету норм обслуживания, норм времени и выработки при многостаночном обслуживании в поточно-массовом производстве. М., НИИ труда, 1967.
Рассчитанная изложенным способом занятость корректируется на коэффициент допустимой занятости рабочего в течение цикла Kд.з, зависящий от тяжести труда. Тогда
 (47)
(47)где:
Число обслуживаемых станков в данном случае определяется в процессе синхронизации потока с учетом времени такта при более полной занятости рабочего и максимально возможном использовании оборудования. Предварительно количество станков может быть определено по общей формуле для многостаночного обслуживания без проведения расчетов по экономическому обоснованию их числа.
Нормирование труда рабочих, обслуживающих автоматические линии, производится с учетом:
рациональных режимов работы оборудования, входящего в состав автоматической линии;
рациональной организации обслуживания, способствующей предупреждению нерегламентированных перерывов в работе оборудования, и минимально возможных регламентированных перерывов.
В качестве нормы могут применяться нормы производительности автоматической линии, являющиеся в то же время нормой выработки обслуживающих ее рабочих, нормы времени и нормы обслуживания. Нормы производительности машин устанавливаются по лимитирующему оборудованию, входящему в состав линии. При этом необходимо выбрать наиболее рациональный режим работы лимитирующего оборудования. Режим работы остального оборудования устанавливается исходя из времени, затрачиваемого на изготовление продукции на лимитирующем оборудовании. Этим достигается синхронизация автоматической линии, аналогичная синхронизации поточных линий.
Норма производительности линии (Нп.м) определяется по формуле (13):
Нп.м = A Kп.в Kн,
где:
A - часовая теоретическая производительность лимитирующего оборудования автоматической линии, определяемая по формулам, приведенным в разделе VII.
Как правило, при проектировании линии подбирается оборудование равной производительности. Однако могут быть случаи, когда имеется оборудование разной производительности, что ограничивает (лимитирует) производительность всей линии. Иногда оборудование может оказаться лимитирующим из-за высокого (по сравнению с другими) коэффициента неполного использования машины по независящим от производства причинам (Kн). В этом случае количество лимитирующего оборудования определяется с учетом коэффициента Kн.
Если производительность лимитирующего оборудования значительно ниже производительности остального оборудования, то для предупреждения сокращения выпуска продукции на всей линии включаются две и более единиц лимитирующего оборудования. В итоге оно перестает ограничивать производительность линии.
Например, на моечно-разливочной линии в виноделии (или пивоваренной промышленности) имеется шесть видов автоматического оборудования. Теоретическая производительность разливочного аппарата 3100 бутылок в час, бутылочно-моечной машины - 2000 бутылок в час. Остальные автоматы (укупорочный, бракетажный, опечатывающий, этикетировочный) имеют производительность по 3200 бутылок в час.
Теоретическая производительность автоматической линии определяется исходя из производительности разливочного аппарата, т.е. A = 3100 бутылок в час. Чтобы бутылочно-моечная машина могла обеспечить эту производительность, на линии устанавливаются две машины, работающие параллельно.
Коэффициент полезного времени моечно-разливочной линии определяется при помощи фотографии времени использования оборудования: устанавливаются перерывы в его работе с указанием причин (осмотр оборудования, подналадка, чистка и уборка оборудования и т.д.); фиксируются потери производительности линии из-за недолива автоматом отдельных бутылок, обнаружения брака бракетажной машиной, боя бутылок и т.д. В этом случае наблюдатель отмечает действия рабочих, связанные с потерями, и фиксирует их количество.
Результаты фотографии подвергаются критическому анализу, после чего составляется нормальный баланс времени линии и разрабатываются мероприятия по предупреждению потерь и сокращению перерывов в ее работе. Далее определяется коэффициент полезного времени линии (Kп.в) при рациональной организации труда и коэффициент Kн, отражающий отклонение от теоретической производительности линии.
Численность рабочих, обслуживающих отдельные участки линии, устанавливается при помощи фотографий рабочего времени. Определяется время занятости рабочих (Tз.о) обслуживанием участка в течение смены (включая активное наблюдение), после чего рассчитывается численность рабочих (Ч):
где:
Tот.л - время на отдых и личные надобности в течение смены, определяемое по нормативам.
На основе результатов этих расчетов на всех участках решается вопрос о рациональном распределении между рабочими работ по обслуживанию линии с учетом более полного использования рабочего времени.
Нормы производительности (выработки) автоматической линии в машиностроении при механической обработке определяются также по формуле (13).
Теоретическая производительность линии (A) рассчитывается по следующим формулам:

где:
Tр - время, на которое устанавливается норма (час, смена), мин.;
t1 - время выполнения одной операции (обработки единицы продукции) в течение цикла, мин.;

где:
q - объем продукции, производимой за один цикл (работы;
tц - продолжительность одного цикла работы линии, мин.
Коэффициент полезного времени линии (Kп.в) определяется по формуле

где:
Tц - время цикличной работы линии в течение смены.
Время цикла устанавливается по лимитирующему оборудованию, входящему в состав линии, при наиболее рациональном режиме его работы.
Нормы времени автоматической линии (tн.м) на единицу продукции рассчитываются по формуле

где:
Нп.м - норма производительности труда автоматической линии.
При выборе режимов резания на лимитирующем оборудовании особое внимание уделяется выбору стойкости (по времени) режущего инструмента. Она должна обеспечивать рациональный минимум перерывов в работе линии для замены инструментов. Необходимость повышения стойкости вызывается тем, что количество инструментов на автоматической линии значительно увеличивается по сравнению с его количеством при одностаночной работе. Соответственно увеличиваются и затраты времени на замену затупившегося инструмента, что может привести к большим перерывам в работе линии.
Выбор стойкости инструмента и режимов резания в этом случае производится теми же способами, что и при многоинструментальной обработке <1>.
--------------------------------
<1> См. подраздел "Особенности нормирования труда при работе на автоматах и полуавтоматах".
На производительности труда отрицательно сказываются замена инструмента и устранение неполадок в работе линии или на отдельных участках. Поэтому рекомендуется создавать заделы полуфабрикатов, что даст возможность продолжить работу за счет подачи на участок полуфабрикатов из задела, а предыдущий (перед остановленным) участок будет работать на пополнение задела. Тогда перерыв в работе будет равен времени перерыва на одном (последнем) участке.
В этом случае время циклической работы линии (Tц) в течение смены определяется по формуле:

где:
Тп - перерывы на организационное обслуживание рабочего места, отдых и личные надобности рабочего.
При установлении норм обслуживания необходимо совместно с администрацией цеха определить и разграничить функции обслуживающего персонала. Квалифицированный рабочий должен руководить работой других рабочих, обслуживающих одну или несколько линий, т.е. совмещать функции бригадира.
Учитывая, что обслуживание автоматических линий требует теоретических знаний, обслуживающий персонал должен систематически повышать квалификацию на специальных курсах.
При определении функций наладчиков и операторов рекомендуется учитывать возможность совмещения профессий. Например, в зависимости от загрузки наладчик может совмещать работу слесаря и электромонтера по производству мелкого ремонта и часть функций контролера.
В обязанности наладчика входят:
1. Наладка и подналадка оборудования линии (установка и замена инструмента и приспособлений, проверка качества их работы).
2. Подготовка инструмента, приспособлений и другой оснастки.
3. Наблюдение за работой линии, проверка качества изготавливаемой продукции.
4. Мелкий ремонт и другие работы при совмещении профессий.
5. Организационное обслуживание рабочего места, включая прием и сдачу смены.
В обязанности оператора входят:
1. Выполнение вспомогательных работ по обслуживанию линии, включая управление. Если линия механизирована не полностью, то к ним относятся: установка, снятие, укладка заготовок и готовой продукции и др.
2. Организационное обслуживание линии (чистка, смазка оборудования и т.д.).
3. Осмотр и промеры полуфабрикатов и готовой продукции.
4. Наблюдение за работой линии.
5. Участие в наладке и подналадке оборудования и мелком ремонте.
Перечень обязанностей может быть дополнен в зависимости от назначения, конструктивных особенностей линии и квалификации рабочих.
Нормы обслуживания автоматических линий устанавливаются по заранее составленным графикам (регламентам) обслуживания в течение смены или (при необходимости) другого, более длительного периода. Основой для составления графика служат: установленная стойкость инструмента (время работы без замены); его количество на каждом участке линии, ограниченном межучастковыми заделами полуфабрикатов; количество приспособлений; нормативы времени на замену инструментов, на выполнение вспомогательных работ и других функций; нормативы времени на отдых и личные надобности, а также материалы фотографий рабочего времени обслуживающего персонала. Последние используются для определения затрат времени на работы, по которым нет нормативов, и для уточнения функций обслуживающего персонала, в частности для определения затрат времени наладчиков на выполнение случайных работ и мелкого ремонта оборудования.
Замена инструментов и другие работы, требующие остановки оборудования, при составлении графика предусматриваются поочередно на каждом участке линии, ограниченном имеющимися заделами полуфабрикатов, с тем чтобы работа остальных участков линии не прекращалась. В целях ускорения подналадки на участке эту работу рекомендуется по возможности производить одновременно на всех объектах (станках) участка, т.е. с привлечением других наладчиков, обслуживающих линию.
При составлении графика учитывается также время активного наблюдения наладчика и оператора за работой линии, необходимость периодического обхода линии для проверки бесперебойности работы оборудования во время цикличной или машинной работы. Время активного наблюдения зависит от надежности работы механизмов линии и не может быть строго регламентировано. В среднем, как показали фотографии рабочего времени наладчиков, оно может составлять 25% рабочего времени.
Число автоматических линий, обслуживаемых одним наладчиком (норма обслуживания - Но), можно определить по формуле
 (48)
(48)где:
Tз - время занятости наладчика в течение смены по обслуживанию одной автоматической линии, включая активное наблюдение. Оно определяется по данным, на основании которых составляется график (регламент) обслуживания.
Tз = Tн.п K,
где:
Tн.п - время наладочных и подналадочных работ в течение одной смены, устанавливаемое по нормативам или при помощи хронометражных наблюдений для данной автоматической линии;
K - коэффициент, учитывающий остальные работы, выполняемые наладчиком в течение смены, включая активное наблюдение. Его определяют по фотографиям рабочего времени наладчика как отношение общего времени его занятости ко времени выполнения наладочных и подналадочных работ, K > 1.
Если расчетная норма обслуживания меньше единицы, то один наладчик не успеет обслужить автоматическую линию. Тогда численность наладчиков, обслуживающих одну линию (Ч), будет равна
 (49)
(49)По таким же формулам определяются и нормы обслуживания операторов. Причем если время занятости оператора в течение смены будет небольшим, то при наличии другого наладчика необходимо рассмотреть вопрос о целесообразности совмещения функций оператора с функциями наладчика оборудования <1>.
--------------------------------
<1> Расчет норм обслуживания вспомогательных рабочих приведен в разделе XII.
с непрерывной выдачей продукции
В некоторых отраслях народного хозяйства продукцию изготавливают на машинах не циклически - в виде отдельных изделий, деталей и т.д., а непрерывно в течение определенного времени, как на машинах непрерывного действия. Например, в текстильной промышленности на ткацких станках в течение некоторого времени непрерывно происходит выпуск определенного сорта ткани, в кондитерской промышленности - определенного сорта конфет и т.д.
Определять норму времени на операцию в этих процессах не имеет смысла. Вместо этого рекомендуется устанавливать нормы обслуживания машин и нормы выработки в единицах продукции, например в метрах ткани за час, килограммах конфет за смену и т.п.
Нормы обслуживания машин (число обслуживаемых машин, не связанных общим ритмом работы) одним рабочим в этом случае определяются с помощью формул, аналогичных приведенным выше <1>. Одновременно производится их экономическое обоснование. Максимальное число машин (nmax), которое может обслужить один рабочий, определяется по формулам:
--------------------------------
<1> См. раздел IX.
где:
tоп - оперативное время машины на изготовление единицы продукции (на 1 м ткани и т.д.);
tз - время занятости рабочего в расчете на единицу продукции на вспомогательных ручных работах, включая переходы от станка к станку, активное наблюдение и ручное основное время, если оно имеется;
Kс - коэффициент совпадения времени занятости рабочего на одном станке с остановкой других, Kс >= 1;
Kд - коэффициент, учитывающий микропаузы в работе и возможные отклонения фактического времени занятости от его средних значений, учитываемых в формуле (устанавливается отраслевыми организациями);
где:
Оперативное время машин (tоп) определяется по формулам:
tоп = tм.с + tз
или
tоп = tм + tв.н,
где:
tм.с - машинно-свободное время в расчете на единицу продукции;
tм - машинное время в расчете на единицу продукции, неперекрываемое;
tв.н - вспомогательное время, не перекрываемое машинным.
Исходные данные для расчетов берутся по нормативам с учетом их фактического выполнения, рассчитанным на рациональную организацию труда.
Коэффициент Kс можно взять в таблицах с учетом коэффициента Kз и числа станков, определяемого по формуле

Коэффициент занятости Kз определяется по формулам:
 (52)
(52)или

где:
n - число обслуживаемых станков, определяемое без Kс и Kд.
Если во время работы станка рабочий сам выполняет операции по его техническому обслуживанию, которые могут вызвать простои станка в ожидании обслуживания из-за совпадения, то максимальное число обслуживаемых станков и коэффициент Kз определяются по формулам:
где:
Таблицы для определения коэффициентов совпадения даны в разделе VIII (табл. 7) и в приложении (табл. 11). Их можно использовать при многоагрегатном обслуживании в любой отрасли, если группу машин обслуживает один рабочий. Таблицы составлены путем определения коэффициентов совпадения по формулам теории массового обслуживания. Эти формулы приведены в приложении 2.
Величина коэффициента Kс в значительной степени зависит от времени переходов от машины к машине. Увеличение этого времени повысит коэффициент Kз, а следовательно, и коэффициент Kс, что означает увеличение простоев станков в ожидании обслуживания.
В связи с этим необходимо добиваться сокращения времени на переходы, разрабатывая наиболее рациональный метод обслуживания.
Сокращение времени переходов должно быть также рациональным. Из числа одновременно остановившихся машин рабочий должен в первую очередь обслуживать те, время обслуживания которых будет меньше. Это уменьшит суммарное время простоев машин в ожидании обслуживания, хотя может несколько увеличить время на переходы.
Уменьшение коэффициента совпадения может быть достигнуто при передаче выполнения некоторых элементов работы другим рабочим, при обслуживании машин не одним, а группой рабочих, при применении разгонов отдельных элементов, входящих во время занятости рабочего, которые чаще других вызывают задержку обслуживания.
Под разгоном понимается равномерное распределение отдельных элементов работы в течение рабочего дня путем составления графиков обслуживания, с тем чтобы они выполнялись поочередно на каждой обслуживаемой машине, не вызывая простои других. Но это не всегда полностью исключает совпадения, в частности потому, что время одинаковых ручных работ имеет большие колебания (коэффициент устойчивости хроноряда на ручных работах может достигать трех).
При применении разгонов или обслуживании машин группой рабочих коэффициент совпадения определяется по таблицам, составленным при наблюдении за использованием оборудования, и по формуле:
 (53)
(53)где:
Tп - простои станков из-за совпадений за время наблюдений;
Tоп - оперативное время в течение того же периода.
Число обслуживаемых станков, определяемое по формулам (50) и (51), рассчитано на наиболее полное использование рабочего времени. Однако это приводит к увеличению простоев машин из-за совпадений, а следовательно, и к повышению стоимости единицы продукции. Поэтому окончательно норма обслуживания (Но) устанавливается путем экономических расчетов <1>. В этом случае определяются расходы в течение одной минуты при различном числе обслуживаемых станков, после чего выбирается вариант с наименьшими расходами, определяемыми по формуле (35). В формуле  учитывает подготовительно-заключительное время и время обслуживания рабочего места, определяемые по нормативам для многоагрегатного обслуживания, а также время на отдых и личные надобности в процентах к оперативному времени.
учитывает подготовительно-заключительное время и время обслуживания рабочего места, определяемые по нормативам для многоагрегатного обслуживания, а также время на отдых и личные надобности в процентах к оперативному времени.
--------------------------------
<1> См. подробнее в разделе VIII.
Нормы выработки (Нв) устанавливаются по формуле
где:
A - производительность машины за единицу машинного времени при рациональном режиме работы;
Kп.в - коэффициент полезного времени машины;
Kн - коэффициент, учитывающий неполное использование машины по независящим от рабочего и производства техническим причинам.
Коэффициент Kн не зависит от времени. Он учитывается в случаях, предусмотренных техническими условиями эксплуатации оборудования. К подобным коэффициентам, например, относятся: при работе на прядильных машинах - коэффициент уменьшения производительности машины из-за ненаматывания пряжи на отдельные веретена; в кондитерской промышленности - коэффициент выхода стандартной продукции, коэффициент заполнения механизма по завертке конфет.
Коэффициент полезного времени Kп.в рассчитывается по формуле (14).
Если обслуживание машин производится без их остановки, то коэффициент Kс = 1. Например, обслуживание прядильных машин заключается в ликвидации обрывов нити и тесьмы, которое производится без остановки прядильной машины. Простои отдельных веретен машины в ожидании обслуживания учитываются при определении коэффициента неполного использования машины (Kн). Производительность машины за единицу машинного времени определяется по паспортным данным оборудования.
Примеры. Производительность ткацкого станка (в метрах ткани за 1 ч машинного времени) определяется по формуле
где:
m - число ударов батана в минуту;
П - плотность ткани по утку на 10 см.
Производительность карамелеформующе-завертывающей машины за машинное время, равное одной смене, определяется по формуле

где:
b - количество карамели, обрабатываемой машиной в минуту (количество выбросов в минуту), шт.;
d - количество карамели в 1 кг, шт.;
Tсм - продолжительность смены, мин.
При обслуживании рабочим одной машины норма выработки определяется также по формуле (54), но n принимается равным единице.
При обслуживании группой рабочих нескольких машин, выпускающих одинаковую продукцию, максимальная норма обслуживания определяется по формуле
 (55)
(55)где:
Ч - число рабочих, обслуживающих данную группу станков;
tп - среднее время простоев одного станка в ожидании обслуживания за время изготовления единицы продукции.
В этом случае Kс не учитывается (в табл. 7 и 11 (см. приложение)) величина Kс рассчитана на обслуживание машин одним рабочим).
Величина tп определяется путем наблюдений за использованием оборудования. При групповом обслуживании она будет меньше, чем при обслуживании одним рабочим, что увеличит коэффициент полезного времени машин.
При обслуживании поточных линий количество машин, обслуживаемых одним или группой рабочих, определяется в процессе синхронизации потока при соблюдении времени такта потока, т.е. при соблюдении планируемого времени на изготовление единицы конечной продукции на потоке при наиболее рациональном использовании рабочего времени и оборудования.
Время изготовления единицы продукции на промежуточных рабочих местах (линиях), необходимое для получения единицы конечной продукции, должно быть равно или несколько меньше времени такта. Это достигается методами синхронизации потока, рассмотренными выше.
В целях более полного использования рабочего времени в период установления норм проводятся фотографии производственного процесса и другие наблюдения, с помощью которых разрабатываются и внедряются мероприятия по совершенствованию организации труда, обеспечивающие соблюдение такта поточной линии при наиболее рациональном использовании машин и рабочего времени станочников.
В аппаратурных процессах под воздействием тепловой, химической или электрической энергии происходит изменение свойств, химического состава или агрегатного состояния предмета труда, осуществляемого с помощью специального оборудования. Эти процессы широко применяются в различных отраслях народного хозяйства, например в химической, нефтеперерабатывающей, строительной, металлургической и в машиностроении.
По характеру протекания аппаратурные процессы делятся на непрерывные и периодические.
К непрерывным относятся процессы, которые осуществляются непрерывно, причем подача (загрузка) сырья в аппараты и отвод (выгрузка) готовой продукции происходят непрерывно или периодически.
К периодическим (прерывным) относятся процессы, осуществляемые в аппаратах, работающих с перерывами, в течение которых происходит выгрузка готовой продукции, а также подача (загрузка) сырья.
Непрерывные процессы могут быть поточными. В этом случае поток представляет систему последовательно взаимосвязанных аппаратов, в которых проходят различные стадии технологического процесса. При этом за равные промежутки времени на конечной стадии потока выпускается одно и то же количество продукции.
При аппаратурных процессах один или группа аппаратов в течение длительного времени выпускают одну и ту же продукцию. При этом количество продукции измеряется не в штуках, а ее общим выходом за единицу времени.
При аппаратурных процессах в основном применяются нормы обслуживания, нормы выработки и нормативы численности.
На работах, связанных с дроблением, перемещением, загрузкой, выгрузкой сырья и другими процессами, которые аппаратчики не выполняют, могут применяться также нормы времени. В этом случае они устанавливаются с помощью методов, изложенных выше.
Нормы обслуживания определяются исходя из рационального регламента (графика) работы обслуживающего персонала, который разрабатывается с учетом требований научной организации труда. Пользуясь им, можно установить время занятости рабочих на работах по обслуживанию аппаратов, а также аппаратурно-свободное время, т.е. время, в течение которого данный аппарат может работать без участия рабочего.
При непрерывном аппаратурном процессе нормы обслуживания одним аппаратчиком аппаратов-дублеров (Но) определяются по формуле
где:
Tот.л - время на отдых и личные надобности в течение смены;
Tз.а - время занятости аппаратчика на работах по обслуживанию одного аппарата в течение смены, включая переходы и время обслуживания рабочего места.
Если по формуле (56) количество обслуживаемых аппаратов не окажется целым числом, но будет больше единицы, то величину Tз.а можно уменьшить путем передачи вспомогательных функций подсобным рабочим, что позволит аппаратчику обслуживать больше аппаратов или организовать коллективное обслуживание нескольких аппаратов.
Пример. Если в отделении пиролиза паров ацетона при производстве уксусного ангидрида время занятости аппаратчика по обслуживанию одной печи пиролиза в смену составляет 175 мин., время на отдых, личные надобности - 30 мин., Kд = 0,95, то при продолжительности смены 480 мин. число обслуживаемых аппаратов одним аппаратчиком составит
Если функции, учитываемые во времени занятости при разработке рационального регламента, выполняет аппаратчик, а не подсобный рабочий, то в данном случае необходимо коллективное обслуживание (двумя аппаратчиками) 5 печей.
Если в результате расчета получаем число аппаратов меньше единицы, то один аппаратчик не будет обслуживать аппарат. Число аппаратчиков, необходимых для обслуживания аппарата, будет равно

Норма обслуживания аппаратов, время обслуживания которых (Tз) неодинаково, может быть определена по формуле
 (57)
(57)где:
Tз.а.ср - среднее время занятости аппаратчика на одном аппарате в течение смены при условии отсутствия случайных совпадений требований на одновременное обслуживание нескольких аппаратов.
Предупреждение совпадений требований на обслуживание достигается при составлении рационального регламента работы аппаратчика путем сдвига времени (календарного) выполнения тех или иных элементов обслуживания, но без ущерба для хода технологического процесса в аппаратах.
При обслуживании установок, состоящих из различных технологически связанных аппаратов, обслуживаемых группой операторов (аппаратчиков), численность рабочих в бригаде (Ч) определяется по формуле
где:
Аппараты целесообразно закреплять за каждым членом бригады, исходя из того, что
где:
Tз.а - время занятости по обслуживанию группы аппаратов одним рабочим в течение смены.
Время занятости устанавливается по рациональному регламенту, составленному с учетом результатов фотографии производственного процесса. В него не должно входить время выполнения дополнительных работ, не относящихся к обслуживанию аппаратов. Эти работы могут быть поручены оператору в случае, если он не полностью загружен основной работой в течение смены.
При обслуживании аппаратов могут возникать отклонения от нормальных режимов работы, которые приводят к нарушению техники безопасности и снижению качества продукции. Для предупреждения таких отклонений оператор должен своевременно выполнять срочную работу по обеспечению технологического процесса и устранению возможных отклонений. В момент подачи сигнала о необходимости выполнения неотложных (срочных) работ может оказаться, что все члены бригады уже заняты на подобных работах. Это может привести к нарушению технологических режимов. Чтобы этого избежать, в некоторых случаях установленную численность проверяют по формуле Эрланга. Рекомендуется в проверочные расчеты по формуле Эрланга включать только срочные, случайно возникающие работы, при выполнении которых несрочные работы могут быть временно отложены.

где:
Pm - вероятность занятости операторов на срочных, работах, или доля времени, в течение которого они заняты;
T - общая продолжительность выполнения срочных работ по предупреждению и устранению нарушений процесса, чел.-час;
m - число операторов, занятых одновременно выполнением срочных работ;
m! - факториал числа операторов (например, при m = 3, m! = 6 (1 · 2 · 3);
Pо - вероятность того, что все члены бригады свободны от работ по устранению нарушений технологического процесса, или доля времени, в течение которого они свободны.
Проверочный расчет по формуле Эрланга рекомендуется производить в тех случаях, когда необходимость выполнения срочных случайных работ по предупреждению и устранению нарушений технологического процесса достигает значительной величины (не менее 20% общих затрат времени на обслуживание). К ним относятся неотложные работы, время возникновения которых заранее неизвестно (случайно возникающие), например завышение или занижение температурного режима, давления в системе, уровней в аппаратах; утечка газа, пара, нефтепродуктов; неисправности в канализационных сетях, паропроводах, воздуховодах, застывание трубопроводов и коммуникаций и т.д.
К срочным случайным работам, учитываемым в расчете по формуле Эрланга, не относятся регулярно повторяющиеся работы, которые предусмотрены регламентом обслуживания и которые могут быть временно отложены при выполнении неотложных работ. Например, заполнение журналов ведения процесса и технологических карт, подсчет расхода сырья, пара и другие расчеты, связанные с ведением процесса и определением технико-экономических показателей работы установки, активное наблюдение, отбор проб, уборка помещения, обслуживание рабочего места и т.д.
Старший оператор является руководителем бригады. Он может отлучаться от пульта управления только в исключительных случаях, поэтому срочные случайные работы в основном должны выполнять другие члены бригады, и расчет по формуле Эрланга производится на всю бригаду без старшего оператора. Старший оператор выполняет только те неотложные работы, которые не успевают выполнить другие члены бригады. Объем работы, выполняемой старшим оператором, на 30 - 40% меньше объема работ, выполняемых каждым членом бригады. Расчет по формуле Эрланга позволяет проверить выполнение этого условия.
Пример. На основании нормального баланса фотографий рабочего времени для обслуживания установки проектируются затраты рабочего времени бригады в течение смены, приведенные в табл. 8.
Таблица 8
Наименование затрат | Затраты времени, чел.-мин. | % к итогу |
Периодические работы по обслуживанию | 627 | 51 |
Активное наблюдение | 202 | 16,4 |
Неотложные работы, имеющие случайный характер | 292 | 23,7 |
Работы по обслуживанию рабочего места | 110 | 8,9 |
Итого | 1231 | 100 |
Время на отдых и личные надобности каждого члена бригады проектируется 40 мин. в смену. Необходимая численность операторов (Ч), включая старшего, по формуле (58) равна

Выполнение неотложных случайных работ (T) в расчете на один час работы равно
Определяем вероятность того, что все члены бригады (без бригадира) свободны от выполнения случайных работ:

Вероятность того, что один оператор занят, а два оператора свободны:
P1 = 0,61 · 0,567 = 0,34.
Вероятность того, что оба оператора заняты:
P2 = 0,186 · 0,557 = 0,1035.
Сумма вероятностей

Сумма вероятностей равна единице, а поскольку это совпадает с результатом расчета, то расчет сделан с достаточной точностью.
Вероятность P2, равная 0,103, показывает долю времени (из часа), в течение которого два члена бригады будут заняты одновременно на неотложных работах, поэтому поступившие в это время требования на выполнение аналогичных работ они не смогут выполнить. Их должен выполнять старший оператор. Эти работы составят 10,3%, что значительно меньше объема случайных работ, выполняемых каждым членом бригады, так как в среднем на каждого члена бригады приходится 44,85% случайных работ 
Следовательно, срочная случайная работа не вызывает необходимости увеличивать численность бригады.
Свободное от неотложных работ время используется на выполнение других работ, а также на отдых и личные надобности рабочих.
Свободное от выполнения случайных работ время членов бригады (без бригадира) в течение часа (T1с) определяется по формуле
T1с = 2Pо + P1, т.е.
T1с = 2 · 0,557 + 0,34 = 1,454 чел.-час;
в течение смены
T1с = 1,454 · 8 · 60 = 698 чел.-мин.
Время бригадира, свободное от выполнения срочных работ, в течение смены равно
T1 = 480 - 292 · 0,1035 = 480 - 30,2 = 449,8 чел.-мин.;
всей бригады:
Tс = 698 + 449,8 = 1147,8 чел.-мин.
Время, необходимое для выполнения остальных работ (кроме неотложных), а также время на отдых и личные надобности в данном примере составляет
Tн.с = 1231 - 292 = 939 чел.-мин.
Как видно, Tс > Tн.с. Следовательно, бригада из трех человек полностью обеспечит обслуживание установки. То, что Tс > Tн.с, вызвано увеличением численности рабочих, полученным по формуле (58) при округлении результата.
Следует заметить, что при расчетах численности рабочих по формуле Эрланга будет незначительный процент невыполненных работ. Однако ввиду незначительности этой величины ею можно пренебречь.
В тех случаях, когда один аппаратчик обслуживает группу различных аппаратов, зона обслуживания устанавливается по формуле (59). Если Tз.а < (Tсм - Tот.л), то аппаратчику поручаются дополнительные работы в зоне обслуживания (участие в ремонтном обслуживании оборудования и контрольно-измерительных приборов, поддержание в зоне чистоты и т.д.).
Норма обслуживания машинистов насосов, компрессоров и другого машинного однотипного, оборудования определяется по формуле (56), т.е. так же, как при обслуживании аппаратов-дублеров.
При обслуживании аппаратов периодического действия максимальное число аппаратов, которое может обслужить один аппаратчик (nmax), определяется по формуле
где:
Tа.с - аппаратурно-свободное время одного аппарата за один цикл работы;
Tз - время занятости аппаратчика за один цикл работы.
В отличие от Tз.а (непрерывный процесс) в Tз учитывается только время обслуживания аппарата в период цикличной работы. Поэтому в него не включают подготовительно-заключительные работы и работы по обслуживанию рабочего места, которые могут выполняться в течение смены вне цикла (до начала цикличной работы аппарата или после ее окончания).
Время цикла может быть и больше смены. В него входит время протекания процесса, время чистки, загрузки и выгрузки аппарата. Кроме того, при обслуживании аппаратов с различной длительностью обслуживания во время цикла включают время простоя аппарата в ожидании обслуживания из-за совпадений времени занятости аппаратчика на другом аппарате. В химической промышленности время цикла иногда называют аппаратооборотом.
Наличие простоев аппаратов в формуле (60) учитывается коэффициентом, совпадения Kс. При обслуживании аппаратов-дублеров Kс = 1. Поэтому для более полного использования оборудования многоаппаратное обслуживание необходимо организовать так, чтобы аппараты-дублеры выделялись в отдельные группы обслуживания, а аппараты с разной длительностью обслуживания по возможности объединились в группы, в которых время занятости аппаратчика и аппаратурно-свободное время отдельных аппаратов имели бы сравнительно небольшую разницу. Аппараты с разной длительностью обслуживания, оставшиеся после распределения, могут быть выделены в отдельную группу.
Окончательно нормы обслуживания аппаратов с разной длительностью обслуживания устанавливаются после расчетов по их экономическому обоснованию.
Установление нормы рассмотрим на следующем примере.
Допустим, что среди аппаратов, для которых устанавливаются нормы, имеются аппараты со следующими затратами времени: первый - аппаратурно-свободное время (Tа.с) - 17 мин., время занятости аппаратчика (Tз) - 8 мин.; второй Tа.с - 9 мин., Tз - 6 мин.; третий Tа.с - 6 мин., Tз - 4 мин.
Для установления нормы обслуживания рассмотрим два варианта: первый - обслуживаются два аппарата, второй - обслуживаются три аппарата. Определим нормы обслуживания без учета коэффициентов Kс и Kд.
В первом случае

Во втором случае

Из расчетов следует, что норма обслуживания должна быть не больше трех аппаратов. Но чтобы окончательно установить ее, нужны экономические расчеты. Для этого вначале надо определить максимальное число аппаратов, которое может обслуживать один аппаратчик при отсутствии простоев. Из расчета видно, что при первом варианте (n = 2) будут большие простои рабочего. При втором варианте (3 аппарата) простоев аппаратчика может не быть или они уменьшатся. В этом случае они могут быть потому, что вследствие простоев аппаратов из-за совпадений время цикла (аппаратооборота) увеличится, поэтому увеличится и количество аппаратов, которое мог бы обслуживать один аппаратчик. Его можно определить по формуле (60). Коэффициент Kс устанавливается по табл. 7, а коэффициент Kз - по формуле (31).
Пользуясь таблицей, находим, что при n = 3 и Kз = 0,36 Kс = 1,31. Тогда при Kд = 0,95 получим

Результаты расчета показывают, что и при обслуживании трех аппаратов у рабочего также будут простои.
Из изложенного следует, что, исходя из более полной занятости рабочего, норма обслуживания может быть установлена равная для трех аппаратов. Однако при этом варианте простои аппаратов из-за совпадений будут больше, чем при обслуживании двух аппаратов. Для сравнения определим коэффициент Kс для первого варианта (n = 2):
(вместо 1,31 при n = 3).
Поэтому для окончательного решения вопроса о норме обслуживания необходимо произвести экономические расчеты по формуле (35).
Расчеты производятся методом, изложенным в разделе VIII. В графах расчетной таблицы проставляется величина Kс, соответствующая разным вариантам числа обслуживаемых аппаратов. В нашем примере для первого варианта Kз = 0,35, Kс = 1,12; для второго - Kз = 0,36, Kс = 1,31. Выбирается вариант с наименьшими затратами в течение одной минуты. При проведении этих расчетов в некоторых случаях необходимо учитывать условия работы в цехе (обеспечение рабочей силой и оборудованием) <1>.
--------------------------------
<1> См. подробнее раздел VIII.
При обслуживании поточной линии аппаратов, объединенных с учетом последовательности обработки продукции и имеющих перерывы в работе, вызываемые наладкой и подналадкой оборудования, приемом и сдачей смены и другими причинами, установлению норм должна предшествовать синхронизация аппаратов по их производительности в зависимости от времени использования каждого из них. Затем по формуле (13) определяется производительность линии (норма выработки).
Численность рабочих, обслуживающих поточную линию, определяется по формуле (58), количество аппаратов поточной линии, обслуживаемых одним аппаратчиком, - по формуле (59).
Для получения исходных данных проводится фотография производственного процесса линии. Наблюдения проводятся за действиями рабочих, обслуживающих каждый аппарат в отдельности. При определении времени работы аппаратов в течение смены действия рабочего и текущее время записываются таким образом, чтобы, пользуясь ими, можно было установить перерывы в работе аппаратов и их причины. Например, записывается время пуска и остановки аппаратов, продолжительность наладки и т.д.
Фотография производственного процесса линии позволяет определить не только время занятости рабочего, но и время использования каждого аппарата в течение смены (Tа)
где:
Tп - время перерывов в работе аппаратов в течение смены, их простои в начале и конце смены.
Коэффициент полезного времени аппарата Kп.в определяется по формуле

Основой для расчета норм и внедрения научной организации труда является рациональный регламент обслуживания. Пользуясь им, можно установить время занятости рабочего по обслуживанию аппаратов и другие затраты рабочего времени, включая время на отдых, личные надобности и прием пищи. Время на прием пищи иногда приходится учитывать, потому что обеденный перерыв не должен вызывать перерывов в работе аппаратов.
Регламентом устанавливаются все действия рабочего на протяжении смены или цикла, необходимые для нормального хода аппаратурного процесса, бесперебойной работы оборудования и содержания зоны обслуживания в чистоте и порядке, а также время выполнения каждого элемента работы по обслуживанию аппаратов при рациональной организации труда. Рациональным регламентом предусматриваются:
номенклатура элементов работы по обслуживанию;
продолжительность элементов обслуживания, периодичность и последовательность их выполнения;
маршрут передвижения рабочего в пределах зоны обслуживания;
нормы обслуживания.
Номенклатура и периодичность элементов работы по обслуживанию устанавливаются по материалам производственных регламентов, технологических процессов, паспортов оборудования и другой технической документации. При определении периодичности элементов учитывается не только повторяемость, но и распределение их в течение смены, обеспечивающее ритмичность контроля и регулирования процесса. При установлении промежутков между элементами работы по контролю и управлению нужно учитывать характер протекания процесса, устойчивость технологических показателей, а также опыт передовых рабочих. Кроме того, нужно предусматривать на графиках сдвиг отдельных элементов работы по времени их выполнения, с тем чтобы не допустить совпадения требований на одновременное обслуживание нескольких аппаратов.
Маршрут передвижения рабочего разрабатывается в пределах зоны обслуживания. Выбирается кратчайший путь движения. При совпадении требований в обслуживании аппаратов, ожидании разгрузки, чистки, загрузки двух аппаратов рабочий должен в первую очередь произвести работы на аппарате, требующем меньшего времени на обслуживание. Это сокращает суммарное время простоев оборудования в ожидании обслуживания.
Продолжительность элементов работы по обслуживанию устанавливается путем проведения наблюдений или по нормативам времени. Предварительно составляется перечень приемов или комплексов приемов, входящих в каждый из элементов. Например, в химической промышленности элемент "прием смены аппаратчиком" состоит из следующих комплексов приемов по проверке:
состояния аппаратов и машин, коммуникаций газа, пара и жидкостей;
исправности контрольно-измерительных и регулирующих приборов;
наличия и состояния вспомогательного инструмента и приспособлений;
исправности техники безопасности и охраны труда (вентиляция, ограждения и т.п.) и наличия защитных приспособлений;
чистоты рабочего места;
состояния записей в журнале;
состояния технологического процесса (установление отклонений от нормы и принятие мер к их устранению).
Далее определяется продолжительность каждого комплекса приемов, а затем время на каждый элемент работы и время занятости рабочего по обслуживанию оборудования в течение смены или цикла.
Для установления рационального регламента и продолжительности входящих в него элементов работы проводятся фотографии производственного процесса. Выявляются все нерациональные затраты труда, вызванные как нарушением режима работы аппаратов, так и излишними действиями рабочих, например неоправданно частое повторение одноименных элементов.
По результатам фотографий разрабатываются мероприятия по совершенствованию организации труда, уточняется необходимая повторяемость элементов, время их выполнения, общее время занятости аппаратчиков на работах по обслуживанию аппарата, а также время на отдых, личные надобности и прием пищи.
Нормы выработки аппаратчиков при обслуживании аппаратов-дублеров прерывного действия (Нв) определяются по формуле
 (61)
(61)где:
T - календарный период, норма выработки;
Tн.ц - продолжительность работ, выполняемых вне цикла (подготовительно-заключительных, обслуживания рабочего места), а также время на отдых и личные надобности;
Tа - длительность одного аппаратооборота (цикла);
В - выпуск продукции за один аппаратооборот;
n - число обслуживаемых аппаратов.
Для аппаратов с разной длительностью обслуживания норма выработки определяется как сумма продукции, полученной на всех аппаратах за период, на который устанавливается норма.
Для определения нормы выработки при непрерывном процессе из расчетного периода исключается время простоев аппарата в планово-предупредительном ремонте. В этом случае Нв определяется по формуле
Нв = (T - Tп.пр) В,
где:
Tп.пр - норма простоя оборудования в планово-предупредительным ремонте (в часах) за период, на который устанавливается норма выработки;
В - часовой выпуск продукции.
Нв - норма выработки конечной продукции, выпуск которой обеспечивается не только аппаратчиками, но и другими рабочими отделения, цеха. Поэтому она является нормой не только для аппаратчиков, но и для всех рабочих, участвующих в подготовке, выполнении и завершении аппаратурного процесса. При разработке норм затрат труда должно быть обращено внимание на рациональную организацию труда всех рабочих, участвующих в аппаратурном процессе, включая занятых планово-предупредительным ремонтом.
Важное значение имеет также совмещение функций и профессий, в частности участие в планово-предупредительном ремонте аппаратчиков и других рабочих, свободных во время ремонта аппарата.
Определение численности (штатных нормативов) остальных рабочих, занятых подготовкой, проведением и завершением аппаратурного процесса, производится по формуле

где:
tн - норма времени на выполнение заданной программы работ за смену или другой период времени (с учетом времени на отдых и личные надобности);
Tсм - продолжительность смены или другой период времени, на который устанавливаются нормативы численности.
При перевыполнении норм, учитываемых в формуле (62), результат корректируется на процент их выполнения.
и других работах, не имеющих регулярной
повторяемости операций
Значительная часть вспомогательных работ не относится к регулярно повторяющимся и стабильным по времени выполнения. Их состав и объем нельзя предусмотреть заранее. В связи с этим использование для вспомогательных работ методов нормирования труда, применяемых на основных работах, не всегда возможно. Поэтому установление и использование норм труда для большей части вспомогательных рабочих имеют свои особенности.
Методы нормирования труда вспомогательных рабочих рекомендуется применять и для основных рабочих-повременщиков, если выполняемые ими работы также трудно разделить на регулярно повторяющиеся операции.
Для нормирования труда вспомогательных рабочих рекомендуется применять следующие виды нормативов и норм (см. табл. ниже).
Укрупненные нормативы численности предназначены для определения и планирования на предприятиях, в цехах, на участках и в бригадах численности тех групп вспомогательных рабочих, нормирование труда которых по трудоемкости операций затруднено из-за нестабильности работ по их объему и повторяемости.
Нормы обслуживания и нормы времени обслуживания используются:
для нормирования труда нестабильных по объему работ, на которых могут быть выделены периодически повторяющиеся элементы, время выполнения и повторяемость которых могут быть установлены (например, наладочные работы);
для расстановки по рабочим местам тех рабочих, которые выполняют нестабильные по объему и повторяемости работы, если расстановка не может быть произведена с помощью нормативов численности.
В последнем случае нормы обслуживания в связи с затруднениями в определении объема работ на отдельных рабочих местах могут оказаться недостаточно точными, поэтому они должны устанавливаться в пределах численности, рассчитанной по технически обоснованным нормативам численности. В тех случаях, когда объем работы на отдельных рабочих местах установить не удается вследствие его большой нестабильности и совмещения функций рабочими, расстановка по рабочим местам производится мастерами в пределах численности, установленной по нормативам.
Нормы времени и нормы выработки предназначены для нормирования труда вспомогательных рабочих, выполняющих однородные работы. Нормирование труда производится так же, как основных рабочих-сдельщиков, - по операциям.
Кроме установления численности перечисленные виды норм и нормативов используются для разработки месячных или сменных заданий вспомогательным рабочим-повременщикам.
ДЛЯ НОРМИРОВАНИЯ ТРУДА ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ
N п/п | Группа вспомогательных работ | Рекомендуемые виды нормативных материалов | Дополнительные нормативные материалы | |
в массовом, крупносерийном производстве | в единичном, мелкосерийном и серийном производстве | |||
1 | 2 | 3 | 4 | 5 |
1 | Наладочные работы | Нормы обслуживания | - | - |
2 | Работы по ремонту, совмещаемые с дежурным обслуживанием оборудования | Нормативы численности | Нормативы численности | Для дежурных слесарей, смазчиков, шорников - нормы обслуживания, разрабатываемые укрупненным способом |
3 | Планово-предупредительный ремонт | Нормативы времени и численности | Нормативы времени и численности | - |
4 | Контрольные работы | Нормативы численности | Нормативы численности | В массовом и крупносерийном производстве - нормативы времени на контрольные операции |
5 | Работы по приемке, хранению и выдаче материальных ценностей: | |||
по предприятию в целом | Нормативы численности | Нормативы численности | - | |
для кладовщиков ИРК | Нормативы численности | Нормативы численности | - | |
для цеховых материальных кладовых | Нормативы численности | Нормативы численности | - | |
для общезаводских складов | Нормативы численности | Нормативы численности | - | |
6 | Транспортные и погрузочно-разгрузочные работы: | |||
по предприятию в целом | Нормативы численности | Нормативы численности | Нормы обслуживания | |
внутрицеховые и межцеховые | Нормы обслуживания и нормы выработки | Нормативы численности | - | |
для грузчиков предприятий | Нормы времени и нормы выработки | Нормы времени и нормы выработки | - | |
7 | Работы по уборке производственных помещений | Нормативы численности | Нормативы численности | - |
Расстановка людей по рабочим местам в случаях, не указанных в специальной графе (кроме грузчиков), производится по нормативам численности, поскольку они определяются в зависимости от объема выполняемых вспомогательных работ.
ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ
Нормативы численности вспомогательных рабочих - это регламентированные величины их численности, необходимой для выполнения различных объемов или единицы объема вспомогательных работ. Пользуясь ими, на предприятиях устанавливают нормы численности (нормативную численность).
Нормативы численности разрабатываются на типовые условия рациональной организации вспомогательных работ, соответствующие достигнутому уровню технической оснащенности и получившие распространение на большинстве предприятий. С повышением уровня технической оснащенности и улучшением организации вспомогательных работ нормативы численности должны периодически пересматриваться.
Разрабатываются нормативы в централизованном порядке отраслевыми научными и нормативно-исследовательскими организациями. При отсутствии централизованных нормативов могут разрабатываться местные нормативы, но на базе ряда предприятий или цехов.
Способы разработки нормативов отличаются от способов нормирования труда основных рабочих тем, что нормативы устанавливаются не по операциям, а по видам или группам вспомогательных работ путем определения общей трудоемкости и объема каждого вида работы, выполняемой за определенный период времени (год, а в отдельных случаях смена), при типовых организационно-технических условиях.
Трудоемкость в этом случае рассчитывается в человеко-годах или человеко-сменах, что дает возможность за основу разработки нормативов брать соответствующую трудоемкости явочную численность вспомогательных рабочих, необходимую для выполнения того или другого объема работы.
Нормативы могут разрабатываться и по отдельным профессиям. Это целесообразно в тех случаях, когда определенный круг работ выполняется рабочими только одной профессии. Если же участвуют рабочие различных профессий или рабочие одной профессии совмещают функции других профессий, то следует разрабатывать нормативы по группам работ.
Рекомендуется делить вспомогательные работы на следующие основные группы: работы по ремонту и обслуживанию оборудования; транспортные работы; работы по приемке, хранению и выдаче материальных ценностей; контрольные работы; наладочные работы; уборка производственных помещений, обслуживание зданий и сооружений.
В зависимости от особенностей организации вспомогательных работ на предприятиях отрасли нормативы могут разрабатываться по видам работ, входящих в основные группы. Например, при разработке цеховых нормативов по ремонту и обслуживанию оборудования они могут быть разработаны по следующим видам работ:
ремонт и обслуживание механического оборудования;
ремонт и обслуживание электрооборудования;
ремонт технологической оснастки;
смазка и чистка оборудования.
Кроме того, нормативы численности должны разрабатываться по группам предприятий или цехов отрасли, выпускающих однородную или родственную продукцию, одинаковых по типу производства и имеющих одинаковые организационно-технические условия выполнения вспомогательных работ (средства и уровень их механизации, автоматизации, централизации, технология, организация труда вспомогательных рабочих).
Для разработки нормативов выбираются предприятия или цехи, имеющие наиболее рациональную организацию труда вспомогательных рабочих при типовых организационно-технических условиях выполнения вспомогательных работ. На каждом предприятии проводится нормативно-исследовательская работа по определению общей трудоемкости отдельных групп (видов) вспомогательных работ, а также объемов этих работ и других факторов, влияющих на величину трудоемкости.
Число предприятий или цехов (n), на которых проводится эта работа, определяется по формуле выборочной совокупности:
 (63)
(63)где:
N - число предприятий или цехов в группе;
a - коэффициент, равный 0,022 при установлении нормативов для групп предприятий или цехов, выпускающих однородную продукцию (например, станкозаводы). Для предприятий, выпускающих неоднородную, по родственную продукцию (например, тракторные и автомобильные заводы), a = 0,014.
Если в группе не более 10 предприятий или цехов, то для разработки нормативов берутся данные всех предприятий.
Трудоемкость может быть установлена несколькими способами. Первый - путем определения соответствующей трудоемкости явочной численности вспомогательных рабочих, необходимой предприятию или цеху для выполнения всего заданного объема данного вида работы. Второй - путем проведения моментных наблюдений за работой данной группы вспомогательных рабочих с установлением объема работы, выполненной ими за время наблюдений. Последний способ может быть применен лишь для некоторых работ, так как объем большей их части, за время наблюдений в силу нестабильности вспомогательных процессов не может быть точно определен и выражен количественно.
Первый способ определения трудоемкости заключается в следующем.
На каждом предприятии (в цехе) выборочной совокупности устанавливается фактическая явочная численность вспомогательных рабочих, выполняющих данный вид (или группу) работы. Затем изучается состояние организации труда, выявляются ее недостатки, проводятся фотографии рабочего дня с целью определения потерь и нерационального использования рабочего времени из-за недостатков в организации труда.
Фотографиями должна быть охвачена работа не менее 25% рабочих. С целью учета различий в загрузке и темпах работы необходимо провести четыре фотографии рабочего дня: одну в начале месяца, две в середине и одну в конце месяца. В основном рекомендуется проводить моментные наблюдения, но в зависимости от характера работы могут проводиться и другие виды наблюдений.
Далее проектируется рациональная организация труда, на которую должны быть рассчитаны нормативы. Затем по каждому предприятию (или цеху) устанавливается коэффициент занятости (Kз) при условии рациональной организации их труда. При его определении исключаются как прямые потери рабочего времени, так и нерациональные затраты труда, время на отдых учитывается по нормативам. Для отдельных групп рабочих, занятых дежурным обслуживанием производства (например, кладовщики - раздатчики инструмента), в число потерь не включаются технологические перерывы, вызываемые ожиданием обслуживания, при условии, что в сумме они не превышают 10% рабочего времени. При наличии больших перерывов должны быть разработаны мероприятия, предусматривающие совмещение дежурным персоналом других функций, которые могут выполняться во время перерывов.
Умножением коэффициента Kз на фактическую явочную численность определяется явочная численность (Ч), соответствующая трудоемкости вспомогательных работ при рациональной организации труда. Эта численность в отличие от нормативной называется скорректированной и берется за основу разработки нормативов. Все расчеты производятся в таблице (см. табл. 9), где дается перечень предприятий или цехов, по данным которых разрабатываются нормативы, фактическая явочная численность вспомогательных рабочих и коэффициенты занятости.
Одновременно на тех же предприятиях или в цехах определяется по каждой группе объем вспомогательных работ, выполняемых в течение года (суток или смены). Выражается он через характеризующие его прямые или косвенные количественные факторы. Например, по транспортной группе работ к ним относятся: объем погрузочно-разгрузочных работ в тоннах, вес готовой продукции, площадь производственных помещений, обслуживаемых транспортом; по группе приемки, хранения и выдачи материальных ценностей для предприятия в целом - вес готовой продукции, количество складов и цеховых кладовых, обслуживаемых кладовщиками, площадь производственных помещений.
Данные предприятий или цехов о количественных выражениях факторов также заносятся в таблицу.
Кроме того, определяются качественные факторы, характеризующие условия выполнения вспомогательных работ, к которым относятся: вид и тип производства, организационно-технические условия выполнения вспомогательных работ, в том числе организация труда вспомогательных рабочих. Качественные факторы учитываются при распределении предприятий или цехов по группам, для которых разрабатываются нормативы.
Нормативы численности устанавливаются путем графического и корреляционного анализа данных, полученных в результате нормативно-исследовательской работы на предприятиях, о явочной численности и количественных факторах по каждой группе или виду работ. При этом выводятся формулы корреляционной зависимости между нормативной явочной численностью и величинами факторов, характеризующих объем вспомогательных работ. Например,
при линейной зависимости -
Ч = a1 x + a2 y + ... + an p; (64)
при нелинейной -
Ч = C xk ym ... zт, (65)
где:
C - коэффициент, зависящий от совокупности факторов;
Ч - нормативная явочная численность;
a1, a2, an - коэффициенты регрессии, являющиеся в данном случае коэффициентами трудоемкости;
x, y, z, p - количественные выражения факторов, влияющих на трудоемкость;
k, m, т - показатели степени.
Для вывода формул способом наименьших квадратов определяют коэффициенты трудоемкости и показатели степени по данным о скорректированной численности и величине факторов по предприятиям (цехам) выборочной совокупности (см. табл. 9). Коэффициенты трудоемкости характеризуют степень влияния факторов на нормативную численность рабочих.
По этим формулам можно установить нормативную численность рабочих, необходимую предприятию или цеху для выполнения каждой группы вспомогательных работ. Ее можно определить, подставив в формулы величины факторов, характеризующие объем работы на данном предприятии.
В качестве примера приведем формулу нормативной численности работников ОТК, занятых контролем, маркировкой и приемкой готовой продукции в деревообрабатывающих цехах:
Ч = 0,025x + 0,03v,
где:
x - годовая производительность цеха оконных и дверных блоков, тыс. м2;
v - годовой объем погонажной продукции, сотни м3 (половые и подоконные доски, плинтусы, наличники и т.д.).
Для определения нормы численности конкретного цеха в формулу подставляются количественные выражения факторов (x и v).
Примерной формулой для определения численности слесарей по ремонту и обслуживанию оборудования в механических и механосборочных цехах предприятий автомобильной и тракторной промышленности (массовое производство) является следующая формула:
Ч = 1,82 x K + 5,4Kп + 1,7C + 1,1M,
где:
x - количество единиц ремонтной сложности оборудования (в тысячах единиц);
K - коэффициент сменности работы станочников;
Kп - количество единиц ремонтной сложности оборудования, находившегося на капитальном ремонте в течение года (в тысячах единиц);
C - количество единиц ремонтной сложности оборудования, находившегося в среднем ремонте в течение года (в тысячах единиц);
M - количество единиц ремонтной сложности оборудования, находившегося в мелком ремонте в течение года (в тысячах единиц).
По этой формуле может быть определена численность слесарей и в бригадах.
С помощью формул разрабатываются таблицы нормативов явочной численности. Но их составление необязательно. Если расчеты по формулам несложны, то в сборниках нормативов можно дать только формулы нормативной численности и примеры пользования ими, а также описание организации труда, на которую рассчитаны нормативы.
При отсутствии централизованных нормативов численность вспомогательных рабочих, необходимая предприятию (цеху), на работах, не имеющих регулярной повторяемости операций, может быть установлена путем определения скорректированной численности методом, изложенным выше. Она и будет нормативной численностью при условии рациональной организации вспомогательных работ. Использование этой нормы возможно при разработке и внедрении на предприятии мероприятий по научной организации труда вспомогательных рабочих.
ПРИМЕР ВЫВОДА ФОРМУЛ
Большое внимание при разработке нормативов должно уделяться выбору факторов, характеризующих объем работы, и определению характера зависимости между ними и численностью работающих. От выбора факторов зависит точность разрабатываемых нормативов. При их правильном выборе нормативная численность работников предприятий (цехов), по данным которых разрабатывались нормативы, будет отклоняться от скорректированной не более чем на +/- 10 - 15% (см. табл. 9). В связи с этим при разработке нормативов не рекомендуется допускать отклонения нормативной численности от скорректированной по отдельным предприятиям (цехам): для группы предприятий (цехов), выпускающих однородную продукцию, - более чем на +/- 10%, а для выпускающих однородную по характеру, но неодинаковую продукцию - более чем на +15%.
Наличие отклонения в таких пределах закономерно и допустимо потому, что численность работающих устанавливается на средний темп вспомогательных работ на предприятиях данной группы. При определении скорректированной численности темп работы вспомогательных рабочих на предприятиях может быть разным, что приводит к некоторым отклонениям нормативной численности от скорректированной.
Увеличение отклонений против допустимых указывает на наличие недостатков в выборе факторов, формул или на неточность исходных данных. В частности, большие отклонения могут быть вызваны выбором окончательной формулы со свободным членом. Это объясняется тем, что при величине факторов, равных нулю, численность также должна быть равна нулю, чего не будет при наличии свободного члена.
Предварительно факторы выбираются при изучении и анализе содержания работ, выполняемых каждой группой вспомогательных рабочих, измерителей и показателей, применяемых для учета этих работ на предприятиях.
Из общего числа количественных факторов рекомендуется выбирать только те, которые оказывают значительное влияние на численность вспомогательных рабочих и для определения величины которых не требуется проведения сложной и трудоемкой работы. Правильность определения величины факторов можно проверить.
В тех случаях, когда трудно учесть прямые факторы, в расчетах могут быть использованы косвенные факторы. Например, к последним по группе транспортных и погрузочно-разгрузочных работ на машиностроительных заводах относятся: вес готовой продукции и площадь производственных помещений, обслуживаемая транспортом.
Не рекомендуется применять в качестве самостоятельных факторов различные коэффициенты (например, коэффициент сменности), поскольку они не характеризуют объема работ, а только его изменяют. Такие коэффициенты вводятся в виде сомножителей или делителей к факторам, величину которых они изменяют.
Чтобы облегчить правильность выбора факторов, характеризующих объем работы, оценку их влияния на численность вспомогательных рабочих рекомендуется производить графическим способом. При этом устанавливается характер зависимости (линейная, нелинейная) между численностью и факторами.
В связи с тем что численность вспомогательных рабочих зависит не от одного, а от нескольких факторов, рекомендуется специальный прием графического анализа. При наличии одного фактора всегда можно построить график зависимости между численностью вспомогательных рабочих и этим фактором путем нанесения их на график в виде точек. Расположение точек соответствует величинам скорректированной численности вспомогательных рабочих и факторов, характеризующих объем работ на предприятиях (или в цехах), по данным которых разрабатываются нормативы. По линии зависимости можно судить о ее характере, а по величине отклонений точек от этой линии - о влиянии фактора.
Однако если на численность вспомогательных рабочих значительно влияют и другие факторы, то по такому графику трудно судить о влиянии исследуемого фактора, так как неучтенные факторы будут вызывать отклонение точек от линии зависимости, поскольку они также влияют на численность вспомогательных рабочих.
В качестве примера приведем график зависимости между трудоемкостью работ по уборке производственных помещений в механических цехах (y) и убираемой площадью (z) при двукратной уборке в течение суток (график 1). На графике нет тесной зависимости между y и z. Однако это не соответствует действительности. Причиной несоответствия является то, что при составлении графика нельзя было учесть вес убираемых отходов (стружки). Чем больше отходов, тем выше трудоемкость уборки одной и той же площади. Поэтому на графике по вертикали на площади около 400 м2 оказалось несколько точек, ординаты которых, выражающие трудоемкость, различны.
Учитывая это, рекомендуется при наличии двух факторов строить график зависимости между трудоемкостью или скорректированной численностью и исследуемым фактором, отнесенным к единице второго фактора. Например, для определения влияния веса отходов на трудоемкость уборки нужно построить график зависимости между отношением трудоемкости
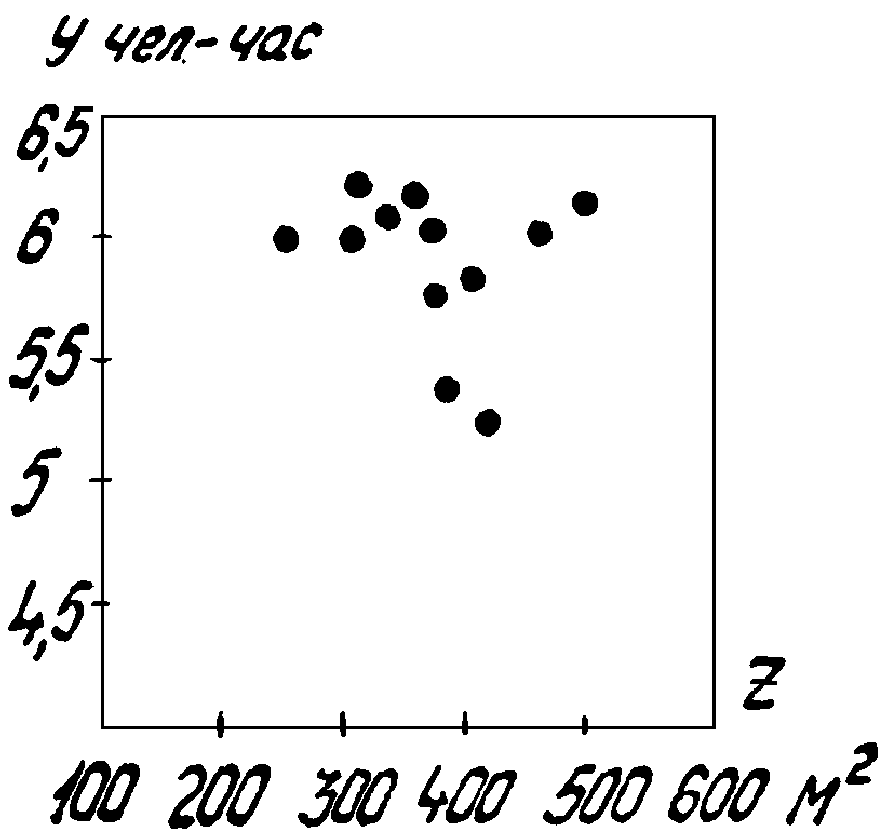 | 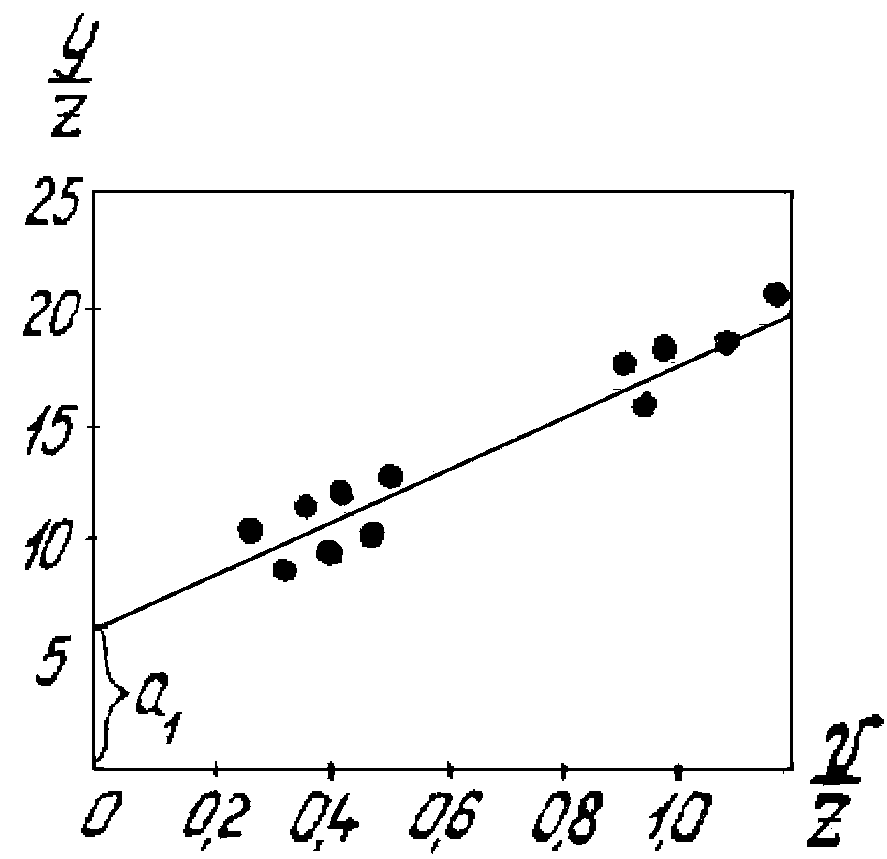 |
(y) и веса отходов (v) к убираемой площади (z) (график 2). Тогда на графике будет зависимость, выражаемая формулой

В данном случае берется зависимость между трудоемкостью и весом отходов в расчете на единицу площади. Поэтому влияние z на отклонение точек от линии зависимости исключено. Отклонения будут отражать влияние на трудоемкость фактора v. Это подтверждается и графиком 2, построенным на основе тех же данных, что и график 1.
На графике 2 разброса точек нет, но имеется линейная зависимость между

Следует заметить, что графики построены на основе реальных данных.
Что касается влияния на трудоемкость убираемой площади, то на графике 2 она выражена постоянной величиной a1 (расстояние от начала координат до точки пересечения с линией оси ординат), а в уравнении (66) - свободным членом, но фактически является коэффициентом трудоемкости при факторе z. В этом можно убедиться, умножив правую и левую части уравнения (66) на z. Тогда получим формулу
Коэффициент a2 равен тангенсу угла наклона линии зависимости. Коэффициенты a1 и a2 определяются не по фактическому расстоянию на графике, а с помощью цифр, нанесенных на оси ординат и абсцисс. Поэтому масштаб графика может быть произвольным.
Если линия зависимости окажется параллельной оси абсцисс (тангенс угла наклона равен нулю), то в формуле (67) второй член (a2 v) равен нулю. Это значит, что фактор, характеризующий объем, не влияет на численность вспомогательных рабочих.
По таким графикам определяется характер зависимости между численностью и факторами и влияние факторов. Если существует линейная или ярко выраженная нелинейная зависимость, то по величине отклонений точек от линий зависимости по вертикали можно судить о влиянии исследуемых факторов на численность.
При наличии трех и более факторов, характеризующих объем работ, рассмотренный прием дает менее точные результаты, так как на графике можно исключить влияние только одного фактора. Тем не менее при составлении нескольких графиков, на которых попарно исследуется влияние факторов, и при сравнении результатов можно получить представление о влиянии каждого из них. Для удобства сравнения на всех графиках следует исключать влияние одного и того же фактора (т.е. в знаменателе должен быть один и тот же фактор). В этом случае точкам рекомендуется присваивать порядковый номер предприятия (цеха). Если на одних графиках некоторые точки значительно отклоняются от линии зависимости (по оси ординат), а на других эти отклонения незначительны, то среднее отклонение расчетной численности рабочих от скорректированной будет небольшим. С помощью такого анализа расположения точек можно установить влияние факторов.
Пример. На графике 3 показана зависимость между скорректированной явочной численностью рабочих на станкостроительных заводах (r), занятых приемкой, выдачей и хранением материальных ценностей, материалов, деталей, инструмента и т.д., и весом готовой продукции (x) (в тыс. т), выпускаемой каждым заводом, отнесенных к общему числу заводских и цеховых складов и кладовых (e). График составлен по данным табл. 9. На графике оба фактора x и e влияют на численность рабочих, но отклонения некоторых точек от линии зависимости указывают на то, что есть неучтенный фактор, вызывающий эти отклонения.
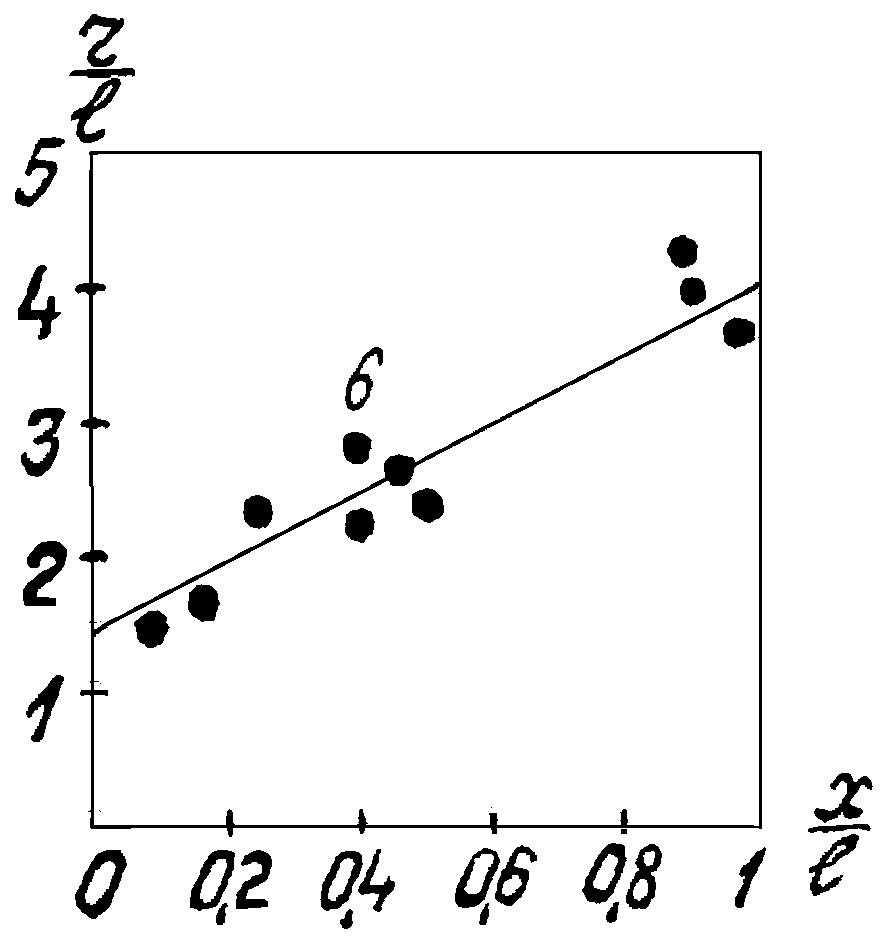 | 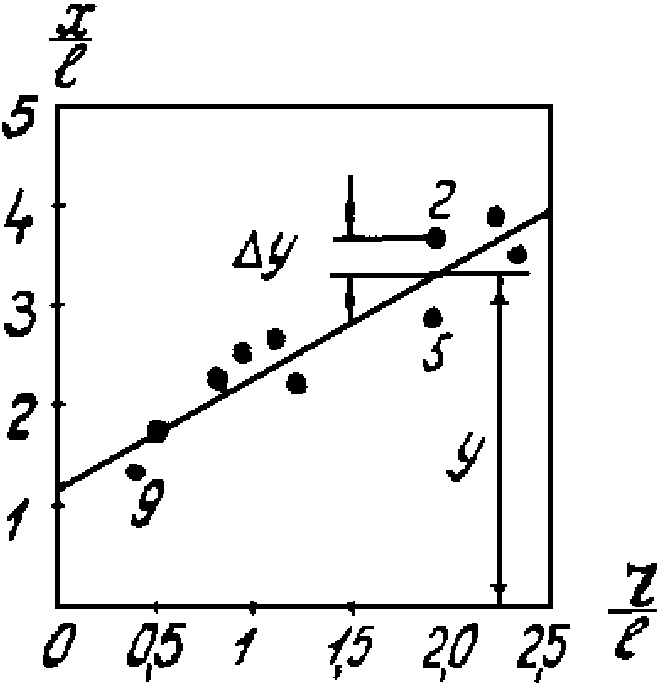 |
Таким фактором (косвенным) является количество обслуживаемых рабочих мест, однако его учет затруднен. Поэтому вместо этого фактора можно взять другой - площадь производственных помещений (z). На предприятиях, выпускающих однородную продукцию, этот фактор косвенно отражает и число рабочих мест, так как примерно пропорционален ему. На графике 4 приведена зависимость между численностью работающих и площадью производственных помещений (складов). Расположение точек на графике подтверждает влияние фактора z. Заметные отклонения некоторых точек от линии зависимости вызваны фактором x, не учтенным на данном графике.
Чтобы установить, как будет отклоняться скорректированная численность от нормативной при включении в расчетную формулу трех факторов, проводится сравнительный анализ отклонений точек на обоих графиках. Наибольшее отклонение от линий зависимости на графике 3 имеет точка 6 (по оси ординат). Однако на графике 4 эта же точка отклоняется в другую сторону примерно на то же расстояние. Это указывает на то, что среднее отклонение величины  для этой точки от данных, полученных при расчете по формуле, будет небольшим.
для этой точки от данных, полученных при расчете по формуле, будет небольшим.
Отклонения других точек на графике не превышают допустимых пределов (+/- 10). Поэтому отклонение скорректированной численности от нормативной, рассчитанной с учетом трех факторов, по предприятиям будет небольшим. Следовательно, факторы выбраны правильно.
Если расположение точек на графиках не дает ясно выраженного характера зависимости, то возможно наличие нелинейной зависимости. Это объясняется тем, что графическим способом можно выявить только некоторые частные случаи нелинейной зависимости. Влияние факторов и характер зависимости можно установить по формуле нелинейной зависимости и при сравнении рассчитанной численности со скорректированной.
Применение графического способа выбора факторов значительно сокращает трудоемкость разработки нормативов, исключает необходимость проведения корреляционного анализа влияния факторов путем определения коэффициентов корреляции.
Предварительный выбор факторов рекомендуется применять даже тогда, когда вывод формул производится на электронно-вычислительных машинах. Расчеты на ЭВМ не могут восполнить недостатки в выборе факторов, данные о которых заложены в машину. Поэтому при неправильно выбранных факторах формула нормативной численности, полученная при помощи ЭВМ, будет также неправильной.
Анализировать влияние факторов при помощи коэффициентов корреляции можно только в тех случаях, когда графическим способом не удается установить характер зависимости и степень влияния факторов, но есть уверенность, что эта зависимость существует. Например, при сложных видах нелинейной (степенной) зависимости для проверки влияния факторов можно использовать коэффициенты корреляции (множественные и частные). Частные коэффициенты показывают тесноту связи между численностью и исследуемым фактором при исключении влияния других факторов. При частном коэффициенте корреляции, равном единице, связь - функциональная; равном нулю - связи нет. Промежуточные значения свидетельствуют о наличии корреляционной зависимости, и она тем больше, чем выше частный коэффициент корреляции. При нелинейной зависимости частные коэффициенты корреляции определяются по логарифмам численности и исследуемого фактора.
Величина их должна быть не менее 0,7.
Следует иметь в виду, что и в этом случае не рекомендуется при выборе факторов ограничиваться анализом коэффициентов корреляции, так как они характеризуют только тесноту связи точек с линией регрессии (зависимости) без учета их отклонений от оси абсцисс. Поэтому коэффициенты корреляции не дают достаточного представления о величине отклонения скорректированной численности от расчетной. Из-за наклона линии зависимости процент отклонения при одинаковом отклонении точек от этой линии и одинаковом коэффициенте корреляции будет различным: больше там, где точки линии зависимости ближе к оси абсцисс.
Например, на графике 4 точки 2 и 9 имеют почти одинаковое отклонение от линии зависимости, равное  Однако расстояние (y) от точки 2 на линии зависимости (по ординате) до оси абсцисс будет в два с лишним раза больше, чем от точки, находящейся на той же линии против точки 9. Поэтому процент отклонения точки 2 от линии зависимости
Однако расстояние (y) от точки 2 на линии зависимости (по ординате) до оси абсцисс будет в два с лишним раза больше, чем от точки, находящейся на той же линии против точки 9. Поэтому процент отклонения точки 2 от линии зависимости  будет значительно меньше, чем процент отклонения точки 9. В связи с этим и процент отклонения скорректированной численности рабочих от нормативной, подсчитанной с учетом факторов, приведенных на графике 4, для завода N 9 будет значительно больше, чем для завода N 2, хотя коэффициент корреляции, рассчитанный для всех точек данного графика, один и тот же - 1 <1>.
будет значительно меньше, чем процент отклонения точки 9. В связи с этим и процент отклонения скорректированной численности рабочих от нормативной, подсчитанной с учетом факторов, приведенных на графике 4, для завода N 9 будет значительно больше, чем для завода N 2, хотя коэффициент корреляции, рассчитанный для всех точек данного графика, один и тот же - 1 <1>.
будет значительно меньше, чем процент отклонения точки 9. В связи с этим и процент отклонения скорректированной численности рабочих от нормативной, подсчитанной с учетом факторов, приведенных на графике 4, для завода N 9 будет значительно больше, чем для завода N 2, хотя коэффициент корреляции, рассчитанный для всех точек данного графика, один и тот же - 1 <1>.--------------------------------
<1> Нумерация заводов приводится по табл. 9.
Окончательная проверка правильности выбора факторов производится после вывода формул при сравнении расчетной и скорректированной численности.
В качестве примера выведем формулу нормативной численности для группы рабочих по приемке, хранению и выдаче материальных ценностей на станкостроительных заводах (для предприятия в целом).
Факторы, характеризующие объем работ данной группы и характер зависимости, были определены выше. Данные о скорректированной численности рабочих и количественных выражениях факторов приведены в табл. 9:
Для вывода формулы используем эти данные. Формула будет иметь вид
Для определения коэффициентов a1, a2 и a3 необходимо по итоговым данным табл. 9 составить три нормальные уравнения. Наиболее часто применяемые нормальные уравнения, определение по ним коэффициентов изложены в Методике разработки нормативов численности вспомогательных рабочих <2>, вывод уравнений приведен в приложении 2.
--------------------------------
<2> См. Методика разработки нормативов численности вспомогательных рабочих. М., НИИ труда, 1967.
В данном случае необходимо решить следующие уравнения:



где:
n - число предприятий, данные которых включены в таблицу.
Подставим в эти уравнения данные табл. 9, тогда
10a1 + 12,904a2 + 4,897a3 = 27,388;
12,904a1 + 20,573a2 + 8,051a3 = 40,231;
4,897a1 + 8,051a2 + 3,387a3 = 15,948.
Решив уравнения, получим
a1 = 1,2648; a2 = 0,5037; a3 = 1,6827.
Подставив значения коэффициентов (после их округления) в формулу (68), получим
Умножив обе части уравнения на e, получим расчетную формулу
Ч = 1,26e + 0,50z + 1,68x.
Результаты расчетов нормативной численности по этой формуле приведены в табл. 9. Отклонения нормативной численности (Ч) от скорректированной (ч) ни по одному предприятию не превышают допустимых (+/- 10%). Следовательно, формула может быть принята для определения нормативной численности работников складов и кладовых на предприятиях данной отрасли.
Суммы нормативной и скорректированной численности в итоговых данных таблицы должны быть равны между собой. Некоторые отклонения (не более 3%) возможны, если в основу вывода формулы в целях сокращения расчетов были взяты отношения скорректированной численности рабочих и факторов к одному из факторов, как это сделано в примере. Небольшие отклонения вызваны тем, что равными оказались суммы отношений численности  а не самой численности.
а не самой численности.
а не самой численности.Если отклонения составляют более 3%, то определение коэффициентов регрессии рекомендуется производить путем решения нормальных уравнений, в которых учтены суммы не отношений, а численности. В этом случае нужно решить следующие уравнения:



Эти уравнения отличаются от приводимых обычно в руководствах по математической статистике и теории корреляции отсутствием членов с коэффициентом a0 (где a0 - свободный член).
Расчет нормативов по данной методике должен сопровождаться разработкой и внедрением мероприятий по улучшению организации вспомогательных работ, так как нормативы рассчитаны на их рациональную организацию. Поэтому до внедрения рациональной организации труда вспомогательных рабочих нормативы можно применять с поправочными коэффициентами.
Таблица 9
РАБОТНИКОВ КЛАДОВЫХ И СКЛАДОВ
Номер завода | Фактическая явочная численность | Коэффициент занятости, Kз | Скорректированная явочная численность, ч | Число складов и цеховых кладовых, e | Площадь производственных помещений, тыс. м2 | Вес готовой продукции, x, тыс. т | y | А | Б | y2 | А2 | Б2 | yА | yБ | АБ | Нормативная численность рабочих (Ч) | Процент отклонения скорректированной численности рабочих от нормативной |
1 | 34 | 0,85 | 29 | 13 | 10,19 | 3,29 | 2,231 | 0,784 | 0,254 | 4,977 | 0,615 | 0,065 | 1,749 | 0,567 | 0,199 | 27,1 | +6,8 |
2 | 157 | 0,89 | 140 | 36 | 67,90 | 35,41 | 3,889 | 1,886 | 0,984 | 15,124 | 3,557 | 0,968 | 7,335 | 3,827 | 1,856 | 139,3 | +0,5 |
3 | 251 | 0,90 | 226 | 87 | 82,50 | 40,83 | 2,598 | 0,948 | 0,469 | 6,750 | 0,899 | 0,220 | 2,463 | 1,218 | 0,445 | 220,2 | +2,50 |
4 | 100 | 0,96 | 96 | 42 | 51,10 | 16,28 | 2,286 | 1,217 | 0,388 | 5,226 | 1,481 | 0,151 | 2,732 | 0,887 | 0,472 | 106,3 | -9,7 |
5 | 41 | 0,76 | 31 | 19 | 9,30 | 1,91 | 1,632 | 0,489 | 0,101 | 2,663 | 0,239 | 0,010 | 0,798 | 0,165 | 0,049 | 31,9 | -2,72 |
6 | 133 | 0,77 | 102 | 35 | 64,80 | 12,82 | 2,914 | 1,851 | 0,366 | 8,491 | 3,426 | 0,134 | 5,394 | 1,067 | 0,677 | 98,5 | +3,56 |
7 | 147 | 0,95 | 139 | 35 | 75,00 | 31,73 | 3,971 | 2,143 | 0,907 | 15,769 | 4,592 | 0,823 | 8,510 | 3,602 | 1,944 | 135,5 | +2,58 |
8 | 58 | 0,83 | 48 | 18 | 18,15 | 7,89 | 2,667 | 1,028 | 0,438 | 7,113 | 1,057 | 0,192 | 2,742 | 1,168 | 0,450 | 45,4 | +5,74 |
9 | 25 | 0,92 | 23 | 15 | 6,48 | 1,28 | 1,533 | 0,432 | 0,086 | 2,350 | 0,187 | 0,007 | 0,662 | 0,132 | 0,037 | 24,4 | -5,75 |
10 | 67 | 0,99 | 66 | 18 | 38,27 | 16,27 | 3,667 | 2,126 | 0,904 | 13,447 | 4,520 | 0,817 | 7,796 | 3,315 | 1,922 | 69,4 | -4,91 |
Итого | 1013 | - | 900 | 318 | 423,69 | 167,71 | 27,388 | 12,904 | 4,897 | 81,910 | 20,573 | 3,387 | 40,231 | 15,948 | 8,051 | 898 | - |
Изложенные методы разработки нормативов численности дают возможность производить расчеты как на счетных, так и на электронно-вычислительных машинах. Их рекомендуется применять не только для номирования вспомогательных, но и для основных работ, когда определение нормы зависит от нескольких факторов (например, в угольной промышленности), а также при разработке нормативов времени.
ДЛЯ ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ
По нормам обслуживания определяется количество единиц оборудования или производственных площадей и других обслуживаемых объектов, которые необходимо закрепить за одним или группой рабочих для выполнения вспомогательных работ.
Норма обслуживания (Но) определяется по формуле
 (69)
(69)где:
Tсм - фонд рабочего времени за смену (ч, мин.),
Ч - численность рабочих в бригаде (если норма обслуживания устанавливается для одного рабочего, то Ч = 1);
Tн.о - норма времени обслуживания одного объекта (в чел.-час., чел.-мин.).
Норма времени обслуживания, как и нормативы численности, зависит от нескольких факторов, влияющих на трудоемкость вспомогательных работ.
Нормы обслуживания могут разрабатываться дифференцированным или укрупненным методом.
Дифференцированный метод применяется в том случае, если могут быть выделены регулярно повторяющиеся элементы работ, время выполнения которых можно установить путем наблюдений.
Укрупненный метод применяется, когда отсутствует стабильность элементов работ по обслуживанию объектов как по времени, так и по повторяемости, что затрудняет возможность выделить регулярно повторяющиеся операции и установить время их выполнения.
При разработке норм обслуживания дифференцированным методом функции вспомогательных рабочих делятся на основные и дополнительные.
К основным функциям относятся регулярно повторяющиеся элементы работ (наладка и подналадка станка, изготовление пробных деталей с предъявлением их контролеру, сдача станка наладчикам), к дополнительным - подготовительно-заключительные работы, обслуживание своего рабочего места и нерегулярно повторяющиеся работы, связанные с обслуживанием объекта. Если дополнительные функции отсутствуют, то время выполнения основных функций совпадает с оперативным временем. Норма времени обслуживания (Tн.о) при дифференцированном методе определяется по формуле
Tн.о = (Tн1 N1 + Tн2 N2 + ... + Tнп Nn) K, (70)
где:
Tн1 - время, затрачиваемое на выполнение отдельных работ, входящих в основные функции (в чел.-час., чел.-мин.);
N1 - объем основных работ на обслуживаемом объекте, выполняемых в течение смены;
K - коэффициент, учитывающий выполнение дополнительных функций, а также время на отдых и личные надобности.
Норма времени, на выполнение основных функций устанавливается с помощью фотохронометражных наблюдений за выполнением каждой функции и их анализа. Коэффициент, учитывающий выполнение дополнительных функций, устанавливается по нормальному (проектируемому) балансу рабочего дня, полученному по данным фотографий рабочего времени.
Численность рабочих, занятых обслуживанием (Ч), зависит от заданной длительности (нормы длительности) обслуживания одного объекта. Определяется она по формуле
 (71)
(71)где:
tд - норма длительности.
Если норма времени обслуживания устанавливается для одного рабочего, то по величине она будет равна норме длительности.
В тех случаях, когда время на выполнение одних и тех же основных функций на единицу объема работы имеет большие колебания из-за нестабильности вспомогательных процессов, норма времени устанавливается укрупненным методом путем вывода формулы корреляционной зависимости от прямых и косвенных факторов, влияющих на трудоемкость основных функций. Порядок выбора факторов, проверки правильности их выбора и вывода самих формул такой же, как при разработке нормативов численности.
При укрупненном методе норма времени обслуживания определяется без деления функций на основные и дополнительные и устанавливается с учетом объема работ по обслуживанию объекта за определенное время (смена, год) так же, как при разработке нормативов численности. В этом случае норма времени обслуживания (Tн.о) в расчете на одну производственную единицу определяется по формуле
где:
x - объем работ в цехе, на участке, на который рассчитывается норма обслуживания (например, площадь помещений, количество единиц ремонтной сложности оборудования);
y, p - дополнительные факторы, характеризующие объем работы (за смену, год) и влияющие на ее трудоемкость (например, для уборщиков - вес убираемых отходов и т.д.);
a1, a2, an - коэффициенты трудоемкости факторов x, y, p.
Норма времени обслуживания на смену при максимальной численности рабочих определяется по формуле

где:
Ч1 - нормативная трудоемкость работ по обслуживанию цеха, участка или нормативная явочная численность рабочих в смену с наибольшим количеством рабочих (человеко-смен);
где:
x - количество единиц ремонтной сложности оборудования в цехе;
Ч1 - нормативная численность дежурных слесарей в цехе в наибольшую смену;
v - количество физических единиц оборудования в цехе;
Нормативная численность слесарей, занятых обслуживанием оборудования во всех сменах, равна
Ч = Tн.о x Kсм,
где:
Kсм - коэффициент сменности.
Норма времени обслуживания в данном случае определяется в человеко-сменах, поэтому Tсм = 1. Тогда норму обслуживания одного слесаря можно определить по формуле
Но для всех слесарей равна x.
Норма обслуживания устанавливается так же, как и нормативы численности по группам предприятий или цехов одного типа производства, выпускающих родственную продукцию и имеющих одинаковые типовые организационно-технические условия выполнения вспомогательных работ. Предприятия с несовершенной организацией труда и нетиповыми организационно-техническими условиями при разработке норм не учитываются.
Нормы обслуживания проектируются с учетом следующих условий:
затраты времени на выполнение функций обслуживания должны соответствовать уровню производительности труда, достигнутому на передовых предприятиях. При определении затрат труда следует исключать излишние работы, вызываемые недостатками в организации труда;
нормы обслуживания должны обеспечивать наименьшие затраты живого труда на единицу продукции не только вспомогательных, но и основных рабочих, т.е. наибольшую экономичность производства продукции.
Поэтому для некоторых профессий (например, для кладовщиков, наладчиков, дежурных), нормы обслуживания которых могут привести к простоям основных рабочих или оборудования, рекомендуется производить расчеты для определения оптимальной, экономически выгодной нормы обслуживания. Расчетная формула в этом случае будет иметь вид
Методы расчетов по этой формуле аналогичны методам, приведенным в разделах VIII и XI, но в средние затраты на эксплуатацию единицы обслуживаемого оборудования входит также заработная плата основного рабочего, включая социальное страхование в расчете на одну минуту.
Коэффициент занятости (Kз), необходимый для определения коэффициента совпадения (Kс), может быть определен по формуле

где:
Но.max - максимальная норма обслуживания, подсчитанная по формулам (72) и (73), в расчете на одного рабочего.
Примеры установления норм обслуживания даны в "Межотраслевых рекомендациях по научной организации труда вспомогательных рабочих", изданных НИИ труда в 1970 г.
и пересмотру действующих норм
Для обеспечения прогрессивности и оптимальной напряженности норм на предприятиях необходимо по мере проведения организационно-технических мероприятий пересматривать действующие нормы, выявлять устаревшие и ошибочно установленные нормы для последующего их пересмотра.
Ввод нового и модернизация действующего оборудования, внедрение более прогрессивной технологии, усовершенствование технологической и организационной оснастки, инструментов, механизация и автоматизация производственных процессов, совершенствование организации рабочих мест, улучшение конструкции изделий, использование новых видов сырья, материалов и т.д. должны сопровождаться заменой действующих норм новыми, рассчитанными применительно к новым организационно-техническим условиям.
Выявление устаревших и ошибочно установленных норм должно осуществляться на основе систематически проводимого в течение года анализа действующих на предприятии норм.
К устаревшим относятся нормы времени, нормы выработки, нормы обслуживания на работы, трудоемкость которых снизилась в результате совершенствования организации производства и труда, роста профессионального мастерства, увеличения объемов производства, улучшения обслуживания рабочих мест, обеспечения ритмичности, введения рациональных внутрисменных режимов труда и отдыха и др.
Ошибочно установленные нормы, при проектировании которых неправильно учтены организационно-технические условия либо допущены ошибки в применении нормативных материалов или при выполнении расчетов, должны пересматриваться по мере их выявления.
Для обеспечения планомерной работы по совершенствованию нормирования труда на предприятиях целесообразно ежегодно разрабатывать календарные планы замены и пересмотра норм, которые являются составной частью техпромфинплана (стройфинплана).
Календарный план пересмотра норм составляется в сроки, установленные для разработки техпромфинплана (стройфинплана).
Разработка календарного плана осуществляется исходя из задания по росту производительности труда, производственной программы на планируемый год на основе плана организационно-технических мероприятий, а также результатов проверки действующих норм. Проверка действующих норм должна проводиться на предприятии систематически по разработанным и согласованным с комитетом профсоюза календарным графикам.
В соответствии с планом по росту производительности труда, утвержденным предприятию вышестоящей организацией, цехам устанавливаются задания по снижению трудоемкости продукции. На их основе разрабатывается календарный план замены и пересмотра норм по цехам и другим подразделениям предприятия (см. ниже).
Исходя из специфических особенностей производства и организации нормирования труда календарные планы могут разрабатываться по видам продукции, изделиям, операциям, профессиям рабочих, обслуживаемому оборудованию и т.д.
В графе 1 календарного плана перечисляются виды продукции, профессий и т.д., в графе 3 указывается действующая норма.
Далее на основании графика снижения трудоемкости в графе 4 плана отмечают планируемое снижение затрат труда на нормируемую единицу.
Графы 4 и 6 заполняются по тем объектам нормирования, затраты труда на которых исчислены в человеко-часах. В графе 5 указывается объем выпуска продукции, изделий, количество операций от начала внедрения норм до конца планируемого года, а в графе 6 - общее снижение затрат труда до конца года в человеко-часах.
В графе 7 отмечается численность высвобожденных рабочих до конца года. В этом случае трудоемкость, приведенная в графе 6, и увеличение норм обслуживания пересчитываются на численность рабочих. Если объектом нормирования является численность рабочих, то она определяется путем вычитания из действующей нормы (графа 3) планируемого снижения численности.
Высвобожденная в результате пересмотра норм обслуживания численность рабочих (Чэ) определяется по формуле
 (74)
(74)где:
Н - количество одинакового оборудования в цехе (на участке), обслуживаемого рабочими данной профессии;
Но - существующая норма обслуживания;
Но.н - проектируемая (новая) норма обслуживания;
Kсм - коэффициент сменности.
замены и пересмотра норм труда на 197_ год
Наименование видов продукции, изделий, операций, профессий рабочих, обслуживаемого оборудования, по которым планируется пересмотр норм | Шифр (N строки) | Действующая норма на нормируемую единицу по состоянию на 1 января 197_ г. | I квартал | II квартал <*> | III квартал <*> | IV квартал <*> | Планируемая норма труда на начало следующего за планируемым года | ||||||||||||
планируемое снижение затрат труда на нормируемую единицу продукции или увеличение нормы обслуживания | объем выпуска продукции (в нормируемых единицах) при внедрении нормы до конца планируемого года | снижение затрат труда до конца года | |||||||||||||||||
трудоемкость (по нормам), чел.-час | высвобожденная численность рабочих (человек) | ||||||||||||||||||
2 | 9 | 10 | 13 | 14 | 17 | 18 | |||||||||||||
Рабочие-сдельщики | |||||||||||||||||||
Изделие А | 01 | 4,15 чел.-час. | 0,15 чел.-час. | 60000 | 9000 | 4,65 | - | - | 4 чел.-час. | ||||||||||
Рабочие-повременщики | |||||||||||||||||||
Наладчики токарных автоматов | |||||||||||||||||||
участка | 20 | 10 автоматов | 12 автоматов | - | - | 2,5 | - | - | 12 автоматов 3 чел. | ||||||||||
Кочегары котельной | 30 | 4 чел. | 1 чел. | - | - | 3 | - | - | - | ||||||||||
--------------------------------
Аналогичным образом составляется план на другие кварталы.
В графе 20 календарного плана указываются планируемые нормы затрат труда на начало следующего за планируемым года.
При разработке календарного плана пересмотр устаревших норм целесообразно планировать на первый квартал года.
Следует учитывать, что составленный план будет правильным лишь в том случае, когда предусмотренные мероприятия обеспечивают запланированные темпы роста производительности труда.
Рассмотренная форма календарного плана является примерной и может быть уточнена с учетом специфических особенностей нормирования труда в данной отрасли.
Проектирование и широкое внедрение технически обоснованных норм должно сочетаться с разработкой мероприятий по научной организации труда на рабочих местах, а это, в свою очередь, требует повышения квалификации работников, занимающихся нормированием труда, и перестройки их работы.
Необходимо освободить нормировщиков от работ, не относящихся к их обязанностям. Основное внимание следует уделять проектированию новых, анализу и пересмотру действующих норм. Эта работа должна проводиться одновременно с разработкой мероприятий по внедрению научной организации труда, передовых методов труда на тех рабочих местах, где вводятся новые нормы. Их выполнение возможно лишь тогда, когда на рабочих местах созданы организационно-технические условия, предусмотренные при разработке норм. Поэтому нормировщики должны добиваться быстрого внедрения на рабочих местах соответствующих организационно-технических мероприятий, участвовать в их осуществлении, выявлять и изучать передовые приемы и методы труда, инструктировать рабочих о порядке выполнения нормируемой работы, режимах работы оборудования, инструментах и приспособлениях, которые должны применяться, и т.д.
Кроме того, работники, занимающиеся нормированием труда, должны анализировать выполнение норм, выявлять причины невыполнения технически обоснованных норм отдельными рабочими, оказывать помощь в их устранении, а также разрабатывать предложения по материальному стимулированию рабочих за выполнение технически обоснованных норм <1>.
--------------------------------
<1> При проведении работы по организации и нормированию труда следует руководствоваться Типовым положением об отделе организации труда и заработной платы предприятия, объединения, комбината, утвержденным постановлением Госкомтруда N 311 от 14 ноября 1974 г.
для нормирования труда
Установление норм затрат труда аналитически-расчетным методом производится при помощи нормативных материалов. К ним относятся: нормативы режимов работы оборудования; нормативы времени; нормативы численности; нормы обслуживания; типовые нормы времени и нормы выработки; единые нормы времени и нормы выработки.
Нормативами режимов работы оборудования называются регламентированные величины режимов (параметров) работы оборудования, обеспечивающие наиболее целесообразное его использование. Они применяются для установления рациональных режимов работы оборудования и определения времени машинной работы.
Нормативы времени - это регламентированные затраты времени на выполнение отдельных элементов, входящих в состав операций. Они применяются для нормирования ручных и машинно-ручных работ и делятся на следующие виды: нормативы основного времени (при ручных работах); нормативы вспомогательного времени; нормативы оперативного времени, нормативы подготовительно-заключительного времени; нормативы времени обслуживания рабочего места; нормативы времени на отдых и личные надобности; нормативы времени обслуживания (оборудования и др.).
Нормативами времени обслуживания называются регламентированные величины затрат-времени на обслуживание единицы оборудования, рабочего места и других производственных единиц. Они используются для установления норм обслуживания <1>.
--------------------------------
<1> Подробнее о нормах обслуживания см. раздел XII.
Нормативы численности - это регламентированная численность рабочих, необходимая для выполнения единицы или определенного объема работы. Эти нормативы применяются для установления численности рабочих в основном на работах, на которых ее трудно определить другими способами (через нормы времени и т.д.).
От нормативной численности они отличаются тем, что устанавливаются на различные объемы работы, тогда как нормативная численность определяется на предприятии с помощью нормативов или формул на конкретный объем работы.
Типовыми называются нормы, устанавливаемые на работы, которые выполняются по типовой технологии, соответствующей достигнутому уровню технической оснащенности на большинстве или части предприятий данной отрасли при научной организации труда. Типовую технологию разрабатывают отраслевые организации, исходя из наиболее рационального и экономически выгодного использования оборудования при научной организации труда.
Типовые нормы рекомендуются для применения на предприятиях отрасли. На тех предприятиях, где организационно-технические условия не достигли уровня, учтенного при разработке норм, они могут быть рекомендованы в качестве эталона.
Вопрос о применении типовых норм на предприятиях решается руководством предприятия или вышестоящей организацией (министерством, главным управлением).
Едиными называются нормы времени (выработки), нормы обслуживания, которые разрабатываются для работ, выполняемых по единой технологии в одной или ряде отраслей народного хозяйства. Их выполнение является обязательным для всех предприятий, организаций, для которых они предназначены. Примером единых норм являются нормы на строительные и монтажные работы.
Разработка единых норм осуществляется с учетом передового уровня техники и организации труда. Поэтому при утверждении единых норм устанавливается определенный срок их введения, в течение которого предприятия, организации должны разработать и осуществить меры, позволяющие привести существующие организационно-технические условия в соответствие с теми, на которые рассчитаны единые нормы.
Единые и типовые нормы относятся к нормативным материалам потому, что они используются на предприятиях для установления норм на конкретные работы, исходя из их объемов на данном предприятии <1>.
--------------------------------
<1> Методика расчета единых и типовых норм изложена в разделе VI.
По сфере применения нормативные материалы подразделяются на межотраслевые, отраслевые и местные.
Межотраслевые нормативы предназначаются для нормирования труда на работах, выполняемых на предприятиях двух или более союзных или союзно-республиканских министерств (ведомств). При их разработке исходят из организационно-технических условий производства, типичных для всех отраслей, в которых они должны применяться.
Отраслевые нормативы применяются для нормирования труда на работах, выполняемых на предприятиях одного союзного или союзно-республиканского министерства (ведомства).
Местные нормативы используются на одном предприятии, когда устарели или отсутствуют нормативные материалы, имеющие более широкую сферу применения. Нормативные материалы разрабатываются для типовых организационно-технических условий, наиболее распространенных в производстве. Они предназначены для конкретных работ с учетом местных производственных условий.
В связи с тем что типовые условия не всегда совпадают с организационно-техническими условиями на предприятии, нормативные материалы (кроме единых норм времени) относятся к числу рекомендуемых. Поэтому вопрос об их применении решается предприятиями или вышестоящими организациями с учетом местных организационно-технических условий.
По степени укрупнения нормативные материалы делятся на дифференцированные и укрупненные. Признаки деления зависят от вида нормативных материалов (нормативы времени, нормы обслуживания).
Дифференцированные нормативы времени устанавливаются на отдельные приемы или более мелкие элементы операции. Наиболее дифференцированными являются микроэлементные нормативы на отдельные движения.
Укрупненные нормативы времени устанавливаются при выполнении комплекса организационно и технологически связанных между собой нескольких трудовых приемов или одного приема, если ко времени его выполнения добавляются другие категории затрат времени.
Нормативы численности и типовые нормы относятся к наиболее укрупненным нормативным материалам.
Степень дифференциации нормативов зависит от серийности производства работ, для которых предназначены нормативы. Дифференцированные нормативы времени применяются для нормирования работ в массовом и крупносерийном производстве.
Нормативные материалы должны удовлетворять следующим основным требованиям:
учитывать современный уровень техники, технологии и организации производства и труда, передовые методы и приемы труда, предусматривать внедрение научной организации труда;
соответствовать по степени укрупнения техническим, технологическим и организационным условиям, характерным для данного типа производства;
правильно учитывать факторы, характеризующие объем работы, на который устанавливаются нормативы, и обеспечивать необходимую точность нормативов и норм;
включать наиболее распространенные работы, быть удобными для расчета норм выработки (времени) или численности работников.
Нормативные материалы должны основываться на критическом анализе существующей организации производства и труда и содержать все необходимые сведения об организации труда на рабочем месте и организационно-технических условиях, на которые они разработаны.
Нормативные материалы разрабатываются, как правило, в централизованном порядке отраслевыми научно-исследовательскими и нормативными организациями. Исключение составляет разработка местных нормативов <1>.
--------------------------------
<1> Более подробно этот вопрос изложен в Положении о порядке разработки нормативных материалов, утвержденном Государственным комитетом Совета Министров СССР по вопросам труда и заработной платы и ВЦСПС. - "Бюллетень Госкомтруда", 1968, N 8.
В подготовке исходных материалов для централизованной разработки нормативов должны принимать участие предприятия той отрасли, для которой они разрабатываются. Количество предприятий, участвующих в подготовке исходных данных, определяется организацией, ведущей разработку нормативных материалов, в зависимости от требуемой точности норм.
Разработка нормативных материалов состоит из следующих этапов:
1. Подготовительная организационно-методическая работа.
2. Сбор первичных материалов, проведение наблюдений и исследований на рабочих местах на предприятиях и в лабораториях.
3. Анализ, обработка исходных данных, составление нормативных таблиц, оформление проекта нормативных материалов.
4. Проверка проекта нормативных материалов на предприятиях.
5. Корректировка нормативных материалов с учетом результатов проверки.
На первом этапе проводится следующая работа:
определяется перечень работ и операций, на которые разрабатываются нормативные материалы, сфера их применения и объем работы по их разработке;
намечаются организации, которые примут участие в разработке нормативов, а также предприятия и участки производства, на которых будет проводиться исследование (изучение организации труда, затрат рабочего времени и режимов работы оборудования);
производится предварительный выбор факторов, влияющих на трудоемкость и характеризующих объем работы по выполнению элементов операции (или операций, комплекса операций), на которые устанавливаются нормативы. Изучаются действующие нормативы и литература по вопросам, относящимся к их разработке;
разрабатываются технические задания, методические рекомендации для работников, принимающих участие в подготовке нормативных материалов, составляется предварительный макет таблиц нормативов.
На втором этапе на рабочих местах изучаются и анализируются содержание технологического и трудового процесса, организация труда, передовые приемы и методы труда, обслуживание рабочих мест, составы бригад, подбираются паспорта оборудования, характеристики инструмента и приспособлений и другие технические данные.
В процессе изучения и анализа выявляются и устраняются недостатки в организации нормируемых работ, устанавливается рациональная последовательность их выполнения. Затем проводятся хронометражные или другие виды наблюдений с целью определения затрат времени на выполнение нормируемых работ, а также экспериментальные исследования, необходимые, например, для установления режимов работы оборудования.
На третьем этапе путем анализа и обработки исходных данных:
устанавливается наиболее рациональное содержание работы и составляющих ее элементов, разрабатываются мероприятия по научной организации труда, в том числе организация и обслуживание рабочих мест, методы и приемы труда, его разделение и кооперация;
окончательно определяются основные факторы, влияющие на продолжительность работы или составляющих ее элементов, и выводятся формулы для расчета нормативных величин;
уточняются макеты нормативных таблиц, производится их оцифровка;
подготавливается общая часть сборника нормативных материалов и составляется текстовая часть к каждой таблице.
В общей части необходимо указать, на какие организационно-технические условия рассчитаны нормативы (или нормы).
В комментариях к таблицам нормативов излагается содержание работы, последовательность выполнения трудовых действий (для нормативов времени), особенности организационно-технических условий данной работы, организация труда, измерители времени и факторов, характеризующих объем работ, исходная формула, на основании которой составлена таблица. Формула позволит в случае необходимости уточнить промежуточные величины нормативов при их использовании.
Для сокращения затрат труда при разработке нормативов в некоторых случаях нормативные таблицы не составляются. Вместо них приводятся формулы с пояснениями о порядке пользования ими в примеры.
Замена таблиц формулами возможна в тех случаях, когда их практическое применение не встречает затруднений и расчеты производятся без больших затрат времени.
Общая и текстовая части к нормативам в случае необходимости должны дополняться схемами, эскизами, конкретизирующими содержание работ, порядок и условия их выполнения.
На четвертом этапе разработки нормативных материалов производится их проверка в производственных условиях. Число предприятий, на которых проверяют нормативы, зависит от общего количества предприятий, для которых они разработаны, и частоты повторяемости работ, предусмотренных в сборнике нормативных материалов. Для определения числа предприятий рекомендуется пользоваться таблицами, приведенными в Положении о порядке разработки нормативных материалов.
На пятом этапе следует обратить внимание на соответствие организационно-технических условий, изложенных в сборнике, условиям, существующим на большинстве предприятий; на выбор факторов, влияющих на продолжительность работ; на прогрессивность нормативов (норм); на процент выполнения норм, установленных по нормативным материалам, и удобство пользования ими.
На основании данных проверки производится уточнение нормативов.
ПРИ РАЗРАБОТКЕ НОРМАТИВОВ ВРЕМЕНИ
В качестве исходных данных для разработки нормативов по труду применяются:
результаты хронометражных или фотохронометражных наблюдений за выполнением элементов операций;
прогрессивные дифференцированные нормативы, степень укрупнения которых ниже разрабатываемых;
результаты фотографий рабочего времени и рабочего процесса;
данные о явочной численности рабочих и объеме выполняемой ими работы при ее рациональной организации, на которую устанавливаются нормативы численности рабочих;
материалы экспериментальных исследований режимов работы оборудования, его технические характеристики.
Кроме того, при разработке нормативов учитываются качественные факторы, характеризующие организационно-технические условия и технологию выполнения работы. Нормативы для конкретной группы работ разрабатываются на одинаковые организационно-технические условия их выполнения, а также на одинаковую технологию. Если те же работы выполняются в других условиях и по другой технологии вследствие особенностей производства (тип производства, отрасль производства, механизация труда и т.д.), то на них разрабатываются отдельные нормативы.
На основе анализа исходных данных рассчитываются нормативные формулы корреляционной зависимости между нормативными величинами (время выполнения отдельных элементов операций, нормативная численность и т.д.) и количественными выражениями факторов, влияющих на трудоемкость и характеризующих объем нормируемой работы. При помощи этих формул разрабатываются таблицы нормативов.
В данном подразделе излагаются математические методы обработки исходных данных и вывода формул, рекомендуемые при разработке нормативов времени. Они значительно отличаются от применявшихся ранее, обеспечивают большую точность нормативов и сокращают затраты труда на их проектирование.
При разработке нормативов времени можно вывести формулы двумя способами.
При первом способе предварительно выводятся формулы корреляционной зависимости времени выполнения данного элемента операции или другой величины от каждого фактора в отдельности при постоянной величине других факторов. Далее, пользуясь предварительными формулами, выводят общую формулу зависимости нормативной величины от всех факторов.
При втором способе общая формула выводится сразу при переменном значении всех факторов, т.е. без вывода предварительных формул.
Первый способ требует специальной группировки исходных данных и применяется в тех случаях, когда такую группировку можно провести в процессе сбора исходных данных. Это возможно в тех случаях, когда данный элемент работы периодически выполняется при определенных величинах факторов, например обработка детали определенного диаметра, длины и веса.
Второй способ не требует такой группировки, поэтому он более универсален и менее трудоемок, так как сокращает число исходных данных, необходимых для вывода формул с достаточной точностью. Количество исходных данных снижается за счет отсутствия наблюдений при постоянных величинах факторов. Этот способ разработки нормативов времени можно применять и при наличии в исходных данных группировки, используемой при первом способе (деление факторов по величине на постоянные и переменные). Пользуясь этими данными, можно получить общую формулу без вывода предварительных формул.
Преимуществом первого способа является то, что он более освоен и шире применяется при разработке нормативов времени и режимов резания. Его рекомендуется использовать в тех случаях, когда при разработке нормативов проведено сравнительно небольшое число наблюдений.
Вывод формул при разработке нормативов времени производится путем решения нормальных уравнений, составленных по данным табл. 10. При решении уравнений определяются коэффициенты трудоемкости (или регрессии), учитывающие влияние соответствующих факторов.
Например, для вывода формулы
t = a1 x + a2 z
необходимо проделить коэффициенты a1 и a2 путем решения следующих нормальных уравнений:


где:
t - норматив времени;
a1 и a2 - коэффициенты трудоемкости;
x, z - факторы, определяющие объем работы и влияющие на трудоемкость;
 - итоговые данные табл. 10 <1>.
- итоговые данные табл. 10 <1>.--------------------------------
<1> Подробнее см. в разделе XII.
Таблица 10
N п/п | Время по исходным данным, tф | Величины факторов | Норматив времени, t | Процент отклонения t от tф | ||||||
x | z | x2 | xz | tфx | z2 | tфz | ||||
1 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 11 | ||
1 | ||||||||||
2 | ||||||||||
3 | ||||||||||
. | ||||||||||
. | ||||||||||
. | ||||||||||
Итого | ||||||||||
Примечание: При составлении нормальных уравнений в  учитываются итоговые данные граф 7 и 9 (tф - величина фактических затрат времени).
учитываются итоговые данные граф 7 и 9 (tф - величина фактических затрат времени).
учитываются итоговые данные граф 7 и 9 (tф - величина фактических затрат времени).Способ получения нормальных уравнений изложен в приложении.
В случае нелинейной зависимости формулы путем логарифмирования приводятся к линейному виду. В этом случае показатели степени и коэффициенты определяются путем решения таких же нормальных уравнений, но в эти уравнения будут включены не числа, а их логарифмы.
В некоторых случаях при степенной зависимости коэффициенты трудоемкости могут быть определены без логарифмирования. Например, если уравнение имеет вид
t = a1 y2 + a2 v2,
где:
y, v - факторы, влияющие на трудоемкость, то коэффициенты a1 и a2 определяются путем решения тех же нормальных уравнений, которые даны для уравнения вида
t = a1 x + a2 z.
Уравнение со степенной зависимостью можно привести к уравнению в первой степени. Тогда
y2 = x, v2 = z,
а в нормальные уравнения подставляют вместо величин  и т.д.
и т.д.
и т.д.Вывод окончательных нормативных формул при помощи предварительных формул (при применении первого способа) имеет свои особенности, которые будут изложены ниже.
В процессе математической обработки исходных данных и получения формул должна обеспечиваться необходимая точность нормативов. Требования к точности зависят от типа производства, для которого разрабатываются нормативы. Точность нормативов выражается в процентах отклонения действительно необходимых средних затрат труда от нормативных. Допустимые проценты отклонений применительно к нормам приведены в подразделе "Хронометраж". Ими следует руководствоваться и при разработке нормативов.
Точность нормативов зависит от точности исходных данных: от правильности выбора факторов, характеризующих объем работы и влияющих на трудоемкость; от правильности установления характера зависимости между нормативными величинами и факторами и от правильности выбора формулы этой зависимости.
При правильно выбранных факторах, достаточно точных исходных данных и формулах, выражающих действительную зависимость между нормативными величинами и факторами, отклонения отдельных значений затрат труда или других величин, установленных в процессе сбора материалов, от нормативных, как правило, не превышают +/- 10%. При разработке нормативов для серийного, мелкосерийного и единичного производств могут быть допущены отклонения до 15%.
После вывода окончательной формулы, пользуясь ею и величинами факторов в таблицах исходных данных, необходимо рассчитать нормативные значения затрат труда или других нормативных величин, соответствующих величинам факторов.
Далее при сравнении полученных нормативных величин с соответствующими им исходными данными в той же таблице устанавливается процент отклонения исходных данных от нормативных по каждому значению в отдельности. Он не должен превышать допустимое отклонение (+/- 10 - 15%) для данного вида производства.
Превышение будет свидетельствовать о недостатках при выборе факторов или при определении характера зависимости и выборе соответствующей ей формулы, а также о возможной неточности некоторых исходных данных. Эти недостатки следует выявить и устранить.
Допустимый процент отклонений не следует сравнивать с коэффициентом устойчивости хроноряда. Последний учитывается при обработке хронометражных рядов в процессе сбора исходных данных. Допустимый процент отклонения учитывается при математической обработке собранных данных, отражающих действительные средние затраты труда, колебания которых при одинаковых организационно-технических условиях выполнения одной и той же работы не могут быть большими.
Проверка отклонения нормативных величин от исходных нужна потому, что исходные данные представляют выборочную совокупность, на основании которой выводятся нормативные формулы для всей (генеральной) совокупности работ. Поэтому отклонения из-за ошибок в выборе факторов будут и в генеральной совокупности. Отказ от проверки отклонений нормативных величин от исходных может привести не только к снижению точности нормативов, но и к ошибкам, которые отрицательно влияют на работу предприятия.
Особенностью разработки нормативов является выбор факторов, который проходит в два этапа: период подготовки к сбору исходных данных и их математическая обработка. На первом этапе, когда еще нет данных, факторы выбираются исходя из опыта предыдущих исследований, а на втором - при математической обработке - устанавливается правильность их выбора путем определения допустимого процента отклонения нормативных величин от полученных в процессе сбора исходных данных. При больших отклонениях необходимо учитывать дополнительные факторы или заменять ранее выбранные. Поэтому на первом этапе выбору факторов должно уделяться большое внимание, причем, кроме выбранных основных, следует учесть возможность возникновения потребности в дополнительных факторах.
Затраты труда на выполнение тех или иных видов работ, как правило, зависят от многих факторов. Однако учесть все факторы при разработке нормативов не всегда возможно. Практика показывает, что в этом нет необходимости. Для получения заданной точности нормативов достаточно учесть только основные факторы, оказывающие значительное влияние на трудоемкость. Они обеспечивают достаточную точность при условии, что эти факторы выбраны правильно.
Выбирать следует факторы, определение величин которых при использовании нормативов не представляет больших затруднений.
Определению характера зависимости и вида формулы этой зависимости должно быть уделено большое внимание, так как ошибки в этом случае также приводят к неточным нормативам. Например, если имеется линейная зависимость, а принята нелинейная, то отдельные исходные данные будут значительно отклоняться от нормативных. Характер зависимости и ее формула определяются графическим способом. Одновременно производится предварительная проверка правильности выбора факторов.
При влиянии на нормативную величину одного фактора на график наносятся точки, соответствующие величинам затрат труда и фактора; при влиянии двух факторов строятся графики зависимости между отношениями затрат труда и величинами одного фактора к величине второго, т.е. между затратами труда и величинами факторов, приведенными к единице одного из факторов. Путем нанесения на график средней линии зависимости (нормативной) определяется характер зависимости, а по величине отклонений точек от этой линии по вертикали (с учетом отклонений соответствующих им точек на нормативной линии от оси абсцисс) проверяется правильность выбора факторов. Отклонения каждой точки от линии зависимости не должны превышать 10 - 15%.
Если имеется более двух факторов, то строится несколько графиков <1>.
--------------------------------
<1> См. подробнее в разделе XII и в Методике разработки нормативов численности вспомогательных рабочих, изданной НИИ труда в 1965 и 1967 гг.
С помощью графиков устанавливают вид формулы между отношениями  от нее переходят к обычной формуле. Например, если график соответствует формуле
от нее переходят к обычной формуле. Например, если график соответствует формуле
от нее переходят к обычной формуле. Например, если график соответствует формуле
то, умножив на z, получим
t = a1 z + a2 x.
Если в результате анализа графиков (отношений) выявится отсутствие как линейной, так и нелинейной зависимости, то возможна степенная зависимость, которую не всегда можно установить изложенным методом. Тогда выводится формула степенной зависимости, например вида
а правильность выбора факторов определяется позднее при сравнении исходных данных с нормативными, полученными по этой формуле.
При установлении вида формул следует решить вопрос о целесообразности учета в конечной нормативной формуле свободного члена. Практика показывает, что он затрудняет выбор факторов и получение необходимой точности нормативов. Причина этого заключается в следующем.
В математической статистике свободный член встречается потому, что в статистических данных начальное значение зависимой переменной может принимать любую величину. Свободный член определяет начальное значение этой переменной. При разработке норм и нормативов по труду начальные значения времени и численности, характеризующие затраты труда при объеме работы, равном нулю, как правило, должны равняться нулю. Наличие нормируемых неустранимых перерывов в работе не меняет положения, так как они учитываются в нормируемых затратах труда. Следовательно, в конечной формуле, по которой рассчитываются нормативы, свободный член должен быть равен нулю.
Его наличие в формуле приводит к тому, что при факторах, равных нулю, характеризующих объем работы и влияющих на трудоемкость, расчетные затраты труда не будут равны нулю, что может отразиться на точности нормативов.
Наличие в формуле большого свободного члена указывает на недостатки в выборе факторов. Это приводит к отклонениям исходных данных о затратах труда от нормативных. Например, фактическая зависимость имеет вид:
t = a1 x + a2 z + a3 v.
Если не учитывать фактор v, то
В формуле выражение a3 v заменило свободный член b, но b - постоянная величина, v - переменная, поэтому результаты расчетов по этой формуле окажутся неправильными.
Расчет по этой формуле возможен в том случае, если влияние неучтенного фактора v на время t незначительно, вследствие чего отклонение фактических затрат времени от нормативных будет в допустимых пределах. Исключение в подобных случаях свободного члена из формулы также не повысит точности расчетов, так как величина свободного члена b распределяется между коэффициентами трудоемкости b1 и b2, а следовательно, в какой-то степени учтется в формуле.
На точность нормативов влияет ограничение возможности проверить правильность выбора факторов определением коэффициентов корреляции (или корреляционных отношений). При разработке нормативных материалов наличие высоких коэффициентов корреляции, т.е. достаточно тесной связи отдельных величин исходных данных с нормативными, еще ничего не говорит о величине отклонения их от нормативных. Поэтому, несмотря на достаточно большой коэффициент корреляции, может иметь место высокий процент отклонения отдельных исходных данных от нормативных. Причины этого подробно рассмотрены в разделе XII.
В связи с этим, учитывая, что графический анализ позволяет с достаточной точностью решить вопрос о выборе факторов, как правило, не рекомендуется определять коэффициенты корреляции при разработке нормативов. Исключение может быть допущено в частных случаях, указанных в разделе XII.
Однако и в этих случаях независимо от величины коэффициента корреляции окончательная проверка правильности выбора факторов должна производиться путем определения процента отклонений каждой величины исходных данных от нормативных.
Изложенные принципы математической обработки исходных данных справедливы как для первого, так и для второго способов разработки нормативов. Однако первый способ имеет некоторые особенности.
Для получения исходных данных проводится столько серий наблюдений, сколько имеется факторов. Например, если время зависит от трех факторов x, z и v, то проводятся три серии наблюдений: первая - при переменном факторе x и постоянных z и v, вторая - при переменном z и постоянных x и v, третья - при переменном v и постоянных факторах x и z.
Каждая серия состоит из хронометражных или фотохронометражных наблюдений за временем выполнения работы при определенных величинах переменного фактора. Минимальное число величин переменного фактора (m) определяется по формуле
где:
Фmax - максимальное числовое значение данного фактора (например, максимальная длина детали);
Фmin - минимальное значение данного фактора (например, минимальная длина детали).
Интервалы между величинами переменного фактора определяются исходя из равномерного распределения на графике точек отдельных величин относительно средней линии. При этом выбираются те значения факторов, которые соответствуют имеющимся на производстве. Например, если фактором является длина детали, то для наблюдений выбираются не формально полученные размеры исходя из равенства интервалов, а имеющиеся на предприятии, но близкие к расчетным.
На основании данных, полученных в результате наблюдений, строятся графики корреляционной зависимости искомой величины от каждого фактора, принятого за переменный. Число графиков будет равно количеству факторов. Например, если действуют два фактора x и z, то строятся два графика зависимости времени tx от x и tz от z (графики 5 и 6).
По графикам предварительно проверяют правильность выбора факторов и определяют характер зависимости.
При нелинейной (степенной) зависимости нормативная кривая, полученная на графике, сравнивается с серией кривых, нанесенных на другой график и соответствующих наиболее распространенным видам нелинейных зависимостей. Это позволит более точно выбрать вид зависимости. Отклонения каждой точки на графике от средней линии по вертикали не должны превышать допустимых отклонений (10 - 15%) для данной точки от времени t (расстояние от оси абсцисс по вертикали до точки на линии). Отклонения больше 10 - 15% указывают на то, что, кроме выбранных факторов, действуют еще и другие или что факторы выбраны неправильно. В этом случае наблюдения проводятся при постоянных величинах других факторов. Поэтому в отличие от ранее рассмотренного графического анализа при переменных факторах (графики 1 и 2), другие учтенные факторы не могут привести к большим отклонениям точек на графике. Следовательно, такие отклонения могут вызываться только неучтенными, переменными факторами.
Если отклонения не превышают установленных пределов, то по способу наименьших квадратов выводятся предварительные формулы зависимости времени от каждого переменного фактора. Например, при действии двух факторов x и z (графики 5 и 6) выводятся две формулы линейной зависимости:
Коэффициенты a1 и b1 в этом случае определяются при помощи нормальных уравнений:

где:
n - фактическое число учтенных в расчетной таблице величин фактора x.
Такие же уравнения применяются и для определения коэффициентов a2 и b2.
 |  |
Пользуясь формулами (а) и (б), находим общую формулу зависимости нормативного времени t от обеих переменных.
При отсутствии влияния других факторов нормативное время будет равно
Формулу (77) можно проверить следующим образом. Если в формулу вместо z подставить его постоянное значение z0, при котором в процессе наблюдений определялось влияние переменного фактора x, то получим формулу
Если вместо x подставить его постоянное значение x0, при котором определялось влияние на время фактора z, то получим
a2 z0 = b1, a1 x0 = b2.
Это указывает на то, что постоянные члены b1 и b2 в исходных формулах отражают влияние на время (tx и tz) факторов, имевших постоянную величину. Следовательно, влияние одного фактора x выражается членом a1 x, а фактора z - членом a2 z. Суммируя эти величины, получим общую формулу (77).
Практически при данном способе вывода формул, кроме основных факторов, небольшое влияние на величины b1 и b2 могут оказать неучтенные второстепенные факторы. Поэтому при суммировании формул (а) и (в) в формулу (77) можно добавить свободный член, который определяется как разность между суммами свободных членов и произведениями коэффициентов регрессии на постоянные величины факторов, деленная на число факторов. Например, в рассмотренном случае свободный член (b) определяется по формуле
 (78)
(78)Если величина свободного члена невелика по сравнению с другими членами общей формулы и отклонения исходных данных от нормативных, подсчитанные по общей (итоговой) формуле, оказались в допустимых пределах, то для расчета можно использовать формулу со свободным членом. Но если величина свободного члена окажется большой, что приведет к отклонениям нормативов времени от исходных данных в недопустимых пределах, то необходимо еще раз проверить правильность выбора факторов, в результате которой можно выявить и учесть в формуле фактор, вызывающий эти недостатки.
Возможность появления свободного члена при первом способе вывода формулы (в отличие от второго) объясняется тем, что общая формула выводится на основе предварительных формул, в которых влияние неучтенных факторов отражается на свободном члене.
При втором способе коэффициенты регрессии учитывают влияние (в допустимых пределах) и неучтенных факторов, поскольку формулы выводятся без свободного члена.
Такую формулу можно получить по данным графиков 5 и 6, но без вывода предварительных формул. В этом случае в одну расчетную таблицу записываются исходные данные о времени и соответствующие им данные о величинах всех факторов, как переменных, так и постоянных. Далее при помощи нормальных уравнений вида (75), пользуясь итоговыми данными таблицы, выводится общая (окончательная) формула для свободного члена.
Например, если результаты графического исследования (графики 7 и 8) покажут наличие степенной зависимости, то
tx = c1 xm; tz = c2 zk.
Тогда выводится общая формула
t = c xm zk.
В этом случае из-за сложности расчетов проще применять второй способ вывода общей формулы, т.е. без предварительных формул. Первый способ используется только для определения характера зависимости.
Сначала формула логарифмируется:
Далее составляется расчетная таблица, аналогичная табл. 10. В нее заносятся логарифмы исходных данных, т.е. lg t и lg x и lg z, а также произведения и квадраты этих величин, необходимые для составления нормальных уравнений.
Пользуясь таблицей, способом наименьших квадратов определяются постоянные lg c, m и K. После этого рассчитывается коэффициент c.
Нормальные уравнения выражаются через логарифмы. В данном случае применяются следующие уравнения:



где:
n - число учтенных в таблице величин времени t (или число строк в таблице);
 - итоговые данные рядов в таблице.
- итоговые данные рядов в таблице.После вывода формулы определяется нормативное время по каждой строке таблицы и процент его отклонения от исходных данных. Сначала по формуле (79) определяют логарифмы времени t, а затем время.
 |  |
Часто величины расчетных формул, которые приходится логарифмировать, меньше единицы. Для ускорения расчетов их можно выражать в виде произведения, в котором один множитель 10 в отрицательной степени. lg 10 = 1. Например:
lg 0,00056 = lg (5,6 · 10-4) = lg 5,6 - 4 lg 10 = lg 5,6 - 4.
В тех случаях, когда первый способ обработки нормативов заменяется вторым, отсутствие заранее установленных интервалов может привести к недостаточному охвату наблюдениями различных сочетаний переменных значений факторов, что затруднит вывод формул. Чтобы избежать итого, интервалы между значениями переменных факторов могут быть установлены также при помощи формулы (76). Однако каждое наблюдение в этом случае должно проводиться при различных сочетаниях значений факторов (например, одно - при минимальных значениях всех факторов, второе - при максимальных, остальные - при других возможных на предприятии сочетаниях величин факторов). Число наблюдений должно быть равно наибольшему из подсчитанных для отдельных факторов, но не менее 10. Число замеров при каждом наблюдении определяется по табл. 4.
Способы вывода формул, применяемые при разработке нормативов, позволяют все математические расчеты производить на электронно-вычислительных машинах. Однако применение ЭВМ не исключает необходимости (в целях предупреждения повторных расчетов из-за ошибок в выборе факторов) предварительного проведения графического анализа для проверки правильности выбора факторов и выявления вида формул. При этом на ЭВМ обязательно должна производиться проверка соблюдения допустимого процента отклонения нормативных величин от исходных данных. Без этого не может быть уверенности в правильности нормативов.
В приложении приводятся типовые формы бланков по основным видам наблюдений: фотография рабочего времени (наблюдательный лист и сводная карта), хронометраж и фотохронометраж. На основе предложенных форм и руководствуясь указаниями, данными в приложениях, при создании отраслевых положений должны быть разработаны формы по всем видам наблюдений с учетом особенностей отрасли.
ФОТОГРАФИИ РАБОЧЕГО ВРЕМЕНИ
Примечание. В графе "Навыки в работе" указывается степень освоения данной операции, например "Освоил работу хорошо", "Освоил работу недостаточно".
В графе "Состояние" указывается степень исправности оборудования - "Исправное", "Неисправное" (с указанием характера неисправности).
В графе "Организация труда на рабочем месте, включая его обслуживание" указывается, соответствует ли рабочее место требованиям научной организации труда, кратко излагаются порядок обеспечения материалами, инструментом, качество инструмента и приспособлений, порядок ухода за оборудованием (чистка, смазка), обеспеченность подъемно-транспортным оборудованием (при необходимости) и другие вопросы в зависимости от специфических особенностей работы.
индивидуальной фотографии рабочего времени | Цех, отделение, участок | |
Дата _____ Начало наблюдения ____ Конец наблюдения ____ Перерыв ____ | ||
Фамилия, имя, отчество | Тарифный разряд | Специальность | Стаж работы по специальности | Производственная характеристика | Средний процент выполнения норм | |
Оборудование
Наименование, завод-изготовитель | Тип, модель | Инвентарный N | Характеристика оборудования | |
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Недостатки в организации труда и в технологии выполнения работы
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Работы, выполненные при проведении фотографии
рабочего времени
N | Содержание работы | Объем выполненных работ | Процент выполнения норм |
N п/п | Наименование затрат рабочего времени | Текущее время, ч, мин. | Величина затрат рабочего времени, ч, мин. | Перекрываемое время, мин. |
Таблица одноименных затрат времени
Затраты рабочего времени | Повторяемость видов затрат рабочего времени | Величина затрат рабочего времени | В том числе перекрываемое | ||
Индекс или код | Виды затрат рабочего времени | ||||
мин. | |||||
1 | 2 | 5 | 6 | ||
Значения и пояснения наблюдателя
Наблюдал | Проверил | ||||
Дата | Должность | Подпись | Дата | Должность | Подпись |
индивидуальной фотографии рабочего времени | Цех, отделение, участок | |||||||||
Наблюдения | Данные о рабочих | |||||||||
N наблюдательных листов | дата | начало, ч, мин. | конец, ч, мин. | перерывы, ч, мин. | фамилия, имя, отчество рабочего | тарифный разряд | специальность | стаж работы по специальности | навыки в работе | процент выполнения норм за месяц |
Баланс рабочего времени
Группа затрат | Категория | Индекс | Код | Наименование затрат рабочего времени | N наблюдений | Сумма времени, мин. | Средняя продолжительность, мин. | |||||
1 | 2 | 3 | 4 | 5 | ||||||||
Величина затрат рабочего времени, мин. | ||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
Время работы по выполнению производственного задания | Подготовительно-заключительное (ПЗ) | ПЗ-1 | Получение и сдача наряда, чертежа | |||||||||
ПЗ-2 | Производственный инструктаж | |||||||||||
ПЗ-3 | Наладка оборудования | |||||||||||
Подготовительно-заключительное (ПЗ) | ПЗ-4 | |||||||||||
ПЗ-5 | ||||||||||||
ПЗ-6 | ||||||||||||
ПЗ | Итого | |||||||||||
Обслуживание рабочего места (Об) | организационное (Орг) | Орг-1 | Раскладка инструмента в начале смены и уборка в конце | |||||||||
Орг-2 | Чистка, смазка оборудования | |||||||||||
Орг-3 | ||||||||||||
Орг-4 | ||||||||||||
Орг | Итого | |||||||||||
техническое (Тех) | Тех-1 | Регулирование и подналадка оборудования | ||||||||||
Тех-2 | Замена изношенного инструмента | |||||||||||
Тех-3 | ||||||||||||
Тех-4 | ||||||||||||
Тех | Итого | |||||||||||
Об | Всего | |||||||||||
Время работы по выполнению производственного задания (РЗ) | оперативное (ОП) | основное | О | - | ||||||||
вспомогательное | В | - | ||||||||||
ОП | Итого | |||||||||||
РЗ | Всего | |||||||||||
Время перерывов (П) | время регламентированных перерывов (ПР) | ПР-1 | Время на отдых | |||||||||
ПР-2 | Время на личные надобности | |||||||||||
ПР-3 | Перерывы, предусмотренные технологией и организацией производственного процесса | |||||||||||
ПР | Итого | |||||||||||
время нерегламентированных перерывов (ПН) | вызванных нарушением нормального течения производственного процесса (ПНТ) | ПНТ-1 | Ожидание работы, наряда | |||||||||
ПНТ-2 | Ожидание наладки оборудования | |||||||||||
ПНТ-3 | Простой из-за отсутствия энергии | |||||||||||
ПНТ | Итого | |||||||||||
Время перерывов (П) | Время нерегламентированных перерывов (ПН) | вызванных нарушением трудовой дисциплины (ПНД) | ПНД-1 | Позднее начало работы | ||||||||
ПНД-2 | Преждевременное окончание работы | |||||||||||
ПНД-3 | Посторонние разговоры | |||||||||||
ПНД | Итого | |||||||||||
ПН | ||||||||||||
П | Всего | |||||||||||
Время работы, не предусмотренное выполнением производственного задания (НЗ) | время случайной работы (СР) | СР-1 | Выполнение дополнительных работ, не предусмотренных основным заданием | |||||||||
СР-2 | ||||||||||||
СР-3 | ||||||||||||
СР | Итого | |||||||||||
время непроизводительной работы (НР) | НР-1 | Хождение за материалом | ||||||||||
НР-2 | Поиски инструмента, приспособлений | |||||||||||
НР-3 | Исправление брака | |||||||||||
НР-4 | ||||||||||||
НР-5 | ||||||||||||
НР | Итого | |||||||||||
НЗ | Всего | |||||||||||
Всего по балансу рабочего времени | ||||||||||||
Анализ потерь рабочего времени
Затраты рабочего времени | Причины непроизводительных затрат рабочего времени | Проектируемые организационно-технические мероприятия | Возможное сокращение потерь рабочего времени | |||
N п/п | Индекс или код | Наименование | Продолжительность, мин. | |||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
Аналитическая сводка
Наименование затрат времени | Баланс рабочего времени | ||||||||
фактический | нормальный | ||||||||
Группа | Категория | Код | Индекс | продолжительность, мин. | в процентах к продолжительности рабочего времени | в процентах к оперативному времени | продолжительность, мин. | в процентах к продолжительности рабочего времени | в процентах к оперативному времени |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Время работы по выполнению производственного задания | Подготовительно-заключительное | ПЗ | |||||||
Основное | О | ||||||||
Вспомогательное | В | ||||||||
Обслуживание рабочего места | Об | ||||||||
Организационное | Орг | ||||||||
Техническое | Тех | ||||||||
Итого | РЗ | ||||||||
Перерывы регламентированные | Время на отдых и личные надобности | Отл | |||||||
Перерывы, вызванные технологией и организацией производственного процесса | ПТ | ||||||||
Итого | Пр | ||||||||
Перерывы нерегламентированные | Перерывы, вызванные нарушениями нормального течения производственного процесса | ПНТ | |||||||
Перерывы, вызванные нарушением трудовой дисциплины | ПНД | ||||||||
Итого | ПН | ||||||||
Всего перерывов | П | ||||||||
Время работы, не предусмотренной выполнением производственного задания | Время случайной работы | СР | |||||||
Время непроизводительной работы | НР | ||||||||
Итого | НЗ | ||||||||
Всего рабочего времени | Р | ||||||||
Коэффициент возможного превышения производительности труда за счет уплотнения рабочего дня рассчитывается по формуле
где:
Q - возможное сокращение затрат рабочего времени (кроме оперативного) за время наблюдения;
Tн - продолжительность наблюдения.
Предложения по совершенствованию организации
труда и технологии выполнения работ, рекомендуемые
для внедрения на рабочем месте
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Составил | Проверил | Утвердил | |||
дата | подпись | дата | подпись | дата | подпись |
Хронометражно-нормировочная карта N ___ | Цех, отделение, участок | ||||||
Наименование работы | Разряд работы | ||||||
Дата наблюдения | Исполнители | ||||||
фамилия, имя, отчество | профессия | разряд | стаж работы | процент выполнения норм | |||
Сведения о предмете труда (наименование изделия, сборочного узла, детали и т.д., N чертежа) | Сведения о материале, сырье, заготовках, припуск на обработку |
Эскиз предмета труда | Организация труда на рабочем месте, его обслуживание |
N элемента | Инструмент и приспособления | Режим работы | Схема рабочего места, сведения об оборудовании | |||
наименование, марка, материал, размеры | количество | |||||
Примечание. В графе "Производственная характеристика" указывается степень освоения рабочим данной работы и качество ее выполнения. Например, "Работу освоил хорошо, не менее 95% деталей сдал с первого предъявления".
N п/п | Элементы операции | Фиксажные точки | Количество рабочих | Время | Продолжительность выполнения элементов операции | Сумма | Средняя арифметическая | Коэффициент устойчивости | |||||||||||||||
Номер наблюдений | фактический | нормативный | |||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | |||||||||
Т | |||||||||||||||||||||||
П | |||||||||||||||||||||||
Т | |||||||||||||||||||||||
П | |||||||||||||||||||||||
Т | |||||||||||||||||||||||
П | |||||||||||||||||||||||
--------------------------------
Т - текущее время.
П - продолжительность выполнения элемента операции.
Замечания наблюдателя о дефектных замерах
Номер наблюдения | Номер элемента операции | Причины отклонений |
Расчет нормы времени
Продолжительность выполнения элементов операции | |||
Номера элементов операции | Элементы операции | Время | |
основное | вспомогательное | ||
Итого | |||
Индекс | Наименование категорий времени | Нормативные затраты времени | |
чел.-мин. | в % к Tоп | ||
О | Основное | ||
В | Вспомогательное (неперекрываемое) | ||
ОП | Итого оперативного времени | ||
Тех | Техническое обслуживание | ||
Орг | Организационное обслуживание | ||
Об | Итого времени обслуживания рабочего места | ||
Отл | Отдых и личные надобности | ||
tшт | Норма штучного времени | ||
ПЗ | Подготовительно-заключительное на партию | ||
Наблюдения проводил | ||||||
Номер наблюдения | Дата | Подпись | Номер наблюдения | Дата | Подпись | Проверил |
Мероприятия по совершенствованию организации труда
и технологии выполнения работ, которые следует
осуществить при внедрении разработанной нормы
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
___________________________________________________________________________
Название операции | Результаты замеров времени по элементам | Сумма времени, мин., сек. | Средняя продолжительность выполнения элемента, мин., сек. | Объем выполненных работ | ||||||
N элемента | Наименование элементов операции | Текущее время, мин., сек. | Продолжительность выполнения элемента, мин., сек. | |||||||
1-й замер | 2-й замер | и т.д. | 1-й замер | 2-й замер | и т.д. | |||||
1 | ||||||||||
2 | ||||||||||
3 | ||||||||||
4 | ||||||||||
5 | ||||||||||
6 | ||||||||||
Примечание. Сведения об исполнителях, предмете труда, оборудовании, рабочем месте приводятся в карте фотохронометража, одинаковой с хронометражно-нормировочной картой. В этой же карте рассчитываются нормы времени и предлагаются мероприятия по совершенствованию организации труда.
Таблица 11
(АППАРАТУРНОЙ) РАБОТЫ НА ОДНОМ ИЗ ОБЪЕКТОВ ОБСЛУЖИВАНИЯ
СО ВРЕМЕНЕМ ЗАНЯТОСТИ РАБОЧЕГО НА ДРУГИХ ОБЪЕКТАХ
Количество объектов, обслуживаемых одним рабочим | Коэффициенты занятости рабочего на обслуживание объекта (Kз) | ||||||||||||||
0,011 | 0,012 | 0,013 | 0,014 | 0,015 | 0,016 | 0,018 | 0,020 | 0,022 | 0,025 | 0,029 | 0,033 | 0,04 | 0,05 | 0,06 | |
Коэффициенты, учитывающие совпадение (Kс) | |||||||||||||||
15 | 1,0016 | 1,0023 | 1,0028 | 1,0033 | 1,0048 | 1,0059 | 1,0088 | 1,0097 | 1,0110 | 1,0131 | 1,0209 | 1,0260 | 1,0328 | 1,059 | 1,074 |
20 | 1,0027 | 1,0031 | 1,0042 | 1,0050 | 1,0067 | 1,0081 | 1,0112 | 1,0133 | 1,0148 | 1,0192 | 1,0282 | 1,0353 | 1,0440 | 1,073 | 1,092 |
25 | 1,0037 | 1,0046 | 1,0058 | 1,0066 | 1,0087 | 1,0109 | 1,0137 | 1,0180 | 1,0210 | 1,0268 | 1,0367 | 1,0459 | 1,0551 | 1,091 | - |
30 | 1,0051 | 1,0061 | 1,0074 | 1,0085 | 1,0110 | 1,0138 | 1,0175 | 1,0234 | 1,0281 | 1,0367 | 1,0474 | 1,0568 | 1,0710 | - | - |
35 | 1,0059 | 1,0076 | 1,0092 | 1,0104 | 1,0136 | 1,0164 | 1,0218 | 1,0297 | 1,0377 | 1,0471 | 1,0593 | 1,0689 | - | - | - |
40 | 1,0071 | 1,0089 | 1,0116 | 1,0129 | 1,0162 | 1,0202 | 1,0279 | 1,0370 | 1,0474 | 1,0600 | 1,0721 | - | - | - | - |
45 | 1,0085 | 1,0121 | 1,0137 | 1,0158 | 1,0194 | 1,0250 | 1,0346 | 1,0466 | 1,0572 | 1,0841 | 1,0858 | - | - | - | - |
50 | 1,010 | 1,0134 | 1,0161 | 1,0186 | 1,0232 | 1,0301 | 1,0422 | 1,0559 | 1,0796 | - | - | - | - | - | - |
55 | 1,0117 | 1,0151 | 1,0189 | 1,0217 | 1,0277 | 1,0363 | 1,0505 | 1,0876 | - | - | - | - | - | - | - |
60 | 1,0133 | 1,0174 | 1,0212 | 1,0252 | 1,0325 | 1,0432 | 1,0714 | - | - | - | - | - | - | - | - |
65 | 1,0151 | 1,0198 | 1,0244 | 1,0288 | 1,0377 | 1,0596 | - | - | - | - | - | - | - | - | - |
70 | 1,0178 | 1,0221 | 1,0284 | 1,0334 | 1,0437 | - | - | - | - | - | - | - | - | - | - |
75 | 1,0201 | 1,0251 | 1,0325 | 1,0377 | - | - | - | - | - | - | - | - | - | - | - |
80 | 1,0220 | 1,0288 | 1,0373 | - | - | - | - | - | - | - | - | - | - | - | - |
85 | 1,0247 | 1,0327 | - | - | - | - | - | - | - | - | - | - | - | - | - |
90 | 1,0281 | 1,0372 | - | - | - | - | - | - | - | - | - | - | - | - | - |
95 | 1,0311 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
100 | 1,0344 | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
КОЭФФИЦИЕНТОВ СОВПАДЕНИЯ (Kс)
Из формулы (26) следует, что коэффициент совпадения времени занятости рабочего на одном из объектов обслуживания (станков, аппаратов) с остановкой других объектов и в ожидании обслуживания составит
Время простоя станка (аппарата) в ожидании обслуживания (Tп), отнесенное ко времени цикличной или оперативной работой с учетом простоя  равно
равно
Если равенство (1) преобразовать, выразив его через  то получим
то получим
 (2)
(2)Для определения  использованы формулы теории массового обслуживания. Эта величина пропорциональна математическому ожиданию числа источников требований (станков, аппаратов) в ожидании обслуживания. Применительно к нашему случаю
использованы формулы теории массового обслуживания. Эта величина пропорциональна математическому ожиданию числа источников требований (станков, аппаратов) в ожидании обслуживания. Применительно к нашему случаю  определяется по формуле
определяется по формуле
где:
n - число станков (аппаратов), обслуживаемых одним рабочим;
m - число станков, которые требуют обслуживания;
(m - 1) - число станков, простаивающих в ожидании обслуживания (один станок из m обслуживается);
Pn(m) - вероятность того, что m станков из их общего количества (n) требуют обслуживания.
Подставив в формулу (3) разные значения m (от 1 до n), получим
Вероятности, входящие в равенство (4), определяются по формуле
где:
Pn(0) - вероятность того, что в работе обслуживаемых станков нет перерывов;
При конкретных значениях m средний член формулы (5) может быть преобразован. Например, при m = 1
при m = 2

Сумма вероятностей при m от нуля до n равна единице, т.е.

Подставив в эту формулу вероятности для всех значений, определяемые по формуле (5) с преобразованием ее среднего члена, можно найти вероятность Pn(0). Она равна
 (6)
(6)где:
r - коэффициент, выражающий занятость рабочего при норме обслуживания, равной одному станку:
Например, при n = 4

При многостаночном обслуживании 
За машинно-свободное время (Tм.с) один рабочий может обслужить  требований, равное
требований, равное  где Tз - время занятости рабочего на обслуживании одного станка. Количество требований
где Tз - время занятости рабочего на обслуживании одного станка. Количество требований  поступивших от одного станка за то же время, равно единице.
поступивших от одного станка за то же время, равно единице.
Тогда 
Величину r можно выразить через коэффициент занятости рабочего на одном станке. Учитывая, что

 (7)
(7)Данные формулы позволяют определить коэффициенты совпадения (Kс) в зависимости от числа объектов (станков, аппаратов и т.д.), обслуживаемых одним рабочим, и коэффициентов занятости (Kз). Таблица 11 составлена с учетом этих формул.
КОЭФФИЦИЕНТОВ РЕГРЕССИИ (ТРУДОЕМКОСТИ)
При выводе формул зависимости между нормативами и факторами учитывается следующее требование наименьших квадратов: сумма квадратов отклонений ординат фактических точек от ординат, вычисленных по формуле, должна быть наименьшей. Например, на графике 2 расстояния точек до оси абсцисс (по вертикали), выраженные через отношение  будут фактически ординатами. Расстояния точек на линии регрессии, расположенных против фактических (по вертикали), будут ординатами, рассчитанными по формуле. Сумма квадратов разностей между ними должна быть наименьшей.
будут фактически ординатами. Расстояния точек на линии регрессии, расположенных против фактических (по вертикали), будут ординатами, рассчитанными по формуле. Сумма квадратов разностей между ними должна быть наименьшей.
Определим нормальные уравнения для получения формулы зависимости между временем t и факторами x и z без свободного члена:
Метод наименьших квадратов выражается следующим образом:
где:
tф - фактические величины t.
Подставив в это уравнение из формулы (8) значение t, получим

Функция будет минимальной, если ее частные производные по a1 и a2 будут равны нулю, т.е.
Преобразовав эти уравнения, получим нормальные уравнения:
 (10)
(10)
Пользуясь этими уравнениями, определяют коэффициенты a1 и a2.
Для сравнения получим нормальные уравнения со свободным членом для формулы
t = a + a1 x + a2 z.
В этом случае вместо формулы (9) будет

Тогда



После преобразований получим нормальные уравнения:



При преобразовании

где:
n - число строк в таблице исходных данных.
Нормальные уравнения для формулы со свободным членом отличаются дополнительным уравнением (а), а также тем, что в формулы (б) и (в) добавляются члены  Отсюда следует, что уравнения без свободного члена можно получить из уравнений со свободным членом путем исключения первого равенства (а), а в остальных уравнениях - членов со свободным членом. Для упрощения в нормальных уравнениях вместо tф обычно пишут t.
Отсюда следует, что уравнения без свободного члена можно получить из уравнений со свободным членом путем исключения первого равенства (а), а в остальных уравнениях - членов со свободным членом. Для упрощения в нормальных уравнениях вместо tф обычно пишут t.
Отсюда следует, что уравнения без свободного члена можно получить из уравнений со свободным членом путем исключения первого равенства (а), а в остальных уравнениях - членов со свободным членом. Для упрощения в нормальных уравнениях вместо tф обычно пишут t.